Petg настройки печати: 3D-печать: как печатать пластиком PETG
обзор, пошаговые настройки, возникшие проблемы и их решение
Материал предоставлен компанией RUSABS
Что может быть лучше PLA и ABS?
Какой пластик более долговечный?
Выдерживает более высокие температуры, чем PLA?
Существует что-то,что печатается легче, чем ABS?
Если Вы задаете себе такие вопросы, то филамент PETG мог бы стать вашим фаворитом. С момента своего появления этот пластик активно набирает популярность. Давайте же посмотрим, что это такое и почему его следует использовать?
Что такое филамент PETG?
PETG – это износостойкий сополиэфир (комбинация). PET означает полиэтилентерефталат (вспомните о пластиковых бутылках), а G говорит о том, что он модифицирован гликолем для большей долговечности.
Если коротко, то это действительно прочный материал, исключительно крепкий и без запаха при печати. Стоит только выставить правильные настройки, и печать пойдет как по маслу. Вот несколько основных преимуществ печати этим материалом и самые главные характеристики филамента PETG:
- PETG очень прочный.
 Но в тоже время царапается легче, чем ABS, который тверже.
Но в тоже время царапается легче, чем ABS, который тверже. - Менее гибкий, чем PLA или ABS, но в тоже время более мягкий. Вам придется приложить немало усилий, чтобы разломить пополам выполненный из него образец. В том случае если вам нужно что-то неломающееся, или вы печатаете какой-либо корпус, то PETG победит почти всех (кроме Nylon 12).
- Он почти не сжимается, поэтому не перекашивается. Идеален для крупных распечаток.
- Из пластика PETG получаются великолепные опорные структуры, так как он хорошо прилипает. Вследствие чего сцепление между слоями просто фантастическое, так что распечатки получаются долговечными.
- Стоит обратить внимание, что пластик прилипает и к рабочему столу, так что осторожно снимайте его после печати.
- Этот пластик химически очень стоек, не боится щелочей, кислот, воды.
- Не пахнет при печати
 Но в тоже время царапается легче, чем ABS, который тверже.
Но в тоже время царапается легче, чем ABS, который тверже.Обычно филамент PETG предлагается в широком ассортименте полупрозрачных цветов, а напечатанные фигуры имеют блеск. Поэтому данный материал идеален для печати всего того, что не должно разбиться и должно быть прозрачным. Многие из тех, кто сначала пробовал PLA, а затем ABS, приходят к PETG.
Многие из тех, кто сначала пробовал PLA, а затем ABS, приходят к PETG.
Едва ли вас заинтересует стандартный филамент PET, потому что повсеместно доступны более прочные гликоль-модифицированные варианты.
В обзоре про филамент PETG на сайте Filaween говорится об испытаниях на прочность. PETG оказался вне конкуренции, его не удалось сломать в направлении слоев. И это не пустое хвастовство (честно-честно!), это на самом деле говорит о том, что PETG очень прочный материал.
Здесь мы можете посмотреть видео с испытания PETG
Подписывайтесь на наш канал на YouТube. Скоро интересных видео будет еще больше!
Но что это означает с практической точки зрения?
Для печати каких объектов PETG окажется идеальным выбором?
Особенно рекомендую PETG в случаях, когда требуется напечатать что-то гибкое, а полностью эластичные материалы (такие как TPU, FLEX, PLA или NYLON) не очень подходят для опорных конструкций.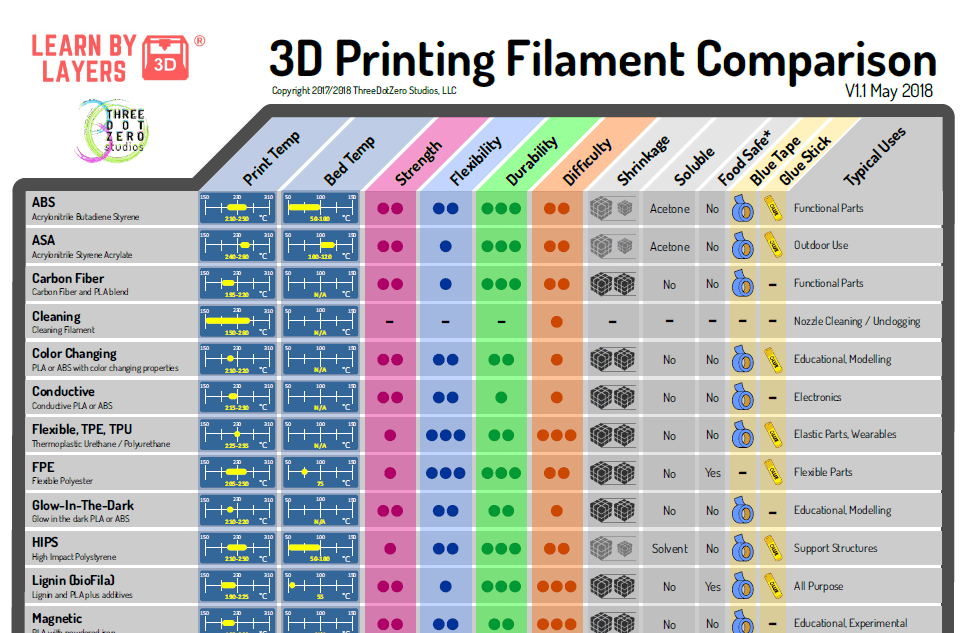
Какова температура стеклования PETG?
80 °C. Это полезно иметь в виду при принятии решения о выборе материала для будущего проекта. Это значительно ниже, чем у ABS, – 105 °C, но больше, чем у PLA, – 55 °C.
Вот одно из наших самодельных решений – бампер для микро-квадрокоптера. Как нетрудно догадаться, бампер должен быть достаточно жестким, чтобы выдерживать удары, и весьма упругим, чтобы гасить их даже при самых фатальных катастрофах.
Нам кажется, это отличный пример распечатки, для которой вам может понадобиться именно этот материал. Собственно, это отличное дополнение к имеющемуся у вас арсеналу филамента для 3D-печати.
Отличный пример практического применения прочности PETG. Бампер.
Вот пара цифр про PETG. Учтите, что это значения для конкретного испытываемого PETG, они не являются универсальными для материала.
- Плотность – 1,27 г/см3, т.е. чуть больше, чем у PLA, и примерно на 20% больше, чем у ABS.
- Твердость по Роквеллу – R 106, что довольно много для PETG.
 (У самого твердого из имеющихся у нас ABS твердость составляет R 110).
(У самого твердого из имеющихся у нас ABS твердость составляет R 110).
Есть еще один плюс в пользу перехода с традиционных материалов на PETG: им просто приятно печатать, а объекты из него получаются прочными и долго служат.
Теперь давайте посмотрим, как добиться наилучших результатов при работе с этим еще не очень распространенным материалом. И как потратив какое-то время на настройки, потом спокойной наблюдать, за принтером, который один за другим печатает износостойкие прототипы, модели и готовые детали.
Как печатать PETG
Как и в случае с любыми другими материалами для 3D-печати, следует обратить внимание на его особенности и понимать, в чем может крыться причина тех или иных проблем. Это позволит напечатать вашу задумку с первого раза. Данный пластик предполагает, что при печати следует учитывать его некоторые особенности.
Иногда PETG может потребовать немного большое времени на общую и тонкую настройку параметров филамента. Это такие небольшие особенности, которые могут простить некоторые другие филаменты, вроде PLA. При этом нельзя сказать, что здесь есть что-то сложное, нужно просто иметь немного больше терпения.
Это такие небольшие особенности, которые могут простить некоторые другие филаменты, вроде PLA. При этом нельзя сказать, что здесь есть что-то сложное, нужно просто иметь немного больше терпения.
Зато, если все параметры выставлены правильно, вы сами увидите, что печать PETG – мечта “поэта”. Ничего нигде не перекашивает, никакого запаха при печати, а то, что слои отлично между собой сцепляются, – это вообще одно из самых замечательных свойств данного материала. Если вы используете полиэтиленовый филамент высокого качества, то, скорее всего, вам будет достаточно лишь выставить температуру PETG, – и
вперед!
При печати PETG обычно оставляйте дополнительный зазор в 0,2 мм
И как всегда, есть несколько моментов, которые помогут сделать переход на новый для вас филамент более безболезненным.
Давайте же посмотрим, что и как надо настроить, какие могут быть проблемы, и какие есть хитрости в связи с печатью PETG.
Настройки при печати PETG
- Мы рекомендуем выставить температуру печати PETG примерно в 220-245 °C, в зависимости от используемого экструдера.
 Оптимальная температура рабочего стола – около 70-75 °C; возможно, на пару градусов больше для нескольких первых слоев.
Оптимальная температура рабочего стола – около 70-75 °C; возможно, на пару градусов больше для нескольких первых слоев. - На какой поверхности лучше всего печатать PETG? Как показывает наш опыт, лучше всего на покрытиях FIXPAD, пленке или синей малярной ленте. Впрочем, PETG будет отлично прилипать и к другим поверхностям, обеспечивая хорошие условия для следующего, очень важного шага.
- Этот материал не требуется выкладывать непосредственно на подогретый рабочий стол, лучше оставить некоторый зазор по оси Z. Если сопло экструдера находится слишком близко к столу или предыдущему слою, будет образовываться пленка, а вокруг сопла – паутина. Рекомендуется начинать поднимать сопло с шагом 0,02 мм – пока не перестанет образовываться пленка.
- Вентилятор. В принципе, если вам нужно напечатать как можно более прочный объект, печатайте без обдува. Более высокая температура PETG способствует суперсильному сцеплению. Расплавленный PETG прилипает к предыдущему слою на удивление хорошо.
 Но если вам нужны более мелкие детали, без «лапши», вам точно потребуется выставить охлаждение на 100%. Быстрое охлаждение на выходе из сопла позволит печатать тонкие детали, без волос и клякс.
Но если вам нужны более мелкие детали, без «лапши», вам точно потребуется выставить охлаждение на 100%. Быстрое охлаждение на выходе из сопла позволит печатать тонкие детали, без волос и клякс.
Мы советуем печатать без охлаждения первый слой, возможно, еще и второй, после чего включить вентилятор на полную. Если же проблемы с некоторой волосистостью остаются, вы на свой страх и риск можете предоставить управление вентилятором автоматике, но это будет ваш выбор.
Некоторые из работ Джозефа Каши из 3D Maker Noob’s,
напечатанные Red PETG
Следующие моменты отличают настройки охлаждения при печати этим филаментом. Их нужно выставить правильно, под имеющуюся задачу. Вообще, полезно поэкспериментировать: какова будет реакция филамента на те или иные изменения в параметрах печати.
- Печатайте немного медленнее, лучше на скорости около 55 мм/с или меньше; если выше 60 – то филамент может выкладываться недостаточно быстро.
- PETG может оказаться чувствительным к переэкструдированию (забивание и т.
 п.). Если такая проблема есть, посмотрите в параметрах экструдирования, достаточно небольшой подстройки (например, втягивания).
п.). Если такая проблема есть, посмотрите в параметрах экструдирования, достаточно небольшой подстройки (например, втягивания).
Едва ли вы столкнетесь со всеми этими проблемами сразу. Но тем не менее, как и у любого другого материала 3D-печати, у этого есть свои нюансы, требующие уточнения. Как только вы поймете причину каждой из проблем,и найдете её решение, вы увидите, как быстро все пойдет дальше.
Краткое сравнение PETG и ABS
- PETG долговечнее, чем ABS, но ABS тяжелее и более жесткий.
- У PETG более высокая температура стеклования, около 80 °C, – тогда как у ABS 105 °C.
- ABS примерно на 20% менее плотный, чем PETG.
- PETG менее склонен к перекосам, чем ABS (если печатать неправильно), и, в целом, не имеет запаха.
- PETG более химически стоек, так что сглаживание ацетоном, как в случае с ABS, здесь не работает.
Краткое сравнение PETG и PLA
- PLA более хрупок, чем PETG, если только не попробовать его закалить (отпускать).
- PLA и PETG имеют примерно равную плотность.
- PETG требует подогрева рабочего стола, тогда как PLA можно печатать просто так.
- Сцепление слоев PETG, как правило, беспрецедентно, объекты получаются очень прочными и долговечными.
- Подпорки, которые напечатаны PLA, удаляются обычно легко; у PETG с этим сложнее, но не невозможно.
Предлагаем PETG самых разных цветов,
целый килограмм заказывать не обязательно,
можно просто попробовать
Приятная новость: сейчас на PETG от BestFilament скидка 40%!
Заказать филамент можно:
Со склада в Москве »»»
Со склада в Санкт-Петербурге »»»
В Томске с доставкой по России »»»
Принимаем заказы и на образцы и на катушки по 0,5 кг.
Совет от производителя:
Еще раз напомним, что не стоит думать о petg как о панацее для решения всех проблем, но свой широкий класс задач этот филамент решает на ура! Рекомендуем взять пробник для понимания материала и его свойств.
Успехов и ровной печати.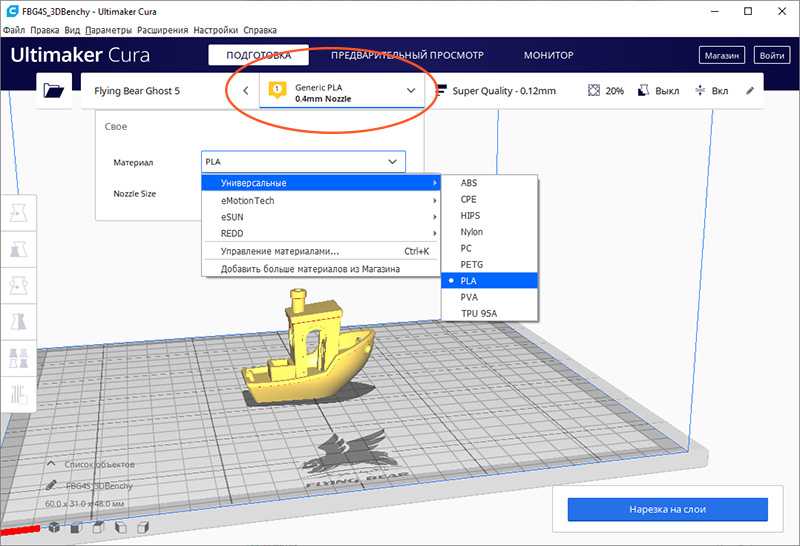
Присылайте ваши работы, и мы с удовольствием расскажем о них!
А еще мы награждаем автора лучшей работы!
Победителей прошлых недель Вы можете посмотреть здесь »»»
Наша почта [email protected],
звоните на 8-800-234-47-78,
ну и, конечно, помните, что есть Вконтакте и Телеграм !
PETG пластик — оптимальные настройки 3D принтера
3DPrintStory
  
