Станок воздушно-плазменной резки металла с ЧПУ ☑ 1500×3000мм MMNS
Базовая комплектация
Дополнительная комплектация
Характеристики станка
Система управления
Starfire
Операционная система ПК
Windows XP/7/8
Поддерживаемые форматы
AI, IPS, DVG, DXF
Дисплей регулировки мощности
Есть
Кнопка экстренной остановки
Есть
Электропитание, В
380
Размер станка, мм
Уточняйте у менеджеров
Направляющие оси Y
Линейная направляющая HIWIN (Тайвань)
Направляющие оси X
Линейная направляющая HIWIN (Тайвань)
Поверхность стола
Ламельный стол + воздушная вытяжка
Газовый резак
Есть
Станки плазменной резки металла с ЧПУ используются для резки в одной или нескольких плоскостях металла по заданной траектории движения. На сегодняшний день самый эффективный способ резки черных и цветных металлов это непосредственно плазменная резка металла с ЧПУ управлением. Сущность данного способа заключается в расплавлении металла и его выдувании потоком плазмообразующего газа. Струя плазмы имеет температуру 5-30 тысяч градусов, а ее скорость может достигать 1500 м/с. Это позволяет резать металл толщиной до 200 мм с минимальным количеством отходов. Использование различных газов (активных и неактивных) дает возможность обрабатывать как черные, так и цветные металлы, и сплавы. При этом практически нет ограничений по геометрии реза.
Плазменная резка металлов обладает неоспоримыми преимуществами перед газопламенной резкой, поскольку позволяет обрабатывать любые металлы на большей скорости с минимальными потерями и высоким качеством реза. Важным моментом является безопасность процесса, поскольку нет необходимости в баллонах с кислородом и горючим газом. С экономической точки зрения использование оборудования для плазменной резки является выгодным, поскольку имеет высокий КПД, и не требует покупки дорогих расходных материалов и комплектующих.
На сегодняшний день станками плазменной резки для раскроя вентиляционных изделий и дымоходов нами укомплектовано более 500 компаний. Начиная с 2001 года завод «Спецвентрешение» приступил к выпуску плазм и лазеров собственного производства, а именно: системы плазменной резки тонколистового металла с ЧПУ серии Sprint Cutter (ex Master Cut), станок лазерной резки металла HVAC Fiber Laser.
На протяжении многих лет конструкция установки плазменной резки металла постоянно совершенствовалась: отбирались ведущие поставщики комплектующих (Hypertherm, Yaskawa, Siemens, Bosch Rexroth), использовалось программное обеспечение MAP (Англия) и EuroSoft (Италия), проводились собственные научно-исследовательские разработки и испытания. Накопленный за годы кропотливой работы опыт и приобретенные знания позволяют с уверенностью говорить, что станки плазменной резки металла с ЧПУ серии SprintCutter (ex MasterCut) являются лучшими в своем сегменте как на российском, так и на европейском рынке.
Преимущество машины
«скошенная» рама для свободного прохода
свободный доступ к рабочей зоне со всех сторон, управление процессом может осуществляться с пульта стойки ЧПУ
ПО с обширной библиотекой фасонных изделий
высокая скорость реза и точность перемещений (до 42 м/мин)
зональная вытяжная система — значительное снижение энергозатрат
использование ТНС обеспечивает чистый край реза — идеально для дымоходов (нержавейка)
движение по осям X и Y посредством серводвигателей
зубчатая рейка или линейный модуль
клавиатура промышленного варианта исполнения
система самодиагностики
Добавить в корзину и заказать
Спецификации
Опции
Фотографии
Видео
Станок плазменной резки металла с ЧПУ — SprintCutter (SVR)
Станок плазменной резки включает в себя программное обеспечение:
Библиотека стандартных изделий: фасонных частей круглого, прямоугольного и овального сечений
Программы для: автоматической раскладки (уменьшение отходов), разбивки надразмерных фланцев, интерактивной раскладки, раскладки в отверстиях, 3-х мерного представления при параметрическом программировании, создания необходимых спецификаций, чертежей и ярлыков
Программируемая пользовательская база данных
Простая программа САПР для двухмерных узлов с интерфейсом типа AutoCAD
Рабочая зона, мм
3048х1524 и 6096х1524
Скорость траверсы, м/мин
ограничена 42 м/мин
Контроллер
MACH-3 / EuroSoft / MicroEDGE Pro
Плазматрон Hypertherm PowerMax или Thermaldynamics
45, 65, 85, 1650 G3 Series или A 40/A 60/ A 80
Толщина обрабатываемого материала, мм:
сталь (400 Н/мм2)
до 10/19/25
оцинкованная сталь
до 10/19/25
нержавеющая сталь
до 8/15/20
Точность резки, мм
0,5/0,3
Точность позиционирования, мм
0,2/0,3/0,4
Электропитание, В/Гц/кВА/В/кВт
220/50/2,5 3х380/6
Пневмопитание, Бар/л/мин
8/250
Контроллер с ЧПУ Управление станком плазменной резки металла SprintCutter (ex MasterCut PR3000/1500) является двух или трех осевым управлением, предназначенным для использования на различных режущих машинах. Контроллер имеет компьютер, TouchScreen панель, сервоусилители и серводвигатели все в одном, компактном корпусе.
Плазменный источник Станки плазменной резки комплектуется плазменными источниками Hypertherm Powermax, работающими на сжатом воздухе. Данный источник обеспечивает высокую производительность резки, низкие эксплуатационные затраты, превосходное качество кромки и непревзойденную надежность. В зависимости от модификации, системы плазменной резки SprintCutter (ex MasterCut) выпускаются с источниками Powermax 45, Powermax 65, Powermax 85 и Powermax 1650 G3 Series. Последнее время набирают популярность источники Thermaldynamics (A 40/60/80) (подробности у менеджеров)
Система отвода дыма Дым, образующийся в процессе резки, отводится из-под поверхности рабочего стола с помощью внутренней вытяжной системы. Она представляет собой три независимые секции, которые открываются при резе над данной секцией и закрываются при переходе на другую, что резко снижает расход обменного воздуха и размер фильтрующей станции (значительно снижая затраты на обогрев цеха), а также исключает попадание продуктов горения в помещение. На торцевой стороне стола имеется присоединительное отверстие диаметром 315 мм для подключения фильтрующего устройства и вентилятора, с помощью которых образующийся дым удаляется из помещения.
Плазменная резка металла-Модель
Рабочая зона, мм
Скорость траверсы, м/мин
Контроллер
Источник плазмы *по запросу Thermaldynamics A 40/60/80
Толщина металла, мм
Точность резки, мм
Точность позиционирования, мм
MasterCut PR3000x1500М1
3000х1500
25
SVR
Powermax 45/65
10/19
±0,4
±0,2
MasterCut PR3000x1500S
3000х1500
42
EuroSoft
Powermax 45/65
10/19
±0,4
±0,2
MasterCut PR3000x1500HP
3000х1500
40
MicroEDGE Pro Yaskawa
Powermax 65/85
19/25
±0,4
±0,2
MasterCut PR6000x1500S
6000×1500
50
MACH-3 ServoMotor
Powermax 65/85
19/25
±0,4
±0,2
MasterCut PR6000x1500HP
6000х1500
50
MicroEDGE Pro Yaskawa
Powermax 65/85
19/25
±0,4
±0,2
Модельный ряд станков плазменной резки металла с ЧПУ позволяет в короткие сроки интегрировать оборудование в производство с наименьшими затратами. С помощью CAM-Duct можно эффективно контролировать весь производственный процесс с офисного персонального компьютера и генерировать различные отчеты по экономическим показателям. Если Ваше предприятие стремится перейти на новый этап развития, Вы хотите оптимизировать затраты на металл, повысить качество выпускаемой продукции, увеличить общую производительность предприятия, при этом не расширяя штат сотрудников, Вам необходимо заказать станок плазменной резки для вентиляции серии SprintCutter (ex MasterCut).
*Получить подробную консультацию по оборудованию для плазменной резки металла с ЧПУ, а так же купить станок Вы можете, позвонив по телефону +7 (495)500-07-85, либо отправив запрос на электронную почту [email protected]
Станок плазменной резки SprintCutter (SVR) может успешно работать как с листовым, так и с рулонным металлом. Переход на работу с рулоном позволяет существенно повысить эффективность плазменного раскроя, при этом затраты на металл снижаются в среднем на 30% за счет снижения отходов. Для работы с рулонным металлом необходимо дополнительно купить к аппарату плазменной резки металла — правильно подающее устройство с модулем выбора рулона Feeder + Select и разматыватели (декойлеры) MasterCoil.
Возврат в позицию после остановки
Станок плазменной резки металла серии SprintCutter под управлением программы PMCut имеет ряд удобных функций, позволяющих восстанавливать позицию на траектории резки, после остановки хода выполнения программы реза, например для замены электрода.
Если во время резки требуется очистить горелку или заменить расходные части, то нужно выполнить ряд простых действий:
1. Остановить программу реза нажав на кнопку «STOP». 2. Подвести горелку в удобное положение для работы с горелкой с помощью кнопок ручного перемещения, если это необходимо. 3. Выполнить действия по обслуживанию горелки (замена электрода, чистка) 4. Восстановить позицию с помощью кнопки . При этом горелка возвращается на точку траектории, где в последний раз была нажата кнопка «STOP». 5. Позиция может быть откорректирована, с помощью кнопок «+» и «-». В этом случае горелка может перемещаться по траектории резки в положительном или отрицательном направлении. 6. Если горелка находится в правильной позиции, резка возобновляется с помощью кнопки «GO».
Привязка к позиции
Эта функция позволяет возобновить резку из любой позиции на линии реза. Привязка к позиции может быть использована для резки любой части линии резки без прохода всего пути резки до требуемой стартовой точки. Возможной причиной для этого может быть то, что маленькая часть пути не прорезана полностью, и эта проблема не была выявлена, пока резка не была закончена. Горелка может быть подведена в удобное положение, ближе к требуемой стартовой точке. Нажатие кнопки приведёт горелку в наиболее близкую позицию на линии резки. Затем позиция может быть дополнительно настроена с использованием кнопок трассировка вперёд «+» и трассировка назад «-». Если машина находится в правильном положении, резка возобновляется с помощи кнопки «GO». Резка только части линии может быть достигнута путем нажатия кнопки «Stop», как только резка требуемой части линии будет завершена.
Привязка к стартовой точке определённой детали
Эта функция позволяет начать резку с определенной детали на раскрое. Для выполнения данной операции указывается деталь, которая будет вырезаться в данный момент. Нажав кнопку «GO» программа резки начнётся именно с указанной детали. Если остальные детали не нужны, то процесс резки всегда можно прервать кнопкой «STOP».
Joomla SEF URLs by Artio
Плазменные резаки
См. также:Новые модели (937)
Плазменные резаки
ADVANCE CUTTING SYSTEMS CUTTER II 510
Плазменные резаки
9 0002 Зона резки 5 x 10 футов Плазменная установка Hyperrtherm Powermax 45 Цветной графический контроллер Hypertherm Edge Pro Ti с ЧПУ Максимальная скорость перемещения: 1400 дюймов в минуту
Запросить цену
Добавлено в список запросов
Заявка отправлена 19. 05.23
Сравнить
США
Плазменные резаки
ADVANCE CUTTING SYSTEMS PRECISION FIRE 824
Плазменные резаки
Эта машина находится под напряжением и ее можно увидеть в работе. За дополнительную плату может быть предоставлен обученный на заводе технический специалист для установки и обучения операторов. Запросить цену 8 УСОВЕРШЕНСТВОВАННЫЕ СИСТЕМЫ РЕЗКИ PRECISION-FIRE PRO 612 HD
Плазменные резаки
6′ x 12′ Hypertherm HPR130XD плазменный резак
Запросить цену
Добавлено в список запросов
Запрос отправлен 19.05.23
Сравнить 90 003
США
Плазменные резаки
AKS ACCU -CUT P0620
Плазменные резаки
6’ x 20’ AKS Accu-Kut P0620 Плазменный стол с ЧПУ, 2006 – Hypertherm HPR 130
Запросить предложение
Добавлено в список запросов
900 02 Запрос отправлен 19.05/23
Сравнить
США
Плазменные резаки
AKS ACCU-KUT
Плазменные резаки
6′ X 12′ AKS ACCU-KUT СИСТЕМА ПЛАЗМЕННОЙ РЕЗКИ С 5-ОСЕВОЙ РЕЖУЩЕЙ ГОЛОВКОЙ HYPERTHERM XPR170 POWER ПОСТАВКА И ПЛАЗМЕННАЯ ГОРЕЛКА, «РОБО-КУТ», «ТУБ-КУТ» MFG:2021
Запросить цену
Добавлено в список запросов
Запрос отправлен 19. 05.23
Сравнить
США
Плазменные резаки
AKS ACCU-KUT P0812
Плазменные резаки
8′ x 12′ Hypertherm HPR 400XD Плазменный резак
Запросить предложение
Добавлено в список запросов
Запрос отправлено 19.05.23
Сравнить
США
Плазменные резаки
AKS ACCUKUT P1024
Плазменные резаки
10 x 24 фута Hypertherm HPR400XD Плазменный резак
Запросить предложение
Добавлено в список запросов
Запрос отправлен 19.05./23
Сравнить
США
Плазменные резаки
AKS ACCUKUT P1024
Плазменные резаки
AKS Accukut P1024 Плазменный резак Hypertherm HPR400XD размером 10 x 24 фута
Запросить цену
Добавлено в список запросов
Запрос отправлен 19.05.23
Сравнить
США
Плазменные резаки
AKS ACCUT
Плазменные резаки
6′ X 24′ AKS Accucut 20 Плазменный стол с ЧПУ 0Amp, 2005 г. – Таблица нисходящего потока
Запросить цену
Добавлено в список запросов
Запрос отправлен 19.05.23
Сравнить
США
Плазменные резаки
AKS DURA-KUT
Плазменные резаки
10′ X 40′ Станок для плазменной резки с двумя головками, блок управления ЧПУ Hypertherm EDGE Connect, источник питания Hypertherm XPR300, консоль впрыска воды с вентиляцией Hypertherm VWI, Robo-kut 5 — Axis Bevel Cutting He…
Запросить предложение
Добавлено в список запросов
Запрос отправлен 19.05.23
Сравнить
США
Плазменные резаки
AKS PROLINE 2200
Плазменные резаки
6′ x 12 Плазменный резак 200 А
Запросить цену
Добавлено в запрос список
Заявка отправлена 19.05.23
Сравнить
США
Плазменные резаки
СИСТЕМА РЕЗКИ AKS 8′ X 20′
Плазменные резаки
9000 2 Запросить цену
Добавлено в список запросов
Запрос отправлен 19. 05.23
Сравнить
США
Плазменные резаки
AKS PLASMATIC 5′
Плазменные резаки
Плазменный стол с ЧПУ размером 5 x 10 футов с Hypertherm Pro 19 дюймов Управление оператором с сенсорным экраном, спиральная рейка и шестерня и мост с двойным приводом оси Y, магнитная отрывная головка, двойные направляющие Tucked и Hypertherm Powerm…/23
Сравнить
США
Плазменные резаки
AKS PLASMATIC 5′
Плазменные резаки
5′ X 10′ Плазменный стол с ЧПУ с Hypertherm Pro 19” Touch экран Управление оператором, спиральная рейка и шестерня и двойной привод Y -Axis Bridge, Magnetic Breakaway Head, Tucked Dual Rails и Hypertherm Powerm..0003
Плазменные резаки
AKS PLASMATIC 5 футов
Плазменные резаки
5 футов X 10 футов Плазменный стол с ЧПУ с 19-дюймовым сенсорным экраном Hypertherm Pro, пульт управления с сенсорным экраном Hypertherm Pro, винтовая зубчатая рейка и мост с двойным приводом по оси Y, магнитная отрывная головка, сложенный Dual Rails и Hypertherm Powerm. ..
Запросить цену
Добавлено в список запросов
Запрос отправлен 19.05.23
Сравнить
США
Плазменные резаки
A КС ПЛАЗМАТИК 5′
Плазменные резаки
Плазменный стол с ЧПУ размером 5 футов X 10 футов с сенсорным экраном Hypertherm Pro 19 дюймов, системой управления оператором, спиральной зубчатой рейкой и мостом с двойной осью Y, магнитной отрывной головкой, двойными направляющими Tucked и системой Hypertherm Powerm…
Запросить цену
Добавлено в список запросов
Заявка отправлена 19.05.23
Сравнить
США
Плазменные резаки
AKS PLASMATIC 5′
Pla sma Cutters
5′ X 10′ Плазменный стол с ЧПУ с Гипертерм Про 19” Управление оператором с сенсорным экраном, спиральная рейка и шестерня и мост с двойным приводом по оси Y, магнитная отрывная головка, заправленные двойные направляющие и Hypertherm MaxPro…
ALLtra PG14-8 8′ x 21′ Ultra-Cut 200 XT Plasma Cutter
Запросить цену
Добавлено в список запросов
Запрос отправлен 19.05.23
Сравнить
9000 2 США
Плазменный Резаки
ARC CUTTING INDUSTRIES ARC CUT PRO 200624
Плазменные резаки
6 x 24 фута, Hypertherm XPR300 с газовой консолью VWI и удаленной консолью оператора
Запросить предложение
9000 2 Добавлено в список запросов
Запрос отправлен 5 /19/23
Сравнить
Иллинойс, США
Плазменные резаки
BAILEIGH PT-44
Плазменные резаки
5’ x 5’ Baileigh PT-44 Plasma, 2016- PT Cutmaster A-80
Запрос a Предложение
Добавлено в список запросов
Запрос отправлен 19. 05.23
Сравнить
США
Плазменные резаки
BAILEIGH PT-44M
Pla Резак sma
4 фута x 4 фута Baileigh PT-44M Plasma Таблица, 2018 г. — источник питания Thermal Dynamics Cutmaster A60, 80 А, 2017 г. — USB-контроллер ЧПУ RichAuto, ручная ось Z
Запросить цену
Добавлено в список запросов
Запрос отправлен 19.05.23
Сравнить
США
Плазменные резаки
BAILEIGH PT-510HD
Плазменные резаки
5 футов x 10 футов Стол для плазменной резки Baileigh PT-510HD, 2013 г. – оснащен системой Thermal Dynamics A120 Cutmaster
Запросить цену
Добавлено в список запросов
Запрос отправлен 19.05.23
Сравнить
США
Плазменные резаки
BEND-TECH DRAGON A400
Плазменные резаки
Плазменный труборез Hypertherm Powermax 65 А
Запросить предложение
90 002 Добавлен в список запросов
Запрос отправлен 19. 05.23
Сравнить
США
Плазменные резаки
BURNY KALIBURN PROLINE 2200
Плазменные резаки
Kaliburn ProLine 2200 Плазменная система высокой плотности.
Запросить цену
Добавлен в список запросов
Запрос отправлен 19.05.23
Сравнить
США
Плазменные резаки
C & G MUSTANG
900 02 Плазменные резаки
10’x20′ C&G Systems Mustang, 2013 – Стол для плазменной резки с ЧПУ, 150 А, система управления обновлена в 2013 г. Каттеры
C & G SYSTEMS CROSSFIRE
Плазменные резаки
10′ x 20′ Hypertherm HT200 Plasma Cutter
Запросить цену
Добавлено в список запросов
Запрос отправлен 5/ 19/23
Сравнить
США
Плазменные резаки
CG GLOBAL GS1000
Плазменные резаки
5’ x 10’ CG Global GS1000 Плазменный станок с ЧПУ, 2019 г. – Hypertherm Powermax 125
Запросить предложение 900 03
Добавлено в список запросов
Запрос отправлен 19. 05.23
Сравнить
США
Плазменные резаки
УПРАВЛЯЕМАЯ АВТОМАТИЗАЦИЯ BTL-1432XPUG
Плазменная резка Резаки
11 футов x 30 футов Управляемая автоматизация BTL-1432XPUG Плазменный станок с ЧПУ, 1995 г. с 2014 HPR 260HD
Запросить цену
Добавлено в список запросов
Запрос отправлен 19.05.23
Сравнить
США
Плазменная резка
УПРАВЛЯЕМАЯ АВТОМАТИЗАЦИЯ MULTIMAX
Плазменные резаки
10′ X 24′ Система плазменной/кислородной резки Multimax
Запросить цену
Добавлено в список запросов
Запрос отправлен 19.05.23
Сравнить 9 0003
США
Плазменные резаки
CUTTING SYSTEMS INC. SABERCUT
Плазменные резаки
Системы резки 12 футов X 40 футов Станок кислородной резки Sabre Cut OxyFuel с ЧПУ, 2010 г. – водяной стол
Запросить предложение
Добавлено в список запросов
Запрос отправлен 19.05.23
Сравнить
США
Плазменные резаки
CUTWELL HD
Плазменные резаки
Плазменный стол с ЧПУ Cutwell HD 5’x10′, 2008 г.
Запрос a Цитата
Добавлено в список запросов
Запрос отправлен 19.05.23
Сравнить
США
Плазменные резаки
CYBERMATION — UNSPECIFIED —
Плазменные резаки
Система плазменной резки Cybermation
Запросить цену
Добавлено в список запросов
Запрос отправлен 19.05.23
Сравнить
США
Плазменные резаки 90 003
CYBTEK
Плазменные резаки
Плазменный стол Cybtek с ЧПУ , Hypertherm 1250 Plasma Unit, New CP/Software, 1,25″ (#14145)
18 097,29 €
Запросить дополнительную информацию
Добавлено в список запросов
Запрос отправлен 5/19/23
Сравнить
Коннектикут, США
Плазменные резаки
DAITO CRII1040
Плазменные резаки
Исключительные возможности шестиосевого станка робот позволяет этой машине производить бесконечный набор копий, которые удивительно быстро , точный и плавный. Отверстия под болты, скосы, обрезки по длине, м…
Более 92 808 евро
евро
Запросить дополнительную информацию
Добавлено в список запросов
Запрос отправлен 5/19/23
Сравнить
Иллинойс, США
Плазменные резаки
DYNATORCH DYNA-TUBE XL2
Плазменные резаки
21-дюймовый плазменный резак 9000 3
Запрос коммерческого предложения
Добавлен в список запросов
Запрос отправлен 5/19 /23
Сравнить
США
Плазменные резаки
EBF E626
Плазменные резаки
6’ x 26’ EBF E626 Плазменный стол HiDef с ЧПУ, 2015 г. — Burny 10 LCD Plus CNC, Lincoln Electric Kaliburn Spirit II 275 Ампер Плазма
Запросить цену
Добавлено в список запросов
Запрос отправлен 19.05.23
Сравнить
США
Плазменные резаки
EMI TPC-2100EL 9 0009
Плазменные резаки
Плазменная трубка 6” X 24’ Обрабатывающий центр с ЧПУ Windows PC Control, 3 оси с сервоприводом (X, A, Z), Hypertherm Powermax 85, комплект для разметки и восстановления резака
Запросить цену
Добавлено в список запросов
Запрос отправлен 5/19/23
Сравнить
США
Плазменные резаки
ENGEL VULCAN SP510
Плазменные резаки
5′ Ось X 10′ Ось Y Engel VULCAN SP5 10 ПЛАЗМЕННЫЙ РЕЗАК С ЧПУ
€22 737,62 EUR
Запросить дополнительную информацию
Добавлено в список запросов
Запрос отправлен 19. 05.23
Сравнить
Нью-Джерси, США
Плазменные резаки
EPSILON PC-40820
Плазменные резаки
90 002 8 футов x 20 футов Axis International Epsilon PC-40820 Плазменный станок с ЧПУ, 2012-HPR400
Запросить цену
Добавлено в список запросов
Запрос отправлен 19.05.23
Сравнить
США
Плазменные резаки
ERMAKSAN EPL PLASMA
Плазменные резаки
46 404 € — 92 807 € EUR
Запросить дополнительную информацию
Добавлено в список запросов
Запрос отправлен 19.05.23
Сравнить
Иллинойс, США
Плазменные резаки
ESAB 90 009
Плазменные резаки
Плазменный стол с ЧПУ Esab GXAC600 Cybermation с Hypertherm Powermax 1250 серии G3 с резаком Duramax (#20206)
В хорошем состоянии 2008 Esab Avenger 2.0-4000 Плазменный резак с ЧПУ, Блок питания Esab EPP 360 Amp, (2) стола 96 x 120, в настоящее время подключен к сети для проверки. Доступен немедленно. Для удаления. Видео. ..
9 282 € — 46 403 € EUR
Запросить дополнительную информацию
Добавлено в список запросов
Запрос отправлен 19.05.23
Сравнить
США
9000 2 плазменных резака
ESAB COMBIREX
Станки плазменной резки
Станок плазменной резки размером 5 футов 6 дюймов X 21 фут 6 дюймов с системой управления плазмой M3, 3-осевой портальный тип, система реечного привода, блок питания EPP 360, модуль подачи воды, PT- 36 Горелка и набор инструментов, CC-…
Запросить цену
Добавлено в список запросов
Заявка отправлена 19.05.23
Сравнить
США
Плазменная резка
ESAB COMBIREX DX 3000
Плазменные резаки
Плазменный резак ESAB EPP-360 размером 6 x 20 футов
Запросить цену
Добавлено в список запросов
Запрос отправлен 19.05.23
Сравнить
США
Плазменные резаки
ESAB COMBIREX DX 3500
Плазменные резаки
9′ x 20′ Esab Combirex DX-3500 CNC Plasma, 2012 – Hi-Def Precision Plasmarc Источник питания 360 A
Запросить цену
Добавлено в список запросов 9 0003
Запрос отправлен 19 мая/23
Сравнить
США
Плазменные резаки
ESAB COMBIREX DX 3500
Плазменные резаки
9,9′ x 2 0′ Прецизионный плазменный резак 360 А
Запросить цену
Добавлено в список запросов
Запрос отправлен 19. 05.23
Сравнить
США
▷ Подержанные Плазменные Резаки с ЧПУ На Продажу
На Trademachines.com вы можете найти 307 предложений по подержанным Плазменным Резакам на продажу или на аукционах по всему миру. Посмотрите на себя ниже и свяжитесь с продавцами напрямую!
Предложения 307
Сортировать по Наиболее релевантныеВозрастание ценыНовыеСкорое окончание
9097 2
Оповещения по электронной почте для «Плазменные резаки»
Получайте оповещения по электронной почте о предложениях, соответствующих этому поиску. Просто подпишитесь здесь:
909 72
Германия |
266 км
Durma PL-C 20/60
цена по запросу 72
NL |
224 км
Powertherm Max45
Нет предложений
Плазменные резаки
2023
909 69 2 дня осталось
Простые и эффективные машины плазменной резки
Плазменный резак использует инертный газ, через который проходит электрический ток, создавая плазму из некоторого количества газа. Эта плазма достаточно горячая и движется достаточно быстро, чтобы не только резать металл, но и сдувать расплавленный металл. Плазменные резаки доступны в различных формах и стилях для быстрой и эффективной резки металлов .
Плазменная резка листового металла
Использование плазменной резки
Использование плазменного резака — очень простой процесс, и, пожалуй, самым сложным аспектом является выбор плазменного резака, наиболее подходящего для ваших требований. В настоящее время на рынке представлено множество марок и моделей, и когда бывшие в употреблении плазменные резаки также учитываются, это еще больше расширяет выбор, доступный покупателю. Простота эксплуатации и время, затраченное производителями на создание недорогих станков плазменной резки , означает, что плазменный резак своими руками также является жизнеспособным вариантом, особенно из-за количества переносных моделей, которые можно легко хранить до тех пор, пока они снова не понадобятся . Однако безопасность важна из-за невероятных температур, которые может достичь дуговое сопло.
Плазменный резак Мобильность
Мобильность является одним из преимуществ станка плазменной резки по сравнению с другими промышленными станками для резки. Станок воздушно-плазменной резки обычно намного легче, чем кислородно-ацетиленовый резак, и его можно относительно легко перемещать по цеху или даже из одного места в другое. Однако некоторые модели и типы плазменных резаков более портативны, чем другие, и вам следует подумать о том, нужно ли вам регулярно перемещать плазменный резак во время его использования. Это поможет вам определить, какой из них лучший б/у плазменный резак подойдет для ваших нужд, но это только одно из соображений при рассмотрении б/у плазменных резаков на продажу.
Станок плазменной резки с ЧПУ работает точно
Рабочий цикл плазменного резака с ЧПУ
Рабочий цикл — это количество часов, в течение которых плазменный станок с ЧПУ будет использоваться без отдыха. В некоторых случаях, и чаще всего с плазменным резаком с ЧПУ , резак будет работать в течение более длительного периода времени , и это повлияет на покупку подходящей модели. Плазменные резаки с ЧПУ , которые используются нечасто, можно приобрести так, чтобы они были способны резать только самый толстый материал, который необходимо разрезать, но если 9Станок плазменной резки с ЧПУ 1065 или станок ручной резки требуется для более длительных периодов времени, тогда он должен будет обеспечивать большую выходную мощность.
Настольный плазменный резак KOMATSU
Компьютерное числовое управление (ЧПУ) означает, что процесс резки может быть в значительной степени автоматизирован, и можно обеспечить точную резку, а также легко изменить форму, глубину и другие детали разрез достигнут. Плазменный резак с ЧПУ на продажу обычно оказывается дороже, чем ручной станок, но если у вас есть машины и оборудование, то выбор подержанного плазменного резака с ЧПУ может помочь снизить затраты на покупку по сравнению с покупкой нового, а также потенциально помочь для снижения затрат и нагрузки в будущем. Как и при покупке любого оборудования, вы должны убедиться, что покупаете подержанный плазменный резак, который все еще находится в хорошем состоянии и предлагает функции, требования к мощности и другие требования, которые необходимы вам.
Требования к электропитанию для плазменных резаков с ЧПУ
Когда речь идет о мощности, важно учитывать тип мощности, которую вы можете предоставить плазменной резке. Многие из них требуют большого количества энергии для использования, но есть модели даже плазменных резаков с ЧПУ для продажи , которые могут работать со значительно более низкими требованиями к мощности. Если у вас нет преобразователей или вы не хотите устанавливать энергетическое оборудование, вам необходимо убедиться, что вы выбрали машину плазменной резки с наиболее подходящими требованиями к мощности.
Можно снизить цену на машину плазменной резки, выбрав один из многих бывших в употреблении плазменных резаков, которые продаются на вторичном рынке.
Технологии сушки древесины: сушка доски и пиломатериала в сушильных камерах
Такой популярный строительный материал как древесина может иметь разное качество. Оно зависит от сорта дерева, количества в нем сучков и трещин и степени просушки. Именно о процессе сушки и сушилках для древесины пойдет речь в данной статье.
Для чего необходима сушка древесины
Любой специалист знает, что использовать в строительстве или в плотницком деле сырую древесину нельзя. В первую очередь от этого зависит срок службы изделия, который для сырого материала снижается в 10 раз.
Одним из самых удобных и распространенных способов считается сушка древесины в сушильной камере, о которой подробней чуть ниже. А сейчас давайте рассмотрим, как меняются свойства в осушенных пиломатериалах:
Увеличивается прочность и повышается стойкость к деформациям.
Улучшается качество обработки.
Снижается электро- и теплопроводность.
Плотность древесины уменьшается в 1,5-2 раза, что ведет к снижению веса.
Повышается стойкость к появлению грибка и гнили.
Как видно, преимущества сушки очевидны, но возникает вопрос — до какой степени осушать древесину?
Степень осушки
Улучшение свойств древесины начинается с достижения предела гигроскопичности, а это 30% влажности. Но для каждого случая число влажности должно быть свое, особенно на этот параметр влияют условия эксплуатации. Например, если вы производите мебель, которая будет эксплуатироваться в помещении с температурой 20°C и относительной влажностью 40—50%, то дерево просушивается до 7—8%. Та же самая мебель, которая будет стоять в помещении с температурой 7—20°C и влажностью 60—70%, должна быть просушена до 12%, а изделия, используемые на улице с температурой 5°C и почти 100% влажностью, могут иметь 15% влаги. Отмечаем, что слишком пересушенная древесина также ухудшает свойства — снижается качество ее обработки и портится внешний вид поверхности.
Как сушат дерево
Существует несколько способов сушки древесины со своими преимуществами и недостатками. Давайте перечислим их:
естественная;
в сушильных камерах;
инфракрасная;
вакуумная;
конденсационная.
Существуют также и более экзотические способы, например, в жидкости (петролатуме) и в токах высокой частоты.
Естественная сушка
Производится на специально отведенной территории под навесами. Это очень длительный процесс, при помощи которого влажность можно довести до 18-22%. Тогда как изначально срубленное дерево в зависимости от сорта имеет влажность от 50 до 100%. Основным преимуществом этого метода считается качество — высушенная в естественных условиях древесина будет иметь минимальное количество трещин и других дефектов. Кроме этого, для такой сушки не надо покупать дополнительное оборудование и не потребуются значительные энергозатраты.
В сушильных камерах
Один из самых популярных и выгодных. Процесс длится всего неделю, вы можете регулировать температуру в ней в соответствии с древесиной, которую туда помещаете, а уровень ее влажности можно довести до 10%. К недостаткам можно отнести чуть большее количество трещин, чем при сушке в естественных условиях.
Инфракрасная сушка
Осуществляется под воздействием инфракрасных лучей. Один из самых быстрых способов, занимающий от 3 до 7 дней. Процесс происходит при температуре 50—60°С, такой щадящий режим позволяет избежать появление большого числа трещин. Главным недостатком считается невозможность вести просушку в закрытых помещениях из-за отсутствия циркуляции воздуха и связанным с этим появлении на поверхности плесени.
Вакуумная сушка
Происходит в вакуумных камерах. Скорость просушивания очень высокая, например, бревно диаметром в 25 см сохнет всего за 17-20 часов. Качество просушки также высокое, с минимальным количеством трещин и других дефектов. Но вакуумные камеры не пользуются большой популярностью из-за их высокой стоимости и больших эксплуатационных расходов. Это серьезно влияет на конечную стоимость пиломатериалов.
Конденсационная сушка
Один из популярных способов, при котором сушка происходит равномерно и качественно, с небольшим количеством трещин. Работа производится при низких температурах, поэтому камеры оснащены холодильным оборудованием. Главным недостатком такого способа считается нерациональность при обработке мелких изделий — пеллет, опилок, дров.
Почему сушка в камерах так популярна
Как мы уже отмечали, наиболее популярным способом считается сушка древесины в сушильных камерах. Классическая камера состоит из стандартного набора:
Циркуляционного оборудования или вентиляторов. Они осуществляют движение нагретого воздуха по камере для максимально равномерного просушивания древесины.
Систем нагрева, представляющих калориферы. Они являются источником тепла, прогревая воздух до заданной температуры.
Системы управления или регуляторы. При помощи регулятора происходит управление режимами просушки, в зависимости от сорта дерева и его изначальной влажности.
В качестве теплоносителя чаще всего используют горячую воду или пар. Это наиболее дешевые источники нагрева, что заметно влияет на стоимость просушки. Но иногда в качестве теплоносителя используют электричество или газ. Камеры отличаются друг от друга по размерам. Выбрать можно как небольшого объема, так и огромные камеры, предназначенные для серьезного производства. Все они обладают отличной герметичностью, что позволяет экономить значительные средства на энергии.
Популярность сушильных камер связана не только с высоким качеством высушенного дерева, но и с их небольшой стоимостью, простотой в обслуживании, повышенной скорости и возможности утилизации отходов. Мы считаем, что практически по всем параметрам это наиболее оптимальное оборудование для сушки, которое подходит как частникам, так и для серьезного производства. Высушенная таким способом древесина будет отвечать всем требованиям качества в независимости от породы дерева.
Технология сушки древесины — этапы и и процесс
Содержание
Чтобы получить действительно качественный пиломатериал для осуществления какого-либо строительства, важно соблюдать технологию и придерживать основных правил. Дело в том, что эти правила составлялись на основании опытных испытаний, которые давали реальные результаты, вписывающиеся в основные требования.
Технологические этапы сушки дерева
Обычно, сушка древесины имеет схожую технологию при использовании многих видов оборудования и она включает следующие этапы или фазы:
Фаза нагрева пиломатериалов – в этот момент древесина прогревается до температуры испарения жидкости и находится при таких условиях на протяжении некоторого времени. Испаряется основная часть влаги из наружных слоев, называемой заболонью. Именно здесь содержится наибольшее количество влаги, составляющее 40-50% от общей массы древесины.
Сушки – в результате нагрева на прошлой фазе влага интенсивно испаряется из верхних слоев, а в ядре она еще имеется и из-за большой разницы в структуре древесины начинают возникать внутренние напряжения, стремящиеся ее разорвать. Пропаривание делает эластичной верхний слой, тем самым компенсируя временное расширение.
Охлаждение – на этой фазе происходит нормализация состояния и доведения влажности до равновесной. После чего цикл повторяется вновь, начиная с прогрева. При этом температура может быть уменьшена или увеличена в зависимости от степени увлажненности при пропарке.
Данные этапы могут повторяться несколькими циклами в разном порядке. Как происходит нагрев, так же и может происходить принудительное увлажнение. Циклы прописываются в режиме сушки.
Виды и способы сушки
Сушильные камеры распределяются по видам и способам сушки:
Конвективный
СВЧ/ТВЧ
Атмосферный (естественный)
Вакуумный
и т.д.
В большинстве камер есть форсированные режимы, позволяющие ужесточить режим сушки лесоматериалов. Но стоит помнить, что при увеличении скорости в классических технологиях, как правило, ухудшается качество пиломатериала на выходе.
Выше описана при сушке древесины в сушильных камерах общая технология, при выставлении вакансии для приема персонала она является базовой и требует четкого понимания от персонала ответственности. Автоматизировать процесс сушки пиломатериалов очень сложно, потому что различная древесина имеет разные показатели влажности, что требует и соответствующих температурных режимов.
Современные вакуумные сушильные камеры оснащены автоматикой позволяющей получить качественный сухой пиломатериал в автоматическом режиме. Управление сушкой задается измерениями относительной влажности в древесине.
Для каждого вида пиломатериалов и задач выбирается собственная технология. Например для качественной сушки доски, сушки лиственницы, сосны, осины, липы, бука, дуба, других ценных пород, бруса, слэбов, топляка выбирается именно вакуумная технология. Т.к. классические технологии сушки в большинстве своем не справляются с задачей. Сушилки превосходно справляются с сушкой хвойных, твердолиственных пород. Снижают сроки сушки и уменьшают себестоимость продукции. В камере вакуумной технологии происходит нагрев штабеля высокими температурами в созданной вакуумной среде. Древесина складывается на нагревательные решетки. Время просушки хвойных пород до погонажной влажности составляет около 1 суток, до столярной от 2 суток.
EIP — Сушилка для пиломатериалов LD3000
Главная » Продукты » Сушилки для пиломатериалов » ЛД3000
Осушители
ОВКВ
Пространство для обхода
Очистка и восстановление
Компактный
Плавательный бассейн и спа
Адсорбционные осушители
Охлаждение и вентиляция
Нагреватели
Снятое с производства оборудование
Кондиционер
Точечные охладители
Сушилки для пиломатериалов
Сушилки для пиломатериалов
Системы управления
Военная техника
Кондиционер
Осушители
Фильтр НБК
Системы управления
ЛД3000
Данные о продукте
Спецификация
Характеристики
Аксессуары
Документы
Номер детали
1322275
LD3000
Высота (дюйм)
33,0
Ширина (дюйм)
43,0
Глубина (дюйм)
12,0
Вес (фунты)
167
Напряжение
220
Фаза
1
Частота (Гц)
60
Мощность (кВт)
1,5
Ток (А)
12 900 06
Расход воздуха (куб. фут/мин)
600
Макс. рабочая температура (° F)
122
Объем сушки
1 дюйм Твердая древесина (BF)
3000
2 дюйма (BF)
5150
3 дюйма (BF)
8875
1″ хвойная древесина (BF)
1440
2″ хвойная древесина (BF)
3240
3-дюймовая мягкая древесина (BF)
5400
Номер детали
1322275
LD3000
Совместимый контроллер
STC1
2 высокопроизводительных осевых вентилятора
Y
Дренажный поддон из нержавеющей стали
Y
Эпоксидное покрытие с обжигом
Y 9 0006
Полностью стальная конструкция
Y
Номер детали
Описание
3941002
Циркуляционный вентилятор 16 дюймов
Номер детали
1322275
LD3000
Брошюра
Руководство 9 0006
Схема подключения
Схема подключения
Список запасных частей 900 06
Комплектные системы
LD3000 с контроллером STC1 — это все, что вам нужно, чтобы начать сушку древесины. Контроллер STC1 состоит из пропорционального таймера для управления циклом сушки и термостата для управления циклом нагрева. Дополнительное оборудование, такое как вентиляционные установки и дополнительные нагреватели, обычно не требуется. Скорость сушки контролируется на уровне, который не приведет к деградации, поэтому оборудование для увлажнения не требуется. LD3000 — это комплексная система сушки для розничных торговцев древесиной или других мастеров, которым требуется качественная высушенная древесина. Устройство укомплектовано и готово к установке в самодельную сушильную камеру. LD3000 был разработан для эффективной работы при низких уровнях влажности, поэтому вы можете быть уверены, что ваша древесина тщательно высушена до необходимого уровня влажности, всего 6%.
Экономия денег
сухие поставки. Значительную экономию на закупке пиломатериалов можно получить, установив собственную систему сушки. Даже после того, как были сделаны поправки на скромные эксплуатационные расходы, пользователи обычно окупают свои инвестиции в течение нескольких месяцев после установки.
Повышение качества
Уверенность в том, что ваша древесина тщательно высушена, означает, что вы уверены в стабильности готового продукта. Больше никаких гнутых столешниц, деформированных дверей или треснувших стыков, что делает клиентов более довольными и увеличивает прибыль.
Производительность
LD3000 — это высокопроизводительная сушильная установка, предназначенная для извлечения максимального количества воды при минимальных затратах. Он работает при температурах до 122˚F/50˚C. Наилучший компромисс между скоростью сушки и надежностью обеспечивает высочайшее качество высушенной древесины. EIPL рекомендует скорость сушки 1% в день или менее при сушке твердой древесины толщиной 1 дюйм. Более быстрая сушка достижима при наличии опыта эксплуатации. LD3000 — практичная машина для практичных людей. Партии смешанных видов и толщин досок можно сушить вместе. Запасы могут быть уменьшены, а производство высушенной древесины точно соответствует вашим потребностям.
Независимость
Владение системой сушки дает вам возможность сушить то, что вы хотите, когда вы этого хотите. Ваши возможности при покупке древесины расширяются, а ваша зависимость от качества сухой древесины снижается. Вы получаете независимость, потому что начальный уровень влажности пиломатериалов больше не является проблемой.
Текущие расходы
LD3000 недорог в эксплуатации при установке в хорошо изолированной сушильной камере. LD3000 может потреблять всего 1,2 кВт энергии каждый час непрерывной работы. Большие деньги, которые вы тратите на то, чтобы другие сушили вашу древесину, уменьшаются до копеек в день.
Гибкий
LD800 может сушить комбинированные загрузки из смешанных пород и плит разной толщины без ухудшения качества. Это означает, что запасы можно свести к минимуму, сэкономив место и сократив капитальные затраты.
Управление
Сушильный агрегат LD3000 управляется контроллером STC1. Для управления системой в начале цикла сушки устанавливаются два элемента управления в соответствии с нашими инструкциями по сушке. В этом случае работа печи практически автоматическая. Контроллер STC1 помещен во влагостойкий корпус с прозрачной передней крышкой на петлях. Электронный термометр измеряет температуру в камере и отображает эту информацию на блоке управления, где ее может контролировать оператор.
Расход воздуха
Движение воздуха имеет решающее значение в процессе осушения. Два дополнительных вентилятора обеспечивают равномерный поток сухого теплого воздуха по всему блоку.
Сушильная камера
Устройство устанавливается в самодельной сушильной камере, обычно изготовленной из фанеры для наружных работ и изоляционного материала. EIPL порекомендует лучший метод строительства и наиболее подходящие размеры камеры для ваших нужд. Чтобы свести к минимуму затраты на строительство камеры, сушильная установка спроектирована таким образом, чтобы занимать минимум места. Тонкая конструкция устройства монтируется на стене на высоте потолка. Это позволяет оператору осматривать штабель пиломатериалов по всей длине без необходимости доступа за пределы сушилки. Для удобства монтажа в комплекте с сушилкой поставляются кронштейны, которые предварительно крепятся к стенке камеры. Затем блок поднимают на место и закрепляют с помощью прилагаемого оборудования.
EIP — Сушилка для пиломатериалов LD800
Главная » Продукты » Сушилки для пиломатериалов » ЛД800
Осушители
ОВКВ
Пространство для обхода
Очистка и восстановление
Компактный
Плавательный бассейн и спа
Адсорбционные осушители
Охлаждение и вентиляция
Нагреватели
Снятое с производства оборудование
Кондиционер
Точечные охладители
Сушилки для пиломатериалов
Сушилки для пиломатериалов
Системы управления
Военная техника
Кондиционер
Осушители
Фильтр НБК
Системы управления
Данные о продукте
Спецификация
Характеристики
Аксессуары
Документы
Номер детали
1320575
LD800
Высота (дюйм)
24,0
90 005 Ширина (дюйм)
31,5
Глубина (дюйм)
22,0
Вес (фунты)
82
Напряжение
110
Фаза
1
Частота (Гц) )
60
Мощность (кВт)
0,320
Ток (А)
7
Расход воздуха (куб. фут/мин)
46 0
Макс. рабочая температура (°F)
113
Мощность сушки
1″ Твердая древесина (BF)
800
2″ Твердая древесина (BF)
1750
9000 5 3″ Твердая древесина (BF)
2900
1″ Мягкая древесина (BF)
320
2″ хвойная древесина (BF)
700
3″ хвойная древесина (BF)
1170
9 0007
Номер детали
1320575
LD800
Совместимый контроллер
STC1
900 05 Центробежный вентилятор
Д
Дренажный поддон из нержавеющей стали
Y
Эпоксидное покрытие, подвергнутое нагреванию
Y
Полностью стальная конструкция
Y
9 0008
Номер детали
Описание
Номер детали
1320575
LD800
Брошюра
Руководство
Схема подключения
Схема подключения
Список запасных частей
Комплектные системы
LD800 с контроллером STC1 — это все, что вам нужно, чтобы начать сушку древесины. Контроллер STC1 состоит из пропорционального таймера для управления циклом сушки и термостата для управления циклом нагрева. Дополнительное оборудование, такое как вентиляционные установки и дополнительные нагреватели, обычно не требуется. Скорость сушки контролируется на уровне, который не приведет к деградации, поэтому оборудование для увлажнения не требуется. Сушилка для древесины LD800 была разработана для небольшой мастерской по изготовлению шкафов, любителей или других мастеров, которым требуется качественная высушенная древесина. Система поставляется укомплектованной и готовой к установке в небольшой собственной сушильной камере. Как правило, дополнительное оборудование не требуется. Ваш консультант по сушке EIPL порекомендует размеры подходящей сушильной камеры, которая точно соответствует вашим потребностям.
Экономия денег
Как правило, зеленая древесина стоит значительно меньше, чем половина цены высушенного в печи материала. Таким образом, можно значительно сэкономить, высушивая древесину самостоятельно, даже с поправкой на скромные эксплуатационные расходы. Пользователи LD800 часто окупают свои инвестиции в течение нескольких месяцев после установки.
Повышение качества
Полный контроль над сушкой означает также полный контроль над качеством. LD800 позволяет пользователю равномерно и без ухудшения качества высыхать до необходимого содержания влаги по всему стеку.
Производительность
Предназначен для работы при температуре до 113˚F (45˚C). LD800 может сушить древесину из сырого или воздушно-сухого материала до влажности 6%, если это необходимо. Время сушки варьируется в зависимости от породы, толщины плиты и исходной влажности. Ваш консультант по сушке EIPL порекомендует индивидуальное время сушки в каждом конкретном случае. Чтобы убедиться, что высушенная древесина имеет наивысшее качество, EIPL рекомендует скорость сушки 1% в день или меньше для твердой древесины толщиной 1 дюйм. Более быстрая сушка достижима при наличии опыта эксплуатации.
Независимость
С собственной системой сушки вы можете использовать более широкие возможности при покупке пиломатериалов и сократить складские запасы. Суши, что хочешь, когда хочешь.
Текущие расходы
Эксплуатация LD800 недорога, поскольку она установлена в изолированной сушильной камере. Обычно он может потреблять всего 1 кВт энергии каждые три часа непрерывной работы.
Гибкий
LD800 может сушить комбинированные загрузки из смешанных пород и плит разной толщины без ухудшения качества. Это означает, что запасы можно свести к минимуму, сэкономив место и сократив капитальные затраты.
Управление
Сушилка для древесины EIPL LD800 поставляется в комплекте с контроллером STC1, и обычно не требуется никакого дополнительного оборудования, кроме влагомера. Для работы системы необходимо установить два элемента управления в начале цикла сушки в соответствии с нашими подробными инструкциями. Затем операция практически автоматическая. Электрический термометр измеряет сушильную камеру и отображает эту информацию на блоке управления. Контроллер STC1 помещен во влагостойкий корпус с прозрачной передней крышкой на петлях.
Подробную информацию о товарах уточняйте у наших менеджеров по телефону +7 (812) 337-15-01
Гибка металла — распространенная технологическая операция в обработке изделий из листовых материалов. Основное преимущество гибки – отсутствие шва. Гибочный пресс является ключевым станком для металлообработки. Он позволяет выпускать широкий ассортимент изделий и используется в авто, авиа и судостроении; машиностроении; строительстве; производстве мебели и электроники, а также других отраслях промышленности.
Принцип работы
Существуют различные принципы и методы работы гибочных прессов для листового металла, выбор которых зависит от особенностей технологического процесса, механических свойств используемого материала, толщины листа, геометрических параметров гиба, экономических и производственных факторов.
При свободной гибке заготовка помещается на две точки опоры матрицы и деформируется пуансоном, причем угол гиба регулируется только глубиной его опускания (без упора в дно матрицы). Это удобно тем, что одним комплектом инструмента можно выполнять гибку под разными углами. Точность обработки в этом случае зависит от точности хода пуансона, значения упругого восстановления материала и разницы в допусках и фактических размерах заготовки. Гибочные пресса с ЧПУ благодаря системе контроля позиционирования и чистоты повторения в реальном времени управляют углом гибки и позволяют станку адаптироваться под неоднородность материала и компенсировать возможные отклонения от изначально заданного параметра. Метод свободной гибки используют для листового металла толщиной от 1,2 мм.
Назначение гидравлических гибочных прессов
В зависимости от уровня автоматизации производства, толщины и вида материала, типа производственного процесса, требуемой точности и геометрии гиба используют станки различного типа:
Ручные устройства.
Гибочные машины с электромеханическим приводом.
Гидравлические вертикальные и горизонтальные гибочные прессы.
Специализированное гибочное оборудование (трубогибы, шиногибы, рельсогибы).
Рихтовочные прессы.
Полностью автоматизированные листогибочные комплексы.
Наибольшей производительностью отличаются гидравлические листогибочные прессы с ЧПУ. Компьютер позволяет контролировать различные технологические параметры работы станка и обеспечивает высокую точность при гибке деталей любой сложности. Система ЧПУ контролирует смену насадок, положение задних упоров, позиционирование материала. Оператор при этом выполняет только вспомогательные операции – установка листа в исходную позицию и выбор команды для гибки. В полностью автоматических линиях все вспомогательные переходы выполняет роботизированная система. Она осуществляет захват и перемещение детали, ее позиционирование и отправку на следующий техпроцесс.
Наша компания поможет купить листогибочный пресс в соответствии с потребностями и особенностями каждого отдельного производства. Мы предлагаем своим клиентам широкий ассортиментный ряд листогибочного оборудования по доступным ценам с возможностью доставки, установки и последующим техническим обслуживанием.
Листогибочные прессы
Прочность металла обеспечивает долговечность изделий, изготовленных из него. Но работать с ним непросто. Для того чтобы согнуть твердый материал, нужно специальное оборудование – гибочные станки. Они используются для изготовления металлоконструкций с фигурной поверхностью и востребованы в разных отраслях: автомобилестроении, строительстве, мебельной промышленности. С помощью листогибов создаются:
доборные элементы;
воздуховоды;
кровельные материалы;
профильные изделия.
Компания «Си Эл Инжиниринг и Ко» поставляет предприятиям качественное оборудование. У нас можно купить гибочные станки по ценам, не включающим комиссии посредникам. По желанию заказчика наши сотрудники настроят оборудование, проведут пробный запуск, расскажут о правилах эксплуатации. При возникновении неисправностей клиенты всегда могут позвонить в наш сервисный центр и получить консультацию.
Особенности гибочных станков
Листогибы устанавливаются на крупных предприятиях и в небольших мастерских. Они используются для гибки деталей в различных направлениях, что позволяет получать изделия сложной формы. Массивная конструкция выдерживает серьезные нагрузки. На ней можно сгибать металл толщиной до 25 мм, а шириной – до 8 метров.
Рама станка изготовлена из конструкционной стали. Максимально допустимый угол изгиба — 120°.
Разновидности листогибов
Оборудование для гибки представлено моделями с разным принципом работы:
ручные станки – используются для тонколистовой стали (жести) толщиной 0,1-1 мм. Устройства бесшумные и мобильные, но для работы требуются физические усилия;
электромеханические – на них гнут сталепрокат и гибкие цветные металлы для изготовления фасадных и кровельных элементов, вентиляционных систем, воздуховодов. Толщина материала превышает 1 мм. Это надежные модели с высокой производительностью;
гидравлические – нужны для производства уголков, швеллеров. Гидравлические гибочные станки для металла компактны, равномерно распределяют давление по всей длине, что исключает дефекты, не требуют сложного обслуживания;
Выбирайте гибочные станки разных видов в нашем каталоге. Для уточнения технических характеристик закажите обратный звонок или позвоните менеджеру. Мы работаем со всей Россией. Доставка в регионы осуществляется ТК «Деловые линии».
Основы правки металла
Каждая компания, которая использует рулонный металл в своей продукции, знает дрель — вы разматываете металл в правильном станке, загружаете его в свой пресс, и вуаля, металлические детали готовы к работе. Вы когда-нибудь задумывались о том, чтобы выпрямить металл?
В смысле, нужно ли это вообще? И если да, то как это вообще работает? Почему эта машина такая большая?
Не бойся, дорогой обработчик металла, мы здесь, чтобы ответить на все эти вопросы для тебя.
Начнем с основ правки металла.
С момента изготовления исходного металла до момента его отправки на ваше предприятие он проходит ряд процессов, которые изменяют его. Во-первых, он проходит через ряд роликов, которые делают его все тоньше и тоньше. Он плотно скручен в катушку. Он разматывается и разрезается на более мелкие полосы, а затем перематывается. И каждый шаг дает больше возможностей для внесения дефектов в катушку.
Итак, когда дело доходит до вашего оборудования, вы не можете просто запустить его прямо с рулона в пресс. Это может привести к заклиниванию вашей машины или повреждению деталей, которые не будут работать с вашим продуктом. В любом случае, вы избегаете этих проблем, а также возможных простоев и потери дохода, правильно пропуская катушку через качественный выпрямитель, который может устранить ряд условий для катушки.
6 Состояние рулона
Существует шесть основных состояний рулона, поступающего с завода.
Выпуклость (показана выше) – когда машина для продольной резки рулонов смещается и приводит к тому, что один край полосы становится длиннее другого, что приводит к S-образной форме полосы.
Исправить? Да, с корректирующим выравнивателем.
Центральная пряжка (показана выше) — когда центр полоски длиннее краев, что приводит к образованию волн по центру
Поправимо? Да, с корректирующим выравнивателем.
Набор катушек – искривление полосы металла в продольном направлении из-за натяжения намотки
Исправить? Да, с помощью выпрямителя или корректирующего выравнивателя.
Арбалет – Лук в нижней части полосы
Исправить? Да, с помощью выпрямителя или корректирующего выравнивателя.
Краевая волна (показана выше) — когда края полосы длиннее центра, что приводит к образованию волн по краям
Поправимо? Да, с корректирующим выравнивателем.
Конические края/центральная корона (показана выше) – когда края полосы тоньше, чем остальные (конические), а центр толще, чем остальные (корона)
Исправить? №
Знакомство с правильными и правильными машинами
Теперь, когда вы знаете о различных состояниях рулона, давайте рассмотрим машины, которые могут их исправить. Как отмечалось выше, они делятся на две категории: выпрямители и корректирующие выравниватели.
Оба используют ряд роликов, причем верхний ряд роликов установлен на разной высоте (подробнее об этом позже), которые сгибают и растягивают металлическую полосу, чтобы снова сгладить ее. Ролики обычно изготавливаются из чрезвычайно твердой (и чрезвычайно тяжелой) термообработанной стали 52100. Они доступны с различными покрытиями, такими как матовый хром (наиболее популярный), тефлон, нитрид титана и карбид вольфрама. В зависимости от материала покрытия, они также могут иметь алмазную огранку с рисунком, чтобы еще больше соответствовать вашим потребностям.
Выпрямление металла звучит просто, но на самом деле это сложно – металл должен быть нагружен на 20–30 % выше предела текучести (точка максимального напряжения до того, как металл начнет постоянно менять форму). Это когда полоса выходит из диапазона эластичности и переходит в стадию пластичности. Если вы недостаточно нагрузите металл, состояние катушки может вернуться, что приведет к вышеупомянутому простою и неисправным деталям.
Также следует учитывать, что разные металлы, например, сталь и алюминий, имеют разные пределы текучести. Таким образом, универсального решения для правки металла не существует. Кроме того, толщина материала требует разного диаметра роликов: ролики меньшего диаметра лучше подходят для более тонких материалов, а ролики большего диаметра лучше подходят для более толстых материалов.
Различные типы машин
Выпрямители
Выпрямители бывают двух основных видов: протяжные (без привода) и с приводом.
Протяжные правильные машины (как в примере, показанном выше) полагаются на устройство подачи, которое протягивает металл через ролики. Хотя эти машины обычно стоят дешевле и экономят место, инерция (сопротивление любому изменению скорости, будь то от покоя к движению или наоборот) может привести к меньшей точности, меньшей эффективности и даже маркировке материалов, если валки проскальзывают во время стартов и остановок. В то время как устройство подачи обычно отделено от выпрямляющей машины, существуют универсальные машины для выпрямления и подачи. Однако те же проблемы относятся и к этим комбинированным моделям.
Выпрямительные станки с электроприводом (показанные выше), хотя они больше и дороже, но не имеют таких проблем и, следовательно, производят более качественные детали. Вместо того, чтобы полагаться на податчик для протягивания металлического листа, в правильном станке с механическим приводом есть ролики, которые приводятся в движение для перемещения металла. На некоторых нижний валок приводится в движение, а верхний ряд свободен. Другие используют комбинацию обоих.
Говоря о роликах, на стандартном правильном станке ролики имеют тенденцию быть больше, потому что их только один ряд, чтобы предотвратить отклонение, т. е. изгиб роликов. Стандартные выпрямители с электроприводом подходят для удаления комплекта рулонов из большинства металлов и толщин.
Существуют также выпрямители, специально предназначенные для проволоки (пример выше), либо с двумя плоскостями для круглой проволоки, либо с одной плоскостью для плоской проволоки.
Корректирующие правильные машины
Вместо больших роликов корректирующие правильные машины (показаны выше) используют большое количество меньших роликов, которые опираются на большее количество роликов. Это создает очень жесткую, плотно расположенную структуру роликов, которая может постепенно обрабатывать более узкие изгибы полосы, а также обеспечивает более глубокое снятие напряжения для большей плоскостности и снижения напряжений, вызывающих ослабление металла.
Это единственные выпрямители, которые могут исправить изгиб, центральную пряжку и краевую волну, потому что они могут изменять форму металла от края к краю и регулироваться для растяжения только по бокам или только посередине.
Калибровка
Как упоминалось ранее, вам необходимо выйти за пределы предела текучести металла на 20–30 %, чтобы гарантировать, что металл останется ровным даже после того, как он пройдет через пресс.
К сожалению, универсального решения для правки металла не существует. Это связано с тем, что необходимо учитывать множество факторов, включая тип металла, толщину материала, количество рулонов, диаметр и расстояние между роликами. Требуемые настройки могут даже меняться для одной и той же катушки, за счет увеличенной катушки, установленной ближе к центру, где металл более плотно намотан.
Тем не менее, для начала следует опустить входной ролик на толщину материала НИЖЕ 0 и поднять выходной ролик на толщину материала. Так, например, если ваш материал имеет толщину 0,125 дюйма, вы должны установить входной ролик на -0,125, а выходной ролик на 0,125.
Выпрямители и корректирующие выравниватели поставляются либо с компьютерной, либо с ручной регулировкой — обе с показаниями, что упрощает задачу регулировки высоты роликов в соответствии с вашими потребностями.
При регулировке высоты роликов, независимо от типа выпрямителя, алюминий выпрямить намного сложнее, чем сталь, поскольку он более эластичный. Вам нужно сильнее надавить на алюминиевые катушки, чтобы выпрямить их.
Выбор правильного выпрямителя
Итак, теперь, когда вы знаете основы, возникает вопрос: какая машина лучше всего соответствует вашим потребностям и какой размер вам нужен?
Прежде чем звонить производителю, изучите свои потребности и подготовьте следующую информацию:
Тип, толщина и ширина материала(ов)
Напряжение
Требуемая скорость, т. е. сколько материала вы будете запускать за определенное время
Эта информация поможет производителю спроектировать, разработать и построить машину, соответствующую вашим потребностям.
Press Room Equipment специализируется на производстве изготовленных по индивидуальному заказу высококачественных правильных машин с механическим или приводным приводом (мы не предлагаем корректирующие правильные машины) различных размеров в соответствии с вашими потребностями. Если вы хотите узнать больше о том, как мы можем удовлетворить ваши потребности в обработке металла, и узнать цену на ваш новый выпрямитель, позвоните нашим специалистам по продажам по телефону 417. 864.3636 или запросите цену онлайн.
Все содержимое этого Сайта, включая, помимо прочего, текст, графику, логотипы, значки, изображения, аудио, дизайн и видео, является собственностью EnSight Solutions и ее дочерних компаний и защищено законами США и международными законами об авторском праве. Использование без явного разрешения строго запрещено.
Выпрямление металла | Stierli-Bieger
Video von Richtmaschinen
Правильные машины для правки профилей
Правильные машины STIERLI имеют очень прочную конструкцию и десятилетиями успешно доказывают свою эффективность и неизменно надежную работу.
Выпрямление с помощью перевязочных брусков
Упоры перевязочного бруска можно настроить на требуемое расстояние между упорами. Чем больше поперечное сечение, которое нужно выпрямить, тем больше должно быть расстояние между опорами.
Правка сварных конструкций
Нет необходимости в трудоемкой правке после сварки методом газопламенной правки. Правка свариваемых конструкций и свариваемых деталей становится управляемым и быстрым рабочим процессом с правильными машинами Stierli.
Выпрямление сварных балок
Открытая конструкция правильной машины позволяет легко перемещать ее с помощью мостового крана.
T-Правка после резки двутавровой балки
После термической резки пластины, листы и профили гнутся и должны быть выпрямлены (например, тавровые профили после разрезания двутавровой балки на две части). Механическая гибка профилей на гибочном станке Stierli проста, точна и надежна.
Правка стальных листов
Гнутые стальные листы можно выпрямлять на правильном станке Stierli. Процесс можно упростить с помощью дополнительных лазерных измерительных систем.
Правка на горизонтальном правильном станке Stierli намного экономичнее, чем на полностью автоматизированном роликовом правильном станке.
Правка L-/U-/C-/I- и T-профилей
Гидравлическая правка уголков, U-образных, C-образных, двутавровых и двутавровых профилей может быть легко и точно выполнена с помощью Stierli. загибочный станок.
Профили выпрямляются в небольших слесарных мастерских, металлоконструкциях, металлоконструкциях и сервисных центрах металлоконструкций. Процесс правки также используется при производстве стальных или алюминиевых полуфабрикатов.
Правка сплошного круглого материала диаметром до 300 мм
Круглые или круглые поперечные сечения можно выпрямлять с помощью центрирующего правильного станка Stierli. Возможна правка труб или сплошного круглого проката до больших диаметров.
В частности, в диапазоне больших диаметров автоматическая правильная роликовая правка больше невозможна или, по крайней мере, требует очень больших затрат. В этом случае Stierli предлагает подходящее решение для правки с минимальными затратами.
ВЫПРЯМЛЕНИЕ — (без обточки)
Если заготовку необходимо выпрямить с нескольких сторон и желательно избегать ее переворачивания, мы предлагаем различные решения для правки.
Двойные перевязочные бруски с регулируемыми вручную упорами (1 цилиндр)
Двойные правящие бруски с электромеханически регулируемыми упорами (1 цилиндр)
Двухсторонний правильный пресс (двусторонний правильный станок с 2 правильными цилиндрами)
Токарная обработка заготовок: Комбинация стандартного наши поворотные устройства (например, ротатор или наклонно-поворотное устройство) могут быть альтернативным решением.
Двухсторонние правильные прессы (с 2 сторон)
Двусторонняя правка позволяет выполнять правку без поворота заготовки. Правка с двух сторон может выполняться либо машиной с одним цилиндром, либо системой правки с двумя цилиндрами.
Двусторонняя правка
Заготовку не нужно обтачивать.
Двойные правящие бруски
Если профиль или заготовку нужно выпрямить с противоположной стороны, заготовку следует вращать на станках только с одним цилиндром. Это часто занимает много времени при работе с большими или тяжелыми заготовками. С помощью второй перевязочной планки необходимо переставить только средний поршень с одной перевязочной планки на другую. Таким образом, заготовку или профиль не нужно поворачивать для изменения направления правки. (например, для волнообразных деформаций).
Выпрямление с помощью штифтов
Для быстрого выпрямления могут быть предусмотрены дополнительные отверстия для выпрямления с помощью штифтов для выпрямления.
Выпрямление с дистанционным управлением
В зависимости от требований процесс правки может выполняться вручную невооруженным глазом или с помощью оптического дисплея для помощи оператору. Длинный трос управления позволяет оператору контролировать процесс правки с достаточного расстояния. Радиоуправление также доступно.
Правка Hardox
Правка обожженных плит и листов Hardox может выполняться на правильном прессе Stierli. Выпрямление возможно до высоты 1100 мм. (Большие пластины по запросу)
Выпрямление после гальваники
После гальванизации, такой как цинкование, детали часто изгибаются и скручиваются.
В цехах цинкования для правки компонентов используется правильный пресс Stierli.
Выпрямление на кручение
Скрученные профили можно выпрямить с помощью дополнительного приспособления. Скрутки выпрямляются в профиле гидравлически (например, плоский металл, угловая сталь, рельсы и т. д.).
Выпрямление полок (сварные балки)
Полки часто деформируются при приваривании балок. Эта деформация может быть устранена механически и гидравлически с помощью нашей машины для правки фланцев в непрерывном режиме посредством механической правки фланца.
Гидравлические правильные машины вместо пламенной правки
Механические гидравлические правильные машины являются частью стандартного оборудования мастерских во многих металлообрабатывающих компаниях. Выпрямление пламенем требует большого опыта, большого количества времени и запаса энергии (газа).
С правильным прессом Stierli у вас есть преимущество перед пламенными правильными машинами:
Значительная экономия времени, гораздо более экономичный
Гибочный пресс Stierli не требует большого опыта, как для пламенной правки. Часто только несколько сотрудников могут правильно выполнить пламенную правку. Вы зависите от этих сотрудников. Если кто-то из них отсутствует или покидает компанию, его зачастую сложно заменить.
Контролируемая механическая правка
Эффективная правка как мелких, так и крупных деталей
Гибочный станок Stierli полезен не только для правки
Специальные станки для правки стали
Изготовление станков для правки различного назначения является частью нашей основной компетенции. На нашей производственной площадке в Швейцарии мы постоянно разрабатываем и проектируем новые системы, концепции управления и станки, чтобы предложить нашим клиентам оптимизированное решение. Как специалист с нашим собственным конструкторским отделом, мы обладаем необходимой компетенцией и технологиями для решения ваших особых задач по гибке или правке. В дополнение к высокой степени собственного производства, машина собирается исключительно из компонентов и деталей от избранных и давних поставщиков и дилеров.
Специальные применения, такие как двойные правильные машины, торсионные правильные машины или комбинированные горизонтальные/вертикальные правильные машины, относятся к нашим многочисленным проектам, которые нам разрешили реализовать для наших клиентов. Все чаще также предусмотрена автоматизация. Системы подачи или обработка и автоматическая правка в соответствии с девизом «полностью автоматическая правка» — это лишь несколько ключевых слов. Также возможно разработать машину или производственный процесс в соответствии с вашими идеями и спецификациями. Мы также будем рады выслать вам видеоролики, иллюстрирующие использование и различные процессы выпрямления с помощью наших правильные машины
Являясь специалистом, производителем и поставщиком таких станков в Швейцарии, покупка/продажа может осуществляться либо напрямую, либо через дилеров.
Kennametal предлагает возможности карьерного роста в разных областях.
Самое ценное для нас это наши сотрудники. Именно поэтому мы стремимся принимать в нашу команду только профессионалов на каждую позицию в любой сфере деятельности Kennametal. В связи с интенсивным развитием компании мы ищем сотрудников самого разного профиля, от технических специалистов до менеджеров по продажам. У нас имеются открытые вакансии в следующих подразделениях:
Kennametal предлагает отличную карьеру в широком спектре дисциплин
На нашем сайте в разделе Карьера в Kennametal вы найдете информацию обо всех имеющихся у нас вакансиях.
Продажи
Производство
Исследования и разработки
Финансы
Персонал
IT
Планирование и маркетинг
Снабжение и планирование поставок
Правовой отдел
Другие вакансии
Kennametal’s Inclusion Principles: As part of our core values, Kennametal is committed to providing an inclusive and welcoming environment for all people. We are an Equal Opportunity employer.
Please adjust the following properties from
Номер по каталогу ISO
Номер по каталогу ANSI
to find similar products.
Совместимость решений
Вы собираетесь создать дубликат . Хотите продолжить?
Вы собираетесь удалить Хотите продолжить?
Как вы хотите переименовать ?
Фамилия
Введите действительное имя
Введите имя дубликата
Введите имя дубликата
Введите действительное имя
Вы собираетесь добавить на страницу «Мои решения». Хотите продолжить?
Create Name
Введите действительное имя
Отправить копию
Кому:
Введите действительный адрес электронной почты
Решение Фамилия:
Введите действительное имя
Найдены следующие чертежи САПР
Выберите файлы, которые вы ищете, и загрузите их одновременно
Вы должны войти в систему, чтобы увидеть информацию на панели мониторинга
Session expired due to inactivity, please login again
Товары (), которые вы пытались добавить в корзину, недоступны,
обратитесь в центр обслуживания клиентов.
товар(-ы) успешно добавлен(-ы) в корзину
Показать корзину
DOWNLOAD TYPE:
PDF Excel
Include Notes
Thank you for your registration, pending approval & completion of the registration, your access is currently limited. Full utilization of product search capabilities & collaboration space is available and will remain. Please allow 2 business days for registration completion.
You are about to leave the Solution building process.
Поставщики инструмента Kennametal (Кеннаметал) — Журнал «Твердый сплав»
На этой странице представлены все основные поставщики (дилеры, представительства, дистрибьюторы) металлорежущего инструмента Kennametal. Подробнее об этой компании вы можете прочитать на отдельной странице бренда Kennametal.
Там же вы можете скачать каталоги компании или почитать новости и статьи, связанные с этим производителем, по этой ссылке.
Если вы не нашли свою компанию в этом списке, пожалуйста, свяжитесь с нами для устранения этого недостатка.
Официальные дилеры и авторизованные поставщики инструмента Kennametal
ООО «Кеннаметал», г.
Москва
Официальный представитель производителя Kennametal HERTEL AG в России – оптовая компания ООО «Кеннаметал».
АЙФЕР, г. Москва
http://www.ayfer.ru/
Официальный дилер, предлагающий инструмент Kennametal для любых операций механической обработки.
Союз-ТМ, г. Екатеринбург
http://www.soyuzcom.ru/
Официальный дилер фирмы Kennametal, США.
Рувир, г. Ростов-на-Дону
http://ruvir.ru/
Официальный дилер, занимающийся продажей инструмента Kennametal на юге России.
Штрай, г. Москва
http://www.shtray.ru/
Официальный дилер c 2009 года. Также компанией Штрай осуществляется инструментальная поддержка промышленных предприятий за счет поставок продукции компаний CERAMTEC, CERATIZIT, TAEGUTEC, LMT-Group, WALTER, SECO.
РИГЕР-НОВОСИБИРСК, г. Новосибирск
http://kennametal.riger.ru/
Официальный дилер Kennametal. Поставки инструмента в Сибири и на Дальнем Востоке.
Корунд, г. Пенза
http://www. koround.ru/
Официальный дилер. Реализация твердосплавного инструмента, поставка оснащения и комплектующих.
Инженерный консалтинг, г. Москва, Ковров, Нижний Новгород, Рязань, Самара, Ставрополь
Продажа металлорежущего инструмента Kennametal по низким ценам.
КНАМ Тулз, Москва
http://knamtools. ru/
Поставщик инструмента ряда ведущих производителей. Складская программа включает продукцию компаний Kennametal, Sandvik, Seco, LMT (Kieninger, Fette, Boehlerit, Bilz, Belin).
ПСК РОССНАБ, г. Ярославль
http://www.psk-rossnab.ru/
Официальный поставщик твердосплавного инструмента Kennametal, Sandvik Coromant, SECO Tools, Walter AG, TaeguTec, Sumitomo Electric, Korloy.
СТАЛЬПРОФ, г. Балахна
http://www.instrumnn.ru/
Комплексное оснащение потребителей металлорежущим инструментом Kennametal, Sandvik, Tungaloy, Iscar, Seco, Taegutec, и др.
Компания специализируется на комплексном решении производственных задач, организуя поставки режущего инструмента Kennametal и продукции других лидирующих представителей отрасли.
Титаниум, г. Москва
www.titaniumtools.ru
Комплексное оснащение предприятий металлорежущим инструментом и оснасткой ведущих иностранных производителей.
ТСК Аллион, г.
Санкт-Петербург
http://tskallion.ru/
Поставщик металлорежущего инструмента и оснастки ряда мировых производителей.
Кеннаметал – ТИТАНЫ ЧПУ
Перейти к содержимому
DODEKA MINI PROMO
Kennametal
249,00 $
Academy Toolkit: Серия строительных блоков | МЕЛЬНИЦА
Kennametal
1189,95 $
Инструментарий Академии: Серия ракет TITAN | ТОКАРНЫЙ СТАНОК
Kennametal
1199,95 $
ХАРВИ ТЕ | Цельнотвердосплавная концевая фреза с 4 зубьями
Kennametal
Купить Коллекция HARVI I TE
HARVI I TE (Сферический) | Цельнотвердосплавная концевая фреза с 4 зубьями
Kennametal
Купить Коллекция HARVI I TE со сферическим концом
GOdrill | Цельное твердосплавное сверло
Kennametal
Купить коллекцию GOdrill
ХАРВИ III | Твердосплавная концевая фреза с 6 зубьями
Kennametal
Купить Коллекция HARVI III
HARVI III (Сферический) | 6-зубая цельная твердосплавная концевая фреза
Kennametal
Магазин HARVI III BN Collection
КОР-5 ДА | Динамическое фрезерование алюминия
Kennametal
Магазин KOR-5 Collection
КОР-5 ДС | Динамическое фрезерование стали
Kennametal
Shop KOR-5 DS Collection
КОР-6 | Твердосплавная концевая фреза с 6 зубьями
Kennametal
Магазин KOR-6 Collection
Гидравлические патроны HYDROFORCE
Kennametal
Купить коллекцию гидравлических патронов
Переходные втулки для гидравлических патронов
Kennametal
Купить коллекцию гидравлических патронов
Мини-фрезы DODEKA со сменными пластинами
Kennametal
Магазин DODEKA Collection
ВСТАВКИ для мини-фрезерных станков DODEKA со сменными пластинами
Kennametal
Коллекция пластин для магазина
7792 Фрезы с пластинчатыми пластинами ВЫСОКОЙ ПОДАЧИ
Kennametal
Магазин INDEXABLES Коллекция
ВСТАВКИ для фрез 7792 HIGH-FEED со сменными пластинами
Kennametal
Коллекция пластин Shop
5720 АЛЮМИНИЕВЫЕ индексные фрезы
Kennametal
Коллекция Shop INDEXABLES
ВСТАВКИ для АЛЮМИНИЕВЫХ пластинчатых фрез 5720
Kennametal
Коллекция пластин для магазина
Сменные переходники для фрезерных станков DODEKA, 5720 и 7792 TOOLING
Kennametal
Коллекция магазинных адаптеров
Kennametal Inc Профиль компании — Обзор Kennametal Inc
Kennametal Inc (Kennametal) производит и продает инженерные компоненты, передовые материалы и режущие инструменты. Его портфолио включает металлообрабатывающие и режущие инструменты, горнодобывающую промышленность, строительство, инженерные компоненты и оборудование для энергетических материалов. Продукция компании используется производителями, поставщиками металлообработки, машинистами, производителями транспортных средств и систем; легкое и тяжелое машиностроение; и планера и аэрокосмических компонентов и систем. Клиентская база Kennametal включает аэрокосмическую, земляную, энергетическую, транспортную, общую машиностроительную и станкостроительную отрасли. Компания предоставляет продукты и услуги своего портфолио через центры обслуживания клиентов, офисы продаж, агентов и дистрибьюторов. Он работает в Европе, Азиатско-Тихоокеанском регионе, на Ближнем Востоке, в Америке и Африке. Штаб-квартира Kennametal находится в Питтсбурге, штат Пенсильвания, США
Получите всесторонний обзор Kennametal Inc и принимайте более обоснованные решения для своего бизнеса
Получите всесторонний обзор Kennametal Inc и принимайте более обоснованные решения для своего бизнеса
Узнать больше
Главное управление Соединенные Штаты Америки
Адрес 525 William Penn Place, Suite 3300, Питтсбург, Пенсильвания, 15219
Веб-сайт
www. kennametal.com
телефон 1 412 2488000
Нет работников 8732
Промышленность Промышленные товары и оборудование
Символ тикера и биржа КМТ (NYSE)
Выручка (2022 г.) 2,0 млрд долларов
9,3%
(2022 против 2021)
прибыль на акцию XYZ
Чистая прибыль (2022 г. ) XYZ
165,7%
(2022 против 2021)
Рыночная капитализация* 2,1 миллиарда долларов
Маржа чистой прибыли (2022 г.) XYZ
142,9%
(2022 против 2021)
* На момент и в долларах США
Посмотреть финансовую отчетность Kennametal Inc
Товары и услуги
Товары
Услуги
Бренды
Металлообработка
Металлообработка
Кеннаметал
Фрезерование
Индивидуальные решения
Видия
Токарный инструмент
Переработка карбида
XYZ
XYZ
XYZ
XYZ
XYZ
ХИЗ
Изучите портфолио Kennametal Inc и определите потенциальные области для сотрудничества
Изучите портфолио Kennametal Inc и определите потенциальные области для сотрудничества
Узнать больше
История
Раздел История содержит информацию о новых продуктах, слияниях, поглощениях, расширениях, утверждениях и многих других ключевых событиях.
Год
Событие
Описание
2023
Новые продукты/услуги
В апреле компания расширила свою серию инструментов и решений для резки металлов Innovations восемью новыми товарными предложениями.
2023
Новые продукты/услуги
В марте компания представила марку KCP25C с покрытием KENGold.
2022
Другие
В марте компания объявила, что Дайанмей Сюй, старший инженер по производству приложений, будет награжден на 10-м ежегодном конкурсе «Женщины в производстве STEP Ahead Awards».
Погрузитесь в прошлые операции, включая выпуски продуктов, сделки, приобретения и многое другое
Погрузитесь в прошлые операции, включая выпуски продуктов, сделки, приобретения и многое другое
Узнать больше
Сравнение с конкурентами
Основные параметры
Кеннаметал Инк
Mitsubishi Materials Corp
Паркер Ханнифин Корпорейшн
АМЕТЕК Инк
Эпирок AB
Головной офис
Соединенные Штаты Америки
Япония
Соединенные Штаты Америки
Соединенные Штаты Америки
Швеция
Город
Питтсбург
Тиёда-Ку
Кливленд
Бервин
Нака
Штат/провинция
Пенсильвания
Токио
Огайо
Пенсильвания
—
Количество сотрудников
8 732
23 711
55 090
19 600
17 586
Тип сущности
Общественный
Общественный
Общественный
Общественный
Общественный
Сравните компанию с рынком с помощью эксклюзивной информации о ключевых конкурентах
Сравните компанию с рынком с помощью эксклюзивной информации о ключевых конкурентах
Узнать больше
Основные финансовые графики
Рост продаж
Рост чистой прибыли
Диаграмма финансовой деятельности с доступом к более важной статистике
Диаграмма финансовой деятельности с доступом к более важной статистике
Фрезерный станок с ЧПУ — это автоматизированный многофункциональный комплекс для обработки заготовок и получения готовых изделий из дерева, металла, стекла, пластика, камня и пр. Режим работы фрезерного станка зависит от материала заготовки, типа операции (черновое, чистовое резание), используемого инструмента (типа фрезы), вида готового изделия (плоское, цилиндрическое, трёхмерное), а также конструкции самого станка, системы охлаждения, рабочих размеров и высоты портала и т. д.
Фрезерование твёрдых материалов (таких как металл, текстолит) осуществляется на сравнительно высоких скоростях — порядка 20-24 тыс. об/мин. Обработка заготовок из дерева может осуществляться при 18 тыс. об/мин. Фрезерование мягких материалов (к примеру, пластика) чаще всего производится при 5-6 тыс. об/мин. Изменение скорости вращения шпинделя осуществляется с помощью инвертора под условия конкретного техпроцесса. Следует учитывать, что чрезмерное снижение частоты вращения крутящий момент на валу шпинделя падает. Компенсация этого (правда, лишь частичная) достигается поддержанием крутящего момента — специальной функцией инвертора.
Дополнительные опции
Современные станки с ЧПУ содержат всевозможные дополнительные устройства для облегчения работы и расширения технологических возможностей оборудования. Так при фрезеровании деревянных заготовок важнейшим моментом является исключение попадания мелкой пыли к ответственным узлам станка. Для обеспечения этого служит система очистки рабочей поверхности, путём всасывания и, таким образом, удаления стружки из зоны резания. Для изготовления сложных, фигурных изделий (например, балясин) фрезерный станок оснащается поворотным устройством, преобразующим координаты продольного перемещения заготовки в её поворот вокруг оси.
При чистовой обработке пластика для получения гладкой поверхности и зеркальных краёв среза фрезерование осуществляется однолезвийными спиральными фрезами с полированной канавкой.
При фрезеровании твёрдых материалов (сталей, камня) необходимо обеспечивать надёжное охлаждение фрезы. Для этого существуют различные системы, такие как охлаждение струёй жидкости под давлением (направленной на саму фрезу или омывающей область резания), или распылённым в виде мельчайших капель «масляным туманом». Ряд жидкостей также способствуют не только снижению температуры, но и уменьшению трения в паре «инструмент-заготовка». В этом случае жидкость носит аббревиатуру СОЖ (смазочно-охлаждающая).
Рабочая площадь и высота портала
выбираются исходя из габаритных размеров обрабатываемой заготовки. Естественно, рабочая площадь станка должна превышать размеры заготовки.
Высота портала (размеры оси Z) — это расстояние от верхней кромки рабочего стола до цанги фрезы на шпинделе. Высота выбирается исходя из максимальной толщины обрабатываемой заготовки. При выборе высоты также следует учесть запас на размер крепёжных механизмов (струбцин), но только если станок не оборудован вакуумным столом. При установке поворотного механизма (так называемой «четвёртой оси») для обработки тел вращения, высота портала должна быть не ниже 220 мм.
Жёсткость станка
Единая система, состоящая из станка, крепёжных элементов, фрезы и заготовки, испытывает деформацию от воздействия сил резания. Особенно опасны такие деформации, которые изменяют рабочий зазор между инструментом и поверхностью. Это снижает точность готовых изделий, а возникающие вибрации дополнительно ухудшают качество обрабатываемой поверхности, увеличивая её шероховатость.
Таким образом, жёсткостью системы станка называется её способность противодействовать деформации.
Необходимая жёсткость системы фрезерного станка является обязательным условием для применения высокоскоростных режимов, получения заданной точности и высокой производительности обработки.
Свежее:
Как фрезеровать мебельные панели МДФ
Виды станков с ЧПУ. Рассматриваем основные
Из чего состоит фрезерный станок
Подключение фрезерного станка
Виды фрезерных станков с ЧПУ
Популярное:
Плюсы 4-х координатных фрезерных станков
DSP контроллер фрезерного станка с ЧПУ
Особенности обработки камня повышенной твёрдости
Гравировка листового двухлойного пластика на станке с ЧПУ
Оптимальные режимы и инструмент для качественной резки ПВХ
В гостях у нашего постоянного клиента компании «Пластфактория», которые занимаются изготовлением POS-материалов и сотрудничают с крупными косметическими брендами.
Видеоотчет с посещения производства наших клиентов — компания «АЛЬТАИР». О работе на производстве, изготавливаемых изделиях и станках от компании Wattsan.
Популярные категории товаров
Фрезерные станки WATTSAN Фрезерные станки по дереву Фрезерные станки для дома Настольные фрезерные станки Фрезерные станки для рекламы Фрезерный станок по камню Многоцелевые фрезерные станки
Индивидуальный запрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях оказания услуг
Оцените информацию на странице
Средняя оценка: 5 Голосов: 1
Что такое станок с ЧПУ
Главная
Информация о продукции
Станки c ЧПУ
Что такое станок с ЧПУ
Что такое станок с ЧПУ
2017-02-06
Отвечая на вопрос что такое ЧПУ станок, следует определить его основное отличие от обычного оборудования. А это система числового программного управления (ЧПУ), которая позволяет выполнять работу по заданным параметрам с минимальными отклонениями. Полная автоматизация дает возможность изготавливать детали сложной конфигурации, при этом достигается высокая точность, качество поверхности, осуществление множества операций без участия человека и постоянный контроль за работой.
Что такое ЧПУ станок и его назначение
Оборудование с программным управлением проводит интерполяцию движения режущего инструмента, автоматически выполняет расчет и выполняет сложные операции в соответствии с технологическим процессом. Таким образом оператору необходимо задать требуемые параметры и закрепить заготовку, а система сама проведет позиционирование и осуществит обработку с высокой точностью и скоростью. В зависимости от применяемого режущего инструмента станок с ЧПУ может использоваться для обработки:
Область применения программируемых станков
Оборудование с ЧПУ используется для производства изделий в тяжелой промышленности, станкостроении, на мебельных фабриках. Станки используются для производства сувенирной продукции, мебели, элементов декора, деталей для машин и механизмов. Программируемое оборудование используется в рекламной сфере для изготовления логотипов, эмблем, элементов различных конструкций. Также установки применяются для изготовления пресс форм, штампов, клише, моделей, прототипов. Станки позволяют производить оригинальные элементы интерьера, иконы, портреты, гравированные доски, накладки, барельефы. Оборудование выпускается в различном исполнении, от чего зависит производительность, мощность и размеры обрабатываемых заготовок. Поэтому станки с ЧПУ используются в небольших мастерских, как самостоятельная производственная единица в в цехах или в составе технологической линии.
Преимущества станков с ЧПУ
Программируемое оборудование от нашей компании имеет ряд характерных особенностей, благодаря чему оно снискало популярность и востребованность. Различные предприятия оснащают свои производственные мощности высокотехнологичными установками, которые имеют следующие достоинства:
Современные станки с ЧПУ автоматически проводят контроль и диагностику своей работы, при возникновении отклонений или появлении неисправностей происходит уведомление оператора. Своевременная настройка и сервисное обслуживание оборудования обеспечивает большой ресурс, надежность и долговечность работы. Конструкция станков тщательно проработана и просчитана, поэтому риск отказов и поломок сведен до минимума. А система электронного управления обеспечивает постоянный контроль точности и качества обработки заготовок любой сложности.
Наша компания предлагает современные высокопроизводительные станки с ЧПУ, которые позволят в несколько раз увеличить эффективность использования производственных мощностей и ресурсов. Точность, качество обработки, скорость и технологичность дают возможность в короткие сроки окупается при номинальной загруженности оборудования. При этом установка не требует дорогостоящего ремонта, а лишь нуждается в недорогом периодическом обслуживании и надлежащем уходе.
ЧПУ станки — это современный инструмент для производства качественных изделий при минимальных затратах времени, ресурсов и сырья. В нашей компании можно купить станки с ЧПУ по доступных ценам от производителя, при этом клиентам гарантирован высокий уровень сервиса, доставка, наладка и гарантийное обслуживание, а также возможность модернизации и дополнительной комплектации в соответствии с технологическими требованиями.
Советуем прочитать:
Изготовление балясин из дерева Фрезеровка алюминия
Что такое обработка с ЧПУ: процессы, операции и преимущества
9 сентября 2022 г.
Современное производство продукции требует процессов и методов, обеспечивающих точность и правильность из-за возрастающей сложности конструкции продукции. Следовательно, существует стремление к развитию и инновациям в производственных технологиях, особенно к внедрению автоматизации.
Из-за автоматизации обработка на станках с ЧПУ является распространенным производственным процессом, известным своей точностью, аккуратностью и возможностью создания сложных изделий. В этой статье будут обсуждаться основы обработки с ЧПУ, ее процесс, применение и преимущества.
Что означает числовое программное управление (ЧПУ)?
Компьютерное числовое управление (ЧПУ) включает в себя управление станком с помощью микрокомпьютера, прикрепленного к инструменту. Микрокомпьютер может сделать это, реагируя на язык программирования, называемый G-кодом и М-кодом, который содержит инструкции по параметрам обработки, таким как скорость подачи, скорость шпинделя, режущий инструмент и поток охлаждающей жидкости.
Затем микрокомпьютер передает инструкции станку. Таким образом, обработка с ЧПУ не требует ручной работы, что делает ее пригодной для создания безошибочных деталей независимо от сложности конструкции изделия.
Что такое обработка с ЧПУ?
CNC-обработка — это субтрактивный производственный процесс, который включает удаление части заготовки с использованием инструкций из модели САПР для изготовления продукта. Станок с ЧПУ удаляет части заготовки путем операций механической обработки, таких как токарная обработка, сверление или фрезерование, в соответствии с кодами (g-код и m-код), полученными из модели САПР и содержащими инструкции по параметрам обработки.
Процесс обработки с ЧПУ совместим со многими металлами, пластмассами, деревом и композитными материалами. Наряду с аддитивными и формообразующими производственными процессами, такими как 3D-печать и литье под давлением, он представляет собой основной процесс изготовления деталей. Однако обработка с ЧПУ имеет некоторые преимущества по сравнению с этими методами, такие как высокая точность. Продолжаем читать.
4 основных этапа обработки с ЧПУ
Существует четыре основных этапа обработки с ЧПУ, независимо от используемого процесса обработки с ЧПУ. Ниже приведена пошаговая процедура того, как они обычно функционируют:
Шаг 1: Подготовка модели CAD
Это включает создание 2D- или 3D-модели продукта. Существует много программного обеспечения, подходящего для этого процесса, наиболее популярными из которых являются AutoCAD и SolidWorks. Кроме того, можно преобразовать 2D-проекты в 3D-проекты в зависимости от требований к продукту.
Хотя дизайн некоторых продуктов может быть простым, подготовка некоторых моделей САПР может потребовать дополнительных знаний, особенно сложных проектов продуктов.
Модель САПР должна быть правильно спроектирована и без особых усилий показывать оператору критически важные функции, такие как допуски, вспомогательные линии, резьбы и другие параметры для эффективной операции обработки.
Шаг 2: Преобразование в формат, совместимый с ЧПУ
Станки с ЧПУ не понимают модель САПР. Поэтому вам необходимо преобразовать модель CAD в формат, совместимый с ЧПУ, чтобы машина могла ее интерпретировать. Для этого шага вы можете использовать программное обеспечение CAM, такое как AutoCAD, Fusion 360 или другие программные онлайн-сервисы.
Это программное обеспечение может преобразовывать в формат, совместимый с ЧПУ, и давать инструкции станку с ЧПУ по параметрам. Такие как вращательное и линейное движение, последовательность резания, траектория движения инструмента, заготовка, скорость станка и т. д., связанные с операцией обработки.
Шаг 3: Выполнение настройки
Это включает в себя выбор правильного типа станка с ЧПУ и настройку определенных операций до начала операции обработки. Выбор подходящего станка зависит от обрабатываемой детали, сложности конструкции изделия и стоимости. После этого заготовка устанавливается на станок.
Шаг 4. Обработка детали
Оператор установит необходимые режущие инструменты и запустит процесс. Процесс автоматизирован и будет выполняться до тех пор, пока компьютерная программа не посчитает его завершенным. Во время и после процесса обработки машинисты проводят несколько уровней проверки для обеспечения качества.
Важная роль станков в обработке с ЧПУ
Несмотря на то, что процесс обработки с ЧПУ автоматизирован, существуют станки с ЧПУ, которые устраняют ожидаемые и непредвиденные неисправности. Ниже перечислены важные роли операторов станков с ЧПУ:
Найдите спецификации продукта.
Чтение чертежей, эскизов и файлов CAD/CAM.
Создание моделей CAE.
Выравнивание и регулировка режущих инструментов и других материалов станка.
Установка, использование и разборка станков с ЧПУ.
Следите за скоростью машины.
Проверка и проверка готовой продукции на наличие дефектов.
Убедитесь, что деталь выровнена по модели САПР.
Типы станков с ЧПУ
У каждого процесса обработки с ЧПУ есть свой станок. Например, станки для фрезерования с ЧПУ называются фрезерными станками с ЧПУ, а для токарной обработки с ЧПУ — токарными станками с ЧПУ. Однако тип станков с ЧПУ — это больше оси, по которой они могут двигаться и вращаться. Вот наиболее распространенные из них, используемые в производстве деталей:
2-осевые станки с ЧПУ
2-осевые станки с ЧПУ могут обрабатывать деталь только по осям x и z, т. е. вертикально и горизонтально. Поэтому они являются самым простым станком с ЧПУ, используемым при изготовлении деталей.
3-осевой станок с ЧПУ
3-осевой станок с ЧПУ делает еще один шаг вперед по сравнению с 2-осевым станком с ЧПУ, поскольку они могут перемещаться по осям x, y и z. Это самые распространенные станки, используемые при обработке с ЧПУ. Однако могут быть ограничения в возможности обработки деталей сложной конструкции. Это связано с отсутствием их вращения.
4-осевые станки с ЧПУ
4-осевые станки с ЧПУ имеют шпиндель, который может перемещаться по трем осям. Проще говоря, машина может двигаться вверх и вниз, из стороны в сторону, вперед и назад и вращаться по осям X и A. Все это происходит без перемещения заготовки. Они являются наиболее распространенными станками с ЧПУ, используемыми для обработки сложных деталей из-за их скорости, точности и аккуратности.
5-осевые станки с ЧПУ
5-осевые станки с ЧПУ имеют шпиндель и режущий инструмент, которые могут двигаться аналогично 4-осевым станкам. Однако, в отличие от 4-осного станка, они могут вращаться по любым двум из трех осей. Они считаются наиболее совершенными многоосевыми станками с ЧПУ из-за их способности приближаться к заготовке со всех сторон без ручного изменения положения во время обработки. 5-осевая обработка с ЧПУ обеспечивает идеальную обработку точных и сложных деталей
3 Общие вспомогательные программы для обработки с ЧПУ
В зависимости от требований процесса обработки с ЧПУ для каждой обработки используется одно или несколько программ, перечисленных ниже:
1. Программное обеспечение CAD
Программное обеспечение CAD позволяет 3D-модели физических компонентов, используемых при проектировании и производстве продукции. Кроме того, они служат для предоставления проектных данных производителям. Примеры включают AutoCAD (2D и 3D), Inventor (3D), Blender и SketchUp.
2. Программное обеспечение CAM
Программное обеспечение CAM подходит для создания G-кодов из моделей CAD для этих управляющих станков с ЧПУ. Следовательно, станок с ЧПУ имеет автоматизацию. Лучшие примеры включают Fusion 360, SolidWorks и AutoCAD.
3. Программное обеспечение CAE
Программное обеспечение CAE позволяет разработчикам продукта имитировать характеристики предполагаемого продукта. Следовательно, они могут улучшать дизайн продукта и помогают инженерам решать инженерные проблемы. Примеры включают анализ конечных элементов, динамику нескольких тел и вычислительную гидродинамику.
Различные виды обработки на станках с ЧПУ
Обработка на станках с ЧПУ включает в себя несколько методов, включающих вычитание части заготовки для изготовления целевого продукта. Однако стиль удаления зависит от процесса. Общие операции обработки с ЧПУ, используемые при производстве деталей, включают:
Сверление с ЧПУ
Сверление с ЧПУ включает использование вращающегося режущего инструмента для создания цилиндрических отверстий в неподвижной заготовке. Это важная операция обработки с ЧПУ, используемая при изготовлении изделий, требующих сборки деталей.
Фрезерование с ЧПУ
Фрезерование с ЧПУ — это наиболее распространенная операция механической обработки, которая включает использование режущего инструмента, который может вращаться и перемещаться вдоль осей для удаления материала с заготовки. Легкость резки зависит от сложности станка с ЧПУ.
Токарная обработка с ЧПУ
Токарная обработка с ЧПУ — это операция механической обработки, которая включает вращение изделия при подаче его на режущий инструмент, изготовленный для изготовления обрабатываемой детали.
Другие операции механической обработки
Шлифование
Протяжка
Притирка
Пиление
Хонингование
Материалы, совместимые с ЧПУ
900 08
– Металлы : медь, сплавы нержавеющей стали, титан, латунь, сплавы алюминия, сталь, магний, и т. д.
– Пластмассы : ацеталь, ПЭЭК, поликарбонат, нейлон, акрил, ПВХ, полипропилен и т. д.
CNC-обработка совместима со многими материалами. Тем не менее, прежде чем выбрать материал для ЧПУ, примите во внимание следующее:
Твердость
Механические свойства
Функции детали
Размерный допуск
Рабочая температура
Стоимость
90 007
Каковы преимущества обработки с ЧПУ?
CNC-обработка имеет широкое применение в производстве промышленных деталей благодаря ряду преимуществ. Ниже приведены некоторые преимущества этого процесса по сравнению с другими производственными операциями.
Точность и прецизионность
Обработка с ЧПУ является точной, что позволяет производителям продукции изготавливать детали в соответствии с намеченной конструкцией. Кроме того, он имеет высокую точность и допуск; следовательно, вы можете производить разные партии продукта без потери точности. Кроме того, автоматизированный процесс снижает количество ошибок при обработке.
Быстро и эффективно
Вы можете получить обработанную на станке с ЧПУ деталь в течение нескольких дней. Следовательно, это эффективность производства. Однако скорость и эффективность зависят от типа станка с ЧПУ и сложности изделия.
Экономичность
Обработка с ЧПУ требует высоких первоначальных капиталовложений. Однако у него более низкие эксплуатационные расходы. Кроме того, высокая производительность, практически полное отсутствие человеческих ошибок и низкие производственные затраты повышают его рентабельность. Кроме того, для большинства операций механической обработки требуется меньше обучения, и обучение доступно в онлайн-режиме.
Расширенные возможности
Большинство станков с ЧПУ могут иметь множество инструментов для различных целей. Кроме того, у них есть сложное программное обеспечение, которое позволяет им работать с различными продуктами и сложными заготовками. Поэтому они обладают расширенными возможностями и совместимостью с заготовками разных размеров, форм или текстур.
Широкий спектр совместимых материалов
Операции обработки совместимы с большим количеством материалов. Типичными примерами являются металл, пластик и композит.
Производственные процессы, альтернативные обработке на станках с ЧПУ
Обработка на станках с ЧПУ — универсальный процесс, широко применяемый в производстве деталей и изделий. Однако иногда это может быть не самый лучший метод. Вот несколько альтернативных методов, которые вы можете рассмотреть:
3D-печать
3D-печать — это процесс аддитивного производства, который включает плавление, осаждение и отверждение материала с использованием инструкций из CAD или цифровой 3D-модели. Как и обработка с ЧПУ, она автоматизирована. Однако, в отличие от обработки с ЧПУ, он больше подходит для простой конструкции.
Литье под давлением
Литье под давлением — это процесс производства пластмасс, который включает расплавление и впрыскивание материала в подготовленную форму, а также его затвердевание. Он работает с использованием того же механизма, что и другие производственные процессы, такие как выдувное формование, многослойное формование и формование со вставками. Это важная часть массового производства продукции.
Литье под давлением
Литье под давлением аналогично литью под давлением. Однако он подходит для таких металлов, как алюминий. Он включает в себя расплавление металла и заливку его в подготовленную форму. Метод впрыска может быть низким или высоким, в зависимости от качества продукта.
Краткая история обработки с ЧПУ
До эпохи электроники конструкторы создавали детали вручную или на станках с ручным управлением. Производственные процессы, используемые на этом этапе, ограничены точностью, прецизионностью, пригодностью для сложных изделий и, самое главное, массовым производством изделий. В результате были проведены исследования и разработки по внедрению новых производственных процессов.
Первое знакомство с числовым программным управлением произошло, когда Джон Т. Парсонс в сотрудничестве с Массачусетским технологическим институтом разработал машины с числовым программным управлением, которые частично производились в ВВС США в 1919 г. 40с. Эти машины позволяют производителям управлять набором инструментов с помощью инструкций с перфокарт. Тем не менее, им все еще не хватает полной автоматизации. Следовательно, они использовались в присутствии операторов.
С изобретением более быстрых компьютеров станки с ЧПУ начали использовать цифровые коды вместо перфокарт для управления станками. Обработка с ЧПУ может производить детали быстрее и точнее, чем предыдущая система обработки.
Заключение
Обработка на станках с ЧПУ является широко распространенным набором процессов в производстве деталей и изделий благодаря своей точности, прецизионности и допускам. Таким образом, дизайнеры и производители могут легко создавать продукты различной сложности.
Вы ищете высококачественные детали с ЧПУ? Затем воспользуйтесь услугами WayKen и получите доступ к качеству по конкурентоспособной цене.
Что такое М-код и G-код?
С одной стороны, G-коды представляют собой набор кодов, которые указывают станку с ЧПУ, как двигаться. С другой стороны, М-код выполняет нережущие операции станка.
Каковы основные проблемы обработки с ЧПУ?
Индивидуализация не так проста при обработке с ЧПУ. Машинисты должны изменить файлы САПР на начальном этапе, чтобы внести небольшие коррективы в готовую продукцию. Кроме того, технологическое усовершенствование позволяет писать программы только опытному оператору.
В каких отраслях используется обработка с ЧПУ?
Обработка с ЧПУ находит применение во многих отраслях обрабатывающей промышленности. Общие отрасли, использующие производственный процесс, включают автомобильную, аэрокосмическую, военную, оборонную, морскую и медицинскую.
Какие термины используются при обработке с ЧПУ?
Общие термины в области обработки с ЧПУ включают:
-CAD: автоматизированное программное обеспечение -CAM: автоматизированное производство -CAE: автоматизированное проектирование -DNC: распределенное числовое управление -G-код: геометрические коды -M-код: разные машинные коды
Каковы тенденции в отрасли обработки с ЧПУ?
Тенденции в отрасли обработки с ЧПУ включают полную автоматизацию процедуры, добавление большего количества осей к станкам с ЧПУ и разработку дополнительных функций для легкой настройки.
ЧПУ обработка | Определение | процессы | Машинное оборудование
Основы обработки и автоматизации с ЧПУ
На этой странице объясняется, что означает ЧПУ в целом, и объясняются основные процессы обработки с ЧПУ и используемое в них оборудование. В конце обсуждаются автоматизируемые действия и виды автоматизации. Если вы хотите узнать больше:
Загрузите наше полное руководство по автоматизации ЧПУ
Быстрый переход:
Что такое ЧПУ?
Основные процессы обработки с ЧПУ
Основные типы станков с ЧПУ
Автоматизация обработки с ЧПУ
Что такое ЧПУ?
Терминология, история и применимые материалы
По определению ЧПУ ( C компьютеризированное N цифровое C управление) означает управление станком или другим устройством автоматически с помощью компьютера вместо прямого управления оператором. Станки, с другой стороны, используют различные процессы, такие как фрезерование или токарная обработка куска сырья для производства готовой заготовки — это часто называют дискретным производством . Примечательно, что первые станки с ЧПУ в 19В 40-х и 1950-х годах для управления движением использовалась бумажная лента или перфокарты. «ЧПУ» превратилось в «ЧПУ» только после того, как в 1960-х годах в качестве контроллеров были представлены компьютеры. Язык программирования, который превращает программу ЧПУ — информацию — в точные движения станка, называется G-code .
Современный 5-осевой фрезерный станок для изготовления зубчатого колеса
Сначала большинство станков с ЧПУ изготавливались на заказ для изготовления определенных деталей, как показано на рисунке ниже, хотя машины общего назначения также производились для токарной обработки или сверления процессы например. С 19Обрабатывающие центры с ЧПУ общего назначения 90-х годов, подходящие для определенных процессов и диаметров деталей (например, 4-осевой фрезерный станок со столом 800×800 мм), значительно развились и завоевали большинство рынков.
Для контраста вот специальный горизонтальный фрезерно-сверлильный станок с ЧПУ 1970-х годов, используемый в производстве блоков цилиндров.
В принципе, станки с ЧПУ можно использовать для обработки любого материала, от металла до композитов, дерева, пластика и т.д. Несмотря на то, что Fastems работала с клиентами во всех упомянутых областях материалов, эта страница посвящена металлам и композитам.
Основные процессы обработки с ЧПУ
ЧПУ как таковые могут применяться в огромном разнообразии производственных процессов и машин. На этой странице мы сосредоточимся на операциях механической обработки, которые можно идентифицировать по их производству чипов . Это означает, что процессы субстрактные по своей природе, а используемое оборудование часто называют режущими станками .
Судя по заголовку страницы, CNC-обработка может быть определена как процессы механической обработки с автоматическим и цифровым управлением. К основным процессам механической обработки относятся:
Фрезерование , при котором шпиндель вращается, удаляя материал.
Токарная обработка , при которой цилиндрическая заготовка вращается, а шпиндель фиксируется, удаляя материал
Сверление , при котором в заготовке вырезается отверстие
Шлифование , при котором катящийся абразивный круг удаляет небольшое количество материала
Распиловка , когда материал разрезается (на части) лезвием.
Отделочные операции
Напильник , при котором удаляются небольшие количества материала, сочетаются шлифовка и пиление, и используется в основном для удаления заусенцев
Полировка и чистка щеткой, когда гладкая или блестящая поверхность создается с помощью абразивного процесса.
Вышеупомянутые часто называют обычными обрабатывающими и абразивными процессами . Существует много других операций, таких как электроэрозионная обработка (электроэрозионная обработка), лазерная или гидроабразивная резка в категории операций по удалению материала, которые не обсуждаются на этой странице. Иногда операции механической обработки также сочетаются с процессами аддитивного производства в гибридные машины . Для получения дополнительной информации о процессах удаления материала см., например, документ Mikell Groover’s Fundamentals of Modern Manufacturing , откуда взята следующая иллюстрация:
Основные типы станков с ЧПУ
Учитывая описанный выше контекст операций обработки, наиболее типичными станками с ЧПУ являются:
3-, 4- и 5-осевые фрезерные станки, иногда также называемые обрабатывающими центрами
Токарные станки
Многоцелевые станки: токарно-фрезерные и токарно-фрезерные станки, сочетающие в себе фрезерный шпиндель и крепление для токарных операций.
Станки шлифовально-пильные
Этот токарный станок также может выполнять фрезерные операции
При обсуждении чистовой обработки и других вспомогательных процессов обработки можно также добавить в список различные механизмы или ячейки, которые автоматически управляются в цифровом виде через ПЛК (программируемый логический контроллер), например удаление заусенцев с роботом или могут считаться станками с ЧПУ, такими как маркировочная машина.
Сюда могут входить:
Удаление заусенцев с помощью робота
Шлифование с помощью робота
Полировка роботом
Стиральные машины
Маркировочные машины
Измерительные машины
Удаление заусенцев с помощью робота
Автоматизация станков с ЧПУ
Автоматизация станков с ЧПУ — обширная тема. Этот раздел начинает путешествие с объяснения типичных действий, предлагающих потенциал автоматизации. Наконец, приведена иллюстрация, объединяющая тип автоматизации с типами оборудования/процесса, обобщающая всю эту страницу.
Какие действия вы можете автоматизировать?
Автоматизация просто означает уменьшение вмешательства человека в процесс. Ниже вы можете увидеть две основные категории деятельности, предлагающие наибольший потенциал автоматизации на станках с ЧПУ. Лучшие практики их автоматизации обсуждаются здесь
Автоматизированное планирование производства в системе автоматизации с ЧПУ
Автоматизация планирования производства и управления ресурсами
Согласование ваших людей, оборудования и ИТ-систем для совместной работы. На практике это означает такие функции, как:
Автоматизированные потоки информации между различными системами данных и оборудованием или ячейками.
Проактивное и постоянное обновление производственного плана на основе производственных заказов и их приоритетов
Автоматическое получение заказов из ERP
Руководство оператора, чтобы всегда предпринимать правильные действия в нужное время
Обработка «рецепта» изготовления заготовки
Управление (комплексной) поэтапностью производства в рамках производственного процесса
Упреждающее управление ресурсами в сравнении с производственным планом и отчетами о недостающих ресурсах.
Приспособления, поддоны и захваты
Сырье
NC-программы
Режущие инструменты, параметры инструмента и смещения
Отчетность и аналитика
Ключевые показатели эффективности производства и оборудования, такие как использование, OEE, доступность…
Просмотры выполнения заказа
Запасы / незавершенное производство
История производственных событий и отслеживаемость
Роботы могут использоваться для доставки пластин с нулевой точкой на стол станка.
Автоматизация физического движения и операций
Аппаратное обеспечение автоматизации может воспроизводить воспроизводимые и стабильные процессы с очень высокой эффективностью и точностью. На практике это может означать такие действия, как:
Перемещение (с нулевой точки) поддонов для обработки на стол станка и со стола.
Автоматическая загрузка/разгрузка приспособлений с помощью робота
Прямая передача заготовок на стол станка или патрон
Автоматическая регулировка или замена патрона
Замена захвата и инструмента в роботах
Перемещение инструментов в инструментальные магазины
Движения заготовки к/от вспомогательных процессов обработки, таких как
Удаление заусенцев
Мойка
Термическая обработка
Мойка
Маркировка
Полировка
Измерение
Управление сырьем и его передача
Управление полуфабрикатами и их перемещение
Как совместить автоматику и станки с ЧПУ?
На приведенном ниже рисунке перечислены типичные (но, конечно, не все) операции обработки с ЧПУ и оборудование с потенциалом автоматизации.
Полуавтоматический ленточнопильный станок по металлу PPS-270HPA
Описание
Отзывы (0)
Описание
Лентопильный станок полуавтоматический PPS-270HPA применяется в металлообрабатывающей промышленности, как одно из составляющих процесса изготовления металлических деталей.
Предназначение станка PPS-270HPA
С помощью ленточной пилы можно разрезать самые различные детали, изготовленные из алюминиевых сплавов, металлов без содержания железа, стали высокой прочности.
Станок может разрезать детали диаметром до 270 миллиметров.
Особенности конструкции станка
Ленточная пила изготовлена из чугунных составляющих с кожухами, выполненными из металла. Такое решение позволяет обеспечить оптимальную устойчивость и жесткость устройства при распиле деталей, изготовленных из твердых металлов. Пила настраивается для резанья под углом от -45 до 90 градусов. Станок оснащен трехфазным двигателем. Скорость опускания пильной рамы регулируется гидроцилиндром. Модель оборудована системой охлаждения СОЖ, которая позволяет деталям служить максимально долго.
У станка есть блок управления, который позволяет сделать работу за станком максимально простой и легкой.
Масса станка – 365 килограмм.
Потребляемая мощность – до 1500 Вт.
Необходимое напряжение питания составляет 380 В.
Характеристики станка
Характеристика
Значение
Напряжение питания
380в
Потребляемая мощность
1100/1500Вт
Скорость резки
34/68 м/мин
Макс. диаметр резки
(90º) 270, (45º) 240, (60º) 160, (45ºL) 210
Макс. размер разрезаемого материала
(90º) 370 x 220, (45º) 240 x 160, (45ºL) 180 x 180
Размер ножовочного полотна
3160x27x0,9
Резка под углом
90° / 60° / +/-45°
Масса
365кг
Описание
Полуавтоматический ленточнопильный станок PPS-270HPA предназначен для резки материалов различной плотности: от алюминия, алюминиевых сплавов и металлов без содержания железа, до высокопрочной стали. Пила предназначена для резки деталей, максимальный диаметр которых составляет 270мм.
PPS-270HPA состоит из чугунных деталей с металлическими кожухами. Эта комбинация материалов обеспечивает достаточную жесткость станка при максимальном резе. Пилу можно настроить для резки под углом 90°/60°/+/-45°. Пильная лента приводится в действие трёхфазным двигателем. Опускание пильной рамы регулируется гидроцилиндром. Модель оснащена системой охлаждения СОЖ.
Данное оборудование используется на мелкосерийном и серийном производстве. Например, в заготовительном цехе ленточнопильный станок будет необходимым звеном в цепочке производственного процесса.
Отзывы (0)
Вам также будет интересно…
На что обратить внимание при покупке ленточной пилы для резки металла?
Опора заготовки
Убедитесь, что заготовка, прочно поддерживаемая с обеих сторон реза, не может двигаться во время реза. Если давление зажима регулируется, используйте максимальное давление для сплошного материала и давление, достаточное для зажима конструкции без ее деформации.
Распространенный тип заусенцев возникает, когда сторона среза заготовки не поддерживается должным образом. Когда лезвие приближается к концу пропила, вес ложи может привести к его падению, а не к отрезанию (см. рисунок выше).
При резке прямоугольных заготовок располагайте заготовку вертикально, а не горизонтально. Это уменьшает степень контакта лезвия с заготовкой, что приводит к более эффективному пилению и более высокому качеству реза.
Чтобы обеспечить опору полотна, расположите направляющие рычаги полотна как можно ближе к заготовке. Если расстояние слишком велико, лезвие может «блуждать» в пропиле, особенно при слишком сильном давлении подачи вниз. Новые машины имеют карбидные направляющие в дополнение к роликам, которые помогают удерживать лезвие в вертикальном положении.
Техническое обслуживание машины
Все движущиеся части должны быть хорошо смазаны, чтобы все направляющие работали без дополнительного сопротивления. Это обеспечивает повторяемость от реза к отрезу. Смажьте пресс-масленки высококачественной смазкой, а другие обработанные поверхности – общепромышленным смазочным маслом.
Проверьте подшипник промежуточного колеса, чтобы убедиться, что он не изношен. Изношенный подшипник может привести к тому, что лезвие станет слегка изогнутым, создавая скошенный срез. В зависимости от конструкции пилы вам, возможно, придется заменить весь узел натяжного колеса. Обязательно следуйте инструкциям и спецификациям производителя пилы.
Осмотрите щетку для чистки полотна, чтобы убедиться, что она правильно соприкасается с полотном пилы. Если металлические щетинки износились, подумайте о замене их щеткой с нейлоновой щетиной. Нейлоновые щетинки не так сильно изнашиваются на лезвии, а поскольку щетинки гибкие, они могут служить дольше.
Кривой срез может быть признаком вибрации диска. Если машина старая, проверьте шарнирную балку на предмет износа. Изношенный поворотный стержень может вызвать вибрацию в руке, которая затем передается на отвал. Получается волнообразный срез. Обычно планку нельзя заменить, иначе стоимость этой операции будет почти равна стоимости новой машины. Если пришло время заменить ваш станок, выберите высококачественную ленточнопильный станок. Не позволяйте цене быть вашей единственной заботой.
Если поворотный стержень вашей ленточной пилы все еще затянут, вам необходимо серьезно подумать о том, как вы работаете и обслуживаете машину. В большинстве случаев кривые пропилы могут быть связаны с неправильной работой пилы, такой как слишком большое давление подачи вниз, слишком низкая скорость диска или слишком далекое расположение направляющих рычагов.
В остальных случаях необходимо провести тщательный осмотр. Лезвие затупилось? Натяжение лезвия слишком слабое? Направляющие лезвия изношены или не отрегулированы? Понимая пять ключевых факторов, влияющих на резку, вы сможете каждый раз добиваться хороших резов.
В большинстве случаев разрез считается вертикальным, если его отклонение не превышает ±0,002 дюйма на дюйм вертикального перемещения. Все, что выходит за пределы этого допуска, считается кривым и признаком слишком большого люфта пильного диска.
Избегайте удаления зубьев
Одной из наиболее распространенных проблем при ленточной пиле является удаление зубьев с диска. Обычно это происходит из-за перегрузок сил на лезвие, вызванных многократными ударами о материал, особенно при резке конструктивных профилей и связок.
Снятие напряжения после использования
Лезвия нагреваются при резке. Они расширяются и сжимаются, а со временем могут даже перенапрячься. Это похоже на то, как если вы слишком долго сидите на одном месте, на шинах появляется плоское пятно, когда лезвие остается под напряжением, привязанным к ведущим колесам, создает память в стали, которая может привести к преждевременному выходу из строя из-за усталости металла.
Знайте, что вы режете
Перед использованием ленточной пилы по металлу всегда знайте, какой материал вы собираетесь резать. Самое главное, на что следует обратить внимание, это насколько толстый материал, а также насколько он мягкий. Алюминий режется совсем иначе, чем серебро, сталь или медь. Плотность металла будет определять настройки, которые вы используете на пиле. Например, резка алюминия на высокой скорости может привести к тому, что он расколется, и куски металла разлетятся, что может привести к серьезным травмам. Всегда обращайтесь к руководству, прилагаемому к ленточной пиле, или ищите информацию в Интернете относительно имеющейся у вас модели и того, что вы режете.
Металл и скорость резки
При использовании ленточной пилы по металлу необходимо соблюдать осторожность. Резка металла на неправильных скоростях может вызвать у вас проблемы из-за деформации, измельчения или просто попадания в вас осколков металла. Ленточнопильный станок для резки металла работает со скоростью подачи в футах в минуту, которая никогда не должна превышать 300. Например, алюминий следует резать со скоростью от 120 до 260, сталь — со скоростью от 110 до 160, а медь — со скоростью от 170 до 250. Эти скорости могут меняться в зависимости от типа используемого лезвия, поэтому всегда обращайтесь к информации о лезвии. ознакомьтесь с таблицей скоростей биметаллических лезвий: 9Ленточнопильный станок 0006
Наша обширная линейка металлообрабатывающих ленточнопильных станков включает в себя высокоскоростные ручные и полуавтоматические вертикальные ленточнопильные станки с переменной скоростью вращения в переносных, настольных и напольных форматах.
Поиск продукта >>
Select Cutting Range
Мы предлагаем широкий ассортимент ленточнопильного станка для резки стали и металлообрабатывающего пильного оборудования. Мы сгруппировали наш ассортимент ленточных пил по металлу по размеру станка и мощности резки, чтобы помочь вам быстро найти модель, соответствующую вашим потребностям.
Диапазон ленточнопильных станков для резки металла Rong Fu
Мы можем поставить ленточнопильные станки для резки металла с различными функциями и опциями в зависимости от конкретного требования:
Переносной, настольный или напольный монтаж
Вертикальное, горизонтальное или регулируемое выравнивание полотна
Экономичные двигатели постоянного тока с регулируемой частотой вращения
Трехфазные ленточнопильные станки по металлу
Редукторный или ременный привод (трехступенчатый)
1 Односторонний или двухсторонний вертлюг
Гидравлическое управление подачей вниз
Системы охлаждения для мокрой резки
Тиски Tru-lock
Полуавтоматический подъем дуги пилы
Полуавтоматические гидравлические тиски
Быстросменные системы для горизонтальной и вертикальной резки
Мы тесно сотрудничаем с нашими клиентами, чтобы определить наиболее важные и полезные функции, которые им необходимы.
Получать поддержку
Популярные модели
Качество и надежность
Собственное производство
Контроль качества и испытания
Высокое качество и надежность наших ленточнопильных станков для резки металла является результатом 40-летнего опыта в подборе продукции для удовлетворения потребностей всех типов клиентов.
Мы являемся вертикально интегрированной компанией и контролируем все части процесса проектирования, производства и контроля качества без аутсорсинга. Именно поэтому мы являемся OEM-производителем металлообрабатывающих ленточных пил, которого выбирают наши клиенты.
Узнать больше
Собственное производство ленточных пил
Наша приверженность качеству обеспечивается нашим управлением всем процессом разработки, производства и испытаний оборудования. В отличие от некоторых поставщиков ленточных пил, мы не передаем наш производственный процесс на аутсорсинг.
Это позволяет нам быстро реагировать на запросы клиентов о конкретных функциях и продуктах. Собственное производство гарантирует, что у нас есть опыт, чтобы быстро и профессионально реагировать на вопросы по обслуживанию и использовать их, экономя время наших клиентов.
Узнать больше
Контроль качества и тестирование ленточной пилы
Мы применяем строгие процедуры контроля качества и тестирования и поддерживаем регистрацию ISO9001 для наших процессов. Наши ленточнопильные станки для резки металла соответствуют или превосходят требования мировых рынков, включая сертификацию CE в Европе.
Все оборудование тщательно тестируется и калибруется нашими экспертами перед отправкой. Тестовые распилы, которые выполняет наша группа контроля качества, измеряются, чтобы убедиться, что они находятся в пределах допуска, а тестовая документация и образцы упаковываются вместе с ленточной пилой при ее отправке.
Шабрение, которое также называется шабрование или шабровка, — это технологическая операция, позволяющая выполнять обработку поверхностей металлических деталей с высокой степенью точности и качества. Совершенно не случайно специалисты считают такую операцию одной из самых сложных и трудоемких, так как она практически не поддается механизации, а ее выполнение требует от исполнителя соответствующих навыков и достаточного опыта работы.
Шабрение стальной пластины
Особенности операции и инструменты
Шабрение поверхностей — это финишная слесарная операция, смысл которой состоит в том, чтобы используя специальный инструмент, называемый шабер, соскоблить с детали тонкий слой материала. Толщина материала варьируется в интервале 0,005–0,07 мм. При помощи такой операции преимущественно обрабатываются изделия из металла, достаточно редко — детали из пластика и древесины.
Так как шабрение является финишной операцией, ее используют для выполнения обработки деталей, поверхность которых уже имеет невысокую степень шероховатости.
Такой технологический процесс просто идеально подходит для обработки частей, которые в дальнейшем будут сопрягаться и перемещаться относительно друг друга. В подобных подвижных соединениях, сформированных из деталей с идеально обработанными плоскостями, надежно удерживается смазочный материал, и обеспечено плотное прилегание элементов, что является необходимым условием точного функционирования узла. Используя операцию шабрения, выполняют обработку:
деталей приборов различного назначения;
элементов подшипников скольжения;
наружной части измерительных инструментов и контрольных приспособлений: поверочных плит, линеек, угольников и др.;
направляющих элементов различных станков: токарного, сверлильного и др.;
плоских и криволинейных поверхностей любого другого назначения, к которым предъявляются повышенные требования по степени их шероховатости и точности взаимного расположения.
Шабровка деталей токарного станка
Процесс шабрения, как уже говорилось выше, практически не поддается механизации. Выполняют такую технологическую операцию при помощи ручного инструмента, который называется шабером. На сегодняшний день используются следующие виды инструментов для выполнения шабрения:
классифицирующиеся по конфигурации своей режущей части на плоские, фасонные и трехгранные;
подразделяющиеся по своей конструкции на цельные и составные;
