Станки для работы по дереву: Деревообрабатывающие станки(✔️каталог 2023 года):купить оборудование для деревообработки (цены, отзывы, акции, скидки).Официальный дилер в Москве, Санкт-Петербурге, Казани и других городах России по низкой цене
125 фото популярных типов станков для обработки дерева
В сфере деревообработки используются различные виды станков по дереву. Наиболее востребованными в любой столярной мастерской являются следующие станки: фрезерный, токарный, рейсмусовый и распиловочный. Соответствующие фото станков по дереву приведены ниже. Эти станки более точно выполняют аналогичные функции ручного инструмента: ручного фрезера, рубанка и отрезной пилы.
Токарный станок не имеет аналога ручного инструмента. Станки разнообразны в первую очередь по размерам и производительности. Для небольших домашних мастерских умельцы изготавливают самодельные станки, беря за основу ручной инструмент, не нужные электродвигатели и самостоятельно изготавливая оснастку и основания станка.
Промышленные станки отличаются высокой производительностью, большими габаритами, позволяющими обрабатывать большие заготовки и соответственно большой массой. Давайте рассмотрим наиболее популярные станки.
Краткое содержимое статьи:
Рейсмусовый станок
Этот станок предназначен для строгания заготовок до нужной толщины в одной плоскости. По сути этот станок представляет собой широкий электрический рубанок, закрепленный на станине. В этом станке обработка дерева осуществляется с помощью вала с ножами.
По сути этот станок представляет собой широкий электрический рубанок, закрепленный на станине. В этом станке обработка дерева осуществляется с помощью вала с ножами.
Заготовка подается на горизонтальный рабочий стол, проходя под рабочим валом с заготовки, с неё снимается тонкий слой материала, в плоскости параллельной основанию. Толщина снимаемого слоя не более нескольких миллиметров
Проходя раз за разом, уменьшается толщина заготовки. Заготовка может направляться в ручном или автоматическом режиме. Основное предназначение этого станка: придание обрабатываемой детали необходимой точной толщины.
Основные технические параметры таких станков: количество одновременно работающих ножей (один или два), потребляемая мощность электродвигателя, число оборотов ножа в минуту, максимальная ширина и высота обрабатываемой детали, размеры стола для подачи материала.
Фрезерный станок по дереву
Этот станок позволяет вырезать профили и рельефные элементы необходимой формы. Форма элементов задается используемой в работе фрезой. В наиболее распространенном варианте исполнения станка фреза вращается в зафиксированном положении. Деталь при этом проходит, касаясь её и опираясь на стол и на направляющую планку.
Форма элементов задается используемой в работе фрезой. В наиболее распространенном варианте исполнения станка фреза вращается в зафиксированном положении. Деталь при этом проходит, касаясь её и опираясь на стол и на направляющую планку.
Заранее выставляется расположение направляющей относительно оси фрезы и расположение фрезы по высоте относительно стола. С помощью этого станка легко производятся декоративные предметы интерьера, например плинтусы.
В менее распространенном станке деталь неподвижна, а фреза двигается относительно неё. Такие станки зачастую обладают числовым программным управлением. Таким образом, например, создаются витиеватые узоры на деревянных дверях.
Основные технические параметры таких станков: потребляемая мощность электродвигателя, скорость вращения фрезы, размеры фрезерного стола, величина регулируемого хода фрезы.
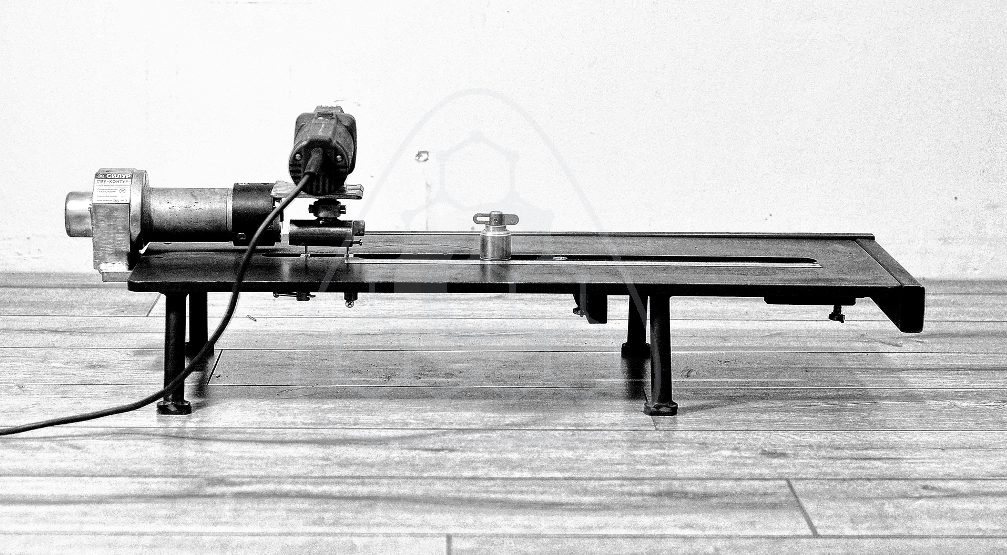
Токарный станок по дереву
Все узлы токарного станка располагаются на раме или станине. Станок состоит из передней опоры с электродвигателем и передающим валом, задняя опора, используемая для фиксации детали, между ними располагается подпятник, являющийся опорой для резца.
Станок состоит из передней опоры с электродвигателем и передающим валом, задняя опора, используемая для фиксации детали, между ними располагается подпятник, являющийся опорой для резца.
Деталь жестко фиксируется между центрами опор. При креплении необходимо сбалансировать деталь, что бы она была отцентрирована. Деталь крепится в передней бабке. Здесь заготовке придается круговое движение. Задняя бабка удерживает свободный конец заготовки.
Дерево обрабатывается резаком удерживаемым руками. Мастер держит его с опорой на подпятник. Удерживая резак, за один проход снимается не более одного миллиметра.
Основные технические параметры таких станков: скорость вращения заготовки, потребляемая мощность электрического двигателя, максимальные габариты заготовки, вес станка
Распиловочный станок по дереву
Основное назначение этого станка состоит в распиловке древесины вдоль или поперек. Станок может обладать различными, сильно разнящимися размерами, которые зависят от размеров и типа обрабатываемых заготовок.
Принцип действия станка одинаков: электродвигатель приводит в движение режущее дисковое полотно, оно разрезает материал в нужном направлении и под нужным углом.
При этом возможны два основных варианта исполнения станка: заготовка неподвижно располагается на столе либо она двигается относительно неподвижного пильного диска (циркулярной пилы).
Основные технические параметры таких станков: минимальный и минимальный размер обрабатываемых заготовок, толщина пила, количество одновременно производимых разрезов, возможность проведения разреза под различными углами, наличие системы пылеудаления, тип подачи: ручная или автоматическая, наличие программного управления, облегчающего работу оператора.
Фото станков по дереву
Также рекомендуем посетить:
- Гравер
- Воздуходувка
- Паяльник
- Гайковерт
- Клеевой пистолет
- Электрические ножницы по металлу
- Болгарка (УШМ) профессиональное и бытовое оборудование
- Шуруповерт
- Электроножовка
- Аккумуляторная отвертка
- Сабельная пила
- Цепные электропилы
- Дрель
- Фрезер
- Перфоратор
- Ремонт электроинструмента своими руками
- Пистолет для вязки арматуры
- Как выбрать прожектор
- Триммер электрический
- Токарный станок по металлу
- Штроборез
- Степлер электрический
- Тепловая пушка
- Циркулярная пила
- Миксер строительный
- Строительный фен
- Шлифовальные машины
- Отбойный молоток
- Краскопульт электрический
- Сетевой шуруповерт
- Ударная дрель
- Пароочиститель
- Электрическая лебедка
- Паяльник для полипропиленовых труб
- Мини-дрель
- Строительный пылесос
- Сверлильный станок
- Торцовочная пила
- Лобзик
- Заклепочник электрический
- Полировальная машина
- Реноватор
- Рубанок электрический
Разновидности станков для деревообработки
Древесина издавна применялось человеком как универсальный материал. Не теряет она популярности и в наше время. И если единичные изделия из дерева можно изготовлять при помощи ручного инструмента, то при более или менее крупных объёмах производства не обойтись без станков.
Не теряет она популярности и в наше время. И если единичные изделия из дерева можно изготовлять при помощи ручного инструмента, то при более или менее крупных объёмах производства не обойтись без станков.
При обработке древесины приходится иметь дело с разными задачами – соответственно, и станки для таких работ довольно многообразны. Рассмотрим их основные разновидности в соответствии с типом работ, выполняемым на том или ином агрегате.
Пильные станки
Первоначальный этап обработки дерева – разделывание исходного материала на заготовки нужного размера. Для этого могут применяться такие виды станков:
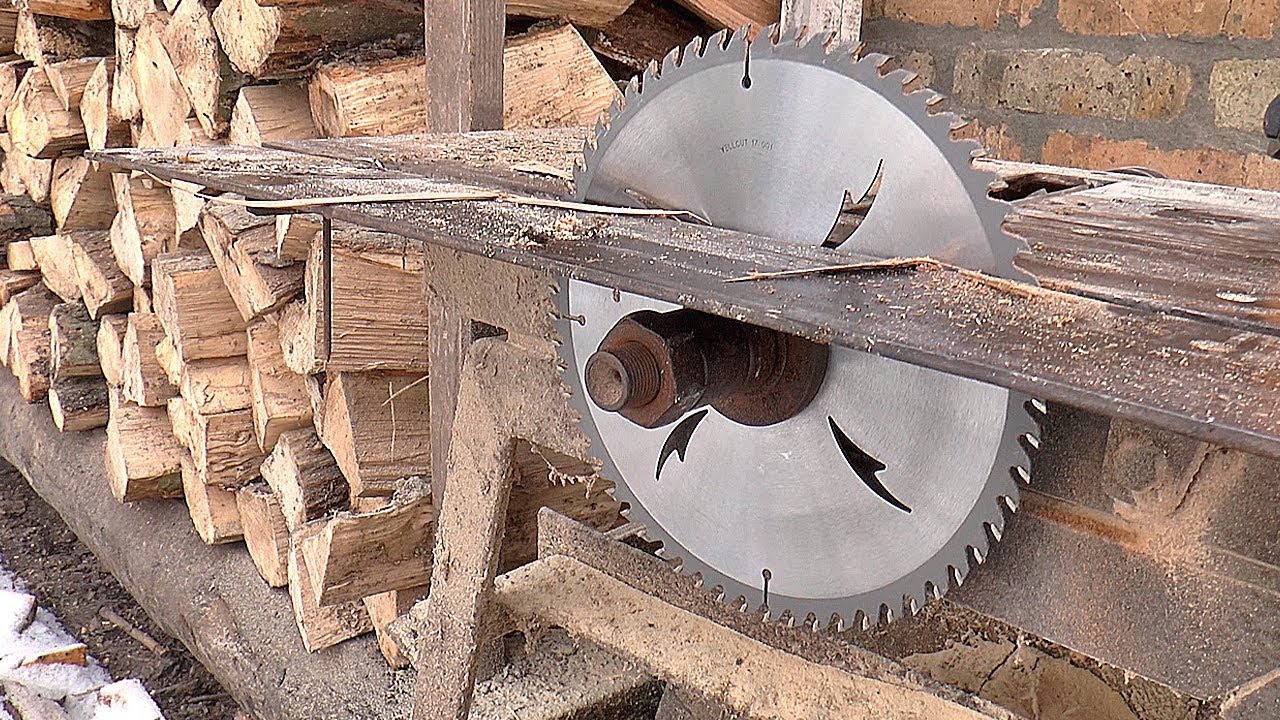
Циркулярные пилы
Широко известные «циркулярки» – стационарные пилы с полотном в виде зубчатого диска. В конструкции таких станков могут предусматриваться приспособления, повышающие точность и аккуратность работы – например, упоры для прямолинейных распилов, механизм наклона диска под заданным углом и т. п. «Циркулярки» довольно универсальны, они способны справляться как минимум с досками, а нередко – и с довольно толстыми брусьями.
Форматно-раскроечные станки
По сути – специализированная разновидность «циркулярок», применяемая в основном в мебельном производстве. Ключевым особенностями таких станков являются возможность работы с крупными листами материала, а также наличие направляющих для максимальной точности реза.
Ленточные пилы
В станках этого типа пильное полотно представляет собой закольцованную ленту, постоянно движущуюся в одном направлении. Подобная конструкция позволяет справляться с более толстыми материалами, чем на циркулярных агрегатах.
Лобзиковые станки
Предназначены для разделывания относительно тонких материалов – фанеры, шпона, ламината, ДСП и других. Нередко оснащаются функцией обдува заготовки, которая удаляет стружку и позволяет постоянно видеть место реза.
Пилорамы
Тяжёлые мощные агрегаты для разделывания крупных пиломатериалов. Станки этого типа несколько менее производительны, чем стационарные пилорамы, однако они более просты в установке и удобны в транспортировке.
Строгальные станки
Строгание используется для выравнивания заготовки и придания ей нужной толщины. Такая операция может осуществляться на двух видах станков – фуговальных и рейсмусовых; существуют и комбинированные варианты — фуговально-рейсмусовые агрегаты.
Основное различие здесь заключается в том, что в фуговальном станке вал с ножами располагается снизу от заготовки, а в рейсмусовом станке – сверху (соответственно, комбинированные агрегаты имеют два вала). Чаще всего эти виды станков применяются в связке: сначала заготовка выравнивается на фуговальном агрегате, а затем ей придаётся нужная толщина при помощи рейсмуса.
Фрезерные станки по дереву
Фрезерование представляет собой обработку материала при помощи вращающегося инструмента (фрезы), который поступательно движется относительно заготовки. Таким образом можно выполнять прямые и фигурные прорези, снимать фаску, создавать фасонные детали и т. п. Для этого используется специализированная разновидность станков – собственно, фрезерные станки по дереву.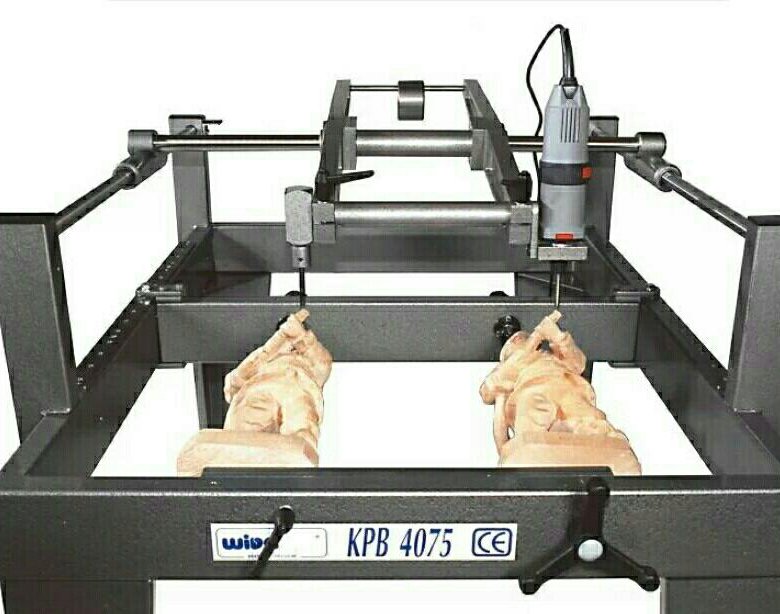
Токарные станки по дереву
Обработка деталей цилиндрической (или другой аналогичной) формы осуществляется на токарных станках. При этом традиционные токарные станки по дереву заметно отличаются от агрегатов для обработки металла. Так, при работе на таком станке резец не крепится в суппорте, а удерживается в руках – так что качество изготовления сильно зависит от навыка пользователя.
Отдельную специфическую категорию токарных станков представляют собой так называемые круглопалочные агрегаты. Они предназначаются для изготовления цилиндрических заготовок большой длины.
Сверлильные и долбежные станки
Сверлильные станки традиционно относят в категорию «по металлу», но фактически такие агрегаты являются универсальными и без ограничений могут применяться и для дерева – главное иметь в хозяйстве соответствующие сверла.
В свою очередь, для создания прямоугольных отверстий и углублений в древесине применяют долбёжные станки. При этом некоторые из подобных агрегатов допускают также установку свёрл и называются, соответственно, сверлильно-долбёжными.
При этом некоторые из подобных агрегатов допускают также установку свёрл и называются, соответственно, сверлильно-долбёжными.
Шлифовальные станки
Требования к шлифовальному инструменту сильно зависят от формы обрабатываемой поверхности. Вследствие этого и ассортимент современных шлифовальных станков для дерева весьма разнообразен.
Собственно, основное различие здесь состоит в форме рабочей части. Один из самых популярных вариантов – диск с закреплённой на нем шлифовальной бумагой; другой – шлифовальная лента, движущаяся по принципу конвейера. Шпиндельные станки, использующие инструмент в виде цилиндрической гильзы, удобны для обработки отверстий и криволинейных кромок; а барабанные агрегаты отлично справляются с плоскими заготовками сравнительно крупных размеров.
Комбинированные станки
Помимо специализированных устройств, в продаже можно встретить также комбинированные станки по дереву. Такие агрегаты сочетает в себе возможности сразу нескольких типов станков; практически обязательными для них являются функции пиления и строгания, однако чаще всего предусматриваются и другие режимы – фрезерование, сверление, долбление и т. п.
п.
Конкретный функционал комбинированного станка стоит уточнять отдельно, однако в любом случае такие агрегаты предназначаются в основном для небольших объёмов работ и слабо подходят для крупных производств. Это связано с тем, что пока используется одна функция агрегата, остальные недоступны, а перенастройка между режимами неизбежно занимает время, иногда довольно значительное.
Узкоспециализированный станки по дереву
Помимо описанных выше, существуют и другие виды деревообрабатывающих станков. В основном это узкоспециализированные решения – такие, как кромкооблицовочные станки, применяемые в мебельном производстве для нанесения защитного покрытия на кромки мебельных щитов, или оборудование для опалубки, осуществляющее очистку элементов опалубки от цемента и других материалов.
Также нельзя не упомянуть такое дополнительное оборудование, как вытяжные установки (стружкоотсосы) – своего рода специализированные пылесосы для удаления пыли и стружки со станка. Они делают работу более комфортной, да и уборка при наличии такого агрегата заметно упрощается.
Они делают работу более комфортной, да и уборка при наличии такого агрегата заметно упрощается.
MARTIN Деревообрабатывающие станки | Высококачественные машины для торговли и промышленности
Машины на складе
Отзывы
Изделия из дерева на заказ — Сьерра-Мадре, Калифорния
«Мой основной продукт — заказные шкафы для жилых помещений. Наличие универсальной пилы, которая может идеально отпилить под углом 10-футовую панель, а затем использовать ее для распиловки массивной древесины, открывает неограниченные возможности для творчества. Предлагая полную линейку продуктов от корпусов до столешниц из цельного дерева. к большим окнам и дверям, оборудование MARTIN позволяет мне предлагать нашим клиентам то, что они хотят. С помощью фуганка T54 я могу с комфортом фрезеровать заготовки для 10-футовых дверей, зная, что они будут плоскими. Точность — это то, что для меня значит MARTIN». Скотт Слейтер
