Процесс 3D-печати отличается сложностью и дороговизной, к тому же готовые трехмерные объекты часто получаются не самой приятной наружности. Как правило, при печати по технологии FDM внешние поверхности готовых изделий оказываются ребристыми. Чтобы этого избежать, требуется качественная финишная обработка. Как она выполняется?
Проекты RepRap
Практически сразу с момента появления этого проекта стали придумываться способы обработки готовых изделий в 3D, чтобы сгладить их поверхности. Основной акцент делался на отличительных особенностях термопластиков: способности плавиться под высокими температурами и размягчаться при контакте с химикатами. Как правило, в ходе термообработки регулировать степень нагревания поверхности просто невозможно, поэтому пластика может вскипеть, просесть или просто выделять токсичные пары.
Более перспективной считается обработка химикатами, правда, и тут есть свои сложности, в первую очередь технологические. Кроме того, разные пластики по-разному вступали в реакции с реагентами, и результат трудно предугадать. Например, ацетон отлично растворяет пластик ABS, а в случае с PLA-пластиком он бессилен. Лимонен действует полностью наоборот. Именно поэтому химическое сглаживание применяется в основном по отношению к ABS-пластику, который более популярен и доступен с точки зрения цены.
Типичным растворителем для этого вида пластика является ацетон. Благодаря хорошей растворяющей способности его можно использовать и как клеевой состав, когда требуется создание моделей из ABS-пластика. Такой же клей целесообразно применять для ремонта расслоений детали или при появлении трещин на ней. Особенность процесс сглаживания в повышении не только эстетичности детали, но и ее прочности: благодаря монолитной внешней оболочке модель становится прочнее и герметичнее.
Обработка вручную
Ручная обработка деталей 3d возможна благодаря инструменту Makeraser. Изначально дизайнеры стремились обработать детали простой кисточкой, но этот процесс требовал определенных умений, поскольку размягченный пластик легко деформировался под воздействием щетинок. Соответственно, на детали могли остаться следы, которые не всегда выравнивались. С другой стороны, можно было нанести ацетон лишь выборочно, благодаря чему не подвергались сглаживанию острые углы. Из-за слишком больших трудностей и был создан инструмент Makeraser, являющийся по сути простым фломастером с резервуаром. Он наполняется посредством ацетона или ацетонового клея, после чего встроенным скребком снимает модели с рабочей поверхности. Это практичный и универсальный инструмент, правда, его рационально использовать, если нужно склеить части модели или нанести ABS-пластик или ацетоновый клей на поверхность рабочего стола.
Погружение в ацетон
Этот метод обработки поверхности деталей считается перспективным. ABS-пластик следует выдержать в этом растворе не больше 10 секунд – этого времени вполне достаточно, чтобы растворился внешний слой изделия. Однако конкретное время на выдержку детали варьируется в зависимости от того, какого качества модель и какова концентрация ацетона. После выдержки модель должна полежать на воздухе, чтобы ацетон испарился. Этот метод обработки поверхности 3D-деталей прост и удобен, но регулировать его нелегко. Если передержать модель, слои просто будут растворяться, а мелкие детали ее потеряются. Если ацетон загрязнится пластиком одного цвета, при обработке другой модели могут возникнуть разводы пятен. А потому более удобным и контролируемым процессом является обработка деталей посредством ацетоновых паров.
С помощью погружения в ацетон можно эффективно обработать детали из популярного ABS-пластика с глянцевой поверхностью. Суть метода в следующем: модель помещается в тару, в которой налито небольшое количество ацетона. Сам трехмерный объект не должен соприкасаться с растворителем, поэтому его нужно поставить на платформу или подвесить над тарой. При этом важную роль играет материал платформы. Например, дерево не подходит, поскольку оно будет склеиваться с нижней поверхностью модели, и потом ее нельзя будет отделить. Лучше всего взять подставку из металла.
После того, как модель размещена, емкость подогревается, повышая тем самым температуру ацетона. Он начнет медленно испаряться. Помните о том, что кипятить ацетон нельзя, поскольку на модели будет скапливаться конденсат, который затем выльется в разводы на поверхности. Идеальной температурой является максимум 56 градусов. Готовая модель должна проветриться, пока не затвердеет внешняя поверхность. При обработке парами нужно учесть толщину стенок трехмерной модели. Оболочка должна иметь оптимальную толщину, чтобы выдержать потерю внешнего слоя, поскольку тонкие черты могут просто раствориться в составе.
Соблюдаем технику безопасности
Ацетон – это не самое опасное вещество, однако надо быть осторожным при работе с ним. Дыхание паров может привести к тому, что в легких образуется отек, который запросто может перерасти в воспаление. Первый признак отравления – неприятные ощущения с головокружением, раздражение слизистых оболочек. В идеале работу с ацетоном нужно вести с перчатках и очках. Ацетон – воспламеняемое вещество, а если его концентрация будет выше 13% в воздушной смеси, может возникнуть и взрыв. Если работы ведутся с парами ацетона, помещение должно хорошо и вовремя проветриваться. Для нагревания химиката нельзя использовать открытый огонь, поскольку по мере вытеснения воздуха из сосуда ацетон будет охлаждаться и вступит в контакт с огнем.
Finishing Touch
Кроме бесплатных вариантов инструментов, на основе которых могут обрабатываться 3D-детали, существуют коммерческие проекты. Один из них создан компанией Stratasys и называется Finishing Touch. Ее отличительная особенность – в возможности обработки любых вариаций ABS-пластика высокого качества. Процесс обработки легкий и простой, поскольку имеется система рециркуляции, а это дает возможность сэкономить на растворителе и не загрязнять воздуха вредными парами. Разработчики устройства обещают, что оно будет совместимо с пластиком ABS и PLA. Но при этом обработка все-таки будет вестись с применением ацетона, несмотря на то, что полилактид (PLA), растворяется в нем плохо.
Механическая и химическая
Кроме химической обработки требуется и механическая обработка готовых трехмерных деталей. Чаще всего деталь подвергается шлифовке, пескоструйной обработке и обработке парами растворителя. Несмотря на то, что различные методы 3D-печати позволяют получать высокоточные модели, без их финишной обработки не обойтись. Связано это с тем, что в некоторых случаях появляются трещины на деталях или расслаиваются слои. Для придания детали эстетичного облика применяется метод ошкуривания, который позволяет убрать видимые дефекты с поверхности моделей.
Этот процесс играет важную роль, например, при создании ювелирных изделий или экспонатов на выставку.
Созданные на 3D-принтере модели могут обрабатываться и наждачной бумагой. Это делается для получения гладкой поверхности, чтобы не были заметны места стыковки слоев. Чтобы их убрать, потребуется незначительная доводка наждачной шкуркой. Пластиковые детали также могут быть обработаны на шлифовальном станке, правда, использование наждачной бумаги и ошкуривания более рационально и удобно, поскольку можно контролировать каждый сантиметр модели. Наждачная бумага идеально подходит для обработки мелких деталей, чтобы убрать с них незначительные дефекты. При применении этих методов следует учитывать, что слои материала при ошкуривании, например, будут уменьшаться. И очень важно сохранить первоначальную форму трехмерного объекта.
Пескоструйная обработка
Этот способ предполагает управление оператором соплом, через которое на деталь распыляется мелкодисперсный материал. Процесс пескоструйной обработки оперативный – всего 10 минут, при этом деталь становится эстетичнее и аккуратнее. Суть метода в том, чтобы поместить готовую деталь в камеру, куда будет направляться поток мелких частиц. Они по мере воздействия будут обеспечивать гладкость поверхности 3D-детали.
При пескоструйной обработке на деталь, помещенную в закрытую камеру, направляется поток мелких пластиковых частиц, в результате чего через 5-10 минут поверхность становится гладкой. Метод хорош тем, что на его основе можно работать с любым материалом, к тому же процесс обработки простой.
Постобработка Часть 2: Шлифовка
Все объекты приятнее на ощупь, если они гладкие. Пора отшлифовать свои произведения искусства!
Можно начать с влажной шлифовки шкуркой под 800, потом мельче и постепенно довести поверхность до идеально гладкого состояния.
Ошкуривание Polyjet
Несмотря на то, что 3D-печать методом Polyjet уже дает гладкие поверхности и приятный внешний вид, пытливый мастер всегда найдет возможности для улучшений и дополнительных эффектов. Кроме того, экспериментальным путем установлено, что ошкуренные объекты лучше поддаются покраске, лакировке и наведению глянца.
Можно начать со шкурки под 800 и постепенно довести поверхность до идеально гладкого состояния. Рекомендуется влажная шлифовка, но только чтобы перед покраской или лакировкой все было сухо. Энтузиасты используют после ошкуривания даже автосол или метасол.
Пескоструйные фракции — от более мягких до агрессивных
Пескоструйная обработка термопластика
Для любого FDM-решения пескоструйная обработка — идеальный вариант. Это дешево и быстро, а в результате получается модель или деталь, шаблон или образец с отличной поверхностью – без использования наждачки, наполнителей или растворителей. Процесс состоит в помещении обрабатываемого объекта в поток пластиковых кусочков определенного размера и степени абразивности. Идеальный пластик, из которого делается такой «песок», – Polyplus® с твердостью по Моосу 3,5. Нежелательно превышать рекомендованное давление в 100 psi, а поток лучше всего направлять под углом в 60 градусов к проблемной области.
Если ошкуривание неровной детали может потребовать нескольких часов, то пескоструйная обработка FDM происходит за пару минут. В результате этого нехитрого процесса объект не повреждается, не искажается и не меняет размеров.
Установка для массовой зачистки термопластика
Как и при пескоструйной обработке, здесь обычно используются мелкие частицы пластика. Но процесс здесь другой: обрабатываемая поверхность подвергается обстрелу частицами, которые летят на нее со всех сторон под воздействием ультразвука или вибрации. Помимо пластика, в данном случае могут использоваться зерна из керамики и иных материалов.
В целом процесс длится немного дольше, но результат получается равномерным, структура однородной, поверхность гладкой (насколько форма позволяет). Процесс автоматизирован, так что, пока он идет, можно печатать другой объект. Обычно массовая зачистка используется для крупных элементов.
Обработка ABS ацетоном
Большинство термопластиков реагируют с ацетоном, но отчетливее всего результат заметен в случае с ABS. Ацетон промышленного типа может очень активно растворять ABS, поэтому следует проявлять осторожность.
Первый метод — просто подвесить напечатанный ABS объект над подогретым до температуры кипения ацетоном, чтобы испарение шло активно. В идеале все должно быть закрыто, и пары улавливаться и возвращаться, что, кроме всего прочего, даст лучший результат, потому что воздействие будет не односторонним. Имейте в виду, что ацетон чрезвычайно горюч!
Другой метод — это непосредственное нанесение ацетона на поверхность объекта из ABS, простой кисточкой. Постарайтесь не переборщить с количеством реактива, а то он просто разъест пластик. Пока ацетон с FDM-детали еще не испарился, можно воспользоваться, например, сушилкой, чтобы ускорить химическую реакцию. Пока пластик мягкий, можно воспользоваться шкуркой. Чтобы получить блестящую поверхность, наносите ацетон более толстым слоем.
Преимущество ацетона при работе с ABS в том и состоит, что легко добиться гладкой и блестящей поверхности. Ацетон, однако, может вызывать раздражение, с ним, как и с любыми другими химикатами, следует обращаться осторожно. Если вы используете жидкость для снятия лака (с ногтей), эффект будет далеко не такой сильный, как от промышленного ацетона.
Что произойдет, если я нанесу ацетон на пластик? (с картинками)
`;
Дом
Факт проверен
Эрин Дж. Хилл
Если вы нанесете ацетон на пластик, возможно, он разъедает пластик. Это в основном зависит от типа пластика, на который вы его надеваете, поскольку некоторые из них прочнее других. Лучше не наливать ацетон в пластиковые контейнеры из-за риска того, что он сломает контейнер и вытечет.
Ацетон – это природное органическое соединение, которое образуется в организме человека в ходе метаболических процессов, когда жир расщепляется на энергию. Он также производится и используется в качестве растворителя, обычно используемого в разбавителях для боли, средствах для удаления эпоксидной смолы и средствах для снятия лака с ногтей. Из-за его коррозионной природы вы не должны наносить ацетон на пластик или другие вещества, которые могут быть чувствительны к его воздействию.
Важно осторожно использовать ацетон, так как он легко воспламеняется, а его пары тяжелые и легко переносятся из комнаты в комнату. Контакт этих паров с открытым пламенем или искрой может привести к взрыву или пожару. По этой причине ацетон не следует использовать вокруг каминов и других опасных мест. Также лучше не использовать ацетон на поверхностях из пластика, так как это может привести к утечкам и потенциальной опасности, если вещества попадут в зону с открытым пламенем.
Помимо воспламеняемости, ацетон также имеет сильный запах и может вызывать скопление паров при использовании в закрытых помещениях. Используйте его только в хорошо проветриваемом помещении или на открытом воздухе, если это возможно. Также может быть полезно держать вентилятор включенным во время использования, но только при использовании бесщеточного вентилятора, поскольку другие разновидности могут создавать небольшие искры, которые могут привести к пожару или взрыву при работе слишком близко к ацетону.
Существуют определенные ситуации, когда нанесение ацетона на пластик или пластиковые контейнеры не причинит вреда. Некоторые сорта пластика, такие как полипропилен, предназначены для защиты от агрессивных веществ, поэтому использование с ними ацетона не вызовет никакой реакции. Вы можете определить, какой пластик может быть безопасным, проверив дно любого пластикового предмета или контейнера на наличие символа и цифры пять. Этот символ обычно представляет собой круглые стрелки, используемые на контейнерах для вторичной переработки и продуктах, подлежащих вторичной переработке.
Вам также может понравиться
Рекомендуется
КАК ПОКАЗАНО НА:
Реакция ацетона на клей и АБС-пластик: химия
У меня вопрос из двух частей о химических реакциях ацетона с другими веществами. Я искал какое-то время безуспешно, пытаясь найти клей для соединения алюминия со стеклом, но конкретно мне нужен такой, на который не повлияет ацетон. Также хочу узнать о химической реакции ацетона и АБС-пластика.
Итак, мои упрощенные вопросы таковы:
Мне нужен клей, который соединяет стекло с металлом и который не будет вступать в химическую реакцию с ацетоном, так как он будет подвергаться воздействию паров ацетона. Любые идеи? Может жидкие гвозди? Это тоже не может быть безумно дорого.
Я ищу дополнительную информацию о реакции ацетона на АБС-пластик. В частности, как ацетон реагирует с АБС-пластиком (например, насколько глубоко он проникает в пластик при воздействии паров ацетона? Сколько времени требуется, чтобы испариться из пластика? Изменяется ли химический состав АБС-пластика после реакции с ацетоном?)
Я расскажу немного о том, чего я пытаюсь достичь. Я купил один из этих 3D-принтеров (мой называется Solidoodle) и экспериментировал с методами отделки пластика. Если вы не знакомы с 3D-принтерами, они просто печатают по одному тонкому слою за раз с регулируемой толщиной слоя (я использую толщину слоя от 0,3 мм до 0,1 мм), чтобы построить физическую 3D-модель из пластика в один слой за раз. время. Компромисс за толщину слоя заключается в том, насколько законченной вы хотите, чтобы деталь выглядела после завершения печати, и сколько времени потребуется для печати. Самый большой отпечаток, который я могу сделать, составляет 6 x 6 x 6 дюймов. Используемый пластик может быть ABS или PLA. Я использую АБС-пластик для печати. Проблема с 3D-печатью, ИМХО, заключается в том, что вы можете видеть каждый слой печати, из-за чего готовая модель может выглядеть немного неровной. Чем меньше толщина слоя, тем менее заметны линии на детали.
Итак, я хочу иметь способ очистки пластика, чтобы окончательная отделка не выглядела так, как будто она только что была напечатана. Я пробовал несколько разных методов. Шлифовка, термофен и разбавитель вроде ацетона. Тепловая пушка очень быстро деформирует структуру объекта, так что это не лучший метод. Шлифование работает хорошо, но это может быть утомительный ручной труд на деталях, которые имеют странные углы или труднодоступные трещины, и это не обеспечивает равномерного сглаживания детали. С ацетоном мне повезло больше всего, и другим членам сообщества 3D-печати также повезло, используя ацетон для сглаживания своих деталей.
Я попытался нанести ацетон на пластиковые детали, и это работает хорошо, но это также не всегда однородно и может смазать пластик разных цветов. Метод, который, по моему мнению, работает лучше всего, заключается в том, чтобы поместить пластик в паровую ванну с ацетоном на пару часов, пока пластик не расплавится и не создаст красивую блестящую гладкую пластиковую поверхность. Он также укрепляет детали после того, как ацетон испарится.
Итак, моя цель состоит в том, чтобы построить закрытую коробку, которая герметична и имеет выпускное отверстие, чтобы у меня была камера для создания паровой бани. Я нашел химический насос, чтобы я мог автоматизировать закачку ацетона в камеру, а затем выпускать пар, когда деталь будет готова. В электронном виде я буду контролировать это с помощью Arduino. Я хочу, чтобы этот процесс точно контролировался, чтобы мне нужно было подвергать пластиковую деталь воздействию пара с ацетоном только на минимальное время, необходимое для того, чтобы этот процесс был эффективным для сглаживания пластика. Я также хочу, чтобы это было автоматизировано, чтобы я мог использовать минимальное количество ацетона, сохраняя при этом эффективность при сглаживании детали (вероятно, до точки полного насыщения воздуха парами ацетона). Метод, который я использую сейчас, — это просто пустая банка из-под краски, куда я помещаю небольшое количество ацетона на дно, затем помещаю небольшую приподнятую платформу в ацетон и помещаю пластиковый элемент поверх приподнятой платформы, чтобы деталь не была погружена в воду. в ацетоне, но будет сидеть в парах. Это работает хорошо, но каждый раз, когда я открываю банку с краской, я выпускаю все пары, а также трудно вставлять и вынимать большие детали из банки с краской.
Корпус будет изготовлен из алюминиевой рамы со стеклянными боковыми, нижней, передней и верхней стеклянными стенками. Задняя стенка металлическая (чтобы можно было сделать отверстие для вентиляционного вентилятора). Это может быть изменено, но это мои первоначальные мысли. Мне нужен клей, чтобы прикрепить этот металл к стеклу, но он будет подвергаться длительному воздействию паров ацетона, поэтому мне нужно, чтобы он был устойчив к этому и сохранял свою связь. Я посмотрела на жидкие гвозди, так как кажется, что их нельзя разбить растворителем после высыхания, но я все еще не уверена. Я очень ценю любые предложения о том, что я мог бы использовать для этого.
Для реакции ацетона с АБС-пластиком я ищу информацию о концентрации ацетона и о влиянии на АБС-пластик в зависимости от того, как долго он подвергается воздействию паров ацетона. Я слышал о людях, которые также нагревают ацетон, чтобы создать больше паров и ускорить процесс плавления АБС-пластика. А вот нагревать ацетон не так уж и безопасно 🙂 Хотя я не химик.
Медицинские роботы — это результат междисциплинарных усилий по автоматизации здравоохранения.
Как можно разделить роботов по областям применения?
Следует прежде всего выделить роботов, призванных автоматизировать труд врача. К таким системам относятся роботы для облегчения диагностики заболеваний (включая диагностику в режиме телепристуствия), проведения хирургических операций, как da Vinci, радиационной терапии, реабилитации, анастезии и т.п.
Робопациенты — это целая группа роботов-тренажеров для обучения врачей и другого медицинского персонала. Такие тренажеры имитируют пациента — целиком или только относящийся к теме обучения «фрагмент». Есть, например, адресованная учащимся на стоматологов система Showa Hanako 2, Япония, или виртуально-роботизированный зад для тренировок начинающих проктологов. Есть робот-симулятор роженицы или родившегося недоношенным ребенка.
Есть роботы, призванные облегчить труд младшего медицинского персонала, например, роботы для проведения инъекций и забора анализов, роботы-тележки для обхода больных, способные вносить данные в истории болезни на основе речи врача (системы speech-to text или в виде звуковых файлов).
В медицинских учреждениях спользуются разнообразные вспомогательные роботы, например, роботы-курьеры TransCar или TUG для транспортировки по медучреждениям лекарств, инструментов и прочего.
Отдельное направление — роботы, предназначенные для реабилитации пациентов после операций или активной фазы заболеваний. Есть различные робототехнические системы восстановления подвижности после операций или инсульта, например, швейцарские системы Lokomat.
Робопротезы предназначены для постоянного ношения людьми с ограниченной мобильностью. Различают протезы ног, протезы рук, протезы кисти руки. Активный поиск идет в направлении снижения стоимости таких протезов, улучшения их управляемости, автономности. Передовым является направление протезов с обратной связью — такие позволяют пациентам ощущать — к чему они прикасаются, чтобы контролировать усилия.
Медицинские экзоскелеты могут использоваться для возвращения частичной подвижности маломобильным категорям пациентов. Их принято разделять на реабилитационные — для ускорения восстановления пациентов после травм и операций и на те, что предназначаются для постоянного ношения маломобильными людьми в домашних условиях и не только.
Есть перспективное направление «роботов-таблеток» — такая таблетка рассчитана на длительное активное функционирование в организме. Проглоченная пациентом, она вводит в его организм лекарство там и в тех дозировках, где и как это обеспечивает наилучший эффект, позволяя снижать дозировки и сопутствующий вред для организма. Пока что идет фаза экспериментов с ними, например, в компаниях Novaris & Rani Therapeutics.
Роботы телеприсутствия могут использоваться для удаленного общения с пациентами их родственников, или, например, для общения пациентов из разных палат между собой — применение таких роботов особенно актуально для инфекционных отделений.
Для облегчения жизни пациентов предназначены роботы-сиделки и другие роботы — помощники пациентов. Они могут, например, помочь встать с постели и дойти до туалета, пересесть в кресло-каталку.
Непривычное направление — роботы, основаннаые на теории социальной взаимопомощи, адресованные пожилым людям. Пожилой пациент вынужденный взять на себя роль заботящегося о ком-либо, например, о роботе-младенце Babyloid, подсознательно ощущает свою значимость, полезность и благодаря этому его состояние улучшается. Есть также роботы «взаимной заботы», например, шведский Hobbit — он подразумевает, что пожилой человек и робот взаимно заботятся друг о друге, забота о роботе упрощает человеку принятие заботы со стороны робота.
Фармацевтические роботы — направление автоматизации аптек, роботы, способные облегчить труд провизора. Это, например, Consis B2, M5000 и другие.
Использование медицинских роботов обеспечивает самые различые положительные эффекты:
— повышение уровня автоматизации облегчает труд врачей, повышает его производительность, может обеспечивать выход на принципиально новые уровни возможностей (повышение сложности доступных операций, снижение инвазивности операций и других видов лечения, а также вероятности врачебных ошибок)
— снижение расходов на средний и младший медицинский персонал, облегчение труда этого персонала, включая фармацевтов
— интенсификация процессов возвращения пациентов к нормальному существованию после травм, заболеваний, операций
— повышение мобильности маломобильных групп населения
— облегчение дожития для пожилых пациентов
— облегчение пребывания пациентов в больницах, сглаживание проблем, связанных с «отрывом» пациентов от привычного круга общения, от семьи, обеспечение контактов или удаленного наблюдения за пациентом в больнице или пожилым человеком у него дома членами его семьи, которые могут находиться в другом месте.
— другие
Публикации по теме
2017.01.06 Подробнее тема раскрыта в публикации «Медицина и робототехника», подготовленной по материалам SPARK «h3020 — Robotics Multi-Annual-Roadmap ICT-2017B» в декабре 2016 года. Перевод на русский язык редакции RoboTrends.ru
Top 13 инноваций в сфере медицинской робототехники
Отрасль здравоохранения находится на переломном этапе в области медицинской робототехники. Ежедневно внедряются инновации, которые неизбежно толкают нас в будущее, где большая часть работы будет автоматизирована или выполняться роботами.
Сегодня роботы, управляемые врачом, уже имеют огромное присутствие в медицинской сфере. Спрос на менее инвазивные и более адаптированные к потребностям пациентов процедуры увеличивается с нарастающей скоростью. Медицинская сфера находится на грани радикальных изменений, которые могут означать улучшение диагностики, сокращение времени ожидания, более безопасную и менее инвазивную операцию, повышение долгосрочной выживаемости для всех, и снижение уровня инфицирования и многое другое.
Ниже мы кратко представляем вам 13 лучших достижений в сфере медицинских роботов, которые уже изменяют нашу жизнь:
1. Хирургический робот daVinci
Это самый распространенный из медицинских роботов, и сегодня он является стандартом для хирургии с помощью роботов. Это машина, которая стирает грань между «медицинским инструментом» и «роботом», так как прибор находится под полным контролем хирурга. Однако успехи, которых эта система добилась, просто поражают. С помощью роботизированной системы daVinci операции могут выполняться с минимальными разрезами и абсолютной точностью, что означает уменьшение кровотечения, снижение риска инфицирования и ускорение заживления. Хотя робот-манипулятор да Винчи существует уже некоторое время, он продолжает совершенствоваться. При этом несколько крупных технологических фирм также разрабатывают аналогичные daVinci системы с более автономными характеристиками и широким спектром возможностей.
2. Эндоскопический бот
Эндоскопия — это процедура, при которой маленькая камера вставляется в тело через «естественное отверстие» для поиска опухолей, повреждений или следов заболевания. Это очень неудобная и чрезвычайно неприятная процедура, которая может уже скоро остаться в прошлом. В разработках таких компаний, как Medineering, используются гибкие, тонкие роботы, которые могут управляться, как радиоуправляемые модели автомобиля, в точном соответствии с потребностями врача. Они могут стабильно удерживаться в организме человека без дрожания, связанного с усталостью мышц человека, и использовать весь спектр инструментов, начиная с биопсии и заканчивая прижиганием ран. Более впечатляющие роботы называются «капсульными эндоскопами», в которых процедура сводится к простому проглатыванию робота размером с пилюлю, который проходит по пищеварительному тракту и помогает делать фотографии и собирать данные, которые можно отправить непосредственно на процессор для диагностики.
3. Роботизированная биопсия
Эта недавно разработанная роботизированная система, создаваемая проектной группой под названием «MURAB» (MRI and Ultrasound Robotic Assisted Biopsy). Это решение обеспечивает возможность проведения диагностики рака груди на ранней стадии минимально инвазивным методом. Оно повышает точность биопсии при диагностике и позволяет сократить использование дорогой магнитно-резонансной томографии (МРТ) до минимума в этом рабочем процессе и в то же время обеспечить одинаковую точность при нацеливании иглы при биопсии.
Система объединяет в себе преимущества МРТ и УЗИ. МРТ — это очень точная процедура, позволяющая врачу при биопсии найти и проколоть именно ту ткань, которая ему необходима. Но МРТ не дает изображения в реальном времени и врачу сегодня для проведения процедуры биопсии нужно делать несколько снимков. В свою очередь ультразвук обеспечивает изображение в режиме реального времени, так что радиолог может точно видеть, что происходит при проведении биопсии, однако само по себе это исследование менее точное. А вот объединение двух технологий радикально меняет картину.
Роботизированная система сканирует грудь с помощью стандартного УЗИ-датчика, закрепленного на манипуляторе, и объединяет ее с ранее сделанными изображениями МРТ в одну 3D-модель на мониторе. Одновременно происходит сбор объемных и эластографических данных. Затем система определяет место укола и направление движения иглы для биопсии.
4. Автоматизированные сенсорные протезы
За последние несколько лет в области протезирования был достигнут невероятный прогресс, причем разработчики пытаются не только сделать подходящую замену конечности, но и расширить ее возможности там, где это не сделала природа. В лаборатории MIT Biomechatronics Lab исследователи создали управляемые с помощью гироскопов роботизированные конечности, которые способны отслеживать свое положение в пространстве, регулируя свои суставы примерно 750 раз в секунду. Кроме того, они разработали бионическую кожу и нейронную имплантационную систему, которая взаимодействует с нервной системой человека, позволяя пациенту получать тактильную обратную связь от протезной системы и контролировать ее, как будто это настоящая рука. Это значительный скачок в протезировании, а также большая надежда для миллионов людей с ампутированными конечностями. Надежда на будущее, поскольку пока такие протезные системы слишком дороги для обычного человека, тем более инвалида.
5. Экзоскелет
Роботизированные экзоскелеты сегодня могут использоваться во многих медицинских областях. Для начала они уже используются, чтобы помочь людям с параличом снова ходить, что является значительным прорывом в медицине. Они также могут быть использованы для реабилитации после травмы спинного мозга или черепно-мозговой травмы, обеспечивая слабые мышцы дополнительной поддержкой, необходимой для выполнения движений и заживления повреждений. Экзоскелеты работают за счет использования комбинации предустановленных движений, однако, сейчас уже ведутся новые разработки с развитием нейронных интерфейсов. Это вопрос времени, когда экзоскелет, управляемый непосредственно командами мозга, станет доступен большому количеству больных и здоровых людей.
6. Дезинфицирующий робот
Больничные инфекции — это проблема, которую наша система здравоохранения безуспешно пытается решить уже долгое время. При этом больницы применяют большое количество антибиотиков, которые могут стать питательной средой для развития некоторых из худших устойчивых к антибиотикам бактерий. Поэтому крайне важно, чтобы в больничных палатах всегда поддерживалась чистота. Однако этого никогда не произойдет, поскольку ленивые и склонные к ошибкам люди неизбежно совершают ошибки, которых роботы не допустят. Новые дезинфицирующие роботы автоматически перемещаются в пустую палату пациента и бомбардируют ее мощными ультрафиолетовыми лучами, запрограммированными работать до тех пор, пока микроорганизмы не будут уничтожены.
7. Микро-робот для целевой терапии
Это весьма перспективные, хотя и относительно новые типы медицинских роботов. Основой их работы является использование механических частиц, близких к микроскопическим, для локализации препарата или определенной терапии в конкретном целевом участке тела. Такая технология может быть использована для узконаправленного целевого облучения опухоли или просто для уменьшения побочных эффектов препарата, ограничивая его органом, в котором он может понадобиться.
Существует несколько возможных методов для доставки таких микрочастиц в цель, но в результате новых исследований появились микро-роботы с крошечными спиральными хвостами, которые могут быть направлены магнитным полем для вращения через кровеносные сосуды в определенное место в организме.
8. Антибактериальные нанороботы
Антибактериальные боты изготовлены из крошечных золотых нанопроволок и покрыты красными кровяными тельцами, которые могут удалять бактериальные инфекции непосредственно из крови пациента. Они могут сделать это, имитируя бактерию и ее токсины, а затем привлекая и захватывая их в нано-сетку, когда бактерии подойдут ближе. Роботы также могут быть направлены через тело пациента с помощью специального ультразвука в определенное место для ускорения процесса очистки и лечения локализованных инфекций. Поскольку они используют естественную реакцию бактерий, нанороботы потенциально могут быть использованы вместо антибиотиков широкого спектра действия и могут оказать огромное влияние в нашей борьбе с ростом заболеваний, с которыми не могут справиться антибиотики.
9. Робот-компаньон
Роботы используются не только там, где необходимо решать проблемы, опасные для жизни. Дело в том, что миллионы пожилых, умственно отсталых или больных людей страдают от хронического одиночества и нуждаются в стимулах для жизни. Такими пациентами, как правило, также являются люди, нуждающиеся в периодических осмотрах со стороны опекунов или родственников, что может отнимать много времени. Роботы-компаньоны решают многие из таких проблем и оказывают на пациентов меняющее их жизнь воздействие. Такое устройство представляет собой нечто вроде симбиоза тамагочи (виртуальный домашний питомец) и виртуального домашнего помощника на базе технологии Alexa, которое может вызвать скорую, если кто-нибудь упадет или ответить на вопросы, касающиеся здоровья.
Недавно разработанный робот Buddy — как раз такое устройство, которое, в первую очередь, предназначено для помощи одиноким старикам и больным людям. Этот небольшой и забавно смотрящийся робот даже взаимодействует со своими владельцами на постоянно меняющемся эмоциональном уровне и помогает им скрасить их одиночество. В прошлом году компания-разработчик этого устройства получила награду «Лучшие инновации 2018 года» за свои достижения.
10. Роботы для обучения врачей
В медицинском училище студенты могут проходить обучение не на мертвых телах, как это было принято в таких заведениях в течение многих лет, а с использованием специализированных обучающих роботов, причем с вполне реалистичными «кровавыми» процедурами. Хотя, возможно, это не будет звучать захватывающе, но все же это, вероятно, лучше, чем обучение только на трупах, либо уже в работе на вполне реальных пациентах. Использование при обучении роботов существенно облегчает получение медицинских навыков, хотя бы за счет возможности многократного повторения определенных процедур и действий, а также значительно снижает расходы на такое обучение.
Именно поэтому эти устройства, которые кажутся скорее забавными, чем серьезными роботизированными системами, становятся настолько важными в этой сфере.
11. Роботизированная медсестра
Медсестры — это основная и неотъемлемая часть коллектива, на которой держится жизнь любого медицинского «мира». Однако они также перегружены работой и всегда работают в сжатые сроки. Здесь на помощь приходят роботы-медсестры. Роботы-медсестры — это системы, которые могут измерять жизненные показатели, заполнять цифровые документы и контролировать состояние пациента. Некоторые из этих роботов-медсестер сконцентрированы на выполнении рутинных задач, от которых так устают медсестры, как, например, перемещение каталок и тележек из комнаты в комнату и даже забор крови.
12. Робот для телеприсутствия
Такое устройство выглядят как планшет на небольшой самодвижущейся тележке. Такие системы могут играть жизненно важную роль в сфере медицины как способ привлечь лучших диагностических экспертов и ведущих врачей в удаленные районы, где ощущается острая нехватка квалифицированных врачебных кадров. Врачи, к примеру, из Москвы теперь могут общаться с местными врачами и пациентами в небольших поселениях Сибири или Дальнего Востока, делясь в режиме реального времени своими советами и знаниями по диагностике за небольшую плату, избавляя пациента от сложностей и серьезных затрат, связанных с поездкой в столицу, чтобы получить помощь от врача лично. Однако, как бы глупо это ни казалось сегодня, вполне возможно, что уже скоро медицинский осмотр можно будет проводить с помощью планшета и цифровых устройств с дистанционным управлением, а не с помощью врача-терапевта. По крайней мере, в развитых странах, к которым мы пока себя отнести не можем.
13. Робот-фармацевт
Такое устройство больше похоже на торговый автомат, который предназначен для продажи лекарственных препаратов и медицинских принадлежностей. Робот, который уже существует в природе, позволяет физически заменить действующего фармацевта в аптечном пункте. Подобная аптека уже работает и вполне безупречно в Калифорнийском университете (США) последние пять лет, и в этом году было получено разрешение на его использование в больницах.
Роботы также начали использоваться в производственных процессах фармацевтических компаний, заменяя людей во многих операциях, требующих монотонных и не повторяющихся действий.
По материалам Block Delta и Interesting Engineering
6 способов, которыми роботы станут помощниками врачей завтрашнего дня
Робототехника — экспоненциально растущая отрасль, и, как мы знаем, автоматизация становится нашими повседневными помощниками. Особенно это актуально в медицинской сфере. Согласно исследованию, проведенному компанией Tractica, рынок медицинских роботов, который включает хирургических роботов, роботов для больниц и реабилитационных роботов, вырастет с 1,7 млрд долларов в 2016 году до 2,8 млрд долларов к 2021 году при совокупном годовом темпе роста (CAGR) 90,7%. Tractica прогнозирует, что поставки медицинских роботов увеличатся примерно с 3400 единиц в год в 2016 году до более чем 10 500 единиц в год к 2021 году. Вот шесть способов, которыми роботы в настоящее время меняют сферу медицины: Wellpoint System — это роботизированный киоск для самотестирования, предназначенный для помощи больницам в приеме пациентов. Пациент сидит у киоска и проводит пациента через протокол самотестирования. Киоск может считывать артериальное давление, вес с помощью встроенного датчика сиденья, пульсоксиметрию, измерение роста, анализ крови, анализ мочи, анализ риска сердечно-сосудистых заболеваний и глюкометр Accu-Check. Основные показатели загружаются в систему медицинской документации больницы в четыре раза быстрее, чем вручную. Это дает медицинскому персоналу больше времени для удовлетворения потребностей пациента.
Хирургическая система Да Винчи
Хирургическая система Да Винчи помогает хирургам с 2000 года. Она использовалась при различных операциях, включая кардиохирургические, торакальные, урологические, гистерэктомии, простатэктомии и гинекологические операции. Консоль управляет четырьмя роботизированными руками. Хирург может сесть за пульт управления и наблюдать за ходом операции с помощью встроенной системы камер. Камера обеспечивает трехмерное изображение высокой четкости внутри тела пациента. Шарнирная конструкция запястья каждого из манипуляторов робота обеспечивает большую гибкость и досягаемость, позволяя делать меньшие разрезы и выполнять более точные движения. В период с 2007 по 2009 г., использование хирургических систем Da Vinci увеличилось на 75%.
Сосудистые роботы Corindus
Сосудистые роботы Corindus — еще один вспомогательный робот-инструмент, используемый для кардиохирургических операций. CorPath GRX — это роботизированная система, используемая в процедурах чрескожного коронарного вмешательства (ЧКВ), таких как коронарное стентирование и баллонирование. Ручное ЧКВ было введено более 40 лет назад и имело ряд осложнений, включая навигацию методом проб и ошибок, дефляцию стентов при развертывании, смещение положения стентов и оценку размещения стента глазным яблоком. Процедуры ЧКВ с роботизированным управлением могут обеспечить точное точечное и короткое размещение, точное позиционирование с точностью до 1 мм, а стенты удерживаются на месте при надувании, чтобы не потерять положение. Основное преимущество заключается в том, что это позволяет оператору стоять вне поля излучения и может уменьшить количество стентов, используемых во время процедуры.
Неограниченное протезирование завтрашнего дня
Усовершенствованные протезы необходимы людям, восстанавливающимся после потери конечностей и ограниченной подвижности. Роботизированные протезы не только заменяют утраченные конечности, возвращая пациенту их функциональность, но и психологически помогают пациенту чувствовать себя полноценно. Основная проблема этих протезов – высокая стоимость, которая может не покрываться страховкой. Вот тут-то и появляется Unlimited Tomorrow. Истон Лашапель основал Unlimited Tomorrow в 2014 году, когда ему было 18 лет, чтобы помогать людям в их повседневной жизни с помощью реалистичных роботов-манипуляторов, напечатанных на 3D-принтере. ЛаШапель работает с робототехникой с 14 лет, начиная с роботизированной руки, вдохновленной LEGO, до разработки протезов, управляемых разумом, и работы над роботом НАСА «Робонавт». Недавно ЛаШапель использовал недорогие 3D-сканеры для цифрового картирования остаточной конечности молодой девушки и противоположной полной руки, чтобы создать реалистичную роботизированную замену конечности. Роботизированная рука Момо весит всего 1 фунт, имеет индивидуальное движение пальцев, обратную связь с отслеживанием силы через тактильные датчики, срок службы батареи от 3 до 4 дней и управляется мышцами. Миссия Unlimited Tomorrow «состоит в том, чтобы предоставить людям с ампутированными конечностями интуитивно понятную масштабируемую модель для создания пользовательских устройств от начала до конца. Мы используем новейшие технологии, такие как 3D-сканирование, 3D-печать и машинное обучение, чтобы создавать протезы следующего поколения по минимально возможной цене». Проект www.TheRoboArm.com имеет открытый исходный код и доступен для всех.
Дезинфицирующие роботы Xenex
Внутрибольничные инфекции (ВБИ) представляют собой одну из самых серьезных угроз для существующих пациентов. От ИСМП умирает столько же людей, сколько от СПИДа, рака молочной железы и автокатастроф вместе взятых. По данным CDC, 1 из каждых 25 пациентов заболевает ИСМП, а 1 из каждых 9 пациентов умирает от ИСМП. HAI обходятся отрасли здравоохранения примерно в 30 миллиардов долларов в год. Робот Xenex LightStrike Germ Zapping Robot — единственная импульсная система обеззараживания ультрафиолетовым светом на рынке роботов. Ксеноновые импульсные лампы производят ультрафиолетовый свет высокой интенсивности, который проходит через клеточные стенки бактерий, вирусов и бактериальных спор. ДНК, РНК и белки внутри микроорганизмов повреждаются при поглощении УФ-излучения. Повреждение вызывается тремя способами: фотогидратация (втягивание молекул воды в ДНК, что препятствует транскрипции), фоторасщепление (нарушение основы ДНК) и фотодимеризация (неправильное слияние оснований ДНК). Робот оснащен Wi-Fi и сотовой связью, что позволяет в режиме реального времени получать отчеты о том, какие комнаты чистые, а также имеет датчики мгновенного мониторинга и диагностики. Робот работает независимо и обнаруживает людей, входящих в помещение, с помощью тройного датчика движения и останавливает процесс дезинфекции для безопасности оператора.
Роботы-компаньоны
Роботы-помощники-гуманоиды вскоре предложат пациентам помощь в уходе на дому и помощь в реабилитации. По данным Американской психологической ассоциации, одним из ключевых факторов, вызывающих депрессию, является одиночество. Депрессия затрагивает 300 миллионов человек во всем мире, и одним из новейших решений является объединение пациентов с роботами. Профессор Университета Южной Калифорнии Майя Матарич совмещает роботов с пациентами с 2014 года и добилась невероятных результатов. Ее роботы помогали детям с аутизмом копировать движения социально-вспомогательных роботов, а в 2015 году роботы помогали жертвам инсульта с упражнениями для верхних конечностей. Пациенты лучше реагировали на упражнения, когда их продвигал и мотивировал робот. Трио роботов, показанное выше — слева направо, NAO, Romeo и Pepper из Softbank Robotics — являются яркими примерами того, что должно произойти в мире вспомогательных роботов.
Робот-ассистент для пациентов и медицинских работников уже здесь
ClinicalAssist
Робот-помощник уже здесь
Сегодня мы делаем историю. Первый говорящий робот-доктор представлен на съезде BMANA 2022». день, когда знания врачей вычисляются с использованием программ искусственного интеллекта и моделей, основанных на правилах, когда любой компьютер может обеспечить поддержку принятия решений на уровне экспертов для повышения безопасности пациентов. Этот день настал, сказал д-р Азад Кабир, MD MSPH (биостатистика).
ClinicalAssist — это робот-помощник на базе искусственного интеллекта для пациентов и медицинских работников, который автоматически генерирует оповещения об аномальных клинических данных. Он может разговаривать с пациентами и собирать подробную историю болезни, которая доставляется поставщику или помещается в электронную медицинскую карту, что помогает поставщику в заполнении записей о состоянии пациентов, обучении поставщиков в предоставлении экономически эффективных методов лечения, сокращении ненужных анализов и увеличение доходов за счет улучшения клинической документации. ClinicalAssist может информировать пациентов практически обо всех распространенных медицинских симптомах и диагнозах.
ClinicalAssist в течение нескольких секунд связывается с пациентами при обнаружении аномальных данных в электронных медицинских записях, задает вопросы, чтобы убедиться, что с пациентом все в порядке, а затем отправляет медсестре и медицинскому персоналу текстовое сообщение с аномальными данными вместе с ответом пациента. Это также помогает уменьшить количество человеческих ошибок и повысить безопасность пациентов, одновременно повышая производительность медицинских работников. Недавнее исследование сравнило результаты алгоритма Doctor Ai, используемого в ClinicalAssist, с группой реальных врачей, чтобы оценить как точность окончательного диагноза, так и порядок сортировки. Исследование показало, что система Doctor Ai работает так же, как врачи, с точки зрения поиска правильного диагноза и принятия решения как в простых, так и в сложных критических случаях.
Д-р Башир Ахмед, исполняющий обязанности президента Бангладешской медицинской ассоциации Северной Америки (BMANA, Marriott at Marquis, Нью-Йорк) сказал на торжественном вечере 2 июля: «Сегодня мы творим историю. Первый говорящий робот-доктор представлен на конвенции BMANA 2022».
Это первый в мире робот-доктор, который был разработан с использованием запатентованного алгоритма, включающего алгоритм, имитирующий познание опытного врача. В настоящее время рассматривается несколько патентов, связанных с изобретением. Доктор Кабир считает, что однажды это изобретение решит глобальный кризис в области здравоохранения и поможет расширить доступ к здравоохранению для миллионов людей, живущих в отдаленных районах и не имеющих возможности посетить врача-человека. Кроме того, во время любых будущих пандемий Робо-доктор может помочь в кризис, снизив нагрузку.
Спасибо.
С уважением,
Азад Кабир, MD MSPH (Tulane SPHTM) Сертифицированный Совет по внутренним болезням Отдел исследований и инноваций; ООО «Робот-Доктор» Моб. : (228) 342 — 6278 Клиники: (228) 202 — 7872 Доктор Ай: (228) 806 — 7777 Факс: (228) 202 — 7871
Азад Аламгир Кабир Доктор ООО «Робот» +1 228-342-6278 напишите нам сюда Посетите нас в социальных сетях: Facebook Twitter LinkedIn
Представьте себе день
Вы только что прочитали:
Каналы распространения: Банковское дело, финансы и инвестиции, здравоохранение и фармацевтика, страхование, военная промышленность, политика США
Приоритетом EIN Presswire является прозрачность источника. Мы не допускаем непрозрачных клиентов, и наши редакторы стараются тщательно отсеивать ложный и вводящий в заблуждение контент. Как пользователь, если вы видите что-то, что мы пропустили, сообщите нам об этом.
Задания на станках с ЧПУ — проверка сменного выполнения
Главная > Статьи > Проверка выполнения сменного задания
Проверка выполнения сменного задания
Основное преимущество CNC-VISION заключается в том, что система позволяет детально разобрать рабочую смену по каждому отдельно взятому станку. Это позволяет проводить проверку выполнения сменного задания и разбираться в причинах возникших несоответствий.
На любом серьезном предприятии рабочий день начинается с распределения сменных заданий, заблаговременно подготовленных мастерами участков. Разберем, для примера, рабочую смену на двух станках на базе действующего предприятия. Для удобства интерпретируем сменное задание из 1С в таблицу:
1
2
3
4
5
6
7
8
9
10
11
Номер станка
Испол-нитель
Номенклатура
Время на опера-цию
Кол-во задан-ное
Кол-во выпол-ненное
Плани-руемое время
Расчетное время выполнения
Наладка
Наладчик
Простои
P18
Иванов И. И.
Деталь 1
0,074
1
1
0,1
0,1
1
Васильев В.В.
Деталь 2
0,091
1
1
0,1
0,1
0,25
Козлов И.С.
Деталь 3
0,07
1
1
0,1
0,1
1,5
Козлов И.С.
Деталь 2
0,091
15
15
1,4
1,4
Деталь 3
0,07
19
19
1,3
1,3
Простой 0,25
Деталь 1
0,074
9
9
0,7
0,7
Ожидание наладки 0,167, простой 0,5
Деталь 4
0,047
29
29
1,4
1,4
Переналадка 0,666
ИТОГО
5,1
5,1
2,75
1,583
P19
Петров В. В.
Деталь 5 (обработка)
0,042
1
1
0
0
1
Козлов И.С.
Деталь 5 (1 сторона)
0,049
1
1
0
0
1,75
Васильев В.В.
Деталь 5 (2 сторона)
0
1
1
0
0
0,5
Васильев В.В.
Деталь 5 (подготовка)
0,025
51
51
2,1
2,1
0
Ожидание наладки 0,5
Деталь 5 (1 сторона)
0,023
51
51
2,5
2,5
0
Деталь 5 (2 сторона)
0,042
51
51
1,3
1,3
0
Деталь 6 (обработка)
0,049
0
0
0
0
0
Замена инструмента 0,333
ИТОГО
5,9
5,9
3,25
0,833
Столбцы 1-5 заполняются мастером участка при планировании рабочей смены.Норму времени на операцию можно получить посредством интерфейса CNC-VISION на основе уже полученных данных (вывод нормы времени на деталь разберем в другой статье). Выполненное количество деталей фиксируется мастером участка по окончанию рабочей смены. Наладки и затраченное на них время (столбцы 9-10) также заполняются по окончанию смены. Планируемое и расчетное время (столбцы 7-8) рассчитываются исходя из выделенной нормы времени на одну деталь путем перемножения кол-ва (планируемого/выполненного) на норму времени для операции.
Рабочая смена длится 12 часов, из них 1 час на обеденный перерыв и два перерыва по 15 мин. Итого имеем 10,5 рабочих часов.
Приступим к проверке данных из таблицы посредством интерфейса системы мониторинга CNC-VISION.
Начнем с того, что CNC-VISION автоматически фиксирует все запущенные программы на стойке УЧПУ, что в свою очередь при должном контроле полностью исключает возможность какой-либо «халтуры» со стороны оператора.
Данные об управляющих программах и количестве циклов можно вывести во вкладке раздела статистика (рис.1,2) для любого станка за любой временной интервал:
Рис.1. Счетчик деталей в разделе «Статистика»
Выведем диаграмму статусов за смену для станка P18.
Рис.2. Диаграмма статусов в разделе «Статистика»
Сразу возникает вопрос относительно времени наладки – на диаграмме 4 ч 13 мин, в отчете мастера 2,75 ч + 0,666 ч = 3,42 ч = 3 ч 25 мин. Получаем несоответствие 58 мин.
Начинаем разбираться.
Открываем линейную диаграмму за рабочую смену по выбранному станку (рис.3)
Рис.3. Линейная диаграмма статусов в разделе «Статистика»
Используя всплывающие подсказки (отображается при наведении курсора на интересующий участок времени) определяем на диаграмме когда и какая изготавливалась деталь и сколько времени заняли наладки на каждую из них, получаем:
Временной диапазон
Наименование операции
Время наладки из системы CNC-VISION, ч
Время наладки из отчета мастера, ч
7. 30-8.10
переналадка, деталь 4
0,666
0,666
9.15-11.05
наладка, деталь 1
1,833
1
12.15-14.50
наладка, деталь 3
2,583
1,5
16.25-16.40
наладка, деталь 2
0,250
0,25
Как мы видим есть вопросы по наладкам на «деталь 1» и «деталь 3».
Смотрим подробнее информацию о переналадках в линейной диаграмме. Во время наладки на «деталь 1» был пятнадцатиминутный перерыв, это время вычитаем. Время наладки на «деталь 3» попадает частично на обеденный перерыв, также вычитаем.
9.15-11.05, деталь 1– превышение времени на наладку на 0,583 ч = 35 мин.
12.15-14.50, деталь 3 — превышение времени на наладку на 0,043 ч = 2,58 мин.
Фиксируем замечание для мастера и службы наладки по детали 1 – превышение нормы на 35 мин.
Просмотрим линейную диаграмму на предмет других несоответствий сменному заданию:
простои: с 00 до 11.30 система зафиксировала простой, который никак не отмечен в отчете. Фиксируем.
ожидание наладчика: с 9.00 до 09.10 ожидание наладчика на «деталь 1» — отмечено в 1С, в 16.15 ожидание наладки на «деталь 2» — отсутствует в 1С, фиксируем замечание.
Тут же мы можем посмотреть не велась ли работа на завышенных/заниженных значениях скорости подачи. Для этого открываем вкладу графики (рис.4) и просматриваем на объект нарушений график «положение регулятора настройки скорости».
Рис.4. Счетчик деталей в графическом исполнении
Тут мы сразу видим период работы, где положение регулятора настройки скорости сервопривода было равно 200% с 7:43-7:56, сопоставляя с линейной диаграммой за смену определяем, что работа на ненормативных режимах велась во время наладки (прогон детали), значит вопрос к наладчику. Также отмечаем, что в период с 10:20-10:30 положение регулятора настройки скорости вращения шпинделя — 50% и далее до 10:45 постоянно меняется, как и положение регулятора скорости подачи. Похожая ситуация для периода 13:50-14:05. Фиксируем замечания.
P.S. Манипуляции с регуляторами скорости могут быть вызваны не только недобросовестностью оператора, но и неправильно определенными режимами в самой управляющей программе. Также важно понимать, что прописанные в УП режимы могут быть неоптимальными при переходе на новый инструмент или новый материал заготовок. Поэтому замечания по нарушениям режимов могут оказать полезную услугу для отдела главного технолога.
Просматриваем вкладку ошибки.
Рис.5. Ошибки в разделе «Статистика»
Как видим, смена прошла без происшествий, замечаний нет.
ПО АНАЛОГИИ ПРОСМАТРИВАЕМ ИНФОРМАЦИЮ ПО РАБОТЕ СТАНКА P19
Рис.6. Линейная диаграмма статусов по станку P19 за смену
Как мы можем наблюдать время на наладки/переналадки за рабочую смену для станка P19 практически равно выделенному времени в сменном задании.
Открываем линейную диаграмму по станку P19 за выбранную смену (рис.7).
Рис.7. Линейная диаграмма статусов по станку P19 за смену
В сменном задании отсутствует информация об ожидании наладки в 16-20. Фиксируем замечание.
Смотрим график положения регулятора настройки скорости (рис.8).
Рис.8. вкладка «графики» в разделе «статистика» по станку P19 за рабочую смену
Фиксируем продолжительные изменения положения регуляторов настройки скорости (более 10 мин) в период 12:10-12:22. Периоды где положение регуляторов настройки скорости «выкручены» в 0 игнорируем, так как данная ситуация эквивалентна простою и фиксируется соответствующим образом в линейной диаграмме за смену.
Просматриваем вкладку ошибки, здесь, как и в случае со станком P18, никаких ошибок не зафиксировано.
Других замечаний по станку P19 — нет.
Итак, мы можем проверить работу во время смены для всех станков. Необходимость детального разбора как в случае со станком P18 возникает не так часто, и на проверку смены для 60 станков у ответственного специалиста уходит не больше часа-двух в день. Удобный интерфейс системы мониторинга станков CNC-VISION .
Другие статьи
Задачи чпу
Устройство ЧПУ является управляющим по отношению к станку. В то же время оно само является объектом управления при взаимодействии с окружающей средой, в качестве которой выступает оператор, ЭВМ верхнего уровня и т.д. Если рассматривать с этих позиций задачи, которые оно должно решать, то можно выделить следующие задачи:
Геометрическая задача – взаимодействие УЧПУ со станком для управления формообразованием детали. Решение данной задачи заключается в отображении геометрической информации чертежа в совокупность таких движений рабочих органов станка, которые материализуют чертеж в изделие.
Логическая задача заключается в управлении дискретной электроавтоматикой, т.е.автоматизацией на станке вспомогательных операций (зажим инструмента, смена инструмента и т.д.).
Технологическая задача заключается в управлении рабочим процессом и достижении требуемого качества обработки деталей с меньшими затратами.
Терминальная задача заключается во взаимодействии УЧПУ с окружающей средой.
4.1. Геометрическая задача
Сущность геометрической задачи можно определить следующим образом: отобразить геометрическую информацию чертежа в совокупность таких формообразующих движений станка, которые материализуют чертеж в конечном изделии. Каждый станок имеет свой комплект электроприводов, расположенных согласно системе координат. Электроприводы расположены таким образом, чтобы обеспечить обработку деталей соответствующего класса, т.е. перемещения инструмента (или заготовки) вдоль направляющих.
Например, на станках токарной группы профиль детали формируется перемещением инструмента в одной плоскости, поэтому станки данной группы оснащены комплектом из двух приводов, осуществляющих перемещения инструмента вдоль продольных и поперечных направляющих.
Пример: Выборка колодца (рис. 4.1) по контуру производится на вертикально-фрезерном станке. Обработка контура обеспечивается совокупным движением детали по осям X и Y, закрепленной на столе станка. Вертикальное перемещение инструмента по оси Z отсутствует.
Обработка контура 1 производится фрезой 3, перемещаемой по траектории 4, эквидистантной к заданному контуру.
Разделим траекторию фрезы на элементарные участки, в качестве которых используются прямая и окружность (дуга окружности). В данном примере таких участков будет шесть: 1─2; 2 ─ 3; 3 ─ 4; 4 ─ 5; 5 ─ 6; 6 ─ 1. Точки 1 – 6 называются опорными или узловыми. Существует несколько определений опорных точек: два наиболее понятные из них: опорные точки − это точки, размещенные на стыке элементарных участков, опорные точки − это точки, в которых происходит изменение уравнения, описывающего линию.
Можно сказать, что программа управления станком для обработки дан- ного профиля будет состоять из отдельных фрагментов – кадров, каждый из которых содержит информацию, необходимую для обработки одного элементарного участка.
Рис. 4.1. Обработка контура на вертикально-фрезерном станке
4.1.1. Структура кадра управляющей программы
Каждый кадр управляющей программы содержит информацию в закодированном виде. Данные в кадре представляются словами, состоящими из буквенного адреса и числового значения. Буквенный адрес определяет назначение следующего за ним числового значения.
На практике, обычно, вместо понятия «информационное слово» используют понятие «функция».
Примеры информационных слов:
Формат числового значения (количество знаков, обязательность указания незначащих нулей, положение разделителя целой и дробной части, а также его присутствие), следующего за буквенным адресом информационного слова, общепринятый, но в некоторых случаях производители УЧПУ используют свой.
Например, задание перемещения инструмента по оси ОХ на 125,5 мм, в зависимости от УЧПУ, может быть записано в кадре следующим образом: Х 12550 или Х00125500 и т. д.
К структуре кадра предъявляются определенные требования:
Каждый кадр должен начинаться со слова «номер кадра» и заканчиваться словом «конец кадра».
Информационные слова в кадре рекомендуется записывать в определенной последовательности:
Номер кадра
N x x x
Подготовительная функция
G x x
Размерные перемещения
X, Y, Z,U…A, B, C
Параметр интерполяции
I, J, K
Функция подачи
F
Функция главного движения
S
Вспомогательная функция
M, T
Конец кадра
LF
В пределах одного кадра не должны повторяться слова «размерные перемещения», «интерполяция», «шаг резьбы».
В пределах одного кадра не должны использоваться слова «подготовительная функция», входящие в одну группу. Например, в одном кадре не могут использоваться информационные словаG01 иG03,G02 иG03…
Структура кадра управляющей программы в УЧПУ различных производителей может несколько отличаться от приведенной выше.
26 000+ рабочих мест в США (2 383 новых)
Перейти к основному содержанию
За последние 24 часа (2383)
Прошлая неделя (7005)
Прошлый месяц (18 625)
В любое время (26 881)
Компания-производитель (11)
Кубена и партнеры (10)
Служба выездного персонала, Inc. (4)
Coleys с ЧПУ (4)
Пиротек (3)
40 000 долларов + (16 106)
60 000 долларов + (5 207)
80 000 долларов США+ (912)
$100 000+ (283)
$120 000+ (93)
Форт-Уэрт, Техас (95)
Рочестер, Нью-Йорк (86)
Редмонд, Вашингтон (27)
Шаумбург, Иллинойс (19)
Окдейл, Пенсильвания (6)
Полная занятость (24 477)
Неполный рабочий день (783)
Контракт (1250)
Временный (263)
Волонтер (7)
Стажировка (313)
Начальный уровень (18 287)
Ассоциированный (1057)
Средний-старший уровень (4169)
Директор (274)
На месте (25 704)
Гибрид (892)
Удаленный (148)
Получайте уведомления о новых вакансиях Cnc в United States .
Войдите, чтобы создать оповещение о вакансии
Вы просмотрели все вакансии для этого поиска
Поиск вакансий в корпорации Lockheed Martin
Поиск вакансий в корпорации Lockheed Martin
Перейти к основному содержаниюПерейти к результатам поискаПерейти к фильтрам поиска
Сопоставьте вакансии с вашим профилем LinkedIn
Карьера Главная
Результаты поиска
Ваши сохраненные задания
Показано 15 из 27 результатов
Оператор станков с ЧПУ
Арчбальд, Пенсильвания
Дата публикации: 06. 11.2022 Идентификатор вакансии: 620280BR
Механик по механическому/электрическому управлению/Механик ЧПУ и техническое обслуживание
Орландо, Флорида
Дата публикации: 02.01.2023 Идентификатор вакансии: 595258BR
Технология управления ЧПУ/Fanuc/Mitsubishi/ремонт 5- и 6-осевых станков
Орландо, Флорида
Дата публикации: 02.01.2023 Идентификатор вакансии: 600375BR
Инженер-технолог (обработка) — Орландо, Флорида
Орландо, Флорида
Дата публикации: 14. 11.2022 Идентификатор вакансии: 621412BR
Старший инженер-технолог — Орландо, Флорида
Орландо, Флорида
Дата публикации: 04.12.2022 Идентификатор вакансии: 623178BR
Производитель инструментов и штампов
Оуэго, Нью-Йорк
Дата публикации: 14.11.2022 Идентификатор вакансии: 599968BR
Главный механик/наладка
Мариетта, Джорджия
Дата публикации: 25. 10.2022 Идентификатор вакансии: 619320BR
Машинист
Арчбальд, Пенсильвания
Дата публикации: 06.12.2022 Идентификатор вакансии: 622704BR
Машинист
Король Пруссии, Пенсильвания
Дата публикации: 28.11.2022 Идентификатор вакансии: 612749BR
Мотоблоки и мотокультиваторы «НЕВА» являются многофункциональными агрегатами, предназначенными для выполнения широкого спектра сельскохозяйственных работ. Проведение этих работ осуществляется с применением различных видов навесных орудий, среди которых можно отметить плуги, окучники, полольники-рыхлители, картофелесажалки и картофелекопалки. Для присоединения навески используется сцепка на мотоблок или сцепное устройство на культиватор.
Обратите внимание, что на мотоблок «НЕВА» крепятся одни виды сцепных устройств, а на культиватор — другие. Исключение составляет лишь мотокультиватор «НЕВА» МК200, имеющий сцепку мотоблочного типа. Это позволяет присоединить к культиватору орудия, предназначенные для мотоблока. Производство данных изделий для мототехники «НЕВА» осуществляется на заводах АО «НМЗ Энергия» (Великий Новгород) и ЗАО «Всеволожский ремонтно-механический завод» (Всеволожск). С 2019 года эти предприятия начали выпуск почвообрабатывающих орудий под брендом «Мототехника НЕВА». Выпускаемые навесные агрегаты выполнены в темно-синем цвете и имеют соответствующую маркировку. Подробнее об этом читайте в статье «Фирменное навесное оборудование для мототехники «НЕВА»». Покупку сцепки на мотоблок можно осуществить в розничных магазинах, а также на сайтах наших региональных дилеров. Рекомендованная розничная цена на сцепные устройства представлена на нашем сайте. Однако обратите внимание, что стоимость на товар может меняться в зависимости от региона продажи.
Сцепка для мотоблока: установка плугов, окучников и выкапывателей
В продаже представлен большой выбор сцепок для мотоблоков «НЕВА». Как правило, данные сцепные устройства являются универсальными. Иначе говоря, подходят как для плугов, так и для окучников и картофелекопателей. Однако для того, чтобы правильно выбрать сцепку на мотоблок, следует обратить внимание на конкретную модель почвообратывающего орудия, которое Вы хотите присоединить к мототехнике. Иногда сцепные устройства не являются взаимозаменяемыми. Иначе говоря, сцепка, подходящая для плуга ПН, не подходит для плуга Н. Тоже самое касается окучников и выкапывателей. При этом перечисленные сцепные устройства применимы для всех мотоблоков «НЕВА» вне зависимости от модификации. Также эти приспособления используются для установки навески на культиватор МК200. Если Вас интересует покупка сцепки, то рекомендуем Вам воспользоваться интерактивной картой расположения дилеров. Посредством карты Вы узнаете, где купить сцепку для мотоблока, а также другие товары бренда «Мототехника НЕВА».
Сцепное устройство для мотоблока «НЕВА» (две регулировки)
Сцепное устройство — это приспособление для агрегатирования на мотоблок «НЕВА» и мотокультиватор МК200 таких навесных орудий, как плуг ПН, двухкорпусный окучник ОНД, створчатый двухрядный окучник, однорядный окучник ОНО. Данное изделие имеет две регулировки, позволяющие подбирать подходящий угол разворота орудия и глубину обработки. Изменение угла разворота плуга производится посредством перестановки шкворней в пазах пластины, расположенной в основании агрегата. Регулировка глубины обработки осуществляется посредством вращения болта М14. Сцепное устройство для мотоблока покупается отдельно. Однако в нашем ассортименте представлен плуг ПН, в комплект которого данная сцепка включена. Продажа сцепного устройства производится в торговых точках наших региональных дилеров, а также в торгово-выставочном комплекте «Мототехника НЕВА».
Сцепное устройство
Универсальная сцепка Н (01.06.50.00.00)
Универсальная сцепка Н (две регулировки)
Универсальная сцепка Н (01.06.50.00.00) позволяет установить на мотоблок «НЕВА» любой модификации или мотокультиватор МК200 такие агрегаты, как однокорпусный плуг Н, оборотный плуг, плуг Б, двухрядный окучник СТВ, однорядный окучник СТВ НПД, однорядный окучник НПД, дисковый окучник, дисковый окучник с бороздоделом, полольники-рыхлители. Сцепное устройство помогает вручную регулировать продольный угол захвата в диапазоне от-13° до +20°, а также глубину обработки. Купить сцепку для мотоблока можно у наших региональных представителей. Если Вы живете в Санкт-Петербурге, то можете зайти в фирменный магазин при заводе и осуществить покупку данного сцепного устройства.
Универсальная сцепка Н (три регулировки)
Сцепка универсальная Н (01.06.20.00.00) применяется для присоединения к мотоблокам «НЕВА» и мотокультиватору МК200 следующих видов навесного оборудования: оборотный плуг, плуг Н, плуг Б, дисковый окучник с бороздоделом, выкапыватель НПД. Изделие имеет три регулировки. Первая регулировка позволяется путем изменения угла наклона стойки агрегата настраивать его под обработку конкретной почвы. Вторая регулировка помогает в результате изменения высоты стойки орудия менять глубину обработки. Третья регулировка используется для компенсации наклона мотоблока (культиватора) при вспашке за счет изменения радиусных пазов на фланцах корпуса сцепки. Сцепное устройство не входит в комплект к навеске. Данное изделие имеется в продаже в торговых точках наших дилеров.
Универсальная сцепка Н (01.06.20.00.00)
Универсальная сцепка Н (01.06.40.00.00)
Сцепка универсальная Н с фиксатором (три регулировки)Сцепка универсальная Н с фиксатором (01.06.40.00.00) используется для установки на мотоблок «НЕВА» и культиватор МК200 с навесными орудиями: оборотный плуг,плуг Н, плуг Б, дисковый окучник с бороздоделом, выкапыватель НПД, выкапыватель Н, картофелекопалка. Посредством данного сцепного устройства можно 1) регулировать глубину обработки за счет изменения угла наклона орудия; 2) настраивать высоту стойки агрегата; 3) менять положение навески в поперечено-вертикальной плоскости. Изделие продается отдельно. Если Вы хотите покупать сцепку, то обратитесь к нашим региональным представителям. Найти дилера в Вашем городе можно, воспользовавшись интерактивной картой.
Сцепка для мотокультиватора: установка плугов, окучников и выкапывателей
Мотокультиваторы «НЕВА» помимо культивации применимы также для проведения таких агротехнических работ, как вспашка, окучивание, прополка, выкапывание корнеплодов. В выполнении данных операций культиваторам помогает соответствующее навесное оборудование (плуги, окучники, выкапыватели). Агрегатирование данных почвообрабатывающих орудий с мототехникой осуществляется посредством сцепных устройств. Для того, чтобы произвести покупку сцепного устройства на культиватор, обратитесь к нашим дилерам. Контакты торговых представителей представлены в разделе «Где купить». Рекомендованные розничные цены на сцепные устройства представлены на нашем сайте.
Сцепка Мини Н (две регулировки)
Сцепка Мини Н (две регулировки) (16.55.10.00.00) применяется для присоединения к мотокультиваторам «НЕВА» МК70, МК80Р, МК100Р таких видов навески, как плуг (02.01.31.00.00), окучник СТВ Т, окучник Т и т.д. Посредством сцепного устройства можно вручную подбирать необходимую рабочую высоту навесного орудия, а также изменять угол его наклона в вертикально-продольной плоскости. Регулировка сцепного устройства является достаточно простой. Продажа сцепки осуществляется в торговых точках наши представителей в регионах.
Сцепка Мини Н (две регулировки)
Сцепка Мини Н (три регулировки)
Сцепка Мини Н (три регулировки)Сцепка Мини Н (три регулировки) (16.55.30.00.00) — это сцепное устройство для мотокультиваторов «НЕВА» МК70, МК80Р, МК100Р. С помощью данного приспособления на мототехнику устанавливается плуг (02.01.31.00.00), окучник СТВ Т, окучник Т и другие виды навесного оборудования. В числе доступных регулировок можно отметить изменение угла наклона навесного агрегата, регулировку высоты стойки орудия, а также настройку положения навески в поперечно-вертикальной плоскости. Сцепное устройство для культиватора «НЕВА» рекомендуется покупать у торговых компаний, входящих в нашу дилерскую сеть.
Скоба для картофелесажалки и картофелекопалки
Скоба (01. 06.10.01.50) позволяет присоединить к мотоблокам «НЕВА» следующая навеска — однорядная навесная картофелесажалка (00.70.04.00.00) и картофелекопалка (00.14.00.00.00). Установка данного изделия является простой. Скоба крепится на мототехнике с помощью шкворней, входящие в комплект к мотоблоку. Приспособление продается вместе с картофелесажалкой и картофелекопалкой. Однако возможна покупка скобы отдельно.
Скоба для агрегатирования картофележалки
и картофелекопалки (01.06.10.01.50)
Скоба для агрегатирования малой
однорядной картофележалки
Скоба (фланец) для малой картофелесажалки
Скоба (фланец) (16.55.30.02.50) применяется для установки на мотокультиватор «НЕВА» МК100Р, а также на модели МК70 и МК80Р малой однорядной картофелесажалки. Присоединение изделия производится посредством шкворней, входящих в комплект к культиватору. Если Вы заинтересованы в покупке данного товара, рекомендуем Вам обратиться к нашим торговым представителям в регионах.
Кронштейн для полольников-рыхлителей
Кронштейн (00.05.10.00.00) представляет собой приспособление для присоединения к мотоблокам «НЕВА» и мотокультиватору МК200 полольников-рыхлителей, дискового окучника и двухрядного окучника СТВ. Также посредством данного изделия на мототехнику можно также установить пару однокорпусных окучников или культиваторов-плоскорезов. Покупка кронштейна осуществляется в торговых точках наших дилеров.
Кронштейн для полольников-рыхлителей
Где купить сцепку для мотоблока и мотокультиватора
Сцепка для мотоблока и мотокультиватора — это необходимый элемент, выполняющий не только функцию присоединения, но также, в некоторых случаях, позволяющий настроить почвообрабатывающее навесное оборудование под конкретные условия работы. В результате правильной регулировки плуги, окучники, выкапыватели лучше заглубляются в грунт и производят работу более эффективно и с меньшими усилиями для пользователя. Если у Вас есть интерес к покупке сцепки для мотоблока или культиватора, то Вы можете обратиться к нашим торговым представителям. Также покупка сцепного устройства может быть произведена в торгово-выставочном центре «Мототехника НЕВА» (Санкт-Петербург). Обратите внимание, что цены на одни и те же товары могут различаться в зависимости от региона.
Сцепка для плуга в категории «Дом и сад»
Плуг 2*20 «Полтава» для мототракторов (короткая сцепка)
Доставка по Украине
3 600 — 4 000 грн
от 5 продавцов
3 700 грн
Купить
Плуг G1 для мотоблоков Husqvarna (оборотный не требует сцепки для подключения)
Доставка по Украине
3 399 грн
Купить
Усиленный оборотный плуг для мотоблока, со сцепкой. Вес 20кг
Доставка по Украине
4 500 грн
Купить
Плуг 2*20 «Полтава» для мототракторов (короткая сцепка)
Доставка по Украине
4 000 грн
Купить
Зуб борони БЗС — 603
На складе в г. Каменец-Подольский
Доставка по Украине
45 грн
Купить
Плуг 2*20 «Полтава» с предплужниками для мототракторов (короткая сцепка)
Доставка из г. Винница
4 450 — 4 500 грн
от 2 продавцов
4 450 грн
Купить
Сцепка усиленная под крепление 55мм*17мм для мотоблока
Доставка по Украине
630 грн
Купить
Сцепка усиленная под крепление 60мм*17мм для мотоблока
Доставка по Украине
630 грн
Купить
Сцепка усиленная под крепление 60мм*19мм для мотоблока
Доставка по Украине
630 грн
Купить
Сцепка усиленная под крепление 75мм*17мм для мотоблока
Доставка по Украине
630 грн
Купить
Сцепка усиленная под крепление 91мм*21мм для мотоблока
Сцепка для тяжёлых мотоблоков с водяным охлаждением / мотоблок / мотоблока /мотоблоку
Доставка по Украине
1 817 грн
Купить
Сцепка для мотоблоков с воздушным охлаждением / мотоблок / мотоблока /мотоблоку
Доставка по Украине
1 288 грн
Купить
Сцепка универсальная для мотоблока / мотоблок / мотоблока /мотоблоку
Доставка по Украине
1 288 грн
Купить
Смотрите также
Скоба крепления лопаты на перед WEIMA 500/900 | PETTY
Доставка по Украине
405 грн
Купить
Сцепка тройная для мотокультиватора ТМ «Премиум» | PETTY
Доставка по Украине
1 040 грн
Купить
Узел крепления сцепки 75мм*17мм для мотоблока
Доставка по Украине
300 грн
Купить
СЦЕПКА ДВОЙНАЯ ДЛЯ МОТОБЛОКА
Доставка по Украине
1 110 грн
Купить
СЦЕПКА PARTNER ПМ
Доставка по Украине
600 грн
Купить
Узел крепления сцепки 60мм*17мм для мотоблока
Доставка по Украине
300 грн
Купить
Узел крепления сцепки 60мм*19мм для мотоблока
Доставка по Украине
300 грн
Купить
Узел крепления сцепки 94мм*21мм для мотоблока
Доставка по Украине
300 грн
Купить
Узел регулировки рабочих углов (талреп) сцепки для мотоблока
Доставка по Украине
400 грн
Купить
Плуг 2*20 «Полтава» для мототракторов (короткая сцепка)
Доставка по Украине
4 000 грн
Купить
Плуг универсальный к мотоблоку в комплекте со сцепкой для мотоблока с водушным охлаждением до 9 л. с
Доставка по Украине
2 790 грн
Купить
Навеска трехточечная для японских минитракторов Япония
Доставка по Украине
5 535 грн
Купить
Трехточечная навеска на минитрактор усиленная
Доставка по Украине
по 5 330 грн
от 2 продавцов
5 330 грн
Купить
Трехточечная навеска на минитрактор японского усиленная удлиненная
Доставка по Украине
6 560 грн
Купить
Прочие аксессуары для тракторов — земляные инструменты
БУКСИРОВОЧНАЯ СЦЕПКА
Этот аксессуар присоединяется к тягово-сцепному устройству трактора (расположен прямо над креплением ВОМ на всех современных моделях, которые мы предлагаем) и заканчивается массивным стальным стержнем диаметром 1 1/8 дюйма, выступающим из трактора, с отверстием, просверленным слева направо насквозь. стержень. Это аксессуар, используемый BCS или Grillo для крепления прицепа за трактором: у прицепов итальянского производства язычок сделан, по сути, из трубы с отверстием, просверленным слева направо близко к концу; эта буксировочная муфта просто вставляется в трубу/язычок и фиксируется на месте штифтом, вставленным в отверстия.
Отверстия на дышле, как правило, либо увеличенного размера, либо немного «овальные», чтобы позволить сцепке немного «закручиваться» в трубе/язычке и обеспечивать некоторое колебание, чтобы все 4 колеса тягача/прицепа оставались равномерно на земле даже на неровной местности. Обратите внимание, что интерфейс двойного стержня представляет собой соединение сцепки с буксирным устройством, что означает, что когда они соединены вместе, они работают как дверная петля: поворачиваются из стороны в сторону , но не вверх и вниз . Это важно, потому что с мотоблоком у вас на тракторе только одна ось ; любое навесное оборудование, прикрепленное к трактору, обеспечивает необходимую устойчивость, чтобы двигатель не отрывался от земли… это сцепное устройство с двойной вилкой обеспечивает именно это, позволяя трактору/навесному устройству управляться за счет поворота на оси вертикального штифта, крепящего буксировочное устройство к сцепке трактора и не позволять двигателю падать на землю всякий раз, когда оператор отпускает руль!
Вот почему шаровая сцепка (как у грузовика или легкового автомобиля) НЕ БУДЕТ работать на мотоблоке: Шаровая сцепка не обеспечивает вертикальной стабилизации.
ХОРОШАЯ новость заключается в том, что эта буксировочная муфта прекрасно скользит внутри куска стальной водопроводной трубы диаметром 1 ¼ дюйма. Таким образом, прикрепив короткий отрезок такой трубы к язычку любого орудия, предназначенного для использования за садовым трактором или квадроциклом, вы сможете тянуть это орудие за своим мотоблоком. (Отрезок трубы можно прикрепить к язычку вашего навесного оборудования с помощью болтов, сварки или зажима… на самом деле мы обнаружили, что хомуты для труб глушителя диаметром 1 ½” обычно очень хорошо подходят для крепления отрезка этой трубы к дышлом навесного оборудования. необходимо просверлить в трубе одно отверстие диаметром ½ дюйма для стопорного штифта, который будет удерживать буксировочную муфту на месте в трубе). Итак, газонные катки, аэраторы, сеялки, разбрасыватели, тележки — все можно адаптировать… у нас даже есть два клиента, которые приспособили старые грабли-самосвалы на конной тяге к своим мотоблокам!
Артикул 9F4212: Подходит для Grillo G85 — G110: Рекомендованная производителем розничная цена: 90 долларов США 85 долларов США
Артикул 9F4712: подходит для Grillo G131: рекомендованная производителем розничная цена: 90 долларов 85 долларов
Примечание. Самые ранние модели тракторов BCS 605 НЕ имеют сцепного устройства с вилкой, установленного на тракторе для установки буксирной сцепки; для использования сцепного устройства на этих тракторах используйте сцепное устройство, расположенное ниже, и тягово-сцепное устройство 922.59500, указанное выше.
РЕШЕТКА ДЛЯ ТРАВЫ / МУСОРА
Предотвращает попадание мусора (например, скошенной травы, семян сорняков, мякины и т. д.) в систему охлаждения двигателя и закупорку ребер охлаждения цилиндра . Устанавливается над корпусом стартера, где охлаждающий воздух всасывается во все небольшие двигатели. Если на вашем мотоблоке установлена роторная косилка (газонокосилка, цеповая или кусторезная косилка), трава разрезается на достаточно мелкие кусочки, которые легко засасываются в воздухозаборник охлаждения двигателя… а если вы ДОН ‘T снимайте охлаждающие кожухи с двигателя 2 или 3 раза в год, чтобы очистить от скопившегося мусора, вы рискуете перегреть двигатель, что приведет к взрыву прокладки головки блока цилиндров (или хуже). Если у вас есть этот экран, трава и мусор останавливаются на экране . Так как, когда вы косите, вы находитесь прямо за двигателем, вы можете легко иногда наклоняться и стряхивать его рукой… как чистка ворсового экрана в сушилке.
Это один из наших самых важных и самых продаваемых аксессуаров, и самое удивительное заключается в следующем: ни один из производителей двигателей, обычно торгующих в США, не предлагает этот тип экрана для своих двигателей с горизонтальным (боковым) валом; мы закупаем его у европейского производителя двигателей (Lombardini) и адаптируем его к двигателям, для которых он подходит. Этот пункт Earth Tools Exclusive … любой другой дилер, который предлагает его, покупает его у нас.
Щелкните здесь, чтобы просмотреть видео о скрине мусора
Подходит для двигателей Honda GX340 и GX390 (11 и 13 л.с.) и Yamaha MZ300, MX300, MX360 и MX400 (Артикул 6927.358H).
Подходит для двигателя Kohler Ch540 мощностью 14 л.с. (Артикул 6927.358K).
подходит для дизельных двигателей Kohler/Lombardini мощностью 8, 11 и 12 л.с. (модели KD350, 400, 420, 440) (поз. 69).27.358D) Рекомендуемая производителем розничная цена: 80 долларов 75 долларов
СЦЕПКА
Этот аксессуар требуется для буксировки грузового прицепа с моделями Grillo G85, G85d, G107 и G110. Он также подходит для более старых моделей тракторов BCS, которые не были оснащены встроенным тягово-сцепным устройством на заводе: это будут более старые модели BCS 710, 715, 716, 720 и 730, а также некоторые ранние модели 605 текущий BCS 710). Он крепится к креплению ВОМ, а 922.59500 буксировочная сцепка выше будет подключаться к нему. (У нас также есть конфигурации тягово-сцепного устройства, которое будет вставляться в текущие быстроразъемные соединения BCS и Grillo). Это тот же элемент, который мы продаем в качестве «дышла» для навесного оборудования Aldo Biagioli.
Крепление на болтах (изделие BP80) Рекомендуемая производителем розничная цена: 49 долларов США 45 долларов США
для быстроразъемного соединения CURRENT BCS (изделие BP80-BQ).
для Grillo G85 — Быстроразъемное соединение G107 (позиция BP80-GR-Q5) Рекомендуемая производителем розничная цена: 69 долларов 65 долларов
для быстроразъемного соединения Grillo G110: (позиция BP80-GR-G110) Рекомендуемая производителем розничная цена: 69 долларов США 65 долларов США
ВЕСЫ «СО СТОРОНЫ ДВИГАТЕЛЯ»
При использовании мотоблока с тяжелым навесным орудием на передний (двигатель) бампер можно добавить дополнительный груз, чтобы компенсировать дополнительный вес тяжелого орудия . (Примерами таких орудий могут быть силовые бороны, культиваторы с прикрепленными системами катков, лопаты, культиваторы для засыпки камня и т. д.) Ниже приведены несколько вариантов в зависимости от типа трактора:
1. Комплект соединительных болтов. Это наименее затратный вариант для тракторов BCS с трубчато-стальными бамперами (не работает на бамперах Grillo из-за помех от «защитной» пластины, встроенной в бамперы Grillo). Он позволяет оператору закрепить любой груз/грузы с отверстием диаметром не менее ½ дюйма на передней части бампера двигателя. (Наиболее популярными весами для этого являются блины со штангой с центральным отверстием 1 дюйм, как показано на рисунке, которые доступны практически везде.) Максимальный рекомендуемый общий вес составляет 60 фунтов, может состоять из от одной до 4 дисков разного веса. (То есть болт достаточно длинный, чтобы вместить до 4 пластин… однако, если вы используете только одну или две пластины, а «лишний» болт торчит слишком далеко и мешает, его можно укоротить с помощью ножовка. ) Легко надевается и снимается с бампера, с помощью всего одной гайки. ТЕПЕРЬ ПОСТАВЛЯЕТСЯ С КРЫШКОЙ ГАЙКОЙ, ПОЭТОМУ ИНСТРУМЕНТЫ НЕ ТРЕБУЮТСЯ! . (В КОМПЛЕКТ НЕ ВХОДЯТ ГРУЗЫ!! Грузовые пластины можно приобрести у нас отдельно, или, скорее всего, вы можете найти их на месте, новые или бывшие в употреблении).
Артикул ET-J-болт (подходит для трубчатых бамперов BCS) Рекомендуемая производителем розничная цена: 11 долларов США 10 долларов США
Для тракторов Grillo (и некоторых BCS) с ДИЗЕЛЬНЫМИ двигателями: бамперы на многих дизельных двигателях уже имеют плоскую пластину с дополнительными монтажными отверстиями в передней части, поэтому на них можно легко прикрепить болтами весовые пластины с центральным отверстием 1 дюйм. с помощью болта, гайки и больших шайб. 60 фунтов Максимум. рекомендуемый вес.
J-образный болт, крепящий 2 – 25-фунтовые утяжелители к бамперу BCS
2. Грузы типа «чемодан». Эта утяжеляющая система подходит для всех современных тракторов BCS и Grillo с трубчатыми стальными бамперами. Он оснащен болтами J-типа с барашковыми гайками, которые надежно фиксируют вес на трубчатом бампере. Весит 25 фунтов, а «J-образные болты» достаточно длинные, чтобы вместить дополнительную пластину весом 25 фунтов, что дает общий вес 50 фунтов. если нужно. ПРИМЕЧАНИЕ. На моделях BCS PowerSafe (739, 749, 750, 770), необходимо снять декоративную синюю пластиковую деталь с бампера двигателя, чтобы выдержать такой вес. (если вы покупаете у нас новый трактор PowerSafe с таким весом, мы снимаем пластиковую деталь с бампера здесь, чтобы избавить вас от хлопот)
Вес чемодана + дополнительная пластина, крепящаяся к бамперу с помощью , включая J-образные болты и барашковые гайки
Артикул ET-FRTWT: подходит для всех прогулочных тракторов BCS и Grillo с трубчатыми стальными бамперами: Рекомендованная производителем розничная цена: 75 долларов 69 долларов
Товар
ET-FRTWT-ADD: добавляет дополнительную пластину весом 25 фунтов к передней части вышеуказанного груза: MSRP: 49 долларов США 46 долларов США
ВАЖНОЕ ПРИМЕЧАНИЕ. Если трактор буксируется на грузовике или прицепе, необходимо СНЯТЬ любую установленную на бампере систему грузов, поскольку «подпрыгивание» машины во время буксировки может фактически привести к увеличению веса на бампере. сгибание крепления бампера.
3. Комплект передних грузов заводского изготовления для трактора BCS модели 750. (без фото) Этот комплект является «заводским» вариантом для крепления груза со стороны двигателя к трактору BCS 750, он крепится к кронштейнам, уже имеющимся на модели 750, на передней/верхней части картера трансмиссии, сразу за двигателем. . Он состоит из 2 грузов (по одному на каждую сторону трактора) общим весом 76 фунтов, но менее эффективен, чем грузы, закрепленные на бампере двигателя, так как бампер находится дальше от «точки опоры» трактора (оси). . Этот комплект очень красиво сделан и относительно быстро прикрепляется/отсоединяется с помощью 6 болтов (прилагается), но он дорогой. Большинство людей захотят использовать один из вышеперечисленных вариантов, если только вы не хотите, чтобы все было «оригинально BCS».
Артикул 922.C0036: Подходит для модели BCS 750: 265 долларов США
ГЛУШИТЕЛЬ С КАТАЛИТИЧЕСКИМ НЕЙТРАЛИЗАТОРОМ для двигателей Honda GX340 или GX390
Эта дополнительная система глушителя, изготовленная в Канаде компанией NETT Technologies, отлично подходит для людей, работающих в теплицах и высоких туннелях, которым приходится вдыхать часть того, что выдает двигатель (или если вы просто хотите уменьшить выбросы в атмосферу, и точка!). Использует технологию триметаллического катализатора для снижения угарного газа (CO) до 98% и оксидов азота (NOx) и углеводородов (HC) до 95%. Разработан так, чтобы быть таким же тихим, как и оригинальный глушитель, а также примерно того же физического размера, что и оригинал.
Если вы приобретете эту опцию с новым трактором, мы установим ее бесплатно. Если вы покупаете его для установки на трактор, который у вас уже есть, установка выполняется быстро и легко с помощью всего нескольких болтов. В настоящее время имеется в наличии для двигателей Honda GX340 и GX390; могут быть специально заказаны для установки на некоторые другие двигатели по запросу.
Изготовлено NETT Technologies
Артикул NETT CC GX3: Рекомендованная производителем розничная цена: $519 Звоните, чтобы узнать цену
СЧЕТЧИК ЧАСОВ
Теперь мы предлагаем счетчик моточасов для тракторов, оснащенных газовыми двигателями. Позволяет предварительно запрограммировать в нем сервисные интервалы для замены масла и т. д. Этот блок также может функционировать как тахометр, но из-за чувствительности подводящего провода и количества этого провода, который находится рядом с металлом на тракторе, функция тахометра может быть неточным. (Однако функция счетчика моточасов работает нормально!) Реальный вид может отличаться от фото. ПРИМЕЧАНИЕ. На рынке представлено множество тахометров/счетчиков моточасов… тот, который мы в настоящее время поставляем, имеет сменный аккумулятор , которого у большинства нет.
Подходит для всех газовых двигателей
Монтажные работы включены в стоимость нового трактора
Пункт СЧЕТЧИК ЧАСОВ-ГАЗ: Рекомендованная производителем розничная цена: 39,95 долларов США 36 долларов США
АККУМУЛЯТОР «MAINTAINER» ПОДРЯДНОЕ ЗАРЯДНОЕ УСТРОЙСТВО
Наиболее распространенная проблема с оборудованием с электрическим запуском заключается в том, что, когда оно простаивает в течение нескольких месяцев, аккумуляторы разряжаются (особенно в оборудовании с небольшими батареями, которое используется только сезонно… садовая техника, мотоциклы и т. д.). Однако этой проблемы можно избежать, подзаряжая аккумулятор в несезон; непрерывный низкий уровень заряда предохраняет пластины в батареях от окисления и фактически значительно увеличивает срок службы батареи. Это устройство будет работать от любой 12-вольтовой батареи и имеет встроенную схему, предотвращающую перезарядку. иди, когда будешь. Это устройство продается в розницу за 39 долларов США..95, но при покупке С мотоблоком с электростартером мы предлагаем его за 30$.
подходит для всех 12-вольтовых аккумуляторов
Пункт ET BTRYCHRGR: MSRP: 39,95 долларов США 38 долларов США (или 30 долларов США при покупке трактора с электростартером)
ПОГРУЗОЧНЫЕ АППАРАТЫ
В течение многих лет клиенты спрашивали нас: «Есть ли у вас пандусы, которые я могу использовать для посадки и высадки мотоблока из грузовика/фургона?» Что ж, ответ, наконец, ДА! Теперь мы предлагаем стальные складные пандусы американского производства, рассчитанные на нагрузку 1200 фунтов. предельная нагрузка на пару. Контурная верхняя часть помогает безопасно погружать оборудование в автомобиль и высаживать его из автомобиля, при этом пандусы не могут упасть с задней двери.
Рампы имеют приподнятые ручки тяги с «перфорированными отверстиями», поэтому шины (и ваша обувь!) могут обеспечить хорошее сцепление при подъеме или спуске, а колеса меньшего размера на колесиках не попадут в большие «зазоры», которые есть на пандусах в виде перекладин. Функция складывания позволяет этим пандусам вписываться в небольшие пространства для хранения. Полная длина 84 дюйма, длина в сложенном виде 63,5 дюйма. Вес: 58 фунтов. для набора.
Складные стальные пандусы, производство Огайо
Вместимость 1200 фунтов для пары
Изготовлено компанией Ohio Steel
Товар OS 10-84C: Рекомендованная производителем розничная цена: 159 долларов США 135 долларов США
как правильно пахать? Зачем нужно вспахивать огород осенью? На какую глубину при вспашке производят обработку почвы фрезами?
Как выбрать мотоблок?
Как подготовиться к работе?
Как пахать?
Методы вспашки
Преимущества и недостатки механической вспашки
Рекомендации
Вспашка земли является одним из обязательных агротехнических мероприятий и проводится ранней весной и поздней осенью. Благодаря этой процедуре почва насыщается кислородом, удаляется большая часть сорняков и значительно увеличивается продолжительность снежного покрова. И если вполне можно обычной лопатой вскопать несколько грядок, то для обработки даже небольшого дачного огорода или картофельного поля не обойтись без применения механизированной техники … И в этом случае на помощь приходит мотоблок — универсальный многофункциональный агрегат, являющийся незаменимым помощник для дачников и владельцев приусадебных участков.
Как выбрать мотоблок?
Мотоблоки являются универсальными устройствами и способны выполнять с десяток различных операций. С их помощью можно не только вспахивать землю, но и сажать овощи, пропалывать растения, окучивать картошку, собирать урожай и косить траву. Помимо сельскохозяйственного применения, мотоблоки широко используются для уборки снега и мусора, перевозки различных грузов массой до полутонны, а также снегоход и минитрактор. Кроме того, некоторые высокотехнологичные модели оснащены специальной шахтой, на которую устанавливаются дополнительные насадки, позволяющие рубить дрова, качать воду и даже обеспечивать хозяев электричеством.
Таким образом, при выборе мотоблока необходимо учитывать, какие еще функции, помимо вспашки участка, будут возложены на агрегат.
Вторым после функциональности критерием является мощность двигателя. По этому признаку заполнители делятся на легкие, средние и тяжелые. Легкие и средние модели предназначены для повседневного использования и весят от 50 до 100 кг. Они комплектуются двигателями объемом 4-8 л. с. и имеют, как правило, 2 передачи вперед и одну назад. Маломощные агрегаты шириной 70-80 см вполне подходят для обработки участков не более 15 соток. Мотоблоки оснащены двигателем средней мощности 7-8 л. с. и 90 см, предназначены для более масштабных работ и способны обслуживать площади от 15 до 40 соток.
Тяжелый класс представлен моделями с мощным двигателем 9 и более лошадиных сил , используются на полях до 1-1,5 га. Ширина захвата таких агрегатов составляет 100 см, а вес превышает 100 кг. Такие модели часто оснащаются дизельным двигателем и отличаются хорошим тяговым усилием, высоким ресурсом и малым расходом дизельного топлива. Однако при температуре воздуха 2 градуса и ниже дизельные двигатели запускаются несколько хуже бензиновых и дольше прогреваются. Поэтому если вам нужно не только вскапывать огород, но и убирать снег, то лучше приобрести бензиновую модель.
В случае использования мотоблока в качестве самоходного устройства или трактора для перевозки грузов следует выбирать модели с диаметром колеса не менее 45 см. Для этих целей также лучше выбрать глубокую проступь. Если мотоблок будет использоваться только для вспашки, то потребуется дополнительная покупка грунтозацепов и плуга. Несмотря на то, что большинство агрегатов в стандартной комплектации имеют пару фрез, их мощности часто не хватает для тяжелых почв и целины. Поэтому нужно заранее позаботиться о приобретении дополнительных насадок.
Как подготовиться к работе?
Подготовка машины к работе включает в себя установку проушин, а также навеску и регулировку плуга.
Установка проушин. Эти приспособления представляют собой металлические колеса диаметром до 60 см и шириной 17-20 см. В продаже есть и более тонкие образцы, но покупать их не рекомендуется. Это связано с тем, что сделать ровную борозду тонкими крючьями очень сложно: мотоблок будет болтать в разные стороны и справиться с ним в таких условиях достаточно проблематично. Для установки проушин блок ставится на ровную площадку, откручиваются родные колеса с резиновыми шинами и снимаются ступицы.
Ступицы крюков надеваются на ось привода, фиксируются штифтами и штифтами.
Ступицы крюков несколько длиннее обычных, поэтому их использование приводит к увеличению ширины колеи, что делает мотоблок более устойчивым. После того, как ступицы надежно прикреплены к ним, монтируются проушины. При установке металлических колес следите за тем, чтобы протектор сужался вперед. Крючки желательно выбирать таким образом, чтобы после их навешивания общий вес агрегата составлял более 70 кг. В противном случае машина будет буксовать и обработка получится неравномерной и некачественной. При приобретении слишком легких проушин необходимо позаботиться о дополнительном утяжелении конструкции. Для этого можно приобрести комплект дополнительных грузов, установка которых обеспечит необходимый вес.
Установка и регулировка плуга. Плуг крепится с помощью муфт, которые крепятся к агрегату с помощью шкворня. Рекомендуется соединять сцепку и агрегат с люфтом 5-6 градусов. Если закрепить плуг неподвижно, то при вспашке он начнет мотать мотоблок из стороны в сторону, что связано с неравномерным воздействием на него почвы. Не рекомендуется полностью затягивать гайки при соединении сцепки с плугом. Это связано с тем, что впереди предстоит процесс регулировки, в ходе которого их придется не раз подтягивать, а затем ослаблять.
Для проведения регулировки необходимо установить блок на кирпичи или доски, уложенные друг на друга. Высота такой конструкции должна быть равна глубине вспашки и составлять 20-25 см. При этом проушины следует зафиксировать, тем самым обеспечив мотоблоку полную неподвижность. Затем плуг располагают так, чтобы полевая доска лежала на земле всей своей длиной. При этом стойка плуга должна располагаться строго перпендикулярно земле и параллельно внутреннему концу крюка.
Затем регулируют угол наклона полевой доски, при этом расстояние от носка (лемеха) плуга до пяты должно соответствовать 3 см. Если пренебречь регулировкой наклона, то плуг при работе начнет зарываться в землю , двигатель перегреется и работу придется прекратить. Далее необходимо настроить ширину дорожки. Для этого правый край лемеха устанавливается на одной линии с внутренней стороной правого выступа.
При таком расположении почва будет срезаться абсолютно ровно, а управлять агрегатом станет проще.
Запуск агрегата. Перед запуском бензинового или дизельного двигателя проверьте уровень масла и заполните бак топливом. Двухтактные бензиновые модели работают на смеси бензина и моторного масла, а мощные четырехтактные «используют» чистый бензин А-92 и А-95. При заправке мотоблока дизельным топливом следует учитывать температурный режим и в холодное время года заливать зимнее дизельное топливо. Также перед запуском следует проверить работоспособность руля, газа, заднего хода и сцепления, после чего можно начинать.
Для запуска бензинового двигателя, оборудованного ручным стартером, откройте кран топливного бака и установите рычаг воздушной заслонки в режим «Пуск». Затем, не включая зажигание, совершают 3 — 5 движений стартером, после чего включают зажигание и запускают двигатель. Как только двигатель запустился, всасывание сразу переводится в режим «Работа». На мотоблоках, оснащенных электростартером, запуск двигателя еще проще. Для этого достаточно включить зажигание, при этом электронасос нагнетает топливо в карбюратор и двигатель запустится.
Перед пуском дизеля весь воздух в системе выгоняется электростартером, а после того, как дизельное топливо займет его место, запускается двигатель. Если двигатель оборудован ручным стартером, то просто откройте кран подачи дизельного топлива, установите газ и нажмите на декомпрессор. Затем делается несколько взмахов стартером, декомпрессор встает на место и двигатель заводится.
Как пахать?
Чтобы правильно вспахать участок, его нужно хорошо подготовить. Для этого по его границе натягивают шнур для ориентира, что особенно рекомендуется людям, которые впервые будут вспахивать огород. Это связано с тем, что при работе плуг немного уводит вправо, из-за чего без соответствующего навыка сделать ровный рядок будет сложно.
При вспашке второго и всех последующих рядов рабочее колесо следует по уже сформированной борозде. и шнур больше не нужен. Затем следует вручную собрать крупные камни, выкорчевать пни и убрать коряги. После того, как площадка подготовлена и работает двигатель, включают скорость и начинают вспашку.
Оптимальной скоростью для работы мотоблока считается вторая, однако при изменении глубины вспашки или при переходе на другой тип почвы можно использовать и первую.
Первую борозду рекомендуется вести на пониженной передаче, что связано с необходимостью равномерного и точного формирования начального ряда. Ведь в дальнейшем именно он будет служить ориентиром для всех последующих борозд. После прохождения первого ряда проверяют глубину вспашки: она должна быть в пределах 20 см. Затем разворачивают мотоблок, устанавливают в борозду правый прилив, включают 1-ю скорость и едут в обратном направлении. , следя за тем, чтобы металлическое колесо не вышло за пределы борозды. Если все сделано правильно, то земляной гребень будет располагаться на расстоянии 10 см от предыдущего.
Если вам нужно вспахать небольшой участок, то можно обойтись и без плуга. В базовую комплектацию мотоблоков входят саблевидные фрезы, с помощью которых осуществляется обработка земель любой сложности и состава, в том числе целинных и каменистых почв. Помимо вспашки, фрезы применяют для перемешивания почвы при внесении удобрений, удаления сорняков и рыхления почвы.
Если требуется улучшить качество вспашки, то работы ведутся с использованием транспортно-пахотного модуля. Для этого плуг крепится не к самому мотоблоку, а к раме адаптера. Благодаря наличию промежуточного звена между плугом и агрегатом значительно снижается нагрузка на мотоблок, а вспашка становится легче и безопаснее. Кроме того, скорость мотоблока заметно возрастает. И если при традиционной вспашке она составляет 5 км/ч, то в случае использования адаптера увеличивается до 10 км/ч. Однако, по сравнению с традиционным способом крепления плуга, при использовании этого способа теряется общая маневренность агрегата, что, впрочем, заметно только на небольших и тесных участках, при обилии культурных растений, растущих по краям . Если работа ведется на большом картофельном поле, то использование адаптера очень удобно.
Методы вспашки
Вспашку огорода можно выполнять несколькими способами.
Всвал. При использовании этого метода работу начинают с центра участка. Дойдя до его края, агрегат разворачивается, правый выступ ставится в борозду и движется обратно к центру. При этом гребень земли оказывается довольно большим. Преимуществом такой техники перекопки является тот факт, что если на участке есть снег, он долго не тает, попадая в борозды и насыщая почву влагой.
Метод не имеет особых недостатков, что делает его наиболее распространенным и популярным среди большинства фермеров.
Взял. В этом случае движение начинается с правой стороны площадки. Дойдя до конца ряда, мотоблок подгоняется к левому краю участка и движется в обратном направлении. Таким образом весь участок перепахивается до схода рядов. Использование этого метода позволяет плугу переворачивать почву и засыпать ее ранее внесенными удобрениями.
Навстречу зиме. Огород вспахивают мотоблоком два раза в год: весной, непосредственно перед посевом культур, и осенью, после последнего урожая. Осенняя обработка считается особенно важной. Он полностью убивает сорняки и эффективно разрыхляет почву. Это способствует нормальному воздухообмену, обеспечивает надлежащий дренаж и предотвращает появление плесени и болезнетворных микроорганизмов. Сроки зяблевой вспашки зависят от погодных условий в регионе, но ее всегда делают до первых заморозков.
Преимущества и недостатки механической вспашки
Применение мотоблока при вспашке и планировке участка имеет ряд неоспоримых преимуществ перед ручной обработкой.
Использование агрегата позволяет выполнять работы с особым качеством, в короткие сроки и с минимумом трудозатрат.
Благодаря многофункциональности мотоблоков возможно проведение еще нескольких агропроцедур, таких как рыхление почвы, удаление сорняков и внесение удобрений.
При механизированной вспашке глубина борозд значительно больше, чем при ручной копке лопатой. Кроме того, почва обрабатывается более равномерно, благодаря чему заметно улучшается ее общее состояние. Это связано с нормализацией воздухообмена, свободным доступом кислорода и более эффективным увлажнением почвы при прохождении осадков.
По наблюдениям опытных аграриев, урожайность на полях, вспаханных мотоблоком, увеличивается вдвое.
Однако, наряду с очевидными достоинствами, у механизированной вспашки есть еще и недостатки. К ним относится невозможность использования техники на глубоко укоренившейся цельной древесине. В таких случаях требуется только ручное удаление длинных корневищ.
Кроме того, при ежегодном применении метода глубокой вспашки происходит потеря естественного плодородия пахотного слоя, из-за чего земля нуждается в удобрении или периодическом отдыхе.
Рекомендации
Для того чтобы работа с мотоблоком была легкой, а почва обрабатывалась качественно необходимо соблюдать ряд простых рекомендаций.
Участки до 6 соток лучше обрабатывать культиваторами. Но если решено использовать мотоблок, то вместо плуга следует установить саблевидные или клешневые фрезы.
Навесной плуг рекомендуется использовать при вспашке полей площадью более 1 га. Однако края участков и участки со сложной геометрией тоже лучше обрабатывать фрезами.
В процессе работы необходимо внимательно следить за состоянием оборудования и не допускать утечки масла из трансмиссии. В противном случае вредная жидкость попадет в обрабатываемый грунт и вызовет его частичное загрязнение.
При распашке целины, а также при обработке каменистых и глинистых почв необходимо использовать утяжелители. В противном случае велик риск того, что мотоблок начнет прыгать по целине и глубокая вспашка потребует больших усилий.
При использовании фрез рекомендуется оборудовать их концы защитными дисками. Это снизит вероятность обработки прилегающих земель и позволит проводить вспашку строго по границам участка.
Для снижения нагрузки на слух необходимо использовать специальные наушники или беруши, а для частичной нейтрализации вибрации необходимо носить перчатки. Кроме того, при вспашке необходимо двигаться с подветренной стороны, что сведет к минимуму вредное воздействие выхлопных газов. Если предстоит пахать в большой теплице, то следует обеспечить хорошую вентиляцию помещения.
Станки советские, российские, импортные — справочная информация
КПО советское, российское, импортное — справочная информация
ГОСТы станков и КПО
Каталог станков производства СССР, РОССИЯ и стран СНГ
Каталог КПО производства СССР, РОССИЯ и стран СНГ
Инструкции по охране труда при работе на станках
Доставка
Контакты
Главная /
FAQ/Вопросы-ответы
Как расшифровывается марка токарного станка 16К20
Как расшифровывается марка токарного станка 16К20
Ответ:
16К20 —
цифра 1 обозначает группу — токарные станки;
6 — относится к токарно-винторезному типу;
К — указывает на поколение в линейке станков завода-изготовителя;
20 — высота центров в сантиметрах.
Добавление других цифр и букв в названии (шифре) станка подразумевает модификацию оборудования, имеющую определенные отличия от базовой модели — повышенный класс точности (П), высокий класс точности (В), увеличенный диаметр обработки (25), оснащение механизированным суппортом (М), гидрокопировальным устройством (К), УЦИ — устройством цифровой индикации (Ф1) или ЧПУ — числовым программным управлением (Т1 или Ф3), наличие ГАП — выемки в станине (Г).
Маркировка модификаций токарного станка 16К20 и их особенности
16К25 — диаметр обработки над станиной до 500 мм (над суппортом — до 25 дм),
16К20ВФ1 — устройство цифровой индикации, высокий класс точности,
16К20Г — выемка в станине (ГАП) для обработки дисков и фланцев диаметром до 630 мм,
16К20К — гидрокопировальное устройство,
16К20М — механизированный суппорт,
16К20П — повышенный класс точности,
16К20ПФ1 — УЦИ, повышенный класс точности,
16К20ПФ101 — УЦИ, повышенный класс точности,
16К20РФ3 — патронный, ЧПУ, производство с 1977 года,
16К20Т1 — оснащение ЧПУ, начало выпуска — 1980 года,
16К20Ф1 — устройство цифровой индикации (УЦИ),
16К20Ф3С2 — ЧПУ (СС221-Т), производство с 1975 года,
16К20Ф3С5 — ЧПУ (Н22-1М), производство с 1975 года,
16К20Ф3С32 — ЧПУ (2Р22), в серии — с 1985 года.
ИНТЕРЕСНЫЕ СТАТЬИ И ПОЛЕЗНЫЕ КНИГИ
Кинематическая схема токарного станка 16К20
Токарные станки и работа на них Т. И. Тишенина, В. Б. Федоров
Токарные станки В.П. Батов
Мини токарные станки Универсал — сделано в СССР
Самодельные мини токарные станки по металлу
Виды работ, выполняемых на токарных станках
Отечественный токарный станок ГС526У – лучший выбор
Микромодели токарных и фрезерных станков
Как правильно выбрать токарный станок
Популярные модели
В наличии
Спецпредложение
Производители
технические характеристики, схемы, инструкция по эксплуатации (паспорт)
К одной из самых удачных серий средних токарных станков можно отнести универсальный токарный станок по металлу 16К20, высота его центров составляет 200мм. Основное его предназначение обработка цилиндрических деталей методом точения, а также нарезание метрической, модульный, дюймовой и питчевой резьб.
Содержание:
1 Краткая история серии
2 Назначение и область применения токарно-винторезного станка по металлу
3 Что может токарный станок 16К20 — видео
4 Основные разновидности и расшифровка модификаций
4.1 Расшифровка модели
5 Технические характеристики
5.1 Основные параметры
5.2 Шпиндель
5.3 Суппорт и подачи
5.4 Резцовые салазки
5.5 Задняя бабка
5.6 Электрооборудование
6 Общая конструкция и принцип работы
7 Описание основных узлов, чертежи, схемы
7.1 Общий вид
7.2 Расположение органов управления
7.3 Кинематическая схема
7.4 Шпиндельная бабка
7.5 Коробка подач
7.6 Фартук
7.7 Суппорт
7.8 Задняя бабка
8 Схема электрическая принципиальная
9 Инструкция по первому запуску и эксплуатации
10 Видео обзор токарного станка 16К20
11 Правила эксплуатации и ухода, паспорт
12 Современные аналоги
Краткая история серии
Московский станкостроительный завод, решил начать разработку и производство новых токарных станков в 1930 году. Им стал ДИП 200, а за прототип взяли немецкую фирму с их моделью VDF.
Уже весной 32 года, компания начинает подготовку выпуска первых партий. К завершению того же года, фирма выпустила порядка двадцати пяти экземпляров. Еще два года спустя, в 1934 году, происходит запуск производства таких моделей, как токарный станок ДИП-300, ДИП-400, ДИП-500.
К 1937 году разрабатывают специальные типажи по номенклатуре и размерам. Принимают единую систему условных обозначений. Таким образом, первый выпущенный заводом станок получил название 1Д62, но аббревиатуру ДИП – 20 сохранили. 1940 год ознаменовался созданием станка 162К 26А, как одного из версий ДИП-200.
Затем выпускают разные модернизированные станки, и в 48 году XX века, появляется легендарный 1А62. Модели выпускались по крупносерийному тиражу.
И, наконец в 1971 году, изготавливается первый опытный образец станка 16 к 20. Станок даже получил золотую медаль на ярмарке в 72 году.
С 1972 по 1973 года производят реконструкцию на заводе, связано это с масштабным выпуском новых моделей 16К20. Компания занимается освоением серийного производства этой модели и вот в конце 1973 года месячный оборот производства достигает 1 тыс. экземпляров. Экспортируется порядка 10% от общего числа.
Затем появились различные модификации модели 16 к 20, среди которых 16 К 25, 16 К2 0М, 16 К2 0П, 16 К 20В, 16 К 20Г, 16 К 20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и другие. Все они были основаны на базовых стандартах модели 16 к 20. 1988 год ознаменует прекращение производства станков этой модели. Его сменила серия МК.
Читайте также: особенности токарного станка ДИП-500, технические характеристики.
Назначение и область применения токарно-винторезного станка по металлу
Предназначение токарно-винторезного станка 16К20, обработка поверхностей с цилиндрической, конической формой. И нарезка резьбы. При обработке заготовок, станок использует развертку, зенкер, сверла, резцы. Обрабатываемые детали устанавливаются в центрах или патроне.
Что может токарный станок 16К20 — видео
Основные разновидности и расшифровка модификаций
Токарный станок 16К20 имеет четыре разновидности, но общую кинематическую схему при этом:
16К20 – стандартная токарно-винторезная модель;
16К20П- станок токарно-винторезный с повышенной точностью;
16К20Г- станок токарно-винторезный имеет нормальную точность и выемку в станине;
16К25 – облегченная модель токарно-винторезного станка с высотой центров 250 мм.
Расшифровка модели
Цифра «1» указывает на соответствующую группу, к которой принадлежит станок (это универсальная токарно-винторезная модель, по общепринятой российской классификации ЭНИМС).
Цифра «6» — описывает подгруппу (токарно-винторезную в этом случае).
Буква «К» — это расшифровка завода, изготовившего станок, и обозначение поколения.
Цифра «20» показывает высоту центра в 220 мм.
Технические характеристики
Основные параметры
Сверхмощный токарно-винторезный станок.
Цельная литая основа.
Пневматический плавающий хвостовой запас.
Седельная смазка.
Метрическая конфигурация.
Галогенная рабочая лампа.
Резерв для механической защиты патрона.
Защита задней бабки, ходового винта и подающего вала.
Система охлаждения.
Шпиндель
В токарном станке 16К20 шпиндель выступает в качестве пустотелого, многоступенчатого вала, изготовленного из стали, с термической обработкой для увеличения стойкости.
Шпиндель имеет стальную конструкцию и продольное отверстие внутри, оно пропускает заготовку. Его вращение происходит за счет специализированных прецизионных подшипников. Они износостойки и точны в изготовлении, не требуют частого техобслуживания.
Суппорт и подачи
Это часть токарного станка 16К20, используемая для удержания инструмента и позволяющая производить продольное и поперечное перемещение инструмента. Этот блок токарного станка 16К20 очень жесткий, что снижает вероятность ошибок и повышает точность, вызванных упругой деформацией системы скольжения во время резки.
Резцовые салазки
В токарном станке 16К20 салазки нужны для настройки попадания резьбы, они ездят по продольному направлению. На них закрепляют резцовую головку.
Задняя бабка
В токарном станке 16К20 она используется для зажима вращающегося режущего инструмента и в качестве дополнительной опоры, применяется с вращающимися и не вращающимися центрами при жесткой резке.
Электрооборудование
Благодаря электрооборудованию на токарном станке 16К20 обеспечивается максимальная защита работника, ограждая его от удара электрического тока. А сам агрегат от получения повреждений.
Из чего состоит электрооборудование токарного станка 16К20:
Основного электродвигателя.
Электродвигателя, перемещающего суппорт и каретку.
Электронасоса с системой СОЖ.
Системы автоматического выключения.
Предохранителей.
Теплового реле.
Заземления.
Микропереключателя.
Общая конструкция и принцип работы
Конструкция токарного станка 16К20 представляет собой крупный агрегат, состоящий из большого числа составных элементов, куда входит электрооборудование, суппорты, коробку подач, шпиндель и заднюю бабку.
Важно!
Конструкция токарного станка 16К20 предусматривает наличие целого ряда защитных элементов, блокирующие и ограждающие, обеспечивая безопасность взаимодействия с устройством.
Работает по принципу универсального токарного станка, выполняющего ряд различных работ, и некоторые нестандартные операции с использованием дополнительного оборудования, например, нарезание резьбы, сверления и т. п.
Описание основных узлов, чертежи, схемы
Ниже будут представлены схематичные изображения наиболее важных компонентов станка и краткое описание к ним.
Общий вид
Расположение органов управления
На схеме под цифрами обозначено расположение следующих органов управления:
Рукоятки, устанавливающей величину подачи, и резьбу.
Рукоятки, отвечающей за вид работы: подачу и тип резьбы.
Рукоятки, устанавливающей число по оборотам шпинделя.
Рукоятки, устанавливающей увеличенный шаг резьбы.
Вводного автоматического выключателя.
Сигнальной лампы.
Выключателя насоса.
Указателя нагрузок.
Рукоятки, регулирующую правую и леву резьбу.
Рукоятки, устанавливающей ряд чисел оборота.
Рукоятки, регулирующей фрикционную муфту в главном приводе.
Выключателя освещения рабочего места.
Рукоятки, поворачивающую и закрепляющую индексируемую резцовую головку.
Рукоятки, перемещающей резцовые салазки.
Рукоятки, крепящие заднюю бабку к корпусу станины.
Маховика, перемещающего заднюю бабку.
Рукоятки, регулирующей фрикционную муфту.
Рукоятку, выключающую и включающую ходовой винт.
Рукоятку, управляющую механическим перемещением каретки и салазок.
Кнопочной станции, включающей и выключающей электродвигатель.
Кнопку, направляющую каретку и поперечные салазки.
Рукоятку, устанавливающую подачу и шаг для резьбы.
Кинематическая схема
Кинематическую схему токарного станка 16К20 используют для того, чтобы понять связь и взаимодействие между основными элементами станка.
Шпиндельная бабка
Шпиндельная бабка токарного станка 16К20 может устанавливать числа в 4 ряда, по двум рядам с пределами 40, 50 и 160 об/мин, по двум рядам с пределами 200, 630 и 500.
Коробка подач
Обеспечивает перемещение резца и инструмента на направляющих токарного станка 16К20 с заданной скоростью. Эта часть используется для установки постоянной скорости подачи при резке или других работах.
С редуктором внутри, состоящим из переключаемой зубчатой передачи. На нее, с использованием входного вала, идет крутящий момент от шпиндельного узла. С ходовым винтом, валом на коробке подач.
Фартук
Фартук – узел, отвечающий за точность подачи в суппорт. Имеет механизмы, ограждающие и обеспечивающие надежность с безопасностью во время работы.
Фартук располагается в корпусе токарного станка 16К20, рядом с каретой суппорта. Обеспечивает вращательные движения ходового винта и передает их суппорту.
Суппорт
Представляет собой узел, крепящий инструмент в ручном или автоматическом режиме. Суппорт содержит резцедержатель и салазки.
Задняя бабка
Если при отведении рукоятки 19, не обеспечивается достаточный прижим задней бабки, необходимо изменить регулировку винтов 26 и 33, чтобы изменить прижимную планку. Если нужно установить заднюю бабку поперечно шпинделю, нужно совместить винты 41 с плоской поверхностью А.
Схема электрическая принципиальная
Электродвигатель запускает кнопкой s4 и выключается кнопкой s3
Инструкция по первому запуску и эксплуатации
Перед первым запуском токарного станка 16К20, нужно проверить внешние параметры надежности, устойчивость установки агрегата. Закончив осмотр, стоит выключить питание для каждого электродвигателя и используя вводный автоматический выключатель F1 в цеховую сеть.
Все блокировочные устройства должны соответствовать данным, указанным в инструкции:
Главный привод вращается против часовой стрелки в сторону вала.
Электронасос вращается согласно указанной схеме на корпусе.
Гидроэлектростанция вращается в сторону вентилятора, по часовой стрелке.
Электродвигатель быстрого перемещения вращается по часовой стрелке.
Важно!
Проверьте срабатывание магнитного пускателя и реле. После проверки правильности работы каждого электроаппарата, присоедините прежде выключенные провода. После полной проверки электродвигателя, можно приступать к работе.
Видео обзор токарного станка 16К20
Правила эксплуатации и ухода, паспорт
Предназначение станков использование в малосерийном и единичном производстве.
Температуру в цеху, стоит поддерживать на уровне 30 градусов.
Контроль влажности не больше 80%.
Сохранение качества и длительный срок эксплуатации напрямую зависит от условий эксплуатации, недопустимо накопление пыли, появления оскалин.
Чугунные детали, вызывают повышенный износ трущейся части, во время обработки требуется тщательное удаление стружки и пыли.
Своевременно смазываются движущие части.
Устройство, оставленное на длительный период, должно быть, накрыто.
Скачать бесплатно паспорт токарно-винторезного станка 16К20 в pdf-формате можно по ссылке: Паспорт 16К20
Современные аналоги
Уже упоминалось, что завод прекратил производство токарного станка 16К20, поэтому актуален подбор станков с аналогичными характеристиками. Зарубежные производители славятся агрегатами D420x1000, Proma SPC-900PA, Jet GH-1640ZX DRO.
Белорусские аналоги, выпускаемые на Гомельском заводе, предлагают 16ВТ20П-21. Еще можно отметить модели TRENS, от Словацкого производителя SN 50 С и SN 500 SA. Они имеют современную конструкцию и качественные немецкие комплектующие, с относительно небольшой стоимостью за свои характеристики. Цены на товары других производителей начинаются от полутора миллиона до двух, без расчета доставки и установки агрегатов.
Lathes 16K20, gp2171 фрезерные машины, обработчики C500, 371 м. Поверхностная шлифовка, машины для литья инъекции, прессы, ножницы n3222
Наречия .
Поиск
Бизатор / Объявления / оборудование и материалы / промышленное оборудование / механическое оборудование
Отправить себе/другу Версия для печатиПожаловаться
спам[?]
неправильная категория[?]
устаревшее объявление[?]
нарушение законодательства[?]
другое[?]0081
Добавить в избранное
Что такое файл cookie?
Файл cookie — это небольшой текстовый файл, который сохраняется на вашем компьютере/мобильном устройстве, когда вы посещаете веб-сайт. Этот текстовый файл может хранить информацию, которая может быть прочитана веб-сайтом, если вы посетите его позже. Некоторые файлы cookie необходимы для правильной работы веб-сайта. Другие файлы cookie полезны для посетителя. Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз при повторном посещении веб-сайта.
Почему мы используем файлы cookie?
Мы используем файлы cookie, чтобы обеспечить вам оптимальный доступ к нашему веб-сайту. Используя файлы cookie, мы можем гарантировать, что одна и та же информация не будет отображаться каждый раз при повторном посещении веб-сайта. Файлы cookie также могут помочь оптимизировать работу веб-сайта. Они облегчают просмотр нашего веб-сайта.
Для защиты ваших персональных данных и предотвращения потери информации или противоправных действий применяются соответствующие организационные и технические меры.
Почему мы используем файлы cookie сторонних поставщиков?
Мы используем файлы cookie сторонних поставщиков, чтобы иметь возможность оценивать статистическую информацию в коллективных формах с помощью аналитических инструментов, таких как Google Analytics. Для этой цели используются как постоянные, так и временные файлы cookie. Постоянные файлы cookie будут храниться на вашем компьютере или мобильном устройстве не более 24 месяцев.
Как отключить файлы cookie?
Вы можете просто изменить настройки своего браузера, чтобы отключить все файлы cookie. Просто нажмите «Справка» и выполните поиск «Блокировать файлы cookie». Обратите внимание: если вы деактивируете файлы cookie, веб-сайт может отображаться только частично или не отображаться вовсе.
TC1625F3 Токарный станок с ЧПУ (плоский кровать)
Токарный завод TC1625F3
. Легендарные российские 16 -е. Но после упадка завода «Красный пролетарий» в конце советской эпохи эти прекрасные ручные станки были доступны только в подержанном или восстановленном виде. Однако всего несколько лет назад команда самоотверженных инженеров взялась возродить былую славу российского машиностроения. И им удалось разработать ряд новых станков с ЧПУ, характеристики которых превосходят оригинальные станки 16K20 и 16K25 как по механической конструкции, удобству использования, эффективности и эргономике. На этой странице StankoForward представляет одну модель: TC1625F3 .
TC1625F3 с высотой центра 280 мм отличается более широкой станиной (680 мм) и твердостью направляющих не менее 70 HRc. Эти особенности позволили установить на станке более высокую мощность – 10 кВт на шпиндель – и добиться штатной глубины резания легированных сталей до 8 мм. Панель оператора подвешена на подвеске, что обеспечивает больший комфорт токарю. Перемещение задней бабки облегчено и может быть выполнено одним пальцем. Все узлы токарного станка спроектированы с мыслью о легком доступе для обслуживания токарного станка в кратчайшие сроки. TC1625F3 , вероятно, самый эргономичный и мощный, компактный и производительный токарный станок с ЧПУ среднего размера на сегодняшний день. Станок в основном производится на склад, поэтому сроки поставки очень короткие – 2-3 месяца. Кроме того, на него распространяется 2-летняя гарантия в упаковке.
Другие доступные модели горизонтальных токарных станков: TC1620F3 (поворот 450 мм, DBC 750 мм), TC1640F3 (поворот 800 мм, диапазон DBC 1,5 м, 2 м, 3 м, 4 м, 5 м).
Мощность лазера для резки металла определяет его максимальные возможности. Одно из главных правил при покупке такого устройства — станок для резки металла лазером нужно покупать с запасом. Ведь наличие запаса силы гарантирует большую производительность и возможность дальнейшего развития организации.
Что это за показатель — мощность лазера для резки?
Для резки металла
Что это за показатель — мощность лазера для резки?
Мощность лазера для резки металла — золотая середина модельного ряда LaserFor BSR, которая находится в районе от 500 Вт до 3 кВт. Это оборудование — надежный инструмент, которому можно доверить большое количество работы и при этом не бояться подводных камней.
Лазерные установки включают в себя три главных параметра:
рабочую среду;
источник энергии;
оптический резонатор.
По виду рабочей среды устройства для нарезания бывают следующих видов:
Твердотельные . Их основной узел заключается в осветительной камере. В ней расположен источник энергии, а также рабочее тело.
Справка. К твердотельному типу относятся также и волоконные устройства. В них излучение становится выше, а в качестве источника энергии выступает полупроводниковый лазер.
Газовые. В них рабочим телом выступает углекислый газ, который прокачивается насосом сквозь газоразрядную трубку и заряжается электрическими разрядами. Чтобы усилить излучение, ставят прозрачное зеркало.
Газодинамические. Они являются самыми мощными. Рабочее тело в них — углекислый газ, который нагрет до 3000 градусов. Он заряжается маломощным лучом. Газ с большой скоростью прокачивается через узкий канал, резко расширяется и охлаждается. В итоге его атомы переходят из заряженного в простое состояние, и газ становится источником излучения.
Для резки металла
Мощность нарезания материала лазером зависит от его теплопроводности: чем она выше, тем эффективнее будет процедура, в среднем это 0,15–12,5 м/с. Мощностная характеристика определяется плотностью потока и достигает 10 в 8 степени Ватт на один квадратный сантиметр. Также она определяется в зависимости от толщины заготовки и в среднем достигает 0,5–1,5 кВт.
В зависимости от типа используемых материалов
Справка. Чтобы нарезать металл с помощью специального оборудования, потребуется сила, которая в среднем составляет 450–500 Вт. Эффективным данный способ считается при толщине заготовок не выше 6 мм. При 20–40 мм подобное оборудование используется редко. Для материала большой толщины резка не осуществляется.
Резка лучом возможна, если материалом выступает:
Сталь. Максимальная толщина листа не должна быть выше 20 мм, иначе необходимо использовать другой метод.
Нержавеющая сталь. В этом случае ограничение составляет 16 мм. При таких показателях удастся избежать появления облоя и его можно легко удалить.
Латунь. Для резки этого материала подойдут 12 мм листы, так как его сопротивление достаточно большое.
Алюминиевый сплав. Можно резать металлические листы толщиной не выше 10 мм.
Каждому из этих видов материала соответствует свой вид оборудования.
Справка. Нарезание материала лучом не используется на вольфраме, титане, молибдене. Они обладают высокой прочностью, которая приведет к выходу устройства из строя.
В зависимости от толщины
Для качественной нарезки материала нужно учитывать несколько факторов. К примеру, для малоуглеродистых сталей параметры будут такими:
При толщине в 1 мм мощность должна быть 100 Вт, а скорость резки заготовки 1,6 м в минуту.
Для изделий плотностью в 1,2 мм — 400 Вт, а скорость резки — 4,6 м в минуту.
Изделия в 2,2 мм и выше нуждаются в оборудовании силой 850 Вт и резке около 1,8 м в минуту.
Если обработке подвержена нержавеющая сталь, то параметры следующие:
Для заготовки в 1 мм хватит мощности в 100 Вт.
Если заготовка имеет толщину 1,3 мм, то сила вырастает до 400 Вт.
Изделия толщиной в 2,5 мм обрабатывают лазером такой же силы, как и в предыдущем пункте, но в этот раз скорость падает до 1,3 м в минуту.
При резке титана параметры следующие:
Материал толщиной 0,6 мм обрабатывают устройством, имеющим силу 250 Вт.
Заготовки толщиной 1 мм обрабатывают с силой в 600 Вт.
В зависимости от производительности
Чем мощнее источник лазерного станка, тем толще может быть лист материала. У лампового устройства мощностью 500 Вт есть два достоинства, которых нет у оборудования меньшей силы. Им можно разрезать латунь и алюминий, что нельзя осуществить оборудованием меньшей мощности из-за большой отражательной способности этого материала.
Если потребности в производстве и производственные задачи высокие, то вы свободно достигнете их, используя силу 250 или 500 Вт. Если предполагается нарезка металла, то понадобится 500 Вт мощности, а если нужен просто станок для резки деталей, то хватит и 100 Вт.
Станки для лазерной резки металла — современное решение, которое нацелено на будущее. Их главные отличия состоят в качестве и сбалансированности всех элементов вместе с современными разработками в области ПО.
01 ноября 2020
6516
Получите консультацию специалиста
Как выбрать лазерный станок для резки листового металла с ЧПУ?
Главная
/
Станки
/
Лазерные
org/ListItem»> /
Для резки металла
/
Часто задаваемые вопросы и ответы о станке лазерной резки металла с ЧПУ
От мощности лазерного источника зависят такие параметры резки как:
Толщина разрезаемого материала
1кВт/12мм
2кВт/12мм
3кВт/12мм
4кВт/12мм
Пример резки стали толщиной 12мм. Мощность источника 1 Квт.
На фотографии 1кВт/12мм видно, что на выходе из материала мощности лазерного источника недостаточно и рез происходит по полупараболе. На двухкиловатном источнике
отклонение от вертикали уменьшается, а на трех и четырехкиловатном практически отсутствует.
Таблица подбора мощности лазерного источника в зависимости от толщины материала и марки стали
Не все обращает внимание на такой важный параметр, как скорость резки металла.
Она зависит от многих параметров. От механической части станка и приводов, от используемого газа и его давления, а самое главное от мощности источника излучения.
На видеоролике ниже Вы можете увидеть эту зависимость.
Качество резки
2. Конструкция станины.
3. Комплектующие.
3. Скорость холостых перемещений
4. Программное обеспечение
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Связанные товары
Код товара: 57892
Станок лазерной резки металла со сменным столом и кабинетной защитой G-Weike LF3015GA 3000вт Raycus
Мощность лазера, Вт3000
Лазерный источникRaycus
Размер стола3000х1500
Длина стола3000 мм
Ширина стола1500 мм
Мощность 25. 00 кВт
Напряжение380В
Код товара: 59894
Станок для лазерной резки металла со сменным столом G-Weike LF3015GC 2000w Raycus с автофокусом
Мощность лазера, Вт2000
Лазерный источникRaycus
Размер стола3000х1500
Длина стола3000 мм
Ширина стола1500 мм
Мощность 25.00 кВт
Напряжение380В
Масса6500 кг
Код товара: 59275
Станок лазерной резки металла со сменным столом и кабинетной защитой G-Weike LF3015GA 4000вт IPG
Мощность лазера, Вт4000
Лазерный источникIPG
Размер стола3000х1500
Длина стола3000 мм
Ширина стола1500 мм
Мощность 25.00 кВт
Напряжение380В
Код товара: 48536
Лазерный станок для резки и гравировки TS 1530 (80W, W2 RECI)
Мощность лазера, Вт80
Размер стола3000×1500
Напряжение220В
Масса1400 кг
Код товара: 59905
Лазерный станок для резки труб JQLaser FLT-6020ETN
Макс. Ø трубы230 мм
Макс. длина трубы2800 мм
Максимальный вес трубы, кг100 кг
Напряжение380В
Масса9000 кг
Код товара: 59425
Лазерный гравировальный станок LaserSolid 640 Lite
Мощность лазера, Вт50
Размер стола600×400
Длина стола600 мм
Ширина стола400 мм
Мощность 0.45 кВт
Напряжение220В
Масса70 кг
Код товара: 59544
В наличии 2 шт.
Акция.
Лазерный станок для гравировки и резки фанеры, акрила RAPTOR S 9060 PRO (YONGLI A4S 100W, CW5000, Ruida)
Мощность лазера, Вт100
Размер стола600х900
Напряжение220В
Масса550 кг
Код товара: 57340
Промышленный лазерный раскроечный комплекс для резки металла с ЧПУ P3015-6кВт с волоконным лазером IPG
Мощность лазера, Вт6000
Лазерный источникIPG
Размер стола3000х1500
Мощность 25.00 кВт
Напряжение380В
Масса8300 кг
Код товара: 59700
Под заказ 60 дней
Ручной переносной лазерный маркер по металлу Foton ABN-30H (Raycus 30W)
Ручной переносной лазерный маркер по металлу Foton ABN-30H (Raycus 30W)
Код товара: 41773
СО2 станок для лазерной резки фанеры GM-460L 60ВТ
Мощность лазера, Вт60
Размер стола600×400
Длина стола600 мм
Ширина стола400 мм
Фанера8 мм
Акрил10 мм
МДФ, Оргалит5 мм
Напряжение220В
Масса80 кг
Код товара: 59841
Широкоформатный СО2 маркер Raptor MAX-600 с полем 600х600мм
Мощность лазера, Вт100
Длина стола110 мм
Ширина стола110 мм
Мощность 0. 60 кВт
Напряжение220В
Код товара: 59936
1 575 000 p
Сварка+резка+чистка
Лазерный сварочный аппарат 3в1 Raptor WCC-2000W (сварка, резка, чистка)
Мощность лазера, Вт2000
Напряжение380В
Масса280 кг
Вверх
Мощность лазерной резки
: сколько вам нужно?
Лазерные резаки — это универсальные инструменты, которые используются для различных целей и доступны с различной выходной мощностью.
Каждый материал имеет минимальную мощность лазера, необходимую для резки или гравировки.
Но что такое мощность лазера и как она влияет на операцию лазерной резки?
Мощность лазера от 5 Вт до 50 Вт оптимальна для большинства непромышленных операций лазерной резки и гравировки. Мощность лазера 80 Вт или выше рекомендуется для промышленных применений, требующих высокой скорости резки. Использование маломощных лазеров для резки толстых материалов требует нескольких проходов.
В этой статье подробно обсуждается мощность лазерной резки и приводятся сведения об оптимальных настройках мощности для различных материалов.
Что в этой статье?
Мощность лазера. Почему это важно?
Как мощность лазера влияет на процесс резки?
Какая мощность лазера требуется для вашего приложения?
Заключительные мысли
Часто задаваемые вопросы (FAQ)
MellowPine поддерживается читателями. Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Мощность лазерной резки: почему это важно?
В зависимости от типа материала, глубины реза и типа используемого лазера оптимальная мощность лазера варьируется от одного приложения к другому.
Лазерный резак работает, фокусируя высокоэнергетический лазерный луч в маленьком пятне, чтобы испарить материал и произвести желаемый разрез, а энергия лазера зависит от его мощности.
В результате для твердых материалов, таких как алюминий и латунь, требуется сравнительно большая мощность лазерной резки, чем для мягких материалов, таких как дерево, бумага и т. д.
Точно так же для выполнения более глубокого разреза требуется больше энергии, чем для мелкого разреза, поэтому требуется большая мощность лазера.
Кроме того, оптимальная мощность лазерной резки также зависит от длины волны лазера и способности материала поглощать энергию на этой длине волны.
Это можно понять из того факта, что лазер мощностью 100 Вт CO 2 может делать чистые разрезы в таких материалах, как бумага, дерево, кожа и т. д., но не может использоваться для резки металла.
Это потому, что CO 2 лазеры имеют большую длину волны, и металлы плохо поглощают энергию на этой длине волны. В результате большая часть лазерной энергии теряется при отражении.
Однако использование мощного CO 2 лазера (более 500 Вт) компенсирует потери энергии в отраженных лазерах и нагревает металл для получения желаемого разреза.
Таким образом, мощность лазера является важным параметром, определяющим способность лазера производить качественные разрезы в заготовке.
Как мощность лазера влияет на процесс резки?
Мощность лазера является одним из наиболее важных параметров в процессе лазерной резки, поскольку она напрямую влияет на различные другие факторы, такие как скорость резки, глубина резки, качество резки, эффективность и производительность.
Скорость резки увеличивается с увеличением мощности
Зависимость между скоростью резки и мощностью лазера
Скорость резки — это скорость, с которой лазер перемещается по заготовке.
Когда лазер попадает на поверхность заготовки, энергия лазера поглощается заготовкой и преобразуется в тепло.
Чем медленнее скорость лазера при резке, тем выше подводимая энергия и тем выше будет температура в зоне резки.
Таким образом, при использовании лазерного резака мощность лазера определяет оптимальное время выдержки для получения желаемого результата.
Например, диодный лазер мощностью 10 Вт, такой как Comgrow Z1, может выполнять сквозные пропилы в фанере толщиной 2 мм со скоростью резки около 400 мм/мин.
Напротив, диодный лазер мощностью 5 Вт, такой как Atomstack X7, будет выполнять аналогичную операцию при гораздо более низкой скорости резки, около 200 мм/мин.
Это связано с тем, что более высокая мощность резки лазера мощностью 10 Вт обеспечивает больше энергии в секунду для нагрева и испарения материала.
С другой стороны, лазер мощностью 5 Вт требует более длительного времени выдержки для подачи аналогичного количества энергии.
Это означает, что чем выше мощность лазера, тем выше может быть скорость резки.
Однако использование высокой мощности лазерной резки при чрезвычайно низкой скорости резки может привести к пережогу заготовки.
Поэтому важно определить оптимальную конфигурацию мощности лазерной резки и скорости резки, которая дает наилучшие результаты.
Глубина реза увеличивается с увеличением мощности
Другим параметром лазерной резки, который зависит от мощности лазера, является максимальная глубина реза, которую лазер может выполнить в заготовке.
Маломощные лазеры не могут производить глубокие разрезы, поскольку количество лазерной энергии, необходимой для испарения материала, увеличивается с увеличением глубины разреза.
Хотя увеличение времени выдержки увеличит энергию лазера, подаваемую в зону резки, это также приведет к увеличению зоны термического влияния, что приведет к повреждению заготовки.
Однако вы можете использовать несколько проходов для достижения большей глубины резания, не повреждая заготовку, но за счет времени цикла.
Увеличение глубины реза за счет увеличения количества проходов
Таким образом, более мощные лазеры идеально подходят для промышленного применения, где необходимо выполнять глубокие пропилы с коротким временем цикла.
Качество
Разница в качестве резки при изменении параметров лазера
Мощность лазерной резки влияет на качество резки с точки зрения ее точности и внешнего вида.
Использование мощного лазера может привести к перегреву материала, расплавлению заготовки и увеличению ширины реза.
Например, при лазерной резке полипропилена (разновидность пластика) получаются чистые разрезы с гладкой поверхностью, но это термочувствительный материал, который может легко плавиться и оставлять липкое месиво на режущем столе.
Точно так же при лазерной резке легковоспламеняющихся материалов, таких как бумага и дерево, можно получить чистые разрезы с легким обугливанием по краям, но использование чрезвычайно высокой мощности лазера может привести к перегоранию материала.
Это перегорание легковоспламеняющихся заготовок может повлиять на качество резки, вызывая сильное обугливание, и даже создать опасность возгорания.
Поэтому важно регулировать мощность лазера, чтобы не допустить перегрева материала и обеспечить качественный рез с хорошей точностью.
Производительность
Производительность в зависимости от мощности лазера
Мощность лазера также влияет на производительность процесса, влияя на время его цикла.
Хотя лазер мощностью 20 Вт может выполнять чистые разрезы акрила, его нельзя использовать для операций, требующих крупномасштабной резки акрила.
Это связано с тем, что по сравнению с 60-ваттным лазером 20-ваттный лазер будет сравнительно медленнее выполнять тот же разрез, что увеличивает время выполнения заказа.
Кроме того, более мощный лазер также обеспечивает большую гибкость материала, а регулирование мощности его лазера позволяет использовать один лазерный резак для резки и гравировки различных материалов.
Поэтому для промышленного применения рекомендуется использовать более мощный лазер для более быстрого цикла и большей гибкости материала.
Стоимость
Мощный лазерный резак требует мощного лазерного модуля, способного производить лазер высокой энергии. Но по мере увеличения номинальной мощности лазера стоимость оборудования также увеличивается.
Кроме того, мощные лазеры выделяют большое количество тепла, поэтому необходимо использовать систему охлаждения для предотвращения перегрева оборудования, такого как фокусирующие линзы.
Это еще больше увеличивает первоначальные затраты на покупку лазерного резака.
Кроме того, высокая потребляемая мощность и работа с дополнительными аксессуарами увеличивают почасовую стоимость эксплуатации лазерного станка.
Однако более высокая мощность лазера повышает производительность и позволяет производить более высокую продукцию, увеличивая общую прибыль.
Таким образом, мощный лазерный резак окупает свою стоимость, обеспечивая более высокую годовую производительность и больший доход.
Какая мощность лазера требуется вашему приложению?
Тестовые прогоны лазерной резки для определения оптимальной настройки мощности
Материал
Мощность лазера
Количество проходов
Cutting Regular Paper
100% of 20W Diode laser
1
Cutting 2mm Plastic
100% of 20W Diode laser
5
Cutting 5mm Wood
100% of 20W Диодный лазер
5
ГРАВИТЕЛЬНАЯ Ткань (джинсовая ткань)
65% из диода 20 Вт
1
Engraving Glass
. 0149
Гравировка металла
100% 20Вт Диодный лазер
В зависимости от типа металла
Оптимальная мощность лазера для различных типов материалов поэтому предпочтительнее для промышленного применения.
Но какой мощности лазера достаточно? И как определить оптимальную потребляемую мощность для вашего приложения?
Оптимальная потребляемая мощность зависит от типа материала, с которым вы хотите работать, и типа выполняемых операций.
Лазерные резаки можно использовать для выполнения таких операций, как маркировка, гравировка, травление и резка, при этом каждая операция требует различной выходной мощности лазера.
Как правило, лазерная резка требует большей мощности лазера, чем гравировка, что, в свою очередь, требует большей мощности, чем травление и маркировка.
Точно так же материалы с высокой плотностью требуют большей мощности лазера для испарения их поверхности по сравнению с более мягкими материалами, которые легко испаряются.
Несмотря на то, что существуют различные диаграммы мощности и скорости лазерной резки, оптимальные настройки варьируются от одной настройки к другой, и значения в диаграммах следует рассматривать как справочные, чтобы начать пробные прогоны.
Поэтому необходимо выполнить пробные прогоны и найти наилучшую конфигурацию для вашей установки.
Мощность лазера, необходимая для резки бумаги
Бумажная доска, вырезанная на Atomstack X7
Бумага — легковоспламеняющийся материал, обычно мягкий, поэтому для резки или гравировки не требуется высокая мощность лазера.
Использование чрезвычайно высокой мощности лазера может привести к обугливанию кромок реза и даже к возгоранию.
Как правило, для лазерной резки бумаги требуется лазерный резак для домашнего применения с мощностью лазера около 10–15 Вт для выполнения чистых разрезов с высокой скоростью резки.
Мощность лазера, необходимая для резки пластика
Лазерная резка акрила
Пластмассы представляют собой синтетические материалы различных типов, и каждый тип ведет себя по-разному под действием лазера.
Акрил — один из наиболее подходящих пластиков для лазерной резки и гравировки, так как он дает чистые срезы с полировкой пламенем.
Кроме того, такие пластмассы, как полипропилен, делрин, майлар и т. д., также подходят для лазерной резки.
Однако эти синтетические материалы чувствительны к теплу и склонны плавиться при обработке лазером.
Поэтому важно иметь высокую скорость резания, чтобы свести к минимуму время выдержки и обеспечить контролируемую зону термического влияния.
Как правило, лазер мощностью 40–80 Вт рекомендуется для небольших применений, связанных с лазерной резкой пластика, и 80–100 Вт для промышленного применения.
Использование мощных лазеров дает возможность получить желаемый результат с минимальным временем выдержки.
Мощность лазера, необходимая для резки дерева
xTool D1 Pro для резки фанеры
Древесина — это натуральный материал, который не плавится, но легко воспламеняется при воздействии на него очень высокой мощности лазера.
Хотя мощный лазер может делать чистые пропилы практически в любом типе дерева, мягкая древесина, такая как ольха, бальза, липа, тополь, кедр и сосна, является лучшим вариантом для лазерной резки.
Лазерная резка древесины требует подачи воздуха под высоким давлением, чтобы облегчить процесс резки и достичь желаемой глубины с минимальной зоной термического воздействия.
Как правило, для промышленных применений, связанных с лазерной резкой древесины, требуется мощность лазера выше 150 Вт, но вы также можете использовать диодный лазер мощностью 20 Вт, такой как xTool D1 pro, для создания проектов своими руками из хвойной древесины с использованием многопроходной техники.
Мощность лазера, необходимая для резки ткани
Доступны ткани разных типов, и оптимальная мощность лазера для лазерной резки ткани зависит от типа и толщины используемой ткани.
Натуральные ткани, такие как хлопок и джинсовая ткань, при резке лазером дают потрепанные края, в то время как синтетические ткани, такие как нейлон, войлок, флис, бархат, микрофибра и т. д., дают запаянные края.
Для лазерной резки синтетических тканей требуется сравнительно меньшая мощность лазера, чем для натуральных тканей. Использование более высокой мощности лазера, чем оптимальные настройки, может привести к плавлению и затвердеванию этих тканей.
Как правило, маломощный лазер, такой как лазерный резак k40, рекомендуется для небольших проектов, а мощность лазера около 80 Вт рекомендуется для промышленного применения.
Мощность лазера, необходимая для резки кожи
Лазерная резка кожи (Источник: Etsy)
Лазерная резка кожи — одно из самых популярных применений в мелкосерийном и крупномасштабном производстве для изготовления аксессуаров, таких как кошельки, сумки, браслеты и т. д.
При обработке лазером кожа срезается с коричневатым краем, что добавляет контраста заготовке, а оптимальная мощность лазера зависит от типа используемой кожи.
Как правило, синтетическую кожу легче резать, и для мелкосерийного производства требуется мощность лазера около 40 Вт, тогда как для промышленного применения, включающего лазерную резку натуральной кожи, требуется мощность лазера около 80 Вт для выполнения чистых разрезов с минимальным ожогом краев.
Мощность лазера, необходимая для резки стекла
Лазерная гравировка стекла
Лазерная резка стекла может быть сложной задачей из-за его высокой отражательной способности и прочности.
Недорогие лазерные резаки, такие как диодные лазеры, как правило, подходят для лазерной гравировки стекла и не могут использоваться для операций резки.
Это связано с тем, что диодные лазеры неэффективны при обработке прозрачных поверхностей. Однако можно нанести черную краску, чтобы сделать поверхность непрозрачной и выполнить гравировку.
С другой стороны, лазерная резка предполагает создание более глубоких разрезов, что делает технику маскировки неэффективной.
Как правило, лазер CO 2 с номинальной мощностью более 80 Вт рекомендуется для лазерной резки стекла, но требует специальных методов, таких как использование влажного бумажного полотенца для покрытия поверхности и достижения чистого реза.
Мощность лазера, необходимая для резки металла
Лазерная резка углеродистой стали
Металлы являются одним из самых сложных материалов для лазерной резки. Их сильно отражающая поверхность отражает лазерный луч и приводит к потере лазерной энергии.
В связи с этим для лазерной резки металла требуются мощные лазерные станки.
Как правило, для лазерной резки металлов рекомендуется использовать волоконный лазер с номинальной мощностью более 500 Вт.
Хотя лазеры CO 2 нельзя использовать для гравировки металлов, более мощные CO 2 лазеры (мощностью более 1 кВт) подходят для лазерной резки.
Это связано с тем, что по мере увеличения глубины реза отражение лазерного луча внутри пропила усиливает процесс и обеспечивает чистый рез.
Поэтому волоконные лазеры рекомендуются для лазерной резки листового металла, тогда как мощные импульсные CO 2 лазеры используются для резки более толстых металлических заготовок.
Кроме того, последние разработки позволили создать прямые диодные лазеры с номинальной мощностью более 5 кВт, которые можно использовать для выполнения чистых резов в металлических заготовках различной толщины.
Заключительные мысли
Мощность лазерной резки играет важную роль в определении способности лазерного резака выполнять качественную резку различных материалов.
Однако определение оптимальной мощности лазера для вашего приложения может быть сложной задачей и требует выполнения тестовых прогонов с различными конфигурациями мощности и скорости.
Максимальная выходная мощность лазерного резака напрямую влияет на его стоимость. Поэтому рекомендуется определить ваши требования и выбрать лучший лазерный резак, который обеспечивает требуемую выходную мощность.
Кроме того, лазеры могут быть опасны при неосторожном обращении, особенно мощные лазеры. Поэтому настоятельно рекомендуется следовать протоколам лазерной безопасности и носить защитные очки.
Часто задаваемые вопросы (FAQ)
Рекомендуется ли использовать лазерный резак на полную мощность?
Нет, не рекомендуется использовать лазерный резак на полную мощность, поскольку регулярное использование максимального потенциала лазера может изнашивать оборудование и сокращать срок его службы. Поэтому всегда рекомендуется использовать только 90% от общей мощности лазерной резки для увеличения срока службы.
Влияет ли фокус лазера на мощность лазера?
Да, фокус лазера напрямую влияет на мощность лазера. Наличие чрезвычайно сфокусированного лазерного луча приводит к высокой плотности энергии, что делает лазер способным быстрее испарять материал, тогда как расфокусированный лазер приводит к рассеиванию мощности лазера по более широкой области, что делает его сравнительно менее способным к испарению материала.
Лазерная резка требует больших затрат на электроэнергию?
Да, промышленные лазерные резаки, обеспечивающие высокую выходную мощность лазера, требуют больших затрат электроэнергии, чем большинство традиционных станков. Однако способность лазеров производить более быструю и эффективную резку позволяет им производить больше продукции за час работы, тем самым покрывая высокие эксплуатационные расходы, предоставляя возможность выпускать больше продукции за то же время.
Лазерная резка: сталь и алюминий
Лазерная резка: сталь и алюминий
Одним из самых обсуждаемых и интересных способов резки материалов является лазерная резка.
Лазерная резка часто привлекает внимание общественности из-за футуристической репутации лазеров. Но так ли это изображают в научно-фантастических фильмах?
Как работает лазерная резка?
Станок для лазерной резки направляет концентрированный поток фотонов в точное место на материале, прокалывает его и отслеживает желаемую форму и дизайн заготовки для создания конечного продукта.
Какие типы лазеров существуют?
Существует множество различных видов лазеров, используемых для резки материалов.
CO2-лазер
Эти лазеры используют углекислый газ в качестве газовой среды для фокусировки света, чтобы делать мощные разрезы на толстом материале. Мощный непрерывный луч обеспечивает чрезвычайно высокую силу резки. Разряд лазера содержит углекислый газ, смешанный с небольшими количествами азота, гелия и водорода. Лазеры CO2 в основном используются для промышленной резки.
Неодимовый лазер (Nd)
В Nd-лазерах используется твердый кристалл для фокусировки света на заготовке. Этот непрерывный или ритмичный инфракрасный луч можно усилить с помощью вторичного оборудования, такого как лампы накачки или диоды.
Лазер на иттрий-алюминиевом гранате (Nd:YAG)
Nd:YAG-лазер похож по стилю на Nd-лазер, но отличается по применению и использованию. Nd-лазер используется для сверления и в случаях с высокой энергией, но с малым повторением, тогда как Nd:YAG используется в случаях с низким энергопотреблением, таких как резка листового металла и керамики.
Волоконный лазер
Это твердотельные лазеры, а не газовые или жидкостные. Базовый лазер создается, а затем усиливается в стеклянном волокне. Волоконные лазеры идеально подходят для резки отражающих металлов из-за небольшого размера пятна.
Каковы преимущества лазерной резки?
Лазерная резка очень уникальна и заметно отличается от других методов резки.
Вот несколько вещей, которые могут сделать лазерную резку правильным выбором для вашего проекта:
Процесс бесконтактной резки
Минимальное повреждение продукта
Низкое энергопотребление
Безопасный и замкнутый процесс резки
Допуск плотной резки
Автоматизация для максимальной точности
Может резать различные материалы
Что делать со сталью?
Стальные материалы часто бывают очень толстыми и требуют методов резки с высокой мощностью. Это означает, что их обычно режут с помощью CO2-лазеров, поскольку они способны генерировать более высокую мощность, чем другие лазеры.
Как правило, чем толще стальной лист, тем больше мощности вам потребуется.
Лазерная резка превосходит другие процессы механической резки, потому что она позволяет создавать отверстия очень маленького размера, иногда всего в одну пятую толщины стали. Размеры отверстий могут быть еще меньше при резке волоконным лазером.
Лазеры Nd:YAG, как правило, не способны резать сталь любой толщины около 20 миллиметров и выше, но их можно сочетать с оптическим волокном и механизмом вспомогательного газа, что позволяет им резать более толстый стальной материал.
Как насчет алюминия?
Лазерные резаки с трудом работают со светоотражающими и теплопроводными металлами, такими как алюминий и нержавеющая сталь.
Эти ограничения можно обойти, объединив мощные лазерные лучи с технологией сжатого газа.
Станки для лазерной резки с азотом и кислородом могут формовать алюминий и нержавеющую сталь с относительно высокой производительностью и отличными результатами.
К сожалению, более высокое потребление электроэнергии и мощности, а также стоимость вспомогательного оборудования, используемого для достижения этих результатов, могут увеличить затраты настолько, что они перевесят ценность метода резки.
Самодельный токарный станок по металлу своими руками
ПОДЕЛИТЕСЬ В СОЦСЕТЯХ
Токарный станок нужен для изготовления и обработки металлических деталей. Профессиональное оборудование стоит довольно дорого, поэтому в целях экономии можно изготовить самодельный токарный станок по металлу своими руками. Сделать это можно несколькими способами, а чертежи подобного изделия легко находятся в интернете. Использовать для изготовления можно подручные материалы, размер же станка может быть любым.
Профессиональный токарный станок имеет высокую стоимость, поэтому имеет смысл изготовить подобное устройство самостоятельно
Содержание
1 Составляющие мини-токарного станка по металлу своими руками
1.1 Суппорт токарного станка своими руками: чертежи, как сделать из подручных материалов
2 Самодельный токарный станок по металлу своими руками: порядок сборки
3 Выбор электродвигателя для станка
4 Изготовление токарного станка из дрели своими руками
5 Особенности работы токарных станков по металлу своими руками, видео-инструкции как способ избежать ошибок
6 Техника безопасности при работе с самодельным токарным станком
7 Варианты модернизации самодельного токарного станка
Составляющие мини-токарного станка по металлу своими руками
Любой самодельный токарный станок состоит из следующих элементов:
привод – основная часть механизма, которая отвечает за его мощность. Выбор привода необходимой мощности является одной из самых сложных задач. В небольших токарных станках по металлу своими руками можно использовать привод от обычной стиральной машины или дрели. Обычно, мощность этого элемента начинается от 200 Вт, а количество оборотов в минуту – от 1500;
станина – несущая рама конструкции, которая может быть изготовлена из деревянных брусков или стального уголка. Станина должна характеризоваться высокой прочностью, иначе вся конструкция может развалиться от вибраций во время работы;
Проекция и основные узлы токарного станка по металлу
задняя бабка – изготавливается из стальной пластины и привариваемого к ней стального уголка. Пластина упирается в направляющие станины, а основным назначением задней бабки токарного станка своими руками является фиксация металлической детали при обработке;
передняя бабка – часть, аналогичная задней бабке, но устанавливающаяся на подвижной раме;
ведущий и ведомый центры;
суппорт – упорный механизм для рабочей части.
Вращательный момент от двигателя к рабочей части станка может передаваться несколькими способами. Кто-то предпочитает напрямую устанавливать рабочую часть на вал двигателя – это экономит место и позволяет сэкономить на запчастях. Если же такой вариант невозможен, крутящий момент можно передавать при помощи фрикционной, ременной или цепной передачи. У каждого из этих вариантов есть свои преимущества и недостатки.
Ременная передача для электродвигателя является самой дешевой и характеризуется достаточно высоким уровнем надежности. Для ее изготовления можно использовать ремень для электродвигателя, снятый с любого другого механизма. Недостаток ременной передачи состоит в том, что со временем ремень может стираться и его придется менять тем чаще, чем интенсивнее вы работаете со станком.
Цепная передача стоит дороже и занимает больше места, но и прослужит значительно дольше, чем ременная. Фрикционная передача имеет промежуточные характеристики между ременной и цепной.
Полезный совет! При сборке токарного станка выбирайте тот тип передачи, который лучше всего будет соответствовать поставленным задачам. Например, для мини-токарного станка своими руками лучше подойдет установка рабочей части непосредственно на вал.
Суппорт токарного станка своими руками: чертежи, как сделать из подручных материалов
Суппорт является одной из самых важных частей самодельного токарного станка – от него зависит качество будущей детали, а также количество времени и сил, которые вы потратите на ее изготовление. Эта часть располагается на специальных салазках, которые перемещаются по направляющим, расположенным на станине. Суппорт может двигаться в трех направлениях:
продольное – рабочая часть станка двигается вдоль заготовки. Продольное движение используется для вытачивания резьбы в детали или для снятия слоя материала с поверхности металлической заготовки;
Токарный станок по металлу, созданный своими руками
поперечное – движение перпендикулярно оси заготовки. Используется для вытачивания углублений и отверстий;
наклонное – движение под разными углами для вытачивания углублений на поверхности заготовки.
При изготовлении суппорта токарного станка своими руками стоит учитывать тот момент, что данная часть подвержена износу в результате возникающих во время работы вибраций. Из-за них крепления расшатываются, возникает люфт, все это влияет на качество изготавливаемой детали. Для того чтобы избежать таких неполадок, суппорт необходимо регулярно подстраивать и регулировать.
Регулировка самодельного суппорта для токарного станка своими руками осуществляется по зазорам, люфту и сальникам. Регулировка зазоров нужна в том случае, когда износился винт, отвечающий за перемещение части в продольной и поперечной плоскостях. В результате трения суппорт начинает расшатываться при нагрузках, что значительно снижает точность изготовления детали. Устранить зазоры можно путем вставки клиньев между направляющими и кареткой. Люфт детали устраняется при помощи закрепляющего винта.
Если же в вашем станке износились сальники, их следует тщательно промыть и пропитать свежим машинным маслом. В случае критического износа сальники лучше полностью заменить на новые.
Устройство суппорта: 1 — каретка суппорта; 2 — ходовой винт; 3 — поперечные салазки суппорта; 4 — поворотная часть суппорта; 5 — направляющие поворотной части; 6 — резцедержатель; 7 — винт для закрепления резцедержателя; 8 — винты для закрепления резцов; 9 — рукоятка для поворота резцедержателя; 10 — гайки; 11 — верхняя часть суппорта; 12 — поперечные направляющие каретки; 13 — рукоятка для перемещения верхней части суппорта; 14 — рукоятка для перемещения поперечных салазок; 15 — рукоятка для включения подачи суппорта от ходового винта; 16 — маховичок для продольного перемещения суппорта; 17 — фартук
Самодельный токарный станок по металлу своими руками: порядок сборки
Сборка механизма выполняется в следующем порядке:
Из металлических балок и швеллеров собирается рама станка. Если вы собираетесь работать с большими деталями, то и материалы для сборки рамы нужно использовать с расчетом на большую нагрузку. К примеру, если планируется работать с металлическими заготовками длиной свыше 50 мм, толщина материалов для рамы должна начинаться от 3 мм для уголков и от 30 мм – для стержней.
На швеллеры устанавливаются продольные валы с направляющими. Валы могут быть приварены при помощи сварки или закреплены болтами.
Изготавливается передняя бабка. Для изготовления передней бабки токарного станка своими руками используется гидравлический цилиндр с толщиной стенок от 6 мм. В цилиндр необходимо запрессовать два подшипника.
Прокладывается вал. Для этого используются подшипники с большим внутренним диаметром.
В гидравлический цилиндр заливается смазывающая жидкость.
Устанавливается шкив и суппорт с направляющими.
Монтируется электропривод.
Кроме того, по чертежам токарного станка по металлу своими руками видно, что для повышения устойчивости резцового механизма изготавливается подручник, а на нижней части конструкции закрепляется тонкая полоса металла. Последняя служит для защиты рабочей части станка от деформации в процессе работы.
Устройство самодельного токарного станка для обработки металла: 1, 7 — швеллеры; 2 — ходовая труба; 3 — задняя бабка; 4 — поддон для сбора стружки; 5 — суппорт; 6 — ходовой винт; 8 — электрический двигатель; 9 — неподвижная передняя бабка; 10 — лампа в защитном колпаке-отражателе; 11 — сетчатый экран для защиты токаря от стружки; 12 — опора
Полезный совет! Токарный станок по металлу, собранный своими руками, может быть использован не только по прямому назначению, но и для шлифовки и полировки металлических деталей. Для этого к электрическому валу присоединяется шлифовальный круг.
Выбор электродвигателя для станка
Самой важной частью самодельного токарного станка по металлу, видео изготовления которого можно легко найти в интернете, является электромотор. Именно с его помощью осуществляется движение рабочей части станка. Соответственно, от мощности этого механизма зависит мощность всей конструкции. Она выбирается в зависимости от размеров металлических заготовок, с которыми вы планируете работать.
Если вы планируете работать на станке с мелкими деталями, для этого вполне подойдет мотор с мощностью до 1 кВт. Его можно снять со старой швейной машинки или любого другого подобного электроприбора. Для работы с крупными запчастями вам понадобится двигатель с мощностью в 1,5-2 кВт.
При сборке по готовым чертежам самодельного токарного станка по металлу учитывайте, что все электрические части конструкции должны быть надежно изолированы. Если у вас нет необходимого опыта работы с электрическим оборудованием, лучше обратиться за помощью по подключению к специалисту. Так вы будете уверены в безопасности работы и надежности конструкции.
Асинхронный двигатель является оптимальным вариантом для самодельного токарного станка
Изготовление токарного станка из дрели своими руками
Если вы хотите сэкономить на запчастях и значительно упростить себе задачу по сборке самодельного токарного станка, в качестве привода можно использовать обычную электрическую дрель. У такого конструктивного решения есть ряд преимуществ:
Возможность быстрой сборки и разборки конструкции – дрель легко отсоединяется от станины и может быть использована по прямому назначению.
Простота переноса и транспортировки станка – хороший вариант, если вам приходится работать с металлическими заготовками в гараже и на улице.
Экономия – дрель выступает не только в качестве электродвигателя, но и избавляет от необходимости использовать передачу, а также позволяет использовать сменные насадки в качестве рабочего инструмента.
Конечно, есть и отрицательные стороны у токарного станка из дрели. Как сделать обработку с помощью данного инструмента крупных деталей возможной? Это практически неосуществимо, так как у дрели относительно небольшой крутящий момент и большое число оборотов. Конечно, можно повысить эти параметры, если все-таки установить ременную передачу и с ее помощью передавать вращающий момент от дрели на шпиндель, но это в значительной мере усложнит конструкцию, главным преимуществом которой является простота и компактность.
Схема устройства самодельного токарного станка на основе дрели: 1 — крепления к столу или верстаку; 2 — передняя опора; 3 — опора под заготовку; 4 — задняя опора
Изготовление самодельного настольного токарного станка по металлу на основе дрели имеет смысл в тех случаях, когда у вас нет необходимости в проведении масштабных работ, а вытачивать нужно только мелкие детали.
Для изготовления токарного станка по металлу на основе электродрели вам понадобятся те же детали, что и для обычной конструкции за исключением электродвигателя и передней бабки. Роль последней также выполняет дрель. Учитывая компактность конструкции, в качестве станины может использоваться обычный стол или верстак, на котором будут фиксироваться все составляющие станка. Сама дрель закрепляется в конструкции при помощи хомута и струбцины.
Полезный совет! Функциональность токарного станка на основе электродрели можно существенно расширить, если добавить к его конструкции различные насадки и дополнительные приспособления.
С помощью самодельного токарного станка можно не только вытачивать детали, но и наносить на вращающуюся заготовку краску, осуществлять намотку проволоки на трансформатор, делать на поверхности детали спиральные насечки и выполнять многие другие действия. Кроме того, если собрать для станка приставку-копир, то с ее помощью можно быстро и без особых усилий производить небольшие одинаковые детали.
Чертеж передней опоры, внутри которой закрепляется дрель
Особенности работы токарных станков по металлу своими руками, видео-инструкции как способ избежать ошибок
Как и у любого другого оборудования, у самодельных токарных станков есть свои особенности, которые необходимо учитывать при сборке и эксплуатации. К примеру, при работе с крупными деталями или при использовании мощного электродвигателя возникают сильные вибрации, которые могут привести к серьезным погрешностям при обработке детали. Чтобы избавиться от вибраций, ведущий и ведомый центры станка необходимо устанавливать на одной оси. А если планируется устанавливать только ведущий центр, к нему должен крепиться кулачковый механизм.
В настольных токарных станках своими руками по металлу не рекомендуется устанавливать коллекторный двигатель. Он склонен к самопроизвольному увеличению числа оборотов, что может привести к вылету детали. Это, в свою очередь, может привести к производственным травмам или порче имущества. Если же без установки коллекторного двигателя никак не обойтись, в комплекте с ним обязательно нужно устанавливать редуктор для понижения оборотов.
Идеальным вариантом двигателя для самодельного токарного станка является асинхронный. Он не увеличивает частоту оборотов во время работы, устойчив к большим нагрузкам и позволяет работать с металлическими заготовками с шириной до 100 мм.
Самое главное при работе на токарном станке — соблюдение техники безопасности
Правила установки и эксплуатации любого типа электродвигателя для токарного станка можно посмотреть в многочисленных видео-инструкциях в интернете. С их помощью вы не только избежите распространенных ошибок при сборке, но и сэкономите время и силы благодаря наглядности материала.
Техника безопасности при работе с самодельным токарным станком
При работе с конструкцией следует соблюдать определенные меры безопасности. Так, после сборки станка нужно осуществить проверку его работоспособности. Шпиндель должен вращаться легко и без задержек, передний и задний центры должны быть выровнены по общей оси. Центр симметрии вращающейся детали должен совпадать с осью ее вращения.
На любом видео токарного станка своими руками видно, что после монтажа электродвигателя он накрывается специальным кожухом. Последний служит не только для защиты оператора станка, но и для защиты самого мотора от попадания пыли, металлических частиц и грязи. Для станка, изготовленного на основе электродрели, такой кожух не нужен.
Полезный совет! Если вы планируете монтаж конструкции на основе мощного электродвигателя, то обязательно убедитесь в том, что для работы с ним хватает мощности вашей электросети. В домашних условиях лучше обойтись мотором от бытовой техники, который точно будет работать от напряжения в вашей розетке.
Пример токарного станка по металлу, собранного своими руками
Также следует придерживаться следующих правил безопасности:
Рабочий инструмент обязательно должен располагаться параллельно поверхности обрабатываемой заготовки. В противном случае он может соскочить, что приведет к поломке станка.
Если вы обрабатываете торцевые плоскости, деталь должна упираться в заднюю бабку. При этом очень важно соблюдать центровку, иначе вы рискуете получить бракованную деталь.
Для защиты глаз от металлических стружек и частиц можно соорудить специальный щиток или просто пользоваться защитными очками.
После работы конструкцию обязательно нужно чистить, удаляя металлические опилки и другие отходы производства. Внимательно следите за тем, чтобы мелкие части не попадали в электродвигатель.
Варианты модернизации самодельного токарного станка
Если вам нужен механизм, который сможет не только выполнять токарные работы, но и шлифовать, и красить заготовку, базовый станок можно легко модифицировать. Лучше всего делать это для конструкции на основе электродрели, так как заменить рабочую часть в ней проще всего.
Токарный станок может быть многофункциональным устройством в мастерской, с помощью которого можно выполнять различные работы, в том числе бытовые: заточку ножей, ножниц и пр.
Существует несколько популярных модификаций токарного станка по металлу. Как сделать конусообразное отверстие? Для этого к основанию необходимо прикрепить два напильника таким образом, чтобы они образовывали трапецию. После этого монтируется пружинный механизм, который обеспечивает подачу напильников вперед и под углом, что позволяет сверлить в детали конусообразные отверстия.
Кроме того, для работы с металлическими деталями разной длины можно сделать станок с разборной основой. При помощи нескольких досок или металлических уголков можно приближать или отдалять рабочий инструмент к креплениям, удерживающим деталь, а также менять размер зазора между креплениями. Удобнее всего делать такую конструкцию на основе обычного стола или верстака.
Если прикрепить к электродвигателю в качестве рабочего инструмента шлифовальный круг, при помощи станка можно заниматься не только полировкой поверхности детали, но и заточкой ножей, ножниц и других бытовых инструментов. Таким образом, токарный станок превращается в удобный многофункциональный механизм.
Создание токарного станка своими руками позволит получить оборудование, оптимально подходящее под нужды владельца
Сборка токарного станка в домашних условиях является достаточно простой задачей, которую еще больше упрощают многочисленные видео-инструкции и чертежи из интернета. При этом собрать конструкцию можно буквально из подручных частей, используя для этого старую бытовую технику и отходы монтажного и строительного производства.
Основное преимущество самостоятельной сборки – это экономия средств. Кроме того, стоит отметить возможность самостоятельно регулировать габариты и мощность устройства, чтобы приспособить его под свои нужды. Самодельный станок может быть не только большим, но и совсем миниатюрным, предназначенным для обработки мелких деталей.
Токарный станок по металлу своими руками – чертежи, видео, фото
Использование токарного станка
Пример самодельного токарного станка с чертежами
Конструкционные узлы
Советы по изготовлению простейшего станка
Многие домашние мастера задумываются о том, как самостоятельно изготовить токарный станок по металлу. Такое желание объясняется тем, что при помощи подобного устройства, стоить которое будет совсем недорого, можно эффективно выполнять большой перечень токарных операций, придавая заготовкам из металла требуемые размеры и форму. Казалось бы, намного легче приобрести простейший настольный станок и использовать его в своей мастерской, но учитывая немалую стоимость такого оборудования, есть смысл потратить время на то, чтобы сделать его своими руками.
Самодельный токарный станок — это вполне реально
Использование токарного станка
Токарный станок, который одним из первых появился в линейке оборудования для обработки деталей из разных материалов, в том числе из металла, позволяет изготавливать изделия различных форм и размеров. С помощью такого агрегата можно выполнять обточку наружных и внутренних поверхностей заготовки, высверливать отверстия и растачивать их до требуемого размера, нарезать наружную или внутреннюю резьбу, выполнять накатку с целью придания поверхности изделия желаемого рельефа.
Серийный токарный станок по металлу — это габаритное устройство, управлять которым не так просто, а его стоимость очень сложно назвать доступной. Использовать такой агрегат в качестве настольного оборудования нелегко, поэтому есть смысл сделать токарный станок для своей домашней мастерской самостоятельно. Используя такой мини-станок, можно оперативно производить обточку заготовок, выполненных не только из металла, но также из пластика и древесины.
На таком оборудовании обрабатываются детали, имеющие круглое сечение: оси, рукоятки инструментов, колеса, конструктивные элементы мебели и изделия любого другого назначения. В подобных устройствах заготовка располагается в горизонтальной плоскости, при этом ей придается вращение, а излишки материала снимает резец, надежно зафиксированный в суппорте станка.
Проточка тормозного диска на самодельном токарном станке
Несмотря на простоту своей конструкции, такой агрегат требует четкой согласованности движений всех рабочих органов, чтобы обработка выполнялась с предельной точностью и наилучшим качеством исполнения.
Пример самодельного токарного станка с чертежами
Рассмотрим подробнее один из рабочих вариантов собранного собственными силами токарного станка, довольно высокое качество которого по праву заслуживает самого пристального внимания. Автор данной самоделки даже не поскупился на чертежи, по которым данное устройство и было успешно изготовлено.
Конечно, далеко не всем требуется настолько основательный подход к делу, зачастую для домашних нужд строятся более простые конструкции, но в качестве донора для хороших идей данный станок подходит как нельзя лучше.
Токарный станок, сделанный своими руками
Внешний вид станка
Основные узлы
Суппорт, резцедержатель и патрон
Вид сбоку
Задняя бабка
Вид снизу на заднюю бабку
Направляющие валы
Конструкция суппорта
Привод от двигателя
Чертеж №1
Чертеж №2
Чертеж №3
Конструкционные узлы
Любой, в том числе и самодельный, токарный станок состоит из следующих конструктивных элементов: несущей рамы — станины, двух центров — ведущего и ведомого, двух бабок — передней и задней, шпинделя, суппорта, приводного агрегата — электрического двигателя.
Конструкция малогабаритного токарного станка про металлу
На станине размещают все элементы устройства, она является основным несущим элементом токарного станка. Передняя бабка — это неподвижный элемент конструкции, на котором располагается вращающийся шпиндель агрегата. В передней части рамы находится передаточный механизм станка, с помощью которого его вращающиеся элементы связаны с электродвигателем.
Именно благодаря такому передаточному механизму вращение получает обрабатываемая заготовка. Задняя бабка, в отличие от передней, может перемещаться параллельно направлению обработки, с ее помощью фиксируют свободный конец обрабатываемой заготовки.
Простая схема узлов самодельного станка по дереву подскажет простой вариант изготовления станины, передней и задней бабок
Самодельный токарный станок по металлу можно оснастить любым электродвигателем даже не слишком высокой мощности, но такой двигатель может перегреться при обработке крупногабаритных заготовок, что приведет к его остановке и, возможно, выходу из строя.
Обычно на самодельный токарный станок устанавливают электродвигатели, мощность которых находится в пределах 800–1500 Вт.
Даже если такой электродвигатель отличается небольшим количеством оборотов, проблему решают при помощи выбора соответствующего передаточного механизма. Для передачи крутящего момента от таких электродвигателей обычно используют ременные передачи, очень редко применяются фрикционные или цепные механизмы.
Токарные мини-станки, которыми оснащаются домашние мастерские, могут даже не иметь в своей конструкции такого передаточного механизма: вращающийся патрон агрегата фиксируется непосредственно на валу электродвигателя.
Станок с прямым приводом
Существует одно важное правило: оба центра станка, ведущий и ведомый, должны располагаться строго на одной оси, что позволит избежать вибрации заготовки в процессе ее обработки. Кроме того, необходимо обеспечить надежную фиксацию детали, что особенно важно для моделей лобового типа: с одним ведущим центром. Решается вопрос такой фиксации при помощи кулачкового патрона или планшайбы.
По сути, токарный станок своими руками можно сделать и с деревянной рамой, но, как правило, для этих целей применяют профили из металла. Высокая жесткость рамы токарного станка обязательна для того, чтобы на точность расположения ведущего и ведомого центра не оказывали влияние механические нагрузки, а его задняя бабка и суппорт с инструментом беспрепятственно перемещались вдоль оси агрегата.
Использование швеллеров при изготовлении рамы и передней бабки станка
Собирая токарный станок по металлу, важно обеспечить надежную фиксацию всех его элементов, обязательно учитывая нагрузки, которым они будут подвергаться в ходе работы. На то, какие габариты окажутся у вашего мини-станка, и из каких конструктивных элементов он будет состоять, станет оказывать влияние и назначение оборудования, а также размеры и форма заготовок, которые на нем планируется обрабатывать. От этих параметров, а также от величины планируемой нагрузки на агрегат будет зависеть и мощность электродвигателя, который вам необходимо будет использовать в качестве привода.
Вариант исполнения станины, передней бабки и привода
Для оснащения токарных станков по металлу не рекомендуется выбирать коллекторные электродвигатели, отличающиеся одной характерной особенностью. Количество оборотов вала таких электродвигателей, а также центробежная сила, которую развивает обрабатываемая заготовка, резко возрастают при уменьшении нагрузки, что может привести к тому, что деталь просто вылетит из патрона и может серьезно травмировать оператора.
Такие электродвигатели допускается использовать в том случае, если на своем мини-станке вы планируете обрабатывать некрупные и нетяжелые детали. Но даже в таком случае токарный станок необходимо оснастить редуктором, который будет препятствовать бесконтрольному увеличению центробежной силы.
Асинхронный трехфазный электродвигатель, подключаемый к сети 220 Вольт через конденсатор
Уже доказано практикой и конструкторскими расчетами, что для токарных агрегатов, на которых будут обрабатываться заготовки из металла длиной до 70 см и диаметром до 10 см, лучше всего использовать асинхронные электродвигатели мощностью от 800 Вт. Двигатели такого типа характеризуются стабильностью частоты вращения при наличии нагрузки, а при ее снижении в них не происходит ее бесконтрольного увеличения.
Если вы собираетесь самостоятельно сделать мини-станок для выполнения токарных работ по металлу, то обязательно следует учитывать тот факт, что на его патрон будут воздействовать не только поперечные, но и продольные нагрузки. Такие нагрузки, если не предусмотреть ременную передачу, могут стать причиной разрушения подшипников электродвигателя, которые на них не рассчитаны.
Если использовать ременную передачу нет возможности, и ведущий центр устройства напрямую соединяется с валом электродвигателя, то можно предусмотреть ряд мер, которые защитят его подшипники от разрушения. Подобной мерой может стать упор, ограничивающий продольное перемещение вала двигателя, в качестве которого можно использовать шарик, устанавливаемый между корпусом электродвигателя и задним торцом его вала.
В задней бабке токарного станка располагается его ведомый центр, который может быть неподвижным или свободно вращаться. Наиболее простую конструкцию имеет неподвижный центр: его несложно сделать на основе обычного болта, заточив и отшлифовав под конус ту его часть, которая будет соприкасаться с заготовкой. За счет вкручивания или откручивания такого болта, перемещающегося по резьбовому отверстию в задней бабке, можно будет регулировать расстояние между центрами оборудования, тем самым обеспечивая надежную фиксацию заготовки. Обеспечивается такая фиксация и за счет перемещения самой задней бабки.
Чтобы обрабатываемая деталь беспрепятственно вращалась в таком неподвижном центре, заостренную часть болта, которая с ней соприкасается, нужно будет смазывать машинным маслом перед началом работы.
Самодельная задняя бабка для настольного токарного станка
Советы по изготовлению простейшего станка
Сегодня не представляет сложности найти чертежи и фото токарных станков, по которым можно самостоятельно изготовить такое оборудование. Более того, несложно найти различные видео, демонстрирующие процесс их изготовления. Это может быть мини-станок с ЧПУ или очень простое устройство, которое, тем не менее, даст вам возможность оперативно и с минимальными трудозатратами изготавливать изделия из металла различной конфигурации.
Стойки простейшего токарного станка по металлу можно изготовить из древесины. Их необходимо будет надежно закрепить на станине агрегата при помощи болтовых соединений. Саму станину, если есть возможность, лучше изготовить из металлических уголков или швеллера, что обеспечит ей высокую надежность, но если их нет под рукой, можно также подобрать толстые деревянные бруски.
На видео ниже представлен процесс самостоятельного изготовления суппорта для токарного станка.
В качестве узла на таком станке, на котором будет фиксироваться и перемещаться режущий инструмент, выступит подручник, изготавливаемый из двух деревянных дощечек, соединенных под углом 90 градусов. На поверхности дощечки, где будет размещаться инструмент, необходимо зафиксировать лист металла, который защитит древесину от деформирования и обеспечит точное расположение резца по отношению к обрабатываемой детали. В опорной поверхности горизонтальной дощечки, перемещаемой по станине агрегата, необходимо сделать прорезь, за счет которой такое перемещение будет достаточно точным.
Для изготовления передней и задней бабки вашего самодельного токарного станка, необходимо будет подобрать металлические цилиндры соответствующего размера, которые размещают в подшипниковых узлах, установленных в деревянные стойки. Вращение, совершаемое обрабатываемой деталью, будет передаваться ей через передний центр, соединенный ременной передачей с электродвигателем. Таким образом, заготовка, надежно зафиксированная между передним и задним центром, обрабатывается при помощи резца, установленного в подручнике оборудования.
Еще один вариант самодельного станка (нажмите для увеличения)
Общий вид
Передняя бабка
Суппорт и патрон
Не должно возникнуть никаких проблем и с поиском электродвигателя, которым следует оснастить токарный мини-станок. Даже если вам не удалось найти двигатель требуемой мощности (500–1000 Вт — для обработки мелких деталей, 1500–2000 Вт — для крупногабаритных заготовок), то вполне подойдет бывший до этого в употреблении агрегат, ранее установленный на бытовой швейной машинке. Кроме того, в качестве привода для компактных токарных станков допустимо применять электродрели или шлифовальные машины.
В итоге таких несложных манипуляций вы получите в свое распоряжение станок, способный выполнять самые распространенные токарные операции по металлу. При желании агрегат можно модернизировать, расширяя его функциональные возможности. Конечно, станок с ЧПУ из подобного устройства сделать сложно, но выполнять на нем расточку, сверление, шлифование, нарезание резьбы и ряд других технологических операций по металлу вполне возможно.
Токарный станок производит металлическую деталь на заводе. Обработка заготовки на токарном станке. Токарный станок по металлу. Механическое оборудование тяжелой промышленности. Слайдер — стоковое видео
Я согласен с Соглашением о членстве Получать новости и специальные предложения
Токарный станок производит металлическую деталь на заводе. Обработка заготовки на токарном станке. Токарный станок по металлу. Механическое оборудование тяжелой промышленности. — Видео от antonov_an.me.com
Найти похожие видео
371493946
Длина: 00:07Соотношение сторон: 16:9
Похожие лицензионные видео: станок в токарной мастерской. Оператор обрабатывает высокоточные детали пресс-формы на токарном станке с ЧПУ. Инструмент рабочего оборудования на промышленном предприятии крупным планом видео. Внутри промышленного прокатного станка для металла или стали, используемого на заводах, фабриках по производству некоторых деталей тяжелой техники или строительных элементов. вращающиеся шестерни и колеса. Фрезерный станок с ЧПУ производит металлические детали на заводе, крупный план. Прядение металлов — это процесс формовки металла для производства в основном круглых деталей из листового металла без потери материала. Линии белых катушек с движущимися вязальными иглами для пластиковых мешков на заводе.
длинные линии белых катушек, вращающихся и имеющих колеблющиеся спицы, делают белые полиэтиленовые пакеты для сельского хозяйства на современном агрокомбинате. Металлический шлифовальный станок с искрами и стружкой в замедленной съемке. Промышленная концепция шлифования металла острыми искрами. сварочная шлифовка шлифует сталь и железо на современном оборудовании. hdКрупный план фрезерного станка по металлу во время шлифовки металлических деталей на заводе. Нефтяная и газовая промышленность. Концепция машин и профессионального оборудования, Металлошлифовальный станок с искрами и стружкой Фрезерный станок с ЧПУ hd производит металлические детали на заводе 2. Крупный план производства компании, специализирующейся на прядении металла и глубокой вытяжке. как прессование, представляет собой процесс формования листового металла без стружки. Бесшовная технология производства труб из нержавеющей стали на заводе. Металлопрокатные станки для производства металлопроката используются для изготовления деталей или самостоятельного элемента. Металлообрабатывающий фрезерный станок с ЧПУ. Современная технология резки металла.Завод по производству фармацевтических бутылок3Передовая промышленная производственная линия для мелких медицинских деталей
См. больше
Та же серия:
См. больше
Информация об использовании
Вы можете использовать это бесплатное видео «Токарный станок производит металлическую деталь на заводе. Обработка заготовки на токарном станке. Токарный станок по металлу. Тяжелый промышленное механическое оборудование. Slider» для личных и коммерческих целей по Стандартной лицензии. Стандартная лицензия охватывает большинство вариантов использования, включая рекламу и дизайн пользовательского интерфейса на веб-сайтах и в приложениях.
Вы можете купить этот видеоматериал и скачать его в высоком разрешении до 3840×2160.
Я согласен с Соглашением о членстве Получать информационные бюллетени и специальные предложения
Руки профессионального рабочего вращают металлический токарный станок с круглым рычагом, шлифуя промышленные детали на заводе крупным планом — Видео от Wifesun
Найти похожие видео0026 Продолжительность: 00:12 Соотношение сторон: 16:9
Похожие лицензионные видео:
Тернер работает на токарном станке на заводе металлических конструкций. Металлическая промышленность. Техник, работающий с токарным станком. Техник на работе. Балансировка ротора. Промышленная концепция. Строительный завод. Человек, работающий на токарном станке — закрутите деталь и заставьте машину работать. Середина выстрелаПромышленная концепция. Строительный завод. Мужчина работает на токарном станке – вырезает деталь и снимает ее со станка. Середина планаРабочий на станке, обрабатывающий сталь на токарном станке на заводеЧеловек, работающий с деревом с помощью столяра, концепция процессаКадры конвейера для яиц на птицефабрикеТень плотника, работающего на фуганочном станке на деревообрабатывающем предприятии, много опилокСтарый токарный станок с инструментами ручной работыПроизводство и изготовление окон из пвх, рабочий-мужчина просверливает отверстия на сверлильном станке в профиле пвх для изготовления окна пвх, крупный план, дрельОборудование для обслуживания и ремонта автомобилей — шиномонтажный станок для прокатки и выравнивания стальных колесных дисков крупным планомКапитальный ремонт автомобиля двигатель. Измерение биения коленчатого вала двигателя внутреннего сгорания, зажатого в кулачковом патроне металлообрабатывающего станка. Крупный план рабочего, работающего на стекольном заводе. Рабочий, управляющий машиной 4k. Крупный план яичной фабрики на птицеферме. В кадре есть станок, обрабатывающий металлическую часть в промышленной мастерской. Производство и изготовление окон из пвх, рабочий-мужчина просверливает отверстия на сверлильном станке в профиле пвх для изготовления окна из пвх, крупный план, станок. производство сигарТень плотника, работающего на фуганке на лесопилке, много опилок
См. больше
Та же модель:
См. больше
Информация об использовании
Вы можете использовать это бесплатное видео «Руки рабочего вращают металлический токарный станок круглый рычаг шлифования детали» в личных и коммерческих целях согласно стандартной лицензии. Стандартная лицензия охватывает большинство вариантов использования, включая рекламу и дизайн пользовательского интерфейса на веб-сайтах и в приложениях.
Сверлильный станок на магнитном основании RUKO RS120
₽0.00 В корзину
Магнитный сверлильный станок BDS MAB 2000
₽0.00 В корзину
Магнитный сверлильный станок BDS MAB 150
₽0.00 В корзину
Магнитный сверлильный станок BDS MAB 1500 — AUTOMAB SE
₽0.00 В корзину
Магнитный сверлильный станок BDS MAB 1300
₽0.00 В корзину
По популярностиПо рейтингуПо новизнеЦены: по возрастаниюЦены: по убыванию
Отображение единичного результата.
Магнитный сверлильный станок помогает упростить сложные операции по сверлению в самых труднодоступных местах. И они будут прекрасной заменой стационарным установкам. Данные агрегаты можно фиксировать на поверхности для точного формирования необходимых отверстий, операций фрезеровки или выполнения резьбы. Очень часто оборудование с основой типа магнитной подушки или плиты используются в строительстве, в монтажных работах или при ремонте крупных машин.
Применение сверлильного станка на магнитном основании
Ознакомимся с областями применения. Во всех таких инструментах разработчики продумывают концепцию безопасного использования, поэтому приборы оснащаются всеми необходимыми регуляторами и защитой от сильных перегрузок. Например, большинство сверлилок оснащены контроллером для слежения за оборотами и параметрами вращения. Сверлильный станок на магнитном основании крайне востребован и его цена полностью оправдана при реализации следующих задач:
Нештатные ситуации и экстремальные операции на производстве или при обслуживании железнодорожных путей, а также при ремонте судов.
Сверление толстых листов конструкции или объемных изделий.
Точные и высокопроизводительные работы в труднодоступных местах.
В местах, где невозможно использование стационарных установок для сверления.
Устройство и принцип работы сверлильного станка на магните
Магнитные станки имеют основания со встроенными постоянными магнитами или мощными электромагнитами. Такая конструкция подошвы позволяет исключить ненужные перемещения основания плиты во время рабочего процесса, в различных плоскостях. В конструкции сверлильной установки присутствует рабочий вал с вертикальным размещением. Шпиндель регулируется при помощи рукояток. Основание с электромагнитным держателем крепится к таким поверхностям, как балки, трубы, металлические элементы конструкции, двутравры и другим. При размещении в нужной плоскости используется ремень, он надежно фиксирует машину перед выполнением операций.
Важные характеристики переносного сверлильного станка
Перед тем, как купить переносное оборудование с основанием на магните в СПБ, определитесь со следующими параметрами:
Мощность.
Диапазон значений – диаметра сверления.
Скоростные вращательные характеристики шпинделя
Сила прижима магнита
Конструкция и типы магнитных станков
Переносной магнитный станок можно купить в СПб следующих видов, отличающихся по типу привода:
электрические;
пневматические;
гидравлические.
Наиболее распространены электрические модели дрелей. Привод в таких агрегатах – это электродвигатель питаемой от сети. Так же в каталоге представлен переносная сверлильная установка который питается от аккумулятора.
Можно купить дрель на магните пневматического плана, тогда вращение в агрегате будет выполнятся за счет сжатия воздуха. Машины с магнитом в основании такого вида необходимо использовать во взрывоопасных местах.
Гидравлическая машинка с магнитом в основании имеет гидравлический привод сверлящей головки что позволяет ее использовать даже под водой. Гидравлические модели защищены от коррозии, поэтому оборудование такого типа нужно купить для использования в условиях повышенной влажности и местах агрессивного воздействия климатических факторов внешней среды.
Какой магнитный сверлильный станок купить в СПб
В нашем каталоге Вы сможете приобрести магнитное оборудование по приемлемой цене следующих марок:
RUKO
Terrax
Magtron
Rotabroach
Unibor
BDS Maschinen
Цена на сверлильный оборудование на магнитном основании или подошве непосредственно зависит от технических характеристик и компании-производителя. Наша компания занимается продажей техники только известных и проверенных временем фирм-производителей.
Сделать правильный выбор и купить переносной магнитный сверлильный станок в СПб по доступной цене вам помогут менеджеры нашей компании. Квалифицированные сотрудники помогут определиться с выбором нужной модели для выполнения ваших производственных задач.
Сверлильный станок на магните купить по выгодной цене Вы сможете, оформив заказ на нашем сайте. Для получения более подробной консультации вы можете позвонить по телефонам: +7 (812) 30-90-585 в городе Санкт-Петербург или +7 (499) 70-31-684 в городе Москва. Так же вы можете заказать звонок через форму обратной связи.
Magtron
(10)
Rotabroach
(5)
Terrax
(4)
UNIBOR
(9)
Вектор
(7)
|110х220|
(12)
80х160
(13)
80х190
(1)
84х168
(3)
85х170
(2)
90х180
(4)
90х190
(9)
92х216
(1)
98х200
(1)
100×200
(3)
100х180
(1)
114х220
(1)
114х228
(1)
120х240
(3)
220×220
(1)
Weldon 19
(48)
Weldon 32
(3)
Автоматический
(4)
Аккумуляторный
(1)
Гидравлический
(1)
Классический
(52)
Пневматический
(1)
Угловой
(2)
Как выбрать магнитный сверлильный станок?
Сверлильный магнитный станок, так же его называют станок на магнитной подошве, подушке; на магнитном основании; магнитная дрель — используется в различных отраслях промышленности — там, где неудобно применять стационарное оборудование, где нужна мобильность и высокая производительность — для сверления, зенкования, развертывания, нарезания резьбы. Преимущество магнитных станков заключается в том, что благодаря своим небольшим размерам и мобильности они значительно превзошли громоздкие стационарные станки.
Рассмотрим основные параметры, на которые следует обращать внимание при выборе магнитного станка:
диаметр сверления корончатым сверлом. Для выполнения небольших отверстий от 12-35 мм вполне подойдут станки небольших размеров, мощностью до 1000 Вт. Если необходимо выполнять работы с диаметрами до 60 мм, нужно выбирать станки среднего класса мощностью до 1600 Вт. Сверление больших диаметров и толщин, необходимо производить более мощными и производительными станками, способными просверлить отверстие диаметром до 130 мм и толщиной металла до 110 мм.
наличие плавной регулировки и реверса. Такие особенности имеют значение, когда необходимо выполнять универсальные задачи: для нарезания резьбы, для сверления в широком диапазоне диаметров, для выполнения операций зенковки и развертывания, расточных работ. Такими возможностями, как правило могут обладать станки большого и среднего класса.
зажимное приспособление оснастки. Распространенными хвостовиками на сегодняшний день являются быстрозажимные, универсальные (One-touch) и weldon ( как правило с помощью винтов)
посадочное гнездо шпинделя. Помимо штатного патрона с хвостовиком Weldon, в гнездо можно установить резьбонарезной патрон, расточную головку, цилиндрическое сверло, под хвостовик Конус Морзе.
масса и размеры станка – очень важны при выполнении монтажных работ, при работах на высоте, для работ на производстве, где требуется постоянно переносить оборудование.
автоматическая подача СОЖ. Станки на магнитном основании, оснащенные автоматической подачей очень удобны, когда требуется выполнять сверление отверстий в большом количестве. А также, в неудобных положениях, когда трудно обеспечить равномерную подачу сверла.
мощность станка, расход электроэнергии и производительность. Небольшого размера сверлильный станок может потреблять до 1000 Вт электроэнергии, а мощный станок, способный выполнять самые трудные и разнообразные задачи– около 3 кВт.
Как правило в названии станка прописываются цифры ( 30, 32, 35, 40, 50, 70, 100) которые указывают на максимальный диаметр сверления корончатым сверлом, ограниченный габаритами магнитного основания и мощностью мотора.
Для выполнения несложных работ рекомендуется выбирать легкие магнитные станки, которые способны просверлить на глубину 30-55 мм.
При работах на высоте, а также в труднодоступных местах важным становится мобильность станка и небольшой вес, также дополнительным удобством здесь будет автоматическая подача СОЖ.
В промышленном производстве, там, где сверление становится массовым и на станок приходятся большие нагрузки, рекомендуется применять станки среднего класса с автоматической подачей СОЖ.
Если необходимо нарезать резьбу, просверлить глухие отверстия, рекомендуется выбирать универсальные станки на магнитной подошве, оснащенные плавной регулировкой скорости, реверсом, а также посадочным гнездом шпинделя Конус-Морзе. Такие опции позволяют использовать станок в различных операциях.
Кольцевые фрезы – коронки с твердосплавными напайками и коронки по металлу
Кольцевые фрезы и коронки с твердосплавными напайками CS Unitec производят отверстия в 3 раза быстрее, чем спиральные сверла, и оставляют чистые отверстия без заусенцев. Канавки проходят по всей длине фрезы для эффективного удаления стружки, уменьшения вибрации, уменьшения поломки фрезы и повышения производительности сверления без предварительного или ступенчатого сверления. Кольцевые фрезы изготавливаются из закаленной быстрорежущей инструментальной стали, нитрида титана-алюминия (TiAlN), карбида вольфрама, карбида и кобальта.
Посмотрите, как производятся кольцевые фрезы CS Unitec/BDS:
Преимущества конструкции кольцевой фрезы CS Unitec:
Геометрия зуба двойного действия позволяет более эффективно резать, расщеплять и удалять стружку
Более точные отверстия с повышенной скоростью резания
Минимальная нагрузка на зубья и износ инструмента для увеличения срока службы
Коническая внутренняя стенка для плавного и легкого выброса шлака
Центральный направляющий штифт для внутренней смазки и удаления шлака
Имеются адаптеры и удлинители, подходящие для большинства моделей дрелей и магнитных дрелей, представленных на рынке. По вопросам, касающимся кольцевых фрез, кольцевых пил по металлу и совместимости материалов, звоните по телефону 1-800-700-5919 или 203-853-9522.
Посмотрите нашу полную линейку магнитных дрелей.
Высокоскоростные стальные фрезы 6-й серии
Размеры фрез диаметром до 6 дюймов и глубиной 8 дюймов
Сверление отверстий в 3 раза быстрее, чем спиральными сверлами
Фрезы глубиной до 4 дюймов поставляются с соответствующим направляющим штифтом
Прецизионная шлифовка с ЧПУ для быстрого проникновения, точности и долговечности
Изготовление отверстий без заусенцев и цельных заготовок
Устранение дорогостоящих пилотных отверстий и ступенчатого сверления
Доступны все размеры — дробные и метрические
ARMOR- PLATED TiAlN Фрезы — серия 8
Выдерживают более высокие рабочие температуры и предотвращают холодную сварку
До 4-кратного увеличения срока службы инструмента благодаря покрытию из карбида TiAlN
Сверло с меньшим трением и более высоким давлением подачи
Идеально подходят для обработки конструкционной стали и твердых металлов
Доступны все размеры — дробные и метрические
Кольцевые фрезы с твердосплавными напайками TCT — фрезы Hornet серии 9
Размеры фрез диаметром до 6 дюймов и глубиной 10 дюймов
Идеально подходит для отверстий большого диаметра и сверления стали с ржавчиной или краской
Сверла для стали, нержавеющей стали и твердых металлов
Фрезы глубиной до 4 дюймов поставляются с соответствующим направляющим штифтом
Доступны все размеры — дробные и метрические
Однотушевая карбид-карбид-наконечники-10 серии
Однотушевая хвостовика
В вольфраме
Без замены резака
диаметр и глубина 150 мм
Качественные развёрнутые отверстия без заусенцев и сплошные заготовки
Перетачиваемые режущие кромки
Прецизионная заточка с ЧПУ для быстрого проникновения, точности и долговечности
Исключение дорогостоящих направляющих отверстий и ступенчатого сверления
Фрезы с глубиной резания до 100 мм поставляются с соответствующим направляющим штифтом
Кольцевые фрезы UNIBROACH® 7-й серии
Доступны для отверстий диаметром до 5 дюймов. износ
Отличные результаты при сверлении высокопрочной стали
Фрезы глубиной до 4 дюймов поставляются с соответствующим направляющим штифтом
Наборы кольцевых фрез
Три типа наборов кольцевых фрез Доступно:
Комплекты из быстрорежущей стали (серия 6)
Глубина 1″ и 2″
Комплекты наконечников из карбида вольфрама (серия 9)
Глубина 1-3/8″ и 2-3/8″
Комплекты с титановым покрытием и армированным покрытием (серия 8)
Глубина 1 и 2 дюйма
Железнодорожные кольцевые режущие коронки с твердосплавными наконечниками — серия 4 прорезание ржавчины и коррозии
Круглые, чистые отверстия без заусенцев – лучше, чем перовые сверла
Быстрорежущие кольцевые фрезы Unibreach® из быстрорежущей стали — серия 6
Быстрорежущая сталь (HSS)
Предназначены для резки нескольких слоев штабелированного материала
Предлагаются глубиной 1, 2 и 3 дюйма
Фрезы TCT с наконечниками из карбида вольфрама — Фрезы Hornet серии 9
С наконечниками из карбида вольфрама
Предназначены для резки нескольких слоев штабелированного материала
Доступны варианты глубиной 2″, 3″ и 4″
900 Рельсовые резаки серии Lightning
Кобальт для повышения износостойкости
Круглые, чистые отверстия без заусенцев – лучше, чем перовые сверла
Поворотный монтаж для быстрой установки без инструментов
Твердосплавные фрезы для сверл — корончатые кольцевые пилы — вырезание отверстий в стальном листе
1-серия: 9/16″ — 4-1/2″ диам. ; Эффективная длина 1 дюйм
2-я серия Extra Heavy Duty: диаметр 9/16–1-3/8 дюйма; эффективная длина 9/16 дюйма
Удлинители для кольцевых фрез
Увеличение радиуса действия фрезы до 18 дюймов
Для магнитных сверл с отверстием на оси 3/4 дюйма или 1-1/4 дюйма или MT2, MT3, MT4
Смазочные материалы для кольцевых фрез
Смазочные материалы для оптимизации резания срок службы до 50 %
Жидкости для оптимального охлаждения в системах гравитационной и нагнетательной подачи
Пасты для спиральных сверл, нарезания резьбы, развертывания, зенкования, вертикального и потолочного сверления
Легко подходит для стандартных магнитных сверлильных держателей
Направляющие штифты для фрез
9
от 7/16″ до 4″ DOC
Фрезерованный канал обеспечивает внутреннюю смазку
1
2
следующий ›
последний »
-9 Станки для колонкового бурения0001
Сверлильный станок с магнитным основанием является основным продуктом BDS Maschinen®. Мы специализируемся на производстве сверлильных станков с магнитным основанием с 1989 года, поэтому основное внимание мы уделяем этой линейке продуктов.
В настоящее время у нас самый широкий ассортимент магнитных дрелей в мире. С более чем 27 моделями магнитных дрелей в качестве стандартных моделей, а также заказать магнитные сверла специального назначения.
Что делает сверлильные станки с магнитным основанием BDS «Премиумом», так это технологии нового поколения, такие как:
Полноволновая электроника управления для стабильной мощности, поэтому даже во время сверления мощность магнитных сверл не падает.
Сверлильные патроны KEYLESS для замены инструментов без потери времени и усилий.
Индикатор контроля износа угольных щеток.
Светодиод нового поколения включает новые модели, потому что BDS всегда обновляет свою продукцию, чтобы оставаться технологическим лидером.
Полная внутренняя разводка кабеля двигателя.
Почти все магнитные дрели доступны с поворотным основанием.
Редуктор в масляной ванне для прочной, тяжелой и долговечной магнитной дрели.
Магнитный индикатор прилипания для безопасности; и многое другое другие преимущества
Сверлильный станок с магнитным основанием Категория
Кроме того, сверлильные станки с магнитным основанием от BDS Maschinen подразделяются на четыре класса производительности, чтобы нашим клиентам было легко выбрать правильный сверлильный станок с магнитным основанием для своих требований. Эти четыре категории называются ProfiPLUS, ProfiSTART, ProfiBASIC, и ProfiSPEZIAL.
Магнитные сверла ProfiPLUS предназначены для сверления, нарезания резьбы, зенкования и развертывания. Эти четыре операции возможны с помощью магнитных дрелей ProfiPLUS, поскольку эти модели оснащены «реверсивными двигателями». Реверсивный двигатель может вращаться как по часовой, так и против часовой стрелки. BDS Maschinen — один из немногих в мире производителей магнитных дрелей с реверсивными двигателями.
ПрофиСТАРТ 9Сверлильные станки с магнитной опорой модели 0024 предназначены для тяжелых буровых работ. Эти станки имеют преимущества перед конкурентами благодаря таким функциям, как полная внутренняя проводка, магнитный индикатор, надежный редуктор в масляной ванне и наиболее важные сверлильные патроны KEYLESS для моделей с конусом Морзе 2.
Магнитные дрели ProfiBASIC — это недавно представленные магнитные дрели для пользователей, которым требуется меньше сверления и которые хотят иметь более экономичный станок. Эти магнитные сверла, как и другие наши магнитные сверла, также производятся в Германии. Эти машины сделаны экономичными по цене за счет уменьшения дополнительных функций машины и максимально простой конструкции. Эти магнитные дрели имеют прочную коробку для смазки, имеют внешние кабели и не имеют индикаторов и датчиков. Эти магнитные дрели стали очень популярны среди пользователей, которые хотели купить недорогой станок, но не хотели идти на компромисс в отношении качества.
Вы можете очень быстро сравнить цены станка с чпу по дереву и подобрать оптимальные варианты из более чем 13664 предложений
Фрезерный станок с чпу по дереву RGI-1325 B с наклоняемым шпинделем для гнутых васадов
Состояние: Новый Производитель: RGI (Россия)
В наличии
Фрезерный станок с чпу по дереву RGI-1325 B с наклоняемым шпинделем для гнутых васадовБаза станка:· В основе станка — жесткая стальная рамная конструкция.· Ручная смена инструмента·…
22.05.2019
Москва (Россия)
1 301 500
Фрезерный станок с чпу по дереву RGI-1325А в Москве
Состояние: Новый Производитель: CNC (Тайвань)
В наличии
Пишите на вотсапп: +8618621070625 Фрезерный станок с чпу по дереву RGI-1325 B с наклоняемым шпинделем Так же можем заказать любую мощность и размерыБаза станка:· В основе станка — жесткая. ..
19.06.2020
Москва (Россия)
500 000
Уфгс 2015 Фрезерный Станок С чпу по дереву
Состояние: Б/У Год выпуска: 1980
Продаем Б/У Уфгс 2015 Фрезерный Станок С ЧПУ по деревуКак новый, Работал 3 мес,Из допов: Система аспирации, Датчики безопасностиПодключен. Покажем в работе.Цена 430 тыс руб за наличный…
14.09.2022
Москва (Россия)
430 000
Фрезерный станок с чпу по дереву RGI-1325А
Состояние: Новый Производитель: RGI (Россия)
В наличии
Фрезерный станок с ЧПУмод. RGI-1325АБаза станка:В основе станка ― жесткая стальная рамная конструкция.Шпиндель 4.5кВт с воздушным охлаждениемОтдельные аспирационные ограждения фрезы для шпинделей…
22.05.2019
Москва (Россия)
560 500
Фрезерный станок с чпу по дереву RGI-1313
Состояние: Новый Производитель: RGI (Россия)
В наличии
RGI-1313Станок предназначен для высококачественного фрезерования и гравирования поверхностей деталей и заготовок по плоскости.Мебельное производство:Простые и сложные фасады( в том числе с…
22.05.2019
Москва (Россия)
378 300
Фрезерный станок с чпу по дереву RGI-1325 3-A Трёхшпиндельный
Состояние: Новый Производитель: RGI (Россия)
В наличии
Сфера использования: Данные станки широко используются в деревообрабатывающей промышленности, мебельном производстве, для обработки деталей при строительстве и декорировании. Станок с тремя…
22.05.2019
Москва (Россия)
960 300
Лучший токарный станок с ЧПУ по дереву STL1530
Состояние: Новый
В наличии
Модель STL1530Рабочая область 1500мм * 300ммМаксимальная длина поворота 1500ммМаксимальный диаметр поворота 300ммМаксимальная скорость подачи 2000мм / минМинимальная единица настройки 0,1ммМощность…
24.10.2019
Москва (Россия)
Автоматический токарный станок с ЧПУ по дереву STL1516-2S2
Состояние: Новый
В наличии
Модель STL1516-2S2Максимальная длина обработки 1500 мм (2000 мм / 2500 мм / 3000 мм для опции)Максимальный диаметр поворота 160ммДавление воздуха 0.6-0.8MpaИсточник питания AC 380 В 3 фазы 50 Гц /…
24.10.2019
Москва (Россия)
Фрезерно-гравировальный станок с ЧПУ WoodTec MH 1212
Состояние: Новый Производитель: WoodTec (Китай)
В наличии
Цена данной модели станка 6990 USDНадежно зарекомендовавший себя станок давно используют для выполнения фрезерных работ в 2D и 3D пространстве. В гравировальных работах и резьбах по дереву,…
28.12.2022
Москва (Россия)
463 399
Фрезерно-гравировальный станок с ЧПУ WoodTec H 2030
Состояние: Новый Производитель: WoodTec (Китай)
В наличии
Цена данной модели 11100USDНадежно зарекомендовавший себя станок давно используют для выполнения фрезерных работ в 2D и 3D пространстве. В гравировальных работах и резьбах по дереву, различных…
28.12.2022
Москва (Россия)
736 984
Фрезерно-гравировальный станок с ЧПУ WoodTec H 1325
Состояние: Новый Производитель: WoodTec (Китай)
В наличии
Цена данной модели 9100 USDНадежно зарекомендовавший себя станок давно используют для выполнения фрезерных работ в 2D и 3D пространстве. В гравировальных работах и резьбах по дереву, различных…
28.12.2022
Москва (Россия)
604 758
Фрезерно-гравировальный станок с ЧПУ WoodTec H 2040L
Состояние: Новый Производитель: WoodTec (Россия)
В наличии
Станок сверлильно-присадочный под петли WoodTec Z6Количество шпинделей: 3 штУстановленная мощность: 3 кВтВес: 260 кгСТАНКИ В НАЛИЧИИ БОЛЬШОЙ ВЫБОР ДЕРЕВООБРАБАТЫВАЮЩЕГО И МЕБЕЛЬНОГО ОБОРУДОВАНИЯ….
23.06.2021
Москва (Россия)
9 490
Токарно-фрезерный станок с чпу WoodTec T 1200
Состояние: Новый Производитель: WoodTec (Россия)
В наличии
В НАЛИЧИИ БОЛЬШОЙ ВЫБОР ДЕРЕВООБРАБАТЫВАЮЩЕГО И МЕБЕЛЬНОГО ОБОРУДОВАНИЯ. ПУСКОНАЛАДОЧНЫЕ РАБОТЫ. ДОСТАВКА. РАССРОЧКА. КРЕДИТ. ЛИЗИНГ. ТРЕЙД-ИН.Длина обработки: до 1200 ммДиаметр обработки: до 200…
23.06.2021
Москва (Россия)
5 890
Лазерно-гравировальный станок с ЧПУ WoodTec LaserStream WL 1625 от прямого поставщика FREZERU RU
Состояние: Новый Производитель: WoodTec (Россия)
В наличии
Лазерно-гравировальный станок с ЧПУ WoodTec LaserStream WL 1625Размеры рабочего стола: 1600 х 2500 ммМаксимальная толщина резки: до 15 ммВес: 1200 кгНа трубки 100 и более Вт ставится Чиллер…
23.06.2021
Москва (Россия)
9 490
Фрезерный станок С чпу advercut K45MT/2040
Состояние: Новый Производитель: Advercut
В наличии
Фрезерный станок С чпу advercut K45MT/2040СТАНКИ В НАЛИЧИИ БОЛЬШОЙ ВЫБОР ДЕРЕВООБРАБАТЫВАЮЩЕГО И МЕБЕЛЬНОГО ОБОРУДОВАНИЯ. ПУСКОНАЛАДОЧНЫЕ РАБОТЫ. ДОСТАВКА. РАССРОЧКА. КРЕДИТ. ЛИЗИНГ. ТРЕЙД-ИН.Все…
23.06.2021
Москва (Россия)
1 098 000
Лазерно-гравировальный станок с чпу WoodTec 1060
Состояние: Новый Производитель: WoodTec (Россия)
В наличии
Лазерный станок LaserStream WL 1060 предназначен для лазерной обработки различных материалов. Обработка материалов производится методом резки и гравировки по плоскости.В НАЛИЧИИ БОЛЬШОЙ ВЫБОР…
23.06.2021
Москва (Россия)
270 000
Фрезерно-гравировальный станок с чпу WoodTec 1515L
Состояние: Новый Производитель: WoodTec (Россия)
В наличии
Фрезерно-гравировальный станок с чпу WoodTec 1515LСТАНКИ В НАЛИЧИИ БОЛЬШОЙ ВЫБОР ДЕРЕВООБРАБАТЫВАЮЩЕГО И МЕБЕЛЬНОГО ОБОРУДОВАНИЯ. ПУСКОНАЛАДОЧНЫЕ РАБОТЫ. ДОСТАВКА. РАССРОЧКА. КРЕДИТ. ЛИЗИНГ….
23.06.2021
Москва (Россия)
409 000
Фрезерный станок С чпу advercut K45MT/2030
Состояние: Новый Производитель: Advercut (Россия)
В наличии
Фрезерный станок С чпу advercut K45MT/2030СТАНКИ В НАЛИЧИИ БОЛЬШОЙ ВЫБОР ДЕРЕВООБРАБАТЫВАЮЩЕГО И МЕБЕЛЬНОГО ОБОРУДОВАНИЯ. ПУСКОНАЛАДОЧНЫЕ РАБОТЫ. ДОСТАВКА. РАССРОЧКА. КРЕДИТ. ЛИЗИНГ….
23.06.2021
Москва (Россия)
947 000
Фрезерный станок ЧПУ по дереву, металлу, пвх RABBIT SF-6090
Состояние: Новый Производитель: Rabbit
В наличии
Среднеформатный фрезерный станок с ЧПУ и чугунной станиной для высокоточной обработки материалов, и возможностью 3D моделирования. Рабочее поле (X,Y,Z) 600x900x100 ммМощность шпинделя 1,5…
05.07.2022
Москва (Россия)
258 500
Фрезерный станок ЧПУ по дереву, металлу, пвх RABBIT SF-1212
Состояние: Новый Производитель: Rabbit
В наличии
Недорогой среднеформатный фрезерный станок с ЧПУ и чугунной станиной средней мощности обработки (резки и гравировки), в том числе в 3-х и 4-х плоскостях.Рабочее поле (X,Y,Z) 1220x1220x100…
05.07.2022
Москва (Россия)
329 500
Популярные категории в Москве
Да кстати, на портале ProСтанки выбор предложений по станку с чпу по дереву почти как на Авито и TIU
Видео станка с чпу по дереву
Станки с ЧПУ ⋆ Фрезерные станки с ЧПУ ⋆ Лазерные станки с ЧПУ
Назад
Далее
Акции:
Станки с ЧПУ категории:
Выберете категорию.
Хиты продаж!
Хиты продаж станков с ЧПУ
Запчасти и комплектующие
для станков с ЧПУ
Запчасти и расходники для станков с ЧПУ
Запчасти и расходники для фрезерных станков с ЧПУ.
Запчасти и расходники для лазерных станков с ЧПУ.
Запчасти и расходники для лазерных СО2 станков с ЧПУ.
Заказать запчасти
Заказать запчасти.
Запчасти, расходники
всегда в наличии.
Все запчасти поставляются с заводов изготовителей станков с ЧПУ.
При закупке оптовых партий расходников, возможны скидки.
Заполните форму заявки и менеджер свяжется с вами.
Отправить заявку
Возможности станков с ЧПУ
Применение фрезерных станков с ЧПУ.
Обработка дерева, камня и пластика.
Деревообрабатывающие
станки с ЧПУ.
Высококачественное деревообрабатывающее оборудование – является ключевой составляющей многих производственных предприятий. Сфера применения станков достаточно широка и обхватывает как частные предприятия, так и промышленные производства. Правильный подбор оборудования способствует оптимизации технологических процессов и снижению затрат на производстве.
С помощью данного вида оборудования можно обрабатывать разнообразные изделия и заготовки из древесины посредством шлифовки, фрезеровки и сверления. Деревообрабатывающие станки имеют усовершенствованные функции работы и большинство процессов автоматизированы, что позволяет сократить время обработки, повысив качество деталей.
Станки с ЧПУ для металлообработки.
Листовое железо толщиной от 1 мм до 25 мм. Трубы.
Станки с ЧПУ для лазерной
резки металла.
Оптоволоконные лазерные станки для лазерной резки металла разработаны производителем по самым современным и передовым технологиям в качестве недорогого и очень эффективного оборудования для предприятий любой величины.
Совершенно неограниченные возможности лазера обусловлены тем, что его луч практически не знает границ и способен передавать в любом материале любую задумку, которую только можно себе представить. Лазерная резка металла – это высокая производительность изготовления деталей за счет высокой плотности энергии и КПД лазерного излучателя, благодаря чему достигаются экономические и технологические преимущества использования этой технологии обработки материалов.
Станки для мебельного
производства.
Обработка всех видов заготовки для производства корпусной мебели
Станки с ЧПУ для производства мебели.
Оптоволоконные лазерные станки для лазерной резки металла разработаны производителем по самым современным и передовым технологиям в качестве недорогого и очень эффективного оборудования для предприятий любой величины.
Совершенно неограниченные возможности лазера обусловлены тем, что его луч практически не знает границ и способен передавать в любом материале любую задумку, которую только можно себе представить. Лазерная резка металла – это высокая производительность изготовления деталей за счет высокой плотности энергии и КПД лазерного излучателя, благодаря чему достигаются экономические и технологические преимущества использования этой технологии обработки материалов.
Станки с ЧПУ для гравировки.
Нанесение маркировки, изображений на металл, дерево, пластик
Отзывы клиентов
о качестве поставки и запуска станков с ЧПУ
Отзывы клиентов.
Ничто так не убеждает – в покупке оборудования, как реальный опыт наших клиентов. В этом разделе вы можете просмотреть серию отзывов на различное оборудование.
Более того, мы можем организовать посещение производств наших клиентов и вы лично оцените мощности и надежность оборудования, а также пообщаетесь с операторами, которые поделятся нюансами эксплуатации.
Хотим отметить тенденцию к тому, что все больше крупных предприятий имеющих большой опыт эксплуатации европейского оборудования, сегодня переходят на станки произведенные в Китае. Приемлемое качество и цена сильный аргумент в пользу нашей товарной линейки.
Новости компании
Кто мы?
Кто мы?
ООО “ТопСтанки”
– станкопромышленная компания. Мы поставляем на Российский рынок станки с ЧПУ для обработки металла, камня, дерева и пластика. Компания работает с 2010 года и зарекомендовала себя в качестве компетентного и ответственного партнера. Мы стремимся к долгосрочному сотрудничеству и строго выполняем все взятые на себя обязательства. Благодаря удобному географическому расположению в г. Екатеринбурга – в самом центре России, а также благодаря развитой собственной сети дилерских центров, мы гарантируем своим клиентам минимальные сроки поставки оборудования.
Шоу-рум. (онлайн)
Современные технологии позволяют посетить наш шоу-рум в онлайн режиме. Это по сути окно, через которое вы можете получить первые визуальные впечатления о нашем оборудовании.
Шоу-рум. (офлайн)
Мы предлагаем оставить заявку на персональную демонстрацию оборудования, встретившись с нашим менеджером и техническим специалистом, непосредственно в шоу-руме по адресу г. Екатеринбург ул. Черняховского 69/1.
Наши преимущества:
Наши преимущества:
Официальный представитель завода изготовителя.
Мы представляем продукцию нескольких производителей Китая.
Шоу-рум 300 кв. метров.
Прежде чем приобрести оборудование наши клиенты сначала оценивают его в действии.
Всегда в наличии более 100 ед. оборудования.
Приобрести импортный станок стало проще.
Магазин-склад запасных частей.
Ваше оборудование в случае ремонта, простоит минимум времени.
Обучение работе на станках с ЧПУ.
Наши инженеры-наладчики поделятся своим опытом грамотной эксплуатации оборудования.
Индивидуальный подход к каждому клиенту.
Наши специалисты тщательно помогают подобрать оптимальное оборудование с учетом ваших возможностей.
Пусконаладочные работы и техническое
обслуживание.
10 летний опыт позволяет быстро запускать оборудование, а также оказывать сервисные услуги по его ремонту и модернизации.
Гарантия от 12 до 36 месяцев.
Доставка по всей России.
Мы используем отработанные схемы доставки оборудования в любой уголок РФ по минимальным ставкам, и страховкой груза.
Статьи
Статьи о станках с ЧПУ
Metalloobrabotka 2022, Moscow
Home
Russia
Moscow
Exhibitions & Events
Metalloobrabotka 2022
Date : from 23-MAY-22 to 27-MAY-22 City : Moscow
22-я Международная выставка оборудования, приборов и инструментов для металлообрабатывающей промышленности
Место проведения: Экспоцентр Сайт организатора: www. metobr-expo.ru
О выставке:
22-я Международная выставка оборудования, приборов и инструментов для металлообрабатывающей промышленности «Металлообработка 2022» состоится 23-27 мая 2022 г.
Международная выставка металлообработки Выставка — российский мегапроект, дающий ориентиры для развития российского станкостроения.
Выставка освещает мировые тенденции развития отрасли и входит в десятку ведущих европейских промышленных выставок благодаря своему масштабу и эффективности.
Разделы выставки:
1. Комплексные технологии на базе высокопроизводительных машин, инструментов и оборудования для модернизации производств.
1.1. Металлорежущие станки:
Интеллектуальные станки и высокотехнологичное оборудование;
Станки специального назначения; прецизионные, автоматические и полуавтоматические станки, универсальные станки с ручным управлением;
Станки сверхмощные и уникальные, автоматические линии; станки с ЧПУ и ЧПУ, универсальные станки и комплексы; гибкие производственные ячейки и системы;
Оборудование для электроэрозионной, лазерной, плазменной и других нетрадиционных видов механической обработки, оборудование для комбинированных процессов металлообработки;
1. 2. Металлообрабатывающие станки:
Прессы и комплексы механические и гидравлические;
Автоматы для обработки металлов давлением, включая станки с ЧПУ; кузнечные машины и комплексы;
Гибкие кузнечно-прессовые машины с ЧПУ;
Лазерное оборудование и технологии;
Оборудование и технологии для обработки листового металла;
Ножницы для резки металла;
Гибочные и правильные машины;
1.3. литейное оборудование;
1.4. Робототехника и автоматизация производства НОВИНКА
1.5. Оборудование для термической обработки и нанесения покрытий;
1.6. Инструмент металлорежущий:
Резцы лезвийные;
Резцы абразивные, алмазные и резцы из сверхтвердых материалов;
Вспомогательные инструменты;
Инструментальные системы, системы кодирования и подсчета режущих инструментов;
Интегрированные инструменты;
1.7. Контрольно-измерительные машины, приборы и инструменты:
ШМ;
Приборы измерительные в автоматизированных линиях, приборы технологического контроля, приборы для линейных и угловых измерений, приборы контроля качества поверхности и формы;
Диагностические системы и устройства для металлорежущих станков и инструментов;
2. Принадлежности, оборудование, компоненты, оснастка, аппаратное и программное обеспечение:
Системы программирования ЧПУ и программируемые контроллеры;
CAE/CAD/CAM системы и программы, программное обеспечение;
Металлообрабатывающее оборудование, средства и элементы автоматизации, включая инструментальные магазины и станции, погрузочно-разгрузочные устройства, промышленные роботы, штабелеры, автоматизированные склады, датчики и системы для автоматической комплектации;
Комплектное электрооборудование и приводы, включая линейные приводы;
Гидравлическое и пневматическое оборудование, смазочные и фильтрующие устройства;
Редукторы и мотор-редукторы;
Блоки и муфты, подшипники, резинометаллические изделия, расходные материалы и т.д.;
Преобразователи входных данных для систем управления;
Штампы, пресс-формы, фитинги и принадлежности;
3. Ремонт и модернизация оборудования, запчасти и услуги.
Оборудование и технологии для печати металлом, обработка изделий
Комплектующие, комплектующие для 3D/AM
Программное обеспечение для 3D/AM
5. Сварка и родственные технологии.НОВИНКА
6. Развитие современных информационных CALS-технологий.
6.1. Научно-исследовательские проекты, технологические и конструкторские разработки, управление производством.
7. Материалы для металлообработки.
8. Научно-исследовательские работы и информация; Реклама в металлообрабатывающей промышленности.
9. Субподряды. Инвестиционные проекты.
10. Наука, профессиональное образование и производство.
Московский станкостроительный завод Токарный станок 16К20 Станки б/у
Описание
Характеристики
Об этом продавце
Станок токарно-винторезный модели 16К20 ПМ1000 Станок после капитального ремонта. Характеристики станка: Размах над станиной, мм 400 Размах над суппортом, мм 220 Расстояние между центрами 1000 Класс точности по ГОСТ 8-82 Н Размер внутреннего конуса в шпинделе Морзе 6 М80* Шпиндель конец по ГОСТ 12593-72 6К Диаметр сквозного отверстия в шпинделе, мм 55 Максимальная масса заготовки, закрепляемой в патроне, кг 300 Максимальная масса закрепляемой в центрах детали, кг 1300 Число ступеней вращения шпинделя, шт. 23 Число ступеней частот обратного вращения шпинделя 12 Пределы частоты прямого вращения шпинделя, мин-1 12,5 — 2000 Пределы частоты обратного вращения шпинделя, мин-1 19 — 2 420 Число ступеней рабочих подач — продольный 42 Число ступеней рабочих подач — поперечных 42 Пределы рабочих подач — продольных, мм/об 0,7 — 4,16 Пределы рабочих подач — поперечных, мм/об 0,035-2,08 Число нарезанных метрических резьб 45 Число нарезанных дюймов резьб 28 Количество нарезаемых модульных резьб 38 Количество шагов нарезки 37 Количество нарезаемых нитей — архимедова спираль 5 Наибольший крутящий момент, кНм 2 Наибольшее перемещение пиноли, мм 200 Поперечное перемещение корпуса, мм ± 15 Наибольшее сечение фрезы, мм 25 Мощность двигателя главного привода 10 кВт Мощность электродвигателя привода быстрых перемещений суппорта, кВт 0,75 или 1,1 Мощность насоса охлаждения, кВт 0,12 Габаритные размеры станка (Д x Ш x В), мм 2 812 x 1 166 x 1 324 Вес машины, кг 3 035
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Длина между центрами
1000 мм
Ø над кроватью
400 мм
Ø над поперечной направляющей
220 мм
Носик шпинделя
М80
Отверстие шпинделя
55 мм
Капитальный ремонт
да
Задняя бабка
№
Устойчивый
№
——————-
Длина x ширина x высота
2812,0 × 1166,0 × 1324,0
Вес
3035 кг
Рабочее время
Время работы без подзарядки
Государственный
отлично
По местным нормам
———
Статус
под напряжением
Тип клиента
Пользователь – крупная компания
Действует с
2020
Предложения онлайн
20
Последнее действие
6 декабря 2022 г.
Описание
Токарно-винторезный станок модель 16К20 ПМ1000 Станок после капитального ремонта. Характеристики станка: Поворот над станиной, мм 400 Поворот над поперечными салазками, мм 220 Расстояние между центрами 1000 Класс точности по ГОСТ 8-82 Н Размер внутреннего конуса в шпинделе Морзе 6 М80 * Конец шпинделя по ГОСТ 12593-72 6К Диаметр сквозного отверстия в шпинделе, мм 55 Максимальный вес заготовки, закрепленной в патроне, кг 300 Максимальная масса детали, закрепленной в центрах, кг 1300 Количество ступеней вращения шпинделя, шт. 23 Число ступеней частот обратного вращения шпинделя 12 Пределы частот прямого вращения шпинделя, мин-1 12,5 — 2000 Пределы частоты обратного вращения шпинделя, мин-1 19 — 2 420 Число ступеней рабочих подач — продольных 42 Число ступеней рабочих подач — поперечных 42 Пределы рабочих подач — продольных, мм/об 0,7 — 4,16 Пределы рабочих подач — поперечных, мм/об 0,035-2,08 Число нарезаемых метрических резьб 45 Число нарезаемых дюймовых резьб 28 Число нарезаемых модульных резьб 38 Число шагов нарезки 37 Число нарезаемых резьб — архимедова спираль 5 Наибольший крутящий момент, кНм 2 Наибольшее перемещение пиноли, мм 200 Поперечное перемещение корпуса, мм ± 15 Наибольшее сечение резца, мм 25 Мощность двигателя главного привода 10 кВт Мощность электродвигателя привод быстрого перемещения суппорта, кВт 0,75 или 1,1 Мощность насоса охлаждения, кВт 0,12 Габаритные размеры машины (Д х Ш х В), мм 2 812 х 1 166 х 1 324 Масса машины, кг 3035
Обратите внимание, что это описание могло быть переведено автоматически.
Фрезерный станок с ЧПУ – принцип работы, конструкция, видео
Принцип работы фрезерных станков
Разновидности оборудования
Обзор станков
Как правильно выбирать фрезерный станок
Развитие технологий стало причиной того, что компьютеры и другие передовые технические средства все активнее используются в повседневной жизни людей, а также в промышленности. Например, на современных промышленных предприятиях все чаще можно встретить фрезерный станок с ЧПУ, который управляется не руками оператора, а при помощи специальных компьютерных программ и соответствующих электронных устройств.
Фрезерный станок с числовым программным управлением
Благодаря такой системе управления значительно облегчается эксплуатация станка, а из процесса изготовления деталей исключается человеческий фактор, который может оказывать негативное влияние на их качество и точность обработки.
Принцип работы фрезерных станков
Фрезерное оборудование позволяет осуществлять различные технологические операции: резку, сверление, расчет расстояний между отверстиями, которые необходимо выполнять, а также ряд других. В качестве материалов, которые можно обрабатывать на таком оборудовании, могут выступать:
древесина;
черные, а также цветные металлы;
керамика;
полимерные материалы;
природный и искусственный камень.
Заготовки закрепляются на рабочем столе, а их обработка выполняется за счет вращающейся фрезы, которая и режет материал.
Станок с ЧПУ обрабатывает металлическую заготовку
Фрезерные станки, оснащенные ЧПУ, выпускаются в различном конструктивном исполнении.
Консольного типа:
модели, обладающие широкой универсальностью;
горизонтального типа;
вертикального типа.
Бесконсольной конструкции:
вертикальные;
горизонтальные.
Самыми популярными и, соответственно, распространенными являются фрезерные станки с ЧПУ консольного типа. На консоль закрепляется обрабатываемая заготовка, и именно этот рабочий орган совершает движения по отношению к режущему инструменту. Сам шпиндель такого станка не движется, он жестко зафиксирован в одной позиции.
Обработка на фрезерных станках бесконсольного типа осуществляется за счет того, что перемещаться в них может как рабочий стол, который движется в двух направлениях, так и шпиндель, способный изменять свою позицию в вертикальной плоскости, а также во всех остальных направлениях.
Основные узлы фрезерного станка с ЧПУ
Станок фрезерной группы с ЧПУ автоматически выполняет операции, информация о которых предварительно записана на один из носителей. Программы, которые управляют его работой, могут быть нескольких типов.
Позиционные, предполагающие фиксацию координат конечных точек, по которым и выполняется обработка заготовки. Такое программы используются для управления станками сверлильной и расточной группы.
Контурные, управляющие траекторией обработки заготовки. Они используются для управления станками круглошлифовальной группы.
Комбинированные, которые объединяют в себе возможности программ контурного и позиционного типа. Такими программами управляются станки, относящиеся к многоцелевой категории.
Многоконтурные. С их помощью можно управлять всеми функциональными возможностями станка, они являются самыми сложным типом ПО. При помощи таких программ обеспечивается управление широкоформатным оборудованием.
Фрезерные станки, оснащенные ЧПУ, обладают целым рядом значимых преимуществ:
позволяют увеличить производительность обработки в 2–3 раза;
дают возможность изготавливать детали с высокой точностью;
минимизируют объем ручного труда, что позволяет уменьшить штат обслуживающего персонала;
сокращают время, необходимое для подготовки заготовок;
минимизируют время обработки деталей.
Разновидности оборудования
Станки фрезерной группы, оснащенные ЧПУ, в зависимости от того, какой материал на них обрабатывается, подразделяются на следующие категории:
для работы по металлу;
для обработки заготовок из древесины;
фрезерно-гравировальной группы.
Большую категорию оборудования данной группы составляют станки, на которых обрабатываются детали, выполненные из различных металлов:
настольные фрезерные станки, оснащенные ЧПУ;
обрабатывающие центры, отличающиеся высокой функциональностью;
станки широкоуниверсального типа;
токарно-фрезерной категории;
сверлильно-фрезерной группы.
Фрезерные станки, управляемые при помощи специальных программ, можно использовать и для оснащения домашней мастерской, так как они отличаются простотой эксплуатации и дают возможность изготавливать детали из металла, выполненные с высокой точностью своих геометрических параметров.
Фрезерный станок с ЧПУ за работой
На предприятиях, которые производят мебель, а также в строительных компаниях применяются фрезерные станки, оснащенные ЧПУ, с помощью которых выполняется обработка заготовок из древесины. На таких станках обрабатываются изделия из древесины, а также заготовки из полимеров, алюминиевых сплавов, фанеры и ДСП.
Станок с ЧПУ, на котором возможно выполнять операции гравировки, применяется для обработки изделий, изготовленных из металла, натурального и искусственного камня, бетона и ряда других материалов. С его помощью изготавливают декоративные каменные колонны, статуэтки, другие изделия, выполняющие исключительно декоративную функцию. Такие станки по металлу и ряду других материалов чаще всего используют для производства различных рекламных конструкций.
По принципу работы и своей производительности фрезерные станки, оснащенные ЧПУ, могут быть следующих категорий:
отличающиеся небольшими габаритами и невысокой производительностью — мини станки;
настольного типа;
вертикально-фрезерного типа;
широкоформатные.
Станки, которые используются для оснащения домашней мастерской, нельзя назвать профессиональными, их преимущественно используют для полезного хобби. Такие фрезерные станки, оснащенные ЧПУ, отличаются невысокой стоимостью, поэтому ими часто оснащаются мастерские различных учебных заведений: школы, технические училища, ВУЗы и др.
Оборудование настольного типа обладает рядом весомых преимуществ:
невысокая стоимость;
исключительная мобильность;
простота эксплуатации и конструктивного исполнения.
Такие станки, несмотря на свою компактность, способны выполнять различные технологические операции по металлу и другим материалам: фрезерование, сверление, растачивание.
Для обработки заготовок, обладающих большими габаритами, используются вертикально-фрезерные станки. В качестве рабочих инструментов на них применяются сверла, фрезы цилиндрического, концевого, фасонного и торцевого типа. С помощью такого оборудования, которым преимущественно оснащаются крупные производственные предприятия, можно выполнять обработку как горизонтальных, так и вертикальных поверхностей.
Широкоформатные фрезерные станки, оснащенные ЧПУ, полностью соответствуют своему названию: в их конструкции имеется специальная рабочая головка, которая может поворачиваться в любом направлении. Благодаря своей универсальности такие станки чаще всего используются для оснащения цехов нестандартного оборудования и инструментальных участков.
Широкоформатный фрезерный станок с ЧПУ
Обзор станков
Прежде чем решить вопрос, какой фрезерный станок выбрать для оснащения домашней мастерской или производственного предприятия, важно ознакомится с характеристиками оборудования, которое предлагается на современном рынке. На сегодняшний день наиболее востребованным являются фрезерные станки, производимые в следующих странах:
Германия;
Италия;
Австрия;
Китай;
Северная Корея;
Малайзия;
США;
Тайвань;
Чехия;
Турция.
Пятикоординатный фрезерный станок
Наиболее известными компаниями, которые производят и реализуют фрезерные станки с ЧПУ, являются:
GCC Jaguar;
Redwood;
RuStan;
JCC;
Hyundai Wia;
Kami;
Zenitech.
Одними из самых быстрых станков, которые также отличаются широким разнообразием настроек и дополнительных функций, являются модели торговой марки GCC Jaguar.
Широким разнообразием ассортимента станков для обработки деталей из металла и других материалов отличается компания JCC. В каталоге данного производителя представлены станки с ЧПУ следующего назначения:
универсального типа, предназначенное для выполнения гравировальных и фрезерных работ;
для обработки изделий из древесины и металла;
прошивные станки электроэрозийного типа;
оборудование фрезерно-токарной группы.
Передовые программные продукты, с помощью которых управляются станки данной торговой марки, позволяют задействовать весь их потенциал.
Вертикально-фрезерный с ЧПУ МА655
Фрезерные станки, оснащенные ЧПУ, торговой марки RuStan — это, преимущественно, оборудование широкоуниверсального типа, с помощью которого можно выполнять широкий перечень технологических операций. Отличает модели данной торговой марки и то, что при их приобретении можно воспользоваться разнообразными скидочными программами, а также возможностью гарантийного и постгарантийного обслуживания.
По-настоящему уникальными являются фрезерные станки с ЧПУ, выпускаемые под торговой маркой Redwood. Они способны выполнять обработку деталей в формате 2d и 3d. Реализация технологии 3d предполагает, что по заданной программе из заготовки получают объемную деталь, полностью соответствующую заданным геометрическим параметрам.
Главным принципом работы специалистов, занимающихся выпуском фрезерного оборудования торговой марки Kami, является производство высококачественной продукции. При помощи станков данной торговой марки можно обрабатывать не только металл, но и детали из камня, древесины, пластика и даже стекла.
Компания Hyundai Wia специализируется на выпуске станков с ЧПУ, на которых производится продукция для аэрокосмической и автомобильной промышленности. Программы, которые используются для их управления, предполагают минимальное вмешательство со стороны человека и значительно упрощают использование подобного оборудования.
Фрезерный станок от немецкого производителя Zenitech
В каталоге известного производителя Zenitech преобладает профессиональное фрезерное оборудование с ЧПУ, предназначенное для обработки деталей из металла и древесины.
На современном рынке широко представлено фрезерное оборудование с ЧПУ торговой марки Инвест Адам. Основными преимуществами моделей, которые отличаются своей компактностью и универсальностью, являются:
высокая точность обработки;
эффективность и производительность;
управляющие программы могут воспроизводиться неоднократно;
конструкция отличается высокой надежностью;
связь с компьютером, который управляет работой оборудования, осуществляется через обычный USB-порт.
Для оснащения домашней мастерской и крупного производственного предприятия можно использовать фрезерный станок с ЧПУ, выпущенный немецкой компанией BZT. Отличает станки данной торговой марки высокая устойчивость, надежность фиксации заготовок, точность и оперативность обработки. Удобным является и то, что станки данной торговой марки могут работать практически на любом программном обеспечении.
На стоимость фрезерного станка с ЧПУ оказывают влияние следующие параметры:
сложность конструкции оборудования и его тип;
тип производства, для которого предназначено оборудование;
страна производитель и торговая марка;
функциональность станка.
Наиболее простой конструкцией обладают настольные станки с ЧПУ, которые и стоят значительно дешевле более функционального оборудования. Чтобы сэкономить на приобретении фрезерного станка, выбирайте оборудование отечественных производителей. В среднем, стоимость настольного фрезерного оборудования с ЧПУ составляет порядка 4000 долларов США. Варьироваться такая цена может от ряда факторов: габариты станка и рабочего стола, мощность двигателя, вес оборудования и его функциональность.
Стоимость оборудования вертикально-фрезерной группы с ЧПУ варьируется в пределах от 7000 до 25000 долларов США. Цена конкретной модели оборудования зависит от ее мощности, количества оборотов шпинделя и точности обработки.
Отечественный станок ГФ2171
Широкоформатные фрезерные станки, оснащенные ЧПУ, являются самыми дорогими в своей категории, так как они позволяют выполнять широкий спектр технологических операций. Высокая стоимость такого оборудования окупается тем, что его можно эксплуатировать в достаточно интенсивном режиме. Перечень операций, которые можно выполнять при помощи оборудования данной категории, впечатляет:
раскройка заготовок;
фрезерование поверхностей различного типа;
полировальные операции;
сверление;
расточные операции.
Как правильно выбирать фрезерный станок
Выбирать фрезерный станок, оснащенный ЧПУ, следует не по рекламному видео, а по функциональным возможностям такого оборудования и его техническим характеристикам. Руководствоваться в данных ситуациях необходимо следующими критериями:
тип станка, который необходим для выполнения определенных задач;
преимущества и недостатки определенных моделей;
размеры рабочего стола;
наличие в конструкции Т-образного паза, который способствует более удобному закреплению заготовки;
напряжение, необходимое для работы станка с ЧПУ;
функциональные возможности;
категория: настольные, мини или профессиональные;
гарантийные обязательства, которые предоставляет производитель.
Ну и, конечно, по выбранному оборудованию можно просмотреть и видео от производителя, которое даст возможность понять, какими характеристиками оно обладает. Не следует выбирать станок с ЧПУ, способный выполнять те функции, которые вам никогда не пригодятся.
Фрезерный станок с ЧПУ 2000х1000
`
Портальный фрезерный станок с чпу по металлу, дереву и другим материалам представляет собой высокоточное оборудование для обработки различных материалов и изготовления изделий широкого спектра. Числовое программное управление позволяет задать любые параметры конечного изделия и получить отличный результат в кратчайшие сроки.
Это надежный и долговечный станок, который хорошо зарекомендовал себя как на крупных, так и на мелких производствах мебели и дверей, балясин и перил, рекламной продукции, предметов декоративно-прикладного назначения. С ним вы сможете реализовать любую свою дизайнерскую задумку, изготовив необычный предмет интерьера, деталь отделки или инсталляцию.
Незаменим в области изготовления рам и багетов для картин, а также реставрационных работах. Используется и для производства икон. Особо точная выточка узоров и деталей дает возможность получать фактуру на деревянных и металлических поверхностях.
Данный фрезерный станок с чпу по металлу отлично справляется с задачами обработки не только металлических и деревянных материалов, но и пластика, ламината, ДСП, МДФ и т.д. Его размеры позволяют размещение в помещениях относительно небольших площадей с удобным подходом к оборудованию со всех сторон.
Управление происходит с компьютера или специального пульта через программу ArtCam.
Для производства различной рекламной продукции эта модель подходит как нельзя лучше, ведь она сочетает в себе функциональность, точность обработки материалов и надежность, а окупается при больших объемах производства достаточно быстро. С ней изготовление растяжек, баннеров, панелей и других изделий будет быстрым и качественным.
Особенности фрезерного станка с ЧПУ STEEPLINE 2000х1000
Вы можете вырезать различные фигуры из пластика и МДФ, металла (алюминия, меди, латуни) и дерева, придавать различные формы уже готовым изделиям, обтачивать и шлифовать их, создавать отверстия, желоба и врезной рисунок, фактуру и т. п. Подобное оборудование широко используется для создания оформления дачных коттеджей, вилл, представительских офисов, арт-галерей и т.д.
Наша компания предлагает лучшее оборудование по наиболее приемлемым ценам. Наши станки пользуются особой популярностью у заказчиков, которые ценят надежность, точность работы и долговечность. Сделать заказ вы можете, позвонив по указанным в контактах телефонам или оставив заявку на нашем сайте. Мы обязательно перезвоним для уточнения деталей и сроков поставки.
Так же советуем просмотреть готовые работы на ЧПУ:
Рекомендуем для просмотра
Изготовление рам из дерева Станок с ЧПУ для резьбы
Дорогой клиент! Есть индивидуальное предложение именно к Вам! Вы хотите купить фрезерный станок с ЧПУ по металлу, дереву или для обработки других материалов, но не нашли то что хотели? Вам нужен станок с другими характеристиками? Вы на правильном пути! Наша компания “SteepLine” позиционируется по сборке станков по заявленным требованиям клиента! Напишите нашим специалистам на почту sales@steepline. ru , или позвоните по горячему номеру 8 800 707-95-92 и сообщите свои пожелания и характеристики станка который Вы хотели бы приобрести. — Мы Вам соберем станок с любым рабочем полем. — Любой мощности шпиндель. — Любого типа направляющие. — Большой выбор систем управления станком. Этим мы и отличаемся от других компаний, тем что мы собираем любые станки!
Готовые работы
Полезная информация
Вам интересно как мы собираем станки? переходите по ссылке — производство станков с ЧПУ SteepLine
Наименование
Характеристики
Размеры зоны обработки Y и X, наибольшие, мм
2000 х 1000
Перемещение шпинделя по оси Z, мм
200
Тип передачи по осям X, Y
Косозубая рейка, редуктор ременной 1к3
Тип передачи по осям Z
швп винты 20 с шагом 5
Тип направляющих
Профильные рельсы GHR20
Поверхность стола
МДФ
Тип электродвигателей перемещения
Шаговые двигателя 450В 4А
Система смены инструмента
Ручная, фиксация гайкой
Система управления станком
mach4
Тип драйверов
860
Тип блоков питания
NES-360-70 5А
Датчик длины инструмента
Есть
Датчики для определения начала нулевых точек станка
Датчик индуктивный LJ12A3-4-Z/BX
Максимальная скорость рабочего хода, м/мин
0 — 4
Максимальная скорость холостого хода, м/мин
0 — 6
Рабочие ускорения
До 300 мм/с2
Частота вращения шпинделя, об/мин
0 – 24 000
Мощность шпинделя, кВт
1. 5
Тип цанги
ER11
Диаметр хвостовика инструмента
До 7 мм
Тип станины
Сварная, листовой металл 6мм, 8мм.
Мощность приводов по всем осям
4А
Напряжение, В
220
Частота тока, Гц
50
Потребление энергии (кВт/ч)
до 3.0 кВт
Вес (кг)
400
Габаритный размер станка (мм) ДхШхВ
2500х2000х1600мм
Гарантия
12 месяцев
Базовая комплектация:
1 Станок. 2 Блок управления. 3 Цифровой носитель с инструкциями. 4 Кабель соединительный. 5 Помпа для охлаждения шпинделя. 6 Ключи для шпинделя. 7 Ссылка на скачивание бесплатных 3D моделей — 2000 шт. 8 В комплекте цанга под хвостовик 6 мм.
Опции, представленные ниже можно установить на данный станок. Цена, которая указана ниже в опциях плюсуется к базовой цене станка.
Опция
Характеристики
Цена
4-я поворотная ось D100 мм
4-я ось с задней бабкой для фрезерных и гравировальных станков (Китай)
Цена по запросу
4-я поворотная ось D200 мм
4-я ось с задней бабкой для фрезерных и гравировальных станков (нашего производства)
Цена по запросу
Z ось-300 мм
Увеличения хода по оси Z
Цена по запросу
Шпиндель, Инвертор 3000 Вт, цанга ER20 (вода)
Данный шпиндель уже позволяет производить фрезеровку цветных металлов в большом объеме), так же при установке данного шпинделя можно увеличить слой съема за проход.
Цена по запросу
Шпиндель, Инвертор 4500 Вт
Фирма GDZ (Китай)
Цена по запросу
Шпиндель, Инвертор 5500 Вт
Фирма GDZ (Китай)
Цена по запросу
Шпиндель, Инвертор 3000 Вт
Фирма HSD (Италия)
Цена по запросу
Шпиндель, Инвертор 4500 Вт
Фирма HSD (Италия)
Цена по запросу
Дополнительные цанги ER20 под фрезы
Позволяют устанавливать фрезы разных диаметров, в комплекте 13 штук, (3. 175 мм, 1 мм, 2 мм, 3 мм, 4 мм, 5 мм, 6 мм, 7 мм, 8 мм, 9 мм, 10 мм, 11 мм, 12 мм, 13 мм)
Цена по запросу
Набор фрез
В данный набор входят фрезы: 5 шт. фрез для изготовления 3D изделий (R0.25, R0.5, R0.75, R1.0, R1.5), 4 шт. фрез для раскроя дерева и выполнения черновой обработки ( D6 мм пальчиковая фреза)
Цена по запросу
DSP 0501
3-х осевая система управления, увеличивается скорость, производительность, мощность
Цена по запросу
RichAuto DSP A18
Требуется замена системы управления на данную при установки 4 поворотной оси, так как данная система управления поддерживает 4 оси это Y,X,Z,A
Цена по запросу
Масляный туман СОЖ
Осуществляется подача смазки под высоким давлением на фрезу, данная система смазки нужна тем, кто собирается обрабатывать цветные металлы, повышает точность и качество изделия на выходе
Цена по запросу
Система смазки направляющих
При подаче смазки на каретки, срок до момента обслуживания увеличивается.
Цена по запросу
Пылесос для сбора стружки 1500 Вт.
Пылеулавливающий агрегат, в комплекте входит сам пылесос, шланг 10 м., щетка на шпиндель
Цена по запросу
Вакуумный стол
Поверхность стола выполнена из плотного пластика и алюминиевых профилей для крепления заготовки
Цена по запросу
Вакуумная насос 3.0 кВт
Данный стол полезен тем, кому не получается прижать заготовку к столу или механически прикрутить. Насос 3.0 кВт.
Цена по запросу
Вакуумная насос 5.5 кВт
Данный стол полезен тем, кому не получается прижать заготовку к столу или механически прикрутить. Насос 5.5 кВт.
Цена по запросу
Вакуумная насос 7.5 кВт
Данный стол полезен тем, кому не получается прижать заготовку к столу или механически прикрутить. Насос 7.5 кВт.
Цена по запросу
Вакуумная насос 11.0 кВт
Данный стол полезен тем, кому не получается прижать заготовку к столу или механически прикрутить. Насос 11.0 кВт.
Цена по запросу
Сервоприводы
DELTA 750/400 Вт
Цена по запросу
Второй шпиндель
Установка второй оси Z и шпинделя 2,2 кВт
Цена по запросу
Второй шпиндель
Установка второй оси Z и шпинделя 3,0 кВт
Цена по запросу
Редуктора на X, Y
Оснащение станка планетарными редукторами X Y
Цена по запросу
Как заказать станок
Уважаемые клиенты, заказать у нас станок Вы можете, очень просто, если интересует конкретная модель в базовой комплектации, то просто сообщаете нам любым из удобных для Вас способом:
Если данная модель имеется в наличии, то Вы подписываете договор, оплачиваете 100% и получаете свой заказ. Если же такой модели в наличии нет, то производите оплату в размере 50% от стоимости станка, подписываете договор, оставшуюся сумму оплачиваете при готовности вашего заказа.
Срок изготовления станка от 50 до 80 рабочих дней. Сроки изготовления обсуждаются с Вашим менеджером и могут быть уменьшены до 30-45 рабочих дней.
Если же Вам необходима конфигурация станка с Вашими предпочтениями, то процедура заказа, следующая:
Оплата
Вы можете выбрать любой удобный для Вас способ оплаты: банковский перевод, оплата банковской картой или наличные деньги в офисе компании.
Доставка по России
Доставка и отгрузка товара осуществляется транспортными компаниями, после оплаты заказа. Стоимость доставки будет рассчитана менеджером после оплаты заказа. Доставка оплачивается полностью заказчиком при получении груза.
Самовывоз
Вы можете самостоятельно забрать Ваш заказ на складе по адресу Россия, Ростовская область, г. Каменск-Шахтинский, пер. Полевой 43 (координаты для навигатора 48.292474, 40.275522). Для крупногабаритных заказов воспользуйтесь транспортным средством.
Резка металлов — AXYZ
Промышленность Производство металлов
Клиент Satco Inc
Обзор На рынке грузовых авиаперевозок компания Satco Inc, производитель различных грузовых авиаконтейнеров, поддонов и сеток, предлагает решения для перевозки грузов по всему миру. На протяжении более 50 лет компания сосредоточилась на разработке ведущих в отрасли решений, например, на разработку «первого в своем роде» огнестойкого контейнера (FRC) 9.0006
1
Чистая кромка для высококачественных компонентов
2
Высокая скорость обработки увеличивает производительность
3
Материалы: алюминий, латунь, медь и нержавеющая сталь
Потребности клиента Компании Satco требовался продукт, который позволил бы им обрабатывать большие листы алюминиевых панелей, где требуются операции сверления, зенкерования и профилирования. Максимальный размер листа материала составлял в среднем 8 футов на 10 футов, и требовалась одна машина большого формата.
Наше решение Наш станок AXYZ Infinite модели 8022 настроен на маятниковый режим, что означает, что вы можете загружать лист материала спереди и сзади, в сочетании с рабочей зоной шириной 103 дюйма и длиной 22 фута при условии идеального размера и рабочий процесс для непрерывной работы. Наряду с этими функциями, мощная и эффективная система сбора пыли, а также смазка туманом были настроены для обеспечения высокого качества деталей и минимального количества стружки/стружки, оставшейся для очистки.
Видеогалерея
Резка алюминия лучше и быстрее с помощью фрезерного станка AXYZ METALWORKER
Смотри
Алюминиевая вставка
Смотри
Как резать алюминий на высоких скоростях с помощью AXYZ Infinite
Смотри
Свяжитесь с нами
Присоединяйтесь к нашей команде
Мы всегда ищем знающих людей, которые заинтересованы в обеспечении исключительного качества обслуживания клиентов. Давай поговорим!
Узнать больше
Лучший фрезерный станок для ЧПУ [2022] — Фрезерование дерева и металла
Какой фрезерный станок вам нужен для вашего ЧПУ? Высокие обороты или мощный?
В зависимости от вашего предполагаемого применения лучший фрезер для вашего ЧПУ может быть разным.
В этой статье я выбираю лучшие фрезеры для использования с вашим ЧПУ для различных вариантов использования, таких как деревообработка и фрезерование алюминия.
Я оценил несколько вариантов фрезеров по различным параметрам, таким как размер, вес, диапазон скоростей, размер инструмента и надежность, чтобы составить этот список.
В предыдущем разделе я говорил о преимуществах и недостатках фрезера по сравнению со шпинделем.
MellowPine поддерживается считывателем. Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Вот лучшие фрезеры для ЧПУ в 2022 году:
Лучший в целом
Best for Woodworking
Фрезерный станок
Makita RT0701C
DEWALT DWP611
Bosch PR20EVS
Power
1,25 л.с.
1,25 л.с.
Скорость
10 000-30 000 об / мин
16 000-27 000 об / мин
16 000-35 000 об / мин
Цена
Проверка. Лучший в целом
Маршрутизатор
Makita RT0701C
Мощность
1,25 л. с.
Скорость
10 000-30 000 об/мин
Цена
Проверить цену
Лучшее для деревообработки
Router
DEWALT DWP611
Power
1.25 hp
Speed
16,000-27,000 RPM
Price
Check Price
Router
Bosch PR20EVS
Speed
16,000-35,000 RPM
Price
Контрольная цена
1. Makita RT0701C- Best Overall Router for CNC
Makita RT0701C router
Diameter
65 mm
Power
1.25 hp
Speed range
10,000 — 30,000 RPM
Collet
1/4″
Weight
3.9 lbs
Warranty
1-year, 30-day return policy
Quick summary of Makita RT0701C router
Makita — японская компания по производству электроинструментов, представленная более чем в 40 странах и весьма популярная в США.
RT0701C — это фрезерный станок с хорошей точностью и производительностью в компактном корпусе мощностью 1 ¼ л.с.
Этот маршрутизатор потребляет 6,5 А тока при максимальном потреблении и может быть подключен к любой стандартной настенной розетке.
Вы можете использовать шнур питания длиной 8,2 фута, который поставляется предварительно прикрепленным к маршрутизатору, чтобы подключить его к сетевой розетке или удлинителю.
Наружный диаметр корпуса составляет 65 мм, а длина — 7 ⅞», и вам потребуется 65-мм крепление на станке с ЧПУ, чтобы прикрепить фрезер.
Корпус изготовлен из сверхпрочного алюминия, прочного и легкий, весом около 3,9 фунта, что достаточно для использования с большинством шаговых двигателей NEMA 17.
Вы можете использовать его на скоростях в диапазоне от 10 000 до 30 000 об/мин, и он имеет электронную регулировку скорости, которая поддерживает постоянную скорость под нагрузкой.
Имеет 6 настроек скорости, которые позволяют использовать маршрутизатор на 10 000, 12 000, 17 000, 22 000, 27 000 и 30 000 об/мин. 0006
Низкий диапазон оборотов делает его хорошим выбором для станков с ЧПУ для резки алюминия.
Кроме того, он имеет функцию плавного пуска, которая помогает предотвратить внезапные рывки во время запуска и снижает ударную нагрузку на фрезерный станок с ЧПУ.
Вы можете использовать цанги ¼» с Makita RT0701C, которые позволяют удерживать инструменты с диаметром хвостовика от 0,236″ до 0,276″. политика, по которой вы можете вернуть маршрутизатор в течение 30 дней для полного возмещения средств.0006
Это хороший выбор для резки дерева, мягких материалов и мягких металлов благодаря широкому диапазону скоростей. Вы можете проверить цену и купить его на Amazon.
Распродажа
Makita RT0701C
Регулятор скорости (от 10 000 до 30 000 об/мин) позволяет пользователю подобрать скорость в зависимости от применения
Плавная система точной регулировки глубины реечной передачи для более точных настроек
2.
DEWALT DWP611 — лучший фрезерный станок для ЧПУ Деревообработка
DEWALT DWP611 router
Diameter
69 mm
Power
1.25 hp
Speed range
16,000 — 27,000 RPM
Collet
1/4″
Weight
4,6 фунта
Гарантия
1 год гарантии, 3 года ограниченной гарантии, 90-дневная политика возврата с начала 1920 с.
DWP611 — это самый доступный фрезерный станок DEWALT, который вы можете использовать со своими станками с ЧПУ.
Считается отличным фрезерным станком для деревообработки и может выдержать испытание временем, но не подходит для резки алюминия или металлов из-за большого диапазона оборотов.
Маршрутизатор имеет мощность 1 ¼ л.с., а сборка и качество аналогичны Makita RT0701C с алюминиевой конструкцией, которая весит 4,6 фунта.
DWP611 достаточно легкий, чтобы его можно было поднимать с помощью большинства шаговых двигателей с крутящим моментом более 10 унций в зависимости от веса гентри.
Он имеет внешний диаметр 69 мм и длину 8 ½», и вы можете легко найти крепление с ЧПУ для DWP611 на Amazon.
Вы получаете шнур питания длиной 8 футов, предварительно прикрепленный к маршрутизатору для источника питания.
DEWALT DWP611 считается хорошим фрезерным станком для сопряжения с деревообрабатывающими станками с ЧПУ.
Поставляется с цангой ¼», которая может зажимать инструменты с диаметром хвостовика от 0,236″ до 0,276″. годовая гарантия на обслуживание и трехлетняя ограниченная гарантия на маршрутизатор DWP611.0002 Вы можете проверить цену и купить DEWALT DWP611 на Amazon.
Распродажа
DEWALT DWP611
Imported from: Mexico
POWER TOOLS
3.
Bosch PR20EVS- Highest RPM Router for CNC
Bosch PRO20EVS router
Diameter
95 mm
Power
1 hp
Диапазон скорости
16 000 — 35 000 об/мин
Collet
1/4″
Weight
3.3 lbs
Warranty
One year warranty, 30-day return
Quick summary of Bosch PR20EVS router
Bosch is a Немецкая торговая марка, производящая различные механические и электромеханические системы и имеющая значительное присутствие в США
Торговая марка известна производством надежных и проверенных временем продуктов
Маршрутизатор PRO20EVS от Bosch — это компактный маршрутизатор с регулируемой скоростью мощностью 1 л.с.
При максимальном потреблении этот маршрутизатор потребляет ток 5,6 А и может питаться от любых стандартных настенных розеток.
Предварительно подключенные шнуры питания имеют длину 10 футов, что достаточно, чтобы освободить длину портала и буксируемой цепи на большинстве станков с ЧПУ для любителей.
Он имеет жесткий алюминиевый корпус, обеспечивающий точность и надежность, и весит около 3,3 фунта, что требует шаговых двигателей с удерживающим моментом более 20 унций на дюйм в зависимости от веса гентри.
Для крепления PRO20EVS к станку с ЧПУ требуется крепление 95 мм, длина которого составляет 7 ½ дюймов.
Он имеет переменную скорость в диапазоне от 16 000 до 35 000, которую можно регулировать с помощью циферблата, расположенного сверху.
Высокая скорость означает, что вы можете работать с высокой скоростью подачи и сократить время выполнения проекта.
Однако отсутствие низкоскоростных диапазонов означает, что вам будет трудно резать твердые металлы, поскольку для резки металлов требуются низкие скорости.
Имеет схему постоянного отклика, которая поддерживает постоянное число оборотов при приложении нагрузки. Это повышает точность и аккуратность ваших разрезов.
При запуске фрезера рывки и скачки могут вызвать ударную нагрузку на станок с ЧПУ и шаговые двигатели.
PRO20EVS имеет схему плавного пуска, которая снижает крутящий момент при запуске для обеспечения плавного запуска.
Вы можете использовать инструменты с хвостовиками, которые подходят к цангам ¼ дюйма, поскольку этот фрезер совместим с цангами ¼ дюйма.
Компания Bosch предоставляет на маршрутизатор годовую гарантию и имеет 30-дневную политику возврата, которая позволяет вам вернуть маршрутизатор с полным возвратом средств.
Bosch PRO20EVS доступен на Amazon, и вы можете проверить его цену там.
Распродажа
Bosch PR20EVS
PR20EVS Фрезерный станок Colt Palm оснащен двигателем мощностью 1,0 л.с., 5,6 А, с переменной скоростью вращения и частотой вращения от 16 000 до 35 000 об/мин. 8 дюймов от края; Фреза по дереву также имеет угловой выход шнура, чтобы шнур не мешал во время работы
Carbide Compact Router
Diameter
65 mm
Power
1.25 hp
Speed range
12,000 -30,000 RPM
Collet
1/4″ and 1/8 »
Гарантия
Официальной гарантии нет
Краткое описание компактного фрезерного станка Carbide
Компактный фрезерный станок Carbide производится компанией Carbide 3D, производителем популярной серии станков с ЧПУ Shapeoko.
Компактный фрезер Carbide представляет собой урезанную версию обычного компактного фрезера.
Все детали, кроме тех, которые необходимы для фрезерования с ЧПУ, были удалены из фрезера, что сделало его более эффективным и плавным.
Он выглядит так же, как Makita RT0701C, и имеет алюминиевую конструкцию.
Маршрутизатор Carbide Compact имеет номинальную мощность 1,25 л.с., и его можно подключить к любой стандартной сетевой розетке с помощью 12-футового шнура питания, который предварительно прикреплен к маршрутизатору.
Вы можете установить его на станок с ЧПУ с помощью цилиндрического крепления шпинделя 65 мм.
Вы можете использовать маршрутизатор на скоростях в диапазоне от 12 000 до 30 000, которые можно регулировать с помощью регулятора на маршрутизаторе.
Фреза подходит для обработки дерева, резки мягких материалов и обработки алюминия и цветных металлов.
Он поставляется с цангами ¼ дюйма и ⅛ дюйма, которые можно использовать для удержания инструментов с диаметром хвостовика от 0,236 дюйма до 0,276 дюйма с помощью цангового патрона ¼ дюйма и от 0,118 дюйма до 0,157 дюйма с помощью цангового патрона ⅛ дюйма.
Компактный фрезер Carbide можно купить на официальном сайте Carbide 3D примерно за 80 долларов.
На официальном сайте не упоминается гарантия на продукт, но пользователи получили запасные части и поддержку от Carbide 3D в течение разумного периода после покупки.
Check Price
5. Porter Cable 7518
Porter Cable 7518 Router
Diameter
4.2” , 106.7 mm
Power
3.25 hp
Speed range
10,000 -21,000 RPM
Collet
1/2″
Warranty
3-year limited warranty, 1-year free service, 90-day money back
Краткое описание маршрутизатора Porter Cable 7518
Porter tools — американский производитель электроинструментов, существующий уже более 100 лет
Маршрутизатор 7518 от Porter Cable — это фрезерный станок с фиксированной базой мощностью 3 ¼ л.с. , популярный среди пользователей ЧПУ.
Вы можете снять фиксированное основание и установить фрезер на станок с ЧПУ, используя крепление 4,2 дюйма.
Длина маршрутизатора составляет около 11 дюймов, алюминиевая конструкция. Маршрутизатор весит около 14,5 фунтов.
Этот фрезер можно использовать для резки дерева, мягких материалов и цветных металлов, так как он имеет широкий диапазон скоростей.
Этот шпиндель может работать на 5 скоростях: 10 000 об/мин, 13 000 об/мин, 16 000 об/мин, 19 000 об/мин и 21 000 об/мин.
Он поставляется с цангами ½ дюйма, и вы можете использовать биты большого диаметра для более быстрой резки. Однако, если вам нужны инструменты малого диаметра, вам придется установить цанги ¼” или ⅛”.
Маршрутизатор Porter Cable 7518 имеет функцию плавного пуска, которая предотвращает внезапные рывки, когда двигатель начинает вращаться.
При максимальном потреблении потребляет до 15 А тока и работает от любой розетки 120 В. Однако необходимо использовать розетку с выключателем на 20 А.
Шнур питания, поставляемый с маршрутизатором, имеет длину 6 футов, что является коротким для приложений с ЧПУ, и вам может потребоваться удлинитель в зависимости от размера вашего портала и станка.
В нем используется быстросъемная цанговая система, позволяющая быстро менять инструменты с помощью одного ключа.
Porter Cables предлагает трехлетнюю ограниченную гарантию и годовую гарантию на обслуживание этого маршрутизатора.
Кроме того, они также предоставляют 90-дневную гарантию возврата денег, в рамках которой вы можете вернуть устройство и получить полный возврат средств.
Фрезерный станок 7518 — это мощная машина, которая может быстро прорезать несколько материалов.
Вы можете выбрать этот маршрутизатор, если вам нужен маршрутизатор для выполнения проектов в короткие сроки.
Узнать цену
Фрезерный станок и шпиндель для станка с ЧПУ
Фрезерные станки — это оборудование потребительского класса, которое подходит для резки материалов в течение короткого периода времени.
С другой стороны, шпиндели сконструированы специально для станков с ЧПУ и могут работать в течение длительного времени без потери точности.
Если требования вашего проекта невелики и не требуют непрерывной работы, фрезерный станок является доступной альтернативой шпинделям на станке с ЧПУ.
Маршрутизаторы просты в установке и не требуют сложного приводного механизма для их работы. Вы можете подключить маршрутизатор к любой настенной розетке и начать резку.
Принимая во внимание, что для оптимальной работы большинства шпинделей вам потребуется отдельный контроллер или схема привода.
Однако, когда вы выбираете фрезер, вы теряете точные уровни контроля скорости и крутящего момента, которые предлагает шпиндель.
Кроме того, маршрутизаторы более шумные, чем шпиндели, и не имеют водяного охлаждения.
Биение на фрезерах больше, чем на шпинделях, что влияет на точность вашего станка с ЧПУ.
Тем не менее, для начинающих фрезеровщики намного проще начать работу с ЧПУ.
С другой стороны, выбор шпинделя с ЧПУ — задача, требующая гораздо большего количества исследований.
Если вам нужна высокая точность и долгие часы работы, вам понадобится шпиндель для вашего станка с ЧПУ.
В заключение, если вы любитель или производитель, который время от времени выполняет работы на своем любительском станке с ЧПУ, маршрутизатора может быть достаточно для ваших требований.
Факторы, которые необходимо учитывать при выборе фрезера для ЧПУ
Скорость
Скорость является одним из основных критериев, которые необходимо учитывать при выборе фрезера.
Для разных приложений требуются разные диапазоны скоростей.
При использовании инструментов большого диаметра рекомендуется работать на малых скоростях.
Кроме того, использование небольших инструментов требует высоких скоростей для поддержания эффективной скорости подачи.
Для деревообработки обычно требуется скорость выше 16 000 об/мин, а для обработки металлов, таких как алюминий, требуется скорость ниже 20 000 об/мин.
Итак, выберите маршрутизатор, диапазон скоростей которого соответствует вашим требованиям.
Мощность шланга
Мощность в лошадиных силах определяет скорость съема материала, а также скорость, с которой вы можете резать.
Мощный маршрутизатор может резать быстрее, чем маломощный. Если вам нужно быстрое время завершения проекта, вы должны предпочесть маршрутизатор с более высокой мощностью.
Всегда желательно иметь маршрутизатор мощностью не менее 1 л.с. Все, что ниже 1 л.с., будет слишком медленным для приложений с ЧПУ.
Размер цанги
Размер цанги определяет размер инструмента, который можно использовать для резки.
Выберите фрезер с цангой, на которую можно установить все инструменты, которые вы собираетесь использовать.
Гарантия
Маршрутизаторы — это устройства, которые находятся в постоянном движении в течение длительного времени. Следовательно, они подвержены повреждениям, и наличие хорошего гарантийного срока может быть преимуществом.
 Кроме того, разные пластики по-разному вступали в реакции с реагентами, и результат трудно предугадать. Например, ацетон отлично растворяет пластик ABS, а в случае с PLA-пластиком он бессилен. Лимонен действует полностью наоборот. Именно поэтому химическое сглаживание применяется в основном по отношению к ABS-пластику, который более популярен и доступен с точки зрения цены.
Кроме того, разные пластики по-разному вступали в реакции с реагентами, и результат трудно предугадать. Например, ацетон отлично растворяет пластик ABS, а в случае с PLA-пластиком он бессилен. Лимонен действует полностью наоборот. Именно поэтому химическое сглаживание применяется в основном по отношению к ABS-пластику, который более популярен и доступен с точки зрения цены.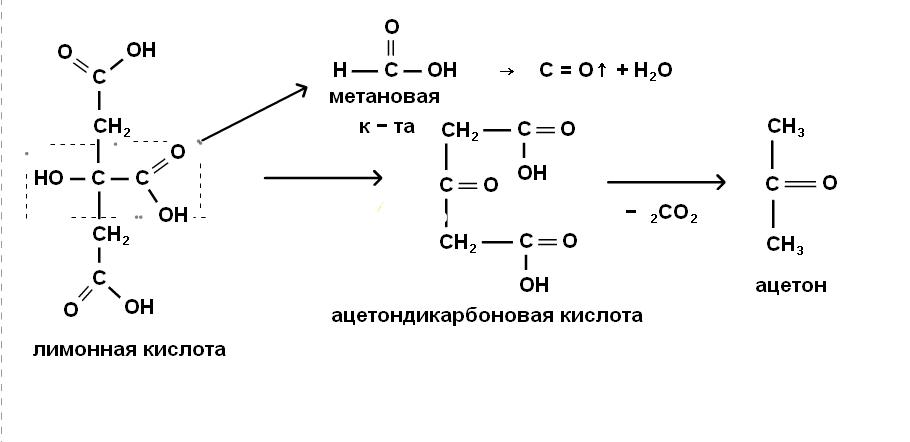 Изначально дизайнеры стремились обработать детали простой кисточкой, но этот процесс требовал определенных умений, поскольку размягченный пластик легко деформировался под воздействием щетинок. Соответственно, на детали могли остаться следы, которые не всегда выравнивались. С другой стороны, можно было нанести ацетон лишь выборочно, благодаря чему не подвергались сглаживанию острые углы. Из-за слишком больших трудностей и был создан инструмент Makeraser, являющийся по сути простым фломастером с резервуаром. Он наполняется посредством ацетона или ацетонового клея, после чего встроенным скребком снимает модели с рабочей поверхности. Это практичный и универсальный инструмент, правда, его рационально использовать, если нужно склеить части модели или нанести ABS-пластик или ацетоновый клей на поверхность рабочего стола.
Изначально дизайнеры стремились обработать детали простой кисточкой, но этот процесс требовал определенных умений, поскольку размягченный пластик легко деформировался под воздействием щетинок. Соответственно, на детали могли остаться следы, которые не всегда выравнивались. С другой стороны, можно было нанести ацетон лишь выборочно, благодаря чему не подвергались сглаживанию острые углы. Из-за слишком больших трудностей и был создан инструмент Makeraser, являющийся по сути простым фломастером с резервуаром. Он наполняется посредством ацетона или ацетонового клея, после чего встроенным скребком снимает модели с рабочей поверхности. Это практичный и универсальный инструмент, правда, его рационально использовать, если нужно склеить части модели или нанести ABS-пластик или ацетоновый клей на поверхность рабочего стола.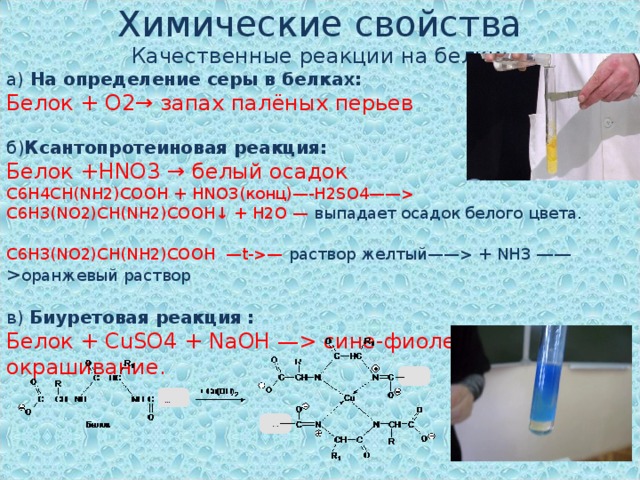 Однако конкретное время на выдержку детали варьируется в зависимости от того, какого качества модель и какова концентрация ацетона. После выдержки модель должна полежать на воздухе, чтобы ацетон испарился. Этот метод обработки поверхности 3D-деталей прост и удобен, но регулировать его нелегко. Если передержать модель, слои просто будут растворяться, а мелкие детали ее потеряются. Если ацетон загрязнится пластиком одного цвета, при обработке другой модели могут возникнуть разводы пятен. А потому более удобным и контролируемым процессом является обработка деталей посредством ацетоновых паров.
Однако конкретное время на выдержку детали варьируется в зависимости от того, какого качества модель и какова концентрация ацетона. После выдержки модель должна полежать на воздухе, чтобы ацетон испарился. Этот метод обработки поверхности 3D-деталей прост и удобен, но регулировать его нелегко. Если передержать модель, слои просто будут растворяться, а мелкие детали ее потеряются. Если ацетон загрязнится пластиком одного цвета, при обработке другой модели могут возникнуть разводы пятен. А потому более удобным и контролируемым процессом является обработка деталей посредством ацетоновых паров. Лучше всего взять подставку из металла.
Лучше всего взять подставку из металла. В идеале работу с ацетоном нужно вести с перчатках и очках. Ацетон – воспламеняемое вещество, а если его концентрация будет выше 13% в воздушной смеси, может возникнуть и взрыв. Если работы ведутся с парами ацетона, помещение должно хорошо и вовремя проветриваться. Для нагревания химиката нельзя использовать открытый огонь, поскольку по мере вытеснения воздуха из сосуда ацетон будет охлаждаться и вступит в контакт с огнем.
В идеале работу с ацетоном нужно вести с перчатках и очках. Ацетон – воспламеняемое вещество, а если его концентрация будет выше 13% в воздушной смеси, может возникнуть и взрыв. Если работы ведутся с парами ацетона, помещение должно хорошо и вовремя проветриваться. Для нагревания химиката нельзя использовать открытый огонь, поскольку по мере вытеснения воздуха из сосуда ацетон будет охлаждаться и вступит в контакт с огнем. Но при этом обработка все-таки будет вестись с применением ацетона, несмотря на то, что полилактид (PLA), растворяется в нем плохо.
Но при этом обработка все-таки будет вестись с применением ацетона, несмотря на то, что полилактид (PLA), растворяется в нем плохо.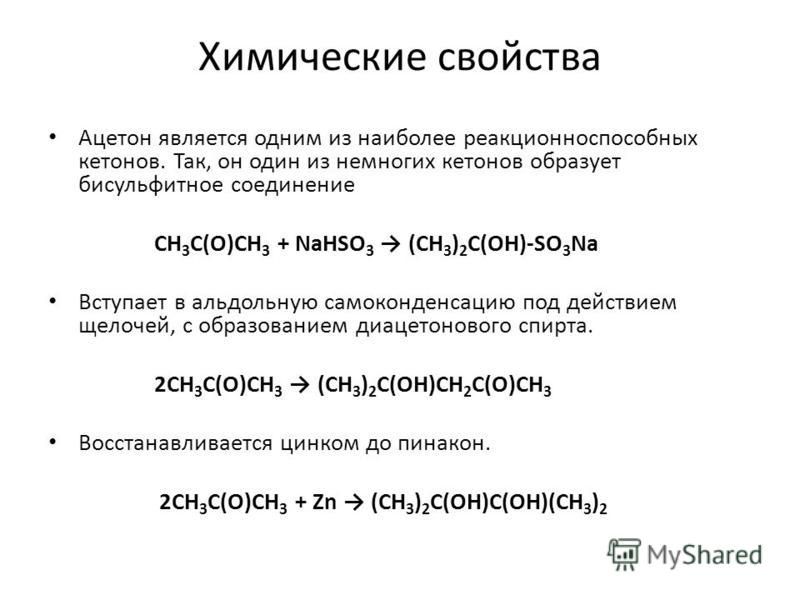 Чтобы их убрать, потребуется незначительная доводка наждачной шкуркой. Пластиковые детали также могут быть обработаны на шлифовальном станке, правда, использование наждачной бумаги и ошкуривания более рационально и удобно, поскольку можно контролировать каждый сантиметр модели. Наждачная бумага идеально подходит для обработки мелких деталей, чтобы убрать с них незначительные дефекты. При применении этих методов следует учитывать, что слои материала при ошкуривании, например, будут уменьшаться. И очень важно сохранить первоначальную форму трехмерного объекта.
Чтобы их убрать, потребуется незначительная доводка наждачной шкуркой. Пластиковые детали также могут быть обработаны на шлифовальном станке, правда, использование наждачной бумаги и ошкуривания более рационально и удобно, поскольку можно контролировать каждый сантиметр модели. Наждачная бумага идеально подходит для обработки мелких деталей, чтобы убрать с них незначительные дефекты. При применении этих методов следует учитывать, что слои материала при ошкуривании, например, будут уменьшаться. И очень важно сохранить первоначальную форму трехмерного объекта.
 Рекомендуется влажная шлифовка, но только чтобы перед покраской или лакировкой все было сухо. Энтузиасты используют после ошкуривания даже автосол или метасол.
Рекомендуется влажная шлифовка, но только чтобы перед покраской или лакировкой все было сухо. Энтузиасты используют после ошкуривания даже автосол или метасол.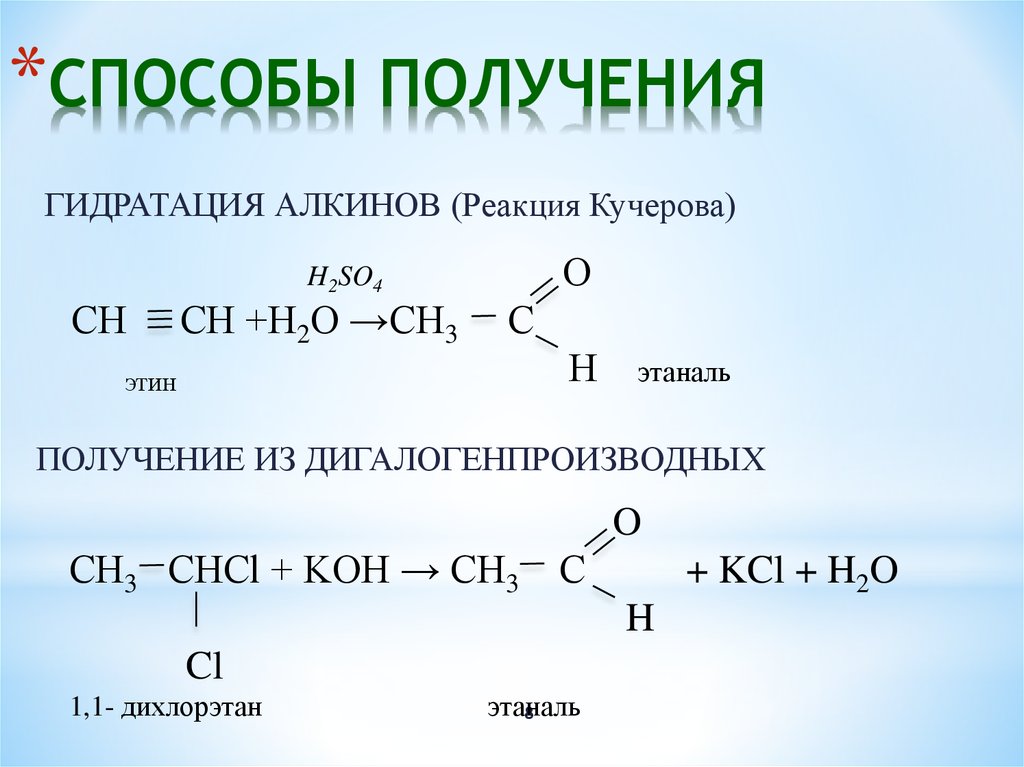 В результате этого нехитрого процесса объект не повреждается, не искажается и не меняет размеров.
В результате этого нехитрого процесса объект не повреждается, не искажается и не меняет размеров.
 Если вы используете жидкость для снятия лака (с ногтей), эффект будет далеко не такой сильный, как от промышленного ацетона.
Если вы используете жидкость для снятия лака (с ногтей), эффект будет далеко не такой сильный, как от промышленного ацетона.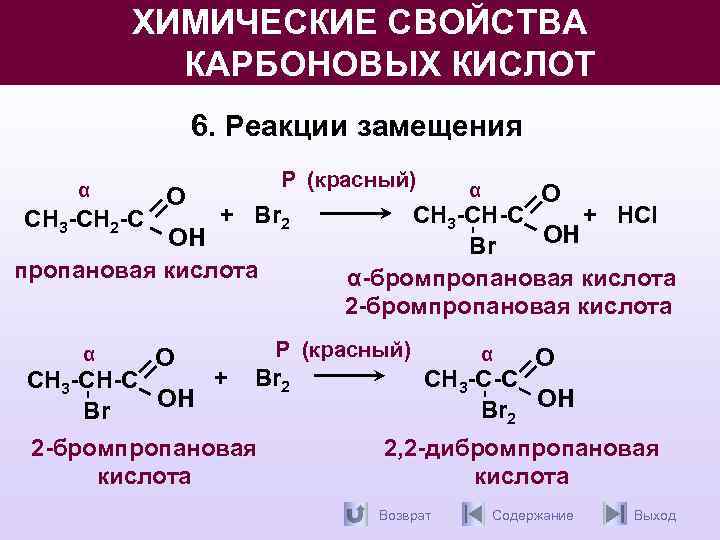
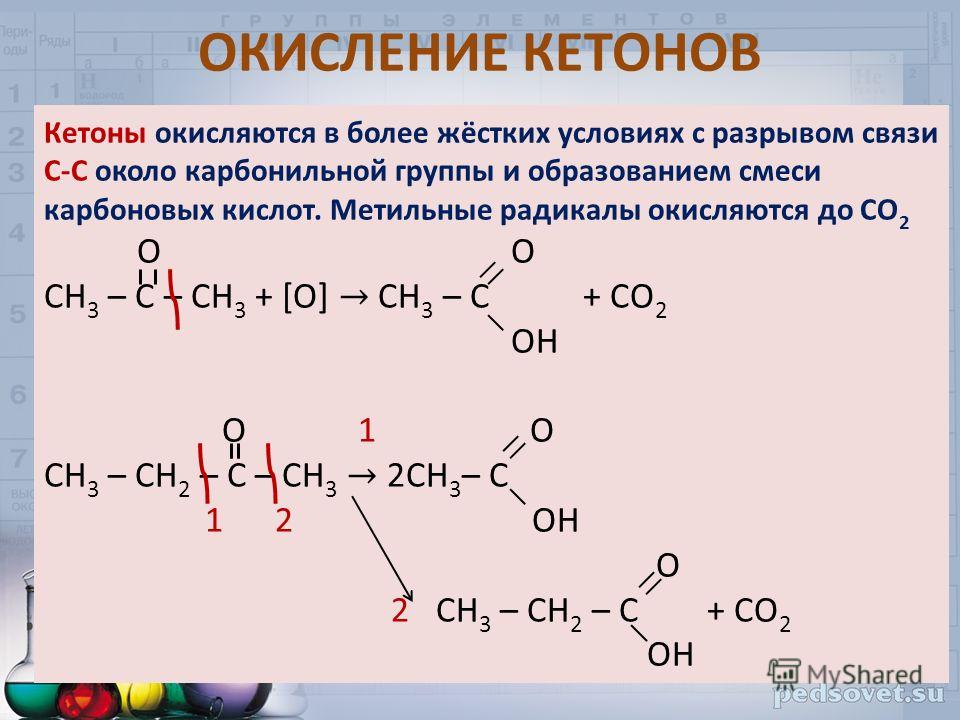 Контакт этих паров с открытым пламенем или искрой может привести к взрыву или пожару. По этой причине ацетон не следует использовать вокруг каминов и других опасных мест. Также лучше не использовать ацетон на поверхностях из пластика, так как это может привести к утечкам и потенциальной опасности, если вещества попадут в зону с открытым пламенем.
Контакт этих паров с открытым пламенем или искрой может привести к взрыву или пожару. По этой причине ацетон не следует использовать вокруг каминов и других опасных мест. Также лучше не использовать ацетон на поверхностях из пластика, так как это может привести к утечкам и потенциальной опасности, если вещества попадут в зону с открытым пламенем. Также может быть полезно держать вентилятор включенным во время использования, но только при использовании бесщеточного вентилятора, поскольку другие разновидности могут создавать небольшие искры, которые могут привести к пожару или взрыву при работе слишком близко к ацетону.
Также может быть полезно держать вентилятор включенным во время использования, но только при использовании бесщеточного вентилятора, поскольку другие разновидности могут создавать небольшие искры, которые могут привести к пожару или взрыву при работе слишком близко к ацетону. Вы можете определить, какой пластик может быть безопасным, проверив дно любого пластикового предмета или контейнера на наличие символа и цифры пять. Этот символ обычно представляет собой круглые стрелки, используемые на контейнерах для вторичной переработки и продуктах, подлежащих вторичной переработке.
Вы можете определить, какой пластик может быть безопасным, проверив дно любого пластикового предмета или контейнера на наличие символа и цифры пять. Этот символ обычно представляет собой круглые стрелки, используемые на контейнерах для вторичной переработки и продуктах, подлежащих вторичной переработке. Я искал какое-то время безуспешно, пытаясь найти клей для соединения алюминия со стеклом, но конкретно мне нужен такой, на который не повлияет ацетон. Также хочу узнать о химической реакции ацетона и АБС-пластика.
Я искал какое-то время безуспешно, пытаясь найти клей для соединения алюминия со стеклом, но конкретно мне нужен такой, на который не повлияет ацетон. Также хочу узнать о химической реакции ацетона и АБС-пластика. Если вы не знакомы с 3D-принтерами, они просто печатают по одному тонкому слою за раз с регулируемой толщиной слоя (я использую толщину слоя от 0,3 мм до 0,1 мм), чтобы построить физическую 3D-модель из пластика в один слой за раз. время. Компромисс за толщину слоя заключается в том, насколько законченной вы хотите, чтобы деталь выглядела после завершения печати, и сколько времени потребуется для печати. Самый большой отпечаток, который я могу сделать, составляет 6 x 6 x 6 дюймов. Используемый пластик может быть ABS или PLA. Я использую АБС-пластик для печати. Проблема с 3D-печатью, ИМХО, заключается в том, что вы можете видеть каждый слой печати, из-за чего готовая модель может выглядеть немного неровной. Чем меньше толщина слоя, тем менее заметны линии на детали.
Если вы не знакомы с 3D-принтерами, они просто печатают по одному тонкому слою за раз с регулируемой толщиной слоя (я использую толщину слоя от 0,3 мм до 0,1 мм), чтобы построить физическую 3D-модель из пластика в один слой за раз. время. Компромисс за толщину слоя заключается в том, насколько законченной вы хотите, чтобы деталь выглядела после завершения печати, и сколько времени потребуется для печати. Самый большой отпечаток, который я могу сделать, составляет 6 x 6 x 6 дюймов. Используемый пластик может быть ABS или PLA. Я использую АБС-пластик для печати. Проблема с 3D-печатью, ИМХО, заключается в том, что вы можете видеть каждый слой печати, из-за чего готовая модель может выглядеть немного неровной. Чем меньше толщина слоя, тем менее заметны линии на детали.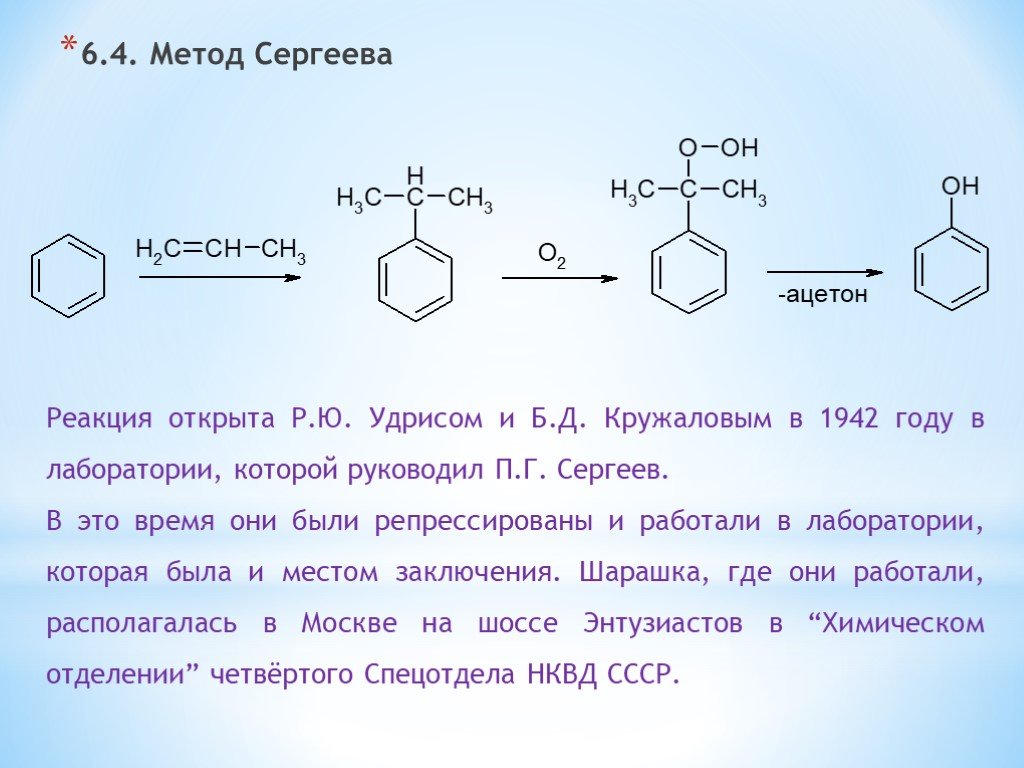 Тепловая пушка очень быстро деформирует структуру объекта, так что это не лучший метод. Шлифование работает хорошо, но это может быть утомительный ручной труд на деталях, которые имеют странные углы или труднодоступные трещины, и это не обеспечивает равномерного сглаживания детали. С ацетоном мне повезло больше всего, и другим членам сообщества 3D-печати также повезло, используя ацетон для сглаживания своих деталей.
Тепловая пушка очень быстро деформирует структуру объекта, так что это не лучший метод. Шлифование работает хорошо, но это может быть утомительный ручной труд на деталях, которые имеют странные углы или труднодоступные трещины, и это не обеспечивает равномерного сглаживания детали. С ацетоном мне повезло больше всего, и другим членам сообщества 3D-печати также повезло, используя ацетон для сглаживания своих деталей. Я нашел химический насос, чтобы я мог автоматизировать закачку ацетона в камеру, а затем выпускать пар, когда деталь будет готова. В электронном виде я буду контролировать это с помощью Arduino. Я хочу, чтобы этот процесс точно контролировался, чтобы мне нужно было подвергать пластиковую деталь воздействию пара с ацетоном только на минимальное время, необходимое для того, чтобы этот процесс был эффективным для сглаживания пластика. Я также хочу, чтобы это было автоматизировано, чтобы я мог использовать минимальное количество ацетона, сохраняя при этом эффективность при сглаживании детали (вероятно, до точки полного насыщения воздуха парами ацетона). Метод, который я использую сейчас, — это просто пустая банка из-под краски, куда я помещаю небольшое количество ацетона на дно, затем помещаю небольшую приподнятую платформу в ацетон и помещаю пластиковый элемент поверх приподнятой платформы, чтобы деталь не была погружена в воду. в ацетоне, но будет сидеть в парах. Это работает хорошо, но каждый раз, когда я открываю банку с краской, я выпускаю все пары, а также трудно вставлять и вынимать большие детали из банки с краской.
Я нашел химический насос, чтобы я мог автоматизировать закачку ацетона в камеру, а затем выпускать пар, когда деталь будет готова. В электронном виде я буду контролировать это с помощью Arduino. Я хочу, чтобы этот процесс точно контролировался, чтобы мне нужно было подвергать пластиковую деталь воздействию пара с ацетоном только на минимальное время, необходимое для того, чтобы этот процесс был эффективным для сглаживания пластика. Я также хочу, чтобы это было автоматизировано, чтобы я мог использовать минимальное количество ацетона, сохраняя при этом эффективность при сглаживании детали (вероятно, до точки полного насыщения воздуха парами ацетона). Метод, который я использую сейчас, — это просто пустая банка из-под краски, куда я помещаю небольшое количество ацетона на дно, затем помещаю небольшую приподнятую платформу в ацетон и помещаю пластиковый элемент поверх приподнятой платформы, чтобы деталь не была погружена в воду. в ацетоне, но будет сидеть в парах. Это работает хорошо, но каждый раз, когда я открываю банку с краской, я выпускаю все пары, а также трудно вставлять и вынимать большие детали из банки с краской.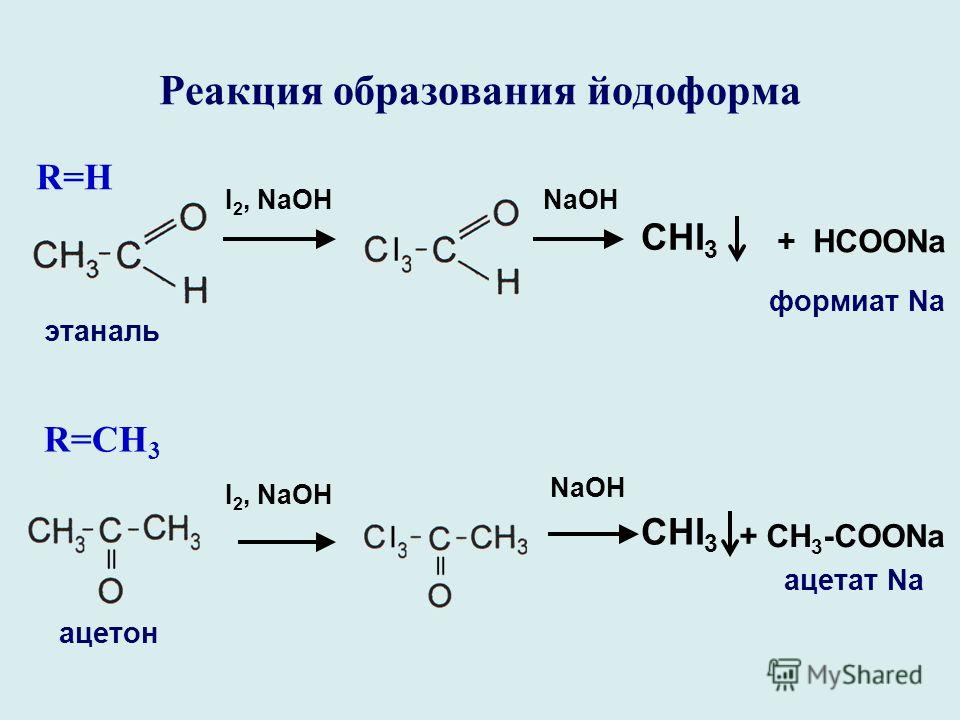
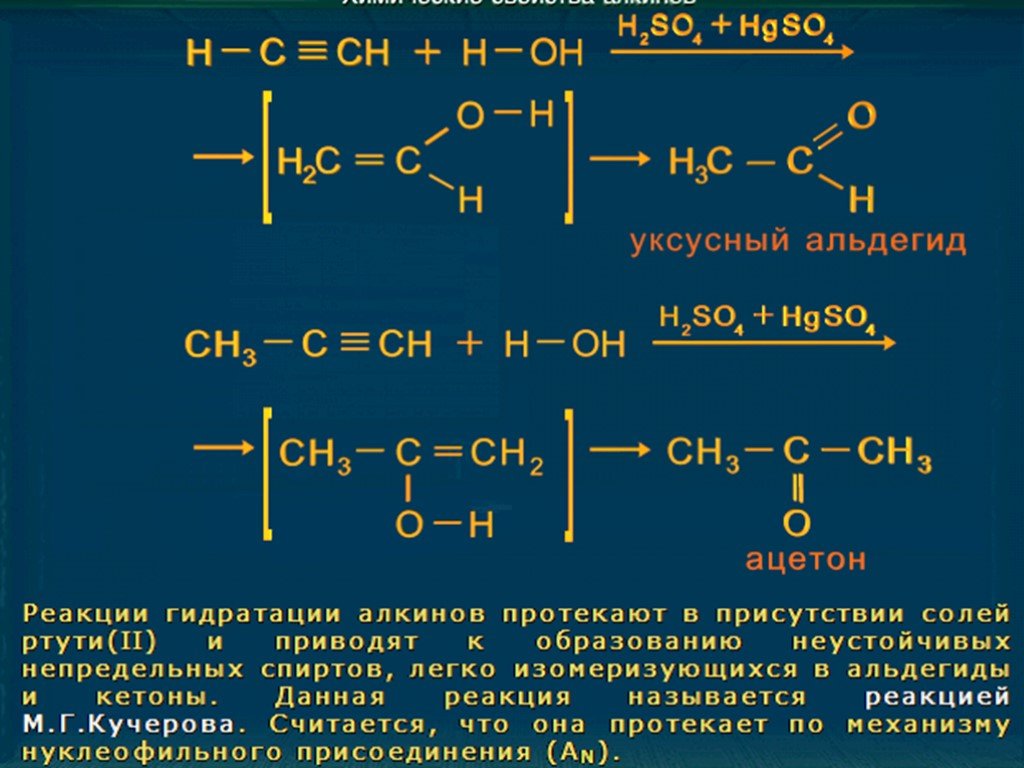

