ГОСТ Р 51694-2000: Материалы лакокрасочные. Определение толщины покрытия
Терминология ГОСТ Р 51694-2000: Материалы лакокрасочные. Определение толщины покрытия оригинал документа:
4.3. контрольный участок: Участок ответственной части поверхности, в пределах которого должно быть выполнено необходимое количество отдельных измерений.
Определения термина из разных документов: контрольный участок
4.5. локальная толщина покрытия: Среднее значение результатов определенного количества измерений, выполненных в пределах данного контрольного участка.
Определения термина из разных документов: локальная толщина покрытия
4.7. наибольшая локальная толщина: Наибольшее значение локальной толщины на ответственной части поверхности данного изделия.
Определения термина из разных документов: наибольшая локальная толщина
4.6. наименьшая локальная толщина: Наименьшее значение локальной толщины на ответственной части поверхности данного изделия.
Определения термина из разных документов: наименьшая локальная толщина
4.2. ответственная часть поверхности: Часть окрашенного или подлежащего окрашиванию изделия, для которой покрытие играет существенную роль для осуществления рабочих функций и/или придания декоративного вида.
Определения термина из разных документов: ответственная часть поверхности
4.8. средняя толщина: Среднее арифметическое значение результатов испытаний определенного количества измерений локальной толщины, равномерно распределенных по ответственной части покрытия, или результат гравиметрического определения толщины.
Определения термина из разных документов: средняя толщина
4.1. толщина покрытия: Расстояние между поверхностью покрытия и окрашиваемой поверхностью.
Примечание — Значение толщины покрытия в определенной степени зависит от выбранного метода измерения. Получение точного результата возможно в случае, если окрашиваемая поверхность и поверхность покрытия ровные и гладкие. На практике ни окрашиваемая поверхность, ни поверхность покрытия не бывают ровными. Во многих случаях шероховатость превышает 10 % толщины покрытия. Эта шероховатость влияет на результаты измерений, полученные различными методами. Для каждого метода это влияние имеет свои специфические особенности. Поэтому результаты измерений одного и того же образца, выполненные разными методами, могут значительно отличаться друг от друга. Результаты измерения толщины покрытия следует сопровождать указанием метода измерений, типа использованного прибора и, если известно, погрешности.
Определения термина из разных документов: толщина покрытия
4.9. толщина сырого слоя: Толщина слоя лакокрасочного материала, измеренная сразу после нанесения.
Определения термина из разных документов: толщина сырого слоя
4.4. точка измерения: Место, в котором проводят единичное измерение. В настоящем стандарте точку измерения (место испытания) определяют в зависимости от метода измерения следующим образом:
— для гравиметрических методов (растворения) — место, где покрытие удаляют;
— для методов микроскопического исследования — место, в котором проводят единичное измерение;
— для неразрушающих методов — площадь, занимаемая зондом, или участок поверхности, влияющий на показания прибора.
Определения термина из разных документов: точка измерения
ГОСТ Р 51694-2000 Материалы лакокрасочные. Определение толщины покрытия
В документе освещены следующие темы:
Стандарт устанавливает методы измерения толщины органических покрытий, нанесенных на окрашиваемую поверхность. Стандарт не распространяется на металлические покрытия..
В нашей базе актов, вы получите возможность получить файл ГОСТ Р 51694-2000. Величина файла составляет 20 стр. Мы храним огромную базу документов ГОСТ Р. Для более комфортного просмотра мы оформили все файлы в удобные форматы PDF и DOC и оптимизировали файл до объема 2.2 МБ. Этот акт нормативной документации введен 01.01.2002. В нашей базе всего 6300 документов. Если, вы потеряете файл или запланируете проверить его точность, он при необходимости будет находиться по ссылке: /media/new/regulation/gost-r-51694-2000-materialy-lakokrasochnye. pdf
Закажите услуги у экспертов:
Повышение квалификации
Лицензирование
Сертификация
Специальная оценка
Регистрация мед.изделий
Метрология
Вам может быть интересно
ГОСТ Р 1.0-2004 Материалы строительные. Метод испытаний на возгораемость под воздействием малого пламени
ГОСТ Р 1.4-93 Государственная система стандартизации Российской Федерации. Стандарты отраслей, стандарты предприятий, стандарты научно-технических, инженерных обществ и других общественных объединений. Общие положения
ГОСТ Р 1. 5-2004 Стандартизация в Российской Федерации. Стандарты национальные Российской Федерации. Правила построения, изложения, оформления и обозначения
ГОСТ Р 1.9-95 Государственная система стандартизации Российской Федерации. Порядок маркирования продукции и услуг знаком соответствия государственным стандартам
Attek Group Москва, Дербеневская наб., д. 11, корп. А, офис А225, 2 этаж 8 800 333-25-40 8 495 246-04-43
Мы приняли вашу зявку!
