Созданию орбитальных станций серии «Салют» отведено важное место в советской космической программе. Первая станция «Салют» начала работать на орбите 19 апреля 1971 года. Проектирование последующих станций проводилось с учетом опыта и знаний, полученных при разработке и эксплуатации предшествующих станций. Постепенно возрастали длительность активного существования станций на орбите и продолжительность пилотируемых полетов. Длительная работа станций в космосе обеспечивалась благодаря увеличению технического ресурса приборов и агрегатов, резервированию систем, созданию условий для проведения экипажем профилактических и ремонтных работ. Повышение срока службы систем жизнеобеспечения, а также дальнейшее совершенствование комплекса профилактических средств и методов подготовки космонавтов позволили значительно увеличить время их работы на орбите и существенно уменьшить воздействие неблагоприятных факторов космического полета на организм человека.
Но кроме всех этих мероприятий для значительного увеличения длительности полета необходимо было обеспечить регулярное пополнение на станции запасов топлива; воды, воздуха, продуктов питания и других расходуемых элементов системы жизнеобеспечения. При длительной работе нужна также доставка новой научной аппаратуры, различных запасных частей для ведения профилактических и ремонтных работ на борту станции и много другого. Поэтому возникла необходимость в системе материально-технического снабжения станции. Такая система была создана на базе автоматических грузовых кораблей «Прогресс».
Станции «Салют-6» и «Салют-7» являются станциями второго поколения и во многом отличаются от предыдущих станций. Они имеют два стыковочных узла, позволяющих принимать на станции одновременно два корабля-либо оба пилотируемых, либо один пилотируемый, а другой грузовой; систему дозаправки топливом в полете. Специальный люк дает возможность осуществлять выход в космос. Вне станции космонавты работают в скафандрах полужесткого типа принципиально новой конструкции. В отличие от первой станции «Салют» на этих станциях установлена третья панель солнечной батареи и дополнительные аккумуляторы. Благодаря этому увеличены энергетические возможности станций. На них кроме телевизионной камеры черно-белого изображения установлена телевизионная камера для передачи на Землю цветного изображения. В жилых отсеках существенно улучшены санитарно-гигиенические условия (установлены душ, ионизаторы воздуха и др.).
Общая масса космического комплекса, состоящего из станции и двух транспортных кораблей, — 32 500 кг (18 900 кг — масса станции после выведения на орбиту, 6800 кг — масса одного транспортного корабля). Общая длина всего комплекса — 29 м; длина станции — 15 м, максимальный диаметр станции — 4,15 м, максимальный поперечный размер, измеряемый по раскрытым панелям солнечных батарей, — 17 м.
В связи с тем, что орбитальные станции «Салют-6» и «Салют-7» близки по конструкции и составу бортовых систем, описание их устройства будет дано на примере первой из них.
Усовершенствование ряда систем и агрегатов станции «Салют-7» проведено по результатам длительной эксплуатации «Салюта-6». На станции «Салют-7» установлены также некоторые новые научные приборы.
Устройство
Станция «Салют-6» имеет пять отсеков: переходный, рабочий, отсек научной аппаратуры, агрегатный и промежуточную камеру. На ракете-носителе станция устанавливается таким образом, что переходный отсек расположен вверху. На участке выведения он (а также часть рабочего отсека) защищается от воздействия аэродинамического потока головным обтекателем, сбрасываемым после прохождения ракетой-носителем плотных слоев атмосферы.
Переходный отсек такое название получил потому, что через него космонавты переходят из транспортного корабля в станцию. Боковыми стенками отсека служат коническая и цилиндрическая оболочки. На торце конической оболочки установлен стыковочный агрегат, а на ее боковой поверхности имеется люк для выхода в космос.
При выходе космонавтов в открытый космос переходный отсек используется как шлюзовая камера. Внутри него размещаются скафандры, пульты, оборудование и средства фиксации, обеспечивающие выход. От рабочего переходный отсек отделен герметично закрывающимся люком. На стенках отсека имеются семь иллюминаторов, на некоторых из них установлены приборы для выполнения астроориентации комплекса. Эти приборы в совокупности с соответствующими пультами и ручками управления ориентацией станции образуют два поста управления — пятый и шестой. Всего на станции оборудовано семь постов управления.
Рабочий отсек — основное помещение станции. Он образован двумя цилиндрическими оболочками, соединенными конической вставкой. В отсеке конструктивно выделены пол, потолок и боковые стены.
Приборы и оборудование, имеющиеся здесь, расположены преимущественно вдоль стен, часть аппаратуры установлена на полу и потолке, что обеспечивает в случае необходимости доступ к бортовым системам.
В рабочем отсеке размещены основные средства управления и контроля систем и научной аппаратуры. Здесь имеется пять постов управления. В зоне малого диаметра рабочего отсека, там, где он примыкает к переходному отсеку, находится центральный — первый пост управления станцией и научной аппаратурой. Это главное рабочее место командира и бортинженера. Здесь располагаются средства ведения связи, пульты управления служебной аппаратурой, ручка управления ориентацией, оптические визиры для ориентации. Сюда стекается информация о работе большинства бортовых систем и агрегатов станции, отсюда космонавты координируют работу других постов, управляют движением станции, ведут переговоры с Землей, получают информацию о положении станции на орбите, о количестве витков, сделанных вокруг Земли, о времени входа и выхода из тени.
На этом посту имеются два регулируемых кресла с фиксирующими приспособлениями. В зоне рабочего места командира установлен телетайп «Строка» для приема на борту текстовых сообщений (буквенно-цифровых) с регистрацией на печатающем устройстве. Эта аппаратура в значительной степени освобождает космонавтов от необходимости самим принимать и записывать информацию и команды, передаваемые из Центра управления полетом.
Слева и справа от первого поста установлены холодильно-сушильные агрегаты системы терморегулирования и регенерационные установки системы обеспечения газового состава атмосферы станции. За пультами поста, ближе к переходному отсеку, расположены гироскопические приборы системы ориентации и управления движением станции.
На внешней поверхности этой части отсека укреплены три панели солнечных батарей, каждая из которых имеет свой электропривод и независимо от других, по командам от солнечных датчиков, постоянно ориентируется на Солнце, что обеспечивает наилучшую освещенность панелей (это нужно для получения максимальной силы тока). Благодаря этому отпала необходимость в проведении операций по «закрутке» станции на Солнце, как это было раньше, например, на первом «Салюте».
В конической части, соединяющей большой и малый цилиндры рабочего отсека, находится второй пост. Здесь проводятся операции по астроориентации и астронавигации станции. Астроприборы установлены на двух иллюминаторах.
Между первым и вторым постами расположена зона для приема пищи и отдыха космонавтов, имеется столик с подогревателями пищи и приспособлениями для ее фиксации, а также емкость с питьевой водой. Рядом со столиком на боковой стенке установлены блоки системы регенерации воды из конденсата атмосферной влаги станции. Космонавты по желанию могут получать горячую и холодную воду.
На противоположной стене размещена аппаратура бортового вычислительного комплекса. Здесь же имеется специальная укладка с бортовым инструментом и столик для проведения профилактических и ремонтных работ.
В зоне большого диаметра рабочего отсека размещается научная аппаратура и третий пост управления-пост проведения научных работ. Для наведения научной аппаратуры на объекты исследования здесь установлены визир, пульт управления и ручка управления ориентацией станции, а также средства фиксации космонавтов при выполнении исследований, блоки радиотелеметрической системы, системы управления бортовым радиокомплексом и системы энергопитания, контейнеры с запасами пищи.
Вверху, вдоль стен, расположены спальные места экипажа и две шлюзовые камеры для удаления отходов из станции (отходы предварительно собираются в специальные контейнеры). В районе заднего днища размещаются пылесос, про-тивопылевые фильтры, запасы воды, белья и других расходуемых элементов системы жизнеобеспечения. Здесь же оборудован санитарно-гигиенический узел. Он отделен от остальной части рабочего отсека шторой и снабжен принудительной вентиляцией.
В зоне большого диаметра установлены, кроме того, складывающаяся душевая кабина, комплексный тренажер для физических упражнений, велоэргометр, вакуумная емкость и приборы медицинского контроля.
Четвертый пост находится в нижней центральной части рабочего отсека. Здесь размещено оборудование для проведения медицинских экспериментов, аппаратура для кино- и фотосъемки и еще один пульт управления научной аппаратурой. На одном из двух иллюминаторов этого поста установлен фотоаппарат МКФ-6М для ведения многозональной съемки. Этот аппарат был совместно разработан специалистами Советского Союза и Германской Демократической Республики и изготовлен на Народном предприятии ГДР «Карл Цейс Йена».
Как уже отмечалось, два поста (пятый и шестой) расположены в переходном отсеке станции.
Седьмой пост находится в зоне малого диаметра рабочего отсека и предназначен для работы с пультами научной аппаратуры и управления системой регенерации воды.
Все посты управления и рабочие места космонавтов радиофицированы и снабжены светильниками дневного света. Для обеспечения кинофотосъемок и телерепортажей на стенах установлены дополнительные светильники.
В негерметичном агрегатном отсеке, состыкованном с задним днищем рабочего отсека, находятся агрегаты объединенной двигательной установки: корректирующие двигатели, система двигателей малой тяги для управления ориентацией станции, топливные баки и баллоны с газом для их наддува, система дозаправки, компрессоры и другое оборудование.
Промежуточная камера станции герметичная, состоит из цилиндрической и конической оболочек и расположена внутри агрегатного отсека. На торцовой стороне конуса-второй стыковочный агрегат. Космонавты, прибывшие на станцию в корабле, который пристыкован со стороны агрегатного отсека, попадают внутрь станции через промежуточную камеру. В ней имеются два иллюминатора для визуальных наблюдений, проведения кино- и фотосъемок.
Транспортные средства
Главным условием длительного активного функционирования орбитальных станций является наличие средств доставки на станцию экипажей и возвращения их на Землю, а также средств материально-технического снабжения станций. На всех станциях до «Салюта-6» задачи доставки экипажей и снабжения решались одновременно с помощью пилотируемых транспортных кораблей «Союз». В связи со значительным увеличением длительности активной работы и расширением круга исследований на станции «Салют-6» резко возросли потребности в количестве доставляемых грузов (научной аппаратуры, элементов системы жизнеобеспечения, топлива, фото- и кинопленки и т. п.). Для решения этой проблемы был создан грузовой автоматический корабль «Прогресс», который теперь почти полностью обеспечивает снабжение станции. Транспортные пилотируемые корабли «Союз» и «Союз Т» доставляют на станцию космонавтов и частично грузы.
Пилотируемый корабль «Союз»
Разработка корабля «Союз» была начата еще в период реализации программы «Восток». Тогда перед конструкторами встала проблема создания многоцелевого космического корабля, который мог бы эксплуатироваться многие годы и обеспечивать проведение все возрастающего объема исследований. Его летная отработка была начата в 1966 году.
Корабль «Союз» состоит из трех отсеков: спускаемого аппарата, орбитального отсека со стыковочным устройством и приборно-агрегатного отсека. Его стартовая масса составляет 6800 кг.
Спускаемый аппарат (кабина космонавтов) предназначен для размещения экипажа во время выведения корабля на орбиту, стыковки со станцией, возвращения и мягкой посадки на Землю. При выведении и спуске космонавты в скафандрах располагаются в специальных амортизационных креслах. Кресла удобны и помогают переносить перегрузки. Корпус спускаемого аппарата герметичен. Снаружи он покрыт специальным теплозащитным слоем, предохраняющим конструкцию и расположенное внутри оборудование от аэродинамического нагрева на участке спуска.
Форма спускаемого аппарата обеспечивает ему при полете в атмосфере необходимую аэродинамическую подъемную силу. Изменяя ее, можно управлять полетом при движении в атмосфере. Спуск аппарата с использованием аэродинамического качества позволяет в 2-2,5 раза снизить действующие перегрузки по сравнению с перегрузками, возникающими при баллистическом спуске. Кроме того, управление величиной и направлением подъемной силы, осуществляемое с помощью ракетных двигателей, позволяет значительно повысить точность приземления.
Нижняя часть спускаемого аппарата используется для размещения приборов и агрегатов системы управления кораблем в полете и спускаемым аппаратом на участке снижения, системы обеспечения жизнедеятельности, системы управления бортовым комплексом, аппаратуры радиотелефонной системы связи «Заря». Здесь также установлены специальные контейнеры, предназначенные для грузов, доставляемых на станцию, и материалов экспериментов, возвращаемых на Землю.
Непосредственно перед космонавтами находятся пульт управления кораблем, оптический визир, телевизионный экран и клавишные переключатели для управления бортовыми системами. Оптический визир используется для визуальной ориентации при управлении кораблем на участках причаливания, стыковки и для ручной ориентации корабля. По правому и левому бортам спускаемого аппарата имеются два иллюминатора. Они предназначены для визуальных наблюдений, киносъемки и фотографирования.
На протяжении всего полета в спускаемом аппарате поддерживаются нормальные атмосферное давление, влажность и температура воздуха. «Земной» микроклимат позволяет экипажу работать и без скафандров. Здесь имеются запасы пищи и воды.
В специальных контейнерах спускаемого аппарата находятся основная и запасная парашютная системы. Тормозной парашют основной системы раскрывается на высоте 9,5 километров. После предварительного гашения скорости тормозным парашютом раскрывается купол основной парашютной системы, обеспечивающей дальнейшее снижение и посадку спускаемого аппарата. Непосредственно перед приземлением на высоте около одного метра срабатывают твердотопливные ракетные двигатели мягкой посадки, снижающие скорость приземления до трех- четырех метров в секунду.
Орбитальный отсек корабля спроектирован как маленькая космическая лаборатория, в которой космонавты могут проводить научные исследования и наблюдения, принимать пищу и отдыхать. В отсеке оборудованы места для работы, отдыха и сна космонавтов. Здесь же размещается научная аппаратура. Состав научной аппаратуры меняется в зависимости от программы полета. Орбитальный отсек имеет четыре иллюминатора.
Внутренний объем орбитального отсека (6,5 кубических метров) используется также для размещения аппаратуры системы сближения и агрегатов системы жизнеобеспечения.
Орбитальный отсек может использоваться в качестве шлюзовой камеры при выходе космонавтов в открытый космос. Для этого существует внешний люк, который может открываться и автоматически, и вручную. После возвращения космонавтов люк герметично закрывается, орбитальный отсек заполняется воздухом и в нем вновь создаются нормальные условия.
Стыковочный агрегат, смонтированный на орбитальном отсеке, предназначен для стыковки корабля со станцией, а также создания герметичного соединения между кораблем и станцией. Через люк стыковочного агрегата после стыковки экипаж переходит в станцию.
Приборно-агрегатный отсек служит для размещения двигательных установок корабля, а также всех основных служебных систем корабля, обеспечивающих орбитальный полет.
Часть отсека (приборная секция) герметична, и внутри нее поддерживаются условия, необходимые для нормального функционирования той аппаратуры, которая не предназначена для работы в вакууме. Здесь находятся аппаратура системы ориентации и управления движением, радиотехнические средства, элементы системы электропитания и др.
Система ориентации и управления движением обеспечивает ориентацию корабля в пространстве, стабилизацию его при работе двигателей, управление при сближении и причаливании как в автоматическом режиме, так и при ручном управлении.
В состав радиотехнических средств, размещенных в приборной секции, входят системы командной радиолинии и радиотелеметрических измерений.
В негерметичной части (агрегатной и переходной секциях) приборно-агрегатного отсека размещены двигательные установки различного целевого назначения.
В переходной секции находятся баки с топливом и часть двигателей причаливания и ориентации, обеспечивающих маневрирование и ориентацию корабля, а также сближение его со станцией «Салют».
В агрегатной секции размещены остальные двигатели причаливания и ориентации, а также сближающе-корректирующая двигательная установка корабля, которая включает в себя два двигателя с тягой каждого несколько более 400 килограммов. Эта установка используется при маневрах на орбите и для спуска на Землю.
Для электропитания на Корабле используется постоянный ток напряжением 27 вольт. Переход на бортовое энергопитание начинается на стартовой площадке космодрома. После стыковки корабля со станцией энергопитание осуществляется от ее системы энергопитания. Химическая батарея, состоящая из нескольких блоков, может подзаряжаться от системы энергопитания станции. После разделения отсеков корабля при возвращении на Землю спускаемый аппарат переходит на свое автономное питание.
Для выполнения автономного полета, без стыковки со станцией «Салют», на корабле могут быть установлены панели солнечных батарей.
Радиотехнические средства «Союза» обеспечивают прием команд с Земли, двустороннюю радиотелефонную связь, измерение параметров орбиты, передачу на Землю телевизионных изображений, а также телеметрической информации. При полете вне зоны радиовидимости наземных и плавучих приемных пунктов телеметрическая информация записывается бортовыми запоминающими устройствами и передается на Землю при очередном сеансе связи.
Нормальные физиолого-гигиенические условия космонавтам создаются системами жизнеобеспечения и терморегулирования. Агрегаты и автоматика системы терморегулирования поддерживают необходимый температурный режим в жилых отсеках корабля при автономном полете, а также заданный температурный режим приборов, агрегатов и топливных баков, размещенных внутри герметичных и негерметичных отсеков. Это обеспечивается экранно-вакуумной теплоизоляцией, имеющейся снаружи отсеков, нанесением специальных покрытий, работой гидроконтуров охлаждения и подогрева, теплообменниками и вентиляторами. Температуру внутри жилых отсеков космонавты могут регулировать сами.
Космический корабль «Союз» имеет максимальную длину 7,94 метра и максимальный диаметр жилых отсеков 2,2 метра.
На участке выведения при полете в плотных слоях атмосферы корабль защищен от воздействия аэродинамических и тепловых нагрузок головным обтекателем. Антенны находятся в это время в сложенном состоянии. После прохождения зоны максимальных тепловых и скоростных нагрузок, на участке работы второй ступени ракеты-носителя головной обтекатель сбрасывается. После отделения корабля от ракеты антенны раскрываются.
Для спасения экипажа в случае аварии ракеты-носителя на старте или на участке выведения корабля на орбиту имеется система аварийного спасения, которая обеспечивает отделение и увод от ракеты-носителя жилых отсеков корабля с космонавтами. После увода спускаемый аппарат производит снижение на парашюте и посадку на Землю.
Пилотируемый корабль «Союз Т»
Корабль «Союз Т» создан на базе космического корабля «Союз» с сохранением его общей компоновочной схемы и также имеет два обитаемых отсека — орбитальный и спускаемый аппарат. Такая компоновка полностью оправдала себя при многолетней эксплуатации кораблей «Союз», показала высокую надежность и возможность быстрой конструктивной модернизации. За короткий срок орбитальный отсек можно легко и с небольшими затратами переоборудовать для выполнения новых работ. Он уже использовался и как шлюзовая камера при выходе в открытый космос, и как отсек для установки новой испытываемой аппаратуры, и как переходный и грузовой отсек для корабля в транспортном исполнении, и как отсек для экипажа при автономном полете корабля.
Корабли «Союз» и «Союз Т» внешне похожи, но все основные системы «Союза Т» выполнены на принципиально новой основе с учетом более высоких возможностей современной науки и техники. Экипаж корабля может состоять из двух или трех космонавтов. В том случае, когда полет совершают два космонавта, вместо одного кресла устанавливается грузовой контейнер, что позволяет существенно увеличить массу и размеры доставляемого на орбиту груза. Это важно для эксплуатации станции, а также позволяет увеличить массу возвращаемого на Землю из полета груза.
На «Союзе Т» применена новая система управления движением, построенная на принципе бесплатформенной (без использования свободных гироскопов или гироплатформы) инерциальной системы, использующая бортовой цифровой вычислительный комплекс. Все режимы ориентации, в том числе на Землю и Солнце, могут выполняться как при участии экипажа, так и автоматически. Режимы сближения строятся на основе расчетов траектории относительного движения, выполняемых с помощью бортового вычислительного комплекса, и оптимальных маневров, приводящих корабль к станции. Существенно расширены функциональные возможности системы управления, обеспечено решение навигационных задач, увеличена надежность выполнения операций. Помимо управления движением и самоконтроля на систему управления возлагается автоматический контроль проведения динамических операций и расхода топлива, принятие решений об изменении режима работы при появлении отклонений. Управление работой системы производится по командной радиолинии с Земли или экипажем с использованием бортовых устройств ввода и отображения информации. В частности, применяется дисплей, на телеэкран которого выводятся данные о заданном режиме и реальном ходе того или иного процесса в виде текстов, чисел и графиков.
Двигательная установка корабля — комбинированная. В ее состав входят сближающе-корректирующий (маршевый) двигатель и микродвигатели причаливания и ориентации, работающие на общих компонентах топлива. Это обеспечивает оптимальное использование бортовых запасов топлива и гибкость при выполнении программы полета, особенно в случае возникновения нештатных ситуаций.
Для спускаемого аппарата «Союза Т» принята аэродинамическая форма, использованная ранее на корабле «Союз».
Но в систему управления спуском внесены значительные изменения, способствующие повышению точности посадки.
Несмотря на жесткие весовые ограничения при разработке корабля «Союз Т» было реализовано глубокое резервирование систем и режимов их функционирования. Предусмотрены, например, такие возможности, как использование резервного контура ручного управления для спуска корабля с орбиты в случае отказа основного автоматического контура, торможение для спуска с помощью малых двигателей причаливания при неисправности маршевого двигателя.
Первый старт беспилотного корабля «Союз Т» состоялся 16 декабря 1979 года. Первый полет с экипажем из двух человек был успешно выполнен в июне 1980 года, а с экипажем из трех человек- в конце того же года.
Автоматический корабль «Прогресс»
Автоматический грузовой корабль «Прогресс» был создан на базе корабля «Союз». Он имеет стартовую массу 7 тонн и конструктивно состоит из трех основных отсеков — приборно-агрегатного, грузового со стыковочным агрегатом и отсека дозаправки.
В приборно-агрегатном отсеке размещаются все основные служебные системы корабля, обеспечивающие автономный полет, сближение, стыковку, а также полет в составе орбитального комплекса. В основном, приборно-агрегатный отсек «Прогресса» по своему назначению, составу аппаратуры и оборудования аналогичен приборно-агрегатному отсеку корабля «Союз».
Грузовой отсек корабля «Прогресс» предназначен для размещения на специальных рамах и в контейнерах доставляемых на станцию грузов. Этот отсек герметичен, и в нем обеспечиваются заданные температура и состав атмосферы.
Стыковочный агрегат грузового корабля разработан на базе стыковочного агрегата корабля «Союз» и предназначен в основном для выполнения тех же функций. В связи с необходимостью проведения дозаправки он доработан и обеспечивает герметичное соединение топливных магистралей корабля и станции.
Отсек дозаправки предназначен для размещения баков с компонентами топлива, газовых баллонов и агрегатов системы дозаправки.
Конструктивно он выполнен в виде двух конических оболочек. Система дозаправки включает в себя также средства контроля герметичности магистралей и их продувки, датчики контроля температуры и давления компонентов и газа. Управление дозаправкой со стороны орбитальной станции осуществляется экипажем, а со стороны корабля-по командной радиолинии из Центра управления полетом.
Общая масса грузов, которые могут быть доставлены на станцию, составляет 2300 килограммов.
Ракета-носитель кораблей «Союз», «Союз Т» и «Прогресс»
Ракета-носитель кораблей «Союз», «Союз Т» и «Прогресс» имеет три ступени и состоит из шести блоков: центрального, четырех боковых и блока третьей ступени. Первая и вторая ступени выполнены по схеме «пакет» с продольным делением и включает в себя центральный и боковые блоки. Третья ступень устанавливается на центральном блоке.
Четыре боковых блока, входящие в состав первой ступени, расположены симметрично вокруг центрального блока и соединены с ним двумя поясами силовых связей — верхним и нижним, которые имеют механизмы для отделения боковых блоков после окончания работы их двигателей. Длина блока 19,8 метров, диаметр нижней части 3 метра. Каждый блок оснащен самостоятельным четырехкамерным двигателем (с двумя рулевыми качающимися камерами), развивающим в пустоте суммарную тягу 102 тонны.
Центральный блок вместе с боковыми блоками образует первую ступень, а после отделения боковых блоков выполняет функции второй ступени. Этот блок имеет длину около 28 метров и максимальный диаметр 2,95 метра. Блок оснащен четырехкамерным двигателем с четырьмя рулевыми камерами, развивающими в пустоте суммарную тягу 94 тонн.
После израсходования топлива центрального блока осуществляется запуск двигателя третьей ступени и отделение ее от центрального блока. Третья ступень представляет собой блок длиной 8 метров и диаметром 2,6 метра, оснащенный четырехкамерным двигателем с тягой в пустоте 30 тонн. Выключение двигателя третьей ступени и выдача команды на отделение космического корабля производится системой управления при достижении расчетной скорости, соответствующей выведению корабля на заданную орбиту.
На всех ступенях ракеты-носителя используется кислородно-керосиновое топливо. Ее стартовая масса с кораблем «Союз» более 300 тонн, общая длина 39,3 метра, максимальный диаметр 10,3 метра.
Бесплатные экскурсии и лекции на ВДНХ: о советской станции «Салют-6», первобытном искусстве и поведении человека в группе
29 сентября крупнейший космический музей страны — центр «Космонавтика и авиация» на ВДНХ — приглашает всех желающих на бесплатные экскурсии «Форпосты в космосе», посвященные годовщине запуска советской орбитальной станции «Салют-6». Также 2 и 3 октября в центре пройдут бесплатные лекции «Первобытное искусство в контексте археоастрономии» и «Взаимодействие в малой группе».
29 сентября в 13:00, 15:00 и 17:00 пройдут бесплатные экскурсии «Форпосты в космосе», приуроченные к 44-й годовщине со дня запуска советской орбитальной станции «Салют-6». Посетители узнают историю создания долговременных орбитальных станций в Советском Союзе, об их разработчиках и космонавтах, побывавших на этих станциях. Экскурсоводы расскажут, как и для чего строились станция «Алмаз» и орбитальный комплекс «Мир», как сегодня осуществляется работа Международной космической станции.
«Салют-6» был запущен 29 сентября 1977 года с космодрома Байконур. 20 января 1978 года впервые в истории космонавтики к орбитальной станции стартовал автоматический грузовой корабль-заправщик «Прогресс-1», который доставил на орбиту необходимые грузы и дозаправил двигательную установку «Салюта-6». Эта станция проработала до 29 июля 1982 года, пока не была сведена с орбиты и затоплена в Тихом океане.
Количество участников каждой экскурсии — не более 20 человек, возрастные ограничения — 12+. Необходима предварительная регистрация.
2 октября в 16:00 в центре «Космонавтика и авиация» стартует новый цикл бесплатных мероприятий «Искусство в космосе» (проект «Знание. ВДНХ»). Первая лекция — «Археоастрономия: как в древности представляли устройство Вселенной». Лектор — историк искусства, искусствовед, руководитель сектора по научной популяризации объектов культурного наследия и издательской деятельности Московского музея современного искусства Диана Джангвеладзе. Она расскажет об искусстве каменного и раннего бронзового веков. Гости выяснят, что такое археоастрономия, что она изучает, какими возможными астрономическими знаниями обладали первобытные люди и какое влияние эти знания могли оказать на создание древнейших памятников искусства в истории человечества.
Регистрация на сайте. Мероприятия цикла будут проходить как в этом, так и в следующем году.
3 октября в 16:00 в рамках проекта «Знание. ВДНХ» пройдет лекция «Взаимодействие в малой группе» из цикла «Наука в космосе». Лектор — психолог-исследователь, сотрудник лаборатории когнитивной психологии и психологии малых групп Института медико-биологических проблем Российской академии наук Полина Кузнецова. Она расскажет о том, как меняются поведение и мышление человека, когда он не один, как пребывание в экстремальных условиях влияет на взаимодействие в группе, чем одиночный космический полет легче и сложнее группового, какие эффекты для изолированных групп обнаружили ученые и как они помогут или помешают в будущих межпланетных миссиях.
Количество участников лекции — не более 40 человек, возрастные ограничения — 12+. Вход по предварительной регистрации.
Все мероприятия на территории ВДНХ проводятся с соблюдением санитарно-эпидемиологических норм. Посетителям музейно-выставочных площадок необходимо придерживаться социальной дистанции, носить маски. Более подробную информацию о профилактических мерах на ВДНХ можно получить здесь.
Артиллерийские салюты — Протокол военно-морской службы
Артиллерийские салюты
1212. Салют кораблям и станциям. Корабли и станции военно-морской службы, отдающие честь, обозначены как таковые министром военно-морского флота или должным образом уполномоченным представителем министра. Предписанные настоящими правилами артиллерийские салюты должны производиться такими кораблями и станциями. Другие корабли и станции не должны стрелять из артиллерийских салютов, если только старший офицер не даст указание сделать это в исключительных случаях, когда этого требует вежливость.
1213. Салюты флагу президента или государственного секретаря.
1. Салют из 21 орудия производится флагу Президента:
каждым судном, столкнувшимся с судном с таким флагом, прибывающим в место, где такой флаг вывешен на берегу или присутствует, когда такой флаг сломан;
военно-морской базой, когда судно с таким флагом прибывает на военно-морскую базу, или когда такой флаг нарушается присутствующим кораблем; и
флагом или генеральным офицером, принимающим на себя командование, или, находясь в командовании, ломая флаг повышенного ранга, в присутствии корабля или военно-морской базы, несущих флаг Президента.
При обстоятельствах, предусмотренных настоящей статьей, производится салют из 19 орудий флагу Государственного секретаря, исполняющего обязанности специального иностранного представителя Президента.
1214. Артиллерийские салюты флагу министра обороны, заместителя министра обороны, министр военно-морского флота, заместитель министра обороны и помощник министра обороны, генеральный советник Министерства обороны, заместитель министра военно-морского флота или помощник министра военно-морского флота.
Салют из 19 пушек в честь министра обороны, заместителя министра обороны, министра военно-морского флота, заместителя министра военно-морского флота, заместителя министра обороны, главного юрисконсульта Департамента Министерства обороны, заместителя министра или помощника министра военно-морского флота:
каждым судном, столкнувшимся с судном с таким флагом, прибывающим в место, где такой флаг вывешен на берегу, или присутствующим, когда такой флаг сломан. Когда два или более корабля находятся в компании, только старший должен отдать честь;
военно-морской базой, когда судно с таким флагом прибывает на военно-морскую базу, или когда такой флаг нарушается присутствующим кораблем; и
флагом или генеральным офицером, принимающим на себя командование, или во время командования разрыва флага повышенного ранга в присутствии корабля или военно-морской базы, несущих флаг такого офицера; при условии, что такой офицер является присутствующим старшим офицером или старшим офицером на берегу.
Когда флаги двух или более таких официальных лиц вывешиваются при обстоятельствах, предусмотренных настоящей статьей, приветствуется только флаг старшего.
1215. Салют иностранному государству.
Когда судно входит в порт иностранного государства, правительство которого официально признано правительством Соединенных Штатов, оно должно произвести салют из 21 орудия в адрес этого государства, если:
нет ни батареи салюта, ни военного корабля этой страны, способных ответить на салют; или
судно возвращается из временного отсутствия в порту, когда по согласованию с местными властями можно обойтись без салюта.
Когда судно проходит через территориальные воды иностранного государства без намерения стать в нем на якорь, нет необходимости производить салют нации, если только необычные обстоятельства не делают это желательным.
В случае прибытия двух или более судов в порт или прохождения через территориальные воды иностранного государства в компании только старший из них производит салют, предусмотренный настоящей статьей.
Салют в честь нации, если он произносится, должен предшествовать любому салюту в честь отдельных лиц.
1216. Ответный салют нации, выпущенный иностранным военным кораблем. Салют нации, выпущенный иностранным военным кораблем, заходящим в порт Соединенных Штатов, должен быть возвращен присутствующим старшим кораблем, при условии, что в зале нет салютной батареи вооруженных сил Соединенных Штатов, предназначенной для ответа на такие салюты. область.
1217. Салюты флагу иностранного президента, государя или члена правящей королевской семьи.
Салют из 21 орудия должен быть произведен кораблем или станцией под флаг или штандарт президента, суверена или члена правящей королевской семьи при обстоятельствах, предусмотренных настоящими правилами для стрельбы салютом под флагом Президент Соединенных Штатов.
В некоторых зарубежных странах принято стрелять спец. В некоторых случаях салют из 21 орудия в честь президента, государя или члена правящей королевской семьи. В таких случаях суда должны соответствовать национальным обычаям по запросу соответствующих местных властей.
1218. Салюты в присутствии нескольких глав государств.
Каждое судно, при входе в порт, где вывешены личные флаги или штандарты нескольких президентов, государей или членов правящих королевских семей, должно произвести 21-пушечный салют каждому из нескольких выставленных флагов или штандартов, в следующий порядок:
президент, суверен или член правящей королевской семьи нации, которой принадлежит порт;
Президент США;
президенты или суверены других наций, в алфавитном порядке названий наций на английском языке; и
членов правящих королевских семей других народов, в том же порядке, что и в подпункте c. выше.
В обстоятельствах, изложенных в этой статье, приветствуется только флаг или штандарт старшего сановника каждой нации.
1219. Право салютовать офицерам военно-морской службы США. Оружейные салюты, предусмотренные статьей 1235 настоящего Положения для офицеров и должностных лиц, имеющих право на 17 и более орудий, производятся при каждом официальном визите заинтересованного лица. Оружейные салюты, предписанные настоящими правилами для офицеров и должностных лиц, имеющих право на 15 орудий или менее, не могут быть произведены, если только это не будет распоряжено присутствующим старшим офицером или вышестоящим органом.
1220. Салют старшему офицеру.
Флагман, который является старшим присутствующим офицером, должен приветствоваться старшим на одном или нескольких судах, прибывающих в порт.
Когда флагман, сел на судно под его или ее командованием, прибывает в порт и присутствует старший офицер, или когда флагман принимает командование и становится присутствующим старшим офицером, ему или ей должен приветствовать присутствующий бывший старший офицер .
Орудийный салют должен быть произведен флагманом, когда флагман, который является старшим присутствующим офицером, принимает на себя или освобождается от командования, или повышается в звании.
Положения настоящей статьи регулируются положениями статьи 1226.4 и применяются, в соответствующих случаях, к офицерам военно-морской службы, командующим на берегу.
1221. Салюты иностранным флагманам.
Когда судно входит в порт, где нет офицера морской службы, старше старшего прибывающего офицера, и обнаруживает там, на плаву или на берегу, флаги иностранных флагманов одной или нескольких стран, салюты должны обменяться со старшим флагманом каждой страны.
Старший офицер ВМС США, находящийся в порту, должен обменяться салютами со старшим офицером иностранного флага, выставляющим флаг на прибывающем военном корабле, при условии, что такой флагман является старшим офицером, присутствующим в его или ее стране.
При отбытии из порта присутствующего старшего офицера ВМС США новый присутствующий старший офицер должен обменяться салютом с присутствующим старшим флагманом каждой иностранной страны.
Присутствующий старший офицер ВМС США обменивается артиллерийскими салютами со старшим офицером иностранного государства, когда любой из них поднимает флаг повышенного ранга.
При проведении салютов, предусмотренных настоящей статьей, действуют следующие правила:
Офицер младшего звена должен произвести первый салют.
Если офицеры одного ранга, прибывший офицер должен произвести первый салют.
Старшие офицеры должны салютовать в порядке звания, за исключением того, что при салюте двум или более иностранным офицерам одного и того же ранга первый салют офицеру этого ранга должен быть отдан флагманскому офицеру национальности порта.
Когда корабль ВМФ падает в море с иностранным военным кораблем под флагом флагмана, должен быть произведен обмен салютами, младший салютует первым. Обмен такими салютами возможен только между старшим кораблем Соединенных Штатов и старшим иностранным кораблем. Если флагманы одного ранга, а их относительный ранг неизвестен или вызывает сомнения, они должны без промедления взаимно отдать честь.
Положения настоящей статьи регулируются положениями статьи 1226. 4.
1222. Уведомление о салюте. Когда это возможно, должностное лицо или офицер, которым отдают честь, должны быть уведомлены о приветствии и времени, когда оно должно быть произведено.
1223. Порядок проведения артиллерийского салюта.
Интервал между салютами обычно составляет пять секунд.
Во время орудийного салюта лица на квартердеке или в составе церемониальной группы, если они находятся на берегу, должны салютовать руками. Наблюдатели на палубе или в непосредственной близости от церемониальной группы, если они на берегу, должны стоять по стойке смирно лицом к лицу или, если персонаж не находится в поле зрения, к церемониальной группе, и, если они одеты в униформу, должны отдать честь.
Офицеры, которым отдают честь, должны салютовать рукой во время стрельбы из орудийного салюта.
Лодка или транспортное средство, в которое садится отдающее честь лицо, должно быть остановлено, если это практически возможно, во время артиллерийского салюта.
1224. Невозможность отдать или отдать салют.
Орудийный салют не должен производиться, когда требуется ответный салют и не может быть произведен, но считается произведенным и возвращенным.
В тех случаях, когда по какой-либо особой причине корабль, от которого можно разумно ожидать салюта в знак уважения иностранной державе или официальному лицу, не может салютовать, обстоятельства должны быть немедленно объяснены представителю такой иностранной державы.
В тех случаях, когда из-за каких-либо особых обстоятельств отказ от салюта нельзя объяснить без оскорбления иностранной державы или официального лица, салюты должны быть произведены любым кораблем, который может сделать это безопасно.
1225. Ответный орудийный салют.
Суда и станции Соединенных Штатов должны соблюдать следующие правила:
Салют, выпущенный стране иностранным кораблем, прибывающим в порт, должен быть возвращен ружьем за ружьем.
Салют, произведенный в честь флага или старшего офицера иностранным кораблем или станцией, подлежит возврату. ружье за ружье.
Салют в честь Президента Соединенных Штатов или Государственного секретаря, исполняющего обязанности специального представителя Президента, не подлежит возврату.
Салют, выпущенный в честь любого должностного лица или офицера по случаю официального визита или проверки , не подлежит возврату.
Салют, выпущенный в честь флага или генерала его или ее флагманом или штабом, не подлежит возврату.
Салют, выпущенный в честь юбилея, праздника или торжества, возврату не подлежит.
С учетом положений настоящей статьи салют, произведенный в честь офицера или официального лица Соединенных Штатов, должен быть возвращен с количеством орудий, указанным для степени флага или генерального офицера, отдающего салют, или, если он или она не флагман и не генеральный офицер, с семью ружьями.
Нельзя ожидать ответного салюта в случае салюта, произведенного кораблем или станцией Соединенных Штатов в честь иностранного суверена, главы государства, члена правящей королевской семьи или специального представителя главы государства, или по случаю зарубежного юбилея, праздника или торжества, либо по случаю официального визита. В противном случае можно ожидать, что салют в честь иностранного государства, иностранного чиновника или офицера будет ответным ружье за ружье.
1226. Ограничения на салюты.
В присутствии президента Соединенных Штатов или президента, суверена или члена правящей королевской семьи иностранного государства никакие салюты, которые могут быть предписаны в другом месте в этих правилах, не должны производиться в адрес любого другого официального лица. низшего ранга этой нации.
Когда два или более должностных лица или офицера, каждый из которых имеет право на орудийный салют, совершают официальный визит в компании на корабль или на станцию, салютовать должен только старший. Если они прибывают или уходят в разное время , каждому будет оказан орудийный салют, на который он или она имеет право.
Салюты не должны запускаться в портах или местах, где они запрещены местным законодательством.
Ни одно должностное лицо или офицер, Соединенные Штаты или иностранные, за исключением тех, кто имеет право на 17 или более орудий, не может приветствоваться одним и тем же кораблем или станцией более одного раза в 12 месяцев, если и с учетом других положений настоящих правил, такое официальное лицо или офицер был повышен в звании, совершает официальный визит или инспекцию, или находится на особом посту, в котором задействована международная вежливость или существуют исключительные обстоятельства. В последнем случае командир, при отсутствии указаний, действует по своему усмотрению.
Ни одному офицеру, кроме флагмана или генерала, нельзя отдавать честь из огнестрельного оружия, кроме как в обмен на оружейный салют.
Ни одному офицеру вооруженных сил в гражданской одежде нельзя отдавать честь из огнестрельного оружия, если только он или она в это время не действует в официальном гражданском качестве.
Запрещается салютовать между заходом и восходом солнца, до 08:00 или в воскресенье, за исключением случаев, когда этого требует международная вежливость, или когда это связано с церемониями смерти. С учетом положений этого пункта салют в честь должностного лица или офицера, прибывшего до 08:00, должен быть произведен в 08:00. Однако, если день воскресенье, салют должен быть произведен в понедельник. Салют не может быть произведен, если официальное лицо или офицер тем временем ушли. В случае артиллерийского салюта в 08:00 первая пушка салюта должна быть произведена сразу после завершения утренних цветов или последней ноты последнего государственного гимна.
Пред.
Следующий
Спасатели приветствуют
KBTX и Waltman & Grisham рассказывают о местных спасателях, которые сделали все возможное. Сделайте свою номинацию сегодня!
Приветствие спасателей
На этой неделе спасатели приветствуют Стивена Берана.
Обновлено: 12 сентября 2022 г., 00:05 CDT
|
Клифф Уоллес
Приветствие спасателей на этой неделе достается Стивену Берану.
Приветствие спасателей
Приветствие спасателей на этой неделе достается Мике Гарсии.
Обновлено: 25 июля 2022 г., 00:05 CDT
|
Автор: Клифф Уоллес
На этой неделе первый ответчик приветствует Мику Гарсию.
Приветствие спасателей
Приветствие спасателей на этой неделе принадлежит Карлосу Гарсии.
Обновлено: 11 июля 2022 г., 00:05 CDT
|
By Cliff Wallace
Салют первой помощи на этой неделе достается Карлосу Гарсии.
Приветствие спасателей
Приветствие спасателей на этой неделе принадлежит Джессике Макклоски
Обновлено: 20 июня 2022 г., 00:01 CDT
|
Клифф Уоллес
На этой неделе спасатели приветствуют Джессику Макклоски.
Обновлено: 6 июня 2022 г., 10:27 CDT
|
Автор: Клифф Уоллес
На этой неделе первый ответный салют отправляется Хейли Майнор из St. Joseph Health в округе Граймс.
Приветствие спасателей
Приветствие спасателей на этой неделе принадлежит Кайлу Лукачу.
Обновлено: май. 23 января 2022 г., 00:05 CDT
|
Автор: Клифф Уоллес
Приветствие спасателей на этой неделе принадлежит Кайлу Лукачу, патрульному полицейскому управлению Брайана.
Приветствие спасателей
Приветствие спасателей на этой неделе принадлежит Брайану Коэну.
Обновлено: май. 9 сентября 2022 г., 00:05 CDT
|
Автор: Клифф Уоллес
На этой неделе первый ответчик приветствует Брайана Коэна.
Добровольная пожарная служба Калверта отмечает 150-летие
Обновлено: май. 7 января 2022 г., 16:39 CDT
|
Коннер Бин
Празднование 150-летия создания
Спасатели приветствуют
На этой неделе спасатели приветствуют Джейсона Басу.
Обновлено: 25 апреля 2022 г., 00:05 CDT
|
Автор: Клифф Уоллес
Приветствие спасателей на этой неделе достается Джейсону Бусе.
Приветствие спасателей
Приветствие спасателей на этой неделе принадлежит Джимми Розье.
Обновлено: 11 апреля 2022 г., 00:05 CDT
|
Клифф Уоллес
Приветствие спасателей на этой неделе отдается Джимми Розье.
Приветствие спасателей
Приветствие спасателей на этой неделе принадлежит Закри Павлоку.
Обновлено: 21 марта 2022 г., 00:01 CDT
|
Автор: Клифф Уоллес
На этой неделе первый ответчик приветствует Закри Павлока.
Приветствие спасателей
Приветствие спасателей на этой неделе принадлежит Крису Форду.
Обновлено: 7 марта 2022 г., 00:05 CST
|
Автор: Клифф Уоллес
На этой неделе первый ответчик приветствует Криса Форда.
Приветствие спасателей
Приветствие спасателей на этой неделе принадлежит Джеральду Бернетту.
Обновлено: 21 февраля 2022 г., 00:01 по центральному поясному времени
|
Автор: Клифф Уоллес
На этой неделе спасатели приветствуют Джеральда Бернетта.
Спасатели приветствуют
Приветствие спасателей на этой неделе принадлежит Нине Боузер.
Обновлено: 24 января 2022 г., 00:00 по центральному поясному времени
|
Автор: Клифф Уоллес
На этой неделе первый ответчик приветствует Нину Боузер.
Приветствие спасателей
Приветствие спасателей на этой неделе принадлежит Мэтью Брансону из пожарной части Колледж-Стейшн.
Обновлено: 7 января 2022 г., 17:33 по центральному поясному времени
|
Клифф Уоллес
На этой неделе первый ответный салют отправляется Мэтью Брансону из пожарной части Колледж-Стейшн.
Приветствие первых респондентов
Приветствие первых респондентов на этой неделе отправляется Никки Эйферле с St. Joseph и Signature Care.
Обновлено: 27 декабря 2021 г., 14:11 по центральному поясному времени
|
Автор: Клифф Уоллес
Приветствие спасателей на этой неделе достается Никки Эйферле из компании St. Joseph and Signature Care.
Спасатели приветствуют
Салют первой помощи на этой неделе отправляется в Денну Сервелло со Святым Иосифом.
Обновлено: 10 декабря 2021 г., 15:26 по центральному поясному времени
|
By Cliff Wallace
Салют первой помощи на этой неделе отправляется Денне Сервелло со Святым Иосифом.
Приветствие спасателей
Приветствие спасателей на этой неделе достается Алиссе Салинас-Агундиз.
Обновлено: 22 ноября 2021 г., 12:28 CST
|
Автор: Клифф Уоллес
Приветствие спасателей на этой неделе достается Алиссе Салинас-Агундиз.
Приветствие спасателей
Приветствие спасателей на этой неделе принадлежит Хиту Дозьеру.
Обновлено: 5 ноября 2021 г., 16:28 CDT
|
Автор: Клифф Уоллес
На этой неделе спасатели приветствуют Хита Дозьера.
Запчасти для реактивного оборудования и инструментов
UA-40007504-2
замокплюс
Магазин по:
Сортировать по:
Избранное
Новейшие
Бестселлер
А — Я
З — А
Отзывы
Цена: от низкой до высокой
Цена: от высокой к низкой
Рекомендуемая производителем розничная цена:
$115,40
$86,55
Сравнивать
Рекомендуемая производителем розничная цена:
$115,40
$86,55
Сравнивать
Рекомендуемая производителем розничная цена:
$186,00
$139,50
Сравнивать
Рекомендуемая производителем розничная цена:
$111,40
$83,55
Сравнивать
Рекомендуемая производителем розничная цена:
217,00 долларов США
$162,75
Сравнивать
Рекомендуемая производителем розничная цена:
$101,60
$76,20
Сравнивать
Рекомендуемая производителем розничная цена:
$259,80
$194,85
Сравнивать
Рекомендуемая производителем розничная цена:
96,40 долл. США
$72,30
Сравнивать
Рекомендуемая производителем розничная цена:
250,20 долл. США
$187,65
Сравнивать
Рекомендуемая производителем розничная цена:
$105,00
$78,75
Сравнивать
Рекомендуемая производителем розничная цена:
$192,60
$144,45
Сравнивать
Рекомендуемая производителем розничная цена:
$106,80
80,10 $
Сравнивать
О компании — Jet Machine
Профиль компании
Jet Machine – это сложный прецизионный механический цех, оснащенный новейшими технологиями на швейцарских и стандартных станках с ЧПУ. Владельцы Тони и Марти Дэвис приобрели Jet Machine в 2001 году под эгидой Conway Manufacturing Group. Они усердно работали над расширением клиентской базы компании за счет новых машин, квалифицированных рабочих, программ постоянного обучения и обслуживания клиентов. Клиенты Jet Machine варьируются от частных малых предприятий до международных производителей оригинального оборудования.
Благодаря новому расширению Jet Machine теперь имеет восемь швейцарских токарных станков с ЧПУ и работает круглосуточно. У нас есть первоклассные бренды, и мы можем обслуживать отрасли, в которых требуются детали с чрезвычайно жесткими допусками при больших объемах производства. Наш токарный станок Miyano предлагает стандартную токарную обработку с ЧПУ для деталей диаметром до 3 дюймов. У нас есть несколько фрезерных центров. Вертикально-фрезерный центр Haas VF7 имеет самую большую станину и используется при производстве деталей для полиграфической и упаковочной промышленности, а также для других производств, требующих более крупного фрезерного станка. Для таких отраслей, как аэрокосмическая и оборонная промышленность, сложные детали производятся на горизонтально-фрезерном центре Makino A51.
Почему стоит выбрать Jet
Jet Machine — это основанный на решениях магазин прецизионных станков, расположенный в Конвее, штат Арканзас, и является OEM-поставщиком деталей, выточенных в Швейцарии, и деталей, обработанных на станках с ЧПУ. Мы стремимся соответствовать стандартам, установленным сертификацией серии ISO 9001: 2015. Постоянное совершенствование наших процессов при сохранении установленных отраслевых стандартов качества является ключом к успешному бизнесу и довольным клиентам. Посредством регулярных совещаний руководства и аудитов мы можем выявлять слабые места и устранять их своевременно и эффективно.
Струйный станок имеет четыре основных направления деятельности, чтобы удовлетворить все ваши потребности в обработке: швейцарская токарная обработка с ЧПУ (также называемая обработкой винтов), обработка с ЧПУ (фрезерные станки с ЧПУ), мелкосерийная/малосерийная обработка, а также поддержка проектирования и прецизионная сборка. Мы можем обрабатывать детали из различных материалов, в любом количестве и в кратчайшие сроки.
Струйная машина стремится производить качественную прецизионную продукцию наряду с качественным обслуживанием клиентов.
Быстрая установка
Квалифицированные операторы и инженеры
Обеспечение качества
Оптимизация усилий
Служба поддержки клиентов
Мажоритарный владелец Марти Дэвис гордится тем, что владеет Jet Machine, малым бизнесом, которым владеют женщины, сертифицированным WBENC. Этот сертификат признает усилия Марти как бизнес-леди, а также помогает нашим клиентам, у которых есть квоты для выполнения конкретных контрактов.
I
Обслуживаемые отрасли
Jet Machine специализируется на контрактном производстве компонентов с прецизионной механической обработкой в широком спектре отраслей, включая, помимо прочего, следующие:
Новинка на рынке сварочной техники инвертор Калибр 225. Преимущество его заключается в том, что даже при напряжении в сети 160В он стабильно варит электродом 3мм.
Размеры Калибр сви значительно уменьшены за счет использования новой инновационной схемы. В чем состоит новшество продавцы не уточняют, зато на практике можно насладиться качеством сварки не погружаясь в премудрости схемотехники. Сварочный инвертор Калибр творит чудеса, работает с длинным удлинителем, рассчитанным на малую мощность, при этом удлинитель не греется, что в некотором роде противоречит законам физики.
В силовых узлах установлены качественные электронные компоненты (ключи, транзисторы) от ведущих мировых производителей
Печать плат сварочного аппарата Калибр производится, аналогично, на высокотехнологичном оборудовании, выпущенном в Европе. затем они проходят двухуровневый контроль качества.
Каждый готовый mini сви проходит испытания с целью выявления возможных дефектов до попадания оборудования к потребителю.
Недостатки:
Неприятный запах от кабеля и ремня для переноски инвертора на плече. В паспортных данных отсутствуют ANTI-STICK и HOT START.
Опыт использования для сварки калибр mini сви-225:
Приобретено это чудо техники в сварочном магазине ( не говорю умышленно в котором, чтобы не создавать рекламы). В магазине уточнили законодательную норму, которая и так всем известна: можно вернуть товар при возникновении проблем обратно продавцу в течении 14 дней. Но уже приятно, что озвучили. По отзывам в интернете стало понятно одно: либо повезет и калибр mini будет работать, либо быстро сгорит. Поэтому было куплено 10 кг самых дешевых электродов диаметром 3 мм и 4мм и началась обкатка в течении нескольких часов сначала тройкой, потом, с небольшими перерывами, четверкой. Аппарат холодный вообще, кабель немного греется, но очень слабо, чуть теплый. Включил через удлинитель 15 м, которая расчитана на 2,5 кВт. Резал на нем четверкой сталь, выкрутив баранку тока на максимум. Он не нагрелся ни капли. Фантастика да и только. А это еще и значит, что с потреблением не обманули (максимум 3,6 кВт).
Функций ANTI-STICK и HOT START действительно нет, но при этом дуга легко поджигаются и даже дешевые электроды не залипают. При этом получаются ровные и гладенькие сварные швы без видимых дефектов.
Есть опыт? ПОДЕЛИТЕСЬ на вкладке «Отзывы», или задайте вопрос — получите ответ от опытных сварщиков.
Цена-качество соответствует ожиданиям, УЗНАЙТЕ О БОНУСАХ ПАРТНЕРА и доставке в регионе — НАЖМИТЕ на кнопку:
Сварочный аппарат Калибр СВИ-200, СВИ-250: характеристики, преимущества
Сварочный аппарат Калибр, несмотря на название, производится в Китае, именно там располагаются основные производственные мощности. Это дает возможность снизить количество финансовых затрат на изготовление продукции, при этом обеспечивая ей конкурентоспособный уровень качества. Все это позволило бренду завоевать популярность среди покупателей, которые выбирают технику для частного использования. Сварочные инверторы Калибр преимущественно применяются в домашних условиях. Они больше подходят для новичков, так как профессиональный сегмент в модельном ряду бренда представлен немногочисленно.
Функциональные возможности
«Важно!
Существует несколько групп аппаратов, различающихся по своим функциональным особенностям, принципу действия и доступных в них типах операций».
Можно выделить следующие группы:
аппараты для ручной дуговой сварки;
полуавтоматические инверторы;
техника для сварки труб из полипропилена;
аппараты для точечной сварки.
Сварочные инверторы являются наиболее распространенными и востребованными. Производитель предлагает технику как с наличием нескольких дополнительных функций, так и без них. Все зависит от модели, но чаще всего встречаются различные комбинации таких функций, как:
горячий старт – облегчает розжиг дуги за счет временного повышения напряжения;
антизалипание – отключает подачу тока при залипшем электроде и возникновении короткого замыкания;
форсирование дуги – поддержание стабильного горения дуги при сварке, за счет изменения характеристик тока и напряжения.
Преимущества и недостатки определенных моделей
Сварочный инвертор Калибр Micro СВИ-205 – компактный, но мощный аппарат, который отличается легкостью, что позволяет применять его для мобильных работ. Он подходит для дома, так как имеет простое управление, удобную регулировку. Модель не шумит и работает в течение длительного времени. Техника хорошо справляется с постоянными нагрузками, но ее комплектующие оставляют желать лучшего. При использовании электродов до 3 мм сварка проходит предельно стабильно. В этой модели нет столь распространенных функций, как антизалипание, форсирование дуги и горячий старт.
Сварочный инвертор Калибр Micro СВИ-205
СВИ-250ПН-Ц – мощная и компактная модель, которую стоит купить для применения при длительных сварочных операциях. Многие владельцы жалуются на плохое качество комплектующих, таких как электрододержатели, клеммы, провода и пр. Комплектные кабеля длиною около 2 метров, которой оказывается мало для практического использования. В то же время техника отлично функционирует при скачках напряжения. У нее широкий рабочий диапазон – от 160 до 240 В. Благодаря хорошей вентиляции обеспечивается высокий уровень беспрерывной работы.
Сварочный аппарат Калибр СВИ-250ПН-Ц
СВИ 205АП – одна из наиболее универсальных моделей во всей линейке, вариант качественной профессиональной техники по доступной стоимости. Среди недостатков – слабая комплектация, которую приходится менять самостоятельно. Провода слишком короткие. Заявленные параметры не соответствуют фактическим. В качестве преимущества можно отметить относительно небольшие размеры при хорошей мощности и невысокой стоимости. Это экономичная модель, в комплекте которой идет дополнительно сварочная маска-хамелеон.
СВИ-190АП – аппарат отлично подходит для работы с нержавеющей сталью, рутиловыми электродами и прочими разновидностями. Благодаря своей универсальности он получил высокую популярность среди покупателей, хотя и не лишен определенных недостатков. Немало отзывов о модели говорит, что средняя продолжительность работы составляет около года, после чего технику приходится ремонтировать. Гарантийный ремонт производителем не предусмотрен, что совместно с плохим качеством комплектующих создает определенный ряд проблем. К преимуществам модели относят стоимость – впрочем, она сразу же наталкивает на догадки о качестве техники.
Сварочный аппарат Калибр СВИ-190АП
СВИ-170АП(ПН) – маломощный сварочный аппарат. Покупатели отмечают, что техника не перегревается даже при высокой температуре окружающей среды. Здесь сохраняется распространенная проблема этой ТМ, при которой приходится менять комплектующие на качественные и подходящие. В модели нет дополнительных функций, что для маломощных аппаратов объяснимо. В качестве преимуществ выделяют наличие индикатора работы, удобную панель регулировки параметров и сварочную маску в комплектации.
Сварочный аппарат Калибр СВИ-170АП
Сварочный инверторный аппарат Калибр СВИ-200 – доступная модель с высокими показателями, благодаря которым можно варить электродами до 4 мм. Этот аппарат рассчитан только на ручную дуговую сварку. Для переноски у него имеется специальный ремень. Это одна из универсальных моделей, ее часто выбирают для домашнего использования. При профессиональном применении аппарат проявляет себя не лучшим образом, так как не отличается надежностью. Недостатки сварочного инвертора Калибр СВИ-200 в его ненадежности и несоответствии заявленных характеристик фактическим.
Сварочный инверторный аппарат Калибр СВИ-200
Технические характеристики
Микро СВИ-205:
Тип – инвертор.
КПД – 85%.
Сварочный ток – 10-205 А постоянный.
Типы сварки – (MMA).
Мощность – 3,6 кВт.
ПВ – 40%.
Количество фаз – 1.
Диаметр электрода – 5 мм.
Вес – 2,6 кг.
Микро СВИ-200:
Тип – инвертор.
КПД – 85%.
Сварочный ток – 20-200 А постоянный.
Типы сварки – (MMA).
Мощность – 3,8 кВт.
ПВ – 70%.
Количество фаз – 1.
Диаметр электрода – 4 мм.
Предел напряжения – 187-253 В.
Микро СВИ-200:
Тип – инвертор.
КПД – 85%.
Сварочный ток – 20-160 А постоянный.
Типы сварки – (MMA).
Мощность – 5 кВт.
ПВ – 70%.
Количество фаз – 1.
Диаметр электрода – 4 мм.
Предел напряжения – 187-253 В.
Вес – 6 кг.
Инструкция по использованию
Применение техники должно осуществляться по инструкции, так как не все модели отличаются стойкостью к перегрузкам. Для каждой из них предусмотрены свой температурный режим и время беспрерывной работы.
«Важно!
Следование требованиям и контроль за перегревом техники помогут продлить сроки эксплуатации.»
Сварочный полуавтомат Калибр следует использовать с учетом правил электро- и газовой безопасности. В комплекте нет баллона и прочих аксессуаров для применения газа, так что подключать и проверять надежность придется самостоятельно. Практически все модели не обладают какими-либо сложными техническими особенностями, которые существенно выделяют их на фоне остальных сварочных аппаратов, так что проблем с изучением инструкции не должно возникать.
Заключение
ТМ «Калибр» занимает уверенные позиции в бюджетном сегменте и для этой ценовой категории предоставляет качественную и интересную для частного применения продукцию. Сложные профессиональные модели с наличием дополнительных функций здесь также присутствуют, но некоторые оказываются ненадежными, хотя в линейке есть и мощные универсальные аппараты хорошего качества. Полуавтоматы, аппараты для сварки полипропиленовых труб и точечной сварки являются узкоспециализированными и не так распространены, как инверторы.
Индекс сварочных калибров, сварочных калибров, галлонов, г.а.л. датчик
Приборы для измерения сварных швов
позволяют точно быстро и легко проверить сварные швы различных размеров. Вы можете измерить Толщина сварного шва, стыковые угловые швы, длина сварного шва, несоосность (High-Low) и многое другое в зависимости от выбранного датчика.
Приборы для измерения сварных швов
прочны, хорошо изготовлены и выпускаются в большом количестве. типов, которые идеально соответствуют вашим требованиям.
Наши приборы для измерения сварных швов, несомненно, предоставят вам множество лет службы, будь то в магазине или в поле.
WG-DWG Цифровой сварочный прибор
С ЖК-дисплеем будет храниться либо установка нуля, либо измеренное значение. значение в любом положении для дифференциальных измерений.
WG-3 Регулируемый угловой шов Датчик
Функция измерения неравных ног
Измерение толщины углового шва и сварного шва
WG-6 Размер автоматической сварки Сварочный датчик
Для точной калибровки стыковых угловых сварных швов
WG-4 Мостовой кулачковый датчик
Следующие размеры возможны как в дюймах, так и в миллиметров: угол подготовки, избыток металла шва, глубина Подрезка, глубина питтинга, размер сварного шва и многое другое.
WG-9 Т-образный угловой сварной шов Манометр с калькулятором
Контрольный угол вертикального элемента, острая сторона сварного шва, тупой сварной шов Сторона
WG-5 «V-WAC» одинарная сварка Датчик
Проверка поднутрения, высоты коронки, пористости, ямок, все из нержавеющей стали Сталь
Ключи для измерения сварных швов, такие как наш Weld Измерительные скругления — идеальное решение для повторяющихся проверка отдельных размеров сварных швов. На самом деле, каждый сварщик может нести набор для целей предварительной проверки.
Ключи для измерения сварных швов
прочны, хорошо изготовлены и поставляются в различных удобные размеры.
Наши ключи для измерения сварных швов, несомненно, предоставят вам множество лет службы, будь то в магазине или в поле.
WG-16 Мини-ключи для угловой сварки
11 различных стандартных размеров с метрической эквивалентной маркировкой — от 1/8″ до 1″
РГ-10 Угловой сварной шов кармана Манометр
Карманный размер — измеряет филе 8 размеров
Скругления для измерения сварных швов, как у нашего Weld Измерительные ключи — идеальное решение для повторяющихся проверка отдельных размеров сварных швов. Сварные измерительные галтели делают настоящие средства экономии времени, которые вы найдете незаменимыми … и Интересно, как вы раньше работали без них.
Измерительные галтели
прочны, хорошо изготовлены и поставляются в различные удобные размеры.
Наши галтели для измерения сварных швов, несомненно, предоставят вам множество лет службы, будь то в магазине или в поле.
WG-8 7 угловых швов Комплект
Проверить размер филе окорока и горловины
WG-7 Датчик WTPS
Точность из нержавеющей стали. Все маркировки и размеры имеют лазерную гравировку для удобства и ясности при чтении.
Вернуться к началу страницы
ссылка на то, как читать сварочные датчики
.
Товарные знаки являются собственностью соответствующих владельцев.
Обслуживание канадских провинций и территорий Ньюфаундленд, NF, NL, Nova Шотландия, NS, Нью-Брансуик, NB, Остров Принца Эдуарда, PEI, PE, Квебек, PQ, QC, Онтарио, ON, Манитоба, МБ, Саскачеван, SK, Альберта, AB, Британская Колумбия, Британская Колумбия, Северо-Западные территории, NT, Нунавут, NU, Юкон, YT
Обслуживание штатов США Алабама, Алабама, Аляска, Аляска, Аризона, Аризона, Арканзас, Арканзас, Калифорния, Калифорния, Колорадо, Колорадо, Коннектикут, Коннектикут, Делавэр, Делавэр, округ Колумбия, округ Колумбия, Флорида, Флорида, Джорджия, Джорджия, Гавайи, Гавайи, Айдахо, Айдахо, Иллинойс, Иллинойс, Индиана, Индиана, Айова, Айова, Канзас, Канзас, Кентукки, Кентукки, Луизиана, Лос-Анджелес, Мэн, Мэн, Мэриленд, Мэриленд, Массачусетс, Массачусетс, Мичиган, Мичиган, Миннесота, Миннесота, Миссисипи, Массачусетс, Миссури, Миссури, Монтана, Монтана, Монтана, Небраска, Северная Каролина, Невада, Невада, Нью-Гэмпшир, Нью-Хэмпшир, Нью-Джерси, Нью-Джерси, Нью-Мексико, Нью-Мексико, Нью-Йорк, Нью-Йорк, Север Каролина, Северная Каролина, Северная Дакота, Северная Дакота, Огайо, Огайо, Оклахома, OK, Орегон, Орегон, Пенсильвания, Пенсильвания, Род-Айленд, Род-Айленд, Южная Каролина, Южная Каролина, Южная Дакота, Южная Дакота, Теннесси, Теннесси, Техас, Техас, Юта, Юта, Вермонт, Вирджиния, Вирджиния, Вашингтон, Вашингтон, Западная Вирджиния, Западная Вирджиния, Висконсин, Висконсин, Вайоминг, Вайоминг,
Мы можем отправить на Афганистан, Аландские острова, Албания, Алжир , Американское Самоа , Андорра , Ангола , Ангилья , Антигуа и Барбуда, Аргентина, Армения, Аруба, Австралия, Австрия , Азербайджан , Азорские острова , Багамы , Бахрейн , Бангладеш , Барбадос , Беларусь , Бельгия , Белиз , Бенин , Бермуды , Бутан , Боливия , Бонайре , Босния , Ботсвана , Бразилия , Британские Виргинские острова , Бруней , Болгария , Буркина Фасо , Бурунди , Камбоджа , Камерун , Канада , Канарские острова , Кабо-Верде , Каймановы острова , Центральная Африканская Республика, Чад, Чили, Китай, Колумбия, Коморские Острова, Конго, Острова Кука, Коста-Рика, Хорватия, Кюрасао, Кипр , Чехия , Демократическая Республика Конго , Дания , Джибути , Доминика , Доминиканская Республика , Эквадор , Египет , Сальвадор , Англия , Экваториальная Гвинея , Эритрея , Эстония , Эфиопия , Фарерские острова, Фиджи, Финляндия, Франция, Французская Гвиана, Французская Полинезия , Габон , Гамбия , Грузия , Германия , Гана , Гибралтар , Греция , Гренландия , Гренада , Гваделупа , Гуам , ГУ, Гватемала , Гернси , Гвинея , Гвинея-Бисау , Гайана , Гаити , Голландия , Гондурас , Гонконг , Венгрия , Исландия , Индия , Индонезия , Ирак , Ирландия , Израиль , Италия , Кот-д’Ивуар , Ямайка , Япония , Джерси , Иордания , Казахстан , Кения , Кирибати , Косрае , Кувейт , Кыргызстан , Лаос , Латвия , Ливан , Лесото , Либерия , Ливия , Лихтенштейн , Литва , Люксембург , Макао , Македония (Fyrom) , Мадагаскар , Мадейра , Малави , Малайзия , Мальдивы , Мали , Мальта , Маршалловы острова , MH , Мартиника , Мавритания , Маврикий , Майотта , Мексика , Микронезия , Молдова , Монако , Монголия , Черногория , Монтсеррат , Марокко , Мозамбик , Северная Мариана острова , Намибия , Непал , Нидерланды , Нидерландские Антильские острова , Новая Каледония , Новая Зеландия , Никарагуа , Нигер , Нигерия , Остров Норфолк, Северная Ирландия, Норвегия, Оман, Пакистан, Палау, PW, Панама, Папуа-Новая Гвинея, Парагвай, Перу, Филиппины , Польша , Понапе , Португалия , Пуэрто Рико , Пр , Катар , Реюньон , Румыния , Рота , Россия , Руанда , Саба , Сайпан , Сан-Марино , Саудовская Аравия , Шотландия , Сенегал , Сербия , Сейшелы , Сьерра Леоне , Сингапур , Словакия , Словения , Соломоновы острова , Юг Африка, Южная Корея, Испания, Шри-Ланка, Сен-Бартельми, Св. Кристофер, Санта-Крус, Сент-Эстатиус, Сент-Джон, Сент-Китс и Невис, Сент-Люсия, Сен-Мартен, Сент-Мартин, Сент-Томас , Сент-Винсент/Гренадины, Суринам, Свазиленд, Швеция, Швейцария , Сирия , Таити , Тайвань , Таджикистан , Танзания , Таиланд , Тимор-Лешти, Тиниан, Того, Тонга, Тортола, Тринидад и Тобаго, Трук, Тунис, Турция, Туркменистан, турки и Кайкос, Тувалу, Уганда, Украина, Юнион-Айленд, Соединенные Штаты Арабские Эмираты , Великобритания , США , Уругвай, девственница США острова, VI, Узбекистан, Ванату, город-государство Ватикан, Венесуэла , Вьетнам , Виргин-Горда , Уэльс , острова Валлия и Футуна , Западное Самоа , Яп , Йемен , Замбия , Зимбабве
Мы стараемся отправлять в крупнейшие города мира Токио, Япония, Сеул, Южная Корея, Мехико, Мексика, Нью-Йорк, США, Мумбаи, Индия, Джакарта, Индонезия, Сан-Паулу, Бразилия, Дели , Индия, Осака/Кобе, Япония, Шанхай, Китай, Манила, Филиппины, Лос-Анджелес, США, Калькутта, Индия, Москва, Российская Федерация, Каир, Египет, Лагос, Нигерия, Буэнос-Айрес, Аргентина, Лондон, Великобритания, Пекин, Китай, Карачи, Пакистан, Дакка, Бангладеш, Рио-де-Жанейро, Бразилия, Тяньцзинь, Китай, Париж, Франция, Стамбул, Турция, Лима, Перу, Тегеран, Иран, Бангкок, Таиланд, Чикаго, США, Богота, Колумбия, Хайдарабад, Индия, Ченнаи, Индия, Эссен, Германия, Хошимин, Вьетнам, Ханчжоу, Китай, Гонконг, Китай, Лахор, Пакистан, Шэньян, Китай, Чанчунь, Китай, Бангалор, Индия, Харбин, Китай, Чэнду, Китай, Сантьяго, Чили, Гуанчжоу, Китай, Санкт-Петербург, Российская Федерация, Киншаса, ДРК, Багдад, Ирак, Цзинань, Китай, Хьюстон , США, Торонто, Канада, Янгон, Мьянма (Бирма), Алжир, Алжир, Филадельфия, США, Циндао, Китай, Милан, Италия, Пусан, Южная Корея, Белу-Оризонти, Бразилия, Алмадабад, Индия, Мадрид, Испания, Сан-Франциско, США, Александрия, Египет, Вашингтон, округ Колумбия, США, Ухань, Китай, Даллас, США, Гвадалахара, Мексика, Чунцин, Китай, Медельин, Колумбия, Детройт, США, Ханьдань, Китай, Франкфурт, Германия, Порту-Алегри, Бразилия, Ханой, Вьетнам, Сидней, Австралия, Санто-Доминго, Дом. Республика, Сингапур, Сингапур, Касабланка, Марокко, Катовице, Польша, Пуна, Индия, Бангдунг, Индонезия, Монтеррей, Мексика, Монреаль, Канада, Нагоя, Япония, Нанкин, Китай, Абиджан, Кот-д’Ивуар, Сиань, Китай, Берлин, Германия, Эр-Рияд, Саудовская Аравия, Ресифи, Бразилия, Дюссельдорф, Германия, Анкара, Турция, Мельбурн, Австралия, Сальвадор, Бразилия, Далянь, Китай, Каракас, Венесуэла, Адис-Абеба, Эфиопия, Афина, Греция, Кейптаун, Южная Африка, Кельн, Германия, Мапуту, Мозамбик, Неаполь, Италия
Г.А.Л. Gage Company :: Измерительные приборы для сварки
Из-за проблем с цепочкой поставок и инфляции наши текущие цены были скорректированы.
Приборы для измерения сварных швов от G.
A.L. Gage, позволяют быстро и легко точно проверять сварные швы различных размеров. Вы можете измерить толщину сварного шва, стыковые сварные швы, длину сварного шва, смещения (высокие-низкие) и многое другое в зависимости от выбранного датчика.
Популярные приборы для измерения сварных швов: внутреннее/внешнее смещение, усиление стыкового сварного шва, монтажный зазор, толщина стенки трубы и др.
Многофункциональные приборы для измерения сварных швов: смещение, угол подготовки, разметка для раструбных сварных швов и др.
Цифровые приборы для измерения сварных швов: показания в дюймах и метрических единицах (Exacto, Swiss Precision Instruments)
Specialized Weld Measuring Gauges: Unique Requirement Gauges for checking / measuring Skew-T Joints, Inspection Dimension, Acute Dihedral Angle and Offset Between Two Plates
Вы можете очень быстро сравнить цены станка с ЧПУ по металлу и подобрать оптимальные варианты из более чем 83694 предложений
Станки ювелирные ЧПУ по металлу фрезерные 4 и 5 координатные MAX7
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Профессиональный ювелир всегда стоит перед выбором – оптимальная разумная цена и соответствующее качество и функциональность ювелирного оборудования. Завод Twitte предлагает высококлассные…
03.06.2016
Каменск-Шахтинский (Россия)
8 000
тяжелый портальный высокоскоростной вертикально-сверлильный станок с ЧПУ по металлу для листа, фланцев, трубной доски и листового металла
Состояние: Новый Производитель: Китай
Сверление, фрезерование, рассверливание, нарезание резьбы ,зенкерование, зенкование, развертывание, контурное фрезерование – основные функции сверлильно-фрезерного станка с ЧПУ для трубных решеток,. ..
26.04.2021
Нижний Новгород (Россия)
Фрезерный станок с ЧПУ по металлу
Состояние: Б/У Год выпуска: 1990
Куплю фрезерный станок с ЧПУ по металлу любого вида, производителя и года выпуска! Срочный выкуп, любой способ расчета. Осмотр в день обращения. Дефекты можно под ремонт и восстановление….
08.06.2021
Москва (Россия)
Фрезеный станок с ЧПУ по металлу от производителя
Состояние: Новый Производитель: ООО «ПРОММОНТАЖ» (Россия)
Самые ВЫГОДНЫЕ и КАЧЕСТВЕННЫЕ отечественные станки только у нас. Фрезер с ЧПУ YASTREB является самым лучшим и выгодным предложением на Российском рынке, позволяет работать непрерывно,…
13.11.2018
Челябинск (Россия)
900 000
Портальный фрезерный станок с ЧПУ по металлу Роутер 1070
Состояние: Новый Производитель: Роутер
В наличии
Описание: Роутер 1070 – портальный фрезерный станок с ЧПУ широкого применения. Станок предназначен для трёхосевой фрезерной и гравировальной обработки, а также сверления, материалов твёрдостью до…
11.01.2021
Зеленоград (Россия)
790 000
Станок c ЧПУ по металлу Trace Magic ТМ20 0605
Состояние: Новый Производитель: Trace Magic (Россия)
В наличии
Станки серии ТМ20 представляют собой 3-х координатные фрезерные станки портального типа, разработаны для высокоточной и производительной обработки таких материалов, как сталь, алюминий и…
10.10.2022
Казань (Россия)
1 193 000
портальный высокоскоростной вертикально-сверлильный станок с ЧПУ по металлу с 4-х кулачковым гидравлическим самоцентрирующимся зажимом
Состояние: Новый Производитель: Китай
Портальный вертикально-сверлильный (фрезерный) высокоскоростной станок с чпу для металлического листа, фланцев, трубной доски (решетки), клапанов. Сверление, рассверливание, зенкерование,…
15.03.2021
Нижний Новгород (Россия)
Наладка станков с ЧПУ по металлу
Состояние: Новый
В наличии
Услуги ремонта, наладки, модернизации и восстановления металлорежущих СТАНКОВ и промышленного ОБОРУДОВАНИЯ с ЧПУ в Санкт-Петербурге и Северо-Западном регионе. РЕМОНТИРУЕМ: — электронику…
20.03.2015
Санкт-Петербург (Россия)
2 000
Настройка станков с ЧПУ по металлу
Состояние: Новый
В наличии
Услуги ремонта, наладки, модернизации и восстановления металлорежущих СТАНКОВ и промышленного ОБОРУДОВАНИЯ с ЧПУ в Санкт-Петербурге и Северо-Западном регионе.»ремонтируем:- электронику (ЧПУ,…
30.03.2015
Санкт-Петербург (Россия)
2 000
Модернизация станков с ЧПУ по металлу
Состояние: Новый
В наличии
Услуги ремонта, наладки, модернизации и восстановления металлорежущих СТАНКОВ и промышленного ОБОРУДОВАНИЯ с ЧПУ в Санкт-Петербурге и Северо-Западном регионе. «ремонтируем:- электронику (ЧПУ,…
09.04.2015
Санкт-Петербург (Россия)
2 000
Токарный станок с ЧПУ по металлу CKE 6150Z/1500
Состояние: Новый Производитель: DMTG (Китай)
В наличии
Станок CKЕ 6150Z является токарным станком типа CNC нового поколения, разработанным корпорацией Sigerlind, характеризуется высокой степенью точности и большой эффективностью. Эта модель станка…
25.11.2022
Казань (Россия)
Фрезерный станок с ЧПУ по металлу DMG DMC635V
Состояние: Б/У Год выпуска: 2015 Производитель: DMG (Россия)
Продается фрезерный ОЦ с ЧПУ модель DMC635V производства компании DMG.Система ЧПУ Siemens 840DSL c ShopMill, с панелью управления SlimlineДвигатель 13 кВт на 12 000 об/мин. Инструментальный магазин…
21.05.2021
Казань (Россия)
5 700 000
Станки ЧПУ по металлу токарные
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
На настольных токарных станках с ЧПУ по металлу могут обрабатываться не только металлические изделия, но и детали из других материалов: дерева, пластмассы.Настольные токарные станки с ЧПУ по…
03.06.2016
Каменск-Шахтинский (Россия)
2 831
Фрезерно-гравировальный станок с ЧПУ WoodTec MH 1212
Состояние: Новый Производитель: WoodTec (Китай)
В наличии
Цена данной модели станка 6990 USDНадежно зарекомендовавший себя станок давно используют для выполнения фрезерных работ в 2D и 3D пространстве. В гравировальных работах и резьбах по дереву,…
21.11.2022
Москва (Россия)
463 399
Фрезерно-гравировальный станок с ЧПУ WoodTec H 2030
Состояние: Новый Производитель: WoodTec (Китай)
В наличии
Цена данной модели 11100USDНадежно зарекомендовавший себя станок давно используют для выполнения фрезерных работ в 2D и 3D пространстве. В гравировальных работах и резьбах по дереву, различных…
21.11.2022
Москва (Россия)
736 984
Фрезерно-гравировальный станок с ЧПУ WoodTec H 1325
Состояние: Новый Производитель: WoodTec (Китай)
В наличии
Цена данной модели 9100 USDНадежно зарекомендовавший себя станок давно используют для выполнения фрезерных работ в 2D и 3D пространстве. В гравировальных работах и резьбах по дереву, различных…
21.11.2022
Москва (Россия)
604 758
Фрезерно-гравировальный станок с ЧПУ WoodTec H 2040L
Состояние: Новый Производитель: WoodTec (Россия)
В наличии
Станок сверлильно-присадочный под петли WoodTec Z6Количество шпинделей: 3 штУстановленная мощность: 3 кВтВес: 260 кгСТАНКИ В НАЛИЧИИ БОЛЬШОЙ ВЫБОР ДЕРЕВООБРАБАТЫВАЮЩЕГО И МЕБЕЛЬНОГО ОБОРУДОВАНИЯ….
23.06.2021
Москва (Россия)
9 490
Токарно-фрезерный станок с чпу WoodTec T 1200
Состояние: Новый Производитель: WoodTec (Россия)
В наличии
В НАЛИЧИИ БОЛЬШОЙ ВЫБОР ДЕРЕВООБРАБАТЫВАЮЩЕГО И МЕБЕЛЬНОГО ОБОРУДОВАНИЯ. ПУСКОНАЛАДОЧНЫЕ РАБОТЫ. ДОСТАВКА. РАССРОЧКА. КРЕДИТ. ЛИЗИНГ. ТРЕЙД-ИН.Длина обработки: до 1200 ммДиаметр обработки: до 200…
23.06.2021
Москва (Россия)
5 890
Лазерно-гравировальный станок с ЧПУ WoodTec LaserStream WL 1625 от прямого поставщика FREZERU RU
Состояние: Новый Производитель: WoodTec (Россия)
В наличии
Лазерно-гравировальный станок с ЧПУ WoodTec LaserStream WL 1625Размеры рабочего стола: 1600 х 2500 ммМаксимальная толщина резки: до 15 ммВес: 1200 кгНа трубки 100 и более Вт ставится Чиллер…
23.06.2021
Москва (Россия)
9 490
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по станку с ЧПУ по металлу почти как на Авито и TIU
Видео станка с ЧПУ по металлу
Фрезерные станки по металлу с ЧПУ в категории «Промышленное оборудование и станки»
Фрезерный станок по металлу с ЧПУ Optimill F 2
Под заказ
Доставка по Украине
Цену уточняйте
Станмастер
Фрезерный станок по металлу с ЧПУ Optimill F 3
Под заказ
Доставка по Украине
Цену уточняйте
Станмастер
Фрезерный станок по металлу с ЧПУ OPTImill F105
Под заказ
Доставка по Украине
Цену уточняйте
Станмастер
Фрезерный станок по металлу с ЧПУ OPTImill F80
Под заказ
Доставка по Украине
Цену уточняйте
Станмастер
Фрезерный станок по металлу с ЧПУ OPTImill F150
Под заказ
Доставка по Украине
Цену уточняйте
Станмастер
Фрезерный станок с ЧПУ по дереву и металлу «RAPTOR L-900»
Доставка по Украине
от 70 000 грн
Купить
RAPTOR CNC
Фрезерный станок по металлу с ЧПУ OPTImill F105 Sinumeric 808 Advanced
Под заказ
Доставка по Украине
Цену уточняйте
ООО «Днепрстан»
Настольный фрезерный и гравировальный станок с ЧПУ «Smart» по дереву и металлу
Доставка из г. Харьков
29 000 грн
Купить
RAPTOR CNC
Фрезерный станок с ЧПУ по дереву и металлу «RAPTOR M-500»
Доставка по Украине
от 57 000 грн
Купить
RAPTOR CNC
Фрезерный станок с ЧПУ по дереву и металлу «RAPTOR S-300»
Доставка из г. Харьков
от 46 000 грн
Купить
RAPTOR CNC
Фрезерные работы по металлу на станках с ЧПУ
Услуга
ПП РОМАКС
Станок фрезерный ЧПУ по металлу Vector 0906M
Под заказ
Доставка по Украине
227 500 грн
Купить
Vector-CNC
Токарно-фрезерные работы по металлу на станках с ЧПУ
Услуга
Цену уточняйте
МАГНЕТ
Фрезерный станок по металлу с ЧПУ Optimill F 151HSC
Под заказ
Доставка по Украине
Цену уточняйте
Станмастер
Фрезерный станок по металлу с ЧПУ Optimill F 211HSC
Под заказ
Доставка по Украине
Цену уточняйте
Станмастер
Смотрите также
Фрезерный станок с ЧПУ OPTImill F3Pro
Под заказ
Доставка по Украине
Цену уточняйте
ООО «Днепрстан»
Вертикально-фрезерный станок ГФ2171Ф3 (400х1600) с ЧПУ WL4М
Доставка по Украине
Цену уточняйте
ТОВ «СТАНКІН» (послідовник ТОВ «Київський верстатобудівний завод» — Завод верстатів-авт. ім.Горького)
Фрезерный станок по металлу с ЧПУ Optimill F 310
Под заказ
Доставка по Украине
Цену уточняйте
Станмастер
Фрезерный станок по металлу с ЧПУ Optimill F 311HSC
Под заказ
Доставка по Украине
Цену уточняйте
Станмастер
Фрезерный станок по металлу с ЧПУ Оптимум F410
Под заказ
Доставка по Украине
Цену уточняйте
Станмастер
Мини-станок с ЧПУ 3000 МВт Настольный лазерный гравер 3 Вт станок с ЧПУ для резьбы по дереву «сделай сам»
На складе в г. Киев
Доставка по Украине
7 066 грн
Купить
Big-Lavka
Фрезерный станок по металлу с ЧПУ Optimill F 411HSC
Под заказ
Доставка по Украине
Цену уточняйте
Станмастер
Фрезерно — присадочный станок с ЧПУ Beta 1.2Sm Фрезеровка круглых и квадратных труб, листового металла
Доставка по Украине
Цену уточняйте
Андис-техно — Изготовление станков для производства
Фрезерный станок ЧПУ по металлу Vector 1007M
Под заказ
Доставка по Украине
292 500 грн
Купить
Vector-CNC
Фрезерный станок ЧПУ по металлу Vector 1307M
Под заказ
Доставка по Украине
304 700 грн
Купить
Vector-CNC
Мини-станок с ЧПУ 3000 МВт Настольный лазерный гравер 3 Вт станок с ЧПУ для резьбы по дереву «сделай сам» 3 Вт
На складе в г. Киев
Доставка по Украине
10 987 грн
Купить
MyTorg
Фрезерный станок с ЧПУ настольного типа 600*900 (Фрезер ЧПУ)
На складе
Доставка по Украине
136 500 грн
Купить
ДОМІНАНТ ЧПУ
Мини-станок с ЧПУ 3000 МВт Настольный лазерный гравер 3 Вт станок с ЧПУ для резьбы по дереву «сделай сам» 3 Вт
На складе в г. Киев
Доставка по Украине
9 217 грн
Купить
Оптовичек — Одесса
5-ти осевой фрезерный обрабатывающий центр с ЧПУ MIKRON HEM 500 U
Доставка по Украине
Цену уточняйте
ООО «ИНСПРОМ»
2022 Лучшие фрезерные станки с ЧПУ для продажи
Вы с нетерпением ждете чертежей фрезерных станков с ЧПУ своими руками или у вас возникла идея купить недорогие фрезерные станки с ЧПУ в США, Великобритании, ОАЭ, Канаде, Австралии, России, Южной Африке, Китае? , Индии или других странах Азии, Европы, Северной Америки, Южной Америки, Африки и Океании? Просмотрите руководство покупателя с самым высоким рейтингом 2022 года для фрезеровщиков, машинистов, операторов и новичков с ЧПУ. Мы предложим вам лучшие фрезерные станки с ЧПУ 2022 года с индивидуальной услугой автоматического фрезерования, чтобы соответствовать вашим проектам, идеям и планам.
Что такое фрезерный станок с ЧПУ?
Фрезерный станок с ЧПУ представляет собой тип автоматической механической мельницы с контроллером с числовым программным управлением (ЧПУ), который используется для фрезерования 2D/3D форм или узоров на различных материалах. Фрезерование с ЧПУ — это метод обработки с числовым программным управлением, аналогичный гравировке, резке, растачиванию и сверлению, который позволяет выполнять многие операции, выполняемые на фрезерно-фрезерных станках с ЧПУ и расточных станках с ЧПУ. Фрезерный станок с ЧПУ использует вращающийся цилиндрический инструмент, который может перемещаться по нескольким осям и может создавать различные формы, пазы и отверстия. Кроме того, заготовку часто перемещают поперек фрезы в разных направлениях.
Как работает фрезерный станок с ЧПУ?
Фрезерный станок с ЧПУ — один из самых распространенных типов станков с ЧПУ. Как правило, они группируются по количеству осей, на которых они работают, и обозначаются различными буквами. X и Y обозначают горизонтальное перемещение заготовки (вперед-назад и из стороны в сторону на плоских поверхностях). Z представляет вертикальное или движение вверх-вниз, а W представляет диагональное движение в вертикальной плоскости. Большинство крупноформатных и малых мини-фрезерных станков имеют от 3 до 5 осей, обеспечивая производительность как минимум по осям X, Y и Z. Высококачественные автоматические фрезерные станки, такие как 5-осевые фрезерные станки с ЧПУ, требуют программирования ЧПУ для оптимальной производительности из-за невероятно сложной геометрии, используемой в процессе фрезерования с ЧПУ. Это оборудование чрезвычайно полезно, потому что оно способно создавать формы, которые были бы практически невозможны при использовании ручных инструментов. Фрезерные станки с ЧПУ также интегрируют станок для подачи смазочно-охлаждающей жидкости к инструменту во время обработки.
Фрезерные станки с числовым программным управлением используются для производства различных компонентов, а затраты на инструменты становятся все более доступными. Как правило, большие производственные циклы, требующие относительно простых конструкций, лучше обслуживаются другими методами, хотя обработка с ЧПУ может удовлетворить широкий спектр производственных потребностей. Фрезерные станки с ЧПУ являются идеальным решением для всего: от прототипирования и мелкосерийного производства сложных деталей до изготовления уникальных прецизионных компонентов.
В основном удаляемый материал, который можно лепить или резать, может быть обработан автоматическим фрезерным станком, хотя большая часть выполняемой работы выполняется в металле. Как и в случае с гравировкой и резкой, для каждого типа материала необходимо выбирать правильные фрезы, чтобы избежать возможных проблем. Перед началом процесса обработки необходимо учитывать твердость материала, а также вращение фрезы.
Сколько типов станков с ЧПУ?
Фрезерные станки с ЧПУ обычно классифицируются как вертикальные или горизонтальные, чтобы указать ось шпинделя. Эти машины также классифицируются как плунжерные, коленные, строгальные и производственные или станины. Большинство автоматизированных заводов имеют полный контроллер ЧПУ, регулируемые шпиндели, электродвигатели, системы охлаждения и приводные столы подачи. Фрезерные станки с ЧПУ также известны как фрезерные станки с ЧПУ, обрабатывающие центры с ЧПУ, фрезерные центры с ЧПУ, формовочные станки с ЧПУ. Фрезерные станки с ЧПУ подразделяются на вертикально-фрезерные, горизонтально-фрезерные, револьверные, станковые, многоосевые (3-осевые, 4-осевые, 5-осевые).
Для чего используются фрезерные станки с ЧПУ?
Фрезерные станки с ЧПУ используются для гравировки, резьбы, фрезерования, резки и сверления большинства металлических материалов, включая медь, алюминий, сталь, железо, латунь, а также фрезерование неметаллов, включая дерево, пенопласт и пластик. Он широко используется в пресс-формах для литья под давлением, пресс-формах для металлических изделий, металлических пресс-формах, пресс-формах для обуви, каплевидных формах, деталях часов, цинковых электродах, медных электродах, автомобильной промышленности, металлических электродах, металлических изделиях, нефрите, изделиях из металла, ювелирных изделиях, зубных коронках и другом литье отрасли. Он специально разработан для пакетного фрезерования пресс-форм, часов, очков, панелей, брендов, значков, приглаживания внешней поверхности, 3D-графики и слов. На этом станке легко формировать 2D или 3D рельефы на широком спектре материалов.
Сколько стоит фрезерный станок с ЧПУ?
Фрезерные станки с ЧПУ с различными функциями имеют разную стоимость. Машины от разных производителей и брендов имеют разное обслуживание и поддержку, что приведет к разной цене.
Фрезерные станки с ЧПУ из разных стран имеют разные таможенные пошлины, налоговые ставки, разную стоимость доставки. От всех этих факторов и будет зависеть окончательная цена.
Цена на рынке варьируется от 3 000 до 120 000 долларов.
Если вы хотите купить дешевую автоматическую мельницу за границей и получить окончательную цену, пожалуйста, свяжитесь с нами, чтобы получить бесплатное предложение, и мы рассчитаем окончательную цену необходимой вам мельницы.
Technical Parameters — Specifications
Brand
STYLECNC
Controller
NC Studio, SYNTEC
Types
Horizontal and Vertical
Software
Type3, UcanCAM, ArtCAM
Driver
Yaskawa Servo Motor, Stepper Motor
Capability
2D Milling, 3D Milling
Milling Speed
6000mm/min
Milling Accuracy
0. 1μm
Ценовой диапазон
$3,000.00 — $120,000,00
Особенности и преимущества
Фрезерные станки с ЧПУ отличаются высокой точностью, удобством использования, высокой экономической эффективностью, стабильным и надежным качеством обработки, что позволяет обрабатывать сложные и трехмерные криволинейные детали. Он может выполнять сверление, развертывание, растачивание, нарезание резьбы, фрезерование, нарезание канавок для коробчатых деталей.
Высокая надежность
По мере увеличения плотности интеграции сводной линии жесткое соединение компонентов ЧПУ и приводного устройства уменьшается, а точки сварки, точки соединения и внешний вид постоянно уменьшаются , тем самым значительно снижая частоту отказов.
Высокая гибкость
Поскольку оборудование системы ЧПУ является универсальным и стандартизированным, для требований управления различными станками необходимо только изменить программу управления системой в программируемой постоянной памяти. В то же время за счет модульной структуры это удобно и для расширения функций системы.
Высокая адаптивность
Адаптивная часть, так называемая гибкость, представляет собой способность машины с экспоненциальным управлением изменяться вместе с производственным объектом. Обработка изделий осуществляется на оборудовании с ЧПУ. При изменении продукта можно изменить только программу входного фрезерного станка, чтобы удовлетворить производственные потребности нового продукта. Нет необходимости менять оборудование механической части и части управления, а производственный процесс завершается автоматически. Эта функция не только удовлетворяет потребности рынка в быстром обновлении продуктов, но и решает проблему автоматизированного производства штучных, мелкосерийных и переменных продуктов. Сильная адаптивность является наиболее заметным преимуществом оборудования с ЧПУ, а также основной причиной появления и быстрого развития оборудования с ЧПУ.
Мехатроника
После использования СБИС размер шкафа ЧПУ уменьшен, используется программируемый интерфейс, логические схемы S, M, T (управление передачей шпинделя, вспомогательная функция и параметры инструмента) и другие части последовательного управления объединены с устройством Nc. Поэтому все ящики управления внесены в машину, что уменьшает занимаемую площадь и облегчает управление оборудованием.
На что обратить внимание
Основные положения
1. При работе на фрезерном станке наденьте рабочую одежду, плотно завяжите большие манжеты и завяжите рубашку под брюками. Студентки должны носить каски и заплетать косы в шапку. В мастерскую не допускаются сандалии, тапочки, высокие каблуки, жилетки, юбки и шарфы;
2. Будьте осторожны, чтобы не сдвинуть и не повредить предупреждающие знаки, установленные на машине;
3. Будьте осторожны, не ставьте препятствия вокруг фрезерного станка, рабочее пространство должно быть достаточно большим;
4. Если для выполнения определенной задачи требуется два или более человека, им следует обратить внимание на взаимную координацию;
5. Не допускается применение сжатого воздуха для очистки мельниц, электрошкафов и узлов ЧПУ;
6. Стажировки должны проводиться на специально отведенных машинах и компьютерах. Без разрешения нельзя произвольно перемещать другие машины, инструменты или электрические выключатели.
Подготовка
1. Перед началом работы необходимо ознакомиться с общими характеристиками, конструкцией, принципом трансмиссии и программой управления автоматической фрезерной машиной, а также освоить функции и порядок работы кнопок управления и световых индикаторов. Не работайте и не регулируйте автоматическую мельницу, пока не поймете весь процесс работы.
2. Перед запуском машины проверьте, исправна ли электрическая система управления машиной, разблокирована ли система смазки, хорошее ли качество масла, и добавьте достаточное количество смазочного масла в соответствии с указанными требованиями, работают ли рабочие рукоятки. правильно ли закреплены детали, приспособления и инструменты. Проверьте, достаточно ли охлаждающей жидкости, а затем проедьте на медленном автомобиле на холостом ходу в течение 3–5 минут, проверьте, в порядке ли детали трансмиссии, и убедитесь в отсутствии неисправности. прежде чем его можно будет использовать в обычном режиме.
3. После отладки машинной программы она должна быть одобрена инструктором для работы в соответствии с шагами, и пропускать шаги нельзя. Без разрешения инструктора действовать или действовать с нарушением правил, и результаты будут рассматриваться как нулевые баллы, а виновные в аварии будут наказаны и получат компенсацию за соответствующие убытки в соответствии с соответствующими правилами.
4. Перед обработкой деталей необходимо строго проверить, являются ли исходная точка станка и данные инструмента нормальными, и выполнить симуляцию без траектории резки.
Меры предосторожности
1. При обработке деталей защитная дверца должна быть закрыта, не допускается попадание головы и рук в защитную дверцу, не допускается открытие защитной дверцы во время обработки;
2. Во время фрезерования оператору не разрешается покидать станок без разрешения, он должен сохранять высокую степень концентрации и следить за рабочим состоянием станка. В случае аномального явления или аварии работа программы должна быть немедленно прекращена, подача электроэнергии должна быть отключена, и инструктор должен своевременно сообщить об этом, и никакие другие операции с машиной не должны выполняться;
3. Категорически запрещается хлопать по панели управления и сильно касаться экрана дисплея. Категорически запрещается стучать по рабочему столу, делительной головке, зажимам и направляющим;
4. Категорически запрещается открывать шкаф управления системой ЧПУ для просмотра и прикосновения без разрешения;
5. Оператору не разрешается произвольно изменять внутренние параметры машины. Студентам-стажерам не разрешается вызывать или изменять другие программы, не скомпилированные ими самими;
6. На микрокомпьютере управления станком не допускаются никакие другие машинные операции, кроме выполнения программ и передачи и копирования программ;
7. Автоматический фрезерный станок является высокоточным оборудованием. За исключением инструментов и заготовок на верстаке, категорически запрещается ставить на станок какие-либо инструменты, зажимы, лезвия, измерительные инструменты, заготовки и другие предметы;
8. Запрещается прикасаться руками к кончику фрезы и железным опилкам. Железные опилки необходимо очищать железными крючками или щетками;
9. Запрещается прикасаться к вращающемуся шпинделю, заготовке или другим движущимся частям руками или любым другим способом;
10. Запрещается измерять заготовку, менять скорость вручную во время обработки, а также не протирать заготовку хлопчатобумажной нитью, а также чистить станок;
11. Запрещается проводить пробные эксплуатации машин;
12. При использовании маховика или ускоренного подвода для изменения положения каждой оси перед перемещением убедитесь, что вы видите знаки в каждом направлении осей X, Y и Z станка. При движении медленно поворачивайте маховик, чтобы наблюдать за направлением движения фрезерного станка с ЧПУ, прежде чем ускорять движение;
13. Когда измерение размера заготовки необходимо приостановить во время работы программы, необходимо полностью остановить резервную станину и остановить шпиндель перед выполнением измерения, чтобы избежать несчастных случаев;
14. Если станок не используется в течение нескольких дней, части ЧПУ и ЭЛТ должны быть запитаны на 2-3 часа через день;
15. Перед выключением подождите, пока шпиндель остановится в течение 3 минут.
Поиск и устранение неисправностей
Каждая машина столкнется с проблемами при ежедневном использовании. Вы можете устранить неполадки самостоятельно, основываясь на наиболее распространенных проблемах и решениях, перечисленных ниже.
1. Отказ двигателя шпинделя: Это приведет к разной глубине фрезерования.
2. Шпиндель и стол не перпендикулярны столу и требуют исправления (Симптомы: глубина положения резания и закрытия различна). Это приведет к выходу машины из строя.
3. Проблемы с остановкой шпинделя.
3.1. Короткое замыкание внутри шпинделя;
3.2. Текущее экранирование;
3.3. Неправильная настройка параметров инвертора или собственная ошибка;
3.4. Плата управления неисправна;
3.5. Линия главного вала или линия данных закорочены.
4. Проблемы с ненормальным звуком вращения шпинделя.
4.1. Инвертор настроен неправильно;
4.2. шпиндель не вращается;
4.3. Есть проблема с самим шпинделем (поврежден подшипник).
5. Проблемы с автоматическим вращением шпинделя или невозможностью его остановки.
5.1. Плата управления неисправна;
5.2. Инвертор неисправен.
6. Проблемы, из-за которых двигатель шпинделя не вращается или не реверсирует.
6.1. Проверьте настройки параметров инвертора;
6.2. Подключен ли сигнальный провод инвертора наоборот.
7. Неполадки при резкой остановке или медленном вращении двигателя шпинделя в процессе работы.
7.1. Рабочее напряжение нестабильно или перегружено, просто добавьте стабилизатор напряжения;
7. 2. Проверьте, хорошо ли подсоединена средняя линия и не распаян ли конец линии.
Поняв перечисленные выше пункты, вы будете решать проблемы в соответствии с причинами этих сбоев и расти от новичка до профессионала в фрезеровании с ЧПУ.
Сколько стоит станок с ЧПУ? – Сделай из металла
Являетесь ли вы любителем или профессиональным машинистом, станки с ЧПУ просто круты. Это мое руководство о том, чего ожидать, когда вы хотите новую блестящую машину.
Сколько стоит станок с ЧПУ?
Growsking Grade Router
$ 1K-3K
Профессиональный маршрутизатор CNC
$ 5K-100K
$ 5K-100K
$ 5K-100K
$ 5K-100K
$ 5K-100K
$. 60-100 тыс. долл. США
Производственный 3-осевой вертикальный обрабатывающий центр
150-300 тыс. долл. США
5-осевой фрезерный станок начального уровня
200-500 тыс. долл. США
0043
Производство 5-осевой мельницы
$ 500K+
начального уровня (OR Toolroom) 2-й осевой тур
Многоосевой многошпиндельный многоревольверный злобный зверь токарный станок с роботом
$500k+
Итак, это, очевидно, приблизительные рекомендации. Есть масса факторов, влияющих на окончательную цену.
Большинство дилеров ЧПУ довольно открыты для переговоров, и в конечном итоге вы можете потратить много денег на варианты. В этом посте я приведу несколько примеров машин, которые могут соответствовать вашим потребностям, чего ожидать в отношении скрытых затрат, а также дам несколько советов о том, как сократить ваши расходы.
Содержание
Факторы, определяющие цену машины
Как вы, наверное, заметили, эти диапазоны были довольно большими. Вот некоторые из факторов, которые будут влиять на то, где вы попадете в этот ценовой диапазон.
Размер станка (чаще всего измеряется по осям X/Y/Z)
Вес станка (более тяжелая рама = более жесткий станок)
Скорость (об/мин, максимальное перемещение в быстром режиме, время смены инструмента)
Мощность (размер серводвигателей, крутящий момент шпинделя)
Страна производитель (Корея, Китай, Тайвань против Японии, Германии)
загрузчик деталей, устройство подачи прутка и т. д.)
Конфигурация станка (3-осевой фрезерный или 2-осевой токарный станок по сравнению с 5-осевым фрезерным или 9-осевым токарным станком)
Из всех этих факторов размер станка, конфигурация, опции и место его изготовления, как правило, имеют наибольшее значение к нижней строке.
Машины для любителей
В самом нижнем ценовом диапазоне находятся машины для любителей. На сегодняшний день наиболее распространенным типом является фрезерный станок с ЧПУ, который обычно используется для таких вещей, как резка панелей или случайных деталей из пластика, дерева и цветных металлов.
Если вы просто ищете что-то, с чем можно поиграть в своем подвале, и не хотите тратить какие-либо заметные деньги, вы можете купить на Amazon до глупости дешевые миниатюрные фрезерные станки с ЧПУ, которые в значительной степени способны только к гравировке и другим действительно легкие проекты (вот пример). Как правило, инструкции требуют расшифровки, но если вы просто ищете игрушку, это может быть весело.
Если вы ищете что-то на полшага выше, Bobs CNC E3 — это станок, который действительно позволит вам делать довольно крутые вещи в вашем гараже. Вы можете проверить здесь, чтобы увидеть, как это стоит. Опять же, это машина для любителей. Не рассчитывайте начать с ним бизнес по обработке. По крайней мере, если вы хотите иметь возможность оплачивать свои собственные счета.
На самом деле я построил свой собственный фрезерный станок с ЧПУ 2’x4’, и все это обошлось мне примерно в 1200 долларов. Тем не менее, я сделал немало обновлений по сравнению с тем, что обычно предлагается в этом ценовом диапазоне, так что я мог использовать только алюминий.
Другие варианты машинок для хобби — от Sherline. Они продают крошечные ручные станки, а также станки с ЧПУ в комплекте с компьютером для их запуска. Вот пример токарного станка и вот мельница (проверьте текущую цену по ссылке). У меня есть токарный станок в подвале, и это забавная маленькая игрушка.
Шаг вперед в том, что я до сих пор считаю машинами для любителей, — это то, что производит Tormach. Они рекламируют свои продукты как «персональные ЧПУ», но они заметно более функциональны, чем дешевые маленькие маршрутизаторы, которые можно купить в Интернете. Для их самых маленьких токарных и фрезерных станков вы смотрите на ценовой диапазон около 7 тысяч долларов + и что-то около 25 тысяч долларов + для их более крупных станков.
Посмотреть их можно здесь.
Станки с ЧПУ начального уровня
Хорошо, допустим, вы хотите сделать больше, чем возиться в своем подвале. Станки с ЧПУ начального уровня могут неплохо справляться с теми вещами, с которыми, как вы ожидаете, справится механический цех. Они также отлично подходят для создания пользовательских инструментов, если вы заинтересованы в том, чтобы действительно продвигать свои исследования и разработки.
Вообще-то, я работал в одной мастерской по ремонту композитов, где занимался инструментами. Мы купили станок Haas TM-3P, и он отлично работал для изготовления инструментов для балансировки, пресс-форм и многих других вещей, помогая нам оставаться впереди конкурентов. Одним из его основных преимуществ было то, что мы обычно могли перейти от концепции к результату в течение дня или двух, вместо того, чтобы всегда ждать стандартного двухнедельного срока выполнения заказа.
Haas на самом деле является очень популярным производителем станков в США, у которого есть хороший модельный ряд станков начального уровня. От их инструментальных станков и токарных станков до небольших производственных станков вы можете ожидать найти ЧПУ начального уровня по цене от 30 тысяч долларов.
Преимущество Haas в том, что они публикуют все свои цены в Интернете вместе с опциями. Их функция «сборка и цена» очень удобна, или вы можете просто просмотреть их прайс-лист здесь.
Совет по выгодным предложениям от Haas: Они довольно тверды в своих базовых ценах, но обычно у них есть немного пространства для маневра, когда дело доходит до опций. Если вы хотите выжать из них наилучшую возможную сделку, постарайтесь, чтобы торговый представитель предложил как можно больше бесплатных вариантов, не будучи уволенным.
Производственные машины
Здесь все быстро дорожает. Производственный станок — это ЧПУ, которое работает над тем, чтобы каждую секунду сокращать время цикла. Они предназначены для работы 24 часа в сутки, 7 дней в неделю, и работают на пределе своих возможностей.
Если вы думаете выйти на эту арену, вам лучше подготовиться. Лучше всего провести некоторое время с операторами станков с ЧПУ, которые поймут ваши потребности. Вы также можете посетить некоторые производственные выставки, чтобы увидеть, что предлагается.
Существует слишком много производителей станков с ЧПУ, чтобы перечислить их, но вот некоторые из них, на которые вы можете обратить внимание, если хотите запросить несколько предложений:
Matsuura (один из моих любимых японских станков) токарные станки)
Haas (американцы, у них есть очень экономичные производственные машины)
Hurco (известен своим легко программируемым контроллером)
YCM (китайский бренд, удобный для кошелька)
Mazak (старомодный мускул)
Makino (превосходит модель высокого класса)
DMG Mori (очень роскошные немецкие машины)
Okuma (хорошие, надежные машины по цене)
Romi (экономичные бразильские машины, отличные по цене)
Doosan (огромный ассортимент машин)
Brother (очень экономичные, мне нравятся их маленькие, но очень быстрые мельницы)
Fanuc (вероятно, наиболее известны своими маленькими мельницами/сверлами)
И есть множество других, но это, по крайней мере, даст вам отправную точку где смотреть.
Самое болезненное во всем этом то, что очень немногие компании любят размещать свои цены в Интернете. Так что вам придется позвонить им, найти местного представителя, поговорить с представителем по телефону, позволить представителю прийти и навестить вас, вытерпеть светскую беседу с представителем, поговорить о надеждах, мечтах и чувствах с представителем, и, наконец, начать получать информацию о ценах.
Я никогда не любил светских бесед.
В любом случае убедитесь, что вы связались с несколькими различными дилерами станков с ЧПУ и тщательно изучили, что они предлагают, прежде чем принимать решение. Не торопитесь. Кроме того, чем дольше вы будете ждать, тем больше вероятность, что они начнут снижать цены, чтобы закрыть продажу.
Непредвиденные затраты на станки с ЧПУ
Стоимость станков с ЧПУ намного больше, чем фактическая цена станков. Вот некоторые другие вещи, на которые следует рассчитывать:
Режущие инструменты (концевые фрезы, сверла и т. д.)
Зажимы (зажимы, тиски и т. д.)
Программное обеспечение (может быть несколько сотен в год за подписку или единовременную плату в размере десятков тысяч вместе с годовой платой за техническое обслуживание в размере нескольких тысяч или где-то посередине)
посмотрите здесь мой абсолютный базовый список инструментов машиниста)
Цены на них будут сильно различаться в зависимости от того, что вам нужно сделать. Распространенная поговорка заключается в том, что если вы хотите выделить бюджет на ЧПУ, удвойте его, чтобы включить инструменты. Я не всегда находил, что это правда, но это дает вам представление о том, чем вы можете закончить.
Если вы покупаете станок начального или серийного уровня, вот что я действительно рекомендую вам попробовать и сделать: попросите продавца добавить некоторые инструменты.
Обычно продавец оборудования также является дистрибьютором всех инструментов. Чтобы помочь закрыть продажу, вы обычно можете попросить их добавить хотя бы немного инструментов, которые помогут вам начать работу.
Покупка бывшего в употреблении оборудования с ЧПУ
Это действительно заслуживает того, чтобы стать отдельной статьей, но стоит отметить несколько моментов.
Бывшее в употреблении оборудование с ЧПУ можно приобрести значительно дешевле, чем новое, но нужно быть очень осторожным. Если машина попала в серьезную аварию, может не быть практического способа вернуть машину в исходное состояние.
Кроме того, производственные машины часто имеют срок службы около 10-15 лет, в зависимости от того, что они производят и как интенсивно они работают. Старые машины, которые много работали, действительно не могут идти в ногу с новыми машинами.
Когда дело доходит до определения состояния машины, помимо аварий есть еще одна вещь, которая наиболее важна: насколько хорошо было проведено профилактическое обслуживание. Если вы покупаете подержанный, попросите просмотреть их записи о профилактическом обслуживании.
В конце дня попытайтесь получить хорошее объяснение того, почему машина продается.
Отличные маникюрные кусачки, оснащенные отверткой, кольцом для ключей, небольшой пилочкой и инструментом для чистки ногтей
1390 р.
Автоматические станки Германия
Название:
Артикул:
Текст:
Выберите категорию:
Все Ручные краскопульты и краскораспылители
» Пневматические краскораспылители
» HVLP краскораспылители
» Airless безвоздушные краскораспылители
» DUO комбинированные краскораспылители
» Специализированные краскораспылители
Автоматические краскопульты и краскораспылители
» Пневматические краскораспылители
» HVLP краскораспылители
» Airless безвоздушные краскораспылители
» DUO комбинированные краскораспылители
» Специализированные краскораспылители
Красконагнетательные баки и безнапорные емкости
» Баки под давлением
» Емкости с подачей самотеком
» Емкости без давления
Фильтры для окрасочных камер и вентиляции
» Фильтры из гофрированного картона
» Фильтры напольные
» Фильтры потолочные
» Фильтры карманные
» Фильтрующие материалы для вентиляции
Покрасочные камеры и доп. оборудование
» Сухие окрасочные камеры
» Водяные окрасочные камеры
» Малогабаритные камеры
» Окрасочно-сушильные камеры
» Дополнительное оборудование
Коагулянты и очищающие средства
» Коагулянты и флокулянты
» Очищающие средства
» Защитные покрытия
Насосы мембранные и агрегаты высокого давления
» Насосы мембранные
» Агрегаты высокого давления
» Подъемные устройства насосов
Автоматические окрасочные станки и линии
» Автоматические станки Германия
» Автоматические станки Италия
Аксессуары и другие приспособления
» Бачки для краскораспылителей
» Форсунки для краскопультов
» Иглы материальные
» Удлинение форсунок
Вентиляторы
» Центробежные низкого давления
» Центробежные среднего давления
» Центробежные высокого давления
» Осевые вентиляторы
Распродажа:
Вседанет
Акция:
Вседанет
Новинка:
Вседанет
Спецпредложение:
Вседанет
Результатов на странице:
5203550658095
Производство германиевых линз и куполов
Рис. 1. Германиевая буля весом 27,6 фунта.
Германий (Ge) — это ИК-материал с физическими свойствами, которые делают его идеальным, среди прочего, для аэрокосмической и оборонной промышленности. Используя передовые методы выращивания кристаллов, можно производить германиевые були, из которых изготавливаются германиевые линзы и купола. Поскольку германий является дорогим материалом, крайне важно производить заготовки из булей экономичным способом.
При использовании 5-осевых оптических шлифовальных станков OptiPro метод ковшового шлифования позволяет эффективно удалять большие куски материала при создании заготовок куполов, которые затем будут перерабатываться. После черпания купола обрабатываются с использованием той же технологии, что и для сферических линз: сферическое формирование поверхности до желаемого радиуса, затем высокоскоростная полировка с ЧПУ поверхности до желаемой неровности и шероховатости поверхности.
Рис. 2. Рендеринг, показывающий, как инструмент для черпания создает материал из були.
Ниже показан процесс изготовления германиевых полусферических куполов из були размером 4,5″ в ширину и 9,0″ в высоту (см. рис. 1).
Обработка ковша с ЧПУ для минимизации материальных затрат
CNC-обработка или шлифовка черпака была разработана с учетом вторичной переработки и сохранения материала (см. рис. 2).
Эта машинная операция позволяет вам удалять объемные куски из сырьевого цилиндра таким образом, чтобы вы могли повторно использовать удаляемый материал. То, что остается после удаления объемных кусков материала, представляет собой полноценную почти чистую заготовку купола (см. рис. 3 и 4).
Рис. 3. Германиевая крупка после размалывания вогнутой ковшом.
Рис. 4. Выпуклая поверхность германиевой заготовки купола, отшлифованной черпаком, снятой с були.
Рис. 5: Масса нетто отходов переработки германиевой були.
Переработка металлолома из германия
После измельчения германиевых купольных заготовок совком, фрагменты металлолома могут быть переработаны для сокращения затрат и максимального возврата инвестиций. Чтобы изучить чистый выход перерабатываемого материала, необходимо измерить и записать общий вес всех кусков лома и сравнить его с весом необработанной германиевой були. Как показано на рисунке 5, цифровые весы используются для взвешивания лома. С помощью этой информации можно рассчитать процент материала, который был восстановлен для переработки.
Изготовление германиевых куполов с высокой точностью
Перед высокоскоростной полировкой германиевых куполов поверхности формируются в виде сфер на 5-осевом оптическом шлифовальном станке (см. рис. 6). Этот шаг имеет решающее значение по следующим причинам:
Приведение купола к желаемому и необходимому радиусу
Чтобы купол был полностью сферическим без астигматической ошибки
Для минимизации подповерхностного повреждения путем обработки поверхности мелкозернистым инструментом
После того, как купол из германия сформирован в виде сферической формы с требуемыми характеристиками, выпуклые и вогнутые поверхности могут быть отполированы на высокой скорости на таком станке, как PRO 160P+ , с использованием известного рецепта расходных материалов и параметров полировки (см. рис. 7).
Рис. 6: Германиевый купол, сферически создаваемый в eSX 300 .
Рисунок 7: Высокоскоростная полировка купола из германия в PRO 160P+ .
Готовые германиевые поверхности купола показаны ниже на рисунках 8 и 9.
Рисунок 8: Готовая выпуклая поверхность купола из германия.
Рис. 9: Готовая вогнутая поверхность купола из германия.
Точная метрология куполов из германия
Чтобы убедиться, что каждый купол из германия соответствует требуемым спецификациям, требуется несколько различных метрологических инструментов.
Для измерения готовых поверхностей купола использовались следующие инструменты:
Толщина детали: цифровой каплемер
Радиус детали:
Башня OptiPro PRO ™
OptiPro UltraSurf ™
Деталь неправильной формы
Башня OptiPro PRO ™
OptiPro UltraSurf ™
ОптиПро UltraSurf ™ – это 4- или 5-осевая бесконтактная измерительная система, способная измерять все, от симметричных до асимметричных оптических компонентов и компонентов произвольной формы. Благодаря наличию множества совместимых оптических датчиков UltraSurf ™ может измерять различные материалы, включая металлы, керамику, кристаллы и оптические стекла.
PRO Tower компании OptiPro ™ – это вертикальная интерферометрическая система для измерения как радиуса, так и погрешности волнового фронта сферической и плоской оптики диаметром до 300 мм. При наличии дополнительного столика CGH (компьютерной голограммы) PRO Tower ™ также может вмещать асферическую оптику.
Окончательная метрология двух германиевых куполов, отполированных на высокой скорости в OptiPro, показана в таблице ниже и на рисунках 10, 11, 12, 13. Для измерения подбарабанья использовалась PRO Tower ™ с объективом F0,65. (R1) поверхности купола. Это позволило захватить всю прозрачную апертуру вогнутой поверхности. UltraSurf 4X 300 использовался для захвата 100% полированных выпуклых (R2) поверхностей.
Купол #
R1 Радиус (мм)
R2 Радиус (мм)
R1 Неисправность (FR)
R2 Неисправность (FR)
КТ (мм)
1
44.458
50,796
3,285
2,688
6.361
2
44.470
50,797
3.001
2.311
6,349
Рис. 10: Карта вогнутой поверхности германиевого купола №1.
Рис. 11: Карта поверхности выпуклой поверхности германиевого купола №1.
Рис. 12: Карта вогнутой поверхности германиевого купола №2.
Рис. 13: Карта поверхности выпуклой поверхности германиевого купола №2.
Многократные измерения шероховатости поверхности обоих готовых куполов показали среднее значение 24Å RMS. На рисунках 14 и 15 показаны несколько примеров шероховатости поверхности каждого купола.
Рис. 14: Шероховатость поверхности германиевого купола №1.
Рисунок 15: Шероховатость поверхности германиевого купола №2.
Резюме
Компания OptiPro разработала готовое решение для производства полусферических германиевых куполов с использованием новейших технологий оптического производства. При использовании метода ковшовой шлифовки в процессе производства германиевых куполов большая часть германиевого материала, который обычно теряется в обычном производственном процессе, впоследствии может быть утилизирована и переработана для экономии затрат.
Оптические шлифовальные станки с ЧПУ компании OptiPro могут создавать выпуклые и вогнутые сферические поверхности желаемого радиуса с минимальным повреждением подповерхности. Для достижения оптимальной неровности и шероховатости поверхности высокоскоростные полировальные машины, такие как PRO 160P+ , являются идеальным решением, когда используется известный рецепт расходных материалов и параметров.
После полировки поверхностей купола крайне важно использовать надежные метрологические приборы для получения точных данных измерений. ОптиПро 9Вертикальный интерферометр 0009 PRO Tower и бесконтактная метрологическая система UltraSurf — это стандартные в отрасли методы измерения неровностей, шероховатости поверхности и других важных характеристик, обеспечивающие оптимальную производительность. Поскольку германиевые линзы и купола часто используются в критически важных приложениях, таких как аэрокосмическая промышленность и оборона, производительность имеет первостепенное значение.
Та же технология OptiPro, которая используется для изготовления и полировки полусферических куполов из германия, может быть применена и к линзам из германия. Если у вас есть работа, связанная с изготовлением прототипа германиевой линзы или купола в больших объемах, обратитесь в OptiPro сегодня и позвольте нам оптимизировать ваш производственный процесс.
Подпишитесь на нашу рассылку, чтобы получать новости и обновления от OptiPro
Подпишитесь сейчас
Advanced Material and Device Applications with Germanium
Авторская панель Войти
Что такое открытый доступ?
Открытый доступ — это инициатива, направленная на то, чтобы сделать научные исследования бесплатными для всех. На сегодняшний день наше сообщество сделало более 100 миллионов загрузок. Он основан на принципах сотрудничества, беспрепятственного открытия и, самое главное, научного прогресса. Будучи аспирантами, нам было трудно получить доступ к нужным нам исследованиям, поэтому мы решили создать новое издательство с открытым доступом, которое уравняет правила игры для ученых со всего мира. Как? Упрощая доступ к исследованиям и ставя академические потребности исследователей выше деловых интересов издателей.
Наши авторы и редакторы
Мы представляем собой сообщество из более чем 103 000 авторов и редакторов из 3 291 учреждения в 160 странах, в том числе лауреатов Нобелевской премии и некоторых самых цитируемых исследователей мира. Публикация на IntechOpen позволяет авторам получать цитирование и находить новых соавторов, а это означает, что больше людей увидят вашу работу не только из вашей собственной области исследования, но и из других смежных областей.
Оповещения о содержимом
Краткое введение в этот раздел, посвященный открытому доступу, особенно с точки зрения IntechOpen
Как это работаетУправление предпочтениями
Контакты
Хотите связаться? Свяжитесь с нашим головным офисом в Лондоне или командой по работе со СМИ здесь:
Карьера:
Наша команда постоянно растет, поэтому мы всегда ищем умных людей, которые хотят помочь нам изменить мир научных публикаций.
Рецензируемый отредактированный том с открытым доступом
Просмотр глав
Делиться
Цитировать
Расширенные возможности применения материалов и устройств с использованием германия Под редакцией Санхьюна Ли
Обзор показателей книги
5 263 загрузки глав
Посмотреть полную метрику
Академический редактор
Sanghyun Lee
Государственный университет Индианы, Соединенные Штаты Америки
рождение полупроводника, но вскоре был заменен кремнием. Тем не менее, германий готов к замечательному возвращению в полупроводниковую промышленность. При таком возрастающем внимании эта книга описывает фундаментальные аспекты германия и его приложений. Содействующие авторы являются экспертами в своей области с …
Read more
Order Print Copy
Edited Volume and chapters are indexed in
Показать больше
Рекламное объявление
1. Вводная глава: современные материалы и устройства с германием Пальмерола
3. Диффузия фосфора и галлия в подслое Ge гетероструктур In0.01Ga0.99As/In0.56Ga0.44P/Ge
Кобелева Светлана Петровна, Илья Анфимов и Сергей Юрчук
4. Процессы управления интерфейсом для Ni/Ge и Pd/Ge Изготовление контактов Шоттки и омических контактов: Часть первая
Адриан Хабаньяма
5. Процессы управления интерфейсом для Ni/Ge и Pd/Ge Изготовление контактов Шоттки и омических контактов: Часть вторая
Автор Адриан Хабаньяма
Заказать печатную копию этой книги
Доступно для
Доставлено
100 фунтов стерлингов (без НДС)*
Твердый переплет | Полноцветная печать
Заказ по электронной почте
Участник IntechOpen? Получите скидку
БЕСПЛАТНАЯ ДОСТАВКА ПО ВСЕМУ МИРУ
Информация о заказе и доставке
* Жителям стран Европейского Союза необходимо добавить учетную ставку налога на добавленную стоимость в зависимости от страны проживания.
Маленькие фрезерные станки с ЧПУ по дереву и металлу
Производим маленькие фрезерные, гравировальные и сверлильные станки с ЧПУ для обработки металлов, сплавов, различных пород дерева и древесных материалов, пластика, композитов и т.д.
Станки выпускаются на собственной производственной базе в России и соответствуют ГОСТу 12.2.009-99 на металлообрабатывающие станки, а также регламенту таможенного союза «О безопасности машин и оборудования».
790 000 руб
Роутер 3220
Малогабаритный станок с ЧПУ с ручной сменой инструмента для высокоточного фрезерования и гравировки
Workspace XYZ:
320x220x220 мм
Spindle сapacity:
2. 2 kW
Rotation speed:
до 24 000 rpm
Positioning accuracy:
47 / 300 µm/mm
Weight:
210 kg
890 000 руб
Роутер 4232
Малогабаритный станок с ЧПУ с ручной сменой инструмента для высокоточного фрезерования и гравировки
Workspace XYZ:
420x320x220 мм
Spindle сapacity:
3.0 kW
Rotation speed:
до 24 000 rpm
Positioning accuracy:
10 µm/mm
Weight:
295 kg
В наличии
3 430 000 руб
Роутер 4232 АТС ФАНУК
Малогабаритный станок с ЧПУ Роутер 4232 АТС с системой ЧПУ Fanuc 0i-MFинструмента для высокоточного фрезерования и гравировки
Workspace XYZ:
420x320x220 мм
Spindle сapacity:
2. 2 kW
Rotation speed:
до 24 000 rpm
Positioning accuracy:
10 µm/mm
Weight:
295 kg
В наличии
990 000 руб
Роутер 4232ВЗ
Малогабаритный станок с ЧПУ с ручной сменой инструмента для высокоточного фрезерования и гравировки
Workspace XYZ:
500x320x300 мм
Spindle сapacity:
2. 2 kW
Rotation speed:
до 24 000 rpm
Positioning accuracy:
10 µm/mm
Weight:
325 kg
В наличии
555 000 руб
Роутер 3030
Малогабаритный станок с ЧПУ с для фрезерования и гравировки
Workspace XYZ:
300x300x150 мм
Spindle сapacity:
0. 8 kW
Rotation speed:
до 24 000 rpm
Positioning accuracy:
47 / 300 µm/mm
Weight:
100 kg
В наличии
1 757 200 руб
Роутер 3530
Малогабаритный станок с ЧПУ с ручной сменой инструмента для высокоточного фрезерования и гравировки
Workspace XYZ:
350x300x220 мм
Spindle сapacity:
3. 0 kW
Rotation speed:
до 18 000 rpm
Positioning accuracy:
26 / 150 µm/mm
Weight:
280 kg
Показать еще
Смотреть все станки →
Маленькие станки с ЧПУ «Роутер» успешно применяются в малом бизнесе, образовательных учреждениях: школы, колледжи, университеты, ЦМИТы, Кванториумы, в опытных лабораториях, на металлообрабатывающих и деревообрабатывающих производствах, на предприятиях электронной промышленности, при изготовлении сувениров и другой рекламной продукции и даже в стоматологиях.
Фрезерные станки «Роутер» малых серий подходят для обработки самых различных материалов: дерево, в том числе твердых пород, материалы, которые используются на мебельных производствах (ДСП, МДФ, фанера и пр.), чистые металлы, в том числе цветные и драгоценные, разнообразные сплавы, всевозможные пластики, композитные материалы, искусственный и натуральный камень, стекло, и многое, многое другое.
В базовой комплектации маленькие станки «Роутер» предназначены для трёхосевой обработки, и при необходимости могут быть укомплектованы 4-ой осью или глобусным столом, что позволит вести обработку по 4 или 5 координатам соответственно.
Также в качестве дополнительных опций могут быть приобретены защитный кабинет, система СОЖ и поддон для неё, стойки ЧПУ Heidenhain, Mitsubishi, Дельта и пр.
Настольные фрезерные станки с ЧПУ – мини-станки по металлу и другим материалам
Мини фрезеровочные станки, которые обеспечены программным управлением (ЧПУ), пользуются широкой популярностью у производителей, занимающихся изготовлением некоторых комплектующих деталей, для различных механизмов и определенных узлов, устанавливаемых на транспортные средства.
Фрезеровочные станки с ЧПУ. Настольные и малогабаритные.
Еще в недалеком прошлом, на малогабаритных станках вся обработка деталей из металла производились ручным способом. Немного позже появились станки, где большую часть операций уже выполнялись автоматически. Но в настоящее время все больше стали распространяться мини-станки обеспеченные программным управлением и автоматически выполняют практически все работы по обработке металла.
Заготовка жестко фиксируется на палубе рабочего стола станка, затем вводится определенная программа, после чего станок производит практически все операции по фрезерованию, выдерживая все заданные параметры по обработке деталей.
Фрезеровальные станки, обрабатывающие изделия из металла, производятся двух видов:
С консолью
Не имеющие консоли.
Самые популярные их них — это консольные станки. Удобство использования такого станка заключается в расположении обрабатываемой заготовки, которая жестко фиксируется на консоли, и все операции, по перемещению ее вдоль резца, производятся как раз консолью. При этом шпиндель с закрепленным резцом остается неподвижным.
На станках, не имеющих консоли, заготовка крепится к рабочему столу, который может перемещаться как вдоль станка, так и поперек. При этом резец также находится в движении по горизонтальной, либо вертикальной оси.
В память станка заранее заносится определенная информация, по которой программное управление выполняет практически все технологические процессы по фрезерованию заготовок. Для проведения определенных операций по фрезерованию металла, специально для таких малогабаритных станков, разработано несколько программ обеспечения (ПО).
Обеспечение локального типа.
Предназначается для группы станков выполняющих операции по сверлению и расточке. При этом в программную память станка вводятся только определенные координатные точки, которые должны подвергнуться обработке.
Обеспечение контурного типа.
Используется для фрезеровально-шлифовальных станков. В память закладывается информация о траектории движения фрезы при обработке детали.
Обеспечение комбинированного типа.
Это программное обеспечение используется в многоцелевых станках, которые относятся к токарно-фрезеровальному типу. Данное ПО, объединяет программы двух предыдущих видов обеспечения.
Обеспечение многоконтурного типа.
Это программное обеспечение, является довольно сложным программным управлением, так как может производить практически все функции обработки металлических деталей, которые присущи малогабаритным фрезерным станкам. Такая программа ЧПУ используется при управлении станков, которые относятся к широкоформатному типу.
Преимущества фрезеровальных станков.