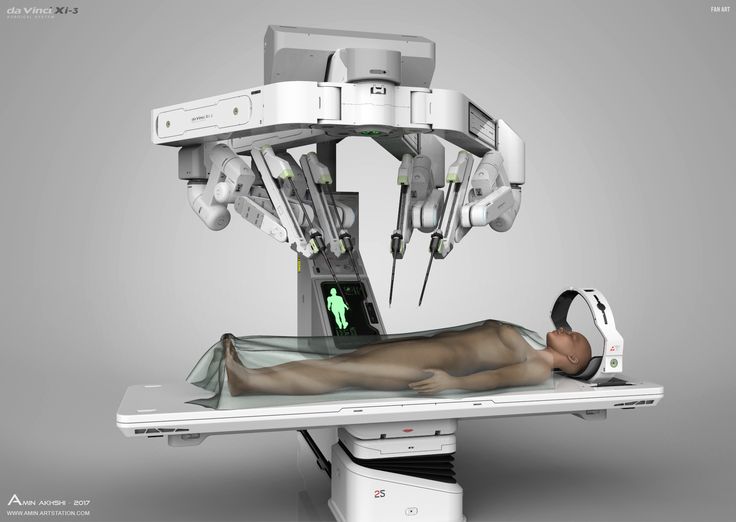 Есть также роботы «взаимной заботы», например, шведский Hobbit — он подразумевает, что пожилой человек и робот взаимно заботятся друг о друге, забота о роботе упрощает человеку принятие заботы со стороны робота.
Есть также роботы «взаимной заботы», например, шведский Hobbit — он подразумевает, что пожилой человек и робот взаимно заботятся друг о друге, забота о роботе упрощает человеку принятие заботы со стороны робота. 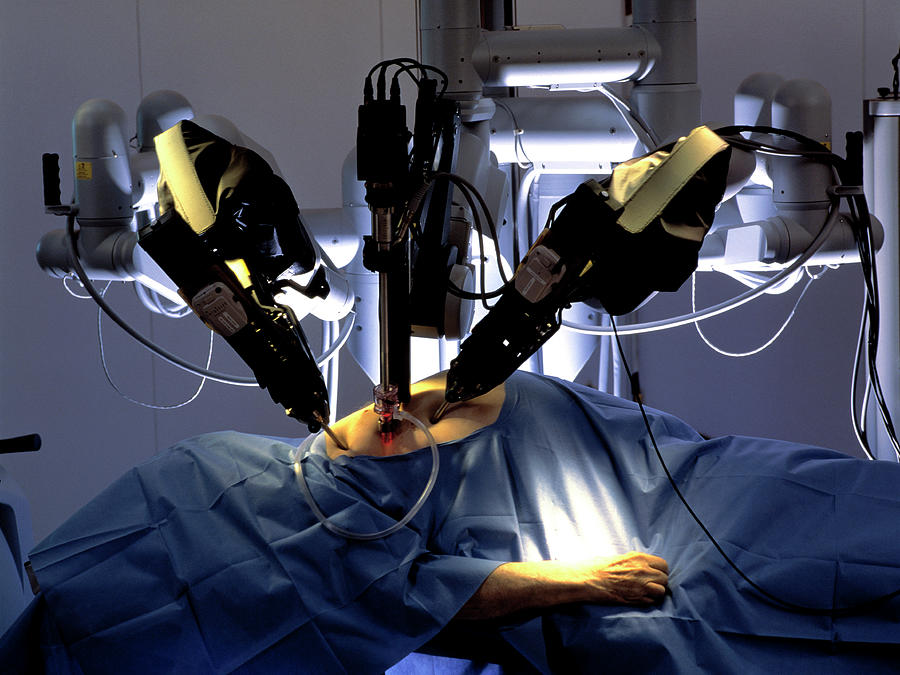

