Начнём с азов, и для начала ответим на простой вопрос: что такое цанга. Цанга – элемент станочной оснастки, который используют для закрепления металлообрабатывающего инструмента в станке. Чаще всего такие устройства используются у фрезера, токарного или фрезерных станков.
Конструктивно цанга представляет собой разрезную пружинную втулку с усечённым конусом и посадочным отверстием для хвостовой части инструмента. Изготавливается из калёного или упругого металла, на корпусе имеются пропилы, образующие лепестки с пружинящим эффектом, которые обеспечивают крепление или снятие инструмента.
Главная задача такой оснастки – обеспечить надёжное крепление инструмента, не допуская при этом биения во время работы. Фактически, цанги не только повышают качество обработки, но и обеспечивают безопасность оператора станка. Благодаря лепесткам, цанга гарантирует равномерный обжим хвостовика инструмента. Изделия хорошо переносят температурные перепады, поэтому могут использоваться для высокоскоростной обработки заготовок.
Комментарий: Самые популярные цанги — типа ER
Цанги для метчиков
Цанги ER
Прецизионные цанги ER
Цанги
Цанги для токарных цанговых патронов
Типы цанг
На производстве используют разные виды цанг для фрезерного станка. Изделия различаются формой, например, могут быть цилиндрическими или коническими. В зависимости от типа оснастка подходит для различных производственных процессов.
«ТКТ» предлагает разобраться в разных видах цанг, как они работают и для чего применяются.
Цанги типа ER
Наиболее массовый тип, который используют в большинстве цанговых патронов. Выпускается в двух вариантах: стандартная и высокоточная, могут оснащаться квадратом для крепления метчиков и приспособлениями для подачи смазочно-охлаждающих жидкостей. Угол цанги составляет 8 градусов.
Цанги типа OZ
Цанга типа OZ длиннее цанг ER, имеет угол 2.5 градуса. Оснастка предназначается для крепления инструмента с цилиндрическими хвостовиками, хорошо выдерживает осевые и радиальные нагрузки. Применяется в сверлильном и фрезерном оборудовании, а также обрабатывающих центрах.
Цанги типа TG
Редкий вариант. Это прецизионные цанги с углом в 4 градуса. Изготавливается оснастка из легированной пружинной стали, может использоваться для высокоточных и высокоскоростных инструментов. По геометрии, цанги TG напоминают изделия серии OZ, но оснастка не является взаимозаменяемой или совместимой.
Зажимные цанги
Зажимную оснастку можно разделить на следующие подкатегории:
Сквозные – обеспечивают крепление инструмента, длина хвостовика которого превышает глубину патрона;
Глухие – один конец инструмента запаивается;
С двумя и более прижимными зонами – обеспечивают фиксацию в нескольких точках оси;
С пазом квадратной формы – применяются при работе с резьбонарезным инструментом;
Цанги ER – со проходным отверстием и двумя зажимными зонами.
Обычные и прецизионные
Обозначение цанги «прецизионная» указывает на то, что такая оснастка используется для технологических операций, требующих высокой точности. Оснастка снижает биение, что обеспечивает максимальную точность сверления или фрезеровки. В отличие от обычных цанг, в прецизионной оснастке предусматривается дополнительный механизм балансировки биения.
Переходные цанги
Своеобразный переходник, который обеспечивает фиксацию и соединение неподходящих друг другу инструментов и патронов. Оснастка незаменима в ситуациях, когда приёмный блок станка не совпадает по диаметру или иным параметрам с рабочим агрегатом.
Цанги для метчиков
Такие цанги обладают квадратным посадочным диаметром, подбираются для резьбонарезного инструмента с аналогичным сечением квадрата. Оснастка используется для работы на малых скоростях, что обеспечивает плавное и точное нарезание резьбы.
Комментарий: Цанги обеспечивают надежную фиксацию инструмента в станке
Сферы использования цанг
Станочную оснастку широко используют в работе любого металлообрабатывающего оборудования: токарные, сверлильные, фрезерные и шлифовальные станки. Цанги для токарно-винторезных станков могут быть подающими и зажимными. Первые работают вместе с зажимной оснасткой, обеспечивая перемещение в направлении оси. Вторые просто фиксируют заготовку в зажимном патроне.
В сверлильных центрах и фрезерных станках оснастка используется для крепления фрез, свёрл и метчиков подходящего сечения и диаметра.
ГОСТы
Производство и характеристики регулируются следующими стандартами:
Зажимные под цилиндрический хвостовик – ГОСТ 17201-71 и 2876-80;
Подающие – ГОСТ 2877-80.
Среди международных стандартов качества можно выделить DIN 6499 и ISO 15488, в соответствии с которыми выпускаются цанги типа ER.
Особенности выбора
При подборе оснастки нужно обращать внимание на следующие параметры:
Соответствие зажимного приспособления диаметру обрабатываемого изделия или хвостовику инструмента;
Для фрезеров лучше использовать стандартные или уменьшенные цанги;
Не приобретать оснастку, которая отличается от стандартных типоразмеров.
Если требуется консультация специалиста, обратитесь к менеджерам компании «ТКТ».
что это, конструкция, применение, виды, характеристики
Главная
/ Реестр
/ Что такое цанга, конструкция, где применяется?
Цанги представляют собой приспособления для крепления заготовок, деталей и инструмента с хвостовиками. Фиксация с их помощью имеет важное преимущество. Данный элемент дает возможность в короткие сроки устанавливать и снимать инструменты и заготовки. Это существенно экономит рабочее время и способствует повышению производительности труда. Недостатком цанг считается необходимость подбирать фиксирующее устройство в строгом соответствии с типоразмером патрона.
Особенности конструкции
Корпус цанги – это разрезная пружинящая гильза в форме усеченного конуса, выполненная из эластичной стали с отверстием определенного диаметра. Благодаря специальным осевым пропилам сформированы лепестки, которые разжимаются и сжимаются при установке и снятии заготовки или инструмента. Фиксирующие лепестки плотно прижимаются к вставленному элементу, а гайка зажимного патрона обеспечивает сжимающее усилие. Цангу устанавливают в цанговый патрон, который является одним из элементов оснастки станков для обработки металла и иных материалов (токарных, фрезерных, сверлильных). Конструкция может крепиться на посадочном месте при помощи конуса Морзе или служить составной частью станка. Для изготовления цанг используются высокоуглеродистые стали. Изделия термически обрабатываются до твердости HRC 58–62 в зажимной части и HRC 42–48 в хвостовой. Чтобы фиксатор не заклинивало, угол конуса разрезной втулки составляет 30–40 градусов.
Разновидности цанг
Существует несколько видов цанг. Они различаются по конструктивному исполнению, размеру и специфике применения. Выпускаются следующие виды фиксирующих элементов общего назначения:
глухие и сквозные. Сквозные подходят для фиксации деталей неограниченной длины (например, металлического прутка при обработке на токарном станке). В глухих цангах возможна обработка изделий ограниченной длины;
с одной или двумя зонами зажима. В первом случае фиксация не очень жесткая. Во втором случае крепление более прочное. Исключается отклонение рабочего инструмента от оси шпинделя, отсутствует биение, минимизируются вибрации;
с отверстием под круглый, квадратный или шестигранный хвостовик. Наиболее часто используются изделия с круглым отверстием. Но есть цанги, которые подходят для фиксации специального инструмента.
Особенности применения в зависимости от вида
Цанговые патроны для обрабатывающего оборудования подразделяются на патроны с выдвижной, втягиваемой или неподвижной цангами. Сами фиксаторы бывают подающими и зажимными.
Подающие фиксаторы
У цанги, выполненной в виде стальной втулки, есть три неполных разреза, которые образуют пружинящие лепестки с поджатыми друг к другу концами. При выборе изделия учитывается профиль прутка, который требуется закрепить для обработки (отверстие в фиксаторе должно иметь ту же конфигурацию). Фиксатор закрепляют на подающей трубе. Подача изделия осуществляется посредством гидромеханического привода или кулачкового механизма. Пруток раздвигает лепестки, проталкиваясь через них. Сила упругости заставляет их плотно прижаться к поверхности прутка. Перемещение подающей трубы заставляет лепестки цанги плотнее сжаться за счет трения, что увеличивает сцепление в ходе подачи прутка.
Зажимные фиксаторы
Зажимные цельные цанги имеют разное число пружинящих лепестков. Фиксаторы с тремя лепестками используют для установки заготовок диаметром до 3 мм, с четырьмя – до 80 мм, с шестью – свыше 80 мм. Существуют зажимные фиксаторы, кулачки которых разводятся пружинами. Они применяются для заготовок малого диаметра. Зажимные разъемные фиксаторы оснащаются сменными вкладышами под крепление прутка разной формы и размера. Такие цанги также используются для фиксации концевого режущего инструмента с хвостовиками небольшого диаметра. К такому инструменту относятся фрезы, сверла, оправки, метчики и т. д. В патрон станка при помощи гайки устанавливают сменную цангу, в которую вставлен хвостовик инструмента. Закручивание гайки заставляет фиксатор вдавиться вглубь патрона, при этом лепестки, упруго деформируясь, плотно обжимают инструмент.
Достоинства и недостатки
Цанговый патрон широко используется для комплектации обрабатывающего оборудования, в первую очередь сверлильно-расточных и фрезерных станков. Он позволяет крепить инструменты на горизонтальных и вертикальных станках, в том числе для фрезерования и сверления заготовок в труднодоступных местах. Цанговые патроны активно используются на всех видах универсальных сверлильных и токарных станков радиального и вертикального направления, фрезерном и фрезерно-гравировальном оборудовании с ЧПУ. Цанги дают возможность быстро менять инструменты для выполнения различных видов работ (сверления, снятия фаски, нарезки резьбы и т. д.) в рамках одной операции по обработке заготовки.
Недостатком такого принципа фиксации является необходимость подбирать цанги в соответствии с формой и размером хвостовиков инструментов. Достоинством является простота и надежность системы фиксации. Наибольшей популярностью пользуются патроны, рассчитанные на установку цанг типа ER.
Твитнуть
Поделиться
Поделиться
Плюсануть
Класснуть
Описание цанг
— Hyfore
Ключевым элементом современного семейства рабочих держателей являются цанги. Они используются в самых разных отраслях промышленности и ремеслах и обеспечивают идеальное решение для различных требований к зажиму.
В этой статье блога мы углубимся в тему цанг и рассмотрим их использование, плюсы и минусы, а также какие цанги доступны, в частности, для металлообрабатывающей промышленности.
Что такое цанга?
Цанга — это тип патрона, который используется для образования кольца вокруг объекта и для надежного зажима объекта при его затягивании. Они в основном используются в промышленности для защиты режущих инструментов и заготовок при высоких скоростях и давлениях.
В первую очередь цанги можно разделить на две категории; внешние и внутренние цанги.
Внешняя цанга представляет собой, по существу, втулку, обычно с цилиндрической внутренней поверхностью и конической внешней поверхностью.
Цанга внутренняя представлена в виде усеченного конуса, просверленного и нарезанного по центральной линии. Они расширяются внутри нужных объектов, закрепляя их на месте или удерживая два отдельных предмета, например телескопические трубы, вместе.
Для чего используются цанги?
Цанги имеют более узкий диапазон зажима по сравнению с патронами, но позволяют высокоэффективно многократно зажимать объекты одинакового размера с более высокой скоростью зажима и освобождения, чем патроны.
Это делает их идеально подходящими для многократного производства высокоточных компонентов и изделий.
Преимущества и недостатки
Цанги находят широкое применение по целому ряду причин, но, как и все варианты крепления, они имеют свои преимущества и недостатки по сравнению с патронами.
Преимущества:
Малый вес
Они могут разгоняться до более высокой скорости, чем вращающиеся патроны, благодаря тому, что они относительно легче
Менее подвержены влиянию центробежной силы 037 Быстрее время наладки
Они могут зажимать детали очень малого диаметра
Недостатки:
Ограниченный диапазон размеров обрабатываемых деталей.
Большой осевой размер
Лучше подходит для заготовок с одинаковыми диаметрами
Где используются цанги?
В то время как в металлообработке используется широчайший ассортимент цанг, цанги используются в удивительно широком диапазоне применений:
Деревообработка – используется для крепления инструмента
Металлообработка – используется для крепления инструмента и заготовок
Хобби – используется безопасные лезвия в канцелярских ножах
Двигатели внутреннего сгорания — используются для регулирования клапанов двигателя
Полупроводники — используются в полупроводниковой промышленности для захвата матрицы с пластины после процесса высечки
Какие варианты цанг может предложить Hyfore?
Компания Hyfore Workholding предлагает широкий выбор цанг. В то время как доступные варианты в основном предназначены для металлообрабатывающей промышленности, применение цанги, как указано здесь, имеет далеко идущие перспективы.
Мы поставляем следующие цанговые зажимы:
Цанги типа C
Блоки цанг
Цанговые патроны
Разжимные цанги
HQC (уникальная система Hardinge)
Цанги Swiss S-типа 9 07 цанговые патроны3 9003 38
Через наших надежных партнеров , мы можем предоставить непревзойденный выбор цанговых зажимов, а также различные патроны, зажимы и тиски. Свяжитесь с нами сегодня, чтобы узнать больше о наших передовых решениях, или зайдите в наш интернет-магазин, чтобы ознакомиться с нашим ассортиментом зажимных приспособлений.
Типы цанг и их применение — деревообработка и металлообработка
19 февраля 2019 г. | импульс | Статьи
Многие люди, если бы к ним подошли на улице и спросили, что такое цанга, скорее всего, посмотрели бы на них с отсутствующим выражением лица. Цанги являются неотъемлемыми частями механической обработки, и тем не менее многие не знают, что они собой представляют, или неверно представляют их как патроны. Как Т.М. Smith Tool известен своими быстросменными инструментальными держателями, они кое-что знают о типах цанг, их возможностях и значении этих неправильно понятых и часто недооцененных устройств.
Что такое цанга?
Цанга — это форма патрона, но она не идентична. В то время как патрон затягивается вокруг объекта, цанга использует зажимное давление, образуя кольцо вокруг удерживаемого объекта, надежно удерживая его на месте. Это зажимное усилие обычно применяется за счет конической конструкции, в которой используется втулка и внутренняя цилиндрическая поверхность. Несмотря на то, что существуют различные конструкции, все типы цанг работают, прижимаясь к удерживаемому элементу, что приводит как к точному выравниванию, так и к статическому трению. Хотя цанга подходит не для каждого инструмента и операции, она обеспечивает самоцентрирование, сопротивление ослаблению, быстрое зажимание и стабильное усилие зажима.
Типы цанг для деревообработки и металлообработки
Как и для любого инструмента или патрона, существует множество цанг, что делает их универсальными зажимными устройствами. Однако, как правило, разные типы цанг используются в двух конкретных областях строительства и производства.
Деревообработка
Неудивительно, что цанга полезна в деревообработке, так как она используется в сверлильных станках и другом оборудовании. Тем не менее, цанга чаще всего используется в фрезерах для удержания режущих фрез на месте. Цанга крепится к инструменту с помощью шестигранной гайки, что позволяет затягивать или ослаблять ее на оправке двигателя.
Металлообработка
В то время как деревообработка может иметь только несколько разновидностей цанг, в металлообработке используется множество типов с различной удерживающей способностью. Конечно, стандартная металлообрабатывающая цанга используется для удержания круглого прутка или инструментов, но есть также цанги шестигранной, квадратной и другой формы для конкретных задач и инструментов. В дополнение к различным формам и стилям существуют также электронные цанги и ступенчатые цанги. Электронные или мягкие цанги обычно обрабатываются для конкретной работы, а ступенчатые цанги предназначены для удержания более крупных деталей.
Цанги ER
Несмотря на то, что существует несколько типов цанг, цанги ER являются золотым стандартом, когда речь идет о зажимных системах. Цанга ER, разработанная Rego-Fix и запатентованная в 1973 году, производится и используется во всем мире как одна из самых надежных зажимных систем. Цанговый патрон er получил свое название, объединив уже зарекомендовавшую себя цангу E с первой буквой торговой марки Rego-Fix. Эти цанги входят в стандартную серию от ER-8 до ER-50, где каждый номер серии относится к размеру конического диаметра гнезд в миллиметрах.
В то время как модернизированная конструкция позволила расширить область применения и удобство зажима, геометрия и конструкция пружины делают цангу ER применимой только для цилиндрических деталей, а это означает, что для квадратных и шестигранных деталей по-прежнему требуются специальные цанги, такие как 5C. Однако, несмотря на недостатки цилиндрической конструкции, эта цанговая система по-прежнему считается наиболее универсальной системой цанговых патронов.
Если вы не уверены в своих цангах или патронах, возможно, стоит обратиться в компанию T.M. Smith Tool, позвонив представителю по телефону 1-800-521-489.4. Они являются экспертами во всех ваших потребностях в держании инструмента и имеют различные конструкции цанг, патронов и быстросменных инструментов, которые могут удовлетворить ваши производственные потребности. Не тратьте ни минуты на обсуждение различий между патронами и цангами или на ценность модернизации или обновления старого сверлильного станка или фрезерного станка. Позвоните и найдите решение, которое подходит для нужд вашего бизнеса уже сегодня.
Для чего используется цанга?
Для чего используется цанга? Цанга представляет собой цилиндрическую втулку, которая…
Как установить цанговый патрон на токарный станок
Использование цангового патрона на токарном станке позволяет станку удерживать деталь…
Как узнать, когда нужно заменить держатель метчика
Компания TM Smith Tool была признана пионером в области быстрой меняйте инструмент на протяжении 60 лет. ..
Где купить специальные держатели и решения для держателей инструментов
Держатель инструмента является важным узлом между инструментом и станком, удерживая…
Продлите срок службы ваших цанг – полезные советы ‘ts
Т.М. Smith предлагает широкий выбор цанг, цанговых гаек и принадлежностей. Наши высококачественные…
Чертежи ЧПУ станка который можно напечатать на 3D принтере
Наверное каждый владелец 3D принтера не раз задумывался о том, что: 3D печать — это, конечно, хорошо, но ЧПУ фрезерером сделать тоже вышло бы дешевле. Дерево стоит на порядок меньше чем пластик, а уж если изготовляемой объект можно собрать из плоских деталей, то фанера порезанная на ЧПУ станке и вовсе оказывается чуть ли не бросовым материалом.
В конце этой статьи вы можете скачать чертежи деталей ЧПУ станка и распечатать их на 3D принтере. Так же в статье есть видео сборки и работы этого фрезера.
ЧПУ станок получается весьма технологичным и простым в сборке, фактически после печати у вас будет конструктор, который надо просто соединить с помощью гаек и винтов.
Если вы собирали в детстве конструкторы, то и со сборкой ЧПУ станка тоже справитесь!
Не смотря на то, что станок собирается на распечатанных из PLA деталей, он вполне тянет работу с фрезером Makita RT0700C — именно он снят на фотографих. Так же вы можете поставить бюджетный шпиндель с АлиЭкспресс ER1 500w, ссылки на электронику и шпиндель смотрите в конце статьи.
То что вы видели на фотографиях в начале статьи — это доработанная версия ЧПУ станка, с кабельканалами и подключением пылесоса. Но изначально концепт был гораздо проще и при этом — он отлично работал!
Видео сборки и тестирования распечатанного ЧПУ станка
На видео выше показана сборка ЧПУ станка из распечатанных на 3D принтере деталей, а так же его тестовые запуски. Печать производится пластиком PLA, он достаточно прочный на изгиб и у него меньше усадочные деформации чем у ABS пластика. Список фурнитуры и электроники для сборки смотрите ниже.
Как видите — не смотря на кажущуюся хлипкость конструкции, тестовые задания ЧПУ фрезер выполняет без проблем. А если понадобится более скоростная работа с большим заглублением фрезы, то помощью этого станка можно порезать комплект чертежей прочного фанерного ЧПУ станка.
Как и любая другая самоделка сделанная своими руками, этот ЧПУ станок распечатанный на 3D принтере подвергся доработкам. Кабель каналы и насадка для подключения пылесоса — это не только красиво, но и практично! Чертежи деталей вы найдете в архиве с самим станком по ссылке в конце статьи.
Третье видео показывает еще одну доработку, на этот раз — увеличение размеров рабочей зоны. Благо, что для такой доработки достаточно просто сменить профиль на более длинный и поставить соответствующие ходовые винты, которые в данном случае сделаны из обычной строительной шпильки.
Вся переделка занимает час, максимум два вашего времени. Кстати, хранить станок можно в разобранном виде, сборка и разборка занимает всего 10-15 минут. Если ЧПУ станок нужен вам лишь время от времени, то вы можете сильно сэкономить пространство в домашней мастерской разбирая ЧПУ на то время когда он не нужен.
Фурнитура для сборки ЧПУ станка
04x | Шаговый двигатель Nema17
03x | Фланцевая гайка M5 / M8
04x | Алюминиевый профиль 20×40 мм (длину по своему рабочему поля смотрите)
03x | Ходовой винт T8, с гайкой (на 100 мм короче, чем алюминиевый профиль)
14x | Нейлоновое колесо с подшипником 5 мм (тип B по ссылке)
02x | Стержень из хромированной стали диаметром 8 мм и длиной 180 мм (ось Z)
01x | 200-мм ходовой винт T8, с гайкой (ocь Z)
04x | LM8UU линейный подшипник
03x | Стандартный 8 мм подшипник
01x | Шкив GT2 20 зубьев, с внутренним диаметром 5 мм
01x | Шкив GT2 20 зубьев, с внутренним диаметром 8 мм
01x | Зубчатый ремень GT2 200мм ~ 220мм
Винты и гайки (для каждого винта так же берите гайку и шайбу):
12x | M6 х 30 мм винт
04x | Винт M6 x 35 мм, 35 мм ОЧЕНЬ важны для крепления шпинделя к тележке Zaxis
26x | M5 x 50 мм винт
22x | M4 х 15 мм винт
08x | M4 х 10 мм винт
16x | М3 х 15 мм винт
20x | Шуруп для дерева 4мм (крепление ЧПУ станка к основанию)
30x | M4 прижимная гайка
Электроника для ЧПУ станка
В качестве управляющей электроники используется Arduino CNC Shield от Protoneer, о нем будет отдельная статья в скором времении.
UPD. Статья про электронику готова и ее можно прочитать тут: Комплект электроники для ЧПУ с USB подключением.
Шпиндель можно использовать от небольших ЧПУ станков 500W ER11, можно установить Макиту или ДеВатт, а можно и по бюджетному — дремелем обрабатывать.
Чертежи ЧПУ станка распечатанного на 3D принтере
Скачать чертежи ЧПУ станка можно тут
Константин, Обзор ЧПУ станков
Модульный станок 3 в 1 (3D-принтер, лазерный гравер, фрезер с ЧПУ)
Каталог → Профессиональное образование → Технология машиностроения → Учебные станки и CAD/CAM системы → Модульный станок 3 в 1 (3D-принтер, лазерный гравер, фрезер с ЧПУ)
3D-принтер, лазерный гравер, фрезер с ЧПУ
Цена по запросу.
Модульный станок с функциями 3D-принтера, фрезерного станка с ЧПУ и лазерного гравера с ЧПУ. Предназначен для освоения базовых принципов работы со станками с ЧПУ и 3D-принтеров; имеет возможность работать с любыми программами, написанными с использованием G-cod.
Станок поддерживает работу с такими программами как Cura, Slic3r, Printrun
Производитель оставляет за собой право вносить изменения, не ухудшающие качество изделия, без предварительного уведомления.
Технические характеристики
Комплектация поставки
Габариты станка (длина, высота, ширина), мм,
285×285×318
Электрическое питание станка:
— Напряжение питания, В
100−240 В
— Частота, Гц
50/60 Гц
Основной материал:
авиационный алюминий
Панель управления:
3,5-дюймовая сенсорная панель LCD
3D-печать:
Диаметр насадки:
0,4 мм
Разрешение слоя:
0,05 ~ 0,3 мм
Температура насадки:
190 ~ 260 ℃
Температура нагреваемой платформы:
50 ~ 100 ℃
Размер формы:
X130 * Y130 * Z130mm
Применяемые материалы:
1. 75 мм PLA, ABS, ПК, FLEX
Cкорость печати:
10−80 мм/с
Лазерная гравировка:
Рабочий диапазон:
X130 * Y130 мм
Мощность лазера:
0,5 Вт (стандартная) / 1,6 Вт (опция)
Поддерживаемые материалы:
дерево, бумажные изделия, некоторые пластмассы, кожа и т. д.
Фрезерный станок с ЧПУ:
Скорость вращения шпинделя Макс:
12 000 об / мин
Диапазон зажима ЧПУ:
0 ~ 4 мм
Поддерживаемые материалы:
дерево, пластмассы, печатные платы и большинство неметаллических материалов.
Портальное основание;
3-х осевой станок;
3D-печатающая головка;
Панель управления;
Катушка пластика;
Подогреваемый стол;
Головка фрезерная с ЧПУ;
Набор фрез;
Стол с тисками;
Лазерная головка с ЧПУ;
Защитная кабина;
Защитные очки.
лучших 3D-принтеров 2023 года
При покупке по ссылкам на нашем сайте мы можем получать партнерскую комиссию. Вот как это работает.
(Изображение предоставлено: Будущее)
Лучшие 3D-принтеры стали более доступными, и рынок 3D-принтеров растет взрывными темпами, и каждый год появляются новые бренды и стили печати. Там, где многие 3D-принтеры раньше были огромными и дорогими машинами, развитие технологий и производства теперь означает, что многие из лучших вариантов, которые вы можете купить, становятся все более доступными и могут стоять на столе у вас дома, не нуждаясь в специальном помещении для мастерской.
По мере того, как на рынке появляется все больше продуктов, расширяется выбор 3D-принтеров, отвечающих самым разным потребностям и бюджетам пользователей. Хотя наличие большего количества опций дает больше возможностей и более низкие цены, выбор лучшего 3D-принтера для ваших конкретных потребностей может быть затруднен. Тем не менее, это руководство может помочь, так как мы выбираем несколько великолепных 3D-принтеров для всех целей и бюджетов, а также даем четкие рекомендации по покупке, которые помогут вам определить, какой из них вам следует купить.
Если вы только начинаете 3D-печать или являетесь экспертом, вот лучшие 3D-принтеры, которые, по нашему мнению, вам стоит рассмотреть. Мы сравнили эти принтеры по размеру, функциональности и варианту использования, чтобы вы могли найти что-то для себя, что бы вы ни искали. Мы также рассмотрели их разрешение печати, платформу сборки, тип нити и цены.
Помните, что более дорогие варианты лучше подходят для профессионалов, а лучшие дешевые 3D-принтеры идеальны для тех, кто только начинает.
Лучшие 3D-принтеры
Лучшие 3D-принтеры 2023 года полностью
Почему вам можно доверять — Дико полезные советы по выбору электроники Мы тратим часы на тестирование каждого продукта или услуги, которые мы рассматриваем, поэтому вы можете быть уверены, что покупаете лучшее. Узнайте больше о том, как мы тестируем.
Оригинал Prusa MINI (Изображение предоставлено Prusa)
1. Оригинальный Prusa MINI+
Небольшой, доступный и замечательный 3D-принтер
Технические характеристики
Технология печати: моделирование методом наплавления
Площадь сборки: 18 x 18 x 18 см x7in
Минимальное разрешение слоя: 50 микрон
Максимальное разрешение слоя: 200 микрон
Размеры: 33 x 33 x 38 см / 13 x 13 x 15 дюймов
Вес: 4,5 кг / 9,92 фунта
0033 Причины купить
+
Отличное значение для принтера FDM
+
Легко в использовании
+
Поддерживает разнообразные типы филаментов
.
Несовершенное качество печати
—
Калибровка может быть сложной
Этот недорогой 3D-принтер с открытой рамой достаточно мал, чтобы поместиться на вашем столе, и его достаточно легко собрать самостоятельно, не имея опыта. Он поставляется в виде комплекта и использует FDM (моделирование методом наплавления) для превращения популярных материалов для моделирования, таких как PLA, PETG, ASA, ABS и Flex, в печатную продукцию.
Имеется сетевая локальная сеть и USB-порт для простого подключения и удобного интерфейса. 2,8-дюймовый цветной экран с разрешением 65 000 цветов упрощает навигацию по параметрам и настройкам, а при первом запуске машины вы шаг за шагом проводите процесс настройки. Этот принтер начального уровня должен быть первым выбором для ремесленников, моделистов и инженеров-энтузиастов.
Оригинальный Prusa MINI+ является заменой оригинального Prusa MINI (без +), основным преимуществом которого является то, что теперь он оснащен датчиком superPINDA, что позволяет выполнять калибровку первого слоя быстрее и надежнее.
Читать обзор полностью: Оригинал Prusa MINI.
Cel-uk Roboxpro (изображение: Cel-UK)
2. Cel-uk Roboxpro
Лучший 3D-принтер для коммерческой печати
Спецификации
Технология печати: Fuled Discoers Modeling
4 Площадь: 210 x 300 x 400 мм / 8,27 x 11,81 x 15,75 дюйма
Минимальное разрешение слоя: 50 микрон
Максимальное разрешение слоя: 500 микрон
Размеры: 513 x 508 x 605 мм / 20,2 x 20 x 23.82in
Вес: 26 кг / 57,3 фунтов
Лучшие сегодняшние предложения
Причины купить
+
. автоматическое выравнивание платформы
+
Wi-Fi готов, провода не нужны
Причины, по которым следует избегать
—
Крупноформатный принтер, не идеальный для домашнего использования
—
Могут возникнуть трудности с загрузкой нити
0004 CEL-UK является лидером в области инноваций в области 3D-принтеров: оригинальные принтеры Robox привносят множество новых функций в мир 3D-принтеров FDM. RoboxPro поставляется с набором функций, который читается как список пожеланий для 3D-печати; автоматическая загрузка нити, автоматическое выравнивание станины, Wi-Fi, сетевая печать и сменные головки инструментов.
Основное внимание в этой машине уделено качеству и надежности. Она предназначена для всех, кому нужен принтер, способный реализовать идеи продуктов и вывести их на рынок. Закрытый дизайн делает его идеальным выбором для коммерческого и образовательного использования.
В переднюю часть машины встроена большая сенсорная панель. Он отображает текущие материалы и может использоваться для навигации по настройкам и печати непосредственно с USB или других внешних накопителей.
0004 Технология печати: Моделирование методом наплавления
Площадь сборки: 256 x 256 x 256 мм / 10,08 x 10,08 x 10,08 дюйма
Минимальное разрешение слоя: 80 микрон
Максимальное разрешение слоя: 280 микрон
8 5 x 3
4 Размеры: 8
8
15. 2, компенсацию вибрации и технологию повышения давления. Принтер также имеет автоматический датчик выравнивания платформы и экструдер с прямым приводом для лучшего контроля нити.
Благодаря быстрому времени настройки вы сразу же приступите к печати. А для тех, кто ищет максимальную индивидуальную настройку, Bambu Labs предоставляет шаблоны для печати ваших пользовательских боковых панелей. Кроме того, P1P позволяет использовать до 16 цветов с помощью автоматической системы материалов (AMS). Управляйте принтером с помощью встроенного экрана или подключайтесь к программному обеспечению для нарезки Bambu и мобильному приложению.
В целом, этот принтер полностью шокировал нас своей ценой за функции и тем, насколько хороша эта модель принтера в целом. Мы искренне думаем, что это изменит рынок 3D-печати благодаря цене за возможности.
Полный обзор скоро!
(Изображение предоставлено Creality)
4. Creality Ender-5 S1
Идеальный 3D-принтер для любого энтузиаста 3D-печати или малого бизнеса с ограниченным бюджетом
Площадь построения: 220 x 220 x 280 мм / 8,66 x 8,66 x 11 дюймов
Минимальное разрешение слоя: 50 микрон
Максимальное разрешение слоя: 350 микрон
Dimensions: 425 x 460 x 570mm / 16. 73 x 18.11 x 22.44in
Weight: 12.1kg / 26.68lbs
Today’s Best Deals
Reasons to buy
+
Incredible value
+
Robust design
+
Высококачественная инструментальная головка
Причины, по которым следует избегать
—
Не настоящий принтер CORE XY
—
Большая площадь основания
—
Нет корпуса для дополнительных материалов) (опционально)
Наличие предшественника с хорошей репутацией мгновенно заставляет работать новую модель. Ender-5 S1 представляет собой достойную модернизацию и совершенно другой уровень качества, чем исходный Ender-5, от небольшого объема первоначальной конструкции, необходимой для создания принтера, до выдающейся технологии выравнивания платформы.
Кубический дизайн может и не быть настоящим принтером CORE XY, но прочная рама и конструкция и точность головки инструмента обеспечивают качество печати, которое ставит этот принтер в один ряд с моделями, которые как минимум в два раза дороже.
Усовершенствованный дизайн, полностью переработанная головка инструмента, а также различные варианты модернизации, такие как корпус и лазерная головка, позволяют расширить ваши творческие возможности. Этот принтер предназначен как для энтузиастов, так и для пользователей малого бизнеса.
Прочитайте наш полный обзор Creality-5 S1 .
(Изображение предоставлено TRILAB)
5. TRILAB DeltiQ 2
Характерный треугольный дизайн для профессиональной 3D-печати
Технические характеристики
Технология печати: Моделирование методом наплавления (FMD)
Площадь построения: 25 x 25 x 30 см / 9,84 x 9,84 x 11,81 дюйма
Минимальное разрешение слоя: 50 микрон
Максимальное разрешение 004 9 слоев: Переменное 41 x 50 x 81см / 16,14 x 19,69 x 31,89in
Вес: 10 кг / 22,04 фунтов
Лучшие сегодняшние предложения
Причины купить
+
Элегантный дизайн
+ 9000
Erasy Expransion
0003
Причины, по которым следует избегать
—
Подходит не для всех материалов
—
Полностью открытая конструкция
Этот элегантный треугольный дизайн должен привлечь ваше внимание, если вы ищете профессиональный 3D-принтер для довольно больших и сложных проектов. Он использует технологию FDM для создания 3D-моделей из рулонов нити. Тем не менее, вместо более распространенных декартовых принтеров, TRILAB DeltiQ 2 имеет фиксированную круглую рабочую платформу с экструдером, подвешенным между тремя рычагами, которые перемещают печатающую головку по трем осям. Это дает этой модели довольно небольшую площадь, а ее конструкция с высокой башней позволяет печатать довольно большие детали.
В отличие от большинства 3D-принтеров, он имеет два варианта экструдера: один для стандартных PLA и PETG, а другой — для гибких материалов. Просто требуется небольшая перенастройка, чтобы переключаться между ними. В конструкции TRILAB DeltiQ 2 используются одни из лучших компонентов, а интерфейс представляет собой смартфон, на котором запущено специальное приложение. Этот красивый высококлассный принтер для мастерских прекрасно впишется в любую лабораторию, студию или классную комнату.
Лучший принтер MSLA. x 450 x 500 мм / 12,6 x 17,72 x 19,69 дюйма
Минимальное разрешение слоя: 25 микрон
Максимальное разрешение слоя: 100 микрон
Размеры: 400 x 237 x 225 мм / 15,75 x 9.33 x 8.86in
Weight: 4.5kg / 9.92lbs
Today’s Best Deals
Reasons to buy
+
Rapid printing
+
Great build quality
Reasons to avoid
—
High техническое обслуживание
—
Ограниченный тираж
Компания Prusa Research произвела революцию на рынке 3D-принтеров FDM, и эта модель, похоже, сделает то же самое для принтеров SLA. Хотя этот принтер использует технологию стереолитографии, это небольшой вариант, известный как MSLA.
Он использует монохромный ЖК-дисплей и УФ-светодиод для экспонирования смолы, что дешевле, чем прецизионные лазеры, но столь же точно. SL1S SPEED заменяет предыдущий SL1, и, как вы могли догадаться из названия модели, он быстрее — примерно в десять раз быстрее и обеспечивает значительно улучшенное качество печати.
Физический дизайн SL1S не сильно изменился по сравнению с SL1. Он оснащен тем же сенсорным ЖК-дисплеем на передней панели, который снова хорош и отзывчив.
Похоже, новая быстрая модель станет лидером на рынке SLA благодаря поддержке отличного программного обеспечения PrusaSlicer и огромного сообщества разработчиков ПО с открытым исходным кодом.
Прочтите наш полный обзор Original Prusa SL1S 3D-принтера .
AnyCubic Vyper (изображение Кредит: AnyCubic)
7. AnyCubic Vyper
Лучший для начинающих FDM 3D -принтер
Спецификации
Технология распечатки: Flased Opence Modeling
. 260 мм / 9,65 x 9,65 x 10,24 дюйма
Размеры: 508 × 457 × 516 мм / 20 x 17,99 x 20,31 дюйма
Вес: 10 кг / 22 фунта
Лучшие сегодняшние предложения
Причины купить
+
Встроенные аксессуары. Ящик для аксессуаров
+
Надежный автоматический уровень кровати
+
Чрезмерная начальная натяжка
—
Местами сомнительное качество сборки
—
Профиль Cura нуждается в тонкой настройке AnyCubic Vyper — отличный вариант начального уровня. Хотя он идеально подходит для начинающих благодаря функции автоматического выравнивания и минимальной сборке, опытные любители печати также оценят то, что он может предложить, хотя и с некоторыми настройками.
Как может подразумевать «автоматическое выравнивание», AnyCubic Vyper устраняет необходимость выравнивания рабочего стола вручную, если вы хотите переместить машину в другое место. Это быстро и точно, экономя время при настройке первого отпечатка, что упрощает настройку и начало работы.
Панель управления с сенсорным экраном достаточно быстра и проста в использовании, но мы обнаружили, что расчетное время завершения печати постоянно неверно. После правильной оптимизации принтера вы сможете наслаждаться впечатляющим качеством печати.
Прочитайте наш полный обзор AnyCubic Vyper .
Rais3d E2 (изображение Кредит: Rais3d)
8. Rais3d E2
Лучший рабочее время 3D Принтер
. 240 мм / 12,99 x 9,45 x 9,45 дюйма
Минимальное разрешение слоя: 20 микрон
Максимальное разрешение слоя: 250 микрон
Размеры: 607 x 596 x 465 мм / 23,90 x 23,46 x 18.31in
Огромный и тяжелый, не идеален для домашнего использования
—
Требуется аккуратное размещение кровати
—
Требуется ручная помощь для загрузки нити
3D-печать достигла совершеннолетия, и такие машины, как Raise3D E2, обеспечивают высококачественную печать FFF для дома, образования и бизнеса. Этот двойной экструзионный принтер идет лицом к лицу с RoboxPro и удовлетворит потребности большинства компаний в проектировании и разработке благодаря удобной интеграции с бизнесом и сетью.
Дисплей принтера большой и детализированный, и вы можете быстро получить доступ ко всем настройкам принтера через быстрый и отзывчивый сенсорный интерфейс. Вы можете печатать напрямую с USB-накопителя, проводного подключения, сети или Wi-Fi, что идеально подходит, если принтером пользуются несколько человек. Вы также найдете много пошаговых видеороликов по многим функциям принтера.
Домашние и образовательные пользователи оценят простой интерфейс и почти безупречную надежность. Единственным недостатком этой машины является ее размер и вес.
Область сборки: 350 x 350 x 350 мм / 13,78 x 13,78 x 13,78in
Минимальный разрешение слоя: 50 микрон
Максимальный разрешение слоя: 300 микрон
.
Вес: 29 кг / 63,93 фунтов
Лучшие сегодняшние предложения
Причины для покупки
+
3D Принтер, CNC и лазерный резин программное обеспечение
Причины, по которым следует избегать
—
Переключение между режимами требует времени
—
Корпус приобретается отдельно
—
Очень шумный при печати и все лазерные резаки используют одинаковую базовую механику и технологию. У оригинального Snapmaker есть преданные поклонники, поэтому неудивительно, что Snapmaker 2.0 опирается на репутацию и функции своего предшественника.
SnapMaker отличается превосходным качеством сборки и поставляется с четкими инструкциями по сборке. Сборка занимает около 20 минут. На машине есть 5-дюймовый (720×1280 пикселей) сенсорный экран, который можно использовать для выбора параметров, предварительного просмотра моделей, калибровки и открытия сохраненных файлов. Сенсорный экран является мощным дополнением к удобству использования машины — она работает на ОС Android и оснащена четырехъядерным процессором A7 с тактовой частотой 1,1 ГГц.
A350 — самая большая из трех моделей Snapmaker, доказавшая свою эффективность во всех дисциплинах. Переключение между тремя головками и кроватями требует времени для перенастройки и калибровки, но по цене и возможностям оно того стоит.
Читать полностью Обзор Snapmaker 2.0 A350 .
Мы также представили лучшие принтеры и лучшие ноутбуки для графического дизайна.
Часто задаваемые вопросы
Что такое 3D-принтер?
Там, где принтеры офисного типа печатают чернила на бумаге, вы можете использовать 3D-принтеры для создания цифровых моделей реальных объектов из пластика, металла и дерева для продуктов, запасных частей или прототипов, поступающих прямо на рынок. Принтеры FDM теперь бывают всех форм и размеров и хорошо подходят для прототипирования и создания более крупных объектов. В то же время принтеры на основе смолы (SLA, MSLA и DLP) обеспечивают гораздо большую детализацию, как правило, в меньшем масштабе, что делает их фантастической покупкой для тех, кто хочет создавать украшения или создавать настольные миниатюры.
Являетесь ли вы любителем, желающим начать работу в мире 3D-печати, или если ваш бизнес зависит от этого, 3D-печать — это метод создания физических продуктов, в отличие от любого другого способа, который мы видели. 3D-печать — это простой способ создавать продукты с помощью аддитивных мер, то есть практически без отходов. Кроме того, ограничения практически безграничны, потому что теоретически вы можете печатать на 3D-принтере практически все, что угодно.
Как выбрать для себя лучшие 3D-принтеры?
Чтобы выбрать лучший 3D-принтер, вам нужно подумать, что вы собираетесь с ним делать. Если вы собираетесь печатать небольшие объекты, то подойдет принтер небольшого размера, но, естественно, большой принтер — лучший вариант для больших творений.
Для печати высококачественных объектов с мелкими деталями вам понадобится принтер с высоким разрешением, но такие отпечатки будут стоить дороже и на их подготовку потребуется больше времени.
Обратите внимание на интерфейс принтера и общую простоту использования, а также на другие аспекты, такие как тип используемого программного обеспечения, тип нити, платформа сборки и цена.
Какие материалы использует 3D-принтер для печати?
3D-принтеры используют различные материалы для печати. Для филаментных принтеров они используют PLA, ABS, PETG, TPU, нейлон и поликарбонат. В то время как PLA (полимолочная кислота) и даже ABS (акрилонитрилбутадиенстирол) являются наиболее популярными, популярность других также растет.
Помимо пластика, используются 3D-принтеры, в которых используется бетон, металл и другие строительные материалы, ищущие устойчивый и более быстрый процесс для создания таких вещей, как дома.
Потребляют ли 3D-принтеры много электроэнергии?
Этот вопрос действительно зависит от того, какого размера 3D-принтер у вас есть, какие материалы используются и как долго они используются. В целом, принтеры для моделирования методом наплавления потребляют наименьшее количество энергии по сравнению с другими 3D-принтерами.
Что выгоднее всего делать с помощью 3D-принтера?
С помощью 3D-принтера можно изготовить множество прибыльных товаров. Они варьируются от персонализированных предметов, таких как чехлы для телефонов и т. д., до запасных частей, прототипов и учебных пособий. Любая из этих областей при правильном маркетинге может быть весьма прибыльной.
Стоит ли инвестировать в 3D-печать?
Как и в большинстве других вещей, в 3D-печать стоит инвестировать, если вы используете ее с умом. Если вы планируете использовать 3D-принтер для создания полезных вещей, то да. Однако, если вы не планируете использовать его для создания вещей для личной или деловой выгоды, это может быть нецелесообразным вложением.
Лучшие 3D-принтеры: как мы тестируем
3D-принтеры тестируются с использованием набора специальных эталонных тестов, которые помогают выявить сильные и слабые стороны каждой модели, которые со временем можно сравнить с другими продуктами. Они будут различаться в зависимости от типа принтера, но принтер накаливания будет протестирован на натяжение, перекрытие и скорость, а также дополнительные комментарии по деталям, достигнутым уровням и уровням шума.
Это будет сделано справедливо, с учетом различных материалов и типов принтеров, а для полимерных принтеров будут использоваться более мелкие и детализированные модели вместо теста на натяжение. Дизайн, цена и производительность также будут рассмотрены в разделах обзоров.
Все наши тесты проводятся с точки зрения целевого рынка принтеров, где это возможно, поэтому ожидайте увидеть множество настольных миниатюр и фигурок наряду с обычными «скамейками» (тестовые модели, которые также называют «пыточными тестами», чтобы увидеть, где принтер должен быть лучше оптимизирован для будущих отпечатков).
Обзор лучших предложений на сегодня
(откроется в новой вкладке)
Creality Ender-5 S1
(откроется в новой вкладке)
(откроется в новой вкладке)
559 $
(откроется в новой вкладке)
499 $
(откроется в новой вкладке)
Посмотреть (откроется в новой вкладке)
Посмотреть все цены
(откроется в новой вкладке)
3
Any открывается в новой вкладке)
(открывается в новой вкладке)
499 $
(открывается в новой вкладке)
339,99 $
(открывается в новой вкладке)
Посмотреть (открывается в новой вкладке) 9000 3
Посмотреть все цены
Сделка заканчивается через 19ч 03м 39с
(открывается в новой вкладке)
Raise3D E2
(открывается в новой вкладке)
(открывается в новой вкладке)
3499 долл. США
(открывается в новой вкладке)
Вид (открывается в новой вкладке) все цены
(открывается в новой вкладке)
SnapMaker 2.0
(открывается в новой вкладке)
(открывается в новой вкладке)
1399 $
(открывается в новой вкладке)
3 9005 in
Посмотреть все цены
на базе
Подпишитесь на информационный бюллетень TechRadar Pro, чтобы получать все самые важные новости, мнения, функции и рекомендации, необходимые вашему бизнесу для успеха!
Свяжитесь со мной, чтобы сообщить о новостях и предложениях от других брендов Future. Получайте электронные письма от нас от имени наших надежных партнеров или спонсоров.
Коллин — редактор оборудования B2B для TechRadar Pro. Он много лет занимается журналистикой, имея опыт работы как на малых, так и на крупных рынках, включая Gearadical, DailyBeast, FutureNet и другие.
CEL-UK RoboxPro обзор | ТехРадар
Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Вот как это работает.
Двойная экструзия, платформа сборки PEI, беспроводная связь, масштабируемость — все это желаемые функции 3D-принтера, и все они являются частью грозного RoboxPro. Этот крупномасштабный принтер FFF, предназначенный для коммерческого рынка, сочетает в себе качество, простоту использования и ценность, как никакой другой.
ЛУЧШИЕ ПРЕДЛОЖЕНИЯ СЕГОДНЯ
Почему вы можете доверять TechRadar Мы тратим часы на тестирование каждого продукта или услуги, которые мы рассматриваем, поэтому вы можете быть уверены, что покупаете лучшее. Узнайте больше о том, как мы тестируем.
3D-принтеры
не известны своей дискретностью, но некоторые из них, по крайней мере, пытаются слиться с остальными, например, компактный RoboxDual (открывается в новой вкладке). Однако другие находятся в другом масштабе и не могут не выделяться, например, грозный CEL-UK RoboxPro.
Принтер был создан для удовлетворения потребностей профессиональных пользователей, которым понравились функции RoboxDual, но которым нужна версия с увеличенным масштабом для более крупных отпечатков.
В то время как RoboxPro отражает многие функции RoboxDual, он был настроен для коммерческого рынка и включает в себя дополнения, которые позволяют лучше интегрировать машину с рабочим местом прямо из коробки.
Сеть, управление с помощью сенсорного экрана и три сменные печатающие головки входят в стандартную комплектацию, и, как и в случае с RoboxDual, вы получаете множество функций, призванных облегчить жизнь.
Быстросменные замки HeadLock, магнитная платформа для печати, интеллектуальные катушки с нитью и комплексное программное обеспечение означают, что RoboxPro предлагает полный пакет услуг.
Хотя многие функции будут привлекательны для домашнего рынка, компания нацелила этот 3D-принтер на коммерческий сектор. Это машина, предназначенная для использования в качестве рабочей лошадки в любой мастерской или студии дизайна продукта.
CEL-UK зарекомендовала себя как производитель компактных и расширяемых 3D-принтеров, где она превосходит других. Тем не менее, будут ли те очки, которые преуспевают с удобным RoboxDual в домах и школах, столь же успешными в более широком масштабе и привлекательными для коммерческой пользовательской базы?
(Изображение предоставлено Future)
Если вы знакомы с RoboxDual, то вы знаете, что это машина с высокими производственными показателями. Это настоящий продукт, в котором нет обычных деталей, напечатанных на 3D-принтере, что демонстрирует уважение к сообществу 3D-печати с открытым исходным кодом.
В противоположность этому, RoboxPro представляет собой немного более массовый продукт, демонстрирующий дверные петли и детали, напечатанные на 3D-принтере, наряду с панелями, изготовленными с помощью точных станков с ЧПУ. 3D-печатные детали довольно распространены в производственных 3D-принтерах, и приятно видеть, что эти производители лидируют, доверяя своим собственным деталям с углеродным наполнителем.
RoboxPro — это машина британского производства, большое количество деталей и производство которой осуществляется на заводе в Портисхеде.
Несмотря на то, что дизайн и производство этих двух машин совершенно разные, нет никаких сомнений в том, что они пересекаются между собой. Качество и инновации лежат в его основе, поскольку используются те же программируемые катушки с нитью, печатающие головки и программное обеспечение.
Особенности
В новейшей линейке принтеров сделан огромный шаг вперед в простоте использования и технических характеристиках, но многие из этих инновационных функций впервые были замечены в RoboxDual.
RoboxPro отражает многие из этих инноваций, а также добавляет и улучшает их.
Опять же, есть автоматическое выравнивание стола, бесконтактный PEI и закрытая платформа для печати, сменные головки, программируемые катушки с нитью, автоматическое распознавание материала, быстрый нагрев, широкая совместимость материалов, выбор сети Wi-Fi или Ethernet и сенсорный дисплей.
Память: Встроенная до 32 ГБ (только для внутреннего использования)
Размер сопла: Двойной материал DualMaterial 0,4 мм / Quick SingleFill 0,3 мм и X 0,8 мм/мм
Высота слоя: 50 — 500 микрон
Кровать: .
Материалы в комплекте: Н/Д
Питание: Переменный ток 100–250 В~, 50/60 Гц, 3 А макс. Эти катушки могут быть либо SmartReels, которые предоставляют подробную информацию об используемой нити, либо вы можете использовать сторонние нити.
RoboxPro полностью масштабируется и имеет площадь сборки 210 x 300 x 400 мм, что сопоставимо с Ultimaker S5 с размерами 330 x 240 x 300 мм, который стоит на 1000 долларов дороже.
Платформа для печати представляет собой съемный лист из магнитной пружинной стали, ламинированный превосходной платформой для печати Robox PEI ThermoSurface, поэтому клей не требуется. Эта поверхность выпускает отпечатки, когда платформа остывает. Эта платформа имеет функцию AutoLevel, которая по сути является самовыравнивающейся платформой.
Как и RoboxDual, Pro представляет собой полностью закрытый принтер, что означает, что он лучше подходит для современных материалов, таких как ABS, PC, PVOH и нейлон. При печати материалами на основе PLA дверь остается открытой.
Большая платформа для печати означает, что размер принтера значительно больше, чем у его младшего брата (513 x 508 x 605 мм).
(Изображение предоставлено: Future)
Одной из уникальных особенностей 3D-принтеров CEL-UK являются быстросменные печатающие головки, замки HeadLock, и все три опции включены, что дает вам DualMaterial, QuickFill и SingleX.
DualMaterial позволяет печатать двойными нитями, то есть либо двухцветными отпечатками, либо более практичными моделями из двух материалов. Использование этой головки позволяет печатать сложные модели, которые невозможно напечатать с помощью головки из традиционного стандартного материала. Можно использовать специальный поддерживающий материал, такой как PVA, PVOH или отслаивающуюся подложку. Головка DualMaterial оснащена двумя соплами диаметром 0,4 мм.
Головка QuickFill предназначена для одного материала, но при этом использует двойные сопла. Первый — 0,3 мм для печати мелких деталей и внешних стенок, а второй — 0,8 мм для заполнения.
Эта комбинация размеров насадок обеспечивает баланс между скоростью и качеством.
Последняя головка SingleX разработана с соплом Olsson Ruby для использования со специальными материалами, такими как Carbon Fill. Этот тип материала является абразивным и может повредить стандартные головки.
Максимальная температура каждой головки составляет 300ºC, что значительно превышает стандартную температуру сопла.
CEL-UK также разработала систему игольчатых клапанов, которая перекрывает поток нити, чтобы помочь уменьшить натяжение, распространенную проблему с системами ретракции.
Эти головки обеспечивают разрешение слоев с пользовательским диапазоном от 50 до 500 микрон и 100, 200 и 300 микрон с предустановками.
Печатать из гибких и специальных материалов может быть непросто, но включение SmartExtruder обеспечивает точную экструзию любого материала. Наконец, есть FastHeatup, который обеспечивает быстрый нагрев сопла и ThermoSurface.
Все эти функции используются совместно с CEL-UK RoboxDual; однако RoboxPro идет дальше.
Разработанный для использования в профессиональных организациях, Pro обладает широкими сетевыми возможностями и возможностями масштабирования.
(Изображение предоставлено: Future)
Встроенная в переднюю часть машины большая сенсорная панель не только отображает текущие материалы, но также может использоваться для навигации по настройкам и печати непосредственно с USB или других внешних накопителей.
Работа в сети является важной функцией и доступна как беспроводное, так и проводное сетевое соединение. Оба позволяют использовать программное обеспечение AutoMaker для подключения нескольких принтеров и управления ими с помощью одного удобного интерфейса.
(Изображение предоставлено Future)
Еще одна встроенная функция Pro — фильтрация HEPA. Эти фильтры уменьшают влияние запаха и загрязнения на рабочую зону при использовании определенных материалов. Это соответствует рекомендациям из отчета за 2019 год (откроется в новой вкладке), подготовленного Управлением по охране труда и технике безопасности (HSE) для использования 3D-принтеров в образовательных целях в Великобритании.
Обзор настройки
Когда дело доходит до простоты настройки, RoboxPro максимально прост. Распакуйте, подключите, установите головку и проденьте нить, и сам принтер готов к работе.
Установка программного обеспечения AutoMaker столь же проста, и после его установки вы можете подключиться к Pro через выбранные сетевые соединения.
Если вы приобрели обновление AutoMaker Pro, у вас также есть возможность печати в автономном режиме с помощью USB-накопителя.
После того, как все включено, загружено, установлено и подключено, RoboxPro готов к первой печати, весь процесс занимает не более 20 минут, и это происходит в неторопливом темпе.
Детали настройки
RoboxPro поставляется готовым к работе, и прежде чем вы начнете, вам нужно выбрать, какую из трех головок вы хотите использовать, и материалы.
Для начала я выбрал головку DualMaterial, прикрутил ее винтом сзади, подключил и включил машину. Несколько мигающих огней, и примерно через минуту RoboxPro загрузился.
Сенсорная панель на передней панели устройства показывает процесс загрузки до тех пор, пока не появится домашний экран.
На этом экране отображаются подключенные барабаны и вся необходимая информация о барабанах, например, сколько материала осталось.
Он также показывает левое и правое сопло, рабочую поверхность и температуру окружающей среды, а когда дело доходит до печати, он также показывает детали печати вместе с любой информацией о подключении, если вы подключены к сети.
Внизу экрана находится кнопка меню, быстрое нажатие — и вы перейдете к параметрам. К ним относятся «Управление», «Печать», «Калибровка», «Очистка», «Техническое обслуживание» и «Консоль».
На таких страницах, как консоль, где вы можете напрямую вводить GCode, появляется небольшая клавиатура с сенсорным экраном. Я нашел это немного неудобным, но это было удобно для фрагментов шорткода, когда это было необходимо. Что-нибудь дольше, и я обнаружил, что подключение стандартной клавиатуры к USB-порту на передней панели было намного удобнее. Конечно, вы всегда можете ввести эти команды с помощью программного обеспечения AutoMaker на вашем компьютере.
После быстрой проверки через экраны пришло время загрузить нити; Я выбрал черный и красный ABS. По сути, после того, как я проведу настройку и калибровку, я заменю одну из нитей ABS на поддерживающий материал PVOH. PVOH — это водорастворимая нить, и я много слышал об этом конкретном материале, так что это хорошее начало.
Загрузка нити включает протягивание конца через маленькую воронку на боковой стороне машины и закрепление катушки с нитью сбоку. После того, как отрезок нити был вручную пропущен через систему, экструдер захватывает его и автоматически подает оставшуюся часть.
Количество материала, необходимого для подачи через систему, составляет чуть меньше метра, поэтому первоначальная ручная подача занимает несколько минут и может быть немного неудобной. Как только экструдер заработает, машина сделает все остальное.