Если сравнить автоматизированные сверлильно-фрезерные установки и фрезерные малогабаритные станки с программным управлением, сразу же будет понятно, что у последних имеется ряд своих положительных достоинств:
Небольшие габариты.
Невысокая стоимость.
Создает мало шума.
Минимальная вибрация при работе.
Конструктивная простота.
Универсальность.
Такие станки выдают высокую точность при обработке деталей, имеющих довольно сложную геометрическую фигуру. При этом процесс обработки происходит довольно быстро и качественно.
За процессом работы станка, снабженного ЧПУ следить только один оператор, который производит запуск компьютерной программы. То есть, существует возможность работы нескольких станков одновременно, под управлением одного человека.
Если в свое время оборудование, снабженное ЧПУ, использовалось только для промышленных целей, то на данное время оно активно применяется при обработке металлических деталей и заготовок из других материалов при частных мастерских.
Настольный фрезеровальный станок с ПУ вполне возможно изготовить своими силами непосредственно в гаражных условиях. Таких домашних мастеров довольно много, а станок фрезеровальный с ЧПУ довольно дорогой, по сравнению с обычным оборудованием.
Фрезеровальные мини-станки, снабженные системой ЧПУ, можно рассортировать таким образом:
Оборудование для работы металлическими заготовками.
Оборудование по обработке дерева.
Станки для фрезеровально-шлифовочных работ.
По сложности оборудования, малогабаритные фрезеровочные станки делятся на такие категории:
Станки, выполняющие сугубо фрезерные работы.
Станки фрезерно-шлифовочные.
Универсальные.
Фрезерно-токарные.
Фрезерно-сверлильные.
Фрезеровальные мини-станки могут успешно использоваться не только для обработки заготовок из металла, но также и дерева, камня, пластика и керамики.
Доступные станки с ЧПУ по металлу | Металлические фрезерные станки с ЧПУ на продажу
У вас есть идея сделать своими руками или купить недорогой станок с ЧПУ для обработки металла из алюминия, стали, меди, латуни? Ознакомьтесь с руководством покупателя нового металлического фрезерного станка с ЧПУ 2022 года для производителей металла, слесарей, машинистов с ЧПУ по металлу, операторов и новичков в малом бизнесе, домашнем магазине, школе, образовании, обучении, обучении, любителях, коммерческом использовании или промышленном производстве, мы предложим вам лучшие металлообрабатывающие станки с ЧПУ 2022 года с квалифицированным обслуживанием клиентов, отвечающим вашим требованиям к металлообработке.
Что такое металлический станок с ЧПУ?
Металлический станок с ЧПУ представляет собой станок с числовым программным управлением для фрезерования, резки, формовки или гравировки металлических материалов. Он отличается высокой точностью, высокой скоростью, низкой стоимостью и отсутствием загрязнения. Он может не только резать железные листы, алюминиевые листы, медные листы, но и изготавливать формы из мягких металлов. Металлический станок с ЧПУ также известен как металлический станок с ЧПУ, фрезерный станок с ЧПУ по металлу, фрезерный станок с ЧПУ по металлу, фрезерный станок по металлу, гравировальный станок по металлу, фрезерный станок с ЧПУ.
Принцип работы
Процессы обработки металла с ЧПУ включают четыре этапа: во-первых, вы должны разработать модель САПР, во-вторых, вы должны преобразовать модель САПР в программу ЧПУ, в-третьих, вы должны настроить станок с ЧПУ, наконец, вы должны выполнить операцию обработки.
Области применения
Металлический станок с ЧПУ применяется для обработки железа, меди, алюминия, нержавеющей стали, литейной стали, листов МДФ, ПММА, листов ПВХ, листов АБС, листов KT, дерева, драгоценных камней, мрамора, пластмасс и т. д.
1. Металлический станок с ЧПУ подходит для резки, фрезерования, формовки и компактной резки всех видов материалов, таких как сталь, медь, алюминий и пластик.
2. Металлический станок с ЧПУ широко используется в автомобильной, литьевой, металлургической и гравировальной промышленности.
3. Металлический станок с ЧПУ специально разработан для пресс-форм, очков, часов, панелей, значков, брендов, графики и слов трехмерной и внешней поверхности, гладящей пресс-формы большого размера.
Технические параметры — Спецификации
Brand
STYLECNC
Work Table
T-slot
Cooling Type
Water Cooling
Drive Motors
Stepper Motors
Command
G code
Напряжение
3 фазы переменного тока 380 В, 50-60 Гц или 220 В
Диапазон цен
0005
Как гарантированный поставщик и производитель металлических станков с ЧПУ, STYLECNC предлагает для продажи все виды лучших металлических станков с ЧПУ для удовлетворения ваших потребностей.
STYLECNC предлагает себестоимость ваших планов механической обработки металла без каких-либо посредников. У нас вы получите лучшие металлообрабатывающие станки с ЧПУ по доступной цене.
STYLECNC также предлагает интеллектуальные решения для 2D/3D-обработки металлов с ЧПУ, круглосуточные индивидуальные услуги по обработке металлов и поддержку, которые доступны бесплатно.
Руководство по покупке
1. Проконсультируйтесь:
Мы порекомендуем вам наиболее подходящий металлический фрезерный станок с ЧПУ после того, как мы проинформируем вас о ваших требованиях, таких как материал, который вы хотите вырезать, максимальный размер материала (длина x ширина x толщина).
2. Цитата:
Мы предложим вам с нашим детальным предложением согласно консультируемому станку металла CNC. Вас ждут наиболее подходящие характеристики, лучшие аксессуары и доступная цена.
3. Оценка процесса:
Обе стороны тщательно оценивают и обсуждают все детали (включая технические параметры, спецификации и деловые условия) заказа, чтобы исключить любые недоразумения.
4. Размещение заказа:
Если у вас нет сомнений, мы вышлем вам PI (Proforma Invoice), а затем подпишем с вами договор.
5. Производство:
Мы организуем производство фрезерных станков с ЧПУ по металлу, как только получим подписанный договор купли-продажи и депозит. Последние новости о производстве будут обновляться и сообщаться покупателю фрезерного станка с ЧПУ во время производства.
6. Контроль качества:
Весь производственный процесс будет находиться под регулярным контролем и строгим контролем качества. Полный станок для резьбы по металлу с ЧПУ будет протестирован, чтобы убедиться, что он может хорошо работать, прежде чем покинуть завод.
7. Доставка:
Мы организуем доставку в соответствии с условиями контракта после подтверждения покупателем металлообрабатывающего станка с ЧПУ.
8. Таможенное оформление:
Мы предоставим и доставим все необходимые отгрузочные документы покупателю станка для резьбы по металлу и обеспечим беспрепятственное таможенное оформление.
9. Поддержка и обслуживание:
Мы предлагаем профессиональную техническую поддержку и своевременное обслуживание металлообрабатывающих станков с ЧПУ по телефону, электронной почте, Skype, WhatsApp, онлайн-чату, удаленному обслуживанию круглосуточно. У нас также есть доставка от двери до двери в некоторых районах.
Настольный фрезерный станок с ЧПУ для обработки алюминия |КупитьCNC
Настольный фрезерный станок с ЧПУ для продажи
Ничего себе, просто иди сюда и посмотри на этот идеальный настольный станок с ЧПУ для алюминия. Этот станок является очень экономичным настольным фрезерным станком с ЧПУ. Он не только имеет чугунную раму, но также имеет усовершенствованную систему охлаждения масляным туманом, что позволяет машине не только обрабатывать мягкие материалы, такие как древесноволокнистая плита средней плотности, акрил, пластик, пена и металлические материалы, такие как твердая древесина и обработка алюминия. . Если вы хотите купить мини-фрезерный станок с ЧПУ с небольшой площадью основания и мощной режущей способностью, то наш 6090 очень подходит для вас. Если вы заинтересованы в этом, пожалуйста, свяжитесь с нами как можно скорее.
Отправить запрос сейчас
Мини-фрезерный станок с ЧПУ для алюминия
Видео
Отправить запрос сейчас
Особенность дешевого настольного фрезерного станка с ЧПУ
Самая большая система охлаждения масляным туманом 9 CNC0 Алюминиевая мельница 0NC0 Этот настольный гравировальный станок по металлу состоит в том, что он оснащен системой охлаждения масляным туманом. После установки системы охлаждения масляным туманом при обработке таких металлов, как алюминий, латунь и другие мягкие металлы, система будет распылять масляный туман для охлаждения. Таким образом, хотя это очень дешевый настольный станок с ЧПУ для обработки алюминия, он может обрабатывать металл или дерево с чрезвычайно высокой точностью.
Более прочная и долговечная конструкция станка с ЧПУ для обработки алюминия
Рама этого настольного гравировального станка с ЧПУ по металлу отличается от рамы на рынке настольных станков с ЧПУ. Мы выбрали чугунное литье в качестве базовой рамы настольного фрезерного станка с ЧПУ. По сравнению с имеющимися на рынке станками для алюминиевой конструкции, этот настольный гравировальный станок отличается высокой точностью. Преимущества хорошего демпфирующего эффекта. Таким образом, этот фрезерный станок с ЧПУ для хобби подходит не только для обработки мягких материалов, таких как древесноволокнистая плита средней плотности, акрил, пластик, пена, но и для более твердых материалов, таких как твердая древесина, металл.
Шаговые двигатели и контроллер Mach4 этого мини-ЧПУ для обработки алюминия
Несмотря на то, что это небольшой настольный станок с ЧПУ для обработки алюминия, мы выбрали передовые бесщеточные микрошаговые двигатели в качестве источника питания. Шаговый двигатель и драйвер не требуют регулярного обслуживания. Это не только сокращает время простоя на техническое обслуживание, но и позволяет шпинделю нормально работать в течение длительного времени. В сочетании с высокой скоростью работы этот настольный фрезерный станок с ЧПУ очень эффективен. Этот небольшой настольный фрезерный станок с ЧПУ оснащен операционной системой Mach4, которая может управлять станком для гравировки, сверления, резки и других задач.
Application In Widely Industries For CNC Mill Aluminum Machine
6090 CNC router table Application Industry
Advertising Industry
Furniture Industry
Decoration Industry
Musical Instrument Industry
Производство подарков
Производство художественных моделей
Другое
Material that can be cut by Cheap CNC router
Wood
MDF
Plywood
Aluminum
Composite Board
Soft Metal
Acrylic
Other
Обработка алюминия с ЧПУ Технические параметры настольного станка
Описание
Параметры настольного фрезерного станка с ЧПУ
Model
ABT-6090-M
Working Area
600*900*150mm
Machine Frame
Iron Cast
Spindle Power
1. 5KW variable speed, water-cooled(2.2 кВт для опции)
Точность
± 0,025 мм
Поверхность таблицы
Толстая алюминиевая таблица
x, y, z и трансмиссия
x, y, z и трансмиссия
x, y, z и трансмиссия ШВП
Макс. Скорость перемещения
8000 мм/мин
Макс. Working Speed
6,000mm/min
Spindle Speed
0-24,000RPM
Drive Motors
Stepper motor
Working Voltage
AC 220V/50-60Hz or Custom made
Язык команд
G-код
Операционная система
Mach 3 (DSP для опции)
Интерфейс
USB или Ethernet
Программные возможности
VECTRIC ASPIR 75%
Основные части дешевого фрезерного станка с ЧПУ для обработки алюминия
Железная литая рама мини-ЧПУ для алюминия
В этом настольном станке с ЧПУ используется литая алюминиевая рама. По сравнению с алюминиевой базовой рамой, используемой на рынке настольных станков с ЧПУ, наш настольный гравировальный станок имеет преимущества высокой точности резки и хорошего демпфирующего эффекта. Это делает этот фрезерно-фрезерный станок с ЧПУ для обработки алюминия не только способным обрабатывать мягкие материалы, такие как древесноволокнистые плиты средней плотности и пластик, но и более подходящим для более твердых материалов, таких как твердая древесина и алюминий.
Стол с Т-образным пазом из алюминия и ПВХ для станка с ЧПУ для обработки алюминия
Для того, чтобы настольный станок с ЧПУ для алюминия лучше фиксировал материал во время обработки. Этот настольный гравировальный станок использует толстый алюминиевый стол с Т-образными пазами, этот стол удобен для зажима деталей и подходит для любого размера различных материалов. Значительно повысить эффективность работы дешевого настольного станка с ЧПУ.
Mach 3 Контроллер настольного станка с ЧПУ
Система управления мини-ЧПУ для алюминиевого станка представляет собой контроллер Mach 3. Его функции очень обширны и могут быстро позволить пользователям работать профессионально. Mach4 работает на большинстве ПК с Windows для управления движением двигателей (шаговых и сервоприводов) путем обработки G-кода. Он может управлять небольшим фрезерным станком с ЧПУ для обработки алюминия для гравировки, фрезерования, резки, сверления и т. д.
Мощный шпиндель с водяным охлаждением мощностью 1,5 кВт
Настольный фрезерный станок с ЧПУ для обработки алюминия стандартно поставляется с переменной скоростью 1,5 кВт. , шпиндель с водяным охлаждением. Этот шпиндель требует меньшего обслуживания, продолжительного рабочего времени и высокой рабочей частоты (полностью программируемая скорость от 6000 до 24000 об/мин), что может значительно повысить эффективность работы. Между тем, высокочастотный мощный шпиндель мощностью 2,2 кВт в качестве опции.
Датчик Omron Limited
Это ограниченный датчик Japan Omron на оси XYZ фрезерного станка с ЧПУ для хобби, этот датчик позволит избежать перебега настольного станка с ЧПУ для обработки алюминия. При условии обеспечения качества работы настольного хобби Фрезерный станок с ЧПУ, OMRON — лучшее качество и более длительный срок службы.
Электроника мини-ЧПУ для алюминиевого станка
Электронная система нашего настольного станка для обработки алюминия очень продвинута. Все электрические компоненты размещены и подключены в электрическом шкафу. Это обеспечивает легкий доступ и обслуживание при необходимости. Вся проводка помечена, чтобы при необходимости обслуживания клиент мог легко перемещаться по шкафу. Кроме того, шкаф служит верстаком для необходимых инструментов.
Oil mist Coolant System
Drive Motors
Tool sensor
Optional Parts of desktop CNC mill aluminum Machine
4-Axis Rotary Table
DSP Hand-held controller
Пылезащитная цанга
Проекты дешевых настольных алюминиевых станков с ЧПУ
Strong Factory Strength
BuyCNC обладает передовыми и мощными возможностями обработки. У нас есть высокоточный 5-осевой обрабатывающий центр с ЧПУ для обработки рамы станка. Верхнее фрезерование, боковое фрезерование и боковое сверление выполняются на одном обрабатывающем центре с помощью одного зажима, что обеспечивает более высокую точность наших станков с ЧПУ. Центр ЧПУ ATC также обрабатывает не только рамы станков, но и мелкие детали.
Высокоточная установка для настольного фрезерного станка с ЧПУ Станок для обработки алюминия
Во время установки основных компонентов, таких как направляющие и стойки, используется циферблатный индикатор для проверки точности установки, чтобы обеспечить высокую точность станка 24×36 дюймов. фрезерный станок с ЧПУ для алюминиевого деревообрабатывающего станка.
Наш сервис
Упаковка для недорогого станка с ЧПУ 6090 для обработки алюминия
Шаг 1: упаковка ПВХ-пленки, которая гарантирует, что настольный фрезерный станок с ЧПУ полностью покроет алюминиевый станок, избегая воды и ржавчины.
Шаг 2: Упаковка в деревянную коробку с фиксированным шаблоном на внешнем слое.
Шаг 3: Вся упаковка тщательно проверяется QC перед доставкой.
Услуги по продаже дешевого настольного обрабатывающего станка с ЧПУ
Бесплатная служба тестирования образцов: вы можете отправить нам файл САПР образца, который вы хотите разрезать, мы разрежем его на заводе и отправим видео резки вам, или мы можем отправить вам образец по почте.
Индивидуальные индивидуальные решения: Чтобы удовлетворить ваши потребности в качестве и эффективности резки, мы можем разработать уникальные решения в соответствии с вашими требованиями.
Запросы и консультационные услуги для всех настольных станков с ЧПУ для обработки алюминия.
Послепродажное обслуживание настольного фрезерного станка с ЧПУ
Гарантийный срок составляет 2 года для дешевого станка с ЧПУ 6090.
Когда вам нужно заменить изнашиваемые детали дешевого фрезерного станка с ЧПУ, мы предоставим их по цене агента.
Если в течение гарантийного срока возникнут проблемы, мы бесплатно заменим основные детали.
Программное обеспечение для станка для обработки алюминия для продажи предоставляет бесплатную услугу обновления на весь срок службы.
Круглосуточная техническая поддержка онлайн (телефон, электронная почта, Teamviewer, Whatsapp, Skype, WeChat, QQ и т. д.)
Мы предоставляем обучающие видео на английском языке и руководства пользователя для продажи установки и эксплуатации фрезерного станка с ЧПУ 6090 и т. д. Мы можем также предоставлять техническое руководство удаленно.
Бесплатное обучение на заводе BuyCNC.
Инженер может отремонтировать настольный фрезерный станок с ЧПУ за границей.
Доставка для настольного фрезерного станка с ЧПУ Алюминиевый станок
Все дешевые фрезерные станки с ЧПУ могут быть отправлены по всему миру. Вы можете выбрать доставку морем, поездом, грузовиком, самолетом или международной экспресс-доставкой, а также DHL, FEDEX, UPS и т. д. Нажмите кнопку ниже, чтобы отправить информацию, и мы предоставим вам профессиональное обслуживание. Добро пожаловать!
Связанные продукты
Связанные статьи
Как выбрать лучший 5-осевой фрезерный станок с ЧПУ
17 декабря 2021 г. Нет Комментарии
Таблица
Подробнее »
Преимущества CNC 5 Axis Router Machine
13 декабря 2021 Нет комментариев
Таблица
Прочтите больше»
Best Rutch Machin
7 сентября 2021 г. Комментариев нет
Стол
Подробнее »
Фрезерный станок с ЧПУ по камню Последние руководства
20 июля 2021 г. Комментариев нет
Таблица
Подробнее »
Serval Важные сведения о фрезерном станке с ЧПУ
16 июля 2021 г. Комментариев нет
Таблица
Подробнее »
Сервал Самый популярный фрезерный станок с ЧПУ Комментарии 2 июля 2021 г.
Стол
Подробнее »
О BuyCNC
BuyCNC является ведущим поставщиком высококачественных станков с ЧПУ в Китае. BuyCNC разрабатывает и продает различные станки с ЧПУ, включая фрезерные станки с ЧПУ, лазерные станки и станки для плазменной резки. Наша основная продукция: фрезерный станок с ЧПУ по дереву, фрезерный станок с ЧПУ по камню, фрезерный станок с ЧПУ по металлу, фрезерный станок с ЧПУ ATC, 4-осевой фрезерный станок с ЧПУ, 5-осевой фрезерный станок с ЧПУ, станок для резки с лазерной гравировкой CO2, станок для лазерной резки с волоконным лазером, станок для лазерной маркировки с волоконным лазером, сварочный аппарат с волоконным лазером и машина плазменной резки металла и т. д.
Продукция соответствует европейским стандартам и международному контролю качества, имеет сертификаты FDA, CE, SGS и ISO9001. Ежегодно завод выпускает более 1000 станков. И BuyCNC имеет богатый опыт исследований и разработок, который уже более 20 лет занимается исследованием, разработкой и производством станков с ЧПУ.
12 частых ошибок 3D-печати от простых к сложным. Как их избежать?
1. Недооценка важности первого слоя. 2. Не обращаться за помощью к сообществам 3D-печати. 3. Случайное запутывание филамента. 4. Быстрая сборка вашего 3D-принтера. 5. Неправильная калибровка стола и высоты сопла. 6. Использование неверных настроек слайсера. 7. Использование большого % заполнения для усиления деталей вместо стен/оболочек. 8. Не использовать поддержки, когда это необходимо. 9. Никогда не заменять изношенные детали. 10. Отсутствие мониторинга 3D-печати. 11. Пренебрежение правилами безопасности при 3D-печати. 12. Покупка плохого 3D-принтера из-за чрезмерного энтузиазма. Вывод.
Нет ничего хуже, чем печатать на 3D-принтере днями, неделями, месяцами и годами только для того, чтобы узнать, что вы совершаете распространенные ошибки.
Уверены, что многим хорошо знакомо это чувство, поэтому мы написали этот пост, чтобы вернуть вас на путь успеха, описав некоторые распространенные ошибки, которых следует избегать в вашем путешествии по миру 3D-печати.
Здесь вы найдете как небольшие погрешности, на которые вы раньше не обращали внимания, так и серьезные ошибки, которые могут привести к полному прекращению 3D-печати.
Присоединяйтесь к нашему исследованию, чтобы определить самые частые ошибки 3D-печати, а также простые решения для их быстрого исправления.
1. Недооценка важности первого слоя.
Слишком часто 3D-печать выходит из строя в середине процесса из-за плохой адгезии первого слоя.
Однозначно не упускайте из виду этот важный фактор, если вы хотите получить успешный отпечаток. Это ошибка, которую совершают чересчур часто, и это заставляет людей гоняться за призраками, пытаясь понять, в чем проблема.
Все это время причина была в плохих первых слоях, у которых не было достаточно прочной связи с рабочей платформой.
Несмотря на то, что ваш первый слой держится в начале печати, адгезия уменьшается по мере того, как печатающая головка перемещается. Вполне вероятно, что через несколько часов ваш отпечаток может сместиться или отвалиться, если первый слой не был хорошо экструдирован.
Решение.
Заранее сделайте несколько тестовых отпечатков и посмотрите, насколько хорошо прилипает материал.
Используйте адгезив, например, 3D Лак для принтеров или хотя бы клей-карандаш.
Увеличьте скорость потока (множитель экструзии) для первого слоя, чтобы у материала было больше шансов приклеиться к столу принтера.
2. Не обращаться за помощью к сообществам 3D-печати.
Каждый пользователь 3D-принтера сталкивался с какой-либо проблемой, для устранения которой требовались определенные усилия. Некоторые люди брались за целые проекты только для того, чтобы решить проблему с 3D-принтером, тогда как решение можно было найти с легкостью.
Сообщества 3D-печати известны тем, что помогают людям решать их проблемы, поэтому обязательно воспользуйтесь этими бесплатными ресурсами. От форумов по 3D-печати до групп в Facebook и опросов других пользователей 3D-принтеров на YouTube — вариантов бесчисленное множество.
Когда мы только начали исследовать 3D-печать, то обратили внимание, что многие люди упоминают, насколько полезны другие пользователи 3D-принтеров, поэтому мы сразу же зарегистрировались на всевозможных русско- и англоязычных ресурсах, сообществах Facebook и Reddit и присоединились к этому пространству.
В большинстве случаев люди предлагают правильное решение и с удовольствием помогут вам попробовать различные варианты устранения неполадок.
Они могут не только помочь вам с устранением неполадок, но и обратить ваше внимание на несколько забавных проектов, которые стоит попробовать, а также на некоторые из последних инноваций в мире 3D-печати.
Решение.
Присоединяйтесь к активным группам Facebook по 3D-печати и по вашему конкретному 3D-принтеру.
Подпишитесь на ленту новостей авторитетных ресурсов по 3D-печати.
Обязательно посетите YouTube-блогеров, занимающихся 3D-печатью, которые публикуют новый интересный контент на постоянной основе.
Найдите группы в Viber и Telegram. Это самый быстрый способ получить ответ на ваш вопрос.
3. Случайное запутывание филамента.
Мы читали множество отзывов о 3D материалах для 3D-принтеров, включая PLA, ABS, PETG и т. д., и в некоторых негативных отзывах упоминается запутанная нить.
К сожалению, в большинстве случаев нить запутывается по вине пользователей.
Как правило, когда нить наматывается на катушку, вероятность ее запутывания очень незначительна, гораздо чаще это происходит после того, как вы вытащите катушку из упаковки. Если вы ослабили витки в намотке, после чего снова намотали спущенные витки на катушку, вы могли случайно намотать их неравномерно и создать перехлест, который испортит ваши отпечатки.
Решение.
Когда вы храните филамент, убедитесь, что его конец надежно закреплен и его нельзя легко ослабить. Если на катушке уже есть спутанные витки, размотайте достаточное количество нити и снова плотно намотайте ее таким образом, чтобы она не перекрещивалась.
Если вам все-таки не повезло, и вы приобрели пластик ненадлежащего качества, при производстве которого были нарушены все технологические карты, то вот наш совет: купить пластик для 3D-принтера от проверенных брендов. Разница в цене в 100 грн бесконечно мала на фоне всевозможных других затрат на 3D-печать.
Однако эти 100 грн избавят вас не только от проблем с перехлестами, но также обеспечат стабильный диаметр и цвет по всей длине, отсутствие овальностей и плавную подачу.
4. Быстрая сборка вашего 3D-принтера.
Мы все были очень взбудоражены, когда получили свой первый 3D-принтер и дело дошло до его сборки, но чрезмерное волнение может спровоцировать слишком быструю сборку вашего 3D-принтера, что приведет к плохим результатам печати.
Это может быть не сразу заметно, и в течение нескольких месяцев вы будете получать отпечатки хорошего качества.
То, что может произойти постепенно, — это износ из-за неправильной сборки.
Задайте себе эти вопросы, прежде чем запустить первую печать. Ваш ремень был хорошо натянут? Вы правильно и надежно закрепили каждый провод? Правильно ли установлена трубка Боудена?
Когда дело доходит до 3D-принтера, каждая мелочь важна, поэтому не становитесь жертвой проблем с 3D-печатью из-за быстрой и не тщательной сборки.
Решение.
Найдите авторитетное видео-руководство на YouTube от опытного оператора 3D-принтера и следуйте его сборке. Всегда есть несколько маленьких хитростей, которые они советуют вам сделать для долговечности и высокого качества отпечатков. Даже если вы уже собрали свой 3D-принтер, вы можете исправить некоторые вещи, которые могли упустить. Правильная и качественная сборка 3D-принтера фактически приводит к более высокому качеству отпечатков.
Читайте также: Как настроить ваш новый 3D-принтер.
5. Неправильная калибровка стола и высоты сопла.
Из всех слоев вашей 3D-печати первый слой является самым важным, и он во многом зависит от того, насколько хорошо вы выровняли свою платформу и установили высоту сопла.
Это не так просто, как загрузить 3D-модель, отправить ее на SD-карту и начать печать.
Программная сторона вещей важна, но не менее важна и аппаратная часть.
Многие 3D-принтеры выпускаются с ручной калибровкой платформы, поэтому вам нужно поднимать или опускать каждый угол самостоятельно.
Ваш 3D-принтер не имеет безупречной системы обратной связи, а это означает, что он не всегда может проверить, где находится печатающая головка.
Лучшее, что он может сделать, это использовать концевые выключатели X, Y и Z, чтобы убедиться, что печатающая головка находится на 0,00 мм по каждой оси.
То, в чем ваш 3D-принтер очень хорош, — это чрезвычайно точные движения по осям X, Y и Z, но если высота сопла не настроена должным образом в начале, все разваливается.
Ось Z — это высота, поэтому сопло должно быть правильно отрегулировано, чтобы оно плавно выдавливало филамент вдоль поверхности сборки, не слишком высоко и не слишком низко.
Решение.
Изучите методы ручной калибровки стола.
Как только ваш стол будет правильно откалиброван, а высота сопла отрегулирована, вы можете ожидать хорошие отпечатки.
Возможно для вас будет хорошим решением инвестировать в систему автоматического выравнивания, такую как BLTouch. Мы в нашей студии 3D-печати в Одессе предпочитаем ручную калибровку.
6. Использование неверных настроек слайсера.
Настройки слайсера, которые вы используете для печати, являются одними из самых важных вещей, когда дело доходит до успешной 3D-печати.
Из сотен изменений настроек, которые вы можете применить, достаточно одной неправильной настройки, чтобы испортить отпечаток.
К счастью, есть профили принтеров и настройки по умолчанию, которые дают людям базовую отправную точку для печати.
После нескольких отпечатков вы начнете экспериментировать с различными настройками, такими как температура, ширина линии, скорость потока и так далее.
Некоторые варианты ошибочного применения неправильных настроек связаны с изменением материалов.
Будь то PLA или ABS или PLA разных марок и/или цветов, рекомендации по температуре будут различаться.
Убедитесь, что вы правильно их настраиваете.
Настройки слайсера могут либо помочь вам, либо сломать вашу 3D-печать, поэтому используйте их с умом, желательно с помощью каких-либо руководств.
В большинстве случаев, когда вы загружаете модель, например, из Thingiverse, дизайнеры создают список настроек, которые, как правило, работают хорошо, но не следуйте им вслепую и будьте внимательны.
Например, если вы заменили сопло из латуни на закаленное стальное, вам необходимо немного увеличить температуру сопла, потому что закаленная сталь не так хорошо проводит тепло как латунь.
Другой пример — ваша рабочая поверхность.
Если вы добавили в свой 3D-принтер стеклянную подложку, вам стоит увеличить температуру стола, чтобы учесть дополнительный слой материала для теплопередачи.
Решение.
Используйте калибровочные модели, такие как башни скорости и температуры, для каждого нового материала.
Потратьте чуть больше времени на изучение параметров слайсера, чтобы убедиться, что вы знаете, к чему приведет изменение той или иной настройки.
Повторение — мать учения. Чем чаще вы будете печатать, тем быстрее станете профессионалом.
Читайте также: Лучшие модели для тестирования 3D-печати.
7. Использование большого % заполнения для усиления деталей вместо стен/оболочек.
В течение многих лет большинство людей пытались укрепить свои напечатанные на 3D-принтере детали с помощью заполнения. Этот способ определенно делает свою работу, но есть гораздо более эффективный метод, который, как было доказано, работает намного лучше.
Вместо того чтобы тратить много материала и дополнительное время на печать заполнения, вы должны использовать оболочки / стенки для прочности 3D-печатной детали.
В некоторых случаях увеличение процента заполнения не обеспечивает необходимый запас прочности, в то время как увеличение толщины стенок позволяет изготавливать действительно надежные и ударопрочные изделия.
Решение.
Вместо увеличения заполнения добавляйте к своим отпечаткам больше оболочек/стен, чтобы сделать их прочнее.
Для функциональной напечатанной на 3D-принтере детали, требующей прочности, рекомендуется использовать около 4–6 стенок.
8. Не использовать поддержки, когда это необходимо.
Большинство людей стараются избегать использования вспомогательных опор, чтобы сэкономить время и материал, но бывают случаи, когда их использование необходимо.
Вы можете попробовать наклонить отпечатки определенным образом и перемещать их по печатной платформе, но рано или поздно наступит момент, когда этот подход не сработает.
Многие модели специально спроектированы таким образом, чтобы не использовать поддержки для успешной печати, и это очень удобно.
С другой стороны, некоторые модели слишком сложны и печатать их без поддержки невозможно.
3D-принтеры не могут печатать в воздухе и большие выступы определенно нуждаются в опорных структурах, на которые материал будет экструдироваться.
Чаще всего вы можете обойтись без поддержек на свесах под углом 45°и ниже, но для всего, что выше, рекомендуется использовать опоры.
Это скорее визуальный навык, который со временем и накоплением опыта позволяет вам понять, когда модели нуждаются в поддержках, а когда можно обойтись без них.
Некоторые слайсеры могут не отображать поддержки в предварительном просмотре, поэтому вам придется судить об этом самостоятельно.
Решение.
Убедитесь, что вы не избегаете саппортов, когда они необходимы, потому что в этом случае вы просто проиграете в целом.
Используйте правильную ориентацию деталей, чтобы в ваших отпечатках использовалось как можно меньше поддерживающего материала.
9. Никогда не заменять изношенные детали.
Несмотря на то, что профиль, блок питания и шаговые двигатели вашего 3D-принтера рассчитаны на несколько лет, другие детали являются расходными материалами.
Это такие детали, как ремни, сопла и подшипники. Убедитесь, что вы заменяете эти детали по мере износа.
Вы можете заметить снижение качества печати с течением времени, и износ отдельных запчастей определенно может быть этому причиной, поэтому проверьте эти расходные материалы и замените их по мере необходимости.
Если вы печатаете такими материалами, как ABS, PA12, PC или пластиком, светящимся в темноте, латунные сопла истираются значительно быстрее, чем при печати традиционными материалами.
Переход на сопло из закаленной стали — хорошая идея, если вы хотите печатать абразивными материалами.
Недостатком является то, что оно не имеет такого же уровня теплопроводности, как латунные сопла. Вот краткий список деталей 3D-принтера, которые со временем изнашиваются:
Термобарьер;
PTFE трубка;
Вентиляторы;
Провода/разъемы;
Термисторы;
Ремни;
Стеклянные платформы;
Подшипники;
Нагревательный блок;
Материнская плата.
Вы можете купить аксессуары для 3D-принтеров в соответствующем разделе нашего каталога.
Решение.
Имейте в виду, что некоторые детали не будут служить вечно, поэтому время от времени проверяйте эти детали и заменяйте их по мере необходимости.
Убедитесь, что эти компоненты установлены таким образом, чтобы уменьшить их износ.
Держите под рукой комплект сменных деталей на случай их выхода из строя (сопла, ремни, проводка, ПТФЭ трубка).
Приобретайте высококачественные детали, рассчитанные на длительный срок службы.
10. Отсутствие мониторинга 3D-печати.
Независимо от того, у вас премиальный или бюджетный 3D-принтер, любой их них может выйти из строя. Они могут выйти из строя в течение первых нескольких минут, когда плохо печатается первый слой, или через несколько часов после начала печати.
В нашей практике было несколько случаев, когда проверяя наши принтеры после ночной смены, мы обнаруживали бардак на рабочей поверхности и принтер, продолжающий выдавливать спагетти пластика.
Мониторинг — не панацея для всех проблем, но с его помощью вы сможете вовремя остановить процесс и избежать перерасхода пластика и электроэнергии.
Рекомендуется постоянно контролировать ваши 3D-принтеры на протяжении всего процесса печати, чтобы убедиться, что все в порядке.
Что мы делаем в обязательном порядке, так это следим за первым слоем, а затем возвращаемся через 15 минут, чтобы убедиться, что все идет по плану.
После этого проверять принтеры каждый час или около того — хорошая идея для контроля ваших отпечатков.
Решение.
Время от времени контролируйте 3D-печать, чтобы убедиться, что все идет гладко.
Используйте камеру для удаленной проверки отпечатков совместно с удаленным контролем питания.
Обязательно научите окружающих как в случае необходимости остановить ваш 3D-принтер.
11. Пренебрежение правилами безопасности при 3D-печати.
Основные меры предосторожности основаны на рисках ожогов и возгорания, механических рисках и травмах от инструментов или расплавленного пластика.
Риск возгорания в наши дни очень редок, потому что 3D-принтеры обычно оснащены защитой от перегрева.
На что следует обратить внимание, так это на ожоги от горячего сопла или от платформы для печати.
Мы также слышали истории о травмах об острые края скребка для снятия отпечатка с поверхности принтера.
Этого можно легко избежать, если вы будете осторожны в своих действиях.
Удаление поддержек не самое приятное и интересное занятие, но получение порезов или царапин при очистке деталей еще хуже.
Рекомендуется время от времени проверять проводку, болты, ремни и все подвижные части, чтобы в будущем можно было обнаружить потенциальную неисправность.
Соединители иногда могут выйти из строя, поэтому обязательно проверьте эти аспекты, чтобы процесс 3D-печати прошел гладко и безопасно.
Решение.
Следите за тем, что вас окружает, и помните о безопасности.
Не подносите руку слишком близко к соплу.
Не держите руку на рабочей поверхности, когда снимаете отпечаток.
Обеспечьте хорошую систему вентиляции.
12. Покупка плохого 3D-принтера из-за чрезмерного энтузиазма.
К нам регулярно обращаются клиенты, которые на волне энтузиазма купили дешевый 3D-принтер на Aliexpress или другом маркет плейсе, и этот принтер не работает.
Спонтанные покупки по дешевке не дают вам время на анализ и сравнение моделей 3D-принтеров. Другими словами, вы делаете свой выбор неосознанно.
Люди сталкивались с целым рядом проблем, такими как, неработающий слот для SD-карты наряду с серьезными трудностями передачи файлов по Wi-Fi.
К другим вариантам относились некачественно изолированные провода, кривые рамы и платформы.
Деформированные резьбовые винты, дешевые хот-энды, сломанные детали, плохая упаковка при доставке, плохая сборка на заводе тоже являются распространенным случаем при покупке дешевых “NoName” принтеров.
В конечном итоге вы можете потратить большую часть своего времени на ремонт, устранение проблем с плохим качеством печати и просто разочароваться в 3D-печати.
Если вы были одним из тех, кому не повезло, вы, вероятно, научились не торопиться при покупке 3D-принтера.
Одним из самых популярных производителей недорогих 3D-принтеров по всему миру по праву считается компания Creality, и их топ-продукт Ender-3 v2.
Этот 3D-принтер был неоднократно протестирован пользователями по всему миру, а его распространенность доказывает идеальное сочетание цены и качества.
Каждая 3D-компания — это команда, которая покупает детали и собирает принтер, но некоторые делают это намного лучше, чем другие, и более последовательно.
Некоторые люди, купившие плохой принтер, либо отказываются от 3D-печати, либо делают полную дорогостоящую перестройку, либо гораздо позже покупают более качественный 3D-принтер. С таким же успехом можно начать с покупки хорошего 3D-принтера!
Решение.
Выбирайте надежный 3D-принтер с хорошей репутацией и избегайте 90 % проблем, которых можно избежать. Мы знаем много историй о людях, переживших то же самое, так что избавьте себя от хлопот. Мы ни разу не видели, чтобы кто-то назвал Ender 3 Pro или Voxelab Aquila X2 плохими первыми 3D-принтерами, потому что это действительно очень выгодная покупка.
Вывод.
Надеемся, что наши советы помогут вам избежать самых распространенных ошибок при 3D-печати и вы будете получать полезный опыт, изучая настройки вашего принтера и реализовывая качественные отпечатки.
Удачной печати!
Как очистить сопло 3D-принтера? Методы и способы предотвращения засорения.
Что заставляет филамент прилипать к соплу?Как устранить прилипание нити к соплу?
Откалибруйте положение сопла. Подберите температуру материала. Увеличьте адгезию материала к поверхности. Увеличьте температуру платформы. Не используйте обдув для первого слоя. Настройте коэффициент экструзии (Flow Rate).
Как прочистить сопло?
Метод первый. Используйте латунную проволочную щетку. Метод второй. Метод горячего извлечения. Метод третий. Метод холодного извлечения (атомный). Метод четвертый. Используйте растворитель.
Как предотвратить засорение сопла?Заключение.
Большинство пользователей 3D-принтеров знакомы с досадным явлением, когда расплавленная пластиковая нить прилипает к соплу принтера.
Учитывая тот факт, что сопло довольно сложно очистить, мы считаем, что лучше предпринять превентивные меры и предотвратить засорение сопел, чем тратить время и нервы на их очистку.
В этом посте мы поделимся с вами советами о том, как избежать прилипания пластика к соплу, будь то PLA, ABS или PETG.
Что заставляет филамент прилипать к соплу?
Чтобы объяснить, почему пластик для 3D-принтера прилипает к соплу, в первую очередь, мы хотим упомянуть основные причины возникновения этого явления.
Сопло слишком высоко от платформы(наиболее распространенное)
Пластик не нагревается должным образом
Засорение сопла
Плохая адгезия к поверхности
Непоследовательная экструзия
Низкая температура
Охлаждение первых слоев
Как устранить прилипание нити к соплу?
Знание основных причин этого явления позволяет нам находить решения, которые приведут нас к получению качественных 3D-принтов.
Давайте рассмотрим эти варианты вместе с пошаговым руководством, которое поможет ликвидировать эту проблему.
Откалибруйте положение сопла.
Неправильное расположение сопла над печатной платформой является одной из основных проблем, из-за которой нить прилипает к соплу.
Если сопло находится слишком высоко, температура понизится до того, как материал для 3D-печати достигнет поверхности. Если пластик находится слишком далеко от поверхности он начнет закручиваться вокруг сопла и в конечном итоге это приведет к засорению.
Если сопло расположено слишком близко к платформе, филамент не будет выдавливаться должным образом. Следовательно, он начнет подпирать сопло, и вы снова столкнетесь с проблемой забитого сопла.
Как это исправить?
Проверьте положение сопла относительно поверхности.
Если сопло находится слишком высоко или слишком низко, откалибруйте стол 3D-принтера вручную или с помощью системы автокалибровки.
Подберите температуру материала.
Теперь, когда положение сопла отрегулировано, можно переходить к следующему пункту. И первое, что приходит на ум, это температура филамента.
Подбор температурных характеристик для каждого типа материала не только предотвратит засорение сопла, но и положительно скажется на качестве ваших отпечатков.
При правильно подобранных параметрах материал свободно проходит через сопло и осаждается на печатной платформе.
Как настроить?
Проверьте диапазон температур вашего материала.
Начиная от нижнего предела постепенно увеличивайте температуру с шагом 5 °C и контролируйте экструзию и качество печати. Вы также можете использовать модель температурной башни с thingiverse для своего тестирования.
Читайте также: Лучшие модели для тестирования 3D-печати.
Увеличьте адгезию материала к поверхности.
Если вы продолжаете наблюдать, что нить образует петлю или скручивается вокруг сопла и не прилипает к платформе, вам необходимо проверить адгезивные свойства.
Если ваша поверхность имеет недостаточную адгезию, это не позволяет филаменту прилипать к поверхности, и он закручивается.
Как исправить?
Нанесите на поверхность дополнительный адгезионный слой. Вы можете использовать 3D лак, клей для 3D-печати, синий скотч и другие аксессуары.
В нашей студии 3D-печати мы используем лак. Мы работаем с ним уже несколько лет и он неизменно демонстрирует отличную адгезию и экономичный расход.
Увеличьте температуру платформы.
Нагретая платформа также увеличивает степень адгезии материала. Известно, что для таких материалов, как PLA, наличие платформы с подогревом не является обязательным условием, однако подогрев стола определенно помогает.
Как исправить?
Обязательно ознакомьтесь с рекомендациями поставщиков пластика по температурным характеристикам стола и сопла для каждого конкретного материала.
Настройте температуру стола в соответствии с этими рекомендациями для лучшей адгезии ваших 3D-отпечатков.
Не используйте обдув для первого слоя.
Охлаждение пластика приводит к усадке материала. Первый слой — самый важный при 3D-печати и он не должен деформироваться под воздействием обдува. Вы должны удостовериться, что он лег ровно и хорошо прилип к столу.
Как решить?
Большинство слайсеров, настроенных по умолчанию, останавливают вентиляторы для нескольких начальных слоев.
Дважды проверьте этот параметр и убедитесь, что вентиляторы выключены на первом слое.
Настройте коэффициент экструзии (Flow Rate).
Скорость потока 3D-принтера или множитель экструзии относится к настройке слайсера, которая определяет количество экструдируемого пластика. По умолчанию скорость потока установлена на 1,0 или 100% в зависимости от слайсера.
Правильная скорость потока — это первый шаг к получению привлекательных и точных по размерам 3D-отпечатков. Неправильная скорость потока может привести как к чрезмерной, так и к недостаточной экструзии, что является двумя основными проблемами, из-за которых ваши отпечатки выглядят «некрасиво».
Недоэкструзия приводит к засорению сопла. Такая проблема часто проявляется при смене типа пластика или смене экструдера.
Как решить?
Помните, что в 3D-печати все связано друг с другом, поэтому убедитесь, что вы выставили все параметры правильно.
Проверьте диаметр пластика в нескольких местах и убедитесь, что все размеры находятся в пределах допустимых отклонений.
Низкокачественная нить имеет нестабильный диаметр по длине, это вызывает проблемы при экструдировании пластика и приводит к засорению сопла.
При слишком низкой скорости подачи происходит прилипание нитей к соплу.
Отрегулируйте скорость потока, обычно увеличение множителя экструзии помогает устранить непоследовательное экструдирование.
Как прочистить сопло?
Прочистка сопла является нудным, но, к сожалению, неизбежным процессом, особенно, если вам не помог ни один из советов, описанных выше.
Выбор метода очистки зависит от степени засора вашего сопла. Мы приведем вам 4 разных способа, а вы выбирайте тот, который подходит для вашего случая.
Метод первый. Используйте латунную проволочную щетку.
Купите себе щетку из латунной проволоки.
Прогрейте сопло до рабочей температуры.
Отключите принтер от электросети во избежание замыкания.
Аккуратно очистите видимые для глаз остатки грязи, пыли, нагара и других частиц.
Будьте внимательны при выборе щетки. Использование стальной проволочной щетки в силу ее жесткости приведет к повреждению сопла.
Метод второй. Метод горячего извлечения.
Чтобы использовать этот метод, возьмите нейлоновую или чистящую нить для 3D-принтера. Что бы вы ни выбрали, убедитесь, что диаметр чистящей или нейлоновой нити аналогичен диаметру пластика, которым вы печатаете.
Предварительно нагрейте сопло до 200 или 250 °C.
Отрежьте кусок чистящего или нейлонового пластика. Убедитесь, что его длина достаточна для того, чтобы вставить его в сопло и не обжечь пальцы.
Вставьте пластик в сопло и подождите пару секунд, чтобы он успел немного расплавиться и собрать всю грязь. Затем резким движением вытяните пластик.
Как только вы извлечете материал, вы увидите грязь, нагар и остатки филамента, которые скопились внутри вашего сопла.
Отрежьте грязный кусочек нити и повторите процесс. Продолжайте выполнять эти действия до тех пор, пока не убедитесь, что сопло очищено.
Метод третий. Метод холодного извлечения (атомный).
Вам также потребуется чистящая или нейлоновая нить для холодного протягивания.
Разогрейте сопло до 200 или 250 °C.
Вставьте пластик в сопло и продолжайте проталкивать его.
Проталкивая сопло, выключите нагрев и дайте принтеру остыть.
Пока температура падает, продолжайте проталкивать материал в сопло.
Подождите, пока она упадет до 100 или 90 °C, и резким движением вытяните филамент.
Атомный метод позволяет извлечь намного больше грязи по сравнению с горячим методом. Тем не менее этот процесс занимает значительно больше времени, так как вам нужно несколько раз нагревать и охлаждать сопло.
Холодное извлечение также более экстремально, так как требует от вас приложения силы и давления во время проталкивания и вытягивания пластика.
Метод четвертый. Используйте растворитель.
Если материал, вызвавший засорение, легко растворяется, то снятие сопла и замачивание его в растворителе(например, ацетоне или дихлорэтане) может устранить даже сложные засоры.
Начнем со снятия сопла. Для этого вам понадобятся разводной и торцевой ключи или специальный ключ для сопел.
Налейте немного растворителя в небольшую емкость и опустите в нее сопло.
Оставьте сопло на некоторое время в растворителе. Время зависит от степени засорения сопла. Если ваше сопло сильно забито, поместите его в растворитель на 24 часа, встряхивая емкость каждые 2-3 часа.
Выньте сопло из растворителя и протрите его чистой тканью.
Просуньте тонкую проволоку или иглу подходящего диаметра через сопло, чтобы протолкнуть пластиковую пробку. Если игла все еще не проходит, повторно окуните сопло в растворитель и через 24 часа снова попробуйте провести иглу сквозь отверстие. Не прикладывайте силу. В чистом сопле игла должна проходить свободно.
В качестве экстремального способа можно попробовать прожечь сопло, используя газовую горелку. Будьте предельно аккуратны, так как вы можете перегреть сопло, что приведет к его деформации и окончательному выходу из строя.
Иногда печальная правда заключается в том, что, если вы уже перепробовали все доступные средства, способы и методы, но ваше сопло все еще забито, единственное решение — это покупка нового сопла.
Следует учитывать, что сопло по сути является расходным материалом и периодически требует замены. Если вы используете обычные латунные сопла, то их покупка не сильно ударит по вашему карману. Стоимость таких сопел колеблется от 15 до 100 гривен.
Как предотвратить засорение сопла?
Один из лучших способов очистки сопла экструдера — никогда не допускать его засорения. Как мы уже говорили, правильные настройки принтера и высококачественная нить могут иметь большое значение для предотвращения засорения. Это замечание справедливо для всех типов FDM пластиков.
В нашем магазине представлен филамент для 3D-печати европейского производства, изготовленный с соблюдением всех международных стандартов.
Филамент высокого качества в разы снижает вероятность засорения сопла.
Сопла различаются по материалу, диаметру и другим факторам. Эти характеристики влияют на то, с чем сопло может справиться при печати и какие будут получаться отпечатки. Например, абразивные материалы, материалы с древесным наполнителем или светящиеся в темноте, значительно ускоряют износ сопел.
Заключение.
Теперь, когда вы знаете все о том, как чистить сопла 3D-принтера, обязательно запланируйте время — ежедневно или еженедельно — для очистки сопла. Также рекомендуем вам принять меры, предотвращающие засорение сопла. Это упрощает обслуживание вашего 3D-принтера.
Удачной печати!
11 способов исправить ломкость нити PETG — 3D Printerly
3D-печать PETG может быть довольно сложной задачей, особенно когда нить PETG становится хрупкой или слабой. Я решил написать статью с подробным описанием того, как исправить нить PETG, которая становится слабой, чтобы помочь пользователям.
Чтобы исправить ломкость филамента PETG или 3D-отпечатки, сначала убедитесь, что вы используете правильную температуру печати, поскольку низкие температуры могут привести к плохой адгезии слоя. Важно также высушить нить PETG, если она была оставлена без хранения в герметичном контейнере. Используйте нулевую или низкую скорость вращения вентилятора.
Это простой ответ, но есть и другие подробности, которые вы захотите узнать, поэтому продолжайте читать, чтобы узнать больше.
Почему нить PETG становится хрупкой?
PETG становится хрупким из-за ряда проблем во время печати, одной из которых является плохая адгезия платформы, а другой — неправильная температура печати платформы и хотэнда. Кроме того, если для вашего 3D-принтера не выполнена пошаговая калибровка или вы столкнулись с засорением сопла, ваши 3D-отпечатки могут стать хрупкими.
Кроме того, высокая скорость вращения вентилятора, который так быстро остывает, может привести к ломкости нити накала и использованию нити, подвергшейся воздействию влаги.
Как исправить ломкость нити PETG
Увеличьте температуру печати
Высушите нить PETG
Улучшите первый слой – выровняйте постель и используйте настройки
Откалибруйте шаги экструдера
Используйте хороший охлаждающий вентилятор
Уменьшите скорость печати
Увеличьте плотность заполнения
Увеличьте толщину стенки
Установите параметры отвода
Прочистите и очистите сопло
В случаях, когда вы испытываете хрупкие отпечатки с PETG, используйте одно или несколько из этих решений, чтобы попытаться исправить хрупкие 3D-отпечатки из PETG.
Я объяснил здесь каждый из этих способов решения проблемы хрупкого PETG.
1. Увеличьте температуру печати
Если вы обнаружите, что ваш PETG становится хрупким после 3D-печати, я бы сначала попытался увеличить температуру печати и посмотреть, будет ли это иметь значение. PETG печатает при относительно более высокой температуре, чем большинство нитей, поэтому 3D-печать из PETG может быть хрупкой из-за низкой температуры.
Многие пользователи столкнулись с этим и выяснили, что после повышения температуры печати у них появились более прочные и долговечные модели PETG.
Причина, по которой это работает, заключается в том, что более высокая температура способствует лучшему плавлению нити, что приводит к лучшему прилипанию материала к предыдущему слою.
Убедитесь, что температура не слишком высока, потому что это может привести к сильному натяжению и просачиванию.
Обычно рекомендуемая температура для филамента PETG составляет от 240 до 260°C, а температура слоя 80°C. Рекомендуется провести собственное тестирование, поскольку между вашей средой и средой другого пользователя будут небольшие различия.
Соответствующие температуры для каждого филамента обычно включаются в описание филамента для каждой катушки. Как правило, рекомендуется придерживаться тех, которые указаны для вашей нити.
Один из лучших способов найти оптимальную температуру для вашего филамента — создать температурную башню, которую можно сделать прямо в Cura. Я сам использовал это много раз, и получил отличные результаты. Посмотрите видео ниже с простыми инструкциями.
Это просто напечатанная на 3D-принтере башня, в которой есть несколько башен, температура которых меняется по мере продвижения вверх по башне.
Если вы печатаете с помощью PETG, особенно на 3D-принтере, таком как Ender 3, не забудьте перейти на тефлоновые трубки Capricorn, поскольку они обладают более высокой термостойкостью, чем стандартный PTFE, который используется в большинстве 3D-принтеров.
2. Высушите нить из PETG
Еще одно ключевое решение, которое вы можете попробовать, если обнаружите, что PETG стал хрупким, — высушить катушку с нитью. Многие люди не понимают, что легко впитывают влагу из окружающей среды после того, как их оставили без присмотра, что приводит к проблемам с печатью и дефектам.
Влажная нить легко может быть разницей между слабой и хрупкой 3D-печатью PETG и прочной и долговечной моделью PETG. Это также может привести к плохой адгезии к слою, что приводит к плохой основе и неравномерной экструзии.
Влага в филаменте может сильно ухудшиться даже через 24 часа, если вы живете в очень влажном районе, поэтому рекомендуется сушить филамент вместе с надлежащим хранением.
Один из лучших способов высушить нить PETG — приобрести специализированную машину для сушки нити, такую как SUNLU Filament Dryer Box от Amazon. Он используется тысячами пользователей 3D-принтеров для сушки своих нитей с действительно хорошими результатами.
Вы можете установить температуру до 55°C и таймер до 24 часов, но для PETG обычно подходит 8 часов. Один пользователь, который провел тест с тремя разными нитями (PLA, ABS и PETG), обнаружил заметные улучшения, особенно в прочности 3D-отпечатков.
Возможна даже 3D-печать, когда нить находится в сушильной камере, благодаря отверстиям для подачи нити.
После того, как вы высушите нить, она должна быть готова к 3D-печати. Приобретите вакуумный комплект eSUN для хранения нитей на Amazon для хранения своих нитей, когда они не используются.
Этот конкретный комплект включает 10 вакуумных пакетов, 15 индикаторов влажности, 15 упаковок влагопоглотителя, ручной насос и два уплотнительных зажима.
ПЭТГ очень прочный материал, но для эффективной работы о нем нужно заботиться.
3. Улучшите свой первый слой — ровная кровать и настройки использования
Первый слой — это основа вашей 3D-модели, поэтому вам нужно убедиться, что ваш первый слой находится на правильном уровне. Одним из наиболее важных факторов хорошего первого слоя является ровная поверхность сборки. Это означает, что поток филамента будет равномерным и лучше прилипнет к печатной платформе.
У вас будет либо автоматическое выравнивание, либо ручное выравнивание, поэтому убедитесь, что вы выравниваете свою кровать, используя обычные методы. Основной метод для ручного выравнивания кровати заключается в использовании метода выравнивания бумаги, или вы можете попробовать «живое выравнивание», которое выравнивается, пока ваше сопло выдавливает нить.
Если вы регулируете ручки выравнивания во время выдавливания, вы должны защитить свои пальцы от движений платформы. Одна вещь, которую я люблю делать, это помещать довольно большой объект в Cura, нарезать его, но с 3-5 юбками.
Это позволяет вам регулировать уровень платформы, поскольку сопло выдавливается по краям платформы печати, пока первый слой не будет хорошо уложен.
Посмотрите представленное ниже видео CHEP о стандартной технике выравнивания кровати.
Для автоматического выравнивания используйте Z-смещение, чтобы получить хорошее выравнивание кровати.
После того, как вы выровняете свою кровать, вы также можете использовать хорошие настройки первого слоя.
Я бы рекомендовал сделать следующее:
Установите начальную температуру печати на 5-10°C выше стандартной температуры
Попробуйте увеличить исходный поток слоя до 105-110%
Попробуйте увеличить начальную высоту слоя немного выше стандартной высоты слоя (с 0,2 мм до 0,24 мм). ).
Вы также можете попробовать увеличить температуру рабочей пластины для начального слоя на 5–10 °C
Поддерживайте скорость начального слоя в пределах 20–30 мм/с
4.
Шаги калибровки экструдера
хрупкие 3D-принты PETG калибруют ваши шаги экструдера или электронные шаги. Этот параметр в основном является мерой точности: когда вы говорите своему 3D-принтеру выдавливать 100 мм нити, он фактически выдавливает 100 мм нити, а не 9 мм.5 мм или 105 мм.
Правильная калибровка экструдера для E-шагов и правильная скорость потока нити могут помочь вам получить четкую печать PETG.
Шаги довольно просты для выполнения, и есть много руководств, которым вы можете следовать, чтобы откалибровать свои электронные шаги.
Посмотрите видео ниже, чтобы сделать это.
5. Используйте хорошую скорость охлаждающего вентилятора
Если ваши 3D-отпечатки из PETG хрупкие, важно использовать оптимальную скорость охлаждающего вентилятора. Вы можете использовать охлаждающие вентиляторы с PETG на низкой или высокой скорости в зависимости от того, чего вы пытаетесь достичь.
Использование охлаждающего вентилятора на высокой скорости отлично подходит для улучшения выступов и общего качества печати, но при этом слои охлаждаются намного быстрее, что ухудшает адгезию слоев.
Чтобы исправить хрупкие 3D-отпечатки PETG, вы можете использовать более низкую скорость вращения вентилятора в диапазоне от 0 до 40%. Вы можете использовать низкую скорость вращения вентилятора и использовать хорошую ориентацию, чтобы уменьшить уровень выступов на ваших моделях, чтобы они не провисали и не провисали.
Один пользователь, у которого были проблемы с ломкими отпечатками из PETG, обнаружил, что установка охлаждающего вентилятора на 30% очень помогла. Другой пользователь сказал, что перешел с печати PLA на PETG и забыл выключить охлаждение. У него была плохая адгезия слоев и трещины просто от снятия модели.
После повторной 3D-печати детали без охлаждения она вышла прочной и гибкой.
Вот видео, в котором сравниваются скорости вращения вентиляторов для 3D-печати PLA и PETG.
6. Уменьшите скорость печати
Уменьшение скорости печати также может помочь исправить хрупкие 3D-отпечатки PETG. Скорость по умолчанию в Cura составляет 50 мм/с, что должно работать достаточно хорошо в большинстве случаев. Некоторые пользователи упомянули, что получают лучшие результаты, еще больше снижая скорость печати.
Вы можете попробовать несколько тестов с меньшей скоростью 20-40 мм/с, чтобы увидеть, как это работает, но это повлияет на время печати. Вы можете распечатать на 3D-принтере несколько тестовых моделей с разной скоростью печати и наблюдать за различиями.
Я бы не стал использовать скорость печати 70-80 мм/с, если у вас нет действительно хорошего хотэнда и стабильного 3D-принтера.
Посмотрите видео ниже с полезным руководством по успешной 3D-печати PETG. Замедление скорости печати является одним из ключевых предложений.
7. Увеличьте плотность заполнения
После того, как вы выполнили некоторые из описанных выше исправлений, вы можете попытаться увеличить плотность заполнения, чтобы сделать ваши 3D-отпечатки из PETG более прочными и менее ломкими. Плотность заполнения отлично подходит для внутренней прочности модели, имея процент от 20 до 60%.
Вы также можете попытаться увеличить процент перекрытия заполнения, чтобы улучшить связь между заполнением и стенами.
Кроме того, изменение шаблона заполнения на сетку или кубический способ позволяет получить ломкие отпечатки из PETG и уменьшить количество полос.
Посмотрите это видео Стефана из CNC Kitchen, где рассказывается о 3D-печати более прочных заполнителей.
8. Увеличьте толщину стенок
Как вы могли видеть в видео выше, в ваших 3D-отпечатках упоминаются оболочки, также известные как стены, для повышения прочности. Чтобы исправить хрупкую нить PETG, достаточно увеличить толщину стенки, поскольку это обеспечивает более прочный внешний вид.
Сочетание высокой плотности заполнения и большой толщины стенок значительно повысит прочность и долговечность вашей модели. Я бы рекомендовал иметь толщину стенки не менее 1,2 мм, до 2 мм+.
9. Наберите настройки отвода
PETG склонен к натяжению, что может привести к снижению качества 3D-моделей. Вы можете исправить это, снизив температуру печати, а также настроив параметры отвода. Многие пользователи упускают из виду этот параметр, потому что это не один из основных параметров, о которых вы услышите.
Обычно вы узнаете о настройках отвода после того, как у вас будет немного больше опыта в 3D-печати.
На самом деле я написал статью о том, как получить наилучшие настройки длины и скорости отвода.
Настройки отвода по умолчанию в Cura обычно работают достаточно хорошо, но рекомендуется оптимизировать настройки с помощью чего-то, что называется Retraction Tower.
Это включало установку плагина непосредственно из Cura и добавление Retract Tower вместе с параметрами. Процесс довольно прост, о чем вы можете узнать из видео ниже.
Сочетание низкой скорости и хороших настроек ретракции может решить многие ваши проблемы с PETG.
Убедитесь, что механизм подачи вашего экструдера не слишком тугой, чтобы он не измельчал нить PETG во время втягивания.
10. Прочистите и очистите сопло
Другим потенциальным решением для хрупких отпечатков PETG является засорение или застревание сопла или канала экструдера. Со временем ваш 3D-принтер может начать накапливать пыль и мусор, а также тепло, которое может привести к засорению.
Вы хотите убедиться, что ваше сопло не засорено, так как это приводит к выдавливанию меньшего количества материала, чем вы указываете принтеру выдавливать.
Полезным методом очистки засоров форсунок является метод холодного протягивания. Посмотрите видео ниже, чтобы узнать, как это сделать. По сути, это установка специальной чистящей нити при относительно высокой температуре, дайте ей остыть, а затем вытащите нить вручную, чтобы очистить засор.
Чтобы проверить, частично или полностью забито сопло, попробуйте нагреть сопло примерно до 200°C и проверьте, как выдавливается нить. Он должен выдавливаться по довольно прямой линии, но если он немного загибается, у вас, вероятно, засор.
Иногда простое использование иглы для очистки сопла может помочь устранить любые засоры и застревания в сопле при нагреве.
Замена сопла также является хорошей идеей, если вы печатаете с его помощью в течение длительного времени и никогда не меняли его. Набор сопел MakerBot — хорошая замена вашему 3D-принтеру.
11. Используйте поверхность кровати PEI
Адгезия кровати для 3D-печати PETG может быть сложной, но вы можете упростить задачу, используя хорошую поверхность кровати. Я обнаружил, что одна из лучших поверхностей для кровати, которую вы можете приобрести для своего 3D-принтера, — это гибкая стальная платформа HICTOP с поверхностью PEI от Amazon.
Его можно легко установить на ваш 3D-принтер, прикрепив магнитную сторону к алюминиевой опорной плите, а затем поместив на нее стальную платформу с верхней поверхностью PEI.
PETG и другие материалы должны хорошо прилипать к вашим отпечаткам, помогая устранить любые проблемы с основанием, которые могут привести к хрупкости 3D-отпечатков. Они даже специально заявляют, что PETG хорошо работает с этим слоем при температуре слоя около 80-85°C.
Проблемы с PETG… очень расстроены — Materials — Talk Manufacturing
Моно989
#1
Нуб во мне, наверное, выходит наружу, и я уверен, что есть простое решение этой проблемы, но я бьюсь головой о стену. Недавно я купил монопрайс-мейкер select V2, и до сих пор он отлично работал. Я купил принтер, чтобы напечатать прототипы деталей, над которыми я работаю, прежде чем мы начнем их массовое производство. Когда я печатал стандартным PLA, все работало отлично. Я сталкивался с типичными проблемами новичка, узнавал, что не так, и двигался дальше. Теперь я перехожу на нить TECHG PETG из-за ее дополнительной прочности и гибкости. Первый отпечаток, который я сделал с помощью petg, работал отлично. Но теперь каждый раз, когда я пытаюсь что-то напечатать, я получаю эффект снежинки, когда нить на подложке отслаивается и превращается в беспорядок. Первые слои ложатся нормально, проблем с адгезией нет. Я возился с разными температурами и охлаждением, но не могу получить никаких результатов. Я действительно застрял с этим, и это расстраивает, поскольку он задерживает фазу прототипа. Нужна помощь как можно скорее. Я попытался сделать несколько фотографий, чтобы лучше объяснить, что происходит, потому что я действительно не знаю, как это описать. Что я делаю не так??
1 Нравится
Найслайн
#2
Пробовали ли вы печатать без рафта и без какой-либо поддержки (вообще или, если не получается, то хотя бы для первого слоя)? По той же причине и для достижения той же цели; может помочь более плотный плот (увеличение заполнения плота). Для экономии времени, наверное, лучше тестировать вообще без плота.
Похоже, что расплавленный PETG не прилипает должным образом к уже напечатанному материалу, а затем слишком сильно следует за соплом принтера.
Перри_1
#3
PETG хочет быть напечатан ОЧЕНЬ ГОРЯЧИМ, как 250c!
Кроме того, я не знаком с этим принтером, но полагаю, что в экструдере вашего принтера имеется футеровка из ПТФЭ, которая начинает разлагаться при этой температуре, поэтому вам придется заменить ее после небольшого количества печати при этой температуре. ПТФЭ быстро разрушается при температуре выше 230°С.
Возможно, он уже нуждается в замене. Это объясняет, почему первые отпечатки работали, а сейчас нет.
Станок для шлифования профиля и погонажа S 200 PROFIL 3 Griggio (Италия)
Возможность обработки профиля и погонажных изделий с трех сторон с целью их финишного шлифования или подчеркивания неповторимой структуры дерева воплотилась в рельефно-шлифовальном станке GRIGGIO S 200 PROFIL 3, который оборудован сразу 4-мя узлами для выполнения поставленной цели. Узлы располагаются следующим образом: два сверху, и по одному с каждого бока.
Каждый узел работает от отдельного мотора мощностью в 1 лс, что позволяет использовать станок в условиях большой загрузки, для серийного изготовления изделий. Для обеспечения чистого рабочего места и исключения распространения пыли в воздухе по цеху, на каждом узле имеется вытяжной колпак диаметром 100 мм. Обрабатываемые заготовки имеют максимальную высоту 130 мм и максимальную ширину 200 мм.
Они подаются транспортером со скоростью 3-15 метров в минуту. Огромный выбор щеток для обработки заготовок позволяет остановиться именно на той форме и жесткости щетины, которая обеспечит получение наилучшего поставленного результата. Щетки (4 штуки) имеют диаметр 280 мм. Они вращаются с помощью инвертера с различной скоростью от 10 до 100 оборотов в минуту. Вес шлифовальных станков S 200 PROFIL 3 составляет 500 кг.
Стандартная (базовая) комплектация рельефно-шлифовального станка GRIGGIO S 200 PROFIL 3
4 щетки
диаметром 280 мм
Норматив
СЕ
Опции
08b1010
Щетка из абразивных лепестков диаметром 280 мм
Для узлов на входе
08b1020
Щетка из абразивных лепестков диаметром 280 мм
Для верхних и нижних щеток
08b1025
Секционная щетка «Multibrush» шириной 90 мм, диаметром 280 мм, 54 сектора
В комплекте с 27 секторами из абразивной бумагой и 27 секторами из растительного мексиканского волокна («Тампико»)
08b1026
Дополнительный комплект секторов (27 штуки) из абразивной бумаги
08b1027
Дополнительный комплект секторов (27 штуки) из мексиканского волокна
Технические характеристики рельефно-шлифовального станка GRIGGIO S 200 PROFIL 3
Максимальная высота заготовки
130 мм
Максимальная ширина заготовки
200 мм
Диаметр щеток
280 мм
4 вытяжных колпака
диаметром 100 мм
4 мотора
1 лс (0,75 кВ)
Установленная мощность
3,5 кВ
Скорость вращения щетки с инвертером
10-1000 оборотов в минуту
Скорость транспортера
3-15 метров в минуту
Вес нетто
500 кг
Логистика
Вес нетто
540 кг
Вес брутто в ящике
730 кг
Габаритные размеры
1500x1050x1500 мм
Упаковочные размеры
1600x1150x1600 мм
Объем
2,9 м3
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
Оценка товара:
Достоинства:
Недостатки:
Комментарий:
Имя:
E-mail: не публикуется
В отзывах запрещено: Использовать нецензурные выражения, оскорбления и угрозы; Публиковать адреса, телефоны и ссылки содержащие прямую рекламу; Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
Шлифовальный станок для погонажных изделий MSS MSE-LINE-W9
Шлифовальный станок для погонажных изделий MSS MSE-LINE-W9 | NOINER
+7 (495) 199-79-79
Главная › Оборудование › Шлифовальный станок для погонажных изделий MSS MSE-LINE-W9
Задать вопрос ведущему специалисту: +7 (495) 199-79-79
Узнать цену
Назначение
Шлифовальный станок для погонажных изделий MSS MSE-LINE-W9 предназначен для шлифования профилированных погонажных изделий из древесины и древесных материалов в проходном режиме, под покраску и облицовку.
Станок оснащается шлифовальными узлами под общие и под узкоспециальные задачи: узлы лепесткового шлифования; узел с губчатым (обрезиненным) рабочим валом для шлифования поверхностей с плавными сопряжениями углов в сечении заготовки; узлы с прямым приводом для профилированного абразивного инструмента.
Базовая конструктивная часть (станина)- электросварная сборная конструкция из стальных труб и профилей с защитными кожухами, отдельно стоящая стойка управления с контроллером и сенсорным экраном.
Подача ременным транспортёром с прижимными роликами.
Контроль за срабатыванием узлов осуществляется инвертором по путевым точкам.
Конструкция станка обеспечивает лёгкий свободный обзор и доступ ко всем узлам и агрегатам. В станке нет открытых токоведущих элементов. Все открывающиеся защитные элементы конструкции оснащены выключателями безопасности. Станок имеет кнопки экстренного останова с двух сторон.
Оборудование изготовлено в соответствии с нормами ЕС.
Технические характеристики
Ширина обрабатываемой детали, мм.
20 – 150
Минимальная длина обрабатываемой детали, мм.
600
Максимальная толщина обрабатываемой детали, мм.
65
Скорость подачи, м/мин. (инвертер)
15 – 36
Агрегат
Тип «W»
универсальный
Количество, шт.
9
Размеры шлиф. ленты, мм.
890х100
Угол наклона агрегатов, град.
+/- 90
Электродвигатель, (кВт) / об/мин (инвертер)
2,2 / 0 – 1450
Реверс направления вращения агрегатов
есть
Мощность, общая, кВт
22
Электроподключение
380В, 50Гц
Диаметр аспирационных патрубков, мм.
100
Сжатый воздух: давление, атм.
6
Габаритные размеры, мм.
6500х1500х1500
Масса станка, кг.
2750
Внимание! Технические характеристики и внешний вид товара могут быть изменены производителем без предварительного уведомления.
Конструктивные преимущества
Станина
Базовая конструктивная часть (станина) — электросварная сборная конструкция из стальных труб и профилей с защитными кожухами.
Шлифовальный агрегат «W» универсальный. Шлифование осуществляется бесконечной эластичной абразивной лентой. Контакт с деталью осуществляется губчатым упругим цилиндром из полимерного композита, который при контакте принимает форму заготовки. Когда давления нет форма цилиндра восстанавливается. При необходимости контактный цилиндр может быть заменён лепестковым абразивным барабаном или спрофилированным абразивным кругом.
Механизм компенсации износа абразивных барабанов
Автоматическая компенсация износа рабочих инструментов: система управления учитывает длину обработанного погонажа и через определенные промежутки (заданные оператором) дает команду механизму спозиционировать агрегат ближе к заготовке на заданный шаг.
Система позиционирования агрегатов
Агрегаты имеют возможность позиционирования под углом +/- 90 градусов относительно продольной оси станка. Позиционирование происходит вручную при помощи системы винтов и червячных передач по числовым индикаторам а также линейкам с нанесенной миллиметровой шкалой.
Подающее устройство
Подача заготовок осуществляется ременным транспортёром с прижимными обрезиненными роликами.
PLC-Система управления и Электрошкаф
Панель управления и электрический шкаф на отдельной стойке. PLC c Touch-screen. Программное обеспечение позволяет управлять всеми рабочими параметрами станка.
This site is protected by reCAPTCHA and the Google Privacy Policyand Terms of Service apply.
Формовочная машина для измельчения пластика | Измельчитель пластиковых кусков
Формование или литье — это производственный процесс, в ходе которого из жидкого или податливого сырья изготавливаются пригодные для использования фасонные детали. Существуют различные типы формования, такие как выдувное формование, компрессионное формование, экструзионное формование, литье под давлением и т. д. Пластик является одним из основных видов сырья, которое используется на формовочных машинах для изготовления многих изделий, таких как бутылки, ведра, ручки, крышки, автомобильные приборные панели. , игрушки, стулья, столы, контейнеры для хранения, зубные щетки и многие другие пластиковые изделия, доступные сегодня. В результате литья под давлением и выдувного формования, а также процесса экструзии большое количество отходов пластмассы образуется с помощью формовочных машин, таких как литники, направляющие, излишки исходного материала и бракованные детали. Эти пластиковые отходы варьируются от мелких кусочков до крупных блоков (также называемых «очисткой»), и качество этих пластиковых отходов почти такое же хорошее, как у нового пластикового сырья, поэтому правильная переработка этих пластиковых отходов значительно экономит ресурсы. Формовочные машины для переработки пластика, такие как измельчитель для формования пластика, могут значительно упростить всю переработку.
Шредер для литья пластмасс при переработке литья пластмасс
Эти отходы формовочного пластика обычно представляют собой очень твердые и твердые куски, поэтому измельчение или дробление является первоначальным процессом переработки этих отходов формовочного пластика. Крупные обрезки формовочного пластика (продувки) обычно измельчаются однороторным / валовым измельчителем — на самом деле продувки измельчаются в пластиковые хлопья высокоскоростным режущим ротором одновального измельчителя. Небольшие обрезки формовочных материалов могут быть непосредственно гранулированы с помощью мини-гранулятора небольшого размера. После измельчения или гранулирования этот пластиковый лом превращается в измельченный материал. Измельченный материал обычно смешивают с первичным компаундом в заранее определенном процентном соотношении для повторного формования. Использование вторичного измельчения — отличный способ снизить затраты, оптимизировать использование материалов и снизить потребность в природных ресурсах.
Измельчители и грануляторы формовочного пластика PROSINO доступны в различных исполнениях и размерах. Свяжитесь с нами сегодня, чтобы подобрать оптимальное решение по уменьшению размера для вашего проекта.
Быстрые ссылки: Типы перерабатываемого пластикаПочему пластик можно перерабатывать?9 этапов переработки пластикаКакие виды пластика можно перерабатывать?
Небольшой размерный пластиковый гранулятор/пластиковый точильщик
Малогабаритный пластиковый гранулятор PROSINO серии PS-C-M
также популярен в качестве измельчителя пластика. Он отличается компактным дизайном и небольшой занимаемой площадью. Это популярный гранулятор, который в основном используется на небольших предприятиях по переработке отходов. Он также принят некоторыми заводами-изготовителями в качестве решения по управлению внутренними отходами. Эти малогабаритные пластиковые грануляторы предназначены для гранулирования/дробления мелкоразмерного пластика (мягкого и твердого пластика) и резины, включая ПЭТ-бутылки, санитарные контейнеры из ПЭВП, нейлон, формовочные литники, формовочные направляющие,[..]
Средний и большой гранулятор
Гранулятор серии
Prosino PS-C также называют дробилкой и измельчителем. Это высокоскоростная машина для измельчения. И он идеально подходит для гранулирования таких материалов, как пластиковые бутылки/контейнеры, пленка, пластиковые трубы, отходы нейлона, отходы резины, формование пластика (литники, направляющие, продувки), картон, бумага, дерево и т. д. Наиболее широко используется в производстве пластика и резины. линии переработки, эти грануляторы могут эффективно разрезать пластиковые/резиновые отходы на мелкие и однородные куски, которые затем можно перерабатывать на линии переработки или повторно использовать для других целей. Эта серия гранулирования[..]
Интегрированная установка измельчения и грануляции
Интегрированная установка для измельчения и гранулирования серии Prosino PSC-S представляет собой интегрированную машину, которая сочетает в себе функции измельчения и грануляции/дробления в одном комплексном устройстве. Преимуществом этого оборудования является его би-способность. Встроенное одновальное устройство для измельчения сначала выполняет грубое измельчение, а встроенное устройство для грануляции/дробления сразу после дробления относительно больших клочков на мелкие гранулы. Вместо традиционного использования измельчителя и отдельного гранулятора для той же работы, описанной выше, этот интегрированный агрегат не только экономит финансовые средства с точки зрения[..]
Одновальный измельчитель — один двигатель
Одномоторный одновальный измельчитель Prosino (серия PS-S) также популярен как однодвигательный однороторный измельчитель или однодвигательный одновальный измельчитель. Это многоцелевая машина для измельчения, которая может использоваться для измельчения широкого спектра материалов, включая пластик, резину, дерево, бумагу, кости животных и т. д.
Этот промышленный измельчитель, оснащенный высокоскоростным роторным ножом и подвижной прижимной пластиной с гидравлическим приводом, делает работу по измельчению очень эффективной и действенной. Роторный резак является реверсивным и управляется системой ПЛК, что хорошо[..]
Одновальный измельчитель — двухмоторный
Двухмоторный одновальный шредер
Prosino (серия PS-S) так же популярен, как двухмоторный однороторный шредер или двухмоторный одновальный шредер. Это многоцелевая машина для измельчения, которая может быть доступна для измельчения широкого спектра материалов, включая пластик, резину, дерево, бумагу, кости животных и т. д. Разработана с высокоскоростным роторным резаком вместе с подвижной прижимной плитой с гидравлическим приводом. резака, этот промышленный измельчитель делает работу по измельчению суперэффективной и действенной.
Торцовочная пила по дереву: виды и особенности выбора
Планируя изготовление деревянных изделий, стоит задуматься о покупке подходящего электроинструмента. В каталогах многих производителей представлена торцовочная пила по дереву с различными техническими характеристиками. Предлагаем познакомиться с особенностями подобного оборудования и порядком его выбора.
Читайте в статье
1 Для чего нужна торцовочная пила по дереву
2 Конструктивные особенности торцовочных пил по дереву в зависимости от вида
2.1 Торцовочный станок по дереву: стационарная модель
2.2 Ручная торцовка по дереву: ограниченные возможности
2.3 Комбинированная торцовочная пила: универсальное решение
2.4 Торцовочная пила с протяжкой: оптимальный вариант для длинных и широких изделий
3 Критерии выбора торцовочной пилы по дереву
3.1 Мощность торцовочной пилы и размер распиловочного диска
3.2 Параметры пропила и число оборотов
3. 3 Тип двигателя и вид передачи
3.4 Конструкция поворотной системы
3.5 Защитные и дополнительные опции
3.6 Торцовочная пила по дереву: ведущие производители
4 Лучшие модели торцовочных пил по дереву
4.1 Пила торцовочная Метабо KGSV 216 M с протяжкой, рейтинг 4,5/5
4.2 Торцовочная пила Makita LS1040 с протяжкой, рейтинг 5/5
5 Какую лучше купить торцовочную пилу по дереву: важные моменты
6 Особенности изготовления торцовочных пил своими руками
Для чего нужна торцовочная пила по дереву
Прежде чем выбрать подходящую модель, стоит разобраться, для чего нужна торцовочная пила. С помощью данного инструмента можно достаточно точно и ровно разрезать деревянные заготовки под требуемым углом. Используется преимущественно для чистовой обработки. Хорошо справляется с формированием стыкового соединения «в ус». Часто применяется для формирования дверных наличников, изготовления мебельных заготовок, других столярных изделий.
ФОТО: img.superdom.uaТорцовочная пила по дереву: электроинструмент с широкими возможностями
Торцевая пила по дереву востребована при:
укладке паркетных досок, паркета, ламината;
установке дверей;
выполнении поперечного распила заготовок для изготовления мебели.
ФОТО: metabo-belarus.byВостребована при укладке напольного покрытия
Конструктивные особенности торцовочных пил по дереву в зависимости от вида
Конструктивное исполнение торцовочных пил по дереву может существенно отличаться. Это влияет на их область использования и функциональные возможности. Предлагаем познакомиться с основными разновидностями, чтобы вы могли сделать выбор в пользу наиболее подходящего варианта.
ФОТО: snabzhenie.com.uaКонструктивное исполнение может отличаться
Торцовочный станок по дереву: стационарная модель
При наличии выбора и возможностей предпочтительным вариантом является торцовочный станок по дереву. Благодаря литой станине подобное оборудование отличается устойчивостью и стабильностью работы. Станина используется для размещения заготовок в процессе обработки. Используется для роспуска и торцевания досок.
Во время обработки диск совершает движения в вертикальной плоскости. Заготовка при этом остаётся неподвижной. Станина может поворачиваться в горизонтальной проекции, позволяя разрезать древесину под любым заданным углом.
ФОТО: prostanki.comЛучший вариант для профессионального использования
Ручная торцовка по дереву: ограниченные возможности
Это узкоспециализированный инструмент небольшого размера. Ручную торцовку по дереву используют для формирования коротких разрезов. С её помощью торцуются углы досок. Некоторые модели комплектуются протяжными механизмами. Такой инструмент способен справиться со сложными операциями, однако чаще всего используется для разрезания широких заготовок.
Внимание! Ручную торцовочную пилу не используют для распиливания досок.
Комбинированная торцовочная пила: универсальное решение
Торцовочная пила данного типа относится к универсальному инструменту. Она позволяет сделать рез под углом. Способна изменять положение не только в вертикальной плоскости, но и угол наклона режущего блока за счёт наличия дополнительного кронштейна. Благодаря этому корректируется положение диска. В зависимости от конструктивного исполнения, угол поворота может варьироваться в интервале 30-80º. Подвижный рабочий стол существенно расширяет возможности электроинструмента.
Комментарий
Андрей Феофанов
Специалист по подбору инструмента «ВсеИнструменты.ру»
Задать вопрос
«При выборе комбинированной торцовочной пилы следует учитывать толщину обрабатываемого материала и конфигурацию пильного диска».
Чаще всего комбинированную пилу используют вместо деревообрабатывающего станка. Отличие наблюдается в точности реза и продолжительности операции.
ФОТО: images1.setin.frКомбинированные модели имеют расширенный функционал
Торцовочная пила с протяжкой: оптимальный вариант для длинных и широких изделий
Если надо распилить широкую доску, обычный электроинструмент с подобной задачей может не справиться. В такой ситуации лучшим решением станет торцовочная пила с протяжкой. Наличие дополнительного узла позволит сместить пильный диск по ширине заготовки и зафиксировать на выбранном уровне.
Конструктивное исполнение узла смещения может отличаться. В нём могут параллельно располагаться стальные трубы либо гидравлические цилиндры. У электроинструмента первого типа перемещение пильного блока выполняется вручную с последующей фиксацией механическими кронштейнами до начала работы. Модели с гидравлическими цилиндрами позволяют изменить положение инструмента во время работы.
Торцевые пилы по дереву с протяжкой:
могут использоваться для разрезания заготовок различной ширины;
не вызывают затруднений в эксплуатации;
имеют простое конструктивное исполнение.
ФОТО: entuziast.ruМодели с протяжкой помогут справиться с длинномерными изделиями
Критерии выбора торцовочной пилы по дереву
Чтобы приобрести качественный инструмент для работы по дереву, стоит разобраться, как выбрать торцовочную пилу с подходящими техническими характеристиками. Предлагаемый производителями ассортимент позволяет сделать выбор в пользу торцовочной пилы с оптимальными параметрами. Внимание заслуживают ряд критериев, влияющих на работоспособность, удобство пользования и продолжительность эксплуатации электроинструмента. Предлагаем с ними познакомиться.
ФОТО: airtools.proВыбирать модель надо с учётом ряда факторов
Мощность торцовочной пилы и размер распиловочного диска
Мощность подобного электроинструмента может существенно отличаться. Производители предлагают устройства на 0,8-2,5 кВт. Оптимальным вариантом можно считать модель с мощностью 1,5-1,8 кВт. Такая торцовочная пила по дереву подойдёт для домашнего использования и работы в небольшой мастерской.
Внимание! Мощность агрегата тесно связана с диаметром используемого диска: более мощные модели комплектуются большими кругами.
ФОТО: besttoolsfortheprice.comЧем больше мощность, тем больше возможностей
В зависимости от габаритов и комплектации, торцовочные пилы по дереву могут работать с дисками разного диаметра. Это определяет параметры формируемого пропила и область использования инструмента. У профессиональных систем диаметр диска может достигать полуметра. Для бытовых целей достаточно 250 мм.
Комментарий
Андрей Феофанов
Специалист по подбору инструмента «ВсеИнструменты.ру»
Задать вопрос
«При выборе подходящего варианта стоит обращать внимание не только на наружный, но и на посадочный диаметр».
ФОТО: images.shopv.ruДиаметр диска может отличаться
Параметры пропила и число оборотов
Параметры пропила могут отличаться. Выбор делается с учётом личных предпочтений и выполняемых работ. От глубины, менее 50 мм, лучше отказаться. Ширина зависит от диаметра используемого пильного круга. Может варьироваться в диапазоне 80 – 180 мм. Модели с горизонтальным перемещением способны обеспечить более широкий пропил. Такие устройства ещё называют торцовочными пилами по дереву с протяжкой. У них ширина реза достигает 270 – 310 мм. Это существенно расширяет возможную область использования электроинструмента.
ФОТО: a.allegroimg.comПараметры пропила зависят от многих факторов
Число оборотов оказывает существенное влияние на качество формируемого пропила. Чтобы иметь возможность работы с любыми породами древесины, стоит отдать предпочтение моделям, дающим более 4000 об/мин.
Тип двигателя и вид передачи
Торцовочные пилы по дереву могут комплектоваться двигателями разного типа. Выбор может быть сделан в пользу:
асинхронного. Такой тип отличается надёжностью и экономичностью в эксплуатации. Не создаёт шума во время работы. Способен прослужить несколько десятков лет. Однако производители редко устанавливают на торцовочные пилы по дереву асинхронные двигатели из-за их большого веса при относительно небольшой мощности и скромном крутящем моменте;
коллекторного. По техническим характеристикам данный тип существенно превосходит предыдущий вариант. Крутящий момент у этих устройств намного выше, чем у асинхронного типа с такой же массой. Они более удобны в управлении. Однако нуждаются в регулярном техническом обслуживании и шумят;
бесколлекторного или, как его ещё называют, вентильного. При его разработке использовались современные полупроводниковые технологии. Они занимают промежуточное положение между двумя предыдущими. У таких устройств вместо щёточно-коллекторного узла устанавливается электронный блок с небольшим сопротивлением и высокой скоростью переключения. Они имеют высокий КПД и крутящий момент. Не предъявляют повышенных требований к условиям эксплуатации. Не шумят.
ФОТО: woodworkingwiki. comТип и месторасположение двигателя зависит от модели
Для передачи крутящего момента в торцовочных пилах по дереву могут использоваться передачи двух типов:
зубчатые. Отличаются надёжностью в процессе работы. Исключают проскальзывание в случае большой нагрузки. Однако при резонансной частоте создают много шума и вибрируют;
ременные. Создают меньше шума. Благодаря отсутствию вибрации обеспечивают равномерный пропил. Однако из-за провисания ремня нуждаются в периодической регулировке.
ФОТО: pbs.twimg.comТип передачи влияет на удобство пользования
Конструкция поворотной системы
Конструктивное исполнение поворотной системы может отличаться. Поворотный стол определяет угол наклона линии реза в вертикальной плоскости, а механизм поворота режущей головки инструмента – в горизонтальной. Производители предлагают модели:
не позволяющие изменить положение пильного диска;
допускающие поворот вправо на угол 45-50º;
с возможностью поворота в обоих направлениях.
Исполнение поворотной системы определяет возможности модели.
Защитные и дополнительные опции
Среди защитных функций можно выделить:
автоблокировку во время замены диска;
защиту от пробоя электричества;
специальный кожух, надеваемый на режущие элементы во время обработки.
ФОТО: toolpowers.comЗащитный кожух – обязательный элемент
Стремясь привлечь внимание потенциальных покупателей, производители постоянно расширяют функциональные возможности выпускаемого оборудования. К таковым стоит отнести:
освещение области распила, позволяющее качественно выполнить работу даже в условиях ограниченной видимости;
систему поддержания оборотов;
наличие ограничителей глубины распила, благодаря которым становится возможным формирование пазов;
лазерный указатель уровня, помогающий проконтролировать пространственное положение линии пропила;
наличие станины. Данная опция есть у торцовочных пил для дерева, относящихся к верхней части продуктовой линейки. При её наличии можно отказаться от использования верстака либо изготовления рабочего стола для размещения электроинструмента;
плавный пуск;
систему электродинамических тормозов, обеспечивающую плавную остановку электродвигателя после отключения питания.
При большом ассортименте продукции, представленной на рынке, особой популярностью пользуются изделия, выпущенные под брендами:
Metabo. Немецкий производитель, работающий на рынке около века: с 1924 года. Предлагает качественный электроинструмент с различными техническими характеристиками;
Bosch. Немецкий концерн начал выпускать продукцию в 1886 году. Производит торцовочные пилы по дереву для профессионального и бытового использования;
Makita. У японского производственного гиганта большой ассортимент специализированного инструмента;
DeWALT. Компания из Северной Америки предлагает профессиональное оборудование;
Hammer. Производитель предлагает профессиональный электроинструмент с компактными размерами, низким уровнем шума и большими оборотами;
Зубр. Бюджетный вариант. Представлены модели для простого и сложного раскроя полотен;
Калибр. Качественные торцовочные пилы по дереву, предназначенные для безопасного и эффективного выполнения различных операций.
Лучшие модели торцовочных пил по дереву
При большом ассортименте подобного обрудования некоторые модели по праву называются лучшими. Они отличаются высоким качеством сборки, широким функционалом, длительным сроком службы. Предлагаем познакомиться с рейтингом торцовочных пил, их отличительными особенностями, чтобы было проще выбрать подходящий вариант.
Пила торцовочная Метабо KGSV 216 M с протяжкой, рейтинг 4,5/5
Настольная модель, позволяющая выполнить пропил шириной 305 мм. Предполагает использование диска диаметром 21,6 мм. Допускает изменение положения стола с углом поворота на 47º в обе стороны.
Преимущества:
быстрая замена диска благодаря возможности блокировки шпинделя;
наличие функции протяжки, необходимой для обработки широких заготовок;
удобные ручки;
блокировка рабочей головки для безопасной эксплуатации электроинструмента;
плавный пуск, возможность регулировки и поддержки числа оборотов;
точная резка.
Недостатки:
периодическое попискивание блока питания;
даже при наличии специального мешка опилки иногда падают мимо.
ФОТО: mozmarket.ruПила торцовочная с протяжкой Метабо KGSV 216 M: широкие возможности
Отзыв о модели Метабо KGSV 216 M:
Подробнее на Яндекс.Маркет: https://market.yandex.ru/product—tortsovochnaia-pila-metabo-kgsv-216-m/12083816/reviews?track=tabs&lr=213
Метабо KGSV 216 M
Торцовочная пила Makita LS1040 с протяжкой, рейтинг 5/5
Качественная модель с мощностью 1,65 кВт. Имеет достаточно жёсткую конструкцию. Может использоваться для распила не только дерева, но и пластмассы, тонкостенного алюминиевого проката, как и большинство торцово-усовочных пил. Позволяет сформировать косой рез влево с углом от 0º до 45º.
Преимущества:
комплектуется поворотной линейкой, поддерживающей пруток во время обработки, и флуоресцентной лампой, освещающей рабочую зону;
в горизонтальной плоскости может поворачиваться до 52º вправо и до 45º влево;
предусмотрена система электрического торможения двигателя.
Недостатки:
небольшой люфт;
неудобная форма винта, позволяющего отрегулировать глубину пропила.
ФОТО: people-water.ruТорцовочная пила Makita LS1040 с протяжкой: хорошая настройка
Отзыв о модели Makita LS1040:
Подробнее на Яндекс.Маркет: https://market.yandex.ru/product—tortsovochnaia-pila-makita-ls1040/1626877/reviews?track=tabs&lr=213
Makita LS1040
Пила торцовочная Dexter Power 2000 Вт 255×30 мм: рейтинг 5/5
Мощный и надёжный электроинструмент. Позволяет выполнить различные операции. Комплектуется двигателем с угольными щётками. Допускает фиксацию пильного диска под разными углами. Может использоваться для формирования прямых, косых и наклонных пропилов. Наличие удлинителей рабочего стола облегчает обработку длинномерных изделий.
Преимущества:
наличие встроенного пылесборника;
система электронного торможения;
защитный кожух.
Недостатки:
нет лазерного маркера;
глубина пропила 98 мм.
ФОТО: gkekodomstroi.ruТорцовочная пила Dexter Power 2000 Вт 255×30 мм: надёжность и функциональность
Отзыв о модели Dexter Power 2000 Вт:
Подробнее на Отзовик: https://otzovik.com/review_5662734.html
Dexter Power 2000 Вт
Зубр ЗПТ-210-1400 Л: рейтинг 4,5/5
Компактная модель, подходящая для работы с крупными и небольшими заготовками. Комплектуется столом для фиксации устройства, положение которого можно менять. Возможно смещение на угол до 47º влево и вправо. Толщина пропила до 60 мм. Лазерная подсветка линии хода режущих элементов. Мощность 1,3 кВт.
Преимущества:
минимальный шум;
лёгкая установка;
удобная транспортировка;
отсутствие сколов при выходе диска из дерева;
возможность формирования пропилов под разными углами.
Недостаток;
вес 6 кг;
постоянное попадание пыли на лазер, ухудшающее обработку из-за пропадания луча;
разбрасывание опилков.
ФОТО: atison.ruЗубр ЗПТ-210-1400 Л: компактность и функционал
Отзыв о модели Зубр ЗПТ-210-1400 Л:
Подробнее на Яндекс.Маркет: https://market.yandex.ru/product—tortsovochnaia-pila-zubr-zpt-210-1400-l/14178343/reviews?track=tabs&lr=213
Зубр ЗПТ-210-1400 Л
Зубр ЗПТ-210-1400 Л
Какую лучше купить торцовочную пилу по дереву: важные моменты
Чтобы купить торцовочную пилу по дереву с подходящими параметрами надо учесть:
цель покупки. Для домашнего использования подойдёт электроинструмент с минимальным набором опций отечественного производителя. Для профессионального использования стоит приобрести модель с широким функционалом и достаточной мощностью;
наличие защитных функций. Стоит отдать предпочтение изделию с надёжным креплением и лёгким перемещением защитного кожуха рабочего диска, с продуманной конструкцией кнопки включения;
вес и габариты;
эргономичность;
глубину и ширину реза. Данная характеристика определяет возможности выбранного устройства.
ФОТО: ast-tools.ruПри покупке следует учитывать не только цену, но и назначение торцовочных пил по дереву
Особенности изготовления торцовочных пил своими руками
Если не удалось выбрать подходящую модель, можно изготовить торцовочную пилу своими руками. Предлагаем посмотреть видео, в котором подробно рассказывается, как это можно сделать:
Watch this video on YouTube
Watch this video on YouTube
Watch this video on YouTube
Делитесь в комментариях, приходилось ли вам пользоваться торцовочной пилой по дереву? Какой модели вы отдали предпочтение?
Watch this video on YouTube
Watch this video on YouTube
Watch this video on YouTube
Отрезная пила по дереву в категории «Инструмент»
Ножовка садовая складная SH-98 40см sp
Доставка по Украине
459. 29 грн
353.65 грн
Купить
Shopeshop
Ножовка садовая складная АХ38В 40см sp
Доставка по Украине
365.31 грн
281.29 грн
Купить
Shopeshop
Набор из 6 отрезных кругов, дисковых пил HSS 22-50мм для дремеля гравера wb
Доставка по Украине
392 грн
301.84 грн
Купить
Webbi
Ножовка садовая складная SH-98 40см wb
Доставка по Украине
468.38 грн
360.65 грн
Купить
Webbi
Ножовка садовая складная АХ38В 40см wb
Доставка по Украине
374.40 грн
288.29 грн
Купить
Webbi
Набор из 5 отрезных кругов, дисковых пил 25мм для дремеля гравера dl
Доставка по Украине
141.33 грн
108.83 грн
Купить
DeleryShop
Ножовка садовая складная SH-98 40см dl
Доставка по Украине
466.55 грн
359.24 грн
Купить
DeleryShop
Ножовка садовая складная АХ38В 40см dl
Доставка по Украине
372.33 грн
286. 69 грн
Купить
DeleryShop
Набор из 5 отрезных кругов, дисковых пил 25мм для дремеля гравера js
Мультитул КА-62А с разводным ключом и набором инструмента 9 в 1 (код: КА-62А)
На складе в г. Киев
Доставка по Украине
695 грн
Купить
Интернет-магазин «Sey Chas»
Циркулярная пила по дереву Holzstar TKS 316 E (380 В)
Доставка из г. Днепр
16 800 грн
15 624 грн
Купить
ООО «Технофлагман»
7 типов пил, которые должен знать каждый домашний мастер — и есть пила, которая ждет, чтобы помочь вам сделать именно это. Следующие семь типов пил охватывают широкий спектр сценариев DIY, от дерева до металла. Узнайте, какими специальностями обладает каждый из них, и вы сможете заняться любым проектом, который задумали.
Все дело в зубьях
Добавляя пилы в свой ящик для инструментов и в мастерскую, вы обнаружите, что многие пильные полотна оцениваются по количеству зубьев на дюйм (TPI). Эти числа варьируются от 2 до 32. Лезвия с более низким числом TPI режут быстро, но производят более грубый рез. Более высокие рейтинги TPI обеспечивают точные и гладкие пропилы в древесине и подобных материалах.
Фото: homedepot.com
ТИП ПИЛЫ: Традиционная ручная пила
Ни одна столярная мастерская не обходится без традиционной ручной пилы с большим полотном и прочной ручкой. Хотя ручная пила на 100 процентов работает мускулами, она вступает в дело, когда электропила просто не работает, например, когда вам нужно прорезать столб, который слишком толстый для диска циркулярной пилы. Выберите тип традиционной ручной пилы, который вам нужен, в зависимости от разреза, который вы собираетесь сделать, и необходимого для этого TPI.
Если вам нужно распилить древесину (или распилить древесину вдоль волокна), выберите пилу с большими угловатыми зубьями и средней скоростью 5 TPI.
Для резки поперек волокон древесины требуется ручная пила для поперечной резки , у которой от 10 до 12 шагов на дюйм и более короткие зубья, чем у продольной пилы.
Ищете универсальный компромисс? Ручная пила с двойным резом (или «гибридом») имеет среднее число шагов на дюйм от 6 до 8 и может как распиливать древесину, так и пилить поперек волокон.
Подходит для : Резка дерева вручную.
Реклама
Наша рекомендация: Если вы ищете универсальную и недорогую ручную пилу для поперечной резки, вы не ошибетесь, выбрав 26-дюймовую короткую пилу Stanley ( 19,99 долларов США на Amazon ). Благодаря 12 шагам на дюйм он производит быстрые и гладкие разрезы поперек волокон. Если вы готовы инвестировать в пилу с мощностью, которая прослужит долгие годы, рассмотрите 190-дюймовую 24-дюймовую торцовочную пилу Crown с ее 4,1 TPI (82,85 долл. США на Amazon).
Фото: amazon.com
ТИП ПИЛЫ: Ножовка по металлу
С тонкими сменными лезвиями от 14 до 32 TPI С-образная ножовка чаще всего используется для резки металлических труб. Тем не менее, его диапазон вариантов TPI делает его полезным для резки листового металла, ПВХ и кабелепроводов — просто замените 10-12-дюймовые лезвия, которые удерживаются на месте гайками на каждом конце. Ножовка также поставляется с натяжной гайкой, которая позволяет натянуть лезвие для облегчения пиления. В зависимости от толщины материала (металла или другого материала), который вы режете, вы также можете изменить рисунок зубьев ножовки:
Маленькие зубья ножовочного полотна комплекта грабель расположены по три штуки для облегчения резки стандартных металлических труб.
Ножовочное полотно стандартного набора имеет зубья, расположенные рядом друг с другом без промежутков, но каждый второй зуб имеет разное направление, вперед или назад. Предназначен для резки мягкого металла и других материалов, таких как ПВХ.
На лезвии с волнистой разводкой зубья расположены рядом друг с другом, но рисунок зуба имеет небольшую волну с одной стороны на другую. Выбирайте этот тип лезвия при резке тонкого металла, например, воздуховодов.
Подходит для : Резка металла.
Наша рекомендация: Для хорошего контроля резки нам нравятся резиновые накладки на рукоятке и передней раме ножовки TEKTON 2-в-1 с высоким напряжением, которые позволяют пользователю держать пилу обеими руками ( $ 12,99 на Amazon ). Пила TEKTON поставляется с одним 12-дюймовым лезвием, 18 TPI и может хранить еще шесть лезвий в своей рукоятке.
Реклама
Фото: homedepot.com
ТИП ПИЛЫ: Копировальная пила
U-образная копировальная пила служит только для одной цели: вырезка или резка со скосом для установки наличников вокруг внутренних углов. Хотя она напоминает ножовку и функционирует как ножовка, рама копровальной пилы легче по весу, а лезвие короче — обычно 6-3/4 дюйма в длину и от 10 до 32 TPI. Крошечные лезвия позволяют вырезать кривые и создавать точные соединения при установке молдинга короны и других типов отделки.
Подходит для : Создание профессиональных внутренних угловых соединений при установке отделки.
Наша рекомендация: Для острых и точных резов нам нравится 6½-дюймовая копировальная пила Husky ( 7,88 долл. США в The Home Depot ). Он имеет глубокую горловину рамы, что дает вам достаточно места для обрезки даже широких кусков обрезков, а его лезвие 32 TPI можно поворачивать на 360 градусов, чтобы пилить практически под любым углом.
Фото: amazon.com
ТИП ПИЛЫ: Лобзик
Универсальная пила для домашних мастеров, лобзик может резать прямые линии, как циркулярная пила (см. ниже), но его настоящая слава заключается в способности вырезать кривые. Электролобзик, считающийся одной из самых безопасных электропил, имеет большое плоское основание, называемое «башмаком», которое ровно ложится на поверхность материала, который вы режете, окружает лезвие и обеспечивает некоторую защиту. Многие лобзики поставляются с регулируемым башмаком, который наклоняется, что позволяет при необходимости пилить под углом.
Эти типы пил могут пилить почти любой тип дерева, используя полотна с числом шагов на дюйм от 8 до 10. Зубья на стандартном полотне лобзика направлены вверх, поэтому пила пилит при движении полотна вверх. Обратные лезвия, которые режут при движении вниз, доступны для резки материалов с обработанной поверхностью, таких как столешница из ламината. В то время как лезвия бывают разной длины, ширина зависит от изгиба: выберите лезвия шириной ¼ дюйма для резки крутых изгибов и лезвия шириной ⅜ дюйма для вырезания стандартных кривых.
Объявление
Подходит для : Резка кривых в дереве.
Наша рекомендация: Если вы ищете надежный лобзик для самостоятельной работы, большой или небольшой, рассмотрите комплект DEWALT с верхней рукояткой на 5,5 А с питанием от сети ( 99 долларов США на Amazon ). У него есть диск с регулируемой скоростью для регулировки скорости резки, и он поставляется с собственной сумкой для переноски.
Фото: homedepot.com
ТИП ПИЛЫ: Циркулярная пила
Циркулярная пила, предназначенная для резки по прямым линиям пиломатериалов, фанеры, жесткого пенопласта и даже бетона, является одной из самых популярных пил для изготовления каркасов и может заменить на рабочей площадке настольную пилу. Он оснащен круглым лезвием в корпусе и широким основанием, которое плотно прилегает к материалу, который вы режете, и на большинстве моделей регулируется для изменения глубины реза.
Диски для циркулярных пил имеют маркировку по типу материала, для резки которого они предназначены: диски по дереву режут фанеру или пиломатериалы, диски по каменной кладке режут швы в бетонном тротуаре и так далее. Циркулярные пилы бывают разных размеров, в зависимости от диаметра используемого полотна. В то время как наиболее распространенный диаметр лезвия для циркулярных пил составляет 7¼ дюймов (подходит для большинства строительных задач), вы можете найти пилы с лезвиями размером от 4 дюймов для легких деревообрабатывающих проектов или с лезвиями размером до 12 дюймов для резки тяжелых бревен.
Подходит для : Резка материалов каркаса, включая стойки для стен, балки, стропила и обшивку.
Наша рекомендация: Если вам нравится строить садовые навесы, домики для игр и другие конструкции, 7¼-дюймовая циркулярная пила RYOBI на 13 ампер — это доступная, но надежная циркулярная пила ( 39,97 долларов США в The Home Depot ) . Он поставляется с блокировкой шпинделя для легкой замены лезвия, а его двигатель на 13 ампер подходит для резки фанеры и пиломатериалов стандартных размеров.
Фото: amazon.com
ТИП ПИЛЫ: Торцовочная пила
Основное назначение торцовочной пилы — делать точные поперечные пропилы при изготовлении каркаса, установке молдингов или даже резке планок сайдинга. Современные торцовочные пилы делают пропилы под углом по тому же принципу, что и их ручные собратья, хотя они могут выполнять еще более сложные пропилы. Тяжелое стальное основание торцовочной пилы можно установить на рабочий стол для устойчивости, а стальная направляющая вдоль ее заднего края, называемая «забором», выравнивает разрезаемый материал. Само пильное полотно размещено на большом диске на регулируемом рычаге, который можно поднимать и опускать, а также поворачивать из стороны в сторону для резки практически под любым углом.
Advertisement
В то время как все торцовочные пилы делают пропилы под углом, комбинированная торцовочная пила может наклоняться вокруг своей оси, чтобы делать косые пропилы в дополнение к пропилам под углом. На скользящей торцовочной пиле рычаг можно выдвинуть вперед во время работы пилы, что позволяет резать более широкие доски или полосы сайдинга. Некоторые высококлассные торцовочные пилы оснащены лазерными направляющими для особо точной резки. Торцовочные пилы доступны в размерах 10 и 12 дюймов, а их цена варьируется от 100 до 600 долларов США, в зависимости от качества. Больший 12-дюймовый размер обычно зарезервирован для коммерческого использования.
Подходит для : Обрамление и отделка столярных изделий, когда вам нужно сделать простые или сложные угловые разрезы.
Наша рекомендация: 10-дюймовая торцовочная пила Hitachi на 15 ампер с полотном 24 TPI для резки под углом и простых косых пропилов, что делает ее отличным выбором для большинства проектов по строительству и отделке дома своими руками ( 109 долл. США на Амазон ).
Фото: amazon.com
ТИП ПИЛЫ: Бензопила
Цепная пила предназначена для обрезки веток или валки целых деревьев с помощью десятков острых зубьев, вращающихся вокруг направляющей шины. Направляющие шины имеют длину от 14 дюймов (для легкой резки и обрезки) до 36 дюймов (для использования лесорубами) и могут быть взаимозаменяемыми на некоторых моделях бензопил. Для большинства домашних мастеров достаточно бензопилы с направляющей шиной от 18 до 20 дюймов. Имейте в виду, что 16-дюймовая бензопила свалит дерево диаметром 32 дюйма, систематически распиливая весь ствол дерева. В то время как некоторые небольшие бензопилы с питанием от сети используются для обрезки и обрезки деревьев рядом с домом, большинство из них работают на топливе и могут быть доставлены в отдаленные районы для заготовки дров. Цены на легкие электрические модели начинаются от 100 долларов, а на коммерческие бензопилы достигают тысяч.
Примечание по технике безопасности: Бензопилы являются одними из самых мощных пил, но они также довольно опасны, поскольку кончик направляющей шины может отскочить во время работы. Прежде чем приступить к работе с любой бензопилой, внимательно прочитайте руководство пользователя и ознакомьтесь с функциями безопасности пилы и безопасными методами работы.
Объявление
Подходит для : Рубка дров и обрезка деревьев.
Наша рекомендация: 16-дюймовая 2-тактная бензиновая пила Husqvarna 44E X-Torq позволяет быстро срезать ветки и заготавливать дрова ( 299,95 долларов США на Amazon ). Он поставляется с 16-дюймовой направляющей шиной и при желании может быть оснащен более длинной 18-дюймовой шиной. Хотя это и не самая дешевая модель на рынке, эта 10-фунтовая бензопила мощная и относительно легкая, поэтому вы можете пилить, не слишком напрягая руки и спину.
Реклама
Лучшие пилы для резки дерева в 2022 году (включая аккумуляторные, легкие и тяжелые пилы)
Добро пожаловать в путеводитель Thomas по лучшим пилам для резки дерева 2022 года. Вот уже более 120 лет Thomas связывает промышленных покупателей и поставщиков из Северной Америки. Когда вы покупаете продукты через наши независимые рекомендации, мы можем получать партнерскую комиссию.
Любой плотник или подрядчик знает, как важно иметь одну или две качественные пилы для выполнения точных пропилов при выполнении работ по дереву. Использование правильной пилы для работы может быть разницей между разрушением дорогого качественного куска пиломатериала или завершением прекрасно законченного проекта.
Циркулярные пилы — популярный инструмент для резки дерева
Изображение предоставлено: Shutterstock/Ungvar
Имея на выбор буквально десятки пил со специфическими характеристиками, может быть сложно выбрать ту, которая лучше всего соответствует вашим потребностям. Перед покупкой пилы по дереву важно знать о различных пилах, представленных на рынке, и о том, для чего предназначен каждый из этих инструментов.
Различные типы пил
Большинство пил для резки дерева в настоящее время работают либо на аккумуляторе, либо на электричестве. Хотя технология для моделей с батарейным питанием значительно улучшилась за последнее десятилетие, некоторые профессионалы утверждают, что самые мощные пилы по-прежнему работают от электричества. При этом беспроводные модели — отличный вариант для мест, где нет источника электроэнергии. Ниже приведены наиболее распространенные пилы для домашнего или профессионального использования.
Циркулярная пила
Циркулярные пилы являются наиболее популярными типами инструментов для резки пиломатериалов, фанеры или других материалов, требующих прямого реза. Циркулярная пила оснащена мощным круглым металлическим лезвием, которое помогает делать точные разрезы. Эти инструменты доступны как в моделях с питанием от сети, так и на батареях. Вы также можете приобрести циркулярную пилу с лазером для еще более точных резов
Торцовочная пила
Торцовочные пилы
могут резать под углом от 45 до 90 градусов, чтобы придать пиломатериалу законченный вид, и являются одними из лучших дисковых пил, где требуется большая ширина пропила. Инструмент настраивают на нужный угол, поворачивая стол и наклоняя головку инструмента в сторону, пока не будет достигнут желаемый угол.
Электролобзик
Электролобзиком, главным образом из-за его легкого и компактного дизайна, можно выполнять круглые или криволинейные пропилы. Двигатель лобзика не очень мощный, поэтому его не рекомендуется использовать для работы с более твердыми материалами, такими как бетон или камень.
Сабельная пила
Идеально подходит для резки узких углов, этот инструмент также можно назвать электрической ручной пилой. Лезвия можно менять местами, чтобы расширить область их применения и получить большую глубину пропила в зависимости от модели.
Цепная пила
Эти электроинструменты в основном используются для обрезки крупных ветвей деревьев. Чтобы узнать больше о бензопилах и лучших выборах, посетите нашу статью здесь.
Сабельная пила
Как следует из названия, сабельные пилы совершают возвратно-поступательное движение и идеально подходят для резки стен, для которых не предназначены циркулярные пилы или другие типы пил. Металлическое лезвие этого инструмента узкое с длинными зубьями, а регулируемая колодка помогает продлить срок службы лезвия. Башмак также можно модифицировать, чтобы обеспечить больший контроль при резке предметов, которые могут погнуться. Обычно легкие, некоторые сабельные пилы можно использовать для резки пиломатериалов одной рукой, и они имеют те же функции, что и цепная пила.
Погружная пила
Ничто не подходит для прямых пропилов лучше, чем погружная пила. Благодаря направляющим, мощному двигателю и лазерной направляющей он может выполнять более точные разрезы. Мастера могут также использовать эту циркулярную пилу на различных материалах, таких как фанера, пластик или металл.
Составная торцовочная пила
В отличие от других моделей торцовочных инструментов, комбинированная торцовочная пила используется для резки под углом пиломатериалов или других материалов. Это лучшая циркулярная пила для быстрой обрезки окон или стыковки плинтуса.
Лучшие пилы для резки дерева в 2022 году по версии Thomas’s Top Picks
Ниже вы найдете список лучших пил по дереву (и других материалов, таких как фанера), включая циркулярные пилы, которые обеспечивают точный рез, легкие модели, проводные и беспроводные, идеально подходящие как для профессионалов, так и для домовладельцев, так и бюджетников.
Выполняйте работу с помощью этой циркулярной пилы с литий-ионным аккумулятором от POPOMAN , которая является одной из лучших циркулярных пил. Этот электроинструмент является одной из лучших циркулярных пил для резки различных материалов благодаря множеству лезвий. Каждое лезвие предназначено для определенного материала, такого как пластик, металл или плитка. Он также легкий и оснащен лазером для невероятно точных и прямых разрезов, а также сдувкой пыли, которую можно подключить к вакуумному порту.
Один довольный покупатель прокомментировал эту циркулярную пилу и написал: «Для модели с батарейным питанием она невероятно мощная, может создавать угол от 0 до 45 градусов на глубине 1–11 дюймов при 90 градусах и 1 ⅛ дюйма при 45 градусов. Функции безопасности включают металлический кожух лезвия, прорезиненную рукоятку и двойную защитную кнопку», а другой добавил: «Отличная циркулярная пила. Легкий. Простота в использовании и настройке. Точные разрезы. Лучшее время автономной работы среди всех моих других инструментов».
Эта мощная Makita одна из немногих циркулярных пил с сетевым питанием на рынке, полотно которой расположено слева от станка, что обеспечивает больший радиус действия по сравнению с моделями с правосторонним полотном. Этот электроинструмент может не только выполнять точные пропилы по прямой линии, но также обладает впечатляющими функциями безопасности, такими как электрический предохранительный тормоз и кнопка блокировки. Мощный двигатель позволяет этой циркулярной пиле легко резать различные материалы. Единственным недостатком этой модели является отсутствие лазерного указателя.
«Я использовал эту пилу в торговле для всего», — восторгался один покупатель и продолжал. «У меня их всегда было двое. Один для земли и один для крыши, так что, когда я делаю каркас, у меня есть пила для каждого человека. Для этой пилы я использовал полотна Matsushita, и она отлично режет практически без разрывов». Другой покупатель добавил: «Отличная маленькая пила. Много энергии. Потребовалось некоторое время, чтобы привыкнуть к тому, что полотно слева после целой жизни пил с правосторонним полотном, но лучший обзор — одна из причин, по которой я его купил».
Мощность: Двигатель 8,0 А
Максимальная скорость: 8000 об/мин
Длина лезвия: 5,5 дюйма
КУПИТЬ СЕЙЧАС:
279 долларов США, Amazon
3.
Лучшая легкая циркулярная пила по дереву — легкая циркулярная пила WORX
Одна из лучших циркулярных пил, которую можно транспортировать на разные рабочие площадки, Эта легкая циркулярная пила WORX весит всего 5,07 фунта. Его левое лезвие находится на линии прямой видимости пользователя, что упрощает выполнение прямых разрезов, а его мощный двигатель может проходить через целый ряд материалов. Этот инструмент оснащен лазерным указателем, сдувом пыли, кнопкой безопасности и возможностью простого и быстрого изменения глубины.
Один покупатель написал: «Я купил его, чтобы использовать в нескольких легких проектах по деревообработке, включая вырезание отверстий в фанере толщиной ½ дюйма и труднодоступных участках гипсокартона толщиной ⅝ дюйма в потолке. Это делает хороший точный рез, и пила легко проходит через фанеру. Пила легка для удержания, [и] хорошо сбалансирована…»
Мощность: 6 А
Максимальная скорость: 4000 об/мин
Длина лезвия: 4,5 дюйма
КУПИТЬ:
119 долларов США. 99, Амазонка
4. Лучшая бюджетная циркулярная пила по дереву — бюджетная циркулярная пила GALAX PRO
Циркулярная пила GALAX PRO , предназначенная для легких проектов, стоит чуть меньше 60 долларов США. Эта небольшая циркулярная пила с лазером имеет те же функции, что и более дорогие модели, в том числе пылеуловитель, защитный кожух лезвия, предохранитель и защитный кожух. Лазерная направляющая со шкалой позволяет пользователям создавать более точные разрезы, разрезы под углом или даже погружные разрезы.
«Идеально подходит для малых и средних проектов по доступной цене», — объяснил один довольный рецензент. «Достаточно мощный, чтобы [быть] небольшим одноручным инструментом. Простота управления», а другой добавил, что циркулярная пила имеет функции безопасности, которые «легко понять и использовать. На самом деле, эту пилу проще использовать одной рукой. Также легко настроить пилу под углом или изменить глубину пропила. Это делает пилу довольно универсальной при ее низкой цене».
Мощность: Двигатель 4 AMP
Максимальная скорость: 3500 об/мин
Длина лезвия: 4,5-дюймовое лезвие
КУПИТЬ СЕЙЧАС:
55,98 долларов США, Amazon
5. Лучшая циркулярная пила по дереву для тяжелых условий эксплуатации — циркулярная пила для тяжелых условий эксплуатации Makita
Для более крупных проектов нет ничего лучше, чем эта привлекательная циркулярная пила Makita . Его большая режущая способность и мощный двигатель на 15 ампер делают его претендентом на звание лучшей циркулярной пилы для создания прямых пропилов в больших кусках пиломатериалов всего за один проход. Несмотря на то, что он немного тяжелый, он оснащен двумя рукоятками, а его сбалансированный вес позволяет легко контролировать его при выполнении значительных разрезов. Этот инструмент также может создавать угол до 50 градусов.
Один довольный покупатель объяснил: «Немного тяжеловат, но этого и следовало ожидать от пилы такого размера. Самое приятное то, что вы можете вырезать 4 x 4 за один проход». Другой добавил: «Пила довольно тяжелая, но облегчает резку. Он удобный, мощный и стоит каждой копейки!»
Мощность: Двигатель 15 А
Максимальная скорость: 4300 об/мин
Длина лезвия: лезвие 10 1/4 дюйма
КУПИТЬ СЕЙЧАС:
299 долларов США, Amazon
6. Лучшая торцовочная циркулярная пила — DeWALT
Профессионалы, которым нужна мощная циркулярная пила для создания скосов, не будут разочарованы этим инструментом DeWALT ; по мнению тысяч клиентов, это лучшая циркулярная пила для резки под углом. Пластина из нержавеющей стали имеет 10 жестких упоров, фиксатор и угловую рукоятку с эксцентриковым замком для обеспечения более точных резов. Другие функции включают возможность создания скосов на глубине 6 ¾ дюйма и возможность снятия фаски от 0 до 48 градусов в обоих направлениях.
Один обозреватель сообщил: «Если вы еще не в курсе, эта 12-дюймовая торцовочная пила DeWALT с подвижным составом уже является одной из самых высоко оцененных торцовочных дисковых пил на рынке. Он идеально подходит как для строительных площадок, так и для мастерских в гараже. Это здоровенная часть оборудования, которая кажется надежной во всех нужных местах. С 12-дюймовым лезвием и возможностью скольжения эта пила способна распиливать очень широкий материал».
Эта сабельная пила с питанием от аккумулятора отлично справляется с проектами, для которых не требуется циркулярная пила. Он прост в использовании, имеет поворотный башмак для большего контроля, электрический тормоз для дополнительной безопасности. Лезвие также можно установить в перевернутом виде, чтобы зубья смотрели вверх для резки заподлицо. Этот инструмент совместим с любыми литий-ионными аккумуляторами на 20 В этого популярного бренда.
Один из клиентов пояснил: «Наконец-то я спилил ветки с дерева с помощью новой пилы, и это не составило труда. Затем занялся разборкой поддонов, просто перерезав гвозди. Zip Zip, как масло, не занял времени! Мне очень нравится, что вы просто нажимаете кнопку, чтобы сменить лезвие, так быстро и легко».
Питание: Литий-ионный аккумулятор
Максимальная скорость: 3000 об/мин
Длина лезвия: Поставляется с 5-дюймовым лезвием и подходит для лезвий до 12 дюймов
Эта циркулярная пила 01 от SKILSAW получила неизменно высокие отзывы за то, что у нее самый мощный двигатель в своем классе. Эта модель на один фунт легче предыдущей модели SKILSAW (SKIL SHD77), но при этом обладает теми же функциями. Его червячный двигатель позволяет этому инструменту легко резать практически любой материал и делать косые пропилы. Это лучшая циркулярная пила для многих различных проектов, больших или малых, благодаря своей мощности, глубине пропила, почти цельнометаллическому корпусу и двойному полевому двигателю.
Один покупатель в восторге: «Разрежьте 2×4, как будто это швейцарский сыр. По ощущениям тоже гладкий и тихий. И тяжелый в руках, поэтому легко режется красиво и ровно. Просто подгоните башмак к заготовке, глазному яблоку и сделайте надрез». Другой рецензент, отмеченный пятью звездами, добавил: «Циркулярная пила Skilsaw с червячным приводом модели 77 устанавливает планку для всех видов использования. Будь то поперечная резка или продольная резка, эта пила прорезает материал как масло. Если вы плотник, вы знаете качество 77. Лучшая каркасная пила в мире!»
Мощность: Двигатель 15 А
Максимальная скорость: 5300 об/мин
Длина лезвия: 7 ¼ дюйма
КУПИТЬ СЕЙЧАС:
179 долларов США (было 199,99 долларов США), Amazon
9. Лучший электролобзик для резки дерева — пила B+D
Этот лобзик подходит для проектов, требующих круглых вырезов. Регулируемый башмак обеспечивает лучший баланс и возможность делать скошенные разрезы, а направляющая для проволоки обеспечивает четкость линии обзора. В то же время лезвие диаметром ¾ дюйма обеспечивает большую точность, а четыре настройки обеспечивают большую вариативность для криволинейных разрезов.
Один покупатель, который был в восторге от цены и мощности этого инструмента , объяснил: «Любой электролобзик будет немного шумным, но этот кажется немного тише. Мне нужен разрез с большим количеством кривых, и этот плохой мальчик с легкостью справится с этим», а другой добавил: «Действительно хороший лобзик, очень мощный и делает чистые, гладкие разрезы».
Мощность: 5 А
Макс. скорость: 3000 об/мин
Длина лезвия: 3-дюймовое лезвие
КУПИТЬ:
35,82 доллара США (было 49 долларов США), Amazon
10. Лучшая аккумуляторная циркулярная пила по дереву с двумя фасками — аккумуляторная циркулярная пила Makita
Этот инструмент Makita — лучшая циркулярная пила для проектов, до которых просто не дотягивается удлинитель. Эта комбинированная торцовочная пила с питанием от аккумулятора 18 В может сгибать стопоры под пятью различными градусами, создавать скосы под углом 0–52 градуса и угол 0–46 градусов в обоих направлениях. Прочное алюминиевое основание стабилизирует машину во время резки, а электрический тормоз обеспечивает дополнительную безопасность. Светодиодная лампа улучшает видимость, а система Star Protection предотвращает перегрев, перегрузку или чрезмерную разрядку инструмента.
«Это Lamborghini/Ferrari с торцовочными дисковыми пилами», — сказал один довольный покупатель и продолжил. «Маленький и легкий, но мощный. Электрический тормоз — это мечта! Останавливает лезвие менее чем за секунду, повышая производительность. Рабочий свет и лазер для резки… От торцовочной пилы многого не требуется. О, и лезвие тоже мечта. Оставляет срезанную поверхность готовой к чистовой обработке».
Питание: Аккумулятор 18 В
Макс. скорость: Автоматическое изменение скорости
Длина лезвия: 6,5 дюйма
КУПИТЬ СЕЙЧАС:
544 доллара США, Amazon
Лучшие пилы по дереву 2022 года — резюме
Со всеми доступными вариантами пил по дереву может быть сложно решить, какая модель является лучшим универсальным инструментом и какие функции выбрать.
HOZINSTRUMENT — Интернет магазин товаров для работы и отдыха
Сверло по металлу 7.8мм конический хвостовик ГОСТ 10903-77 Фрунзе
Доставка по Украине
70 грн
Купить
Интернет-магазин «АРИНС»
Сверло по металлу 7.8мм Р6М5К5 ГОСТ 10902-77 Фрезер
Доставка по Украине
50 грн
Купить
Интернет-магазин «АРИНС»
Сверло по металлу 7.8мм Р6М5 ГОСТ 10902-77 СССР
Доставка по Украине
35 грн
Купить
Интернет-магазин «АРИНС»
Фреза концевая по металлу 8x60x8мм HRC50 твердосплавная сверло MZG st
Доставка по Украине
788.22 грн
606.93 грн
Купить
Сверло по металлу Атака 8,7мм титан
Доставка из г. Черкассы
95 грн
Купить
VITOOL
Фреза концевая по металлу 8x60x8мм HRC50 твердосплавная сверло MZG all
Доставка по Украине
1 226. 63 грн
613.32 грн
Купить
All-Goods
Фреза концевая по металлу 8x60x8мм HRC50 твердосплавная сверло MZG ps
Доставка по Украине
1 212.64 грн
606.32 грн
Купить
Интернет магазин Pricess
Сверло Атака мет. 8,7мм 5шт (уп.)
На складе
Доставка по Украине
по 617 грн
от 2 продавцов
617 грн
Купить
Davi- интернет магазин деревообрабатывающего инструмента
Сверла по металлу
Доставка за 24 часа Доставка стройматериалов по звонку с оплатой на месте
Более 30 000 Наименований товара
Юр лицам Индивидуальный подход. Специальные условия. Работаем с НДС
Прием индивидуальных заявок Примем Ваш заказ и доставим в кратчайшие сроки
Более 20 000 рецептур цветов Компьютерная колеровка красок
Порядок сортировки (по возрастанию)Порядок сортировки (по убыванию)По названию (по возрастанию)По названию (по убыванию)По цене (по возрастанию)По цене (по убыванию)По коду товара (по возрастанию)По коду товара (по убыванию)По количеству (по возрастанию)По количеству (по убыванию)По популярности (по возрастанию)По популярности (по убыванию)По дате добавления (по возрастанию)По дате добавления (по убыванию)По рейтингу (по возрастанию)По рейтингу (по убыванию)24255075100
Популярный товар
0
Популярный товар
0
Популярный товар
0
Популярный товар
0
Популярный товар
0
Популярный товар
0
Популярный товар
0
Популярный товар
0
Популярный товар
0
Популярный товар
0
Популярный товар
0
Популярный товар
0
Популярный товар
0
Популярный товар
0
Популярный товар
0
Популярный товар
0
Популярный товар
0
Популярный товар
0
Популярный товар
0
Популярный товар
0
Популярный товар
0
Популярный товар
0
Популярный товар
0
Популярный товар
0
Набор сверл по металлу, 1-10 мм (через 0,5 мм), HSS, 19 шт. , в стакане, цилинд. хвостовик// Sparta
Ожидается поступление
₽ 920.00
WESTWARD Сверло с уменьшенным хвостовиком: размер сверла 7/8 дюйма, длина канавки 3 1/8 дюйма, общая длина 6 дюймов — 4UM82|4UM82
ЗАПАД
Вещь # 4УМ82
производитель Модель #
4УМ82
UNSPSC #
23171609
№ страницы каталога
Н/Д
Страна происхождения
Варьируется.
Страна происхождения может быть изменена.
Сверла из быстрорежущей стали обеспечивают большую гибкость и поглощают больше ударов и вибрации, чем сверла из кобальта. Эти сверла с уменьшенным хвостовиком, также известные как сверла Сильвера и Деминга, имеют хвостовик 1/2 дюйма и диаметр сверла более 1/2 дюйма. Они могут создавать отверстия большего размера, чем стандартные сверла с хвостовиком 1/2 дюйма.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
ЗАПАД
Вещь # 4УМ82
производитель Модель #
4УМ82
UNSPSC #
23171609
№ страницы каталога
Н/Д
Страна происхождения
Варьируется.
Страна происхождения может быть изменена.
Сверла из быстрорежущей стали обеспечивают большую гибкость и поглощают больше ударов и вибрации, чем сверла из кобальта. Эти сверла с уменьшенным хвостовиком, также известные как сверла Сильвера и Деминга, имеют хвостовик 1/2 дюйма и диаметр сверла более 1/2 дюйма. Они могут создавать отверстия большего размера, чем стандартные сверла с хвостовиком 1/2 дюйма.
Левая спираль для использования в станках, где шпиндель вращается против часовой стрелки, и может использоваться для удаления сломанных деталей, не повреждая резьбовые отверстия.