Свяжемся с вами в течении 5 минут
На главную страницу
Заказ обратного звонка
Оставьте заявку и менеджеры свяжутся с Вами для уточнения деталей
Введите ваше Имя:
Введите ваш номер телефона:
Соглашаюсь с условиями передачи данных
Домий К6Ц — хар хил турдаги ко’п функционал гоплама калинлиги ко’рсаткичи, нархи 10 сом, сотувчи ENERGY MAXIMUM, Узбекистан, Тошкент шахрида сотиб олинг
Махсулотлар
Ускуналар
Ольховские инструменты
Ольхов воситалари
Калынлик о’лчагичлари
Доймий К6Ц — хар хил турдаги ко’п функционал коплама калинлиги ко’рсаткичи
FLIR TG267 — камера с двойным экраном
МАКСИМУМ ЭНЕРГИИ
Чакана
Сотувда мавджуд
+998
(ракамни кориш)
Сотувчига махсулотни Glotr. uz дан топганингизни айтинг
Сотувчига махсулотни Glotr.uz дан топганингизни айтинг
Optris MS — пирометр
МАКСИМУМ ЭНЕРГИИ
Чакана
Сотувда мавджуд
+998
(ракамни кориш)
Сотувчига махсулотни Glotr.uz дан топганингизни айтинг
Fortuna LRF — лазерный мазофазин аникловчи
МАКСИМУМ ЭНЕРГИИ
Чакана
Сотувда мавджуд
+998
(ракамни кориш)
Сотувчига махсулотни Glotr.uz дан топганингизни айтинг
АВИ-32-2 — генератор импульсов
МАКСИМУМ ЭНЕРГИИ
Чакана
Сотувда мавджуд
+998
(ракамни кориш)
Сотувчига махсулотни Glotr. uz дан топганингизни айтинг
ПД/ТД200 — о’рнатилган диэлектрик йо’котиш танжанс бирлиги билан зарядсизланишни кисман о’лчаш тизими
МАКСИМУМ ЭНЕРГИИ
Чакана
Сотувда мавджуд
+998
(ракамни кориш)
Сотувчига махсулотни Glotr.uz дан топганингизни айтинг
ЛКЗ-1000 — маршрутный аниклаш тизими
МАКСИМУМ ЭНЕРГИИ
Чакана
Сотувда мавджуд
+998
(ракамни кориш)
Сотувчига махсулотни Glotr.uz дан топганингизни айтинг
Абрис 24.20 — TG-24.20 генератори ва ТМ-8 кабул килувчиси билан маршрутни кидириш воситаси
МАКСИМУМ ЭНЕРГИИ
Чакана
Сотувда мавджуд
+998
(ракамни кориш)
Сотувчига махсулотни Glotr.uz дан топганингизни айтинг
Бахолаганингиз учун рахмат!
Сиз ушбу таклиф учун олдин бахо колдиргансиз
0
бахо
0%
0
бахо
0%
0
бахо
0%
0
бахо
0%
0
бахо
0%
Сизнинг бахоингиз
Сиз ушбу таклифни тавсия килгансиз
Сотувчига махсулотни Глотр. уз дан топганингизни айтинг
Сотувчига хизматни Глотр.уз дан топганингизни айтинг
404 — СТРАНИЦА НЕ НАЙДЕНА
Почему я вижу эту страницу?
404 означает, что файл не найден. Если вы уже загрузили файл, имя может быть написано с ошибкой или файл находится в другой папке.
Другие возможные причины
Вы можете получить ошибку 404 для изображений, поскольку у вас включена защита от горячих ссылок, а домен отсутствует в списке авторизованных доменов.
Если вы перейдете по временному URL-адресу (http://ip/~username/) и получите эту ошибку, возможно, проблема связана с набором правил, хранящимся в файле .htaccess. Вы можете попробовать переименовать этот файл в .htaccess-backup и обновить сайт, чтобы посмотреть, решит ли это проблему.