(Изображение предоставлено Future)
Здесь начинается первая часть настоящей инновации CEL-UK. Катушки SmartReels, удерживающие нить, содержат всю информацию о материале, поэтому нет необходимости выбирать, какие материалы вам нужны. с помощью программного обеспечения перед печатью. Эта простая система означает, что любой может использовать принтер, не зная о точках стеклования или скорости подачи.
CEL-UK производит ряд высококачественных материалов благодаря партнерству с некоторыми ведущими мировыми производителями нитей. SmartReels являются инновационным дополнением и вместе с SmartExtruders избавляют от многих хлопот при загрузке нити.
Материалы сторонних производителей совместимы и могут быть намотаны на запасную катушку SmartReel и запрограммированы с помощью программного обеспечения AutoMaker.
Хотя гарантия не распространяется на повреждения деталей принтера, вызванные сторонними материалами, они полностью совместимы, и я провел довольно много тестов через систему без каких-либо побочных эффектов.
В этом тесте я использовал Pro-версию AutoMaker, которая стоит дополнительно 59,90 фунтов стерлингов в год и добавляет несколько дополнительных функций, таких как автономная печать.
Стандартная версия AutoMaker бесплатна, и большинству пользователей будет достаточно прямого подключения к принтеру через Wi-Fi или сетевой кабель.
При установленном AutoMaker Pro достаточно просто подключиться к принтеру. Я подключился через стандартный сетевой кабель, так как это казалось самым простым решением.
Когда кабель подключен, IP-адрес аппарата отображается на передней панели. В AutoMaker нажмите «Настройки» и выберите «Сеть», введите IP-адрес и нажмите «Подключиться». Затем вас попросят ввести пароль; 1111 и все. Некоторые сети позволяют автоматически определять доступный RoboxPro или Root, это зависит от типа маршрутизатора.
Подключиться через Wi-Fi так же легко, на сенсорном экране нажмите шестеренку, затем «Настройки беспроводной сети», введите имя сети и пароль, нажмите «ОК», и все готово.
Когда IP появится на панели RoboxPro, введите его в AutoMaker Pro и снова нажмите Connect.
Если вы печатаете в автономном режиме с помощью AutoMaker Pro, вы можете сохранить файл для печати на USB-накопитель, вставить его в порт на принтере и использовать меню «Печать» для выбора.
Теперь, когда все программное обеспечение установлено и принтер подключен, последним шагом перед печатью является выполнение последовательностей калибровки. Это просто гарантирует, что все работает нормально, особенно если учесть, что принтер проделал долгий путь на фургоне и машине.
Очистка и калибровка
Перед началом калибровки рекомендуется выполнить очистку. Это гарантирует, что система свободна от любых предыдущих нитей. Это функция, которую вы обычно не видите как функцию на машинах, поскольку производители просто предлагают вам делать это вручную между каждой заменой нити.
Процесс здесь безупречен и занимает около пяти минут. После того, как принтер успешно нарисовал серию линий на платформе печати, пришло время выполнить калибровку высоты и выравнивания.
Калибровка высоты особенно полезна, так как она гарантирует, что ваши отпечатки прилипнут к платформе печати PEI. Программное обеспечение AutoMaker шаг за шагом проведет вас через весь процесс, и это займет около 5-10 минут.
В ходе этого процесса вас попросят снять платформу печати PEI, которая магнитно крепится к подвижной оси X и фиксируется шестью головками винтов.
(Изображение предоставлено Future)
Снять платформу достаточно просто, несмотря на сильное притяжение магнитов, но для замены требуется осторожное позиционирование.
Головки винтов сзади и спереди помогают в позиционировании, но вы должны убедиться, что платформа находится под кромкой головок угловых винтов, а не сверху.
Калибровка выравнивания снова выполняется программой AutoMaker, и после завершения калибровочной печати вы можете ввести любые необходимые исправления.
Весь процесс настройки и калибровки контролируется, и в процессе очень мало ошибок.
Когда все было настроено и готово к печати, я решил напечатать робота CEL-UK из оранжевого АБС-пластика. Печать в среднем качестве занимает около пяти часов, и результаты превосходны.
Сравнение AutoMaker и AutoMakerPro
RoboxPro поставляется со стандартной версией программного обеспечения AutoMaker, и, честно говоря, оно всеобъемлющее и позволяет получить доступ почти ко всем функциям, которые могут понадобиться для печати с помощью RoboxPro.
Однако за дополнительные 73 доллара США (59,90 фунтов стерлингов) ежегодно можно приобрести программное обеспечение AutoMaker Pro. Это годовая лицензия, которая дает вам доступ к нескольким дополнительным функциям, включая доступ к новейшему механизму слайсинга Cura4 и автономной печати.
Может показаться, что это слишком дорого за несколько, казалось бы, небольших функций, но возможность использовать визуализатор G-кода для предварительного просмотра нарезанного кода и печати в автономном режиме понравится тем, кто использует принтер в коммерческих целях.
Любая версия программного обеспечения обеспечивает большую часть функций и возможностей с возможностью загрузки моделей, настройки параметров качества печати и печати по сети на один или несколько принтеров.
CEL-UK RoboxPro: Сравнение цен
(откроется в новой вкладке)
(открывается в новой вкладке)
Нет информации о ценах
(открывается в новой вкладке)
Проверьте Amazon (открывается в новой вкладке)
на базе
1
Текущая страница: Введение, дизайн и особенности
Следующая страница Производительность и вердикт
Менеджер лаборатории обработки изображений
Али Дженнингс (Ali Jennings) — руководитель лаборатории обработки изображений для портфолио Future Publishing Photography.
предназначена для распиловки любого вида древесины на пиломатериал (доска обрезная, необрезная, брус, полубрус) в условиях отсутствия электроснабжения.
Ленточная пилорама Wood Mizer LT-15
предназначен для распиловки любого вида древесины на
без гидравлической системы манипулирования бревном с увеличенным ресурсом службы
Ленточная пилорама Wood Mize LT40
Предназначена для распиловки любого вида древесины на пиломатериал (доска обрезная, необрезная, брус, полубрус)
Пилорама ленточная LT 70
Предназначенный для многосменного лесопиления, ленточнопильный станок LT70 сконструирован так, чтобы быть максимально надежным и требующим незначительного по времени технического обслуживания.
Пилорама ленточная Т-1,Т-2,Т-3,Т-4.
Пилорама с электроприводом, предназначенная для распиловки круглого леса на доски, брус
Характеризуется высокой надёжностью конструкции, невысокой ценой, низким энергопотреблением, что очень важно в местах с недостаточным энергоснабжением, лёгкостью в настройках, габаритами и весом позволяющими транспортировать в разобранном виде в микроавтобусе, ГАЗели.
Ленточная пилорама Тайга 2б, Тайга 3б
Пилорама с автономным двигателем HONDA, предназначена для распиловки круглого леса на доски, брус и т.д.
Характеризуется возможностью установки оборудования на деляне в лесу либо в местах с недостаточным электропитанием или его отсутствием, надёжной конструкцией, простыми настройками, возможностью запуска двигателя на холостом ходу, невысокой ценой, габаритами позволяющими транспортировать станок в разобранном виде в микроавтобусе.
Горизонтальные ленточные пилорамы Алтай 700А, Алтай 900А
с ДВС 13 л.с. и 20 л.с.
Мобильные (автономные) горизонтальные ленточные пилорамы «Алтай» используются в местах отсутствия электросетей для производства обрезных и необрезных досок, бруса, шпал, шпона из круглых бревен и других древесных заготовок. Консрукции станков отвечают всем требованиям безопасности и обеспечивают надежную работу даже при круглосуточной загрузке станка.
Горизонтальные стационарные лентoчные пилорaмы Алтай 900 предназначены для производства обрезных и необрезных досок, бруса, шпал, шпона из круглых бревен и других древесных заготовок. Консрукции ленточных пилорам отвечают всем требованиям безопасности и обеспечивают надежную работу даже при круглосуточной загрузке станка.
Горизонтальная стационарная лентoчная пилорaма МВ-2000 предназначена для производства обрезных и необрезных досок, бруса, из круглых бревен и других древесных заготовок. Консрукции ленточных пилорам отвечают всем требованиям безопасности и обеспечивают надежную работу.
Горизонтальная стационарная лентoчная пилорaма МВ-2000Б (бензиновая) предназначена для производства обрезных и необрезных досок, бруса, из круглых бревен и других древесных заготовок. Консрукции ленточных пилорам отвечают всем требованиям безопасности и обеспечивают надежную работу.
Ленточная пилорама представляет собой лесопильное оборудование, которое используется для распиловки круглого леса для пиломатериалов. Это может быть обрезная и необрезная доска, брус, брусок или шпала. Такая пилорама имеет специальный пильный элемент в виде стальной ленты с профилированными зубьями. Купить пилораму ленточную очень выгодно – ведь толщина пильной ленты небольшая, а значит, выход готового материала будет значительно выше. Изготовленная пилорама своими руками и при этом используемая под собственные нужды – это очень выгодно, просто и удобно. Но если она используется для производственной деятельности, то здесь очень большую роль играет человеческий фактор – в неумелых руках практически всегда образуется волна при распиле.
Именно поэтому для таких целей чаще используется пилорама дисковая. Еще один вариант – это шинная пилорама. Конечно, с ее помощью нельзя заменить оцилиндровочный станок или венцевой резак, но даже самодельная пилорама способна резать брус и производить доску. Если же любой из вышеперечисленных вариантов является неприемлемым по цене и по занимаемой площади, то более экономичный способ распиловки древесины – это пилорама из бензопилы. Такая мини пилорама изготавливается очень просто – на каркас устанавливается бензопила, при этом она не теряет своей функциональности и прямого назначения. Подобная пилорама бензиновая вполне удобна, экономична в обслуживании и идеально подходит для использования на даче, где не требуются производственные мощности.
Итак, купить пилораму можно и новую, и б/у, или же самостоятельно изготовить оборудование для личного пользования. Новый станок для распила древесины по типу такого, как пилорама «Тайга», – это очень дорого, особенно если он имеет высокую мощность двигателя, может быстро перестраиваться под размеры заготовок и имеет высокую производительность. Б\у пилорама стоит намного меньше, и если она необходима для открытия собственного дела, то на первое время ее вполне хватит. Правильно подобранное б\у оборудование имеет адекватную цену, высокую надежность и хорошую производительность.
Но если открывать собственное дело не планируется, и даже пилорамы б/у – это излишняя роскошь, то можно для работы на пилораме использовать самодельный станок. Видео таких установок широко представлено в интернете – достаточно внимательно просмотреть порядок выполнения работ и повторить весь процесс самостоятельно.
Как выбрать ленточную пилу по дереву?
В этой статье мы подробно расскажем, как выбрать ленточную пилу для ленточной пилорамы, какие бывают типы пил и как они работают.
С задачей как выбрать ленточную пилу сталкиваются практически все распиловщики и бизнесмены которые имеют на производстве ленточную пилораму. Какая пила будет пилить долго, какая будет пилить ровно какую пилу можно реже затачивать, эти и другие вопросы возникают у наших клиентов. И так, всё по порядку…
Типы пил.
Все ленточные пилы для распиловки дерева можно разделить на две категории
Пилы углеродистые – изготовленные из высококачественной углеродистой стали С75 и её аналогов
Пилы легированные – изготовленные из легированной, обладающей повышенной износостойкостью и сопротивляемостью к знакопеременным нагрузкам инструментальной стали D6A или её аналогов.
Также все пилы для распиловки круглого леса или пилы для ленточных пилорам поставляются в нескольких вариантах исполнения:
Пила с насечённым зубом, спрофилированная –Ленточная пила с равномерной твердостью, то есть тело и зуб имеют одинаковую твердость ≈ 40–45 HRC, эти пилы также как и все остальные свариваются в кольцо но перед работой их нужно заточить и развести на специальных станках. Плюс этих пил в стоимости, это самые дешёвый вариант. К недостатка можно отнести низкую стойкость зуба до следующей заточки и необходимость подготовить пилу к работе. Плюсы это низкая стоимость пилы и возможность пилить дерево с разнообразными включениями такими как гвозди, камни, осколки. Применяется на пилорамах, дневная производительность которых не превышает распиловку 2-4 м пиловочника. Работа идет на минимальных подачах – 6–10 м / мин.
Пила с заточенным и разведённым зубом – у этой пилы твёрдость зуба такая же как твёрдость тела пилы, единственное отличие от первой группы это то что она уже заточена и разведена, ей можно сразу приступать к работе и соответственно она дороже.
Пила готовая к работе с закалённым зубом – имеет разведённый заточенный и закалённый кончик зуба (зуб чёрного цвета). Закалка повышает твёрдость зуба пилы до твёрдости 60-65HRC, что повышает её износостойкость. Стойкость такой пилы как правило в 2 раза выше пилы спрофилированной без закалённого зуба.
Зуб закаливается в нескольких вариантах
Со слабой фиксацией зуба – когда закалена верхняя часть кончика зуба
Со средней фиксацией
С сильной фиксацией зуба
Чем сильнее фиксация зуба закалкой тем пила лучше держит развод и устойчивей работает в пропиле, но также зуб с сильной фиксацией легко ломается при попытке его пере развести.
Биметаллические ленточные пилы
Такие пилы состоят из двух материалов: тела из стали D6A с твердостью ≈ 40–45 HRC и приваренного лазером к концу зуба ≈ 1,5 мм быстрореза с твердостью ≈ 65 HRC. Быстрорез может быть различных марок, в основном М-2, М-42, «Матрикс», которые обеспечивают немного отличающуюся друг от друга износостойкость режущей кромки зуба. Лента проходит специальную обработку, нормализующую (выравнивающую) структуру стали по всей длине.
Работа на этих пилах разделяется на два этапа:
1. Работа с максимальной производительностью на подачах 15–20 м/мин, с качественной распиловкой. Количество распиленного пиловочника между заточками – 2–5 м3 . Количество заточек – 7–10 раз. Работа идет на больших подачах – 15–20 м/мин. 2. Благодаря нормализации тело пилы становится настолько однородным, что приобретает дополнительные уникальные свойства. Ресурс режущей кромки увеличивается на 20–25 %, то есть между заточками пилой можно распиливать уже 1–1,5 м3 пиловочника. Количество возможных заточек – 45–50. Работа ведется на средних подачах – 8–12 м/мин.
Примечание. Нормализация – это сложный многостадийный технологический процесс. Получаемая на выходе пила становится практически однородной по всей длине, то есть в ней остается минимальное количество концентраторов напряжений. В обычных пилах часто таких концентраторов остается много. При знакопеременных нагрузках в этих местах через определенное время возникают микротрещины, которые разрастаются в трещины, и пила рвется. Процесс нормализации при правильной подготовке пилы и настроенной пилораме увеличивает ресурс пилы в 2-3 раза.
Фиксированная стоимость доставки $199 Нажмите, чтобы узнать больше
2 года гарантии
Та же ценовая политика
Описание продукта
Технические характеристики
Видео
Woodland Mills HM122 — это портативная лесопилка начального уровня, обладающая множеством впечатляющих функций и доступной ценой. Предназначен для пилорам-любителей, которые ищут экономичное решение для фрезерования пиломатериалов. HM122 включает в себя такие функции, как система лезвий RapidChange™, автоматическая смазка, счетчик часов работы, возможность более широкого реза и многое другое.
Переносная лесопилка Woodland Mills HM122 предназначена для пилорам-любителей, которые ищут экономичное решение для распиловки пиломатериалов. HM122 может резать бревна диаметром 22 дюйма (55 см), производя доски шириной до 20 дюймов (51 см) и длиной до 10 футов 4 дюйма (3,1 м). Конструкция головки с четырьмя стойками и трубчатой задней балкой обеспечивает максимальную жесткость, обеспечивая плавный и точный рез. Головка перемещается вверх и вниз по стойкам из оцинкованной стали с помощью легко поворачиваемой рукоятки. Работает на надежном 7,0 л.с. или 94-тактный газовый двигатель Kohler мощностью .5 л.с. HM122 оснащен новыми и инновационными функциями, такими как автоматическая система смазки лезвий, которая активируется при включении дроссельной заслонки, и система лезвий RapidChange™ для быстрой замены лезвий без инструментов. Высоко оцененная лесопилка HM122 по-прежнему остается лучшей в своем классе.
ТОЧНАЯ РЕЗКА
HM122 может резать бревна диаметром 22 дюйма (55 см) и фрезеровать доски шириной до 20 дюймов (51 см). Распилите бревна длиной 10 футов 4 дюйма (3,1 м) со стандартной конфигурацией гусеницы или откройте неограниченный потенциал длины с опциональной 6 футов 5 дюймов (1,9 м).5м) удлинители гусениц. Он также может снимать шпон толщиной до 1/16 дюйма (1,6 мм). HM122 будет резать в пределах 1″ (25 мм) от деки, гарантируя, что вы максимизируете выход полезной доски.
ЭФФЕКТИВНАЯ МОЩНОСТЬ
Приводится в действие надежным 4-тактным газо-бензиновым двигателем Kohler мощностью 7,0 или 9,5 л. с. HM122 имеет наклонную конструкцию цилиндра с чугунным отверстием цилиндра и верхним клапаном для легкого доступа. Четырехступенчатая система фильтрации воздуха Quad-Clean гарантирует, что в двигатель поступает только чистый воздух, что обеспечивает максимальную мощность и срок службы двигателя. К двигателю прикреплена промышленная центробежная система сцепления, облегчающая работу на газу. Предоставляется 3-летняя коммерческая гарантия Kohler.
СИСТЕМА ЖЕСТКИХ ГУСЕНИЦ
Головка лесопильного станка HM122 катится по жесткому обработанному L-образному каналу размером 2 3/8″ x 2,5″ (6 см x 6 см), который поперечно поддерживается сверхпрочными 2 3/8″ x 4 3 4-дюймовые (6 см x 12 см) прямоугольные бревенчатые нары. Эти поперечные опоры обеспечивают распределение веса бревна по большой несущей поверхности, что позволяет избежать образования вмятин на бревне и обеспечивают дополнительную жесткость системы направляющих. Гусеница оснащена простым в использовании винтовым зажимом для бревна, который надежно удерживает бревно во время фрезерования, и состоит из двух 6 футов 5 дюймов (1,9 дюйма). 5 м) секции, позволяющие использовать бревна длиной 10 футов 4 дюйма (3,1 м). Дополнительные гусеницы длиной 6 футов 5 дюймов (1,95 м) могут быть прикреплены для размещения бревен любой длины. Гусеница поставляется с 12 выравнивающими ножками с регулировкой до 4 дюймов (10 см).
РАБОТА НА ГАЗЕ & GO
Ручка дроссельной заслонки одновременно включает обороты двигателя, пильный диск и автоматическую систему смазки. Эта система делает процесс резки пиломатериалов быстрым и эффективным, а также сокращает количество операций, необходимых оператору. Положение рукоятки дроссельной заслонки также можно отрегулировать для удобства в зависимости от высоты гусеницы.
СИСТЕМА НОЖЕЙ RAPIDCHANGE™
Система лезвий RapidChange™ является эксклюзивной для Woodland Mills. Это безинструментальный подход к быстрой замене лезвий, который снижает потребность в регулировке слежения за лезвиями между заменами лезвий. Набор шайб Belleville действует как амортизатор для лезвия, обеспечивая постоянное натяжение лезвия при любых температурах, снижая нагрузку на лезвие.
ТОНКИЕ ПИЛЫ
В HM122 используются закаленные лезвия размером 1,25″ x 125″ x 0,042″ (32 мм x 3,175 м x 1,0 мм), которые можно приобрести в Woodland Mills. Ширина пропила лезвия сведена к минимуму и составляет всего 0,080 дюйма (2 мм), чтобы максимизировать максимальное количество пиломатериалов на бревно.
WOODLAND MILLS КАЧЕСТВО И ОБСЛУЖИВАНИЕ КЛИЕНТОВ
Компания Woodland Mills ставит своих клиентов на первое место. Если у вас есть вопросы о приобретенном продукте, вы можете связаться с нами по телефону 1-855-476-6455. На HM122 распространяется 2-летняя гарантия производителя (за исключением быстроизнашивающихся деталей, ремней, лезвий и подшипников). На двигатель Kohler распространяется 3-летняя коммерческая гарантия производителя Kohler, которую можно получить у любого дилера Kohler для малых двигателей.
Фиксированная стоимость доставки $199 Нажмите, чтобы узнать больше
2 года гарантии
Та же ценовая политика
Описание продукта
Технические характеристики
Видео
Любимая переносная лесопилка HM126 стала еще лучше. Идеально подходит для пильщиков-любителей, предпринимателей или опытных столяров. Портативная лесопилка HM126 включает в себя такие функции, как система лезвий RapidChange™, автоматическая смазка, счетчик часов работы, возможность более широкого пропила и многое другое, оставаясь при этом одной из самых ценных портативных лесопилок в отрасли.
Двигатель:
9,5 л.с. или 14 л.с. Ручной запуск Kohler
Система фиксации лезвия:
Центробежная муфта (Gas & Go)
Диаметр бревна:
26 дюймов [66 см]
Макс. ширина активной кромки:
24 дюйма [61 см]
Максимальная толщина платы:
7 дюймов [18 см]
Чугунное маховое колесо Диаметр:
19 дюймов [48 см]
Стандартная длина резки:
3,1 м [10 футов 5 дюймов]
Ширина гусеницы:
30,5″ [77,5 см]
Длина удлинителя гусеницы:
6 футов 5 дюймов [1,95 м]
Регулируемые ножки:
12
Оцинкованные рельсы:
Да
Гусеничные полки:
3 x 6 дюймов [75 x 150 мм]
Зажимы для бревен:
1 быстродействующий замок
Конструкция головки с 4 стойками:
Да
Регулируемая направляющая полотна:
Стандарт с двигателем 14 л. с.; Дополнительно с двигателем 9,5 л.с.
Любимая пилорамой переносная лесопилка HM126 стала еще лучше. Нарежьте сами пиломатериалы для кают, палуб, сайдинга и многого другого. Идеально подходит для пильщиков-любителей, предпринимателей или опытных столяров. HM126 может распиливать бревна диаметром 26 дюймов (66 см), производя доски шириной до 24 дюймов (61 см) и длиной до 10 футов 5 дюймов (3,1 м). Конструкция с 4-х опорной головкой пилы с трубчатой задней балкой, обеспечивает максимальную жесткость, обеспечивающую плавный и точный срез.Головка перемещается вверх и вниз по стойкам из оцинкованной стали с помощью легко поворачиваемой рукоятки.Приводится в действие надежным 9Варианты 4-тактного газового двигателя Kohler мощностью .5 л.с. или 14 л.с. HM126 оснащен новыми и инновационными функциями, такими как автоматическая система смазки лезвий, которая активируется при включении дроссельной заслонки, и система лезвий RapidChange™ для быстрой замены лезвий без инструментов. Переносная лесопилка HM126 отличается точностью, плавностью хода и лучшим соотношением цены и качества в своем классе.
ТОЧНАЯ РЕЗКА
HM126 может резать бревна диаметром 26 дюймов (66 см) и фрезеровать доски шириной до 24 дюймов (61 см). Распиливать бревна длиной 10 футов 5 дюймов (3,1 м) со стандартной конфигурацией гусениц или раскрыть неограниченный потенциал длины с дополнительными 6 футами 5 дюймов (1,95м) удлинители гусениц. Он также может снимать шпон толщиной до 1/16 дюйма (2 мм). HM126 будет резать в пределах 1 дюйма (25 мм) от деки, обеспечивая максимальное использование полезного выхода доски.
ЭФФЕКТИВНАЯ МОЩНОСТЬ
Приводится в действие надежным 4-тактным газо-бензиновым двигателем Kohler мощностью 9,5 или 14 л.с. Отличается наклонной конструкцией цилиндра с чугунным отверстием цилиндра и верхним клапаном для легкого доступа. Четырехступенчатая система фильтрации воздуха Quad-Clean гарантирует, что в двигатель поступает только чистый воздух, что обеспечивает максимальную мощность и срок службы двигателя. К двигателю прикреплена промышленная центробежная система сцепления, облегчающая работу на газу. Предоставляется 3-летняя коммерческая гарантия Kohler.
СИСТЕМА ЖЕСТКИХ ГУСЕНИЦ
Головка лесопильного станка HM126 катится по жесткому L-образному каналу 2,5″ x 4″ (63 мм x 101 мм), который опирается на прочную прямоугольную трубу размером 3″ x 6″ (76 мм x 152 мм). Эти поперечные опоры обеспечивают распределение веса бревна по большой несущей поверхности, что позволяет избежать образования вмятин на бревне и обеспечивают дополнительную жесткость системы направляющих. На гусенице также имеется простой регулируемый быстрозажимной зажим для бревна, который надежно удерживает бревно во время фрезерования. Сама гусеница состоит из двух 6 футов 5 дюймов (1,95 м) секции, позволяющие использовать бревна длиной 10 футов 5 дюймов (3,1 м). Дополнительные гусеницы длиной 6 футов 5 дюймов (1,95 м) могут быть прикреплены для размещения бревен любой длины.
ПИЛЬНАЯ ГОЛОВКА С АВТОБЛОКИРОВКОЙ
Сверхточное и стабильное управление. Просто нажмите на ручку и поверните ее в 16 точках фиксации, чтобы переместить головку пилы вверх или вниз. В сочетании с ходовым винтом Acme вы получите сверхточную регулировку с точностью до 1/64 дюйма. В комплект также входят традиционные магнитные линейки для бревен, чтобы выровнять разрезы.
РЕГУЛИРУЕМАЯ НАПРАВЛЯЮЩАЯ ДИСКА С АВТОБЛОКИРОВКОЙ
Держите направляющие близко к распиливаемой древесине, чтобы уменьшить отклонение лезвия. Регулируемая направляющая лезвия с автоматической блокировкой сконструирована с использованием V-образных роликов из нержавеющей стали и соответствующего механически обработанного алюминиевого рычага, что делает ее системой премиум-класса по сравнению с традиционными регулируемыми направляющими лезвия. Он входит в стандартную комплектацию модели HM126 мощностью 14 л.с. и может быть приобретен в качестве дополнительного аксессуара для модели мощностью 9,5 л.с.
РАБОТА НА ГАЗЕ & GO
Ручка дроссельной заслонки одновременно включает обороты двигателя, пильный диск и автоматическую систему смазки. Эта система делает процесс резки пиломатериалов быстрым и эффективным, а также сокращает количество операций, необходимых оператору. Положение рукоятки дроссельной заслонки также можно отрегулировать для удобства в зависимости от высоты гусеницы.
СИСТЕМА НОЖЕЙ RAPIDCHANGE™
Система лезвий RapidChange™ является эксклюзивной для Woodland Mills. Это безинструментальный подход к быстрой замене лезвий, который уменьшает количество регулировок слежения за лезвиями между заменами лезвий. Набор шайб Belleville действует как амортизатор для лезвия, обеспечивая постоянное натяжение лезвия при любых температурах, снижая нагрузку на лезвие.
ТОНКИЕ ПИЛЫ
В HM126 используются закаленные лезвия размером 1,25″ x 144″ x 0,042″ (32 мм x 3660 мм x 1,0 мм), которые можно приобрести в Woodland Mills. Ширина пропила лезвия сведена к минимуму и составляет всего 0,080 дюйма (2 мм), чтобы максимизировать максимальное количество пиломатериалов на бревно.
СТАНЬТЕ МОБИЛЬНЫМ С WOODLANDER™
Перемещайте свой HM126 между локациями с прицепом Woodlander™.
SEB алмазный диск со сплошной кромкой (тонкий) 125*10*22,23 1,2
Остаток: 3.00 шт
Штрих-код: 4603764101523
430.00 ₽
Кол-во:
TORGWIN алмазный диск по керамике тип «V» HOT PRESS 125*10*22.23 УШМ
Остаток: 1.00 шт
Штрих-код: 4603763871427
740.00 ₽
Кол-во:
TORGWIN алмазный диск ультратонкий turbo тип «ромб» hot press 125 х 10 х 22.23 1.2
Остаток: 0 шт
Штрих-код: 4603763870567
790.00 ₽
Доступность уточняйте по телефону
Диск алмазный 125 BOSCH BPE сегмент по бетону
Остаток: 5.00 шт
Штрих-код: 3165140869690
1 270. 00 ₽
Кол-во:
Диск алмазный 125 BOSCH FPE сплошной по керамике
Остаток: 0 шт
Штрих-код: 3165140441308
690.00 ₽
Доступность уточняйте по телефону
Диск алмазный 1A1R 125×1,4x10x22,23 Granite // Distar
Остаток: 1.00 шт
Штрих-код: 4820067455676
1 470.00 ₽
Кол-во:
Диск алмазный 1A1RSS Universal 125х22.2 // Distar
Остаток: 0 шт
Штрих-код: 4820067455355
990.00 ₽
Доступность уточняйте по телефону
Диск алмазный 230 BOSCH BPE сегмент по бетону
Остаток: 0 шт
Штрих-код: 3165140441285
1 710.00 ₽
Доступность уточняйте по телефону
Диск алмазный 230 BOSCH FPE сплошной по керамике
Остаток: 1. 00 шт
Штрих-код: 3165140441339
1 970.00 ₽
Кол-во:
Диск алмазный 230х22.2 мм BOSCH BPE Universal сегмент по бетону 2608615065
Остаток: 0 шт
Штрих-код: 4606373015311
1 710.00 ₽
Доступность уточняйте по телефону
Диск алмазный VERTEX 125 ТУРБО 04-125-1
Остаток: 0 шт
Штрих-код: 2000019200017
320.00 ₽
Доступность уточняйте по телефону
Диск алмазный отрезной сегментный 115х22,2 мм ,сухая резка // Вихрь
Остаток: 0 шт
Штрих-код: 4606059022718
180.00 ₽
Доступность уточняйте по телефону
Диск алмазный отрезной сегментный 125х22,2 мм, сухая резка // Вихрь
Остаток: 0 шт
Штрих-код: 4606059022725
240.00 ₽
Доступность уточняйте по телефону
Диск алмазный отрезной сегментный 150х22,2 мм, сухая резка // Вихрь
Остаток: 0 шт
Штрих-код: 4606059022732
320. 00 ₽
Доступность уточняйте по телефону
Диск алмазный отрезной сегментный 180х22,2 мм, сухая резка // Вихрь
Остаток: 0 шт
Штрих-код: 4606059022749
430.00 ₽
Доступность уточняйте по телефону
Диск алмазный отрезной сегментный по бетону, кирпичу, камню, STAYER UNIVERSAL 180 мм
Остаток: 0 шт
Штрих-код: 4034229219710
460.00 ₽
Доступность уточняйте по телефону
Диск алмазный отрезной сегментный, 230 х 22,2 мм, сухая резка// Сибртех
Остаток: 0 шт
Штрих-код: 4044996123769
670.00 ₽
Доступность уточняйте по телефону
Диск алмазный ф230х22,2мм, лазерная приварка сегментов, сухое резание // GROSS
Остаток: 0 шт
Штрих-код: 4044996033044
1 290.00 ₽
Доступность уточняйте по телефону
Диск алмазный шлифовальный, двойной сегмент CUTOP, 125 x 5.0 x 8.0 x 22.2 мм
Остаток: 0 шт
Штрих-код: 4680063125603
640. 00 ₽
Доступность уточняйте по телефону
Диск отрезной алмазный CUTOP Profi Plus, 115 x 1.2 x 5.8 x 22.2 мм
Остаток: 0 шт
Штрих-код: 4680064115122
510.00 ₽
Доступность уточняйте по телефону
Диск отрезной алмазный CUTOP Profi Plus, 125 x 1.2 x 5.8 x 22.2 мм
Остаток: 0 шт
Штрих-код: 4680064125121
570.00 ₽
Доступность уточняйте по телефону
Диск отрезной алмазный сегментный CUTOP, 125 x1.9 x 8.0 x 22.2 мм
Остаток: 0 шт
Штрих-код: 4670060125195
380.00 ₽
Доступность уточняйте по телефону
Диск отрезной алмазный сегментный CUTOP, 150 х 2.2 х 8.0 х 22.2 мм
Остаток: 0 шт
Штрих-код: 4680060150226
440.00 ₽
Доступность уточняйте по телефону
Диск отрезной алмазный сегментный CUTOP, 180 х 2.4 х 8.0 х 22.2 мм
Остаток: 0 шт
Штрих-код: 4680060180247
520. 00 ₽
Доступность уточняйте по телефону
Диск отрезной алмазный сегментный CUTOP, 230 x 2.6 x 8.0 x 22.2 мм
Остаток: 0 шт
Штрих-код: 4680060230263
1 280.00 ₽
Доступность уточняйте по телефону
Диск отрезной алмазный турбо CUTOP, 125 x 2.3 x 8.0 x 22.2 мм
Остаток: 2.00 шт
Штрих-код: 4680061125230
380.00 ₽
Кол-во:
Диск отрезной алмазный турбо CUTOP, 230 x 3.0 x 8.0 x 22.2 мм
Остаток: 0 шт
Штрих-код: 4670061230300
680.00 ₽
Доступность уточняйте по телефону
Диск отрезной алмазный турбо волна CUTOP, 230 x 3.0 x 8.0 x 22.2 мм
Остаток: 0 шт
Штрих-код: 4680062230308
700.00 ₽
Доступность уточняйте по телефону
Круг отрезной алмазный cплошной CERAMIC 22, d=180 мм, STAYER 36675-180
Остаток: 3. 00 шт
Штрих-код: 4034229219802
410.00 ₽
Кол-во:
Круг отрезной алмазный DEXX влажная резка, сплошной, для УШМ, 125х5х22,2мм
Остаток: 3.00 шт
Штрих-код: 4034229160760
280.00 ₽
Кол-во:
Круг отрезной алмазный DEXX универсальный, сегментный, для УШМ, 115х7х22,2мм
Остаток: 3.00 шт
Штрих-код: 4034229160593
250.00 ₽
Кол-во:
Круг отрезной алмазный DEXX универсальный, сегментный, для УШМ, 125х7х22,2мм
Остаток: 2.00 шт
Штрих-код: 4034229160609
300. 00 ₽
Кол-во:
Круг отрезной алмазный DEXX универсальный, сегментный, для УШМ, 150х7х22,2мм
Остаток: 4.00 шт
Штрих-код: 4034229160616
350.00 ₽
Кол-во:
Круг отрезной алмазный DEXX универсальный, сегментный, для УШМ, 180х7х22,2мм
Остаток: 4.00 шт
Штрих-код: 4034229160623
480.00 ₽
Кол-во:
Круг отрезной алмазный DEXX универсальный, сегментный, для УШМ, 230х7х22,2мм
Остаток: 4.00 шт
Штрих-код: 4034229160647
700.00 ₽
Кол-во:
Круг отрезной алмазный DEXX, сплошной, для УШМ, 180х22,2мм
Остаток: 4. 00 шт
Штрих-код: 4034229165369
450.00 ₽
Кол-во:
Круг отрезной алмазный DEXX, сплошной, для УШМ, 230х22,2мм
Остаток: 4.00 шт
Штрих-код: 4034229165376
680.00 ₽
Кол-во:
Круг отрезной алмазный STAYER «MASTER» сегментный, сухая резка, 22,2х125мм*
Остаток: 1.00 шт
Штрих-код: 4034229166175
320.00 ₽
Кол-во:
Круг отрезной алмазный STAYER «MASTER» сплошной, влажная резка, 22,2х125мм*
Остаток: 0 шт
Штрих-код: 4034229166274
320. 00 ₽
Доступность уточняйте по телефону
Круг отрезной алмазный STAYER «MASTER» сплошной, влажная резка, 22,2х230мм
Остаток: 2.00 шт
Штрих-код: 4034229166298
750.00 ₽
Кол-во:
Круг отрезной алмазный STAYER «PROFESSIONAL», сегментный, сухая резка, для УШМ, 22,2х230мм
Остаток: 2.00 шт
Штрих-код: 4034229219543
1 180.00 ₽
Кол-во:
Круг отрезной алмазный STAYER «PROFESSIONAL», сплошной, влажная резка, для УШМ, 22,2х125мм
Остаток: 4.00 шт
Штрих-код: 4034229219611
430.00 ₽
Кол-во:
Круг отрезной алмазный ЗУБР «МАСТЕР» сегментный, сухая резка, 22,2х180мм
Остаток: 4. 00 шт
Штрих-код: 4606373291753
480.00 ₽
Кол-во:
Круг отрезной алмазный ЗУБР «МАСТЕР» сегментный, сухая резка, 22,2х230мм*
Остаток: 0 шт
Штрих-код: 4606373291760
840.00 ₽
Доступность уточняйте по телефону
Круг отрезной алмазный ЗУБР «МАСТЕР» сплошной, влажная резка, 22,2х125мм
Остаток: 4.00 шт
Штрих-код: 4606373291838
340.00 ₽
Кол-во:
Круг отрезной алмазный ЗУБР «МАСТЕР» сплошной, влажная резка, 22,2х150мм
Остаток: 2.00 шт
Штрих-код: 4606373291845
470.00 ₽
Кол-во:
Круг отрезной алмазный ЗУБР «МАСТЕР» сплошной, влажная резка, 22,2х230мм
Остаток: 4. 00 шт
Штрих-код: 4606373291869
880.00 ₽
Кол-во:
Круг отрезной алмазный сегментированный М-530: ТУРБО Универсал, d=230 мм, ЗУБР 36613-230
Остаток: 0 шт
Штрих-код: 4606373291814
680.00 ₽
Доступность уточняйте по телефону
Круг отрезной алмазный сегментный UNIVERSAL, d=150 мм, STAYER 36671-150
Остаток: 2.00 шт
Штрих-код: 4034229219703
410.00 ₽
Кол-во:
Круг отрезной алмазный сегментный М-500: УНИВЕРСАЛ, d=125 мм, ЗУБР 36610-125
Остаток: 8.00 шт
Штрих-код: 4606373291739
350.00 ₽
Кол-во:
Круг отрезной алмазный сегментный М-500: УНИВЕРСАЛ, d=150 мм, ЗУБР 36610-150
Остаток: 4. 00 шт
Штрих-код: 4606373291746
470.00 ₽
Кол-во:
Круг отрезной твердосплавный ЗУБР «Мультирез», 36859-125, серия «Профессионал», ВК8, 125 ммх22.2 мм
Остаток: 1.00 шт
Штрих-код: 4606373372773
680.00 ₽
Кол-во:
Круг отрезной твердосплавный ЗУБР «Мультирез», 36859-230, серия «Профессионал», ВК8, 230 ммх22.2 мм
Остаток: 2.00 шт
Штрих-код: 4606373259340
840.00 ₽
Кол-во:
Алмазный диск Bosch Standard for Universal 230×22,23 мм 2608615065
Алмазный диск Bosch Standard for Universal 230×22,23 мм 2608615065
org/BreadcrumbList»>
Главная
Алмазная оснастка
Алмазные диски
Алмазные диски по бетону
Артикул
2608615065
Материал обработки: универсальный. Диаметр диска: 230 мм. Ширина реза: 2,6 мм. Высота сегмента: 10 мм. Посадка диска: 22,23 мм. Тип диска: Сегментированный.
Категория:Алмазные диски по бетону
ХАРАКТЕРИСТИКИ
ОПИСАНИЕ
Доставка
ОТЗЫВЫ 0
Диаметр, мм
230
Материал обработки
бетон, кирпич, мрамор
Бренд
BOSCH
Страна-производитель
Китай
Высота сегмента, мм
10
Толщина сегмента, мм
2,6
Посадочный диаметр, мм
22,23
Уровень продукции
средний
Тип диска
алмазный
Форма сегмента
сегментный турбированный
Тип реза
сухой, мокрый
Алмазные отрезные диски Bosch Standard for Universal
Алмазный отрезной диск Standard for Universal позволяет осуществлять надежную резку универсальных строительных материалов.
Оптимизированная алмазная матрица обеспечивает надежный результат, благодаря высоким стандартам качества диска.
Высокие стандарты качества, гарантируемые специализированным центром алмазной обработки Bosch в Швейцарии.
Здесь еще никто не оставлял отзывы. Вы можете быть первым!
Ваша оценка
Представьтесь, пожалуйста *
Электронная почта *
Ваш отзыв *
Изображение
Нажимая на кнопку «Отправить» вы принимаете условия Публичной оферты.
Покупатели также смотрели
Бестселлер
Алмазный диск по железобетону 230х22,23 мм Messer FB/M 01-15-230
2
4 297 р.
Хит продаж
Алмазный диск Messer FB/Z по железобетону 230х22,23 мм 01-16-231
1
3 798 р.
Алмазный диск по железобетону 230х2,3х22,2 мм MESSER DIY 01.230. 016
0
2 475 р.
Скидка 25%
Диск алмазный Solga Diamant Professional 230х22,23 мм железобетон 13703230
0
4 190 р. 5 600 р.
Вы смотрели
«>
Купить Универсальный алмазный режущий диск Bosch 230 мм в Tikweld Сварочные материалы и услуги
Сопутствующие товары
В корзину
Быстрый просмотр
Профессиональный диск для алмазной резки Bosch Ecoline 230 мм
Bosch
Сейчас:
₦2 584,00
Профессиональный диск для алмазной резки Bosch 230 мм Ecoline Tikweld Welding Supplies and Services является дистрибьютором электроинструментов и аксессуаров Bosch в Нигерии. Идеально подходит для общего…
В корзину
Быстрый просмотр
Универсальный алмазный диск Bosch 105 мм
Сейчас:
₦3 478,00
Универсальный алмазный диск Bosch 105 мм Tikweld Welding Supplies and Services является дистрибьютором электроинструментов и аксессуаров Bosch в Нигерии. Другое качество
В корзину
Быстрый просмотр
Универсальный алмазный диск Bosch 115 мм
Bosch
Сейчас:
₦2 334,00
Универсальный алмазный диск Bosch 115 мм Tikweld Welding Supplies and Services является дистрибьютором электроинструментов и аксессуаров Bosch в Нигерии. Другое качество
В корзину
Быстрый просмотр
Универсальный профессиональный алмазный диск Bosch 125 мм
Bosch
Сейчас:
₦3 716,00
Профессиональный универсальный алмазный диск Bosch 125 мм Tikweld Welding Supplies and Services является дистрибьютором электроинструментов и аксессуаров Bosch в Нигерии. Универсальный диск для использования…
В корзину
Быстрый просмотр
Универсальный профессиональный алмазный диск Bosch 180 мм
Bosch
Сейчас:
6 849 ₦. 00
Профессиональный универсальный алмазный диск Bosch 180 мм Tikweld Welding Supplies and Services является дистрибьютором электроинструментов и аксессуаров Bosch в Нигерии. Диск универсальный…
Универсальный набор кольцевых пил Bosch Endurance из 14 предметов, Ø 20, 22, 25, 32, 35, 40, 44, 51, 60, 64, 76 Tikweld Welding Supplies and Services является дистрибьютором электроинструментов и аксессуаров Bosch…
В корзину
Быстрый просмотр
Угловая шлифовальная машина Bosch GWS 750-115 мм Bosch
Bosch
Сейчас:
₦32 100,00
osch Угловая шлифовальная машина GWS 750-115 мм Tikweld Welding Supplies and Services является дистрибьютором электроинструментов и аксессуаров Bosch в Нигерии. Угловая шлифовальная машина GWS 750-115 мм…
В корзину
Быстрый просмотр
Отрезной диск Bosch, Ø 350 мм, 20/25,40 мм x 3,2 мм x 10 мм, серебристый
Bosch
Сейчас:
₦45 678,00
Bosch 2608602625 Стандартный алмазный отрезной диск для асфальта, Ø 350 мм, 20/25,40 мм x 3,2 мм x 10 мм Tikweld Welding Supplies and Services является дистрибьютором электроинструментов Bosch в Нигерии…
В корзину
Быстрый просмотр
Угловая шлифовальная машина Bosch GWS 700 Professional
Bosch
Сейчас:
₦17 300,00
Угловая шлифовальная машина Bosch GWS 700 Professional Tikweld Welding Supplies and Services является дистрибьютором электроинструментов Bosch в Нигерии. Эта угловая шлифовальная машина Bosch GWS 700 Professional представляет собой небольшую…
В корзину
Быстрый просмотр
Bosch Endurance for Heavy Metal S1130CF BIM (5 шт.) 2608657528
Bosch
Сейчас:
₦8 510,00
Bosch Endurance for Heavy Metal S1130CF BIM (5 шт.) 2608657528 Tikweld Welding Supplies and Services является дистрибьютором электроинструментов и аксессуаров Bosch в Нигерии. Наша выносливость Bosch…
В корзину
Быстрый просмотр
Сверло Bosch по металлу HSS PointeQ 8 мм (10 шт.)
Bosch
Сейчас:
₦3 000,00
Сверло Bosch по металлу HSS PointTeQ 8,0 мм (10 шт.) Tikweld Welding Supplies and Services является дистрибьютором электроинструментов и аксессуаров Bosch в Нигерии. Наше сверло по металлу Bosch…
В корзину
Быстрый просмотр
Алмазный отрезной диск Bosch Professional по камню 230 мм
Bosch
Сейчас:
₦14 547,00
Bosch Professional Алмазный отрезной диск по камню 230 мм Tikweld Welding Supplies and Services является дистрибьютором электроинструментов и аксессуаров Bosch в Нигерии. Наш Бош…
Быстрый просмотр
Автомобильная и стартерная аккумуляторная батарея Bosch 100 Ач 12 В
Bosch
Автомобильная и стартерная аккумуляторная батарея Bosch 100AH 12V Сварочные принадлежности и услуги Tikweld являются дистрибьюторами электроинструментов Bosch и автомобильных аккумуляторов Bosch в Нигерии. Этот Bosch Automotive…
В корзину
Быстрый просмотр
Лазерный нивелир Bosch 5m GR 500
Bosch
Сейчас:
₦24 600,00
Bosch 5 м GR 500 Лазерный выравнивающий стержень Tikweld Welding Supplies and Services является дистрибьютором электроинструментов и аксессуаров Bosch в Нигерии. Нивелир Bosch GR 500 идеально подходит для…
Bosch 2608615065 Высокоскоростной алмазный диск 230 мм для угловых шлифовальных машин
БЕСПЛАТНАЯ ДОСТАВКА Великобритании Более 99 фунтов стерлингов*
Следующий рабочий день доставка Заказа на 3 PM*
1 -й время Слот Полит. Понедельник — суббота
БЕСПЛАТНАЯ доставка
в материковую часть Великобритании при оплате 99 фунтов стерлингов (до 30 кг).
Вы можете проверить почтовый индекс доставки на первом этапе оформления заказа.
Дополнительная плата применяется к заказам, которые включают в себя «крупногабаритный предмет» / общий вес которых превышает 30 кг. «Громоздкий предмет» будет выделен на странице описания товара. Дополнительная плата также применяется к заказам, которые доставляются на оффшорный почтовый индекс Великобритании. Эта надбавка предоставляется со скидкой, если вы тратите более 99 фунтов стерлингов.
Заказ до 15:00 для доставки на следующий рабочий день
Наши рабочие дни с понедельника по пятницу.
Только для товаров в наличии (на странице описания товара будет отображаться либо «на следующий день», либо «отправка в течение 3-4 дней»). Заказывайте до 14:00 товары, за которые на кассе взимается дополнительная плата за доставку (например, тяжелые генераторы и настольные пилы), а также все, что включает газовые канистры (например, гвозди Paslode). Пожалуйста, разрешите дополнительный день для почтовых индексов Шотландского нагорья. Грузовые предметы не могут быть доставлены за границу.
Небольшая посылка Более дешевая доставка — 2,99 фунта стерлингов
Доставка без отслеживания 7-10 рабочих дней ( мелкие посылки).
Теперь мы можем обеспечить недорогую доставку некоторых небольших посылок весом до 2 кг для заказов на сумму менее 99 фунтов стерлингов. Эта услуга предоставляется Королевской почтой (в настоящее время доставка осуществляется в течение 7-10 рабочих дней, если товар есть на складе). Он применим к некоторым аксессуарам от Bosch, Festool, DeWalt, Trend, Fein и Makita. Некоторые компактные инструменты только с корпусом 18 В также подходят. Эта служба не принимает какие-либо горючие предметы, такие как канистры, картриджи или литиевые батареи.
— Наши поставки очень легко отследить , кроме того, у вас будет удобное окно доставки в течение 1 часа, чтобы вы знали, когда ожидать свои товары. Вы получите номер для отслеживания вместе с электронным письмом «Заказ отправлен».
— Ваш счет-фактура всегда находится в ящике с вашими товарами.
— Ваши товары всегда надежно упакованы при отправке с нашего склада. Мы стремимся к тому, чтобы ваши товары доходили до вас в наилучшем состоянии.
— Наш основной курьер DPD . Мы используем DPD для подавляющего большинства наших поставок. APC и TNT занимаются для нас другими видами доставки. В плохих погодных условиях наши курьеры могут столкнуться с независящими от нас задержками, однако мы будем всячески помогать вам отслеживать ход доставки.
— Возможна доставка на строительные/рабочие площадки , но вы делаете это на свой страх и риск. Наша служба может доставить по адресу, но мы не можем гарантировать доставку конкретному человеку или месту по адресу. Для наилучшего результата, пожалуйста, предоставьте подробные инструкции для курьера и контактный номер, который мы можем передать курьеру.
— Доставка в «безопасное место» недоступна с нашей службой, кто-то должен присутствовать, чтобы получить вашу доставку. Мы делаем это для того, чтобы наши курьеры доставили нужному человеку по нужному адресу, чтобы ваши товары не были потеряны или украдены. Тем более, что большинство заказов имеют высокую стоимость.
Стандартная доставка по Великобритании (товары весом менее 30 кг)
Материковая часть Великобритании
Стандарт для Великобритании — на следующий день — заказы на сумму более 99 фунтов стерлингов
БЕСПЛАТНО
Стандарт для Великобритании — на следующий день — заказы на сумму менее 99 фунтов стерлингов
6,99 фунтов стерлингов
Стандарт Великобритании — на следующий день до полудня — заказы на сумму более 99 фунтов стерлингов
8,99 фунтов стерлингов
Стандарт Великобритании — на следующий день до полудня — заказы на сумму менее 99 фунтов стерлингов
15,99 фунтов стерлингов
Шотландское Высокогорье
Шотландское нагорье — 1-2 дня — заказы свыше 9 фунтов стерлингов9
БЕСПЛАТНО
Шотландское нагорье — 1-2 дня — заказы на сумму менее 99 фунтов стерлингов
6,99 фунтов стерлингов
Материковая часть Великобритании — Суббота Премиум
Великобритания Субботняя премия — заказы на сумму более 99 фунтов стерлингов
24 фунта стерлингов
Великобритания, субботняя премия — заказы на сумму менее 99 фунтов стерлингов
30,99 фунтов стерлингов
Оффшор Великобритании
Северная Ирландия, Шотландские острова и другие острова Великобритании
Оффшор Великобритании — 1-2 рабочих дня — заказы на сумму более 99 фунтов стерлингов
7,00 фунтов стерлингов
Оффшор в Великобритании — 1-2 рабочих дня — заказы на сумму менее 99 фунтов стерлингов
13,99 фунтов стерлингов
Нормандские острова
Нормандские острова
Нормандские острова — 2 рабочих дня — заказы свыше 9 фунтов стерлингов9
15 фунтов стерлингов
Нормандские острова — 2 рабочих дня — заказы на сумму менее 99 фунтов стерлингов
21,99 фунтов стерлингов
Заказ включает гвозди/газ Paslode:
Нормандские острова — 3–5 рабочих дней — заказы на сумму более 99 фунтов стерлингов
Недоступно
Нормандские острова — 3-5 рабочих дней — заказы на сумму менее 99 фунтов стерлингов
Недоступно
Доставка грузов по Великобритании (товары весом более 30 кг)
Материковая часть Великобритании
Доставка по Великобритании — 1-2 рабочих дня
25 фунтов стерлингов
Шотландское нагорье и оффшор Великобритании
Грузовые перевозки в высокогорье — 2/3 дня
100,00 фунтов стерлингов
Морские перевозки
Недоступно
Поднимать что-либо весом более 30 кг небезопасно, поэтому для перевозки этих грузов требуется поддон.
Хотите ускорить доставку?
Великобритания — на следующий рабочий день до полудня (*1pm для некоторых удаленных почтовых индексов) для товаров в наличии и только в будние дни. Заказы, размещенные после 15:00 в четверг, принимаются в понедельник утром. Заказы, размещенные после 15:00 в пятницу, принимаются во вторник утром.
Великобритания — суббота Премиум для товаров, имеющихся на складе, заказанных с 15:00 четверга до 15:00 пятницы с получением в субботу. Нет доставки по воскресеньям.
Нажмите и заберите — Магазин в Глазго
Зарезервируйте свои товары, заказав их на нашем веб-сайте с помощью функции «щелкни и забери» (товар должен быть в наличии для получения)
Пожалуйста, подождите, пока мы не свяжемся с вами, чтобы мы могли обеспечить социальное дистанцирование (коллекция обычно готова через 1 час после размещения заказа)
Хотите забрать в Глазго? Забронируйте онлайн и заберите в удобное для вас время:
обзор, пошаговые настройки, возникшие проблемы и их решение
Материал предоставлен компанией RUSABS
Что может быть лучше PLA и ABS?
Какой пластик более долговечный?
Выдерживает более высокие температуры, чем PLA?
Существует что-то,что печатается легче, чем ABS?
Если Вы задаете себе такие вопросы, то филамент PETG мог бы стать вашим фаворитом. С момента своего появления этот пластик активно набирает популярность. Давайте же посмотрим, что это такое и почему его следует использовать?
Что такое филамент PETG?
PETG – это износостойкий сополиэфир (комбинация). PET означает полиэтилентерефталат (вспомните о пластиковых бутылках), а G говорит о том, что он модифицирован гликолем для большей долговечности.
Если коротко, то это действительно прочный материал, исключительно крепкий и без запаха при печати. Стоит только выставить правильные настройки, и печать пойдет как по маслу. Вот несколько основных преимуществ печати этим материалом и самые главные характеристики филамента PETG:
PETG очень прочный. Но в тоже время царапается легче, чем ABS, который тверже.
Менее гибкий, чем PLA или ABS, но в тоже время более мягкий. Вам придется приложить немало усилий, чтобы разломить пополам выполненный из него образец. В том случае если вам нужно что-то неломающееся, или вы печатаете какой-либо корпус, то PETG победит почти всех (кроме Nylon 12).
Он почти не сжимается, поэтому не перекашивается. Идеален для крупных распечаток.
Из пластика PETG получаются великолепные опорные структуры, так как он хорошо прилипает. Вследствие чего сцепление между слоями просто фантастическое, так что распечатки получаются долговечными.
Стоит обратить внимание, что пластик прилипает и к рабочему столу, так что осторожно снимайте его после печати.
Этот пластик химически очень стоек, не боится щелочей, кислот, воды.
Не пахнет при печати
Обычно филамент PETG предлагается в широком ассортименте полупрозрачных цветов, а напечатанные фигуры имеют блеск. Поэтому данный материал идеален для печати всего того, что не должно разбиться и должно быть прозрачным. Многие из тех, кто сначала пробовал PLA, а затем ABS, приходят к PETG.
Едва ли вас заинтересует стандартный филамент PET, потому что повсеместно доступны более прочные гликоль-модифицированные варианты.
В обзоре про филамент PETG на сайте Filaween говорится об испытаниях на прочность. PETG оказался вне конкуренции, его не удалось сломать в направлении слоев. И это не пустое хвастовство (честно-честно!), это на самом деле говорит о том, что PETG очень прочный материал.
Здесь мы можете посмотреть видео с испытания PETG
Подписывайтесь на наш канал на YouТube. Скоро интересных видео будет еще больше!
Но что это означает с практической точки зрения?
Для печати каких объектов PETG окажется идеальным выбором?
Особенно рекомендую PETG в случаях, когда требуется напечатать что-то гибкое, а полностью эластичные материалы (такие как TPU, FLEX, PLA или NYLON) не очень подходят для опорных конструкций.
Какова температура стеклования PETG?
80 °C. Это полезно иметь в виду при принятии решения о выборе материала для будущего проекта. Это значительно ниже, чем у ABS, – 105 °C, но больше, чем у PLA, – 55 °C.
Вот одно из наших самодельных решений – бампер для микро-квадрокоптера. Как нетрудно догадаться, бампер должен быть достаточно жестким, чтобы выдерживать удары, и весьма упругим, чтобы гасить их даже при самых фатальных катастрофах.
Нам кажется, это отличный пример распечатки, для которой вам может понадобиться именно этот материал. Собственно, это отличное дополнение к имеющемуся у вас арсеналу филамента для 3D-печати.
Отличный пример практического применения прочности PETG. Бампер.
Вот пара цифр про PETG. Учтите, что это значения для конкретного испытываемого PETG, они не являются универсальными для материала.
Плотность – 1,27 г/см3, т.е. чуть больше, чем у PLA, и примерно на 20% больше, чем у ABS.
Твердость по Роквеллу – R 106, что довольно много для PETG. (У самого твердого из имеющихся у нас ABS твердость составляет R 110).
Есть еще один плюс в пользу перехода с традиционных материалов на PETG: им просто приятно печатать, а объекты из него получаются прочными и долго служат.
Теперь давайте посмотрим, как добиться наилучших результатов при работе с этим еще не очень распространенным материалом. И как потратив какое-то время на настройки, потом спокойной наблюдать, за принтером, который один за другим печатает износостойкие прототипы, модели и готовые детали.
Как печатать PETG
Как и в случае с любыми другими материалами для 3D-печати, следует обратить внимание на его особенности и понимать, в чем может крыться причина тех или иных проблем. Это позволит напечатать вашу задумку с первого раза. Данный пластик предполагает, что при печати следует учитывать его некоторые особенности.
Иногда PETG может потребовать немного большое времени на общую и тонкую настройку параметров филамента. Это такие небольшие особенности, которые могут простить некоторые другие филаменты, вроде PLA. При этом нельзя сказать, что здесь есть что-то сложное, нужно просто иметь немного больше терпения.
Зато, если все параметры выставлены правильно, вы сами увидите, что печать PETG – мечта “поэта”. Ничего нигде не перекашивает, никакого запаха при печати, а то, что слои отлично между собой сцепляются, – это вообще одно из самых замечательных свойств данного материала. Если вы используете полиэтиленовый филамент высокого качества, то, скорее всего, вам будет достаточно лишь выставить температуру PETG, – и
вперед!
При печати PETG обычно оставляйте дополнительный зазор в 0,2 мм
И как всегда, есть несколько моментов, которые помогут сделать переход на новый для вас филамент более безболезненным.
Давайте же посмотрим, что и как надо настроить, какие могут быть проблемы, и какие есть хитрости в связи с печатью PETG.
Настройки при печати PETG
Мы рекомендуем выставить температуру печати PETG примерно в 220-245 °C, в зависимости от используемого экструдера. Оптимальная температура рабочего стола – около 70-75 °C; возможно, на пару градусов больше для нескольких первых слоев.
На какой поверхности лучше всего печатать PETG? Как показывает наш опыт, лучше всего на покрытиях FIXPAD, пленке или синей малярной ленте. Впрочем, PETG будет отлично прилипать и к другим поверхностям, обеспечивая хорошие условия для следующего, очень важного шага.
Этот материал не требуется выкладывать непосредственно на подогретый рабочий стол, лучше оставить некоторый зазор по оси Z. Если сопло экструдера находится слишком близко к столу или предыдущему слою, будет образовываться пленка, а вокруг сопла – паутина. Рекомендуется начинать поднимать сопло с шагом 0,02 мм – пока не перестанет образовываться пленка.
Вентилятор. В принципе, если вам нужно напечатать как можно более прочный объект, печатайте без обдува. Более высокая температура PETG способствует суперсильному сцеплению. Расплавленный PETG прилипает к предыдущему слою на удивление хорошо. Но если вам нужны более мелкие детали, без «лапши», вам точно потребуется выставить охлаждение на 100%. Быстрое охлаждение на выходе из сопла позволит печатать тонкие детали, без волос и клякс.
Мы советуем печатать без охлаждения первый слой, возможно, еще и второй, после чего включить вентилятор на полную. Если же проблемы с некоторой волосистостью остаются, вы на свой страх и риск можете предоставить управление вентилятором автоматике, но это будет ваш выбор.
Некоторые из работ Джозефа Каши из 3D Maker Noob’s,
напечатанные Red PETG
Следующие моменты отличают настройки охлаждения при печати этим филаментом. Их нужно выставить правильно, под имеющуюся задачу. Вообще, полезно поэкспериментировать: какова будет реакция филамента на те или иные изменения в параметрах печати.
Печатайте немного медленнее, лучше на скорости около 55 мм/с или меньше; если выше 60 – то филамент может выкладываться недостаточно быстро.
PETG может оказаться чувствительным к переэкструдированию (забивание и т. п.). Если такая проблема есть, посмотрите в параметрах экструдирования, достаточно небольшой подстройки (например, втягивания).
Едва ли вы столкнетесь со всеми этими проблемами сразу. Но тем не менее, как и у любого другого материала 3D-печати, у этого есть свои нюансы, требующие уточнения. Как только вы поймете причину каждой из проблем,и найдете её решение, вы увидите, как быстро все пойдет дальше.
Краткое сравнение PETG и ABS
PETG долговечнее, чем ABS, но ABS тяжелее и более жесткий.
У PETG более высокая температура стеклования, около 80 °C, – тогда как у ABS 105 °C.
ABS примерно на 20% менее плотный, чем PETG.
PETG менее склонен к перекосам, чем ABS (если печатать неправильно), и, в целом, не имеет запаха.
PETG более химически стоек, так что сглаживание ацетоном, как в случае с ABS, здесь не работает.
Краткое сравнение PETG и PLA
PLA более хрупок, чем PETG, если только не попробовать его закалить (отпускать).
PLA и PETG имеют примерно равную плотность.
PETG требует подогрева рабочего стола, тогда как PLA можно печатать просто так.
Сцепление слоев PETG, как правило, беспрецедентно, объекты получаются очень прочными и долговечными.
Подпорки, которые напечатаны PLA, удаляются обычно легко; у PETG с этим сложнее, но не невозможно.
Предлагаем PETG самых разных цветов,
целый килограмм заказывать не обязательно,
можно просто попробовать
Приятная новость: сейчас на PETG от BestFilament скидка 40%!
Заказать филамент можно:
Со склада в Москве »»» Со склада в Санкт-Петербурге »»» В Томске с доставкой по России »»»
Принимаем заказы и на образцы и на катушки по 0,5 кг.
Совет от производителя:
Еще раз напомним, что не стоит думать о petg как о панацее для решения всех проблем, но свой широкий класс задач этот филамент решает на ура! Рекомендуем взять пробник для понимания материала и его свойств.
Успехов и ровной печати.
Присылайте ваши работы, и мы с удовольствием расскажем о них!
А еще мы награждаем автора лучшей работы!
Победителей прошлых недель Вы можете посмотреть здесь »»» Наша почта [email protected],
звоните на 8-800-234-47-78,
ну и, конечно, помните, что есть Вконтакте и Телеграм !
PETG пластик — оптимальные настройки 3D принтера
3DPrintStory
  