Процесс 3D печати
  
PETG пластик — оптимальные настройки 3D принтера
Одна из позитивных особенностей 3D печати по технологии FDM — это огромное разнообразие материалов, с которыми вы можете работать. Существуют гибкие материалы, те, которые имитируют отделку дерева, а некоторые даже обладают некоторой степенью электропроводности.
Обратной стороной медали наличия всех этих вариантов филаментов является то, что каждый из них требует некоторой специфики в использовании. В этой статье мы рассмотрим, как получать хорошее качество 3D печати, используя PETG пластик, который, судя по трендам, скоро станет одним из самых популярных. Какие настройки 3D принтера лучше всего подходят для PETG? С какими проблемами вы можете столкнуться, печатая PETG пластиком?
Что такое PETG?
ПЭТГ является производным сверхпопулярного полиэтилентерефталата (PET). Буква «G» в аббревиатуре PETG означает «с повышенным содержанием гликоля». Добавление группы гликоля делает PETG немного более прочным и менее хрупким. Он также обладает лучшими оптическими свойствами и с ним легче работать по сравнению с PET. Он обладает отличной химической стойкостью и является хорошим барьером для влаги.
В мире 3D печати PETG часто рекламируется как материал, вобравший лучшее из двух самых популярных материалов PLA и ABS. Он печатает при высоких температурах, что обеспечивает хорошую термостойкость. Однако он не имеет большого коэффициента усадки и имеет лучшую адгезию между слоями, что означает, что у него нет серьезных проблем с деформацией. Он также не выделяет вредных газов во время печати, что является одним из худших аспектов печати с использованием ABS.
Однако он не имеет большого коэффициента усадки и имеет лучшую адгезию между слоями, что означает, что у него нет серьезных проблем с деформацией. Он также не выделяет вредных газов во время печати, что является одним из худших аспектов печати с использованием ABS.
Таким образом, PETG дает вам почти все механические и химические преимущества ABS с такой же простотой обработкой, что и PLA. Это хороший выбор для функциональных деталей, которые должны выдерживать постоянное движение или давление. Используя PETG пластик, можно получить почти полностью прозрачные изделия, что делает его отличным материалом для декоративных элементов.
Настройте стол 3D принтера
Если вы когда-нибудь печатали с использованием ABS пластика, то вы знаете, как сложно заставить первый слой модели из ABS схватиться со столом. С PETG тоже есть некоторые проблемы, но обратные — он слишком хорошо держится. Если вы не примете необходимые меры, вы можете получить готовую модель, которую невозможно снять со стола без повреждений.
Из-за высокой температуры печати PETG вам по-прежнему не обойтись без подогрева рабочего стола. Резкое падение температуры почти наверняка приведет к деформации, если ваш стол для 3D печати слишком холодный. Для PETG пластика рекомендуется установить температуру стола от 70° до 80° C. Если при этих настройках у вас по-прежнему возникают проблемы с адгезией к слою, вы можете постепенно увеличивать температуру вплоть до 100° C.
Чтобы убедиться, что напечатанная 3D модель снимется достаточно легко, рекомендуется использовать адгезионное средство, которое будет сниматься вместе с моделью, например, клей-карандаш или лак для волос. Не печатайте прямо на стекле, чтобы не поцарапать поверхность стола. Не используйте BuildTak, так как каждый раз, когда вы работаете с PETG пластиком, вы практически наверняка повредите поверхность BuildTak (что может оказаться довольно дорогим удовольствием).
Поскольку у PETG нет проблем с адгезией, нет необходимости устанавливать сопло слишком низко для базового слоя.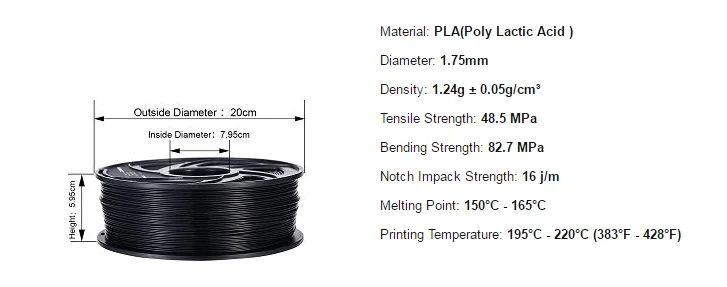 Это метод, используемый для «прижатия» первого слоя к столу и улучшения адгезии основного слоя. Если у вас уже есть обкатанные настройки высоты сопла для ABS или PLA, вы можете спокойно установить значение, которое в два или три раза выше для PETG. Для улучшения эстетики стоит использовать как можно более высокие значения, поэтому можно начать с максимальных значений и постепенно снижать их, если у вас возникнут какие-либо проблемы с адгезией.
Это метод, используемый для «прижатия» первого слоя к столу и улучшения адгезии основного слоя. Если у вас уже есть обкатанные настройки высоты сопла для ABS или PLA, вы можете спокойно установить значение, которое в два или три раза выше для PETG. Для улучшения эстетики стоит использовать как можно более высокие значения, поэтому можно начать с максимальных значений и постепенно снижать их, если у вас возникнут какие-либо проблемы с адгезией.
Если вы хотите выполнить точную калибровку высоты сопла, хорошей отправной точкой будет установка 0,02–0,05 мм от сопла до стола. Вы можете установить это как начальную высоту сопла, так и высоту для остальной части 3D модели.
Температура 3D печати, скорость и ретракт
Основная причина, по которой PETG сравнивают с ABS, заключается в том, что он печатает при относительно высоких температурах. Обычно используется диапазон от 220° до 265° C, но рекомендации вашего производителя пластика могут незначительно отличаться. Хотя PETG практически исключает любые проблемы с загибанием материала, вы все равно столкнетесь с другими сложностями.
Первое, что вам нужно сделать, это определить, способен ли ваш 3D принтер достигать необходимых температур. Некоторые 3D принтеры обеспечивают температуру 250° C, особенно те, которые используют трубки из PTFE внутри узла экструдера. Если вы попробуете печатать с неподходящим оборудованием, вы в конечном итоге испортите не только свой модель, но и экструдер.
Установка скорости 3D печати — это вопрос правильного баланса, при котором также следует учитывать температуру 3D печати. Печать на высокой скорости, если ваша температура слишком низкая, может привести к «проскакиванию» в экструдере, потому что материал недостаточно мягкий, чтобы выйти из сопла. Однако быстрая печать при очень высоких температурах может привести к образованию остатков материала между пустотами модели.
Стоит начать с относительно умеренной скорости 25 мм/с. Если с этой настройкой проблем нет, то вы увеличиваете скорость до 50 мм/с. Этого должно быть достаточно, чтобы получить хороший модель из PETG пластика, не затрачивая слишком много времени. Можно встретить информацию о печати PETG со скоростью 60 мм/с, но это, наверное, абсолютный максимум, если вы не хотите иметь проблем с отстатками материала между стенками модели.
Можно встретить информацию о печати PETG со скоростью 60 мм/с, но это, наверное, абсолютный максимум, если вы не хотите иметь проблем с отстатками материала между стенками модели.
Боремся с остатками пластика между стенками модели
Одна из наиболее частых проблем при использовании высокотемпературных материалов — это упомянутые выше остатки пластика, паутинки между стенками. Это происходит, когда расплавленный материал просачивается из сопла при перемещении печатающей головки. Подобные остатки пластика при использовании ПЭТГ особенно неприятны, так как материал прочный и их трудно снять.
К сожалению, материал, плавящаяся при высоких температурах, также имеет низкую вязкость, что делает его еще более склонным к образованию этой самой паутины. Если эта проблема возникает у вам при 3D печати PETG пластиком, первым делом нужно немного снизить температуру и скорость печати, хотя это определенно снизит общее время, затрачиваемое на печать любой модели.
Другой вариант — включить ретракт на вашем 3D принтере, если такая возможность есть. Ретракт позволяет механизму экструдера «втягивать» небольшую часть материала, чтобы ослабить давление на расплавленную материала, который находится прямо на кончике сопла. Вы можете уточнить некоторые параметры, такие как расстояние втягивания или скорость, до тех пор, пока не исчезнут какие-либо признаки остатков пластика.
Ретракт позволяет механизму экструдера «втягивать» небольшую часть материала, чтобы ослабить давление на расплавленную материала, который находится прямо на кончике сопла. Вы можете уточнить некоторые параметры, такие как расстояние втягивания или скорость, до тех пор, пока не исчезнут какие-либо признаки остатков пластика.
Уменьшаем скорость вентилятора охлаждения
PETG отлично печатает и сохраняет хороший уровень детализации без охлаждающего вентилятора. Отсутствие охлаждения также приведет к лучшей адгезии между слоями. Печать PETG пластиком с выключенным охлаждающим вентилятором — это вполне нормальный вариант.
Некоторые пользователи считают, что вентилятор не стоит использовать только для первых двух слоев, а затем печатают с вентилятором на 100%. Это может оказаться хорошим кейсом, если ваша 3D модель имеет много мостов и выступающих элементов или если вы хотите, чтобы ваше изделие получилось максимально детализированным. В любом случае, следите за любыми признаками трещин или слоев, которые отклеиваются во время 3D печати, так ка PETG печатает при высокой температуре и не любит резких перепадов температуры.
Ключ к успеху — эксперименты
С PETG может оказаться легче работать, чем с ABS, но если вы только начали им печатать, то стоит разобраться с его особенностями. Различные марки материалов PETG также могут вести себя по-разному и непредсказуемо. Для правильной настройки температуры 3D печати, температуры стола, скорости печати и параметров ретракта вам может может понадобится некоторое время. Но когда вы найдете ту самую «золотую середину», вы сможете воспользоваться всеми преимуществами PETG, не сталкиваясь с множеством проблем, которые характерны для других пластиков .
При покупке стоит выбирать филамент из полиэтилентерефталата от надежного производителя и работать только с ним, не меняя производителя. Прежде чем вы сможете получить оптимальные настройки, наверняка придется напечатать несколько неудачных моделей. Но не отчаивайтесь, продолжайте оптимизировать настройки и через некоторое время работа с PETG станет проще.
Выводы
Многие профессионалы в области 3D печати уже давно хвастаются PETG из-за его потенциала свергнуть ABS с позиции «большой двойки». В конце концов, он имеет сопоставимые свойства, но с ним не так сложно работать.
В конце концов, он имеет сопоставимые свойства, но с ним не так сложно работать.
Сказать, что с PETG так же легко работать, как с PLA, — это чересчур. PLA всегда будет филаментом для новичков, потому что он удобен для людей с базовыми навыками и оборудованием. PETG по-прежнему будет нуждаться в 3D принтере высокого класса из-за его температурных требований. Нахождение оптимального баланса температуры, скорости и ретракта потребует некоторого времени, но методом проб и ошибок вы добьетесь нужного результата.
Надеюсь, что предоставленный материал поможет некоторым из вас меньше бояться PETG и убедит вас попробовать его на практике.
Регулировка температуры, скорости и отвода для улучшения печати
ПЭТ или полиэтилентерефталат — один из наиболее широко используемых пластиков в мире. ПЭТ, используемый в синтетических тканях, бутылках и упаковке, обладает многими желаемыми характеристиками, такими как прочность, прозрачность и легкость.[1]
Благодаря этим и другим характеристикам ПЭТ стал популярным материалом для 3D-печати FDM. В форме нити ПЭТГ (ПЭТФ, модифицированный гликолем) обладает некоторыми заметными преимуществами по сравнению с ПЛА, такими как отличная адгезия слоев, хорошая ударопрочность и низкий уровень усадки. Это также доступно: катушка дешевой нити PETG стоит всего примерно на 5 долларов за килограмм больше, чем PLA от аналогичной марки нити.
В форме нити ПЭТГ (ПЭТФ, модифицированный гликолем) обладает некоторыми заметными преимуществами по сравнению с ПЛА, такими как отличная адгезия слоев, хорошая ударопрочность и низкий уровень усадки. Это также доступно: катушка дешевой нити PETG стоит всего примерно на 5 долларов за килограмм больше, чем PLA от аналогичной марки нити.
Однако печать хороших деталей из PETG может оказаться непростой задачей. В расплавленном состоянии пластик имеет низкий уровень вязкости, что, хотя и отлично подходит для быстрой экструзии, может вызвать такие проблемы, как просачивание и натяжение. Кроме того, его отличная адгезия к платформе может быть как благословением, так и проклятием, поскольку детали иногда остаются прилипшими к платформе после печати.
Имея это в виду, очень важно правильно подготовить 3D-принтер к печати PETG. И хотя многие слайсеры предоставляют настройки по умолчанию для отдельных материалов, таких как PETG, полезно понимать, чего достигают эти настройки, чтобы можно было выполнить точную настройку для получения еще более качественных отпечатков. В этой статье приводится краткое изложение правильных настроек принтера PETG для большинства ситуаций — хотя у разных принтеров есть свои уникальные требования — в дополнение к общим советам, таким как подготовка платформы для печати.
В этой статье приводится краткое изложение правильных настроек принтера PETG для большинства ситуаций — хотя у разных принтеров есть свои уникальные требования — в дополнение к общим советам, таким как подготовка платформы для печати.
ПЭТ используется для изготовления пластиковых бутылок
По сравнению с АБС и другими материалами с низкой адгезией печать ПЭТГ может быть проще простого. PETG будет прилипать к большинству поверхностей без особых проблем — на самом деле, необходимо предпринять шаги, чтобы материал не прилипал слишком хорошо и не прилипал к рабочей пластине.