Также возможно, что вы непреднамеренно удалили корневую папку документа или ваша учетная запись должна быть создана заново. В любом случае, пожалуйста, немедленно свяжитесь с вашим веб-хостингом.
Вы используете WordPress? См. Раздел об ошибках 404 после перехода по ссылке в WordPress.
Как найти правильное написание и папку
Отсутствующие или поврежденные файлы
Когда вы получаете ошибку 404, обязательно проверьте URL-адрес, который вы пытаетесь использовать в своем браузере. Это сообщает серверу, какой ресурс он должен использовать попытка запроса.
http://example.com/example/Example/help.html
В этом примере файл должен находиться в папке public_html/example/Example/
Обратите внимание, что CaSe важен в этом примере. На платформах с учетом регистра e xample и E xample не совпадают.
Для дополнительных доменов файл должен находиться в папке public_html/addondomain.com/example/Example/, а имена чувствительны к регистру.
Разбитое изображение
Если на вашем сайте отсутствует изображение, вы можете увидеть на своей странице поле с красным цветом X , где отсутствует изображение. Щелкните правой кнопкой мыши на X и выберите «Свойства». Свойства сообщат вам путь и имя файла, который не может быть найден.
Это зависит от браузера. Если вы не видите на своей странице поле с красным X , попробуйте щелкнуть правой кнопкой мыши страницу, затем выберите «Просмотр информации о странице» и перейдите на вкладку «Мультимедиа».
http://example.com/cgi-sys/images/banner.PNG
В этом примере файл изображения должен находиться в папке public_html/cgi-sys/images/
Обратите внимание, что в этом примере важен CaSe . На платформах с учетом регистра PNG и png не совпадают.
404 Ошибки после перехода по ссылкам WordPress
При работе с WordPress ошибки 404 Page Not Found часто могут возникать при активации новой темы или изменении правил перезаписи в файле .htaccess.
Когда вы сталкиваетесь с ошибкой 404 в WordPress, у вас есть два варианта ее исправления.
Вариант 1. Исправьте постоянные ссылки
Войдите в WordPress.
В меню навигации слева в WordPress нажмите Настройки > Постоянные ссылки (Обратите внимание на текущую настройку. Если вы используете пользовательскую структуру, скопируйте или сохраните ее где-нибудь.)
Выберите По умолчанию .
Нажмите Сохранить настройки .
Верните настройки к предыдущей конфигурации (до того, как вы выбрали «По умолчанию»). Верните пользовательскую структуру, если она у вас была.
Нажмите Сохранить настройки .
Во многих случаях это сбросит постоянные ссылки и устранит проблему. Если это не сработает, вам может потребоваться отредактировать файл .htaccess напрямую.
Если ваш блог показывает неправильное доменное имя в ссылках, перенаправляет на другой сайт или отсутствуют изображения и стиль, все это обычно связано с одной и той же проблемой: в вашем блоге WordPress настроено неправильное доменное имя.
Как изменить файл .htaccess
Файл .htaccess содержит директивы (инструкции), которые сообщают серверу, как вести себя в определенных сценариях, и напрямую влияют на работу вашего веб-сайта.
Перенаправление и перезапись URL-адресов — это две очень распространенные директивы, которые можно найти в файле .htaccess, и многие скрипты, такие как WordPress, Drupal, Joomla и Magento, добавляют директивы в .htaccess, чтобы эти скрипты могли работать.
Возможно, вам потребуется отредактировать файл .htaccess в какой-то момент по разным причинам. В этом разделе рассказывается, как редактировать файл в cPanel, но не о том, что нужно изменить. статьи и ресурсы для этой информации. )
Существует множество способов редактирования файла .htaccess
Отредактируйте файл на своем компьютере и загрузите его на сервер через FTP
Использовать режим редактирования программы FTP
Использовать SSH и текстовый редактор
Использование файлового менеджера в cPanel
Самый простой способ отредактировать файл .htaccess для большинства людей — через диспетчер файлов в cPanel.
Как редактировать файлы .htaccess в файловом менеджере cPanel
Прежде чем что-либо делать, рекомендуется сделать резервную копию вашего веб-сайта, чтобы вы могли вернуться к предыдущей версии, если что-то пойдет не так.
