Станок для лазерной маркировки металла: Купить станки для лазерной маркировки и гравировки материалов
Станок для лазерной маркировки (маркеры) – промышленное оборудование для заводов
- ультрафиолетовые лазеры – подходят для обработки органики, требующей деликатного подхода (мягкие пластики, глазурь, стекло, зеркало), они не дают нагрева материала во время обработки и позволяют получать эффект без удаления материала за счет фото химической реакции;
- волоконные лазеры – оборудование широкого спектра применения, чаще используемое для нанесения маркировки на металл и твердые пластики;
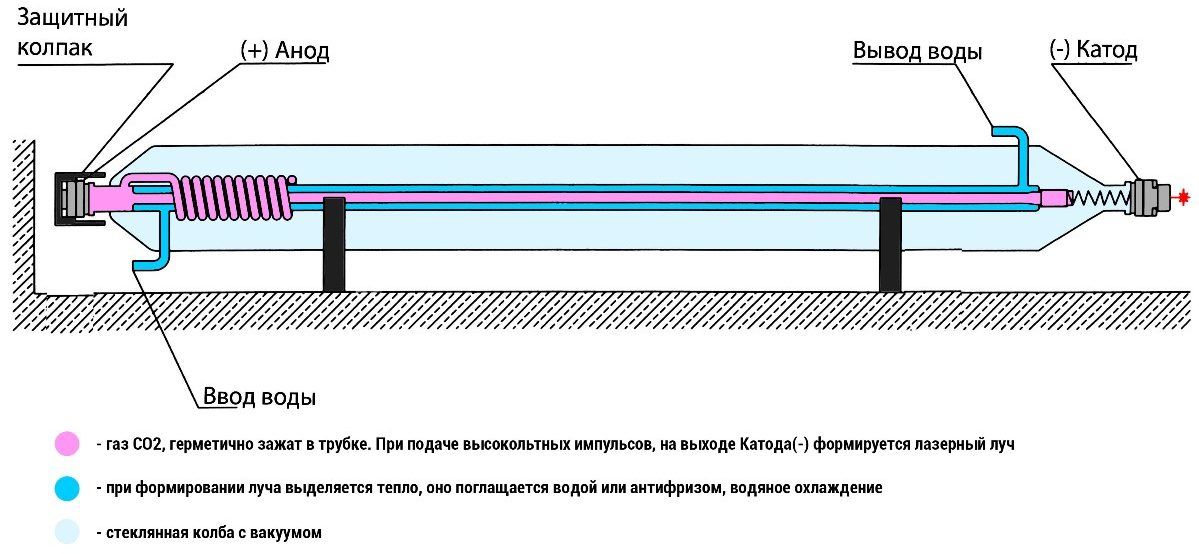
- углекислотные лазеры (СО2) – хорошо себя проявляют в работе с кожей, деревом и прочими неметаллическими материалами;
- лазеры инфракрасного диапазона – для прецизионно чистой маркировки металлов и пластиков.
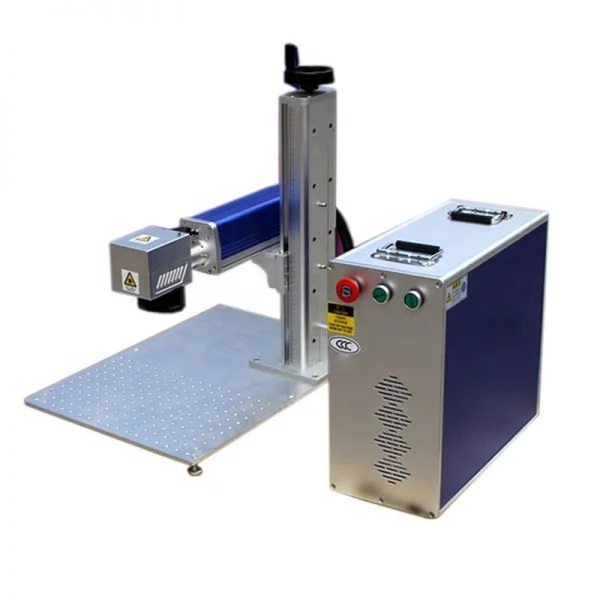
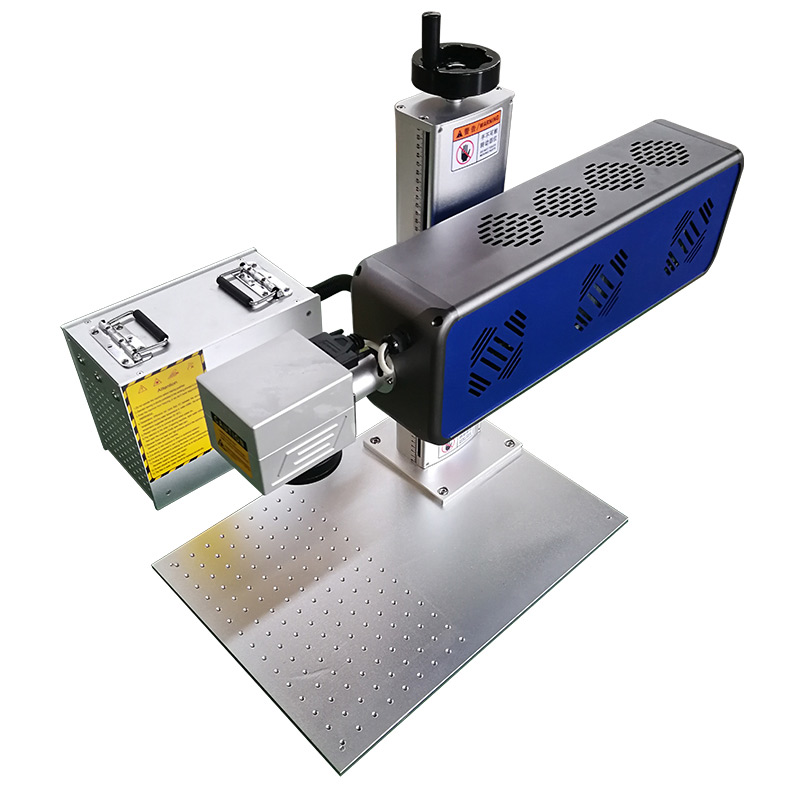
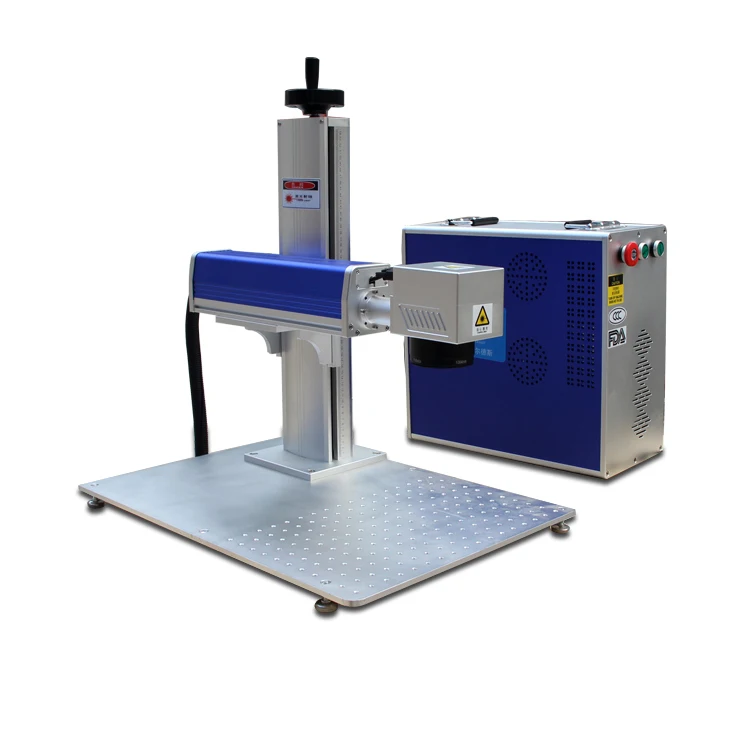
Волоконный лазерный станок (лазерный маркер MARS 10J/20J)
Мин. ширина линии станка, мм: 0.3
Напряжение источника питания станка, Вт: 220
Расход энергии станка, кВт: 0.5
Область маркировки станка, мм: 100×100 (стандарт), 160х160, 300х300
Рабочее расстояние станка, мм: 182±2
Длина волны излучения станка, нм: 1064
Выходная мощность станка, Вт: 10/20/30
Качество излучения станка, M2: <1.3
Частота следующих импульсов станка, кГц: 20<F<200
Охлаждение станка: Воздушное
Габариты станка (ДxШxВ, мм): С-ма управления: 545x186x430
Рабочий стол:589x124x158
Вес станка, кг: 36
Применение: Маркировка металлов и неметаллов
Тип лазера: Оптоволоконный
Волоконный лазерный станок (Лазерный маркер НОЛМАРК С)
Длина волны лазера, нм: 1064
Выходная мощность, Вт: 20/30/50/60/100
Пилотный лазер : Встроенный
Система фокусировки: Лазерная
Площадь маркировки, мм: 70х70, 112х112, 174х174, 220х220, 300х300
Скорость позиционирования, мкм: 12 м/с
Электропитание: 220В, 50/60Гц
Применение: Маркировка металла и неметалла, гравировка
Волоконный лазерный станок (ЛАЗЕРНЫЙ МАРКЕР G20)
Длина волны лазера, нм: 1064
Выходная мощность станка, Вт: 20 (стандарт), 30 (опция)
Стабильность лазерного излучения станка, % (RMS):
Качество луча станка, M2:
Частота слежования импульсов станка, кГц: 1,6 — 1000
Площадь маркировки, мм: 100х100 (стандарт), 160х160 (опция)
Скорость маркировки станка, символов/сек: 300 (для шрифта Times New Roman, H=1 мм)
Минимальный размер символа, мм: 0,3
Минимальная ширина линии, мкм: 50
Охлаждение станка: Воздушное
Электропитание станка: 220В/50Гц/2,5А
Энергопотребление станка, Вт: 500
Габариты станка, мм: 700(Г)х550(Ш)х700(В)
Применение: маркировка металла
Лазерный станок ИК диапазона EP-IRPS-20
Длина волны, нм: 1064
Мощность лазера, Вт: 20
Длительность импульса, пк: 10
Частота следования импульсов, кГц: 1000
Мин. ширина линии, мкм: 30
ширина линии, мкм: 30
Глубина обработки, мкм: 100
Мин. размер символа (для маркировки), мкм: 60
Площади маркировки, мм: 100 х 100 (другие размеры по запросу)
Ультрофиолетовый лазерный станок для маркировки EP-15-THG-D(S)
Длина волны излучения, нм: 355
Средняя мощность лазера, Вт: 4/7/10/15/25
Частота следования импульсов, кГц: 10 — 200
Мин. линия маркировки, мкм: 10 — 15
Скорость маркировки, сим./сек: 250
Стандартное поле маркировки, мм: 100 х 100 (другие значения по запросу)
Система охлаждения: Водяная
Габариты (ДxШxВ, мм): 800 х 1025 х 1500
Лазер CO2 B60 / B120 (Лазерный маркер)
Длина волны излучения: 10.6мкм
Выходная мощность (Вт): 120
Охлаждение: Водяное
Габариты (ДxШxВ, мм): Опт. система: 1288x294x500 С-ма управл. и охлажд.: 590x680x1655
Вес (кг): Опт. система: 61 С-ма управл. и охлажд.: 203
Тип: СО2 лазер
Лазер CO2 G10 / D30 (Лазерный маркер)
Поле маркировки, мм: 85 х 85
Длина волны излучения, мкм: 10. 6
6
Выходная мощность, Вт: 10/30
Скорость маркировки (без нагрузки), мм/сек: 7000
Минимальная ширина линии, мм: 0,12
Max. глубина маркировки, мм: 3
Охлаждение: Воздушное
Габариты, ДxШxВ, мм: Оптическая система: 1120 х 620 х 1370
Тип станка: co2 лазер
CO2 лазер T300 / 400 / 500 (Лазерный маркер)
Длина волны излучения, мкм: 10.6
Выходная мощность, Вт: 300/400/500
Площадь маркировки, мм: 650х650
Охлаждение: Водяное
Габариты (ДxШxВ, мм): Опт. система: 2115×730×1400 С-ма управл.: 1020×570×960 С-ма охлажд.: 800×555×1028
Вес (кг): Опт. система:350 С-ма управления: 172 С-ма охлаждения: 105
Тип станка: CO2 лазер
Лазер CO2 D200 (Лазерный маркер)
Длина волны, мкм: 10.6
Средняя мощность лазера, Вт: 200
Площадь обработки, мм: 600х600
Охлаждение: Водяное
Габариты (ДxШxВ, мм): Опт. система: 1700×190×300 С-ма управления: 565×565×770 С-ма охлаждения: 700×400×700
Вес (кг): Опт.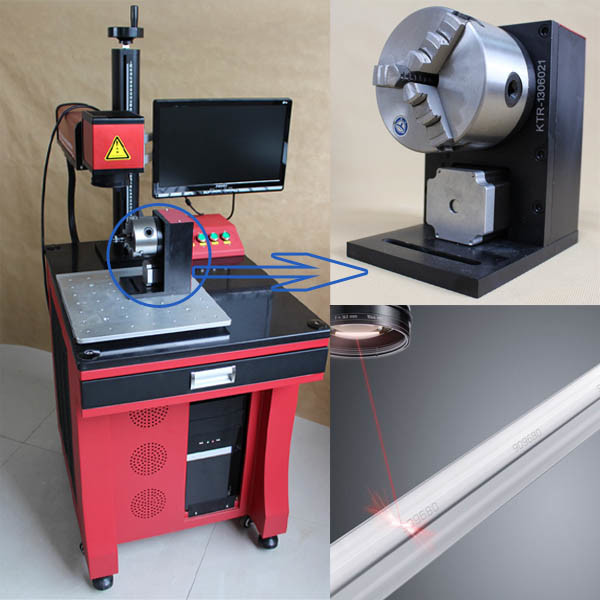 система: 55 С-ма управления: 105 С-ма охлаждения: 85
система: 55 С-ма управления: 105 С-ма охлаждения: 85
Тип станка: CO2 лазер
Волоконный лазерный станок (Лазерный 3D маркер YLP-MDF-152)
Длина волны излучения станка, нм: 1064
Выходная мощность станка, Вт: 20/30/50
Площадь обработки станка, мм: 160 мм х 160 мм
Глубина фокуса станка, мм: 20
Качество излучения станка, M2: <1.3
Минимальная ширина линии станка, мм: 0,05
Повторяемость станка, мм: 0,003
Частота след. импульсов станка, кГц: 1<F<1000
Охлаждение станка: Воздушное
Габариты станка (ДxШxВ, мм): 840x800x1400
Вес станка, кг: 260
Применение: Маркировка металлов и неметаллов
Тип управления станка: чпу
Тип лазера: Оптоволоконный
Волоконный лазерный станок YLP-F10/20/30/50
Длина волны излучения станка, нм: 1064
Выходная мощность станка, Вт: 10/20/30/50
Площадь обработки станка, мм: 100х100 (160х160, 300х300)
Качество излучения станка, M2: <1,3
Частота следующих импульсов станка ,кГц: 20<F<200
Охлаждение станка: Воздушное
Габариты станка (ДxШxВ, мм): 920x740x1415
Вес станка, кг: 260
Применение: Маркировка металлов и некоторых неметаллов
Тип управления станком: чпу
Тип лазера: Оптоволоконный
Маркировка станет намного проще с оборудованием, представленным в этом разделе сайта. Здесь Вы сможете выбрать станок для лазерной маркировки, оптимально подходящий под задачи вашего производства. У нас представлено различное оборудование, помогающее в обработке различных материалов:
Здесь Вы сможете выбрать станок для лазерной маркировки, оптимально подходящий под задачи вашего производства. У нас представлено различное оборудование, помогающее в обработке различных материалов:
В дополнении к маркирующему оборудованию Вам может понадобиться вспомогательный инструмент и материалы. Из них: вращательные механизмы для маркировки цилиндрических изделий, вытяжные системы для удаления продуктов горения, специальные лаки и пластики для получения нужного эффекта и другое.