Выбор правильной рабочей поверхности очень важен при работе с PETG. Очень гладкие поверхности, такие как стеклянная платформа, могут привести к чрезмерному прилипанию, и такие поверхности следует покрыть клеем-карандашом или лаком для волос, которые могут действовать как разделитель, а не клей, чтобы предотвратить повреждение сборки и печатной платформы.[2] ] Голубая малярная лента является подходящей поверхностью для большинства отпечатков PETG. Однако лучшим решением является использование текстурированной поверхности сборки, такой как лист PEI с порошковым покрытием. Имейте в виду, что текстурированная поверхность печати оставит неглубокий узорчатый отпечаток на нижней части детали, но это небольшая цена за простоту удаления детали.
Однако лучшим решением является использование текстурированной поверхности сборки, такой как лист PEI с порошковым покрытием. Имейте в виду, что текстурированная поверхность печати оставит неглубокий узорчатый отпечаток на нижней части детали, но это небольшая цена за простоту удаления детали.
PETG лучше всего печатает на нагретой платформе с температурой 65–90 °C. Как правило, если хорошая адгезия первого слоя может быть достигнута в нижней части этого диапазона, то придерживайтесь этой температуры.
PETG обычно лучше всего печатает в диапазоне температур 220–260 °C. Компания-производитель 3D-принтеров Prusa предлагает температуру печати 230 °C для первого слоя и чуть более высокую температуру 240 °C для остальной части сборки.[3] Компания MatterHackers, занимающаяся производством нитей, рекомендует температуру 245 °C.[4] Если хорошие результаты могут быть достигнуты при более низкой температуре, придерживайтесь ее, так как высокая температура может привести к проблемам с образованием мостиков и выступов.
Выравнивание платформы и калибровка сопел — еще один важный шаг при настройке параметров печати PETG. Расстояние между соплом и печатной платформой должно быть больше, чем у PLA, в идеале около 0,1 мм. Это связано с низкой вязкостью ПЭТГ: поскольку материал течет свободно, он может «выпадать» из сопла на слой без необходимости прилагать энергичные усилия.
Скорость печати — это один из самых простых параметров печати PETG. Как правило, материал лучше всего печатать на низкой скорости, в идеале около 60 мм/с. Это приводит к улучшенному склеиванию и охлаждению и, следовательно, к лучшему качеству печати. Некоторые пользователи сообщают о хороших результатах с более высокой скоростью для первых слоев.
Однако, возможно, более важной является скорость перемещения: скорость, с которой печатающая головка перемещается по осям X и Y, когда она не наносит материал. Скорость перемещения должна быть высокой — примерно в два раза выше скорости печати, т. е. 120 мм/с, — чтобы смягчить потенциально опасные последствия просачивания и натяжения: если горячий конец движется медленно по области печати, у него больше времени для стекания лишнего материала. на деталь, вызывая дефекты и потенциально приводя к сбою печати.
е. 120 мм/с, — чтобы смягчить потенциально опасные последствия просачивания и натяжения: если горячий конец движется медленно по области печати, у него больше времени для стекания лишнего материала. на деталь, вызывая дефекты и потенциально приводя к сбою печати.
Регулировка параметров ретракции может предотвратить натяжение PETG
Большинство пользователей PETG согласятся с тем, что самым большим недостатком печатного материала является его склонность к просачиванию (когда материал просачивается из сопла) и стягиванию (когда просачивающийся материал образует паутиноподобное месиво на детали) — нежелательные явления, вызванные низкая вязкость пластика.
Лучший способ борьбы с просачиванием и натягиванием — настроить параметры втягивания. Втягивание — это особенность экструдеров FDM, при которой сопло втягивает небольшое количество нити перед ее перемещением по осям X и Y. Таким образом, принтер может предотвратить нежелательную утечку материала и улучшить качество печати. Если во время печати PETG возникает натяжение, необходимо настроить следующие параметры ретракции печати:
Если во время печати PETG возникает натяжение, необходимо настроить следующие параметры ретракции печати:
Установите расстояние отвода на 3–7 мм, увеличивая его с шагом 1 мм, пока натяжение не прекратится. Расстояние должно быть немного больше для экструдеров Боудена, чем для экструдеров с прямым приводом.
Установите скорость отвода примерно на 20 мм/с, при необходимости увеличивая ее с шагом 5 мм/с.
Уменьшите или удалите минимальное расстояние перемещения для втягивания.
Отключите любую функцию вертикального подъема (например, Z-Hop в Cura, популярном слайсере).
При настройке параметров печати PETG следует учитывать вентилятор 3D-принтера. Как правило, охлаждение детали во время печати — снижение температуры ниже температуры стеклования материала — может уменьшить такие проблемы, как деформация и проседание, что приведет к получению более качественных деталей.
В целом, использование PETG может быть выгодным, поскольку он демонстрирует очень низкий уровень усадки при охлаждении, а это означает, что детали — даже очень большие — имеют тенденцию сохранять свою форму во время печати. Это означает, что пластик меньше зависит от охлаждающего вентилятора принтера, чем такой материал, как PLA; некоторые пользователи предпочитают вообще не использовать свой вентилятор при использовании нити для 3D-печати PETG, хотя это может считаться рискованным.
Для большинства отпечатков скорость вращения вентилятора 30–60 % должна быть достаточной, чтобы предотвратить такие проблемы, как просачивание и натяжение. Тем не менее, используйте вентилятор только после первых нескольких слоев печати, так как это поможет предотвратить деформацию, и помните, что слишком высокая скорость вращения вентилятора предотвратит межслойное соединение и приведет к более слабой детали из PETG.
PETG является ценным материалом для 3D-печати благодаря своей прочности, ударопрочности, доступности и устойчивости к усадке и деформации. При тщательном рассмотрении поверхности сборки, настроек ретракции и других параметров печати можно добиться высокого качества печати PETG на большинстве FDM-принтеров.
При тщательном рассмотрении поверхности сборки, настроек ретракции и других параметров печати можно добиться высокого качества печати PETG на большинстве FDM-принтеров.
Пользователи 3D-принтеров должны строго придерживаться следующих параметров печати PETG:
Использовать текстурированную рабочую поверхность
Использовать нагреваемый стол с температурой 65–90 °C 220–260 °C
Поддерживайте высоту сопла около 0,1 мм
Печатайте медленно со скоростью около 60 мм/с
Используйте высокую скорость перемещения около 120 мм/с
- Увеличьте расстояние отвода и скорость
Используйте умеренную скорость вентилятора
При этом напечатанные детали из ПЭТГ должны иметь хорошую адгезию слоев и хорошее качество поверхности, демонстрируя минимальное просачивание или натяжение.
[1] Наука о ПЭТ [Интернет]. Ассоциация ПЭТ-смол. 2015 г. [цитировано 14 марта 2022 г.]. Доступно по адресу: http://www.petresin.org/science_behindpet.asp
[2] Как получить идеальные отпечатки PETG на Ender-3: правильные настройки [Интернет]. Креативность. 2020 [цитировано 2022 марта 14]. Доступно по ссылке: https://www.creality.com/blog-detail/how-to-get-perfect-petg-prints-on-creality-ender-3
[3] PETG [Интернет]. База знаний Prusa. 2020 [цитировано 2022 марта 14]. Доступно по адресу: https://help.prusa3d.com/en/article/petg_2059
[4] Черная нить PETG серии MH Build [Интернет]. MatterHackers. 2016 [цитировано 2022 марта 14]. Доступно по адресу: https://www.matterhackers.com/store/l/petg-black-high-strength-filament-1.75mm/sk/M3MY2VQG
3D Printerly
Когда дело доходит до 3D-печати с использованием PETG, для получения качественных моделей требуются определенные знания и практика. Это не так уж сложно, если следовать правильным методам, поэтому я решил написать эту статью, чтобы показать пользователям, как получить красивые отпечатки PETG.
Для 3D-печати PETG следует использовать температуру печати от 235 до 250°C и температуру слоя от 70 до 100°C для достижения наилучших результатов. Ваш охлаждающий вентилятор должен работать на 100% со скоростью печати 40-60 мм/с. Кроме того, PETG легко впитывает влагу, поэтому храните его сухим в герметичном контейнере, когда он не используется.
Эта статья представляет собой простое, но подробное руководство о том, как печатать нитью PETG на 3D-принтере так же, как это делают профессионалы, так что оставайтесь с нами, чтобы увидеть, как это делается, и получить ответы на свои вопросы.
Что такое нить PETG?
PETG или полиэтилентерефталатгликоль — популярный термопластичный полиэфир. PETG отличается от популярных пластиков PET. Это модифицированный гликолем вариант ПЭТ, который обеспечивает большую прочность, ударопрочность и термостойкость. Обычными продуктами, изготовленными из PETG, являются бутылки для воды и контейнеры для пищевых продуктов.
Он широко используется в различных отраслях промышленности благодаря своей превосходной формуемости, химической стойкости, высокой прочности и другим превосходным физическим свойствам.
Как нить для 3D-печати, PETG быстро становится предпочтительным материалом для большинства энтузиастов 3D-печати. Это связано с тем, что отпечатки PETG обладают высокой прочностью, они менее подвержены деформации и имеют гладкую и глянцевую поверхность.
Кроме того, нить PETG не выделяет токсичных запахов, как другие термопластичные нити, во время печати. Кроме того, он пластичен, водонепроницаем и имеет очень небольшую усадку, что делает его идеальным для плоских поверхностей и моделей с низкими допусками.
При какой температуре печати и кровати следует печатать PETG?
Температура печати для нитей PETG обычно находится в диапазоне от 235°C до 250°C. Более высокая или более низкая температура может привести к образованию натяжек, закупорке сопел, чрезмерной экструзии и т. д. Для небольших отпечатков из PETG не требуется нагретый стол, но для более крупных плоских отпечатков идеален нагретый стол при температуре 70–100°C.
д. Для небольших отпечатков из PETG не требуется нагретый стол, но для более крупных плоских отпечатков идеален нагретый стол при температуре 70–100°C.
Температура печати может варьироваться в пределах указанных выше диапазонов для различных марок нитей. Для достижения наилучших результатов всегда используйте значения температуры, предоставленные производителями нити, и при необходимости измените настройки.
Вот некоторые из популярных нитей на рынке и температуры их печати.
- Рекомендуемая температура экструзии/форсунки: 230°C – 250°C
- Температура слоя с подогревом: 80°C – 90°
- Рекомендуемая температура экструзии/форсунки: 230°C – 260°C
- Температура слоя с подогревом: 80°C – 100°C
- Рекомендуемая температура экструзии/форсунки 220°C – 250°C
- Температура слоя с подогревом: 70°C – 80°C
Еще один менее гламурный способ определить идеальную температуру для вашей нити накаливания — старомодный метод проб и ошибок. Калибровочные отпечатки, такие как температурная башня, могут помочь в определении правильных настроек нити накала.
Калибровочные отпечатки, такие как температурная башня, могут помочь в определении правильных настроек нити накала.
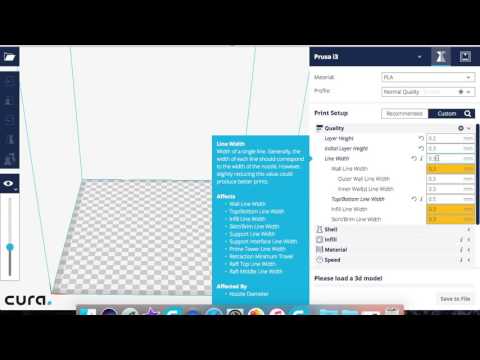
Вот как вы можете распечатать его с помощью Cura.
Какую скорость печати следует использовать для нити PETG?
Окончательное качество модели PETG сильно зависит от скорости печати. Большинство пользователей и производителей рекомендуют скорость печати от 30 до 60 мм/с для достижения наилучших результатов.
Слишком высокая скорость печати, превышающая рекомендуемую, может привести к получению некачественных отпечатков с большим количеством дефектов. Так что лучше поставить ограничение на максимальную скорость печати, чтобы получать качественные отпечатки.
С другой стороны, печать в медленном темпе хороша для адгезии первого слоя и отличного качества печати. Однако ниже определенного значения низкая скорость печати также может привести к таким дефектам печати, как натяжение и просачивание.
Однако ниже определенного значения низкая скорость печати также может привести к таким дефектам печати, как натяжение и просачивание.
Наконец, следует отметить, что оптимальная скорость печати может варьироваться в зависимости от принтера и марки нити. Чтобы получить наилучшие результаты, вам, вероятно, следует поэкспериментировать с настройками, чтобы найти золотую середину.
Кроме того, скорость печати должна учитывать тип печатаемой модели. Для моделей с криволинейной или сложной геометрией, вероятно, будет лучше более низкая скорость печати.
Нужно ли охлаждать PETG?
Нить PETG не обязательно нуждается в охлаждении деталей, но охлаждение значительно улучшает качество конечной модели. Ваша скорость охлаждения должна быть высокой, чтобы уменьшить дефекты печати и натяжение, в то время как низкое охлаждение (30-50%) лучше для прочности из-за лучшей адгезии слоев от предыдущих слоев, плавящихся друг с другом.
При принятии решения о скорости охлаждения следует выбирать ее в зависимости от назначения конечной детали. Скорость охлаждения определяет, насколько качественной или красивой получится конечная модель.
Скорость охлаждения определяет, насколько качественной или красивой получится конечная модель.
При высокой скорости охлаждения (70-100%) устраняются дефекты печати и натяжение, детали модели прорисовываются очень детально.
