Станок чпу старт: Домашний настольный фрезерный станок с ЧПУ «Start»
Отзывы станок Savinsname Start 1510 ЧПУ 1200PRO фрезер чпу
Очень частый вопрос: «Чем отличается станок Grizli от похожего другого производителя?»
Для сравнения берем станки в одну цену и наиболее похожие по рабочему полю и оснащению.
Слева выпишем характеристики станка Start 1200 PRO, а справа станка Grizli cnc 1000х1200 и выделим его плюсы.
Start 1200 PRO | Grizlicnc 1000×1200 | |
Цена | 165000р | 149000р |
Технические характеристики портала: | ||
| Рабочее поле, мм: | 1000 x 1000 x 80 | 1000 x 1200 x 100 |
| Портал | — Конструкционный алюминиевый профиль — Стальные пластины | — Нержавеющая сталь AISI 304 100х80 2мм и 80х40 2мм — Бакелитовая фанера |
| Стол | — Конструкционный алюминиевый профиль — Лист МДФ | — Ребра жесткости стальной профиль 40х40х2 — 4шт. — Лист ДСП |
| Привод | — Шаговые двигатели В базе Nema 17 (опционально Nema 23 76mm 1.8Nm (18 кг*см) | — Шаговые двигатели Nema 23 76mm 2.2Nm (22 кг*см) — драйверы шаговых двигателей по всем осям DM556 — активное охлаждение драйверов (вентиляторы 80мм х2шт) |
| Передачи | — Ременная передача X, Y — ремень 6мм (спасибо отзывам) — колесики обрезиненные — Винтовая Z (Винт и бронзовая гайка) | — Ременная передача X, Y — ремень 15мм — подшипники стальные — Шарико-винтовая Z (ШВП 1204) |
| Перемещение Z | — Колесики обрезиненные | — Линейные подшипники SBR12 4шт |
| Скорость перемещения | — По оси Х, Y 12000 мм/мин. — По оси Z 600 мм/мин. | — По оси Х, Y 12000 мм/мин. — По оси Z 1200 мм/мин. |
| Электрическая часть | — Буксируемые гибкие кабель-каналы — Сигнальный кабель | — Гибкие гофра кабель-каналы |
| Подключение к ПК | — USB порт | — USB порт (+ доп возможность по Bluetooth смартфона и ноутбука) |
| Питание | — 220 В/ 50 Гц | — 220 В/ 50 Гц |
| Точность позиционирования | +/- 0.2 мм | +/- 0.2 мм |
| Формат совместимых файлов | G — код, nc, ncc, ngc, tap, txt | G — код, nc, ncc, ngc, tap, txt |
| Вес станка, кг: | — 45 кг | — 100 кг |
Технические параметры шпинделя: Start 1200 PRO и Grizlicnc 1000×1200 | ||
| Тип охлаждения | — Жидкостное охлаждение, помпа в комплекте без емкости | — Жидкостное охлаждение, |
| Частота вращения | 6000 — 24000 об. /мин. /мин. | 0 — 24000 об./мин. |
| Цанга | — ER11, Ømax 8 | — ER16, Ømax 10 |
| Ток | — 5 А | — 7 А |
| Мощность | — 1500 Вт ( 1100 Вт) | — 1500 Вт ( 1540 Вт) |
Оснащение: | ||
| Контроллер | — Arduino Uno | — Grizli GMSC-3U |
| Запуск и управление | — Ручной запуск до начала программы, ручной стоп после выполнения программы, ручное выставление оборотов | — Автоматический запуск при начале программы |
| Датчик высоты инструмента | — Есть, Дополнительная опция (оплата отдельно) | — Есть, Установлен в базе шайба и крокодил. |
| Индикатор работы помпы | — Нет | — Есть, Установлен в базе. |
| Датчики домашнего положения | — Нет такой опции | — Есть, Установлены в базе. Индуктивные. |
| Режим лазер/фрезер | — Ручное включение лазера с кнопки | — При переходе в режим лазера станок автоматически |
Запоминание координат последнего Восстановление работы после аварии Принудительное прерывание программы | — нет — нет — нет | — Есть
|
| Цанги | — 4 цанги 3.175мм, 4мм, 6мм, 8мм. | — 6 цанг 3.175мм, 4мм, 5мм, 6мм, 8мм, 10мм. |
| Система аспирации | — Дополнительная опция (оплата отдельно) | — Есть, Установлена в базе труба Ф50мм и насадка |
Дополнительно: | ||
| Лазерный модуль | — Есть, Дополнительная опция (оплата отдельно) | — Есть, Дополнительная опция (оплата отдельно) |
| Плата выравнивания портала | — Нет такой опции | — Есть, дополнительная опция (оплата отдельно) |
| Управление со смартфона (не требует ПК) | — Нет такой опции | — Есть, дополнительная опция (оплата отдельно) |
| Увеличение оси Z | — Нет такой опции | — Есть, до 170мм, дополнительная опция (оплата отдельно) |
| Поворотная ось | — Нет такой опции | — Есть, дополнительная опция (оплата отдельно) |


Плазменный станок с ЧПУ Старт-2А для резки металла в Чебоксарах (Станки для газоплазменной резки металлов)
Цена: 500 000 ₽
за 1 ед.
Описание товара
Станки плазменной резки Старт — 2М предназначены для термической резки из черного, легированного и цветного металла плоских изделий толщиной до 50 мм. Программное управление плазменными станками позволяет изготавливать металлические детали любой сложности, любой конфигурации по вашему эскизу. 2 — х головочные установки плазменной резки с плазменным аппаратом и газовым резаком способны резать металл до 100мм. Плазменное оборудование имеет мощную систему дымоудаления, и комплектуются вентилятором.
Управляются плазменные станки посредством компьютера с установленной программой Mach4. Данная программа разработана для станков с ЧПУ и характеризуется как многофункциональная и в то же время как простая в эксплуатации. Для изготовления программ управления станком может использоваться чертеж созданный практически в любой графической программе и легко преобразуется в управляющие файлы. После не продолжительного обучения оператор может самостоятельно осуществлять крой металла на плазменном станке.
После не продолжительного обучения оператор может самостоятельно осуществлять крой металла на плазменном станке.
Оборудование комплектуется плазменной и/или газовой режущей головкой. Газовый станок (пропан — кислород) режет металл толщиной до 70 мм.
Краткие технические характеристики:
Размер рабочей зоны стола 1560 * от 3050 до 6050 мм.
Точность резки, мм + / — 0, 50
Точность позиционирования, мм + / — 0, 2
скорость холостого перемещения портала до 15000 мм/мин
скорость резки металла зависти от источника плазмы и ограничена только скоростью холостых перемещений портала
Рабочее давление воздуха, атм 7
В комплекте программа управления станком и программа формирования управляющих файлов.
Характеристики плазменного станка с ЧПУ Старт-2А для резки металла
-
— Завод производитель:: ООО ТеплоВентМаш
Товары, похожие на Плазменный станок с ЧПУ Старт-2А для резки металла
В компании «ТеплоВентМаш, ООО» вы сможете оставить заявку на «Плазменный станок с ЧПУ Старт-2А для резки металла», изучив предложение на площадке BizOrg, по цене 500000 ₽ при минимальной заявке 1. В текущий момент статус товара – «В наличии».
В текущий момент статус товара – «В наличии».
Преимущества «ТеплоВентМаш, ООО»:
- гарантия качества и строгое исполнение своих обязательств;
- разнообразные способы оплаты;
- для посетителей торговой площадки БизОрг фирма «ТеплоВентМаш, ООО» предлагает особые условия;
- компания «ТеплоВентМаш, ООО» работает на партнерских условиях с знаменитыми брендами.
Позвоните в компанию уже сегодня – не стоит ждать!
FAQ:
- Как сделать заказ
Позвоните в фирму «ТеплоВентМаш, ООО», используя контактные данные, которые указаны в правом углу сверху, чтобы оформить заявку на «Плазменный станок с ЧПУ Старт-2А для резки металла». Обязательно укажите, что нашли компанию, находясь на торговой площадке БизОрг.
- Описание указано с неверной ценой, мобильный телефон не доступен и прочее
Напишите в нашу службу поддержки, если у Вас возникли проблемы во время контакта с компанией «ТеплоВентМаш, ООО», а также обязательно обозначьте идентификаторы фирмы (957822) и идентификационные данные продукта/услуги (23553284).