одно- и двухсторонние инструменты, отличающиеся количеством режущих частей.
Конструкции шаберов: а — односторонний плоский, б — с загнутым концом, в — двусторонний плоский; г — многогранные; д — углы заточки
При производстве инструментов, предназначенных для выполнения шабрения, в качестве основного материала используется инструментальная сталь. В тех случаях, когда инструмент имеет составную конструкцию, его рабочая часть может быть оснащена твердосплавными пластинами или режущими элементами, изготовленными из быстрорежущей стали.
Державка шаберной пластины
На геометрические параметры инструментов, при помощи которых выполняется шабровка, оказывает влияние ряд параметров:
материал изготовления детали, которую предстоит обрабатывать;
угол, под которым инструмент располагается по отношению к поверхности детали;
характеристики поверхности, необходимые для получения в процессе выполнения обработки.
Шабрение плоских поверхностей преимущественно выполняется при помощи одно- и двухстороннего инструмента, режущая часть которого может иметь прямолинейную или криволинейную конфигурацию. В зависимости от типа обработки, торцевой участок инструмента затачивается под различным углом по отношению к его оси:
при выполнении черновой обработки — 75–90°;
для выполнения обработки отделочного типа — 90–100°;
шаберы для выполнения финишной чистовой обработки — 90°.
Заточка шабера
На параметры данного угла оказывает влияние и твердость металла, поверхность которого необходимо подвергнуть обработке. Так, шабрение деталей, изготовленных из мягких материалов, производится инструментом, торцевая часть которого заточена под углом 35–40 градусов по отношению к оси инструмента, изделий из стали — 75–90 градусов, из бронзы и чугуна — 90–10°градусов.
Важными параметрами инструмента, при помощи которого выполняется шабровка, являются длина режущей кромки инструмента и радиус ее закругления.
На величину таких параметров основное влияние также оказывает твердость обрабатываемого металла и тип обработки. Те, кто профессионально занимается слесарным делом, наверняка знают, что более твердые металлы обрабатываются инструментом с узкой рабочей частью и минимальным радиусом закругления режущей кромки. В зависимости от типа обработки и требований, предъявляемых к степени шероховатости обрабатываемой детали, ширина режущей кромки шабера выбирается в следующих пределах:
черновая обработка — 20–30 мм;
чистовое шабрение — 15–20 мм;
отделочная обработка — 5–12 мм.
Ручная доводка шабера
Шабрение плоских поверхностей — наиболее простая технологическая операция. Для выполнения обработки элементов криволинейной конфигурации используется инструмент с более сложной формой его режущей части. Так, части подшипников скольжения обрабатываются при помощи шаберов, имеющих кольцевую конструкцию, а поверхности вогнутой формы — инструментом, который обладает одновременно тремя режущими гранями. Такие инструменты, которые совсем несложно заправить и заточить своими руками, имеют на своей режущей части продольные желобки, а угол заострения их режущей части составляет 60°.
Шабрение криволинейных поверхностей
Шабрение плоских деталей
Операция шабрения поверхностей деталей, имеющих плоскую форму — наиболее распространенная технологическая операция, алгоритм выполнения которой уже хорошо отработан на протяжении нескольких десятилетий. Таким способом, в частности, выполняют обработку элементов станины, направляющих токарного и станков любого другого типа.
Инструмент, при помощи которого выполняется операция шабрения, может перемещаться вручную «на себя» или «от себя». Практически все специалисты слесарного дела подтверждают, что более производительным шабрение получается в том случае, если инструмент двигается «на себя». Очень важным моментом для выполнения качественной обработки является правильная подготовка поверхности, которая ей будет подвергаться.
Приемы шабрения
Неотъемлемым элементом данного технологического процесса является краска, необходимая для более качественного выполнения шабрения. Такая краска, представляющая собой смесь машинного масла с суриком, лазурью или синькой, изначально наносится на поверочную плиту, с которой затем посредством круговых движений переносится на поверхность обрабатываемой детали. При помощи нанесенной таким образом краски специалист выявляет на поверхности детали наиболее выступающие участки, подлежащие шабрению в первую очередь.
Подготовка к шабрению
Алгоритм, по которому выполняется шабрение с движением шабера «на себя», выглядит следующим образом:
деталь, которую предстоит обрабатывать, фиксируют в тисках;
шабер берут обеими руками в средней его части и подводят его режущую часть к поверхности детали, следя за тем, чтобы угол наклона по отношению к поверхности изделия составлял порядка 80°;
режущая кромка инструмента, при помощи которой будет выполняться операция шабрения, подводится к границе окрашенного пятна, затем оно соскабливается;
выполняется непосредственно шабрение, сначала черновое или предварительное, а затем — чистовое.
Последовательность шабрения методом «трех плит»
Естественно, габаритные элементы токарного или любого другого станка, которые не представляется возможным снять и зафиксировать в тисках, обрабатываются по месту. При выполнении шабрения, как и любых других слесарных работ, следует строго придерживаться требований техники безопасности.
Контроль качества выполненного шабрения осуществляется при помощи специальной рамки с прозрачным окошком, размеры которого составляют 25 на 25 мм. В таком окошке, если операция шабрения выполнена качественно, должно явно просчитываться 12–16 пятен краски, распределенных равномерно по всей его площади. Техника выполнения такого контроля выглядит следующим образом:
рамку с окошком помещают на поверхность обработанной детали;
считают количество пятен краски на площади поверхности, ограниченной окошком рамки;
данную процедуру повторяют в нескольких местах поверхности детали;
высчитывают среднее арифметическое количества пятен краски в окошке и сравнивают его с нормативным показателем — 12–16 пятен.
Поверка плоскостей с помощью цифрового штангенциркуля
Такое приспособление, как рамка с окошком, не подходит для проверки качества обработки криволинейных поверхностей. Поэтому для таких целей используют гибкую полимерную пленку, на которую нанесена сетка с размерами 25 на 25 мм. Удобство использования такой пленки состоит в том, что ей можно с легкостью придать ту конфигурацию, которую имеет поверхность обработанной детали. Удовлетворительно проведенной обработка считается в том случае, если на 75-ти участках поверхности детали количество пятен краски в окошке соответствует нормативному значению.
После операции шабрения, как правило, проводится процедура притирки, которая позволяет выровнять обрабатываемую поверхность с точностью до 0,0001 мм. Выполняется этот процесс не только при помощи инструмента различного вида, но и с применением абразивных материалов: порошков и паст.
Технологические операции по финишной обработке поверхности деталей после шабрения, о которых говорилось выше, несмотря на свою сложность и массу нюансов по их выполнению, могут быть достаточно успешно и быстро освоены по обучающим видео роликам, размещающимся на просторах сети интернет.
что это такое, приемы шабровки металла
Содержание
Что такое шабрение?
Шабрением называют высокоточную слесарную операцию по плотной подгонке деталей изделий или выравниванию различных поверхностей. Эта операция производится высококвалифицированными специалистами и производится как окончательная (финишная) отделка изделий или поверхности и после того, как было проделано предварительное шлифование, опиливание, фрезеровка или резание конкретной детали.
Для шабрения используется специальная шабровочная краска. Она наносится на поверхности сопрягаемых деталей для уточнения степени шабрирования одной части детали к другой. В результате шлифования происходит срезание мельчайших частиц металла с сопряжённых поверхностей, они «разбиваются» и, в идеале, получается сетка — наибольшее соприкосновение поверхностей изделия.
Краску для шабрения наносят ровным тонким слоем. На хорошо подготовленную поверхность она должна ложится равномерно, с равной степенью насыщенности, а на плохо подготовленную — неравномерно, с проплешинами. При визуальном осмотре становится очевидным: белые пятна означают — очень углублённые места, тёмные пятна на поверхности — углубление незначительное, серые пятна — это выступающие места, где слой краски самый тонкий.
В результате шабрения производится постепенное срезание мельчайших частиц металла с участков, где образовались сначала серые, а затем тёмные пятна, доведя тем самым поверхность детали до идеально ровной. Сам процесс шлифования производят в несколько этапов: предварительное (или черновое), точечное и, наконец, отделочное (или чистовое) шабрение.
Общие сведения о технологии
Операция чаще всего используется применительно к металлу, но в некоторых случаях схожими методами обрабатывают пластиковые и деревянные поверхности. Суть технологии заключается в ликвидации выраженных выпуклостей на изделии.
То есть с помощью специального инструмента обеспечивается притирка неровностей. Для понимания степени точности стоит отметить, что высота снимаемого слоя рассчитывается в микронах.
С точки зрения управления операцией, шабрение – это механический ручной, но не автоматизированный процесс. В нем используется слесарный инструмент, но машины и станковые механизмы пока не имеют широкого использования в этой сфере.
Особенностью метода является то, что он используется и в работе с нестандартными округлыми поверхностями, где требуется учет уклона радиальности. К примеру, это могут быть криволинейные и цилиндрические изделия.
Технологические особенности
Шабрение обладает рядом технических особенностей:
Высокая точность обработки. Инструмент-шабер является очень точным, а с его помощью можно снимать слой металла толщиной от 0,01 до 0,5 миллиметров. Если рабочему нужно срезать более широкий слой, то он либо использует более грубый инструмент, либо просто повторяет операцию несколько раз, пока не получит нужные результаты.
Возможность работы с деталями сложной формы. Лезвия шабера разной формы, что позволяет работать как плоскими объектами, так и различными сложными объектами (скажем, с подшипниками или деталями автомобилей). Это делает технологию универсальной, простой в использовании.
Невозможность механизации. Шабровка является достаточно тонкой сложной процедурой, а для ее проведения необходимым соответствующий опыт. По очевидным причинам шабрение нельзя автоматизировать, что снижает популярность технологии (хотя шабер можно подключить к пневматическим устройствам).
Назначение шабровки
Применяется для финишной металлообработки, когда объекты должны взаимодействовать с минимальным трением, отлично дополняя друг друга. Операция позволяет достигнуть максимальной гладкости даже при миниатюрных размерах заготовки. Обычно этот этап обязателен при производстве:
измерительных и контрольных приборов, так как у них должна быть высокая точность;
подшипников скольжения – при наличии неровностей будет появляться трение, деформирующее вал, а также риск быстрого износа и перекоса оси;
направляющие любых станков;
автомобильные двигатели и некоторые другие запчасти на авто.
В этот перечень также могут попасть все узлы, для работы которых важна точность и отсутствие любых дефектов.
Виды шабрения металла
В первую очередь следует определиться с назначением работ. Разделяют размерное и декоративное шабрение. Первый метод призван получить идеально ровную плоскость, а второй влияет лишь на визуальные качества изделия.
Шабрение и притирка улучшают характеристики детали, хотя результаты обработки имеют значительные различия: притирка абразивными материалами не способна придать тех свойств, которые дает шабровка. Это следствие воздействия абразивных частиц, которые остаются на поверхности, понижая износостойкие качества.
Добиться ровной плоскости можно несколькими способами:
Пришабривание к контрольной измерительной поверхности (плите).
Совмещение граней.
Метод трех плит.
Метод пришабривания к контрольной плите
Считается наименее точным способом шабровки. Его применение дает возможность получить поверхность третьего класса точности. Ключевым способом проверки качества обработки является специальная краска, которую наносят на плиту. По отпечаткам следов на плоскости определяют проблемные участки, требующие первоначальной шабровки. Обработка считается законченной при полном отпечатке краски на плоскости заготовки.
Метод совмещения граней
Применим для подготовки элементов призматической формы. Метод заключается в пригонке и совмещении между собой двух рабочих граней. Для этого нерабочие грани изделия подлежат предварительной обработке. Качество пригонки определяется с помощью контрольной плиты, принцип действия которой был рассмотрен выше.
Применение данного метода гарантирует, что угол наклона к боковым плоскостям будет составлять ровно 90º. При параллельной пригонке используются не боковые, а параллельные плоскости с применением двух контрольных плит.
Метод трех плит
Современная технология, которая позволяет достичь наилучших результатов даже при отсутствии измерительных приборов. Суть метода заключается в использовании трех плит, каждой из которой присваивается собственный порядковый номер. Две плиты пригоняются друг другу без выравнивания плоскости. Скорее всего, одна будет иметь выпуклую форму, а вторая – вогнутую. Для устранения данных дефектов используют контрольную плиту с постепенным устранением всех недостатков.
В последнее время приобретает популярность метод доводки плоскости, при котором на рабочий участок наносят притирочную смесь из керосина и пасты ГОИ. После этого выполняют притирку в несколько этапов, до получения идеальной поверхности. Рабочим инструментов в данном случае будет служить чугунная плита.
Способы шабрения
Существует ручное и механическое шабрение. В первом случае для обработки используют ручные инструменты. Второй способ связан с использованием различного оборудования, для работы с которым необходимы специалисты высокой квалификации. Независимо от способа требуется надежная фиксация заготовки.
Распиливание и припасовка – это технологический процесс, напоминающий шабровку. Припасовкой называют сопряжение деталей с замкнутым или полузамкнутым контуром. Рабочим инструментом в данном случае служит мелкий напильник.
Достоинства и недостатки шабрения
Плюсы:
увеличивается износостойкость;
сохранение смазки;
уменьшение трения;
легко оценить качество процедуры.
Минусы:
трудоемкий и долгий процесс;
низкая степень автоматизации.
Виды шаберов по конструкции и форме режущей кромки
Изначально существует два типа по назначению – это строительный, которым можно работать по различным мягким материалам, а также металлический. Он изготовлен из прочной стали и предназначен для металлообработки. Конструктивно он отличается по ряду элементов.
Поверхность под разные типы и принципы шабрения
Режущая часть ножа может быть:
Плоской – оптимально подходит под ровные плоскости. Лезвие может иметь одну сторону или две, второй вариант долговечнее. Длина – 25-40 см. Ширина от 5 мм до 3 см – чем уже грань, тем точнее и тоньше шабрение.
С несколькими гранями – хорошо проникает в щели, углы, внутренние стороны цилиндрических объектов. Есть прямой или загнутый кончик.
Специальной конфигурации под определенную задачу – их нужно разумно применять, когда идет потоковая обработка. Часто бывает разборным – в рукоять можно установить несколько различных наконечников.
Ручка и рабочая часть шабера
Для разных целей требуется различная заточка. Чтобы не путаться в массе изделий и не затачивать их каждый раз по-новому, можно воспользоваться сменными пластинами. Такое универсальное орудие имеет несколько составляющих:
рукоять;
корпус из металла;
держатель-зажим с винтом;
набор вставок.
Крепление рабочей части происходит с помощью поворота ручки.
Степени автоматизации
Существует электрический шабер. Но шабровщик – это слесарь, который много работает руками, потому что электрошабер может обрабатывать только прямые поверхности или производить первичную обработку, а финишная остается обычному инструменту. Строительный автоматизированный прибор является многофункциональным, он снимает остатки клея, шпатлевки, других стройматериалов, но для металла абсолютно не подходит.
Этапы шабрения
Шабрение металла требуют сноровки, практических навыков, которые могут отсутствовать у новичка. Поэтому лучше доверить эту операцию опытному слесарю. Шабровку изделий рекомендуется выполнять на столярной плите, а сам процедура выглядит так:
Перед зачисткой приготовьте или купите в магазине смесь-краску на основе сажи и моторного масла. Смесь должна быть густой и липкой, чтобы она могла прилипнуть к поверхности обрабатываемой запчасти. Нанесите смесь с помощью тампона на всю поверхность столярной плиты и дайте 1-2 минуты подсохнуть. Наносить смесь следует равномерно по всей площади плиты в 1 слой (иначе значительно снизится точность контрольных мероприятий).
Теперь возьмите деталь, которая будет подвергаться технологической обработке, а потом приложите ее к столярной плите, покрытой краской. Через пару минут уберите ее от плиты, посмотрите на цветовые пятна, которые образовались после приложения детали. Белые сухие пятна указывают на то, что в месте приложения у детали имеется большое углубление или трещина (шабровка для них бесполезна и даже вредна). Черные пятна указывают на то, что поверхность является однородной, не содержит углублений. Серый цвет указывает на наличие небольших выступов — именно им требуется шабрение.
Выполните заточку инструмента и начинайте удалять неровности с помощью шабера. Во время работы рекомендуется делать движения «от себя», а сам шабер следует держать под углом 30-45 градусов относительно плоскости объекта. Движения вперед нужно делать с уверенным нажимом, чтобы срезать лишний металл. Контролируя степень нажатия, Вы можете контролировать глубину резки. Назад инструмент следует возвращать спокойно, без нажима. Оптимальный ход инструмента составляет 2-3 сантиметра, а по мере выравнивания поверхности металла ход следует уменьшить до 0,5-1 сантиметра.
С помощью чистой тряпки удалите с поверхности обрабатываемой запчасти различный металлический мусор, который образовался во время обработки. Также не забудьте высушить столярную плиту и нанести на нее новый слой краски. Теперь снова приложите заготовку к поверхности стола с нанесенной краской. Через несколько минут уберите деталь и обратите внимание на цвет пятен. Если на столе остались серые пятна, то операцию шабровки следует повторить. Если деталь небольшая, то можно краску не наносить — вместо этого можно использовать незадействованный участок плиты (это сокращает время работы, снижает затраты краски).
Подготовка к шабрению
Использование шабрения обусловлено задачами получения высокоточной в плане гладкости поверхности. Поэтому применение специализированного инструмента для достижения такого результата при работе с материалами, имеющими грубую поверхность, себя не оправдывает.
Соответственно, заготовки изначально проходят этапы первичной зачистки, а также шлифования и даже полировки. Востребованность последних операций определяется тем, с какими параметрами реализуются конкретные слесарные работы и, в частности, шабрение.
Опытные мастера практикуют использование поверочных деталей. Это заготовки, которые являются образцовыми для получаемого изделия. Также на этом этапе должна быть готова вспомогательная оснастка, с помощью которой оператор будет осуществлять отдельные технологические действия.
Например, может применяться специальное грунтующее масло или краска.
Притирка и шабрение — в чем разница?
На шабровку по некоторым характеристикам похожа процедура притирки. Эта операция также используется для выравнивания поверхности объекта, а используется она обычно для обработки металла (хотя технологию можно адаптировать для работы с деревом, пластиком или мягким камнем). Однако между притиркой и шабрением гораздо больше отличий, чем похожих вещей. Главное отличие заключается в том, что для притирки используются абразивные материалы, а не специальный инструмент-шабер. К тому же притирка не подходит для небольших запчастей или объектов сложной формы (тогда как шабровка с этой задачей может справиться).
Абразивы
Абразивами называют различные материалы, которые за счет своего строения, структуры используются для шлифовки и полировки металлических, деревянных, пластиковых изделий. Принцип работы абразивов схож с шабером — для выравнивания поверхности какого-либо объекта просто срезаются верхние слои объекта. Точность абразивной обработки может быть как низкой, так и очень высокой (она находится в пределах от 0,001 до 1 миллиметра). В зависимости от структуры различают 2 основных класса абразивов:
Мягкие абразивы. В эту категорию входят гомогенные смеси или пасту, пригодную для шлифовки. Примеры мягких абразивов — алмазные пасты, алмазная крошка, пасты ГОИ. Мягкие полировочные абразивы производят более щадящий, мягкий эффект на материал, поэтому их применяют для полировки пластичных металлов. Это медь, его сплавы, алюминий, чугун, отожженная сталь. Также их применяют для обработки неметаллических материалов (скажем, для работы с деревом или пластиком).
Твердые абразивы. В эту группу входят как отдельные вещества, так и специальные объекты, сделанные человеком непосредственно для шлифовки. Примеры твердых абразивов — наждачная бумага (с добавлением алмазной пыли или без нее), кварц, корунд, электрокорунд, карбид кремния. Твердые абразивы отличаются более грубой неоднородной структурой, поэтому их используют для шлифовки твердых металлических материалов. Это сталь, твердые разновидности чугуна, некоторые виды алюминия. Твердые абразивы могут применяться для обработки дерева и пластика, однако обработку нужно делать аккуратно, чтобы не повредить деталь. При желании можно комбинировать обработку твердыми и мягкими абразивами, чтобы достичь оптимальных результатов.
Этапы притирки
Для притирки металла требуется не только абразив, но и притирочный инструмент, а также охлаждающие вещества и смазка. Притирочный инструмент обычно выполняет роль пресса, который придавливает к металлу абразив и выполняет его перемещение для полировки. В роли охлаждающих/смачивающих веществ используют бензин, вода, керосин, минеральные масла. Сама процедура притирки проста:
Сперва на притирочный пресс наносится мягкий или твердый абразив, сверху кладется обрабатываемая деталь, а потом выполняется ее шаржирование. Для шаржирования могут применяться плиты, бруски, валики (в зависимости от формы объекта). Если абразив под действием сил гравитации выпадает из инструмента, то на поверхности может наноситься липкая смазка, которая будет удерживать шлифовальные частички.
После шаржирования можно приступать к притирки. Для этого притирочные плиты, бруски или валики начинают вращаться в одном или различных направлениях. За счет это усиливается контакт абразива с поверхностью обрабатываемой поверхности, что может приводить к срезу верхних слоев металла. Глубина обработки обычно находится в прямой зависимости от времени обработки — чем дольше идет притирка, тем шире будет слой металла, который будет срезан с помощью притирки.
Плюсы и минусы технологии
Главный недостаток шабрения заключается в затратности и сложности процесса. Это одна из самых хлопотных слесарных операций, к которой прибегают лишь в особых случаях.
Причем даже ручная техника, предполагающая использование простого по устройству инструмента, будет недешевой из-за необходимости применения расходного материала в виде шаберной краски. К достоинствам, которых все же немало у данного метода обработки, можно отнести получение высокоточного среза.
Аналогичный эффект не могут обеспечить другие слесарные работы (за исключением технологичного оборудования для шлифования и полировки).
Но и в этом случае будут иметь место те же недостатки – шлифовальные машины с повышенной производительностью действуют по иному принципу и не всегда способны достичь схожего качественного уровня среза. И это не говоря о затратах на само оборудование, которое по цене может превосходить пневматические и электрические шаберы.
Основные плюсы
Главным достоинством шабрения является высокая износостойкость обработанной поверхности. Отсутствие абразивных частиц положительно влияет на целостность структуры металла. Обработанная поверхность обладает низким коэффициентом трения, что увеличивает срок эксплуатации смазочных материалов.
Определить качество шабрения можно без применения дорогостоящих контрольно-измерительных приборов. Индикатором в данном случае будет являться обычная краска, по количеству пятен которой можно говорить о степени обработки плоскости.
Инструменты и приспособления для шабрения. Шаберы
Режущим инструментом при шабрении является шабер. Шаберы различаются по конструкции — цельные и составные, по форме режущей кромке — плоские, трехгранные и фасонные, а также по числу режущих граней — односторонние и двухсторонние
Шаберы изготовляются из углеродистых инструментальных сталей марок У10…У13. Составные шаберы могут оснащаться пластинами из быстрорежущей стали или твердого сплава.
Для шабрения плоских поверхностей используются одно- или двухсторонние шаберы с прямолинейной или криволинейной режущей кромкой (рис. 4.3, а, б, в). Геометрические параметры шаберов зависят от вида обработки, материала заготовки и угла установки инструмента по отношению к обрабатываемой поверхности. Торцевая поверхность шабера затачивается под углом заострения 90… 100° по отношению к оси инструмента. При черновой обработке угол заострения равен 75…90°, при чистовой — 90°, а при отделочной — 90… 100°. Угол заострения для чугуна и бронзы выбирается равным 90… 100°, для стали — 75…90°, а для мягких металлов — 35…40°.
Выбор длины режущей кромки и радиуса ее закругления зависит от твердости обрабатываемого материала и заданной шероховатости обработанной поверхности. Чем тверже обрабатываемый материал и выше требования к чистоте обработанной поверхности, тем более узкой должна быть режущая кромка шабера и меньшим радиус закругления.
Для чернового шабрения применяются шаберы с шириной режущей кромки 20… 30 мм, для чистового — 15… 20 мм и для отделочного — 5… 12 мм.
Для шабрения вогнутых поверхностей, например вкладышей подшипников скольжения, предназначены трехгранные шаберы (рис. 4.3, г), которые имеют три режущие кромки и могут быть прямыми и изогнутыми; их угол заострения составляет 60°. У этих шаберов на гранях находятся продольные канавки (желобки), что делает более удобной заточку и заправку инструмента.
Помимо цельных, используются составные шаберы (рис. 4.3, д), позволяющие быстро заменять режущие пластины, а потому удобные для выполнения различных шабровочных работ. Такой шабер состоит из корпуса держателя 2, рукоятки 4 и зажимного винта 3. Сменную режущую пластину 1 из углеродистой, быстрорежущей стали или твердого сплава закрепляют в держателе 2, вращая винт 3 при помощи рукоятки 5.
В более простой конструкции шабера (рис. 4.3, е) режущие пластины 6 закрепляются в рукоятке 7 при помощи гайки.
При шабрении вкладышей подшипников скольжения для уменьшения числа переточек в процессе работы применяются шаберы- кольца (рис. 4.4), которые могут быть изготовлены из кольца изношенного конического роликового подшипника.
Поскольку шабрение является заключительной операцией слесарной обработки, то качество ее выполнения необходимо контролировать в течение всего процесса. Для этих целей предназначены проверочные инструменты.
К проверочным инструментам (рис. 4.5) относятся: проверочные плиты для контроля широких плоских поверхностей; плоские проверочные линейки (рис. 4.5, а, б), применяемые при контроле шабрения длинных и сравнительно узких плоских поверхностей; трехгранные угловые линейки (рис. 4.5, в), использующиеся при контроле шабрения поверхностей, расположенных под внутренним углом, угловые плиты — для контроля качества шабрения поверхностей под прямым углом; а также проверочные валики — для контроля шабрения цилиндрических поверхностей и выемок. Контроль качества шабрения всеми этими инструментами основан на выявлении неровностей на обработанной шабрением поверхности. Неровности на обрабатываемой поверхности становятся видимыми после наложения ее на окрашенный проверочный инструмент или наоборот, после наложения окрашенного инструмента на обработанную поверхность и взаимного их перемещения друг относительно друга.
Весьма важным является хранение проверочных инструментов в надлежащем состоянии, поэтому после работы проверочный инструмент следует очищать, смазывать и только потом укладывать в футляр или накрывать крышкой.
Виды станков для шабрения
Режущие элементы станков, которые применяют для шабрения, изготавливают из инструментальной стали, которая отличается низким содержанием углерода и наличием легированных добавок. Как было сказано выше, в качестве привода станка может быть использовано электричество либо сжатый воздух.
Пневматические аппараты применяют в качестве средства механизации шабрения стальных и чугунных деталей. Применяются только на предприятиях металлообрабатывающей и тяжелой промышленности. Устройства оснащают механизмом регулировки длины шабера для изменения степени шабрения.
Электромеханические инструменты для шабрения также используются в крупных мастерских. Электрический двигатель соединен с редуктором, который посредством гибкого вала передает крутящий момент на кривошип. Последний является приводным механизмом аппарата.
Широко известны стационарные шабровочные головки, которые отличаются простотой конструкции и небольшой мощностью.
Процесс механизации шабрения протекает не очень стремительно. Это связано с низким качеством обработки поверхности по сравнению с ручным шабрением.
Шабрение поверхности – это ответственная процедура, которая требует не только значительных физических качеств, но и квалификации специалистов. Высокая трудоемкость процесса и отсутствие качественного механизированного оборудования негативно влияют на популярность технологии: к ней прибегают только в крайнем случае.
Как сделать шабер своими руками
Купить его можно через интернет или в специализированных магазинах, но можно попробовать обзавестись самодельным помощником.
Простой в домашних условиях
Возьмите пруток (корпус) нужного размера, сделайте болгаркой распил в торцевой части, поместите туда пластину, а сбоку вставьте винт и крепко закрутите. С обратной стороны смастерите удобную ручку.
Сложный
Изготовление возможно при наличии фрезерного станка. Отличие от предыдущего варианта – на прутке будет нарезана винтовая спираль, которая позволит присоединять к корпусу головку – тиски, в которые будет помещаться лезвие и закрепляться винтом.
Из напильника
Инструмент нужно просто подвергнуть двум процедурам:
заточке кромки под нужным углом;
наполнением алмазной пасты на бруске из абразива с помощью движений, похожих на заточку столового ножа.
Декоративное шабрение
Где применяется шабер слесарный?
Практика показывает, что шабрение в профессиональной сфере выполнения слесарных работ занимает порядка 20% от всех операций. Тем не менее, ниша, в которой используется выпускаемая таким образом продукция, довольно ограничена.
В основном шаберы используют в процессах изготовления деталей для станков, машин, промышленного оборудования и т. д. Важно не забывать, что шабрение – это способ получения высокоточных в показателях гладкости поверхностей. Причем сами поверхности могут быть и криволинейными.
К примеру, качественные подшипники с оптимальными радиальными плоскостями можно получить только таким способом.
Заключение
Подведем итоги нашей статьи. Шабровкой называют технологию, с помощью которой можно выравнивать различные изделия из металла, дерева или камня. Это могут быть металлические листы, подшипники, автомобильные запчасти, изделия сложной формы. Для шабровки используется специальный инструмент, который называют шабером. Он имеет вид металлического изделия с деревянной ручкой, у которого имеется один заостренный конец. Шабер обычно делают из двух разновидностей стали: инструментальная сталь используется для изготовления основного инструмента — тогда как конец-резак делается из острой твердосплавной стали, которая сохраняет форму при обработке.
Конец-резак шабера может иметь сложную форму (на практике обычно используются инструменты с 1, 3 или 4 гранями). Технологические особенности шабрения — высокая степень зачистки, возможность работы с деталями любой формы, невозможность механизации. Процедура шабровки проста — человек прикладывает инструмент к металлу, делает широкие движения в направлении «от себя». Перед шабровкой рекомендуется нанести на столярную плиту специальную краску, приложить к нему обрабатываемую деталь — по характеру пятен можно будет установить наличие дефектов изделия. На шабровку похожа притирка, однако между этими операциями существует много отличий.
Что такое веб-скрейпинг и для чего он используется?
Веб-скрапинг — один из самых эффективных и полезных способов извлечения данных с веб-сайта, особенно в 2023 году!
Некоторые веб-сайты могут содержать очень большое количество бесценных данных.
Цены на акции, информация о продуктах, спортивная статистика, контакты компаний, что угодно.
Если вы хотите получить доступ к этой информации, вам придется либо использовать любой формат, используемый веб-сайтом, либо скопировать и вставить информацию вручную в новый документ. Вот где веб-скрапинг может помочь.
Что такое парсинг веб-страниц?
Веб-скрапинг относится к извлечению данных с веб-сайта . Эта информация собирается, а затем экспортируется в более удобный для пользователя формат. Будь то электронная таблица или API.
Хотя парсинг веб-страниц можно выполнять вручную, в большинстве случаев для парсинга веб-данных предпочтительнее использовать автоматизированные инструменты, поскольку они менее затратны и работают быстрее.
Но в большинстве случаев просмотр веб-страниц — непростая задача. Веб-сайты бывают разных видов и форм, поэтому парсеры различаются по функциональности и возможностям.
Обратите внимание, что вы можете столкнуться с капчами при попытке парсить некоторые веб-сайты, поэтому мы рекомендуем прочитать несколько руководств о том, как избежать и обойти капчи перед парсингом веб-сайта:
Как избежать и обойти капчи
Решение капчи (для всех Платные планы)
Если вы хотите найти лучший парсер для своего проекта, обязательно читайте дальше.
Законен ли веб-скрапинг?
Короче говоря, действие веб-скрапинга не является незаконным. Однако необходимо соблюдать некоторые правила. Веб-скрапинг становится незаконным, когда извлекаются данные, не являющиеся общедоступными.
Это неудивительно, учитывая рост веб-скрапинга и множество недавних судебных дел, связанных с веб-скрапингом.
Если вы хотите узнать больше о законности парсинга веб-страниц, вы можете продолжить чтение здесь: Законен ли парсинг веб-страниц?
Как работают парсеры?
Итак, как работают парсеры? Автоматические парсеры работают довольно просто, но также и сложно. В конце концов, веб-сайты создаются для понимания людьми, а не машинами.
Во-первых, парсеру будет предоставлен один или несколько URL-адресов для загрузки перед очисткой. Затем парсер загружает весь HTML-код рассматриваемой страницы. Более продвинутые парсеры будут отображать весь веб-сайт, включая элементы CSS и Javascript.
Затем парсер извлечет либо все данные на странице, либо определенные данные, выбранные пользователем перед запуском проекта.
В идеале пользователь пройдет через процесс выбора конкретных данных, которые ему нужны на странице. Например, вы можете просмотреть страницу продукта Amazon, чтобы узнать цены и модели, но не обязательно интересоваться обзорами продуктов.
Наконец, парсер выведет все собранные данные в более удобный для пользователя формат.
Большинство парсеров выводят данные в электронные таблицы CSV или Excel, в то время как более продвинутые парсеры поддерживают другие форматы, такие как JSON, которые можно использовать для API.
Какие виды веб-скрейперов существуют?
Парсеры могут сильно отличаться друг от друга в каждом конкретном случае.
Для простоты мы разобьем некоторые из этих аспектов на 4 категории . Конечно, при сравнении веб-скрейперов возникает больше сложностей. 9
Интерфейс пользователя собственный парсер.
Однако инструменты, доступные для создания собственного веб-скребка, по-прежнему требуют некоторых продвинутых знаний в области программирования. Объем этих знаний также увеличивается с увеличением количества функций, которые вы хотели бы иметь в своем парсере.
С другой стороны, существует множество готовых парсеров, которые можно скачать и сразу запустить. В некоторые из них также будут добавлены расширенные параметры, такие как планирование очистки, экспорт JSON и Google Sheets и многое другое.
Расширение браузера и программное обеспечение
В общих чертах веб-скраперы бывают двух видов: расширения браузера или компьютерное программное обеспечение.
Расширения браузера — это программы, похожие на приложения, которые можно добавить в ваши браузеры, такие как Google Chrome или Firefox. Некоторые популярные расширения браузера включают темы, блокировщики рекламы, расширения для обмена сообщениями и многое другое.
Преимущество расширений веб-скрапинга в том, что их проще запускать, и они интегрируются прямо в ваш браузер.
Однако эти расширения обычно ограничены тем, что живут в вашем браузере. Это означает, что любые расширенные функции, которые должны были бы выполняться вне браузера, было бы невозможно реализовать. Например, в таком расширении невозможна ротация IP-адресов.
С другой стороны, у вас будет актуальное программное обеспечение для парсинга веб-страниц, которое можно загрузить и установить на свой компьютер. Хотя они немного менее удобны, чем расширения браузера, они компенсируют это дополнительными функциями, которые не ограничены тем, что ваш браузер может и не может делать.
Пользовательский интерфейс
Пользовательский интерфейс между парсерами может сильно различаться.
Например, некоторые инструменты веб-скрейпинга будут работать с минимальным пользовательским интерфейсом и командной строкой. Некоторым пользователям это может показаться неинтуитивным или запутанным.
С другой стороны, некоторые веб-скраперы будут иметь полноценный пользовательский интерфейс, в котором веб-сайт полностью отображается, чтобы пользователь мог просто щелкнуть данные, которые он хочет очистить. С этими парсерами обычно легче работать большинству людей с ограниченными техническими знаниями.
Некоторые парсеры доходят до интеграции справочных советов и предложений через свой пользовательский интерфейс, чтобы убедиться, что пользователь понимает каждую функцию, предлагаемую программным обеспечением.
Облако против локального
Откуда на самом деле работает ваш парсер?
Локальные парсеры будут работать на вашем компьютере, используя его ресурсы и интернет-соединение. Это означает, что если ваш веб-скребок сильно использует ЦП или ОЗУ, ваш компьютер может работать довольно медленно во время работы вашего парсинга. При длительных задачах парсинга это может вывести ваш компьютер из строя на несколько часов.
Кроме того, если ваш парсер настроен на работу с большим количеством URL-адресов (например, страниц продуктов), это может повлиять на ограничение данных вашего интернет-провайдера.
Облачные парсеры работают на внешнем сервере, который обычно предоставляется компанией, разработавшей сам парсер. Это означает, что ресурсы вашего компьютера освобождаются, пока ваш парсер работает и собирает данные. Затем вы можете работать над другими задачами и получать уведомления позже, когда ваш парсинг будет готов к экспорту.
Это также позволяет очень легко интегрировать расширенные функции, такие как чередование IP-адресов, что может предотвратить блокировку вашего парсера на основных веб-сайтах из-за их активности парсинга.
Для чего используются парсеры?
К этому моменту вы, вероятно, уже придумали несколько различных способов использования парсеров. Мы разместили некоторые из наиболее распространенных ниже (плюс несколько уникальных).
Скрапинг списка недвижимости
Многие агенты по недвижимости используют веб-скрапинг для заполнения своей базы данных доступной недвижимостью для продажи или аренды.
Например, агентство недвижимости будет очищать списки MLS, чтобы создать API, который напрямую заполняет эту информацию на своем веб-сайте. Таким образом, они могут выступать в качестве агента по недвижимости, когда кто-то находит это объявление на их сайте.
Большинство объявлений, которые вы найдете на веб-сайте по недвижимости, автоматически генерируются с помощью API.
Отраслевая статистика и аналитические данные
Многие компании используют веб-скрапинг для создания массивных баз данных и извлечения из них отраслевой информации. Затем эти компании могут продавать доступ к этой информации компаниям в указанных отраслях.
Например, компания может собирать и анализировать тонны данных о ценах на нефть, экспорте и импорте, чтобы продавать свои идеи нефтяным компаниям по всему миру.
Сравнительные торговые сайты
Несколько веб-сайтов и приложений могут помочь вам легко сравнить цены на один и тот же продукт у нескольких розничных продавцов.
Одним из способов работы этих веб-сайтов является использование веб-скраперов для ежедневного сбора данных о продуктах и ценах у каждого продавца. Таким образом, они могут предоставить своим пользователям необходимые сравнительные данные.
Генерация лидов
Один из невероятно популярных способов парсинга веб-страниц — генерация лидов. На самом деле это использование настолько популярно, что мы написали целое руководство по использованию парсинга веб-страниц для лидогенерации.
Короче говоря, веб-скрапинг используется многими компаниями для сбора контактной информации о потенциальных покупателях или клиентах. Это невероятно распространено в сфере B2B, где потенциальные клиенты публикуют информацию о своем бизнесе в открытом доступе в Интернете.
Ознакомьтесь с нашими руководствами о том, как использовать веб-скрапинг для вашего бизнеса:
Скрапинг цен на акции в API приложения
Скрапинг данных из YellowPages для поиска потенциальных клиентов
Скрапинг данных из локатора магазинов для создания списка бизнес-центров
Извлечение данных о продуктах с таких сайтов, как Amazon или eBay, для анализа конкурентов
Извлечение спортивной статистики для ставок или фэнтези-лиг
Извлечение данных сайта перед переносом веб-сайта Insights
Список вещей, которые вы можете сделать с помощью парсинга веб-страниц, почти бесконечен. В конце концов, все зависит от того, что вы можете делать с собранными данными и насколько ценными вы можете их сделать.
Прочтите наше Руководство для начинающих по веб-скрейпингу , чтобы научиться парсить любой веб-сайт!
Лучший веб-скребок
Итак, теперь, когда вы знаете основы веб-скрейпинга, вы, вероятно, задаетесь вопросом, какой веб-скрейпер вам подходит?
Очевидный ответ: зависит от .
Чем больше вы знаете о своих потребностях в парсинге, тем лучше у вас будет представление о том, какой парсер вам лучше всего подходит. Тем не менее, это не помешало нам написать руководство о том, что делает лучший веб-парсер.
Конечно, мы всегда рекомендуем ParseHub. Его можно не только скачать БЕСПЛАТНО , но и получить невероятно мощный набор функций, которые мы рассмотрели в этой статье. Включая дружественный пользовательский интерфейс, облачную очистку, отличную поддержку клиентов и многое другое.
Узнайте больше о ParseHub и загрузите его бесплатно.
Хотите стать экспертом по веб-скрейпингу бесплатно? Пройдите наши бесплатных курсов по веб-скрейпингу и получите сертификат по веб-скрейпингу уже сегодня!
Если вы заинтересованы в получении нужных данных сразу, без необходимости учиться, мы предлагаем услуги веб-скрейпинга . Наша команда экспертов по парсингу извлечет любые данные с самых сложных веб-сайтов. Закажите бесплатный звонок сегодня!
Просмотр веб-страниц | Что такое веб-скрейпинг?
В сегодняшнем конкурентном мире все ищут способы внедрения инноваций и использования новых технологий. Веб-скрапинг (также называемый извлечением веб-данных или извлечением данных) — это автоматизированный процесс, который извлекает данные с веб-сайта и экспортирует их в структурированном формате.
Веб-скрапинг особенно полезен, если общедоступный веб-сайт, с которого вы хотите получить данные, не имеет API или предоставляет только ограниченный доступ к веб-данным.
В этой статье мы собираемся пролить свет на парсинг веб-страниц, вот что вы узнаете:
Что такое парсинг веб-страниц?
Основы парсинга веб-страниц
Что такое процесс парсинга веб-страниц?
Для чего используется веб-скрапинг?
Лучшие ресурсы, чтобы узнать больше о веб-скрапинге
Что такое просмотр веб-страниц?
Веб-скрапинг — это автоматизированный процесс сбора структурированных веб-данных. Он также широко известен как извлечение веб-данных или парсинг веб-данных.
Некоторые из основных вариантов использования веб-скрапинга включают мониторинг цен, анализ цен, мониторинг новостей, привлечение потенциальных клиентов и исследование рынка среди многих других.
Как правило, веб-скрапинг используется людьми и предприятиями, которые хотят использовать общедоступные веб-данные для получения ценной информации и принятия более взвешенных решений.
Если вы когда-либо копировали и вставляли информацию с веб-сайта, вы выполняли ту же функцию, что и любой веб-парсер, только вы вручную проходили процесс очистки данных. В отличие от утомительного процесса самостоятельного извлечения данных, веб-скрапинг использует интеллектуальную автоматизацию для извлечения сотен, миллионов или даже миллиардов точек данных из, казалось бы, бесконечного пространства Интернета.
Независимо от того, используете ли вы веб-скрейпер для получения веб-данных или передаете проект веб-скрейпинга партнеру по извлечению веб-данных, вам необходимо знать немного больше об основах веб-скрейпинга или извлечения веб-данных.
Основы извлечения веб-данных
Веб-скрапер автоматизирует процесс извлечения информации с других веб-сайтов, быстро и точно. Извлеченные данные предоставляются в структурированном формате, что упрощает их анализ и использование в ваших проектах. Этот процесс чрезвычайно прост и состоит из двух частей: поискового робота и парсера.
Поисковый робот — это лошадь, а скребок — колесница.
Сканер ведет парсер, как будто вручную, через Интернет, где он извлекает запрошенные данные.
Разница между просмотром веб-страниц и сканированием веб-страниц
Поисковый робот
Поисковый робот, который мы обычно называем «пауком», представляет собой искусственный интеллект, который просматривает Интернет для индексации и поиска контента, переходя по ссылкам и исследуя. Во многих проектах вы сначала «сканируете» Интернет или один конкретный веб-сайт, чтобы обнаружить URL-адреса, которые затем передаете парсеру.
Парсер
Парсер — это специализированный инструмент, предназначенный для точного и быстрого извлечения данных с веб-страницы. Инструменты очистки веб-данных сильно различаются по дизайну и сложности в зависимости от проекта.
Важной частью каждого парсера являются локаторы данных (или селекторы), которые используются для поиска данных, которые вы хотите извлечь из файла HTML — обычно применяются селекторы XPath, CSS, регулярные выражения или их комбинация. .
Понимание разницы между поисковым роботом и парсером поможет вам продвигаться вперед в ваших проектах по извлечению данных из Интернета.
Узнайте разницу между поисковым роботом и парсером
Процесс парсинга веб-страниц
Веб-скрапинг может быть чрезвычайно ценным для получения информации. Есть два способа получить веб-данные:
Сделать это самостоятельно с помощью инструментов парсинга веб-сайтов
Вот как выглядит общий процесс парсинга веб-сайтов своими руками:
Определить целевой веб-сайт
Соберите URL-адреса страниц, с которых вы хотите извлечь данные
Сделайте запрос к этим URL-адресам, чтобы получить HTML-код страницы
Используйте локаторы для поиска данных в HTML
Сохраните данные в файле JSON или CSV или в другом структурированном формате
Достаточно просто, правда? Это!
То есть, если у вас просто небольшой проект.
Но, к сожалению, есть немало проблем, которые необходимо решить, если вам нужны масштабные данные.
Например, поддержка инструментов извлечения данных и веб-скраперов при изменении макета веб-сайта, управление прокси-серверами, выполнение javascript или обход антиботов. Это все технические проблемы, которые расходуют внутренние ресурсы.
Существует множество инструментов очистки веб-данных с открытым исходным кодом, которые вы можете использовать, но все они имеют свои ограничения.
Это одна из причин, по которой многие компании предпочитают передавать свои проекты веб-данных на аутсорсинг.
Аутсорсинг веб-скрапинга с помощью Zyte
1. Наша команда собирает ваши требования относительно вашего проекта.
2. Наша опытная команда экспертов по очистке веб-данных пишет парсер(ы) и настраивает инфраструктуру для сбора ваших данных и структурирования их в соответствии с вашими требованиями.
3. Наконец, мы доставляем данные в нужном вам формате и с нужной частотой.
В конечном счете, гибкость и масштабируемость веб-скрапинга гарантируют, что параметры вашего проекта, какими бы специфичными они ни были, могут быть легко выполнены.
Менеджеры по бизнес-аналитике электронной коммерции информируют свое розничное подразделение о ценах конкурентов на основе информации из Интернета, инвесторы изучают, оценивают и анализируют возможности для инвестиций, а маркетинговые команды превосходят конкурентов глубокими знаниями, и все это благодаря растущему внедрению Интернета. парсинг как неотъемлемая часть повседневного бизнеса.
Аутсорсинг веб-скрапинга обычно подходит для компаний, которые полагаются на информацию, полученную из веб-данных.
3 причины, по которым вам следует отдать веб-скрапинг на аутсорсинг
Высокое качество данных. Поставщики веб-данных, такие как Zyte, располагают самой современной инфраструктурой, талантливыми разработчиками и огромным опытом, что гарантирует отсутствие недостающих или неверных данных.
Низкая стоимость. Получение веб-данных от опытных поставщиков может быть дорогостоящим, но по сравнению со стоимостью создания собственной инфраструктуры и наймом нескольких разработчиков и инженеров аутсорсинг является более экономичным вариантом.
Юридическое соответствие. Возможно, вы не знаете обо всех правилах парсинга веб-страниц, но поставщик веб-данных со штатной командой юристов наверняка будет знать. Аутсорсинг гарантирует, что вы всегда будете соблюдать закон.
Хотите узнать больше о том, как опыт Zyte в области веб-скрейпинга может повысить ценность вашего проекта веб-скрейпинга? Свяжитесь с нами.
Помогите мне получить веб-данные
Если вы все еще хотите попробовать парсить веб-страницы самостоятельно, вам следует узнать об инструментах, которые помогут вам получить доступ к веб-данным.
Что такое инструмент веб-скрейпинга?
Инструмент веб-скрейпинга — это программа, предназначенная для извлечения (или «веб-скрапинга») соответствующих данных с веб-сайтов. Вы почти наверняка будете использовать какой-то парсер для извлечения определенных наборов данных при сборе данных с веб-сайтов.
Инструмент парсинга, или парсер веб-сайтов, используется как часть процесса парсинга веб-страниц для выполнения HTTP-запросов на целевом веб-сайте и извлечения веб-данных со страницы. Он анализирует общедоступный и видимый пользователям контент, отображаемый сервером в виде HTML.
Иногда он также отправляет запросы к внутренним интерфейсам прикладного программирования (API) для связанных данных, таких как цены на продукты или контактные данные, которые хранятся в базе данных и доставляются в браузер через HTTP-запросы.
Существуют различные виды парсеров и инструментов для извлечения данных, таких как Zyte Automatic Extraction, с возможностями, которые можно настроить в соответствии с различными проектами по извлечению данных.
Для чего используется инструмент веб-скрейпинга?
Вам может понадобиться инструмент веб-скрейпинга, чтобы распознавать уникальные структуры HTML-сайтов или извлекать, переформатировать и сохранять данные из API.
Инструменты для очистки веб-страниц могут представлять собой большие платформы, предназначенные для всех типов типичных задач очистки, но вы также можете использовать библиотеки программирования общего назначения и комбинировать их для создания парсера.
Например, вы можете использовать библиотеку HTTP-запросов, такую как библиотека Python-Requests, и объединить ее с библиотекой Python BeautifulSoup для извлечения данных со своей страницы. Или вы можете использовать специальную платформу, которая сочетает в себе HTTP-клиент с библиотекой синтаксического анализа HTML.
Одним из популярных примеров является Scrapy, библиотека с открытым исходным кодом, созданная для продвинутых нужд парсинга.
Что можно использовать вместо инструмента для очистки данных?
Для всех проектов, кроме самых маленьких, вам понадобится какой-либо инструмент для автоматизированного веб-скрейпинга или программное обеспечение для извлечения данных для получения информации с веб-сайтов.
Теоретически можно вручную вырезать и вставлять информацию с отдельных веб-страниц в электронную таблицу или другой документ. Но вы обнаружите, что это трудоемко, отнимает много времени и подвержено ошибкам, если вы пытаетесь извлечь информацию с сотен или тысяч страниц.
Приложения для очистки веб-страниц и веб-скрейперы автоматизируют процесс, извлекая необходимые веб-данные и форматируя их в структурированном формате для хранения и дальнейшей обработки.
Еще один способ извлечения данных — это покупка необходимых вам веб-данных у поставщика услуг данных, такого как Zyte, который извлечет их от вашего имени. Это было бы чрезвычайно полезно для больших проектов, включающих десятки тысяч веб-страниц.
Ценность парсинга данных
Веб-скрейпинг дает что-то действительно ценное, чего не может дать ничто другое: предоставляет вам структурированные веб-данные с любого общедоступного веб-сайта.
Больше, чем современное удобство, истинная мощь веб-скрапинга данных заключается в его способности создавать и поддерживать некоторые из самых революционных бизнес-приложений в мире.
«Преобразующий» даже не начинает описывать то, как некоторые компании используют данные из Интернета для улучшения своей деятельности, информируя руководство о решениях вплоть до индивидуального обслуживания клиентов.
Для чего используется веб-скрапинг?
Информация о ценах
По нашему опыту, информация о ценах является самым важным вариантом использования парсинга веб-страниц.
Извлечение информации о продуктах и ценах с веб-сайтов электронной коммерции, а затем преобразование ее в аналитические данные — важная часть современных компаний электронной коммерции, которые хотят принимать более обоснованные решения в области ценообразования и маркетинга на основе данных.
Данные о ценах в Интернете и ценовая аналитика:
Динамическое ценообразование
Оптимизация доходов
Мониторинг конкурентов
Мониторинг тенденций продукта
Соответствие марке и MAP
Исследование рынка
Исследование рынка имеет решающее значение и должно основываться на самой точной доступной информации. Сокращая данные, вы получаете высококачественные, большие объемы и очень информативные данные из Интернета любой формы и размера, которые подпитывают анализ рынка и бизнес-аналитику по всему миру.
Анализ тенденций рынка
Рыночное ценообразование
Оптимизация точки входа
Исследования и разработки
Мониторинг конкурентов
Альтернативные данные для финансов
Раскопайте альфа-версию и радикально создайте ценность с помощью веб-данных, разработанных специально для инвесторов.
Процесс принятия решений никогда не был таким информативным, а данные никогда не были такими информативными, и ведущие мировые компании все чаще используют данные из Интернета, учитывая их невероятную стратегическую ценность.
Извлечение информации из документов SEC
Оценка основ компании
Интеграция общественного мнения
Мониторинг новостей
Недвижимость
Цифровая трансформация недвижимости за последние двадцать лет угрожает разрушить традиционные фирмы и создать новых влиятельных игроков в отрасли.
Внедряя данные о продуктах из Интернета в повседневную деятельность, агенты и брокерские компании могут защитить себя от нисходящей онлайн-конкуренции и принимать обоснованные решения на рынке.
Оценка стоимости имущества
Мониторинг доли вакансий
Оценка доходов от аренды
Понимание направления рынка
Мониторинг новостей и контента
Современные средства массовой информации могут создать выдающуюся ценность или создать реальную угрозу для вашего бизнеса — за один цикл новостей.
Если вы представляете компанию, которая зависит от своевременного анализа новостей, или компанию, которая часто появляется в новостях, данные веб-скрапинга новостей — это идеальное решение для мониторинга, агрегирования и анализа наиболее важных новостей из вашей отрасли.
Принятие инвестиционных решений
Онлайн-анализ общественного мнения
Мониторинг конкурентов
Политические кампании
Анализ настроений
Генерация лидов
Генерация лидов — важнейшая маркетинговая/продажная деятельность для всех предприятий.
В отчете Hubspot за 2020 год 61% специалистов по внутреннему маркетингу заявили, что создание трафика и потенциальных клиентов было их задачей номер один. К счастью, извлечение веб-данных можно использовать для получения доступа к структурированным спискам потенциальных клиентов из Интернета.
Мониторинг бренда
На современном высококонкурентном рынке защита вашей онлайн-репутации является первоочередной задачей.
Независимо от того, продаете ли вы свою продукцию в Интернете и придерживаетесь строгой ценовой политики, которую вам необходимо обеспечить, или просто хотите знать, как люди воспринимают вашу продукцию в Интернете, мониторинг бренда с помощью веб-скрапинга может предоставить вам такого рода информацию.
Автоматизация бизнеса
В некоторых ситуациях получить доступ к вашим данным может быть сложно. Возможно, вам нужно извлечь данные с вашего собственного веб-сайта или веб-сайта вашего партнера в структурированном виде.
Но простого внутреннего способа сделать это нет, и имеет смысл создать парсер и просто получить эти данные. В отличие от попыток проложить себе путь через сложные внутренние системы.
Мониторинг MAP
Мониторинг минимальной рекламируемой цены (MAP) является стандартной практикой, позволяющей убедиться, что онлайн-цены бренда соответствуют его ценовой политике.
С кучей реселлеров и дистрибьюторов невозможно отслеживать цены вручную.
Вот почему веб-скрапинг пригодится, потому что вы можете следить за ценами на свои продукты, не пошевелив пальцем.
Другие способы извлечения данных из Интернета
Бесчисленные методы и приложения для извлечения данных из Интернета на этом не заканчиваются.
Сбор данных из Интернета широко используется для:
новостей, журналистики и мониторинга репутации
SEO-мониторинг
Анализ конкурентов и управление рисками
Маркетинг, управляемый данными, и лидогенерация
Недвижимость, академические исследования и многое другое.
Существуют различные бесплатные решения для очистки веб-данных, которые позволяют автоматизировать процесс очистки контента и извлечения данных из Интернета. Они варьируются от простых решений парсинга «укажи и щелкни», предназначенных для неспециалистов, до более мощных приложений, ориентированных на разработчиков, с широкими возможностями настройки и управления.
Если вы просматриваете веб-сайт, как сейчас, вы можете просто вырезать и вставлять информацию, которую вы читаете на экране, в другой документ, например электронную таблицу. Это, безусловно, один из способов бесплатного извлечения веб-данных. Но сбор данных и информации вручную таким способом медленный, неэффективный и чреват ошибками.
На практике вы будете искать способы автоматизации этого процесса, что позволит вам извлекать веб-данные с нескольких веб-страниц — возможно, тысячи или миллионы их в день — и систематизировать результаты в структурированном формате.
Для этого вам понадобится какой-нибудь инструмент для извлечения веб-данных, часто известный как парсер.
Существует множество бесплатных решений для извлечения данных из Интернета. Некоторые из них представляют собой специализированные приложения, предназначенные для программистов и требующие определенных навыков программирования для настройки и управления.
С учетом сказанного, насколько эффективны бесплатные инструменты веб-скрейпинга и веб-скрейперы?
Идеально подходят для неспециалистов и любителей с умеренными потребностями в экстракции.
Есть также несколько простых в использовании парсеров, которые запускаются как расширение браузера или подключаемый модуль с простым интерфейсом «укажи и щелкни». Менее сложные, чем их аналоги, ориентированные на разработчиков, они, как правило, более ограничены в разнообразии и объеме данных, которые они позволяют вам собирать.
Как правильно получить доступ к веб-данным?
Здесь, в Zyte (ранее Scrapinghub), мы работаем в индустрии парсинга веб-страниц уже 12 лет. Мы делаем парсинг веб-сайтов простым. С помощью наших услуг по извлечению данных мы помогли получить данные веб-скрейпинга для более чем 1000 клиентов, от государственных учреждений и компаний из списка Fortune 100 до начинающих стартапов и частных лиц.
Наши клиенты обращаются к нам, чтобы сосредоточиться исключительно на принятии разумных решений и создании своего продукта, пока мы предоставляем им качественные веб-данные.
меню на неделю, что можно и нельзя, рецепты, результаты и отзывы диетологов
Диета стол №1 считается одной из самых жестких по ограничениям. Ее цель — помочь восстановлению желудочно-кишечного тракта, поэтому она максимально щадящая, исключает любые продукты, которые могут раздражать желудок.
Кому надо соблюдать диету стол №1
Диета стол №1 назначается для питания людей с проблемами желудочно-кишечного тракта:
гастриты с повышенной кислотностью в период обострения и выздоровления,
язва желудка и двенадцатиперстной кишки в период затихания и после обострения,
реабилитационный период после операций на желудке,
ожоги пищевода.
Что можно при диете стол №1
В диете стол №1 особенно важно не только, что есть, но и как. Продукты можно варить, запекать (без поджаристой корочки) или готовить на пару. Соль — по минимуму. Еда и напитки не должны быть слишком холодными или горячими. Питаться надо дробно, 5-6 раз в сутки, допускаются полезные перекусы. Для естественного снижения секреции желудочного сока рекомендуется лечебная минеральная вода (содержание карбонатов и сульфатов – 2-6 г/л). Еда на ночь не приветствуется, поэтому самый поздний ужин должен быть как минимум за 2,5 часа перед сном.
Какие продукты можно употреблять во время диеты №1
Нежирные молочные продукты
молоко, кефир, ряженка сливки, творог, сметана, в небольших количествах — нежирный сыр.
Масло
сливочное несоленое, топленое, растительные.
Яйцо
всмятку или в омлете.
Нежирное мясо
телятина, говядина, кролик.
Рыба
нежирные виды.
Овощи (отварные, тушеные или запеченные)
картофель, морковь, свекла, цветная капуста, молодые кабачки, тыква.
Крупы
овес, рис, манка, гречка. Но каши должны быть хорошо разваренные, а еще лучше – протертые.
Сладости
зефир, пастила, сладкие фрукты
Что еще можно
макароны, кисели и пюре ягодные, мёд, подсохший хлеб и хлебобулочные изделия, печенье.
Первое время блюда без приправ, с минимумом соли могут казаться слишком пресными и безвкусными. Разрешается немного «украсить» их вкус добавлением лаврового листа, небольшого количества мелко шинкованного укропа или петрушки.
В диете «Стол №1» предусмотрено употребление 1,5 л свободной жидкости. Предпочтительно – минеральной лечебно-столовой воды.
Что нельзя при диете стол №1
Исключить на время лечения надо продукты, которые раздражают желудок и усугубляют симптомы заболевания.
Список запрещенных продуктов:
алкоголь.
крепкий кофе.
ржаной и любой свежий хлеб.
жирное мясо
жареные блюда.
консервированные и маринованные продукты.
кислые продукты (а это в том числе и цитрусовые, и помидоры).
уксус, майонез, кетчуп.
копчености.
концентрированные фруктовые соки.
огурцы.
капуста.
репа и редька.
грибы.
каши из кукурузной, перловой и ячневой крупы.
Меню на неделю
День 1
Завтрак: рыбные кнели на пару, запеканка из вермишели, некрепкий черный чай. Второй завтрак: 1 банан, сироп из шиповника. Обед: овсяный суп-пюре, отварное филе индейки гречневая каша с маслом, кисель. Полдник: галетное печенье, некрепкий чай. Ужин: творожная запеканка с изюмом какао. Второй ужин: стакан молока.
День 2
Завтрак: рисовая каша на молоке с маслом, чернослив 1 яйцо всмятку, чай с молоком. Второй завтрак: груша, чай. Обед: овощной суп-пюре, котлеты из говядины, тушеные кабачки, сладкий компот. Полдник: 1 персик. Ужин: омлет с горошком, ягодный кисель. Второй ужин: простокваша.
День 3
Завтрак: творожная запеканка с изюмом, гречневая каша на воде, зеленый чай. Второй завтрак: яблочное пюре, какао. Обед: суп из горбуши с картофелем, куриные котлеты на пару, компот из сухофруктов. Полдник: творог со сметаной, чай. Ужин: тушеные овощи, черный чай. Второй ужин: молоко.
День 4
Завтрак: каша из овсяных хлопьев с маслом, одно яйцо всмятку, какао. Второй завтрак: ягодный кисель. Обед: картофельно-морковный суп-пюре на рисовом отваре*, котлеты из говядины, зеленый чай. Полдник: творог с клубничным джемом, чернослив. Ужин: печеные овощи, сладкий черный чай. Второй ужин: молоко.
Картофельно-морковный суп-пюре на рисовом отваре
Ингредиенты:
рис – 30 г
вода для его варки – 1, 5 стакана
картофель – 100 г
морковь – 75 г
масло сливочное – 20 г
молоко – 200 мл
яичный желток – 1 шт.
Готовим:
Рис сварить до готовности, протереть.
Картофель и морковь сварить протереть.
Все смешать, развести кипящим молоком, заправить желтком и маслом.
День 5
Завтрак: запеканка из вермишели, бутерброд с белым хлебом, нежирным сыром и маслом, черный чай. Второй завтрак: яблочное пюре, какао. Обед: овощной суп-пюре с плавленым сыром, отварное филе индейки, ягодный кисель. Полдник: галетное печенье, некрепкий чай. Ужин: картофельное пюре, омлет на молоке, напиток из цикория с молоком. Второй ужин: молоко.
День 6
Завтрак: омлет паровой, вермишель с тертым сыром, некрепкий чай, меренга**. Второй завтрак: желе ягодное, компот. Обед: суп овощной протертый, карп отварной под соусом бешамель, рис отварной, кисель. Полдник: творожная запеканка, некрепкий чай. Ужин: фрикадельки из мяса индейки с гарниром из цветной капусты, салат овощной. Второй ужин: молоко.
Меренга
Ингредиенты:
яичный белок – 3 шт
сахарная пудра – ½ стакана.
Готовим:
белки отделяем от желтков, помещаем в совершенно сухую посуду, которую ставим в миску большего размера, наполненную теплой водой.
Когда белки немного прогрелись, (мы это делаем для получения более плотной массы), начинаем их взбивать миксером на небольших оборотах.
Когда белки помутнеют, можно добавлять в них постепенно по чайной ложке сахарную пудру (или сахар) и увеличивать обороты миксера.
Когда масса стала плотной, помещаем ее в кондитерский мешок (если такового не имеется, можно в пакетик с отрезанным уголком или просто воспользоваться ложкой) и выкладываем мини-лепешки-меренги на противень.
Покрытый бумагой для выпечки.
Ставим в разогретую до 80 градусов духовку и оставляем сушиться на час, уменьшив температуру до 60 градусов.
Выключив духовку, не достаем десерт до полного остывания.
День 7
Завтрак: яйцо пашот, чай с молоком. Второй завтрак: желе из моркови, отвар из шиповника. Обед: суп овсяный молочный, диетический паштет***. Полдник: пудинг из фруктов. Ужин: протертая рисовая каша, тефтели из постной рыбы. Второй ужин: молоко.
Диетический паштет
Ингредиенты:
нежирная говядина – 100 г
картофель – 2 шт
морковь – 1 ш
молоко – 100 мл.
Готовим:
говядину., картофель, морковь отварить, пропустить через мясорубку.
Влить в этот фарш молоко и поставить на медленный огонь, тушить три минуты.
Готовое блюдо можно немного подсолить.
Важно! Надо стараться принимать пищу в одно и то же время. Желудочный сок будет вырабатываться в установленные часы, и пища будет лучше перевариваться.
Что такое «А» и «Б»
У диеты стол №1 есть два варианта «Стол 1А» и «Стол 1Б». Принципиальных различий нет. Но диета 1А наиболее щадящая, она прописывается в первую неделю лечения обострения язвенной болезни и при обострении гастрита. В основе меню – жидкие, обволакивающие блюда: супы-пюре, кисели, каши.
Когда самочувствие больного улучшается, раздражение желудка проходит, назначается диета 1Б или непосредственно №1 в меню которой список разрешенных продуктов расширяется.
Результат диеты стол №1
Диета повышает эффективность лечения, помогает организму восстановиться. Если придерживаться ее столько времени, сколько назначил врач, можно добиться очень хорошего результата – заживление язв, уменьшение воспаления, нормализация перистальтики.
Многие пациенты отмечают и такое приятное побочное явление как снижение веса. Кто-то теряет 2 кг за неделю, кто-то 4-5 кг за месяц. Благодаря тому, что из рациона исчезают газировки, фастфуд, жирная пища, меняется в лучшую сторону состояние кожи.
Отзывы диетологов
— В принципе это хорошая диета для решения определенных проблем. Пятиразовое питание – оптимальный подход для людей с заболеваниями желудочно-кишечного тракта в стадии обострения, — говорит врач-диетолог Ирина Яблонская. — Но это в первую очередь лечебная диета, поэтому всем подряд я ее не рекомендую. Диеты и рацион — это всегда индивидуальный подход . Чтобы определиться, какая диета подходит вам, необходима консультация с врачом-диетологом.
Послеоперационная диета
1-14 дней после операции: Только жидкость и измельченная до состояния пюре еда, 2-3 суповые ложки за раз каждые 1-1,5 часа. Состав еды не ограничен, сначала советуем измельченные в пюре мясные и молочные продукты, т.е. продукты, богатые белком. В сутки нужно выпивать, по меньшей мере, 1200 мл жидкости. Пить мелкими глотками и часто, до 200 мл за час. После еды воздержаться от питья в течение 20 минут.
15-30 дней после операции: Вдобавок к измельченной в пюре еде можно есть мягкую или мелко нарезанную пищу (например, мясную подливу, запеканки, супы, курицу и рыбу), которую следует тщательно пережевывать перед тем как проглотить. Есть нужно 4-6 раз в день, размер порции должен соответствовать ощущениям самого пациента (до возникновения чувства сытости), обычно 70-100 мл за раз.
Больше 30-ти дней после операции: Теперь советуем отказаться от пюре и жидкой пищи и употреблять больше твёрдой пищи. Количество приёмов пищи в день 4-6 раз. Есть следует медленно, пережёвывая пищу очень тщательно. Нежелательно пить и есть одновременно, пить лучше через 20 минут после еды. Ежедневное потребление белка должно составлять не менее 80 граммов, белок содержат, например, мясо, рыба, творог и молочные продукты, яйца. 80 граммов чистого белка содержится, например, в 180-ти граммах телятины.
Желудок раздражен и очень уязвим, восстановление занимает некоторое время (примерно 4 недели). Если пациент ест и пьет очень быстро, желудок наполняется очень быстро, это, в свою очередь, может вызвать боли в животе, тошноту и рвоту.
Обычная диета, начиная с 5-ой недели после операции: Теперь советуем пациенту заменить жидкие продукты и продукты, измельченные в пюре, на обычные продукты. Однако привычное питание должно быть изменено и диета должна быть здоровой и богатой питательными веществами.
Лучше всего начать с легких продуктов и питаться 5-7 раз в день маленькими количествами. Есть нужно медленно, тщательно пережевывая каждую порцию пищи. Пациенту не желательно употребление жидкости за 20 мин. до и после принятия пищи. При одновременном употреблении пищи и жидкости быстро возникает ощущение сытости, и это означает, что вскоре снова захочется есть.
Очень важным является ежедневное употребление продуктов, богатых протеинами, таких как рыба, мясо, молочные продукты и яйца. Рекомендуем начинать принятие пищи с продуктов, богатых белками, в противном случае, чувство сытости может прийти быстро после употребления других питательных веществ, и достаточное количество белков не будет получено.
Первые недели после операции могут быть тяжелыми, у пациентов возможна тошнота, рвота, боль, запор или диарея. Все зависит от правильности питания и способа употребления жидкости. Поэтому очень важной является правильная подготовка к операции, чтобы избежать послеоперационных жалоб. Если пациент слишком много пьет, то желудок начинает растягиваться, что вызывает боли в животе. Если пациент начинает много есть, то это способствует тошноте и рвоте.
Совершенно нормальным является то, что в первые недели или первый год пациент не переносит нормальную пищу. Поэтому очень важно время от времени экспериментировать с новыми продуктами. Если у пациента появляется непереносимость к какому-либо продукту через 2 месяца после операции, значит, нужно пробовать данный продукт через 4-6 месяцев. Важным является обрести богатый рацион и считаться с тем, что в течение нескольких месяцев после операции можно будет употреблять только половину того количества, которое вмещалось в желудок до операции. С выбором продуктов, которые содержат много сахара и жирных кислот, необходимо быть очень осторожным, так как они влияют на процесс расщепления и могут вызвать как боль, так и диарею. Со временем переносимость к жирным кислотам может улучшиться, однако все же пациенты должны следить за количеством потребляемого жира между принятиями пищи, например, на бутерброд можно намазать масла утром, в обед добавить ложку растительного масла в салат и съесть вечером мясо с капелькой соуса.
html — с использованием :before (или :after) или таблицы tr
Задавать вопрос
спросил
Изменено 3 года, 2 месяца назад
Просмотрено 20 тысяч раз
Я пытаюсь добиться эффекта кнопок, расположенных за пределами таблицы, которые соответствуют строкам таблицы, на которые они влияют. Для этого я пытаюсь использовать псевдоэлементы. Я могу легко добиться этого, если использую :after в строке таблицы, однако, если я использую раньше, он обрабатывает псевдоэлемент как новый td в строке таблицы и подталкивает все к одному td, делая таблицу невыровненной.
<таблица>
<й>
Уровень
Название 1
Название 2
Название 3
<тело>
Имя уровня 1
<тд>
<тд>
<тд>
1.01
A.Truck, B.Car, C. House
Скажи, посмотри на это, поверни голову и укажи
CLorem ipsum
1. 02
A.Truck, B.Car, C. House
Скажи, посмотри на это, поверни голову и укажи
CLorem ipsum
1.03
A.Truck, B.Car, C. House
Скажи, посмотри на это, поверни голову и укажи
CLorem ipsum
1.04
A.Truck, B.Car, C. House
Скажи, посмотри на это, поверни голову и укажи
CLorem ipsum
Я использую класс moveTableLevel, чтобы добавить элемент, чтобы добавить кнопки, прикрепленные к строке таблицы
Если я использую :after, желаемый эффект работает нормально, однако мне не нужны кнопки в правой части таблицы. Есть ли способ добиться этого (возможно, используя псевдоэлементы)? :before, кажется, хочет добавить совершенно новый td. Спасибо!
редактировать: скрипка здесь для живого примера http://jsfiddle.net/9mLd6v9Л/
HTML
CSS
3
У меня была похожая проблема (на самом деле почти такая же). В итоге я использовал псевдоэлемент :after , но переместил его туда, где хотел, с position: absolute и установкой стиля left: 0 .
Итак, я обновил вашу скрипку и добавил отступ в левой части всей таблицы (чтобы вы могли видеть содержимое)
Это как бы противоречит моим убеждениям об использовании абсолютного позиционирования (которого, по моему мнению, должно быть как можно меньше), но это был единственный способ исправить это. Надеюсь, это сработает и для вас.
0
У меня была такая же проблема. Я обнаружил, что могу просто перенастроить вещи, нажав заголовок:
table thead tr::before {
содержание: "";
}
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя электронную почту и пароль
Опубликовать как гость
Электронная почта
Требуется, но никогда не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
css.
Можно ли использовать псевдоэлементы (: after, : before) внутри строки таблицы?
спросил
Изменено 6 месяцев назад
Просмотрено 25 тысяч раз
Я хочу добавить абсолютно позиционированный элемент как : после (из : до ) строки таблицы.
Я предполагаю, что когда я добавляю такой элемент, механизм рендеринга (по крайней мере, основанный на Webkit) думает, что это какая-то ячейка таблицы.
:before плохо работает во всех браузерах. Но :after очень хорошо работает в Firefox и почти хорошо работает в webkit. В webkit это занимает мало места и увеличивает ширину всей таблицы.
— Вот что меня смущает в webkit.
Как это исправить? И где я могу прочитать о том, почему это происходит?
CSS
html-таблица
псевдоэлемент
абсолютный
3
В этом примере вы используете псевдоэлементы ::after и ::before для добавления содержимого после или перед строкой таблицы, что по существу нарушит структуру таблицы и приведет к непредсказуемым результатам.
Если бы вы добавили сгенерированное содержимое в ячейку таблицы, результаты были бы более последовательными.
Не на что ссылаться, кроме исходной спецификации сгенерированного контента:
Станок для изготовления пружин кручения EY-11-K. Диаметр проволоки: 0,3-1,2 мм. Наруж. диаметр пружин: ф42 мм.
Станок для изготовления пружин кручения EY-18-K. Диаметр проволоки: ф1,2-2,2 мм. Наруж. диаметр пружин: ф65 мм.
Станок для изготовления пружин кручения EY-41-K. Диаметр проволоки: ф2,3-4,5 мм. Нар. диаметр пружин: ф120 мм.
Станок для навивки пружин сжатия EY-08. Диаметр проволоки: ф0,13-0,8 мм. Нар. диаметр пружин: 20 мм.
Станок для навивки пружин сжатия EY-14. Диаметр проволоки: ф0,2-1,4 мм. Наружный диаметр пружин: ф30мм.
Станок для навивки пружин сжатия EY-15. Диаметр проволоки: ф0,3-1,6 мм. Наружный диаметр пружин: ф30 мм.
Станок для навивки пружин сжатия EY-24. Диаметр проволоки: ф0,5-2,0 мм. Наружный диаметр пружин: ф40 мм.
Станок для навивки пружин сжатия EY-45. Диаметр проволоки: ф2,0-4,5 мм. Наружный диаметр пружин: ф55 мм.
Станок для навивки пружин сжатия с ПЛК/ЧПУ EY-208-PNC/CNC. Диаметр проволоки: ф0,13-0,8 мм. Наружный диаметр пружин: ф20 мм.
Станок для навивки пружин сжатия с ПЛК/ЧПУ EY-212-PNC — EY-412-CNC. Диаметр проволоки: ф0,3-1,2 мм. Наружный диаметр пружин: ф20 мм.
Станок для навивки пружин сжатия с ПЛК/ЧПУ EY-230-PNC — EY-430-CNC. Диаметр проволоки: ф0,8-3,0 мм. Наружный диаметр пружин: ф50 мм.
Станок для навивки пружин сжатия с ПЛК/ЧПУ EY-238-PNC — EY-438-CNC. Диаметр проволоки: ф1,6-3,8 мм. Наружный диаметр пружин: ф60 мм.
Станок для навивки пружин сжатия с ПЛК/ЧПУ EY-265-PNC — EY-465-CNC. Диаметр проволоки: ф2,6-6,5 мм. Наружный диаметр пружин: ф100 мм.
Станок для навивки пружин сжатия с ПЛК/ЧПУ EY-280-PNC — EY-480-CNC. Диаметр проволоки: ф3,0-8,0 мм. Наружный диаметр пружин: ф100 мм.
Станок для навивки пружин сжатия с ПЛК/ЧПУ EY-2120-PNC — EY-4120-CNC. Диаметр проволоки: ф5-12 мм. Наружный диаметр пружин: ф150 мм.
Станок для изготовления колец EY-21535-PNC. Диаметр проволоки: ф1,5-4 мм. Наружный диаметр колец: ф100-350 мм.
Специализированный станок для изготовления пружин для сальников с управлением ПЛК EY-206-PNC. Диаметр проволоки: ф0,2-0,6 мм. Длина пружин: 20-280 мм.
Пружинонавивочный станок с ЧПУ MC-60. Диаметр проволоки: ф2,0-6,0 мм. Макс. наружный диаметр пружин: ф80 мм.
Пружинонавивочный станок с ЧПУ MF-50. Диаметр проволоки: a1,4-5,0 мм. Макс.наружный диаметр пружин.: ф80-100 мм.
Пружинонавивочный станок с ЧПУ MF-20. Диаметр проволоки: ф0,2-2,5 мм. Макс. диаметр пружин: 40 мм.
Многоцелевой формовочный станок с ЧПУ MS-40. Диаметр проволоки: ф0,6-3,0 мм.
Пружинонавивочный станок PC-5120.
5 управляемых осей.
Диаметр проволоки: ф5-12 мм.
Наружный диаметр пружин: ф150 мм.
Пружинонавивочный станок PC-5160.
5 управляемых осей.
Диаметр проволоки: ф8-20 мм.
Наружный диаметр пружин: ф250 мм.
Пружинонавивочный станок NC-3120.
3 управляемые оси.
Диаметр проволоки: ф5-12 мм.
Наружный диаметр пружин: ф150 мм.
Пружинонавивочный станок LSC-2500. Диаметр проволоки: ф20-50 мм. Наружный диаметр пружин: ф300 мм.
Пружинонавивочный станок LSC-2150. Диаметр проволоки: ф5-15 мм.
Наружный диаметр пружин: ф300 мм.
Станок для изготовления пружин и гибки проволоки [чертежи прилагаются]
Данная машина предназначена не только для изготовления пружин, она также может сгибать проволоку 0,8/0,9/1 мм в любую 2D-форму. Основная цель заключается в том, чтобы сделать станок для пружин достаточно точным. Другие станки для гибки проволоки своими руками не очень точны, а изгибы которые на них получаются, как правило, имеют довольно большой радиус. Вторая цель заключалась в том, чтобы максимально упростить сборку из общедоступных деталей и компонентов. Все конструктивные детали напечатаны на 3D-принтере, а все металлические детали доступны в большинстве хозяйственных магазинов.
Шаг 1. Посмотрите видео!
Я попытался записать всю сборку, чтобы помочь вам понять ее. Всегда лучше увидеть сборку в действии.
Примечание: данная статья является переводом.
Шаг 2: Необходимые детали и материалы
Детали для печати на 3D-принтере прилагаются.
Сгибатель
Головка инструмента
Рама двигателя
Механизм подачи
Рама двигателя
Нижняя рама
Проводник
Каретка промежуточной шестерни
Прокладка промежуточной шестерни
Проставка подающего механизма
Гибочная пластина
Выпрямительные ролики (2 шт.)
Каркас (2x)
Рама высшей передачи (2x)
Ролики (14x)
Держатель катушки
Винты и болты
Шуруп для дерева 3×16 (16x)
Болт с шестигранной головкой M3x10 (4 шт. )
Болт с шестигранной головкой M3x12 (18x)
Болт с шестигранной головкой M3x20 (6 шт.)
Болт с шестигранной головкой M3x40 (4 шт.)
Гайка M3 (10 шт.)
Шайба М3 (14 шт.)
Электроника
Arduino UNO
Комплект ЧПУ для Arduino UNO
Шаговый драйвер A4988 (2x)
Шаговый двигатель NEMA17 / 17HS8401 (2x)
Адаптер питания 12В 3А
Джампер (6x)
Подшипники и прочее
Подающая шестерня V-образной формы (диаметр 30 мм)
Маленькая стальная пружина 4×6 мм
Подшипник 3x10x4 мм
Подшипник 6x15x5 мм
6 мм стальной стержень
Небольшой стальной лист толщиной 2 мм для гибки листа (опционально)
Деревянная доска для основы (минимальный размер — 450×100 мм)
Spring Making 3D files.rar
132Скачать
Шаг 3: Печать пластиковых деталей
Загрузите файлы STL для пластиковых деталей и запустите их печатать на 3D принтере. Я всегда проектирую детали таким образом, чтобы исключить необходимость в использовании опор, поэтому постобработка была намного проще, а детали были чище.
Я печатал файлы с высотой слоя 0,15 мм, 3 периметрами и 40% заполнением с настройкой шаблона Gyroid. Неважно, используете ли вы PLA или PETG. Детали не нагреваются, поэтому PLA подойдет, расчетное время печати 2 дня.
Шаг 4: Как это работает?
Пока вы печатаете пластмассовые детали, давайте посмотрим, как работает станок для гибки проволоки и из каких компонентов он состоит (справа налево):
Держатель катушки — он удерживает катушку с проволокой для обработки машиной.
Выпрямляющие ролики — набор из 7 роликов, чтобы проволока была как можно более прямой.
Механизм подачи — вы можете найти аналогичный механизм в своем 3D-принтере. Набор шестерен, которые вытягивают проволоку с катушки через ролики и проталкивают ее к гибочной головке. Подающий механизм должен иметь достаточное сопротивление проволоке, чтобы он не соскользнул, что сделало бы машину неточной.
Сгибатель — вращая штифт на головке, он сгибает проволоку в запрограммированную форму.
Все это управляется одним Arduino UNO с платой с ЧПУ. Arduino принимает команды от компьютера и переводит их в движения шаговых двигателей. Как и любой другой станок с ЧПУ.
Шаг 5: Сгибатель
Для начала возьмите деревянную основу и прикрутите основание для двигателей гибочного и подающего устройства. Используйте шурупы 3×16. Важно установить обе рамки, потому что их положение должно быть точным относительно друг друга, как показано на изображении макета ниже.
Продолжите установку одного из шаговых двигателей в раму двигателя гибочного станка и закрепите его четырьмя винтами M3x10. Ориентация значения не имеет. Теперь прижмите головку гибочного станка к валу двигателя. Они подходят друг другу. Довольно просто, да?
Шаг 6: Механизм подачи
Давайте рассмотрим механизм подачи проволоки. Рама уже установлена, поэтому первый шаг в сборке механизма подачи — это построить каретку для промежуточной шестерни, которая будет прижимать проволоку к подающей шестерне. Вдавите пластиковую втулку внутри подшипника 6x15x4 мм, чтобы проделать отверстие под болт M3. Вставьте болт M3x20. Вдавите гайку M3 в каретку и прикрутите подшипник болтом. Убедитесь, что подшипник вращается свободно. Вдавите вторую гайку M3 в корпус двигателя (со стороны двигателя в левом нижнем углу) и прикрутите каретку через небольшой кронштейн с помощью болта M3x20. Не затягивайте болт слишком сильно, каретка должна двигаться свободно. Поднимите каретку и вставьте пружину в отверстие под ней.
Возьмите второй шаговый двигатель и поместите его в корпус двигателя. Пока не прикручивайте, еще нужна пластиковая деталь. Наденьте распорную втулку шестерни подающего механизма на вал двигателя и установите подающий механизм.
Подающий механизм, который я использую, взят от сварочного аппарата MIG. Шестерня имеет две бороздки сбоку. Один для провода 0,8 мм и один для провода 1 мм. Раньше я экспериментировал с шестернями с зубьями, используемыми в экструдерах 3D-принтеров. Но зубы оставляли видимые следы на проволоке.
Механизм подачи и гибочный станок соединены металлической пластиной толщиной 2 мм с небольшой канавкой на задней стороне, которая подает проволоку прямо в центр гибочной головки для идеального изгиба. Пластиковая пластина для гибки, напечатанная на 3D-принтере, отлично работает, но быстро изнашивается и требует частой замены. Так что используйте её, если не можете сделать идентичную деталь из металла.
Возьмите пластиковую деталь направляющей для проволоки и вдавите четыре гайки M3 в отверстия на ее задней стороне. Теперь прикрутите к ней изгибающуюся пластину болтами M3x20. Поместите направляющую для проволоки на переднюю часть рамы двигателя механизма подачи и закрепите ее на двигателе четырьмя болтами M3x12. Теперь отрегулируйте положение гибочной пластины. Он должен находиться точно в центре гибочной головки. Ослабьте четыре болта на гибочной пластине и плотно установите гибочную пластину в центр гибочной головки. Снова затяните болты.
Шаг 7: Выпрямляющие ролики
Проволока обычно поставляется в виде катушки. Чтобы согнуть проволоку, ее сначала нужно распрямить. Это правда. Выпрямитель состоит из 7 роликов (4 вверху и 3 внизу), которые можно прижимать друг к другу для обеспечения надлежащего натяжения проволоки. Это также предотвращает скручивание проволоки при сгибании.
Начнем со сборки роликов. Вставьте подшипник 3x10x4 мм в пластмассовый роликовый корпус. Вставьте болт M3x12 с одной стороны и шайбу M3 с другой стороны ролика. Шайба предотвратит трение колеса о раму. Прикрутите все ролики к станине и верхней раме. Вставьте верхнюю раму с 4 роликами в раму кровати. Имеется набор V-образных канавок для обеспечения надлежащего контакта. Вставьте две гайки M3 к нижней стороне базовой рамы и вставьте два болта M3x40 сверху вниз. Этот болт регулирует натяжение троса.
Если вы хотите сэкономить на подшипниках для роликов. Напечатайте деталь Straightener_RollerNoBearing вместо Straightener_Roller. Но производительность будет намного хуже.
Чтобы добиться еще лучших результатов, используйте 2 выпрямителя подряд.
Шаг 8: Держатель катушки
Держатель катушки — это простой цилиндр, который удерживает проволоку и позволяет ей разматываться с катушки. Прикрепите его к концу машины с помощью четырех винтов 3×16.
Шаг 9: Подключение
Во-первых, проволока для гибки должна быть подана на станок. Я использую латунную проволоку 0,8 мм или 1 мм в виде катушки 5 м или 25 м.
Проволока проходит с катушки сначала через набор роликов для правки. Просто поместите проволоку в ролики. Затем она проходит через подающее устройство. Отрегулируйте положение подающего механизма так, чтобы нужная вам леска была вровень с поверхностью направляющей для проволоки. Нажмите рычаг на ведомой шестерне и протолкните проволоку через подающее устройство до гибочной пластины. Отпустите рычаг и дайте холостой шестерне прижаться к шестерне механизма подачи. Теперь вы можете рукой вращать шестерню подающего механизма, чтобы продвинуть проволоку к гибочной головке. Аккуратно отрегулируйте натяжение роликов, затягивая болты. Ролики не должны вращаться свободно, но проволока должна двигаться плавно. Размотайте часть проволоки, чтобы убедиться, что вы начинаете с хорошей и прямой проволоки.
Во-вторых, электроника контроллера также должна быть подключена к машине. Я использую классический Arduino UNO с CNC платой с двумя драйверами шаговых двигателей A4988. Двигатель подачи подключен к оси Z, а двигатель гибочной головки — к оси X. Драйверы настроены на максимально возможную точность — 3 перемычки под драйверами шаговых двигателей. Все должно питаться от источника питания 12В 3А.
Шаг 10: Исполнение кода
Все подключено? Хорошо. Наконец-то вы можете попробовать запустить станок. Я использую GRBL в сочетании с cncjs. Он разработан для запуска фрезерного станка, но отлично подходит для любого типа ЧПУ. GRBL — это прошивка, которую нужно прошить в Arduino UNO. Установите GRBL на Arduino и cncjs на свой компьютер.
Когда все готово, вы можете подключиться к станку и начать пробовать перемещать головку и проволоку вручную, нажимая кнопки Z+/- или X+/-.
Вышеупомянутые команды определяют калибровку. Проще говоря, это набор значений, определяющих, как преобразовать число, указанное в коде, в движение двигателя. Например, если вы настроили перемещение оси Z на 30, это фактически означает, что 30 мм проволоки будет проталкиваться через механизм подачи.
Установка нулевого положения головки гибочной машины
Движение гибочной головки определяется известным фиксированным положением гибочной головки. В моем случае это положение, когда изгибающий штифт на голове обращен влево. см. картинку ниже. Разумно отметить это нулевое положение на голове, чтобы иметь возможность вернуть голову в то же положение. Нет такой необходимости в определении нулевого положения для механизма подачи, потому что он всегда перемещается относительно текущего положения.
GCode
G91
G1 Z1
G90
G1 X2
G1 X-6
Это пример программы гибки. Это последовательность инструкций по перемещению двигателей.
G91 - использовать относительные координаты (требуется перед перемещением по оси Z)
G1 Z1 - подача 1 мм проволоки
G90 - использовать абсолютные координаты (требуется перед любыми перемещениями по оси X)
G1 X2 - поверните гибочную головку в положение 2 (в этом номере нет единиц измерения)
G1 X-6 - поверните гибочную головку в положение -6
Если вы повторите вышеуказанные шаги 100 раз, вы получите код изгиба пружины. Вы можете найти больше исходных файлов для начала ниже.
hex-outer.gcode
75Скачать
hex-inner.gcode
57Скачать
spring. gcode
62Скачать
Шаг 11: Вот и все!
Хотя нет, это не так. У этой машины есть несколько ограничений или, скорее, упрощений, чтобы любой мог ее легко построить. Она предназначена для гибки только в одном направлении, потому что гибочная головка не может пропустить проволоку в другую сторону. Она может создавать только 2D-формы.
Пружинонавивочные машины | Машины для формования и изготовления пружинных намотчиков
Пружинные мотатели для проволоки диаметром от 0,003 до 0,750 дюйма Намотка
Постоянное усилие и адаптация
Модернизация и модернизация
Профилактика Техническое обслуживание
Обслуживание и поддержка
Намотчики пружин, разработанные и изготовленные собственными силами
Компания Torin гордится тем, что продолжает традицию «Сделано в Америке», при этом каждая машина для намотки пружин разрабатывается и производится в нашей штаб-квартире в Восточном Берлине, штат Коннектикут. FENN уже более 120 лет является лидером в области производства качественного металлообрабатывающего оборудования.
Наши специалисты не торопятся спроектировать и построить машину, точно соответствующую вашим спецификациям и удовлетворяющую вашим уникальным производственным требованиям. Благодаря опыту создания стандартного металлообрабатывающего оборудования, а также индивидуальных решений для металлообрабатывающего оборудования — продукты и услуги FENN могут помочь повысить точность и производительность вашего бизнеса.
Намоточные машины для поддержания конкурентоспособности вашего бизнеса
Адаптивность является ключом к успеху на современном конкурентном рынке производства. Чтобы помочь вашему бизнесу оставаться конкурентоспособным, FENN рада предложить линейку высокоскоростных универсальных станков для намотки пружин Torin, которые теперь доступны как в одноточечной, так и в двухточечной конфигурации. Выберите станок для изготовления пружин, который наилучшим образом соответствует потребностям вашего бизнеса.
Многолетний опыт
На протяжении десятилетий Torin считается ведущим производителем пружинных намотчиков. В 2003 году FENN приобрела бренд у BHS-Torin и продолжает производство высококачественного оборудования, произведенного в США. Теперь под руководством ветерана BHS Torin Райана Каттера FENN продолжает инвестировать в разработку станков для изготовления пружин высочайшего качества, доступных на рынке.
Одноточечная навивка пружин
Станок для изготовления одноточечных пружин Torin серии FZ
FENN предлагает одноточечные намотчики Torin для проволоки диаметром от 0,003 до 0,750 дюймов. Намотчик пружин Torin серии FZ может производить различные пружины, включая, помимо прочего, пружины сжатия, растяжения, кручения, ленточные, магазинные, постоянного усилия, фасонную проволоку, проволочные профили и кольца.
Смотреть видео FZ12
Смотреть видео FZ11
Смотреть видео FZ10
Одноточечные пружинные намотчики Torin Доступны четыре, пять или шесть осей!
Каждый станок для навивки пружин Torin стандартно поставляется с 4 осями, которые выполняют функции подачи, диаметра, шага и резки. Для клиентов, которым требуется большая универсальность, могут быть добавлены функции торсионной и поперечной точек намотки осей. Эти дополнительные оси позволяют производить пружины кручения, проволочные формы и пружины растяжения с крючками.
Узнайте больше о серии FZ
Размер машины
00
ФЗ-100
0
ФЗ-10
0-1/2
ФЗ-810
1
ФЗ-11
1-1/2
ФЗ-115
2
ФЗ-12
2-1/2
ФЗ-125
3
ФЗ-23
4
ФЗ-24
5
ФЗ-25
Диаметр проволоки (дюймы)
.003 – .015
.008 – .028
. 010 – .040
.015 – .080
.032 – .135
.047 – .177
.080 – .275
.125 – .375
.160 – .625
.250 – .750
Диаметр проволоки (мм)
.076 – .380
.200 – .700
.250 – 1,00
.400 – 2,00
.800 – 3,50
1,20 – 4,50
2.00 – 7.00
3,20 – 9,50
4.00 – 16.0
6.30 – 19.0
Диаметр проволоки Кручение (дюймы)
.003 – .015
.008 – .028
.010 – .040
.015 – .080
.032 – .135
.047 – .177
. 080 – .250
.125 – 3,25
.160 – .440
.250 – .500
Диаметр проволоки Кручение (мм)
0,08 – 0,380
.200 – .700
.250 – 1,00
.400 – 2,00
.800 – 3,50
1,20 – 4,50
2,00 – 6,40
3,20 – 8,30
4.00 – 11.2
6.30 – 12.7
Минимальный индекс
3
3
4
3
3
3
3
3
5
5
Корпус пружины Макс. (в)
.281
. 875
.875
1,75
2,25
3,25
4,25
5
6
10
Корпус пружины макс. (мм)
7.1
22
22
44
57
83
108
127
152
254
Длина подачи
НЕОГРАНИЧЕННЫЙ
Навивка двухточечной пружины
Станок для изготовления двухточечной пружины Torin серии R
В серии Revolution используется такая же надежная механика и надежные и точные средства управления, как и в серии FZ, с использованием технологии двухточечной навивки. FENN предлагает двухточечные намотчики Torin для проволоки диаметром от 0,008 до 0,750 дюйма. Станки для навивки двухточечных пружин Torin серии R могут производить круглые пружины сжатия и растяжения. Намотчики пружин Torin спроектированы и изготовлены для быстрой настройки и замены пружин с помощью удобного генератора программ для пружин. Узнайте о различиях между двухточечными пружинными намотчиками и одноточечными здесь , чтобы узнать больше о том, как FENN может разработать решение, отвечающее вашим требованиям.
Загрузить брошюру
Размер машины
0
Р-10
1
Р-11
1-1/2
Р-115
2
Р-12
2-1/2
Р-125
3
Р-23
4
Р-24
5
Р-25
Диаметр проволоки (дюймы)
. 008 – .028
.015 – .080
.032 – .135
.047 – .177
.080 – .275
.125 – .375
.250 – .625
.375 – .750
Диаметр проволоки (мм)
.200 – .700
.400 – 2,00
.800 – 3,50
1,20 – 4,50
2.00 – 7.00
3,20 – 9.50
6,35 – 16,0
9,50 – 19,0
Минимальный индекс
3
3
3
3
3
3
5
5
Корпус пружины Макс. (дюйм)
.875
1,75
2,25
3,25
4,25
5
6
10
Корпус пружины макс. (мм)
22
44
57
83
108
127
152
254
Длина подачи
НЕОГРАНИЧЕННЫЙ
Постоянная сила
С 1950-х годов компания Torin поставляет намотчики постоянной силы – специально разработанные мотальные машины для производства пружин постоянной силы. Компания FENN разработала моталки серии CF в надежные машины, способные производить высококачественные пружины постоянного усилия. В рамках уникальной конструкции FENN один и тот же набор подающих роликов можно использовать для всей линейки станков — нет необходимости менять ролики для материала различной толщины. FENN предлагает полный пакет для наматывания с постоянным усилием: машина, пресс и направляющая, выходные желоба, раздатчики и печи. Свяжитесь с нами чтобы узнать больше!
Преимущества конструкции Torin
Параллельность подающих роликов для обеспечения выравнивания материала во время производства
Один и тот же комплект подающих роликов можно использовать для всей линейки станков
Пресс может быть спроектирован для установки наборов штампов заказчика
Станок с ЧПУ FENN позволяет настраивать входы и выходы. для контроля дополнительных аспектов производства
Возможность подачи слева и справа
Возможные диапазоны материалов и модели
Хотя материалы, выходящие за эти диапазоны, могут быть размещены, пример меньших материалов может иметь толщину от 0,004 дюйма до 0,250 дюйма, а пример больших материалов может варьироваться от 0,040. толщиной 2,00 дюйма (*Примечание: требуемый размер модели зависит от дополнительных факторов)
Для этих диапазонов модели FENN включают CF-11, CF-115 и CF-12
Мы можем разработать дополнительные размеры моделей по вашим требованиям!
Модернизация и модернизация
Программа модернизации механических намотчиков серии W
Программа модернизации электрооборудования FENN предлагает непревзойденную ценность: наши высококвалифицированные, опытные инженеры и заводские техники позволяют нам поставлять модернизированное оборудование за 90 314 часть стоимости новая машина . Позвольте нам помочь вам максимально раскрыть потенциал и производительность вашего пружинного намотчика Torin с помощью нашей технологии ЧПУ, и все это подкреплено нашей гарантией на модернизацию сроком на 1 год ! См. нашу брошюру по механической модернизации .
Модернизация системы управления также доступна для старых намотчиков пружин Torin с сервоуправлением. Обеспечьте свою машину для формования пружинных моталок полным обновлением системы управления, включая программное обеспечение с новейшими функциями серии FZ. С этим пакетом устраните риск использования устаревших компонентов. Для получения дополнительной информации см. нашу брошюру Серия Z и обновления ЧПУ
СЕРИЯ Z И МОДЕЛИ УПРАВЛЕНИЯ ЧПУ
Модернизация системы управления также доступна для старых намотчиков пружин Torin с сервоуправлением. Обеспечьте свою машину для формования пружинных моталок полным обновлением системы управления, включая программное обеспечение с новейшими функциями серии FZ. С этим пакетом устраните риск использования устаревших компонентов. Для получения дополнительной информации см. нашу брошюру серии Z и обновлений ЧПУ .
ПРОГРАММА ЭЛЕКТРИЧЕСКОЙ МОДЕРНИЗАЦИИ МЕХАНИЧЕСКИХ ПРУЖИННЫХ МАЧТОВ
Теперь вы можете воспользоваться максимальным потенциалом и производительностью нашей технологии ЧПУ за небольшую часть стоимости нового станка. Модернизируя свой механический пружинный намотчик, вы можете расширить возможности своей машины с помощью высококачественных деталей OEM, чтобы поддерживать ее работу с оптимальной производительностью. Доверьте нашим экспертам надежное решение, которое прослужит так же долго, как и наши машины! Узнайте больше о преимуществах электрической модернизации вашей машины Torin .
Программы профилактического обслуживания
Не допускайте простоев! Лучшая услуга, которую может предоставить FENN, — это предотвращение необходимости в незапланированном обслуживании. Позвольте специалистам FENN поддерживать работу вашей машины на самом высоком уровне производительности.
Наша программа включает в себя:
Ежегодное посещение завода, состоящее из 50-точечной проверки сертифицированным техническим специалистом OEM для оценки важных механических и электронных компонентов вашей машины, чтобы предотвратить проблемы до того, как они повлияют на ваше производство.
В комплект поставки входит подробный отчет о проверке, содержащий ценную информацию о состоянии вашей машины, проблемных областях и рекомендуемых ремонтных работах
Одно дополнительное дополнительное посещение предприятия — решите, когда и как использовать посещение в соответствии с потребностями вашего бизнеса.
Обучение: Обеспечение надлежащей подготовки вашего персонала для использования всего потенциала металлообрабатывающего станка
Сервис: Установка деталей, полученных в результате первоначальной проверки
Ремонт: Решение любых дополнительных вопросов обслуживания или технического обслуживания, возникающих в течение года
Участники программы получают эксклюзивную скидку 15% на все наши качественные OEM запчасти
Наслаждайтесь специальными возможностями премиум-класса ! Помимо запланированных посещений PM, клиенты PM будут получать льготы в очереди на обслуживание.
Обновления программного обеспечения для пружинных намотчиков серии FZ и R включены в программу!
Запчасти от ОЕМ!
FENN понимает, что безотказная работа является ключом к производительности и прибыльности вашего бизнеса. Мы предлагаем полный ассортимент запасных частей для металлообрабатывающих станков FENN и Torin. Обладая обширным складским запасом, FENN может предложить широкий ассортимент запчастей, быстро доставленных к вашей двери. Наши квалифицированные сотрудники помогут обеспечить получение необходимых деталей для обеспечения эффективной работы вашего оборудования с минимальным временем простоя. Использование запасных частей FENN является важным аспектом для максимального повышения эффективности вашей машины. Не знаете точно, что вам нужно? Наш опытный персонал найдет время, чтобы работать с вами, чтобы понять ваши уникальные требования.
Программа обновления для вашего устаревшего оборудования
Поскольку оборудование FENN сохраняет традиции качества, надежности и долговечности, FENN разработала программу обновления для модернизации, восстановления или модернизации вашего существующего оборудования FENN. Клиенты могут максимизировать производительность своей машины для устаревшего оборудования и продлить срок службы машины.
Мы здесь для вас — обучение, поддержка и обслуживание
Как компания с вековой историей, мы гордимся оборудованием, которое мы проектируем и производим, всегда гарантируя, что оно соответствует вашим производственным требованиям. Мы предлагаем комплексные программы обучения, которые могут быть адаптированы к потребностям вашего бизнеса. Независимо от того, приобрели ли вы новый металлообрабатывающий станок, модернизировали существующее оборудование или ваш опытный персонал уходит на пенсию, FENN всегда готова ответить на вопросы и предложить обучение, чтобы ваш бизнес оставался продуктивным. Дайте нам знать, как мы можем помочь!
Контакты по запасным частям
Ссылка для загрузки страницы
Перейти к началу
Пружинный машинный бизнес | AMADA ORII (ТАИЛАНД) официальный корпоративный сайт
ВЕРХ
Бизнес
Бизнес-машина для производства пружин
Наши станки для формования пружин специализируются на производстве торсионных пружин. Это оборудование может формировать все виды пружин, включая пружины кручения, пружины растяжения и пружины сжатия.
Торсионная пружина
Деформированная Пружина растяжения
Деформированная пружина сжатия
Лента для шланга
Список продуктов
Пружинные станки, специализирующиеся на пружинах сжатия. Эти машины имеют функцию автоматического программирования для простого изготовления пружин сжатия и функцию для изготовления изогнутых конических форм.
Список продуктов
Машины, специализирующиеся на производстве пружин растяжения, включая английские, немецкие и U-образные крюки. Благодаря своему техническому опыту компания MEC неизменно лидирует в производстве пружин, и некоторые из наших продуктов зарегистрированы как Spring Technology Heritage. MEC хорошо известен как лучший бренд пружин растяжения.
английские петли
(1) Открытые петли
(2) закрытые петли
(3) Петли с необычными диаметрами
Боковые петли
(4) Открытые петли
(5) Закрытые петли
(6) Петли с различными диаметрами
U-образные крючки
(7) Полукруглые петли
(8) Немецкие петли
(9) Индийские петли
Список продуктов
Исключительно высокое качество
Наша точность сборки и передовые технологии управления обеспечивают исключительно высокое качество.
Широкоуниверсальные фрезерные станки по низкой цене
Широкоуниверсальные фрезерные станки предназначены для выполнения всех видов фрезерных работ, сверления, зенкерования и растачивания отверстий на деталях из черных и цветных металлов, их сплавов и пластмасс в условиях единичного, мелкосерийного и серийного производства.
Сортировать по:
Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Широкоуниверсальный фрезерный станок 67К25PF3 с ЧПУ
Длина стола800 мм
Ширина стола320 мм
Конус шпинделяSK 40
Мощность 5. 50 кВт
Напряжение380В
Масса2100 кг
Сортировать по:
Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
«
1
2
»
В отличие от горизонтально-фрезерных станков широкоуниверсальные имеет еще одну шпиндельную головку, смонтированную на выдвижном хоботе, которую можно поворачивать под любым углом в двух взаимно перпендикулярных плоскостях. Возможна раздельная и одновременная работа обоими шпинделями. Для большей универсальности станка на поворотной головке монтируют накладную фрезерную головку, которая позволяет обработать на станке детали сложной формы не только фрезерованием, но и сверлением, зенкерованием, растачиванием и т. д.
В некоторых фрезерных станках отсутствует консоль, а вместо нее по вертикальным направляющим станины. перемещается каретка. Каретка имеет горизонтальные направляющие для салазок с вертикальной рабочей поверхностью и Т-образными пазами, на которых крепят стол, делительные и другие приспособления. Широкая универсальность станка позволяет использовать его в экспериментальных и инструментальных цехах для производства кондукторов, зажимных приспособлений всех типов, инструментов, штампов, пресс-форм и других деталей.
При покупке фрезерного широкоуниверсального станка ориентируются на следующие технические характеристики:
Характеристика
Значение
Мощность
кВт
Название ЧПУ
Параметры рабочей зоны
мм
Размеры рабочего стола
мм
Перемещение стола по оси X/Y/Z
мм
Тип направляющих X/Y/Z
качения/скольжения
Быстрые перемещения X/Y/Z
м/мин
Диапазон поворота стола
град
Максимальная нагрузка на стол
кг
Максимальный диаметр сверления
мм
Максимальный диаметр концевой фрезы
мм
Максимальный диаметр торцевой фрезы
мм
Емкость и тип магазина иснтрументов
Расстояние до шпинделя
мм
Рабочий ход шпинделя
мм
Диапазон оборотов шпинделя
об/мин
Тип хвостовика инструмента
Размеры станка
мм
Вес
кг
Цена
руб
Предлагаем к продаже станочное оборудование по выгодной цене. Доставка в Москве и по России, возможен самовывоз. Звоните и заказывайте по телефону +7 (495) 150-05-90!
Смотрите также статьи по теме
Широкоуниверсальные фрезерные станки. Выбор
Изготовители
JET (Швейцария)
WEISS MACHINERY
STALEX
Россия
VINGRIAI (Литва)
Белоруссия
Болгария
Metal Master
Широкоуниверсальные консольно — фрезерные станки
Сортировать: По умолчаниюПо имени (A — Я)По имени (Я — A)По цене (возрастанию)По цене (убыванию)По модели (A — Я)По модели (Я — A)
Показывать: 15255075100
Показано с 1 по 10 из 10 (всего 1 страниц)
Широкоуниверсальные консольно-фрезерные станки
В первую очередь, фрезерные станки делятся по типоразмерам, согласно габаритам рабочей поверхности стола. Они бывают горизонтальными, вертикальными и универсальными. Существует ещё один вид фрезерного оборудования — широкоуниверсальные консольно-фрезерные станки. Они отличаются от универсального оборудования одной важной деталью.
Так, в отличие от универсалов, имеющих основной горизонтальный тип шпинделя, широкоуниверсальные станки имеют дополнительную приставную головку со шпинделем. При этом шпиндель способен поворачиваться как по горизонтальной, так и по вертикальной оси. Купить широкоуниверсальный консольно-фрезерный станок от производителя можно на сайте ДЗФС. Качество, проверенное десятилетиями, гарантировано.
Важно: Мы можем изготовить станки по индивидуальным чертежам с учетом всех пожеланий заказчика.
Область применения
Основная область применения консольно-фрезерных станков широкоуниверсального типа – обработка разных видов материалов. В их числе:
Чугун;
Сталь;
Пластмассы;
Цветные металлы.
Обработка производится путём применения специальных фрез. Это угловые, торцовые, цилиндрические и дисковые типы фрез.
ДЗФС предлагает купить широкоуниверсальные консольно-фрезерные станки по ценам производителя. Среди них следующие модели:
6ДМ82Ш
6ДМ83Ш
6К81Ш
6К82Ш
6Т82Ш
6Т83Ш
Важно: С конструктивными особенностями и полным описанием характеристик каждой конкретной модели фрезерных станков можно ознакомиться в нашем каталоге на официальном сайте завода.
Если у вас возникли сомнения или затруднения с выбором модели оборудования, то вы можете воспользоваться функцией сравнения на сайте ДЗФС, что в значительной степени упростит принятие окончательного решения.
Конструкция
Конструкция консольно-фрезерного широкоуниверсального станка подразумевает некоторые индивидуальные особенности. Стоит отметить поворотную головку с вертикальным шпинделем, смонтированную на хоботе-ползуне устройства. Процесс перемещения стола, а также повороты шпинделей осуществляются при помощи обособленных электрических двигателей.
Стол отличается механическим типом подачи. Это гарантирует быстрые перемещения в вертикальном, поперечном и горизонтальном направлениях. При этом механические и ручные типы перемещений заблокированы. Остановить стол можно как вручную, так и упорами.Основные преимущества
Среди преимуществ станка стоит выделить следующие параметры:
Два обособленных шпинделя – горизонтальный и вертикальный. Это позволяет расширить функционал устройства, в особенности, в мелкосерийном производстве.
Высокая мощность привода способна обеспечить возможность работы на высокоскоростных режимах фрезерования.
Станки имеют несколько режимов скорости, что позволяет оптимально комфортно и быстро обрабатывать разнообразные изделия.
Стол такого станка может быстро перемещаться сразу в трёх направлениях.
Механический и ручной приводы сблокированы. Для торможения шпинделя может применяться электромагнитная муфта.
Станок можно применять в самых разных режимах производства, как в серийном, так и в единичном.
Простота управления.
Эксплуатационная неприхотливость и простота.
Жесткость элементов конструкции.
Высокая износостойкость накладок направляющих.
Важно: Основа деятельности Завода Фрезерных Станков – производство широкого диапазона всевозможных моделей универсальных консольно-фрезерных станков. Размер рабочего стола может варьироваться от 250Х630 мм. до 400Х1600 мм. Помимо этого, завод производит разнообразную оснастку для фрезерных, токарных и сверлильных устройств.
Индивидуальные заказы
Завод Фрезерных Станков производит оборудование с 1940 года и является, пожалуй, самым уважаемым предприятием подобного рода в стране. Производственные мощности и большой опыт работы позволяют выполнять и индивидуальные заказы клиентов. Купить широкоуниверсальные консольно-фрезерные станки, а также спецоснащение других типов можно на нашем сайте или связавшись с нами по телефону.
10 лучших универсальных тренажеров на Amazon
Домашние тренировки никогда не были так популярны, а возможность тренировать все тело в небольшом пространстве позволяет легко идти в ногу с целями. Универсальный домашний тренажерный зал — это тренажер, предназначенный для тренировки всего тела, сделанный из прочной и долговечной стальной рамы и имеющий несколько тренажерных мест. Они являются хорошим выбором для домашних тренажерных залов с ограниченным пространством и оснащены несколькими тренажерами, что позволяет легко переключаться с одного упражнения на другое. Вот 10 лучших вариантов на Amazon:
Body-Solid EXM3000LPS Multi-Station Selectorized Gym для небольших коммерческих и домашних тренажерных залов $4,778
Нажмите, чтобы увидеть на Amazon силовые упражнения для всего тела
МУЛЬТИПОЛЬЗОВАТЕЛЬ: Этот многофункциональный домашний тренажерный зал обеспечивает силовые тренировки коммерческого качества для 3 человек одновременно. , пекторальная станция, тяга широчайших, скручивание пресса, разгибание ног и станция нижнего блока
ГРУЗОВАЯ СТЕКЛА: Этот мощный домашний тренажерный зал поставляется с двумя 210-фунтовыми весовыми стеками из сплава
РАЗМЕРЫ: Размеры 91 на 73 на 83 (Д x Ш x В), вес 947 фунтов
Тренажер Marcy Smith Cage Всего Домашняя гимнастическая система Body Training с линейным подшипником $1,299
Нажмите, чтобы увидеть на Amazon
Полностью стальная конструкция: Эта домашняя гимнастическая система состоит из сверхпрочной стальной рамы, усиленной прочным порошковым покрытием. В нем используется прочный авиационный кабель с пределом прочности на растяжение 2000 фунтов. Он гарантированно выдержит интенсивное длительное использование 9№ 0008
Многофункциональные рычаги для жима: этот универсальный домашний тренажер с отягощениями оснащен двумя рычагами для жима Action. Жимовые руки позволяют выполнять различные упражнения для рук и груди для развития бицепсов, трицепсов, грудных мышц и других групп мышц. / Curl bar, Этот тренажер оснащен точкой поворота, которая помогает поддерживать правильную форму тела во время тренировок, позволяя максимально воздействовать на целевые группы мышц
Олимпийская стойка для свободных весов: займитесь тяжелой атлетикой или силовыми тренировками, не выходя из дома. Он включает в себя 6 штифтов для блинов, встроенных в раму, что позволяет расположить веса/штанги на тренажере для удобства доступа.
Тренажер «все в одном». укрепляя различные группы мышц и выполняя комплексные тренировки, ограничивая необходимость переключения между тренажерами
Bowflex PR1000 Home Gym $599
Нажмите, чтобы увидеть на Amazon
25 дополнительных упражнений, которые охватывают все тело
Более 200 фунтов. эффективность многих упражнений
Скамья трансформируется в сиденье на колесиках для аэробной гребли
Увеличьте пространство тренажерного зала с помощью вертикальной складной скамьи
Новый встроенный держатель для мобильного устройства
XMARK Функциональный кабельный тренажер XMARK с двумя весовыми стеками по 200 фунтов, 19 регулировками и комплектом принадлежностей XM-7626 3 069 $
Нажмите, чтобы посмотреть на Amazon
Руки вниз XM-7626 — самый универсальный элемент оборудования для дома вашей семьи спортзал. Легко подстраивается под любого члена семьи, будь то молодой или старый, низкий или высокий.
Ваши тренировочные возможности безграничны благодаря двойным весовым стекам весом 200 фунтов, быстрорегулируемым шкивам с 19 настройками на расстоянии 3,5″ каждый и легко заменяемым аксессуарам.
Входящие в комплект аксессуары: пара 8-дюймовых ручных ремней, пара 17-дюймовых ручек для длинных ремней, 23-дюймовая веревка для трицепса, короткая перекладина и длинная перекладина 42 дюйма, ремень для разгибания ног и ремень для лодыжки.
Прочная стальная основная рама 11-го калибра размером 2″ x 3″ обеспечивает прочную конструкцию XM-7626, в то время как натяжная установка коммерческого класса и система шкивов работают очень плавно.
Благодаря стандартному соотношению стопки к сопротивлению 2:1, XM-7626 обеспечивает настоящие изолатеральные движения, предоставляя пользователям множество вариантов для нацеливания и изоляции мышц. Также выполняйте подтягивания и подтягивания на перекладине раздельным хватом
Bowflex Blaze Home Gym и 899 долларов США
Нажмите, чтобы увидеть на Amazon
60 дополнительных упражнений для тренировки всего тела
210 фунтов сопротивления Power Rod с возможностью увеличения до 310 фунтов или 410 фунтов
Скользящая направляющая сиденья позволяет выполнять аэробную греблю и жим ногами
Несколько положений троса/блока позволяют выполнять индивидуальные тренировки
Штанга для широчайших мышц и гриф для приседаний входят в комплект
Тройные манжеты для рук и лодыжек входят в комплект
Складная скамья и колеса для удобного хранения
В комплекте памятка с инструкциями
Marcy MWM-988 Многофункциональный стальной домашний тренажерный зал с весовым стеком 150 фунтов $568
Нажмите, чтобы увидеть на Amazon сделан с тяжелым стальные трубы, усиленные защитными стержнями, которые удерживают вес во время тренировок.
БЛОКИРОВКА ГРУЗОВОГО СТЕЛЛА: Это снаряжение поставляется с 150-фунтовым селекторным грузовым стеком, который можно настроить в соответствии с вашим уровнем навыков, чтобы избежать стресса при загрузке и разгрузке весовых пластин с замком безопасности, который предотвращает несанкционированное использование оборудования
ЖИМОВЫЕ РЫЧАГИ ДВОЙНОГО ДЕЙСТВИЯ: это универсальное оборудование, разработанное с использованием жимовых рычагов двойного действия, позволяет выполнять упражнения на жим от груди и вертикальные упражнения «баттерфляй» для развития бицепсов, трицепсов, грудных и других мышц с помощью простого извлечения/вставки булавки
СЪЕМНАЯ ПОДУШКА ДЛЯ ЗАГРУЖКИ: Этот домашний тренажер оснащен эргономичными сиденьями с плотной обивкой для уменьшения напряжения и ударов. Подушечка для бицепса проповедника является съемной и регулируемой, что позволяет выполнять изолированные упражнения на бицепс.
УДОБНЫЙ ДОМАШНИЙ ТРЕНАЖЕРНЫЙ ЗАЛ: наслаждайтесь эффективными тренировками, не выходя из дома, с этим оборудованием, отличающимся инновационной конструкцией, которая сочетает в себе позиции для рук и ног; отлично подходит для укрепления групп мышц и достижения комплексной тренировки всего тела.
Bowflex PR3000 Home Gym сейчас $999
Нажмите, чтобы посмотреть на Amazon
Предлагает более 50 упражнений спортивного качества для тренировки всего тела0008
Многоразовые рукоятки или манжеты на лодыжках, разработанные для повышения гибкости и эффективности любой тренировки с использованием быстросменной системы силовых удилищ
Повышенная устойчивость до 310 фунтов
Прочная стальная конструкция, обеспечивающая длительный срок службы
Total Gym APEX Универсальная домашняя тренировка в помещении Тренировка общей силы тела Фитнес-оборудование с 10 уровнями сопротивления и насадками 295 долларов США
Нажмите, чтобы увидеть на Amazon
РАЗНООБРАЗИЕ ТРЕНИРОВОК: Начните свою собственную программу тренировок прямо дома с 8 уровнями сопротивления и более чем 70 упражнениями с Тотальным тренажерным залом; Низкое воздействие, плавные движения и легкий переход от одного упражнения к другому
БЫСТРЫЕ ТРЕНИРОВКИ: всего 15-20 минут в день, 3-4 дня в неделю в домашнем тренажерном зале, и вы добьётесь успеха. Для всех уровней физической подготовки в возрасте от 8 до 80 лет; Выдерживает максимальный вес 300 фунтов
МЕТОД ДЛЯ ВСЕГО ТЕЛА: Тонизирует, укрепляет и кондиционирует мышцы верхней и нижней частей тела для тренировки всего тела; Помогает в скульптурировании тела, похудении, поддержании здоровья, энергии и т. д.
АКСЕССУАРЫ В КОМПЛЕКТЕ: Включает приспособление для крыльев, подставку для приседаний, приспособление для подтягивания ног, перекладины, флип-чарт с упражнениями, доступ к Total Gym TV, руководства по упражнениям и питанию, руководство пользователя. и DVD
ИНФОРМАЦИЯ О ПРОДУКТЕ: Мягкая эргономичная доска для скольжения; Качественная стальная рама с автоматической регулировкой высоты; Легко складывается для хранения; При использовании оборудование имеет длину 93 дюйма, высоту 43,25 дюйма и ширину 15,5 дюйма; Гарантия на 1 год
Bowflex Xceed Home Gym $599
Нажмите, чтобы посмотреть на Amazon
Компактный домашний тренажерный зал для тренировки всего тела из более чем 65 упражнений спортивного качества
Обеспечивает от 5 до 210 фунтов сопротивления с Bowflex Силовые стержни
Встроенная башня для силовых мышц с наклонным грифом помогает быстро накачать мышцы спины и плеч
Приспособление для разгибания/сгибания ног можно снять для приседаний
Увеличение сопротивления до 310 фунтов.
Силовая клетка для приседаний Fitness Reality Rack с | Дополнительное приспособление для вытягивания широчайших и удержания ног | Комбинации приседаний и жима лежа в стойке | Super Max 810 XLT $289
Нажмите, чтобы увидеть на Amazon
ПРОЧНЫЙ ASTM ИСПЫТАННЫЙ 800 ФУНТОВ. ГРУЗОВАЯ СПОСОБНОСТЬ: Не ставьте свою безопасность в руки стойки для приседаний, которая не была протестирована. Наша стойка для приседаний была протестирована ASTM на 2000 фунтов, чтобы получить официальную грузоподъемность 800 фунтов.
СТАЛЬНЫЕ ДЛИННЫЕ ПРЕДОХРАНИТЕЛИ: Полые трубы поставляют не мы, а другие компании. Будьте спокойны, зная, что наши предохранители представляют собой прочные стальные стержни, рассчитанные на большой вес.
МУЛЬТИЗАХВАТНАЯ И ДВУСТОРОННЯЯ ПЕРЕКЛАДКА ДЛЯ ПОДТЯГИВАНИЙ: с этой силовой клеткой доступны подтягивания широким, узким и молотковым хватом. Можно перевернуть, чтобы уменьшить высоту клетки. Это важно, если у вас низкий потолок.
ОТВЕРСТИЯ СТАНДАРТНОГО РАЗМЕРА 1″: Делает вашу стойку для приседаний совместимой с приспособлениями стандартного размера, такими как J-образные крючки, перекладины, перекладины для хранения веса и т. д.
ДВОЙНЫЕ ПОДДЕРЖКИ: Это делает силовую клетку прочной и надежной. Нижняя скоба также выступает в качестве опоры для ног при использовании кабельного крепления Low Row
МАКСИМАЛЬНОЕ ПРОСТРАНСТВО ДЛЯ ТРЕНИРОВОК: Наша ВЫСОКАЯ и изогнутая опорная скоба обеспечивает больше места для тренировок и не дает ничего, о что можно споткнуться. Получите дополнительный фут пространства для вашей скамейки.
ПОЛНОЕ ОБОРУДОВАНИЕ ДЛЯ ДОМАШНЕГО СПОРТИВНОГО ОБОРУДОВАНИЯ: Объедините с нашими силовыми скамьями или полным набором насадок, чтобы создать комплексное решение для домашнего спортзала.
Широкая консоль Havis Universal 12,5 мм для монтажа оборудования
Универсальная консоль Havis Universal 12,5 мм для монтажа оборудования
0 Обзор(ы) 0 0 5 Написать отзыв
Ваш рейтинг: *
5 4 3 2 1
Имя: *
Электронная почта: *
Местоположение: *
Заголовок: *
Обзор: *
Изображения:
Выбрать файлы. ..
Благодарим вас за оставленный отзыв.
Есть вопросы по этому товару? Будьте первым, кто спросит здесь.
Ваше имя или псевдоним: *
Электронная почта: * (Ваш адрес электронной почты не будет отображаться)
Q::
Укажите свой ответ: *
Ваш вопрос?: *
Спасибо за вопрос.
Спасибо за ответ.
Ваша цена: $785,99
Розничная цена: $1048,29
Вы экономите: $262,30 (25%)
CON, VSW, UNI, WIDE, 30TMS, 25WTMS, 0DG, HC, SP
Номер детали: 902 09 C-W-3012-1
Оборудование Информация
Обратите внимание на все устанавливаемое оборудование:
Количество
Универсальная консоль Havis 12,5 Wide для монтажа оборудования
Новый список:
Пожалуйста, заполните поля ниже, чтобы отправить другу ссылку на этот продукт. Ваш друг получит от вас электронное письмо со ссылкой на наш сайт.
Ваше имя: *
Ваш адрес электронной почты: *
Имя друга: *
Электронная почта друга: *
На заметку другу:: *
Описание
Основные
Универсальный широко -консольный раствор для транспортных средств с 12,5 «места между сиденьями
Регулируемые высоты (от 12 дюймов до 16,5 дюйма)
30″ общее пространство для установки оборудования в секции 3,3″W
2 заглушки для прикуривателя
Требуется комплект для монтажа на транспортном средстве, который заказывается отдельно (серия C-TMW или горбы)
Толстая сталь, сварная конструкция для тяжелых условий эксплуатации и долговечности
Текстурированное порошковое покрытие черного цвета
Решение без сверления для автомобилей с напольными кронштейнами, предлагаемыми Havis
Сделано в США
Укажите в текстовом поле выше все оборудование, которое будет установлено в консоли.
 На сегодняшний день самый эффективный способ резки черных и цветных металлов это непосредственно плазменная резка металла с ЧПУ управлением. Сущность данного способа заключается в расплавлении металла и его выдувании потоком плазмообразующего газа. Струя плазмы имеет температуру 5-30 тысяч градусов, а ее скорость может достигать 1500 м/с. Это позволяет резать металл толщиной до 200 мм с минимальным количеством отходов. Использование различных газов (активных и неактивных) дает возможность обрабатывать как черные, так и цветные металлы, и сплавы. При этом практически нет ограничений по геометрии реза.
На сегодняшний день самый эффективный способ резки черных и цветных металлов это непосредственно плазменная резка металла с ЧПУ управлением. Сущность данного способа заключается в расплавлении металла и его выдувании потоком плазмообразующего газа. Струя плазмы имеет температуру 5-30 тысяч градусов, а ее скорость может достигать 1500 м/с. Это позволяет резать металл толщиной до 200 мм с минимальным количеством отходов. Использование различных газов (активных и неактивных) дает возможность обрабатывать как черные, так и цветные металлы, и сплавы. При этом практически нет ограничений по геометрии реза.