Выбирая оборудование для лазерной маркировки под нужды вашего промышленного производства или завода, внимательно ознакомьтесь с описанием заинтересовавших моделей, которое дает понимание о нюансах эксплуатации, габаритах, возможностях и преимуществах. Также характеристики каждого маркера сопровождаются рекомендациями, касающимися сферы применения оборудования – это поможет выбрать аппарат, который максимально закроет поставленные задачи.
Если хотите получить больше информации о той или иной модели лазерного аппарата, а также узнать цену оборудования с учетом доставки в любой регион России, обратитесь к нашим менеджерам. Сделать это можно, позвонив по указанным здесь телефонным номерам или задав интересующие вопросы в онлайн-форме. Наш сотрудник порекомендует оптимальный вариант маркера с учетом ваших требований к его производительности, а также сферы, в которой хотите его использовать. Мы продаем только качественное оборудование, производимое с применением актуальных разработок компаний из Европы, США, Китая и России.
НОВОСТИ 2023 2022 Архив
Новостей, за даный год не обнаруженно.
Новостей, за даный год не обнаруженно.
Работаем по всем городам России: Москва, Санкт-Петербург, Новосибирск, Екатеринбург, Казань, Нижний Новгород, Челябинск, Самара, Омск, Ростов-на-Дону, Уфа, Красноярск, Воронеж, Пермь, Волгоград, Краснодар, Саратов, Тюмень, Тольятти, Ижевск, Барнаул, Ульяновск, Иркутск, Хабаровск, Махачкала, Ярославль, Владивосток, Оренбург, Томск, Кемерово, Новокузнецк, Рязань, Набережные Челны, Астрахань, Киров, Пенза, Севастополь, Балашиха, Липецк, Чебоксары, Калининград, Тула, Ставрополь, Курск, Улан-Удэ, Сочи, Тверь, Магнитогорск, Иваново, Брянск и других.
НАШИ КЛИЕНТЫ
ПАРТНЕРЫ
Лазерная маркировка что это такое и анализ областей ее применения
В этой статье в основном анализируется применение новой технологии лазерной маркировки, представлены характеристики техники лазерной маркировки табличек и лазерной маркировки проводов, а также описаны вопросы безопасности связанные с лазерными маркерами.
Обзор технологии маркировки
В традиционном производстве технология маркировки всегда была важным звеном.
Этот процесс может непосредственно отражать информацию о продукции на промышленных изделиях, например, табличка оборудования отражает основные параметры изделия, этикетка провода отражает название компании и модель, а этикетка напитка — дату производства.
Эти коды удобны для пользователей, чтобы иметь базовое представление о продукте.
Существует несколько традиционных технологий маркировки, а именно:
- струйная маркировка;
- гравировка и маркировка стальной иглой;
- наклейка логотипа и т.д.
Но эти методы имеют соответствующие дефекты процесса.
Например:
Для струйной маркировки необходимы расходные материалы. После распыления чернила не высыхают и могут обесцвечиваться при других процессах.
Подробнее:
Скорость гравировки и эффективность обработки стальной иглой низкая.
Новой технологией, появившейся на свет, является технология лазерной маркировки.
Рисунок 1. Система лазерной маркировки
Технология лазерной маркировки
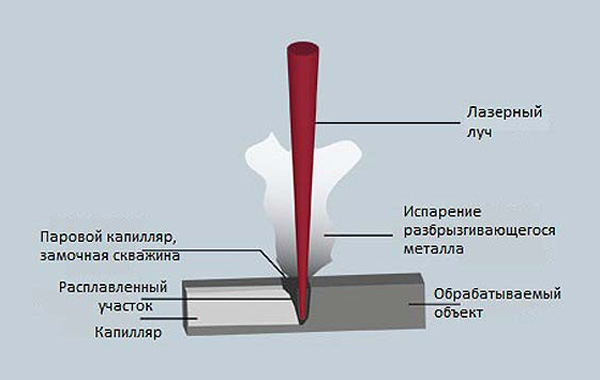
Принцип технологии лазерной маркировки
Технология лазерной маркировки использует лазер с короткой длиной волны для изменения молекулярной структуры внешней поверхности материала, так что заданное информационное содержание отображается на соответствующей позиции маркировки, не вызывая механической деформации и тепловой деформации обрабатываемого материала.
Технология лазерной маркировки используется для изменения свойств поверхности материала. Маркировочную информацию нелегко соскоблить. Его нужно только подключить к сети без специальных расходных материалов, а эффективность обработки очень высока. Максимальная линейная скорость маркировки может достигать более 10000 мм/с.
Эта технология идеально компенсирует различные технологические недостатки традиционной технологии маркировки, и в последние годы ей отдают предпочтение различные предприятия легкой и тяжелой промышленности.
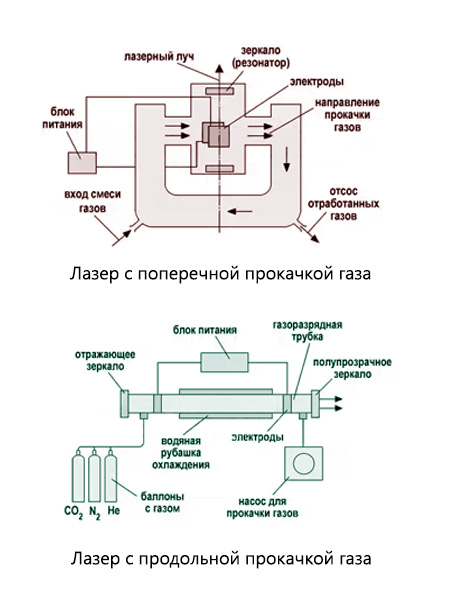
Два варианта применения технологии лазерной маркировки
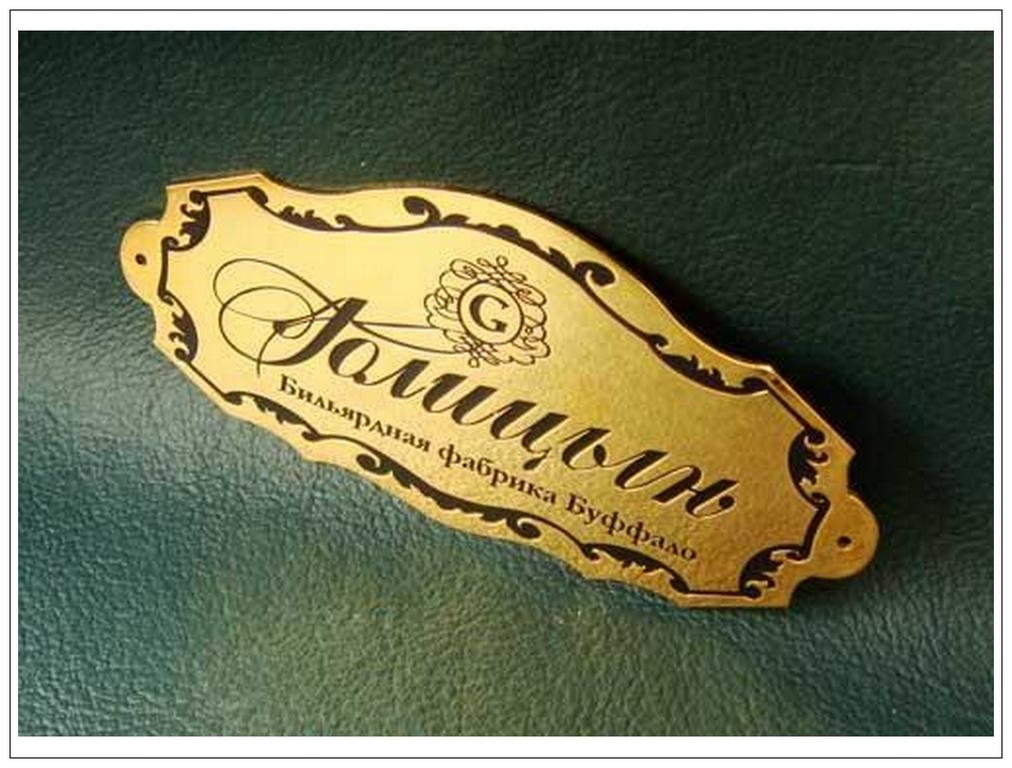
Технология лазерной маркировки шильдиков
Технология лазерной маркировки шильдиков широко используется для обработки шильдиков в различных отраслях промышленности.
Для генерации лазера в основном используются углекислый газ и волоконно-оптические материалы.
Лазерные лучи используются для постоянной маркировки различных поверхностей.
Эффект маркировки заключается в обнажении глубинных веществ путем испарения поверхностных веществ, или в создании следов путем химических и физических изменений поверхностных веществ с помощью световой энергии, или в выжигании некоторых веществ с помощью световой энергии, показывая рисунок, текст, штрих-код и другую графику, подлежащую травлению.
Технические характеристики
Технология лазерной маркировки шильдиков использует лазер вместо традиционной гравировки стальной иглой, и материал поверхности шильдика из нержавеющей стали изменяется волоконным лазером для гравировки соответствующей информации о настройке.
Скорость обработки лазерной маркировки на шильдиках более чем в 10 раз превышает скорость обработки традиционным методом гравировки стальной иглой, а традиционная гравировка стальной иглой применима только для материалов с более мягкими материалами, таких как алюминиевые шильдики.
Для материалов высокой твердости, таких как нержавеющая сталь, эффект гравировки слабый, четкость почерка низкая, и его трудно определить невооруженным глазом, а лазерная маркировка решает этот недостаток процесса, и операция может быть выполнена с высокой четкостью (рис. 2).
Рисунок 2. Маркировка заводской таблички из нержавеющей стали
Характеристики станка для лазерной маркировки шильдиков сводятся к следующему:
(1) Выходная мощность лазера стабильна, а четкость маркировки высока;
(2) Высокая эффективность обработки, скорость маркировки в 10 раз или выше, чем у традиционного гравировального станка;
(3) Отсутствие ограничений операционной системы, удобное управление и программирование, полностью закрытый и стабильный оптический путь, не требуется техническое обслуживание;
(4) Необходимо только электричество, не требуются другие расходные материалы, оборудование имеет длительный срок службы. Лазерная маркировочная машина на рынке имеет срок службы более 100 000 часов, указанный производителем;
Лазерная маркировочная машина на рынке имеет срок службы более 100 000 часов, указанный производителем;
(5) Низкий уровень шума, может использоваться в офисе, а потребление энергии ниже, чем у традиционных моделей;
(6) Супер высокая точность, разрешение лазерной маркировочной машины на рынке достигает около 2500dpi;
(7) По сравнению с традиционным оборудованием, поскольку используется лазерная маркировка, нет необходимости в механическом контакте с табличкой, поэтому нет необходимости устанавливать пневматические таблички или механические приспособления для фиксации таблички;
(8) Подходит для большинства металлических материалов (рис. 3).
Рисунок 3. Маркировка алюминиевой заводской таблички
Технология лазерной маркировки шильдиков также имеет новую возможность применения по сравнению с традиционной технологией гравировки — маркировка штрих-кодов/двумерных кодов.
Поскольку программное обеспечение для программирования технологии лазерной маркировки может принимать файлы формата BMP, JPG, DXF, PLT, AI а также другие и автоматически генерировать различные серийные номера, даты производства, одномерные коды, двухмерные коды и т. д., возможности обработки изображений являются передовыми, поэтому добавление штрих-кодов, QR-кодов и других изображений на табличку может облегчить управление исходящими, входящими и исходящими производственными материалами, полками, оборотными транспортными средствами и т.д., так что информация на табличке улучшается от текста до комплексного отражения текста и изображений.
д., возможности обработки изображений являются передовыми, поэтому добавление штрих-кодов, QR-кодов и других изображений на табличку может облегчить управление исходящими, входящими и исходящими производственными материалами, полками, оборотными транспортными средствами и т.д., так что информация на табличке улучшается от текста до комплексного отражения текста и изображений.
Программирование технологии маркировки
По сравнению с традиционным программным обеспечением для гравировки и маркировки стальной иглой, программное обеспечение для лазерной маркировки является более упрощенным и легким в управлении.
