Станки по производству блоков: Вибростанки для производства блоков купить с доставкой
Станок для производства блоков в категории «Промышленное оборудование и станки»
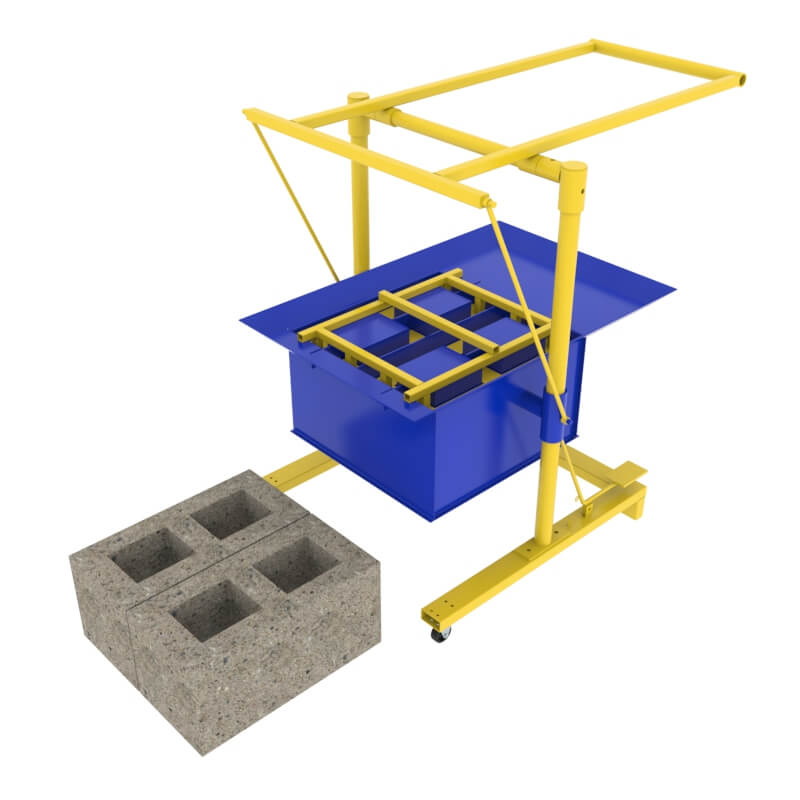
Вибростанок для производства шлакоблоков на 2 блока универсальный с формой на 3 круглых пустоты.
Доставка по Украине
8 500 грн
Купить
Полуавтоматический станок для производства (изготовления) круглых дорожных знаков РД 1200 PsTech
Под заказ
Доставка по Украине
250 000 грн
Купить
Станок лущильный для производства шпона СЛ-800
Под заказ
Доставка по Украине
от 1 060 000 грн
Купить
Станок лущильный для производства шпона СЛ-1700
Под заказ
Доставка по Украине
от 1 333 750 грн
Купить
Латексные блоки 200х160х14 Artilat для производства матрасов
Доставка по Украине
13 056 грн
Купить
Универсальный гибочный станок для холодной ковки 4в1 Торсион Корзинка Улитка Блок усиления PsTech
Доставка по Украине
14 400 грн
Купить
Станок для різки блоків MB14 350/25,4мм, бенз. Honda GX160 5,5л.с. (без диска)
Honda GX160 5,5л.с. (без диска)
Доставка по Украине
45 761 грн
Купить
Пресс для производства РВД Profi М-25 Обжимной станок (6-32 мм.)
На складе в г. Киев
Доставка по Украине
8 999 грн
8 199 грн
Купить
Универсальный станок для производства фальцевых картин SPM 30/80 RSM
Доставка по Украине
Цену уточняйте
Станок для шлифовки головок и блоков цилиндров Comec RP- 850
Доставка по Украине
588 000 грн
Купить
Вибростанок для производства шлакоблоков на 2 блока универсальный.
Доставка по Украине
8 500 грн
Купить
Пресс для производства РВТ Profinstrument МК-3, обжимной станок для шлангов.
Доставка из г. Киев
135 000 грн
129 999 грн
Купить
Masalta Станок для різки блоків MB14 350/25,4мм, бенз. Honda GX160 5,5л.с. (без диска)
Доставка по Украине
45 760.65 грн
Купить
Станок гидравлический ручной для обжима рукавов высокого давления (РВД) KSD27 (Пресс для производства РВД)
Доставка из г. Борисполь
Борисполь
67 850 грн
Купить
Вибростанок для производства шлакоблоков на 2 блока универсальный с формой на 2 прямоугольных пустоты.
Доставка по Украине
8 500 грн
Купить
Смотрите также
Универсальный гибочный станок для холодной ковки электро 5в1 Торсион Корзинка Улитка Блок усиления Трубогиб
Доставка по Украине
21 000 грн
Купить
Станок для производства профилей под воздуховоды от итальянского производителя Facma.
Доставка по Украине
Цену уточняйте
Вибростанок для производства шлакоблоков на 2 блока универсальный с формой на 3 квадратных пустоты.
Доставка по Украине
8 500 грн
Купить
Коннектор sata molex с кабелем для производства блоков питания
Доставка по Украине
143 грн
Купить
Вибропресс для плитки, блока, бордюра. Полуавтоматический станок «ВП-25»
Доставка по Украине
473 800 грн
Купить
Линия для производства тротуарной плитки, блока, бордюра. Полуавтоматический Вибропресс.
Полуавтоматический Вибропресс.
Доставка по Украине
625 000 грн
Купить
Опрессовочный станок YL-20S для производства РВД D-Hydro
Доставка по Украине
Цену уточняйте
Пресс для производства РВД MASHIYEYA МК-16 (10-45мм 95т) Обжимной станок для шлангов Profinstrument
Доставка из г. Киев
74 999 грн
69 999 грн
Купить
Гидравлический станок для интенсивной рубки и резки арматуры в строительстве и на производстве AFACAN Н36
Доставка по Украине
78 870 — 128 040 грн
от 2 продавцов
78 870 грн
Купить
Вибростанок для производства шлакоблоков на 2 блока универсальный с формой на 4 перегородочных блока.
Доставка по Украине
8 500 грн
Купить
Станки для производства вкладышей всех типов в биг-бэги
Под заказ
Доставка по Украине
от 1 000 грн
Купить
Нормативы времени для технического нормирования работ на металлорежущих станках в производстве специального
Доставка по Украине
246 грн
Купить
Блок управления запайщиков импульсного типа Трансформатор для запайщика
На складе в г. Киев
Киев
Доставка по Украине
от 5 500 грн
Купить
Двусторонние лезвия Wilkinson Swort для T-образных станков блок 100 шт
Доставка из г. Днепр
830 грн
Купить
Вибростанки от 1750 грн, высокое качество зборки
Отображение 1–10 из 22 результатов
По популярностиПо рейтингуПо новизнеЦены: по возрастаниюЦены: по убыванию
Прес для изготовления декоративного кирпича
5.00 из 5
Подробнее
Самоходная шлакоблочная установка «ШБСМ-5»
5.00 из 5
Подробнее
Стационарный станок для производства тротуарной прессованной плитки «Тандем»
Подробнее
Станок для производства строительных блоков паук
5.00 из 5
1,100.00 грн.
Добавить в корзинуВибростанок 1-Икс
5.00 из 5
1,750.
 00 грн.
00 грн.
ПодробнееВибростанок Мечта застройщика (МЗ-10)
1,900.00 грн.
ПодробнееСтанок для производства строительных блоков паук с вибратором
2,200.00 грн.
Добавить в корзинуВибростанок для производства блоков СТ-4
5.00 из 5
2,400.00 грн.
Добавить в корзинуВибростанок Марс
4.60 из 5
2,900.00 грн.
Добавить в корзинуВибростанок МАРС для производства стеновых блоков
2,900.00 грн.
Добавить в корзину
Фильтр по цене
Категории товаров
- Автоматические воздухонагреватели
- Блоки зажигания (высоковольтные трансформаторы)
- Блоки управления горением, электромеханические контроллеры
- Вентиляторы
- Вибродвигатели
- Виброоборудование
- Виброрейки
- Вибросита
- Вибростанки
- Вибростолы
- Водогрейные котлы на отработанном масле
- Водяные калориферы
- Вспомогательное оборудование
- Газовые обогреватели
- Горелки
- Двигатель СВ центробежный
- Дестратификаторы
- Диссольверы
- Дополнительное оборудование и принадлежности к обогревателям
- Дымоходы
- Емкости и баки
- Запчасти для горелок и нагревателей
- Запчасти к горелкам Smart Burner
- Зонты вытяжные и фильтры жироуловители
- Изготовление емкостей из нержавеющей стали
- Изготовление шкивов под заказ на любой профиль.