 Это очень неудобная и чрезвычайно неприятная процедура, которая может уже скоро остаться в прошлом. В разработках таких компаний, как Medineering, используются гибкие, тонкие роботы, которые могут управляться, как радиоуправляемые модели автомобиля, в точном соответствии с потребностями врача. Они могут стабильно удерживаться в организме человека без дрожания, связанного с усталостью мышц человека, и использовать весь спектр инструментов, начиная с биопсии и заканчивая прижиганием ран. Более впечатляющие роботы называются «капсульными эндоскопами», в которых процедура сводится к простому проглатыванию робота размером с пилюлю, который проходит по пищеварительному тракту и помогает делать фотографии и собирать данные, которые можно отправить непосредственно на процессор для диагностики.
Это очень неудобная и чрезвычайно неприятная процедура, которая может уже скоро остаться в прошлом. В разработках таких компаний, как Medineering, используются гибкие, тонкие роботы, которые могут управляться, как радиоуправляемые модели автомобиля, в точном соответствии с потребностями врача. Они могут стабильно удерживаться в организме человека без дрожания, связанного с усталостью мышц человека, и использовать весь спектр инструментов, начиная с биопсии и заканчивая прижиганием ран. Более впечатляющие роботы называются «капсульными эндоскопами», в которых процедура сводится к простому проглатыванию робота размером с пилюлю, который проходит по пищеварительному тракту и помогает делать фотографии и собирать данные, которые можно отправить непосредственно на процессор для диагностики. Оно повышает точность биопсии при диагностике и позволяет сократить использование дорогой магнитно-резонансной томографии (МРТ) до минимума в этом рабочем процессе и в то же время обеспечить одинаковую точность при нацеливании иглы при биопсии.
Оно повышает точность биопсии при диагностике и позволяет сократить использование дорогой магнитно-резонансной томографии (МРТ) до минимума в этом рабочем процессе и в то же время обеспечить одинаковую точность при нацеливании иглы при биопсии. Одновременно происходит сбор объемных и эластографических данных. Затем система определяет место укола и направление движения иглы для биопсии.
Одновременно происходит сбор объемных и эластографических данных. Затем система определяет место укола и направление движения иглы для биопсии. Надежда на будущее, поскольку пока такие протезные системы слишком дороги для обычного человека, тем более инвалида.
Надежда на будущее, поскольку пока такие протезные системы слишком дороги для обычного человека, тем более инвалида. При этом больницы применяют большое количество антибиотиков, которые могут стать питательной средой для развития некоторых из худших устойчивых к антибиотикам бактерий. Поэтому крайне важно, чтобы в больничных палатах всегда поддерживалась чистота. Однако этого никогда не произойдет, поскольку ленивые и склонные к ошибкам люди неизбежно совершают ошибки, которых роботы не допустят. Новые дезинфицирующие роботы автоматически перемещаются в пустую палату пациента и бомбардируют ее мощными ультрафиолетовыми лучами, запрограммированными работать до тех пор, пока микроорганизмы не будут уничтожены.
При этом больницы применяют большое количество антибиотиков, которые могут стать питательной средой для развития некоторых из худших устойчивых к антибиотикам бактерий. Поэтому крайне важно, чтобы в больничных палатах всегда поддерживалась чистота. Однако этого никогда не произойдет, поскольку ленивые и склонные к ошибкам люди неизбежно совершают ошибки, которых роботы не допустят. Новые дезинфицирующие роботы автоматически перемещаются в пустую палату пациента и бомбардируют ее мощными ультрафиолетовыми лучами, запрограммированными работать до тех пор, пока микроорганизмы не будут уничтожены.