Что касается позиционирования информации, добавлен дисплей лазерной рамки. Пользователь может непосредственно открыть лазерную рамку, непосредственно наблюдать за положением запрограммированной информации на табличке и непосредственно управлять кнопками со стрелками на клавиатуре для регулировки положения информации. По сравнению с позиционированием традиционного программного обеспечения, это намного удобнее и быстрее.
В то же время, программное обеспечение также добавляет множество функций, таких как вставка изображений, преобразование штрих-кодов, двумерных кодов, а также может принимать файлы форматов BMP, JPG, DXF, PLT, AI и других.
Эти обновления программного обеспечения также дают устройству больше пространства и возможностей.
Технология лазерной маркировки проводов
Рисунок 4. Лазерная маркировка проволоки
Как показано на рисунке 4, технология лазерной маркировки проволоки в основном использует ультрафиолетовый лазер для прямого прерывания молекулярной цепочки на поверхности материала с помощью лазера с короткой длиной волны, тем самым отображая информацию на соответствующей траектории.
Кроме того, он подходит для нанесения тонкой маркировки на изогнутую поверхность проволоки, которая не повредит сердечник проволоки и не вызовет механическую и тепловую деформацию самой проволоки.
Технические характеристики
Технология лазерной маркировки проволоки использует лазер вместо традиционной струйной маркировки, и при различных сравнениях видно, что лазерная маркировка лучше, чем струйная.
Преимущества лазерной маркировки в сравнении со струйной:
(1) Четкость.
Благодаря разрешению и цветовому контрасту, лазерная маркировка имеет более высокую четкость, чем струйная маркировка, а при струйной печати необходимо выбирать разные краски для разных цветов проволоки, чтобы подчеркнуть контраст, а это более хлопотно для замены и эксплуатации;
(2) Эффективность обработки.
Скорость лазерной маркировки намного быстрее струйной, потому что максимальная линейная скорость лазерной маркировки может достигать более 10000 мм/с, а время маркировки на проволоке находится в пределах 1 с.
Для массового производства обработки проволоки преимущество скорости лазерной маркировки особенно очевидно;
(3) Адаптивность процесса.
Лазерная маркировка подходит для тонкой маркировки на поверхности проволоки или маркировки на специальных материалах, которые не могут быть наклеены чернилами для струйного кодирования, и оборудование для лазерной маркировки может быть использовано с автоматическим режущим оборудованием для формирования линии обработки проволоки.
А струйное кодирование не может быть связано с автоматическим режущим оборудованием, потому что проволока разрезается сразу после струйной резки, и должна пройти через механическую структуру направляющего колеса, выпрямляющего колеса и т.д., что сотрет чернила.
(4) Стоимость процесса.
Цена оборудования для лазерной маркировки на рынке немного выше, чем цена оборудования для струйной маркировки, но струйная маркировка требует покупки чернил.
Для таких масштабных заготовок, как обработка проволоки, годовая стоимость расходных материалов для чернил также является существенным фактором.
Во всех аспектах применимость лазерной маркировки для кодирования проволоки намного выше, чем струйной маркировки.
В последние годы крупные электротехнические компании также постоянно покупают машины лазерной маркировки для замены традиционного технологического оборудования.
Вопросы безопасности оборудования для лазерной маркировки
Обзор проблемы
Хотя технология лазерной маркировки имеет много технологических преимуществ, большая часть этой технологии применяется в промышленных лазерах.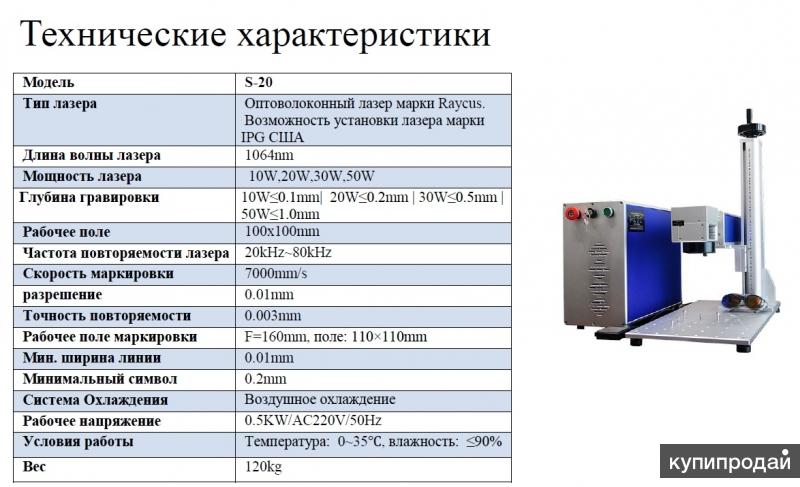
Промышленные лазеры относятся к четвертой категории лазерных изделий, которые могут нанести определенные повреждения для глаз и кожи. Поэтому во время их использования необходимо принимать меры предосторожности, чтобы избежать воздействия излучения от прямого света, рассеянного выходным оптическим зеркалом.
В то же время необходимо принять соответствующие меры предосторожности, чтобы предотвратить прямое попадание выходного или отраженного луча на тело человека.
Как рассеянный, так и отраженный свет может привести к повреждению кожи и глаз.
Во время работы всегда надевайте соответствующие защитные щитки для глаз. Вы также можете установить экранирующие инструменты в пределах области лазерной обработки, чтобы изолировать излучаемый свет и предотвратить повреждение глаз и кожи.
Меры безопасности при работе с лазерными маркерами:
Лазерная маркировочная машина относится к мощному лазерному оборудованию класса IV.
Большинство оборудования излучает свет с длиной волны около 1060 нм мощностью более 10 Вт, 20 Вт, 30 Вт и 50 Вт.
Этот уровень света может вызвать повреждение глаз и кожи.
Этот излучаемый свет невидим, и луч может нанести непоправимый ущерб роговице глаза.
При работе с интеллектуальными лазерами всегда надевайте защитные очки.
(1) Не устанавливайте прицел во время работы оборудования для лазерной маркировки;
(2) При работе с оборудованием не смотрите прямо на выходную головку и всегда надевайте защитные очки;
(3) За исключением управления, регулировки или работы, упомянутых в оборудовании, другие операции могут вызвать опасность облучения.
Внешняя среда и профилактические меры
Меры по защите окружающей среды для оборудования лазерной маркировки могут эффективно избежать проблем безопасности во время использования.
Конкретные меры следующие:
(1) Лазерное оборудование всегда должно работать от правильно заземленного источника питания с номинальным напряжением;
(2) Данное устройство имеет выходную оптическую головку, подключенную через оптический кабель, поэтому необходимо осторожно обращаться с выходной головкой;
(3) При использовании прицела (например, когда прицел установлен на приспособлении или при использовании торцевой поверхности оптического инструмента) необходимо убедиться, что интеллектуальный лазер выключен;
(4) Не подвергайте устройство воздействию среды с высокой влажностью;
(5) Перед вскрытием оборудования убедитесь, что температура и влажность окружающей среды находятся в указанных диапазонах;
(6) Запрещается смотреть прямо на выходную головку, при работе с устройством убедитесь, что надеты лазерные очки;
(7) При маркировке на высокоотражающих материалах, используйте расфокусировку маркировки, иначе смарт-лазер будет непосредственно поврежден;
(8) Прерывание напряжения питания очень опасно для оборудования, и необходимо обеспечить непрерывное и бесперебойное питание;
(9) За исключением управления, регулировки или работы, упомянутых в руководстве по эксплуатации оборудования, другие операции могут вызвать риск облучения;
(10) Для выходной коллимирующей линзы самым главным является поддержание чистоты линзы. После использования установите защитную крышку прицела, не прикасайтесь к выходной линзе и не используйте растворитель для очистки, для очистки можно использовать папиросную бумагу для линз.
После использования установите защитную крышку прицела, не прикасайтесь к выходной линзе и не используйте растворитель для очистки, для очистки можно использовать папиросную бумагу для линз.
Заключительные размышления
Технология лазерной маркировки оптимизирует многие недостатки традиционных процессов маркировки.
Всестороннее расширение аппаратного и программного обеспечения делает применение технологии маркировки все более широким, но вопросы безопасности также должны быть усовершенствованы.
Советуем вам прочитать статью опубликованную в нашем блоге ранее: «Как настроить фокус лазерного станка? (3 разных способа)».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
На нашем сайте вы можете приобрести лазерный маркер:
Лазерные маркировочные машины
для алюминия, нержавеющей стали, латуни, титана и меди от Epilog Laser Машины для лазерной маркировки металлов
для алюминия, нержавеющей стали, латуни, титана и меди от Epilog Laser
США (английский)
США (английский)
Лазерная гравировка и нанесение штрих-кодов, серийных номеров, текста и логотипов на металл с помощью станка для маркировки металла Epilog Laser.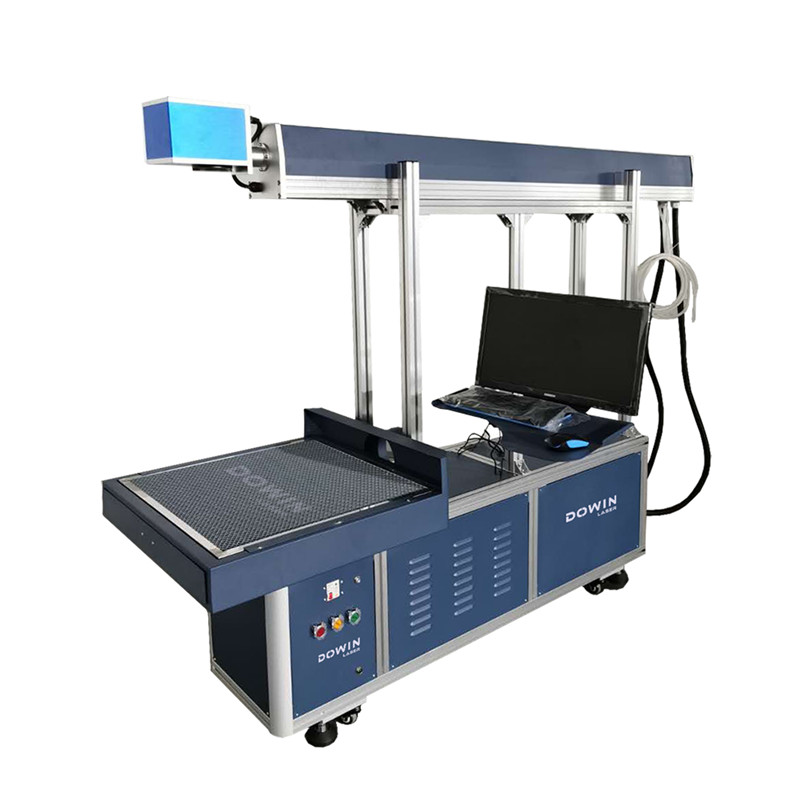 Наши волоконные лазерные станки могут гравировать или маркировать все типы металлов, включая нержавеющую сталь, алюминий, инструментальную сталь, латунь, титан и многое другое, что позволяет вам создавать различные типы меток в кратчайшие сроки! Независимо от того, гравируете ли вы одну этикетку продукта за раз или стол, полный компонентов, простой процесс настройки Epilog, функции обработки заданий и возможности точной маркировки делают наши станки с волоконным лазером идеальным выбором для ваших требований к маркировке металла и пластика.
Наши волоконные лазерные станки могут гравировать или маркировать все типы металлов, включая нержавеющую сталь, алюминий, инструментальную сталь, латунь, титан и многое другое, что позволяет вам создавать различные типы меток в кратчайшие сроки! Независимо от того, гравируете ли вы одну этикетку продукта за раз или стол, полный компонентов, простой процесс настройки Epilog, функции обработки заданий и возможности точной маркировки делают наши станки с волоконным лазером идеальным выбором для ваших требований к маркировке металла и пластика.
Волоконные лазеры Epilog Fusion Edge и Fusion Pro
Волоконные лазерные станки Fusion Edge и Fusion Pro оснащены планшетными машинами Epilog Laser, набором программного обеспечения Epilog для улучшения и повышения 7-дюймовый (18 см) светодиодный сенсорный экран на лазере и нашу систему SafeGuard™, не требующую особого обслуживания.
Планшетные волоконные лазерные граверы Epilog — универсальный выбор для маркировки металлических и инженерных пластиковых деталей. С включенным IRIS™ Камера, вы можете легко и быстро выгравировать штрих-коды, серийные номера, информацию и логотипы на одной металлической детали или использовать всю рабочую зону для лазерной маркировки нескольких деталей, загрузив приспособление, полное ваших компонентов.0016
С включенным IRIS™ Камера, вы можете легко и быстро выгравировать штрих-коды, серийные номера, информацию и логотипы на одной металлической детали или использовать всю рабочую зону для лазерной маркировки нескольких деталей, загрузив приспособление, полное ваших компонентов.0016
| Fusion Edge 12 | Фьюжн Про 24 | Фьюжн Про 36 | Фьюжн Про 48 | |
| Рабочая зона | 24 x 12 x 7 дюймов (610 x 305 x 178 мм) | 24 x 24 x 9 дюймов (610 x 610 x 228 мм) | 36 x 24 x 9 дюймов (914 x 610 x 228 мм) | 48″ x 36″ x 12,25″ (1219 x 914 x 311 мм) |
| Варианты лазера | CO2 или волокно | CO2, оптоволокно или двойной источник | CO2 или двойной источник | CO2 или двойной источник |
| СО2 | 30, 40, 50 или 60 Вт | 60 или 80 Вт | 80 или 120 Вт | |
| Волокно | 30 Вт | 30 или 50 Вт | н/д | н/д |
| Двойной источник | н/д | CO2: 60 Вт / оптоволокно: 30 Вт | CO2: 60 Вт / оптоволокно 30 Вт CO2: 80 Вт / оптоволокно: 50 Вт | CO2: 120 Вт / оптоволокно: 50 Вт |
| Камеры IRIS™ | 1 накладные расходы | 2 накладные + регистрация | ||
Какие материалы гравирует и маркирует волоконный лазер:
- Нержавеющая сталь
- Алюминий
- Титан
- Латунь
- Медь
- Серебро
- Золото
- Закаленные металлы
- Железо
- и многое другое!