- Изготовление, обработка и монтаж металлических конструкций различной сложности
- Изделия из металла на заказ
- Изделия из нержавеющей стали
- Инфракрасные уличные газовые обогреватели
- Канальные вентиляторы
- Колеровка
- Крышные вентиляторы
- Линии раздачи, производственные раздаточные линии
- Мельницы
- Мешалки
- Мойки
- Напольные котлы предназначенные для работы с вентиляторными горелками
- Насосы топливные
- Обогреватели на отработанном масле
- Оборудование для бизнеса
- Оборудование для производства краски, клея, шпаклёвки
- Осевые вентиляторы
- Полки навесные
- Радиальные вентиляторы
- Рекуператоры
- Станок производства кирпича
- Стеллажи из нержавеющей стали
- Столы производственные из нержавейки
- Тепловые пушки
- Фасовка и розлив
- ФБС
- Формы для производства
- Форсунки
1111111
222222
333333
4444444
Машина для производства бетонных блоков на продажу
Машина для производства бетонных блоков: Полное руководство
- Зачем вам нужна машина для производства бетонных блоков?
- Какие бывают машины для производства бетонных блоков?
- Что такое сырье для бетонных блоков?
- Какой коэффициент бетонного блока?
- Какой размер бетонного блока?
- Как выбрать форму для бетонных блоков?
- Как работает машина для производства бетонных блоков?
- Каковы преимущества машины для производства бетонных блоков?
- Как выбрать подходящую модель для вас?
- Какая популярная модель машины для производства бетонных блоков?
- Почему вам следует покупать машины у нас, а не у других производителей машин для производства бетонных блоков?
- Какова цена машины для производства бетонных блоков?
- Руководство по покупке Машина для производства бетонных блоков – стратегии с чего начать?
- Заключение
Зачем вам машина для производства бетонных блоков?
Машины для производства бетонных блоков производят качественные блоки различных моделей, такие как пустотелые блоки, полнотелые блоки, блоки для мощения и переплетенные кирпичи.
Это строительные материалы, которые имеют различное применение в зданиях и других видах строительства.
Без машин для производства бетонных блоков мы можем полагаться только на ручное производство пустотелых блоков или других форм цементных блоков.
Ручной метод очень медленный и требует больше людей.
Это не дает нам скорости, необходимой для строительства высотных зданий. Ручной метод является традиционным методом изготовления бетонных блоков или пустотелых блоков.
Этот метод неэффективен и не позволяет производить качественные бетонные блоки.
С другой стороны, машины для производства бетонных блоков работают быстро и могут производить бетонные блоки высокого качества. Когда мы говорим о качественных бетонных блоках, это блоки, которые нелегко сломать, и их размер точен.
Качественные блоки производятся машинами – смешивание цемента, песка и другого сырья производится в соответствии с пропорциями. Это означает, что это точное смешивание.
После смешивания машина производит пористые блоки. Бетонные блоки выходят из машины в отличном состоянии.
Изготовление пустотелых блоков на автоматизированной машине для изготовления блоков может быть выгодным бизнесом. Вы можете начать малый бизнес, используя машину для производства бетонных блоков Lontto.
Какие бывают машины для производства бетонных блоков?
Машины для изготовления бетонных блоков Lontto могут предоставить вам широкий выбор машин для изготовления блоков по доступной цене на продажу — они изготовлены качественно, просты в использовании и могут предоставить вам различные размеры блоков.
Основные характеристики этих машин — то, о чем можно говорить о качестве. Машины для производства бетонных блоков работают быстро, эффективно и производят качественные бетонные кирпичи и блоки различных размеров.
Они также изготавливаются для различных сред. Некоторые из них могут быть мобильными и переносимыми в зависимости от места, где нужны блоки.
Новейшая из наших станков для изготовления блоков — выбор на всю жизнь, который вы можете сделать. Одним из самых ходовых в продаже является полуавтоматический вибропресс ЛМТ4-35 в комплекте с бетоносмесителем и ленточным конвейером.
Это может дать вам около 5 248 штук пустотелых блоков за каждые 8 часов. И другие популярные модели машин для производства бетонных блоков: QT3-20, QT4-15S, QT4-15…
Типы машин для производства бетонных блоков представлены производителем Lontto. Это следующие типы:
- Автоматическая машина для производства бетонных блоков
Эти машины имеют разные модели и производят качественные блоки. Мы предлагаем различные типы и стоимость. Машины производят бетонные блоки для строительства и хозяйственных нужд.
Машины для изготовления блоков являются результатом тщательного проектирования и применяются для управления качеством.
Различные модели автоматических машин для производства бетонных блоков:
Автоматические, не гидравлические: QT4-25C
Автоматические и гидравлические: QT3-20 /QT4-18 /QT4-15 /QT5-15/QT6 -15 /QT8-15 /QT10-15 /QT12-15
QT8-15 – это машина для производства бетонных блоков. QT10-15 является гидравлическим и производит прочные кирпичи. Он имеет вместимость 19,200 – 28 800 штук/8 часов. Это называется машиной для производства кирпича без обжига (без возгорания).
QT10-15 является гидравлическим и производит прочные кирпичи. Он имеет вместимость 19,200 – 28 800 штук/8 часов. Это называется машиной для производства кирпича без обжига (без возгорания).
- Полуавтоматическая машина для изготовления бетонных блоков (Все типы не гидравлического типа):
Это полуавтоматические машины, поскольку они работают с помощью человека-оператора.
Оператор помогает переключать и управляет машиной, чтобы убедиться, что она эффективно смешивает цемент и песок.
«Полуавтоматическая/ручная машина для производства бетонных блоков»
Оператор также помогает правильно перемещать сформированные бетонные блоки на тележку и в зону сушки.
Модели полуавтоматических машин для производства бетонных блоков: LMT4-40/LMT4-35/LMT4-26
- Гидравлические машины для производства бетонных блоков модели
Эти машины работают за счет гидравлического давления и вибрации двигатель, и они производят качественные кирпичи. Кирпичи также необходимы в строительстве зданий. Машины могут производить качественный кирпич.
Кирпичи также необходимы в строительстве зданий. Машины могут производить качественный кирпич.
The concrete hydraulic brick machine models are: QT3-20 , QT4-18 , QT4-15 , QT5-15 , QT6-15 , QT8-15 , QT10-15 , QT12-15 (автоматическая и гидравлическая).
- Машина для производства пустотелых блоков
Это полностью автоматические машины для производства пустотелых блоков, которые имеют собственную производственную линию, оснащены смесителем и укладчиком и в основном применяются с системой управления PLC.
Все модели машин для производства бетонных блоков Lontto могут производить пустотелые блоки.
Одна модель – QT6-15 – имеет собственную систему диагностики, что означает, что она может самостоятельно обнаруживать ошибки. Оператору не требуется достаточного опыта для диагностики ошибок машины.
Модели бетонных полых блоков: LMT4-40 , LMT 4-35 , LMT4-26 , QT3-20 , QT4-18 , QT3-20 , QT4-18 , QT4-15-15-15-15-15-15-15-2079, , , , , , , , , , , , .0078 QT5-15 , QT6-15 , QT8-15 , QT10-15 , QT12-15
- Mobile Conto Block Make
- Машина для производства монолитных бетонных блоков
- С помощью технологии электрорезки очень толстая стальная плита разрезается как единое целое. Точность пресс-формы очень высока, а из-за общей резки пресс-форма очень прочная, а срок службы может достигать 10 лет.
- В пресс-форме используется процесс науглероживания, который значительно повышает прочность и ударную вязкость пресс-формы.
 Производителей с такой технологией очень мало, поэтому выбирайте нас, мы можем гарантировать, что пресс-форма действительно хорошего качества и долговременного использования.
Производителей с такой технологией очень мало, поэтому выбирайте нас, мы можем гарантировать, что пресс-форма действительно хорошего качества и долговременного использования. - просты в использовании и очень надежны
- надежны при смешивании цемента и другого сырья
- требуют минимального обслуживания
- 6 90 бетонный блок
- долго служат в строительных проектах
- Помните: Машины для строительных нужд – , когда вы планируете купить станок для изготовления блоков, помните, что он предназначен для строительства и должен быть долговечным.
- Внимательно изучите – видео и изображения помогут вам изучить качественные машины для изготовления блоков.
- Когда вы звоните – узнайте, какая компания может предоставить вам наилучшее обслуживание клиентов.
- Изучите компанию – они здесь уже давно, или они растут как компания, чтобы дать вам самое лучшее?
- Знай, что лучше – лучший станок для изготовления блоков можно увидеть, посетив их завод или место производства.

