Одно из главных отличий современного станка с ЧПУ от «классических» моделей с ручным управлением – отсутствие кинематической связи между механизмами, отвечающими за перемещение рабочих органов и вращение шпинделя. Раздельный привод позволяет отказаться от использования многоступенчатых коробок передач, механических делительных головок, доверить сложные расчеты компьютеру. Но чтобы перемещения были точными, а станок всегда понимал, в какой точке находится режущий инструмент в текущий момент времени, привод должен иметь вполне определенные параметры. В механизмах станка с ЧПУ лучше всего с этими задачами справляются шаговые двигатели: компактные «послушные» в управлении и сравнительно недорогие.
В этой статье мы расскажем о работе этих устройств, постараемся найти их недостатки и подобрать альтернативные варианты.
Как работает шаговый двигатель?
Наиболее важная конструктивная особенность шагового двигателя – явно выраженные магнитные полюса. На статоре их роль играют сердечники обмоток. Ротор выглядит как зубчатое колесо: выступы на его поверхности – это тоже полюса (постоянных магнитов). Благодаря такой конструкции шаговый двигатель способен совершать дискретные угловые перемещения с остановкой в определенном положении. Связанный с ним через передачу винт-гайка узел станка совершает заданное линейное перемещение.
Управляющий сигнал для шагового двигателя представляет собой последовательность импульсов. Их количество кратно числу шагов, которые совершает ротор. Система управления станка знает, сколько импульсов было послано на двигатель, и может посчитать текущее положение исполнительного механизма.
У шаговых двигателей обширный перечень преимуществ. Самые важные из них:
Доступная стоимость. Такие приводы применяются не только в промышленных станках, но и в бытовой технике. Например, на маломощные самодельные станки часто устанавливают шаговые двигатели, снятые с принтеров.
Надежность. Благодаря отсутствию щеток и применению подшипников с избыточным рабочим ресурсом вывести из строя шаговый двигатель достаточно сложно. Перегрузки приводят к пропуску шагов, но не повреждают двигатель.
Высокая скорость отклика на управляющий сигнал. Старт, торможение и реверсирование происходят практически мгновенно из-за того, что максимальный момент двигатель развивает при скоростях, близких к нулю.
Есть у таких приводов и недостатки:
На обмотках двигателя всегда есть напряжение, то есть он постоянно потребляет энергию.
Крутящий момент зависит от частоты вращения, и на высоких скоростях он значительно падает.
Эффект резонанса — падение момента на некоторых частотах вращения. При чем резонансная частота непостоянна и зависит от величины нагрузки.
При пропуске шагов система ЧПУ не сможет правильно определить положение исполнительного механизма, если шаговый привод работает без обратной связи.
Типы шаговых приводов
Существует два типа шаговых приводов:
Униполярные. Обмотки статора имеют от 5 до 8 выводов. Двигатель включается в работу посредством их коммутации при помощи простейшего драйвера с четырьмя ключами.
Биполярные. В таком моторе всего 4 вывода, и для изменения параметров магнитного поля им нужна более сложная система управления.
Биполярные двигатели развивают большие моменты на валу, чем униполярные, при сравнимых массово-габаритных характеристиках, поэтому их в станках с ЧПУ можно увидеть значительно чаще.
Как выбрать шаговый двигатель для ЧПУ станка?
Самостоятельный выбор шагового двигателя для ЧПУ станка привода — работа сложная и требующая точных расчетов. Он должен преодолеть силу трения в ШВП или передаче винт-гайка, инерцию портала и рабочую нагрузку, которая зависит от свойств обрабатываемой детали и режима резания. Также нужно учесть геометрические параметры присоединительного фланца, вала и корпуса. Важный момент – анализ графика зависимости крутящего момента от частоты вращения. Именно здесь ошибки приводят к пропуску шагов.
Тем, кто все же решился собрать станок самостоятельно, мы рекомендуем посмотреть характеристики приводов готовых моделей, близких по размерам и поставленным задачам.
Альтернативные варианты
Единственный конкурент шагового двигателя в ЧПУ станке — сервомотор. Его установка требует реализации более сложной схемы управления с обратной связью (энкодером). Есть у него и другие недостатки. Выбор между сервоприводом и шаговым двигателем для ЧПУ станка вызывает много вопросов у начинающих станочников и споров на форумах. Чтобы определить оптимальный состав привода, нужно учесть следующие факторы:
Стоимость. При жестких ограничениях в бюджете широкий выбор отсутствует в принципе, и считается, что шаговый двигатель значительно дешевле сервомотора. Но это справедливо для устройств небольших типоразмеров. Чем больше мощность, тем меньше разница в цене, а у некоторых крупных моделей стоимость моторов обоих типов сопоставима.
Массово-габаритные характеристики станка. Чем больше станок, тем большая мощность нужна для перемещения рабочих органов. Склонность к резонансным явлениям сильнее проявляется у мощных шаговых двигателей, что может привести к пропуску шагов и снижению точности обработки. Для фрезерных станков с ЧПУ рекомендуется выбирать серводвигатели, если масса портала превышает 50 кг.
Сложность настройки. Схемы приводов с обратной связью требуют точной наладки и высокой квалификации оператора. Если требуется самое простое решение, оптимальным выбором для станка с ЧПУ будет шаговый двигатель.
Вероятность перегрузок и заклинивания. Считается, что при заклинивании серводвигатель обязательно выйдет из строя. Это не совсем так. Если станок настроен правильно, драйвер не пошлет сигнал на повторную отработку перемещения, выполнение программы прекратится, и стойка перейдет в режим ожидания до вмешательства оператора или наладчика. Шаговые двигатели при перегрузке могут пропустить несколько шагов. Из-за отсутствия обратной связи СЧПУ не узнает об этом и продолжит отсчитывать шаги дальше. Пропуск нескольких шагов при кратковременном заклинивании – это бракованная деталь на выходе. Потеря шагов также возможна при внешних вибрационных воздействиях и ударах.
Скорость перемещения. В массивных ЧПУ станках с шаговыми двигателями скорость движения портала обычно не превышает 9 м/мин. Если материал заготовки и режущий инструмент позволяют назначить режим обработки на более высоких скоростях, то мотор будет «узким местом», ограничивающим производительность. Тот же портал с приводом от серводвигателя аналогичного типоразмера сможет развить скорость до 60 м/мин.
Рабочие ускорения. Чрезмерный разгон шагового двигателя неизбежно приведет к пропуску шагов. Если предполагается работа на высоких ускорениях, лучше выбрать сервомотор.
Нагрузка на передачу в момент остановки. В тяжелых станках с ЧПУ шаговые двигатели часто устанавливают на механизмы вертикального перемещения шпинделя. Ротор затормаживается магнитными силами после остановки. Сервопривод в остановленном положении совершает колебания, что очень нежелательно. Шаговый двигатель хорошо ведет себя в механизмах поворота заготовки (4-ой оси), кода требуется удерживать ее в стационарном положении.
Какие двигатели применяются в станках MULTICUT?
Надежность конструкции – основной критерий, по которому инженеры компании MULTICUT оценивают комплектующие для станков от сторонних производителей. В выборе двигателей для механизмов перемещения не допускаются компромиссы в качестве.
По умолчанию на все станки устанавливаются шаговые приводы MIGE и контроллеры YAKO. Базовая комплектация выбрана исходя из пожеланий заказчиков и анализа оборудования конкурентов. Приводы демонстрируют высокие крутящие моменты и динамику. Станок стабильно работает на ускорениях до 1,5 м/с2. Двигатели работают в микрошаговом режиме с точностью 300 шагов на оборот. В сочетании с редуктором с передаточным отношением 5 аппаратная точность позиционирования составляет 6 мкм. «Шаговость» никак не отражается даже на самых мелких деталях.
Пройти тест
В качестве опции заказчику предлагаются сервоприводы DELTA серии ASDA-B2. Эти двигатели отличаются отличной управляемостью: положение, момент и скорость могут регулироваться сигналом задания. По динамическим характеристикам эти моторы значительно превосходят более дорогие аналоги. Разгон от -3000 до + 3000 оборотов в минуту на холстом перемещении составляет около 10 мс. В тех моделях, которые мы устанавливаем на станки, есть тормозной резистор. В энкодер с разрешением 160000 импульсов на оборот встроен цифровой модуль управления, который позволяет оперативно выполнить конфигурирование мотора.
Если станок рассчитан на работу в высоконагруженных режимах, от него требуется хорошая производительность, то мы рекомендуем выбирать сервоприводы ESTUN. Интеллектуальные силовые модули промышленного класса, используемые в конструкции двигателей, позволяют им выдерживать перегрузки по току, развивать высокие моменты во время пуска. Производитель реализовал функцию подавления вибрации, сделал настройку простой и удобной, а двигатель — отзывчивым и точным в работе.
На настольные станки 500-й серии мы устанавливаем привода мощностью 200 Вт (на каждую ось). В базовой комплектации крупногабаритных моделей мощность шаговых двигателей составляет 400 Вт. Для всех серий станков в сервоисполнении мы предлагаем моторы мощностью 0,75 и 1 кВт.
Чтобы получить консультации по вопросам выбора и комплектации станков MULTICUT, позвоните по контактному телефону в вашем регионе.
Электродвигатели для станков — ООО «СЗЭМО Электродвигатель»
11.12.2022
USD = 62.3813
EUR = 65.8407
KZT = 13.2116
ООО «СЗЭМО «Инжиниринг» ООО «СЗЭМО «Электродвигатель» ООО «СЗЭМО «Завод Электромашина»
e-mail: spb@szemospb. ru
Вход
ООО «СЗЭМО «Инжиниринг» ООО «СЗЭМО «Электродвигатель» ООО «СЗЭМО «Завод Электромашина»
+7 (812) 321-79-43
Выберите регион:
8 (800) 550 00 93
Звонок по России бесплатный
Заказать звонок
ООО «СЗЭМО «Инжиниринг» ООО «СЗЭМО «Электродвигатель» ООО «СЗЭМО «Завод Электромашина»
Закрыть
Электродвигатели для станков используются в самых разных отраслях индустрии, среди которых:
Деревообработка (пилильные и строгальные агрегаты).
Подбирая двигатель для того или иного вида работ, следует обращать внимание на такие параметры, как:
мощность;
скорость вращения;
число оборотов на выходном валу;
возможность работы от сети 220В (актуально для ЧП и небольших производственных предприятий, оборудующих цеха в жилых или общественных зданиях и не имеющих доступа к промышленным электросетям).
Требования к электродвигателям для деревообрабатывающих станков
На оборудовании для обработки древесины устанавливаются движки самой разной мощности (в диапазоне от 1 до 10 кВт). Обычно это асинхронные трехфазные агрегаты, которые не возбраняется подключать в бытовую сеть. Электродвигатели этого класса характеризуются:
компактностью в сочетании с достаточно высокой мощностью;
надежной защитой конструкции от попадания влаги в механизм;
высокой скоростью вращения;
значительным запасом ресурса;
долговечностью;
способностью сохранять первоначальные характеристики после долгой эксплуатации.
Поскольку главное требование к такому электродвигателю – возможность ежедневной работы в течение нескольких часов при смене режимов, производители обращают особое внимание на степень надежности механизма, прочность конструкции и стойкость корпуса к внешним воздействиям (химическим и механическим). При выборе модели необходимо учитывать уровень рабочих нагрузок.
Требования к электродвигателям для металлообрабатывающих станков
В металлообрабатывающем производстве применяются более мощные агрегаты, так как нагрузка на них несравнима с той, что приходится на движки деревообрабатывающих станков. Основные операции выполняются на сверлильных и токарных станках. В зависимости от масштаба предприятия на них устанавливаются движки мощностью от 2 до 7.5 кВт, которые должны выдавать 2000 оборотов в минуту.
Наиболее распространенные типы электродвигателей для металлообрабатывающих станков – это:
Асинхронные. При изменении нагрузки они могут поддерживать постоянную скорость вращения шпинделя.
Шаговые с блоком управления.
Линейные прямого привода с преобразователями частоты.
Асинхронные реверсивные мощностью до 15 кВт (для сверлильных станков). При колебаниях нагрузки они способны незначительно изменять частоту вращения.
Поскольку рентабельность производства во многом зависит от динамических показателей механизма, сейчас ведется работа над улучшением его способности менять частоту вращения при перегрузке (на данный момент у самых совершенных моделей этот показатель составляет 10-12%). Поэтому многие электродвигатели для станков оснащены сложными системами управления и датчиками скорости.
Механический цех и поставщик запчастей для двигателей
Механический цех и поставщик запчастей для двигателей
Спасибо уважаемый клиент.
Условия COVID-19 продолжают заставлять всех нас вносить изменения в нашу повседневную жизнь.
В целях постоянной безопасности наших клиентов и сотрудников E&E изменила часы работы следующим образом: открыт с понедельника по пятницу с 8:30 до 15:30; закрыт на обед ежедневно с 12:30 до 13:30 CST.
Мы ценим вашу работу и поддержку, пожалуйста, оставайтесь в безопасности. — Группа E&E
Механический цех
Поставщик запчастей
Сборка Блоки Головки Стержни Шатуны
Поршни Кольца Подшипники Комплект заглушек Распределительный вал
E&E Services (список прокручивается вниз, много!) Наш механический цех и прилавок запчастей готовы к самым сложным работам по восстановлению, переналадке и восстановлению двигателей; Команда E&E поможет определить лучший план для ваших индивидуальных потребностей и бюджета.
Головки цилиндров • рабочие клапаны • шлифовка кубических нитей • установка направляющих и гильз клапанов • установка жестких седел клапанов • испытание под давлением • сборка высоты и давления пружины для рабочих кулачков • камеры сгорания cc • установка винта с шестигранной головкой шпильки и направляющие пластины • оклейка стекла • ремонт сварных швов • ремонтный болт и резьба свечи зажигания • головки Magnaflux • вакуумные испытательные головки • ремонт трещин литья • увеличение седел клапанов
Шатуны • проверить и отполировать шатуны • изменить размер шатунов • проверить и выровнять шатуны • запрессовать поршневые пальцы • установить и изменить размер втулки пальца
Позвоните нам (210) 225-1141 или нажмите здесь, чтобы запросить дополнительную информацию
Моторные головки
Готовы начать (и успешно завершить) свой проект двигателя?
Основными аспектами проектов восстановления являются переход на неэтилированное топливо и компенсация недостатка цинка в большей части современного масла (плоские толкатели)
Повышение производительности начинается в первую очередь за счет увеличения сжатия и/или повышения производительности кулачков
Сколько компрессия начинается с вопроса за какое октановое число вы хотите платить за
Выбор распределительного вала в значительной степени зависит от вашего стиля вождения, желаемого звука, требований к буксировке и общих ходовых качеств автомобиля
Команда E&E поможет вам быстро
Перестроить
E&E обрабатывает ваш проект и поставляет все необходимые детали; вы (motorhead) собираете двигатель.
Перезарядить
E&E custom строит ваш проект с учетом производительности, обеспечивая руководство, машинную работу, детали и сборку. Если замена имеет больше смысла, мы можем поставить двигатель в ящике премиум-класса.
Восстановить
E&E обеспечивает машинную работу, детали и сборку для восстановления вашего классического проекта двигателя; оставайтесь в пределах заводских спецификаций или обновляйте для повышения производительности.
Позвоните нам (210) 225-1141 или нажмите здесь, чтобы запросить дополнительную информацию
Авторемонтные мастерские
Нужна точная обработка двигателя и быстрая обработка деталей?
Обработка
E&E предлагает полную обработку головки блока цилиндров, коленчатого вала и блока цилиндров; жизнь двигателя начинается с точной работы станка
Детали
E&E является складским дистрибьютором основных производителей деталей двигателей, обслуживающих отечественные, импортные, грузовые и большегрузные двигатели
Восстановление
E&E создает двигатели в соответствии с потребностями ваших клиентов, для всех имеющихся моторных головок Rebuild, Repower и Restore
Двигатели
E&E продает высококачественные восстановленные двигатели с трехлетней безотказной гарантией на пробег 100 000 миль
С Team E&E легко обеспечить качество и ценность
Специалисты по двигателям с полным спектром услуг и универсальный магазин двигателей, деталей, механической обработки и сборки; E&E — лучшее предложение для высококачественного обслуживания двигателя
Наши складские цены обеспечивают конкурентоспособность для вас и ваших клиентов
Дружелюбные, знающие специалисты за прилавком и в магазине, готовые помочь решить ваши проблемы с механической обработкой и изготовлением деталей
На складе или в кратчайшие сроки на Clevite • Hastings • Icon • Mahle • Melling • Perfect Circle • Безопасность • SBI • Silv-o-lite и многое другое!
Позвоните нам (210) 225-1141 или нажмите здесь, чтобы запросить дополнительную информацию
Команда E&E
Сан-Антонио Семейный бизнес с 19809
Машинисты с 40-летним опытом
Ультра-осторожные инструменты обработки
Сетевые поставщики
9000. 0005
2019 Детали двигателя E&E, все права защищены Веб-сайт Автор: CDT
: двигатель внутреннего сгорания, в котором воздух сжимается до температуры, достаточно высокой для воспламенения топлива, впрыскиваемого в цилиндр, где сгорание и расширение приводят в действие поршень
О нас
Современное оборудование Serdi 4.
0
Полная обработка головки цилиндров
Полная обработка головки цилиндров
Наша обработка головок цилиндров выполняется на станке мирового класса Serdi 4.0 с седлом и направляющими. Эти машины не имеют себе равных, когда дело доходит до обслуживания головки блока цилиндров. Смотрите наше видео на странице «Наши работы».
Полная обработка головки цилиндров
Полная обработка головки цилиндров
Полная обработка головок цилиндров
Мы специализируемся на механической обработке головок цилиндров легких дизельных двигателей и восстановлении двигателей Duramax, Cummins, Powerstroke и других.
Русский — очень богатый язык. И чтобы оценить его разнообразие, нам пригодятся разборы. Морфемный — один из них. В этой статье мы подробно расскажем, что такое морфемный разбор слова и как его делать. Без примеров тоже не обойдётся — им мы отвели целый раздел. Как обычно, в конце вас ждёт тест для самопроверки.
Что такое морфема и морфемный разбор
Чтобы вспомнить, что такое морфема, давайте разберём части слова прибрежный. Его приставка при- говорит нам о том, что нечто, о чём мы говорим, находится у берега. Главная часть слова, корень -бреж- отражает главное его значение. Суффикс -н-, в свою очередь, указывает на то, что это слово — прилагательное. Осталось только окончание -ый. Оно сообщает, что мы говорим о предмете мужского рода, единственного числа и в именительном падеже.
Видите, как много мы узнали о предмете по его частям? Каждая из них имеет своё смысловое значение. А сами наименьшие значимые части слова и называются морфемами.
Морфемы в русском языке — это приставки, корни, суффиксы и окончания. Раздел науки, который их изучает, — это морфемика.
Проверьте себя
Найдите морфемы в перечисленных словах, назовите их и определите, на что они указывают: подснежный, пригорок, приморские, поднебесная, нагорье.
Всего существует два вида морфем. Если морфема создаёт новое слово и наделяет его новым значением, её называют словообразующей. К таким относятся приставки, некоторые суффиксы и постфиксы.
Если же морфема только создаёт новую форму слова, т. е. не меняет его смысл, она называется формообразующей. Обычно это окончания и некоторые суффиксы.
Сам процесс, в ходе которого мы ищем все морфемы в слове, называется морфемный разбор или морфемный анализ. Его ещё часто называют разбором по составу. Наряду с морфемным делают и словообразовательный разбор слова. Он помогает определить, от каких слов оно было образовано. Как правильно его делать, мы уже обсуждали в статье «Словообразовательный разбор».
Демоурок по русскому языку
Пройдите тест на вводном занятии и узнайте, какие темы отделяют вас от «пятёрки» по русскому.
Как разбирать слово по составу
Делать морфемный разбор важно в правильном порядке. Этот порядок одинаков для любого слова, которое вас могут попросить разобрать:
Выделите окончание слова и определите, на какие признаки оно указывает.
Выделите основу слова.
Выделите приставку (приставки) и определите её (их) значение, если оно ясно.
Выделите суффикс (суффиксы) и определите его (их) значение, если оно ясно.
Выделите корень.
Пока всё выглядит несложно, но в морфемном разборе важно знать, что такое приставка, корень, суффикс, основа и окончание. Без этого правильно определить морфемы не выйдет. Если сомневаетесь, точно ли помните, как их отличить друг от друга, советуем ещё раз повторить эти темы.
Примеры морфемного разбора
Теперь, когда мы разобрали алгоритм морфемного анализа, нужно опробовать его на практике. А заодно наглядно увидеть, как делать разбор шаг за шагом. Для этого давайте разберём несколько примеров — сделаем анализ состава слов, которые принадлежат разным частям речи: существительных, прилагательных и глаголов.
Морфемный разбор существительных
Начнём с с того, что разберём по составу пару имён существительных.
Окончание -ы. Оно указывает на то, что это слово употреблено в форме множественного числа, именительного падежа.
Это сложное слово, которое получилось сложением двух слов: вода и лазать. У него две основы: вод- и -лаз.
Приставки нет.
Суффикса нет.
Т. к. это сложное слово, у него два корня: вод- и -лаз, соединительная гласная -о-.
Окончание -е. Оно указывает на единственное число, дательный падеж.
Теперь давайте узнаем, как пользоваться алгоритмом для морфемного разбора имён прилагательных.
Окончание -ый. Оно указывает на единственное число, именительный падеж и мужской род слова.
Основа слова — переходн-.
Приставка пере-.
Суффикс -н-. Он указывает на то, что это слово — прилагательное.
Корень -ход-.
Окончание -ыми. Оно указывает на множественное число и родительный падеж слова.
Основа слова — представительн-.
Приставки нет.
Всего в слове 3 суффикса: -и-, -тель-, -н-.
Корень -представ-.
Проверьте себя
Выполните морфемный анализ прилагательных: указательное, прекрасных, неведомыми, тихой, примечательная, безопасный..
Морфемный разбор глаголов
И напоследок попробуем разобрать по составу пару глаголов.
Окончание -ет. Оно указывает на 3-е лицо, единственное число и будущее время глагола.
Основа слова — переед-.
Приставка пере-.
Суффикса нет.
Корень -ед-.
Окончание -им. Оно указывает на 1-е лицо, множественное число и будущее время глагола.
Основа слова — увид-.
Приставка у-.
Суффикса нет.
Корень -вид-.
Проверьте себя
Выполните морфемный анализ глаголов: освободили, перекатился, убедит, выиграли, представила, заберут..
Морфемные словари
Если вам попалось сложное и слово и вы сомневаетесь, что правильно определили его морфемы, обратитесь к морфемным словарям. Вот некоторые из тех, что могут вам пригодиться:
Ефремова Т. Ф. Толковый словарь словообразовательных единиц русского языка. Включает более 1800 морфем.
А. Н. Тихонов. Морфемно-орфографический словарь. Около 100 000 слов.
Ефремова Т. Ф. Новый словарь русского языка: толково-словообразовательный. Свыше 136 000 слов.
Эти словари можно найти в городской или школьной библиотеке или купить в интернет-магазине их печатные или электронные версии.
Проверьте себя
Теперь, когда мы узнали, что такое морфемика и морфемный разбор, пора сделать последний шаг — немного потренироваться. Чтобы проверить свои силы, разберите по составу слова из списка ниже. И не забывайте пользоваться алгоритмом из статьи!
Если разбор по составу пока даётся с трудом, попробуйте разобрать тему ещё раз и добавить больше практики — лучше всего делать это вместе с преподавателем. На онлайн-уроках по русскому языку в Skysmart учитель поможет разложить знания по полочкам и разобрать даже самые сложные случаи. Всё, что понадобится для занятий — это компьютер и интернет, а познакомиться с платформой и проверить свой текущий уровень знаний можно бесплатно на вводном уроке.
Шпаргалки по русскому для родителей
Все правила по русскому языку под рукой
Алёна Федотова
Автор Skysmart
К предыдущей статье
Основные признаки текста
К следующей статье
Типы речи в русском языке
Получите план развития речи и письма на бесплатном вводном уроке
На вводном уроке с методистом
Выявим пробелы в знаниях и дадим советы по обучению
Расскажем, как проходят занятия
Подберём курс
Что стало с актерами сериала «Моя прекрасная няня»
Сериал «Моя прекрасная няня» собрал невероятно высокие рейтинги в середине нулевых — во многом, конечно, благодаря актерскому составу. В честь дня рождения Сергея Жигунова мы расскажем, что стало с остроумной няней Викой, проницательным Максимом Шаталиным и его непоседливыми детьми спустя 18 лет.
Grazia
Теги:
Кино
Сериалы
Секс
Шоу-бизнес
Семейная жизнь
Сергей Жигунов (Максим Шаталин)
Сергей Жигунов еще до начала сериала считался секс-символом Советского Союза во многом благодаря главной роли в приключенческой трилогии «Гардемарины вперед!». В начале нулевых актер решил попробовать себя в качестве продюсера, вложив все силы в процесс съемок «Моей прекрасной няни». Во время работы над картиной у Жигунова завязались романтические отношения с Анастасией Заворотнюк. Но после финальных сезонов актер вернулся в семью к своей бывшей жене Вере Новиковой и двум дочерям, которых оставил из-за служебного романа с артисткой. Вера приняла Сергея обратно в семью. Сейчас он снимается выборочно, посвящая время воспитанию внуков от старшей дочери Марии.
Любовь Полищук (мама Вики)
Любовь Полищук была яркой актрисой, которой редко доставались главные роли. Однако даже короткие сцены она отыгрывала так, что зрители напрочь забывали о главных героях. Популярность к ней пришла после зажигательного танца с Андреем Мироновым в экранизации «Двенадцати стульев» в 1976 году. Правда, даже после этого Полищук еще не раз приходилось доказывать свой талант — и только в 1994 году ее удостоили звания народной артистки России.
В сериал «Моя прекрасная няня» она пришла, будучи звездой. Уже тогда было известно о болезни актрисы: еще в начале нулевых она получила серьезную травму в следствие аварии. Полищук не жалела себя, полностью отдаваясь актерскому делу. В 2005 году у нее диагностировали саркому позвоночника. Ей провели операцию, но она не дала нужного эффекта. Актриса нашла в себе силы сыграть все сцены с мамой няни Вики, однако было понятно, что дальше она не сможет принять участие в проекте. В конце ноября 2006 года Любовь Полищук ушла из жизни.
Анастасия Заворотнюк (Няня Вика)
После выхода на экраны «Моей прекрасной няни» Анастасия Заворотнюк стала одной из самых востребованных актрис российского шоу-бизнеса. Продюсером сериала (и по совместительству исполнителем главной роли) выступил бывший «гардамарин» Сергей Жигунов. Он сразу разглядел в Анастасии качества, свойственные героине Вики Прутковской. Сначала она предстала перед зрителями в образе сексуальной брюнетки с невероятно длинными ногами и довольно скудным кругозором, но уже через несколько серий показала свои лучшие качества – остроумие, честность и доброту. На тот момент каждый ребенок в стране хотел, чтобы бы его родители привели няню Вику в дом.
Чуть позже в социальных сетях появились слухи о служебном романе между Жигуновым и Заворотнюк, и семейный ситком превратился в русскую историю Золушки. По сценарию Вика вышла замуж за бизнесмена и стала доброй мачехой для его трех непоседливых детей. Но в реальной жизни роман развился иначе: в 2008 году влюбленные объявили о расставании. Но актерская карьера Анастасии на этом не закончилась.
В 2013-м Анастасия начала сниматься с Андреем Соколовым и Алексеем Кравченко в сериале «Все к лучшему», а потом попробовала себя в роли ведущей в проектах «Хорошие песни», «Танцы со звездами», «Ледниковый период» и другие. На съемках последнего актриса познакомилась со своим будущем мужем Петром Чернышевым. В 2008 году пара объявила радостную новость: они тайно сыграли свадьбу в кругу близких людей. Через 11 лет у супругов родилась дочь Мила, но эту весть омрачило одно неприятное обстоятельство. В конце лета 2019 года в прессе появились слухи о том, что Анастасия Заворотнюк больна онкологией. Увы, эта информация оказалась правдивой. Сейчас семья актрисы не комментирует ее состояние здоровья.
Екатерина Дубакина (Маша Шаталина)
Рыжеволосая красавица Екатерина Дубакина пришла на кастинг «Моей прекрасной няни» в 15 лет и практически сразу была утверждена на роль старшей дочери Максима Шаталина. Последовавший успех сериала и популярность, пришедшая к юной актрисе, дали понять, что выбор профессии был правильным. В 2006 году Дубакина стала студенткой РАТИ, где училась в мастерской Сергея Голомазова.
Вскоре девушка решила сосредоточиться на театральных проектах и сыграла в постановках «Киномания. band», «Тайна старого шкафа», «Почтигород», «Принц Каспиан», «Буря», «Тартюф» и постановке «Самоубийца» по пьесе советского драматурга Николая Эрдмана. После артистку пригласили сниматься в сериале «Думай как женщина». Работа в этой мелодраматической ленте помогла Дубакиной заявить о себе как о зрелой актрисе. Она окончательно «выросла» из амплуа смешного рыжеволосого подростка.
На вопросы журналистов о личной жизни Катя отвечает уклончиво, заявляя, что имя ее избранника ни о чем не расскажет. Как и любая девушка, актриса мечтает о том, что когда-нибудь у нее будет крепкая семья – муж и дети.
Павел Сердюк (Денис Шаталин)
На съемочную площадку сериала «Моя прекрасная няня» Павла Сердюка привел счастливый случай. Режиссеру проекта Алексею Кирющенко понравился веснушчатый подросток, который излучал невероятное обаяние и сыпал остроумными шутками. Образ Дениса Шаталина в какой-то степени отразил и характер самого Паши. Уже через год работы в проекте юноша стал мегазвездой. Парня приглашали на телевизионные шоу и интервью. Посыпались и профессиональные предложения. Так, в 2005 году он сыграл роль в мюзикле Егора Дружинина «Ночь в стиле детства», а в 2006-м снялся в сериале «Похищение воробья».
Сразу после «Моей прекрасной няни» Паша перекочевал в другой телепроект. На этот раз актер сыграл Степана Белуту в молодежном сериале «Ранетки», где он и встретил свою будущую жену Аню Рудневу. Молодые люди встречались три года, а потом сыграли свадьбу. Вскоре у Паши и Ани родилась дочь София. Однако семейная жизнь оказалась недолгой. Как писали СМИ, исполнительница с головой ушла в сольную карьеру, а супруг ревновал ее к работе. Какое-то время пара пыталась спасти брак ради ребенка, но разрыв оказался неизбежен. В 2015 году актеры официально развелись. После этого Павел стал придерживаться уединенного образа жизни — перестал вести страницы и выкладывать фото в соцсетях. Сейчас о нем мало что известно.
Ирина Андреева (Ксения Шаталина)
На съемочную площадку сериала «Моя прекрасная няня» Ира попала благодаря матери: женщина обустраивала съемочный павильон для ситкома «33 квадратных метра». Девочка отнесла свою фотографию в актерскую базу данных и сразу получила роль младшей дочери Максима Шаталина, Ксюши. Несмотря на заманчивое предложение, Ира хотела больше посвящать времени образованию, так еще во время съемок начала учиться в Европе, а к концу проекта перебралась в Лондон окончательно.
Андреева призналась, что иногда скучала по съемочной площадке и актерам, с которыми работала 5 лет. Со своим кино-папой Сергеем Жигуновым, няней Викой, в которую блестяще перевоплотилась Анастасия Заворотнюк, с сериальными сестрой и братом Екатериной Дубакиной и Павлом Сердюком за годы съемок Ира крепко сдружилась. Но возвращаться в кинематограф и Россию девушка пока не собирается.
Ольга Прокофьева (Жанна Аркадьевна)
Ольга Прокофьева — блестящая актриса, которую любой российский телезритель знает в лицо как Жанну Аркадьевну из «Моей прекрасной няни». После съемок в ситкоме артистке долго поступали предложения вернуться в подобное амплуа, но Ольга тактично отказывала режиссерам.
Позднее фильмографию артистки украсили проекты «Адъютанты любви», «Лига обманутых жен» и «Ненормальная», в которых Ольга сумела отойти от образа стервозной леди. Также Прокофьева сыграла в мелодраме «Время счастья» и детективе «Выхожу тебя искать». К тому же актриса вот уже 30 лет работает в Московском академическом театре им. Маяковского.
Сейчас Ольга официально не замужем, но на вопросы о личной жизни с улыбкой отвечает, что у нее все хорошо. По словам знаменитости, ей больше нравится европейская модель отношений, когда счастье женщина находит не в браке.
Борис Смолкин (Дворецкий Константин)
Бархатный голос, тонкое чувство юмора, безукоризненный стиль, легкое отношение к славе и философский взгляд на жизнь — приметы, по которым Борис Смолкин с легкостью угадывается среди сотен коллег по цеху. Благодаря все этим качествам он и получил роль ехидного дворецкого семьи Шаталиных, который всегда мог дать мудрый отеческий совет.
После окончания сериала артист попробовал себя в амплуа ведущего в популярных передачах «Цена удачи» на НТВ и «Это смешно!» на канале «Россия-1». Можно с уверенностью сказать, что сейчас Смолкин – медийная личность, хотя он не ведет социальные сети. С ним регулярно общаются журналисты, он востребован как актер, ведущий мероприятий и преподаватель творческого вуза.
8 шагов к написанию хорошего сочинения (часть 1) – [Мультимедийно-английский блог]
У вас проблемы с письменными навыками? Прочитайте это, и вы найдете хорошие и простые советы, которые сделают вашу работу намного проще, а ваши композиции намного лучше. Даже впечатляюще. Просто следуйте 8 шагам, которые мы вам покажем. Или прочитайте эти обзоры услуг по написанию эссе и узнайте, кто может сделать ваше эссе для вас.
Большинство людей в какой-то степени растеряны, когда им нужно написать сочинение или эссе. Они задумаются на мгновение, а затем начнут писать, писать и писать, пока не решат, что пора заканчивать, и так заканчивают. Вероятно, это худший подход к написанию сочинения. Вы должны быть талантливы и очень опытны, если собираетесь писать хорошие композиции таким образом.
Первое, что нужно учитывать, это то, что сочинение — это не просто произведение. Он должен быть составлен, он должен иметь структуру и сплоченную организацию. Сравните эти два примера:
А- Мой брат высокий и красивый, с голубыми глазами и, да, ну, может быть, немного толстый, но не сильно, вы знаете, что-то вроде вашего кузена, но, может быть, не настолько. И он очень смешной, ха-ха, я вам расскажу о том, что он делал вчера, но не сейчас. И шатен. Почти темно. Ну, не темный, а… ну да, темный. О, я сказал смешно, но ладно, когда у него плохой день, уфф, он меня иногда пугает…
B- Мой брат высокий, красивый, у него голубые глаза. Он немного толстый, но не сильно. Его волосы темно-каштановые. Он мне нравится, потому что он очень забавный и всегда заставляет меня смеяться. Тем не менее, иногда он может быть довольно серьезным.
Как вы понимаете, A — хороший пример устного английского, но совершенно неприемлемый для сочинения. С другой стороны, B правильно говорить при письме с простыми, организованными идеями. Но B будет считаться слишком педантичным и даже неприемлемым при разговоре в обычном разговоре.
Использование правильного языка является частью этого, но этого недостаточно. И A, и B являются правильными языками, но разговорный и письменный языки разные, они используют, в некоторой степени, разную лексику, другую грамматику и, особенно, разные способы выражения вещей!
Итак, если коррекция — это не единственное, что нам нужно для композиции, что еще нам нужно? Организация. Нам нужно составить наш текст, как красивое музыкальное произведение, плавное. Нам нужно организовать наши идеи в абзацы и убедиться, что каждый абзац, а также вся композиция в целом связаны между собой. Наши мысли должны разворачиваться красиво, ясно и просто, по прямой линии, которая будет вести нас от одной идеи к другой и заканчиваться заключением. И это не то, к чему обычно можно придти, просто сев и написав. У вас должен быть план в первую очередь.
Многие считают планирование пустой тратой времени, особенно если вы сдаете экзамен, а время ограничено. Но правда в том, что планирование вашей композиции не только облегчит задачу и сделает ее намного лучше; это также сделает все это быстрее. Хотя бы раз вы немного потренировались.
Во-первых, вы должны знать, на какую тему вы собираетесь писать. В большинстве ситуаций вы уже будете знать это, когда сядете писать. И затем вы должны начать делать наброски:
ПЛАН
1- вводное предложение = тема + подход 2- идеи связанные с вводным предложением 3- подробности об этих идеях 4- 0 заключительное предложение
план, пришло время написать, и здесь вы должны выполнить следующие 4 шага:
5- написать заголовок 6- организовать идеи в абзацы 7- написать композицию 8- исправить вашу композицию
В этой статье мы хорошо поможем вам сделать хороший набросок, который является основой этого метода. Мы выполним 8 шагов во второй статье (см. часть 2, которая будет опубликована очень скоро). Итак, давайте начнем.
1- тема + подход = вступительное предложение (OS)
Вступительное предложение будет первым предложением в вашем сочинении. Это очень важно, потому что все, что вы скажете в своем сочинении, должно быть связано с мыслью, выраженной в этом предложении, и ничто не может изменить ее, противоречить ей или сказать что-то, чего нет в этом вступительном предложении.
Воспринимайте вступительное предложение как маленький флакон духов: тема — это материал (стекло), подход — это форма стекла, а вся композиция — это духи внутри флакона. Если какой-то парфюм выпадет за пределы флакона, он испарится (и испортит вашу композицию).
Придумайте слово или несколько слов, которые обозначат тему. Придумайте слово или несколько слов, которые будут обозначать подход. Тема — это то, о чем ваша композиция. Ваш подход обычно заключается в том, каково ваше мнение о теме, или просто в том, как вы ее видите, или в том, что вы хотите сказать по этой теме. Когда у вас есть тема и подход, напишите вступительное предложение с обеими идеями.
Пример:
Тема — Жизнь в деревне Подход — лучше, чем в городах Вступительное предложение —
— В настоящее время я предпочитаю жить в деревне, но большинство людей предпочитают жить в деревне потому что жизнь там намного лучше и здоровее.
Другой пример О.С.- Жизнь в деревне сильно отличается от жизни в городе. (тема: жизнь в деревне / подход: не в городе)
2- идеи (точки), связанные с вступительным предложением
Подумайте о нескольких идеях, вытекающих или связанных с вступительным предложением (как тема, так и подход). Помните, что эти идеи должны объяснять, расширять, поддерживать или доказывать вступительное предложение, и ни одна из этих идей не может изменять или противоречить ему. Все эти идеи должны выражать то, что вы сказали в первом предложении, поэтому не говорите о вещах, которые напрямую с этим не связаны. Например, не говорите о точке (идее), которая связана с другой точкой сочинения, но не связана напрямую с вступительным предложением (дисгрессия).
Пример положительных сторон:
отсутствие загрязнения
люди знают друг друга
дружелюбные люди
контакт с природой
жизнь дешевле
Пример плохих баллов:
Я живу в Риме (не относится к ОС)
Деревни на юге Испании больше, чем на севере (неправильно, надо сравнивать жизнь в деревне с жизнью в городе, а не сравнивать разные деревни)
В прошлом году я посетил очень красивую деревню (не имеет отношения к ОС)
Ночная жизнь скучна (это противоречит О.С., если вы не компенсируете это «но…»)
Люди сплетничают, любопытствуют и вмешиваются в вашу жизнь (изменяет идею ОС или противоречит ей)
В 14 ом веке было создано много деревень (кому какое дело? Мы не про историю)
Мой друг Том живет в деревне (не имеет значения, если только вы не используете мнение Тома в поддержку своего)
Мой друг Том, из деревни, очень дружелюбен (отступление: эта идея не связана напрямую с О. С.. Она напрямую связана с пунктом «дружественные люди» и только косвенно связана с О.С., так что это никуда не годится )
3- подробности о пунктах
Каждый пункт является семенем будущего абзаца (или раздела или главы, если это длинное письмо). Для каждого пункта придумайте несколько деталей, чтобы объяснить эту идею.
Пример: — дружелюбные люди
люди помогут вам
человека разговаривают с тобой на улицах
человек приглашают вас выпить в барах
4- заключительное предложение
Заключительное предложение также очень важно, потому что оно должно оставлять ваше сочинение закрытым, законченным, чтобы вы не могли ничего сказать после него. Если вступительное предложение — флакон духов, а идеи (и детали) — духи, то заключительное предложение — колпачок: если нет колпачка, духи испарятся и пропадут зря. Открытая композиция — это часть незавершенной работы, а не законченная. Способов закрытия композиции много, но наиболее распространены следующие:
1- переформулировка вступительного предложения (вы произносите ту же мысль, но другими словами) Пример: Нет никаких сомнений: жизнь в деревне намного лучше, чем жизнь в городе .
2- краткое изложение пунктов (идей) . Пример: С более дешевой жизнью, тесным контактом с природой, здоровой окружающей средой и окружением хороших людей деревни являются идеальным местом для жизни .
3- взгляд в будущее . Пример: Я действительно думаю, что мне следует как можно скорее уехать из города и поискать хороший дом в деревне .
4- родственная мысль, вырастающая из тела (обычно вывод по точкам). Пример: Вот почему наши городские общества более эффективны, но их люди менее человечны .
5- смешанный тип (сочетание нескольких типов выводов) Пример: Поэтому я планирую переехать в деревню, потому что там жизнь намного лучше, чем в городах (тип 3 + тип 1, даже все предложение может быть примером типа 4)
Итак, если вы последуете этому совету, вы обнаружите, что писать становится легче, а результаты намного лучше, чем когда вы просто сидите и пишете. Просто помните флакон духов:
Стакан : Вступительное предложение. Ваше первое предложение, в котором будут содержаться все идеи вашего произведения.
Духи : Все, что вы хотите сказать. Не позволяйте даже капле выпасть из бутылки.
Фуражка : Последнее предложение в вашем сочинении. Тот, который закроет его и сделает законченным произведением.
Если у вас есть хороший план, вы должны использовать его, чтобы написать сочинение, эссе или что-то еще, что вы должны написать. Теперь все намного проще, когда вы всегда точно знаете, что хотите сказать, и уверены, что вы никогда не запутаетесь, не заблокируете или не запутаетесь в своем письме. Мы также можем помочь вам на этом втором этапе (шаги 5-8), но это будет в нашей следующей статье:
Автор Анхель Кастао
Советы по написанию отличного сочинения
Образование
Необходимо помнить, что, хотя большинство курсовых работ поддерживаются большим количеством исследований и научных анализов, курсовых работ буквально не тождественны исследовательским работам. Для нескольких предметов и тем статья должна включать больше, чем просто исследование или анализ. Для i
Написание темы может быть как очень легким, так и чрезвычайно сложным. Это зависит от многих факторов, включая интерес учащегося к предмету или теме, естественные и приобретенные навыки письма учащегося, академические успехи и ожидания учащегося и многое другое. По сути, сочинение — это не что иное, как исследовательская работа, которая иногда будет более обширной и фундаментальной по сравнению с более обычной исследовательской работой. Обычно школьное задание включает в себя глубокий анализ противоречия, концепции, теории или гипотезы, а также глубокое изучение их корней, приложений, классических или альтернативных подходов к их пониманию, некоторую работу над решением спора и т. д. и т. д.
Ниже приведены несколько полезных советов по написанию тем для всех, кто нуждается в дополнительной информации о том, как бесплатно написать эссе онлайн и как получить высокую оценку за эту академическую работу.
Необходимо иметь в виду, что, хотя большинство курсовых работ подтверждаются большим количеством исследований и научных анализов, курсовые работы буквально не идентичны исследовательским работам. Для нескольких предметов и тем статья должна включать больше, чем просто исследование или анализ. Например, это могут быть такие части, как творческий анализ проблемы, анализ других подходов к делу и т. д.
Статья должна давать читателю очень четкую картину и полное представление об обсуждаемой теме. Он должен отвечать на множество вопросов, таких как что, кто, когда, почему и где, и должен помочь читателю сохранить полученные данные наилучшим образом. Вот почему написание отчета требует от его автора обширного исследования и полного понимания темы. Таким образом, для студента предпочтительнее выбрать вопрос или предмет, которым он действительно увлечен.
Написание сочинения включает в себя использование эффективных стратегий письма и дизайна. Очень важно, чтобы ваши школьные задания оставались интересными и захватывающими для читателей. Это, несомненно, один из ключей к тому, чтобы быть счастливым при написании советов по школьным заданиям, потому что многие ученые используют слишком сухой и слишком научный стиль для своих курсовых работ. Крайне важно быть ясным в своем письме и делать все возможное, чтобы показать свою компетентность в предмете, о котором вы пишете.
Лучшее средство для повышения вашей компетентности — это использование большого количества наглядных материалов, таких как картинки, схемы, диаграммы и т. д., для школьных заданий. не отказывайтесь от надлежащих цитат и ссылок при использовании такого рода данных.
Начните свою работу с создания честного плана учебного задания, затем работайте над введением, основной частью и заключением школьного задания. Внесите несколько изменений в свою статью, прежде чем вы попадете на страницу с кратким изложением и ссылкой. Кроме того, уделяйте должное внимание грамматике, пунктуации и орфографии: несколько раз вычитывайте свою научную работу, прежде чем отправлять ее.
Отсасывающий вал — важное отжимное устройство в процессе производстве бумаги, он предназначен для безопасной, и аккуратной обработки бумаги широкого спектра сортов и размеров. Оснащенный вакуумным насосом и вентилятором, отсасывающий вал работает быстро и стабильно.
В зависимости от положения установки в бумагоделательной машине, отсасывающие валы можно разделить на: гауч-вал, форматный вал и всасывающий прессовый вал. Как правило, гауч-вал – гладкий без резиновой крышки, а два дргуих типа оснащены таковой.
Технические параметры отсасывающего вала
№
Ширина бумаги (мм)
Расстояние между подшипниками на концах (мм)
Диаметр × ширина (мм)
Регулировка ширины (мм)
Тип всасывания (мм)
Ширина всасывания (мм)
1
1092
1935
650× 1470
1010-1210
Однокамерный
180
2
1092
2085
650× 1570
910-1310
Однокамерный
180
3
1575
2535
650× 2070
1410-1310
Однокамерный
180
4
1760
2735
650× 2270
1610-2010
Однокамерный
180
5
1760
2735
650× 2280
1610-2030
Однокамерный
200
6
1880
2875
650× 2410
1740-2150
Однокамерный
180
7
1880
3050
800× 2550
1840-2230
Двухкамерный
135. 85
8
1880
3050
700× 2550
1840-2240
Двухкамерный
135.85
9
1880
3150
800× 2600
1915-2315
Двухкамерный
135.93
10
2040
3340
800× 2840
2075-2475
Однокамерный
180
11
2362
3540
650× 2980
2275-2675
Однокамерный
180
12
2400
3535
650× 3080
2410-2830
Однокамерный
200
13
2400
3505
800× 3000
2315-2715
Двухкамерный
135.95
14
2640
3805
800× 3300
2615-3015
Двухкамерный
135.95
15
3150
4460
1000× 3860
3165-3565
Двухкамерный
125. 125
16
3150
4460
1024× 3850
3165-3565
Двухкамерный
125.125
17
3300
4880
762× 3890
3060-3480
Однокамерный
100
18
3200
4455
800× 3900
3215-3615
Двухкамерный
135.95
19
3806
5005
800× 4500
3815-4215
Двухкамерный
135.95
20
4200
5375
900× 4800
4050-4450
Двухкамерный
135.95
21
4600
6055
1000× 5400
4705-5105
Двухкамерный
125.125
22
5500
7055
1000× 6400
5705-6105
Двухкамерный
125.125
Altendorf WA 8
Altendorf WA 8
Потенциал, который вдохновляет
WA 8 по плечу любая задача по обработке материалов вместе с вами: массив древесины, пластик или композитный материал. Сильный сердцем и твердый характером, форматник справляется со своими задачами — от простых прямых пропилов до сложных углов и скосов. WA 8 — разработан в Германии, устанавливает новые стандарты среди классических станков для мастерских. WA 8 залог успеха любой компании.
WA 8 – такой же многогранный, как и ваши проекты
Алюминий