Процесс 3D печати
  
PETG пластик — оптимальные настройки 3D принтера
Одна из позитивных особенностей 3D печати по технологии FDM — это огромное разнообразие материалов, с которыми вы можете работать. Существуют гибкие материалы, те, которые имитируют отделку дерева, а некоторые даже обладают некоторой степенью электропроводности.
Обратной стороной медали наличия всех этих вариантов филаментов является то, что каждый из них требует некоторой специфики в использовании. В этой статье мы рассмотрим, как получать хорошее качество 3D печати, используя PETG пластик, который, судя по трендам, скоро станет одним из самых популярных. Какие настройки 3D принтера лучше всего подходят для PETG? С какими проблемами вы можете столкнуться, печатая PETG пластиком?
Что такое PETG?
ПЭТГ является производным сверхпопулярного полиэтилентерефталата (PET). Буква «G» в аббревиатуре PETG означает «с повышенным содержанием гликоля». Добавление группы гликоля делает PETG немного более прочным и менее хрупким. Он также обладает лучшими оптическими свойствами и с ним легче работать по сравнению с PET. Он обладает отличной химической стойкостью и является хорошим барьером для влаги.
В мире 3D печати PETG часто рекламируется как материал, вобравший лучшее из двух самых популярных материалов PLA и ABS. Он печатает при высоких температурах, что обеспечивает хорошую термостойкость. Однако он не имеет большого коэффициента усадки и имеет лучшую адгезию между слоями, что означает, что у него нет серьезных проблем с деформацией. Он также не выделяет вредных газов во время печати, что является одним из худших аспектов печати с использованием ABS.
Таким образом, PETG дает вам почти все механические и химические преимущества ABS с такой же простотой обработкой, что и PLA. Это хороший выбор для функциональных деталей, которые должны выдерживать постоянное движение или давление. Используя PETG пластик, можно получить почти полностью прозрачные изделия, что делает его отличным материалом для декоративных элементов.
Настройте стол 3D принтера
Если вы когда-нибудь печатали с использованием ABS пластика, то вы знаете, как сложно заставить первый слой модели из ABS схватиться со столом. С PETG тоже есть некоторые проблемы, но обратные — он слишком хорошо держится. Если вы не примете необходимые меры, вы можете получить готовую модель, которую невозможно снять со стола без повреждений.
Из-за высокой температуры печати PETG вам по-прежнему не обойтись без подогрева рабочего стола. Резкое падение температуры почти наверняка приведет к деформации, если ваш стол для 3D печати слишком холодный. Для PETG пластика рекомендуется установить температуру стола от 70° до 80° C. Если при этих настройках у вас по-прежнему возникают проблемы с адгезией к слою, вы можете постепенно увеличивать температуру вплоть до 100° C.
Чтобы убедиться, что напечатанная 3D модель снимется достаточно легко, рекомендуется использовать адгезионное средство, которое будет сниматься вместе с моделью, например, клей-карандаш или лак для волос. Не печатайте прямо на стекле, чтобы не поцарапать поверхность стола. Не используйте BuildTak, так как каждый раз, когда вы работаете с PETG пластиком, вы практически наверняка повредите поверхность BuildTak (что может оказаться довольно дорогим удовольствием).
Поскольку у PETG нет проблем с адгезией, нет необходимости устанавливать сопло слишком низко для базового слоя. Это метод, используемый для «прижатия» первого слоя к столу и улучшения адгезии основного слоя. Если у вас уже есть обкатанные настройки высоты сопла для ABS или PLA, вы можете спокойно установить значение, которое в два или три раза выше для PETG. Для улучшения эстетики стоит использовать как можно более высокие значения, поэтому можно начать с максимальных значений и постепенно снижать их, если у вас возникнут какие-либо проблемы с адгезией.
Если вы хотите выполнить точную калибровку высоты сопла, хорошей отправной точкой будет установка 0,02–0,05 мм от сопла до стола. Вы можете установить это как начальную высоту сопла, так и высоту для остальной части 3D модели.
Температура 3D печати, скорость и ретракт
Основная причина, по которой PETG сравнивают с ABS, заключается в том, что он печатает при относительно высоких температурах. Обычно используется диапазон от 220° до 265° C, но рекомендации вашего производителя пластика могут незначительно отличаться. Хотя PETG практически исключает любые проблемы с загибанием материала, вы все равно столкнетесь с другими сложностями.
Первое, что вам нужно сделать, это определить, способен ли ваш 3D принтер достигать необходимых температур. Некоторые 3D принтеры обеспечивают температуру 250° C, особенно те, которые используют трубки из PTFE внутри узла экструдера. Если вы попробуете печатать с неподходящим оборудованием, вы в конечном итоге испортите не только свой модель, но и экструдер.
Установка скорости 3D печати — это вопрос правильного баланса, при котором также следует учитывать температуру 3D печати. Печать на высокой скорости, если ваша температура слишком низкая, может привести к «проскакиванию» в экструдере, потому что материал недостаточно мягкий, чтобы выйти из сопла. Однако быстрая печать при очень высоких температурах может привести к образованию остатков материала между пустотами модели.
Стоит начать с относительно умеренной скорости 25 мм/с. Если с этой настройкой проблем нет, то вы увеличиваете скорость до 50 мм/с. Этого должно быть достаточно, чтобы получить хороший модель из PETG пластика, не затрачивая слишком много времени. Можно встретить информацию о печати PETG со скоростью 60 мм/с, но это, наверное, абсолютный максимум, если вы не хотите иметь проблем с отстатками материала между стенками модели.
Боремся с остатками пластика между стенками модели
Одна из наиболее частых проблем при использовании высокотемпературных материалов — это упомянутые выше остатки пластика, паутинки между стенками. Это происходит, когда расплавленный материал просачивается из сопла при перемещении печатающей головки. Подобные остатки пластика при использовании ПЭТГ особенно неприятны, так как материал прочный и их трудно снять.
К сожалению, материал, плавящаяся при высоких температурах, также имеет низкую вязкость, что делает его еще более склонным к образованию этой самой паутины. Если эта проблема возникает у вам при 3D печати PETG пластиком, первым делом нужно немного снизить температуру и скорость печати, хотя это определенно снизит общее время, затрачиваемое на печать любой модели.
Другой вариант — включить ретракт на вашем 3D принтере, если такая возможность есть. Ретракт позволяет механизму экструдера «втягивать» небольшую часть материала, чтобы ослабить давление на расплавленную материала, который находится прямо на кончике сопла. Вы можете уточнить некоторые параметры, такие как расстояние втягивания или скорость, до тех пор, пока не исчезнут какие-либо признаки остатков пластика.
Уменьшаем скорость вентилятора охлаждения
PETG отлично печатает и сохраняет хороший уровень детализации без охлаждающего вентилятора. Отсутствие охлаждения также приведет к лучшей адгезии между слоями. Печать PETG пластиком с выключенным охлаждающим вентилятором — это вполне нормальный вариант.
Некоторые пользователи считают, что вентилятор не стоит использовать только для первых двух слоев, а затем печатают с вентилятором на 100%. Это может оказаться хорошим кейсом, если ваша 3D модель имеет много мостов и выступающих элементов или если вы хотите, чтобы ваше изделие получилось максимально детализированным. В любом случае, следите за любыми признаками трещин или слоев, которые отклеиваются во время 3D печати, так ка PETG печатает при высокой температуре и не любит резких перепадов температуры.
Ключ к успеху — эксперименты
С PETG может оказаться легче работать, чем с ABS, но если вы только начали им печатать, то стоит разобраться с его особенностями. Различные марки материалов PETG также могут вести себя по-разному и непредсказуемо. Для правильной настройки температуры 3D печати, температуры стола, скорости печати и параметров ретракта вам может может понадобится некоторое время. Но когда вы найдете ту самую «золотую середину», вы сможете воспользоваться всеми преимуществами PETG, не сталкиваясь с множеством проблем, которые характерны для других пластиков .
При покупке стоит выбирать филамент из полиэтилентерефталата от надежного производителя и работать только с ним, не меняя производителя. Прежде чем вы сможете получить оптимальные настройки, наверняка придется напечатать несколько неудачных моделей. Но не отчаивайтесь, продолжайте оптимизировать настройки и через некоторое время работа с PETG станет проще.
Выводы
Многие профессионалы в области 3D печати уже давно хвастаются PETG из-за его потенциала свергнуть ABS с позиции «большой двойки». В конце концов, он имеет сопоставимые свойства, но с ним не так сложно работать.
Сказать, что с PETG так же легко работать, как с PLA, — это чересчур. PLA всегда будет филаментом для новичков, потому что он удобен для людей с базовыми навыками и оборудованием. PETG по-прежнему будет нуждаться в 3D принтере высокого класса из-за его температурных требований. Нахождение оптимального баланса температуры, скорости и ретракта потребует некоторого времени, но методом проб и ошибок вы добьетесь нужного результата.
Надеюсь, что предоставленный материал поможет некоторым из вас меньше бояться PETG и убедит вас попробовать его на практике.
Регулировка температуры, скорости и отвода для улучшения печати
ПЭТ или полиэтилентерефталат — один из наиболее широко используемых пластиков в мире. ПЭТ, используемый в синтетических тканях, бутылках и упаковке, обладает многими желаемыми характеристиками, такими как прочность, прозрачность и легкость.[1]
Благодаря этим и другим характеристикам ПЭТ стал популярным материалом для 3D-печати FDM. В форме нити ПЭТГ (ПЭТФ, модифицированный гликолем) обладает некоторыми заметными преимуществами по сравнению с ПЛА, такими как отличная адгезия слоев, хорошая ударопрочность и низкий уровень усадки. Это также доступно: катушка дешевой нити PETG стоит всего примерно на 5 долларов за килограмм больше, чем PLA от аналогичной марки нити.
Однако печать хороших деталей из PETG может оказаться непростой задачей. В расплавленном состоянии пластик имеет низкий уровень вязкости, что, хотя и отлично подходит для быстрой экструзии, может вызвать такие проблемы, как просачивание и натяжение. Кроме того, его отличная адгезия к платформе может быть как благословением, так и проклятием, поскольку детали иногда остаются прилипшими к платформе после печати.
Имея это в виду, очень важно правильно подготовить 3D-принтер к печати PETG. И хотя многие слайсеры предоставляют настройки по умолчанию для отдельных материалов, таких как PETG, полезно понимать, чего достигают эти настройки, чтобы можно было выполнить точную настройку для получения еще более качественных отпечатков. В этой статье приводится краткое изложение правильных настроек принтера PETG для большинства ситуаций — хотя у разных принтеров есть свои уникальные требования — в дополнение к общим советам, таким как подготовка платформы для печати.
ПЭТ используется для изготовления пластиковых бутылок
По сравнению с АБС и другими материалами с низкой адгезией печать ПЭТГ может быть проще простого. PETG будет прилипать к большинству поверхностей без особых проблем — на самом деле, необходимо предпринять шаги, чтобы материал не прилипал слишком хорошо и не прилипал к рабочей пластине.
Выбор правильной рабочей поверхности очень важен при работе с PETG. Очень гладкие поверхности, такие как стеклянная платформа, могут привести к чрезмерному прилипанию, и такие поверхности следует покрыть клеем-карандашом или лаком для волос, которые могут действовать как разделитель, а не клей, чтобы предотвратить повреждение сборки и печатной платформы.[2] ] Голубая малярная лента является подходящей поверхностью для большинства отпечатков PETG. Однако лучшим решением является использование текстурированной поверхности сборки, такой как лист PEI с порошковым покрытием. Имейте в виду, что текстурированная поверхность печати оставит неглубокий отпечаток рисунка на нижней части детали, но это небольшая цена за простоту удаления детали.
PETG лучше всего печатает на нагретой платформе с температурой 65–90 °C. Как правило, если хорошая адгезия первого слоя может быть достигнута в нижней части этого диапазона, то придерживайтесь этой температуры.
PETG обычно лучше всего печатает в диапазоне температур 220–260 °C. Компания-производитель 3D-принтеров Prusa предлагает температуру печати 230 °C для первого слоя и немного более высокую температуру 240 °C для остальной части сборки.[3] Компания MatterHackers, занимающаяся производством нитей, рекомендует температуру 245 °C.[4] Если хорошие результаты могут быть достигнуты при более низкой температуре, придерживайтесь ее, так как высокая температура может привести к проблемам с образованием мостиков и выступов.
Выравнивание платформы и калибровка сопел — еще один важный шаг при настройке параметров печати PETG. Расстояние между соплом и печатной платформой должно быть больше, чем у PLA, в идеале около 0,1 мм. Это связано с низкой вязкостью ПЭТГ: поскольку материал течет свободно, он может «выпадать» из сопла на слой без необходимости прилагать энергичные усилия.
Скорость печати — это один из самых простых параметров печати PETG. Как правило, материал лучше всего печатать на низкой скорости, в идеале около 60 мм/с. Это приводит к улучшенному склеиванию и охлаждению и, следовательно, к лучшему качеству печати. Некоторые пользователи сообщают о хороших результатах с более высокой скоростью для первых слоев.
Однако, возможно, более важной является скорость перемещения: скорость, с которой печатающая головка перемещается по осям X и Y, когда она не наносит материал. Скорость перемещения должна быть высокой — примерно в два раза выше скорости печати, т. е. 120 мм/с, — чтобы смягчить потенциально опасные последствия просачивания и натяжения: если горячий конец движется медленно по области печати, у него больше времени для стекания лишнего материала. на деталь, вызывая дефекты и потенциально приводя к сбою печати.
Регулировка параметров ретракции может предотвратить натяжение PETG
Большинство пользователей PETG согласятся с тем, что самым большим недостатком печатного материала является его склонность к просачиванию (когда материал просачивается из сопла) и стягиванию (когда просачивающийся материал образует паутиноподобное месиво на детали) — нежелательные явления, вызванные низкая вязкость пластика.
Лучший способ борьбы с просачиванием и натяжением – это настроить параметры втягивания. Втягивание — это функция экструдеров FDM, при которой сопло втягивает небольшое количество нити перед ее перемещением по осям X и Y. Таким образом, принтер может предотвратить нежелательную утечку материала и улучшить качество печати. Если во время печати PETG возникает натяжение, необходимо настроить следующие параметры ретракции печати:
Установите расстояние отвода на 3–7 мм, увеличивая его с шагом 1 мм, пока натяжение не прекратится. Расстояние должно быть немного больше для экструдеров Боудена, чем для экструдеров с прямым приводом.
Установите скорость отвода примерно на 20 мм/с, при необходимости увеличивая ее с шагом 5 мм/с.
Уменьшите или удалите минимальное расстояние перемещения для втягивания.
Отключите любую функцию вертикального подъема (например, Z-Hop в Cura, популярном слайсере).
При настройке параметров печати PETG следует учитывать вентилятор 3D-принтера. Как правило, охлаждение детали во время печати — снижение температуры ниже температуры стеклования материала — может уменьшить такие проблемы, как деформация и проседание, что приведет к получению более качественных деталей.
В целом, использование PETG может быть выгодным, поскольку он демонстрирует очень низкий уровень усадки при охлаждении, а это означает, что детали — даже очень большие — имеют тенденцию сохранять свою форму во время печати. Это означает, что пластик меньше зависит от охлаждающего вентилятора принтера, чем такой материал, как PLA; некоторые пользователи предпочитают вообще не использовать свой вентилятор при использовании нити для 3D-печати PETG, хотя это может считаться рискованным.
Для большинства отпечатков скорость вращения вентилятора 30–60 % должна быть достаточной, чтобы предотвратить такие проблемы, как просачивание и натяжение. Тем не менее, используйте вентилятор только после первых нескольких слоев печати, так как это поможет предотвратить деформацию, и помните, что слишком высокая скорость вентилятора предотвратит межслойное соединение и приведет к более слабой детали из PETG.
PETG является ценным материалом для 3D-печати благодаря своей прочности, ударопрочности, доступности и устойчивости к усадке и деформации. При тщательном рассмотрении поверхности сборки, настроек ретракции и других параметров печати можно получить высококачественные отпечатки PETG на большинстве FDM-принтеров.
Пользователи 3D-принтеров должны строго придерживаться следующих параметров печати PETG:
Использовать текстурированную рабочую поверхность
Использовать нагреваемый стол с температурой 65–90 °C 220–260 °C
Поддерживайте высоту сопла около 0,1 мм
Печатайте медленно со скоростью около 60 мм/с
Используйте высокую скорость перемещения около 120 мм/с
Увеличьте расстояние отвода и скорость
Используйте умеренную скорость вращения вентилятора
При этом напечатанные детали из ПЭТГ должны иметь хорошую адгезию слоев и хорошее качество поверхности, демонстрируя минимальное просачивание или натяжение.
[1] Наука о ПЭТ [Интернет]. Ассоциация ПЭТ-смол. 2015 г. [цитировано 14 марта 2022 г.]. Доступно по адресу: http://www.petresin.org/science_behindpet.asp
[2] Как получить идеальные отпечатки PETG на Ender-3: правильные настройки [Интернет]. Креативность. 2020 [цитировано 2022 марта 14]. Доступно по ссылке: https://www.creality.com/blog-detail/how-to-get-perfect-petg-prints-on-creality-ender-3
[3] PETG [Интернет]. База знаний Prusa. 2020 [цитировано 2022 марта 14]. Доступно по адресу: https://help.prusa3d.com/en/article/petg_2059
[4] Черная нить PETG серии MH Build [Интернет]. MatterHackers. 2016 [цитировано 2022 марта 14]. Доступно по адресу: https://www.matterhackers.com/store/l/petg-black-high-strength-filament-1.75mm/sk/M3MY2VQG
Выбор лучших настроек слайсера
PETG становится все более популярным для Домашняя 3D печать. С ним относительно легко печатать, он не выделяет такого же уровня токсичных химических веществ, как такие материалы, как ABS, и гораздо более долговечен, чем PLA. Но какие настройки лучше всего выбрать при 3D-печати с помощью PETG? Давай выясним.
Практически невозможно получить точные настройки слайсера с первого раза. Поэтому стоит поэкспериментировать с выбранными вами настройками, медленно меняя их и настраивая параметры, пока ваши отпечатки не будут выглядеть как можно лучше.
Что такое пластик PETG?
PETG, или полиэтилентерефталатгликоль, представляет собой обычный термопласт с уникальными свойствами. Это адаптация ПЭТ, материала, используемого для изготовления бутылок с газировкой, с добавлением в смесь гликоля для повышения прочности и долговечности ПЭТГ.
В последние годы этот материал приобрел большую популярность в области 3D-печати, так как с ним легко печатать, но при этом он обладает многими преимуществами более сложных материалов. Например, PETG менее хрупок, чем ABS, и обладает аналогичной прочностью, а также его легче печатать.
PETG быстро становится одним из самых популярных материалов для 3D-печати в мире, но с некоторыми проблемами. Всегда стоит узнать о типах нитей для 3D-печати, чтобы убедиться, что вы используете правильные для каждого из ваших отпечатков.
Проблемы 3D-печати из PETG
Как и любой материал для 3D-печати, нить из PETG может быть непростой. Есть ряд проблем, которые необходимо преодолеть, когда вы впервые начинаете использовать этот тип пластика для своих 3D-печатей.
Натяжение/экструзия : PETG более эластичный и гибкий, чем PLA и ABS. Это означает, что он имеет тенденцию вытекать из сопла, когда он не экструдируется, а также создает полосы между частями вашего отпечатка, когда экструдер перемещается. Это решается с помощью настроек ретракции и z-смещения.
Чрезмерная адгезия : Плохая адгезия слоев может быть очень сложной для таких материалов, как PLA и ABS, но PETG часто имеет противоположную проблему: слои слишком сильно прилипают. Это может затруднить удаление опор и других дополнений, и это может даже привести к тому, что модель прилипнет к поверхности сборки. Позволить вашей модели остыть после того, как она будет напечатана, — хороший способ помочь в этом.
Температура сопла и слоя
Для достижения наилучших результатов PETG использует горячее сопло и теплую рабочую пластину. Держите свою кровать с подогревом между 70°C и 80°C при печати из PETG и не превышайте 100°C, если вы планируете экспериментировать с температурой рабочего стола.
PETG имеет более высокую температуру плавления, чем PLA. Выбор между 210°C и 250°C — хорошее место для начала работы с PETG, хотя некоторые производители предлагают нить, которая печатает при температуре 260°C+. Всегда читайте рекомендации производителя нити, когда впервые начинаете работу с новым материалом.
Высота слоя
Высота слоя 3D-печати — одно из ключевых различий между PETG и такими материалами, как PLA. А 0,2 мм высота слоя при начальной высоте слоя 0,12 мм будет давать прекрасные отпечатки с PETG, хотя вам будет сложно, если вы уменьшите высоту слоя. PETG также хорошо работает с относительно толстыми слоями, и вы можете протолкнуть примерно до 0,3 мм с соплом 0,4 мм.
Движение/скорость печати
PETG более чувствителен к скорости печати, чем другие материалы нитей для 3D-принтеров. Слишком быстрое движение приведет к недостаточной экструзии и ухудшению адгезии слоев, а слишком медленное движение приведет к чрезмерной экструзии и образованию пятен.
Хорошим подходом будет выбор между 30 мм/с и 60 мм/с для большинства слоев и использование более медленной скорости, например 25 мм/с, для начальных слоев. Возможно, вам придется поэкспериментировать со скоростью печати, чтобы получить наилучшие результаты.
Скорость и расстояние отвода
Благодаря эластичности PETG требует более быстрых и длинных настроек отвода, чем PLA, для хорошей печати. Скорость отвода между 40 мм/с и 80 мм/с является хорошей отправной точкой. При этом расстояние отвода от 4 мм до 6 мм хорошо подходит для установок Боудена, а от 1 мм до 3 мм лучше всего подходит для 3D-принтеров с прямым приводом.
Тип и материал опоры
PETG — отличный материал, но он не очень хорошо подходит для опор. Благодаря липкой природе PETG отличная адгезия слоев, которую он обеспечивает, может стать проклятием, когда вы захотите использовать опоры. Печать при более низких температурах облегчит удаление подложек, но использование водорастворимого материала, такого как ПВА, также может окупиться.
Большинство слайсеров позволяют контролировать угол свеса и тип опоры. Угол свеса 0 градусов будет поддерживать все свесы, а угол 90 градусов не будет поддерживать ничего. Это делает от 50 до 55 градусов хорошим местом для начала.
PETG Дополнения для 3D-печати
PETG не имеет серьезных проблем с короблением, как ABS, и обычно прилипает к рабочей пластине независимо от материала поверхности, который вы используете. Это означает, что при работе с PETG дополнения обычно не нужны.
Крылья и плоты очень хорошо прилипают при использовании PETG, поэтому их удаление может быть чрезвычайно трудным. Башни для протирки и другие приспособления для очистки форсунок могут быть полезными для предотвращения натяжения и появления капель.
3D-принтер и охлаждение деталей
В отличие от многих других материалов для 3D-печати, нить PETG лучше всего работает без охлаждения деталей. Это гарантирует, что слои хорошо сцепятся, и предотвратит небольшую деформацию, которая может возникнуть при сильном охлаждении. Вам не нужен горячий корпус для печати PETG, и вы можете оставить вентиляторы корпуса на полную мощность, если хотите.
Общая конструкция 3D-принтера (кровати и шкафы)
3D-печать из PLA и ABS требует относительно строгих требований к оборудованию, но PETG гораздо более щадящий. Хотя для работы с этим материалом вам понадобится нагревательный стол, вам не нужно беспокоиться о корпусе для 3D-печати PETG.
Большинство современных строительных поверхностей хорошо работают с PETG благодаря прочной адгезии слоев. Тем не менее, стекло особенно хорошо работает с этим типом нити, обеспечивая печать с гладким дном и легкое удаление в конце каждого проекта.
SUP-доска надувная универсальная KELPIE 10,8″ 323 х 80 х 15 см
Артикул:7530922
KELPIE
Рейтинг:
23 300 р.
Подробнее
SUP-доска KELPIE 11″ 335х80х 15см, максим. нагрузка 150кг. Вес 7,95 кг
Артикул:7530924
KELPIE
Рейтинг:
24 400 р.
Подробнее
Chevrolet Corvette Road Test 1973 года – Обзор – Автомобиль и водитель
Из декабрьского выпуска Автомобиль и водитель
Иногда, когда слишком глубоко копаешься в его Корветах, Зора Аркус-Дунтов становится непроницаемым. Это происходит, когда вы подвергаете сомнению технические изменения, которые, возможно, требовали определенной политической хитрости — и компромисса — с бухгалтерами. Или когда вы сталкиваетесь с какой-то деталью, которая его сильно волнует, но он боится, что большинство не поймет. Тогда Дунтов опускает штору и становится непроницаемым.
«Зора, заднее стекло купе 1973 года больше не снимается. Понравится ли это покупателям?» Тонкая, неуловимая улыбка. Легкое пожимание плечами. «Мы знаем, что для них лучше». Он говорит это легко, как будто это шутка. Это не. У него есть причины. Решения по Корвету не принимаются по капризу, и он не хотел бы, чтобы кто-то так думал. «На скорости 140 миль в час, когда панели крыши сняты, а боковые окна подняты, воздух в кабине неподвижен. Ветер дует прямо сверху. Снимите заднее стекло, и вы получите тряску в обратную сторону». Так что заднее стекло больше не открывается. Некоторые из клиентов — те, кто никогда не удосужился попробовать и то, и другое — могут быть разочарованы. Дунтова это не беспокоит. Он точно знает, что для них хорошо.
Так оно и было почти с самого начала. С моделью 1973 года Corvette вступает в свое третье десятилетие производства, и теперь, как и в начале 1953 года, это единственный спортивный автомобиль Америки. Учитывая его нынешний статус, удивительно обнаружить, что Дунтов не был частью первоначального проекта Corvette. Тем не менее, он вскоре втянулся в нее, и он, безусловно, является архитектором образа ее перформанса, который начал появляться с 19-го века. 56 моделей. С тех пор его влияние выросло до такой степени, что он стал известен во всем мире как отец Corvette, что еще более заметно в Детройте, стране автомобилей для комитетов. Отсюда следует, что если вы хотите понять Корвет, вы должны не только ездить на нем непредвзято, но и слышать о нем от Дунтова.
Это было примерно в середине лета, как раз когда прессе показывали новые модели Детройта, когда он позвонил в нью-йоркский офис C/D . В его голосе был энтузиазм. Он хотел, чтобы мы знали о его новом Корвете. Нет, это не должен был быть автомобиль со средним расположением двигателя, о котором ходили слухи в 1919 году.73 введение, Корвет Дунтов мерил в его голове не менее 10 лет. Законы о бамперах и безопасности задержали эту модель. Вместо этого новая машина Дунтова будет очень похожа на прошлогоднюю… но она будет улучшена. Он был бы тише, намного тише и соответствовал бы законам о бамперах лишь с небольшим увеличением веса. При этом производительность не пострадает в значительной степени — чтобы компенсировать потери мощности, вызванные ужесточением требований к контролю за выбросами, в стандартную комплектацию входит колпак холодного воздуха. Управляемость в нормальных дорожных условиях тоже будет лучше благодаря новым радиальным шинам и легкосплавным дискам. Дунтов был доволен. Он считал, что новый Corvette был лучшим из когда-либо существовавших, и если бы мы захотели протестировать один или несколько, он бы помог, как бы мы ни попросили.
Это было началом. В сентябре, еще до того, как новые модели были представлены публике, фургон с четырьмя новыми корветами прибыл на полигон C/D на Лонг-Айленде, Национальная гоночная трасса Нью-Йорка. Вместе с ними был Дунтов. И даже когда корветы съезжали с разгрузочной рампы, он начал указывать на различия между старыми моделями и новыми. Он начал с носа, который теперь может выдержать удар в барьер на скорости 5 миль в час. Часть, которую вы видите, полностью окрашена в цвет кузова, представляет собой гибкий верхний слой формованного уретана. Невидимый под кожей, выполняющий почти ту же работу, что и подставка, спрятанная в воротнике рубашки, представляет собой стальной бампер, прикрепленный к раме двумя стяжными болтами из ковкой стали. Энергия столкновения поглощается остаточной деформацией стержня и выдавливанием двух болтов через матрицы. Уретан, с другой стороны, возвращается к своей первоначальной форме. Но система устроена так, что при столкновении на скорости 5 миль в час бампер и два болта полностью изнашиваются. Затем они нужно заменить на , если вы хотите иметь защиту от следующего удара. Хотя это неясно, это требование основано на логике. Система могла бы быть самовосстанавливающейся, но такая схема тяжелее… намного тяжелее. Более того, если бы этот дополнительный вес был вывешен далеко вперед от передних колес, это, безусловно, ухудшило бы управляемость. Что Дунтов считает слишком большой ценой. Мы согласны. Так что его новый Corvette имеет бампер, который выступает на три дюйма дальше, чем старый, и это, по общему признанию, увеличивает вес, но не портит машину. И теперь Corvette может пережить обычный удар по носу на парковке, не порвав стекловолокно на 500 долларов. Учитывая обстоятельства — Вашингтон, с одной стороны, и заказчики, ожидающие бескомпромиссной производительности, — с другой, у Дунтова и его инженеров не было выбора.
Знание того, что их просили увеличить вес Corvette в области, которая на самом деле не волнует большинство клиентов, также заставило инженеров осознавать вес во всем автомобиле. Бессмысленные фунты были обменяны на те, которые приносят пользу. Старая литая алюминиевая заслонка в основании ветрового стекла, которая служила для того, чтобы скрывать стеклоочистители, теперь исчезла вместе с ее вакуумным исполнительным механизмом. Кому это было нужно? Худший стиль GM Futurama. При разговоре с ним можно почувствовать, что Дунтову, возможно, нравилась система скрытых дворников с аэродинамической точки зрения, но была одна проблема, которую он не мог игнорировать. Если вам когда-нибудь понадобятся дворники в спешке, скажем, сразу после встречи с грузовиком на извилистой мокрой дороге, вам придется подождать секунду или около того, пока заслонка не сдвинется с пути, чтобы дворники могли начать работать. И могут быть обстоятельства, когда эта секунда будет слишком длинной. Следовательно, все это оборудование теперь урезано вместе с примерно 10 фунтами.
Можно сэкономить еще 35 фунтов — по сравнению со стандартными стальными колесами с колпаками ступиц и декоративными кольцами — если вы выберете дополнительные литые алюминиевые колеса. Новые колеса Corvette имеют ширину восемь дюймов, как и стальные, которые они заменяют, но снижение веса, особенно когда они полностью неподрессоренные, придает этой опции функциональное значение, а не просто яркий стиль. Колеса производит не Chevrolet, а компания American Racing Equipment в Калифорнии, известная своими оригинальными «American Mags». У колес Corvette, однако, не будет проблем с коррозией, как у настоящих колес из магния, потому что алюминий почти безразличен к дорожным солям. Дунтов, исходя из своего опыта с дополнительными алюминиевыми дисками на 1963 и 1964 Corvettes, уверен в этом.
Тем не менее факт остается фактом: даже с учетом снижения веса, достигнутого за счет нового устройства стеклоочистителей, легкосплавных дисков и других тонкостей, таких как фиксированное заднее стекло купе, Corvette 1973 года примерно на 100 фунтов тяжелее прошлогодней модели. Помимо дополнительных защитных балок в дверях и, конечно же, бампера, большая часть этого является дополнительным шумопоглотителем. Изоляция на основе асфальта теперь распыляется на пол и большинство других поверхностей внутренних панелей. Под капотом есть одеяло, которого раньше не было, и более эффективное под приборной панелью. Все это, а также новая система резиновых креплений кузова (в прошлых моделях использовались сплошные крепления) полностью меняет характер Corvette. Теперь плавность хода и тишина ожидаемы, но часто отсутствуют в автомобиле класса Grand Touring. Скрип, давно связанный с кузовом Corvette из стекловолокна, теперь намного приглушен, а уровень шума в салоне был значительно улучшен. Для самой шумной комбинации, высокопроизводительного малоблочного двигателя с механической коробкой передач, звук был снижен с 81 дБА в прошлом году до 79 дБА.дБА теперь на постоянной скорости 70 миль в час. А самая тихая установка, автоматическая модель 454, снизила уровень шума до 77 дБА.
Однако есть один режим работы, при котором новый Corvette заметно громче многих своих предшественников. Это полное ускорение. Причина в стандартной комплектации вытяжкой. Когда водитель нажимает педаль акселератора, соленоид открывает клапан в воздухозаборнике капота у основания ветрового стекла, пропуская внутрь холодный наружный воздух… и удаляя шум. Из-за небольшой площади под капотом Corvette, которая имеет тенденцию к повышению температуры, потребность в такой ванне с холодным воздухом существует уже давно. На самом деле, несколько лет назад капот с воздуховодом был стандартной частью сверхвысокопроизводительного комплекта L-88, но он никогда не считался уличным. Теперь, когда температура под капотом повышается с каждым этапом контроля выбросов, а мощность двигателя падает с одинаковой скоростью, подача холодного воздуха в карбюратор является одним из наиболее эффективных способов спасения потерянной мощности. И новая вытяжка очень эффективна. Дунтов сообщает, что по сравнению с капотом без воздуховода он сокращает скорость 0-60 миль в час на целую секунду в стандартном двигателе Corvette.
Тем не менее, Корветы в целом оказались медленнее, чем в прошлом году. Это кажется неизбежным. С учетом того, что машины стали тяжелее, а двигатели примерно одинаковыми — 454-й прибавил пять лошадиных сил (с 270 в прошлом году до 275 сейчас), а опциональный высокопроизводительный 350-й потерял 10 (до 245) — вряд ли можно было ожидать чего-то другого. Гидравлический подъемник 454 с низким уровнем сжатия по-прежнему остается горячей установкой. Независимо от того, выбираете ли вы 4-ступенчатую коробку передач или автомат, время прохождения четверти мили составляет около 14,7 секунды при скорости 97 миль в час в любом случае. А поскольку подавать мощность на землю через автомат значительно проще, эта комбинация работает более стабильно быстро.
Но наиболее важным признаком трансформации, произошедшей с Corvette, является не только то, что он стал медленнее, чем в прошлом году, но и то, что двигатель с механическим подъемным механизмом больше не входит в список опций. Сначала это кажется немыслимым. Двигатели с высокой обмоткой и грохот клапанного механизма были товарными знаками Corvette с 1956 года. Для энтузиастов именно эти прочные подъемники отделяли двигатели Corvette от их более слабых собратьев для легковых автомобилей. И теперь, с уходом LT1, разумно сказать, что Corvette Engine больше не существует. На его место пришел L82, низкокомпрессионный потомок высокопроизводительного гидравлического подъемника 350, который был незаметно снят с производства в конце 19-го века.70 модельного года. И если вы вспомните, что низкий уровень выбросов и вежливое поведение сейчас более чем когда-либо востребованы, вы должны признать, что L82 идеально подходит для этого. кондиционер может быть предложен в качестве опции. Он производит почти такую же выходную мощность, что и LT1, который он заменяет, и делает это со значительно меньшим механическим шумом. Ясно, что это инженерный успех, но, по крайней мере, с точки зрения традиционалистов, своего рода художественная неудача. Тем не менее, когда дело доходит до выбора, мы предпочитаем двигатель L82. Дунтов и другие инженеры Corvette тяготеют к большим блокам, потому что им нравится крутящий момент. И конечно же, 454-е будут прорываться сквозь потоки одним легким нажатием на педаль газа. Но, по крайней мере для нас, двигатель с малым блоком способствует прекрасному чувству баланса в Corvette, что редко встречается в любом автомобиле GT, настолько редко, что было бы стыдно обменять его на несколько фунтов-футов. крутящего момента. Рулевое усилие у 350 меньше, даже с гидроусилителем руля; звук двигателя громче, но он также кажется более энергичным, а более высокая скорость пика крутящего момента дает стимул использовать несколько оборотов и участвовать в энергичном вождении. От таких приглашений отказываться не следует.
Специальность Corvette также четко указана в приглашении. Это мощная машина, но определенно не дрэг-рейсер. Длинная первая передача его трансмиссии с близким передаточным числом делает трогание с места очень сложной задачей. Вместо этого автомобиль чувствует себя так, как будто он был разработан для дорожного движения. Никакой другой серийный спортивный автомобиль не обладает такой плавностью и управляемостью на пределе своих возможностей, и ни один из них не сможет исправить ошибки водителя так быстро и легко, как Corvette. У него недостаточная поворачиваемость, но лишь немного, учитывая мощность, которой он обладает. А включение и выключение мощности и переходы с прямой на кривую постепенные и плавные. Следовательно, это очень быстрая машина на дороге, быстрее любой другой по той же цене. Это удобно. В кабину помещаются все, кроме очень высоких. Управлением пользоваться одно удовольствие. Но более чем что-либо еще, самообладание Corvette в скоростных туристических ситуациях должно быть связано с радиальными шинами со стальным поясом, которые теперь являются стандартным оборудованием. Они лучше едут и не цепляются за неровности дороги, как прошлогодние шины с косым ремнем. В целом их следует признать бесспорным улучшением.
Так и с последним Corvette. Поскольку снаружи он выглядит почти так же, как и шесть лет назад, существует тенденция думать, что внутри находится тот же самый автомобиль. Это не так. Зора Аркус-Дунтов сосредоточилась на деталях. И когда он говорит, что знает, что лучше для клиентов, поверьте ему.
Единственная вещь, которую Дунтов никогда не хотел, чтобы кто-либо из его клиентов имел — то есть любую, которая на самом деле не собиралась участвовать в гонках, — это усиленную подвеску (код F41). Потому что он знал, что он делал. В дополнение к тому, что управляемость стала выше того, что почти любой мог себе представить для уличного автомобиля, это также укрепило езду до такой степени, что от нее тряслись бы уши. Что было бы хорошо, если бы клиент этого хотел… но большинство из них этого не хочет. На самом деле, настоящая проблема заключается в том, что большинство покупателей Corvette не знают чего они хотят… кроме «Ветты». И что еще хуже, есть слишком много людей с 10 000 долларов, которые нужно потратить на машину, которые пройдутся по списку опций и отметят каждый пункт, просто чтобы получить Corvette со «всем». Чтобы защитить их от самих себя, Дунтов исправил список опций так, чтобы никто не мог купить усиленную подвеску, если только он не заказал машину специального назначения (то есть гоночную). Излишне говорить, что не так много людей купили сверхмощную подвеску.
Но Corvette 1973 года, как оказалось, гораздо более доволен жесткой подвеской, чем любая предыдущая модель. Стандартные радиальные шины ездят лучше, а новые резиновые опоры кузова значительно снижают шум, связанный с дорожными ударами. Поэтому Дунтов смягчился. Теперь вы можете заказать усиленную подвеску и сверхмощные тормоза вместе в одном пакете (код Z07, 369 долл. США) при условии, что вы также продемонстрируете свою искренность, выбрав один из двух высокопроизводительных двигателей и подкрепив свой выбор близким соотношением 4-ступенчатая коробка передач. Но если вы не можете отказаться от кондиционера, забудьте о подвеске. Ты не считаешься одним из достойных.
Два автомобиля в этом тесте имели сверхмощную подвеску вместе со стандартными амортизаторами, сочетание, которое, по нашему мнению, приемлемо для восторженных уличных водителей. Жесткие пружины ограничивают прогибы подвески и ускоряют ходовые частоты — разница между стандартным Corvette и усиленным вариантом очень заметна в этом отношении — но даже в этом случае Corvette с F41 не более экстремальн, чем, скажем, Maserati. Бора.
Но управляемость действительно исключительная. Переходная реакция очень быстрая с несколько меньшей недостаточной поворачиваемостью, чем при стандартной настройке. Это похоже на гоночный автомобиль; то есть, если вы едете на гоночных скоростях. При обычной уличной езде единственная разница, которую вы, скорее всего, почувствуете, — это плавность хода.
В подвеску F41 входят другие передние и задние пружины и более жесткий передний стабилизатор поперечной устойчивости, а также амортизаторы с высоким контролем. Пружины намного жестче; скорость езды увеличивается на 70% спереди и на 55% сзади. Кроме того, скорость крена увеличивается примерно на 82% сзади и только на 41% спереди. Это часть, которая уменьшает недостаточную поворачиваемость.
Отличным дополнением к подвеске F41, если вы серьезно относитесь к высокоскоростным возможностям, является вариант тормоза для тяжелых условий эксплуатации, который включает в себя вакуумный усилитель мощности, более жесткие суппорты и более надежное крепление колодок спереди и накладки с большей устойчивостью к выцветанию по всему периметру. На улице разницы не заметишь — сверхмощные тормоза не будут останавливаться короче, — а вот на трассе они будут останавливаться чаще. Вот почему Дунтов поставил их на первое место в списке вариантов.
Corvette Racing #74 C6.R самый быстрый на тестовом дне в Ле-Мане
Фото: Frederic Gaudin/www.lemans.org Тейлор уходит от столкновения с Tire Wall в № 73 Corvette C6. R
Ле-Ман, Франция, 3 июня 2012 г. — Corvette Racing завершила тестовый день в Ле-Мане первым и четвертым в категории GTE Pro. Оливер Гэвин проехал самый быстрый круг в двух четырехчасовых сессиях со временем 3:58,971 на Compuware Corvette C6.R № 74, что более чем на полсекунды быстрее, чем в квалификации в прошлом году. Compuware Corvette C6.R под номером 73 преодолел 8,5-мильную трассу за 4:00.062, что стало четвертым лучшим результатом в серийном классе, прежде чем он был отстранен из-за столкновения со стенкой из покрышек.
«Мы внесли некоторые изменения в подвеску и коробку передач, и гусеница встала на свои места, — сказал Гэвин после быстрого круга. «Баланс машины был хорошим. Мы не проехали на новых шинах из-за дождя и желтых флагов, но шины были достаточно свежими, и я хотел посмотреть, на что мы способны. Я думаю, что шасси очень близко, и отдел двигателей делает большие шаги вперед. Я с лучшей командой на пит-лейн, и команда проделала блестящую работу по подготовке машин».
На первом месте в списке задач команды стоял квалификационный новичок Джордан Тейлор, который должен был управлять Corvette № 73 в Ле-Мане. После совместного вождения Camaro GT.R, победившего в классе GT, на Chevrolet Grand-Am Detroit 200 в субботу 21-летний гонщик совершил ночной перелет в Париж, а затем сел на вертолет в Ле-Ман. Он прибыл на трассу незадолго до начала дневной сессии в 14:00 и быстро проехал необходимые 10 кругов.
Дебют Тейлора в Ле-Мане резко закончился ударом в стену из покрышек на въезде в Porsche Curves. Тейлор не пострадал, но у Corvette № 73 была повреждена правая сторона кузова, и он не вернулся до конца дневной сессии.
«Гонки ведут вас от самых высоких вершин к самым низким», — сказал Тейлор. «Я жил мечтой, выступая в Ле-Мане, и мечта просто заканчивается, когда ты вот так ее теряешь. Я знаю, что бригада может собрать машину, но этого не должно было случиться.
«Я должен был проехать только 10 кругов, и, думаю, я немного пожадничал, пытаясь выучить трассу и быстрее набрать скорость», — объяснил он. «Мое время ухудшалось с каждым кругом, но я добился успеха в поворотах Porsche, и это меня застало врасплох. Удар был больше, чем был, поэтому я рад этому, но я чувствую себя ужасно за всех».
Перед аварией штурманы Тейлора Ян Магнуссен и Антонио Гарсия поставили Corvette № 73 близко к 4-минутной отметке в день, когда дождь, солнце, облака и голубое небо смешались.
— Все хорошо, — сказал Гарсия. «Сегодня мы пробовали разные вещи, настроив машину 2012 года на эту трассу. В Ле-Мане каждый круг всегда на счету, даже если какое-то время идет дождь. Вы никогда не знаете, какие погодные условия и условия на трассе будут в квалификации и гонке, поэтому вы стараетесь получить как можно больше информации сегодня, чтобы работать с ней на следующей неделе, когда это будет важно. По сравнению с прошлым годом, новая машина — это значительное улучшение».
Магнуссен согласился: «В целом мы в гораздо лучшей форме, чем в прошлом году, в то же время, благодаря развитию, которое команда провела зимой», — сказал он. «Баланс очень хороший, машина удобна в управлении, что важно в длительной гонке. Отправная точка — лучшее, что у меня было за долгое время, и я действительно счастлив».
Ричард Уэстбрук, третий водитель Corvette № 74, не смог присутствовать на тестовом дне, но Гэвин и Томми Милнер уверены, что автомобиль подойдет всем водителям. «Всегда хорошо, когда номер вашей машины находится в верхней части экрана времени», — сказал Милнер. «По сравнению с прошлым годом управляемость машины лучше, скорость есть. Эта команда очень хорошо работает вместе — инженеры, экипаж и гонщики настроены одинаково и имеют одинаковый настрой. Когда наступит гоночная неделя, мы сможем сосредоточиться на том, чтобы войти в ритм, усадить Ричарда в машину и двигаться дальше».
Менеджер команды Гэри Пратт, ветеран 12 кампаний Ле-Мана с Corvette Racing, знает, чего ожидать от этой гонки. «Это место в спешке подпрыгнет и укусит вас», — сказал Пратт. «Это первая ошибка Джордана, которую я видел. Стены шин выглядят так, будто они наносят большой ущерб, но в основном это внешние панели, так что это не имеет большого значения. Мы починим «Корвет № 73» и снова будем готовы к работе.
«Все водители очень довольны автомобилями», — отметил Пратт. «Они чувствуют, что могут быть агрессивными и атаковать поле. Это отличный способ иметь машину, чтобы начать гонку. Мы можем немного пожертвовать на прямой, чтобы машины хорошо проходили повороты, и я думаю, что это лучше для гонки».
Следующее мероприятие Corvette Racing — «24 часа Ле-Мана» в Ле-Мане, Франция, 16–17 июня. 80-й заезд «24 часа Ле-Мана» начнется с технических проверок в воскресенье и понедельник, 10–11 июня, после чего последуют тренировки и квалификация в среду, 13 июня, и в четверг, 14 июня. Гонка начнется в субботу в 15:00. по местному времени (9 утра по восточному времени). SPEED и SPEED.com будут обеспечивать непрерывное покрытие, начиная с 8:30 утра по восточному времени 16 июня; см. местные списки для программы программ.
Результаты 24-часового тестового дня Ле-Мана GTE-Pro Поз./номер автомобиля/водители/автомобиль
Пиксельная иллюстрация Super Sonic, Ежик Sonic The Pixel art 2, 8 бит, игра, sonic The Hedgehog png
Пиксельная иллюстрация Super Sonic, Ежик Sonic The Pixel art 2, 8 бит, игра, sonic The Hedgehog png
теги
игра,
sonic The Hedgehog,
видеоигра,
sprite,
sonic,
line,
gaming,
art,
area,
Sonic the Hedgehog 2,
Pixel art,
арт-видеоигра,
8 BIT,
png,
прозрачный png,
без фона,
бесплатная загрузка
Скачать PNG ( 16.89KB )
Размер изображения
1305x1725px
Размер файла
16.89KB
MIME тип
Image/png
изменить размер PNG
ширина(px)
высота(px)
Некоммерческое использование, DMCA Contact Us
org/ImageObject»>
Sonic the Hedgehog 2 Sonic Mania Пиксельная графика Хвосты, производитель пиксельных игр mv, sonic The Hedgehog, прямоугольник png 957x1189px 8.77KB
пиксельная иллюстрация земли с травой, Pixel art Game Sprite, 8 BIT, игра, трава png 500x500px 6.12KB
Sonic Mania Sprite Пиксель арт Ежик 3, разные объекты, текст, sonic The Hedgehog png 734x587px 73.95KB
Sonic, Sonic 3D Ежик Соник 3 Sonic Blast Sonic & Knuckles, Логотип Sonic Drive In, текст, sonic The Hedgehog png 1500x579px 594.17KB
круглый белый и желтый с крыльями, SegaSonic The Hedgehog Sonic & Knuckles Sonic The Hedgehog 2 Доктор Эггман, Соник, sonic The Hedgehog, видеоигра png 1743x1000px 224. 54KB
Ёжик Соник, Ёжик SegaSonic Sonic & Sega Гонки Всех Звезд Sonic Unleashed Sonic Colors, Sonic Best Free, игра, sonic The Hedgehog png 1480x3191px 3.68MB
Еж Соника 4: Эпизод II Хроники Соника: Темное Братство Еж Соника 2, Вечеринка Марио, sonic The Hedgehog, компьютерные обои png 571x640px 544.72KB
синий Sonic, Sonic Colours Sonic Unleashed Sonic Поколения Ежик Соник, Sonic, sonic The Hedgehog, видеоигра png 961x1476px 1.03MB
Иллюстрация Sonic Hedgehog, Sonic the Hedgehog 2 Sonic Unleashed Марио и Соник на Олимпийских играх Sonic Colors, Get Sonic s, sonic The Hedgehog, компьютерные обои png 1127x2493px 2.05MB
org/ImageObject»>
Соник Ежик 3 Соник Мания Доктор Эггман, потерянный, sonic The Hedgehog, компьютерные обои png 1024x702px 532.94KB
Иллюстрация Соник Ежик, Еж Соник 2 Еж Соник 4: Эпизод I Тень Ежик Соник 3D, Без Звуковой Иконки, sonic The Hedgehog, видеоигра png 3000x4000px 5.19MB
Ёжик Соник 3 Sonic & Knuckles Ёжик Соник 2 3 & Knuckles, логотип Sonic, текст, sonic The Hedgehog png 1056x349px 184.02KB
Ежик Соник, Ежик Соник 3 Гонки Всех Звезд Соника и Сеги Ежик Соник 2 Костяшки Ехидны, Ежик Соника, sonic The Hedgehog, позвоночный png 912x1424px 678.75KB
Sonic Unleashed Sonic The Hedgehog 2 Sonic Forces Sonic Поколения, Соник, sonic The Hedgehog, видеоигра png 1464x1547px 1. 41MB
красная иллюстрация персонажа, костяшки ехидны соник и костяшки хвостов соник мания эми роуз, соник, sonic The Hedgehog, видеоигра png 2374x3137px 4.13MB
SegaSonic The Hedgehog Sonic Dash 2: Sonic Boom Sonic Generations, звуковой бум серебро, sonic The Hedgehog, другие png 1181x664px 851.06KB
Ёжик Соник 2 Sonic Blast 16-битный Сега, ёжик Соник, sonic The Hedgehog, видеоигра png 463x607px 8.55KB
Ежик Соник Ежик Соник Соник Приключение 2 Sonic Force Sonic Heroes, тень, sonic The Hedgehog, видеоигра png 1016x1200px 744.21KB
Sonic & Knuckles Knuckles the Echidna Sonic Adventure Соник Битва Марио и Соник на Олимпийских играх, звуковой ежик, sonic The Hedgehog, видеоигра png 661x1024px 487. 8KB
Sonic Chaos Sonic The Hedgehog 2 Sonic & Knuckles Sonic Приключение, изумруд, sonic The Hedgehog, треугольник png 1650x1650px 226.78KB
Ежик Соник 2 Приключения Соника Бойцы Соника Sonic & Sega All-Stars Racing, цветная коробка с названием, sonic The Hedgehog, видеоигра png 600x600px 163.5KB
Ежик Соник 4: Эпизод II Ежик Соник 2 Ежик Соник 3, Ежик Соник, sonic The Hedgehog, видеоигра png 2000x1542px 754.06KB
Sonic Mania Пиксель арт Рисунок, костяшки, игра, sonic The Hedgehog png 600x600px 7.56KB
Sonic Runners Приключения Sonic Jump Sonic Dash 2: Соник Бум Крокодил, Соник Ежик, sonic The Hedgehog, компьютерные обои png 942x848px 697KB
org/ImageObject»>
Ежик Соник Приключения Соника Наклз ехидна Соник Поколения Соник и Черный рыцарь, 25th, видеоигра, sonic Hedgehog png 500x543px 68.46KB
SegaSonic The Hedgehog Tails Sonic & Sega All-Stars Racing Sonic & All-Stars Racing Преобразованный, современный, sonic The Hedgehog, компьютерные обои png 1176x1858px 1.29MB
Иллюстрация Соник Ежик, Соник Ежик Sonic & Knuckles Sonic Chaos Minecraft Tails, Соник, компьютерные обои, позвоночные png 2132x1811px 3.05MB
Sonic Mania Sonic the Hedgehog 2 Видеоигры, толстый звуковой ежик, игра, sonic The Hedgehog png 799x481px 62.79KB
Ежик Соник 2 Ежик Тень Серебро Ежик, серебро, sonic The Hedgehog, видеоигра png 1205x1535px 737. 95KB
Ежик Sonic, Ежик SegaSonic Sonic Colors Sonic & Knuckles Затерянный мир Sonic, Ежик Sonic, компьютерные обои, видеоигры png 488x1047px 304.19KB
Ежик Соник 2 Ежик Соник 3 Sonic & Sega Гонки Всех Звезд Sonic & All-Stars Racing Преобразованные, Соник, sonic The Hedgehog, гонки png 1736x3549px 4.88MB
Звуковые персонажи, Марио и Соник на Олимпийских играх Ежик Соник 2 Sonic & Knuckles Sonic Chaos, Соник, sonic The Hedgehog, видеоигра png 2997x2299px 5.34MB
Соник Ежик 2 Sonic & Knuckles Sonic Chaos Tails Костяшки ехидны, хвосты, еда, sonic The Hedgehog png 784x1152px 567.41KB
Ежик Соник 2 Рендеринг Соника Соник Ежик Соник 4: Эпизод I, 4 звуковой эпизод 4, sonic The Hedgehog, другие png 894x894px 368.61KB
черный и красный Соник, Соник Ежик Тень Ежик Sonic Advance 2 Sonic Heroes, тень, видеоигра, вымышленный персонаж png 1873x2511px 899. 34KB
Shadow the Hedgehog Sonic & Sega All-Stars Racing Racing Соник Ежик Sonic Battle Соник Приключение 2 Битва, еж, животные, видеоигра png 1360x2837px 2.89MB
Соник в клеточку — 97 фото
Пиксель арт на тетрадном лнсет
Пиксель арт Соника
Тейлз по клеточкам
Sonic the Hedgehog 3 16 бит
Соник в клеточку
Пикси арт
Sonic the Hedgehog 16 бит ехе
Соник 8 бит
Раскраски по клеточкам Соник
Соник из пикселей
Эми Роуз по клеточкам
Соник пиксель арт
Sonic the Hedgehog 3 16 бит
Sonic по клеткам
Соник в пикселях
Пиксельные рисунки
Схема для вышивки крестом Соник
Классик Соник пиксельный
Соник по клеточкам
Соник маленький пиксельный
Вышивание крестиком Соник
Схема вышивки Соник
Тейлз в пикселях
Соник пиксельный
Соник из пикселей
Пиксельный Соник Теилз и НАКЛЗ
Пиксель арт Соник 8 бит
Обычные рисунки по клеточкам
Метал Соник пиксель арт
Пиксель арт Соник 8 бит
Еж Соник из бисера
Жирафик по клеточкам вязать 15 на 40 клеточек
Человек паук по клеточкам
Соник Санс пиксельный
Рисование по клеточкам андертейл
Соник пиксельный спрайт
Пиксельные рисунки маленькие
Покемон в клеточку
Пиксель это
Супергерои из пикселей
Пиксель арт в клеточку
Рисунки по клеточкам в тетради схемы
Рисунки по клеточкам для мальчиков
По клетками Chao Sonic Perler
Багз Банни по клеточкам
Пиксельные рисунки по клеточкам
Картинки по клеточкам
Пиксельный Metal Sonic
Pixel Art НАКЛЗ
Раскраски по клеточкам покемоны
Пиксельный узор
Пиксель арт Джек
Мейбл по клеточкам
Пиксельные рисунки в клетку
Пиксельный Toei Sonic
Бонни пиксель пиксель арт
Котики по клеточкам маленькие
Еж Соник вышивка гладью
Рисунки по клеточкам пони девочки
Тейлз в пикселях
Рисунки по клеточкам барт симпсон
Супер Соник в клеточку
Тоад 8 bit
Персонажи Соника в пикселях
Симпсоны по клеточкам
Андертейл Undyne пиксель
Sonic Pixel спрайт
Метал Соник в клеточку
Рисунки по клеточкам барт симпсон
Динозавр пиксель арт
Sonic 3 пиксельный
Покемоны в клетку маленькие
Покемон по клеточкам в тетради легкие
Супергерои из пикселей
Марио Pixel Art
Рисование по клеткам
Рисование пакльточкам
Пиксель арты супер Соник
Соник ехе пиксель арт
Тейлз пиксель арт
Рисование по клеткам
Соник Advance пиксельный
Рисунки по клеточкам Стич
Рисунки по клеточкам
Соник пиксельный
Рисование по клеткам маленькие
Шелли из Браво старс в клеточку
Рисунки по клеточкам оранжевые
Рисунки по клеточкам Эквестрия герлз
Марио пиксель
Dogge пиксель арт
Рисование по пикселям
Клетки для рисования
Картинки по клеточкам покемоны Снорлакс
My little Pony пиксель арт
Соник пиксельный
Комментарии (0)
Написать
Информация Посетители, находящиеся в группе Гости, не могут оставлять комментарии к данной публикации.
Sonic Pixel — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 142 релевантных результата,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
)
Pixel Frames
Рекомендуемая производителем розничная цена: 29,99 долларов США
*Цены могут различаться в зависимости от розничных продавцов.
Sonic Mania (2017) на различных консолях
Доктор Эггман противостоит объединенной мощи Супер Соника и его приятелей в этом Pixel Frame, основанном на финальной битве в Sonic Mania! Покажите самые знаковые моменты игр с официально лицензированными теневыми ящиками, созданными, чтобы уникальным образом продемонстрировать вашу любовь к играм.
Pixel Frames перенесет знаковые моменты ваших любимых видеоигр с экрана прямо в вашу гостиную! Эти официально лицензированные теневые ящики — это снимки, которые прекрасно передают вашу любовь к ретро-играм — привнося в жизнь «немного» ностальгии.
• Официально лицензирован SEGA®
• Доступен в размерах 9” x 9” / 23 см x 23 см
• Легко размещается на стенах и плоских поверхностях
Еж Соник (1991) на SEGA® Mega Drive / SEGA Genesis®
Соник известен своей скоростью, уверенным настроем и готовностью к любым приключениям. Настоящий герой, он использует свои навыки, чтобы спасти мир от доктора Эггмана. У Соника большое сердце, и он всегда готов помочь тем, кто в этом нуждается.
Pixel Frames перенесет знаковые моменты ваших любимых видеоигр с экрана в вашу гостиную! Эти официально лицензированные теневые ящики — это снимки, которые прекрасно передают вашу любовь к ретро-играм — привнося в жизнь «немного» ностальгии.
• Официально лицензирован SEGA®
• Доступен в размерах 9” x 9” / 23 см x 23 см
• Легко размещается на стенах и плоских поверхностях
• Включает дополнительную памятную табличку
Рекомендуемая производителем розничная цена: 29,99 долларов США
*Цены могут различаться в зависимости от продавца.
Еж Соник (1991) на SEGA® Mega Drive / SEGA Genesis®
Соник известен своей скоростью, уверенным настроем и готовностью к любым приключениям. Настоящий герой, он использует свои навыки, чтобы спасти мир от доктора Эггмана. У Соника большое сердце, и он всегда готов помочь тем, кто в этом нуждается.
Pixel Frames перенесет знаковые моменты ваших любимых видеоигр с экрана прямо в вашу гостиную! Эти официально лицензированные теневые ящики — это снимки, которые прекрасно передают вашу любовь к ретро-играм — привнося в жизнь «немного» ностальгии.
• Официально лицензирован SEGA®
• Доступен в размерах 9” x 9” / 23 см x 23 см
• Легко размещается на стенах и плоских поверхностях
*Цены могут различаться в зависимости от продавца.
Еж Соник (1991) на SEGA® Mega Drive / SEGA Genesis®
Соник известен своей скоростью, уверенным настроем и готовностью к любым приключениям. Настоящий герой, он использует свои навыки, чтобы спасти мир от доктора Эггмана. У Соника большое сердце, и он всегда готов помочь тем, кто в этом нуждается.
Мы производим резиновые мембраны для приборов КИП, дозаторов и резинотканевые мембраны для клапанов МИМ. Типоразмеры резиновых мембран и резинотканевых Вы сможете узнать у наших специалистов. В настоящее время более подробная информация подготавливается.
Мембрана резиновая прибора ПВ10.1Э
Материал: прочная резина стойкая к многочисленным циклам деформации.
Характеристика прибора: приборы контроля пневматические ПВ10.2Э (ПВ 10.2Э), ПВ4.4Э (ПВ 4.4Э), ПВ10.1Э (ПВ 10.1Э) входят в систему приборов и регуляторов СТАРТ.
Приборы контроля работают совместно с пневматическими датчиками и другими устройствами, выдающими унифицированные аналоговые сигналы в пределах от 20 до 100 кПа (от 0,2 до 1,0 кгс/см). Инструкция прибора (*.pdf)
Мембрана резиновая прибора ПКР.1 и ПКР.2
Материал: прочная резина стойкая к многочисленным циклам деформации.
Информация о приборе: Приборы контроля пневматические регистрирующие предназначены для непрерывной записи на ленточной диаграмме и показания по шкале величины одного (ПКР.1) или двух параметров (ПКР.2), изменение которых преобразуется в изменение давления воздуха от 20 до 100 кПа.
Характеристики прибора (*.pdf)
Мембрана резинотканевая дозатора
Материал: резина пищевая; тонкий слой на основе синтетической ткани.
Информация о приборе: Данная мембрана установлена на линии розлива воды. Резинотканевая мембрана совершает большое количество циклов в минуту. Мембрана имеет малую толщину 0,5 мм и сложную геометрическую форму.
Компания КОМЕД — крупный изготовитель и разработчик резиновых и резинотканевых мембран.
Как мы изготавливаем мембраны: многие мембраны мы изготавливаем по чертежам или по старым образцам. В последнем случае желательно иметь информацию об узле, что бы изготовить работоспособную деталь.
Дополнительно: Мы имеем опыт совместной разработки исполнительных механизмов с резинотканевыми мембранами. Проектирование отдельных узлов с заменой пружин, тарелок и т.д.
Мы изготавливаем резиновые мембраны с минимальной толщиной стенки от 0,5 мм. Для изготовления используем специальные марки резин: FKM Viton, NBR, HNBR, силиконовые резины VMQ, фторсиликон FVMQ и резины общего назначения. Более подробную информацию можно получить у специалистов КОМЕД.
Диафрагмы резинотканевые и резиновые
Очень часто под понятием резиновой диафрагмы понимается резинотканевая мембрана. Существует ГОСТ 21905 который действительно подразумевает возможность применения данного термина.
Наши специалисты проконсультируют о возможности изготовления мембран по Вашим чертежам или подбору резинотканевых мембран к Вашему узлу из имеющегося перечня.
Мембраны силиконовые и каучуковые
Полный ассортимент мембран на нашем специализированном сайте membrana.spb.ru
Силиконовые резины Silicone Engineering
Силиконовая мембрана Silicone Engineering − современный материал, который нашёл широкое применение в промышленности и народном хозяйстве. Он необходим для герметизации стыков оборудования, обеспечения изоляции тепловых установок и т. д. Также часто закупается силиконовая мембрана для вакуумного пресса, который применяется в мебельном производстве. Приобрести эту продукцию вы можете в нашей компании.
Особенности и преимущества рулонной силиконовой резины
Предлагаемые рулонные мембраны представляют собой материалы с высоким уровнем эластичности. Внешне они схожи с синтетической или натуральной резиной, однако в силу особого метода получения обладают рядом специальных свойств.
Каучуковая мембрана пользуется высоким спросом в сфере изготовления мебели. Она служит подложкой в прессах и существенно расширяет их функциональность. Так, материал необходим для проведения шпонирования, кеширования, ламинирования поверхностей, а также надёжного склеивания деталей, имеющих сложную конфигурацию.
Почему стоит купить рулонные мембраны? Они обладают рядом неоспоримых достоинств, к которым относятся:
высокий уровень прочности, показатель зависит от того, в каких пропорциях были взяты компоненты состава;
устойчивость к воздействию высокой температуры, влажности, химическим влияниям;