Таким образом, при выборе скорости охлаждения необходимо найти баланс между эстетической и функциональной ценностью. Детали, охлаждаемые быстрее, будут иметь лучшую отделку поверхности и внешний вид, но они не будут такими прочными и долговечными, как детали, изготовленные с меньшим охлаждением.
Примечание: Рекомендуется печатать первые несколько слоев без охлаждения, чтобы улучшить адгезию первого слоя.
Каковы наилучшие настройки ретракции PETG?
Параметры ретракции для PETG сильно отличаются от параметров для других нитей. Это связано с тем, что PETG печатает при относительно высокой температуре, поэтому поток материала очень трудно остановить и контролировать.
Это связано с тем, что PETG печатает при относительно высокой температуре, поэтому поток материала очень трудно остановить и контролировать.
Оптимальная скорость втягивания для ПЭТГ относительно низкая, около 35-40 мм/с, как для Боуденовских экструдеров, так и для экструдеров с прямым приводом. Оптимальное расстояние втягивания составляет 5-7 мм для экструдеров Боудена и 2-4 мм для экструдеров с прямым приводом. Хорошие настройки отвода могут помочь избежать натяжение, засорение и заедание сопел и т. д.
Чтобы получить точные настройки для вашего принтера, вы можете поэкспериментировать с втягивающей башней, чтобы увидеть, что работает лучше всего. Как это сделать, вы можете посмотреть на видео ниже.
Лучшие настройки Cura PETG для 3D-печати
Ultimaker Cura — одно из самых популярных программ для слайсинга.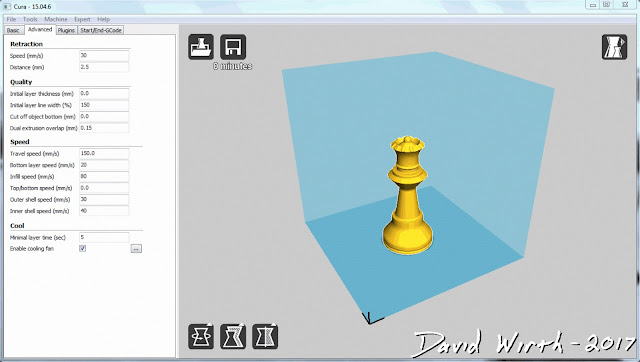 Многие пользователи любят и используют его из-за множества функций и функций, которые он предлагает по любимой цене каждого пользователя — Бесплатно.
Многие пользователи любят и используют его из-за множества функций и функций, которые он предлагает по любимой цене каждого пользователя — Бесплатно.
Чтобы нарезать и распечатать 3D-модель PETG с помощью Cura, вам потребуются правильные настройки материала для PETG. К счастью, программное обеспечение Cura поставляется с профилем материала по умолчанию для печати PETG.
Вот как его можно активировать:
Шаг 1: Откройте программное обеспечение Cura и щелкните раскрывающееся меню «Материал» на верхней панели инструментов.
Шаг 2: Нажмите кнопку справа от значка «Материал».
Шаг 3: В появившемся меню наведите курсор на «Generic» и выберите «PETG».
Шаг 4: Вы можете выбрать желаемое качество печати с точки зрения высоты слоя. Вы можете выбрать между:
- Стандартное качество (0,12 мм)
- Динамическое качество (0,16 мм)
- Высокое качество (0,2 мм)
- Низкое качество (0,28 мм)
Шаг 5: Вы можете проверить настройки печати по умолчанию в главном интерфейсе. Вы также можете настроить или настроить любое значение, которое хотите.
Вы также можете настроить или настроить любое значение, которое хотите.
Использование профиля по умолчанию для некоторых может сэкономить время. Но если вы хотите сразу приступить к печати, вы можете использовать эти пользовательские настройки. Эти настройки были проверены многими энтузиастами 3D-печати как оптимальные настройки для печати PETG.
Давайте посмотрим на них.
Лучшие настройки Cura PETG
- Температура сопла: 235-250°C
- Температура слоя: 70-100°C
- Скорость печати: 40–60 мм/с
- Скорость печати начального слоя: 20 мм/с
- Расстояние втягивания: 6 мм (установки Боудена), 2–3 мм (установки прямого привода)
- Скорость отвода: 40–45 мм/с
- Расчесывание: «Не в коже» или «В пределах заполнения»
- Скорость вентилятора охлаждения: 0-50% для мощности, 50-100% для качества
- Скорость охлаждения начального слоя : 0%
- Клей для рабочей пластины: Raft или Brim
Является ли нить PETG токсичной и безопасной для 3D-печати в помещении?
Нет, нить PETG нетоксична, и ее можно безопасно печатать в помещении. Кроме того, он даже не издает никакого запаха при печати. Просто убедитесь, что ваша зона 3D-печати хорошо проветривается, чтобы избежать накопления наночастиц в воздухе. Эти частицы могут вызвать раздражение глаз и горла.
Кроме того, он даже не издает никакого запаха при печати. Просто убедитесь, что ваша зона 3D-печати хорошо проветривается, чтобы избежать накопления наночастиц в воздухе. Эти частицы могут вызвать раздражение глаз и горла.
Термостойкий ли PETG? Какую температуру выдерживает PETG?
PETG обладает достойными свойствами термостойкости, особенно по сравнению с большинством других нитей. Он может выдерживать температуры вплоть до температуры стеклования, которая составляет около 80-85⁰C. В этом отношении он значительно превосходит такие нити, как PLA, но демонстрирует меньшую термостойкость, чем ABS.
Однако он более устойчив к ультрафиолетовому излучению, чем оба этих материала, что делает его идеальным выбором для наружного применения.
Можно ли 3D-печатать PETG на стеклянной поверхности?
Да, вы можете печатать PETG на стеклянной платформе. PETG хорошо прилипает к поверхности стекла. Иногда он может даже слишком хорошо прилипать к поверхности стекла, что затрудняет его удаление.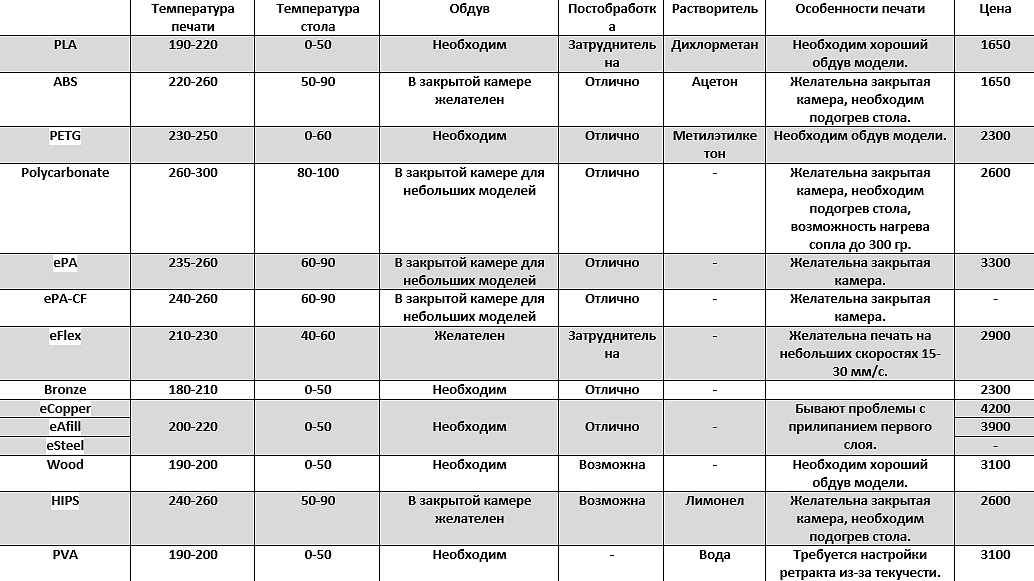 В некоторых экстремальных случаях удаление может даже привести к удалению кусков стеклянной пластины.
В некоторых экстремальных случаях удаление может даже привести к удалению кусков стеклянной пластины.
Чтобы помочь вам избежать этого, в следующем разделе я расскажу, как безопасно удалять отпечатки PETG со стеклянной поверхности.
Можете ли вы 3D-печатать PETG без подогреваемой платформы или корпуса?
Вы можете 3D-печатать PETG без подогреваемой платформы, но для достижения наилучших результатов рекомендуется использовать активную подогреваемую платформу. Подогреваемая платформа помогает снизить вероятность деформации и закручивания краев отпечатков PETG. Это также обеспечивает гораздо лучшую адгезию первого слоя, которая является основной основой всех 3D-печатей.
Как устранить прилипание PETG к платформе – улучшить адгезию к платформе
Плохую адгезию первого слоя при печати PETG могут вызвать несколько проблем. Это может быть связано с проблемами в настройке принтера, такими как грязная и плохо выровненная платформа для печати, настройки печати или даже плохое качество нити.
Чтобы исправить это, давайте рассмотрим несколько решений, которые быстро заставят ваш принтер работать.
- Убедитесь, что платформа для печати чистая и на ней нет мусора и остатков материалов для печати.
- Купите качественную нить и храните ее в сухом месте, где она не впитывает влагу. Нить PETG гигроскопична, и влага может ее испортить.
- Убедитесь, что вы правильно выровняли платформу для печати, оставив соответствующий Z-сдвиг от 0,2 до 0,3 мм между кроватью и соплом. Вы можете использовать три листа бумаги или толстую карточку, чтобы правильно определить расстояние.
- Чтобы первый слой хорошо приклеился к кровати, вы можете использовать клей-карандаш, лак для волос или ленту для принтера. Некоторые пользователи даже комбинируют некоторые из них, чтобы получить лучшие результаты.
- Отключите охлаждение вентилятором, уменьшите скорость и медленно напечатайте первый слой, используя нагретую платформу.
- Проверьте температуру сопла и платформы печати, чтобы убедиться, что они находятся в диапазоне, указанном производителем.
 Обычно она составляет от 210⁰C до 260⁰C для горячей части и от 70⁰C до 90⁰C для слоя.
Обычно она составляет от 210⁰C до 260⁰C для горячей части и от 70⁰C до 90⁰C для слоя.
Как починить PETG, прилипший к стеклянной платформе
Чтобы починить нить PETG, прилипшую к стеклянной платформе, вы можете попробовать чередовать горячую и холодную среду, чтобы ослабить материал, нагревая платформу или помещая стеклянную платформу в морозильную камеру. Вы не должны печатать PETG напрямую на стеклянной платформе, а лучше покрыть поверхность слоем клея, лака для волос или синей малярной ленты.
Эти покрытия обеспечивают покрытие, облегчающее удаление отпечатков. Правильно выровненная кровать, на которой сопло не хлюпает, должна решить проблему. По этой причине PETG следует укладывать с большей высоты, чем PLA.
Если первый слой вашего сопла уходит глубоко в платформу для печати, вы, вероятно, увидите, что отпечаток PETG действительно прилипает к платформе для печати.
Вы также можете попробовать разогреть платформу для печати или снять отпечаток плоским инструментом, например шпателем.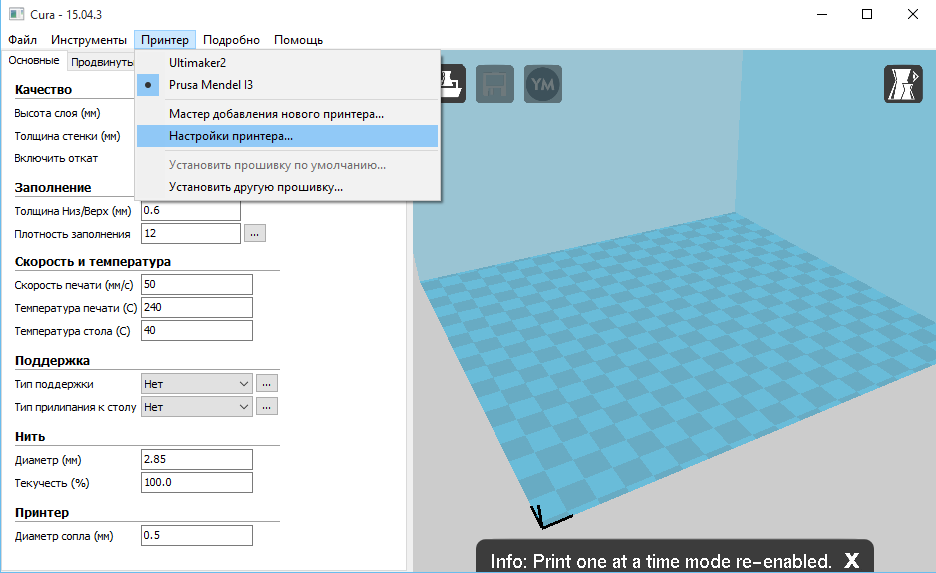 Старайтесь не прилагать чрезмерных усилий к шпателю, чтобы не повредить стеклянный слой.
Старайтесь не прилагать чрезмерных усилий к шпателю, чтобы не повредить стеклянный слой.
Как устранить натяжение PETG
Основными методами исправления натяжения на отпечатках PETG являются увеличение скорости и расстояния отвода, увеличение скорости перемещения и снижение температуры сопла. PETG склонен к натяжению, поэтому вы можете проверить настройки ретракции с помощью башни ретракции. Используйте скорость перемещения 200-250 мм/с, в зависимости от вашего принтера.
Натяжение — серьезная проблема, с которой сталкивается большинство пользователей при печати из PETG. Хорошая новость заключается в том, что этого можно избежать, изменив несколько настроек.
Первым параметром, который необходимо изменить, будут параметры отвода. Попробуйте постепенно увеличивать расстояние отвода с шагом в 1 мм, пока натяжение не прекратится. Кроме того, уменьшите минимальное расстояние поездки.
Во-вторых, увеличивайте скорость перемещения принтера с шагом 10–20 мм/с, пока не найдете оптимальную точку. Это сокращает время, затрачиваемое принтером на перемещение из одной точки в другую, и сокращает время вытекания сопла.
Это сокращает время, затрачиваемое принтером на перемещение из одной точки в другую, и сокращает время вытекания сопла.
Наконец, если все это не работает, попробуйте уменьшить температуру сопла. Пониженная температура означает, что меньше расплавленной нити будет доступно в сопле для просачивания.
Как сгладить 3D-печать из PETG?
Существует несколько способов сгладить печать PETG. Вот некоторые из них:
- Шлифовка: С помощью наждачной бумаги можно стереть линии слоев и другие дефекты с 3D-печати. Лучше всего использовать круговые движения при шлифовании, чтобы избежать создания новых линий направленного слоя на модели. Кроме того, при шлифовании начните с грубой наждачной бумаги и закончите более мелкой наждачной бумагой для достижения наилучших результатов.
- Полировка: Вы также можете сгладить свои 3D-отпечатки, нанеся полировальный состав, такой как воск или полироль для металла. Полировка помогает заполнить микроскопические линии слоя и промежутки.
 Кроме того, если все сделано правильно, 3D-печать получается гладкой, зеркальной.
Кроме того, если все сделано правильно, 3D-печать получается гладкой, зеркальной. - Термическая обработка: Включает использование тепловой пушки для выравнивания поверхности отпечатка. Тепловая пушка расплавляет тонкий слой внешней поверхности отпечатка, чтобы заполнить линии слоев. Это делается непрерывно, пока печать не станет окончательно гладкой.
Является ли PETG гибким?
Хотя ПЭТГ не такой гибкий, как нити типа ТПУ, он все же демонстрирует впечатляющую прочность на растяжение, что делает его практически неразрушимым в направлении слоя. Он также более прочный, ударопрочный и гибкий, чем ABS или PLA.
Какая нить PETG лучше?
На рынке представлено несколько нитей PETG, из которых покупатели могут выбирать. Из них есть некоторые нити, на которые обычно обращают внимание пользователи, потому что они предлагают отличное качество по достойной цене.
Эти нити:
Вот некоторые из популярных нитей на рынке и температуры их печати.
- Увертюра PETG
- Люкбокс PETG
- TecBears PETG
Overture PETG.
Overture. Во многих обзорах упоминается, что это удивительная нить, особенно по низкой и конкурентоспособной цене.
Эта нить выпускается в нескольких цветах, которые можно использовать для любых проектов 3D-печати, и даже поставляется с рабочей поверхностью 200 x 200 мм.
Обладает следующими характеристиками:
- Без засоров и пузырей
- Меньше путаницы и простота использования
- Экономичный
- Широкий диапазон совместимости
- Безопасен и не имеет запаха
- Небольшая усадка
- Высокая ударопрочность
- Немного блеска и искры
- 100% гарантия качества
Купите сегодня катушку Overture PETG на Amazon.
Hatchbox PETG
Hatchbox PETG — это хорошо зарекомендовавшая себя торговая марка PETG, которая работает для многих пользователей и представлена более чем в 30 различных цветах. Он имеет размерную точность +/- 0,03 мм, что значительно снижает засорение и сбои печати.
Он имеет размерную точность +/- 0,03 мм, что значительно снижает засорение и сбои печати.
PETG — отличная альтернатива PLA и ABS, поскольку он обладает удивительной прочностью и жесткостью, но при этом остается относительно легким. Этот Hatchbox PETG хорошо сопротивляется поглощению влаги, обеспечивает хорошую адгезию и даже безопасен для окружающей среды.
Вы можете быть уверены в качестве и надежности этой нити. Он поставляется в вакуумной упаковке с влагопоглотителем для идеального качества, позволяющего получать успешные 3D-печати.
Вы можете найти катушку Hatchbox PETG на Amazon.
TecBears PETG
Еще одна отличная нить PETG, которой довольны многие пользователи, — нить TecBears PETG. Он имеет высокую чистоту и низкую усадку, поэтому вы можете получить максимальную точность размеров с вашими 3D-моделями. С этой нитью вы получите отличное соединение слоев.
Каждую катушку филамента сушат в течение 24 часов, прежде чем упаковать в вакуумную упаковку вместе с влагопоглотителями, чтобы сохранить ее сухой.