- Знай свой бренд – надежный бренд уже зарекомендовал себя во многих частях мира – Lontto.
- Знайте, что предлагает машина – Изображения на веб-сайтах не отражают настоящую машину. Вы должны лично осмотреть машину.
- Качество в исполнении – Узнайте о качестве в машине, производит ли блочная машина качественные бетонные блоки.
- Тестирование — тестирование следует проводить несколько раз, а не один раз.
- Лучшее качество – модель и производительность машины – лучшее, что вы можете купить.
- Знайте высочайшее качество – об этом можно узнать, только если машины производят прочные пустотелые блоки или бетонные блоки. Вы можете почувствовать качество во время их демонстрации продукта.
- Простота в эксплуатации
- Требует минимального обслуживания
- Автоматические не требуют полного контроля скорость
- Сколько стоит машина для производства блоков?
- Машина для производства бетонных блоков Цена в 2021 году
- Что прочнее шлакоблок или бетонный блок?
Mobile Conto Block Make
Mobile Conto Block Mabro они производят бетонные блоки из одного места в другое, и ими управляет человек-оператор. Эти модели оснащены колесами, а двигаются они за счет электродвигателей.
«Полуавтоматическая мобильная машина для производства бетонных блоков»
Модели передвижных машин для производства бетонных блоков: QMJ2-40, QCM4-30, QMJ4-45, QMY4-30, QMY6-25, QMY10A, QMY12A, QMY18A
Все машины для производства монолитных бетонных блоков могут производить монолитные бетонные блоки, поэтому эти типы машин для производства блоков могут быть машинами для производства монолитных бетонных блоков, для всех производителей бетонных блоков, вы просто замените форму для блоков, не нужно покупать больше машин для производства бетонных блоков, вы можете производить бетонные блоки любого размера.
Что такое сырье для бетонных блоков?
Сырье для бетонных блоков: песок, цемент, шлак, гравий, каменный порошок и вода.
Пески представляют собой мелкие частицы горных пород и минералов, а иногда и раковины. Песок, поступающий из реки, или искусственный песок, используется для смешивания с цементом и гравием.
Примеры этого сырья для бетонных блоков можно увидеть ниже.
Какой коэффициент бетонного блока?
Прочность пустотелых блоков, полнотелых блоков или кирпичей зависит от соотношения смеси сырьевых материалов, используемых при изготовлении этих блоков. Прочность также зависит от типа используемой машины для изготовления бетонных блоков.
В таблице ниже приведены пропорции при изготовлении прочных бетонных блоков. Смешанное сырье и точность соотношения будут иметь прочные бетонные блоки.
Прочность бетонных блоков
Прочность бетонных пустотелых блоков и пористых блоков зависит от нескольких факторов, как показано в таблице выше. Соотношение вода/цемент очень важно. Прочность строительного объекта зависит от прочности бетонных блоков и растворных швов.
Соотношение вода/цемент очень важно. Прочность строительного объекта зависит от прочности бетонных блоков и растворных швов.
В приведенной выше таблице прочность пустотелых или пористых блоков измеряется в МПа (мегапаскалях). При цементе 12 р.0 и среднем песке 30, щебне 54 водоцементное отношение должно быть 0,3-0,4.
Для пористого блока цемента должно быть меньше при 10, а песка при 20, но должно быть больше гравия при 64. Водоцементное отношение такое же, 0,3-0,4. Прочность как пустотелого блока, так и пористого блока составляет MU10 и MU5.
Каков размер бетонного блока?
Стандартный размер для большинства бетонных блоков соответствует размеру США, который составляет: 8 x 8 x 16. Другими словами, это 8 дюймов (20,3 см) в высоту, 8 (20,3 см) дюймов в глубину и 16 дюймов (40,6 см). см) в ширину.
Машины для изготовления блоков Lontto производят прочные пустотелые блоки, полнотелые блоки, блоки для мощения и кирпич. Вам не нужно слишком много усилий для управления машинами – они автоматизированы и доведены до совершенства.
Взаимоблокирующие блоки используются в основном для тротуаров и участков с ограниченными условиями окружающей среды. Их можно использовать для пешеходных дорожек, по которым ходят люди, парковочных мест или других мест, где трудно применить бетонную технологию. Больше информации о типах бетонных блоков. Вы можете узнать больше на theconstructor.org.
Машина для производства бетонных блоков Lontto может производить все эти типы бетонных блоков.
Как выбрать форму для бетонных блоков?
Преимущества пресс-формы для бетонных блоков LONTTO:
Форма для бетонных блоков является одной из важных частей машины для производства бетонных блоков.
Для производства различных бетонных блоков можно использовать разные формы.
Если вы хотите производить бетонные блоки разных размеров, одна машина поможет вам обработать блоки всех размеров. Просто поменяйте форму.
«Форма для бетонных блоков»
Роль формы как части машины очень важна. Форма скажет вам размер и форму бетонных блоков.
Это похоже на выпечку торта или хлеба — вы используете формы, чтобы придать хлебу размер и форму. Без формы бетонные блоки не могут быть сформированы.
Без формы бетонные блоки не могут быть сформированы.
Таким образом, форму можно менять в зависимости от размера и формы изготавливаемого бетонного блока.
Форма также покажет, изготавливаете ли вы пустотелые блоки, блоки для брусчатки или блокирующие блоки.
«Бетонная замковая форма»
Формы в машине для изготовления блоков необходимо обслуживать, чистить и заменять по прошествии времени.
В конце дня формы покрываются твердым цементом или ржавчиной.
Их необходимо мыть водой; если возможно, для очистки форм будет использоваться сильная струя воды.
«Форма для бетонных блоков»
Вся машина для изготовления блоков также должна быть очищена водяной струей вместе с формой.
Формы Lontto имеют преимущества перед другими формами блокировочных машин.
Формы Lontto изготовлены качественно и долговечно – они не поддаются ржавчине или грязи. Формы Lontto изготавливаются из специального металла, в отличие от других форм.
Формы Lontto изготавливаются из специального металла, в отличие от других форм.
Как работает машина для производства бетонных блоков?
Машины как роботы — они работают в соответствии с потребностями своего владельца.
Машины для производства бетонных блоков в основном изготавливаются из стали. Они могут быть автоматическими или полуавтоматическими. Автоматические не нуждаются в достаточной помощи со стороны своих операторов.
Функции машины стали возможными благодаря компьютеризированной схеме.
После включения машина будет следовать указаниям оператора. Но для автомата его первая функция — реагировать на наличие содержимого в смесителе.
Смеситель должен быть заполнен цементом, песком, водой и другим сырьем. Затем начинается работа по заполнению форм.
Формы будут изготавливать бетонные блоки, и за несколько минут они производят готовый продукт: бетонные пустотелые блоки, блоки для тротуарной плитки, блокирующие блоки и так далее.
Каковы преимущества машины для производства бетонных блоков?
Машина для изготовления бетонных блоков имеет много преимуществ по сравнению с ручным способом изготовления блоков.
Машины для производства бетонных блоков Lontto имеют встроенные смесители, конвейеры и являются мобильными. Эти машины могут производить точно такие же размеры бетонных блоков.
Машины смешивают воду, цемент, песок и другое сырье в соответствии со спецификациями.
Короче говоря, машины для производства бетонных блоков, особенно машины для производства блоков Lontto, производят качественные блоки и кирпичи. Никогда нельзя игнорировать преимущества бетоноблоков перед ручным типом.
Никогда нельзя игнорировать преимущества бетоноблоков перед ручным типом.
Вы также должны выбирать самые надежные и качественные бренды на рынке.
Например, некоторые машины для производства бетонных блоков легко изнашиваются или служат недолго, поскольку предназначены для работы в соответствии со строительными потребностями.
Но машины для изготовления блоков Lontto служат долго, даже если их заставляют работать каждый день, пока строительный проект еще продолжается.
Затем, после завершения одного проекта, машины для изготовления блоков Lontto могут быть переведены на другой проект, чтобы обеспечить необходимые бетонные пустотелые блоки или блоки для брусчатки.
Как выбрать подходящую модель для вас?
Выберите завод по производству блоков, который облегчит вашу работу и обеспечит более высокую производительность.
Большинство станков для изготовления блоков Lontto просты в эксплуатации и стабильны там, где они установлены.
Существуют мобильные машины для производства блоков, а также стационарные машины, которые могут быть размещены точно на вашем рабочем месте в соответствии с вашими строительными потребностями.
Какая популярная модель машины для производства бетонных блоков?
Популярными моделями машин для производства бетонных блоков являются автоматические машины для изготовления блоков.
Эти виды машин обладают следующими характеристиками:
Почему вам следует покупать машины у нас, а не у других производителей машин для производства бетонных блоков?
Большинство станков для производства блоков Lontto в Китае полностью автоматизированы и требуют минимального обслуживания.
Вам не нужно прилагать дополнительных усилий. Машина может помочь вам облегчить вашу работу.
Когда дело доходит до технического обслуживания, оператор может легко обнаружить проблему.
У нас есть подробное и простое для понимания руководство для операторов и операторов станков для изготовления блоков.
Сколько стоит машина для производства бетонных блоков?
Цены на станки для производства бетонных блоков различаются. Цены зависят от их функций, производительности и качества бетонных блоков, которые производит оборудование. И разные поставщики производителей бетонных блоков также дают разные цены, поэтому вам нужно знать, почему цена отличается.
Вы можете получить расценки на прайс-лист машин для производства бетонных блоков, выполнив простые шаги:
Сначала отправьте электронное письмо на адрес электронной почты, указанный на этом сайте, и запросите цену модели машины, указанной на сайте.
Вы также можете позвонить нам напрямую, и представитель службы поддержки будет рад предоставить вам цену и подробную информацию о модели.
Руководство по покупке Машина для производства бетонных блоков – стратегии с чего начать?
Помните: Продукт умножает количество продуктов и говорит сам за себя.
Наблюдая за работой продукта, вы почувствуете, как он будет работать, когда станет вашим владельцем.
Машина должна быть:
Заключение
Компания LONTTO производит для вас лучшие машины для производства бетонных блоков. Если вы хотите купить производителя бетонных блоков в Китае, просто свяжитесь с нами, мы четко знаем ваши требования.
Если вы хотите купить производителя бетонных блоков в Китае, просто свяжитесь с нами, мы четко знаем ваши требования.
Качество и производительность машин для изготовления блоков Lontto можно подтвердить презентацией продукции.
Когда вы делаете запрос, Lontto считает его очень важным, и наши менеджеры и сотрудники предоставят вам необходимую заботу — от фактической презентации машины для изготовления блоков до времени, когда вы будете использовать машину.
Вы можете быть уверены, что знаете, как управлять машиной для производства бетонных блоков.
Все машины для производства бетонных блоков тестируются перед поставкой, мы вышлем вам лучший прайс-лист на машины для производства бетонных блоков, которые вам нужны. Свяжитесь с LONTTO для поддержки вашего бизнеса.
Машины для изготовления блоков Lontto используются инженерами-строителями и разработчиками на большей части территории Китая и всего мира. Наши клиенты приезжают из многих частей мира.
Машина для производства бетонных блоков: часто задаваемые вопросы и ответы
Сколько стоит машина для производства бетонных блоков?
Цена машины для производства бетонных блоков не является фиксированной и уникальной и будет варьироваться в зависимости от конфигурации и модели машины для производства блоков.
Но самая маленькая машина для производства кирпича стоит около 700 долларов, а самая большая машина для производства бетонных блоков может стоить 200 000 долларов.
Вам необходимо сообщить фабрике о ваших конкретных потребностях, таких как выпуск кирпича, должен ли он быть полностью автоматическим или ручным, мобильным или стационарным.
Машина для производства бетонных блоков Цена в 2021 году
Машина для производства бетонных блоков Цена в 2021 году
| Название машины | Automation Level | Price |
| LMT4-40 manual concrete block maker | Semi-Automatic and no hydraulic | USD2500 – USD3500 |
| LMT4-35 small concrete block machine | Semi-Automatic и без гидравлики | USD4500 – USD6000 |
| Машина для производства цементных блоков LMT4-26 | Полуавтоматическая и без гидравлики | USD6000 – USD9000 |
| QT4-25C concrete brick making machine | Automatic and no hydraulic | USD9000 – USD13500 |
| QT4-18 cement brick making machine | Automatic and hydraulic | USD12000 – USD16500 |
| QT4-15 automatic concrete block | Автоматический и гидравлический | 30000 – 40000 долларов США |
| Гидравлический генератор бетонных блоков QT5-15 | Автоматический и гидравлический | 40000 – 50000 долларов США |
| QT6-15 concrete block machine | Automatic and hydraulic | USD45000 – USD55000 |
| QT8-15 concrete brick machine | Automatic and hydraulic | USD50000 – USD65000 |
Which is Stronger Cinder Блок или бетонный блок?
Вообще говоря, бетонные блоки прочнее шлакоблоков. Потому что сырьем для бетона в основном являются цемент, песок, каменный порошок, гравий и т. Д. Сырьем для шлакоблока являются строительные отходы, шлак, цемент, зола-уноса и т. Д. Различное сырье определяет разницу в прочности.
Потому что сырьем для бетона в основном являются цемент, песок, каменный порошок, гравий и т. Д. Сырьем для шлакоблока являются строительные отходы, шлак, цемент, зола-уноса и т. Д. Различное сырье определяет разницу в прочности.
Машины для производства бетонных блоков — Columbia Machine
Самые технологически совершенные машины для производства бетонных блоков на рынке позволяют вам создавать самые разнообразные бетонные блоки с лучшим в отрасли временем цикла.
Связаться
Перейти к следующему разделу
CVT
Технология вибрации Columbia позволяет производителям создавать продукцию самого высокого качества и самый широкий ассортимент продукции в мире.
Машины для производства бетонных блоков
Наши машины для производства бетонных блоков разработаны для производства высококачественных бетонных блоков для любого рынка. Найдите машину для производства бетонных блоков, соответствующую вашим производственным требованиям.
Запасные части и обслуживание
Наш квалифицированный персонал готов помочь вам и вашей работе в нужное русло, предоставив опытные консультации, оперативный и лучший в отрасли доступ к запасным частям.
Мы продолжаем инвестировать в оборудование Columbia, потому что мы твердо верим, что Columbia производит самые точные и стабильные бетонные блоки на рынке.
— Аллан Иствуд, Лигнацит
Columbia Vibration Technology
Запатентованная вибрационная технология Columbia, CVT, сочетает в себе более 80 лет инновационных разработок и проверенных на практике конструкций с передовыми производственными возможностями в отрасли.
Узнать больше
Представляем CPM+
Конструкция машины для производства бетонных изделий CPM+ основывается на успехе предыдущего поколения серии CPM. Оригинальный CPM надежно работает на заводах по всему миру с 1995. За прошедшие годы Columbia Machine стала свидетелем изменений в отраслях, которые мы обслуживаем, предъявляя повышенные требования к производственным предприятиям. CPM+ разработан для удовлетворения этих требований.
CPM+ разработан для удовлетворения этих требований.
Машины для производства бетонных блоков
Проверено в самых сложных условиях. Машины для производства бетонных блоков Columbia заслужили репутацию превосходных инженерных решений, непревзойденной производительности и высочайшего качества производства. Наши машины для производства бетонных блоков используют проверенные на практике технологии, чтобы производить продукцию непревзойденного качества, точности и разнообразия. Благодаря частотно-регулируемому приводу, прямой вибрации пресс-формы и плавному гидравлическому перемещению, Columbia является эталоном в отрасли.
Машины для производства бетонных блоков с малыми поддонами
Эти классические рабочие лошадки будут производить лучшие в отрасли бетонные блоки на протяжении десятилетий.
Технические характеристики модели
СПМ20
Детали производства бетонных блоков
Продукт в час
500
Продуктов за цикл
2
Высота изделия мин.
2 дюйма
(50 мм)
Высота изделия МАКС.
8 дюймов
(200 мм)
Стандартная длина поддона
20 дюймов
(508 мм)
Технические характеристики машины для производства бетонных блоков
Ширина
53 дюйма
(1350 мм)
Рост
102 дюйма
(2594 мм)
Длина
87 дюймов
(2214 мм)
Масса
10 487 фунтов
(4575 кг)
Загрузить брошюру »
Модель 21
Детали производства бетонных блоков
Продуктов в час
500
Продуктов за цикл
2
Высота изделия мин.
2 дюйма
(51 мм)
Высота изделия МАКС.
8 дюймов
(203 мм)
Стандартная длина поддона
20 дюймов
(508 мм)
Технические характеристики машины для производства бетонных блоков
Ширина
64 дюйма
(1626 мм)
Рост
95 дюймов
(2413 мм)
Длина
110 дюймов
(2794 мм)
Масса
11 200 фунтов
(5080 кг)
Загрузить брошюру »
Модель 22
Детали производства бетонных блоков
Продуктов в час
960
Продуктов за цикл
2
Высота изделия мин.
2 дюйма
(51 мм)
Высота изделия МАКС.
12 дюймов
(305 мм)
Стандартная длина поддона
18 дюймов
(457 мм)
Технические характеристики машины для производства бетонных блоков
Ширина
75 дюймов
(1905 мм)
Рост
94,325 дюйма
(2396 мм)
Длина
107 дюймов
(2718 мм)
Масса
13 500 фунтов
(6123 кг)
Загрузить брошюру »
Модель 16
Детали производства бетонных блоков
Продуктов в час
1440
Продуктов за цикл
3
Высота изделия мин.
0,75 дюйма
(19 мм)
Высота изделия МАКС.
12 дюймов
(305 мм)
Стандартная длина поддона
26 дюймов
(660 мм)
Технические характеристики машины для производства бетонных блоков
Ширина
83,5 дюйма
(2121 мм)
Рост
92,5″
(2350 мм)
Длина
94 дюйма
(2388 мм)
Масса
15 300 фунтов
(6940 кг)
Загрузить брошюру »
CPM+30
Детали производства бетонных блоков
Продуктов за цикл
3
Высота изделия мин.
0,75 дюйма
(19 мм)
Высота изделия МАКС.
12 дюймов
(305 мм)
Технические характеристики машины для производства бетонных блоков
Ширина
165 дюймов
(4191 мм)
Рост
134 дюйма
(3404 мм)
Длина
174″
(4420 мм)
Масса
39 130 фунтов
(17 749 кг)
Размеры поддонов
Длина мин.
18,5″
(470 мм)
Длина МАКС.
27,5″
(670 мм)
Ширина
26 дюймов
(660 мм)
Стандартная толщина
0,31 дюйма
(7,8 мм)
Скачать брошюру »
Машины для производства бетонных блоков со средними поддонами
Надежные машины для производства бетонных блоков на 4-6 штук с вертикальной вибрацией, чтобы раз за разом производить неизменно превосходную продукцию.
Технические характеристики модели
СРМ+40
Детали производства бетонных блоков
Продуктов за цикл
4
Высота изделия мин.
0,75 дюйма
(19 мм)
Высота изделия МАКС.
12 дюймов
(305 мм)
Технические характеристики машины для производства бетонных блоков
Ширина
160 дюймов
(4064 мм)
Рост
134 дюйма
(3404 мм)
Длина
174″
(4420 мм)
Масса
39 130 фунтов
(17 749 кг)
Размер поддона
Длина мин.
18,5″
(470 мм)
Длина МАКС.
27,5″
(700 мм)
Ширина
37 дюймов
(940 мм)
Стандартная толщина
0,38 дюйма
(9,7 мм)
Загрузить брошюру »
CPM+50
Детали производства бетонных блоков
Продуктов за цикл
5
Высота изделия мин.
0,75 дюйма
(19 мм)
Высота изделия МАКС.
12 дюймов
(305 мм)
Технические характеристики машины для производства бетонных блоков
Ширина
165 дюймов
(4191 мм)
Рост
134 дюйма
(3404 мм)
Длина
174″
(4420 мм)
Масса
39 130 фунтов
(17 749 кг)
Размер поддона
Длина мин.
18,5 дюйма
(470 мм)
Длина МАКС.
27,5″
(700 мм)
Ширина
42 дюйма
(1067 мм)
Стандартная толщина
0,44 дюйма
(11,2 мм)
Загрузить брошюру »
CPM+60
Детали производства бетонных блоков
Продукт за цикл
6
Высота изделия мин.
0,75 дюйма
(19 мм)
Высота изделия МАКС.
12 дюймов
(305 мм)
Технические характеристики машины для производства бетонных блоков
Ширина
188 дюймов
(4775 мм)
Рост
134 дюйма
(3404 мм)
Длина
174″
(4420 мм)
Масса
42 500 фунтов
(20 185 кг)
Размер поддона
Длина поддона МИН.
18,5″
(470 мм)
Макс. длина поддона
27,5″
(700 мм)
Ширина
55,1 дюйма
(1400 мм)
Стандартная толщина
. 50
50
(12,7 мм)
Загрузить брошюру »
Модель 1600
Детали производства бетонных блоков
Продукт за цикл
4
Высота изделия мин.
2 дюйма
(50,8 мм)
Высота изделия МАКС.
12 дюймов
(305 мм)
Технические характеристики машины для производства бетонных блоков
Ширина
91″
(2311 мм)
Рост
92,5″
(2350 мм)
Длина
94 дюйма
(238 мм)
Масса
22000 фунтов
(9979 кг)
Размер поддона
Ширина поддона
37 дюймов
(940 мм)
Глубина поддона
18,5″
(470 мм)
Толщина
.375″
(9,5 мм)
Скачать брошюру »
Машины для производства бетонных блоков на больших поддонах
Наша самая технологичная машина для производства бетонных блоков в формате больших поддонов.
 Олигомер имеет в своем составе функциональные группы, которые вступают в реакцию полимеризации под действием излучения (УФ-излучения) с образованием трехмерной нерастворимой полимерной структуры.
Олигомер имеет в своем составе функциональные группы, которые вступают в реакцию полимеризации под действием излучения (УФ-излучения) с образованием трехмерной нерастворимой полимерной структуры.