экологичность, позволяющая использовать материал даже в условиях пищевых производств.
Нужно купить мембрану для вакуумного пресса в СПб? Обращайтесь к нам
Клиентам компании «Новые мебельные технологии» предложены:
большой выбор материалов, отличающихся по непосредственному назначению, толщине, цвету и другим характеристикам;
гарантия качества полотен, они отвечают требованиям действующих европейских стандартов;
услуги доставки по Санкт-Петербургу и всей территории России.
Для уточнения актуальной стоимости представленной продукции запросите прайс у наших менеджеров.
Сортировать по
Сортировка по названию товара +/-
Название товара
Артикул
Название производителя
Порядок
Производитель:
_
Показано 1 — 24 из 24 510202450
! Мембрана каучуковая мембранная MNK-2 3х1700
MNK-2
3х1700 мм гладкая рифленая
ПОДРОБНО
! Мембрана каучуковая мембранная MNK-2 4х2000
MNK-2
4х2000 мм гладкая рифленая
ПОДРОБНО
! Мембрана силиконовая MS2-50
MS2-50
3х1800 мм удл. 750% белая
ПОДРОБНО
! Мембрана силиконовая для прессов с избыточным давлением
Мембрана EPDM, используемая для гидроизоляции фундаментов-подвалов
Мембрана EPDM, используемая в крыше
Подкладка для пруда из EPDM, используемая в резервуаре
Резиновая мембрана изготовлена из синтетического каучука EPDM. Резиновая мембрана EPDM представляет собой однослойную мембрану , которая может использоваться для различных применений, таких как гидроизоляция подвалов, крыш/террас, компенсационных швов, влажных зон (туалетные блоки), фасадов и т. д. Это единый продукт, который может использоваться для гидроизоляции большинства частей здания. Гидроизоляционные мембраны из каучука EPDM технически и коммерчески намного лучше, чем заменители, такие как битумные мембраны, кристаллические продукты, добавки, различные покрытия и т. д. Использование этих продуктов можно избежать в проектах, где используются каучуковые мембраны EPDM. Гидроизоляционные мембраны EPDM являются отличной заменой мембранам факела.
Резиновые кровельные мембраны EPDM изготавливаются шириной до 6 метров (20 футов), что позволяет сократить количество стыков на стройплощадке. Предлагаемая толщина составляет от 0,8 мм (30 мил) до 6,0 мм (235 мил). Все резиновые мембраны EPDM производства Polygomma являются однослойными. Это обеспечивает равномерную производительность по всей толщине листа EPDM, а также сводит к нулю вероятность образования пузырей между слоями и расслоения. Пузыри между слоями и расслаивание довольно часто встречаются в обычных гидроизоляционных материалах, таких как битумные и факельные мембраны. В отличие от факельной мембраны, каучуковые мембраны EPDM не требуют применения с пламенем, горелками и газами. Вместо этого резиновые мембраны EPDM наносятся с помощью связующего клея, что делает установку очень простой и безопасной.
Большие размеры нашей резиновой мембраны облегчают ее использование для гидроизоляции фундаментов и больших крыш. Эти резиновые мембраны также могут использоваться для облицовки различных искусственных водоемов, таких как каналы, водохранилища, искусственные озера, рыбоводные заводы, промышленные пруды, ямы для сбора отходов и т. д. В основном эти резиновые мембранные листы EPDM можно использовать для гидроизоляции практически всех областей. здания от фундамента до крыш, а также могут быть использованы для облицовки искусственных водоемов и накопительных ям.
Устойчив к ультрафиолетовому излучению, озону и загрязнителям воздуха.
Широкий диапазон термостойкости от -40°C до +160°C.
Почти миллионы квадратных метров EPDM-мембраны установлены на крышах по всему миру, и известно, что их срок службы превышает 30 лет.
Во время установки не требуются горелки или газ.
Беспламенные и безнагревные установки.
Это экологически чистая система, пригодная для повторного использования.
Легкий вес: около 1,25 кг/кв.м.
Один продукт для различных областей, таких как подвалы, крыши, подиумы/ландшафтные зоны, компенсационные швы и т. д.
Действует как барьер против корней. Поэтому они являются идеей для зеленых крыш и ландшафтных проектов.
Обновите свою крышу сегодня с помощью мембраны Shed Rubber 1,14 мм EPDM. Увеличьте долговечность, долговечность и защиту ваших односкатных крыш.
Описание
Дополнительная информация
Описание
Наши мембраны Shed Rubber EPDM разработаны специально для ваших односкатных крыш.
Поскольку эти мембраны имеют толщину всего 1,14 мм, наши каучуковые мембраны из EPDM невероятно легкие и не вызывают деформации на конструкции ваших сараев.
В отличие от войлочной кровельной мембраны, мембрана Shed Rubber EPDM предназначена для защиты вашего навеса от суровых погодных условий и служит десятилетиями. Мембраны из каучука EPDM были испытаны и проверены на эффективность в течение лет 50 и более , идеальное и экономичное решение для вашей односкатной крыши. Shed Rubber изготовлен из сплавленных панелей мембраны EPDM шириной 1,2 м, которые экструдируются и сплавляются вместе в процессе производства
Нет необходимости в специальных инструментах или нагревании . №
Благодаря использованию клея на водной основе или контактного клея, разработанного специально для этой мембраны, монтаж можно выполнить быстро и самостоятельно. Мы предлагаем широкий диапазон размеров, необходимых для ваших собственных спецификаций.
Мы также предлагаем широкий спектр инструментов, которые помогут вам добиться наилучших результатов.
Дополнительная информация
Масса
Н/Д
Размеры
Н/Д
Ширина рулона (м)
0,55 м, 1,05 м, 1,55 м, 2,02, 2,05 м, 2,53, 2,55 м, 3,05 м, 3,55 м, 4,04, 4,05 м, 4,58 м, 5,05 м, 5,55 м, 6,10 м
Установка
Наше руководство по установке Для достижения наилучших результатов убедитесь, что поверхность крыши очищена от мусора и грязи. Разверните EPDM-мембрану поперек крыши сарая, убедившись, что она расположена на ней одинаково. Если детали свисают, вы можете использовать пару ножниц из EPDM, чтобы удалить излишки. Сверните одну сторону мембраны EPDM наполовину. Нанесите клей на кровельное покрытие. Не кладите лишнее количество в одну область. Убедитесь, что настил крыши полностью покрыт клеем. Поместите мембрану EPDM обратно и плотно прижмите. Вы можете использовать валик, чтобы удалить пузырьки воздуха или складки. Повторите это для другой стороны крыши сарая. В зависимости от погодных условий клей должен застыть в течение 1-8 часов. Чтобы клей не высыхал преждевременно, мы рекомендуем наносить клей поэтапно и постепенно прикатывать мембрану к краю крыши.
Часто задаваемые вопросы
Чем мембраны Shed Rubber EPDM отличаются от традиционных войлочных кровельных материалов? EPDM — это кровельная мембрана из синтетического каучука, превосходящая войлок по всем параметрам. В отличие от войлока, мембраны EPDM не изнашиваются через несколько лет. Они устойчивы к атмосферным воздействиям и невероятно долговечны. Войлочная кровельная мембрана, как правило, требует замены каждые 5 лет и требует хорошего ухода. Мембрана Shed Rubber EPDM может прослужить более 50 лет, гарантируя защиту вашей односкатной крыши на десятилетия вперед. Чему также устойчивы мембраны Shed Rubber EPDM? Мембраны Shed Rubber EPDM обладают высокой устойчивостью ко многим факторам. Это становится популярным материалом в Великобритании из-за его стойких свойств. Мембраны EPDM также устойчивы к ультрафиолетовому излучению, инфракрасному излучению, атмосферным воздействиям и химическим веществам окружающей среды. Мембраны EPDM также очень устойчивы к экстремальным холодным или горячим температурам. Он водонепроницаемый? Мембрана Shed Rubber EPDM водонепроницаема. В отличие от традиционного войлочного материала, мембрана EPDM не портится и не теряет свои свойства из-за дождя. Мембраны EPDM не нарушат целостность вашей односкатной крыши, гарантируя, что она останется защищенной в любую погоду. Щелкните здесь, чтобы просмотреть другие часто задаваемые вопросы.
Торговая марка
Shed Rubber. Мы также передаем информацию об использовании вами нашего сайта нашим партнерам по социальным сетям, рекламе и аналитике, которые могут объединять ее с другой информацией, которую вы им предоставили или которую они собрали в результате использования вами их услуг. Вы соглашаетесь с нашими файлами cookie, если продолжаете использовать наш веб-сайт.
Политика конфиденциальности | Политика использования файлов cookie
Essential
Аналитика
Реклама
Персонализация
Обзор
Essential [47]
Analytics [3]
6 4] 0]
Другое [0]
Файлы cookie — это небольшие текстовые файлы, которые могут использоваться веб-сайтами для повышения эффективности работы пользователей. Закон гласит, что мы можем хранить файлы cookie на вашем устройстве, если они строго необходимы для работы этого сайта. Для всех других типов файлов cookie нам необходимо ваше разрешение. Этот сайт использует различные типы файлов cookie. Некоторые файлы cookie размещаются сторонними службами, которые появляются на наших страницах.
Вы можете в любое время изменить или отозвать свое согласие с Декларацией о файлах cookie на нашем веб-сайте. Узнайте больше о том, кто мы, как с нами связаться и как мы обрабатываем персональные данные, в нашей Политике конфиденциальности. Пожалуйста, укажите свой идентификатор согласия и дату, когда вы связываетесь с нами по поводу вашего согласия.
Основные файлы cookie помогают сделать веб-сайт удобным для использования, обеспечивая основные функции, такие как навигация по страницам и доступ к защищенным областям веб-сайта. Веб-сайт не может функционировать должным образом без этих файлов cookie.
Cookie
Провайдер
_gcl_au
Неизвестно
9090 lang 9090 wp 0097
redux_current_tab
Неизвестно
cookie_notice_accepted
Неизвестно
_gat_UA-641841 -1
Неизвестно
gridcookie
Неизвестно
__stripe_mid
Неизвестно
__stripe_sid
Неизвестно
_gcl_aw
Неизвестно
7029-9096 4-8UA-4 41UA
Неизвестно
wptb
Неизвестно
ucp_tabs
Неизвестно
frontend
Неизвестно
0096 external_no_cache
Неизвестно
mailchimp_user_previous_email
Неизвестно
Эксперимент
Неизвестно 909097
98 возраст
Неизвестно
nitropack_webhook_sync
Неизвестно
_ga_1HF96YN1VW
Неизвестно
2
Неизвестно
_uetvid
Неизвестно
mp_5d545622e3a040aca63f2089b0e6cae7_mixpanel
Неизвестно
отклонено_notice_LtzsvihE
Неизвестно
6 _5G98bVLB
Неизвестно
уволенный_notice_1
Неизвестно
nitropack_apwarning
Неизвестно
97
8 097
Неизвестно
redux_current_tab_get
Неизвестно
redux_current_tab_porto_settings
Неизвестно
redux_current_tab_tnsrc_set_options
Неизвестно
e 9097e wc_notice_OT 6 Неизвестно
_uetmsclkid
Неизвестно
mf_18199a6a-c60b-415d-ba99-7a46502b3268
6 Неизвестно
swnza_hide_banner_cookie
Неизвестно
wordpress_test_cookie
WordPress
wordpress_logged_in_%
WordPress
wp-settings-%
WordPress
7
7
wp-settings WordPress
wordpress_sec_%
WordPress
wp-saving-post
WordPress
bcookies_acceptance
b:cookies
woocommerce_items_in_cart
WooCommerce
wp_woocommerce_session_%
WooCommerce
woocommerce_cart_hash
WooCommerce
90999096 PHPSESSID 90 7
Файлы cookie для персонализации позволяют веб-сайту запоминать информацию, которая меняет поведение или внешний вид веб-сайта, например ваш предпочтительный язык или регион, в котором вы находитесь.
Cookie
Поставщик
В настоящее время мы не используем файлы cookie этого типа!
Эти файлы cookie собирают анонимную информацию, например, сколько людей используют наш сайт или какие страницы популярны, чтобы помочь нам улучшить качество обслуживания клиентов. Отключение этих файлов cookie будет означать, что мы не сможем собирать информацию для улучшения работы.
Cookie
Поставщик
_ga
Google Analytics
tk_ai
Jetpack/WooCommerce
_gid
Google Analytics
Рекламные файлы cookie используются для отслеживания посетителей на веб-сайтах. Цель состоит в том, чтобы показывать релевантную и привлекательную рекламу для отдельного пользователя и, следовательно, более ценную для издателей и сторонних рекламодателей.
Встречайте обзор лучших фотополимеров для печати на SLA, LCD и DLP принтерах! В этой статье вы найдете качественные смолы для печати миниатюр, прототипов и даже стоматологических изделий. Познакомьтесь с нашей подборкой и выберите полимер для реализации самых смелых идей!
Содержание:
Выжигаемые фотополимеры
Гибкие фотополимеры
Инженерные фотополимеры
Стандартные фотополимеры
Необычные фотополимеры
Стоматологические фотополимеры
Выжигаемые фотополимеры
Выжигаемые фотополимеры чаще всего используются в ювелирной промышленности и стоматологии для создания моделей будущих изделий. Напечатанные модели затем используются в сложном производственном цикле, результатом которого становится ювелирное изделие или, например, зубной имплантат. Также выжигаемые смолы применяются для создания мастер-моделей.
► HARZ Labs Jewelry J-Cast
Фотополимер российского бренда HARZ Labs Jewelry J-Cast — это сочетание передовых разработок и технологий производства, которые гарантируют отличный результат. Полимер подходит не только для ювелирной, но и для стоматологической промышленности, так как хорошо сочетается с ювелирными и стоматологическими формомассами.
Материал имеет низкую вязкость и зольность, что позволяет создавать качественные изделия из металлов.
Характеристики:
Технология засветки принтера: DLP/LCD/LED
Спектр засветки: 405 нм
Запах: слабовыраженный запах
Вязкость: 80 мПа/с
► Gorky Liquid Castable LCD
Прозрачная смола Gorky Liquid Castable LCD разработана специально для ювелирного и промышленного литья, а также подходит для художественного литья. Удобная в использовании, точная смола со стабильным составом позволяет получить качественные изделия для последующего литья.
Особенность упаковки — жестяная емкость, которая 100% не пропускает свет и делает хранение максимально простым и комфортным.
Характеристики:
Технология засветки принтера: DLP/LCD/LED
Спектр засветки: до 405 нм
Твердость по Шору: D 72
Запах: Средний
Вязкость: 110 мПа*с при 23 °С
Плотность: 31165 кг/м
Усадка: 0. 7%
► IFUN Jewelry Casting Resin
Ювелирная смола IFUN Jewelry Casting Resin предназначена для создания украшений и аксессуаров из металла. Свойства материала позволяют печатать небольшие изделия с высокой степенью детализации, включая элементы размером до 50 мкм.
Фотополимер представлен в 3 насыщенных оттенках — красном, зеленом и желтом для лучшей визуализации всех элементов модели.
Характеристики:
Технология засветки принтера: DLP/LCD/LED
Спектр засветки: 405 нм
Твердость по Шору: 40D
Запах: Слабый
Вязкость: 200 — 350 МПа*с
Удлинение при разрыве: 30 — 50%
Плотность: 1.05 — 1.1 г/см3
Прочность на растяжение: 20 — 25 МПа
Усадка : 1%
► PioNext Jewelry Castable High Wax Resin
Материал PioNext Jewelry Castable High Wax Resin имеет высокое содержание воска в составе, что делает его максимально приближенным к традиционному производству. Модели из этого полимера обладают достаточной прочностью для дальнейшего производства.
Смола представлена в двух оттенках — синем и темно-зеленом.
Характеристики:
Технология засветки принтера: DLP/LCD/LED
Твердость по Шору: D79
Вязкость: 500 МПа*с
Удлинение при разрыве: 16 МПа
Плотность: 1.05-1.1 г/см3
Прочность на растяжение: 60 МПа
Гибкие фотополимеры
Среди фотополимерных смол широко представлены составы, которые после окончательной полимеризации имеют умеренную или сильную гибкость. Из таких материалов можно создавать как сувенирные изделия, так и конечные детали — уплотнители, прокладки и другие функциональные элементы, устойчивые к трению.
Смола eSUN eResin Flex обладает отличным составом и характеристиками, которые позволяют изготавливать прочные изделия с умеренной гибкостью. Полимер телесного цвета после полной полимеризации имеет высокую прочность на растяжение — готовое изделие не порвется, даже если его сильно сжать или растянуть.
Смола совместима с большинством настольных фотополимерных 3D принтеров.
Характеристики:
Технология засветки принтера: DLP/LCD/LED
Спектр засветки: 395 — 405 нм
Твердость по Шору: D 85 — 90
Запах: Без запаха
Вязкость: 1200 мПа*с
Удлинение при разрыве: 100 — 150%
Плотность: 1.13-1.15 г/см3
Прочность на растяжение: 6 — 8 мПа
Усадка: ±6.9%
► HARZ Labs Industrial Flex
Российский производитель HARZ Labs предлагает широкую линейку смол, в числе которых есть и гибкий полимер Industrial Flex. Смола по своим характеристикам схожа с полиуретаном и обладает эластичностью. Это идеальная смола для изготовления прокладок и уплотнителей.
Несмотря на свои свойства, состав практически не имеет запаха, поэтому материал можно использовать для печати в домашних условиях.
Характеристики:
Технология засветки принтера: DLP/LCD/LED
Твердость по Шору: D 63
Запах: С запахом
Вязкость: 0. 5 — 0.8 Pa*s
Удлинение при разрыве: 103%
Прочность на растяжение: 13 Н/мм2
Усадка: 0.5%
► Gorky Liquid Flex LCD
В отличие от большинства гибких смол Gorky Liquid Flex LCD имеет черный цвет. Этот полимер обладает высокой устойчивостью к температурным воздействиям и может выдержать охлаждение до -40°С или нагрев до +240°С. Из этого гибкого полимера можно создавать формы для литья некоторых металлов, например олова.
Характеристики:
Технология засветки принтера: DLP/LCD/LED
Спектр засветки: до 410 нм
Твердость по Шору: D 43
Запах: Отсутствует
Вязкость: 667 мПа*с
Усадка: 0.9%
► PioNext Flexible Resin
Гибкий фотополимер PioNext Flexible Resin — это универсальный материал для творчества, дизайна и изготовления аксессуаров. Смола прозрачного цвета обладает мягкостью и высокой эластичностью, что делает ее пригодной для печати браслетов, часов и других аксессуаров. Отличный стабильный состав и низкая вязкость позволяют создавать гибкие изделия с гладкой на ощупь поверхностью.
Характеристики:
Технология засветки принтера: DLP/LCD/LED
Спектр засветки: 405 нм
Твердость по Шору: 10 — 15D
Вязкость: 300 — 650 МПа*с
Удлинение при разрыве: 60%
Плотность: 1.05 — 1.1 г/см3
Прочность на растяжение: 3.6 МПа
Усадка: 1.05 — 1.35%
Подборка статей из раздела «База знаний» с сайта компании LIDER-3D: 1) 3D печать в ювелирном деле: как это работает? • 2) Рекомендации по постобработке изделий из фотополимеров HARZ Labs • 3) Как выбрать хороший портативный 3D сканер
Инженерные фотополимеры
Инженерные фотополимеры — это материалы с особым составом, которые имеют улучшенные характеристики. Такие смолы чаще всего используются для производства конечных изделий или для изготовления функциональных прототипов и тестовых моделей.
► HARZ Labs Industrial ABS
Как следует из названия, HARZ Labs Industrial ABS — это материал, который после полимеризации имеет свойства, схожие с ABS. В отличие от стандартных полимеров, он более прочный и устойчивый к ударным нагрузкам. Из этого материала можно изготавливать как прототипы, так и готовые детали, например корпуса для электроники и другие элементы с заявленными характеристиками.
Как и все полимеры HARZ Labs, Industrial ABS имеет умеренный запах, поэтому может использоваться для печати в помещениях без принудительной вентиляции.
Характеристики:
Технология засветки принтера: DLP/LCD/LED
Твердость по Шору: D84
Запах: С запахом
Вязкость: 0.5 — 0.8 Па*с
Удлинение при разрыве: 10%
Прочность на растяжение: 48 Н/мм2
Усадка: 0.5%
► Elegoo ABS-Like Resin
Еще один полимер со схожими свойствами Elegoo ABS-Like Resin — это материал китайского производителя, который специализируется на разработке и производстве фотополимерных принтеров и материалов для них. В отличие от HARZ Labs, Elegoo предлагает широкую цветовую палитру смол. ABS-Like Resin подойдет для печати миниатюр и сувениров.
Характеристики:
Технология засветки принтера: DLP/LCD/LED
Спектр засветки: 385 — 410 нм
Твердость по Шору: 84 D
Запах: умеренный
Вязкость: 150 — 200 мПа
Удлинение при разрыве: 14±10%
Плотность: 1.05 — 1.25 г/см3
Прочность на растяжение: 36 — 53 мПа
Усадка: 3,72 — 4.24%
► PioNext ABS Resin
Прочная и надежная смола PioNext ABS Resin — это инженерный материал с отличными характеристиками. Он подходит для изготовления функциональных прототипов ,устойчивых к механическим нагрузкам. Сдержанная цветовая палитра позволяет выбрать цвет под любую задачу.
Характеристики:
Технология засветки принтера: DLP/LCD/LED
Спектр засветки: 05 нм
Твердость по Шору: 80 — 85D
Вязкость: 100 — 350 МПа*с
Удлинение при разрыве: 15%
Плотность: 1. 05 — 1.25 г/см3
Прочность на растяжение: 47 МПа
► IFUN ABS Like Resin
Последний в этой подборке материал, с характеристиками ABS пластика IFUN ABS Like Resin — отличный полимер для прямого производства разных деталей. Он отлично подходит для производства корпусов электроники и других задач. Умеренная эластичность позволяет печатать детали с защелкивающимися элементами — при многократном открытии и закрытии они не сломаются.
Характеристики:
Технология засветки принтера: DLP/LCD/LED
Спектр засветки: 405 нм
Твердость по Шору: 75 — 80D
Вязкость: 360 — 380 МПа*с
Удлинение при разрыве: 13 — 15%
Плотность: 1.35 г/см3
Прочность на растяжение: 45 — 50 МПа
Усадка: 1%
► HARZ Labs Industrial PP-like
Смола HARZ Labs Industrial PP-like имеет свойства литьевого полипропилена, но в отличие от традиционных способов производства позволяет создавать изделия сложной формы. Фотополимер черного цвета имеет стабильный состав и подходит для печати функциональных прототипов и конечных изделий.
Характеристики:
Технология засветки принтера: SLA
Твердость по Шору: D 80 — 85
Запах: Без запаха
Вязкость: 0.6 — 0.8 мПа
Удлинение при разрыве: 6 — 7%
Прочность на растяжение: 20 Н/мм2
► HARZ Labs Industrial Nylon-like
Один из тестовых материалов HARZ Labs Industrial Nylon-like предлагает пользователям смолу с характеристиками полиамида 6. Этот материал отличается устойчивостью к механическим нагрузкам и подходит для производства частей механизмов — шестерен, корпусов, креплений и других.
Характеристики:
Удлинение при разрыве: 115.0 ± 15.5%
Прочность на растяжение: 25 ± 6.5 Мпа
Стандартные фотополимеры
В этом разделе представлены полимеры, которые подходят практически к любым фотополимерным 3D принтерам. С их помощью можно напечатать фигурки с достаточно высокой степенью детализации и точности. Обычно стандартные полимеры используются для печати дома или в учебном заведении. Также стандартные смолы подходят для офиса и быстрого прототипирования там, где точность не так важна.
► Elegoo Standard Resin
Базовая смола Elegoo Standard Resin представлена в нескольких цветовых решениях и подходит к любым принтерам с длиной волны засветки 405 нм. Низкая усадка и вязкость позволяют получить качественный результат даже при печати изделий с обилием мелких элементов. Смола поставляется в удобной фасовке по 500 мл и 1 л, что позволяет рассчитать количество материала точно под задачу.
Характеристики:
Технология засветки принтера: DLP/LCD/LED
Спектр засветки: 385~410 нм
Твердость по Шору: 84 D
Запах: слабый
Вязкость: 150-200 мПа
Удлинение при разрыве: 80.77%
Плотность: 1. 100 г/см³
Прочность на растяжение: 36-53 мПа
Усадка: 7.1%
► Elegoo Standard Resin 8K
Еще одна стандартная смола от Elegoo — Standard Resin 8K обладает более высокой точностью и подходит для принтеров с разрешением 8K. Готовые изделия имеют высокое качество поверхности и практически не требуют дополнительной обработки.
Пока полимер представлен в универсальном сером цвете, который может быть окрашен. Возможно производитель расширит цветовую палитру новой смолы для воплощения разных идей.
Характеристики:
Технология засветки принтера: DLP/LCD/LED
Спектр засветки: 405 нм
Твердость по Шору: 80 — 86D
Вязкость: 250 — 400 МПа
Удлинение при разрыве: 9.4±10%
Плотность: 1.05 — 1.25
Прочность на растяжение: 39.06±10%
► Creality Water Washable LCD UV Resin
Стандартный полимер Creality Water Washable LCD UV Resin предлагает пользователям новый, более экологичный способ создания изделий на 3D принтере. Отличный состав и отсутствие резкого запах при печати — это не все преимущества этого полимера. Для его промывки не требуется растворитель, а достаточно обычной проточной воды. Это значит, что смола может использоваться дома и в детских образовательных учреждениях.
Характеристики:
Технология засветки принтера: DLP/LCD/LED
Спектр засветки: 405 нм
Твердость по Шору: 78 — 79 D
Вязкость: 150 — 250 cps
Плотность: 1.05 — 1.15 г/см3
► Elegoo Water Washable Resin 8K
Elegoo Water Washable Resin 8K продолжает линейку безопасных фотополимерных смол для 3D печати. Усовершенствованная формула этого полимера позволяет создавать детали с высоким разрешением и точностью. И конечно же, смола подходит к любым 3D принтерам, в том числе к новым моделям с разрешением 6K и 8K.
После печати деталь промывается от излишков смолы под проточной водой, а не в растворителе.
Характеристики:
Технология засветки принтера: DLP/LCD/LED
Спектр засветки: 405 нм
Твердость по Шору: 83 — 88D
Запах: слабый
Вязкость: 250 — 400 МПа
Плотность: 1. 05 — 1.25
Прочность на растяжение: 41.06 — 50.18 МПа
► Creality Standard Rigid LCD UV Resin
Доступная смола Creality Standard Rigid LCD UV Resin подходит не только для принтеров Creality, но также для других моделей с длиной волны засветки 405 нм. Полимер представлен в нескольких цветах, которые могут удовлетворить запросы любителей и профессионалов.
Стабильный состав и короткое время засветки слоев позволяет быстро выполнить моделирование любой сложности.
Характеристики:
Технология засветки принтера: DLP/LCD/LED
Спектр засветки: 405 нм
Твердость по Шору: 85 — 90 D
Плотность: 1.14 г/см3
► Anycubic Colored UV Resin
Как и большинство производителей, Anycubic предлагает своим пользователям базовую смолу для печати. Anycubic Colored UV Resin имеет богатую цветовую палитру и хорошую пигментацию для равномерного оттенка напечатанных изделий. Низкая вязкость делает смолу текучей и дает гладкий финиш после полимеризации.
Характеристики:
Технология засветки принтера: DLP/LCD/LED
Твердость по Шору: 75 D
Вязкость: 552 МПа*с
Удлинение при разрыве: 14.2%
Прочность на растяжение: 23.4 МПа
Усадка: 7.1%
► eSUN Standard Resin
Отличный материал для начинающих в 3D печати. Стандартный полимер eSUN Standard Resin подходит для печати изделий любой сложности, в том числе с обилием мелких деталей и рельефных фактур. Широкая цветовая палитра позволяет подобрать оттенок для любой задачи. Готовые изделия также можно окрашивать в нужный цвет.
Характеристики:
Технология засветки принтера: DLP/LCD/LED
Спектр засветки: 395 — 405 нм
Твердость по Шору: D 80 — 82
Запах: Без запаха
Вязкость: 150 — 250 мПа*с
Удлинение при разрыве: 28 — 35%
Плотность: 1.08-1.13 г/см3
Прочность на растяжение: 46 — 72 мПа
► eSUN Water Washable Resin
Полимер eSUN Water Washable Resin — это еще один вариант базовой смолы, который имеет более натуральный гипоаллергенный состав и прост в обработке. Для промывки готовых изделий используется обычная вода, а прочность деталей ничем не отличается от напечатанных из стандартной смолы этого же производителя.
Смола подойдет не только для домашнего использования или печати в учебных заведениях, но также для решения профессиональных задач.
Характеристики:
Технология засветки принтера: DLP/LCD/LED
Спектр засветки: 395 — 410 нм
Твердость по Шору: D 76
Запах: Без запаха
Вязкость: 100 — 120 мПа*с
Удлинение при разрыве: 5 — 10%
Плотность: 1.05-1.25 г/см3
Прочность на растяжение: 68 мПа
Усадка: 3.72 — 4.24%
Необычные фотополимеры
Производители постоянно экспериментируют и разрабатывают новые полимеры для печати. Чаще всего это материалы с особыми физическими и химическими свойствами, которые используются профессионалами для решения сложных задач. Но также необычные фотополимеры могут обладать и особыми эстетическими свойствами, поэтому применяются для печати декоративных изделий.
► Elegoo Thermochromic Resin
Этот необычный полимер может менять цвет в зависимости от температуры! Elegoo Thermochromic Resin после полимеризации имеет серый цвет, но если его нагреть или погрузить в теплую воду выше 50°С, то он превратится в фиолетовый! Этот фотополимер идеально подходит для создания сувениров и миниатюр.
Характеристики:
Технология засветки принтера: DLP/LCD/LED
Спектр засветки: 385~410 нм
Твердость по Шору: 80 — 86D
Вязкость: 600~800 мПа
Удлинение при разрыве: 9.4±10%
Плотность: 1,05~1,25 г/см3
Прочность на растяжение: 39.06 ± 10% мПа
Стоматологические фотополимеры
Фотополимерные смолы, разработанные специально для стоматологии, — это отличный материал для создания индивидуальных медицинских изделий. Полимеры широко применяются в разных направлениях стоматологии для лечения, хирургических операций, имплантации, реставрации и других.
В этой подборке мы предлагаем познакомиться со стоматологическими фотополимерами HARZ Labs, которые стали самыми востребованными у профессионалов в 2022 году.
► HARZ Labs Dental Yellow Clear PRO
Прозрачный материал HARZ Labs Dental Yellow Clear PRO — это профессиональный полимер для создания хирургических шаблонов и других изделий с высокой светопроницаемостью. Особенность этого полимера — устойчивость к воздействию высоких температур. Готовые изделия можно подвергать автоклавированию при температуре до 138°С в течение 30 минут.
Характеристики:
Технология засветки принтера: DLP/LCD/LED
Твердость по Шору: D 90 — 92
Запах: Без запаха
Вязкость: 1 — 1.2 мПа
Удлинение при разрыве: 4 — 6%
Прочность на растяжение: 60 Н/мм2
► HARZ Labs Dental Sand
Материал HARZ Labs Dental Sand — это фотополимер, предназначенный для печати моделей зубов или временных реставраций. В состав полимера входят микрочастицы керамики, которые придают готовым изделиям высокую прочность и устойчивость к истиранию.
Полимер доступен в популярных оттенках A1, A2 и A3, а также инновационного оттенка Bleach, который может менять цвет в зависимости от длительности засветки.
Характеристики:
Технология засветки принтера: DLP/LCD/LED
Твердость по Шору: D 90 — 92
Запах: Без запаха
Вязкость: 1.2 — 1.5 мПа
Удлинение при разрыве: 3 — 4%
Прочность на растяжение: 60 Н/мм2
► HARZ Labs Dental Clear Pro
Еще один прозрачный материал в линейке производителя HARZ Labs Dental Clear Pro предназначен для печати капп и сплинтов. Это очень жесткий материал с высокой степенью прозрачности, который незаметен при носке. Материал может подвергаться автоклавированию и обработке дезинфицирующими средствами.
Характеристики:
Технология засветки принтера: DLP/LCD/LED
Спектр засветки: 405 нм
Твердость по Шору: D 85 ± 3
Запах: Слабовыраженный
Удлинение при разрыве: 6. 2 ± 3.1 %
Прочность на растяжение: 80.0 ± 5.0 МПа
► HARZ Labs Dental Cast
Выжигаемый полимер HARZ Labs Dental Cast используется в цикле производства металлических стоматологических конструкций — мостов и коронок. Материал имеет высокую точность печати и полностью выгорает под воздействием высоких температур. Благодаря низкой зольности готовые изделия могут использоваться для прямого литья.
Характеристики:
Технология засветки принтера: DLP/LCD/LED
Твердость по Шору: D 40 — 50
Запах: Слабый
Вязкость: 0.2 — 0.4 Па*с
► HARZ Labs Dental Bleach
HARZ Labs Dental Bleach — это смола для производства временных коронок и мостов. Оттенок Bleach позволяет использовать один материал для печати изделий разного оттенка. Смола меняет свой цвет в зависимости от времени засветки.
Напечатанные стоматологические изделия обладают высокой прочностью и устойчивостью к механическим воздействиям.
Характеристики:
Технология засветки принтера: DLP/LCD/LED
Твердость по Шору: D 82 ± 3
Запах: Без запаха
Вязкость: 1.2 Па*с
Удлинение при разрыве: 7.1 ± 3.1 %
Прочность на растяжение: 56.0 ± 5.0 МПа
► HARZ Labs Dental Yellow Clear
Биосовместимый материал HARZ Labs Dental Yellow Clear предназначен для изготовления хирургических шаблонов и мастер-моделей. Гипоаллергенный материал обладает высокой точностью и светопропускной способностью, что позволяет максимально качественно провести хирургическое вмешательство.
Характеристики:
Технология засветки принтера: DLP/LCD/LED
Твердость по Шору: D 90 — 92
Запах: Без запаха
Вязкость: 1 — 1.2 мПа
Удлинение при разрыве: 4 — 6%
Прочность на растяжение: 60 Н/мм2
► HARZ Labs Dental Clear
И последний полимер в нашей подборке стоматологических смол. HARZ Labs Dental Clear подходит для производства хирургических шаблонов и мастер-моделей. В отличие от предыдущего материала, он обладает высокой степенью прозрачности и не имеет желтоватого оттенка. Это позволяет сделать любое хирургическое вмешательство максимально точным.
Характеристики:
Технология засветки принтера: DLP/LCD/LED
Твердость по Шору: D 90 — 92
Запах: Без запаха
Вязкость: 1 — 1.2 мПа
Удлинение при разрыве: 4 — 6%
Прочность на растяжение: 60 Н/мм2
Всем спасибо, материал подготовила команда специалистов компании LIDER-3D, будем рады вашим вопросам в комментариях.
Если вас заинтересовали фотополимеры из обзора, вы можете получить детальную консультацию специалиста обратившись к нам в LIDER-3D, а так же приобрести данное оборудование у нас на сайте.
Подписывайтесь на нас в социальных сетях: Telegram, YouTube, ВКонтакте, Я.Дзен, RuTube, ОК чтобы первыми получать самые интересные материалы!
Цель нашей компании — предложение широкого ассортимента товаров и услуг на постоянно высоком качестве обслуживания.
3D-печать – фотополимеры
Стереолитография – это процесс трехмерного изображения. Некоторые синонимы, используемые для стереолитографии, включают 3D-печать, оптическое изготовление, фотоотверждение, изготовление твердого тела произвольной формы, твердотельное изображение, оптическое формование, стерическую полимеризацию, настольное производство, аддитивное производство, автоматическое моделирование, электронно-лучевое плавление, материализацию цифровых деталей, произвольное формование и т. д. Кроме того 3D-печать, общепринятый термин для этого процесса — аддитивное производство (AM). Мы предпочитаем термин «аддитивное производство», поскольку производство означает массовое производство, а нынешняя 3D-печать совсем не так.
Патент США 2,775,758, выданный Джону Мунцу в 1956 году, раскрывает процесс создания трехмерных репродукций с использованием светочувствительной «эмульсии» в контейнере. Этот процесс назывался «запись фотоглифа». В 1950-х и 1960-х годах компания DuPont получила ряд патентов на изготовление твердых печатных форм с использованием различных фотополимеров и воздействия УФ-излучения. Впоследствии ряд изобретателей попытались создать твердые объекты с помощью фотополимеров и УФ-лазеров. Однако именно Чарльз У. Халл коммерциализировал свое изобретение в 1980-х годов, создав 3D Systems
Термин «стереолитография» был придуман Чаком Халлом в его патенте США 4 575 330, озаглавленном «Устройство для производства трехмерных объектов с помощью стереолитографии», выданном в 1986 году. Стереолитография была определена как метод и устройство. для изготовления твердых предметов путем последовательной «печати» тонких слоев отверждаемого материала, например, УФ-отверждаемого материала, один поверх другого.
В патенте Халла концентрированный пучок ультрафиолетового света фокусируется на поверхности бака, наполненного жидким фотополимером. Луч света, двигаясь под управлением компьютера, прорисовывает каждый слой объекта на поверхности жидкости. Везде, где луч падает на поверхность, фотополимер полимеризуется/сшивается и превращается в твердое тело. Усовершенствованное программное обеспечение CAD/CAM/CAE математически разделяет компьютерную модель объекта на большое количество тонких слоев. Затем процесс строит объект слой за слоем, начиная с нижнего слоя, на подъемнике, который немного опускается после затвердевания каждого слоя.
Процесс, называемый DLP (цифровая световая обработка), в настоящее время широко используется в настольных принтерах для жидких смол. В этой технологии световой экран проектора используется для фотополимеризации слоя за раз, а не точки за раз, как в патенте Халла. Проецируемое изображение генерируется цифровым микрозеркальным устройством в чипе. Типичный принтер использует резервуар для жидкого фотополимера с прозрачным дном для создания деталей в перевернутом виде послойно.
Процессы быстрого прототипирования, не основанные на фотополимерах, включают моделирование методом наплавления (FDM®), лазерное спекание, струйную систему, электронно-лучевую плавку и новую технологию Arburg Plastic Freeforming. Процесс FDM, разработанный Stratasys, экструдирует тонкую термопластичную нить слой за слоем. В процессе лазерного спекания используются данные системы CAD/CAM/CAE и лазерная технология для преобразования различных порошкообразных материалов в трехмерные прототипы. Селективное лазерное спекание (SLS ®) подразумевает использование мощного лазера для сплавления мелких частиц пластика, металла, керамического или стеклянного порошка в твердый объект. Струйное оборудование, продаваемое Z Corp. (теперь часть 3D Systems), создает модели путем нанесения связующего раствора через струйную печатающую головку на слои порошка на основе гипса. Американская компания разработала настольный 3D-принтер с использованием технологии струйной печати жидким металлом. В 3D-принтерах Objet Geomeries (теперь объединенных со Stratasys) используются струйные принтеры из фотополимеров. При производстве ламинированных объектов (LOM) слои бумаги с клеевым покрытием, пластика или металлических ламинатов последовательно соединяются вместе и обрезаются по форме с помощью ножа или лазера.
Для стереолитографии доступны различные жидкие фотополимеры. Системы и гибриды на основе эпоксидной смолы в настоящее время предпочтительнее старых акрилатов из-за более высокой прочности в сыром состоянии, более высокой термостойкости, более низкого влагопоглощения и меньшей усадки. Радиационно-отверждаемые акрилаты также страдают от кислородного ингибирования. Гибриды отверждаются под действием света катионной и свободнорадикальной полимеризацией. Доступны фотополимерные смолы с механическими свойствами, аналогичными инженерным пластикам, таким как АБС, нейлон и поликарбонат.
Помимо быстрого прототипирования, 3D-печать в настоящее время используется для быстрого производства небольших партий продукции. Как фотополимерные, так и не фотополимерные процессы теперь используются для мелкосерийного производства. Быстрое увеличение числа производителей 3D-принтеров сделало принтеры доступными для мастеров-сделай сам, учителей, художников, любителей и потребителей. Список крупных и мелких производителей принтеров на основе фотополимеров представлен ниже:
Производители фотополимерных 3D-принтеров
3D Systems, США
Anycubic, Китай
Asiga, Австралия
B9Creations, США
Carbon 3D, США
CoLiDo , Гонконг
Cubicure, Австрия
Flashforge, США
Formlabs, США
Leopoly, Венгрия
Lumi Industries, Италия
Photocentric, Великобритания
Phrozen, Тайвань
SprintRay, США
Stratasys, США
Str укто, Сингапур
Uniz, США
Wanhao, Китай
XYZprinting, Тайвань
К производителям фотополимеров для 3D-принтеров относятся:
Производители жидких фотополимерных смол для 3D-печати
3D Systems, США
Адаптивные 3D-технологии , США
ApplyLabWork, США
BASF 3D Printing Solutions, Германия
Chemence, США
DSM Additive Manufacturing, США
Formlabs, США
MakerJuice Labs, США
Molecule, США
Photocentric, Великобритания
Фоторезисты – фотополимеры
Фоторезисты — это светочувствительные материалы, которые после фотоизображения и последующей обработки устойчивы к действию определенных химических веществ в нужных областях. В основном они бывают двух типов. В негативных фоторезистах освещенные участки становятся менее растворимыми в результате сшивания или фотополимеризации, оставляя после травления и снятия резиста непрозрачные элементы на чистом фоне. С другой стороны, в позитивных фоторезистах участки, подвергшиеся воздействию света, становятся более растворимыми. Фоторезисты доступны как в жидком, так и в виде сухой пленки. Они могут быть растворяющими или водными проявляющими типами.
Исторически асфальт использовался как светочувствительный резистивный материал. Со временем его заменили дихроматированные коллоиды, включая желатин, казеин и т. д. Первый фоторезист на основе фотополимера был изобретен компанией Eastman Kodak в конце 1940-х годов. Этот негативный фоторезист был основан на синтетическом фотополимере поливинилциннамате в растворе. Сшитый полимер был нерастворим в растворителях, таких как ксилол и хлоруглеводороды, которые использовались в качестве проявителей после воздействия УФ-излучения. Потребность в продуктах с более низкой вязкостью привела к разработке негативных резистов на основе циклизованного полиизопрена. Эти фоторезисты сыграли важную роль в невероятном росте производства печатных плат, а впоследствии и интегральных схем, используемых в полупроводниках.
Опасения по поводу загрязнения окружающей среды привели к разработке сухих пленочных фоторезистов, которые стали результатом работы DuPont над фотополимерными печатными формами. Сухие пленочные фоторезисты поставляются в виде сэндвича фотополимерного слоя между полиэтиленовой пленкой и полиэфирной пленкой. Первоначально типы сухих пленок проявлялись растворителем, но вскоре последовали пленочные резисты, обработанные водой, которые сегодня широко используются для производства печатных плат. Они в основном основаны на акриловой химии. При вторичном отображении печатных плат в качестве припойных резистов используются жидкие фотоизображаемые продукты на основе эпоксидного халкона или акрилированного эпоксидного новолака. Катионные полимеризованные эпоксидные смолы используются в толстопленочных резистах, особенно для изготовления микроэлектромеханических (МЭМС) устройств.
Одно время различные изделия изготавливались методом фотофабрикации с использованием фоторезистов. К ним относятся цилиндры глубокой печати и вращающиеся трафареты, используемые в печати, выводные рамки для полупроводников, фотогравюры, таблички с именами и т. д. В настоящее время они в основном изготавливаются электронными методами или были заменены более новыми процессами. Однако фоторезисты находят широкое применение в деталях, обработанных химическим способом (фотообработка), декоративном стекле и т. д. Полупроводники, которые использовали негативные резисты в больших объемах, теперь перешли на позитивные фоторезисты. Позитивные фоторезисты, которые разлагаются под воздействием УФ-излучения, преимущественно основаны на диазосоединениях, приготовленных с фенольными новолачными смолами. Более новые резисты Deep-UV, используемые в микроэлектронике, основаны на изомере новолака, полигидроксистироле и его сополимерах.
В этой статье мы расскажем об особенностях использования станков и вышеперечисленных приспособлений.
Содержание
Режущий инструмент по металлу
Важные критерии классификации режущих инструментов по металлу
Варианты исполнения режущих инструментов по металлу
Основные операции, выполняемые с применением режущих инструментов по металлу
Типы режущих инструментов по металлу в зависимости от способа крепления
Производители режущих инструментов по металлу
Советы по выбору режущих инструментов по металлу
Эксплуатация режущих инструментов по металлу: важные особенности
Правила использования режущих инструментов по металлу и полезные советы
Износ режущих инструментов по металлу
Заточка режущих инструментов по металлу
Где купить качественные режущие инструменты по металлу
Режущий инструмент по металлу востребован при первичной и финишной обработке заготовок. Продукция подходит для ручного и механизированного труда, представлена следующими решениями:
резцы;
метчики;
ножовочные полотна;
развертки;
цековки;
сверла;
зенкеры;
фрезы;
плашки;
шеверы;
абразивные инструменты.
Фотография №1: режущие инструменты по металлу
Классификации режущих инструментов по металлу
Выделяют 3 важных критерия классификации режущих инструментов для станков по металлу.
Предназначение.
Конструкция.
Способ крепления.
Перейдем к деталям.
Варианты исполнения режущих инструментов по металлу
По конструкции режущие инструменты по металлу делят на 3 группы.
Цельные. Представляют собой единые изделия. Изготавливаются из инструментальных, легированных и быстрорежущих сталей, а также твердых сплавов по технологии литья.
Фотография №2: цельные режущие инструменты по металлу
Составные. Рабочие части изготавливают с применением материалов высокого качества. Режущие поверхности иформируются за счет твердосплавных пластин, фиксирующихся сваркой или пайкой.
Фотография №3: составные режущие инструменты по металлу
Сборные. Основные и контактирующие с заготовками части режущих инструментов по металлу представлены отдельными изделими. Механическим способом. Это возможность оперативной замены изношенных деталей, но увеличивает стоимость режущих инструментов по металлу.
Фотография №4: сборные режущие инструменты по металлу со съемными твердосплавными пластинами
Операции, выполняемые с применением режущих инструментов по металлу
Посредством режущих инструментов по металлу выполняют разные технологические операции. По назначению оснастка делится на 6 групп.
1. Резьбонарезной инструмент. Часто используемые приспособления для этих операций — представленный метчиками, плашками и роликами. Изделия востребованы при изготовлении крепежей и соединительных элементов. При помощи метчиков нарезают внутренние резьбы, при помощи плашек — наружные.
Фотография №5: станок с установленной плашкой
2. Режущие инструменты по металлу для изготовления зубчатых колес. Это долбяки и шеверы.
Приспособления первого типа используют при производстве:
косозубых и прямозубых зубчатых колес, а также моделей с выступающими фланцами;
шевронных передач с канавками и без;
зубчатых реек и боков;
иных деталей передач с наружным и внутренним зацеплением.
Долбяки применяют для получения шлицевых отверстий в зубчатых колесах и на валах, а также пазов, углов и канавок на фасонных и плоских поверхностях.
Фотография №6: долбяки
Предназначение шеверов — чистовая обработка зубчатых колес, в частности — шевингование. удаление “лишних” слоев металла с поверхности деталей.
Фотография №7: шевер
3. Режущие инструменты по металлу для шлифования поверхностей. Чаще всего используются абразивные круги с различной зернистостью. Мелкозернистые приспособления применяют для финишной обработки, а крупнозернистые — при черновых операциях.
Фотография №8: алмазный абразивный круг по металлу
Обработка деталей на ленточных шлифовальных станках происходит с применением абразивных лент.
Фотография №9: шлифовальный станок с установленной абразивной лентой
4. Режущие инструменты по металлу для обработки и получения различных поверхностей, углов, пазов, канавок и уступов. Чаще всего применяют фрезерные станки. Их оснащают фрезами различных типов.
Фотография №10: фрезы по металлу
5. Режущие инструменты по металлу для получения и обработки сквозных и глухих отверстий. К основным приспособлениям данной группы относятся сверла, зенкеры, развертки, цековки и т. д.
К примеру, развертки используют для повышения точности и уменьшения величины шероховатости отверстий, полученных по технологии сверления.
Фотография №11: развертки по металлу
6. Режущие инструменты по металлу для обработки тел вращения. Как правило, применяются резцы. С их помощью выполняют следующие технологические операции.
Обтачивание заготовок вдоль осей вращения.
Нарезание резьб.
Формирование канавок на внутренних и наружных цилиндрических поверхностях.
Подрезание уступов и торцевание.
Снятие фасок и уникальные токарные операции.
Растачивание отверстий.
Отрезание заготовок.
Изображение №1: применение резцов по металлу при обработке тел вращения
Типы режущих инструментов по металлу в зависимости от способа крепления
Режущие металл инструменты делятся на 3 группы по способу крепления.
С хвостовиком. Имеют цилиндрические и конические хвостовики. С их помощью инструменты закрепляют в патронах станков и ручных приспособлений. Стандартные параметры цилиндрических и конических хвостовиков указаны в соответствующих ГОСТах.
Фотография №12: фреза по металлу с коническим хвостовиком
Насадные. Инструменты без хвостовиков. Для крепления предназначены цилиндрические и конические отверстия. Приспособления устанавливают на специальные оправки. Насадные инструменты с посадочными отверстиями конического типа крепятся более надежно и точно.
Фотография №13: насадные фрезы
Призматические. Зажимные части инструментов представлены призматическими телами, имеют квадратное и прямоугольное сечение.
Приспособления с призматическими зажимными частями устанавливают в держатели с, имеющие подходящими пазами. Инструменты закрепляют винтами.
Для точной и надежной фиксации призматические зажимные части делают клиновидными.
Фотография №14: резец с призматической зажимной частью
Производители режущего инструмента по металлу
Условно рынок режущих инструментов по металлу делят на 3 сегмента.
Азиатские производители. На первом месте в списке стран-экспортеров — Китай. Характеристики продукции отвечают требованиям отечественных стандартов. Цены – ниже среднего. Это обуславливает высокий уровень популярности китайских инструментов.
Европейские бренды. Главные офисы и заводы топовых компаний находятся в Германии, Италии и Франции. Качество инструментов из ЕС находится на высоком уровне. Брак — редкость. Именно в Европе производят самые надежные и долговечные инструменты, покрытые обычным и легированным алюминием нитридами титана (маркировки — TiN и TiAN).
Российские производители, а также компании из стран бывшего СНГ. Их продукция удовлетворяет потребности большинства потребителей. Цены и качество находятся на оптимальном уровне.
Кстати, мы сами являемся одним из производителей металлорежущего инструмента. Наша торговая марка — SEKIRA.
Фотография №16: сверла SEKIRA
Советы по выбору режущих инструментов по металлу
При выборе режущих инструментов по металлу учитывайте следующие рекомендации.
Лучший выбор — инструмент для конкретных операций и материалов. Списки подходящих приспособлений найдутся в описаниях технологических процессов.
Также учтите, что многие операции выполняются с применением нескольких инструментов — для черновой, получистовой и чистовой обработки. Отличный пример — нарезание внешних и внутренних резьб.
Второй фактор, влияющий на выбор режущего инструмента по металлу — тип применяемого оборудования. Приобретайте приспособления с подходящими креплениями. Такие инструменты фиксируются максимально надежно. Биение сводятся к минимуму. При этом значительно повышается качество обработки заготовок и изделий.
Изучайте технологические карты, содержащие основные параметры резания. Это поможет подобрать инструменты, рабочие и основные части которых изготовлены из подходящих сплавов. К примеру, для обработки заготовок из высокопрочных материалов используют твердосплавные режущие инструменты по металлу.
Принимайте во внимание производительность. На нее сильно влияет износостойкость и качество инструментов. Для обработки заготовок в домашних условиях подойдут приспособления низкого ценового сегмента. Предприятия обычно не экономят на качестве режущих инструментов для металлообработки. При изготовлении сложных и высокоточных деталей и изделий задействуется только лучшая оснастка.
Приобретайте приспособления подходящей конструкции. Максимальные производительность и экономия достигаются при использовании сборных режущих инструментов.
Добивайтесь высокой эффективности. Приспособления и оборудование должны использовать максимум имеющейся мощности без снижения качества металлообработки и производительности.
Эксплуатация режущих инструментов по металлу: важные особенности
Рассмотрим основные моменты.
Правила использования режущих инструментов по металлу и полезные советы
Применяйте режущие инструменты по металлу по назначению. Нецелевое использование грозит повреждениями и поломками.
Выбирайте наиболее подходящие режимы. Не допускайте превышения предельных параметров.
Подавайте инструменты плавно. Избегайте рывков и резких движений.
Не забывайте о необходимости охлаждать инструмент. Используйте подходящие смазывающе-охлаждающие жидкости в каждом конкретном случае.
Храните инструменты в сухих и отапливаемых помещениях. Лучше всего для этого подходят индивидуальные тубусы/контейнеры. Они надежно защищают приспособления от механических повреждений и коррозии.
Очищайте и обезжиривайте инструменты после каждого использования. Это защитит их от коррозии.
Соблюдайте правила техники безопасности. Работайте в перчатках. Используйте маску или защитные очки. Для уменьшения уровня шума применяйте беруши или наушники.
Износ режущих инструментов по металлу
Режущие инструменты по металлу со временем теряют свои свойства.
Абразивный износ. Происходит при контакте инструмента с заготовками. Частицы обрабатываемых материалов наносят механические повреждения рабочим поверхностям. Скорость абразивного износа снижается с увеличением твердости инструмента. Твердосплавные приспособления портятся медленнее, чем аналоги из быстрорежущей стали.
Адгезионный износ. Совокупное воздействие трения и высоких температур приводит к образованию “мостиков схватывания” на рабочих поверхностях. Перемещающаяся стружка делает процесс их образования и разрушения циклическим. В результате контактные поверхности постепенно разрушаются.
Изображение №2: адгезионный износ режущих инструментов по металлу
Обратите внимание! Скорость адгезионного износа у инструментов, изготовленных из быстрорежущих сталей, и твердосплавных моделей варьируется при разных режимах резания. Приспособления первой категории изнашиваются быстрее при высоких температурах, а второй — при низких.
1. Диффузионный износ. Инструментальные стали частично растворяются в обрабатываемых материалах. Такое явление называют самодиффузией. В результате области контактных поверхностей теряют прочность, становятся более хрупкими.
На графике ниже представлены зависимости:
диффузионного износа твердосплавных инструментов (кривая 1) и приспособлений, изготовленных из быстрорежущих сталей (кривая 2), от скорости резания;
вердости заготовок от температуры при обработке (кривая 3).
Изображение №3: диффузионный износ режущих инструментов по металлу
2. Окислительный износ. На режущих инструментах по металлу динамически образуются и разрушаются окисные пленки. От их характеристик зависит скорость износа инструмента. При образовании тонких и прочных покрытий она снижается, а при появлении толстых и рыхлых пленок — увеличивается.
3. Хрупкое разрушение. Последний из основных видов износа режущих инструментов по металлу.
Скол. Отделение значительной части рабочей поверхности режущего инструмента. К появлению сколов приводит долгое использование оснастки при высоких нагрузках.
Выкрашивание. От рабочей поверхности отделяются мелкие частицы стали. К этому обычно приводит наличие небольших дефектов на режущих кромках.
Заточка режущих инструментов по металлу
Заточка режущих инструментов по металлу — основной способ продления их срока службы. Операция заключается в придании рабочим поверхностям нужных геометрических параметров.
Фотография №17: процесс заточки режущего инструмента
Заточку проводят единожды при изготовлении инструмента и периодически — при эксплуатации. Существуют 2 технологии заточки.
1. Абразивная. Происходит с применением абразивных кругов (электрокорундовых и карборундовых).
2. Неабразивная. Доступно три варианта.
Анаодно-механическая заточка.
Электроконтактная заточка.
Химико-механическая заточка.
После заточки проводят доводку. Операция улучшает параметры рабочих частей режущих инструментов по металлу.
Где купить качественные режущие инструменты по металлу
Выгодно купить режущие инструменты по металлу с доставкой во все регионы России вы можно в нашем интернет-магазине. В каталоге представлена продукция всех вышеперечисленных категория, а также иное оборудование для ручной и механизированной обработки.
Покупку можно сделать онлайн или по телефону. Ждем ваших заказов!
Больше полезной информации
Полезные обзоры и статьи
Все статьи
9 января 2023
Нарезание резьбы метчиком
21 ноября 2022
Монолитный твердосплавный инструмент
23 сентября 2022
Как пользоваться мультиметром
22 июня 2022
Инструментальные стали
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Каталог
Корзина
Сравнить
Вход
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Режущий инструмент по металлу для станков с ЧПУ
Домашняя страница
Инструмент и оснастка
Режущий инструмент
Режущий и вспомогательный инструменты SECO
Фрезерный и токарный инструмент, осевой инструмент, вспомогательный инструмент, инструмент для обработки алюминиевых сплавов
Подробнее
Режущий инструмент для изготовления отверстий и нарезания резьбы Guhring
Одной из наших специализаций является поставка качественного импортного режущего инструмента для токарных и фрезерных станков и обрабатывающих центров с ЧПУ.
Режущий инструмент – это неотъемлемый компонент при производстве практически любой детали в металлообработке. От правильного выбора режущего инструмента зависит успех всего производства.
Виды режущего инструмента
В современном производстве можно встретить абсолютно различный инструмент, который будет отличаться по назначению, области применения, материалу изготовления, форме обрабатываемых поверхностей и многому другому. Среди всего этого многообразия можно выделить несколько важных классификаций:
По области применения можно выделить:
Токарный режущий инструмент. Это токарные резцы с пластинами для наружной обработки, расточные державки с пластинами, монолитные микрорезцы для расточки, канавочные резцы с пластинами и т.п.
Режущий инструмент для фрезерных станков. Это торцевые фрезы со сменными пластинами, фрезы для обработки уступов и пазов со сменными пластинами, цельные твёрдосплавные фрезы и др.
Инструмент для обработки отверстий. Это монолитные сверла и сверла с пластинами, сверла со сменными твердосплавными головками, зенкеры, монолитные развертки и развертки со сменными пластинами, модульные сверла, расточные системы.
Инструмент для обработки резьб. Это метчики и раскатники для глухих и сквозных отверстий, монолитные резьбовые фрезы, резьбовые фрезы с пластинами, резьбонарезные резцы, плашки и резьбонакатные головки.
Режущий инструмент по исполнению бывает монолитный и сборный (с пластинами).
По типу выделяют стандартный и специальный режущий инструмент.
Выбор режущего инструмента
На правильный выбор режущего инструмента влияет огромное количество факторов, например, деталь (размер и форма, материал изготовления, точностные характеристики, наличие термообработки), оборудование (габариты рабочей зоны, функциональные возможности станка, его состояние), оснастка.
Подбор режущего инструмента – это технически сложный творческий процесс. Чтобы получить максимальную выгоду от использования – подбором должны заниматься профессионалы! От качественного выбора режущего инструмента зависит, насколько быстро получится изготовить ту или иную деталь, и получится ли сделать ее в принципе.
К требованиям, предъявляемым к инструменту, относят экономическую эффективность использования и стабильность качества режущего инструмента.
При выборе инструмента необходимо обращаться внимание на качество заготовки, партийность деталей, тип посадки в станок и взаимозаменяемость инструмента между станками.
Если Вы затрудняетесь в подборе инструмента для своей задачи, не волнуйтесь – к Вам на помощь всегда готова прийти наша команда квалифицированных технических специалистов, имеющих за плечами обширный производственный опыт и глубокие познания о представленном инструменте! Наши менеджеры и служба логистики создадут условия для максимально быстрой и комфортной его эксплуатации.
Мы работает с большим количеством именитых брендов:
Vischer & Bolli AG ( фрезереный и токарный инстурмент) и др.
Мы получили Ваше сообщение и свяжемся с Вами в ближайшее время.
Запросить коммерческое предложение
Название Организации*
Ваш город*
Телефон*
Ваш адрес Email*
Комментарий
Cогласен на обработку персональных данных и политику обработки персональных данных (подробнее)
Тормоза из листового металла | Элитные металлические инструменты
По категории
Тормоз для листового металла позволяет сгибать листовой металл. Тормоз для листового металла состоит из плоской поверхности, на которую помещается материал, и зажимной планки, которая опускается и удерживает материал во время процесса гибки.
Тормоз для листового металла Baileigh BB-12014H
Для тяжелых условий эксплуатации
Программируемый угол изгиба с автоматическим возвратом
Гидравлический зажим, изгиб и возврат
Регулируемая балка для различной толщины листа
35 941,64 $
29 599,00 $
От 585 $/мес. 12
Длина изгиба 8 футов Вместимость
Подъемник балки 21/4 дюйма
2 дюйма 3 стороны Глубина коробки или поддона
7 799,00 $
От 253 $/мес.
Подробнее
Коробка Baileigh и дисковый тормоз BB-9612
Вместимость 96 дюймов x 12 калибра
Коробка, поддон и прямой
Набор из 22 пальцев
Угловой стопорный стержень и вспомогательный противовес
15 104,50 долл. США
12 439,00 долл. США
Всего 404 долл. США в месяц
Подробнее
Тормоз для листового металла Baileigh BB-12014
Индикатор угла изгиба и стопорный стержень для повторяемости
Регулируемые противовесы для помощи при подъеме фартука
Широкий набор дополнительных инструментов — доступны наборы
2 184,50 $
1 799,00 $
Всего от 58 $/мес.0005
Качели 18 дюймов
об/мин-0-3200
220 В 1 фаза
2 HP
5 301,29 $
4 315,00 $
От 140 $/мес. 5000 об/мин
220 В, однофазный
3 лошадиных силы
4-дюймовый порт для сбора пыли
3 921,60 долл. США
3 205,57 долл. США
Всего 104 долл. США в месяц
Подробнее
Ротационный гибочный станок Baileigh RDB-125
Гидравлическая система низкого давления промышленного класса
Промышленные наборы штампов для быстрой замены инструмента
Противопружинный механизм
Ножная педаль
H
7 078,07 $
5 829,00 $
От 189 $/мес. р 4 л.с.
Степень изгиба (макс.) 180°
Вместимость Круглый наружный диаметр (мягкая сталь) Наружный диаметр от 1-1/2 до 3 дюймов (для трубок с наружным диаметром от 2-1/4 до 3 дюймов требуется толщина стенки из мягкой стали 12 калибра)
Макс. Цвет 5 дюймов
18 480,21 $
15 219,00 $
От 301 $/мес. 12
5 лошадиных сил
Порт для сбора пыли 5 дюймов
16/20 ФПМ
5 793,94 $
4 716,00 $
От 153 $/мес. Уникальный дизайн с двумя станциями.
 Благодаря лепесткам, цанга гарантирует равномерный обжим хвостовика инструмента. Изделия хорошо переносят температурные перепады, поэтому могут использоваться для высокоскоростной обработки заготовок.
Благодаря лепесткам, цанга гарантирует равномерный обжим хвостовика инструмента. Изделия хорошо переносят температурные перепады, поэтому могут использоваться для высокоскоростной обработки заготовок. Изделия различаются формой, например, могут быть цилиндрическими или коническими. В зависимости от типа оснастка подходит для различных производственных процессов.
Изделия различаются формой, например, могут быть цилиндрическими или коническими. В зависимости от типа оснастка подходит для различных производственных процессов. По геометрии, цанги TG напоминают изделия серии OZ, но оснастка не является взаимозаменяемой или совместимой.
По геометрии, цанги TG напоминают изделия серии OZ, но оснастка не является взаимозаменяемой или совместимой.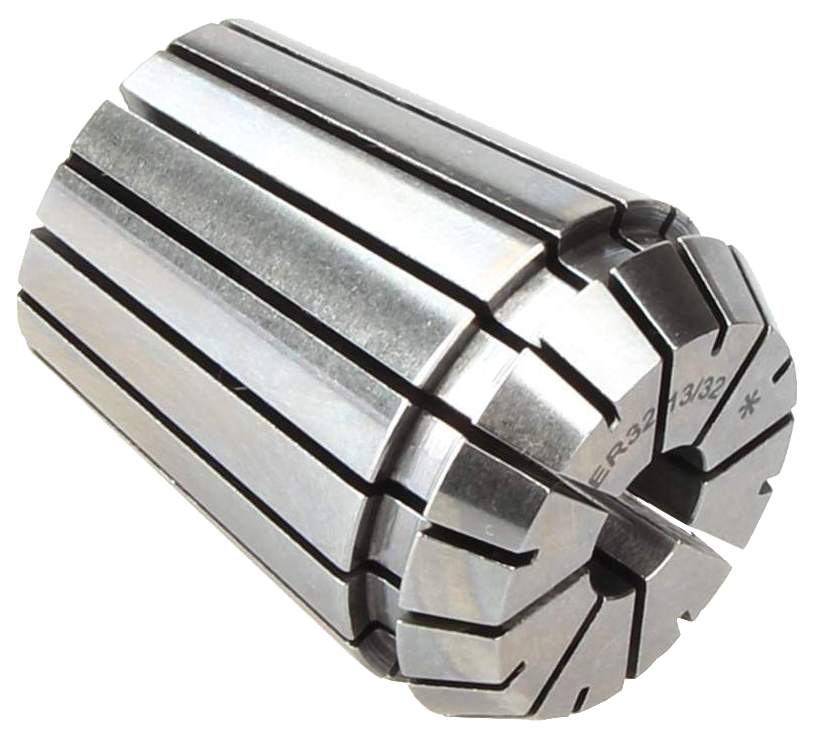

