Станок комбинированный: купить многофункциональные деревообрабатывающие станки в Москве, Санкт-Петербурге, Казани по низкой цене
Комбинированный станок Д-300 / Д-400
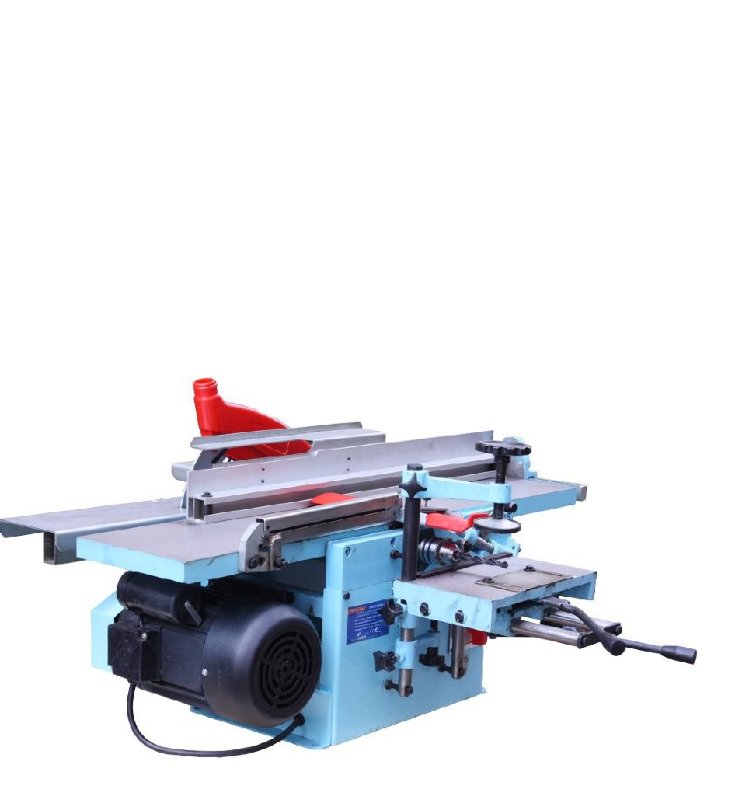
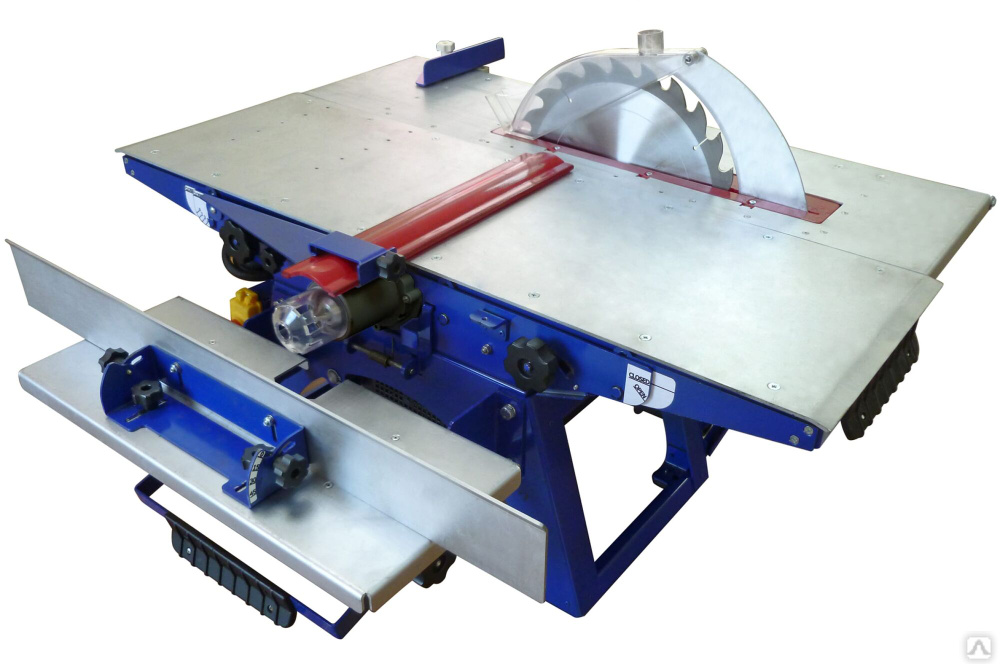
Комбинированные станки Д 300 (К) / Д 400 предназначены для комплексной обработки деталей из различных пород древесины на предприятиях средней и малой мощности. Основные операции, которые выполняют комбинированные станки Д 400 / Д 300 (К):
— продольной, поперечной и под углом распиловки дисковой пилой;
— строгания по плоскости и кромке, а также в заданный размер с механической подачей заготовки;
— фрезерования поверхности различной конфигурации и зарезания шипов;
— сверления и фрезерования шипов.
Cтанки Д 300 (К) / Д 400 обеспечивают безопасные условия работы: все режущие инструменты имеют ограждения и в нерабочем положении находятся под столом станка. Литая станина и литые столы снижают вибрацию и сохраняют точность длительное время. Привод шпинделей индивидуальный, от 3-х электродвигателей.
Для расширения технологических возможностей комбинированные станки Д 300 (К) / Д 400 могут комплектоваться по отдельному заказу: токарной приставкой, шлифовально-заточной приставкой с приспособлением для заточки строгальных ножей, фрезерным приспособлением, копировальным приспособлением и приставным столом-рольгангом.
Комбинированные станки Д 400 / Д 300 (К) (Россия),
технические характеристики:
Ширина фугования и рейсмусования, мм | 300 |
Максимальная толщина рейсмусования, мм | 180 |
Размеры рабочих поверхностей фуговальных столов, мм | 700х385 |
Скорость подачи рейсмусового устройства, м/мин | 10 |
Скорость вращения ножевого вала, об/мин | 5200 |
Высота резания круглопильного устройства, мм | 80 |
Ход каретки, мм | 1000 |
Диаметр дисковой пилы и посадочного места, мм | 360х50 |
Высота обработки фрезерного устройства, мм | 80 |
Длина столов, мм | |
Наибольшее вертикальное перемещение шпинделя, мм | 110 |
Суммарная мощность, кВт | 9 |
Количество электродвигателей, шт. | 3 |
Габариты, мм | 2000х 2360х 1485 |
Масса станков Д 400 / Д 300 (К), кг | 1600 |

Деревообрабатывающий комбинированный станок Д300, Д400.
Каталог товаров
Главная Каталог оборудования Деревообрабатывающие станки Столярное оборудование Комбинированные
Д 300, Д 400
Продажа комбинированных деревообрабатывающих станков Д300, Д400 со склада (СПб, Москва, Челябинск, Ростов-на-Дону, Казань) от производителя, производство на заводах-изготовителях и поставки.
Прайс-листы с ценами на деревообрабатывающие станки Д-300, Д-400 запрашивайте в отделе станочного оборудования.
Комбинированные станки Д 300, Д 400.
|
Комбинированный деревообрабатывающий станок Д300, Д400 предназначен для комплексной обработки столярных изделий и несложной мебели на предприятиях средней мощности.
Д400.
| |

На станке выполняются следующие операции:
- Продольной, поперечной и под углом распиловки дисковой пилой;
- Строгание (фугование) по плоскости и кромке;
- Рейсмусование с автоподачей заготовки;
- Фрезерование поверхностей различной конфигурации (копировальное устройство по заказу) и зарезки шипов;
- Сверление и фрезерование пазов;
- Жесткая станина и литые чугунные столы снижают вибрацию и обеспечивают высокую точность обработки длительное время.
- Привод шпинделей индивидуальные от 3-х электродвигателей.

- Высокое качество фрезерования обеспечивается вертикальным высокооборотным шпинделем и системой прижимов (по заказу).
- Для зарезки шипов и пиления поперек волокон и под углом служит торцовочная каретка.
- Пильный и фрезерный валы имеют возможность вертикального перемещения и при работе одного другой убирается в крайнее нижнее положение и отверстие заглушается.
- Рейсмусование с автоподачей через два приводных вала, при этом фуговальные столы откидываются, открывая удобный доступ к рейсмусовому столу.
- Сверлильно-пазовальный стол обеспечивает перемещения: в горизонтальной плоскости в любом направлении с помощью системы рычагов и вертикально — винтом с маховичком и ручкой.
- Для безопасной работы станок оборудован защитными устройствами и ограждениями: защитные кожуха имеют патрубки для присоединения стружкоотсосов.
- Станок укомплектован эксцентриковым прижимом, направляющими линейками.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКОВ Д300, Д400:
|
|
Д300
|
Д400
|
|
Наиб.
|
310
|
410
|
|
Наиб. толщина при рейсмусовании, мм
|
180
|
180
|
|
Длина фуговальных столов, мм
|
1850
|
2080
|
|
Скорость подачи при рейсмусовании, м/мин.
|
10
|
10
|
|
Наиб. глубина (сверления) и длина (паза), мм
|
100х100
|
100х100
|
|
Частота вращения ножевого вала (сверла), об.
|
6 000
|
6 000
|
|
Наиб. толщина при пилении, мм
|
85
|
85
|
|
Диаметр дисковой пилы, мм
|
315
|
315
|
|
Частота вращения пильного вала, об./мин.
|
3450
|
3450
|
|
Диаметр фрезерного шпинделя, мм
|
32
|
32
|
|
Наиб. диаметр устанавливаемой фрезы, мм
|
160
|
160
|
|
Частота вращения фрезерного шпинделя, об.
|
6000; 8000
|
6000; 8000
|
|
Количество электродвигателей, шт
|
3
|
3
|
|
Суммарная мощность, кВт
|
8,2
|
8,2
|
|
Габарит, мм
|
1950х1520х1450
|
2050х2080х1450
|
|
Масса, кг
|
650
|
780
|
 ширина фугования и рейсмусования, мм
ширина фугования и рейсмусования, мм /мин.
/мин. /мин.
/мин.ДОПОЛНИТЕЛЬНЫЕ ОПЦИИ:
|
Дополнительно на станок рекомендуется установка
Преимущества установки автоподатчика:
| |
|
| |
|
Быстросъемная копировальная приставка Д300К1.
Размеры стола под шаблон: 250х600 мм.
| |
|
Приспособление фрезерное Д300ФШ.
Для обеспечения безопасности и увеличения производительности труда обрабатываемый материал прижимается подпружиненными роликами сверху и сбоку.
|