 C8-Cl4-O3.C6-h20-O4.C2-H6-O2)x- и ethoxylated (10) bisphenol a diacrylate (C2h5 O)n (C2 h5 O)n C21 h30 O4. Вязкость у них примерно в три раза выше, чем у остальных фотополимеров от «фрозен».
C8-Cl4-O3.C6-h20-O4.C2-H6-O2)x- и ethoxylated (10) bisphenol a diacrylate (C2h5 O)n (C2 h5 O)n C21 h30 O4. Вязкость у них примерно в три раза выше, чем у остальных фотополимеров от «фрозен».
 Первичные радикалы реагируют с двойными связями мономеров, с образованием активного центра свободнорадикального типа – появляется первичная цепь длиной в одну молелекулу мономера с активным радикалом на конце.
Первичные радикалы реагируют с двойными связями мономеров, с образованием активного центра свободнорадикального типа – появляется первичная цепь длиной в одну молелекулу мономера с активным радикалом на конце.


 Могу пожелать удачи, но учтите – сэкономить не удастся. Если заниматься подобным – то исключительно для последующей монетизации своих экспериментов.
Могу пожелать удачи, но учтите – сэкономить не удастся. Если заниматься подобным – то исключительно для последующей монетизации своих экспериментов.

 В движение может приводиться сама кювета – важно лишь относительное перемещение платформы и контейнера.
В движение может приводиться сама кювета – важно лишь относительное перемещение платформы и контейнера.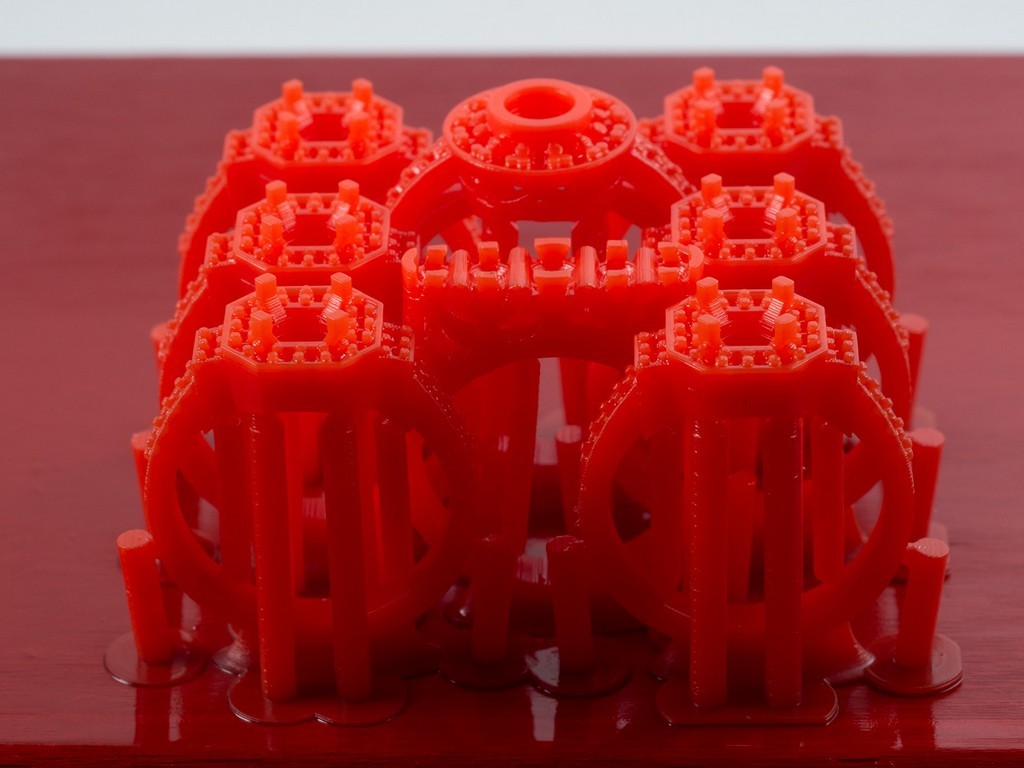 Метод обрел популярность за счет развития технологии производства недорогих цифровых проекторов с высоким разрешением от компании Texas Instruments.
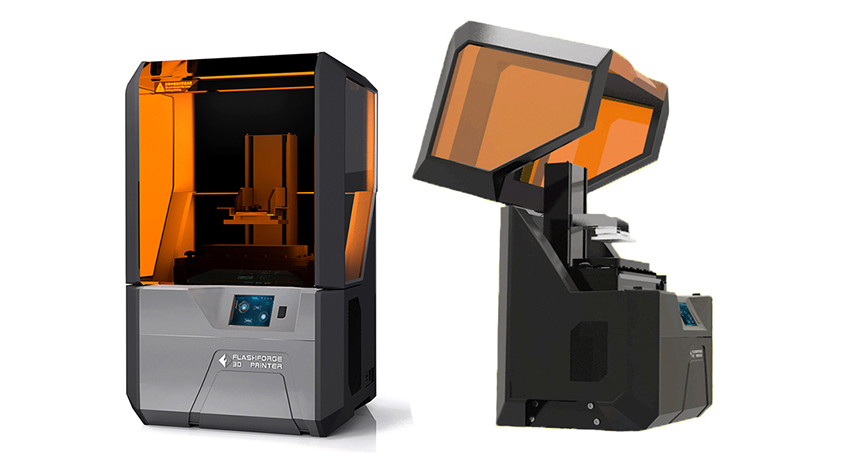
Метод обрел популярность за счет развития технологии производства недорогих цифровых проекторов с высоким разрешением от компании Texas Instruments. Ими являются фотополимерные смолы – жидкие полимеры, меняющие свое состояние с жидкое на твердое под воздействием ультрафиолета, лазера или светодиода.
Ими являются фотополимерные смолы – жидкие полимеры, меняющие свое состояние с жидкое на твердое под воздействием ультрафиолета, лазера или светодиода. Доступен чрезвычайно большой выбор цветов с разной степенью прозрачности. Консистенция смол и время засветки также варьируются. Поэтому при выборе принтера стоит учитывать и ассортимент совместимых материалов. В большинстве случаев фотополимеры разрабатываются под конкретные установки самим производителем, причиной тому служат технологические особенности конкретных установок (время засветки, скорость печати и пр.).
Доступен чрезвычайно большой выбор цветов с разной степенью прозрачности. Консистенция смол и время засветки также варьируются. Поэтому при выборе принтера стоит учитывать и ассортимент совместимых материалов. В большинстве случаев фотополимеры разрабатываются под конкретные установки самим производителем, причиной тому служат технологические особенности конкретных установок (время засветки, скорость печати и пр.).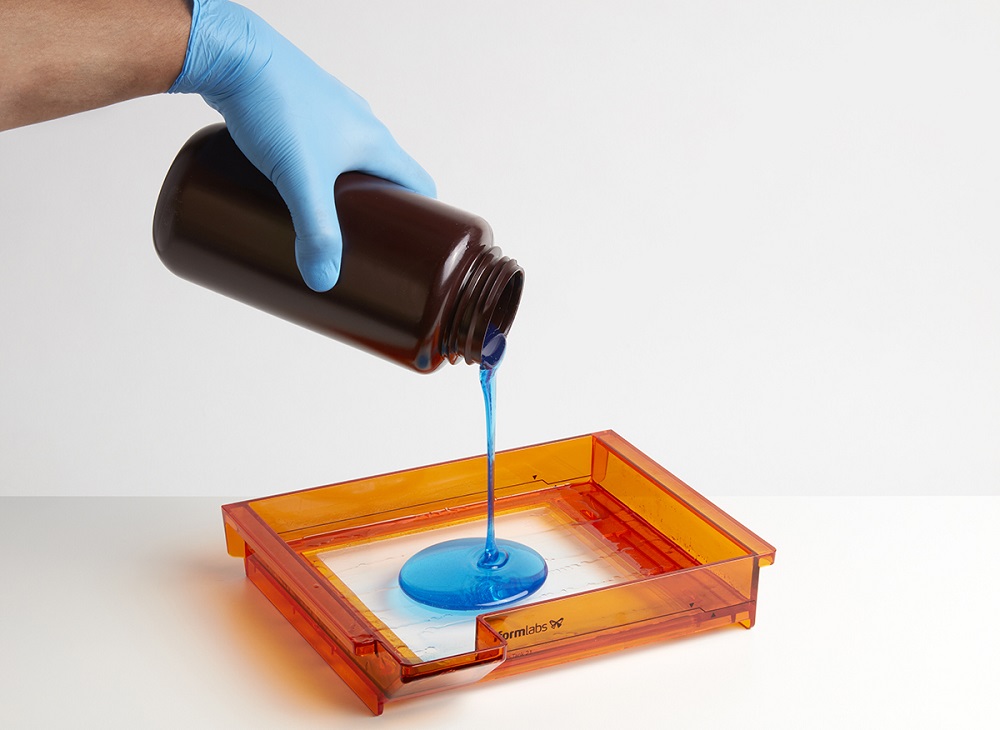