 Фиксация с их помощью имеет важное преимущество. Данный элемент дает возможность в короткие сроки устанавливать и снимать инструменты и заготовки. Это существенно экономит рабочее время и способствует повышению производительности труда. Недостатком цанг считается необходимость подбирать фиксирующее устройство в строгом соответствии с типоразмером патрона.
Фиксация с их помощью имеет важное преимущество. Данный элемент дает возможность в короткие сроки устанавливать и снимать инструменты и заготовки. Это существенно экономит рабочее время и способствует повышению производительности труда. Недостатком цанг считается необходимость подбирать фиксирующее устройство в строгом соответствии с типоразмером патрона. Для изготовления цанг используются высокоуглеродистые стали. Изделия термически обрабатываются до твердости HRC 58–62 в зажимной части и HRC 42–48 в хвостовой. Чтобы фиксатор не заклинивало, угол конуса разрезной втулки составляет 30–40 градусов.
Для изготовления цанг используются высокоуглеродистые стали. Изделия термически обрабатываются до твердости HRC 58–62 в зажимной части и HRC 42–48 в хвостовой. Чтобы фиксатор не заклинивало, угол конуса разрезной втулки составляет 30–40 градусов. Наиболее часто используются изделия с круглым отверстием. Но есть цанги, которые подходят для фиксации специального инструмента.
Наиболее часто используются изделия с круглым отверстием. Но есть цанги, которые подходят для фиксации специального инструмента.
 Он позволяет крепить инструменты на горизонтальных и вертикальных станках, в том числе для фрезерования и сверления заготовок в труднодоступных местах. Цанговые патроны активно используются на всех видах универсальных сверлильных и токарных станков радиального и вертикального направления, фрезерном и фрезерно-гравировальном оборудовании с ЧПУ. Цанги дают возможность быстро менять инструменты для выполнения различных видов работ (сверления, снятия фаски, нарезки резьбы и т. д.) в рамках одной операции по обработке заготовки.
Он позволяет крепить инструменты на горизонтальных и вертикальных станках, в том числе для фрезерования и сверления заготовок в труднодоступных местах. Цанговые патроны активно используются на всех видах универсальных сверлильных и токарных станков радиального и вертикального направления, фрезерном и фрезерно-гравировальном оборудовании с ЧПУ. Цанги дают возможность быстро менять инструменты для выполнения различных видов работ (сверления, снятия фаски, нарезки резьбы и т. д.) в рамках одной операции по обработке заготовки. Они используются в самых разных отраслях промышленности и ремеслах и обеспечивают идеальное решение для различных требований к зажиму.
Они используются в самых разных отраслях промышленности и ремеслах и обеспечивают идеальное решение для различных требований к зажиму.