Откройте файловый менеджер
Войдите в cPanel.
В разделе «Файлы» щелкните значок File Manager .
Установите флажок для Корень документа для и выберите доменное имя, к которому вы хотите получить доступ, из раскрывающегося меню.
Убедитесь, что установлен флажок Показать скрытые файлы (dotfiles) «.
Нажмите Перейти . Файловый менеджер откроется в новой вкладке или окне.
Найдите файл .htaccess в списке файлов. Возможно, вам придется прокрутить, чтобы найти его.
Чтобы отредактировать файл .htaccess
Щелкните правой кнопкой мыши файл .htaccess и выберите Редактировать код в меню. Кроме того, вы можете щелкнуть значок файла .htaccess, а затем Редактор кода значок в верхней части страницы.
Может появиться диалоговое окно с вопросом о кодировании. Просто нажмите Изменить , чтобы продолжить. Редактор откроется в новом окне.
При необходимости отредактируйте файл.
Когда закончите, нажмите Сохранить изменения в правом верхнем углу. Изменения будут сохранены.
Протестируйте свой веб-сайт, чтобы убедиться, что ваши изменения были успешно сохранены.
Как известно, производство деталей машин всегда начинается с получения заготовок в заготовительных цехах и участках. Соответственно, получение заготовок является одним из основных этапов машиностроительного производства и в значительной степени определяет затраты материалов и энергии, трудоемкость изготовления и качество получаемых изделий.
Одной из основных задач, стоящих перед технологией машиностроения на современном этапе развития производства, является замена (по возможности) технологических процессов резания методами формообразования деталей, достигаемых за счет использования прогрессивных методов получения заготовок, либо, если это неосуществимо – максимально возможное приближение заготовок по форме и размерам к готовым деталям. Поэтому цель изучения дисциплины «Технологические методы производства заготовок деталей машин» — это ознакомление студентов специальности «Технология машиностроения» с современными технологиями получения заготовок.
Для достижения этой цели студенты должны успешно решить следующие задачи:
Знать современные прогрессивные методы получения заготовок деталей машин и оборудование для их реализации;
Уметь выбирать рациональный для конкретных производственных условий метод получения заготовки;
Уметь разработать чертеж заготовки с простановкой размеров, учитывая базирование заготовки;
Изучение дисциплины ТМПЗДМ базируется на знаниях, полученных при изучении таких дисциплин как физика, высшая математика, технология конструкционных материалов и др. В свою очередь, материалы и знания, полученные при изучении дисциплины, будут использованы при изучении дисциплин «Технология обработки типовых деталей и сборки машин», «Автоматизация производственных процессов в машиностроении», «Механосборочные участки и цехи в машиностроении» и др.
Важность, которую уделяют изучению данной дисциплины, может быть проиллюстрирована также тем фактом, что до 1985 года проектирование и производство заготовок было включено в дисциплину «Технология машиностроения». Принимая во внимание значимость получения заготовок в производственных процессах, было признано целесообразным выделить его в отдельную учебную дисциплину.
В машиностроении в настоящее время существует достаточно много способов и методов получения деталей и заготовок. Это разнообразие, с одной стороны, дает возможность существенно повысить качество деталей машин и эффективность их изготовления, с другой стороны – создает значительные трудности в выборе наилучшего варианта. Для принятия оптимального решения необходим комплексный анализ технико-экономической эффективности всех альтернативных вариантов, с учетом конструктивных, технологических и производственных факторов. Все эти факторы взаимосвязаны, поскольку конструкция изделия, марка материала, его физические и механические свойства в первую очередь определяют форму заготовки, способ ее получения, характер производства и его организационный уровень. Учет всех этих требований влияет на технико-экономическую эффективность изготовления самого изделия.
Если упрощенно считать, что стоимость изготовления изделия Си=См+Сз+Со, где Си, См, Сз и Со – стоимость соответственно изделия, материалов, заработной платы и оборудования, и учесть возможную серийность производства, то из практики известно, что доля затрат на материалы, заработную плату и оборудование существенно зависит от типа производства по серийности.
В единичном производстве в стоимости изделия наиболее существенным весом обладает стоимость заработной платы, в массовом – стоимость материалов, а в серийном их доля зависит от уровня серийности. Но независимо от типа производства, материалоемкость изделия и трудоемкость его изготовления всегда определяется удачным выбором заготовки и способа ее получения.