Полный список материалов
Маркировочная машина для металла Особенности и преимущества
Глубокая гравировка металла на клапанной крышке двигателя лазерным станком Epilog.
Запросить брошюру и образцы
Часто задаваемые вопросы о лазерной маркировке и гравировке металла
ЧТО ТАКОЕ ИСТОЧНИК ЛАЗЕРА?
Источник волоконного лазера создает лазерный луч с длиной волны 1062 нм, что идеально подходит для травления металла и маркировки пластика.
МОЖЕТ ЛИ ЛАЗЕР ГРАВИРОВАТЬ НЕСКОЛЬКО ДЕТАЛЕЙ ОДНОВРЕМЕННО?
Создайте приспособление, на которое вы сможете поместить свои детали и выгравировать сотни штрих-кодов за один раз. Выделенный оператор не требуется.
программное обеспечение службы поддержки
Станки для лазерной маркировки и гравировки металлов
Практически для любых металлов волоконные лазерные станки быстро и эффективно наносят читаемую маркировку. Они идеально подходят для гравировки всех типов металлических поверхностей. Примеры включают алюминий, анодированный алюминий, сталь, нержавеющую сталь, магний, свинец и титан.
Волоконные лазерные станки не требуют особого обслуживания, не требуют расходных материалов и создают высококонтрастные метки. Вы можете использовать их для постоянной маркировки матричных кодов данных, QR-кодов, серийных номеров, штрих-кодов, логотипов и многого другого.
Расскажите нам о своей заявке
Нам доверяют…
Гравировальные станки по металлу для производственных линий
Машины производства Laserax представляют собой решения для маркировки под ключ, готовые к интеграции в производственные линии. Загружаемые вручную или полностью автоматизированные, они включают лазерную безопасность, удаление пыли, проверку штрих-кода и удаленную поддержку.
Перейти к:
Лазерные станки Преимущества лазеров
Алюминий Сталь Нержавеющая сталь Анодированный алюминий Магний Свинец Цинк Другие материалы
Лазерная гравировка Лазерная гравировка Лазерный отжиг Глубокая лазерная гравировка Часто задаваемые вопросы
Лазерные маркировочные машины с ручной загрузкой
Рабочая станция Flex
Flex — это наша самая простая готовая машина, поскольку она включает в себя наименьший объем автоматизации, но ее можно в любое время автоматизировать с минимальным обновлением. Это идеальный вариант, когда быстрое время маркировки не является приоритетом или когда загрузка деталей составляет незначительную часть общего времени маркировки.
Просмотр машины
Рабочая станция с поворотным столом
Разработанный для минимизации влияния загрузки деталей на время цикла, этот станок использует поворотный стол для одновременного выполнения нескольких операций.
 Оператор может загружать и выгружать детали, запускать вращение стола и запускать лазерную маркировку.
Оператор может загружать и выгружать детали, запускать вращение стола и запускать лазерную маркировку.Просмотр машины
Полностью автоматизированные машины для лазерной маркировки
Машина с поворотным столом
В условиях сложных требований ключом к предотвращению узких мест является маркировка в скрытое время. Эта машина достигает этого с помощью поворотного стола. Пока манипулятор загружает деталь, одновременно гравируется другая деталь.
Просмотр машины
Машина под открытым небом
Роботы, используемые для выполнения нескольких операций, можно использовать, выбрав конструкцию под открытым небом, когда робот перемещает детали между станциями и удерживает их во время маркировки. Эта конструкция легко поддерживает несколько деталей и полостей.
Просмотр машины
Дверная машина
Благодаря гибкой конструкции дверной машины маркировку можно размещать в любом месте, а манипуляторы робота могут загружать детали с любого направления.
 Эти машины идеально подходят, когда роботу необходимо выполнять другие задачи во время операции маркировки.
Эти машины идеально подходят, когда роботу необходимо выполнять другие задачи во время операции маркировки.Просмотр машины
Конвейерная машина
Конвейерные машины могут учитывать все типы изменений позиционирования, возникающие на конвейерах. Они могут маркировать детали на лету или во время остановки конвейера для других процессов, таких как контроль качества, упаковка или взвешивание.
Просмотр машины
Почему для маркировки металлов следует выбирать станки с волоконным лазером?
Улучшение прослеживаемости
С системой лазерной маркировки вы получаете высокоточные маркировки и практически идеальную читаемость. В отличие от струйной печати и точечной обработки, читаемость ваших кодов не ухудшается со временем из-за механического износа или засорения. Полученные метки являются постоянными и легко читаемыми, обеспечивая решение для отслеживания, на которое вы можете положиться.

Предотвращение узких мест
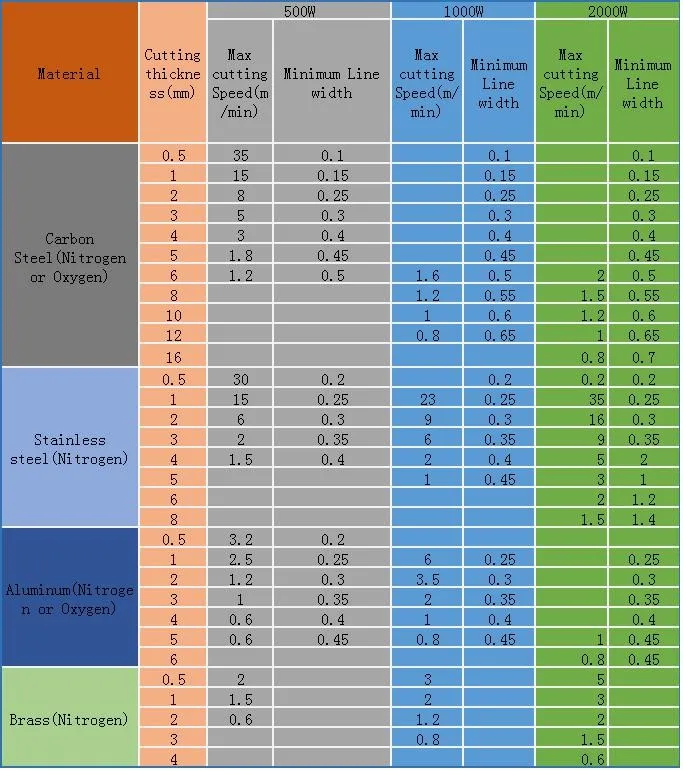
При мощности лазера от 20 Вт до 500 Вт лазерная маркировка не создаст узких мест в производственном цикле. Наша команда также оптимизирует параметры лазера для вашего конкретного применения (частота повторения, расстояние между линиями, энергия импульса, размер пятна и т. д.). Благодаря этим настройкам мы добиваемся более высокой скорости маркировки и лучшей контрастности ваших меток.
Сокращение затрат на техническое обслуживание
Лазерная технология отличается высокой надежностью и адаптирована для самых сложных промышленных применений. Поскольку оптоволоконные системы не имеют движущихся частей или расходных материалов, они требуют минимального обслуживания. Компоненты волоконного лазера также очень долговечны: лазерный источник имеет среднее время наработки на отказ 100 000 часов.
Гарантия полной безопасности
С Laserax ваша рабочая среда на 100 % безопасна для лазера.
 Наши машины разработаны экспертами, которые следят за тем, чтобы они соответствовали всем применимым стандартам безопасности. Таким образом, вы можете быть уверены, что ваша машина надежно интегрирована в вашу производственную линию, и вам не нужно беспокоиться о дополнительных мерах безопасности.
Наши машины разработаны экспертами, которые следят за тем, чтобы они соответствовали всем применимым стандартам безопасности. Таким образом, вы можете быть уверены, что ваша машина надежно интегрирована в вашу производственную линию, и вам не нужно беспокоиться о дополнительных мерах безопасности.
Металлы, которые можно маркировать
Каждый тип металла по-разному поглощает свет и проводит тепло. Таким образом, ваша металлическая деталь является основой выбора правильного лазерного гравера для вашего приложения.
Алюминий
Поскольку алюминиевые поверхности обладают высокой теплопроводностью, волоконные лазеры могут маркировать их при высокой температуре для высокоскоростных применений. В то время как лазерное травление является самым быстрым процессом, лазерная гравировка является наиболее стойким.
Алюминий 380 и 6061 являются наиболее распространенными сплавами с лазерной маркировкой, но маркировать можно все типы алюминия.
 Это включает литой под давлением, универсальный, чистый и анодированный алюминий.
Это включает литой под давлением, универсальный, чистый и анодированный алюминий.Детали из алюминия : Литье под давлением, рулоны, экструзии, заготовки, слитки, прокатные плиты и т. д.
Узнать больше
Сталь
Сталь – это твердый материал, для которого требуется более длительное время маркировки, чем для других металлов. Однако скорость маркировки можно увеличить, создав белые метки вместо черных. Белые метки хорошо контрастируют с цветом голой стали для большинства типов стали.
Для высокоскоростной маркировки лучше всего подходит лазерное травление стальных поверхностей. Для получения наиболее стойких меток следует использовать лазерную гравировку. Для повышения коррозионной стойкости лазерный отжиг создает следы под поверхностью. Вы можете маркировать лазером любой стальной сплав, включая анодированную сталь, углеродистую сталь и штампованную сталь.
Стальные детали : пружины подвески, тормозные колодки, катушки, заготовки, пластины, трубы, трубы, листовая сталь и т.
 д.
д.Узнать больше
Нержавеющая сталь
Лазерная маркировка чаще всего используется для маркировки нержавеющей стали марок 304 и 316, но ее можно использовать для маркировки любой марки. Предпочтительным методом маркировки нержавеющей стали является лазерный отжиг, поскольку он защищает слой оксида хрома на поверхности металла. В результате вы получаете качественную маркировку и предотвращаете образование ржавчины на поверхности.
Нержавеющая сталь не требует мощного лазера. Это связано с тем, что лазерный отжиг работает при более низких уровнях энергии, чем другие процессы маркировки.
Детали из нержавеющей стали : Топливные баки, выхлопные трубы, подвески и другие автомобильные детали
Узнать больше
Анодированный алюминий
Маркируя анодированный алюминий, вы можете маркировать либо голый алюминий (до процесса анодирования), либо анодированный слой (после процесса).
 В обоих случаях сохраняется естественная стойкость детали к коррозии и абразивному износу.
В обоих случаях сохраняется естественная стойкость детали к коррозии и абразивному износу.Лазерные гравировальные станки создают глубокие метки на голом алюминии, чтобы маркировку можно было прочитать после анодирования. С другой стороны, машины для лазерной гравировки быстро вытравливают высококачественные метки на оксидном слое.
Узнать больше
Магний
Магний имеет меньшую плотность, чем другие металлы, и поэтому используется для изготовления деталей, которые должны быть легкими. Лазерные установки могут быть специально настроены для травления магния и магниевых сплавов. Часть материала удаляется с поверхности, создавая контрастные черно-белые метки.
Детали из магния : Рулевые колеса, картеры трансмиссии, кожухи двигателей, блоки двигателей, другие автозапчасти, слитки магния, связки, заготовки, редукторы, заготовки и отливки под давлением.
Узнать больше
Свинец
Свинец и свинцовые сплавы обладают низкой теплопроводностью, что означает, что большая часть тепла, выделяемого при лазерной маркировке, остается на поверхности.
 Свинцовые материалы также имеют низкую температуру плавления, что позволяет лазерам легко создавать метки на локализованной поверхности. По этим причинам для травления свинца требуется меньше энергии, чем для травления других металлов.
Свинцовые материалы также имеют низкую температуру плавления, что позволяет лазерам легко создавать метки на локализованной поверхности. По этим причинам для травления свинца требуется меньше энергии, чем для травления других металлов.Примеры свинцовых деталей : стержневые аноды с сердечником, слитки и противовесы
Узнать больше
Цинк
Цинк используется не только из-за его коррозионной стойкости, но и из-за возможности литья под давлением. Лазерное травление — это единственный процесс лазерной маркировки, который создает высокую контрастность на цинковых деталях. Его можно использовать вне зависимости от сплава цинка, в том числе и из латуни.
Примеры деталей из цинка : пакеты слитков, большие блоки, литые слитки, анодные слитки, плиты, отливки под давлением, автомобильные детали и т. д.
Узнать больше
Вам нужно выгравировать другой материал?
Свяжитесь с нами
Как это работает: Лазерные процессы для маркировки металлов
Как только вы получите машину, наши специалисты уже настроят ее на определенный процесс маркировки. Его конфигурация в основном зависит от маркируемого металла. Для будущих применений одну и ту же машину можно настроить для маркировки различных металлов.
Его конфигурация в основном зависит от маркируемого металла. Для будущих применений одну и ту же машину можно настроить для маркировки различных металлов.
Конфигурация машины зависит от параметров ее лазера. Примерами параметров, которые можно изменить, являются мощность лазера, скорость движения, длительность импульса и количество проходов лазера. Вот возможные процессы маркировки, возникающие в результате этих конфигураций.
Лазерное травление
Станки для травления металлов обеспечивают максимально возможную скорость маркировки. Например, Laserax способен наносить высококачественные матричные коды данных на алюминиевые детали всего за 1,40 секунды (для DMC 16×16 и 10×10 мм; узнать больше о скорости маркировки алюминия можно здесь).
Этот процесс является лучшим выбором для большинства применений, если только вам не требуется повышенная устойчивость к обработке поверхности, коррозии или износу. В таких случаях гравировка или отжиг лучше подходят для вашего применения.
Вы можете травить лазером : сталь, алюминий, анодированный алюминий, свинец, магний, цинк
Лазерная гравировка
Лазерные гравировальные станки создают метки, которые достаточно глубоки, чтобы противостоять истиранию и большинству видов обработки поверхности. При гравировке металлов с помощью этого процесса вы можете реализовать прослеживаемость на более ранних этапах производственного процесса. Примерами лазерной гравировки металла являются маркировка VIN и маркировка, защищающая от дробеструйной обработки.