 Вне станции космонавты работают в скафандрах полужесткого типа принципиально новой конструкции. В отличие от первой станции «Салют» на этих станциях установлена третья панель солнечной батареи и дополнительные аккумуляторы. Благодаря этому увеличены энергетические возможности станций. На них кроме телевизионной камеры черно-белого изображения установлена телевизионная камера для передачи на Землю цветного изображения. В жилых отсеках существенно улучшены санитарно-гигиенические условия (установлены душ, ионизаторы воздуха и др.).
Вне станции космонавты работают в скафандрах полужесткого типа принципиально новой конструкции. В отличие от первой станции «Салют» на этих станциях установлена третья панель солнечной батареи и дополнительные аккумуляторы. Благодаря этому увеличены энергетические возможности станций. На них кроме телевизионной камеры черно-белого изображения установлена телевизионная камера для передачи на Землю цветного изображения. В жилых отсеках существенно улучшены санитарно-гигиенические условия (установлены душ, ионизаторы воздуха и др.).
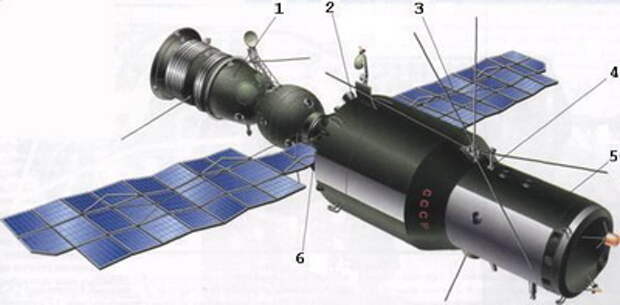