Служебная информация
- «Плазменный станок с ЧПУ Старт-2А для резки металла» относится к категориям: «Промышленное оборудование, станки, механизмы», «Раскройно-заготовительное оборудование», «Станки лазерные, плазменные и гидроабразивные», «Станки для газоплазменной резки металлов»;
- Дата создания предложения — 23.06.2021, дата последнего обновления — 23.06.2021;
- За все время предложение было просмотрено 84 раза.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой.
Заявленная компанией ТеплоВентМаш, ООО цена товара «Плазменный станок с ЧПУ Старт-2А для резки металла» (500 000 ₽) может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании ТеплоВентМаш, ООО по указанным телефону или адресу электронной почты.
Телефоны:
+7 9674765780
Купить плазменный станок с ЧПУ Старт-2А для резки металла в Чебоксарах:
Россия, Чувашия, Чебоксары,
Плазменный станок с ЧПУ Старт-2А для резки металла
Работа с ЧПУ – Производственные процессы 4-5
После завершения этого модуля вы сможете:
- Понимать работу ЧПУ.
- Перечислите шаги по настройке и эксплуатации фрезерного станка с ЧПУ.
- Определите расположение и назначение органов управления фрезерным станком с ЧПУ Haas.
- Запуск и установка станка с ЧПУ.
- Загрузите инструменты в карусель инструментов.
- Установка смещения длины инструмента.
- Задать смещения детали.
- Загрузите программу ЧПУ в систему управления станком.
- Пробный прогон
- Безопасно запустить новую программу ЧПУ.
- Отрегулируйте смещения с учетом износа и отклонения инструмента.
- Правильно остановите станок с ЧПУ.
Обзор настройки и эксплуатации ЧПУ
Настройка и эксплуатация станка с ЧПУ выполняется в соответствии со следующим процессом:
- Предпусковая подготовка
- Старт/Дом
- Инструменты для загрузки
- Установите съемную деталь в тиски
- Установить коррекции длины инструмента Z
- Установить смещение детали XY
- Загрузить программу ЧПУ
- Пробный прогон
- Выполнить программу
- Отрегулируйте смещения по мере необходимости
- Выключить
1. Предпусковая подготовка
Предпусковая подготовка
Перед запуском машины убедитесь, что уровни масла и охлаждающей жидкости заполнены. Сверьтесь с руководством по техническому обслуживанию машины, если вы не знаете, как ее обслуживать. Убедитесь, что в рабочей зоне нет незакрепленных инструментов или оборудования. Если машине требуется подача воздуха, убедитесь, что компрессор включен, а давление соответствует требованиям машины.
2. Start/Home
Включите питание машины и управления. Главный выключатель расположен в задней части машины. Кнопка питания машины расположена в верхнем левом углу панели управления.
3. Загрузить инструменты
Загрузите все инструменты в карусель инструментов в порядке, указанном в списке инструментов программы ЧПУ.
4. Установите деталь в тиски
Поместите обрабатываемую деталь в тиски и затяните.
5. Установка смещения длины инструмента
Установка смещения длины инструмента Для каждого инструмента, используемого в порядке, указанном в программе ЧПУ, переместите инструменты в верхнюю часть детали, а затем установите TLO.
6. Задайте смещение детали по XY
После того, как тиски или другая деталь правильно установлены и выровнены на станке, установите смещение приспособления, чтобы найти точку отсчета детали по осям XY.
7. Загрузить программу ЧПУ
Загрузите программу ЧПУ в систему управления станком с ЧПУ с помощью флэш-памяти USB или дискеты.
8. Пробный прогон
Запустите программу в воздухе примерно на 2,00 дюйма над деталью.
9. Запустить программу
Запускать программу с особой осторожностью, пока не будет доказано, что она не содержит ошибок.
10. При необходимости отрегулируйте смещения
Проверьте характеристики детали и при необходимости отрегулируйте регистры CDC или TLO, чтобы убедиться, что деталь соответствует проектным спецификациям.
11. Выключение
Снимите часть тисков и инструменты со шпинделя, очистите рабочую зону и должным образом выключите станок. Обязательно очистите рабочее место и оставьте машину и инструменты в том же месте и в том же состоянии, в каком вы их нашли.
1. Перечислите этапы процесса настройки и эксплуатации ЧПУ.
2. Опишите каждый процесс.
Как начать бизнес по обработке с ЧПУ
Начните бизнес по обработке с ЧПУ, выполнив следующие 10 шагов:
- Планируйте свой бизнес по обработке с ЧПУ
- Превратите свой бизнес по обработке с ЧПУ в юридическое лицо
- Зарегистрируйте свой бизнес по обработке с ЧПУ для уплаты налогов
- Открытие коммерческого банковского счета и кредитной карты
- Настройка учета для вашего бизнеса по обработке с ЧПУ
- Получите необходимые разрешения и лицензии для своего бизнеса по обработке с ЧПУ
- Получить страховку для станков с ЧПУ
- Определите свой бизнес-бренд станков с ЧПУ
- Создайте свой бизнес-сайт для станков с ЧПУ
- Настройка телефонной системы для бизнеса
Открытие бизнеса — это больше, чем просто его государственная регистрация. Мы составили это простое руководство по началу вашего бизнеса по обработке с ЧПУ. Эти шаги гарантируют, что ваш новый бизнес будет хорошо спланирован, правильно зарегистрирован и соответствует законодательству.
Мы составили это простое руководство по началу вашего бизнеса по обработке с ЧПУ. Эти шаги гарантируют, что ваш новый бизнес будет хорошо спланирован, правильно зарегистрирован и соответствует законодательству.
Изучаете варианты? Ознакомьтесь с другими идеями для малого бизнеса.
ШАГ 1: Планируйте свой бизнес
Четкий план необходим для успеха предпринимателя. Это поможет вам наметить специфику вашего бизнеса и обнаружить некоторые неизвестные. Несколько важных тем для рассмотрения:
- Каковы начальные и текущие расходы?
- Кто является вашим целевым рынком?
- Сколько вы можете брать с клиентов?
- Как вы назовете свой бизнес?
К счастью, мы провели для вас много исследований.
Какие затраты связаны с открытием предприятия по обработке с ЧПУ? Станки с ЧПУ
недешевы. Одни только токарные станки могут стоить от нескольких тысяч долларов до десятков тысяч, и во многих магазинах есть несколько единиц оборудования. Тем не менее, у владельцев бизнеса есть способы сохранить свои начальные затраты относительно низкими, и можно начать бизнес по обработке с ЧПУ за очень небольшие деньги.
Тем не менее, у владельцев бизнеса есть способы сохранить свои начальные затраты относительно низкими, и можно начать бизнес по обработке с ЧПУ за очень небольшие деньги.
Во-первых, многие владельцы бизнеса начинают работать в своем гараже или мастерской, которая у них уже есть. Это избавляет от необходимости арендовать рабочее место до тех пор, пока не появится постоянная работа.
Во-вторых, владельцам бизнеса не нужно много оборудования или самое модное доступное оборудование для начала работы. Например, Тодд Адлон открыл свой магазин только с мельницей и токарным станком, добавив оборудование позже. Несколько других владельцев бизнеса начали с простого токарного станка.
Наличие только базового оборудования ограничит объем и тип работы, которую может выполнять предприятие по обработке с ЧПУ, но базовой работы достаточно для поддержки небольшого цеха, в котором есть только один или два станка. В частности, есть много клиентов, которым нужны прототипы, а крупные магазины часто не делают одноразовые прототипы.
Каковы текущие расходы на производство станков с ЧПУ?
Текущие расходы на производство станков с ЧПУ могут быть значительными. К ним относятся затраты на сырье, коммунальные услуги, расходы на содержание оборудования, арендные платежи и заработная плата сотрудников.
Кто является целевым рынком?
Большинство предприятий по обработке с ЧПУ обслуживают другие предприятия, хотя некоторые из них производят продукты, которые продаются непосредственно частным лицам.
Механические мастерские B2B можно разделить на две категории: ремонтные мастерские и товарные мастерские. Магазины по трудоустройству принимают заказы от клиентов, а затем изготавливают изделия, созданные в соответствии со спецификациями их клиентов. Продуктовые магазины разрабатывают и создают свои собственные продукты, а затем продают их предприятиям.
Как бизнес по обработке с ЧПУ зарабатывает деньги?
Предприятие по обработке с ЧПУ зарабатывает на продаже обработанных деталей. Прототипы могут продаваться поштучно, но чаще всего заказывают большие партии одной и той же детали.
Прототипы могут продаваться поштучно, но чаще всего заказывают большие партии одной и той же детали.
Сколько вы можете брать с клиентов?
Стоимость обработки станков с ЧПУ сильно варьируется в зависимости от типа заказанного продукта, его количества и наличия особых требований к настройке. Kennewell CNC Machining использует следующую рубрику для определения цен на токарные работы:
- Плата за установку от 120 до 160 долларов США
- Сырье с наценкой от 20 до 35 процентов
- Специальные приспособления добавляются к общей стоимости
- Механическая обработка оплачивается по ставке от 60 до 150 долларов в час
- Работа по постобработке, выполняемая субподрядчиком, имеет наценку от 20 до 35 процентов
Какую прибыль может принести бизнес по обработке с ЧПУ?
Наиболее успешные предприятия по обработке с ЧПУ работают с чистой прибылью от 10 до 15 процентов. Для магазина, в котором годовой объем работы составляет всего 500 000 долларов, это приносит прибыль от 50 000 до 75 000 долларов сверх зарплаты владельца бизнеса.
Как сделать свой бизнес более прибыльным?
Предприятия, занимающиеся обработкой с ЧПУ, могут повысить свою прибыльность и диверсифицировать свои доходы за счет постепенного расширения предлагаемых ими услуг по обработке. Магазины могут делать это, не принимая на себя слишком большого риска, если они расширяются только тогда, когда становится доступным контракт на другой тип работы. Если по контракту будет оплачена новая часть оборудования, то принятие этого создает простой способ позволить себе новое оборудование, которое позволяет бизнесу расширить свои предложения.
Как вы назовете свой бизнес?
Выбор правильного имени важен и сложен. Если вы еще не придумали имя, посетите наше руководство «Как назвать бизнес» или получите помощь в мозговом штурме с помощью нашего генератора названий для предприятий с ЧПУ
. имя, отличное от вашего имени. Посетите наше руководство администратора баз данных, чтобы узнать больше.
При регистрации названия компании мы рекомендуем изучить название вашей компании, отметив:
- Деловые записи вашего штата
- Федеральные и государственные записи о товарных знаках
- Платформы социальных сетей
- Доступность веб-домена.