 Контроллер имеет компьютер, TouchScreen панель, сервоусилители и серводвигатели все в одном, компактном корпусе.
Контроллер имеет компьютер, TouchScreen панель, сервоусилители и серводвигатели все в одном, компактном корпусе. На торцевой стороне стола имеется присоединительное отверстие диаметром 315 мм для подключения фильтрующего устройства и вентилятора, с помощью которых образующийся дым удаляется из помещения.
На торцевой стороне стола имеется присоединительное отверстие диаметром 315 мм для подключения фильтрующего устройства и вентилятора, с помощью которых образующийся дым удаляется из помещения. С помощью CAM-Duct можно эффективно контролировать весь производственный процесс с офисного персонального компьютера и генерировать различные отчеты по экономическим показателям. Если Ваше предприятие стремится перейти на новый этап развития, Вы хотите оптимизировать затраты на металл, повысить качество выпускаемой продукции, увеличить общую производительность предприятия, при этом не расширяя штат сотрудников, Вам необходимо заказать станок плазменной резки для вентиляции серии SprintCutter (ex MasterCut).
С помощью CAM-Duct можно эффективно контролировать весь производственный процесс с офисного персонального компьютера и генерировать различные отчеты по экономическим показателям. Если Ваше предприятие стремится перейти на новый этап развития, Вы хотите оптимизировать затраты на металл, повысить качество выпускаемой продукции, увеличить общую производительность предприятия, при этом не расширяя штат сотрудников, Вам необходимо заказать станок плазменной резки для вентиляции серии SprintCutter (ex MasterCut).  Для работы с рулонным металлом необходимо дополнительно купить к аппарату плазменной резки металла — правильно подающее устройство с модулем выбора рулона Feeder + Select и разматыватели (декойлеры) MasterCoil.
Для работы с рулонным металлом необходимо дополнительно купить к аппарату плазменной резки металла — правильно подающее устройство с модулем выбора рулона Feeder + Select и разматыватели (декойлеры) MasterCoil.
 Резка только части линии может быть достигнута путем нажатия кнопки «Stop», как только резка требуемой части линии будет завершена.
Резка только части линии может быть достигнута путем нажатия кнопки «Stop», как только резка требуемой части линии будет завершена. 05.23
05.23 05.23
05.23 – Таблица нисходящего потока
– Таблица нисходящего потока 05.23
05.23 ..
.. 05.23
05.23 05.23
05.23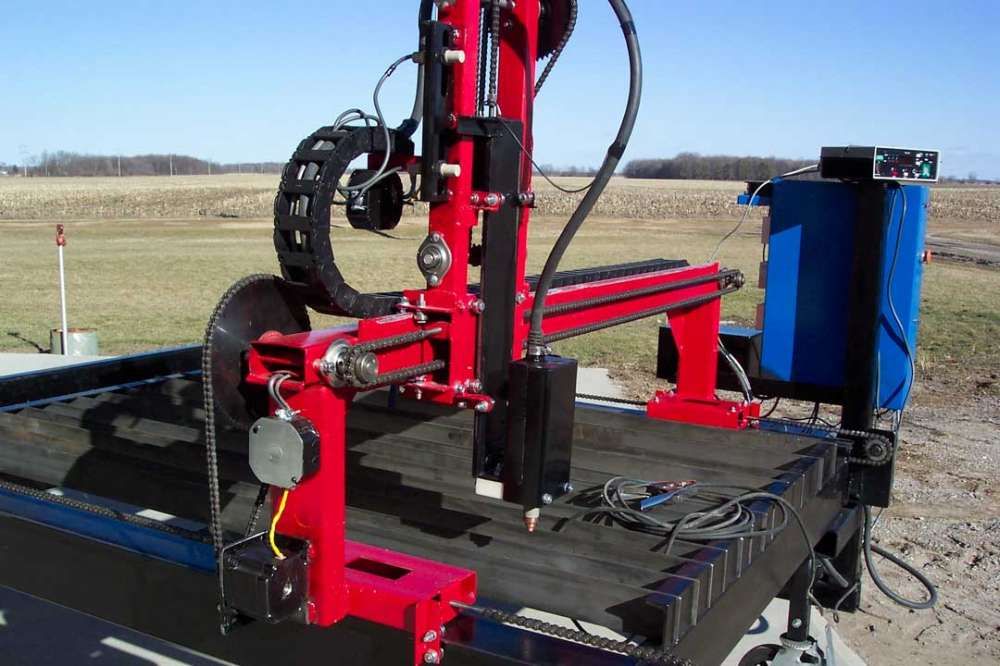 05.23
05.23 05.23
05.23 – водяной стол
– водяной стол Отверстия под болты, скосы, обрезки по длине, м…
Отверстия под болты, скосы, обрезки по длине, м… 05.23
05.23 05.23
05.23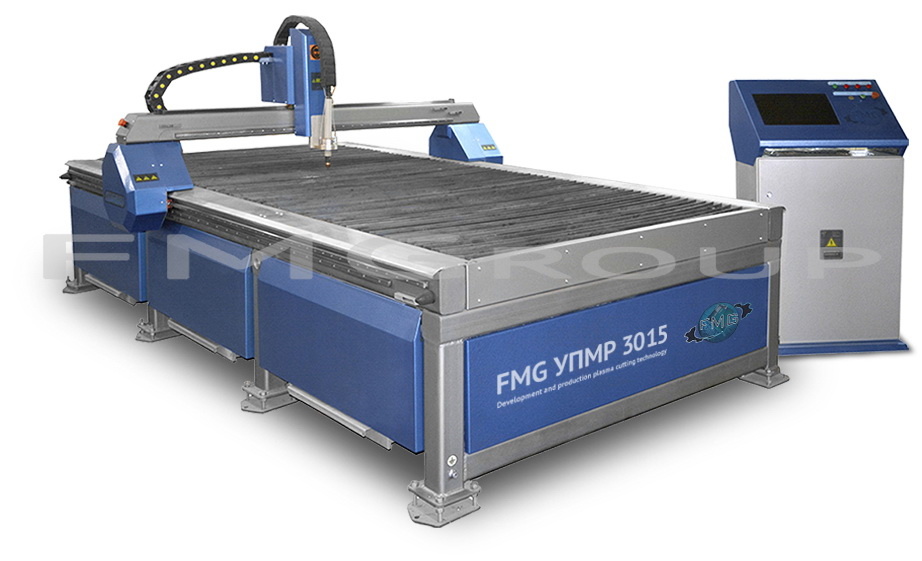 ..
.. 05.23
05.23 Эта плазма достаточно горячая и движется достаточно быстро, чтобы не только резать металл, но и сдувать расплавленный металл. Плазменные резаки доступны в различных формах и стилях для быстрой и эффективной резки металлов .
Эта плазма достаточно горячая и движется достаточно быстро, чтобы не только резать металл, но и сдувать расплавленный металл. Плазменные резаки доступны в различных формах и стилях для быстрой и эффективной резки металлов . Однако безопасность важна из-за невероятных температур, которые может достичь дуговое сопло.
Однако безопасность важна из-за невероятных температур, которые может достичь дуговое сопло. В некоторых случаях, и чаще всего с плазменным резаком с ЧПУ , резак будет работать в течение более длительного периода времени , и это повлияет на покупку подходящей модели. Плазменные резаки с ЧПУ , которые используются нечасто, можно приобрести так, чтобы они были способны резать только самый толстый материал, который необходимо разрезать, но если 9Станок плазменной резки с ЧПУ 1065 или станок ручной резки требуется для более длительных периодов времени, тогда он должен будет обеспечивать большую выходную мощность.
В некоторых случаях, и чаще всего с плазменным резаком с ЧПУ , резак будет работать в течение более длительного периода времени , и это повлияет на покупку подходящей модели. Плазменные резаки с ЧПУ , которые используются нечасто, можно приобрести так, чтобы они были способны резать только самый толстый материал, который необходимо разрезать, но если 9Станок плазменной резки с ЧПУ 1065 или станок ручной резки требуется для более длительных периодов времени, тогда он должен будет обеспечивать большую выходную мощность. Как и при покупке любого оборудования, вы должны убедиться, что покупаете подержанный плазменный резак, который все еще находится в хорошем состоянии и предлагает функции, требования к мощности и другие требования, которые необходимы вам.
Как и при покупке любого оборудования, вы должны убедиться, что покупаете подержанный плазменный резак, который все еще находится в хорошем состоянии и предлагает функции, требования к мощности и другие требования, которые необходимы вам.
 Давайте перечислим их:
Давайте перечислим их: К недостаткам можно отнести чуть большее количество трещин, чем при сушке в естественных условиях.
К недостаткам можно отнести чуть большее количество трещин, чем при сушке в естественных условиях. Работа производится при низких температурах, поэтому камеры оснащены холодильным оборудованием. Главным недостатком такого способа считается нерациональность при обработке мелких изделий — пеллет, опилок, дров.
Работа производится при низких температурах, поэтому камеры оснащены холодильным оборудованием. Главным недостатком такого способа считается нерациональность при обработке мелких изделий — пеллет, опилок, дров. Но иногда в качестве теплоносителя используют электричество или газ. Камеры отличаются друг от друга по размерам. Выбрать можно как небольшого объема, так и огромные камеры, предназначенные для серьезного производства. Все они обладают отличной герметичностью, что позволяет экономить значительные средства на энергии.
Но иногда в качестве теплоносителя используют электричество или газ. Камеры отличаются друг от друга по размерам. Выбрать можно как небольшого объема, так и огромные камеры, предназначенные для серьезного производства. Все они обладают отличной герметичностью, что позволяет экономить значительные средства на энергии. Дело в том, что эти правила составлялись на основании опытных испытаний, которые давали реальные результаты, вписывающиеся в основные требования.
Дело в том, что эти правила составлялись на основании опытных испытаний, которые давали реальные результаты, вписывающиеся в основные требования.
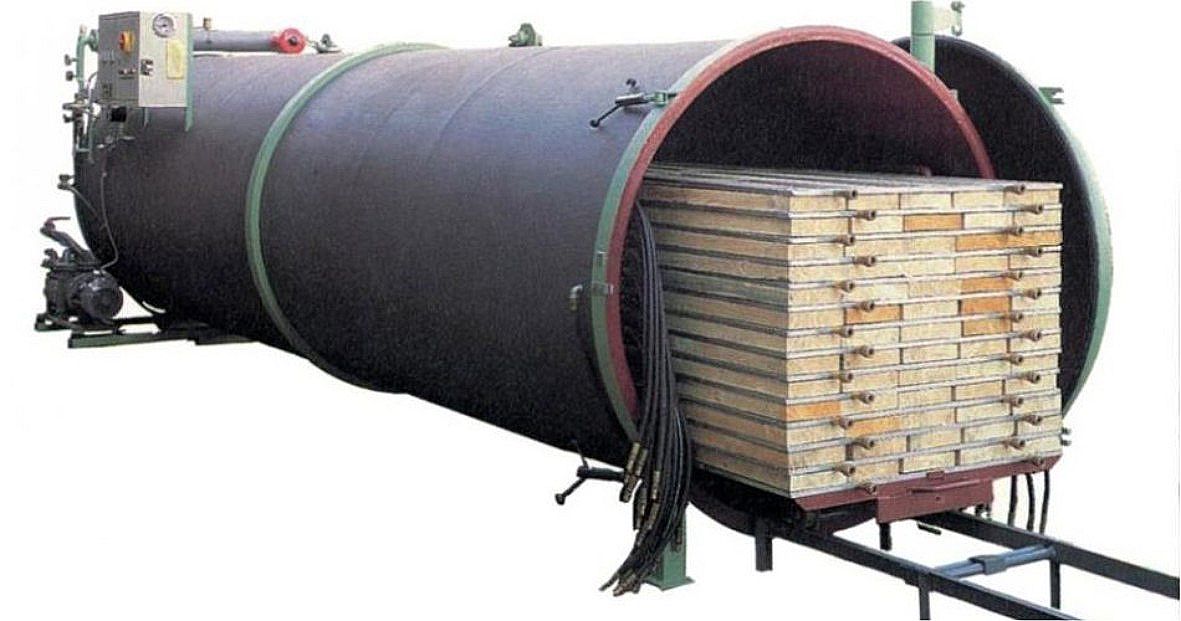 Автоматизировать процесс сушки пиломатериалов очень сложно, потому что различная древесина имеет разные показатели влажности, что требует и соответствующих температурных режимов.
Автоматизировать процесс сушки пиломатериалов очень сложно, потому что различная древесина имеет разные показатели влажности, что требует и соответствующих температурных режимов. Время просушки хвойных пород до погонажной влажности составляет около 1 суток, до столярной от 2 суток.
Время просушки хвойных пород до погонажной влажности составляет около 1 суток, до столярной от 2 суток. фут/мин)
фут/мин) Контроллер STC1 состоит из пропорционального таймера для управления циклом сушки и термостата для управления циклом нагрева. Дополнительное оборудование, такое как вентиляционные установки и дополнительные нагреватели, обычно не требуется. Скорость сушки контролируется на уровне, который не приведет к деградации, поэтому оборудование для увлажнения не требуется.
Контроллер STC1 состоит из пропорционального таймера для управления циклом сушки и термостата для управления циклом нагрева. Дополнительное оборудование, такое как вентиляционные установки и дополнительные нагреватели, обычно не требуется. Скорость сушки контролируется на уровне, который не приведет к деградации, поэтому оборудование для увлажнения не требуется.