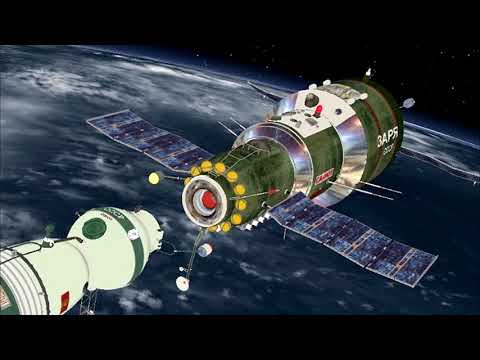
 Эта аппаратура в значительной степени освобождает космонавтов от необходимости самим принимать и записывать информацию и команды, передаваемые из Центра управления полетом.
Эта аппаратура в значительной степени освобождает космонавтов от необходимости самим принимать и записывать информацию и команды, передаваемые из Центра управления полетом.
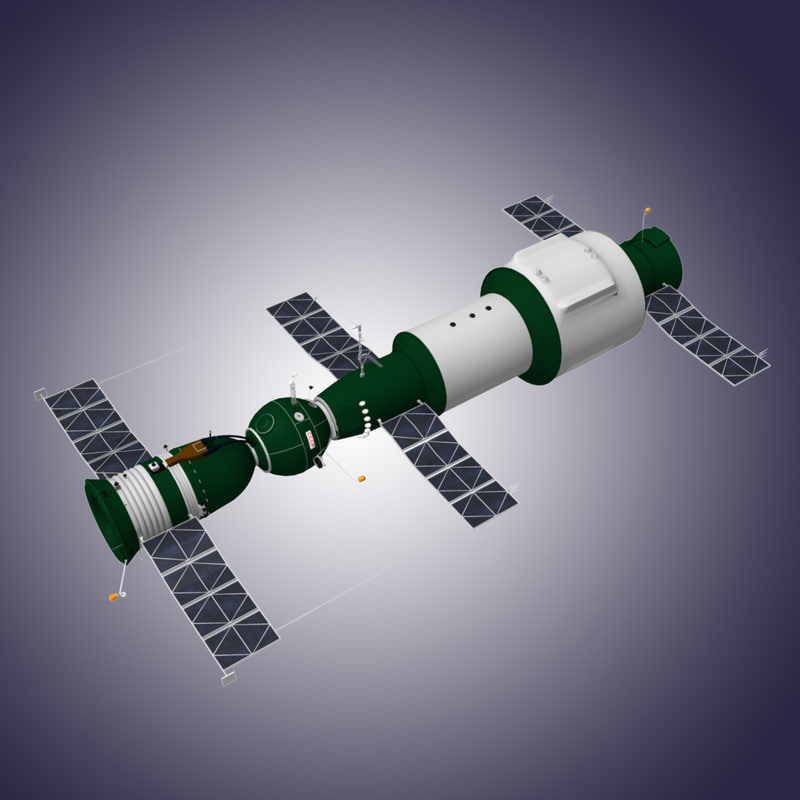
 Для наведения научной аппаратуры на объекты исследования здесь установлены визир, пульт управления и ручка управления ориентацией станции, а также средства фиксации космонавтов при выполнении исследований, блоки радиотелеметрической системы, системы управления бортовым радиокомплексом и системы энергопитания, контейнеры с запасами пищи.
Для наведения научной аппаратуры на объекты исследования здесь установлены визир, пульт управления и ручка управления ориентацией станции, а также средства фиксации космонавтов при выполнении исследований, блоки радиотелеметрической системы, системы управления бортовым радиокомплексом и системы энергопитания, контейнеры с запасами пищи.