Возможна лазерная гравировка : сталь, алюминий, анодированный алюминий (до анодирования)
Лазерный отжиг
Лазерный отжиг используется, чтобы избежать повреждения поверхности детали, поскольку это единственный процесс, в котором не используется лазерная абляция. Вместо этого он запускает химическую реакцию, которая создает следы под поверхностью материала. Этот метод полезен для таких деталей, как выхлопные трубы из нержавеющей стали, которые должны сохранять высокую устойчивость к коррозии.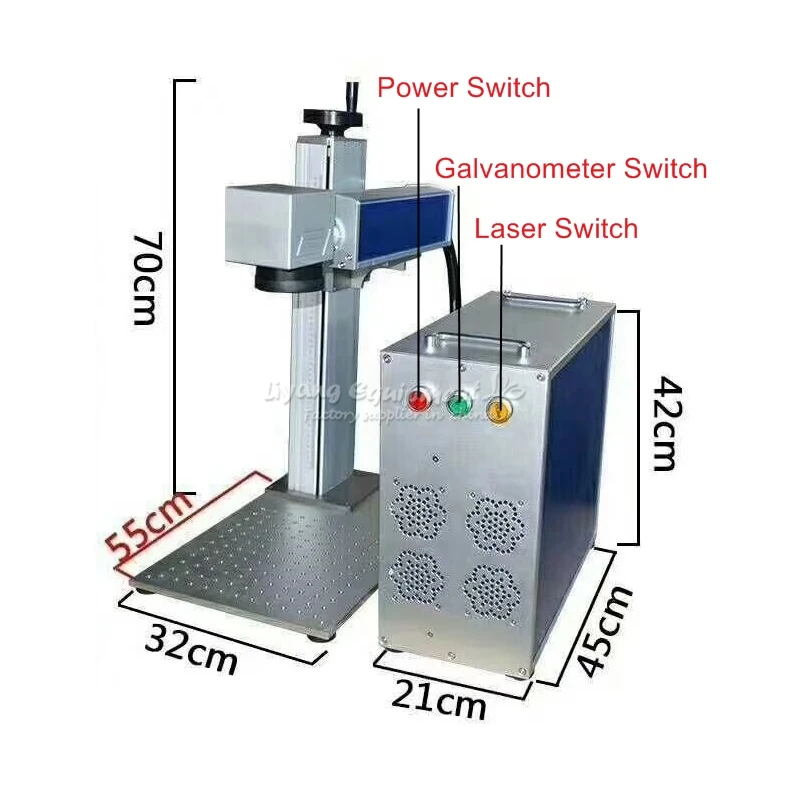
Возможен лазерный отжиг : сталь, нержавеющая сталь, хромирование
Глубокая лазерная гравировка
Как следует из названия, глубокая гравировка создает маркировку с гладкими краями, которая намного глубже, чем при обычной гравировке. Этот процесс обычно используется для приложений, которые имеют требования к глубине и эстетике. Некоторые примеры включают логотипы, штамповочные пластины и вставки для пресс-форм. Скорость гравировки зависит от мощности лазера, материала и ширины линии.
Можно выполнять глубокую гравировку : сталь, нержавеющая сталь, алюминий
Часто задаваемые вопросы о лазерном станке
В чем разница между CO2-лазером и волоконным лазером?
Машины для маркировки лазером CO2
имеют длину волны, отличную от длины волны волоконных лазеров. В результате волоконные лазеры достаточно эффективны для маркировки большинства металлических поверхностей, в то время как CO2-лазеры лучше маркируют неметаллические (органические) материалы, такие как дерево и пластик.
Узнайте больше по теме : CO2 или волоконный лазер — какой лучше купить?
Может ли CO2-лазер гравировать металлы?
СО2-лазеры
не могут гравировать металлы, но могут оставлять неизгладимые следы. Это связано с тем, что длины волн CO2 не реагируют с металлическими материалами. В результате поверхность необходимо покрыть специальным маркировочным спреем, образующим прочную химическую связь с металлом при попадании лазерного луча.
Операторы должны наносить спрей вручную и дать ему высохнуть перед нанесением маркировки, добавляя к операции дополнительные этапы и расходные материалы. По этим причинам производители деталей обычно предпочитают волоконные лазерные граверы — решение, предлагаемое Laserax для гравировки металла.
В чем разница между лазерной резкой и лазерной гравировкой?
Лазерная резка использует лазерную технологию для резки материалов, тогда как лазерная гравировка предназначена для маркировки.
 Лазерные резаки используют лазеры непрерывного действия, тогда как лазерные граверы используют импульсные лазерные лучи. Процесс гравировки редко превышает 100 Вт, но достигает более высоких пиков энергии. Станки для лазерной резки могут непрерывно работать при мощности лазера 6000 Вт, а лазерные граверы могут создавать пики мощностью 10000 Вт.
Лазерные резаки используют лазеры непрерывного действия, тогда как лазерные граверы используют импульсные лазерные лучи. Процесс гравировки редко превышает 100 Вт, но достигает более высоких пиков энергии. Станки для лазерной резки могут непрерывно работать при мощности лазера 6000 Вт, а лазерные граверы могут создавать пики мощностью 10000 Вт.Должен ли я гравировать QR-коды или матричные коды данных?
Лазерная маркировка QR-кодом
используется во многих областях. Тем не менее, матричные коды данных имеют важное преимущество по сравнению с QR-кодами. Они способны кодировать больше символов в одном и том же пространстве, что часто означает более высокую скорость маркировки.
Узнайте больше по теме : Матричные коды данных и QR-коды — в чем разница?
Сколько стоит лазерный станок?
На ценовой диапазон лазерного станка влияет множество факторов, таких как лазерная система, лазерная головка, уровень автоматизации, опции лазера, мощность лазера и лазерное оборудование.
 А это может привести к температурным повреждениям и деформации. Однако в работе с печатями лазер демонстрирует одно важное преимущество. Корпус печати – это почти всегда поверхность, имеющая коэффициент кривизны. И для ручной, и для механической обработки это дополнительная сложность. Поэтому часто бывает так: рабочую поверхность печати делают вручную или механически, а корпус декорируют лазером. Если же печать не из металла, а из полимерных материалов — здесь лазер используется активнейшим образом. Плюс, не стоит упускать из виду феноменальную точность рисунка, которой можно добиться с помощью лазера (фокус луча измеряется микрометрами).
А это может привести к температурным повреждениям и деформации. Однако в работе с печатями лазер демонстрирует одно важное преимущество. Корпус печати – это почти всегда поверхность, имеющая коэффициент кривизны. И для ручной, и для механической обработки это дополнительная сложность. Поэтому часто бывает так: рабочую поверхность печати делают вручную или механически, а корпус декорируют лазером. Если же печать не из металла, а из полимерных материалов — здесь лазер используется активнейшим образом. Плюс, не стоит упускать из виду феноменальную точность рисунка, которой можно добиться с помощью лазера (фокус луча измеряется микрометрами). Имеют большую юридическую, а иногда и физическую ценность. Они используются для заверки особо важной документации, их простановка может означать доступ к серьёзным финансам и т.п.
Имеют большую юридическую, а иногда и физическую ценность. Они используются для заверки особо важной документации, их простановка может означать доступ к серьёзным финансам и т.п.
 Поэтому в работе нужна максимальная точность, чтобы не нарушить целостность вырезанных структур.
Поэтому в работе нужна максимальная точность, чтобы не нарушить целостность вырезанных структур.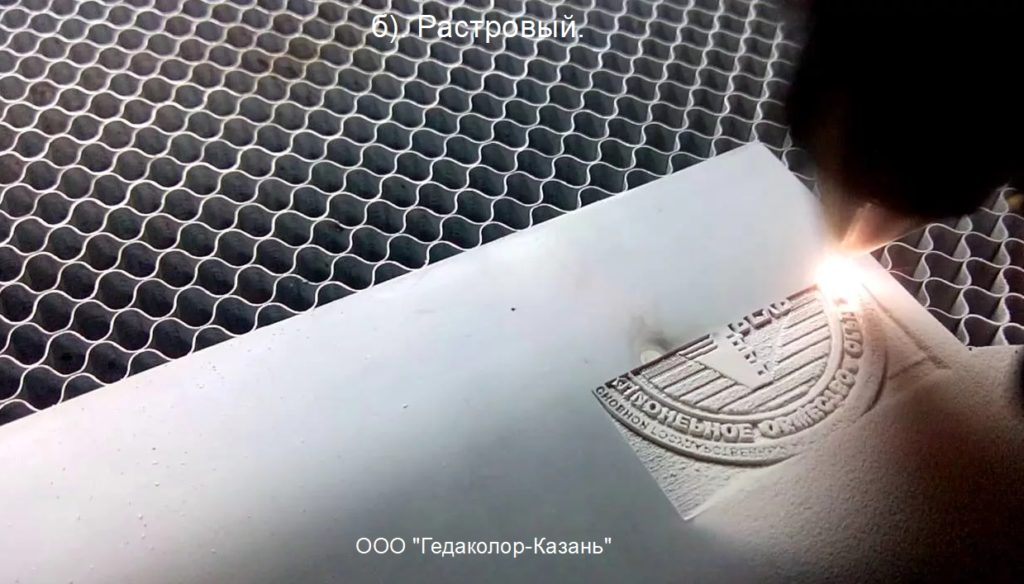 Совместно с ними используют приспособления для опечатывания.
Совместно с ними используют приспособления для опечатывания.


 Наши сроки выполнения конкурентоспособны и основаны на потребностях клиентов. Наши опытные техники и операторы предлагают широкий спектр типов штампов и позволяют производить большие объемы производства штампов для штамповки металла на заказ. Мы в Devore Engraving специализируемся на предоставлении качественных гравировальных штампов для металлических и нестандартных стальных штампов.
Наши сроки выполнения конкурентоспособны и основаны на потребностях клиентов. Наши опытные техники и операторы предлагают широкий спектр типов штампов и позволяют производить большие объемы производства штампов для штамповки металла на заказ. Мы в Devore Engraving специализируемся на предоставлении качественных гравировальных штампов для металлических и нестандартных стальных штампов. По сравнению с другими методами маркировки металлические штампы представляют собой экономичное и надежное решение для маркировки. Они также специально разработаны для простоты использования и могут использоваться снова и снова. Мы являемся частью высококачественной и надежной службы штампов для штамповки металла на заказ, в которой работает высококвалифицированный персонал, который может выполнить самые сложные запросы штамповки металла на заказ с точностью и аккуратностью. Наши Услуги штампов для штамповки металла на заказ доступны для самых разных отраслей промышленности с быстрым оборотом.
По сравнению с другими методами маркировки металлические штампы представляют собой экономичное и надежное решение для маркировки. Они также специально разработаны для простоты использования и могут использоваться снова и снова. Мы являемся частью высококачественной и надежной службы штампов для штамповки металла на заказ, в которой работает высококвалифицированный персонал, который может выполнить самые сложные запросы штамповки металла на заказ с точностью и аккуратностью. Наши Услуги штампов для штамповки металла на заказ доступны для самых разных отраслей промышленности с быстрым оборотом. Наш инженерный персонал всегда готов оказать помощь в разработке штампов для штамповки металла на заказ. Мы предлагаем изготовленные на заказ металлические штампы для штамповки, созданные опытными экспертами и дисциплинированными инженерами. Devore Engraving может изготовить даже самые сложные штампы для штамповки металла на заказ. Наши возможности ЧПУ и САПР позволяют нам обрабатывать и гравировать нестандартные стальные штампы, в том числе:
Наш инженерный персонал всегда готов оказать помощь в разработке штампов для штамповки металла на заказ. Мы предлагаем изготовленные на заказ металлические штампы для штамповки, созданные опытными экспертами и дисциплинированными инженерами. Devore Engraving может изготовить даже самые сложные штампы для штамповки металла на заказ. Наши возможности ЧПУ и САПР позволяют нам обрабатывать и гравировать нестандартные стальные штампы, в том числе: Являясь лидером в этой области с 19 лет63, мы гордимся передовыми инновациями и постоянно совершенствуем наши технологии, чтобы лучше обслуживать наших клиентов. Изготовленные на заказ стальные штампы Devore и штампы для гравировки используются в различных отраслях промышленности, связанных с маркировкой металлических изделий. Клиентам и клиентам гарантируется, что наши изготовленные на заказ стальные штампы сделаны с высочайшим качеством и технологиями. Devore Engraving поставляет качественные металлические штампы на заказ, и мы стремимся удовлетворить ваши потребности. Наша гравировальная мастерская имеет возможность дублировать любые детали или оттиски, которые необходимы для ваших конкретных нужд. Многие отрасли промышленности полагаются на нашу гравировальную мастерскую с полным спектром услуг. Индивидуальный штамп для штамповки металла Devore Engraving специализируется на быстрой обработке с помощью наших опытных
Являясь лидером в этой области с 19 лет63, мы гордимся передовыми инновациями и постоянно совершенствуем наши технологии, чтобы лучше обслуживать наших клиентов. Изготовленные на заказ стальные штампы Devore и штампы для гравировки используются в различных отраслях промышленности, связанных с маркировкой металлических изделий. Клиентам и клиентам гарантируется, что наши изготовленные на заказ стальные штампы сделаны с высочайшим качеством и технологиями. Devore Engraving поставляет качественные металлические штампы на заказ, и мы стремимся удовлетворить ваши потребности. Наша гравировальная мастерская имеет возможность дублировать любые детали или оттиски, которые необходимы для ваших конкретных нужд. Многие отрасли промышленности полагаются на нашу гравировальную мастерскую с полным спектром услуг. Индивидуальный штамп для штамповки металла Devore Engraving специализируется на быстрой обработке с помощью наших опытных Благодаря нашему инженерному опыту и оборудованию мы можем реализовать ваши уникальные концепции дизайна и успешно выполнить любые металлические штампы для штамповки на заказ. Свяжитесь с Devore Engraving и запросите предложение для ваших индивидуальных потребностей в металлических штампах.
Благодаря нашему инженерному опыту и оборудованию мы можем реализовать ваши уникальные концепции дизайна и успешно выполнить любые металлические штампы для штамповки на заказ. Свяжитесь с Devore Engraving и запросите предложение для ваших индивидуальных потребностей в металлических штампах. Наши изготовленные на заказ металлические штампы изготавливаются в точном соответствии с вашими спецификациями. Мы предлагаем высококачественные штампы, прошедшие термообработку, чтобы убедиться, что они выдерживают постоянное использование, и могут быть разработаны с множеством удерживающих функций. Точность и детализация, которую мы можем производить на различных материалах с помощью наших штампов с плоской гравировкой, обусловлены многолетним опытом и глубоким пониманием штампов для штампов. Мы помогли многим отраслям удовлетворить их потребности в штамповке и тиснении с отличными результатами.