Кал Дверь — Морган Хилл, Калифорния
«Как одному из крупнейших производителей дверей из массива дерева в США, нам нужны фуговальные и строгальные станки, гарантирующие высочайшую точность и чистейшие результаты строгания – и все это при обработке различных пород дерева. Мы прекрасно справляемся с этим, не только с точки зрения качества и надежности, в течение многих лет, используя почти 80 машин MARTIN». Эдвард Дж. Росси
Мы прекрасно справляемся с этим, не только с точки зрения качества и надежности, в течение многих лет, используя почти 80 машин MARTIN». Эдвард Дж. Росси
Изготовители шкафов Edwards & Wilson — Торонто, Канада
«Я попал в мир станков MARTIN Group со своим ползуном T74. После того, как я получил такой хороший опыт работы с этой надежной и очень точной пилой с раздвижным столом, я купил свой рейсмусовый станок MARTIN T45 со спиральной режущей головкой «Shelix». фантастическая работа, и мне и моим работникам нравится работать с простым в управлении станком. Последним станком MARTIN, который у меня есть, является фуганок MARTIN T54.Забор 0° — самый прочный из всех, что я когда-либо видел.
Я также купил BARTH VakuuCar+ у MARTIN. Этот мобильный верстак имеет поворотную раму, что позволяет мне работать одному при перемещении больших панелей.» Дэйв Эдвардс
Walden & Co — Хилдсбург, Калифорния
«Это пятая машина, приобретенная у MARTIN. Эта машина настолько бесшумна и точна, что просто замечательна. Невозможно измерить любое отклонение от заданного размера. Никаких бекасов и разрывов зерна. Эта машина быстро изменила наш процесс S4S. Идеальный в сочетании с нашим столярным станком MARTIN T54».
Эта машина настолько бесшумна и точна, что просто замечательна. Невозможно измерить любое отклонение от заданного размера. Никаких бекасов и разрывов зерна. Эта машина быстро изменила наш процесс S4S. Идеальный в сочетании с нашим столярным станком MARTIN T54».
Craz Woodworking Associates – Беллпорт, Нью-Йорк
«Мы остановили свой выбор на станке MARTIN с раздвижным столом T75PreX, потому что в течение многих лет были уверены в его качестве. наше решение заменить нашу старую пилу легко. Новая пила расширяет наши возможности, облегчает нам работу и помогает сэкономить время». Питер Краз
Соломенная изысканная мебель и кухонные шкафы — Гейнсвилл, Флорида
«Нам нравится слайдер MARTIN! Это изменило способ и скорость нашей работы. Я никогда бы не подумал, что смогу распиливать широкие и толстые породы дерева на настольной пиле лучше, чем мой фуганок, но ползунок MARTIN делает это! Разборка листовых материалов теперь примерно в 2-3 раза быстрее, чем наш старый метод, и результаты превосходны». Джейсон Стро
Джейсон Стро
Изделия из дерева на заказ — Сьерра-Мадре, Калифорния
«У меня есть столярная мастерская в Южной Калифорнии. Я искал новую шлифовальную машину, и в прошлом у меня было несколько моделей с широким ремнем. Основная причина, по которой я модернизировал ее, заключалась в том, что мне нужна была машина шириной 53 дюйма и возможностью шлифовать шпонированные панели без повреждений. Раньше у меня была двухголовая 43-дюймовая шлифовальная машина с пневматическим валиком, и я не доверял машине при шлифовании шпонированных панелей. Это всегда была работа по ручному шлифованию, которое дорого и требует много времени…
Trieste Corp. — Лонг-Айленд-Сити, Нью-Йорк
«Я изготавливаю высококачественную мебель на заказ, и для этого мне нужны были подходящие машины для точных и быстрых результатов. Я выбрал широколенточный шлифовальный станок Weber, потому что он дает мне максимальную гибкость при шлифовании массивной древесины, шпона и лака/герметика. Благодаря запатентованному WEBER CBF, у меня почти нет колебаний, а несколько оставшихся следов удаляются запатентованной планетарной головкой Weber…
Благодаря запатентованному WEBER CBF, у меня почти нет колебаний, а несколько оставшихся следов удаляются запатентованной планетарной головкой Weber…
Meridian Products — New Holland, PA
В Meridian Products мы производим высококачественные компоненты для кухонных шкафов. Наши дверцы и фасады ящиков могут иметь рельефные панели из массива дерева или панели из шпона. Используя широколенточные шлифовальные станки старой технологии в нашей линейке панелей, нам приходилось выполнять большое количество ручных орбитальных шлифовальных работ, чтобы добиться уровня качества, необходимого нашим клиентам. Мы определили наши требования, изучили несколько брендов и провели несколько демонстраций вживую…
Cozzolino Custom Millwork Inc — West Orange, NJ
В Cozzolino мы производим высококачественную мебель для наших клиентов в Нью-Йорке.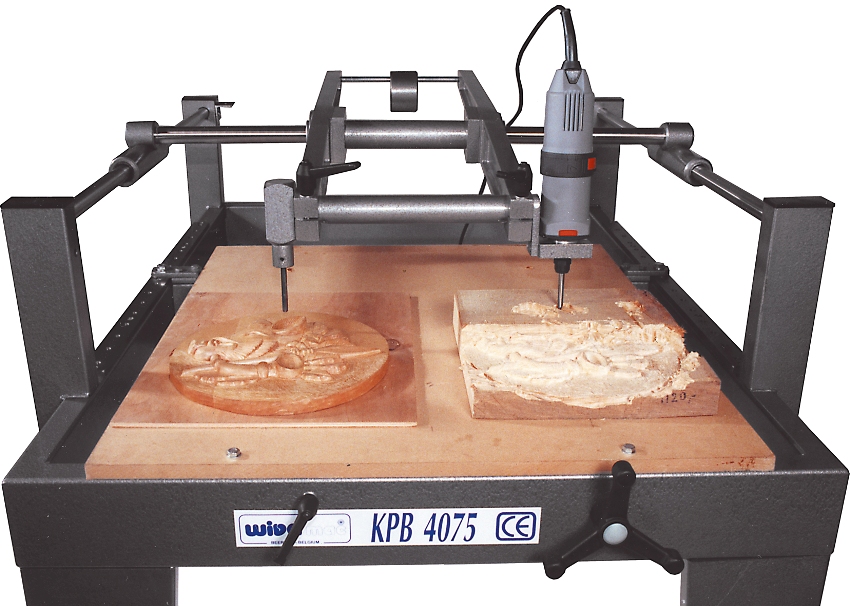 Для окончательной шлифовки у нас не было идеального решения, поэтому мы проверили различные широколенточные шлифовальные машины. Мы решили остановить свой выбор на WEBER KSN-2-1350 (DM) Compact, так как на этой машине мы добились наилучших результатов шлифования. Шлифовальный станок WEBER отличается простотой использования, а компоненты Siemens гарантируют доступность электрических запасных частей в течение многих лет.
Для окончательной шлифовки у нас не было идеального решения, поэтому мы проверили различные широколенточные шлифовальные машины. Мы решили остановить свой выбор на WEBER KSN-2-1350 (DM) Compact, так как на этой машине мы добились наилучших результатов шлифования. Шлифовальный станок WEBER отличается простотой использования, а компоненты Siemens гарантируют доступность электрических запасных частей в течение многих лет.
Столярная мастерская Roland – Телква, Британская Колумбия
«Сейчас мы используем BARTH MULTI Press. Мы долго искали такое устройство и теперь очень довольны, что у нас есть этот пресс. Это значительно упростило наши рабочие процессы. Один рабочий может склеивать каркасы, ящики , столовые доски и многое другое. В противном случае при работе с традиционными струбцинами всегда нужны два рабочих. Все, что мы производим в нашей мастерской, склеивается в этом прессе». Роланд Оберладер
Изделия из дерева на заказ — Сьерра-Мадре, Калифорния
«Это прекрасный день в середине февраля 2015 года в Калифорнии, и сегодня мой мембранный пресс BARTH by MARTIN VMP3513 действительно прибыл. Когда я увидел полунатяжной механизм и размер коробки, я был шокирован. Я купил несколько 60-дюймовых удлинителей для вилочного погрузчика. что сделало разгрузку очень легкой.Если бы у меня не было удлинителей, я бы не смог его разгрузить.Водитель был очень мил и помог спустить его по подъездной дорожке — я попросил его использовать домкрат для поддонов на конце, пока я использовал вилочный погрузчик, чтобы направить его к передней части гаража…
Когда я увидел полунатяжной механизм и размер коробки, я был шокирован. Я купил несколько 60-дюймовых удлинителей для вилочного погрузчика. что сделало разгрузку очень легкой.Если бы у меня не было удлинителей, я бы не смог его разгрузить.Водитель был очень мил и помог спустить его по подъездной дорожке — я попросил его использовать домкрат для поддонов на конце, пока я использовал вилочный погрузчик, чтобы направить его к передней части гаража…
Craz Woodworking Associates – Беллпорт, Нью-Йорк
«Работая в течение многих лет с традиционным американским вакуумным мешком и насосом, мы уже знали, что подобная вакуумная система может сделать для нас. С BARTH VMP4013 мы быстро поняли, что есть еще больше отличий по сравнению с нашей старой системой. насос с масляной смазкой, теперь мы выполняем свою работу примерно на 35% быстрее и имеем большее давление. …
Доктор Кент Адкинс — Сент-Луис, Миссури
«У меня есть только ограниченное пространство для зажима корпуса, пресса для шпона и пресса для панелей.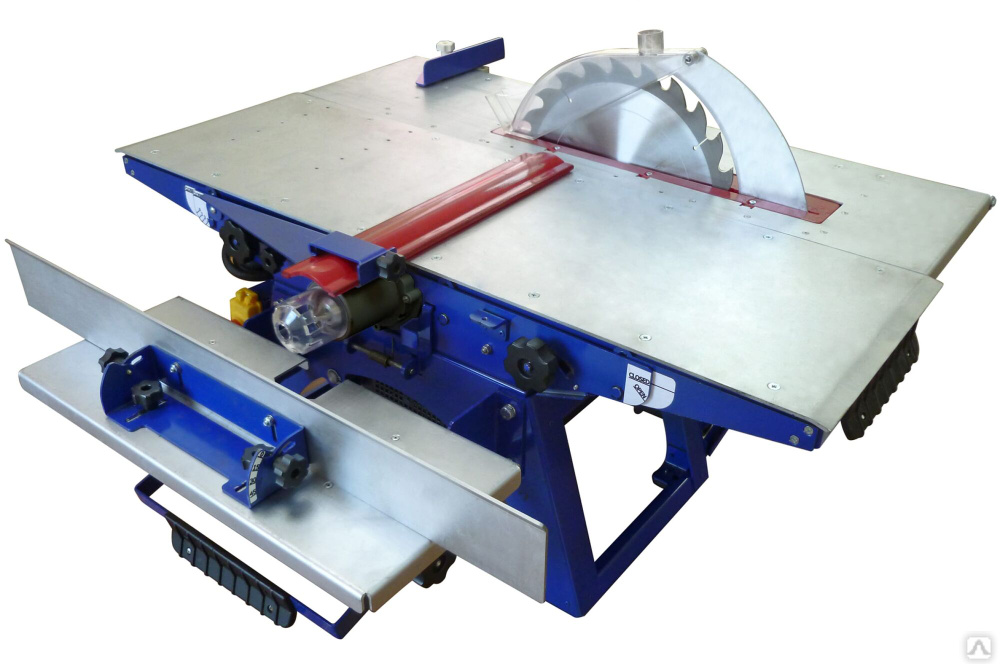 Barth RPG-l/VMP3513 предлагает с одной стороны пресс для шпона/вакуумной мембраны Barth VMP3513, а с другой стороны — мультипресс BARTH RPG-L. , VMP предлагает решение 100% пресс для шпона, который также может быть использован для формовки с чрезвычайно дробным давлением 5-7 минут при обычном облицовывании без нагрева!…
Barth RPG-l/VMP3513 предлагает с одной стороны пресс для шпона/вакуумной мембраны Barth VMP3513, а с другой стороны — мультипресс BARTH RPG-L. , VMP предлагает решение 100% пресс для шпона, который также может быть использован для формовки с чрезвычайно дробным давлением 5-7 минут при обычном облицовывании без нагрева!…
Изготовители шкафов Edwards & Wilson — Торонто, Канада
BARTH VacuucarXL помогает нашему рабочему, используя до трех вакуумных присосок, удерживать заготовку на месте, так что руки наших рабочих в кабине свободны для выполнения своей работы. Возможность отрегулировать высоту рабочей плиты до необходимой высоты помогает нашим работникам уменьшить проблемы со здоровьем, что положительно сказывается на нашей производительности.
Изготовители шкафов Edwards & Wilson — Торонто, Канада
Вакуумный мембранный пресс BARTH VP заменяет в нашей мастерской традиционный вакуумный пресс.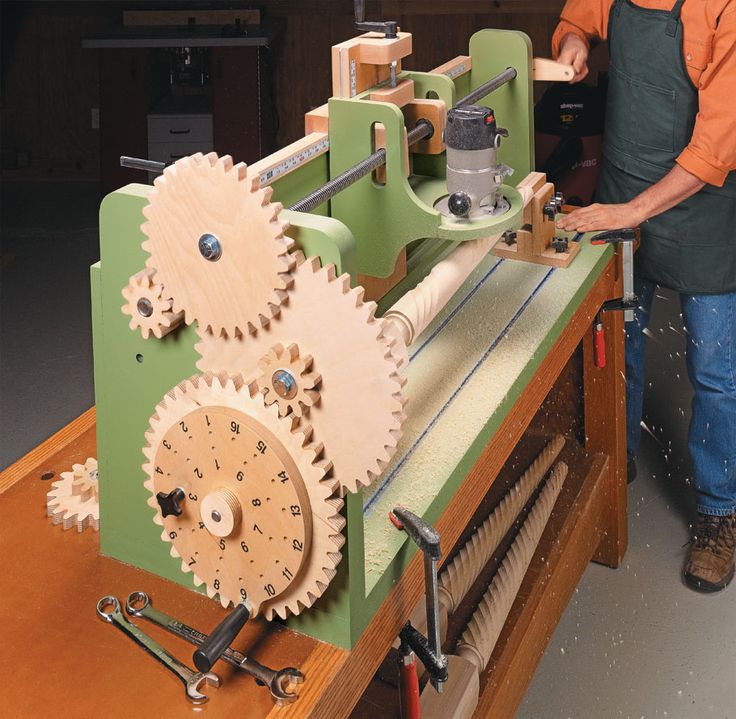
С помощью пресса мы экономим много времени на настройку до реального процесса склеивания/прессования, а в случае с мембраной из натурального каучука нам не нужно использовать двойные плиты при обычных работах по облицовке шпоном.
С правильным клеем (обычный клей на водной основе) мы экономим здесь столько времени, что печать скоро окупится сама собой.
Специальная мембрана Barth значительно отличается от других продуктов, доступных на маркировке, и имеет большое значение.
Rockwood Door & Millwork — Миллерсбург, Огайо
«Мы используем вакуумные мембранные прессы BARTH для облицовки и склеивания формованных деталей. Прессы BARTH убедили нас, потому что благодаря их проверенной технологии время прессования очень короткое, а поскольку не требуется нагрев, затраты на электроэнергию снижаются на 99 % по сравнению с прессами с нагревательными плитами. Время прессования шпона составляет всего 6-8 минут при использовании стандартного клея на водной основе». Конрад Шрок
Конрад Шрок
Walden & Co — Хилдсбург, Калифорния
После первых нескольких недель использования GANNOMAT ProTec Нил Уолден заявил: «Эта машина значительно экономит время. С этой машиной мы выполняем работу в среднем примерно на 10 часов быстрее, поэтому ProTec действительно окупает себя»
Best Mark National — Ирвингтон, Нью-Йорк
«Мы купили широколенточный шлифовальный станок WEBER у MARTIN Woodworking Machines в 2017 году и остались очень довольны этой машиной. Когда нам нужно было повысить нашу эффективность в области изготовления шкафов, мы снова связались с MARTIN и нашли идеальное решение с помощью GANNOMAT ProTec. ProTec работает быстро, очень точно и очень удобен для оператора». Марек Веглицки
Mack Custom Woodworking — Shokan, NY
«Мы производим высококачественную мебель и предметы интерьера и хотели минимизировать время производства без ущерба для качества. Демонстрация убедила нас в правильности обрабатывающего центра GANNOMAT ProTec. ProTec покорил нас своей мощной технологией и высокой точностью изготовления деталей». Лэнс Мак
Демонстрация убедила нас в правильности обрабатывающего центра GANNOMAT ProTec. ProTec покорил нас своей мощной технологией и высокой точностью изготовления деталей». Лэнс Мак
Д.Л. Sinjem Co. Inc. — Ла-Хабра, Калифорния
«Мы выбрали ProTec, потому что он предлагает наилучший возможный комплект оборудования. Машина убеждает своей точностью (заподлицо с угловыми соединениями), скоростью, занимаемой площадью и ценой. Мы пользуемся машиной уже несколько недель и впечатлены удобством программного обеспечения». Дуг Синджем
Cozzolino Custom Millwork Inc — Вест-Ориндж, Нью-Джерси
Мы инвестировали в новый широколенточный шлифовальный станок WEBER, и, поскольку для нас важно высокое качество отделки, нам также понадобилась мощная система сбора пыли.
AL-KO PU350 имеет систему возврата чистого воздуха на 99,9%. Таким образом, в нашей мастерской нет пыли, что хорошо для наших сотрудников, и, кроме того, мы можем получить идеальную поверхность.
Таким образом, в нашей мастерской нет пыли, что хорошо для наших сотрудников, и, кроме того, мы можем получить идеальную поверхность.
Коллектор AL-KO PU350 оснащен автоматической системой пожаротушения, что является еще одним большим преимуществом.
Найти дилера
С запада на восток. С севера на юг.
Ваш дилер находится прямо перед вами.
найти дилера прямо сейчас
Информационный бюллетень
Будьте в курсе событий и подпишитесь на нашу частую рассылку и будьте в курсе актуальных новостей о наших инновационных машинах и услугах, деловых новостей, а также интересных советов и советов.
зарегистрируйтесь сейчас
Запасные части
Ваша машина нуждается в освежающей детали для повышения эффективности. Мартин предоставляет вам весь ассортимент запасных частей.
получить запрос на ваши запасные части
Baileigh Настольные пилы по дереву и аксессуары для продажи
Похоже, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Мощная техника. Красивая посадка и отделка. Гладкая операция. Лет точности . Компания Baileigh Industrial разработала настольные пилы по дереву и аксессуары для достижения результатов, которыми вы можете гордиться. Как написал один покупатель, «эта машина превзошел мои ожидания ».
Здесь, в Baileigh, мы не просто продаем эти настольные пилы по дереву. Мы сами используем их для повседневных задач, таких как изготовление ящиков и для работы над проектами дома.
Почему стоит выбрать настольную пилу по дереву от Baileigh?
- Высококачественные двигатели – В большинстве наших настольных пил по дереву используются надежные двигатели Leeson для чистого и точного распила материала.
- Прочные полированные столешницы – Наши гладкие столешницы вплетены в основание стола, поэтому они не деформируются.