 В прошлом году компания-разработчик этого устройства получила награду «Лучшие инновации 2018 года» за свои достижения.
В прошлом году компания-разработчик этого устройства получила награду «Лучшие инновации 2018 года» за свои достижения. Врачи, к примеру, из Москвы теперь могут общаться с местными врачами и пациентами в небольших поселениях Сибири или Дальнего Востока, делясь в режиме реального времени своими советами и знаниями по диагностике за небольшую плату, избавляя пациента от сложностей и серьезных затрат, связанных с поездкой в столицу, чтобы получить помощь от врача лично. Однако, как бы глупо это ни казалось сегодня, вполне возможно, что уже скоро медицинский осмотр можно будет проводить с помощью планшета и цифровых устройств с дистанционным управлением, а не с помощью врача-терапевта. По крайней мере, в развитых странах, к которым мы пока себя отнести не можем.
Врачи, к примеру, из Москвы теперь могут общаться с местными врачами и пациентами в небольших поселениях Сибири или Дальнего Востока, делясь в режиме реального времени своими советами и знаниями по диагностике за небольшую плату, избавляя пациента от сложностей и серьезных затрат, связанных с поездкой в столицу, чтобы получить помощь от врача лично. Однако, как бы глупо это ни казалось сегодня, вполне возможно, что уже скоро медицинский осмотр можно будет проводить с помощью планшета и цифровых устройств с дистанционным управлением, а не с помощью врача-терапевта. По крайней мере, в развитых странах, к которым мы пока себя отнести не можем.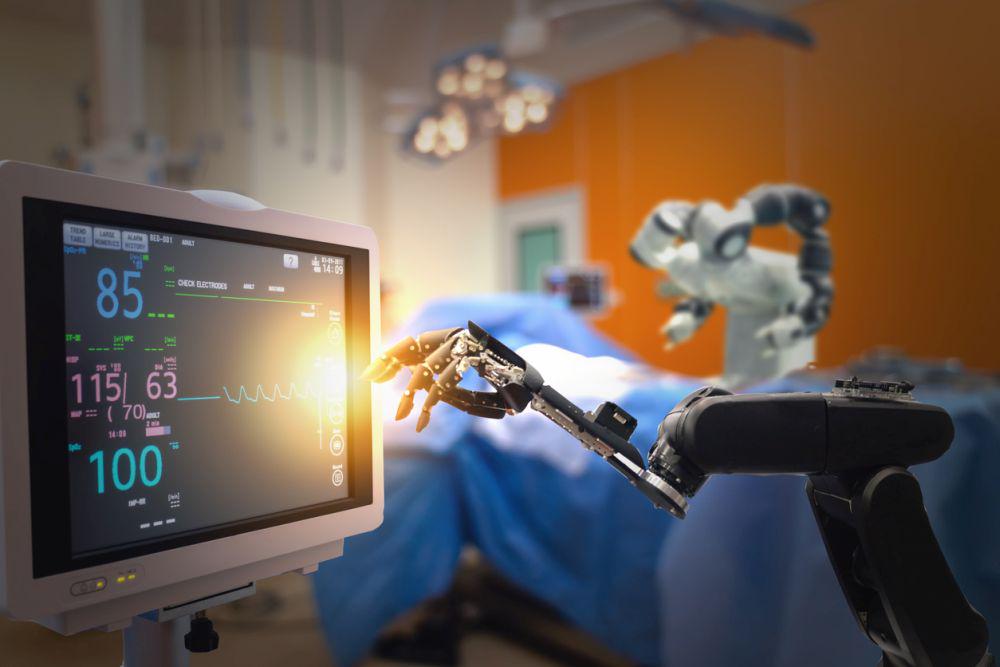
 Пациент сидит у киоска и проводит пациента через протокол самотестирования. Киоск может считывать артериальное давление, вес с помощью встроенного датчика сиденья, пульсоксиметрию, измерение роста, анализ крови, анализ мочи, анализ риска сердечно-сосудистых заболеваний и глюкометр Accu-Check. Основные показатели загружаются в систему медицинской документации больницы в четыре раза быстрее, чем вручную. Это дает медицинскому персоналу больше времени для удовлетворения потребностей пациента.
Пациент сидит у киоска и проводит пациента через протокол самотестирования. Киоск может считывать артериальное давление, вес с помощью встроенного датчика сиденья, пульсоксиметрию, измерение роста, анализ крови, анализ мочи, анализ риска сердечно-сосудистых заболеваний и глюкометр Accu-Check. Основные показатели загружаются в систему медицинской документации больницы в четыре раза быстрее, чем вручную. Это дает медицинскому персоналу больше времени для удовлетворения потребностей пациента. Шарнирная конструкция запястья каждого из манипуляторов робота обеспечивает большую гибкость и досягаемость, позволяя делать меньшие разрезы и выполнять более точные движения. В период с 2007 по 2009 г., использование хирургических систем Da Vinci увеличилось на 75%.
Шарнирная конструкция запястья каждого из манипуляторов робота обеспечивает большую гибкость и досягаемость, позволяя делать меньшие разрезы и выполнять более точные движения. В период с 2007 по 2009 г., использование хирургических систем Da Vinci увеличилось на 75%. Основное преимущество заключается в том, что это позволяет оператору стоять вне поля излучения и может уменьшить количество стентов, используемых во время процедуры.
Основное преимущество заключается в том, что это позволяет оператору стоять вне поля излучения и может уменьшить количество стентов, используемых во время процедуры. Недавно ЛаШапель использовал недорогие 3D-сканеры для цифрового картирования остаточной конечности молодой девушки и противоположной полной руки, чтобы создать реалистичную роботизированную замену конечности. Роботизированная рука Момо весит всего 1 фунт, имеет индивидуальное движение пальцев, обратную связь с отслеживанием силы через тактильные датчики, срок службы батареи от 3 до 4 дней и управляется мышцами. Миссия Unlimited Tomorrow «состоит в том, чтобы предоставить людям с ампутированными конечностями интуитивно понятную масштабируемую модель для создания пользовательских устройств от начала до конца. Мы используем новейшие технологии, такие как 3D-сканирование, 3D-печать и машинное обучение, чтобы создавать протезы следующего поколения по минимально возможной цене». Проект www.TheRoboArm.com имеет открытый исходный код и доступен для всех.
Недавно ЛаШапель использовал недорогие 3D-сканеры для цифрового картирования остаточной конечности молодой девушки и противоположной полной руки, чтобы создать реалистичную роботизированную замену конечности. Роботизированная рука Момо весит всего 1 фунт, имеет индивидуальное движение пальцев, обратную связь с отслеживанием силы через тактильные датчики, срок службы батареи от 3 до 4 дней и управляется мышцами. Миссия Unlimited Tomorrow «состоит в том, чтобы предоставить людям с ампутированными конечностями интуитивно понятную масштабируемую модель для создания пользовательских устройств от начала до конца. Мы используем новейшие технологии, такие как 3D-сканирование, 3D-печать и машинное обучение, чтобы создавать протезы следующего поколения по минимально возможной цене». Проект www.TheRoboArm.com имеет открытый исходный код и доступен для всех. От ИСМП умирает столько же людей, сколько от СПИДа, рака молочной железы и автокатастроф вместе взятых. По данным CDC, 1 из каждых 25 пациентов заболевает ИСМП, а 1 из каждых 9 пациентов умирает от ИСМП. HAI обходятся отрасли здравоохранения примерно в 30 миллиардов долларов в год. Робот Xenex LightStrike Germ Zapping Robot — единственная импульсная система обеззараживания ультрафиолетовым светом на рынке роботов. Ксеноновые импульсные лампы производят ультрафиолетовый свет высокой интенсивности, который проходит через клеточные стенки бактерий, вирусов и бактериальных спор. ДНК, РНК и белки внутри микроорганизмов повреждаются при поглощении УФ-излучения. Повреждение вызывается тремя способами: фотогидратация (втягивание молекул воды в ДНК, что препятствует транскрипции), фоторасщепление (нарушение основы ДНК) и фотодимеризация (неправильное слияние оснований ДНК). Робот оснащен Wi-Fi и сотовой связью, что позволяет в режиме реального времени получать отчеты о том, какие комнаты чистые, а также имеет датчики мгновенного мониторинга и диагностики.
От ИСМП умирает столько же людей, сколько от СПИДа, рака молочной железы и автокатастроф вместе взятых. По данным CDC, 1 из каждых 25 пациентов заболевает ИСМП, а 1 из каждых 9 пациентов умирает от ИСМП. HAI обходятся отрасли здравоохранения примерно в 30 миллиардов долларов в год. Робот Xenex LightStrike Germ Zapping Robot — единственная импульсная система обеззараживания ультрафиолетовым светом на рынке роботов. Ксеноновые импульсные лампы производят ультрафиолетовый свет высокой интенсивности, который проходит через клеточные стенки бактерий, вирусов и бактериальных спор. ДНК, РНК и белки внутри микроорганизмов повреждаются при поглощении УФ-излучения. Повреждение вызывается тремя способами: фотогидратация (втягивание молекул воды в ДНК, что препятствует транскрипции), фоторасщепление (нарушение основы ДНК) и фотодимеризация (неправильное слияние оснований ДНК). Робот оснащен Wi-Fi и сотовой связью, что позволяет в режиме реального времени получать отчеты о том, какие комнаты чистые, а также имеет датчики мгновенного мониторинга и диагностики. Робот работает независимо и обнаруживает людей, входящих в помещение, с помощью тройного датчика движения и останавливает процесс дезинфекции для безопасности оператора.
Робот работает независимо и обнаруживает людей, входящих в помещение, с помощью тройного датчика движения и останавливает процесс дезинфекции для безопасности оператора.
 ClinicalAssist может информировать пациентов практически обо всех распространенных медицинских симптомах и диагнозах.
ClinicalAssist может информировать пациентов практически обо всех распространенных медицинских симптомах и диагнозах.
 : (228) 342 — 6278
: (228) 342 — 6278 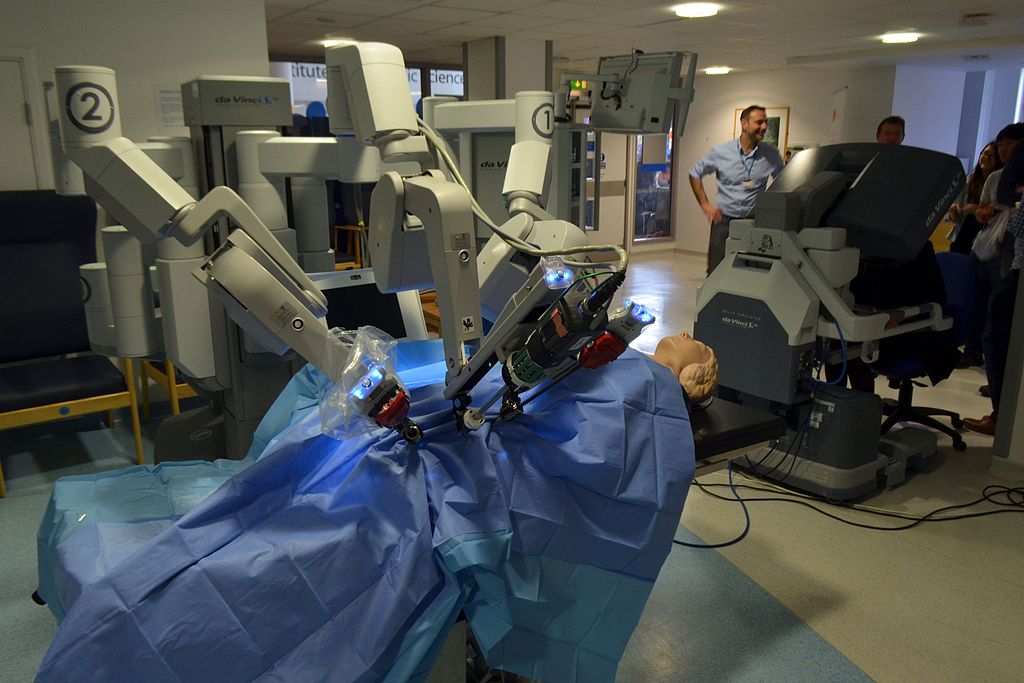
 В.
В. Норму времени на операцию можно получить посредством интерфейса CNC-VISION на основе уже полученных данных (вывод нормы времени на деталь разберем в другой статье). Выполненное количество деталей фиксируется мастером участка по окончанию рабочей смены. Наладки и затраченное на них время (столбцы 9-10) также заполняются по окончанию смены. Планируемое и расчетное время (столбцы 7-8) рассчитываются исходя из выделенной нормы времени на одну деталь путем перемножения кол-ва (планируемого/выполненного) на норму времени для операции.
Норму времени на операцию можно получить посредством интерфейса CNC-VISION на основе уже полученных данных (вывод нормы времени на деталь разберем в другой статье). Выполненное количество деталей фиксируется мастером участка по окончанию рабочей смены. Наладки и затраченное на них время (столбцы 9-10) также заполняются по окончанию смены. Планируемое и расчетное время (столбцы 7-8) рассчитываются исходя из выделенной нормы времени на одну деталь путем перемножения кол-ва (планируемого/выполненного) на норму времени для операции.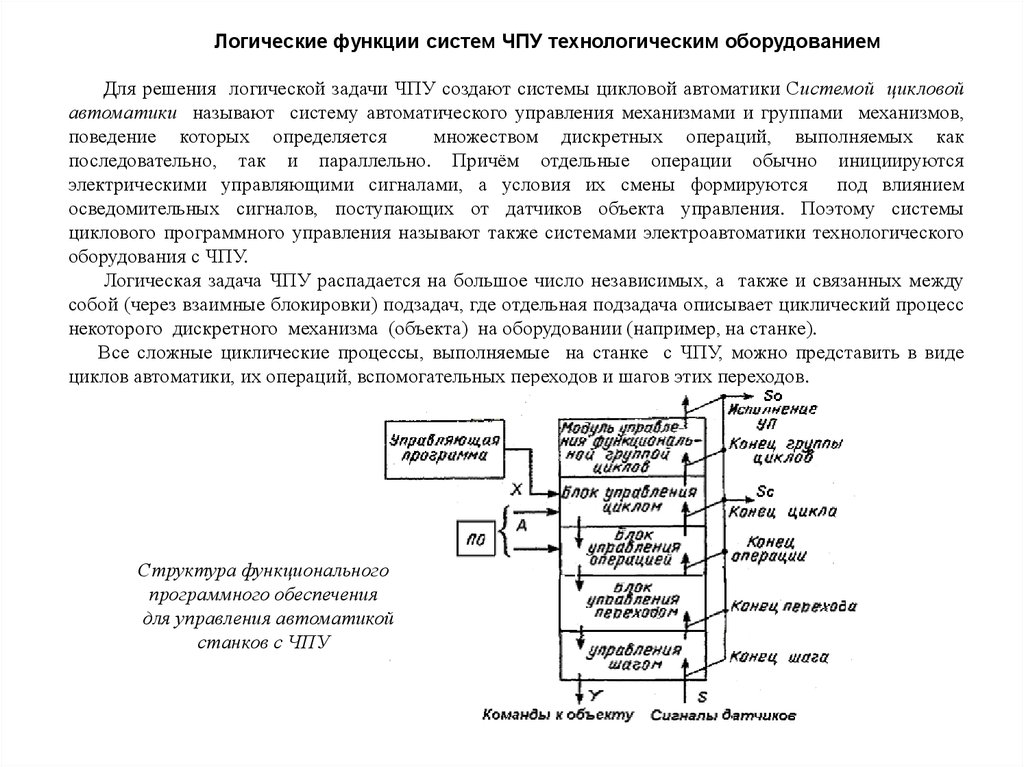
 30-8.10
30-8.10 
 Также отмечаем, что в период с 10:20-10:30 положение регулятора настройки скорости вращения шпинделя — 50% и далее до 10:45 постоянно меняется, как и положение регулятора скорости подачи. Похожая ситуация для периода 13:50-14:05. Фиксируем замечания.
Также отмечаем, что в период с 10:20-10:30 положение регулятора настройки скорости вращения шпинделя — 50% и далее до 10:45 постоянно меняется, как и положение регулятора скорости подачи. Похожая ситуация для периода 13:50-14:05. Фиксируем замечания.
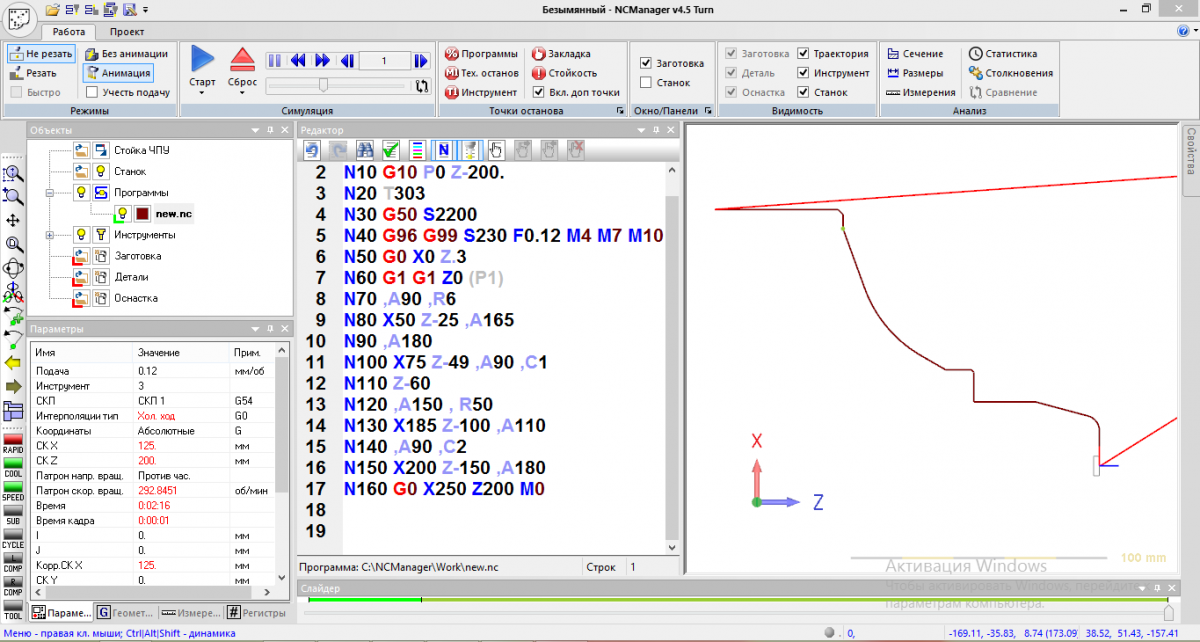 Удобный интерфейс системы мониторинга станков CNC-VISION .
Удобный интерфейс системы мониторинга станков CNC-VISION .
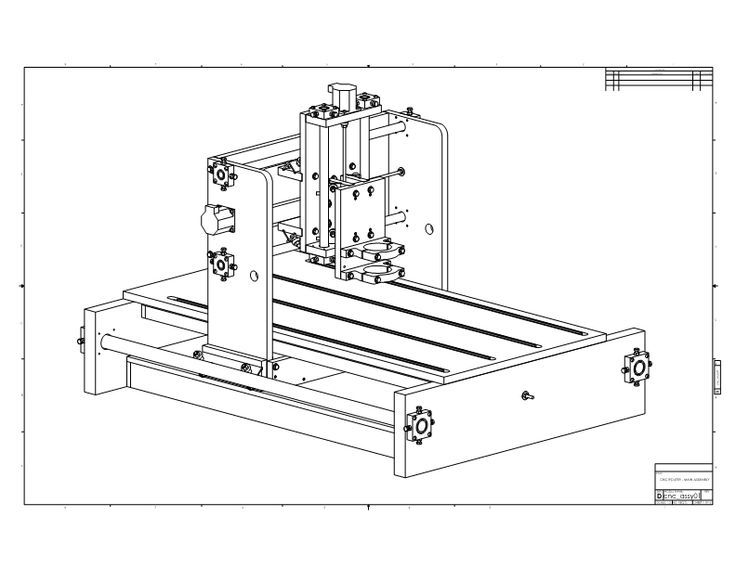