Наши изготовленные на заказ металлические штампы изготавливаются в точном соответствии с вашими спецификациями. Мы предлагаем высококачественные штампы, прошедшие термообработку, чтобы убедиться, что они выдерживают постоянное использование, и могут быть разработаны с множеством удерживающих функций. Точность и детализация, которую мы можем производить на различных материалах с помощью наших штампов с плоской гравировкой, обусловлены многолетним опытом и глубоким пониманием штампов для штампов. Мы помогли многим отраслям удовлетворить их потребности в штамповке и тиснении с отличными результатами. Мы гордимся тем, что обеспечиваем наших клиентов и заказчиков экономически эффективными решениями для удовлетворения их потребностей в постоянной маркировке. Независимо от того, нужны ли вам специальные промышленные штампы для номеров деталей, дат, логотипов, подписей или специального дизайна, мы производим высококачественную работу с точностью и аккуратностью.
Мы гордимся тем, что обеспечиваем наших клиентов и заказчиков экономически эффективными решениями для удовлетворения их потребностей в постоянной маркировке. Независимо от того, нужны ли вам специальные промышленные штампы для номеров деталей, дат, логотипов, подписей или специального дизайна, мы производим высококачественную работу с точностью и аккуратностью.
 Руководство по эксплуатации
Руководство по эксплуатации Поиск и устранение неисправностей
Поиск и устранение неисправностей Окна экрана ЧПУ
Окна экрана ЧПУ Руководство по эксплуатации
Руководство по эксплуатации

 д.
д.
 Это может привести к тому, что заготовка приварится к рабочему столу и образует дефектную поверхность.
Это может привести к тому, что заготовка приварится к рабочему столу и образует дефектную поверхность.
 Огнетушитель CO2 является лучшим типом для этого применения.
Огнетушитель CO2 является лучшим типом для этого применения.
 Помимо проверки оптики и механики лазерного резака, очень важно также проверить функции безопасности. Это включает в себя функциональность блокировок машины, а также проверку того, что все крышки и дверцы закрываются должным образом и не позволяют лазерному лучу потенциально выходить из машины.
Помимо проверки оптики и механики лазерного резака, очень важно также проверить функции безопасности. Это включает в себя функциональность блокировок машины, а также проверку того, что все крышки и дверцы закрываются должным образом и не позволяют лазерному лучу потенциально выходить из машины. Если список одобренных материалов недоступен, то, по крайней мере, убедитесь, что во время резки не разрезаются материалы, выделяющие токсичные или едкие пары. Информацию см. в Паспорте безопасности материала (MSDS).
Если список одобренных материалов недоступен, то, по крайней мере, убедитесь, что во время резки не разрезаются материалы, выделяющие токсичные или едкие пары. Информацию см. в Паспорте безопасности материала (MSDS).
 В векторном формате файл можно загрузить в программное обеспечение для лазерной резки.
В векторном формате файл можно загрузить в программное обеспечение для лазерной резки. Ширина пропила может составлять от 0,2 до 1,2 мм. Ширина зависит от типа материала, мощности лазера, скорости резки и толщины материала. Внутренний край лазерной резки должен быть на внешнем краю предполагаемых размеров детали, чтобы весь размер детали был включен в окончательную деталь. Программное обеспечение для лазерной резки может компенсировать ширину пропила, смещая путь лазерного реза так, чтобы он полностью выходил за пределы предполагаемой формы детали. В качестве альтернативы исходный проект САПР можно изменить с учетом положения разреза.
Ширина пропила может составлять от 0,2 до 1,2 мм. Ширина зависит от типа материала, мощности лазера, скорости резки и толщины материала. Внутренний край лазерной резки должен быть на внешнем краю предполагаемых размеров детали, чтобы весь размер детали был включен в окончательную деталь. Программное обеспечение для лазерной резки может компенсировать ширину пропила, смещая путь лазерного реза так, чтобы он полностью выходил за пределы предполагаемой формы детали. В качестве альтернативы исходный проект САПР можно изменить с учетом положения разреза. Примером этого является пластик ПВХ.
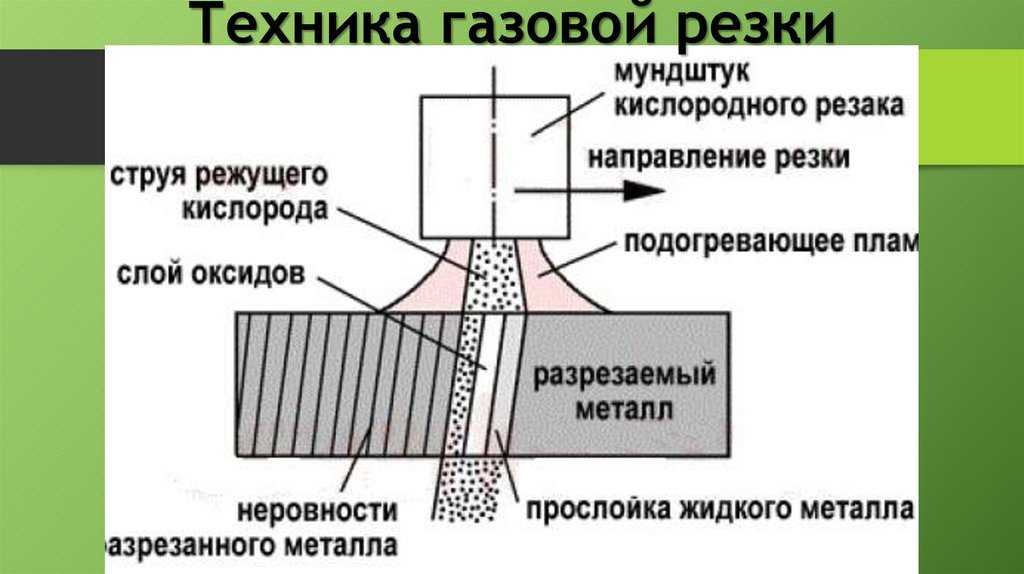
Примером этого является пластик ПВХ. Он имеет высокий уровень точности, намного превышающий то, что может быть достигнуто с помощью ручной резки или других промышленных инструментов, таких как кислородно-ацетиленовые или плазменные горелки. Лазерная резка также лучше подходит для получения чистых кромок, особенно по сравнению с газовой горелкой и плазменной резкой.
Он имеет высокий уровень точности, намного превышающий то, что может быть достигнуто с помощью ручной резки или других промышленных инструментов, таких как кислородно-ацетиленовые или плазменные горелки. Лазерная резка также лучше подходит для получения чистых кромок, особенно по сравнению с газовой горелкой и плазменной резкой.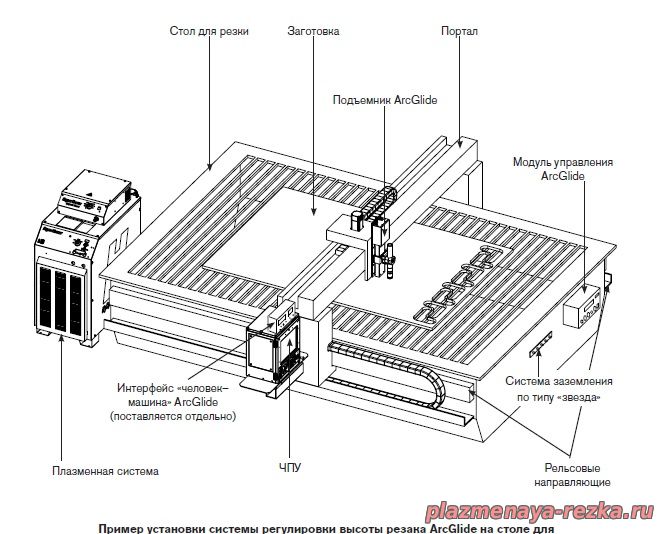
 При вырезании простых художественных рисунков подойдет что-то вроде LaserGRBL. Однако для более сложных промышленных применений Lightburn® может оказаться лучшим вариантом.
При вырезании простых художественных рисунков подойдет что-то вроде LaserGRBL. Однако для более сложных промышленных применений Lightburn® может оказаться лучшим вариантом. наше руководство «Как лазерная резка используется в промышленности».
наше руководство «Как лазерная резка используется в промышленности».
 Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.  Лазером очень легко разжечь огонь
Лазером очень легко разжечь огонь
 В
В е. составлены из
е. составлены из
 Затем измените уровни мощности/скорости,
Затем измените уровни мощности/скорости, Линзы есть
Линзы есть Обязательно проверьте происхождение
Обязательно проверьте происхождение



 Калужская) ежедневно, в рабочее время.
Калужская) ежедневно, в рабочее время.  , Ltd. Новости и пресс-релизы
, Ltd. Новости и пресс-релизы Бад Конверс, бывший президент NORFI-USA, был назначен менеджером по продажам продуктов NORFI компании Monoxivent. До прихода в NORFI Конверс был президентом…
Бад Конверс, бывший президент NORFI-USA, был назначен менеджером по продажам продуктов NORFI компании Monoxivent. До прихода в NORFI Конверс был президентом… Ваш босс будет счастлив, а ваша маркетинговая команда будет вам в долгу. Вы можете получить преимущество над конструкцией вашего конкурента, выбрав крепление на коллектор Beswick…
Ваш босс будет счастлив, а ваша маркетинговая команда будет вам в долгу. Вы можете получить преимущество над конструкцией вашего конкурента, выбрав крепление на коллектор Beswick… Теперь компания RPC Containers Oakham создала свое 10-литровое ведро из специального серебряного пигмента для использования автомобильным гигантом. Ведро заполнено набором средств для чистки автомобилей ведущих брендов Tetrosyl, которые поступили в продажу в супермаркетах Asda. Ассортимент из девяти предметов включает продукты от Tetrosyl…
Теперь компания RPC Containers Oakham создала свое 10-литровое ведро из специального серебряного пигмента для использования автомобильным гигантом. Ведро заполнено набором средств для чистки автомобилей ведущих брендов Tetrosyl, которые поступили в продажу в супермаркетах Asda. Ассортимент из девяти предметов включает продукты от Tetrosyl… Обе компании будут работать вместе над интеграцией машин MIRTEC AOI с программным обеспечением Cogiscan TTC. Кроме того, MIRTEC будет продавать и поддерживать полную линейку решений Cogiscan TTC на корейском рынке. Г-н….
Обе компании будут работать вместе над интеграцией машин MIRTEC AOI с программным обеспечением Cogiscan TTC. Кроме того, MIRTEC будет продавать и поддерживать полную линейку решений Cogiscan TTC на корейском рынке. Г-н…. Компания предложит MHEG в качестве стандартной части своего DVB-оборудования…
Компания предложит MHEG в качестве стандартной части своего DVB-оборудования…

 5 бар
5 бар ): 450 x 490 x 265 мм
): 450 x 490 x 265 мм
 высота реза при 450
высота реза при 450







 Это мощный лазерный детектор, устанавливаемый на станке, который работает с лазерами класса Spectra и всеми ротационными лазерами. Он оснащен запатентованной технологией Light Bar, используемой в приемниках HL, которая обеспечивает более точные и последовательные показания, чем традиционные методы. Этот лазерный приемник с углом приема 200 градусов работает в радиусе до 1500 футов. Он также может похвастаться технологией отпечатков пальцев, которая предотвращает путаницу от различных лазеров на поле.
Это мощный лазерный детектор, устанавливаемый на станке, который работает с лазерами класса Spectra и всеми ротационными лазерами. Он оснащен запатентованной технологией Light Bar, используемой в приемниках HL, которая обеспечивает более точные и последовательные показания, чем традиционные методы. Этот лазерный приемник с углом приема 200 градусов работает в радиусе до 1500 футов. Он также может похвастаться технологией отпечатков пальцев, которая предотвращает путаницу от различных лазеров на поле.
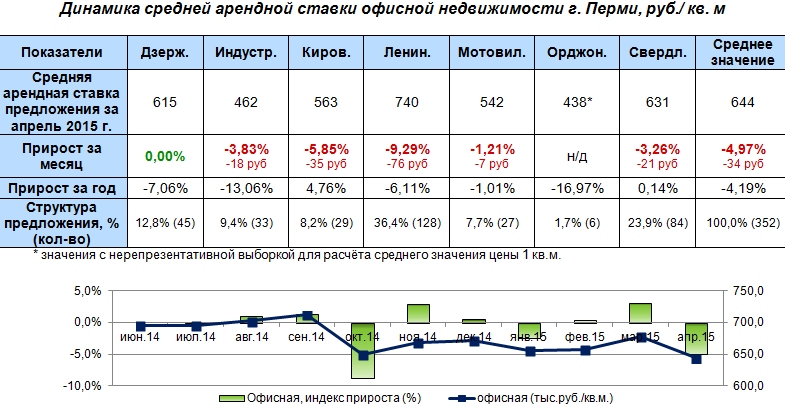
 Увеличив первоначальные платежи по лизингу, лизингодатель в течение первого года максимально уменьшил сумму задолженности, на пятый год лизинга приходилось менее 7% суммы платежей. Очевидно, что данный договор никак не учитывал интересы лизингополучателя.
Увеличив первоначальные платежи по лизингу, лизингодатель в течение первого года максимально уменьшил сумму задолженности, на пятый год лизинга приходилось менее 7% суммы платежей. Очевидно, что данный договор никак не учитывал интересы лизингополучателя. Для этого достаточно школьного курса математики или владения Excellем.