 Встроенный компьютер анализирует программу, глубину рисунка, конфигурацию детали, иные параметры и неукоснительно соблюдает их при обработке.
Встроенный компьютер анализирует программу, глубину рисунка, конфигурацию детали, иные параметры и неукоснительно соблюдает их при обработке. Дробит ход, что обеспечивает максимальную точность обработки заготовки.
Дробит ход, что обеспечивает максимальную точность обработки заготовки. 
 Недостаток – величина угла ≤90°.
Недостаток – величина угла ≤90°.
 С помощью этого оснащения мастера выполняют раскрой, присадку и кромление деталей из ДСП, МДФ, фанеры или мебельного щита. На крупных фабриках применяются мебельные установки с ЧПУ, более мелкие предприятия используют автоматические и полуавтоматические аппараты.
С помощью этого оснащения мастера выполняют раскрой, присадку и кромление деталей из ДСП, МДФ, фанеры или мебельного щита. На крупных фабриках применяются мебельные установки с ЧПУ, более мелкие предприятия используют автоматические и полуавтоматические аппараты.
 Покрасочные камеры оснащены устройствами для фильтрации из воздуха паров ЛКМ. Различают сухие и водяные камеры, в которых использованы разные технологии улавливания примесей.
Покрасочные камеры оснащены устройствами для фильтрации из воздуха паров ЛКМ. Различают сухие и водяные камеры, в которых использованы разные технологии улавливания примесей.
 Она провела углубленное исследование социальных и экономических вопросов, а также пересмотрела и отредактировала учебные материалы для района Большого Ричмонда.
Она провела углубленное исследование социальных и экономических вопросов, а также пересмотрела и отредактировала учебные материалы для района Большого Ричмонда.
 Но для этого бухгалтеры должны сначала правильно определить срок полезного использования каждого объекта, основываясь на рекомендациях IRS.
Но для этого бухгалтеры должны сначала правильно определить срок полезного использования каждого объекта, основываясь на рекомендациях IRS. Когда компания впервые покупает автомобиль, она записывает ежемесячные амортизационные отчисления следующим образом:
Когда компания впервые покупает автомобиль, она записывает ежемесячные амортизационные отчисления следующим образом: : Глава 3. Основные средства».
: Глава 3. Основные средства». Узнайте больше здесь.
Узнайте больше здесь.