Очень важно защитить свое доменное имя до того, как это сделает кто-то другой.
ШАГ 2: Создание юридического лица
Наиболее распространенными типами бизнес-структуры являются индивидуальное предприятие, товарищество, общество с ограниченной ответственностью (ООО) и корпорация.
Учреждение юридического лица, такого как LLC или корпорация защищает вас от привлечения к личной ответственности, если на ваш бизнес по обработке с ЧПУ будет подан иск.
Создание ООО
Прочитайте наше руководство по созданию ООО
Select Your StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict Of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyoming
Получите профессиональную услугу Создайте для себя ООО
Два таких надежных сервиса:
- Северо-запад (29 долларов США + государственная пошлина)
- LegalZoom (79 долларов США + государственная пошлина)
Вы можете создать ООО самостоятельно и оплатить только минимальные государственные расходы на ООО или нанять одну из лучших услуг ООО за небольшую дополнительную плату.
Рекомендуется: Вам нужно будет выбрать зарегистрированного агента для вашего LLC. Пакеты для регистрации LLC обычно включают бесплатный год услуг зарегистрированного агента. Вы можете нанять зарегистрированного агента или действовать самостоятельно.
ШАГ 3: Зарегистрируйтесь для уплаты налогов
Прежде чем вы сможете открыть бизнес, вам необходимо зарегистрироваться для уплаты различных государственных и федеральных налогов.
Чтобы зарегистрироваться для уплаты налогов, вам необходимо подать заявление на получение EIN. Это очень просто и бесплатно!
Вы можете бесплатно получить свой EIN через веб-сайт IRS, по факсу или по почте. Если вы хотите узнать больше об EIN и о том, какую пользу они могут принести вашему ООО, прочитайте нашу статью «Что такое EIN?».
Узнайте, как получить EIN, из нашего руководства «Что такое EIN» или найдите свой существующий EIN с помощью нашего руководства по поиску EIN.
Налоги для малого бизнеса
В зависимости от выбранной вами структуры бизнеса у вас могут быть разные варианты налогообложения вашего бизнеса. Например, некоторые LLC могут выиграть от налогообложения как S-корпорация (S-corp).
Например, некоторые LLC могут выиграть от налогообложения как S-корпорация (S-corp).
Вы можете узнать больше о налогах на малый бизнес в этих руководствах:
- Налоги ООО
- Индивидуальное предприятие против ООО
- ООО против корпорации
- ООО против S Corp
- Как создать S Corp
- S Corp против C Corp
Существуют определенные государственные налоги, которые могут применяться к вашему бизнесу. Узнайте больше о налоге с продаж штата и налоге на франшизу в наших руководствах по налогу с продаж штата.
ШАГ 4: Откройте банковский счет и кредитную карту
Использование специальных банковских и кредитных счетов для бизнеса необходимо для защиты личных активов.
Когда ваши личные и деловые счета смешаны, ваши личные активы (ваш дом, автомобиль и другие ценности) подвергаются риску в случае судебного преследования вашей компании. В коммерческом праве это называется прокалыванием вашей корпоративной завесы.
В коммерческом праве это называется прокалыванием вашей корпоративной завесы.
Кроме того, изучение того, как создать бизнес-кредит, может помочь вам получить кредитные карты и другое финансирование на имя вашего бизнеса (а не на ваше), лучшие процентные ставки, более высокие кредитные линии и многое другое.
Открытие коммерческого банковского счета
Открытие коммерческого банковского счета не только является требованием при подаче заявки на бизнес-кредит:
- Отделяет ваши личные активы от активов вашей компании, что необходимо для защиты личных активов.
- Упрощает ведение бухгалтерского и налогового учета.
Рекомендуем: Прочтите наш обзор «Лучшие банки для малого бизнеса», чтобы найти лучший национальный банк или кредитный союз.
Открыть нетто-счета 30
Нетто-счета 30 используются для создания и увеличения кредитоспособности бизнеса, а также для увеличения потока денежных средств от бизнеса. С нетто-счетом 30 предприятия покупают товары и полностью погашают остаток в течение 30-дневного срока.
С нетто-счетом 30 предприятия покупают товары и полностью погашают остаток в течение 30-дневного срока.
Поставщики кредитов NetMany net 30 отчитываются перед основными бюро кредитных историй (Dun & Bradstreet, Experian Business и Equifax Business Credit). Именно так предприятия строят бизнес-кредит, чтобы они могли претендовать на кредитные карты и другие кредитные линии.
Рекомендуемый : Прочтите нашу 30 лучших поставщиков сети, руководство и начните строить бизнес-кредит.
Получите бизнес-кредитную карту
Получение бизнес-кредитной карты поможет вам:
- Разделите личные и деловые расходы, объединив все расходы вашего бизнеса.
- Создайте кредитную историю своей компании, которая может быть полезна для сбора денег в дальнейшем.
Рекомендуется: Подайте заявку на легкое одобрение бизнес-кредитной карты от Divvy и быстро создайте свой бизнес-кредит.
ШАГ 5. Настройка бухгалтерского учета
Регистрация различных расходов и источников дохода имеет решающее значение для понимания финансовых показателей вашего бизнеса. Ведение точной и подробной отчетности также значительно упрощает подачу годовой налоговой отчетности.
Упростите бухгалтерский учет ООО с нашей памяткой по расходам ООО.
ШАГ 6: Получение необходимых разрешений и лицензий
Неполучение необходимых разрешений и лицензий может привести к крупным штрафам или даже к закрытию вашего бизнеса.
Требования к лицензированию бизнеса на уровне штата и на местном уровне
Для ведения бизнеса по проектированию 3D-печати могут потребоваться определенные государственные разрешения и лицензии. Узнайте больше о лицензионных требованиях в вашем штате, посетив справку SBA о государственных лицензиях и разрешениях.
Большинство предприятий обязаны взимать налог с продаж на товары или услуги, которые они предоставляют. Чтобы узнать больше о том, как налог с продаж повлияет на ваш бизнес, прочитайте нашу статью «Налог с продаж для малого бизнеса».
Чтобы узнать больше о том, как налог с продаж повлияет на ваш бизнес, прочитайте нашу статью «Налог с продаж для малого бизнеса».
Для получения информации о местных лицензиях и разрешениях:
- Обратитесь в офис клерка вашего города, города или округа
- Получите помощь от одной из местных ассоциаций, перечисленных в каталоге местных бизнес-ресурсов Ассоциаций малого бизнеса США.
Защита товарных знаков и авторских прав
Если вы разрабатываете уникальный продукт, концепцию, бренд или дизайн, целесообразно защитить свои права, зарегистрировав соответствующие товарные знаки и авторские права.
Узнайте больше о защите товарных знаков и авторских прав
ШАГ 7: Получите страховку для бизнеса
Как и в случае с лицензиями и разрешениями, вашему бизнесу нужна страховка, чтобы работать безопасно и законно. Страхование бизнеса защищает финансовое благополучие вашей компании в случае покрытия убытков.
Существует несколько типов страховых полисов, созданных для разных видов бизнеса с разными рисками. Если вы не уверены в типах рисков, с которыми может столкнуться ваш бизнес, начинаются со страховки общей ответственности . Это наиболее распространенное покрытие, в котором нуждается малый бизнес, поэтому это отличное место для начала вашего бизнеса.
Узнайте больше о страховании гражданской ответственности.
Еще один примечательный страховой полис, в котором нуждаются многие предприятия, — это компенсационное страхование работников. Если в вашем бизнесе будут сотрудники, вполне вероятно, что ваш штат потребует от вас наличия страхового покрытия компенсации работникам.
ШАГ 8: Определите свой бренд
Ваш бренд — это то, что символизирует ваша компания, а также то, как ваш бизнес воспринимается общественностью. Сильный бренд поможет вашему бизнесу выделиться среди конкурентов.
Если вы не уверены в разработке логотипа для своего малого бизнеса, ознакомьтесь с нашими Руководствами по дизайну для начинающих.
Мы дадим вам полезные советы и рекомендации по созданию лучшего уникального логотипа для вашего бизнеса.
Рекомендуется : Получите логотип с помощью бесплатного генератора логотипов Truic. Электронная почта или регистрация не требуются, или воспользуйтесь Премиум-конструктором логотипов.
Если у вас уже есть логотип, вы также можете добавить его в QR-код с помощью нашего бесплатного генератора QR-кода. Выберите один из 13 типов QR-кода, чтобы создать код для своих визитных карточек и публикаций или помочь распространить информацию о своем новом веб-сайте.
Как продвигать и продавать бизнес по обработке с ЧПУ
Предприятия по обработке с ЧПУ могут привлечь потенциальных клиентов через отраслевые организации, сетевые мероприятия и старомодные холодные звонки. Некоторые предприятия также успешно работают с такими платформами, как Xometry, которая объединяет дизайнеров продуктов и других клиентов с предприятиями по обработке с ЧПУ.
Как сделать так, чтобы клиенты возвращались
Обрабатывающие предприятия с ЧПУ могут выделиться среди многих конкурентов, получив сертификаты, которые важны для их клиентов. Соблюдение стандартов ISO 9000 и получение сертификата ISO 9001 — это два знака, на которые обращают внимание клиенты.
Все еще не уверены, какой бизнес вы хотите начать? Ознакомьтесь с последними тенденциями малого бизнеса, которые помогут вам вдохновиться.
ШАГ 9: Создайте веб-сайт для своего бизнеса
После определения вашего бренда и создания логотипа следующим шагом будет создание веб-сайта для вашего бизнеса.
Хотя создание веб-сайта является важным шагом, некоторые могут опасаться, что это им не по силам, поскольку у них нет опыта создания веб-сайтов. Хотя в 2015 году это могло быть разумным опасением, за последние несколько лет веб-технологии достигли огромных успехов, которые значительно упростили жизнь владельцев малого бизнеса.
Вот основные причины, по которым вам не следует откладывать создание веб-сайта:
- Веб-сайты есть у всех законных предприятий.
 — точка. Размер или отрасль вашего бизнеса не имеют значения, когда речь идет о выводе вашего бизнеса в Интернет.
— точка. Размер или отрасль вашего бизнеса не имеют значения, когда речь идет о выводе вашего бизнеса в Интернет. - Аккаунты в социальных сетях, такие как страницы Facebook или бизнес-профили LinkedIn, не являются заменой бизнес-сайта , которым вы владеете.
- Инструменты для создания веб-сайтов, такие как GoDaddy Website Builder, значительно упростили создание базового веб-сайта. Вам не нужно нанимать веб-разработчика или дизайнера, чтобы создать веб-сайт, которым можно гордиться.
Используя наши руководства по созданию веб-сайтов, процесс будет простым и безболезненным и не займет у вас больше 2-3 часов.
Рекомендуемый : Начните сегодня с нашего рекомендуемого конструктора веб-сайтов или ознакомьтесь с нашим обзором лучших конструкторов веб-сайтов.
Другие популярные конструкторы сайтов: WordPress, WIX, Weebly, Squarespace и Shopify.
ШАГ 10. Настройка телефонной системы для работы
Настройка телефона для работы — один из лучших способов разделить личную и деловую жизнь и сделать их конфиденциальными. Это не единственное преимущество; это также помогает вам сделать ваш бизнес более автоматизированным, придает вашему бизнесу легитимность и облегчает потенциальным клиентам поиск и связь с вами.
Есть много услуг, доступных для предпринимателей, которые хотят настроить систему бизнес-телефонии. Мы рассмотрели лучшие компании и оценили их по цене, функциям и простоте использования. Ознакомьтесь с нашим обзором лучших телефонных систем для бизнеса 2023 года, чтобы найти лучший телефонный сервис для вашего малого бизнеса.
Рекомендуемая служба бизнес-телефонии: Phone.com
Phone.com — это наш лучший выбор для телефонных номеров для малого бизнеса из-за всех функций, которые он предлагает для малого бизнеса, и его справедливой цены.