Для этого достаточно школьного курса математики или владения Excellем.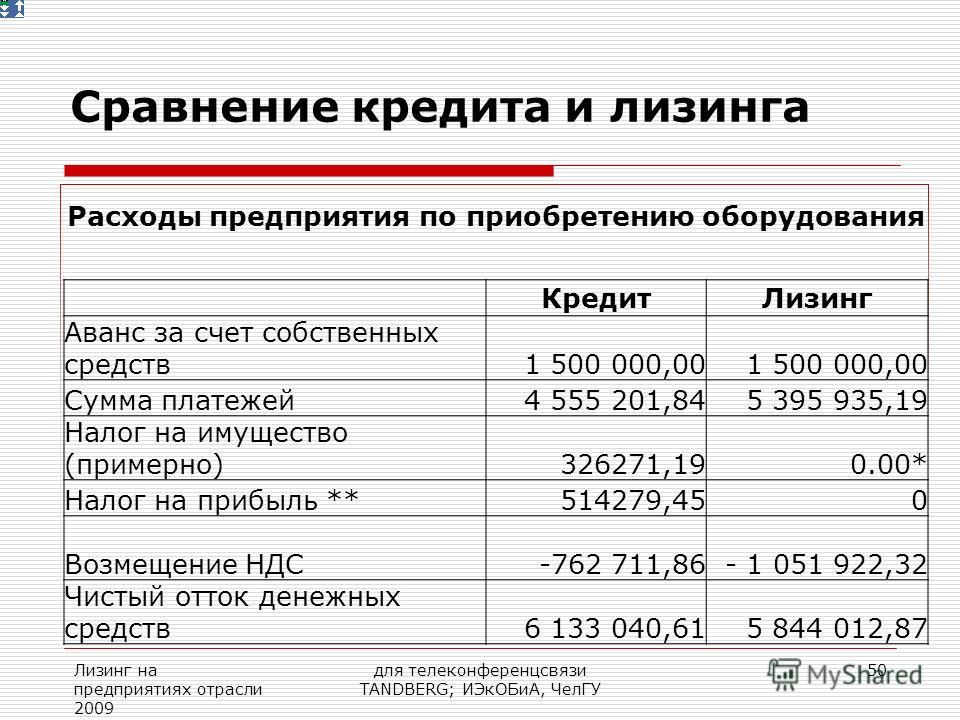
 Например, Вы хотите приобрести сложноеоборудование в лизинг с долгим сроком производства или доставки. Вы готовы заплатить аванс лизинговой компании в размере двадцати процентов, а производитель или поставщик настаивает на сумме в восемьдесят процентов. Лизинговая компания выплачивает требуемую сумму, поставщик приступает к производству оборудования, но его еще нет (или оно требует монтажа, пуско-наладки…) и оно не генерирует прибыль. Соответственно у Вас нет источника оплаты лизинговых платежей. Лизинговая компания может предоставить Вам определенную отсрочку, зашив набежавшую сумму в последующие платежи.
Например, Вы хотите приобрести сложноеоборудование в лизинг с долгим сроком производства или доставки. Вы готовы заплатить аванс лизинговой компании в размере двадцати процентов, а производитель или поставщик настаивает на сумме в восемьдесят процентов. Лизинговая компания выплачивает требуемую сумму, поставщик приступает к производству оборудования, но его еще нет (или оно требует монтажа, пуско-наладки…) и оно не генерирует прибыль. Соответственно у Вас нет источника оплаты лизинговых платежей. Лизинговая компания может предоставить Вам определенную отсрочку, зашив набежавшую сумму в последующие платежи. Для них экономически резонно оставлять остаточную стоимость автомобиля, которую они компенсируют при продаже автомобиля или сдаче его в трейд ин.
Для них экономически резонно оставлять остаточную стоимость автомобиля, которую они компенсируют при продаже автомобиля или сдаче его в трейд ин. Часто не возврат их служит формальным поводом в возврате денег. В моей практике был случай, когда сотрудник лизингополучателя, отвечавший за эксплуатацию техники, самостоятельно реализовал годные остатки. Чем нанес существенный убыток компании. Не знаю возместил ли он нанесенный ущерб, но место работы потерял.
Часто не возврат их служит формальным поводом в возврате денег. В моей практике был случай, когда сотрудник лизингополучателя, отвечавший за эксплуатацию техники, самостоятельно реализовал годные остатки. Чем нанес существенный убыток компании. Не знаю возместил ли он нанесенный ущерб, но место работы потерял. 1.1. Трудовая функция
1.1. Трудовая функция Повышение может произойти по ряду причин, включая увеличение спроса или ослабление предложения, или в результате изменения инфляции или процентных ставок. Это противоположно амортизации, которая представляет собой снижение стоимости с течением времени.
Повышение может произойти по ряду причин, включая увеличение спроса или ослабление предложения, или в результате изменения инфляции или процентных ставок. Это противоположно амортизации, которая представляет собой снижение стоимости с течением времени.
 Наиболее распространенной корректировкой стоимости актива в бухгалтерском учете обычно является корректировка в сторону уменьшения, известная как амортизация.
Наиболее распространенной корректировкой стоимости актива в бухгалтерском учете обычно является корректировка в сторону уменьшения, известная как амортизация.
 Начиная с 1981 года, валюта неуклонно росла по отношению к доллару до 1996 года, когда до 2005 года она стабилизировалась на уровне 1 доллара, равного 8,28 юаня. В этот период доллар оставался относительно сильным. Это означало более низкие производственные затраты и рабочую силу для американских компаний, которые массово мигрировали в страну.
Начиная с 1981 года, валюта неуклонно росла по отношению к доллару до 1996 года, когда до 2005 года она стабилизировалась на уровне 1 доллара, равного 8,28 юаня. В этот период доллар оставался относительно сильным. Это означало более низкие производственные затраты и рабочую силу для американских компаний, которые массово мигрировали в страну. Скорость удорожания — это скорость, с которой растет стоимость актива.
Скорость удорожания — это скорость, с которой растет стоимость актива.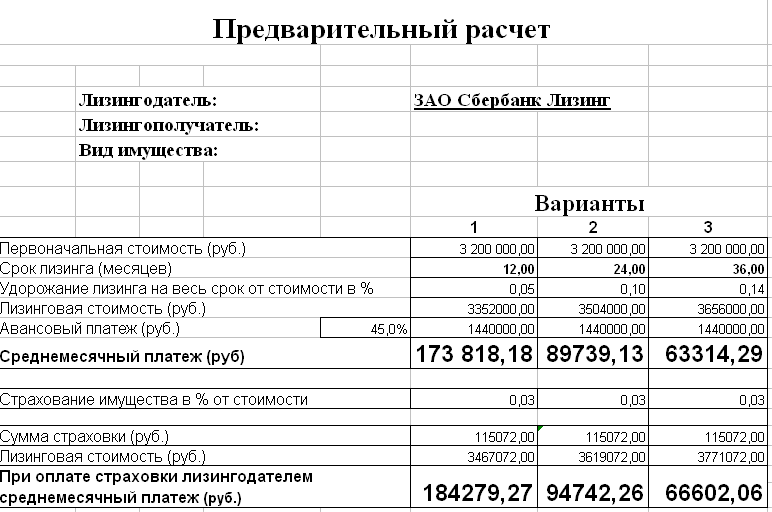 Это может быть повышение стоимости жилья, инвестиции или что-то еще, что вам нужно, но сначала вам нужно знать, как рассчитать оценку и что это такое. Помните, что , если стоимость вашего продукта со временем уменьшится на , вы можете воспользоваться калькулятором амортизации или использовать отрицательную ставку повышения стоимости.
Это может быть повышение стоимости жилья, инвестиции или что-то еще, что вам нужно, но сначала вам нужно знать, как рассчитать оценку и что это такое. Помните, что , если стоимость вашего продукта со временем уменьшится на , вы можете воспользоваться калькулятором амортизации или использовать отрицательную ставку повышения стоимости. {период}}finVal=stVal⋅(apRate+1)период
{период}}finVal=stVal⋅(apRate+1)период И если вы хотите узнать больше об этой концепции, ознакомьтесь с калькулятором будущей стоимости.
И если вы хотите узнать больше об этой концепции, ознакомьтесь с калькулятором будущей стоимости. {\frac{1}{4}} — 1 \\
{\frac{1}{4}} — 1 \\
 org/ListItem»>
org/ListItem»>
 , г. Майкоп, Моделист4090
, г. Майкоп, Моделист4090 А также на страничках в соц. сетях В Контакте и Инстаграм
А также на страничках в соц. сетях В Контакте и Инстаграм Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
 СТОИМОСТЬ В $125
СТОИМОСТЬ В $125 
 СТОИМОСТЬ 85 долларов США
СТОИМОСТЬ 85 долларов США  0142 40 мин . СТОИМОСТЬ В $875
0142 40 мин . СТОИМОСТЬ В $875  2 РЕЗЬБА СТОИМОСТЬ € 140
2 РЕЗЬБА СТОИМОСТЬ € 140  . СТОИМОСТЬ В $50
. СТОИМОСТЬ В $50  ЦЕННО В 50 долларов
ЦЕННО В 50 долларов  Это единственное программное обеспечение, которое необходимо вашему бизнесу для проектирования, импорта, вырезания и обмена — и все это за считанные минуты!
Это единственное программное обеспечение, которое необходимо вашему бизнесу для проектирования, импорта, вырезания и обмена — и все это за считанные минуты!

 Поддержка клиентов доступна, если возникают вопросы.
Поддержка клиентов доступна, если возникают вопросы.
 обороты 3000
обороты 3000  обороты 3000
обороты 3000  обороты 4300
обороты 4300  обороты 2800
обороты 2800 
 По часовой стрелке и против часовой стрелки.
По часовой стрелке и против часовой стрелки. 4
4 9
9 3. 4
3. 4 Не каждый может просто так создать красивый, хороший и прочный сварной шов. Для достижения наилучшего результата важно иметь наилучшие условия труда и лучшие инструменты.
Не каждый может просто так создать красивый, хороший и прочный сварной шов. Для достижения наилучшего результата важно иметь наилучшие условия труда и лучшие инструменты.  Фрезы для фаски от Beveltools делают гладкую скошенную кромку за один проход. Оптимальная подготовка сварного шва обеспечивает более прочный сварной шов.
Фрезы для фаски от Beveltools делают гладкую скошенную кромку за один проход. Оптимальная подготовка сварного шва обеспечивает более прочный сварной шов. Станок настраивается в течение нескольких секунд, а головки для снятия фаски заменяются в течение 45 секунд. Идеальный скос достигается быстрее; в среднем 4 фута (1 метр) металла толщиной 8 мм можно снять за 80 секунд.
Станок настраивается в течение нескольких секунд, а головки для снятия фаски заменяются в течение 45 секунд. Идеальный скос достигается быстрее; в среднем 4 фута (1 метр) металла толщиной 8 мм можно снять за 80 секунд. С Bevel Mate ® вы можете делать фаски под разными углами от 15 до 60 градусов.
С Bevel Mate ® вы можете делать фаски под разными углами от 15 до 60 градусов.  Схема является подсказкой для правильного выбора.
Схема является подсказкой для правильного выбора. Снятие фаски, по сути, представляет собой неглубокий скос, при котором материал не удаляется на всю толщину детали.
Снятие фаски, по сути, представляет собой неглубокий скос, при котором материал не удаляется на всю толщину детали.
 США
США



 Не забудьте посмотреть раздел техники безопасности и технических характеристик прибора.
Не забудьте посмотреть раздел техники безопасности и технических характеристик прибора. Хорошо подойдут хвойные породы, а также дуб. Для более мелких, интерьерных изделий лучше взять более мягкую липу или березу.
Хорошо подойдут хвойные породы, а также дуб. Для более мелких, интерьерных изделий лучше взять более мягкую липу или березу. Даже если с первого раза изделия получатся немного топорными или вовсе ничего не выйдет, не стоит опускать руки. Ведь с каждым разом вырез будет получаться ровнее, отделка тоньше, а изделия красивее.
Даже если с первого раза изделия получатся немного топорными или вовсе ничего не выйдет, не стоит опускать руки. Ведь с каждым разом вырез будет получаться ровнее, отделка тоньше, а изделия красивее. Нередко специалисты используют его во время ремонта. Например, просверлить отверстия, установить замки в дверь и т.д. В резьбе инструмент предназначен для обработки краев, кромок изделий.
Нередко специалисты используют его во время ремонта. Например, просверлить отверстия, установить замки в дверь и т.д. В резьбе инструмент предназначен для обработки краев, кромок изделий.
 Помимо фрезера существуют стамески, лобзики и т.д. Если фрезер выполняет более грубую работу, то они подходят для маленьких изделий — шкатулки, скульптуры, наличники, статуэтки животных.
Помимо фрезера существуют стамески, лобзики и т.д. Если фрезер выполняет более грубую работу, то они подходят для маленьких изделий — шкатулки, скульптуры, наличники, статуэтки животных.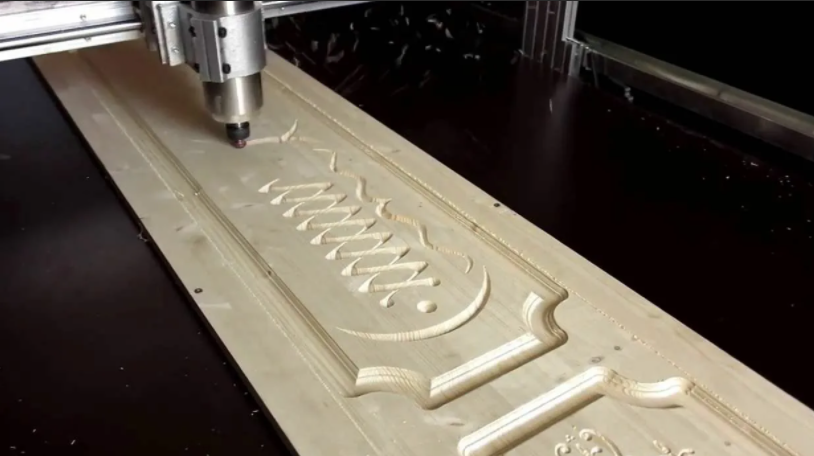 Для самобытности работы мастера добавляют выемчатую резьбу на изделия.
Для самобытности работы мастера добавляют выемчатую резьбу на изделия. Если хочется что-то изменить в доме, то фрезер специально для этого! Он способен оживить старые вещи. Красивый узор еще никогда не ухудшал вид дерева!
Если хочется что-то изменить в доме, то фрезер специально для этого! Он способен оживить старые вещи. Красивый узор еще никогда не ухудшал вид дерева!