Заказать и купить деревообрабатывающий комбинированный станок Д 300, Д 400 вы можете с заказом отгрузки транспортными компаниями в города: в города: Архангельск, Владивосток, Волгоград, Воронеж, Екатеринбург, Ижевск, Иркутск, Казань, Кемерово, Краснодар, Красноярск, Москва, Нижний Новгород, Новосибирск, Омск, Оренбург, Пенза, Пермь, Ростов-на-Дону, Санкт-Петербург, Самара, Саратов, Тюмень, Уфа, Чебоксары, Челябинск, Ярославль и прочие регионы России. Наверх
Наверх
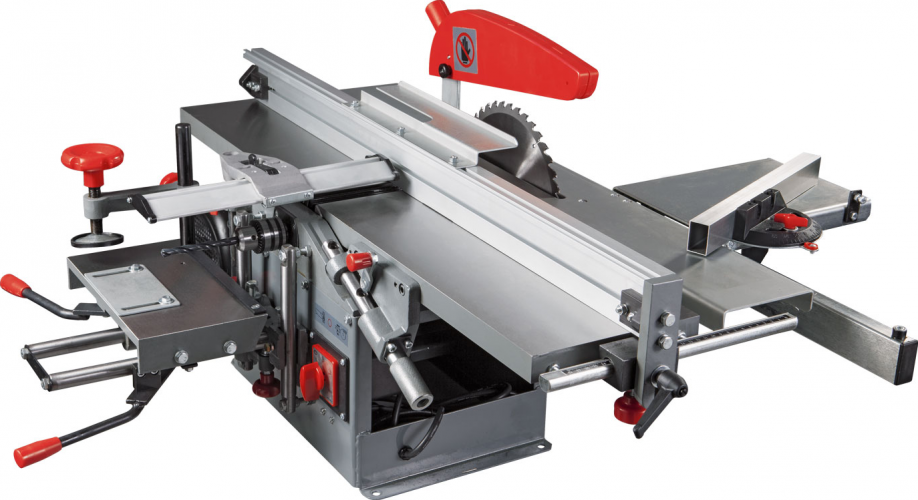
Комбинированная машина
– Felder Group
Раздвижные настольные пилы
Фуганки-строгальные станки/ фуганки/строгальные станки
Шейперы
Пилы
Комбинированные машины с 5 функциями
Кромкооблицовщики
Широколенточные шлифовальные станки
Шлифовальные станки Stroke & Edge
Щеточная машина
Ленточные пилы
Расточные и долбежные станки
Прессы для шпона с подогревом
Пылеуловители
Питатели питания
Оборудование мастерской
Фильтр Закрыть фильтр
Область применения
Ширина строгания (дюйм)
Необходимое пространство
Бюджет
4 Продукты
- Ширина строгания: 16⅛» (410 мм)
- Длина реза: 51–125 дюймов (1300–3200 мм)
- Ограничитель шпинделя для макс.
 диаметр инструмента: 9 дюймов (230 мм)
диаметр инструмента: 9 дюймов (230 мм) - Система быстрой смены фрезерного шпинделя, стандарт
- Горизонтальный пазорез (дополнительно)
- Система управления: Power-Drive (опция)
Подробнее
Получите бесплатную смету
- Ширина строгания: 12 дюймов (310 мм)
- Длина резки: 39–98 дюймов (1000–2500 мм)
- Ограничитель шпинделя для макс. диаметр инструмента: 9 дюймов (230 мм)
- Система фрезерных шпинделей MF (дополнительно)
- Горизонтальный пазорез (дополнительно)
Подробнее
Получить бесплатную смету
- Ширина строгания: 16 дюймов (410 мм)
- Длина стола строгального станка: 70⅞» (1800 мм)
- Длина резки: 34–98⅜» (865–2500 мм)
- Ограничитель шпинделя для макс.
 диаметр инструмента: 8⅞» (220 мм)
диаметр инструмента: 8⅞» (220 мм) - Система фрезерных шпинделей MF (дополнительно)
- Горизонтальный пазорез (дополнительно)
Подробнее
Получить бесплатную смету
- Ширина строгания: 12 дюймов (310 мм)
- Длина резки: 34–98⅜» (865–2500 мм)
- Ограничитель шпинделя для макс. диаметр инструмента: 9 дюймов (220 мм)
- Система фрезерных шпинделей MF (дополнительно)
- Горизонтальный пазорез (дополнительно)
Подробнее
Получите бесплатную смету
Комбинированная машина CF 741 | Felder
Электрическая установка
CF 741
CF 741 Professional
CF 741 S Professional
001
3x 400 V Напряжение
CF 741
S
CF 74110
CF 741
S
CF 74110. Professional
Professional
S
002
3 двигателя, напряжение 230 В
CF 741
W
CF 741 Professional
W
CF 7010 Professional
0003
W
003
1x 230 V, motor power 4.0 HP (3.0 kW)*
CF 741
O
CF 741 Professional
O
CF 741 S Professional
O
004
50 Гц
CF 741
S
CF 741 Professional
S
CF 741 S Professional
S
005
60 HZ
CF 741
W
CF 74130003
CF 741 S Professional
W
006
4,0 л.с. (3,0 кВт)*
CF 741
S
CF 741 Профессионал
S
CF 741 S Profession 4,0 кВт)*
CF 741
O
CF 741 Professional
O
CF 741 S Professional
S
008
7,5 л.с. (5,5 кВт)*
CF 741103
7,5 л.с. 741 Профессиональный
O
CF 741 S Professional
O
009
10. 0 HP (7.35 kW)*
0 HP (7.35 kW)*
CF 741
O
CF 741 Professional
O
CF 741 S Professional
O
10
Star-Delta Tread необходим из 7,5 л.с. и 3x230V
CF 741
O
CF 741 Professional
O
CF 741 S Professional
O
110003
Switch для переключения вперед и реверс
o
110003
.0003
CF 741
S
CF 741 Professional
S
CF 741 S Professional
S
12
Trigger switch for dust extractor start
CF 741
O
CF 741 Professional
O
CF 741 S Professional
O
14
3-фазная муфта CEE для дополнительного оборудования с задержкой по времени (необходима для использования силового фидера)
CF 741
o
CF 741 Professional
O
CF 741 S Professional
O
CutterBlock
CF 741
CF 741 Professional
CF 741 S Professional
309003
10101010101010101010101010101010101010101010 10. CF 741
CF 741
410
CF 741 Professional
410
CF 741 S Professional
410
32
Ограждение поверхносного плавателя 1485 мм
CF 741
.0010 S
CF 741 Professional
S
CF 741 S Professional
S
33
Ограждение поверхностного плана Anodized
CF 741
O
CF 741 Профессионал
S
O
CF 741 Профессионал
S
o
CF 741 Профессионал
S
110 o
CF 741 Профессионал
S
110 o
CF 741.
S
34
Дополнительный столик для упора рубанка
CF 741
S
CF 741 Professional
S
SCF 741 Professional 3
CF 741 S3
010 36
ГАРАН ГАРАНА EURO «Стандарт»
CF 741
S
CF 741 Professional
S
CF 741 S Professional
S
37
Graner Guard Eure «Comfor»
CF 7419
Grand Guard Eure «Comfor»
CF 741
Grand Guar
O
CF 741 Professional
O
CF 741 S Professional
O
38
2-нока Felder-System CutterBlock
CF 741
S
CF 741 Профессионал
003
S
CF 741 S Professional
39
4-й нож. 4-ножного ночного ножа CutterBlock
4-ножного ночного ножа CutterBlock
CF 741
O
CF 741 Professional
O
CF 741 S Professional
O
41
3-nife Tersa Rotterblock
41
3-grife Tersa Rotterblock
41
3-нока Tersa Rotterblock
41
0010 CF 741
O
CF 741 Professional
O
CF 741 S Professional
O
44
Silent-POWER spiral cutterblock
CF 741
O
CF 741 Professional
O
CF 741 S Professional
O
—
Длина стола рейсмусового станка в мм
CF 741
800
CF 741 Professional 9 70 Professional 9 CF 70 Professional
8030
3
800
—
Количество ножков — Спиральный каттерблок с тихой мощностью
CF 741
63
CF 741 Professional
63
CF 741 S Profession В MM
CF 741
1650
CF 741 Professional
1650
CF 741 S Professional
1650
Платарь толщины и Feed Drive
CF 741
0010 CF 741 Professional
CF 741 S Professional
50
Ширина плана толщины в MM
CF 741
404
CF 741 Professional
404
CF 741 SFREA дисплей высоты рейсмусования в мм
CF 741
S
CF 741 Professional
S
CF 741 S Professional
S
52
3
3
CF 741
O
CF 741 Professional
O
CF 741 S Professional
O
53
Регулировка высоты и цифровое отображение толщевой таблицы („Power D1)
CF и цифровой дисплей толщин 741
O
CF 741 Professional
O
CF 741 S Professional
O
56
2 Speed Synchronized Feed Drive 6+12 м/мин. 0010 CF 741 Professional
0010 CF 741 Professional
S
CF 741 S Professional
S
—
Максимальная глубина сокращения в MM
CF 741
4
CF 741 Profession 4
—
Мин. длина заготовки в мм
CF 741
190
CF 741 Professional
190
CF 741 S Professional
190
— 9000 толщина0003
CF 741
3-230
CF 741 Professional
3-230
CF 741 S Professional
3-230
Saw and Scoring Unit
CF 741
CF 741 Professional
CF 741 S Professional
201
Электрическая регулировка высоты и угла пильного блока со светодиодным дисплеем (#119)
CF 741
O
CF 741 Professional
O
Professional 3 S
CF 7040010 o
23
1x 230 V Электронно контролируемое блок, 100 мм с мощностью 300 мм основной пилы (#003)
CF 741
O
CF 741 Professional
O
CF 741 S Professional
O
CF 741 S Professional
O
CF 741 S Professional
O
CF 741 S Profession
O
69
Настольная пила с наклоном пильного диска (90–45°), максимальная высота пропила 104 мм с пильным диском 315 мм, 4800 об/мин
CF 741
S
Professional
S
CF 741 S Professional
S
71
Цифровой индикатор на махору стол для параллельного упора
CF 741
O
CF 741 Professional
O
CF 741 S Professional
O
74
9001 3⅞” (100 мм) с полотном основной пилы 11¾” (300 мм)
CF 741
O
CF 741 Professional
O
CF 741 S Professional
O
75
Электронный блок подсчета очков. 100 мм с основной пилой лезвия 300 мм
100 мм с основной пилой лезвия 300 мм
CF 741
O
CF 741 Professional
O
CF 741 S Professional
O
80
Saw Guard Euro II
CF 741
S
Saw Guard Euro II
CF 741
S
S
Saw Saw Guard Euro II
CF 741
S.
S.
S.
S.
S.
S.
S.
S.
S.
S.
3
S
Saw Saw Guar CF 741 Professional
S
CF 741 S Professional
S
82
Preparation for Dado tooling up to 19.5 mm in width
CF 741
O
CF 741 Professional
O
CF 741 S Professional
O
84
Micro adjustable rip Забор
CF 741
S
CF 741 Professional
S
CF 741 S Professional
S
MOULDER MONDER и SPINDLE
CF 741
CF 741 Profession0003
CF 741 S Professional
100
MOULDER SPINDLE Ø 30 мм, полезную высоту 140 мм
CF 741
O
CF 741 Professional
O
CF 741 S Professional
O
O
CF 741 S Profession Moulder Spindle Ø 40 мм, полезная высота 160 мм
CF 741
O
CF 741 Professional
O
CF 741 S Professional
O
102
MOLDER SPINDLE A 50 MM, USABLE 16010 102
MOULDER SPINDLE A 50 MM, USABLE 160 ММ 160 ММ. 0003
0003
CF 741
O
CF 741 Professional
O
CF 741 S Professional
O
103
Moulder spindle Ø 30 mm, usable height 115 mm
CF 741
S
CF 741 Professional
S
CF 741 S Professional
S
104
MOULDER SPINDLE Ø 50 мм, полезная высота 115 мм
CF 741
O
CF 741 Professional
O
O
CF 741 Professional
O
O
CF 741 Professional
O
O
0003
CF 741 S Professional
O
105
Moulder spindle Ø 1¼”, usable height 115 mm
CF 741
O
CF 741 Professional
O
CF 741 S Professional
O
106
MOULDER SPINDLE Ø 35 мм, полезная высота 115 мм
CF 741
O
CF 741 Professional
O
CF 741 S Professional
O
107
MOULDER SPINDLE SPINDLE 32 MM 32 MM 32 MM 32 MM 32 MM 32 MM 32 MM. 115 мм
115 мм
CF 741
O
CF 741 Professional
O
CF 741 S Professional
O
108
High speed router spindle 15,000 rpm, instead of Ø 30 mm spindle
CF 741
O
CF 741 Professional
O
CF 741 S Professional
O
109
Ручной наклон шпинделя 90 –45 °
CF 741
S
CF 741 Профессионал
S
S
CF 741
S
S
CF 741.0003
CF 741 S Professional
S
110
Scale for tilting spindle moulder on the hand wheel (!119)