 д.
д.
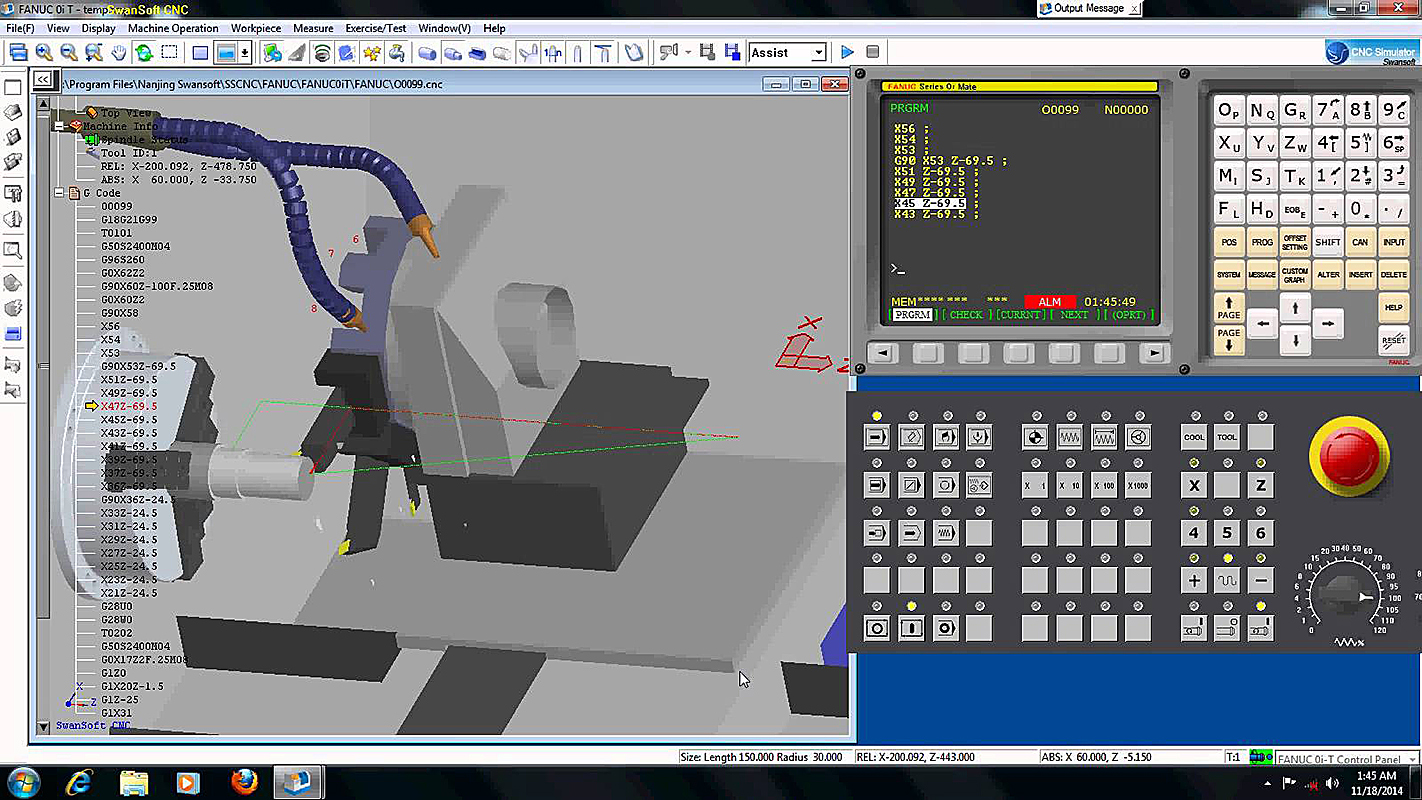
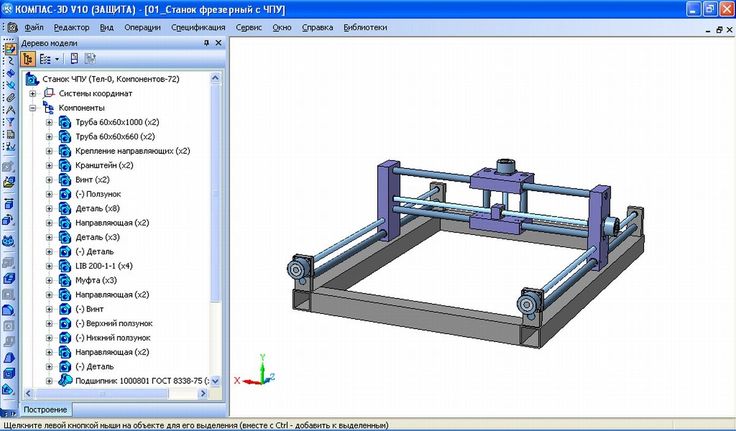 11.2022
11.2022 11.2022
11.2022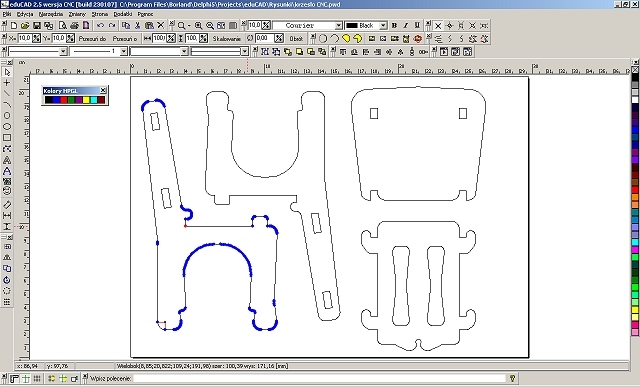 10.2022
10.2022 12.2022
12.2022
 Иначе говоря, сцепка, подходящая для плуга ПН, не подходит для плуга Н. Тоже самое касается окучников и выкапывателей. При этом перечисленные сцепные устройства применимы для всех мотоблоков «НЕВА» вне зависимости от модификации. Также эти приспособления используются для установки навески на культиватор МК200. Если Вас интересует покупка сцепки, то рекомендуем Вам воспользоваться интерактивной картой расположения дилеров. Посредством карты Вы узнаете, где купить сцепку для мотоблока, а также другие товары бренда «Мототехника НЕВА».
Иначе говоря, сцепка, подходящая для плуга ПН, не подходит для плуга Н. Тоже самое касается окучников и выкапывателей. При этом перечисленные сцепные устройства применимы для всех мотоблоков «НЕВА» вне зависимости от модификации. Также эти приспособления используются для установки навески на культиватор МК200. Если Вас интересует покупка сцепки, то рекомендуем Вам воспользоваться интерактивной картой расположения дилеров. Посредством карты Вы узнаете, где купить сцепку для мотоблока, а также другие товары бренда «Мототехника НЕВА». Регулировка глубины обработки осуществляется посредством вращения болта М14. Сцепное устройство для мотоблока покупается отдельно. Однако в нашем ассортименте представлен плуг ПН, в комплект которого данная сцепка включена. Продажа сцепного устройства производится в торговых точках наших региональных дилеров, а также в торгово-выставочном комплекте «Мототехника НЕВА».
Регулировка глубины обработки осуществляется посредством вращения болта М14. Сцепное устройство для мотоблока покупается отдельно. Однако в нашем ассортименте представлен плуг ПН, в комплект которого данная сцепка включена. Продажа сцепного устройства производится в торговых точках наших региональных дилеров, а также в торгово-выставочном комплекте «Мототехника НЕВА». Купить сцепку для мотоблока можно у наших региональных представителей. Если Вы живете в Санкт-Петербурге, то можете зайти в фирменный магазин при заводе и осуществить покупку данного сцепного устройства.
Купить сцепку для мотоблока можно у наших региональных представителей. Если Вы живете в Санкт-Петербурге, то можете зайти в фирменный магазин при заводе и осуществить покупку данного сцепного устройства. Данное изделие имеется в продаже в торговых точках наших дилеров.
Данное изделие имеется в продаже в торговых точках наших дилеров. В выполнении данных операций культиваторам помогает соответствующее навесное оборудование (плуги, окучники, выкапыватели). Агрегатирование данных почвообрабатывающих орудий с мототехникой осуществляется посредством сцепных устройств. Для того, чтобы произвести покупку сцепного устройства на культиватор, обратитесь к нашим дилерам. Контакты торговых представителей представлены в разделе «Где купить». Рекомендованные розничные цены на сцепные устройства представлены на нашем сайте.
В выполнении данных операций культиваторам помогает соответствующее навесное оборудование (плуги, окучники, выкапыватели). Агрегатирование данных почвообрабатывающих орудий с мототехникой осуществляется посредством сцепных устройств. Для того, чтобы произвести покупку сцепного устройства на культиватор, обратитесь к нашим дилерам. Контакты торговых представителей представлены в разделе «Где купить». Рекомендованные розничные цены на сцепные устройства представлены на нашем сайте. Продажа сцепки осуществляется в торговых точках наши представителей в регионах.
Продажа сцепки осуществляется в торговых точках наши представителей в регионах. 06.10.01.50) позволяет присоединить к мотоблокам «НЕВА» следующая навеска — однорядная навесная картофелесажалка (00.70.04.00.00) и картофелекопалка (00.14.00.00.00). Установка данного изделия является простой. Скоба крепится на мототехнике с помощью шкворней, входящие в комплект к мотоблоку. Приспособление продается вместе с картофелесажалкой и картофелекопалкой. Однако возможна покупка скобы отдельно.
06.10.01.50) позволяет присоединить к мотоблокам «НЕВА» следующая навеска — однорядная навесная картофелесажалка (00.70.04.00.00) и картофелекопалка (00.14.00.00.00). Установка данного изделия является простой. Скоба крепится на мототехнике с помощью шкворней, входящие в комплект к мотоблоку. Приспособление продается вместе с картофелесажалкой и картофелекопалкой. Однако возможна покупка скобы отдельно.
 Если у Вас есть интерес к покупке сцепки для мотоблока или культиватора, то Вы можете обратиться к нашим торговым представителям. Также покупка сцепного устройства может быть произведена в торгово-выставочном центре «Мототехника НЕВА» (Санкт-Петербург). Обратите внимание, что цены на одни и те же товары могут различаться в зависимости от региона.
Если у Вас есть интерес к покупке сцепки для мотоблока или культиватора, то Вы можете обратиться к нашим торговым представителям. Также покупка сцепного устройства может быть произведена в торгово-выставочном центре «Мототехника НЕВА» (Санкт-Петербург). Обратите внимание, что цены на одни и те же товары могут различаться в зависимости от региона. Винница
Винница с
с