 Для управления системой в начале цикла сушки устанавливаются два элемента управления в соответствии с нашими инструкциями по сушке. В этом случае работа печи практически автоматическая.
Для управления системой в начале цикла сушки устанавливаются два элемента управления в соответствии с нашими инструкциями по сушке. В этом случае работа печи практически автоматическая. Тонкая конструкция устройства монтируется на стене на высоте потолка. Это позволяет оператору осматривать штабель пиломатериалов по всей длине без необходимости доступа за пределы сушилки. Для удобства монтажа в комплекте с сушилкой поставляются кронштейны, которые предварительно крепятся к стенке камеры. Затем блок поднимают на место и закрепляют с помощью прилагаемого оборудования.
Тонкая конструкция устройства монтируется на стене на высоте потолка. Это позволяет оператору осматривать штабель пиломатериалов по всей длине без необходимости доступа за пределы сушилки. Для удобства монтажа в комплекте с сушилкой поставляются кронштейны, которые предварительно крепятся к стенке камеры. Затем блок поднимают на место и закрепляют с помощью прилагаемого оборудования. фут/мин)
фут/мин) Контроллер STC1 состоит из пропорционального таймера для управления циклом сушки и термостата для управления циклом нагрева. Дополнительное оборудование, такое как вентиляционные установки и дополнительные нагреватели, обычно не требуется. Скорость сушки контролируется на уровне, который не приведет к деградации, поэтому оборудование для увлажнения не требуется.
Контроллер STC1 состоит из пропорционального таймера для управления циклом сушки и термостата для управления циклом нагрева. Дополнительное оборудование, такое как вентиляционные установки и дополнительные нагреватели, обычно не требуется. Скорость сушки контролируется на уровне, который не приведет к деградации, поэтому оборудование для увлажнения не требуется. Пользователи LD800 часто окупают свои инвестиции в течение нескольких месяцев после установки.
Пользователи LD800 часто окупают свои инвестиции в течение нескольких месяцев после установки.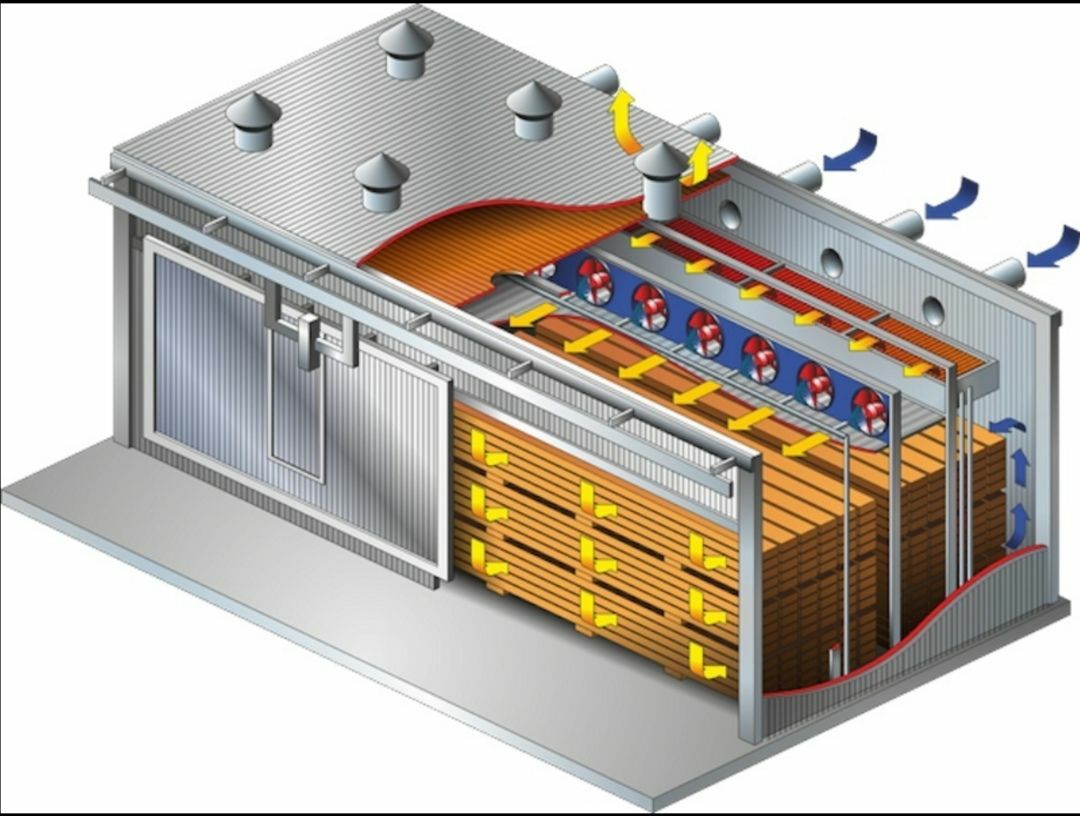 Суши, что хочешь, когда хочешь.
Суши, что хочешь, когда хочешь.