 Как Т.М. Smith Tool известен своими быстросменными инструментальными держателями, они кое-что знают о типах цанг, их возможностях и значении этих неправильно понятых и часто недооцененных устройств.
Как Т.М. Smith Tool известен своими быстросменными инструментальными держателями, они кое-что знают о типах цанг, их возможностях и значении этих неправильно понятых и часто недооцененных устройств.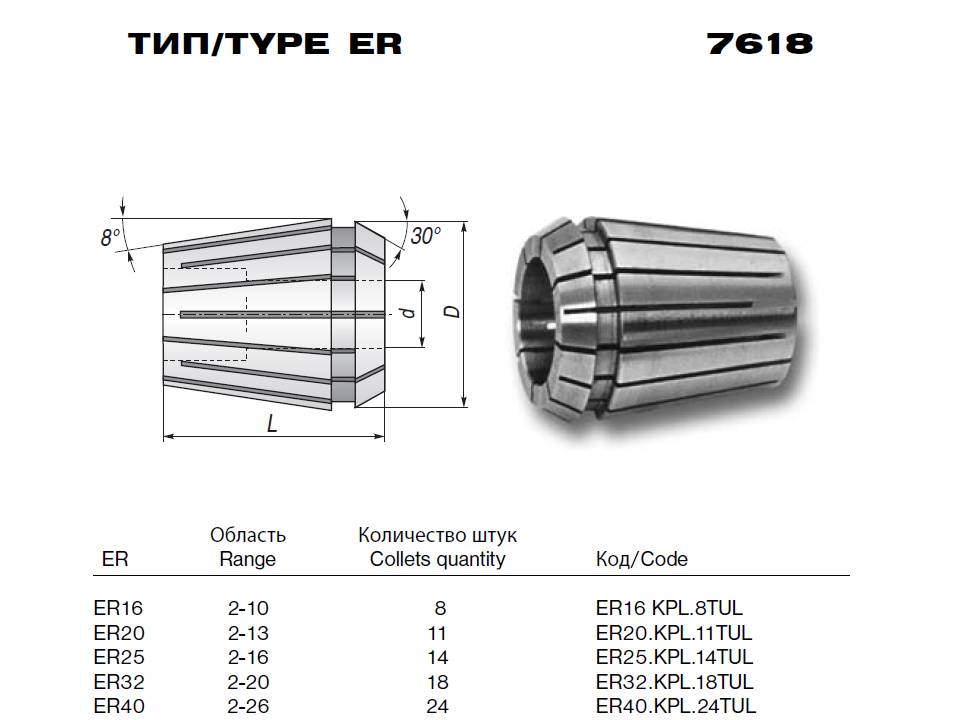 Однако, как правило, разные типы цанг используются в двух конкретных областях строительства и производства.
Однако, как правило, разные типы цанг используются в двух конкретных областях строительства и производства.

 ..
.. …
…



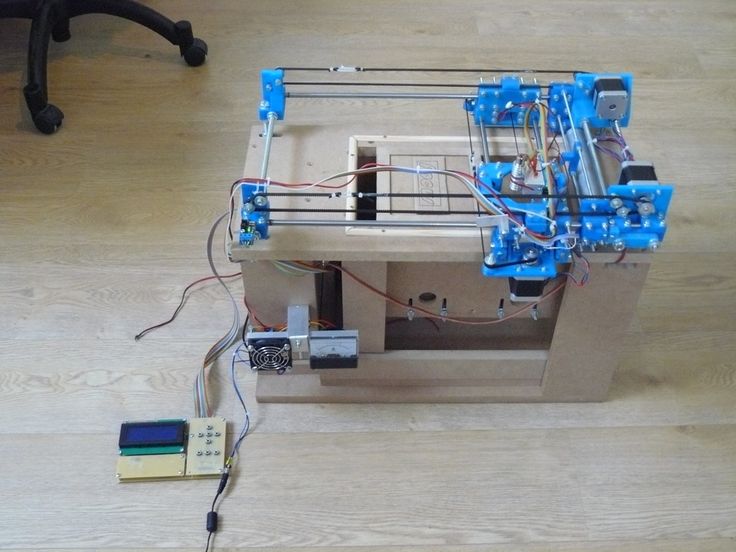 Предназначен для освоения базовых принципов работы со станками с ЧПУ и 3D-принтеров; имеет возможность работать с любыми программами, написанными с использованием G-cod.
Предназначен для освоения базовых принципов работы со станками с ЧПУ и 3D-принтеров; имеет возможность работать с любыми программами, написанными с использованием G-cod. 75 мм PLA, ABS, ПК, FLEX
75 мм PLA, ABS, ПК, FLEX
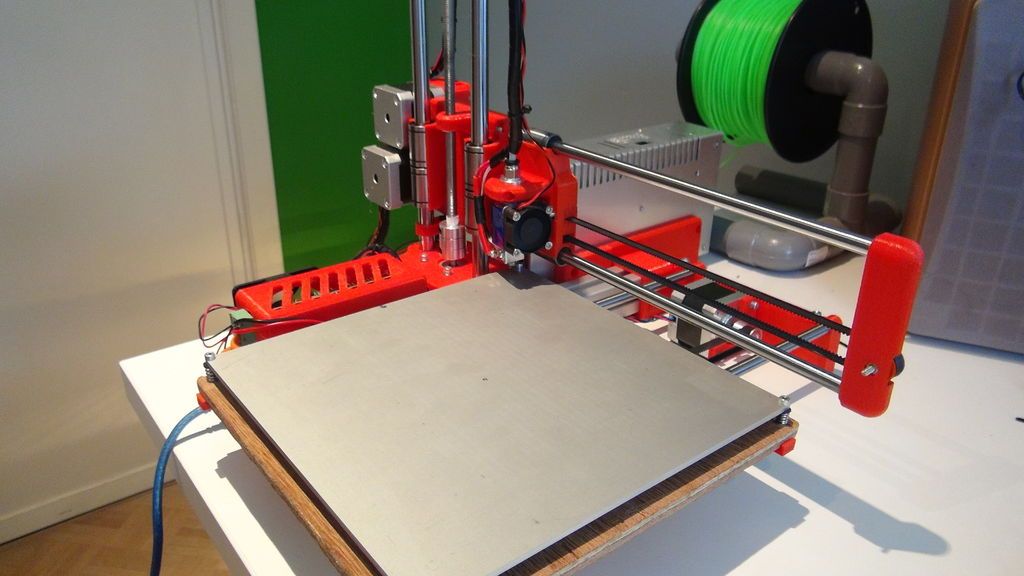
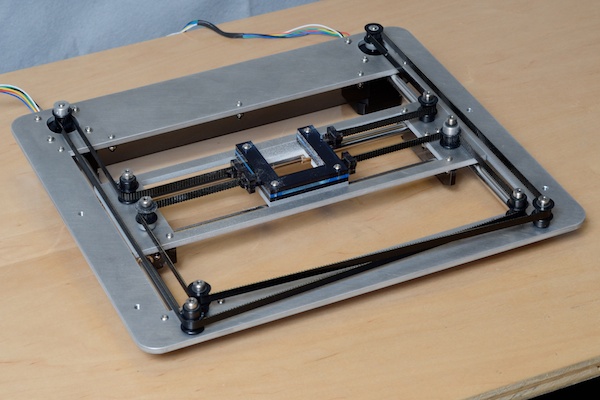
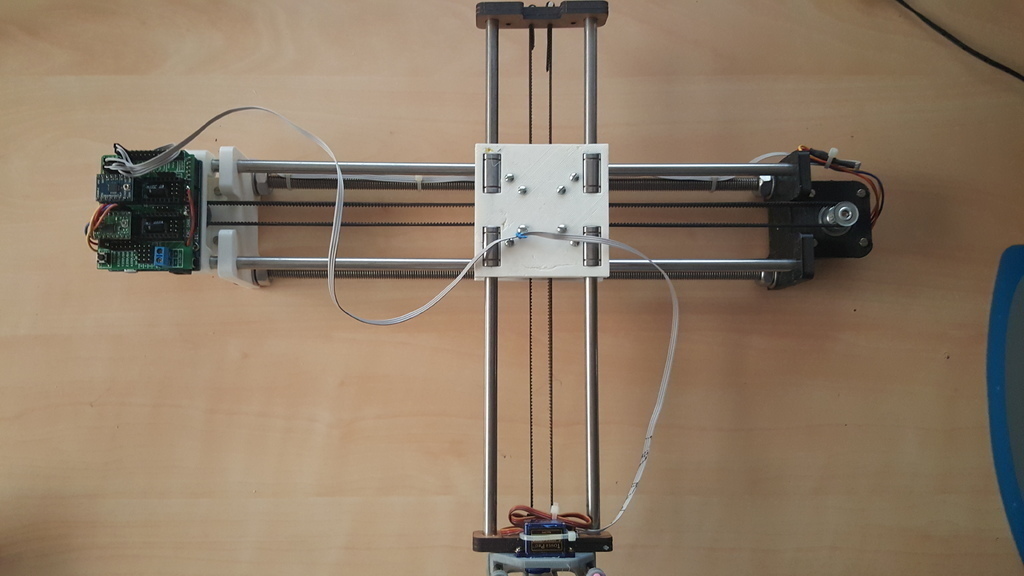
 RoboxPro поставляется с набором функций, который читается как список пожеланий для 3D-печати; автоматическая загрузка нити, автоматическое выравнивание станины, Wi-Fi, сетевая печать и сменные головки инструментов.
RoboxPro поставляется с набором функций, который читается как список пожеланий для 3D-печати; автоматическая загрузка нити, автоматическое выравнивание станины, Wi-Fi, сетевая печать и сменные головки инструментов.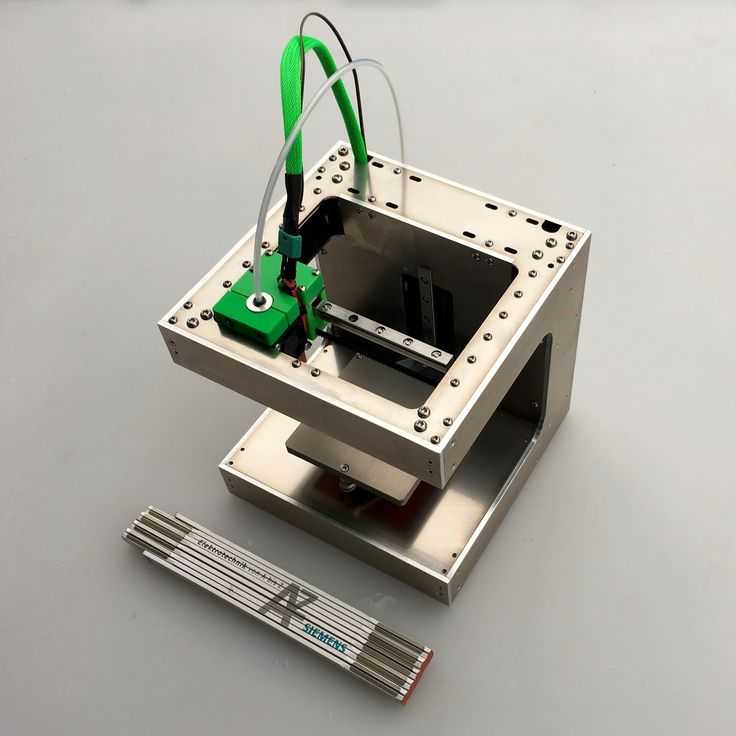 2, компенсацию вибрации и технологию повышения давления. Принтер также имеет автоматический датчик выравнивания платформы и экструдер с прямым приводом для лучшего контроля нити.
2, компенсацию вибрации и технологию повышения давления. Принтер также имеет автоматический датчик выравнивания платформы и экструдер с прямым приводом для лучшего контроля нити. 73 x 18.11 x 22.44in
73 x 18.11 x 22.44in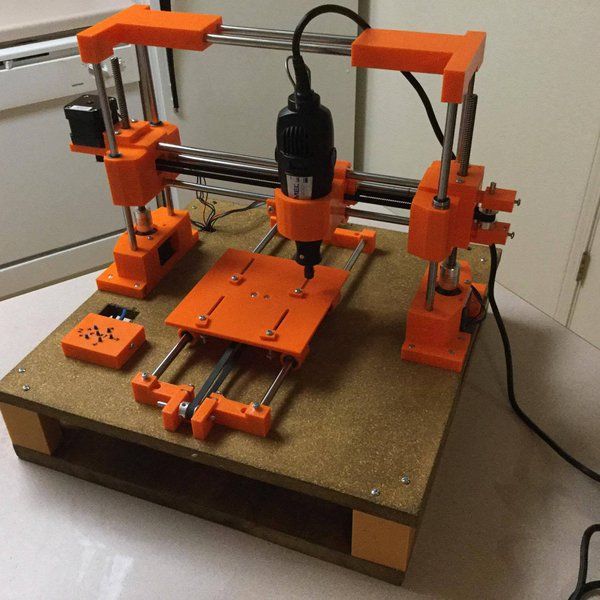
 Он использует технологию FDM для создания 3D-моделей из рулонов нити. Тем не менее, вместо более распространенных декартовых принтеров, TRILAB DeltiQ 2 имеет фиксированную круглую рабочую платформу с экструдером, подвешенным между тремя рычагами, которые перемещают печатающую головку по трем осям. Это дает этой модели довольно небольшую площадь, а ее конструкция с высокой башней позволяет печатать довольно большие детали.
Он использует технологию FDM для создания 3D-моделей из рулонов нити. Тем не менее, вместо более распространенных декартовых принтеров, TRILAB DeltiQ 2 имеет фиксированную круглую рабочую платформу с экструдером, подвешенным между тремя рычагами, которые перемещают печатающую головку по трем осям. Это дает этой модели довольно небольшую площадь, а ее конструкция с высокой башней позволяет печатать довольно большие детали.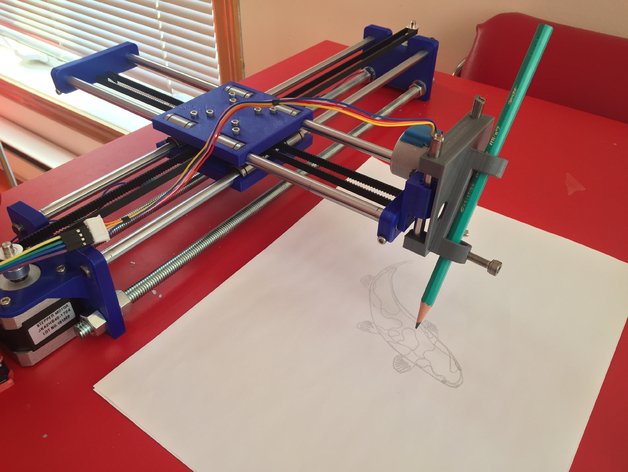
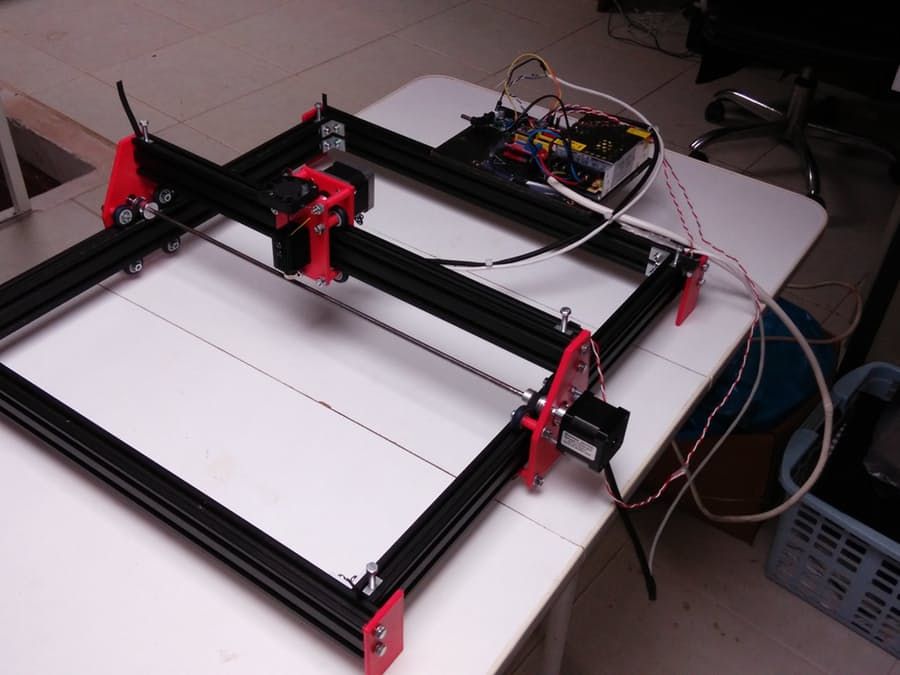
 260 мм / 9,65 x 9,65 x 10,24 дюйма
260 мм / 9,65 x 9,65 x 10,24 дюйма Это быстро и точно, экономя время при настройке первого отпечатка, что упрощает настройку и начало работы.
Это быстро и точно, экономя время при настройке первого отпечатка, что упрощает настройку и начало работы.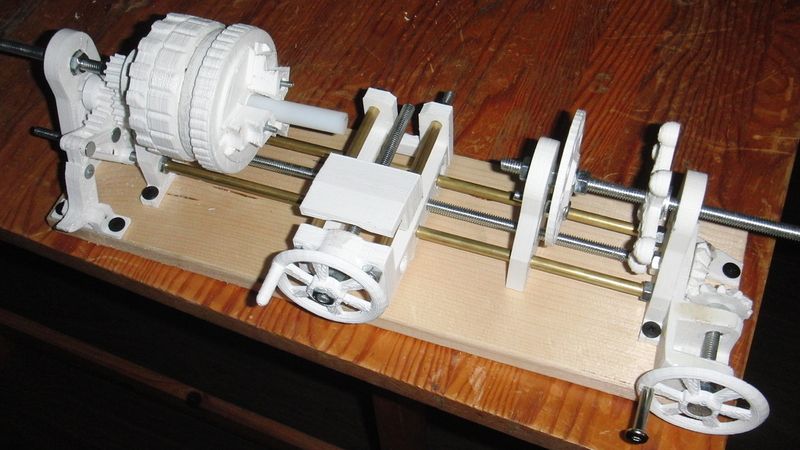 Этот двойной экструзионный принтер идет лицом к лицу с RoboxPro и удовлетворит потребности большинства компаний в проектировании и разработке благодаря удобной интеграции с бизнесом и сетью.
Этот двойной экструзионный принтер идет лицом к лицу с RoboxPro и удовлетворит потребности большинства компаний в проектировании и разработке благодаря удобной интеграции с бизнесом и сетью.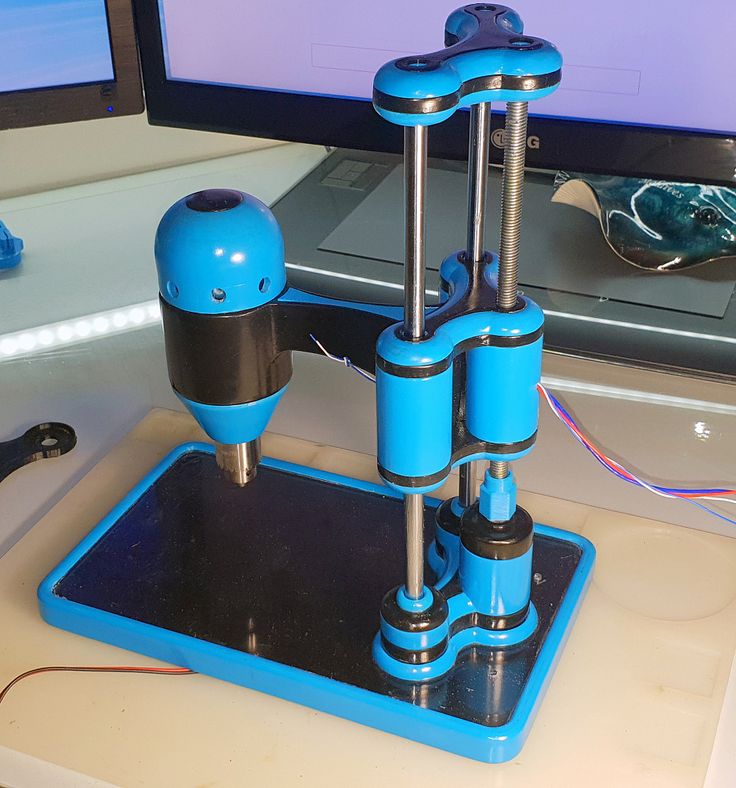
 Сенсорный экран является мощным дополнением к удобству использования машины — она работает на ОС Android и оснащена четырехъядерным процессором A7 с тактовой частотой 1,1 ГГц.
Сенсорный экран является мощным дополнением к удобству использования машины — она работает на ОС Android и оснащена четырехъядерным процессором A7 с тактовой частотой 1,1 ГГц.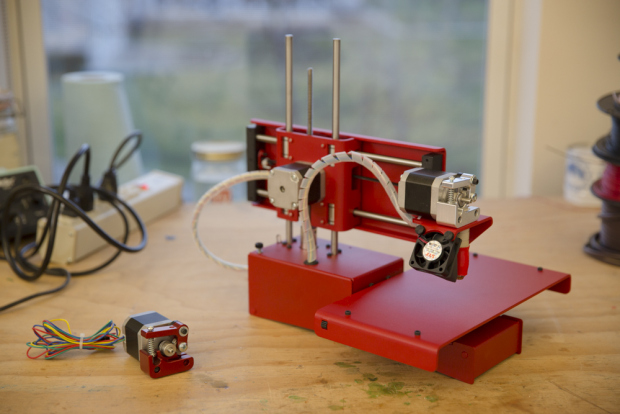 В то же время принтеры на основе смолы (SLA, MSLA и DLP) обеспечивают гораздо большую детализацию, как правило, в меньшем масштабе, что делает их фантастической покупкой для тех, кто хочет создавать украшения или создавать настольные миниатюры.
В то же время принтеры на основе смолы (SLA, MSLA и DLP) обеспечивают гораздо большую детализацию, как правило, в меньшем масштабе, что делает их фантастической покупкой для тех, кто хочет создавать украшения или создавать настольные миниатюры.
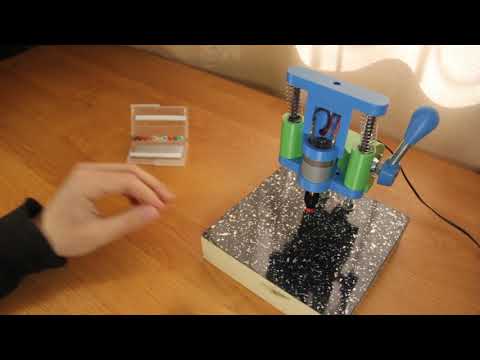 В целом, принтеры для моделирования методом наплавления потребляют наименьшее количество энергии по сравнению с другими 3D-принтерами.
В целом, принтеры для моделирования методом наплавления потребляют наименьшее количество энергии по сравнению с другими 3D-принтерами.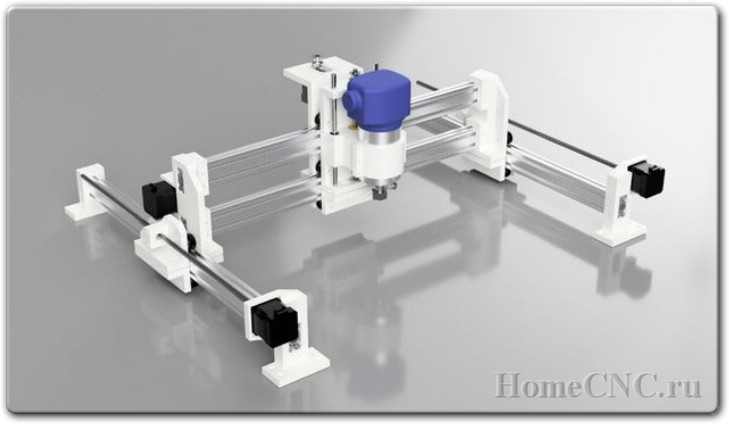 Они будут различаться в зависимости от типа принтера, но принтер накаливания будет протестирован на натяжение, перекрытие и скорость, а также дополнительные комментарии по деталям, достигнутым уровням и уровням шума.
Они будут различаться в зависимости от типа принтера, но принтер накаливания будет протестирован на натяжение, перекрытие и скорость, а также дополнительные комментарии по деталям, достигнутым уровням и уровням шума.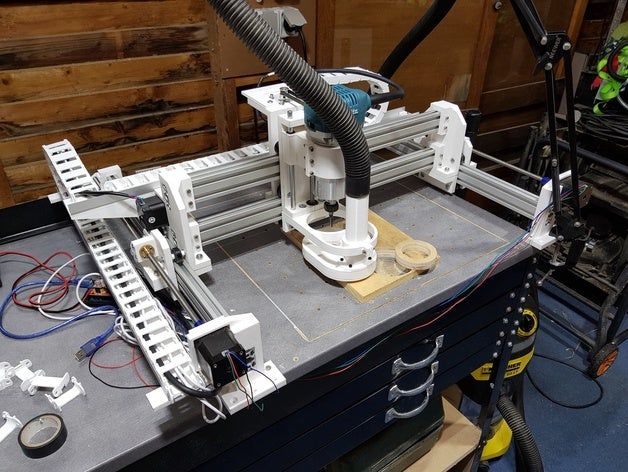 США
США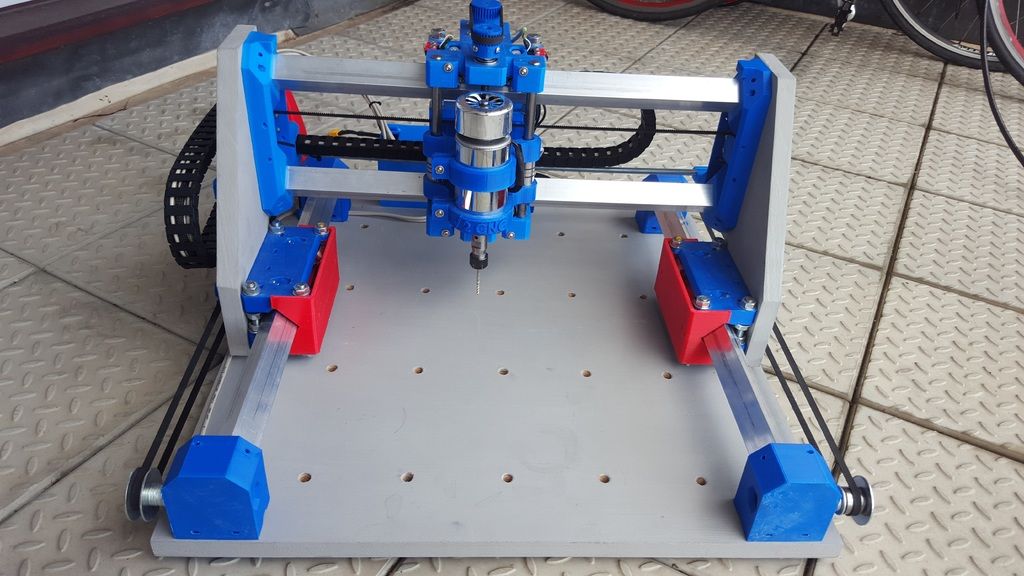
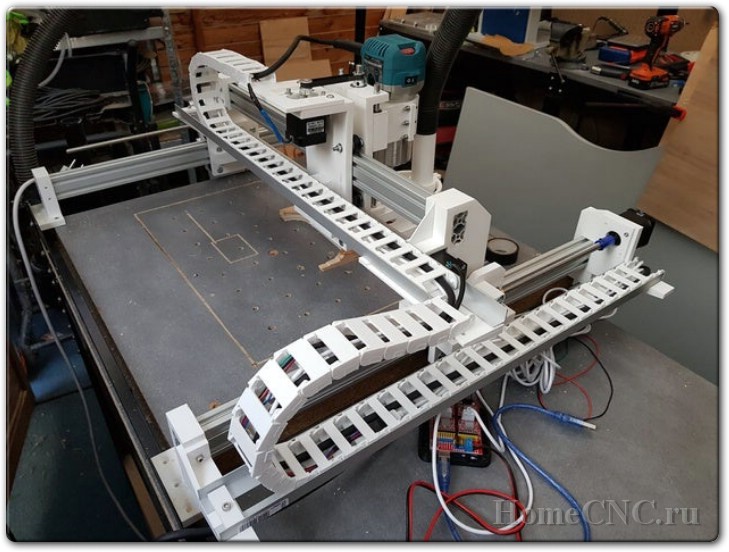 Однако другие находятся в другом масштабе и не могут не выделяться, например, грозный CEL-UK RoboxPro.
Однако другие находятся в другом масштабе и не могут не выделяться, например, грозный CEL-UK RoboxPro. Это машина, предназначенная для использования в качестве рабочей лошадки в любой мастерской или студии дизайна продукта.
Это машина, предназначенная для использования в качестве рабочей лошадки в любой мастерской или студии дизайна продукта.

 Можно использовать специальный поддерживающий материал, такой как PVA, PVOH или отслаивающуюся подложку. Головка DualMaterial оснащена двумя соплами диаметром 0,4 мм.
Можно использовать специальный поддерживающий материал, такой как PVA, PVOH или отслаивающуюся подложку. Головка DualMaterial оснащена двумя соплами диаметром 0,4 мм.