 co.ua
co.ua ..
.. Подробнее…
Подробнее… Подробнее…
Подробнее… Кобальт способствует экстремальной износостойкости и длительному сроку службы инструмента.
Кобальт способствует экстремальной износостойкости и длительному сроку службы инструмента.
 По результатам независимого рейтингового исследования в рамках проекта Украинская Народная Премия 2021 года.
По результатам независимого рейтингового исследования в рамках проекта Украинская Народная Премия 2021 года. молочные зубы.
молочные зубы. 1,2 Коронки представляют собой решение для реставрации с наивысшим процентом успеха, не вызывая вторичного кариеса, и являются экономически эффективными. 3 Внешний вид SSC металлического цвета, возможное повреждение тканей десны и возможность цитотоксических и аллергических явлений из-за выделения ионов никеля и хрома в слюну могут способствовать возникновению проблем с биосовместимостью. 4 Готовые коронки из диоксида циркония для временных зубов были представлены в 2010 г. в качестве более эстетичной альтернативы SSC. 5 Производители предлагают большой выбор размеров коронок из диоксида циркония, а также специальный протокол подготовки и фиксации. 6 В отличие от SSC, их нельзя каким-либо образом модифицировать, они не способны выдерживать изгиб и могут сломаться при цементировании. 5
1,2 Коронки представляют собой решение для реставрации с наивысшим процентом успеха, не вызывая вторичного кариеса, и являются экономически эффективными. 3 Внешний вид SSC металлического цвета, возможное повреждение тканей десны и возможность цитотоксических и аллергических явлений из-за выделения ионов никеля и хрома в слюну могут способствовать возникновению проблем с биосовместимостью. 4 Готовые коронки из диоксида циркония для временных зубов были представлены в 2010 г. в качестве более эстетичной альтернативы SSC. 5 Производители предлагают большой выбор размеров коронок из диоксида циркония, а также специальный протокол подготовки и фиксации. 6 В отличие от SSC, их нельзя каким-либо образом модифицировать, они не способны выдерживать изгиб и могут сломаться при цементировании. 5  7 Кроме того, предварительно изготовленные коронки из диоксида циркония требуют тонкой поддесневой подготовки, что потенциально увеличивает время операции из-за возможных повреждений десны. 7
7 Кроме того, предварительно изготовленные коронки из диоксида циркония требуют тонкой поддесневой подготовки, что потенциально увеличивает время операции из-за возможных повреждений десны. 7  10
10  Проведена местная инфильтративная анестезия (лидокаин 2% с адреналином 1:100 000), зуб изолирован коффердамом, кариес удален высокоскоростным наконечником и твердосплавным бором (№ 330). Селективное удаление кариеса выполняли низкоскоростными круглыми борами до тех пор, пока оставшийся дентин не стал твердым и свободным от кариеса, после удаления кариеса десневая стенка оказалась на 1,0 мм ниже цементно-эмалевой границы. По этой причине было выполнено проксимальное возвышение так, чтобы край десневой стенки находился на уровне десны (). Для наращивания культи использовалась смола Tetric Evoceream (Ivoclar Vivadent, Шаан, Лихтенштейн). Затем зуб препарировали алмазным бором с закругленным концом №. 8881-314-014 для аксиальной редукции на 0,8–1,0 мм с последующим скошенным краем по окружности и окклюзионной редукцией на 1,0–1,5 мм с помощью круглого шлифовального круга №. 909—(Κomet, Brasseler, Lemgo, Germany) в соответствии с рекомендациями по подготовке к изготовлению гибридного керамического блока ().
Проведена местная инфильтративная анестезия (лидокаин 2% с адреналином 1:100 000), зуб изолирован коффердамом, кариес удален высокоскоростным наконечником и твердосплавным бором (№ 330). Селективное удаление кариеса выполняли низкоскоростными круглыми борами до тех пор, пока оставшийся дентин не стал твердым и свободным от кариеса, после удаления кариеса десневая стенка оказалась на 1,0 мм ниже цементно-эмалевой границы. По этой причине было выполнено проксимальное возвышение так, чтобы край десневой стенки находился на уровне десны (). Для наращивания культи использовалась смола Tetric Evoceream (Ivoclar Vivadent, Шаан, Лихтенштейн). Затем зуб препарировали алмазным бором с закругленным концом №. 8881-314-014 для аксиальной редукции на 0,8–1,0 мм с последующим скошенным краем по окружности и окклюзионной редукцией на 1,0–1,5 мм с помощью круглого шлифовального круга №. 909—(Κomet, Brasseler, Lemgo, Germany) в соответствии с рекомендациями по подготовке к изготовлению гибридного керамического блока ().
 Режим проектирования реставрации был выполнен с использованием Biogeneric Copy (Cerec SW 4.6) и включения в программу возможности копирования молочного зуба №. 64 из исследования детской модели (Kavo Dental, Шарлотта, США). Программные оптические изображения включали, как указано, «верхнюю челюсть», «нижнюю челюсть», «щечную область» и «биокопию верхней челюсти». На следующем этапе программа автоматически выравнивает верхнюю и нижнюю челюсти и артикулирует модели в максимальном межбугорковом положении. Десневые края были определены автоматически и спроектированы вручную с помощью инструмента «нарисовать границу» (). Cerec SW 4.6 автоматически рассчитывает ось введения, а также предоставляет инструменты для корректировки дизайна реставрации, включая окклюзионные и интерпроксимальные окклюзионные контактные точки. При предварительном фрезеровании реставрация была помещена в гибридный керамический блок (Vita Enamic, Vita Zahnfabrik, H. Rauter GmbH & Co. KG, Германия) с оттенком 2M2-HT и размером EM-10 (LOT 56802, REF20170404).
Режим проектирования реставрации был выполнен с использованием Biogeneric Copy (Cerec SW 4.6) и включения в программу возможности копирования молочного зуба №. 64 из исследования детской модели (Kavo Dental, Шарлотта, США). Программные оптические изображения включали, как указано, «верхнюю челюсть», «нижнюю челюсть», «щечную область» и «биокопию верхней челюсти». На следующем этапе программа автоматически выравнивает верхнюю и нижнюю челюсти и артикулирует модели в максимальном межбугорковом положении. Десневые края были определены автоматически и спроектированы вручную с помощью инструмента «нарисовать границу» (). Cerec SW 4.6 автоматически рассчитывает ось введения, а также предоставляет инструменты для корректировки дизайна реставрации, включая окклюзионные и интерпроксимальные окклюзионные контактные точки. При предварительном фрезеровании реставрация была помещена в гибридный керамический блок (Vita Enamic, Vita Zahnfabrik, H. Rauter GmbH & Co. KG, Германия) с оттенком 2M2-HT и размером EM-10 (LOT 56802, REF20170404). , который был автоматически определен программой с помощью инструмента анализа оттенка. Фрезерование блока было выполнено в режиме «Стандарт» с помощью фрезерного блока CEREC MC X и алмазных боров (ступенчатый бор 12S, цилиндрический заостренный бор 10) (). После завершения процедуры фрезерования коронка была отполирована вручную в соответствии со спецификациями производителя. Реставрацию очистили спиртом и высушили воздухом, не содержащим масла и воды. Внутренняя поверхность коронки обработана пескоструйным аппаратом Al 9.0104 2 O 3 при давлении 2 бар с последующим травлением 5% плавиковой кислотой в течение 60 секунд и помещением в ультразвуковую ванну на 5 минут. Затем коронку зацементировали самоадгезивным полимерным цементом (Solocem, Coltene, Whaledent, Altstatten, Швейцария) в соответствии с инструкциями производителя и полимеризовали с помощью устройства Bluephase LED мощностью 1200 мВт/см 2 (Ivoclar Vivadent, Schaan , Лихтенштейн). Закрепили полимерный цемент и удалили излишки из межпроксимального пространства с помощью зубной нити, проверили окклюзию и дали рекомендации по гигиене полости рта.
, который был автоматически определен программой с помощью инструмента анализа оттенка. Фрезерование блока было выполнено в режиме «Стандарт» с помощью фрезерного блока CEREC MC X и алмазных боров (ступенчатый бор 12S, цилиндрический заостренный бор 10) (). После завершения процедуры фрезерования коронка была отполирована вручную в соответствии со спецификациями производителя. Реставрацию очистили спиртом и высушили воздухом, не содержащим масла и воды. Внутренняя поверхность коронки обработана пескоструйным аппаратом Al 9.0104 2 O 3 при давлении 2 бар с последующим травлением 5% плавиковой кислотой в течение 60 секунд и помещением в ультразвуковую ванну на 5 минут. Затем коронку зацементировали самоадгезивным полимерным цементом (Solocem, Coltene, Whaledent, Altstatten, Швейцария) в соответствии с инструкциями производителя и полимеризовали с помощью устройства Bluephase LED мощностью 1200 мВт/см 2 (Ivoclar Vivadent, Schaan , Лихтенштейн). Закрепили полимерный цемент и удалили излишки из межпроксимального пространства с помощью зубной нити, проверили окклюзию и дали рекомендации по гигиене полости рта. Время редактирования реставрации составило 2 минуты, время фрезеровки — 9 минут.минут, в то время как общее время пребывания в кресле составило 50 минут. Начальное и конечное внутриротовые изображения представлены в и .
Время редактирования реставрации составило 2 минуты, время фрезеровки — 9 минут.минут, в то время как общее время пребывания в кресле составило 50 минут. Начальное и конечное внутриротовые изображения представлены в и . SSC у молодых пациентов являются стандартизированным вариантом лечения сильно разрушенных молочных зубов. 11 Они используются в тех случаях, когда молочный моляр имеет многоповерхностное поражение, ожидается отслоение в отдаленном будущем или если он был подвергнут пульпотомии/пульпэктомии. 12 Самым большим недостатком SSC является эстетически непривлекательный результат. 13 Чтобы преодолеть плохую эстетику, были разработаны новые материалы, такие как открытые коронки или предварительно облицованные SSC. Однако эти материалы имеют серьезные недостатки, такие как сколы щечного фасада из-за более высоких жевательных усилий, плохое состояние десен или обнажение краев зубов. 14 Другим недостатком SSC является возможность высвобождения ионов никеля и хрома во внутриротовую среду или в ткани корня зуба, что может привести к аллергической реакции или может быть цитотоксическим. 4,15,16
SSC у молодых пациентов являются стандартизированным вариантом лечения сильно разрушенных молочных зубов. 11 Они используются в тех случаях, когда молочный моляр имеет многоповерхностное поражение, ожидается отслоение в отдаленном будущем или если он был подвергнут пульпотомии/пульпэктомии. 12 Самым большим недостатком SSC является эстетически непривлекательный результат. 13 Чтобы преодолеть плохую эстетику, были разработаны новые материалы, такие как открытые коронки или предварительно облицованные SSC. Однако эти материалы имеют серьезные недостатки, такие как сколы щечного фасада из-за более высоких жевательных усилий, плохое состояние десен или обнажение краев зубов. 14 Другим недостатком SSC является возможность высвобождения ионов никеля и хрома во внутриротовую среду или в ткани корня зуба, что может привести к аллергической реакции или может быть цитотоксическим. 4,15,16  17
17  22 Насколько нам известно, это первый случай коронки CAD/CAM на первом молочном моляре в литературе. Тем не менее, есть ограниченные случаи реставраций молочных зубов с использованием технологии CAD/CAM, которые связаны с изготовлением вкладок или накладок для молочного разрушенного зуба или изготовлением эндокоронки. 23
22 Насколько нам известно, это первый случай коронки CAD/CAM на первом молочном моляре в литературе. Тем не менее, есть ограниченные случаи реставраций молочных зубов с использованием технологии CAD/CAM, которые связаны с изготовлением вкладок или накладок для молочного разрушенного зуба или изготовлением эндокоронки. 23  24
24 
 Биол Трейс Элем Рез. 2019:;187((1):):65––73.. doi: 10.1007/s12011-018-1376-0. DOI: [PubMed] [CrossRef] [Google Scholar]
Биол Трейс Элем Рез. 2019:;187((1):):65––73.. doi: 10.1007/s12011-018-1376-0. DOI: [PubMed] [CrossRef] [Google Scholar] Mormann WH. Эволюция системы CEREC. ДЖАДА. 2006 г., сен; 137 (Прил.:): 7S––13S .. doi: 10.14219/jada.архив.2006.0398. DOI: [PubMed] [CrossRef] [Google Scholar]
Mormann WH. Эволюция системы CEREC. ДЖАДА. 2006 г., сен; 137 (Прил.:): 7S––13S .. doi: 10.14219/jada.архив.2006.0398. DOI: [PubMed] [CrossRef] [Google Scholar] Педиатр Дент. 2009 Jan-Feb;31((1):):63––70.. [PubMed] [Google Scholar]
Педиатр Дент. 2009 Jan-Feb;31((1):):63––70.. [PubMed] [Google Scholar] Swain MV, Coldea A, et al. Взаимопроникающие сетчатые керамические композитные реставрационные материалы. Дент Матер. 32 января 2016 г. ((1):): 34–42 .. doi: 10.1016/j.dental.2015.09.009. DOI: [PubMed] [CrossRef] [Google Scholar]
Swain MV, Coldea A, et al. Взаимопроникающие сетчатые керамические композитные реставрационные материалы. Дент Матер. 32 января 2016 г. ((1):): 34–42 .. doi: 10.1016/j.dental.2015.09.009. DOI: [PubMed] [CrossRef] [Google Scholar] In vitro сравнительный анализ устойчивости к излому вставок, изготовленных с помощью CAD-CAM и различных систем молочных зубов. Биомед Рез Инт. 2016;;2016::4292761. doi: 10.1155/2016/4292761. DOI: [бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
In vitro сравнительный анализ устойчивости к излому вставок, изготовленных с помощью CAD-CAM и различных систем молочных зубов. Биомед Рез Инт. 2016;;2016::4292761. doi: 10.1155/2016/4292761. DOI: [бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar] Радиоуправляемые автомобили Kyosho оснащены угольным или бесщеточным электродвигателем, но также могут работать на тепловой энергии. Успех ее продуктов немедленный. Если бренд внедряет инновации с новыми моделями и большим выбором масштабов, Kyosho 1/18 остается флагманом линейки. Помимо миниатюрных копий, бренд также продает комплекты или детали для термокаров Kyosho.
Радиоуправляемые автомобили Kyosho оснащены угольным или бесщеточным электродвигателем, но также могут работать на тепловой энергии. Успех ее продуктов немедленный. Если бренд внедряет инновации с новыми моделями и большим выбором масштабов, Kyosho 1/18 остается флагманом линейки. Помимо миниатюрных копий, бренд также продает комплекты или детали для термокаров Kyosho.
 угловые
угловые утв.
утв. Обработка по «векторам» отличается от
Обработка по «векторам» отличается от Цена 3
Цена 3 Пример
Пример Это основные векторные форматы, с которыми работают большинство
Это основные векторные форматы, с которыми работают большинство Пример
Пример Файлы прорисованы с минимальным
Файлы прорисованы с минимальным 2 «Векторные
2 «Векторные
 com)
com) 1. «Векторные
1. «Векторные
 Вы увидите, как работают эти инструменты и какие у них есть дополнительные функции.
Вы увидите, как работают эти инструменты и какие у них есть дополнительные функции. Изучите Artcam от нуля до обработки
Изучите Artcam от нуля до обработки
 , Ltd.
, Ltd. , Ltd. (Индия)
, Ltd. (Индия)