CF 741
O
CF 741 Professional
O
CF 741 S Professional
O
112
Фрезерный упор 230 для макс. диаметр инструмента 230 мм, направляющие пластины 400 мм
CF 741
S
CF 741 Professional
S
CF 741 S Professional
с
113
Многочисленная корректировка для забора шпинделя 230 (#112)
CF 741
O
CF 741 Professional
S
CF 741 S Profession Пластины
CF 741
S
CF 741 Professional
CF 741 S Professional
116
Алюминиевый шпинд. 0003
0003
S
CF 741 S Professional
S
117
ОБОРУДА для ограждения шпинделя, анодированные «Руководствами по безопасности» (#112)
CF 741
O
CF 741 Professional
O
10110 O
CF 741 Professional
O
10110 O
CF 741 Professional
O
10110 CF 74110 CF 741 Profession S Professional
O
118
Электрическая регулировка высоты формовочного шпинделя со светодиодным дисплеем («Power-Drive» F1) (#110)
CF 741
O
CF 741 Professional
00010 CF 741 S Professional
O
119
Регулировка высоты и угла настройки веретена со светодиодным дисплеем (#201)
CF 741
O
CF 741 Profession
o
123
европейский галдер галдер.0010 ЗАБОЧКИ ОБОРУДОВАНИЯ ПЛОНЕТЫ «Интеграл» 500 мм
CF 741
O
CF 741 Professional
O
CF 741 S Professional
O
—
Расставание таблицы в MM
CF 7411110 —
В таблице.
CF 741 Professional
230
CF 741 S Professional
230
Сдвижные таблицы
CF 741
CF 741 Профессионал
CF 741 S Profession0010 разоткрытая таблица M, длина резания 1300 мм **
CF 741
S
CF 741 Профессионал
CF 741 S Professional
132
Dimension Slowing Table L, вырезанная длина 2050 мм **
CF 741
O
CF 741 Professional
S
CF 741 S Professional
133
Габаритный подвижный стол F, длина резки 2500 мм (98″), анодированный** с кромочным башмаком
0010 o
CF 741 Professional
O
CF 741 S Professional
S
134
Размещение размерная таблица x, длина резания 2800 мм (110 «), анодированный ** с подходной обувью
CF 741
. CF 741 Professional
CF 741 S Professional
O
135
Dimension Spliting Table XL, длина резания 3200 мм (126 «), анодированный ** с обувью EDGING
CF 741
CF 741 Professional
CF 741 741
CF 741 Profession
CF 741110 741
CF 741 Profession
CF 74110 CF 741
CF 741 Professional
CF 74110 CF 741
CF 741 Profession С Профессионал
o
136
Размещение размерной таблицы анодированная
CF 741
O
CF 741 Professional
S
CF 741 S Professional
S
139
на и выключенном на выключатель на выключатель на The Ske On Table
S
139
на выключателе на выключателе
S
139
на выключате
CF 741
O
CF 741 Professional
O
CF 741 S Professional
O
141
Dimension Slind Table, длина резания 1550 мм **
CF 741
o
CF 741 Professional
CF 741 S Professional
Tableger Tables и Crosscut Fences
CF 741
CF 741 Professional
CF 741 S Professional
159
1100 ММ. раздвижные столы
раздвижные столы
CF 741
O
CF 741 Professional
S
CF 741 S Professional
160
1300 мм
1300 мм выдвижной стол20003
CF 741
O
CF 741 Professional
O
CF 741 S Professional
S
161
1500 мм Autrigger Table для 2500–3700 MM Sliding Tables
CF 741
101110111011101110111011101110111101ц. Профессиональный.
CF 741 S Professional
W
164
Crosscut Fence 1100 мм (43 «) для всех раздвижных таблиц
CF 741
S
CF 741 Профессионал
O
CF 741 S Profession0003
o
165
Телескопическое расширение для заграды по перекрестному забору 1100 мм (43 «) до 2000 мм (78») (#164)
CF 741
O
CF 741 Профессионал
O
CF 74110 с. Профессионал
O
166
Crosscut Fence 2600 мм для таблицы аутригера (#159/160)
CF 741
O
CF 741 Professional
S
CF 741 S Professional
S
010110 168
110 CF 741 S Professional
S
10 168
168
1111110 CF 741 S Professional
S
10 1689110 168
168
168
168 9003
CF 741 S Profession
Поперечный упор 2600 мм для опорного стола, система X-Roll вместо поперечного упора 1100 мм (#159/160)
CF 741
O
CF 741 Professional
CF 741 S Professional
169
Поперечный упор 3200 мм для стола с упорами для выносных опор, X-Rol упор 60 мм2 вместо 2 поперечных упоров2 166/168+159/160)
CF 741
O
CF 741 Professional
O
CF 741 S Professional
O
170
Preciance Mitre Mitre System System System For For Fult Table Table Crosscut Забор
. 0003
0003
CF 741
O
CF 741 Professional
O
CF 741 S Professional
O
171
Digital Cut Stop 1900 мм (74 «), 1 цифровой заход, расширяемый до 3200 мм (74 мм (74″), 1 цифровой заход, расширяется до 3200 млн. 126») для аутригеров 1500
CF 741
CF 741 Professional
CF 741 S Professional
O
172
аутригер цифровой упор для поперечного упора 2600 мм, 10 цифровых стопоров для поперечного упора 2600 мм, 10 цифровых упоров для аутригеров 2600 мм2
CF 741
CF 741 Professional
CF 741 S Professional
O
173
Руководство по точке MITR
CF 741 S Professional
O
Пазовый агрегат
CF 741
CF 741 Professional
CF 741 S Professional
190
900 профессиональный стол долбежный0003
CF 741
O
CF 741 Professional
O
CF 741 S Professional
O
191
Morting Muck, диапазон зажигания 0–16 мм
CF 741
O
11111111111111111111111111111111111 есть
1111111111111111111111111111111 есть
11111111111111111111111110 гг.
o
CF 741 S Professional
O
194
Транспортный блок для Morting Table Heavy (#190)
CF 741
O
CF 741 Профессионал
O
O
0010 CF 741 S Professional
O
General
CF 741
CF 741 Professional
CF 741 S Professional
13
Подготовка к мин. Ширина транспорта 800 мм
CF 741
O
CF 741 Professional
O
CF 741 S Professional
O
—
Диаметр подключения экстрактора.
CF 741 Professional
120
CF 741 S Professional
120
—
Диаметр подключения экстрактора в MM на SAW Guard
CF 741
120/50
CF 741 Profession Professional
120/50
—
Диаметр соединительного отверстия экстрактора в мм на упоре фрезерного станка/под столом экстрактор
CF 741
120/80
CF 741 Professional
3
30003
CF 741 S Professional
120/80
—
Мин.
 И верно, диски по дереву МАКИТА имеют обширный размерный ряд и обладают высокими показателями качества и, естественно, стоимость такой продукции будет высокой, так что при выборе пильного диска по дереву нужно смоьреть не только на производителя, но и внимательно взвесить назначение пилы и цену на неё, иначе получится что Вы просто переплатите. В большинстве случаев диски обладают оптимальными показателями цена-качество и стоят в плотную с пильными дисками таких производителей как MAKITA, BOSCH, FREUD. Мы постоянно мониторим отзывы наших покупателей и взаимодействуем с заводом-изготовителем, что положительно сказывается на нашем ассортименте и и новинках в области ручного инструмета и оснастки к нему.
И верно, диски по дереву МАКИТА имеют обширный размерный ряд и обладают высокими показателями качества и, естественно, стоимость такой продукции будет высокой, так что при выборе пильного диска по дереву нужно смоьреть не только на производителя, но и внимательно взвесить назначение пилы и цену на неё, иначе получится что Вы просто переплатите. В большинстве случаев диски обладают оптимальными показателями цена-качество и стоят в плотную с пильными дисками таких производителей как MAKITA, BOSCH, FREUD. Мы постоянно мониторим отзывы наших покупателей и взаимодействуем с заводом-изготовителем, что положительно сказывается на нашем ассортименте и и новинках в области ручного инструмета и оснастки к нему. Для продольного реза рекомендовано использование пильного диска с малым и средним количеством зубьев, причем среднее количество зубьев дает более чистый рез, но немного замедляет скорость реза. Для распила поперек (поперечный рез) необходимо выбрать дисковую пилу по дереву с большим количеством зубьев. Количество зубьев легко определить по маркировке пильного диска, например пильный диск по дереву 125 х 36Т х 22.23 — это отрезной пильный диск по дереву с наружным диаметром 125 мм, количеством твердосплавных зубьев 36 штук и посадкой 22,23 мм. И если взглянуть на все пильные диски по дереву диаметром 125 мм нетрудно будет определить, что они выпускаются с количествами твердосплавных зубьев 24Т, 36Т и 48Т. А значит наш диск относится к пильным дискам со средним количеством зубьев и, соответственно, им можно производить резы как поперек, так и вдоль обрабатываемого изделия. Диском с количеством зубьев 24Т лучше производить продольный рез, а отрезным кругом по дереву с зубьями 48Т — поперечный рез.
Для продольного реза рекомендовано использование пильного диска с малым и средним количеством зубьев, причем среднее количество зубьев дает более чистый рез, но немного замедляет скорость реза. Для распила поперек (поперечный рез) необходимо выбрать дисковую пилу по дереву с большим количеством зубьев. Количество зубьев легко определить по маркировке пильного диска, например пильный диск по дереву 125 х 36Т х 22.23 — это отрезной пильный диск по дереву с наружным диаметром 125 мм, количеством твердосплавных зубьев 36 штук и посадкой 22,23 мм. И если взглянуть на все пильные диски по дереву диаметром 125 мм нетрудно будет определить, что они выпускаются с количествами твердосплавных зубьев 24Т, 36Т и 48Т. А значит наш диск относится к пильным дискам со средним количеством зубьев и, соответственно, им можно производить резы как поперек, так и вдоль обрабатываемого изделия. Диском с количеством зубьев 24Т лучше производить продольный рез, а отрезным кругом по дереву с зубьями 48Т — поперечный рез.