 Дополнительные скидки не применяются.
Дополнительные скидки не применяются. Дополнительные скидки не применяются.
Дополнительные скидки не применяются. Дополнительные скидки не применяются.
Дополнительные скидки не применяются.
 Дополнительные скидки не применяются.
Дополнительные скидки не применяются..jpg)
 Дополнительные скидки не применяются.
Дополнительные скидки не применяются. Дополнительные скидки не применяются.
Дополнительные скидки не применяются. =»» of=»»>
=»» of=»»> Дополнительные скидки не применяются.
Дополнительные скидки не применяются. Фрезерное оборудование VHF обеспечивает эффективный и точный производственный процесс. Современные, мощные приводы, сложные органы управления и продуманное программное обеспечение открывают практически неограниченные возможности фрезерования древесины.
Фрезерное оборудование VHF обеспечивает эффективный и точный производственный процесс. Современные, мощные приводы, сложные органы управления и продуманное программное обеспечение открывают практически неограниченные возможности фрезерования древесины.
 Это означает значительное сокращение усилий по очистке.
Это означает значительное сокращение усилий по очистке. Вместо этого мы предлагаем консультационные услуги по инструментам через наш компетентный отдел продаж инструментов – быстро и индивидуально.
Вместо этого мы предлагаем консультационные услуги по инструментам через наш компетентный отдел продаж инструментов – быстро и индивидуально. Он также позволяет без проблем фрезеровать перфорацию и намечать контуры, практически не требуя настройки.
Он также позволяет без проблем фрезеровать перфорацию и намечать контуры, практически не требуя настройки.
 У нас есть подходящий инструмент для обработки дерева или гравировки для любого применения:
У нас есть подходящий инструмент для обработки дерева или гравировки для любого применения:
 Для E3D-v5 я выбираю ‘// 5 is 100K thermistor — ATC Semitec 104GT-2’, для стола ‘// 1 is 100k thermistor — best choice for EPCOS 100k’. Если тип термистора неизвестен можно выбрать 1, а если температура не понравится можно выбирать любой и тестировать. Меняю.
Для E3D-v5 я выбираю ‘// 5 is 100K thermistor — ATC Semitec 104GT-2’, для стола ‘// 1 is 100k thermistor — best choice for EPCOS 100k’. Если тип термистора неизвестен можно выбрать 1, а если температура не понравится можно выбирать любой и тестировать. Меняю.
 У меня в положении HOME находятся три концевых выключателя MAX, поэтому мои установки
У меня в положении HOME находятся три концевых выключателя MAX, поэтому мои установки Опускаем сопло до касания стола и на дисплее (или по команде M114) видим координату больше нуля, теперь вычтем из установленного большого значения полученную координату и получим габарит по Z, который теперь запишем в ‘#define Z_MAX_POS’. По итогам печати первого слоя можно будет подкорректировать это значение.
Опускаем сопло до касания стола и на дисплее (или по команде M114) видим координату больше нуля, теперь вычтем из установленного большого значения полученную координату и получим габарит по Z, который теперь запишем в ‘#define Z_MAX_POS’. По итогам печати первого слоя можно будет подкорректировать это значение. По осям X и Y стоит приводной ремень GT2 с шагом 2 мм и 20-ти зубые шкивы, итого получаем формулу (200*16)/(2.0*20). По оси Z стоят шпильки М8 с шагом резьбы 1,25 мм, итого формула 200*16/1.25.
По осям X и Y стоит приводной ремень GT2 с шагом 2 мм и 20-ти зубые шкивы, итого получаем формулу (200*16)/(2.0*20). По оси Z стоят шпильки М8 с шагом резьбы 1,25 мм, итого формула 200*16/1.25. Подберём экспериментально, после первой заливки прошивки в 3D принтер. Откручиваем сопло и уменьшаем ограничения минимальной температуры сопла до 5 градусов ‘#define EXTRUDE_MINTEMP 5’. Теперь экструдер будет работать при холодном сопле, что нам и нужно. Пока не меняем настройки экструдера. Для настройки я использую программу Pronterface. Для начала ставим 50 мм и скорость 100 мм/сек. 50 мм — это длина прутка, проходящего через экструдер. Измеряем длину прутка прошедшего через экструдер линейкой или штангенциркулем.
Подберём экспериментально, после первой заливки прошивки в 3D принтер. Откручиваем сопло и уменьшаем ограничения минимальной температуры сопла до 5 градусов ‘#define EXTRUDE_MINTEMP 5’. Теперь экструдер будет работать при холодном сопле, что нам и нужно. Пока не меняем настройки экструдера. Для настройки я использую программу Pronterface. Для начала ставим 50 мм и скорость 100 мм/сек. 50 мм — это длина прутка, проходящего через экструдер. Измеряем длину прутка прошедшего через экструдер линейкой или штангенциркулем. При больших ускорениях возможны пропуски шагов. Можно подбирать, гоняя в программе Pronterface по осям на заданной скорости. Вот мои настройки:
При больших ускорениях возможны пропуски шагов. Можно подбирать, гоняя в программе Pronterface по осям на заданной скорости. Вот мои настройки:
 Для этого я использую Pronterface. Вводим команду ‘M303 E0 C8 S260‘. Где M303 — команда калибровки, E0 — хотэнд, C8 — количество циклов нагрева-охлаждения, S260 — типичная температура работы сопла.
Для этого я использую Pronterface. Вводим команду ‘M303 E0 C8 S260‘. Где M303 — команда калибровки, E0 — хотэнд, C8 — количество циклов нагрева-охлаждения, S260 — типичная температура работы сопла. Предварительно нужно указать COM порт в настройках и нажать кнопку ‘Подсоединить‘.
Предварительно нужно указать COM порт в настройках и нажать кнопку ‘Подсоединить‘.
 pio\build\»НАЗВАНИЕ Вашего процессора» (stm32f/ lpc/ и тд)
pio\build\»НАЗВАНИЕ Вашего процессора» (stm32f/ lpc/ и тд)


 Но вы также можете назвать его Merlin для краткости. Сам Merlin также является программным обеспечением с открытым исходным кодом.
Но вы также можете назвать его Merlin для краткости. Сам Merlin также является программным обеспечением с открытым исходным кодом.


 10_0.trx
4d1e094a47358e883ad6c1001cabf1af0a6d79222f88163d311cf1f3718781c4 RT-AC5300_386.10_0.trx
fc3fc9db60fe2d0ea8f028c1bcf36cb0b247cc0131dab4670cb69cb9be45d382 RT-AC68U_386.10_0.trx
97044659f6b1de8c0e583c2b446c06722e548df723ac1515e4a355da13059853 RT-AC88U_386.10_0.trx
f00a35fbc33994f626fb2cdfca6c097c9ab3708cc498a3e1bc8ba1f7eddbb715 GT-AC2900_386.10_0_rog_ubi.w
1b558f2ab92cabe6d2d10a44901feee77f61fe33b47a6a4bc28681e886c553da GT-AC2900_386.10_0_ubi.w
2d5beda7da8d627c684dac1f48180028674c777ff8209d1d77a32da1bae7c6fb RT-AC86U_386.10_0_ubi.w
bc325f89fce14fdd736b076f160a49f76b6aba5a3013d1457ce379c77af1e001 XT12_388.1_0_nand_squashfs.pkgtb
ff6e0220acf61d34b138e558af10f43709a7562c177025b4c964695ef0a88ef9 GT-AX11000_388.2_0_rog_ubi.w
2edb7478db7e22fa6ce22c5a209b5666a246e899707394ef61ead7dc25fa3733 GT-AX11000_388.2_0_ubi.w
803a50d655d4ce68126faf942a3d3e74b80648bbb48b9df18d990a9b75363a8f GT-AXE11000_388.2_0_pureubi.w
e5c9276544a8afc9ba3adf6b7690d3d3c0adebe271aaaa81a6b84dbd44be454c GT-AXE11000_388.
10_0.trx
4d1e094a47358e883ad6c1001cabf1af0a6d79222f88163d311cf1f3718781c4 RT-AC5300_386.10_0.trx
fc3fc9db60fe2d0ea8f028c1bcf36cb0b247cc0131dab4670cb69cb9be45d382 RT-AC68U_386.10_0.trx
97044659f6b1de8c0e583c2b446c06722e548df723ac1515e4a355da13059853 RT-AC88U_386.10_0.trx
f00a35fbc33994f626fb2cdfca6c097c9ab3708cc498a3e1bc8ba1f7eddbb715 GT-AC2900_386.10_0_rog_ubi.w
1b558f2ab92cabe6d2d10a44901feee77f61fe33b47a6a4bc28681e886c553da GT-AC2900_386.10_0_ubi.w
2d5beda7da8d627c684dac1f48180028674c777ff8209d1d77a32da1bae7c6fb RT-AC86U_386.10_0_ubi.w
bc325f89fce14fdd736b076f160a49f76b6aba5a3013d1457ce379c77af1e001 XT12_388.1_0_nand_squashfs.pkgtb
ff6e0220acf61d34b138e558af10f43709a7562c177025b4c964695ef0a88ef9 GT-AX11000_388.2_0_rog_ubi.w
2edb7478db7e22fa6ce22c5a209b5666a246e899707394ef61ead7dc25fa3733 GT-AX11000_388.2_0_ubi.w
803a50d655d4ce68126faf942a3d3e74b80648bbb48b9df18d990a9b75363a8f GT-AXE11000_388.2_0_pureubi.w
e5c9276544a8afc9ba3adf6b7690d3d3c0adebe271aaaa81a6b84dbd44be454c GT-AXE11000_388. 2_0_rog_pureubi.w
5fbf4f10cb528dfd9f5153d6e9d515aec2ed421aecb25db63b8c9d1911cbf927 RT-AX56U_388.2_0_pureubi.w
a024030f97a38c051152839a0fd16adf220c36fbb3774ba0fd6e44fcc3dd110f RT-AX58U_388.2_0_puresqubi.w
f5ac403c8cc6a44db9d68c356a5093ecb49bfb58f066986d1491e72bc0d86920 RT-AX68U_388.2_0_pureubi.w
8ac281283205c21f9a79955dab80f74599a08f10b20370a00a0be17326754758 RT-AX86U_388.2_0_pureubi.w
90b5011b0ddbd3cb39ebd17e639f358ea7e4d771c22560e38f10b978ce2c78fd RT-AX88U_388.2_0_ubi.w
f18ea1352de038b1dc43990dc07a8f1b6fc6fbea0931fcfc4010d0de072006b0 GT-AX11000_PRO_388.2_0_nand_squashfs.pkgtb
6b159fa85d92730996c320268d00d215fdc4f6010f70801710e7245a34d86780 GT-AX11000_PRO_388.2_0_rog_nand_squashfs.pkgtb
4f5dd697530faaf5ab4d73d15db5ff374dad4ba0b41b186a096a63f5fc42afe5 GT-AX6000_388.2_0_nand_squashfs.pkgtb
ca4304721217708ae4db0f3e2f9e72b4b7fece0ab58b5ab4f19022c06beed29d GT-AX6000_388.2_0_rog_nand_squashfs.pkgtb
3ebe92cf3dd765b9ab9456e73ec91242aacea4f765b1f34197e9c39e5c80a436 GT-AXE16000_388.2_0_nand_squashfs.
2_0_rog_pureubi.w
5fbf4f10cb528dfd9f5153d6e9d515aec2ed421aecb25db63b8c9d1911cbf927 RT-AX56U_388.2_0_pureubi.w
a024030f97a38c051152839a0fd16adf220c36fbb3774ba0fd6e44fcc3dd110f RT-AX58U_388.2_0_puresqubi.w
f5ac403c8cc6a44db9d68c356a5093ecb49bfb58f066986d1491e72bc0d86920 RT-AX68U_388.2_0_pureubi.w
8ac281283205c21f9a79955dab80f74599a08f10b20370a00a0be17326754758 RT-AX86U_388.2_0_pureubi.w
90b5011b0ddbd3cb39ebd17e639f358ea7e4d771c22560e38f10b978ce2c78fd RT-AX88U_388.2_0_ubi.w
f18ea1352de038b1dc43990dc07a8f1b6fc6fbea0931fcfc4010d0de072006b0 GT-AX11000_PRO_388.2_0_nand_squashfs.pkgtb
6b159fa85d92730996c320268d00d215fdc4f6010f70801710e7245a34d86780 GT-AX11000_PRO_388.2_0_rog_nand_squashfs.pkgtb
4f5dd697530faaf5ab4d73d15db5ff374dad4ba0b41b186a096a63f5fc42afe5 GT-AX6000_388.2_0_nand_squashfs.pkgtb
ca4304721217708ae4db0f3e2f9e72b4b7fece0ab58b5ab4f19022c06beed29d GT-AX6000_388.2_0_rog_nand_squashfs.pkgtb
3ebe92cf3dd765b9ab9456e73ec91242aacea4f765b1f34197e9c39e5c80a436 GT-AXE16000_388.2_0_nand_squashfs. pkgtb
b9407994f1800fc366ea60fa919010eaa98ff62b44715c688f18495a66b7c665 GT-AXE16000_388.2_0_rog_nand_squashfs.pkgtb
198086ad907137dd4c9c48f9056e9ee6a54f596c4809637dd9aaac5c86abaa9d RT-AX86U_PRO_388.2_0_nand_squashfs.pkgtb
5bc923509454331c33a1dba30285f7599f4f4de71b00a4abe5bd867d28a0dec6 RT-AX88U_PRO_388.2_0_nand_squashfs.pkgtb
pkgtb
b9407994f1800fc366ea60fa919010eaa98ff62b44715c688f18495a66b7c665 GT-AXE16000_388.2_0_rog_nand_squashfs.pkgtb
198086ad907137dd4c9c48f9056e9ee6a54f596c4809637dd9aaac5c86abaa9d RT-AX86U_PRO_388.2_0_nand_squashfs.pkgtb
5bc923509454331c33a1dba30285f7599f4f4de71b00a4abe5bd867d28a0dec6 RT-AX88U_PRO_388.2_0_nand_squashfs.pkgtb
 2_beta2_pureubi.w
2_beta2_pureubi.w