 Написанные нашей компанией УП совместно с грамотно разработанным технологическим процессом позволяют максимально сократить время изготовления детали.
Написанные нашей компанией УП совместно с грамотно разработанным технологическим процессом позволяют максимально сократить время изготовления детали. При этом осуществляется контроль правильности выполнения всех технологических операций связанных с наладкой станка на изготовление детали, а так же оказывается помощь проведения замеров внедряемой детали. По результатам внедрения управляющая программа и технология может быть скорректирована, исходя из конструктивных пожеланий заказчика. При серийном запуске детали в производство, по необходимости, будет оказана технологическая поддержка
При этом осуществляется контроль правильности выполнения всех технологических операций связанных с наладкой станка на изготовление детали, а так же оказывается помощь проведения замеров внедряемой детали. По результатам внедрения управляющая программа и технология может быть скорректирована, исходя из конструктивных пожеланий заказчика. При серийном запуске детали в производство, по необходимости, будет оказана технологическая поддержка

 С 5 уровнями многозадачности, которые простираются от токарных станков с фрезерными револьверными головками барабанного типа до полностью одновременных 5-осевых многозадачных обрабатывающих центров, а также ГИБРИДНЫХ многозадачных станков с самыми современными технологиями присадок и соединений. в сочетании с возможностями вычитания — производители могут добиться истинной обработки деталей DONE IN ONE® для высочайшего уровня производительности.
С 5 уровнями многозадачности, которые простираются от токарных станков с фрезерными револьверными головками барабанного типа до полностью одновременных 5-осевых многозадачных обрабатывающих центров, а также ГИБРИДНЫХ многозадачных станков с самыми современными технологиями присадок и соединений. в сочетании с возможностями вычитания — производители могут добиться истинной обработки деталей DONE IN ONE® для высочайшего уровня производительности.







 ru
ru Ее применение повышает уровень безопасности на объекте, что важно для любого строительства. Другие ее преимущества – простота юстировки и монтажа перекрытий, небольшая масса и прекрасная несущая способность. Данный тип опалубочных систем включает в себя стойки с открытой или зарытой резьбой, ограждения (могут быть универсальными или принадлежать к типам А и В), лестницу, струбцину, соединительную раму, треногу, унивилку. Если вам нужны какие-то отдельные элементы, мы предоставим все необходимое. Вы сможете их купить по выгодной цене или взять в аренду (для разового выполнения работ). Мы строим свое предложение так, чтобы оно было интересно максимально большому числу потенциальных клиентов. Нужна подобная продукция? Точки соприкосновения непременно найдутся.
Ее применение повышает уровень безопасности на объекте, что важно для любого строительства. Другие ее преимущества – простота юстировки и монтажа перекрытий, небольшая масса и прекрасная несущая способность. Данный тип опалубочных систем включает в себя стойки с открытой или зарытой резьбой, ограждения (могут быть универсальными или принадлежать к типам А и В), лестницу, струбцину, соединительную раму, треногу, унивилку. Если вам нужны какие-то отдельные элементы, мы предоставим все необходимое. Вы сможете их купить по выгодной цене или взять в аренду (для разового выполнения работ). Мы строим свое предложение так, чтобы оно было интересно максимально большому числу потенциальных клиентов. Нужна подобная продукция? Точки соприкосновения непременно найдутся.
 Мы умеем создавать комфортную атмосферу для сотрудничества.
Мы умеем создавать комфортную атмосферу для сотрудничества. Важно, чтобы поворотные ноги располагались на поверхности так, чтобы обеспечить предельно возможную устойчивость всей конструкции. Фиксатор поднимается до упора, внутрь устанавливается стойка и крепится.
Важно, чтобы поворотные ноги располагались на поверхности так, чтобы обеспечить предельно возможную устойчивость всей конструкции. Фиксатор поднимается до упора, внутрь устанавливается стойка и крепится. Вся продукция соответствует отечественным стандартам качества.
Вся продукция соответствует отечественным стандартам качества.

 Модульность балок OMEGA
Модульность балок OMEGA 
 д.).
д.).  Все полуоболочки подготовлены для крепления обычных аксессуаров, таких как, например, подпорки или кронштейны для дорожек. Помимо использования в качестве простой опалубки для колонн, полуоболочки также можно использовать для создания полукруглых концов; форма профиля торцевых балок облегчает комбинирование со всеми системами стеновых панелей ULMA.
Все полуоболочки подготовлены для крепления обычных аксессуаров, таких как, например, подпорки или кронштейны для дорожек. Помимо использования в качестве простой опалубки для колонн, полуоболочки также можно использовать для создания полукруглых концов; форма профиля торцевых балок облегчает комбинирование со всеми системами стеновых панелей ULMA.  Землевладельцы оценили эту технологию и все чаще используют ее при строительстве особняков. Использование напольного литья оказалось намного выгоднее и эффективнее, чем покупка сборных плит. Отличным подспорьем в достижении качественного результата на данном этапе строительства является телескопическая стойка опалубки. Это компактное, легкое и удобное приспособление предназначено для создания опоры для горизонтальных фрагментов форм для заливки пола. Сегодня в продаже представлен широкий ассортимент этих устройств. Их можно купить или арендовать, но предварительно следует изучить их особенности и правила использования.
Землевладельцы оценили эту технологию и все чаще используют ее при строительстве особняков. Использование напольного литья оказалось намного выгоднее и эффективнее, чем покупка сборных плит. Отличным подспорьем в достижении качественного результата на данном этапе строительства является телескопическая стойка опалубки. Это компактное, легкое и удобное приспособление предназначено для создания опоры для горизонтальных фрагментов форм для заливки пола. Сегодня в продаже представлен широкий ассортимент этих устройств. Их можно купить или арендовать, но предварительно следует изучить их особенности и правила использования. Стойка опалубки регулируется по высоте с помощью винтового устройства, что обеспечивает плотную подгонку опор до нужного размера с точностью до миллиметра.
Стойка опалубки регулируется по высоте с помощью винтового устройства, что обеспечивает плотную подгонку опор до нужного размера с точностью до миллиметра. В таких распорках нить наматывается непосредственно на натяжной элемент и находится в раскрытом состоянии. Преимущество такого решения в том, что толщина трубы максимально используется при сохранении технологической прочности. К этому добавляется простота очистки и смазки. Минус в том, что строительные работы – это грязный и пыльный процесс. Если на резьбу попали посторонние предметы, нужно ее остановить и потратить время на очистку. Кроме того, абразивные частицы в смазке ускоряют износ инструмента.
В таких распорках нить наматывается непосредственно на натяжной элемент и находится в раскрытом состоянии. Преимущество такого решения в том, что толщина трубы максимально используется при сохранении технологической прочности. К этому добавляется простота очистки и смазки. Минус в том, что строительные работы – это грязный и пыльный процесс. Если на резьбу попали посторонние предметы, нужно ее остановить и потратить время на очистку. Кроме того, абразивные частицы в смазке ускоряют износ инструмента. При возведении тяжелых плит можно использовать усиленные стойки с утолщенными стенками.
При возведении тяжелых плит можно использовать усиленные стойки с утолщенными стенками.




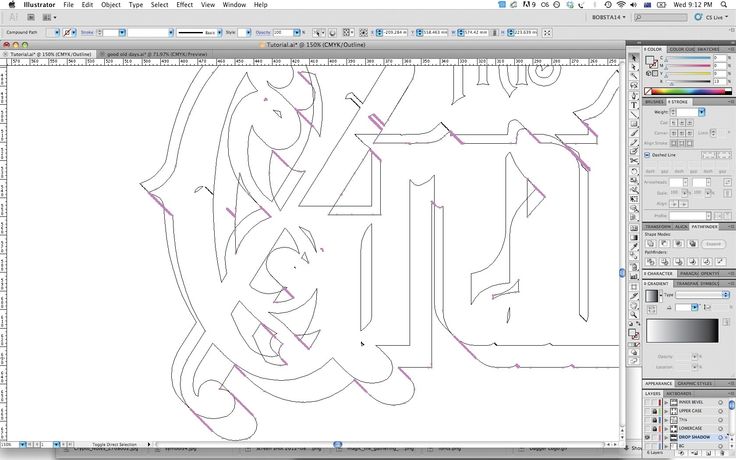
 Если текст должен быть черным на бумаге, задайте ему атрибут K=100% и установите атрибут overprint (в программе Adobe Illustrator).
Если текст должен быть черным на бумаге, задайте ему атрибут K=100% и установите атрибут overprint (в программе Adobe Illustrator). В нашей типографии используется очень качественное оборудование, поэтому неточность совмещения оттисков минимальная и составляет сотые доли миллиметров, но для идеального качества печати этот момент следует учитывать. Текст, набранный в растровых редакторах, должен применяться с эффектом сглаживания, чтобы не было «ступенек» по краям текста:
В нашей типографии используется очень качественное оборудование, поэтому неточность совмещения оттисков минимальная и составляет сотые доли миллиметров, но для идеального качества печати этот момент следует учитывать. Текст, набранный в растровых редакторах, должен применяться с эффектом сглаживания, чтобы не было «ступенек» по краям текста:
 Обязательно нужно проследить за черным цветом плашек, хотя на экране монитора он выглядит одинаково, он может существенно испортить продукцию:
Обязательно нужно проследить за черным цветом плашек, хотя на экране монитора он выглядит одинаково, он может существенно испортить продукцию:

 Все краски цветовой модели Pantone имеют определенный номер и название — вы можете выбрать себе цвет в уже напечатанных стандартных каталогах цветов и он будет выглядеть точно также, как и на вашем макете.
Все краски цветовой модели Pantone имеют определенный номер и название — вы можете выбрать себе цвет в уже напечатанных стандартных каталогах цветов и он будет выглядеть точно также, как и на вашем макете.
 jpg — это не повод расстроиться 🙂
jpg — это не повод расстроиться 🙂

