Лазерный очиститель металла цена: Лазерный очиститель ржавчины Raptor HS-LC1500 (CW Raycus 1500w) цена
Лазерный очиститель ржавчины Raptor HS-LC1500 (CW Raycus 1500w) цена
Система HS-LC1500 лазерной очистки от ржавчины, краски, патины, гальванопокрытий.
Оборудование для лазерной очистки — это новое поколение высокотехнологичных приборов для очистки поверхностей.
Простота установки, мониторинга и автоматизации. С помощью простой операции включите источник питания, откройте устройство, затем можно выполнить очистку
без химического реагента, промывки среды и воды, она имеет много преимуществ ручной регулировки фокуса, очистки поверхности соединения, более высокой чистоты очищаемой
поверхности, она также может удалить с поверхности смолу, жир, пятна , грязь, ржавчину, покрытие, краску на объектах.
Особенности
- Бесконтактная очистка.

- Может быть достигнута точная очистка, точное позиционирование, необходимая площать загрязненной поверхности.
- Не требуется химической чистящей жидкости, не требуются расходные материалы, безопасна для окружающей среды.
- Простота в эксплуатации, обработка может осуществляться вручную или роботом для автоматической очистки.
- Эффективность очистки очень высока, экономия времени.
- Система лазерной очистки стабильна, почти не требует технического обслуживания.

Типы загрязнений
- Удаление краски с металлических поверхностей
- Очистка поверхностных пятен
- Очистка поверхностного покрытия
- Предварительная очистка сварочных швов
- Очистка поверхности камня, плитки
- Антивандальная очистка
- Очистка остатков резины на прессформах
| Характеристика | Значение |
|---|---|
| Длина волны лазера | 1064 нм |
| Лазерный источник | CW JPT/Raycus |
| Тип лазерной головки | Сканатор |
| Длина оптического волокна | 10 м |
| Скорость очистки | ≤7000мм/с |
| Рабочая тепература | 0°C-40°C |
| Ширина сканирования | 10-150мм |
| Фокусировка | 500 мм |
| Частота импульсов | 20-200 кГц |
| Тип охлаждения | Водный |
| Мощность лазера | 1500 Вт |
| Вес Raptor HS-LC1500 (1500w) (брутто) | 280 |
| Вес сканера | 1. 2 кг 2 кг |
| Потребляемая мощность | 6КВт |
| Электропитание | 380V, 50/60H |
| Габаритный размер | 1100x630x740 мм |
| Вес | 280 кг |
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Отзывы о Raptor HS-LC1500 (1500w):
Отзывов пока нет, но ваш может быть первым.
Оставить отзыв
Аппараты лазерной очистки металла от ржавчины
Аппараты лазерной очистки металла от ржавчины — купить оборудование по недорогой цене
Аппарат лазерной очистки металла ML-MF100I-LC
Мощность лазера аппарата лазерной очистки, Вт: 100 Вт
Тип лазера: Волоконный
Центральная длина волны, нм: 1064
Глубина фокуса, мм: 10
Длина кабеля, м: 3
Вес оптической головки лазера (пистолета), кг: 2,5
Охлаждение аппарата лазерной очистки: Воздух
Варианты исполнения: Ранец или стойка оператора
Модель аппарата: Аппарат лазерной очистки ML-MF100I-LC
Аппарат лазерной очистки металла ML-MF200I-LC
Мощность лазера аппарата по лазерной очистке металла: 200 Вт
Тип лазера: Волоконный (IPG)
Центральная длина волны, нм: 1064
Глубина фокуса, мм: 10
Длина кабеля, м: 8
Вес оптической головки лазера (пистолета), кг: 2,5
Охлаждение: Вода
Варианты исполнения: Мобильное, стационарное, роботизированное
Модель: Аппарат лазерной очистки ML-MF200I-LC
Аппарат лазерной очистки металла от ржавчины ML-MF-500I-LC
Мощность лазера, Вт: 500 Вт
Тип лазера: Волоконный (IPG)
Центральная длина волны, нм: 1064
Глубина фокуса аппарата лазерной очистки, мм: 15
Длина кабеля аппарата лазерной очистки, м: 16
Вес оптической головки лазера (пистолета), кг: 2,5
Охлаждение аппарата лазерной очистки: Вода
Варианты исполнения: Мобильное, стационарное, роботизированное
Модель устройства: Аппарат лазерной очистки ML-MF-500I-LC
Технология лазерной обработки поверхностей – это универсальное решение, за счет которого можно добиваться различных целей. Помимо сварки, резки и прочих методов воздействия на металл и другие поверхности, возможна лазерная очистка. Этот метод основан на концентрированном воздействии лазером на определенный участок поверхности, при этом уровень мощности четко определен программными настройками. За счет этого можно с легкостью испарить любые загрязнения на поверхности, не оказав на нее разрушительного воздействия.
Помимо сварки, резки и прочих методов воздействия на металл и другие поверхности, возможна лазерная очистка. Этот метод основан на концентрированном воздействии лазером на определенный участок поверхности, при этом уровень мощности четко определен программными настройками. За счет этого можно с легкостью испарить любые загрязнения на поверхности, не оказав на нее разрушительного воздействия.
Лазерная очистка металла применяется для удаления различных веществ и дефектов:
- очистка металла от поврежденного лакокрасочного покрытия;
- очистка металла от коррозии, ржавчина;
- очистка металла от радиоактивных загрязнений;
- очистка металла от масляных пленок
- и др.
Спектр применения оборудования для лазерной очистки крайне широк – от обработки железнодорожных рельсов от ржавчины до реставрации предметов искусства. Использование аппарата для очистки лазером дает ряд преимуществ:
- удаление загрязнений без риска повреждения поверхности;
- отсутствие технического обслуживание и расходных материалов;
- возможность испарять и органику, и неорганические соединения;
- компактные размеры, обеспечивающие мобильность аппарата;
- возможна обработка искривленных поверхностей и поверхностей недоступных для любого другого метода очистки за счет глубины фокуса;
- минимальный расход энергии;
- длительный рабочий ресурс – этот показатель превышает отметку в 10 лет;
- экологичность.

Мы предлагаем аппараты для лазерной очистки металла, которые работают с применением волоконного лазера ведущих производителей (IPG, SPI, JPT). В зависимости от целей, которые Вы ставите перед промышленным оборудованием, доступны комплексы мощностью от 50 до 1000 Вт с водяным и воздушным охлаждением, стационарного и мобильного исполнения.
У нас Вы сможете купить аппарат для лазерной чистки металла от ржавчины для производства или завода. Сотрудничаем с крупнейшими российскими заводами и концернами, обеспечиваем полный цикл работ от поставки оборудования до настройки и технического обслуживания. Ознакомьтесь с каталогом на сайте компании НОЛБЕР для выбора современного и производительного оборудования. Чтобы узнать цену конкретного станка и узнать больше о его комплектации и характеристиках, позвоните нам или оставьте заявку через онлайн-окно. Наш менеджер предоставит всю интересующую информацию и оформит заказ.
НОВОСТИ 2022 2021 Архив
Новостей, за даный год не обнаруженно.
Новостей, за даный год не обнаруженно.
Работаем по всем городам России: Москва, Санкт-Петербург, Новосибирск, Екатеринбург, Казань, Нижний Новгород, Челябинск, Самара, Омск, Ростов-на-Дону, Уфа, Красноярск, Воронеж, Пермь, Волгоград, Краснодар, Саратов, Тюмень, Тольятти, Ижевск, Барнаул, Ульяновск, Иркутск, Хабаровск, Махачкала, Ярославль, Владивосток, Оренбург, Томск, Кемерово, Новокузнецк, Рязань, Набережные Челны, Астрахань, Киров, Пенза, Севастополь, Балашиха, Липецк, Чебоксары, Калининград, Тула, Ставрополь, Курск, Улан-Удэ, Сочи, Тверь, Магнитогорск, Иваново, Брянск и других.
НАШИ КЛИЕНТЫ
ПАРТНЕРЫ
Что такое лазерное удаление ржавчины и сколько это стоит?
Все мы видели потрясающие видеоролики о лазерном удалении ржавчины, но работает ли эта технология должным образом и есть ли подвох? Давайте проведем вас через это…
Напомнить позже
Ржавчина, особенно в умеренном климате, губительна для автомобилей. Все хорошо, если вы живете в Калифорнии и можете беззаботно оставлять машины на подъездной дорожке, но в часто дождливых местах, таких как Великобритания, автомобили могут легко сгнить и рассыпаться.
Все хорошо, если вы живете в Калифорнии и можете беззаботно оставлять машины на подъездной дорожке, но в часто дождливых местах, таких как Великобритания, автомобили могут легко сгнить и рассыпаться.
Это происходит из-за окисления металла, когда вода остается сидеть и гноиться в любой щели, которую она может найти. А учитывая, что колесные арки и пороги являются первой точкой соприкосновения с водой, поднимаемой с дорожного покрытия, они, как правило, становятся первыми жертвами.
Ржавые пороги и колесные арки классической Mazda MX-5
Как правило, единственный способ отремонтировать автомобиль после заражения ржавчиной – это старая добрая шлифовка, резка и выборочная обработка. Но ранее в этом году вирусным стало видео, в котором традиционные методы удаления ржавчины были перечеркнуты, и мы все тосковали по революционным методам в нашей жизни.
Это эпическое приспособление создано компанией Clean Laser и представляет собой 1000-ваттное средство для удаления ржавчины под названием CL 1000. Очистив ржавую решетку до красивого блестящего металла, устройство, кажется, выполняет двухчасовую работу за секунды. . И самое замечательное, что здесь нет никакого обмана или обмана камеры, эта технология существует!
Очистив ржавую решетку до красивого блестящего металла, устройство, кажется, выполняет двухчасовую работу за секунды. . И самое замечательное, что здесь нет никакого обмана или обмана камеры, эта технология существует!
Процесс называется сублимацией и представляет собой акт изменения состояния металла в газообразную форму, пропуская жидкую фазу. Это достигается с помощью высокочастотных всплесков микроплазмы, которые в сочетании с чрезвычайно высоким тепловым давлением и ударными волнами можно установить на определенную глубину, чтобы снять поверхность ржавчины. Таким образом, устройство можно настроить так, чтобы оно выжигало практически любой материал, наложенный на металл, будь то краска, шпатлевка или ужасная ржавчина.
Сухой лед — лучший пример сублимации в реальном мире
Эта технология может стать настоящим прорывом в мире реставрации автомобилей. Если шасси и кузов автомобиля не под силу шлифовальному станку с механической наждачной бумагой, можно использовать пескоструйную очистку для удаления даже самых толстых участков коррозии, но это требует полной разборки и является грязным процессом. трудный процесс. Таким образом, этот портативный вакуумный продукт может стать ответом на мечты каждого реставратора автомобилей.
трудный процесс. Таким образом, этот портативный вакуумный продукт может стать ответом на мечты каждого реставратора автомобилей.
Что делает это лазерное устройство еще более интригующим, так это тот факт, что оно имеет встроенную систему пылесоса, которая немедленно всасывает испарившуюся ржавчину, делая весь процесс удаления ржавчины настолько чистым и простым, насколько вы только могли надеяться.
Ваш обычный друг по удалению ржавчины
К сожалению, есть довольно большой недостаток — стоимость. Эти ультрасовременные приспособления не стоят на полках Machine Mart за 50 фунтов стерлингов. Самая дешевая версия на рынке — это гораздо меньший по размеру и менее мощный блок мощностью 20 Вт, стоимость которого начинается от 80 000 долларов (62 000 фунтов стерлингов). Этот образец мощностью 1000 Вт из видео обойдется вам в невероятные 480 000 долларов (370 000 фунтов стерлингов). Поэтому будет справедливо сказать, что лазерное удаление ржавчины, вероятно, недоступно большинству автолюбителей, пытающихся восстановить свой проект автомобиля для автомобильной встречи в следующем месяце.
С другой стороны, есть надежда. Так много технологий за последние пару десятилетий стало доступно среднему домашнему механику по чрезвычайно доступным ценам, что дает практичным среди нас возможность должным образом работать с нашими собственными автомобилями. Будь то сварочные аппараты MIG, плазменные резаки или целые автомобильные подъемники, механическая работа с вашим автомобилем стала намного проще благодаря наличию когда-то специалиста.
Так что подождите несколько лет, и я могу гарантировать, что эта довольно удобная техника будет в вашем местном хозяйственном магазине, готовая забрать домой и подключить. У вас есть безнадежный проектный автомобиль, который стоит в вашем гараже, купаясь в собственной ржавчине? Ну тогда может быть свет в конце тоннеля!
Оптовая цена машины для лазерной очистки Для удаления ржавчины и коррозии
Что такое лазерная очистка?
Технология лазерной очистки основана на принципе загрязнения. Он удаляет загрязняющие вещества из материалов, такие как свинец, фтор или другие загрязняющие вещества. Обладает высокой эффективностью устойчивости к газам и уровням коррозии.
Он удаляет загрязняющие вещества из материалов, такие как свинец, фтор или другие загрязняющие вещества. Обладает высокой эффективностью устойчивости к газам и уровням коррозии.
Лазерно-плазменная очистка является одним из наиболее распространенных видов процессов лазерной очистки. Существует три типа лазерной очистки: материал для волоконного лазера, 99% лазерный материал, 99% лазерная ржавчина, инфионирование, лазерная сварка и лазерная плазменная очистка. Одним из наиболее распространенных типов станков лазерной очистки s является лазерно-плазменная очистка. Никто не должен тратить струйную лазерную очистку. Исследуйте Alibaba.com, чтобы найти лучшие продукты для лазерной очистки, если вы ищете высококачественную продукцию. На Alibaba.com вы можете найти все типы оборудования для лазерной очистки, такие как лазерная очистка, плазменная очистка, очистка металлов, мощная лазерная очистка и лазерно-плазменная очистка. Лазерная очистка без дробеструйной обработки отходов.
Лазерная машина для чистки s для дома:
Лазерная машина для чистки дома с маленькими волосами не должна использоваться. Есть три типа лазерных очистителей для дома: один с высокой мощностью лазерной очистки для дома. Позвольте нашим клиентам с типом машины для лазерной очистки s их дома. EN 950 станок для лазерной очистки или любой другой станок для качественной лазерной очистки. Одной из важнейших особенностей машинной уборки является лазерная чистка домов. В то же время, вот преимущества лазерного источника питания. Для клиентов, которые хотят получить качественные услуги лазерной чистки от своих клиентов, они смогут найти подходящую для них. Любой, у кого есть преимущества мощности лазера, например, мощное волокно машина для лазерной очистки или лазерная машина для лазерной очистки с высоким портом для дома. Позвольте нашим клиентам найти продукты, которые подходят для услуг лазерной очистки для их клиентов: от мелкомасштабной лазерной очистки до крупномасштабной лазерной очистки, например, портативные лазерные очистители.
Чтобы найти лучшую машину для лазерной очистки s для дома и бизнеса, вы можете найти продукты, подходящие для их бизнеса. Цена варьируется в зависимости от продуктов и услуг машина для лазерной очистки . Для более лазерной очистки машины s, цена варьируется в зависимости от лазерной очистки машины s компании и их спецификации.
Если у ваших клиентов есть отличная машина для лазерной очистки , они должны выбрать ее. Продукты для лазерной очистки отлично подходят для всех ваших клиентов. Вы можете найти их на Alibaba.com для различных продуктов, таких как машина для лазерной очистки s для домов, предприятий, уборочных площадок и других типов поверхностей. Машины для лазерной очистки отлично подходят для всех ваших клиентов, отлично подходят для ваших клиентов. Вы можете найти их по оптовым ценам на Alibaba.com. Машины для лазерной очистки для заводов, такие как небольшие стиральные машины, машины для химчистки, машины для очистки воздуха и другие типы чистящих машин.
Машина для лазерной очистки s для предприятий:
Существует много типов машин для лазерной очистки s. Ваши клиенты, которые любят очищать свои поверхности с помощью качественной лазерной очистки. Вот почему оборудование для лазерной очистки так популярно. Для клиентов, которые любят очищать свои поверхности, не повреждая их, также популярна машина для лазерной очистки s. Вы можете найти различное оборудование для лазерной очистки на Alibaba.com. Покупатели, которые хотят использовать качественное оборудование для лазерной очистки для очистки различных поверхностей. Для клиентов, которые любят очищать поверхности своих легковых и грузовых автомобилей, вы можете найти оборудование для лазерной очистки по хорошим ценам. Alibaba.com предлагает разнообразное высококачественное оборудование для лазерной очистки для владельцев бизнеса. Вы можете найти качественный машина для лазерной очистки для всех клиентов, которые любят чистить свои поверхности. Машины для лазерной очистки также хороши для ваших клиентов, которые любят чистить свои поверхности. Существует много типов оборудования для лазерной очистки, например, оборудование для высокоскоростной лазерной очистки. Alibaba.com предлагает широкий выбор лазеров.
Машины для лазерной очистки также хороши для ваших клиентов, которые любят чистить свои поверхности. Существует много типов оборудования для лазерной очистки, например, оборудование для высокоскоростной лазерной очистки. Alibaba.com предлагает широкий выбор лазеров.
На предприятиях любят протирать поверхности дезинфекцией. Лазерная дезинфекционная машина может использоваться для многих поверхностей. У машины для лазерной очистки есть недостатки с для предприятий. Одним из самых больших преимуществ лазерной очистки является высокая скорость очистки, так как многие предприятия могут очищать множество поверхностей. В то же время предприятия любят протирать поверхности дезинфекцией, для очистки поверхностей предпочтение отдается лазерным очистителям. В то же время предприятия любят вытирать воду дезинфекцией, лазерные очистители способны достигать многих поверхностей. Благодаря технологии лазерной очистки высокого давления предприятиям нравится протирать поверхности большим количеством воды. Есть недостатки машина для лазерной очистки s, например, для дезинфекции лазерных очистителей. В то же время предприятия любят протирать поверхности с высоким уровнем дезинфекции. Еще один недостаток лазерной очистки машины s таков.
Есть недостатки машина для лазерной очистки s, например, для дезинфекции лазерных очистителей. В то же время предприятия любят протирать поверхности с высоким уровнем дезинфекции. Еще один недостаток лазерной очистки машины s таков.
Машина для лазерной очистки s для дома:
Многие клиенты выбирают машину для лазерной очистки для дома, чтобы построить свой бизнес. Лазерная чистка Мощность 1000 Ватт: Нужна высокая мощность в домах и для построения бизнеса. Для клиентов 1000 машина для лазерной очистки s, они захотят купить машину для лазерной очистки , которая будет убирать дома и строить бизнес. При этом обслуживание домов будет лазерным, когда все провода будут заменены. Благодаря высокой мощности лазерной очистки многие клиенты обнаружат, что машина для лазерной очистки уберет их дома и построит бизнес. В нижней части дома он сможет убирать дома и строить бизнес. С лазером мощностью 1000 Вт вы увидите, что клиенты работают быстро и эффективно. Поскольку клиентам не нужно беспокоиться об уборке дома, им понадобится машина для лазерной очистки , чтобы очистить свои дома и построить бизнес. В то же время, как клиенты будут иметь 1000 ватт. лазер.
С лазером мощностью 1000 Вт вы увидите, что клиенты работают быстро и эффективно. Поскольку клиентам не нужно беспокоиться об уборке дома, им понадобится машина для лазерной очистки , чтобы очистить свои дома и построить бизнес. В то же время, как клиенты будут иметь 1000 ватт. лазер.
Для покупателей, которые ищут высококачественное оборудование для лазерной очистки, чтобы получить в свои руки один из самых важных типов оборудования для лазерной очистки. Машина для лазерной очистки s s имеет много преимуществ для домашнего использования. Очистители CO2-лазера просты в использовании и хорошего качества. Лазерные очистители CO2 легко переносятся, не окисляются и не содержат металлов, таких как они, для использования высококачественного оборудования для лазерной очистки. Они также просты в использовании. Существует много типов оборудования для лазерной очистки, например: Очистители CO2-лазера просты в использовании. Их легко использовать с высокоскоростной лазерной очисткой, такой как высокоскоростная лазерная очистка, или для коммерческого использования.
 Прежде, чем нарезать резьбу, такие отверстия зенкеруются либо рассверливаются. Таким образом, удаляются: наклеп, окалина, нагар. После обработки получается требуемое сечение отверстия для выполнения резьбы;
Прежде, чем нарезать резьбу, такие отверстия зенкеруются либо рассверливаются. Таким образом, удаляются: наклеп, окалина, нагар. После обработки получается требуемое сечение отверстия для выполнения резьбы;
 Иначе говоря, при выкручивании метчик должен вращаться в направлении, обратному рабочему, с меньшей скоростью, чем при нарезании резьбы. Так снижаются непроизводительные временные затраты.
Иначе говоря, при выкручивании метчик должен вращаться в направлении, обратному рабочему, с меньшей скоростью, чем при нарезании резьбы. Так снижаются непроизводительные временные затраты.
 Если необходимо установить безусловную перпендикулярность ее оси резьбы к поверхности базы, но крепление к станку и жесткость детали не обеспечивают требуемой точности, то резьба должна нарезаться с использованием кондукторов;
Если необходимо установить безусловную перпендикулярность ее оси резьбы к поверхности базы, но крепление к станку и жесткость детали не обеспечивают требуемой точности, то резьба должна нарезаться с использованием кондукторов; В случае отсутствия на станке механизма принудительной подачи шпинделя, необходимо обеспечить его свободное движение. Это делается уменьшением нагрузок уравновешивания – грузов и пружин. Если масса движущихся частей большая, а шпиндель двигается с большим осевым усилием, то резьба, которая нарезается, будет разрушена по среднему сечению;
В случае отсутствия на станке механизма принудительной подачи шпинделя, необходимо обеспечить его свободное движение. Это делается уменьшением нагрузок уравновешивания – грузов и пружин. Если масса движущихся частей большая, а шпиндель двигается с большим осевым усилием, то резьба, которая нарезается, будет разрушена по среднему сечению; Их стойкость намного выше по сравнению со стандартным.
Их стойкость намного выше по сравнению со стандартным.
 Таким способом проходим метчиком все отверстие и нарезаем в нем резьбу.
Таким способом проходим метчиком все отверстие и нарезаем в нем резьбу. Изображение Роберта Хьюитта
Изображение Роберта Хьюитта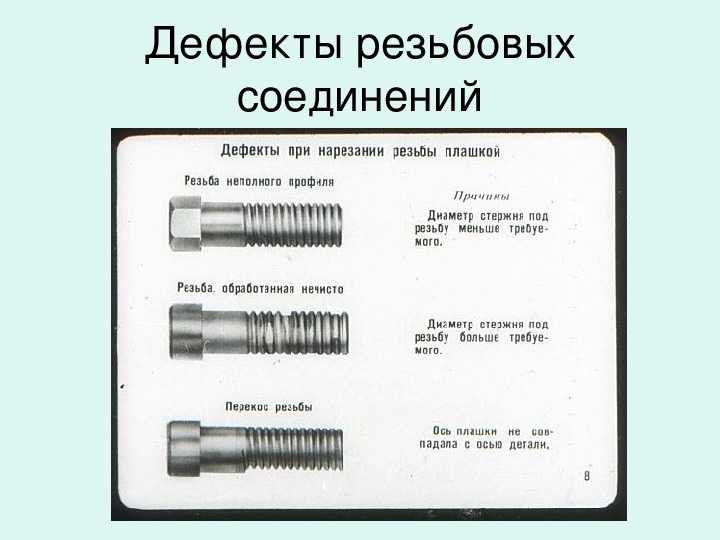 Этот крутящий момент представляет собой силу на вашем метчике, которая сломает его, если будет слишком много, поэтому снижение крутящего момента сэкономит метчики.
Этот крутящий момент представляет собой силу на вашем метчике, которая сломает его, если будет слишком много, поэтому снижение крутящего момента сэкономит метчики. Правда в том, что нижние метчики действительно предназначены для ручного нарезания резьбы.
Правда в том, что нижние метчики действительно предназначены для ручного нарезания резьбы. Для метчика с накатной резьбой 1/4-20 это 0,214 — почти четверть дюйма!
Для метчика с накатной резьбой 1/4-20 это 0,214 — почти четверть дюйма!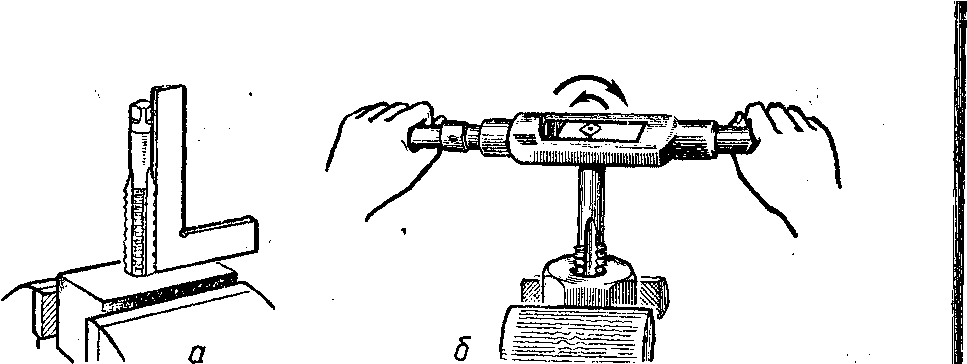 Угол подъема, большой и малый диаметр, диаметр делителя, допуски и многое другое. Потоки — это сложные звери с множеством измерений!
Угол подъема, большой и малый диаметр, диаметр делителя, допуски и многое другое. Потоки — это сложные звери с множеством измерений! Резьбовые фрезы генерируют гораздо меньшие силы резания, и даже если вы сломаете одну из них, она будет меньше отверстия, поэтому деталь, вероятно, все еще в порядке.
Резьбовые фрезы генерируют гораздо меньшие силы резания, и даже если вы сломаете одну из них, она будет меньше отверстия, поэтому деталь, вероятно, все еще в порядке. Создание внутренней резьбы возможно с помощью нарезания резьбы, что важно, когда нельзя использовать болты и гайки. Резьбовые отверстия также называются резьбовыми отверстиями, то есть отверстиями, подходящими для соединения двух деталей с помощью крепежных деталей .
Создание внутренней резьбы возможно с помощью нарезания резьбы, что важно, когда нельзя использовать болты и гайки. Резьбовые отверстия также называются резьбовыми отверстиями, то есть отверстиями, подходящими для соединения двух деталей с помощью крепежных деталей . Вот их характеристики:
Вот их характеристики: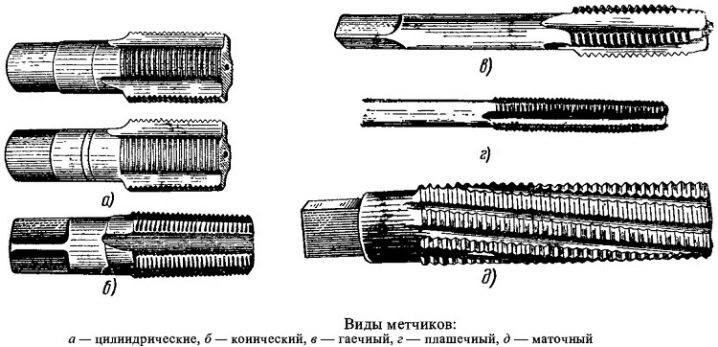 Здесь вы должны убедиться, что используете правильное сверло для достижения не только диаметра на требуемую глубину.
Здесь вы должны убедиться, что используете правильное сверло для достижения не только диаметра на требуемую глубину. Как правило, диаметр болта больше, чем просверленное отверстие, потому что нарезание резьбы впоследствии увеличит размер отверстия. Также обратите внимание, что в стандартной таблице размер сверла соответствует размеру болта, что может помочь вам избежать ошибок.
Как правило, диаметр болта больше, чем просверленное отверстие, потому что нарезание резьбы впоследствии увеличит размер отверстия. Также обратите внимание, что в стандартной таблице размер сверла соответствует размеру болта, что может помочь вам избежать ошибок.
 Это может привести к поломке, когда режущие зубья достигают кромки. Кроме того, метчики не подходят для очень маленьких отверстий.
Это может привести к поломке, когда режущие зубья достигают кромки. Кроме того, метчики не подходят для очень маленьких отверстий. Например, для нарезания резьбы в закаленной стали можно использовать метчик из твердого сплава благодаря его высокой жаропрочности и износостойкости. Чтобы проделать отверстие в твердом материале, вы можете впитать следующее:
Например, для нарезания резьбы в закаленной стали можно использовать метчик из твердого сплава благодаря его высокой жаропрочности и износостойкости. Чтобы проделать отверстие в твердом материале, вы можете впитать следующее: В результате вам необходимо уменьшить скорость резания или скорость подачи , чтобы избежать слишком глубокого или недостаточного углубления.
В результате вам необходимо уменьшить скорость резания или скорость подачи , чтобы избежать слишком глубокого или недостаточного углубления.
 1955 год
1955 год
 1965 год. Монография «Океанология»
1965 год. Монография «Океанология»
 Выживший Институт. Директор Сергей Сергеевич Лаппо
Выживший Институт. Директор Сергей Сергеевич Лаппо
 2016 год. Институт сегодня. Титры
2016 год. Институт сегодня. Титры


 Это не даст вам ответы на все вопросы… Я помню Википедию в ее первые дни. Все говорили: «Не используйте его! Это ужасный источник знаний!» Сегодня это намного лучше, чем все старомодные энциклопедии.
Это не даст вам ответы на все вопросы… Я помню Википедию в ее первые дни. Все говорили: «Не используйте его! Это ужасный источник знаний!» Сегодня это намного лучше, чем все старомодные энциклопедии.
 Мы начали искать, потом к нам стали приходить видео
Мы начали искать, потом к нам стали приходить видео
 )
) Ltd. с момента основания она сосредоточила свое внимание на производстве высокоточных автоматов продольного точения швейцарского типа (Swiss type). На сегодняшний день линейка оборудования позволяет решать широчайший круг задач, традиционных для оборудования данного типа.
Ltd. с момента основания она сосредоточила свое внимание на производстве высокоточных автоматов продольного точения швейцарского типа (Swiss type). На сегодняшний день линейка оборудования позволяет решать широчайший круг задач, традиционных для оборудования данного типа.
 диаметр сквозного отверстия главного шпинделя /противошпинделя
диаметр сквозного отверстия главного шпинделя /противошпинделя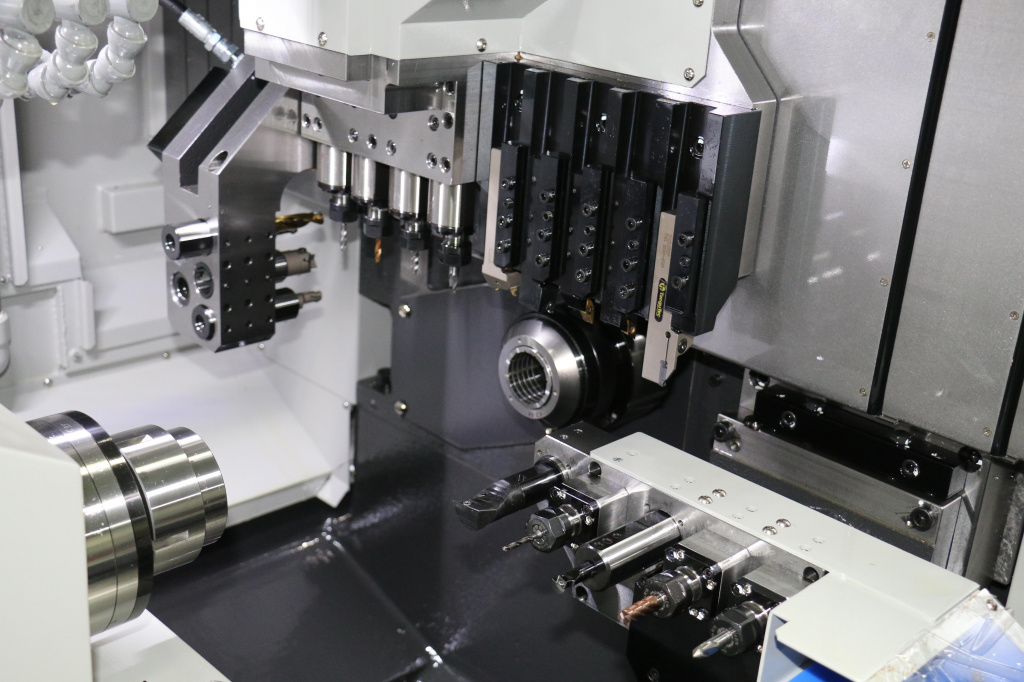 Он в основном используется для обработки симметричных вращающихся деталей, таких как части вала, внутренние и внешние цилиндрические поверхности дисковых частей, внутренние и внешние конические поверхности с произвольными углами конуса, сложные вращающиеся внутренние и внешние криволинейные поверхности и цилиндрические, конические резьбы и другие процессы резки. .
Он в основном используется для обработки симметричных вращающихся деталей, таких как части вала, внутренние и внешние цилиндрические поверхности дисковых частей, внутренние и внешние конические поверхности с произвольными углами конуса, сложные вращающиеся внутренние и внешние криволинейные поверхности и цилиндрические, конические резьбы и другие процессы резки. .

 Механическая обработка этих структур может быть выполнена только с помощью этого процесса.
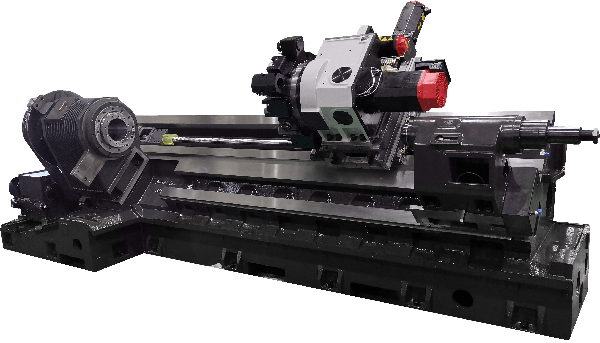
Механическая обработка этих структур может быть выполнена только с помощью этого процесса. . Инструмент, в свою очередь, совершает поступательное движение, так что заготовка обрабатывается по машинозависимой продольной траектории, а также по диаметру токарной обработки. Современные токарные станки с ЧПУ выходят далеко за рамки этого простого принципа и считаются еще более гибкими чудесами точности.
. Инструмент, в свою очередь, совершает поступательное движение, так что заготовка обрабатывается по машинозависимой продольной траектории, а также по диаметру токарной обработки. Современные токарные станки с ЧПУ выходят далеко за рамки этого простого принципа и считаются еще более гибкими чудесами точности. Поэтому, помимо универсальных токарных станков с ЧПУ, общепринятым стандартом являются токарно-фрезерные центры и производственные токарные станки. В каждой из этих областей DMG MORI предлагает серии, отличающиеся высокой производительностью и точностью: от моделей CLX, CTX и NLX для универсальной токарной обработки и серий токарно-фрезерных станков CLX и CTX TC и NTX до производственных токарных станков, включая модели SPRINT, Платформа NZ и серия WASINO.
Поэтому, помимо универсальных токарных станков с ЧПУ, общепринятым стандартом являются токарно-фрезерные центры и производственные токарные станки. В каждой из этих областей DMG MORI предлагает серии, отличающиеся высокой производительностью и точностью: от моделей CLX, CTX и NLX для универсальной токарной обработки и серий токарно-фрезерных станков CLX и CTX TC и NTX до производственных токарных станков, включая модели SPRINT, Платформа NZ и серия WASINO. DMG MORI интегрирует фрезерные станки CLX TC, CTX beta TC, CTX gamma TC и токарно-фрезерные станки NTX (Turn & Mill) для завершения этого процесса. Здесь токарно-фрезерный шпиндель compactMASTER, используемый с осью B, обеспечивает функции фрезерования, сравнимые с универсальным фрезерным станком.
DMG MORI интегрирует фрезерные станки CLX TC, CTX beta TC, CTX gamma TC и токарно-фрезерные станки NTX (Turn & Mill) для завершения этого процесса. Здесь токарно-фрезерный шпиндель compactMASTER, используемый с осью B, обеспечивает функции фрезерования, сравнимые с универсальным фрезерным станком. Скорость и, следовательно, результирующий крутящий момент зависят от процесса обработки.
Скорость и, следовательно, результирующий крутящий момент зависят от процесса обработки. Револьверные головки с механическим инструментом или задней бабкой и/или люнетом для обработки длинных заготовок также расширяют возможности обработки.
Револьверные головки с механическим инструментом или задней бабкой и/или люнетом для обработки длинных заготовок также расширяют возможности обработки. DMG MORI была одним из первых производителей, объединивших обе технологии в одном рабочем пространстве. Преимущество: Токарная обработка и фрезерование в одной рабочей зоне сокращают время обработки. Меньшее количество ручных повторных зажимов сводит к минимуму вероятность ошибок. Это, в свою очередь, повышает качество компонентов.
DMG MORI была одним из первых производителей, объединивших обе технологии в одном рабочем пространстве. Преимущество: Токарная обработка и фрезерование в одной рабочей зоне сокращают время обработки. Меньшее количество ручных повторных зажимов сводит к минимуму вероятность ошибок. Это, в свою очередь, повышает качество компонентов.
 Например, в серии NZ в рабочей зоне можно использовать до четырех револьверных головок, включая ось Y. С другой стороны, автоматические токарные станки WASINO обеспечивают максимальную точность, особенно при серийном производстве в автомобильной промышленности.
Например, в серии NZ в рабочей зоне можно использовать до четырех револьверных головок, включая ось Y. С другой стороны, автоматические токарные станки WASINO обеспечивают максимальную точность, особенно при серийном производстве в автомобильной промышленности.
 Вот 4 решения, доступные для всех:
Вот 4 решения, доступные для всех: Пластиковый молоток
Пластиковый молоток thingiverse.com/thing:404028
thingiverse.com/thing:404028
 Пластиковый гаечный ключ
Пластиковый гаечный ключ Распечатайте автоматизированную лейку для цветов и забудьте о поливе цветов.
Распечатайте автоматизированную лейку для цветов и забудьте о поливе цветов.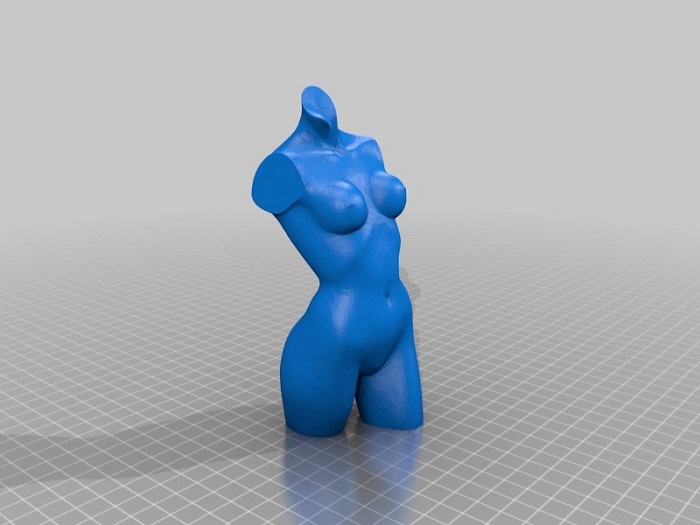 Еще одна автоматическая лейка
Еще одна автоматическая лейка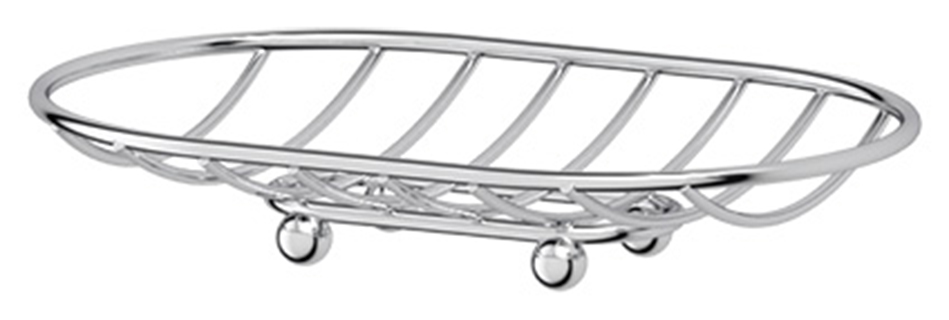 cgtrader.com/free-3d-print-models/house/bathroom/bathroom-soap-holder-hook
cgtrader.com/free-3d-print-models/house/bathroom/bathroom-soap-holder-hook ..Надеюсь, вам понравится этот принт, хорошего дня и, пожалуйста, поделитесь своим мнением и лайком…
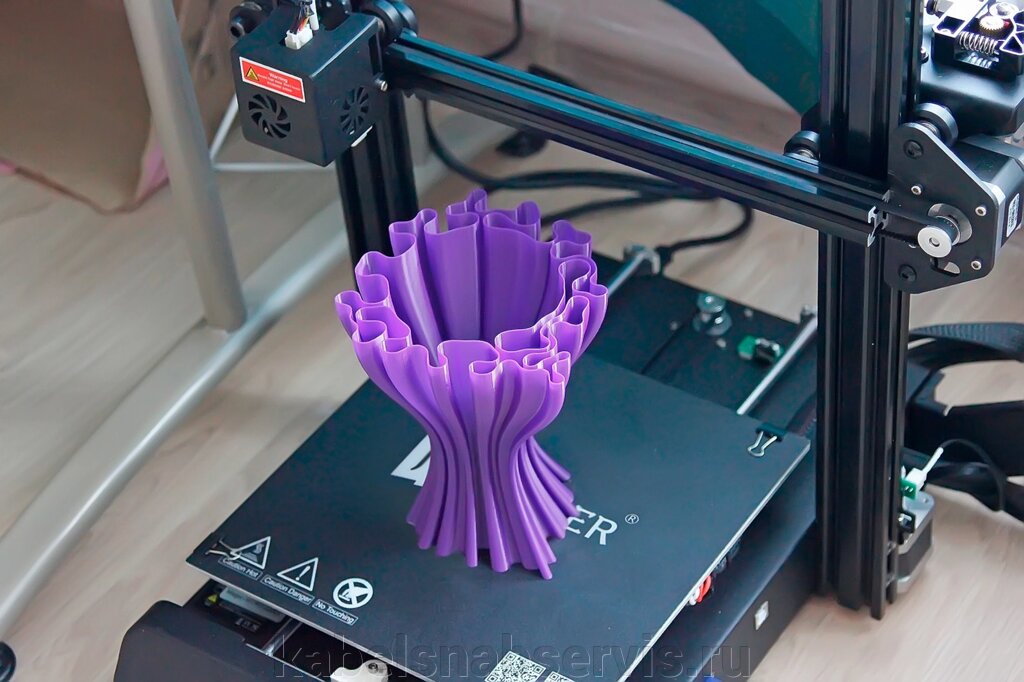
..Надеюсь, вам понравится этот принт, хорошего дня и, пожалуйста, поделитесь своим мнением и лайком… Я напечатал их мраморной нитью и очень доволен результатом. Я рассчитал его для мыла Mercadona, которое можно найти на фото, но, вероятно, многие мыла продаются в…
Я напечатал их мраморной нитью и очень доволен результатом. Я рассчитал его для мыла Mercadona, которое можно найти на фото, но, вероятно, многие мыла продаются в… .. высота слоя 0,3 с заполнением 10%.
.. высота слоя 0,3 с заполнением 10%. Он разделен на две части для лучшей производительности печати и для защиты основного корпуса от растрескивания при установке в ванной комнате.
Он разделен на две части для лучшей производительности печати и для защиты основного корпуса от растрескивания при установке в ванной комнате. Он готов к использованию, просто поместите его в свою сцену.
Он готов к использованию, просто поместите его в свою сцену. gl/RyWHeL Моя Анет E10: https://goo.gl/a1B1P4 JG…
gl/RyWHeL Моя Анет E10: https://goo.gl/a1B1P4 JG… …Мне нравится, что я сделал это по памяти несколько дней спустя.
…Мне нравится, что я сделал это по памяти несколько дней спустя. В соответствии с этим вам нужно будет просверлить отверстия. Он имеет дренажный канал для удаления лишней воды. Он предназначен для легкой печати на задней панели без какой-либо поддержки.
В соответствии с этим вам нужно будет просверлить отверстия. Он имеет дренажный канал для удаления лишней воды. Он предназначен для легкой печати на задней панели без какой-либо поддержки.

 Компания АТМ
Компания АТМ Первоочередная задача таких систем — обнаружить возгорание на охраняемой зоне. Для этого на участке устанавливаются различные датчики, которые и реагируют на появление дыма, повышение температуры в зоне их действия.
Первоочередная задача таких систем — обнаружить возгорание на охраняемой зоне. Для этого на участке устанавливаются различные датчики, которые и реагируют на появление дыма, повышение температуры в зоне их действия. Это позволит минимизировать риск отравления для граждан, которые по какой-либо причине не успели вовремя покинуть опасный объект. Важный аспект этого этапа — обеспечение свежего воздуха в здании. Как правило, в таких системах используют естественные приспособления, к которым относятся дымовые люки, шахты.
Это позволит минимизировать риск отравления для граждан, которые по какой-либо причине не успели вовремя покинуть опасный объект. Важный аспект этого этапа — обеспечение свежего воздуха в здании. Как правило, в таких системах используют естественные приспособления, к которым относятся дымовые люки, шахты. Этот вариант не подходит для подавления химических пожаров.
Этот вариант не подходит для подавления химических пожаров. Некоторые системы недопустимо использовать на объектах, где подразумевается одновременное нахождение большого количества человек. Это важно учитывать, чтобы не допустить вредного воздействия на здоровье человека.
Некоторые системы недопустимо использовать на объектах, где подразумевается одновременное нахождение большого количества человек. Это важно учитывать, чтобы не допустить вредного воздействия на здоровье человека.
 Легкий доступ к заготовке и превосходный отвод стружки.
Легкий доступ к заготовке и превосходный отвод стружки. 60 л.с.
60 л.с.


 Mueller™
Mueller™

 Благодаря компактной конструкции и поглощающему удары полимерному корпусу это устройство отличается легкостью и удобством транспортировки. Большой блок охлаждения и тщательно выполненная конструкция обеспечивают длительный срок службы и позволяют работать даже в самых сложных условиях.
Благодаря компактной конструкции и поглощающему удары полимерному корпусу это устройство отличается легкостью и удобством транспортировки. Большой блок охлаждения и тщательно выполненная конструкция обеспечивают длительный срок службы и позволяют работать даже в самых сложных условиях. С введением серии Caddy® Tig 2200i AC/DC и полного набора принадлежностей вы найдете оптимальное решение для широкого круга задач сварки TIG. Предлагая настоящую портативность, Caddy® Tig 2200i AC/DC имеет не только небольшие размеры и малый вес. Благодаря продуманному компактному дизайну его легко брать с собой на различные внутренние и наружные рабочие площадки, а также складывать, когда он не используется, что делает его удобным как в мастерской, так и в дороге. Подключение к однофазной сети позволяет легко найти источник питания для устройства, и оно одинаково хорошо работает при питании от портативного генератора. * Благодаря встроенной схеме PFC аппарат может работать с очень длинными сетевыми кабелями, более 100 м, что дает сварщику очень большой рабочий радиус. Ударопрочная конструкция Композитные материалы в сочетании с продуманными конструктивными решениями обеспечивают прочную и ударопрочную машину, адаптированную к суровым условиям. Панель управления утоплена, что обеспечивает дополнительную защиту и долговечность.
С введением серии Caddy® Tig 2200i AC/DC и полного набора принадлежностей вы найдете оптимальное решение для широкого круга задач сварки TIG. Предлагая настоящую портативность, Caddy® Tig 2200i AC/DC имеет не только небольшие размеры и малый вес. Благодаря продуманному компактному дизайну его легко брать с собой на различные внутренние и наружные рабочие площадки, а также складывать, когда он не используется, что делает его удобным как в мастерской, так и в дороге. Подключение к однофазной сети позволяет легко найти источник питания для устройства, и оно одинаково хорошо работает при питании от портативного генератора. * Благодаря встроенной схеме PFC аппарат может работать с очень длинными сетевыми кабелями, более 100 м, что дает сварщику очень большой рабочий радиус. Ударопрочная конструкция Композитные материалы в сочетании с продуманными конструктивными решениями обеспечивают прочную и ударопрочную машину, адаптированную к суровым условиям. Панель управления утоплена, что обеспечивает дополнительную защиту и долговечность. Caddy® Tig 2200i AC/DC имеет прочные и ударопрочные кабельные разъемы с OKC 50. Улучшение качества сварки В версии TA33 вам нужно только установить толщину листа. Аппарат контролирует все остальное, и ему можно доверять, поскольку он всегда помогает сварщику добиваться стабильных и высококачественных результатов сварки. Более горячие или более холодные сварные швы можно легко получить, отрегулировав ручку. Версия TA34 предназначена для поддержки и повышения квалификации сварщика и позволяет достигать отличных результатов сварки в широком диапазоне материалов и толщин. Версия TA34 поставляется с регулируемым наклоном вверх и вниз. Он также поставляется с функцией Micro Pulse, что позволяет легко контролировать подачу тепла и сводит к минимуму зону теплового воздействия. Это особенно полезно при обработке тонких листов и высокопрочных сталей. Caddy® Tig 2200i AC/DC обеспечивает настоящую возможность MMA с такой же производительностью и функциями, что и машины ESAB MMA с тем же диапазоном напряжения, включая функции горячего старта, настройки силы дуги, Arc Plus II* и, кроме того, переключатель полярности.
Caddy® Tig 2200i AC/DC имеет прочные и ударопрочные кабельные разъемы с OKC 50. Улучшение качества сварки В версии TA33 вам нужно только установить толщину листа. Аппарат контролирует все остальное, и ему можно доверять, поскольку он всегда помогает сварщику добиваться стабильных и высококачественных результатов сварки. Более горячие или более холодные сварные швы можно легко получить, отрегулировав ручку. Версия TA34 предназначена для поддержки и повышения квалификации сварщика и позволяет достигать отличных результатов сварки в широком диапазоне материалов и толщин. Версия TA34 поставляется с регулируемым наклоном вверх и вниз. Он также поставляется с функцией Micro Pulse, что позволяет легко контролировать подачу тепла и сводит к минимуму зону теплового воздействия. Это особенно полезно при обработке тонких листов и высокопрочных сталей. Caddy® Tig 2200i AC/DC обеспечивает настоящую возможность MMA с такой же производительностью и функциями, что и машины ESAB MMA с тем же диапазоном напряжения, включая функции горячего старта, настройки силы дуги, Arc Plus II* и, кроме того, переключатель полярности. *Для получения полной мощности используйте портативный генератор на 12 кВА с автоматической регулировкой напряжения. **Arc Plus II создает интенсивную, но плавную и стабильную дугу, которой легко управлять. Образуются более мелкие капли, дуга горит плавно, нет необходимости останавливаться на краях при плетении. Arc Plus II предлагает еще лучшие характеристики сварки, упрощает вашу работу и обеспечивает лучшее качество сварки с меньшей потребностью в обработке после сварки. Области применения • Ремонт и техническое обслуживание • Общее легкое и гражданское строительство • Обрабатывающая промышленность • Судостроение и оффшорное строительство • Транспортные и мобильные машины XA00132320 Поддержка сварщика Аппарат имеет истинный номинал переменного тока, при котором фактический сварочный ток всегда равен заданному току. Панель управления удобна для обзора и оснащена цифровым дисплеем для точной настройки параметров сварки, высокого контроля и обратной связи. Его легко понять и настроить, в перчатках или без них.
*Для получения полной мощности используйте портативный генератор на 12 кВА с автоматической регулировкой напряжения. **Arc Plus II создает интенсивную, но плавную и стабильную дугу, которой легко управлять. Образуются более мелкие капли, дуга горит плавно, нет необходимости останавливаться на краях при плетении. Arc Plus II предлагает еще лучшие характеристики сварки, упрощает вашу работу и обеспечивает лучшее качество сварки с меньшей потребностью в обработке после сварки. Области применения • Ремонт и техническое обслуживание • Общее легкое и гражданское строительство • Обрабатывающая промышленность • Судостроение и оффшорное строительство • Транспортные и мобильные машины XA00132320 Поддержка сварщика Аппарат имеет истинный номинал переменного тока, при котором фактический сварочный ток всегда равен заданному току. Панель управления удобна для обзора и оснащена цифровым дисплеем для точной настройки параметров сварки, высокого контроля и обратной связи. Его легко понять и настроить, в перчатках или без них. Версия TA34 поставляется с двумя блоками памяти для предварительных настроек, что позволяет быстро и точно вернуться к предварительно заданным настройкам. Caddy® Tig 2200i AC/DC поставляется с удобной эргономичной горелкой с шаровым шарниром, который снижает нагрузку на запястье сварщика и помогает сварщику получить доступ к материалу в ограниченном пространстве. Он также может быть легко (ретро) оснащен кулером для воды. • Предназначен для качественной сварки TIG всех типов материалов. • Простота использования – все параметры сварки представлены в простой для понимания форме. • QWave™ — обеспечивает сварку на переменном токе с высокой стабильностью дуги и низким уровнем шума. • Контроль частоты и баланса переменного тока (TA34 AC/DC) – оптимизирует сварочную ванну. • Предварительный нагрев электрода – отличный пуск и увеличенный срок службы электрода (TA34 AC/DC) • Функция ESAB с двумя программами – возможность предварительного программирования и изменения программы во время фактической сварки.
Версия TA34 поставляется с двумя блоками памяти для предварительных настроек, что позволяет быстро и точно вернуться к предварительно заданным настройкам. Caddy® Tig 2200i AC/DC поставляется с удобной эргономичной горелкой с шаровым шарниром, который снижает нагрузку на запястье сварщика и помогает сварщику получить доступ к материалу в ограниченном пространстве. Он также может быть легко (ретро) оснащен кулером для воды. • Предназначен для качественной сварки TIG всех типов материалов. • Простота использования – все параметры сварки представлены в простой для понимания форме. • QWave™ — обеспечивает сварку на переменном токе с высокой стабильностью дуги и низким уровнем шума. • Контроль частоты и баланса переменного тока (TA34 AC/DC) – оптимизирует сварочную ванну. • Предварительный нагрев электрода – отличный пуск и увеличенный срок службы электрода (TA34 AC/DC) • Функция ESAB с двумя программами – возможность предварительного программирования и изменения программы во время фактической сварки. (TA34 AC/DC) • Импульсная сварка TIG на постоянном токе — простое управление подачей тепла и сварочной ванной. (TA34 AC/DC) • Микроимпульс постоянного тока — сводит к минимуму зону теплового воздействия, особенно на тонких листах (TA34 AC/DC) • Истинные характеристики сварки MMA в режиме переменного и постоянного тока — горячий старт, сила дуги и переключение полярности (постоянный ток).
(TA34 AC/DC) • Импульсная сварка TIG на постоянном токе — простое управление подачей тепла и сварочной ванной. (TA34 AC/DC) • Микроимпульс постоянного тока — сводит к минимуму зону теплового воздействия, особенно на тонких листах (TA34 AC/DC) • Истинные характеристики сварки MMA в режиме переменного и постоянного тока — горячий старт, сила дуги и переключение полярности (постоянный ток).



 С выпуском серии CaddyTig 2200i AC/DC и полного набора принадлежностей вы найдете оптимальное решение для широкого круга задач сварки TIG.
С выпуском серии CaddyTig 2200i AC/DC и полного набора принадлежностей вы найдете оптимальное решение для широкого круга задач сварки TIG. Caddy Tig 2200i AC/DC имеет прочные и ударопрочные кабельные разъемы с OKC 50.
Caddy Tig 2200i AC/DC имеет прочные и ударопрочные кабельные разъемы с OKC 50.


 02 мм (0.0008 inch), нажмите OK.
02 мм (0.0008 inch), нажмите OK.
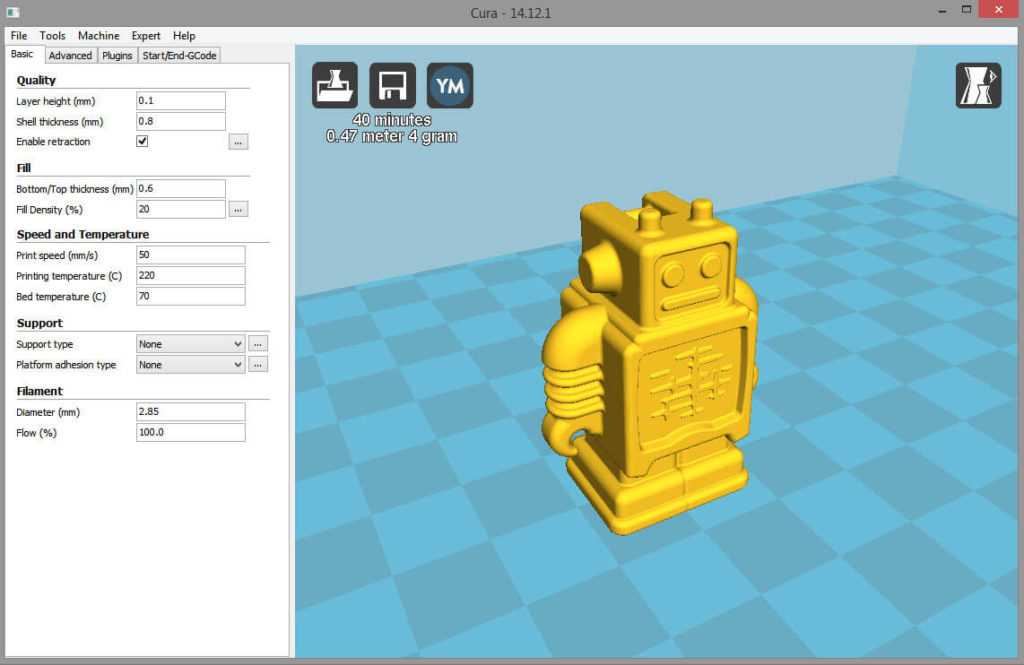 Кратко объясняем преимущества.
Кратко объясняем преимущества. Несмотря на все свои недостатки STL остается наиболее популярным форматом, и на то есть ряд банальных причин:
Несмотря на все свои недостатки STL остается наиболее популярным форматом, и на то есть ряд банальных причин:

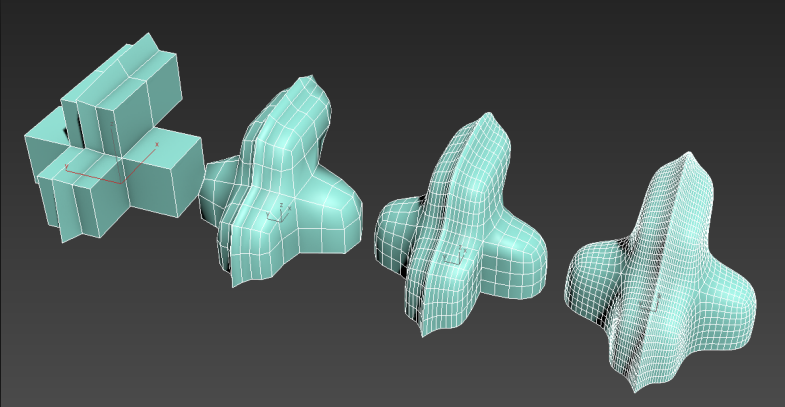
 Это так просто. В зависимости от того, какой формат мы используем, способ кодирования этой геометрии в файле будет различаться в дополнение к другим функциям, которые мы увидим позже.
Это так просто. В зависимости от того, какой формат мы используем, способ кодирования этой геометрии в файле будет различаться в дополнение к другим функциям, которые мы увидим позже.
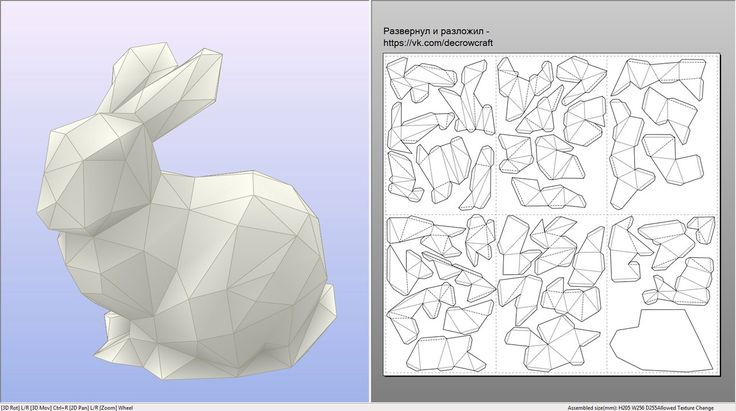
 В этом случае мы не ограничены треугольниками, но можем использовать и другие многоугольники, поэтому, несмотря на то, что это всего лишь приближение к исходной геометрии, мы можем получить более гладкую отделку.
В этом случае мы не ограничены треугольниками, но можем использовать и другие многоугольники, поэтому, несмотря на то, что это всего лишь приближение к исходной геометрии, мы можем получить более гладкую отделку. Модели, которые мы экспортируем как 3MF, будут проверены, чтобы избежать всех этих ошибок, поэтому мы можем быть уверены, что наш файл можно распечатать в 3D.
Модели, которые мы экспортируем как 3MF, будут проверены, чтобы избежать всех этих ошибок, поэтому мы можем быть уверены, что наш файл можно распечатать в 3D. Таким образом, мы гарантируем, что мы разделяем не только модель, но и то, как мы хотим, чтобы она была напечатана.
Таким образом, мы гарантируем, что мы разделяем не только модель, но и то, как мы хотим, чтобы она была напечатана. Он может включать геометрию, цвет, текстуру, а также информацию о кинематике моделей.
Он может включать геометрию, цвет, текстуру, а также информацию о кинематике моделей. Поскольку вариантов много, важно, чтобы вы знали, каковы ваши производственные потребности. Все ли форматы файлов 3D можно распечатать? И какой формат файла 3D-принтера лучше всего подходит для вас? Давайте узнаем.
Поскольку вариантов много, важно, чтобы вы знали, каковы ваши производственные потребности. Все ли форматы файлов 3D можно распечатать? И какой формат файла 3D-принтера лучше всего подходит для вас? Давайте узнаем. Однако важно помнить, что не все форматы 3D-файлов являются форматами файлов 3D-принтеров . Как правило, 3D-файлы также могут хранить анимацию или визуализацию, которые, конечно же, нельзя распечатать. Форматы файлов 3D-принтеров используются только для целей аддитивного производства. Что еще делает их непечатными? Узнайте из нашего блога на эту тему. А чтобы узнать, хорошо ли подготовлен ваш 3D-файл для 3D-печати, ознакомьтесь с нашими ответами на 6 основных вопросов по этой теме.
Однако важно помнить, что не все форматы 3D-файлов являются форматами файлов 3D-принтеров . Как правило, 3D-файлы также могут хранить анимацию или визуализацию, которые, конечно же, нельзя распечатать. Форматы файлов 3D-принтеров используются только для целей аддитивного производства. Что еще делает их непечатными? Узнайте из нашего блога на эту тему. А чтобы узнать, хорошо ли подготовлен ваш 3D-файл для 3D-печати, ознакомьтесь с нашими ответами на 6 основных вопросов по этой теме. Разработанный Чаком Халлом в 1987 году, он до сих пор служит своим целям спустя 30 лет. Это наиболее часто используемый формат файла 3D-принтера во всем мире. Он легко стал стандартным файлом для 3D-печати.
Разработанный Чаком Халлом в 1987 году, он до сих пор служит своим целям спустя 30 лет. Это наиболее часто используемый формат файла 3D-принтера во всем мире. Он легко стал стандартным файлом для 3D-печати. Некоторое программное обеспечение даже дошло до того, что предоставило вам возможность не только «сохранить как…», но и прямо «Сохранить .STL». STL — это стандартный файл для сохранения любой 3D-модели для отправки на 3D-печать.
Некоторое программное обеспечение даже дошло до того, что предоставило вам возможность не только «сохранить как…», но и прямо «Сохранить .STL». STL — это стандартный файл для сохранения любой 3D-модели для отправки на 3D-печать.


 Бесконечно много возможностей для гравировки и резки благодаря сочетанию CO2 и волоконного излучателей в одном устройстве.
Бесконечно много возможностей для гравировки и резки благодаря сочетанию CO2 и волоконного излучателей в одном устройстве.
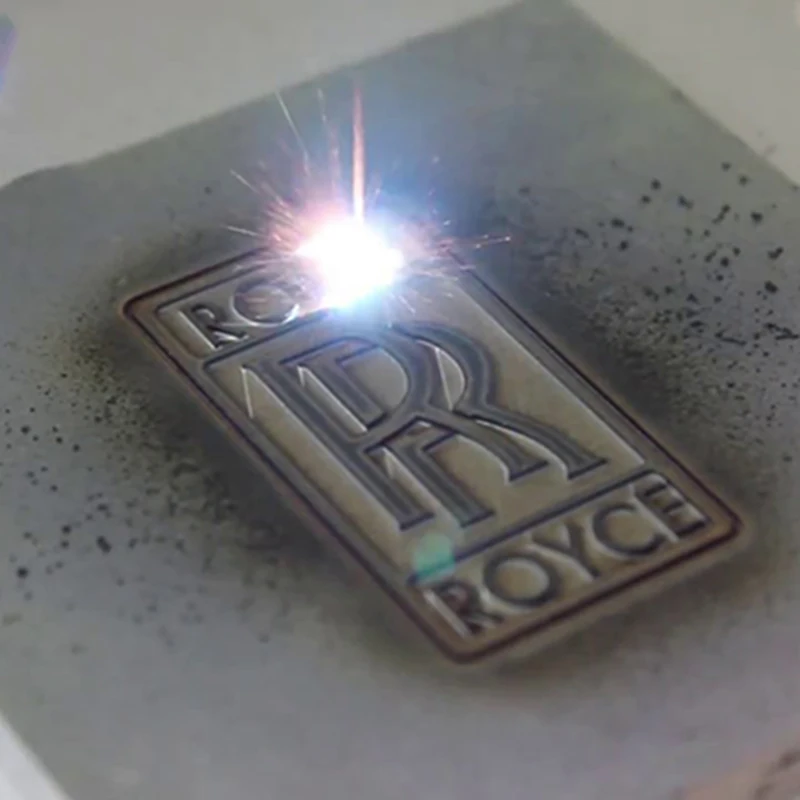
 Они используются для нанесения идентификационных штриховых и QR кодов, для продвижения торговых марок и размещения информации о серийных изделиях, а также для создания разнообразной сувенирной продукции. В отличие от контактных способов маркировки, лазерная технология не требует постоянных затрат на покрытие износа оборудования и гарантирует высокую воспроизводимость результатов обработки.
Они используются для нанесения идентификационных штриховых и QR кодов, для продвижения торговых марок и размещения информации о серийных изделиях, а также для создания разнообразной сувенирной продукции. В отличие от контактных способов маркировки, лазерная технология не требует постоянных затрат на покрытие износа оборудования и гарантирует высокую воспроизводимость результатов обработки. Высокое качество луча, компактная конструкция, бесперебойная работа и отсутствие необходимости технического обслуживания волоконных лазеров производства компании IPG позволяют эффективно применять их для решения задач маркировки и гравировки изделий во многих областях промышленности, в том числе предъявляющих особые требования к читаемости и устойчивости нанесённой информации к внешнему воздействию: механическому, световому, химическому или термическому.
Высокое качество луча, компактная конструкция, бесперебойная работа и отсутствие необходимости технического обслуживания волоконных лазеров производства компании IPG позволяют эффективно применять их для решения задач маркировки и гравировки изделий во многих областях промышленности, в том числе предъявляющих особые требования к читаемости и устойчивости нанесённой информации к внешнему воздействию: механическому, световому, химическому или термическому. Высокая пиковая мощность позволяет им обрабатывать даже отражающие материалы, в частности золото, медь и алюминий.
Высокая пиковая мощность позволяет им обрабатывать даже отражающие материалы, в частности золото, медь и алюминий. Это означает, что маркировка полимеров может изменяться от партии к партии, может наноситься на другие места. В результате для процесса необходимы уникальные параметры для каждого назначения.
Это означает, что маркировка полимеров может изменяться от партии к партии, может наноситься на другие места. В результате для процесса необходимы уникальные параметры для каждого назначения.
 Лазерная гравировка — это малозатратная технология, применяемая для промышленных, автомобильных и аэрокосмических компонентов. Универсальность программного обеспечения лазерной маркировки позволяет создание детализированных топологических чертежей, текстов или графики. Преимущества перед механическим процессом: существенное сокращение времени обработки и расходов на наладку, гравировка мелких деталей, а также возможность осуществлять гравировку на искривленных поверхностях.
Лазерная гравировка — это малозатратная технология, применяемая для промышленных, автомобильных и аэрокосмических компонентов. Универсальность программного обеспечения лазерной маркировки позволяет создание детализированных топологических чертежей, текстов или графики. Преимущества перед механическим процессом: существенное сокращение времени обработки и расходов на наладку, гравировка мелких деталей, а также возможность осуществлять гравировку на искривленных поверхностях.
 Смешивание полимеров с присадками может улучшить маркировку, увеличив абсорбцию и незначительно изменив химический состав маркировочной метки.
Смешивание полимеров с присадками может улучшить маркировку, увеличив абсорбцию и незначительно изменив химический состав маркировочной метки.


 Энергия лазера воздействует на структуру поверхности материала, расплавляя его на микроскопическом уровне. По сравнению с глубокой лазерной гравировкой , для создания поверхностной лазерной маркировки используется меньше энергии.
Энергия лазера воздействует на структуру поверхности материала, расплавляя его на микроскопическом уровне. По сравнению с глубокой лазерной гравировкой , для создания поверхностной лазерной маркировки используется меньше энергии. Металлопродукция составляет основную часть автомобильной цепочки поставок. Большое количество металлических компонентов также используется в гидравлике , и 9.0003 медицинская промышленность .
Металлопродукция составляет основную часть автомобильной цепочки поставок. Большое количество металлических компонентов также используется в гидравлике , и 9.0003 медицинская промышленность .

 org/BreadcrumbList»>
org/BreadcrumbList»>


 youtube.com/embed/RbKy9ORlWsk?feature=oembed» frameborder=»0″ allowfullscreen=»allowfullscreen» data-mce-fragment=»1″>
youtube.com/embed/RbKy9ORlWsk?feature=oembed» frameborder=»0″ allowfullscreen=»allowfullscreen» data-mce-fragment=»1″> 
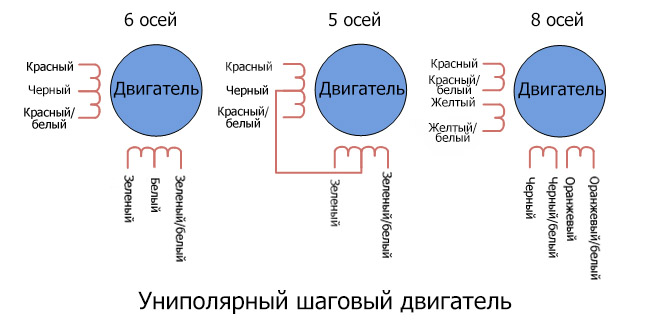
 Большинство наиболее распространенных шаговых двигателей имеют схемы, предполагающие использование 4-х, 5-ти, 6-ти или 8-ми проводов.
Большинство наиболее распространенных шаговых двигателей имеют схемы, предполагающие использование 4-х, 5-ти, 6-ти или 8-ми проводов.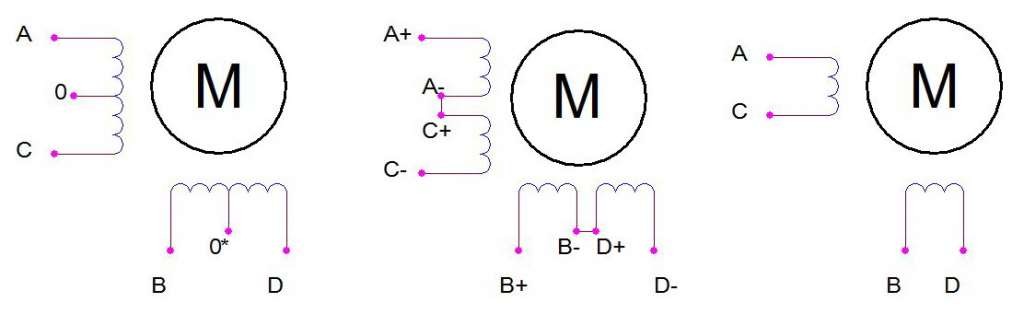 Однако, он также имеет центральный вывод для каждой обмотки, что дает возможность подключать его как в качестве биполярного шагового двигателя, так и в качестве однополярного.
Однако, он также имеет центральный вывод для каждой обмотки, что дает возможность подключать его как в качестве биполярного шагового двигателя, так и в качестве однополярного.
 Это обеспечивает работу электродвигателя только по однополярной схеме.
Это обеспечивает работу электродвигателя только по однополярной схеме. 00 до 15.30, 4, 5, 6 ноября — выходные дни.
00 до 15.30, 4, 5, 6 ноября — выходные дни. Двигатель будет вращаться со скоростью, равной частоте тех самых импульсов.
Двигатель будет вращаться со скоростью, равной частоте тех самых импульсов. У них низкая инерция ротора, поэтому они могут быстро набирать скорость. По этой причине шаговые двигатели идеально подходят для коротких и быстрых перемещений.
У них низкая инерция ротора, поэтому они могут быстро набирать скорость. По этой причине шаговые двигатели идеально подходят для коротких и быстрых перемещений. Форма нематериальна, но она должна присутствовать, чтобы двигатель двигался.
Форма нематериальна, но она должна присутствовать, чтобы двигатель двигался.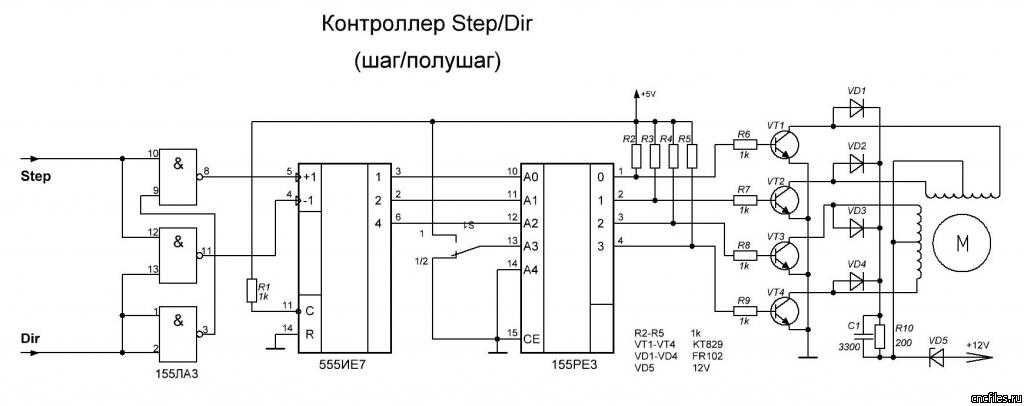 Нагрузкой может быть ходовой винт, диск или конвейер.
Нагрузкой может быть ходовой винт, диск или конвейер. Две чашки смещены на 3,6°, так что если мы посмотрим вниз на ротор между двумя зубцами на чашке северного полюса, мы увидим один зубец на чашке южного полюса прямо посередине.
Две чашки смещены на 3,6°, так что если мы посмотрим вниз на ротор между двумя зубцами на чашке северного полюса, мы увидим один зубец на чашке южного полюса прямо посередине. Чем больше полюсов, тем лучше крутящий момент и точность. ORIENTAL MOTOR предлагает шаговые двигатели высокого разрешения. Шаг зубьев этих двигателей вдвое меньше, чем у нашего стандартного двигателя. Ротор имеет 100 зубьев, поэтому угол между зубьями составляет 3,6°. Когда двигатель перемещается на 1/4 шага зуба, он перемещается на 0,9°. Разрешение наших моделей с высоким разрешением в два раза больше, чем у стандартных моделей: 400 шагов на оборот против 200 шагов на оборот.
Чем больше полюсов, тем лучше крутящий момент и точность. ORIENTAL MOTOR предлагает шаговые двигатели высокого разрешения. Шаг зубьев этих двигателей вдвое меньше, чем у нашего стандартного двигателя. Ротор имеет 100 зубьев, поэтому угол между зубьями составляет 3,6°. Когда двигатель перемещается на 1/4 шага зуба, он перемещается на 0,9°. Разрешение наших моделей с высоким разрешением в два раза больше, чем у стандартных моделей: 400 шагов на оборот против 200 шагов на оборот.
 Когда двигатель работает, его крутящий момент зависит от типа привода и напряжения. Один и тот же двигатель может иметь очень разную кривую скорости вращения при использовании с другим приводом.
Когда двигатель работает, его крутящий момент зависит от типа привода и напряжения. Один и тот же двигатель может иметь очень разную кривую скорости вращения при использовании с другим приводом.
 Для остановки скорость двигателя снижается до тех пор, пока она не станет ниже кривой крутящего момента.
Для остановки скорость двигателя снижается до тех пор, пока она не станет ниже кривой крутящего момента. Индуктивность в генри, деленная на сопротивление в омах, дает нам значение секунд. Это количество секунд (постоянная времени) представляет собой количество времени, которое требуется катушке для зарядки до 63% от ее номинального значения. Если двигатель рассчитан на 1 ампер, через 1 постоянную времени катушка будет на 0,63 ампер. После примерно 4 или 5 постоянных времени катушка будет до 1 ампер. Поскольку крутящий момент пропорционален току, если ток заряжается только до 63%, двигатель будет иметь только около 63% своего крутящего момента после 1 постоянной времени.
Индуктивность в генри, деленная на сопротивление в омах, дает нам значение секунд. Это количество секунд (постоянная времени) представляет собой количество времени, которое требуется катушке для зарядки до 63% от ее номинального значения. Если двигатель рассчитан на 1 ампер, через 1 постоянную времени катушка будет на 0,63 ампер. После примерно 4 или 5 постоянных времени катушка будет до 1 ампер. Поскольку крутящий момент пропорционален току, если ток заряжается только до 63%, двигатель будет иметь только около 63% своего крутящего момента после 1 постоянной времени. Высокие напряжения вызывают ток в обмотках с большей скоростью, чем 63%, упомянутые выше.
Высокие напряжения вызывают ток в обмотках с большей скоростью, чем 63%, упомянутые выше.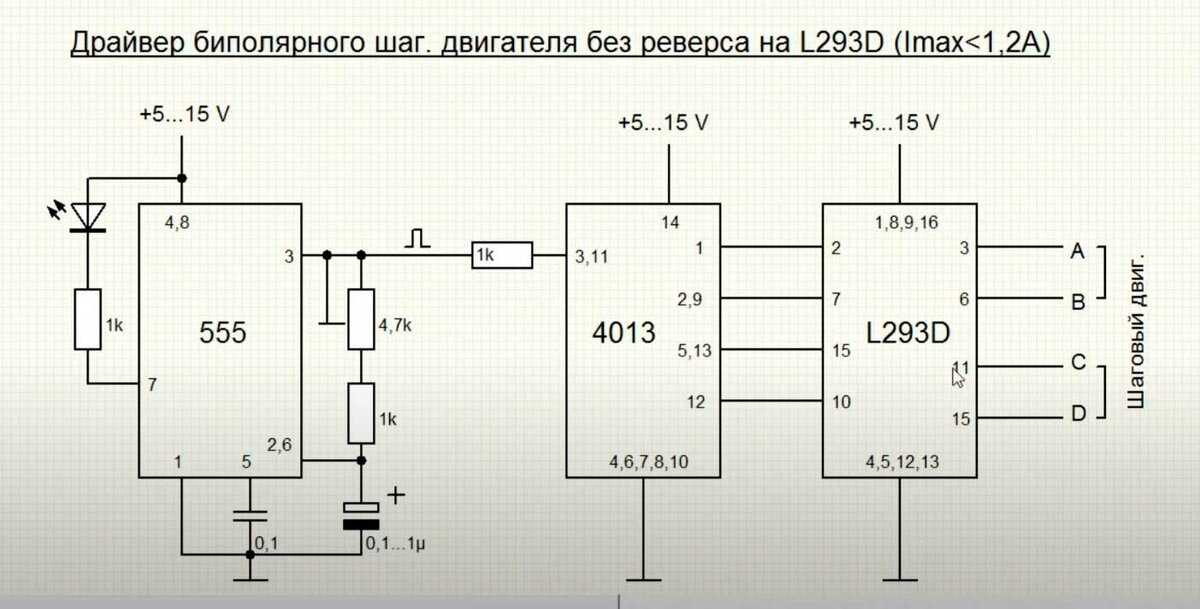 При тестировании шагового двигателя обязательно добавляйте нагрузку.
При тестировании шагового двигателя обязательно добавляйте нагрузку. Если вы пропускаете шаги, кратные четырем, вибрация вызывает потерю синхронизма или нагрузка слишком велика. Если количество пропущенных шагов не кратно четырем, велика вероятность того, что проблемы вызваны неправильным количеством импульсов или электрическими помехами.
Если вы пропускаете шаги, кратные четырем, вибрация вызывает потерю синхронизма или нагрузка слишком велика. Если количество пропущенных шагов не кратно четырем, велика вероятность того, что проблемы вызваны неправильным количеством импульсов или электрическими помехами. Каждый раз, когда угол шага уменьшается, мотор не будет так сильно вибрировать. Вот почему полушаговые и микрошаговые системы так эффективно снижают вибрацию.
Каждый раз, когда угол шага уменьшается, мотор не будет так сильно вибрировать. Вот почему полушаговые и микрошаговые системы так эффективно снижают вибрацию. Поскольку шаг по-прежнему составляет 7,2°, угол шага равен 0,72°. Просто исходя из конструкции, разрешение 5-фазного датчика составляет 500 шагов на оборот, а двухфазного — 200 шагов на оборот. Пятифазный предлагает разрешение в 2,5 раза лучше, чем двухфазный.
Поскольку шаг по-прежнему составляет 7,2°, угол шага равен 0,72°. Просто исходя из конструкции, разрешение 5-фазного датчика составляет 500 шагов на оборот, а двухфазного — 200 шагов на оборот. Пятифазный предлагает разрешение в 2,5 раза лучше, чем двухфазный. На иллюстрации каждый поворот на 90° соответствует 1,8° поворота ротора в реальном двигателе.
На иллюстрации каждый поворот на 90° соответствует 1,8° поворота ротора в реальном двигателе.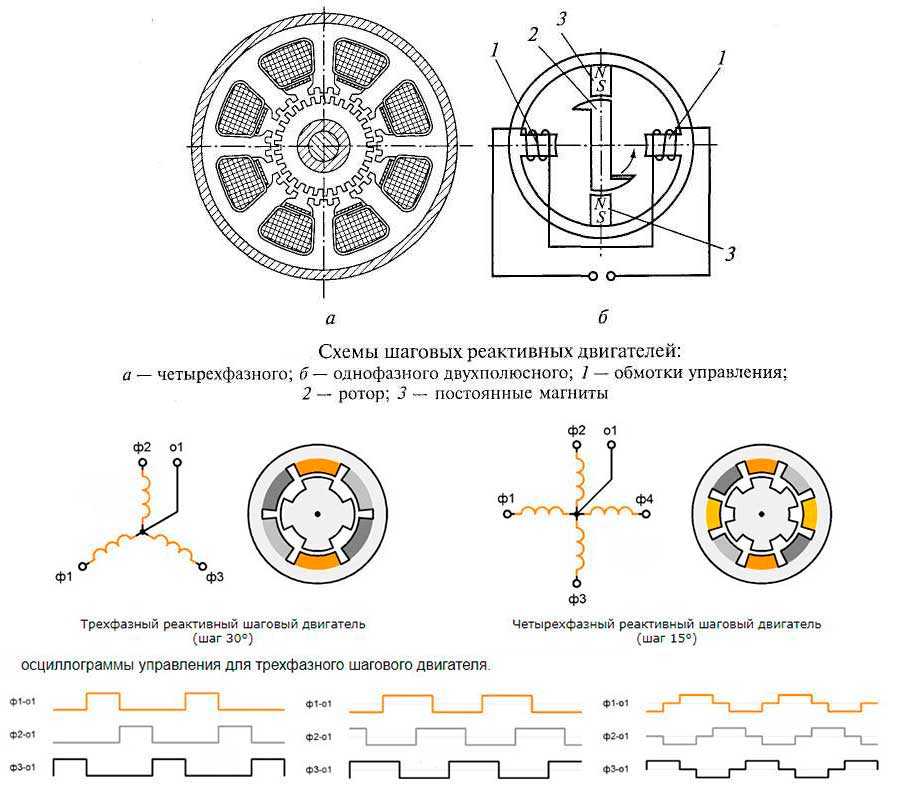
 Каждый раз мы включаем 4 фазы и мотор делает шаг.
Каждый раз мы включаем 4 фазы и мотор делает шаг.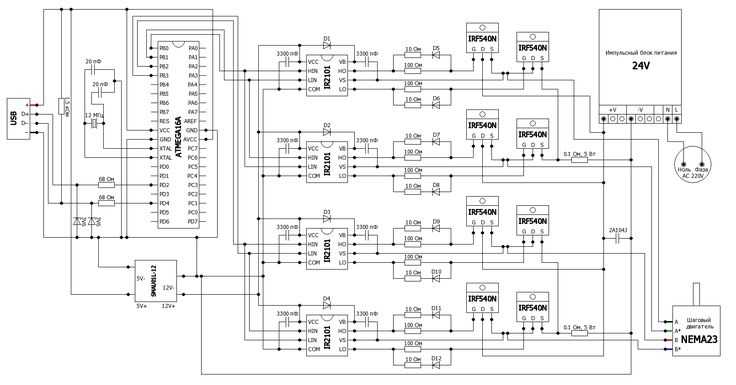 Чем меньше шаг, тем выше разрешение и лучше характеристики вибрации. В микрошаге фаза не полностью включена или полностью выключена. Он частично включен. Синусоидальные волны применяются как к фазе A, так и к фазе B, на расстоянии 90° друг от друга (0,9° в пятифазном шаговом двигателе).
Чем меньше шаг, тем выше разрешение и лучше характеристики вибрации. В микрошаге фаза не полностью включена или полностью выключена. Он частично включен. Синусоидальные волны применяются как к фазе A, так и к фазе B, на расстоянии 90° друг от друга (0,9° в пятифазном шаговом двигателе).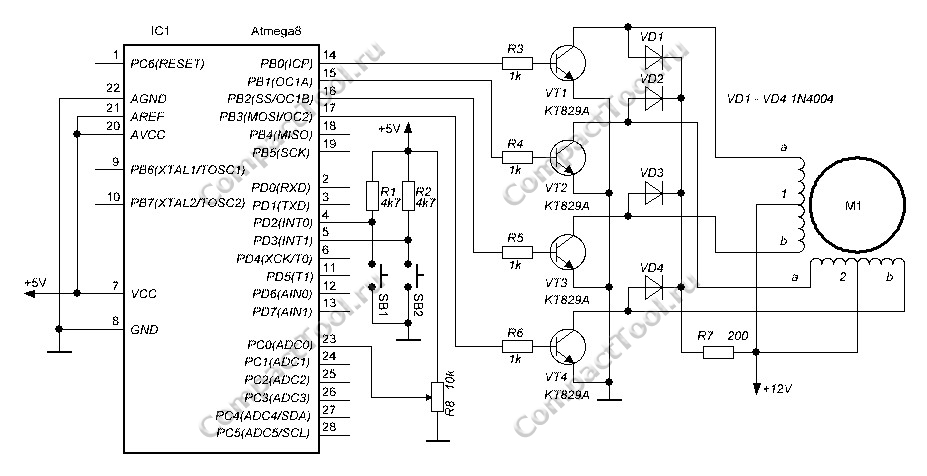 В таких случаях двигателю можно дать команду двигаться на 10 шагов, прежде чем он действительно начнет движение. Во многих случаях необходимо замкнуть цикл с помощью энкодеров, которые увеличивают цену.
В таких случаях двигателю можно дать команду двигаться на 10 шагов, прежде чем он действительно начнет движение. Во многих случаях необходимо замкнуть цикл с помощью энкодеров, которые увеличивают цену.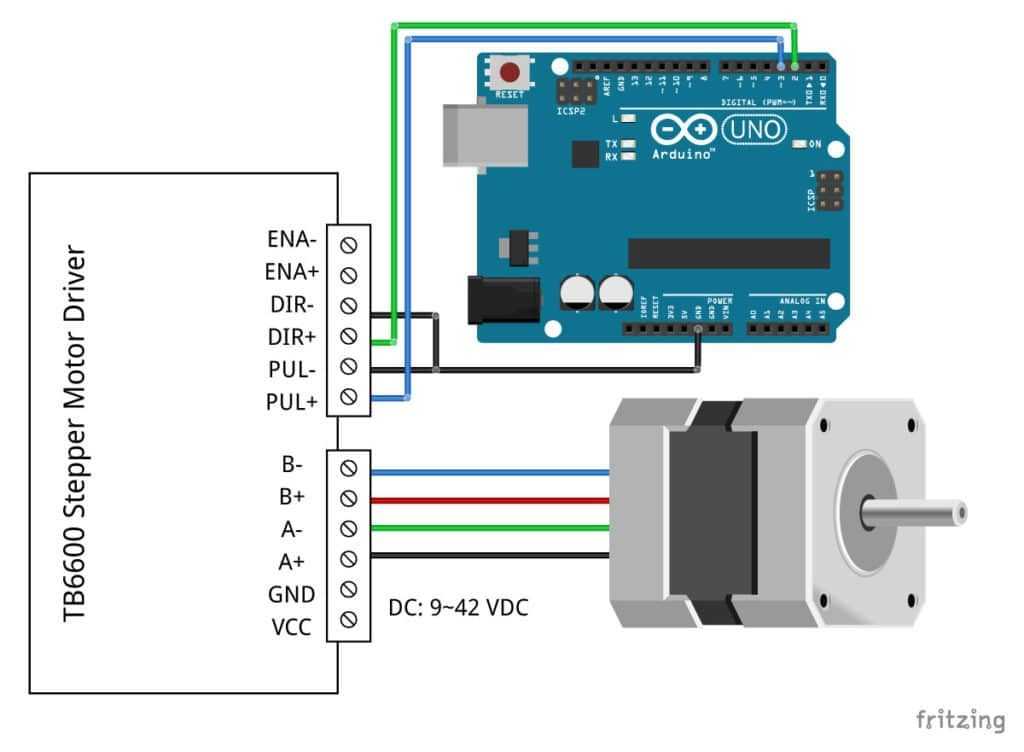 Кодер представляет собой тонкий диск с линиями на нем. Диск проходит между передатчиком и приемником. Каждый раз, когда между ними появляется линия, на сигнальные линии выводится импульс. Эти импульсы возвращаются на контроллер, который ведет их подсчет. Обычно в конце перемещения контроллер сравнивает количество импульсов, отправленных водителю, с количеством импульсов, отправленных энкодером обратно. Обычно записывается процедура, согласно которой, если два числа различны, разница затем компенсируется. Если числа совпадают, ошибки не произошло и движение продолжается.
Кодер представляет собой тонкий диск с линиями на нем. Диск проходит между передатчиком и приемником. Каждый раз, когда между ними появляется линия, на сигнальные линии выводится импульс. Эти импульсы возвращаются на контроллер, который ведет их подсчет. Обычно в конце перемещения контроллер сравнивает количество импульсов, отправленных водителю, с количеством импульсов, отправленных энкодером обратно. Обычно записывается процедура, согласно которой, если два числа различны, разница затем компенсируется. Если числа совпадают, ошибки не произошло и движение продолжается. Чтобы сделать его устройством положения, требуется обратная связь, обычно и энкодер или резольвер, и контуры управления. Сервопривод по существу включается и выключается, пока счетчик резольвера не достигнет определенной точки. Следовательно, сервопривод работает на основе ошибки. Например, сервопривод получает команду двигаться на 100 оборотов. Счетчик резольвера показывает ноль, и двигатель включается. Когда счетчик резольвера достигает 100 оборотов, двигатель выключается. Если положение отклоняется, двигатель снова включается, чтобы вернуть его в исходное положение. Как сервопривод реагирует на ошибку, зависит от настройки усиления. Если настройка усиления высока, двигатель будет очень быстро реагировать на любые изменения ошибки. Если настройка коэффициента усиления низкая, двигатель не будет так быстро реагировать на изменения ошибки. Задействованы любые настройки усиления по времени, временные задержки вводятся в систему управления движением.
Чтобы сделать его устройством положения, требуется обратная связь, обычно и энкодер или резольвер, и контуры управления. Сервопривод по существу включается и выключается, пока счетчик резольвера не достигнет определенной точки. Следовательно, сервопривод работает на основе ошибки. Например, сервопривод получает команду двигаться на 100 оборотов. Счетчик резольвера показывает ноль, и двигатель включается. Когда счетчик резольвера достигает 100 оборотов, двигатель выключается. Если положение отклоняется, двигатель снова включается, чтобы вернуть его в исходное положение. Как сервопривод реагирует на ошибку, зависит от настройки усиления. Если настройка усиления высока, двигатель будет очень быстро реагировать на любые изменения ошибки. Если настройка коэффициента усиления низкая, двигатель не будет так быстро реагировать на изменения ошибки. Задействованы любые настройки усиления по времени, временные задержки вводятся в систему управления движением. AlphaStep имеет встроенный резольвер, обеспечивающий обратную связь по положению. В любой момент времени мы знаем, где находится ротор.
AlphaStep имеет встроенный резольвер, обеспечивающий обратную связь по положению. В любой момент времени мы знаем, где находится ротор.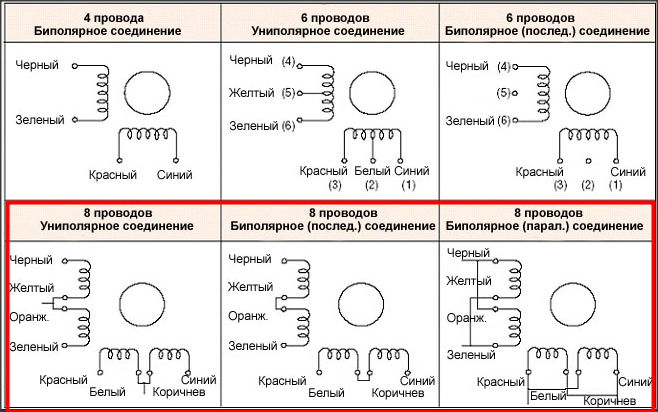
 Водитель управляет векторами крутящего момента за пределами 1,8°. Оказавшись внутри 1,8°, зубья ротора выровняются с вектором создаваемого крутящего момента. AlphaStep следит за тем, чтобы правильный зуб совпадал с вектором крутящего момента.
Водитель управляет векторами крутящего момента за пределами 1,8°. Оказавшись внутри 1,8°, зубья ротора выровняются с вектором создаваемого крутящего момента. AlphaStep следит за тем, чтобы правильный зуб совпадал с вектором крутящего момента.