 5мм, 24зуб для дерева MAKITA E-01909
5мм, 24зуб для дерева MAKITA E-01909

 5мм, 24зуб для акк диск пил MAKITA B-31158
5мм, 24зуб для акк диск пил MAKITA B-31158
 3мм, 40зуб для дерева MAKITA B-29278
3мм, 40зуб для дерева MAKITA B-29278
 88 мм
88 мм 4 мм
4 мм 3мм, 24зуб для дер MAKITA B-31348
3мм, 24зуб для дер MAKITA B-31348 4мм, 60зуб для дерева MAKITA D-45967
4мм, 60зуб для дерева MAKITA D-45967 each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}} , Ltd. в основном занимается исследованиями и разработками, производством и обработкой дисковых пил TCT, продает строительные материалы, изделия из алюминиевого сплава, металлические изделия, прецизионное оборудование и аппаратные инструменты.
, Ltd. в основном занимается исследованиями и разработками, производством и обработкой дисковых пил TCT, продает строительные материалы, изделия из алюминиевого сплава, металлические изделия, прецизионное оборудование и аппаратные инструменты. Активируйте JavaScript и скопируйте.
Активируйте JavaScript и скопируйте.
 Самый большой по диаметру плавающий диск Brembo — это диск диаметром 330 мм (13 дюймов), используемый на Ducati Panigale.
Самый большой по диаметру плавающий диск Brembo — это диск диаметром 330 мм (13 дюймов), используемый на Ducati Panigale.  Суммируя все усилия, прилагаемые гонщиком к рычагу тормоза Brembo от линии старта до клетчатого флага, получается почти 950 кг (1,05 т).
Суммируя все усилия, прилагаемые гонщиком к рычагу тормоза Brembo от линии старта до клетчатого флага, получается почти 950 кг (1,05 т).




 Например, если вы делаете пружинное изделие, то сначала необходимо сделать блоки. Если же вы применяете такой наполнитель, как синтепон, кокосовая стружка, пенополиуретан, латекс или другие материалы, то вам достаточно будет просто засунуть их в прочный чехол.
Например, если вы делаете пружинное изделие, то сначала необходимо сделать блоки. Если же вы применяете такой наполнитель, как синтепон, кокосовая стружка, пенополиуретан, латекс или другие материалы, то вам достаточно будет просто засунуть их в прочный чехол. Как открыть цех по производству мебели: оборудование и список необходимых документов
Как открыть цех по производству мебели: оборудование и список необходимых документов
 United Mattress Machinery превзойдет конкурентов и будет работать так же усердно, как и вы. Мы настолько уверены, что гарантируем запасные части в течение 1 полного года.
United Mattress Machinery превзойдет конкурентов и будет работать так же усердно, как и вы. Мы настолько уверены, что гарантируем запасные части в течение 1 полного года. В 1997 году он успешно продал Porter International компании Leggett & Platt, Inc. Г-н Портер не только обладает большим опытом во всех аспектах бизнеса, но и связан с ключевыми игроками отрасли.
В 1997 году он успешно продал Porter International компании Leggett & Platt, Inc. Г-н Портер не только обладает большим опытом во всех аспектах бизнеса, но и связан с ключевыми игроками отрасли.