 Эти пакеты микросхем могут быть подключены к печатной плате с использованием различных методов, таких как поверхностный монтаж. Корпус для поверхностного монтажа имеет выводы, сконфигурированные так, чтобы лежать плоско поверх проводящих площадок, предусмотренных на печатной плате. Затем выводы припаиваются к токопроводящим площадкам. Токопроводящая паяльная паста может использоваться для временного удержания корпуса микросхемы на месте, пока печатная плата и микросхема помещаются в печь. Затем тепло печи заставляет паяльную пасту растекаться и формировать электрическое соединение между выводами и контактными площадками при последующем охлаждении паяльной пасты.
Эти пакеты микросхем могут быть подключены к печатной плате с использованием различных методов, таких как поверхностный монтаж. Корпус для поверхностного монтажа имеет выводы, сконфигурированные так, чтобы лежать плоско поверх проводящих площадок, предусмотренных на печатной плате. Затем выводы припаиваются к токопроводящим площадкам. Токопроводящая паяльная паста может использоваться для временного удержания корпуса микросхемы на месте, пока печатная плата и микросхема помещаются в печь. Затем тепло печи заставляет паяльную пасту растекаться и формировать электрическое соединение между выводами и контактными площадками при последующем охлаждении паяльной пасты. Наименьший из этих форматов пакетов, MSOP, имеет профиль в один миллиметр. Недостатком этих низкопрофильных форматов корпусов является то, что они не способствуют быстрому созданию прототипов конструкций микросхем, в которых площадь основания или размер полупроводниковой микросхемы изменяются и не соответствуют существующей выводной рамке. С каждой новой конструкцией полупроводникового чипа необходимо специально адаптировать соответствующую выводную рамку и форму для литья под давлением для пластикового корпуса.
Наименьший из этих форматов пакетов, MSOP, имеет профиль в один миллиметр. Недостатком этих низкопрофильных форматов корпусов является то, что они не способствуют быстрому созданию прототипов конструкций микросхем, в которых площадь основания или размер полупроводниковой микросхемы изменяются и не соответствуют существующей выводной рамке. С каждой новой конструкцией полупроводникового чипа необходимо специально адаптировать соответствующую выводную рамку и форму для литья под давлением для пластикового корпуса. После этого микросхема может быть залита эпоксидной смолой («глоб-топ») для обеспечения защиты микросхемы и электрических соединений от воздействия окружающей среды. Хотя эти методы желательны для уменьшения профиля чипа над подложкой, они также имеют существенные недостатки. Проволочные соединения требуют минимальной высоты петли по вертикали (т. е. относительно плоскости чипа), что приводит к увеличению профиля чипа. Недостатком крепления флип-чипа является сложность совмещения чипа с проводящими дорожками подложки, и для достижения правильного совмещения обычно необходимы высокоточные оптические системы совмещения.
После этого микросхема может быть залита эпоксидной смолой («глоб-топ») для обеспечения защиты микросхемы и электрических соединений от воздействия окружающей среды. Хотя эти методы желательны для уменьшения профиля чипа над подложкой, они также имеют существенные недостатки. Проволочные соединения требуют минимальной высоты петли по вертикали (т. е. относительно плоскости чипа), что приводит к увеличению профиля чипа. Недостатком крепления флип-чипа является сложность совмещения чипа с проводящими дорожками подложки, и для достижения правильного совмещения обычно необходимы высокоточные оптические системы совмещения. Радиочастотный запросчик, содержащий приемопередающий блок, используется для запроса радиочастотного транспондера, который может находиться на расстоянии от запросчика. Радиочастотный транспондер обнаруживает сигнал запроса и передает ответный сигнал, содержащий закодированные данные, обратно на запросчик. Радиочастотные транспондеры могут быть либо «с питанием от батареи», в которых они включают внутренний источник питания (т. следователем РФ. Радиочастотные транспондеры с питанием от батареи обычно имеют больший рабочий диапазон, чем транспондеры с полевым питанием, но имеют связанный с этим недостаток, заключающийся в большем объеме из-за включения батареи. Транспондер RFID дополнительно включает в себя полупроводниковую память, которая может хранить идентифицирующую информацию, касающуюся объекта, к которому прикреплен транспондер RFID. Системы RF и RFID используются во многих приложениях, таких как управление запасами, безопасный доступ, идентификация персонала, автоматизация производства, дебетование автомобильных дорожных сборов и идентификация транспортных средств, и это лишь некоторые из них.
Радиочастотный запросчик, содержащий приемопередающий блок, используется для запроса радиочастотного транспондера, который может находиться на расстоянии от запросчика. Радиочастотный транспондер обнаруживает сигнал запроса и передает ответный сигнал, содержащий закодированные данные, обратно на запросчик. Радиочастотные транспондеры могут быть либо «с питанием от батареи», в которых они включают внутренний источник питания (т. следователем РФ. Радиочастотные транспондеры с питанием от батареи обычно имеют больший рабочий диапазон, чем транспондеры с полевым питанием, но имеют связанный с этим недостаток, заключающийся в большем объеме из-за включения батареи. Транспондер RFID дополнительно включает в себя полупроводниковую память, которая может хранить идентифицирующую информацию, касающуюся объекта, к которому прикреплен транспондер RFID. Системы RF и RFID используются во многих приложениях, таких как управление запасами, безопасный доступ, идентификация персонала, автоматизация производства, дебетование автомобильных дорожных сборов и идентификация транспортных средств, и это лишь некоторые из них.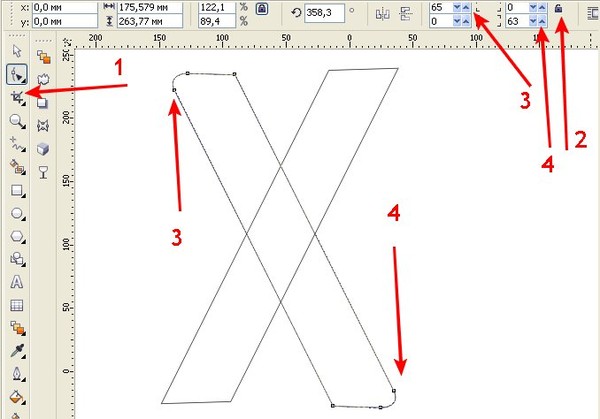 Поскольку желательно включать системы RF и RFID в компактные приложения, такие как печатная этикетка или карточка, существует острая необходимость в очень низкопрофильной упаковке для полупроводникового чипа.
Поскольку желательно включать системы RF и RFID в компактные приложения, такие как печатная этикетка или карточка, существует острая необходимость в очень низкопрофильной упаковке для полупроводникового чипа. Подложка дополнительно содержит, по меньшей мере, один участок проводящей дорожки, электрически соединяющий вместе. Интегральная схема расположена в апертуре и функционально связана с верхней частью проводящей дорожки. Герметик предусмотрен в отверстии, по существу закрывающем интегральную схему. Нижняя часть проводящей дорожки приспособлена для соединения ультратонкой контурной упаковки со вторичной подложкой с использованием обычных методов поверхностного монтажа. Переходное отверстие, соединяющее верхнюю и нижнюю части дорожки, может быть расположено либо по меньшей мере на одной краевой поверхности отверстия, либо по меньшей мере на одной краевой поверхности подложки. По крайней мере, одно проволочное соединение электрически соединяет интегральную схему с проводящей дорожкой, а герметик покрывает интегральную схему и проволочное соединение. Используя материал печатной платы в качестве подложки, ультратонкий контурный корпус достигает вертикального профиля примерно от 0,3 до 0,375 мм (или от 12 до 15 мил).
Подложка дополнительно содержит, по меньшей мере, один участок проводящей дорожки, электрически соединяющий вместе. Интегральная схема расположена в апертуре и функционально связана с верхней частью проводящей дорожки. Герметик предусмотрен в отверстии, по существу закрывающем интегральную схему. Нижняя часть проводящей дорожки приспособлена для соединения ультратонкой контурной упаковки со вторичной подложкой с использованием обычных методов поверхностного монтажа. Переходное отверстие, соединяющее верхнюю и нижнюю части дорожки, может быть расположено либо по меньшей мере на одной краевой поверхности отверстия, либо по меньшей мере на одной краевой поверхности подложки. По крайней мере, одно проволочное соединение электрически соединяет интегральную схему с проводящей дорожкой, а герметик покрывает интегральную схему и проволочное соединение. Используя материал печатной платы в качестве подложки, ультратонкий контурный корпус достигает вертикального профиля примерно от 0,3 до 0,375 мм (или от 12 до 15 мил).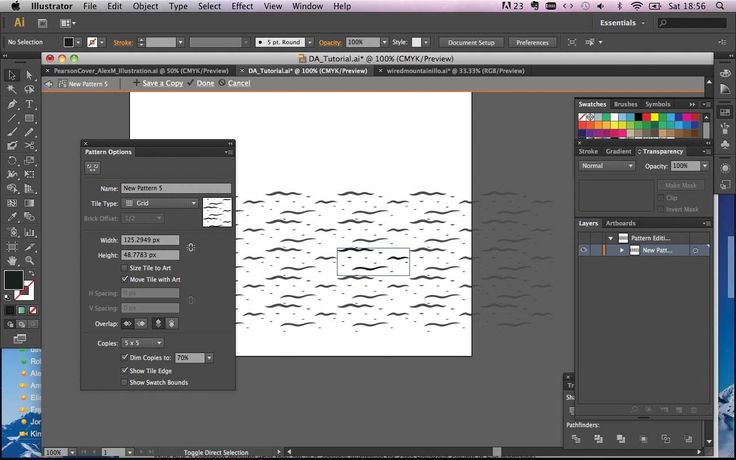
 5 представляет собой изометрический вид UTOP по фиг. 4;
5 представляет собой изометрический вид UTOP по фиг. 4; В качестве альтернативы материал подложки может включать тетрафункциональную эпоксидную смолу, многофункциональную эпоксидную смолу, высокоэффективную эпоксидную смолу, BT/эпоксидную смолу или органические материалы, такие как полиэфир, полиимид и т.п. Подложка 12 имеет отверстие, образованное в ее центральной части. Отверстие показано на фиг. 2, как правило, прямоугольной формы, хотя следует понимать, что другие формы также могут быть с успехом использованы. Отверстие может быть сформировано путем сверления или фрезерования лишнего материала, а также с помощью других традиционных методов штамповки или формирования материала. Подложка 12 ламинирована как на ее верхнюю, так и на нижнюю поверхности с использованием материала, обладающего достаточно высокой электропроводностью, такого как металлический материал, содержащий медь (Cu) или алюминий (Al). Отверстие покрыто проводящим материалом для образования сквозного отверстия, обеспечивающего электрическое соединение между верхним и нижним слоями поверхности.
В качестве альтернативы материал подложки может включать тетрафункциональную эпоксидную смолу, многофункциональную эпоксидную смолу, высокоэффективную эпоксидную смолу, BT/эпоксидную смолу или органические материалы, такие как полиэфир, полиимид и т.п. Подложка 12 имеет отверстие, образованное в ее центральной части. Отверстие показано на фиг. 2, как правило, прямоугольной формы, хотя следует понимать, что другие формы также могут быть с успехом использованы. Отверстие может быть сформировано путем сверления или фрезерования лишнего материала, а также с помощью других традиционных методов штамповки или формирования материала. Подложка 12 ламинирована как на ее верхнюю, так и на нижнюю поверхности с использованием материала, обладающего достаточно высокой электропроводностью, такого как металлический материал, содержащий медь (Cu) или алюминий (Al). Отверстие покрыто проводящим материалом для образования сквозного отверстия, обеспечивающего электрическое соединение между верхним и нижним слоями поверхности. После этого верхние и нижние пластины поверхности и апертура формируются таким образом, чтобы обеспечить непрерывные электрические дорожки 22, 24, например, с использованием процесса фотолитографии, ионного травления, химического травления или осаждения из паровой фазы. Каждая из электрических дорожек 22, 24 содержит токопроводящую дорожку, которая проходит через часть верхней поверхности подложки 12, вниз через отверстие на одной ее поверхности, а затем через часть нижней поверхности подложки. Таким образом, электрические дорожки 22, 24 электрически изолированы друг от друга. Электрические дорожки 22, 24 могут быть дополнительно покрыты химическим никелем/золотом, чтобы защитить дорожки от окисления и обеспечить возможность присоединения проводов или пайки к ним.
После этого верхние и нижние пластины поверхности и апертура формируются таким образом, чтобы обеспечить непрерывные электрические дорожки 22, 24, например, с использованием процесса фотолитографии, ионного травления, химического травления или осаждения из паровой фазы. Каждая из электрических дорожек 22, 24 содержит токопроводящую дорожку, которая проходит через часть верхней поверхности подложки 12, вниз через отверстие на одной ее поверхности, а затем через часть нижней поверхности подложки. Таким образом, электрические дорожки 22, 24 электрически изолированы друг от друга. Электрические дорожки 22, 24 могут быть дополнительно покрыты химическим никелем/золотом, чтобы защитить дорожки от окисления и обеспечить возможность присоединения проводов или пайки к ним. Проводящие площадки 16, 18 соединены с соответствующими электрическими дорожками 22, 24 с помощью проволочных соединений 17, 19., соответственно. После этого микросхема 14 интегральной схемы и проволочные соединения 17, 19 герметизируются внутри апертуры с помощью герметизирующего материала 25, такого как эпоксидная смола или другой подходящий материал. Герметизирующий материал (иногда называемый «шариком») позже отверждается в твердое защитное покрытие, которое защищает микросхему 14 интегральной схемы от условий окружающей среды, таких как влажность и сырость.
Проводящие площадки 16, 18 соединены с соответствующими электрическими дорожками 22, 24 с помощью проволочных соединений 17, 19., соответственно. После этого микросхема 14 интегральной схемы и проволочные соединения 17, 19 герметизируются внутри апертуры с помощью герметизирующего материала 25, такого как эпоксидная смола или другой подходящий материал. Герметизирующий материал (иногда называемый «шариком») позже отверждается в твердое защитное покрытие, которое защищает микросхему 14 интегральной схемы от условий окружающей среды, таких как влажность и сырость. Доступен материал печатной платы FR-4 такой же толщины, приблизительно 0,2 мм (8,5 мил), так что микросхема 14 интегральной схемы поместится практически заподлицо в отверстии, образованном в подложке FR-4. Проволочные соединения и шаровидная вершина увеличивают толщину UTOP 10. Кроме того, ожидается, что толщина микросхемы 14 интегральной схемы может быть дополнительно уменьшена примерно до 0,075–0,1 мм (3–4 мила) с использованием методов плазменного травления. Материал печатной платы FR-4 доступен толщиной 0,087 и 0,125 мм (3,5 и 5 мил). Соответственно, можно изготовить корпус UTOP 10 с толщиной профиля w приблизительно 0,125 мм (5 мил). Никакой другой формат упаковки для интегральных схем не имеет такого маленького профиля.
Доступен материал печатной платы FR-4 такой же толщины, приблизительно 0,2 мм (8,5 мил), так что микросхема 14 интегральной схемы поместится практически заподлицо в отверстии, образованном в подложке FR-4. Проволочные соединения и шаровидная вершина увеличивают толщину UTOP 10. Кроме того, ожидается, что толщина микросхемы 14 интегральной схемы может быть дополнительно уменьшена примерно до 0,075–0,1 мм (3–4 мила) с использованием методов плазменного травления. Материал печатной платы FR-4 доступен толщиной 0,087 и 0,125 мм (3,5 и 5 мил). Соответственно, можно изготовить корпус UTOP 10 с толщиной профиля w приблизительно 0,125 мм (5 мил). Никакой другой формат упаковки для интегральных схем не имеет такого маленького профиля. № 09/392969, поданной 9 сентября 1999 г., которая полностью включена в настоящий документ посредством ссылки. Понятно, что в такой интегральной схеме потребуется только одна проводящая дорожка.
№ 09/392969, поданной 9 сентября 1999 г., которая полностью включена в настоящий документ посредством ссылки. Понятно, что в такой интегральной схеме потребуется только одна проводящая дорожка. UTOP 10 прикрепляется к подложке 110, и формируются электрические соединения между антенными элементами 114, 116 и электрическими дорожками 22, 24, расположенными на нижней поверхности подложки 12, с использованием обычных способов поверхностного монтажа.
UTOP 10 прикрепляется к подложке 110, и формируются электрические соединения между антенными элементами 114, 116 и электрическими дорожками 22, 24, расположенными на нижней поверхности подложки 12, с использованием обычных способов поверхностного монтажа. . Поскольку доступны гибкие подложки толщиной 0,025 или 0,050 мм (1 или 2 мила), общая толщина радиочастотного транспондера может быть дополнительно уменьшена.
. Поскольку доступны гибкие подложки толщиной 0,025 или 0,050 мм (1 или 2 мила), общая толщина радиочастотного транспондера может быть дополнительно уменьшена. После этого верхние и нижние пластины поверхности и апертура формируются таким образом, чтобы обеспечить непрерывные электрические дорожки 26, 28, например, с использованием процесса фотолитографии, ионного травления, химического травления или осаждения из паровой фазы. Каждая из электрических дорожек 26, 28 содержит проводящую дорожку, которая проходит через часть верхней поверхности подложки 12, вниз по внешнему краю подложки, а затем через часть нижней поверхности подложки. Таким образом, электрические дорожки 26, 28 электрически изолированы друг от друга. Электрические дорожки 26, 28 могут быть дополнительно покрыты химическим никелем/золотом для защиты дорожек от окисления и для обеспечения возможности присоединения проводов или пайки к ним, как описано выше.
После этого верхние и нижние пластины поверхности и апертура формируются таким образом, чтобы обеспечить непрерывные электрические дорожки 26, 28, например, с использованием процесса фотолитографии, ионного травления, химического травления или осаждения из паровой фазы. Каждая из электрических дорожек 26, 28 содержит проводящую дорожку, которая проходит через часть верхней поверхности подложки 12, вниз по внешнему краю подложки, а затем через часть нижней поверхности подложки. Таким образом, электрические дорожки 26, 28 электрически изолированы друг от друга. Электрические дорожки 26, 28 могут быть дополнительно покрыты химическим никелем/золотом для защиты дорожек от окисления и для обеспечения возможности присоединения проводов или пайки к ним, как описано выше. После этого микросхема 14 интегральной схемы и проволочные соединения 17, 19 герметизируются внутри апертуры герметизирующим материалом 25, таким как эпоксидная смола. Как и в первом варианте осуществления, готовый UTOP 10′ имеет профиль w, измеренный от нижней поверхности подложки 12 до верха герметизирующего материала 25, равный примерно 0,375 мм (15 мил). UTOP 10′ может быть прикреплен к подложке таким же образом, как описано выше в отношении фиг. 3 с использованием обычных методов поверхностного монтажа.
После этого микросхема 14 интегральной схемы и проволочные соединения 17, 19 герметизируются внутри апертуры герметизирующим материалом 25, таким как эпоксидная смола. Как и в первом варианте осуществления, готовый UTOP 10′ имеет профиль w, измеренный от нижней поверхности подложки 12 до верха герметизирующего материала 25, равный примерно 0,375 мм (15 мил). UTOP 10′ может быть прикреплен к подложке таким же образом, как описано выше в отношении фиг. 3 с использованием обычных методов поверхностного монтажа. Электрические дорожки 42, 44 электрически изолированы друг от друга и могут быть дополнительно покрытые химическим никелем/золотом для защиты дорожек от окисления и обеспечения возможности соединения проводов или пайки к ним, как описано выше. Микросхема 14 интегральной схемы прикреплена к подложке 32. Микросхема 14 интегральной схемы включает в себя проводящие площадки 16, 18, которые соединены с соответствующими электрическими дорожками 42, 44 с помощью проволочных соединений 27, 29., соответственно, которые входят в отверстия 34, 36. После этого микросхема 14 интегральной схемы, проволочные соединения 27, 29 и отверстия 34, 36 герметизируются герметизирующим материалом 25, таким как эпоксидная смола. Поскольку толщина гибкого материала подложки составляет всего около 0,075 мм (3 мила), а микросхема интегральной схемы может быть утончена до толщины около 0,212 мм (8,5 мила), общий профиль UTOP 10″ может быть таким же маленьким. как 0,287 мм (11,5 мил). UTOP 10″ может быть прикреплен к подложке, как описано выше в отношении фиг.
Электрические дорожки 42, 44 электрически изолированы друг от друга и могут быть дополнительно покрытые химическим никелем/золотом для защиты дорожек от окисления и обеспечения возможности соединения проводов или пайки к ним, как описано выше. Микросхема 14 интегральной схемы прикреплена к подложке 32. Микросхема 14 интегральной схемы включает в себя проводящие площадки 16, 18, которые соединены с соответствующими электрическими дорожками 42, 44 с помощью проволочных соединений 27, 29., соответственно, которые входят в отверстия 34, 36. После этого микросхема 14 интегральной схемы, проволочные соединения 27, 29 и отверстия 34, 36 герметизируются герметизирующим материалом 25, таким как эпоксидная смола. Поскольку толщина гибкого материала подложки составляет всего около 0,075 мм (3 мила), а микросхема интегральной схемы может быть утончена до толщины около 0,212 мм (8,5 мила), общий профиль UTOP 10″ может быть таким же маленьким. как 0,287 мм (11,5 мил). UTOP 10″ может быть прикреплен к подложке, как описано выше в отношении фиг. 3 с использованием обычных методов поверхностного монтажа.
3 с использованием обычных методов поверхностного монтажа.
 Например, используйте
Например, используйте 
 Материал подходит для различных 3D-принтеров, печатающих по FDM технологии.
Материал подходит для различных 3D-принтеров, печатающих по FDM технологии. 4мм МК8 для пластика 1.75мм 5APlus
4мм МК8 для пластика 1.75мм 5APlus в наличии
в наличии Однако долгое время он был в стороне от влияния аддитивного производства. На это есть много причин.
Однако долгое время он был в стороне от влияния аддитивного производства. На это есть много причин.