 Для выбора подходящего расходного материала под Ваши задачи переходите в категорию «Полиграфическое оборудование > 3D оборудование > Расходные материалы», при возникновении вопросов, Вы всегда можете обратиться к нашим консультантам.
Для выбора подходящего расходного материала под Ваши задачи переходите в категорию «Полиграфическое оборудование > 3D оборудование > Расходные материалы», при возникновении вопросов, Вы всегда можете обратиться к нашим консультантам. Этот процесс назывался «запись фотоглифа». В 1950-х и 1960-х годах компания DuPont получила ряд патентов на изготовление твердых печатных форм с использованием различных фотополимеров и воздействия УФ-излучения. Впоследствии ряд изобретателей попытались создать твердые объекты с помощью фотополимеров и УФ-лазеров. Однако именно Чарльз У. Халл коммерциализировал свое изобретение в 1980-х годов, создав 3D Systems
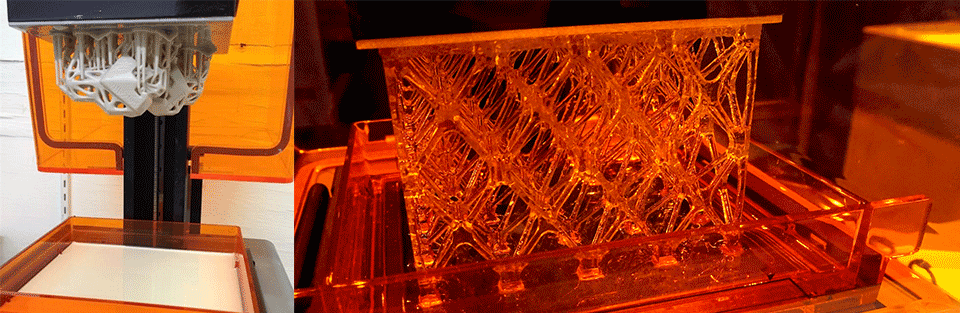
Этот процесс назывался «запись фотоглифа». В 1950-х и 1960-х годах компания DuPont получила ряд патентов на изготовление твердых печатных форм с использованием различных фотополимеров и воздействия УФ-излучения. Впоследствии ряд изобретателей попытались создать твердые объекты с помощью фотополимеров и УФ-лазеров. Однако именно Чарльз У. Халл коммерциализировал свое изобретение в 1980-х годов, создав 3D Systems Везде, где луч падает на поверхность, фотополимер полимеризуется/сшивается и превращается в твердое тело. Усовершенствованное программное обеспечение CAD/CAM/CAE математически разделяет компьютерную модель объекта на большое количество тонких слоев. Затем процесс строит объект слой за слоем, начиная с нижнего слоя, на подъемнике, который немного опускается после затвердевания каждого слоя.
Везде, где луч падает на поверхность, фотополимер полимеризуется/сшивается и превращается в твердое тело. Усовершенствованное программное обеспечение CAD/CAM/CAE математически разделяет компьютерную модель объекта на большое количество тонких слоев. Затем процесс строит объект слой за слоем, начиная с нижнего слоя, на подъемнике, который немного опускается после затвердевания каждого слоя. Процесс FDM, разработанный Stratasys, экструдирует тонкую термопластичную нить слой за слоем. В процессе лазерного спекания используются данные системы CAD/CAM/CAE и лазерная технология для преобразования различных порошкообразных материалов в трехмерные прототипы. Селективное лазерное спекание (SLS ®) подразумевает использование мощного лазера для сплавления мелких частиц пластика, металла, керамического или стеклянного порошка в твердый объект. Струйное оборудование, продаваемое Z Corp. (теперь часть 3D Systems), создает модели путем нанесения связующего раствора через струйную печатающую головку на слои порошка на основе гипса. Американская компания разработала настольный 3D-принтер с использованием технологии струйной печати жидким металлом. В 3D-принтерах Objet Geomeries (теперь объединенных со Stratasys) используются струйные принтеры из фотополимеров. При производстве ламинированных объектов (LOM) слои бумаги с клеевым покрытием, пластика или металлических ламинатов последовательно соединяются вместе и обрезаются по форме с помощью ножа или лазера.
Процесс FDM, разработанный Stratasys, экструдирует тонкую термопластичную нить слой за слоем. В процессе лазерного спекания используются данные системы CAD/CAM/CAE и лазерная технология для преобразования различных порошкообразных материалов в трехмерные прототипы. Селективное лазерное спекание (SLS ®) подразумевает использование мощного лазера для сплавления мелких частиц пластика, металла, керамического или стеклянного порошка в твердый объект. Струйное оборудование, продаваемое Z Corp. (теперь часть 3D Systems), создает модели путем нанесения связующего раствора через струйную печатающую головку на слои порошка на основе гипса. Американская компания разработала настольный 3D-принтер с использованием технологии струйной печати жидким металлом. В 3D-принтерах Objet Geomeries (теперь объединенных со Stratasys) используются струйные принтеры из фотополимеров. При производстве ламинированных объектов (LOM) слои бумаги с клеевым покрытием, пластика или металлических ламинатов последовательно соединяются вместе и обрезаются по форме с помощью ножа или лазера.

 С другой стороны, в позитивных фоторезистах участки, подвергшиеся воздействию света, становятся более растворимыми. Фоторезисты доступны как в жидком, так и в виде сухой пленки. Они могут быть растворяющими или водными проявляющими типами.
С другой стороны, в позитивных фоторезистах участки, подвергшиеся воздействию света, становятся более растворимыми. Фоторезисты доступны как в жидком, так и в виде сухой пленки. Они могут быть растворяющими или водными проявляющими типами.

 После этого осуществляется операция по шлифовке и шабрению. Все это обеспечивает точную обработку изделий, а также ликвидацию проблем с передвижением суппорта и возникновением толчков.
После этого осуществляется операция по шлифовке и шабрению. Все это обеспечивает точную обработку изделий, а также ликвидацию проблем с передвижением суппорта и возникновением толчков.
 Благодаря этому можно будет в дальнейшем легко установить перпендикулярность поверхности крепления суппорта и фартука к коробке подач.
Благодаря этому можно будет в дальнейшем легко установить перпендикулярность поверхности крепления суппорта и фартука к коробке подач. Процедура проводится при помощи торца круга чашечной формы. его зернистость должна быть К3 46 или КЧ 46, а твердость соответствовать СМ1К.
Процедура проводится при помощи торца круга чашечной формы. его зернистость должна быть К3 46 или КЧ 46, а твердость соответствовать СМ1К.
 соответствуют современному уровню ремонтного производства и могут быть использованы ремонтными базами с различным уровнем оснащенности.
соответствуют современному уровню ремонтного производства и могут быть использованы ремонтными базами с различным уровнем оснащенности. в. ч., что значительно повышает износоустойчивость поверхностей.
в. ч., что значительно повышает износоустойчивость поверхностей.


 Непараллельность 1 базовым поверхностям — не более 0,06 мм на длине направляющих. Количество отпечатков краски — не менее 10 на площади 25×25 мм.
Непараллельность 1 базовым поверхностям — не более 0,06 мм на длине направляющих. Количество отпечатков краски — не менее 10 на площади 25×25 мм. Запиливают и зачищают все выступающие забоины и задиры на поверхности 8 станины (рис. 49).
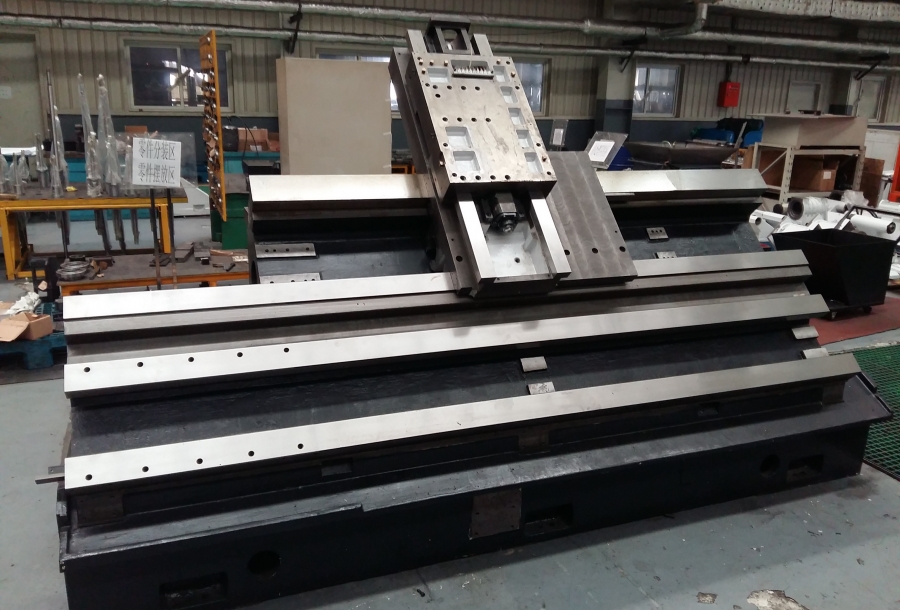
Запиливают и зачищают все выступающие забоины и задиры на поверхности 8 станины (рис. 49). Деформация станины, возникающая как в процессе установки и закрепления на столе станка, так и при обработке также увеличивает непрямолинейность. Из-за указанных недостатков направляющие станины после их обработки оказываются не только непрямолинейными (в сторону вогнутости), но и извернутыми. Поэтому установка и крепление станины на столе строгального станка являются важными моментами и требуют внимательного и умелого подхода к ним. Станину следует закрепить на столе строгального станка так, чтобы тумбы своей опорной поверхностью плотнее соприкасались с поверхностью стола.-
Деформация станины, возникающая как в процессе установки и закрепления на столе станка, так и при обработке также увеличивает непрямолинейность. Из-за указанных недостатков направляющие станины после их обработки оказываются не только непрямолинейными (в сторону вогнутости), но и извернутыми. Поэтому установка и крепление станины на столе строгального станка являются важными моментами и требуют внимательного и умелого подхода к ним. Станину следует закрепить на столе строгального станка так, чтобы тумбы своей опорной поверхностью плотнее соприкасались с поверхностью стола.- Шлифование производят торцом круга чашечной формы, зернистостью КЧ46 или К346 и твердостью СМ1К. Предварительное шлифование проводят при наклоне оси шпинделя относительно направления движения стола на 1—3°.
Шлифование производят торцом круга чашечной формы, зернистостью КЧ46 или К346 и твердостью СМ1К. Предварительное шлифование проводят при наклоне оси шпинделя относительно направления движения стола на 1—3°. 3.
3. рис. 49) установить мостик с уровнем, расположив его поперек направляющих. Перемещая мостик, по уровню определить величину извернутости направляющих. Затем уровень установить на поверхности 3 поочередно на обоих концах, и зафиксировать положение станины в продольном направлении
рис. 49) установить мостик с уровнем, расположив его поперек направляющих. Перемещая мостик, по уровню определить величину извернутости направляющих. Затем уровень установить на поверхности 3 поочередно на обоих концах, и зафиксировать положение станины в продольном направлении Отклонение от параллельности — не более 0,02 мм по всей длине направляющих. Извернутость — не более 0,02 мм на длине 1000 мм
Отклонение от параллельности — не более 0,02 мм по всей длине направляющих. Извернутость — не более 0,02 мм на длине 1000 мм Проверку расположения резца относительно поверхности можно производить щупом.
Проверку расположения резца относительно поверхности можно производить щупом.
 Для этого подставку устанавливают на край направляющей и отмечают на станине штрихами положение середины платиков. Затем последовательно от участка к участку подставку перемещают и устанавливают задний (по направлению перемещения) платик в том месте, где находился передний при разметке предыдущего участка. Контрольные штрихи на станине нумеруются по порядку слева направо, начиная от нуля.
Для этого подставку устанавливают на край направляющей и отмечают на станине штрихами положение середины платиков. Затем последовательно от участка к участку подставку перемещают и устанавливают задний (по направлению перемещения) платик в том месте, где находился передний при разметке предыдущего участка. Контрольные штрихи на станине нумеруются по порядку слева направо, начиная от нуля. Одновременно контролируется горизонтальность участка при помощи закрепленного на подставке уровня. Далее подставка с уровнем перемещается на следующий участок и вышабривается следующий «маяк» и т. д.
Одновременно контролируется горизонтальность участка при помощи закрепленного на подставке уровня. Далее подставка с уровнем перемещается на следующий участок и вышабривается следующий «маяк» и т. д.
 9.
9.
 Д., Гельберг Б.Т. Технология ремонта металлорежущих станков, 1970
Д., Гельберг Б.Т. Технология ремонта металлорежущих станков, 1970
 —Кими Робинсон
—Кими Робинсон




 0073 Мужское здоровье , 17 ноября 2022 г.
0073 Мужское здоровье , 17 ноября 2022 г. Извинения.
Извинения.

 По материалу изготовления различают следующие:
По материалу изготовления различают следующие:
 Обрезать доску, создать точный срез, вырезать заготовку – в домашней мастерской для всего этого используют циркулярную пилу, но сфера ее применения ограниченна. Она позволяет выполнять лишь прямолинейные распилы и способна обработать доску относительно небольшой толщины.
Обрезать доску, создать точный срез, вырезать заготовку – в домашней мастерской для всего этого используют циркулярную пилу, но сфера ее применения ограниченна. Она позволяет выполнять лишь прямолинейные распилы и способна обработать доску относительно небольшой толщины. Это гибкая полоса из высокопрочной стали с острыми зубцами, замкнутая в кольцо. Режущее полотно надевают на два барабана, один из которых вращает электродвигатель.
Это гибкая полоса из высокопрочной стали с острыми зубцами, замкнутая в кольцо. Режущее полотно надевают на два барабана, один из которых вращает электродвигатель.
 Важный критерий полотна для ленточной пилы – количество зубьев на единицу длины.
Важный критерий полотна для ленточной пилы – количество зубьев на единицу длины.

 Имея навыки работы с материалом и желание, можно смело приступать к изготовлению ленточного станка по дереву. Качественно выполненный, по своим характеристикам он может сравниться с заводским оборудованием, а кое в чем даже превзойти его.
Имея навыки работы с материалом и желание, можно смело приступать к изготовлению ленточного станка по дереву. Качественно выполненный, по своим характеристикам он может сравниться с заводским оборудованием, а кое в чем даже превзойти его. Для сборки деталей используется сварка.
Для сборки деталей используется сварка. Верхний шкив является ведомым. Помимо того что он поддерживает режущий инструмент, он обеспечивает его натяжение.
Верхний шкив является ведомым. Помимо того что он поддерживает режущий инструмент, он обеспечивает его натяжение.
 Чтобы обеспечить точный распил, необходимо свести дрожание ленты к минимуму. Для этого станок дополняют направляющими.
Чтобы обеспечить точный распил, необходимо свести дрожание ленты к минимуму. Для этого станок дополняют направляющими.
 Если устройство работает нормально, можно устанавливать направляющие и смело приступать к работе.
Если устройство работает нормально, можно устанавливать направляющие и смело приступать к работе.





 дюймов, что действительно дает вам достаточно места для обработки больших запасов на нем.
дюймов, что действительно дает вам достаточно места для обработки больших запасов на нем.





 с., 110 вольт, а другой с двигателем 2,5 л.с., 220 вольт, который мощнее и немного дороже, чем первый.
с., 110 вольт, а другой с двигателем 2,5 л.с., 220 вольт, который мощнее и немного дороже, чем первый.
 00
00 с., 110 В, 14 дюймов, вертикальная ленточная пила по дереву с запатентованной системой направляющих «S», размер стола 16 x 20 дюймов, включая тормоз, направляющую планку и угловой упор
с., 110 В, 14 дюймов, вертикальная ленточная пила по дереву с запатентованной системой направляющих «S», размер стола 16 x 20 дюймов, включая тормоз, направляющую планку и угловой упор

 В случае 1D штрих-кода это черные и белые вертикальные линии разной толщины. Для 2D это обычно узор из квадратных точек. Сканер использует специальные алгоритмы для декодирования этих шаблонов в текст.
В случае 1D штрих-кода это черные и белые вертикальные линии разной толщины. Для 2D это обычно узор из квадратных точек. Сканер использует специальные алгоритмы для декодирования этих шаблонов в текст.

 В этом случае вы можете сказать, что QR-код «истек».
В этом случае вы можете сказать, что QR-код «истек». Barcode
Barcode Конечно, чем больше символов вы закодируете, тем крупнее будет штрих-код. Штрих-код 1D может стать непрактично широким, если кодирует более чем из 15 символов.
Конечно, чем больше символов вы закодируете, тем крупнее будет штрих-код. Штрих-код 1D может стать непрактично широким, если кодирует более чем из 15 символов. С помощью микро-КТ зубы сканировали до и после протоколов повторного лечения. Два калиброванных опытных наблюдателя просматривали изображения поперечного сечения и подсчитывали количество дефектов дентина. Учитывалось наличие любой трещины или линии трещины на внешней поверхности корня или внутренней стенке канала. Данные были проанализированы с использованием двухфакторного дисперсионного анализа Фридмана и точного критерия Фишера. Статистическая значимость была установлена на уровне . Значительное увеличение количества трещин произошло после протоколов повторного лечения, особенно в коронковой и средней трети канала, по сравнению с до и после инструментальной обработки (2). Однако ультразвуковая или лазерная ирригация не привела к значительному увеличению количества трещин (1). Перелечивание ротационного корневого канала NiTi сопровождалось значительным увеличением микротрещин в дентине. Однако использование ультразвуковой или лазерной ирригации в качестве дополнительных методов повторного лечения не выявило значительного увеличения микротрещин дентина в корнях.
С помощью микро-КТ зубы сканировали до и после протоколов повторного лечения. Два калиброванных опытных наблюдателя просматривали изображения поперечного сечения и подсчитывали количество дефектов дентина. Учитывалось наличие любой трещины или линии трещины на внешней поверхности корня или внутренней стенке канала. Данные были проанализированы с использованием двухфакторного дисперсионного анализа Фридмана и точного критерия Фишера. Статистическая значимость была установлена на уровне . Значительное увеличение количества трещин произошло после протоколов повторного лечения, особенно в коронковой и средней трети канала, по сравнению с до и после инструментальной обработки (2). Однако ультразвуковая или лазерная ирригация не привела к значительному увеличению количества трещин (1). Перелечивание ротационного корневого канала NiTi сопровождалось значительным увеличением микротрещин в дентине. Однако использование ультразвуковой или лазерной ирригации в качестве дополнительных методов повторного лечения не выявило значительного увеличения микротрещин дентина в корнях.
 Для статистического анализа использовали независимые критерии Шапиро-Уилка, Колмогорова-Смирнова и Стьюдента. Результаты . Среднее значение SBS испытанных керамических молярных трубок составило МПа, и большинство образцов получили ARI 1 и ARI 2. Статистически значимой разницы между микрополировщиком PoGo и TCB не было обнаружено с точки зрения значений времени очистки поверхности. Характеристики поверхности эмали ТХБ для удаления остатков клея привели к лучшей поверхности эмали, чем одноэтапная алмазная полировка, когда образцы исследовались с помощью СЭМ. Выводы . Керамические молярные трубки могут быть безопасным для эмали продуктом для пациентов, нуждающихся в полностью эстетическом ортодонтическом лечении, если они используются в тщательно подобранных клинических условиях. Системы одноэтапной полировки, используемые с низкоскоростными инструментами, можно конфиденциально использовать для очистки остатков смолы на эмали после ортодонтического лечения.
Для статистического анализа использовали независимые критерии Шапиро-Уилка, Колмогорова-Смирнова и Стьюдента. Результаты . Среднее значение SBS испытанных керамических молярных трубок составило МПа, и большинство образцов получили ARI 1 и ARI 2. Статистически значимой разницы между микрополировщиком PoGo и TCB не было обнаружено с точки зрения значений времени очистки поверхности. Характеристики поверхности эмали ТХБ для удаления остатков клея привели к лучшей поверхности эмали, чем одноэтапная алмазная полировка, когда образцы исследовались с помощью СЭМ. Выводы . Керамические молярные трубки могут быть безопасным для эмали продуктом для пациентов, нуждающихся в полностью эстетическом ортодонтическом лечении, если они используются в тщательно подобранных клинических условиях. Системы одноэтапной полировки, используемые с низкоскоростными инструментами, можно конфиденциально использовать для очистки остатков смолы на эмали после ортодонтического лечения.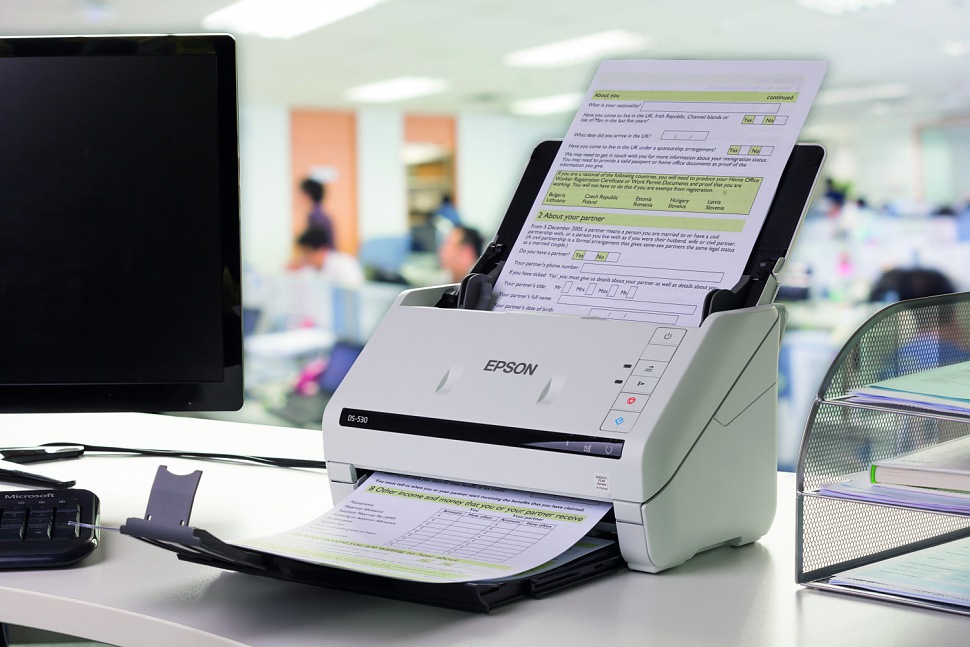 Этот метод сочетает в себе новейшие технологии мультимодальных изображений, интегрирует мультимодальные технологии в КТ-изображения для повышения точности, выполняет сегментацию изображений на мультимодальных КТ-изображениях с помощью методов медицинской сегментации и анализирует сегментированные изображения; наконец, можно добиться эффекта реабилитационного лечения для спортсменов в беге на длинные дистанции. Экспериментальные результаты показывают, что общее время, затрачиваемое авторским методом, составляет 10,9 с.часов со средним временем 8 секунд, что намного короче, чем два других метода контроля. Таким образом, авторский метод позволяет улучшить реабилитационный мониторинг спортивных травм при беге на длинные дистанции.
Этот метод сочетает в себе новейшие технологии мультимодальных изображений, интегрирует мультимодальные технологии в КТ-изображения для повышения точности, выполняет сегментацию изображений на мультимодальных КТ-изображениях с помощью методов медицинской сегментации и анализирует сегментированные изображения; наконец, можно добиться эффекта реабилитационного лечения для спортсменов в беге на длинные дистанции. Экспериментальные результаты показывают, что общее время, затрачиваемое авторским методом, составляет 10,9 с.часов со средним временем 8 секунд, что намного короче, чем два других метода контроля. Таким образом, авторский метод позволяет улучшить реабилитационный мониторинг спортивных травм при беге на длинные дистанции. Методы . Всем включенным в исследование пациентам было проведено 4D УЗИ органов малого таза до и после операции. Анализировали результаты ультразвукового исследования и параметры четырехмерного ультразвукового исследования до и после операции, оценивали качество жизни больных до и после операции. Результаты . В послеоперационном периоде задний угол мочевого пузыря и уретры, угол поворота уретры, уменьшение величины шейки мочевого пузыря и расстояние между шейкой мочевого пузыря и лобковым симфизом составили ()°, ()°, ()°, () мм и () см, что значительно больше, чем до операции ()°, ()°, ()°, () мм и () см (). Послеоперационная толщина мышц детрузора, подвижность шейки мочевого пузыря, объем остаточной мочи и угол поворота мочевого пузыря () мм, () см, () мл, ()° были значительно выше, чем до операции () мм, () см, () мл , ()° (). Оценки эмоциональной функции, психологической функции, социальной функции и физиологической функции были () баллов, () баллов, () баллов и () баллов, что значительно выше, чем у () баллов, () баллов и () баллов.
Методы . Всем включенным в исследование пациентам было проведено 4D УЗИ органов малого таза до и после операции. Анализировали результаты ультразвукового исследования и параметры четырехмерного ультразвукового исследования до и после операции, оценивали качество жизни больных до и после операции. Результаты . В послеоперационном периоде задний угол мочевого пузыря и уретры, угол поворота уретры, уменьшение величины шейки мочевого пузыря и расстояние между шейкой мочевого пузыря и лобковым симфизом составили ()°, ()°, ()°, () мм и () см, что значительно больше, чем до операции ()°, ()°, ()°, () мм и () см (). Послеоперационная толщина мышц детрузора, подвижность шейки мочевого пузыря, объем остаточной мочи и угол поворота мочевого пузыря () мм, () см, () мл, ()° были значительно выше, чем до операции () мм, () см, () мл , ()° (). Оценки эмоциональной функции, психологической функции, социальной функции и физиологической функции были () баллов, () баллов, () баллов и () баллов, что значительно выше, чем у () баллов, () баллов и () баллов. до операции, () (). Выводы . Применение УЗИ тазового дна для выявления дисфункции тазового дна после тотальной гистерэктомии может четко отображать анатомическую структуру тазового дна, что способствует профилактике и лечению заболеваний. Четырехмерное УЗИ тазового дна может четко показать послеоперационную функцию тазового дна, что заслуживает клинического продвижения и ссылки.
до операции, () (). Выводы . Применение УЗИ тазового дна для выявления дисфункции тазового дна после тотальной гистерэктомии может четко отображать анатомическую структуру тазового дна, что способствует профилактике и лечению заболеваний. Четырехмерное УЗИ тазового дна может четко показать послеоперационную функцию тазового дна, что заслуживает клинического продвижения и ссылки. Заключение . Метод профилактики риска спортивного травматизма на основе технологии МРТ позволяет эффективно предотвратить травматизм спортсменов в процессе спортивной подготовки и снизить травматизм спортсменов.
Заключение . Метод профилактики риска спортивного травматизма на основе технологии МРТ позволяет эффективно предотвратить травматизм спортсменов в процессе спортивной подготовки и снизить травматизм спортсменов. В обзоре платформ визуализации, проведенном в то же время, 90% пользователей готовы сочетать технологию резьбы по нефриту с технологией виртуальной реальности 3D-сканирования. Заключение . 3D-сканирование и технология виртуальной реальности могут еще больше способствовать процессу наследования и распространения нематериального культурного наследия, ускорять развитие талантов нематериального культурного наследия с помощью платформы визуализации и способствовать устойчивому развитию нематериального культурного наследия, чтобы лучше передавать его из поколения в поколение. жизненная память и культурные гены нашего древнего народа.
В обзоре платформ визуализации, проведенном в то же время, 90% пользователей готовы сочетать технологию резьбы по нефриту с технологией виртуальной реальности 3D-сканирования. Заключение . 3D-сканирование и технология виртуальной реальности могут еще больше способствовать процессу наследования и распространения нематериального культурного наследия, ускорять развитие талантов нематериального культурного наследия с помощью платформы визуализации и способствовать устойчивому развитию нематериального культурного наследия, чтобы лучше передавать его из поколения в поколение. жизненная память и культурные гены нашего древнего народа. Они читают в соответствии со своей целью и быстро получают необходимую им информацию, не теряя времени. Они не читают все, что увеличивает их скорость чтения. Их мастерство заключается в том, чтобы знать, какую конкретную информацию читать и какой метод использовать.
Они читают в соответствии со своей целью и быстро получают необходимую им информацию, не теряя времени. Они не читают все, что увеличивает их скорость чтения. Их мастерство заключается в том, чтобы знать, какую конкретную информацию читать и какой метод использовать. То, что вы читаете, важнее того, что вы упускаете из виду. Так что же вы читаете, а что пропускаете?
То, что вы читаете, важнее того, что вы упускаете из виду. Так что же вы читаете, а что пропускаете? Помните, что ваше общее понимание будет ниже, чем если бы вы читали подробно. Если во время беглого просмотра вы чувствуете, что улавливаете основные идеи, значит, вы делаете беглый просмотр правильно.
Помните, что ваше общее понимание будет ниже, чем если бы вы читали подробно. Если во время беглого просмотра вы чувствуете, что улавливаете основные идеи, значит, вы делаете беглый просмотр правильно. Вам нужно повторить пройденный материал, но вы не хотите перечитывать все заново. Просматривая, вы можете быстро найти информацию, которую вы еще не усвоили, и изучить только этот материал.
Вам нужно повторить пройденный материал, но вы не хотите перечитывать все заново. Просматривая, вы можете быстро найти информацию, которую вы еще не усвоили, и изучить только этот материал.
 В алфавитном порядке информация располагается в порядке от А до Я, а 9 0073 в хронологическом порядке информация упорядочена во времени или в числовом порядке.
В алфавитном порядке информация располагается в порядке от А до Я, а 9 0073 в хронологическом порядке информация упорядочена во времени или в числовом порядке. Когда ваша рука перемещается вниз по списку имен, вы видите не только имя, на которое указывает ваш палец, но также имена выше и ниже. Пусть ваши глаза работают на вас при поиске информации.
Когда ваша рука перемещается вниз по списку имен, вы видите не только имя, на которое указывает ваш палец, но также имена выше и ниже. Пусть ваши глаза работают на вас при поиске информации.
 30
30  40
40


 В серии гидравлических листогибов JORNS TwinBend и TwinMatic эта проблема изящно решена системой из двух гибочных траверс. Таким образом отпала необходимость переворачивать заготовку.
В серии гидравлических листогибов JORNS TwinBend и TwinMatic эта проблема изящно решена системой из двух гибочных траверс. Таким образом отпала необходимость переворачивать заготовку.
 org/Product»>
org/Product»> org/Product»>
org/Product»> Проходная конструкция листогибов ЛГС позволяет выполнять гибы для…
Проходная конструкция листогибов ЛГС позволяет выполнять гибы для…
 Мин. полка отбортовки — 5 мм, раскрытие листогиба — 110 мм. Вес станка -390…
Мин. полка отбортовки — 5 мм, раскрытие листогиба — 110 мм. Вес станка -390… ..
.. Листогиб предназначен для работы в цеху при изготовлении доборных элементов кровли, комплектующих…
Листогиб предназначен для работы в цеху при изготовлении доборных элементов кровли, комплектующих… 05.2021
05.2021 Мобильное оборудование, с помощью которого осуществляется гибка…
Мобильное оборудование, с помощью которого осуществляется гибка… 7 мм….
7 мм….