Работа по распиливанию алюминия требует предельной точности. Форматные станки Altendorf зарекомендовали себя в течение многих лет в сфере обработки алюминия. WA 8 выполняет работу с исключительной точностью и может использоваться индивидуально, как идеальный инструмент для резки и пиления алюминия. С помощью станка WA 8 вы можете аккуратно резать алюминий с четкими контурами с точностью до десятых долей миллиметра.
Массив древесины
Разнообразие и уникальность текстуры древесины придает мебели из массива особенный вид. Мебель прочная и устойчивая Обрезка, распиловка и дальнейшая обработка массива древесины – это совершенно разные задачи. Откройте для себя индивидуальные комплектации оборудования, особенно для обработки массива древесины, с которыми механическая обработка становится детской игрой.
Пластики
WA 8 способен распилить все имеющиеся в продаже пластмассы любой формы. Станок легко справляется даже со сложными композитными материалами, такими как углеродные композитные пластины, и может резать их с точностью до десятой доли миллиметра! Узнайте больше об обработке пластмасс с помощью Altendorf.
Плитные материалы
Обработка плитных материалов, таких как ЛДСП, МДФ, фанера, — это работа, которая каждый день ставит новые задачи для оператора форматного станка. Полноформатные листы, обычно тяжелые, поэтому для их обработки требуется два человека. В процессе к ним добавляются обрезки, которые в дальнейшем будут использованы в производстве. Как правило, склад обрезков плохо маркирован, и в нем сложно разобраться, что требуем много драгоценного времени. Функции и дополнительное оснащение, станка WA 8, сделают вашу работу по обработке панелей еще проще.
Характеристики
Электромеханическая регулировка высоты и наклона пильного полотна на 0 – 46° с цифровой индикацией
Управление на станине станка
Мощность привода 5,5 кВт (7,5 л.с.) три скорости вращения
Двухроликовая каретка Altendorf, длина каретки 3200 мм
Продольный упор, ширина реза 1300 мм
Поперечный неповоротный упор, длина торцовки до 3200 мм
Подрезной агрегат с электромеханическим подъемом
Большой защитный колпак
Диаметр пильного полотна макс. 400 мм, высота пильного полотна макс. 125 мм
Рабочая высота 91 см
RAPIDO — инструментальная система для подрезного агрегата с бесступенчатой регулировкой толщины
Продольный упор с цифровой индикацией DIGIT X, включает тонкую регулировку. Ширина реза 1300 мм
Поперечный упор с цифровой индикацией DIGIT L, включает тонкую регулировку
DUPLEX — двухсторнний угловой упор
Удлинение салазок
Передний опорный ролик
PALIN — устройство для параллельных резов
STEG — дополнительная опора на каретку
Прижим — фиксация заготовок до 200 мм
Заказать WA 8
Альтернативные варианты
HAND GUARD
Подробнее
Altendorf F 45
Подробнее
Altendorf F 25
Подробнее
Altendorf WA 6
Подробнее
Royal Sovereign Sigmont Heat Assist Top Roller Широкоформатный рулонный ламинатор — 61 дюйм — LexJet
Royal Sovereign Sigmont Heat Assist Top Roller Широкоформатный рулонный ламинатор — 61 дюйм. Высококачественные силиконовые валики помогают в равномерном ламинировании и имеют три задних резака для разделения отпечатков.
Особенности:
Высококачественные силиконовые ролики для равномерного ламинирования
Три задних продольно-резательных станка для разделения отпечатков
Рукоятка регулировки прилегания переднего ролика
Максимальная скорость ламинирования 49,2 фут/мин
Максимальная температура верхнего ролика 140°F
Увеличенный диаметр ролика 5,125 дюйма
Ножная педаль и задний пульт в комплекте
Встроенный задний перемотчик носителя
Тип ламинатора
Тепловая помощь
Тип продукта
Ламинаторы и устройства для нанесения покрытий
Тип ламинатора
Тепловая помощь
Максимальная ширина рулона
61 дюйм
Множитель очков лояльности Edge
Не подходит для получения пограничных баллов
Максимальный внешний диаметр материала
6 дюймов
Максимальная скорость ламинирования
49,2 фута/мин
Диаметр главного ролика
5,125 дюйма
Метод нагрева
Верхний обогрев
Максимальная температура
104Ф
Пленка
3-дюймовый автоматический захват
Максимальный зажим ролика
1 дюйм
Ножная педаль
Да
Задние ножницы
Да
Намотчик
Да
Задний пульт дистанционного управления
Да
Купить 65-дюймовый широкоформатный рулонный ламинатор Royal Sovereign RSH-1651 за 14 749 долларов США.
09 (RSH-1651)
Расшифровка: Это Royal Sovereign RSH-1151 и рулонный ламинатор RSH-1651! Сначала я расскажу о некоторых особенностях двух машин. Единственная реальная разница между ними — это размер — 45 дюймов и 65 дюймов. Можно отрегулировать ролики для использования монтажных плат толщиной до 5/8”. Аварийные остановы расположены как спереди, так и сзади машины. Поверните ручку, чтобы снова продолжить ламинирование. Существует три различных способа запуска, остановки и реверса ламинатора: коврик для мыши, прикрепленный к задней панели, основная панель и лепесток ножки. На передней панели … Подробнее
Это Royal Sovereign RSH-1151 и рулонный ламинатор RSH-1651!
Сначала я расскажу о некоторых функциях двух машин. Единственная реальная разница между ними — это размер — 45 дюймов и 65 дюймов.
Ролики можно отрегулировать для использования монтажных плат толщиной до 5/8”.
Аварийные остановы расположены как спереди, так и сзади машины. Поверните ручку, чтобы снова продолжить ламинирование.
Существует три различных способа запуска, остановки и реверса ламинатора: коврик для мыши, прикрепленный к задней панели, основная панель и лепесток ножки.
На передней панели вы можете изменить индивидуальную температуру каждого валика отдельно, переключить его с горячего или холодного ламинирования, сохранить различные варианты настроек и включить задний вентилятор, чтобы ваш проект не стал волнистым / изогнутым.
На задней стороне также есть триммер с прямым лезвием для удаления проектов из ламинатора.
Итак, теперь о настройке!
Включите ролики, чтобы они начали нагреваться до соответствующей температуры.
Я начну с обратной стороны — если у вас уже есть рулон, который нужно заменить, извлеките его из ламинатора — обязательно сначала обрежьте ламинатор.
Теперь снимите рулон с стержня… и вставьте стержень в новый рулон.
Сначала вставьте планку в левую сторону, затем вставьте ее в положение справа. Внешняя сторона пленки должна быть накинута на машину, как показано здесь — если она блестящая — тогда блестящей стороной наружу.
Проделайте то же самое с нижним рулоном — снова блестящей стороной, обращенной в сторону от машины. Это важно при вставке его в ролики.
Теперь поднимите крышку рулона и снимите дополнительный защитный кожух. Поднимите и вытащите часть стола.
На нижнем ролике вытяните пленку примерно на два фута, затем протяните ее под нижнюю планку, расположенную непосредственно под нижним нагревательным роликом. Потяните его вверх и над перекладиной осторожно, чтобы не коснуться нагревательных роликов.
С обратной стороны натяните примерно два фута пленки, положите ее НАД металлическим стержнем и положите на нагревательные валики.
На данный момент вы можете видеть, что мои два рулона не совпадают. Чтобы помочь с этим, на стержнях есть линии, чтобы вы могли разместить рулоны в одном и том же положении — вы также можете отмерить расстояние на каждом, чтобы они совпадали.
Теперь накиньте нижнюю пленку на верхнюю, чтобы они склеились — вы можете видеть, что мои рулоны все еще не идеально выровнены, и я могу исправить это позже, если потребуется.
Установите стол и защитный кожух. Затем опустите защитный экран.
Чтобы протянуть пленку, отрегулируйте отверстие в соответствии с размером любой имеющейся у вас доски для обрезков. Затем вставьте доску в ролики, пока они включены, пока они не захватят доску и не протянут ее.
Убедитесь, что вы используете толстую доску, такую как пенопласт! Тот, который я использовал здесь, был недостаточно толстым, и он не попал в задние ролики, тогда мне пришлось схватить и вытащить его — и это было не весело.
Дайте ламинации немного поработать, чтобы разгладились все складки.
Теперь я могу отрегулировать направляющие на столе и начать ламинировать довольно большие проекты. И вернитесь назад, подождите, пока он закончит, затем отрежьте его, чтобы аккуратно подравнять другим триммером.
Узнайте подробнее об ассортименте брендов мирового лидера — PPG Deltron® и PPG Delfleet®
Для авторемонта
Для коммерческого транспорта
Дефекты покрытия
Инструменты для подбора цвета
Обучение
TDS
Поиск TDS
MSDS
Поиск паспортов безопасности
Colormobile
Войти
Возникли вопросы или нужна дополнительная информация? Свяжитесь с нами!
Спасибо за Ваш интерес!
Наши новости
05. 06.2020
PPG: неизменный лидер рынка
07.05.2020
Тренды цвета 2019
05.07.2019
PPG открывает Новую Эру в авторемонте
Читать больше
Высококачественные ЛКМ от PPG Industries по отличным ценам, г. Санкт-Петербург
Официальный дистрибьютор
Срок службы до 35 лет
Высокие декоративные и антикоррозионные свойства
Кратчайшие сроки поставки
Заказать покрытие
Наши схемы покрытий прошли испытания по ISO-12944-6 с результатом C5-M(I) High
Набор отвердителей и разбавителей позволяет подобрать состав для разных условий нанесения и сушки.
Улучшенная тиксотропность (стойкость к наплывам при окраске сложных поверхностей).
Высокие антикоррозийные свойства.
Отличные декоративные показатели.
Повышенная стойкость к УФ благодаря применению высококачественных акриловых тонеров.
Колеровка в любой RAL и в фирменные цвета заказчика.
Возможность выбора степени блеска от 10% до 90%
Звоните и мы проконсультируем Вас
+7-812-244-94-90
Грунты
Эмали
Грунт-эмали
Обеспечивают хорошую адгезию к защищаемой поверхности и содержат специальные добавки, препятствующие появлению и распространению коррозии. Требуют дальнейшего перекрытия финишными эмалями.
подробнее
Финишные покрытия — наносятся поверх грунтов в системах покрытий и обеспечивают защиту от атмосферных осадков и ультрафиолета. Так же отличаются высокими декоративными свойствами.
подробнее
Универсальные материалы, сочетающие в себе свойства грунтов и финишных эмалей, что дает возможность применения как однослойного самостоятельного покрытия в условиях среды С3-С4
подробнее
Вы оставляете заявку
Мы связываемся с вами и уточняем заказ
Подбираем товар и выставляем счет
Вы оплачиваете счет
Организуем отгрузку товара.
Сделайте заказ сейчас
и наши сотрудники свяжутся с Вами в ближайшее время.
Оформить заказ
Коммерческий транспорт
Дорожная и строительная техника
Нефтегазовая отрасль
Станки
Мостовые конструкции
Сельскохозяйственная техника
Быстрая отгрузка
Склад находится рядом с офисом. Документы уже на складе.
Гарантированное качество
Наш товар сертифицирован и прошел различные испытания.
Технологическая поддержка
Наши специалисты всегда проконсультируют по всем возникшим вопросам.
Грунты
Заказать
Эмали
Заказать
Грунт-эмали
Заказать
Просто позвоните и мы ответим на возникшие вопросы
+7-812-244-94-90
Наша компания гарантирует высокий уровень обслуживания
На складе компании установлено колеровочное оборудование, что позволяет получить желаемый цвет продукта в кратчайшие сроки от одного тарного места.
Мы защищаем и украшаем мир. Краски, покрытия и материалы
Наши краски и красители
Ознакомьтесь с нашим международным портфолио брендов.
Здесь только несколько.
Краски PPG
®
Обладая более чем 135-летним опытом, компания PPG сотрудничает с домовладельцами и профессионалами.
Glidden
®
Краска премиум-класса без завышенной цены для тех, кто хочет добиться результата.
Comex
®
Наш бренд Comex, базирующийся в Мексике, лидирует в создании захватывающих цветовых трендов.
Histor
®
С богатой цветовой палитрой Histor вы можете оживить любую атмосферу, каждое чувство.
Посмотреть наши региональные бренды
Продается по всему миру через нашу сеть фирменных магазинов и независимых розничных продавцов.
Лучшее видео
Что вы хотите защитить и украсить?
Наши краски, покрытия и специальные материалы помогут вам сохранить прошлое и подготовиться к светлому будущему. Узнайте, как наши инновации защищают и украшают то, что для вас важнее всего.
В сообществе
Посмотрите, какое влияние PPG и PPG Foundation оказали на наши сообщества по всему миру.
Наши сотрудники: Дэвид Бем
Что вдохновляет главного технического директора PPG Дэвида Бема?
Наша цель
В PPG нас вдохновляет наша цель: защищать и украшать мир.
Партнерство с клиентами в новых условиях
Времена изменились из-за пандемии, но наше стремление к партнерству с нашими клиентами для защиты и улучшения мира остается прежним.
Аэрокосмическая промышленность
Engineered for Performance
Разработка новых технологий для прозрачных пленок, покрытий, герметиков, упаковки и управления химическими веществами для авиационной промышленности.
Учить больше
Автомобильный OEM-производитель
В авангарде инноваций
Объединение опыта PPG в области покрытий и технологий для помощи автопроизводителям во всем мире в улучшении имиджа и идентичности их автомобильных марок.
Учить больше
Автомобильный ремонт
Непревзойденная производительность
Когда речь идет о повышении долговечности, повышении производительности или улучшении внешнего вида, авторемонтный бизнес PPG имеет послужной список успеха, с которым не может сравниться ни одна другая компания.
Учить больше
Industrial Coatings
Tomorrow Realized
Ведущие производители доверяют стилистам, химикам и техническим специалистам PPG по всему миру создавать инновационные покрытия, которые улучшают продукты, которые мы используем каждый день.
Учить больше
Покрытия для упаковки
В лидерах рынка
На протяжении десятилетий специалисты PPG по исследованиям и разработкам создавали покрытия, которые улучшали качество продуктов практически во всех отраслях: от продуктов питания и напитков до косметики и средств личной гигиены, красок и химикатов.
Учить больше
Защитные и морские покрытия
Непревзойденная производительность
Разработка продуктов, которые защищают активы клиентов в самых сложных условиях и средах в мире, включая гражданскую инфраструктуру, шельфовую, нефтехимическую, энергетическую, морскую новостройку, морской сухой док и морской морской флот.
Учить больше
Traffic Solutions
Производительность, которая защищает
Широкий глобальный портфель решений для дорожной разметки и безопасности дорожного движения включает в себя краски, термопласты и другие передовые технологии дорожного движения, которые помогают обеспечить безопасность автомобилистов, велосипедистов, дорожных рабочих и пешеходов в наших сообществах.
Специальные покрытия и материалы
Решение сложных проблем с уникальными решениями
Изделия из диоксида кремния
Важнейший компонент шин, резины, продуктов питания, кормов, красок, чернил и многого другого.
Учить больше
Оптические мономеры и покрытия
Технологии очковых линз, улучшающие и защищающие зрение.
Учить больше
PPG TESLIN
® Подложка
Высококачественный материал, используемый для этикеток продуктов, идентификационных карточек и т. д.
Учить больше
Главная
Просмотр уведомлений
Коммерческие покрытия
Логин
РЕГИСТРАЦИЯ
Последние уведомления
Калифорнийское предложение 65 Список новых веществ
В декабре 2021 года Калифорнийское управление по оценке опасности для здоровья окружающей среды (OEHHA) добавило шесть новых веществ в список Предложения 65 штата, в котором они определены как химические вещества, известные в штате Калифорния как вызывающие рак. Подробнее →
Расписание праздничного сезона в США на 2022 год
В связи с праздниками все офисы по ремонту автомобилей PPG, зоны обслуживания клиентов и распределительные центры будут закрыты в следующие дни. Подробнее →
Объявление о новом продукте — OneChoice SUA1280 УФ-отверждаемый грунт-наполнитель — аэрозоль
Мы рады объявить о выпуске OneChoice SUA1280 УФ-отверждаемый грунт-наполнитель в аэрозольном баллончике. Подробнее →
Что нового
Обновление программного обеспечения PAINTMANAGER® XI v3.5.2210.21 — Формулы RADAR →
Как вы знаете, многие современные автомобили оснащены усовершенствованными системами помощи водителю (ADAS). Это включает в себя радар, ультразвук, камеры и LiDAR. Различные ADAS, представленные на рынке, обеспечивают адаптивный круиз-контроль с учетом дорожного движения, помощь при парковке, предупреждение/коррекцию выезда с полосы движения, распознавание сигналов светофора, предупреждение о столкновении сзади, предупреждение о перекрестном движении, экстренное торможение и предотвращение столкновения.
Вакуумные столы зачастую являются наилучшим решением для работы с плоскими листами, часто выполняемой на фрезерных станках с ЧПУ. Вы можете положить лист из МДФ непосредственно на вакуумный стол, и этого достаточно для обработки. В вакуумных столах могут быть предусмотрены зоны, которые вдобавок можно включать и выключать с помощью клапанов.
Принцип работы вакуумного стола
Вакуумные столы создают прижимную силу благодаря разности давлений под деталью, и атмосферным давлением, давящим сверху вниз. Каждый квадратный миллиметр площади, подверженной данной разнице, может иметь силу, достигающую 1-1.2 килограмма (разница между вакуумом и давлением воздуха на уровне моря).
Сила прижима пропорциональна разнице давлений и площади поверхности, Большая площадь на большой области может иметь внушительную силу. Квадратный участок 25 x 25 потенциально имеет 625 квадратных сантиметров, умноженных на 1,2 кг на квадратный дюйм, или около 750 килограмм удерживающей силы!
Однако, небольшие детали обладают значительно меньшей силой, удерживающей их. Необходимо понимать эту разницу.
Другой способ ограничения силы заключается в том, что вы не сумеете приложить вакуум ко всей нижней поверхности детали. Рассмотрим вакуумную систему из алюминия с незначительными вакуумными камерами под ней. Это выглядит приблизительно так:
Алюминиевый вакуумный стол
Теперь, чтобы деталь оставалась плоской и не искривленной, мы хотим, чтобы она располагалась на вакуумном столе. У нас возможно не будет большого вакуума нигде, помимо камер. В таком случае прижимная сила определяется площадью поверхности камер, а не площадью поверхности детали, а она заметно меньше площади поверхности детали.
Большинство вакуумных столов для фрезерных станков с ЧПУ позволяют избежать данной трудности посредством использования плиты МДФ поверх вакуумного стола для распределения вакуума. МДФ пористый, поэтому вакуум везде. Это работает хорошо, однако для этого требуется вакуумный насос, который сможет втягивать больший объем воздуха, потому что МДФ будет протекать везде, где на нем что-то не лежит.
Точно так же, как МДФ, для распространения вакуума, может использоваться ваша деталь, если она сделана из чего-либо проницаемого (пенопласт, МДФ и тому подобное) или если вы сделаете в ней слишком много сквозных отверстий во время обработки.
Последнее, что необходимо знать, это то, что две силы стараются сместить деталь на вакуумном столе. Одна — направлена в бок, другая — вверх. Боковое усилие — это сила трения между деталью и тем, на чем она лежит. Убедитесь, что поверхность вакуумного стола не очень скользкая, дабы выдержать эту силу. В большинстве случаев показатель трения будет таким, что для перемещения детали в сторону должно быть как минимум вдвое большее усилие, нежели для ее подъема.
Поднимающая сила, необходимая для преодоления удерживающей силы вакуумного стола, является просто параметром веса детали плюс прижимной силы вакуума. Если деталь приподнята даже немного, возможно, даже вы можете не видеть этого, вакуум протечет, и, если ваш вакуумный насос не будет обладать достаточной производительностью, деталь просто выскочит, когда давление упадет. Если подъемной силы достаточно, деталь может даже запустить через стол.
Вакуумные столы для фрезерных станков с ЧПУ своими руками
Создать вакуумный стол для вашего фрезерного станка с ЧПУ довольно просто. В этой статье мы рассмотрим множество идей, советов и ссылок на ресурсы, которые помогут вам в короткие сроки создать свой собственный проект вакуумного стола.
Необходимо ли мне покупать или я могу взять и собрать вакуумный стол на свой фрезерный станок с ЧПУ?
Нет времени собрать вакуумный стол с нуля? Не беспокойтесь, многие из них можно просто купить. Вот лишь несколько примеров на пробу:
https://purelogic.ru/ (лично я брал в этом магазине.)
https://www.ctanku.ru/catalog/Vakuumnyestoly/
Проектирование вакуумного стола своими руками
Если вы собираетесь установить вакуумный стол поверх существующего стола фрезерного станка с ЧПУ, то в первую очередь следует учитывать зазор по оси Z. Если у вас слишком много хода по оси Z, то вакуумный стол съест его часть. Обязательно подумайте о том, как минимизировать эту потерю. Вот где применение встроенного вакуумного стола, при покупке фрезерного стола с ЧПУ возможно имеет преимущество.
Еще одно важное замечание заключается в том, собираетесь ли вы создать какую-то конструкцию камеры статического давления или планируете фактически обрабатывать свой вакуумный стол. Обработанные столы могут быть более точными — более плоскими и квадратными. Они, безусловно, более прочные. Но стол типа пленума может быть дешевле в производстве и менее ограничен в отношении вакуумных проходов.
Имеется ключевой нюанс, который следует учитывать. Это способность стола удерживать вашу деталь в зависимости от площади ее поверхности, доступной для вакуума. Если деталь лежит на поверхности, непроницаемой для воздуха, то ее держат только проходы, создающие вакуум. На механически обработанном дюралевом вакуумном столе вы получаете низкий вакуум только на поверхности решетки, но не на всей площади поверхности, на которую опирается деталь. Если вы попытаетесь создать полость под деталью для распространения большего вакуума, вы рискуете подвергнуть деталь напряжению, и она будет изогнута в неподдерживаемых областях.
Привлекательность того, что ваша верхняя поверхность сделана из чего то вроде МДФ, заключается в том, что она проницаема, и вакуум может проникать на всю поверхность нижней части детали. Впрочем МДФ, является менее точной опорой, нежели алюминий, и ему понадобится источник вакуума, который может откачивать больше воздуха в минуту, потому что существует значительно большая область, которая пропускает воздух.
Предполагая, что у вас нет гигантского вакуумного насоса с неограниченной производительностью, Существует способ, который действительно помогает. Это возможность зонировать области вакуума, дабы области, которые протекают (возможно, потому что деталь не находится на этих областях), могли быть отключены. от вакуума. Вот вакуумный стол с системой зонирования, которую очень удобно менять, элементарно открывая или закрывая отдельные клапаны:
Вакуумный стол с областью зонирования
Идеи по созданию вакуумных столов своими руками
Вот список фотографий и ссылок на различные проекты вакуумных столов своими руками. Это поможет вам в разработке собственного проекта вакуумного стола.
Устройство вакуумного стола из МДФ
Типичный вакуумный стол из МДФ имеет монтажную панель с канавками и дренажную панель, которая позволяет вакууму просачиваться через его пористую структуру.
Вот изящный и минималистичный проект маленького вакуумного стола.
Стол из пластика и строительного пылесоса
Он питается от строительного пылесоса и спроектирован так, чтобы его можно было просто прикрепить к вашему столу с ЧПУ. Стол изготовлен из пластика HDPE. Чтобы предотвратить утечки в неиспользуемых местах, просто используйте кусок лакированного картона, который плотно прилегает к вашей детали или заготовке.
Вот небольшой вакуумный столик, предназначенный для вставки в фрезерные тиски
Вакуумный стол для тисков
Советы по использованию вакуумного стола
— При планировании резки группы деталей, может быть полезно спланировать стратегию резки, так, чтобы как можно дольше сохранить площадь поверхности и соединение с заготовкой, чтобы упростить удержание обрабатываемой детали. Также стоит поэкспериментировать с подъемом по сравнению с обычным фрезерованием. Потому что направление реза вместе с точным порядком отделения краев детали от всей доски может иметь значение, будет ли она играть к концу реза. Один из таких подходов называется «снятие шкуры с лука». Это практика фрезерования с подъемом, пока вы не дойдете до очень тонкого слоя, оставшегося перед тем, как прорезать его полностью. Переключитесь на обычное фрезерование, чтобы избавиться от последних кусочков. Если у вас все еще есть детали, которые не выдерживают, попробуйте использовать фрезу маленького диаметра для окончательной резки — все дело в уменьшении сил резания и поддержании как можно большего вакуума вплоть до самого конца.
— Программные вкладки также очень полезны для деталей, которые слишком малы, чтобы их можно было удерживать только с помощью вакуума. Они позволят поверхности соседних деталей и материала заготовки удерживать деталь. отдельный программы CAM, скажем MeshCAM, могут автоматически их создавать.
— Держите свою область обработки чистым от пыли и мусора. Пыль вызывает утечки и действует как шарикоподшипник, заставляя деталь двигаться по частицам пыли.
— Обрежьте примерно 0,1 мм сверху (и, если можете, снизу) плиты МДФ. Верх и низ более плотные из-за процесса производства МДФ, а обрезка наиболее плотного материала позволяет воздуху легче проходить через рабочую поверхность.
— Минимизируйте паз и глубину реза, выходящую под деталь в рабочую поверхность. Это уменьшит утечку по сравнению с более глубокими каналами.
— Иногда через картон для отходов воздух проходит слишком свободно, и ваш насос не может создать достаточно вакуума. Сложите две доски, дабы понизить воздушный поток, и вы можете почувствовать, что деталь держится лучше. Кроме того, верхняя доска может быть тоньше и ее заменена обойдется дешевле
— Хотя край стола / камеры постоянного давления может иметь прокладку для предотвращения утечки по краю спойлборда, вы можете еще больше уменьшить утечку, заклеив край лентой, чтобы получить еще больший вакуум.
— Обнаружение утечек: вы можете приобрести ультразвуковой течеискатель, который обнаружит утечки в трубах вашей вакуумной системы, которые снижают производительность. Не хотите тратить деньги на течеискатель? Оберните их пищевой пленкой. Это не продлится долго, но вы довольно быстро увидите, где пленка засасывается из-за утечки вакуума.
— Иногда экономичнее использовать два вакуумных насоса меньшей мощности, чем один большой. Запустите один из небольших насосов для больших издлелий и деталей с большой площадью поверхности для зажима. Включите второй насос для проблемных мелких деталей, у которых недостаточно площади поверхности.
— Используйте дополнительный слой толщиной 6-7 см или другие материалы, зажатые между спойлбордом из МДФ и вакуумной камерой, чтобы блокировать поток воздуха в определенные зоны. Он должен быть не такой пористый, как у МДФ. — Если вам трудно удерживать пористый материал (вся ваша заготовка — одна большущая утечка! ), Подумайте о том, чтобы положить ненужный кусок непористого материала поверх.
— Рассмотрите возможность употребления прижимной ножки шпинделя, чтобы добавить больше прижимной силы на деталь. Прижимная лапка двигается по детали с помощью шарикоподшипников, но добавляет подпружиненную прижимную силу вокруг области непосредственной резки. Вот один пример:
Прижимная ножка шпинделя
— Остерегайтесь утечек, но также берегитесь ограничений потока в вакуумном трубопроводе, особенно если вы используете мощный вакуумный насос. Прокладки могут помочь минимизировать утечки, направляя вакуум туда, где это необходимо, и блокируя краевые утечки. Перегибы в шлангах являются основными источниками ограничения потока, но могут быть и другие.
— Часто бывает полезно иметь возможность управлять имеющимся вакуумом, распределяя его по площадям на вакуумном столе с помощью клапанов или иных механизмов.
— Необходимо перевернуть детали на вакуумном столе и выровнять их? Вам нужно будет неким образом выровнять детали. Установочные штифты — распространенное решение. Либо сделайте отверстия в деталях и столе (только для расходной прокладки из МДФ! ), Которые совпадают с установочными штифтами для выравнивания, либо расположите штифты так, чтобы они действовали как ограничители. Использование сторон детали работает только в том случае, если деталь симметрична, поэтому при перевороте она все равно будет совпадать с теми же упорами. Но если вы можете использовать штифты в отверстиях в детали, вы можете расположить отверстия симметрично независимо от формы детали.
— Что делать, если ваши детали смещаются или скользят по столу, но не поднимаются? Это может вызвать проблемы, но есть множество решений. Вы можете использовать вкладки, описанные выше. Или можете использовать установочные штифты в качестве упоров по краям, чтобы остановить скольжение. Использовать липкий, но пористый коврик между деталью и столом, чтобы затруднить скольжение. Или, наконец, вы можете оставить тонкий слой материала при вырезании деталей, которые сохраняют вакуум. Когда весь разрез будет сделан, за исключением тонкого материала. Поскольку материал такой тонкий, силы резания будут намного меньше, и ваша деталь будет меньше скользить.
— Время от времени обновляйте используемую доску для прокачки, чтобы она оставалась плоской. Когда она станет слишком тонкой, замените его другой.
Как своими руками сделать вакуумный стол для ЧПУ — MULTICUT
Обновлено: 06.09.2022
Надежное закрепление заготовки — гарантия точности и качества гравировальной или фрезерной обработки.
Каждый станок ЧПУ комплектуется универсальным рабочим столом, предназначенным для установки заготовок различной конфигурации. Для этого в них предусмотрены продольные пазы, в которые заводятся зажимные винты. С их помощью заготовка прижимается к поверхности стола и впоследствии не смещается от усилий, создаваемых вращающейся фрезой.
Стандартные рабочие столы станков с подвижным порталом не подходят для обработки крупногабаритных листов МДФ, фанеры, пластиков, композиционных материалов. Часть обрабатываемой поверхности перекрывается зажимными планками, и есть риск повредить заготовку при затяжке винта. Часто проблемы возникают с тонкими листами: из-за низкой жесткости они деформируются при касании фрезы. Многие производители машиностроительного оборудования комплектуют фрезерные станки вакуумными столами. Чаще всего это приспособление предлагают в качестве дополнительной опции, и стоимость его достаточно высока.
Принцип работы и конструкции вакуумных столов
Принцип работы вакуумного стола для станка состоит в откачивании воздуха из пространства, образованного его рабочими камерами и заготовкой. Он играет роль своеобразной присоски.
Будущая деталь удерживается в стационарном положении за счет разницы между атмосферным давлением и давлением внутри рабочих камер.
Существует несколько разновидностей вакуумных столов для станков с ЧПУ:
Решетчатые. Рабочие камеры образованы продольными и поперечными канавками, которые образуют замкнутый контур. Для фиксации заготовок, не перекрывающих «поле» используется О-образный уплотнитель. Он укладывается в канавки по контуру зоны зажимания.
Желобковые (шлицевые). Имеют только продольные канавки. Используются для изготовления мелких деталей с невысокими тангенциальными усилиями при обработке, например, сверления и фрезерования печатных плат, электронных компонентов, гравировки. Требуют применения предварительно подготовленных промежуточных матов, «запирающих» рабочую зону.
Пористые. Металлические вставки с микропористой структурой равномерно распределяют усилие прижатия по всей плоскости заготовки. На таких столах обрабатывают тонкие материалы вплоть до фольги.
VAC-MAT. Рабочая поверхность разделена на множество вакуумных камер, что позволяет выполнять сквозное сверление, фрезерование окон и обход по контуру. Вставки VAC-MAT являются расходным материалом и заменяются по мере износа.
FLIP-POD. Система состоит из отдельных присосок с высоким разрежением и рассчитана на крепление массивных заготовок с шероховатой поверхностью.
Пройти тест
Порядок изготовления
Чтобы сделать работоспособный вакуумный стол своими руками, потребуется только найти заготовку соответствующего размера. Оборудование для этого у вас уже есть – это портальный фрезерный станок. Предлагаем рассмотреть самодельный вакуумный стол решетчатого типа как наиболее простой в изготовлении. В перспективе можно купить адаптер-плату и работать с полимерными матами VAC-MAT.
Проектирование и выбор заготовки
Чтобы сделать вакуумный стол для ЧПУ своими руками, чертежи придется разрабатывать самостоятельно, производитель станка вряд ли поделится ими. Однако основные размеры все же можно взять из каталогов. За образец можно взять любой из продуктов компании Witte Barskamp KG, которая изготавливает вакуумные столы для фрезерных станков с ЧПУ.
Они делают решетчатые плиты с шагом сетки 12,5 мм, шириной канавки 4 мм, толщиной 32,5, 38 и 48 мм. Ширина от края плиты до оси первой канавки составляет полшага (6,25 мм). Горизонтальные размеры можно выбирать произвольно, исходя из габаритов обрабатываемых деталей.
Производитель предлагает модульные плиты, однако владельцы фрезерных станков предпочитают делать цельные конструкции с несколькими вакуумными зонами (замкнутыми контурами).
В качестве самых бюджетных материалов используется фанера 16-20 мм или ламинированные листы ДСП. Если нет финансовых ограничений, можно приобрести текстолитовую или дюралевую плиту (Д16Т, Д16АТ) 8-12 мм.
Выравнивание заготовки
Первоначально заготовку для вакуумного стола ЧПУ необходимо сделать идеально плоской, чтобы впоследствии обрабатываемые детали не копировали неровности при зажатии. Для этого по обеим поверхностям нужно сделать 1-2 прохода чистовой спиральной фрезой диаметром 20 мм до полного касания.
Нарезка канавок
Канавки фрезеруют в соответствии с выбранной схемой. Ширина канавки должна соответствовать диаметру уплотняющего шнура, поэтому его лучше заказать заранее. Что касается глубины, то здесь придется экспериментировать: сделать глубину 2,5-2,7 мм, а затем при необходимости углубить. В зависимости от жесткости и пористости уплотнения сжимаются по-разному.
Нужно добиться, чтобы в рабочем состоянии шнур не выступал над рабочей поверхностью, при этом не было потерь вакуума.
Изготовление трассы
Для изготовления вакуумной трассы подойдет ПВХ-труба диаметром 25 или 32 мм, и если в штатном столе предусмотрены сквозные отверстия, патрубки подводятся через них снизу (к каждому контуру). Если рабочий стол сплошной, то вакуумную плиту придется делать из двух частей (в виде бутерброда), герметизировать стык и подавать трассу с торца.
На каждую ветвь вакуум-провода стоит установить шаровой вентиль, чтобы задействовать только те зоны, на которые попадает заготовка. Трасса соединяется в единый коллектор и подключается к вакуумному насосу.
Сверление отверстий
В плите необходимо сделать отверстия следующего назначения:
Для подвода вакуума по 1 для каждой зоны — на пересечении канавок.
Для крепления к штатному столу — по центрам выступающих квадратов. Количество отверстий нужно выбирать исходя из жесткости вакуумной плиты. Если она дюралевая, можно обойтись без сверления, а крепить только края. Отверстия должны быть потайными: чтобы гайка полностью утопала. Зажимной винт также не должен выступать над поверхностью.
Для фиксации заготовки с торцов — по центрам квадратов. В эти отверстия нужно запрессовать гайки (снизу). В дюралевом столе просто нарезают резьбу. При обработке заготовки небольшой площади усилия прижатия часто бывает недостаточно для надежного удержания. Чтобы предотвратить сдвиг, ее фиксируют планками с пазовыми отверстиями.
Посмотреть конструкции дополнительного крепежа можно на сайтах производителей оснастки для станков.
Выбор насоса
Чтобы сделанный своими руками вакуумный стол работал не хуже «заводского», этому вопросу нужно уделить максимум внимания. Если сетка в плите сделана точно по образцу, достаточно посмотреть, какой насос рекомендует производитель «оригинала». В противном случае придется экспериментировать или заказывать расчет.
При выборе исполнения насоса стоит обратить внимание на вихревые воздуходувки. Это наиболее бюджетное оборудование, в котором кроме как подшипников нет других изнашивающихся элементов. Оно не требует обязательного отключения при достижении максимального разрежения, отличается компактностью и простотой в установке.
Один из важных этапов конструирования, который не был упомянут в статье, — это составление сметы расходов. Однако именно по окончании работы над сметой можно точно решить, попробовать собрать вакуумный стол для ЧПУ своими руками или же проще и выгоднее выйдет заказать готовое изделие.
Вакуумные столы для станков MULTICUT
Предприятие MULTICUT – один из ведущих российских производителей фрезерно-гравировальных станков с ЧПУ и шипорезно-долбежных координатных установок с программным управлением. Компания предлагает широкий ассортимент станков, в задачи которых входит раскрой листовых материалов и производство мебельных фасадов.
Одно из основных преимуществ оборудования — интегрированный вакуумный прижим в базовой комплектации стола. Он состоит из системы трубопроводов, запорной арматуры и каналов на рабочей поверхности. Вакуумным прижимом оснащены следующие серии станков:
3000;
3200;
4000;
4400;
5000.
Модель вакуумного насоса подбирается техническими специалистами MULTICUT в соответствии с требуемым усилием прижатия.
Читайте также
Обновлено: 06.11.2022
Описание основных преимуществ станков с ЧПУ
Опыт предприятий, которые полностью модернизировали свои механические участки, отказавшись от ручного управления в пользу программного, говорит о том, что использование станков с ЧПУ дает реальные преимущества. В данной статье мы не будем приводить точных экономических расчетов, но приведем не менее весомые аргументы, почему вкладывать деньги в покупку современного высокопроизводительного оборудования — во всех отношениях правильный выбор.
Подробнее
Обновлено: 25.10.2022
Выбор шпинделя для фрезерного станка с ЧПУ
Шпиндель — важная часть технологических машин, в частности фрезеров. Как правильно выбрать шпиндель для станка с ЧПУ? Разбираемся в этой статье.
Подробнее
Обновлено: 25.10.2022
G-коды для программирования станков с ЧПУ
Для управления автоматизированными обрабатывающими центрами применяется язык программирования, созданный специально для этих целей, — G-Code.Система G-кодов для управления оборудованием с ЧПУ и 3D-принтерами представляет собой высокоуровневый язык.
Подробнее
Обновлено: 25.10.2022
3D-моделирование на станках с ЧПУ
Современные производственные процессы позволяют существенно ускорять и повышать точность изготовления изделий сложной формы. При помощи специальных программ для 3Д-моделирования на русском языке осуществляется быстрое прототипирование детали. Разработка его осуществляется профильными организациями.
Подробнее
Обновлено: 01.11.2022
Оснастка фрезерного станка с ЧПУ
Производственные технологии прошлого имели ряд недостатков: в процессе работы заготовку необходимо было переустанавливать. Нужно было снять деталь с фрезерного станка, изменить ее положение и заново отрегулировать исходные размеры заготовок. В настоящее время процедура оснастки фрезерных станков облегчена…
Подробнее
Возврат к списку
Поделиться:
Вакуумные столы для обрабатывающих центров с ЧПУ и фрезерных станков
Блог
Поиск метода крепления деталей на столе обрабатывающего центра был проблемой еще до изобретения ЧПУ в 1940-х годах. В течение многих лет существует большой интерес к технологии вакуумных столов или вакуумных прижимных приспособлений для закрепления материала. Традиционные вакуумные системы, однако, имеют множество ограничений, которые часто делают эту технологию непригодной для удерживания деталей.
Ограничения традиционного вакуумного стола:
Небольшие детали не имеют достаточной площади поверхности, чтобы вакуум мог их удерживать
Детали со сквозными прорезями вызывают потерю вакуумного всасывания
Неплоские детали либо не могут удерживаться, либо требуют дополнительного времени на настройку – что часто бывает слишком длинным, особенно при коротких тиражах или небольших объемах.
Вакуумный стол состоит из вакуумного прижима, воздухопроницаемого жертвенного слоя и мощного вакуумного насоса.
К счастью, компания DATRON разработала уникальный вакуумный стол, который решает все эти традиционные ограничения вакуумных столов. Вот как было преодолено каждое из упомянутых выше ограничений.
Удержание мелких деталей с помощью вакуумного стола
Одним из самых больших ограничений традиционной технологии вакуумных столов является то, что детали часто слишком малы или не имеют достаточной площади поверхности, чтобы вакуум мог надежно удерживать их на столе. Именно такая ситуация была представлена DATRON, когда производитель ножей обратился к нам с требованием как о высокоскоростном обрабатывающем центре, так и о эффективных средствах удерживания рукояток ножей во время процесса фрезерования. Сложность усугублялась тем, что линейка продуктов имела множество размеров и форм и постоянно менялась.
Вакуумный стол с партией ручек для ножей Harley, выточенных из алюминиевого листа.
Решение для вакуумного стола, которое мы поставили, было вдохновлено элементами, используемыми в вакуумных столах для гораздо больших форматов столов фрезерного типа. В этих крупномасштабных системах используется проницаемая древесноволокнистая плита с большим вакуумным потоком, чтобы удерживать или закреплять большие листы для механической обработки. Наш меньший вакуумный стол, сделанный из алюминия, имеет плотную сетку маленьких отверстий в верхней пластине. Специальная тонкая проницаемая подложка сверху обеспечивает равномерное распределение вакуума и позволяет нам удерживать гораздо меньшие детали, чем обычные или более крупные вакуумные столы. В случаях, когда детали особенно малы, у нас есть специальная версия проницаемой подложки с легкой липкой поверхностью (вроде клея на стикере Post-It), которой достаточно для закрепления деталей. Сочетание конструкции нашего вакуумного стола, материала подложки и мощного вакуумного насоса, разработанных для обеспечения безопасности деталей ножей для одного клиента, в последующие годы в конечном итоге стало неотъемлемым аксессуаром ЧПУ для многих других клиентов и различных приложений.
Нож Harley Davidson с рукоятью, изготовленной на фрезерном станке DATRON с вакуумным креплением стола.
Фрезерование сквозных отверстий в деталях, удерживаемых на вакуумном столе
Еще одна распространенная проблема, связанная с обычными вакуумными столами, заключается в том, что при резке листового материала происходит потеря вакуума. Если открытые отверстия допускают слишком большую потерю вакуума и детали выпадают, это часто приводит к повреждению режущего инструмента, обрабатываемой детали и даже оборудования с ЧПУ. С вакуумными столами DATRON вы можете иметь до 40% открытой площади и при этом удерживать свои детали. Это, конечно, зависит от детали, но, как правило, у вас не возникает проблем со сквозными отверстиями или разрезами профиля. Это обеспечивает гибкость и эффективность вырезания каждой детали печеньем без специальных выступов, винтов или дополнительных операций по удалению деталей с листа. В случае с производителем ножей они обычно кладут лист алюминия размером 24 x 36 дюймов из алюминия 1/8 дюйма, запускают машину, и в течение нескольких часов они просто собирают более 100 готовых деталей. сдвинув проницаемый лист с вакуумного стола. Проницаемая подложка также позволяет полностью прорезать материал без механической обработки поверхности вакуумного стола. Замена листов обычно занимала меньше минуты, поэтому практически не было потерь производственного времени из-за замены нового материала.
Вакуумный стол для мелких деталей, вырезанных из большого листа материала.
Удержание неплоских деталей с помощью вакуумного стола
Но не все материалы идеально плоские. Большинство машинистов никогда не подумали бы о том, чтобы удерживать слегка деформированный материал или предметы, такие как алюминиевый профиль с выступающей кромкой, с помощью обычной вакуумной системы. Однако вакуумные столы DATRON также подходят для более толстой версии проницаемого материала подложки, который мы называем Magic Board. При толщине 1/8 дюйма Magic Board по-прежнему обеспечивает адекватное вакуумное всасывание, обеспечивая при этом гибкость для фрезерования в нем специальных карманов или контуров, которые подходят для неплоских деталей. Фрезерование карманов или полостей в материале также может использоваться для закрепления или обнаружения вложения ранее существовавших деталей. Кроме того, дополнительная толщина этой подложки также снижает риск разрезания вакуумного стола при использовании режущих инструментов, таких как сверла или резьбовые фрезы, которые должны проникать в заготовку дальше, чем обычно.
Вакуумный настольный диффузор (называемый Magic Board) – воздухопроницаемый жертвенный слой между материалом и вакуумным патроном.
Сокращение времени настройки с помощью вакуумного стола Закрепление
Традиционные системы вакуумных столов обычно тратят много времени на настройку задания, прежде чем приступить к циклу обработки. Работа с вырезанием прокладочного материала и его правильным размещением для соответствующих деталей часто занимает очень много времени и утомительна. В некоторых случаях необходимо разработать специальные специальные столы с дополнительными винтами, установочными штифтами, направляющими, дополнительными зажимами и т. д., чтобы удерживать детали должным образом или в правильных местах. В тех случаях, когда обычный вакуумный стол не работает, бесчисленные часы наклеивания двухстороннего скотча иногда являются методом, используемым для закрепления деталей. Это может создать всевозможные проблемы, такие как попадание охлаждающей жидкости на клей, попадание клея на детали или простое отклеивание ленты.
Вакуумный стол под названием QuadraMate объединяет четыре сегмента 12″ x 18″ для вакуумного крепления размером 24″ x 36″.
При использовании системы с проницаемым субстратом обычно не требуется установка. Довольно часто вы просто загружаете нужный материал, включаете вакуумный насос и сразу же начинаете обработку. Это экономит много часов времени наладки в течение производственной недели и снижает вероятность брака деталей из-за неправильной наладки. Вакуумный стол DATRON представляет собой революционную и уникальную конструкцию, которая значительно сокращает время производства во многих областях применения. Это также обеспечивает большую гибкость и, в некоторых случаях, возможность обрабатывать детали, которые в противном случае были бы невозможны. Это часто снижает процент отбраковки деталей и улучшает качество деталей. От небольших тонких деталей, которые невозможно установить механически, до деталей с произвольными внешними контурами, вакуумный стол DATRON предлагает уникальные преимущества обработки, обеспечивающие конкурентное преимущество.
Посмотрите, как работает вакуумный стол DATRON:
Вакуумный стол для зажима плоских материалов на станках с ЧПУ
Вакуумный стол для станков с ЧПУ
Вакуумный стол для зажима плоских материалов на фрезерных станках с ЧПУ
Доступен в различных размерах
от 220×320 мм до 1000×1500 мм для фрезерных станков с ЧПУ.
от 141,61 €
(включая немецкий НДС)
Запросить сейчас
Вакуумная плита для зажима материалов
Простая технология зажима с помощью силы вакуума
Для быстрого и легкого зажима материала мы предлагаем вакуумные столы , вакуумные плиты и фрезерные маты для различных плоские материалы. Технология вакуумного зажима является дешевым способом зажима плоских и гибких материалов. Эти таблицы являются весьма полезными утилитами, и они доступны для наших станков с ЧПУ. Кроме того, технология вакуумного зажима намного эффективнее других технологий зажима.
Преимущества технологии вакуумного зажима:
Значительное сокращение времени зажима до 70%
Экономия времени для тонких материалов до 90%
Зажим тонких и гибких материалов без вибрации
По сравнению с магнитными зажимными пластинами возможен также зажим немагнитных материалов
Зажим различных пленок с помощью специальной переходной пластины
Удобная сборка и обращение
Высокая сила зажима на квадратный сантиметр благодаря сверлению 6 мм
Соединение наших вакуумных столов:
Вакуумные столы имеют соединения со смещением на 90°, что дает вам возможность адаптировать вакуумный стол к вашей машине.
Благодаря универсальной технологии вы можете соединить вакуумные столы друг с другом для увеличения вакуумной площади.
Поскольку центральные вакуумные плиты имеют соединительные отверстия с резьбой 1/4, можно использовать различные уголки и удлинители.
В стандартной конфигурации на одной стороне подключения имеются все необходимые патрубки для подачи воздуха. В соответствии с этим на другой стороне есть заглушки-пустышки. Для создания более значительных потоков воздуха можно использовать оба соединения одновременно.
Что еще вам нужно?
Вам нужен мощный пылесос или воздуходувка с боковым каналом, которые мы предоставляем.