 Они используются для гибки деталей в различных направлениях, что позволяет получать изделия сложной формы. Массивная конструкция выдерживает серьезные нагрузки. На ней можно сгибать металл толщиной до 25 мм, а шириной – до 8 метров.
Они используются для гибки деталей в различных направлениях, что позволяет получать изделия сложной формы. Массивная конструкция выдерживает серьезные нагрузки. На ней можно сгибать металл толщиной до 25 мм, а шириной – до 8 метров.  Для уточнения технических характеристик закажите обратный звонок или позвоните менеджеру. Мы работаем со всей Россией. Доставка в регионы осуществляется ТК «Деловые линии».
Для уточнения технических характеристик закажите обратный звонок или позвоните менеджеру. Мы работаем со всей Россией. Доставка в регионы осуществляется ТК «Деловые линии». И каждый шаг дает больше возможностей для внесения дефектов в катушку.
И каждый шаг дает больше возможностей для внесения дефектов в катушку.


 В то время как устройство подачи обычно отделено от выпрямляющей машины, существуют универсальные машины для выпрямления и подачи. Однако те же проблемы относятся и к этим комбинированным моделям.
В то время как устройство подачи обычно отделено от выпрямляющей машины, существуют универсальные машины для выпрямления и подачи. Однако те же проблемы относятся и к этим комбинированным моделям.
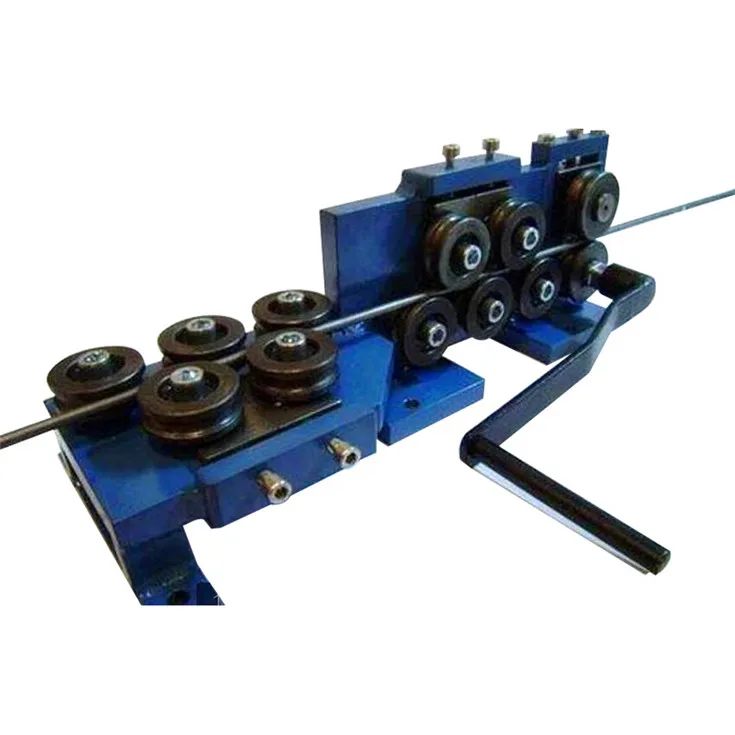 Это связано с тем, что необходимо учитывать множество факторов, включая тип металла, толщину материала, количество рулонов, диаметр и расстояние между роликами. Требуемые настройки могут даже меняться для одной и той же катушки, за счет увеличенной катушки, установленной ближе к центру, где металл более плотно намотан.
Это связано с тем, что необходимо учитывать множество факторов, включая тип металла, толщину материала, количество рулонов, диаметр и расстояние между роликами. Требуемые настройки могут даже меняться для одной и той же катушки, за счет увеличенной катушки, установленной ближе к центру, где металл более плотно намотан.
 864.3636 или запросите цену онлайн.
864.3636 или запросите цену онлайн.