- Низкий уровень вибрации и шума – Мы проектируем наши настольные пилы с цапфой, прикрепленной к основанию, чтобы стабилизировать станок и обеспечить его точность.
- Элементы защиты от отдачи – Каждая настольная пила по дереву оснащена защитным кожухом с обратными зубьями и расклинивающим ножом для распиливания древесины.
- Доступные запасные части . Мы храним большинство деталей на складе в нашей штаб-квартире в Висконсине, чтобы мы могли быстро доставить их вам.
- Пожизненная техническая поддержка по телефону и Гарантия на 1 год — Звоните нашим представителям — все с практическим опытом — когда у вас возникнут проблемы или вам понадобится консультация по проекту.
Не знаете, какая настольная пила по дереву вам больше подходит? Позвоните нам по телефону 1-920-684-4990 и поговорите со специалистом по Бейли.
ПодробнееПодробнееМеньше
Наша гибридная настольная пила сочетает в себе лучшее из обоих миров. Как видел подрядчик, он легкий, мобильный и работает от 110 вольт. Но у него также есть стальная основа с прикрепленной цапфой, как у кабинетной пилы. Подробнее о гибридных пилах
Как видел подрядчик, он легкий, мобильный и работает от 110 вольт. Но у него также есть стальная основа с прикрепленной цапфой, как у кабинетной пилы. Подробнее о гибридных пилах
Гибридные пилы
Созданная для долговечной точности, каждая настольная пила корпусного типа опирается на сварную стальную основу с установленной цапфой. Стол из шлифованного чугуна вплетен в основание, чтобы оставаться квадратным. Подробнее о Шкафные пилы
Шкафные пилы
Панельные пилы с раздвижным механизмом Смотреть все
Наши большие промышленные настольные пилы позволяют вставлять тяжелый материал в полотно и ежедневно резать тысячи футов досок. Мы также предлагаем комбинацию пилы с раздвижным столом меньшего размера и фрезерного стола.