Специальный резиновый коврик с отверстиями доступен в различных размерах и обеспечивает приблизительно на 30 % большую мощность всасывания.
Входящие в комплект аксессуары:
Фрезерный мат
Адаптер для пылесосов
Соединительный шланг
Губчатые резиновые пластины
Специальная пленка для покрытия неиспользуемой рабочей зоны
4 штифта 6×14 мм + 4 штифта 6×18 мм
Размеры вакуумных столов Предлагаем вакуумные столы различных размеров:
Вакуумный стол – TS-2232
Технические данные: Воздушная камера: 1 Соединения: 2 (4) Фиксация. 4 отверстия (6,5 x 15,0 мм) Отверстия для макетной платы: 10,0 мм
Длина: 220 мм Ширина: 320 мм Высота: 35 мм
Комплект поставки:
Стол Vaum 202009
подходит для фрезерования мата
Адаптер для пылесосов + соединительные шланги
Губчатые резиновые пластины
Специальная пленка для покрытия неиспользуемой рабочей зоны
Монтажный материал
4 штифта 6×14 мм
4 штифта 6×18 мм
220 x 320 мм: 141,61 €
Вакуумный стол – TS-3045
Технические характеристики: Воздушная камера: 4 с 90 900 4 отверстия (6,5 x 15,0 мм) Отверстия для макетной платы: 10,0 мм
Длина: 300 мм Ширина: 450 мм Высота: 35 мм
Комплект поставки:
Вакуумный стол TS-3045
подходит для фрезерования мата
Адаптер для пылесосов + соединительные шланги
Губчатые резиновые пластины
Специальная пленка для покрытия неиспользуемой рабочей зоны
Монтажный материал
4 штифта 6×14 мм
4 штифта 6×18 мм
300 x 450 мм: 189,21 €
Вакуумная пластина – TS-4060
Технические характеристики: Воздушные камеры: 2 Соединения: 6 (12) Фиксация. 9 отверстий (6,5 x 15,0 мм) Отверстия для макетной платы: 10,0 мм
Длина: 400 мм Ширина: 600 мм Высота: 35 мм
Комплект поставки:
600003
8
Плита Vaum
подходит для фрезерования мата
Адаптер для пылесосов + соединительные шланги
Губчатые резиновые пластины
Специальная пленка для покрытия неиспользуемой рабочей зоны
Монтажный материал
4 штифта 6×14 мм
4 штифта 6×18 мм
400 x 600 мм: 249,90 €
Вакуумный стол – TS-4070
Технические данные: Соединения: 0,9 902 9 90 15 отверстий (6,5 мм) Отверстия для макета: 10,0 мм
Длина: 400 мм Ширина: 700 мм Высота: 35 мм
Комплект поставки:
Вакуумный стол 60 1 TS-9406
подходит для фрезерования мата
Адаптер для пылесосов + соединительные шланги
Губчатые резиновые пластины
Специальная пленка для покрытия неиспользуемой рабочей зоны
Фрезы для изготовления филенки для ручного фрезера
Главная страница
Статьи
Фрезы для изготовления филенки
Фрезы для филенок предназначены для декоративной обработки фасадов мебели, дверей, стеновых панелей и других декоративных элементов. Большой выбор инструментов позволяет создать красивое декоративное оформление на любой вкус. Комплект фрез включает корпус и ножи нескольких видов. В зависимости от прочности обрабатываемого сырья выбирается тип материала, из которого изготовлен режущий элемент.
Качественные фрезы для изготовления филенок можно купить по небольшой цене в интернет-магазине «Многофрез». Широкий ассортимент товаров позволяет выбрать инструмент для обработки различных пород дерева.
Особенности филенчатых фрез
Функциональное назначение и технические особенности производства фрез по дереву для филенок позволяют подбирать инструмент для различных операций и обработки разных материалов. Эти режущие детали нужны для выполнения таких задач:
создание профилей с филенками на фасадах мебельного гарнитура;
декоративное оформление дверей;
облицовка стеновых панелей.
Для напайки фрез используются различные по твердости металлы. Чтобы обработать твердые породы дерева, применяются твердосплавные инструменты типа ВК6 и ВК8. Для древесины мягкой и средней твердости используется сплав Р6М5.
Преимущества изготовления филенок на фрезерном станке
Обработка древесины возможна ручным способом, но это довольно трудоемкий процесс. Для улучшения качества и скорости работы рекомендуется применять фрезерный станок. Использование фрез по дереву для филенок имеет такие преимущества:
работа не ограничивается прямой фаской;
фреза имеет различные профили;
оставляет минимальное количество следов обработки;
нет необходимости в тщательной шлифовке;
филенка имеет плоские гребни;
Специалисты рекомендуют не пытаться достичь идеального результата за один проход фрезы. Качественная работа не получится, а фрезер может сломаться.
Чтобы фрезы для филенок насадные служили долго и без перебоев, выбирайте только качественные детали. Такой товар можно купить в нашем интернет-магазине «Многофрез». Производитель гарантирует долговечность изделия, если правильно за ним ухаживать. Для этого необходимо своевременно проводить переточки на оптико-заточном станке. Наши специалисты помогут вам подобрать необходимый инструмент и расскажут, как правильно за ним ухаживать.
СМОТРИТЕ ТАКЖЕ: Фрезы для мебельных фасадов • Фрезы для поручней и перил • Фрезы для изготовления карнизов
СМТ Фреза (Псевдофиленка) (F) S=6,35 D=19×11 865.102.11
Фреза концевая (Псевдофиленка) TCT S=6,35 D=19×11
Диаметр режущей части, мм
19
Общая длина, мм
50.8
Длина режущей части, мм
11
Фреза концевая (Псевдофиленка) TCT S=6,35 D=19×11
СМТ Фреза (Псевдофиленка) (A) (верх. подш.) S=6,35 D=19×12,3 865.201.11B
Фреза концевая (Псевдофиленка) с подшипником TCT S=6,35 D=19×12,3
Диаметр режущей части, мм
19
Длина режущей части, мм
12.3
Фреза концевая (Псевдофиленка) с подшипником TCT S=6,35 D=19×12,3
СМТ Фреза (Псевдофиленка) (C) (верх. подш.) S=6,35 D=19×12,3 865.301.11B
Фреза концевая калевочная с подшипником TCT S=6,35 D=19×12,3
Диаметр режущей части, мм
19
Длина режущей части, мм
12.3
Фреза концевая калевочная с подшипником TCT S=6,35 D=19×12,3
СМТ Фреза радиусная R=5 (Псевдофиленка) (A) S=6,35 D=10×10 865.402.11
Фреза концевая (Псевдофиленка) TCT S=6,35 D=10×10
Диаметр режущей части, мм
10
Длина режущей части, мм
10
Фреза концевая (Псевдофиленка) TCT S=6,35 D=10×10
СМТ Фреза (Псевдофиленка) (B) (верх. подш.) S=12,7 D=28,6×14,3 865.702.11B
Фреза концевая (Псевдофиленка) с подшипником TCT S=12,7 D=28,6×14,3
Диаметр режущей части, мм
28.6
Длина режущей части, мм
14.3
Фреза концевая (Псевдофиленка) с подшипником TCT S=12,7 D=28,6×14,3
Фреза филенка для ручного фрезера
Фрезы для филенок применяются в производстве деревянных конструкций и используются для профильной обработки филенки дверей, элементов мебели и стенных панелей. С их помощью создаются разные украшения древесного полотна, а благодаря широкому ассортименту моделей такого назначения можно легко подобрать оптимальный вариант для заготовки любого вида.
Зачастую такой режущий инструмент используется в ручных фрезерах, модели без подшипников можно применять и на станках с ЧПУ. В магазине FREZA.RU можно подобрать варианты от разных производителей для максимального соотвествия вашим потребностям.
Фрезы для филенок дверей
Фрезы для филенок чаще всего применяются в производстве дверей. Именно с их помощью проводится обработка полотна, что делает изделие более привлекательным эстетически. Также такой контур может быть необходим для создания соединения нескольких деталей.
Важно знать, что в продаже находятся не только фрезы для филенки — имеются модели, позволяющие создавать на полотне ее имитацию, называемую псевдофиленкой. Эти варианты предназначены для ручных фрезеров, а сам процесс является фрезеровкой сравнительно тонких накладок, которые после крепятся на основной панели.
Фрезы для филенок для ручного фрезера
Если вы работаете ручным фрезером, то можете смело приобретать режущие инструменты, предлагаемые магазином. Все фрезы филенки из ассортимента, произведенные популярными мировыми изготовителями фрез, подходят для решения различных задач по деревообработке. Среди брендов нашего магазина СМТ, Димар, Арден, Энкор. Корпуса фрез изготовляются из высокорочной стали, а ножи из твердого сплава, что гарантирует прочность и долгий срок службы инструменту.
Поскольку фреза служит для декоративной отделки изделия существует несколько видой профилей как прямые, так и фигурные, для создания изделия по вашего замыслу.
Купить фрезу филенку
Для того, чтобы приобрести фрезу филенку, достаточно обратиться в интернет-магазин FREZA.RU, где продаются только изделия от проверенных мировых производителей. Все изделия обладают высоким качеством.
Основные наши преимущества:
Оперативная обработка заказа и быстрая его доставка в любой город России;
Гарантия качества и наличие необходимых отгрузочных документов к каждому заказу;
Если не устраивает интернет-магазин — есть два живых магазина в Санкт-Петербурге и Москве;
Профессиональные консультации и помощь в выборе подходящей фрезы, ориентируясь на ваши потребности.
Звоните прямо сейчас, если остались вопросы или необходимо приобрести качественные инструменты, подходящие для профессионального производства мебели.
Фасонные фрезы для фальшпанелей
Артикул №
83-001G
С 3 твердосплавными фрезами и геометрически точной шлифовкой эти фрезы оставляют гладкую поверхность, которая практически не требует шлифования.
Перейти в конец галереи изображений
Перейти к началу галереи изображений
Тест сгруппированных продуктов
Артикул №
Название продукта
Отверстие шпинделя
Диаметр фрезы.
Наличие на складе
Ширина профиля
Профиль
Цена
Кол-во
Действовать
83-001
Формовочный станок для фальшпанелей
В НАЛИЧИИ
3/4″
«> 4-5/8»
от 5/8″ до 3/4″
1-1/2 дюйма
Оги
129,90 $
Добавить в список желаний
83-002
Формовочный станок для фальшпанелей
В НАЛИЧИИ
3/4″
«> 4-5/8»
от 5/8″ до 3/4″
1-1/2 дюйма
Стандарт
129,90 $
Добавить в список желаний
83-004
Формовочный станок для фальшпанелей
В НАЛИЧИИ
3/4″
«> 4-5/8»
от 5/8″ до 3/4″
1-1/2 дюйма
Бухта
129,90 $
Добавить в список желаний
83-005
Формовочный станок для фальшпанелей
В НАЛИЧИИ
3/4″
«> 4-5/8»
от 5/8″ до 3/4″
1-1/2 дюйма
22,5° шейкер
129,90 $
Добавить в список желаний
83-006
Формовочный станок для фальшпанелей
В НАЛИЧИИ
3/4″
«> 4-5/8»
от 5/8″ до 3/4″
1-1/2 дюйма
Арт-деко
129,90 $
Добавить в список желаний
Добавить в список желаний
сопутствующие товары
Пробивка панелей — ALFRA Инструменты и машины для пробивки панелей
Добро пожаловать на Panelpunching.
com
Пробойники, заглушки и инструменты
Panelpunching.com предлагает полную линейку инструментов и машин для пробивки панелей ALFRA, пробойников и заглушек (DIN, прямоугольные, круглые, из нержавеющей стали, квадратные и на заказ), кольцевые пилы из углеродистой и нержавеющей стали TCT и ступенчатые сверла (unibits). Мы также предлагаем станки для резки DIN-рейки и кабельных каналов, оборудование для гибки шин, оборудование для штамповки и резки, а также наши популярные монтажные и сборочные столы для панелей управления.
Пробивка панелей в магазине
Получить дыроколы CUSTOM
Индивидуальный запрос перфорации
Предоставление инструментов высочайшего качества от ALFRA
Являясь ведущим мировым разработчиком и производителем инновационных, высокотехнологичных инструментов и машин для панельного домостроения, металлоконструкций и метизного бизнеса в целом, ALFRA предлагает комплексный линия дыроколов и выбивных отверстий для металла и стали:
Steel Punch Set
Electrical Knockout Punch
Stainless Steel Punch Set
Square and Round Punch Tool
These tool sets include:
Electrical
Manual
Hand and Foot Hydraulic Tools
Their линейка наборов пуансонов и матриц 1/8 DIN, 1/4 DIN, 1/16 DIN и 1/32 DIN изготавливается как из нержавеющей, так и из мягкой стали.
Обучение программированию станков с ЧПУ — Peterskills
Занятия в группах на ShopMill и ShopTurn
Индивидуальные занятия CAD/CAM
1.Занятия по программированию станков с ЧПУ в группах на базе колледжа на симуляторах ShopMill и ShopTurn
Программа обучения для операторов и наладчиков станков с программным управлением и других работников машиностроительных специальностей, желающих научиться самостоятельно писать программы.
По окончании обучения выдается или Сертификат о прохождении обучения (для лиц без образования), или Удостоверение о повышении квалификации гос. образца (для лиц со средним профессиональным или высшим образованием).
Принимаем заявки на обучение как от юридических, так и от физических лиц
Обучение проводится на базе колледжа в выходные или по вечерам.
Ближайшие курсы обучения: осень 2021 г. Вечерние занятия по будням в течение 9 дней ( 36 акад. ч.)
Стоимость обучения в группе:
Программирование Sinumeriк 840 D ShopTurn
на токарном станке
_______________________
Программирование Sinumeriк 840 D ShopMill
на фрезерном (3х-координатном) станке
___________________________
Sinumeriк 840 D ShopTurn на токарном станке +
Sinumeriк 840 D ShopMill на фрезерном станке
___________________________
18 акад.часов
_______________________
18 акад. часов
___________________________
36 акад. часов
___________________________
13 000 р.
13 000 р.
32 000 р. 24 000 р.
Программа обучения программированию управляющих систем на токарном станке:
Абсолютный и инкрементальные вводы размеров. Спецификация основных инструментов (создание, измерение и загрузка инструмента).
Работа с файловой системой станка. Создание УП в среде ShopMill. Порядок выполнения размеров. Составление технологического процесса для написания УП. Выполнение, моделирование и разбор упражнения по Программированию наружного точения на симуляторе Sinumerik840DShopTurn.
Выполнение и разбор упражнения на станке DMGMORICTX310
Выполнение программирования контурное черновое и чистовое точение, программирование сверления на симуляторе Sinumerik840DShopTurn.
Программирование сверления и растачивания внутренних поверхностей. Программирование нарезания внутренней и наружной резьбы.
Выполнение программированияконтура обработки наружных и внутренних поверхностей на симуляторе Sinumerik840DShopTurn.
Работа с приводным инструментом. Программирование торцевого фрезерования. Выполнение программирования«C» оси для торцевого фрезерования и позиционного сверления на симуляторе Sinumerik840DShopTurn
Учебное заведение имеет право:
-изменить план занятий в процессе обучения в зависимости от уровня подготовки слушателя;
-вносить изменения в упражнения с учетом конфигурации режущего инструмента
ОСТАВИТЬ ЗАЯВКУ НА ОБУЧЕНИЕ
Если вы уже заключили договор на обучение, то можете оплатить курс прямо на сайте. Приготовьте паспорт и договор. ВЫ можете выбрать любой удобный способ онлайн-оплаты. Для возможности оплаты в рассрочку без процентов в течение 2х месяцев- выберите пункт «оплатить по частям» — кредит на 12 месяцев (2 месяца-льготный период). Если у вас возникли трудности при оформлении, ознакомьтесь с инструкцией здесь https://kassa.yandex.ru/help/instructions/credit.html
КУРС ПРОГРАММИРОВАНИЯ ТОКАРНОЙ ИЛИ ФРЕЗЕРНОЙ ОБРАБОТКИ (ОДНО НАПРАВЛЕНИЕ НА ВЫБОР) 13 000Р. ОПЛАТИТЬ ОНЛАЙН
КУРС ПРОГРАММИРОВАНИЯ ТОКАРНОЙ+ФРЕЗЕРНОЙ ОБРАБОТКИ 24500Р. ОПЛАТИТЬ ОНЛАЙН
2. Индивидуальные занятия по программированию станков с ЧПУ в системах CAD/CAM(в любом возрасте)
Индивидуальные консультации для операторов и наладчиков станков с программным управлением и других работников машиностроительных специальностей, желающих глубже освоить программирование в G-кодах и М-кодах, системы CAD/CAM. По окончании модулей обучения (в зависимости от норматива часов) выдается Сертификат о прохождении обучения или Удостоверение о повышении квалификации гос. образца.
Принимаем заявки на обучение как от юридических, так и от физических лиц
Обучение проводится в компьютерном классе по адресу Санкт-Петербург, пр. Обуховской обороны д.70/2 БЦ «Александро-Невская Мануфактура» оф. 313, 3 эт. ИЛИ ДИСТАНЦИОННО ПО SKYPE
Ближайшие курсы обучения: индивидуальный график
Стоимость индивидуального обучения: 1200 р. в час
Программа обучения программированию управляющих систем:
МОДУЛЬ 1. G и M-коды
Основы программирования станков с ЧПУ.
Базовые G и M-коды. CIMCO Edit
МОДУЛЬ 2. CAD
Ознакомление меню программ CAD.
Построение эскиза
Построение корпусных деталей
Построение деталей вращения
МОДУЛЬ 4. CAM
Ознакомление с меню программы CAM
Импорт деталей в CAM. Создание примитива заготовки.
Выставление «0» заготовки
Создание операции обработки токарной/фрезерной. Изучение меню операций обработки
ОСТАВИТЬ ЗАЯВКУ
О преподавателях:
Денис Коваленко
Инженер -программист, инженер технолог станков с числовым программным управлением. Обширный опыт разработки технологий для коммерческих предложений, написание программ для сдачи станка по детали, обслуживание станков на крупных предприятиях отрасли машиностроения.
Елена Станиславовна Коккарева
Преподаватель колледжа первой категории (общий стаж 20 лет) по специальности «Эксплуатация и наладка станков с программным управлением»
Также вы можете пройти:
индивидуальное обучение на оператора или наладчика станка СПУ (Свидетельство гос. образца)
получить консультации по технологиям машиностроения
обучение трехмерному моделированию и визуализации в программе Компас- 3D (Удостоверение о повышении квалификации)
Компьютерный класс оборудован следующими программами:
1. Учебный комплект Модуль ЧПУ. Токарная обработка v18 (на базе КОМПАС-3D v18 и КОМПАС-3D v18 MCAD) 2. Учебный комплект Модуль ЧПУ. Фрезерная обработка v18 (на базе КОМПАС-3D v18 и КОМПАС-3D v18 MCAD) 3. CIMCO Edit 8.03
4. SwanSoft NC Simulation
5. SprutCAM
КАК С НАМИ СВЯЗАТЬСЯ ?
по телефонам: +7 (964) 342-46-96 или 642-46-96 (Пн.-чт с 10:00 -18:00 , Пт. с 10:00 -17:00, Сб., вс.-выходной)
2. Также можно оставить заявку на обучение прямо на нашем сайте.
ОСТАВИТЬ ЗАЯВКУ НА ОБУЧЕНИЕ
Различные методы программирования станков с ЧПУ
Способы программирования станков с ЧПУ и этапы разработки программ
Станки с ЧПУ применяются в различных отраслях промышленности для вытачивания и обработки различных деталей. Это может быть фрезерное, токарное, лазерное оборудование. Аббревиатура ЧПУ расшифровывается как «числовое программное управление». Это означает, что работу по созданию или обработке деталей можно организовать автономно, при помощи специальной программы. Её разработку, как и ремонт станков, нужно доверять проверенным специалистам.
Способы программирования станков с ЧПУ
Существует три основных метода разработки программ для оборудования такого типа:
Ручное программирование. Не самый быстрый и эффективный способ, но его должен освоить в процессе обучения любой программист-технолог. Обычно он используется, когда необходимо изготовить простые детали. Недостаток состоит в том, что все расчёты делаются вручную, заносятся в таблицу и только потом загружаются на электронный носитель.
Программирование на пульте ЧПУ, который представляет собой клавиатуру с дисплеем. С их помощью программа создаётся и вводится в действие. Данный способ позволяет одному оператору выполнять одновременно несколько задач: запускать и тестировать программу, устанавливать заготовку и следить за обработкой детали. Одновременно с одного рабочего места можно обслуживать много станков.
Программирование при помощи САМ-систем. Наиболее современный и удобный способ. Программист-технолог использует для работы персональный компьютер. Специальная программа сама выполняет расчёты на основе введённых данных. Команды для станка создаются на одном из языков программирования либо представляются в графическом виде. Затем они автоматически преобразуются в G-код и в виде готовой программы загружаются на пульт управления станком.
Этапы разработки программы для станка с ЧПУ
Независимо от того, какой способ программирования выбран, основные этапы разработки будут практически одинаковыми:
Разрабатывается чертеж детали, которую необходимо изготовить. Он может создаваться вручную или с помощью компьютерных программ.
Изучается имеющееся оборудование, при необходимости заказываются отсутствующие инструменты, оснастка для станка.
Поэтапно описывается технология обработки.
Создаётся 3D-модель будущей детали и заготовки для неё.
Фиксируется расположение на станке инструментов, необходимых для обработки детали, скорость и глубина резки.
Процесс обработки представляется в виде модели или схемы.
На основе произведённых расчётов и созданных моделей вручную или на компьютере пишется программа управления.
Готовая программа загружается на пульт управления станком и запускается в тестовом режиме.
При необходимости вносятся правки, после чего программа сохраняется в архиве.
Полностью автоматизированный и дистанционный способ управления производственным оборудованием значительно экономит временные и трудовые ресурсы предприятия. Однако разработка программы для такого оборудования — ответственная задача, при выполнении которой недопустимы ошибки. Любые неточности в расчётах могут привести к поломке и неизбежному последующему ремонту станков с ЧПУ .
Программисты ЧПУ: Что они делают
2-ГОДА | 4000 ЧАСОВ
Что такое программатор ЧПУ?
Программисты ЧПУ разрабатывают программы для управления механической обработкой металлических или пластиковых деталей с помощью автоматических станков, оборудования или систем. Студенты программы AJAC CNC Programmer Apprenticement научатся использовать основы CAD и CAM для проектирования с целью обеспечения технологичности (разработки инструментов).
Учащиеся получат полное представление об основных производственных процессах, необходимых для разработки программы обработки деталей; они будут знать, как построить деталь, и поймут роль программиста ЧПУ в команде и организации.
Программисты ЧПУ:
Создание производственного процесса для обработки
Инструменты для разработки
Создать код ЧПУ
Проверка числового кода в программной платформе
Разработка документации по настройке с использованием различных методов
Управление производственными данными
Каковы преимущества работы программистом ЧПУ?
CNC Programmer — это продвинутая профессия ученичества, которая укрепляет передовые методы программирования наряду с основами компьютерного проектирования, проектирования для технологичности и управления проектами.
По завершении обучения на программиста станков с ЧПУ вы получите признаваемый на национальном уровне сертификат уровня путешествия и сможете перейти к более продвинутым профессиям, таким как производитель инструментов и штампов, менеджер по техническому обслуживанию или операционный менеджер.
В качестве программиста станков с ЧПУ вас ждет долговременная карьера с хорошей зарплатой, возможностями карьерного роста и возможностью работать руками и передовыми технологиями.
Шаг к тому, чтобы стать учеником
Найдите работодателя, с которым сотрудничает AJAC, и подайте заявку на вакансию.
Поговорите со своим руководителем, чтобы получить одобрение компании на участие.
AJAC посетит вашего работодателя, чтобы подписать соглашение об ученичестве.
После того, как вы зарегистрируетесь, AJAC запишет вас на наши курсы ученичества.
Ежемесячно отправляйте сведения о часах обучения на рабочем месте через нашу систему отслеживания учеников.
По завершении вы получите сертификат об окончании AJAC и карточку уровня путешествия по соответствующей профессии.
6 шагов, чтобы стать учеником
1
Получить работу от участвующего работодателя AJAC Partners With
2
Получение разрешения на участие от вашего работодателя
3
Подпишите соглашение об обучении с AJAC
4
Запишитесь на курсы ученичества AJAC каждый квартал
5
Регистрируйте и отправляйте свои часы OJT ежемесячно
6
Получите общепризнанный сертификат уровня путешествия от L&I
Сколько я могу заработать?
$
42,96
*
*Это средний показатель штата Вашингтон для данной профессии. Ставки заработной платы варьируются в зависимости от работодателя, отрасли, опыта и местоположения. Источник: Департамент безопасности занятости штата Вашингтон, оценка профессиональной занятости и заработной платы за 2021 год.
Где я буду работать?
AJAC сотрудничает с более чем 300 передовыми производителями, чтобы обеспечить контролируемое, структурированное, оплачиваемое обучение на рабочем месте.
Ученики AJAC могут работать только в компаниях, которые согласны нанять их и включить в программу.
У каждой компании есть своя методология выбора учеников.
Работодатели, с которыми мы сотрудничаем
Где проводятся занятия?
Занятия проводятся один вечер в неделю, обычно во вторник, среду или четверг с 17:00 до 21:00.:00 вечера.
Учебные классы AJAC структурированы как для онлайн-обучения, так и для очного обучения. В зависимости от конкретного класса, который вы посещаете, вам может потребоваться пройти его онлайн или лично.
Очные занятия проводятся в местном сообществе/техническом колледже, средней школе или центре навыков.
Познакомьтесь с нашими инструкторами
Точки входа в программу
Эта программа предназначена для обучения машинистов профессионального уровня. Он был структурирован как программа продолжительностью 4000 часов для выпускников стажеров-механиков или тех, кто имеет сертификат / степень колледжа.
Для лиц с подтвержденным опытом работы в области механической обработки не менее 5 лет эта программа рассчитана на 6000 часов и рассчитана на опытных механиков, достигших своего уровня путешествия благодаря опыту работы, но не имеющих формальной академической подготовки.
На основании рекомендаций экспертов в данной области и рекомендаций работодателей, ниже приведены критерии приемлемости кандидата:
Завершение ученичества: Стажер-механик. Автоматически присуждается курсовая работа за первый год (3 занятия) и 2000 часов OJT.
Сертификат колледжа или степень + отраслевое обучение | 5 лет опыта/сертификата или степени: до 3 курсов курсовой работы первого года и 2000 часов OJT.
Профессиональное обучение | 5+ лет подтвержденного опыта обработки: требуется для завершения всех 9 классов RSI и 6000 часов OJT.
Ученичество Класс
Ученичество Завершение
Промышленность Обучение
Колледж + Промышленность Опыт
ГОД 1
APM 103: технические чертежи
O
X
TBD
APM 122: Геометрия и тригонометрия
O
X
TBD
APM 201: GD&T
O
X
Подлежит уточнению
ГОД 2
ЧПУ 201: Основы САПР
X
х
х
ЧПУ 202: Дизайн для технологичности
X
X
X
ЧПУ 203: Производственные процессы, связанные с управлением проектами
X
X
X
ГОД 3
ЧПУ 301: базовая траектория движения инструмента для токарно-фрезерного станка
X
X
X
ЧПУ 302: многоосевой/индексный
х
х
х
ЧПУ 303: расширенные методы программирования ЧПУ
X
X
X
ВСЕГО КЛАССНЫХ ЧАСОВ: 450
Классы ученичества
Ученики программиста ЧПУ проходят 6 курсов на уровне колледжа (или 8 курсов на уровне колледжа, если вы не являетесь машинистом-стажером). Каждое занятие состоит из 50 часов лекций и/или практических занятий. По окончании каждого класса ученики получают 5 кредитов колледжа.
Как зарегистрированный ученик, вы автоматически получаете 50% скидку на обучение . Более половины работодателей-партнеров AJAC предпочитают оплачивать обучение своих учеников, что делает все обучение бесплатным.
В настоящее время каждый класс стоит 288,65 долларов США из собственного кармана.
Технические чертежи
Научитесь читать и интерпретировать инженерные чертежи и схемы, а также попрактикуйтесь в черчении. Чертежи, изучаемые в этом классе, будут взяты как из текста, так и из промышленности и будут включать в себя механическую обработку, изготовление, сборку и гидродинамические системы.
Прикладная геометрия и тригонометрия
Этот курс посвящен основам и приложениям геометрии и тригонометрии. Темы включают периметры, площади, объем, тригонометрические соотношения и функции, прямые и непрямые углы. Учащиеся обсудят отношения линий, плоскостей, углов, конгруэнтных и подобных треугольников, многоугольников и окружностей, выполняя геометрические и тригонометрические функции, связанные с производством и аэрокосмической промышленностью. Другие темы включают специальные треугольники и теорему Пифагора.
GD&T и прецизионная посадка
Ученики будут изучать теорию и применение стандартных допусков и GD&T, уделяя особое внимание геометрическим размерам и их взаимосвязи с техническими чертежами.
Основы САПР
На этом курсе студенты изучают базовые навыки работы с САПР, такие как управление данными, проверка, рисование и инструменты, необходимые программистам ЧПУ.
Проектирование для технологичности
Базовые навыки работы с САПР, такие как управление данными, проверка, рисование и инструменты, необходимые программистам ЧПУ. Решения для закрепления заготовки для каждой производственной последовательности, разработка приспособлений для облегчения производственного процесса, создание наборов 3D-данных для каждой последовательности закрепления заготовки, создание списков спецификаций, разработка нестандартных режущих инструментов, создание документации по наладке и т. д.
Производственные процессы, связанные с управлением проектами
Подтверждение требований заказчика, определение последовательности производства, оценка рисков для выявления производственных проблем, выбор инструментов и документации.
Базовая траектория движения инструмента для фрезерных и токарных станков
Используйте 2D и 3D CAD для создания основных траекторий движения как для фрезерных, так и для токарных станков. Ученики будут создавать и проверять код ЧПУ, разрабатывать документацию по настройке и проверять соответствие производственных данных текущим техническим изменениям.
Multi Axis/Indexing
Создание базовых макропрограмм, подпрограмм, программ подпрограмм и программирование 3 + 12 осей Многоосевые траектории CAM для фрезерных и токарных станков и индексации. Ученики будут создавать код ЧПУ, проверять код ЧПУ и разрабатывать документацию по настройке для более сложных станков и проектов.
Расширенные методы программирования ЧПУ
Как выбрать конкретный инструмент для работы на основе используемого сложного материала и создать процедуры документирования списка инструментов. Они рассчитают время цикла и запишут время цикла, чтобы понять объем работы.
Компетенции обучения на рабочем месте
В таблице ниже представлено расписание задач и часов, разработанное в качестве ориентира. 6000 часов (или 4000 часов, если вы машинист уровня путешествия) будут завершены в ходе ученичества. Ученик должен быть проинструктирован и обучен всем операциям и методам, обычно используемым на различных машинах. Каждая компания будет придерживаться графика настолько точно, насколько это позволяют условия, чтобы дать ученику всесторонний опыт и практику на всем соответствующем оборудовании и процессах в магазине.
Компетенция OJT
Прибл. Часы OJT
Обслуживание клиентов
200
Управление производственными данными
300
Разработка документации по настройке
300
Проверка числового кода
550
Создать код ЧПУ/ЧПУ
1500
Инструменты для разработки
1 050
Организация производственного процесса
2 100
ВСЕГО ЧАСОВ
6000
Ресурсы
Начните свою карьеру сегодня!
Отправьте информацию по ссылке ниже. После того, как мы получим вашу информацию, представитель AJAC свяжется с вами для дальнейших действий. Обратите внимание, что это не официальное приложение, чтобы стать учеником. После того, как работодатель-партнер согласится зачислить вас в программу, вы официально подадите заявку и зарегистрируетесь в это время.
Подайте заявку сегодня!
Кто такой программист ЧПУ? — Определение Techslang
Программист с числовым программным управлением (ЧПУ) разрабатывает машины, которые разрезают сырье на полезные продукты. В обязанности программиста ЧПУ входит интерпретация чертежей проекта, разработка программ и создание устройств для производства желаемого продукта.
Станки с ЧПУ или те, которые разрабатывают программисты с ЧПУ, в основном используются в производстве. К ним относятся обычные устройства, такие как дрели, токарные станки и фрезерные станки, о которых вы можете узнать больше в разделе «Подробнее».
Программиста ЧПУ можно сравнить с оператором посудомоечной машины. Он или она расставляет кухонную утварь для мытья и говорит посудомоечной машине, как это сделать. Точно так же программист ЧПУ сообщает производственному станку, какие инструменты использовать и как обрезать сырье, чтобы оно подошло к конечному продукту.
Другие интересные термины…
Кто такой инженер по компьютерному оборудованию?
Кто такой инженер-проектировщик?
Программисты ЧПУ заставляют работать два основных типа станков с ЧПУ. Посмотрите это видео об одном дне из жизни программиста ЧПУ:
Что должен изучать желающий Программист ЧПУ ?
Программистам ЧПУ не обязательно иметь определенную университетскую степень, хотя сертификаты, дипломы младшего специалиста или прохождение программы ученичества полезны.
Работодатели обычно предпочитают нанимать программистов ЧПУ с опытом работы не менее пяти лет. Они должны обладать навыками общения, критического мышления и решения проблем; системный анализ и математические способности; знание программного обеспечения для автоматизированного проектирования (CAD) и автоматизированного производства (CAM). Примеры программного обеспечения САПР включают центровое сверло, зенковку и центральное отверстие. Программное обеспечение CAM, тем временем, включает PowerMill и MasterCAM.
Программисты ЧПУ обычно работают с пластиковыми и металлическими материалами, поэтому знания и опыт в этих областях также помогают.
Какими навыками должны обладать программисты ЧПУ ?
Программисты ЧПУ должны:
Читать и интерпретировать чертежи
Программировать фрезерные и токарные станки
Поддерживать запасы сырья
Знать, как проводить профилактическое обслуживание0016
Какие станки работают Программисты ЧПУ Работают?
Традиционные технологии: К ним относятся сверла, токарные и фрезерные станки. Сверла вращаются и перемещают биты по неподвижному блоку сырья. Тем временем токарные станки перемещаются в стороны, чтобы отметить материалы, где их следует разрезать. Наконец, фрезерные станки используют вращающиеся режущие инструменты для удаления ненужных блоков сырья из выходных материалов.
Новые технологии: К ним относятся электрические или химические машины и другие режущие материалы. Инновационные технологии являются узкоспециализированными и используются при массовом производстве того или иного вида материала. Некоторые используют лазер, кислород, плазму или водяные струи для резки материалов.
В каких отраслях используется оборудование с ЧПУ?
Станки с ЧПУ используются в нескольких отраслях, включая автомобильную и гоночную (детали двигателей), оборону (детали самолетов и т. д.), медицину (машины МРТ и т. д.), аэрокосмическую промышленность (детали двигателей и т. д.) и выработка электроэнергии (для охлаждения лопаток и т. д.). Эти отрасли требуют двигателей и инструментов, которые требуют точных измерений и спецификаций.
Как работает программирование ЧПУ?
Чтобы знать правильный порядок необходимых действий для изготовления выходной детали, программист ЧПУ сначала должен изучить спецификации для нее. Затем программист рассматривает, какой материал используется, как быстро он должен подаваться в машину, где необходимо разместить отверстия или другие конструкции и так далее. Все это превращается в серию инструкций для устройства.
Какие компании нанимают Программисты ЧПУ и сколько на них можно заработать?
Практически все производственные компании, торгующие пластиковыми и металлическими изделиями, нанимают программистов ЧПУ. Программиста ЧПУ также называют «машинистом ЧПУ». Другие связанные названия должностей включают «оператор CAM», «оператор станка с ЧПУ», «начальник механического цеха» и «инженер-технолог».
Компания Internorm является знатоком в этой области. Ведущая австрийская компания европейского уровня по производству окон и дверей, для которой SCM разработала интегрированную линию форматирования, нарезания шипов, сверления, фрезерования и профилирования. Фактически, это полная высокопроизводительная система для создания высокотехнологичных деревянных/алюминиевых окон, благодаря производству которых эта компания занимает лидирующие позиции на рынке в течение последних десятилетий.
Компания SCM является партнером Internorm уже более двадцати лет. После первой интегрированной линии, установленной в 1995 году для решения проблемы растущего производства в секторе стандартных деревянных окон, и после многочисленных инвестиций, направленных на производство специальных окон, в 2011 году компания инвестировала в еще более современную, интегрированную и высокопроизводительную линию «System 8», чтобы предвосхитить тенденции рынка.
Преимущества линии
С самого начала задачей команды инженеров SCM являлось создание линии, предназначенной для производства дверей и рам, способной достичь максимального уровня производительности, превышающего стандартный (8 дверных элементов и 6 рам в минуту), и одновременно гарантировать гибкость в случае обработки партий «1 деталь» элементов различной длины: от 220 до 3500 миллиметров.
Технологическое решение SCM гарантирует полностью автоматическую перенастройку за менее чем минуту.
Кроме того, работа еще более оптимизируется и упрощается благодаря программному обеспечению Maestroactivewatchlinesupervisor, которое позволяет управлять всем производственным процессом, контролировать состояние каждого отдельного станка и всей линии в режиме реального времени и осуществлять двустороннюю связь с заводскими ИТ-системами.
Четырёхсторонние станки
Более высокая производительность достигается уже на начальной стадии производства. Благодаря автоматическому четырёхстороннему станку «supersettx« с инновационной системой настройки, которая при использовании инструментов разного диаметра сокращает время перенастройки машины до 20 раз.
Соединительный передаточный конвейер с функцией буфера и функцией наклона деталей на 180° позволяет временно накапливать и отправлять детали на следующие станки, как только они освободятся, тем самым балансируя производство в зависимости от времени их обработки и поддерживая постоянную мощность.
Нарезание шипа
После форматирования заготовки передаются по конвейеру на участок обточки«celaschitlv«с двумя односторонними, симметричными и взаимодополняющими шипорезными станками. Они позволяют выполнять нарезку шипа в головной части изделия, а затем в хвостовой части, после того как изделие будет правильно позиционировано, чтобы гарантировать идеальную длину. Благодаря использованию односторонних шипорезных станков можно обрабатывать детали разной длины, как это делается при производстве партии «1 деталь».
После нарезания шипов детали загружаются на другой соединительный и буферный стол, а затем поворачиваются на 90° для следующего этапа в сверлильно-фрезерных центрах.
Сверление-фрезерование
Проходной сверлильно-фрезерный центр «fleximat» занимает центральное место в этом процессе, выполняя все вспомогательные операции, такие как фрезеровка под замок и отверстия под ручку, места соединения, необходимые для следующего этапа сборки окна.
Разработанный с учетом производственных требований заказчика, «fleximat» может конфигурироваться различным количеством и расположением обрабатывающих узлов, вплоть до того, что он позволяет одновременно совершать операции сверления и фрезерования, что значительно сокращает время производственного цикла.
Профилирование
Другой транспортер с функцией буфера, необходимой для балансировки частоты потока, передает деталь на профилирующий станок «profitech» для наружного профилирования элементов дверей и рам. Многочисленные преимущества этого решения SCM включают в себя 12-позиционный магазин инструментов и универсальные электрошпиндели, позволяющие переходить от одного профиля к другому без участия оператора.
Далее два других станка «profitech« занимаются внутренним профилированием дверей и рам.
Таким образом, рамы и двери обработанные с каждой стороны транспортируются на соединительном столе до станции разгрузки, где оператор проводит визуальную проверку на качество.
Линия дополнена рядом других технологических решений SCM, предназначенных для выполнения специальных функций или других этапов процесса.
Например, широколенточный шлифовальный станок «dmc system t7″ с семью рабочими узлами: благодаря своей модульной структуре он может исполнить любую производственную задачу по калибровке, шлифовке и структурированию. Благодаря разнонаправленности планетарного узла можно достичь превосходных результатов отделки, структурированных и закрытых пор даже на оконных ставнях.
system
«System» — это высокотехнологическое техническое решение для производства оконных блоков, соединяющее в себе высокую гибкость и максимальный…
Организация производства окон и выбор оборудования
Площадка под производство ПВХ окон
Финансовые ресурсы для открытия производства
Сбыт готовых ПВХ окон
Выбор оборудования для производства ПВХ окон
Вы задумались открыть собственное производство металлопластиковых окон или планируете модернизировать или расширить имеющееся производство ПВХ окон?
А может вам предложили купить готовый бизнес? А может вы строительная организация и планируете открыть собственное производство и стеклить свою недвижимость? А может вы уже владелец недвижимости, которая требует замены остекления на современное?
Эта статья поможет разобраться вам, что нужно для создания собственного производства и какое оборудование для производства ПВХ окон вам понадобится.
Цех по производству ПВХ окон
Если вы задумались об открытии собственного производства, перед вами сразу встанут следующие вопросы:
Площадка под производство ПВХ окон
Финансовые ресурсы для открытия производства
Рынок сбыта готовых ПВХ окон
Выбор оборудования для производства окон
Идеальный вариант – строительство помещения под конкретное производство. Но чаще всего используется уже имеющееся в собственности или арендуемое помещение.
В зависимости от состава и производительности оборудования площадь под производство может составлять от 200-300 м2 до нескольких тысяч квадратных метров. Точная цифра зависит от конкретной планировки, но очень предварительно можно сказать, что понадобится площадь, равная количеству производимых за смену окон, умноженному на10 м2. То есть, если вы планируете за смену выпускать 100 окон, вам понадобится производственная площадь в 1000 м2.
Пол в помещении должен быть твердым и ровным, небольшие перепады нивелируются регулировками опор станков. Желательно чтобы пол был покрыт обеспылевающим составом. Пыль на ПВХ заготовках может уменьшать прочность сварного шва на окнах.
Температура в производственном помещении должна быть не ниже 18°С, это необходимое требование для работы с ПВХ профилем. Склад профиля может находиться в неотапливаемом помещении, но перед работой профиль должен отлежаться, чтобы нагреться до температуры помещения.
Пол должен выдерживать нагрузку в 1-2 тонны на квадратный метр. Самый тяжелый станок или модуль станка весит не более 4-х тонн. Некоторые производства размещаются на вторых этажах производственных зданий.
Затраты на открытие производства можно условно разделить на две категории:
единовременные затраты
затраты на обслуживание производства
К первым относятся: приобретение оборудования, инструмента, оснастки, внутрицеховой логистики (столов, стеллажей, тележек), воздушного компрессора; разводка пневматической и электрической магистралей; выбор расчетной программы; техника для погрузочно-разгрузочных работ.
Затраты на обслуживание производства состоят из платы за производственное помещение и офисы, коммунальные услуги, складские запасы: профилей, фурнитуры, комплектующих, оплаты сотрудников, расходов на рекламу, оплаты заказанных стеклопакетов и т.д.
Конкретную цифру назвать невозможно ввиду множества переменных, но посчитать ее в каждом конкретном случае не составит труда.
Представитель поставщика оборудования поможет вам подобрать оборудование и выбрать производительность линии, предоставит всю информацию по комплектации и стоимости оборудования, сделает расстановку станков, обучит персонал работе с оборудованием, укажет необходимую мощность воздушного компрессора и электрическую мощность производства, спланирует точки подключения воздуха и электричества к станкам и рабочим местам.
Поставщики профиля, фурнитуры и всех комплектующих предоставят вам всю информацию по номенклатуре, стоимости и необходимому количеству своих позиций.
Менеджеры компании Фимтек готовы предоставить Вам всю необходимую информацию по оборудованию для производства окон, а также помочь Вам установить все связи, необходимые для открытия собственного производства окон в вашем регионе.
Вашими потенциальными покупателями могут быть дилеры, частные клиенты, строительные организации и т.д. Возможно, Вы производите окна для собственных нужд. Наиболее часто используют смешанные модели.
Для того чтобы завоевать свой сегмент рынка и заслужить доверие для вас будет важно выпускать не только качественную продукцию, но и соблюдать сроки изготовления. Простой производства в связи с поломкой оборудования, особенно в горячий сезон, срыв сроков поставки готовой продукции приведет к финансовым и репутационным потерям. Очень важно выбрать качественное и надежное оборудование.
В настоящее время на российском рынке присутствуют производители из Европы, Турции, Китая и России. Некоторые производители изготавливают оборудование по всему или почти по всему перечню технологических операций, необходимых для функционирования оконного производства, другие производители специализируются на станках, выполняющих конкретные технологические операции. Наиболее важными критериями выбора производителя оборудования являются:
Сервис. Какими бы надежными станки не являлись, обращайте внимание на наличие и количество сервисных инженеров в компании, особенно применительно к вашему региону. Некоторые продавцы оборудования имеют только одну точку продаж и сервиса на всю Россию.
Наличие склада запчастей и расходных материалов в вашем регионе. От расстояния до склада запчастей и расходников будет зависеть время вынужденного простоя и расходы на доставку.
Охват спектра оборудования для производства окон вашим поставщиком. Если у вас оборудование от одного поставщика, сервисный инженер сможет обслуживать весь его парк, также у Вас не возникнут проблемы совместимости.
Насколько производитель зарекомендовал себя на рынке.
Ремонтопригодность. Компоненты оборудования должны присутствовать на складе Вашего поставщика или хотя бы на российском рынке.
Все оборудование, предназначенное для изготовления ПВХ окон имеет следующие характеристики:
Производительность
Функциональность
Степень автоматизации
Назначение
Производительность
Как правило, производители оборудования считают производительность в заготовках или стандартных (условных) окнах за восьмичасовую смену. Здесь нужно обратить внимание, что размеры и конструкция такого стандартного окна у разных производителей может быть разная. В этой статье мы будем считать стандартным окно размером 1400х1500 мм, с одной рамой, одной створкой и одним импостом.
Такое окно состоит из 9 заготовок: 4 заготовки рамы + 4 заготовки створки + 1 заготовка импоста.
“Стандартное окно” для расчета производительности
Все оборудование для производственной линии подбирается с учетом примерно одинаковой производительности. Иногда некоторые станки имеют больший запас по производительности с учетом дальнейшего апгрейда линии.
Используются два метода расчета производительности:
по самой медленной технологической операции
по самому производительному станку в линии
При первом методе производительность линии подсчитывается по самой медленной технологической операции или по производительности самого медленного станка.
Традиционно при таком подсчете производительности отталкиваются от производительности сварочной машины. Цикл сварочной машины можно разделить на укладку профиля, позиционирование, разогрев, непосредственно пайку и остывание спаянного профиля. Весь этот цикл занимает примерно 2 минуты.
Таким образом, для сваривания поочередно четырех углов рамы нужно 8 минут. Еще 8 минут понадобятся для сваривания четырех углов створки. Итого для сваривания одного стандартного окна из одной рамы и одной створки потребуется 16 минут. Восьмичасовой рабочий день состоит из 480 минут. Делим на 16 минут и получаем производительность в 30 стандартных ПВХ окон за 8 часов. Если сварка имеет две головы, то одновременно за 2 минуты свариваются два угла и производительность такой сварки увеличивается вдвое, если у сварки 4 головы – производительность увеличится в 4 раза.
Исходя из этих подсчетов мы получаем базовые градации производительности:
До 30 стандартных ПВХ окон за восьмичасовую смену
До 60 стандартных ПВХ окон за восьмичасовую смену
До 120 стандартных ПВХ окон за восьмичасовую смену
Различные сочетания 1-головочных, 2-головочных и 4-головочных сварок на производствах обеспечивают промежуточные градации производительности. При этом остальные станки в линии должны иметь не меньшую производительность.
Компания Фимтек предлагает своим клиентам высокотехнологичную 4-головочную сварочную машину SL4-FS, которая обеспечивают прирост производительности до 50% по сравнению со скоростью традиционных 4-головочных сварок.
Автоматическая четырехголовочная сварочная машина SL4-FS с ускоренным сварочным циклом
Второй метод подсчета производительности противоположен первому. Данный метод используется при покупке автоматизированного оборудования. В этом случае отталкиваются от самого высокопроизводительного станка в линии, а все остальное оборудование подбирается под его производительность. Чаще всего в качестве такого станка выступает пильно-обрабатывающий или пильный центр, который обеспечивает высокую скорость и в первом случае многофункциональность. Пример такого пильно-обрабатывающего центра – FAB CUT 3B.
Итоговая производительность всей линии по производству ПВХ окон определяется не только производительностью оборудования. Немаловажными факторами являются грамотная расстановка оборудования, внутрицеховая логистика, алгоритмы работы, транспортная логистика и т.д.
Важно выбрать клиентоориентированного поставщика оборудования, который будет сопровождать вас на всех этапах, начиная с проектирования производства и кончая постгарантийным обслуживанием.
Компания Фимтек имеет многолетний опыт работы на российском рынке и поставляет весь спектр оборудования для производства ПВХ окон. У компании есть собственные склады инструмента и расходных материалов, а также большой штат сервисных инженеров.
Функциональность
На российском рынке представлены порядка двадцати брендов, предлагающих большое количество профильных систем, рассчитанных на все сегменты рынка: базовый, средний и элитный. Производители оборудования для ПВХ окон стремятся изготавливать оборудование, которое будет выполнять все операции вне зависимости от особенностей каждой конкретной системы.
Для перехода на работу с другой системой или другим профилем внутри одной системы потребуется однократное программирование (для станков с ЧПУ) и смена контрпрофилей (цулаг) и фрез.
По функциональности оборудование можно разделить на станки, которые могут выполнять только одну технологическую операцию и многофункциональные станки, выполняющие несколько технологических операций. Станки могут быть соединены в линию.
Степень автоматизации
Оборудование для производства ПВХ окон можно разделить на стандартное и автоматизированное. Под стандартным оборудованием понимаются отдельностоящие станки, укладка и позиционирование заготовок на которых происходит вручную. Большинство операций на этих станках оператор станка также выполняет вручную.
Такое оборудование имеется на всех оконных производствах, даже на самых высокопроизводительных и автоматизированных. Плюсом стандартного оборудования является возможность работы не только с прямоугольными окнами, но и с окнами со сложной геометрией: трапеции, треугольники и т.д. При дальнейшем развитии производства и увеличении производительности на таком оборудовании можно будет изготавливать нестандартные конструкции и его не нужно будет продавать.
На сегодняшний день линия с производительностью 20-30 ПВХ окон в смену является стартовой линией для открытия ПВХ производства. Такая линия имеет потенциал увеличения производительности до 60 ПВХ окон в смену путем покупки всего одного-двух станков.
Примерная схема расстановки стандартного оборудования для линии с производительностью 50-60 ПВХ окон за восьмичасовую смену
Автоматизированное оборудования используется в производствах с большими объемами выпуска. Производительность автоматизированных линий начинается от 120 ПВХ окон в смену.
Такие линии состоят из нескольких высокопроизводительных многофункциональных станков с ЧПУ управлением, которые могут быть соединены между собой. Все операции по распилу, фрезерованию, свинчиванию и сверлению на этих станках программируются, а рабочий выполняет роль оператора.
Особенностями таких линий является высокая степень оптимизации, безбумажное производство, меньшее количество рабочих по сравнению со стандартной линией при одинаковой производительности.
Файл заданий для таких станков формируется в электронном виде и поступает в станок по внутризаводской сети или с носителя. После операции реза (или фрезерования и реза) на заготовку наклеивается или наносится этикетка с информацией в виде графического изображения, текста или штрих-кода.
Рынок производства автоматизированного оборудования является сейчас самым перспективным. Здесь поставщики оборудования могут показать все свои возможности и предложить своим клиентам свои самые современные разработки и достижения.
Назначение
По назначению все оборудование делится на оборудование, выполняющее следующие технологические операции:
Резка ПВХ профиля
Резка стального армирования
Обработка дренажных и вентиляционных отверстий
Обработка торцов импоста
Крепление армирующего профиля
Сверление отверстий под ручку
Сварка профиля
Зачистка и фрезерование углов
Установка фурнитуры
Резка штапика
Остекление
Один станок может выполнять несколько технологических операций. Очередность операций может изменяться в зависимости от организации производства.
Подробно технологические операции рассматриваются в статье:
Технология производства окон: Изготовление металлопластиковых окон
Производственная линия Двери и система оконных рам
(512) 931-1962
Система
представляет собой высокотехнологичное решение для производства дверных и оконных коробок. Он сочетает в себе чрезвычайную гибкость и высокий уровень производства благодаря полной интеграции различных машин. Системные линии выполняют все операции по строганию, нарезанию шипов, сверлению-фрезеровке и профилированию, таким образом комплектуя заготовки во всех их частях.
Преимущества
СИСТЕМА 1 Идеально подходит для серийного производства и может производить до 400 окон в смену.
SYSTEM 5 Быстрая смена конфигурации линии System 5 позволяет производить небольшие партии до 200 полных окон в смену.
СИСТЕМА 8 Высокая гибкость управления заготовками различной длины позволяет производить до 400 готовых окон за смену.
ЧАСЫ MAESTRO Линейный контроль всего производственного процесса. Он предназначен для простого использования и импорта заказов из программного обеспечения для управления компанией.
Тематические исследования
Свенска Фёнстер АБ
Подробнее
интернорм Технологии из массива дерева
Подробнее
Ван Мэй Технологии из массива дерева
Подробнее
Фельбермайер Технология массивной древесины
Подробнее
Окно Холдинг Технологии из массива дерева
Подробнее
МеО Технологии из массива дерева
Подробнее
Средства массовой информации
Запрос информации
Запросить информацию
Заполните онлайн-форму, чтобы продавец связался с вами
Спасибо Ваше сообщение отправлено.
Ошибка! Произошла ошибка
Страница не найдена 404
Что случилось?
Эта ссылка никуда не ведет. Возможно, вы неправильно написали ссылку или перешли по старой ссылке.
Что я могу сделать?
Пожалуйста, используйте строку поиска или расширенный поиск, чтобы найти то, что вы ищете.
Лучшие электролобзики, топ-10 рейтинг хороших электрических лобзиков
Подписаться на наше сообщество VK!
Электроинструменты давно стали весьма популярными среди домашних мастеров и профессиональных пользователей. Такая продукция, как электролобзик, надежно удерживает третье место по распространенности, пропуская вперед себя только дрель и угловую шлифовальную машинку. Это во многом связано с тем, что при помощи такого инструмента можно обрабатывать самые разные материалы, начиная с древесины и заканчивая стальными листами. Им можно резать пластик, керамику, ламинат, выполнять резы прямые и фигурные в зависимости от необходимости.
Подобрать оптимальный лобзик не так просто, как может показаться на первый взгляд, тем более, что ассортимент данной продукции, находящийся на рынке, довольно широк. Модели могут значительно отличаться друг от друга по целому ряду параметров. Для того, чтобы облегчить вам проблему выбора, мы решили составить рейтинг лучших электролобзиков. Перед тем, как перейти к анализу выбранных моделей, давайте сначала разберемся, на что же именно обращают внимание при покупке подобного устройства.
Краткое содержание рейтинга: (скрыть/показать)
Как выбрать наиболее подходящий электролобзик в 2022 году?
Как и большинство электрических инструментов, данную продукцию можно разделить на две значительные группы – это бытовое и профессиональное оборудование. Изделия, предназначенные для домашнего использования, характеризуются невысокой стоимостью, но при этом обладают ограниченным ресурсом работы и небольшую мощность. Профессиональная продукция обойдется значительно дороже, однако она намного надежнее, поэтому такими моделями можно работать без перерыва в течение долгого времени.
Ключевым элементом конструкции является пилящее полотно, которое устанавливается на специальном штоке, расположенном в передней части инструмента. Он приводится в движение электродвигателем, который придает ему значительное ускорение. Линия реза формируется благодаря совершению возвратно-поступательных движений в вертикальном направлении. Практически все современные модели обладают отключаемой функцией маятникового перемещения, за счет которой полотно перемещается не только вверх-вниз, но и вперед-назад.
Как утверждают пользователи, устроен данный инструмент не слишком сложно – электромотор, передающий крутящий момент на пилящее полотно является основным элементом, кроме того, есть и еще целый ряд дополнительных деталей, обеспечивающих комфорт эксплуатации и безопасность работы с инструментом. Пилящее полотно представляет собой расходный материал, по мере того, как пилка будет изнашиваться, ее нужно будет менять.
Лобзики отличаются друг от друга способом зажима пилки – он бывает колодочным, винтовым и быстрозажимным. В первом случае полотно устанавливается при помощи специальной колодки, в которой сделана специальная прорезь. Она закрепляется несколькими болтами. Винтовая система аналогичная уже рассмотренной, однако в данном случае используется только один винт. Быстрозажимная система не нуждается в привлечении дополнительного инструмента, так как крепление осуществляется при помощи только одного рычага.
Другой немаловажной деталью является подошва инструмента – она бывает литой или штампованной. Литая получается гораздо прочнее, хорошо выдерживает физические нагрузки на инструмент, благодаря чему качество распила намного повышается. Штампованные подошвы деформируются гораздо легче под воздействием и физических, и динамических нагрузок.
Вполне естественно, что на производительность данного инструмента напрямую будет влиять мощность двигателя. В частности, оборудование мощностью 600 Вт сможет с легкостью перепилить деревянную доску толщиной до 8 см или же справиться со стальным листом толщиной до 8 мм. При выборе продукции для включения в наш рейтинг лучших электролобзиков мы учитывали все рассмотренные выше моменты, а также принималось во внимание соотношение цены и качества продукции, отзывы пользователей. Мы постарались составить обзор из моделей, относящихся не к самому дорогому ценовому диапазону, чтобы большинству наших читателей этот инструмент оказался по средствам. Теперь самое время приступить к анализу конкретной продукции.
Бытовые модели
5. Makita 4329K
Прекрасно подходит для домашних мастеров, однако работать этим прибором непрерывно на протяжении сразу нескольких часов не удастся – опорные ролики попросту не смогут выдержать подобных физических нагрузок. В остальном продукция отличается значительным удобством в процессе эксплуатации. Модель характеризуется незначительной массой, превосходно ложится в руку, имеет прорезиненные накладки на рукоятке, которые не дают инструменту скользить во время работы. Продукция почти не будет вибрировать во время работы, пропил формируется быстро и получается весьма точным. На корпусе можно обнаружить специальное колесико, которое обеспечивает регулировку количества оборотов. Его местоположение тщательно продумано, поэтому до него пользователь с легкостью дотянется большим пальцем непосредственно во время работы.
У изделия предусмотрен маятниковый ход пилки, причем данный параметр в случае необходимости можно отрегулировать. При помощи данной функции прямые пропилы получается сделать намного быстрее. Есть небольшой вентилятор, который убирает стружку и опилки в зоне работы, поэтому разметка будет заметна даже при интенсивной работе. При желании можно подключить пылесос, что обеспечит меньшее количество мусора и пыли во время работы. Мощность электродвигателя составляет всего 450 Вт – устройство получилось достаточно экономичным, потребление электричества минимальное, однако возможностей данного оборудования будет вполне достаточно для бытовой эксплуатации.
Преимущества:
Незначительная масса;
Очень удобство ложится в руку;
Имеется ряд необходимых регулировок;
Практически не вибрирует во время работы.
Недостатки:
Со значительными нагрузками вряд ли сумеет справиться.
Makita 4329K
4. Bosch PST 900PEL
Данная немецкая марка отличается довольно высоким качеством выпускаемого оборудования вне зависимости от его принадлежности – к бытовому или профессиональному сегменту. Сам инструмент поставляется в пластиковом кейсе, где есть отсеки для пилок, для дополнительного инструмента, питающего провода и так далее. Лобзик также оборудован особой рамкой, выполненной из надежного пластика, благодаря которой удается обеспечить максимально ровную линию реза древесины и иных материалов. Кроме того, имеется специальная крышечка, не допускающая разлета опилок в разные стороны. При необходимости рабочая область подсвечивается весьма ярким светодиодом, что позволяет использовать данный инструмент даже в условиях недостатка освещенности. На курке можно обнаружить регулятор частоты хода.
С левой стороны на корпусе есть переключатель маятникового хода, который позволяет добиться идеального соотношения между качеством пропила и скоростью реза. Лобзик оборудован быстросъемным механизмом смены пилок, поэтому на этот процесс придется потратить всего лишь несколько секунд. В задней части есть отверстие, позволяющее подключить к прибору бытовой или строительный пылесос, что в значительной степени снизит количество пыли и опилок во время работы. Масса самого инструмента составляет порядка 2 кг, у него есть прорезиненная рукоятка, а также несколько специальных вставок, которые будут значительно снижать образующуюся во время работы вибрацию.
Преимущества:
Наличие довольно удобного механизма смены пилок;
При необходимости положение подошвы можно отрегулировать;
Есть подсветка рабочей области;
Незначительная масса инструмента;
В комплекте имеется небольшой, но весьма просторный пластиковый кейс;
Превосходное качество изготовления и сборки лобзика.
Недостатки:
При продолжительном использовании может довольно сильно нагреваться.
Bosch PST 900PEL
3. Фиолент ПМ 3-600Э
На третьем месте этой части рейтинга лучших электролобзиков расположилась продукция отечественного изготовления, которую можно причислить не столько к бытовому, сколько к полупрофессиональному оборудованию. Это связано с тем, что модель может использоваться не только в домашних мастерских, но и для изготовления мебели, производства прочих изделий, выполненных из древесины и иных аналогичных материалов. При помощи этого инструмента удастся с легкостью выполнить как прямолинейные, так и фигурные пропилы в материалах самой разной природы, в том числе и в металлах типа стали или алюминия. У прибора имеется целый набор наиболее современных систем, при помощи которых можно не только сделать производительность труда максимально высокой, но и добиться очень высокой точности реза.
Эргономика при разработке модели продумывалась очень тщательно, поэтому лобзик удобно держать в руках, ладони и пальцы не будут уставать даже после продолжительной работы. У модели есть небольшой вентилятор, который может вращаться с большим количеством оборотов, он будет обеспечивать обдув рабочей зоны. За частоту движений пильного полотна здесь отвечает специальный электронный блок. У двигателя предусмотрена двойная электроизоляция, помогающая намного увеличить безопасность данного инструмента. Пропил можно осуществлять под углом до 45 градусов.
Скорость реза изменяется в зависимости от материала и потребностей пользователя;
Компактные габаритные размеры;
Очень приемлемая стоимость.
Недостатки:
Рез следует постоянно держать под контролем;
Довольно сильно шумит во время работы.
Фиолент ПМ 3-600Э
2. DeWalt DW349
Продукция оборудована относительно мощным двигателем на 500 Вт, за счет чего можно работать с древесиной любых пород, толщина которой не превышает 75 мм. Помимо этого, этот инструмент справится с цветными металлами разного рода, чья толщина не более 15 мм и стали – до 5 мм. Максимальная скорость перемещения пилящего полотна в вертикальной плоскости составляет 3200 колебаний в минуту, причем данный параметр при необходимости регулируется. Масса устройства составляет 2,5 кг – его удобно удерживать одной рукой. Питающий кабель весьма длинный, целых 4 метра, поэтому удастся обойтись без использования различных удлинителей и переносок. В комплекте с оборудованием идет насадка для подошвы, изготавливаемая из качественного пластика, а также есть набор фирменный пилок.
Оборудование отличается превосходным качеством, надежностью и долговечностью. Дизайн продуманный, его характеризует прекрасная эргономика. Несмотря на то, что прибор позиционируется как бытовой инструмент, его можно использовать, например, для сборки мебели. Производительность находится на очень высоком уровне.
Преимущества:
Даже при сильных нагрузках вибрирует не очень сильно;
Предусмотрена кнопка, фиксирующая курок во включенном состоянии;
Положение подошвы можно отрегулировать без применения специального инструмента;
Не слишком громкий прибор;
Редуктор помещен в металлический корпус;
Незначительная масса.
Недостатки:
Отсутствует система плавного запуска;
Стоит прибор несколько дороже своих аналогов, выпущенных другими компаниями.
DeWalt DW349
1. Bosch GST 8000 E
На первом месте этой части обзора оказалась еще одна модель немецкого производства, которая обеспечена довольно качественным мотором, мощность которого составляет 710 Вт. Это позволяет продукции резать стальные листы, чья толщина составляет 10 мм, соответственно, толщина древесины будет еще выше – вплоть до 18 мм. Качество изготовления продукции находится на самом высоком уровне. Инструмент обеспечен стальной подошвой высокой прочности, все регулировки очень четкие. Производитель предусмотрел оригинальную защиту от скалывания материала, что при работе с твердыми породами древесины окажется весьма полезной функцией. Пилка закрепляется при помощи быстрозажимного механизма.
Регулировка скорости вертикального перемещения пилки находится непосредственно на курке, что достаточно удобно. Маятниковый ход также регулируемый – для этого есть четыре позиции, обеспечивающие как очень деликатный, так и достаточно грубый рез. Система сдува опилок включена постоянно, к тому же предусмотрена оригинальная функция ускорения работы. Максимальное количество движений пилки на холостом ходу составляет 3100 в минуту. Корпус у лобзика изготавливается из пластика, у него есть резиновые вставки как на рукоятке, так и на других элемента, что не допускает выскальзывание инструмента из рук во время работы. Сам лобзик весит 2,5 кг – не очень тяжелый вариант.
Преимущества:
Превосходно продумана эргономика как рукоятки, так и корпуса инструмента;
Отличная производительность оборудования;
Регулируемый маятниковый режим работы.
Недостатки:
Некоторым пользователям регулировка оборотов на курке кажется не слишком удобной;
Питающий кабель несколько коротковат.
Bosch GST 8000 E
Профессиональная продукция
5. DeWalt DW333K
Главным моментом, который сильно выделяет этот прибор среди аналогичной продукции, является оригинальная форма рукоятки, которая выполнена в форме гриба. Механическая часть инструмента скрывается под специальным металлическим кожухом. Несмотря на то, что подобное решение в значительной степени увеличивает массу инструмента, оно позволяет обеспечить эффективное охлаждение двигателя за счет высоких теплообменных характеристик металла. Помимо этого, здесь установлена специальная воздушная система охлаждения, не позволяющая инструменту перегреваться в течение довольно долгого времени. Опорная подошва здесь изготавливается из литого металла. Ее уровня прочности вполне достаточно для того, чтобы спокойно работать с материалами повышенной жесткости.
Угол ее наклона изменяется вплоть до 45 градусов, к тому же она поворотная. Для этой операции не придется прибегать к дополнительному инструменту, так как на корпусе находится специальный рычаг. Пилка закрепляется при помощи быстрозажимного механизма, имеется система сдува опилок, которая обеспечивает надежную очистку пространства перед лобзиком даже при использовании высокой скорости реза. У инструмента есть система плавного пуска. С ее помощью удается в значительной степени повысить безопасность инструмента, а также добиться высокой точности на первом этапе прорезки материала. Скорость пропиливания регулируется в ручном режиме. Мощность двигателя составляет 710 Вт, максимальное количество движений пилки в минуту составляет 3100 колебаний. Наибольший шаг хода – 26 мм.
Преимущества:
Оригинальная форма рукоятки, причем она покрыта противоскользящими полимерными составами;
Незначительная вибрация даже при работе с металлами повышенной твердости;
Расширенная комплектация, включающая в себя переходник для подключения пылесоса, пластиковый кейс, защитную накладку и несколько полотен.
Недостатки:
Значительная масса инструмента.
DeWalt DW333K
4. Makita JV0600K
Поставляется вместе с очень удобным, эргономичным пластиковым кейсом, который оснащен пластиковой ручкой для переноски и металлическими замками. Габаритные размеры этого чемоданчика невелики, поэтому его просто хранить, рукоятка складывается. Разработана модель была японскими инженерами, а сама продукция изготавливается на британских заводах. В комплекте также идет набор пилок в количестве 5 штук – три для древесины и иных аналогичных материалов, а две предназначены для цветных и черных металлов. Качество сборки довольно высокое, мотор оборудован электрическим двигателем мощностью 650 Вт. Вполне естественно, что у лобзика есть маятниковый механизм, в значительной степени повышающий скорость работы.
Максимальная длина хода пилки составляет 23 мм, поэтому можно работать с древесиной толщиной до 90 мм, пластинами из цветных металлов до 16 мм и стальными заготовками до 10 мм. Рукоятка очень удобная – инструмент можно удерживать как одной, так и обеими руками. На ней есть переключатель куркового типа, поблизости есть фиксатор его во включенном положении. Все переключатели выполнены из качественного пластика, хорошо выдерживают сильные физические воздействия. Максимальная скорость хода составляет 3000 колебаний в минуту на холостых оборотах. Угол наклона подошвы тоже регулируется. Масса устройства составляет почти 2,5 кг – держать одной рукой довольно удобно, питающий кабель имеет приличную длину: примерно 3 метра.
Преимущества:
Работает очень быстро и аккуратно;
Надежный в использовании инструмент;
Приличный уровень мощности инструмента;
Наличие быстрозажимного механизма;
Превосходное качество изготовления и сборки оборудования.
Недостатки:
Высокая стоимость оборудования;
Не предусмотрена система плавного пуска.
Makita JV0600K
3. Bosch GST 850 BE
Тщательно сбалансированная модель, поэтому вибраций при работе с этим инструментом практически не возникает. Руки в этом случае будут значительно меньше уставать, что позволяет использовать данный электролобзик в течение продолжительного времени. Масса оборудования – 2,3 кг, оно оборудовано двигателем, мощность которого составляет 600 Вт. На первый взгляд может показаться, что это не очень много, однако на деле таким инструментом удается добиться впечатляющих результатов. Лобзик весьма удобно держится в руке за счет прорезиненных рукояток. У него предусмотрена система плавного пуска, никаких рывков замечено не было, поэтому спил получается аккуратным и ровным. Многие мастера пользуются таким прибором для того, чтобы спиливать засохшие ветви с плодовых деревьев.
Колесико, позволяющее обеспечить регулировку количества оборотов, находится на задней части корпуса, поэтому изменять скорость движения пилки непосредственно в процессе работы не удастся. Само полотно крепится при помощи быстрозажимной системы. Подошва изготавливается из штампованной стали, угол наклона здесь регулируемый. В случае необходимости, продукцию можно подключить к строительному пылесосу – для этого в комплекте поставляется специальная насадка съемного типа.
Преимущества:
Вполне достойная мощность прибора;
Превосходное качество изготовления;
Получается достаточно ровный пропил;
Имеется быстрозажимной механизм для смены полотен;
Практически не вибрирует во время работы.
Недостатки:
В комплекте не поставляется кейс для хранения и транспортировки.
Bosch GST 850 BE
2. Makita 4350FCT
Эта модель прекрасно зарекомендовала себя у опытных пользователей в качестве очень качественного профессионального инструмента. Лобзик смогли по достоинству оценить плотники, строители, столяры, люди, занимающиеся отделочными работами. Конструкция была тщательно продумана инженерами, которые при создании этого инструмента задействовали только самые современные технологии. С их помощью удается качественно выполнять даже работы самой высокой сложности. Мощность электродвигателя у этого прибора составляет 720 Вт, что позволяет достичь 2800 колебательных движений в минуту. Амплитуда хода пилящего полотна 26 мм, причем этот параметр можно изменять за счет трехступенчатого переключателя.
Опорная платформа у инструмента литая, наклоняется вправо и влево на угол до 45 градусов. Масса оборудования составляет 2,5 кг. У устройства имеется электронная система, отвечающая за контроль частоты хода. Это позволяет добиться стабильного количества оборотов двигателя вне зависимости от прикладываемой к нему нагрузки. Вполне естественно, что здесь также имеется и надежная система по удалению пыли и опилок. Изделие характеризуется наличием быстрозажимного механизма, рабочая область перекрывается специальным экраном из пластика повышенной прочности, она же подсвечивается мощным светодиодом, позволяющим проводить работы при нехватке освещения.
Опорная пластина регулируется и закрепляется в выбранном положении.
Недостатки:
Когда производится прямой рез, оператору необходимо все время держать под контролем точность по линии.
Makita 4350FCT
1. DeWalt DW331K
Ну вот мы и добрались до лидера этой части нашего обзора – первое место здесь мы решили отдать профессиональному электролобзику, созданному специалистами всемирно известной немецкой компании. Модель оснащена достаточно интересной рукояткой, что делает ее еще более удобной в процессе эксплуатации. Прибор прекрасно подходит для работы с пластиком и древесиной, ламинатом и алюминием, а также целым рядом других аналогичных материалов. Изделие оснащено электромотором, мощность которого составляет 710 Вт. У него есть специальная электронная система, отвечающая за скорость вращения двигателя. Она позволяет сохранять выбранное пользователем количество оборотов вне зависимости от приложенной на пилящее полотно нагрузки. Максимум колебаний на холостых оборотах – 3100 в минуту.
Вполне естественно, что у прибора предусмотрен быстросменный механизм, имеется система противовесов, при помощи которой вибрация значительно снижается вне зависимости от того, материал какой твердости разрезается. На рукоятке есть накладка из прорезиненных материалов. Если планируется использовать инструмент долгое время без перерыва, то для этого есть специальный фиксатор, обеспечивающий включенное состояние инструмента без участия пользователя. Есть также система очистки рабочего участка от опилок и пыли.
Преимущества:
Обеспечивает очень ровную линию реза;
Минимальный уровень вибрации;
Функционирует относительно тихо;
Не нужно применять дополнительные инструменты для поворота подошвы и замены режущего элемента;
Длинный питающий кабель;
Высокое качество изготовления.
Недостатки:
За исключением высокой стоимости выявлено не было.
DeWalt DW331K
В заключении полезное видео
Приблизился к своему завершению наш рейтинг лучших электролобзиков. Мы постарались по каждой модели собрать максимальное количество доступной информации и изложить ее нашим читателям в наиболее доступном виде, чтобы они могли выбрать для себя наиболее подходящую модель в 2022 году. Если же какие-то вопросы все-таки остались не до конца разъясненными, то смело задавайте их в комментариях к этой статье. Мы оперативно отреагируем на них и предоставим все интересующие данные.
Как выбрать электрический лобзик по дереву для дома
Читайте также
Рейтинг лучших аккумуляторных триммеров для травы: топ-5 моделей 2018-2019
Электролобзик — ручной инструмент для распиливания тонких досок, брусков, пластика, керамической плитки, мягкого металла и листовых материалов на основе древесины. По принципу работы он похож на ручной лобзик. Заготовка разрезается за счет возвратно-поступательных движений пильного полотна вверх и вниз. При этом пользователь не прилагает физических усилий, ему достаточно удерживать и направлять инструмент по линии реза.
Электрические лобзики применяют на деревообрабатывающих производствах, в столярных цехах и в быту. В этой статье вы прочитаете, как выбрать лучший электролобзик для дома по цене и качеству.
Конструкция лобзика
Опорная плита — направляющая плоскость из алюминия или стали. Бывает литой или штампованной. Предназначена для установки правильного угла, контроля за точностью и качеством реза.
Пилка — непосредственно разрезает материал. Для каждого материала выпускаются своя оснастка, различающаяся материалом, длиной и шириной пильного полотна, а также формой и размерами зубьев. Например, для резки стекла применяются пилки с абразивным напылением, а для металла — из твердых сплавов с мелким зубом.
Перед началом работы оцените, какая пилка для электролобзика подойдет под материал, иначе есть риск испортить и инструмент, и заготовку.
Электрический мотор — приводит в движение пильное полотно. Главный параметр двигателя электролобзика — это мощность. От нее зависят толщина и класс материалов, с которым может работать инструмент. Подробнее о мощности электрического лобзика читайте ниже.
Рукоятка — может быть скобообразной, как изображено на нашей схеме, или грибовидной, как у электрического лобзика Makita 4351FCT. Скобообразная рукоятка более универсальна, а потому и более распространена. Зато грибовидная рукоятка снижает вес инструмента, упрощает его ведение снизу заготовки или под углом.
Читайте также
Выбираем мощный и производительный бензиновый триммер
Классы электролобзиков по дереву
Электрические лобзики по дереву выпускаются 3 классов.
Бытовые — не предназначены для интенсивной эксплуатации. Низкая или средняя мощность и узкий функционал компенсируются сравнительно небольшой ценой. Пример такого инструмента — электрический лобзик RedVerg Basic JS600.
Профессиональные — износостойкий инструмент, который может работать каждый день до 8 часов. Отличаются большой мощностью, что позволяет распиливать заготовки большой толщины. Используется в небольших столярных цехах или при строительстве частных домов и бань. Типичная модель профессионального класса — электрический лобзик DeWalt DW331K.
Промышленные — это станки, предназначенные для работы на крупных деревообрабатывающих производствах. В быту не используются.
Хотите выбрать электролобзик для нерегулярных работ дома? Не платите лишние деньги за профессиональный инструмент. Модель бытового класса справится с большинством задач.
Читайте также
Как выбрать газонокосилку для дачи и сада
Виды электролобзиков по способу питания
Аккумуляторные электрические лобзики — работают от аккумуляторной батареи. Портативный мобильный инструмент, используемый там, где нет доступа к электричеству. Удобен для гаража или дачи.
Сетевые электрические лобзики — работает от розетки. Характеризуются более высокой производительностью, чем аккумуляторные модели.
Читайте также
Аккумуляторная цепная пила — это инструмент будущего!
Основные характеристики электролобзиков
Потребляемая мощность — влияет на производительность и ресурс лобзика. У современных моделей электролобзиков мощность лежит в интервале 300–900 ватт. Для работы дома вполне достаточно электрического лобзика мощностью 500–700 ватт.
Количество оборотов в минуту — этот показатель влияет на скорость и качество пропила. Выбирать лобзик по дереву с частотой более 2500 ходов в минуту бессмысленно — этой частоты достаточно для работы с древесиной. Для металла нужен инструмент с частотой 3100 ходов в минуту.
Глубина пропила — максимальная глубина пропила по дереву достигает 135 миллиметров, по стали она доходит до 10 миллиметров, по цветным металлам до 25 миллиметров.
Читайте также
Лучшие газовые обогреватели — рейтинг 2021 – 2022
Функционал электрических лобзиков
Маятниковый ход — наличие этой функции позволяет быстрее разрезать заготовку за счет движения пилки не только вверх-вниз, а еще и вперед-назад. С включенным маятниковым ходом можно пилить только мягкие материалы (дерево, фанеру, МДФ).
Регулировка скорости — позволяет выставить количество оборотов в зависимости от материала.
Встроенная подсветка — мощный светодиод освещает место пропила. Функция полезна для работы в условиях слабого освещения.
Лазерный указатель — прокладывает перед электролобзиком прямую линию, которая позволяет сделать пропил более ровным.
Обдув места пропила — образующийся при работе двигателя поток воздуха направляется на место пропила. Воздушная струя сдувает стружку с места пропила, улучшая его обзор.
Быстрый зажим пилки (SDS) — позволяет заменять пилку без использования ключа. Эта функция актуальна скорее для профессионального инструмента, однако многие производители оснащают ей и бытовые модели.
Патрубок для подключения к пылесосу — дает возможность подключить в электрическому лобзику пылесос или пылесборный мешок, чтобы сохранять рабочее место в чистоте.
Читайте также
Реноватор – универсальный инструмент для дома
Вывод
Как выбрать электролобзик по дереву? Главное понимать, что лучший электрический лобзик — это тот, который подходит для решения вашей задачи. Поэтому перед покупкой нужно четко определить, для как работ нужен инструмент.
Если вам нужно купить лобзик для дома, но пользоваться им каждый день вы не планируете, выбирайте бытовую модель.
Если вы не планируете работать там, где отсутствует доступ к электричеству, выбирайте сетевой лобзик.
Если вам нужен электролобзик по дереву или фанере, не нужно платить за слишком большую мощность, обороты и глубину пропила. Для бытовых нужд будет достаточно инструмента мощностью до 700 ватт с частотой до 2500 ходов в минуту.
Определите набор дополнительных функций.
Итак, мы рассказали, как выбрать электролобзик для домашнего использования. Не забудьте купить к нему дополнительное снаряжение и оснастку:
защитные очки глаз от опилок,
респиратор для защиты органов дыхания от пыли,
перчатки для защиты рук,
пилки по разным материалам и видам реза (грязный рез, чистый рез, фигурный рез),
параллельный упор для отпиливания параллельно края заготовки.
Посмотреть каталог инструмента вы можете в разделе Электрические лобзики.
Читайте также
Рейтинг аккумуляторных гайковертов 2021 – 2022
Лобзик RedVerg RD-JS600-65 представляет собой качественный и надежный инструмент из доступного ценового сегмента рынка. Он способен справиться с любой поставленной задачей и без нареканий распилить металл, дерево и другие строительные материалы. Этот лобзик использует в качестве механизма стабилизации маятниковый ход, что позволяет оператору подбирать оптимальный для каждой конкретной задачи режим работы. RedVerg станет отличным приобретением для вашего дома и работы.
2 890c
Лобзик RedVerg RD-JS850-100C идеально подойдет для домашних мастеров и непостоянной эксплуатации. С его помощью вы можете периодически выполнять несложные бытовые работы. Инструмент предназначен для распиливания черных и цветных металлов, пластмассы и прочих строительных материалов. Система маятникового хода повысит производительность труда оборудования и даст вам возможность добиваться впечатляющих результатов. Бытовой лобзик RedVerg станет превосходным решением для мастеров, которые не планируют постоянно заниматься распилочными работами и просто хотят иметь под рукой такой инструмент на всякий случай.
Лучшая цена
3 222c
3 790c
Лобзик Makita 4329 гарантирует своему владельцу практически полное отсутствие вибрации и шума. Он обеспечит вам небывалый комфорт при работе. Этот инструмент станет незаменимым в арсенале каждого пользователя: от профессионального строителя до домашнего мастера. Система регулировки скорости позволяет подобрать оптимальный для работы с каждым конкретным типом материала режим. Лобзик Makita 4329 станет превосходным выбором для мастеров, которые ждут от инструмента превосходных результатов выполнения любой задачи и комфорта при ее выполнении.
5 990c
Лучшие лобзики 2022 года
Мы можем получать доход от продуктов, доступных на этой странице, и участвовать в партнерских программах.
Фото: Sal Vaglica
Лобзик, как электрическая пила с вертикально погружающимся лезвием, часто недооценивается. Правда, она не такая мощная и быстрая, как циркулярная пила, и ее может быть немного сложно освоить. Тем не менее, сообразительные плотники, столяры, слесари и даже домашние мастера знают, как использовать один из этих мощных инструментов, чтобы упростить различные задачи по резке.
Основное назначение лобзика — вырезать кривые, но он также может с легкостью резать пиломатериалы по длине и создавать отверстия и другие формы в таких материалах, как фанера и пластик. Современные модели стали легче, мощнее и универсальнее, чем когда-либо.
Это руководство поможет выбрать лучший лобзик для ваших домашних или профессиональных проектов. Мы тестируем некоторые из самых популярных брендов, оценивая как сетевые, так и аккумуляторные пилы. Прорезав фанеру толщиной 1/2 дюйма, мы оценили их характеристики, насколько гладко они режут и насколько агрессивно они могут пробить древесину.
Лучший в целом: Bosch Barrel-Grip Kit Kit JS572EBK
Лучший бюджет: Ryobi PBLJS01B Jigsaw
Best For Beginners: Black+Decker Jiger Jigg
. Сила: Milwaukee 2737b-20 Jigsaw
Лучшая верхняя ручка пила: Жесткая R8832B Jigsaw
Лучшая эргономическая ручка: Dewalt 20V Max xr Jig Saw (DCS334B)
. 0015 Лобзик с верхней рукояткой Makita 4329K
ЛУЧШИЙ ДЛЯ БЫСТРОЙ РЕЗКИ: Орбитальный лобзик PORTER-CABLE 6,0 Amp (PCE345)
Фото: Sal Vaglica
быть гораздо более многофункциональным, чем модели прошлого, предлагая различные скорости резки, разные уровни, когда речь идет о агрессивной резке, силе тока и вариантах питания. Некоторые варианты имеют смысл, в то время как другие могут быть ненужным звоночком или свистком, который, вероятно, не нужен DIY.
Тип
Головоломка озадачена? Не удивительно! Вот необходимая информация о том, как складываются разные модели.
Прямые возвратно-поступательные: Старые модели и более новые недорогие модели обычно представляют собой лобзики с прямым возвратно-поступательным движением. Это означает, что лезвие просто перемещается вверх и вниз без каких-либо отклонений на своем пути. Хотя эти лобзики режут медленно, они могут делать очень крутые повороты и создавать кривые, в отличие от стола или циркулярной пилы. Все современные лобзики имеют опцию нулевой орбиты, и все протестированные нами версии имеют выбираемые переключатели для увеличения орбиты или агрессивности реза.
Орбитально-возвратно-поступательный: У этих лобзиков движение лезвия слегка вперед. Лезвие наклоняется вперед при движении вверх, очищая древесину быстрее, чем лобзик с прямым возвратно-поступательным движением. Чтобы активировать орбитальное возвратно-поступательное движение, пользователь обычно переводит переключатель сбоку пилы в одно из (обычно) четырех положений. Эти пилы режут быстрее, но с меньшей точностью и маневренностью, чем модели с прямым возвратно-поступательным движением. Также будет больше надрывов (расколотая древесина, которая расщепляется вдоль линии разреза) на верхней части древесины.
Верхняя рукоятка: Традиционные лобзики имеют высокую, большую рукоятку в форме буквы D с основным спусковым крючком внутри петли для руки, чтобы управлять пилой. Эту рукоятку легко обхватить рукой, но высота увеличивает боковое усилие, что может привести к опрокидыванию пилы и снижению точности. В то время как тип рукоятки является вопросом предпочтения, тем, у кого руки меньше, обычно легче управлять пилами с верхней рукояткой.
Цилиндрическая рукоятка: Новая форма лобзика с цилиндрической рукояткой позволяет пользователям держать руку ниже обрабатываемого материала. Это может улучшить контроль, сводя к минимуму тенденцию к наклону пилы и перекосу пути диска. Эти модели обычно имеют переключатели для большого пальца вместо триггеров для пальцев. Часто домашние мастера и профессионалы, которые много режут «под столом», когда лезвие направлено вверх, следуя по линии, находят эти задачи более легкими, используя бочкообразную рукоятку.
Аккумуляторный и проводной: Большинство производителей инструментов предлагают обе версии этого инструмента, а некоторые даже предлагают аккумуляторные версии с разным напряжением (например, 18- и 12-вольтовые). Как правило, электролобзик стоит немного дешевле, чем аккумуляторная версия. Большинство производителей предлагают аккумуляторные пилы как в комплекте с аккумулятором и зарядным устройством, так и в виде простого инструмента без аккумулятора или зарядного устройства. Последнее упрощает встраивание инструмента в существующий набор беспроводных инструментов, используя те же аккумуляторы и зарядное устройство, которые у вас уже есть. Резка очень плотной древесины, такой как дуб или грецкий орех, может довольно быстро разрядить батарею, поэтому столярам следует проверить варианты с проводным питанием. Для работы на площадке, такой как террасы и перголы, лучше всего подходят модели с батарейным питанием.
Сила тока и скорость резания
Номинальные значения силы тока для электроинструментов относятся к мощности, которую они могут потреблять без ущерба для двигателя или внутренних компонентов. Как правило, чем выше сила тока, тем мощнее инструмент. У большинства современных электролобзиков ток составляет от 5,0 до 7,0 ампер.
Все электролобзики имеют различную скорость резки, управляемую либо чувствительным к давлению курком, либо регулируемым диском. Эти электроинструменты также имеют регулируемые диапазоны скоростей, начиная примерно с 500 ударов в минуту (SPM) и до 3000–4000 ударов в минуту в верхней части.
Краснодеревщики, столяры и слесари, скорее всего, оценят регулируемую скорость, обеспечивающую стабильные результаты. Для многоцелевой мастерской «сделай сам» лучшим выбором может быть универсальный лобзик с чувствительным к давлению спусковым крючком, так как он может легко переключаться с работы на работу без особой суеты.
Тип полотна и материал
Существует два типа полотна для электролобзика: Т-образный и U-образный хвостовик. Многие из лучших лобзиков используют лезвия с Т-образным хвостовиком, которые легко фиксируются (обычно без использования инструментов) и остаются в безопасности во время резких поворотов и декоративных разрезов. Для пил с U-образным хвостовиком иногда требуются инструменты для замены полотна, что делает их гораздо менее популярными после изобретения лезвий с Т-образным хвостовиком.
Кроме того, для изготовления полотен для электролобзика используются три разных материала:
Лезвия из высокоуглеродистой стали недороги и подходят для большинства строительных работ. Эти лезвия гибкие, но легко затупляются.
Производители изготавливают биметаллическое полотно с из углеродистой стали с быстрорежущей инструментальной сталью для зубьев. Они гибкие, но лезвия дольше остаются острыми.
В самых прочных полотнах для электролобзика используется карбид вольфрама . Эти лезвия дорогие, но очень термостойкие.
Безопасность
Среди электроинструментов лобзики представляют относительно низкий риск получения травм, но есть некоторые встроенные функции, которые делают их более безопасными в обращении. Например, многие лобзики имеют встроенную светодиодную подсветку, которая освещает линию реза и позволяет пользователю видеть, где он пилит, что является одним из наиболее важных аспектов безопасности электроинструмента.
Существуют также предохранители, которые пользователь должен нажать перед нажатием на спусковой крючок, чтобы предотвратить случайное срабатывание. Эти кнопки обычно устанавливаются на рукоятке, где пользователь может дотянуться до них большим пальцем, а быстрое нажатие позволяет пользователю активировать пилу.
Дополнительные функции
Помимо характеристик силы тока, скорости и безопасности существуют дополнительные функции, которые могут сделать электролобзик более функциональным, удобным и/или простым в использовании.
Удаление пыли: Лобзики не поднимают столько опилок, сколько настольная пила, торцовочная пила, циркулярная пила или другие типы пил; вместо того, чтобы превращать дерево в пыль, эти лобзики вырезают куски из материала. Тем не менее, эти куски могут приземлиться на линию разреза, что ухудшает видимость, поэтому некоторые модели оснащены пылеуловителями, которые сдувают небольшие куски с линии разреза. Хотя лобзики создают минимальный беспорядок, для рабочего места без опилок ищите модель, которая присоединяется к пылесосу.
Система смены лезвий: Быстросъемные фиксаторы лезвий облегчают смену лезвий. Эти системы имеют подпружиненные патроны, которые зажимают хвостовик лезвия, надежно удерживая его на месте до тех пор, пока пользователь не сменит лезвие. Это огромное улучшение по сравнению со старыми системами, в которых для извлечения лезвия требовались шестигранные ключи.
Размер и вес: Использование лобзика обычно не требует больших усилий, но размер и вес могут иметь значение. Большинство лобзиков весят меньше 10 фунтов, но некоторые более легкие модели весят всего 5 фунтов или около того. Кроме того, некоторые лобзики оснащены цилиндрическими захватами, что делает их более компактными, чем модели лобзиков с верхней рукояткой.
Эргономика: Некоторые электролобзики имеют эргономичный дизайн, например, литые резиновые рукоятки для снижения вибрации и улучшения захвата. Кроме того, регулировка скорости, активируемая большим пальцем, и несколько положений курка (например, по одному с каждой стороны пилы) позволяют удобно расположить руки вне зависимости от руки.
Наш выбор
После того, как вы узнали много информации о лучших лобзиках, покупка одного из них должна быть легкой. Тем не менее, чтобы сделать выбор правильной модели еще проще, мы протестировали популярные лобзики от ведущих производителей инструментов, отражая все, от версий профессионального уровня до пил начального уровня, которые домашние мастера могут использовать экономно. То, насколько хорошо вы используете лобзик для резки, во многом зависит от того, как инструмент ощущается в вашей руке, поэтому рекомендуется посетить домашний центр, чтобы получить практический опыт работы с инструментами, чтобы увидеть, какие захваты чувствуют себя лучше всего.
Фото: amazon.com
ПОСМОТРЕТЬ
Электролобзик Bosch Barrel-Grip — лучший выбор для обеспечения точности и контроля. Этот лобзик удобно удерживает руку пользователя близко к заготовке, помогая избежать опрокидывания, которое обычно происходит с более высокими лобзиками с верхней ручкой. Кроме того, рукоятка тоньше, чем у большинства бочкообразных рукояток, что обеспечивает лучший контроль и повышенный комфорт.
Пила имеет самую высокую силу тока в этой линейке — 7,2 А и диапазон скоростей от 800 до 3000 об/мин; скорость регулируется циферблатом в задней части ствола. Хотя скорость может быть выше, ее, вероятно, достаточно для большинства задач. Этот Bosch поставляется с тремя лезвиями, больше, чем любой другой лобзик, который мы тестировали. Он имеет три положения для орбитальной резки, очень удобный переключатель включения/выключения, активируемый большим пальцем, и яркую светодиодную подсветку. Замена лезвия с Т-образным хвостовиком проста благодаря безинструментальной конструкции с выбросом лезвия.
Конечно, на этом инструменте есть много кнопок и переключателей, от настройки воздуходувки до орбитального действия, которые станут более привычными при использовании. Во время наших тестов эта модель отличилась скоростью, маневренностью и минимальным выкрашиванием как при 90, так и при 45 градусах.
Характеристики продукта
Мощность: 7,2 А, проводной
Скорость: До 3000 об/мин0013 Длина хода: 1 дюйм
Pros
Мощный мотор
Удобный захват одной или обеими руками
В комплекте три полотна от пилы Blow1 at1 900 для расчистки различных материалов 900 cut line
Минусы
Высокая цена, рассчитанная на профессиональных пользователей
Большой корпус размером 16x14x4 дюйма может создать проблемы с хранением
Приобретите Bosch JS572EBK или Amazon Lowepot в The Home Depot.
Фото: homedepot.com
ПОСМОТРЕТЬ
Некоторые мастера могут счесть пилу, продаваемую в виде простого инструмента, недостатком, но с таким количеством доступных 18-вольтовых аккумуляторов Ryobi многие люди уже имеют один в своем ящике для инструментов. Покупка «голого» инструмента снижает стоимость и предотвращает накопление ненужных зарядных устройств. Ryobi PBLJS01B — это чуть ли не самый бюджетный бесщеточный лобзик на рынке, а это означает, что встроенный цифровой двигатель более эффективно потребляет энергию от аккумулятора, что обеспечивает почти на 80 процентов более длительное время работы от того же литий-ионного блока питания
Рукоятка просторнее, чем у других протестированных нами пил для начинающих, поэтому она подойдет разным пользователям. Длина хода 1 дюйм соответствует самым дорогим пилам в нашей тестовой группе, а максимальная конечная скорость 3400 ходов в минуту довольно близка к самым быстрым протестированным инструментам. Кроме того, любители, скорее всего, оценят, что инструмент садится прямо на батарею; ему не нужно лежать на боку, что может привести к царапанию поверхности лезвием.
Во время тестов на резку Рыбой показался вам быстрым и проворным, но на 9-й скорости у него было довольно много стружки. 0 градусов при установке на максимальную орбиту. Опилки также, казалось, собирались прямо на лезвии, из-за чего было труднее увидеть линию разреза.
Спецификации продукта
Мощность: 18-вольтовой беспроводной.
Pros
Надежный бесщеточный инструмент, который продлит время работы со стандартным аккумулятором
Удобная рукоятка и корпус, который садится вертикально между использованиями
3400 SPM является самым быстрым среди пил в этом ценовом диапазоне
Минусы
Сколы фанеры при толкании вперед и при настройке максимальной орбиты
Опилки при сборе опилок резка, снижение видимости лезвия
Приобретите Ryobi PBLJS01B в The Home Depot.
Фото: amazon.com
ПОСМОТРЕТЬ
Недорогие лобзики часто достигаются за счет возможностей и функций, но это не относится к этой модели от Black & Decker. Эта проводная модель оснащена двигателем на 5,0 ампер (более мощным, чем протестированная нами более дорогая Makita), который производит до 3000 ударов в минуту с помощью чувствительного к давлению триггера. А благодаря замене лезвий без инструментов замена U-образных лезвий выполняется быстро и просто.
Этот лобзик Black & Decker оснащен фирменной функцией Curve Control — четко обозначенным циферблатом, который помогает пользователям выбирать между прямой резкой (или без орбиты) и максимальной орбитой для работы по кривым. Несмотря на свою мощность, при испытаниях он раскалывал дерево из-за широкого отверстия вокруг лезвия, и точность оказалась проблемой. При максимальном скосе мощность пилы казалась вялой, но это, вероятно, улучшится с более качественным лезвием для лобзика. Помимо этих моментов, по цене это хорошая пила для начинающих.
Спецификации продукта
Мощность: 5,0-арт-шнур.
PROS
Доступная ценовая точка
Настройка, предназначенная для кривых резки
ТУЛЛЕССКИЕ БЛАДЫ. 0016
3000 SPM ощущается вялым без включенной орбитальной и когда инструмент скошен под углом 45 градусов .
Фото: homedepot.com
ПОСМОТРЕТЬ
Да, она большая — почти 12 дюймов в длину и более 4,5 фунтов без аккумулятора, — но Milwaukee 2737B-20 — чудовищная пила с мозгами, а также с коричневым цветом. Благодаря конструкции электроники мощность бесщеточной пилы эквивалентна сетевому инструменту на 7 ампер, поэтому она режет быстрее, чем любая сетевая пила в нашей тестовой группе. Это вращает лезвие со скоростью 3500 ударов в минуту на глубину 1 дюйм, а это означает, что эта пила способна резать в течение всего дня практически любой материал.
Полезная функция на шкале переменной скорости помогает оператору выровнять начало резки, снижая скорость, чтобы сосредоточиться на точности без раскачивания инструмента; затем он определяет нагрузку и автоматически регулирует скорость резки. Во время наших тестов пила пила быстро и агрессивно, почти не справляясь с работой. Он также показал отличную видимость лезвия. Предостережение: несмотря на то, что выключатель питания легко доступен как левшам, так и правшам, переключатель требует 1-секундного удержания для выключения питания, что требует некоторого привыкания.
Спецификации продукта
Мощность: 18-вольтовая беспроводная.
Pros
Пилит быстро и с меньшим количеством стружки, чем другие пилы
Достаточно мощная, чтобы заменить сетевую пилу
Функция плавного пуска позволяет сосредоточиться на точности
Минусы
Размер может быть слишком большим для маленьких рук
Дорого
Регулировка наклона не требует инструментов, хотя шестигранный ключ находится в специальном кармане внутри колодки в The Home Depot или ACE.
Фото: homedepot.com
ПОСМОТРЕТЬ
Несмотря на то, что Ridgid R8832B очень похож на Ryobi с точки зрения технических характеристик, он немного быстрее с 3500 ударами в минуту. И в соответствии с этим числом, эта пила прошлась по тестовым материалам, даже несмотря на то, что у нее были некоторые сколы. Эта скорость очень полезна при выполнении недекоративных разрезов, например, для обработки внутреннего угла 9-дюймовой бумаги.Резка под углом 0 градусов началась с циркулярной пилы. И при 90, и при 45 градусах казалось, что ничто не может остановить эту пилу.
Одной из особенно приятных особенностей Ridgid является режим Line Start, который действует как плавный или более медленный старт. Это позволяет зубьям пилы врезаться в материал, формируя линию реза, прежде чем пила разорвется на полной скорости. Пила немного громоздкая, но в этой модели особо не за что ненавидеть.
Характеристики продукта
Питание: 18 В, беспроводной
Скорость: До 3500 SPM
Тип хода: Прямо с тремя орбитальными установками
Длина хода: 1 дюйм
Pros 9003
Pros
.
Простой в использовании фиксатор лезвия
Быстрая и точная резка
Бесплатные запасные части и сервисное обслуживание при регистрации
Минусы
Довольно большой
Приобретите Ridgid R8832B в магазине Home Depot.
Фото: amazon.com
ПОСМОТРЕТЬ
Если у вас уже есть еще один 20-вольтовый инструмент DeWalt, этот лобзик станет очень хорошим дополнением, особенно если вы покупаете его в чистом виде. Из всех пил, которые мы тестировали, эта рукоятка подходит лучше всего, потому что она узкая и ощущается почти как дрель / шуруповерт — очень удобная. Максимальная скорость 3200 ударов в минуту была достаточно высокой, чтобы пробить дерево при максимальной орбитальной настройке, хотя в тестах мы все же столкнулись с некоторыми расколами. Эта несколько более низкая скорость и вибрация, а также удобная рукоятка помогают предотвратить усталость рук. Нам понравилась отличная видимость лезвия, особенно при резке под углом 45 градусов, и функция обдува, которая удерживает опилки от лезвия. Регулировка наклона без инструментов надежно фиксируется.
С другой стороны, DeWalt не совместим с пылесосом, и у него нет кнопки блокировки, которая действовала бы как круиз-контроль во время более длинных разрезов. Кроме того, хотя у обуви есть фиксаторы, которые фиксируются на 0, 15, 30 и 45 градусах, только 45-градусная отметка четко обозначена цифрами.
Характеристики продукта
Мощность: 20 В, беспроводная
Скорость: До 3200 об/мин0016
Длина хода: 1 дюйм
Pros
Высокая мощность и скорость резки
Удобная рукоятка с интуитивно понятными кнопками и переключателями
3 Самый большой и простой в использовании зажим для пыли 13 90 воздуходувка для очистки линии реза
Минусы
Немного медленнее скорость хода, чем у пил аналогичной цены
Несовместимость с пылесосом
Некоторые метки на фаске плохо читаются
Нет кнопки блокировки
Приобретите [DeWalt DCS334B] в The Home Depot, Amazon или Lowe’s.
Фото: amazon.com
ПОСМОТРЕТЬ
Не всем нужен самый массивный и мощный лобзик на рынке. С этой пилой, весящей чуть более 4 фунтов, легко работать, а двигатель на 3,9 ампера производит до 3100 ударов в минуту, а регулировка скорости осуществляется с помощью триггера переменной скорости. Он также оснащен сквозным вакуумным портом для улучшения сбора пыли, что облегчает обзор лезвия во время резки.
Несмотря на то, что название Makita знакомо профессиональным пользователям, лобзик 4329K — это скорее модель для начинающих. Сдвижная пылезащитная крышка имеет прозрачную конструкцию, которая сводит к минимуму образование стружки и защищает руки пользователя, а уравновешенная конструкция уменьшает вибрацию, сводя к минимуму усталость и улучшая контроль. Резка под углом 90 градусов была быстрой и гладкой, даже когда орбиталь была переключена на максимум, и то же самое было верно для резки под углом 45 градусов. Наши единственные недостатки: для этой пилы требуется гаечный ключ для крепления лезвия, что замедляет замену лезвия, а ее немного более короткая длина хода означает, что она не идеальна для более толстого материала.
Спецификации продукта
Мощность: 3,9-арт-шнур.
PROS
Slide Down Dust Shield
Самая легкая шнурная пила Мы протестировали
через вакуумный порт
Cons
.0016
Наименьшее количество орбитальных настроек проверенных пил
Немного короткая длина хода
Приобретите Makita 4329K в The Home Depot, Amazon или Walmart.
Фото: amazon.com
ПОСМОТРЕТЬ
Вращательные движения позволяют лобзикам работать быстрее и агрессивнее, и, как и многие другие пилы лучшего качества, орбитальный лобзик Porter-Cable предлагает четыре настройки. Более того, у него нет премиальной цены. Помимо орбитальных настроек, эта пила оснащена мощным 6-амперным двигателем для тяжелой работы и длительного использования. Для этих длинных отрезков есть переключатель блокировки, который удерживает спусковой крючок на месте и действует как круиз-контроль.
Литая прорезиненная ручка удобна, а большая прорезиненная часть на передней части пилы обеспечивает удобное место для второй руки, чтобы направлять пилу по линиям пропила. Нам понравился диск с регулируемой скоростью, установленный на спусковом крючке, но, хотя характеристики оказались такими же, как у Makita, Porter-Cable почти на целый фунт тяжелее и немного крупнее. Кроме того, этот лобзик не имеет рабочего освещения, защиты от пыли или каких-либо дополнительных функций — это хорошая пила, хотя и довольно простая.
Спецификации продукта
Мощность: 6.0-аспект
Скорость: До 3200 SPM
ТИП: ПРЕДОСТАВЛЯЕТСЯ.
Pros
Встроенный фиксатор курка
Замена лезвия без инструментов
Удобная резиновая рукоятка позволяет легко управлять обеими руками
Cons
Относительно голые кости
Для регулировки скоса требуется инструмент, который хранится на шнуре питания
Длина хода менее 1 дюйма разочаровывает, учитывая мощность
Приобретите кабель Porter-Cable PCE345 в домашних условиях Депо, Амазон или Лоу.
Наш вердикт
Те, кто ищет лучший электролобзик, не будут разочарованы лобзиком Bosch JS572EBK с его сочетанием мощности, скорости, удобной рукоятки и простоты использования. Тем не менее, некоторым может показаться немного незнакомой рукоятка ствола, и в этом случае DeWalt DCS334B — это способный беспроводной вариант с верхней рукояткой для тех, кто потратит серьезное время на использование пилы. Для начинающих с ограниченным бюджетом Black + Decker BDEJS600C является настолько недорогим, насколько это возможно, и, несмотря на некоторые незначительные недостатки, это хороший вариант для обучения.
Как мы тестировали лучшие электролобзики
При тестировании лучших электролобзиков мы собирали каждый инструмент в соответствии с инструкциями производителя — либо подключали их к удлинителям, либо полностью заряжали их новые батареи. С каждой пилой, оснащенной новым лезвием, мы делали прямые пропилы с максимальной орбитальной настройкой в 2-футовых отрезках фанеры толщиной 3/4 дюйма. Затем мы повторили тест с лезвием под углом 45 градусов, поворачивая пилу на плавных кривых во время резки. Мы отметили, насколько быстро пила прорезала материал, сколько образовалось стружки и насколько хорошо работала воздуходувка инструмента (при наличии). В промежутках между каждым тестом мы отмечали легкость или сложность замены лезвия.
Часто задаваемые вопросы
Даже обладая достаточным опытом работы с лучшими лобзиками, могут возникнуть дополнительные вопросы. Этот раздел, в котором собраны некоторые из наиболее часто задаваемых вопросов о лобзиках, призван ответить на эти вопросы, поэтому проверьте необходимую информацию ниже.
В. Для чего лучше всего использовать лобзик?
Лобзики отлично подходят для выполнения круглых или закругленных пропилов для декоративных изделий из дерева и поделок. Тем не менее, они также удобны для выполнения квадратных надрезов там, где циркулярная пила может не работать, например, для носков шкафов и косоуров для лестниц.
В. Можно ли лобзиком резать прямо?
Можно, но прямые пропилы не так просты, как циркулярной пилой. Узкое лезвие с большей вероятностью будет искривляться, но прикрепление поверочной линейки к заготовке поможет пользователю резать прямо.
В. В чем разница между электролобзиком и сабельной пилой?
И лобзики, и сабельные пилы совершают возвратно-поступательные движения, но это разные типы пил. В лобзиках используются маленькие тонкие лезвия с коротким ходом, а в сабельных пилах — большие и толстые лезвия с более длинным ходом. Сабельные пилы предназначены для более тяжелых работ, поэтому их часто используют для сноса зданий, резки труб и других прочных материалов.
В. Как выбрать лобзик?
Выбор лобзика зависит от нескольких факторов:
Совместимость с вашей существующей аккумуляторной системой
Встроенные функции, такие как светодиодные фонари, пылесборники и орбитальная резка
Бюджетные ограничения
В поисках лучшего аккумуляторного лобзика мы находим несколько отличных вариантов
Хотя некоторые люди думают о лобзиках только как о деревообрабатывающем инструменте, это универсальные инструменты, которые в какой-то момент находят свое применение практически у каждого подрядчика. Выбор лучшего беспроводного лобзика — это больше, чем просто удобство без шнура. Они так же надежны, как и проводные модели, а некоторые обладают невероятно богатым набором функций.
Лучший аккумуляторный лобзик в целом
DeWalt 20V Max XR Jigsaw
Независимо от того, хотите ли вы ручку сверху или бочкообразную рукоятку, мы выбрали DeWalt 20V Max XR как лучший аккумуляторный лобзик в целом. Его скорость резания была не такой высокой, как у некоторых других, но его контроль вибрации был лучше, и он сводил к нулю отклонение лезвия при жестких резах. Для модели с верхней ручкой меньшая высота дала нам ощущение лучшего контроля.
В обеих версиях органы управления хорошо расположены, и до них легко дотянуться, не двигая рукой. Это было особенно заметно на рукоятке ствола, где многие из нашей группы тестирования не могли дотянуться до выключателя на других моделях. Хотя есть несколько компромиссов, которые следует учитывать, DeWalt предоставил нам лучший общий опыт резки.
Цена: 199 долл. США без комплекта, 349 долл. США в комплекте с аккумулятором 5,0 А·ч
Лучшая скорость резки аккумуляторного лобзика
Топливный лобзик Milwaukee M18
Не всем нужно резать 2x и другие толстые материалы, поэтому максимальная скорость не всегда высока. приоритет. Тем не менее, есть несколько, которые делают быстрые разрезы, и Милуоки показал нам наибольшую скорость резки. Имейте в виду, что вам нужно задействовать орбитальное действие, чтобы получить самые быстрые сокращения, и это оставит вас с более грубым краем. Даже при отключенной орбитальной скорости скорость вращения Milwaukee 3500 об/мин и бесщеточный двигатель ускоряют резку любого материала.
Цена: 199 долл. США без комплекта, 239 долл. США с аккумулятором 5,0 Ач
Лучшая точность и управляемость аккумуляторной пилы
Электролобзик Makita 18V LXT
помогает), отслеживание и управление отклонением. Хороший контроль вибрации также помогает не уставать рукам. Ни одна другая пила не справилась с этим так хорошо, как Makita в нашем тестировании, с превосходной конструкцией как верхней рукоятки, так и рукоятки ствола.
Цена: $289 без
Лучший аккумуляторный лобзик с контролем вибрации
Аккумуляторный лобзик Hilti Nuron 22 В
Аккумуляторный лобзик Hilti Nuron включает AVR (Активное подавление вибрации) и представляет собой клинику, чтобы узнать, каким может быть контроль вибрации. Его максимальная скорость 3000 SPM немного ниже, чем у некоторых, и он использует бесщеточный двигатель. Однако эта технология AVR делает Hilti стабильным оператором.
Цена: 234 долл. США без инструмента
Купить в Hilti
Беспроводная электролобзик по соотношению цена/качество
Бесколлекторный лобзик Skil PWRCore 20
Наборов лобзика не так много, поэтому приобретение беспроводного лобзика немного дороже, если у вас еще нет необходимого аккумулятора и зарядного устройства. Благодаря этому комплект бесколлекторных лобзиков Skil PWRCore 20 выглядит солидно по цене 169 долларов, поскольку он включает в себя аккумулятор емкостью 2,0 Ач и быстрое зарядное устройство PWRJump.
Однако это не базовая ценность. В дополнение к бесщеточному двигателю, он добавляет регулировку угла наклона без использования инструментов и уникальное освобождение лезвия с нажимом, которое проще, чем другие конструкции с креплением на валу. Это одна из пил, которой нужно резать немного медленнее, чтобы получить результаты высочайшего качества. По нашему мнению, это довольно простой компромисс для экономии средств.
Цена: 169 долларов США с аккумулятором 4,0 Ач
Лучший бюджетный аккумуляторный лобзик
Орбитальный лобзик Hart 20 В
Всего 64 доллара за простой инструмент и 89 долларов за комплект с аккумулятором 1,5 Ач и зарядным устройством. начал с беспроводного лобзика с ограниченным бюджетом, чем с лобзиком Hart 20V. С выбираемым орбитальным действием, ползунком с переменной скоростью, кнопкой блокировки и многим другим, он имеет удивительно богатый набор функций для своей цены.
Более того, на момент написания этой статьи вы можете приобрести лобзик, две батареи по 4,0 Ач и зарядное устройство всего за 9 долларов. 9!
Цена: 64 доллара США без упаковки. 89 долларов США с аккумулятором 1,5 Ач
Узнать больше
Лучшие аккумуляторные лобзиковые полотна
Качество резки зависит от лезвия, поэтому мы решили начать с него. У вас есть много вариантов, когда дело доходит до выбора лучших полотен для лобзика. Мы постоянно обращаемся к Bosch благодаря ее богатой истории разработки как лобзиков, так и полотен. У них есть полный набор стандартных и специальных полотен, чтобы покрыть практически все, что вы можете попросить сделать с помощью лобзика. Если вам нужен отличный универсальный набор, обратите внимание на набор Bosch из 10 деревянных и металлических лезвий (T5002).
Базовые лезвия для резки металла 11–14 TPI (2)
Базовые лезвия для резки металла 17–24 TPI (2)
Базовые прокручивающиеся лезвия 12 TPI (2)
Диски 10 TPI для чистой древесины (2)
5–6 TPI полотна для быстрой резки дерева (2)
Цена: $13,99
Лучший аккумуляторный лобзик из других брендов, которым мы доверяем
Лучший аккумуляторный лобзик Bosch: 18 В JSh280B
Аккумуляторный лобзик Bosch немного медленнее по скорости резания, чем другие, но это гладкий оператор. Его контроль вибрации превосходен, и нам нравится, что он имеет меньшую высоту для пилы с верхней ручкой, что дает нам лучшее ощущение контроля. В этом не так много наворотов. В целом, он выглядит хорошо сложенным и стоит 159 долларов.ценник очень разумный для модели профессионального уровня.
Цена: $159 без
Аккумуляторный лобзик Best Hart: 20 В HPJS01
HART теперь имеет бесщеточный лобзик как часть своей линейки 20 В, и он делает шаг вперед, чем его щеточный аналог. Он может похвастаться 3350 об / мин на верхнем конце при полной длине хода 1 дюйм. У него есть хороший набор функций, в том числе три орбитальных режима, диск с переменной скоростью, регулировка наклона без инструментов, переключатель блокировки и многое другое.
Цена: $128 без учета
Узнать больше
Лучший аккумуляторный лобзик Flex: Бесщеточный 24 В FX2231-Z/FX2221-Z
Flex имеет один из самых быстрых аккумуляторных лобзиков с частотой хода 3500 ходов в минуту. Он отличается от традиционных циферблатов с переменной скоростью с 4 электронными скоростями и эффективным автоматическим режимом. На нем также есть кнопка для выключения светодиодной подсветки, если вы не хотите ее использовать. Единственная важная функция, которую они убрали, — это изменение фаски без использования инструментов.
Версия с цилиндрической рукояткой эргономичнее, чем большинство моделей, благодаря выключателю включения/выключения, до которого легко дотянуться, не отрывая руки от инструмента.
Если вы зарегистрируете свои инструменты, зарядные устройства и аккумуляторы до 31.12.22, вы получите пожизненную гарантию на все из них.
Цена: 199 долларов США без аккумулятора, 358 долларов США с аккумулятором 2,5 Ач
Лучший аккумуляторный лобзик Kobalt: 24 В Max Brushless KJS 324B-03
Kobalt — это надежный выбор по соотношению цена/качество, дизайн которого может конкурировать с некоторыми из лучших моделей Pro при гораздо более низкой цене. цена. Он имеет бесщеточный двигатель, рычаг освобождения лезвия, регулировку угла наклона без инструментов, выбираемый обдув линии разреза и выбор орбиты 3 + 1. Вам действительно не хватает только сбора пыли и набора с переменной скоростью. 129 долларовдля простого инструмента и одной из самых доступных программ аккумуляторов, это привлекательный выбор для покупателей с хорошей стоимостью, хотя у него нет варианта комплекта для людей, которые плохо знакомы с системой.
Лучший аккумуляторный лобзик Metabo HPT: 36V MultiVolt CJ36DAQ4
К сожалению, Metabo HPT прекратила выпуск своего 36V MultiVolt лобзика. Помимо отличной производительности, набора с переменной скоростью и автоматического режима, который работал лучше, чем у большинства, это была также единственная беспроводная модель, в которой можно было использовать адаптер переменного тока.
Цена: Снято с производства
Лучший аккумуляторный лобзик Ridgid: 18 В Octane Brushless R8832B
Лобзик Ridgid Octane — еще один ценный выбор с наиболее полным набором функций из всех протестированных нами пил. Он стоит 149 долларов за голый инструмент. Команда дизайнеров просто ничего не оставила за пределами пилы. Он имеет регулировку скоса без инструментов, выбираемый вентилятор для линии среза, рычаг освобождения лезвия, диск с регулируемой скоростью и триггер (включая режим выключения), кнопку блокировки, выбор орбиты 3 + 1 и чехол для башмака. Он даже предлагает сбор пыли и отдельную кнопку для включения и выключения светодиодной подсветки.
Вам нужно резать немного медленнее, чтобы контролировать отклонение в толстых или твердых материалах, и это не так быстро и плавно, как некоторые другие. Тем не менее, он по-прежнему способен дать вам результаты профессионального качества. Кроме того, не забывайте о бессрочном соглашении об обслуживании, если вы регистрируете инструмент.
Обратите внимание, что Ridgid заменяет инструменты Octane новой линейкой бесщеточных инструментов. Мы еще не видели обновленной головоломки, но готовы поспорить, что она появится.
Цена:
Лучший аккумуляторный лобзик Ryobi: 18 В One+ HP Brushless PBLJS01B
Когда компания Ryobi обновила свой беспроводной лобзик 18V One+ HP Brushless, она улучшила и остальные функции. В дополнение к новому бесщеточному двигателю теперь он имеет регулировку угла наклона без инструментов, рычаг освобождения лезвия и крышку башмака. Однако все это связано с повышением цены. Вы все еще можете найти предыдущую модель по цене около 69 долларов как отличный выбор для начинающих. Бесколлекторная модель HP One+ 18 В — наш выбор — лучший выбор для более серьезных пользователей за 129 долларов.
Цена: $129голая, 159 долларов США с высокоэффективным аккумулятором 2,0 Ач
Для чего используется лобзик?
Электролобзик использует возвратно-поступательные движения вверх-вниз для распиловки дерева, металла, ПВХ и других материалов. В первую очередь инструмент для резки дерева, он использует более узкое лезвие, которое дает вам возможность резать кривые лучше, чем другие типы пил. Он также удобен для резки углов благодаря прямому дизайну лезвия.
Подрядчики часто используют их для вырезания столешниц для раковин или вырезания гипсокартона, если у них нет многофункционального инструмента или инструмента для вырезания гипсокартона. С этими вырезами вы часто просверливаете отверстие внутри области отходов, достаточно большое, чтобы поместиться полотно лобзика, что облегчает начало резки.
Есть много других способов вырезать лобзиком, и это лишь основные способы, которыми мы их используем. Любые другие идеи? Не стесняйтесь поделиться ими в комментариях ниже!
Верхняя рукоятка или лобзик с цилиндрической рукояткой
Рискуя начать спор о конструкции лобзика с верхней ручкой и цилиндрической рукояткой, вот вкратце: в основном все сводится к личным предпочтениям. Шокирует, мы знаем!
Мы предпочитаем лобзики с верхней рукояткой, когда пилим одной рукой. Если вы находитесь в ситуации, когда вы не можете надежно закрепить материал, это очень поможет. При резке двумя руками ваша вторая рука просто перемещается к передней навершие пилы.
Некоторые считают, что бочкообразная рукоятка обеспечивает лучший контроль. Это помещает вашу руку в более низкое положение, и ваша вторая рука может лежать на передней или верхней части пилы.
Размер руки также может иметь значение. По нашему опыту, парни и девушки с меньшими руками, как правило, предпочитают верхнюю ручку. Тем не менее, лобзики с бочкообразной рукояткой на 12 В имеют достаточно узкую область захвата, поэтому даже эти люди могут с удовольствием ими пользоваться.
На региональном уровне США, как правило, отдают предпочтение моделям с верхней ручкой, и это то, что делает каждый протестированный нами бренд. Однако следующие бренды предлагают и то, и другое:
Flex
Bosch
DeWalt
Makita
Milwaukee
Skil (только 12 В)
Аккумуляторный лобзик Руководство по покупке | Что мы ищем
Производительность
Любой лобзик, который стоит купить, должен уметь эффективно резать то, с чем вы работаете. Если вы изготавливаете лестничные косоуры на заказ, ваша пила лучше сможет резать в 2 раза лучше. Как плотник, вам нужно резать твердые породы дерева, не сжигая их. Наличие выбираемой скорости или, по крайней мере, триггера с переменной скоростью может немного помочь.
Бесщеточные двигатели помогают увеличить производительность стрижки и увеличить время работы. Это не так критично, как в некоторых электроинструментах, но это хороший импульс.
Также ищите выбираемое орбитальное действие. Это увеличивает агрессивность атаки лезвия с эллиптическим движением и режет быстрее. Компромисс — более грубый разрез.
Небольшое замечание об автоматическом контроле скорости — к этой функции нужно время, чтобы привыкнуть, и некоторые из нашей команды категорически отказываются ее использовать. Тем не менее, тем, кому действительно нравится постоянство его запуска и производительности в разрезе. Включаясь с плавным пуском, он увеличивает скорость в зависимости от давления, которое вы прикладываете к пропилу.
Точность, контроль и отклонение
Поскольку основная задача лобзика — вырезание кривых, контроль важен. Большая часть этого — дизайн пилы и то, как она ложится в руку. Другая часть этого заключается в использовании качественного лезвия, размер которого соответствует кривым, которые вы режете.
Следите за самим лезвием. Пила должна двигаться прямо вверх и вниз, чтобы контролировать отклонение и смещение. Большинство моделей имеют направляющую за лезвием, но мы использовали некоторые электролобзики, которые позволяют лезвию легко выскакивать из него и сбивать направление реза.
Все рекомендуемые нами электролобзики способны резать материал в 2 раза без отклонения. Тем не менее, вам нужно замедлиться с некоторыми из них. DeWalt, Flex, Makita и Milwaukee справляются с более быстрой резкой без отклонения или с минимальным отклонением лучше, чем другие.
Учитывайте также, насколько близко передняя часть ботинка подходит к лезвию. Когда эти края сближаются, вы можете заставить обе стороны обуви стабилизироваться на материале, когда вам нужно сделать более тонкие надрезы.
Видимость
У вас может быть максимально возможный контроль, но это не будет плохо, если вы не увидите, как ваше лезвие коснется линии разреза. Большинство лобзиков отлично справляются с тем, чтобы область лезвия оставалась достаточно ясной, чтобы ее можно было видеть. Светодиодные фонари и обдув по линии разреза значительно улучшают видимость.
Вибрация
Если производительность, контроль и видимость ухудшились, вы можете сузить свой выбор, выбрав устройства с более низким уровнем вибрации. Ваши руки будут вам благодарны, и вы почувствуете, что меньше боретесь с пилой, когда работа становится более плавной.
Цена и ценность
Конечно, цена имеет большое значение для вашего выбора, и мы все хотим оставаться в рамках бюджета. То, что инструмент предлагает за деньги, является большой частью ценности. Помните о гарантии и о том, есть ли в линейке все остальные инструменты, которые вы, возможно, захотите добавить в свою коллекцию в будущем. Сначала взгляните на лобзик, доступный на аккумуляторной платформе, которая у вас уже есть. Вы можете сэкономить кусок, получив голый инструмент.
Функции, облегчающие работу с лобзиком
Выбираемое орбитальное действие
Выбор переменной скорости
Автоматический контроль скорости
Плавный пуск
Вентилятор линии реза
Светодиодные фонари
Адаптер для сбора пыли
бесплатно)
Рычаг освобождения диска, установленный на корпусе
Крышка опорной пластины No-mar
Блокировочный переключатель (стандартный для большинства пил с цилиндрической рукояткой)
Почему вам можно доверять Pro Tool Обзоры
Вы когда-нибудь заходили на сайт с обзорами и не могли понять, действительно ли они тестировали инструменты или просто «рекомендовали» самые продаваемые товары на Amazon? Это не мы. Мы не будем ничего рекомендовать, если сами не будем использовать это, и нам все равно, кто является основным розничным продавцом. Все дело в том, чтобы дать вам законную рекомендацию и наше честное мнение о каждом продукте.
Мы работаем с 2008 года, занимаемся инструментами, пишем обзоры и сообщаем о отраслевых новостях в области строительства, автомобилестроения и ухода за газонами. Наши рецензенты Pro работают в сфере торговли и обладают навыками и опытом, чтобы знать, могут ли инструменты работать хорошо в полевых условиях.
Каждый год мы привозим и проверяем более 250 отдельных продуктов. Наша команда будет использовать сотни дополнительных инструментов на медиа-мероприятиях и выставках в течение года.
Мы консультируемся с новаторами в области технологий и дизайна инструментов, чтобы лучше понять, где эти продукты подходят и как они работают.
Мы сотрудничаем с более чем двумя дюжинами профессиональных подрядчиков в Соединенных Штатах, которые проверяют продукты для нас на реальных рабочих местах и консультируются с нами по методам тестирования, категориям и взвешиванию.
О картофелекопалке для мотоблока Агро: грохотный тип, механический барабан
Содержание:
Что такое мотоблок Агро
Особенности устройства картофелекопалки
Сравнение с картофелекопалками на мотоблоках Форза, Целина, Югра
Картофелекопалка нужна в первую очередь для ускорения уборки корнеплодов. Скорость обработки картофеля такими техниками значительно выше, чем при ручной перекопке орудиями. Работать картофелекопалкой можно как в поле, так и на своем приусадебном участке. Основная функция – ускорение отделения клубней от почвы, которые затем укладываются на взрыхленную почву. Конструктивно картофелекопалка крепится к бензиновому мотоблоку через переходник, идущий в комплекте.
Что такое мотоблок Агро
Картофелекопалка для мотоблока Агро относится к грохотному типу. Это сложное вибрационное орудие, которое снабжено делящимися ячейками, имеет ряд просеивающих стержней, которые в процессе работы отфильтровывают скопившуюся грязь. Под действием вибрации от мотоблока и ударов человека картофель через сошник падает на решетку, где постепенно очищается от комков земли. Затем выкопанные корни выбрасывают через заднюю часть картофелекопалки.
Важно! Помимо выкапывания картофеля, вы можете использовать механизм для сбора других корнеплодов — лука, свеклы, чеснока.
Картофелекопалка барабанная механическая ККМ-Б разработана специально для мотоблока Агро. Его выпускало ПАО «Уфимское моторостроительное производственное объединение» — один из крупнейших производителей двигателей для самолетов и вертолетов в России. На данный момент в компании работает более 20 тысяч человек. Основан в 1925.
Картофелекопалка
Мотоблок данной фирмы относится к категории тяжелой ручной сельхозтехники и считается профессиональным решением для техники малой механизации. Его вес составляет 110 кг. Агрегат имеет повышенное тяговое усилие, что ускоряет обработку почвы. Подходит для работы на небольших фермах, а также хозяйствах с большими площадями. Коммунальные службы используются для дорожных работ.
Мотоблок
Габариты мотоблока для картофелекопалки впечатляют: высота 110 см, ширина 85 см, длина с рукоятью 180 см. Вес снаряженного мотоблока 150 кг. Для работы вам понадобится топливо, которым является бензин с маркировкой АИ-9.2. Максимальный объем топливного бака 6 литров. Коленчатый вал расположен горизонтально. Редуктор.
Описание агрегата не оставит равнодушным ни одного садовода. Дорожный просвет мотоблока на базовых колесах с протекторами составляет 25 см. У производителя есть функция регулировки ширины колеи между колесами: предел 700 мм, минимум 500 мм. Радиус поворота составляет 1 м, что довольно мало для мотоблоков такого размера. Расход топлива за 1 час работы от 2 до 6 литров. Номинальное энергопотребление при непрерывной работе 390 кВт в час. Для работы придется приложить усилия, переместив оборудование в 100 кг.
Внимание! Навесное оборудование позволяет обрабатывать землю глубиной до 200 мм. Прикрепив тележку, можно перевозить различные грузы весом до 500 кг. При этом максимальная скорость на ровной дороге может превышать 10 км/ч.
Особенности устройства картофелекопалки
Картофелекопалка для Агро имеет следующие габариты. Высота, длина и ширина по 700 мм. Вес агрегата более 40 кг. За час работы без перерыва может обработать до 0,2 га. Картофелекопалка способна рыхлить землю со скоростью до 2 км/ч. Машина выкапывает картофель на глубину 20 см. Чтобы развернуть картофелекопалку в крайней точке, нужно не менее 3 м² площади.
Картофелекопалка для мотоблока
Рабочие функции картофелекопалки для мотоблока имеют следующие характеристики:
Расстояние между комом земли 400 мм, расстояние между тягами экран 10 мм.
Шаг между стержнями экрана 35 мм.
Размеры опорных катков 330 х 90 мм.
Колея между колесами 60 см.
Внимание! Картофелекопалка приводится в движение двумя колесами.
Агрегат состоит из активного ножа, называемого также лемехом, и просеивающей решетки — встряхивателя. За счет последнего корнеплоды очищаются от комков грязи.
Перед работой можно регулировать глубину копания с помощью опорных катков, жесткость резания почвы за счет оборотов двигателя мотоблока Агро.
Важно! Картофелекопалка ККМ-2А подходит для сегрегированных легких и средних почв с низкой относительной влажностью, не превышающей 27%, с небольшим содержанием камней. Максимальная твердость почвы не должна превышать 20 кг/1 см².
Сравнение с картофелекопалками на мотоблоках Форза, Целина, Угра
Картофелекопалка для мотоблока МТЗ
Картофелекопалка для мотоблока Целина такое же навесное оборудование, как и картофелекопалка для мотоблока Агро . Он установлен на пневматических колесах. Глубина вспашки точно такая же, как на ККМ-2А. Колесная база несколько уже и составляет 600 мм.
Урожайность Целины и ККМ для Агро одинакова и достигает 0,2 га/ч. Радиус поворота тоже одинаковый, однако вес экипированного Таргета намного больше, чем у Агро. Это 50 кг. Габариты немного больше: 700 мм в высоту, 700 мм в ширину и 780 мм в длину. Ширина колеи для обработки у Целины составляет 380 мм, а ширина стержней просеивающей сетки – 3,5 см. Он приводится в движение ременной передачей.
Целина
По сравнению с комплектацией для мотоблока Агро Целина практически ни в чем не уступает, однако больший вес и габариты, а также узкая колея делают ее менее предпочтительной для покупки.
Картофелекопалка Югра отличается несколько меньшей глубиной заделки корнеплодов. Привод работает посредством клиноременной передачи через коническую шестерню от вала. Масса несколько выше, чем у ККМ-2А, и составляет 45 кг в полностью собранном виде. В то же время он имеет более слабую мощность. Рабочая скорость 2 км/ч. Размеры: длина 840 мм, ширина 650 мм, высота 740 мм. На фоне ККМ-2А выглядит менее логичной покупкой, но низкие затраты топлива при равной рабочей скорости и чуть меньшей глубине компенсируют более слабые характеристики.
Картофелекопалка Forza (Форза) российского производства. Изготовлен на заводе УралБензоТех в Перми. Имеет регулируемую глубину копания. Рабочая ширина несколько уже, чем у Агро, и составляет 30 см. Экскаватор весит 46 кг. Глубина копания составляет 200 мм, однако у Форзы небольшой размер встряхивающих пучков – всего 10 мм, что плохо подходит для сухих и каменистых почв. Рабочая ширина сошника 390 мм. По сравнению с Agro Forza подходит для мягкой и рыхлой почвы.
Картофелекопатель Forza
Небольшие пневматические рифленые колеса, малый диаметр грохота и хорошая рабочая скорость – его основные преимущества. Но габариты Forza больше, чем у Agro, и равны 875×735×810 мм. При большей массе и малом диаметре это хороший выбор только для регионов с влажной почвой и низким содержанием камней на тонну почвы.
В работе на участке многие владельцы дач и огородов хотят автоматизировать процесс уборки урожая. Самый сложный этап – сборка корнеплодов. Чтобы не собирать картошку вручную, можно использовать автоматический копатель – картофелекопалку для мотоблока «Агро» производства ПАО «Уфа». По своим характеристикам практически не имеет конкурентов среди аналогов в ценовой категории. Основными преимуществами являются малый вес, достаточная глубина копания и скорость работы. Эта замечательная вещь станет незаменимым помощником в хозяйстве!
Двухколесный трактор Eurosystems TM 70 RB EVO, лучшее предложение на AgriEuro
Двухколесный трактор Eurosystems TM 70 RB
Двухколесный трактор EUROSYSTEMS TM 70 RB с бензиновым двигателем.
Оснащен двигателем Briggs & Stratton серии 850 E I/C
Высокая маневренность этого многофункционального двухколесного трактора позволяет легко и безопасно подготовить почву для посева с оптимальным распределением веса и мощности. . Все элементы управления в пределах легкой досягаемости поддерживают усилия без необходимости утомительных толчков. Обработка почвы с помощью этого самоходного 4-тактного двухколесного трактора еще никогда не была такой простой, а высокая производительность гарантирована. Мощный двигатель, мощная трансмиссия, пневматические ведущие колеса большого диаметра с блокировкой, 50-сантиметровый задний культиватор с регулируемой стойкой и регулируемые рулевые рукоятки гарантируют оптимальную работу на почвах с низкой плотностью, обеспечивая неглубокую, но мелко разрыхленную вспаханную почву, особенно подходит и готов к посеву.
Двухколесные тракторы Eurosystems Сделано в Италии . Они изготавливаются с использованием высококачественных материалов и надежных технологий.
МУЛЬТИИНСТРУМЕНТ : эта модель двухколесного трактора может использоваться с различным навесным оборудованием благодаря быстросъемной сцепке и реверсивным рукояткам управления .
Особенности коробки передач 5 передач: 3 вперед + 2 назад. (2+1 в режиме двухколесного трактора)
На двухколесном тракторе установлено современное Четырехтактный двигатель Briggs & Stratton Series 850 E I/C (объем 190 куб. см) .
Пневматические ведущие колеса: 15×6,00-6
Вес: 80 кг
В ЦЕНУ ВКЛЮЧАЕТСЯ ТОЛЬКО 50-сантиметровое УСТРОЙСТВО ДЛЯ РУМПЛЕНИЯ (та, что на фото сбоку). Все остальные аксессуары необходимо приобретать отдельно.
Сборка очень проста и подробно описана в инструкции.
Двигатель Briggs & Stratton серии 850 E I/C
Двигатель Briggs & Stratton 850E I/C серии является высокопроизводительным и профессиональным , что гарантирует высокую надежность и долговечность благодаря своему рабочему объему 190 куб. необходимая мощность.
Основные характеристики :
Тип двигателя:
Одноцилиндровый 4-тактный — OHV
Тип цилиндра:
Алюминий
Рабочий объем:
190 см³
Диаметр и ход:
68,3 мм x 51,8 мм
Макс. Органи:
3600 об / мин
Технология OHV” и система автоматической декомпрессии. Оснащен легким пуском от руки с автоматической системой заливки топлива.
Подавляющее большинство сельскохозяйственной и садовой техники, представленной сегодня на рынке, оснащено двигателями других производителей (или неизвестных марок), произведенными в Китае.
Двигатель ПОСТАВЛЯЕТСЯ БЕЗ МАСЛА . Пожалуйста, внимательно прочтите руководство по эксплуатации перед запуском устройства.
Номинальная мощность: 6,5 л.с. в основных каналах сбыта, даже если она выше реальной мощности двигателя.
Номинальная мощность: 5,20 л.с.
* Соответствует реальной мощности, выраженной режущим органом в рабочей фазе. Это мощность, указанная как официальная в руководстве по эксплуатации двигателя.
Все аксессуары, подходящие для Eurosystems TM 70 RB, приобретаются отдельно.
Функция реверса позволяет этому двухколесному трактору выполнять различные функции.
Вот несколько примеров аксессуаров, которые можно установить на эту машину:
55 см руля (входит в систему с машиной в качестве стандарта):
Руловая палуба с грубыми косилками
102 см. Серповой бар
Брусная полоса
Силовая шишка
Ротари Рукоятки руля и трансмиссия
Рулевые рукоятки регулируются и поворачиваются на 180°.
Регулируемая высота: различных вариантов высоты благодаря системе регулировки на рукоятках управления.
Сосредоточьтесь на системе регулировки.
Система боковой регулировки:
Рулевые рукоятки можно устанавливать под разными углами (в сторону) благодаря фиксирующему рычагу. Это позволяет оператору легко перемещать машину вперед по твердому грунту.
Рулевые рукоятки Положение №. 1
Рулевые рукоятки Положение №. 2
Рулевые рукоятки Положение №. 3
Ручки с мягким резиновым покрытием.
Реверсивные рукоятки управления позволяют прикреплять несколько других навесных орудий (нож, косилку для грубой резки и т. д.)
Коробка передач 3+2 и дополнительные возможности
Машина оснащена 5 передачами, которые можно использовать для управления навесным оборудованием, таким как косилки или косилки для грубой резки, режущие деки.
В этой конфигурации с румпелем можно использовать 2 передачи переднего хода и 1 передачу заднего хода при неподвижном румпеле.
2 передачи переднего хода
Первая передача = 1,07 км/ч
Вторая передача = 2,07 км/ч
1 передача заднего хода (при неподвижном румпеле):
Задняя передача = 1,08 км/ч
Управление рычагом переключения передач
Рычаг дроссельной заслонки.
Основные характеристики:
Привод: Шестеренчатый, винтовой в масляной ванне и ремни
Ширина обработки: 55 см
Система пуска с отдачей
Рычаг включения/выключения отвала на рычаге управления движением рулевые стержни
Быстросъемный механизм для принадлежностей
Регулируемые и реверсивные рулевые стержни (регулируются по высоте и наклону)
Профессиональные крупногабаритные пневматические приводные колеса 15″x6,00-6 с системой быстрой разблокировки.
Объем 190 куб.см
Вес: 80 кг
Темно-серая краска металлик
Румпель с быстрой сцепкой и дополнительными аксессуарами
На культиваторе имеется быстросъемная сцепка , которая позволяет быстро снимать навесное оборудование для замены его другим навесным оборудованием или просто для ускорения хранения машины.
Tiller : 55 см с быстрым сцеплением (с 4 элементами x 4 Hoes)
Диаметр пауллера: 32 см
Скорость паллера: 220 об / мин
. баня и пояса.
Системы безопасности: — невозможность включения румпеля на задней передаче, когда оператор работает на румпеле — привод машины останавливается при отпускании рукояток управления в соответствии с Директивой по машиностроению 2006/42/CE .
ПРЕДУПРЕЖДЕНИЕ:
ЭТА МАШИНА (как и все двухколесные тракторы на рынке) СПЕЦИАЛЬНО ПРЕДНАЗНАЧЕНА ДЛЯ РАБОТЫ ИСКЛЮЧИТЕЛЬНО НА МЯГКОЙ И УЖЕ ОБРАБАТЫВАЕМОЙ ПОЧВЕ.
ЕГО ОСНОВНАЯ ФУНКЦИЯ – ОЧЕНЬ ТОНКОЕ ИЗМЕЛЬЧЕНИЕ ПОЧВЫ.
Различия между ДВУХКОЛЕСНЫМИ ТРАКТОРАМИ и САДОВЫМИ МОДЕЛЯМИ:
ДВУХКОЛЕСНЫЙ ТРАКТОР СПЕЦИАЛЬНЫМ ПРИМЕНЕНИЕМ ЯВЛЯЕТСЯ ОЧЕНЬ ТОНКОЕ ИЗМЕЛЬЧЕНИЕ ПОЧВЫ, В ОСНОВНОМ НА ОВОЩНЫХ САДАХ.
Он обрабатывает почву лучше, чем садовый культиватор. НО НЕ ПОДХОДИТ ДЛЯ РАБОТЫ НА ТВЕРДЫХ И МЯГКИХ ПОЧВАХ (где больше показан садовый культиватор).
Особенности продукта
Модель:
TM 70 RB
Тип:
с ремнями и передачами в масляной ванной
Обращение с помощью других аксессуаров:
Да
Режим работы:
Зажигатель искры
Рекомендуемая :
500 кв.м. м.
Консистенция почвы:
Мягкая
Мягкая почва:
✔
Блокировка дифференциала:
Нет
Режим запуска:
Отдача
Страна для производства:
Италия
Данные моторных данных
Моторная марка:
Briggs & Stratton
Модель моторной модели:
850E I/C
Тип моторики:
4-й ударок
Куб. 190 смЧ нетерпением
Количество цилиндров:
Одноцилиндровый
Номинальная мощность:
6,5 л.с.
Номинальная мощность (HP):
5,2 HP
Топливо:
Petrol
. Средство питания:
.0003
Overdheade Clave OHV
Система смазки двигателя:
Масляная ванна
Система декомпрессии:
Автоматический
емкость бака:
1 L
Страна.
Ремень и шестерни
Количество передних скоростей:
2
Количество задних скоростей:
1
Шестерни:
2+1
Дифференциал:
№
Скорость вперед:
1,07 км/ч — 2,07 км/ч
Скорость назад:
1,08 км/ч
Режим работы:
Рычаг переключения передач
Standard milling cutter width:
55 cm
Milling cutter diameter:
32 cm
No. of blade holders:
4
No. of blades:
16
Blade engagement:
Lever on руль
Оборудование
Резжая косилка.
Снегоочиститель + цепи противоскольжения:
По запросу
Тачка:
По запросу
Снегоочиститель:
По запросу
Leaf Blower — Садовый вакуумный аксессуар:
по запросу
Система предотвращения аварий:
Да
Регулируемая Коляска:
Да
Клатч:
Пояс. №
Электростартер с ключом:
№
Система пуска от руки (с тросом):
Да
Размер задних колес:
15 x 6,00 — 6
Регулируемая по высоте ручка:
Да
Ручка с побочной счетом:
Да
Обратимые ручки рулевого управления:
Да
Мягкая рукоятка с резиновым покрытием:
Да
Складывание/съемная ручка/с:
Да
бесплатные подача Дополнительные функции
Бутылка моторного масла в подарок:
2
Набор инструментов для технического обслуживания:
Да
Руководство по эксплуатации:
Да
Размеры и логистика
Размеры изделия в см (Д x Ш x В):0003
170 x 56 x 95 см
Вес нетто:
80 кг
Упаковка:
Оригинальная упаковка
Размеры оригинальной упаковки в см (Д x Ш x В):
см
x 6 6
Вес брутто (включая упаковку):
90 кг
Время сборки:
60 минут
1° ПОДАРОК: Запасные части и комплект для обслуживания двигателя B&S 190/223 куб.
см OHV
Запасные части и набор инструментов для обслуживания Двигатели BRIGGS & STRATTON .
Серия 875
Серия 850
Серия 825
Серия 1000
ПРЕДУПРЕЖДЕНИЕ : Этот комплект не подходит для других марок или моделей, представленных на рынке. Мы не предоставляем комплекты, отличные от предлагаемых на нашем сайте.
В комплект входят:
Профессиональная свеча зажигания для двигателя.
Универсальный свечной ключ. Специально для газонокосилок — косилок грубого покоса — косилок и т. д.
воздушный фильтр оригинальный BRIGGS & STRATTON двигатель
Специальный шприц для отсасывания масла.
Емкость для сбора отработанного масла для легкой утилизации отработанного масла.
Защитные наушники для работы с максимальным комфортом Защитные наушники рекомендованы для любых условий работы. Действительно, 9Наушники 0020, входящие в стандартный комплект, специально разработаны для защиты оператора от шума, исходящего от кустореза .
Защитные очки, которые можно использовать вместо козырька. Защитные очки-маски из поликарбоната с сертификатом CE , оснащены панорамным экраном с защитой от запотевания и царапин. Вентиляция обеспечивается благодаря отверстиям, сделанным на раме, чтобы избежать запотевания и повысить комфорт использования.
Пылезащитная маска для скашивания в особо запыленных условиях.
Хлопчатобумажные перчатки
3° ПОДАРОК: флаконы с маслом 600 мл
В ПОДАРОК: две бутылки масла sae 15W 40 600 мл. Специальное масло для 4-тактной садовой техники мощностью до 10 л.с. Хорошее очищение и диспергирование.
1° ПОДАРОК: КОМПЛЕКТ БЕЗОПАСНОСТИ
КОМПЛЕКТ ЗАЩИТЫ – СРЕДСТВА БЕЗОПАСНОСТИ
Защитные наушники для работы с максимальным комфортом.
 На статоре их роль играют сердечники обмоток. Ротор выглядит как зубчатое колесо: выступы на его поверхности – это тоже полюса (постоянных магнитов). Благодаря такой конструкции шаговый двигатель способен совершать дискретные угловые перемещения с остановкой в определенном положении. Связанный с ним через передачу винт-гайка узел станка совершает заданное линейное перемещение.
На статоре их роль играют сердечники обмоток. Ротор выглядит как зубчатое колесо: выступы на его поверхности – это тоже полюса (постоянных магнитов). Благодаря такой конструкции шаговый двигатель способен совершать дискретные угловые перемещения с остановкой в определенном положении. Связанный с ним через передачу винт-гайка узел станка совершает заданное линейное перемещение.

 Важный момент – анализ графика зависимости крутящего момента от частоты вращения. Именно здесь ошибки приводят к пропуску шагов.
Важный момент – анализ графика зависимости крутящего момента от частоты вращения. Именно здесь ошибки приводят к пропуску шагов.
 Из-за отсутствия обратной связи СЧПУ не узнает об этом и продолжит отсчитывать шаги дальше. Пропуск нескольких шагов при кратковременном заклинивании – это бракованная деталь на выходе. Потеря шагов также возможна при внешних вибрационных воздействиях и ударах.
Из-за отсутствия обратной связи СЧПУ не узнает об этом и продолжит отсчитывать шаги дальше. Пропуск нескольких шагов при кратковременном заклинивании – это бракованная деталь на выходе. Потеря шагов также возможна при внешних вибрационных воздействиях и ударах. Ротор затормаживается магнитными силами после остановки. Сервопривод в остановленном положении совершает колебания, что очень нежелательно. Шаговый двигатель хорошо ведет себя в механизмах поворота заготовки (4-ой оси), кода требуется удерживать ее в стационарном положении.
Ротор затормаживается магнитными силами после остановки. Сервопривод в остановленном положении совершает колебания, что очень нежелательно. Шаговый двигатель хорошо ведет себя в механизмах поворота заготовки (4-ой оси), кода требуется удерживать ее в стационарном положении. «Шаговость» никак не отражается даже на самых мелких деталях.
«Шаговость» никак не отражается даже на самых мелких деталях. Производитель реализовал функцию подавления вибрации, сделал настройку простой и удобной, а двигатель — отзывчивым и точным в работе.
Производитель реализовал функцию подавления вибрации, сделал настройку простой и удобной, а двигатель — отзывчивым и точным в работе. ru
ru





 0005
0005 0
0

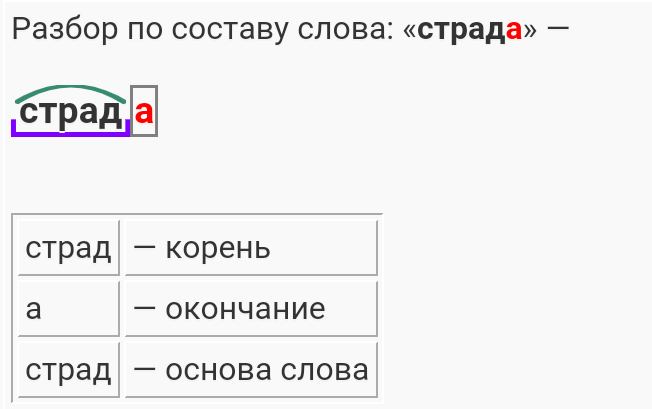



 Н. Тихонов. Морфемно-орфографический словарь. Около 100 000 слов.
Н. Тихонов. Морфемно-орфографический словарь. Около 100 000 слов. На онлайн-уроках по русскому языку в Skysmart учитель поможет разложить знания по полочкам и разобрать даже самые сложные случаи. Всё, что понадобится для занятий — это компьютер и интернет, а познакомиться с платформой и проверить свой текущий уровень знаний можно бесплатно на вводном уроке.
На онлайн-уроках по русскому языку в Skysmart учитель поможет разложить знания по полочкам и разобрать даже самые сложные случаи. Всё, что понадобится для занятий — это компьютер и интернет, а познакомиться с платформой и проверить свой текущий уровень знаний можно бесплатно на вводном уроке.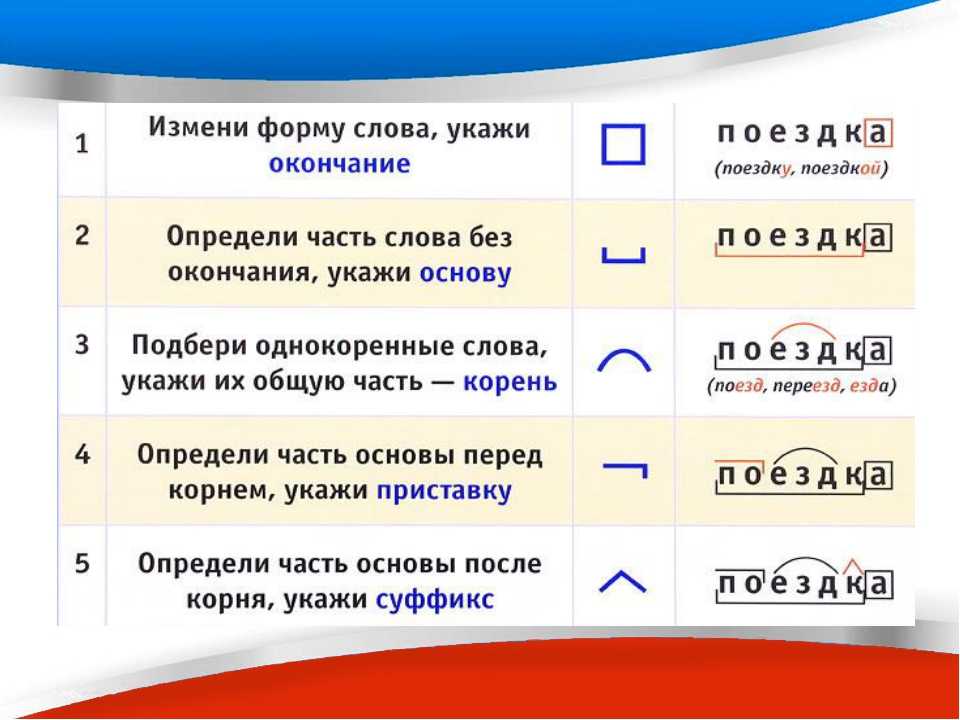 В честь дня рождения Сергея Жигунова мы расскажем, что стало с остроумной няней Викой, проницательным Максимом Шаталиным и его непоседливыми детьми спустя 18 лет.
В честь дня рождения Сергея Жигунова мы расскажем, что стало с остроумной няней Викой, проницательным Максимом Шаталиным и его непоседливыми детьми спустя 18 лет. Вера приняла Сергея обратно в семью. Сейчас он снимается выборочно, посвящая время воспитанию внуков от старшей дочери Марии.
Вера приняла Сергея обратно в семью. Сейчас он снимается выборочно, посвящая время воспитанию внуков от старшей дочери Марии. Актриса нашла в себе силы сыграть все сцены с мамой няни Вики, однако было понятно, что дальше она не сможет принять участие в проекте. В конце ноября 2006 года Любовь Полищук ушла из жизни.
Актриса нашла в себе силы сыграть все сцены с мамой няни Вики, однако было понятно, что дальше она не сможет принять участие в проекте. В конце ноября 2006 года Любовь Полищук ушла из жизни. По сценарию Вика вышла замуж за бизнесмена и стала доброй мачехой для его трех непоседливых детей. Но в реальной жизни роман развился иначе: в 2008 году влюбленные объявили о расставании. Но актерская карьера Анастасии на этом не закончилась.
По сценарию Вика вышла замуж за бизнесмена и стала доброй мачехой для его трех непоседливых детей. Но в реальной жизни роман развился иначе: в 2008 году влюбленные объявили о расставании. Но актерская карьера Анастасии на этом не закончилась. Последовавший успех сериала и популярность, пришедшая к юной актрисе, дали понять, что выбор профессии был правильным. В 2006 году Дубакина стала студенткой РАТИ, где училась в мастерской Сергея Голомазова.
Последовавший успех сериала и популярность, пришедшая к юной актрисе, дали понять, что выбор профессии был правильным. В 2006 году Дубакина стала студенткой РАТИ, где училась в мастерской Сергея Голомазова.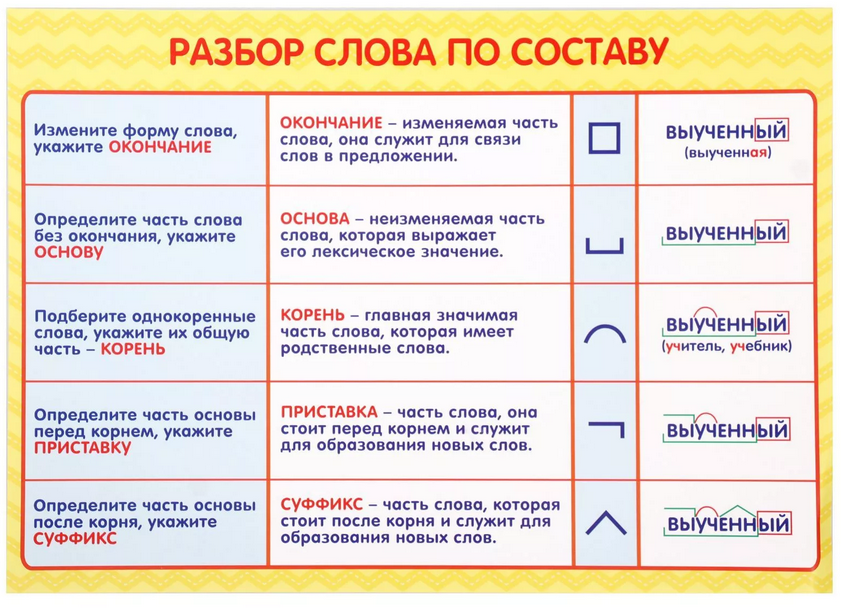 Режиссеру проекта Алексею Кирющенко понравился веснушчатый подросток, который излучал невероятное обаяние и сыпал остроумными шутками. Образ Дениса Шаталина в какой-то степени отразил и характер самого Паши. Уже через год работы в проекте юноша стал мегазвездой. Парня приглашали на телевизионные шоу и интервью. Посыпались и профессиональные предложения. Так, в 2005 году он сыграл роль в мюзикле Егора Дружинина «Ночь в стиле детства», а в 2006-м снялся в сериале «Похищение воробья».
Режиссеру проекта Алексею Кирющенко понравился веснушчатый подросток, который излучал невероятное обаяние и сыпал остроумными шутками. Образ Дениса Шаталина в какой-то степени отразил и характер самого Паши. Уже через год работы в проекте юноша стал мегазвездой. Парня приглашали на телевизионные шоу и интервью. Посыпались и профессиональные предложения. Так, в 2005 году он сыграл роль в мюзикле Егора Дружинина «Ночь в стиле детства», а в 2006-м снялся в сериале «Похищение воробья».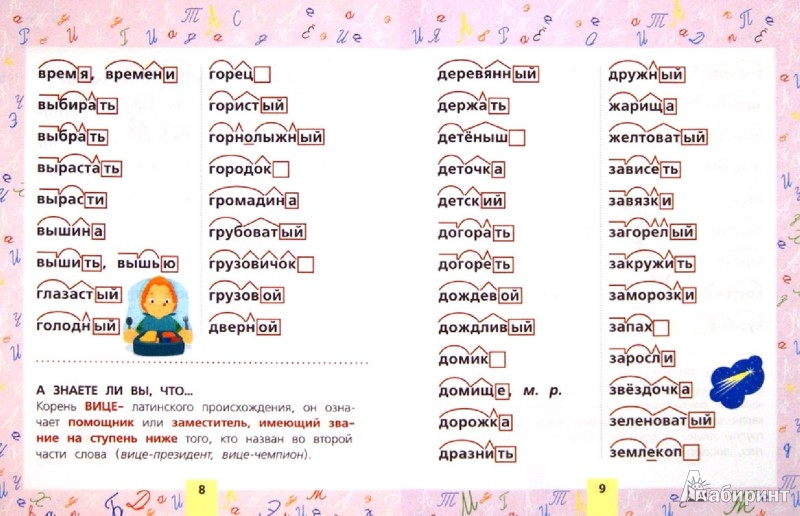 В 2015 году актеры официально развелись. После этого Павел стал придерживаться уединенного образа жизни — перестал вести страницы и выкладывать фото в соцсетях. Сейчас о нем мало что известно.
В 2015 году актеры официально развелись. После этого Павел стал придерживаться уединенного образа жизни — перестал вести страницы и выкладывать фото в соцсетях. Сейчас о нем мало что известно.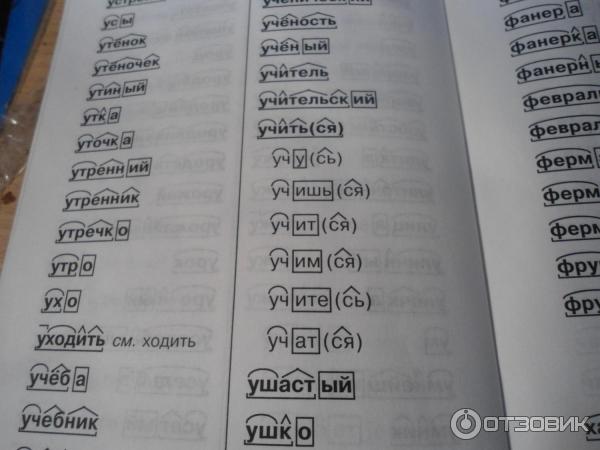 Но возвращаться в кинематограф и Россию девушка пока не собирается.
Но возвращаться в кинематограф и Россию девушка пока не собирается.
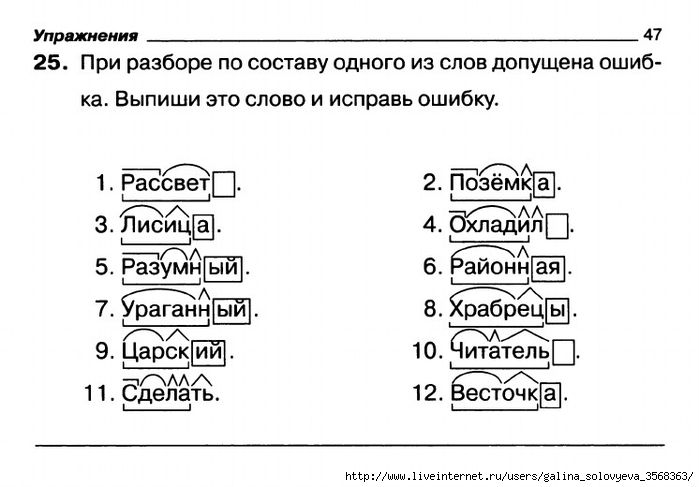 Даже впечатляюще. Просто следуйте 8 шагам, которые мы вам покажем. Или прочитайте эти обзоры услуг по написанию эссе и узнайте, кто может сделать ваше эссе для вас.
Даже впечатляюще. Просто следуйте 8 шагам, которые мы вам покажем. Или прочитайте эти обзоры услуг по написанию эссе и узнайте, кто может сделать ваше эссе для вас. И шатен. Почти темно. Ну, не темный, а… ну да, темный. О, я сказал смешно, но ладно, когда у него плохой день, уфф, он меня иногда пугает…
И шатен. Почти темно. Ну, не темный, а… ну да, темный. О, я сказал смешно, но ладно, когда у него плохой день, уфф, он меня иногда пугает…  Нам нужно составить наш текст, как красивое музыкальное произведение, плавное. Нам нужно организовать наши идеи в абзацы и убедиться, что каждый абзац, а также вся композиция в целом связаны между собой. Наши мысли должны разворачиваться красиво, ясно и просто, по прямой линии, которая будет вести нас от одной идеи к другой и заканчиваться заключением. И это не то, к чему обычно можно придти, просто сев и написав. У вас должен быть план в первую очередь.
Нам нужно составить наш текст, как красивое музыкальное произведение, плавное. Нам нужно организовать наши идеи в абзацы и убедиться, что каждый абзац, а также вся композиция в целом связаны между собой. Наши мысли должны разворачиваться красиво, ясно и просто, по прямой линии, которая будет вести нас от одной идеи к другой и заканчиваться заключением. И это не то, к чему обычно можно придти, просто сев и написав. У вас должен быть план в первую очередь.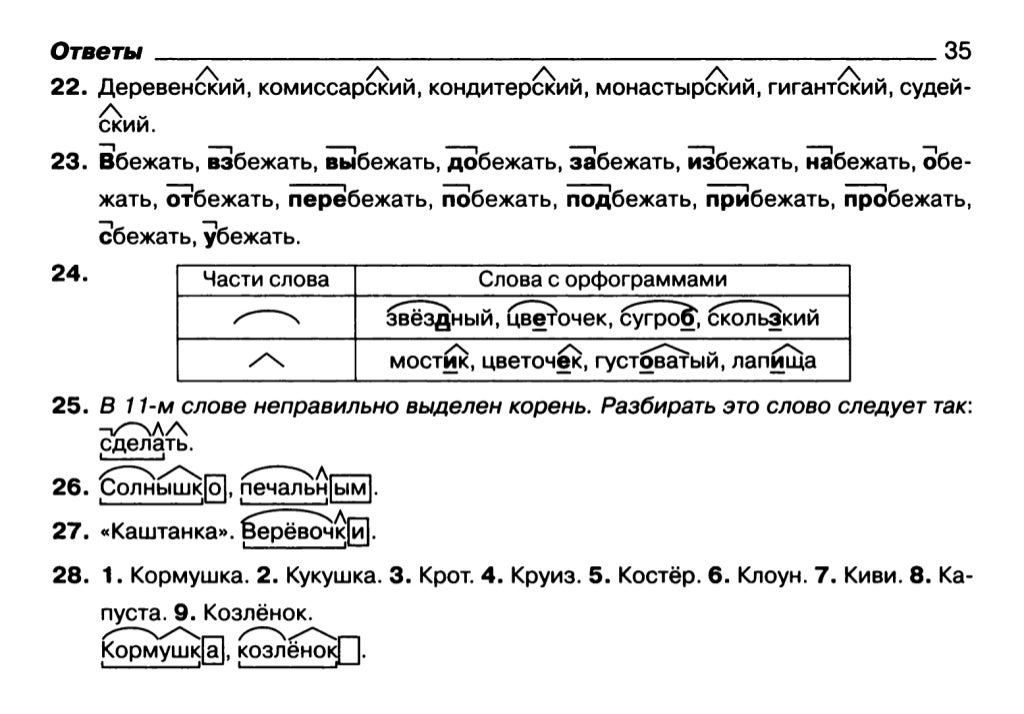 Мы выполним 8 шагов во второй статье (см. часть 2, которая будет опубликована очень скоро). Итак, давайте начнем.
Мы выполним 8 шагов во второй статье (см. часть 2, которая будет опубликована очень скоро). Итак, давайте начнем. Когда у вас есть тема и подход, напишите вступительное предложение с обеими идеями.
Когда у вас есть тема и подход, напишите вступительное предложение с обеими идеями. Например, не говорите о точке (идее), которая связана с другой точкой сочинения, но не связана напрямую с вступительным предложением (дисгрессия).
Например, не говорите о точке (идее), которая связана с другой точкой сочинения, но не связана напрямую с вступительным предложением (дисгрессия). С.. Она напрямую связана с пунктом «дружественные люди» и только косвенно связана с О.С., так что это никуда не годится )
С.. Она напрямую связана с пунктом «дружественные люди» и только косвенно связана с О.С., так что это никуда не годится ) Способов закрытия композиции много, но наиболее распространены следующие:
Способов закрытия композиции много, но наиболее распространены следующие: Просто помните флакон духов:
Просто помните флакон духов: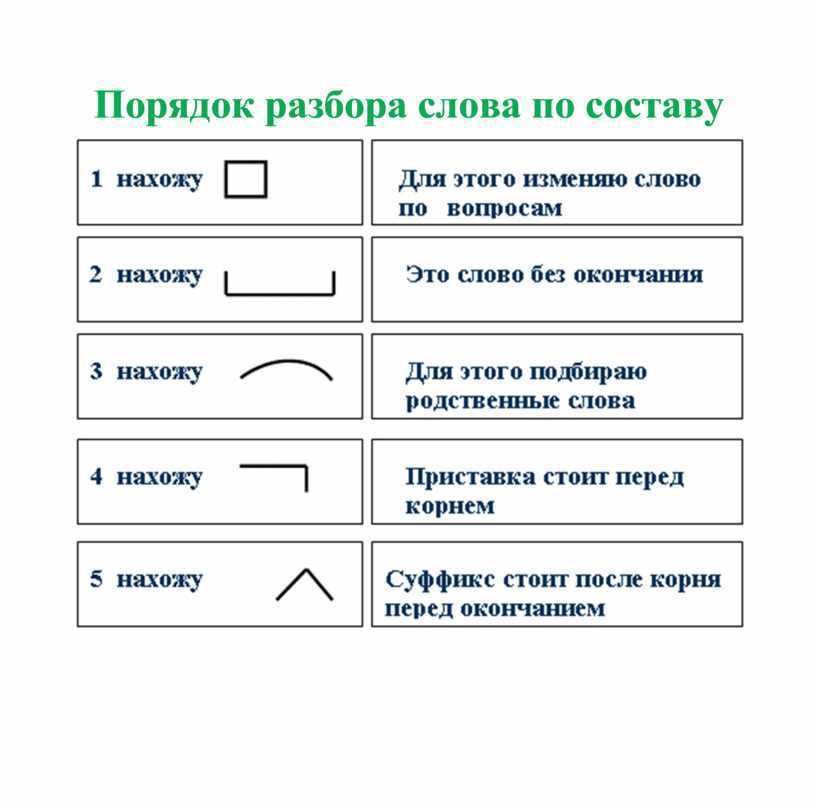 Для нескольких предметов и тем статья должна включать больше, чем просто исследование или анализ. Для i
Для нескольких предметов и тем статья должна включать больше, чем просто исследование или анализ. Для i
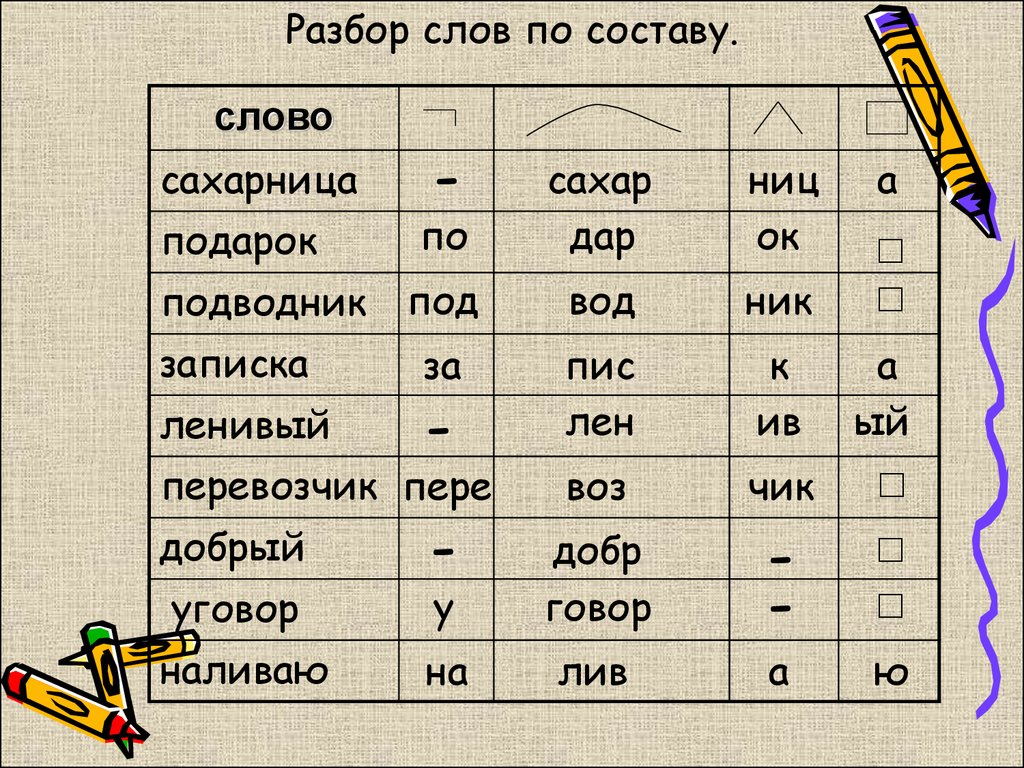 Это, несомненно, один из ключей к тому, чтобы быть счастливым при написании советов по школьным заданиям, потому что многие ученые используют слишком сухой и слишком научный стиль для своих курсовых работ. Крайне важно быть ясным в своем письме и делать все возможное, чтобы показать свою компетентность в предмете, о котором вы пишете.
Это, несомненно, один из ключей к тому, чтобы быть счастливым при написании советов по школьным заданиям, потому что многие ученые используют слишком сухой и слишком научный стиль для своих курсовых работ. Крайне важно быть ясным в своем письме и делать все возможное, чтобы показать свою компетентность в предмете, о котором вы пишете.
 125
125 Сильный сердцем и твердый характером, форматник справляется со своими задачами — от простых прямых пропилов до сложных углов и скосов. WA 8 — разработан в Германии, устанавливает новые стандарты среди классических станков для мастерских. WA 8 залог успеха любой компании.
Сильный сердцем и твердый характером, форматник справляется со своими задачами — от простых прямых пропилов до сложных углов и скосов. WA 8 — разработан в Германии, устанавливает новые стандарты среди классических станков для мастерских. WA 8 залог успеха любой компании.
 Откройте для себя индивидуальные комплектации оборудования, особенно для обработки массива древесины, с которыми механическая обработка становится детской игрой.
Откройте для себя индивидуальные комплектации оборудования, особенно для обработки массива древесины, с которыми механическая обработка становится детской игрой.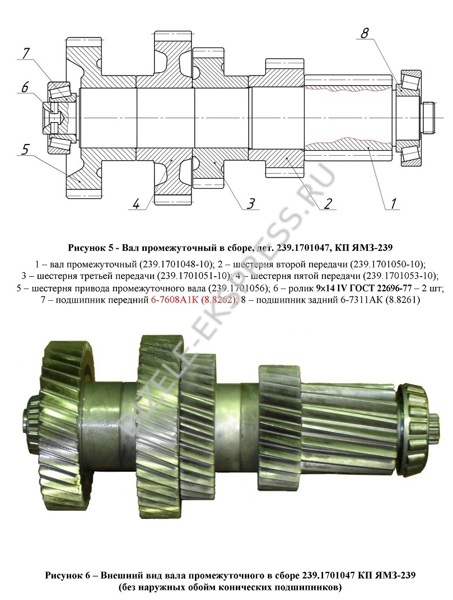
 Высококачественные силиконовые валики помогают в равномерном ламинировании и имеют три задних резака для разделения отпечатков.
Высококачественные силиконовые валики помогают в равномерном ламинировании и имеют три задних резака для разделения отпечатков. 09 (RSH-1651)
09 (RSH-1651) Поверните ручку, чтобы снова продолжить ламинирование.
Поверните ручку, чтобы снова продолжить ламинирование. Внешняя сторона пленки должна быть накинута на машину, как показано здесь — если она блестящая — тогда блестящей стороной наружу.
Внешняя сторона пленки должна быть накинута на машину, как показано здесь — если она блестящая — тогда блестящей стороной наружу.


:origin()/pre04/8cca/th/pre/i/2014/052/7/c/base_ppg_3_by_speedatrsofppg-d77h299.png)
 Документы уже на складе.
Документы уже на складе.






 Если подъемной силы достаточно, деталь может даже запустить через стол.
Если подъемной силы достаточно, деталь может даже запустить через стол. Если у вас слишком много хода по оси Z, то вакуумный стол съест его часть. Обязательно подумайте о том, как минимизировать эту потерю. Вот где применение встроенного вакуумного стола, при покупке фрезерного стола с ЧПУ возможно имеет преимущество.
Если у вас слишком много хода по оси Z, то вакуумный стол съест его часть. Обязательно подумайте о том, как минимизировать эту потерю. Вот где применение встроенного вакуумного стола, при покупке фрезерного стола с ЧПУ возможно имеет преимущество. Если вы попытаетесь создать полость под деталью для распространения большего вакуума, вы рискуете подвергнуть деталь напряжению, и она будет изогнута в неподдерживаемых областях.
Если вы попытаетесь создать полость под деталью для распространения большего вакуума, вы рискуете подвергнуть деталь напряжению, и она будет изогнута в неподдерживаемых областях. Это поможет вам в разработке собственного проекта вакуумного стола.
Это поможет вам в разработке собственного проекта вакуумного стола.

 Кроме того, верхняя доска может быть тоньше и ее заменена обойдется дешевле
Кроме того, верхняя доска может быть тоньше и ее заменена обойдется дешевле Он должен быть не такой пористый, как у МДФ. — Если вам трудно удерживать пористый материал (вся ваша заготовка — одна большущая утечка! ), Подумайте о том, чтобы положить ненужный кусок непористого материала поверх.
Он должен быть не такой пористый, как у МДФ. — Если вам трудно удерживать пористый материал (вся ваша заготовка — одна большущая утечка! ), Подумайте о том, чтобы положить ненужный кусок непористого материала поверх.
 Или, наконец, вы можете оставить тонкий слой материала при вырезании деталей, которые сохраняют вакуум. Когда весь разрез будет сделан, за исключением тонкого материала. Поскольку материал такой тонкий, силы резания будут намного меньше, и ваша деталь будет меньше скользить.
Или, наконец, вы можете оставить тонкий слой материала при вырезании деталей, которые сохраняют вакуум. Когда весь разрез будет сделан, за исключением тонкого материала. Поскольку материал такой тонкий, силы резания будут намного меньше, и ваша деталь будет меньше скользить. Часть обрабатываемой поверхности перекрывается зажимными планками, и есть риск повредить заготовку при затяжке винта. Часто проблемы возникают с тонкими листами: из-за низкой жесткости они деформируются при касании фрезы. Многие производители машиностроительного оборудования комплектуют фрезерные станки вакуумными столами. Чаще всего это приспособление предлагают в качестве дополнительной опции, и стоимость его достаточно высока.
Часть обрабатываемой поверхности перекрывается зажимными планками, и есть риск повредить заготовку при затяжке винта. Часто проблемы возникают с тонкими листами: из-за низкой жесткости они деформируются при касании фрезы. Многие производители машиностроительного оборудования комплектуют фрезерные станки вакуумными столами. Чаще всего это приспособление предлагают в качестве дополнительной опции, и стоимость его достаточно высока.
 Для фиксации заготовок, не перекрывающих «поле» используется О-образный уплотнитель. Он укладывается в канавки по контуру зоны зажимания.
Для фиксации заготовок, не перекрывающих «поле» используется О-образный уплотнитель. Он укладывается в канавки по контуру зоны зажимания.
 Горизонтальные размеры можно выбирать произвольно, исходя из габаритов обрабатываемых деталей.
Горизонтальные размеры можно выбирать произвольно, исходя из габаритов обрабатываемых деталей.
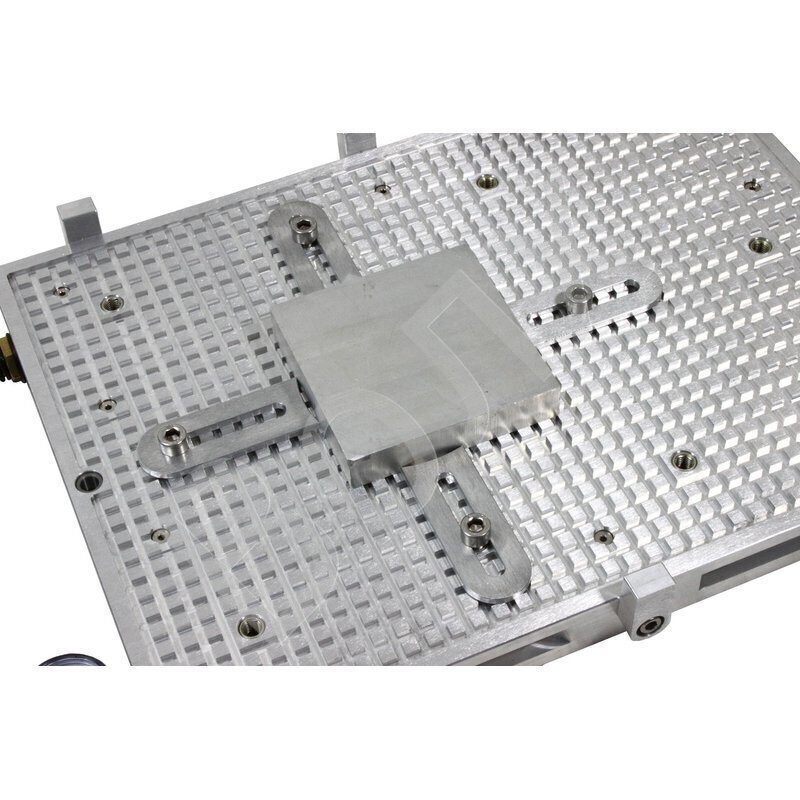 Что касается глубины, то здесь придется экспериментировать: сделать глубину 2,5-2,7 мм, а затем при необходимости углубить. В зависимости от жесткости и пористости уплотнения сжимаются по-разному.
Что касается глубины, то здесь придется экспериментировать: сделать глубину 2,5-2,7 мм, а затем при необходимости углубить. В зависимости от жесткости и пористости уплотнения сжимаются по-разному.
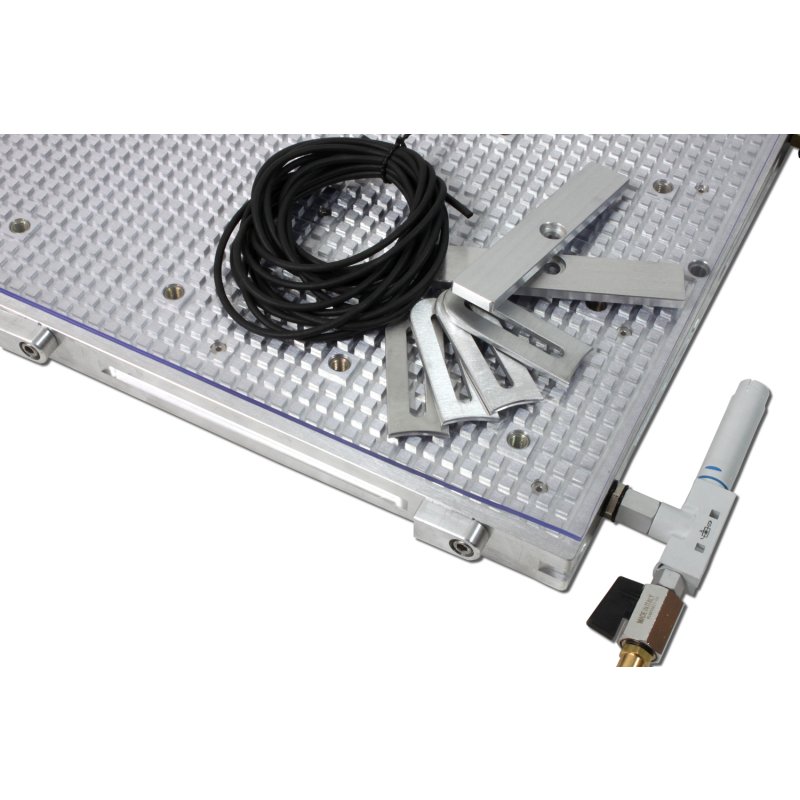
 В противном случае придется экспериментировать или заказывать расчет.
В противном случае придется экспериментировать или заказывать расчет.

 В данной статье мы не будем приводить точных экономических расчетов, но приведем не менее весомые аргументы, почему вкладывать деньги в покупку современного высокопроизводительного оборудования — во всех отношениях правильный выбор.
В данной статье мы не будем приводить точных экономических расчетов, но приведем не менее весомые аргументы, почему вкладывать деньги в покупку современного высокопроизводительного оборудования — во всех отношениях правильный выбор. При помощи специальных программ для 3Д-моделирования на русском языке осуществляется быстрое прототипирование детали. Разработка его осуществляется профильными организациями.
При помощи специальных программ для 3Д-моделирования на русском языке осуществляется быстрое прототипирование детали. Разработка его осуществляется профильными организациями. Традиционные вакуумные системы, однако, имеют множество ограничений, которые часто делают эту технологию непригодной для удерживания деталей.
Традиционные вакуумные системы, однако, имеют множество ограничений, которые часто делают эту технологию непригодной для удерживания деталей. Именно такая ситуация была представлена DATRON, когда производитель ножей обратился к нам с требованием как о высокоскоростном обрабатывающем центре, так и о эффективных средствах удерживания рукояток ножей во время процесса фрезерования. Сложность усугублялась тем, что линейка продуктов имела множество размеров и форм и постоянно менялась.
Именно такая ситуация была представлена DATRON, когда производитель ножей обратился к нам с требованием как о высокоскоростном обрабатывающем центре, так и о эффективных средствах удерживания рукояток ножей во время процесса фрезерования. Сложность усугублялась тем, что линейка продуктов имела множество размеров и форм и постоянно менялась. В случаях, когда детали особенно малы, у нас есть специальная версия проницаемой подложки с легкой липкой поверхностью (вроде клея на стикере Post-It), которой достаточно для закрепления деталей. Сочетание конструкции нашего вакуумного стола, материала подложки и мощного вакуумного насоса, разработанных для обеспечения безопасности деталей ножей для одного клиента, в последующие годы в конечном итоге стало неотъемлемым аксессуаром ЧПУ для многих других клиентов и различных приложений.
В случаях, когда детали особенно малы, у нас есть специальная версия проницаемой подложки с легкой липкой поверхностью (вроде клея на стикере Post-It), которой достаточно для закрепления деталей. Сочетание конструкции нашего вакуумного стола, материала подложки и мощного вакуумного насоса, разработанных для обеспечения безопасности деталей ножей для одного клиента, в последующие годы в конечном итоге стало неотъемлемым аксессуаром ЧПУ для многих других клиентов и различных приложений.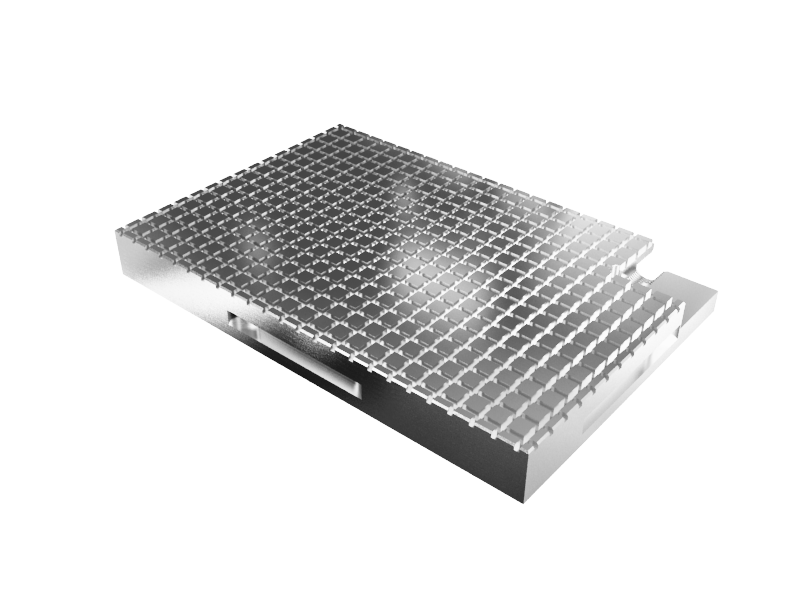 С вакуумными столами DATRON вы можете иметь до 40% открытой площади и при этом удерживать свои детали. Это, конечно, зависит от детали, но, как правило, у вас не возникает проблем со сквозными отверстиями или разрезами профиля. Это обеспечивает гибкость и эффективность вырезания каждой детали печеньем без специальных выступов, винтов или дополнительных операций по удалению деталей с листа. В случае с производителем ножей они обычно кладут лист алюминия размером 24 x 36 дюймов из алюминия 1/8 дюйма, запускают машину, и в течение нескольких часов они просто собирают более 100 готовых деталей. сдвинув проницаемый лист с вакуумного стола. Проницаемая подложка также позволяет полностью прорезать материал без механической обработки поверхности вакуумного стола. Замена листов обычно занимала меньше минуты, поэтому практически не было потерь производственного времени из-за замены нового материала.
С вакуумными столами DATRON вы можете иметь до 40% открытой площади и при этом удерживать свои детали. Это, конечно, зависит от детали, но, как правило, у вас не возникает проблем со сквозными отверстиями или разрезами профиля. Это обеспечивает гибкость и эффективность вырезания каждой детали печеньем без специальных выступов, винтов или дополнительных операций по удалению деталей с листа. В случае с производителем ножей они обычно кладут лист алюминия размером 24 x 36 дюймов из алюминия 1/8 дюйма, запускают машину, и в течение нескольких часов они просто собирают более 100 готовых деталей. сдвинув проницаемый лист с вакуумного стола. Проницаемая подложка также позволяет полностью прорезать материал без механической обработки поверхности вакуумного стола. Замена листов обычно занимала меньше минуты, поэтому практически не было потерь производственного времени из-за замены нового материала. Большинство машинистов никогда не подумали бы о том, чтобы удерживать слегка деформированный материал или предметы, такие как алюминиевый профиль с выступающей кромкой, с помощью обычной вакуумной системы. Однако вакуумные столы DATRON также подходят для более толстой версии проницаемого материала подложки, который мы называем Magic Board. При толщине 1/8 дюйма Magic Board по-прежнему обеспечивает адекватное вакуумное всасывание, обеспечивая при этом гибкость для фрезерования в нем специальных карманов или контуров, которые подходят для неплоских деталей. Фрезерование карманов или полостей в материале также может использоваться для закрепления или обнаружения вложения ранее существовавших деталей. Кроме того, дополнительная толщина этой подложки также снижает риск разрезания вакуумного стола при использовании режущих инструментов, таких как сверла или резьбовые фрезы, которые должны проникать в заготовку дальше, чем обычно.
Большинство машинистов никогда не подумали бы о том, чтобы удерживать слегка деформированный материал или предметы, такие как алюминиевый профиль с выступающей кромкой, с помощью обычной вакуумной системы. Однако вакуумные столы DATRON также подходят для более толстой версии проницаемого материала подложки, который мы называем Magic Board. При толщине 1/8 дюйма Magic Board по-прежнему обеспечивает адекватное вакуумное всасывание, обеспечивая при этом гибкость для фрезерования в нем специальных карманов или контуров, которые подходят для неплоских деталей. Фрезерование карманов или полостей в материале также может использоваться для закрепления или обнаружения вложения ранее существовавших деталей. Кроме того, дополнительная толщина этой подложки также снижает риск разрезания вакуумного стола при использовании режущих инструментов, таких как сверла или резьбовые фрезы, которые должны проникать в заготовку дальше, чем обычно.


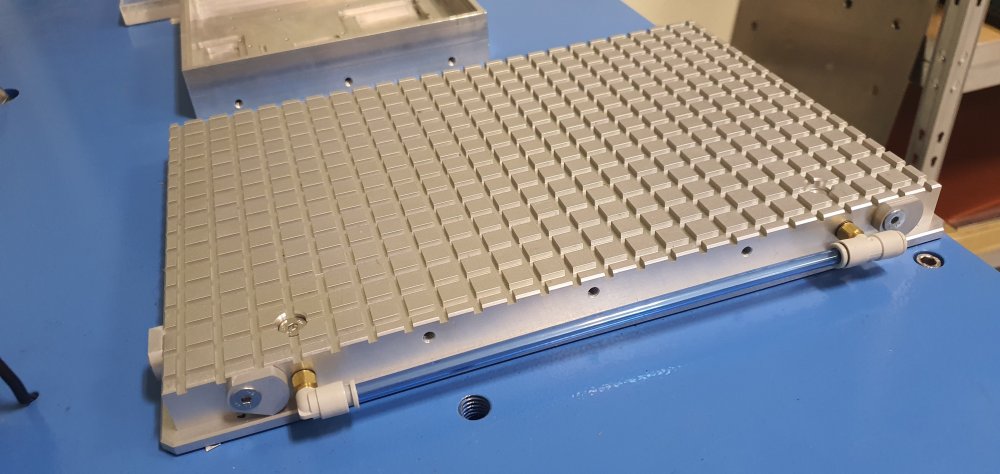
 4 отверстия (6,5 x 15,0 мм)
4 отверстия (6,5 x 15,0 мм)  9 отверстий (6,5 x 15,0 мм)
9 отверстий (6,5 x 15,0 мм) 

 Качественная работа не получится, а фрезер может сломаться.
Качественная работа не получится, а фрезер может сломаться.
 402.11
402.11 5
5 190.11
190.11 подш.) S=6 D=19×12 748.191.11B
подш.) S=6 D=19×12 748.191.11B 8
8 1
1 подш.) S=6,35 D=19×12 848.191.11B
подш.) S=6,35 D=19×12 848.191.11B 73
73 подш.) S=6,35 D=19×12,3 865.201.11B
подш.) S=6,35 D=19×12,3 865.201.11B подш.) S=12,7 D=28,6×14,3 865.702.11B
подш.) S=12,7 D=28,6×14,3 865.702.11B Именно с их помощью проводится обработка полотна, что делает изделие более привлекательным эстетически. Также такой контур может быть необходим для создания соединения нескольких деталей.
Именно с их помощью проводится обработка полотна, что делает изделие более привлекательным эстетически. Также такой контур может быть необходим для создания соединения нескольких деталей.

 «>
«> «>
«> «>
«> «>
«> «>
«> com
com
 Спецификация основных инструментов (создание, измерение и загрузка инструмента).
Спецификация основных инструментов (создание, измерение и загрузка инструмента). Приготовьте паспорт и договор. ВЫ можете выбрать любой удобный способ онлайн-оплаты. Для возможности оплаты в рассрочку без процентов в течение 2х месяцев- выберите пункт «оплатить по частям» — кредит на 12 месяцев (2 месяца-льготный период). Если у вас возникли трудности при оформлении, ознакомьтесь с инструкцией здесь https://kassa.yandex.ru/help/instructions/credit.html
Приготовьте паспорт и договор. ВЫ можете выбрать любой удобный способ онлайн-оплаты. Для возможности оплаты в рассрочку без процентов в течение 2х месяцев- выберите пункт «оплатить по частям» — кредит на 12 месяцев (2 месяца-льготный период). Если у вас возникли трудности при оформлении, ознакомьтесь с инструкцией здесь https://kassa.yandex.ru/help/instructions/credit.html По окончании модулей обучения (в зависимости от норматива часов) выдается Сертификат о прохождении обучения или Удостоверение о повышении квалификации гос. образца.
По окончании модулей обучения (в зависимости от норматива часов) выдается Сертификат о прохождении обучения или Удостоверение о повышении квалификации гос. образца.
 образца)
образца) Это может быть фрезерное, токарное, лазерное оборудование. Аббревиатура ЧПУ расшифровывается как «числовое программное управление». Это означает, что работу по созданию или обработке деталей можно организовать автономно, при помощи специальной программы. Её разработку, как и ремонт станков, нужно доверять проверенным специалистам.
Это может быть фрезерное, токарное, лазерное оборудование. Аббревиатура ЧПУ расшифровывается как «числовое программное управление». Это означает, что работу по созданию или обработке деталей можно организовать автономно, при помощи специальной программы. Её разработку, как и ремонт станков, нужно доверять проверенным специалистам. Одновременно с одного рабочего места можно обслуживать много станков.
Одновременно с одного рабочего места можно обслуживать много станков.
 Студенты программы AJAC CNC Programmer Apprenticement научатся использовать основы CAD и CAM для проектирования с целью обеспечения технологичности (разработки инструментов).
Студенты программы AJAC CNC Programmer Apprenticement научатся использовать основы CAD и CAM для проектирования с целью обеспечения технологичности (разработки инструментов).

 Ставки заработной платы варьируются в зависимости от работодателя, отрасли, опыта и местоположения. Источник: Департамент безопасности занятости штата Вашингтон, оценка профессиональной занятости и заработной платы за 2021 год.
Ставки заработной платы варьируются в зависимости от работодателя, отрасли, опыта и местоположения. Источник: Департамент безопасности занятости штата Вашингтон, оценка профессиональной занятости и заработной платы за 2021 год.

 Каждое занятие состоит из 50 часов лекций и/или практических занятий. По окончании каждого класса ученики получают 5 кредитов колледжа.
Каждое занятие состоит из 50 часов лекций и/или практических занятий. По окончании каждого класса ученики получают 5 кредитов колледжа. Темы включают периметры, площади, объем, тригонометрические соотношения и функции, прямые и непрямые углы. Учащиеся обсудят отношения линий, плоскостей, углов, конгруэнтных и подобных треугольников, многоугольников и окружностей, выполняя геометрические и тригонометрические функции, связанные с производством и аэрокосмической промышленностью. Другие темы включают специальные треугольники и теорему Пифагора.
Темы включают периметры, площади, объем, тригонометрические соотношения и функции, прямые и непрямые углы. Учащиеся обсудят отношения линий, плоскостей, углов, конгруэнтных и подобных треугольников, многоугольников и окружностей, выполняя геометрические и тригонометрические функции, связанные с производством и аэрокосмической промышленностью. Другие темы включают специальные треугольники и теорему Пифагора. Решения для закрепления заготовки для каждой производственной последовательности, разработка приспособлений для облегчения производственного процесса, создание наборов 3D-данных для каждой последовательности закрепления заготовки, создание списков спецификаций, разработка нестандартных режущих инструментов, создание документации по наладке и т. д.
Решения для закрепления заготовки для каждой производственной последовательности, разработка приспособлений для облегчения производственного процесса, создание наборов 3D-данных для каждой последовательности закрепления заготовки, создание списков спецификаций, разработка нестандартных режущих инструментов, создание документации по наладке и т. д.
 Каждая компания будет придерживаться графика настолько точно, насколько это позволяют условия, чтобы дать ученику всесторонний опыт и практику на всем соответствующем оборудовании и процессах в магазине.
Каждая компания будет придерживаться графика настолько точно, насколько это позволяют условия, чтобы дать ученику всесторонний опыт и практику на всем соответствующем оборудовании и процессах в магазине. После того, как мы получим вашу информацию, представитель AJAC свяжется с вами для дальнейших действий. Обратите внимание, что это не официальное приложение, чтобы стать учеником. После того, как работодатель-партнер согласится зачислить вас в программу, вы официально подадите заявку и зарегистрируетесь в это время.
После того, как мы получим вашу информацию, представитель AJAC свяжется с вами для дальнейших действий. Обратите внимание, что это не официальное приложение, чтобы стать учеником. После того, как работодатель-партнер согласится зачислить вас в программу, вы официально подадите заявку и зарегистрируетесь в это время. Он или она расставляет кухонную утварь для мытья и говорит посудомоечной машине, как это сделать. Точно так же программист ЧПУ сообщает производственному станку, какие инструменты использовать и как обрезать сырье, чтобы оно подошло к конечному продукту.
Он или она расставляет кухонную утварь для мытья и говорит посудомоечной машине, как это сделать. Точно так же программист ЧПУ сообщает производственному станку, какие инструменты использовать и как обрезать сырье, чтобы оно подошло к конечному продукту.
 Сверла вращаются и перемещают биты по неподвижному блоку сырья. Тем временем токарные станки перемещаются в стороны, чтобы отметить материалы, где их следует разрезать. Наконец, фрезерные станки используют вращающиеся режущие инструменты для удаления ненужных блоков сырья из выходных материалов.
Сверла вращаются и перемещают биты по неподвижному блоку сырья. Тем временем токарные станки перемещаются в стороны, чтобы отметить материалы, где их следует разрезать. Наконец, фрезерные станки используют вращающиеся режущие инструменты для удаления ненужных блоков сырья из выходных материалов. д.). Эти отрасли требуют двигателей и инструментов, которые требуют точных измерений и спецификаций.
д.). Эти отрасли требуют двигателей и инструментов, которые требуют точных измерений и спецификаций.

 Они позволяют выполнять нарезку шипа в головной части изделия, а затем в хвостовой части, после того как изделие будет правильно позиционировано, чтобы гарантировать идеальную длину. Благодаря использованию односторонних шипорезных станков можно обрабатывать детали разной длины, как это делается при производстве партии «1 деталь».
Они позволяют выполнять нарезку шипа в головной части изделия, а затем в хвостовой части, после того как изделие будет правильно позиционировано, чтобы гарантировать идеальную длину. Благодаря использованию односторонних шипорезных станков можно обрабатывать детали разной длины, как это делается при производстве партии «1 деталь».
 Благодаря разнонаправленности планетарного узла можно достичь превосходных результатов отделки, структурированных и закрытых пор даже на оконных ставнях.
Благодаря разнонаправленности планетарного узла можно достичь превосходных результатов отделки, структурированных и закрытых пор даже на оконных ставнях.



 Какими бы надежными станки не являлись, обращайте внимание на наличие и количество сервисных инженеров в компании, особенно применительно к вашему региону. Некоторые продавцы оборудования имеют только одну точку продаж и сервиса на всю Россию.
Какими бы надежными станки не являлись, обращайте внимание на наличие и количество сервисных инженеров в компании, особенно применительно к вашему региону. Некоторые продавцы оборудования имеют только одну точку продаж и сервиса на всю Россию.
 Иногда некоторые станки имеют больший запас по производительности с учетом дальнейшего апгрейда линии.
Иногда некоторые станки имеют больший запас по производительности с учетом дальнейшего апгрейда линии. Восьмичасовой рабочий день состоит из 480 минут. Делим на 16 минут и получаем производительность в 30 стандартных ПВХ окон за 8 часов. Если сварка имеет две головы, то одновременно за 2 минуты свариваются два угла и производительность такой сварки увеличивается вдвое, если у сварки 4 головы – производительность увеличится в 4 раза.
Восьмичасовой рабочий день состоит из 480 минут. Делим на 16 минут и получаем производительность в 30 стандартных ПВХ окон за 8 часов. Если сварка имеет две головы, то одновременно за 2 минуты свариваются два угла и производительность такой сварки увеличивается вдвое, если у сварки 4 головы – производительность увеличится в 4 раза.

 Станки могут быть соединены в линию.
Станки могут быть соединены в линию.

 Очередность операций может изменяться в зависимости от организации производства.
Очередность операций может изменяться в зависимости от организации производства.

 Линия реза формируется благодаря совершению возвратно-поступательных движений в вертикальном направлении. Практически все современные модели обладают отключаемой функцией маятникового перемещения, за счет которой полотно перемещается не только вверх-вниз, но и вперед-назад.
Линия реза формируется благодаря совершению возвратно-поступательных движений в вертикальном направлении. Практически все современные модели обладают отключаемой функцией маятникового перемещения, за счет которой полотно перемещается не только вверх-вниз, но и вперед-назад. Быстрозажимная система не нуждается в привлечении дополнительного инструмента, так как крепление осуществляется при помощи только одного рычага.
Быстрозажимная система не нуждается в привлечении дополнительного инструмента, так как крепление осуществляется при помощи только одного рычага. Теперь самое время приступить к анализу конкретной продукции.
Теперь самое время приступить к анализу конкретной продукции. При помощи данной функции прямые пропилы получается сделать намного быстрее. Есть небольшой вентилятор, который убирает стружку и опилки в зоне работы, поэтому разметка будет заметна даже при интенсивной работе. При желании можно подключить пылесос, что обеспечит меньшее количество мусора и пыли во время работы. Мощность электродвигателя составляет всего 450 Вт – устройство получилось достаточно экономичным, потребление электричества минимальное, однако возможностей данного оборудования будет вполне достаточно для бытовой эксплуатации.
При помощи данной функции прямые пропилы получается сделать намного быстрее. Есть небольшой вентилятор, который убирает стружку и опилки в зоне работы, поэтому разметка будет заметна даже при интенсивной работе. При желании можно подключить пылесос, что обеспечит меньшее количество мусора и пыли во время работы. Мощность электродвигателя составляет всего 450 Вт – устройство получилось достаточно экономичным, потребление электричества минимальное, однако возможностей данного оборудования будет вполне достаточно для бытовой эксплуатации. Сам инструмент поставляется в пластиковом кейсе, где есть отсеки для пилок, для дополнительного инструмента, питающего провода и так далее. Лобзик также оборудован особой рамкой, выполненной из надежного пластика, благодаря которой удается обеспечить максимально ровную линию реза древесины и иных материалов. Кроме того, имеется специальная крышечка, не допускающая разлета опилок в разные стороны. При необходимости рабочая область подсвечивается весьма ярким светодиодом, что позволяет использовать данный инструмент даже в условиях недостатка освещенности. На курке можно обнаружить регулятор частоты хода.
Сам инструмент поставляется в пластиковом кейсе, где есть отсеки для пилок, для дополнительного инструмента, питающего провода и так далее. Лобзик также оборудован особой рамкой, выполненной из надежного пластика, благодаря которой удается обеспечить максимально ровную линию реза древесины и иных материалов. Кроме того, имеется специальная крышечка, не допускающая разлета опилок в разные стороны. При необходимости рабочая область подсвечивается весьма ярким светодиодом, что позволяет использовать данный инструмент даже в условиях недостатка освещенности. На курке можно обнаружить регулятор частоты хода. Масса самого инструмента составляет порядка 2 кг, у него есть прорезиненная рукоятка, а также несколько специальных вставок, которые будут значительно снижать образующуюся во время работы вибрацию.
Масса самого инструмента составляет порядка 2 кг, у него есть прорезиненная рукоятка, а также несколько специальных вставок, которые будут значительно снижать образующуюся во время работы вибрацию. При помощи этого инструмента удастся с легкостью выполнить как прямолинейные, так и фигурные пропилы в материалах самой разной природы, в том числе и в металлах типа стали или алюминия. У прибора имеется целый набор наиболее современных систем, при помощи которых можно не только сделать производительность труда максимально высокой, но и добиться очень высокой точности реза.
При помощи этого инструмента удастся с легкостью выполнить как прямолинейные, так и фигурные пропилы в материалах самой разной природы, в том числе и в металлах типа стали или алюминия. У прибора имеется целый набор наиболее современных систем, при помощи которых можно не только сделать производительность труда максимально высокой, но и добиться очень высокой точности реза.
 Дизайн продуманный, его характеризует прекрасная эргономика. Несмотря на то, что прибор позиционируется как бытовой инструмент, его можно использовать, например, для сборки мебели. Производительность находится на очень высоком уровне.
Дизайн продуманный, его характеризует прекрасная эргономика. Несмотря на то, что прибор позиционируется как бытовой инструмент, его можно использовать, например, для сборки мебели. Производительность находится на очень высоком уровне. Качество изготовления продукции находится на самом высоком уровне. Инструмент обеспечен стальной подошвой высокой прочности, все регулировки очень четкие. Производитель предусмотрел оригинальную защиту от скалывания материала, что при работе с твердыми породами древесины окажется весьма полезной функцией. Пилка закрепляется при помощи быстрозажимного механизма.
Качество изготовления продукции находится на самом высоком уровне. Инструмент обеспечен стальной подошвой высокой прочности, все регулировки очень четкие. Производитель предусмотрел оригинальную защиту от скалывания материала, что при работе с твердыми породами древесины окажется весьма полезной функцией. Пилка закрепляется при помощи быстрозажимного механизма.
 Помимо этого, здесь установлена специальная воздушная система охлаждения, не позволяющая инструменту перегреваться в течение довольно долгого времени. Опорная подошва здесь изготавливается из литого металла. Ее уровня прочности вполне достаточно для того, чтобы спокойно работать с материалами повышенной жесткости.
Помимо этого, здесь установлена специальная воздушная система охлаждения, не позволяющая инструменту перегреваться в течение довольно долгого времени. Опорная подошва здесь изготавливается из литого металла. Ее уровня прочности вполне достаточно для того, чтобы спокойно работать с материалами повышенной жесткости. Наибольший шаг хода – 26 мм.
Наибольший шаг хода – 26 мм. Качество сборки довольно высокое, мотор оборудован электрическим двигателем мощностью 650 Вт. Вполне естественно, что у лобзика есть маятниковый механизм, в значительной степени повышающий скорость работы.
Качество сборки довольно высокое, мотор оборудован электрическим двигателем мощностью 650 Вт. Вполне естественно, что у лобзика есть маятниковый механизм, в значительной степени повышающий скорость работы.
 Само полотно крепится при помощи быстрозажимной системы. Подошва изготавливается из штампованной стали, угол наклона здесь регулируемый. В случае необходимости, продукцию можно подключить к строительному пылесосу – для этого в комплекте поставляется специальная насадка съемного типа.
Само полотно крепится при помощи быстрозажимной системы. Подошва изготавливается из штампованной стали, угол наклона здесь регулируемый. В случае необходимости, продукцию можно подключить к строительному пылесосу – для этого в комплекте поставляется специальная насадка съемного типа. С их помощью удается качественно выполнять даже работы самой высокой сложности. Мощность электродвигателя у этого прибора составляет 720 Вт, что позволяет достичь 2800 колебательных движений в минуту. Амплитуда хода пилящего полотна 26 мм, причем этот параметр можно изменять за счет трехступенчатого переключателя.
С их помощью удается качественно выполнять даже работы самой высокой сложности. Мощность электродвигателя у этого прибора составляет 720 Вт, что позволяет достичь 2800 колебательных движений в минуту. Амплитуда хода пилящего полотна 26 мм, причем этот параметр можно изменять за счет трехступенчатого переключателя.
 На рукоятке есть накладка из прорезиненных материалов. Если планируется использовать инструмент долгое время без перерыва, то для этого есть специальный фиксатор, обеспечивающий включенное состояние инструмента без участия пользователя. Есть также система очистки рабочего участка от опилок и пыли.
На рукоятке есть накладка из прорезиненных материалов. Если планируется использовать инструмент долгое время без перерыва, то для этого есть специальный фиксатор, обеспечивающий включенное состояние инструмента без участия пользователя. Есть также система очистки рабочего участка от опилок и пыли. Если же какие-то вопросы все-таки остались не до конца разъясненными, то смело задавайте их в комментариях к этой статье. Мы оперативно отреагируем на них и предоставим все интересующие данные.
Если же какие-то вопросы все-таки остались не до конца разъясненными, то смело задавайте их в комментариях к этой статье. Мы оперативно отреагируем на них и предоставим все интересующие данные. При этом пользователь не прилагает физических усилий, ему достаточно удерживать и направлять инструмент по линии реза.
При этом пользователь не прилагает физических усилий, ему достаточно удерживать и направлять инструмент по линии реза.



 У современных моделей электролобзиков мощность лежит в интервале 300–900 ватт. Для работы дома вполне достаточно электрического лобзика мощностью 500–700 ватт.
У современных моделей электролобзиков мощность лежит в интервале 300–900 ватт. Для работы дома вполне достаточно электрического лобзика мощностью 500–700 ватт.
 С включенным маятниковым ходом можно пилить только мягкие материалы (дерево, фанеру, МДФ).
С включенным маятниковым ходом можно пилить только мягкие материалы (дерево, фанеру, МДФ).

 Для бытовых нужд будет достаточно инструмента мощностью до 700 ватт с частотой до 2500 ходов в минуту.
Для бытовых нужд будет достаточно инструмента мощностью до 700 ватт с частотой до 2500 ходов в минуту.
 Он способен справиться с любой поставленной задачей и без нареканий распилить металл, дерево и другие строительные материалы. Этот лобзик использует в качестве механизма стабилизации маятниковый ход, что позволяет оператору подбирать оптимальный для каждой конкретной задачи режим работы. RedVerg станет отличным приобретением для вашего дома и работы.
Он способен справиться с любой поставленной задачей и без нареканий распилить металл, дерево и другие строительные материалы. Этот лобзик использует в качестве механизма стабилизации маятниковый ход, что позволяет оператору подбирать оптимальный для каждой конкретной задачи режим работы. RedVerg станет отличным приобретением для вашего дома и работы.
 Он обеспечит вам небывалый комфорт при работе. Этот инструмент станет незаменимым в арсенале каждого пользователя: от профессионального строителя до домашнего мастера. Система регулировки скорости позволяет подобрать оптимальный для работы с каждым конкретным типом материала режим. Лобзик Makita 4329 станет превосходным выбором для мастеров, которые ждут от инструмента превосходных результатов выполнения любой задачи и комфорта при ее выполнении.
Он обеспечит вам небывалый комфорт при работе. Этот инструмент станет незаменимым в арсенале каждого пользователя: от профессионального строителя до домашнего мастера. Система регулировки скорости позволяет подобрать оптимальный для работы с каждым конкретным типом материала режим. Лобзик Makita 4329 станет превосходным выбором для мастеров, которые ждут от инструмента превосходных результатов выполнения любой задачи и комфорта при ее выполнении.

 0015 Лобзик с верхней рукояткой Makita 4329K
0015 Лобзик с верхней рукояткой Makita 4329K Все современные лобзики имеют опцию нулевой орбиты, и все протестированные нами версии имеют выбираемые переключатели для увеличения орбиты или агрессивности реза.
Все современные лобзики имеют опцию нулевой орбиты, и все протестированные нами версии имеют выбираемые переключатели для увеличения орбиты или агрессивности реза. В то время как тип рукоятки является вопросом предпочтения, тем, у кого руки меньше, обычно легче управлять пилами с верхней рукояткой.
В то время как тип рукоятки является вопросом предпочтения, тем, у кого руки меньше, обычно легче управлять пилами с верхней рукояткой. Последнее упрощает встраивание инструмента в существующий набор беспроводных инструментов, используя те же аккумуляторы и зарядное устройство, которые у вас уже есть. Резка очень плотной древесины, такой как дуб или грецкий орех, может довольно быстро разрядить батарею, поэтому столярам следует проверить варианты с проводным питанием. Для работы на площадке, такой как террасы и перголы, лучше всего подходят модели с батарейным питанием.
Последнее упрощает встраивание инструмента в существующий набор беспроводных инструментов, используя те же аккумуляторы и зарядное устройство, которые у вас уже есть. Резка очень плотной древесины, такой как дуб или грецкий орех, может довольно быстро разрядить батарею, поэтому столярам следует проверить варианты с проводным питанием. Для работы на площадке, такой как террасы и перголы, лучше всего подходят модели с батарейным питанием.
 Эти лезвия гибкие, но легко затупляются.
Эти лезвия гибкие, но легко затупляются. Эти кнопки обычно устанавливаются на рукоятке, где пользователь может дотянуться до них большим пальцем, а быстрое нажатие позволяет пользователю активировать пилу.
Эти кнопки обычно устанавливаются на рукоятке, где пользователь может дотянуться до них большим пальцем, а быстрое нажатие позволяет пользователю активировать пилу. Эти системы имеют подпружиненные патроны, которые зажимают хвостовик лезвия, надежно удерживая его на месте до тех пор, пока пользователь не сменит лезвие. Это огромное улучшение по сравнению со старыми системами, в которых для извлечения лезвия требовались шестигранные ключи.
Эти системы имеют подпружиненные патроны, которые зажимают хвостовик лезвия, надежно удерживая его на месте до тех пор, пока пользователь не сменит лезвие. Это огромное улучшение по сравнению со старыми системами, в которых для извлечения лезвия требовались шестигранные ключи.
 Кроме того, рукоятка тоньше, чем у большинства бочкообразных рукояток, что обеспечивает лучший контроль и повышенный комфорт.
Кроме того, рукоятка тоньше, чем у большинства бочкообразных рукояток, что обеспечивает лучший контроль и повышенный комфорт.
 Покупка «голого» инструмента снижает стоимость и предотвращает накопление ненужных зарядных устройств. Ryobi PBLJS01B — это чуть ли не самый бюджетный бесщеточный лобзик на рынке, а это означает, что встроенный цифровой двигатель более эффективно потребляет энергию от аккумулятора, что обеспечивает почти на 80 процентов более длительное время работы от того же литий-ионного блока питания
Покупка «голого» инструмента снижает стоимость и предотвращает накопление ненужных зарядных устройств. Ryobi PBLJS01B — это чуть ли не самый бюджетный бесщеточный лобзик на рынке, а это означает, что встроенный цифровой двигатель более эффективно потребляет энергию от аккумулятора, что обеспечивает почти на 80 процентов более длительное время работы от того же литий-ионного блока питания 0 градусов при установке на максимальную орбиту. Опилки также, казалось, собирались прямо на лезвии, из-за чего было труднее увидеть линию разреза.
0 градусов при установке на максимальную орбиту. Опилки также, казалось, собирались прямо на лезвии, из-за чего было труднее увидеть линию разреза. Эта проводная модель оснащена двигателем на 5,0 ампер (более мощным, чем протестированная нами более дорогая Makita), который производит до 3000 ударов в минуту с помощью чувствительного к давлению триггера. А благодаря замене лезвий без инструментов замена U-образных лезвий выполняется быстро и просто.
Эта проводная модель оснащена двигателем на 5,0 ампер (более мощным, чем протестированная нами более дорогая Makita), который производит до 3000 ударов в минуту с помощью чувствительного к давлению триггера. А благодаря замене лезвий без инструментов замена U-образных лезвий выполняется быстро и просто. 0016
0016
 Коленчатый вал расположен горизонтально. Редуктор.
Коленчатый вал расположен горизонтально. Редуктор. Картофелекопалка способна рыхлить землю со скоростью до 2 км/ч. Машина выкапывает картофель на глубину 20 см. Чтобы развернуть картофелекопалку в крайней точке, нужно не менее 3 м² площади.
Картофелекопалка способна рыхлить землю со скоростью до 2 км/ч. Машина выкапывает картофель на глубину 20 см. Чтобы развернуть картофелекопалку в крайней точке, нужно не менее 3 м² площади. Максимальная твердость почвы не должна превышать 20 кг/1 см².
Максимальная твердость почвы не должна превышать 20 кг/1 см².


 Они изготавливаются с использованием высококачественных материалов и надежных технологий.
Они изготавливаются с использованием высококачественных материалов и надежных технологий. необходимая мощность.
необходимая мощность.



 НО НЕ ПОДХОДИТ ДЛЯ РАБОТЫ НА ТВЕРДЫХ И МЯГКИХ ПОЧВАХ (где больше показан садовый культиватор).
НО НЕ ПОДХОДИТ ДЛЯ РАБОТЫ НА ТВЕРДЫХ И МЯГКИХ ПОЧВАХ (где больше показан садовый культиватор). Средство питания:
Средство питания: №
№ см OHV
см OHV Действительно, 9Наушники 0020, входящие в стандартный комплект, специально разработаны для защиты оператора от шума, исходящего от кустореза .
Действительно, 9Наушники 0020, входящие в стандартный комплект, специально разработаны для защиты оператора от шума, исходящего от кустореза .