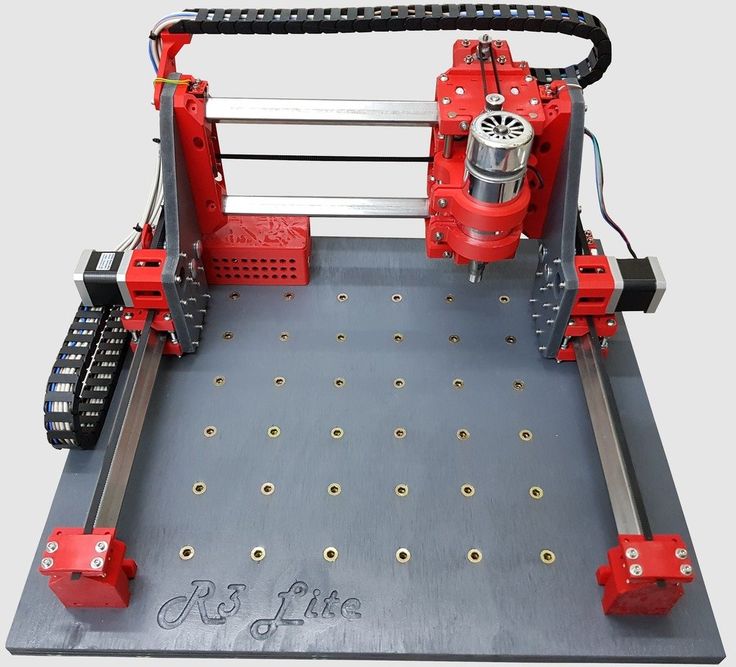


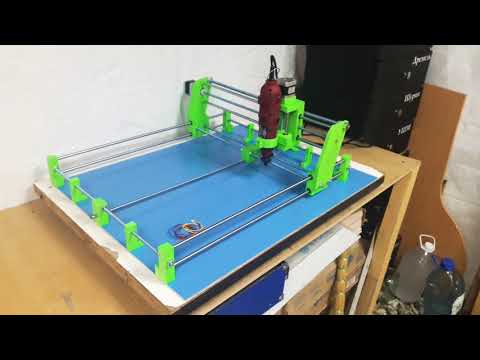
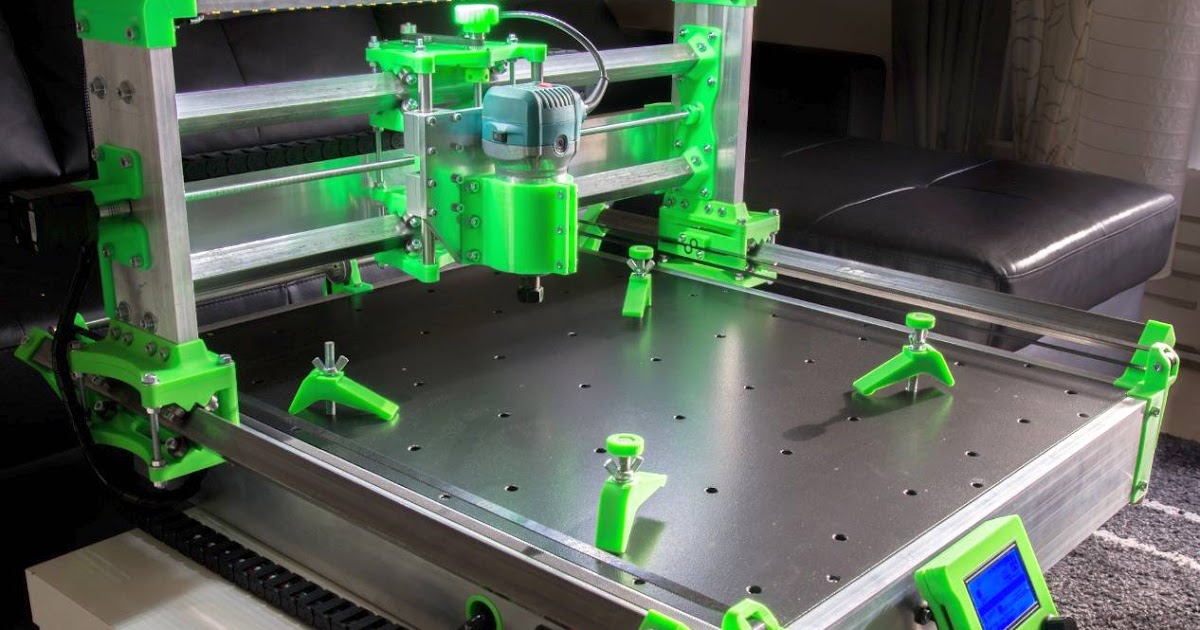
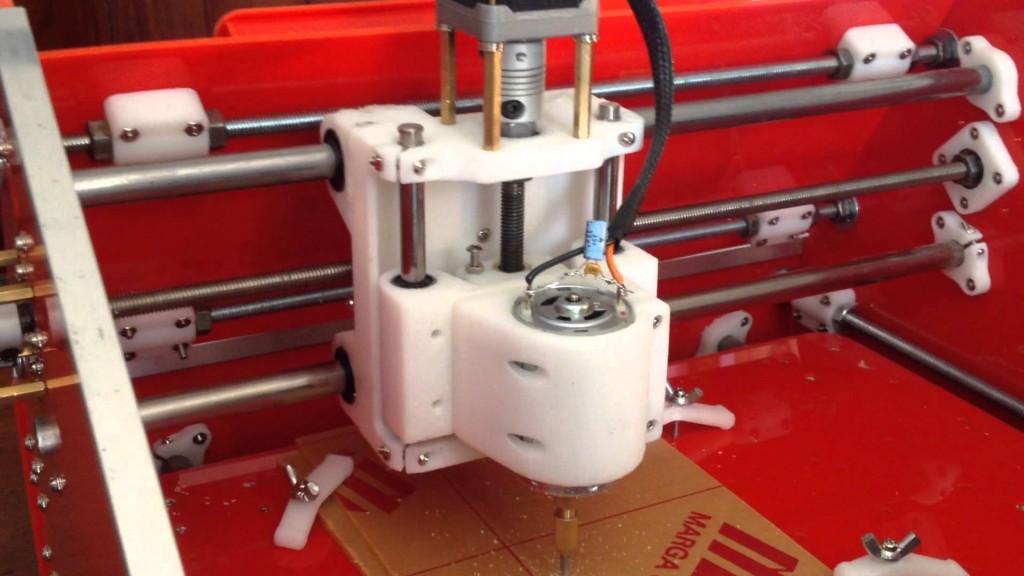






 Это может быть обрезная и необрезная доска, брус, брусок или шпала. Такая пилорама имеет специальный пильный элемент в виде стальной ленты с профилированными зубьями. Купить пилораму ленточную очень выгодно – ведь толщина пильной ленты небольшая, а значит, выход готового материала будет значительно выше. Изготовленная пилорама своими руками и при этом используемая под собственные нужды – это очень выгодно, просто и удобно. Но если она используется для производственной деятельности, то здесь очень большую роль играет человеческий фактор – в неумелых руках практически всегда образуется волна при распиле.
Это может быть обрезная и необрезная доска, брус, брусок или шпала. Такая пилорама имеет специальный пильный элемент в виде стальной ленты с профилированными зубьями. Купить пилораму ленточную очень выгодно – ведь толщина пильной ленты небольшая, а значит, выход готового материала будет значительно выше. Изготовленная пилорама своими руками и при этом используемая под собственные нужды – это очень выгодно, просто и удобно. Но если она используется для производственной деятельности, то здесь очень большую роль играет человеческий фактор – в неумелых руках практически всегда образуется волна при распиле. Такая мини пилорама изготавливается очень просто – на каркас устанавливается бензопила, при этом она не теряет своей функциональности и прямого назначения. Подобная пилорама бензиновая вполне удобна, экономична в обслуживании и идеально подходит для использования на даче, где не требуются производственные мощности.
Такая мини пилорама изготавливается очень просто – на каркас устанавливается бензопила, при этом она не теряет своей функциональности и прямого назначения. Подобная пилорама бензиновая вполне удобна, экономична в обслуживании и идеально подходит для использования на даче, где не требуются производственные мощности. Видео таких установок широко представлено в интернете – достаточно внимательно просмотреть порядок выполнения работ и повторить весь процесс самостоятельно.
Видео таких установок широко представлено в интернете – достаточно внимательно просмотреть порядок выполнения работ и повторить весь процесс самостоятельно.

 Лента проходит специальную обработку, нормализующую (выравнивающую) структуру стали по всей длине.
Лента проходит специальную обработку, нормализующую (выравнивающую) структуру стали по всей длине. В обычных пилах часто таких концентраторов остается много. При знакопеременных нагрузках в этих местах через определенное время возникают микротрещины, которые разрастаются в трещины, и пила рвется. Процесс нормализации при правильной подготовке пилы и настроенной пилораме увеличивает ресурс пилы в 2-3 раза.
В обычных пилах часто таких концентраторов остается много. При знакопеременных нагрузках в этих местах через определенное время возникают микротрещины, которые разрастаются в трещины, и пила рвется. Процесс нормализации при правильной подготовке пилы и настроенной пилораме увеличивает ресурс пилы в 2-3 раза. bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/112/387/HM122-Primary1__31208.1635362593.jpg?c=1?imbypass=on»>
bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/112/387/HM122-Primary1__31208.1635362593.jpg?c=1?imbypass=on»> bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/112/383/HM122-LubeTank__02908.1635362588.jpg?c=1?imbypass=on»>
bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/112/383/HM122-LubeTank__02908.1635362588.jpg?c=1?imbypass=on»> bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/112/388/HM122-Sawhead-Middle__12358.1635362593.jpg?c=1?imbypass=on»>
bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/112/388/HM122-Sawhead-Middle__12358.1635362593.jpg?c=1?imbypass=on»> bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/112/380/Lifestyle2__22153.1635362567.jpg?c=1?imbypass=on»>
bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/112/380/Lifestyle2__22153.1635362567.jpg?c=1?imbypass=on»> Предназначен для пилорам-любителей, которые ищут экономичное решение для фрезерования пиломатериалов. HM122 включает в себя такие функции, как система лезвий RapidChange™, автоматическая смазка, счетчик часов работы, возможность более широкого реза и многое другое.
Предназначен для пилорам-любителей, которые ищут экономичное решение для фрезерования пиломатериалов. HM122 включает в себя такие функции, как система лезвий RapidChange™, автоматическая смазка, счетчик часов работы, возможность более широкого реза и многое другое. 0 л.с.: 589фунт [267 кг] / 9,5 л.с.: 615 фунтов [279 кг]
0 л.с.: 589фунт [267 кг] / 9,5 л.с.: 615 фунтов [279 кг] Работает на надежном 7,0 л.с. или 94-тактный газовый двигатель Kohler мощностью .5 л.с. HM122 оснащен новыми и инновационными функциями, такими как автоматическая система смазки лезвий, которая активируется при включении дроссельной заслонки, и система лезвий RapidChange™ для быстрой замены лезвий без инструментов. Высоко оцененная лесопилка HM122 по-прежнему остается лучшей в своем классе.
Работает на надежном 7,0 л.с. или 94-тактный газовый двигатель Kohler мощностью .5 л.с. HM122 оснащен новыми и инновационными функциями, такими как автоматическая система смазки лезвий, которая активируется при включении дроссельной заслонки, и система лезвий RapidChange™ для быстрой замены лезвий без инструментов. Высоко оцененная лесопилка HM122 по-прежнему остается лучшей в своем классе.  с. HM122 имеет наклонную конструкцию цилиндра с чугунным отверстием цилиндра и верхним клапаном для легкого доступа. Четырехступенчатая система фильтрации воздуха Quad-Clean гарантирует, что в двигатель поступает только чистый воздух, что обеспечивает максимальную мощность и срок службы двигателя. К двигателю прикреплена промышленная центробежная система сцепления, облегчающая работу на газу. Предоставляется 3-летняя коммерческая гарантия Kohler.
с. HM122 имеет наклонную конструкцию цилиндра с чугунным отверстием цилиндра и верхним клапаном для легкого доступа. Четырехступенчатая система фильтрации воздуха Quad-Clean гарантирует, что в двигатель поступает только чистый воздух, что обеспечивает максимальную мощность и срок службы двигателя. К двигателю прикреплена промышленная центробежная система сцепления, облегчающая работу на газу. Предоставляется 3-летняя коммерческая гарантия Kohler.  5 м) секции, позволяющие использовать бревна длиной 10 футов 4 дюйма (3,1 м). Дополнительные гусеницы длиной 6 футов 5 дюймов (1,95 м) могут быть прикреплены для размещения бревен любой длины. Гусеница поставляется с 12 выравнивающими ножками с регулировкой до 4 дюймов (10 см).
5 м) секции, позволяющие использовать бревна длиной 10 футов 4 дюйма (3,1 м). Дополнительные гусеницы длиной 6 футов 5 дюймов (1,95 м) могут быть прикреплены для размещения бревен любой длины. Гусеница поставляется с 12 выравнивающими ножками с регулировкой до 4 дюймов (10 см). 
 bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/118/804/HM126-Sawhead-Middle__94685__30549.1679065589.jpg?c=1?imbypass=on»>
bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/118/804/HM126-Sawhead-Middle__94685__30549.1679065589.jpg?c=1?imbypass=on»> bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/118/805/HM126-Open__04853__94359.1679065591.jpg?c=1?imbypass=on»>
bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/118/805/HM126-Open__04853__94359.1679065591.jpg?c=1?imbypass=on»> bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/118/810/Lifestyle4__42547__15579.1679065725.jpg?c=1?imbypass=on»>
bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/118/810/Lifestyle4__42547__15579.1679065725.jpg?c=1?imbypass=on»> Идеально подходит для пильщиков-любителей, предпринимателей или опытных столяров. Портативная лесопилка HM126 включает в себя такие функции, как система лезвий RapidChange™, автоматическая смазка, счетчик часов работы, возможность более широкого пропила и многое другое, оставаясь при этом одной из самых ценных портативных лесопилок в отрасли.
Идеально подходит для пильщиков-любителей, предпринимателей или опытных столяров. Портативная лесопилка HM126 включает в себя такие функции, как система лезвий RapidChange™, автоматическая смазка, счетчик часов работы, возможность более широкого пропила и многое другое, оставаясь при этом одной из самых ценных портативных лесопилок в отрасли. с.; Дополнительно с двигателем 9,5 л.с.
с.; Дополнительно с двигателем 9,5 л.с. )
) Переносная лесопилка HM126 отличается точностью, плавностью хода и лучшим соотношением цены и качества в своем классе.
Переносная лесопилка HM126 отличается точностью, плавностью хода и лучшим соотношением цены и качества в своем классе. 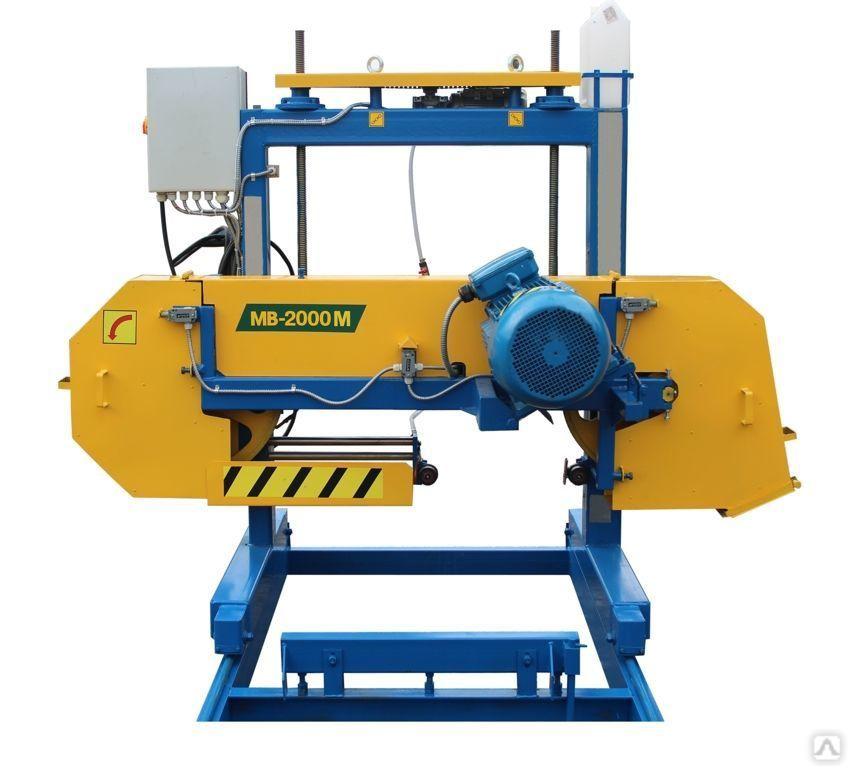 К двигателю прикреплена промышленная центробежная система сцепления, облегчающая работу на газу. Предоставляется 3-летняя коммерческая гарантия Kohler.
К двигателю прикреплена промышленная центробежная система сцепления, облегчающая работу на газу. Предоставляется 3-летняя коммерческая гарантия Kohler. 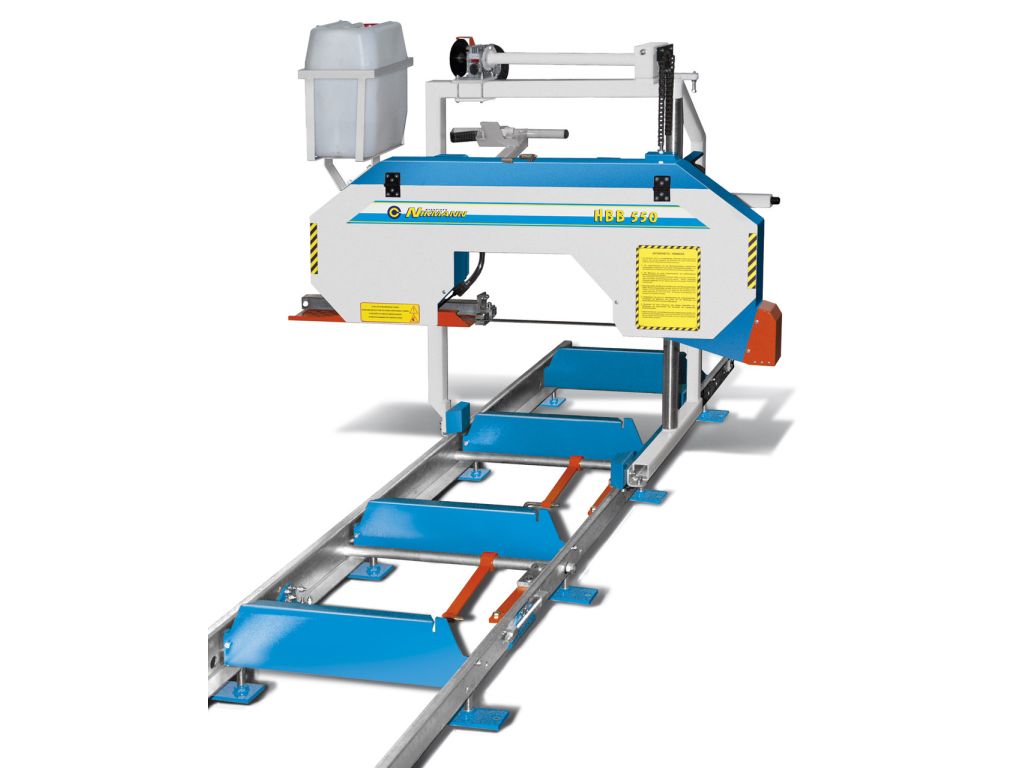 Просто нажмите на ручку и поверните ее в 16 точках фиксации, чтобы переместить головку пилы вверх или вниз. В сочетании с ходовым винтом Acme вы получите сверхточную регулировку с точностью до 1/64 дюйма. В комплект также входят традиционные магнитные линейки для бревен, чтобы выровнять разрезы.
Просто нажмите на ручку и поверните ее в 16 точках фиксации, чтобы переместить головку пилы вверх или вниз. В сочетании с ходовым винтом Acme вы получите сверхточную регулировку с точностью до 1/64 дюйма. В комплект также входят традиционные магнитные линейки для бревен, чтобы выровнять разрезы. Эта система делает процесс резки пиломатериалов быстрым и эффективным, а также сокращает количество операций, необходимых оператору. Положение рукоятки дроссельной заслонки также можно отрегулировать для удобства в зависимости от высоты гусеницы.
Эта система делает процесс резки пиломатериалов быстрым и эффективным, а также сокращает количество операций, необходимых оператору. Положение рукоятки дроссельной заслонки также можно отрегулировать для удобства в зависимости от высоты гусеницы. 
 00 шт
00 шт 00 ₽
00 ₽ 00 ₽
00 ₽ 00 ₽
00 ₽ 00 шт
00 шт 00 ₽
00 ₽ 00 шт
00 шт 00 ₽
00 ₽ 00 шт
00 шт 00 шт
00 шт 00 шт
00 шт org/BreadcrumbList»>
org/BreadcrumbList»>
 016
016 Другое качество
Другое качество 00
00 Угловая шлифовальная машина GWS 750-115 мм…
Угловая шлифовальная машина GWS 750-115 мм… Эта угловая шлифовальная машина Bosch GWS 700 Professional представляет собой небольшую…
Эта угловая шлифовальная машина Bosch GWS 700 Professional представляет собой небольшую… Наше сверло по металлу Bosch…
Наше сверло по металлу Bosch… Нивелир Bosch GR 500 идеально подходит для…
Нивелир Bosch GR 500 идеально подходит для… Эта надбавка предоставляется со скидкой, если вы тратите более 99 фунтов стерлингов.
Эта надбавка предоставляется со скидкой, если вы тратите более 99 фунтов стерлингов. Эта услуга предоставляется Королевской почтой (в настоящее время доставка осуществляется в течение 7-10 рабочих дней, если товар есть на складе). Он применим к некоторым аксессуарам от Bosch, Festool, DeWalt, Trend, Fein и Makita. Некоторые компактные инструменты только с корпусом 18 В также подходят. Эта служба не принимает какие-либо горючие предметы, такие как канистры, картриджи или литиевые батареи.
Эта услуга предоставляется Королевской почтой (в настоящее время доставка осуществляется в течение 7-10 рабочих дней, если товар есть на складе). Он применим к некоторым аксессуарам от Bosch, Festool, DeWalt, Trend, Fein и Makita. Некоторые компактные инструменты только с корпусом 18 В также подходят. Эта служба не принимает какие-либо горючие предметы, такие как канистры, картриджи или литиевые батареи. APC и TNT занимаются для нас другими видами доставки. В плохих погодных условиях наши курьеры могут столкнуться с независящими от нас задержками, однако мы будем всячески помогать вам отслеживать ход доставки.
APC и TNT занимаются для нас другими видами доставки. В плохих погодных условиях наши курьеры могут столкнуться с независящими от нас задержками, однако мы будем всячески помогать вам отслеживать ход доставки.

 Многие из тех, кто сначала пробовал PLA, а затем ABS, приходят к PETG.
Многие из тех, кто сначала пробовал PLA, а затем ABS, приходят к PETG.
 (У самого твердого из имеющихся у нас ABS твердость составляет R 110).
(У самого твердого из имеющихся у нас ABS твердость составляет R 110). Это такие небольшие особенности, которые могут простить некоторые другие филаменты, вроде PLA. При этом нельзя сказать, что здесь есть что-то сложное, нужно просто иметь немного больше терпения.
Это такие небольшие особенности, которые могут простить некоторые другие филаменты, вроде PLA. При этом нельзя сказать, что здесь есть что-то сложное, нужно просто иметь немного больше терпения. Оптимальная температура рабочего стола – около 70-75 °C; возможно, на пару градусов больше для нескольких первых слоев.
Оптимальная температура рабочего стола – около 70-75 °C; возможно, на пару градусов больше для нескольких первых слоев. Но если вам нужны более мелкие детали, без «лапши», вам точно потребуется выставить охлаждение на 100%. Быстрое охлаждение на выходе из сопла позволит печатать тонкие детали, без волос и клякс.
Но если вам нужны более мелкие детали, без «лапши», вам точно потребуется выставить охлаждение на 100%. Быстрое охлаждение на выходе из сопла позволит печатать тонкие детали, без волос и клякс. п.). Если такая проблема есть, посмотрите в параметрах экструдирования, достаточно небольшой подстройки (например, втягивания).
п.). Если такая проблема есть, посмотрите в параметрах экструдирования, достаточно небольшой подстройки (например, втягивания).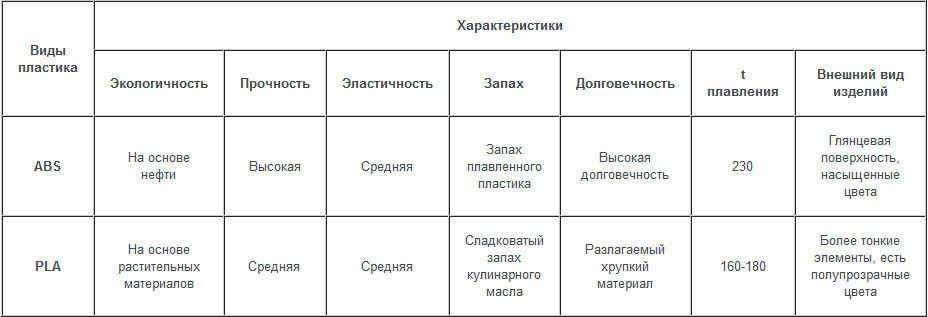
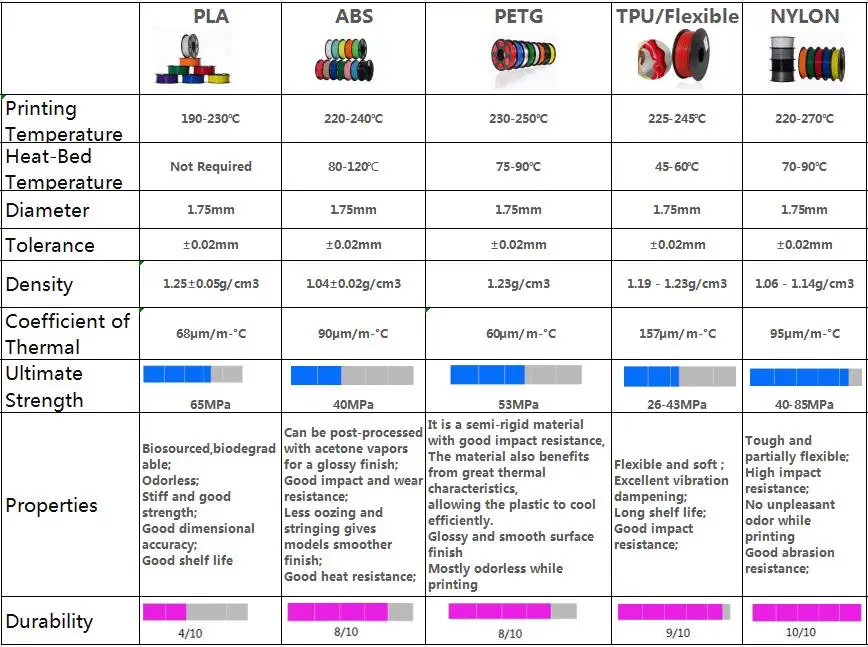

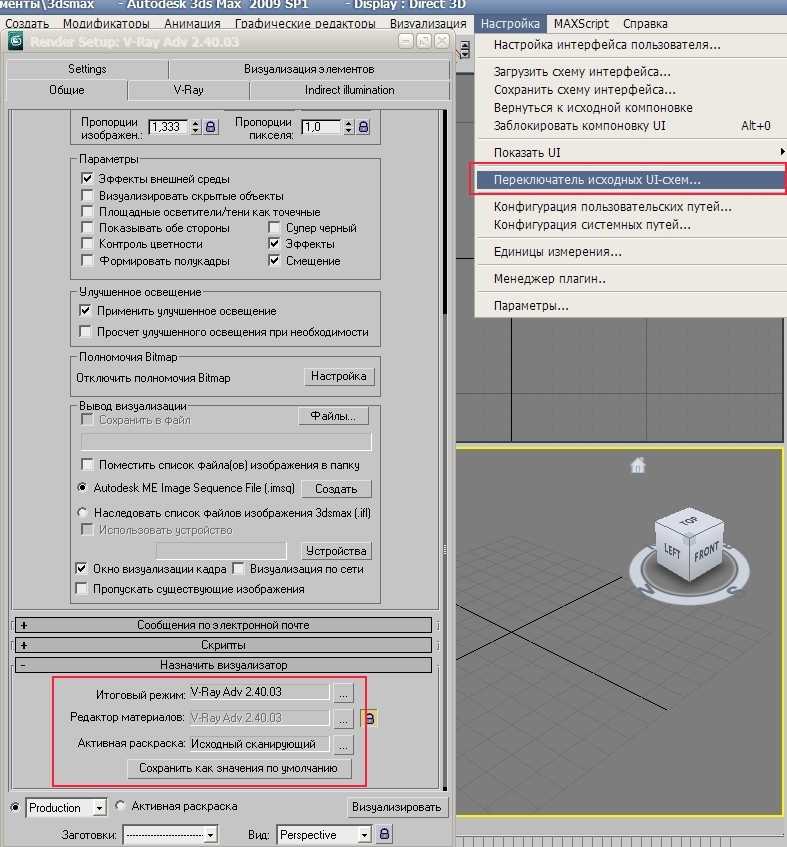 Однако он не имеет большого коэффициента усадки и имеет лучшую адгезию между слоями, что означает, что у него нет серьезных проблем с деформацией. Он также не выделяет вредных газов во время печати, что является одним из худших аспектов печати с использованием ABS.
Однако он не имеет большого коэффициента усадки и имеет лучшую адгезию между слоями, что означает, что у него нет серьезных проблем с деформацией. Он также не выделяет вредных газов во время печати, что является одним из худших аспектов печати с использованием ABS.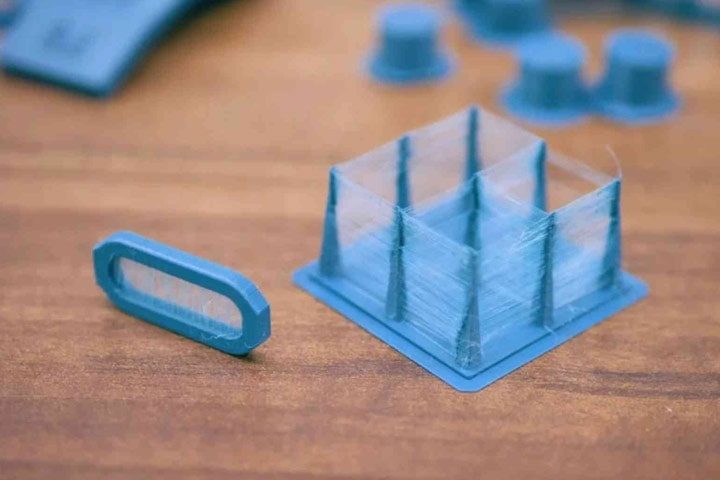
 Это метод, используемый для «прижатия» первого слоя к столу и улучшения адгезии основного слоя. Если у вас уже есть обкатанные настройки высоты сопла для ABS или PLA, вы можете спокойно установить значение, которое в два или три раза выше для PETG. Для улучшения эстетики стоит использовать как можно более высокие значения, поэтому можно начать с максимальных значений и постепенно снижать их, если у вас возникнут какие-либо проблемы с адгезией.
Это метод, используемый для «прижатия» первого слоя к столу и улучшения адгезии основного слоя. Если у вас уже есть обкатанные настройки высоты сопла для ABS или PLA, вы можете спокойно установить значение, которое в два или три раза выше для PETG. Для улучшения эстетики стоит использовать как можно более высокие значения, поэтому можно начать с максимальных значений и постепенно снижать их, если у вас возникнут какие-либо проблемы с адгезией.
 Можно встретить информацию о печати PETG со скоростью 60 мм/с, но это, наверное, абсолютный максимум, если вы не хотите иметь проблем с отстатками материала между стенками модели.
Можно встретить информацию о печати PETG со скоростью 60 мм/с, но это, наверное, абсолютный максимум, если вы не хотите иметь проблем с отстатками материала между стенками модели.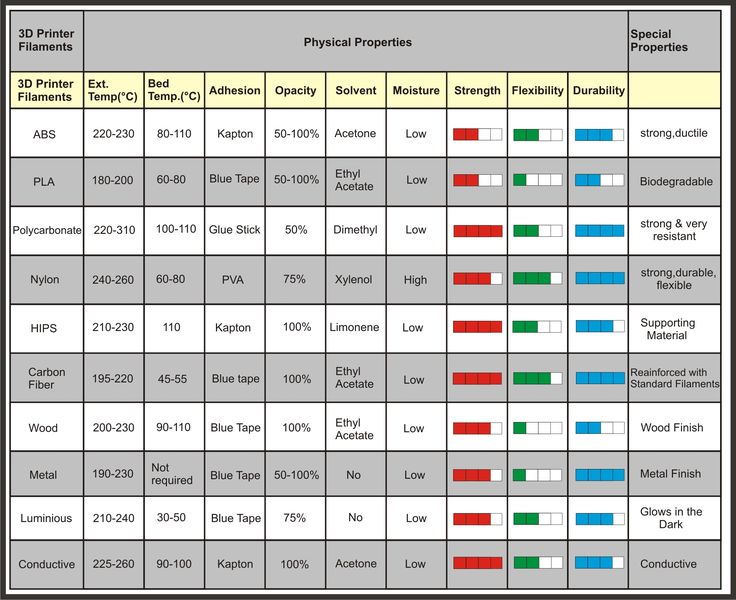 Ретракт позволяет механизму экструдера «втягивать» небольшую часть материала, чтобы ослабить давление на расплавленную материала, который находится прямо на кончике сопла. Вы можете уточнить некоторые параметры, такие как расстояние втягивания или скорость, до тех пор, пока не исчезнут какие-либо признаки остатков пластика.
Ретракт позволяет механизму экструдера «втягивать» небольшую часть материала, чтобы ослабить давление на расплавленную материала, который находится прямо на кончике сопла. Вы можете уточнить некоторые параметры, такие как расстояние втягивания или скорость, до тех пор, пока не исчезнут какие-либо признаки остатков пластика.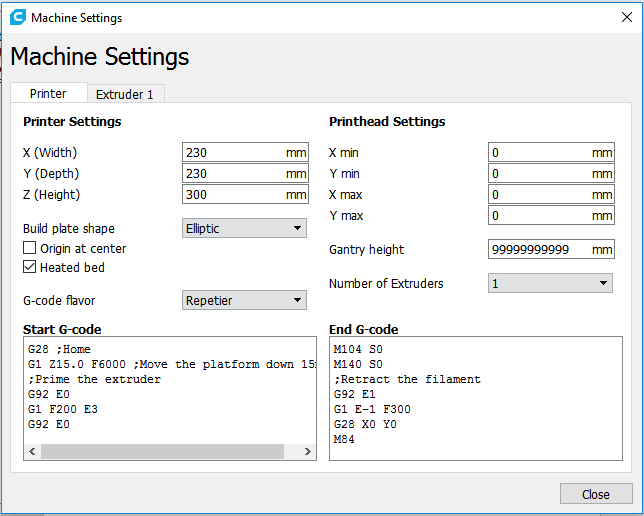
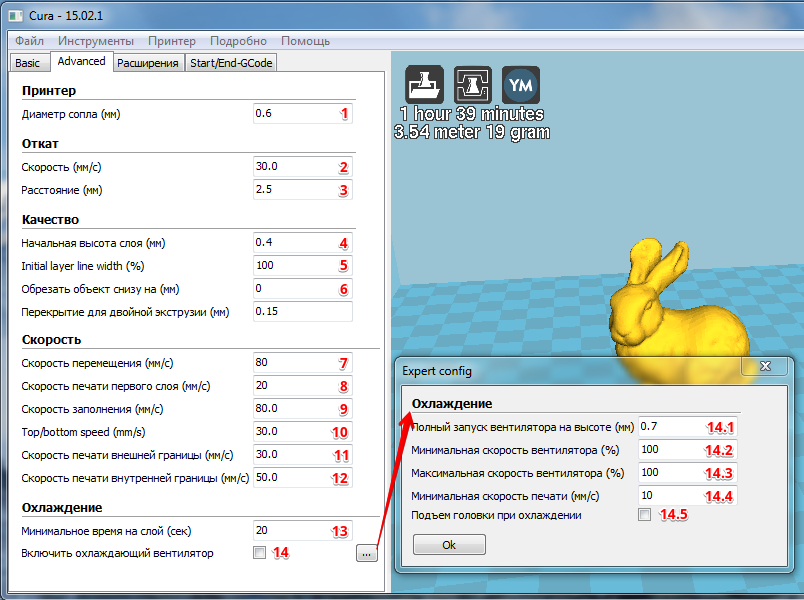 В конце концов, он имеет сопоставимые свойства, но с ним не так сложно работать.
В конце концов, он имеет сопоставимые свойства, но с ним не так сложно работать.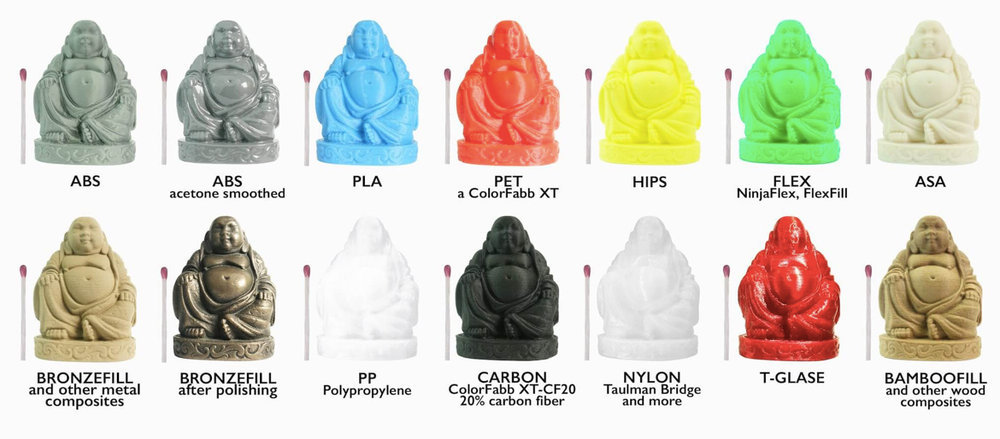 В форме нити ПЭТГ (ПЭТФ, модифицированный гликолем) обладает некоторыми заметными преимуществами по сравнению с ПЛА, такими как отличная адгезия слоев, хорошая ударопрочность и низкий уровень усадки. Это также доступно: катушка дешевой нити PETG стоит всего примерно на 5 долларов за килограмм больше, чем PLA от аналогичной марки нити.
В форме нити ПЭТГ (ПЭТФ, модифицированный гликолем) обладает некоторыми заметными преимуществами по сравнению с ПЛА, такими как отличная адгезия слоев, хорошая ударопрочность и низкий уровень усадки. Это также доступно: катушка дешевой нити PETG стоит всего примерно на 5 долларов за килограмм больше, чем PLA от аналогичной марки нити.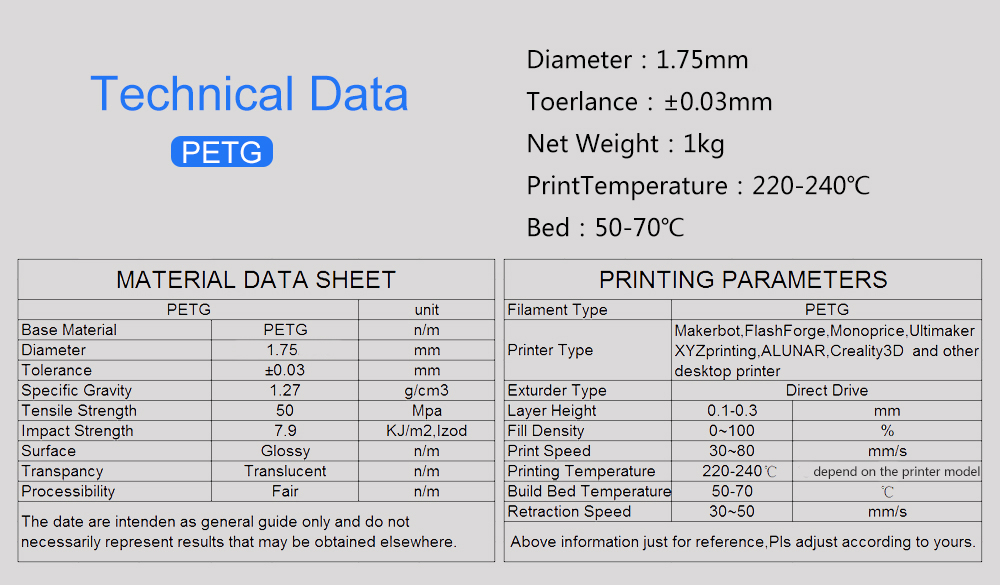 В этой статье приводится краткое изложение правильных настроек принтера PETG для большинства ситуаций — хотя у разных принтеров есть свои уникальные требования — в дополнение к общим советам, таким как подготовка платформы для печати.
В этой статье приводится краткое изложение правильных настроек принтера PETG для большинства ситуаций — хотя у разных принтеров есть свои уникальные требования — в дополнение к общим советам, таким как подготовка платформы для печати. Однако лучшим решением является использование текстурированной поверхности сборки, такой как лист PEI с порошковым покрытием. Имейте в виду, что текстурированная поверхность печати оставит неглубокий отпечаток рисунка на нижней части детали, но это небольшая цена за простоту удаления детали.
Однако лучшим решением является использование текстурированной поверхности сборки, такой как лист PEI с порошковым покрытием. Имейте в виду, что текстурированная поверхность печати оставит неглубокий отпечаток рисунка на нижней части детали, но это небольшая цена за простоту удаления детали.
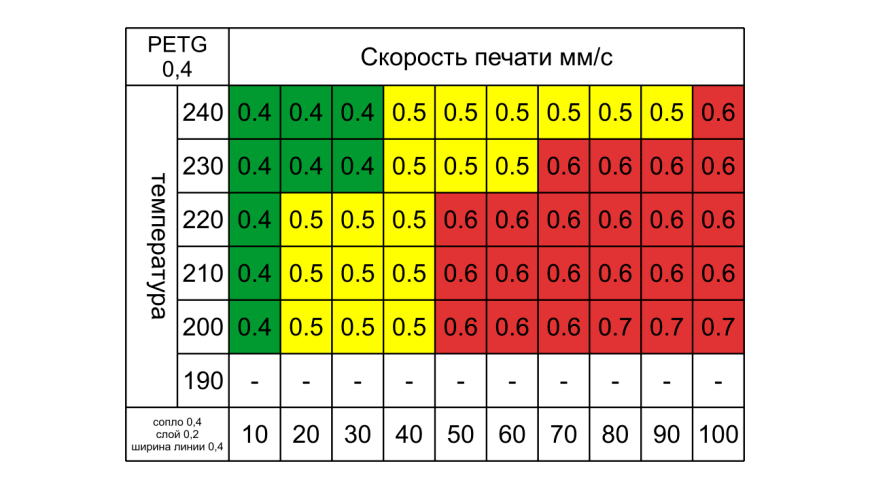 е. 120 мм/с, — чтобы смягчить потенциально опасные последствия просачивания и натяжения: если горячий конец движется медленно по области печати, у него больше времени для стекания лишнего материала. на деталь, вызывая дефекты и потенциально приводя к сбою печати.
е. 120 мм/с, — чтобы смягчить потенциально опасные последствия просачивания и натяжения: если горячий конец движется медленно по области печати, у него больше времени для стекания лишнего материала. на деталь, вызывая дефекты и потенциально приводя к сбою печати.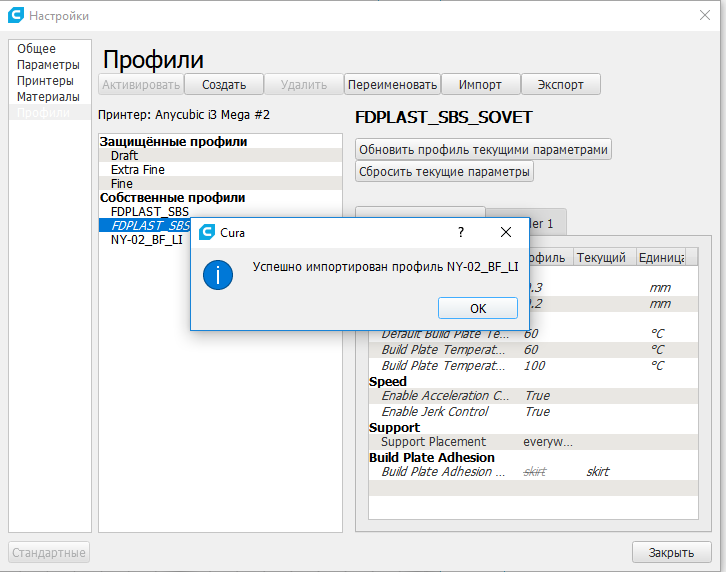 Если во время печати PETG возникает натяжение, необходимо настроить следующие параметры ретракции печати:
Если во время печати PETG возникает натяжение, необходимо настроить следующие параметры ретракции печати: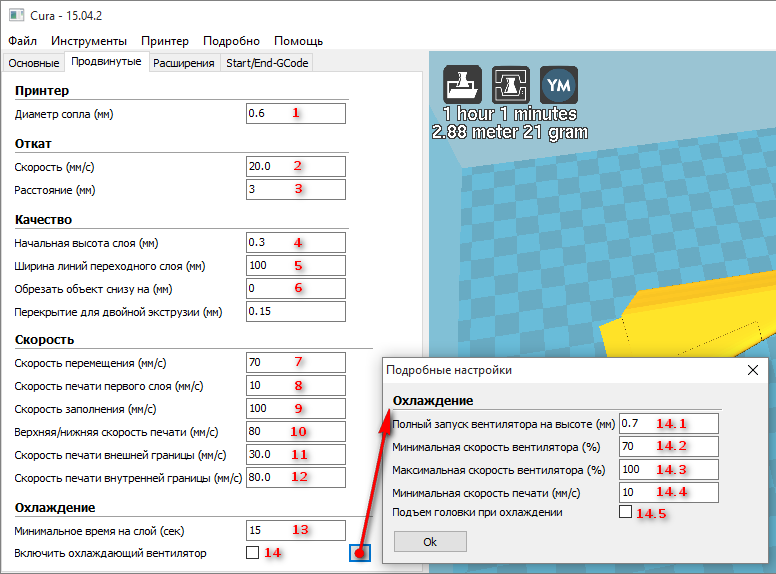
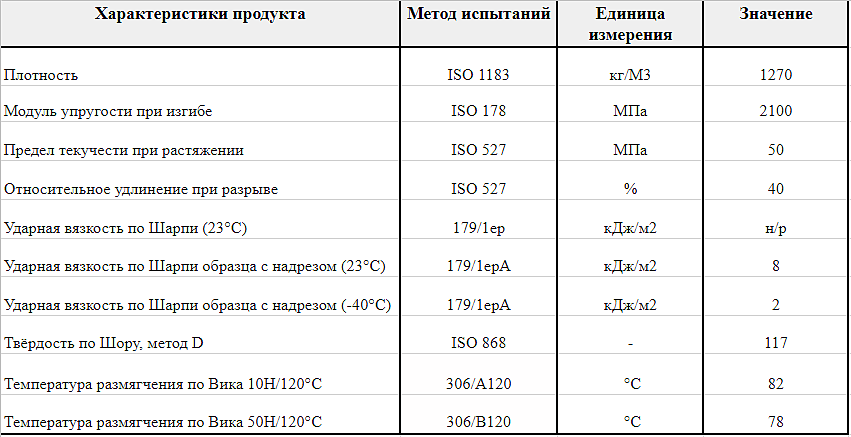 При тщательном рассмотрении поверхности сборки, настроек ретракции и других параметров печати можно получить высококачественные отпечатки PETG на большинстве FDM-принтеров.
При тщательном рассмотрении поверхности сборки, настроек ретракции и других параметров печати можно получить высококачественные отпечатки PETG на большинстве FDM-принтеров.
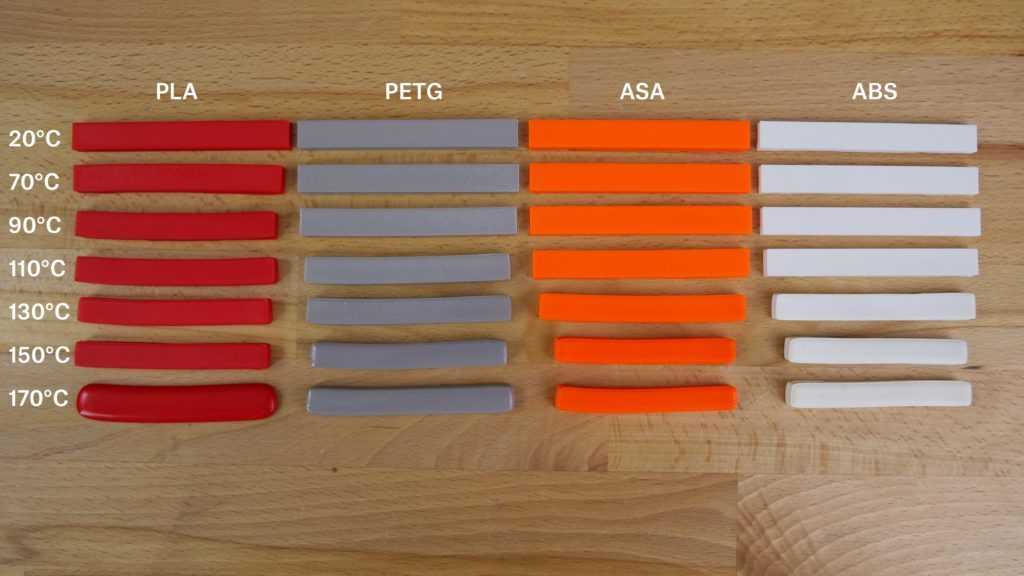 Но какие настройки лучше всего выбрать при 3D-печати с помощью PETG? Давай выясним.
Но какие настройки лучше всего выбрать при 3D-печати с помощью PETG? Давай выясним. Всегда стоит узнать о типах нитей для 3D-печати, чтобы убедиться, что вы используете правильные для каждого из ваших отпечатков.
Всегда стоит узнать о типах нитей для 3D-печати, чтобы убедиться, что вы используете правильные для каждого из ваших отпечатков. Позволить вашей модели остыть после того, как она будет напечатана, — хороший способ помочь в этом.
Позволить вашей модели остыть после того, как она будет напечатана, — хороший способ помочь в этом.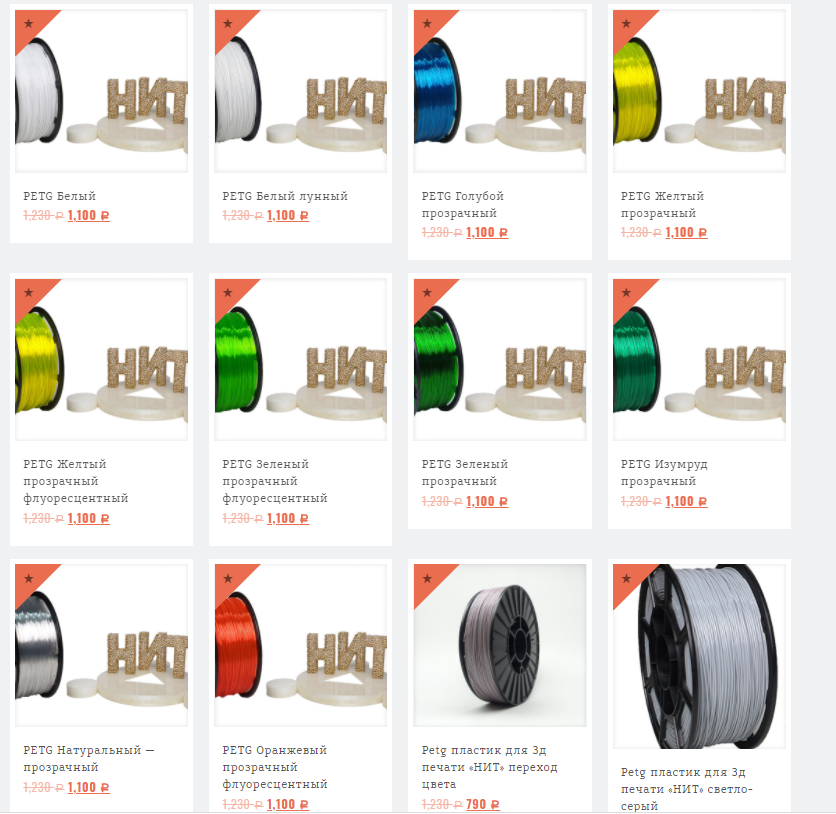 PETG также хорошо работает с относительно толстыми слоями, и вы можете протолкнуть примерно до 0,3 мм с соплом 0,4 мм.
PETG также хорошо работает с относительно толстыми слоями, и вы можете протолкнуть примерно до 0,3 мм с соплом 0,4 мм.
 Башни для протирки и другие приспособления для очистки форсунок могут быть полезными для предотвращения натяжения и появления капель.
Башни для протирки и другие приспособления для очистки форсунок могут быть полезными для предотвращения натяжения и появления капель.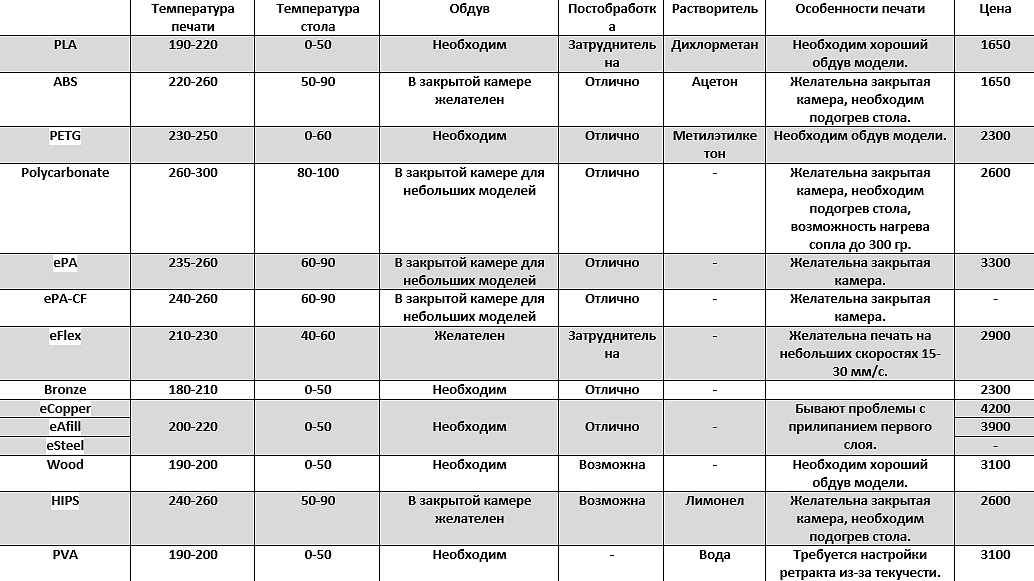
 диаметр точения
диаметр точения +7(81153) 3-71-20!
+7(81153) 3-71-20!


 «Мы знаем, что для них лучше». Он говорит это легко, как будто это шутка. Это не. У него есть причины. Решения по Корвету не принимаются по капризу, и он не хотел бы, чтобы кто-то так думал. «На скорости 140 миль в час, когда панели крыши сняты, а боковые окна подняты, воздух в кабине неподвижен. Ветер дует прямо сверху. Снимите заднее стекло, и вы получите тряску в обратную сторону». Так что заднее стекло больше не открывается. Некоторые из клиентов — те, кто никогда не удосужился попробовать и то, и другое — могут быть разочарованы. Дунтова это не беспокоит. Он точно знает, что для них хорошо.
«Мы знаем, что для них лучше». Он говорит это легко, как будто это шутка. Это не. У него есть причины. Решения по Корвету не принимаются по капризу, и он не хотел бы, чтобы кто-то так думал. «На скорости 140 миль в час, когда панели крыши сняты, а боковые окна подняты, воздух в кабине неподвижен. Ветер дует прямо сверху. Снимите заднее стекло, и вы получите тряску в обратную сторону». Так что заднее стекло больше не открывается. Некоторые из клиентов — те, кто никогда не удосужился попробовать и то, и другое — могут быть разочарованы. Дунтова это не беспокоит. Он точно знает, что для них хорошо. 56 моделей. С тех пор его влияние выросло до такой степени, что он стал известен во всем мире как отец Corvette, что еще более заметно в Детройте, стране автомобилей для комитетов. Отсюда следует, что если вы хотите понять Корвет, вы должны не только ездить на нем непредвзято, но и слышать о нем от Дунтова.
56 моделей. С тех пор его влияние выросло до такой степени, что он стал известен во всем мире как отец Corvette, что еще более заметно в Детройте, стране автомобилей для комитетов. Отсюда следует, что если вы хотите понять Корвет, вы должны не только ездить на нем непредвзято, но и слышать о нем от Дунтова. Управляемость в нормальных дорожных условиях тоже будет лучше благодаря новым радиальным шинам и легкосплавным дискам. Дунтов был доволен. Он считал, что новый Corvette был лучшим из когда-либо существовавших, и если бы мы захотели протестировать один или несколько, он бы помог, как бы мы ни попросили.
Управляемость в нормальных дорожных условиях тоже будет лучше благодаря новым радиальным шинам и легкосплавным дискам. Дунтов был доволен. Он считал, что новый Corvette был лучшим из когда-либо существовавших, и если бы мы захотели протестировать один или несколько, он бы помог, как бы мы ни попросили. Энергия столкновения поглощается остаточной деформацией стержня и выдавливанием двух болтов через матрицы. Уретан, с другой стороны, возвращается к своей первоначальной форме. Но система устроена так, что при столкновении на скорости 5 миль в час бампер и два болта полностью изнашиваются. Затем они нужно заменить на , если вы хотите иметь защиту от следующего удара. Хотя это неясно, это требование основано на логике. Система могла бы быть самовосстанавливающейся, но такая схема тяжелее… намного тяжелее. Более того, если бы этот дополнительный вес был вывешен далеко вперед от передних колес, это, безусловно, ухудшило бы управляемость. Что Дунтов считает слишком большой ценой. Мы согласны. Так что его новый Corvette имеет бампер, который выступает на три дюйма дальше, чем старый, и это, по общему признанию, увеличивает вес, но не портит машину. И теперь Corvette может пережить обычный удар по носу на парковке, не порвав стекловолокно на 500 долларов. Учитывая обстоятельства — Вашингтон, с одной стороны, и заказчики, ожидающие бескомпромиссной производительности, — с другой, у Дунтова и его инженеров не было выбора.
Энергия столкновения поглощается остаточной деформацией стержня и выдавливанием двух болтов через матрицы. Уретан, с другой стороны, возвращается к своей первоначальной форме. Но система устроена так, что при столкновении на скорости 5 миль в час бампер и два болта полностью изнашиваются. Затем они нужно заменить на , если вы хотите иметь защиту от следующего удара. Хотя это неясно, это требование основано на логике. Система могла бы быть самовосстанавливающейся, но такая схема тяжелее… намного тяжелее. Более того, если бы этот дополнительный вес был вывешен далеко вперед от передних колес, это, безусловно, ухудшило бы управляемость. Что Дунтов считает слишком большой ценой. Мы согласны. Так что его новый Corvette имеет бампер, который выступает на три дюйма дальше, чем старый, и это, по общему признанию, увеличивает вес, но не портит машину. И теперь Corvette может пережить обычный удар по носу на парковке, не порвав стекловолокно на 500 долларов. Учитывая обстоятельства — Вашингтон, с одной стороны, и заказчики, ожидающие бескомпромиссной производительности, — с другой, у Дунтова и его инженеров не было выбора.
 Следовательно, все это оборудование теперь урезано вместе с примерно 10 фунтами.
Следовательно, все это оборудование теперь урезано вместе с примерно 10 фунтами. Помимо дополнительных защитных балок в дверях и, конечно же, бампера, большая часть этого является дополнительным шумопоглотителем. Изоляция на основе асфальта теперь распыляется на пол и большинство других поверхностей внутренних панелей. Под капотом есть одеяло, которого раньше не было, и более эффективное под приборной панелью. Все это, а также новая система резиновых креплений кузова (в прошлых моделях использовались сплошные крепления) полностью меняет характер Corvette. Теперь плавность хода и тишина ожидаемы, но часто отсутствуют в автомобиле класса Grand Touring. Скрип, давно связанный с кузовом Corvette из стекловолокна, теперь намного приглушен, а уровень шума в салоне был значительно улучшен. Для самой шумной комбинации, высокопроизводительного малоблочного двигателя с механической коробкой передач, звук был снижен с 81 дБА в прошлом году до 79 дБА.дБА теперь на постоянной скорости 70 миль в час. А самая тихая установка, автоматическая модель 454, снизила уровень шума до 77 дБА.
Помимо дополнительных защитных балок в дверях и, конечно же, бампера, большая часть этого является дополнительным шумопоглотителем. Изоляция на основе асфальта теперь распыляется на пол и большинство других поверхностей внутренних панелей. Под капотом есть одеяло, которого раньше не было, и более эффективное под приборной панелью. Все это, а также новая система резиновых креплений кузова (в прошлых моделях использовались сплошные крепления) полностью меняет характер Corvette. Теперь плавность хода и тишина ожидаемы, но часто отсутствуют в автомобиле класса Grand Touring. Скрип, давно связанный с кузовом Corvette из стекловолокна, теперь намного приглушен, а уровень шума в салоне был значительно улучшен. Для самой шумной комбинации, высокопроизводительного малоблочного двигателя с механической коробкой передач, звук был снижен с 81 дБА в прошлом году до 79 дБА.дБА теперь на постоянной скорости 70 миль в час. А самая тихая установка, автоматическая модель 454, снизила уровень шума до 77 дБА.

 Сначала это кажется немыслимым. Двигатели с высокой обмоткой и грохот клапанного механизма были товарными знаками Corvette с 1956 года. Для энтузиастов именно эти прочные подъемники отделяли двигатели Corvette от их более слабых собратьев для легковых автомобилей. И теперь, с уходом LT1, разумно сказать, что Corvette Engine больше не существует. На его место пришел L82, низкокомпрессионный потомок высокопроизводительного гидравлического подъемника 350, который был незаметно снят с производства в конце 19-го века.70 модельного года. И если вы вспомните, что низкий уровень выбросов и вежливое поведение сейчас более чем когда-либо востребованы, вы должны признать, что L82 идеально подходит для этого. кондиционер может быть предложен в качестве опции. Он производит почти такую же выходную мощность, что и LT1, который он заменяет, и делает это со значительно меньшим механическим шумом. Ясно, что это инженерный успех, но, по крайней мере, с точки зрения традиционалистов, своего рода художественная неудача.
Сначала это кажется немыслимым. Двигатели с высокой обмоткой и грохот клапанного механизма были товарными знаками Corvette с 1956 года. Для энтузиастов именно эти прочные подъемники отделяли двигатели Corvette от их более слабых собратьев для легковых автомобилей. И теперь, с уходом LT1, разумно сказать, что Corvette Engine больше не существует. На его место пришел L82, низкокомпрессионный потомок высокопроизводительного гидравлического подъемника 350, который был незаметно снят с производства в конце 19-го века.70 модельного года. И если вы вспомните, что низкий уровень выбросов и вежливое поведение сейчас более чем когда-либо востребованы, вы должны признать, что L82 идеально подходит для этого. кондиционер может быть предложен в качестве опции. Он производит почти такую же выходную мощность, что и LT1, который он заменяет, и делает это со значительно меньшим механическим шумом. Ясно, что это инженерный успех, но, по крайней мере, с точки зрения традиционалистов, своего рода художественная неудача. Тем не менее, когда дело доходит до выбора, мы предпочитаем двигатель L82. Дунтов и другие инженеры Corvette тяготеют к большим блокам, потому что им нравится крутящий момент. И конечно же, 454-е будут прорываться сквозь потоки одним легким нажатием на педаль газа. Но, по крайней мере для нас, двигатель с малым блоком способствует прекрасному чувству баланса в Corvette, что редко встречается в любом автомобиле GT, настолько редко, что было бы стыдно обменять его на несколько фунтов-футов. крутящего момента. Рулевое усилие у 350 меньше, даже с гидроусилителем руля; звук двигателя громче, но он также кажется более энергичным, а более высокая скорость пика крутящего момента дает стимул использовать несколько оборотов и участвовать в энергичном вождении. От таких приглашений отказываться не следует.
Тем не менее, когда дело доходит до выбора, мы предпочитаем двигатель L82. Дунтов и другие инженеры Corvette тяготеют к большим блокам, потому что им нравится крутящий момент. И конечно же, 454-е будут прорываться сквозь потоки одним легким нажатием на педаль газа. Но, по крайней мере для нас, двигатель с малым блоком способствует прекрасному чувству баланса в Corvette, что редко встречается в любом автомобиле GT, настолько редко, что было бы стыдно обменять его на несколько фунтов-футов. крутящего момента. Рулевое усилие у 350 меньше, даже с гидроусилителем руля; звук двигателя громче, но он также кажется более энергичным, а более высокая скорость пика крутящего момента дает стимул использовать несколько оборотов и участвовать в энергичном вождении. От таких приглашений отказываться не следует. Вместо этого автомобиль чувствует себя так, как будто он был разработан для дорожного движения. Никакой другой серийный спортивный автомобиль не обладает такой плавностью и управляемостью на пределе своих возможностей, и ни один из них не сможет исправить ошибки водителя так быстро и легко, как Corvette. У него недостаточная поворачиваемость, но лишь немного, учитывая мощность, которой он обладает. А включение и выключение мощности и переходы с прямой на кривую постепенные и плавные. Следовательно, это очень быстрая машина на дороге, быстрее любой другой по той же цене. Это удобно. В кабину помещаются все, кроме очень высоких. Управлением пользоваться одно удовольствие. Но более чем что-либо еще, самообладание Corvette в скоростных туристических ситуациях должно быть связано с радиальными шинами со стальным поясом, которые теперь являются стандартным оборудованием. Они лучше едут и не цепляются за неровности дороги, как прошлогодние шины с косым ремнем. В целом их следует признать бесспорным улучшением.
Вместо этого автомобиль чувствует себя так, как будто он был разработан для дорожного движения. Никакой другой серийный спортивный автомобиль не обладает такой плавностью и управляемостью на пределе своих возможностей, и ни один из них не сможет исправить ошибки водителя так быстро и легко, как Corvette. У него недостаточная поворачиваемость, но лишь немного, учитывая мощность, которой он обладает. А включение и выключение мощности и переходы с прямой на кривую постепенные и плавные. Следовательно, это очень быстрая машина на дороге, быстрее любой другой по той же цене. Это удобно. В кабину помещаются все, кроме очень высоких. Управлением пользоваться одно удовольствие. Но более чем что-либо еще, самообладание Corvette в скоростных туристических ситуациях должно быть связано с радиальными шинами со стальным поясом, которые теперь являются стандартным оборудованием. Они лучше едут и не цепляются за неровности дороги, как прошлогодние шины с косым ремнем. В целом их следует признать бесспорным улучшением.
 И что еще хуже, есть слишком много людей с 10 000 долларов, которые нужно потратить на машину, которые пройдутся по списку опций и отметят каждый пункт, просто чтобы получить Corvette со «всем». Чтобы защитить их от самих себя, Дунтов исправил список опций так, чтобы никто не мог купить усиленную подвеску, если только он не заказал машину специального назначения (то есть гоночную). Излишне говорить, что не так много людей купили сверхмощную подвеску.
И что еще хуже, есть слишком много людей с 10 000 долларов, которые нужно потратить на машину, которые пройдутся по списку опций и отметят каждый пункт, просто чтобы получить Corvette со «всем». Чтобы защитить их от самих себя, Дунтов исправил список опций так, чтобы никто не мог купить усиленную подвеску, если только он не заказал машину специального назначения (то есть гоночную). Излишне говорить, что не так много людей купили сверхмощную подвеску. Но если вы не можете отказаться от кондиционера, забудьте о подвеске. Ты не считаешься одним из достойных.
Но если вы не можете отказаться от кондиционера, забудьте о подвеске. Ты не считаешься одним из достойных. Пружины намного жестче; скорость езды увеличивается на 70% спереди и на 55% сзади. Кроме того, скорость крена увеличивается примерно на 82% сзади и только на 41% спереди. Это часть, которая уменьшает недостаточную поворачиваемость.
Пружины намного жестче; скорость езды увеличивается на 70% спереди и на 55% сзади. Кроме того, скорость крена увеличивается примерно на 82% сзади и только на 41% спереди. Это часть, которая уменьшает недостаточную поворачиваемость. R
R 
 «Мое время ухудшалось с каждым кругом, но я добился успеха в поворотах Porsche, и это меня застало врасплох. Удар был больше, чем был, поэтому я рад этому, но я чувствую себя ужасно за всех».
«Мое время ухудшалось с каждым кругом, но я добился успеха в поворотах Porsche, и это меня застало врасплох. Удар был больше, чем был, поэтому я рад этому, но я чувствую себя ужасно за всех». «Баланс очень хороший, машина удобна в управлении, что важно в длительной гонке. Отправная точка — лучшее, что у меня было за долгое время, и я действительно счастлив».
«Баланс очень хороший, машина удобна в управлении, что важно в длительной гонке. Отправная точка — лучшее, что у меня было за долгое время, и я действительно счастлив». Мы починим «Корвет № 73» и снова будем готовы к работе.
Мы починим «Корвет № 73» и снова будем готовы к работе.
 54KB
54KB org/ImageObject»>
org/ImageObject»> 41MB
41MB 8KB
8KB org/ImageObject»>
org/ImageObject»> 95KB
95KB org/ImageObject»>
org/ImageObject»> 46KB
46KB 34KB
34KB

 Настоящий герой, он использует свои навыки, чтобы спасти мир от доктора Эггмана. У Соника большое сердце, и он всегда готов помочь тем, кто в этом нуждается.
Настоящий герой, он использует свои навыки, чтобы спасти мир от доктора Эггмана. У Соника большое сердце, и он всегда готов помочь тем, кто в этом нуждается. У Соника большое сердце, и он всегда готов помочь тем, кто в этом нуждается.
У Соника большое сердце, и он всегда готов помочь тем, кто в этом нуждается.
 Для изготовления используем специальные марки резин: FKM Viton, NBR, HNBR, силиконовые резины VMQ, фторсиликон FVMQ и резины общего назначения. Более подробную информацию можно получить у специалистов КОМЕД.
Для изготовления используем специальные марки резин: FKM Viton, NBR, HNBR, силиконовые резины VMQ, фторсиликон FVMQ и резины общего назначения. Более подробную информацию можно получить у специалистов КОМЕД.
 Он необходим для герметизации стыков оборудования, обеспечения изоляции тепловых установок и т. д. Также часто закупается силиконовая мембрана для вакуумного пресса, который применяется в мебельном производстве. Приобрести эту продукцию вы можете в нашей компании.
Он необходим для герметизации стыков оборудования, обеспечения изоляции тепловых установок и т. д. Также часто закупается силиконовая мембрана для вакуумного пресса, который применяется в мебельном производстве. Приобрести эту продукцию вы можете в нашей компании.
 400%
400% Резиновая мембрана EPDM представляет собой однослойную мембрану , которая может использоваться для различных применений, таких как гидроизоляция подвалов, крыш/террас, компенсационных швов, влажных зон (туалетные блоки), фасадов и т. д. Это единый продукт, который может использоваться для гидроизоляции большинства частей здания. Гидроизоляционные мембраны из каучука EPDM технически и коммерчески намного лучше, чем заменители, такие как битумные мембраны, кристаллические продукты, добавки, различные покрытия и т. д. Использование этих продуктов можно избежать в проектах, где используются каучуковые мембраны EPDM. Гидроизоляционные мембраны EPDM являются отличной заменой мембранам факела.
Резиновая мембрана EPDM представляет собой однослойную мембрану , которая может использоваться для различных применений, таких как гидроизоляция подвалов, крыш/террас, компенсационных швов, влажных зон (туалетные блоки), фасадов и т. д. Это единый продукт, который может использоваться для гидроизоляции большинства частей здания. Гидроизоляционные мембраны из каучука EPDM технически и коммерчески намного лучше, чем заменители, такие как битумные мембраны, кристаллические продукты, добавки, различные покрытия и т. д. Использование этих продуктов можно избежать в проектах, где используются каучуковые мембраны EPDM. Гидроизоляционные мембраны EPDM являются отличной заменой мембранам факела. Это обеспечивает равномерную производительность по всей толщине листа EPDM, а также сводит к нулю вероятность образования пузырей между слоями и расслоения. Пузыри между слоями и расслаивание довольно часто встречаются в обычных гидроизоляционных материалах, таких как битумные и факельные мембраны. В отличие от факельной мембраны, каучуковые мембраны EPDM не требуют применения с пламенем, горелками и газами. Вместо этого резиновые мембраны EPDM наносятся с помощью связующего клея, что делает установку очень простой и безопасной.
Это обеспечивает равномерную производительность по всей толщине листа EPDM, а также сводит к нулю вероятность образования пузырей между слоями и расслоения. Пузыри между слоями и расслаивание довольно часто встречаются в обычных гидроизоляционных материалах, таких как битумные и факельные мембраны. В отличие от факельной мембраны, каучуковые мембраны EPDM не требуют применения с пламенем, горелками и газами. Вместо этого резиновые мембраны EPDM наносятся с помощью связующего клея, что делает установку очень простой и безопасной.
 м
м №
№ Сверните одну сторону мембраны EPDM наполовину. Нанесите клей на кровельное покрытие. Не кладите лишнее количество в одну область. Убедитесь, что настил крыши полностью покрыт клеем. Поместите мембрану EPDM обратно и плотно прижмите. Вы можете использовать валик, чтобы удалить пузырьки воздуха или складки. Повторите это для другой стороны крыши сарая. В зависимости от погодных условий клей должен застыть в течение 1-8 часов. Чтобы клей не высыхал преждевременно, мы рекомендуем наносить клей поэтапно и постепенно прикатывать мембрану к краю крыши.
Сверните одну сторону мембраны EPDM наполовину. Нанесите клей на кровельное покрытие. Не кладите лишнее количество в одну область. Убедитесь, что настил крыши полностью покрыт клеем. Поместите мембрану EPDM обратно и плотно прижмите. Вы можете использовать валик, чтобы удалить пузырьки воздуха или складки. Повторите это для другой стороны крыши сарая. В зависимости от погодных условий клей должен застыть в течение 1-8 часов. Чтобы клей не высыхал преждевременно, мы рекомендуем наносить клей поэтапно и постепенно прикатывать мембрану к краю крыши. Мембрана Shed Rubber EPDM может прослужить более 50 лет, гарантируя защиту вашей односкатной крыши на десятилетия вперед. Чему также устойчивы мембраны Shed Rubber EPDM? Мембраны Shed Rubber EPDM обладают высокой устойчивостью ко многим факторам. Это становится популярным материалом в Великобритании из-за его стойких свойств. Мембраны EPDM также устойчивы к ультрафиолетовому излучению, инфракрасному излучению, атмосферным воздействиям и химическим веществам окружающей среды. Мембраны EPDM также очень устойчивы к экстремальным холодным или горячим температурам. Он водонепроницаемый? Мембрана Shed Rubber EPDM водонепроницаема. В отличие от традиционного войлочного материала, мембрана EPDM не портится и не теряет свои свойства из-за дождя. Мембраны EPDM не нарушат целостность вашей односкатной крыши, гарантируя, что она останется защищенной в любую погоду. Щелкните здесь, чтобы просмотреть другие часто задаваемые вопросы.
Мембрана Shed Rubber EPDM может прослужить более 50 лет, гарантируя защиту вашей односкатной крыши на десятилетия вперед. Чему также устойчивы мембраны Shed Rubber EPDM? Мембраны Shed Rubber EPDM обладают высокой устойчивостью ко многим факторам. Это становится популярным материалом в Великобритании из-за его стойких свойств. Мембраны EPDM также устойчивы к ультрафиолетовому излучению, инфракрасному излучению, атмосферным воздействиям и химическим веществам окружающей среды. Мембраны EPDM также очень устойчивы к экстремальным холодным или горячим температурам. Он водонепроницаемый? Мембрана Shed Rubber EPDM водонепроницаема. В отличие от традиционного войлочного материала, мембрана EPDM не портится и не теряет свои свойства из-за дождя. Мембраны EPDM не нарушат целостность вашей односкатной крыши, гарантируя, что она останется защищенной в любую погоду. Щелкните здесь, чтобы просмотреть другие часто задаваемые вопросы. Мы также передаем информацию об использовании вами нашего сайта нашим партнерам по социальным сетям, рекламе и аналитике, которые могут объединять ее с другой информацией, которую вы им предоставили или которую они собрали в результате использования вами их услуг. Вы соглашаетесь с нашими файлами cookie, если продолжаете использовать наш веб-сайт.
Мы также передаем информацию об использовании вами нашего сайта нашим партнерам по социальным сетям, рекламе и аналитике, которые могут объединять ее с другой информацией, которую вы им предоставили или которую они собрали в результате использования вами их услуг. Вы соглашаетесь с нашими файлами cookie, если продолжаете использовать наш веб-сайт. Для всех других типов файлов cookie нам необходимо ваше разрешение. Этот сайт использует различные типы файлов cookie. Некоторые файлы cookie размещаются сторонними службами, которые появляются на наших страницах.
Для всех других типов файлов cookie нам необходимо ваше разрешение. Этот сайт использует различные типы файлов cookie. Некоторые файлы cookie размещаются сторонними службами, которые появляются на наших страницах.

 7%
7% Модели из этого полимера обладают достаточной прочностью для дальнейшего производства.
Модели из этого полимера обладают достаточной прочностью для дальнейшего производства.
 5 — 0.8 Pa*s
5 — 0.8 Pa*s Отличный стабильный состав и низкая вязкость позволяют создавать гибкие изделия с гладкой на ощупь поверхностью.
Отличный стабильный состав и низкая вязкость позволяют создавать гибкие изделия с гладкой на ощупь поверхностью.
 В отличие от HARZ Labs, Elegoo предлагает широкую цветовую палитру смол. ABS-Like Resin подойдет для печати миниатюр и сувениров.
В отличие от HARZ Labs, Elegoo предлагает широкую цветовую палитру смол. ABS-Like Resin подойдет для печати миниатюр и сувениров. 05 — 1.25 г/см3
05 — 1.25 г/см3 Фотополимер черного цвета имеет стабильный состав и подходит для печати функциональных прототипов и конечных изделий.
Фотополимер черного цвета имеет стабильный состав и подходит для печати функциональных прототипов и конечных изделий. С их помощью можно напечатать фигурки с достаточно высокой степенью детализации и точности. Обычно стандартные полимеры используются для печати дома или в учебном заведении. Также стандартные смолы подходят для офиса и быстрого прототипирования там, где точность не так важна.
С их помощью можно напечатать фигурки с достаточно высокой степенью детализации и точности. Обычно стандартные полимеры используются для печати дома или в учебном заведении. Также стандартные смолы подходят для офиса и быстрого прототипирования там, где точность не так важна. 100 г/см³
100 г/см³ Отличный состав и отсутствие резкого запах при печати — это не все преимущества этого полимера. Для его промывки не требуется растворитель, а достаточно обычной проточной воды. Это значит, что смола может использоваться дома и в детских образовательных учреждениях.
Отличный состав и отсутствие резкого запах при печати — это не все преимущества этого полимера. Для его промывки не требуется растворитель, а достаточно обычной проточной воды. Это значит, что смола может использоваться дома и в детских образовательных учреждениях. 05 — 1.25
05 — 1.25
 Для промывки готовых изделий используется обычная вода, а прочность деталей ничем не отличается от напечатанных из стандартной смолы этого же производителя.
Для промывки готовых изделий используется обычная вода, а прочность деталей ничем не отличается от напечатанных из стандартной смолы этого же производителя.

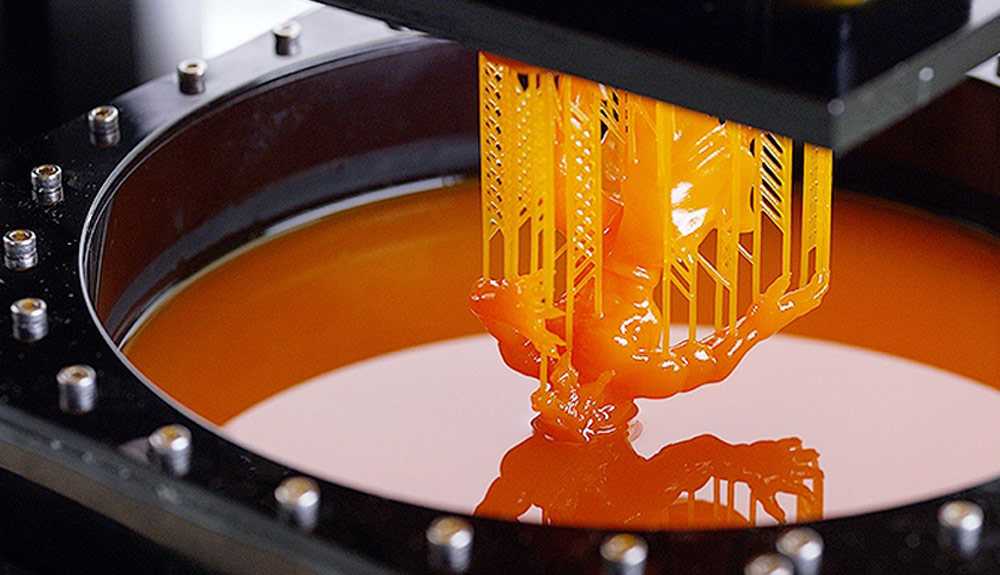 В состав полимера входят микрочастицы керамики, которые придают готовым изделиям высокую прочность и устойчивость к истиранию.
В состав полимера входят микрочастицы керамики, которые придают готовым изделиям высокую прочность и устойчивость к истиранию.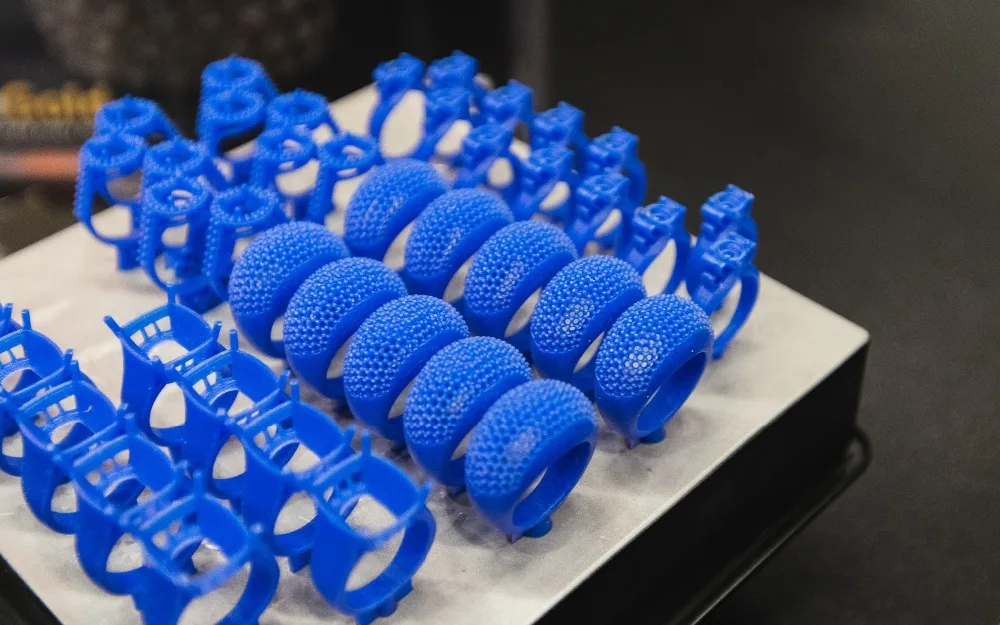 2 ± 3.1 %
2 ± 3.1 %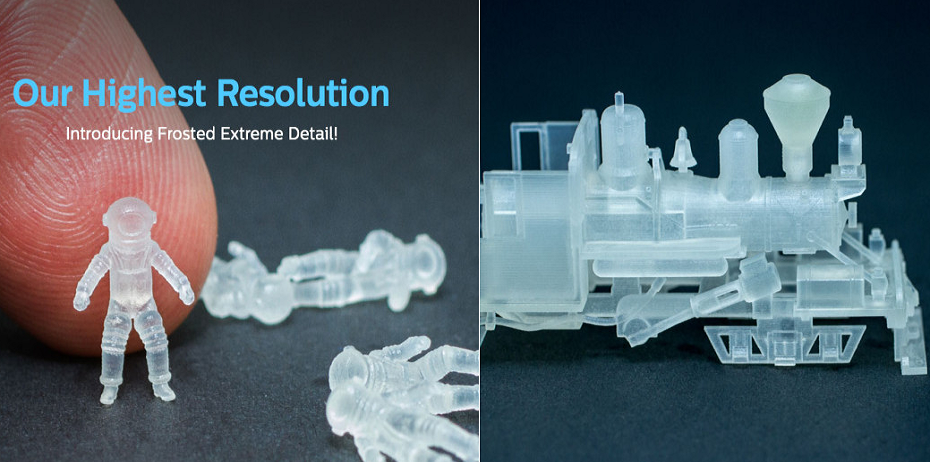
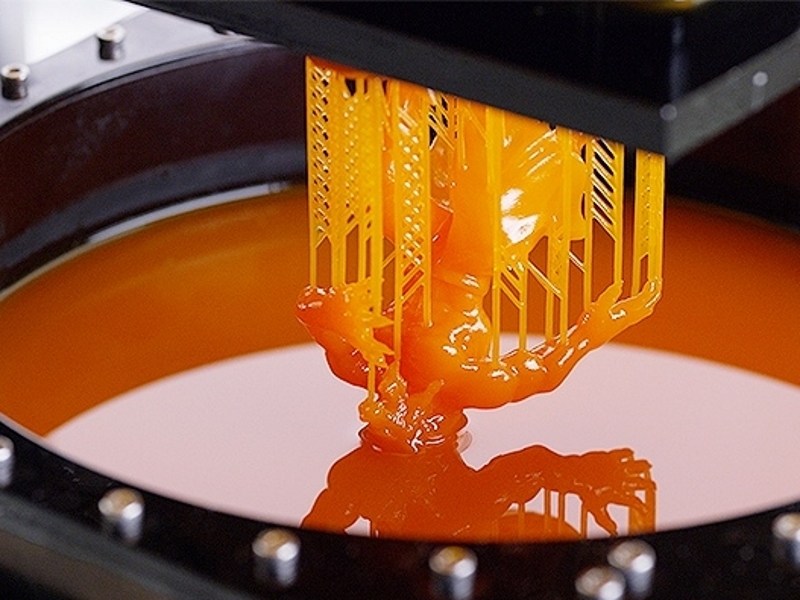 HARZ Labs Dental Clear подходит для производства хирургических шаблонов и мастер-моделей. В отличие от предыдущего материала, он обладает высокой степенью прозрачности и не имеет желтоватого оттенка. Это позволяет сделать любое хирургическое вмешательство максимально точным.
HARZ Labs Dental Clear подходит для производства хирургических шаблонов и мастер-моделей. В отличие от предыдущего материала, он обладает высокой степенью прозрачности и не имеет желтоватого оттенка. Это позволяет сделать любое хирургическое вмешательство максимально точным.
 Впоследствии ряд изобретателей попытались создать твердые объекты с помощью фотополимеров и УФ-лазеров. Однако именно Чарльз У. Халл коммерциализировал свое изобретение в 1980-х годов, создав 3D Systems
Впоследствии ряд изобретателей попытались создать твердые объекты с помощью фотополимеров и УФ-лазеров. Однако именно Чарльз У. Халл коммерциализировал свое изобретение в 1980-х годов, создав 3D Systems Затем процесс строит объект слой за слоем, начиная с нижнего слоя, на подъемнике, который немного опускается после затвердевания каждого слоя.
Затем процесс строит объект слой за слоем, начиная с нижнего слоя, на подъемнике, который немного опускается после затвердевания каждого слоя. Радиационно-отверждаемые акрилаты также страдают от кислородного ингибирования. Гибриды отверждаются под действием света катионной и свободнорадикальной полимеризацией. Доступны фотополимерные смолы с механическими свойствами, аналогичными инженерным пластикам, таким как АБС, нейлон и поликарбонат.
Радиационно-отверждаемые акрилаты также страдают от кислородного ингибирования. Гибриды отверждаются под действием света катионной и свободнорадикальной полимеризацией. Доступны фотополимерные смолы с механическими свойствами, аналогичными инженерным пластикам, таким как АБС, нейлон и поликарбонат. В основном они бывают двух типов. В негативных фоторезистах освещенные участки становятся менее растворимыми в результате сшивания или фотополимеризации, оставляя после травления и снятия резиста непрозрачные элементы на чистом фоне. С другой стороны, в позитивных фоторезистах участки, подвергшиеся воздействию света, становятся более растворимыми. Фоторезисты доступны как в жидком, так и в виде сухой пленки. Они могут быть растворяющими или водными проявляющими типами.
В основном они бывают двух типов. В негативных фоторезистах освещенные участки становятся менее растворимыми в результате сшивания или фотополимеризации, оставляя после травления и снятия резиста непрозрачные элементы на чистом фоне. С другой стороны, в позитивных фоторезистах участки, подвергшиеся воздействию света, становятся более растворимыми. Фоторезисты доступны как в жидком, так и в виде сухой пленки. Они могут быть растворяющими или водными проявляющими типами. Потребность в продуктах с более низкой вязкостью привела к разработке негативных резистов на основе циклизованного полиизопрена. Эти фоторезисты сыграли важную роль в невероятном росте производства печатных плат, а впоследствии и интегральных схем, используемых в полупроводниках.
Потребность в продуктах с более низкой вязкостью привела к разработке негативных резистов на основе циклизованного полиизопрена. Эти фоторезисты сыграли важную роль в невероятном росте производства печатных плат, а впоследствии и интегральных схем, используемых в полупроводниках. Катионные полимеризованные эпоксидные смолы используются в толстопленочных резистах, особенно для изготовления микроэлектромеханических (МЭМС) устройств.
Катионные полимеризованные эпоксидные смолы используются в толстопленочных резистах, особенно для изготовления микроэлектромеханических (МЭМС) устройств.

 При помощи метчиков нарезают внутренние резьбы, при помощи плашек — наружные.
При помощи метчиков нарезают внутренние резьбы, при помощи плашек — наружные.

 Чаще всего применяют фрезерные станки. Их оснащают фрезами различных типов.
Чаще всего применяют фрезерные станки. Их оснащают фрезами различных типов.
 Инструменты без хвостовиков. Для крепления предназначены цилиндрические и конические отверстия. Приспособления устанавливают на специальные оправки. Насадные инструменты с посадочными отверстиями конического типа крепятся более надежно и точно.
Инструменты без хвостовиков. Для крепления предназначены цилиндрические и конические отверстия. Приспособления устанавливают на специальные оправки. Насадные инструменты с посадочными отверстиями конического типа крепятся более надежно и точно.
 Приобретайте приспособления с подходящими креплениями. Такие инструменты фиксируются максимально надежно. Биение сводятся к минимуму. При этом значительно повышается качество обработки заготовок и изделий.
Приобретайте приспособления с подходящими креплениями. Такие инструменты фиксируются максимально надежно. Биение сводятся к минимуму. При этом значительно повышается качество обработки заготовок и изделий.


 Приспособления первой категории изнашиваются быстрее при высоких температурах, а второй — при низких.
Приспособления первой категории изнашиваются быстрее при высоких температурах, а второй — при низких.
 От их характеристик зависит скорость износа инструмента. При образовании тонких и прочных покрытий она снижается, а при появлении толстых и рыхлых пленок — увеличивается.
От их характеристик зависит скорость износа инструмента. При образовании тонких и прочных покрытий она снижается, а при появлении толстых и рыхлых пленок — увеличивается.
 Существуют 2 технологии заточки.
Существуют 2 технологии заточки.
 Ждем ваших заказов!
Ждем ваших заказов!
 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
 Это монолитные сверла и сверла с пластинами, сверла со сменными твердосплавными головками, зенкеры, монолитные развертки и развертки со сменными пластинами, модульные сверла, расточные системы.
Это монолитные сверла и сверла с пластинами, сверла со сменными твердосплавными головками, зенкеры, монолитные развертки и развертки со сменными пластинами, модульные сверла, расточные системы. Чтобы получить максимальную выгоду от использования – подбором должны заниматься профессионалы! От качественного выбора режущего инструмента зависит, насколько быстро получится изготовить ту или иную деталь, и получится ли сделать ее в принципе.
Чтобы получить максимальную выгоду от использования – подбором должны заниматься профессионалы! От качественного выбора режущего инструмента зависит, насколько быстро получится изготовить ту или иную деталь, и получится ли сделать ее в принципе.
 Тормоз для листового металла состоит из плоской поверхности, на которую помещается материал, и зажимной планки, которая опускается и удерживает материал во время процесса гибки.
Тормоз для листового металла состоит из плоской поверхности, на которую помещается материал, и зажимной планки, которая опускается и удерживает материал во время процесса гибки. США
США

 0005
0005 США/месяц
США/месяц


 США в месяц
США в месяц 2
2 Цвет 5 дюймов
Цвет 5 дюймов