 org/ListItem»>
org/ListItem»>
 9
9
 На токарном станке задняя бабка не вращается. Вместо этого вращается шпиндель, удерживающий заготовку. Цанги, центры, трехкулачковые патроны и другие зажимные приспособления могут удерживаться в шпинделе. Задняя бабка может содержать инструменты для сверления, нарезания резьбы, развертывания или нарезания конусов. Кроме того, он может поддерживать конец заготовки с помощью центра и может регулироваться для адаптации к различной длине заготовки.
На токарном станке задняя бабка не вращается. Вместо этого вращается шпиндель, удерживающий заготовку. Цанги, центры, трехкулачковые патроны и другие зажимные приспособления могут удерживаться в шпинделе. Задняя бабка может содержать инструменты для сверления, нарезания резьбы, развертывания или нарезания конусов. Кроме того, он может поддерживать конец заготовки с помощью центра и может регулироваться для адаптации к различной длине заготовки. Диапазоны подачи (R, S, T)
Диапазоны подачи (R, S, T)

 Прежде чем покинуть рабочее место, убедитесь, что машина выключена и очищена. Всегда вынимайте разводной ключ после использования, избегайте возни, держите пол в чистоте. Будьте осторожны при очистке станка, режущие инструменты острые, стружка острая, а заготовка может быть острой.
Прежде чем покинуть рабочее место, убедитесь, что машина выключена и очищена. Всегда вынимайте разводной ключ после использования, избегайте возни, держите пол в чистоте. Будьте осторожны при очистке станка, режущие инструменты острые, стружка острая, а заготовка может быть острой.


 Цены $ $ .
Цены $ $ .
 0 мм
0 мм
 50 кВт
50 кВт 50 кВт
50 кВт 3 мм
3 мм Оборудование отличается износостойкой конструкцией, достаточно простым в управлении и обслуживании.
Оборудование отличается износостойкой конструкцией, достаточно простым в управлении и обслуживании.



 Настройка системы минимальна по времени, а для управления станком необходимо нажатие только одной кнопки.
Настройка системы минимальна по времени, а для управления станком необходимо нажатие только одной кнопки. п.
п. Существуют три варианта станков: ручной – приводится в действие рычагом, ножной – начинает функционировать благодаря педали, комбинированный – сочетание вышеописанных видов.
Существуют три варианта станков: ручной – приводится в действие рычагом, ножной – начинает функционировать благодаря педали, комбинированный – сочетание вышеописанных видов.


 Расскажите нам все подробности.
Расскажите нам все подробности. д.) , с индивидуальным подходом, мы всегда гарантируем лучшее решение для каждой производственной потребности и любого набора технических и экономических ограничений.
д.) , с индивидуальным подходом, мы всегда гарантируем лучшее решение для каждой производственной потребности и любого набора технических и экономических ограничений.
 r.l.(Италия)
r.l.(Италия) , LTD.(Англия, Япония, США)
, LTD.(Англия, Япония, США) (Тайвань, Китай)
(Тайвань, Китай) p.A.(Италия)
p.A.(Италия) p.A.(Италия)
p.A.(Италия) (США)
(США)
 Вы сможете в решающий момент резко снизить цены и выиграть. Например, конкурент одного из наших клиентов в кризис начал копировать их конструктив, а цену поставил чуть ниже. Наш клиент сумел снизить стоимость своего товара на 50% по всем линейкам в то время как конкурент больше чем на 20% снизить цену не смог. На этом преимуществе была захвачена большая часть рынка и подобные тенденции мы видим абсолютно у всех клиентов, которые купили оборудование Salvagnini.
Вы сможете в решающий момент резко снизить цены и выиграть. Например, конкурент одного из наших клиентов в кризис начал копировать их конструктив, а цену поставил чуть ниже. Наш клиент сумел снизить стоимость своего товара на 50% по всем линейкам в то время как конкурент больше чем на 20% снизить цену не смог. На этом преимуществе была захвачена большая часть рынка и подобные тенденции мы видим абсолютно у всех клиентов, которые купили оборудование Salvagnini. Полная автоматизация, непревзойденная скорость производства, отсутствие брака при великолепном качестве, работа J-I-T, минимальные издержки и пр. Все эти критерии позволяют отнести оборудование Salvagnini к категории самых быстро окупаемых инвестиций.
Полная автоматизация, непревзойденная скорость производства, отсутствие брака при великолепном качестве, работа J-I-T, минимальные издержки и пр. Все эти критерии позволяют отнести оборудование Salvagnini к категории самых быстро окупаемых инвестиций. Самыми экономически выгодными и целесообразными направлениями бизнеса в области металлообработки, являются: сварка, различная механическая обработка и обработка металла под давлением. Обработка металла путем литья очень затратная и трудоемкая. Вообще необходимо заметить, что 60% всего рынка обработки металла, занимает механическая обработка. Для механической обработки используется следующее оборудование.
Самыми экономически выгодными и целесообразными направлениями бизнеса в области металлообработки, являются: сварка, различная механическая обработка и обработка металла под давлением. Обработка металла путем литья очень затратная и трудоемкая. Вообще необходимо заметить, что 60% всего рынка обработки металла, занимает механическая обработка. Для механической обработки используется следующее оборудование.
 Такие станки бывают следующих модификаций.
Такие станки бывают следующих модификаций. Характерной особенностью такого станка является возможность сверления, зенкования и обточки деталей.
Характерной особенностью такого станка является возможность сверления, зенкования и обточки деталей. С развитием технологий они смогли со временем адаптироваться, чтобы соответствовать требованиям этого века.
С развитием технологий они смогли со временем адаптироваться, чтобы соответствовать требованиям этого века.
 «Пневматический», а затем и «гидравлический» питатель с использованием орбитальных двигателей был первым шагом к автоматизации.
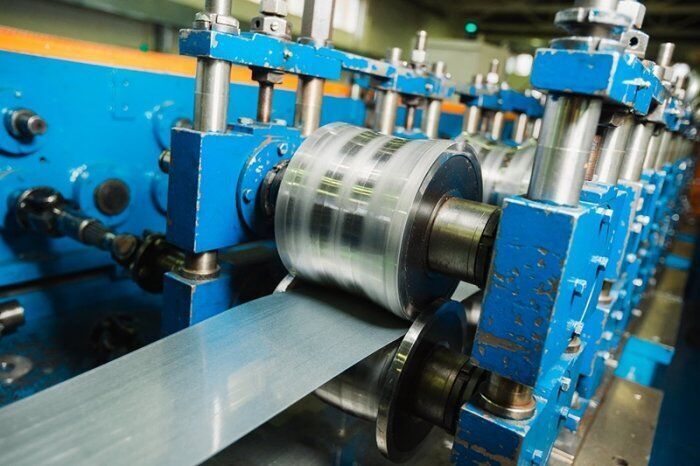
«Пневматический», а затем и «гидравлический» питатель с использованием орбитальных двигателей был первым шагом к автоматизации. Характеристики поверхности, плоскостность и натяжение полосы должны тщательно контролироваться и контролироваться, чтобы производить безупречный продукт. Идеальное сочетание продуктов и решений АББ позволяет добиться исключительно высокого качества и производительности вплоть до мельчайших деталей, таких как натяжение полосы или контроль поверхности.
Характеристики поверхности, плоскостность и натяжение полосы должны тщательно контролироваться и контролироваться, чтобы производить безупречный продукт. Идеальное сочетание продуктов и решений АББ позволяет добиться исключительно высокого качества и производительности вплоть до мельчайших деталей, таких как натяжение полосы или контроль поверхности.
 Из последних обычно производятся методом точного литья корпуса, имеющие сложную форму и значительные геометрические размеры. Те корпуса, которые в процессе эксплуатации роботов подвергаются наиболее серьезным механическим нагрузкам, производятся из стали. В местах где требуется размещать несущие электрические системы корпуса изготавливаются из пластмасс.
Из последних обычно производятся методом точного литья корпуса, имеющие сложную форму и значительные геометрические размеры. Те корпуса, которые в процессе эксплуатации роботов подвергаются наиболее серьезным механическим нагрузкам, производятся из стали. В местах где требуется размещать несущие электрические системы корпуса изготавливаются из пластмасс.