 59500: Подходит для BCS 718, 722, 725, 732, 735, 739: Рекомендуемая производителем розничная цена:
59500: Подходит для BCS 718, 722, 725, 732, 735, 739: Рекомендуемая производителем розничная цена:  д.) в систему охлаждения двигателя и закупорку ребер охлаждения цилиндра . Устанавливается над корпусом стартера, где охлаждающий воздух всасывается во все небольшие двигатели. Если на вашем мотоблоке установлена роторная косилка (газонокосилка, цеповая или кусторезная косилка), трава разрезается на достаточно мелкие кусочки, которые легко засасываются в воздухозаборник охлаждения двигателя… а если вы ДОН ‘T снимайте охлаждающие кожухи с двигателя 2 или 3 раза в год, чтобы очистить от скопившегося мусора, вы рискуете перегреть двигатель, что приведет к взрыву прокладки головки блока цилиндров (или хуже). Если у вас есть этот экран, трава и мусор останавливаются на экране . Так как, когда вы косите, вы находитесь прямо за двигателем, вы можете легко иногда наклоняться и стряхивать его рукой… как чистка ворсового экрана в сушилке.
д.) в систему охлаждения двигателя и закупорку ребер охлаждения цилиндра . Устанавливается над корпусом стартера, где охлаждающий воздух всасывается во все небольшие двигатели. Если на вашем мотоблоке установлена роторная косилка (газонокосилка, цеповая или кусторезная косилка), трава разрезается на достаточно мелкие кусочки, которые легко засасываются в воздухозаборник охлаждения двигателя… а если вы ДОН ‘T снимайте охлаждающие кожухи с двигателя 2 или 3 раза в год, чтобы очистить от скопившегося мусора, вы рискуете перегреть двигатель, что приведет к взрыву прокладки головки блока цилиндров (или хуже). Если у вас есть этот экран, трава и мусор останавливаются на экране . Так как, когда вы косите, вы находитесь прямо за двигателем, вы можете легко иногда наклоняться и стряхивать его рукой… как чистка ворсового экрана в сушилке. Этот пункт Earth Tools Exclusive … любой другой дилер, который предлагает его, покупает его у нас.
Этот пункт Earth Tools Exclusive … любой другой дилер, который предлагает его, покупает его у нас.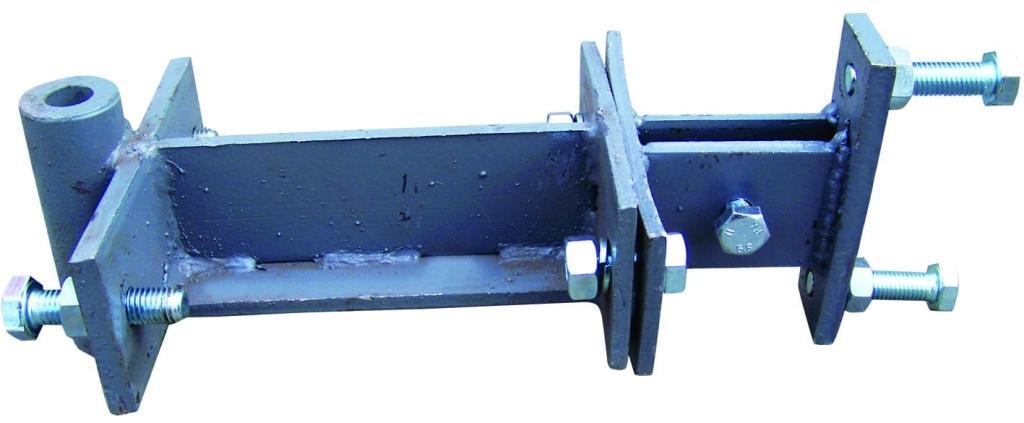 Он крепится к креплению ВОМ, а 922.59500 буксировочная сцепка выше будет подключаться к нему. (У нас также есть конфигурации тягово-сцепного устройства, которое будет вставляться в текущие быстроразъемные соединения BCS и Grillo). Это тот же элемент, который мы продаем в качестве «дышла» для навесного оборудования Aldo Biagioli.
Он крепится к креплению ВОМ, а 922.59500 буксировочная сцепка выше будет подключаться к нему. (У нас также есть конфигурации тягово-сцепного устройства, которое будет вставляться в текущие быстроразъемные соединения BCS и Grillo). Это тот же элемент, который мы продаем в качестве «дышла» для навесного оборудования Aldo Biagioli. (Примерами таких орудий могут быть силовые бороны, культиваторы с прикрепленными системами катков, лопаты, культиваторы для засыпки камня и т. д.) Ниже приведены несколько вариантов в зависимости от типа трактора:
(Примерами таких орудий могут быть силовые бороны, культиваторы с прикрепленными системами катков, лопаты, культиваторы для засыпки камня и т. д.) Ниже приведены несколько вариантов в зависимости от типа трактора: ) Легко надевается и снимается с бампера, с помощью всего одной гайки. ТЕПЕРЬ ПОСТАВЛЯЕТСЯ С КРЫШКОЙ ГАЙКОЙ, ПОЭТОМУ ИНСТРУМЕНТЫ НЕ ТРЕБУЮТСЯ! . (В КОМПЛЕКТ НЕ ВХОДЯТ ГРУЗЫ!! Грузовые пластины можно приобрести у нас отдельно, или, скорее всего, вы можете найти их на месте, новые или бывшие в употреблении).
) Легко надевается и снимается с бампера, с помощью всего одной гайки. ТЕПЕРЬ ПОСТАВЛЯЕТСЯ С КРЫШКОЙ ГАЙКОЙ, ПОЭТОМУ ИНСТРУМЕНТЫ НЕ ТРЕБУЮТСЯ! . (В КОМПЛЕКТ НЕ ВХОДЯТ ГРУЗЫ!! Грузовые пластины можно приобрести у нас отдельно, или, скорее всего, вы можете найти их на месте, новые или бывшие в употреблении). Грузы типа «чемодан». Эта утяжеляющая система подходит для всех современных тракторов BCS и Grillo с трубчатыми стальными бамперами. Он оснащен болтами J-типа с барашковыми гайками, которые надежно фиксируют вес на трубчатом бампере. Весит 25 фунтов, а «J-образные болты» достаточно длинные, чтобы вместить дополнительную пластину весом 25 фунтов, что дает общий вес 50 фунтов. если нужно. ПРИМЕЧАНИЕ. На моделях BCS PowerSafe (739, 749, 750, 770), необходимо снять декоративную синюю пластиковую деталь с бампера двигателя, чтобы выдержать такой вес. (если вы покупаете у нас новый трактор PowerSafe с таким весом, мы снимаем пластиковую деталь с бампера здесь, чтобы избавить вас от хлопот)
Грузы типа «чемодан». Эта утяжеляющая система подходит для всех современных тракторов BCS и Grillo с трубчатыми стальными бамперами. Он оснащен болтами J-типа с барашковыми гайками, которые надежно фиксируют вес на трубчатом бампере. Весит 25 фунтов, а «J-образные болты» достаточно длинные, чтобы вместить дополнительную пластину весом 25 фунтов, что дает общий вес 50 фунтов. если нужно. ПРИМЕЧАНИЕ. На моделях BCS PowerSafe (739, 749, 750, 770), необходимо снять декоративную синюю пластиковую деталь с бампера двигателя, чтобы выдержать такой вес. (если вы покупаете у нас новый трактор PowerSafe с таким весом, мы снимаем пластиковую деталь с бампера здесь, чтобы избавить вас от хлопот)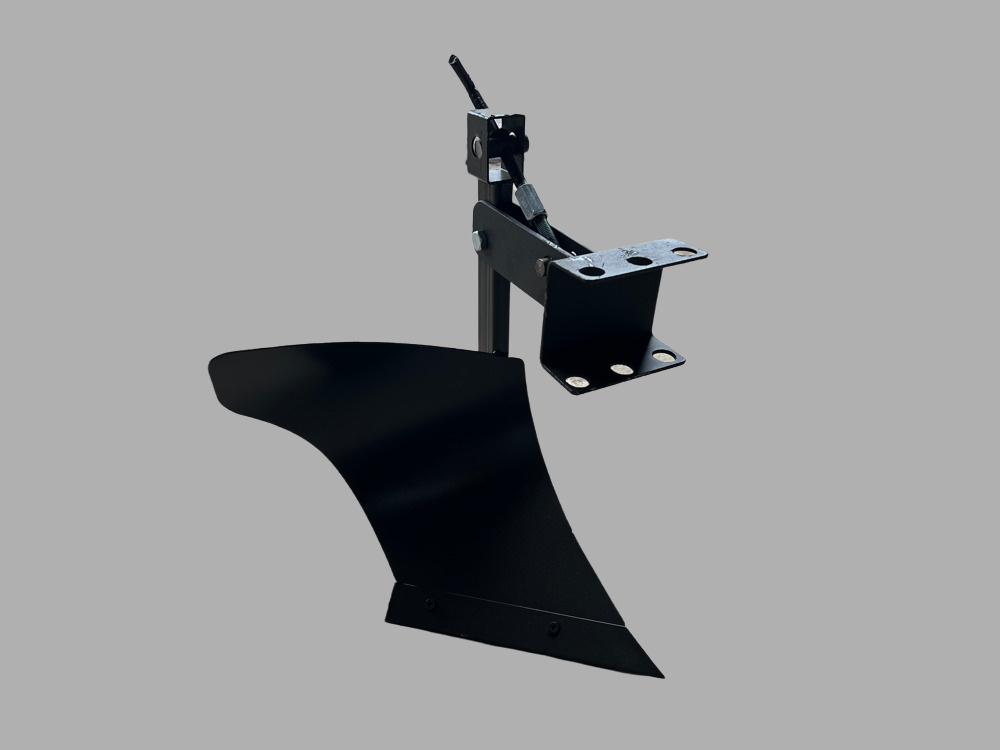 Если трактор буксируется на грузовике или прицепе, необходимо СНЯТЬ любую установленную на бампере систему грузов, поскольку «подпрыгивание» машины во время буксировки может фактически привести к увеличению веса на бампере. сгибание крепления бампера.
Если трактор буксируется на грузовике или прицепе, необходимо СНЯТЬ любую установленную на бампере систему грузов, поскольку «подпрыгивание» машины во время буксировки может фактически привести к увеличению веса на бампере. сгибание крепления бампера. .jpg)