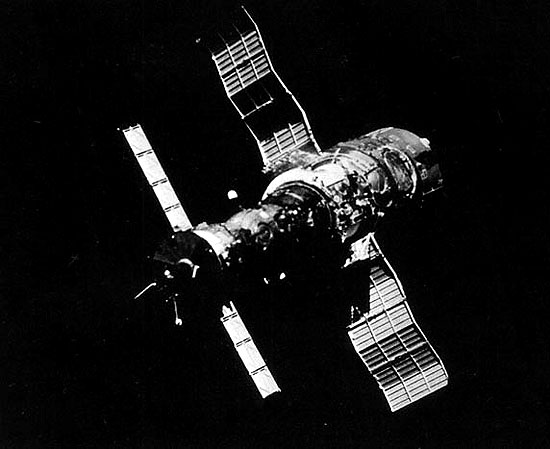 На всех станциях до «Салюта-6» задачи доставки экипажей и снабжения решались одновременно с помощью пилотируемых транспортных кораблей «Союз». В связи со значительным увеличением длительности активной работы и расширением круга исследований на станции «Салют-6» резко возросли потребности в количестве доставляемых грузов (научной аппаратуры, элементов системы жизнеобеспечения, топлива, фото- и кинопленки и т. п.). Для решения этой проблемы был создан грузовой автоматический корабль «Прогресс», который теперь почти полностью обеспечивает снабжение станции. Транспортные пилотируемые корабли «Союз» и «Союз Т» доставляют на станцию космонавтов и частично грузы.
На всех станциях до «Салюта-6» задачи доставки экипажей и снабжения решались одновременно с помощью пилотируемых транспортных кораблей «Союз». В связи со значительным увеличением длительности активной работы и расширением круга исследований на станции «Салют-6» резко возросли потребности в количестве доставляемых грузов (научной аппаратуры, элементов системы жизнеобеспечения, топлива, фото- и кинопленки и т. п.). Для решения этой проблемы был создан грузовой автоматический корабль «Прогресс», который теперь почти полностью обеспечивает снабжение станции. Транспортные пилотируемые корабли «Союз» и «Союз Т» доставляют на станцию космонавтов и частично грузы.
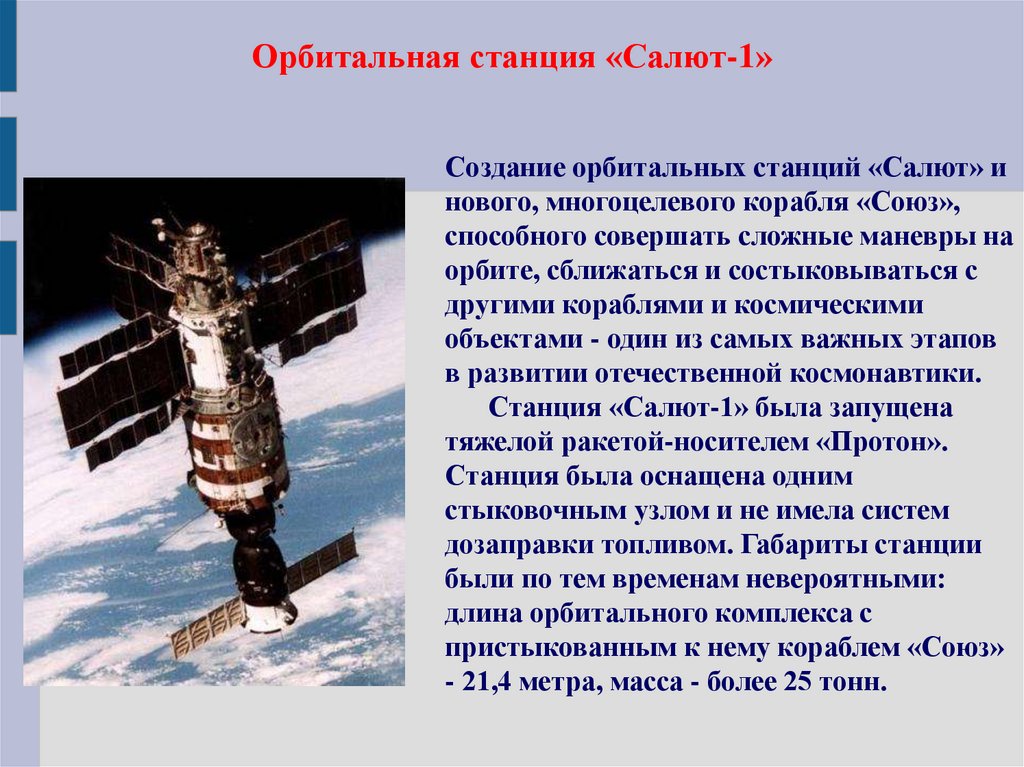 Его летная отработка была начата в 1966 году.
Его летная отработка была начата в 1966 году.
 Спуск аппарата с использованием аэродинамического качества позволяет в 2-2,5 раза снизить действующие перегрузки по сравнению с перегрузками, возникающими при баллистическом спуске. Кроме того, управление величиной и направлением подъемной силы, осуществляемое с помощью ракетных двигателей, позволяет значительно повысить точность приземления.
Спуск аппарата с использованием аэродинамического качества позволяет в 2-2,5 раза снизить действующие перегрузки по сравнению с перегрузками, возникающими при баллистическом спуске. Кроме того, управление величиной и направлением подъемной силы, осуществляемое с помощью ракетных двигателей, позволяет значительно повысить точность приземления.
 Оптический визир используется для визуальной ориентации при управлении кораблем на участках причаливания, стыковки и для ручной ориентации корабля. По правому и левому бортам спускаемого аппарата имеются два иллюминатора. Они предназначены для визуальных наблюдений, киносъемки и фотографирования.
Оптический визир используется для визуальной ориентации при управлении кораблем на участках причаливания, стыковки и для ручной ориентации корабля. По правому и левому бортам спускаемого аппарата имеются два иллюминатора. Они предназначены для визуальных наблюдений, киносъемки и фотографирования.