 у официального партнера ЗУБР в России
у официального партнера ЗУБР в России

 Ножны из кайдекса поставляются с уникальной монтажной пластиной, которая вмещает либо нейлоновую петлю для ремня, либо запирающую полимерную клипсу для ремня. С включенными в комплект ножнами и фурнитурой вы можете носить нож справа, слева, вертикально, горизонтально, на рюкзаке или даже вверх ногами!
Ножны из кайдекса поставляются с уникальной монтажной пластиной, которая вмещает либо нейлоновую петлю для ремня, либо запирающую полимерную клипсу для ремня. С включенными в комплект ножнами и фурнитурой вы можете носить нож справа, слева, вертикально, горизонтально, на рюкзаке или даже вверх ногами!

 Он способен обеспечить подачу антикоррозионного состава, подать воздух, регулировать форму и величину так называемого пучка антикора.
Он способен обеспечить подачу антикоррозионного состава, подать воздух, регулировать форму и величину так называемого пучка антикора. Потому что приобретать несколько видов различного оборудования не выгодно, лучше выбрать одно, которое подойдет для нанесения всех средств.
Потому что приобретать несколько видов различного оборудования не выгодно, лучше выбрать одно, которое подойдет для нанесения всех средств.  Насадки могут быть гибкими и металлическими. Металлические применяются в том случае, если через гибкую ввести средство проблематично. Как уже говорилось выше, для повышения эффективности здесь используются вещества с высокой текучестью. Всё пространство внутри полости заполняется густым облаком. После его оседания на всей поверхности внутри образуется нечто вроде защитной плёнки, которая препятствует возникновению очагов ржавчины.
Насадки могут быть гибкими и металлическими. Металлические применяются в том случае, если через гибкую ввести средство проблематично. Как уже говорилось выше, для повышения эффективности здесь используются вещества с высокой текучестью. Всё пространство внутри полости заполняется густым облаком. После его оседания на всей поверхности внутри образуется нечто вроде защитной плёнки, которая препятствует возникновению очагов ржавчины. Для покрытия больших и открытых поверхностей такой способ распыления удобнее. То есть, он применяется для нанесения на днище, кузов и пороги машины. Для этих участков специалистами рекомендуется использовать составы высокой вязкости, так как они в данном случае сработают более эффективно.
Для покрытия больших и открытых поверхностей такой способ распыления удобнее. То есть, он применяется для нанесения на днище, кузов и пороги машины. Для этих участков специалистами рекомендуется использовать составы высокой вязкости, так как они в данном случае сработают более эффективно.
 20 грн
20 грн Харьков
Харьков 58 грн
58 грн Киев
Киев Однако многим не удается предотвратить ржавчину оружия. Проблема обычно сводится к недостаточно тщательной очистке, использованию неправильных защитных средств (или неправильному нанесению правильных средств),…
Однако многим не удается предотвратить ржавчину оружия. Проблема обычно сводится к недостаточно тщательной очистке, использованию неправильных защитных средств (или неправильному нанесению правильных средств),… Безопасная для оружия ржавчина и коррозия могут стать неприятными сюрпризами в следующий раз, когда вы пойдете…
Безопасная для оружия ржавчина и коррозия могут стать неприятными сюрпризами в следующий раз, когда вы пойдете… Но чтобы ваши боеприпасы находились в наилучшем состоянии как можно дольше, ваш план хранения боеприпасов должен включать защиту от коррозии. По данным Национального фонда стрелкового спорта,…
Но чтобы ваши боеприпасы находились в наилучшем состоянии как можно дольше, ваш план хранения боеприпасов должен включать защиту от коррозии. По данным Национального фонда стрелкового спорта,… Иногда они передаются в далеком от идеального состоянии или, возможно, покупаются с целью очистки и перепродажи. Но и более новые пушки не застрахованы,…
Иногда они передаются в далеком от идеального состоянии или, возможно, покупаются с целью очистки и перепродажи. Но и более новые пушки не застрахованы,… Но независимо от того, на что вы охотитесь или какой тип огнестрельного оружия вы используете, крайне важно, чтобы вы применяли стратегии для предотвращения ржавчины на оружии после охоты,…
Но независимо от того, на что вы охотитесь или какой тип огнестрельного оружия вы используете, крайне важно, чтобы вы применяли стратегии для предотвращения ржавчины на оружии после охоты,… 0003
0003 Чтобы предотвратить ржавчину и коррозию винтовки при длительном хранении, важно содержать оружие в чистоте, смазке и…
Чтобы предотвратить ржавчину и коррозию винтовки при длительном хранении, важно содержать оружие в чистоте, смазке и… …
…


 Не забудьте посмотреть раздел техники безопасности и технических характеристик прибора.
Не забудьте посмотреть раздел техники безопасности и технических характеристик прибора. Хорошо подойдут хвойные породы, а также дуб. Для более мелких, интерьерных изделий лучше взять более мягкую липу или березу.
Хорошо подойдут хвойные породы, а также дуб. Для более мелких, интерьерных изделий лучше взять более мягкую липу или березу. Даже если с первого раза изделия получатся немного топорными или вовсе ничего не выйдет, не стоит опускать руки. Ведь с каждым разом вырез будет получаться ровнее, отделка тоньше, а изделия красивее.
Даже если с первого раза изделия получатся немного топорными или вовсе ничего не выйдет, не стоит опускать руки. Ведь с каждым разом вырез будет получаться ровнее, отделка тоньше, а изделия красивее.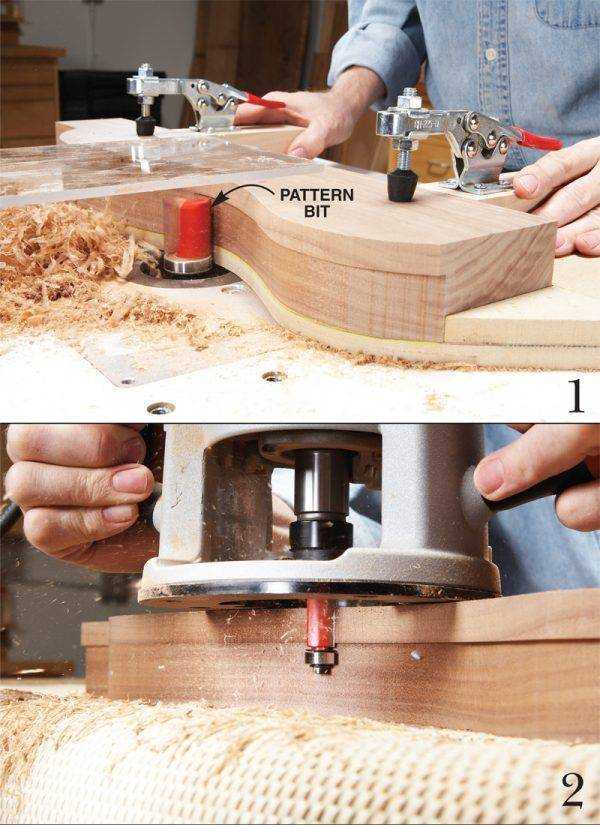 Нередко специалисты используют его во время ремонта. Например, просверлить отверстия, установить замки в дверь и т.д. В резьбе инструмент предназначен для обработки краев, кромок изделий.
Нередко специалисты используют его во время ремонта. Например, просверлить отверстия, установить замки в дверь и т.д. В резьбе инструмент предназначен для обработки краев, кромок изделий.
 Помимо фрезера существуют стамески, лобзики и т.д. Если фрезер выполняет более грубую работу, то они подходят для маленьких изделий — шкатулки, скульптуры, наличники, статуэтки животных.
Помимо фрезера существуют стамески, лобзики и т.д. Если фрезер выполняет более грубую работу, то они подходят для маленьких изделий — шкатулки, скульптуры, наличники, статуэтки животных. Для самобытности работы мастера добавляют выемчатую резьбу на изделия.
Для самобытности работы мастера добавляют выемчатую резьбу на изделия. Если хочется что-то изменить в доме, то фрезер специально для этого! Он способен оживить старые вещи. Красивый узор еще никогда не ухудшал вид дерева!
Если хочется что-то изменить в доме, то фрезер специально для этого! Он способен оживить старые вещи. Красивый узор еще никогда не ухудшал вид дерева!
 Если это для рекламы или морского сектора, оборудование намного проще.
Если это для рекламы или морского сектора, оборудование намного проще. Точность этих станков превосходна благодаря ЧПУ.
Точность этих станков превосходна благодаря ЧПУ.

 (Если это не спиральное сверло с алмазным напылением, которое используется не для сверления, а для расширения уже существующих отверстий, например, в бусинах)
(Если это не спиральное сверло с алмазным напылением, которое используется не для сверления, а для расширения уже существующих отверстий, например, в бусинах)
 Небольшие углы и кончики этих V-образных гравировальных фрез обеспечивают узкие прорези и мелкую деликатную гравировку букв и линий.
Небольшие углы и кончики этих V-образных гравировальных фрез обеспечивают узкие прорези и мелкую деликатную гравировку букв и линий.

 Они могут фрезеровать, и они могут сверлить. (У них есть режущие кромки на торце и по бокам). Обычно это концевые фрезы с 2 или 3 канавками, а иногда можно встретить и 4-канавочные концевые фрезы с центральной режущей кромкой.
Они могут фрезеровать, и они могут сверлить. (У них есть режущие кромки на торце и по бокам). Обычно это концевые фрезы с 2 или 3 канавками, а иногда можно встретить и 4-канавочные концевые фрезы с центральной режущей кромкой.

 Приобрести их можно не только в России, но и в странах Евразийского экономического союза.
Приобрести их можно не только в России, но и в странах Евразийского экономического союза.

 Компания обслуживает клиентов из всех регионов России.
Компания обслуживает клиентов из всех регионов России. Завод позиционирует себя как единственного производителя всей гаммы фрезерных станков в СНГ, включая станки с ЧПУ. В его ассортименте есть фрезерные обрабатывающие центры, продольно-фрезерные станки, фрезерные консольные станки вертикального и горизонтального типа, а также бесконсольные вертикальные и универсальные станки.
Завод позиционирует себя как единственного производителя всей гаммы фрезерных станков в СНГ, включая станки с ЧПУ. В его ассортименте есть фрезерные обрабатывающие центры, продольно-фрезерные станки, фрезерные консольные станки вертикального и горизонтального типа, а также бесконсольные вертикальные и универсальные станки.


 Неудивительно, что Китай, наряду с Германией и Японией, входит теперь в тройку стран, где размещены предприятия по производству ЧПУ-станков с наибольшей рыночной капитализацией.
Неудивительно, что Китай, наряду с Германией и Японией, входит теперь в тройку стран, где размещены предприятия по производству ЧПУ-станков с наибольшей рыночной капитализацией. org/BreadcrumbList»>
org/BreadcrumbList»> Основной элемент станка влияющий за точность и выработку — это станина. Наши станки сделаны из монолитной станины.
Основной элемент станка влияющий за точность и выработку — это станина. Наши станки сделаны из монолитной станины.
 обороты 1650
обороты 1650  обороты 1000
обороты 1000  Постоянный контроль качества и диалог с клиентом.
Постоянный контроль качества и диалог с клиентом.

 Однако в украинской организации считают, что Haas — далеко не единственный производитель станков с ЧПУ, снабжающий российских оружейников.
Однако в украинской организации считают, что Haas — далеко не единственный производитель станков с ЧПУ, снабжающий российских оружейников. Олигархи стали мишенью; запреты на выдачу виз и замораживание активов; Долг России сделался непосильным для международных инвесторов. Тем не менее, благодаря фискальной крепости президента Владимира Путина, все эти меры соскользнули с Кремля, как вода с гуся.
Олигархи стали мишенью; запреты на выдачу виз и замораживание активов; Долг России сделался непосильным для международных инвесторов. Тем не менее, благодаря фискальной крепости президента Владимира Путина, все эти меры соскользнули с Кремля, как вода с гуся.
 Но на строительство заводов ушло больше времени, чем на разработку лекарства.
Но на строительство заводов ушло больше времени, чем на разработку лекарства. Советское машиностроение взорвалось в 1980-х годах, но СССР быстро отстал после появления более точного «численного» машиностроения, пионерами которого стали японцы и немцы. Даже США изо всех сил пытались не отставать от этого первого нововведения.
Советское машиностроение взорвалось в 1980-х годах, но СССР быстро отстал после появления более точного «численного» машиностроения, пионерами которого стали японцы и немцы. Даже США изо всех сил пытались не отставать от этого первого нововведения.
 Но то, что Россия больше не производила инструменты, не означает, что она не использовала инструменты.
Но то, что Россия больше не производила инструменты, не означает, что она не использовала инструменты. Хотя официальных санкций на чип нет, западные производители отказываются продавать его в Россию. «Роскосмос» пытался найти аналоги на таких рынках, как Индия и Бразилия, но качество просто недостаточно хорошее.
Хотя официальных санкций на чип нет, западные производители отказываются продавать его в Россию. «Роскосмос» пытался найти аналоги на таких рынках, как Индия и Бразилия, но качество просто недостаточно хорошее.

 Америка является крупным потребителем и крупным производителем, но даже США импортируют около 60% своих потребностей в инструментах, в то время как Китай импортирует около трети своих инструментов. Напротив, Россия производит небольшое количество инструментов и импортирует почти 100% своих потребностей.
Америка является крупным потребителем и крупным производителем, но даже США импортируют около 60% своих потребностей в инструментах, в то время как Китай импортирует около трети своих инструментов. Напротив, Россия производит небольшое количество инструментов и импортирует почти 100% своих потребностей. Есть несколько крупных корпораций с глубокими карманами, которые могут пережить колебания спроса, но большинство из них не могут. К тому же, поскольку станки являются по сути инвестиционным капиталом, промышленность очень чувствительна к изменчивости экономического цикла.
Есть несколько крупных корпораций с глубокими карманами, которые могут пережить колебания спроса, но большинство из них не могут. К тому же, поскольку станки являются по сути инвестиционным капиталом, промышленность очень чувствительна к изменчивости экономического цикла. Сейчас она импортирует из более чем 70 стран, но все, что произошло, это то, что Россия все чаще покупает низкотехнологичные инструменты на развивающихся рынках, в то время как доля самых сложных и самых дорогих инструментов из таких стран, как Германия, Италия, Япония и США, фактически увеличилась. .
Сейчас она импортирует из более чем 70 стран, но все, что произошло, это то, что Россия все чаще покупает низкотехнологичные инструменты на развивающихся рынках, в то время как доля самых сложных и самых дорогих инструментов из таких стран, как Германия, Италия, Япония и США, фактически увеличилась. .