 Основное его предназначение обработка цилиндрических деталей методом точения, а также нарезание метрической, модульный, дюймовой и питчевой резьб.
Основное его предназначение обработка цилиндрических деталей методом точения, а также нарезание метрической, модульный, дюймовой и питчевой резьб. Им стал ДИП 200, а за прототип взяли немецкую фирму с их моделью VDF.
Им стал ДИП 200, а за прототип взяли немецкую фирму с их моделью VDF. Компания занимается освоением серийного производства этой модели и вот в конце 1973 года месячный оборот производства достигает 1 тыс. экземпляров. Экспортируется порядка 10% от общего числа.
Компания занимается освоением серийного производства этой модели и вот в конце 1973 года месячный оборот производства достигает 1 тыс. экземпляров. Экспортируется порядка 10% от общего числа.
 Этот блок токарного станка 16К20 очень жесткий, что снижает вероятность ошибок и повышает точность, вызванных упругой деформацией системы скольжения во время резки.
Этот блок токарного станка 16К20 очень жесткий, что снижает вероятность ошибок и повышает точность, вызванных упругой деформацией системы скольжения во время резки.


 С ходовым винтом, валом на коробке подач.
С ходовым винтом, валом на коробке подач. Закончив осмотр, стоит выключить питание для каждого электродвигателя и используя вводный автоматический выключатель F1 в цеховую сеть.
Закончив осмотр, стоит выключить питание для каждого электродвигателя и используя вводный автоматический выключатель F1 в цеховую сеть.
 Еще можно отметить модели TRENS, от Словацкого производителя SN 50 С и SN 500 SA. Они имеют современную конструкцию и качественные немецкие комплектующие, с относительно небольшой стоимостью за свои характеристики. Цены на товары других производителей начинаются от полутора миллиона до двух, без расчета доставки и установки агрегатов.
Еще можно отметить модели TRENS, от Словацкого производителя SN 50 С и SN 500 SA. Они имеют современную конструкцию и качественные немецкие комплектующие, с относительно небольшой стоимостью за свои характеристики. Цены на товары других производителей начинаются от полутора миллиона до двух, без расчета доставки и установки агрегатов. центр
центр 16К20Ф3С
16К20Ф3С Используя файлы cookie, мы можем гарантировать, что одна и та же информация не будет отображаться каждый раз при повторном посещении веб-сайта. Файлы cookie также могут помочь оптимизировать работу веб-сайта. Они облегчают просмотр нашего веб-сайта.
Используя файлы cookie, мы можем гарантировать, что одна и та же информация не будет отображаться каждый раз при повторном посещении веб-сайта. Файлы cookie также могут помочь оптимизировать работу веб-сайта. Они облегчают просмотр нашего веб-сайта. Просто нажмите «Справка» и выполните поиск «Блокировать файлы cookie». Обратите внимание: если вы деактивируете файлы cookie, веб-сайт может отображаться только частично или не отображаться вовсе.
Просто нажмите «Справка» и выполните поиск «Блокировать файлы cookie». Обратите внимание: если вы деактивируете файлы cookie, веб-сайт может отображаться только частично или не отображаться вовсе. Эти особенности позволили установить на станке более высокую мощность – 10 кВт на шпиндель – и добиться штатной глубины резания легированных сталей до 8 мм. Панель оператора подвешена на подвеске, что обеспечивает больший комфорт токарю. Перемещение задней бабки облегчено и может быть выполнено одним пальцем. Все узлы токарного станка спроектированы с мыслью о легком доступе для обслуживания токарного станка в кратчайшие сроки. TC1625F3 , вероятно, самый эргономичный и мощный, компактный и производительный токарный станок с ЧПУ среднего размера на сегодняшний день. Станок в основном производится на склад, поэтому сроки поставки очень короткие – 2-3 месяца. Кроме того, на него распространяется 2-летняя гарантия в упаковке.
Эти особенности позволили установить на станке более высокую мощность – 10 кВт на шпиндель – и добиться штатной глубины резания легированных сталей до 8 мм. Панель оператора подвешена на подвеске, что обеспечивает больший комфорт токарю. Перемещение задней бабки облегчено и может быть выполнено одним пальцем. Все узлы токарного станка спроектированы с мыслью о легком доступе для обслуживания токарного станка в кратчайшие сроки. TC1625F3 , вероятно, самый эргономичный и мощный, компактный и производительный токарный станок с ЧПУ среднего размера на сегодняшний день. Станок в основном производится на склад, поэтому сроки поставки очень короткие – 2-3 месяца. Кроме того, на него распространяется 2-летняя гарантия в упаковке.  000/1.500
000/1.500 650
650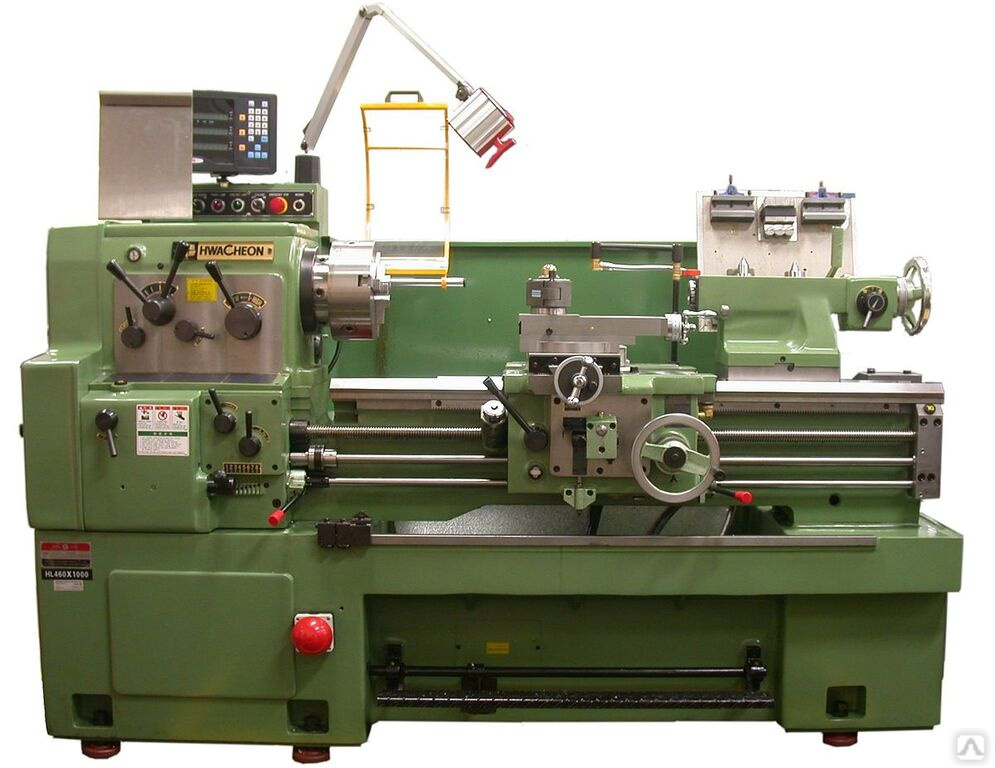 200/3.500
200/3.500
 Мощностная характеристика определяется плотностью потока и достигает 10 в 8 степени Ватт на один квадратный сантиметр. Также она определяется в зависимости от толщины заготовки и в среднем достигает 0,5–1,5 кВт.
Мощностная характеристика определяется плотностью потока и достигает 10 в 8 степени Ватт на один квадратный сантиметр. Также она определяется в зависимости от толщины заготовки и в среднем достигает 0,5–1,5 кВт.


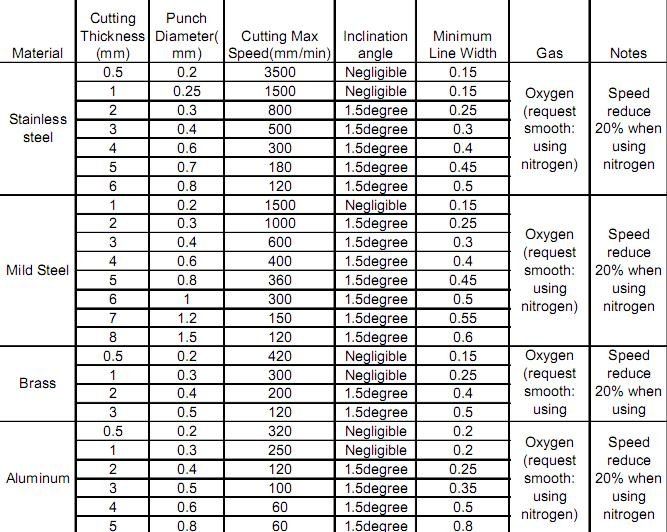 org/ListItem»> /
org/ListItem»> / На двухкиловатном источнике
На двухкиловатном источнике
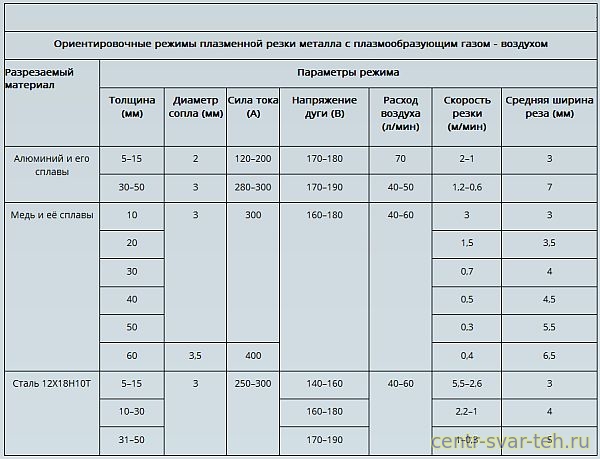 5-6.5
5-6.5 3-3.2
3-3.2 2-1.8
2-1.8 3-0.5
3-0.5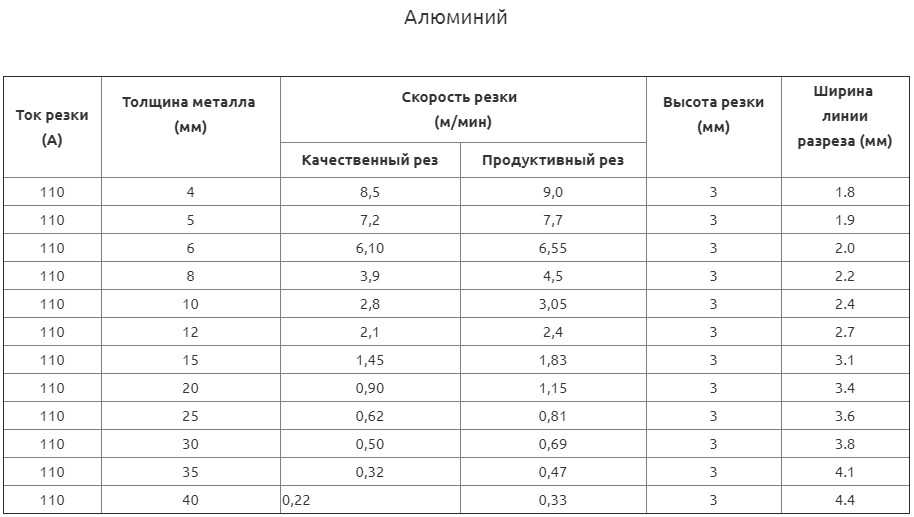 0-15
0-15 6-0.8
6-0.8 0-10
0-10 5-3.5
5-3.5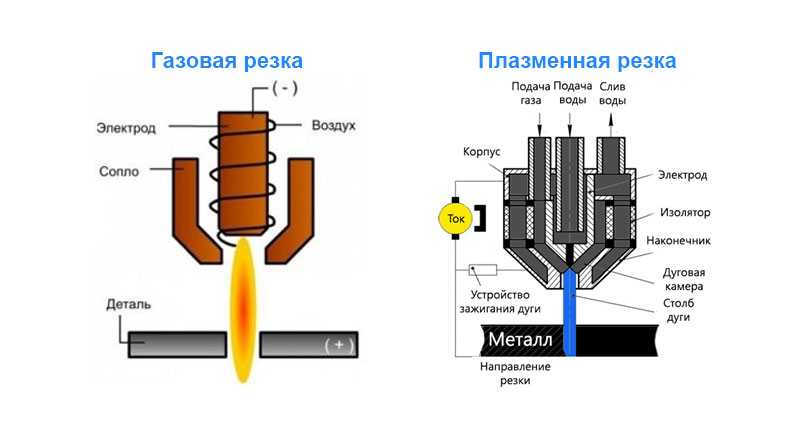 3-0.4
3-0.4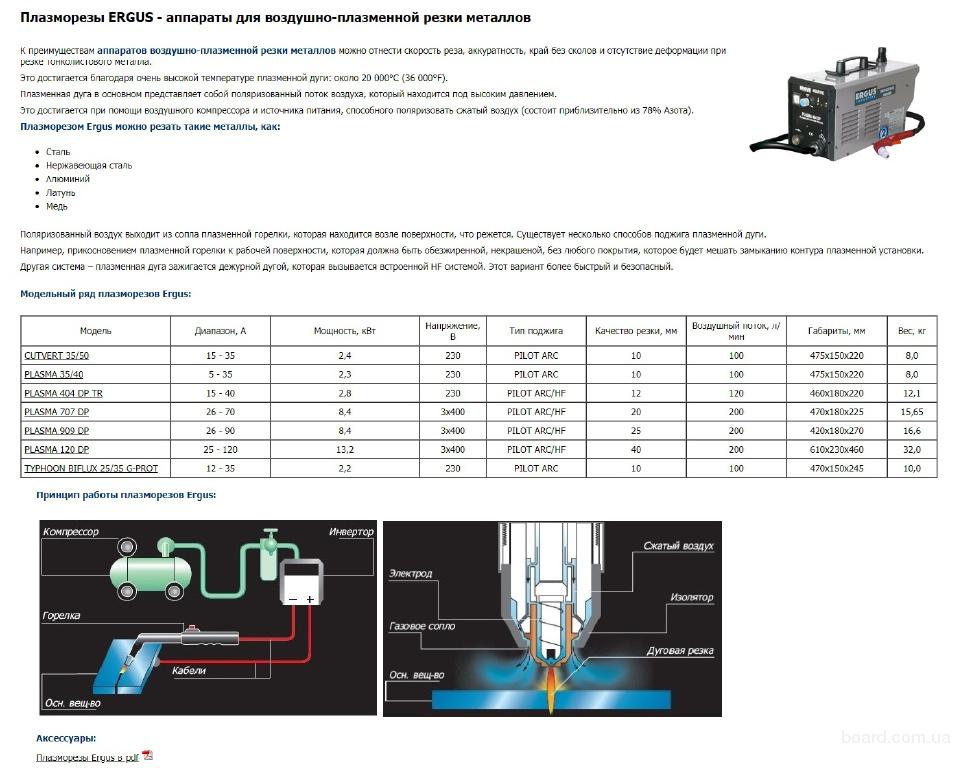 0-10
0-10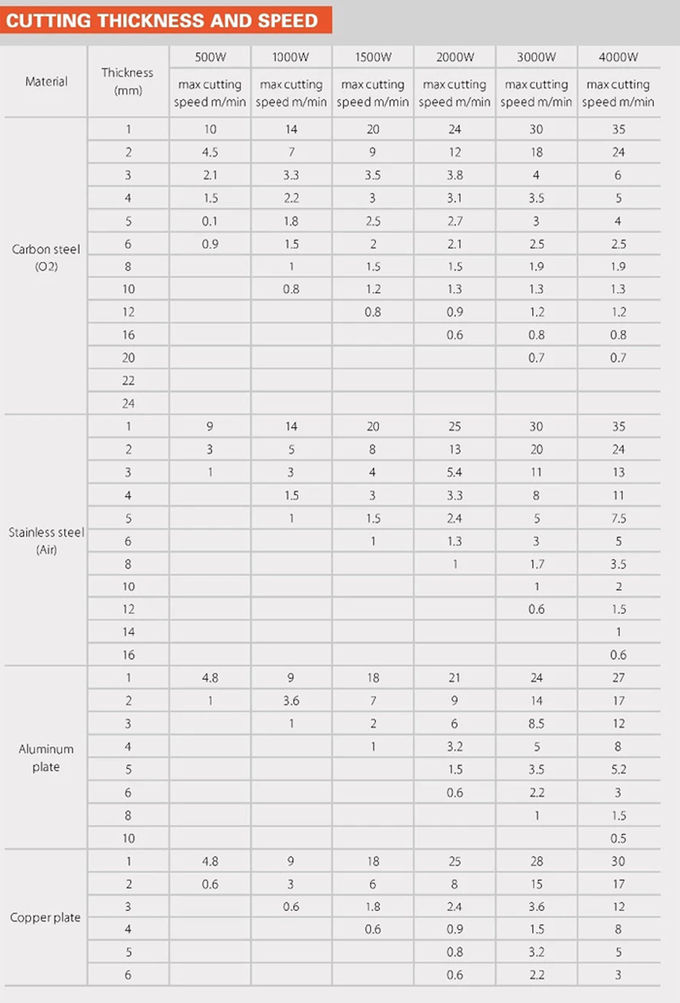 5-2.0
5-2.0
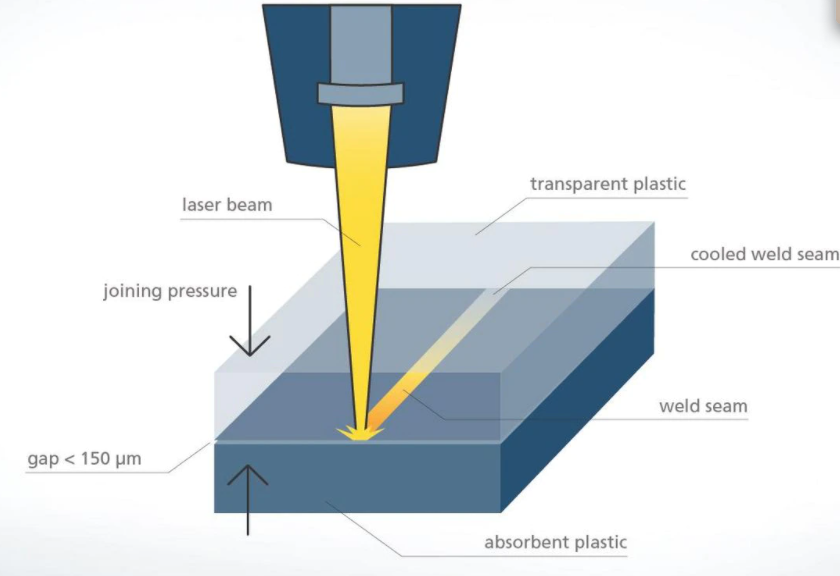 00 кВт
00 кВт Ø трубы230 мм
Ø трубы230 мм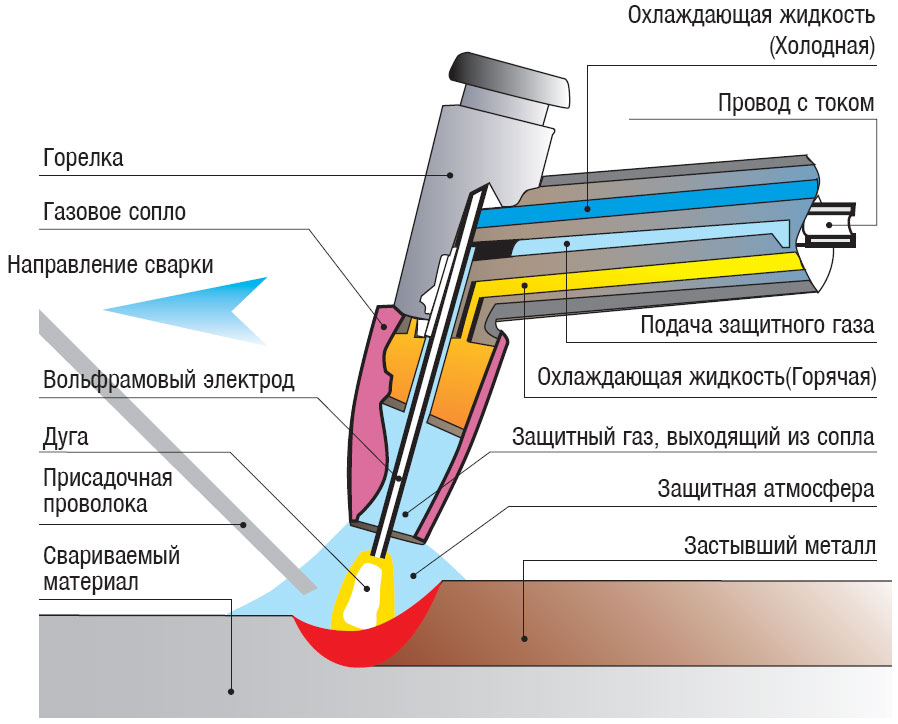 60 кВт
60 кВт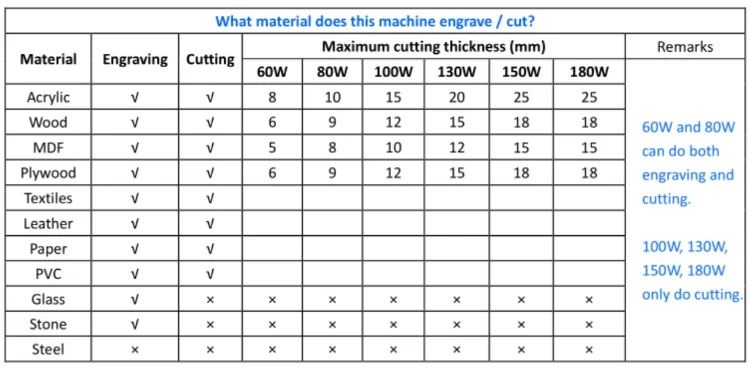
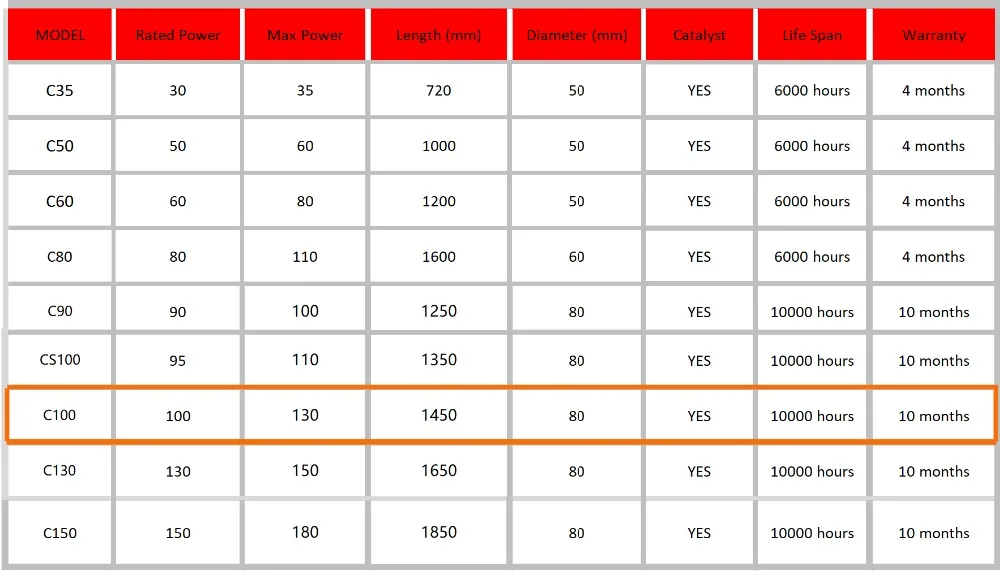
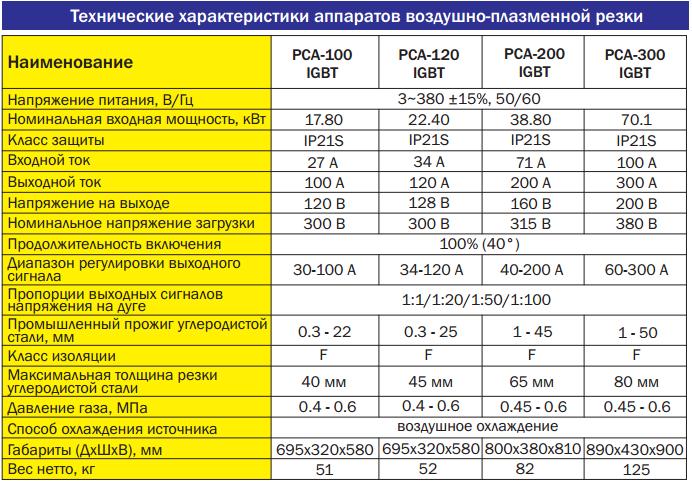