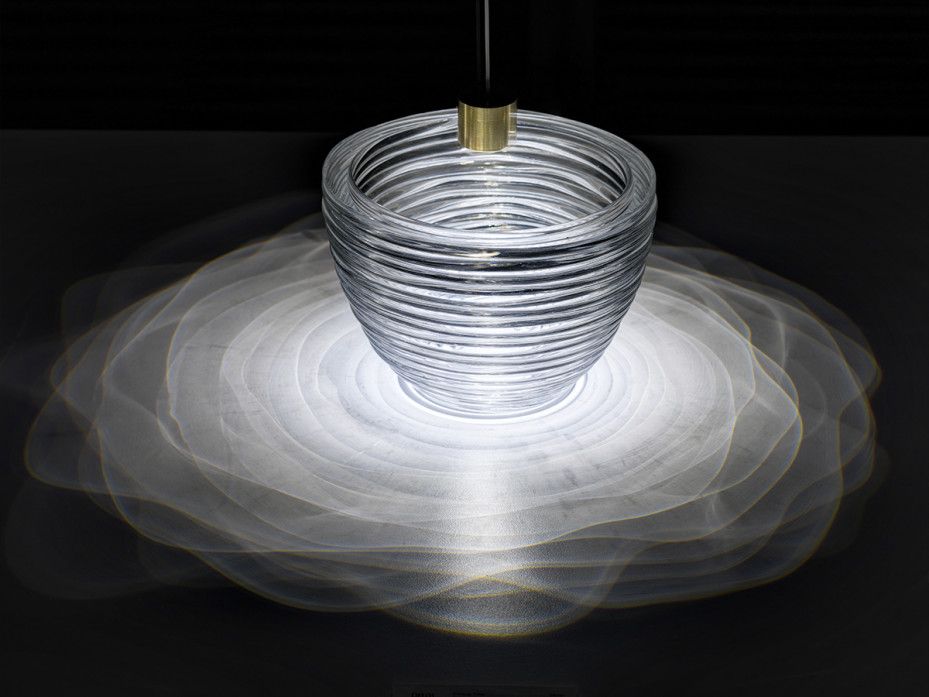 С другой стороны, органические молекулы, содержащие стекло, заполняют пробелы и трещины в лабиринтообразной модели.
С другой стороны, органические молекулы, содержащие стекло, заполняют пробелы и трещины в лабиринтообразной модели. Вы также можете найти небольшой оттенок.
Вы также можете найти небольшой оттенок. Этот процесс заключается в дальнейшем спекании частиц стекла как единой части.
Этот процесс заключается в дальнейшем спекании частиц стекла как единой части.