 После разделения отсеков корабля при возвращении на Землю спускаемый аппарат переходит на свое автономное питание.
После разделения отсеков корабля при возвращении на Землю спускаемый аппарат переходит на свое автономное питание.
 Это обеспечивается экранно-вакуумной теплоизоляцией, имеющейся снаружи отсеков, нанесением специальных покрытий, работой гидроконтуров охлаждения и подогрева, теплообменниками и вентиляторами. Температуру внутри жилых отсеков космонавты могут регулировать сами.
Это обеспечивается экранно-вакуумной теплоизоляцией, имеющейся снаружи отсеков, нанесением специальных покрытий, работой гидроконтуров охлаждения и подогрева, теплообменниками и вентиляторами. Температуру внутри жилых отсеков космонавты могут регулировать сами.
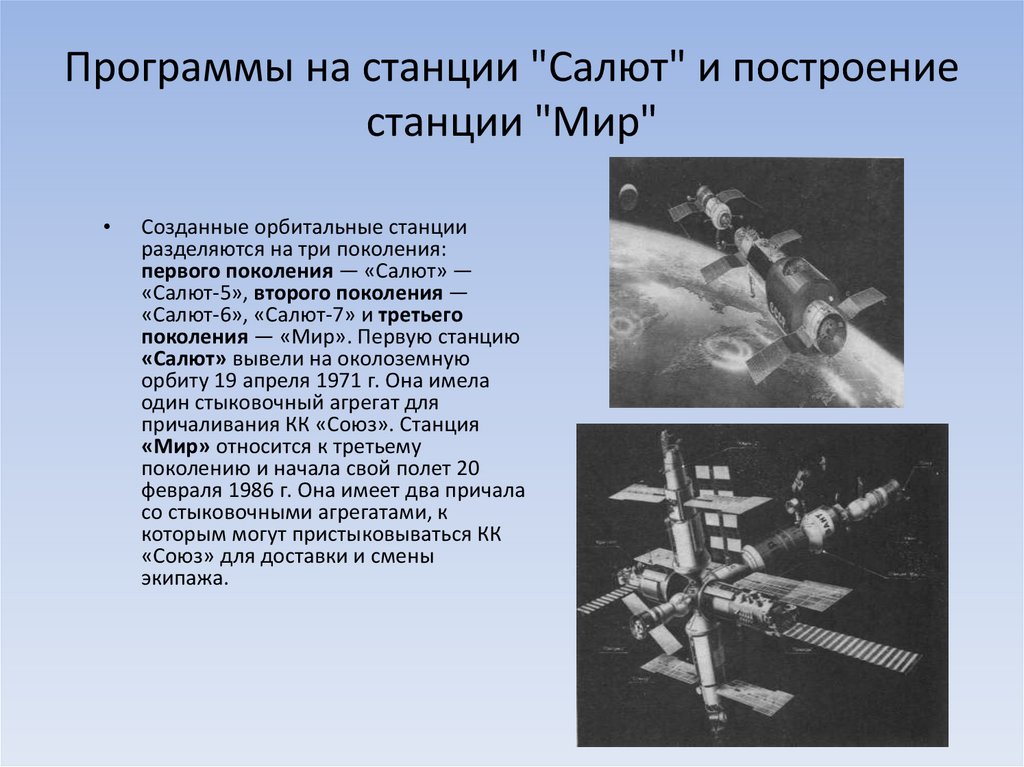 После увода спускаемый аппарат производит снижение на парашюте и посадку на Землю.
После увода спускаемый аппарат производит снижение на парашюте и посадку на Землю.
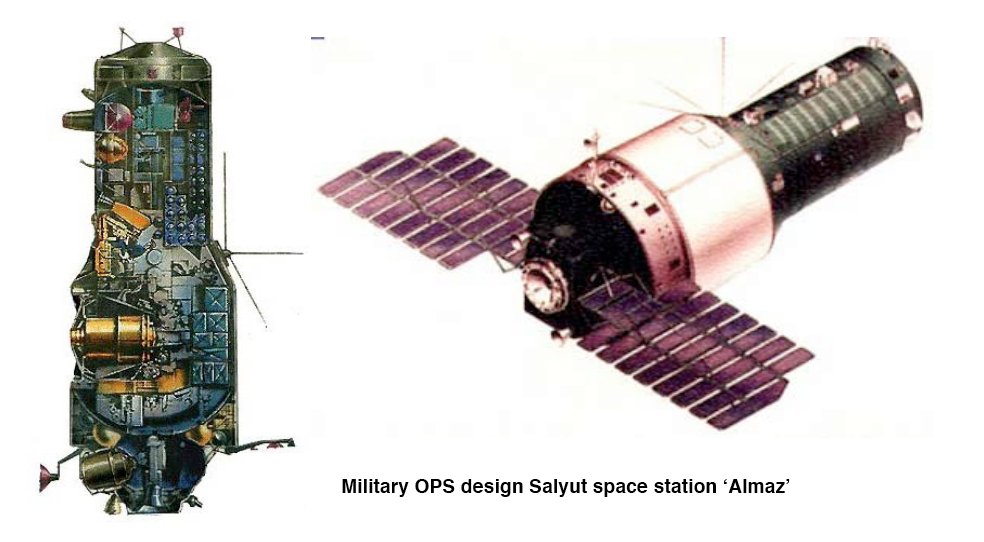 Экипаж корабля может состоять из двух или трех космонавтов. В том случае, когда полет совершают два космонавта, вместо одного кресла устанавливается грузовой контейнер, что позволяет существенно увеличить массу и размеры доставляемого на орбиту груза. Это важно для эксплуатации станции, а также позволяет увеличить массу возвращаемого на Землю из полета груза.
Экипаж корабля может состоять из двух или трех космонавтов. В том случае, когда полет совершают два космонавта, вместо одного кресла устанавливается грузовой контейнер, что позволяет существенно увеличить массу и размеры доставляемого на орбиту груза. Это важно для эксплуатации станции, а также позволяет увеличить массу возвращаемого на Землю из полета груза.
 Помимо управления движением и самоконтроля на систему управления возлагается автоматический контроль проведения динамических операций и расхода топлива, принятие решений об изменении режима работы при появлении отклонений. Управление работой системы производится по командной радиолинии с Земли или экипажем с использованием бортовых устройств ввода и отображения информации. В частности, применяется дисплей, на телеэкран которого выводятся данные о заданном режиме и реальном ходе того или иного процесса в виде текстов, чисел и графиков.
Помимо управления движением и самоконтроля на систему управления возлагается автоматический контроль проведения динамических операций и расхода топлива, принятие решений об изменении режима работы при появлении отклонений. Управление работой системы производится по командной радиолинии с Земли или экипажем с использованием бортовых устройств ввода и отображения информации. В частности, применяется дисплей, на телеэкран которого выводятся данные о заданном режиме и реальном ходе того или иного процесса в виде текстов, чисел и графиков.
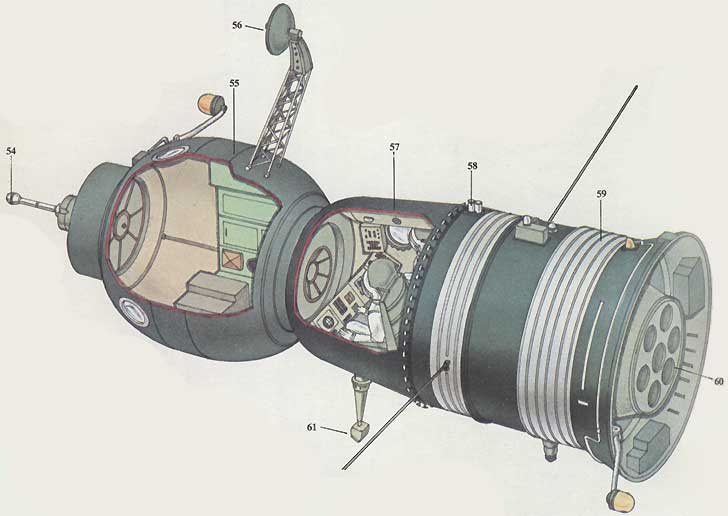