 Это часто занимает много времени при работе с большими или тяжелыми заготовками. С помощью второй перевязочной планки необходимо переставить только средний поршень с одной перевязочной планки на другую. Таким образом, заготовку или профиль не нужно поворачивать для изменения направления правки. (например, для волнообразных деформаций).
Это часто занимает много времени при работе с большими или тяжелыми заготовками. С помощью второй перевязочной планки необходимо переставить только средний поршень с одной перевязочной планки на другую. Таким образом, заготовку или профиль не нужно поворачивать для изменения направления правки. (например, для волнообразных деформаций).
 Выпрямление пламенем требует большого опыта, большого количества времени и запаса энергии (газа).
Выпрямление пламенем требует большого опыта, большого количества времени и запаса энергии (газа). Как специалист с нашим собственным конструкторским отделом, мы обладаем необходимой компетенцией и технологиями для решения ваших особых задач по гибке или правке. В дополнение к высокой степени собственного производства, машина собирается исключительно из компонентов и деталей от избранных и давних поставщиков и дилеров.
Как специалист с нашим собственным конструкторским отделом, мы обладаем необходимой компетенцией и технологиями для решения ваших особых задач по гибке или правке. В дополнение к высокой степени собственного производства, машина собирается исключительно из компонентов и деталей от избранных и давних поставщиков и дилеров.
 В связи с интенсивным развитием компании мы ищем сотрудников самого разного профиля, от технических специалистов до менеджеров по продажам. У нас имеются открытые вакансии в следующих подразделениях:
В связи с интенсивным развитием компании мы ищем сотрудников самого разного профиля, от технических специалистов до менеджеров по продажам. У нас имеются открытые вакансии в следующих подразделениях:

 catalogISO}}
catalogISO}} Москва
Москва koround.ru/
koround.ru/
 ru/
ru/ Санкт-Петербург
Санкт-Петербург Его портфолио включает металлообрабатывающие и режущие инструменты, горнодобывающую промышленность, строительство, инженерные компоненты и оборудование для энергетических материалов. Продукция компании используется производителями, поставщиками металлообработки, машинистами, производителями транспортных средств и систем; легкое и тяжелое машиностроение; и планера и аэрокосмических компонентов и систем. Клиентская база Kennametal включает аэрокосмическую, земляную, энергетическую, транспортную, общую машиностроительную и станкостроительную отрасли. Компания предоставляет продукты и услуги своего портфолио через центры обслуживания клиентов, офисы продаж, агентов и дистрибьюторов. Он работает в Европе, Азиатско-Тихоокеанском регионе, на Ближнем Востоке, в Америке и Африке. Штаб-квартира Kennametal находится в Питтсбурге, штат Пенсильвания, США
Его портфолио включает металлообрабатывающие и режущие инструменты, горнодобывающую промышленность, строительство, инженерные компоненты и оборудование для энергетических материалов. Продукция компании используется производителями, поставщиками металлообработки, машинистами, производителями транспортных средств и систем; легкое и тяжелое машиностроение; и планера и аэрокосмических компонентов и систем. Клиентская база Kennametal включает аэрокосмическую, земляную, энергетическую, транспортную, общую машиностроительную и станкостроительную отрасли. Компания предоставляет продукты и услуги своего портфолио через центры обслуживания клиентов, офисы продаж, агентов и дистрибьюторов. Он работает в Европе, Азиатско-Тихоокеанском регионе, на Ближнем Востоке, в Америке и Африке. Штаб-квартира Kennametal находится в Питтсбурге, штат Пенсильвания, США kennametal.com
kennametal.com )
)

 Странгхенер
Странгхенер
 Для этого существуют различные системы, такие как охлаждение струёй жидкости под давлением (направленной на саму фрезу или омывающей область резания), или распылённым в виде мельчайших капель «масляным туманом». Ряд жидкостей также способствуют не только снижению температуры, но и уменьшению трения в паре «инструмент-заготовка». В этом случае жидкость носит аббревиатуру СОЖ (смазочно-охлаждающая).
Для этого существуют различные системы, такие как охлаждение струёй жидкости под давлением (направленной на саму фрезу или омывающей область резания), или распылённым в виде мельчайших капель «масляным туманом». Ряд жидкостей также способствуют не только снижению температуры, но и уменьшению трения в паре «инструмент-заготовка». В этом случае жидкость носит аббревиатуру СОЖ (смазочно-охлаждающая).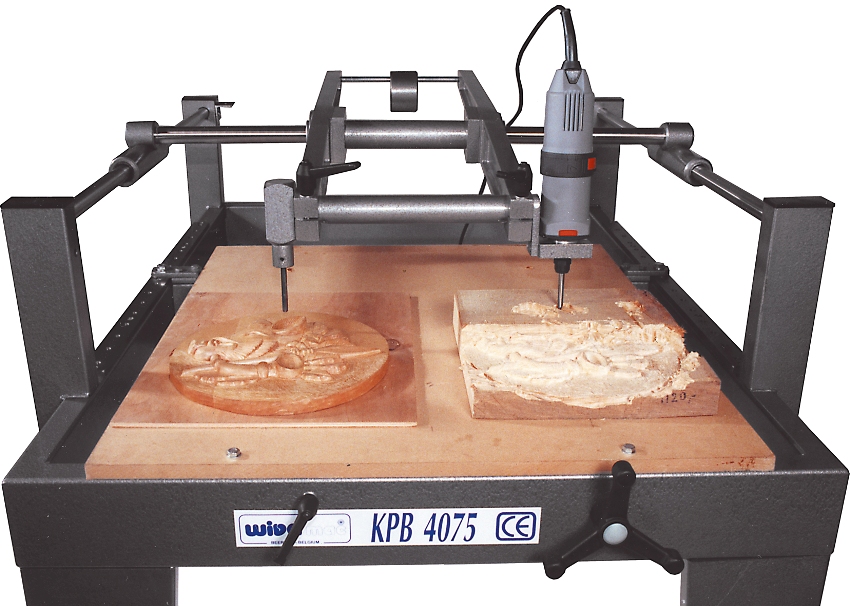
 А это система числового программного управления (ЧПУ), которая позволяет выполнять работу по заданным параметрам с минимальными отклонениями. Полная автоматизация дает возможность изготавливать детали сложной конфигурации, при этом достигается высокая точность, качество поверхности, осуществление множества операций без участия человека и постоянный контроль за работой.
А это система числового программного управления (ЧПУ), которая позволяет выполнять работу по заданным параметрам с минимальными отклонениями. Полная автоматизация дает возможность изготавливать детали сложной конфигурации, при этом достигается высокая точность, качество поверхности, осуществление множества операций без участия человека и постоянный контроль за работой. Станки используются для производства сувенирной продукции, мебели, элементов декора, деталей для машин и механизмов. Программируемое оборудование используется в рекламной сфере для изготовления логотипов, эмблем, элементов различных конструкций. Также установки применяются для изготовления пресс форм, штампов, клише, моделей, прототипов.
Станки используются для производства сувенирной продукции, мебели, элементов декора, деталей для машин и механизмов. Программируемое оборудование используется в рекламной сфере для изготовления логотипов, эмблем, элементов различных конструкций. Также установки применяются для изготовления пресс форм, штампов, клише, моделей, прототипов.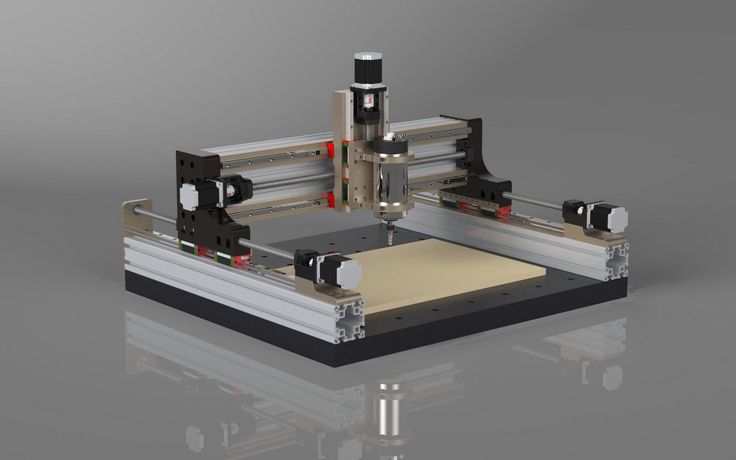 Своевременная настройка и сервисное обслуживание оборудования обеспечивает большой ресурс, надежность и долговечность работы. Конструкция станков тщательно проработана и просчитана, поэтому риск отказов и поломок сведен до минимума. А система электронного управления обеспечивает постоянный контроль точности и качества обработки заготовок любой сложности.
Своевременная настройка и сервисное обслуживание оборудования обеспечивает большой ресурс, надежность и долговечность работы. Конструкция станков тщательно проработана и просчитана, поэтому риск отказов и поломок сведен до минимума. А система электронного управления обеспечивает постоянный контроль точности и качества обработки заготовок любой сложности.
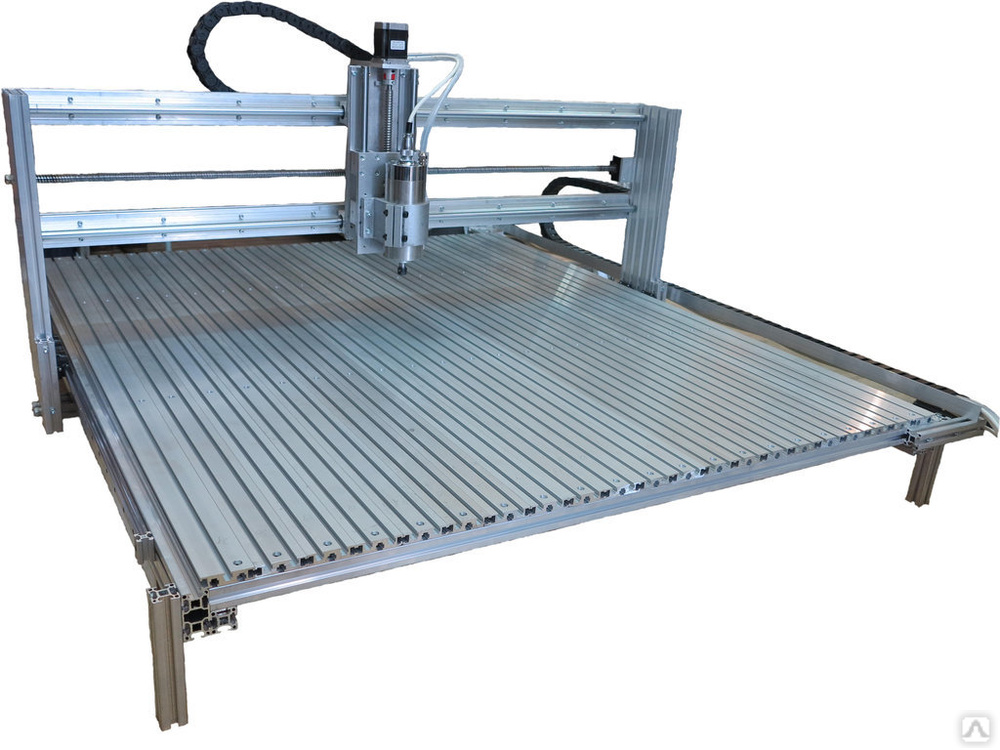 Микрокомпьютер может сделать это, реагируя на язык программирования, называемый G-кодом и М-кодом, который содержит инструкции по параметрам обработки, таким как скорость подачи, скорость шпинделя, режущий инструмент и поток охлаждающей жидкости.
Микрокомпьютер может сделать это, реагируя на язык программирования, называемый G-кодом и М-кодом, который содержит инструкции по параметрам обработки, таким как скорость подачи, скорость шпинделя, режущий инструмент и поток охлаждающей жидкости.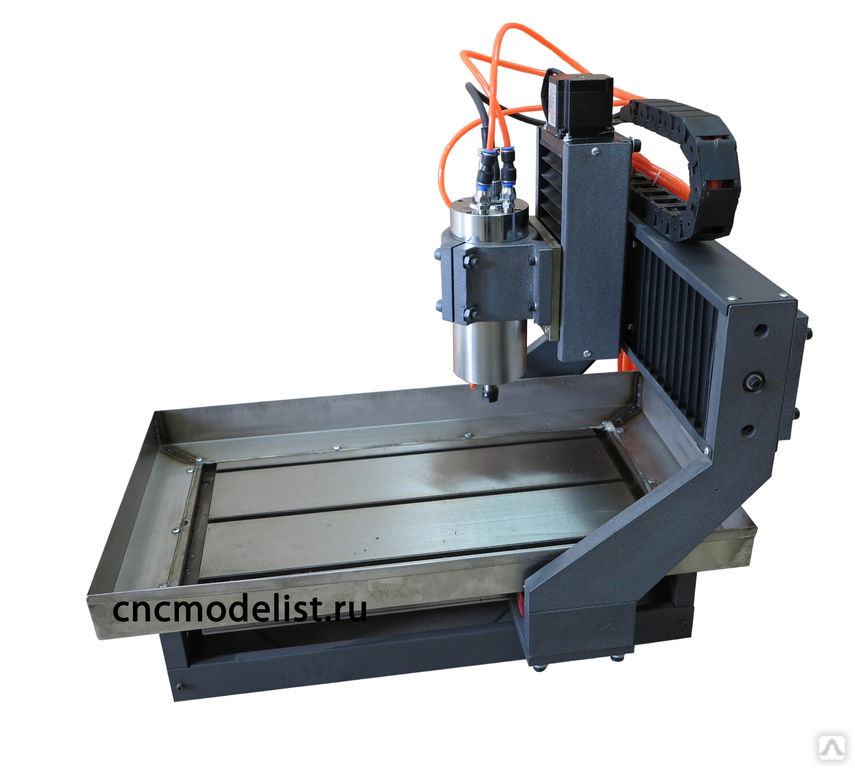 Наряду с аддитивными и формообразующими производственными процессами, такими как 3D-печать и литье под давлением, он представляет собой основной процесс изготовления деталей. Однако обработка с ЧПУ имеет некоторые преимущества по сравнению с этими методами, такие как высокая точность. Продолжаем читать.
Наряду с аддитивными и формообразующими производственными процессами, такими как 3D-печать и литье под давлением, он представляет собой основной процесс изготовления деталей. Однако обработка с ЧПУ имеет некоторые преимущества по сравнению с этими методами, такие как высокая точность. Продолжаем читать.
 Выбор подходящего станка зависит от обрабатываемой детали, сложности конструкции изделия и стоимости. После этого заготовка устанавливается на станок.
Выбор подходящего станка зависит от обрабатываемой детали, сложности конструкции изделия и стоимости. После этого заготовка устанавливается на станок.
 Это самые распространенные станки, используемые при обработке с ЧПУ. Однако могут быть ограничения в возможности обработки деталей сложной конструкции. Это связано с отсутствием их вращения.
Это самые распространенные станки, используемые при обработке с ЧПУ. Однако могут быть ограничения в возможности обработки деталей сложной конструкции. Это связано с отсутствием их вращения.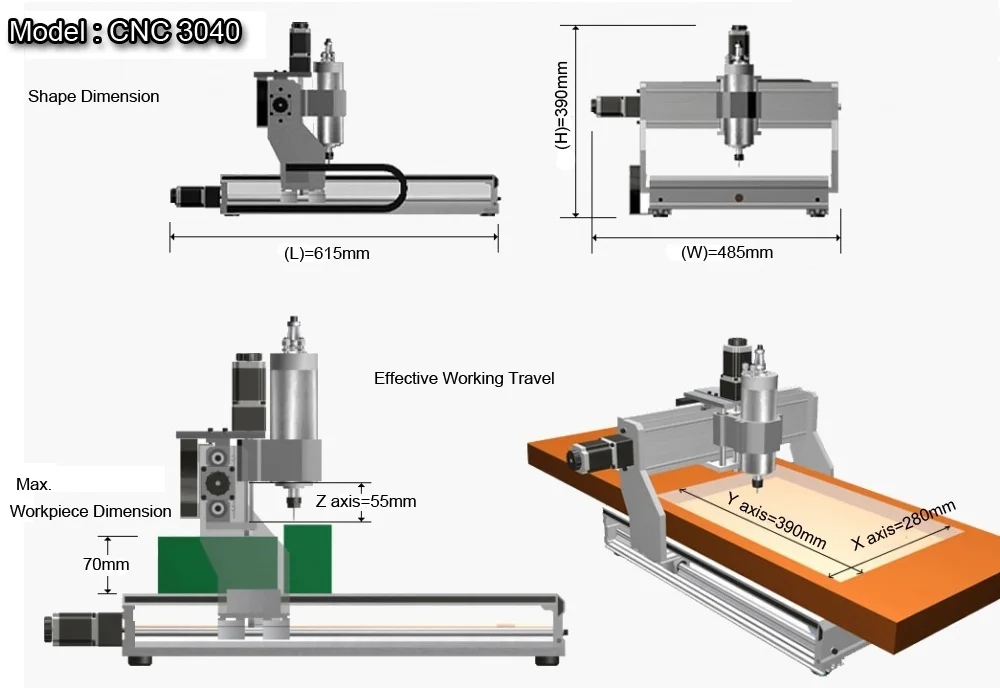 5-осевая обработка с ЧПУ обеспечивает идеальную обработку точных и сложных деталей
5-осевая обработка с ЧПУ обеспечивает идеальную обработку точных и сложных деталей Следовательно, они могут улучшать дизайн продукта и помогают инженерам решать инженерные проблемы. Примеры включают анализ конечных элементов, динамику нескольких тел и вычислительную гидродинамику.
Следовательно, они могут улучшать дизайн продукта и помогают инженерам решать инженерные проблемы. Примеры включают анализ конечных элементов, динамику нескольких тел и вычислительную гидродинамику. Легкость резки зависит от сложности станка с ЧПУ.
Легкость резки зависит от сложности станка с ЧПУ. Тем не менее, прежде чем выбрать материал для ЧПУ, примите во внимание следующее:
Тем не менее, прежде чем выбрать материал для ЧПУ, примите во внимание следующее: Следовательно, это эффективность производства. Однако скорость и эффективность зависят от типа станка с ЧПУ и сложности изделия.
Следовательно, это эффективность производства. Однако скорость и эффективность зависят от типа станка с ЧПУ и сложности изделия. Типичными примерами являются металл, пластик и композит.
Типичными примерами являются металл, пластик и композит. Это важная часть массового производства продукции.
Это важная часть массового производства продукции. 40с. Эти машины позволяют производителям управлять набором инструментов с помощью инструкций с перфокарт. Тем не менее, им все еще не хватает полной автоматизации. Следовательно, они использовались в присутствии операторов.
40с. Эти машины позволяют производителям управлять набором инструментов с помощью инструкций с перфокарт. Тем не менее, им все еще не хватает полной автоматизации. Следовательно, они использовались в присутствии операторов. С другой стороны, М-код выполняет нережущие операции станка.
С другой стороны, М-код выполняет нережущие операции станка.
 Примечательно, что первые станки с ЧПУ в 19В 40-х и 1950-х годах для управления движением использовалась бумажная лента или перфокарты. «ЧПУ» превратилось в «ЧПУ» только после того, как в 1960-х годах в качестве контроллеров были представлены компьютеры. Язык программирования, который превращает программу ЧПУ — информацию — в точные движения станка, называется G-code .
Примечательно, что первые станки с ЧПУ в 19В 40-х и 1950-х годах для управления движением использовалась бумажная лента или перфокарты. «ЧПУ» превратилось в «ЧПУ» только после того, как в 1960-х годах в качестве контроллеров были представлены компьютеры. Язык программирования, который превращает программу ЧПУ — информацию — в точные движения станка, называется G-code .
 Иногда операции механической обработки также сочетаются с процессами аддитивного производства в гибридные машины . Для получения дополнительной информации о процессах удаления материала см., например, документ Mikell Groover’s Fundamentals of Modern Manufacturing , откуда взята следующая иллюстрация:
Иногда операции механической обработки также сочетаются с процессами аддитивного производства в гибридные машины . Для получения дополнительной информации о процессах удаления материала см., например, документ Mikell Groover’s Fundamentals of Modern Manufacturing , откуда взята следующая иллюстрация:
 На практике это означает такие функции, как:
На практике это означает такие функции, как: 

 1×5000
1×5000



 Смажьте пресс-масленки высококачественной смазкой, а другие обработанные поверхности – общепромышленным смазочным маслом.
Смажьте пресс-масленки высококачественной смазкой, а другие обработанные поверхности – общепромышленным смазочным маслом. Получается волнообразный срез. Обычно планку нельзя заменить, иначе стоимость этой операции будет почти равна стоимости новой машины. Если пришло время заменить ваш станок, выберите высококачественную ленточнопильный станок. Не позволяйте цене быть вашей единственной заботой.
Получается волнообразный срез. Обычно планку нельзя заменить, иначе стоимость этой операции будет почти равна стоимости новой машины. Если пришло время заменить ваш станок, выберите высококачественную ленточнопильный станок. Не позволяйте цене быть вашей единственной заботой. Все, что выходит за пределы этого допуска, считается кривым и признаком слишком большого люфта пильного диска.
Все, что выходит за пределы этого допуска, считается кривым и признаком слишком большого люфта пильного диска. Самое главное, на что следует обратить внимание, это насколько толстый материал, а также насколько он мягкий. Алюминий режется совсем иначе, чем серебро, сталь или медь. Плотность металла будет определять настройки, которые вы используете на пиле. Например, резка алюминия на высокой скорости может привести к тому, что он расколется, и куски металла разлетятся, что может привести к серьезным травмам. Всегда обращайтесь к руководству, прилагаемому к ленточной пиле, или ищите информацию в Интернете относительно имеющейся у вас модели и того, что вы режете.
Самое главное, на что следует обратить внимание, это насколько толстый материал, а также насколько он мягкий. Алюминий режется совсем иначе, чем серебро, сталь или медь. Плотность металла будет определять настройки, которые вы используете на пиле. Например, резка алюминия на высокой скорости может привести к тому, что он расколется, и куски металла разлетятся, что может привести к серьезным травмам. Всегда обращайтесь к руководству, прилагаемому к ленточной пиле, или ищите информацию в Интернете относительно имеющейся у вас модели и того, что вы режете. Эти скорости могут меняться в зависимости от типа используемого лезвия, поэтому всегда обращайтесь к информации о лезвии. ознакомьтесь с таблицей скоростей биметаллических лезвий: 9Ленточнопильный станок 0006
Эти скорости могут меняться в зависимости от типа используемого лезвия, поэтому всегда обращайтесь к информации о лезвии. ознакомьтесь с таблицей скоростей биметаллических лезвий: 9Ленточнопильный станок 0006










 На хорошо подготовленную поверхность она должна ложится равномерно, с равной степенью насыщенности, а на плохо подготовленную — неравномерно, с проплешинами. При визуальном осмотре становится очевидным: белые пятна означают — очень углублённые места, тёмные пятна на поверхности — углубление незначительное, серые пятна — это выступающие места, где слой краски самый тонкий.
На хорошо подготовленную поверхность она должна ложится равномерно, с равной степенью насыщенности, а на плохо подготовленную — неравномерно, с проплешинами. При визуальном осмотре становится очевидным: белые пятна означают — очень углублённые места, тёмные пятна на поверхности — углубление незначительное, серые пятна — это выступающие места, где слой краски самый тонкий. Для понимания степени точности стоит отметить, что высота снимаемого слоя рассчитывается в микронах.
Для понимания степени точности стоит отметить, что высота снимаемого слоя рассчитывается в микронах.