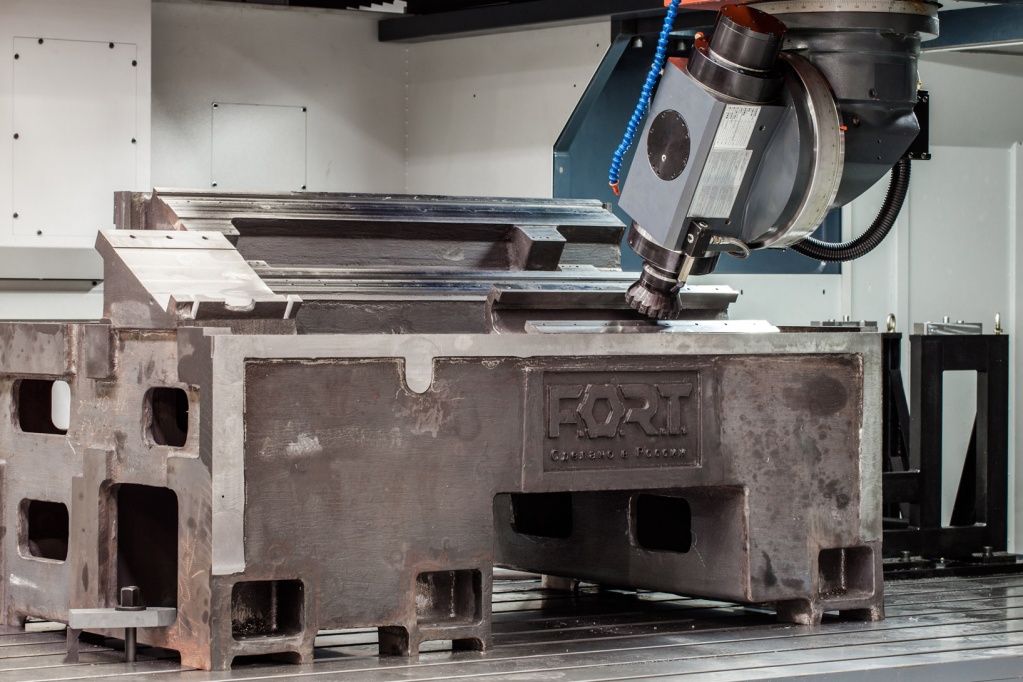
 На заводе, аналогично предыдущему, организован полный цикл работ.
На заводе, аналогично предыдущему, организован полный цикл работ.
 Данный процесс происходит посредством удаления слоя припуска.
Данный процесс происходит посредством удаления слоя припуска.
 На заводе, аналогично предыдущему, организован полный цикл работ.
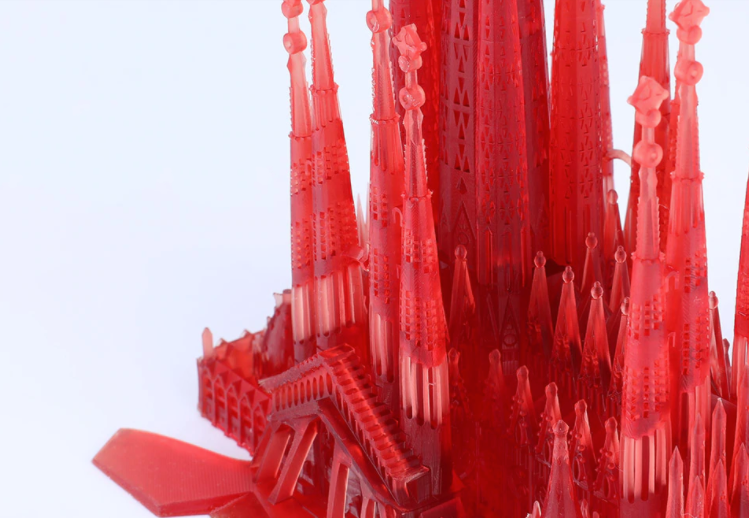
На заводе, аналогично предыдущему, организован полный цикл работ. Успешный запуск такого продукта может сыграть важную роль в становлении рынка 3D-печати на пути к Индустрии 4.0. В настоящий момент все прозрачные фотополимеры крупных производителей имеют определенные проблемы: изменение цвета (например, пожелтение), излишняя гигроскопичность или недостаточная прозрачность.
Успешный запуск такого продукта может сыграть важную роль в становлении рынка 3D-печати на пути к Индустрии 4.0. В настоящий момент все прозрачные фотополимеры крупных производителей имеют определенные проблемы: изменение цвета (например, пожелтение), излишняя гигроскопичность или недостаточная прозрачность.
 Этот фотополимер может использоваться для производства единичных изделий — линз, упаковки, моделей для гидродинамических и аэродинамических испытаний, концептуальных моделей.
Этот фотополимер может использоваться для производства единичных изделий — линз, упаковки, моделей для гидродинамических и аэродинамических испытаний, концептуальных моделей.
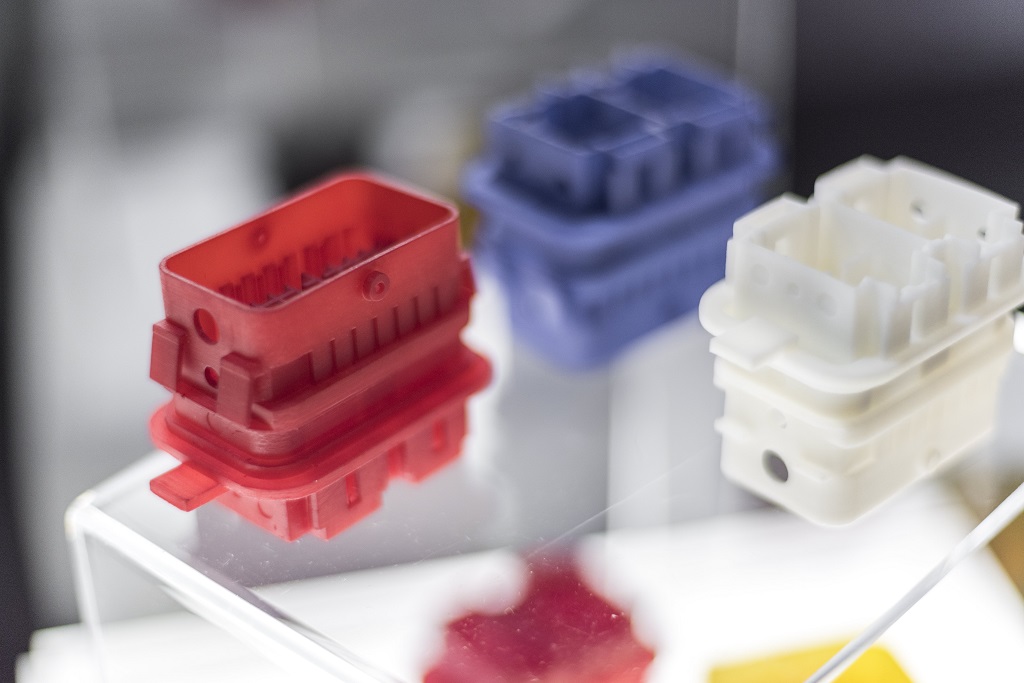
 Простота изготовления и превосходная детализация позволяют использовать эти фотополимерные смолы как в производстве автомобилей, различных термостойких изделий или осветительных приборов, так и в ортодонтии или при создании корпусов электронных устройств. Поверхность изделий получается гладкой и почти не требует постобработки, благодаря чему время производства пробных моделей значительно сокращается. Magna L100 также устойчив к воздействию растворителей и масел.
Простота изготовления и превосходная детализация позволяют использовать эти фотополимерные смолы как в производстве автомобилей, различных термостойких изделий или осветительных приборов, так и в ортодонтии или при создании корпусов электронных устройств. Поверхность изделий получается гладкой и почти не требует постобработки, благодаря чему время производства пробных моделей значительно сокращается. Magna L100 также устойчив к воздействию растворителей и масел.
 Он является отличной заменой полипропилена или ABS-пластика, обработанных на станке с ЧПУ, и отлично подходит для производства функциональных прототипов, мастер-моделей с высокой детализацией для вакуумного литья, монтажных и крепежных приспособлений, деталей на защелках или требующих точной подгонки.
Он является отличной заменой полипропилена или ABS-пластика, обработанных на станке с ЧПУ, и отлично подходит для производства функциональных прототипов, мастер-моделей с высокой детализацией для вакуумного литья, монтажных и крепежных приспособлений, деталей на защелках или требующих точной подгонки.
 Имея высокую степень удлинения, но при этом оставаясь прочным и стабильным, пластик Flexa W может использоваться для создания различных видов зажимных деталей или изделий, которым необходима точная подгонка. Благодаря яркому глянцевому белому цвету Flexa W напечатанные объекты выглядят привлекательно и выделяются на общем фоне.
Имея высокую степень удлинения, но при этом оставаясь прочным и стабильным, пластик Flexa W может использоваться для создания различных видов зажимных деталей или изделий, которым необходима точная подгонка. Благодаря яркому глянцевому белому цвету Flexa W напечатанные объекты выглядят привлекательно и выделяются на общем фоне.
 09.2019 , обновлена 15.06.2022
09.2019 , обновлена 15.06.2022 Сегодня HARZ Labs предлагает широкий ассортимент продукции для фотополимерной 3D-печати, которая поставляется в 75 стран.
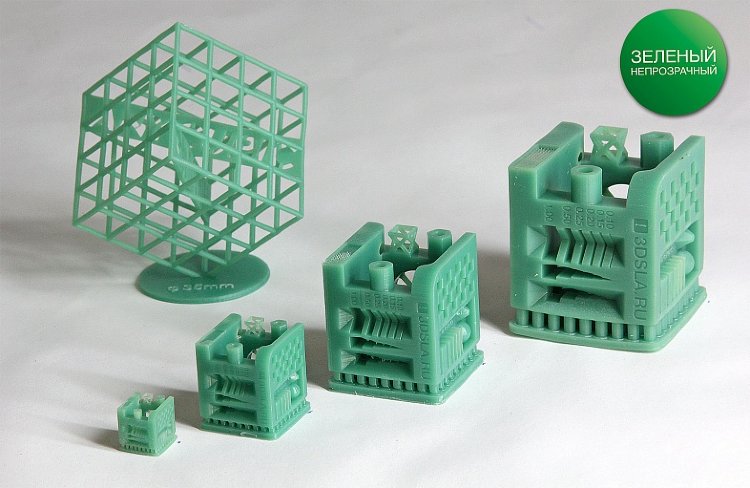
Сегодня HARZ Labs предлагает широкий ассортимент продукции для фотополимерной 3D-печати, которая поставляется в 75 стран. Это точный, прочный материал с низкой усадкой, который может использоваться для печати конечной продукции. Industrial Flex обладает высокой гибкостью и упругостью. Свойства фотополимера позволяют печатать такие функциональные модели, как уплотнители, виброгасители, демпферы. Industrial PP-like
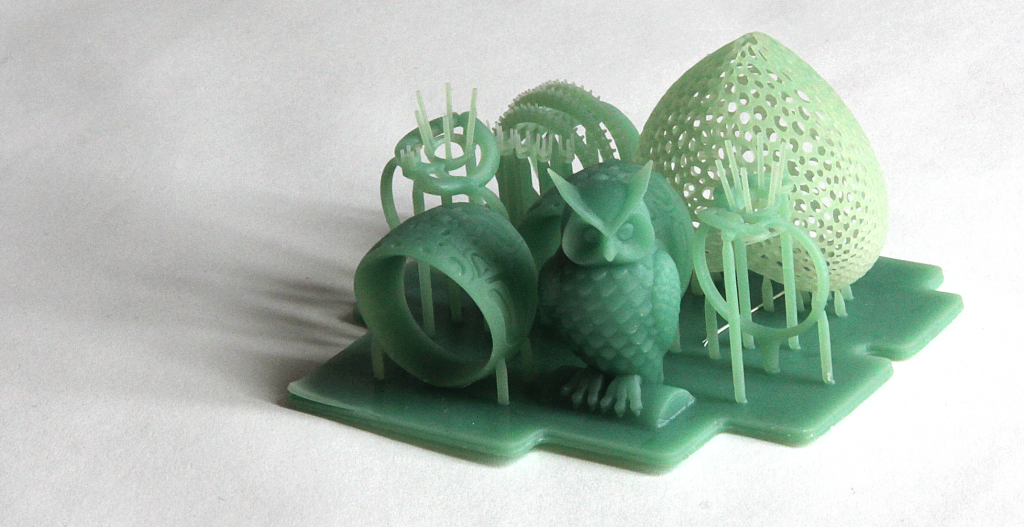
Это точный, прочный материал с низкой усадкой, который может использоваться для печати конечной продукции. Industrial Flex обладает высокой гибкостью и упругостью. Свойства фотополимера позволяют печатать такие функциональные модели, как уплотнители, виброгасители, демпферы. Industrial PP-like  Фотополимер позволяет печатать ювелирныe и инженерные выжигаемые модели, такие как кольца, браслеты, радиаторы, адаптеры, корпуса, заготовки шестернЕй и штампов. Материал выжигается в режиме воска и совместим с гипсовыми массами.
Фотополимер позволяет печатать ювелирныe и инженерные выжигаемые модели, такие как кольца, браслеты, радиаторы, адаптеры, корпуса, заготовки шестернЕй и штампов. Материал выжигается в режиме воска и совместим с гипсовыми массами.
 US
US  Температура: 80 ℃
Температура: 80 ℃
 В случае 3D-печати это типичная жидкая пластиковая смола, которая затвердевает под воздействием источника света, такого как лазер, лампа, проектор или светодиоды (LED), и большинство этих источников света излучают ультрафиолет. УФ), который отлично работает с нашей фотоотверждаемой смолой. Это идеальный компаньон для ЖК-3D-принтеров, а качество печати превосходно с точки зрения детализации и производительности.
В случае 3D-печати это типичная жидкая пластиковая смола, которая затвердевает под воздействием источника света, такого как лазер, лампа, проектор или светодиоды (LED), и большинство этих источников света излучают ультрафиолет. УФ), который отлично работает с нашей фотоотверждаемой смолой. Это идеальный компаньон для ЖК-3D-принтеров, а качество печати превосходно с точки зрения детализации и производительности. Скажите нет хрупкости и используйте смолу с более высокой прочностью.
Скажите нет хрупкости и используйте смолу с более высокой прочностью.

 д…
д… е.
е. е.
е. е.
е.

 Изделие будет доставлено ТК в любую точку России, также возможен самовывоз со склада в Москве.
Изделие будет доставлено ТК в любую точку России, также возможен самовывоз со склада в Москве.
 е.
е.


 к. обладают повышенной производительностью (более чем в 2 раза), а также гарантирующим высокое качество поверхности пиломатериала, в отличие от многопилов рамного типа.
к. обладают повышенной производительностью (более чем в 2 раза), а также гарантирующим высокое качество поверхности пиломатериала, в отличие от многопилов рамного типа.

 com является официальным спонсором:
com является официальным спонсором:

