Состояние: Новый Производитель: TOOLS. VN.UA (Украина)
В наличии
Винница (Украина)
3
Интересные статьи партнеров
Плазменный станок с ЧПУ — своими руками
Поступление оптоволоконных лазерных станков на наш склад в Казани
Добавьте к своему круглопильному станку шкалу высоты
Велосипед с дисковыми пилами вместо колес — заезд на льду
Неразрушающий контроль (НК) – процесс, типы и области применения [Часть 1]
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
А вы когда нибудь видели дерево у которого есть кровь?
Ручная сборка двигателя для Nissan GT-R 2017 года — это сложнейший пазл
Мобильные измельчители древесины. Наличие и ожидаемые поступления
Вы недавно смотрели
Все просмотренные объявления →
OLETBE Набор фрез с хвостовиком 1/2 дюйма, 3 шт. Отзывы и рейтинги
Отзывы
3
·
Подписчики 0
·
Плохо 9000 3
Рейтинг
2,7
Фрезы, режущие инструменты
Носитель
(4)
О OLETBE Набор фрез с хвостовиком 1/2 дюйма, 3 шт. Они имеют хвостовики 1/2 дюйма. Создают дверные рамы шкафов с рельсами и перекладинами. Лезвия из мелкозернистого карбида вольфрама C3 премиум-класса для более острой и долговечной кромки. прямой хвостовик, прочный корпус из закаленной стали с защитой от отдачи, использование на станках с ЧПУ и других автоматических переносных фрезерных станках, устанавливаемых на столе. идеально подходит для деревообработки, окантовки, обрезки, канавок, прожилок по дереву.
Сделал тумбу под телевизор/камин . Я бы дал этому продукту более высокую оценку, но коробки мне не понравились. Я бы купил это снова.
Полный обзор
Плюсы и минусы
Отличный дизайн
Мятая упаковка
Набор бит для электроинструментов и ручных инструментов
Troy J. Jennings
1 Уровень
771 Отзывы
41 Карма
Этот набор хорош набор для нечастого использования. Я бы не купил это, чтобы попытаться сделать полноценные двери, но для набора кухонных дверей он подойдет. Я использовал их на маршрутизаторе bosh и дубовых дверях. Для изготовления дверных полотен требуется несколько небольших проходов. Возможно, это было бы не так медленно, если бы я использовал более мягкую древесину. Это большой кусок, поэтому при его использовании рассмотрите возможность использования более низкой скорости маршрутизатора.
Полный обзор
Плюсы и минусы
Абсолютная легенда
Отличная цена
Хлам ХАМУС в резаках
Робби Ф. Финго
1 Уровень
1276 Отзывы
16 Karma
Плохая посадка, поскольку соединения рельсов и стоек были слишком свободными. Между выемкой и шипом легко 32 дюйма, и такой большой зазор делает дверцы шкафа чашеобразными! Приподнятая часть пластины практически бесполезна на материале толщиной менее 1 дюйма, так как она просто выдавливает канавку ⅝ дюйма через верхнюю часть пластины, прежде чем вы приблизитесь к шипу. Вы получаете то, за что платите, экономите деньги на изготовлении шкафов и покупаете качественный набор!
Полный обзор
Плюсы и минусы
Очень впечатляюще
Набор сверл
О политике Revain
90 028 Отзывы на нашей платформе всегда честны — мы стремимся, чтобы так и было. Вот почему мы проверяем все отзывы с помощью нашего ИИ, проверяем их и сохраняем все в блокчейне, чтобы каждый пользователь имел возможность отслеживать все изменения. Вы можете увидеть, как это работает здесь. Предоставление вам надежных и информативных мнений является нашим главным приоритетом.
Новые продукты
Похожие продукты
Фрезы KOWOOD Режущие инструменты
9 Отзывов
Перфоратор Swingline с регулируемой производительностью
7 Отзывов
Neiko 10193A Titanium Drill 3 Piece
8 Reviews
Top products in Фрезы
Kwokker Диаметр ласточкиного хвоста Professional Automatic
3 Отзывов
HUHAO Спиральная градусная гравировка Алюминий
6 Отзывов
Режущие инструменты KOWOOD с регулируемым язычком
90 028 3 Отзывов
Фрейд Диа Фаска Хвостовик 40 118
5 Отзывов
Другой интересные продукты
Eoocvt Скребки для удаления заусенцев
3 Отзывы
DEWALT DW5245 4 дюйма 12 дюймов карбида
3 Reviews
Сверла Stubby для деревообработки, 10 шт.
3 Reviews
Wesleydrill с уменьшенным хвостовиком 3 Reviews
резка — определение и значение
Определение
Связать
Список
Обсудить
См.
Услышать
и Любовь
Определения
из словаря века.
сущ. В гражданское строительство :
сущ. Земляные работы вдоль канала или железной дороги с целью получения материала для формирования насыпи.
сущ. Формирование дороги или канала вдоль склона, где центр работы находится почти на поверхности, а землю необходимо срезать только на верхней стороне, чтобы сформировать половину работы , а брошенный вниз материал образует другую половину.
Этимологии
Извините, этимологии не найдено.
Служба поддержки
Помогите поддержать Wordnik (и сделайте эту страницу свободной от рекламы), приняв слово side-cutting.
Примеры
— Внутренний инструмент с боковой режущей кромкой (расточный инструмент) или зенковка со спиральной канавкой (трехкромочное спиральное сверло) для изготовления отверстия с припуском на развертывание.
3. Подготовка к развертыванию Детлев Кречок 1990
Рис. 14. Цилиндрическое точение с помощью инструмента для бокового резания
4. Основные движения для цилиндрической токарной обработки и торцовки Детлеф Кречок 1990
Если смотреть на токарный инструмент спереди, положение боковой режущей кромки говорит нам, является ли это правосторонним или левосторонним режущим инструментом.
2. Конструкция и виды токарных резцов Детлеф Кречок 1990
— Процесс резания может быть комбинированной операцией (цилиндрическое точение и торцовка) с использованием только одного режущего инструмента (правосторонний -боковой резец ) или отдельной операцией с использованием бокового резца или чернового инструмента.
Глаза лейтенанта проследили за моими, и мы обменялись взглядами, которые выражали так же ясно, как и слова, что, если горный отрог, выступающий в излучину реки, не окажется достаточно узким, чтобы в нем можно было как признать боковые вырезы в скале, наш проект можно считать завершенным.
251 3д Airpods моделей, доступных для загрузки. 3д Airpods модели готовы к анимации, игр и проектов VR / AR. Используйте фильтры, чтобы найти сфальсифицированы, анимированные, низкополигональные или бесплатные 3д моделей . Доступен в любом формате файла, включая FBX, OBJ, MAX, 3DS, C4D…Show more
Слишком много результатов? Вы можете попробовать еще раз:
написав ваши ключевые слова между кавычками "…", чтобы уточнить поиск
написав тире - перед термином, чтобы удалить конкретный термин из поиска
написав by: и имя дизайнера, чтобы отфильтровать поиск по имени дизайнера
написав номер дизайна для поиска конкретного дизайна
Вы заметили среди этих результатов один или несколько дизайнов, которые несочетаемы или не имеют отношения к вашему поиску? Пожалуйста, свяжитесь с нами, чтобы сообщить нам об этой проблеме, чтобы мы могли вмешаться.
Подставка монитора 3 высоты 50 мм 75 мм 100 мм
1,32 €
Pro NIGHT STAND / настольный ОРГАНИЗАТОР С ДЕРЖАТЕЛЕМ ДЛЯ ТАБЛЕТОК
1,32 €
Сердечный чехол для Airpods Pro
1 €
Зарядная станция Apple 3 в 1 (IKEA Qi)
Бесплатно
Держатель airpods для кошек с актуальными отверстиями
2,10 €
Док-станция для зарядки Apple 3 в 1
0,90 €
Дизайн держателя для зарядки IPhone, Apple Watch, AirPods
0,50 €
ДЕРЖАТЕЛЬ ДЛЯ APPLE AIRPODS
Бесплатно
Apple iPad PRO STAND — дополнительная подставка для наушников
1,99 €
Наушники скелетной руки для Airpods Max
11 €
Накладки на наушники Airpods Max
10 €
-10%
9 €
AirPods Max
10 €
Эргономичная подставка для планшета iPad PRO 10,9″ и 12,9″ с множеством ВАРИАНТОВ
1,99 €
Подставка для смартфона с Airpods
1,99 €
Адаптер Apple Watch для зарядной подставки
Бесплатно
Чехол для Samsung iconx
Бесплатно
Чехол для Airpods
Бесплатно
AIRPODS PRO CASE двухцветный или одноцветный
2,50 €
ЧЕХОЛ ДЛЯ AIRPODS PRO БОЛЬШИЕ ШАРЫ
2 €
Чехол для AirPods Pro Шарики
2 €
Чехол для AirPods Pro BATMAN STYLE
3 €
ЗАРЯДНАЯ ПОДСТАВКА MAGSAFE ДЛЯ IPHONE, ЧАСОВ И IPAD — НОВАЯ
1,99 €
зарядная станция для телефона, подключенных часов, гарнитуры
Бесплатно
Насадка Shooting Star Airpods Max
21,29 €
Evergreen Airpods Max Attachement
21,29 €
Малиновое крепление Airpods Max
12,77 €
Зарядное устройство Tesla AirPods Pro для индуктивной зарядки с держателем карты
0,99 €
PRO CURVE STAND для Apple и Android
1,32 €
Подставка для зарядки телефона — AirPods Pro — Apple Watch
0,50 €
Подставка для Airpods
Бесплатно
Держатель для APPLE AirPods
0,69 €
Подставка для планшетного мобильного телефона
1,32 €
Система настольных столов с двойным и тройным рельсовым зажимом
Бесплатно
ХРУСТАЛЬНАЯ ДОК-СТАНЦИЯ/ДЕРЖАТЕЛЬ AIRPODS
3,29 €
-73%
0,89 €
ФАНБОЙ GEN 4 LIGHT
2,72 €
FANBOY GEN 1 — Подставка для Apple Watch + iPhone + зарядное устройство AirPods с ремешком для хранения часов
2,72 €
Apple Fanboy — беспроводная док-станция для iPhone + Apple Watch + AirPods
2,72 €
FANBOY GEN 6
2,72 €
FANBOY GEN 4
4,53 €
Подставка для Airpods Max, держатель, док-станция, режим глубокого сна
1,25 €
Подставка Magsafe (iPhone/AirPods)
1,25 €
ДЕРЖАТЕЛЬ И ЧЕХОЛ ДЛЯ МОБИЛЬНОГО ТЕЛЕФОНА
1,87 €
HUB IPHONE 12 / 13 / 14 Pro / PRO MAX UPDATE
3 €
ИНОСУКЕ ДЕРЖАТЕЛЬ ДЛЯ НАУШНИКОВ
0,68 €
Корпус Airpods pro Tpu
1,28 €
Док-станция для зарядки Samsung Galaxy Buds+
Бесплатно
ЗАРЯДНАЯ ПОДСТАВКА MAGSAFE ДЛЯ IPHONE, AIRPODS И IPAD — НОВИНКА!!!
1,65 €
ПОДСТАВКА ДЛЯ APPLE HOMEPOD MINI
1,32 €
Airpods 3D-модели | CGTrader
251 3D модели Airpods доступны для скачивания. 3д модели Airpods готовы для анимации, игр и проектов VR/AR. Используйте фильтры, чтобы найти сфальсифицированные, анимированные, низкополигональные или бесплатные 3D-модели. Доступен в любом формате файла, включая FBX, OBJ, MAX, 3DS, C4D…Показать больше 050100200300500+
Бесплатно
Выбрать атрибут
Low-poly3D PrintAnimatedPBRRiggedCollection
Show Age+3D MODEL FLASH SALE
Premium
$38.00
obj, fbx, 3ds, 3dm, i ge и более
Премиум
16,00 $
obj, fbx, 3ds , 3dm, bip и др.
Premium
$49.00
max, obj, 3ds, mat, c4d и др.
Premium
900 02 29,00 $
max, obj, fbx, 3ds, c4d и другие
Premium
20,00 $
max, obj, fbx, mtl, mat
Premium
29,00 $
max , obj, fbx, 3ds, blend и др.
Премиум
80,00 $
Премиум
49,00 $
max, obj, 3ds, mat, mtl и другие
Premium
14,99 $
obj, f bx, смесь, c4d, mtl
Премиум
20,00 $
stl
Premium
$28. 00
max, obj, fbx, stp, 3dm и более
Premium
9000 2 21,00 $
stl
Премиум
60,00 $
Премиум
28,00 $
obj, fbx, 3ds, bip, ksp и др.
Premium
$15,00
obj, fbx, blend, dae, mtl
Premium 9000 3
$15,00
obj, fbx, dae, mtl, blend
Premium
$16,00
max, obj, fbx, mtl
Premium
9000 3
18,00 $
obj, fbx, 3ds, bip, ksp и др.
100% для Украины
Premium
max, obj, fbx, 3ds, blend и др. obj, 3ds, мат, c4d и др.
Premium
PBR
18,00 $
max, obj, fbx, mtl, stl
Premium
29,00 $
max, obj, fbx, 3ds, ma и др. 90 003
Премиум
15,00 $
макс, obj, fbx , 3ds, c4d и другие
Premium
$49,00
max, obj, fbx, 3ds, c4d и другие
Premium
max, obj, fbx, mtl
Премиум
16,00 $
obj, fbx, 3ds, 3dm, bip и многое другое
Premium
obj, fbx, ma, mb, bip и др.
Premium
макс., MTL и более
Премиум
49,00 $
макс. , obj, fbx, 3ds, c4d и другие
Premium
49,00 $
max, obj, fbx, 3ds, c4d и другие
Premium
max, obj, fbx, stl, 3dm и более
Премиум
49,00 $
max, obj, fbx, 3ds, c4d и др.
Premium
38,00 $
obj, fbx, 3ds, mtl, bi p и более
Premium
PBR
$13,00
obj, fbx, blend, mtl, dae и др.
Premium
$40,00
obj, fbx, 3ds, 3dm, ige и др.
Premium
39,00 $
макс, obj, fbx, 3ds, c4d и другие
Не можете найти то, что ищете?
Запросить пользовательскую 3D-модель
Бесплатный файл STL Airpods pro・Модель 3D-принтера для загрузки・Cults
гоку драконий шар
бесплатно
Звездные войны
Бесплатно
Звездные войны Темный Вейдер
Бесплатно
Чехол для iPhone 7
Бесплатно
Дракон
Бесплатно
Глок/пистолет/пистолет
Бесплатно
Чехол для iPhone 11 pro
Бесплатно
Горшок
Бесплатно
Лучшие файлы для 3D-принтеров категории «Разное»
Молекула глюкозы
Свободная
Сливной экран для раковины #1
Бесплатно
Первый в мире каяк, напечатанный на 3D-принтере [только STL]
Mega Charizard X — Flexi Articulated Pokémon (печать на месте, без опор)
3 €
Unicorn — Flexi Articulated Magical Horse (печать на месте, без опор)
2 €
Gengar Держатель ручки
1,50 €
Dragon — Flexi Articulated Monster с подвижными крыльями и челюстью (печать на месте, без опор)
2,50 €
Charizard — Flexi Articulated Pokémon (печать на месте, без опор)
3 €
шарнирный шенрон
3 €
Пистолет Ваш из Trigun Stampede
10 €
SlingHAMMER — многозарядный арбалетный пистолет для стальных шариков диаметром 6 мм, 8 мм, 10 мм или 12 мм
12,50 €
ЛЮМАЛИ СУПЕР МАРИО БРОС_LUMA_NINTENDO
€2,49
-50%
€1,25
Мега-упаковка Eeveelution с шарнирно-сочлененной рамой
10 €
Fox — Flexi Articulated Animal (печать на месте, без поддержек)
2 €
Squirtle Spinner — Flexi Articulated Pokémon (печать на месте, без опор)
1,50 €
Сочлененный Rayquaza Flexible Pokemon Dragon
1 €
Kitsune — Flexi Articulated Fox with Nine Tails (печать на месте, без поддержек)
3 €
💖 Хотели бы вы поддержать культы?
Вам нравятся культы и вы хотите нам помочь продолжить приключение самостоятельно ? Обратите внимание, что мы небольшая команда из 3 человек , поэтому очень просто поддержать нас, чтобы поддерживали деятельность и создавали будущие разработки .
Подробную информацию о товарах уточняйте у наших менеджеров по телефону +7 (812) 337-15-01
Гибка металла — распространенная технологическая операция в обработке изделий из листовых материалов. Основное преимущество гибки – отсутствие шва. Гибочный пресс является ключевым станком для металлообработки. Он позволяет выпускать широкий ассортимент изделий и используется в авто, авиа и судостроении; машиностроении; строительстве; производстве мебели и электроники, а также других отраслях промышленности.
Принцип работы
Существуют различные принципы и методы работы гибочных прессов для листового металла, выбор которых зависит от особенностей технологического процесса, механических свойств используемого материала, толщины листа, геометрических параметров гиба, экономических и производственных факторов.
При свободной гибке заготовка помещается на две точки опоры матрицы и деформируется пуансоном, причем угол гиба регулируется только глубиной его опускания (без упора в дно матрицы). Это удобно тем, что одним комплектом инструмента можно выполнять гибку под разными углами. Точность обработки в этом случае зависит от точности хода пуансона, значения упругого восстановления материала и разницы в допусках и фактических размерах заготовки. Гибочные пресса с ЧПУ благодаря системе контроля позиционирования и чистоты повторения в реальном времени управляют углом гибки и позволяют станку адаптироваться под неоднородность материала и компенсировать возможные отклонения от изначально заданного параметра. Метод свободной гибки используют для листового металла толщиной от 1,2 мм.
Назначение гидравлических гибочных прессов
В зависимости от уровня автоматизации производства, толщины и вида материала, типа производственного процесса, требуемой точности и геометрии гиба используют станки различного типа:
Ручные устройства.
Гибочные машины с электромеханическим приводом.
Гидравлические вертикальные и горизонтальные гибочные прессы.
Специализированное гибочное оборудование (трубогибы, шиногибы, рельсогибы).
Рихтовочные прессы.
Полностью автоматизированные листогибочные комплексы.
Наибольшей производительностью отличаются гидравлические листогибочные прессы с ЧПУ. Компьютер позволяет контролировать различные технологические параметры работы станка и обеспечивает высокую точность при гибке деталей любой сложности. Система ЧПУ контролирует смену насадок, положение задних упоров, позиционирование материала. Оператор при этом выполняет только вспомогательные операции – установка листа в исходную позицию и выбор команды для гибки. В полностью автоматических линиях все вспомогательные переходы выполняет роботизированная система. Она осуществляет захват и перемещение детали, ее позиционирование и отправку на следующий техпроцесс.
Наша компания поможет купить листогибочный пресс в соответствии с потребностями и особенностями каждого отдельного производства. Мы предлагаем своим клиентам широкий ассортиментный ряд листогибочного оборудования по доступным ценам с возможностью доставки, установки и последующим техническим обслуживанием.
Листогибочные прессы
Прочность металла обеспечивает долговечность изделий, изготовленных из него. Но работать с ним непросто. Для того чтобы согнуть твердый материал, нужно специальное оборудование – гибочные станки. Они используются для изготовления металлоконструкций с фигурной поверхностью и востребованы в разных отраслях: автомобилестроении, строительстве, мебельной промышленности. С помощью листогибов создаются:
доборные элементы;
воздуховоды;
кровельные материалы;
профильные изделия.
Компания «Си Эл Инжиниринг и Ко» поставляет предприятиям качественное оборудование. У нас можно купить гибочные станки по ценам, не включающим комиссии посредникам. По желанию заказчика наши сотрудники настроят оборудование, проведут пробный запуск, расскажут о правилах эксплуатации. При возникновении неисправностей клиенты всегда могут позвонить в наш сервисный центр и получить консультацию.
Особенности гибочных станков
Листогибы устанавливаются на крупных предприятиях и в небольших мастерских. Они используются для гибки деталей в различных направлениях, что позволяет получать изделия сложной формы. Массивная конструкция выдерживает серьезные нагрузки. На ней можно сгибать металл толщиной до 25 мм, а шириной – до 8 метров.
Рама станка изготовлена из конструкционной стали. Максимально допустимый угол изгиба — 120°.
Разновидности листогибов
Оборудование для гибки представлено моделями с разным принципом работы:
ручные станки – используются для тонколистовой стали (жести) толщиной 0,1-1 мм. Устройства бесшумные и мобильные, но для работы требуются физические усилия;
электромеханические – на них гнут сталепрокат и гибкие цветные металлы для изготовления фасадных и кровельных элементов, вентиляционных систем, воздуховодов. Толщина материала превышает 1 мм. Это надежные модели с высокой производительностью;
гидравлические – нужны для производства уголков, швеллеров. Гидравлические гибочные станки для металла компактны, равномерно распределяют давление по всей длине, что исключает дефекты, не требуют сложного обслуживания;
Выбирайте гибочные станки разных видов в нашем каталоге. Для уточнения технических характеристик закажите обратный звонок или позвоните менеджеру. Мы работаем со всей Россией. Доставка в регионы осуществляется ТК «Деловые линии».
Основы правки металла
Каждая компания, которая использует рулонный металл в своей продукции, знает дрель — вы разматываете металл в правильном станке, загружаете его в свой пресс, и вуаля, металлические детали готовы к работе. Вы когда-нибудь задумывались о том, чтобы выпрямить металл?
В смысле, нужно ли это вообще? И если да, то как это вообще работает? Почему эта машина такая большая?
Не бойся, дорогой обработчик металла, мы здесь, чтобы ответить на все эти вопросы для тебя.
Начнем с основ правки металла.
С момента изготовления исходного металла до момента его отправки на ваше предприятие он проходит ряд процессов, которые изменяют его. Во-первых, он проходит через ряд роликов, которые делают его все тоньше и тоньше. Он плотно скручен в катушку. Он разматывается и разрезается на более мелкие полосы, а затем перематывается. И каждый шаг дает больше возможностей для внесения дефектов в катушку.
Итак, когда дело доходит до вашего оборудования, вы не можете просто запустить его прямо с рулона в пресс. Это может привести к заклиниванию вашей машины или повреждению деталей, которые не будут работать с вашим продуктом. В любом случае, вы избегаете этих проблем, а также возможных простоев и потери дохода, правильно пропуская катушку через качественный выпрямитель, который может устранить ряд условий для катушки.
6 Состояние рулона
Существует шесть основных состояний рулона, поступающего с завода.
Выпуклость (показана выше) – когда машина для продольной резки рулонов смещается и приводит к тому, что один край полосы становится длиннее другого, что приводит к S-образной форме полосы.
Исправить? Да, с корректирующим выравнивателем.
Центральная пряжка (показана выше) — когда центр полоски длиннее краев, что приводит к образованию волн по центру
Поправимо? Да, с корректирующим выравнивателем.
Набор катушек – искривление полосы металла в продольном направлении из-за натяжения намотки
Исправить? Да, с помощью выпрямителя или корректирующего выравнивателя.
Арбалет – Лук в нижней части полосы
Исправить? Да, с помощью выпрямителя или корректирующего выравнивателя.
Краевая волна (показана выше) — когда края полосы длиннее центра, что приводит к образованию волн по краям
Поправимо? Да, с корректирующим выравнивателем.
Конические края/центральная корона (показана выше) – когда края полосы тоньше, чем остальные (конические), а центр толще, чем остальные (корона)
Исправить? №
Знакомство с правильными и правильными машинами
Теперь, когда вы знаете о различных состояниях рулона, давайте рассмотрим машины, которые могут их исправить. Как отмечалось выше, они делятся на две категории: выпрямители и корректирующие выравниватели.
Оба используют ряд роликов, причем верхний ряд роликов установлен на разной высоте (подробнее об этом позже), которые сгибают и растягивают металлическую полосу, чтобы снова сгладить ее. Ролики обычно изготавливаются из чрезвычайно твердой (и чрезвычайно тяжелой) термообработанной стали 52100. Они доступны с различными покрытиями, такими как матовый хром (наиболее популярный), тефлон, нитрид титана и карбид вольфрама. В зависимости от материала покрытия, они также могут иметь алмазную огранку с рисунком, чтобы еще больше соответствовать вашим потребностям.
Выпрямление металла звучит просто, но на самом деле это сложно – металл должен быть нагружен на 20–30 % выше предела текучести (точка максимального напряжения до того, как металл начнет постоянно менять форму). Это когда полоса выходит из диапазона эластичности и переходит в стадию пластичности. Если вы недостаточно нагрузите металл, состояние катушки может вернуться, что приведет к вышеупомянутому простою и неисправным деталям.
Также следует учитывать, что разные металлы, например, сталь и алюминий, имеют разные пределы текучести. Таким образом, универсального решения для правки металла не существует. Кроме того, толщина материала требует разного диаметра роликов: ролики меньшего диаметра лучше подходят для более тонких материалов, а ролики большего диаметра лучше подходят для более толстых материалов.
Различные типы машин
Выпрямители
Выпрямители бывают двух основных видов: протяжные (без привода) и с приводом.
Протяжные правильные машины (как в примере, показанном выше) полагаются на устройство подачи, которое протягивает металл через ролики. Хотя эти машины обычно стоят дешевле и экономят место, инерция (сопротивление любому изменению скорости, будь то от покоя к движению или наоборот) может привести к меньшей точности, меньшей эффективности и даже маркировке материалов, если валки проскальзывают во время стартов и остановок. В то время как устройство подачи обычно отделено от выпрямляющей машины, существуют универсальные машины для выпрямления и подачи. Однако те же проблемы относятся и к этим комбинированным моделям.
Выпрямительные станки с электроприводом (показанные выше), хотя они больше и дороже, но не имеют таких проблем и, следовательно, производят более качественные детали. Вместо того, чтобы полагаться на податчик для протягивания металлического листа, в правильном станке с механическим приводом есть ролики, которые приводятся в движение для перемещения металла. На некоторых нижний валок приводится в движение, а верхний ряд свободен. Другие используют комбинацию обоих.
Говоря о роликах, на стандартном правильном станке ролики имеют тенденцию быть больше, потому что их только один ряд, чтобы предотвратить отклонение, т. е. изгиб роликов. Стандартные выпрямители с электроприводом подходят для удаления комплекта рулонов из большинства металлов и толщин.
Существуют также выпрямители, специально предназначенные для проволоки (пример выше), либо с двумя плоскостями для круглой проволоки, либо с одной плоскостью для плоской проволоки.
Корректирующие правильные машины
Вместо больших роликов корректирующие правильные машины (показаны выше) используют большое количество меньших роликов, которые опираются на большее количество роликов. Это создает очень жесткую, плотно расположенную структуру роликов, которая может постепенно обрабатывать более узкие изгибы полосы, а также обеспечивает более глубокое снятие напряжения для большей плоскостности и снижения напряжений, вызывающих ослабление металла.
Это единственные выпрямители, которые могут исправить изгиб, центральную пряжку и краевую волну, потому что они могут изменять форму металла от края к краю и регулироваться для растяжения только по бокам или только посередине.
Калибровка
Как упоминалось ранее, вам необходимо выйти за пределы предела текучести металла на 20–30 %, чтобы гарантировать, что металл останется ровным даже после того, как он пройдет через пресс.
К сожалению, универсального решения для правки металла не существует. Это связано с тем, что необходимо учитывать множество факторов, включая тип металла, толщину материала, количество рулонов, диаметр и расстояние между роликами. Требуемые настройки могут даже меняться для одной и той же катушки, за счет увеличенной катушки, установленной ближе к центру, где металл более плотно намотан.
Тем не менее, для начала следует опустить входной ролик на толщину материала НИЖЕ 0 и поднять выходной ролик на толщину материала. Так, например, если ваш материал имеет толщину 0,125 дюйма, вы должны установить входной ролик на -0,125, а выходной ролик на 0,125.
Выпрямители и корректирующие выравниватели поставляются либо с компьютерной, либо с ручной регулировкой — обе с показаниями, что упрощает задачу регулировки высоты роликов в соответствии с вашими потребностями.
При регулировке высоты роликов, независимо от типа выпрямителя, алюминий выпрямить намного сложнее, чем сталь, поскольку он более эластичный. Вам нужно сильнее надавить на алюминиевые катушки, чтобы выпрямить их.
Выбор правильного выпрямителя
Итак, теперь, когда вы знаете основы, возникает вопрос: какая машина лучше всего соответствует вашим потребностям и какой размер вам нужен?
Прежде чем звонить производителю, изучите свои потребности и подготовьте следующую информацию:
Тип, толщина и ширина материала(ов)
Напряжение
Требуемая скорость, т. е. сколько материала вы будете запускать за определенное время
Эта информация поможет производителю спроектировать, разработать и построить машину, соответствующую вашим потребностям.
Press Room Equipment специализируется на производстве изготовленных по индивидуальному заказу высококачественных правильных машин с механическим или приводным приводом (мы не предлагаем корректирующие правильные машины) различных размеров в соответствии с вашими потребностями. Если вы хотите узнать больше о том, как мы можем удовлетворить ваши потребности в обработке металла, и узнать цену на ваш новый выпрямитель, позвоните нашим специалистам по продажам по телефону 417. 864.3636 или запросите цену онлайн.
Все содержимое этого Сайта, включая, помимо прочего, текст, графику, логотипы, значки, изображения, аудио, дизайн и видео, является собственностью EnSight Solutions и ее дочерних компаний и защищено законами США и международными законами об авторском праве. Использование без явного разрешения строго запрещено.
Выпрямление металла | Stierli-Bieger
Video von Richtmaschinen
Правильные машины для правки профилей
Правильные машины STIERLI имеют очень прочную конструкцию и десятилетиями успешно доказывают свою эффективность и неизменно надежную работу.
Выпрямление с помощью перевязочных брусков
Упоры перевязочного бруска можно настроить на требуемое расстояние между упорами. Чем больше поперечное сечение, которое нужно выпрямить, тем больше должно быть расстояние между опорами.
Правка сварных конструкций
Нет необходимости в трудоемкой правке после сварки методом газопламенной правки. Правка свариваемых конструкций и свариваемых деталей становится управляемым и быстрым рабочим процессом с правильными машинами Stierli.
Выпрямление сварных балок
Открытая конструкция правильной машины позволяет легко перемещать ее с помощью мостового крана.
T-Правка после резки двутавровой балки
После термической резки пластины, листы и профили гнутся и должны быть выпрямлены (например, тавровые профили после разрезания двутавровой балки на две части). Механическая гибка профилей на гибочном станке Stierli проста, точна и надежна.
Правка стальных листов
Гнутые стальные листы можно выпрямлять на правильном станке Stierli. Процесс можно упростить с помощью дополнительных лазерных измерительных систем.
Правка на горизонтальном правильном станке Stierli намного экономичнее, чем на полностью автоматизированном роликовом правильном станке.
Правка L-/U-/C-/I- и T-профилей
Гидравлическая правка уголков, U-образных, C-образных, двутавровых и двутавровых профилей может быть легко и точно выполнена с помощью Stierli. загибочный станок.
Профили выпрямляются в небольших слесарных мастерских, металлоконструкциях, металлоконструкциях и сервисных центрах металлоконструкций. Процесс правки также используется при производстве стальных или алюминиевых полуфабрикатов.
Правка сплошного круглого материала диаметром до 300 мм
Круглые или круглые поперечные сечения можно выпрямлять с помощью центрирующего правильного станка Stierli. Возможна правка труб или сплошного круглого проката до больших диаметров.
В частности, в диапазоне больших диаметров автоматическая правильная роликовая правка больше невозможна или, по крайней мере, требует очень больших затрат. В этом случае Stierli предлагает подходящее решение для правки с минимальными затратами.
ВЫПРЯМЛЕНИЕ — (без обточки)
Если заготовку необходимо выпрямить с нескольких сторон и желательно избегать ее переворачивания, мы предлагаем различные решения для правки.
Двойные перевязочные бруски с регулируемыми вручную упорами (1 цилиндр)
Двойные правящие бруски с электромеханически регулируемыми упорами (1 цилиндр)
Двухсторонний правильный пресс (двусторонний правильный станок с 2 правильными цилиндрами)
Токарная обработка заготовок: Комбинация стандартного наши поворотные устройства (например, ротатор или наклонно-поворотное устройство) могут быть альтернативным решением.
Двухсторонние правильные прессы (с 2 сторон)
Двусторонняя правка позволяет выполнять правку без поворота заготовки. Правка с двух сторон может выполняться либо машиной с одним цилиндром, либо системой правки с двумя цилиндрами.
Двусторонняя правка
Заготовку не нужно обтачивать.
Двойные правящие бруски
Если профиль или заготовку нужно выпрямить с противоположной стороны, заготовку следует вращать на станках только с одним цилиндром. Это часто занимает много времени при работе с большими или тяжелыми заготовками. С помощью второй перевязочной планки необходимо переставить только средний поршень с одной перевязочной планки на другую. Таким образом, заготовку или профиль не нужно поворачивать для изменения направления правки. (например, для волнообразных деформаций).
Выпрямление с помощью штифтов
Для быстрого выпрямления могут быть предусмотрены дополнительные отверстия для выпрямления с помощью штифтов для выпрямления.
Выпрямление с дистанционным управлением
В зависимости от требований процесс правки может выполняться вручную невооруженным глазом или с помощью оптического дисплея для помощи оператору. Длинный трос управления позволяет оператору контролировать процесс правки с достаточного расстояния. Радиоуправление также доступно.
Правка Hardox
Правка обожженных плит и листов Hardox может выполняться на правильном прессе Stierli. Выпрямление возможно до высоты 1100 мм. (Большие пластины по запросу)
Выпрямление после гальваники
После гальванизации, такой как цинкование, детали часто изгибаются и скручиваются.
В цехах цинкования для правки компонентов используется правильный пресс Stierli.
Выпрямление на кручение
Скрученные профили можно выпрямить с помощью дополнительного приспособления. Скрутки выпрямляются в профиле гидравлически (например, плоский металл, угловая сталь, рельсы и т. д.).
Выпрямление полок (сварные балки)
Полки часто деформируются при приваривании балок. Эта деформация может быть устранена механически и гидравлически с помощью нашей машины для правки фланцев в непрерывном режиме посредством механической правки фланца.
Гидравлические правильные машины вместо пламенной правки
Механические гидравлические правильные машины являются частью стандартного оборудования мастерских во многих металлообрабатывающих компаниях. Выпрямление пламенем требует большого опыта, большого количества времени и запаса энергии (газа).
С правильным прессом Stierli у вас есть преимущество перед пламенными правильными машинами:
Значительная экономия времени, гораздо более экономичный
Гибочный пресс Stierli не требует большого опыта, как для пламенной правки. Часто только несколько сотрудников могут правильно выполнить пламенную правку. Вы зависите от этих сотрудников. Если кто-то из них отсутствует или покидает компанию, его зачастую сложно заменить.
Контролируемая механическая правка
Эффективная правка как мелких, так и крупных деталей
Гибочный станок Stierli полезен не только для правки
Специальные станки для правки стали
Изготовление станков для правки различного назначения является частью нашей основной компетенции. На нашей производственной площадке в Швейцарии мы постоянно разрабатываем и проектируем новые системы, концепции управления и станки, чтобы предложить нашим клиентам оптимизированное решение. Как специалист с нашим собственным конструкторским отделом, мы обладаем необходимой компетенцией и технологиями для решения ваших особых задач по гибке или правке. В дополнение к высокой степени собственного производства, машина собирается исключительно из компонентов и деталей от избранных и давних поставщиков и дилеров.
Специальные применения, такие как двойные правильные машины, торсионные правильные машины или комбинированные горизонтальные/вертикальные правильные машины, относятся к нашим многочисленным проектам, которые нам разрешили реализовать для наших клиентов. Все чаще также предусмотрена автоматизация. Системы подачи или обработка и автоматическая правка в соответствии с девизом «полностью автоматическая правка» — это лишь несколько ключевых слов. Также возможно разработать машину или производственный процесс в соответствии с вашими идеями и спецификациями. Мы также будем рады выслать вам видеоролики, иллюстрирующие использование и различные процессы выпрямления с помощью наших правильные машины
Являясь специалистом, производителем и поставщиком таких станков в Швейцарии, покупка/продажа может осуществляться либо напрямую, либо через дилеров.
Резьба по дереву на чпу станках: быстро и недорого!
Предметы интерьера, оформленные резьбой, — это всегда эстетично, экологично, благородно и, что называется, на века. Дерево — неприхотливый материала, особого ухода не требует. Зато запросто сможет «оживить» интерьер, подчеркнуть его уникальность. Наши специалисты готовы вырезать любой узор на дереве, а также изготовить любые изделия при помощи станков с чпу. Мы работаем не только с собственными каталогами, но и с Вашими индивидуальными эскизами.
Особенности и преимущества работы на станках чпу:
Заказы выполняются предельно быстро и точно, так как делаются не в ручную. Услуга резьбы по дереву чпу станком (с числовым программным управлением) является чрезвычайно востребованной. Эта умная машина способна с мельчайшей точностью воплотить любую задумку в реальность, которая превзойдет любые ожидания! Ограничений для станка не существует, вырезает он даже самые сложные, замысловатые формы с большим количеством мелких элементов. Нашли картинку в интернете? Выбрали что-то из нашего каталога, но желаете дополнить другими деталями? Или придумали свой узор? Обращайтесь! Сделаем все что угодно! При этом цена остается достаточно выгодной!
Преимущественно резьба осуществляется на следующих материалах — натуральное дерево и МДФ. В некоторых случаях, применяя специальный фрезер, выполняем резьбу на других материалах.
Существует несколько техник выполнения резьбы с применением станка с ЧПУ:
— рельефные поверхности обрабатываются шаровыми фрезами последовательно с маленьким шагом, — плоские многоуровневые узоры и геометрические формы изготавливаются с помощью цилиндрических или профильных фрез.
Точность изготовления гарантирует компьютерное управление. Однако после того как станок выполнил свою работу — остается еще множество доработок, которые выполняются вручную. Мастера тщательно шлифуют и доводят до совершенства резное изделие, покрывают лаком или расписывают.
Резьба по дереву разных пород:
Применение дерева для украшения интерьера — сегодня очень популярно. Создано множество техник работы, благодаря которым можно выполнить изделия, украшающие интерьер и несущие художественную ценность. Более того, дерево вновь становится модным, как и интерьер с приставкой «эко». Резьба по дереву на чпупозволяет создать по-настоящему удивительные изделия! На дереве могут расцвести цветы и листья, появиться геометрические или абстрактные узоры, любые фигуры и буквы — все что угодно!
В зависимости от поставленных целей, можно выбрать соответствующую породу материала. Так, например, липа — древесина очень мягкая, отлично подойдет для изготовления небольших предметов со множеством мелких элементов. Тогда как дуб, напротив, — порода «с характером», твердая, для массивных изделий, которые прослужат долгие годы. Орех — древесина также очень твердая, но поддается изменениям и обработке. Береза — материал, который будет выигрышно смотреться на лицевых частях предметов. Все за счет его уникальной и выразительной фактуры. Ольха отлично подойдет в том случае, если хочется выдать не самое дорогое древо за ценную породу. Обманет глаз благородный окрас.
Цена:
Наша компания предлагает одни из самых выгодных условий. Стоимость зависит от сложности и глубины рельефа, от вида изделия, его размера, от выбранного дерева, и в каждом случае рассчитывается индивидуально. Уточнить предварительную цену на резьбу станком чпу можно заранее!
Свяжитесь с нами любым удобным способом или сразу отправьте Ваш макет на почту [email protected]. Мы отреагируем в кратчайшие сроки! Или звоните по телефону, бесплатному по всей России.
Станок для резьбы по дереву художественной
Резьба по дереву на станке имеет огромные преимущества перед ручным трудом, так как весь процесс можно автоматизировать и сэкономить не только время, но и силы. Современные станки имеют высокую цену, но она полностью оправдана, так как свою работу они выполняют аккуратно и быстро.
Станок для резьбы по дереву
Если резьба по дереву осуществляется вручную, то затрачивается много сил и времени. Прогресс не стоит на месте — были созданы специальные станки по обработке дерева, обрабатывающие изделия с высокой точностью.
В зависимости от вида изделия, используют разные станки по дереву:
Распиловочное оборудование применяют для придания определенной формы дереву. Обычно применяют циркулярную или ленточную пилу.
После распила нужно срезать неровности, которые обрабатываются рубанком или строгальным станком.
Вырезать отверстия на дереве разного диаметра можно сверлильным станком.
Токарным можно создать изделия, представляющие собой фигуры вращения.
Шлифовальный станок придает готовым предметам из дерева аккуратный внешний вид и сглаживает неровности.
Виды станков для вырезания по дереву
Существует широкий ряд станков для вырезания по дереву, которые предназначены для выполнения разного рода работ. Они расширяют спектр выполняемых операций:
обрабатывают разные поверхности под любым углом;
сверлят углубление, канавки и пазы;
осуществляют фрезеровку углов и скосов;
выполняют резьбу.
Станки подразделяются в зависимости от конструктивных особенностей тех или других частей.
По строению стола. В этом случае отличие моделей состоит в способах перемещения поверхности:
Консольные станки имеют рабочий стол, который двигается в плоскости за счет жесткой корпусной детали. Такие виды устройств достаточно популярны. В основном их используют в мелком и среднем производстве.
В бесконсольных механизмах стол передвигается при помощи закрепленной станины в продольном и поперечном направлении. Из-за этого устройство с трудом перемещается, но заготовки надежно фиксируются.
В крупносерийном производстве используют станки непрерывного действия. Это бесконсольные изделия с вращающимся круглым столом. Они имеют два механизма — барабанный и карусельный — и предназначены для чистовой и черновой обработки заготовок.
По количеству шпинделей:
Самые простые — устройства с простым шпинделем, которые находятся в вертикальном направлении. Такие изделия используют для обработки поверхностей, сверления углублений.
Универсальные виды — имеют дополнительную шпиндельную головку, которая способна поворачиваться в горизонтальной и вертикальной плоскостях. Основное их назначение — обработка деталей небольшого размера.
По функциональности:
Промышленные виды станков — мощные изделия, которые обрабатывают большое количество заготовок по несколько часов в день. Стол в них перемещается с помощью маховиков, а шпиндель находится вертикально.
Ручные станки
Ручные станки для обработки по дереву делятся на три основные группы:
Верхние. Они отличаются неподвижной или подвижной конструкцией. Инструмент включает в себя мощный электродвигатель, который элементами кинематической схемы соединен с патроном, предназначенным для фиксации применяемого агрегата.
Кромочный фрезер мастера используют для обработки кромок деревянных изделий. Дополнительно инструмент оснащен дополнительными насадками разного типа.
Погружной фрезер является самым удобным. Его приводной двигатель установлен на специальных направляющих, за счет чего в процессе работы может свободно перемещаться вместе с рабочей насадкой. В таких моделях предусмотрена специальная пружина, обеспечивающая объем рабочей насадки после того, как была произведена обработка необходимого участка.
При выборе ручного станка рекомендуется придерживаться некоторых рекомендаций, с помощью которых можно избежать распространенных ошибок:
Переключатель регулировки скорости должен находиться в корпусе для предотвращения специального переключения при неосторожном движении рукой.
Для домашнего пользования не обязательно приобретать дорогой инструмент. Не стоит переплачивать, если оборудование не будет перегружаться.
Грамотный выбор станка зависит от фиксаторов и зажимов. Перемещение всех механизмов должно быть плавное и легкое.
Выбирать устройство следует с длинным сетевым шнуром и удобной ручкой, это позволит качественно обрабатывать заготовки.
Фрезерно-гравировальные станки
Такое оборудование способно выполнять работу любой сложности по разрезанию и обработке разных видов материалов.
Справка: Заготовки могут иметь разный размер и твердость.
Использовать фрезерно-гравировальные станки можно как на производстве, так и в домашних условиях. Станки классифицируются следующим образом:
Настольные. Хорошо подходят для домашнего применения или мелкосерийного производства.
Устройство с ЧПУ. Устройство работает по специально запущенной программе, где прописаны все необходимые параметры.
Устройства 3D. Их особенность состоит в том, что обрабатывать заготовки они могут в двух и в трех измерениях.
Справка: Также оборудование делится на продольно-фрезерное, консольно-фрезерное, вертикально-фрезерное и широкоуниверсальное. Последнее самое приемлемое, если серьезно заниматься производством разных по размеру деталей.
При выборе фрезерно-гравировального станка необходимо учитывать следующие параметры:
Материал, с которым предстоит работать. От него зависит тип столешницы.
Высота оборудования по оси Z.
Размер стола. Этим значением ограничивается размер заготовки.
Жесткость стола. Чем больше опор, тем меньше вибраций в процессе работы.
Мощность двигателя. Здесь все зависит от того, сколько заготовок придется обрабатывать.
Шпиндель. Он отвечает за скорость оборотов резака.
Тип системы охлаждения.
Лазерные станки
Резка по дереву с помощью лазерного станка является высокоточным процессом, так как толщина разреза составляет 0,2 мм. Если необходимо обработать мелкие детали, то этот вариант подойдет как нельзя лучше.
Важно! Обработка дерева лазером возможна только в том случае, если толщина материала не выше 20 мм. А в иногда данный показатель еще меньше, поэтому этот вариант при обработке толстых заготовок не подходит.
Выбор лазерного оборудования зависит от его мощности:
Настольный. Используется в домашних условиях или в небольшой мастерской с компактными заготовками. Мощность такого устройства до 80 Вт.
Профессиональный. Применяется в малом бизнесе при изготовлении дизайнерских украшений и для гравировки. Мощность составляет до 195 Вт.
Промышленный. Применяется на производственных линиях с повышенными требованиями к качеству и точности работы. Мощность от 300 Вт.
Прежде чем купить лазерное оборудование для резьбы по дереву, важно знать, насколько качественно оно изготовлено. Использование некачественных устройств может быть опасным, поэтому лучше не экономить.
При выборе лазерного устройства нужно учитывать следующее:
Мощность самого лазера. От него зависит скорость обработки дерева. Обычно выпускают целую линию подобного оборудования, имеющего разные характеристики.
Размер стола тоже важен, ведь при работе с большими листами они должны находиться на рабочей поверхности.
Справка: Для мелких работ лучше купить небольшое оборудование, которое можно установить в любом помещении.
Станки с ЧПУ
Их универсальность состоит в том, что они подходят для поперечного строгания и создания сложных поверхностей.
Выбирая такое оборудование, нужно исходить из того, насколько оно соответствует своему предназначению. Выделяют:
ЧПУ станки-автоматы с высокой скоростью, которые режут и раскраивают, обрабатывают картон и древесину.
Устройства, работающие с листами.
Граверы от 2D-моделирования до 4D.
Узкопрофильные устройства, функционирующие с каким-то одним материалом.
Небольшие модели с ЧПУ.
Справка: К линейке оборудования для профессионалов можно отнести вертикальные и горизонтальные обрабатывающие центры с программным управлением.
Существует несколько советов грамотного выбора подобного оборудования:
Проконсультироваться перед покупкой с продавцом относительно функционала устройства и круга выполняемых задач. Самый лучший вариант — записаться на показательные выступления ЧПУ-станка.
Когда необходимая модель выбрана, нужно проверить купленное устройство на предмет комплектации узлов. В комплекте должны присутствовать блок программного управления станком, шнуры и диски с ПО. Обычно последнее устанавливают специалисты, продающие оборудование.
Какой лучше выбрать станок для художественной резьбы по дереву?
Многие покупатели не могут определиться с выбором оборудования, поэтому ниже представлено небольшое разъяснение.
При ручной резьбе по дереву основная проблема заключается в том, чтобы найти профессионального мастера. Срок изготовления изделий в этом случае исчисляется месяцами, при этом можно увидеть конечное изделие только после выполнения всех работ, получив на руки только эскиз.
При резьбе по дереву на станке с ЧПУ создается модель конечного изделия на ПК. При этом можно увидеть и утвердить все части изделия.
Обработка дерева на фрезерных станках с ЧПУ занимает намного меньше времени по сравнению с ручной резкой. А при работе с небольшими партиями, например для изготовления балясин или резного плинтуса, этот тип обработки очень выгодный как с финансовой стороны, так и по качеству, так как они все будут одинаковые.
29 августа 2020
7301
Получите консультацию специалиста
Next Wave — Станок с ЧПУ SHARK SD110
Раскройте свой творческий потенциал с помощью станка с ЧПУ SHARK SD110. Любители и профессионалы используют его в своих магазинах в качестве инструмента для деревообработки для нестандартных деталей, столярных изделий, функций точного сверления или чего-либо декоративного. Компактный размер стола, предназначенный для таких проектов, как резка табличек или вывесок, декоративных коробок и прецизионных деталей, изготовленных из дерева, мягких металлов или пластмасс, может легко поместиться в любой мастерской — на конце стола или при хранении под ним. Используя встроенную функцию 3D-резки и библиотеку 3D-моделей, вы можете с легкостью вырезать красивую рельефную резьбу, сложные инкрустации и создавать изысканные детализированные гравюры. Невероятная точность станка с ЧПУ SHARK SD110 делает возможной гравировку печатных плат по индивидуальному заказу.
Запустите станок с ЧПУ SHARK SD110 либо с прилагаемого подвесного пульта с сенсорным экраном, либо с компьютера. Чтобы использовать подвеску, разработайте свой проект с помощью прилагаемого программного обеспечения VCarve Desktop Design на ПК с портом USB 2.0 или выше (компьютер не входит в комплект). Затем сохраните проект прямо на USB-накопителе, подключите его к подвесному устройству, выберите файл и нажмите кнопку запуска. С помощью флэш-накопителя ваш компьютер не будет подвергаться пыльному цеху. Для более сложных проектов и дополнительной универсальности подключите компьютер к SHARK SD110 с помощью USB-кабеля и запустите станок с ЧПУ с программным обеспечением Ready2Control. Это позволит вам использовать программу Virtual Zero Unlimited, которая адаптирует ваш дизайн к кривым и углам вашей подложки.
Характеристики:
Алюминиевая направляющая стола с прорезями для гибкой настройки зажима
Подвесной контроллер с цветным сенсорным экраном
Поставляется в полностью собранном виде
Программное обеспечение для проектирования в комплекте
90 012 Программное обеспечение Ready2Control позволяет вашему компьютеру запускать ЧПУ
Сделано в США
Технические характеристики:
Размеры стола: 12 x 18 дюймов
XYZ перемещение: 12 x 13 x 3 дюйма
Габаритные размеры: 19-1/2» Ш x 20-1/2» Д x 18» В
Совместимые маршрутизаторы: DeWALT 611, Porter-Cable 450, Bosch 1 HP Model PR20 или аналогичный пальмовый маршрутизатор (продано отдельно).
Что включено:
(1) Станок с ЧПУ Next Wave SHARK SD110
(1) Подвесной контроллер с цветным сенсорным экраном
(2) Прижимные зажимы
(1) Компактный фрезерный зажим Dewalt 611
(1) Bosch 1 Компактный фрезерный зажим HP
(1) Компактный фрезерный зажим HP 1,25 HP
(1) Твердосплавная насадка V-bit
(1) Последняя версия пакета программного обеспечения VCarve Desktop Design
(1) Программное обеспечение Ready2Control
(1) 2-летняя заводская гарантия
Примечания:
Требуется ПК с портом USB 2.0, флэш-накопитель USB и маршрутизатор Palm (продается отдельно).
Входящие в комплект зажимы подходят для компактных маршрутизаторов Bosch, Dewalt и Porter Cable.
Если вы получили предыдущие версии VCarve, их можно обновить до версии 9.0
Next Wave — Станок с ЧПУ SHARK HD520
Управляйте всеми вашими потребностями в обработке в домашних условиях или на производстве с помощью Next Wave CNC SHARK HD520. Построенный из компонентов промышленного класса, станок с ЧПУ SHARK HD520 также оснащен сверхмощным порталом, усиленным алюминием и сталью, системой крепления фрезерного станка из экструдированного алюминия, блокирующим алюминиевым столом, линейными рельсами и направляющими на портале, а также направляющей с компенсацией износа и защитой от люфта. винты по всем осям. Станок с ЧПУ SHARK HD520 — идеальный инструмент для резьбы или механической обработки самых разных изделий из дерева, мягких металлов, композитов или пластмасс.
Next Wave HD520 отправляется FedEx Freight только с доставкой на обочину
Особенности:
Линейные направляющие и подшипники на портале
Беззазорные ходовые винты с компенсацией износа на всех осях
Жесткая блокировка алюминиевый стол с практически неограниченным позиционированием зажима
Алюминиевая задняя пластина портала для тяжелых условий обработки
Алюминиевый монтажный зажим фрезерного станка
Ножки портала в стальном корпусе для повышенной жесткости
Автоматическое управление включением и выключением маршрутизатора
Интерфейс USB
Возможна самонаведение по осям X и Y
Технические характеристики:
Размеры стола: 28″ x 63″
90 012 XYZ Travel: 25 x 50 x 7 дюймов
Габаритные размеры: 36-1/4″ Ш x 63″ Д x 24-1/2″ В
Питание: 110/115 В
Пожизненная техническая поддержка
Сделано в США
Что В комплекте:
(1) Полная годовая гарантия и пожизненная техническая поддержка через NextWave Automation
(1) Станок с ЧПУ SHARK HD520
(1) Программное обеспечение для проектирования V-Carve Pro
(1) Подвесной контроллер Color
(2) Прижимные зажимы
(1) Твердосплавная V-образная насадка
(1) ) Virtual Zero Unlimited Software and Vector Art 3-D Sampler Pack
Примечания:
Полностью совместим со следующими маршрутизаторами (продаются отдельно): Bosch 1617 и 1618, кабель Porter серии 890, DeWalt 610, 616 и 618 , и шпиндель Next Wave с водяным охлаждением
Станок с ЧПУ SHARK HD520 полностью совместим с обширной линейкой дополнительных аксессуаров Next Wave, таких как лазер, 4-я ось, сканер и т.
Гравировка на металле — одна из самых частых работ, выполняемых в нашей лазерной студии. Причина популярности проста — лазерная гравировка получается на металле контрастно и прекрасно сохраняется десятилетиями.
Используя новейшее оборудование мы сделали гравировку действительно быстрой — например гравировка на металлическом жетоне делается при клиенте и занимает 5 минут.
Наша компания является экспертом лазерной гравировки металлов — мы работаем уже 5 лет и знаем о гравировке все — приходите к нам, вы точно останетесь довольны!
от 500₽
стоит простая гравировка на металле и делается в вашем присутствии
Цены
Обратите внимание! Цены даны для розничного заказа. Для оптовиков — отдельные условия.
Где сделать
лазерную маркировку на металле. мы работаем без записи и делаем сразу в день обращения
Лазерный луч, управляемый специальной компьютерной программой направляется на обрабатываемую поверхность металла, в следствии чего после гравировки на металле остаются следы. Регулируя различные параметры воздействия лазера (мощность излучения, скорость перемещения луча, частота колебаний) опытный мастер способен получить качественный результат гравировки на металле — от нержавеющий стали и алюминия до золота и платины.
Восприимчивость металлической поверхности к воздействию лазерного луча стала основой популярности самой востребованной услуги – лазерной гравировки по металлу. Фотографии, надписи, логотипы, художественные изображения – что только ни украшает изделия из металлов!
Очевидно, что описать полный перечень металлических изделий, которые можно у нас отгравировать — невозможно, так как гравировку можно сделать на абсолютно любом продукте, созданного из любого металла. Мы даже можем сделать фотогравировку — нанести фотографию на металлическую поверхность.
Чтобы сделать гравировку на изделие из металла необходимо выполнение одного простого условия — гравируемая поверхность должна быть ровной или практически ровной (допускается перепад высоты не более 2 мм). Гравируемое изделие не должно быть в высоту не более 40 сантиметров (плоские но при этом длинные изделия, как меч — прекрасно гравируются).
Маркировка на круглых поверхностях Очевидным плюсом лазерного нанесения на металлы является возможность работы с цилиндрическими изделиями. Наибольшей популярностью среди этой услуги считается маркировка обручальных колец, когда молодожены оставляют надписи. Мы также успешно наносим гравировку на такие товары как ручки, чашки, подстаканники, термосы и многое другое.
Фотографии наших гравировок
на различных металлах
Брендирование стоечной панели из крашеного металла
Кубики для виски
Подарочная надпись на ноже
Маркировка на корпусе алюминиевого ноутбука
На домофоне
На пистолетах
Гравировка на скальпеле из хирургической стали
Гравировка браслета из нержавеющей стали
На подставке глобуса
На гаечном ключе
На термокружке
На подстаканнике
Брендирование диспенсера для мыла
На фоторамке
На разводном ключе
На рамке автомобильного номера
На подкове стальной
Гравировка на колоколе
На медном штопоре
Выключатели из крашеного металла
Окрашеный порошковой краской металл — гравировка два цвет
Эмблема компании СберЗвук на металлический микрофон
На черном стальном молоте
На гире
Надпись на арабском
Тостер
На неровной поверхности
Глубокая гравировка металлов
Очевидным преимуществом лазерной гравировки является возможно сделать гравировку не только на поверхности, подплавив поверхность металла но и вглубь, сделав надпись или текст рельефным. Механизм глубокой гравировки прост — лазерный луч проходит по каждому участку несколько десятков раз, постепенно выпаривая поверхность металла, тем самым создавая углубление. В зависимости от мягкости металла мы можем добиться глубины гравировки до 1.5мм.
Латунная икона
Подарочная надпись на алюминиевом срезе
Гравировка на серебряном перстне
Пример глубокой лазерной гравировки на латуни
Алюминиевая приборная панель
Гравировка на драгоценных металлах
Очевидным плюсом самых благородных металлов с точки зрения гравировки является возможность выбрать цвет, получаемый в её результате — всегда на указанных металлах можно получить как классический черный цвет так и элегантный белый.
Серебряная двухсторонняя стопка
На авторамках
от
1000 ₽
Гравировка на ножах
Гравировка на часах
от
500 ₽
На кольцах
от
800 ₽
На самоварах
от
700 ₽
На пистолетах
На зажигалках
от
300 ₽
Гравировка жетонов
от
500 ₽
ОСТАЛИСЬ ВОПРОСЫ?
Позвоните нам 8 495 721-60-60 или 8 903 221-9-111
либо напишите на электронную почту: info@mcgraver. ru или оставьте Заявку онлайн Отвечаем быстро
НАШЛИ ЧТО ИСКАЛИ?
виды, особенности, применение — Блог Black&White
Как делать гравировку на металле❓ Какая гравировка лучше ручная или лазерная❓ Ответы на эти и другие вопросы 👉 читайте в статье на нашем сайте.
Виды гравировки на металле
Основными видами художественной гравировки по металлу являются ручная, механическая и лазерная.Когда-то ручная гравировка была единственным методом нанесения рисунка. С появлением современного оборудования наносить на поверхность изделия узор или надпись стало возможным и механизированным способом. За счет развития технологий обработке поддаются различные материалы от дерева до стекла.
Ручная гравировка по металлу
История гравировки на изделиях из металла началась именно с ручного метода. Ручная гравировка сложный и кропотливый процесс создания рисунка. Нанесение узора различного углубления происходит при помощи режущего инструмента. Ручная гравировка требует особого мастерства и упорства.
Особенность ручного метода гравировки состоит в том, что стоимость за работу значительно выше механического нанесения рисунка, так как мастер тратит много времени и сил на создание нужного рисунка.
Механическая гравировка
Механическая гравировка позволяет быстрее создавать декорированные изделия. Рисунок наносится на специализированных аппаратах. Механический способ изготовления гравировки на металле можно разделить 3 разновидности: алмазная, пескоструйная и бормашинка, фрезерование. Чем делают гравировку на металле? Во всех способах механической гравировки используется фреза.
Алмазная гравировка — нанесение рисунка происходит при помощи фрезы с алмазным покрытием. Такой способ гравировки применяется для маркировки изделий из стекла, а также для зеркал, часов и ювелирных украшений. Преимущество гравировки в долговечности рисунка.
Пескоструйная гравировка — узор на поверхности создается за счет распыления большого количества абразивных частиц под высоким давлением. Пескоструйная гравировка подходит для детального воспроизведения рисунка.
Бормашинка — при таком способе используется аппарат, схожий с дрелью. Способ полуручной, и пригоден для гравировки надписей и несложный линий и рисунков.
Фрезерование — в данном способе используется фрезерный станок и фрезы конического типа. Фрезерование довольно популярный метод, так как рисунок получается четким, а линии глубокие, что гарантирует долговечность изображения. Метод фрезеровки применяется в гравировке подарочно-сувенирной продукции.
Лазерная гравировка на металле
Что такое лазерная гравировка? Лазерный способ — наиболее распространенный вид гравировки металла. Узор или надпись наносятся на поверхность изделия лазерным лучом. Луч фокусируется линзой и специальными зеркалами. Лазерный луч обладает высокой мощностью, такой, что способен разрезать материал.
Гравировка лазерным гравером отличается скоростью работы и возможностью создания рисунка на разных материалах.
Нанесение лазерной гравировки
Технология процесса нанесения рисунка лазерным лучом требует щепетильного внимания к подготовке. Первым делом создается проект изображения, который в дальнейшем переносится на изделие. Поверхность обрабатывается специальным раствором, чтобы рисунок лег ровно, без лишних линий.
Важно правильно подобрать толщину лазерного луча. Тонкий лазер обеспечивает аккуратное и четкое изображение на металле.
Верхний слой материала “снимается” под действием лазера во время гравировки. Важно подметить, что поверхность не поддается изменению температуры во время гравировки.
Преимущества лазерной гравировки
лазерная маркировка на металле применима на поверхностях из разных материалов (кожа, дерево, металл, пластик)
четкие линии получаются даже на небольших рисунках
узоры и надписи выглядят привлекательней и аккуратней
гравированное изделие не подвергается деформации
поверхность материала проходит термическую обработку, что обеспечивает устойчивость рисунка и долговечность
Примеры лазерной гравировки на металле
Металлические шильдики с гравировкой
Шильдик представляют собой небольшую табличку с надписями и знаками особого назначения, идентифицирующие изделие или предмет, к которому прикреплены. Шильдики с гравировкой применяются во многих сферах деятельности. На техническом оборудовании вы можете увидеть шильдики из алюминия, шильды из латуни в рекламной деятельности, например, на кубках или сувенирной продукции. Шильды из пластика пригодны как для технического оборудования, так и для сувенирной продукции.
Лазерная гравировка на телефоне
Лазерная гравировка на чехлах и телефонах пользуется популярностью уже несколько лет. Рисунок наносится непосредственно на металлическую заднюю панель телефона, а не на чехол. Изображение на смартфоне придаст устройству индивидуальность и оригинальность.
Телефон с гравировкой — это необычный и запоминающийся подарок близкому человеку. Что можно написать гравировкой? Выгравировать можно фото, значимую надпись, дату или просто имя.
Подарочные медали с гравировкой
Сувенирные медали с гравировкой — отличный подарок на юбилей, свадьбу или другое важное событие. Медали с гравировкой также используют как награду за заслуги в работе или корпоративный сувенир. Такой сувенир повышает имидж компании, сообщает о дружелюбной атмосфере в коллективе.
Чтобы медаль запомнилась надолго, продумайте детально, что на ней будет изображено или написано. Человеку приятно увидеть надпись, которая связана именно с ним, а не обобщенные словосочетания.
Гравировка на этикетках, наклейках
Лазерная маркировка и гравировка самоклеющихся этикеток и наклеек — популярный метод нанесения информации.
Продукция изготавливается на пленке Tesa Laser. Пленка очень стойкая и прочная. Удалить с поверхности можно только полным уничтожением.
Маркированные этикетки используются в качестве гарантийных пломб для аппаратуры, заводских бирок автомобилей, инвентарных номеров и в других промышленных сферах.
Гравировка и маркировка металлов | Gravotech
Много лет назад люди открыли для себя способность формировать металл, мы маркировали его, будь то для артистизма, персонализации или отслеживания.
Металл сложен: проводящий, реактивный и состоит из химических веществ и сплавов, поэтому, когда вы ищете ротационную или лазерную маркировочную машину для металла, лучшее решение будет зависеть от типа металла, который вы будете гравировать:
Нержавеющая сталь Алюминий
Анодированный алюминий
Закаленные металлы
Стальной сплав
Титан и титановые сплавы
Карбиды
Латунь
Медь
Драгоценные металлы
Металлы с покрытием
Зачем маркировать металл? Гравировка по металлу используется для нанесения текста, логотипов, изображений, цифр, 2D-кодов, список можно продолжать бесконечно. Отрасли, маркирующие металл, еще больше, например, ювелирная, медицинская, автомобильная, авиационная и энергетическая.
Наша лазерная маркировка и гравировка выполняются бесконтактно и не требуют предварительной или последующей обработки. Результатом является постоянная, стойкая и высококонтрастная маркировка с очень высоким разрешением и, конечно же, без повреждения металла.
Ротационная гравировка вырезает металл с помощью гравировальной фрезы, похожей на дрель. Это позволяет выполнять как гравировку, так и резку (на некоторых металлах) и широко используется во всех отраслях промышленности, от гравировки ювелирных изделий до резки панелей управления.
Прямая маркировка деталей методом точечной вырубки или скрайбирования выполняется с помощью стержня из карбида вольфрама, который вступает в контакт с поверхностью и деформирует материал в полости благодаря последовательности ударов, формирующих окончательную маркировку.
Gravotech обладает обширным опытом в области маркировки металлов и предлагает свои знания, чтобы помочь вам найти лучшее решение для гравировки металла, которое будет соответствовать вашим потребностям. Существует множество различных типов металлов, и у нас есть машинное решение для каждого из них.
Откройте для себя гравировальные станки Gravotech по металлу
Наш полный ассортимент встроенных лазеров и лазерных станций позволит вам выполнять маркировку на всех типах металлических деталей с постоянным результатом, с превосходным качеством и контрастностью для полной идентификации и отслеживания.
Наш ассортимент ротационных станков способен выполнять легкую алмазную гравировку, аккуратную глубокую гравировку, легкую фрезеровку и сверление. Решения Gravotech для точечного упрочнения и скрайбирования обеспечивают быструю неконтрастную глубокую маркировку, полученную путем нанесения близких ударов по поверхности нескольких типов металлов.
Lasertrace™ облегчает отслеживание и идентификацию всех типов металлических деталей.
Лазерная гравировка металла
Лазерное травление можно использовать для широкого спектра материалов. Лазерная гравировка происходит, когда тепло луча плавит только поверхность материала и не проникает в материал полностью.
Высокая мощность лазера использует высокую температуру для расплавления только поверхности материала. Оксиды иногда образуются в местах гравировки, что делает следы более четкими и заметными. Лазер изменяет его отражательную способность и улучшает контрастность. Удаляет очень мало материала .
Может выполняться на необработанных, анодированных или покрытых металлом поверхностях. Световая гравировка металлов и оксидов. Удаляет менее 0,001 дюйма материала. Высокоскоростная маркировка. Работает на всех металлах.
Посмотрите наши станки для лазерной гравировки металла!
Когда маркированные детали требуют доработки или дополнительной окраски, а материал шероховатый, лазерную гравировку необходимо нанести глубже в материал.
Лазер сильно нагревается в процессе гравировки, что приводит к испарению материала. Это создает полость на поверхности, которая заметна на глаз и на ощупь. Рекомендуется, когда лазерная маркировка подвергается стрессу после обработки (например, при пескоструйной обработке литья под давлением).
Быстрое плавление и испарение материала. Варьирование глубины достигается количеством проходов. Работайте только с заполненными шрифтами/фигурами.
Отжиг
При отжиге материал локально нагревается почти до точки плавления. Это создает оксидные слои на поверхности заготовки, которые связаны с металлическими цветами отжига. Это также предпочтительный метод, когда требуется точная посадка или необходимо избежать вздутия материала.
Вы можете отжигать только те металлы, которые меняют цвет под воздействием тепла и кислорода, т.е. стали и титана, но не алюминий или цветные металлы. Как правило, оксидный слой черный, но может иметь и другие цвета отжига. Цвет зависит от температуры нагретых слоев. Поверхность материала сохраняется даже при отжиге, поскольку с нее ничего не удаляется. Изменение цвета достигается только за счет локального нагрева материала. Тепло обычно проникает в металлическую поверхность на глубину от 0,02 до 0,03 мм.
Черная маркировка
Черная маркировка — это процесс маркировки, при котором получаются очень контрастные темные маркировки. Эта структурированная поверхность уменьшает количество отраженного света, в результате чего маркировка становится глубоко матово-черной и выглядит одинаково под любым углом. Это делает маркировку неабразивной. Черная маркировка идеально подходит для нержавеющих сталей, титана, меди и латуни.
ЗАПРОСИТЬ ДЕМО
Лазерный станок для маркировки металла на производственной линии
Наружная гравировка кольца лазерным гравером по металлу
Прямая маркировка деталей на металле
Деталь выгравирована гравировальным станком по металлу
Лазерная маркировка Datamatrix на металлической детали
Гравировка металла на ротационном станке
С помощью гравировальных станков по металлу мы проводим алмазным инструментом по поверхности материала, чтобы получить легкую и очень эстетичную маркировку. В нет чипа, созданного , а потеря веса материала незначительна, что особенно важно в ювелирных изделиях.
Этот процесс маркировки можно использовать даже для очень твердых сплавов, таких как сталь, нержавеющая сталь или железо, и, конечно же, для более мягких металлов. Он идеально подходит для вывесок (тегов) и персонализации. Канавка, созданная в детали, также может быть заполнена лаком или воском для получения высокой контрастности или цвета.
Посмотрите наши станки для гравировки металла с ЧПУ!
Станки гравировальные по металлу с ЧПУ, материал снимается с помощью режущих инструментов, «граверных фрез» различных размеров и форм.
CNC используется для вырезания фигур в металле, например, для панелей управления, или для фрезерования 3D-форм, таких как создание горячих штампов, вкладышей в пресс-формы или производство мягких металлов в целом. Эта технология также может использоваться для получения текста, цифр или логотипов, глубоко выгравированных на детали, будь то для идентификации (прямая маркировка детали) в целях персонализации.
Этот процесс маркировки обеспечивает превосходные неконтрастные результаты как при резке , так и при фрезеровании , и даже наши небольшие граверы могут выполнять работу по мягким металлам, таким как алюминий или латунь.
Наши пневматические машины для точечной маркировки лучше всего подходят для нанесения маркировки, требующей очень короткого времени цикла для удовлетворения требований к скорости в промышленных секторах.
Электромагнитные маркировочные машины больше подходят для областей применения, требующих высокой точности и согласованности. Он особенно эффективен для маркировки кода DataMatrix. Электромагнитная точечная маркировочная машина представляет собой высокоточное решение для маркировки, отвечающее требованиям прослеживаемости и идентификации.
Наши машины для маркировки металла методом точечной упрочняющей обработки отличаются экономичностью благодаря четкой маркировке, маркировке в два раза быстрее, чем другим машинам для точечной маркировки.
Бесшумные, с эстетичным и потрясающим результатом, разметочные машины используются во всех промышленных операциях , с учетом ограничений по уровню шума: для маркировки крупных металлических компонентов (балки, рельсы, шасси, выхлопные трубы и т. д.) для маркировки V.I.N. номера (идентификационные номера транспортных средств) на автомобилях, мотоциклах и большегрузных транспортных средствах и т. д.
Это решение с наилучшим соотношением глубины маркировки/скорости. Обеспечивает высокое качество маркировки. Он был разработан для тяжелых промышленных применений, наши системы долговечны и требуют минимального обслуживания.
ЗАПРОСИТЬ ДЕМО
Персонализация
Сделайте его уникальным, создайте эмоции
Вы представляете люксовый или международный бренд и хотели бы создать для своих клиентов эксклюзивный опыт работы в магазине, на сайте электронной коммерции или во время мероприятия?
Gravotech предлагает индивидуальные решения, отвечающие вашим потребностям. Выделенный менеджер проекта будет сопровождать вас на протяжении всего сотрудничества: обсуждение требований, запуск образцов ваших продуктов, выбор наиболее подходящей технологии персонализации, развертывание решения и обучение пользователей.
Узнать больше
Точечная гравировка металла
Внутреннее кольцо с гравировкой на ротационном гравировальном станке
Идентификация и отслеживание металла — точечная гравировка
Гравировка металлических пластин на ротационном гравировальном станке
Gravotech — машина для маркировки металла
Купить станки для лазерной гравировки по металлу онлайн – Ortur
649,99 $
699,99 $
549,99 $
449,99 $
209,99 $
269,99 $
НАВЕРХ
Добавлено в корзину!
ПОСМОТРЕТЬ КОРЗИНУ ПЕРЕЙТИ К ОФОРМЛЕНИЮ
Добавлено в корзину!
ВСЕГО:
В вашей корзине есть товары
ВСЕГО:
ПРОСМОТРЕТЬ КОРЗИНУПЕРЕЙТИ К ОФОРМЛЕНИЮ
С этим товаром также можно купить:
Вы успешно подписались!
Пожалуйста, войдите, и вы добавите продукт в свой список желаний
ВОЙТИ РЕГИСТРАЦИЯ
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Следующий уровень :»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,»select_rewards» :»Выберите награду»,»shop_now»:»Купить сейчас»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:» Введите действительную дату рождения»,»warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы участвовать в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись . Пожалуйста, {{ log_in_link }}, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть {{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен )»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:»+{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат оплаты подарочной картой»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message»:»Зарегистрируйтесь, чтобы получить скидка»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу»,»referral_no_activity»:»Нет активности» ,»referral_history_customer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }}) «,»discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired «:»Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiple_points }}!»,»your_discount_code»:»Ваш код скидки: «,»verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
Удлинитель электрический силовой, 20 м, 2 розетки, КГ 3 х 1.5 мм, 16 А, тип УХЗ-16, Россия Denzel
Главная
Каталог
Прочий инструмент
Удлинители электрические
Артикул:
Скачать фото
Скачать все архивом
Группа товаров
Силовое без скидки
Бренд
DENZEL
Длина кабеля, м
20
Количество розеток
2
Материал
каучук
Напряжение, В
220
Степень защиты
IP 44
Цвет
черный
Станьте нашим партнером и получите уникальные условия сотрудничества
Стать партнеромВойти в аккаунт
С этим товаром покупают
Перчатки х/б, ПВХ покрытие, «Точка», 6 пар в упаковке, 7 класс Россия
Перчатки х/б, ПВХ покрытие, «Точка», 6 пар в упаковке, 7 класс Россия
Перчатки трикотажные, ПВХ-покрытие «Точка», 10 класс, черные Россия
Перчатки трикотажные, ПВХ-покрытие «Точка», 10 класс, черные Россия
Перчатки х/б, ПВХ покрытие, «Волна», 10 класс Россия
Перчатки х/б, ПВХ покрытие, «Волна», 10 класс Россия
Перчатки в наборе, цвета: зеленый, розовая фуксия, желтый, синий, оранжевый, ПВХ точка, L, Россия Palisad
Перчатки в наборе, цвета: зеленый, розовая фуксия, желтый, синий, оранжевый, ПВХ точка, L, Россия Palisad
403001
Перчатки трикотажные, хлопчатобумажные, с одинарным покрытием из латекса, 13 класс вязки // Россия
Перчатки трикотажные, хлопчатобумажные, с одинарным покрытием из латекса, 13 класс вязки // Россия
Очки защитные открытого типа, прозрачные, ударопрочный поликарбонат Россия Сибртех
Очки защитные открытого типа, прозрачные, ударопрочный поликарбонат Россия Сибртех
Наколенники защитные с пластиковыми чашками Matrix
Наколенники защитные с пластиковыми чашками Matrix
892547
Полумаска фильтрующая складная, модель «Исток», FFP1 NR Россия
Полумаска фильтрующая складная, модель «Исток», FFP1 NR Россия
Перчатки х/б, ПВХ покрытие, «Точка», 10 класс Россия
Перчатки х/б, ПВХ покрытие, «Точка», 10 класс Россия
Похожие товары
Удлинитель электрический силовой, 20 м, 3 х 1. 5 мм, 16 А, тип УХЗ-16, Россия Denzel
Удлинитель электрический силовой, 20 м, 3 х 1.5 мм, 16 А, тип УХЗ-16, Россия Denzel
Стройматериалы Саратов и Энгельс по низким ценам от Мидилтд
МИДИ ЛТД
когда цена имеет значение
8 (8453) 56-48-58
8-937-022-05-36,
8-937-022-05-63
Режим работы
Пн-Пт: 8:00-17:00 Сб: 8:00-14:00
Компания «Миди ЛТД» более 20 лет осуществляет оптово-розничную продажу строительных материалов в Саратовской области. Постоянное наличие и широкий выбор способствует бесперебойной работе наших партнеров. Наши прямые контракты с производителями — ваша гарантия лучшей цены.
Посмотреть полностью
У нас вы сможете приобрести материалы всех категорий, подходящие для любых строительно-отделочных задач, а также товары для дома, офиса, бани и дачи. В каталоге нашего магазина представлен весь ассортимент инструментов и оборудования: электрика, сантехника, хозтовары, теплоизоляция, кровельные и пило-материалы.
Для покупки онлайн способом — добавьте товар в корзину и подтвердите заказ. В рабочее часы наши менеджеры свяжутся по указанному вами номеру телефона, сверят детали и подготовят заказ к выдаче. Кроме этого вы можете заказать доставку в свободное для вас время.
Расположение нашей оптовой базы и складов на её территории удобно для подъезда, погрузки и выгрузки автомобилей любых габаритов.
Уточнить наличие, сроки поставки, характеристики, условия оплаты и транспортировки можно в живом чате на сайте, на почте [email protected], либо в группе ВК, а также позвонив по любому номеру телефона.
Популярные товары
Товары бренда Ставр
Инструмент победителей
Яндекс
Будем рады любому отзыву о нашей работе
Александр Г.
Знаток города 5 уровня
20 ноября
Отличный магазин, хороший ассортимент мне очень нравиться там закупать товар, бывают конечно заторы на кассе ближе к выходным из за большого скопление клиентов, но если ни куда не торопиться то все Супер!
Николай Ш.
Знаток города 12 уровня
5 мая
Очень качественное обслуживание при достойном ассортименте. Приятно, что миди выдерживает честный уровень цен. Хорошо обстоит дело с логистикой ассортимента, на который есть постоянный спрос. Недостает «тяжёлой артиллерии» — пагонажа из черного металла. Неприятное впечатление оставило лишь тотальное игнорирование масочного режима — и в торговых залах и на складах. Это упрек и сотрудникам и руководству оптовики.
Ирина Б.
Знаток города 8 уровня
17 ноября
Хорошая база, есть скидки и выбор. В основном корпусе можно посмотреть все выставочные образцы, а получить товар уже на складе,продавцы все вежливые, помогают упаковать и погрузить. Есть доставка.
Бахткуль Шентемирова
Знаток города 10 уровня
22 ноября
Покупала тут раковину, хорошие продавцы, подскажут, покажут. Цены адекватные. Ассортимент большой. Как говорится, найдётся на любой кошелёк. Рекомендую данный магазин.
Oleg G.
Знаток города 7 уровня
31 октября
Отличная оптовый магазин склад. Все для ремонта в квартире от строительных смесей и до необходимых мелочей брал там. Удобный сайт с каталогом цен. Рекомендую!
Оставить отзыв
Рекомендуем
Что такое ЦСП плита где применяется это материал?
Как производятся, из чего состоят и где используются цементно стружечные плит в строительстве
2018-08-10 Просмотров: 68174
Применение профнастила в строительной области
Использование профилированного листа в строительстве различных объектов, особенности его применения
2018-02-16 Просмотров: 6086
Как и чем покрасить ДСП в домашних условиях?
Покраска ДСП в домашних условиях: какие инструменты и материалы понадобятся для окрашивания древесно-стружечных плит и мебели из ДСП
2018-08-28 Просмотров: 57918
Аналоги гипсокартона.
17 альтернативных материалов в сравнении с ГКЛ
Что можно использовать вместо гипсокартона? Сравнение с 17-ю современными строительными образцами и выбор лучшей альтернативы ГКЛ
2018-08-10 Просмотров: 77456
Все статьи
Перейти на карту
О нашей компании
Мидилтд
✓ Продажа строительных материалов в Энгельсе и Саратове
✓ Большой выбор товаров
✓ Опт и розница
✓ Доставка
Контакты
Энгельсский район, посёлок Пробуждение, строение 3
США—АфганистанАландские островаАлбанияАлжирАндорраАнголаАнгильяАнтигуа и БарбудаАргентинаАрменияАрубаАвстралияАвстрияАзербайджанБагамыБахрейнБангладешБарбадосБеларусьБельгияБелизБенинБермудыБутанБоливияБосния и ГерцеговинаБотсванаОстров БувеБразилияБританская территория в Индийском океанеБританские Виргинские острова БрунейБолгарияБуркина-ФасоБурундиКамбоджаКамерунКанадаКанадаКабо-ВердеКаймановы островаЦентральноафриканская РеспубликаЧадЧилиКитайОстров РождестваКокосовые (Килинг) островаКолумбияКоморыКонго — БраззавильКонго — Киншаса Острова КукаКоста-РикаХорватияКубаКюрасаоКипрЧехияКот-д’ИвуарДанияДжибутиДоминикаДоминика Миниканская РеспубликаЭквадорЕгипетСальвадорЭкваториальная ГвинеяЭритреяЭстонияЭфиопияФолклендские островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские Южные ТерриторииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГватемалаГернсиГвинеяГвинея-БисауГайанаГаитиHeard & McDon альд островаГондурасГонконг САР КитайВенгрияИсландияИндияИндонезияИранИракИрландияОстров МэнИзраильИталияЯмайкаЯпонияДжерсиИорданияКазахстанКенияКирибатиКосовоКувейтКыргызстанЛаосЛатвияЛиванЛесотоЛиберияЛивияЛихтенштейнЛитваЛюксембургМакао САР КитайМакедонияМадагаскар МалавиМалайзияМальдивыМалиМальтаМартиникаМавританияМаврикийМайоттаМексикаМолдоваМонакоМонголияЧерногорияМонтсерратМароккоМозамбикМьянма (Бирма)НамибияНауруНепалНидерландыНидерландские Антильские островаНовая КаледонияНовая ЗеландияНикарагуаНигерНигерияНиуэ Остров НорфолкСеверная КореяНорвегияОманПакистанПалестина ан ТерриторииПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПиткэрнПольшаПортугалияКатарРеюньонРумынияРоссияРуандаСент-МартинСамоаСан-МариноСан-Томе и ПринсипиСаудовская АравияСенегалСербияСейшельские островаСьерра-ЛеонеСингапурСловакияСловенияСоломоновы островаСомалиЮжная АфрикаЮжная Джорджия и Южные Сандвичевы островаЮжная Корея Южный СуданИспанияШри-ЛанкаSt. Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенСвазилендШвецияШвейцарияСирияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
AlabamaAlaskaAmerican SamoaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFederated States of MicronesiaFloridaGeorgiaGuamHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarshall IslandsMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaNorthern Mariana IslandsOhioOklahomaOregonPalauPennsylvaniaPuerto RicoRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirgin IslandsVirginiaWashingtonWest VirginiaWisconsinWyomingArmed Forces AmericasArmed Forces EuropeArmed Forces Pacific
3 м 5 м 10 м Удлинитель питания постоянного тока Белый кабель Провод Проводная вилка для
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Нажмите, чтобы увеличить
Цена: от €5,50
Загрузка
НДС (где применимо) плюс стоимость доставки
Скоро прибудет! Получите его с 25 мая по 1 июня, если вы закажете сегодня
25 мая — 1 июня
Если вы заказываете сегодня, это дата прибытия, которая зависит от времени и местоположения обработки продавцом, времени доставки перевозчиком и вашего адреса доставки. Имейте в виду: задержки перевозчика или размещение заказа в выходные или праздничные дни могут сдвинуть эту дату.
Вы можете сделать предложение только при покупке одного товара
Лояльные клиенты! В этом магазине были постоянные клиенты в течение последних 6 месяцев.
Исследуйте похожие запросы
Белый
Исследуйте другие похожие поисковые запросы
Внесен в список 21 января 2023 г.
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
3D моделирование на заказ. Услуги 3Д моделирования. Звоните
Услуги 3D моделирования
Компьютерное 3D моделирование представляет собой процесс создания модели трёхмерного объекта в виртуальном пространстве. Существует несколько видов 3D моделирования, которые имеют принципиальные отличия.
Первый тип – полигональное – это построение модели при помощи полигонов с тремя или четырьмя вершинами. Эти полигоны, соединенные в единую трехмерную фигуру, образуют полигональную сетку или объект. Чем большее количество полигонов будет использоваться при построении модели, тем более точно будет смоделирован объект. В этом случае говорят о высокополигональном моделировании. И, наоборот, имеет место низкополигональное моделирование с небольшим количеством полигонов. Такие модели имеют более граненый вид.
Сплайновое моделирование предусматривает использование так называемых сплайнов – гибких трехмерных лекал. 3D моделирование этого типа сводится к созданию сплайнового каркаса, который будет огибать геометрическая поверхность. В программных средствах, специализирующихся на этом типе моделирования, имеются базовые параметрические объекты, используемые для работы: линия, дуга, спираль, окружность, кольцо и другие. Сплайновое моделирование считается более точным, так как при изменении масштаба объекта не будут меняться качественные характеристики.
Также есть еще другие методы 3D моделирования, в частности 3D скульптуринг. В этом случае у пользователя есть инструмент — кисть и трехмерная полигональная сетка. При помощи кисти имитируется процесс лепки.
Также же различают промышленное 3D моделирование с использованием САПР (CAD-программ): параметрическое, твердотельное, поверхностное и т.д.
Сферы применения 3D моделирования
При помощи 3D моделирования можно создать следующие объекты:
архитектурные макеты;
герои и персонажи игр, фильмов;
локации для съемки фильмов и игр;
статуи и сувенирную продукцию;
корпусы для техники и приборов;
протезы, ортезы;
детали различных механизмов и многое другое.
Как заказать 3D моделирование?
В нашей компании могут выполнить 3D моделирование разных видов:
разработка CAD моделей – создание на базе любых чертежей твердотельных 3D моделей;
разработка художественных 3D моделей – создание по рисункам и чертежам полигональных моделей любой степени сложности, в том числе моделей людей, животных и т.п.;
доработка 3D сканов – обработка результатов 3D сканирования, склейка, регистрация, удаление шумов, выбросов, оптимизация сетки, исправление текстур, сглаживание и исправление ошибок.
Для того чтобы заказать услугу моделирования в нашей компании, необходимо предоставить фотографию объекта, точное описание или чертежи, по которым будет создаваться трехмерная модель. А также результаты 3D сканирования, если необходимо осуществить доработку.
Используемые программы для 3D моделирования
В своей работе наши специалисты для 3D моделирования используют следующие программные средства:
Blender
ZBrush
SolidWorks
Компас 3D
Maya
Autodesk 3d max
AutoCAD и другие
Профессиональное 3D моделирование
В нашей компании вы можете заказать 3D моделирование любого уровня сложности и назначения. Наши сотрудники компетентные специалисты в области 3D технологий и они готовы качественно и оперативно выполнить:
разработку инженерных твердотельных моделей (CAD моделей) по чертежам и эскизам;
разработку художественных 3D моделей по фотографиям, рисункам и эскизам;
доработку результатов 3D сканирования.
Доверьте 3D моделирование настоящим профессионалам, владеющим всеми современными инструментами для качественного результата.
Примеры моделирования
Заказать 3d модель любой сложности по выгодной цене в Москве
3d моделирование: стоимость услуги
Несмотря на доступность услуги, ее рыночный ценовой уровень имеет некоторый разброс, обусловленный рядом особенностей того или иного заказа.
Не секрет, что прототипом при трехмерном моделировании может быть абсолютно любой предмет, объект, явление или одушевленный персонаж. Обладая различными физическими характеристиками, включая размеры, линии, пропорции, крупные и мелкие элементы облика, они представляют собой модели самой разной степени сложности. Это естественным образом сказывается на объеме работ, затрачиваемому на производственный процесс времени и, соответственно, окончательной стоимости.
Разнообразие ракурсов одного и того же объекта, которое может заказать клиент, не ограничено ничем, кроме его пожелания. Данный пункт косвенно зависит от п.1. Как правило, сложные объекты с большим количеством элементов требуют сделать большее количество ракурсов для наилучшего и более точного воплощения.
Требования заказчика к конечному качеству работ могут разниться в значительной степени. Под качеством в данном случае подразумевается степень детализации нюансов объекта, уровень достоверности (при моделировании конкретных, реально существующих прототипов модели) и текстурирования и т.д. В зависимости от высоко, среднего или низкого качества, выбранного клиентом, определяется цена процесса моделирования.
Помимо основных перечисленных факторов, на стоимость окажут влияние и условия второстепенного порядка — полнота исходной документации, сроки выполнения заказа и индивидуальные пожелания заказчика. Они подлежат индивидуальному обсуждению в каждом конкретном случае.
* Стоимость и сроки работ обговариваются индивидуально, после ознакомления с техническим заданием. Получить дополнительные сведения по расценкам вы можете в разделе «Прайс».
Услуга 3d моделирования в Москве
Студия «3D-RIM» предлагает заинтересованным лицам весь спектр 3d графических услуг, в том числе выполнение работ по трехмерному моделированию. Оно проводится на основании технического задания заказчика и исходной документации.
Предоставляемые материалы должны содержать, по возможности, максимально подробное описание параметров будущей модели и ее эскиз, наброски или чертежи. Услуга 3d моделирования предполагает в случае необходимости доработку исходника до достаточной степени детализации. График выполнения и стоимость согласовываются сторонами после определения объема предстоящих работ. Среди всех видов работ по созданию 3d моделей, мы особо выделяем архитектурное моделирование. Во-первых, потому что данное направление является основной специализацией нашей деятельности. Во-вторых, это одна из самых востребованных услуг в ряду аналогичных. И, в-третьих, архитектурное моделирование можно назвать наиболее непростым и одновременно наиболее интересным из 3d проектов.
Специалисты «3D-RIM» также помогут создать 3d изображения любых иных предметов, в зависимости от пожеланий заказчика. Кроме того, отметим, что в нашей студии заказать 3d модель можно как отдельной услугой, так и в качестве начального этапа процесса с дальнейшим рендерингом (3d визуализацией) полученного изображения.
ЭТАПЫ РАБОТЫ В НАШЕЙ СТУДИИ
Оценка проекта
На этом этапе изучаем ваш материал, оцениваем объем работ и предоставляем Вам коммерческое предложение по цене и срокам.
Старт проекта
После согласования стоимости и сроков, подписывается акт о начале производства работ, и с вашей стороны производится оплата аванса за работу.
Выполнение работ
Выполняем основную часть работ. Показываем выполненные наброски. Предоставляем Вам на утверждение основные составляющие. Детальная проработка всех разделов.
Закрытие проекта
Передаем Вам, в полном объеме, готовый проект. Подписываем акт приемки-передачи, финальная оплата.
пользовательских 3d-моделей — Etsy.de
Etsy больше не поддерживает более старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 1000+ релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
)
7 лучших сайтов для продажи 3D-моделей
Существует множество сайтов, посвященных продаже 3D-моделей. Независимо от того, являетесь ли вы профессиональным 3D-художником или только начинаете, для вашей работы всегда найдется рынок. С правильной платформой вы можете охватить глобальную аудиторию покупателей, готовых платить большие деньги за ваши творения.
Здесь мы рассмотрим семь лучших специализированных платформ, которые вы можете использовать для этого.
Компания Shapeways, основанная в 2007 году, представляет собой торговую площадку для продажи 3D-моделей. Штаб-квартира находится в Нью-Йорке. Компанию основали Питер Веймарсхаузен, Марлин Фогелаар и Роберт Шувенбург.
Вы можете загружать свои 3D-модели и устанавливать свои цены как продавец. Shapeways берет на себя производство и доставку, и вы получаете комиссию с каждой продажи.
Чтобы начать продавать 3D-модели на Shapeways, вы можете начать с открытия своего магазина. После того, как вы установили имя, вам нужно будет подтвердить свой магазин. Для этого вам необходимо либо приобрести 3D-модель на торговой площадке, либо собственную.
Когда вы откроете свой магазин и подтвердите, вы можете начать продавать свои 3D-модели. Нажмите на три точки в правой части и выберите Создайте продукт, , как показано ниже.
Откроется окно, в котором вы можете добавить больше деталей к своим 3D-проектам; после этого вы можете сохранить изменения.
Имея более двух миллионов доступных моделей, CGTrader является одним из мест, где вы можете найти 3D-модели для цифрового дизайна. После того, как вы зарегистрируетесь на веб-сайте, перейдите в раздел Мои модели > Загрузка модели и начните загружать свои дизайны.
После загрузки 3D-модели вы можете разместить изображение для предварительного просмотра и встроить видео. Вам также нужно будет добавить заголовок, описание и теги. Существуют дополнительные параметры для размещения технических деталей, таких как текстуры, материалы и PBR. Затем вы можете выбрать категорию и установить цену и лицензию для вашей 3D-модели.
Etsy — это интернет-магазин, специализирующийся на ручных и винтажных предметах. Однако он позволяет пользователям продавать цифровые продукты, в том числе 3D-модели. С помощью 3D-моделей вы можете охватить огромную аудиторию потенциальных покупателей.
Для начала вам понадобится только учетная запись Etsy и компьютер с программным обеспечением для 3D-дизайна. Существует множество вариантов бесплатных программ САПР, которые вы можете использовать для создания своих 3D-моделей, вам просто нужно выбрать лучший для вашего проекта.
Чтобы начать, вы зарегистрируетесь, а затем перейдите на Продать на Etsy > Начать . Сайт направит вас на страницу, где вы начнете с выбора того, что приведет вас на Etsy, а затем вы будете готовы начать продавать свои 3D-модели.
После этого вы можете назвать свой магазин и настроить способы оплаты, а также безопасность. Платформа также предлагает широкий спектр услуг, таких как доставка и маркетинговая поддержка, которые могут быть неоценимы для малого бизнеса.
На Cults3D можно продавать что угодно, от простых объектов до сложных дизайнов. Сайт имеет большое и активное сообщество пользователей, где дизайнеры ежедневно добавляют новые 3D-модели, и нет ограничений на то, что вы можете продавать на платформе.
Вы можете установить свою цену для каждой модели, и большинство продавцов предлагают скидки при оптовых закупках. На сайте также есть раздел, посвященный бесплатным 3D-моделям, поэтому вы можете получить представление о том, что популярно, прежде чем начать продавать.
Чтобы начать продавать свои 3D-модели, зарегистрируйтесь, затем перейдите на страницу «Загрузить» > «Добавить 3D-модель» . В этом разделе вы можете указать название вашего дизайна, описание, настройки 3D-печати, категорию и теги.
После этого перейдите к файлам и загрузите свои 3D-проекты. Вы можете загружать файлы ZIP, OBJ, 3DS или STL, а также есть раздел для загрузки фотографий в форматах JPG, GIF, WEBP или GIF.
Cults3D берет на себя всю обработку платежей и доставку файлов, поэтому вам не нужно беспокоиться об этой логистике. Все, что вам нужно сделать, это загрузить файлы 3D-модели и создать список. Затем вы можете начать продвигать свои объявления и продавать.
У Turbosquid более двух миллионов активных покупателей, и, поскольку это глобальный рынок, вы можете продавать покупателям по всему миру. Кроме того, они предлагают множество способов продвижения ваших продуктов, включая рекомендуемые списки, продвижение в социальных сетях и многое другое.
После того, как вы создадите учетную запись на веб-сайте, перейдите в раздел Продажа ваших 3D-моделей , и откроется страница, на которой вы сможете начать загружать свои 3D-модели и продавать их. Выберите Давайте начнем!
Затем сайт откроет страницу для добавления ваших данных как исполнителя. После того, как вы добавите свои данные, нажмите Сохранить настройки учетной записи , , и вы получите возможность загрузить свой идентификатор, чтобы защитить свою учетную запись.
После подтверждения вы получите уведомление о переходе на портал Turbosquid, squid, где вы сможете управлять своими проектами.
Squid упрощает для 3D-художников управление заказами и отслеживание продаж. Чтобы загрузить 3D-модель через squid, перейдите в Publishing > TurboSquid Publisher > Create New Product . В этом разделе вы можете загрузить свои 3D-модели и добавить изображения и текстуры для предварительного просмотра. Затем добавьте название и цену.
Когда закончите, вы можете просмотреть его, чтобы увидеть, как он будет выглядеть для пользователей, и, если все в порядке, вы нажмете Опубликовать , и ваш дизайн будет запущен . Turbosquid предоставляет инструменты, помогающие пользователям получить максимальную отдачу от своей платформы. Например, сайт предлагает Pixelsquid, где вы можете получить бесплатные и платные 3D-ресурсы для своего проекта.
MyMinifactory — это сообщество и торговая площадка для 3D-печати, на которой размещены тысячи бесплатных и платных файлов для 3D-печати, а дизайнеры могут делиться своими работами. Чтобы начать продавать на MyMinifactory, вы должны сначала открыть магазин.
Чтобы открыть магазин, вам необходимо зарегистрироваться или авторизоваться, перейдите на 9Сообщество 0148 > Монетизировать , , и вы увидите возможность подписаться с помощью PayPal всего за 24,99 доллара США в месяц.
После подписки вы получите электронное письмо с инструкциями по загрузке файлов STL.
Renderosity — это сообщество цифрового искусства для художников всех уровней мастерства, от новичка до профессионала. Насчитывая более полутора миллионов участников и более десяти миллионов уникальных посетителей в месяц, это одно из крупнейших онлайн-сообществ, где 3D-художники могут продавать свои модели.
С помощью Renderosity вы можете устанавливать свои цены и предлагать скидки покупателям. У вас также есть возможность предоставить эксклюзивные права покупателям. Чтобы начать продавать, зарегистрируйтесь и войдите на сайт. Перейдите в раздел профиля и выберите Стать продавцом .
3D прототипирование моделей, деталей — аддитивные технологии от DDM.Lab
Современные технологии позволяют создать действительно стоящий продукт, не затрачивая много ресурсов разработку. 3D-прототипирование – это возможность изготовить объект по чертежу или математической модели в натуральную величину или масштабе, без потери основных функций конечного изделия. При использовании металлов, термопластов, полимерных смесей и композитов можно добиться высокого качества и функциональности, не прибегая к классическому производству.
Прототипирование 3D-моделей позволяет исключить риск неточности конструкторских и инженерных расчётов, и, следовательно, лишних затрат.
Изготовление модели на 3D-принтере из упрощенного материала (не являющегося конечным) или материала для серийного производства – это оптимальное решение при разработке продукта. Вы сможете протестировать образец, проверить его функциональные свойства и сборочное соответствие, провести презентацию, и исправить недочеты еще до запуска серийного производства.
Этапы работыВиды прототиповТехнологииЦены на 3D-прототипирование
Этапы работы
3D-прототипирование позволяет произвести быстрый запуск производства за несколько основных этапов:
Построение цифровой модели в формате трехмерной САПР
Создание первого прототипа с помощью 3D-печати
Тестирование готового продукта, корректировки цифровой модели при необходимости
Изготовление тестовой (пилотной) партии изделий посредством 3D-печати
Запуск полномасштабного производства
Обладая прототипом, вы сможете оценить его внешний вид, эргономичность, и даже испытать функциональность. Если объект соответствует требованиям компании, его можно использовать в качестве мастер-модели или оснастки для первой партии товара – в DDM.Lab можно заказать изготовление продукции методом литья в силикон (от 10 до 1000 штук) или одно- или многократно используемой производственной оснастки.
Чаще всего прототипы заказывают крупные машиностроительные и приборостроительные компании, разработчики инновационной продукции и дизайнеры, заинтересованные в скорейшем выпуске пластиковых и металлических изделий. Оставьте заявку, и наши специалисты подберут для вас оптимальный способ внедрения аддитивных технологий в производство!
Виды прототипов
Условно прототипы можно разделить на несколько видов:
Промышленные – создаются для крупных производственных предприятий (сборочные узлы, корпуса, детали и запчасти)
Транспортные – такие прототипы применяются в машиностроении, авиации, судостроении (от разработки до отдельных деталей или узлов наземного, водного и воздушного транспорта)
Товарные прототипы позволяют проработать формат будущего товара и его упаковки
Презентационные модели, например, макет квартиры, здания или целого города, позволяют максимально четко передать проект с его архитектурными особенностями и дизайном интерьера
Медицинские и стоматологические – широко применяются при планировании индивидуальных и сложных хирургических операций, обучения студентов профильных вузов, а также для решения задач ортопедии, эндопротезировании, ортодонтии.
Технологии
Моделирование методом послойного наплавления термопластиков FDM позволяет быстро и недорого изготавливать полно полнофункциональные образцы изделий и производственной оснастки из широкого ассортимента материалов
Струйная печать фотополимерами PolyJet позволяет печатать высоко реалистичные цветные и мульти материальные изделия и оснастку
Выборочное лазерное сплавление металлов LBM/SLM часто используется для высокоточного изготовления конечных изделий со сложной геометрией из металлопорошковых композиций малых фракций
Осаждение газопорошковой струи при помощи направленного энергетического воздействия DED/LMD применяется для для быстрого ремонта изношенных поверхностей продукции, а также для изготовления изделий с «нуля» из металлопорошковых композиций
Осаждение/наплавка проволоки методом дуговой сварки 3DMP — максимально доступное и производительное решение для быстрого производства конечных высоконагруженных деталей из металлов
Струйная печать BJ посредством нанесения порошка материала и склеивания его связующим веществом для создания литейных форм из песчано-полимерных композиций
Выборочное лазерное спекание SLS для быстрого изготовления полнофункциональных изделий, производственной оснастки из широкого ряда полиамидных и композитных (на основе полиамида) порошков, а также порошков полистирола для создания выжигаемых мастер-моделей для литейного производства
Гибридное аддитивное производство шнековой экструзией SEAM для быстрого изготовления крупноразмерных изделий с использованием гранулированных термопластиков, включая наполненных углеродными волокнами
Коэкструзия композитного волокна СFC для изготовления сверхпрочных изделий сложной формы и внутренней структуры из термопластов, армированных непрерывными композитными волокнами на основе углеродных жгутов и термореактивного связующего.
В списке указаны наиболее популярные методы создания прототипов и конечных изделий.
Специалисты DDM.Lab внимательно прислушиваются к заказчику, и предлагают исключительно эффективные технологии в соответствии с потребностями и особенностями выпускаемого продукта. Использование 3D-оборудования – это новый виток в развитии вашего бизнеса!
Цены на 3D-прототипирование
Мы предлагаем выгодные цены на изготовление тестовых деталей на 3D-принтере. Вы сможете существенно ускорить свое производство, улучшить качество, а также значительно упростить бизнес-процессы и принятие решений.
Сотрудники DDM.Lab – настоящие профессионалы в сфере внедрения аддитивных технологий, поэтому мы не просто оказываем услуги, а помогаем вашему бизнесу развиваться.
Оставьте заявку на сайте, и получите консультацию и подробный расчет стоимости в течение нескольких часов!
Заказать бесплатную консультацию по 3D прототипированию
Заполняя форму вы соглашаетесь с политикой обработки персональных данных
Телефон
Почта
Имя
Прототипирование и 3Д моделирование и 3Д печать на уроках технологии в школе
24. 02.2022
На данном этапе развития образования специалисты отмечают тенденцию к падению интереса у абитуриентов к инженерным специальностям. При этом потребность в специалистах данного профиля увеличивается. Необходимо обеспечить преемственность инженерного образования на разных этапах обучения, и повышать престижность профиля путем внедрения обучения на современных системах оборудования.
Обеспечение нового качества образования — одно из приоритетных направлений при его модернизации. Повышенное внимание к робототехнике и компьютерному моделированию закреплено на государственном уровне в соответствии с приказом Президента РФ от 16.12.2015 года №623.
Новые ФГОС, которые вступают в силу 1 сентября 2022 года, в том числе направлены на решение данной проблемы. В рамках урока технологии дети будут изучать основы робототехники, прототипирования и 3D печати.
Одними из главных показателей профпригодности старшеклассников, которые претендуют на получение инженерно-технического образования, являются:
Умение пользоваться языком САПР.
Знания 3D моделирования.
Конструирования.
Понимание основ робототехники.
Навыки работы с электроникой.
Прототипирование и для чего оно нужно?
При создании чего-то нового всегда возникают определенные проблемы, в том числе технологические, конструкторские, дизайнерские и организационные. И, если проверить работоспособность, оценить возможности сборки, разборки маленького изделия, можно путем изучения чертежей, то при оценке более сложного изделия – это трудозатратный процесс, который не исключает ошибки. Проверить профпригодность изделия, найти решения проблем, провести демонстрацию помогает создание прототипа.
Прототипирование — создание «черновой» модели для проверки базовой функциональности, работоспособности в целом, испытания взаимодействий и работы по различным сценариям. Составление прототипа занимает мало времени и требует меньше ресурсов, нежели создание реальной модели объекта.
Прототипирование дает возможность в комплексе оценить все нюансы разрабатываемой модели, а также провести демонстрацию изделия заказчику. Так, например, при создании сайта программы прототипирования помогут дизайнеру оценить качество визуальных элементов и их сочетаемость с элементами навигации и взаимодействия. Неотъемлемой частью прототипирования является 3D моделирование. Это процесс создания объемной модели. Главная задача создать визуальный объемный образ желаемого устройства. Еще один важный результат, который достигается при работе прототипами — это возможность развивать и улучшать собственные навыки робототехники с каждым разом.
Робототехника — прикладная наука, которая занимается разработкой автоматизированных технических систем и опирается на такие дисциплины как: электроника, механика, телемеханика, мехатроника, информатика, радиотехника, электротехника.
Все три вышеуказанных процесса не могут развиваться отдельно друг от друга и являют собой при разработке единое целое. При изучении этих областей школьник может работать не только с готовыми моделями, но и создает что-то свое, развивая таким образом инженерные навыки через творчество.
Прототипирование и 3D печать
Создание прототипа возможно несколькими способами. Один из них 3D прототипирование. Это технология послойной печати физического объекта на основе виртуальной модели (аддитивные технологии). 3D прототипирование достаточно распространено, а материалы, которые используются в работе, экологичные и биоразлагаемые, что отлично подходит для применения в школе. Точность воспроизведения объекта, проработанные визуальные элементы зависят от настроек печати, используемых материалов и экструдера.
Время печати одной небольшой модели составляет несколько часов. Вот почему важно также введение дополнительных занятий в школе по прототипированию. На уроке, длиною в 45 минут, ученики не успеют в полной мере освоить предлагаемый материал, а также будут ограничены по времени в экспериментах и творчестве. Между тем, воплощение своей идеи в реальный объект представляет интерес для учеников разного возраста и облегчает их вовлечение в процесс обучения.
Технология 3D печати позволяет освоить быстрое прототипирование — составление прототипа уже на этапе планирования. Печать осуществляется по чертежам и схемам учеников.
Преимущества 3D прототипирования:
Экономия времени.
Сокращение расходов.
Неограниченное количество попыток (отличное качество для обучения школьников: при обнаружении ошибки можно попробовать снова).
Точность прототипа.
Занятия по 3D прототипированию это отличная возможность совместить моделирование, конструирование, программирование, а также ряд общеобразовательных дисциплин в одном предмете. Комплексный подход к обучению вырабатывает у школьников умение разносторонне смотреть на проблему, находить несколько путей решения, а также работать в команде. Цель подобных занятий — это ранняя профориентация, расширение кругозора, раскрытие творческих и индивидуальных особенностей, приобретение практического опыта работы с техническими устройствами.
Rotrics Dexarm — универсальный вариант для создания прототипов и 3D печати
Rotrics DexArm — уникальный настольный модульный робот, который может выполнять различные функции, в том числе прототипирование и 3D моделирование.
Возможности роботизированной руки:
Осуществление 3Д печати, печатать можно одновременно несколько объектов.
Выполнение лазерной гравировки. Для работы подойдут самые разные материалы: кожа, дерево, ткань, бумага, бамбук, акрил, алюминий и другое.
Возможность писать и рисовать. С модулями совместимы карандаши, ручки, маркеры и кисти.
Играть с вами в игры: робот станет достойным противником при игре в шахматы и тд.
Роборука от Rotrics отлично подходит как для самостоятельных занятий, так и для работы на уроках. Благодаря компактным размерам и модульной системе сборки она не занимает много места. Дети могут заниматься не только прототипированием, но и изучать робототехнику и программирования, экспериментируя с режимами работы робота.
В комплекте с роботом находится бесплатное ПО, управлять роборукой можно как с компьютера, так и с контроллера, оснащенного сенсорным экраном. Чтобы сделать Rotrics DexArm более простым в использовании, производитель интегрировал библиотеку Blockly в программное обеспечение, которая позволяет перетаскивать и размещать блоки кода для управления роботом.
Обзор 3D-печати прототипов
Традиционные процессы создания прототипов могут быть очень медленными и дорогими. Тем не менее, существуют новые методы для улучшения процессов разработки продукта. Эти методы обеспечивают изготовление высококачественных прототипов с меньшими затратами. Технология 3D-прототипирования — идеальное решение для быстрого прототипирования.
Создание 3D-прототипов дает вам доступ к обширным возможностям проектирования и эффективным методам, позволяющим сэкономить время и деньги. Кроме того, это эффективное производство, подходящее для применения в нескольких отраслях промышленности. Это также позволяет вам быстро концептуализировать ваши идеи при относительно низких затратах.
Что включает в себя прототип для 3D-печати? Какую пользу может принести 3D-прототип вашему продукту? Каковы соображения перед началом вашего проекта? В этой статье даны ответы на все ваши вопросы и предоставлена информация, необходимая для получения максимальной отдачи от 3D-прототипирования.
Что такое 3D прототипирование ?
Быстрое 3D-прототипирование — это процесс аддитивного производства, включающий создание трехмерных объектов из цифровых файлов. В этом процессе производитель создает объекты, укладывая последовательные слои материала. Каждый слой представляет собой тонко нарезанный поперечный разрез конечного объекта.
В отличие от традиционного субтрактивного производственного процесса, 3D-печать не требует вырезания кусков материала. Кроме того, он позволяет производить сложные формы из меньшего количества материалов. Существует три основных типа 3D-печати , в зависимости от требуемых уровней точности. К ним относятся следующие:
Моделирование методом наплавления (FDM). Этот метод создания прототипов 3D-печати является наиболее популярным и экономически эффективным из доступных вариантов. Он прост в использовании и включает в себя термопластичные нити с послойной экструзией. Этот процесс быстро развивается, и он подходит для разработки продукта.
Селективное лазерное спекание (SLS). Это технология 3D-печати, используемая как для пластиковых, так и для металлических прототипов. Он использует порошковые слои для создания прототипов слой за слоем, используя лазер для нагрева и спекания порошкообразного материала.
Стереолитография (SLA). Этот метод создает 3D-прототип с резервуаром со светочувствительными жидкими смолами. Затем ультрафиолетовый (УФ) свет помогает затвердеть каждому слою продукта. Этот процесс продолжается до тех пор, пока модель не будет завершена. Это рекомендуемое решение для 3D-прототипов с высоким разрешением.
3D-принтеры для быстрого прототипирования ценны для изготовления продуктов, начиная от механических деталей и архитектурных моделей и заканчивая дизайном ювелирных изделий и другими потребительскими товарами.
Преимущества Быстрое 3D-прототипирование
Несколько отраслей по всему миру осваивают технологию 3D-печати прототипов из-за ее ряда жизненно важных преимуществ по сравнению с традиционными методами производства. К этим преимуществам относятся:
Гибкость конструкции
3D-печать позволяет эффективно создавать различные версии ваших проектов. Это дает вам больше свободы дизайна и гибкости, чем некоторые другие методы производства. 3D-прототип создается с помощью программного обеспечения для 3D-моделирования. Таким образом, этот процесс позволяет вам легко создавать свои проекты, независимо от того, насколько они просты или сложны. Это также дает вам возможность сделать любой прототип с нуля, корректируя вашу 3D-модель в любой момент на этапе производства. Это помогает избежать головной боли при использовании 3D-печать для массового производства .
Кроме того, любой данный 3D-принтер может печатать практически любой продукт, если он соответствует его объему сборки. Более того, удобство быстрого прототипирования 3D-печати делает ее отличным выбором для любого проекта. Поскольку вам нужно внести несколько изменений, чтобы получить желаемый конечный продукт, вам не придется создавать новую форму для каждой итерации вашего проекта. На протяжении всего процесса оборудование или механизмы практически не меняются.
В отличие от традиционных методов, 3D-печать позволяет включать несколько материалов в один объект. Таким образом, у вас есть набор согласованных механических свойств, цветов и текстур. Вы также сможете создавать и производить геометрию, невозможную для традиционных методов производства. Такая геометрия включает детали внутри деталей и полые полости в твердых деталях. Вы можете редактировать свои проекты так, как вам нравится, чтобы создавать уникальные качественные детали.
Экономия денег
3D-прототипирование относительно дешевле, чем другие методы производства, такие как литье под давлением . Как мы упоминали ранее, вам не придется создавать новые формы каждый раз, когда вы меняете свой дизайн. Это является значительным преимуществом, особенно для небольших производственных циклов. Для процесса 3D-печати требуется всего одна или две машины с несколькими операторами для создания компонента.
Обычно в этом процессе нет необходимости в дополнительных инструментах. Таким образом, стоимость услуги 3D-печати обычно минимальна. Кроме того, отходы материалов при 3D-печати очень малы, поскольку это аддитивный производственный процесс. Он включает в себя создание компонента с нуля, а не вырезание цельных блоков, как при обработке на станках с ЧПУ.
Экономия времени
Одним из наиболее значительных преимуществ технологии 3D-печати является то, что она обеспечивает быстрое создание прототипов. В результате вы можете проектировать, разрабатывать и тестировать свою нестандартную деталь в кратчайшие сроки. Даже если вам нужно изменить конструкцию в любой момент, вы можете сделать это, не обязательно влияя на скорость производства. В отличие от традиционных процессов, методы 3D-печати позволяют вам спроектировать вашу деталь, изготовить ее на месте и протестировать в течение нескольких дней или меньше.
Аддитивное производство также пропускает процесс создания пресс-формы и ожидание подготовки инструмента. Это часто является существенной разницей для малых предприятий, требующих небольших производственных циклов. Вы можете ускорить разработку продукта и вывести его на рынок в кратчайшие сроки. Вы также свободны от вопроса минимальных заказов.
Тестирование функциональных прототипов
Широкий спектр материалов для 3D-печати, доступных сегодня, позволяет создавать усовершенствованные функциональные прототипы. Эти прототипы вы развертываете для рентабельного рыночного тестирования, чтобы убедиться, что они соответствуют вашим требованиям и потребностям ваших потребителей.
Вы можете легко протестировать прототип 3D-печати и изменить файл САПР, если обнаружите какие-либо недостатки. Вы получаете отзывы от своих потенциальных инвесторов и клиентов о физическом продукте, не рискуя большими авансовыми затратами на прототипирование. Это дает вам общее конкурентное преимущество в вашей отрасли.
Как печатать прототипы на 3D-принтере
Процесс 3D-печати прототипа состоит из четырех основных этапов:
CAD Design
Отправной точкой вашего проекта 3D-прототипирования является разработка файла проекта САПР. Вы можете работать с фирмами по разработке продуктов для разработки программного обеспечения для 3D-экстраполяции дизайна. Для 3D-печати доступно несколько форматов файлов. Крайне важно, чтобы вы сначала проверили форматы файлов, поддерживаемые принтером.
Кроме того, вам следует проверить наличие доступных программ для оформления файлов. Вот некоторые из распространенных форматов файлов:
STL
OBJ
AMF
3MF
Когда файл для печати готов, вы можете подготовить его для своего 3D-принтера. Значит, следующий этап.
Предварительная цифровая обработка
Процесс подготовки файла для принтера называется нарезкой. Это означает, что вы делите 3D-модель на сотни слоев с помощью программного обеспечения для нарезки. После нарезки ваш файл готов для печати, и вы можете передать его через USB, Wi-Fi или SD.
Этап цифровой предварительной обработки также включает в себя выбор материалов и параметров. Существует несколько материалов для 3D-печати, которые можно выбрать в зависимости от желаемых свойств конечного продукта. Также вам необходимо определить другие параметры процесса, в том числе размещение и размер отпечатка.
3D-печать вашего прототипа
Как только вы загрузите нарезанный файл в 3D-принтер, начнется процесс печати. 3D-принтеры используют инструкции в файле, чтобы указать расположение материала. Затем принтеры строят деталь, нанося слои материала для 3D-печати. Хотя они имеют схожие принципы, тип используемого принтера будет определять, как будет выполняться процесс. Также может быть постобработка, такая как покраска и порошковая чистка после процесса печати.
Осмотр
После завершения создания 3D-прототипа следующим шагом будет проверка прототипа и отправка его на рыночные испытания. Обычно это относится к функциональным прототипам. Штатные инженеры могут проверить компонент на наличие дефектов и изменений. Вы также можете передать его потенциальным потребителям, чтобы убедиться, что он соответствует их потребностям. Если есть потребность в изменениях, места для этого достаточно.
Услуги 3D-печати RapidDirect
Завершение проекта 3D-печати всегда проще, если вы работаете с лучшим партнером по прототипированию. RapidDirect предлагает вам высококачественную и экономичную услугу 3D-печати, которая будет соответствовать уникальным требованиям вашего проекта. Наша собственная печатная фабрика и технические возможности охватывают основные методы 3D-печати, включая FDM, SLS, SLA и Polyjet. Кроме того, мы предлагаем вам широкий спектр материалов и вариантов постобработки.
Когда вы загружаете файлы САПР и указываете свои требования, наша платформа котировок генерирует быстрые котировки в течение двух часов. Наши богатые производственные ресурсы также позволяют нам предлагать экономически эффективные цены для вашего проекта. Что еще более важно, RapidDirect обеспечивает быстрое время выполнения заказа, всего за три дня, что позволяет вам вывести свой продукт на рынок в короткие сроки. Загрузите файл с дизайном сегодня!
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
4 главных вопроса перед выпуском 3D-прототипирование
3D-печать дает наилучшие результаты при создании прототипов, но вам необходимо учитывать некоторые факторы, прежде чем погрузиться в проект создания 3D-прототипов. Это поможет вам получить максимальную отдачу от вашего проекта. К ним относятся:
Материалы для 3D-печати
Как уже говорилось выше, у вас есть широкий выбор материалов для ваших проектов 3D-печати. Разнообразие материалов дает возможность манипулировать свойствами конструкции, придавать гибкость, прозрачность и т. д. в зависимости от ваших потребностей.
Однако перед выбором материала необходимо проверить следующие аспекты:
●
Цена
Это один из наиболее важных соображений для многих предприятий. Вы стремитесь к материалам, которые помогают снизить стоимость, при этом придавая необходимые свойства. Например, вы хотите начать ранние этапы прототипирования с пластиком, прежде чем переходить к 3D-печати металлом. Этот выбор более экономичен, чем использование металла повсюду. Есть несколько пластиковых материалов, которые помогут вам найти экономичное решение.
●
Точность и качество материала
Прототип, напечатанный на 3D-принтере, дает вам полное представление о том, как будет выглядеть конечный продукт. Поэтому ваш сим должен создать функциональный прототип. Следовательно, ваш выбор материала должен соответствовать сложности вашего проекта. Вам также необходимо знать механические свойства материала, чтобы убедиться, что он подходит для вашего проекта.
●
Рекомендации по проектированию материалов
Существуют разные рекомендации по проектированию для разных материалов. При выборе материала убедитесь, что размер и геометрия соответствуют свойствам материала. Если у вас слишком тонкая стена для неподходящего материала, файл может быть непригоден для печати. В результате процесс будет контрпродуктивным.
Применение продукта
Применение вашего продукта также должно быть приоритетом при принятии решений. Предположим, вы разрабатываете прототип, который должен воспроизводить внешний вид конечного продукта. В этом случае вам следует выбрать технологию 3D-печати с более высоким разрешением. В противном случае вам, возможно, придется заложить бюджет на постобработку. С другой стороны, вы должны выбрать технологию, которая обеспечивает отличные допуски, если вам нужны функциональные прототипы.
Технология 3D-печати
Различные технологии 3D-печати имеют свои уникальные стили сборки, свойства материалов и конструктивные ограничения. Выбранный вами метод будет определять корректировки, которые вы вносите в свой дизайн, такие как смещения и отклонения. Polyjet позволяет комбинировать твердые и гибкие материалы. Он также проецирует прозрачность и полноцветность.
С другой стороны, стереолитография (SLA) позволяет создавать детали с гладкой поверхностью. Эти процессы являются наиболее идеальными, если эстетика является серьезной проблемой. Напротив, селективное лазерное спекание (SLS) и моделирование методом наплавления (FDM) больше подходят для функциональных прототипов. Эти технологии позволяют создавать прочные детали из различных материалов. Таким образом, ваш выбор будет зависеть от требований вашего проекта.
Форматы файлов
Рекомендуется отправлять файлы САПР в правильном формате, чтобы обеспечить отличное качество сборки. Формат файла .STL является наиболее популярным для сборки и настройки. Хотя вы можете конвертировать собственные файлы САПР в формат .STL, могут возникнуть некоторые проблемы, если вы не используете собственное программное обеспечение. Лучшие файлы имеют только одну оболочку без неразделенных краев. В вашем файле также должны быть указаны единицы измерения. Это поможет уменьшить возможные ошибки.
Лучшие 3D-материалы для печати прототипов
Несмотря на то, что 3D-печать является одним из лучших методов создания прототипов, вам нужно выбрать лучшие материалы, чтобы получить максимальную отдачу от вашего проекта. Существует несколько материалов для прототипов 3D-печати, и ваш выбор зависит от потребностей вашего проекта. Вот некоторые из наиболее часто используемых материалов для 3D-печати прототипов.
Нейлон PA12
Это белый пластик, один из самых доступных материалов для прототипирования. Несмотря на относительно дешевую стоимость, нейлон PA12 обладает отличными механическими свойствами. Он изготовлен из мелкодисперсного полиамидного порошка, что делает его идеальным для прототипирования и серийного производства. Этот материал для 3D-печати лучше всего работает с технологией селективного лазерного спекания (SLS).
Multi Jet Fusion PA12
Этот материал представляет собой пластик серого цвета, идеально подходящий для прототипирования и производства. Необработанная версия Multi Jet Fusion PA12 — самый дешевый вариант на рынке. Вы можете легко вносить изменения с минимальными затратами. Кроме того, использование этого материала позволяет получить изделия, устойчивые к истиранию и царапинам. Это делает их полезными для тестирования прототипов. Multi Jet Fusion PA12 также устойчив к атмосферным воздействиям, УФ-излучению и свету. Поэтому это идеальный вариант для тестирования в уличных условиях.
Смола для прототипирования
Эта смола больше подходит для нефункциональных прототипов, и вы не хотите использовать ее для больших производственных циклов. Всякий раз, когда вы хотите изготовить высокодетализированные компоненты, смола для прототипирования является идеальным выбором. Он предлагает гладкую поверхность, аналогичную продуктам, изготовленным методом литья пластмасс под давлением. Этот материал лучше всего работает со стереолитографией (SLA).
PLA
Моделирование методом наплавления (FDM) представляет собой интересный метод, особенно полезный для нитей из полимолочной кислоты (PLA). PLA — это удобный в использовании материал с высокой жесткостью и прочностью. Он имеет низкую температуру печати и минимальное коробление, что делает его одним из самых простых материалов для 3D-печати. Кроме того, это недорогой материал, из которого можно создавать надежные детали для самых разных применений. Если эстетика и мелкие детали являются серьезной проблемой, PLA должен быть вашим материалом.
ТПУ
Если для вашего проекта прототипирования 3D-печати требуется гибкий пластик, ТПУ — идеальное решение. Этот материал обладает свойствами резины, в том числе высокой эластичностью и высокой прочностью. Поэтому он подойдет для вашего проекта прототипирования, если вам нужно что-то гибкое. Компоненты из этого материала устойчивы к усталости и нагрузкам, а также это отличный выбор для конечных продуктов.
Заключение
Быстрое 3D-прототипирование — это эффективный производственный процесс для более быстрого и качественного проектирования. Это ускоряет ваши рабочие процессы и устраняет узкие места традиционного цикла прототипирования. Использование прототипирования с помощью 3D-печати экономит затраты и сокращает время выхода на рынок, предлагая более простое тестирование конструкции и общие преимущества прототипирования. Прежде чем погрузиться в любой проект 3D-печати, вам необходимо подумать о партнере-производителе, с которым вы будете работать.
RapidDirect — лучший вариант для создания высококачественных прототипов для 3D-печати. Мы предоставляем лучшие технологии 3D-печати, материалы и опыт, чтобы помочь вам получить максимальную отдачу от вашего проекта. Наши производственные возможности также позволят подготовить ваш прототип в короткие сроки по доступным ценам. Загрузите файл САПР сегодня, и давайте начнем!
Страница не найдена — RapidDirect
Страница не найдена — RapidDirect
Обработка с ЧПУ
Литье под давлением
Изготовление листового металла
Решение
Аэрокосмическая промышленность
Обеспечьте эффективное производство и более быстрое проектирование до поставки.
Быстро создавайте и тестируйте продукты, чтобы вывести их на рынок.
Потребительские товары
Выводите новые доступные продукты на рынок быстрее.
Коммуникация
Возможность быстрее внедрять инновации, повышая производительность.
Электроника
Инновации в корпусах для мелкосерийного производства.
Новая энергия
Ускорьте инновации и развитие.
Медицинское оборудование
Создавайте прототипы и продукты, соответствующие требованиям медицинской безопасности.
Робототехника
Повысьте эффективность благодаря точному, быстрому и стабильному качеству деталей.
Полупроводник
Сокращение времени выхода на рынок за счет производства по требованию.
Обработка с ЧПУ для аэрокосмической промышленности
Чрезвычайно высокий уровень точности, необходимый в аэрокосмической промышленности, делает обработку с ЧПУ подходящим производственным процессом для этого сектора.
В этой статье вы найдете полное руководство по механической обработке в аэрокосмической отрасли и ее важность.
Блоги
Получите ценную информацию о производственных процессах.
Материалы
Выбирайте из более чем 50 металлов и пластиков для своего проекта.
База знаний
Технический документ, руководство по дизайну, материалы и отделка.
Поверхностная отделка
Различные варианты отделки улучшают внешний вид и функциональность деталей.
Видео
Откройте для себя нашу библиотеку обучающих видео.
Электронная книга по обработке с ЧПУ
Если вы хотите производить высококачественные обработанные детали с гладким внешним видом, важно учитывать некоторые критические факторы, связанные с обработкой с ЧПУ.
Здесь мы собрали некоторую основную информацию и важные соображения, которые помогут вам достичь желаемых результатов.
О РапидДирект
Наше видение, миссия, история развития и преданная команда.
Отзывы
Реальные отзывы об опыте и мнениях о наших услугах.
Новости
Новости компании, обновления платформы, объявление о праздниках.
Наша платформа
Получите мгновенные котировки с нашей умной онлайн-платформой.
Наши возможности
Быстрое прототипирование и производство по требованию.
Гарантия качества
Поставлять качественные детали, которые соответствуют требованиям и превосходят ожидания.
Свяжитесь с нами
Онлайн-платформа котировок v3.0
Внимание! У нас есть интересные новости, чтобы поделиться с вами. Мы только что запустили новейшую онлайн-платформу версии 3.0!
Обновленная платформа может похвастаться свежим и интуитивно понятным дизайном, а также расширенными функциями, которые упрощают и ускоряют процесс ценообразования, такими как новый производственный процесс, оптимизированная сводная страница котировок и улучшенная страница оформления заказа.
Прессы разработаны для выполнения операций гибки металлических листов.
Листогибочные гидравлические прессы применяется в различных отраслях народного хозяйства: машиностроении, авто-, авиа-, приборостроении и строительстве для производства различных замкнутых и незамкнутых профилей, коробов, коробок а также цилиндров, конусов и т. д.
Основное предназначение листогибочных гидравлических прессов — изготовление различных изделий из листовых материалов.
Конструктивные особенности
Прочная сварная конструкция рамы, прошедшая термический отпуск для снятия сварочных напряжений в конструкции и надежная гидравлика позволяют добиться хороших результатов обработки листа. Синхронизация работы двух гидроцилиндров обеспечивается механической траверсой между ними. Привод перемещения задних упоров электромеханический, управляется с пульта на передней панели. Простота управления данными прессами и их универсальность позволяют найти данному оборудованию широкое применение во всех отраслях промышленности.
Пресс наиболее эффективен при несложных гибах на длину всего рабочего стола, и в случаях, когда не требуется частой смены рабочего инструмента.
Преимущества
надёжная прочная стальная конструкция из качественной стали Q235;
точная «геометрия» составных частей станины за счёт раскроя заготовок на станках лазерной и плазменной резки с ЧПУ;
термообработка станины после сварки для снятия остаточных напряжений со швов;
окончательная механообработка станины на обрабатывающем центре с ЧПУ;
станок имеет две скорости работы: холостой (быстрый) и рабочий (медленный) ход;
синхронизация движения правого и левого гидроцилиндра через торсионный вал;
после ввода программы управление осуществляется в автоматическом режиме;
программирование хода заднего упора с точностью до 0,1 мм;
программирование времени задержки в нижней точке;
сохранение 40 программ по 25 шагов в каждой;
конструкция заднего упора с ШВП;
цилиндры и поршни изготовлены из стали 45 с закалкой и отпуском, чистовой расточкой, экструзией;
регулируемая по высоте передняя поддержка листа;
многоручьевая 4-х сторонняя матрица и пуансон 90 град. — в стандартной комплектации к листогибу.
Схема работы станка
Стандартная комплектация
Контроллер ESTUN E22
• Программирование угла гиба в градусах; • Управление осями с точностью 0,1 мм; • Библиотека инструментальной оснастки; • Память 30 программ в каждой программе до 15 рабочих шагов • Возможность корректировки угла гибки; • Работа в метрической и дюймовой системах Библиотека инструментальной оснастки позволяет задавать угол гиба в градусах. Что позволяет оператору изменить угол без дополнительных вычислений вручную, снижая риск ошибки.
Быстросменная система крепления инструмента типа AMADA-PROMECAM
Прессы комплектуются креплениями для быстрой смены пуансона.
Электромеханический задний упор
Имеет два упорных пальца с ручной регулировкой.
Передние поддерживающие суппорты
С перемещением по линейным направляющим.
Пуансон
Набран из сегментов по 500 мм.
Эргономичная панель управления и выносная педаль
С кнопкой аварийной остановки
Прессы оснащены инвертором
Это позволяет позиционировать задний упор с точностью 0,1 мм без ручной подстройки.
Защитное ограждение тыльной зоны пресса
Матрица
4-х сторонняя многоручьевая на всю рабочую длину.
Дополнительная комплектация
Гибочный инструмент
Под различные задачи.
Таблица определения усилий листогибочного пресса
Производитель: IronMac
Родина бренда: Китай
Усилие, кН
1000
Длина рабочего стола, мм
2500
Расстояние между колоннами, мм
1900
Зев, мм
320
Ход пуансона, мм
120
Мощность двигателя, кВт
7,5
Габариты (ДхВхШ), мм
2900х1570х2550
Вес нетто, кг
6500
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
Оценка товара:
Достоинства:
Недостатки:
Комментарий:
Имя:
E-mail: не публикуется
В отзывах запрещено: Использовать нецензурные выражения, оскорбления и угрозы; Публиковать адреса, телефоны и ссылки содержащие прямую рекламу; Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
Что такое гидравлический листогибочный пресс?
Гидравлические листогибочные прессы используются для гибки и сгибания металла путем вдавливания его в матрицу. Они предназначены как для углубленной обработки листового металла, так и для непрерывного производства. При холодной штамповке металлических листов или полос в нужные детали используется оснастка для листогибочных прессов. Эти станки с ЧПУ, используются в таких областях, как автомобилестроение, машиностроение, металлургия, судостроение, авиация и в многих других.
Зачем нужные гидравлические листогибы?
Гидравлические листогибочные прессы используются для гибки алюминия, нержавеющей стали и стали с нанесёнными на них покрытиями. Каждый тип обычного или изготовленного на заказ листогибочного пресса обладает определенным набором сильных сторон и характеристик, которые делают их более предпочтительными для различных промышленных применений. В цеху гидравлические прессы преимущественно находят применение с:
С лазерными станками для резки металла;
С гидравлическими гильотинными ножницами;
Комбинированными станками по металлу.
Каждый гидравлический листогибочный пресс состоит из: электродвигателя, индивидуальной насосной станции с безаккумуляторным маслоприводом, автоматического дистрибутора, рабочих цилиндров прямого и возвратного хода пресса, плунжера в блоке с высокоточными направляющими, ползуна, жесткого стола и сварной станины. Конструкция предусматривает минимальные прогибы и оптимальную жесткость. Сверхпрочная трубка крутящего момента, приваренная к рычагам, синхронизирует пару гидроцилиндров, обеспечивая полный параллелизм между ними и рабочими поверхностями стенда. Метод производственной инженерии, гарантирует непревзойденную точность и надежность в течение многих лет безаварийной работы. Датчики линейных перемещений следят за продвижением балки, поддерживая равномерность скорости и синхронизацию движения.
Режимы гидравлических листогибочных прессов:
Скорость перемещения траверсы гидравлических листогибов обычно изменяется для трёх следующих режимов работы пресса:
Режим ускоренного холостого хода, когда траверса с подвижной частью инструментального бока двигается от крайнего верхнего положения;
Режим замедленного рабочего хода, при котором происходит гибка с последующей выдержкой заготовки под давлением;
Режим ускоренного возвратного хода.
Примеры профилей, изготовление которых возможно на листогибочных прессах.
Схема листогибочного гидравлического пресса:
Как работает гидравлический листогибочный пресс?
Принцип работы листогибочного пресса заключается в том, что его рабочему органу, в качестве которого выступает траверса, сообщают требуемое направление перемещения и уровень усилия, с которым она воздействует на обрабатываемую заготовку. Траверса – это жесткая балка, изготовленная из стали. Именно на ней фиксируют рабочие приспособления, при помощи которых выполняется формирование изделия с заданными геометрическими параметрами. За точность перемещения траверсы, от которой напрямую зависит точность и качество выполняемой обработки, отвечают два линейных датчика, один из которых следит за правой стороной рабочего органа, а второй – за левой. Для того чтобы на листогибочных гидравлических станках можно было формировать отгибаемую кромку с требуемыми геометрическими параметрами, большинство моделей оснащается задним программируемым упором.
Гибка стали на гидравлическом листогибе во время пусконаладки станка:
Про процесс пусконаладки гидравлического листогибочного пресса вы можете прочитать в нашем блоге по ссылке. Ранее в блоге мы публиковали статью, как сделать гидравлический листогиб своими руками.
Как выбрать гидравлический листогиб ?
Не знаете, какой гидравлический листогибочный пресс подойдет под ваши задачи? Проконсультируйтесь, с нашими специалистами по металлообрабатывающему оборудованию:
Альберт Шайхуллин: +7 995 888-07-13
Ильнур Сафин: +7 995 888-07-15
Динар Гатауллин: +7 995 888-07-38
На нашем сайте вы найдете большой выбор гидравлических листогибочных прессов:
Основы гибки листогибочным прессом: подробное руководство
В этом посте мы рассмотрим все аспекты основ гибки листогибочного пресса, включая принцип гибки, анализ пружинения, наиболее часто используемые методы гибки, выбор пуансона и штампа, а также расчет силы изгиба.
Информация, представленная здесь, также может быть использована для обучения операторов листогибочного пресса. Давайте начнем.
Что такое листогибочный пресс?
Гибка листогибочным прессом включает упругую деформацию металлического листа под давлением верхнего или нижнего штампа листогибочного пресса с последующей пластической деформацией.
В начале гибки лист может свободно изгибаться. Под действием давления верхнего или нижнего штампа на плиту она постепенно согласуется с внутренней поверхностью V-образной канавки нижнего штампа, при этом радиус кривизны и плечо изгибающей силы уменьшаются.
Это продолжается до тех пор, пока верхняя и нижняя матрицы не будут полностью соприкасаться в конце хода, образуя V-образную форму, известную как изгиб.
В общем, гибка листогибочным прессом представляет собой технологический процесс, который изменяет лист или угол листа путем оказания на него давления.
Принцип работы листогибочного пресса
Листогибочный пресс, гибочный. ..
Включите JavaScript
Гибочный пресс, который вы, возможно, никогда не видели
нижние рабочие столы листогибочного станка соответственно. Относительное движение рабочих столов приводится в действие гидравлической трансмиссией, а их форма в сочетании с верхним и нижним штампами позволяет изгибать пластину.
Общие методы гибки
Свободная гибка, трехточечная гибка и корректирующая гибка являются некоторыми примерами. Различие между этими тремя методами можно увидеть на диаграмме ниже.
Свободная гибка
Свободная гибка, также известная как воздушная гибка, менее сложна, чем другие методы. Угол изгиба контролируется глубиной верхней матрицы в V-образной канавке нижней матрицы.
Точность гнутых деталей зависит от различных факторов, таких как Y1, Y2, а также верхние и нижние пресс-формы и плиты по оси V.
Тем не менее, он широко используется благодаря своей универсальности и широкому диапазону обработки. Применяется к конструкциям с простой конструкцией, большим объемом или не слишком большой производительностью.
Трехточечная гибка
Трехточечная гибка, также называемая гибкой штампа (дно), имеет угол гибки, который определяется высотой клина в нижнем штампе.
Только верхняя матрица обеспечивает достаточное изгибающее усилие и устраняет непараллельность между матрицами благодаря гидравлической прокладке на ползунке.
Этот метод позволяет производить детали с высокой точностью, что означает небольшие погрешности угла и прямолинейности. Применяется для конструкций сложной конструкции, малого объема и массовой обработки.
Корректирующая гибка
Коррекционная гибка формируется в полости, состоящей из верхней и нижней штампов, что позволяет получить идеальную форму сечения. Однако он требует большого усилия изгиба и повторного ремонта формы, а также имеет низкую универсальность формы.
Этот метод гибки часто используется, когда существуют особые требования или специальные формы сечения, которые не могут быть достигнуты путем свободного изгиба.
Как выбрать ось листогибочного пресса
Ось Y1 и Y2: Управляет движением ползуна вверх и вниз
X , Р, Z1 , Z2 и X’ Ось: Это управляющая ось системы заднего позиционирования, отвечающая за управление положением позиционирования заднего упора (см. определение каждой оси на иллюстрации)
Ось T1 и T2: Материальная опора сервопривода (толкатель листа). В процессе гибки обрабатываемая пластина следует за опорой, а направляющие листа обеспечивают поддержку материала.
Для каждого листогибочного пресса необходимы следующие оси: Y1, Y2 и V. Пользователи могут выбрать оси заднего упора и оси поддержки материала с сервоприводом в зависимости от потребностей обрабатываемых деталей.
Важно отметить, что ось X не может быть выбрана отдельно и должна использоваться вместе с осями Z1 и Z2, чтобы иметь какое-либо практическое значение.
Ось V является осью компенсации отклонения, и существует два метода реализации.
Одним из них является управление положением, которое компенсирует упругую деформацию прогиба станка во время гибки, создавая равную величину обратной деформации в соответствующих точках на основе кривой деформации прогиба рабочего стола во время гибки.
Другим методом является контроль давления, который регулирует давление нескольких цилиндров компенсации прогиба, чтобы создать силу реакции против силы изгиба в нескольких точках на вертикальной пластине верстака, чтобы предотвратить деформацию прогиба.
Общепризнанно, что контроль положения приводит к более высокой точности гибки и используется в листогибочных прессах 500T+. Принципиальную схему выпуклого рабочего стола можно увидеть на следующем рисунке.
Точность осей Y1, Y2 и V имеет решающее значение для угла и прямолинейности изогнутых деталей. Важно отметить, что для тонких листов (<3 мм) точность гнутых деталей напрямую определяется качеством самого листа, таким как величина погрешности толщины, однородность материала и направление текстуры прокатки.
После V-образного изгиба внутренняя поверхность изгибаемой части заготовки испытывает деформацию сжатия, а наружная поверхность — деформацию растяжения.
Наибольшая деформация возникает на поверхности материала и уменьшается по мере увеличения толщины пластины.
Существует нейтральная линия, называемая линией X-X, которая не сжимается и не растягивается.
Чтобы определить положение нейтрального слоя, учтите следующее:
Если IR (внутренний радиус) заготовки в 5 раз больше толщины листа, нейтральный слой располагается в центре толщины листа.
Если IR заготовки в 5 раз меньше толщины листа, то положение нейтрального слоя смещается внутрь по мере уменьшения IR, при этом толщина места изгиба превращается в t.
Соотношение между радиусом нейтрального слоя (представленного P) и IR можно описать следующим образом:
R≥5t, P-IR=0,5t
R<5t, P-IR=(0,25-0,4)t
Нейтральный слой не растягивается и не сжимается, поэтому его длина используется как увеличенная длина изогнутой детали.
Изгиб – это деформация пластины, вызванная как растягивающим, так и сжимающим напряжением спереди и сзади.
После сгибания под нужным углом материал стремится вернуться к своей первоначальной форме после снятия давления, что приводит к явлению, известному как пружинение при изгибе.
Это пружинение обычно выражается в виде угла, который оно вызывает, и на него влияют различные факторы, такие как материал, толщина листа, давление и радиус изгиба.
Точно рассчитать величину пружинения при изгибе сложно.
Сила, приложенная при изгибе, и создаваемая им противодействующая сила различны, и после снятия прижимающей силы угол уменьшится за счет восстанавливающего отскока.
1) При использовании одного и того же пуансона с материалом одинаковой толщины значение упругости для SPCC ниже, чем для AL, а для AL ниже, чем для SUS.
2) При использовании одного и того же пуансона с одним и тем же материалом более тонкая пластина обладает большей упругостью.
3) При использовании одного и того же материала тот, у которого больше IR, обладает большей устойчивостью.
4) Чем больше сила нажатия, тем меньше упругость.
Три наиболее часто используемых метода изгиба
Метод изгиба
V-образная ширина
IR 90 140
Угловая точность
Особенности
Изгиб на воздухе
12T—15T
2т~2,5т
>±45’
9016 9 Может достигать более широкого диапазона угла изгиба.
Нижняя часть
6T—12T
1T~2T
±15’—30’
Более высокая точность гибки достигается при меньшем усилии прессования.
Чеканка
5T (4T—6T)
0t~0,5t
±10’
Может достигать высокой точности изгиба, но усилие изгиба очень велико.
Гибка на воздухе
Гибка на воздухе относится к процессу гибки, при котором только часть материала контактирует с инструментом.
Как показано на рисунке, во время гибки инструмент касается только точек A, B и C на металле (наконечник пуансона и плечи матрицы), а остальная часть материала остается нетронутой.
В результате фактический угол инструмента становится несущественным. Вместо этого угол изгиба определяется глубиной, на которую пуансон опускается в матрицу; чем глубже опускается удар, тем острее угол изгиба.
Это означает, что производители могут достигать широкого диапазона углов изгиба с помощью всего одного набора инструментов, поскольку угол изгиба определяется глубиной хода, а не самим инструментом.
Однако важно отметить, что при изгибе на воздухе будет некоторая степень пружинения, поэтому желаемый угол изгиба может быть достигнут путем изгиба металла под более острым углом.
Особенности воздушной гибки:
Широкий угол гибки с одним набором инструментов. Угол не может быть меньше угла наклона кончика пуансона. При использовании пуансона 30° можно получить угол изгиба 180°-30°.
Для гибки требуется меньшее усилие прессования.
Угол изгиба не отличается высокой точностью.
Материал с большей упругостью.
См. также:
Таблица силы изгиба в воздухе: наиболее авторитетные данные Amada умереть, вызывая материал для контакта как с наконечником пуансона, так и с боковыми стенками V-образного отверстия.
Этот метод позволяет изготавливать детали с высокой точностью гибки при меньшем давлении и широко используется в промышленности.
Ширина V-образного отверстия
Ширина V-образного отверстия матрицы может быть указана в таблице ниже: 8
9-10
≥12
В
6T
8T
10T
12T
IR заготовки
Внутренний радиус заготовки обычно обозначается как IR.
В процессе нижней гибки IR составляет примерно 1/6 V-образного отверстия матрицы (IR = v/6).
Однако IR может различаться для разных материалов, таких как SUS и Al, которые имеют разные значения IR.
Точность обработки нижнего изгиба
На угол после нижнего изгиба будет влиять возврат пружины, поэтому при выборе нижнего изгиба будет учитываться возврат пружины изгиба.
Обычное решение для получения целевого угла — перегибание.
Материал, форма и толщина с малой пружиной – инструмент 90°
Материал, форма и толщина с большой пружиной – инструмент 88°
Материал, форма и толщина с большой пружиной – инструмент 84°
Когда При использовании нижнего изгиба следует соблюдать принцип использования одного и того же угла для пуансонов и матриц.
Чеканка
Термин «чеканка» происходит от процесса изготовления монет, известного своей высокой точностью.
В процессе чеканки листогибочного пресса достаточной мощности используется для формирования листового металла под точным углом пуансона и штампа. Листовой металл не только сгибается, но и сжимается между пуансоном и матрицей.
Чеканка не только точна, но и приводит к очень маленькому внутреннему радиусу (IR) заготовки. Тоннаж, необходимый для чеканки, в 5-8 раз выше, чем для гибки дна.
Ширина V-образного проема
Ширина V-образного проема, необходимая для чеканки, меньше, чем необходимая для нижней гибки, и обычно в 5 раз превышает толщину листового металла. Это делается для уменьшения ИК-положения заготовки и сведения к минимуму штамповки ИК-позиции заготовки наконечником пуансона. Уменьшая размер V-образного отверстия, можно достичь более высокого поверхностного давления.
Предельное давление
Из-за высокого давления при изгибе толщина SPCC не должна превышать 2 мм, а толщина SUS не должна превышать 1,5 мм. Например, материал SPCC толщиной 2 мм требует давления 1100 кН для изгиба, что превышает допустимое давление в 1000 кН для некоторых инструментов. Обратите внимание, что разные инструменты имеют разное допустимое давление, поэтому не все инструменты можно использовать для гибки материала SPCC толщиной 2 мм.
Проблемы с чеканкой
Из-за большой силы изгиба, связанной с чеканкой, необходимо увеличить усилие листогибочного пресса, что может привести к серьезному износу инструмента. Таким образом, для чеканки можно использовать только оснастку с высоким допустимым давлением.
Выбор верхнего пуансона
1. Выбор верхнего пуансона определяется формой заготовки.
Проще говоря, не должно быть столкновений между пуансоном и заготовкой в процессе гибки.
Чтобы пуансон и заготовка не мешали друг другу, крайне важно определить правильную последовательность гибки.
При выборе формы верхнего пуансона можно использовать изображение 1:1 или поперечное сечение верхнего пуансона.
2. Выбор наконечника пуансона R
Внутренний радиус (IR) заготовки определяется V-образным отверстием нижнего штампа (IR = V/6) и выбором радиуса наконечника пуансона (R) зависит от нескольких факторов.
IR заготовки можно рассчитать по формуле IR = V/6, а радиус кончика пуансона может быть немного меньше, чем IR. Однако в последние годы для гибки тонколистового металла рекомендуется наконечник пуансона 0,6R, потому что:
Способность правильно центрировать пуансон и штамп
Истирание кончика пуансона
3. Выбор угла наклона кончика пуансона
Для процесса чеканки используется пуансон 90°.
Однако, если пружинение заготовки минимально при гибке листа из мягкой стали толщиной менее 2 мм, можно также использовать пуансон 90°.
Для материалов со значительной степенью упругости (таких как нержавеющая сталь, алюминий или пластина среднего размера) можно выбрать пуансон 88°, затем пуансон 84° и, наконец, пуансон 82° в зависимости от уровня упругости материала. .
Важно отметить, что угол матрицы должен совпадать с углом наконечника пуансона.
Общие радиусы наконечника пуансона (R):
0,2R
0,6R
0,8R
1,5R
3,0R
90 109
Стандартные углы наконечника пуансона включают: 90°, 88°, 86°, 60° °, 45°, 30° и т. д.
Для гибки на 90° обычно используется угол наклона пуансона 88°.
Высокая прочность на растяжение – выберите матрицу 88°
Низкая прочность на растяжение – выберите 90 ° штамп
Величина пружины при изгибе
Большая величина пружинения – выберите матрицу 88°
Небольшое количество пружины – выберите матрицу 90°
Метод чеканки
Выберите матрицу 90°
Выбор ширины V-образного отверстия
9010 5 При использовании чеканки см. следующую таблицу:
T
0,5-2,6
3-8
9-10
≥12
9 0136
В
6T
8T
10T
12T
Подтвердите минимальную ширину изгиба (b) изделия и убедитесь, что выбранное V-образное отверстие соответствует этому требованию (b=0,7V).
Примечание:
Чем меньше V-образное отверстие, тем выше давление, необходимое для гибки.
Если ir не указан на чертежах, используйте стандартное значение R (R=толщина).
Если указано ir, выберите V-образный проем строго на основе указанного ir (ir=V/6).
Выбранное V-образное отверстие может быть больше или меньше требуемой ширины V-образного отверстия в зависимости от условий.
После определения ширины V-образного проема выполните расчет изгибающей силы.
Подтвердите следующее для рассчитанного усилия изгиба:
Может ли оно соответствовать требованиям к грузоподъемности листогибочного пресса для гибочного производства?
Соблюдается ли допустимый тоннаж оснастки?
Удлинение материала
В процессе изгиба за счет сжатия внутри и растяжения снаружи материала происходит частичное удлинение материала, называемое коэффициентом удлинения.
Формула для определения степени удлинения: A + B – длина растяжения.
Степень удлинения материала непостоянна и зависит от различных факторов, в том числе:
Свойства материалов (текстура, толщина листа)
Свойства инструментов (ширина V-образного отверстия, наконечник пуансона R)
Обработка свойства (угол изгиба)
Степень удлинения материала теперь рассчитывается с помощью компьютеров, при этом метод каждого производителя защищен как запатентованная технология и поэтому не раскрывается.
Однако во время фактической обработки могут быть отклонения в расчете скорости удлинения, поэтому наиболее точное измерение должно быть получено в ходе реальных испытаний.
5 свойств влияют на изготовление гибки
Механические свойства: какие станки используются
Свойства материалов: какие материалы используются
Свойства инструментов: какие инструменты используются
Свойства изготовления: какие размеры и углы
Envir onment свойства: при каких обстоятельствах
Расчет силы изгиба V-образной формы
P: сила изгиба (кН/м)
V: ширина V-образного отверстия нижней матрицы (мм)
L: длина изгиба (мм)
T: толщина листа ( мм)
σb: предел прочности материала при растяжении (Н/мм 2 )
C: поправочный коэффициент
C список поправочных коэффициентов:
В
5Т
6Т
8Т
10T
12T
16T
C
1,45
1,4
1,33
1,28 90 162
1,24
1,2
﹡Приведенная выше формула расчета изгибающей силы получена экспериментально.
Вы также можете прочитать эту статью, чтобы узнать обо всех трех способах расчета требуемой силы изгиба.
Допустимый тоннаж оснастки
Каждая оснастка имеет соответствующее максимально допустимое значение тоннажа. Если давление, приложенное во время обработки, превышает допустимое значение инструмента, это может привести к деформации, изгибу или даже поломке инструмента.
Допустимый тоннаж оснастки измеряется в килоньютонах на метр и рассчитывается на основе длины изгибаемых частей.
Например, если длина изделия составляет 200 мм, а маркировка на оснастке 1000 кН/м, то максимальное усилие изгиба рассчитывается следующим образом:
1000 кН/м x 0,2 м = 200 кН/м (20 тонн)
Поэтому максимальное усилие на изгиб не должно превышать 20 тонн.
Расчет допустимого тоннажа пуансона
Возьмем для примера материал HRC47: 92/L x 10.
Например, если H = 15 и L = 30, максимально допустимый тоннаж можно рассчитать как:
9,42 x (225/30) x 10 = 9,42 x 7,5 x 10 = 706,5 кН/ М = 70 ТОНН/М.
Допустимый тоннаж удара будет уменьшаться в следующих условиях
① Открытое слот избегания, отверстие или некоторые другие дополнительные работы
Открытое отверстие и прорезь на роге
② Когда нагревание и твердость уменьшаются
при использовании. станок для резки шлифовального круга для изготовления рога, твердость пуансона снижается из-за нагрева.
③ Имеются небольшие трещины
Продолжать использовать даже при наличии крошечных трещин
Выбор высоты пуансона
Ход рассчитывается следующим образом:
Ход = раскрытие высота – высота промежуточной плиты – высота пуансона – высота основания матрицы – (высота матрицы – 0,5 В+t)
Например:
высота отверстия: 370 мм
Макс. ход: 100 мм
Ход (на рис. выше) = 370-120-70-75 -(26-0,5*8+t) = (83-t) мм
Внимание при выборе высоты оснастки:
0,5 В< ход < макс. ход
Теоретический расчет расширения при изгибе (90°) в то время как внутренний слой подвергается сжимающим нагрузкам.
Существует переходный слой, известный как нейтральный слой, который не подвергается ни растяжению, ни сжатию.
Этот нейтральный слой имеет одинаковую длину до и после гибки и служит ориентиром для расчета длины гнутой детали.
Общие факторы, влияющие на коэффициент изгиба:
толщина
материал
ширина матрицы
наконечник матрицы R
наконечник пуансона R
прокатка материала
прочие
Свойства материала
1. Воздействие толщины листа на ходе
Если толщина листа увеличивается, ход угла изгиба будет уменьшаться. (Чем толще пластина, тем меньше V/t)
Влияние изменения толщины листа на изменение хода, SUS
2. Влияние изменения коэффициента материала на ход
Чем больше ширина V-образного отверстия и толщина пластины, тем больше влияние коэффициента материала на изменение хода.
(Чем больше угол изгиба, тем больше подвержено изменению коэффициента)
Влияние изменения коэффициента материала на изменение хода, вообще говоря.
AL < SPCC < SUS постепенно увеличивается.
Причины изменения коэффициента материала следующие:
Неодинаковая катушка < Различия в материалах одного производителя < Разные производители < Обработка материалов отличается, постепенно увеличивается в зависимости от состояния.
Как отрегулировать параллельность гибки заготовки
Независимо от того, являетесь ли вы оператором листогибочного пресса или руководителем производственного отдела, важно понимать значение параллельности при гибке заготовок. Обрисую для вас 4 шага регулировки параллельности гибки заготовок.
1) Верните ползун листогибочного пресса в исходное положение и уменьшите значение манометра до минимального значения, при котором ползун только перемещается.
2) Поместите два блока одинаковой высоты на стол, в идеале под левый и правый цилиндры.
3) Переведите гидравлический листогибочный станок в режим «ступенчатой регулировки», снимите верхнюю и нижнюю формы и любые другие приспособления, поднимите механический блок в самое верхнее положение и отсоедините муфту на шестерне приводного вала механического блока.
4) Аккуратно поместите ползун на два блока (нижняя поверхность пресс-формы должна касаться блоков).
Листогибочный пресс представляет собой тип пресса.
При производстве только одного продукта легко обеспечить безопасность. Однако при производстве нескольких продуктов, даже в небольших количествах, становится сложнее контролировать безопасность.
Также необходимо соблюдать меры безопасности в процессе гибки и при установке штампа.
Те же проблемы безопасности, которые возникают при выполнении других задач, возникают и в процессе гибки. Например, пальцы могут попасть в пуансон и замёрзнуть или оказаться зажатыми между пуансоном и заготовкой.
Для предотвращения несчастных случаев недостаточно полагаться только на легкие предохранительные устройства или ограждающие предохранительные устройства. Крайне важно установить правильные методы работы и повысить осведомленность операторов о безопасности.
Безопасная эксплуатация
Подтверждение допустимого веса оснастки
Подтверждение соответствия центра оснастки перед закрытием пуансона и матрицы
Правильное использование матрицы 2V
9019 8 Выберите правильный пуансон
Когда разбирая инструменты, попытайтесь вставить пуансон в нижнюю матрицу, чтобы пуансон не упал и не повредил палец.
Не вешайте предметы на кнопку аварийной остановки
Неправильная установка оснастки
6 акции
Возвращаясь к основам воздушной формовки и гибки на листогибочном прессе
ZhakYaroslavPhoto/iStock/Getty Images Plus
В: Я изо всех сил пытался понять, как радиус изгиба на отпечатке (который я указываю) коррелирует с выбором инструмента. Например, в настоящее время у нас возникают проблемы с некоторыми деталями, изготовленными из стали A36 толщиной 0,5 дюйма. Для этих деталей мы используем пуансон с диаметром 0,5 дюйма. радиус и 4-дюймовый. умереть. Теперь, если я воспользуюсь правилом 20% и умножу 4 дюйма. раскрытие штампа на 15% (для стали), я получаю 0,6 дюйма. Но как оператор узнает, что нужно использовать пуансон с радиусом 0,5 дюйма, если в печати указан радиус изгиба 0,6 дюйма?
A: Вы столкнулись с одной из самых больших проблем, стоящих перед промышленностью листового металла. Это недоразумение, с которым должны иметь дело как инженеры, так и производственный цех. Чтобы решить эту проблему, мы начнем с первопричины, то есть двух методов формирования и отсутствия знаний о различиях между ними.
Формование дна и воздушное формование
С момента появления листогибочного пресса с механическим приводом в 1920-х годах и до наших дней операторы формовали детали с изгибом дна или дном. Несмотря на то, что за последние 20-30 лет использование дна утратило свою популярность, метод гибки по-прежнему используется в наших мыслях, когда мы сгибаем листовой металл.
Прецизионный инструмент появился на рынке в конце 1970-х годов и изменил всю парадигму. Итак, давайте посмотрим, чем прецизионные инструменты отличаются от станков, и как переход на прецизионные инструменты изменил отрасль, и какое отношение все это имеет к вашему вопросу.
В 1920-х годах формование изменилось с складывания на листовом тормозе на формование в виде V-образного штампа с соответствующим пуансоном. 90-градусный пуансон будет сочетаться с 90-градусным V-образным штампом. Переход от фальцовки к формованию стал большим шагом вперед для листового металла. Это было быстрее отчасти потому, что недавно разработанный листогибочный пресс приводился в действие — больше не нужно было вручную сгибать каждый изгиб. Кроме того, гибочные прессы могли прогибаться снизу, что повышало точность. Помимо обратного упора, повышение точности можно объяснить тем, что носик пуансона врезается своим радиусом во внутренний радиус изгиба материала. Это было достигнуто путем принудительного перемещения носовой части инструмента в положение меньшей толщины материала. И, как мы все знаем, если мы можем добиться постоянного внутреннего радиуса изгиба, мы можем рассчитать правильные значения для вычета изгиба, допуска изгиба, внешнего отступа и k-факторов, независимо от типа изгиба, который мы делаем.
Было довольно часто делать детали с очень острым внутренним радиусом изгиба. Производители, дизайнеры и мастера знали, что деталь все еще будет держаться, потому что казалось, что все было перестроено — и по правде говоря, все было так, по крайней мере, по сравнению с сегодняшним днем.
Все было хорошо, пока не появилось нечто лучшее. Следующий скачок вперед произошел в конце 1970-х годов с внедрением инструментов для точной заточки, числовых контроллеров и улучшенного управления гидравлическими системами. Теперь у вас был полный контроль над листогибочным прессом и его системами. Но переломным моментом стал инструмент с прецизионной шлифовкой, который коренным образом изменил все. Все правила производства хороших деталей изменились.
Новый день с новыми правилами
История формирования полна скачков вперед. Во-первых, мы изменили непостоянные радиусы изгиба листового тормоза на постоянный радиус изгиба, полученный штамповкой, дном и чеканкой. (Примечание: формирование дна отличается от чеканки; чтобы узнать больше об этом, вы можете поискать в архивах столбцов. Тем не менее, для этой колонки я использовал «изгибание дна», подразумевая как методы формирования дна, так и методы формирования чеканки.)
Эти методы требуется большой тоннаж для формирования деталей. Конечно, во многих отношениях это было нехорошо для листогибочного пресса, инструментов или деталей. Тем не менее, в течение почти 60 лет они были наиболее распространенным способом гибки металла — до тех пор, пока отрасль не сделала следующий скачок вперед с формованием воздухом.
Итак, что такое воздушная формовка (или воздушная гибка) и как она работает по сравнению с нижней гибкой? Прыжок снова изменил способ создания радиуса. Теперь, вместо того, чтобы штамповать внутренний радиус изгиба, воздушная формовка «плавает» по внутреннему радиусу в процентах от отверстия матрицы или расстояния между выступами матрицы (см. , рис. 1 ).
РИСУНОК 1. При гибке на воздухе ширина матрицы, а не кончик пуансона, определяет внутренний радиус изгиба. Радиус «плавает» в пределах ширины штампа. Кроме того, глубина проникновения (а не угол штампа) определяет угол изгиба заготовки.
Наш базовый материал, низколегированная углеродистая сталь с пределом прочности при растяжении 60 000 фунтов на квадратный дюйм, воздух образует радиус, который составляет около 16% отверстия матрицы. Проценты варьируются в зависимости от типа материала, выхода, состояния и других характеристик. Из-за различий в самом листовом металле предсказание процентного соотношения никогда не будет идеальным. Тем не менее, они достаточно точны.
Мягкий алюминиевый воздух образует радиус от 13% до 15% отверстия штампа. Горячекатаный протравленный и промасленный материал образует радиус, равный от 14% до 16% раскрытия матрицы. Холоднокатаная сталь (наш базовый уровень с пределом прочности при растяжении 60 000 фунтов на квадратный дюйм) образует радиус, который составляет от 15% до 17% отверстия матрицы. А воздух из нержавеющей стали 304 образует радиус, который составляет от 20% до 22% отверстия матрицы. Опять же, эти проценты имеют диапазон значений из-за различий в материалах. Чтобы найти проценты для других материалов, вы можете сравнить его прочность на растяжение с прочностью на растяжение 60-KSI нашего базового материала. Например, если ваш материал имеет предел прочности при растяжении 120 KSI, процент должен составлять от 31% до 33%.
Допустим, у нас есть углеродистая сталь с пределом прочности при растяжении 60 000 фунтов на квадратный дюйм, толщиной 0,062 дюйма и так называемым внутренним радиусом изгиба 0,062 дюйма. Если согнуть ее через V-образное отверстие 0,472, результирующая формула будет выглядеть следующим образом:
0,472 × 0,16 = 0,075
Таким образом, ваш внутренний радиус изгиба будет равен 0,075 дюйма, значение, которое вы можете использовать для расчета припуска на изгиб, К-фактора, отступов и вычета изгиба с некоторой точностью, т. е. если ваши операторы листогибочного пресса используют правильные инструменты и инженеры разработали часть вокруг инструментов, которые используют операторы.
В этом примере оператор использует 0,472-дюймовый. умереть открытие. Оператор подходит к офису и говорит: «Хьюстон, у нас проблема. Эти 0,075 дюйма. радиус удара? Кажется, у нас есть проблема; где мы возьмем один из них? Самое близкое, что мы можем получить с полки, это 0,078 дюйма или 0,062 дюйма. 0,078 дюйма. радиус удара слишком велик, а 0,062 дюйма. радиус удара слишком мал».
Но это неверный выбор. Почему? Радиус пуансона не создает внутренний радиус изгиба . Помните, мы не говорим о прогибе снизу, где, да, нос удара является решающим фактором. Мы говорим о формировании воздуха. ширина штампа создает радиус; пуансон является только толкающим узлом. Также обратите внимание, что угол штампа не влияет на внутренний радиус изгиба. Возможно, вы используете острую, V-образную или канальную кость; если все три имеют одинаковую ширину матрицы, вы получите одинаковый внутренний радиус изгиба.
Радиус пуансона влияет на результаты, но не является арбитром радиуса изгиба. Теперь, если вы формируете с радиусом пуансона, превышающим плавающий радиус, деталь будет иметь больший радиус. Это изменяет допуск на изгиб, отступы, К-фактор и вычеты из-за изгиба. Так что, это не будет хорошим выбором, не так ли? Вы поняли — это не лучший выбор.
Что, если бы мы использовали 0,062-дюймовый? радиус удара? Этот удар был бы отличным выбором. Почему? Потому что, по крайней мере, при работе с готовыми инструментами он максимально близок к естественному «плавающему» внутреннему радиусу изгиба. Использование такого наконечника пуансона в этом приложении должно дать вам последовательные, стабильные изгибы.
Идеально выбрать радиус вершины пуансона, который близок к плавающему радиусу детали, но не превышает его. Чем меньше радиус вершины пуансона по отношению к плавающему радиусу изгиба, тем менее стабильным и предсказуемым будет изгиб, особенно если вы в конечном итоге согнетесь резко. Слишком узкий пуансон сморщит материал и создаст резкий изгиб с плохой консистенцией и повторяемостью.
Факторы толщины материала
Многие спрашивают меня, почему толщина материала играет роль только при выборе отверстия штампа. Процентные значения, используемые для прогнозирования радиуса формовки воздухом, предполагают, что используемая матрица имеет отверстие, соответствующее толщине материала. То есть отверстие матрицы не больше и не меньше, чем необходимо.
Несмотря на то, что вы можете формовать штампы меньшего или большего размера, радиус будет иметь тенденцию к искажению, что приведет к изменению многих значений функции изгиба. Вы также увидите похожие эффекты, если используете неправильный радиус удара. Итак, эмпирическое правило о выборе отверстия штампа, которое в восемь раз превышает толщину материала, является хорошим началом.
Преимущества общения
Наилучшим сценарием для инженера было бы пойти в цех и поговорить с операторами листогибочного пресса.
О том, как правильно нарезать резьбу можно говорить очень долго. Этому посвящены целые книги и монографии. Но, подавляющее большинство используемых резьб не требует особых навыков при нарезке, и на основных методах мы и остановим наше внимание.
Нарезание внутренних резьб
Для нарезания внутренних резьб используются метчики – инструменты наподобие винта с режущими канавками. Как правило, для нарезки требуется два метчика для черного и чистового прохода. Разница – в глубине прорезания канавок. Есть и трехпроходные метчики, и иные варианты нарезки. Для работы с ними необходимы специальные воротки, которые могут быть различными по конструкции, но обязательно должны подходить по размеру к рабочему инструменту.
Перед нарезкой резьбы очень важно подготовить отверстие нужного диаметра. В противном случае вы либо сломаете метчик (при диаметре отверстия менее требуемого), либо получите некачественную резьбу. Так, если необходима внутренняя резьба М10, т. е. 10 мм по диаметру канавки, то диаметр отверстия должен составлять 8,5 мм. Определяется это исходя из шага резьбы. Для М10 он составляет 1,5 мм и, соответственно требуемый диаметр отверстия будет составлять 10-1,5=8,5 мм. Шаги резьб можно узнать с помощью специальных формул, хотя более простым вариантом будет не высчитывать диаметр, а узнать его значение из таблицы.
После подготовки отверстия переходим непосредственно к рассмотрению вопроса как правильно нарезать резьбу. Крепим метчик в держатель и начинаем не спеша вкручивать его в отверстие, особое внимание уделяя соблюдению точности направления. Нарезка производится по часовой стрелке с приложением определенных усилий.
Для успешной нарезки метчик должен быть острым и качественным. Длительность его работы и вероятность поломки зависят от использования смазки. Несколько капель масла не только облегчат нарезку, но и улучшат качество резьбы. Это особенно важно для нарезки глухих отверстий. Естественно, что для работы не помешает наличие определенных навыков, которые приходят вместе с практикой. Впрочем, данная операция сравнительно проста и навыки приобретаются после 3-4 резьб.
Как правильно нарезать резьбу на болту или шпильке
Болты, шпильки и иные подобные крепёжные элементы имеют внешнюю резьбу и вам, соответственно, понадобится плашка (лерка) или клупп. Первые используются для метрических резьб, клуппы – для трубных. Нарезание клуппом немного проще – у них есть специальные заходы на трубы (одел и начал нарезать) и держатели-трещотки. Для работы плашкой очень важно ровно сделать первые витки, поэтому настоятельно рекомендуется предварительно сделать небольшую фаску напильником.
В отличие от внутренних резьб здесь нет сложностей с диаметрами. Так, для резьбы М10 понадобится заготовка с диаметром 10 мм. Основные правила нарезки мало, чем отличаются от работы метчиком. Плашки должны быть острыми и качественными, а при нарезке использоваться смазка. Иногда сложнее начать резьбу и если будет заметен перекос, то необходимо отрезать бракованный участок и начать снова. Для любого типа резьбы заготовку необходимо плотно зафиксировать в тисках.
В заключение…
В завершение хочется предупредить, что существует ещё одна формула определения диаметра отверстия для внутренней резьбы — диаметр метчика х 0,8. Но она актуальна только для ручных трехпроходовых метчиков. Для всех остальных случаев лучше использовать соответствующие таблицы.
И, конечно же, успех нарезки и качество резьбы во многом зависят от качества самого инструмента. Впрочем, эта проблема легко решаема – ведь в Интернет-магазине «Мекка инструмента» вы найдете любой требуемый инструмент по привлекательной цене.
Таблица 1.Рекомендуемые диаметры стержней для резьбы, нарезаемой плашками
Диаметр резьбы в мм
М 6
М 8
М 10
М 12
М 14
М 16
М 18
М 20
Диаметр стержня в мм
5,8
7,8
9,8
11,8
13,7
15,7
17,7
19,8
Таблица 2. Диаметры отверстий под метрические резьбы.
Обозначение
резьбы
Диаметр,
отверстия,мм
M1,0
0,75
M1,2
0,95
M1,4
1,1
M1,7
1,35
M2,0
1,6
M2,3
1,9
M2,6
2,15
М3х0,5
2,5
М3,5
2,9
М4х0,7
3,3
М5х0,8
4,2
М6х1
4,96
М7
6,0
М8
6,7
М9
7,7
М10х1,5
8,45
М11
9,4
М12х1,75
10,18
М14
11,8
М16
13,8
М18
15,3
М20
17,3
Таблица 3. Диаметры отверстия под дюймовые резьбы.
Обозначение резьбы, дюйм
Нар. диаметр, мм
Шаг резьбы
Диаметр отверстия, мм
Ниток на дюйм
мм
1/8″
2,095
24
1,058
0,74
3/16″
4,762
24
1,058
3,41
1/4″
6,350
29
1,270
4,72
5/16″
7,938
18
1,411
6,13
3/8″
9,525
16
1,588
7,49
7/16″
11,112
14
1,814
8,79
Таблица 4. Трубные дюймовые резьбы.
Обозначение
резьбы
Наружный диаметр,мм
Шаг резьбы
Внутренний
диаметр
отверстия.мм
трубы
резьбы
ниток на дюйм
мм
труб 1/4″
13,5
13,158
19
1,337
11,8
труб 3/8″
17,0
16,663
19
1,337
15,2
труб 1/2″
21,25
20,956
14
1,814
18,9
труб 3/4″
26,75
26,442
14
1. 814
24,3
труб 1″
33,5
33.250
11
2,399
30,5
Нарезка резьбы метчиком: таблица и правила
Метчик – инструмент, с помощью которого можно быстро и точно нарезать резьбу в подготовленном отверстии. Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка. Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.
По способу ведения процесса различают модели:
Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.
Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
Для непроходных отверстий используют комплектный инструмент без конусного кончика. Работа обычно выполняется воротком.
В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.
Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.
Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.
Как правильно определить диаметр отверстия?
Перед тем как нарезать резьбу, изготавливают отверстие, диаметр которого определяют по стандартизированным таблицам. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
Таблица соответствия метрических резьб и диаметров отверстий для них
Обозначение резьбы
Диаметр, мм
Обозначение резьбы
Диаметр, мм
Обозначение резьбы
Диаметр, мм
М 2
1,6
М 8
6,7
М 22
19,4
М 2.2
1,75
М 9
7,7
М 24
20,9
М 2.5
2,05
М 10
8,5
М 27
23,9
М 3
2,5
М 11
9,5
М 30
26,4
М 3.5
2,9
М 12
10,2
М 33
29,4
М 4
3,3
М 14
12,0
31,9
М 5
4,2
М 16
14,0
М 39
М 6
5,0
М 18
15,4
М 42
37,4
М 7
6,0
М 20
17,4
М 45
40,4
Таблица соответствия дюймовых резьб и диаметров отверстий для них
Размер резьбы, дюймы
Диаметр, мм
Размер резьбы, дюймы
Диаметр, мм
1/8
8,8
7/8
28,1
1/4
11,7
1
30,5
3/8
15,2
1 1/8
35,2
1/2
18,9
1 1/4
39,2
5/8
20,7
1 3/8
41,6
3/4
24,3
45,2
Этапы нарезания резьбы машинно-ручным метчиком
Порядок производства работ:
Первый шаг – разметка в соответствии с чертежами.
По отметкам производят кернение остро заточенным керном.
Сверлят со средним нажимом на невысоких оборотах. Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы. Глубина глухого отверстия должна быть несколько больше, чем нарезаемая длина. При отсутствии запаса резьба может получиться неполной.
Повысить качество результата позволяет обработка зенкером, которая уменьшает конусность и обеспечивает параллельность боковых поверхностей.
Метчик закрепляют в воротке, кончик его смазывают и вставляют в отверстие строго под прямым углом к поверхности. Делают первый оборот, несильно нажимая сверху на вороток. После первого оборота вперед следует сделать половину оборота назад для удаления стружки. Особую осторожность соблюдают при использовании универсального инструмента – он хрупкий и его легко повредить. Проще работать с комплектными моделями.
Полезные советы
Чтобы правильно нарезать резьбу в металлах с низкой твердостью и высокой вязкостью, таких как алюминий, сплавы на его основе, медь, баббиты, метчик рекомендуется периодически вынимать для очистки каналов от налипшей стружки.
При использовании комплектных моделей следует использовать полный набор. Пропуск чернового инструмента не ускоряет, а замедляет нарезание. Такое нарушение технологии приводит к снижению качества результата, а иногда и к выходу метчика из строя.
Для предотвращения перекоса метчика через 2-3 нити проверяют вертикальность его положения с помощью угольника. Такая предосторожность особенно актуальна для глухих и мелких отверстий.
Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
в стальных элементах применяют эмульсии, льняное масло, олифу;
в изделиях из алюминия и его сплавов – керосин;
при обработке меди – скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.
Изготовление резьбовых отверстий: рекомендации по резьбовым отверстиям
Нарезание резьбы является одним из наиболее важных процессов механической обработки. Он используется для создания резьбы, которая используется для скрепления материалов и компонентов.
Резьбовые отверстия очень распространены в производстве. Благодаря универсальности и простоте использования они настолько универсальны, что их можно найти везде, от автомобилей до самолетов.
Но нарезать резьбовые отверстия не так просто, как мы думаем. Поэтому важно узнать обо всех доступных технологиях машинного нарезания резьбы, чтобы вы могли сделать лучший выбор для своих проектов. Следующая информация поможет вам лучше понять, как нарезать резьбу.
Что такое резьбовое отверстие?
Резьбовое отверстие представляет собой отверстие с резьбой или резьбой с внутренней резьбой. Это круглое отверстие, используемое для нарезания резьбы и сверления. Для создания резьбы на стенках просверленного отверстия можно использовать процесс нарезания резьбы, и он происходит в области и месте, где болты и гайки не могут работать, например, в металлах.
Иногда резьбовые отверстия также называют резьбовыми. Этот тип отверстия используется, когда необходимо соединить две детали вместе с помощью крепежного элемента, такого как винт или болт. Резьба в отверстии обеспечивает сопротивление, чтобы застежка не ослаблялась со временем, а также облегчала удаление застежки при необходимости.
Что такое резьбовое отверстие?
Резьбовое отверстие — это тип отверстия, который используется для создания внутренней резьбы. Он создается путем сверления отверстия в материале, а затем с помощью метчика нарезается резьба в стенках отверстия. Резьбовые отверстия обычно встречаются в металлических компонентах, которые необходимо скрепить вместе, например, в случае гайки и болта.
Резьбовое отверстие во многом похоже на направляющее отверстие. Оба используются для создания резьбы в заготовке, чтобы можно было вставить винт или болт. Ключевое различие между ними заключается в том, что резьбовое отверстие уже имеет резьбу, и для создания сопрягаемой резьбы требуется только инструмент, в то время как предварительное отверстие необходимо сначала просверлить, прежде чем в него можно будет нарезать резьбу.
Важность создания резьбового отверстия
Резьбовые отверстия являются важным аспектом деталей машин, и вы можете использовать станок с ЧПУ, чтобы добавить отверстие. В процессе нарезания резьбы можно создать резьбу на стенках просверленного отверстия. Машинный винт не может создавать свою собственную резьбу. Если вы хотите вкрутить винт в металлический материал, вам нужно резьбовое отверстие и добавить резьбовые элементы в процесс станка с ЧПУ.
Каждая функция будет соответствующим образом добавлена к резьбовым частям, и большинство потоков можно выбирать в зависимости от их функций. Давайте посмотрим, почему важно создать резьбовое отверстие.
1. Соединение
Если вы хотите вкрутить болт или винт в металл, это может позволить более надежно соединить две детали. Резьба может навсегда прикрепить болт, гайку и винт к металлу.
2. Простота транспортировки
Резьбовое отверстие облегчает сборку мелких деталей и изделий для транспортировки, что значительно снижает трудозатраты.
3. Простая эксплуатация
Может обеспечить место для винтовых креплений и отверстий с резьбой. Вы можете легче ввинтить винт или болт в металл, не делая направляющее отверстие.
Вы можете нарезать резьбу на внутренней стороне просверленного отверстия, и это займет меньше времени, чем процесс сверления болта, гайки или винта в дереве. Резьба по отверстию может соответствовать требованиям вашего проекта, независимо от того, нужно ли вам сквозное или глухое отверстие.
Как сделать отверстие перед нарезкой?
Очень важно иметь прямые, качественные и надлежащего размера отверстия для нарезания резьбы в процессе изготовления отверстий. В современном оборудовании фактор сверления (негабаритного) в основном устраняется, но он имеет большое значение в процессе изготовления отверстий, поэтому очень важно подумать, как сделать отверстие перед нарезкой резьбы.
Резьбовое отверстие образовано с помощью сверла для метчика и сверла. Первичное сверло может сделать начальное отверстие, в то время как метчик в основном используется для нарезания резьбы в резьбовом отверстии. После ввинчивания винта его наружная резьба (внешняя резьба) может сматываться во внутреннюю резьбу. Внутренняя резьба может создать метчик в резьбовом отверстии.
Некоторые слесари до сих пор пользуются старыми правилами и стандартами и таблицами сверления резьбовых отверстий. Одним из примеров резьбы является то, что они используют матрицу 17/32 и метчик для 5/8-11, эти проценты резьбы иногда усложняют работу. Поэтому необходимо тщательно изучить стандарт резьбы и использование различных инструментов для нарезания резьбы, прежде чем нарезать резьбу.
Перед тем, как сделать отверстие с резьбой, вы можете получить различные варианты размера направляющего сверла и размера резьбы под метчик, найти специалиста, который разбирается в сверлении метчика, и различные размеры резьбы могут иметь большое значение для вашего проекта.
Что такое глухие и сквозные отверстия?
Существует два типа отверстий для определения резьбовых отверстий. Каждый тип отверстия требует особого внимания, чтобы обеспечить простоту обработки резьбовых отверстий.
Глухое отверстие : Это отверстие имеет определенную глубину и не может проходить через всю заготовку. Глубину нужно фиксировать отдельно. Дно отверстия может заканчиваться плоской поверхностью или заканчиваться конусом.
Сквозное отверстие или сквозное отверстие : Сквозное отверстие может проходить через всю заготовку. Глубина сквозного отверстия — это толщина конкретной стенки. Используя болт, винт и гайку, вы должны использовать сквозное отверстие для удобства процедуры.
В чем разница между сверлением и нарезанием резьбы?
Основное отличие сверления от нарезания резьбы состоит в последовательности и выполнении функций и сверла. Этот процесс происходит сначала для того, чтобы сделать круглое и гладкое отверстие с помощью сверла, что называется сверлением.
Формирование резьбового отверстия завершается с помощью метчикового сверла и сверла, в которых направляющее сверло сначала формирует отверстие, а затем может нарезать резьбу с помощью метчикового сверла. Метчики могут работать с большинством типов материалов, таких как алюминий, стальной сплав, сталь и чугун,
Это круглое и гладкое отверстие делается в этом процессе, а с другой стороны, когда отверстие просверливается, происходит процесс нарезания резьбы путем нанесения метчика на внутреннюю часть отверстия.
За исключением этих процессов, создание резьбы может выполняться и приспосабливаться к внешней стороне цилиндрического объекта в процессе высечки с использованием штампа. Резьба на болте является одним из примеров высечки.
Три типа метчиков для нарезания резьбы
Основными типами метчиков являются вставной метчик, конический метчик и нижний метчик.
Эти типы используются и предназначены для выполнения определенной функции или цели и могут прокручиваться специально вокруг любой дыры, созданной для них.
Конические метчики
Конические метчики имеют конический наконечник и небольшой угол к резьбе, который также называется фаской. Обычно первые семь-десять нитей формируются не полностью. Конический угол резьбы позволяет заводить резьбу намного легче, чем если бы вы начинали с нижнего метчика. Этот тип метчика обычно используется для нарезания новой резьбы в отверстии.
Если отверстие, в которое необходимо нарезать резьбу, очень большое или если материал очень твердый, не рекомендуется использовать конусный метчик. В этих случаях лучше использовать спиральный метчик. Конические метчики также не рекомендуются для глухих отверстий (отверстий, которые не проходят через материал насквозь).
Врезные метчики
Врезные метчики располагаются между конусом и нижним метчиком, поэтому их также называют «вторыми метчиками». Но пробковые метчики требуют большего усилия для поворота, так как они нарезают больше резьбы за один раз.
Пробковые метчики — лучший пример ремонта резьбы, требующей небольшого исправления. Они идеально подходят для нарезания резьбы глубже, чем конические метчики.
В некоторых случаях не рекомендуется использовать заглушку. Одним из примеров является то, что отверстие, на которое нарезается резьба, находится очень близко к краю материала. Это связано с тем, что кран может легко сломаться, если он ударится о край во время использования. Кроме того, использование метчика-пробки на отверстии очень малого диаметра может быть затруднено и может привести к поломке метчика.
Нижний метчик
Нижний метчик — это тип метчика, который начинается со дна отверстия. Он используется, когда не хватает места, чтобы открыть кран сверху. Нижний метчик позволяет нарезать резьбу до дна сквозного отверстия. Этот тип касания также полезен для исправления ошибок, допущенных при постукивании сверху. Он в основном используется для:
Нарезания резьбы или нарезания резьбы в мелкое глухое отверстие
Глубокая резьба и мелкое отверстие
Нарезание резьбы в новом отверстии
Нижний метчик — это специальный инструмент, который может быть доступен не во всех размерах, поэтому важно проверить его перед началом проекта.
Советы и рекомендации по резьбовым отверстиям
Резьбовые отверстия считаются необходимыми для добавления механически закрепленных деталей к машинам. Детали, обработанные на станке с ЧПУ, будут сильно повреждены, если вы попытаетесь добавить и заставить лом неправильным образом. Таким образом, тщательное рассмотрение и планирование перед обработкой резьбового отверстия имеют важное значение и помогут вам избежать некоторых ненужных проблем.
1.
Методы изготовления резьбовых отверстий: нарезка и формовка
Вы можете сделать внутреннюю резьбу в резьбовых отверстиях двумя способами:
с помощью формовочного метчика
с помощью режущего инструмента
Хотя оба эти метода дают Тот же результат, вы должны учитывать некоторые факторы, чтобы выбрать один из этих методов, таких как размер резьбового отверстия, токарные станки, твердость материала, а также глухое или сквозное отверстие.
1: Размер резьбового отверстия. Вы можете использовать формовочный метчик или традиционный метчик, если резьбовое отверстие до M6. Вы можете использовать инструмент с одной кромкой, чтобы вырезать резьбовое отверстие больше, чем M6. Потому что нужен метчик большего размера для нарезания резьбовых отверстий для большей мощности машины.
2: Для твердых материалов — Вы можете использовать метчик для резки твердых и прочных материалов для твердых материалов. Рифление режущего метчика позволяет смазке течь по траектории и дает металлической струже больше места для режущей кромки.
3: Для мягкого материала. Используйте формовочные метчики для цветных мягких металлических материалов, таких как латунь, свинец, сталь и алюминий. Формовочные метчики могут создавать внутреннюю резьбу в более мягких металлах без поломки. Это связано с тем, что режущее действие происходит медленнее и лучше контролируется, что помогает предотвратить повреждение материала.
2. По возможности используйте стандартный размер резьбы
Размер резьбы, используемой в станках с ЧПУ, имеет большое значение. Это сильно влияет на весь процесс обработки. Вы должны попытаться использовать стандартные размеры резьбы при возможных условиях.
Существует несколько распространенных размеров резьбы, включая 1/4–20, 3/8–16 и 1/2–13. Каждый из этих размеров соответствует разным диаметру и шагу, что помогает гарантировать, что резьба будет правильно насажена на желаемый объект. Кроме того, существуют также метрические размеры резьбы. Наиболее распространенными метрическими размерами являются M6 x 1,0, M8 x 1,25 и M10 x 1,5.
Процесс обработки не требует специального инструмента или материала при использовании стандартных размеров резьбы. Кроме того, это также помогает сократить время обработки и расход материала и делает этот процесс экономически эффективным.
3. Подходящий диаметр резьбового отверстия
Необходимо убедиться, что диаметр резьбового отверстия должен находиться в пределах заготовки или детали. Внешний диаметр резьбового отверстия должен быть больше внутреннего диаметра. Это означает, что внутренний диаметр будет меньше внешнего диаметра.
Обрыв резьбы может произойти через боковую часть детали, если резьбовое отверстие находится близко к краю детали. Обрыв резьбы может привести к поломке режущего инструмента или метчика, что приведет к нарушению чистоты поверхности.
4. Обратите внимание на наклонные поверхности
Нарезание резьбы на наклонных поверхностях может быть затруднено. Вы можете добавить резьбовое отверстие в существующую наклонную поверхность, создав плоскую поверхность путем обработки карманов. От этой плоской поверхности добавляется резьбовое отверстие.
Но, в случае отсутствия угловой поверхности, то, во-первых, перед обработкой угловой поверхности необходимо добавить в деталь резьбовое отверстие. Вы должны убедиться, что глубина резьбового отверстия должна соответствовать дизайну после добавления угловой поверхности.
5. Типы резьбовых отверстий
Резьбовые отверстия делятся на два типа. Оба типа отверстий требовали определенных соображений при проектировании детали. Это делается для обеспечения обработки обоих резьбовых отверстий.
Кроме того, он также предотвращает взаимодействие резьбовых отверстий с другими деталями. Ниже приведены основные типы резьбовых отверстий:
Глухие резьбовые отверстия
Глухие резьбовые отверстия не проходят через деталь полностью, а доходят до конкретных частей. Глухие отверстия останавливаются после достижения определенной глубины. Если резьбовое отверстие создается с помощью концевой фрезы, то отверстие может заканчиваться на плоской поверхности. Если отверстие не полностью проходит через материал, вы знаете, что это просверленное отверстие. Но, если он создается с помощью традиционной мельницы, он может заканчиваться конусом. Если требуется дотянуть всю резьбу до дна глухого резьбового отверстия, это делается с помощью метчика.
Размеры глухого отверстия
Диаметр отверстия указан для спецификации глухого отверстия. Это также требует измерения для управления глубиной. Определяется оставшееся количество материала или непосредственно указывается глубина отверстия для контроля глубины.
Сквозное резьбовое отверстие
Сквозное отверстие полностью проходит через деталь. Резьбовые отверстия присутствуют на обеих сторонах детали или заготовки. Толщина детали определяется, если режущий инструмент или метчик не могут нарезать резьбу на все глубокое отверстие.
Необходимо рассмотреть следующие варианты, если режущий инструмент или метчик не могут нарезать резьбу с одной стороны отверстия.
Продолжайте добавлять резьбу, пока это не позволит режущий инструмент или метчик. Обратите внимание, что в части отверстия нет резьбы.
Продолжайте добавлять резьбу с обеих сторон до тех пор, пока это не станет возможным с помощью режущего инструмента или метчика. Вы должны учитывать, что нити, встречающиеся с обеих сторон, могут не совпадать.
6. Глубина отверстия
Глубокие резьбовые отверстия представляют собой уникальные проблемы обработки по сравнению с более мелкими резьбовыми отверстиями. Увеличенная глубина резьбы увеличивает время контакта между инструментом и заготовкой, что приводит к большему нагреву и требует большей силы резания. Эти факторы повышают риск поломки инструмента при обработке глубоких резьбовых отверстий. Чтобы преодолеть эти проблемы, необходимо проявлять особую осторожность при выборе и использовании режущих инструментов, а процесс обработки должен тщательно контролироваться, чтобы гарантировать, что инструмент не сломается.
Заключение
При нарезании резьбы важно иметь полное представление о производственном процессе. Таким образом, вы можете быть уверены, что детали, которые вы производите, имеют высокое качество. Хотя это может показаться немного сложным, лучше проконсультироваться со специалистами по технике нарезания резьбы.
Компания WayKen обладает двадцатилетним опытом в области механической обработки. Наша команда инженеров хорошо разбирается в различных проектах механической обработки, и мы всегда ставим наших клиентов на первое место. Если у вас есть какие-либо вопросы о нарезании резьбы или обработке резьбы, не стесняйтесь обращаться к нам!
Как нарезать резьбу, сверлить и нарезать резьбу в металле
В этом практическом руководстве вы узнаете все о том, как нарезать новую резьбу в металлических предметах, а также о том, как высверливать и нарезать резьбу в металлических предметах. Вы также узнаете о различных типах резьбы, различных типах метчиков и плашек и о том, почему вы должны убедиться, что используете сверло правильного размера для резьбы, которую вы нарезаете.
Если вы заядлый мастер-сделай сам или участвуете в одной из многих строительных профессий, то в какой-то момент во время проекта или работы вы можете обнаружить, что вам нужно сделать резьбу в куске металла для болта или что вы нужно нарезать резьбу на куске стали под гайку.
Это довольно легко сделать с помощью так называемого набора метчиков и штампов, и, немного потренировавшись, вы сможете быстро нарезать резьбу на самых разных предметах.
Чтобы узнать о различных методах нарезания резьбы и нарезания резьбы в стали и других металлах, читайте ниже.
Что такое метчик или штамп?
Чтобы нарезать резьбу в стандартном стальном листе или на нем, вам потребуется специальный набор инструментов, известный как набор метчиков и штампов. В наборе вы найдете набор метчиков и плашек разного размера для нарезания резьбы разного размера.
По сути, «метчик» используется для «нарезания» резьбы в данном куске металла после того, как вы просверлите отверстие нужного размера. Это известно как внутренняя резьба
После просверливания отверстия метчик нужного размера осторожно ввинчивается через отверстие, а сталь, используемая для изготовления метчика, закаляется (HSS или быстрорежущая сталь для метчиков и штампов для более мягких металлов и обычно кобальт для более твердых металлов) и, по сути, намного тверже, чем сталь, в которой вы нарезаете резьбу, она прорезает свой путь вниз, создавая красивую гладкую резьбу.
Метчик диаметром 8 мм, используемый для нарезания резьбы диаметром 8 мм в куске стали или другого металла
Матрица представляет собой аналогичный объект, но в котором метчик нарезает резьбу внутри данного куска металла, а матрица нарезает резьбу вокруг детали из металла снаружи, напр. для создания болта или шпильки, на которую можно навинтить гайку.
Опять же, он работает аналогичным образом в том смысле, что металл, используемый для его создания, закален, и благодаря этому режущие зубья намного прочнее, чем стандартная сталь, поэтому могут легко врезаться в предмет, над которым вы работаете, и создавать резьбу.
Матрица, используемая для нарезания резьбы на куске стали или другого металла
Еще одна очень полезная особенность как метчиков, так и плашек заключается в том, что их также можно использовать для нарезания резьбы на объекте с уже нарезанной резьбой, если первоначальная резьба стать поврежденным.
Как на метчиках, так и на плашках вы также можете заметить 3 или 4 «канавки», направленные наружу метчика, а также на внутреннюю часть плашки.
Это очень важно, так как отходы, которые удаляются из предмета, который вы режете, должны быть куда-то направлены, иначе они просто застрянут и заблокируют метчик или замрут, поэтому во время резки канавки позволяют удалять отходы, позволяя режущие нити остаются свободными и выполняют свою работу.
Канавки сбоку метчика для удаления отходов металла
И последнее, что следует упомянуть, это влияние процесса закалки на режущие инструменты, такие как метчики и матрицы. По сути, это делает их очень хрупкими и довольно хрупкими, поэтому их можно легко сломать, если уронить или подвергнуть экстремальной силе!
Типы метчиков и плашек
Помимо метчиков и плашек разных размеров, доступных для нарезания резьбы разного размера, действительно существует несколько разных типов метчиков, каждый из которых используется для определенных частей процесса нарезания, а также в случае плашек для определенных инструментов.
Типы метчиков
Существует 3 основных типа метчиков, используемых для нарезания резьбы в металле:
Выше мы упомянули глухую резьбу. кусок металла напр. не проходит до конца.
На противоположной стороне находится сквозная нить, и, как вы можете догадаться, это нить, прорезанная через кусок металла сверху донизу.
Типы плашек
Точно так же есть несколько разных типов метчиков, также есть несколько разных типов плашек:
Типы резьбы
Не все нити нарезаются одинаково! Под этим мы подразумеваем, что существует множество различных типов резьбы, а также связанные с ней резьбы, нарезанные с разным шагом, TPI (количество витков на дюйм), углы и гребни (внешняя часть резьбы) и корни (внутренняя часть резьбы).
Это соответствует ошеломляющему диапазону различных типов резьбы, и хотя каждый из них должен быть обрезан, и через это средство обрезки, то, например, набор метчика и матрицы для выполнения этой работы, сегодня широко используются только несколько различных типов — мелкая и метрическая резьба (миллиметры) и мелкая и круглая унифицированная британская резьба (UNC / UNF), измеряемая в дюймах.
Большинство наборов метчиков и штампов, доступных сегодня в Великобритании, будут метрическими, поскольку сейчас мы используем метрическую систему, но за несколько дней до того, как метрическая система стала стандартной, использовалась только британская дюймовая система.
В общем, почти все типы резьбы, с которыми вы столкнетесь, будут метрическими, но просто имейте в виду, что если элемент, над которым вы работаете, особенно старый, есть большая вероятность, что он может быть имперским.
Тема потоков и их вариаций является довольно важной темой и немного выходит за рамки этого руководства, но в этой статье можно найти большой обзор доступных тем.
Смазывать при нарезании резьбы!
Обычно смазка всегда используется при резке или сверлении на высоких скоростях, чтобы попытаться рассеять любое выделяющееся тепло. Это помогает уменьшить любые тепловые повреждения и затупление режущего инструмента, который вы используете, а также способствует формированию гладкого отверстия.
Несмотря на то, что при нарезании резьбы вручную не выделяется много тепла, обязательно всегда следует использовать какую-либо форму смазки. Это поможет перемещать стружку и стружку.
Смазывайте при сверлении отверстий и нарезании резьбы
Используйте сверло подходящего размера!
Чрезвычайно важно сделать отверстие подходящего размера для резьбы. Как и в случае с большинством работ своими руками, общий успех во многом зависит от начальной подготовки, и формирование резьбы ничем не отличается.
Если у вас слишком большое отверстие, то корень резьбы будет слишком мелким, и когда болт завинчивается, в большинстве случаев он просто сорвет резьбу.
Аналогично, если отверстие сделать слишком маленьким, то метчик просто застрянет в отверстии, и вы будете резать, а чаще всего просто обломится.
Чтобы помочь в выборе сверла нужного размера для вырезания отверстия нужного размера, существует множество таблиц размеров отверстий, которые можно приобрести или даже бесплатно найти в Интернете. Приличную метрическую и имперскую диаграмму можно найти здесь.
Как нарезать резьбу в металле (внутренняя резьба)
В этом примере мы собираемся нарезать сквозную резьбу 8 мм или M8 x 1 мм (расстояние между резьбами) в стандартном куске стали.
Отметить место обрезки резьбы
Отверстия под болты и другие резьбовые углубления часто должны быть выполнены точно, чтобы привинчиваемый или фиксируемый элемент идеально подходил, поэтому, чтобы убедиться, что это так, сначала измерьте и отметьте точное место, где вам нужно сформировать резьбу, карандашом или маркер.
Отверстие для нарезания резьбы точно отмечено
После того, как место отверстия отмечено, используйте кернер, чтобы создать небольшое углубление, чтобы кончик сверла не соскальзывал во время высверливания.
Центрирующий кернер, используемый для предотвращения соскальзывания сверла
Высверливание отверстия
После точной разметки следующей задачей будет высверливание отверстия, чтобы потом можно было нарезать резьбу. Как мы упоминали выше, формирование отверстия правильного размера имеет первостепенное значение.
Поскольку мы будем нарезать резьбу M8 x 1 мм, по нашей таблице размеров отверстий мы можем видеть, что нам нужно использовать букву «T» или сверло 7,01 мм. Поскольку мы используем стандартную мягкую сталь, мы можем использовать сверло из быстрорежущей стали диаметром 7 мм.
Сверло из быстрорежущей стали 7 мм
Вставьте сверло в дрель и полностью затяните патрон. Поместите острие сверла на углубление, которое вы создали выше, и выровняйте сверло, убедившись, что оно выровнено как по горизонтали, так и по вертикали.
Добавьте немного WD40 или раствора для резки, если они есть у точки сверления, а затем медленно запустите сверло, постоянно увеличивая скорость.
Убедитесь, что дрель держится ровно во время сверления, и продолжайте сверлить, регулярно смазывая при необходимости, пока не просверлите полностью.
Отверстие для нарезания резьбы высверлено
Нарежьте начальную резьбу
После просверливания полностью очистите и удалите все отходы и стружку, а затем выберите конусный метчик M8 x 1 и вставьте его в инструмент для удержания метчика с Т-образной рукояткой.
Поместите кончик метчика в верхнюю часть отверстия и постепенно поворачивайте его, чувствуя, как нити начинают вгрызаться, а когда они продолжают цепляться, очень осторожно, также следите за тем, чтобы метчик держался вертикально и горизонтально, чтобы нити формирования являются квадратными и истинными.
Начало нарезки резьбы с помощью конусного метчика
Как только резьба начнет нарезаться, снимите руку с Т-образной рукоятки, а затем с помощью угольника проверьте все 4 стороны, убедившись, что метчик полностью перпендикулярен. При необходимости отрегулируйте.
Проверка прямоугольности метчика с помощью инженерного угольника
После того, как метчик полностью выровнен, продолжайте закручивать метчик через отверстие, не торопясь. Останавливайтесь каждые пол-оборота или около того и поворачивайте метчик назад, чтобы облегчить очистку и стружку, а также большие корабли, чтобы они могли легко подавать обратно канавки, а также добавить немного смазки, если это необходимо.
Повторяйте это на всем протяжении отверстия, пока не дойдете до конца, а затем осторожно выкрутите кран обратно.
Окончательный проход с использованием нижнего метчика
После первоначального надреза и сформированной резьбы тщательно очистите его и удалите отходы и стружку, а затем замените конусный метчик в Т-образной рукоятке на нижний метчик того же размера.
Немного смажьте отверстие, чтобы облегчить резание затем пропустите донный метчик вниз, чтобы обрезать и сформировать окончательную чистую резьбу.
Окончательная нарезка резьбы с помощью метчика
Пробная посадка болта
Теперь, когда окончательная резьба нарезана, последней задачей является пробная посадка нашего болта M8 или стальной детали с резьбой M8. Поскольку на данном этапе мы еще не разрезали его, вы можете использовать болт M8 или просто подождать, пока вы не создадите свой болт. Добавьте немного смазки на болт, а затем закрутите его в резьбу. Если все в порядке, то болт должен хорошо скользить и оставаться прямым и верным на всем пути вниз, пока он не будет затянут.
Как нарезать резьбу на стальном листе (внешняя резьба)
Нарезание резьбы с помощью штампа похоже на использование метчика, только на этот раз мы будем нарезать резьбу снаружи, а не внутри .
В этом примере мы собираемся нарезать резьбу M8 x 1 в куске круглого стержня, чтобы затем продемонстрировать, как он ввинчивается во внутреннюю резьбу, которую мы создали на предыдущих шагах.
Выберите матрицу правильного размера
Глядя на набор метчиков и матриц, выберите матрицу M8 x 1, вставьте ее в инструмент с Т-образной рукояткой и завинтите стопорный винт, чтобы зафиксировать ее на месте.
В качестве примера нас не слишком беспокоит длина нашего стержня, поэтому мы собираемся обрезать его до 50 мм в длину. но если у вас должна быть определенная длина, убедитесь, что вы обрезаете ее точно.
После обрезки нужной длины вставьте его в тиски и крепко зажмите.
Круглый стержень, отрезанный по длине и зажатый в тисках
С помощью напильника обработайте верхний край стержня, скосив его под углом 45°. Снятие фаски со стержня поможет матрице начать резку намного легче.
Верхняя часть круглого стержня скошена для облегчения нарезания штампа
Нарезание резьбы с помощью штампа
Нанесите немного смазки на верхнюю часть стержня, а затем поместите штамп вниз сверху. Удерживая обе рукоятки ложи, аккуратно поверните плашку на стержень, чувствуя, как режущая нить врезается в верхнюю часть стержня.
Во время нарезки держите плашку абсолютно горизонтально, чтобы нить, в свою очередь, была прямой и ровной.
Продолжайте вращать матрицу, не торопясь и постоянно проверяя, чтобы вы были прямыми и ровными, и чтобы все было полностью смазано.
Нарезание резьбы на вершине круглого стержня с помощью плашки
Как и в случае с метчиком, через каждые несколько оборотов останавливайтесь и поворачивайте плашку назад, чтобы удалить все отходы и убедиться, что канавки в порядке.
Как только вы дойдете до точки, которую нужно закончить, остановитесь, а затем постепенно поднимите и выключите матрицу.
После удаления полностью очистите все, удалив все отходы и стружку.
Пробная посадка Резьбовой стержень
После того, как резьба успешно нарезана на стержне, последней задачей является пробная посадка и проверка правильности нарезания резьбы.
Извлеките стержень из тисков и проведите окончательную очистку. Поместите стержень над резьбовым отверстием, которое мы создали выше, и осторожно завинтите его, убедившись, что он остается прямым и правильным.
Успешно нарезать резьбу M8 в куске круглого стержня и испытательно установить и ввинтить в кусок стали
Как восстановить резьбу с помощью метчиков и плашек объекты, которые видят строгую ежедневную тренировку.
Если вы также учитываете силы, давление, а также факторы окружающей среды, такие как вода и температура, это может оказать серьезное вредное воздействие на все, что сделано из металла, поэтому легко увидеть, как любой тип резьбы, внутренней или внешней, может быть поврежден и в худшем случае даже раздели.
 VN.UA (Украина)
VN.UA (Украина) Наличие и ожидаемые поступления
Наличие и ожидаемые поступления ※※【Широкое применение】 — Подходит для: МДФ, массив дерева, ДСП, фанера, дерево…
※※【Широкое применение】 — Подходит для: МДФ, массив дерева, ДСП, фанера, дерево… Я бы не купил это, чтобы попытаться сделать полноценные двери, но для набора кухонных дверей он подойдет. Я использовал их на маршрутизаторе bosh и дубовых дверях. Для изготовления дверных полотен требуется несколько небольших проходов. Возможно, это было бы не так медленно, если бы я использовал более мягкую древесину. Это большой кусок, поэтому при его использовании рассмотрите возможность использования более низкой скорости маршрутизатора.
Я бы не купил это, чтобы попытаться сделать полноценные двери, но для набора кухонных дверей он подойдет. Я использовал их на маршрутизаторе bosh и дубовых дверях. Для изготовления дверных полотен требуется несколько небольших проходов. Возможно, это было бы не так медленно, если бы я использовал более мягкую древесину. Это большой кусок, поэтому при его использовании рассмотрите возможность использования более низкой скорости маршрутизатора. Вы получаете то, за что платите, экономите деньги на изготовлении шкафов и покупаете качественный набор!
Вы получаете то, за что платите, экономите деньги на изготовлении шкафов и покупаете качественный набор!




 00
00 00
00
 3д модели Airpods готовы для анимации, игр и проектов VR/AR. Используйте фильтры, чтобы найти сфальсифицированные, анимированные, низкополигональные или бесплатные 3D-модели. Доступен в любом формате файла, включая FBX, OBJ, MAX, 3DS, C4D…Показать больше 050100200300500+
3д модели Airpods готовы для анимации, игр и проектов VR/AR. Используйте фильтры, чтобы найти сфальсифицированные, анимированные, низкополигональные или бесплатные 3D-модели. Доступен в любом формате файла, включая FBX, OBJ, MAX, 3DS, C4D…Показать больше 050100200300500+ 00
00



 Они используются для гибки деталей в различных направлениях, что позволяет получать изделия сложной формы. Массивная конструкция выдерживает серьезные нагрузки. На ней можно сгибать металл толщиной до 25 мм, а шириной – до 8 метров.
Они используются для гибки деталей в различных направлениях, что позволяет получать изделия сложной формы. Массивная конструкция выдерживает серьезные нагрузки. На ней можно сгибать металл толщиной до 25 мм, а шириной – до 8 метров.  Для уточнения технических характеристик закажите обратный звонок или позвоните менеджеру. Мы работаем со всей Россией. Доставка в регионы осуществляется ТК «Деловые линии».
Для уточнения технических характеристик закажите обратный звонок или позвоните менеджеру. Мы работаем со всей Россией. Доставка в регионы осуществляется ТК «Деловые линии». И каждый шаг дает больше возможностей для внесения дефектов в катушку.
И каждый шаг дает больше возможностей для внесения дефектов в катушку.


 В то время как устройство подачи обычно отделено от выпрямляющей машины, существуют универсальные машины для выпрямления и подачи. Однако те же проблемы относятся и к этим комбинированным моделям.
В то время как устройство подачи обычно отделено от выпрямляющей машины, существуют универсальные машины для выпрямления и подачи. Однако те же проблемы относятся и к этим комбинированным моделям.
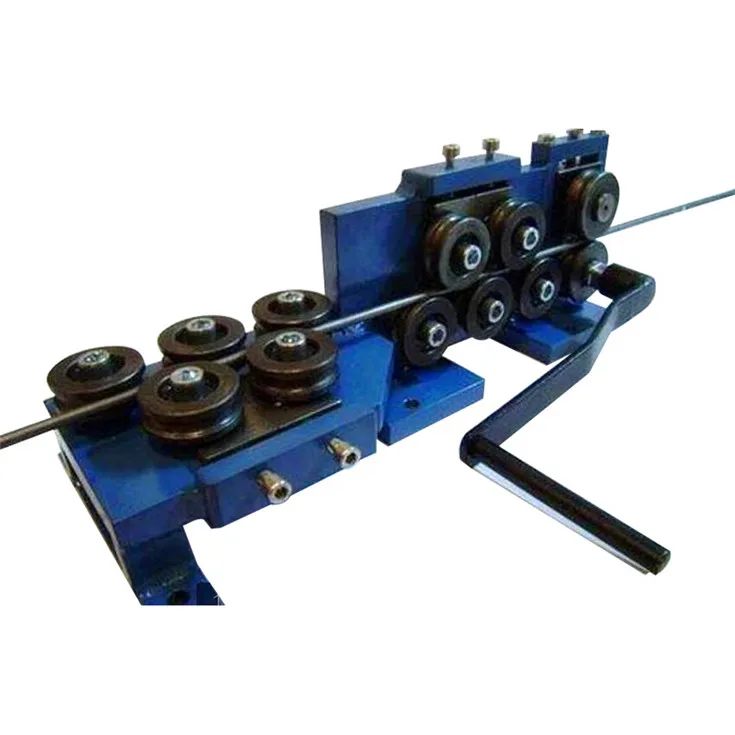 Это связано с тем, что необходимо учитывать множество факторов, включая тип металла, толщину материала, количество рулонов, диаметр и расстояние между роликами. Требуемые настройки могут даже меняться для одной и той же катушки, за счет увеличенной катушки, установленной ближе к центру, где металл более плотно намотан.
Это связано с тем, что необходимо учитывать множество факторов, включая тип металла, толщину материала, количество рулонов, диаметр и расстояние между роликами. Требуемые настройки могут даже меняться для одной и той же катушки, за счет увеличенной катушки, установленной ближе к центру, где металл более плотно намотан.
 864.3636 или запросите цену онлайн.
864.3636 или запросите цену онлайн.


 Это часто занимает много времени при работе с большими или тяжелыми заготовками. С помощью второй перевязочной планки необходимо переставить только средний поршень с одной перевязочной планки на другую. Таким образом, заготовку или профиль не нужно поворачивать для изменения направления правки. (например, для волнообразных деформаций).
Это часто занимает много времени при работе с большими или тяжелыми заготовками. С помощью второй перевязочной планки необходимо переставить только средний поршень с одной перевязочной планки на другую. Таким образом, заготовку или профиль не нужно поворачивать для изменения направления правки. (например, для волнообразных деформаций).
 Выпрямление пламенем требует большого опыта, большого количества времени и запаса энергии (газа).
Выпрямление пламенем требует большого опыта, большого количества времени и запаса энергии (газа). Как специалист с нашим собственным конструкторским отделом, мы обладаем необходимой компетенцией и технологиями для решения ваших особых задач по гибке или правке. В дополнение к высокой степени собственного производства, машина собирается исключительно из компонентов и деталей от избранных и давних поставщиков и дилеров.
Как специалист с нашим собственным конструкторским отделом, мы обладаем необходимой компетенцией и технологиями для решения ваших особых задач по гибке или правке. В дополнение к высокой степени собственного производства, машина собирается исключительно из компонентов и деталей от избранных и давних поставщиков и дилеров.
 Создано множество техник работы, благодаря которым можно выполнить изделия, украшающие интерьер и несущие художественную ценность. Более того, дерево вновь становится модным, как и интерьер с приставкой «эко». Резьба по дереву на чпу позволяет создать по-настоящему удивительные изделия! На дереве могут расцвести цветы и листья, появиться геометрические или абстрактные узоры, любые фигуры и буквы — все что угодно!
Создано множество техник работы, благодаря которым можно выполнить изделия, украшающие интерьер и несущие художественную ценность. Более того, дерево вновь становится модным, как и интерьер с приставкой «эко». Резьба по дереву на чпу позволяет создать по-настоящему удивительные изделия! На дереве могут расцвести цветы и листья, появиться геометрические или абстрактные узоры, любые фигуры и буквы — все что угодно! Обманет глаз благородный окрас.
Обманет глаз благородный окрас.


 Его приводной двигатель установлен на специальных направляющих, за счет чего в процессе работы может свободно перемещаться вместе с рабочей насадкой. В таких моделях предусмотрена специальная пружина, обеспечивающая объем рабочей насадки после того, как была произведена обработка необходимого участка.
Его приводной двигатель установлен на специальных направляющих, за счет чего в процессе работы может свободно перемещаться вместе с рабочей насадкой. В таких моделях предусмотрена специальная пружина, обеспечивающая объем рабочей насадки после того, как была произведена обработка необходимого участка.



 Самый лучший вариант — записаться на показательные выступления ЧПУ-станка.
Самый лучший вариант — записаться на показательные выступления ЧПУ-станка. А при работе с небольшими партиями, например для изготовления балясин или резного плинтуса, этот тип обработки очень выгодный как с финансовой стороны, так и по качеству, так как они все будут одинаковые.
А при работе с небольшими партиями, например для изготовления балясин или резного плинтуса, этот тип обработки очень выгодный как с финансовой стороны, так и по качеству, так как они все будут одинаковые. Невероятная точность станка с ЧПУ SHARK SD110 делает возможной гравировку печатных плат по индивидуальному заказу.
Невероятная точность станка с ЧПУ SHARK SD110 делает возможной гравировку печатных плат по индивидуальному заказу.
 Построенный из компонентов промышленного класса, станок с ЧПУ SHARK HD520 также оснащен сверхмощным порталом, усиленным алюминием и сталью, системой крепления фрезерного станка из экструдированного алюминия, блокирующим алюминиевым столом, линейными рельсами и направляющими на портале, а также направляющей с компенсацией износа и защитой от люфта. винты по всем осям. Станок с ЧПУ SHARK HD520 — идеальный инструмент для резьбы или механической обработки самых разных изделий из дерева, мягких металлов, композитов или пластмасс.
Построенный из компонентов промышленного класса, станок с ЧПУ SHARK HD520 также оснащен сверхмощным порталом, усиленным алюминием и сталью, системой крепления фрезерного станка из экструдированного алюминия, блокирующим алюминиевым столом, линейными рельсами и направляющими на портале, а также направляющей с компенсацией износа и защитой от люфта. винты по всем осям. Станок с ЧПУ SHARK HD520 — идеальный инструмент для резьбы или механической обработки самых разных изделий из дерева, мягких металлов, композитов или пластмасс.
 00 — 21.00,
00 — 21.00, Фотографии, надписи, логотипы, художественные изображения – что только ни украшает изделия из металлов!
Фотографии, надписи, логотипы, художественные изображения – что только ни украшает изделия из металлов! Мы также успешно наносим гравировку на такие товары как ручки, чашки, подстаканники, термосы и многое другое.
Мы также успешно наносим гравировку на такие товары как ручки, чашки, подстаканники, термосы и многое другое. Механизм глубокой гравировки прост — лазерный луч проходит по каждому участку несколько десятков раз, постепенно выпаривая поверхность металла, тем самым создавая углубление. В зависимости от мягкости металла мы можем добиться глубины гравировки до 1.5мм.
Механизм глубокой гравировки прост — лазерный луч проходит по каждому участку несколько десятков раз, постепенно выпаривая поверхность металла, тем самым создавая углубление. В зависимости от мягкости металла мы можем добиться глубины гравировки до 1.5мм.
 ru
ru Ручная гравировка сложный и кропотливый процесс создания рисунка. Нанесение узора различного углубления происходит при помощи режущего инструмента. Ручная гравировка требует особого мастерства и упорства.
Ручная гравировка сложный и кропотливый процесс создания рисунка. Нанесение узора различного углубления происходит при помощи режущего инструмента. Ручная гравировка требует особого мастерства и упорства.  Преимущество гравировки в долговечности рисунка.
Преимущество гравировки в долговечности рисунка.  Лазерный луч обладает высокой мощностью, такой, что способен разрезать материал.
Лазерный луч обладает высокой мощностью, такой, что способен разрезать материал.  Шильдики с гравировкой применяются во многих сферах деятельности. На техническом оборудовании вы можете увидеть шильдики из алюминия, шильды из латуни в рекламной деятельности, например, на кубках или сувенирной продукции. Шильды из пластика пригодны как для технического оборудования, так и для сувенирной продукции.
Шильдики с гравировкой применяются во многих сферах деятельности. На техническом оборудовании вы можете увидеть шильдики из алюминия, шильды из латуни в рекламной деятельности, например, на кубках или сувенирной продукции. Шильды из пластика пригодны как для технического оборудования, так и для сувенирной продукции.  Такой сувенир повышает имидж компании, сообщает о дружелюбной атмосфере в коллективе.
Такой сувенир повышает имидж компании, сообщает о дружелюбной атмосфере в коллективе. 
 Результатом является постоянная, стойкая и высококонтрастная маркировка с очень высоким разрешением и, конечно же, без повреждения металла.
Результатом является постоянная, стойкая и высококонтрастная маркировка с очень высоким разрешением и, конечно же, без повреждения металла.


 Цвет зависит от температуры нагретых слоев. Поверхность материала сохраняется даже при отжиге, поскольку с нее ничего не удаляется. Изменение цвета достигается только за счет локального нагрева материала. Тепло обычно проникает в металлическую поверхность на глубину от 0,02 до 0,03 мм.
Цвет зависит от температуры нагретых слоев. Поверхность материала сохраняется даже при отжиге, поскольку с нее ничего не удаляется. Изменение цвета достигается только за счет локального нагрева материала. Тепло обычно проникает в металлическую поверхность на глубину от 0,02 до 0,03 мм. В нет чипа, созданного , а потеря веса материала незначительна, что особенно важно в ювелирных изделиях.
В нет чипа, созданного , а потеря веса материала незначительна, что особенно важно в ювелирных изделиях.

 Выделенный менеджер проекта будет сопровождать вас на протяжении всего сотрудничества: обсуждение требований, запуск образцов ваших продуктов, выбор наиболее подходящей технологии персонализации, развертывание решения и обучение пользователей.
Выделенный менеджер проекта будет сопровождать вас на протяжении всего сотрудничества: обсуждение требований, запуск образцов ваших продуктов, выбор наиболее подходящей технологии персонализации, развертывание решения и обучение пользователей. «,»warning_title_for_reward_requirelogin»:»Чтобы участвовать в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись . Пожалуйста, {{ log_in_link }}, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
«,»warning_title_for_reward_requirelogin»:»Чтобы участвовать в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись . Пожалуйста, {{ log_in_link }}, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть 
 В каталоге нашего магазина
В каталоге нашего магазина
 Неприятное впечатление оставило лишь тотальное игнорирование масочного режима —
Неприятное впечатление оставило лишь тотальное игнорирование масочного режима — Все для ремонта в квартире от строительных смесей и до необходимых мелочей брал там. Удобный сайт с каталогом цен. Рекомендую!
Все для ремонта в квартире от строительных смесей и до необходимых мелочей брал там. Удобный сайт с каталогом цен. Рекомендую! 17 альтернативных материалов в сравнении с ГКЛ
17 альтернативных материалов в сравнении с ГКЛ США
США Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенСвазилендШвецияШвейцарияСирияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенСвазилендШвецияШвейцарияСирияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве Пожалуйста, обновите до последней версии.
Пожалуйста, обновите до последней версии. Имейте в виду: задержки перевозчика или размещение заказа в выходные или праздничные дни могут сдвинуть эту дату.
Имейте в виду: задержки перевозчика или размещение заказа в выходные или праздничные дни могут сдвинуть эту дату.


 Наши сотрудники компетентные специалисты в области 3D технологий и они готовы качественно и оперативно выполнить:
Наши сотрудники компетентные специалисты в области 3D технологий и они готовы качественно и оперативно выполнить:
 Это естественным образом сказывается на объеме работ, затрачиваемому на производственный процесс времени и, соответственно, окончательной стоимости.
Это естественным образом сказывается на объеме работ, затрачиваемому на производственный процесс времени и, соответственно, окончательной стоимости. Они подлежат индивидуальному обсуждению в каждом конкретном случае.
Они подлежат индивидуальному обсуждению в каждом конкретном случае. Во-первых, потому что данное направление является основной специализацией нашей деятельности. Во-вторых, это одна из самых востребованных услуг в ряду аналогичных. И, в-третьих, архитектурное моделирование можно назвать наиболее непростым и одновременно наиболее интересным из 3d проектов.
Во-первых, потому что данное направление является основной специализацией нашей деятельности. Во-вторых, это одна из самых востребованных услуг в ряду аналогичных. И, в-третьих, архитектурное моделирование можно назвать наиболее непростым и одновременно наиболее интересным из 3d проектов. Показываем выполненные наброски. Предоставляем Вам на утверждение основные составляющие. Детальная проработка всех разделов.
Показываем выполненные наброски. Предоставляем Вам на утверждение основные составляющие. Детальная проработка всех разделов. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше. Независимо от того, являетесь ли вы профессиональным 3D-художником или только начинаете, для вашей работы всегда найдется рынок. С правильной платформой вы можете охватить глобальную аудиторию покупателей, готовых платить большие деньги за ваши творения.
Независимо от того, являетесь ли вы профессиональным 3D-художником или только начинаете, для вашей работы всегда найдется рынок. С правильной платформой вы можете охватить глобальную аудиторию покупателей, готовых платить большие деньги за ваши творения.
 Однако он позволяет пользователям продавать цифровые продукты, в том числе 3D-модели. С помощью 3D-моделей вы можете охватить огромную аудиторию потенциальных покупателей.
Однако он позволяет пользователям продавать цифровые продукты, в том числе 3D-модели. С помощью 3D-моделей вы можете охватить огромную аудиторию потенциальных покупателей. Сайт имеет большое и активное сообщество пользователей, где дизайнеры ежедневно добавляют новые 3D-модели, и нет ограничений на то, что вы можете продавать на платформе.
Сайт имеет большое и активное сообщество пользователей, где дизайнеры ежедневно добавляют новые 3D-модели, и нет ограничений на то, что вы можете продавать на платформе. Все, что вам нужно сделать, это загрузить файлы 3D-модели и создать список. Затем вы можете начать продвигать свои объявления и продавать.
Все, что вам нужно сделать, это загрузить файлы 3D-модели и создать список. Затем вы можете начать продвигать свои объявления и продавать.
 Чтобы начать продавать на MyMinifactory, вы должны сначала открыть магазин.
Чтобы начать продавать на MyMinifactory, вы должны сначала открыть магазин.
 Оставьте заявку, и наши специалисты подберут для вас оптимальный способ внедрения аддитивных технологий в производство!
Оставьте заявку, и наши специалисты подберут для вас оптимальный способ внедрения аддитивных технологий в производство!
 02.2022
02.2022
 Так, например, при создании сайта программы прототипирования помогут дизайнеру оценить качество визуальных элементов и их сочетаемость с элементами навигации и взаимодействия. Неотъемлемой частью прототипирования является 3D моделирование. Это процесс создания объемной модели. Главная задача создать визуальный объемный образ желаемого устройства. Еще один важный результат, который достигается при работе прототипами — это возможность развивать и улучшать собственные навыки робототехники с каждым разом.
Так, например, при создании сайта программы прототипирования помогут дизайнеру оценить качество визуальных элементов и их сочетаемость с элементами навигации и взаимодействия. Неотъемлемой частью прототипирования является 3D моделирование. Это процесс создания объемной модели. Главная задача создать визуальный объемный образ желаемого устройства. Еще один важный результат, который достигается при работе прототипами — это возможность развивать и улучшать собственные навыки робототехники с каждым разом.



 Этот процесс быстро развивается, и он подходит для разработки продукта.
Этот процесс быстро развивается, и он подходит для разработки продукта. К этим преимуществам относятся:
К этим преимуществам относятся: На протяжении всего процесса оборудование или механизмы практически не меняются.
На протяжении всего процесса оборудование или механизмы практически не меняются.
 Это часто является существенной разницей для малых предприятий, требующих небольших производственных циклов. Вы можете ускорить разработку продукта и вывести его на рынок в кратчайшие сроки. Вы также свободны от вопроса минимальных заказов.
Это часто является существенной разницей для малых предприятий, требующих небольших производственных циклов. Вы можете ускорить разработку продукта и вывести его на рынок в кратчайшие сроки. Вы также свободны от вопроса минимальных заказов.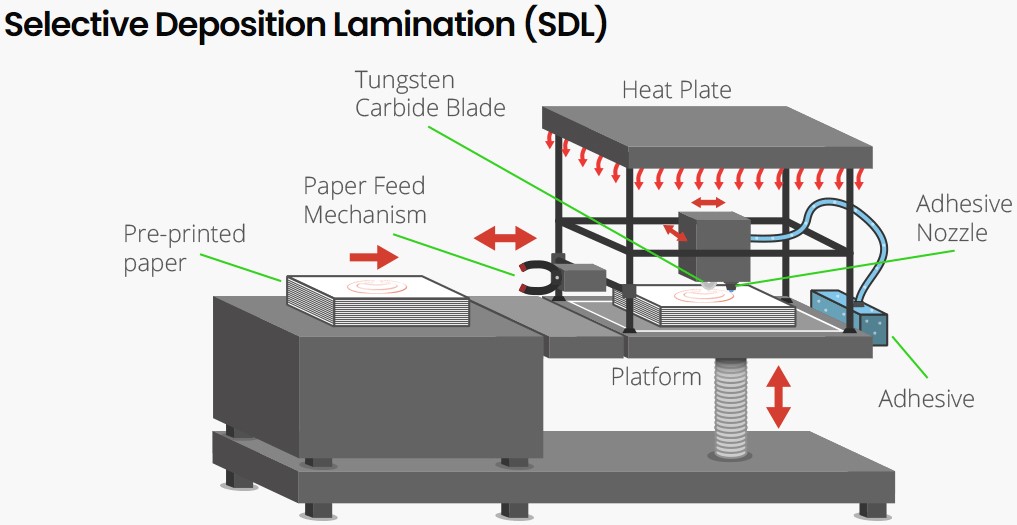 Вы можете работать с фирмами по разработке продуктов для разработки программного обеспечения для 3D-экстраполяции дизайна. Для 3D-печати доступно несколько форматов файлов. Крайне важно, чтобы вы сначала проверили форматы файлов, поддерживаемые принтером.
Вы можете работать с фирмами по разработке продуктов для разработки программного обеспечения для 3D-экстраполяции дизайна. Для 3D-печати доступно несколько форматов файлов. Крайне важно, чтобы вы сначала проверили форматы файлов, поддерживаемые принтером. Существует несколько материалов для 3D-печати, которые можно выбрать в зависимости от желаемых свойств конечного продукта. Также вам необходимо определить другие параметры процесса, в том числе размещение и размер отпечатка.
Существует несколько материалов для 3D-печати, которые можно выбрать в зависимости от желаемых свойств конечного продукта. Также вам необходимо определить другие параметры процесса, в том числе размещение и размер отпечатка. Вы также можете передать его потенциальным потребителям, чтобы убедиться, что он соответствует их потребностям. Если есть потребность в изменениях, места для этого достаточно.
Вы также можете передать его потенциальным потребителям, чтобы убедиться, что он соответствует их потребностям. Если есть потребность в изменениях, места для этого достаточно. Загрузите файл с дизайном сегодня!
Загрузите файл с дизайном сегодня! Вы стремитесь к материалам, которые помогают снизить стоимость, при этом придавая необходимые свойства. Например, вы хотите начать ранние этапы прототипирования с пластиком, прежде чем переходить к 3D-печати металлом. Этот выбор более экономичен, чем использование металла повсюду. Есть несколько пластиковых материалов, которые помогут вам найти экономичное решение.
Вы стремитесь к материалам, которые помогают снизить стоимость, при этом придавая необходимые свойства. Например, вы хотите начать ранние этапы прототипирования с пластиком, прежде чем переходить к 3D-печати металлом. Этот выбор более экономичен, чем использование металла повсюду. Есть несколько пластиковых материалов, которые помогут вам найти экономичное решение. Если у вас слишком тонкая стена для неподходящего материала, файл может быть непригоден для печати. В результате процесс будет контрпродуктивным.
Если у вас слишком тонкая стена для неподходящего материала, файл может быть непригоден для печати. В результате процесс будет контрпродуктивным. Он также проецирует прозрачность и полноцветность.
Он также проецирует прозрачность и полноцветность. Это поможет уменьшить возможные ошибки.
Это поможет уменьшить возможные ошибки.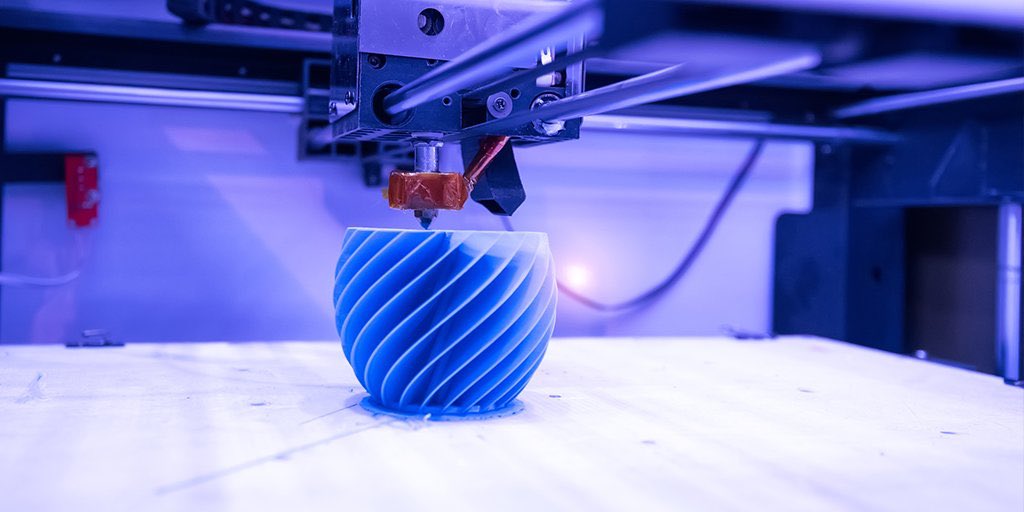 Необработанная версия Multi Jet Fusion PA12 — самый дешевый вариант на рынке. Вы можете легко вносить изменения с минимальными затратами. Кроме того, использование этого материала позволяет получить изделия, устойчивые к истиранию и царапинам. Это делает их полезными для тестирования прототипов. Multi Jet Fusion PA12 также устойчив к атмосферным воздействиям, УФ-излучению и свету. Поэтому это идеальный вариант для тестирования в уличных условиях.
Необработанная версия Multi Jet Fusion PA12 — самый дешевый вариант на рынке. Вы можете легко вносить изменения с минимальными затратами. Кроме того, использование этого материала позволяет получить изделия, устойчивые к истиранию и царапинам. Это делает их полезными для тестирования прототипов. Multi Jet Fusion PA12 также устойчив к атмосферным воздействиям, УФ-излучению и свету. Поэтому это идеальный вариант для тестирования в уличных условиях. PLA — это удобный в использовании материал с высокой жесткостью и прочностью. Он имеет низкую температуру печати и минимальное коробление, что делает его одним из самых простых материалов для 3D-печати. Кроме того, это недорогой материал, из которого можно создавать надежные детали для самых разных применений. Если эстетика и мелкие детали являются серьезной проблемой, PLA должен быть вашим материалом.
PLA — это удобный в использовании материал с высокой жесткостью и прочностью. Он имеет низкую температуру печати и минимальное коробление, что делает его одним из самых простых материалов для 3D-печати. Кроме того, это недорогой материал, из которого можно создавать надежные детали для самых разных применений. Если эстетика и мелкие детали являются серьезной проблемой, PLA должен быть вашим материалом.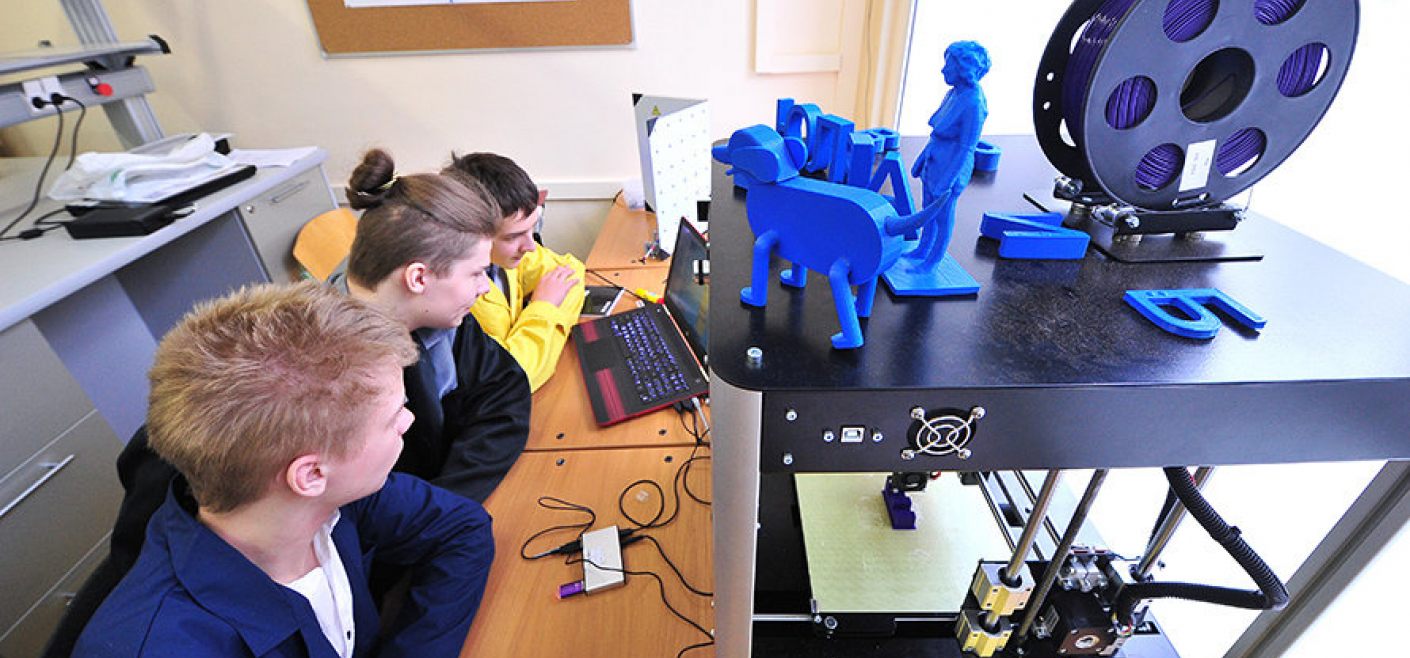 Это ускоряет ваши рабочие процессы и устраняет узкие места традиционного цикла прототипирования. Использование прототипирования с помощью 3D-печати экономит затраты и сокращает время выхода на рынок, предлагая более простое тестирование конструкции и общие преимущества прототипирования. Прежде чем погрузиться в любой проект 3D-печати, вам необходимо подумать о партнере-производителе, с которым вы будете работать.
Это ускоряет ваши рабочие процессы и устраняет узкие места традиционного цикла прототипирования. Использование прототипирования с помощью 3D-печати экономит затраты и сокращает время выхода на рынок, предлагая более простое тестирование конструкции и общие преимущества прототипирования. Прежде чем погрузиться в любой проект 3D-печати, вам необходимо подумать о партнере-производителе, с которым вы будете работать.

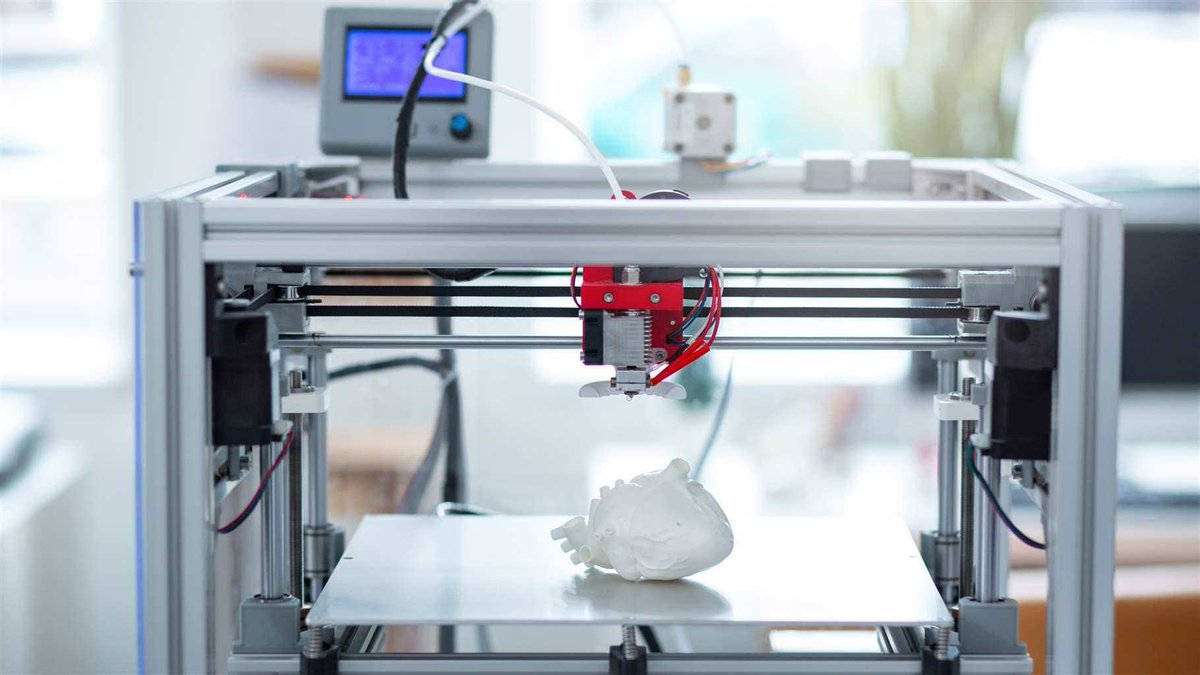
 — в стандартной комплектации к листогибу.
— в стандартной комплектации к листогибу.


 Конструкция предусматривает минимальные прогибы и оптимальную жесткость.
Конструкция предусматривает минимальные прогибы и оптимальную жесткость.


 ..
.. Применяется к конструкциям с простой конструкцией, большим объемом или не слишком большой производительностью.
Применяется к конструкциям с простой конструкцией, большим объемом или не слишком большой производительностью.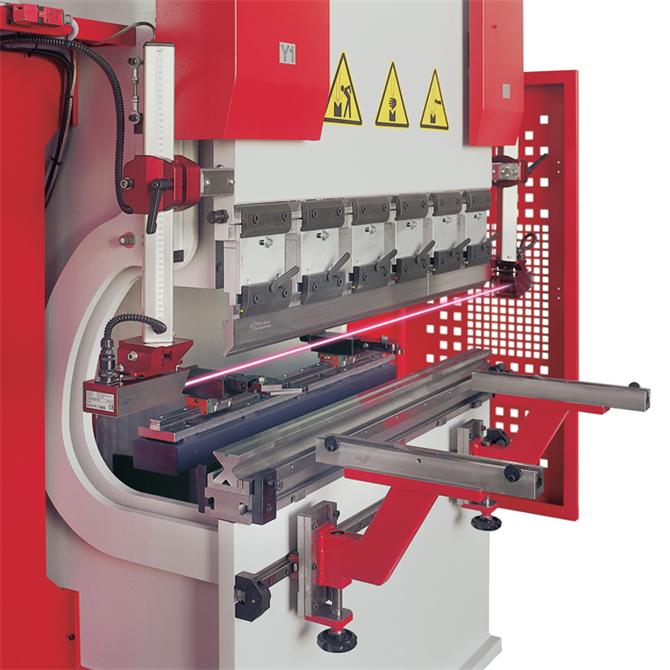







 Листовой металл не только сгибается, но и сжимается между пуансоном и матрицей.
Листовой металл не только сгибается, но и сжимается между пуансоном и матрицей. Обратите внимание, что разные инструменты имеют разное допустимое давление, поэтому не все инструменты можно использовать для гибки материала SPCC толщиной 2 мм.
Обратите внимание, что разные инструменты имеют разное допустимое давление, поэтому не все инструменты можно использовать для гибки материала SPCC толщиной 2 мм.
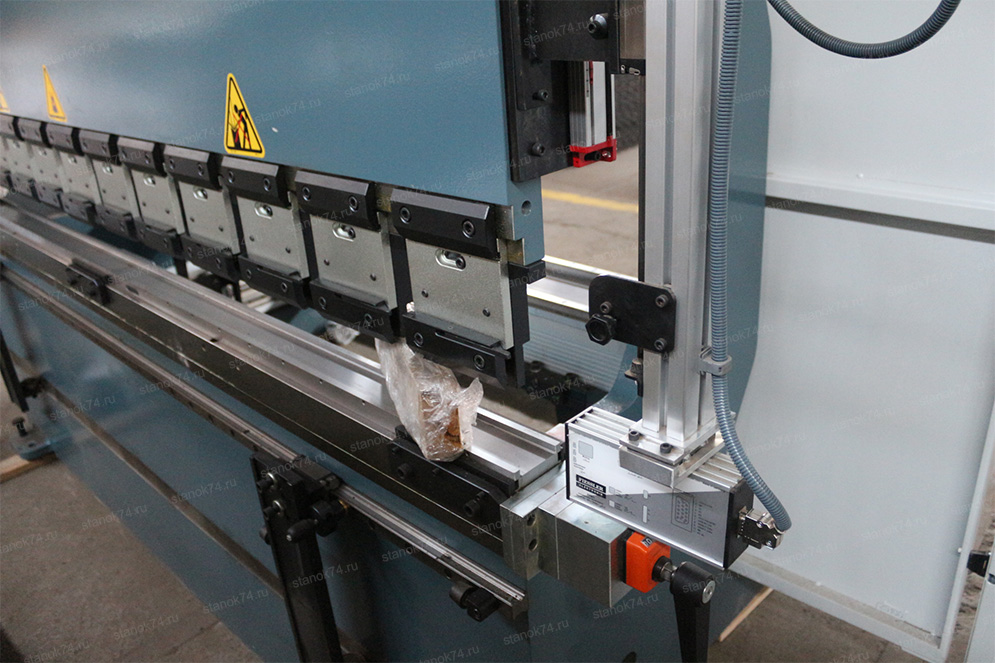 д.
д.

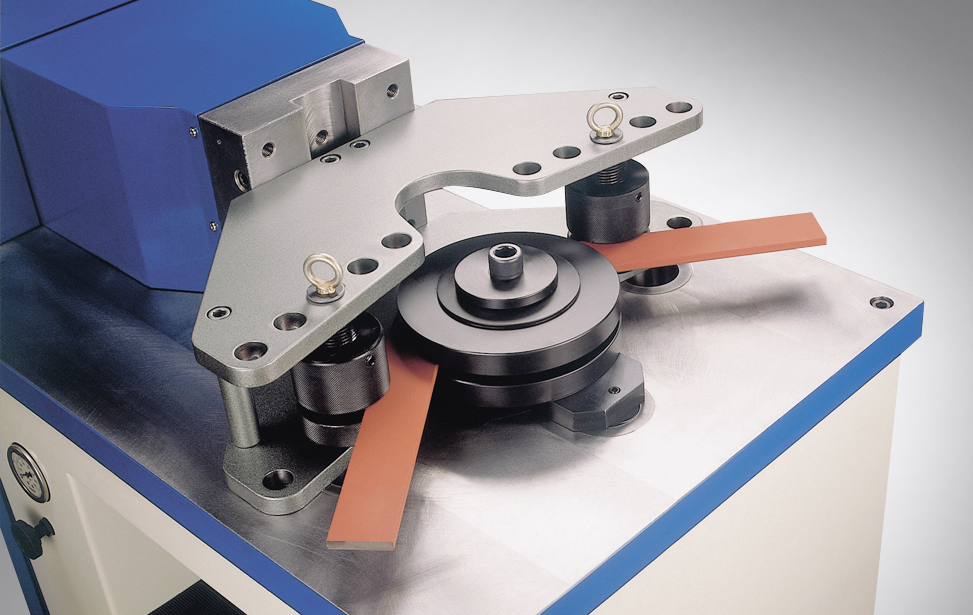

 Существует переходный слой, известный как нейтральный слой, который не подвергается ни растяжению, ни сжатию.
Существует переходный слой, известный как нейтральный слой, который не подвергается ни растяжению, ни сжатию.

 Крайне важно установить правильные методы работы и повысить осведомленность операторов о безопасности.
Крайне важно установить правильные методы работы и повысить осведомленность операторов о безопасности. Например, в настоящее время у нас возникают проблемы с некоторыми деталями, изготовленными из стали A36 толщиной 0,5 дюйма. Для этих деталей мы используем пуансон с диаметром 0,5 дюйма. радиус и 4-дюймовый. умереть. Теперь, если я воспользуюсь правилом 20% и умножу 4 дюйма. раскрытие штампа на 15% (для стали), я получаю 0,6 дюйма. Но как оператор узнает, что нужно использовать пуансон с радиусом 0,5 дюйма, если в печати указан радиус изгиба 0,6 дюйма?
Например, в настоящее время у нас возникают проблемы с некоторыми деталями, изготовленными из стали A36 толщиной 0,5 дюйма. Для этих деталей мы используем пуансон с диаметром 0,5 дюйма. радиус и 4-дюймовый. умереть. Теперь, если я воспользуюсь правилом 20% и умножу 4 дюйма. раскрытие штампа на 15% (для стали), я получаю 0,6 дюйма. Но как оператор узнает, что нужно использовать пуансон с радиусом 0,5 дюйма, если в печати указан радиус изгиба 0,6 дюйма?  Несмотря на то, что за последние 20-30 лет использование дна утратило свою популярность, метод гибки по-прежнему используется в наших мыслях, когда мы сгибаем листовой металл.
Несмотря на то, что за последние 20-30 лет использование дна утратило свою популярность, метод гибки по-прежнему используется в наших мыслях, когда мы сгибаем листовой металл. Это было достигнуто путем принудительного перемещения носовой части инструмента в положение меньшей толщины материала. И, как мы все знаем, если мы можем добиться постоянного внутреннего радиуса изгиба, мы можем рассчитать правильные значения для вычета изгиба, допуска изгиба, внешнего отступа и k-факторов, независимо от типа изгиба, который мы делаем.
Это было достигнуто путем принудительного перемещения носовой части инструмента в положение меньшей толщины материала. И, как мы все знаем, если мы можем добиться постоянного внутреннего радиуса изгиба, мы можем рассчитать правильные значения для вычета изгиба, допуска изгиба, внешнего отступа и k-факторов, независимо от типа изгиба, который мы делаем. Все правила производства хороших деталей изменились.
Все правила производства хороших деталей изменились. Теперь, вместо того, чтобы штамповать внутренний радиус изгиба, воздушная формовка «плавает» по внутреннему радиусу в процентах от отверстия матрицы или расстояния между выступами матрицы (см. , рис. 1 ).
Теперь, вместо того, чтобы штамповать внутренний радиус изгиба, воздушная формовка «плавает» по внутреннему радиусу в процентах от отверстия матрицы или расстояния между выступами матрицы (см. , рис. 1 ). Горячекатаный протравленный и промасленный материал образует радиус, равный от 14% до 16% раскрытия матрицы. Холоднокатаная сталь (наш базовый уровень с пределом прочности при растяжении 60 000 фунтов на квадратный дюйм) образует радиус, который составляет от 15% до 17% отверстия матрицы. А воздух из нержавеющей стали 304 образует радиус, который составляет от 20% до 22% отверстия матрицы. Опять же, эти проценты имеют диапазон значений из-за различий в материалах. Чтобы найти проценты для других материалов, вы можете сравнить его прочность на растяжение с прочностью на растяжение 60-KSI нашего базового материала. Например, если ваш материал имеет предел прочности при растяжении 120 KSI, процент должен составлять от 31% до 33%.
Горячекатаный протравленный и промасленный материал образует радиус, равный от 14% до 16% раскрытия матрицы. Холоднокатаная сталь (наш базовый уровень с пределом прочности при растяжении 60 000 фунтов на квадратный дюйм) образует радиус, который составляет от 15% до 17% отверстия матрицы. А воздух из нержавеющей стали 304 образует радиус, который составляет от 20% до 22% отверстия матрицы. Опять же, эти проценты имеют диапазон значений из-за различий в материалах. Чтобы найти проценты для других материалов, вы можете сравнить его прочность на растяжение с прочностью на растяжение 60-KSI нашего базового материала. Например, если ваш материал имеет предел прочности при растяжении 120 KSI, процент должен составлять от 31% до 33%. е. если ваши операторы листогибочного пресса используют правильные инструменты и инженеры разработали часть вокруг инструментов, которые используют операторы.
е. если ваши операторы листогибочного пресса используют правильные инструменты и инженеры разработали часть вокруг инструментов, которые используют операторы.
 Слишком узкий пуансон сморщит материал и создаст резкий изгиб с плохой консистенцией и повторяемостью.
Слишком узкий пуансон сморщит материал и создаст резкий изгиб с плохой консистенцией и повторяемостью.
 Впрочем, данная операция сравнительно проста и навыки приобретаются после 3-4 резьб.
Впрочем, данная операция сравнительно проста и навыки приобретаются после 3-4 резьб. Для любого типа резьбы заготовку необходимо плотно зафиксировать в тисках.
Для любого типа резьбы заготовку необходимо плотно зафиксировать в тисках. Диаметры отверстий под метрические резьбы.
Диаметры отверстий под метрические резьбы. Диаметры отверстия под дюймовые резьбы.
Диаметры отверстия под дюймовые резьбы.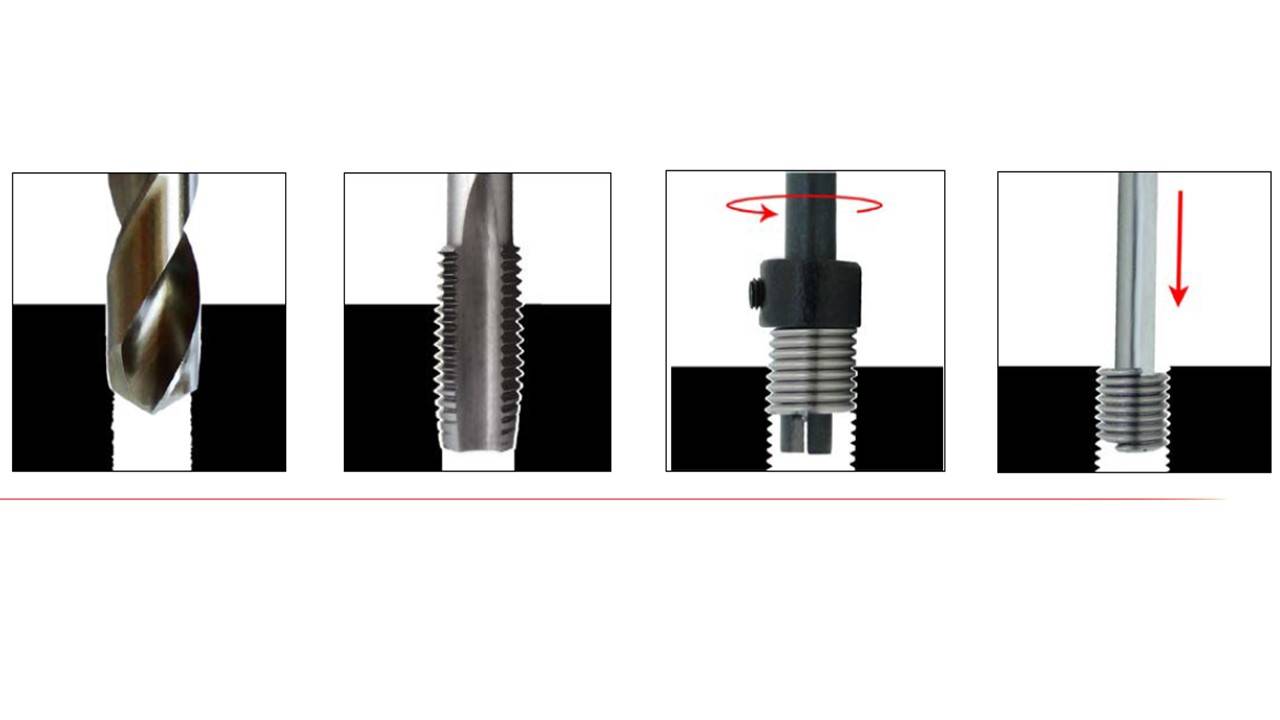 Трубные дюймовые резьбы.
Трубные дюймовые резьбы.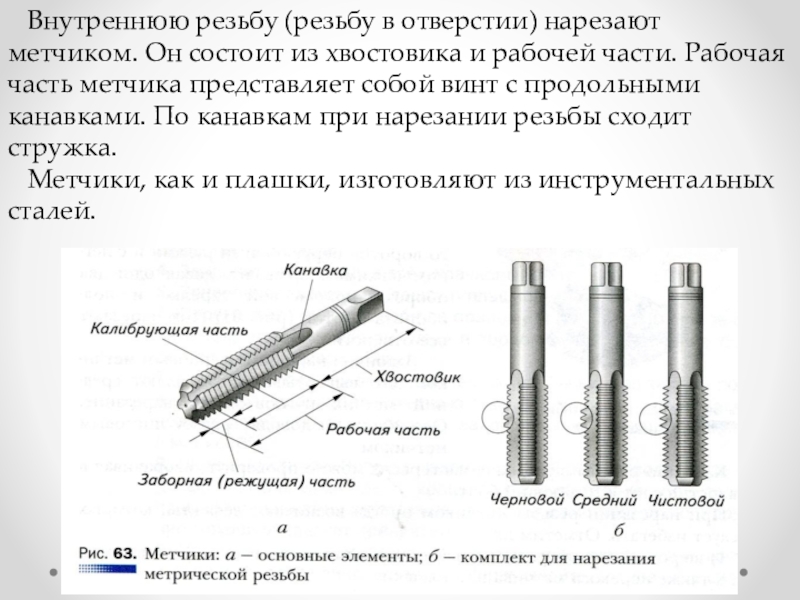 814
814 С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.
С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем. Устанавливается в патрон металлообрабатывающих станков различных типов.
Устанавливается в патрон металлообрабатывающих станков различных типов. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
 Проще работать с комплектными моделями.
Проще работать с комплектными моделями.
 Для создания резьбы на стенках просверленного отверстия можно использовать процесс нарезания резьбы, и он происходит в области и месте, где болты и гайки не могут работать, например, в металлах.
Для создания резьбы на стенках просверленного отверстия можно использовать процесс нарезания резьбы, и он происходит в области и месте, где болты и гайки не могут работать, например, в металлах. Оба используются для создания резьбы в заготовке, чтобы можно было вставить винт или болт. Ключевое различие между ними заключается в том, что резьбовое отверстие уже имеет резьбу, и для создания сопрягаемой резьбы требуется только инструмент, в то время как предварительное отверстие необходимо сначала просверлить, прежде чем в него можно будет нарезать резьбу.
Оба используются для создания резьбы в заготовке, чтобы можно было вставить винт или болт. Ключевое различие между ними заключается в том, что резьбовое отверстие уже имеет резьбу, и для создания сопрягаемой резьбы требуется только инструмент, в то время как предварительное отверстие необходимо сначала просверлить, прежде чем в него можно будет нарезать резьбу. Давайте посмотрим, почему важно создать резьбовое отверстие.
Давайте посмотрим, почему важно создать резьбовое отверстие. В современном оборудовании фактор сверления (негабаритного) в основном устраняется, но он имеет большое значение в процессе изготовления отверстий, поэтому очень важно подумать, как сделать отверстие перед нарезкой резьбы.
В современном оборудовании фактор сверления (негабаритного) в основном устраняется, но он имеет большое значение в процессе изготовления отверстий, поэтому очень важно подумать, как сделать отверстие перед нарезкой резьбы.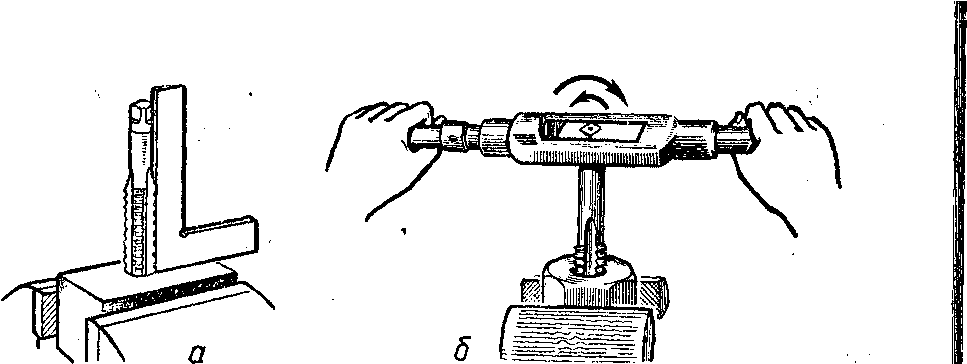

 Резьба на болте является одним из примеров высечки.
Резьба на болте является одним из примеров высечки.
 Нижний метчик позволяет нарезать резьбу до дна сквозного отверстия. Этот тип касания также полезен для исправления ошибок, допущенных при постукивании сверху. Он в основном используется для:
Нижний метчик позволяет нарезать резьбу до дна сквозного отверстия. Этот тип касания также полезен для исправления ошибок, допущенных при постукивании сверху. Он в основном используется для: Методы изготовления резьбовых отверстий: нарезка и формовка
Методы изготовления резьбовых отверстий: нарезка и формовка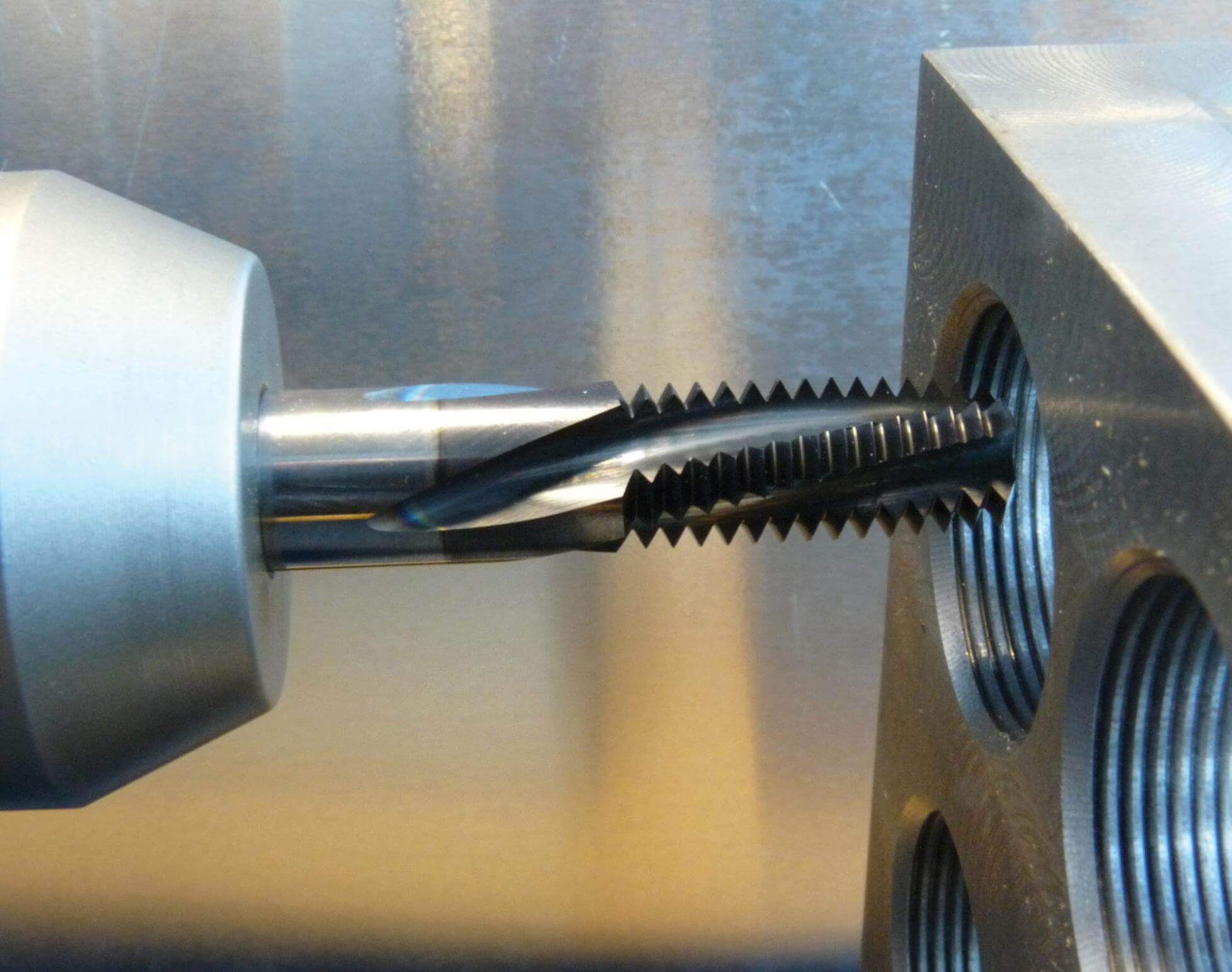

 От этой плоской поверхности добавляется резьбовое отверстие.
От этой плоской поверхности добавляется резьбовое отверстие. Если отверстие не полностью проходит через материал, вы знаете, что это просверленное отверстие. Но, если он создается с помощью традиционной мельницы, он может заканчиваться конусом. Если требуется дотянуть всю резьбу до дна глухого резьбового отверстия, это делается с помощью метчика.
Если отверстие не полностью проходит через материал, вы знаете, что это просверленное отверстие. Но, если он создается с помощью традиционной мельницы, он может заканчиваться конусом. Если требуется дотянуть всю резьбу до дна глухого резьбового отверстия, это делается с помощью метчика.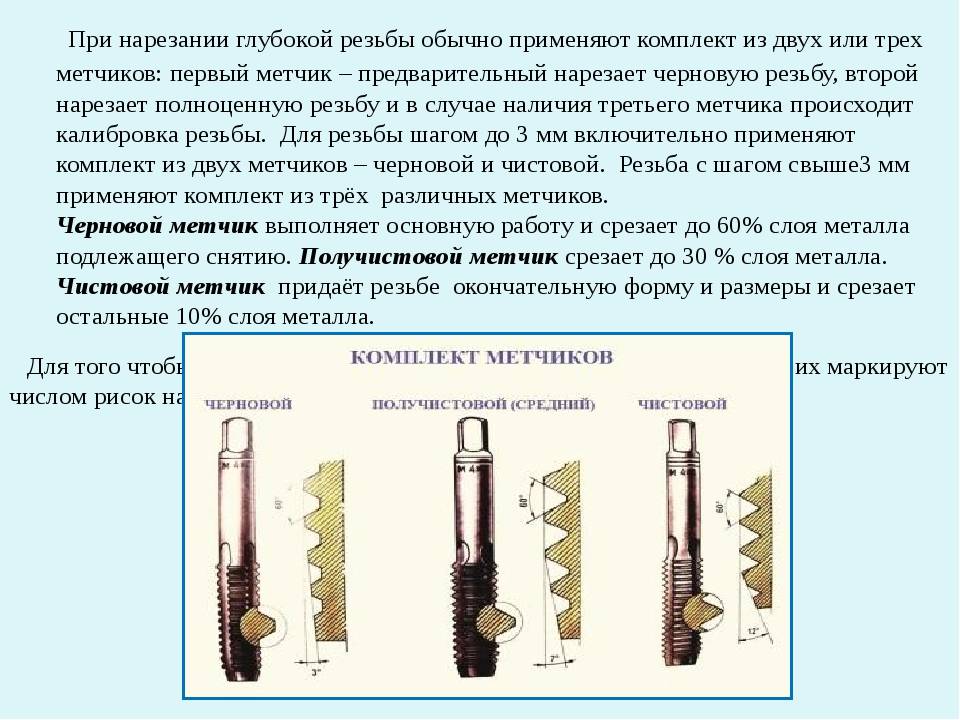 Обратите внимание, что в части отверстия нет резьбы.
Обратите внимание, что в части отверстия нет резьбы.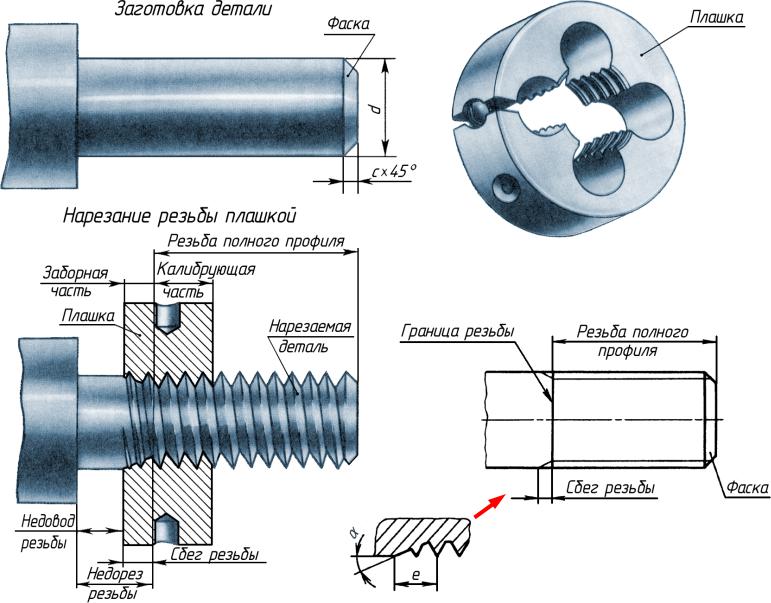 Таким образом, вы можете быть уверены, что детали, которые вы производите, имеют высокое качество. Хотя это может показаться немного сложным, лучше проконсультироваться со специалистами по технике нарезания резьбы.
Таким образом, вы можете быть уверены, что детали, которые вы производите, имеют высокое качество. Хотя это может показаться немного сложным, лучше проконсультироваться со специалистами по технике нарезания резьбы.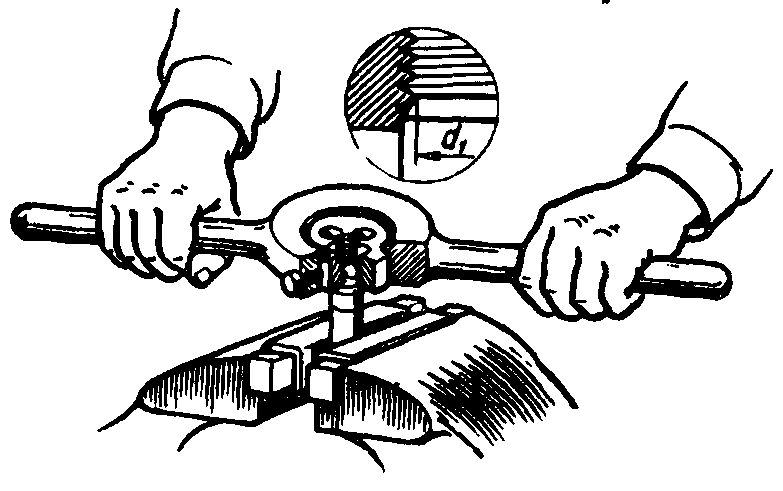
 Это известно как внутренняя резьба
Это известно как внутренняя резьба



 Приличную метрическую и имперскую диаграмму можно найти здесь.
Приличную метрическую и имперскую диаграмму можно найти здесь. Как мы упоминали выше, формирование отверстия правильного размера имеет первостепенное значение.
Как мы упоминали выше, формирование отверстия правильного размера имеет первостепенное значение.