 Наш выбор угловых валков или профилегибочных станков предлагает превосходное производство, точную обработку и первоклассные компоненты, выполненные в чистом новом дизайне. Наши волоконные лазеры гарантируют новаторские результаты резки без больших затрат энергии и обеспечивают молниеносную скорость резки. Мы производим листовые валки в моделях с 3 или 4 валками, скользящие валки и валки с изменяемой геометрией, специально разработанные для прокатки материалов различной плотности с прочностными характеристиками, которые никогда не прогибаются под экстремальным давлением. Наша беспрецедентная коллекция гидравлических, сервоприводных и электрических листогибочных прессов может похвастаться линейкой, ориентированной на потребителя, которая обеспечивает универсальность, экологичную эксплуатацию и экономические потребности. И полная линейка станков для обработки листового металла и изготовления пластин для любой ситуации. Просмотрите наш выбор продуктов JMT, которые обеспечат вашему бизнесу высочайший уровень производительности и рентабельности!
Наш выбор угловых валков или профилегибочных станков предлагает превосходное производство, точную обработку и первоклассные компоненты, выполненные в чистом новом дизайне. Наши волоконные лазеры гарантируют новаторские результаты резки без больших затрат энергии и обеспечивают молниеносную скорость резки. Мы производим листовые валки в моделях с 3 или 4 валками, скользящие валки и валки с изменяемой геометрией, специально разработанные для прокатки материалов различной плотности с прочностными характеристиками, которые никогда не прогибаются под экстремальным давлением. Наша беспрецедентная коллекция гидравлических, сервоприводных и электрических листогибочных прессов может похвастаться линейкой, ориентированной на потребителя, которая обеспечивает универсальность, экологичную эксплуатацию и экономические потребности. И полная линейка станков для обработки листового металла и изготовления пластин для любой ситуации. Просмотрите наш выбор продуктов JMT, которые обеспечат вашему бизнесу высочайший уровень производительности и рентабельности! В 3-х и 4-х валковых рукоятках крутите самую мощную переменную ось…
В 3-х и 4-х валковых рукоятках крутите самую мощную переменную ось… С нашим начальником…
С нашим начальником… Эта комбинация компонентов…
Эта комбинация компонентов… JMT в настоящее время…
JMT в настоящее время…
 Наши станки для поперечной резки представляют собой устройства «все в одном», созданные для того, чтобы выдерживать высокие объемы производства в течение долгого времени, занимая при этом как можно меньше места.
Наши станки для поперечной резки представляют собой устройства «все в одном», созданные для того, чтобы выдерживать высокие объемы производства в течение долгого времени, занимая при этом как можно меньше места. Листовой металл из рулонов экономит деньги, сокращает количество отходов и освобождает место для хранения. У нас есть правильное решение, независимо от того, большая у вас мастерская по обработке листового металла или маленькая. У Forstner есть широкий ассортимент, который можно комбинировать для создания эффективного производственного объекта в соответствии с вашими требованиями!
Листовой металл из рулонов экономит деньги, сокращает количество отходов и освобождает место для хранения. У нас есть правильное решение, независимо от того, большая у вас мастерская по обработке листового металла или маленькая. У Forstner есть широкий ассортимент, который можно комбинировать для создания эффективного производственного объекта в соответствии с вашими требованиями!
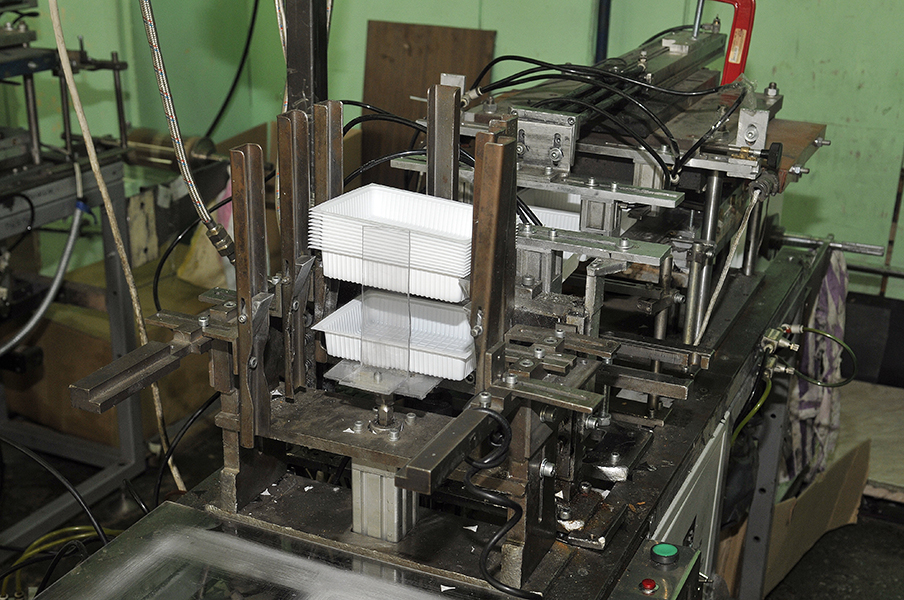 Такие агрегаты можно быстро и точно настроить на работу с определенным видом продукции, изменить параметры фасовки без простоя технологического оборудования.
Такие агрегаты можно быстро и точно настроить на работу с определенным видом продукции, изменить параметры фасовки без простоя технологического оборудования.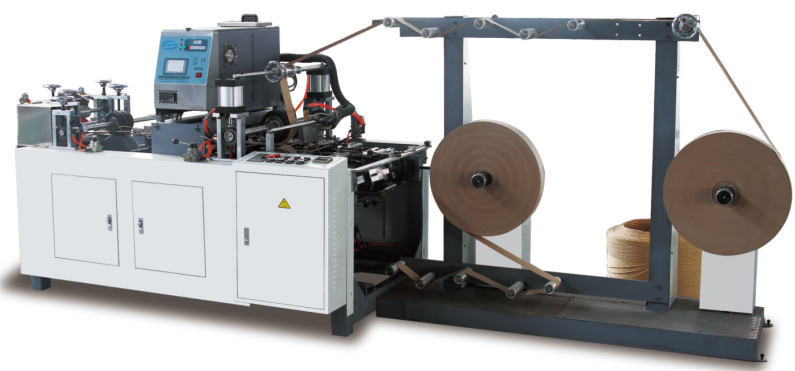 д.), дозатор В5 имеет узкое назначение, применяется для фасовки спагетти.
д.), дозатор В5 имеет узкое назначение, применяется для фасовки спагетти.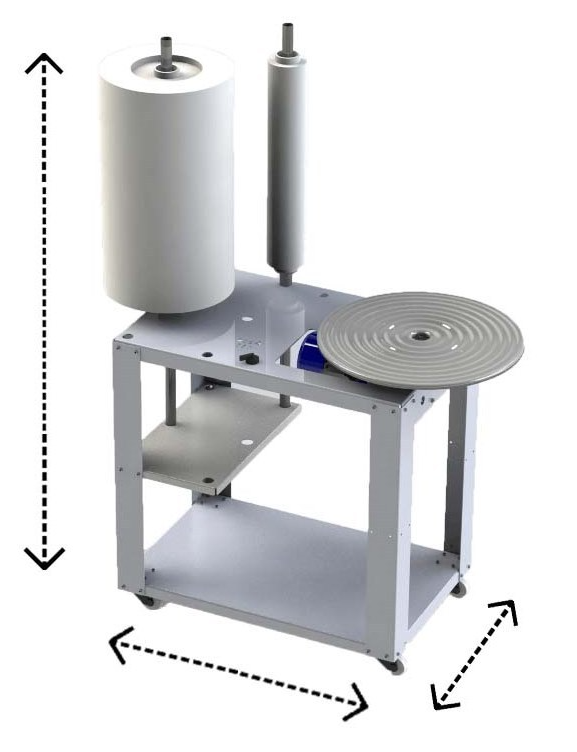
 Компания имеет свои представительства в крупных городах Западно-Сибирского региона: Барнауле, Новосибирске, Омске – с штатом высококвалифицированных инженерных кадров.
Компания имеет свои представительства в крупных городах Западно-Сибирского региона: Барнауле, Новосибирске, Омске – с штатом высококвалифицированных инженерных кадров. Стало понятно, замена устаревшего оборудования – тренд на среднесрочную перспективу. Рассматривая возможные варианты оборудования, первое, на что обратили внимание, были универсальные станки для фасовки различных продуктов.
Стало понятно, замена устаревшего оборудования – тренд на среднесрочную перспективу. Рассматривая возможные варианты оборудования, первое, на что обратили внимание, были универсальные станки для фасовки различных продуктов. Основа системы управления фасовочного станка – программируемый контроллер ОВЕН ПЛК110 с панелью оператора ОВЕН СП310. На контроллер ПЛК110 заведены все дискретные сигналы от множества датчиков положения, оптических и индуктивных датчиков. Для подключения термопары установлен дополнительный модуль ввода/вывода ОВЕН МВ110. Уровень продукта в баке контролируется с помощью ОВЕН БКК1. Для питания датчиков используются ОВЕН БП30Б.
Основа системы управления фасовочного станка – программируемый контроллер ОВЕН ПЛК110 с панелью оператора ОВЕН СП310. На контроллер ПЛК110 заведены все дискретные сигналы от множества датчиков положения, оптических и индуктивных датчиков. Для подключения термопары установлен дополнительный модуль ввода/вывода ОВЕН МВ110. Уровень продукта в баке контролируется с помощью ОВЕН БКК1. Для питания датчиков используются ОВЕН БП30Б.
 Запаечное кольцо с нагревателем приводится в движение пневматическим цилиндром, положение которого контролируется датчиками. После запайки датер проставляет дату на фольге.
Запаечное кольцо с нагревателем приводится в движение пневматическим цилиндром, положение которого контролируется датчиками. После запайки датер проставляет дату на фольге. Так, например, если по технологии не требуется установка дополнительной крышки – кликаем на соответствующий узел, и он выключен. Кликнули еще раз, и данный узел в работе.
Так, например, если по технологии не требуется установка дополнительной крышки – кликаем на соответствующий узел, и он выключен. Кликнули еще раз, и данный узел в работе. Соответственно, для перенастройки нужно лишь изменить настройки дозатора и устройства подъема тары – это очень просто, и специализированный персонал здесь не требуется. Оператор может произвести перенастройку самостоятельно в течение нескольких минут. Если все-таки требуется менять посадочные размеры, то это следует учитывать при заказе станка, так как для этого необходима замена некоторых узлов. Специалист и в таком случае сможет перенастроить станок достаточно быстро.
Соответственно, для перенастройки нужно лишь изменить настройки дозатора и устройства подъема тары – это очень просто, и специализированный персонал здесь не требуется. Оператор может произвести перенастройку самостоятельно в течение нескольких минут. Если все-таки требуется менять посадочные размеры, то это следует учитывать при заказе станка, так как для этого необходима замена некоторых узлов. Специалист и в таком случае сможет перенастроить станок достаточно быстро. Есть тысячи упаковочных машин от больших до маленьких. Упаковочные машины могут наполнять жидкости, упаковывать продукты, взвешивать продукты и защищать продукты от транспортировки и хранения.
Есть тысячи упаковочных машин от больших до маленьких. Упаковочные машины могут наполнять жидкости, упаковывать продукты, взвешивать продукты и защищать продукты от транспортировки и хранения. Воздушные подушки используются для амортизации продуктов во время транспортировки. Воздух уменьшает пустоты внутри упаковки, чтобы продукты не двигались во время транспортировки.
Воздушные подушки используются для амортизации продуктов во время транспортировки. Воздух уменьшает пустоты внутри упаковки, чтобы продукты не двигались во время транспортировки.