 Ключевым способом проверки качества обработки является специальная краска, которую наносят на плиту. По отпечаткам следов на плоскости определяют проблемные участки, требующие первоначальной шабровки. Обработка считается законченной при полном отпечатке краски на плоскости заготовки.
Ключевым способом проверки качества обработки является специальная краска, которую наносят на плиту. По отпечаткам следов на плоскости определяют проблемные участки, требующие первоначальной шабровки. Обработка считается законченной при полном отпечатке краски на плоскости заготовки. Две плиты пригоняются друг другу без выравнивания плоскости. Скорее всего, одна будет иметь выпуклую форму, а вторая – вогнутую. Для устранения данных дефектов используют контрольную плиту с постепенным устранением всех недостатков.
Две плиты пригоняются друг другу без выравнивания плоскости. Скорее всего, одна будет иметь выпуклую форму, а вторая – вогнутую. Для устранения данных дефектов используют контрольную плиту с постепенным устранением всех недостатков. Рабочим инструментом в данном случае служит мелкий напильник.
Рабочим инструментом в данном случае служит мелкий напильник.
 Строительный автоматизированный прибор является многофункциональным, он снимает остатки клея, шпатлевки, других стройматериалов, но для металла абсолютно не подходит.
Строительный автоматизированный прибор является многофункциональным, он снимает остатки клея, шпатлевки, других стройматериалов, но для металла абсолютно не подходит. Через пару минут уберите ее от плиты, посмотрите на цветовые пятна, которые образовались после приложения детали. Белые сухие пятна указывают на то, что в месте приложения у детали имеется большое углубление или трещина (шабровка для них бесполезна и даже вредна). Черные пятна указывают на то, что поверхность является однородной, не содержит углублений. Серый цвет указывает на наличие небольших выступов — именно им требуется шабрение.
Через пару минут уберите ее от плиты, посмотрите на цветовые пятна, которые образовались после приложения детали. Белые сухие пятна указывают на то, что в месте приложения у детали имеется большое углубление или трещина (шабровка для них бесполезна и даже вредна). Черные пятна указывают на то, что поверхность является однородной, не содержит углублений. Серый цвет указывает на наличие небольших выступов — именно им требуется шабрение.
 Востребованность последних операций определяется тем, с какими параметрами реализуются конкретные слесарные работы и, в частности, шабрение.
Востребованность последних операций определяется тем, с какими параметрами реализуются конкретные слесарные работы и, в частности, шабрение. К тому же притирка не подходит для небольших запчастей или объектов сложной формы (тогда как шабровка с этой задачей может справиться).
К тому же притирка не подходит для небольших запчастей или объектов сложной формы (тогда как шабровка с этой задачей может справиться). Также их применяют для обработки неметаллических материалов (скажем, для работы с деревом или пластиком).
Также их применяют для обработки неметаллических материалов (скажем, для работы с деревом или пластиком). В роли охлаждающих/смачивающих веществ используют бензин, вода, керосин, минеральные масла. Сама процедура притирки проста:
В роли охлаждающих/смачивающих веществ используют бензин, вода, керосин, минеральные масла. Сама процедура притирки проста:



 4.4), которые могут быть изготовлены из кольца изношенного конического роликового подшипника.
4.4), которые могут быть изготовлены из кольца изношенного конического роликового подшипника.
 Последний является приводным механизмом аппарата.
Последний является приводным механизмом аппарата. С обратной стороны смастерите удобную ручку.
С обратной стороны смастерите удобную ручку.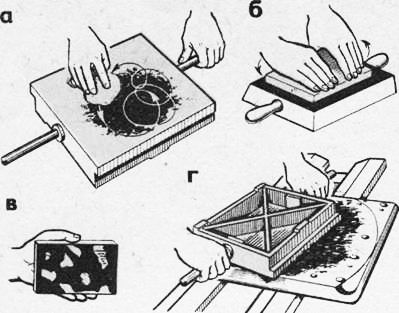 д. Важно не забывать, что шабрение – это способ получения высокоточных в показателях гладкости поверхностей. Причем сами поверхности могут быть и криволинейными.
д. Важно не забывать, что шабрение – это способ получения высокоточных в показателях гладкости поверхностей. Причем сами поверхности могут быть и криволинейными. Технологические особенности шабрения — высокая степень зачистки, возможность работы с деталями любой формы, невозможность механизации. Процедура шабровки проста — человек прикладывает инструмент к металлу, делает широкие движения в направлении «от себя». Перед шабровкой рекомендуется нанести на столярную плиту специальную краску, приложить к нему обрабатываемую деталь — по характеру пятен можно будет установить наличие дефектов изделия. На шабровку похожа притирка, однако между этими операциями существует много отличий.
Технологические особенности шабрения — высокая степень зачистки, возможность работы с деталями любой формы, невозможность механизации. Процедура шабровки проста — человек прикладывает инструмент к металлу, делает широкие движения в направлении «от себя». Перед шабровкой рекомендуется нанести на столярную плиту специальную краску, приложить к нему обрабатываемую деталь — по характеру пятен можно будет установить наличие дефектов изделия. На шабровку похожа притирка, однако между этими операциями существует много отличий. info/slesarnoe_delo/shabrenie/
info/slesarnoe_delo/shabrenie/


 В некоторые из них также будут добавлены расширенные параметры, такие как планирование очистки, экспорт JSON и Google Sheets и многое другое.
В некоторые из них также будут добавлены расширенные параметры, такие как планирование очистки, экспорт JSON и Google Sheets и многое другое.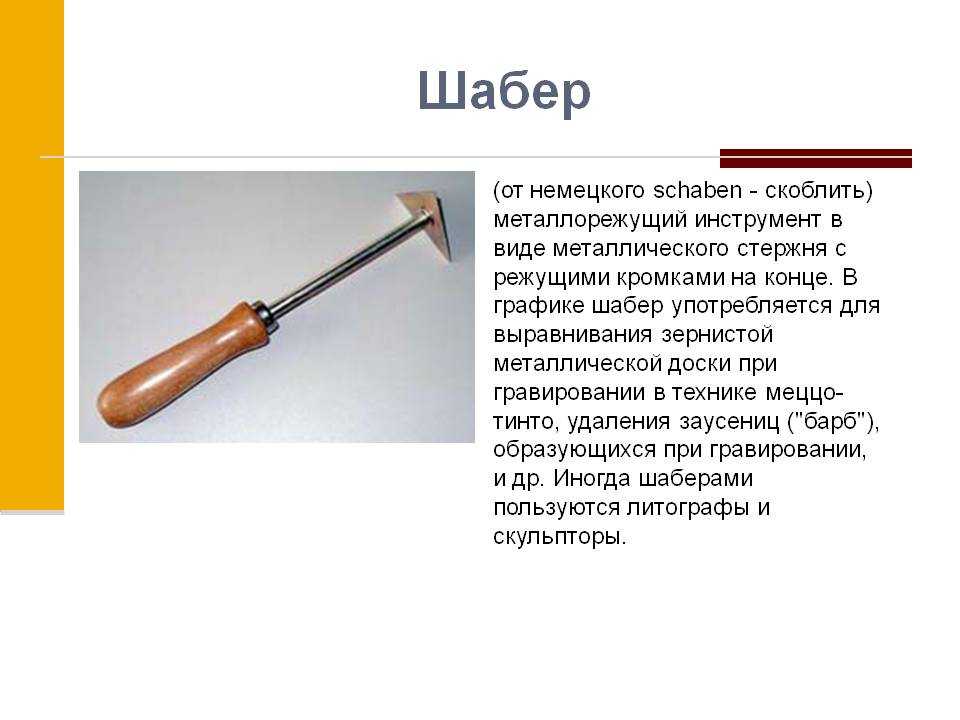 Хотя они немного менее удобны, чем расширения браузера, они компенсируют это дополнительными функциями, которые не ограничены тем, что ваш браузер может и не может делать.
Хотя они немного менее удобны, чем расширения браузера, они компенсируют это дополнительными функциями, которые не ограничены тем, что ваш браузер может и не может делать.

 Затем эти компании могут продавать доступ к этой информации компаниям в указанных отраслях.
Затем эти компании могут продавать доступ к этой информации компаниям в указанных отраслях. Это невероятно распространено в сфере B2B, где потенциальные клиенты публикуют информацию о своем бизнесе в открытом доступе в Интернете.
Это невероятно распространено в сфере B2B, где потенциальные клиенты публикуют информацию о своем бизнесе в открытом доступе в Интернете.
 Закажите бесплатный звонок сегодня!
Закажите бесплатный звонок сегодня!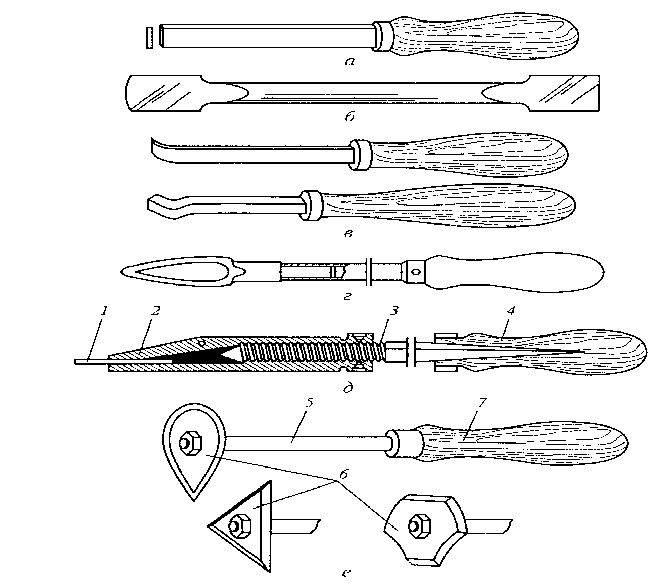
 Во многих проектах вы сначала «сканируете» Интернет или один конкретный веб-сайт, чтобы обнаружить URL-адреса, которые затем передаете парсеру.
Во многих проектах вы сначала «сканируете» Интернет или один конкретный веб-сайт, чтобы обнаружить URL-адреса, которые затем передаете парсеру.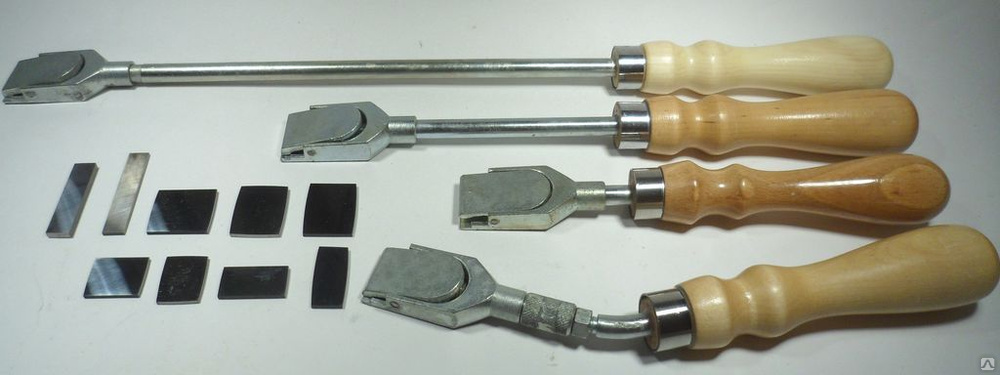


 Вы почти наверняка будете использовать какой-то парсер для извлечения определенных наборов данных при сборе данных с веб-сайтов.
Вы почти наверняка будете использовать какой-то парсер для извлечения определенных наборов данных при сборе данных с веб-сайтов.


 Сокращая данные, вы получаете высококачественные, большие объемы и очень информативные данные из Интернета любой формы и размера, которые подпитывают анализ рынка и бизнес-аналитику по всему миру.
Сокращая данные, вы получаете высококачественные, большие объемы и очень информативные данные из Интернета любой формы и размера, которые подпитывают анализ рынка и бизнес-аналитику по всему миру.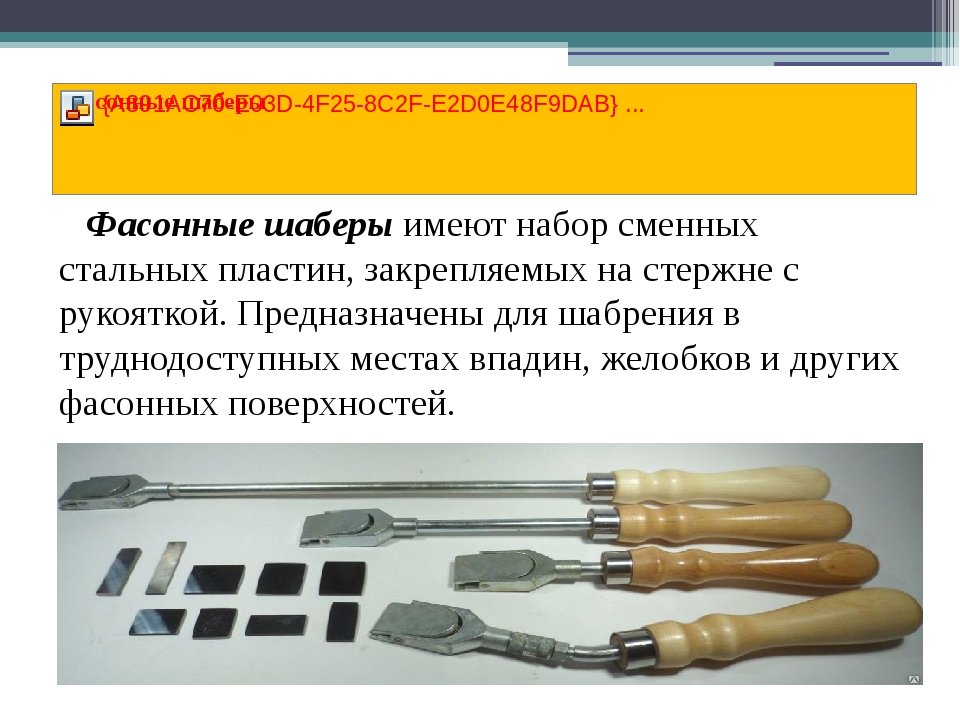

 В отличие от попыток проложить себе путь через сложные внутренние системы.
В отличие от попыток проложить себе путь через сложные внутренние системы.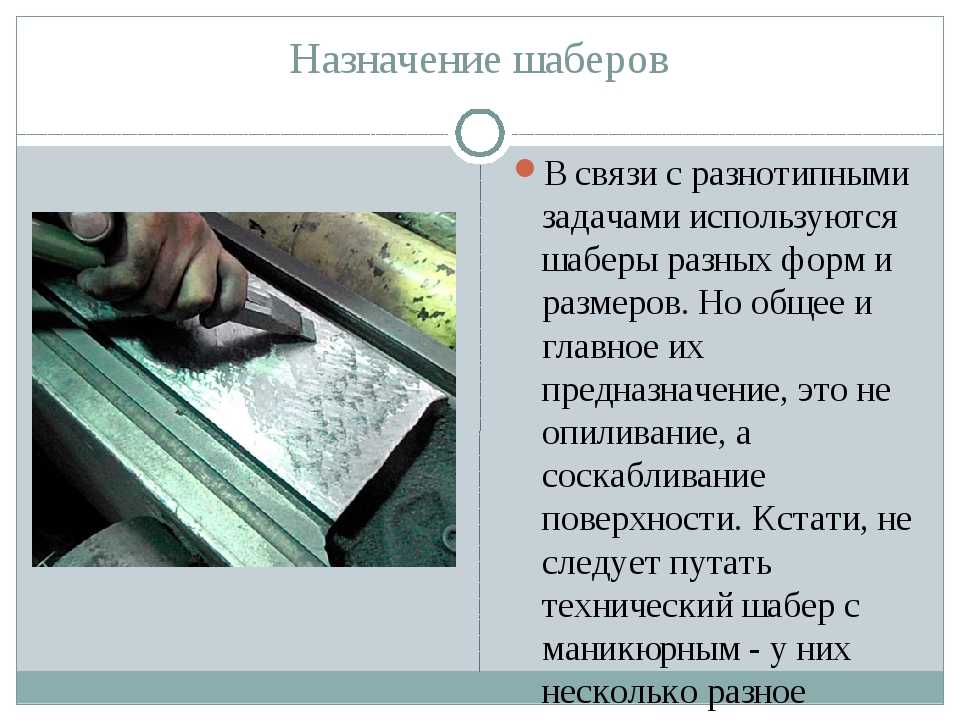 Они варьируются от простых решений парсинга «укажи и щелкни», предназначенных для неспециалистов, до более мощных приложений, ориентированных на разработчиков, с широкими возможностями настройки и управления.
Они варьируются от простых решений парсинга «укажи и щелкни», предназначенных для неспециалистов, до более мощных приложений, ориентированных на разработчиков, с широкими возможностями настройки и управления.
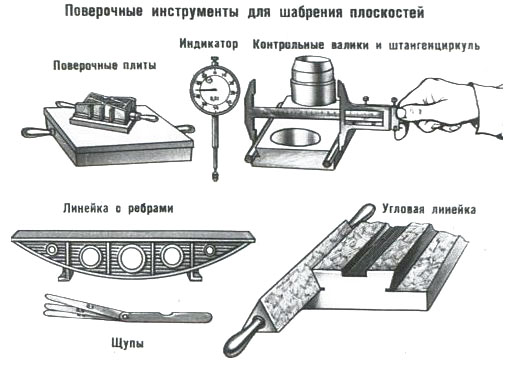







 Если придерживаться ее столько времени, сколько назначил врач, можно добиться очень хорошего результата – заживление язв, уменьшение воспаления, нормализация перистальтики.
Если придерживаться ее столько времени, сколько назначил врач, можно добиться очень хорошего результата – заживление язв, уменьшение воспаления, нормализация перистальтики. Состав еды не ограничен, сначала советуем измельченные в пюре мясные и молочные продукты, т.е. продукты, богатые белком. В сутки нужно выпивать, по меньшей мере, 1200 мл жидкости. Пить мелкими глотками и часто, до 200 мл за час. После еды воздержаться от питья в течение 20 минут.
Состав еды не ограничен, сначала советуем измельченные в пюре мясные и молочные продукты, т.е. продукты, богатые белком. В сутки нужно выпивать, по меньшей мере, 1200 мл жидкости. Пить мелкими глотками и часто, до 200 мл за час. После еды воздержаться от питья в течение 20 минут.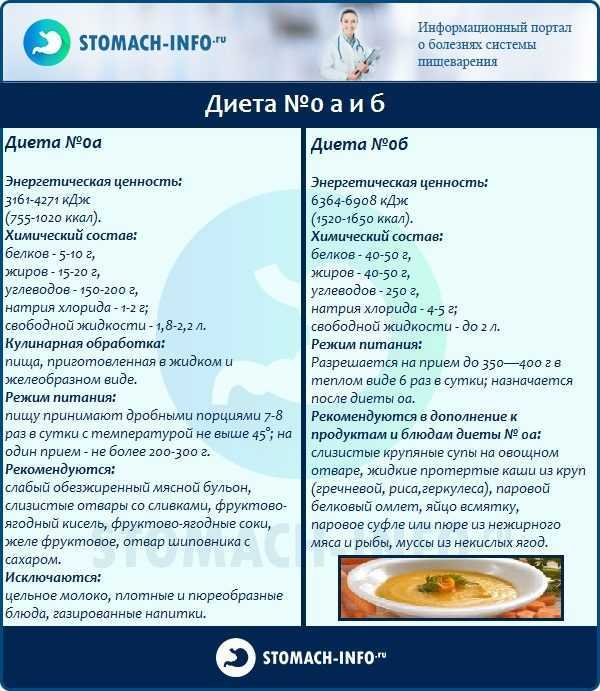 80 граммов чистого белка содержится, например, в 180-ти граммах телятины.
80 граммов чистого белка содержится, например, в 180-ти граммах телятины. Рекомендуем начинать принятие пищи с продуктов, богатых белками, в противном случае, чувство сытости может прийти быстро после употребления других питательных веществ, и достаточное количество белков не будет получено.
Рекомендуем начинать принятие пищи с продуктов, богатых белками, в противном случае, чувство сытости может прийти быстро после употребления других питательных веществ, и достаточное количество белков не будет получено. Важным является обрести богатый рацион и считаться с тем, что в течение нескольких месяцев после операции можно будет употреблять только половину того количества, которое вмещалось в желудок до операции. С выбором продуктов, которые содержат много сахара и жирных кислот, необходимо быть очень осторожным, так как они влияют на процесс расщепления и могут вызвать как боль, так и диарею. Со временем переносимость к жирным кислотам может улучшиться, однако все же пациенты должны следить за количеством потребляемого жира между принятиями пищи, например, на бутерброд можно намазать масла утром, в обед добавить ложку растительного масла в салат и съесть вечером мясо с капелькой соуса.
Важным является обрести богатый рацион и считаться с тем, что в течение нескольких месяцев после операции можно будет употреблять только половину того количества, которое вмещалось в желудок до операции. С выбором продуктов, которые содержат много сахара и жирных кислот, необходимо быть очень осторожным, так как они влияют на процесс расщепления и могут вызвать как боль, так и диарею. Со временем переносимость к жирным кислотам может улучшиться, однако все же пациенты должны следить за количеством потребляемого жира между принятиями пищи, например, на бутерброд можно намазать масла утром, в обед добавить ложку растительного масла в салат и съесть вечером мясо с капелькой соуса. Для этого я пытаюсь использовать псевдоэлементы. Я могу легко добиться этого, если использую :after в строке таблицы, однако, если я использую раньше, он обрабатывает псевдоэлемент как новый td в строке таблицы и подталкивает все к одному td, делая таблицу невыровненной.
Для этого я пытаюсь использовать псевдоэлементы. Я могу легко добиться этого, если использую :after в строке таблицы, однако, если я использую раньше, он обрабатывает псевдоэлемент как новый td в строке таблицы и подталкивает все к одному td, делая таблицу невыровненной. 02
02 Надеюсь, это сработает и для вас.
Надеюсь, это сработает и для вас. Можно ли использовать псевдоэлементы (: after, : before) внутри строки таблицы?
Можно ли использовать псевдоэлементы (: after, : before) внутри строки таблицы? d .special .after {
дисплей: блок;
положение: абсолютное;
справа: 10 пикселей;
сверху: 0;
}
d .special .after {
дисплей: блок;
положение: абсолютное;
справа: 10 пикселей;
сверху: 0;
} 

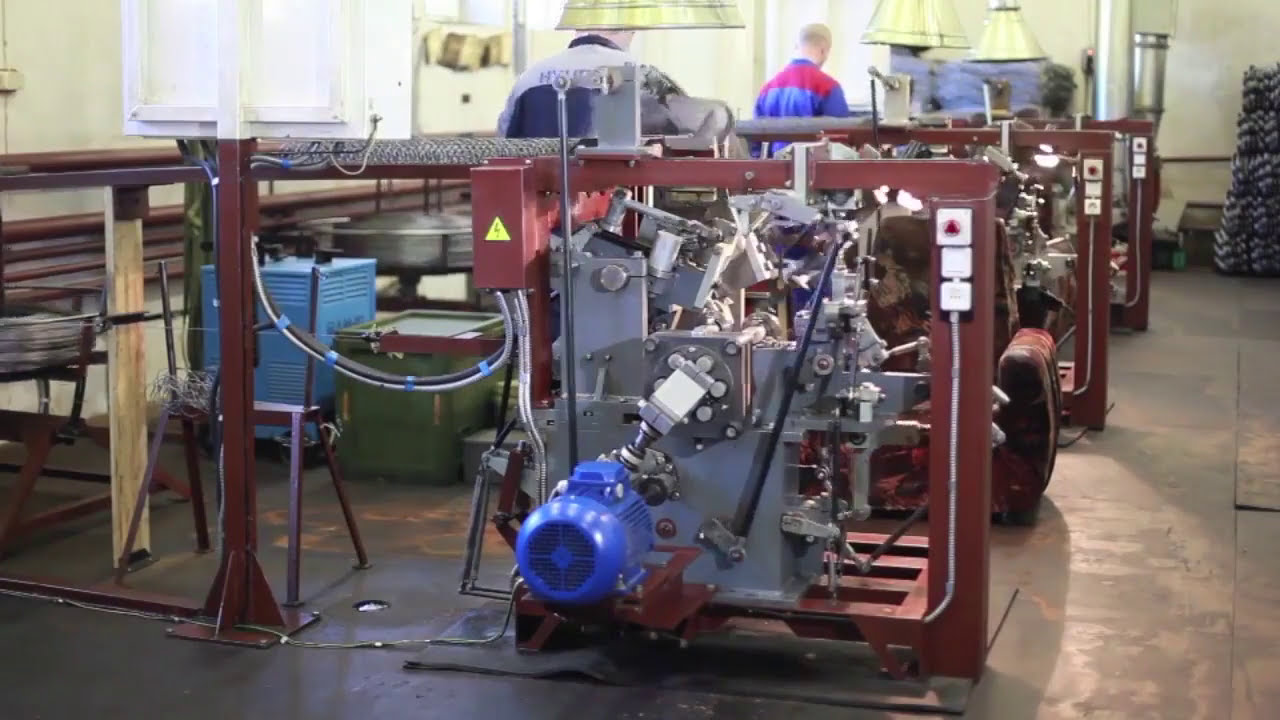 Диаметр проволоки: ф2,0-4,5 мм. Наружный диаметр пружин: ф55 мм.
Диаметр проволоки: ф2,0-4,5 мм. Наружный диаметр пружин: ф55 мм.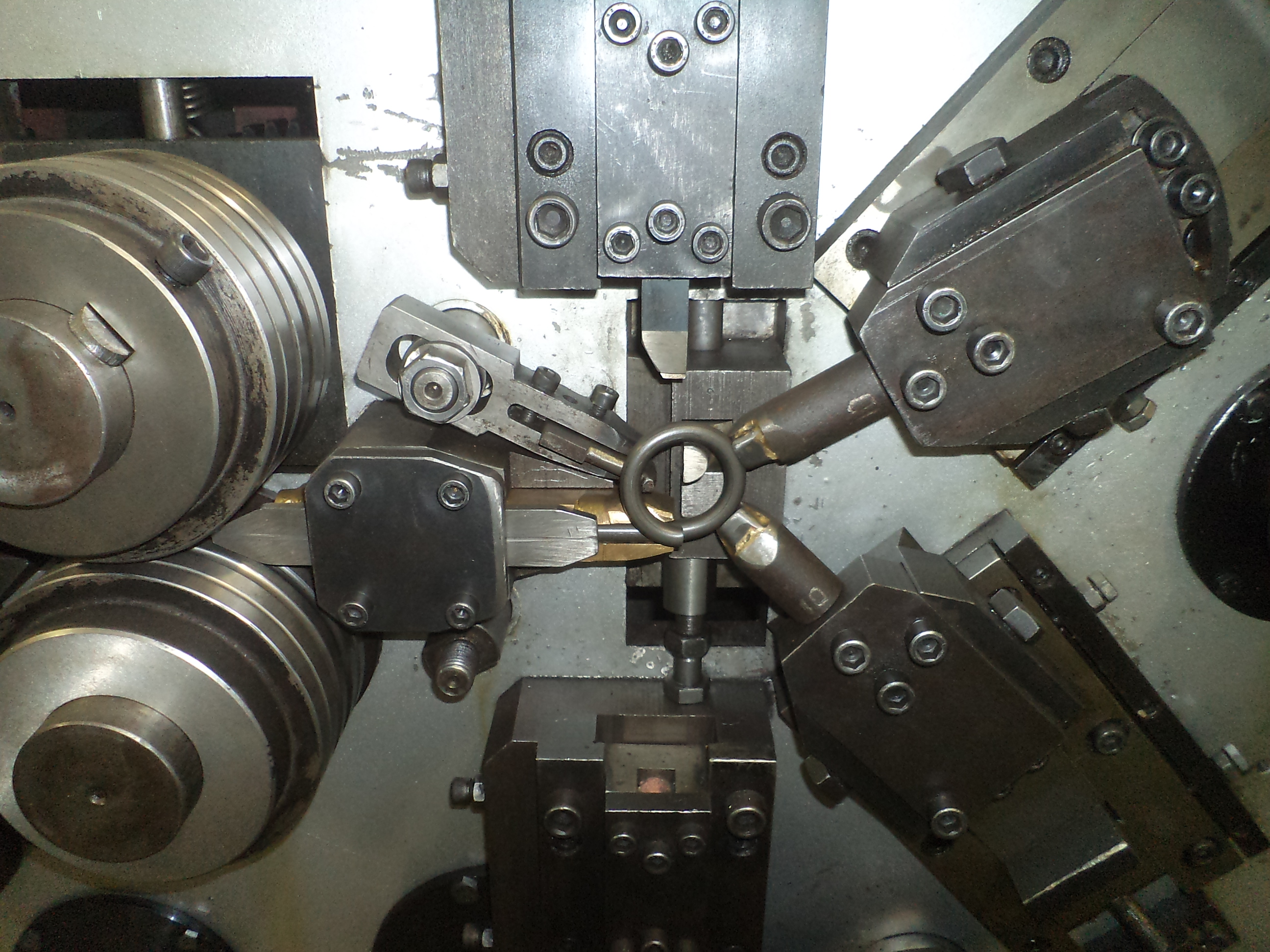
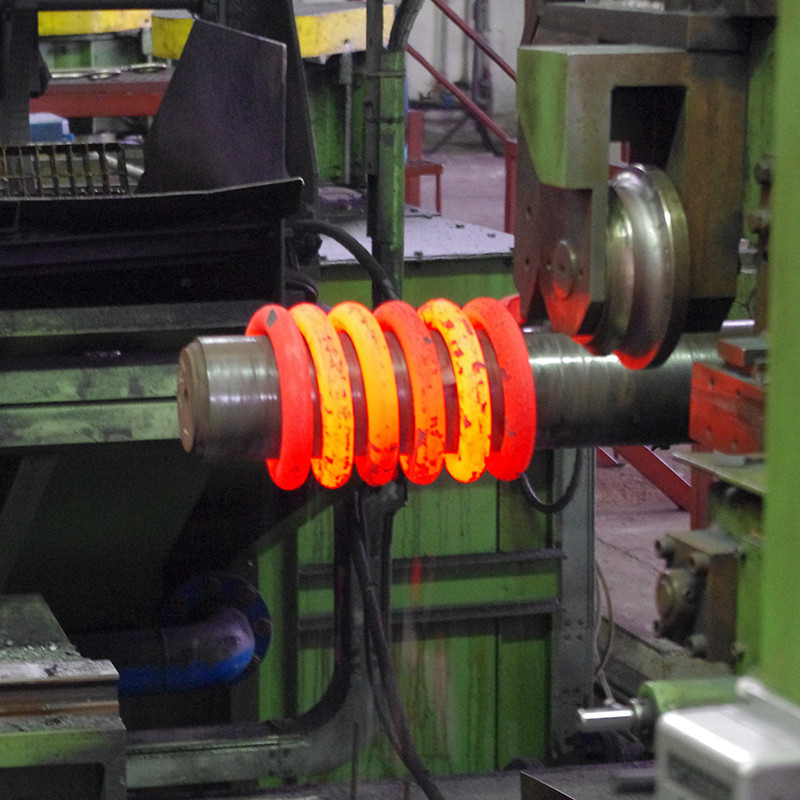 Диаметр проволоки: ф5-12 мм. Наружный диаметр пружин: ф150 мм.
Диаметр проволоки: ф5-12 мм. Наружный диаметр пружин: ф150 мм.

 Диаметр проволоки: ф20-50 мм. Наружный диаметр пружин: ф300 мм.
Диаметр проволоки: ф20-50 мм. Наружный диаметр пружин: ф300 мм.
 )
) Я всегда проектирую детали таким образом, чтобы исключить необходимость в использовании опор, поэтому постобработка была намного проще, а детали были чище.
Я всегда проектирую детали таким образом, чтобы исключить необходимость в использовании опор, поэтому постобработка была намного проще, а детали были чище.
 Вдавите пластиковую втулку внутри подшипника 6x15x4 мм, чтобы проделать отверстие под болт M3. Вставьте болт M3x20. Вдавите гайку M3 в каретку и прикрутите подшипник болтом. Убедитесь, что подшипник вращается свободно. Вдавите вторую гайку M3 в корпус двигателя (со стороны двигателя в левом нижнем углу) и прикрутите каретку через небольшой кронштейн с помощью болта M3x20. Не затягивайте болт слишком сильно, каретка должна двигаться свободно. Поднимите каретку и вставьте пружину в отверстие под ней.
Вдавите пластиковую втулку внутри подшипника 6x15x4 мм, чтобы проделать отверстие под болт M3. Вставьте болт M3x20. Вдавите гайку M3 в каретку и прикрутите подшипник болтом. Убедитесь, что подшипник вращается свободно. Вдавите вторую гайку M3 в корпус двигателя (со стороны двигателя в левом нижнем углу) и прикрутите каретку через небольшой кронштейн с помощью болта M3x20. Не затягивайте болт слишком сильно, каретка должна двигаться свободно. Поднимите каретку и вставьте пружину в отверстие под ней.
 Чтобы согнуть проволоку, ее сначала нужно распрямить. Это правда. Выпрямитель состоит из 7 роликов (4 вверху и 3 внизу), которые можно прижимать друг к другу для обеспечения надлежащего натяжения проволоки. Это также предотвращает скручивание проволоки при сгибании.
Чтобы согнуть проволоку, ее сначала нужно распрямить. Это правда. Выпрямитель состоит из 7 роликов (4 вверху и 3 внизу), которые можно прижимать друг к другу для обеспечения надлежащего натяжения проволоки. Это также предотвращает скручивание проволоки при сгибании.
 Ролики не должны вращаться свободно, но проволока должна двигаться плавно. Размотайте часть проволоки, чтобы убедиться, что вы начинаете с хорошей и прямой проволоки.
Ролики не должны вращаться свободно, но проволока должна двигаться плавно. Размотайте часть проволоки, чтобы убедиться, что вы начинаете с хорошей и прямой проволоки.
 Это последовательность инструкций по перемещению двигателей.
Это последовательность инструкций по перемещению двигателей.  gcode
gcode FENN уже более 120 лет является лидером в области производства качественного металлообрабатывающего оборудования.
FENN уже более 120 лет является лидером в области производства качественного металлообрабатывающего оборудования.
 Для клиентов, которым требуется большая универсальность, могут быть добавлены функции торсионной и поперечной точек намотки осей. Эти дополнительные оси позволяют производить пружины кручения, проволочные формы и пружины растяжения с крючками.
Для клиентов, которым требуется большая универсальность, могут быть добавлены функции торсионной и поперечной точек намотки осей. Эти дополнительные оси позволяют производить пружины кручения, проволочные формы и пружины растяжения с крючками.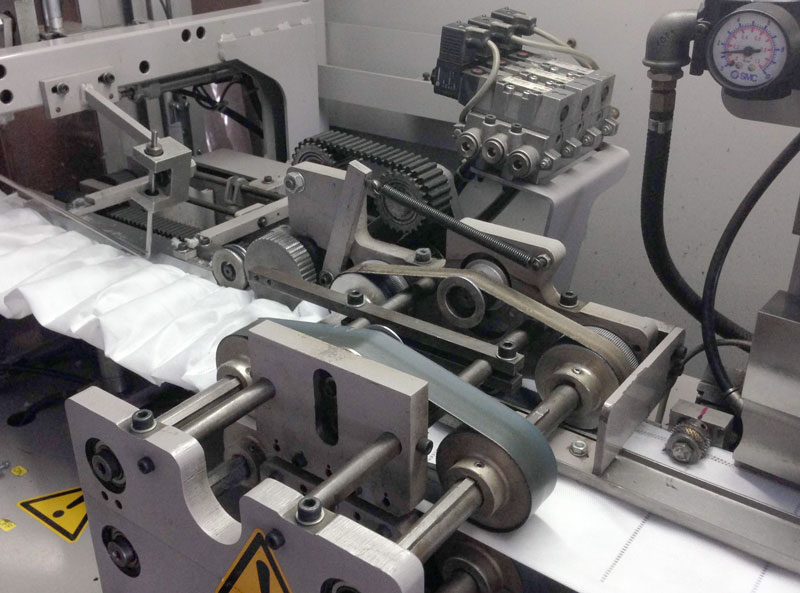 010 – .040
010 – .040 080 – .250
080 – .250 875
875 FENN предлагает двухточечные намотчики Torin для проволоки диаметром от 0,008 до 0,750 дюйма. Станки для навивки двухточечных пружин Torin серии R могут производить круглые пружины сжатия и растяжения. Намотчики пружин Torin спроектированы и изготовлены для быстрой настройки и замены пружин с помощью удобного генератора программ для пружин. Узнайте о различиях между двухточечными пружинными намотчиками и одноточечными здесь , чтобы узнать больше о том, как FENN может разработать решение, отвечающее вашим требованиям.
FENN предлагает двухточечные намотчики Torin для проволоки диаметром от 0,008 до 0,750 дюйма. Станки для навивки двухточечных пружин Torin серии R могут производить круглые пружины сжатия и растяжения. Намотчики пружин Torin спроектированы и изготовлены для быстрой настройки и замены пружин с помощью удобного генератора программ для пружин. Узнайте о различиях между двухточечными пружинными намотчиками и одноточечными здесь , чтобы узнать больше о том, как FENN может разработать решение, отвечающее вашим требованиям. 008 – .028
008 – .028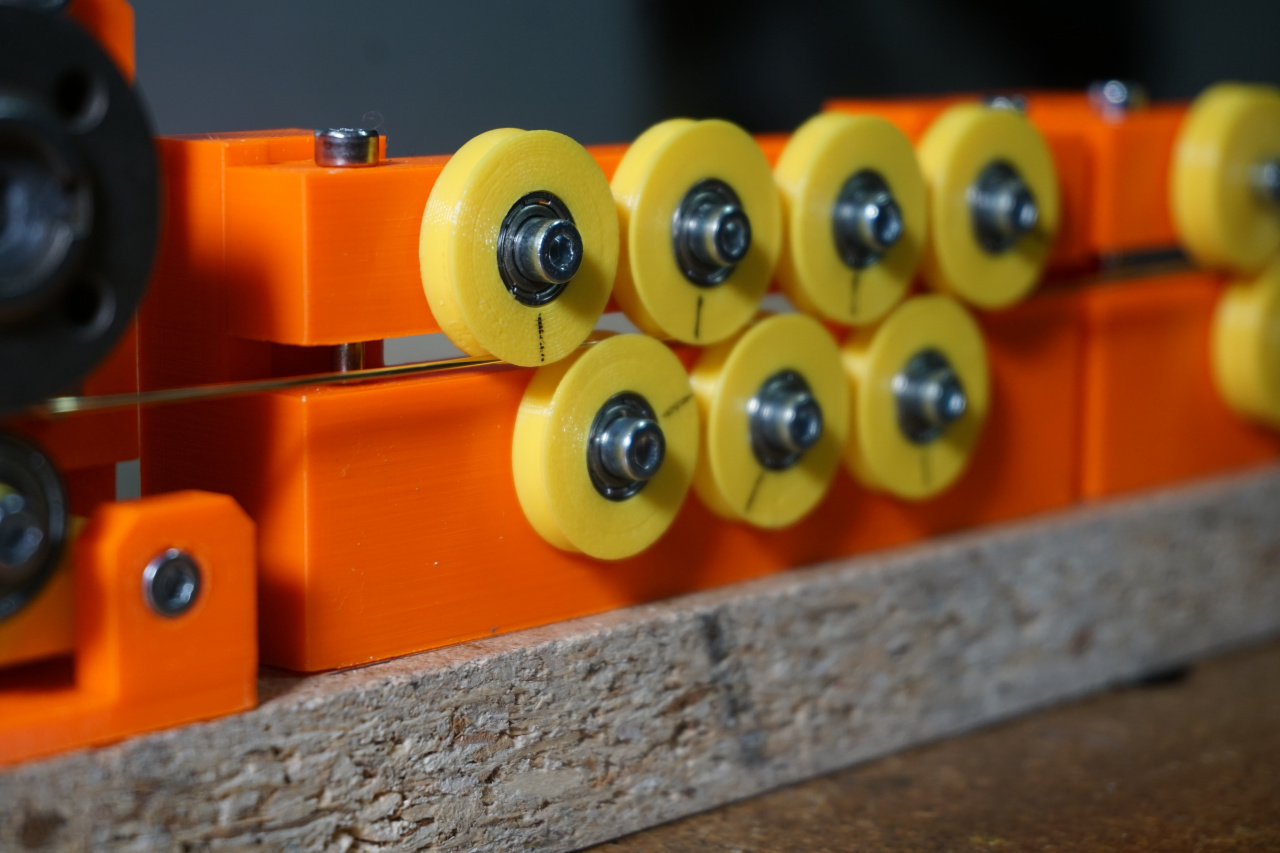
 Свяжитесь с нами чтобы узнать больше!
Свяжитесь с нами чтобы узнать больше! Позвольте нам помочь вам максимально раскрыть потенциал и производительность вашего пружинного намотчика Torin с помощью нашей технологии ЧПУ, и все это подкреплено нашей гарантией на модернизацию сроком на 1 год ! См. нашу брошюру по механической модернизации .
Позвольте нам помочь вам максимально раскрыть потенциал и производительность вашего пружинного намотчика Torin с помощью нашей технологии ЧПУ, и все это подкреплено нашей гарантией на модернизацию сроком на 1 год ! См. нашу брошюру по механической модернизации . С этим пакетом устраните риск использования устаревших компонентов. Для получения дополнительной информации см. нашу брошюру серии Z и обновлений ЧПУ .
С этим пакетом устраните риск использования устаревших компонентов. Для получения дополнительной информации см. нашу брошюру серии Z и обновлений ЧПУ .

 Клиенты могут максимизировать производительность своей машины для устаревшего оборудования и продлить срок службы машины.
Клиенты могут максимизировать производительность своей машины для устаревшего оборудования и продлить срок службы машины.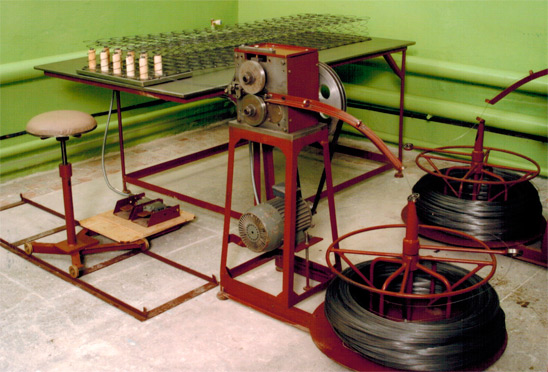 Это оборудование может формировать все виды пружин, включая пружины кручения, пружины растяжения и пружины сжатия.
Это оборудование может формировать все виды пружин, включая пружины кручения, пружины растяжения и пружины сжатия.
 00 кВт
00 кВт 00 кВт
00 кВт 75 кВт
75 кВт 50 кВт
50 кВт 50 кВт
50 кВт 50 кВт
50 кВт Широкая универсальность станка позволяет использовать его в экспериментальных и инструментальных цехах для производства кондукторов, зажимных приспособлений всех типов, инструментов, штампов, пресс-форм и других деталей.
Широкая универсальность станка позволяет использовать его в экспериментальных и инструментальных цехах для производства кондукторов, зажимных приспособлений всех типов, инструментов, штампов, пресс-форм и других деталей. Доставка в Москве и по России, возможен самовывоз. Звоните и заказывайте по телефону +7 (495) 150-05-90!
Доставка в Москве и по России, возможен самовывоз. Звоните и заказывайте по телефону +7 (495) 150-05-90! Они бывают горизонтальными, вертикальными и универсальными. Существует ещё один вид фрезерного оборудования — широкоуниверсальные консольно-фрезерные станки. Они отличаются от универсального оборудования одной важной деталью.
Они бывают горизонтальными, вертикальными и универсальными. Существует ещё один вид фрезерного оборудования — широкоуниверсальные консольно-фрезерные станки. Они отличаются от универсального оборудования одной важной деталью.
 Процесс перемещения стола, а также повороты шпинделей осуществляются при помощи обособленных электрических двигателей.
Процесс перемещения стола, а также повороты шпинделей осуществляются при помощи обособленных электрических двигателей. Для торможения шпинделя может применяться электромагнитная муфта.
Для торможения шпинделя может применяться электромагнитная муфта. Купить широкоуниверсальные консольно-фрезерные станки, а также спецоснащение других типов можно на нашем сайте или связавшись с нами по телефону.
Купить широкоуниверсальные консольно-фрезерные станки, а также спецоснащение других типов можно на нашем сайте или связавшись с нами по телефону. , пекторальная станция, тяга широчайших, скручивание пресса, разгибание ног и станция нижнего блока
, пекторальная станция, тяга широчайших, скручивание пресса, разгибание ног и станция нижнего блока / Curl bar, Этот тренажер оснащен точкой поворота, которая помогает поддерживать правильную форму тела во время тренировок, позволяя максимально воздействовать на целевые группы мышц
/ Curl bar, Этот тренажер оснащен точкой поворота, которая помогает поддерживать правильную форму тела во время тренировок, позволяя максимально воздействовать на целевые группы мышц Легко подстраивается под любого члена семьи, будь то молодой или старый, низкий или высокий.
Легко подстраивается под любого члена семьи, будь то молодой или старый, низкий или высокий.

 Для всех уровней физической подготовки в возрасте от 8 до 80 лет; Выдерживает максимальный вес 300 фунтов
Для всех уровней физической подготовки в возрасте от 8 до 80 лет; Выдерживает максимальный вес 300 фунтов
 д.
д. ..
..