 Робот не знает усталости, способен выполнять без ошибок точнейшие движения — именно поэтому роботизированные механизмы постепенно вытесняют человеческий труд на производстве.
Робот не знает усталости, способен выполнять без ошибок точнейшие движения — именно поэтому роботизированные механизмы постепенно вытесняют человеческий труд на производстве.
 Отдельные модели роботов способны бегать, т.е. перемещаться таким образом, что обе ноги в момент движения не касаются поверхности.
Отдельные модели роботов способны бегать, т.е. перемещаться таким образом, что обе ноги в момент движения не касаются поверхности.:quality(80)/images.vogel.de/vogelonline/bdb/819000/819097/original.jpg) п. Наиболее важный датчик для андроида — гироскоп, именно он сохраняет устойчивое вертикальное положение машины во время движения. Именно таким устройством оснащен робот-андроид Atlas, детище американской компании Boston Dynamics. От датчиков и камер информация поступает в “мозг” машины — компьютер или систему компьютеров.
п. Наиболее важный датчик для андроида — гироскоп, именно он сохраняет устойчивое вертикальное положение машины во время движения. Именно таким устройством оснащен робот-андроид Atlas, детище американской компании Boston Dynamics. От датчиков и камер информация поступает в “мозг” машины — компьютер или систему компьютеров.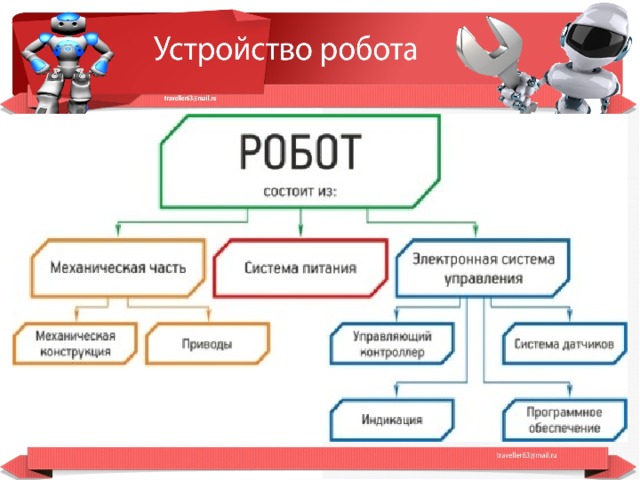
 д.).
д.).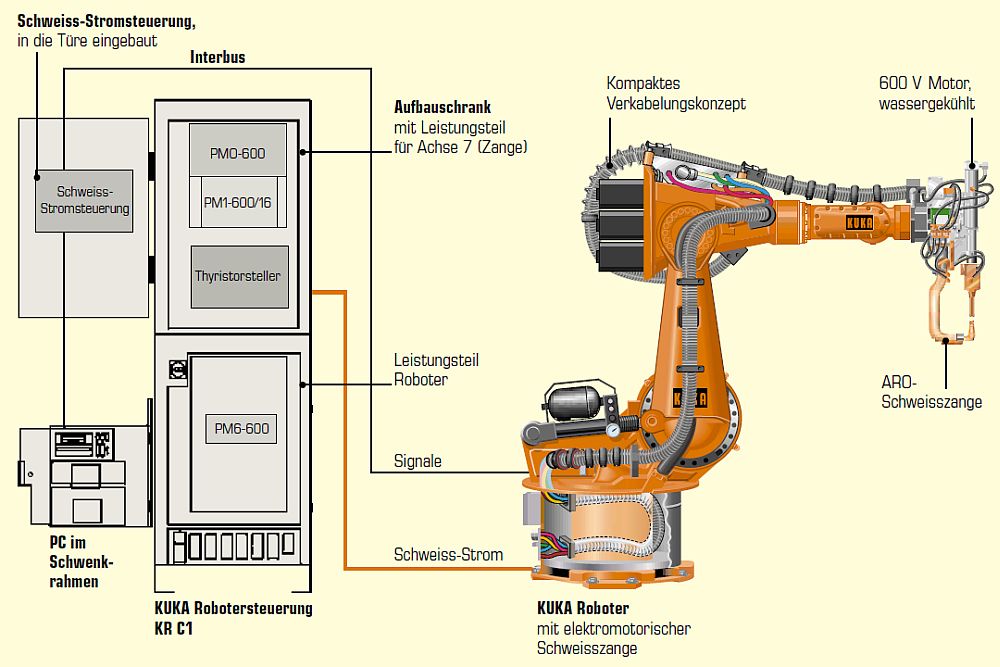
 Роботы имеют разные уровни автономии: от управляемых человеком ботов, выполняющих задачи, полностью контролируемые человеком, до полностью автономных ботов, выполняющих задачи без каких-либо внешних воздействий.
Роботы имеют разные уровни автономии: от управляемых человеком ботов, выполняющих задачи, полностью контролируемые человеком, до полностью автономных ботов, выполняющих задачи без каких-либо внешних воздействий. В этой статье рассматриваются характеристики роботов, элементы конструкции роботов и некоторые аспекты проектирования.
В этой статье рассматриваются характеристики роботов, элементы конструкции роботов и некоторые аспекты проектирования. В то время как машиностроение в более широком смысле представляет собой проектирование машин, разработчики роботов уделяют особое внимание двигателям и редукторам, чтобы обеспечить желаемое движение своих роботов.
В то время как машиностроение в более широком смысле представляет собой проектирование машин, разработчики роботов уделяют особое внимание двигателям и редукторам, чтобы обеспечить желаемое движение своих роботов. Микроконтроллер действует как мозг робота, которому нужны инструкции. Выбранный микроконтроллер определяет используемый язык программирования и то, как эта программа загружается в микроконтроллер.
Микроконтроллер действует как мозг робота, которому нужны инструкции. Выбранный микроконтроллер определяет используемый язык программирования и то, как эта программа загружается в микроконтроллер.
 Слишком мало электричества, и детали не будут работать, а слишком много электричества может поджарить хрупкие компоненты.
Слишком мало электричества, и детали не будут работать, а слишком много электричества может поджарить хрупкие компоненты.
 Дизайн имеет разные коннотации в разных областях. В некоторых случаях непосредственное конструирование объекта (например, в гончарном деле, машиностроении, менеджменте, графическом дизайне) также считается дизайном.
Дизайн имеет разные коннотации в разных областях. В некоторых случаях непосредственное конструирование объекта (например, в гончарном деле, машиностроении, менеджменте, графическом дизайне) также считается дизайном. Потратьте время на изучение ряда различных ситуаций, и как только вы решите, какова ситуация, и точно поймете, в чем проблема, напишите краткое описание проекта в журнале (это станет вашим рабочим документом, когда вы будете работать над своим проектом). robot.)
Потратьте время на изучение ряда различных ситуаций, и как только вы решите, какова ситуация, и точно поймете, в чем проблема, напишите краткое описание проекта в журнале (это станет вашим рабочим документом, когда вы будете работать над своим проектом). robot.) Получите четкое представление о Параметры проблемы.
Получите четкое представление о Параметры проблемы.  Иногда старые идеи оказываются лучшими. Вы когда-нибудь слышали поговорку: «Не изобретайте велосипед?» Старые идеи, которые потерпели неудачу, иногда становятся отличными золотыми приисками для исследований; эта идея могла потерпеть неудачу из-за отсутствия новых технологий, которые могут существовать сейчас.
Иногда старые идеи оказываются лучшими. Вы когда-нибудь слышали поговорку: «Не изобретайте велосипед?» Старые идеи, которые потерпели неудачу, иногда становятся отличными золотыми приисками для исследований; эта идея могла потерпеть неудачу из-за отсутствия новых технологий, которые могут существовать сейчас. Вы можете найти потенциальные, а иногда и дорогостоящие недостатки в проекте еще до того, как будет построен реальный макет.
Вы можете найти потенциальные, а иногда и дорогостоящие недостатки в проекте еще до того, как будет построен реальный макет. После того, как эти идеи были сведены к приемлемому числу, эти числа необходимо обработать, чтобы оценить вероятность и стоимость успешного результата с использованием отдельных решений. Здесь вступают в игру более важные факторы, такие как здравый смысл и инстинкт. Если это кажется неправильным, не делайте этого.
После того, как эти идеи были сведены к приемлемому числу, эти числа необходимо обработать, чтобы оценить вероятность и стоимость успешного результата с использованием отдельных решений. Здесь вступают в игру более важные факторы, такие как здравый смысл и инстинкт. Если это кажется неправильным, не делайте этого. В процессе инженерного проектирования есть петля, позволяющая вернуться к дизайну и уточнить или перепроектировать.
В процессе инженерного проектирования есть петля, позволяющая вернуться к дизайну и уточнить или перепроектировать.

 Увенчанная длинным (до 50 см) четырехгранным наконечником, она представляла собой грозное оружие, способное при благоприятном стечении обстоятельств нанизать рыцаря на острие как шашлык.
Увенчанная длинным (до 50 см) четырехгранным наконечником, она представляла собой грозное оружие, способное при благоприятном стечении обстоятельств нанизать рыцаря на острие как шашлык. Благодаря дистанции, которую гарантировала пика, часто она была намного эффективнее привычных ножей и сабель.
Благодаря дистанции, которую гарантировала пика, часто она была намного эффективнее привычных ножей и сабель. Она не предназначена для броска, в то время как копье — это длинная палка с острым наконечником, используемая в качестве оружия для броска или укола, или что-либо, используемое для совершения колющего движения.
Она не предназначена для броска, в то время как копье — это длинная палка с острым наконечником, используемая в качестве оружия для броска или укола, или что-либо, используемое для совершения колющего движения. Это одна из двух высочайших вершин Сусунайского хребта, вторая — стоящая поблизости гора Пушкина.
Это одна из двух высочайших вершин Сусунайского хребта, вторая — стоящая поблизости гора Пушкина.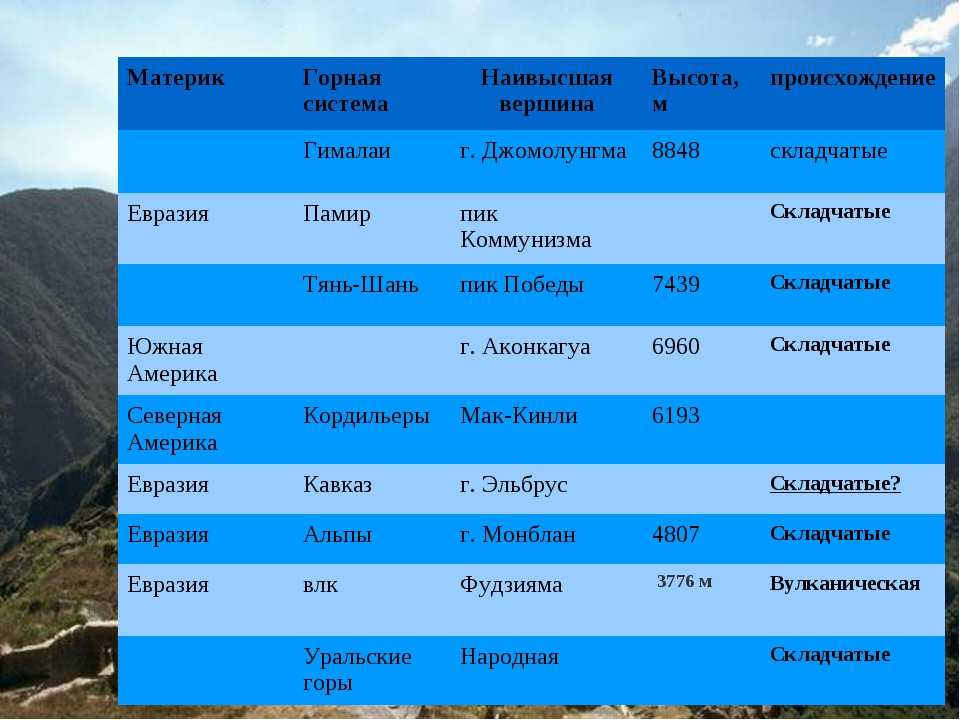 Их, в свою очередь, сменяют гущи кедрового стланика. Традиционная для Сахалинской области картина.
Их, в свою очередь, сменяют гущи кедрового стланика. Традиционная для Сахалинской области картина.
 23″
23″ 20 км.
20 км.