 Они бывают разных размеров и типов. Некоторые из них приводятся в действие гравитацией, но большинство приводятся в действие электричеством.
Они бывают разных размеров и типов. Некоторые из них приводятся в действие гравитацией, но большинство приводятся в действие электричеством. Этикетировщики также могут находиться на упаковочной линии для нанесения этикеток на бутылки или готовую продукцию.
Этикетировщики также могут находиться на упаковочной линии для нанесения этикеток на бутылки или готовую продукцию. Металлодетекторы могут использоваться на автоматических упаковочных линиях в сочетании с чеквейерами. Металлодетекторы могут иметь функцию автоматического выброса для автоматического удаления продуктов с металлом внутри.
Металлодетекторы могут использоваться на автоматических упаковочных линиях в сочетании с чеквейерами. Металлодетекторы могут иметь функцию автоматического выброса для автоматического удаления продуктов с металлом внутри. Весы также являются важной частью упаковки и доставки продукции посылкой или грузом. Все исходящие товары должны быть измерены и взвешены при отправке посылкой.
Весы также являются важной частью упаковки и доставки продукции посылкой или грузом. Все исходящие товары должны быть измерены и взвешены при отправке посылкой. Прозрачная пленка имеет клей для приклеивания пленки к подложке. Тяжелые продукты могут быть упакованы в кожу, чтобы предотвратить их перемещение во время транспортировки.
Прозрачная пленка имеет клей для приклеивания пленки к подложке. Тяжелые продукты могут быть упакованы в кожу, чтобы предотвратить их перемещение во время транспортировки. Поворотный стол вращает поддоны по мере нанесения пленки.
Поворотный стол вращает поддоны по мере нанесения пленки.
 Прямые закупки
Прямые закупки
 Вы не хотите запускать пневматическое оборудование. Пневматические технологии не только крайне устарели, но и вредны для окружающей среды, так как потребляют чрезмерное количество электроэнергии.
Вы не хотите запускать пневматическое оборудование. Пневматические технологии не только крайне устарели, но и вредны для окружающей среды, так как потребляют чрезмерное количество электроэнергии.


 В конечном итоге ваши уникальные потребности, макет и бюджет определят, какой вариант лучше всего подходит для вашего бизнеса.
В конечном итоге ваши уникальные потребности, макет и бюджет определят, какой вариант лучше всего подходит для вашего бизнеса.
 Для E3D-v5 я выбираю ‘// 5 is 100K thermistor — ATC Semitec 104GT-2’, для стола ‘// 1 is 100k thermistor — best choice for EPCOS 100k’. Если тип термистора неизвестен можно выбрать 1, а если температура не понравится можно выбирать любой и тестировать. Меняю.
Для E3D-v5 я выбираю ‘// 5 is 100K thermistor — ATC Semitec 104GT-2’, для стола ‘// 1 is 100k thermistor — best choice for EPCOS 100k’. Если тип термистора неизвестен можно выбрать 1, а если температура не понравится можно выбирать любой и тестировать. Меняю.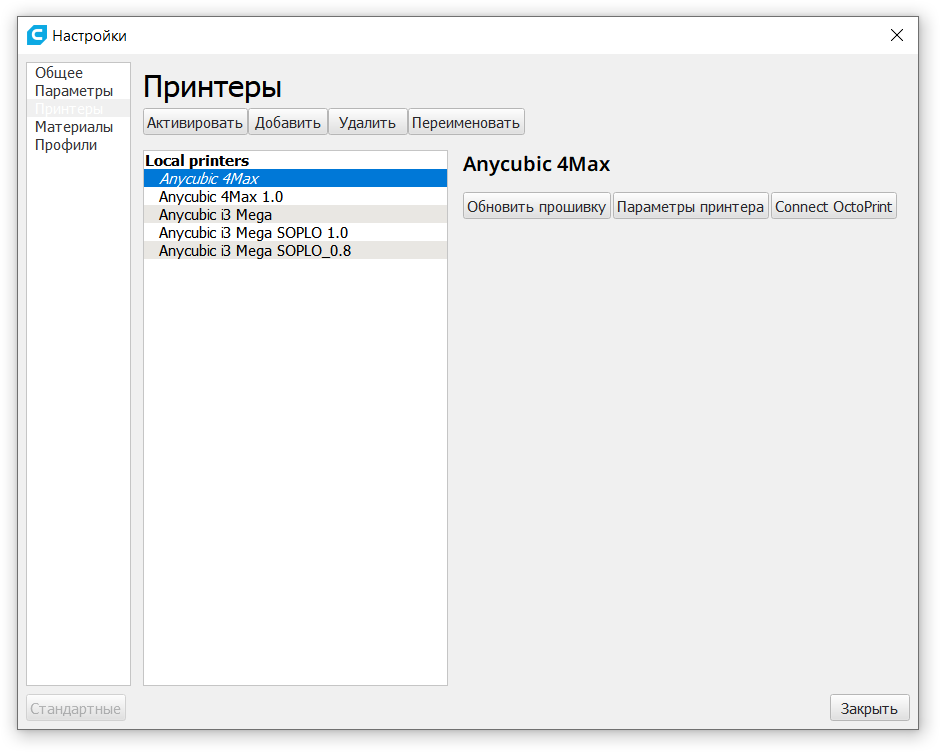
 У меня в положении HOME находятся три концевых выключателя MAX, поэтому мои установки
У меня в положении HOME находятся три концевых выключателя MAX, поэтому мои установки Опускаем сопло до касания стола и на дисплее (или по команде M114) видим координату больше нуля, теперь вычтем из установленного большого значения полученную координату и получим габарит по Z, который теперь запишем в ‘#define Z_MAX_POS’. По итогам печати первого слоя можно будет подкорректировать это значение.
Опускаем сопло до касания стола и на дисплее (или по команде M114) видим координату больше нуля, теперь вычтем из установленного большого значения полученную координату и получим габарит по Z, который теперь запишем в ‘#define Z_MAX_POS’. По итогам печати первого слоя можно будет подкорректировать это значение.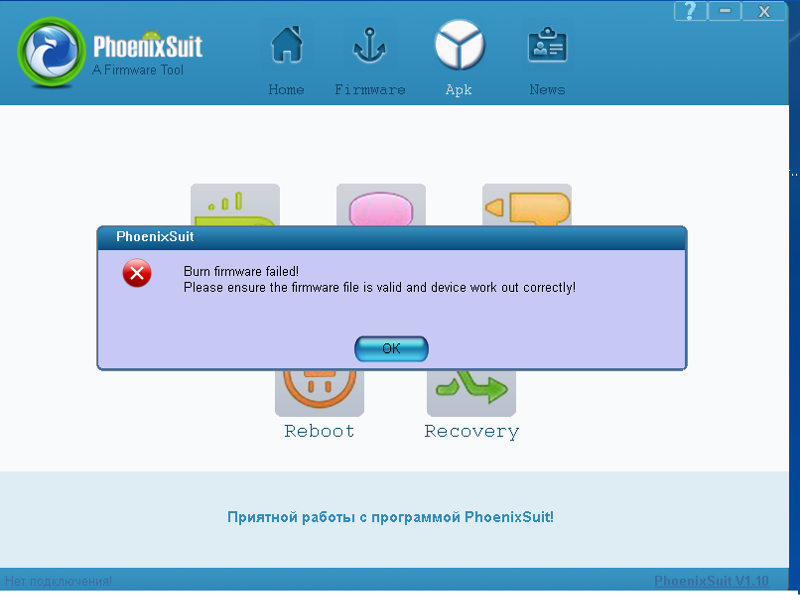 По осям X и Y стоит приводной ремень GT2 с шагом 2 мм и 20-ти зубые шкивы, итого получаем формулу (200*16)/(2.0*20). По оси Z стоят шпильки М8 с шагом резьбы 1,25 мм, итого формула 200*16/1.25.
По осям X и Y стоит приводной ремень GT2 с шагом 2 мм и 20-ти зубые шкивы, итого получаем формулу (200*16)/(2.0*20). По оси Z стоят шпильки М8 с шагом резьбы 1,25 мм, итого формула 200*16/1.25. Подберём экспериментально, после первой заливки прошивки в 3D принтер. Откручиваем сопло и уменьшаем ограничения минимальной температуры сопла до 5 градусов ‘#define EXTRUDE_MINTEMP 5’. Теперь экструдер будет работать при холодном сопле, что нам и нужно. Пока не меняем настройки экструдера. Для настройки я использую программу Pronterface. Для начала ставим 50 мм и скорость 100 мм/сек. 50 мм — это длина прутка, проходящего через экструдер. Измеряем длину прутка прошедшего через экструдер линейкой или штангенциркулем.
Подберём экспериментально, после первой заливки прошивки в 3D принтер. Откручиваем сопло и уменьшаем ограничения минимальной температуры сопла до 5 градусов ‘#define EXTRUDE_MINTEMP 5’. Теперь экструдер будет работать при холодном сопле, что нам и нужно. Пока не меняем настройки экструдера. Для настройки я использую программу Pronterface. Для начала ставим 50 мм и скорость 100 мм/сек. 50 мм — это длина прутка, проходящего через экструдер. Измеряем длину прутка прошедшего через экструдер линейкой или штангенциркулем. При больших ускорениях возможны пропуски шагов. Можно подбирать, гоняя в программе Pronterface по осям на заданной скорости. Вот мои настройки:
При больших ускорениях возможны пропуски шагов. Можно подбирать, гоняя в программе Pronterface по осям на заданной скорости. Вот мои настройки:
 Для этого я использую Pronterface. Вводим команду ‘M303 E0 C8 S260‘. Где M303 — команда калибровки, E0 — хотэнд, C8 — количество циклов нагрева-охлаждения, S260 — типичная температура работы сопла.
Для этого я использую Pronterface. Вводим команду ‘M303 E0 C8 S260‘. Где M303 — команда калибровки, E0 — хотэнд, C8 — количество циклов нагрева-охлаждения, S260 — типичная температура работы сопла. Предварительно нужно указать COM порт в настройках и нажать кнопку ‘Подсоединить‘.
Предварительно нужно указать COM порт в настройках и нажать кнопку ‘Подсоединить‘.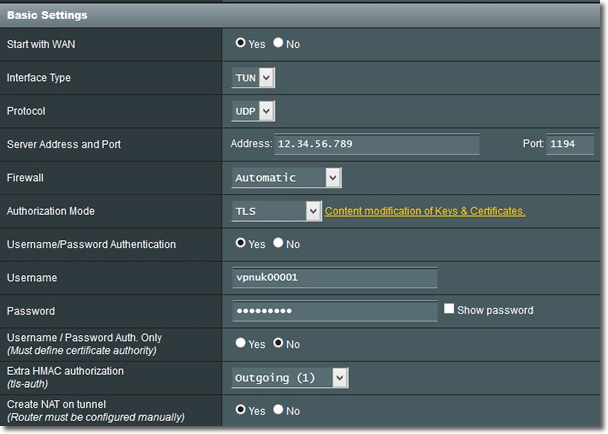 Сегодня я вам опишу способ установки прошивки Marlin с помощью среды Arduino IDE. В последующих статьях я опишу способ установки готовой прошивки через слайсер Cura, а так же способ самостоятельной сборки прошивки для последующей установки ее средствами CURA.
Сегодня я вам опишу способ установки прошивки Marlin с помощью среды Arduino IDE. В последующих статьях я опишу способ установки готовой прошивки через слайсер Cura, а так же способ самостоятельной сборки прошивки для последующей установки ее средствами CURA.