 Высокая чистота поверхности обеспечивается одновременным встречным вращением детали и шлифовального круга. Не рекомендуется применять на станках без телескопической защиты направляющих.
Высокая чистота поверхности обеспечивается одновременным встречным вращением детали и шлифовального круга. Не рекомендуется применять на станках без телескопической защиты направляющих. Отличаются от ручного инструмента (метчиков, плашек) высокой производительностью и качеством. Результат обеспечивается за один проход инструментом. На токарных станках используются вращающиеся головки.
Отличаются от ручного инструмента (метчиков, плашек) высокой производительностью и качеством. Результат обеспечивается за один проход инструментом. На токарных станках используются вращающиеся головки. Оси могут совпадать или быть параллельны, находиться под некоторым углом друг к другу.
Оси могут совпадать или быть параллельны, находиться под некоторым углом друг к другу. Резцы закрепляются в резцедержателях, установленных на переднем и заднем суппортах. Установка каждого резца определяется технологической картой обработки детали.
Резцы закрепляются в резцедержателях, установленных на переднем и заднем суппортах. Установка каждого резца определяется технологической картой обработки детали. 08.2020
08.2020 Благодаря жесткой фиксации инструментального диска данной револьверной головки она может применяется для нарезания резьбы, расточки внутренних отверстий, проточке пазов и т.д. Револьверная головка серии BWD применяется для оснащения промышленных станков, металлургических предприятий и так далее.
Благодаря жесткой фиксации инструментального диска данной револьверной головки она может применяется для нарезания резьбы, расточки внутренних отверстий, проточке пазов и т.д. Револьверная головка серии BWD применяется для оснащения промышленных станков, металлургических предприятий и так далее.

 Особенности включают переднюю бабку с приводом от муфты со всеми закаленными и отшлифованными шестернями передней бабки, универсальный редуктор, полностью интегрированную систему охлаждения и ускоренный ход на фартуке, что делает серию ZH идеальной для высокопроизводительных производственных приложений. Это функции, которые вы ожидаете от токарного станка JET, на который распространяется ведущая в отрасли двухлетняя гарантия JET.
Особенности включают переднюю бабку с приводом от муфты со всеми закаленными и отшлифованными шестернями передней бабки, универсальный редуктор, полностью интегрированную систему охлаждения и ускоренный ход на фартуке, что делает серию ZH идеальной для высокопроизводительных производственных приложений. Это функции, которые вы ожидаете от токарного станка JET, на который распространяется ведущая в отрасли двухлетняя гарантия JET.
 )
) США, электронная торговля)
США, электронная торговля) одинаковый Но если вы ничего не знаете о токарных станках, успокойтесь! Мы начнем с базовой истории токарного станка, дадим некоторую общую информацию о том, что он делает, а затем перейдем к дополнительным рекомендациям о том, как выбрать токарный станок для данного проекта.
одинаковый Но если вы ничего не знаете о токарных станках, успокойтесь! Мы начнем с базовой истории токарного станка, дадим некоторую общую информацию о том, что он делает, а затем перейдем к дополнительным рекомендациям о том, как выбрать токарный станок для данного проекта.
 Сегодня вы найдете токарные станки повсюду, от мастерских по обработке дерева до передовых фабричных цехов, которые служат разным целям, но работают по одному и тому же принципу; вращающаяся заготовка со стационарной режущей головкой.
Сегодня вы найдете токарные станки повсюду, от мастерских по обработке дерева до передовых фабричных цехов, которые служат разным целям, но работают по одному и тому же принципу; вращающаяся заготовка со стационарной режущей головкой.
 Однодюймового шпинделя может быть достаточно для небольших работ, но для шпинделя, достаточно прочного, чтобы вмещать более крупные детали без изгиба, вам часто потребуется шпиндель размером не менее дюйма с четвертью.
Однодюймового шпинделя может быть достаточно для небольших работ, но для шпинделя, достаточно прочного, чтобы вмещать более крупные детали без изгиба, вам часто потребуется шпиндель размером не менее дюйма с четвертью.
 Есть два основных варианта; британская плоская кровать или предпочитаемая американцами V-образная кровать. Эти два вида не требуют пояснений, и у каждого из дизайнов есть свои сторонники. Для небольших токарных станков (и соответственно меньших заготовок) это редко имеет большое значение для производительности токарного станка.
Есть два основных варианта; британская плоская кровать или предпочитаемая американцами V-образная кровать. Эти два вида не требуют пояснений, и у каждого из дизайнов есть свои сторонники. Для небольших токарных станков (и соответственно меньших заготовок) это редко имеет большое значение для производительности токарного станка. Если вы собираетесь работать с более крупными деталями, покупка задней бабки с самого начала является разумным выбором.
Если вы собираетесь работать с более крупными деталями, покупка задней бабки с самого начала является разумным выбором. токарные станки. Последнее число относится к расстоянию между центрами (т. Е. Передней и задней бабками) или к самому длинному куску материала, с которым может справиться токарный станок. Первое число в США относится к максимальному диаметру, который может иметь заготовка и при этом оставаться над станиной станка. Это также известно как «качание» токарного станка.
токарные станки. Последнее число относится к расстоянию между центрами (т. Е. Передней и задней бабками) или к самому длинному куску материала, с которым может справиться токарный станок. Первое число в США относится к максимальному диаметру, который может иметь заготовка и при этом оставаться над станиной станка. Это также известно как «качание» токарного станка. Приведенный размер — это не размер самого станка, а скорее обрабатываемая деталь, которую можно разместить; токарный станок будет значительно больше. Токарный станок размером 3 x 15 дюймов легко может весить более 30 кг; токарный станок такого размера будет весить намного больше, и для его установки потребуется подъемник с двигателем или небольшой кран.
Приведенный размер — это не размер самого станка, а скорее обрабатываемая деталь, которую можно разместить; токарный станок будет значительно больше. Токарный станок размером 3 x 15 дюймов легко может весить более 30 кг; токарный станок такого размера будет весить намного больше, и для его установки потребуется подъемник с двигателем или небольшой кран.
 Обычный аппарат состоит из наклонной либо прямой станины, каретки с закрепленным на ней электрическим двигателем, редуктора и основания. Мотор заставляет двигаться хвостовик с резьбой посредством редуктора. На хвостовик накручивается алмазная коронка с сегментами.
Обычный аппарат состоит из наклонной либо прямой станины, каретки с закрепленным на ней электрическим двигателем, редуктора и основания. Мотор заставляет двигаться хвостовик с резьбой посредством редуктора. На хвостовик накручивается алмазная коронка с сегментами. Несмотря на то, что стоимость его достаточно высока, при выполнении большого объема работ приобретение оправдано, так как позволяет бурить бетон быстро и качественно.
Несмотря на то, что стоимость его достаточно высока, при выполнении большого объема работ приобретение оправдано, так как позволяет бурить бетон быстро и качественно. д.
д. Работа выполняется с применением стойки. Хорошее соотношение цены и качества. Инструмент данного типа обычно выбирают сантехники, выполняющие прокладку коммуникаций в многоэтажках.
Работа выполняется с применением стойки. Хорошее соотношение цены и качества. Инструмент данного типа обычно выбирают сантехники, выполняющие прокладку коммуникаций в многоэтажках.
 Часто установки оснащают механизмом подачи воды для уменьшения пыли во время выполнения работ и охлаждения коронок (что существенно продлевает срок их эксплуатации).
Часто установки оснащают механизмом подачи воды для уменьшения пыли во время выполнения работ и охлаждения коронок (что существенно продлевает срок их эксплуатации).
 org/BreadcrumbList»>
org/BreadcrumbList»>
 Для работы с инструментом некоторых производителей потребуются специальные переходники. Для того, чтобы сделать глубокое отверстие, к примеру на 1 метр и более, может потребоваться специализированная удлиненная алмазная коронка или удлинитель. Модели установок алмазного бурения отличаются прежде всего мощностью и крутящим моментом, от которой напрямую зависит возможность сверлить более большим диаметром алмазной коронки.
Для работы с инструментом некоторых производителей потребуются специальные переходники. Для того, чтобы сделать глубокое отверстие, к примеру на 1 метр и более, может потребоваться специализированная удлиненная алмазная коронка или удлинитель. Модели установок алмазного бурения отличаются прежде всего мощностью и крутящим моментом, от которой напрямую зависит возможность сверлить более большим диаметром алмазной коронки.

 05.2018
05.2018 Этот блок представляет собой запатентованную конструкцию ферменной рамы и перемещается как единое целое. Одно- или двухсекционный накопительный дозатор инертных материалов, односекционный накопительный дозатор цемента, транспортировочная лента, встроенный в ферму силос, полная воздушная система и предварительно смонтированная электропроводка на одной ферменной раме. Верхний бункер для заполнителя может быть добавлен в любое время в будущем, что может удвоить производительность.
Этот блок представляет собой запатентованную конструкцию ферменной рамы и перемещается как единое целое. Одно- или двухсекционный накопительный дозатор инертных материалов, односекционный накопительный дозатор цемента, транспортировочная лента, встроенный в ферму силос, полная воздушная система и предварительно смонтированная электропроводка на одной ферменной раме. Верхний бункер для заполнителя может быть добавлен в любое время в будущем, что может удвоить производительность.
 Этот дизайн идеально подходит для труднодоступных мест и является наиболее экономичным для морских перевозок.
Этот дизайн идеально подходит для труднодоступных мест и является наиболее экономичным для морских перевозок. нас в публикациях по бетонной промышленности
нас в публикациях по бетонной промышленности
 Мобильный: (630) 248-3759
Мобильный: (630) 248-3759 В зависимости от производственных потребностей и других факторов производитель может выбрать мобильный бетонный завод или стационарный бетонный завод. Бетоносмесительный завод может производить сухой бетон, который представляет собой комбинацию компонентов бетона и смешивает их в грузовике с водой по дороге на объект, или бетон с мокрой смесью, представляющий собой комбинацию компонентов бетона и воды в центральном смесителе на месте вашего строительства. завод, а затем выгружается в грузовик для транспортировки.
В зависимости от производственных потребностей и других факторов производитель может выбрать мобильный бетонный завод или стационарный бетонный завод. Бетоносмесительный завод может производить сухой бетон, который представляет собой комбинацию компонентов бетона и смешивает их в грузовике с водой по дороге на объект, или бетон с мокрой смесью, представляющий собой комбинацию компонентов бетона и воды в центральном смесителе на месте вашего строительства. завод, а затем выгружается в грузовик для транспортировки.

 08.2022
08.2022 «>
«> «>
«>
 07.2022
07.2022

 ..
..

 Яз.)
Яз.) Лазерные режущие станки позволяют резать даже самые твердые материалы с ровным контуром без образования лишних отходов с наименьшими затратами времени.
Лазерные режущие станки позволяют резать даже самые твердые материалы с ровным контуром без образования лишних отходов с наименьшими затратами времени. В твердотельных лазерах, для передачи луча используются оптоволоконные системы вместо зеркал. Однако для газового лазера, с его большей длиной волны излучения это невозможно.
В твердотельных лазерах, для передачи луча используются оптоволоконные системы вместо зеркал. Однако для газового лазера, с его большей длиной волны излучения это невозможно. мощность лазера
мощность лазера
 Теперь предприятия могут достичь более высокой производительности и оптимизировать свои производственные процессы с помощью станка для лазерной резки металла, что в конечном итоге приводит к увеличению прибыльности. Эти машины могут оказать удобную поддержку не только профессиональным владельцам бизнеса, но и любителям или дизайнерам, работающим неполный рабочий день.
Теперь предприятия могут достичь более высокой производительности и оптимизировать свои производственные процессы с помощью станка для лазерной резки металла, что в конечном итоге приводит к увеличению прибыльности. Эти машины могут оказать удобную поддержку не только профессиональным владельцам бизнеса, но и любителям или дизайнерам, работающим неполный рабочий день. Некоторые из разработок, которые мы можем ожидать в будущем, включают более мощные лазерные источники, улучшенные системы автоматизации и управления, а также интеграцию технологий искусственного интеллекта и машинного обучения.
Некоторые из разработок, которые мы можем ожидать в будущем, включают более мощные лазерные источники, улучшенные системы автоматизации и управления, а также интеграцию технологий искусственного интеллекта и машинного обучения.
 Технологические параметры (скорость резки, электропитание, давление газа) и траектория движения при продольной резке контролируются системой ЧПУ, а шлак на разрезе сдувается вспомогательным газом с определенным давлением.
Технологические параметры (скорость резки, электропитание, давление газа) и траектория движения при продольной резке контролируются системой ЧПУ, а шлак на разрезе сдувается вспомогательным газом с определенным давлением.