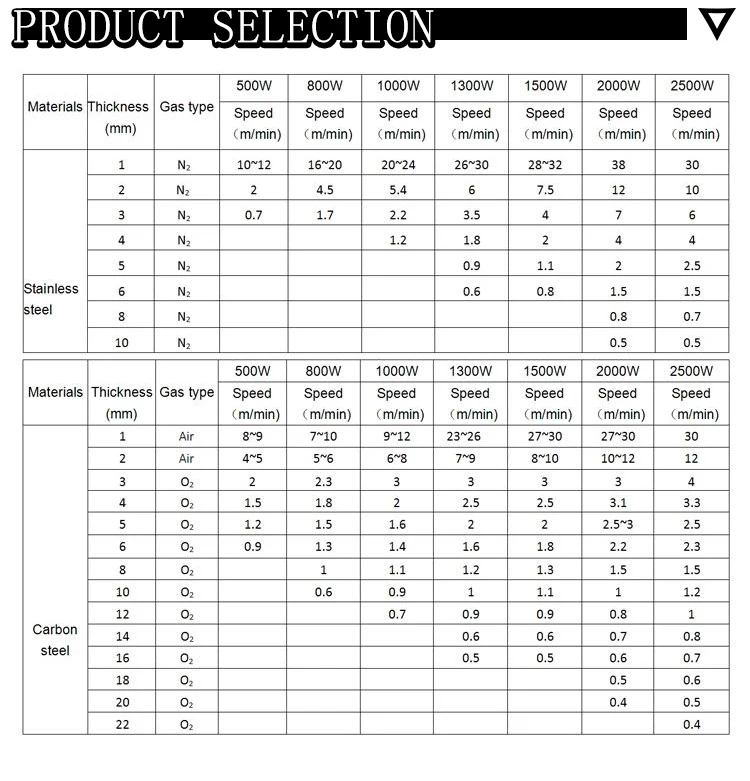

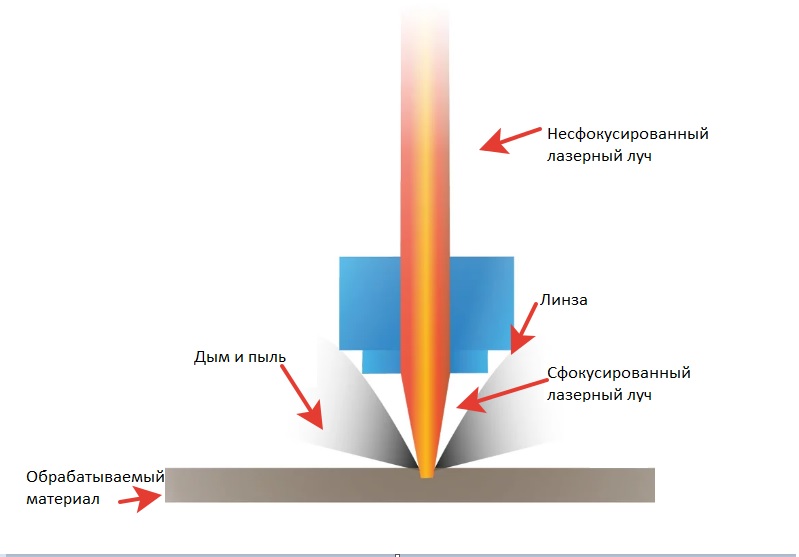
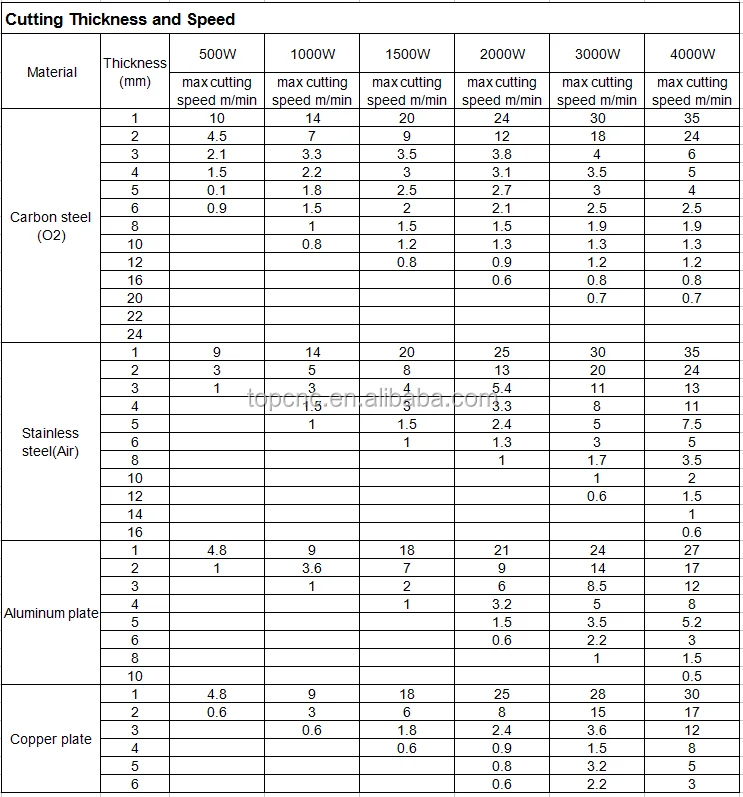
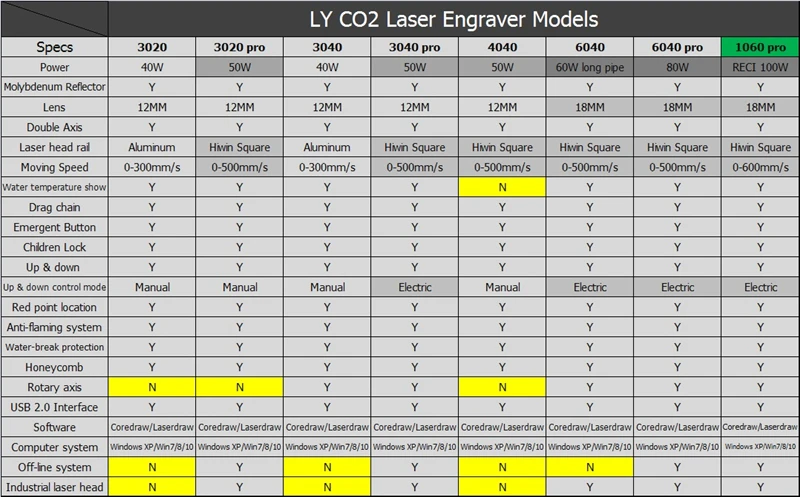 0149
0149
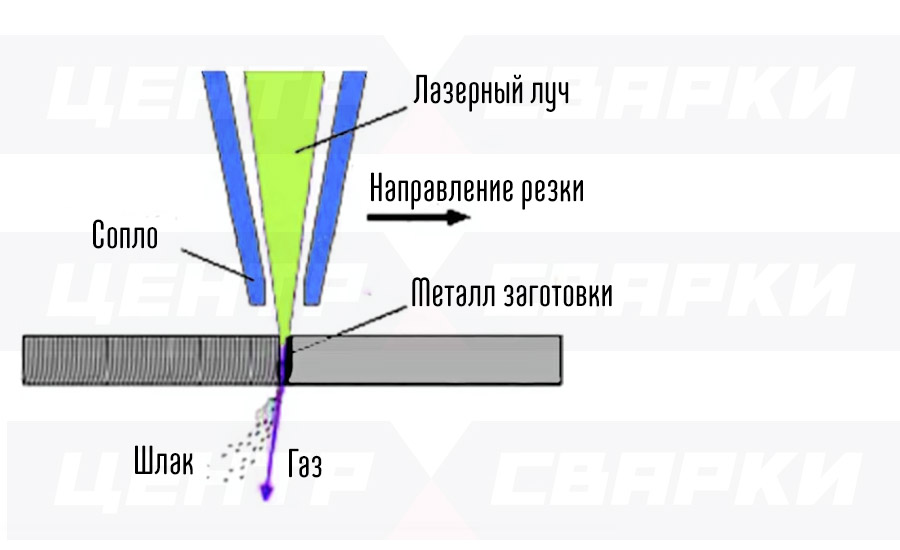
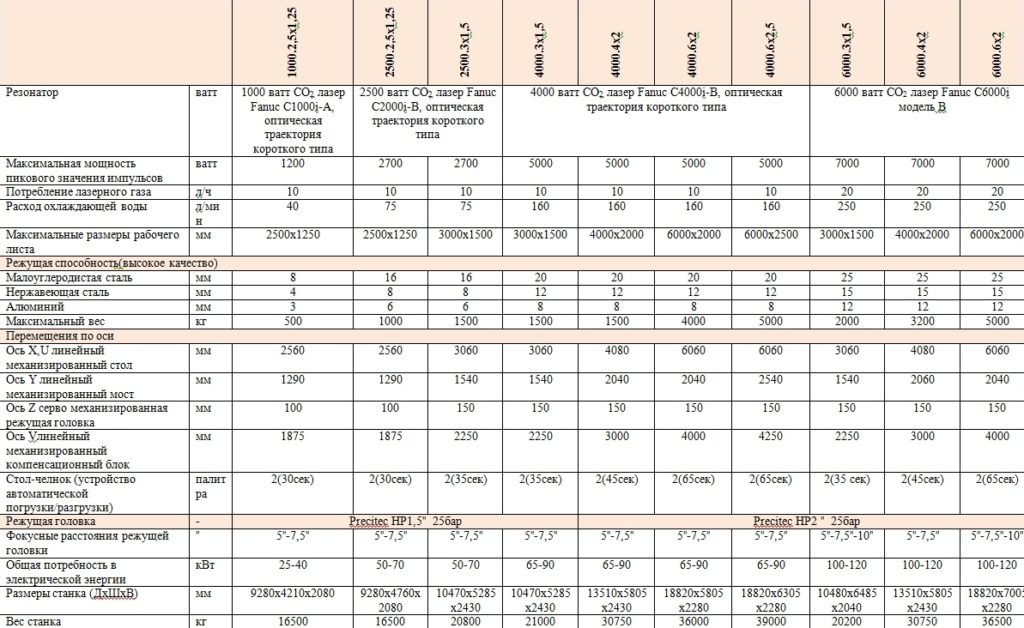
 д., дают запаянные края.
д., дают запаянные края.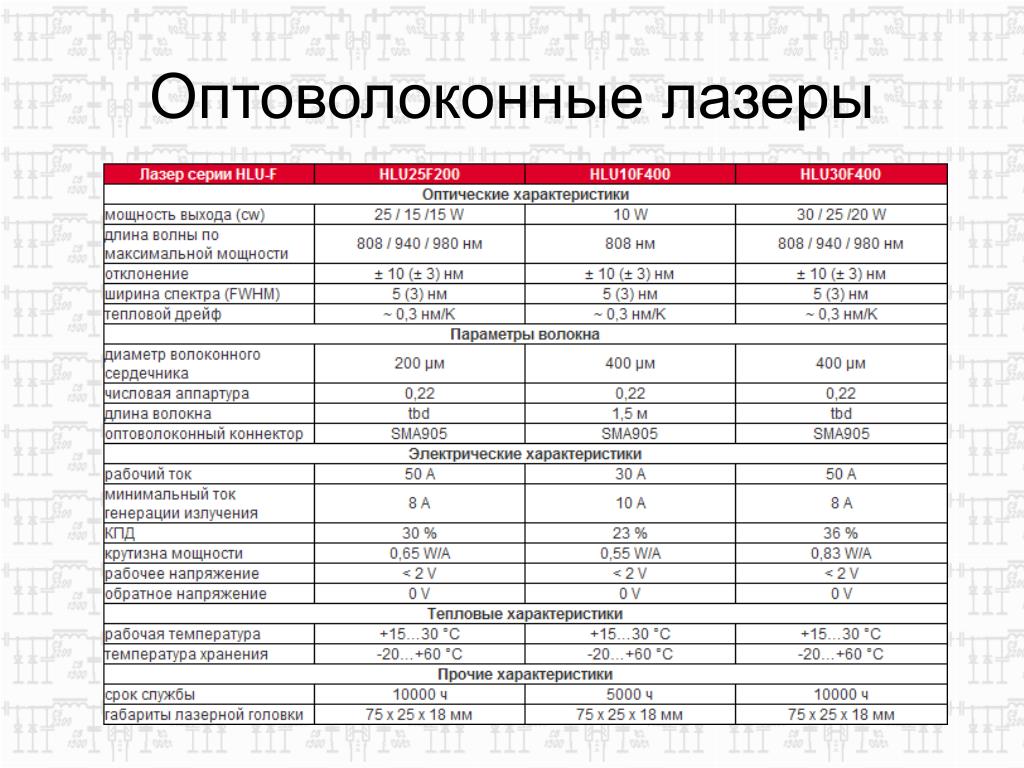
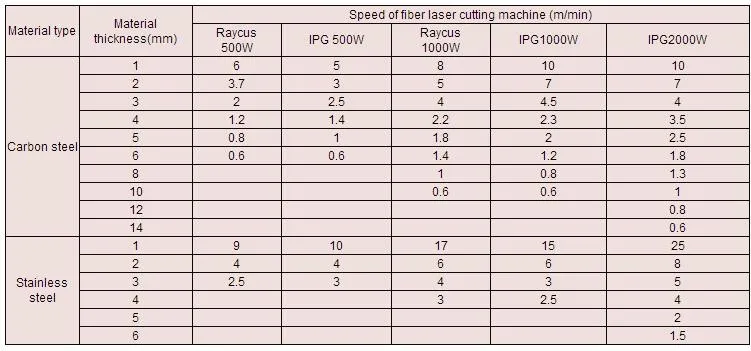 Их сильно отражающая поверхность отражает лазерный луч и приводит к потере лазерной энергии.
Их сильно отражающая поверхность отражает лазерный луч и приводит к потере лазерной энергии.
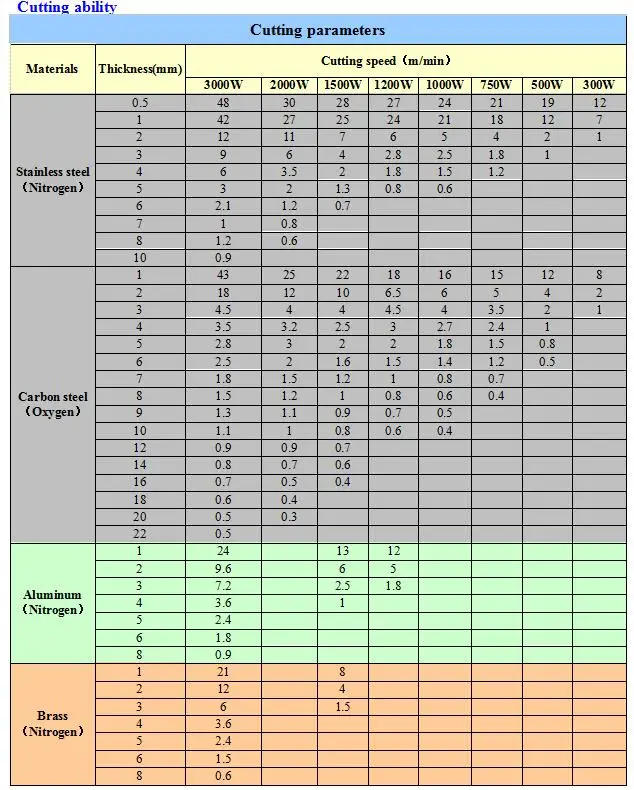 Поэтому всегда рекомендуется использовать только 90% от общей мощности лазерной резки для увеличения срока службы.
Поэтому всегда рекомендуется использовать только 90% от общей мощности лазерной резки для увеличения срока службы.
 Разряд лазера содержит углекислый газ, смешанный с небольшими количествами азота, гелия и водорода. Лазеры CO2 в основном используются для промышленной резки.
Разряд лазера содержит углекислый газ, смешанный с небольшими количествами азота, гелия и водорода. Лазеры CO2 в основном используются для промышленной резки.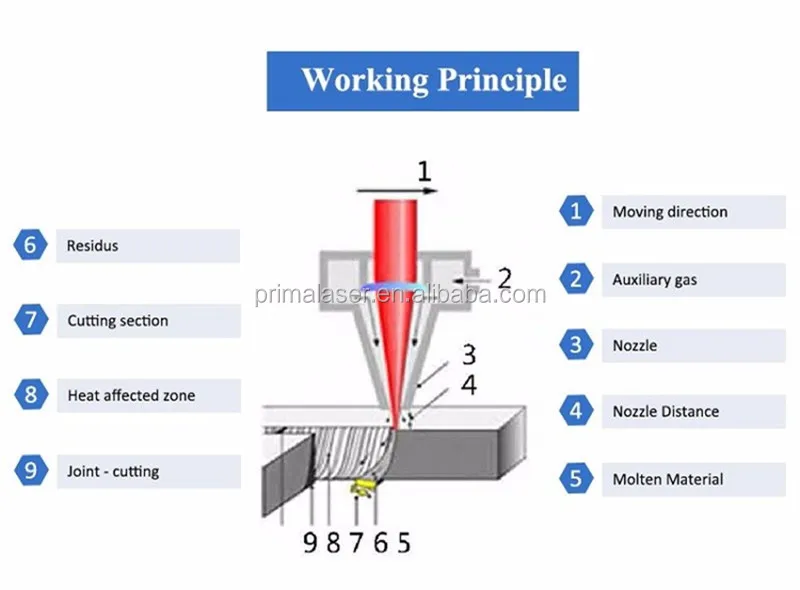
 Размеры отверстий могут быть еще меньше при резке волоконным лазером.
Размеры отверстий могут быть еще меньше при резке волоконным лазером.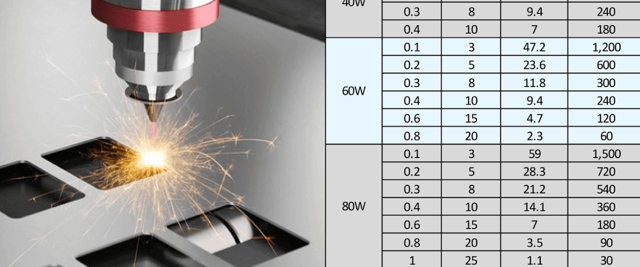

 Фрикционная передача имеет промежуточные характеристики между ременной и цепной.
Фрикционная передача имеет промежуточные характеристики между ременной и цепной. Используется для вытачивания углублений и отверстий;
Используется для вытачивания углублений и отверстий;
 Если вы собираетесь работать с большими деталями, то и материалы для сборки рамы нужно использовать с расчетом на большую нагрузку. К примеру, если планируется работать с металлическими заготовками длиной свыше 50 мм, толщина материалов для рамы должна начинаться от 3 мм для уголков и от 30 мм – для стержней.
Если вы собираетесь работать с большими деталями, то и материалы для сборки рамы нужно использовать с расчетом на большую нагрузку. К примеру, если планируется работать с металлическими заготовками длиной свыше 50 мм, толщина материалов для рамы должна начинаться от 3 мм для уголков и от 30 мм – для стержней. Последняя служит для защиты рабочей части станка от деформации в процессе работы.
Последняя служит для защиты рабочей части станка от деформации в процессе работы. Она выбирается в зависимости от размеров металлических заготовок, с которыми вы планируете работать.
Она выбирается в зависимости от размеров металлических заготовок, с которыми вы планируете работать. У такого конструктивного решения есть ряд преимуществ:
У такого конструктивного решения есть ряд преимуществ:

 А если планируется устанавливать только ведущий центр, к нему должен крепиться кулачковый механизм.
А если планируется устанавливать только ведущий центр, к нему должен крепиться кулачковый механизм. С их помощью вы не только избежите распространенных ошибок при сборке, но и сэкономите время и силы благодаря наглядности материала.
С их помощью вы не только избежите распространенных ошибок при сборке, но и сэкономите время и силы благодаря наглядности материала. В домашних условиях лучше обойтись мотором от бытовой техники, который точно будет работать от напряжения в вашей розетке.
В домашних условиях лучше обойтись мотором от бытовой техники, который точно будет работать от напряжения в вашей розетке. Лучше всего делать это для конструкции на основе электродрели, так как заменить рабочую часть в ней проще всего.
Лучше всего делать это для конструкции на основе электродрели, так как заменить рабочую часть в ней проще всего.


 Используя такой мини-станок, можно оперативно производить обточку заготовок, выполненных не только из металла, но также из пластика и древесины.
Используя такой мини-станок, можно оперативно производить обточку заготовок, выполненных не только из металла, но также из пластика и древесины. Автор данной самоделки даже не поскупился на чертежи, по которым данное устройство и было успешно изготовлено.
Автор данной самоделки даже не поскупился на чертежи, по которым данное устройство и было успешно изготовлено.

 Кроме того, необходимо обеспечить надежную фиксацию детали, что особенно важно для моделей лобового типа: с одним ведущим центром. Решается вопрос такой фиксации при помощи кулачкового патрона или планшайбы.
Кроме того, необходимо обеспечить надежную фиксацию детали, что особенно важно для моделей лобового типа: с одним ведущим центром. Решается вопрос такой фиксации при помощи кулачкового патрона или планшайбы. От этих параметров, а также от величины планируемой нагрузки на агрегат будет зависеть и мощность электродвигателя, который вам необходимо будет использовать в качестве привода.
От этих параметров, а также от величины планируемой нагрузки на агрегат будет зависеть и мощность электродвигателя, который вам необходимо будет использовать в качестве привода. Двигатели такого типа характеризуются стабильностью частоты вращения при наличии нагрузки, а при ее снижении в них не происходит ее бесконтрольного увеличения.
Двигатели такого типа характеризуются стабильностью частоты вращения при наличии нагрузки, а при ее снижении в них не происходит ее бесконтрольного увеличения.
 Более того, несложно найти различные видео, демонстрирующие процесс их изготовления. Это может быть мини-станок с ЧПУ или очень простое устройство, которое, тем не менее, даст вам возможность оперативно и с минимальными трудозатратами изготавливать изделия из металла различной конфигурации.
Более того, несложно найти различные видео, демонстрирующие процесс их изготовления. Это может быть мини-станок с ЧПУ или очень простое устройство, которое, тем не менее, даст вам возможность оперативно и с минимальными трудозатратами изготавливать изделия из металла различной конфигурации. На поверхности дощечки, где будет размещаться инструмент, необходимо зафиксировать лист металла, который защитит древесину от деформирования и обеспечит точное расположение резца по отношению к обрабатываемой детали. В опорной поверхности горизонтальной дощечки, перемещаемой по станине агрегата, необходимо сделать прорезь, за счет которой такое перемещение будет достаточно точным.
На поверхности дощечки, где будет размещаться инструмент, необходимо зафиксировать лист металла, который защитит древесину от деформирования и обеспечит точное расположение резца по отношению к обрабатываемой детали. В опорной поверхности горизонтальной дощечки, перемещаемой по станине агрегата, необходимо сделать прорезь, за счет которой такое перемещение будет достаточно точным. Даже если вам не удалось найти двигатель требуемой мощности (500–1000 Вт — для обработки мелких деталей, 1500–2000 Вт — для крупногабаритных заготовок), то вполне подойдет бывший до этого в употреблении агрегат, ранее установленный на бытовой швейной машинке. Кроме того, в качестве привода для компактных токарных станков допустимо применять электродрели или шлифовальные машины.
Даже если вам не удалось найти двигатель требуемой мощности (500–1000 Вт — для обработки мелких деталей, 1500–2000 Вт — для крупногабаритных заготовок), то вполне подойдет бывший до этого в употреблении агрегат, ранее установленный на бытовой швейной машинке. Кроме того, в качестве привода для компактных токарных станков допустимо применять электродрели или шлифовальные машины. Обработка заготовки на токарном станке. Токарный станок по металлу. Механическое оборудование тяжелой промышленности. — Видео от antonov_an.me.com
Обработка заготовки на токарном станке. Токарный станок по металлу. Механическое оборудование тяжелой промышленности. — Видео от antonov_an.me.com длинные линии белых катушек, вращающихся и имеющих колеблющиеся спицы, делают белые полиэтиленовые пакеты для сельского хозяйства на современном агрокомбинате. Металлический шлифовальный станок с искрами и стружкой в замедленной съемке. Промышленная концепция шлифования металла острыми искрами. сварочная шлифовка шлифует сталь и железо на современном оборудовании. hdКрупный план фрезерного станка по металлу во время шлифовки металлических деталей на заводе. Нефтяная и газовая промышленность. Концепция машин и профессионального оборудования, Металлошлифовальный станок с искрами и стружкой Фрезерный станок с ЧПУ hd производит металлические детали на заводе 2. Крупный план производства компании, специализирующейся на прядении металла и глубокой вытяжке. как прессование, представляет собой процесс формования листового металла без стружки. Бесшовная технология производства труб из нержавеющей стали на заводе. Металлопрокатные станки для производства металлопроката используются для изготовления деталей или самостоятельного элемента.
длинные линии белых катушек, вращающихся и имеющих колеблющиеся спицы, делают белые полиэтиленовые пакеты для сельского хозяйства на современном агрокомбинате. Металлический шлифовальный станок с искрами и стружкой в замедленной съемке. Промышленная концепция шлифования металла острыми искрами. сварочная шлифовка шлифует сталь и железо на современном оборудовании. hdКрупный план фрезерного станка по металлу во время шлифовки металлических деталей на заводе. Нефтяная и газовая промышленность. Концепция машин и профессионального оборудования, Металлошлифовальный станок с искрами и стружкой Фрезерный станок с ЧПУ hd производит металлические детали на заводе 2. Крупный план производства компании, специализирующейся на прядении металла и глубокой вытяжке. как прессование, представляет собой процесс формования листового металла без стружки. Бесшовная технология производства труб из нержавеющей стали на заводе. Металлопрокатные станки для производства металлопроката используются для изготовления деталей или самостоятельного элемента. Металлообрабатывающий фрезерный станок с ЧПУ. Современная технология резки металла.Завод по производству фармацевтических бутылок3Передовая промышленная производственная линия для мелких медицинских деталей
Металлообрабатывающий фрезерный станок с ЧПУ. Современная технология резки металла.Завод по производству фармацевтических бутылок3Передовая промышленная производственная линия для мелких медицинских деталей
 Металлическая промышленность. Техник, работающий с токарным станком. Техник на работе. Балансировка ротора. Промышленная концепция. Строительный завод. Человек, работающий на токарном станке — закрутите деталь и заставьте машину работать. Середина выстрелаПромышленная концепция. Строительный завод. Мужчина работает на токарном станке – вырезает деталь и снимает ее со станка. Середина планаРабочий на станке, обрабатывающий сталь на токарном станке на заводеЧеловек, работающий с деревом с помощью столяра, концепция процессаКадры конвейера для яиц на птицефабрикеТень плотника, работающего на фуганочном станке на деревообрабатывающем предприятии, много опилокСтарый токарный станок с инструментами ручной работыПроизводство и изготовление окон из пвх, рабочий-мужчина просверливает отверстия на сверлильном станке в профиле пвх для изготовления окна пвх, крупный план, дрельОборудование для обслуживания и ремонта автомобилей — шиномонтажный станок для прокатки и выравнивания стальных колесных дисков крупным планомКапитальный ремонт автомобиля двигатель.
Металлическая промышленность. Техник, работающий с токарным станком. Техник на работе. Балансировка ротора. Промышленная концепция. Строительный завод. Человек, работающий на токарном станке — закрутите деталь и заставьте машину работать. Середина выстрелаПромышленная концепция. Строительный завод. Мужчина работает на токарном станке – вырезает деталь и снимает ее со станка. Середина планаРабочий на станке, обрабатывающий сталь на токарном станке на заводеЧеловек, работающий с деревом с помощью столяра, концепция процессаКадры конвейера для яиц на птицефабрикеТень плотника, работающего на фуганочном станке на деревообрабатывающем предприятии, много опилокСтарый токарный станок с инструментами ручной работыПроизводство и изготовление окон из пвх, рабочий-мужчина просверливает отверстия на сверлильном станке в профиле пвх для изготовления окна пвх, крупный план, дрельОборудование для обслуживания и ремонта автомобилей — шиномонтажный станок для прокатки и выравнивания стальных колесных дисков крупным планомКапитальный ремонт автомобиля двигатель. Измерение биения коленчатого вала двигателя внутреннего сгорания, зажатого в кулачковом патроне металлообрабатывающего станка. Крупный план рабочего, работающего на стекольном заводе. Рабочий, управляющий машиной 4k. Крупный план яичной фабрики на птицеферме. В кадре есть станок, обрабатывающий металлическую часть в промышленной мастерской. Производство и изготовление окон из пвх, рабочий-мужчина просверливает отверстия на сверлильном станке в профиле пвх для изготовления окна из пвх, крупный план, станок. производство сигарТень плотника, работающего на фуганке на лесопилке, много опилок
Измерение биения коленчатого вала двигателя внутреннего сгорания, зажатого в кулачковом патроне металлообрабатывающего станка. Крупный план рабочего, работающего на стекольном заводе. Рабочий, управляющий машиной 4k. Крупный план яичной фабрики на птицеферме. В кадре есть станок, обрабатывающий металлическую часть в промышленной мастерской. Производство и изготовление окон из пвх, рабочий-мужчина просверливает отверстия на сверлильном станке в профиле пвх для изготовления окна из пвх, крупный план, станок. производство сигарТень плотника, работающего на фуганке на лесопилке, много опилок

 Такая конструкция подошвы позволяет исключить ненужные перемещения основания плиты во время рабочего процесса, в различных плоскостях.
Такая конструкция подошвы позволяет исключить ненужные перемещения основания плиты во время рабочего процесса, в различных плоскостях.
 Наша компания занимается продажей техники только известных и проверенных временем фирм-производителей.
Наша компания занимается продажей техники только известных и проверенных временем фирм-производителей. Преимущество магнитных станков заключается в том, что благодаря своим небольшим размерам и мобильности они значительно превзошли громоздкие стационарные станки.
Преимущество магнитных станков заключается в том, что благодаря своим небольшим размерам и мобильности они значительно превзошли громоздкие стационарные станки.
 Такими возможностями, как правило могут обладать станки большого и среднего класса.
Такими возможностями, как правило могут обладать станки большого и среднего класса.


 износ
износ ; Эффективная длина 1 дюйм
; Эффективная длина 1 дюйм Мы специализируемся на производстве сверлильных станков с магнитным основанием с 1989 года, поэтому основное внимание мы уделяем этой линейке продуктов.
Мы специализируемся на производстве сверлильных станков с магнитным основанием с 1989 года, поэтому основное внимание мы уделяем этой линейке продуктов.


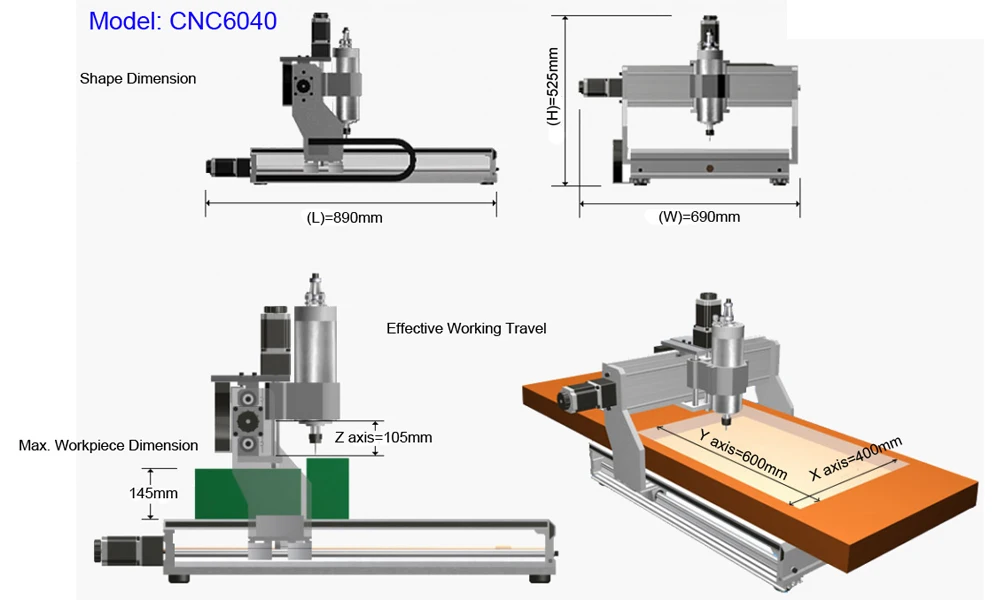
 Станок с тремя…
Станок с тремя… В гравировальных работах и резьбах по дереву,…
В гравировальных работах и резьбах по дереву,… В гравировальных работах и резьбах по дереву, различных…
В гравировальных работах и резьбах по дереву, различных… ПУСКОНАЛАДОЧНЫЕ РАБОТЫ. ДОСТАВКА. РАССРОЧКА. КРЕДИТ. ЛИЗИНГ. ТРЕЙД-ИН.Длина обработки: до 1200 ммДиаметр обработки: до 200…
ПУСКОНАЛАДОЧНЫЕ РАБОТЫ. ДОСТАВКА. РАССРОЧКА. КРЕДИТ. ЛИЗИНГ. ТРЕЙД-ИН.Длина обработки: до 1200 ммДиаметр обработки: до 200… ПУСКОНАЛАДОЧНЫЕ РАБОТЫ. ДОСТАВКА. РАССРОЧКА. КРЕДИТ. ЛИЗИНГ. ТРЕЙД-ИН.Все…
ПУСКОНАЛАДОЧНЫЕ РАБОТЫ. ДОСТАВКА. РАССРОЧКА. КРЕДИТ. ЛИЗИНГ. ТРЕЙД-ИН.Все… ПУСКОНАЛАДОЧНЫЕ РАБОТЫ. ДОСТАВКА. РАССРОЧКА. КРЕДИТ. ЛИЗИНГ….
ПУСКОНАЛАДОЧНЫЕ РАБОТЫ. ДОСТАВКА. РАССРОЧКА. КРЕДИТ. ЛИЗИНГ…. Рабочее поле (X,Y,Z) 600x900x100 ммМощность шпинделя 1,5…
Рабочее поле (X,Y,Z) 600x900x100 ммМощность шпинделя 1,5…

 Лазерная резка металла – это высокая производительность изготовления деталей за счет высокой плотности энергии и КПД лазерного излучателя, благодаря чему достигаются экономические и технологические преимущества использования этой технологии обработки материалов.
Лазерная резка металла – это высокая производительность изготовления деталей за счет высокой плотности энергии и КПД лазерного излучателя, благодаря чему достигаются экономические и технологические преимущества использования этой технологии обработки материалов. Приемлемое качество и цена сильный аргумент в пользу нашей товарной линейки.
Приемлемое качество и цена сильный аргумент в пользу нашей товарной линейки.

 metobr-expo.ru
metobr-expo.ru 2. Металлообрабатывающие станки:
2. Металлообрабатывающие станки: Принадлежности, оборудование, компоненты, оснастка, аппаратное и программное обеспечение:
Принадлежности, оборудование, компоненты, оснастка, аппаратное и программное обеспечение:

 Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой 
 Сам шпиндель такого станка не движется, он жестко зафиксирован в одной позиции.
Сам шпиндель такого станка не движется, он жестко зафиксирован в одной позиции.


 Благодаря своей универсальности такие станки чаще всего используются для оснащения цехов нестандартного оборудования и инструментальных участков.
Благодаря своей универсальности такие станки чаще всего используются для оснащения цехов нестандартного оборудования и инструментальных участков.
 Отличает модели данной торговой марки и то, что при их приобретении можно воспользоваться разнообразными скидочными программами, а также возможностью гарантийного и постгарантийного обслуживания.
Отличает модели данной торговой марки и то, что при их приобретении можно воспользоваться разнообразными скидочными программами, а также возможностью гарантийного и постгарантийного обслуживания. Программы, которые используются для их управления, предполагают минимальное вмешательство со стороны человека и значительно упрощают использование подобного оборудования.
Программы, которые используются для их управления, предполагают минимальное вмешательство со стороны человека и значительно упрощают использование подобного оборудования. Отличает станки данной торговой марки высокая устойчивость, надежность фиксации заготовок, точность и оперативность обработки. Удобным является и то, что станки данной торговой марки могут работать практически на любом программном обеспечении.
Отличает станки данной торговой марки высокая устойчивость, надежность фиксации заготовок, точность и оперативность обработки. Удобным является и то, что станки данной торговой марки могут работать практически на любом программном обеспечении. Варьироваться такая цена может от ряда факторов: габариты станка и рабочего стола, мощность двигателя, вес оборудования и его функциональность.
Варьироваться такая цена может от ряда факторов: габариты станка и рабочего стола, мощность двигателя, вес оборудования и его функциональность.
 Не следует выбирать станок с ЧПУ, способный выполнять те функции, которые вам никогда не пригодятся.
Не следует выбирать станок с ЧПУ, способный выполнять те функции, которые вам никогда не пригодятся.
 п. Подобное оборудование широко используется для создания оформления дачных коттеджей, вилл, представительских офисов, арт-галерей и т.д.
п. Подобное оборудование широко используется для создания оформления дачных коттеджей, вилл, представительских офисов, арт-галерей и т.д. ru , или позвоните по горячему номеру 8 800 707-95-92 и сообщите свои пожелания и характеристики станка который Вы хотели бы приобрести.
ru , или позвоните по горячему номеру 8 800 707-95-92 и сообщите свои пожелания и характеристики станка который Вы хотели бы приобрести. 5
5
 175 мм, 1 мм, 2 мм, 3 мм, 4 мм, 5 мм, 6 мм, 7 мм, 8 мм, 9 мм, 10 мм, 11 мм, 12 мм, 13 мм)
175 мм, 1 мм, 2 мм, 3 мм, 4 мм, 5 мм, 6 мм, 7 мм, 8 мм, 9 мм, 10 мм, 11 мм, 12 мм, 13 мм)
 Сроки изготовления обсуждаются с Вашим менеджером и могут быть уменьшены до 30-45 рабочих дней.
Сроки изготовления обсуждаются с Вашим менеджером и могут быть уменьшены до 30-45 рабочих дней. Наряду с этими функциями, мощная и эффективная система сбора пыли, а также смазка туманом были настроены для обеспечения высокого качества деталей и минимального количества стружки/стружки, оставшейся для очистки.
Наряду с этими функциями, мощная и эффективная система сбора пыли, а также смазка туманом были настроены для обеспечения высокого качества деталей и минимального количества стружки/стружки, оставшейся для очистки.
 с.
с.
 0006
0006 DEWALT DWP611 — лучший фрезерный станок для ЧПУ Деревообработка
DEWALT DWP611 — лучший фрезерный станок для ЧПУ Деревообработка
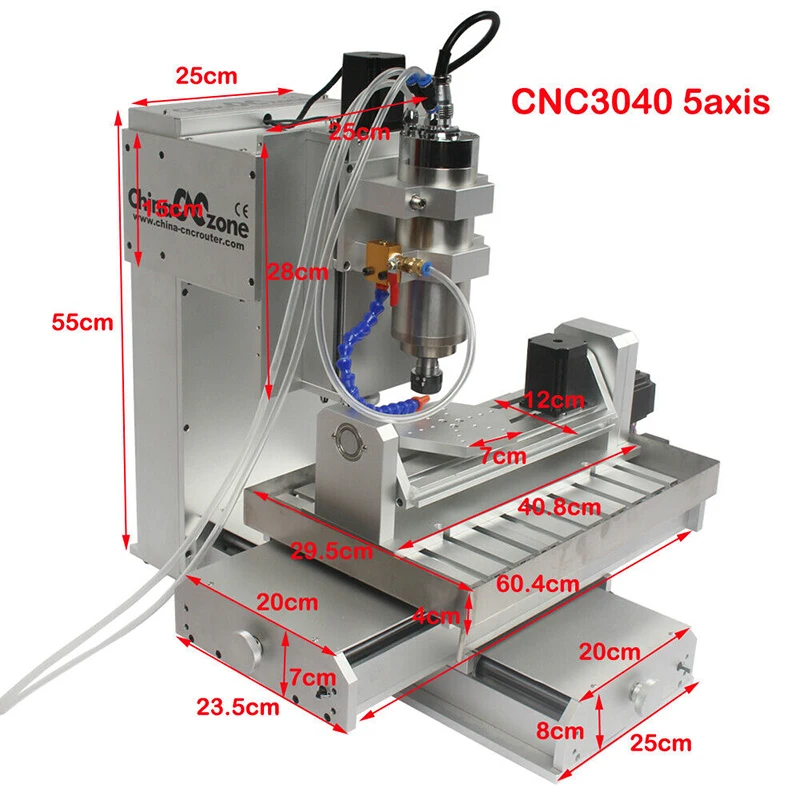 Это повышает точность и аккуратность ваших разрезов.
Это повышает точность и аккуратность ваших разрезов.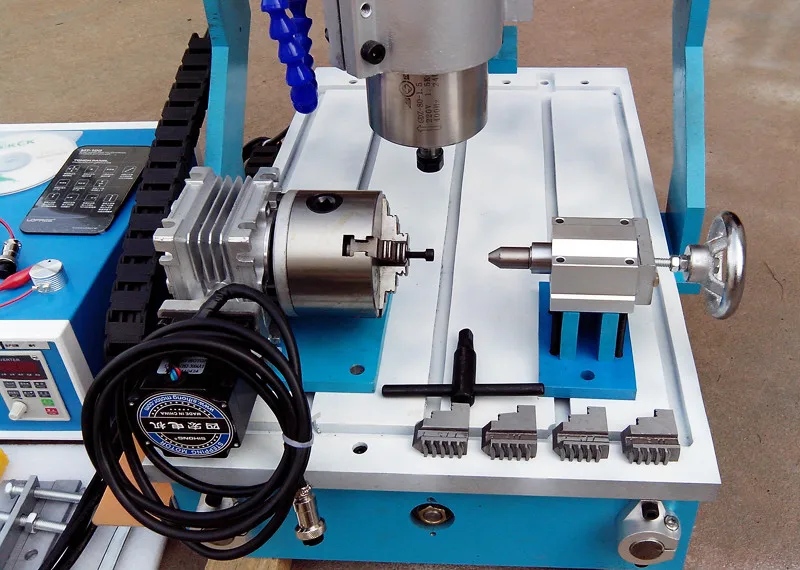
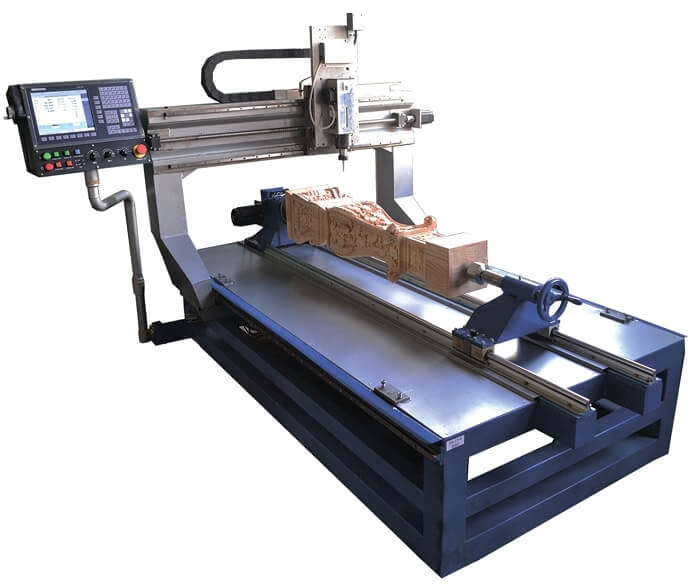 , популярный среди пользователей ЧПУ.
, популярный среди пользователей ЧПУ.