 Информация, размещенная здесь, основана на моем личном опыте.
Информация, размещенная здесь, основана на моем личном опыте.  Это удобно для пользователя и дает пользователям то, что они хотят, вместо того, чтобы иметь дело с основными функциями аппаратных компонентов.
Это удобно для пользователя и дает пользователям то, что они хотят, вместо того, чтобы иметь дело с основными функциями аппаратных компонентов. А продвинутые устройства, такие как смартфоны, планшеты или компьютеры, используют операционную систему (поверх уровня прошивки).
А продвинутые устройства, такие как смартфоны, планшеты или компьютеры, используют операционную систему (поверх уровня прошивки). (Кстати, WRT расшифровывается как Wireless Receiver/Transmitter . Это общепринятая аббревиатура для Wi-Fi вещателей.)
(Кстати, WRT расшифровывается как Wireless Receiver/Transmitter . Это общепринятая аббревиатура для Wi-Fi вещателей.)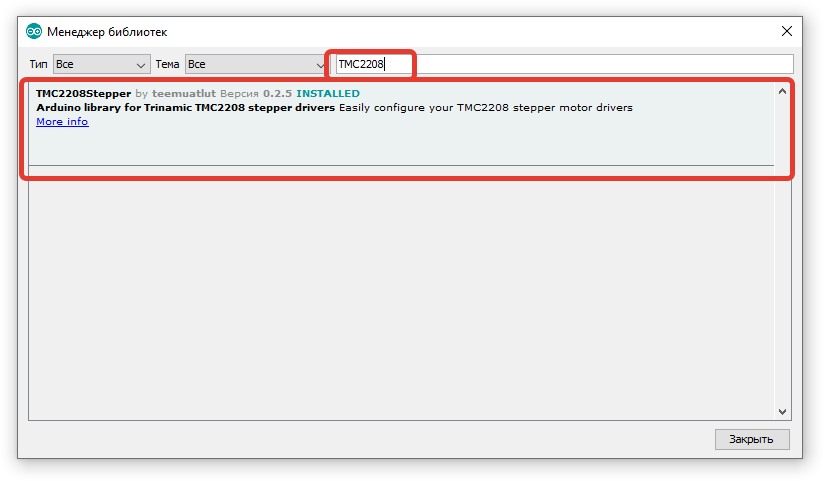
 Я бы назвал его Мерлином для краткости. Сам Merlin также является программным обеспечением с открытым исходным кодом.
Я бы назвал его Мерлином для краткости. Сам Merlin также является программным обеспечением с открытым исходным кодом.


 И это честная игра.
И это честная игра.
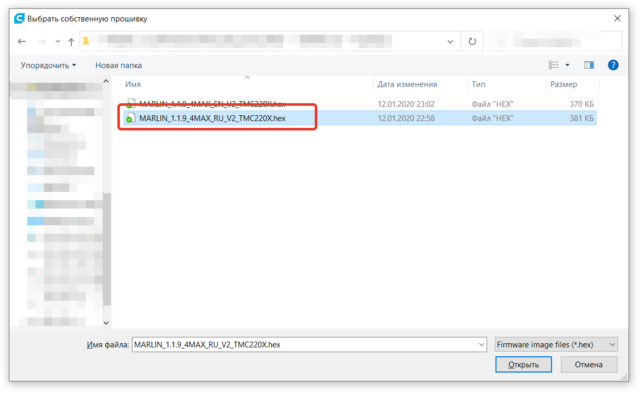
 скриншот ниже). Появится диалоговое окно для перехода к папке на компьютере, где находится файл прошивки. В моем случае это папка «Мерлин» на рабочем столе, как упоминалось выше.
скриншот ниже). Появится диалоговое окно для перехода к папке на компьютере, где находится файл прошивки. В моем случае это папка «Мерлин» на рабочем столе, как упоминалось выше. прошивку меняй.Так и делай!)
прошивку меняй.Так и делай!)
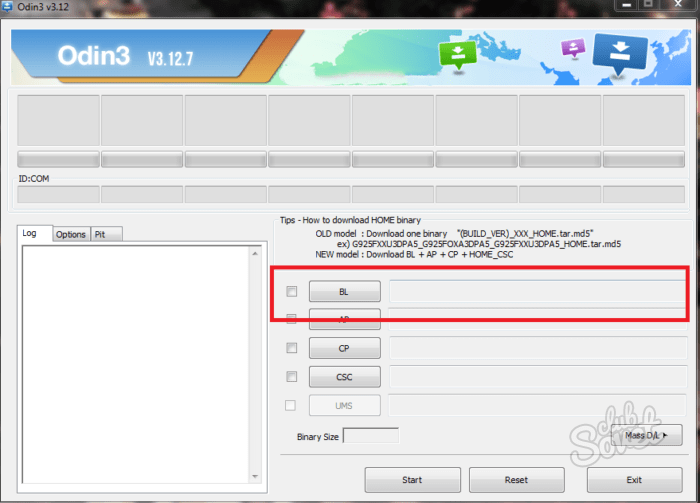
 7_2.trx
41b20320fcc8664c74c931576701d3a2a7b3d1592f6af414352489c38d424a9a RT-AC5300_386.7_2.trx
44d972e8590c2c5332a49e96d40ece5c5b58a21158b4d878361dc3404c41d7ce RT-AC68U_386.7_2.trx
3580f3b6270d3f8cc93aaa172359ea6b0b4c82f93cd2be7a6f74f0e16dc620c5 RT-AC88U_386.7_2.trx
3b241088749a5fec7ef229def87d2f87b4aa63d548c211aa417e310b91f34300 GT-AC2900_386.7_2_cferom_ubi.w
386778e9cf274df3a6a7841c99d7e582a70fc82d1623200058458cbbcb68c087 GT-AX11000_386.7_2_cferom_ubi.w
17b3c65e2859f5aa87965e6f209e6dcebc82286efe8a72d93215dcb7cd8ff06c GT-AXE11000_386.7_2_cferom_pureubi.w
93fa9e9ebb8543e6a0de9a3088b1782600bbf9afa4461e6f0e6ba3224c409401 RT-AC86U_386.7_2_cferom_ubi.w
bf2db20de4516d9e100ca64365f6b82208f1101605961901e0afd2708f78ab13 RT-AX56U_386.7_2_cferom_pureubi.w
15250442815f76c769afbaa479cfe032361edd689d6b3f1e96caf98a0b986e99 RT-AX58U_386.7_2_cferom_puresqubi.w
709ce2fa7a7407473e060c3d8f02d650b4ecb9ef13520b01024a49e41b34feaf RT-AX68U_386.7_2_pureubi.w
a67005b0ae48f761400485aad7cbcdb6683e854c1b93a5d80c216350668c748a RT-AX86U_386.
7_2.trx
41b20320fcc8664c74c931576701d3a2a7b3d1592f6af414352489c38d424a9a RT-AC5300_386.7_2.trx
44d972e8590c2c5332a49e96d40ece5c5b58a21158b4d878361dc3404c41d7ce RT-AC68U_386.7_2.trx
3580f3b6270d3f8cc93aaa172359ea6b0b4c82f93cd2be7a6f74f0e16dc620c5 RT-AC88U_386.7_2.trx
3b241088749a5fec7ef229def87d2f87b4aa63d548c211aa417e310b91f34300 GT-AC2900_386.7_2_cferom_ubi.w
386778e9cf274df3a6a7841c99d7e582a70fc82d1623200058458cbbcb68c087 GT-AX11000_386.7_2_cferom_ubi.w
17b3c65e2859f5aa87965e6f209e6dcebc82286efe8a72d93215dcb7cd8ff06c GT-AXE11000_386.7_2_cferom_pureubi.w
93fa9e9ebb8543e6a0de9a3088b1782600bbf9afa4461e6f0e6ba3224c409401 RT-AC86U_386.7_2_cferom_ubi.w
bf2db20de4516d9e100ca64365f6b82208f1101605961901e0afd2708f78ab13 RT-AX56U_386.7_2_cferom_pureubi.w
15250442815f76c769afbaa479cfe032361edd689d6b3f1e96caf98a0b986e99 RT-AX58U_386.7_2_cferom_puresqubi.w
709ce2fa7a7407473e060c3d8f02d650b4ecb9ef13520b01024a49e41b34feaf RT-AX68U_386.7_2_pureubi.w
a67005b0ae48f761400485aad7cbcdb6683e854c1b93a5d80c216350668c748a RT-AX86U_386.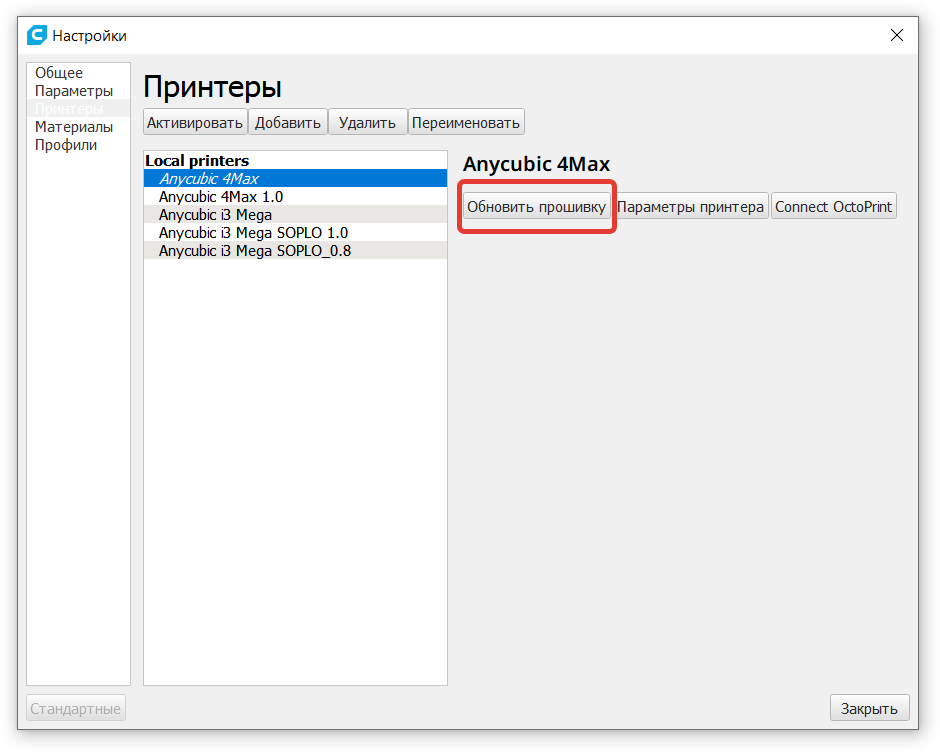 7_2_pureubi.w
026675c3f050aa089de39f79888
7_2_pureubi.w
026675c3f050aa089de39f79888 1_beta3_pureubi.w
1_beta3_pureubi.w
 Для работы станка в качестве многопила на вал монтируется до 5 пил.
Для работы станка в качестве многопила на вал монтируется до 5 пил.