 Когда в качестве вспомогательного газа используется кислород, химическая реакция протекает бурно, а скорость резания высока, но легко образуется оксидный слой на режущей кромке, что также может привести к пережогу. Поэтому использование воздуха в качестве вспомогательного газа может обеспечить качество резки. Лазерная резка титановых сплавов широко используется в авиастроении. Титановые пластины режутся азотом и азотом в качестве рабочих газов.
Когда в качестве вспомогательного газа используется кислород, химическая реакция протекает бурно, а скорость резания высока, но легко образуется оксидный слой на режущей кромке, что также может привести к пережогу. Поэтому использование воздуха в качестве вспомогательного газа может обеспечить качество резки. Лазерная резка титановых сплавов широко используется в авиастроении. Титановые пластины режутся азотом и азотом в качестве рабочих газов. Резаки для листового металла.
Резаки для листового металла. 279 000,00 за более мощный источник волоконного лазера IPG мощностью 12 000 Вт для коммерческого использования. Стоимость профессионального автоматического лазерного станка для резки труб начинается от 50 000 долларов США с источником питания волоконного лазера мощностью 1000 Вт, 2000 Вт, 3000 Вт для большинства типов труб. Универсальные станки для лазерной резки труб и листового металла на продажу по цене от 42 500 до 116 000 долларов США для изготовления металла двойного назначения с контроллером ЧПУ в промышленном производстве.
279 000,00 за более мощный источник волоконного лазера IPG мощностью 12 000 Вт для коммерческого использования. Стоимость профессионального автоматического лазерного станка для резки труб начинается от 50 000 долларов США с источником питания волоконного лазера мощностью 1000 Вт, 2000 Вт, 3000 Вт для большинства типов труб. Универсальные станки для лазерной резки труб и листового металла на продажу по цене от 42 500 до 116 000 долларов США для изготовления металла двойного назначения с контроллером ЧПУ в промышленном производстве. -FC4020, STJ1325M, STJ1390M, STJ1610M, ST-18R
-FC4020, STJ1325M, STJ1390M, STJ1610M, ST-18R 00 — $279,000.00
00 — $279,000.00


 Вы можете совершать большую часть покупок в Интернете, выполнив 8 описанных ниже шагов. Давайте проведем вас через каждый шаг процесса покупки.
Вы можете совершать большую часть покупок в Интернете, выполнив 8 описанных ниже шагов. Давайте проведем вас через каждый шаг процесса покупки. Последние новости о строительстве будут обновляться и сообщаться покупателю в процессе изготовления.
Последние новости о строительстве будут обновляться и сообщаться покупателю в процессе изготовления.
 Передняя и задняя линии важны для самой заготовки. Это бесполезно, поэтому его следует размещать вне категории заготовок, и в то же время следить за тем, чтобы выводы не устанавливались на острые углы и другие места, в которых нелегко рассеивать тепло. Соединение между подводящим проводом и щелью максимально приближено к дуге окружности, чтобы сделать механическое движение стабильным и избежать ожогов, вызванных угловым упором.
Передняя и задняя линии важны для самой заготовки. Это бесполезно, поэтому его следует размещать вне категории заготовок, и в то же время следить за тем, чтобы выводы не устанавливались на острые углы и другие места, в которых нелегко рассеивать тепло. Соединение между подводящим проводом и щелью максимально приближено к дуге окружности, чтобы сделать механическое движение стабильным и избежать ожогов, вызванных угловым упором. Плохое заземление сократит срок службы. Разряд высокого напряжения повредит цепь управления и даже угрожает безопасности жизни.
Плохое заземление сократит срок службы. Разряд высокого напряжения повредит цепь управления и даже угрожает безопасности жизни. Если температура охлаждающей воды ниже минимально допустимого значения, это приведет к замерзанию воды.
Если температура охлаждающей воды ниже минимально допустимого значения, это приведет к замерзанию воды. В то же время он также производит большое количество пыли, особенно при обработке некоторых специальных металлических материалов. Образующаяся пыль содержит некоторые химические компоненты, которые при вдыхании наносят вред человеческому организму.
В то же время он также производит большое количество пыли, особенно при обработке некоторых специальных металлических материалов. Образующаяся пыль содержит некоторые химические компоненты, которые при вдыхании наносят вред человеческому организму.
 Для поддержания чистоты и порядка требуется ежедневная уборка.
Для поддержания чистоты и порядка требуется ежедневная уборка.
 Таким образом, это никогда не будет доступным вариантом для выбора. Чтобы сэкономить свой бюджет, вы можете подумать о выборе доступного варианта, но делайте это только тогда, когда у вас будет достаточно знаний о том, какой из них будет хорошим, а какой нет. В этом случае выбор надежного производителя, который обеспечит хорошую поддержку после покупки, будет лучшим вариантом для покупки. В случае, если вы столкнетесь с какими-либо трудностями после совершения покупки, у вас будет возможность обратиться за помощью или поддержкой.
Таким образом, это никогда не будет доступным вариантом для выбора. Чтобы сэкономить свой бюджет, вы можете подумать о выборе доступного варианта, но делайте это только тогда, когда у вас будет достаточно знаний о том, какой из них будет хорошим, а какой нет. В этом случае выбор надежного производителя, который обеспечит хорошую поддержку после покупки, будет лучшим вариантом для покупки. В случае, если вы столкнетесь с какими-либо трудностями после совершения покупки, у вас будет возможность обратиться за помощью или поддержкой. Благодаря потрясающей и отличной поддержке клиентов и ответной реакции после покупки мы работаем над тем, чтобы наши клиенты были довольны во всех отношениях. Выберите свой следующий резак от STYLECNC, и мы можем поспорить, что вы поблагодарите себя позже.
Благодаря потрясающей и отличной поддержке клиентов и ответной реакции после покупки мы работаем над тем, чтобы наши клиенты были довольны во всех отношениях. Выберите свой следующий резак от STYLECNC, и мы можем поспорить, что вы поблагодарите себя позже. В этой статье будут рассмотрены факторы, влияющие на цены на станки для лазерной резки, и определены лучшие станки для определенных областей применения.
В этой статье будут рассмотрены факторы, влияющие на цены на станки для лазерной резки, и определены лучшие станки для определенных областей применения. Диапазоны цен на различные типы станков для лазерной резки перечислены в Таблице 1 ниже:
Диапазоны цен на различные типы станков для лазерной резки перечислены в Таблице 1 ниже: Мощные лазеры требуют более тяжелых компонентов и стоят дороже, чем маломощные машины.
Мощные лазеры требуют более тяжелых компонентов и стоят дороже, чем маломощные машины. Станки для лазерной резки стали
Станки для лазерной резки стали Тип металла и его отражательная способность определяют, что лучше для резки — волоконный или CO2-лазер. Это связано с тем, что металлы легко отражают длинные красные и инфракрасные волны, которые обычно излучаются CO2-лазерами. Металлы поглощают более короткие синие, фиолетовые и ультрафиолетовые волны от волоконных лазеров. Температуры плавления и испарения, а также толщина заготовки определяют минимальную мощность, необходимую для резки, поскольку для резки более толстых материалов требуется большая мощность и плотность энергии. Цена волоконного лазерного резака колеблется от 30 000 до 600 000 долларов, а цена лазерной системы CO2 может варьироваться от 10 000 до 200 000 долларов.
Тип металла и его отражательная способность определяют, что лучше для резки — волоконный или CO2-лазер. Это связано с тем, что металлы легко отражают длинные красные и инфракрасные волны, которые обычно излучаются CO2-лазерами. Металлы поглощают более короткие синие, фиолетовые и ультрафиолетовые волны от волоконных лазеров. Температуры плавления и испарения, а также толщина заготовки определяют минимальную мощность, необходимую для резки, поскольку для резки более толстых материалов требуется большая мощность и плотность энергии. Цена волоконного лазерного резака колеблется от 30 000 до 600 000 долларов, а цена лазерной системы CO2 может варьироваться от 10 000 до 200 000 долларов. CO2 или диодный лазер мощностью 40 Вт может с легкостью резать и гравировать такие ткани, как полиэстер, хлопок, шерсть и кожа. Станок для резки ткани лазером CO2 стоит от 500 до 4000 долларов, а диодный лазер для резки ткани стоит от 300 до 1000 долларов.
CO2 или диодный лазер мощностью 40 Вт может с легкостью резать и гравировать такие ткани, как полиэстер, хлопок, шерсть и кожа. Станок для резки ткани лазером CO2 стоит от 500 до 4000 долларов, а диодный лазер для резки ткани стоит от 300 до 1000 долларов. Цена станков для лазерной резки дерева колеблется от 500 до 4000 долларов США для CO2-лазеров и обычно составляет от 300 до 1000 долларов США для диодных лазеров.
Цена станков для лазерной резки дерева колеблется от 500 до 4000 долларов США для CO2-лазеров и обычно составляет от 300 до 1000 долларов США для диодных лазеров. Для создания сложных и замысловатых дизайнов приглашений не требуются мощные лазеры. С помощью диодных лазеров можно легко создавать красивые приглашения. Цена станков для диодной лазерной резки колеблется от 300 до 1000 долларов.
Для создания сложных и замысловатых дизайнов приглашений не требуются мощные лазеры. С помощью диодных лазеров можно легко создавать красивые приглашения. Цена станков для диодной лазерной резки колеблется от 300 до 1000 долларов. Он может резать и гравировать все металлы, от тканей и дерева до пластика и металлов.
Он может резать и гравировать все металлы, от тканей и дерева до пластика и металлов.
 Более дешевые машины часто имеют меньшую мощность по сравнению с более дорогими машинами, а также обычно имеют меньшее рабочее пространство. Однако дорогие лазерные машины могут быть более надежными и иметь лучшую конструкцию. Учитывайте объемы продукции и материалы, используемые при лазерной резке, чтобы выбрать подходящую машину.
Более дешевые машины часто имеют меньшую мощность по сравнению с более дорогими машинами, а также обычно имеют меньшее рабочее пространство. Однако дорогие лазерные машины могут быть более надежными и иметь лучшую конструкцию. Учитывайте объемы продукции и материалы, используемые при лазерной резке, чтобы выбрать подходящую машину. Обращаться к нам за помощью стоит каждому предприятию, которое стремится автоматизировать производство или заказать целую производственную линию.
Обращаться к нам за помощью стоит каждому предприятию, которое стремится автоматизировать производство или заказать целую производственную линию. RU
RU ru Показать почту
ru Показать почту ru Показать почту
ru Показать почту ru Показать почту
ru Показать почту ru Показать почту
ru Показать почту счет 40702810229480001259
счет 40702810229480001259 Казань, ул. Михаила Миля, 65А, офис 202
Казань, ул. Михаила Миля, 65А, офис 202 Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой 

 ПРИМЕНЕНИЯ ЗАПАСНЫХ ЧАСТЕЙ ДЛЯ ЗАПАСНЫХ ЧАСТЕЙ РАНЕЕ ИМПОРТНЫХ ГОТОВЫХ ПРОДУКТОВ 392 800 CLASSIFICATION CODE:
ПРИМЕНЕНИЯ ЗАПАСНЫХ ЧАСТЕЙ ДЛЯ ЗАПАСНЫХ ЧАСТЕЙ РАНЕЕ ИМПОРТНЫХ ГОТОВЫХ ПРОДУКТОВ 392 800 CLASSIFICATION CODE: ДЕТАЛЕЙ НА ТОКАРНОМ СТАНКЕ БЕЗ СОБСТВЕННОГО ПРИВОДА ОБЛ.ПРИМ.-ЗАПЧАСТИ ДЛЯ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ. И РЕМОНТ РАНЕЕ ВВЕЗОННЫХ ГОТОВЫХ ИЗДЕЛИЙ ЛИЦА
ДЕТАЛЕЙ НА ТОКАРНОМ СТАНКЕ БЕЗ СОБСТВЕННОГО ПРИВОДА ОБЛ.ПРИМ.-ЗАПЧАСТИ ДЛЯ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ. И РЕМОНТ РАНЕЕ ВВЕЗОННЫХ ГОТОВЫХ ИЗДЕЛИЙ ЛИЦА ПРИМЕНЕНИЯ ЗАПАСНЫХ ЧАСТЕЙ ДЛЯ ЗАПАСНЫХ ЧАСТЕЙ ЗАРАНЕЕ ИМПОРТНЫХ ГОТОВЫХ ПРОДУКТОВ 392 800 CLASSIFICATION CODE:
ПРИМЕНЕНИЯ ЗАПАСНЫХ ЧАСТЕЙ ДЛЯ ЗАПАСНЫХ ЧАСТЕЙ ЗАРАНЕЕ ИМПОРТНЫХ ГОТОВЫХ ПРОДУКТОВ 392 800 CLASSIFICATION CODE: