Среди деревообрабатывающих станков выделяется категория продольно-фрезерных, к которым относятся фуговальные и рейсмусовые.
С их помощью можно осуществлять обработку пиломатериалов на чистовую. Станки убирают все виды дефектов, если они возникли при обработке дерева. Для них нужно брать только ту древесину, что была хорошо высушена. Чем отличаются друг от друга данные виды инструментов, и для каких целей лучше всего использовать фуговальные, а для каких рейсмусовые станки?
Для досок, щитов и брусков необходимо использовать рейсмусовые станки. Они позволяют выстругивать материалы определённого размера, ориентируясь на нужную толщину изделия и разделывая его на две полоски, параллельные друг другу. Они очень похожи на фрезерные станки с ЧПУ. Ножевой вал находится над столом. Эта группа инструментов нужна для серийного или мелкосерийного создания различных столярных изделий, когда нужно точно соблюдать сохранение параметров. Их главная отличительная черта – большая и тяжёлая жёсткая станина. Это необходимо для качественного погашения возможной вибрации. Инструменты могут осуществлять подачу заготовок со скоростью от 4 и до 10 метров в минуту. Ещё одно важное преимущество рейсмусовых станков – звукопоглощающие кожухи, делающие работу практически бесшумной. Одни виды станков способны обрабатывать лишь одну сторону заготовки, поэтому её придётся переворачивать, другие могут обстругивать древесину полностью. Рейсмусовые станки могут быть двусторонними или односторонними.
Фуговальные станки для обработки дерева необходимы для создания ровной поверхности без единой шероховатости. На них установлен ножевой вал, который оборачивается внутри стола. Инструмент может обстругивать материал по углам или по плоскости. Станки этого типа, как и рейсмусовые, могут быть односторонними и двусторонними. Последние примечательны тем, что позволяют обстругивать одновременно кромку и пласт изделия. В функции фуговальных станков входит предварительная обработка материала, которые имеют значительные покоробленности. Затем заготовки можно стругать на рейсмусовом станке. Чтобы проверить, насколько хорошо обработаны детали, нужно сложить две деревяшки. Если они прилегают друг к другу как влитые, без единого зазора, значит, обстругивание выполнено качественно. Маленькие детали помогает придерживать при обработке специальный вал.
Существует смешанная разновидность станков, фуговально-рейсмусовые, которые объединяют в себе преимущества обоих видов инструментов.
Автоматическая подача заготовок на оба вида станков осуществляется благодаря трём типам механизмов: конвейерного, каретного или вальцового. Возможно и подавание заготовок вручную.
Уход за станками нужно осуществлять регулярно. Перед тем как начать работу на станке, необходимо проверить состояние фрезов и ножей, насколько они правильно установлены. Если они затупились, то их нужно заточить. В противном случае на изделии появится неприятная мшистость, сколы и вырывы.
Назад
Вперёд
классификация рейсмусов для дома и производства, нюансы выбора
Рейсмусовые станки часто используются в строительной сфере для обработки деталей из древесины разных пород. Станки предназначены для придания заготовкам нужного размера и формы. С их помощью получают доски или брус определённой толщины и ширины.
Конструктивные особенности устройства станка позволяют обрабатывать детали или получать готовые изделия с требующимися параметрами с миллиметровой точностью. С помощью рейсмуса можно строгать заготовки в одной плоскости, регулируя толщину доски. Подвергающаяся обработке заготовка направляется посредством специального механизма, упрощающего работу станка.
Конструкция рейсмусового станка
Функционирование
Виды оборудования
Типы рейсмусовых станков
Строгальное оборудование
Рейсмусы для домашних целей
Производственные устройства
Критерии выбора
Конструкция рейсмусового станка
Конструкция рейсмуса состоит из двигателя с прикреплённым к нему ножевым валом, также есть прилегающая рабочая поверхность и специальные вальцы.
Рейсмусовые станки применяются для обработки деревянных элементов и изготовления изделий в промышленном масштабе. Некоторые разновидности такого оборудования могут быть использованы и в бытовых целях.
Разные станки имеют определённые конструктивные особенности, отличаются мощностью функционирующего оборудования и спецификой выполняемых работ. Максимальная скорость валового вращения также может отличаться у разных моделей рейсмусов. Габариты станка, глубина производимого с его помощью пропила, ширина разреза также отличается у станков разного вида и размера в зависимости от их функциональных возможностей.
Эквивалент стоимости станков того или другого типа также отличается между собой: более мощные модели, имеющие самый широкий спектр решаемых задач и способов обработки деталей, как и более габаритные станки, стоят намного дороже, чем небольшие более дешёвые по цене бюджетные механизмы для обработки дерева.
Функционирование
Обычно обработка материалов с использованием рейсмуса подразумевает проведение строгания деревянных заготовок и деталей, имеющих длину слегка большего размера чем длина установленного между вальцами расстояния.
Рейсмус работает с использованием способа плоского строгания, подвергающегося обработке материала. При этом обработка деревянной заготовки осуществляется за счёт работы таких элементов:
Ножевой вал. Входящий в конструкцию рейсмуса ножевой вал осуществляет основную функцию при обработке заготовки.
Вальцы. Подача деталей на поверхность рабочего стола производится под действием установленных вальцов.
На рабочей поверхности деталь фиксируется при помощи специального механизма, что обеспечивает наиболее точную её обработку. После этого деталь подвергается строганию с помощью воздействующих на неё сверху ножевых лезвий.
Так происходит калибровка нужного размера деталей, что позволяет выполнить их абсолютно идентично по размеру, придать им такую же форму. Если у рейсмуса присутствует механизм автоматической подачи, то может быть настроена скорость, необходимая для протягивания деталей.
При использовании во время обработки специальных накладных деталей с помощью такого станка можно подвергать строганию материалы, имеющие расположенные противоположным образом грани непараллельного вида. При этом необходимо установить детали, задав им определённый угол наклона.
Выполнение работ по обработке деталей с использованием такого оборудования обеспечивает возможность получить наивысочайшее качество. Кроме того, обрабатывая пиломатериалы на рейсмусовом агрегате, можно выполнять работу наиболее точным образом, независимо от общего количества используемых деталей.
Рейсмусы являются весьма экономичной в отношении его обслуживания деревообрабатывающей техникой, которая отличается высоким уровнем производительности.
Используемый механизм работы позволяет осуществлять обработку пиломатериалов шириной до одного метра и чуть больше. При этом наибольшая глубина производимого пропила обычно равняется 145—155 мм и даже больше в зависимости от используемой модели.
Виды оборудования
Есть различные рейсмусы:
Односторонние (бытовые) станки. Их отличают небольшие размеры, и их часто используют при выполнении работ в домашней мастерской. Как ясно из названия, строгание с помощью такого оборудования производится только с одной стороны пиломатериала. При этом обработке подвергается преимущественно верхняя сторона детали.
Двухсторонние. Станки такого типа имеют более сложную, по сравнению с односторонними рейсмусами, конструкцию и используются преимущественно на производстве. Они считаются профессиональным оборудованием. С их помощью осуществляется обработка как верхней, так и нижней части заготовки. Станки обладают довольно большой мощностью. Их также отличает и высокая скорость производимой обработки.
Трёхсторонние, четырёхсторонние и многосторонние рейсмусы — это станки, используемые в промышленном производстве. С их помощью можно обрабатывать детали с любых сторон, придавая им определённую структуру и форму. Промышленные рейсмусы имеют большие размеры, за ними сложнее ухаживать, они требуют более тщательного ремонта. Но, кроме имеющихся сложностей, производственные рейсмусы имеют очевидное преимущество: их производительность максимальна.
По видам конструкции рейсмусы можно классифицировать на такие устройства:
Мобильные. Они имеют небольшой вес и размер. Такие компактные устройства можно использовать для строгания небольших заготовок.
Стационарные устройства. Их отличают внушительные размеры и большой вес. Крупногабаритные рейсмусы используются для обработки крупных деталей.
В независимости от составляющих частей и функционального предназначения, все станки оснащены специальным устройством, обеспечивающим автоматическую подачу заготовки. Оно состоит из системы роликов, с помощью которых пиломатериалы прижимаются к специальному валу. Ролики постепенно продвигают заготовку, пока она не достигнет рабочей поверхности рейсмуса.
Мощность используемого оборудования колеблется в пределах от 1,6 до 8 кВт. При строгании ширина может достигать 39 см, а глубина составляет примерно 3 мм.
Станки различаются по скорости вращения вала, количеству ножей в своём составе, количеству потребляемой энергии и иными существенными особенностями, которые обязательно нужно учитывать при приобретении рейсмусового оборудования.
Типы рейсмусовых станков
При разных способах обработки рейсмусы подразделяются на несколько типов.
Фуговальный станок. Функция фугования осуществляется посредством фрезеровки. Так обрабатывается базовая поверхность деталей. При фуговании ножевой вал располагается под столом.
Фуговальные станки для обработки древесины могут быть односторонними и использоваться для домашних нужд. В основном при работе используют двусторонние станки, которые применяются для работы как и в домашней мастерской, так и для решения профессиональных задач при обработке древесины.
Типовой рейсмус станок функционирует по принципу работы фуганок. При этом способе ножевой вал осуществляет возвратно-поступательные движения. Таким образом, он снимает поверхностный слой заданной толщины при обработке деревянных деталей. Работа осуществляется за очень короткий промежуток времени.
От обычного фугования работа рейсмуса отличается тем, что в результате использования такого деревообрабатывающего устройства можно подвергать обработке заготовки нужного размера и в любых количествах. Текстура используемых пиломатериалов при этом будет получаться наиболее гладкой, без каких-либо повреждений поверхностей.
Строгальное оборудование
Рейсмусы подобного типа используются при изготовлении деревянных изделий и пиломатериалов, требующих наибольшей точности, лишённых при этом малейших внешних повреждений и дефектов.
Строгально-рейсмусовые станки способны обеспечить создание наиболее ровной поверхности заготовок. Уменьшение толщины при такой обработке происходит при использовании продольного способа строгания. Таким образом, деталям придаётся нужная форма и требуемые размеры.
Обрабатывая пиломатериалы строгально-рейсмусовым станком также можно устранить возможные дефекты деревянных заготовок (сучки, задоринки, разнообразные неровности и так далее). Возвратно-поступательные движения при работе станка производятся за счёт вращения ножевого вала или перемещения обрабатываемой детали, крепко удерживаемой при помощи вальцов.
Строгально-рейсмусовые станки производятся как отечественными, так и импортными фирмами. Благодаря широкому ассортименту продукции, есть возможность выбрать модель такого станка для использования в различных целях: в быту, как оборудование для домашней мастерской. Можно приобрести более мощные агрегаты для оснащения цеха по обработке древесины и использовать их в производстве.
Рейсмусы для домашних целей
Станки, используемые для бытовых целей, отличаются следующими характеристиками:
Минимальными размерами конструкции. Благодаря этому качеству их можно разместить в помещениях не очень большого размера.
Небольшим весом оборудования. Такие рейсмусы легко перемещать и устанавливать собственными силами.
Средней или малой мощностью двигателя. Их можно использовать для обработки небольших деталей, требующих глубины пропила не более 1,5 мм.
Бюджетной ценой. Рейсмусы, использующиеся в домашней мастерской, стоят значительно дешевле крупногабаритных станков, применяемых на производстве.
Используемые в домашних нуждах рейсмусы, оснащены ручной системой подачи деталей. Они не используются для максимально глубокого прорезывания поверхности изделия. Так как такие станки требуют определённых физических затрат, их не используют для выполнения трудозатратных работ или при работе с большим количеством пиломатериалов.
Производственные устройства
Рейсмусы, используемые в промышленных целях, требует организации специального места для их установки. Подача пиломатериала в них происходит автоматически. Функционируют они за счёт электропитания от сети.
Промышленные рейсмусы обладают большой мощностью, поэтому для правильной и долгосрочной работы они дооборудованы необходимой встроенной системой охлаждения.
Они характеризуются наличием следующих функций:
максимальной мощности;
высокой скорости строгания;
возможности производить глубокие пропилы деталей и заготовок.
Ножи у таких станков могут располагаться с обеих сторон или находиться сверху. А также станок имеет в своей конструкции вращающийся барабан и двойную стойку.
Производственные рейсмусы снабжены специальным устройством, с помощью которого осуществляется управление его работой, благодаря чему имеется возможность устанавливать требуемую глубину пропила.
Критерии выбора
Сегодня рынок подобных станков заполнен оборудованием различного вида. Можно приобрести строгально-рейсмусовые или фуговально-рейсмусовые станки как российского производства, так и изготовленные в Японии или Китае.
А также широко представлены модели, произведённые в некоторых европейских странах. Планируя покупку рейсмуса для различных целей, обязательно обращайте внимание на такие факторы:
Качество его изготовления и функциональные особенности станка.
Цель, в соответствии с которой покупается станок. Если требуется обработка деталей для дома, не нужно приобретать дорогостоящие модели. Вполне можно использовать компактные бюджетные варианты.
Перед покупкой станка можно почитать отзывы об этом оборудовании и принять решение о приобретении нужной модели.
Wood Комбинированный строгально-рейсмусовый станок — Группа SCM
Деревообрабатывающее оборудование SCM включает в себя все технологии деревообработки, ремесленного производства и промышленности.
Рейсмусовый станок представляет собой комбинированный деревообрабатывающий станок, объединяющий операции рейсмусового и рейсмусового станков.
Комбинированные строгально-рейсмусовые станки Scm позволяют быстро переключаться с одного процесса на другой.
Быстрое переключение с рейсмусового станка на рейсмусовый станок имеет важное значение для работы столяров или энтузиастов-сделай сам, которым приходится работать с одной деталью; Таким образом, в отличие от массового производства, когда вы пропускаете несколько деталей на одном из станков, прежде чем переходить на другой, в этом случае одна деталь обрабатывается на обоих станках, а скорость переключения с одного станка на другой облегчает их работу и Быстрее.
Комбинированные строгально-рейсмусовые станки Scm компактны и прочны и подходят для очень гибкого производства. Идеально подходит для требовательных мастеров и столяров.
ПодробнееЗакрыть
Непобедимый фс 7
дополнительная гарантия
нова фс 520
дополнительная гарантия
нова фс 410
дополнительная гарантия
минимакс fs 52es
минимакс фс 41es
минимакс FS 41e
минимакс FS 41c
минимакс фс 30с
минимакс фс 30г
Часто задаваемые вопросы
Не отказываюсь ли я от некоторых преимуществ, переходя на комбинированный фуганок/строгальный станок по сравнению с отдельными машинами?
Это зависит от вашей ситуации и места. На мой взгляд, для магазина на одного или двух человек в небольшом помещении комбо — единственный выход, и я бы сказал, что это не очень близкое или справедливое сравнение. Стандарт для большинства небольших магазинов, в которых я был за последние 40 с лишним лет, — это 6-дюймовый фуганок (может быть, 8-дюймовый, если они могут его поместить) и 12-дюймовый рубанок для ланч-боксов (или, может быть, 15-дюймовый отдельно стоящий). И они должны быть на колесах и / или храниться, когда они не используются. Сколько раз вы получали доски шире 6-8”? Довольно часто. Шире 12 дюймов? Не так много, по крайней мере, не с обыкновенными акциями. При использовании 12-дюймового или 16-дюймового фуговально-фуговального станка потребуется гораздо меньше обходных путей, в большинстве случаев большая производительность, большая мощность, лучшее качество — и он займет вдвое меньше места. Все за меньшие деньги (если сравнивать одинаковые размеры) или чуть больше денег, если сравнивать со «Стандартом», о котором мы говорили выше.
Читать далее Закрывать
Почему европейские фуговально-строгальные станки обычно имеют более короткие станины, чем отдельные фуганки той же ширины?
В первую очередь они предназначены для экономии места, поэтому более длинная кровать не имеет смысла. Если учесть, что большинство небольших магазинов сосредоточено на деталях мебели, то на самом деле не так уж много требуется для выпрямления, окантовки или выравнивания лица размером более 72 дюймов или меньше. Если вы не делаете молдинг, вам не нужны более длинные доски, и нет смысла соединять кромку или поверхность с молдингом. Просто утолщите его и придайте форму профилю. Ему просто не нужна такая точность, и это невероятно расточительно, часто приводя к 3-4 футам непригодного материала от 10-футовой доски. В тех случаях, когда вам нужно работать с 8-футовой или более длиной, например, для столешницы обеденного стола, вы можете приобрести системы расширения у нескольких поставщиков послепродажного обслуживания или сделать свои собственные. Эти комбинированные машины, как правило, ориентированы на ширину больше, чем на длину, и вы обнаружите, что они гораздо более практичны, полезны и красивы благодаря большим возможностям дизайна, которые предлагает более широкий ассортимент.
Читать далее Закрывать
Переключение не представляет большой сложности?
Одна минута на изменение. Средний мебельный проект требует, может быть, 1 час общего времени фрезерования между функциями фуганка и строгального станка и максимум 1-3 переналадки в течение этого часа. Теперь сравните это с отдельными машинами меньшей мощности, а также с обеими машинами на колесах и/или хранящимися отдельно. Чтобы перейти от фуганка к строгальному станку, вам нужно убрать одну машину с дороги и придвинуть другую. Переключите шланг для сбора пыли, электрическое соединение. Вот вы говорите 3-5 минут на переналадку, а хлопот больше. Я испытал оба мира, и это даже не близко — комбинированная машина намного быстрее.
Читать далее Закрывать
Вам приходится каждый раз настраивать фуганок, когда вы переходите от строгального станка к фуганку?
Не для Minimax. Все регистрируется и обрабатывается с точностью. После установки вы можете надежно возвращаться к одной и той же точной настройке снова и снова, без необходимости что-либо перенастраивать.
Читать далее Закрывать
Какая режущая головка мне подойдет: винтовая головка Xylent или прямой нож Tersa System?
Это своего рода «Отличный вкус!… Меньше начинки!» дебаты. И Tersa, и Xylent — отличные системы. Если вы больше относитесь к ремесленному цеху, у Tersa, вероятно, есть преимущество, а если вы больше относитесь к производственному цеху, то преимущество, вероятно, достается Xylent. Вопреки распространенному мнению, шуму и болтовне в Интернете, тесты снова и снова показывают, что наилучшая отделка по-прежнему достигается с помощью свежезаточенного прямого ножа, такого как Tersa. Тем не менее, вы можете увеличить время между заменами ножей с помощью твердосплавных ножей, установленных на сегментированных спиральных головках. Обе системы представляют собой интеллектуальные и элегантные решения, не требующие настройки ножа. С помощью Tersa вы можете заменить ножи менее чем за 2 минуты, а в зависимости от размера рубанка и диаметра вашей головки на поворот всех ножей на головке Xylent может уйти 7–10 минут. Обе системы тише, чем стандартная головка Tersa, потому что ее ножи всего на 2 мм выступают над корпусом режущей головки, однако, если для вас очень важна тихая система, то головка Xylent издает меньше шума.
Читать далее Закрывать
Почему на чугунных рабочих столах есть канавки, а не шлифованные?
Процесс фрезерования на столе имеет преимущество перед гладкими поверхностями и обходится дороже. Это также более эффективно. Это может быть чрезвычайно выгодно на фуганке или строгальном столе. По мере того, как поверхность доски становится более плоской, она приобретает большее сопротивление площади поверхности и создает больше вакуума между поверхностью и столом. Таким образом, становится труднее нажимать. Канавки затрудняют создание вакуумного эффекта. Это тонко, но вы заметите разницу.
Читать далее Закрывать
Какие преимущества у фуговально-фуговальных станков Minimax перед конкурентами?
Есть несколько. С точки зрения использования фуганки/фуговальные станки Minimax имеют наилучшее и самое быстрое время переналадки, главным образом благодаря тому факту, что с Minimax стол строгального станка не должен быть полностью опущен при использовании фуганка. Это может добавить до 25 оборотов позиционного колеса в каждую сторону каждый раз, когда вы переключаетесь между фуганком и рубанком. У других производителей пылеотвод заканчивается на противоположных сторонах машины, но не у Minimax — наш пылезащитный порт заканчивается в одном и том же месте для каждой функции, поэтому вам не нужно иметь более длинный шланг и перемещать его. или переставьте пылесборник. В целом, на станках Minimax вы также найдете более тяжелые компоненты, более толстые отливки, лучшее фрезерование. А из-за более жестких допусков машины Minimax будут сохранять свои настройки в течение более длительного периода времени. Забор Minimax длиннее, выше и жестче, и его можно зафиксировать в двух точках для нулевой гибкости по сравнению с консольной конструкцией других. У вас также есть более разнообразные варианты режущих головок. Базовая конструкция Minimax насчитывает 40 или более лет, и машины всех эпох до сих пор популярны в магазинах по всему миру.
Читать далее Закрывать
Лучший настольный рейсмусовый станок — линейный
Настольный рейсмусовый станок — незаменимая часть оборудования для любой деревообрабатывающей мастерской. Эти строгальные станки — отличный вариант для небольших домашних столярных мастерских и подрядчиков, которым нужен портативный вариант. Несмотря на то, что настольные рейсмусовые станки не такие большие и мощные, как полноразмерные цеховые рейсмусовые станки, они все же способны эффективно строгать широкий спектр деревянных изделий. Рейсмусовые станки позволяют пользователям приобретать более широкий ассортимент древесного сырья (часто по более низким ценам) и фрезеровать древесину до точных размеров, необходимых для проекта.
Рейсмусовые станки выполняют 3 важные задачи в деревообработке и плотницком деле:
Выравнивание заготовок
Выравнивание поверхностей доски
Доведение заготовки до постоянной и определенной толщины , однако они также часто используются плотниками по отделке и отделке в мастерской, а иногда и в полевых условиях. С острыми ножами поверхность строганной доски часто бывает достаточно гладкой для покраски или даже прозрачной отделки. Для нашего тестирования мы выбрали следующие строгальные станки (перейдите по ссылкам на страницу производителей на каждом строгальном станке):
Дельта 22-555
Дельта 22-590
DEWALT 734
DEWALT 735X
Makita 2012NB
Кабель Porter PC-1031 R4331
Triton TPT 125
Для этого Head test мы сосредоточились на строгании нескольких различных пород древесины, отделке поверхности, мощности и цене. Ниже приводится подробное обсуждение нашего тестирования и оценки.
Портативные рейсмусовые станки должны вмещать большую мощность в маленькую площадь, которую можно разумно перемещать по цеху или на рабочую площадку. Но даже в рамках этого ограничения есть существенные различия в размерах и весе протестированных нами машин. Но каждая машина способна строгать доски шириной от 12 до 13 дюймов и высотой 6 дюймов. Особенности и различия показаны в списках ниже.
Delta 22-555
Вес: 58 фунтов
Вместимость (ширина): 13″
Макс. глубина резания: 3/32″
Макс. 9400 об/мин
Количество куттерных ножей: 2
Скорость подачи (футов в минуту): 28
Длина разгрузочного стола: 6-7/8″
Вес Delta 22-590 фунтов
9 131
Размер (ширина): 13″
Макс. глубина резания: 1/8″
Максимальная высота заготовки: 6″
Скорость холостого хода: 10000 об/мин
Количество куттерных ножей: 3
Скорость подачи (футов в минуту): 26
Длина разгрузочного стола: 12-1/2″
61
61
DEWALT DW734
Вес: 80 фунтов
Вместимость (ширина): 12-1/2″
Макс. глубина резания: 1/8″
Макс. 10000 об/мин
Количество куттерных ножей: 3
Скорость подачи (футов в минуту): 24
Длина разгрузочного стола: 11-1/4″
DEWALT DW735X
Вес: 92 фунта
Вместимость (ширина): 13″/901 глубина реза:
Макс. 901 131
Максимальный запас высота: 6″
Скорость холостого хода: 10000 об/мин
Количество куттерных ножей: 3
Скорость подачи (футов в минуту): 14 (низкая) 26 (высокая)
02 Для этой оценки мы использовали несколько пород дерева, чтобы получить хорошее представление о производительности. В нашем тестировании мы использовали следующие платы:
1×4 Настил из красного дерева
1×6 Белый дуб
1×6 Твердый клен
1 x 8 Тополь
:
Осмотр и регулировка перед испытанием. Мы проверили уровень столов подачи и разгрузки, отрегулировали их и отметили, насколько простым или сложным был процесс.
Скорость подачи (скорость) — мы измерили скорость подачи без нагрузки каждого фрезы и сравнили ее со скоростью подачи под нагрузкой для различных типов материалов. По нашему мнению, это дает представление о том, насколько мощные двигатели.
Максимальная глубина пропила. Для этой оценки мы измерили потребляемый ток для каждого рейсмусового станка при строгании под нагрузкой нескольких различных типов древесины. Опять же, по нашему мнению, это помогает сравнить мощность двигателей в процессе глиссирования.
Точность глубины резания. Для этой оценки мы хотели посмотреть, насколько точно рубанки удаляют заданную глубину. У каждого рубанка есть циферблат, который при повороте на указанную величину теоретически удаляет заданную глубину за один проход. Мы сравнили, насколько точно каждый рубанок смог удалить фиксированную глубину, основываясь на циферблате.
Snipe Evaluation – Snipe довольно часто встречается у рейсмусовых станков, особенно у настольных моделей, подобных тем, что представлены в этой оценке. Мы сравнили длину бекаса для каждого строгального станка и типа материала.
Оценка отделки поверхности. В конечном счете, отделка поверхности очень важна, особенно если отделка сокращает время на подготовку обрабатываемой детали к покраске, морилке и/или прозрачной отделке. Мы нанесли синий мел на поверхность досок, чтобы улучшить визуальный осмотр в сочетании с физическим осмотром (ощупыванием поверхности), чтобы оценить качество поверхности для каждого строгального станка.
Оценка замены лезвия. Наконец, мы измерили время, необходимое для замены лезвия на этих рубанках. Замена лезвий — необходимая задача для любого рейсмусового станка, поэтому мы хотели сравнить их.
Гарантийное покрытие — мы суммировали все гарантии.
Цены — мы указываем текущие цены на момент публикации.
Предтестовый осмотр и регулировка
Перед днем тестирования мы распаковали настольные рейсмусовые станки и установили оборудование с коллекторами для сбора пыли (если таковые имеются) и надели аксессуары. В частности, мы отрегулировали входной и выходной столы, чтобы каждый из них находился на одном уровне со станиной строгального станка.
Чрезвычайно важно, чтобы столы подачи и подачи были выровнены, чтобы иметь последовательные и репрезентативные тесты. Точность столов при поставке варьировалась в зависимости от модели. Мы отрегулировали входной и выходной столы отдельно, а затем проверили их уровень по всей машине. Наихудшее измеренное вертикальное отклонение от плоскости на краю разгрузочного стола почти на 1/8 дюйма над поверхностью рубанка. Все машины, кроме DEWALT DW735X, нуждались в незначительных корректировках, чтобы достичь ровной поверхности.
В большинстве строгальных станков используется болт для регулировки стола по вертикали с затянутой гайкой, удерживающей регулировочный болт на месте. Все устройства имели одинаковую настройку стола, кроме одной. Мы были очень впечатлены рубанком Makita и его регулировкой с помощью установочного винта. Станок Makita имел, безусловно, самый простой метод регулировки из всех рубанков. До четырех установочных винтов было легко добраться, и нам было легко установить правильные настройки.
Мы не собираемся ранжировать эту категорию, так как считаем, что настольный магазинный инструмент, подобный этому, всегда требует некоторой настройки и тонкой настройки. Из 8 строгальных станков у Makita определенно лучшая система для выполнения этих настроек.
Сбор пыли
Хотя мы не оценивали сбор пыли, стоит кратко остановиться на этом. Рейсмусовые станки производят большие объемы древесной стружки и пыли, вероятно, больше, чем любой другой инструмент в столярной мастерской. Все рубанки (за исключением одного) поставляются с пылезащитным кожухом, чтобы их можно было прикрепить к пылесборнику. Porter-Cable не поставляется с кожухом (подписчик на нашем канале YouTube говорит, что он доступен для ПК от Delta, номер детали Delta 50-359)., так что, может быть, вы можете найти его). Так что любой, кто заинтересован в этой модели, должен планировать много уборки после строгания. Все остальные протестированные строгальные станки работали хорошо при подключении к заводскому пылесборнику с небольшими различиями в производительности между различными моделями.
Подача (скорость) – Winner DEWALT DW735X
Мы записали подачу на холостом ходу для каждого станка. Для этого мы регулировали глубину каждого рубанка до тех пор, пока он не соприкоснется с древесиной, но не достигнет глубины, на которой режущие лезвия коснутся дерева. Чтобы записать скорость подачи без нагрузки для отрезка древесины длиной 45 дюймов (такая же длина образцов, которые мы будем прогонять через строгальный станок), мы использовали более длинную доску (60 дюймов) с двумя метками на каждом конце, которые находились на расстоянии 45 дюймов друг от друга. Это позволило нам визуально засечь 45-дюймовую секцию, когда она проходила через контрольную точку на рубанке. Для каждого фрезы мы провели этот тест три раза и использовали среднее значение этих времен для сравнения скорости подачи без нагрузки и с полной нагрузкой каждой машины.
На приведенном выше рисунке показана скорость подачи на холостом ходу для каждой машины, а также скорость подачи каждой машины для каждого образца древесины. Мы искали, какие строгальные станки имеют достаточную мощность, чтобы поддерживать скорость подачи без нагрузки для различных строганых досок.
Выше вы можете увидеть график, показывающий отношение скорости подачи без нагрузки к средней скорости подачи с нагрузкой (средняя скорость подачи для материалов, которые мы строгали). Это просто дает хорошее относительное сравнение того, как двигатели работают под нагрузкой. DEWALT 735X и Triton TPT125 смогли поддерживать скорость подачи намного ближе к скорости холостого хода по сравнению с остальными моделями.
Мы ранжировали эту категорию, так как это отличный способ оценить мощность рубанков. В тройку лидеров вошли DEWALT 735X, Triton TPT125 и Delta 22-590.
Производительность при максимальной глубине резания
Мы хотели узнать, как работает каждая машина при максимальных нагрузках (что является результатом резки на максимальной глубине за один проход, рекомендованной производителем). В частности, мы хотели знать, какой рубанок потреблял больше энергии (максимальное потребление тока) и какой из них имел наилучшие характеристики подачи по сравнению с его состоянием без нагрузки.
Во время этого теста мы устанавливали каждый рубанок на максимальную глубину резания (согласно рекомендациям производителя) – обычно 3/32 дюйма. Мы прогнали четыре вида древесины через строгальные станки и записали время реза и профиль силы тока для каждого реза. Каждый образец древесины для каждой машины имел длину 45 дюймов. Это была та же продолжительность теста скорости без нагрузки. Наша команда установила записывающий амперметр FLUKE 3001 FC, который измерял значения с интервалом в одну секунду и отправлял данные по беспроводной связи на наш компьютер для последующего анализа.
Образцы древесины, которые мы использовали в этом тесте, представляли собой настил красного дерева 1×4, тополь 1×8, дуб 1×6 и клен 1×6. Мы знали, что тополь 1×8 при максимальной глубине резания потребует от этих рубанков мощности. Мы также хотели посмотреть, как различные твердые породы дерева повлияют на возможности строгального станка.
Хотя мы не ранжируем эту категорию, мы считаем, что данные интересны и информативны. Как вы можете видеть выше, DEWALT DW735X потребляет довольно серьезные усилители под нагрузкой. Это указывает на гораздо более мощный двигатель в этом агрегате. Разница в мощности была очевидна во время операций по глиссированию, так как казалось, что ему все равно, через что мы проедем. Но важно отметить, что если вы собираетесь купить DEWALT DW735X, у вас ДОЛЖНА быть выделенная цепь на 20 А, поскольку она не будет хорошо работать в цепи на 15 А.
Точность глубины резания – Winner DEWALT DW734
Настольные рейсмусовые станки оснащены циферблатом, используемым для перемещения режущих головок вверх и вниз для установки глубины резания. На каждой модели циферблат показывает, насколько головки перемещаются вверх и вниз за один оборот циферблата. Мы использовали штангенциркуль для измерения средней толщины каждого образца древесины до и после удаления 3/32″. Затем мы сравнили, насколько точно каждый рубанок смог это сделать, и перечислили среднее отклонение от 3/32″.
Как вы можете видеть выше, DEWALT DW734 показал лучшие результаты со средним отклонением от 3/32″ чуть менее 2 тысячных дюйма. DEWALT DW735X занял второе место с показателем чуть более 4 тысячных дюйма, за ним следует Ridgid R4331 с показателем чуть более 5 тысячных дюйма. Последнее место занял Triton, у которого среднее отклонение составило чуть более 3 сотых дюйма.
Оценка бекаса
Мы проверили, сколько материала будет «потеряно» при бекасе. Мы уже отрегулировали столы каждого строгального станка, чтобы они были плоскими и выровнены по отношению к станине строгального станка, до проведения бекасов.
Команда TBB выбрала древесину клена для бекасного теста. Мы подумали, что более светлый цвет и плотная структура волокон клена могут показать местоположение и глубину любых бекасов лучше, чем другие породы дерева. Для этого теста мы установили все рубанки на одинаковую глубину 3/32 дюйма. Каждый кусок дерева начинался с первого ролика строгального станка, и мы не трогали образец до тех пор, пока он не останавливался за выходным роликом. Затем на последние 6 дюймов доски натерли порошок синего мела, чтобы визуально выделить состояние бекаса. Наконец, мы отметили «гребень» каждого бекаса, чтобы мы могли измерить количество материала, которое каждый строгальный станок произвел для отходов, если бекасы были отрезаны для использования материала одинаковой толщины.
Эти данные интересны тем, насколько точно длина бекаса коррелирует с расстоянием между роликами внутри строгальных станков и режущими головками. Длина бекаса на всех протестированных нами моделях почти соответствует этому расстоянию. Хорошая вещь здесь в том, что бекас должен быть предсказуемым для каждой модели и позволять пользователям планировать соответствующим образом. Пользователи DEWALT DW735X в конечном счете «потратят» больше материала в течение срока службы рубанка. Тем не менее, поскольку все планеры имеют относительно одинаковое количество бекасов, мы также не оцениваем эту категорию, а скорее позволяем вам увидеть, как они все сравнивались.
Оценка шероховатости поверхности – Winner DEWALT DW735X
Другим важным фактором при оценке производительности настольного рейсмусового станка является шероховатость поверхности. Настольные рейсмусовые станки используют набор вращающихся лезвий, чтобы «сбрить» поверхность строгаемой доски. В результате вращательного движения лезвия небольшие кусочки удаляются, когда каждое лезвие соприкасается с поверхностью, в результате чего на поверхности строганной доски могут оставаться очень небольшие выступы (часто называемые следами фрезерования).
Строгальные станки также могут отрывать небольшие кусочки (гребешки) от поверхности. Между метками фрезерования и фестонами доске может потребоваться большее или меньшее количество шлифовки для создания готовой поверхности, которая будет хорошо воспринимать краску, морилку или прозрачную отделку.
Мы нанесли синий мел на поверхность, чтобы выделить следы фрезерования и гребешки для визуального осмотра. Мы также оценивали гладкость, просто ощупывая поверхности. Хотя это очень субъективно, мы ранжировали строгальные станки на основе образцов Maple, показанных ниже.
В то время как все строгальные станки давали «гладкую» поверхность на ощупь, были различные вариации гладкости в результате следов фрезерования и фестонов. DEWALT DW735X был безусловно лучшим из всех образцов, которые мы строгали. Амплитуда следов фрезерования была постоянно меньше, и было очень мало «зазубрин» поверхности по сравнению со всеми другими рубанками. Вероятно, это связано с мощным двигателем и отличными лезвиями. Кроме того, модель 735 имеет три лезвия в режущей головке. На втором месте оказался Triton TPT125, за которым следует Ridgid R4331, занявший третье место. И у Triton, и у Ridgid были одинаковые результаты. На 4-м месте оказалась Delta 22-59.0 с минимальными следами фрезерования, но заметно более фестончатыми.
Оценка замены лезвий
Легко или сложно заменить лезвия на любой конкретной машине? Наша бригада взяла каждую машину и, вооружившись инструкциями и инструментами в нашей мастерской, заменила каждое лезвие на каждой машине. Очевидно, что рубанкам с тремя лезвиями потребуется больше времени, чем станкам с двумя лезвиями. Но проще ли этот процесс на одних машинах, чем на других?
Как вы можете видеть выше, время, необходимое для замены ножей на рубанках, варьировалось от чуть более 11 минут до чуть более 25 минут. Реальность такова, что пользователь может менять лезвия один или два раза в год (два раза было бы интенсивным использованием), поэтому разница с 11 до 25 кажется недостаточной, чтобы оправдывать выбор одной модели вместо другой. Поэтому мы не собираемся ранжировать эту категорию, просто поделимся данными, чтобы вы могли видеть, что замена лезвия не слишком сложна.
Гарантия
Гарантии действительно важны для некоторых пользователей, и многие из вас просили нас включить их в наши обзоры. Ниже приведен список гарантий, применимых к протестированным нами рубанкам. Хотя ранжирование гарантий может показаться простым, мы решили просто перечислить их, а не ранжировать. В конечном счете, гарантии могут быть сложным вопросом, и то, насколько легко вы можете получить гарантийное обслуживание, вероятно, будет столь же важно, как и количество лет покрытия. Мы позволим вам самостоятельно определить, какая гарантия вам подходит.
Оценка цены – Winner Porter-Cable PC305PT
Цена часто играет важную роль при определении того, какой инструмент лучше всего подходит для вас. В этом тесте существует огромная разница в цене от 300 долларов до более 600 долларов. Мы ранжируем их прямо от самой низкой до самой высокой с ценами, доступными на момент публикации. Мы понимаем, что существует «ценностное» предложение, на которое многие обратят внимание, но оно будет учитываться в нашем общем рейтинге, когда объединяются цена и другие категории. Лучшая цена — Porter-Cable PC305PT за 320 долларов, а самым дорогим — Makita 2012NB за 650 долларов.
Абсолютный победитель в номинации «Лучший настольный рейсмусовый станок» — DEWALT DW735X
Здесь мы снова пытаемся ранжировать инструменты в нашем состязании и определить победителя. Чем больше мы это делаем, тем больше узнаем, и в этой оценке мы использовали несколько иной подход. Некоторые из категорий, которые мы намеревались оценить, мы решили не включать в окончательный рейтинг. Тем не менее, мы предоставили информацию из этой категории, так как считаем ее ценной для некоторых читателей.
Кроме того, чем больше мы делаем это, тем больше некоторые люди говорят о том, что они будут по-разному оценивать разные категории. Это отличная обратная связь, в конечном итоге нам нужно выбрать победителя (нашего победителя), но каждый из вас может взять данные, которые мы представили, и по-разному взвесить результаты, чтобы они наилучшим образом соответствовали вашим потребностям, и выбрать своего собственного победителя.
Ниже приведена таблица, показывающая, как каждый из 8 строгальных станков занял свое место в 4 категориях, которые мы учитывали в нашей окончательной оценке. На первом месте с большим отрывом оказался DEWALT DW735X. Это не стало для нас неожиданностью, так как некоторые из нас использовали этот строгальный станок в течение достаточно долгого времени, и, без сомнения, это действительно лучший настольный рейсмусовый станок на рынке.
Гидравлические гибочные прессы ProTech AccuraPro являются флагманами производства и идеально подходят для производственных сфер с малым объемом или широкой номенклатурой изделий на одну смену.
ProTech
ACCURAPRO 2100-40
2100
40
R-ось, Z-ось, X-ось
ProTech
ACCURAPRO 2600-100
2600
100
R-ось, Z-ось, X-ось
ProTech
ACCURAPRO 2600-135
2600
135
R-ось, Z-ось, X-ось
ProTech
ACCURAPRO 3100-100
3100
100
R-ось, Z-ось, X-ось
ProTech
ACCURAPRO 3100-135
3100
135
R-ось, Z-ось, X-ось
ProTech
ACCURAPRO 3100-175
3100
175
R-ось, Z-ось, X-ось
ProTech
ACCURAPRO 3100-220
3100
220
R-ось, Z-ось, X-ось
ProTech
ACCURAPRO 3100-300
3100
300
R-ось, Z-ось, X-ось
ProTech
ACCURAPRO 3100-400
3100
400
R-ось, Z-ось, X-ось
ProTech
ACCURAPRO 3700-135
3700
135
R-ось, Z-ось, X-ось
ProTech
ACCURAPRO 3700-175
3700
175
R-ось, Z-ось, X-ось
ProTech
ACCURAPRO 3700-220
3700
220
R-ось, Z-ось, X-ось
ProTech
ACCURAPRO 3700-300
3700
300
R-ось, Z-ось, X-ось
ProTech
ACCURAPRO 3700-400
3700
400
R-ось, Z-ось, X-ось
ProTech
ACCURAPRO 4100-135
4100
135
R-ось, Z-ось, X-ось
ProTech
ACCURAPRO 4100-175
4100
175
R-ось, Z-ось, X-ось
ProTech
ACCURAPRO 4100-220
4100
220
R-ось, Z-ось, X-ось
ProTech
ACCURAPRO 4100-300
4100
300
R-ось, Z-ось, X-ось
ProTech
ACCURAPRO 4100-400
4100
400
R-ось, Z-ось, X-ось
ProTech
ACCURAPRO 4270-135
4270
135
R-ось, Z-ось, X-ось
ProTech
ACCURAPRO 4270-175
4270
175
R-ось, Z-ось, X-ось
ProTech
ACCURAPRO 4270-220
4270
220
R-ось, Z-ось, X-ось
ProTech
ACCURAPRO 4270-300
4270
300
R-ось, Z-ось, X-ось
ProTech
ACCURAPRO 4270-400
4270
400
R-ось, Z-ось, X-ось
ProTech
ACCURAPRO 6100-220
6100
220
R-ось, Z-ось, X-ось
ProTech
ACCURAPRO 6100-300
6100
300
R-ось, Z-ось, X-ось
ProTech
ACCURAPRO 6100-400
6100
400
R-ось, Z-ось, X-ось
ProTech
ACCURAPRO 6100-500
6100
500
R-ось, Z-ось, X-ось
ProTech
ACCURAPRO 6100-600
6100
600
R-ось, Z-ось, X-ось
ProTech
ADVANCEPRO
1500—6100
40—600
Гидравлические листогибочные прессы ProTech серии AdvancePro спроектированы по следующим основным принципам: простота и универсальность в эксплуатации, высокая производительность и безотказность, максимально сбалансированное соотношение «цена-качество».
ProTech
ADVANCEPRO 1500-40
1500
40
R-ось, X-ось
ProTech
ADVANCEPRO 2100-40
2100
40
R-ось, X-ось
ProTech
ADVANCEPRO 2600-100
2600
100
R-ось, X-ось
ProTech
ADVANCEPRO 2600-135
2600
135
R-ось, X-ось
ProTech
ADVANCEPRO 3100-100
3100
100
R-ось, X-ось
ProTech
ADVANCEPRO 3100-135
3100
135
R-ось, X-ось
ProTech
ADVANCEPRO 3100-175
3100
175
R-ось, X-ось
ProTech
ADVANCEPRO 3100-220
3100
220
R-ось, X-ось
ProTech
ADVANCEPRO 3100-300
3100
300
R-ось, X-ось
ProTech
ADVANCEPRO 3100-400
3100
400
R-ось, X-ось
ProTech
ADVANCEPRO 3700-135
3700
135
R-ось, X-ось
ProTech
ADVANCEPRO 3700-175
3700
175
R-ось, X-ось
ProTech
ADVANCEPRO 3700-220
3700
220
R-ось, X-ось
ProTech
ADVANCEPRO 3700-300
3700
300
R-ось, X-ось
ProTech
ADVANCEPRO 3700-400
3700
400
R-ось, X-ось
ProTech
ADVANCEPRO 4100-135
4100
135
R-ось, X-ось
ProTech
ADVANCEPRO 4100-175
4100
175
R-ось, X-ось
ProTech
ADVANCEPRO 4100-220
4100
220
R-ось, X-ось
ProTech
ADVANCEPRO 4100-300
4100
300
R-ось, X-ось
ProTech
ADVANCEPRO 4100-400
4100
400
R-ось, X-ось
ProTech
ADVANCEPRO 4270-135
4270
135
R-ось, X-ось
ProTech
ADVANCEPRO 4270-175
4270
175
R-ось, X-ось
ProTech
ADVANCEPRO 4270-220
4270
220
R-ось, X-ось
ProTech
ADVANCEPRO 4270-300
4270
300
R-ось, X-ось
ProTech
ADVANCEPRO 4270-400
4270
400
R-ось, X-ось
ProTech
ADVANCEPRO 6100-220
6100
220
R-ось, X-ось
ProTech
ADVANCEPRO 6100-300
6100
300
R-ось, X-ось
ProTech
ADVANCEPRO 6100-400
6100
400
R-ось, X-ось
ProTech
ADVANCEPRO 6100-500
6100
500
R-ось, X-ось
ProTech
ADVANCEPRO 6100-600
6100
600
R-ось, X-ось
Baykal
1250—4100
40—300
Торсионные гидравлические листогибочные прессы этой серии комплектуются NC-контроллером и отличаются простотой управления в совокупности с экономичной ценой. Хорошо подходят для крупносерийного производства.
Baykal
APH 125040
1250
40
X-ось
Baykal
APH 21040
2100
40
X-ось
Baykal
APH 26090
2600
90
X-ось
Baykal
APH 31090
3100
90
X-ось
Baykal
APH 31120
3100
120
X-ось
Baykal
APH 31160
3100
160
X-ось
Baykal
APH 31200
3100
200
X-ось
Baykal
APH 31240
3100
240
X-ось
Baykal
APH 31300
3100
300
X-ось
Baykal
APH 41160
4100
60
X-ось
Baykal
APH 41200
4100
200
X-ось
Baykal
APH 41240
4100
240
X-ось
Baykal
APH 41300
4100
300
X-ось
Baykal
1250—8100
40—1000
Высокотехнологичная серия прессов характеризуется наличием разных вариантов компенсации (механическая, ручная и моторизованная), управляемыми осями (от 4-х), а также ЧПУ с двухмерной и трехмерной графикой. Хорошо подходят для задач по изготовлению сложных форм с минимумом переналадок.
Baykal
APHS 125040
1250
40
R-ось, Z-ось, X1-X2, R1-R2
Baykal
APHS 21060
2100
60
R-ось, Z-ось, X1-X2, R1-R2
Baykal
APHS 26090
2600
90
R-ось, Z-ось, X1-X2, R1-R2
Baykal
APHS 31090
3100
90
R-ось, Z-ось, X1-X2, R1-R2
Baykal
APHS 31120
3100
120
R-ось, Z-ось, X1-X2, R1-R2
Baykal
APHS 31160
3100
160
R-ось, Z-ось, X1-X2, R1-R2
Baykal
APHS 31160 Moses
3100
160
R-ось, Z-ось, X1-X2, R1-R2
Baykal
APHS 31200
3100
200
R-ось, Z-ось, X1-X2, R1-R2
Baykal
APHS 31240
3100
240
R-ось, Z-ось, X1-X2, R1-R2
Baykal
APHS 31300
3100
300
R-ось, Z-ось, X1-X2, R1-R2
Baykal
APHS 31440
3100
440
R-ось, Z-ось, X1-X2, R1-R2
Baykal
APHS 41160
4100
160
R-ось, Z-ось, X1-X2, R1-R2
Baykal
APHS 41200
4100
200
R-ось, Z-ось, X1-X2, R1-R2
Baykal
APHS 41240
4100
240
R-ось, Z-ось, X1-X2, R1-R2
Baykal
APHS 41300
4100
300
R-ось, Z-ось, X1-X2, R1-R2
Baykal
APHS 41440
4100
440
R-ось, Z-ось, X1-X2, R1-R2
Baykal
APHS 611000
6100
1000
R-ось, Z-ось, X1-X2, R1-R2
Baykal
APHS 61240
6100
240
R-ось, Z-ось, X1-X2, R1-R2
Baykal
APHS 61300
6100
300
R-ось, Z-ось, X1-X2, R1-R2
Baykal
APHS 61380
6100
380
R-ось, Z-ось, X1-X2, R1-R2
Baykal
APHS 61440
6100
440
R-ось, Z-ось, X1-X2, R1-R2
Baykal
APHS 61500
6100
500
R-ось, Z-ось, X1-X2, R1-R2
Baykal
APHS 61600
6100
600
R-ось, Z-ось, X1-X2, R1-R2
Baykal
APHS 61800
6100
800
R-ось, Z-ось, X1-X2, R1-R2
Baykal
APHS 811000
8100
1000
R-ось, Z-ось, X1-X2, R1-R2
Baykal
APHS-C
1250—4100
40—300
Серия прессов с управляемыми осями (до 4-х), а также ЧПУ с двухмерной графикой для запоминания программ. Благодаря простоте конструкции, являются оптимальными по соотношению «цена-качество» Хорошо подходят для большинства производственных задач по гибке.
Baykal
APHS-С 125040
1250
40
R-ось, X-ось
Baykal
APHS-С 21060
2100
60
R-ось, X-ось
Baykal
APHS-С 26090
2600
90
R-ось, X-ось
Baykal
APHS-С 31090
3100
90
R-ось, X-ось
Baykal
APHS-С 31120
3100
120
R-ось, X-ось
Baykal
APHS-С 31160
3100
160
R-ось, X-ось
Baykal
APHS-С 31200
3100
200
R-ось, X-ось
Baykal
APHS-С 31240
3100
240
R-ось, X-ось
Baykal
APHS-С 31300
3100
300
R-ось, X-ось
Baykal
APHS-С 41160
4100
160
R-ось, X-ось
Baykal
APHS-С 41200
4100
200
R-ось, X-ось
Baykal
APHS-С 41240
4100
240
R-ось, X-ось
Baykal
APHS-С 41300
4100
300
R-ось, X-ось
ProTech
BASICPRO
1500—3700
40—300
ProTech BasicPro является недорогим и эффективным решением, оптимальным для малого и среднего бизнеса, где в процессе работы не требуется частой переналадки станка.
ProTech
BASICPRO 1500-40
В наличии
1500
40
X-ось
ProTech
BASICPRO 2100-40
2100
40
X-ось
ProTech
BASICPRO 2600-100
2600
100
X-ось
ProTech
BASICPRO 2600-135
2600
135
X-ось
ProTech
BASICPRO 3100-100
3100
100
X-ось
ProTech
BASICPRO 3100-135
3100
135
X-ось
ProTech
BASICPRO 3100-175
3100
175
X-ось
ProTech
BASICPRO 3100-220
3100
220
X-ось
ProTech
BASICPRO 3100-300
3100
300
X-ось
ProTech
BASICPRO 3700-135
3700
135
X-ось
ProTech
BASICPRO 3700-175
3700
175
X-ось
ProTech
BASICPRO 3700-220
3700
220
X-ось
ProTech
BASICPRO 3700-300
3700
300
X-ось
Baykal
APHS-NEO 31200
Архив
3100
200
R-ось, Z-ось, X1-X2, R1-R2
Система ЧПУ для листогибочных машин
Предлагаем системы ЧПУ для листогибочных машин, а также поставляем укомплектованные листогибы с ЧПУ для оптимизации труда и повышения рентабельности производства. Система ЧПУ способна значительно уменьшить затраты временных и физических ресурсов при работе с листогибами и значительно повысить производительность. Гибочный станок с ЧПУ увеличивает эффективность всего производства, позволяя наращивать объем продукции.
Преимущество системы ЧПУ для листогибочных машин в скорости и минимуме затрат при управлении листогибочным станком. Система визуализирует процесс и облегчает контроль за гибкой металла. Данная программа универсальна и способна быстро перенастраиваться на производство различных моделей деталей и профилей. По умолчанию в базе деталей есть уже заготовленные шаблоны для самых распространённых видов гиба. В случае, когда требуется добавить свою модель, листогибочную машину легко настроить под необходимые параметры.
Для настройки ЧПУ гибочного станка достаточно ввести следующие координаты заготовки: длина, угол и точки гиба, а также необходимость поворота детали в процессе производства. Далее программа сделает всё самостоятельно. Листогибочный станок с ЧПУ превосходит непрограммируемые аналоги и дает возможность вывести производство на новый уровень.
При запуске ЧПУ выбирается нужная конфигурация профиля гибки. Профиль можно выбрать из уже существующих или занести в базу ЧПУ с USB накопителя. После чего выбрав вид профиля ЧПУ переходит в рабочий режим и начинает гибку детали, которая сопровождается выводом на монитор информации о стадии процесса гибки – к примеру: «Поверните заготовку», «Работает упор», «Деталь готова»… Так же в нижней части визуального монитора отображаются положение механического упора и угол гибки детали.
Выбор профиля показан на рисунке ниже:
На рисунках ниже Вы можете видеть весь процесс гибки листа металла отображаемый на мониторе листогиба с ЧПУ.
Для отображения изображений в максимальном разрешении кликните левой кнопкой мыши на картинке.
Для получения более подробных сведений о работе с листогибочными станками оснащёнными ЧПУ, получения дополнительных характеристик о размерах, способах подключения и т. п. — свяжитесь с нашими специалистами по телефонам указанным в нижней части сайта.
Благодаря системе ЧПУ листогибочной машины возможна имитация гибки металла. Ее можно применять для точной настройки управления производством детали, что позволяет избежать неточностей и отладить работу листогиба для каждой конкретной заготовки. При этом становится возможным процесс гибки различных профилей как круглого, так и овального сечения, что показано на рисунках ниже.
Цена на гибочный станок для листового металла зависит от целого ряда условий. Конечно, гибочный станок для листового металла простого типа, без ЧПУ, будет стоить несколько дешевле. Но станки с ЧПУ намного производительнее и дают гораздо больший выигрыш в доходах по сравнению со своей стоимостью – за счет гораздо большей производительности, точности и скорости, снижающих влияние человеческого фактора. Заказать листогиб с ЧПУ, либо доукомплектовать Ваш листогибочный станок системой ЧПУ можно связавшись с нашими менеджерами по телефонам в нижней части сайта.
Как работает листогибочный станок с ЧПУ
Как работает листогибочный станок с ЧПУ jstmachine2023-04-06T23:56:23+08:00
Как работает станок для гибки металла с ЧПУ? Станок для гибки листового металла с ЧПУ — это машина, которая может сгибать тонкие листы. Гибка с ЧПУ, управляемая компьютером, — это производственный процесс для листогибочных прессов с ЧПУ. Листогибочный станок с ЧПУ в основном включает в себя кронштейн, рабочий стол и зажимную пластину. Рабочий стол состоит из основания и прижимной пластины. Основание соединено с прижимной планкой посредством шарниров.
В области производства металлов с ЧПУ исследования интеллектуального управления в реальном времени применимы во многих аспектах. Он включает в себя адаптивное управление, управление трансом, управление нейронной сетью, экспертное управление и управление с прямой связью. Металлический лист может быть изготовлен из различных заготовок. Он может легко работать с боковой панелью, так как электромагнитный зажим используется на листогибочном станке с ЧПУ.
Этот листогибочный станок с ЧПУ оснащен графическим интерфейсом. Система управления может автоматически регулировать работу в соответствии с различными производственными процессами. Пользовательский интерфейс представляет собой диалоговый интерфейс между системой и пользователями. Графический пользовательский интерфейс подходит для всех типов пользователей, включая непрофессиональных пользователей. Им можно управлять через окна и меню.
Листогибочный станок с ЧПУ может выполнять множество функций. Он включает в себя графическое моделирование, графическое динамическое отслеживание, моделирование и быстрое программирование. Пользователи могут изменять системное программное обеспечение станка для гибки листового металла с ЧПУ в соответствии со своими потребностями. и сфера использования пользователя больше не ограничивается производителем. Станок для гибки листового металла с ЧПУ использует конструкцию инструмента нового поколения. Он имеет более широкие функции и более высокую надежность и может удовлетворить потребности различных пользователей.
Высокоточный листогибочный пресс с ЧПУ
9
9 5
Установите время удержания давления и расстояние горизонтальной остановки, а также отрегулируйте положение горизонтальной остановки .
Этапы работы по настройке станка для гибки листового металла. Например, положение блока на каждом шаге и количество гибочных листов.
Выберите передачу для непрерывной работы. механизм гибки нижнего пресса необходимо отрегулировать до уровня переключателя хода вверх. Опустите ногу, механизм изгиба при нажатии вниз автоматически нажимает. когда нажимается переключатель хода вниз, механизм горизонтальной остановки отступает, чтобы установить расстояние. и в то же время он автоматически защищает давление. время удержания станка для гибки листового металла с ЧПУ автоматически снижает давление. от момента разгерметизации до самого механизма гибки прижимного пресса. Возвратитесь, чтобы двигаться, в то время как горизонтальный стопорный механизм автоматически перемещается вперед, чтобы установить расстояние. при нажатии на выключатель отключения действие изгиба заканчивается, и начинается следующее изгибание.
Время изгиба текущего шага завершено, положение горизонтального экрана регулируется автоматически. и станок для гибки листового металла с ЧПУ переходит к следующему этапу гибки.
Что вы знаете о том, как работает станок для гибки листового металла с ЧПУ? Для получения дополнительных сведений об управлении листогибочным прессом для гибочных станков, пожалуйста, свяжитесь с нами для получения дополнительных обновлений.
2020-03-07
Получить предложение
Руководство по гибке с ЧПУ и гибке панелей — металлические компоненты и сборки на заказ
Гибка с числовым программным управлением (ЧПУ) и гибка панелей помогают изготавливать различные металлические компоненты. При определении того, является ли этот метод изготовления идеальным для конкретного продукта, важно понимать, что такое гибка панелей и как она работает. В Metal Works of High Point мы предлагаем ряд услуг по формовке металла с ЧПУ для уникальных спецификаций наших клиентов. Узнайте больше о гибке панелей с ЧПУ здесь.
Что такое изгиб панели?
Гибка панелей
— один из многих методов, используемых для изготовления листового металла. Автоматизированные и полуавтоматические процессы, такие как гибка панелей с ЧПУ, в которых используются чертежи CAD и CAM, позволяют производить металлические детали с жесткими допусками. Системы гибки панелей основаны на специально разработанных станках для гибки панелей. Этот процесс отличается от обычной гибки, которая обычно происходит на листогибочных прессах или прогрессивных штампах.
В зависимости от конкретных потребностей приложения процесс гибки с ЧПУ может включать различные типы гибки панелей, в том числе:
Острый — В крутых изгибах радиус меньше минимального радиуса изгиба, а центр радиуса сгибается для получения острого изгиба.
Радиус — Пользовательский радиус изгиба зависит от уникальных спецификаций заказчика.
Ступенчатый изгиб — Ступенчатый изгиб состоит из большого радиуса изгиба, разделенного на несколько меньших изгибов, которые образуют немного больший радиус.
Подгибка — Эти загибы состоят из краев листового металла, изогнутых на 180°, образующих подгибку на краю.
Преимущества гибки панелей
Гибка панелей
предлагает множество преимуществ, которые делают этот метод изготовления подходящим для многих применений. Этот процесс особенно хорошо работает для более крупных компонентов, поскольку он обычно более экономичен и может соответствовать более жестким допускам, чем другие методы. Кроме того, процессы гибки панелей требуют только одного оператора. Альтернативой может быть операция листогибочного пресса с участием двух человек, что более дорого, увеличивает вероятность ошибок и не допускает жестких допусков.
Листогибочные прессы в сравнении с панельными гибочными станками
Листогибочные прессы
и панельогибочные станки имеют некоторые ключевые отличия, о которых следует помнить. В то время как листогибочные прессы используют пуансон и набор штампов для придания формы материалам, в станках для гибки панелей с ЧПУ используются манипуляторы деталей вместе с гибочными узлами с лезвиями. Понимание различий между листогибочными прессами и панельогибочными станками может помочь вам определить, какой из них использовать для данного приложения.
Процесс гибки панели включает следующие этапы:
Манипулятор фиксирует заготовку перед панельногибочным станком.
Лезвия панелегиба сгибают заготовку, прикладывая усилие либо вверх, либо вниз.
Оператор поворачивает заготовку по мере необходимости, чтобы согнуть разные стороны.
После завершения гибки оператор вынимает готовый материал из панелегиба.
Размеры и особенности конструкции для гибки панелей
Нажмите, чтобы развернуть
В каждом проекте по гибке панелей существуют определенные конструктивные соображения и размеры, которые влияют на результат заготовки.
Линия изгиба
Линия сгиба — это прямая линия по обеим сторонам сгиба панели, которая показывает начало и конец сгиба.
Радиус изгиба
Радиус изгиба — это расстояние между осью изгиба и внутренней поверхностью изгиба. Наиболее часто используемым радиусом является угол 90°. Чтобы сэкономить время и деньги, Metal Works может изгибаться вверх или вниз в одной плоскости для более эффективного производства.
Детали часто необходимо сгибать с изгибом для достижения идеального радиуса и угла изгиба из-за остаточного напряжения в материале после изгиба, которое известно как пружинение. Минимальное значение изгиба зависит от конкретного материала и области применения, но в большинстве случаев радиус изгиба должен быть как минимум равен толщине материала, что помогает предотвратить растрескивание.
Угол изгиба
Угол изгиба или внутренний радиус изгиба — это угол от изогнутой полки до ее начального положения перед изгибом. Внутренний радиус изгиба плюс толщина листа дадут вам внешний радиус изгиба.
Нейтральная ось
Нейтральная ось – это часть металлического листа, которая остается несжатой и нерастянутой. Он остается постоянной длины.
К-фактор
Определяет, где находится нейтральная ось внутри изгибаемого материала. Формула для расчета К-фактора включает деление нейтральной оси (Т) на толщину листа (t). Значение К-фактора имеет тенденцию быть выше 0,25, но ниже 0,5.
Припуск на изгиб
Припуск на сгиб — это длина дуги сгиба или длина нейтральной оси между линиями сгиба. Вы можете использовать допуск на изгиб для расчета общей длины плоской детали, в частности, добавляя допуск на изгиб к длинам полки.
Защита от изгиба
Приложения используют разгрузку сгиба, если сгиб проходит по краю. Разгрузка изгиба не должна быть глубже, чем комбинация радиуса изгиба и толщины материала. Чтобы предотвратить разрыв, в процессе гибки требуется разгрузочная насечка.
Высота изгиба
Высота изгиба (H) должна быть как минимум в четыре раза больше толщины (t) листа, добавленной к радиусу изгиба (r). В противном случае слишком маленькая высота изгиба приведет к деформации детали. Формула расчета высоты изгиба следующая: H = 4t + r.
Изгиб рядом с отверстиями
Изгиб панели вблизи отверстий в заготовке может привести к деформации отверстий.
Гибка панелей с ЧПУ от металлургического завода
Эксперты Metal Works of High Point предлагают услуги по формовке и гибке металла с ЧПУ, адаптированные к потребностям вашего приложения. Мы используем листогибочные прессы и панельогибочные станки для достижения наилучших результатов в каждом проекте.
У нас есть опыт работы с широким спектром отраслей, включая погрузочно-разгрузочные работы, бытовую технику, телекоммуникации, транспорт, контрактную мебель, строительство и воздушные подъемники, а также производство электроэнергии. Вы можете узнать больше о нашей прошлой работе через наши тематические исследования.
С момента своего основания в 1992 году компания Metal Works of High Point превратилась в ведущего поставщика готовых решений для контрактного производства металлоконструкций для широкого круга клиентов. Мы работаем, чтобы предоставить нашим клиентам высококачественные нестандартные компоненты с акцентом на первоклассное обслуживание клиентов, уважение и честность в каждом проекте. Всякий раз, когда наши клиенты работают с нами, они получают выгоду от индивидуального и неизменно оперативного обслуживания, а также от самых современных технологий и высокого уровня квалификации.
Помимо гибки и формовки металла с ЧПУ, мы предлагаем множество других решений, включая лазерную резку, сварку и чистовую обработку. Мы придерживаемся пяти основных ценностей честности и добросовестности, надежности, уважения, инноваций и стремления к совершенству. Предоставляя нашим клиентам лучшее, мы стремимся сократить сроки доставки и сократить расходы, сохраняя при этом высочайший уровень качества.
Полуавтоматический сварочный аппарат инверторного типа Ресанта САИПА-190МФ 65/24
Сварочный аппарат инверторный полуавтоматический Ресанта САИПА-190МФ многофункциональный предназначен для ручной электродуговой сварки постоянным током проволокой в среде защитного газа — углекислого, аргона или их смеси. Применяется для высококачественной сварки низкоуглеродистых сталей, низколегированных и нержавеющих сталей, чугуна и других металлов в строительстве, монтажных и ремонтных работах различной степени сложности. Встроенная защита от перегрева защищает агрегат от поломки. Можно регулировать скорость подачи проволоки и сварочный ток, что позволяет добиться высокого качества сварного соединения.
САИПА 190МФ — это многофункциональный полуавтоматический аппарат, который может использовать как обычную сварку, аргонодуговую сварку и может варить проволокой – три в в одном, аналогов данного товара нигде не представлено.
Среди сварочных аппаратов практичными, удобными и многофункциональными являются сварочные полуавтоматы марки Ресанта. Их положительной особенностью признана возможность без усиления дополнительными элементами качественно выполнять сварку как цветного, так и черного металлов. Считается, что полуавтоматическое оборудование весьма просто освоить даже новичку.
Особенности и преимущества
Дополнительно оборудована функция сварки ММА (помимо MIG/MAG). Таким образом полуавтомат подходит большему количеству покупателей, сомневающихся в выборе сварочного оборудования. Таким образом покупатель за вполне доступную цену получает аппарат обладающий двумя режимами работы.
Класс защиты IP 21, то есть «от крупных частиц и отвесных дождевых капель».
Защита от перегрева и пониженного напряжения сети, что позволяет уберечь аппарат от поломки.
Горелка съемная.
Основное преимущество полуавтомата — это то, что аппарат автоматически подает расходные материалы, а точнее электродную проволоку, с помощью которой осуществляется зажигание дуги и сваривание металлоизделия. Данный агрегат получил название полуавтомата, так как позволяет лишь частично механизировать процесс сварки. В отличие от автоматической сварки, которая полностью выполняется запрограммированным оборудованием, в полуавтоматической сварке механизирован только процесс подачи проволоки. Тем не менее, такая механизация позволила значительно увеличить производительность: сварщику нет необходимости прерываться, чтобы заменить электрод, дуга горит более стабильно. Кроме того, сварочные полуавтоматы, в отличие от автоматов, позволяют непосредственно контролировать процесс образования шва. А значит, такие соединения получаются более качественными и требуют меньших доработок.
Существуют как универсальные полуавтоматы, так и обычные. Объединяет их то, что все они оснащены механизмом подачи электродной проволоки. Однако, универсальные сварочные полуавтоматы отличаются тем, что имеют более широкое применение, чем обычные устройства. Универсальные полуавтоматы могут применяться как для сварки в среде защитных газов в режимах MIG/MAG, так и для сварки самозащитной проволокой и пр. Режим MIG применяется для сваривания в среде инертных газов, например, аргон или гелий. MAG-сварка проводится в среде активных газов. Кроме этого, некоторые модели имеют режим MMA. Этот режим можно использовать при работе как с черными, так и с цветными металлами. В данном случае полуавтомат используется для осуществления ручной дуговой сварки, которая производится штучными электродами. Данный вид работ проводится при постоянном токе, электронная начинка сама управляет сварочным током, в результате чего швы получаются ровными и аккуратными.
Принцип работы
Источником питания служит инвертор на основе IGBT транзисторов. Принцип работы инвертора заключается в преобразовании переменного напряжения сети частотой 50 Гц в постоянное напряжение величиной в 400 В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Сварка происходит плавящимся электродом в среде защитного газа. Электродом служит металлическая проволока, намотанная на катушку, подающаяся в зону сварки регулируемым механизмом протяжки. Защитный газ подается в зону сварки из присоединяемого баллона через электромагнитный клапан. Аппарат имеет встроенную защиту от перегрева и оснащен регулировками величины тока и скорости подачи сварочной проволоки в зависимости от материала и толщины свариваемой заготовки.
Устройство САИПА-190МФ
Изделие выполнено в металлическом корпусе с открывающейся боковой крышкой, на передней панели которого расположено:
Кнопка переключения режимов MIG/MAG и ММА.
Регулятор напряжения дуги для режима MIG/MAG (данная регулировка только для режима MIG/MAG).
Регулятор величины сварочного тока и подачи сварочной проволоки для режима MIG/MAG и регулятор величины сварочного тока для режима ММА.
Принудительная протяжка сварочной проволоки.
Силовые разъемы для подключения сварочных кабелей.
Индикатор «сеть» загорается при включении прибора.
Индикатор «перегрев» загорается на несколько секунд при включении и при перегреве прибора и выключается после его охлаждения до рабочей температуры.
Автоматический выключатель. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели).
Сила сварочного тока
С увеличением силы сварочного тока повышается глубина провара, что приводит к увеличению доли основного металла в шве. Ширина шва сначала несколько увеличивается, а затем уменьшается. Силу сварочного тока устанавливают в зависимости от выбранного диаметра электрода.
Скорость подачи проволоки
Связана с силой сварочного тока и регулируется одновременно с ним. Ее устанавливают с таким расчетом, чтобы в процессе сварки не происходило коротких замыканий и обрывов дуги.
Напряжение дуги
С увеличением напряжение дуги глубина провара уменьшается, а ширина шва увеличивается. Чрезмерное увеличение напряжения дуги сопровождается повышенным разбрызгиванием жидкого металла, ухудшением газовой защиты и образованием пор в наплавленном металле. Напряжение дуги устанавливается в зависимости от выбранной силы сварочного тока.
Вылет электрода
С увеличением вылета электрода ухудшается устойчивость горения дуги и формирование шва, а также увеличивается разбрызгивание жидкого металла. Очень малый вылет затрудняет наблюдение за процессом сварки, вызывает частое подгорание газового сопла горелки. Величину вылета электрода, а также расстояние от сопла горелки до поверхности металла устанавливают в зависимости от выбранного диаметра электродной проволоки.
Диаметр электродной проволоки:
0,5-0,8 мм
0,8-0,1 мм
Вылет электрода:
7-10 мм
8-12 мм
Расстояние от сопла до металла:
7-10 мм
8-12 мм
Расход углекислого газа:
10-15 дм3/мин
10-15 дм3/мин
Горячий старт (HOT START)
Для обеспечения лучшего поджига дуги в начале сварки, инвертор производит автоматическое повышение сварочного тока. Это позволит значительно облегчить начало сварочного процесса. Благодаря этой функции аппаратом могут работать не только опытные сварщики, но и новички. Эта функция установлена на всех сварочных аппаратах Ресанта.
Антизалипание (ANTI STICK)
При начале сварки требуется произвести поджиг дуги. Нередко это приводит к залипанию электрода на изделии. В этом случае инвертор сам производит автоматическое снижение сварочного тока, и электрод легко отрывается. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки. Все сварочные аппараты серии САИ оснащены данной функцией.
Диаметр электродов
Ток
1,6 мм
25-50 А
2 мм
50-70 А
2,5 мм
60-90 А
3,2 мм
90-140 А
4 мм
130-190 А
5 мм
160-220 А
6 мм
200-315 А
ПВ (продолжительность включения)
Смысл параметра «ПВ» таков: это время в течение 10-минутного интервала, которое аппарат способен проработать на указанном токе. Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Сварочный аппарат полуавтомат инвертор Ресанта САИПА 190 МФ
АДРЕС: • СПб, Балтийская, 2Санкт-Петербург м. Нарвская • ПН-ПТ с 09:00 до 19:00
Главная
> Каталог
> Электросварка
> Сварочные инверторы
> Сварочные инверторы
> Сварочный аппарат полуавтомат инвертор Ресанта САИПА 190 МФ
ОПИСАНИЕ
ОТЗЫВЫ
ЗАДАТЬ ВОПРОС
ИНСТРУКЦИИ
Сварочный аппарат полуавтомат инвертор Ресанта САИПА 190 МФ
Артикул
65/24
Описание
Инверторный сварочный аппарат Ресанта САИПА 190 МФ — это профессиональный агрегат, который работает в трех режимах: дуговая сварка в среде защитного газа проволокой MIG/MAG и неплавящимся электродом TIG, а также ручная дуговая сварка разовыми электродами с рутиловым покрытием (ММА). Удобная рукоятка существенно облегчает транспортировку устройства. Многочисленные отверстия в корпусе способствуют естественной вентиляции воздуха и эффективному охлаждению внутренних узлов.
Технические характеристики
Класс защиты:
IP21
Max ток, А:
190
Min ток, А:
10
Диаметр электр/провол, мм:
1.6-5/0.6-0.8
ПВ на максимальном токе, %:
70
Номинальное напряжение на входе, В:
220
Допустимое отклонение напряжения, %:
10
Вес, кг:
13
Заказ товара «Сварочный аппарат полуавтомат инвертор Ресанта САИПА 190 МФ»
Ваше имя
Ваш телефон
голосов: 1
Оценка полуавтоматических компьютерных томографических измерений сегментарных дефектов перфузии на модели свиней (Sus scrofa) промежуточных поражений коронарных артерий фон Циглер Ф.
, Бишофф Б., Беккер Х.К., Джонсон Т.Р., Райзер М.Ф., Николау К., Тайзен Д. 2014. Динамическая КТ перфузии миокарда для оценки ишемии миокарда по данным МРТ. JACC Кардиоваскулярная визуализация 7: 267–277. 10.1016/j.jcmg.2013.06.008. [PubMed] [CrossRef] [Академия Google]
2. Биттенкурт М.С., Халтен Э.А., Мурти В.Л., Чизум М., Рочитте К.Э., Ди Карли М.Ф., Бланкштейн Р. 2016. Клинические результаты после оценки стабильной боли в груди с помощью коронарной компьютерной томографической ангиографии по сравнению с обычным лечением. Циркулярная кардиоваскулярная визуализация 9:e004419 10.1161/ОБХОД.115.004419. [PubMed] [CrossRef] [Google Scholar]
3. Бланкштейн Р., Штурман Л.Д., Роджерс И.С., Роча-Фильо Дж.А., Окада Д.Р., Сарвар А., Сони А.В., Безерра Х., Гошхайра Б.Б., Петранович М., Лурейро Р., Фейхтнер Г., Гевирц Х., Хоффманн Ю., Мамуя В.С., Брэди Т.Дж., Кьюри Р.К. 2009 г.. Индуцированная аденозином стрессовая визуализация перфузии миокарда с использованием компьютерной томографии сердца с двумя источниками. J Am Coll Кардиол 54:1072–1084. 10.1016/j.jacc.2009.06.014. [PubMed] [CrossRef] [Google Scholar]
4. Бланкштейн Р., Ди Карли М.Ф. 2010. Интеграция коронарной анатомии и визуализации перфузии миокарда. Нат Рев Кардиол 7: 226–236. 10.1038/нркардио.2010.15. [PubMed] [CrossRef] [Google Scholar]
5. Branch KR, Haley RD, Bittencourt MS, Patel AR, Hulten E, Blankstein R. 2017. Перфузионная компьютерная томография миокарда. Сердечно-сосудистая диагностика 7: 452–462. 10.21037/кдт.2017.06.11. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
6. Bucher AM, De Cecco CN, Schoepf UJ, Wang R, Meinel FG, Binukrishnan SR, Spearman JV, Vogl TJ, Ruzsics B. 2014. КТ сердца для выявления и характеристики ишемии миокарда — сравнительный анализ. Бр Дж Радиол 87:20140159 10.1259/bjr.20140159. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
7. Cademartiri F, Seitun S, Clemente A, La Grutta L, Toia P, Runza G, Midiri M, Maffei E. 2017. Количественная оценка кровотока миокарда для оценки ишемической болезни сердца с помощью компьютерной томографии. Сердечно-сосудистая диагностика 7:129–150. 10.21037/кдт.2017.03.22. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
8. Chen J, Pu Y, Zhang Z, Yu X, Yang Z. 2017. Обнаружение гемодинамически значимого стеноза коронарной артерии с коэффициентом усиления КТ: проверочное исследование на модели свиньи. AJR Am J Рентгенол 209: 103–109. 10.2214/AJR.16.16698. [PubMed] [CrossRef] [Google Scholar]
9. Coenen A, Lubbers MM, Kurata A, Kono A, Dedic A, Chelu RG, Dijkshoorn ML, Rossi A, van Geuns RM, Nieman K. 2016. Диагностическое значение коэффициента трансмуральной перфузии, полученное на основе динамической визуализации перфузии миокарда на основе КТ, для выявления гемодинамически значимого стеноза коронарных артерий. Евро Радиол 27:2309–2316. 10.1007/s00330-016-4567-0. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
10. Cury RC, Magalhães TA, Paladino AT, Shiozaki AA, Perini M, Senra T, Lemos PA, Cury RC, Rochitte CE. 2011. Оценка трансмуральной перфузии миокарда дипиридамолом в состоянии стресса и покоя с помощью 64-рядной компьютерной томографии. J Cardiovasc Comput Tomogr 5:443–448. 10.1016/j.jcct.2011.10.012. [PubMed] [CrossRef] [Google Scholar]
11. Feuchtner G, Goetti R, Plass A, Wieser M, Scheffel H, Wyss C, Stolzmann P, Donati O, Schnabl J, Falk V, Alkadhi H, Leschka S, Кури РЦ. 2011. Перфузионная компьютерная томография миокарда с двумя источниками аденозинового стресса с высоким тоном 128 срезов для визуализации обратимой ишемии миокарда: сравнение с магнитно-резонансной томографией. Циркулярная кардиоваскулярная визуализация 4: 540–549. 10.1161/ОБХОД.110.961250. [PubMed] [CrossRef] [Google Scholar]
12. Фин С.Д., Бланкеншип Дж.К., Александр К.П., Биттл Дж.А., Бирн Дж.Г., Флетчер Б.Дж., Фонароу Г.К., Ланге Р.А., Левин Г.Н., Мэддокс Т.М., Найду С.С., Оман Э.М., Смит ПК. 2014. 2014 ACC/AHA/AATS/PCNA/SCAI/STS целенаправленное обновление руководства по диагностике и лечению пациентов со стабильной ишемической болезнью сердца: отчет Целевой группы Американского колледжа кардиологов/Американской кардиологической ассоциации по практическим рекомендациям и Американская ассоциация торакальной хирургии, Ассоциация профилактических сердечно-сосудистых медсестер, Общество сердечно-сосудистой ангиографии и вмешательств и Общество торакальных хирургов. J Am Coll Кардиол 64:1929–1949. 10.1016/j.jacc.2014.07.017. [PubMed] [CrossRef] [Google Scholar]
13. George RT, Arbab-Zadeh A, Miller JM, Kitagawa K, Chang HJ, Bluemke DA, Becker L, Yousuf O, Texter J, Lardo AC, Lima JA. 2009. 64- и 256-рядный детектор аденозинового стресса, компьютерная томография, ангиография и визуализация перфузии: пилотное исследование по оценке трансмуральной степени нарушений перфузии для прогнозирования атеросклероза, вызывающего ишемию миокарда. Циркулярная кардиоваскулярная визуализация 2: 174–182. 10.1161/ОБХОД.108.813766. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
14. Джордж Р.Т., Арбаб-Заде А., Миллер Дж.М., Вавере А.Л., Бенгель Ф.М., Лардо А.С., Лима Дж.А. 2012. Компьютерная томография перфузии миокарда с помощью 320-рядного детектора Компьютерная томография точно выявляет ишемию миокарда у пациентов с обструктивной болезнью коронарных артерий. Циркулярная кардиоваскулярная визуализация 5:333–340. 10.1161/ОБХОД.111.969303. [PubMed] [CrossRef] [Google Scholar]
15. George RT, Mehra VC, Chen MY, Kitagawa K, Arbab-Zadeh A, Miller JM, Matheson MB, Vavere AL, Kofoed KF, Rochitte CE, Dewey M, Yaw Т.С., Ниинума Х., Бреннер В., Кокс С., Клауз М.Э., Лима Дж.А., Ди Карли М. 2014. КТ перфузии миокарда и ОФЭКТ для диагностики ишемической болезни сердца: прямое сравнение результатов многоцентрового диагностического исследования CORE320. Радиология 272: 407–416. 10.1148/радиол.14140806. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
16. Гольдштейн Дж.А., Чиннаиян К.М., Абидов А., Ахенбах С., Берман Д.С., Хейс С.В., Хоффманн У., Лессер Дж.Р., Микати И.А., О’Нил Б.Дж., Шоу Л.Дж., Шен М.Ю., Валети У.С., Рафф Г.Л.; Исследователи CT-STAT. 2011. Исследование CT-STAT (коронарная компьютерная томографическая ангиография для систематической сортировки пациентов с острой болью в груди для лечения). J Am Coll Кардиол 58:1414–1422. 10.1016/j.jacc.2011.03.068. [PubMed] [CrossRef] [Google Scholar]
17. Gonzalez JA, Lipinski MJ, Flors L, Shaw PW, Kramer CM, Salerno M. 2015. Мета-анализ диагностической эффективности коронарной компьютерной томографической ангиографии, компьютерной томографии перфузии и компьютерной томографии-фракционного резерва кровотока при оценке функциональной ишемии миокарда по сравнению с инвазивным фракционным резервом кровотока. Ам Джей Кардиол 116:1469–1478. 10.1016/j.amjcard.2015.07.078. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
18. Hoffmann U, Truong QA, Schoenfeld DA, Chou ET, Woodard PK, Nagurney JT, Pope JH, Hauser TH, White CS, Weiner SG, Kalanjian С., Маллинс М.Е., Микати И., Пикок В.Ф., Закройский П., Хейден Д., Гелер А., Ли Х., Газель Г.С., Вивиотт С.Д., Флег Дж.Л., Удельсон Дж.Е.; Исследователи ROMICAT-II. 2012. Коронарная КТ-ангиография по сравнению со стандартной оценкой при острой боли в груди. N Engl J Med 367: 299–308. 10.1056/NEJMoa1201161. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
19. Халтен Э. , Ахмади А., Бланкштейн Р. 2015. КТ-оценка перфузии миокарда и фракционного резерва кровотока. Прог Кардиоваск Дис 57:623–631. 10.1016/j.pcad.2015.03.003. [PubMed] [CrossRef] [Google Scholar]
20. Институт исследований лабораторных животных. 2011. Руководство по уходу и использованию лабораторных животных, 8-е изд. Вашингтон (округ Колумбия): Издательство национальных академий. [Google Scholar]
21. Jones RL, Thomas DM, Barnwell ML, Fentanes E, Young AN, Barnwell R, Foley AT, Hilliard M, Hulten EA, Villines TC, Cury RC, Slim AM. 2014. Безопасное и быстрое размещение пациентов с низким и средним риском, поступивших в отделение неотложной помощи с болью в груди: 1-летний одноцентровый опыт большого объема. J Cardiovasc Comput Tomogr 8: 375–383. 10.1016/j.jcct.2014.08.003. [PubMed] [CrossRef] [Академия Google]
22. Ko BS, Cameron JD, Leung M, Meredith IT, Leong DP, Antonis PR, Crossett M, Troupis J, Harper R, Malaiapan Y, Seneviratne SK. 2012. Комбинированная КТ-коронарография и стресс-визуализация перфузии миокарда при гемодинамически значимых стенозах у пациентов с подозрением на ишемическую болезнь сердца: сравнение с фракционным резервом кровотока. JACC Кардиоваскулярная визуализация 5:1097–1111. 10.1016/j.jcmg.2012.09.004. [PubMed] [CrossRef] [Google Scholar]
23. Magalhães TA, Kishi S, George RT, Arbab-Zadeh A, Vavere AL, Cox C, Matheson MB, Miller JM, Brinker J, Di Carli M, Rybicki FJ, Rochitte CE, Clouse ME, Lima JA. 2015. Комбинированная коронароангиография и перфузия миокарда с помощью компьютерной томографии при выявлении стеноза, ограничивающего кровоток — Исследование CORE320: комплексный анализ КТ-коронарографии и перфузии миокарда. J Cardiovasc Comput Tomogr 9: 438–445. 10.1016/j.jcct.2015.03.004. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
24. Mark DB, Berman DS, Budoff MJ, Carr JJ, Gerber TC, Hecht HS, Hlatky MA, Hodgson JM, Lauer MS, Miller JM, Morin Р.Л., Мукерджи Д., Пун М., Рубин Г.Д., Шварц Р.С. 2010. ACCF/ACR/AHA/NASCI/SAIP/SCAI/SCCT 2010 консенсусный документ экспертов по коронарной компьютерной томографической ангиографии: отчет Целевой группы Фонда Американского колледжа кардиологов по экспертным консенсусным документам. J Am Coll Кардиол 55: 2663–2699. 10.1016/j.jacc.2009.11.013. [PubMed] [CrossRef] [Google Scholar]
25. Moss AJ, Williams MC, Newby DE, Nicol ED. 2017. Обновленные рекомендации NICE: КТ сердца как тест первой линии при ишемической болезни сердца. Представитель Curr Cardiovasc Imaging 10:1–7. 10.1007/с12410-017-9412-6. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
26. Ramsey BC, Fentanes E, Choi AD, Branch KR, Thomas DM. 2018. Оценка миокарда с помощью КТ сердца: ишемическая болезнь сердца и не только. Представитель Curr Cardiovasc Imaging 11:1–16. 10.1007/с12410-018-9456-2. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
27. Reinhardt CP, Dalhberg S, Tries MA, Marcel R, Leppo JA. 2001. Стабильные меченые микросферы для измерения перфузии: проверка метода нейтронно-активационного анализа. Am J Physiol Heart Circ Physiol 280:h208–h216. 10.1152/ajpheart.2001.280.1.h208. [PubMed] [CrossRef] [Google Scholar]
28. Росси А., Меркус Д. , Клотц Э., Молле Н., де Фейтер П.Дж., Крестин Г.П. 2014. Стрессовая перфузия миокарда: визуализация с помощью мультидетекторной КТ. Радиология 270:25–46. 10.1148/радиол.13112739. [PubMed] [CrossRef] [Google Scholar]
29. Sørgaard MH, Kofoed KF, Linde JJ, George RT, Rochitte CE, Feuchtner G, Lima JA, Abdulla J. 2016. Диагностическая точность статической КТ перфузии для выявления ишемии миокарда. Систематический обзор и метаанализ. J Cardiovasc Comput Tomogr 10: 450–457. 10.1016/j.jcct.2016.09.003. [PubMed] [CrossRef] [Google Scholar]
30. Министерство сельского хозяйства США. 2017. Уход за животными Министерства сельского хозяйства США: Закон о защите животных и Правила защиты животных. Министерство сельского хозяйства США. [По состоянию на 04 апреля 2020 г.]. Доступно по ссылке: https://www.aphis.usda.gov/aphis/ourfocus/animalwelfare/sa_awa
31. Yang DH, Kim YH, Roh JH, Kang JW, Han D, Jung J, Kim N, Lee JB, Ahn JM, Lee JY, Park DW, Kang SJ, Lee SW, Lee CW, Park SW, Park С. Дж., Лим Т.Х. 2015. Стресс-перфузионная КТ миокарда у пациентов с подозрением на ишемическую болезнь сердца: визуальный и количественный анализ — проверка с использованием фракционного резерва кровотока. Радиология 276: 715–723. 10.1148/радиол.2015141126. [PubMed] [CrossRef] [Google Scholar]
Argus-Leader из Су-Фоллс, Южная Дакота, 11 мая 1996 г. · Страница 8
Argus-Leader из Су-Фолс, Южная Дакота, 11 мая 19 996 · Страница 8 Перейти к основному содержанию
Получите доступ к этой странице с бесплатной пробной версией
Публикация:
Аргус-Лидер и
Местонахождение:
Су-Фолс, Южная Дакота
Дата выпуска:
Суббота, 11 мая 1996 г.
Страница:
Страница 8
Начать бесплатную пробную версию
0 совпадений найдено
Найти на этой странице
Отменить
Показать Скрыть стр. 8 текст статьи ( OCR )
2B COMICSADVICE Лидер Argus, Су-Фолс, Южная Дакота, суббота, 11 мая 1996 г. Peanuts UJE C0VL9 STAND HERE FORVEfc,ANP АВТОБУС НИКОГДА НЕ ОСТАНОВИТСЯ ДЛЯ НАС s- Дилберт ДОГБЕРТ, CARELR. СОВЕТНИК Я СЛАБЫЙ ТЕХНИЧЕСКИЙ ПИСАТЕЛЬ НОЛО, НО М ЦЕЛЬ 15 СТАТЬ ВЫСОКИМ ПИСАТЕЛЕМ. Гарфилд. I i I war 1 ‘Blondie Дина Янга и Стэна Дрейка f I ДОРОГА, ТЫ БЫЛ I ТЫ ПРАВ, Я УСТАНУ I I HERS ПРОСТО ПОЛОЖИЛ H ПОЧЕМУ НЕ Lf ПОТОМУ ЧТО . СПАЛ В ЧАСАХ И ТРАВА, ЧТОБЫ ИГРАТЬ НЕКОТОРЫЕ ДЛЯ Вздремнуть И САИП НЕ ТЫ ИГРАЕШЬ В ОН ЭТО КРАСИВО СНАРУЖИ f ГОЛЬФ С rr- ЧТОБЫ ПОБЕРЕГАТЬ HIA FORArrr- ГОЛЬФ С rf НИЧЕГО YTN Beetle Bailey By Mort Walker j OKAX ЧТО О МЫ ПРОСТО ВЫШЛИ INTO I ANP, ZERO, WERE NO, SER. В ЭТОЙ ДРАВЕ НА ПАРКОВКЕ И ТЫ УДАЛ ПО УХУ 1 «ENUSTEP WEN’S v ОНИ ТОЖЕ ПРЫГНУЛИ НА НАС FRACAS? S l Hagar . Крис Браун o&&I to uAve ui2 ii?Fi shopping with a egatez lb ?SC Afibn Xjf Jump Start — .- By Robb Armstrong X X iHf MAsofccaep l flflsrown cmum6 with I tf WSfe m&e I V X 6 v -xV I (1 For Лучше или хуже J V. FLN’SOTFEOFYTOUKCOPY- LFTST АВАРИЯ МЫ В-2-«! МЯГКИЙ.ПЛАЧ. I VESSITE K k V — 5″ M V 1 Mv НА ОТ TPFTSE, НАКРЫВАЙТЕ.MflN. ЕСЛИ Мы. LEflH. v 1 rtiiii! r V СОСТРАДАНИЕ y V, () r ,VsA’l HW MlKE.-ISN’TTHftT — (SONNftBeORNftL-, -MEIiMe.lAJeU-U Vni AT7» A J- TrrA t. то, чем мы были, есть. ; soMe ,1 I «s» должно иметь ДВА сердца, -m8s Tj AO & M ‘SomctWWiw лучшая часть о мамочке, потому что я люблю :'(jeoESS.) i, -8WEiLt YV5 — A ftJCK 19ЧТО ПОД LTJ» ‘ ‘вас так много.» ll cr J h&M?y RiPlT liCllXJ I F , O j Carlson q) Argus GasonneMey Джим Сканкардли j WagOEfllt DAKTRONICS, INC. Лидер I’m headina bach to Yes! Но… ) Бат что?) У меня нет f7?&i Путешествие: ., Бензин Анеу пустой! I V «X C-i money!— L-b v’r;f : IfSy 7 (L’EJLI VUlage Travel MJfm uu TAX,Lu pfcWJ rpjsgjsg Rex Morgan By Woody Wilson and Tony DiPreta I tlCI) MlYATnlTJl HVATlTfk1 1 II I shbS got a bap hbapTpulsb неустойчив, мы собираемся иметь tdwe i о vmileJ rucARKY I I h I 1 I JLtA 1 1 k H 1 1 k I Mnrth I VIDEO I ‘ MANIA Y vVv jSrllSl MANIA — 31 8 S. Main — 335-41 25 1 ТЫ ЗНАЕШЬ, ПОЧЕМУ?, UE RE JUST A P06, ПОТОМУ ЧТО UE PON’T И ПТИЦА. ДУМАЮ, ЧТО МЫ НИЧЕГО.. ТЫ КОШКА… ПОЧЕМУ ВСЕ ЭТО СКРИПЯЩАЯ АНП 4 А НЕ ВОЖ гоняться за мышами? ПЛАНИРУЙТЕ 15 НАПИСАТЬ ДУШЕВНЫЕ И ЯЗЫЧНЫЕ СООБЩЕНИЯ О СОТРУДНИКАХ ПО ЭЛЕКТРОННОЙ ПОЧТЕ, ПОКА ИЗДАТЕЛЬ НЕ ПРЕДОСТАВИТ АВАНС. 1 Небольшая командная работа помогает дому Дорогая Энн Ландерс: Мне 71 год, и я читаю вашу колонку каждый день в течение как минимум 40 лет. Я только что прочитала ваши Золотые правила жизни. У меня есть список под названием Домашние правила: если Если вы спите на нем, составьте его. Если вы носите его, повесьте его. Если вы уроните его, поднимите его. Если вы едите из него, положите его в раковину. Если вы пролили его, вытрите его. Если вы опорожняете его, наполните его Если он звонит, ответьте на него. Если он воет, кормите его. Если он плачет, любите его. Если вы считаете, что мой список достаточно хорош, чтобы использовать его в своей колонке, сделайте это. Луиза МакКолл, Калифорния. Дорогая Луиза! Да, спасибо за хорошее начало субботы. Как стать свидетелем кражи Дорогая Энн Ландерс! Что мне следует делать, если я вижу, как люди воруют еду в продуктовом магазине? Они берут фрукты, конфеты и орехи и кладут их в рот. Я видел, как люди открывают пачки печенья и стоят и едят их, как будто это совершенно нормально. Что еще хуже, они делают это в присутствии своих детей. Они могут не осознавать этого, но они учат своих детей ГОРОСКОП НА СУББОТУ ДЖОЙС ДЖИЛСОН Создатели Syndicate Мы находимся в последней четверти луны, поэтому садовникам следует расчищать землю, подрезать и сажать последние летние семена. Луна в Рыбах диктует, что все, что посажено, будет расти быстрее, чем обычно. Это включает в себя любовь. Бурный роман может начаться в эти выходные, но сейчас не время отбрасывать предостережения на ветер, вы можете навредить своей семье. ОВЕН (21 марта — 19 апреля).). Прекрати устраиваться. Непрекращающаяся боль гораздо более вредна, чем полный разрыв. Сохраняйте спокойствие, даже если вас заставляют ждать. Выгода исходит от того, чтобы казаться беззаботным. Что-то, что вы делаете, чтобы доставить удовольствие родственнику, помогает вам. ТЕЛЕЦ (20 апреля — 20 мая). Частичные фрагменты разговора сбивают вас с пути. Задавать вопросы. Ваши опасения необоснованны. Выход из финансово выгодной ситуации требует выносливости, но вы стоите на пороге новых возможностей. БЛИЗНЕЦЫ (21 мая — 21 июня). Кто-то из близких вам проказничает, так что держите этого человека в компании все выходные. Поездка или смена распорядка приносит любовь. Дети нуждаются в большем контроле. Ваше чувство юмора спасает дружбу. РАК (22 июня — 22 июля). Просмотрите телефонные счета, там есть рассказ «Деннис-мучитель». ЭНН ЛАНДЕРС воровать в магазине. Менеджеры магазинов, которым я об этом сообщил, только разводят руками и поднимают цены. Справедливо ли, что порядочные люди должны расплачиваться за хамство и нечестность других? Буду признателен за ваши комментарии по этому поводу. Уин-нетка, Калифорния, Observer. Уважаемая Виннетка! Вы сообщили менеджеру магазина, что этого достаточно. Двадцать пять лет назад я мог бы предложить вам сказать что-нибудь тем, кто грызет печенье или щипает виноград, но не сегодня. В наши дни слишком много людей носят с собой ножи и ружья. Мой совет — M.Y.O.B. Между тем, если ваши дети с вами, дайте им знать, что они никогда не должны есть ничего в магазине, если они не заплатят за это. В противном случае это то же самое, что воровать. Выбор меню Уважаемая Энн Ландерс! Мы с моей второй половинкой не согласны, чтобы мне сказали. Парам нужно время, чтобы побыть наедине вместе. Вы увеличиваете свой доход с помощью хобби или навыков, которые пользуются спросом. Проекты по благоустройству дома являются отличными инвестициями. ЛЕВ (23 июля — 22 августа). Некоторая карма, которую вы посеяли много лет назад, возвращается чудесным образом. Принимайте подарки и услуги без вопросов. Вы слишком легко получаете чеки, позволяя другим платить за один раз. Неуместное доверие эмоционально дорого. ДЕВА (23 августа — 22 сентября). Задача выявляет в вас лучшее интеллектуально и эмоционально. Не соглашайтесь на второе место в любви. Утонченные продавцы завоевывают новых важных клиентов. Пробные условия проживания не идеальны, говори сейчас. ВЕСЫ (23 сентября — 23 октября). Закончите просроченную работу сейчас, потому что понедельник — день повышения и продвижения по службе. Вы не можете манипулировать другими, если у вас нет силы воли, чтобы контролировать себя. В любви конкуренция пробуждает в вас лучшее. СКОРПИОН (24 октября — 21 ноября). Вы неверно истолковали слова друга. Не делайте поспешных выводов. Будьте добры к незнакомцам. У них оказывается влиятельная работа или связи. Случайная встреча сегодня днем приводит к любви и большому веселью. СТРЕЛЕЦ (22 ноября — 21 декабря). Ставьте семью на первое место и даже кое-что из семейного цирка Хэнка Кетчема, и мы надеемся, что вы уладите это. «Джина» настаивает на том, что всякий раз, когда вы приглашаете гостей на ужин к себе домой, вы всегда должны спрашивать, есть ли у них какие-либо особые ограничения в еде: диабет, аллергия, отсутствие соли, вегетарианство, кошерность и т. д. Я говорю, что гость обязан сообщить об этом хозяйке. конкретных пищевых ограничений, если таковые имеются. Когда я приглашаю гостей на ужин, я выбираю меню. Мы будем признательны за ваше мнение. Любопытный в Нортгемптоне, Массачусетс. Дорогой Любопытный! Вы выиграли этот. У большинства людей нет конкретных пищевых ограничений. Гости, у которых есть особые требования, должны сообщить об этом хозяину или хозяйке, когда будет выдано приглашение. Если гость чувствует, что хозяйке будет очень тяжело, особенно деликатно предложите принести свою еду. Жемчужина дня: Лошадиное чутье — это способность сказать «нет» до того, как дверь сарая закроется. Напишите Энн Ландерс на P.O. Box 11562, Чикаго, III. 60611-0562. Для личного неопубликованного ответа отправьте конверт с маркой и обратным адресом и напишите на внешнем конверте «лично и конфиденциально». требовательное начальство аплодирует вам. Вы находите способы преуспеть даже в больной фирме, но для этого требуется дополнительная работа и творческий подход. Отдохните, гнев возникает из-за стресса. Предстоит переезд. КОЗЕРОГ (22 декабря — 19 января)). Помните, что вы являетесь образцом для подражания для многих других. Думайте о том, как что-то выглядит, прежде чем делать это. Заманчивые предложения мешают вам выполнить жизненно важную работу. Негласные контракты между двумя людьми нуждаются в разъяснении. ВОДОЛЕЙ (20 января — 18 февраля). Принесите извинения и объяснения, и вы восстановите отношения. Семейные распри заканчиваются, когда вы устраиваете вечеринку. Друзья отнимают ваше время, но готовы помочь вам выполнить ужасную задачу. Продвижение происходит на встречах. РЫБЫ (19 февраля — 20 марта). Вы находите сделки, и вторую работу, и другие более низкие цены для вас. Призовите свое мужество и откажитесь мириться с критикой, особенно со стороны близких. Сохраняйте свое достоинство. Приходят долгожданные чеки. Следуйте прихоти. СЕГОДНЯ ДЕНЬ РОЖДЕНИЯ (11 мая). Власть и влияние принадлежат вам. Используйте их этим летом или потеряйте. Примите на себя ответственность, которая приведет к невероятным инвестиционным возможностям.
Главная -> Сервис и поддержка -> Деталировочные схемы JET
Фуговальные и рейсмусовые станки
Фуговальный станок 54A
Фуговальный станок 60A
Рейсмусовый станок JPM-13CST
Рейсмусовый станок JPM-13CSX
Рейсмусовый станок JPM-400D
Фуговально-рейсмусовый станок JPT-260
Фуговально-рейсмусовый станок JPT-310
Фуговально-рейсмусовый станок JPT-410
Рейсмусовый станок JWP-12
Рейсмусовый станок JWP-208
Рейсмусовый станок JWP-209HH
Рейсмусовый станок JWP-2510
Фуговально-рейсмусовый станок PPT-260
Шлифовальные станки по дереву
Шлифовальный станок 10-20 Plus
Шлифовальный станок 16-32 Plus
Шлифовальный станок 22-44 Plus
Шлифовальный станок 31A
Шлифовальный станок 80S
Шлифовальный станок DDS-225
Шлифовальный станок DDS-237
Шлифовальный станок EHVS-80
Шлифовальный станок JBOS-5
Шлифовальный станок JDS-12
Шлифовальный станок JOVS-10
Шлифовальный станок POS-2
Шлифовальный станок JSG-96
Шлифовальный станок OES-80CS
Долбежно-пазовальные и шипорезные станки
Долбежно-пазовальный станок 701
Долбежно-пазовальный станок 719A
Долбежно-пазовальный станок 719AS
Долбежно-пазовальный станок 720HD
Долбежно-пазовальный станок JBM-5
Шипорезный станок DT-45
Токарные станки по дереву
Токарный станок 3520A
Токарный станок 4224
Токарный станок JML-1014
Токарный станок JML-1014i
Токарный станок JWL-1220
Токарный станок JWL-1236
Токарный станок JWL-1440L
Токарный станок JWL-1442
Токарный станок JWL-1642
Токарный станок PMW-1018
Токарный станок PMW-Mini
Токарный копир MFC 1000
Токарный станок JPL-358
Фильтры и циклоны
Фильтрующая система AFS-500
Фильтрующая система AFS-1000
Вытяжная установка DC-1000
Вытяжная установка DC-1100A/CK
Вытяжная установка DC-1300
Вытяжная установка DC-1800
Вытяжная установка DC-1900A/CK
Вытяжная установка PDC/JDC-500
Торцовочные пилы
Торцовочная пила JMS-8
Торцовочная пила JMS-10
Торцовочная пила JMS-10S
Торцовочная пила JMSTT-10
Торцовочная пила JSMS-10L
Циркулярные и форматно-раскроечные пилы
Циркулярная пила JBTS-10
Циркулярная пила JTS-8
Циркулярная пила JTS-10
Циркулярная пила JTS-250CS
Циркулярная пила JTS-250S
Циркулярная пила JTS-315
Циркулярная пила JTS-700S/L
Форматно-раскроечная пила JTSS-1500
Форматно-раскроечная пила JTSS-3000
Сверлильные станки
Сверлильный станок JDP-8
Сверлильный станок JDP-8L
Сверлильный станок JDP-10L
Сверлильный станок JDP-10M
Сверлильный станок JDP-13M
Сверлильный станок JDP-15M 2003
Сверлильный станок JDP-15T 2003
Сверлильный станок JDP-15M/T 2007
Сверлильный станок JDP-17FM 2003
Сверлильный станок JDP-17FT 2003
Сверлильный станок JDP-17FT 2006
Сверлильный станок JDP-2800VS
Сверлильный станок JDR-34/F 2005
Сверлильный станок JDR-34/F 2007
Сверлильный станок GHD-22
Сверлильный станок GHD-27
Радиально-сверлильные станки
Радиальный сверлильный станок JRD-46
Радиальный сверлильный станок JRD-720R
Радиальный сверлильный станок JRD-1100R
Ленточнопильные станки по дереву
Ленточная пила JWBS-9
Ленточная пила JWBS-12
Ленточная пила JWBS-14
Ленточная пила JWBS-16
Ленточная пила JWBS-16X
Ленточная пила JWBS-18
Ленточная пила JWBS-18DX
Ленточная пила JWBS-20
Ленточная пила JWBS-20X
Ленточная пила PBS-12
Ленточная пила VBS-18MW
Ленточная пила JWBS-14DXPRO
Ленточнопильные станки по металлу
Ленточная пила HBS-916W/1018W 2007
Ленточная пила HBS-1018W 2006
Ленточная пила HBS-1321W
Ленточная пила HVBS-34VS
Ленточная пила HVBS-56CS
Ленточная пила HVBS-56M
Ленточная пила HVBS-712K
Ленточная пила HVBS-812RK
Ленточная пила HVBS-912
Ленточная пила MBS-56CS
Ленточная пила MBS-708CS
Ленточная пила MBS-708VS
Ленточная пила MBS-910CS
Ленточная пила MBS-910VS
Ленточная пила MBS-1014W
Ленточная пила MBS-1321VS
Ленточная пила VSF-14-3
Ленточная пила MBS-712
Пресса, листогибы, штампы, вальцы и рычажные ножницы
Ручные пресса AP-0/1/2/3/5
Листогибочные станки BP-2248N/1648N
Листогибочные станки BP-2250N/1650N
Гильотина FS-1636N/1652N
Листогибочные станки HB-2248N/1648N
Листогибочные станки HB-2250N/1650N
Вырубной штамп HN-16N
Гидравлические пресса HP-5/15/35
Гидравлические трубогибы JHPB-2/3
Отбортовочный станок RM-22N
Комбинированный станок SBR-8
Комбинированные станки SBR-30/40
Вальцовочный станок SR-1650N
Вальцовочные станки SR-2024/2236N
Рычажные ножницы SS-5N/6N/8N/12N 2006
Рычажные ножницы SS-8N/12N 2001
Токарные станки по металлу
Токарный станок BD-3
Токарный станок BD-7
Токарный станок BD-8
Токарный станок BD-920W
Токарный станок GH-20XXZH
Токарный станок GH-1440W
Токарный станок GH-1640/1880ZX
Токарный станок GH-2280ZX
Токарный станок GH-2640/26120ZH
Токарный станок GHB-1330/1340A 2005
Токарный станок GHB-1340A 2003
Фрезерные станки по металлу
Фрезерный станок JMD-1
Фрезерный станок JMD-X1
Фрезерный станок JMD-2
Фрезерный станок JMD-3 2006
Фрезерный станок JMD-3 2008
Фрезерный станок JMD-15
Фрезерный станок JMD-18
Фрезерный станок JMD-18VS
Фрезерный станок JMD-18PF
Фрезерный станок JMD-45PF
Фрезерный станок JMD-26X2XY
Фрезерный станок JTM-1050VS
Фрезерный станок JTM-1360VSE
Фрезерный станок JTM-4VS
Фрезерный станок JTM-836TS
Фрезерный станок JVM-836VS
Заточные и отрезные станки
Заточной станок JBG-10A
Заточной станок JBG-150/200
Монтажная пила JCS-14 2005
Отрезная пила MCS-225
Отрезная пила MCS-275
Отрезная пила MCS-315
Каталог JET
gif»/>
Copyright ® 2007-2022 год
Первоклассная платформа для закупок реактивных двигателей, NSN и авиационных запчастей
В Jet Parts 360 мы предлагаем обширный ассортимент из более чем 3 миллиардов новых и устаревших деталей, что делает нас лучшим выбором для гражданских и оборонных приложений. Благодаря нашему процессу закупок, удобному интерфейсу и непревзойденной сети цепочки поставок вы можете доверять нам в предоставлении проверенных деталей для реактивных двигателей, отвечающих вашим конкретным требованиям. Наша оптимизированная поисковая система позволяет легко найти широкий ассортимент деталей для реактивных двигателей, в том числе наземное вспомогательное оборудование , крепежные детали, подшипники, соединители и многое другое. Мы поставляем неотъемлемые компоненты реактивных самолетов для платформ коммерческой, региональной, бизнес-авиации и авиации общего назначения, охватывающих как самолеты с неподвижным крылом, так и вертолеты.
Мы поставляем неотъемлемые части для платформ коммерческой, региональной, бизнес-авиации и авиации общего назначения, включая самолеты с неподвижным крылом и вертолеты.
Jet Parts 360 может помочь:
Доставка в тот же день для самолетов на земле (AOG) требования
Мы много работали с одобренными Федеральным авиационным управлением станциями технического обслуживания, ремонта и капитального ремонта, станциями FAA 145, и можем использовать нашу покупательную способность с ними, чтобы предоставлять клиентам более выгодные цены и более быстрые поставки, поскольку мы поставляем свои собственные детали.
Обширная сеть доверенных операторов фиксированной связи
Большой выбор наземного вспомогательного оборудования
Круглосуточная служба 7×365
Сертификаты и членство ASAP Semiconductor
Спасибо за визит!
Мы надеемся, что вы выберете нас для удовлетворения ваших потребностей AOG в будущем. Мы всегда готовы служить, 24 часа в сутки, 7 дней в неделю, 365 дней в году.
Запрос цен
Запчасти для гидроабразивной резки | Детали насоса, сопла, отверстия, двухпозиционный клапан и т. д.
Лучшее
предназначен для эффективной резки
Как производитель оборудования для гидроабразивной резки SAME предлагает не только станки с превосходными характеристиками, но и надежные детали для гидроабразивной резки. Независимо от того, какую марку гидроабразивной машины вы покупаете, производства SAME или другой, мы будем вашим партнером на протяжении всего жизненного цикла вашей системы гидроабразивной резки. Мы поставляем все детали для гидроабразивной резки, чтобы гарантировать, что ваш гидроабразивный резак находится в наилучшем для вас состоянии. Если вам нужны детали самого высокого качества по лучшей цене, SAME — ваш лучший выбор.
Узнайте о нас
Водоструйные детали режущей головки
Водоструйные детали насоса HJ400
Водоструйные детали насоса 50HE/50HC
Преимущества
Зачем покупать детали для гидроабразивной резки у нас?
Потому что мы гарантируем вам детали для гидроабразивной резки самого высокого качества по лучшей цене. В отличие от других дилеров, SAME является одним из ведущих мировых производителей станков для гидроабразивной резки. Благодаря надежной работе наших машин мы продаем больше машин и, следовательно, нуждаемся в большем количестве деталей для гидроабразивной резки, чем типичный производитель гидроабразивной резки, что позволяет нам получать более низкие цены со скидкой от наших поставщиков, тем самым предлагая вам детали самого высокого качества по наилучшей возможной цене.
Услуги
Гарантия
Быстро и правильно
Если вы не уверены, какие детали совместимы с вашей системой гидроабразивной резки, нам достаточно позвонить или написать по электронной почте, и мы ответим на все ваши вопросы и поможем выбрать правильные детали для гидроабразивной резки.
Нужно помочь
Покупайте с уверенностью
Наши детали для гидроабразивной резки производятся в соответствии с самыми высокими стандартами качества в отрасли, и мы ожидаем от вас 100% удовлетворения, подкрепленного 30-дневной гарантией возврата денег.
Связаться с нами
О деталях водоструйной резки
1. Продает ли SAME детали водоструйной резки OEM?
SAME продает высококачественные детали для гидроабразивной резки, и независимо от того, произведен ли ваш гидроабразив той же марки или нет, мы можем предоставить вам правильные и надежные запасные части для гидроабразивной резки.
2. Сколько стоят детали для гидроабразивной резки?
Запчасти для гидроабразивной резки не дороги по сравнению со всей машиной и в основном используются для режущей головки и насоса. Запчасти гидроабразива являются расходным материалом и чем выше качество, тем больше интервал замены.
3. Когда следует менять детали моего станка для гидроабразивной резки?
Когда скорость резки вашей гидроабразивной резки снижается или результаты резки ухудшаются, пришло время проверить, не нужна ли ему новая запасная часть для гидроабразивной резки.
4. Могу ли я самостоятельно заменить детали гидроабразивной резки?
Да, это несложно, и у нас есть видеоуроки по замене деталей, которым вы можете следовать.
Коронка по металлу HM 52*28, хв.13 мм (комплект) D.Bor (HS-HM-28-052-T)
Разборная коронка с цилиндрическим хвостовиком. Рабочая часть (зубья) — HM (твердый сплав). Для стали, нержавеющей стали, алюминия, цветного металла, чугуна, пластика. Диаметр — 52 мм. Рабочая длина — 28 мм. Сделано в Германии.
Информация о производителе Makita – один из ведущих мировых производителей электро- и бензоинструмента. Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
*Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров! Указанная информация не является публичной офертой
Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.
Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя).
Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских.
Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро.
Коронка биметаллическая М42 Cobalt 8% 52 мм D.BOR 9H-4105205D
Самовывоз возможен только после подтверждения заказа!
Главная \ Оснастка и расходка \ Коронки по дереву/металлу \ Биметаллическая коронка М42, Cobalt 8%, 52 мм. «D.BOR»
Находится в разделах: Коронки по дереву/металлу
Описание
Параметры
Коронка биметаллическая М42 Cobalt 8% D.BOR предназначена для электрических, аккумуляторных дрелей и сверлильных станков. Применяется для работы с изделиями из стали, нержавеющей стали, алюминия, цветных металлов, пластика ,фанеры и гипсокартона. Режущие зубья изготовлены из биметаллического сплава с добавлением кобальта, что позволяет получить ровное и аккуратное отверстие без сколов и трещин. Сверление должно производиться в безударном режиме.
Для стали, нержавеющей стали, цветного металла, алюминия, пластика, фанеры и дерева
Диаметр: от 14 до 200 мм
Рабочая длина: 38 мм
Сверление: без удара
Инструмент: дрель, сверлильный станок
С помощью данной коронки можно быстро получить точное и ровное отверстие
Режущие зубья сделаны из биметаллической стали М42 (HSS-Co 8%)
Зубья VARIO (4-6 tpi) служат для быстрого распила
Сверление в стали, металле толщиной от 1 мм
Внимание! Сверление должно производиться без удара.
Соблюдайте число оборотов, инструкция находится в упаковке.
Штрихкод
4025691049523
Диаметр коронки
52
Назад
Cane Creek 40-Series Steel 52/40 1.
5 Crown Race
Полная информация
Доставка и возврат
— Обоймы коронок, компрессионные кольца и подшипники для обслуживания рулевых колонок Cane Creek (другие детали см. в разделе Aheadset)
— * Верхний и нижний сменные подшипники продаются в комплекте для конической вилочной гарнитуры.
— ** Подшипники серии AER совместимы по всей линейке благодаря использованию алюминия и стали, они на 35 % легче, чем подшипники серий 110 и 40.
— Crown Races 40-й серии перекрестно совместимы со всеми гарнитурами серии
Посмотреть похожие товары в этих связанных категориях
Гарнитуры > Headset Crown Races
Гарнитуры
> Гарнитуры IS52
Состояние запасов на сегодня
1 Готов к отправке или самовывозу как можно скорее из Юты
10+ Доступен к отправке или самовывозу в течение 1-2 рабочих дней
10+ Доставка или самовывоз в 3 -4 рабочих дня
UPC: 840226076690 EAN: нет в наличии Номер детали производителя: BAA0010S HD2427 DC2005 35760 129478-Q1-L27D05
Сколько стоит доставка стоимость до _________?
Тарифы и варианты доставки рассчитываются на основе размера и веса товара. Чтобы определить стоимость и варианты доставки, добавьте товары в корзину и введите информацию о доставке. Там будут отображаться параметры и ставки. Мы отправляем большинство заказов через USPS во внутренние и международные пункты назначения. Мы предлагаем ИБП в Соединенных Штатах. Другие доступные способы доставки будут отображаться в вашей корзине. Свяжитесь с нами, если у вас есть особые требования к доставке.
Сколько времени занимает доставка до ___________?
Заказы, размещенные до 14:00 с понедельника по пятницу, будут отправлены в тот же день. Наличие на складе каждого товара указано внизу каждой страницы товара.
Время доставки в пути не начинается, пока служба доставки не получит посылку, а не время с момента отправки заказа.
Доставка по США зависит от пункта назначения. Мы отправляем заказы с понедельника по пятницу каждую неделю, включая многие праздники. Если вы разместите заказ в субботу, скорее всего, он будет отправлен только в понедельник.
Оценка времени в пути не является гарантией. Как только груз передан поставщику услуг доставки, любые задержки находятся вне нашего контроля.
Уведомление о COVID-19. Все наши партнеры по доставке прекратили действие гарантийных обязательств. Предвидеть задержки вне нашего контроля сверх расчетного времени в пути.
Внутренние отправления
Доставка первого класса USPS в США обычно занимает 3–7 рабочих дней.
USPS Priority в США обычно доставляется в течение 2-5 рабочих дней.
USPS Priority Mail Express в США доставляется в течение 1-2 дней.
UPS Ground в Соединенных Штатах может занять 2-6 рабочих дней.
UPS 2nd Day Air в Соединенных Штатах должен быть размещен до 14:00 по горному времени, чтобы выйти в тот же день, чтобы прибыть в течение 2 рабочих дней.
UPS Next Day Air Saver в Соединенных Штатах должен быть размещен до 14:00 по горному времени, чтобы выехать в этот день и прибыть через 1 рабочий день.
COVID-19Примечание. Все наши партнеры по доставке прекратили действие гарантийных обязательств. Предвидеть задержки вне нашего контроля сверх расчетного времени в пути. В некоторых областях международные перевозки сильно пострадали.
Международные перевозки
Доставка первого класса USPS International может занять 6-8 недель. Доставка в большинство стран занимает 10-20 дней. Информация об отслеживании First Class International НЕ обновляется после того, как он покидает Соединенные Штаты. Обычно последнее отслеживаемое сканирование находится в Сан-Франциско, Калифорния. Мы не можем отслеживать или исследовать статус посылок после того, как они покидают Соединенные Штаты.
Доставка
USPS Priority International может занять 10-30 дней. Большинство посылок доставляются в течение 10-14 дней. Предпочтение отдается Priority International, так как многие страны предоставляют обновления отслеживания по прибытии в вашу страну. Это также намного быстрее, чем первый класс.
USPS Express International рассчитан на доставку в течение 4-14 дней. Express доступен только в нескольких избранных странах по всему миру. Как правило, это самый быстрый международный вариант, который у нас есть.
Время в пути, указанное выше, является приблизительным и не является гарантией.
Взимаем ли мы НДС или налоги с международных заказов?
Нет, мы не взимаем никаких налогов или НДС с любых отправлений, отправляемых за пределы штата Юта. Жители Юты платят налог с продаж на заказы. Покупатели несут ответственность за любой импорт, сборы, НДС и т. Д., Чтобы получить и забрать вашу посылку. Свяжитесь с местными властями с вопросами по этому вопросу. Просмотрите информацию об отслеживании на веб-сайте доставки вашей страны назначения, чтобы получить более подробную информацию о доставке, таможенном хранении, карантине и т. д.
Можем ли мы пометить посылку как подарок или снизить ее стоимость?
Нет, мы не можем уменьшить стоимость, указанную в отгрузочных документах для международных заказов.
Я уже разместил заказ, можете ли вы изменить способ доставки?
После размещения заказа мы не можем изменить тип доставки. Если вам нужно что-то более быстрое, мы обычно отменяем ваш заказ и размещаем новый заказ с обновленной информацией о доставке.
Кто несет ответственность за неправильную адресацию?
Наша система доставки печатает адреса именно так, как вы их вводите. Если вы заметили ошибку в адресе доставки, немедленно свяжитесь с нами, чтобы мы могли ее исправить. Если заказ уже отправлен, мы ждем, пока посылка будет возвращена нам, и мы свяжемся с вами, чтобы определить, что вы хотите сделать. Если мы обнаружим проблему с вашим адресом, мы отправим вам электронное письмо для уточнения.
Моя посылка показывает, что она доставлена, но у меня ее нет. Что я должен делать?
Мы не можем нести ответственность за потерю или кражу посылки, которая была отсканирована в момент доставки. В случае пропажи вашего заказа мы можем предоставить вам информацию, необходимую для его поиска. Пожалуйста, проверьте соседей, почтовые ящики, квартирные офисы, подъезды и т. д., чтобы найти посылки. Посылки USPS не требуют подписи для доставки. Для отправлений USPS вы можете подать заявку на отсутствующие или утерянные посылки в USPS здесь: https://www.usps.com/help/missing-mail.htm
Я не получил то, что заказывал. Что я должен делать?
Заранее приносим извинения за возможные ошибки. Мы делаем все возможное, чтобы вы получили то, что заказывали и ожидали получить. Пожалуйста, напишите нам по адресу электронной почты@cannondaleexperts.com с номером вашего заказа и описанием того, что вы получили и что вы ожидали, и мы решим это как можно быстрее. Время от времени мы получаем неполные, обновленные или неправильные комплекты от наших поставщиков. Мы будем работать с вами, чтобы помочь вам решить проблему, но эти случаи находятся вне нашего непосредственного контроля.
Какова политика возврата?
Заказы на CannondaleExperts.com можно вернуть в течение 30 дней. Требуется оригинальная упаковка, и товар должен быть в новом состоянии. Будет взиматься плата за пополнение запасов, или возврат может быть отклонен, если товар не в новом состоянии с оригинальной упаковкой. Возврат будет произведен с использованием оригинального способа оплаты, за исключением первоначальной доставки. Покупатели несут ответственность за обратную доставку, если мы не допустили ошибку в заказе. Дефектные/гарантийные товары будут обрабатываться в соответствии с политикой производителя, пожалуйста, напишите нам, прежде чем начинать возврат, чтобы мы могли сразу решить дефектные/гарантийные вопросы.
Как начать возврат?
Посетите наш центр возврата по адресу https://cannondaleexperts.myreturnscenter.com/, чтобы начать возврат. Заказам, размещенным до 7 февраля 2020 г., потребуется дополнительная помощь, поскольку платформа нашего веб-сайта изменилась. Пожалуйста, напишите нам по адресу [email protected] с деталями вашего заказа и возврата, и мы предоставим инструкции.
Выбрать Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Обязательно
Тема отзыва Обязательно
комментариев Обязательно
Артикул:
RBMetalG-52SHPacn-US
СКП:
4752224004369
MPN:
RBMetalG-52SHPacn
Сейчас:
$99. 00
Часто покупают вместе:
Описание
Описание
Теперь с поддержкой 802.11ac, портом Gigabit Ethernet и выбираемым диапазоном беспроводной связи (2,4 ГГц или 5 ГГц, ширина канала до 80 МГц). Новый гигабитный порт поможет вам использовать все преимущества высокоскоростной беспроводной связи 802.11ac.
Metal 52 ac поддерживает 2,4 ГГц, 5 ГГц, а также все устаревшие беспроводные режимы (802.11 b/g/n для 2,4 ГГц и 802.11 a/n/ac для 5 ГГц).
RBMetalG-52SHPacn-US (США) заблокирован на заводе для частот 2412–2462 МГц, 5170–5250 МГц и 5725–5835 МГц. Этот замок не может быть удален.
Сравнили восемь стоек-подставок, различных по конструкции, характеристикам и цене.
Поддомкратил машину – подопри ее!
Страховочные стойки, которые оберегают поддомкраченный автомобиль от случайного падения, в гаражах называют просто подставками. Их мы испытали на профпригодность.
Что измеряли?
Тест домкратов: мы знаем, какой для вас лучше
Шаг фиксации. Минимальная величина, через которую возможна регулировка стойки по высоте. Чем он меньше, тем удобнее пользоваться стойкой, поскольку ее можно установить почти при любом положении домкрата.
Плечо опрокидывания. Это расстояние от вертикальной оси стойки до линии, соединяющей края площадок соседних опор. Определяет устойчивость стойки. Чем плечо больше, тем лучше.
Ширина площадки, контактирующей с автомобильным порогом. Чем она больше, тем меньше вероятность повредить порог.
Суммарная площадь опоры определяет давление, которое опора оказывает на поверхность. Чем меньше площадь, тем больше давление – такие опоры могут «утонуть» в мягком грунте.
Сопоставление посадочных размеров опоры и выдвижного элемента. Чем меньше разница, тем меньше люфт и безопаснее эксплуатация стойки.
Реальный минимальный вылет. Показывает минимальную высоту, которую может обеспечить стойка без применения фиксатора.
Толщина стенок опоры, выдвижного элемента и ножек. Говорит о прочности конструкции: чем больше, тем лучше.
Масса. Косвенно говорит о прочности конструкции: чем больше, тем лучше.
Результаты — ниже. Испытанные образцы размещены в алфавитном порядке.
Автодело. Стойка страховочная
Примерная цена 570 ₽ Грузоподъемность 2 т Заявленная высота 277–365 мм Складная. Ножки заметно болтаются. А вот зазоры между опорой и выдвижным элементом – минимальные в нашей выборке. Можно использовать
Арт. VTS20. Подставка под автомобиль
Примерная цена 710₽ Грузоподъемность 2 т Заявленная высота 250–360 мм Нескладная. Страховочный фиксатор ничем не закреплен, может потеряться. Изготовление очень грубое. Предусмотрена резиновая прокладка, сберегающая порог машины. Ширина площадки и площадь опоры – максимальные в выборке. Люфт довольно большой. Шаг фиксации самый большой. Есть изделия получше
AE&T. Подставка под авто (пара) Т51103А
Примерная цена 1300 ₽ Грузоподъемность 2 т Заявленная высота 275–420 мм Складная конструкция выглядит расхлябанной. Устойчивость самая плохая в выборке. Площадка под порог маленькая. Плохая стойка, не покупайте
Autoprofi JS-02. Страховочные опоры (комплект из 2 штук)
Примерная цена 1550 ₽ Грузоподъемность 2 т Заявленная высота 270–360 мм У складной опоры центральная ножка фактически не касается поверхности земли. Устойчивость самая плохая в выборке. Итог по сумме баллов – второе место от конца. Не покупать
Примерная цена 1900 ₽ Грузоподъемность 3 т Заявленная высота 295–438 мм Массивная сварная конструкция. Раскосы из ГОСТовских уголков. Шаг фиксации небольшой. В целом – хорошее сбалансированное изделие, легко обогнавшее всех конкурентов. Надо брать
KRAFT. Опора страховочная складная 2 шт КТ 800060
Примерная цена 1350 ₽ Грузоподъемность 3 т Заявленная высота 275–365 мм Конструкция складной стойки разболтанная, хотя сварка аккуратная. Устойчивость невысокая, ширина площадки небольшая. Можно использовать
Matrix 51620. Подставки под автомобиль регулируемые
Примерная цена 900 ₽ Грузоподъемность 2 т Заявленная высота 275–420 мм Непродуманная опора: острые ножки без опорных площадок мгновенно утонут в любом покрытии. Шаг фиксации – самый маленький. Ширина площадки, контактирующей с порогом, самая низкая – это плохо. Люфт конструкции больше, чем у остальных. Не покупать
Примерная цена 2560 ₽ Грузоподъемность 2 т Заявленная высота 275–420 мм Шаг фиксации – наименьший в выборке. Устойчивость высокая. Площадка под порог очень маленькая. Люфт большой. Цена высокая, а качество посредственное: у одной из подставок опорная пластина отвалилась от нажатия пальцем. Рисковать жизнью? Не покупать
Испытанные стойки можно разделить на складные и жесткие. Складную есть смысл возить с собой любому автолюбителю, который способен самостоятельно заменить на дороге колесо. Недорогая, несложная и компактная подстраховка – удобнее и надежнее, чем подручные средства (например, кирпич или запасное колесо, которое заталкивают под машину).
У изделия Ombra качество сварки такое, что одна опорная пластина отвалилась при нажатии пальцем.
Стойки, имеющие вид сварных пирамид с треугольником или прямоугольником в основании, гораздо основательнее, прочнее и тяжелее «раскладушек». Сфера их применения – ремонт в гараже. Тем обиднее увидеть у них ножевидные ножки, как будто специально предназначенные для порчи асфальта и наливного пола, а также плохой провар опорных площадок и узкие ненадежные площадки под порог.
Все стойки выдержали заявленную статическую нагрузку. Хотя важно не только это. Повышенные люфты, некачественная сварка, невысокая устойчивость указывают на то, что это опора ненадежная и полагаться не нее опасно. Автомобиль с такой может упасть, и хорошо, если пострадают только порог или детали шасси, а не лежащий под ним человек.
Абсолютную победу одержали опоры «Дело техники». Все остальные стойки значительно отстали.
ТЕХНИКА БЕЗОПАСНОСТИ
Вас еще не завалило снегом? Экспертиза лопат!
Устанавливая стойку, не спешите убирать домкрат: это лишь дополнительная страховка. Вполне достаточно, если стойка примет на себя часть нагрузки.
Помните: в большинстве автомобилей усиленное место порога рассчитано только под домкрат. Поэтому старайтесь распределять давление от опоры на порог, подкладывая небольшую доску.
Очень жаль, что лишь один производитель (Арт. VTS20) позаботился о целостности порога автомобиля, применив резиновую площадку.
Семь полезных автомобилисту штуковин на зиму — тут.
Советуем изготовить защитную сетку своими руками или установить модельную защиту радиатора.
В магазине«За рулем» можно подобрать автобоксы для внедорожников, цепи противоскольжения на кроссоверы и много полезных мелочей для любого автомобиля.
Понравилась заметка? Подпишись и будешь всегда в курсе!
За рулем в Дзен
Подставки под автомобили для СТО
Включите в вашем браузере JavaScript!
Каталог
Фильтр подбора
Очистить
Сортировать по цене названию
Цена
Поддержка для двигателя 300 кг AE&T T63103
Доступно к заказу
Подробнее
6 759 руб
Подробнее
Поддержка для двигателя 500 кг AE&T T63105
Доступно к заказу
Подробнее
9 743 руб
Подробнее
Поддержка для двигателя 500 кг крестообразная AE&T T63105B
Доступно к заказу
Подробнее
9 428 руб
Подробнее
Поддержка для двигателя 675 кг для крана AE&T T63104
Доступно к заказу
Подробнее
3 604 руб
Подробнее
Подставка под авто 2 тонны пара AE&T T51102
Доступно к заказу
Подробнее
2 050 руб
Подробнее
Подставка под авто 2 тонны пара полупрофессиональная AE&T T51103A
Доступно к заказу
Подробнее
1 844 руб
Подробнее
Подставка под авто 3 тонны AE&T T51103T
Доступно к заказу
Подробнее
1 141 руб
Подробнее
Подставка под авто 3 тонны пара AE&T T51103
Доступно к заказу
Подробнее
2 265 руб
Подробнее
Подставка под авто 6 тонн AE&T T51106T
Доступно к заказу
Подробнее
1 990 руб
Подробнее
Подставка под авто 6 тонн пара AE&T T51106
Доступно к заказу
Подробнее
4 110 руб
Подробнее
Подставка под авто 12 тонн AE&T T51112T
Доступно к заказу
Подробнее
6 077 руб
Подробнее
Подставка под авто 12 тонн пара AE&T T51112
Доступно к заказу
Подробнее
11 320 руб
Подробнее
Стойка трансмиссионная 0. 3 тонны AE&T T60104
Доступно к заказу
Подробнее
13 287 руб
Подробнее
Стойка трансмиссионная 0.5 тонны AE&T T60101
Доступно к заказу
Подробнее
16 470 руб
Подробнее
Стойка трансмиссионная 0.6 тонн AE&T T60103A
Доступно к заказу
Подробнее
16 994 руб
Подробнее
Стойка трансмиссионная 0.6 тонн с корзиной AE&T T60103
Доступно к заказу
Подробнее
17 840 руб
Подробнее
Стойка трансмиссионная 1 тонна AE&T T60206
Доступно к заказу
Подробнее
37 031 руб
Подробнее
Тележка для перевозки авто 9″ AE&T T08014
Доступно к заказу
Подробнее
10 416 руб
Подробнее
Тележка для перевозки авто 12″ AE&T T08015
Доступно к заказу
Подробнее
14 198 руб
Подробнее
Тележка для перевозки колес 135 кг AE&T T08650
Доступно к заказу
Подробнее
8 137 руб
Подробнее
Lift Stand Inc
СПЕЦИАЛЬНОЕ ОБЪЯВЛЕНИЕ
MyLiftStand. com сотрудничает с ETA Manufacturing (ETAMFG.com) для производства подъемных стендов для мировых рынков. Подъемные стенды впервые будут представлены на выставке SEMA Show в ноябре 2019 года. SEMA Show — это ведущее в мире мероприятие, посвященное специализированным автомобильным товарам. Он собирает самые яркие умы отрасли и самые популярные продукты в одном месте, в конференц-центре Лас-Вегаса. Выставка SEMA 2018 привлекла более 70 000 покупателей в стране и за рубежом. Если вы посещаете SEMA, посетите нас на стенде 52200 павильона Performance. Подъемные стойки будут в наличии и готовы к отправке у дистрибьюторов, складов и розничных продавцов по всему миру в 2020 году.
С 1999 года ETA Manufacturing производит продукцию под частными торговыми марками для крупных брендов по всему миру. Сегодня завод расположен на 50 акрах с 1,6 миллионами квадратных футов, предназначенных для производства. Металлофабрика занимает площадь в 340 000 квадратных футов. MyLiftStand.com с гордостью предлагает ETAMFG. com эксклюзивные права во всем мире на производство и продажу наших защищенных патентом подъемных стоек дистрибьюторам и розничным торговцам автомобильными инструментами по всему миру.
ОТЗЫВЫ
Я купил у Билла 4 подъемные стойки для моей Vette 2013 года. Я изучил продукт и посмотрел видео. Еще больше впечатлился, когда их получил. Я сварщик реактивных двигателей и различных компонентов газотурбинных двигателей около 40 лет. Работали двигатели космических шаттлов НАСА, работали ремонтные станции FAA вдоль восточного побережья. Поэтому, когда я вижу этот продукт, я очень впечатлен его подгонкой, отделкой, качеством и особенно сварными деталями. Они превзошли мои ожидания относительно того, что я собирался получить. Они работают безупречно и очень пуленепробиваемы. Я мог бы продолжать и продолжать, но позвольте мне сказать, что эти подъемные стойки — бомба для лучшего подъемного устройства. Спасибо!
— ED D’AMATO
*****
Недавно я смог воочию убедиться, как широко используются эти стенды. Для большинства мастеров своими руками это того стоит, если вы проделаете обширную работу внизу.
У меня есть бизнес по ремонту мобильных автомобилей, и недавно я смог полностью использовать их набор. Мы с одним джентльменом использовали набор, чтобы вытащить коробку передач из рабочего фургона E350. Он купил восстановленный блок, и мы сделали прямой обмен. С трибунами мы смогли это сделать всего за несколько часов. Достаточно высокий фургон и трансмиссионный домкрат упростили эту работу.
На домкратах было бы гораздо сложнее, потому что вам нужно было бы поднять фургон очень высоко, чтобы компенсировать высоту трансмиссии, установленной на домкрате, и тогда вы все еще не поднимаетесь с самой нижней точки. Мой друг и я вытащили коробку передач из C240 4 Matic 2005 года, используя стандартные домкраты, и она была намного плотнее, и работа заняла больше времени.
— MARC SMITH
*****
Эти стойки лучшая вещь со времен самого автомобиля. Само собой машина не собирается скатываться. Любой, кто их использует, должен иметь достаточно здравого смысла, чтобы поставить машину на стоянку или включить аварийный тормоз. Стойки не предназначены для использования на разной высоте. Все они должны быть установлены на одной высоте.
На каждом конце трибун в верхней части сформированы квадратные выступы, поэтому при правильном использовании автомобиль не скатится. Их быстро и удобно использовать как при подъеме 8 дюймов под шиной, так и при высоте 14 дюймов под шиной. в отличие от стандартного 4-х стоечного подъемника, все находится в пределах досягаемости под автомобилем, так как на пути нет пандусов. Гидравлический или воздушный домкрат X-типа пугает меня до смерти. Мы чувствуем себя намного безопаснее под автомобилем на этих подставках, чем на обычных подставках, потому что все шины находятся на одинаковой высоте. Мы считаем, что это намного безопаснее, чем резиновые или алюминиевые пандусы, и у вас гораздо больше места для катания под автомобилем.
— NORMANBill-
*******
Bill- Я получил подъемные стойки, и они были в отличном состоянии. Я попробовал их сегодня вечером, и я совершенно поражен тем, насколько они просты в использовании и насколько безопасным, по моему мнению, является ваш дизайн. Спасибо, и я думаю, что вы действительно должны преуспеть с этим дизайном. Я собираюсь показать их нескольким друзьям и уже отправил их фотографии моему зятю в Меса, Аризона. Если мы все будем распространять доброе слово, возможно, у вас получится еще лучше. Еще раз спасибо.
Bill William Bundschuh
*******
Небольшое замечание после приятного лета. Прошлым летом я проводил каждую свободную минуту на своей машине и под ней и просто хотел от души поблагодарить вас за ваши стенды. Мой сын и внуки находились под машиной, и никому из нас никогда не приходилось беспокоиться о своей личной безопасности. Еще раз спасибо,
William Bundschuh
******
Продукт прибыл сегодня и в отличной форме. Это выдающийся продукт, который понравится заказывать 2-й набор. Отличный дизайн и интуитивное управление. Очень впечатлен качеством сборки! 1 сентября 2015 г. P.M. Villafañe”
*******
Если вам нужна характеристика, проверьте свои записи. Я купил две пары год назад. Пожалуйста, не стесняйтесь использовать мое мнение по своему усмотрению.
RLH
Я владею и использую две пары подъемных стоек около года, и теперь я могу дать точную оценку этому продукту. Я купил эти подставки, чтобы получить достаточный зазор для комфортной работы под моим C3 Corvette с четырехколесным ходовым колесом. Этот продукт прочный. Очевидно, что невозможно выполнить ремонт колеса без кузова, но если вы работаете с другими частями трансмиссии, выхлопной системы или с восстановлением рамы и кузова, у вас будет достаточно места для работы. Единственное отклонение, которое я использую от рекомендаций производителя, заключается в том, что я использую два напольных домкрата, чтобы поднимать автомобиль одновременно. Сначала перед, а потом зад. Некоторые будут жаловаться, что это чрезмерно, и, возможно, так оно и есть. Теперь у меня нет опасений, реальных или воображаемых, что искажение рамы произойдет на любом автомобиле, на котором я работаю с цельным или полным кадром. Я только хочу, чтобы крупный поставщик взял его продукт. Я боюсь, что такой продавец ухудшит качество того, что он продал мне. Вы получаете то, за что платите, и на данный момент этот продукт работает для меня очень хорошо.
Рэнди Хинан
******
Speed Society Facebook
Я купил их набор, они превосходны. Гораздо безопаснее, чем домкраты, и подъем в два раза выше пандусов. Шины не выкатываются из платформы
Кристофер Холлоуэй
******
Это отличный Билл. Большое спасибо. Если вы когда-нибудь будете искать инвесторов, меня это может заинтересовать, а я очень осторожный парень, у которого почти нет инвестиций!
******
Эй, Билл, трибуны отлично сработали. Я только что получил возможность загрузить фотографии в Интернете. Извините за плохое освещение в гараже. Пришлось использовать точечный свет.
******
Привет, Билл,
Я еще не пробовал их, но они потрясающего качества и подходят. Я видел все это, и я очень впечатлен .. Я наткнулся на них на YouTube более года назад, провел много исследований и выбрал вашу идею как наилучшее возможное решение для моих нужд .. Я уже отправил ссылку нескольким друзьям и, надеюсь, они избавятся от денег в вашем направлении. Я закажу еще пару через несколько недель, чтобы завершить свой набор.. Очень хорошая работа !!!! Еще раз спасибо, Билл.. Желаю вам отличного Нового года! PEACE, marC M.
******
Не фанат пруда с дюжиной Chevy….. но мне очень нравятся ваши стенды! Я привариваю соединители подрамника… друг одолжил мне свой набор твоих подставок. Вау, они хороши, поднимают машину, но держат нагрузку на подвеску, очень приятно!
Алекс
Стойки для подъема восхитительны и действительно стоят ожидания. Нижняя настройка — 8 дюймов, высокая настройка — 14 дюймов. Очень прост в использовании. Мне нравится, что они немного скользят по гладкому полу гаража, поэтому автомобиль правильно устанавливается после домкрата, и это абсолютно бесценно, когда можно поднять и опустить переднюю/заднюю или обе машины в середине проекта менее чем за два. минут. Я только что установил заголовки CSL и европейские кошки на свое купе M, и по этой причине мне очень понравились подъемные стойки — много движения вперед и назад между верхом и низом моторного отсека. Они довольно много для того, что они есть, но после их получения я не мог быть счастливее. Это сделало заголовки намного более безболезненными. Возможность опустить машину, чтобы получить доступ к верхней стороне, и поднять ее обратно всего за пару минут, если я понял, что мне нужно вернуться вниз на минуту, была такой приятной возможностью. Также хорошо для более заурядных вещей. Пару месяцев назад во время моего ежегодного осмотра ZHP у меня было более чем достаточно места, чтобы кататься на тележке внизу с моим планшетом. Это отличный компромисс, если у вас нет места для подъемника… или если ваша жена считает, что подъемник — это излишество для механика-любителя. Больше всего мне нравится то, насколько безопасно я чувствую себя под ними. Подставки для домкрата вполне приемлемы при правильном использовании, но всегда кажется, что есть небольшой шанс, что машина может оторваться от них. С подъемными стойками автомобиль практически стоит на земле… всего на 14 дюймов выше.
Привет, Билл,
Они пришли вчера, и они замечательные. Я приложил пару фотографий, и задние шины, похоже, просто подходят. Большое спасибо за такой отличный продукт!
Брент
Привет, Билл!
Хотел еще раз сказать спасибо за подъемные стойки. Мне они очень понравились, и они делают работу с моим 911 намного проще и приятнее!
Ура!
Марк Денвер, Колорадо
Фотогалерея | Lift Stand Inc
СПЕЦИАЛЬНОЕ ОБЪЯВЛЕНИЕ
MyLiftStand.com сотрудничает с ETA Manufacturing (ETAMFG. com) для производства подъемных стоек для мировых рынков. Подъемные стенды впервые будут представлены на выставке SEMA Show в ноябре 2019 года. SEMA Show — это ведущее в мире мероприятие, посвященное специализированным автомобильным товарам. Он собирает самые яркие умы отрасли и самые популярные продукты в одном месте, в конференц-центре Лас-Вегаса. Выставка SEMA 2018 привлекла более 70 000 покупателей в стране и за рубежом. Если вы посещаете SEMA, посетите нас на стенде 52200 павильона Performance. Подъемные стойки будут в наличии и готовы к отправке у дистрибьюторов, складов и розничных продавцов по всему миру в 2020 году.
С 1999 года ETA Manufacturing производит продукцию под частными торговыми марками для крупных брендов по всему миру. Сегодня завод расположен на 50 акрах с 1,6 миллионами квадратных футов, предназначенных для производства. Металлофабрика занимает площадь в 340 000 квадратных футов. MyLiftStand.com с гордостью предлагает ETAMFG.com эксклюзивные права во всем мире на производство и продажу наших защищенных патентом подъемных стоек дистрибьюторам и розничным торговцам автомобильными инструментами по всему миру.
ОТЗЫВЫ
Я купил у Билла 4 подъемные стойки для моей Vette 2013 года. Я изучил продукт и посмотрел видео. Еще больше впечатлился, когда их получил. Я сварщик реактивных двигателей и различных компонентов газотурбинных двигателей около 40 лет. Работали двигатели космических шаттлов НАСА, работали ремонтные станции FAA вдоль восточного побережья. Поэтому, когда я вижу этот продукт, я очень впечатлен его подгонкой, отделкой, качеством и особенно сварными деталями. Они превзошли мои ожидания относительно того, что я собирался получить. Они работают безупречно и очень пуленепробиваемы. Я мог бы продолжать и продолжать, но позвольте мне сказать, что эти подъемные стойки — бомба для лучшего подъемного устройства. Спасибо!
— ED D’AMATO
*****
Недавно я смог воочию убедиться, как широко используются эти стенды. Для большинства мастеров своими руками это того стоит, если вы проделаете обширную работу внизу.
У меня есть бизнес по ремонту мобильных автомобилей, и недавно я смог полностью использовать их набор. Мы с одним джентльменом использовали набор, чтобы вытащить коробку передач из рабочего фургона E350. Он купил восстановленный блок, и мы сделали прямой обмен. С трибунами мы смогли это сделать всего за несколько часов. Достаточно высокий фургон и трансмиссионный домкрат упростили эту работу.
На домкратах было бы гораздо сложнее, потому что вам нужно было бы поднять фургон очень высоко, чтобы компенсировать высоту трансмиссии, установленной на домкрате, и тогда вы все еще не поднимаетесь с самой нижней точки. Мой друг и я вытащили коробку передач из C240 4 Matic 2005 года, используя стандартные домкраты, и она была намного плотнее, и работа заняла больше времени.
— MARC SMITH
*****
Эти стойки лучшая вещь со времен самого автомобиля. Само собой машина не собирается скатываться. Любой, кто их использует, должен иметь достаточно здравого смысла, чтобы поставить машину на стоянку или включить аварийный тормоз. Стойки не предназначены для использования на разной высоте. Все они должны быть установлены на одной высоте.
На каждом конце трибун в верхней части сформированы квадратные выступы, поэтому при правильном использовании автомобиль не скатится. Их быстро и удобно использовать как при подъеме 8 дюймов под шиной, так и при высоте 14 дюймов под шиной. в отличие от стандартного 4-х стоечного подъемника, все находится в пределах досягаемости под автомобилем, так как на пути нет пандусов. Гидравлический или воздушный домкрат X-типа пугает меня до смерти. Мы чувствуем себя намного безопаснее под автомобилем на этих подставках, чем на обычных подставках, потому что все шины находятся на одинаковой высоте. Мы считаем, что это намного безопаснее, чем резиновые или алюминиевые пандусы, и у вас гораздо больше места для катания под автомобилем.
— NORMANBill-
*******
Bill- Я получил подъемные стойки, и они были в отличном состоянии. Я попробовал их сегодня вечером, и я совершенно поражен тем, насколько они просты в использовании и насколько безопасным, по моему мнению, является ваш дизайн. Спасибо, и я думаю, что вы действительно должны преуспеть с этим дизайном. Я собираюсь показать их нескольким друзьям и уже отправил их фотографии моему зятю в Меса, Аризона. Если мы все будем распространять доброе слово, возможно, у вас получится еще лучше. Еще раз спасибо.
Bill William Bundschuh
*******
Небольшое замечание после приятного лета. Прошлым летом я проводил каждую свободную минуту на своей машине и под ней и просто хотел от души поблагодарить вас за ваши стенды. Мой сын и внуки находились под машиной, и никому из нас никогда не приходилось беспокоиться о своей личной безопасности. Еще раз спасибо,
William Bundschuh
******
Продукт прибыл сегодня и в отличной форме. Это выдающийся продукт, который понравится заказывать 2-й набор. Отличный дизайн и интуитивное управление. Очень впечатлен качеством сборки! 1 сентября 2015 г. P.M. Villafañe”
*******
Если вам нужна характеристика, проверьте свои записи. Я купил две пары год назад. Пожалуйста, не стесняйтесь использовать мое мнение по своему усмотрению.
RLH
Я владею и использую две пары подъемных стоек около года, и теперь я могу дать точную оценку этому продукту. Я купил эти подставки, чтобы получить достаточный зазор для комфортной работы под моим C3 Corvette с четырехколесным ходовым колесом. Этот продукт прочный. Очевидно, что невозможно выполнить ремонт колеса без кузова, но если вы работаете с другими частями трансмиссии, выхлопной системы или с восстановлением рамы и кузова, у вас будет достаточно места для работы. Единственное отклонение, которое я использую от рекомендаций производителя, заключается в том, что я использую два напольных домкрата, чтобы поднимать автомобиль одновременно. Сначала перед, а потом зад. Некоторые будут жаловаться, что это чрезмерно, и, возможно, так оно и есть. Теперь у меня нет опасений, реальных или воображаемых, что искажение рамы произойдет на любом автомобиле, на котором я работаю с цельным или полным кадром. Я только хочу, чтобы крупный поставщик взял его продукт. Я боюсь, что такой продавец ухудшит качество того, что он продал мне. Вы получаете то, за что платите, и на данный момент этот продукт работает для меня очень хорошо.
Рэнди Хинан
******
Speed Society Facebook
Я купил их набор, они превосходны. Гораздо безопаснее, чем домкраты, и подъем в два раза выше пандусов. Шины не выкатываются из платформы
Кристофер Холлоуэй
******
Это отличный Билл. Большое спасибо. Если вы когда-нибудь будете искать инвесторов, меня это может заинтересовать, а я очень осторожный парень, у которого почти нет инвестиций!
******
Эй, Билл, трибуны отлично сработали. Я только что получил возможность загрузить фотографии в Интернете. Извините за плохое освещение в гараже. Пришлось использовать точечный свет.
******
Привет, Билл,
Я еще не пробовал их, но они потрясающего качества и подходят. Я видел все это, и я очень впечатлен . . Я наткнулся на них на YouTube более года назад, провел много исследований и выбрал вашу идею как наилучшее возможное решение для моих нужд .. Я уже отправил ссылку нескольким друзьям и, надеюсь, они избавятся от денег в вашем направлении. Я закажу еще пару через несколько недель, чтобы завершить свой набор.. Очень хорошая работа !!!! Еще раз спасибо, Билл.. Желаю вам отличного Нового года! PEACE, marC M.
******
Не фанат пруда с дюжиной Chevy….. но мне очень нравятся ваши стенды! Я привариваю соединители подрамника… друг одолжил мне свой набор твоих подставок. Вау, они хороши, поднимают машину, но держат нагрузку на подвеску, очень приятно!
Алекс
Стойки для подъема восхитительны и действительно стоят ожидания. Нижняя настройка — 8 дюймов, высокая настройка — 14 дюймов. Очень прост в использовании. Мне нравится, что они немного скользят по гладкому полу гаража, поэтому автомобиль правильно устанавливается после домкрата, и это абсолютно бесценно, когда можно поднять и опустить переднюю/заднюю или обе машины в середине проекта менее чем за два. минут. Я только что установил заголовки CSL и европейские кошки на свое купе M, и по этой причине мне очень понравились подъемные стойки — много движения вперед и назад между верхом и низом моторного отсека. Они довольно много для того, что они есть, но после их получения я не мог быть счастливее. Это сделало заголовки намного более безболезненными. Возможность опустить машину, чтобы получить доступ к верхней стороне, и поднять ее обратно всего за пару минут, если я понял, что мне нужно вернуться вниз на минуту, была такой приятной возможностью. Также хорошо для более заурядных вещей. Пару месяцев назад во время моего ежегодного осмотра ZHP у меня было более чем достаточно места, чтобы кататься на тележке внизу с моим планшетом. Это отличный компромисс, если у вас нет места для подъемника… или если ваша жена считает, что подъемник — это излишество для механика-любителя. Больше всего мне нравится то, насколько безопасно я чувствую себя под ними. Подставки для домкрата вполне приемлемы при правильном использовании, но всегда кажется, что есть небольшой шанс, что машина может оторваться от них.
Как правильно выбрать китайский фрезерный станок с ЧПУ. Это достаточно сложно, так как это требует знаний и опыта работы с таким оборудованием.
Содержание
Как выбрать фрезерный станок
Обзор станков
Стоит ли экономить и покупать китайские станки?
Китайский фрезерный станок с ЧПУ – это отличный вид оборудования для многих производственно-коммерческих компаний. В современном мире такие типы станков используют почти на каждом заводе деревообрабатывающей и других отраслей.
Выбрать качественный станок – достаточно сложно, так как это требует знаний и опыта работы с таким оборудованием. В данной статье мы рассмотрим, как же правильно выбрать станок, и стоит ли его покупать в Китае.
Как выбрать фрезерный станок
Перед тем, как приобретать аппарат для фрезерования с числовым программным управлением для предприятия или домашней мастерской, необходимо детально изучить характеристики выбранного станка.
Практические советы по выбору станка:
определитесь с самыми большими параметрами заготовки, таким образом получится узнать примерно необходимый размер рабочего поля;
внимательно рассмотрите конструкцию, особое внимание стоит уделить электрическому шпинделю (самая дорогая часть), а также стойке управления и двигателям перемещения портала;
продумайте, в каких количествах вам нужен будет инструмент для полного производства детали. Возможно будет уместен вариант полу-, или автоматической смены инструмента;
проверьте наличие сервиса для ремонта и обслуживания на территории вашей страны;
оцените удобство и функционал программного обеспечения.
Фрезерный станок с поворотной осью Z
Обзор станков
Сегодня наибольшую популярность на рынке имеют германские, итальянские, австрийские, китайские, американские и турецкие станки. А вот доля отечественных станков, которые продаются на внутреннем рынке, не превышает 10 %.
Большой спрос и популярность в нашей стране имеют следующие компании:
GCC Jaguar;
Redwood;
RuStan и многие другие.
Китайский рынок предлагает достаточно широкий ассортимент фрезерных станков с ЧПУ. Однако нужно помнить, что если вы заказываете его прямо с Китая, то могут быть проблемы с таможней, а также придется заплатить немаленькую сумму денег (примерно 500 $) за доставку продукции. В любом случае возможен возврат денег за заказ, если он не соответствует описанию, или компенсация от продавца. На случай поломки существует гарантия, которая действует в течение 1 года.
Среди китайских моделей станков наиболее популярными являются MINGLAN, UNICH, Precision и другие. Цены на них достаточно разнообразные, варьируются от 600 $ до 23 000 $. Необходимо заметить, что цены на китайские фрезерные станки с ЧПУ достаточно адекватные, и производительность таких машин также удовлетворительная.
Стоит ли экономить и покупать китайские станки?
Цель любого предприятия – это максимизация прибыли при минимальных затратах. В большинстве случаев высокая цена гарантирует высокое качество продукции, но и не стоит утверждать, что низкая цена – это показатель плохого качества и производительности. Фрезерный станок с ЧПУ из Китая тому доказательство: низкая цена при достаточно хорошем качестве.
Автоматизация рабочего процесса с помощью качественного электрооборудования – главный плюс данного вида продукции. Это главным образом положительно влияет на плавность и простоту производственного процесса. Последствием автоматизирования становится сокращение штата работников (уменьшаются затраты на труд), а также снижается влияние человеческого фактора на технологическую часть производственного процесса.
Нельзя не отметить проблемы, с которыми сталкиваются пользователи при эксплуатации станков из Китая:
отсутствие качественного руководства по эксплуатации техники на русском, а через переводчик китайскую инструкцию понять довольно сложно;
сервиса на территории СНГ почти нет, поэтому все гарантии могут быть выполнены только через почту;
дополнительные расходы на доставку товара, могут возникать также расходы транспортировки по России.
Однако такие проблемы не смущают российских производителей, и когда выбор стоит между б/у техникой и новой китайской машиной – то победа однозначно будет за аппаратом из Поднебесной.
Большинство предпринимателей рекомендуют все-таки начать свою деятельность на новых станках, поскольку старые могут требовать ремонта и наладки линии.
Когда составляете производственную линию, то лучшим вариантом будет покупка всей техники от одного производителя. Это облегчит процесс наладки и последующего обслуживания станков.
Загрузка…
Поделиться
Самые комментируемые записи
Строим самодельный фрезерный ЧПУ станок
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
Что можно сделать на фрезерном ЧПУ станке
Узнаем, что же можно сделать на ЧПУ фрезерном станке, рассмотрим плюсы и минусы бизнеса в этом направлении и преимущества автоматики над ручным инструментом.
Фрезеровка фанеры на ЧПУ: что и как ?
На сегодняшний день фрезеровка фанеры ЧПУ является наиболее популярным способом в промышленности. Элементы из фанеры легко дополняют детали интерьера, упаковку, и прочие изделия.
Прямо сейчас смотрят
Фрезерный
Что из себя представляют фрезерные станки с ЧПУ
Самым распространенным является трехосевой фрезерный станок с ЧПУ, и он очень похож на вертикальный фрезерный автомат. Все перемещения оси контролируются.
Фрезерный
Изготовление шпинделя для станка с ЧПУ до дереву
Шпиндель для станка с ЧПУ по дереву – это один из важных конструктивных элементов технологического оборудования. В механизме производится закрепление инструмента и создается крутящий момент.
Фрезерный
Характеристики фрезерных станков по дереву, какой выбрать и как работать
Как классифицируются фрезерные станки по дереву, конструкция, выбор, специальные возможности обработки, советы по уходу за оборудованием. Техника безопасности.
Фрезерный
Отличия обработки алюминия на станках ЧПУ
Принципиально важные отличия оборудования ЧПУ по алюминию от тех многих устройств, которые обрабатывают дерево или пластмассу, надо знать и учитывать в работе всем, кто их эксплуатирует.
Фрезерный
Как своими руками сделать вакуумный стол для ЧПУ
Вакуумные столы очень дорогие, поэтому разумно сконструировать стол самостоятельно, под индивидуальный размер и потребности поэтапно у себя дома.
Трубонарезные станки с ЧПУ Китайского производства
Главная
org/ListItem»> /
Станки
/
По металлу
/
Токарные
/
Трубонарезные станки с ЧПУ
/ Китай
Активные фильтры: Снять все активные фильтры
Бренд: Китай
Сортировать по:
Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
Код товара: 40639
Трубонарезной станок QK1319B/1000 с ЧПУ
Ø обработки над станиной 630
РМЦ1000
Макс. обороты 300
Мощность 7.50 кВт
Напряжение380В
Масса3800 кг
Код товара: 40654
Трубонарезной станок QK1322D РМЦ 1000 с ЧПУ Siemens 808D
Ø обработки над станиной 630
РМЦ1000
Макс. обороты 600
Мощность 11.00 кВт
Напряжение380В
Масса3900 кг
Код товара: 40659
Трубонарезной станок QK1332 РМЦ 1500 с ЧПУ
Ø обработки над станиной 1000
РМЦ1500
Макс. обороты 240
Мощность 22.00 кВт
Напряжение380В
Масса11500 кг
Код товара: 40642
Трубонарезной станок QK1319C РМЦ 1000 с ЧПУ
Ø обработки над станиной 630
РМЦ1000
Макс. обороты 500
Мощность 11.00 кВт
Напряжение380В
Масса4000 кг
Код товара: 40636
Трубонарезной станок TTS-130S/1000 с ЧПУ Siemens
Ø обработки над станиной 630
РМЦ1000
Макс. обороты 700
Мощность 11.00 кВт
Напряжение380В
Масса3400 кг
Код товара: 40640
Трубонарезной станок QK1319B РМЦ 1500 с ЧПУ
Ø обработки над станиной 630
РМЦ1500
Макс. обороты 300
Мощность 7.50 кВт
Напряжение380В
Масса4200 кг
Код товара: 40658
Трубонарезной станок QK1327 РМЦ 1500 с ЧПУ Siemens 808D
Ø обработки над станиной 1000
РМЦ1500
Макс. обороты 450
Мощность 22.00 кВт
Напряжение380В
Масса10000 кг
Код товара: 40644
Трубонарезной станок QK1319C РМЦ 3000 с ЧПУ
Ø обработки над станиной 630
РМЦ3000
Макс. обороты 500
Мощность 11.00 кВт
Напряжение380В
Масса5300 кг
Код товара: 40643
Трубонарезной станок QK1319C РМЦ 1500 с ЧПУ
Ø обработки над станиной 630
РМЦ1500
Макс. обороты 500
Мощность 11.00 кВт
Напряжение380В
Масса4400 кг
Код товара: 40646
Трубонарезной станок QK1319D РМЦ 1500 с ЧПУ
Ø обработки над станиной 630
РМЦ1500
Макс. обороты 600
Мощность 11.00 кВт
Напряжение380В
Масса4200 кг
Код товара: 40647
Трубонарезной станок QK1319D РМЦ 3000 с ЧПУ
Ø обработки над станиной 630
РМЦ3000
Макс. обороты 600
Мощность 11.00 кВт
Напряжение380В
Масса5000 кг
Код товара: 40641
Трубонарезной станок QK1319B РМЦ 3000 с ЧПУ
Ø обработки над станиной 630
РМЦ3000
Макс. обороты 300
Мощность 7.50 кВт
Напряжение380В
Масса5000 кг
Код товара: 40661
Трубонарезной станок QK1343 РМЦ 1500 с ЧПУ
Ø обработки над станиной 1000
РМЦ1500
Макс. обороты 205
Мощность 22.00 кВт
Напряжение380В
Масса13000 кг
Код товара: 40645
Трубонарезной станок QK1319D РМЦ 1000 с ЧПУ
Ø обработки над станиной 630
РМЦ1000
Макс. обороты 600
Мощность 11.00 кВт
Напряжение380В
Масса3800 кг
Код товара: 40657
Трубонарезной станок QK1327B РМЦ 1500 с ЧПУ Siemens 808D
Ø обработки над станиной 1000
РМЦ1500
Макс. обороты 280
Мощность 22.00 кВт
Напряжение380В
Масса10000 кг
Код товара: 40660
Трубонарезной станок QK1338 РМЦ 1500 с ЧПУ
Ø обработки над станиной 1000
РМЦ1500
Макс. обороты 205
Мощность 22.00 кВт
Напряжение380В
Масса12000 кг
Код товара: 40662
Трубонарезной станок QK1350 РМЦ 1500 с ЧПУ
Ø обработки над станиной 1200
РМЦ1500
Макс. обороты 205
Мощность 22.00 кВт
Напряжение380В
Масса15000 кг
Код товара: 59242
Трубонарезной станок QK1322/1500 РМЦ 1500
Ø обработки над станиной 630
РМЦ1500
Макс. обороты 600
Мощность 11.00 кВт
Напряжение380В
Масса4100 кг
Сортировать по:
Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
Найдено товаров : 18
Снять все активные фильтры
Сбросить фильтры
Цена
Производитель
ZMM Sliven (Болгария) Китай RAIS (Болгария)
Ø обработки над станиной
Максимально возможный диаметр заготовки, который можно установить на станке и вращать над направляющими станины
Ø обработки над супортом
Максимально возможный диаметр заготовки, обрабатываемой над поперечными салазками суппорта
РМЦ
РМЦ — расстояние между центрами. Расстояние от конца шпинделя передней бабки до пиноли задней бабки. Максимальная длина обрабатываемой детали в центрах. Единица измерения — мм.
Ø отверстия шпинделя
Диаметр сквозного цилиндрического отверстия в шпинделе. Используется для сквозного крепления заготовки через шпиндель станка.
Макс. обороты
Максимальные обороты шпинделя. Единица измерения — об/м.
ЧПУ
Fanuc Siemens
Регулировка частоты вращения шпинделя
Спупенчатая — путем перекидывания ремня на шкивах станка, Бесступенчатая в варианте с электронной регулировкой или механический вариатор
Бесступенчатая Ступенчатая
Мощность
до кВт
Напряжение
Напряжение питания 220/380 вольт
380В
Масса
Вверх
Топ-10 производителей станков с ЧПУ в Китае — последние рейтинги
12 апреля 2023 г. / By Shane / 2 минуты чтения
1. Mazak
2. DMG MORI
3. TRUMPF
4. AMADA
5. OKUMA
6. DMTG
7. SMTCL
8. JIER
9 EMAG
10. MAKINO
1. Mazak
RGHK 1500×4000 Вертикальный CNC V-образный паз…
Пожалуйста, включите JavaScript
RGHK 1500×4000 Вертикальный V-образный станок с ЧПУ для продажи — Artizono
Yamazaki Mazak (China) Co., Ltd., входит в десятку лучших производителей станков с ЧПУ, была основана в Японии в 1919 году. Компания является всемирно известным производителем станков, специализирующимся на предоставлении комплексных решений для различных видов механической обработки. процессы, в том числе комбинированная обработка, пятиосевая обработка, фрезерование, токарная обработка, системы ЧПУ и автоматизация.
Запросить цену
Посмотреть марку
2. DMG MORI
Это ведущий бренд станков с ЧПУ в мире, предлагающий новые технологии и решения в области станков.
Запросить предложение
Посмотреть марку
3. TRUMPF
Основанная в 1923 году в Германии, эта марка признана одним из десяти ведущих производителей станков с ЧПУ. Это лидер рынка и технологий в области промышленного станкостроения и лазерной промышленности, а также известное предприятие в мировой области производственных технологий.
Запросить цену
Посмотреть марку
4. AMADA
Всемирно известный производитель станков, основанный в 1946 году в Японии, специализируется на производстве штамповочных прессов с ЧПУ, гибочных станков, листовых ножниц, станков для лазерной резки и другого листового металла. обрабатывающее оборудование для крупных транснациональных компаний.
Запросить цену
Посмотреть марку
5. OKUMA
Основанная в 1918 году в Японии, эта компания является ведущим поставщиком станков и систем управления. Они занимаются исследованиями, разработкой, производством и продажей станков и систем ЧПУ.
Запросить цену
Посмотреть марку
6. DMTG
Компания Dalian Machine Tool Group Co., Ltd., основанная в 1948 году, признана одним из 18 пионеров национальной станкостроительной промышленности в первые дни своего существования. создание Китайской Народной Республики.
Запросить цену
Посмотреть марку
7. SMTCL
Shenyang Machine Tool Co., Ltd. (далее именуемая «компания») была создана в мае 1993 года с одобрения Шэньянской комиссии по реформе экономической системы в документ № 199231. Компанию поддерживают Шэньянский станкостроительный завод №1, Завод дружбы Чжунцзе и Завод прецизионных инструментов Ляонин.
Запросить предложение
Посмотреть бренд
8. JIER
Jinan No.2 Machine Tool Co., Ltd., основанная в 1937, является государственным предприятием и ключевым игроком отечественного станкостроения. Он также был признан национальным высокотехнологичным предприятием.
Запросить цену
Посмотреть марку
9.
EMAG
«Основанный в 1867 году в Германии, изобретатель перевернутого станка, этот всемирно известный производитель перевернутых станков с ЧПУ является высокотехнологичным предприятием, в первую очередь ориентированным на исследование, разработка, производство и продажа серии станков с ЧПУ.
Запросить цену
Посмотреть марку
10. MAKINO
Компания Tsunezo Makino была основана в 1937 году и специализируется на производстве вертикально-фрезерных станков 1-го типа.
Запросить цену
Посмотреть марку
0 акции
Professional Insights
9 0026 Получить консультацию специалиста по металлообрабатывающим станкам
Позвольте нашим специалистам помочь вам выбрать правильный металлообрабатывающий станок для ваших нужд.
Запросить предложение
Лучшие промышленные станки с ЧПУ для продажи в Китае
ВЫБЕРИТЕ ПРИЛОЖЕНИЕ, ЧТОБЫ НАЙТИ ПОДХОДЯЩИЙ СТАНОК С ЧПУ
Все 15 /3D 4 /Дверца шкафа 3 /Колонна 2 /EPS 1 /General Wood рабочий 5 /Многоголовочный 1 / Вывеска и графика 3 /Камень 2
Токарный/токарный станок с ЧПУ
Токарный/токарный станок с ЧПУ предназначены в основном для лестничных материалов, профильных статуй, ножек мебели и шкафов, ножек кухонного острова, столбов, ножек дивана, профиля Будды. , карниз, модильон, бейсбольная бита, поделки и т. д.
Промышленный фрезерный станок с ЧПУ с ATC
Серия OMNI ATC предоставляет возможности, особенно для крупных предприятий, которым необходимо обрабатывать листы различных размеров, отдельные детали и изделия из массива дерева.
Фрезерно-фрезерный станок с ЧПУ для корпусной мебели
Этот фрезерно-фрезерный станок с ЧПУ представляет собой мощное, высокоскоростное фрезерное устройство с ЧПУ с автоматической загрузкой/выгрузкой для сквозной обработки гнезд. Он используется в производстве шкафов-купе, шкафов-купе и мебели на заказ.
Фрезерный станок с ЧПУ 5×10
Фрезерный стол с ЧПУ 5×10 для обработки дерева, пластика, камня, композитных материалов и цветных металлов. Это отличный выбор, если вам нужен рабочий размер более 4 футов * 8 футов.
Многоголовочный фрезерный станок с ЧПУ
Если вам нужно больше шпинделей для выполнения той же работы на столе фрезерного станка с ЧПУ, это хороший выбор. Производите больше проектов с ЧПУ одновременно, получайте больше преимуществ и экономьте время.
Станок с ЧПУ для резьбы по камню
Предназначен для надгробной плиты, дверной рамы, колонны, камина, столешницы, стола для раковины и т. д. благодаря своей сверхмощной конструкции и мощному шпинделю. Установка колес на стол значительно упрощает перемещение каменного материала на рабочий стол.
OMNI Доступный фрезерный станок с ЧПУ 4×8 Стол
Фрезерный станок с ЧПУ 4 X 8 — самая продаваемая модель для деревообработки, изготовления вывесок и резки композитных материалов. Это самая универсальная модель фрезерного станка с ЧПУ по самой конкурентоспособной цене.
Лучший фрезерный станок с ЧПУ для изготовления вывесок
Отличный вариант для производства вывесок, графики, печати, демонстрации и прототипирования. Установка различных режущих головок в одном станке позволяет резать хрупкие и твердые материалы с гладкими краями.
Фрезерно-фрезерный станок с ЧПУ
Работа с деревом, пенополистиролом и неметаллическим углеродным гибридным материалом, подходящим для профилирования и формования пресс-форм, таких как подошва, музыкальный инструмент, бампер, пресс-форма для внутренней отделки капота и авиация.
Настольный фрезерный станок с ЧПУ для хобби
Недорогой фрезерный станок с ЧПУ для начинающих с ЧПУ, любителей, создателей космоса и образования.
5-осевой фрезерный станок с ЧПУ
Используется для изготовления пресс-форм, обработки форм из дерева, инструментальной панели из смолы, пенополистирола и композитов, обрезки вакуумно-формованных профилей, изготовления пластмасс, обработки стеклопластика …
4-осевой фрезерный станок с ЧПУ
Компания OMNI разработала 4- и 5-осевой фрезерный станок с ЧПУ для 3D-обработки, который может обрабатывать цветные металлы, композиты, пенопластовые контуры, обрезку, сверление и т. д.
4-осевой фрезерный станок с ЧПУ
4-осевой Linkage является одним из лучших фрезерных станков с ЧПУ, которые предлагают решения для обработки материалов колонн, таких как опоры, поручни, косяки стула, балясины, молдинги корон, настенные рамы, гравировка modillion и т. д. Маршрутизатор
Подходит для гравировки колонн, резьбы и резки плоских материалов. Эта функция может быть использована в производстве деталей лестниц, таких как точеные и коробчатые стойки, выступы, поручни, косяки стула и т. д.
КАКОЕ РЕШЕНИЕ С ЧПУ ВАМ НУЖНО?
ПРЕИМУЩЕСТВА ЧПУ ПЕРЕД ОБЫЧНЫМИ
Непревзойденная повторяемость Производительность, дополняющая крупносерийное производство
Фрезерно-фрезерные станки с ЧПУ обеспечивают исключительную повторяемость для крупносерийного производства и снижают эксплуатационные расходы, поскольку фрезерно-фрезерный станок с ЧПУ сокращает количество отходов. У Omni CNC есть много таких фрезерных станков с ЧПУ для продажи, которые сокращают отходы и сокращают расходы.
Вырезание сложных рисунков
Продается несколько вариантов фрезерных станков с ЧПУ, в том числе 3-осевые фрезерные станки с ЧПУ, 4- и 5-осевые фрезерные станки с ЧПУ, которые могут помочь вырезать узоры с высокой точностью.
Больше продукции за меньшее время
Доступно множество доступных фрезерных станков с ЧПУ, которые могут значительно сократить время производства при одновременном повышении точности. Купите фрезерный станок с ЧПУ, чтобы увеличить производительность и прибыль.
Сокращение времени обучения
Получить опыт работы с фрезерными станками с ЧПУ очень просто. Новичок может быстро стать профессионалом. Будь то 3-осевой фрезерный станок с ЧПУ или любой другой, поскольку оператор управляет станком через компьютерный интерфейс, получение опыта становится очень простым.
✅ Лазерный станок для резки металла MCLaser 1325V metal Выгодные условия ОТСРОЧКА платежа
Надежный и высокопроизводительный лазерный станок для резки металла (установка с СО2 лазером), отличающийся низкой стоимостью обслуживания и эксплуатации по сравнению с промышленным волоконным лазерным оборудованием.
В корзину
Консультация
Кредит
Технические
характеристики
Электропитание
220 ±10% 50Hz
Количество рабочих лазеров
1 шт
Рабочий стол
Ламели
Сквозной стол
Да
Система перемещений / направляющие
HIWIN
Привод перемещений / ремни
ШВП
Разрешение
0,025 мм
Точность позиционирования
0,01 мм
Минимальный размер наносимого символа
1*1 мм
Рабочая температура
15-35 °C
Программное обеспечение
RDWorks
Система управления
RuiDa 6445G
Поддерживаемые графические форматы
BMP, PLT, CDR, DXF, AI, SVG и другие
Операционная система ПК
Windows XP/7/8/10
Поддерживаемое ПО
Любые векторные редакторы
Подключение к ПК
USB / LAN
Охлаждение лазера
Водяное
Габаритные размеры упаковки
3300/2000/1000 мм
Количество фаз двигателя
3 (57-я серия)
Ресурс излучателя
8000-12000 часов
Рабочее поле
1300×2500 мм
Описание
Данный лазерный станок в первую очередь предназначен для высокоточной резки металла, нержавеющей, легированной, оцинкованной и пружинной стали, листового алюминия, меди, железа (нержавейки) толщиной от 1 до 2 мм (в зависимости от химического состава металла и мощности СО2 излучателя). Обрабатывает листы размером 1300 на 2500 мм.
Помимо этого вы можете использовать MCLaser 1325V metal для резки широкого спектра материалов из так называемой группы неметаллов. К примеру, он способен легко и быстро раскроить фанеру толщиной до 20 миллиметров, оргстекло и пластики до 35 миллиметров, а также другие листовые материалы.
Обратите внимание, этот станок оперативно и легко перенастраивается для работы с различным типом материалов.
MCLaser 1325V metal отличается высокой надежностью и низкой стоимостью обслуживания и эксплуатации. В отличие от промышленных лазерных металлорезчиков с волоконным (оптоволоконным) лазером типа IPG с аналогичными характеристиками он стоит намного дешевле, оперативно запускается и быстро окупается.
Базовые преимущества
Универсальность и гибкость позволяет резать как металлы, так и неметаллы. Большие промышленные лазерные металлорезчики предназначены исключительно для резки металлов и стали. С MCLaser 1325V metal вы будете зарабатывать больше.
Низкая цена станка по сравнению с волоконными промышленными лазерными металлорезчиками. MCLaser 1325V metal окупается намного быстрее.
Низкая стоимость обслуживания и расходных материалов дает вам возможность уменьшить себестоимость конечных изделий. При этом комплектующие, в отличие от промышленных металлорезчиков, всегда доступны.
Простота управления и написание программ позволяет вам не привлекать дорогих высококвалифицированных специалистов. Для запуска, управления и настройки MCLaser 1325V metal не требуется особых навыков и знаний. Если что, наши специалисты всегда готовы помочь разобраться в этих вопросах.
Высокая точность и качество лазерной резки, не уступающая большим промышленным станкам, обеспечивается усиленной жесткой станиной, современным и надежным программным обеспечением, системой перемещений.
Минусы станка
Единственный недостаток MCLaser 1325V metal — необходимость подключения баллона с кислородом или азотом. Без этого вы не сможете использовать его для резки или раскроя металла. Но и в этом случае его покупка все равно обходится дешевле промышленных волоконных лазеров со схожими характеристиками.
Сферы применения
Производство автозапчастей
Лазерная резка металлов
Изготовление комплектующих для бытовой техники
Производство электрощитового оборудования
Машиностроение и станкостроение
Производство промышленного оборудования
Изготовление рекламных и POS-материалов, сувениров
Вы всегда можете купить MCLaser 1325V metal в улучшенной комплектации или заказать по индивидуальному проекту.
Станок поставляется в полной комплектации, включая чиллер. Единственно, для запуска функции резки металла к нему необходимо приобрести и подключить газовый баллон с кислородом или азотом.
Комплектация
Лазерный станок — 1 шт.
Чиллер CW-5000 — 1 шт.
Автофокус (установлен) — 1 шт.
Лазерный целеуказатель — 1 шт.
Воздушный компрессор — 1 шт.
Вытяжка — 1 шт.
USB кабель — 1 шт.
Силовой кабель — 1 шт.
Силиконовые трубки — 3 шт.
Гофры (ПВХ армированные) — 1 шт.
Инструкция по ПО — 1 шт.
Инструкция по пользованию — 1 шт.
ЗИП — 1 шт.
Набор ламелей — 1 шт.
Дополнительное
оснащение
Чиллер CW-5200
Камера сканирования материала для резки по контуру
Система фильтрации дыма
Поворотное устройство
Доставка, оплата,
гарантии
Гарантия 18 меяцев
Предоставляется при условии правильной эксплуатации оборудования.
Доставка
На условиях СО СКЛАДА сроки зависят от выбранного вами перевозчика + 3 рабочих дня на предпродажную подготовку.
На условиях ПОД ЗАКАЗ доставка с завода до нашего склада 60 рабочих дней + 3 рабочих дня на предпродажную подготовку + время доставки до вашего адреса, которое зависит от выбранного вами перевозчика.
На условиях ПО АКЦИИ доставка с завода до нашего склада 60 рабочих дней + 3 рабочих дня на предпродажную подготовку + время доставки до вашего адреса, которое зависит от выбранного вами перевозчика.
Доставляем ПЭК, Деловые линии и другими. Точную стоимость доставки узнавайте у менеджеров.
Самовывоз со склада в Санкт-Петербурге.
Оплата
Строго по договору БЕЗ СКРЫТЫХ ПЛАТЕЖЕЙ.
СО СКЛАДА — 100% предоплата.
ПОД ЗАКАЗ — предоплата 50%, оставшиеся 50% вы оплачиваете после поступления оборудования на наш склад.
ПО АКЦИИ — экономия до 25% — 100% предоплата.
Пусконаладка, обучение
и сервис
Поможем вам запустить оборудование, настроить его, а главное, обучим правильно с ним обращаться. Расскажем, как лучше резать, гравировать или маркировать.
Вы можете консультироваться у наших инженеров по всем вопросам эксплуатации станка, а также заказать сервисное обслуживание.
Да, с нами удобно и легко.
Лазерный станок для резки металла MCLaser 1325V metal подходит
для работы с материалами
Картон и бумага
резка и гравировка
Дерево
резка и гравировка
Фанера
резка и гравировка
МДФ и ДСП
резка и гравировка
Паронит
резка и гравировка
Резина
резка и гравировка
Акрил и оргстекло ПЭТ, полистирол
резка и гравировка
Двухслойные пластики
резка и гравировка
Монолитный поликарбонат
резка и гравировка
Мех, ткани, кожа, кожзам
резка и гравировка
Нержавеющая сталь
резка и гравировка
Камень, гранит, мрамор
резка и гравировка
Не нашли материал в списке? Задайте вопрос нашему инженеру
Не нашли материал в списке?
Задайте вопрос нашему инженеру
Мощный сервис и выгодные условия поставки
Мощный сервис и выгодные условия поставки
Полная техническая поддержка
От производителя и представительства в России. Настраиваем, консультируем, обслуживаем.
Профессиональное обучение
Показываем, как правильно обращаться с оборудованием, резать, гравировать и маркировать.
Демонстрация перед покупкой
Приходите и тестируйте оборудование на ваших материалах, пытайте инженеров каверзными вопросами.
Доступная цена
За счет прямых поставок с завода, снижения расходов на доставку и отсутствия посредников.
Отсрочка платежа и скидки
Хотите сэкономить на покупке до 25% или оплачивать оборудование частями? У нас есть для вас предложения.
Гарантия 18 месяцев
Предоставляется производителем и официальным представителем в России. Мы всегда рядом.
Оперативная надежная доставка
Отработанная схема поставки по всей России и странам ближнего зарубежья. Оборудование страхуется.
Запчасти в наличии и на заказ
Быстрая доставка. Доступные цены. Установка нашими специалистами. Гарантия.
Станок для лазерной резки листового металла Senfeng SF4015G по цене производителя с доставкой – «TopStanok»
Общие характеристики
Характеристика
111121
111122
111123
111124
111132
Технические характеристики Senfeng
Вес оборудования, кг
≤ 3000
≤ 3000
≤ 3000
≤ 3000
≤ 2500
Время работы лазерного излучателя
100 000 часов
100 000 часов
100 000 часов
100 000 часов
100 000 часов
Габариты оборудования (ШхГхВ), мм
4530х2600х2060
4530х2600х2060
4530х2600х2060
4530х2600х2060
2500х2400х2200
Дополнительный газ
Кислород, азот, воздух
Кислород, азот, воздух
Кислород, азот, воздух
Кислород, азот, воздух
Кислород, азот, воздух
Интерфейс подключения
USB
USB
USB
USB
USB
Интерфейс управления
DSP контроллер + панель управления
DSP контроллер + панель управления
DSP контроллер + панель управления
DSP контроллер + панель управления
DSP контроллер + панель управления
Концевые датчики
Индуктивные
Индуктивные
Индуктивные
Индуктивные
Индуктивные
Лазерная головка
Senfeng Laser с автофокусом (опционально Raytools)
Senfeng Laser с автофокусом (опционально Raytools)
Senfeng Laser с автофокусом (опционально Raytools)
Senfeng Laser с автофокусом (опционально Raytools)
Senfeng Laser с автофокусом (опционально Raytools)
Лазерный излучатель
Raycus (Опционально IPG)
Raycus (Опционально IPG)
Raycus (Опционально IPG)
Raycus (Опционально IPG)
Raycus (Опционально IPG)
Максимальная скорость резки, м/мин
35
35
35
35
35
Максимальная толщина резки металла, мм
12
12
14
14
14
Максимальное ускорение, G
1. 0
1.0
1.0
1.0
1.0
Минимальная ширина реза, мм
0,1
0,1
0,1
0,1
0,1
Напряжение питания
380В ± 10%, 50 Гц
380В ± 10%, 50 Гц
380В ± 10%, 50 Гц
380В ± 10%, 50 Гц
380В ± 10%, 50 Гц
Охлаждение трубки
Водяное охлаждение с системой защиты
Водяное охлаждение с системой защиты
Водяное охлаждение с системой защиты
Водяное охлаждение с системой защиты
Водяное охлаждение с системой защиты
Повторная точность позиционирования, мм
±0. 03
±0.03
±0.03
±0.03
±0.03
Потребляемая мощность, кВт
16
16
16
16
16
Система приводов по X,Y
Рейка/шестерня Senfeng (APEX)
Рейка/шестерня Senfeng (APEX)
Рейка/шестерня Senfeng (APEX)
Рейка/шестерня Senfeng (APEX)
Рейка/шестерня Senfeng (APEX)
Система приводов по Z
Шарико-винтовая пара ТНК (Япония)
Шарико-винтовая пара ТНК (Япония)
Шарико-винтовая пара ТНК (Япония)
Шарико-винтовая пара ТНК (Япония)
Шарико-винтовая пара ТНК (Япония)
Тип двигателя
Серводвигатели 1 кВт Schneider Electric (Франция)
Серводвигатели 1 кВт Schneider Electric (Франция)
Серводвигатели 1 кВт Schneider Electric (Франция)
Серводвигатели 1 кВт Schneider Electric (Франция)
Серводвигатели 1 кВт Schneider Electric (Франция)
Технические характеристики Раскрой металла
Вид раскроя (ФИЛЬТР)
Для листового металла
Для листового металла
Для листового металла
Для листового металла
Мощность излучения, Вт
500-3000
500-3000
500-3000
500-3000
750-1500
Рабочая область, мм
2500х1300
3000х1500
4000х1500
6000х1500
1300х1300
Скорость перемещения, м/мин
80
80
80
80
80
Тип излучателя
Оптоволоконный иттербиевый
Оптоволоконный иттербиевый
Оптоволоконный иттербиевый
Оптоволоконный иттербиевый
Оптоволоконный иттербиевый
Тип корпуса (ФИЛЬТР)
Открытый корпус
Открытый корпус
Открытый корпус
Закрытый корпус
Точность позиционирования, мм
± 0,05
± 0,05
± 0,05
± 0,05
± 0,05
Ход по оси Z, мм
120
Станок для лазерной резки
| Лазерные резаки и принтеры BesCutter
SortFeaturedPrice: от низшей к высокойЦена: от высокой к низшейA-ZZ-AСамые старые по новыеСамые новые по самые старыеЛучшие продажи
ACCU STAR 5’x10′ | 1000 — 2000 Вт | Станок для резки листового металла с волоконным лазером
от 7000000
12000000
/за
АККУ ЗВЕЗДА 5′ x 20′ | 1500-2000 Вт | Станок для резки листового металла с волоконным лазером
от 10000000
10000000
/за
SPACE SAVER 5’x10′ | 1500 Вт — 4000 Вт ИГИ | Станок для резки листового металла с волоконным лазером
от 12500000
12500000
/за
SMART CUBE 51 x 51 дюйм | 2000 Вт — 4000 Вт | Волоконный лазер для резки листового металла
от
00
15000000
/за
КОМПАКТНЫЙ 4’X4′ | 1000 Вт — 1500 Вт | Станок для резки листового металла с волоконным лазером
от 6000000
8500000
/за
СКОРОСТЬ ПОЛЕТА 5’X10′ | 1500Вт — 15000Вт | Волоконно-лазерный станок для резки листового металла Полный корпус с параллельным челночным столом
от 16000000
18000000
/за
FLY PRO 5’X10′ | 1500 Вт — 6000 Вт ИГИ | Волоконно-лазерный станок для резки листового металла и труб с полным корпусом и параллельным поворотным столом
от 20000000
22000000
/за
СКОРОСТЬ МАШИНЫ 5’x10′ | 6000 Вт -15000 Вт IPG | Волоконный лазерный резак, полностью закрытый, с гидравлическим поворотным столом
от 41000000
45000000
/за
АВТОМАТИЧЕСКАЯ ЗАГРУЗКА И РАЗГРУЗКА | Система для волоконно-лазерной резки
от 10000000
12000000
/за
FLY Coil 5’X13′ Волоконно-лазерный станок для резки листового металла в полном корпусе с конвейерным питателем
от 35000000
22000000
/за
HYROBOT 3D Робот IPG 1500 Вт | Станок для резки металла с волоконным лазером
HYSTORE Автоматическая система загрузки, разгрузки и хранения для волоконного лазерного резака
от 30000000
2500000
/за
Платформа для волоконной лазерной сварки
Форма
от 3500000
/за
Описание для 3541: Станки, типы резки металла
Руководство SIC
Описание для 3541: станки, типы резки металла
SIC Поиск
Описание для 3541: Станки, типы резки металла
Раздел D: Производство | Основная группа 35: Промышленные и коммерческие машины и компьютерное оборудование | Отраслевая группа 354: Металлообрабатывающие машины и оборудование
3541 Металлорежущие станки Предприятия, в основном занимающиеся производством металлорежущих станков, не поддерживаемых оператором во время работы, которые придают металлу форму путем резки или использования электротехника; восстановление таких станков и изготовление запасных частей для них.
Основные ошибки при создании 3д-моделей для 3d-печати ?
Опубликовано: 25 апреля 2023
Создание 3D-моделей для 3D-печати является искусством. Это требует не только технических знаний, но и творческого подхода. К сожалению, даже опытные дизайнеры могут допустить некоторые ошибки при создании 3D-моделей. В этой статье мы рассмотрим основные ошибки, которые можно избежать при создании 3D-моделей для 3D-печати.
1. Не учет особенностей процесса печати Один из наиболее распространенных ошибок при создании 3D-моделей для 3D-печати — это отсутствие учета особенностей процесса печати. Если вы не учитываете толщину стенок, вид материала, который вы используете, а также отверстия и выступы, можно получить 3D-модель, которая не будет работать или не будет напечатана вовсе.
2. Неправильный выбор программного обеспечения Другая распространенная ошибка при создании 3D-моделей для 3D-печати — это использование неправильного программного обеспечения. Существует много программ для создания 3D-моделей, но не все они оснащены функциями, которые нужны для создания моделей для 3D-печати. Это может привести к проблемам во время печати, включая некачественный вывод и дефекты.
3. Не проверка на наличие ошибок Одним из самых больших препятствий, которые могут помешать вам получить качественную 3D-модель для 3D-печати, является отсутствие проверки на наличие ошибок. Важно понимать, что после того, как вы завершите модель, вы должны ее проверить на наличие ошибок и исправить их. Без проверки, вы можете получить неожиданный результат, такой как размытие деталей или некачественный вывод.
4. Нет оптимизации модели Еще одна распространенная ошибка заключается в том, что дизайнеры не оптимизируют свою модель для процесса печати. Это может привести к дополнительной работе над моделью и даже к необходимости изменения ее параметров, что может отнять много времени. Оптимизация модели включает в себя уменьшение размера файла, проверку на наличие полостей и улучшение качества вывода.
5. Недостаточная поддержка и крепление Еще одна из распространенных ошибок — это недостаточная поддержка и крепление модели. Если вы не добавите поддержку и крепление в свою модель, она может изогнуться или даже разрушиться во время печати. Кроме того, поддержка и крепление помогают избежать дефектов как на начальных, так и на конечных этапах печати.
Итак, когда вы создаете 3D-модели для 3D-печати, необходимо учитывать все вышеперечисленные ошибки и избегать их. Помимо этого, рекомендуется также использовать проверенное программное обеспечение и проводить оптимизацию и проверку моделей на наличие ошибок. С учетом этих факторов вы можете получить высококачественную 3D-модель для 3D-печати.
В любом случае, если у вас есть только чертёж или даже идея, Вы можете обратиться за помощью по созданию моделей как нашим специалистам
1. Недооценка важности первого слоя. 2. Не обращаться за помощью к сообществам 3D-печати. 3. Случайное запутывание филамента. 4. Быстрая сборка вашего 3D-принтера. 5. Неправильная калибровка стола и высоты сопла. 6. Использование неверных настроек слайсера. 7. Использование большого % заполнения для усиления деталей вместо стен/оболочек. 8. Не использовать поддержки, когда это необходимо. 9. Никогда не заменять изношенные детали. 10. Отсутствие мониторинга 3D-печати. 11. Пренебрежение правилами безопасности при 3D-печати. 12. Покупка плохого 3D-принтера из-за чрезмерного энтузиазма. Вывод.
Нет ничего хуже, чем печатать на 3D-принтере днями, неделями, месяцами и годами только для того, чтобы узнать, что вы совершаете распространенные ошибки.
Уверены, что многим хорошо знакомо это чувство, поэтому мы написали этот пост, чтобы вернуть вас на путь успеха, описав некоторые распространенные ошибки, которых следует избегать в вашем путешествии по миру 3D-печати.
Здесь вы найдете как небольшие погрешности, на которые вы раньше не обращали внимания, так и серьезные ошибки, которые могут привести к полному прекращению 3D-печати.
Присоединяйтесь к нашему исследованию, чтобы определить самые частые ошибки 3D-печати, а также простые решения для их быстрого исправления.
1. Недооценка важности первого слоя.
Слишком часто 3D-печать выходит из строя в середине процесса из-за плохой адгезии первого слоя.
Однозначно не упускайте из виду этот важный фактор, если вы хотите получить успешный отпечаток. Это ошибка, которую совершают чересчур часто, и это заставляет людей гоняться за призраками, пытаясь понять, в чем проблема.
Все это время причина была в плохих первых слоях, у которых не было достаточно прочной связи с рабочей платформой.
Несмотря на то, что ваш первый слой держится в начале печати, адгезия уменьшается по мере того, как печатающая головка перемещается. Вполне вероятно, что через несколько часов ваш отпечаток может сместиться или отвалиться, если первый слой не был хорошо экструдирован.
Решение.
Заранее сделайте несколько тестовых отпечатков и посмотрите, насколько хорошо прилипает материал.
Используйте адгезив, например, 3D Лак для принтеров или хотя бы клей-карандаш.
Увеличьте скорость потока (множитель экструзии) для первого слоя, чтобы у материала было больше шансов приклеиться к столу принтера.
2. Не обращаться за помощью к сообществам 3D-печати.
Каждый пользователь 3D-принтера сталкивался с какой-либо проблемой, для устранения которой требовались определенные усилия. Некоторые люди брались за целые проекты только для того, чтобы решить проблему с 3D-принтером, тогда как решение можно было найти с легкостью.
Сообщества 3D-печати известны тем, что помогают людям решать их проблемы, поэтому обязательно воспользуйтесь этими бесплатными ресурсами. От форумов по 3D-печати до групп в Facebook и опросов других пользователей 3D-принтеров на YouTube — вариантов бесчисленное множество.
Когда мы только начали исследовать 3D-печать, то обратили внимание, что многие люди упоминают, насколько полезны другие пользователи 3D-принтеров, поэтому мы сразу же зарегистрировались на всевозможных русско- и англоязычных ресурсах, сообществах Facebook и Reddit и присоединились к этому пространству.
В большинстве случаев люди предлагают правильное решение и с удовольствием помогут вам попробовать различные варианты устранения неполадок.
Они могут не только помочь вам с устранением неполадок, но и обратить ваше внимание на несколько забавных проектов, которые стоит попробовать, а также на некоторые из последних инноваций в мире 3D-печати.
Решение.
Присоединяйтесь к активным группам Facebook по 3D-печати и по вашему конкретному 3D-принтеру.
Подпишитесь на ленту новостей авторитетных ресурсов по 3D-печати.
Обязательно посетите YouTube-блогеров, занимающихся 3D-печатью, которые публикуют новый интересный контент на постоянной основе.
Найдите группы в Viber и Telegram. Это самый быстрый способ получить ответ на ваш вопрос.
3. Случайное запутывание филамента.
Мы читали множество отзывов о 3D материалах для 3D-принтеров, включая PLA, ABS, PETG и т. д., и в некоторых негативных отзывах упоминается запутанная нить.
К сожалению, в большинстве случаев нить запутывается по вине пользователей.
Как правило, когда нить наматывается на катушку, вероятность ее запутывания очень незначительна, гораздо чаще это происходит после того, как вы вытащите катушку из упаковки. Если вы ослабили витки в намотке, после чего снова намотали спущенные витки на катушку, вы могли случайно намотать их неравномерно и создать перехлест, который испортит ваши отпечатки.
Решение.
Когда вы храните филамент, убедитесь, что его конец надежно закреплен и его нельзя легко ослабить. Если на катушке уже есть спутанные витки, размотайте достаточное количество нити и снова плотно намотайте ее таким образом, чтобы она не перекрещивалась.
Если вам все-таки не повезло, и вы приобрели пластик ненадлежащего качества, при производстве которого были нарушены все технологические карты, то вот наш совет: купить пластик для 3D-принтера от проверенных брендов. Разница в цене в 100 грн бесконечно мала на фоне всевозможных других затрат на 3D-печать.
Однако эти 100 грн избавят вас не только от проблем с перехлестами, но также обеспечат стабильный диаметр и цвет по всей длине, отсутствие овальностей и плавную подачу.
4. Быстрая сборка вашего 3D-принтера.
Мы все были очень взбудоражены, когда получили свой первый 3D-принтер и дело дошло до его сборки, но чрезмерное волнение может спровоцировать слишком быструю сборку вашего 3D-принтера, что приведет к плохим результатам печати.
Это может быть не сразу заметно, и в течение нескольких месяцев вы будете получать отпечатки хорошего качества.
То, что может произойти постепенно, — это износ из-за неправильной сборки.
Задайте себе эти вопросы, прежде чем запустить первую печать. Ваш ремень был хорошо натянут? Вы правильно и надежно закрепили каждый провод? Правильно ли установлена трубка Боудена?
Когда дело доходит до 3D-принтера, каждая мелочь важна, поэтому не становитесь жертвой проблем с 3D-печатью из-за быстрой и не тщательной сборки.
Решение.
Найдите авторитетное видео-руководство на YouTube от опытного оператора 3D-принтера и следуйте его сборке. Всегда есть несколько маленьких хитростей, которые они советуют вам сделать для долговечности и высокого качества отпечатков. Даже если вы уже собрали свой 3D-принтер, вы можете исправить некоторые вещи, которые могли упустить. Правильная и качественная сборка 3D-принтера фактически приводит к более высокому качеству отпечатков.
Читайте также: Как настроить ваш новый 3D-принтер.
5. Неправильная калибровка стола и высоты сопла.
Из всех слоев вашей 3D-печати первый слой является самым важным, и он во многом зависит от того, насколько хорошо вы выровняли свою платформу и установили высоту сопла.
Это не так просто, как загрузить 3D-модель, отправить ее на SD-карту и начать печать.
Программная сторона вещей важна, но не менее важна и аппаратная часть.
Многие 3D-принтеры выпускаются с ручной калибровкой платформы, поэтому вам нужно поднимать или опускать каждый угол самостоятельно.
Ваш 3D-принтер не имеет безупречной системы обратной связи, а это означает, что он не всегда может проверить, где находится печатающая головка.
Лучшее, что он может сделать, это использовать концевые выключатели X, Y и Z, чтобы убедиться, что печатающая головка находится на 0,00 мм по каждой оси.
То, в чем ваш 3D-принтер очень хорош, — это чрезвычайно точные движения по осям X, Y и Z, но если высота сопла не настроена должным образом в начале, все разваливается.
Ось Z — это высота, поэтому сопло должно быть правильно отрегулировано, чтобы оно плавно выдавливало филамент вдоль поверхности сборки, не слишком высоко и не слишком низко.
Решение.
Изучите методы ручной калибровки стола.
Как только ваш стол будет правильно откалиброван, а высота сопла отрегулирована, вы можете ожидать хорошие отпечатки.
Возможно для вас будет хорошим решением инвестировать в систему автоматического выравнивания, такую как BLTouch. Мы в нашей студии 3D-печати в Одессе предпочитаем ручную калибровку.
6. Использование неверных настроек слайсера.
Настройки слайсера, которые вы используете для печати, являются одними из самых важных вещей, когда дело доходит до успешной 3D-печати.
Из сотен изменений настроек, которые вы можете применить, достаточно одной неправильной настройки, чтобы испортить отпечаток.
К счастью, есть профили принтеров и настройки по умолчанию, которые дают людям базовую отправную точку для печати.
После нескольких отпечатков вы начнете экспериментировать с различными настройками, такими как температура, ширина линии, скорость потока и так далее.
Некоторые варианты ошибочного применения неправильных настроек связаны с изменением материалов.
Будь то PLA или ABS или PLA разных марок и/или цветов, рекомендации по температуре будут различаться.
Убедитесь, что вы правильно их настраиваете.
Настройки слайсера могут либо помочь вам, либо сломать вашу 3D-печать, поэтому используйте их с умом, желательно с помощью каких-либо руководств.
В большинстве случаев, когда вы загружаете модель, например, из Thingiverse, дизайнеры создают список настроек, которые, как правило, работают хорошо, но не следуйте им вслепую и будьте внимательны.
Например, если вы заменили сопло из латуни на закаленное стальное, вам необходимо немного увеличить температуру сопла, потому что закаленная сталь не так хорошо проводит тепло как латунь.
Другой пример — ваша рабочая поверхность.
Если вы добавили в свой 3D-принтер стеклянную подложку, вам стоит увеличить температуру стола, чтобы учесть дополнительный слой материала для теплопередачи.
Решение.
Используйте калибровочные модели, такие как башни скорости и температуры, для каждого нового материала.
Потратьте чуть больше времени на изучение параметров слайсера, чтобы убедиться, что вы знаете, к чему приведет изменение той или иной настройки.
Повторение — мать учения. Чем чаще вы будете печатать, тем быстрее станете профессионалом.
Читайте также: Лучшие модели для тестирования 3D-печати.
7. Использование большого % заполнения для усиления деталей вместо стен/оболочек.
В течение многих лет большинство людей пытались укрепить свои напечатанные на 3D-принтере детали с помощью заполнения. Этот способ определенно делает свою работу, но есть гораздо более эффективный метод, который, как было доказано, работает намного лучше.
Вместо того чтобы тратить много материала и дополнительное время на печать заполнения, вы должны использовать оболочки / стенки для прочности 3D-печатной детали.
В некоторых случаях увеличение процента заполнения не обеспечивает необходимый запас прочности, в то время как увеличение толщины стенок позволяет изготавливать действительно надежные и ударопрочные изделия.
Решение.
Вместо увеличения заполнения добавляйте к своим отпечаткам больше оболочек/стен, чтобы сделать их прочнее.
Для функциональной напечатанной на 3D-принтере детали, требующей прочности, рекомендуется использовать около 4–6 стенок.
8. Не использовать поддержки, когда это необходимо.
Большинство людей стараются избегать использования вспомогательных опор, чтобы сэкономить время и материал, но бывают случаи, когда их использование необходимо.
Вы можете попробовать наклонить отпечатки определенным образом и перемещать их по печатной платформе, но рано или поздно наступит момент, когда этот подход не сработает.
Многие модели специально спроектированы таким образом, чтобы не использовать поддержки для успешной печати, и это очень удобно.
С другой стороны, некоторые модели слишком сложны и печатать их без поддержки невозможно.
3D-принтеры не могут печатать в воздухе и большие выступы определенно нуждаются в опорных структурах, на которые материал будет экструдироваться.
Чаще всего вы можете обойтись без поддержек на свесах под углом 45°и ниже, но для всего, что выше, рекомендуется использовать опоры.
Это скорее визуальный навык, который со временем и накоплением опыта позволяет вам понять, когда модели нуждаются в поддержках, а когда можно обойтись без них.
Некоторые слайсеры могут не отображать поддержки в предварительном просмотре, поэтому вам придется судить об этом самостоятельно.
Решение.
Убедитесь, что вы не избегаете саппортов, когда они необходимы, потому что в этом случае вы просто проиграете в целом.
Используйте правильную ориентацию деталей, чтобы в ваших отпечатках использовалось как можно меньше поддерживающего материала.
9. Никогда не заменять изношенные детали.
Несмотря на то, что профиль, блок питания и шаговые двигатели вашего 3D-принтера рассчитаны на несколько лет, другие детали являются расходными материалами.
Это такие детали, как ремни, сопла и подшипники. Убедитесь, что вы заменяете эти детали по мере износа.
Вы можете заметить снижение качества печати с течением времени, и износ отдельных запчастей определенно может быть этому причиной, поэтому проверьте эти расходные материалы и замените их по мере необходимости.
Если вы печатаете такими материалами, как ABS, PA12, PC или пластиком, светящимся в темноте, латунные сопла истираются значительно быстрее, чем при печати традиционными материалами.
Переход на сопло из закаленной стали — хорошая идея, если вы хотите печатать абразивными материалами.
Недостатком является то, что оно не имеет такого же уровня теплопроводности, как латунные сопла. Вот краткий список деталей 3D-принтера, которые со временем изнашиваются:
Термобарьер;
PTFE трубка;
Вентиляторы;
Провода/разъемы;
Термисторы;
Ремни;
Стеклянные платформы;
Подшипники;
Нагревательный блок;
Материнская плата.
Вы можете купить аксессуары для 3D-принтеров в соответствующем разделе нашего каталога.
Решение.
Имейте в виду, что некоторые детали не будут служить вечно, поэтому время от времени проверяйте эти детали и заменяйте их по мере необходимости.
Убедитесь, что эти компоненты установлены таким образом, чтобы уменьшить их износ.
Держите под рукой комплект сменных деталей на случай их выхода из строя (сопла, ремни, проводка, ПТФЭ трубка).
Приобретайте высококачественные детали, рассчитанные на длительный срок службы.
10. Отсутствие мониторинга 3D-печати.
Независимо от того, у вас премиальный или бюджетный 3D-принтер, любой их них может выйти из строя. Они могут выйти из строя в течение первых нескольких минут, когда плохо печатается первый слой, или через несколько часов после начала печати.
В нашей практике было несколько случаев, когда проверяя наши принтеры после ночной смены, мы обнаруживали бардак на рабочей поверхности и принтер, продолжающий выдавливать спагетти пластика.
Мониторинг — не панацея для всех проблем, но с его помощью вы сможете вовремя остановить процесс и избежать перерасхода пластика и электроэнергии.
Рекомендуется постоянно контролировать ваши 3D-принтеры на протяжении всего процесса печати, чтобы убедиться, что все в порядке.
Что мы делаем в обязательном порядке, так это следим за первым слоем, а затем возвращаемся через 15 минут, чтобы убедиться, что все идет по плану.
После этого проверять принтеры каждый час или около того — хорошая идея для контроля ваших отпечатков.
Решение.
Время от времени контролируйте 3D-печать, чтобы убедиться, что все идет гладко.
Используйте камеру для удаленной проверки отпечатков совместно с удаленным контролем питания.
Обязательно научите окружающих как в случае необходимости остановить ваш 3D-принтер.
11. Пренебрежение правилами безопасности при 3D-печати.
Основные меры предосторожности основаны на рисках ожогов и возгорания, механических рисках и травмах от инструментов или расплавленного пластика.
Риск возгорания в наши дни очень редок, потому что 3D-принтеры обычно оснащены защитой от перегрева.
На что следует обратить внимание, так это на ожоги от горячего сопла или от платформы для печати.
Мы также слышали истории о травмах об острые края скребка для снятия отпечатка с поверхности принтера.
Этого можно легко избежать, если вы будете осторожны в своих действиях.
Удаление поддержек не самое приятное и интересное занятие, но получение порезов или царапин при очистке деталей еще хуже.
Рекомендуется время от времени проверять проводку, болты, ремни и все подвижные части, чтобы в будущем можно было обнаружить потенциальную неисправность.
Соединители иногда могут выйти из строя, поэтому обязательно проверьте эти аспекты, чтобы процесс 3D-печати прошел гладко и безопасно.
Решение.
Следите за тем, что вас окружает, и помните о безопасности.
Не подносите руку слишком близко к соплу.
Не держите руку на рабочей поверхности, когда снимаете отпечаток.
Обеспечьте хорошую систему вентиляции.
12. Покупка плохого 3D-принтера из-за чрезмерного энтузиазма.
К нам регулярно обращаются клиенты, которые на волне энтузиазма купили дешевый 3D-принтер на Aliexpress или другом маркет плейсе, и этот принтер не работает.
Спонтанные покупки по дешевке не дают вам время на анализ и сравнение моделей 3D-принтеров. Другими словами, вы делаете свой выбор неосознанно.
Люди сталкивались с целым рядом проблем, такими как, неработающий слот для SD-карты наряду с серьезными трудностями передачи файлов по Wi-Fi.
К другим вариантам относились некачественно изолированные провода, кривые рамы и платформы.
Деформированные резьбовые винты, дешевые хот-энды, сломанные детали, плохая упаковка при доставке, плохая сборка на заводе тоже являются распространенным случаем при покупке дешевых “NoName” принтеров.
В конечном итоге вы можете потратить большую часть своего времени на ремонт, устранение проблем с плохим качеством печати и просто разочароваться в 3D-печати.
Если вы были одним из тех, кому не повезло, вы, вероятно, научились не торопиться при покупке 3D-принтера.
Одним из самых популярных производителей недорогих 3D-принтеров по всему миру по праву считается компания Creality, и их топ-продукт Ender-3 v2.
Этот 3D-принтер был неоднократно протестирован пользователями по всему миру, а его распространенность доказывает идеальное сочетание цены и качества.
Каждая 3D-компания — это команда, которая покупает детали и собирает принтер, но некоторые делают это намного лучше, чем другие, и более последовательно.
Некоторые люди, купившие плохой принтер, либо отказываются от 3D-печати, либо делают полную дорогостоящую перестройку, либо гораздо позже покупают более качественный 3D-принтер. С таким же успехом можно начать с покупки хорошего 3D-принтера!
Решение.
Выбирайте надежный 3D-принтер с хорошей репутацией и избегайте 90 % проблем, которых можно избежать. Мы знаем много историй о людях, переживших то же самое, так что избавьте себя от хлопот. Мы ни разу не видели, чтобы кто-то назвал Ender 3 Pro или Voxelab Aquila X2 плохими первыми 3D-принтерами, потому что это действительно очень выгодная покупка.
Вывод.
Надеемся, что наши советы помогут вам избежать самых распространенных ошибок при 3D-печати и вы будете получать полезный опыт, изучая настройки вашего принтера и реализовывая качественные отпечатки.
Удачной печати!
Как добиться успеха при 3D-печати с использованием нити PETG
Это подробное руководство содержит все необходимое для успешной печати с использованием нити PETG. Оцените фантастические свойства долговечной и простой в печати нити PETG!
Обновлено 2 ноября 2022 г.
автор:
MatterHackers
PETG стал очень популярным материалом для 3D-печати благодаря простоте печати, механической прочности, термостойкости и невероятным цветовым возможностям благодаря прозрачности натурального PETG. Есть несколько вещей, которые нужно знать перед тем, как начать, например, необходимость цельнометаллического хотэнда и необходимость хорошо настроенного втягивания, поэтому мы вложили в эту статью весь наш опыт в области PETG, чтобы вы могли выйти из ворот сильными. и начните делать потрясающие 3D-принты из PETG уже сегодня. Давайте углубимся в это!
Что такое пластик PETG?
PETG – чрезвычайно распространенный сегодня полимер, с которым вы, вероятно, столкнетесь, даже не подозревая об этом. По сути, любая прозрачная пластиковая бутылка будет сделана из ПЭТ (полиэтилентерефталата) или ПЭТГ (полиэтилентерефталата с модификатором гликоля), и на самом деле многие потребительские 3D-принтеры используют PETG или его производные для изготовления своих 3D-печатных структурных компонентов. При использовании в качестве нити для 3D-печати PETG нашел свое место в качестве более доступной «прочной нити для 3D-печати» благодаря своим относительно стабильным свойствам для 3D-печати, которые облегчают печать и при этом способны работать в условиях низкой температуры или высокой прочности. среды.
Вы часто будете видеть ссылки на PETG в одной из следующих форм: PET, PETG, PETT и многие другие. Из-за этого может показаться, что это множество разных нитей, хотя на самом деле это всего лишь небольшие вариации формулы для создания более прозрачного, прочного или гибкого материала. Что касается настроек печати, во всех этих вариантах они будут примерно одинаковыми, с небольшими изменениями здесь и там, чтобы уменьшить натяжение или улучшить сцепление слоев.
Если вы привыкли печатать из PLA, то, возможно, вы не рассматривали уникальное свойство PETG: его пластичность. Там, где PLA может выдержать большую силу без разрушения, когда он достигает порога, при котором он сломается, это происходит очень внезапно и без предупреждения. Напротив, PETG немного сгибается, прежде чем сломается, поэтому вы можете увидеть неисправность до того, как она произойдет. Это отличается от печати полочного кронштейна из PETG, который начинает провисать, и полочного кронштейна из PLA, который сбрасывает ваши книги на стол и мониторы.
Используя PETG, вы также можете взять эту пластичность и использовать ее для создания целенаправленно гибкой геометрии. Корпуса с защелкой, в которых маленькие выступы отгибаются и защелкиваются в канале, как только крышка полностью прижимается на место, представляют собой прекрасную возможность использовать PETG. Или вы можете спроектировать деталь, которая должна жестко удерживать что-то еще, не будучи слишком сложной для вставки, например, держатель подшипника на детали 3D-принтера.
Нить
PETG для 3D-печати — отличный материал для функциональных прототипов и деталей конечного использования.
Требования к оборудованию
Hotends
Существует множество вариантов формулы PETG, что затрудняет указание одной температуры для печати при заявлении. Некоторые из них имеют добавки, которые значительно снижают температуру печати, в то время как другие значительно повышают температуру. По сути, начинается с 245°C и поэкспериментирует с 5°C выше или ниже, чтобы найти идеальное качество печати для вас.
В некоторых 3D-принтерах используется хотэнд с покрытием из ПТФЭ (тефлон), поскольку его проще изготовить, чем хотэнд, цельнометаллический от радиатора до сопла. Температура печати PETG находится на пороге температуры, при которой PTFE начинает разлагаться, поэтому некоторые 3D-принтеры могут обойтись низкотемпературными нитями PETG, идеальная температура которых составляет 240°C или ниже. По большей части PETG требует цельнометаллического хотэнда , чтобы иметь возможность настроить нить накаливания в полной мере, так как, хотя у вас могут быть успешные отпечатки при 240 ° C, вы не достигаете полной прочности до 255 ° C.
В общем, PETG неабразивный , но как только вы начинаете играть с добавками, это становится основой для каждого конкретного случая. Блестящая нить не является абразивной, несмотря на то, что в ней есть материал, отличный от PETG, но обычно добавляют углеродное волокно для повышения жесткости и прочности готовых 3D-отпечатков, которые чрезвычайно абразивны. Простой способ избежать этих проблем — перейти на сопло Olsson Ruby или Nozzle X, когда вы хотите использовать эти материалы.
Охлаждение слоя требуется лишь изредка. Это действительно зависит от печатаемых 3D-моделей, так как модели среднего размера можно печатать без охлаждения и получать прекрасные результаты, но высокие и тонкие модели с коротким временем нанесения слоя могут нуждаться в небольшом охлаждении, чтобы сохранить свою форму. 50% — это максимум, который вам понадобится для экстремальных нависаний или коротких слоев, в противном случае вы можете оставить вентилятор выключенным для наилучшего сцепления слоев.
E3D v6 Цельнометаллический Hotend
Требования к кровати
Чтобы получить наилучшие шансы на успех, убедитесь, что у вас есть кровать с подогревом , настроенная на 65°C. Некоторые PETG более склонны к деформации, чем другие, поэтому могут потребоваться более высокие температуры, чтобы обеспечить достаточную адгезию к основанию. Если у вас возникли трудности, повышайте температуру на 5°C за раз, пока не улучшится адгезия.
Что касается самой поверхности кровати, у вас есть довольно много вариантов для работы, имейте в виду, что это не исчерпывающий список, а только крупные игроки. Рассмотрим каждую поверхность по отдельности:
LayerLock PEI с порошковым покрытием — текстурированная гибкая поверхность, которая может придать вашим 3D-отпечаткам уникальный вид. Убедитесь, что у вас уже есть магнитная система, чтобы она работала должным образом, и держите ее в чистоте с помощью самого высокого процентного содержания изопропилового спирта, который вы можете найти. Возможно, вам придется «размазать» первый слой немного больше, чем вы привыкли, чтобы он приклеился, но как только он остынет, он обычно выскакивает, не касаясь его.
LayerLock Garolite. Несмотря на то, что это идеальная поверхность для 3D-печати нейлоном, LayerLock Garolite по-прежнему достаточно универсален и может использоваться для поддержки 3D-печати PETG. Вы можете использовать любой из клеев, перечисленных ниже, чтобы получить дополнительную адгезию к слою и зафиксировать ваши 3D-отпечатки PETG. Небольшая шероховатость наждачной бумагой с высокой зернистостью также может освежить ваш гаролит и придать ему больше прочности, чтобы ваши 3D-отпечатки держались.
Стекло
. Если вы хотите, чтобы ваши 3D-отпечатки имели глянцевое гладкое дно, это то, что вам нужно. Тем не менее, вы можете использовать какой-либо клей (см. список ниже) в качестве разделительного агента, поскольку некоторые пользователи отрывают куски стекла от своей кровати, когда оно прилипает к первому слою их чистой печати PETG.
BuildTak — клейкий лист, который можно наклеить непосредственно на платформу вашего 3D-принтера или поверх гибкой пластины. Нет необходимости в клейком растворе, просто подождите, пока ваша кровать остынет, и используйте шпатель BuildTak или поверните Flexplate, чтобы удалить отпечаток. Тем не менее, предостережение, так как печать слишком близко к BuildTak может навсегда связать их вместе и оторвать куски от платформы вашего принтера.
BuildTak PEI — клейкий лист, который можно наклеить непосредственно на платформу вашего 3D-принтера или поверх гибкой пластины. В основном магия. В горячем виде крепко держится, а в остывшем легко снимается легким постукиванием. Возможно, вам придется немного поднять температуру, чтобы получить достаточную адгезию (около 70 ° C должно быть достаточно). Настоятельно рекомендуется нанести тонкий слой клея, чтобы предотвратить постоянное прикрепление PETG к PEI.
GeckoTek — клейкий лист, который можно наклеить непосредственно на платформу 3D-принтера или поверх гибкой пластины. Доступен как в горячем, так и в холодном варианте, чтобы лучше соответствовать возможностям вашего 3D-принтера.
Wham Bam PEX — целая гибкая система станины, прикрепленная к станине 3D-принтера. Сильный магнит удерживает пружинную сталь с нанесенным на нее клейким листом PEX, прикрепленным к платформе принтера во время печати, но его можно легко снять и согнуть, чтобы снять отпечаток.
Постоянно разрабатываются новые и захватывающие методы адгезии к кровати, поэтому важно хорошо понимать, для чего лучше всего использовать каждый метод. Вы можете ознакомиться с нашей статьей «Основы 3D-печати» о поверхностях кровати, чтобы полностью понять плюсы и минусы каждой поверхности кровати, с которой вы можете столкнуться во время 3D-печати.
Помимо улучшения поверхности сборки, существует также широкий спектр клеев для 3D-принтеров, которые вы можете нанести на платформу вашего 3D-принтера, чтобы получить отличный первый слой. Эти клеи специально разработаны для индустрии 3D-печати, поэтому вы можете быть уверены, что они проверены и являются настоящими клеями для 3D-принтеров. Вот лучшие клеи для 3D-принтеров, которые вы можете использовать, чтобы получить лучший первый слой для нити PETG:
Stick Stick Клей для 3D-принтеров
Клей для 3D-принтеров Magigoo
3DГлуп! Клей для 3D-принтера
Большинство клеев для платформ 3D-принтеров имеют одинаковые инструкции по применению: нанесите тонкий слой на поверхность сборки, где вы активно 3D-печатаете. Затем подождите, пока ваша деталь остынет, прежде чем снимать ее — ожидание остывания напечатанной на 3D-принтере детали значительно упрощает ее удаление, а некоторые клеи иногда даже «выталкивают» деталь из станины после остывания.
Высококачественная нить для 3D-печати PETG серии PRO — лучший выбор, когда вам нужна надежная печать для каждого проекта.
Замена нити PETG для 3D-печати
При переключении между двумя катушками PETG и цветами:
Пока экструдер холодный, установите температуру на 245 °C и подождите, пока он нагреется.
Когда вы достигнете 245°C, ослабьте натяжение экструдера (нажав на фиксатор, щелкнув защелку или полностью открутив регулируемый натяжитель), и быстро, но последовательно потяните за нить, чтобы снять ее с хотэнда, не ломая ее. .
Продолжайте ослаблять натяжение экструдера и вставляйте новую нить, пока она не достигнет сопла.
Пропускайте новый цвет через экструдер до тех пор, пока он не станет чистым и новый цвет не будет единственным, что выходит из экструдера. Если вы переключаетесь с темного цвета (например, черного) на светлый (например, белый или натуральный), поработайте еще немного, чтобы убедиться, что у вас нет темного загрязнения. Без этого шага можно сделать пару слоев и окончательно удалить последний кусочек нити.
Правильная подготовка первого слоя детали, напечатанной на 3D-принтере PETG
Первый слой — самая важная часть любой печати — он закладывает основу, на которой строится вся печать. Вы можете ознакомиться с подробной статьей о том, как получить идеальный первый слой здесь, или для краткого изложения того, что следует учитывать ниже, — это несколько вещей, которые вам нужно сделать, чтобы первый слой хорошо держался.
Платформа печати должна быть ровной.
В начале 3D-печати сопло должно находиться на правильном расстоянии от платформы.
Вам нужен хороший базовый материал, к которому будет прилипать PETG.
Ниже представлено видео из серии «Основы 3D-печати» MatterHackers, которое поможет вам выбрать правильное направление для получения звездного первого слоя. В этом видео мы подробно расскажем вам о шагах, упомянутых выше, чтобы вы могли добиться успеха при 3D-печати с нитью PETG.
Сложно во влажном состоянии
Существуют материалы для 3D-печати, которые являются гигроскопичными, что означает, что они будут активно поглощать влагу из воздуха. Это фактор, который вы не можете изменить в материале, поэтому гигроскопичный материал, оставленный на достаточно долгое время, достигнет насыщения до тех пор, пока он больше не сможет поглощать воду. К счастью, это полностью обратимый процесс без какой-либо деградации материала. Перед 3D-печатью с любой нитью PETG рекомендуется тщательно высушить ее с помощью PrintDry PRO в течение нескольких часов (или в течение ночи, если у вас есть время) и сразу же печатать с ее помощью. Если вы не живете в месте с очень высокой влажностью и без каких-либо регуляторов температуры, ваша катушка PETG должна быть достаточно сухой, чтобы ее можно было использовать в течение нескольких недель, прежде чем ее нужно будет снова высушить.
Влажная нить для 3D-печати не только влияет на внешний вид вашей 3D-печати, но и разрушает молекулярные цепи и создает значительно более слабую 3D-печать, поэтому так важно убедиться, что ваша нить сухая. Ознакомьтесь с нашей подробной статьей о том, как влажность влияет на вашу нить и как вы можете успешно высушить свою 3D-нить здесь.
Нить
PETG для 3D-печати — это прочный и простой в печати материал, который отлично подходит для изготовления функциональных деталей конечного назначения.
Что делать, если что-то пойдет не так при использовании нити PETG для 3D-печати.
Устранение неполадок с нитью PETG
Есть несколько ключевых моментов, которые следует проверить, если ваши отпечатки не работают. Но прежде чем мы рассмотрим решения, нам нужно кратко описать ваши симптомы.
«Я не могу определить правильную температуру печати» На что обратить внимание, если у вас возникли проблемы с определением правильной температуры нити PETG:
Если температура слишком высокая PETG становится более вязким при повышении температуры. Маленькая паутина, похожая на нити, будет переплетаться между различными частями 3D-печати, пока она в конечном итоге не свернется и не прилипнет к соплу, нагревательному блоку или стенке вашей прогрессирующей 3D-печати. Пока вы уверены, что ваша нить сухая, и вы все еще сталкиваетесь с натяжением, уменьшите температуру на 5 ° C и посмотрите, улучшит ли это ситуацию. Если нет, возможно, вам просто нужно настроить параметры ретракции для этого немного более плавного PETG.
Если температура слишком низкая Вы либо увидите, что нить не прилипает к предыдущему слою, либо выдавливается меньше нити, чем необходимо. Вы получите деталь, которая не является прочной и легко разрывается или визуально имеет множество мелких пустот вдоль стенок, куда филамент не может быть достаточно хорошо выдавлен. В любом случае вам следует увеличить температуру на 5°C и повторять попытку до тех пор, пока вы не получите равномерную экструзию и слои, которые полностью прилипают друг к другу.
«Я не могу приклеить первый слой.»
Убедитесь, что сопло находится на нужной высоте. Ознакомьтесь с основами 3D-печати: выравнивание кровати, чтобы узнать, что нужно искать в идеальном первом слое. PETG, в отличие почти от любого другого материала, на самом деле предпочитает «ложиться» на поверхность, а не вмазываться в нее. Немного приподнимите насадку над кроватью, чтобы она не была такой сплющенной, как обычно.
Убедитесь, что платформа для печати выровнена. Ознакомьтесь с рекомендациями по выравниванию кровати в разделе Основы 3D-печати: выравнивание кровати. Если часть слоя находится слишком далеко от сопла, а другая часть слоя слишком близко, нить может тянуться и создавать проблемы при компаундировании.
«Деталь имеет плохие внутренние слои и верхние поверхности».
Проверьте температуру. Убедитесь, что вы печатаете при правильной температуре и что ваша кровать имеет правильную температуру. Слишком холодно на любой из них, и между двумя поверхностями не будет достаточной адгезии.
Проверить натяжение нити . Слишком слабое, и шестерни экструдера не будут иметь прикуса, необходимого для проталкивания нити, слишком сильное, и нить может деформироваться и не будет надежно выдавливаться.
Очистите шестерню привода нити (если она выглядит забитой). Если у вас произошел сбой при печати, когда задание продолжалось, но нить не выдавливалась, значит, приводная шестерня, вероятно, прожевала участок нити и заполнила свои зубья нитью, что уменьшило ее общее сцепление.
«На внешних краях моих частей много маленьких выпуклостей.»
Убедитесь, что ваш принтер получает достаточно данных. При печати с компьютера убедитесь, что компьютер не слишком занят для передачи команд принтеру. Если принтер делает паузу, это обычно происходит из-за того, что принтер слишком занят.
Печать с SD-карты . Эту проблему можно обойти, распечатав с SD-карты. Иногда это означает, что вы теряете возможность управлять принтером со своего ПК, но это гарантированный способ исключить аппаратные возможности вашего ПК из уравнения.
Источник лучше PETG . Мы обнаружили, что качество вашего материала для печати может иметь большое влияние на качество вашей детали. Улучшение PETG может помочь вам получать более качественные детали. Однако не спешите предполагать, что проблема в вашем PETG. При правильных настройках и терпении любителям удалось напечатать все виды материалов, многие из которых имеют очень низкую вязкость и непостоянство. Вы должны быть в состоянии получить, по крайней мере, пригодные для использования детали даже с нитью более низкого качества.
Параметры отвода требуют настройки. Если ваши настройки отвода не установлены правильно, ваш принтер может чрезмерно экструдировать после каждого отвода, оставляя небольшие выпуклости в том месте, где он снова начал экструзию. Поиграйте с «дополнительной дистанцией перезапуска» и посмотрите, поможет ли это.
Ваша нить мокрая. Многие нити могут поглощать воду из воздуха, и PETG является одним из самых печально известных. Поскольку PETG гигроскопичен, вам необходимо высушить катушку перед ее использованием, что можно легко сделать с помощью PrintDry PRO , чтобы удалить влагу из нити. Когда вы не используете катушку, вы также можете использовать пакеты с силикагелем, чтобы предотвратить повторное впитывание воды катушкой, но эти пакеты не будут втягивать влагу, которая уже присутствует в нити.
«Высокие части моих отпечатков выглядят расплавленными или сплющенными.»
Печать нескольких частей за раз. Добавляя больше деталей на рабочий стол, вы увеличиваете общую площадь поперечного сечения каждого слоя, давая больше времени для охлаждения отдельных объектов, чем если бы они были напечатаны сами по себе. Поскольку вы не можете использовать слишком сильное охлаждение слоев без потери адгезии слоев, подходящим решением является добавление дополнительных деталей на рабочую пластину.
«Мой принтер не печатает никаких материалов.»
Убедитесь, что ваш хот-энд сильно нагревается. Убедитесь, что горячий конец вообще нагревается. Если это не так, вам нужно отдать принтер в сервисное обслуживание. Вполне вероятно, что у вас плохое соединение или ваша электроника сгорела (при условии, что принтер все еще подключен и отвечает на ваше хост-программное обеспечение :).
Очистите ведущую шестерню и отрегулируйте натяжение. Первое, что мы собираемся сделать, это очистить приводную шестерню, касающуюся нити, и убедиться, что у нас есть надлежащее натяжение нити. Обычно неправильное натяжение или засорение ведущей шестерни делает отпечаток более похожим на изображение, которое мы имеем для низкотемпературной нити, но иногда это все вместе препятствует экструзии. Очистите прижимное колесо проволочной щеткой и убедитесь, что натяжение хорошее и надежное (слишком сильное также может предотвратить выдавливание и чаще встречается с прямыми приводами [двигатель напрямую соединен с ведущей шестерней], но реже с редукторными приводами). .
Удалите текущую нить. Возможно, у вас есть небольшая частица в наконечнике экструдера, застрявшая в пластике. Используйте технику замены нити, описанную выше, чтобы вытащить любые частицы, которые находятся в наконечнике экструдера.
Проверьте и устраните застревание между экструдером и хотэндом. Это самый экстремальный тип проблемы, потому что пришло время разобрать вещи. Иногда тепло может подниматься по филаменту в экструдере и вызывать вздутие, которое затем охлаждается и предотвращает дальнейшую экструзию. Обычно это место соединения экструдера и горячего конца. Снимите экструдер и удалите весь PETG, какой сможете (вам может понадобиться горячий конец (80–100 °C), чтобы извлечь весь материал. Если вы не можете извлечь всю нить, вытянув ее, возможно, вам придется попробовать и протолкните его через горячий конец. Обычно мы используем небольшой шестигранный ключ. Если это не поможет, вы можете попытаться высверлить экструдер или горячий конец, но вам может потребоваться заменить детали. Обязательно примите меры предосторожности, чтобы не получить удар током или ожог. Если вы не обладаете необходимой квалификацией для выполнения этой работы, найдите того, кто имеет соответствующую квалификацию, а не рискуйте получить травму.0063
Спасибо, что прочитали Как добиться успеха при печати в PETG .
Удачной печати! — MatterHackers
P. S. Ознакомьтесь с нашим Руководством по сравнению нитей, чтобы узнать обо всех новейших и лучших нитях! Или просмотрите Магазин MatterHackers , чтобы найти все, что вам нужно.
Метки статей
3D-печать
Прошивка
3D-дизайн
MatterControl
Пресс-релизы
Малый бизнес
Автомобилестроение
Э3Д
Изготовление ювелирных изделий
Машиностроение
Индустрия развлечений
MatterControl Touch
Антистатические материалы
НейлонX
БКН3Д
Открытый исходный код
Мастерская ручка
Анатомия цифрового изготовления
Как
Оборудование и обновления
Советы и рекомендации
Сборки выходного дня
Первая десятка
Образование
Технический сбой
Маркфорджед
Женщины в 3D-печати
Идеи проекта
Передовые материалы
Артикул
Вакуумное формование
Импульсная двойная экструзия
Обзор продукта
Аэрокосмическая отрасль
Вакансии
Военные и правительственные
Многофункциональные станки
Начало работы
Здравоохранение
Как добиться успеха с любым материалом для 3D-печати
Creality3D
Архитектура
Обзоры 3D-принтеров
Хакер месяца
Сопутствующие товары
Посмотреть все сопутствующие товары
11 способов исправить ломкость нити PETG — 3D Printerly
3D-печать PETG может быть довольно сложной задачей, особенно когда нить PETG становится хрупкой или слабой. Я решил написать статью с подробным описанием того, как исправить нить PETG, которая становится слабой, чтобы помочь пользователям.
Чтобы починить филамент PETG или 3D-отпечатки, которые становятся хрупкими, сначала убедитесь, что вы используете правильную температуру печати, поскольку низкие температуры могут привести к плохой адгезии слоя. Важно также высушить нить PETG, если она была оставлена без хранения в герметичном контейнере. Используйте нулевую или низкую скорость вращения вентилятора.
Это простой ответ, но есть и другие подробности, которые вы захотите узнать, поэтому продолжайте читать, чтобы узнать больше.
Почему нить PETG становится хрупкой?
PETG становится хрупким из-за ряда проблем во время печати, одной из которых является плохая адгезия платформы, а другой — неправильная температура печати платформы и хотэнда. Кроме того, если для вашего 3D-принтера не выполнена пошаговая калибровка или вы столкнулись с засорением сопла, ваши 3D-отпечатки могут стать хрупкими.
Кроме того, высокая скорость вращения вентилятора, который так быстро остывает, может привести к ломкости нити накала и использованию нити, подвергшейся воздействию влаги.
Как восстановить хрупкую нить PETG
Увеличьте температуру печати
Высушите нить PETG
Улучшите первый слой – выровняйте постель и используйте настройки
Калибровка шагов экструдера
Используйте хорошую скорость вентилятора охлаждения
Уменьшите скорость печати
Увеличьте плотность заполнения
Увеличьте толщину стенок
Установите параметры втягивания
Прочистите и очистите сопло
В случаях, когда вы испытываете хрупкие отпечатки с PETG, используйте одно или несколько из этих решений, чтобы попытаться исправить хрупкие 3D-отпечатки из PETG.
Я объяснил здесь каждый из этих способов решения проблемы хрупкого PETG.
1. Увеличьте температуру печати
Если вы обнаружите, что ваш PETG становится хрупким после 3D-печати, я сначала попытаюсь увеличить температуру печати и посмотреть, будет ли это иметь значение. PETG печатает при относительно более высокой температуре, чем большинство нитей, поэтому из-за низкой температуры вы можете столкнуться с хрупкостью 3D-отпечатков PETG.
Многие пользователи столкнулись с этим и выяснили, что после повышения температуры печати у них появились более прочные и долговечные модели из PETG.
Причина, по которой это работает, заключается в том, что более высокая температура способствует лучшему плавлению нити, что приводит к лучшему прилипанию материала к предыдущему слою.
Убедитесь, что температура не слишком высока, потому что это может привести к сильному натяжению и просачиванию.
Обычно рекомендуемая температура для филамента PETG составляет от 240 до 260°C, а температура слоя 80°C. Рекомендуется провести собственное тестирование, поскольку между вашей средой и средой другого пользователя будут небольшие различия.
Соответствующие температуры для каждого филамента обычно включаются в описание филамента для каждой катушки. Как правило, рекомендуется придерживаться тех, которые указаны для вашей нити.
Один из лучших способов найти оптимальную температуру для вашего филамента — создать температурную башню, которую можно сделать прямо в Cura. Я сам использовал это много раз, и получил отличные результаты. Посмотрите видео ниже с простыми инструкциями.
Это просто напечатанная на 3D-принтере башня, в которой есть несколько башен, температура которых меняется по мере продвижения вверх по башне.
Если вы печатаете с помощью PETG, особенно на 3D-принтере, таком как Ender 3, не забудьте перейти на тефлоновые трубки Capricorn, поскольку они обладают более высокой термостойкостью, чем стандартный PTFE, который используется в большинстве 3D-принтеров.
2. Просушите нить PETG
Еще одно ключевое решение, которое вы можете попробовать, если обнаружите, что PETG стал хрупким, — высушить катушку с нитью. Многие люди не понимают, что легко поглощает влагу из окружающей среды после того, как ее оставили без присмотра, что приводит к проблемам с печатью и дефектам.
Влажная нить легко может быть разницей между слабой и хрупкой 3D-печатью PETG и прочной и долговечной моделью PETG. Это также может привести к плохой адгезии к слою, что приводит к плохой основе и неравномерной экструзии.
Влага в филаменте может сильно ухудшиться даже через 24 часа, если вы живете в очень влажном районе, поэтому рекомендуется сушить филамент вместе с надлежащим хранением.
Один из лучших способов высушить нить PETG — приобрести специализированную машину для сушки нити, такую как SUNLU Filament Dryer Box от Amazon. Он используется тысячами пользователей 3D-принтеров для сушки своих нитей с действительно хорошими результатами.
Вы можете установить температуру до 55°C и таймер до 24 часов, но для PETG обычно подходит 8 часов. Один пользователь, который провел тест с тремя разными нитями (PLA, ABS и PETG), обнаружил заметные улучшения, особенно в прочности 3D-отпечатков.
Возможна даже 3D-печать, когда нить находится в сушильной камере, благодаря отверстиям для подачи нити.
После того, как вы высушите нить, она должна быть готова к 3D-печати. Приобретите вакуумный комплект eSUN для хранения нитей на Amazon для хранения своих нитей, когда они не используются.
Этот конкретный комплект включает 10 вакуумных пакетов, 15 индикаторов влажности, 15 упаковок влагопоглотителя, ручной насос и два уплотнительных зажима.
ПЭТГ очень прочный материал, но для эффективной работы о нем нужно заботиться.
3. Улучшите свой первый слой — ровная кровать и настройки использования
Первый слой — это основа вашей 3D-модели, поэтому вам нужно убедиться, что ваш первый слой находится на правильном уровне. Одним из наиболее важных факторов хорошего первого слоя является ровная поверхность сборки. Это означает, что поток филамента будет равномерным и лучше прилипнет к печатной платформе.
У вас будет либо автоматическое выравнивание, либо ручное выравнивание, поэтому убедитесь, что вы выравниваете свою кровать, используя обычные методы. Основной метод выравнивания вручную — это использование метода выравнивания бумаги, или вы можете попробовать «живое выравнивание», которое выравнивается, когда ваше сопло выдавливает нить.
Если вы регулируете ручки выравнивания во время выдавливания, вы должны защитить свои пальцы от движений платформы. Одна вещь, которую я люблю делать, это помещать довольно большой объект в Cura, нарезать его, но с 3-5 юбками.
Это позволяет регулировать уровень платформы, когда сопло выдавливается по краям печатной платформы до тех пор, пока первый слой не будет хорошо уложен.
Посмотрите представленное ниже видео CHEP о стандартной технике выравнивания кровати.
Для автоматического выравнивания используйте Z-смещение, чтобы получить хорошее выравнивание кровати.
После того, как вы выровняете свою кровать, вы также можете использовать хорошие настройки первого слоя.
Я бы рекомендовал сделать следующее:
Установите начальную температуру печати на 5-10°C выше стандартной температуры
Попробуйте увеличить исходный поток слоя до 105-110%
Попробуйте увеличить начальную высоту слоя немного выше стандартной высоты слоя (с 0,2 мм до 0,24 мм). ).
Вы также можете попробовать увеличить температуру рабочей пластины для начального слоя на 5–10 °C
Поддерживайте скорость начального слоя в пределах 20–30 мм/с
4.
Шаги калибровки экструдера
хрупкие 3D-принты PETG калибруют шаги вашего экструдера или электронные шаги. Этот параметр в основном является мерой точности: когда вы говорите своему 3D-принтеру выдавливать 100 мм нити, на самом деле он выдавливает 100 мм нити, а не 9.5 мм или 105 мм.
Правильная калибровка экструдера для E-шагов и правильная скорость потока нити могут помочь вам получить четкую печать PETG.
Шаги довольно просты для выполнения, и есть много руководств, которым вы можете следовать, чтобы откалибровать свои электронные шаги.
Посмотрите видео ниже, чтобы сделать это.
5. Используйте хорошую скорость охлаждающего вентилятора
Если ваши 3D-отпечатки из PETG хрупкие, важно использовать оптимальную скорость охлаждающего вентилятора. Вы можете использовать охлаждающие вентиляторы с PETG на низкой или высокой скорости в зависимости от того, чего вы пытаетесь достичь.
Использование охлаждающего вентилятора на высокой скорости отлично подходит для улучшения выступов и общего качества печати, но при этом слои охлаждаются намного быстрее, что ухудшает адгезию слоев.
Чтобы исправить хрупкие 3D-отпечатки PETG, вы можете использовать более низкую скорость вращения вентилятора в диапазоне от 0 до 40%. Вы можете использовать низкую скорость вращения вентилятора и использовать хорошую ориентацию, чтобы уменьшить уровень выступов на ваших моделях, чтобы они не провисали и не провисали.
Один пользователь, у которого были проблемы с ломкими отпечатками PETG, обнаружил, что установка вентилятора охлаждения на 30% очень помогла. Другой пользователь сказал, что перешел с печати PLA на PETG и забыл выключить охлаждение. У него была плохая адгезия слоев и трещины просто от снятия модели.
После повторной 3D-печати детали без охлаждения она вышла прочной и гибкой.
Вот видео, в котором сравниваются скорости вращения вентиляторов для 3D-печати PLA и PETG.
6. Уменьшите скорость печати
Уменьшение скорости печати также может помочь исправить хрупкие 3D-отпечатки PETG. Скорость по умолчанию в Cura составляет 50 мм/с, что должно работать достаточно хорошо в большинстве случаев. Некоторые пользователи упомянули, что получают лучшие результаты, еще больше снижая скорость печати.
Вы можете попробовать несколько тестов с меньшей скоростью 20-40 мм/с, чтобы увидеть, как это работает, но это повлияет на время печати. Вы можете распечатать несколько тестовых моделей на 3D-принтере с разной скоростью печати и наблюдать за различиями.
Я бы не стал использовать скорость печати 70-80 мм/с, если у вас нет действительно хорошего хот-энда и стабильного 3D-принтера.
Посмотрите видео ниже с полезным руководством по успешной 3D-печати PETG. Замедление скорости печати является одним из ключевых предложений.
7. Увеличьте плотность заполнения
После того, как вы выполнили некоторые из описанных выше исправлений, вы можете попытаться увеличить плотность заполнения, чтобы сделать ваши 3D-отпечатки из PETG более прочными и менее ломкими. Плотность заполнения отлично подходит для внутренней прочности модели, имея процент от 20 до 60%.
Вы также можете попробовать увеличить процент перекрытия заполнения, чтобы улучшить связь между заполнением и стенами.
Кроме того, изменение шаблона заполнения на сетку или кубический вариант подходит для хрупких отпечатков PETG и меньшего количества полос.
Посмотрите это видео Стефана из CNC Kitchen, посвященное 3D-печати более прочных заполнителей.
8. Увеличьте толщину стенок
Как вы могли видеть в видео выше, в ваших 3D-отпечатках упоминаются оболочки, также известные как стены, для повышения прочности. Чтобы исправить хрупкую нить PETG, достаточно увеличить толщину стенки, поскольку это обеспечивает более прочный внешний вид.
Сочетание высокой плотности заполнения и большой толщины стенок значительно повысит прочность и долговечность вашей модели. Я бы рекомендовал иметь толщину стенки не менее 1,2 мм, до 2 мм+.
9. Наберите настройки отвода
PETG склонен к натяжению, что может привести к снижению качества 3D-моделей. Вы можете исправить это, снизив температуру печати, а также настроив параметры отвода. Многие пользователи упускают из виду этот параметр, потому что он не является одним из основных параметров, о которых вы услышите.
Обычно вы узнаете о настройках отвода после того, как у вас будет немного больше опыта в 3D-печати.
На самом деле я написал статью о том, как получить наилучшие настройки длины и скорости отвода.
Настройки отвода по умолчанию в Cura обычно работают достаточно хорошо, но рекомендуется оптимизировать настройки с помощью чего-то, что называется Retraction Tower.
Это включало установку плагина непосредственно из Cura и добавление Retract Tower вместе с параметрами. Процесс довольно прост, о чем вы можете узнать из видео ниже.
Сочетание низкой скорости и хороших настроек ретракции может решить многие ваши проблемы с PETG.
Убедитесь, что механизм подачи вашего экструдера не слишком тугой, чтобы он не перемалывал нить PETG во время втягивания.
10. Прочистите и очистите сопло
Другим потенциальным решением для хрупких отпечатков PETG является засорение или застревание сопла или канала экструдера. Со временем ваш 3D-принтер может начать накапливать пыль и мусор, а также тепло, которое может привести к засорению.
Вы хотите убедиться, что ваше сопло не засорено, так как это приводит к выдавливанию меньшего количества материала, чем вы указываете принтеру выдавливать.
Полезным методом очистки засоров форсунок является метод холодного протягивания. Посмотрите видео ниже, чтобы узнать, как это сделать. По сути, это установка специальной чистящей нити при относительно высокой температуре, дайте ей остыть, а затем вытащите нить вручную, чтобы очистить засоры.
Чтобы проверить, частично или полностью забито сопло, попробуйте нагреть сопло примерно до 200°C и проверьте, как выдавливается нить. Он должен выдавливаться по довольно прямой линии, но если он немного загибается, у вас, вероятно, засор.
Иногда простое использование иглы для очистки сопла может помочь устранить любые засоры и застревания в сопле при нагреве.
Замена сопла также является хорошей идеей, если вы печатаете с его помощью в течение длительного времени и никогда не меняли его.
Позволяют обрабатывать дерево, фанеру, пластик, композит и др.
Обзор настольных фрезерных станков.
Техническое описание и цена чпу станков.
Рекомендации по выбору фрезеров.
Коллекция работ от покупателей.
Возможности чпу — можно ли превратить фрезерный чпу в 3d принтер или использовать для выжигания лазером
01/36
Фрезерно-гравировальные станки серии Моделист предназначены для обработки дерева, фанеры, пластиков, оргстекла, композитных материалов и т.п. Возможное применение : контурное и 3D фрезерование, сверление по координатам, гравировка рельефных изображений (барельефов, табличек, логотипов), фрезеровка и сверление печатных плат, изготовление панелей и корпусов, резка пленок, изготовление штампов, рекламной и сувенирной продукции.
Модель
Рабочая
область, мм
Ссылки
Моделист3030
300*300*70
техническое описание
узнать стоимость
Моделист3040
300*400*90
техническое описание
узнать стоимость
Моделист4060
400*600*90
техническое описание
узнать стоимость
Моделист4090
400*900*90
техническое описание
узнать стоимость
Моделист6090
610*895*90
техническое описание
узнать стоимость
Моделист6090М
станок со свободной поверхностью для обработки больших или высоких деталей
610*890*90
техническое описание
узнать стоимость
Моделист60120
можно использовать без стола, со свободной поверхностью, например, для обработки балясин
610*1180
техническое описание
узнать стоимость
ПОЧЕМУ ФАНЕРА?
РЕКОМЕНДАЦИИ ПО ВЫБОРУ СТАНКА С ЧПУ
3D ПРИНТЕР ИЗ НАСТОЛЬНОГО ЧПУ СТАНКА СЕРИИ МОДЕЛИСТ
Печать крепления на станке Моделист3040
ВЫЖИГАНИЕ И РЕЗКА ЛАЗЕРОМ НА ФРЕЗЕРНЫХ СТАНКАХ СЕРИИ МОДЕЛИСТ
Простота использования станка позволяет работать со всеми существующими CAD- , CAM- и графическими программами AutoCad, CorelDraw и т. д.
Описание работы программного обеспечения фрезерного ЧПУ станка Вы можете найти на странице статьи по работе с чпу станком в меню Статьи.
Фрезерные станки серии Моделист можно приобрести в готовом, собранном виде (в сборе) или kit набором для самостоятельного изготовления.
При самостоятельном изготовлении фрезерного чпу (cnc) станка для дома, одним из самых сложных моментов является обеспечение точности установки направляющих и ходового винта. Сделать это качественно, не имея специального оборудования и навыков, крайне сложно. А именного от этого зависит плавность хода и рабочая точность изготавливаемого станка.
Предусмотренные в наборе готовые фрезерованные детали обеспечивают требуемую точность установки направляющих и ходового винта. При сборке не потребуется ничего позиционировать, нужно лишь вставить направляющие и опорные подшипники ходового винта в посадочные места готовых фрезерованных деталей и скрепить конструкцию крепежом из комплекта, используя готовые отверстия для сборки. Такой станок можно собрать за 3-4 часа из готовых деталей kit набора . Из инструментов понадобиться только отвертка и гаечный ключ.
Системы линейного перемещения по всем трем осям X, Y и Z фрезерных станков выполнены с использованием подшипников линейного перемещения, линейных подшипников. Линейные подшипники представляют собой подшипники для неограниченного поступательного перемещения вперед и назад, во время которого шарики постоянно возвращаются в нагруженную зону по возвратным каналам. Использование линейных подшипников на всех осях, вместо втулок скольжения, позволяет получить высокие скорости перемещения до 5000мм/мин. Для соединения валов шаговых двигателей и ходовых винтов применяются виброгасящие муфты, гасящие вибрацию от шагового двигателя и обеспечивая плавность хода.
О цене продукции (фрезерных станков с ЧПУ, наборов для сборки станков с ЧПУ, комплектующих для станков) Вы можете узнать посетив наш Интернет магазин.
Вы можете посмотреть работы, выполненные на чпу станках серии Моделист, в меню Коллекция работ или на нашем Форуме.
Отзыв о работе станка Моделист4090 от нашего пользователя из г. Минск
Алюминиевые станки хобби класса
Статьи по работе с чпу станками
Модели для обработки на станках с чпу
Раскрой слов, букв, фоторамок из дерева и пластика. Коллекция работ.
🔥Трех осевой фрезерный станок с ЧПУ «Start 1000PRO»🔥 на 60% выше производительность относительно базовой модификации. Установлены шаговые двигатели увеличенной мощности по осям X, Y, Z и профессиональный шпиндель. Станок с рабочим полем 800х800х80 мм., для работы с древесиной различных пород, фанерой, ДСП\ЛДСП, МДФ, пластиком, акрилом, орг. стеклом, ПВХ и другим схожим по твердости материалом. Возможно использовать как для двухмерной резки различных форм, так и для сложных трехмерных объемных изделий. Станок новый, поставляется собранным, прошедшим все необходимые испытания и контроль качества. Собственное производство, гарантия 12 месяцев 🤝
Фрезерный станок с ЧПУ линейки Start отлично подойдет для начинающих пользователей не имеющих опыта работы с ЧПУ и желающих в кротчайшие сроки освоить работу на станке. Так же станок подходит для действующих производств планирующих снизить нагрузку на мощное штатное оборудование путем выполнения простых работ на станках с меньшими энергозатратами. Станок прост в работе, надёжен и универсален в своём классе. 👍
Дополнительно возможна установка лазерного гравера мощностью от 2.5 до 15 Вт. Лазерный гравер предназначен для нанесения изображений на поверхность из дерева, бумаги, кожи и схожих материалов.
Срок изготовления от 7 до 21 рабочего дня. 🚚 Доставка в любой регион страны транспортными компаниями ПЭК, DPD, Деловые Линии, Энергия, и т.д.
Приобретая у нас фрезерный станок с ЧПУ вы получаете:
✅ Полностью готовый к работе станок! ✅ Программное обеспечение на русском языке! ✅ Обучение работе на станке! ✅ Собственную библиотеку готовых работ! ✅ Пожизненную техническую поддержку! ✅ Бизнес-план для уверенного продвижения! ✅ Готовые идеи и проекты для развития собственного производства!
👨🎓 Комплект Start позволяет каждому пользователю в кратчайшие сроки освоить безопасные методы и приемы работы на фрезерных станках с ЧПУ, получить основы программирования станков с ЧПУ и работы в CAD системах, уйти от монотонного ручного труда, увеличить количество и качество выпускаемой продукции.
Домашняя страница — HobbyCNC
HobbyCNC 3 и 4 комплекты платы драйвера шагового двигателя оси. Компактный, мощный, простой в сборке. Для фрезерного, фрезерного, токарного станка или робота с ЧПУ своими руками!
Только высококачественные комплектующие от ведущих производителей
Минимум деталей и сборка своими руками
Пошаговая инструкция привода
7 0 0 0 90
3 или 4 степпера до 3 А каждый
С 1999 года HobbyCNC продает различные высококачественные изделия с ЧПУ для хобби: комплекты контроллеров шаговых двигателей, чертежи фрезерных станков с ЧПУ и шаговые двигатели для настольных машинистов и любителей.
Наборы драйверов шаговых двигателей HobbyCNC
PRO 3 Axis Kit
Возможность модернизации
79 долл. США
3 оси
Возможность модернизации до 4 осей
42 макс. 5 Снижение тока холостого хода
Максимум 3,0 А на фазу
5-, 6- или 8-проводные степперы (4-проводные не используются)
Микрошаговые (1/1, 1/2, 1/4, 1/8 и 1/16)
Главная/Подключения концевых выключателей
Радиатор
Узнать больше
PRO 4 Axis Kit
Полная загрузка
105 долларов США
4 оси
Возможность расширения до 4 осей
42 Макс. 035 Уменьшение тока холостого хода
Максимум 3,0 А на фазу
5-, 6- или 8-проводные степперы (4-проводные не используются)
Микрошаговые (1/1, 1/2, 1/4, 1/8 и 1/16)
Главная/Подключения концевых выключателей
Радиатор
Узнать больше
PRO 4 Axis
Собран и протестирован
174 долл. США
4 оси
Возможность модернизации до 4 осей
42 макс.
Уменьшение тока холостого хода
Максимум 3,0 А на фазу
5-, 6- или 8-проводные степперы (4-проводные не используются)
Микрошаговые (1/1, 1/2, 1/4, 1/8 и 1/16)
Главная/Подключения концевых выключателей
Радиатор
Узнать больше
Arduino UNO Shield
Arduino/GRBL для HobbyCNC PRO
29,95 $
Плата Arduino® UNO для подключения к HobbyCNC PRO
Оптоизолированные входы. Предел X, Y и Z и датчик.
Внешний источник питания 6 В постоянного тока
Выход на дополнительную релейную плату. ШИМ шпинделя, шпиндель + направление, подача СОЖ
Сигнал включения двигателя (контакт 1)
Переключатель сброса
Защита от обратного напряжения
Минимум компонентов для быстрой и легкой сборки
Узнать больше
Если вы модифицируете свой существующую настольную мельницу на настольный станок с ЧПУ, или вы строите фрезерный станок с ЧПУ своими руками или станок с ЧПУ своими руками любого типа (включая роботов), наша доска — лучший способ заставить двигатели вращаться!
Мы любим наших клиентов и будем рады вашим отзывам и предложениям. Используйте нашу страницу «Свяжитесь с нами», чтобы сообщить нам, что мы делаем правильно или что мы можем улучшить.
Наш HobbyCNC PRO поставляется в виде набора , который вы собираете сами. Вы можете сравнить характеристики продукта здесь. Платы имеют четкую маркировку, а количество деталей сведено к минимуму, чтобы максимально упростить сборку!
Узнайте, что входит в сборку, с пошаговыми наглядными инструкциями в Instructables для HobbyCNC PRO.
HobbyCNC Часто задаваемые вопросы (FAQ)
Если одна ось «неправильно себя ведет» (не вращается, пропущены шаги), то вам необходимо изолировать проблему. Проблема может быть следующей:
разные движения в одном направлении по сравнению с другим
[stextbox id=»alert»] ВАЖНО
Прежде чем прикасаться к ЛЮБОЙ проводке шагового двигателя, убедитесь, что на клемме TB6 (PRO) или TB5 (EZ) есть 0,0 В. Подключение/отключение шаговых двигателей с напряжением на плате — отличный способ сгорел чип драйвера .
[/stextbox]
Вы только что перенесли/изменили свою систему?
По какой-либо причине перемещение или изменение вашей системы часто приводит к тому, что что-то «просто перестает работать». Трижды проверьте всю проводку, особенно проводку шагового двигателя. Проверьте все разъемы, соединения и винтовые клеммы, соединяющие степперы с платой.
Чрезмерное усилие на маленьких синих разъемах на печатной плате может привести к повреждению пайки, поэтому, если ничего не помогло, проверьте нижнюю часть платы в местах соединения разъемов.
Неисправный степпер/плохая проводка
Отключите питание.
Проведите очень тщательный визуальный осмотр печатной платы, начиная с винтовых клемм и двигаясь «внутрь». Дважды проверьте проводку от печатной платы к шаговому двигателю.
Цвета подходят к нужным проводам?
Все соединения прочные?
Все провода, вставленные в винтовые клеммы, должным образом зачищены?
Особенно проверьте пайку на винтовых клеммах. Чрезмерная затяжка может привести к поломке паяных соединений.
На клеммных колодках на печатной плате замените неисправный двигатель и проводку на заведомо исправный двигатель и проводку. Дважды проверьте провода/цвета/порядок перед включением питания.
Проблема осталась с осью. Теперь «хороший» мотор не работает, а «плохой» работает. Это позволяет исключить шаговый двигатель и проводку из рассмотрения. Перейти к проблеме с пайкой/сборкой.
Проблема с двигателем. Если «плохой» мотор все равно плохой, то проблема в проводке или моторе.
Поменяйте местами «исправный» двигатель на «плохой» на конце кабеля с двигателем. Если проблема «двигается» вместе с мотором — неисправен степпер. Если проблема осталась с той же осью – проблема с проводкой.
Перегрев степпера
Степперы будут работать от горячего до почти горячего. Они превращают большой ток в движение. Однако они НЕ должны быть достаточно горячими, чтобы обжечь вас. Если шаговый двигатель сильно нагревается, рассмотрите возможность использования какого-либо типа радиатора для рассеивания этого дополнительного тепла.
Подвижная муфта
Убедитесь, что муфта между двигателем и приводным винтом/ремнем не ослаблена и не проскальзывает. Это может создать то, что выглядит как «пропущенные шаги».
Проблема с проводкой
Легко «перепутать» проводку от шаговых двигателей к плате. Скорее всего проводка, используемая между двигателем и платой, имеет другой цвет, чем двигатель. Чтобы свести к минимуму проблемы:
Никогда не используйте проволочные гайки. Они могут быть пригодными для стендовых испытаний, но НИКОГДА не используются в реальных условиях. Проволочные гайки предназначены для того, чтобы оставаться неподвижными на протяжении всей своей жизни, а не крутиться на грязной вибрирующей мельнице.
Одинаково подключите все 3 (или 4) двигателя.
Внимательно осмотрите каждое соединение – провода, которые не были тщательно зачищены, могут сломаться, провода могут быть зачищены неправильно, если их вставить в винтовую клемму
Сильно, но осторожно потяните за каждый провод, входящий в винтовую клемму, по отдельности, чтобы убедиться, что каждый из них правильно зажат в клеммной колодке.
Проблемы с пайкой/сборкой
См. часто задаваемые вопросы: Проведите тщательный визуальный осмотр
Блок питания
Проверьте напряжение источника питания. У вас есть достаточное напряжение для подачи необходимого тока на шаговый двигатель. Низкие напряжения (например, 12 В) не обеспечат идеальной производительности. Я бы предложил около 32-36 вольт постоянного тока и 7-10 ампер (3 двигателя = 7 ампер, 4 двигателя = 10 ампер).
Является ли ваш блок питания СПЕЦИАЛЬНО РАЗРАБОТАННЫМ для подачи и приема очень больших скачков тока, которые типичны для привода шаговых двигателей? Тот факт, что блок питания рекламируется как «36 В постоянного тока при 10 А», не означает, что он способен управлять большими индуктивными нагрузками.
PRO : Должно быть от 12 до 42 В постоянного тока, когда все двигатели работают. Ни при каких обстоятельствах напряжение питания не должно превышать 42 В постоянного тока.
EZ : Должно быть от 12 до 36 В постоянного тока, когда все двигатели работают. Ни при каких обстоятельствах напряжение питания не должно превышать 36 В постоянного тока.
Микрошаг
Проверьте перемычки микрошага. Если у вас не установлены микрошаговые перемычки (J1, J2, J3) на 8-контактных разъемах (PRO) или 6-контактных разъемах (EZ), то двигатель для этой оси не будет двигаться. Вы должны установить перемычки, чтобы включить желаемый микрошаг. См. часто задаваемые вопросы Конфигурация микрошага.
Отключение микрошага (установлено на 1:1). Я предлагаю вам оставить его отключенным во время первоначального тестирования и запуска.
Прочтите FAQ Микрошаг. Убедитесь, что ваше программное обеспечение настроено на соответствие.
Мы рекомендуем использовать шаг 1/2 или 1/4. Это дает почти полную мощность и обычно позволяет избежать проблем с резонансом. Чем тоньше микрошаг, тем меньше мощности у вас будет.
[stextbox id=»warning»]
Не используйте микрошаг для увеличения «точности» вашей машины.
[/stextbox]
Настройки тока двигателя
Снижение тока холостого хода должно быть отключено Только плата PRO – установите J4 на все 8-контактные разъемы при настройке напряжения.
Повторно проверьте напряжения Vref в контрольных точках, где установлен максимальный ток для шаговых двигателей. Сравните с инструкцией по сборке.
Этот параметр можно изменить во время работы двигателей. Если значение этого параметра слишком мало (или равно нулю), двигатели не будут работать надежно или вообще не будут двигаться.
Используйте калькулятор справа, чтобы определить напряжение, которое должно присутствовать на небольшой контрольной площадке рядом с синим потенциометром.
Снижение тока холостого хода
Отключите снижение тока холостого хода, установив разъем J4 во все небольшие 8-контактные разъемы (только для платы PRO). Уменьшение тока холостого хода может привести к пропуску шагов в некоторых приложениях.
[stextbox id=»info» caption=»Тест блокировки»] При подаче питания на плату HobbyCNC шаговый двигатель «блокируется»? То есть вы НЕ можете легко повернуть его вручную? Если двигатель «завис», скорее всего, микросхема драйвера в порядке. [/stextbox]
Он дымил? Становится жарко? Если вы не можете удержать палец в нем больше секунды или двух, значит, он слишком горячий. Добавьте радиатор и вентилятор или отключите ток. Микросхемы драйверов имеют функцию отключения при перегреве для самозащиты.
Осмотрите детали вокруг чипа. ВНИМАТЕЛЬНО осмотрите все места пайки на микросхеме драйвера. Все ли детали установлены в правильной ориентации? Ни одна деталь не сгорела. Нет обесцвечивания печатной платы ни под какой деталью?
Более чем вероятно, что микросхема попала в ненадежное соединение или плохая (холодная) пайка. Проверьте клеммную колодку на непрерывность каждого контакта. Чрезмерное затягивание винтов МОЖЕТ сломать соответствующий штифт.
Вы возились с какой-либо проводкой шагового двигателя, когда на плату подается питание?
Плохой/неправильный параллельный кабель
Не все 25-контактные кабели M-F будут работать. Он должен иметь все 25 контактов, подключенных 1 к 1 или «прямо через».
 Их главная отличительная черта – большая и тяжёлая жёсткая станина. Это необходимо для качественного погашения возможной вибрации. Инструменты могут осуществлять подачу заготовок со скоростью от 4 и до 10 метров в минуту. Ещё одно важное преимущество рейсмусовых станков – звукопоглощающие кожухи, делающие работу практически бесшумной. Одни виды станков способны обрабатывать лишь одну сторону заготовки, поэтому её придётся переворачивать, другие могут обстругивать древесину полностью. Рейсмусовые станки могут быть двусторонними или односторонними.
Их главная отличительная черта – большая и тяжёлая жёсткая станина. Это необходимо для качественного погашения возможной вибрации. Инструменты могут осуществлять подачу заготовок со скоростью от 4 и до 10 метров в минуту. Ещё одно важное преимущество рейсмусовых станков – звукопоглощающие кожухи, делающие работу практически бесшумной. Одни виды станков способны обрабатывать лишь одну сторону заготовки, поэтому её придётся переворачивать, другие могут обстругивать древесину полностью. Рейсмусовые станки могут быть двусторонними или односторонними. Затем заготовки можно стругать на рейсмусовом станке. Чтобы проверить, насколько хорошо обработаны детали, нужно сложить две деревяшки. Если они прилегают друг к другу как влитые, без единого зазора, значит, обстругивание выполнено качественно. Маленькие детали помогает придерживать при обработке специальный вал.
Затем заготовки можно стругать на рейсмусовом станке. Чтобы проверить, насколько хорошо обработаны детали, нужно сложить две деревяшки. Если они прилегают друг к другу как влитые, без единого зазора, значит, обстругивание выполнено качественно. Маленькие детали помогает придерживать при обработке специальный вал. Станки предназначены для придания заготовкам нужного размера и формы. С их помощью получают доски или брус определённой толщины и ширины.
Станки предназначены для придания заготовкам нужного размера и формы. С их помощью получают доски или брус определённой толщины и ширины. Некоторые разновидности такого оборудования могут быть использованы и в бытовых целях.
Некоторые разновидности такого оборудования могут быть использованы и в бытовых целях.
 При этом необходимо установить детали, задав им определённый угол наклона.
При этом необходимо установить детали, задав им определённый угол наклона. Как ясно из названия, строгание с помощью такого оборудования производится только с одной стороны пиломатериала. При этом обработке подвергается преимущественно верхняя сторона детали.
Как ясно из названия, строгание с помощью такого оборудования производится только с одной стороны пиломатериала. При этом обработке подвергается преимущественно верхняя сторона детали.

 Текстура используемых пиломатериалов при этом будет получаться наиболее гладкой, без каких-либо повреждений поверхностей.
Текстура используемых пиломатериалов при этом будет получаться наиболее гладкой, без каких-либо повреждений поверхностей.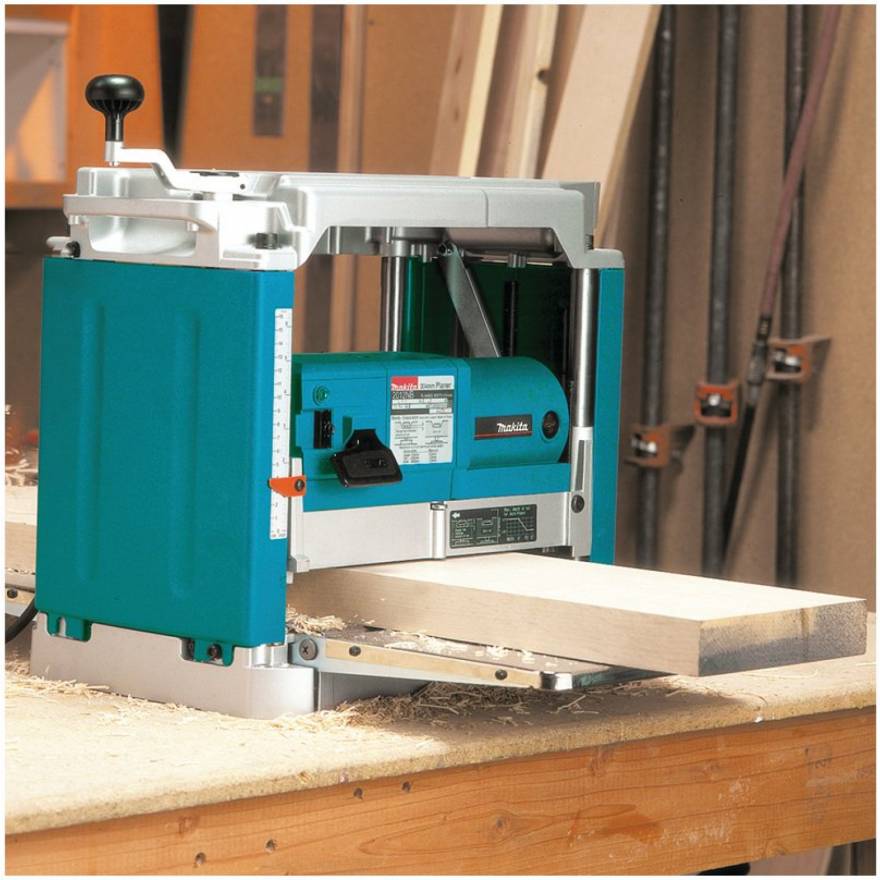

 А также станок имеет в своей конструкции вращающийся барабан и двойную стойку.
А также станок имеет в своей конструкции вращающийся барабан и двойную стойку.

 На мой взгляд, для магазина на одного или двух человек в небольшом помещении комбо — единственный выход, и я бы сказал, что это не очень близкое или справедливое сравнение. Стандарт для большинства небольших магазинов, в которых я был за последние 40 с лишним лет, — это 6-дюймовый фуганок (может быть, 8-дюймовый, если они могут его поместить) и 12-дюймовый рубанок для ланч-боксов (или, может быть, 15-дюймовый отдельно стоящий). И они должны быть на колесах и / или храниться, когда они не используются. Сколько раз вы получали доски шире 6-8”? Довольно часто. Шире 12 дюймов? Не так много, по крайней мере, не с обыкновенными акциями. При использовании 12-дюймового или 16-дюймового фуговально-фуговального станка потребуется гораздо меньше обходных путей, в большинстве случаев большая производительность, большая мощность, лучшее качество — и он займет вдвое меньше места. Все за меньшие деньги (если сравнивать одинаковые размеры) или чуть больше денег, если сравнивать со «Стандартом», о котором мы говорили выше.
На мой взгляд, для магазина на одного или двух человек в небольшом помещении комбо — единственный выход, и я бы сказал, что это не очень близкое или справедливое сравнение. Стандарт для большинства небольших магазинов, в которых я был за последние 40 с лишним лет, — это 6-дюймовый фуганок (может быть, 8-дюймовый, если они могут его поместить) и 12-дюймовый рубанок для ланч-боксов (или, может быть, 15-дюймовый отдельно стоящий). И они должны быть на колесах и / или храниться, когда они не используются. Сколько раз вы получали доски шире 6-8”? Довольно часто. Шире 12 дюймов? Не так много, по крайней мере, не с обыкновенными акциями. При использовании 12-дюймового или 16-дюймового фуговально-фуговального станка потребуется гораздо меньше обходных путей, в большинстве случаев большая производительность, большая мощность, лучшее качество — и он займет вдвое меньше места. Все за меньшие деньги (если сравнивать одинаковые размеры) или чуть больше денег, если сравнивать со «Стандартом», о котором мы говорили выше.
 Эти комбинированные машины, как правило, ориентированы на ширину больше, чем на длину, и вы обнаружите, что они гораздо более практичны, полезны и красивы благодаря большим возможностям дизайна, которые предлагает более широкий ассортимент.
Эти комбинированные машины, как правило, ориентированы на ширину больше, чем на длину, и вы обнаружите, что они гораздо более практичны, полезны и красивы благодаря большим возможностям дизайна, которые предлагает более широкий ассортимент. Я испытал оба мира, и это даже не близко — комбинированная машина намного быстрее.
Я испытал оба мира, и это даже не близко — комбинированная машина намного быстрее. Вопреки распространенному мнению, шуму и болтовне в Интернете, тесты снова и снова показывают, что наилучшая отделка по-прежнему достигается с помощью свежезаточенного прямого ножа, такого как Tersa. Тем не менее, вы можете увеличить время между заменами ножей с помощью твердосплавных ножей, установленных на сегментированных спиральных головках. Обе системы представляют собой интеллектуальные и элегантные решения, не требующие настройки ножа. С помощью Tersa вы можете заменить ножи менее чем за 2 минуты, а в зависимости от размера рубанка и диаметра вашей головки на поворот всех ножей на головке Xylent может уйти 7–10 минут. Обе системы тише, чем стандартная головка Tersa, потому что ее ножи всего на 2 мм выступают над корпусом режущей головки, однако, если для вас очень важна тихая система, то головка Xylent издает меньше шума.
Вопреки распространенному мнению, шуму и болтовне в Интернете, тесты снова и снова показывают, что наилучшая отделка по-прежнему достигается с помощью свежезаточенного прямого ножа, такого как Tersa. Тем не менее, вы можете увеличить время между заменами ножей с помощью твердосплавных ножей, установленных на сегментированных спиральных головках. Обе системы представляют собой интеллектуальные и элегантные решения, не требующие настройки ножа. С помощью Tersa вы можете заменить ножи менее чем за 2 минуты, а в зависимости от размера рубанка и диаметра вашей головки на поворот всех ножей на головке Xylent может уйти 7–10 минут. Обе системы тише, чем стандартная головка Tersa, потому что ее ножи всего на 2 мм выступают над корпусом режущей головки, однако, если для вас очень важна тихая система, то головка Xylent издает меньше шума. Это также более эффективно. Это может быть чрезвычайно выгодно на фуганке или строгальном столе. По мере того, как поверхность доски становится более плоской, она приобретает большее сопротивление площади поверхности и создает больше вакуума между поверхностью и столом. Таким образом, становится труднее нажимать. Канавки затрудняют создание вакуумного эффекта. Это тонко, но вы заметите разницу.
Это также более эффективно. Это может быть чрезвычайно выгодно на фуганке или строгальном столе. По мере того, как поверхность доски становится более плоской, она приобретает большее сопротивление площади поверхности и создает больше вакуума между поверхностью и столом. Таким образом, становится труднее нажимать. Канавки затрудняют создание вакуумного эффекта. Это тонко, но вы заметите разницу. У других производителей пылеотвод заканчивается на противоположных сторонах машины, но не у Minimax — наш пылезащитный порт заканчивается в одном и том же месте для каждой функции, поэтому вам не нужно иметь более длинный шланг и перемещать его. или переставьте пылесборник. В целом, на станках Minimax вы также найдете более тяжелые компоненты, более толстые отливки, лучшее фрезерование. А из-за более жестких допусков машины Minimax будут сохранять свои настройки в течение более длительного периода времени. Забор Minimax длиннее, выше и жестче, и его можно зафиксировать в двух точках для нулевой гибкости по сравнению с консольной конструкцией других. У вас также есть более разнообразные варианты режущих головок. Базовая конструкция Minimax насчитывает 40 или более лет, и машины всех эпох до сих пор популярны в магазинах по всему миру.
У других производителей пылеотвод заканчивается на противоположных сторонах машины, но не у Minimax — наш пылезащитный порт заканчивается в одном и том же месте для каждой функции, поэтому вам не нужно иметь более длинный шланг и перемещать его. или переставьте пылесборник. В целом, на станках Minimax вы также найдете более тяжелые компоненты, более толстые отливки, лучшее фрезерование. А из-за более жестких допусков машины Minimax будут сохранять свои настройки в течение более длительного периода времени. Забор Minimax длиннее, выше и жестче, и его можно зафиксировать в двух точках для нулевой гибкости по сравнению с консольной конструкцией других. У вас также есть более разнообразные варианты режущих головок. Базовая конструкция Minimax насчитывает 40 или более лет, и машины всех эпох до сих пор популярны в магазинах по всему миру. Эти строгальные станки — отличный вариант для небольших домашних столярных мастерских и подрядчиков, которым нужен портативный вариант. Несмотря на то, что настольные рейсмусовые станки не такие большие и мощные, как полноразмерные цеховые рейсмусовые станки, они все же способны эффективно строгать широкий спектр деревянных изделий. Рейсмусовые станки позволяют пользователям приобретать более широкий ассортимент древесного сырья (часто по более низким ценам) и фрезеровать древесину до точных размеров, необходимых для проекта.
Эти строгальные станки — отличный вариант для небольших домашних столярных мастерских и подрядчиков, которым нужен портативный вариант. Несмотря на то, что настольные рейсмусовые станки не такие большие и мощные, как полноразмерные цеховые рейсмусовые станки, они все же способны эффективно строгать широкий спектр деревянных изделий. Рейсмусовые станки позволяют пользователям приобретать более широкий ассортимент древесного сырья (часто по более низким ценам) и фрезеровать древесину до точных размеров, необходимых для проекта. Для нашего тестирования мы выбрали следующие строгальные станки (перейдите по ссылкам на страницу производителей на каждом строгальном станке):
Для нашего тестирования мы выбрали следующие строгальные станки (перейдите по ссылкам на страницу производителей на каждом строгальном станке): Но даже в рамках этого ограничения есть существенные различия в размерах и весе протестированных нами машин. Но каждая машина способна строгать доски шириной от 12 до 13 дюймов и высотой 6 дюймов. Особенности и различия показаны в списках ниже.
Но даже в рамках этого ограничения есть существенные различия в размерах и весе протестированных нами машин. Но каждая машина способна строгать доски шириной от 12 до 13 дюймов и высотой 6 дюймов. Особенности и различия показаны в списках ниже. глубина резания: 1/8″
глубина резания: 1/8″ глубина резания: 1/8″
глубина резания: 1/8″
 Мы сравнили длину бекаса для каждого строгального станка и типа материала.
Мы сравнили длину бекаса для каждого строгального станка и типа материала. В частности, мы отрегулировали входной и выходной столы, чтобы каждый из них находился на одном уровне со станиной строгального станка.
В частности, мы отрегулировали входной и выходной столы, чтобы каждый из них находился на одном уровне со станиной строгального станка. До четырех установочных винтов было легко добраться, и нам было легко установить правильные настройки.
До четырех установочных винтов было легко добраться, и нам было легко установить правильные настройки. Все остальные протестированные строгальные станки работали хорошо при подключении к заводскому пылесборнику с небольшими различиями в производительности между различными моделями.
Все остальные протестированные строгальные станки работали хорошо при подключении к заводскому пылесборнику с небольшими различиями в производительности между различными моделями.
 В частности, мы хотели знать, какой рубанок потреблял больше энергии (максимальное потребление тока) и какой из них имел наилучшие характеристики подачи по сравнению с его состоянием без нагрузки.
В частности, мы хотели знать, какой рубанок потреблял больше энергии (максимальное потребление тока) и какой из них имел наилучшие характеристики подачи по сравнению с его состоянием без нагрузки. Мы также хотели посмотреть, как различные твердые породы дерева повлияют на возможности строгального станка.
Мы также хотели посмотреть, как различные твердые породы дерева повлияют на возможности строгального станка. Затем мы сравнили, насколько точно каждый рубанок смог это сделать, и перечислили среднее отклонение от 3/32″.
Затем мы сравнили, насколько точно каждый рубанок смог это сделать, и перечислили среднее отклонение от 3/32″. Каждый кусок дерева начинался с первого ролика строгального станка, и мы не трогали образец до тех пор, пока он не останавливался за выходным роликом. Затем на последние 6 дюймов доски натерли порошок синего мела, чтобы визуально выделить состояние бекаса. Наконец, мы отметили «гребень» каждого бекаса, чтобы мы могли измерить количество материала, которое каждый строгальный станок произвел для отходов, если бекасы были отрезаны для использования материала одинаковой толщины.
Каждый кусок дерева начинался с первого ролика строгального станка, и мы не трогали образец до тех пор, пока он не останавливался за выходным роликом. Затем на последние 6 дюймов доски натерли порошок синего мела, чтобы визуально выделить состояние бекаса. Наконец, мы отметили «гребень» каждого бекаса, чтобы мы могли измерить количество материала, которое каждый строгальный станок произвел для отходов, если бекасы были отрезаны для использования материала одинаковой толщины.
 Мы также оценивали гладкость, просто ощупывая поверхности. Хотя это очень субъективно, мы ранжировали строгальные станки на основе образцов Maple, показанных ниже.
Мы также оценивали гладкость, просто ощупывая поверхности. Хотя это очень субъективно, мы ранжировали строгальные станки на основе образцов Maple, показанных ниже. Очевидно, что рубанкам с тремя лезвиями потребуется больше времени, чем станкам с двумя лезвиями. Но проще ли этот процесс на одних машинах, чем на других?
Очевидно, что рубанкам с тремя лезвиями потребуется больше времени, чем станкам с двумя лезвиями. Но проще ли этот процесс на одних машинах, чем на других? В конечном счете, гарантии могут быть сложным вопросом, и то, насколько легко вы можете получить гарантийное обслуживание, вероятно, будет столь же важно, как и количество лет покрытия. Мы позволим вам самостоятельно определить, какая гарантия вам подходит.
В конечном счете, гарантии могут быть сложным вопросом, и то, насколько легко вы можете получить гарантийное обслуживание, вероятно, будет столь же важно, как и количество лет покрытия. Мы позволим вам самостоятельно определить, какая гарантия вам подходит. Чем больше мы это делаем, тем больше узнаем, и в этой оценке мы использовали несколько иной подход. Некоторые из категорий, которые мы намеревались оценить, мы решили не включать в окончательный рейтинг. Тем не менее, мы предоставили информацию из этой категории, так как считаем ее ценной для некоторых читателей.
Чем больше мы это делаем, тем больше узнаем, и в этой оценке мы использовали несколько иной подход. Некоторые из категорий, которые мы намеревались оценить, мы решили не включать в окончательный рейтинг. Тем не менее, мы предоставили информацию из этой категории, так как считаем ее ценной для некоторых читателей.
 Хорошо подходят для крупносерийного производства.
Хорошо подходят для крупносерийного производства. Хорошо подходят для задач по изготовлению сложных форм с минимумом переналадок.
Хорошо подходят для задач по изготовлению сложных форм с минимумом переналадок. Благодаря простоте конструкции, являются оптимальными по соотношению «цена-качество» Хорошо подходят для большинства производственных задач по гибке.
Благодаря простоте конструкции, являются оптимальными по соотношению «цена-качество» Хорошо подходят для большинства производственных задач по гибке.
 Система ЧПУ способна значительно уменьшить затраты временных и физических ресурсов при работе с листогибами и значительно повысить производительность. Гибочный станок с ЧПУ увеличивает эффективность всего производства, позволяя наращивать объем продукции.
Система ЧПУ способна значительно уменьшить затраты временных и физических ресурсов при работе с листогибами и значительно повысить производительность. Гибочный станок с ЧПУ увеличивает эффективность всего производства, позволяя наращивать объем продукции. Листогибочный станок с ЧПУ превосходит непрограммируемые аналоги и дает возможность вывести производство на новый уровень.
Листогибочный станок с ЧПУ превосходит непрограммируемые аналоги и дает возможность вывести производство на новый уровень. п. — свяжитесь с нашими специалистами по телефонам указанным в нижней части сайта.
п. — свяжитесь с нашими специалистами по телефонам указанным в нижней части сайта.
 Он может легко работать с боковой панелью, так как электромагнитный зажим используется на листогибочном станке с ЧПУ.
Он может легко работать с боковой панелью, так как электромагнитный зажим используется на листогибочном станке с ЧПУ. Станок для гибки листового металла с ЧПУ использует конструкцию инструмента нового поколения. Он имеет более широкие функции и более высокую надежность и может удовлетворить потребности различных пользователей.
Станок для гибки листового металла с ЧПУ использует конструкцию инструмента нового поколения. Он имеет более широкие функции и более высокую надежность и может удовлетворить потребности различных пользователей. время удержания станка для гибки листового металла с ЧПУ автоматически снижает давление. от момента разгерметизации до самого механизма гибки прижимного пресса. Возвратитесь, чтобы двигаться, в то время как горизонтальный стопорный механизм автоматически перемещается вперед, чтобы установить расстояние. при нажатии на выключатель отключения действие изгиба заканчивается, и начинается следующее изгибание.
время удержания станка для гибки листового металла с ЧПУ автоматически снижает давление. от момента разгерметизации до самого механизма гибки прижимного пресса. Возвратитесь, чтобы двигаться, в то время как горизонтальный стопорный механизм автоматически перемещается вперед, чтобы установить расстояние. при нажатии на выключатель отключения действие изгиба заканчивается, и начинается следующее изгибание. При определении того, является ли этот метод изготовления идеальным для конкретного продукта, важно понимать, что такое гибка панелей и как она работает. В Metal Works of High Point мы предлагаем ряд услуг по формовке металла с ЧПУ для уникальных спецификаций наших клиентов. Узнайте больше о гибке панелей с ЧПУ здесь.
При определении того, является ли этот метод изготовления идеальным для конкретного продукта, важно понимать, что такое гибка панелей и как она работает. В Metal Works of High Point мы предлагаем ряд услуг по формовке металла с ЧПУ для уникальных спецификаций наших клиентов. Узнайте больше о гибке панелей с ЧПУ здесь.



 Разгрузка изгиба не должна быть глубже, чем комбинация радиуса изгиба и толщины материала. Чтобы предотвратить разрыв, в процессе гибки требуется разгрузочная насечка.
Разгрузка изгиба не должна быть глубже, чем комбинация радиуса изгиба и толщины материала. Чтобы предотвратить разрыв, в процессе гибки требуется разгрузочная насечка. Вы можете узнать больше о нашей прошлой работе через наши тематические исследования.
Вы можете узнать больше о нашей прошлой работе через наши тематические исследования.
 Данный агрегат получил название полуавтомата, так как позволяет лишь частично механизировать процесс сварки. В отличие от автоматической сварки, которая полностью выполняется запрограммированным оборудованием, в полуавтоматической сварке механизирован только процесс подачи проволоки. Тем не менее, такая механизация позволила значительно увеличить производительность: сварщику нет необходимости прерываться, чтобы заменить электрод, дуга горит более стабильно. Кроме того, сварочные полуавтоматы, в отличие от автоматов, позволяют непосредственно контролировать процесс образования шва. А значит, такие соединения получаются более качественными и требуют меньших доработок.
Данный агрегат получил название полуавтомата, так как позволяет лишь частично механизировать процесс сварки. В отличие от автоматической сварки, которая полностью выполняется запрограммированным оборудованием, в полуавтоматической сварке механизирован только процесс подачи проволоки. Тем не менее, такая механизация позволила значительно увеличить производительность: сварщику нет необходимости прерываться, чтобы заменить электрод, дуга горит более стабильно. Кроме того, сварочные полуавтоматы, в отличие от автоматов, позволяют непосредственно контролировать процесс образования шва. А значит, такие соединения получаются более качественными и требуют меньших доработок. Режим MIG применяется для сваривания в среде инертных газов, например, аргон или гелий. MAG-сварка проводится в среде активных газов. Кроме этого, некоторые модели имеют режим MMA. Этот режим можно использовать при работе как с черными, так и с цветными металлами. В данном случае полуавтомат используется для осуществления ручной дуговой сварки, которая производится штучными электродами. Данный вид работ проводится при постоянном токе, электронная начинка сама управляет сварочным током, в результате чего швы получаются ровными и аккуратными.
Режим MIG применяется для сваривания в среде инертных газов, например, аргон или гелий. MAG-сварка проводится в среде активных газов. Кроме этого, некоторые модели имеют режим MMA. Этот режим можно использовать при работе как с черными, так и с цветными металлами. В данном случае полуавтомат используется для осуществления ручной дуговой сварки, которая производится штучными электродами. Данный вид работ проводится при постоянном токе, электронная начинка сама управляет сварочным током, в результате чего швы получаются ровными и аккуратными. Защитный газ подается в зону сварки из присоединяемого баллона через электромагнитный клапан. Аппарат имеет встроенную защиту от перегрева и оснащен регулировками величины тока и скорости подачи сварочной проволоки в зависимости от материала и толщины свариваемой заготовки.
Защитный газ подается в зону сварки из присоединяемого баллона через электромагнитный клапан. Аппарат имеет встроенную защиту от перегрева и оснащен регулировками величины тока и скорости подачи сварочной проволоки в зависимости от материала и толщины свариваемой заготовки.
 Напряжение дуги устанавливается в зависимости от выбранной силы сварочного тока.
Напряжение дуги устанавливается в зависимости от выбранной силы сварочного тока. Это позволит значительно облегчить начало сварочного процесса. Благодаря этой функции аппаратом могут работать не только опытные сварщики, но и новички. Эта функция установлена на всех сварочных аппаратах Ресанта.
Это позволит значительно облегчить начало сварочного процесса. Благодаря этой функции аппаратом могут работать не только опытные сварщики, но и новички. Эта функция установлена на всех сварочных аппаратах Ресанта. Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор). Нарвская
Нарвская Удобная рукоятка существенно облегчает транспортировку устройства. Многочисленные отверстия в корпусе способствуют естественной вентиляции воздуха и эффективному охлаждению внутренних узлов.
Удобная рукоятка существенно облегчает транспортировку устройства. Многочисленные отверстия в корпусе способствуют естественной вентиляции воздуха и эффективному охлаждению внутренних узлов.
 , Бишофф Б., Беккер Х.К., Джонсон Т.Р., Райзер М.Ф., Николау К., Тайзен Д.
, Бишофф Б., Беккер Х.К., Джонсон Т.Р., Райзер М.Ф., Николау К., Тайзен Д. J Am Coll Кардиол
J Am Coll Кардиол Сердечно-сосудистая диагностика
Сердечно-сосудистая диагностика J Cardiovasc Comput Tomogr
J Cardiovasc Comput Tomogr J Am Coll Кардиол
J Am Coll Кардиол [PubMed] [CrossRef] [Google Scholar]
[PubMed] [CrossRef] [Google Scholar] Gonzalez JA, Lipinski MJ, Flors L, Shaw PW, Kramer CM, Salerno M.
Gonzalez JA, Lipinski MJ, Flors L, Shaw PW, Kramer CM, Salerno M. , Ахмади А., Бланкштейн Р.
, Ахмади А., Бланкштейн Р. JACC Кардиоваскулярная визуализация
JACC Кардиоваскулярная визуализация J Am Coll Кардиол
J Am Coll Кардиол , Клотц Э., Молле Н., де Фейтер П.Дж., Крестин Г.П.
, Клотц Э., Молле Н., де Фейтер П.Дж., Крестин Г.П. Дж., Лим Т.Х.
Дж., Лим Т.Х. 8 текст статьи ( OCR )
8 текст статьи ( OCR ) FLN’SOTFEOFYTOUKCOPY- LFTST АВАРИЯ МЫ В-2-«! МЯГКИЙ.ПЛАЧ. I VESSITE K k V — 5″ M V 1 Mv НА ОТ TPFTSE, НАКРЫВАЙТЕ.MflN. ЕСЛИ Мы. LEflH. v 1 rtiiii! r V СОСТРАДАНИЕ y V, () r ,VsA’l HW MlKE.-ISN’TTHftT — (SONNftBeORNftL-, -MEIiMe.lAJeU-U Vni AT7» A J- TrrA t. то, чем мы были, есть. ; soMe ,1 I «s» должно иметь ДВА сердца, -m8s Tj AO & M ‘SomctWWiw лучшая часть о мамочке, потому что я люблю :'(jeoESS.) i, -8WEiLt YV5 — A ftJCK 19ЧТО ПОД LTJ» ‘ ‘вас так много.» ll cr J h&M?y RiPlT liCllXJ I F , O j Carlson q) Argus GasonneMey Джим Сканкардли j WagOEfllt DAKTRONICS, INC. Лидер I’m headina bach to Yes! Но… ) Бат что?) У меня нет f7?&i Путешествие: ., Бензин Анеу пустой! I V «X C-i money!— L-b v’r;f : IfSy 7 (L’EJLI VUlage Travel MJfm uu TAX,Lu pfcWJ rpjsgjsg Rex Morgan By Woody Wilson and Tony DiPreta I tlCI) MlYATnlTJl HVATlTfk1 1 II I shbS got a bap hbapTpulsb неустойчив, мы собираемся иметь tdwe i о vmileJ rucARKY I I h I 1 I JLtA 1 1 k H 1 1 k I Mnrth I VIDEO I ‘ MANIA Y vVv jSrllSl MANIA — 31 8 S.
FLN’SOTFEOFYTOUKCOPY- LFTST АВАРИЯ МЫ В-2-«! МЯГКИЙ.ПЛАЧ. I VESSITE K k V — 5″ M V 1 Mv НА ОТ TPFTSE, НАКРЫВАЙТЕ.MflN. ЕСЛИ Мы. LEflH. v 1 rtiiii! r V СОСТРАДАНИЕ y V, () r ,VsA’l HW MlKE.-ISN’TTHftT — (SONNftBeORNftL-, -MEIiMe.lAJeU-U Vni AT7» A J- TrrA t. то, чем мы были, есть. ; soMe ,1 I «s» должно иметь ДВА сердца, -m8s Tj AO & M ‘SomctWWiw лучшая часть о мамочке, потому что я люблю :'(jeoESS.) i, -8WEiLt YV5 — A ftJCK 19ЧТО ПОД LTJ» ‘ ‘вас так много.» ll cr J h&M?y RiPlT liCllXJ I F , O j Carlson q) Argus GasonneMey Джим Сканкардли j WagOEfllt DAKTRONICS, INC. Лидер I’m headina bach to Yes! Но… ) Бат что?) У меня нет f7?&i Путешествие: ., Бензин Анеу пустой! I V «X C-i money!— L-b v’r;f : IfSy 7 (L’EJLI VUlage Travel MJfm uu TAX,Lu pfcWJ rpjsgjsg Rex Morgan By Woody Wilson and Tony DiPreta I tlCI) MlYATnlTJl HVATlTfk1 1 II I shbS got a bap hbapTpulsb неустойчив, мы собираемся иметь tdwe i о vmileJ rucARKY I I h I 1 I JLtA 1 1 k H 1 1 k I Mnrth I VIDEO I ‘ MANIA Y vVv jSrllSl MANIA — 31 8 S. Main — 335-41 25 1 ТЫ ЗНАЕШЬ, ПОЧЕМУ?, UE RE JUST A P06, ПОТОМУ ЧТО UE PON’T И ПТИЦА. ДУМАЮ, ЧТО МЫ НИЧЕГО.. ТЫ КОШКА… ПОЧЕМУ ВСЕ ЭТО СКРИПЯЩАЯ АНП 4 А НЕ ВОЖ гоняться за мышами? ПЛАНИРУЙТЕ 15 НАПИСАТЬ ДУШЕВНЫЕ И ЯЗЫЧНЫЕ СООБЩЕНИЯ О СОТРУДНИКАХ ПО ЭЛЕКТРОННОЙ ПОЧТЕ, ПОКА ИЗДАТЕЛЬ НЕ ПРЕДОСТАВИТ АВАНС. 1 Небольшая командная работа помогает дому Дорогая Энн Ландерс: Мне 71 год, и я читаю вашу колонку каждый день в течение как минимум 40 лет. Я только что прочитала ваши Золотые правила жизни. У меня есть список под названием Домашние правила: если Если вы спите на нем, составьте его. Если вы носите его, повесьте его. Если вы уроните его, поднимите его. Если вы едите из него, положите его в раковину. Если вы пролили его, вытрите его. Если вы опорожняете его, наполните его Если он звонит, ответьте на него. Если он воет, кормите его. Если он плачет, любите его. Если вы считаете, что мой список достаточно хорош, чтобы использовать его в своей колонке, сделайте это. Луиза МакКолл, Калифорния.
Main — 335-41 25 1 ТЫ ЗНАЕШЬ, ПОЧЕМУ?, UE RE JUST A P06, ПОТОМУ ЧТО UE PON’T И ПТИЦА. ДУМАЮ, ЧТО МЫ НИЧЕГО.. ТЫ КОШКА… ПОЧЕМУ ВСЕ ЭТО СКРИПЯЩАЯ АНП 4 А НЕ ВОЖ гоняться за мышами? ПЛАНИРУЙТЕ 15 НАПИСАТЬ ДУШЕВНЫЕ И ЯЗЫЧНЫЕ СООБЩЕНИЯ О СОТРУДНИКАХ ПО ЭЛЕКТРОННОЙ ПОЧТЕ, ПОКА ИЗДАТЕЛЬ НЕ ПРЕДОСТАВИТ АВАНС. 1 Небольшая командная работа помогает дому Дорогая Энн Ландерс: Мне 71 год, и я читаю вашу колонку каждый день в течение как минимум 40 лет. Я только что прочитала ваши Золотые правила жизни. У меня есть список под названием Домашние правила: если Если вы спите на нем, составьте его. Если вы носите его, повесьте его. Если вы уроните его, поднимите его. Если вы едите из него, положите его в раковину. Если вы пролили его, вытрите его. Если вы опорожняете его, наполните его Если он звонит, ответьте на него. Если он воет, кормите его. Если он плачет, любите его. Если вы считаете, что мой список достаточно хорош, чтобы использовать его в своей колонке, сделайте это. Луиза МакКолл, Калифорния. Дорогая Луиза! Да, спасибо за хорошее начало субботы. Как стать свидетелем кражи Дорогая Энн Ландерс! Что мне следует делать, если я вижу, как люди воруют еду в продуктовом магазине? Они берут фрукты, конфеты и орехи и кладут их в рот. Я видел, как люди открывают пачки печенья и стоят и едят их, как будто это совершенно нормально. Что еще хуже, они делают это в присутствии своих детей. Они могут не осознавать этого, но они учат своих детей ГОРОСКОП НА СУББОТУ ДЖОЙС ДЖИЛСОН Создатели Syndicate Мы находимся в последней четверти луны, поэтому садовникам следует расчищать землю, подрезать и сажать последние летние семена. Луна в Рыбах диктует, что все, что посажено, будет расти быстрее, чем обычно. Это включает в себя любовь. Бурный роман может начаться в эти выходные, но сейчас не время отбрасывать предостережения на ветер, вы можете навредить своей семье. ОВЕН (21 марта — 19 апреля).). Прекрати устраиваться. Непрекращающаяся боль гораздо более вредна, чем полный разрыв. Сохраняйте спокойствие, даже если вас заставляют ждать.
Дорогая Луиза! Да, спасибо за хорошее начало субботы. Как стать свидетелем кражи Дорогая Энн Ландерс! Что мне следует делать, если я вижу, как люди воруют еду в продуктовом магазине? Они берут фрукты, конфеты и орехи и кладут их в рот. Я видел, как люди открывают пачки печенья и стоят и едят их, как будто это совершенно нормально. Что еще хуже, они делают это в присутствии своих детей. Они могут не осознавать этого, но они учат своих детей ГОРОСКОП НА СУББОТУ ДЖОЙС ДЖИЛСОН Создатели Syndicate Мы находимся в последней четверти луны, поэтому садовникам следует расчищать землю, подрезать и сажать последние летние семена. Луна в Рыбах диктует, что все, что посажено, будет расти быстрее, чем обычно. Это включает в себя любовь. Бурный роман может начаться в эти выходные, но сейчас не время отбрасывать предостережения на ветер, вы можете навредить своей семье. ОВЕН (21 марта — 19 апреля).). Прекрати устраиваться. Непрекращающаяся боль гораздо более вредна, чем полный разрыв. Сохраняйте спокойствие, даже если вас заставляют ждать. Выгода исходит от того, чтобы казаться беззаботным. Что-то, что вы делаете, чтобы доставить удовольствие родственнику, помогает вам. ТЕЛЕЦ (20 апреля — 20 мая). Частичные фрагменты разговора сбивают вас с пути. Задавать вопросы. Ваши опасения необоснованны. Выход из финансово выгодной ситуации требует выносливости, но вы стоите на пороге новых возможностей. БЛИЗНЕЦЫ (21 мая — 21 июня). Кто-то из близких вам проказничает, так что держите этого человека в компании все выходные. Поездка или смена распорядка приносит любовь. Дети нуждаются в большем контроле. Ваше чувство юмора спасает дружбу. РАК (22 июня — 22 июля). Просмотрите телефонные счета, там есть рассказ «Деннис-мучитель». ЭНН ЛАНДЕРС воровать в магазине. Менеджеры магазинов, которым я об этом сообщил, только разводят руками и поднимают цены. Справедливо ли, что порядочные люди должны расплачиваться за хамство и нечестность других? Буду признателен за ваши комментарии по этому поводу. Уин-нетка, Калифорния, Observer. Уважаемая Виннетка! Вы сообщили менеджеру магазина, что этого достаточно.
Выгода исходит от того, чтобы казаться беззаботным. Что-то, что вы делаете, чтобы доставить удовольствие родственнику, помогает вам. ТЕЛЕЦ (20 апреля — 20 мая). Частичные фрагменты разговора сбивают вас с пути. Задавать вопросы. Ваши опасения необоснованны. Выход из финансово выгодной ситуации требует выносливости, но вы стоите на пороге новых возможностей. БЛИЗНЕЦЫ (21 мая — 21 июня). Кто-то из близких вам проказничает, так что держите этого человека в компании все выходные. Поездка или смена распорядка приносит любовь. Дети нуждаются в большем контроле. Ваше чувство юмора спасает дружбу. РАК (22 июня — 22 июля). Просмотрите телефонные счета, там есть рассказ «Деннис-мучитель». ЭНН ЛАНДЕРС воровать в магазине. Менеджеры магазинов, которым я об этом сообщил, только разводят руками и поднимают цены. Справедливо ли, что порядочные люди должны расплачиваться за хамство и нечестность других? Буду признателен за ваши комментарии по этому поводу. Уин-нетка, Калифорния, Observer. Уважаемая Виннетка! Вы сообщили менеджеру магазина, что этого достаточно. Двадцать пять лет назад я мог бы предложить вам сказать что-нибудь тем, кто грызет печенье или щипает виноград, но не сегодня. В наши дни слишком много людей носят с собой ножи и ружья. Мой совет — M.Y.O.B. Между тем, если ваши дети с вами, дайте им знать, что они никогда не должны есть ничего в магазине, если они не заплатят за это. В противном случае это то же самое, что воровать. Выбор меню Уважаемая Энн Ландерс! Мы с моей второй половинкой не согласны, чтобы мне сказали. Парам нужно время, чтобы побыть наедине вместе. Вы увеличиваете свой доход с помощью хобби или навыков, которые пользуются спросом. Проекты по благоустройству дома являются отличными инвестициями. ЛЕВ (23 июля — 22 августа). Некоторая карма, которую вы посеяли много лет назад, возвращается чудесным образом. Принимайте подарки и услуги без вопросов. Вы слишком легко получаете чеки, позволяя другим платить за один раз. Неуместное доверие эмоционально дорого. ДЕВА (23 августа — 22 сентября). Задача выявляет в вас лучшее интеллектуально и эмоционально.
Двадцать пять лет назад я мог бы предложить вам сказать что-нибудь тем, кто грызет печенье или щипает виноград, но не сегодня. В наши дни слишком много людей носят с собой ножи и ружья. Мой совет — M.Y.O.B. Между тем, если ваши дети с вами, дайте им знать, что они никогда не должны есть ничего в магазине, если они не заплатят за это. В противном случае это то же самое, что воровать. Выбор меню Уважаемая Энн Ландерс! Мы с моей второй половинкой не согласны, чтобы мне сказали. Парам нужно время, чтобы побыть наедине вместе. Вы увеличиваете свой доход с помощью хобби или навыков, которые пользуются спросом. Проекты по благоустройству дома являются отличными инвестициями. ЛЕВ (23 июля — 22 августа). Некоторая карма, которую вы посеяли много лет назад, возвращается чудесным образом. Принимайте подарки и услуги без вопросов. Вы слишком легко получаете чеки, позволяя другим платить за один раз. Неуместное доверие эмоционально дорого. ДЕВА (23 августа — 22 сентября). Задача выявляет в вас лучшее интеллектуально и эмоционально. Не соглашайтесь на второе место в любви. Утонченные продавцы завоевывают новых важных клиентов. Пробные условия проживания не идеальны, говори сейчас. ВЕСЫ (23 сентября — 23 октября). Закончите просроченную работу сейчас, потому что понедельник — день повышения и продвижения по службе. Вы не можете манипулировать другими, если у вас нет силы воли, чтобы контролировать себя. В любви конкуренция пробуждает в вас лучшее. СКОРПИОН (24 октября — 21 ноября). Вы неверно истолковали слова друга. Не делайте поспешных выводов. Будьте добры к незнакомцам. У них оказывается влиятельная работа или связи. Случайная встреча сегодня днем приводит к любви и большому веселью. СТРЕЛЕЦ (22 ноября — 21 декабря). Ставьте семью на первое место и даже кое-что из семейного цирка Хэнка Кетчема, и мы надеемся, что вы уладите это. «Джина» настаивает на том, что всякий раз, когда вы приглашаете гостей на ужин к себе домой, вы всегда должны спрашивать, есть ли у них какие-либо особые ограничения в еде: диабет, аллергия, отсутствие соли, вегетарианство, кошерность и т.
Не соглашайтесь на второе место в любви. Утонченные продавцы завоевывают новых важных клиентов. Пробные условия проживания не идеальны, говори сейчас. ВЕСЫ (23 сентября — 23 октября). Закончите просроченную работу сейчас, потому что понедельник — день повышения и продвижения по службе. Вы не можете манипулировать другими, если у вас нет силы воли, чтобы контролировать себя. В любви конкуренция пробуждает в вас лучшее. СКОРПИОН (24 октября — 21 ноября). Вы неверно истолковали слова друга. Не делайте поспешных выводов. Будьте добры к незнакомцам. У них оказывается влиятельная работа или связи. Случайная встреча сегодня днем приводит к любви и большому веселью. СТРЕЛЕЦ (22 ноября — 21 декабря). Ставьте семью на первое место и даже кое-что из семейного цирка Хэнка Кетчема, и мы надеемся, что вы уладите это. «Джина» настаивает на том, что всякий раз, когда вы приглашаете гостей на ужин к себе домой, вы всегда должны спрашивать, есть ли у них какие-либо особые ограничения в еде: диабет, аллергия, отсутствие соли, вегетарианство, кошерность и т. д. Я говорю, что гость обязан сообщить об этом хозяйке. конкретных пищевых ограничений, если таковые имеются. Когда я приглашаю гостей на ужин, я выбираю меню. Мы будем признательны за ваше мнение. Любопытный в Нортгемптоне, Массачусетс. Дорогой Любопытный! Вы выиграли этот. У большинства людей нет конкретных пищевых ограничений. Гости, у которых есть особые требования, должны сообщить об этом хозяину или хозяйке, когда будет выдано приглашение. Если гость чувствует, что хозяйке будет очень тяжело, особенно деликатно предложите принести свою еду. Жемчужина дня: Лошадиное чутье — это способность сказать «нет» до того, как дверь сарая закроется. Напишите Энн Ландерс на P.O. Box 11562, Чикаго, III. 60611-0562. Для личного неопубликованного ответа отправьте конверт с маркой и обратным адресом и напишите на внешнем конверте «лично и конфиденциально». требовательное начальство аплодирует вам. Вы находите способы преуспеть даже в больной фирме, но для этого требуется дополнительная работа и творческий подход.
д. Я говорю, что гость обязан сообщить об этом хозяйке. конкретных пищевых ограничений, если таковые имеются. Когда я приглашаю гостей на ужин, я выбираю меню. Мы будем признательны за ваше мнение. Любопытный в Нортгемптоне, Массачусетс. Дорогой Любопытный! Вы выиграли этот. У большинства людей нет конкретных пищевых ограничений. Гости, у которых есть особые требования, должны сообщить об этом хозяину или хозяйке, когда будет выдано приглашение. Если гость чувствует, что хозяйке будет очень тяжело, особенно деликатно предложите принести свою еду. Жемчужина дня: Лошадиное чутье — это способность сказать «нет» до того, как дверь сарая закроется. Напишите Энн Ландерс на P.O. Box 11562, Чикаго, III. 60611-0562. Для личного неопубликованного ответа отправьте конверт с маркой и обратным адресом и напишите на внешнем конверте «лично и конфиденциально». требовательное начальство аплодирует вам. Вы находите способы преуспеть даже в больной фирме, но для этого требуется дополнительная работа и творческий подход. Отдохните, гнев возникает из-за стресса. Предстоит переезд. КОЗЕРОГ (22 декабря — 19 января)). Помните, что вы являетесь образцом для подражания для многих других. Думайте о том, как что-то выглядит, прежде чем делать это. Заманчивые предложения мешают вам выполнить жизненно важную работу. Негласные контракты между двумя людьми нуждаются в разъяснении. ВОДОЛЕЙ (20 января — 18 февраля). Принесите извинения и объяснения, и вы восстановите отношения. Семейные распри заканчиваются, когда вы устраиваете вечеринку. Друзья отнимают ваше время, но готовы помочь вам выполнить ужасную задачу. Продвижение происходит на встречах. РЫБЫ (19 февраля — 20 марта). Вы находите сделки, и вторую работу, и другие более низкие цены для вас. Призовите свое мужество и откажитесь мириться с критикой, особенно со стороны близких. Сохраняйте свое достоинство. Приходят долгожданные чеки. Следуйте прихоти. СЕГОДНЯ ДЕНЬ РОЖДЕНИЯ (11 мая). Власть и влияние принадлежат вам. Используйте их этим летом или потеряйте. Примите на себя ответственность, которая приведет к невероятным инвестиционным возможностям.
Отдохните, гнев возникает из-за стресса. Предстоит переезд. КОЗЕРОГ (22 декабря — 19 января)). Помните, что вы являетесь образцом для подражания для многих других. Думайте о том, как что-то выглядит, прежде чем делать это. Заманчивые предложения мешают вам выполнить жизненно важную работу. Негласные контракты между двумя людьми нуждаются в разъяснении. ВОДОЛЕЙ (20 января — 18 февраля). Принесите извинения и объяснения, и вы восстановите отношения. Семейные распри заканчиваются, когда вы устраиваете вечеринку. Друзья отнимают ваше время, но готовы помочь вам выполнить ужасную задачу. Продвижение происходит на встречах. РЫБЫ (19 февраля — 20 марта). Вы находите сделки, и вторую работу, и другие более низкие цены для вас. Призовите свое мужество и откажитесь мириться с критикой, особенно со стороны близких. Сохраняйте свое достоинство. Приходят долгожданные чеки. Следуйте прихоти. СЕГОДНЯ ДЕНЬ РОЖДЕНИЯ (11 мая). Власть и влияние принадлежат вам. Используйте их этим летом или потеряйте. Примите на себя ответственность, которая приведет к невероятным инвестиционным возможностям.
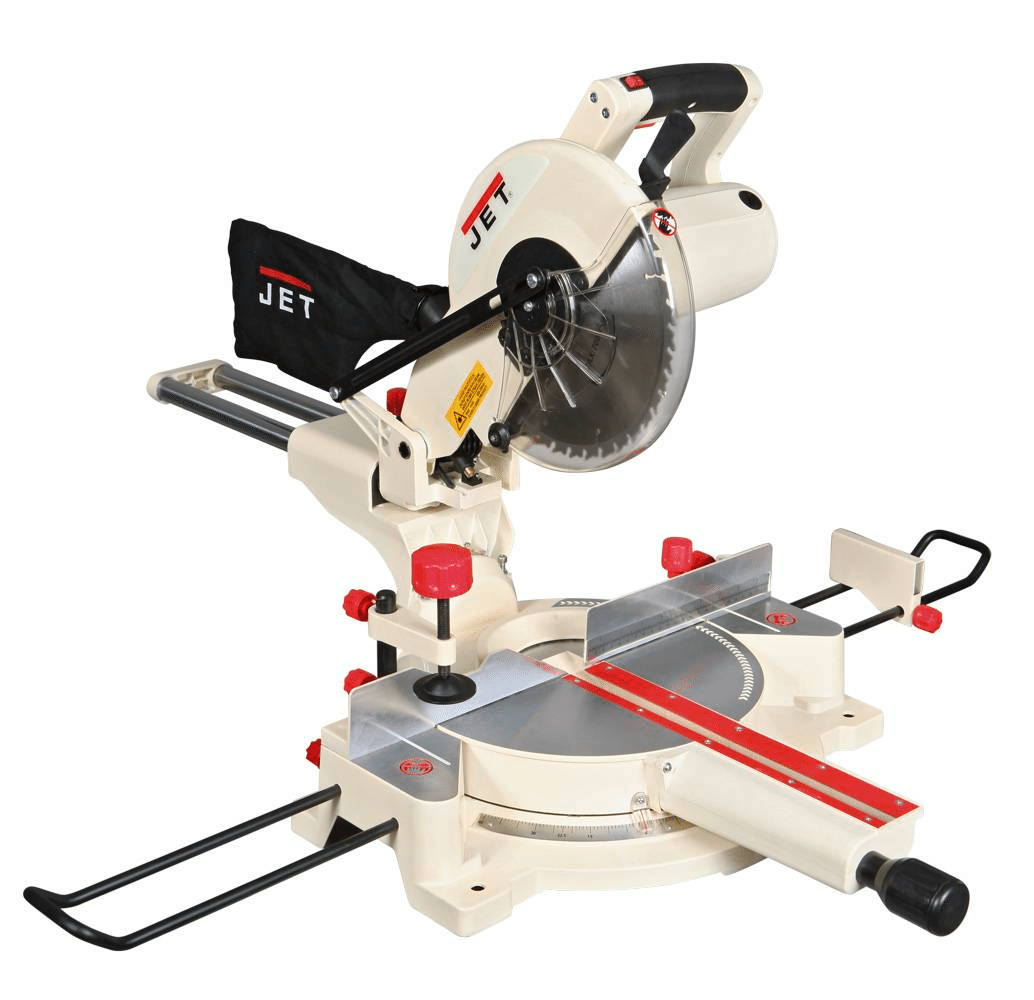 ..
.. gif»/>
gif»/> Наша оптимизированная поисковая система позволяет легко найти широкий ассортимент деталей для реактивных двигателей, в том числе наземное вспомогательное оборудование , крепежные детали, подшипники, соединители и многое другое. Мы поставляем неотъемлемые компоненты реактивных самолетов для платформ коммерческой, региональной, бизнес-авиации и авиации общего назначения, охватывающих как самолеты с неподвижным крылом, так и вертолеты.
Наша оптимизированная поисковая система позволяет легко найти широкий ассортимент деталей для реактивных двигателей, в том числе наземное вспомогательное оборудование , крепежные детали, подшипники, соединители и многое другое. Мы поставляем неотъемлемые компоненты реактивных самолетов для платформ коммерческой, региональной, бизнес-авиации и авиации общего назначения, охватывающих как самолеты с неподвижным крылом, так и вертолеты.
 Мы всегда готовы служить, 24 часа в сутки, 7 дней в неделю, 365 дней в году.
Мы всегда готовы служить, 24 часа в сутки, 7 дней в неделю, 365 дней в году. В отличие от других дилеров, SAME является одним из ведущих мировых производителей станков для гидроабразивной резки. Благодаря надежной работе наших машин мы продаем больше машин и, следовательно, нуждаемся в большем количестве деталей для гидроабразивной резки, чем типичный производитель гидроабразивной резки, что позволяет нам получать более низкие цены со скидкой от наших поставщиков, тем самым предлагая вам детали самого высокого качества по наилучшей возможной цене.
В отличие от других дилеров, SAME является одним из ведущих мировых производителей станков для гидроабразивной резки. Благодаря надежной работе наших машин мы продаем больше машин и, следовательно, нуждаемся в большем количестве деталей для гидроабразивной резки, чем типичный производитель гидроабразивной резки, что позволяет нам получать более низкие цены со скидкой от наших поставщиков, тем самым предлагая вам детали самого высокого качества по наилучшей возможной цене.


 Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
 BORSoudaTytanSoudalMakroflexBITSTRONGUltimaЛугаORIENTFLEXORIENTCRAFTKOBALTEAll-Be-FixX-GlassPENTAFASADMakitaMUNGOMKTДмитровский завод строительных лесовKLINGSPORPENOSILHitachiElfe /РоссияЯрпожинвестGEFESTPolinetPolinet LuxTDStelsПрофиль экономПрофиль премиумСПЛИТСТОУН (Россия)BPSМалярProfiEMARТех-КрепЛЭЗБелгородский абразивный заводКРЕОСТТЕХНОНИКОЛЬTOPMasteradoАЛЮМЕТESABDISTARKNIPEXSMIRDEX (Греция)ABRAFLEXАРСЕНАЛМОНОЛИТACECABoschHobbyRusslandСИЛАKROSPERVIRADenzelDSKСпецЭлектродESPIRA (Германия)Азовский лакокрасочный завод Диво ZLATAROCKMELTMESSERKarnaschKAPROFISKARSREMONTIXRubberflexFarboxBritzSormatPROFILIRFIXUnibobMetaboММК-МЕТИЗNEXT BUILDSD BUILDКЕДРCeresitFASTYKRONWERKFASADProВИТЕКОspheraflexDKCСИБИНSANTOOLSIKAРОАРMILWAUKEEЗубрASDStolnerLLTIN HOMEКВТKBENO NAMEZitrekOMAXЭталонБИВАЛBecoolНиборитFoxweldGCE KRASSHexagon RagascoGZWM S.A.БеларусьCavagna GroupfischerPlasmaTecХомутПРОKAMPMANNRedchiliVertexСварогРесантаBRAUBERGПИФАГОРBella-Plast3МKornorRIKKERKMPRUSSIAШУРУПЬELFEMTXSTERNFIXERHIMTEXСделано в РоссииМастерАлмазTESLA BATTERIESNE-ADМОСБАЗАЛЬТTENACHEMСтройИнструм.
BORSoudaTytanSoudalMakroflexBITSTRONGUltimaЛугаORIENTFLEXORIENTCRAFTKOBALTEAll-Be-FixX-GlassPENTAFASADMakitaMUNGOMKTДмитровский завод строительных лесовKLINGSPORPENOSILHitachiElfe /РоссияЯрпожинвестGEFESTPolinetPolinet LuxTDStelsПрофиль экономПрофиль премиумСПЛИТСТОУН (Россия)BPSМалярProfiEMARТех-КрепЛЭЗБелгородский абразивный заводКРЕОСТТЕХНОНИКОЛЬTOPMasteradoАЛЮМЕТESABDISTARKNIPEXSMIRDEX (Греция)ABRAFLEXАРСЕНАЛМОНОЛИТACECABoschHobbyRusslandСИЛАKROSPERVIRADenzelDSKСпецЭлектродESPIRA (Германия)Азовский лакокрасочный завод Диво ZLATAROCKMELTMESSERKarnaschKAPROFISKARSREMONTIXRubberflexFarboxBritzSormatPROFILIRFIXUnibobMetaboММК-МЕТИЗNEXT BUILDSD BUILDКЕДРCeresitFASTYKRONWERKFASADProВИТЕКОspheraflexDKCСИБИНSANTOOLSIKAРОАРMILWAUKEEЗубрASDStolnerLLTIN HOMEКВТKBENO NAMEZitrekOMAXЭталонБИВАЛBecoolНиборитFoxweldGCE KRASSHexagon RagascoGZWM S.A.БеларусьCavagna GroupfischerPlasmaTecХомутПРОKAMPMANNRedchiliVertexСварогРесантаBRAUBERGПИФАГОРBella-Plast3МKornorRIKKERKMPRUSSIAШУРУПЬELFEMTXSTERNFIXERHIMTEXСделано в РоссииМастерАлмазTESLA BATTERIESNE-ADМОСБАЗАЛЬТTENACHEMСтройИнструм. руRAWLPLUGLigansФЭСТКитайRUBIFROSTМагнитогорский электронный заводНовосибирский Респираторный ЗаводSilaРемонт на 100%ПУШКИНОMasterFlowПромышленникФиксарЭРАSAMWELDEVRENSait DemirciMr. ЭКОНОМИКПРАКТИКАRICHBOSSONG (Италия)OBOelementaTekafixTERMOCLIPAkfixJETFIXАРМИЯ РОССИИRED HITPUFAPROOKGEASYFIXTecfiBullCuttoriDaxmerSOMA FIXКМПGREEN FIX
руRAWLPLUGLigansФЭСТКитайRUBIFROSTМагнитогорский электронный заводНовосибирский Респираторный ЗаводSilaРемонт на 100%ПУШКИНОMasterFlowПромышленникФиксарЭРАSAMWELDEVRENSait DemirciMr. ЭКОНОМИКПРАКТИКАRICHBOSSONG (Италия)OBOelementaTekafixTERMOCLIPAkfixJETFIXАРМИЯ РОССИИRED HITPUFAPROOKGEASYFIXTecfiBullCuttoriDaxmerSOMA FIXКМПGREEN FIX Режущие зубья изготовлены из биметаллического сплава с добавлением кобальта, что позволяет получить ровное и аккуратное отверстие без сколов и трещин. Сверление должно производиться в безударном режиме.
Режущие зубья изготовлены из биметаллического сплава с добавлением кобальта, что позволяет получить ровное и аккуратное отверстие без сколов и трещин. Сверление должно производиться в безударном режиме. 5 Crown Race
5 Crown Race Чтобы определить стоимость и варианты доставки, добавьте товары в корзину и введите информацию о доставке. Там будут отображаться параметры и ставки. Мы отправляем большинство заказов через USPS во внутренние и международные пункты назначения. Мы предлагаем ИБП в Соединенных Штатах. Другие доступные способы доставки будут отображаться в вашей корзине. Свяжитесь с нами, если у вас есть особые требования к доставке.
Чтобы определить стоимость и варианты доставки, добавьте товары в корзину и введите информацию о доставке. Там будут отображаться параметры и ставки. Мы отправляем большинство заказов через USPS во внутренние и международные пункты назначения. Мы предлагаем ИБП в Соединенных Штатах. Другие доступные способы доставки будут отображаться в вашей корзине. Свяжитесь с нами, если у вас есть особые требования к доставке.

 Это также намного быстрее, чем первый класс.
Это также намного быстрее, чем первый класс.
 Пожалуйста, проверьте соседей, почтовые ящики, квартирные офисы, подъезды и т. д., чтобы найти посылки. Посылки USPS не требуют подписи для доставки. Для отправлений USPS вы можете подать заявку на отсутствующие или утерянные посылки в USPS здесь: https://www.usps.com/help/missing-mail.htm
Пожалуйста, проверьте соседей, почтовые ящики, квартирные офисы, подъезды и т. д., чтобы найти посылки. Посылки USPS не требуют подписи для доставки. Для отправлений USPS вы можете подать заявку на отсутствующие или утерянные посылки в USPS здесь: https://www.usps.com/help/missing-mail.htm Требуется оригинальная упаковка, и товар должен быть в новом состоянии. Будет взиматься плата за пополнение запасов, или возврат может быть отклонен, если товар не в новом состоянии с оригинальной упаковкой. Возврат будет произведен с использованием оригинального способа оплаты, за исключением первоначальной доставки. Покупатели несут ответственность за обратную доставку, если мы не допустили ошибку в заказе. Дефектные/гарантийные товары будут обрабатываться в соответствии с политикой производителя, пожалуйста, напишите нам, прежде чем начинать возврат, чтобы мы могли сразу решить дефектные/гарантийные вопросы.
Требуется оригинальная упаковка, и товар должен быть в новом состоянии. Будет взиматься плата за пополнение запасов, или возврат может быть отклонен, если товар не в новом состоянии с оригинальной упаковкой. Возврат будет произведен с использованием оригинального способа оплаты, за исключением первоначальной доставки. Покупатели несут ответственность за обратную доставку, если мы не допустили ошибку в заказе. Дефектные/гарантийные товары будут обрабатываться в соответствии с политикой производителя, пожалуйста, напишите нам, прежде чем начинать возврат, чтобы мы могли сразу решить дефектные/гарантийные вопросы.
 00
00
 VTS20. Подставка под автомобиль
VTS20. Подставка под автомобиль Устойчивость самая плохая в выборке. Итог по сумме баллов – второе место от конца.
Устойчивость самая плохая в выборке. Итог по сумме баллов – второе место от конца. Подставки под автомобиль регулируемые
Подставки под автомобиль регулируемые Складную есть смысл возить с собой любому автолюбителю, который способен самостоятельно заменить на дороге колесо. Недорогая, несложная и компактная подстраховка – удобнее и надежнее, чем подручные средства (например, кирпич или запасное колесо, которое заталкивают под машину).
Складную есть смысл возить с собой любому автолюбителю, который способен самостоятельно заменить на дороге колесо. Недорогая, несложная и компактная подстраховка – удобнее и надежнее, чем подручные средства (например, кирпич или запасное колесо, которое заталкивают под машину). Автомобиль с такой может упасть, и хорошо, если пострадают только порог или детали шасси, а не лежащий под ним человек.
Автомобиль с такой может упасть, и хорошо, если пострадают только порог или детали шасси, а не лежащий под ним человек.
 3 тонны AE&T T60104
3 тонны AE&T T60104 com сотрудничает с ETA Manufacturing (ETAMFG.com) для производства подъемных стендов для мировых рынков. Подъемные стенды впервые будут представлены на выставке SEMA Show в ноябре 2019 года. SEMA Show — это ведущее в мире мероприятие, посвященное специализированным автомобильным товарам. Он собирает самые яркие умы отрасли и самые популярные продукты в одном месте, в конференц-центре Лас-Вегаса. Выставка SEMA 2018 привлекла более 70 000 покупателей в стране и за рубежом. Если вы посещаете SEMA, посетите нас на стенде 52200 павильона Performance. Подъемные стойки будут в наличии и готовы к отправке у дистрибьюторов, складов и розничных продавцов по всему миру в 2020 году.
com сотрудничает с ETA Manufacturing (ETAMFG.com) для производства подъемных стендов для мировых рынков. Подъемные стенды впервые будут представлены на выставке SEMA Show в ноябре 2019 года. SEMA Show — это ведущее в мире мероприятие, посвященное специализированным автомобильным товарам. Он собирает самые яркие умы отрасли и самые популярные продукты в одном месте, в конференц-центре Лас-Вегаса. Выставка SEMA 2018 привлекла более 70 000 покупателей в стране и за рубежом. Если вы посещаете SEMA, посетите нас на стенде 52200 павильона Performance. Подъемные стойки будут в наличии и готовы к отправке у дистрибьюторов, складов и розничных продавцов по всему миру в 2020 году. com эксклюзивные права во всем мире на производство и продажу наших защищенных патентом подъемных стоек дистрибьюторам и розничным торговцам автомобильными инструментами по всему миру.
com эксклюзивные права во всем мире на производство и продажу наших защищенных патентом подъемных стоек дистрибьюторам и розничным торговцам автомобильными инструментами по всему миру. Для большинства мастеров своими руками это того стоит, если вы проделаете обширную работу внизу.
Для большинства мастеров своими руками это того стоит, если вы проделаете обширную работу внизу. Любой, кто их использует, должен иметь достаточно здравого смысла, чтобы поставить машину на стоянку или включить аварийный тормоз. Стойки не предназначены для использования на разной высоте. Все они должны быть установлены на одной высоте.
Любой, кто их использует, должен иметь достаточно здравого смысла, чтобы поставить машину на стоянку или включить аварийный тормоз. Стойки не предназначены для использования на разной высоте. Все они должны быть установлены на одной высоте. Я попробовал их сегодня вечером, и я совершенно поражен тем, насколько они просты в использовании и насколько безопасным, по моему мнению, является ваш дизайн. Спасибо, и я думаю, что вы действительно должны преуспеть с этим дизайном. Я собираюсь показать их нескольким друзьям и уже отправил их фотографии моему зятю в Меса, Аризона. Если мы все будем распространять доброе слово, возможно, у вас получится еще лучше. Еще раз спасибо.
Я попробовал их сегодня вечером, и я совершенно поражен тем, насколько они просты в использовании и насколько безопасным, по моему мнению, является ваш дизайн. Спасибо, и я думаю, что вы действительно должны преуспеть с этим дизайном. Я собираюсь показать их нескольким друзьям и уже отправил их фотографии моему зятю в Меса, Аризона. Если мы все будем распространять доброе слово, возможно, у вас получится еще лучше. Еще раз спасибо.
 Теперь у меня нет опасений, реальных или воображаемых, что искажение рамы произойдет на любом автомобиле, на котором я работаю с цельным или полным кадром. Я только хочу, чтобы крупный поставщик взял его продукт. Я боюсь, что такой продавец ухудшит качество того, что он продал мне. Вы получаете то, за что платите, и на данный момент этот продукт работает для меня очень хорошо.
Теперь у меня нет опасений, реальных или воображаемых, что искажение рамы произойдет на любом автомобиле, на котором я работаю с цельным или полным кадром. Я только хочу, чтобы крупный поставщик взял его продукт. Я боюсь, что такой продавец ухудшит качество того, что он продал мне. Вы получаете то, за что платите, и на данный момент этот продукт работает для меня очень хорошо.
 Мне нравится, что они немного скользят по гладкому полу гаража, поэтому автомобиль правильно устанавливается после домкрата, и это абсолютно бесценно, когда можно поднять и опустить переднюю/заднюю или обе машины в середине проекта менее чем за два. минут. Я только что установил заголовки CSL и европейские кошки на свое купе M, и по этой причине мне очень понравились подъемные стойки — много движения вперед и назад между верхом и низом моторного отсека.
Мне нравится, что они немного скользят по гладкому полу гаража, поэтому автомобиль правильно устанавливается после домкрата, и это абсолютно бесценно, когда можно поднять и опустить переднюю/заднюю или обе машины в середине проекта менее чем за два. минут. Я только что установил заголовки CSL и европейские кошки на свое купе M, и по этой причине мне очень понравились подъемные стойки — много движения вперед и назад между верхом и низом моторного отсека.  Это отличный компромисс, если у вас нет места для подъемника… или если ваша жена считает, что подъемник — это излишество для механика-любителя. Больше всего мне нравится то, насколько безопасно я чувствую себя под ними. Подставки для домкрата вполне приемлемы при правильном использовании, но всегда кажется, что есть небольшой шанс, что машина может оторваться от них. С подъемными стойками автомобиль практически стоит на земле… всего на 14 дюймов выше.
Это отличный компромисс, если у вас нет места для подъемника… или если ваша жена считает, что подъемник — это излишество для механика-любителя. Больше всего мне нравится то, насколько безопасно я чувствую себя под ними. Подставки для домкрата вполне приемлемы при правильном использовании, но всегда кажется, что есть небольшой шанс, что машина может оторваться от них. С подъемными стойками автомобиль практически стоит на земле… всего на 14 дюймов выше. com) для производства подъемных стоек для мировых рынков. Подъемные стенды впервые будут представлены на выставке SEMA Show в ноябре 2019 года. SEMA Show — это ведущее в мире мероприятие, посвященное специализированным автомобильным товарам. Он собирает самые яркие умы отрасли и самые популярные продукты в одном месте, в конференц-центре Лас-Вегаса. Выставка SEMA 2018 привлекла более 70 000 покупателей в стране и за рубежом. Если вы посещаете SEMA, посетите нас на стенде 52200 павильона Performance. Подъемные стойки будут в наличии и готовы к отправке у дистрибьюторов, складов и розничных продавцов по всему миру в 2020 году.
com) для производства подъемных стоек для мировых рынков. Подъемные стенды впервые будут представлены на выставке SEMA Show в ноябре 2019 года. SEMA Show — это ведущее в мире мероприятие, посвященное специализированным автомобильным товарам. Он собирает самые яркие умы отрасли и самые популярные продукты в одном месте, в конференц-центре Лас-Вегаса. Выставка SEMA 2018 привлекла более 70 000 покупателей в стране и за рубежом. Если вы посещаете SEMA, посетите нас на стенде 52200 павильона Performance. Подъемные стойки будут в наличии и готовы к отправке у дистрибьюторов, складов и розничных продавцов по всему миру в 2020 году.
 Мы с одним джентльменом использовали набор, чтобы вытащить коробку передач из рабочего фургона E350. Он купил восстановленный блок, и мы сделали прямой обмен. С трибунами мы смогли это сделать всего за несколько часов. Достаточно высокий фургон и трансмиссионный домкрат упростили эту работу.
Мы с одним джентльменом использовали набор, чтобы вытащить коробку передач из рабочего фургона E350. Он купил восстановленный блок, и мы сделали прямой обмен. С трибунами мы смогли это сделать всего за несколько часов. Достаточно высокий фургон и трансмиссионный домкрат упростили эту работу. Все они должны быть установлены на одной высоте.
Все они должны быть установлены на одной высоте. Спасибо, и я думаю, что вы действительно должны преуспеть с этим дизайном. Я собираюсь показать их нескольким друзьям и уже отправил их фотографии моему зятю в Меса, Аризона. Если мы все будем распространять доброе слово, возможно, у вас получится еще лучше. Еще раз спасибо.
Спасибо, и я думаю, что вы действительно должны преуспеть с этим дизайном. Я собираюсь показать их нескольким друзьям и уже отправил их фотографии моему зятю в Меса, Аризона. Если мы все будем распространять доброе слово, возможно, у вас получится еще лучше. Еще раз спасибо. Я купил две пары год назад. Пожалуйста, не стесняйтесь использовать мое мнение по своему усмотрению.
Я купил две пары год назад. Пожалуйста, не стесняйтесь использовать мое мнение по своему усмотрению. Я только хочу, чтобы крупный поставщик взял его продукт. Я боюсь, что такой продавец ухудшит качество того, что он продал мне. Вы получаете то, за что платите, и на данный момент этот продукт работает для меня очень хорошо.
Я только хочу, чтобы крупный поставщик взял его продукт. Я боюсь, что такой продавец ухудшит качество того, что он продал мне. Вы получаете то, за что платите, и на данный момент этот продукт работает для меня очень хорошо. . Я наткнулся на них на YouTube более года назад, провел много исследований и выбрал вашу идею как наилучшее возможное решение для моих нужд .. Я уже отправил ссылку нескольким друзьям и, надеюсь, они избавятся от денег в вашем направлении. Я закажу еще пару через несколько недель, чтобы завершить свой набор.. Очень хорошая работа !!!! Еще раз спасибо, Билл.. Желаю вам отличного Нового года!
. Я наткнулся на них на YouTube более года назад, провел много исследований и выбрал вашу идею как наилучшее возможное решение для моих нужд .. Я уже отправил ссылку нескольким друзьям и, надеюсь, они избавятся от денег в вашем направлении. Я закажу еще пару через несколько недель, чтобы завершить свой набор.. Очень хорошая работа !!!! Еще раз спасибо, Билл.. Желаю вам отличного Нового года!  минут. Я только что установил заголовки CSL и европейские кошки на свое купе M, и по этой причине мне очень понравились подъемные стойки — много движения вперед и назад между верхом и низом моторного отсека.
минут. Я только что установил заголовки CSL и европейские кошки на свое купе M, и по этой причине мне очень понравились подъемные стойки — много движения вперед и назад между верхом и низом моторного отсека. 

 Цены на них достаточно разнообразные, варьируются от 600 $ до 23 000 $. Необходимо заметить, что цены на китайские фрезерные станки с ЧПУ достаточно адекватные, и производительность таких машин также удовлетворительная.
Цены на них достаточно разнообразные, варьируются от 600 $ до 23 000 $. Необходимо заметить, что цены на китайские фрезерные станки с ЧПУ достаточно адекватные, и производительность таких машин также удовлетворительная.

 Элементы из фанеры легко дополняют детали интерьера, упаковку, и прочие изделия.
Элементы из фанеры легко дополняют детали интерьера, упаковку, и прочие изделия. Техника безопасности.
Техника безопасности. org/ListItem»> /
org/ListItem»> /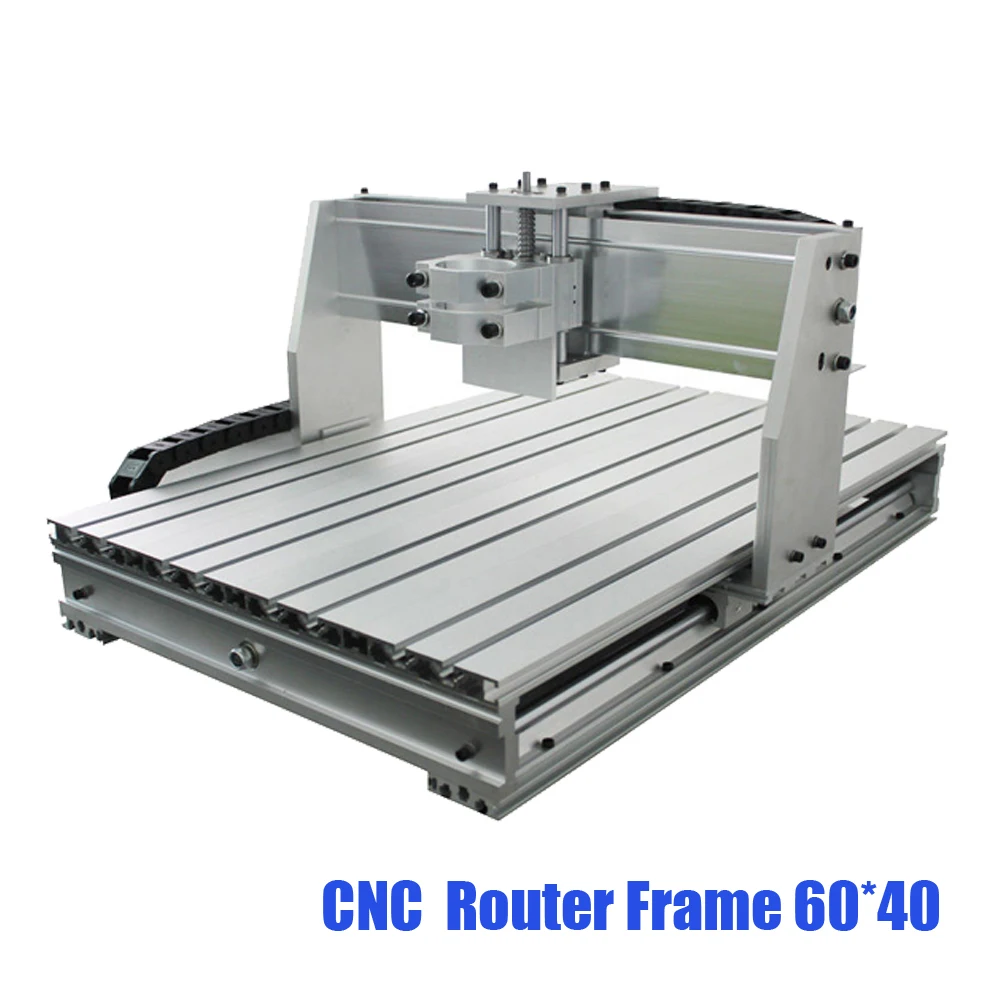 обороты 300
обороты 300  обороты 700
обороты 700  обороты 600
обороты 600  обороты 280
обороты 280  Расстояние от конца шпинделя передней бабки до пиноли задней бабки. Максимальная длина обрабатываемой детали в центрах. Единица измерения — мм.
Расстояние от конца шпинделя передней бабки до пиноли задней бабки. Максимальная длина обрабатываемой детали в центрах. Единица измерения — мм. / By Shane
/ By Shane

 EMAG
EMAG , карниз, модильон, бейсбольная бита, поделки и т. д.
, карниз, модильон, бейсбольная бита, поделки и т. д.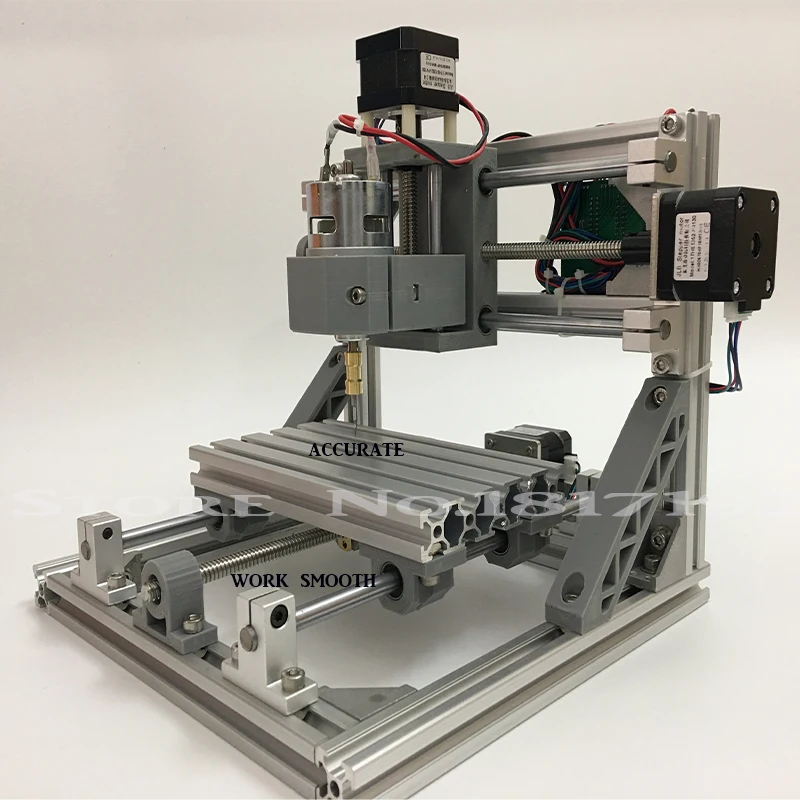 Производите больше проектов с ЧПУ одновременно, получайте больше преимуществ и экономьте время.
Производите больше проектов с ЧПУ одновременно, получайте больше преимуществ и экономьте время.
 д.
д. У Omni CNC есть много таких фрезерных станков с ЧПУ для продажи, которые сокращают отходы и сокращают расходы.
У Omni CNC есть много таких фрезерных станков с ЧПУ для продажи, которые сокращают отходы и сокращают расходы.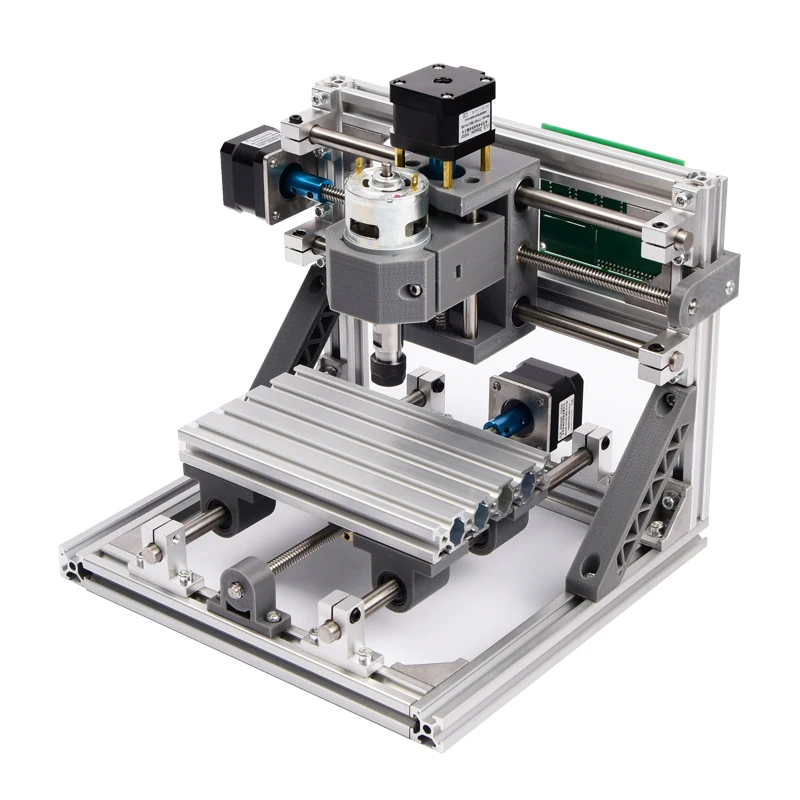
 С MCLaser 1325V metal вы будете зарабатывать больше.
С MCLaser 1325V metal вы будете зарабатывать больше. Без этого вы не сможете использовать его для резки или раскроя металла. Но и в этом случае его покупка все равно обходится дешевле промышленных волоконных лазеров со схожими характеристиками.
Без этого вы не сможете использовать его для резки или раскроя металла. Но и в этом случае его покупка все равно обходится дешевле промышленных волоконных лазеров со схожими характеристиками.


 Настраиваем, консультируем, обслуживаем.
Настраиваем, консультируем, обслуживаем. 0
0 03
03

 Как их избежать?
Как их избежать?




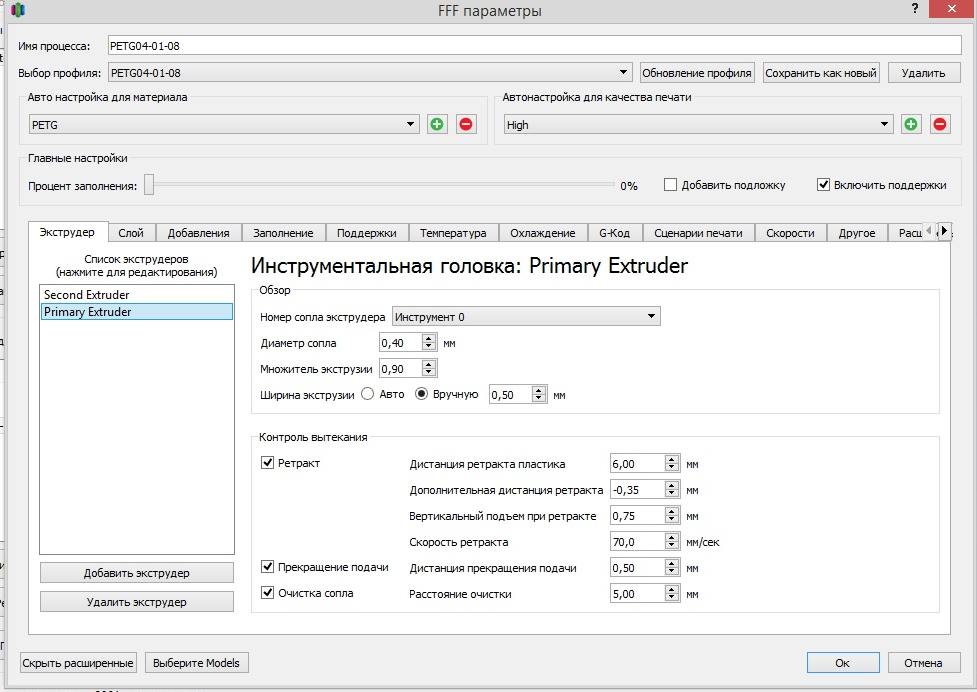 Мы в нашей студии 3D-печати в Одессе предпочитаем ручную калибровку.
Мы в нашей студии 3D-печати в Одессе предпочитаем ручную калибровку.







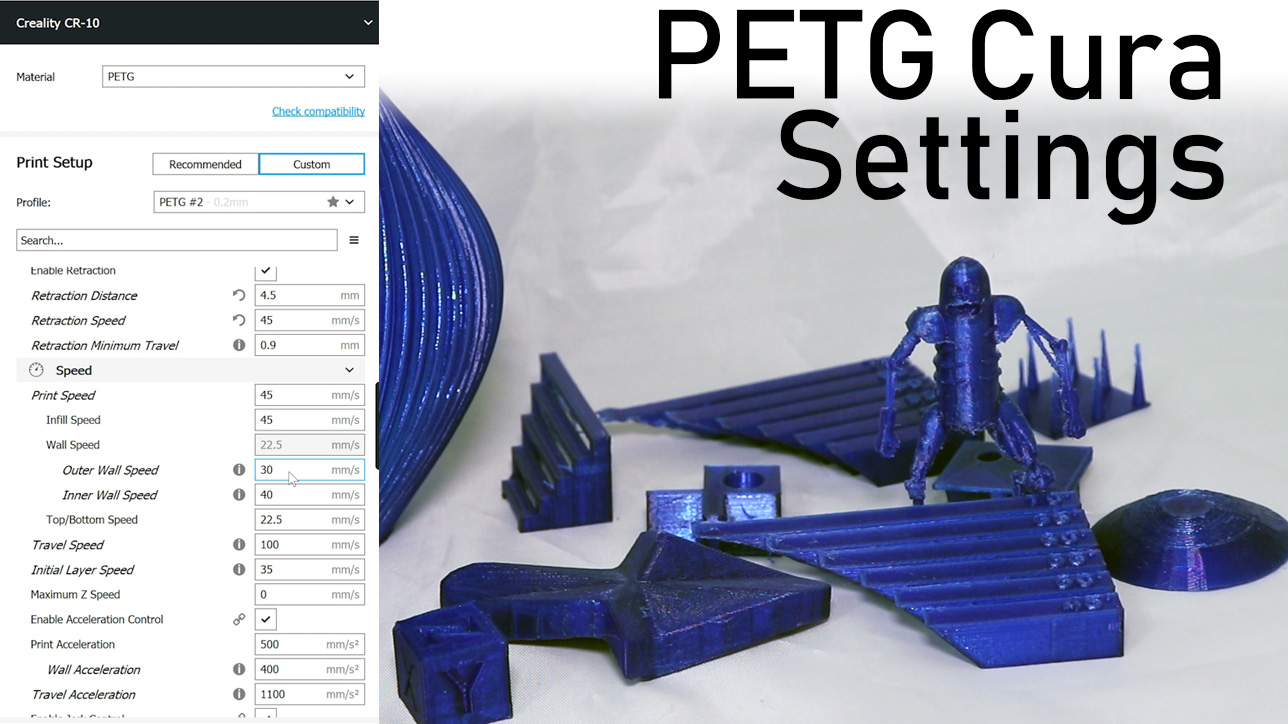 Другими словами, вы делаете свой выбор неосознанно.
Другими словами, вы делаете свой выбор неосознанно.

 По сути, любая прозрачная пластиковая бутылка будет сделана из ПЭТ (полиэтилентерефталата) или ПЭТГ (полиэтилентерефталата с модификатором гликоля), и на самом деле многие потребительские 3D-принтеры используют PETG или его производные для изготовления своих 3D-печатных структурных компонентов. При использовании в качестве нити для 3D-печати PETG нашел свое место в качестве более доступной «прочной нити для 3D-печати» благодаря своим относительно стабильным свойствам для 3D-печати, которые облегчают печать и при этом способны работать в условиях низкой температуры или высокой прочности. среды.
По сути, любая прозрачная пластиковая бутылка будет сделана из ПЭТ (полиэтилентерефталата) или ПЭТГ (полиэтилентерефталата с модификатором гликоля), и на самом деле многие потребительские 3D-принтеры используют PETG или его производные для изготовления своих 3D-печатных структурных компонентов. При использовании в качестве нити для 3D-печати PETG нашел свое место в качестве более доступной «прочной нити для 3D-печати» благодаря своим относительно стабильным свойствам для 3D-печати, которые облегчают печать и при этом способны работать в условиях низкой температуры или высокой прочности. среды.

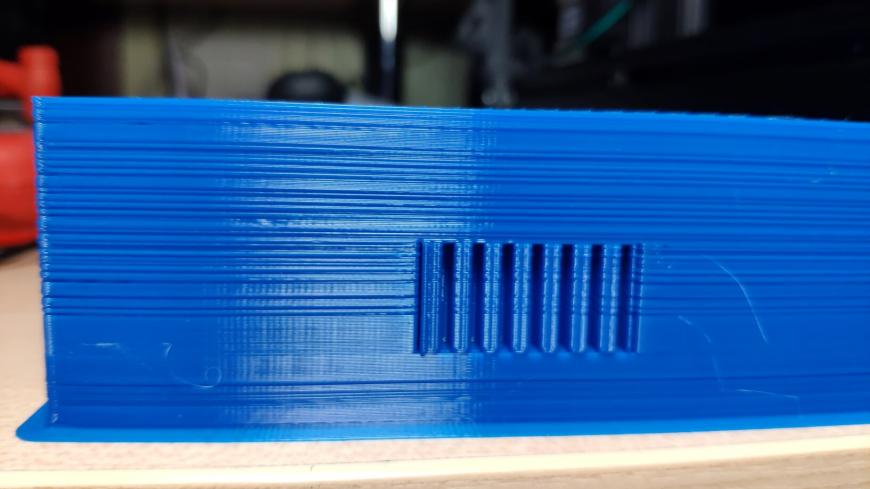
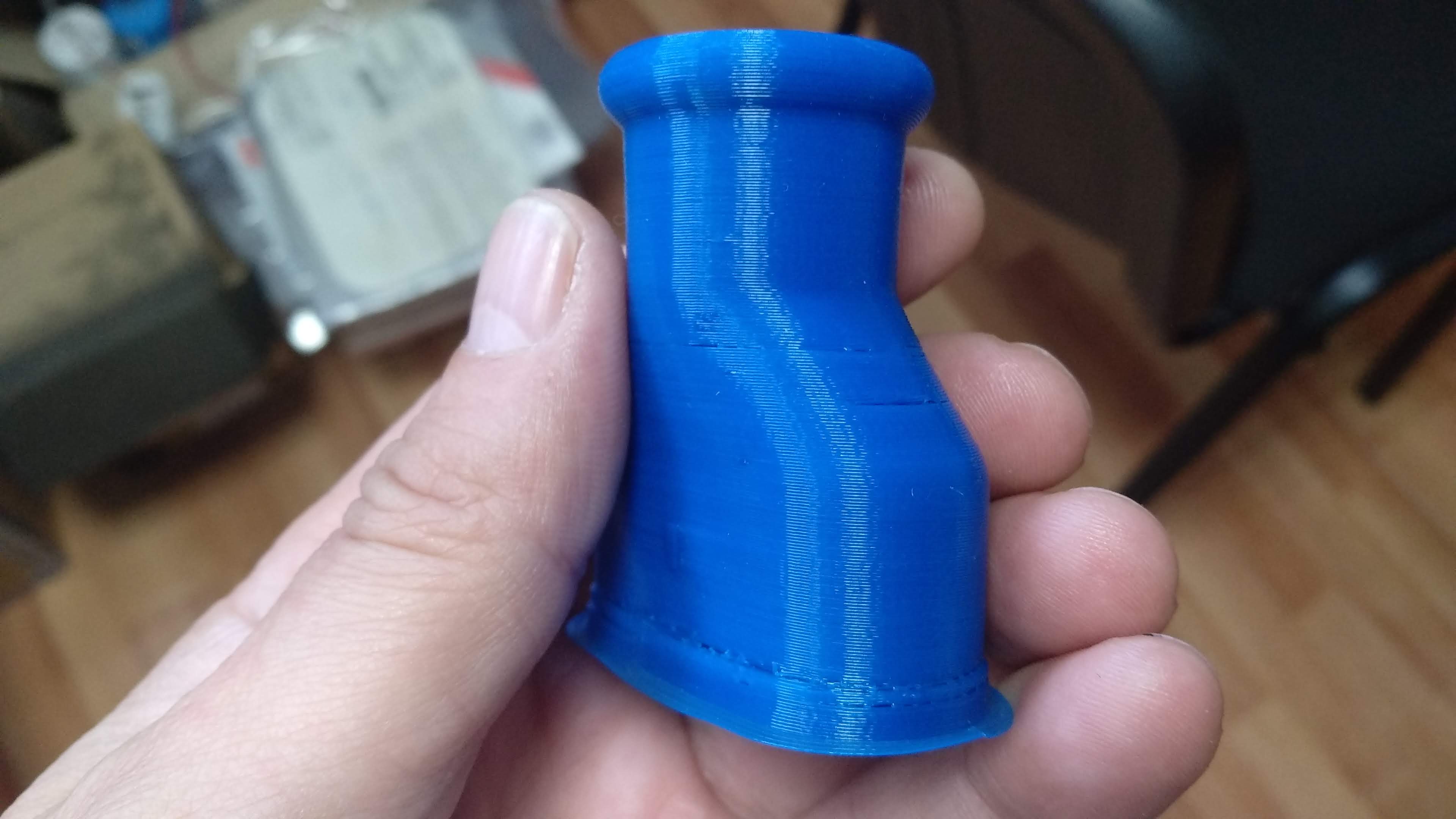
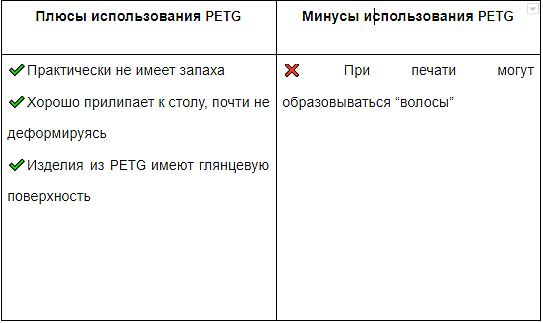 Возможно, вам придется «размазать» первый слой немного больше, чем вы привыкли, чтобы он приклеился, но как только он остынет, он обычно выскакивает, не касаясь его.
Возможно, вам придется «размазать» первый слой немного больше, чем вы привыкли, чтобы он приклеился, но как только он остынет, он обычно выскакивает, не касаясь его.
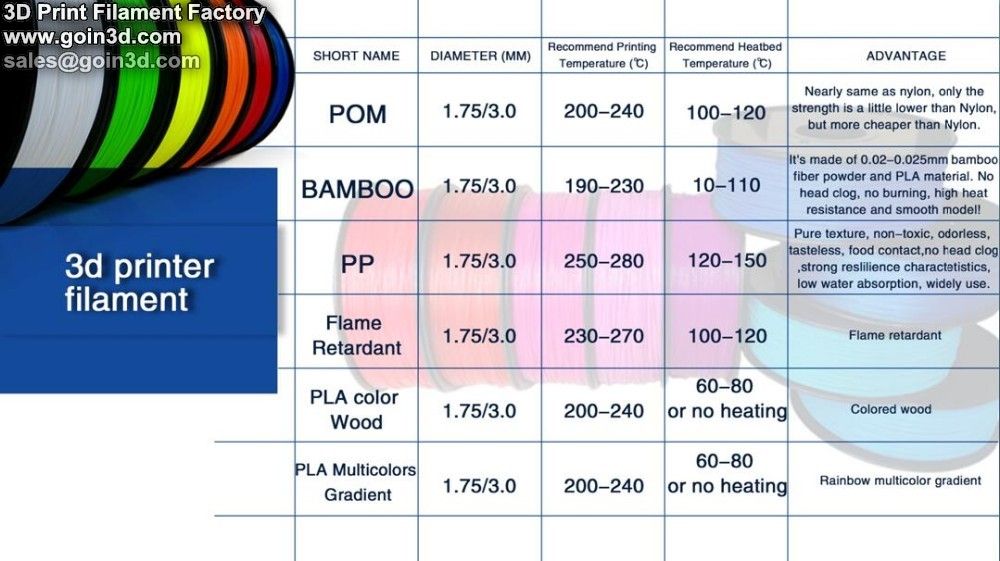 Доступен как в горячем, так и в холодном варианте, чтобы лучше соответствовать возможностям вашего 3D-принтера.
Доступен как в горячем, так и в холодном варианте, чтобы лучше соответствовать возможностям вашего 3D-принтера. Вот лучшие клеи для 3D-принтеров, которые вы можете использовать, чтобы получить лучший первый слой для нити PETG:
Вот лучшие клеи для 3D-принтеров, которые вы можете использовать, чтобы получить лучший первый слой для нити PETG: 

 Перед 3D-печатью с любой нитью PETG рекомендуется тщательно высушить ее с помощью PrintDry PRO в течение нескольких часов (или в течение ночи, если у вас есть время) и сразу же печатать с ее помощью. Если вы не живете в месте с очень высокой влажностью и без каких-либо регуляторов температуры, ваша катушка PETG должна быть достаточно сухой, чтобы ее можно было использовать в течение нескольких недель, прежде чем ее нужно будет снова высушить.
Перед 3D-печатью с любой нитью PETG рекомендуется тщательно высушить ее с помощью PrintDry PRO в течение нескольких часов (или в течение ночи, если у вас есть время) и сразу же печатать с ее помощью. Если вы не живете в месте с очень высокой влажностью и без каких-либо регуляторов температуры, ваша катушка PETG должна быть достаточно сухой, чтобы ее можно было использовать в течение нескольких недель, прежде чем ее нужно будет снова высушить.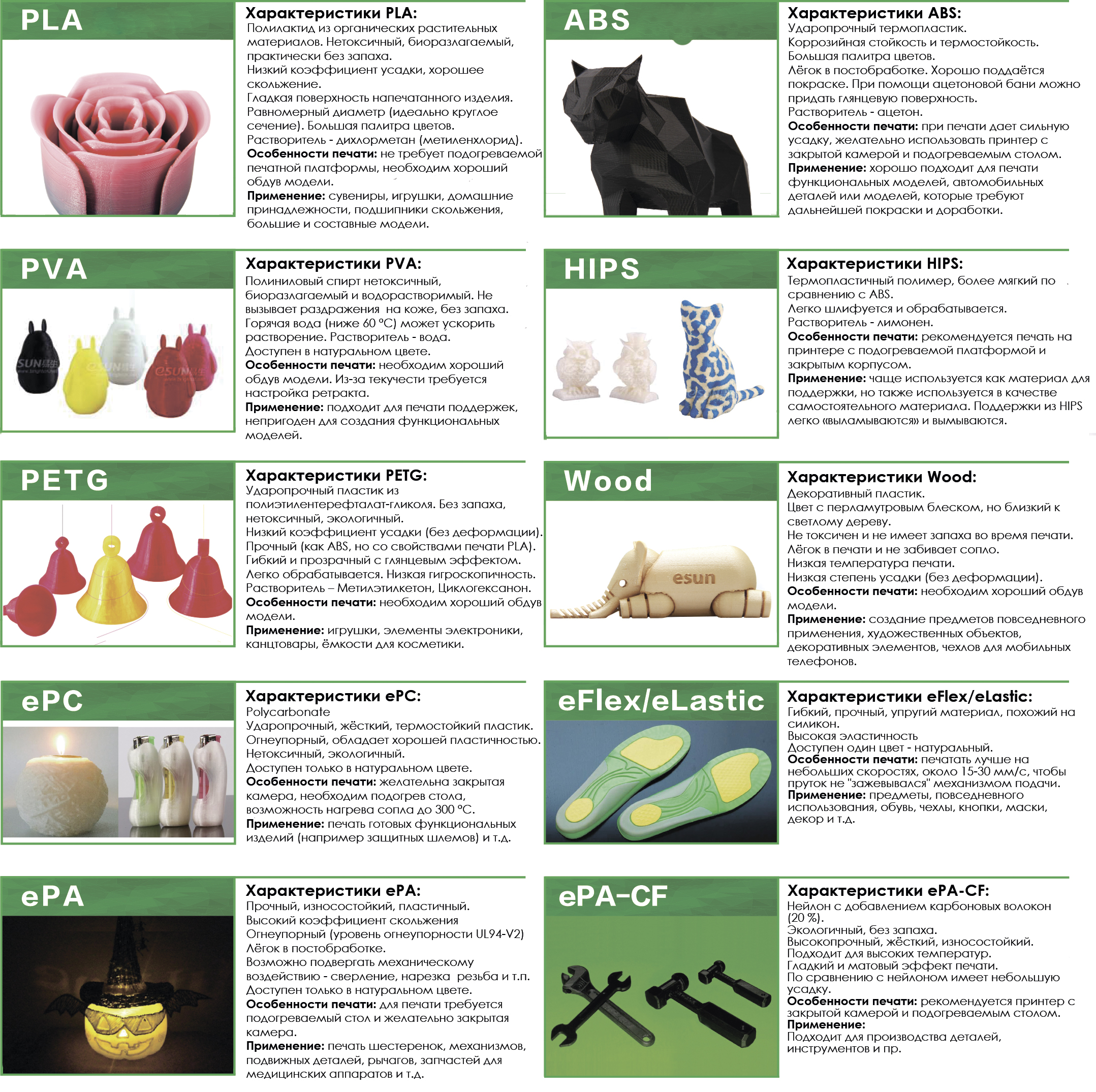 Вы получите деталь, которая не является прочной и легко разрывается или визуально имеет множество мелких пустот вдоль стенок, куда филамент не может быть достаточно хорошо выдавлен. В любом случае вам следует увеличить температуру на 5°C и повторять попытку до тех пор, пока вы не получите равномерную экструзию и слои, которые полностью прилипают друг к другу.
Вы получите деталь, которая не является прочной и легко разрывается или визуально имеет множество мелких пустот вдоль стенок, куда филамент не может быть достаточно хорошо выдавлен. В любом случае вам следует увеличить температуру на 5°C и повторять попытку до тех пор, пока вы не получите равномерную экструзию и слои, которые полностью прилипают друг к другу. Если часть слоя находится слишком далеко от сопла, а другая часть слоя слишком близко, нить может тянуться и создавать проблемы при компаундировании.
Если часть слоя находится слишком далеко от сопла, а другая часть слоя слишком близко, нить может тянуться и создавать проблемы при компаундировании.
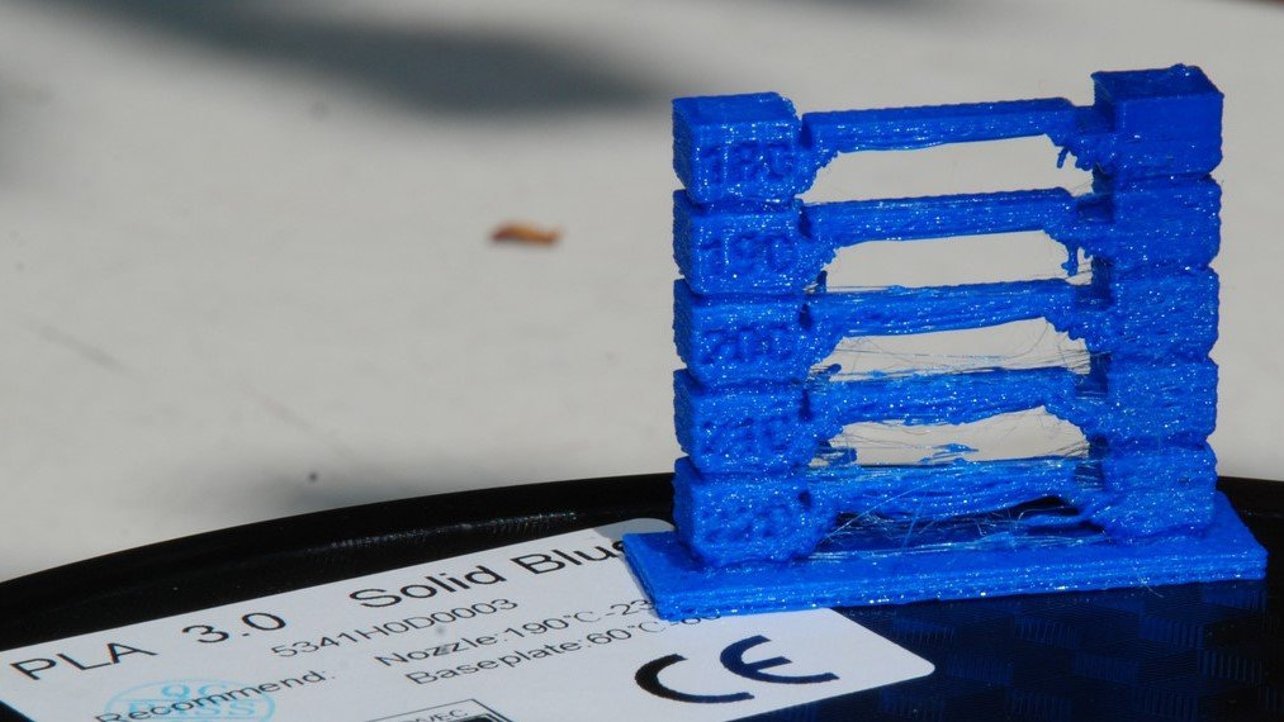 Вы должны быть в состоянии получить, по крайней мере, пригодные для использования детали даже с нитью более низкого качества.
Вы должны быть в состоянии получить, по крайней мере, пригодные для использования детали даже с нитью более низкого качества.

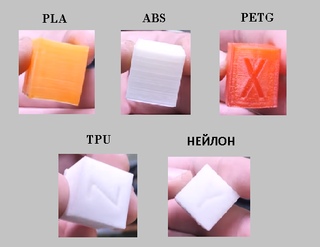 Иногда тепло может подниматься по филаменту в экструдере и вызывать вздутие, которое затем охлаждается и предотвращает дальнейшую экструзию. Обычно это место соединения экструдера и горячего конца. Снимите экструдер и удалите весь PETG, какой сможете (вам может понадобиться горячий конец (80–100 °C), чтобы извлечь весь материал. Если вы не можете извлечь всю нить, вытянув ее, возможно, вам придется попробовать и протолкните его через горячий конец. Обычно мы используем небольшой шестигранный ключ. Если это не поможет, вы можете попытаться высверлить экструдер или горячий конец, но вам может потребоваться заменить детали. Обязательно примите меры предосторожности, чтобы не получить удар током или ожог. Если вы не обладаете необходимой квалификацией для выполнения этой работы, найдите того, кто имеет соответствующую квалификацию, а не рискуйте получить травму.0063
Иногда тепло может подниматься по филаменту в экструдере и вызывать вздутие, которое затем охлаждается и предотвращает дальнейшую экструзию. Обычно это место соединения экструдера и горячего конца. Снимите экструдер и удалите весь PETG, какой сможете (вам может понадобиться горячий конец (80–100 °C), чтобы извлечь весь материал. Если вы не можете извлечь всю нить, вытянув ее, возможно, вам придется попробовать и протолкните его через горячий конец. Обычно мы используем небольшой шестигранный ключ. Если это не поможет, вы можете попытаться высверлить экструдер или горячий конец, но вам может потребоваться заменить детали. Обязательно примите меры предосторожности, чтобы не получить удар током или ожог. Если вы не обладаете необходимой квалификацией для выполнения этой работы, найдите того, кто имеет соответствующую квалификацию, а не рискуйте получить травму.0063 S. Ознакомьтесь с нашим Руководством по сравнению нитей, чтобы узнать обо всех новейших и лучших нитях! Или просмотрите Магазин MatterHackers , чтобы найти все, что вам нужно.
S. Ознакомьтесь с нашим Руководством по сравнению нитей, чтобы узнать обо всех новейших и лучших нитях! Или просмотрите Магазин MatterHackers , чтобы найти все, что вам нужно. Я решил написать статью с подробным описанием того, как исправить нить PETG, которая становится слабой, чтобы помочь пользователям.
Я решил написать статью с подробным описанием того, как исправить нить PETG, которая становится слабой, чтобы помочь пользователям.
 PETG печатает при относительно более высокой температуре, чем большинство нитей, поэтому из-за низкой температуры вы можете столкнуться с хрупкостью 3D-отпечатков PETG.
PETG печатает при относительно более высокой температуре, чем большинство нитей, поэтому из-за низкой температуры вы можете столкнуться с хрупкостью 3D-отпечатков PETG.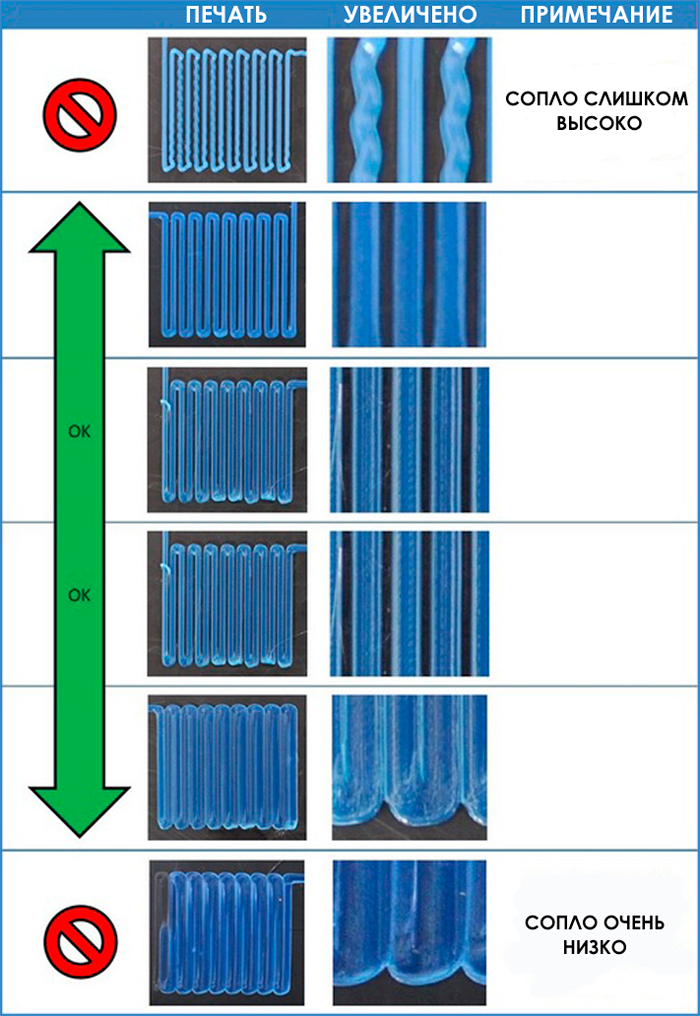 Как правило, рекомендуется придерживаться тех, которые указаны для вашей нити.
Как правило, рекомендуется придерживаться тех, которые указаны для вашей нити.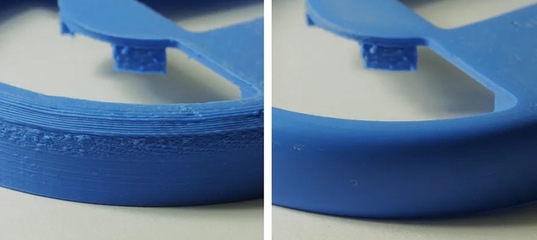

 Одним из наиболее важных факторов хорошего первого слоя является ровная поверхность сборки. Это означает, что поток филамента будет равномерным и лучше прилипнет к печатной платформе.
Одним из наиболее важных факторов хорошего первого слоя является ровная поверхность сборки. Это означает, что поток филамента будет равномерным и лучше прилипнет к печатной платформе.
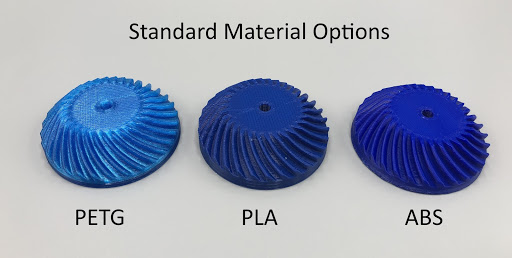 Шаги калибровки экструдера
Шаги калибровки экструдера Вы можете использовать охлаждающие вентиляторы с PETG на низкой или высокой скорости в зависимости от того, чего вы пытаетесь достичь.
Вы можете использовать охлаждающие вентиляторы с PETG на низкой или высокой скорости в зависимости от того, чего вы пытаетесь достичь.


 Я бы рекомендовал иметь толщину стенки не менее 1,2 мм, до 2 мм+.
Я бы рекомендовал иметь толщину стенки не менее 1,2 мм, до 2 мм+. Посмотрите видео ниже, чтобы узнать, как это сделать. По сути, это установка специальной чистящей нити при относительно высокой температуре, дайте ей остыть, а затем вытащите нить вручную, чтобы очистить засоры.
Посмотрите видео ниже, чтобы узнать, как это сделать. По сути, это установка специальной чистящей нити при относительно высокой температуре, дайте ей остыть, а затем вытащите нить вручную, чтобы очистить засоры.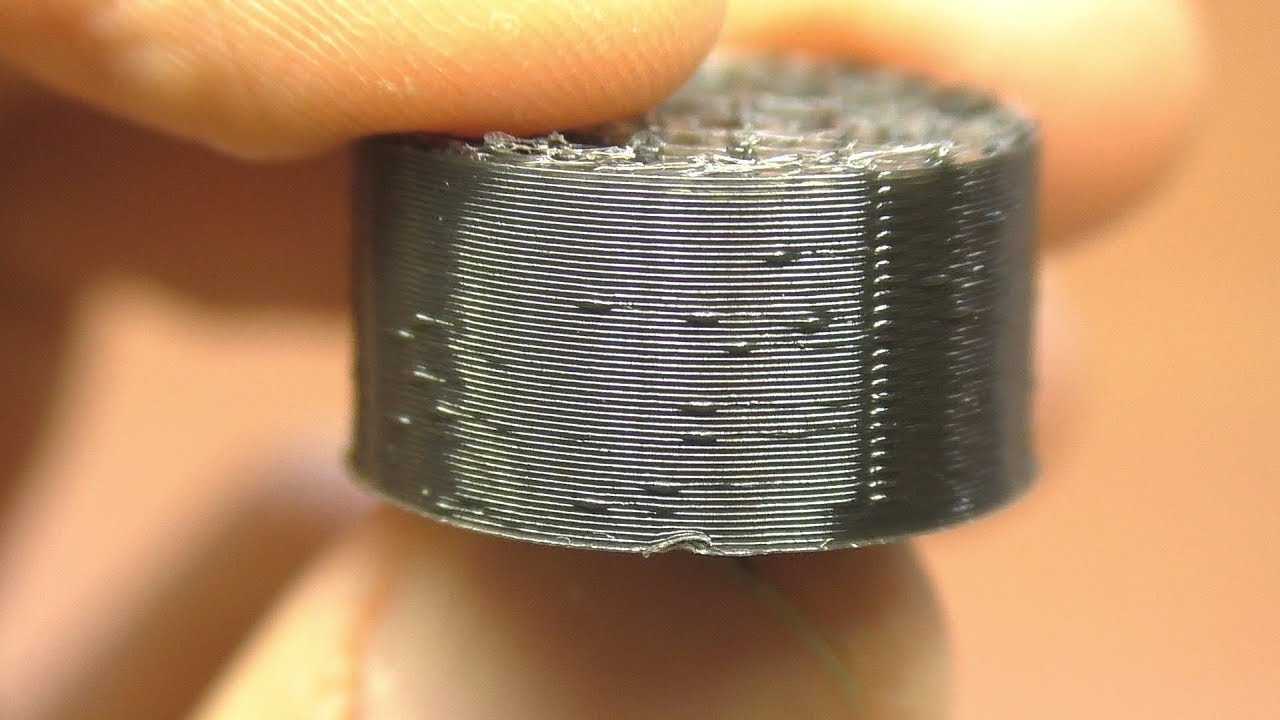
 Такой станок можно собрать за 3-4 часа из готовых деталей kit набора . Из инструментов понадобиться только отвертка и гаечный ключ.
Такой станок можно собрать за 3-4 часа из готовых деталей kit набора . Из инструментов понадобиться только отвертка и гаечный ключ.
 2 мм
2 мм Станок новый, поставляется собранным, прошедшим все необходимые испытания и контроль качества. Собственное производство, гарантия 12 месяцев 🤝
Станок новый, поставляется собранным, прошедшим все необходимые испытания и контроль качества. Собственное производство, гарантия 12 месяцев 🤝
 США
США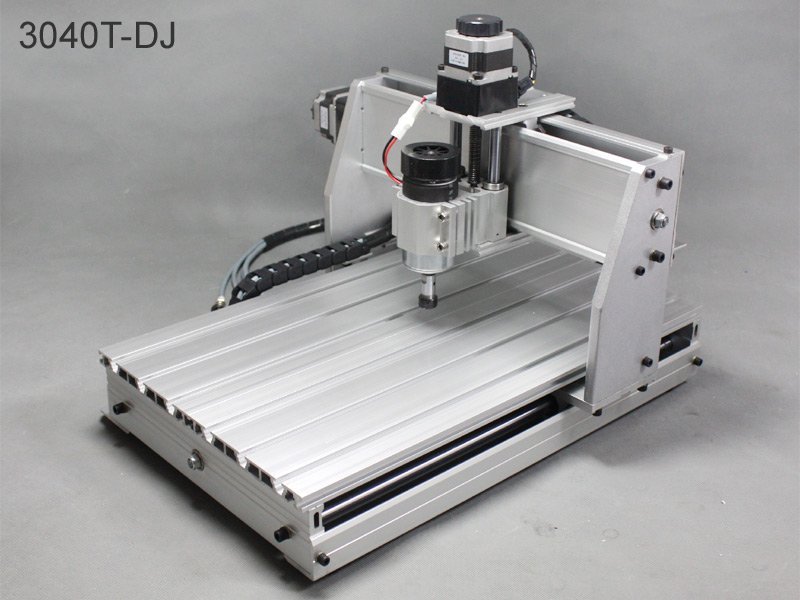
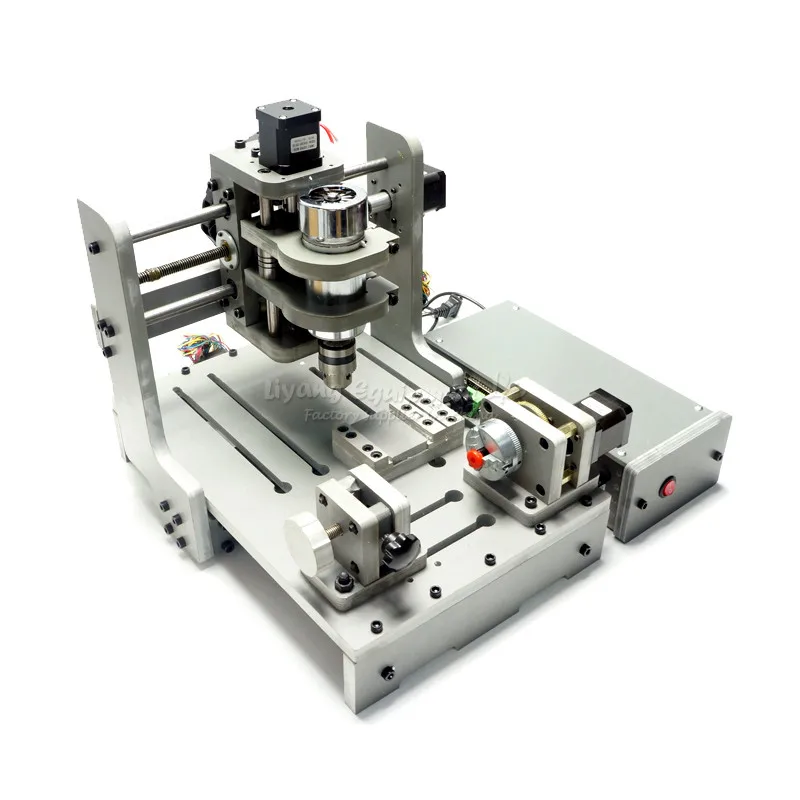 Используйте нашу страницу «Свяжитесь с нами», чтобы сообщить нам, что мы делаем правильно или что мы можем улучшить.
Используйте нашу страницу «Свяжитесь с нами», чтобы сообщить нам, что мы делаем правильно или что мы можем улучшить. Подключение/отключение шаговых двигателей с напряжением на плате — отличный способ сгорел чип драйвера .
Подключение/отключение шаговых двигателей с напряжением на плате — отличный способ сгорел чип драйвера . Чрезмерная затяжка может привести к поломке паяных соединений.
Чрезмерная затяжка может привести к поломке паяных соединений.
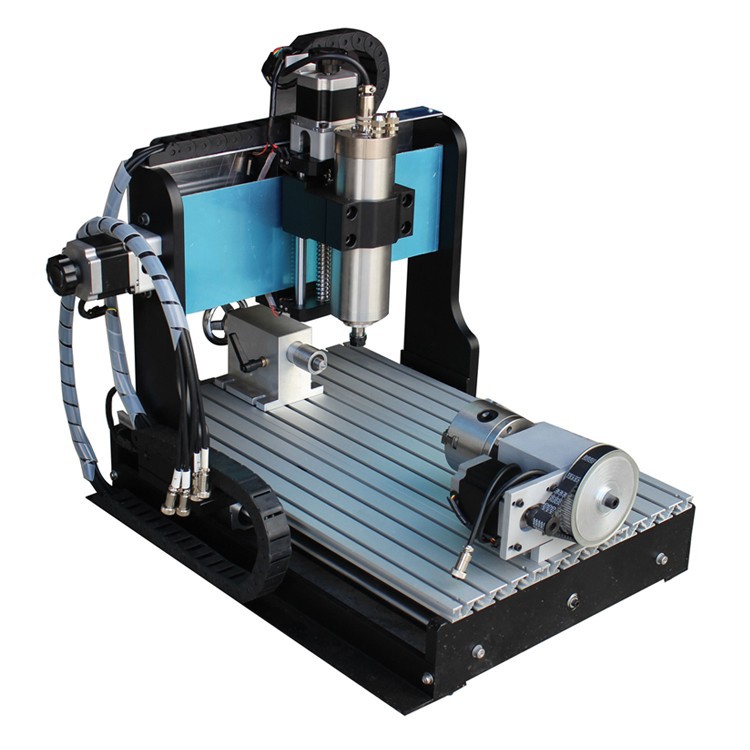
 Ни при каких обстоятельствах напряжение питания не должно превышать 36 В постоянного тока.
Ни при каких обстоятельствах напряжение питания не должно превышать 36 В постоянного тока.
 [/stextbox]
[/stextbox]