 0005 Кварц , 28 марта 2023 г.
0005 Кварц , 28 марта 2023 г.
 com
com




 9, 2021|Popular-Science
9, 2021|Popular-Science

 Станки лазерной резки производства России уступают по стоимости своим китайским аналогам.
Станки лазерной резки производства России уступают по стоимости своим китайским аналогам. Данный портальный станок по лазерной резке металла использует оптическую систему твердотельного лазера, обладающую существенными преимуществами при использовании: малая щель резки, высокая точность.
Данный портальный станок по лазерной резке металла использует оптическую систему твердотельного лазера, обладающую существенными преимуществами при использовании: малая щель резки, высокая точность. д
д
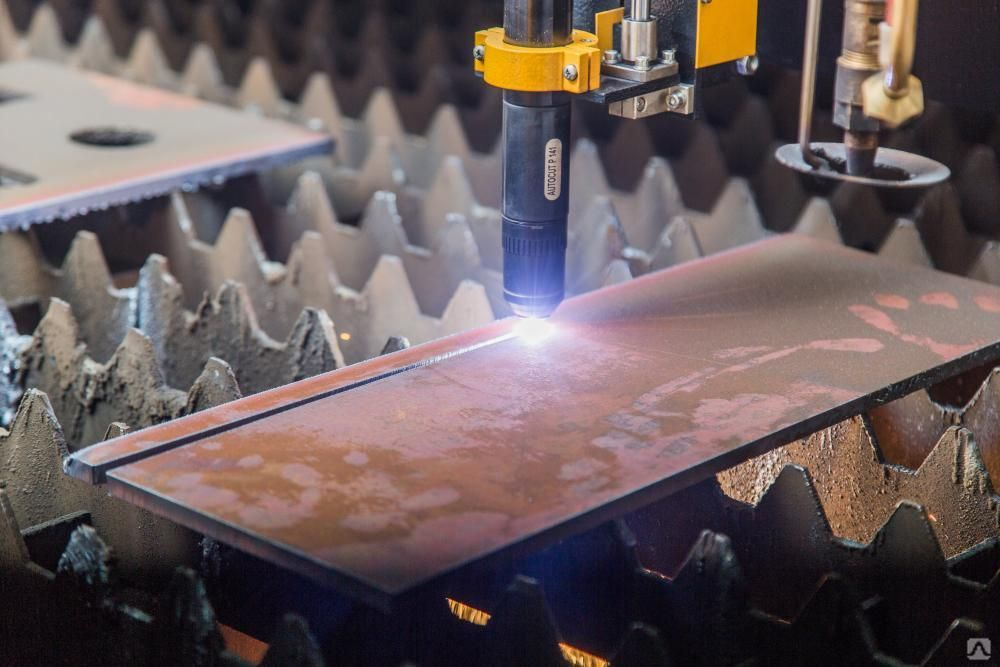 Резка осуществляется по контуру любой сложности и конфигурации. Обрабатываться могут не только плоские поверхности, но и изделия со сложным профилем, что обеспечивается трехмерной резкой.
Резка осуществляется по контуру любой сложности и конфигурации. Обрабатываться могут не только плоские поверхности, но и изделия со сложным профилем, что обеспечивается трехмерной резкой. Излучение значительно меньше рассеивается в оптоволоконном кабеле, чем в сложной оптике газового прибора.
Излучение значительно меньше рассеивается в оптоволоконном кабеле, чем в сложной оптике газового прибора. Высокая точность обеспечивается совершенной программой управления и качественными сервоприводами. Все происходит в автоматическом режиме, без вмешательства оператора.
Высокая точность обеспечивается совершенной программой управления и качественными сервоприводами. Все происходит в автоматическом режиме, без вмешательства оператора. Все они вызваны неверно выбранными параметрами процесса либо неисправностью оборудования. Правильно подобранные мощность излучателя, скорость прохода исключают подобные огрехи.
Все они вызваны неверно выбранными параметрами процесса либо неисправностью оборудования. Правильно подобранные мощность излучателя, скорость прохода исключают подобные огрехи. С тех пор, как мы открыли свои двери в 1982 году, Kern гордится тем, что установила тысячи широкоформатных лазерных систем по всему миру. Лазерные системы Kern с гордостью разрабатываются и производятся в США. Kern специализируется на широкоформатной лазерной обработке органических материалов и лазерах для резки металлов.
С тех пор, как мы открыли свои двери в 1982 году, Kern гордится тем, что установила тысячи широкоформатных лазерных систем по всему миру. Лазерные системы Kern с гордостью разрабатываются и производятся в США. Kern специализируется на широкоформатной лазерной обработке органических материалов и лазерах для резки металлов.
 EcoFlex хорошо известен как высокопроизводительная лазерная система CO2, предлагаемая по экономичной цене.
EcoFlex хорошо известен как высокопроизводительная лазерная система CO2, предлагаемая по экономичной цене. Соответствующая вакуумная система необходима для удаления образующихся паров и мелкого мусора…
Соответствующая вакуумная система необходима для удаления образующихся паров и мелкого мусора… Они бывают всех форм и размеров. При покупке лазера некоторые клиенты выбирают аппарат иностранного производства, в то время как другие выбирают лазерную систему Kern «Сделано в Америке». Выбор между лазерными системами иностранного и американского производства приходится делать многим предприятиям, но различия между этими двумя вариантами, откровенно говоря, огромны. Рич Домикис, управляющий партнер Cabin Digital LLC, довольный владелец Kern Laser, а также покупатель лазерных систем иностранного производства, делится своим опытом с обоими.
Они бывают всех форм и размеров. При покупке лазера некоторые клиенты выбирают аппарат иностранного производства, в то время как другие выбирают лазерную систему Kern «Сделано в Америке». Выбор между лазерными системами иностранного и американского производства приходится делать многим предприятиям, но различия между этими двумя вариантами, откровенно говоря, огромны. Рич Домикис, управляющий партнер Cabin Digital LLC, довольный владелец Kern Laser, а также покупатель лазерных систем иностранного производства, делится своим опытом с обоими. Одной из технологий обработки, которая сегодня помогает станочникам удовлетворить эти требования, является лазерный резак с ЧПУ.
Одной из технологий обработки, которая сегодня помогает станочникам удовлетворить эти требования, является лазерный резак с ЧПУ.
 д.). Вот три наиболее часто используемых типа лазеров сегодня:
д.). Вот три наиболее часто используемых типа лазеров сегодня: Резаки с волоконным лазером позволяют добиться более быстрого и чистого процесса резки, чем резка с помощью CO2-лазера, особенно в материалах толщиной менее 5 мм.
Резаки с волоконным лазером позволяют добиться более быстрого и чистого процесса резки, чем резка с помощью CO2-лазера, особенно в материалах толщиной менее 5 мм. Эти фрезы также совместимы с широким спектром материалов, включая металлы, стекло, дерево и пластик.
Эти фрезы также совместимы с широким спектром материалов, включая металлы, стекло, дерево и пластик.


 Этот тип пилорамы больше всего подходит для промышленного использования, она имеет высокую производительность, но и отходов выдает в процессе работы много. На малых предприятиях или в домашних целях использовать ее нерационально.
Этот тип пилорамы больше всего подходит для промышленного использования, она имеет высокую производительность, но и отходов выдает в процессе работы много. На малых предприятиях или в домашних целях использовать ее нерационально. Некоторые модели оснащены вертикальными фрезами. Такая конструкция ускоряет процесс обработки древесины. Полностью готовый обрезной материал можно получить за один проход.
Некоторые модели оснащены вертикальными фрезами. Такая конструкция ускоряет процесс обработки древесины. Полностью готовый обрезной материал можно получить за один проход.
 Целый век этот вид пиления оставался основным видом распиловки, несмотря на появление дискового и ленточного пиления
Целый век этот вид пиления оставался основным видом распиловки, несмотря на появление дискового и ленточного пиления Как говорится, для нашей страны здесь непочатый край работы
Как говорится, для нашей страны здесь непочатый край работы
 А ведь известен тот факт даже детям, что бумагу изготавливают из древесины. Сложно переоценить важность этого материала в жизни человека, так как он встречается практически везде, начиная с улицы и заканчивая родным домом. При этом важным является тот факт, что благодаря современным технологиям и оборудованию, значительно снизился процент тяжелой ручной работы.
А ведь известен тот факт даже детям, что бумагу изготавливают из древесины. Сложно переоценить важность этого материала в жизни человека, так как он встречается практически везде, начиная с улицы и заканчивая родным домом. При этом важным является тот факт, что благодаря современным технологиям и оборудованию, значительно снизился процент тяжелой ручной работы. В столице и прочих городах вид оборудования, подобный пилораме ленточной, получил широкое распространение. Главной причиной является то, что сфера строительства неуклонно идет вперед, происходит масштабное строительство жилого сектора, деревянных домов. И древесина, как наиболее экологически чистый материал, пользуется наибольшим спросом для строительства и отделки. В таких условиях пилорама занимает одну из главных ролей. Производители деревообрабатывающего устройства производят новейшие пилорамы на продажу. Но не стоит забывать, что продажа пилорамы только в том случае станет прибыльной, если на выходе будет получаться пиломатериал высочайшего сорта.
В столице и прочих городах вид оборудования, подобный пилораме ленточной, получил широкое распространение. Главной причиной является то, что сфера строительства неуклонно идет вперед, происходит масштабное строительство жилого сектора, деревянных домов. И древесина, как наиболее экологически чистый материал, пользуется наибольшим спросом для строительства и отделки. В таких условиях пилорама занимает одну из главных ролей. Производители деревообрабатывающего устройства производят новейшие пилорамы на продажу. Но не стоит забывать, что продажа пилорамы только в том случае станет прибыльной, если на выходе будет получаться пиломатериал высочайшего сорта. Следующий мера – действенность ( сумма прошедших через станок бревен за единицу времени ) и бережливость. Наиболее хорошо, в случае пилорама будет подвижной, так как в определенных моментах возникает надобность мгновенно перенаправить ее в прочее пункт. И если оборудование легко монтируется и разбирается, с этим не возникает проблем.
Следующий мера – действенность ( сумма прошедших через станок бревен за единицу времени ) и бережливость. Наиболее хорошо, в случае пилорама будет подвижной, так как в определенных моментах возникает надобность мгновенно перенаправить ее в прочее пункт. И если оборудование легко монтируется и разбирается, с этим не возникает проблем. Они рассчитаны для распиловки бревен в поперечнике превышающем 0 мм. Выделяются большой действенностью.
Они рассчитаны для распиловки бревен в поперечнике превышающем 0 мм. Выделяются большой действенностью. И наконец, универсальные пилорамы класса D делаются, прежде всего, по заказу мануфактур.
И наконец, универсальные пилорамы класса D делаются, прежде всего, по заказу мануфактур.