 «Мис [ван дер
«Мис [ван дер «Поскольку мы можем спроектировать и напечатать внешние и внутренние
«Поскольку мы можем спроектировать и напечатать внешние и внутренние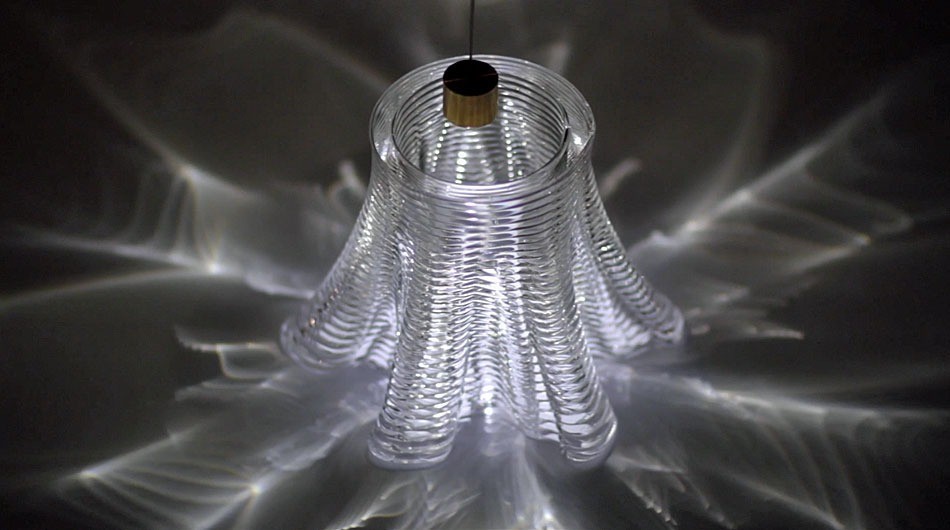 Пронумерованные части: (1) тигель; (2) нагревательные элементы; (3) сопло; (4) термопара; (5) крышка доступа к корму; (6) шаговые двигатели; 7 – рама принтера; (8) отжиг печати; (9) керамическая печатная форма; 10 – z-привод; 11 – керамическое смотровое окно; и (12) изолирующая юбка.
Пронумерованные части: (1) тигель; (2) нагревательные элементы; (3) сопло; (4) термопара; (5) крышка доступа к корму; (6) шаговые двигатели; 7 – рама принтера; (8) отжиг печати; (9) керамическая печатная форма; 10 – z-привод; 11 – керамическое смотровое окно; и (12) изолирующая юбка. (Излучение от
(Излучение от Чтобы печатать объекты с внезапными и плавными изменениями оттенка, команда
Чтобы печатать объекты с внезапными и плавными изменениями оттенка, команда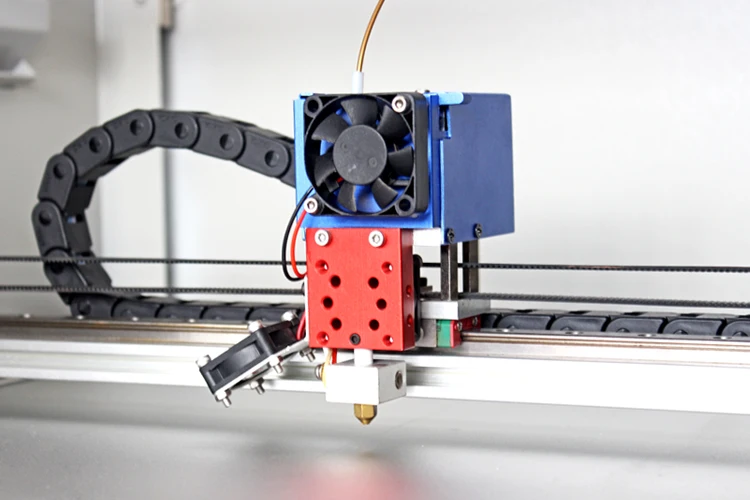



 Большое количество зубьев обеспечит более чистый рез, хотя скорость реза будет гораздо ниже. Малое количество зубьев обеспечит высокую скорость распила;, но качество реза будет грубым.
Большое количество зубьев обеспечит более чистый рез, хотя скорость реза будет гораздо ниже. Малое количество зубьев обеспечит высокую скорость распила;, но качество реза будет грубым.

 Львов
Львов 50 грн
50 грн Днепр
Днепр Днепр
Днепр
 С помощью всего нескольких комплектов и мощного гвоздезабивателя вы можете быстро добавить блеска в комнату за день или два.
С помощью всего нескольких комплектов и мощного гвоздезабивателя вы можете быстро добавить блеска в комнату за день или два. Одним из ярких примеров является напольное покрытие. Пол и стены никогда не встречаются. Цель этого зазора состоит в том, чтобы позволить им двигаться независимо друг от друга. Чтобы скрыть этот зазор, используются плинтусы.
Одним из ярких примеров является напольное покрытие. Пол и стены никогда не встречаются. Цель этого зазора состоит в том, чтобы позволить им двигаться независимо друг от друга. Чтобы скрыть этот зазор, используются плинтусы.

 Во всех домах есть плинтусы того или иного типа, будь то дерево, ПВХ или гибкий пластик.
Во всех домах есть плинтусы того или иного типа, будь то дерево, ПВХ или гибкий пластик.

 Автоматические не требуют присутствия оператора, но обрабатывают только прямолинейные кромки.
Автоматические не требуют присутствия оператора, но обрабатывают только прямолинейные кромки. В качестве материала для рабочего стола используют текстолит или другой относительно мягкий материал, который не повредит ламинированную поверхность плиты.
В качестве материала для рабочего стола используют текстолит или другой относительно мягкий материал, который не повредит ламинированную поверхность плиты. Подготовленный состав с помощью валика равномерно наносится на ленту. В случае же использования ленты с клеем ванночка не нужна, для приклеивания ленты используется нагреватель, который разогревает клеевой слой. Лента прижимается роликом.
Подготовленный состав с помощью валика равномерно наносится на ленту. В случае же использования ленты с клеем ванночка не нужна, для приклеивания ленты используется нагреватель, который разогревает клеевой слой. Лента прижимается роликом. Кромкоклеечный станок, изготовленный своими руками, будет заметно уступать покупным аналогам по мощности и производительности, но он с легкостью справится с объемом работы в домашней мастерской начинающего мебельщика.
Кромкоклеечный станок, изготовленный своими руками, будет заметно уступать покупным аналогам по мощности и производительности, но он с легкостью справится с объемом работы в домашней мастерской начинающего мебельщика.
 В месте выхода ролика в направляющем угольнике предусмотрен вырез. Часть угольника за роликом можно оклеить мягким материалом, войлоком или сукном, который послужит для полировки.
В месте выхода ролика в направляющем угольнике предусмотрен вырез. Часть угольника за роликом можно оклеить мягким материалом, войлоком или сукном, который послужит для полировки.
 Тем, у кого возникло желание попробовать себя в качестве мебельщика, вряд ли удастся обойтись без этого полезного приспособления. Для начала стоит изготовить простенькое устройство, попробовать себя в новом качестве, а там и задуматься о покупке полноценного заводского оборудования.
Тем, у кого возникло желание попробовать себя в качестве мебельщика, вряд ли удастся обойтись без этого полезного приспособления. Для начала стоит изготовить простенькое устройство, попробовать себя в новом качестве, а там и задуматься о покупке полноценного заводского оборудования. Качественное обслуживание и заточка – залог долговечной эксплуатации инструмента.
Качественное обслуживание и заточка – залог долговечной эксплуатации инструмента.
 Вы можете удовлетворить своих клиентов как защитной пленкой для экрана, так и задней крышкой мобильного телефона.
Вы можете удовлетворить своих клиентов как защитной пленкой для экрана, так и задней крышкой мобильного телефона. 3s»/>
3s»/> 3s»/>
3s»/> 3s»/>
3s»/> е.
е.
 е.
е.





 Наша продукция включает нагревательные или холодные сепараторы экрана, устройства для удаления клея, устройства для нанесения пленки, машины для ламинирования, машины для удаления пузырьков, машины для лазерной сепарации, устройства для резки защитной пленки экрана, а также детали и расходные материалы для мобильных телефонов и т. д.
Наша продукция включает нагревательные или холодные сепараторы экрана, устройства для удаления клея, устройства для нанесения пленки, машины для ламинирования, машины для удаления пузырьков, машины для лазерной сепарации, устройства для резки защитной пленки экрана, а также детали и расходные материалы для мобильных телефонов и т. д.

 Производственная группа использует систему ERP для управления сотрудниками
Производственная группа использует систему ERP для управления сотрудниками 


 Мы специализируемся на разработке и производстве универсальных резаков для экранной пленки, сепараторов экранов телефонов, морозильных камер, устройств для удаления клея, ламинаторов OCA, лазерных сепараторов, запчастей для мобильных телефонов, инструментов для ремонта и соответствующих расходных материалов и т. д. Мы всегда поставляем клиентам высокое качество продукции, конкурентоспособные цены и пятизвездочный сервис.
Мы специализируемся на разработке и производстве универсальных резаков для экранной пленки, сепараторов экранов телефонов, морозильных камер, устройств для удаления клея, ламинаторов OCA, лазерных сепараторов, запчастей для мобильных телефонов, инструментов для ремонта и соответствующих расходных материалов и т. д. Мы всегда поставляем клиентам высокое качество продукции, конкурентоспособные цены и пятизвездочный сервис.