 Также в качестве отличий выделяют несколько основных технических характеристик, влияющих на выбор многопила:
Также в качестве отличий выделяют несколько основных технических характеристик, влияющих на выбор многопила: Распил осуществляется путем движения заготовки под закрепленной пильной рамкой с натянутыми пилами. За движения рамы отвечает кривошипно-шатунный механизм.
Распил осуществляется путем движения заготовки под закрепленной пильной рамкой с натянутыми пилами. За движения рамы отвечает кривошипно-шатунный механизм.
 8-6mm
8-6mm


 Окорочный станок
Окорочный станок
 Назначение данного оборудования – фальцевое соединение сегментов фасонного изделия.Станок…
Назначение данного оборудования – фальцевое соединение сегментов фасонного изделия.Станок… Линия использовалась всего несколько месяцев. Состояние — новое.
Линия использовалась всего несколько месяцев. Состояние — новое.
 Минимальные сроки изготовления конструкций. Экономия на крепеже, балках,швеллерах. Монтаж на стройплощадке.
Минимальные сроки изготовления конструкций. Экономия на крепеже, балках,швеллерах. Монтаж на стройплощадке. ..
.. Нужны станки с автоматической обрезкой облоя, паризон контроль, двухсекционные….
Нужны станки с автоматической обрезкой облоя, паризон контроль, двухсекционные…. Можно приобрести станок для пеллет заводского производства, а можно смастерить его своими руками. Все будет зависеть от наличия финансовых сбережений и от готовности потратить какую-либо сумму из них на закупку оборудования.
Можно приобрести станок для пеллет заводского производства, а можно смастерить его своими руками. Все будет зависеть от наличия финансовых сбережений и от готовности потратить какую-либо сумму из них на закупку оборудования.
 Данное оборудование вы будете знать до последнего винтика, и сможете собирать и разбирать его даже с закрытыми глазами.
Данное оборудование вы будете знать до последнего винтика, и сможете собирать и разбирать его даже с закрытыми глазами.



 с.
с.  гранулятор для корма для животных — это тип плоской матрицы, который используется для производства гранул для корма для животных и домашнего скота, таких как гранулы для корма для крупного рогатого скота, гранулы для корма для коз, гранулы для корма для оленей, гранулы для корма для свиней, гранулы для корма для лошадей, гранулы для корма для лошадей, гранулы для корма для кроликов, гранулы корма для уток, гранулы корма для кур, гранулы корма для птиц и так далее. Эта машина для производства гранул для корма для животных является основным оборудованием для обработки кормов, которое в настоящее время производится на нашем заводе.
гранулятор для корма для животных — это тип плоской матрицы, который используется для производства гранул для корма для животных и домашнего скота, таких как гранулы для корма для крупного рогатого скота, гранулы для корма для коз, гранулы для корма для оленей, гранулы для корма для свиней, гранулы для корма для лошадей, гранулы для корма для лошадей, гранулы для корма для кроликов, гранулы корма для уток, гранулы корма для кур, гранулы корма для птиц и так далее. Эта машина для производства гранул для корма для животных является основным оборудованием для обработки кормов, которое в настоящее время производится на нашем заводе. Разработаны разные модели. Это идеальная машина для обработки кормов для животных для фермеров и заводов по производству кормов.
Разработаны разные модели. Это идеальная машина для обработки кормов для животных для фермеров и заводов по производству кормов. Среди них силовой агрегат может приводиться в движение полностью медным мотором или дизельным двигателем. Он оснащен мотор-редуктором, который может получить больший крутящий момент при снижении скорости. Размер выпускного отверстия может быть изменен в соответствии с потребностями заказчика.
Среди них силовой агрегат может приводиться в движение полностью медным мотором или дизельным двигателем. Он оснащен мотор-редуктором, который может получить больший крутящий момент при снижении скорости. Размер выпускного отверстия может быть изменен в соответствии с потребностями заказчика. Если слишком много сырья помещается в гранулятор для корма для животных, когда он только запущен, пресс-форма для гранулятора, вероятно, будет заблокирована и должна увеличиваться с температурой машины для производства гранул для корма для животных, поскольку производительность корма для скота гранулятор варьируется в зависимости от характеристик сырья, скорость подачи также должна быть скорректирована
Если слишком много сырья помещается в гранулятор для корма для животных, когда он только запущен, пресс-форма для гранулятора, вероятно, будет заблокирована и должна увеличиваться с температурой машины для производства гранул для корма для животных, поскольку производительность корма для скота гранулятор варьируется в зависимости от характеристик сырья, скорость подачи также должна быть скорректирована Это уменьшает количество денежных средств, необходимых для вызова квалифицированного персонала для его сборки.
Это уменьшает количество денежных средств, необходимых для вызова квалифицированного персонала для его сборки. д.
д.
 д., вы должны измельчить их в порошкообразную форму, а затем гранулировать, когда вы производите свой собственный корм для животных, одно сырье не используйте также миксер, но если вы используете несколько материалов, лучше использовать миксер, таким образом, порошковое сырье можно смешать равномерно.
д., вы должны измельчить их в порошкообразную форму, а затем гранулировать, когда вы производите свой собственный корм для животных, одно сырье не используйте также миксер, но если вы используете несколько материалов, лучше использовать миксер, таким образом, порошковое сырье можно смешать равномерно. 5
5

 слишком низкое содержание воды в порошковых материалах
слишком низкое содержание воды в порошковых материалах 36 дополнительных пресс-форм для гранул разного размера. для этой мощности нужно 3 фазы электричества.
36 дополнительных пресс-форм для гранул разного размера. для этой мощности нужно 3 фазы электричества. с. для производства кормовых гранул для своей птицефабрики на Филиппинах. Эта модель комбикормового аппарата может производить гранулы 200-300 кг в час. он подходит для небольшой фермы или домашнего использования. и он купил 3 дополнительные пресс-формы для разных размеров гранул.
с. для производства кормовых гранул для своей птицефабрики на Филиппинах. Эта модель комбикормового аппарата может производить гранулы 200-300 кг в час. он подходит для небольшой фермы или домашнего использования. и он купил 3 дополнительные пресс-формы для разных размеров гранул.
 На данный момент товар находится в статусе «в наличии».
На данный момент товар находится в статусе «в наличии». Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании Koblenz & Partner (Кобленц и Партнер), ООО по указанным телефону или адресу электронной почты.
Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании Koblenz & Partner (Кобленц и Партнер), ООО по указанным телефону или адресу электронной почты.
 А также в это блюдо или напиток вложено не мало труда повара или бармена, нужно уважать труд своих коллег.
А также в это блюдо или напиток вложено не мало труда повара или бармена, нужно уважать труд своих коллег. Недопустимо подавать блюдо «через голову» гостя.
Недопустимо подавать блюдо «через голову» гостя. Блюдо может упасть и повторно блюдо будет готовиться за ваш счет.
Блюдо может упасть и повторно блюдо будет готовиться за ваш счет.



 Наш набор столов с оцинкованными подносами идеально подходит для хранения свечей, растений в горшках и других креативных предметов декора.
Наш набор столов с оцинкованными подносами идеально подходит для хранения свечей, растений в горшках и других креативных предметов декора. Заказ должен быть кратен требованию каждого элемента. Если минимум для товара не заказан, он будет автоматически скорректирован до следующего большего числа.
Заказ должен быть кратен требованию каждого элемента. Если минимум для товара не заказан, он будет автоматически скорректирован до следующего большего числа.