 В связи с этим, чтобы избежать пустой траты денег и полного разочарования, лучше сразу приобретать достаточно мощную ленточную пилораму. Если стоимость новой пилорамы для вас является неприемлемой, то можно обратить внимание на такое оборудование, как пилорама ленточная бу.
В связи с этим, чтобы избежать пустой траты денег и полного разочарования, лучше сразу приобретать достаточно мощную ленточную пилораму. Если стоимость новой пилорамы для вас является неприемлемой, то можно обратить внимание на такое оборудование, как пилорама ленточная бу. Если направляющие выполняются из профильных труб, то приобретать такую поддержанную ленточную пилораму не имеет смысла. В этом случае при нагрузках не получится избежать деформаций, а в местах перемещения пилорамы появятся дыры. Чтобы проверить материал направляющих, нужно просто постучать по ним твердым металлическим предметом. Если появляется звонкий звук, то это цельнометаллический материал, если звук глухой, то это пустая труба с песком.
Если направляющие выполняются из профильных труб, то приобретать такую поддержанную ленточную пилораму не имеет смысла. В этом случае при нагрузках не получится избежать деформаций, а в местах перемещения пилорамы появятся дыры. Чтобы проверить материал направляющих, нужно просто постучать по ним твердым металлическим предметом. Если появляется звонкий звук, то это цельнометаллический материал, если звук глухой, то это пустая труба с песком. Тут есть возможность управлять всеми техническими операциями за счет кнопок.
Тут есть возможность управлять всеми техническими операциями за счет кнопок.  Двухдисковые угловые пилорамы дают высокую производительность материала даже из одного бревна, что сказывается на увеличении прибыли предприятия.
Двухдисковые угловые пилорамы дают высокую производительность материала даже из одного бревна, что сказывается на увеличении прибыли предприятия.
 Причем, можно купить пилораму бу — это дешевле гораздо и проще.
Причем, можно купить пилораму бу — это дешевле гораздо и проще.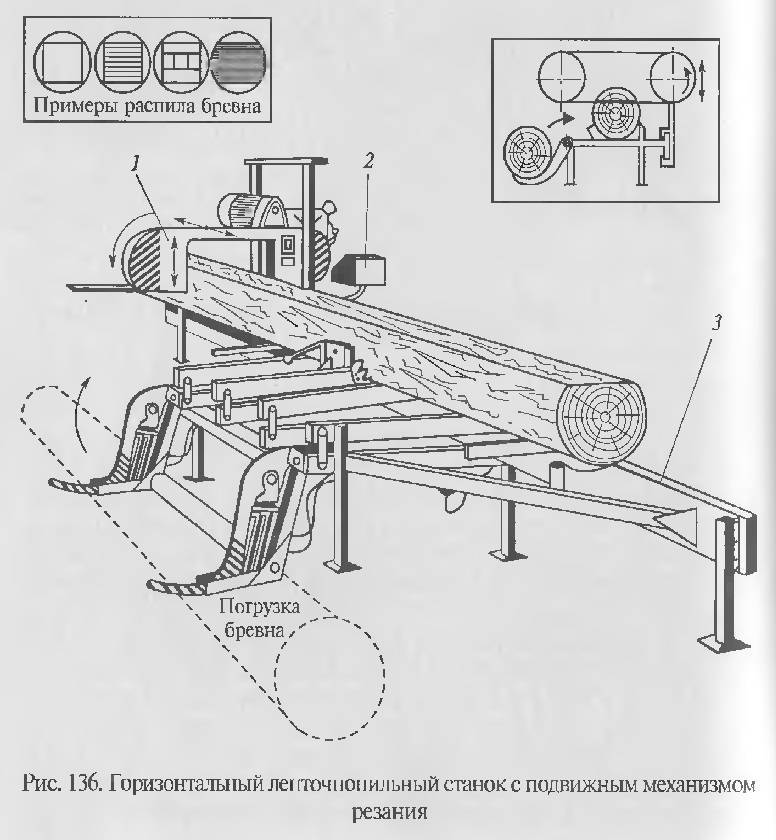
 Они доступны в различных стилях и операционных системах, а их цена соответствует любому бюджету. «Что выбрать, — говорит Уилл Джонсон, президент TimberKing, компании по производству переносных лесопильных станков, — зависит от того, что вы собираетесь с ним делать».
Они доступны в различных стилях и операционных системах, а их цена соответствует любому бюджету. «Что выбрать, — говорит Уилл Джонсон, президент TimberKing, компании по производству переносных лесопильных станков, — зависит от того, что вы собираетесь с ним делать».




 Эти мельницы намного менее трудоемки и хороши для распиловки на заказ. Они также являются хорошим вариантом для людей с ограниченными физическими возможностями или для работ, требующих большого количества резки за короткий период времени.
Эти мельницы намного менее трудоемки и хороши для распиловки на заказ. Они также являются хорошим вариантом для людей с ограниченными физическими возможностями или для работ, требующих большого количества резки за короткий период времени. Но если вы хотите распиливать более крупные бревна, для которых требуется отдельный подъемник для бревен, тогда гидравлическая мельница может быть более подходящей.
Но если вы хотите распиливать более крупные бревна, для которых требуется отдельный подъемник для бревен, тогда гидравлическая мельница может быть более подходящей.

 е. при разборке
е. при разборке
 000900
000900 20 мм блистер Энкор
20 мм блистер Энкор 32 мм Калибр
32 мм Калибр компл насадок,20-63 мм// DENZEL
компл насадок,20-63 мм// DENZEL

 Также особым образом выделим стабилизацию напряжения рабочего контура. Таким образом, при смене данного параметра, а также силы тока, частоты, Вам предоставляется возможность производства шва посредством стабильной сварочной дуги.
Также особым образом выделим стабилизацию напряжения рабочего контура. Таким образом, при смене данного параметра, а также силы тока, частоты, Вам предоставляется возможность производства шва посредством стабильной сварочной дуги.

 Калибр СВИ-210 способен не только функционировать, но еще и создавать качественные соединения металлов при условиях пониженного или повышенного напряжения сети. К тому же аппарат способен работать от передвижной электрической станции, генератора. Любопытно то, что Калибр СВИ-210 способен работать при условиях перегрузок сети от 160 до 240В.
Калибр СВИ-210 способен не только функционировать, но еще и создавать качественные соединения металлов при условиях пониженного или повышенного напряжения сети. К тому же аппарат способен работать от передвижной электрической станции, генератора. Любопытно то, что Калибр СВИ-210 способен работать при условиях перегрузок сети от 160 до 240В. Производители рекомендуют использовать инвертор в упряжке с автоматом, рассчитанным на максимальный ток в 38 А. Масса устройства также не остается без внимания, так как составляет всего 4,5 килограмма, что делает инвертор Калибр компактным и удобным для при транспортировке.
Производители рекомендуют использовать инвертор в упряжке с автоматом, рассчитанным на максимальный ток в 38 А. Масса устройства также не остается без внимания, так как составляет всего 4,5 килограмма, что делает инвертор Калибр компактным и удобным для при транспортировке. Рабочий параметр регулируется в пределах 10-185 А, а максимальная мощность его составляет 5,7 кВт. Также не стоит обходить вниманием такой важный момент, как диапазон диаметров электродов, который варьируется от 1,6 до 4,0 миллиметра. КПД аппарат составляет 85%, а масса – 9,2 килограмма (в полном комплекте).
Рабочий параметр регулируется в пределах 10-185 А, а максимальная мощность его составляет 5,7 кВт. Также не стоит обходить вниманием такой важный момент, как диапазон диаметров электродов, который варьируется от 1,6 до 4,0 миллиметра. КПД аппарат составляет 85%, а масса – 9,2 килограмма (в полном комплекте). Вы можете измерить
Вы можете измерить

 На самом деле, каждый сварщик может нести
На самом деле, каждый сварщик может нести Сварные измерительные галтели делают
Сварные измерительные галтели делают Все маркировки и размеры
Все маркировки и размеры Катаринс, Ниагара, Галифакс, Ошава, Виктория, Виндзор, Саскатун, Регина, Шербрук, Сент-Джонс,
Катаринс, Ниагара, Галифакс, Ошава, Виктория, Виндзор, Саскатун, Регина, Шербрук, Сент-Джонс,
 Республика, Сингапур, Сингапур, Касабланка, Марокко, Катовице, Польша, Пуна, Индия, Бангдунг, Индонезия, Монтеррей, Мексика, Монреаль, Канада, Нагоя, Япония, Нанкин, Китай, Абиджан, Кот-д’Ивуар, Сиань, Китай, Берлин, Германия, Эр-Рияд, Саудовская Аравия, Ресифи, Бразилия, Дюссельдорф, Германия, Анкара, Турция, Мельбурн, Австралия, Сальвадор, Бразилия, Далянь, Китай, Каракас, Венесуэла, Адис-Абеба, Эфиопия,
Республика, Сингапур, Сингапур, Касабланка, Марокко, Катовице, Польша, Пуна, Индия, Бангдунг, Индонезия, Монтеррей, Мексика, Монреаль, Канада, Нагоя, Япония, Нанкин, Китай, Абиджан, Кот-д’Ивуар, Сиань, Китай, Берлин, Германия, Эр-Рияд, Саудовская Аравия, Ресифи, Бразилия, Дюссельдорф, Германия, Анкара, Турция, Мельбурн, Австралия, Сальвадор, Бразилия, Далянь, Китай, Каракас, Венесуэла, Адис-Абеба, Эфиопия, A.L. Gage, позволяют быстро и легко точно проверять сварные швы различных размеров. Вы можете измерить толщину сварного шва, стыковые сварные швы, длину сварного шва, смещения (высокие-низкие) и многое другое в зависимости от выбранного датчика.
A.L. Gage, позволяют быстро и легко точно проверять сварные швы различных размеров. Вы можете измерить толщину сварного шва, стыковые сварные швы, длину сварного шва, смещения (высокие-низкие) и многое другое в зависимости от выбранного датчика.