 Длина блока 19,8 метров, диаметр нижней части 3 метра. Каждый блок оснащен самостоятельным четырехкамерным двигателем (с двумя рулевыми качающимися камерами), развивающим в пустоте суммарную тягу 102 тонны.
Длина блока 19,8 метров, диаметр нижней части 3 метра. Каждый блок оснащен самостоятельным четырехкамерным двигателем (с двумя рулевыми качающимися камерами), развивающим в пустоте суммарную тягу 102 тонны.

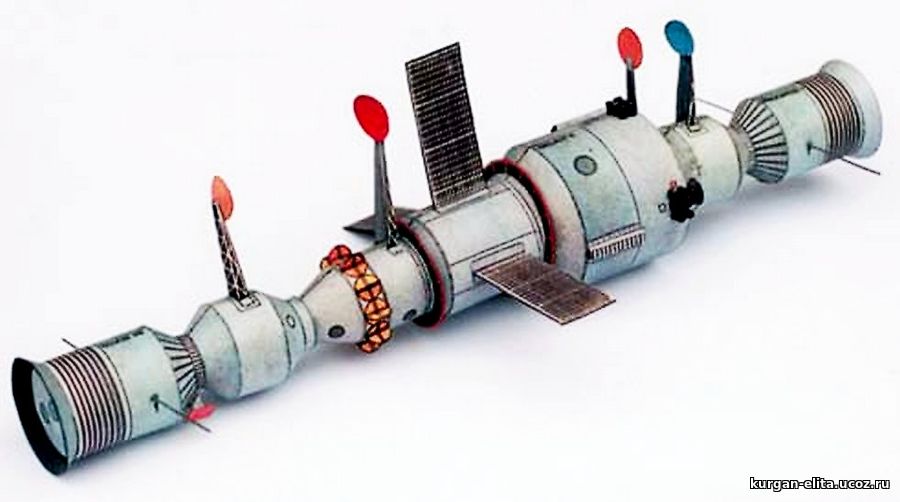 Экскурсоводы расскажут, как и для чего строились станция «Алмаз» и орбитальный комплекс «Мир», как сегодня осуществляется работа Международной космической станции.
Экскурсоводы расскажут, как и для чего строились станция «Алмаз» и орбитальный комплекс «Мир», как сегодня осуществляется работа Международной космической станции.
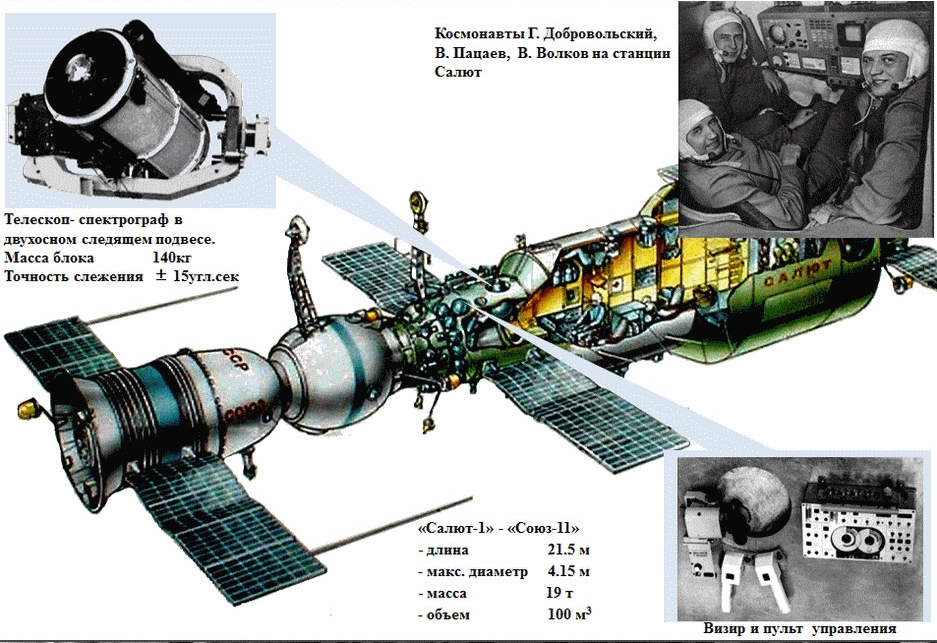 Она расскажет об искусстве каменного и раннего бронзового веков. Гости выяснят, что такое археоастрономия, что она изучает, какими возможными астрономическими знаниями обладали первобытные люди и какое влияние эти знания могли оказать на создание древнейших памятников искусства в истории человечества.
Она расскажет об искусстве каменного и раннего бронзового веков. Гости выяснят, что такое археоастрономия, что она изучает, какими возможными астрономическими знаниями обладали первобытные люди и какое влияние эти знания могли оказать на создание древнейших памятников искусства в истории человечества.
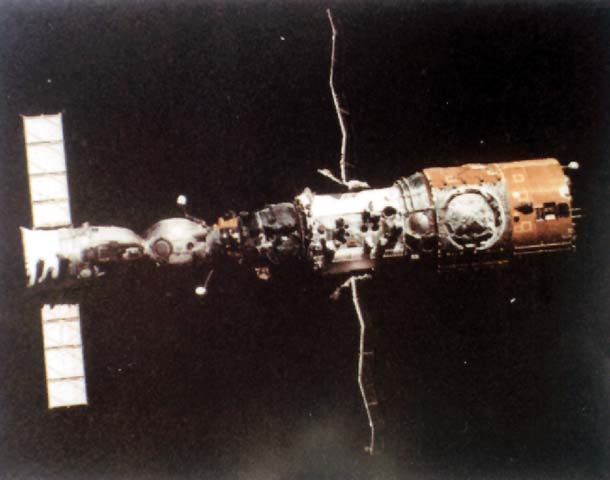

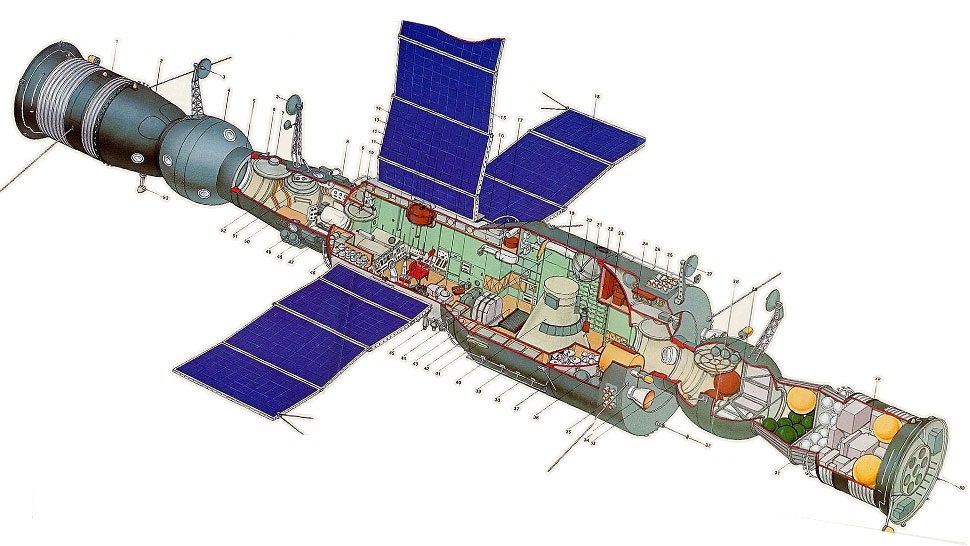
 В таких случаях суда должны соответствовать национальным обычаям по запросу соответствующих местных властей.
В таких случаях суда должны соответствовать национальным обычаям по запросу соответствующих местных властей. Оружейные салюты, предусмотренные статьей 1235 настоящего Положения для офицеров и должностных лиц, имеющих право на 17 и более орудий, производятся при каждом официальном визите заинтересованного лица. Оружейные салюты, предписанные настоящими правилами для офицеров и должностных лиц, имеющих право на 15 орудий или менее, не могут быть произведены, если только это не будет распоряжено присутствующим старшим офицером или вышестоящим органом.
Оружейные салюты, предусмотренные статьей 1235 настоящего Положения для офицеров и должностных лиц, имеющих право на 17 и более орудий, производятся при каждом официальном визите заинтересованного лица. Оружейные салюты, предписанные настоящими правилами для офицеров и должностных лиц, имеющих право на 15 орудий или менее, не могут быть произведены, если только это не будет распоряжено присутствующим старшим офицером или вышестоящим органом.
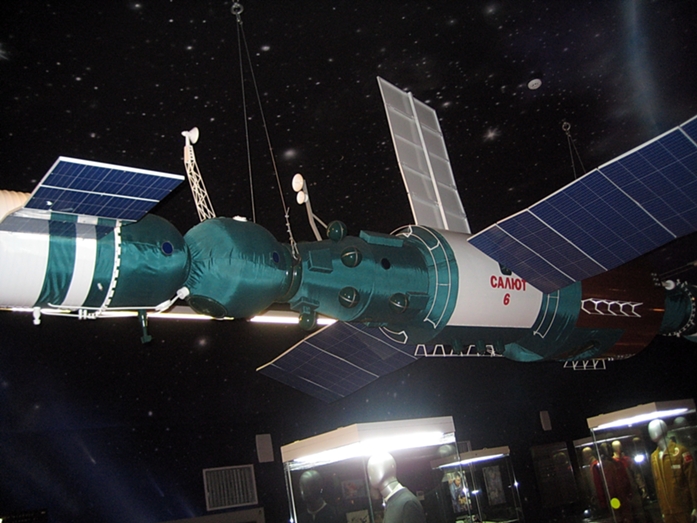
 4.
4.
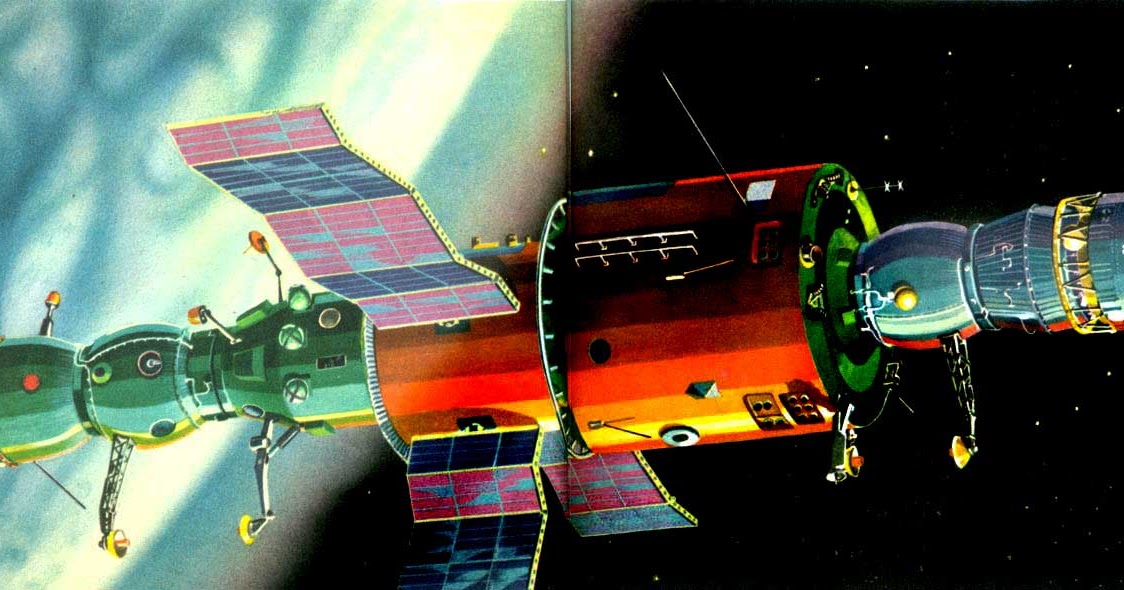
 В противном случае можно ожидать, что салют в честь иностранного государства, иностранного чиновника или офицера будет ответным ружье за ружье.
В противном случае можно ожидать, что салют в честь иностранного государства, иностранного чиновника или офицера будет ответным ружье за ружье. В последнем случае командир, при отсутствии указаний, действует по своему усмотрению.
В последнем случае командир, при отсутствии указаний, действует по своему усмотрению.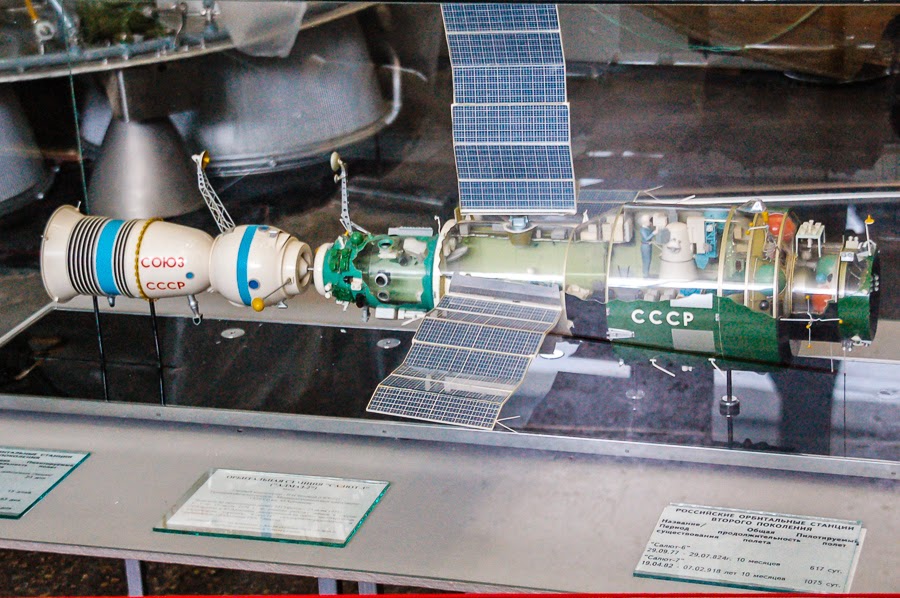

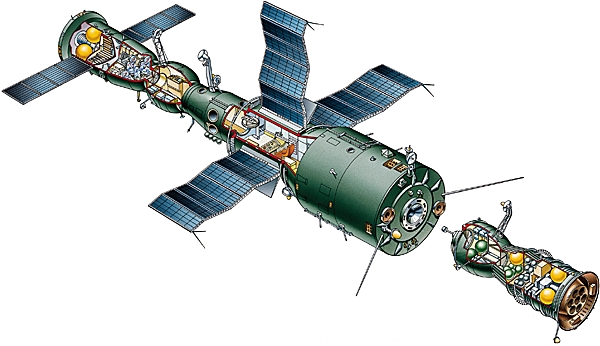


 Joseph and Signature Care.
Joseph and Signature Care.
 5 мм JET для JWP-12L, 2 шт. (40937) Тип: нож, Производитель: JET
5 мм JET для JWP-12L, 2 шт. (40937) Тип: нож, Производитель: JET 010NI99
010NI99 США
США Владельцы Тони и Марти Дэвис приобрели Jet Machine в 2001 году под эгидой Conway Manufacturing Group. Они усердно работали над расширением клиентской базы компании за счет новых машин, квалифицированных рабочих, программ постоянного обучения и обслуживания клиентов. Клиенты Jet Machine варьируются от частных малых предприятий до международных производителей оригинального оборудования.
Владельцы Тони и Марти Дэвис приобрели Jet Machine в 2001 году под эгидой Conway Manufacturing Group. Они усердно работали над расширением клиентской базы компании за счет новых машин, квалифицированных рабочих, программ постоянного обучения и обслуживания клиентов. Клиенты Jet Machine варьируются от частных малых предприятий до международных производителей оригинального оборудования. Для таких отраслей, как аэрокосмическая и оборонная промышленность, сложные детали производятся на горизонтально-фрезерном центре Makino A51.
Для таких отраслей, как аэрокосмическая и оборонная промышленность, сложные детали производятся на горизонтально-фрезерном центре Makino A51. Мы можем обрабатывать детали из различных материалов, в любом количестве и в кратчайшие сроки.
Мы можем обрабатывать детали из различных материалов, в любом количестве и в кратчайшие сроки.
 Включил через удлинитель 15 м, которая расчитана на 2,5 кВт. Резал на нем четверкой сталь, выкрутив баранку тока на максимум. Он не нагрелся ни капли. Фантастика да и только. А это еще и значит, что с потреблением не обманули (максимум 3,6 кВт).
Включил через удлинитель 15 м, которая расчитана на 2,5 кВт. Резал на нем четверкой сталь, выкрутив баранку тока на максимум. Он не нагрелся ни капли. Фантастика да и только. А это еще и значит, что с потреблением не обманули (максимум 3,6 кВт). 7 кг;
7 кг; Все это позволило бренду завоевать популярность среди покупателей, которые выбирают технику для частного использования. Сварочные инверторы Калибр преимущественно применяются в домашних условиях. Они больше подходят для новичков, так как профессиональный сегмент в модельном ряду бренда представлен немногочисленно.
Все это позволило бренду завоевать популярность среди покупателей, которые выбирают технику для частного использования. Сварочные инверторы Калибр преимущественно применяются в домашних условиях. Они больше подходят для новичков, так как профессиональный сегмент в модельном ряду бренда представлен немногочисленно.
 Комплектные кабеля длиною около 2 метров, которой оказывается мало для практического использования. В то же время техника отлично функционирует при скачках напряжения. У нее широкий рабочий диапазон – от 160 до 240 В. Благодаря хорошей вентиляции обеспечивается высокий уровень беспрерывной работы.
Комплектные кабеля длиною около 2 метров, которой оказывается мало для практического использования. В то же время техника отлично функционирует при скачках напряжения. У нее широкий рабочий диапазон – от 160 до 240 В. Благодаря хорошей вентиляции обеспечивается высокий уровень беспрерывной работы. Немало отзывов о модели говорит, что средняя продолжительность работы составляет около года, после чего технику приходится ремонтировать. Гарантийный ремонт производителем не предусмотрен, что совместно с плохим качеством комплектующих создает определенный ряд проблем. К преимуществам модели относят стоимость – впрочем, она сразу же наталкивает на догадки о качестве техники.
Немало отзывов о модели говорит, что средняя продолжительность работы составляет около года, после чего технику приходится ремонтировать. Гарантийный ремонт производителем не предусмотрен, что совместно с плохим качеством комплектующих создает определенный ряд проблем. К преимуществам модели относят стоимость – впрочем, она сразу же наталкивает на догадки о качестве техники. Этот аппарат рассчитан только на ручную дуговую сварку. Для переноски у него имеется специальный ремень. Это одна из универсальных моделей, ее часто выбирают для домашнего использования. При профессиональном применении аппарат проявляет себя не лучшим образом, так как не отличается надежностью. Недостатки сварочного инвертора Калибр СВИ-200 в его ненадежности и несоответствии заявленных характеристик фактическим.
Этот аппарат рассчитан только на ручную дуговую сварку. Для переноски у него имеется специальный ремень. Это одна из универсальных моделей, ее часто выбирают для домашнего использования. При профессиональном применении аппарат проявляет себя не лучшим образом, так как не отличается надежностью. Недостатки сварочного инвертора Калибр СВИ-200 в его ненадежности и несоответствии заявленных характеристик фактическим.



 На самом деле, каждый сварщик может нести
На самом деле, каждый сварщик может нести Сварные измерительные галтели делают
Сварные измерительные галтели делают Все маркировки и размеры
Все маркировки и размеры Катаринс, Ниагара, Галифакс, Ошава, Виктория, Виндзор, Саскатун, Регина, Шербрук, Сент-Джонс,
Катаринс, Ниагара, Галифакс, Ошава, Виктория, Виндзор, Саскатун, Регина, Шербрук, Сент-Джонс,
 Республика, Сингапур, Сингапур, Касабланка, Марокко, Катовице, Польша, Пуна, Индия, Бангдунг, Индонезия, Монтеррей, Мексика, Монреаль, Канада, Нагоя, Япония, Нанкин, Китай, Абиджан, Кот-д’Ивуар, Сиань, Китай, Берлин, Германия, Эр-Рияд, Саудовская Аравия, Ресифи, Бразилия, Дюссельдорф, Германия, Анкара, Турция, Мельбурн, Австралия, Сальвадор, Бразилия, Далянь, Китай, Каракас, Венесуэла, Адис-Абеба, Эфиопия,
Республика, Сингапур, Сингапур, Касабланка, Марокко, Катовице, Польша, Пуна, Индия, Бангдунг, Индонезия, Монтеррей, Мексика, Монреаль, Канада, Нагоя, Япония, Нанкин, Китай, Абиджан, Кот-д’Ивуар, Сиань, Китай, Берлин, Германия, Эр-Рияд, Саудовская Аравия, Ресифи, Бразилия, Дюссельдорф, Германия, Анкара, Турция, Мельбурн, Австралия, Сальвадор, Бразилия, Далянь, Китай, Каракас, Венесуэла, Адис-Абеба, Эфиопия, A.L. Gage, позволяют быстро и легко точно проверять сварные швы различных размеров. Вы можете измерить толщину сварного шва, стыковые сварные швы, длину сварного шва, смещения (высокие-низкие) и многое другое в зависимости от выбранного датчика.
A.L. Gage, позволяют быстро и легко точно проверять сварные швы различных размеров. Вы можете измерить толщину сварного шва, стыковые сварные швы, длину сварного шва, смещения (высокие-низкие) и многое другое в зависимости от выбранного датчика.
 Станок предназначен для трёхосевой фрезерной и гравировальной обработки, а также сверления, материалов твёрдостью до…
Станок предназначен для трёхосевой фрезерной и гравировальной обработки, а также сверления, материалов твёрдостью до… Сверление, рассверливание, зенкерование,…
Сверление, рассверливание, зенкерование,… «ремонтируем:- электронику (ЧПУ,…
«ремонтируем:- электронику (ЧПУ,… Инструментальный магазин…
Инструментальный магазин… В гравировальных работах и резьбах по дереву,…
В гравировальных работах и резьбах по дереву,… В гравировальных работах и резьбах по дереву, различных…
В гравировальных работах и резьбах по дереву, различных…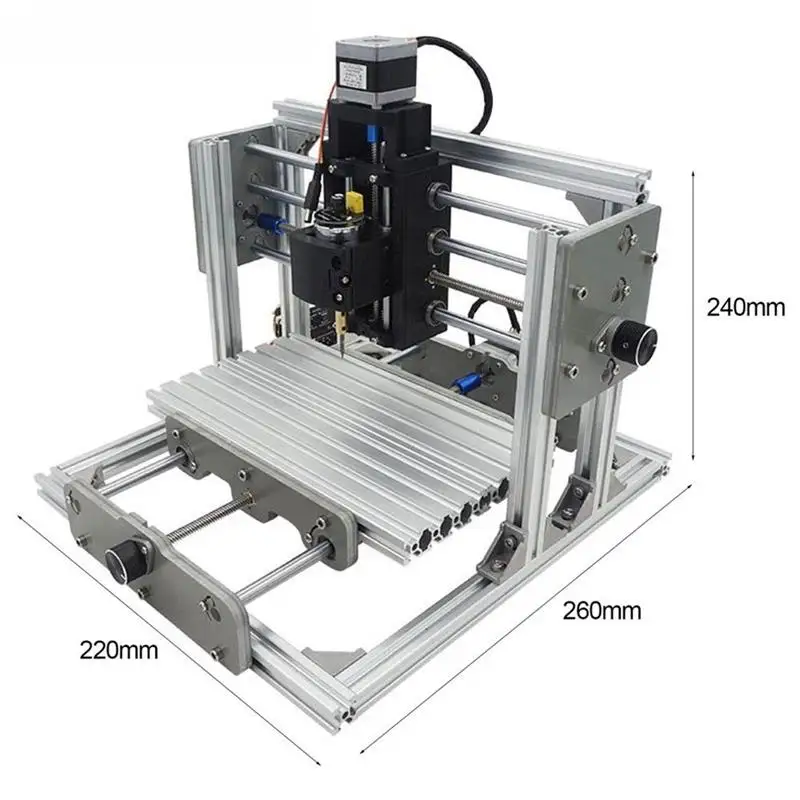 ПУСКОНАЛАДОЧНЫЕ РАБОТЫ. ДОСТАВКА. РАССРОЧКА. КРЕДИТ. ЛИЗИНГ. ТРЕЙД-ИН.Длина обработки: до 1200 ммДиаметр обработки: до 200…
ПУСКОНАЛАДОЧНЫЕ РАБОТЫ. ДОСТАВКА. РАССРОЧКА. КРЕДИТ. ЛИЗИНГ. ТРЕЙД-ИН.Длина обработки: до 1200 ммДиаметр обработки: до 200…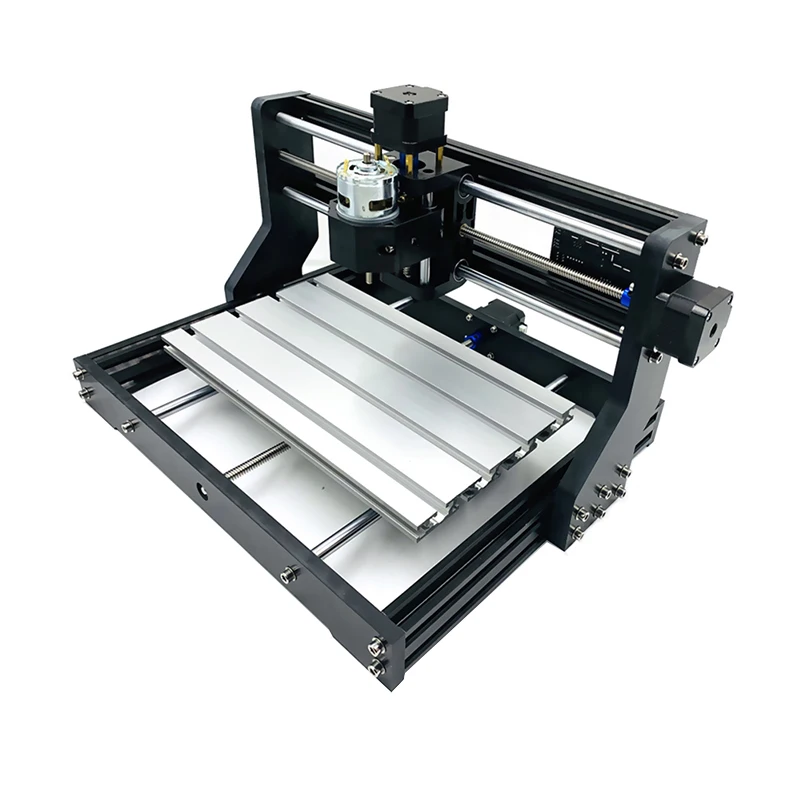 Харьков
Харьков ім.Горького)
ім.Горького) Киев
Киев Мы предложим вам лучшие фрезерные станки с ЧПУ 2022 года с индивидуальной услугой автоматического фрезерования, чтобы соответствовать вашим проектам, идеям и планам.
Мы предложим вам лучшие фрезерные станки с ЧПУ 2022 года с индивидуальной услугой автоматического фрезерования, чтобы соответствовать вашим проектам, идеям и планам. Как правило, они группируются по количеству осей, на которых они работают, и обозначаются различными буквами. X и Y обозначают горизонтальное перемещение заготовки (вперед-назад и из стороны в сторону на плоских поверхностях). Z представляет вертикальное или движение вверх-вниз, а W представляет диагональное движение в вертикальной плоскости. Большинство крупноформатных и малых мини-фрезерных станков имеют от 3 до 5 осей, обеспечивая производительность как минимум по осям X, Y и Z. Высококачественные автоматические фрезерные станки, такие как 5-осевые фрезерные станки с ЧПУ, требуют программирования ЧПУ для оптимальной производительности из-за невероятно сложной геометрии, используемой в процессе фрезерования с ЧПУ. Это оборудование чрезвычайно полезно, потому что оно способно создавать формы, которые были бы практически невозможны при использовании ручных инструментов. Фрезерные станки с ЧПУ также интегрируют станок для подачи смазочно-охлаждающей жидкости к инструменту во время обработки.
Как правило, они группируются по количеству осей, на которых они работают, и обозначаются различными буквами. X и Y обозначают горизонтальное перемещение заготовки (вперед-назад и из стороны в сторону на плоских поверхностях). Z представляет вертикальное или движение вверх-вниз, а W представляет диагональное движение в вертикальной плоскости. Большинство крупноформатных и малых мини-фрезерных станков имеют от 3 до 5 осей, обеспечивая производительность как минимум по осям X, Y и Z. Высококачественные автоматические фрезерные станки, такие как 5-осевые фрезерные станки с ЧПУ, требуют программирования ЧПУ для оптимальной производительности из-за невероятно сложной геометрии, используемой в процессе фрезерования с ЧПУ. Это оборудование чрезвычайно полезно, потому что оно способно создавать формы, которые были бы практически невозможны при использовании ручных инструментов. Фрезерные станки с ЧПУ также интегрируют станок для подачи смазочно-охлаждающей жидкости к инструменту во время обработки.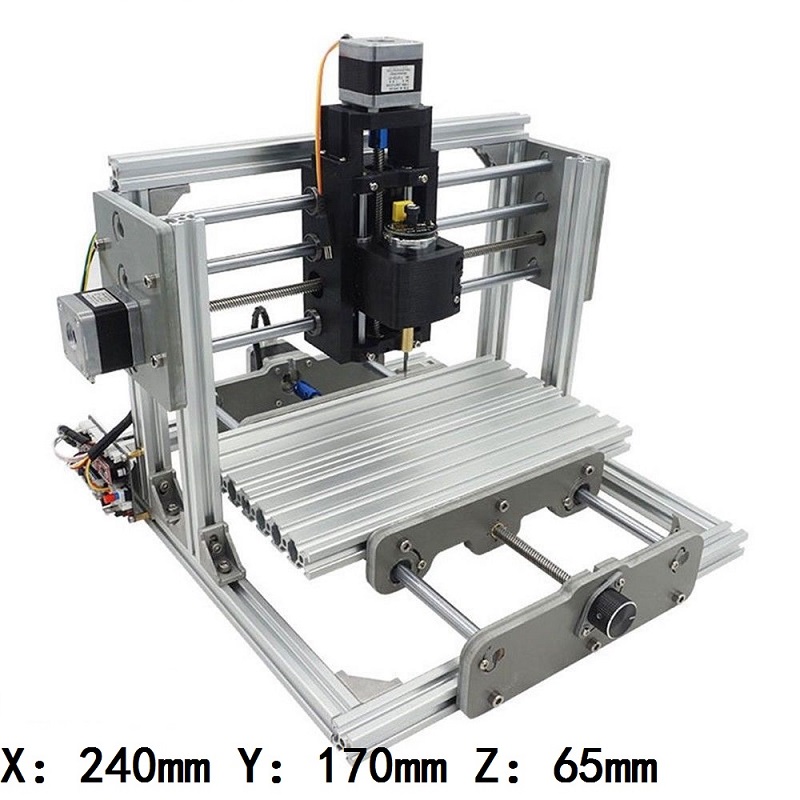
 Эти машины также классифицируются как плунжерные, коленные, строгальные и производственные или станины. Большинство автоматизированных заводов имеют полный контроллер ЧПУ, регулируемые шпиндели, электродвигатели, системы охлаждения и приводные столы подачи. Фрезерные станки с ЧПУ также известны как фрезерные станки с ЧПУ, обрабатывающие центры с ЧПУ, фрезерные центры с ЧПУ, формовочные станки с ЧПУ. Фрезерные станки с ЧПУ подразделяются на вертикально-фрезерные, горизонтально-фрезерные, револьверные, станковые, многоосевые (3-осевые, 4-осевые, 5-осевые).
Эти машины также классифицируются как плунжерные, коленные, строгальные и производственные или станины. Большинство автоматизированных заводов имеют полный контроллер ЧПУ, регулируемые шпиндели, электродвигатели, системы охлаждения и приводные столы подачи. Фрезерные станки с ЧПУ также известны как фрезерные станки с ЧПУ, обрабатывающие центры с ЧПУ, фрезерные центры с ЧПУ, формовочные станки с ЧПУ. Фрезерные станки с ЧПУ подразделяются на вертикально-фрезерные, горизонтально-фрезерные, револьверные, станковые, многоосевые (3-осевые, 4-осевые, 5-осевые). Он специально разработан для пакетного фрезерования пресс-форм, часов, очков, панелей, брендов, значков, приглаживания внешней поверхности, 3D-графики и слов. На этом станке легко формировать 2D или 3D рельефы на широком спектре материалов.
Он специально разработан для пакетного фрезерования пресс-форм, часов, очков, панелей, брендов, значков, приглаживания внешней поверхности, 3D-графики и слов. На этом станке легко формировать 2D или 3D рельефы на широком спектре материалов. 1μm
1μm В то же время за счет модульной структуры это удобно и для расширения функций системы.
В то же время за счет модульной структуры это удобно и для расширения функций системы. Поэтому все ящики управления внесены в машину, что уменьшает занимаемую площадь и облегчает управление оборудованием.
Поэтому все ящики управления внесены в машину, что уменьшает занимаемую площадь и облегчает управление оборудованием. Без разрешения нельзя произвольно перемещать другие машины, инструменты или электрические выключатели.
Без разрешения нельзя произвольно перемещать другие машины, инструменты или электрические выключатели. прежде чем его можно будет использовать в обычном режиме.
прежде чем его можно будет использовать в обычном режиме. В случае аномального явления или аварии работа программы должна быть немедленно прекращена, подача электроэнергии должна быть отключена, и инструктор должен своевременно сообщить об этом, и никакие другие операции с машиной не должны выполняться;
В случае аномального явления или аварии работа программы должна быть немедленно прекращена, подача электроэнергии должна быть отключена, и инструктор должен своевременно сообщить об этом, и никакие другие операции с машиной не должны выполняться; За исключением инструментов и заготовок на верстаке, категорически запрещается ставить на станок какие-либо инструменты, зажимы, лезвия, измерительные инструменты, заготовки и другие предметы;
За исключением инструментов и заготовок на верстаке, категорически запрещается ставить на станок какие-либо инструменты, зажимы, лезвия, измерительные инструменты, заготовки и другие предметы; Когда измерение размера заготовки необходимо приостановить во время работы программы, необходимо полностью остановить резервную станину и остановить шпиндель перед выполнением измерения, чтобы избежать несчастных случаев;
Когда измерение размера заготовки необходимо приостановить во время работы программы, необходимо полностью остановить резервную станину и остановить шпиндель перед выполнением измерения, чтобы избежать несчастных случаев; Короткое замыкание внутри шпинделя;
Короткое замыкание внутри шпинделя; 2. Проверьте, хорошо ли подсоединена средняя линия и не распаян ли конец линии.
2. Проверьте, хорошо ли подсоединена средняя линия и не распаян ли конец линии. долл. США
долл. США

 Они также отлично подходят для создания пользовательских инструментов, если вы заинтересованы в том, чтобы действительно продвигать свои исследования и разработки.
Они также отлично подходят для создания пользовательских инструментов, если вы заинтересованы в том, чтобы действительно продвигать свои исследования и разработки. Их функция «сборка и цена» очень удобна, или вы можете просто просмотреть их прайс-лист здесь.
Их функция «сборка и цена» очень удобна, или вы можете просто просмотреть их прайс-лист здесь.
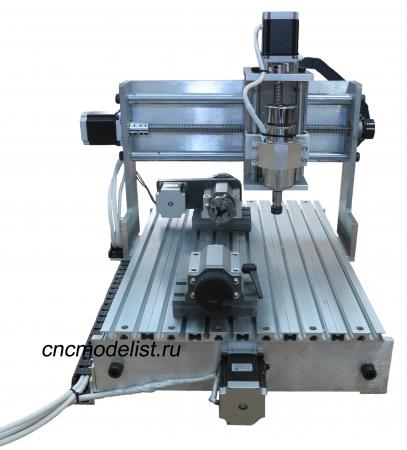
 д.)
д.)
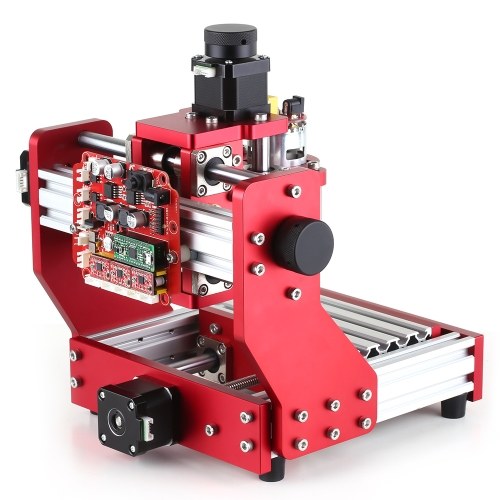


 оборудование
оборудование 1. Германиевая буля весом 27,6 фунта.
1. Германиевая буля весом 27,6 фунта.  2. Рендеринг, показывающий, как инструмент для черпания создает материал из були.
2. Рендеринг, показывающий, как инструмент для черпания создает материал из були. 
 рис. 7).
рис. 7). Благодаря наличию множества совместимых оптических датчиков UltraSurf ™ может измерять различные материалы, включая металлы, керамику, кристаллы и оптические стекла.
Благодаря наличию множества совместимых оптических датчиков UltraSurf ™ может измерять различные материалы, включая металлы, керамику, кристаллы и оптические стекла.
 14: Шероховатость поверхности германиевого купола №1.
14: Шероховатость поверхности германиевого купола №1. 
 На сегодняшний день наше сообщество сделало более 100 миллионов загрузок. Он основан на принципах сотрудничества, беспрепятственного открытия и, самое главное, научного прогресса. Будучи аспирантами, нам было трудно получить доступ к нужным нам исследованиям, поэтому мы решили создать новое издательство с открытым доступом, которое уравняет правила игры для ученых со всего мира. Как? Упрощая доступ к исследованиям и ставя академические потребности исследователей выше деловых интересов издателей.
На сегодняшний день наше сообщество сделало более 100 миллионов загрузок. Он основан на принципах сотрудничества, беспрепятственного открытия и, самое главное, научного прогресса. Будучи аспирантами, нам было трудно получить доступ к нужным нам исследованиям, поэтому мы решили создать новое издательство с открытым доступом, которое уравняет правила игры для ученых со всего мира. Как? Упрощая доступ к исследованиям и ставя академические потребности исследователей выше деловых интересов издателей.
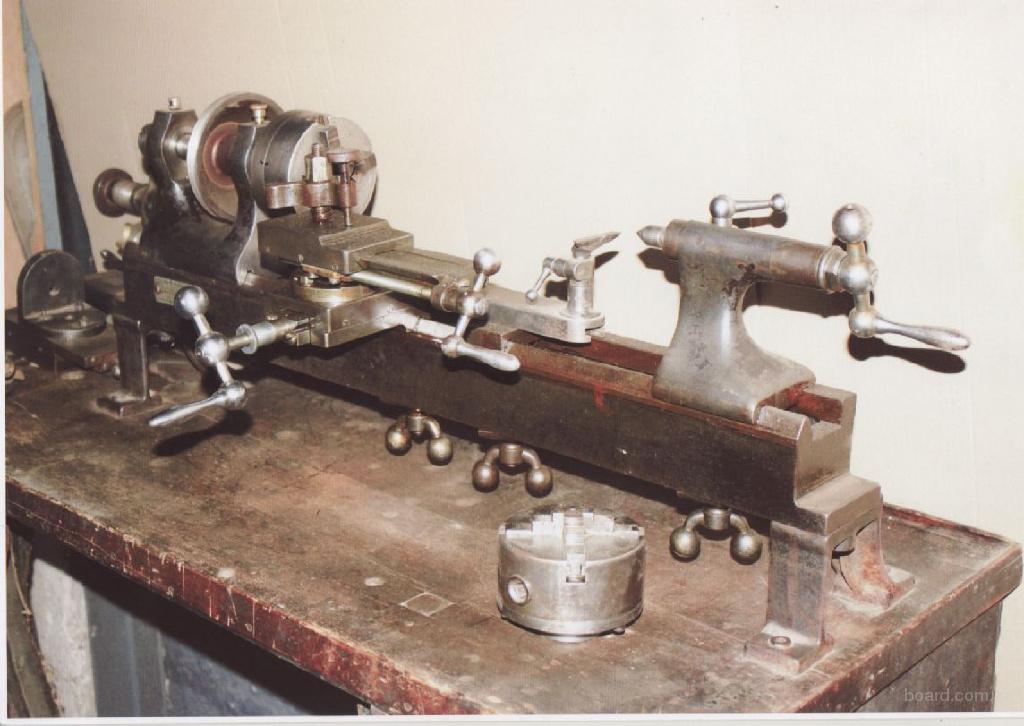 5772/intechopen.73146
5772/intechopen.73146 Вводная глава: современные материалы и устройства с германием
Вводная глава: современные материалы и устройства с германием
 2 kW
2 kW 8 kW
8 kW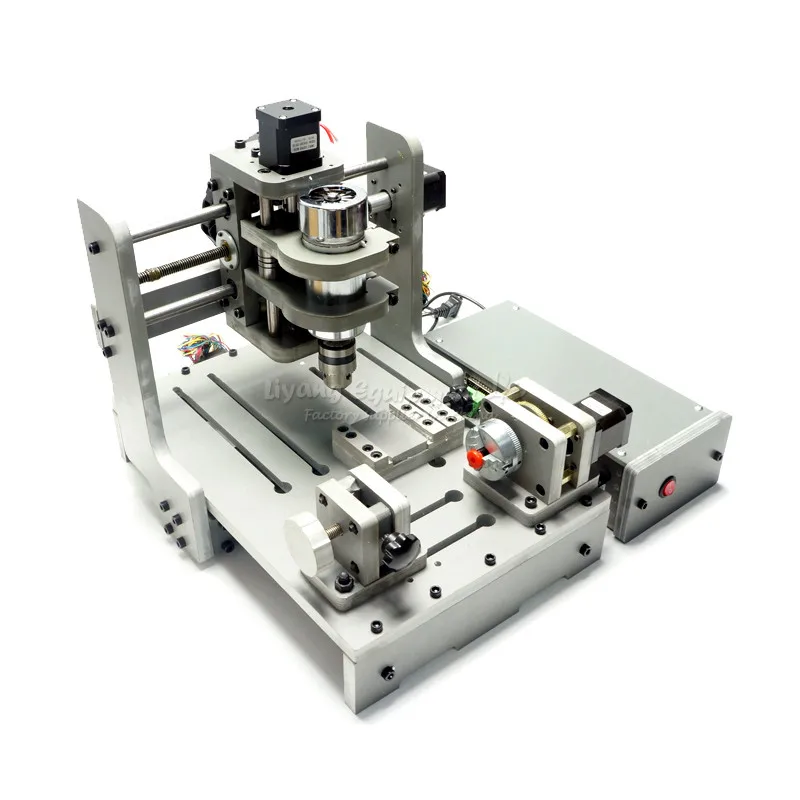 0 kW
0 kW
 Но в настоящее время все больше стали распространяться мини-станки обеспеченные программным управлением и автоматически выполняют практически все работы по обработке металла.
Но в настоящее время все больше стали распространяться мини-станки обеспеченные программным управлением и автоматически выполняют практически все работы по обработке металла. При этом резец также находится в движении по горизонтальной, либо вертикальной оси.
При этом резец также находится в движении по горизонтальной, либо вертикальной оси. Данное ПО, объединяет программы двух предыдущих видов обеспечения.
Данное ПО, объединяет программы двух предыдущих видов обеспечения.
 д.
д.


 Если вы заинтересованы в этом, пожалуйста, свяжитесь с нами как можно скорее.
Если вы заинтересованы в этом, пожалуйста, свяжитесь с нами как можно скорее. Мы выбрали чугунное литье в качестве базовой рамы настольного фрезерного станка с ЧПУ. По сравнению с имеющимися на рынке станками для алюминиевой конструкции, этот настольный гравировальный станок отличается высокой точностью. Преимущества хорошего демпфирующего эффекта. Таким образом, этот фрезерный станок с ЧПУ для хобби подходит не только для обработки мягких материалов, таких как древесноволокнистая плита средней плотности, акрил, пластик, пена, но и для более твердых материалов, таких как твердая древесина, металл.
Мы выбрали чугунное литье в качестве базовой рамы настольного фрезерного станка с ЧПУ. По сравнению с имеющимися на рынке станками для алюминиевой конструкции, этот настольный гравировальный станок отличается высокой точностью. Преимущества хорошего демпфирующего эффекта. Таким образом, этот фрезерный станок с ЧПУ для хобби подходит не только для обработки мягких материалов, таких как древесноволокнистая плита средней плотности, акрил, пластик, пена, но и для более твердых материалов, таких как твердая древесина, металл. В сочетании с высокой скоростью работы этот настольный фрезерный станок с ЧПУ очень эффективен. Этот небольшой настольный фрезерный станок с ЧПУ оснащен операционной системой Mach4, которая может управлять станком для гравировки, сверления, резки и других задач.
В сочетании с высокой скоростью работы этот настольный фрезерный станок с ЧПУ очень эффективен. Этот небольшой настольный фрезерный станок с ЧПУ оснащен операционной системой Mach4, которая может управлять станком для гравировки, сверления, резки и других задач. 5KW variable speed, water-cooled(2.2 кВт для опции)
5KW variable speed, water-cooled(2.2 кВт для опции) По сравнению с алюминиевой базовой рамой, используемой на рынке настольных станков с ЧПУ, наш настольный гравировальный станок имеет преимущества высокой точности резки и хорошего демпфирующего эффекта. Это делает этот фрезерно-фрезерный станок с ЧПУ для обработки алюминия не только способным обрабатывать мягкие материалы, такие как древесноволокнистые плиты средней плотности и пластик, но и более подходящим для более твердых материалов, таких как твердая древесина и алюминий.
По сравнению с алюминиевой базовой рамой, используемой на рынке настольных станков с ЧПУ, наш настольный гравировальный станок имеет преимущества высокой точности резки и хорошего демпфирующего эффекта. Это делает этот фрезерно-фрезерный станок с ЧПУ для обработки алюминия не только способным обрабатывать мягкие материалы, такие как древесноволокнистые плиты средней плотности и пластик, но и более подходящим для более твердых материалов, таких как твердая древесина и алюминий.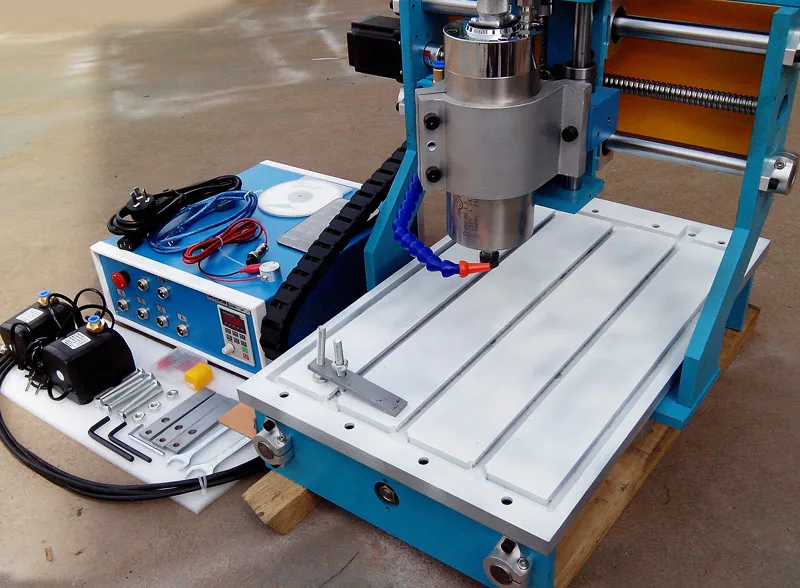 Его функции очень обширны и могут быстро позволить пользователям работать профессионально. Mach4 работает на большинстве ПК с Windows для управления движением двигателей (шаговых и сервоприводов) путем обработки G-кода. Он может управлять небольшим фрезерным станком с ЧПУ для обработки алюминия для гравировки, фрезерования, резки, сверления и т. д.
Его функции очень обширны и могут быстро позволить пользователям работать профессионально. Mach4 работает на большинстве ПК с Windows для управления движением двигателей (шаговых и сервоприводов) путем обработки G-кода. Он может управлять небольшим фрезерным станком с ЧПУ для обработки алюминия для гравировки, фрезерования, резки, сверления и т. д. У нас есть высокоточный 5-осевой обрабатывающий центр с ЧПУ для обработки рамы станка. Верхнее фрезерование, боковое фрезерование и боковое сверление выполняются на одном обрабатывающем центре с помощью одного зажима, что обеспечивает более высокую точность наших станков с ЧПУ. Центр ЧПУ ATC также обрабатывает не только рамы станков, но и мелкие детали.
У нас есть высокоточный 5-осевой обрабатывающий центр с ЧПУ для обработки рамы станка. Верхнее фрезерование, боковое фрезерование и боковое сверление выполняются на одном обрабатывающем центре с помощью одного зажима, что обеспечивает более высокую точность наших станков с ЧПУ. Центр ЧПУ ATC также обрабатывает не только рамы станков, но и мелкие детали.

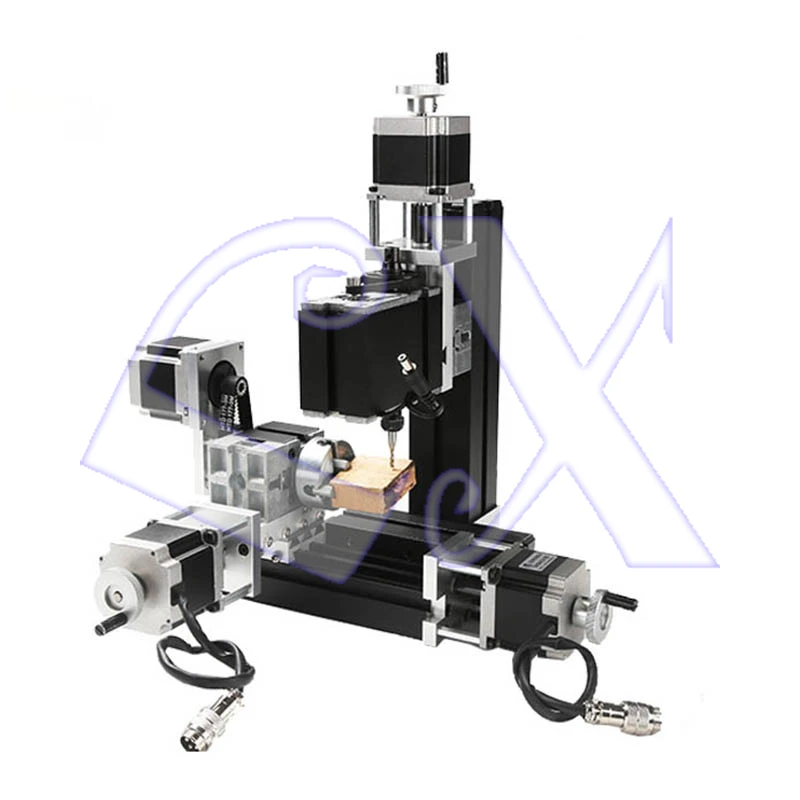 д. Нажмите кнопку ниже, чтобы отправить информацию, и мы предоставим вам профессиональное обслуживание. Добро пожаловать!
д. Нажмите кнопку ниже, чтобы отправить информацию, и мы предоставим вам профессиональное обслуживание. Добро пожаловать!


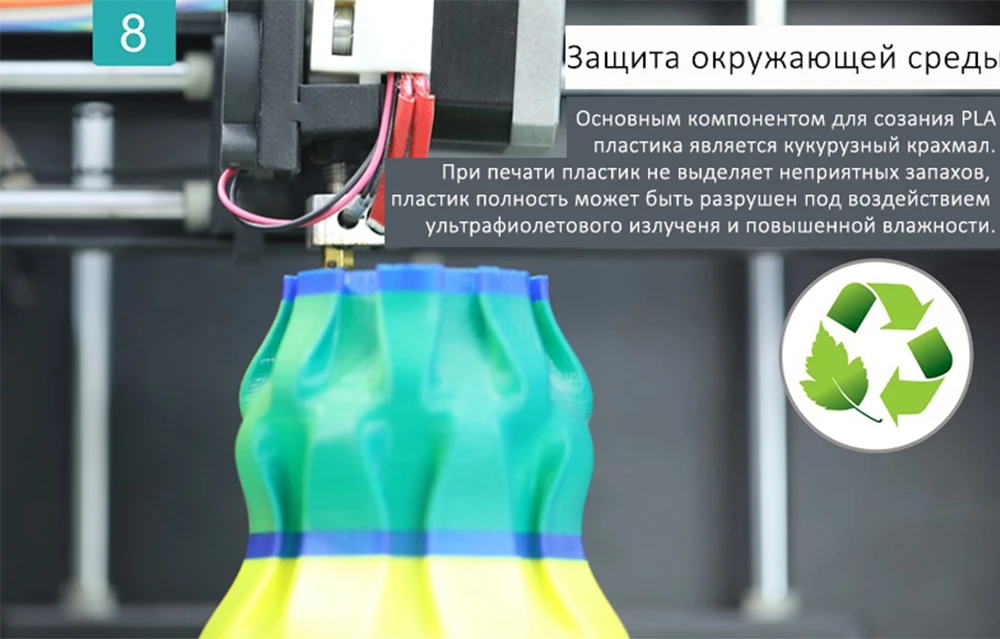



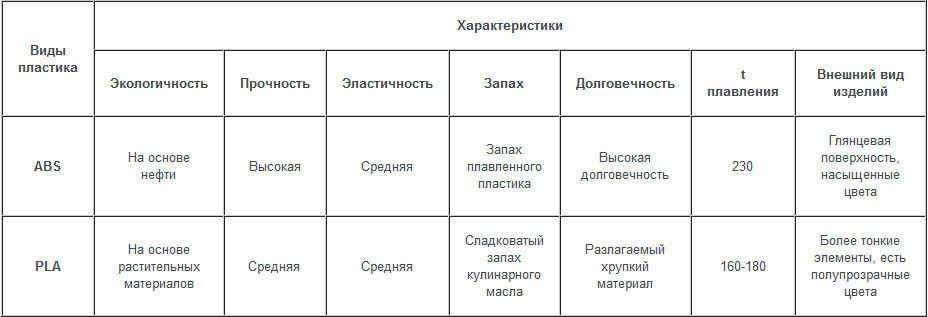 Мы в нашей студии 3D-печати в Одессе предпочитаем ручную калибровку.
Мы в нашей студии 3D-печати в Одессе предпочитаем ручную калибровку.

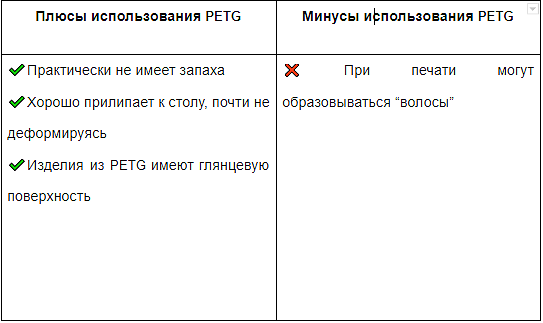

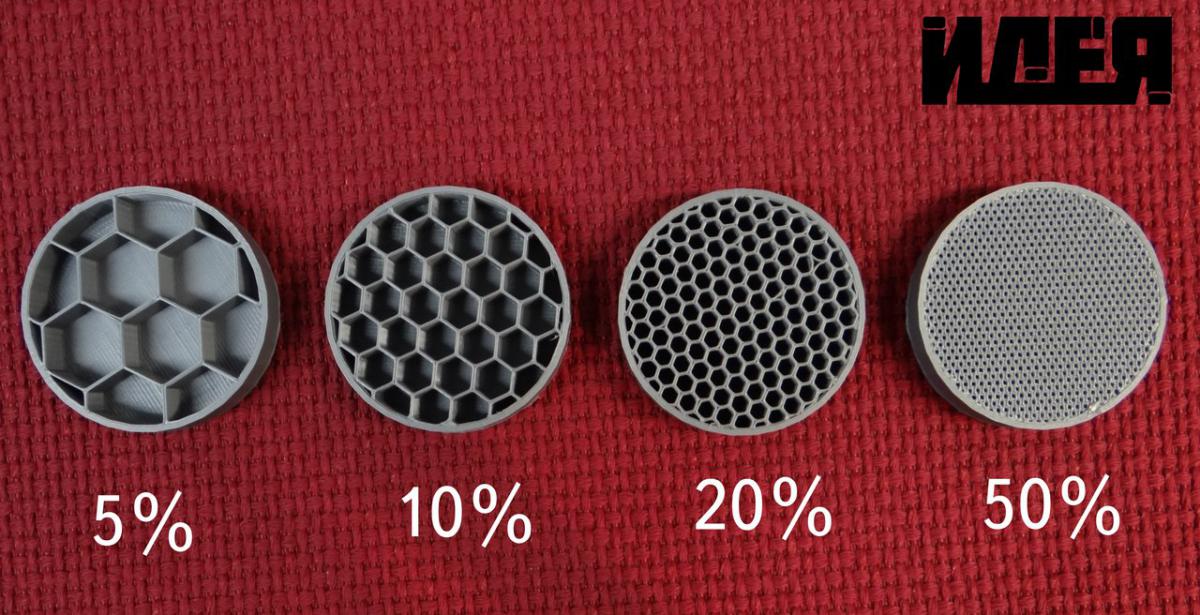


 Другими словами, вы делаете свой выбор неосознанно.
Другими словами, вы делаете свой выбор неосознанно.

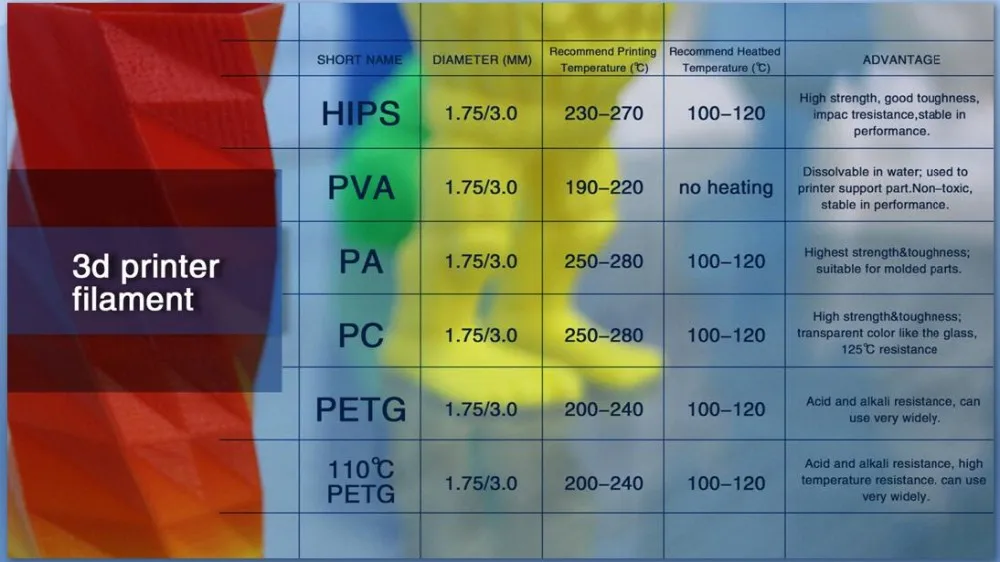

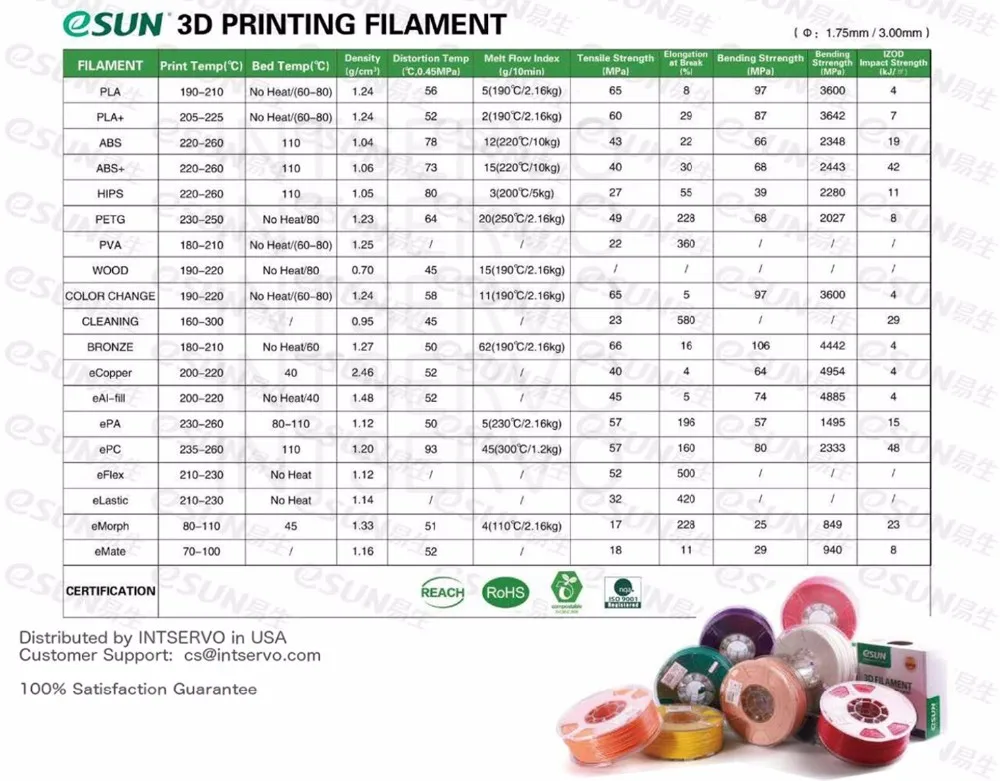

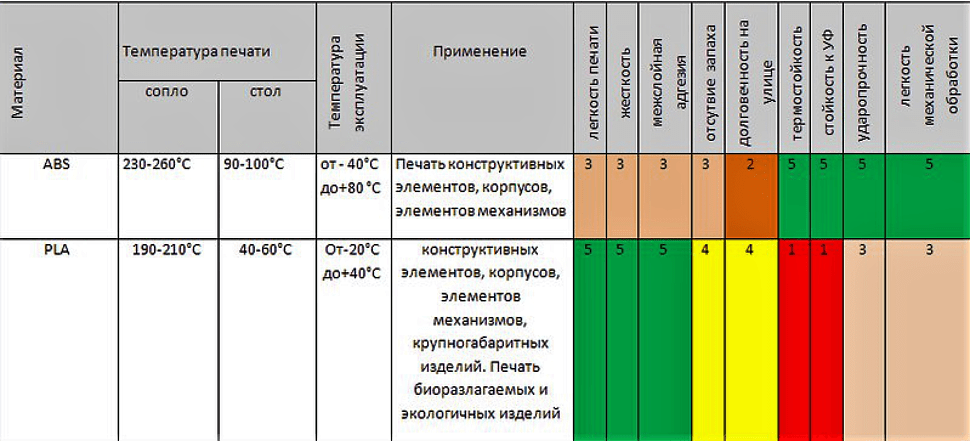




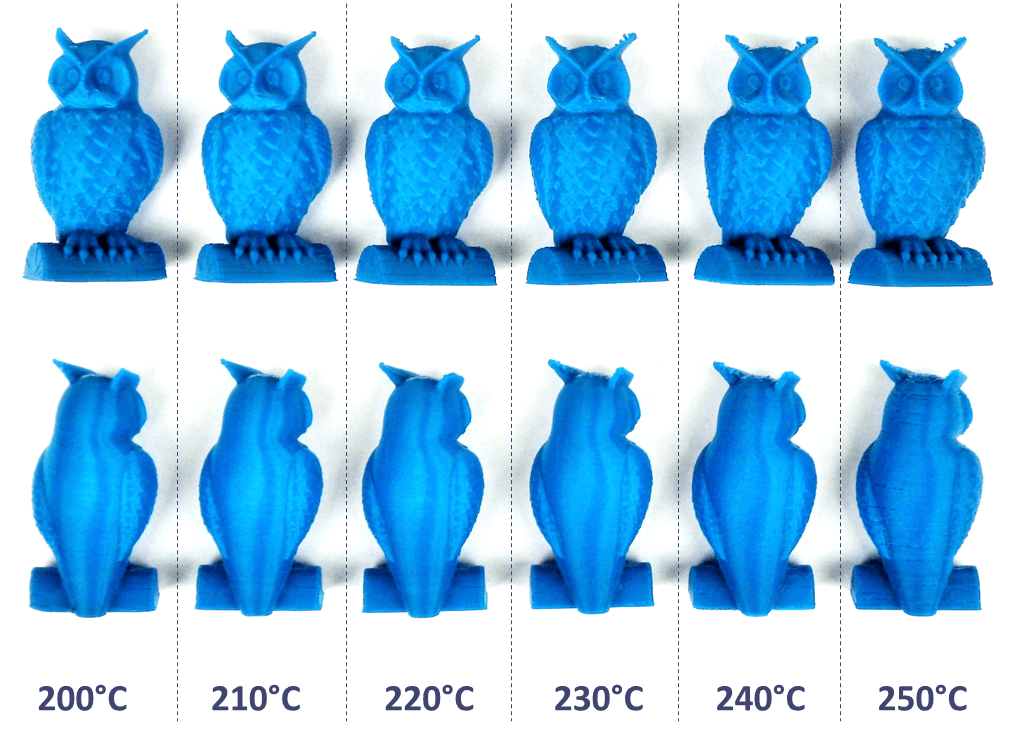 Важно также высушить нить PETG, если она была оставлена без хранения в герметичном контейнере. Используйте нулевую или низкую скорость вращения вентилятора.
Важно также высушить нить PETG, если она была оставлена без хранения в герметичном контейнере. Используйте нулевую или низкую скорость вращения вентилятора. 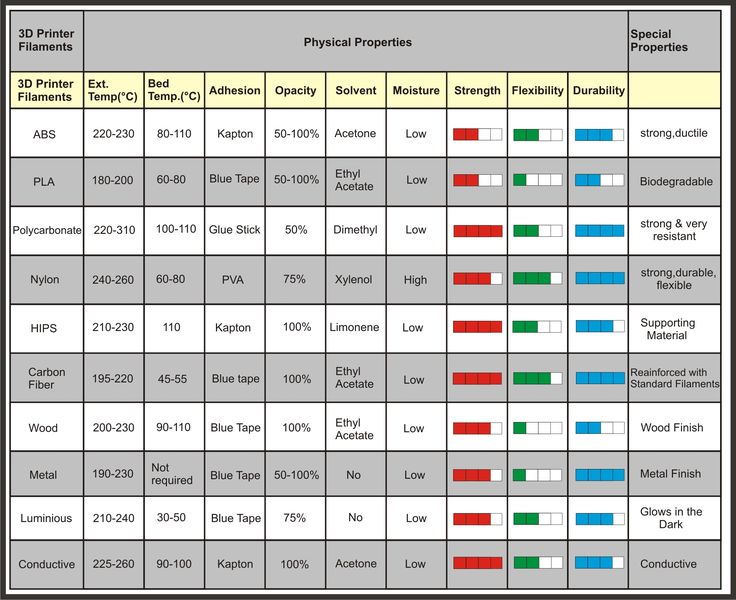
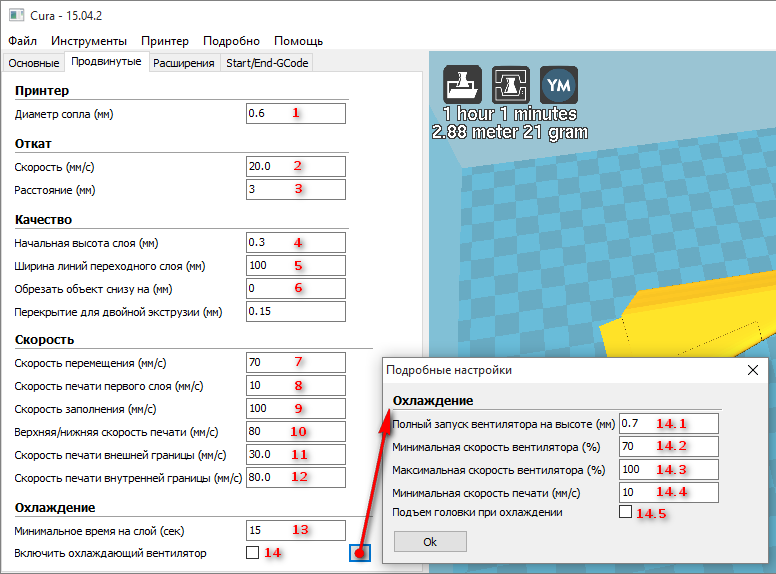 Рекомендуется провести собственное тестирование, поскольку между вашей средой и средой другого пользователя будут небольшие различия.
Рекомендуется провести собственное тестирование, поскольку между вашей средой и средой другого пользователя будут небольшие различия.
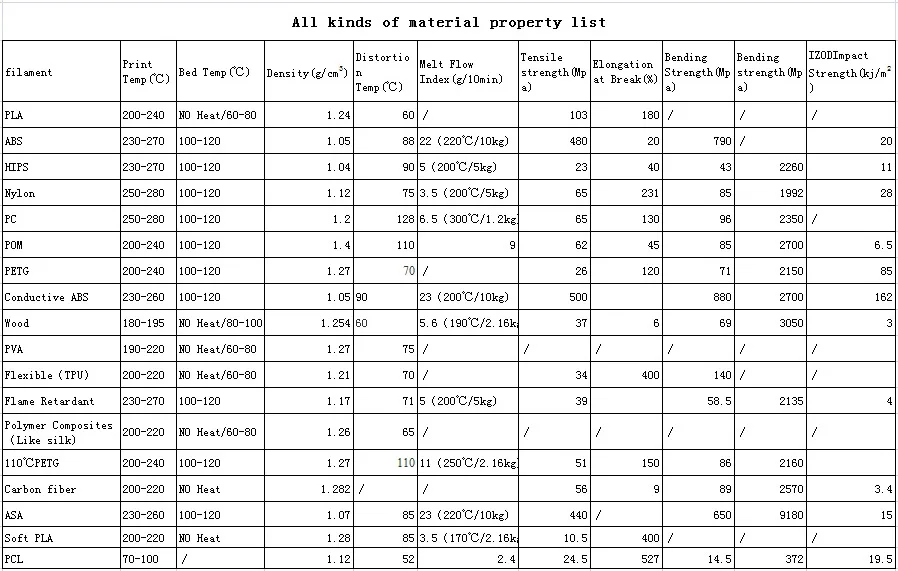 Одним из наиболее важных факторов хорошего первого слоя является ровная поверхность сборки. Это означает, что поток филамента будет равномерным и лучше прилипнет к печатной платформе.
Одним из наиболее важных факторов хорошего первого слоя является ровная поверхность сборки. Это означает, что поток филамента будет равномерным и лучше прилипнет к печатной платформе.
 Шаги калибровки экструдера
Шаги калибровки экструдера Вы можете использовать охлаждающие вентиляторы с PETG на низкой или высокой скорости в зависимости от того, чего вы пытаетесь достичь.
Вы можете использовать охлаждающие вентиляторы с PETG на низкой или высокой скорости в зависимости от того, чего вы пытаетесь достичь.


 Вы можете исправить это, снизив температуру печати, а также настроив параметры отвода. Многие пользователи упускают из виду этот параметр, потому что это не один из основных параметров, о которых вы услышите.
Вы можете исправить это, снизив температуру печати, а также настроив параметры отвода. Многие пользователи упускают из виду этот параметр, потому что это не один из основных параметров, о которых вы услышите.
 Он должен выдавливаться по довольно прямой линии, но если он немного загибается, у вас, вероятно, засор.
Он должен выдавливаться по довольно прямой линии, но если он немного загибается, у вас, вероятно, засор.
 Теперь я перехожу на нить TECHG PETG из-за ее дополнительной прочности и гибкости. Первый отпечаток, который я сделал с помощью petg, работал отлично. Но теперь каждый раз, когда я пытаюсь что-то напечатать, я получаю эффект снежинки, когда нить на подложке отслаивается и превращается в беспорядок. Первые слои ложатся нормально, проблем с адгезией нет. Я возился с разными температурами и охлаждением, но не могу получить никаких результатов. Я действительно застрял с этим, и это расстраивает, поскольку он задерживает фазу прототипа. Нужна помощь как можно скорее. Я попытался сделать несколько фотографий, чтобы лучше объяснить, что происходит, потому что я действительно не знаю, как это описать. Что я делаю не так??
Теперь я перехожу на нить TECHG PETG из-за ее дополнительной прочности и гибкости. Первый отпечаток, который я сделал с помощью petg, работал отлично. Но теперь каждый раз, когда я пытаюсь что-то напечатать, я получаю эффект снежинки, когда нить на подложке отслаивается и превращается в беспорядок. Первые слои ложатся нормально, проблем с адгезией нет. Я возился с разными температурами и охлаждением, но не могу получить никаких результатов. Я действительно застрял с этим, и это расстраивает, поскольку он задерживает фазу прототипа. Нужна помощь как можно скорее. Я попытался сделать несколько фотографий, чтобы лучше объяснить, что происходит, потому что я действительно не знаю, как это описать. Что я делаю не так??






 Формовочные машины для переработки пластика, такие как измельчитель для формования пластика, могут значительно упростить всю переработку.
Формовочные машины для переработки пластика, такие как измельчитель для формования пластика, могут значительно упростить всю переработку. Использование вторичного измельчения — отличный способ снизить затраты, оптимизировать использование материалов и снизить потребность в природных ресурсах.
Использование вторичного измельчения — отличный способ снизить затраты, оптимизировать использование материалов и снизить потребность в природных ресурсах. Эти малогабаритные пластиковые грануляторы предназначены для гранулирования/дробления мелкоразмерного пластика (мягкого и твердого пластика) и резины, включая ПЭТ-бутылки, санитарные контейнеры из ПЭВП, нейлон, формовочные литники, формовочные направляющие,[..]
Эти малогабаритные пластиковые грануляторы предназначены для гранулирования/дробления мелкоразмерного пластика (мягкого и твердого пластика) и резины, включая ПЭТ-бутылки, санитарные контейнеры из ПЭВП, нейлон, формовочные литники, формовочные направляющие,[..] Эта серия гранулирования[..]
Эта серия гранулирования[..] Это многоцелевая машина для измельчения, которая может использоваться для измельчения широкого спектра материалов, включая пластик, резину, дерево, бумагу, кости животных и т. д.
Это многоцелевая машина для измельчения, которая может использоваться для измельчения широкого спектра материалов, включая пластик, резину, дерево, бумагу, кости животных и т. д.
 Часто применяется для формирования дверных наличников, изготовления мебельных заготовок, других столярных изделий.
Часто применяется для формирования дверных наличников, изготовления мебельных заготовок, других столярных изделий. Благодаря литой станине подобное оборудование отличается устойчивостью и стабильностью работы. Станина используется для размещения заготовок в процессе обработки. Используется для роспуска и торцевания досок.
Благодаря литой станине подобное оборудование отличается устойчивостью и стабильностью работы. Станина используется для размещения заготовок в процессе обработки. Используется для роспуска и торцевания досок.



 От глубины, менее 50 мм, лучше отказаться. Ширина зависит от диаметра используемого пильного круга. Может варьироваться в диапазоне 80 – 180 мм. Модели с горизонтальным перемещением способны обеспечить более широкий пропил. Такие устройства ещё называют торцовочными пилами по дереву с протяжкой. У них ширина реза достигает 270 – 310 мм. Это существенно расширяет возможную область использования электроинструмента.
От глубины, менее 50 мм, лучше отказаться. Ширина зависит от диаметра используемого пильного круга. Может варьироваться в диапазоне 80 – 180 мм. Модели с горизонтальным перемещением способны обеспечить более широкий пропил. Такие устройства ещё называют торцовочными пилами по дереву с протяжкой. У них ширина реза достигает 270 – 310 мм. Это существенно расширяет возможную область использования электроинструмента. Однако производители редко устанавливают на торцовочные пилы по дереву асинхронные двигатели из-за их большого веса при относительно небольшой мощности и скромном крутящем моменте;
Однако производители редко устанавливают на торцовочные пилы по дереву асинхронные двигатели из-за их большого веса при относительно небольшой мощности и скромном крутящем моменте; comТип и месторасположение двигателя зависит от модели
comТип и месторасположение двигателя зависит от модели
 При её наличии можно отказаться от использования верстака либо изготовления рабочего стола для размещения электроинструмента;
При её наличии можно отказаться от использования верстака либо изготовления рабочего стола для размещения электроинструмента; Компания из Северной Америки предлагает профессиональное оборудование;
Компания из Северной Америки предлагает профессиональное оборудование; Предполагает использование диска диаметром 21,6 мм. Допускает изменение положения стола с углом поворота на 47º в обе стороны.
Предполагает использование диска диаметром 21,6 мм. Допускает изменение положения стола с углом поворота на 47º в обе стороны. Имеет достаточно жёсткую конструкцию. Может использоваться для распила не только дерева, но и пластмассы, тонкостенного алюминиевого проката, как и большинство торцово-усовочных пил. Позволяет сформировать косой рез влево с углом от 0º до 45º.
Имеет достаточно жёсткую конструкцию. Может использоваться для распила не только дерева, но и пластмассы, тонкостенного алюминиевого проката, как и большинство торцово-усовочных пил. Позволяет сформировать косой рез влево с углом от 0º до 45º. Позволяет выполнить различные операции. Комплектуется двигателем с угольными щётками. Допускает фиксацию пильного диска под разными углами. Может использоваться для формирования прямых, косых и наклонных пропилов. Наличие удлинителей рабочего стола облегчает обработку длинномерных изделий.
Позволяет выполнить различные операции. Комплектуется двигателем с угольными щётками. Допускает фиксацию пильного диска под разными углами. Может использоваться для формирования прямых, косых и наклонных пропилов. Наличие удлинителей рабочего стола облегчает обработку длинномерных изделий. Возможно смещение на угол до 47º влево и вправо. Толщина пропила до 60 мм. Лазерная подсветка линии хода режущих элементов. Мощность 1,3 кВт.
Возможно смещение на угол до 47º влево и вправо. Толщина пропила до 60 мм. Лазерная подсветка линии хода режущих элементов. Мощность 1,3 кВт. Для домашнего использования подойдёт электроинструмент с минимальным набором опций отечественного производителя. Для профессионального использования стоит приобрести модель с широким функционалом и достаточной мощностью;
Для домашнего использования подойдёт электроинструмент с минимальным набором опций отечественного производителя. Для профессионального использования стоит приобрести модель с широким функционалом и достаточной мощностью; 29 грн
29 грн 69 грн
69 грн Славута
Славута Киев
Киев 50 грн
50 грн Лезвия с более низким числом TPI режут быстро, но производят более грубый рез. Более высокие рейтинги TPI обеспечивают точные и гладкие пропилы в древесине и подобных материалах.
Лезвия с более низким числом TPI режут быстро, но производят более грубый рез. Более высокие рейтинги TPI обеспечивают точные и гладкие пропилы в древесине и подобных материалах.
 Тем не менее, его диапазон вариантов TPI делает его полезным для резки листового металла, ПВХ и кабелепроводов — просто замените 10-12-дюймовые лезвия, которые удерживаются на месте гайками на каждом конце. Ножовка также поставляется с натяжной гайкой, которая позволяет натянуть лезвие для облегчения пиления. В зависимости от толщины материала (металла или другого материала), который вы режете, вы также можете изменить рисунок зубьев ножовки:
Тем не менее, его диапазон вариантов TPI делает его полезным для резки листового металла, ПВХ и кабелепроводов — просто замените 10-12-дюймовые лезвия, которые удерживаются на месте гайками на каждом конце. Ножовка также поставляется с натяжной гайкой, которая позволяет натянуть лезвие для облегчения пиления. В зависимости от толщины материала (металла или другого материала), который вы режете, вы также можете изменить рисунок зубьев ножовки: Выбирайте этот тип лезвия при резке тонкого металла, например, воздуховодов.
Выбирайте этот тип лезвия при резке тонкого металла, например, воздуховодов.
 Многие лобзики поставляются с регулируемым башмаком, который наклоняется, что позволяет при необходимости пилить под углом.
Многие лобзики поставляются с регулируемым башмаком, который наклоняется, что позволяет при необходимости пилить под углом. У него есть диск с регулируемой скоростью для регулировки скорости резки, и он поставляется с собственной сумкой для переноски.
У него есть диск с регулируемой скоростью для регулировки скорости резки, и он поставляется с собственной сумкой для переноски.
 Само пильное полотно размещено на большом диске на регулируемом рычаге, который можно поднимать и опускать, а также поворачивать из стороны в сторону для резки практически под любым углом.
Само пильное полотно размещено на большом диске на регулируемом рычаге, который можно поднимать и опускать, а также поворачивать из стороны в сторону для резки практически под любым углом.
 Цены на легкие электрические модели начинаются от 100 долларов, а на коммерческие бензопилы достигают тысяч.
Цены на легкие электрические модели начинаются от 100 долларов, а на коммерческие бензопилы достигают тысяч.
 Перед покупкой пилы по дереву важно знать о различных пилах, представленных на рынке, и о том, для чего предназначен каждый из этих инструментов.
Перед покупкой пилы по дереву важно знать о различных пилах, представленных на рынке, и о том, для чего предназначен каждый из этих инструментов. Эти инструменты доступны как в моделях с питанием от сети, так и на батареях. Вы также можете приобрести циркулярную пилу с лазером для еще более точных резов
Эти инструменты доступны как в моделях с питанием от сети, так и на батареях. Вы также можете приобрести циркулярную пилу с лазером для еще более точных резов Лезвия можно менять местами, чтобы расширить область их применения и получить большую глубину пропила в зависимости от модели.
Лезвия можно менять местами, чтобы расширить область их применения и получить большую глубину пропила в зависимости от модели. Благодаря направляющим, мощному двигателю и лазерной направляющей он может выполнять более точные разрезы. Мастера могут также использовать эту циркулярную пилу на различных материалах, таких как фанера, пластик или металл.
Благодаря направляющим, мощному двигателю и лазерной направляющей он может выполнять более точные разрезы. Мастера могут также использовать эту циркулярную пилу на различных материалах, таких как фанера, пластик или металл. 0 Amp | Купить сейчас
0 Amp | Купить сейчас
 Этот электроинструмент может не только выполнять точные пропилы по прямой линии, но также обладает впечатляющими функциями безопасности, такими как электрический предохранительный тормоз и кнопка блокировки. Мощный двигатель позволяет этой циркулярной пиле легко резать различные материалы. Единственным недостатком этой модели является отсутствие лазерного указателя.
Этот электроинструмент может не только выполнять точные пропилы по прямой линии, но также обладает впечатляющими функциями безопасности, такими как электрический предохранительный тормоз и кнопка блокировки. Мощный двигатель позволяет этой циркулярной пиле легко резать различные материалы. Единственным недостатком этой модели является отсутствие лазерного указателя. Лучшая легкая циркулярная пила по дереву — легкая циркулярная пила WORX
Лучшая легкая циркулярная пила по дереву — легкая циркулярная пила WORX 99, Амазонка
99, Амазонка  Это делает пилу довольно универсальной при ее низкой цене».
Это делает пилу довольно универсальной при ее низкой цене». Этот инструмент также может создавать угол до 50 градусов.
Этот инструмент также может создавать угол до 50 градусов. Другие функции включают возможность создания скосов на глубине 6 ¾ дюйма и возможность снятия фаски от 0 до 48 градусов в обоих направлениях.
Другие функции включают возможность создания скосов на глубине 6 ¾ дюйма и возможность снятия фаски от 0 до 48 градусов в обоих направлениях. Он прост в использовании, имеет поворотный башмак для большего контроля, электрический тормоз для дополнительной безопасности. Лезвие также можно установить в перевернутом виде, чтобы зубья смотрели вверх для резки заподлицо. Этот инструмент совместим с любыми литий-ионными аккумуляторами на 20 В этого популярного бренда.
Он прост в использовании, имеет поворотный башмак для большего контроля, электрический тормоз для дополнительной безопасности. Лезвие также можно установить в перевернутом виде, чтобы зубья смотрели вверх для резки заподлицо. Этот инструмент совместим с любыми литий-ионными аккумуляторами на 20 В этого популярного бренда. Лучшая циркулярная пила с червячным приводом — SKILSAW Worm Drive 01 Circular Saw
Лучшая циркулярная пила с червячным приводом — SKILSAW Worm Drive 01 Circular Saw Будь то поперечная резка или продольная резка, эта пила прорезает материал как масло. Если вы плотник, вы знаете качество 77. Лучшая каркасная пила в мире!»
Будь то поперечная резка или продольная резка, эта пила прорезает материал как масло. Если вы плотник, вы знаете качество 77. Лучшая каркасная пила в мире!» Мне нужен разрез с большим количеством кривых, и этот плохой мальчик с легкостью справится с этим», а другой добавил: «Действительно хороший лобзик, очень мощный и делает чистые, гладкие разрезы».
Мне нужен разрез с большим количеством кривых, и этот плохой мальчик с легкостью справится с этим», а другой добавил: «Действительно хороший лобзик, очень мощный и делает чистые, гладкие разрезы». Светодиодная лампа улучшает видимость, а система Star Protection предотвращает перегрев, перегрузку или чрезмерную разрядку инструмента.
Светодиодная лампа улучшает видимость, а система Star Protection предотвращает перегрев, перегрузку или чрезмерную разрядку инструмента.
 7 мм DIN 338 HSS Pro Diager
7 мм DIN 338 HSS Pro Diager 70 грн
70 грн 63 грн
63 грн , в стакане, цилинд. хвостовик// Sparta
, в стакане, цилинд. хвостовик// Sparta