 Поликарбонат биологически инертен, изделия из него выдерживают стерилизацию, это позволяет печатать упаковку и вспомогательное оборудование для медицины.
Поликарбонат биологически инертен, изделия из него выдерживают стерилизацию, это позволяет печатать упаковку и вспомогательное оборудование для медицины.
 Недостатков у PEEK два: высокая цена и умеренная ударопрочность. Остальное — плюсы. Пластик самозатухающий, термостойкий, химически инертный. Из PEEK производится медицинское оборудование и импланты, стойкость к истиранию позволяет печатать из него детали механизмов.
Недостатков у PEEK два: высокая цена и умеренная ударопрочность. Остальное — плюсы. Пластик самозатухающий, термостойкий, химически инертный. Из PEEK производится медицинское оборудование и импланты, стойкость к истиранию позволяет печатать из него детали механизмов. Именно этот материал Stratasys продвигает как частичную замену металлу в аэрокосмической отрасли, для беспилотников, изготовления оснастки для формовки, быстрой печати функциональных деталей в опытном производстве.
Именно этот материал Stratasys продвигает как частичную замену металлу в аэрокосмической отрасли, для беспилотников, изготовления оснастки для формовки, быстрой печати функциональных деталей в опытном производстве.
 Инженерные филаменты армируются углеволокном, для увеличения жесткости детали. Влияние таких добавок на свойства пластика зависит не только от их количества, но и от размера волокон. Если мелкодисперсный порошок можно считать декоративной присадкой, то волокна уже значительно изменяют характеристики пластика. Само по себе слово Carbon в названии материала еще не означает выдающихся свойств, нужно смотреть результаты испытаний. Для примера: Stratasys Nylon12CF обладает почти вдвое большей прочностью на разрыв, при испытании вдоль слоев, чем Nylon12.
Инженерные филаменты армируются углеволокном, для увеличения жесткости детали. Влияние таких добавок на свойства пластика зависит не только от их количества, но и от размера волокон. Если мелкодисперсный порошок можно считать декоративной присадкой, то волокна уже значительно изменяют характеристики пластика. Само по себе слово Carbon в названии материала еще не означает выдающихся свойств, нужно смотреть результаты испытаний. Для примера: Stratasys Nylon12CF обладает почти вдвое большей прочностью на разрыв, при испытании вдоль слоев, чем Nylon12. В линейке Stratasys это, например, ABS-ESD7.
В линейке Stratasys это, например, ABS-ESD7. Получаемая таким образом деталь выходит значительно дешевле изготовленной методом прямой печати металлом. При наличии FDM-принтера и подходящей печи, нового оборудования вообще не понадобится.
Получаемая таким образом деталь выходит значительно дешевле изготовленной методом прямой печати металлом. При наличии FDM-принтера и подходящей печи, нового оборудования вообще не понадобится. Для работы с такими филаментами нужны 3D-принтеры с рабочей температурой экструдера от 350 °C и термостабилизированной рабочей камерой. Специалисты Top 3D Shop помогут вам с подбором промышленного 3D-принтера и пластиков для решения самых интересных задач.
Для работы с такими филаментами нужны 3D-принтеры с рабочей температурой экструдера от 350 °C и термостабилизированной рабочей камерой. Специалисты Top 3D Shop помогут вам с подбором промышленного 3D-принтера и пластиков для решения самых интересных задач. Производится на основе натурального акрила с добавлением высококачественных цветных паст. Чрезвычайно высокая кроющая способность. Покрытие очень твердое и дает отличную защиту. Стойкость к выцветанию, смазке, стойкость к обезжиривающему составу, ржавчине, износостойкость. Термостойкость до 120 °С. Примеры применения: крышка клапанного механизма, металлические приборная доска, стартер, панели двери, рычаг переключения передач, генератор переменного тока, теплоизоляционная перегородка. Пластиковые поверхности необходимо предварительно загрунтовать грунтовкой Maston plastic primer Инструкция по применению: чем больше дистанция напыления, тем выраженный структурный эффект. Начните распыление с расстояния 40 см от объекта и при необходимости переместите ближе. Наносите тонкими слоями и давайте высохнуть в течение примерно 5 минут, прежде чем распылять новый слой. Слишком толстые и влажные слои краски создают слабо выраженный структурный эффект.
Производится на основе натурального акрила с добавлением высококачественных цветных паст. Чрезвычайно высокая кроющая способность. Покрытие очень твердое и дает отличную защиту. Стойкость к выцветанию, смазке, стойкость к обезжиривающему составу, ржавчине, износостойкость. Термостойкость до 120 °С. Примеры применения: крышка клапанного механизма, металлические приборная доска, стартер, панели двери, рычаг переключения передач, генератор переменного тока, теплоизоляционная перегородка. Пластиковые поверхности необходимо предварительно загрунтовать грунтовкой Maston plastic primer Инструкция по применению: чем больше дистанция напыления, тем выраженный структурный эффект. Начните распыление с расстояния 40 см от объекта и при необходимости переместите ближе. Наносите тонкими слоями и давайте высохнуть в течение примерно 5 минут, прежде чем распылять новый слой. Слишком толстые и влажные слои краски создают слабо выраженный структурный эффект. Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа.
Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа. Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа.
Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа. Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа.
Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа. Отличная укрывистость, быстрое время сушки, гладкая поверхность, отличная адгезия, нанесение краски без дополнительной шлифовки. Инструкция: отполировать поверхность. При необходимости на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа.
Отличная укрывистость, быстрое время сушки, гладкая поверхность, отличная адгезия, нанесение краски без дополнительной шлифовки. Инструкция: отполировать поверхность. При необходимости на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа. Отличная укрывистость, быстрое время сушки, гладкая поверхность, отличная адгезия, нанесение краски без дополнительной шлифовки. Инструкция: отполировать поверхность. При необходимости на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа.
Отличная укрывистость, быстрое время сушки, гладкая поверхность, отличная адгезия, нанесение краски без дополнительной шлифовки. Инструкция: отполировать поверхность. При необходимости на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа. Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа.
Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа. Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа.
Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа. Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа.
Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа. Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа.
Отличная укрывистость, быстрое время сушки, гладкая поверхность и устойчивый блеск. Инструкция: отполировать поверхность. При необходимости нанести на металлические поверхности грунтовку, на пластиковые поверхности нанести грунтовку для пластиковых поверхностей. Поверхность должна быть чистой, сухой и очищенной от жира, воска или силикона. Встряхните баллон 2-3 минуты и периодически во время работы. Сделайте пробную покраску на небольшом незаметном участке. Начните распыление вне объекта. Распыляйте с расстояния около 25 см от поверхности, постепенно смещаясь в сторону объекта. Нанесите первый тонкий слой для лучшей адгезии. Дайте высохнуть между слоями в течение 3-5 минут. После нанесения 2-3 тонких перекрестных слоев дайте поверхности высохнуть. Повторите при необходимости. Время высыхания: сухая на ощупь через 10-20 мин. Полностью сухой через 24 часа. Очистите сопло, поверните баллон вверх дном и распылять до выхода чистого газа.
 Эти пластики имеют резкий переход от твердого состояния к жидкому. Таким образом, полукристаллические пластики имеют определенную температуру плавления. Полукристаллические пластмассы являются наиболее широко используемыми пластмассами для производства волокон, пленок, смесей и композитов. Примеры включают PE, PET, PTFE и PP.
Эти пластики имеют резкий переход от твердого состояния к жидкому. Таким образом, полукристаллические пластики имеют определенную температуру плавления. Полукристаллические пластмассы являются наиболее широко используемыми пластмассами для производства волокон, пленок, смесей и композитов. Примеры включают PE, PET, PTFE и PP. Полукристаллические пластмассы имеют точную точку, в которой происходит это изменение, тогда как аморфные пластмассы постепенно размягчаются при нагревании.
Полукристаллические пластмассы имеют точную точку, в которой происходит это изменение, тогда как аморфные пластмассы постепенно размягчаются при нагревании.
 PEEK также обладает отличной стойкостью к гидролизу и пару, но имеет плохую стойкость к ультрафиолетовому излучению и является дорогостоящим материалом.
PEEK также обладает отличной стойкостью к гидролизу и пару, но имеет плохую стойкость к ультрафиолетовому излучению и является дорогостоящим материалом. ПТФЭ, часто называемый торговым названием Teflon®, также обладает очень низким коэффициентом трения и износостойкостью. ПТФЭ широко используется в качестве антипригарного покрытия для сковородок и кухонной посуды, а также для контейнеров для хранения химикатов. Это относительно низкая стоимость по сравнению с другими высокотемпературными конструкционными пластиками, но при этом он очень неэластичен. Кроме того, большинство клеев не работают с ПТФЭ. В приведенной ниже таблице перечислены некоторые ключевые свойства ненаполненного первичного ПТФЭ:
ПТФЭ, часто называемый торговым названием Teflon®, также обладает очень низким коэффициентом трения и износостойкостью. ПТФЭ широко используется в качестве антипригарного покрытия для сковородок и кухонной посуды, а также для контейнеров для хранения химикатов. Это относительно низкая стоимость по сравнению с другими высокотемпературными конструкционными пластиками, но при этом он очень неэластичен. Кроме того, большинство клеев не работают с ПТФЭ. В приведенной ниже таблице перечислены некоторые ключевые свойства ненаполненного первичного ПТФЭ: PAI, иногда называемый Torlon®, считается термопластом с самыми высокими эксплуатационными характеристиками, обладающим превосходной механической прочностью, радиационной стойкостью и коррозионной стойкостью. Однако Torlon® является дорогостоящим материалом.
PAI, иногда называемый Torlon®, считается термопластом с самыми высокими эксплуатационными характеристиками, обладающим превосходной механической прочностью, радиационной стойкостью и коррозионной стойкостью. Однако Torlon® является дорогостоящим материалом. PPS по своей природе огнестойкий и обладает хорошей химической стойкостью, но имеет плохую диэлектрическую прочность. ПФС не является чрезмерно дорогим материалом и поэтому идеально подходит для менее сложных применений, таких как ручки сковородок, компоненты центробежных насосов и направляющие стержней. В таблице ниже перечислены некоторые ключевые свойства PPS:
PPS по своей природе огнестойкий и обладает хорошей химической стойкостью, но имеет плохую диэлектрическую прочность. ПФС не является чрезмерно дорогим материалом и поэтому идеально подходит для менее сложных применений, таких как ручки сковородок, компоненты центробежных насосов и направляющие стержней. В таблице ниже перечислены некоторые ключевые свойства PPS: 
 Если требуется термостойкость и высокая коррозионная стойкость, правильным выбором может быть ПТФЭ. Однако, если требуется длительное воздействие высоких температур в критически важных аэрокосмических приложениях, то может подойти специальный полимер, такой как Torlon®. Короче говоря, лучший термостойкий пластик полностью зависит от области применения.
Если требуется термостойкость и высокая коррозионная стойкость, правильным выбором может быть ПТФЭ. Однако, если требуется длительное воздействие высоких температур в критически важных аэрокосмических приложениях, то может подойти специальный полимер, такой как Torlon®. Короче говоря, лучший термостойкий пластик полностью зависит от области применения.

 При разработке деталей, которые будут контактировать с чрезвычайно высокими температурами, командам разработчиков следует рассмотреть возможность производства с использованием этих пяти лучших термостойких пластиков.
При разработке деталей, которые будут контактировать с чрезвычайно высокими температурами, командам разработчиков следует рассмотреть возможность производства с использованием этих пяти лучших термостойких пластиков. ULTEM выделяется тем, что обладает самой высокой диэлектрической прочностью среди всех термопластов с высокими эксплуатационными характеристиками.
ULTEM выделяется тем, что обладает самой высокой диэлектрической прочностью среди всех термопластов с высокими эксплуатационными характеристиками. Кроме того, он имеет более низкую ударную вязкость и температуру использования, чем PEEK.
Кроме того, он имеет более низкую ударную вязкость и температуру использования, чем PEEK.
 Политетрафторэтилен (ПТФЭ)
Политетрафторэтилен (ПТФЭ) Он также используется для защиты труб от коррозионно-активных материалов, покрытия теплообменников и изоляции электрических компонентов.
Он также используется для защиты труб от коррозионно-активных материалов, покрытия теплообменников и изоляции электрических компонентов. Волокна PBI не имеют известной температуры плавления, не горят и не прилипают к другим пластикам. Этот материал имеет максимальную температуру непрерывной эксплуатации 398°C в инертной среде, 343°C на воздухе и возможность кратковременного воздействия до 537°C.
Волокна PBI не имеют известной температуры плавления, не горят и не прилипают к другим пластикам. Этот материал имеет максимальную температуру непрерывной эксплуатации 398°C в инертной среде, 343°C на воздухе и возможность кратковременного воздействия до 537°C. Полидициклопентадиен (pDCPD)
Полидициклопентадиен (pDCPD) Тремя наиболее распространенными типами добавок являются антиоксиданты, антипирены и технологические добавки. Каждая добавка обеспечивает различные характеристики и способствует долговечности полимера.
Тремя наиболее распространенными типами добавок являются антиоксиданты, антипирены и технологические добавки. Каждая добавка обеспечивает различные характеристики и способствует долговечности полимера.