Если попытаться проанализировать ситуацию в машиностроительной отрасли Украины, то можно четко наблюдать следующие тенденции. Во-первых, повышение цен на энергоносители до уровня мировых привело к существенному ухудшению ситуации в целом, падению спроса на продукцию и снижению объемов производства. Во-вторых, повышенная энергоемкость продукции также делает ее неконкурентоспособной на мировых рынках. И, наконец, вполне реальной становится угроза дефицита металла и электроэнергии при сохранении пропорций потребления электроэнергии на обработку резанием и процента металла, идущего в стружку.
Кардинально улучшить эту ситуацию можно только путем использования малоотходных и энергосберегающих технологий, к которым, в частности, и относятся прогрессивные способы и методы получения заготовок.
Из истории развития общества известно, что древнейшим способом получения заготовок и готовых изделий из металлов является литье. От простейших украшений и изделий (статуэтки, оружие, посуда, колокола) в процессе эволюции и развития производства человек пришел к электрометаллургии стали, чугуна и цветных металлов. В настоящее время половину всей выплавляемой стали используют для литья. В свою очередь, доля стального литья составляет порядка 23% в его общем балансе, а 73% — это чугунное литье как самый дешевый материал для получения заготовок. Растет потребность в легированных конструкционных материалах, высокопрочных, жаростойких и экономнолегированных сталях. Возникают новые прогрессивные способы литья, такие как ковшовая металлургия, электрошлаковое литье, но литье в песчано-глинистые формы остается наиболее распространенным (порядка 80% от всего объема литых заготовок).
Второе место после литья в производстве заготовок для машиностроения занимает обработка металлов давлением (ОМД). В начале 80-х годов прошлого века ОМД подвергалось более 90% выплавленной стали и более половины цветных металлов и сплавов.
Для получения многих заготовок используют последовательно несколько способов обработки (литье, ОМД, листовая штамповка, сварка и т.д.).
В современном машиностроении получили широкое распространение такие виды заготовок: прокат из сталей и цветных металлов и сплавов; отливки из чугуна, сталей, цветных металлов и сплавов; поковки из сталей и цветных металлов; порошковые металлические, керамические и пластмассовые заготовки; сборные заготовки.
Заготовки из проката. Товарные заготовки – кованые колоды круглого (блюмсы) и квадратного (слябы) сечения, толстые плиты – как заготовки для ковки и штамповки крупных заготовок (валов, осей, рычагов, тяг и т.п.). Простой сортовой профиль общего назначения – круглый, квадратный, шестигранный – для формирования гладких и ступенчатых (с небольшими перепадами диаметров) валов, втулок, стаканов, рычагов, клиньев, фланцев, поршней. Сталь угловая равнобокая и неравнобокая, тавры и швеллеры – для изготовления металлоконструкций, рам, ферм, подставок, кронштейнов, каркасов. Фасонные профили проката отраслевого и специального сечения – используют в автомобильном, тракторном, железнодорожном и др. видах машиностроения. Трубный прокат – стальной, бесшовный, горячекатаный, холоднотянутый, холоднокатаный – идет на изготовление цилиндров, гильз, втулок, шпинделей, стаканов, барабанов, роликов, полых валов. Гнутые профили предназначены для изготовления кузовов, опор, кронштейнов, каркасов, консолей, ферм, ребер жесткости.
Прессованные профили сложной формы – используют для создания направляющих элементов и декоративных изделий. Периодические профили проката: продольной прокатки – для изготовления балок, осей, валов, лопаток турбин; поперечно-винтовой прокатки – для шпинделей станков, рычагов, валов электродвигателей; поперечно-клиновой прокатки – для формирования валов коробок передач, крышек, фланцев, дисков; поперечной прокатки – для изготовления шаров подшипников качения, профилированных трубных деталей и т.д.
Механические свойства периодического проката выше, чем у гладкого, за счет расположения волокон в соответствии с конфигурацией детали.
По способу обработки прокат может быть горячекатаным, холоднокатаным, холоднотянутым, прессованным, калиброванным, шлифованным (серебрянка), а по способу термообработки – термообработанный, закаленный и без термообработки.
Отливки. Классифицируются по способу литья. Могут иметь сложные и криволинейные поверхности и быть изготовлены практически из всех металлов и сплавов массой от нескольких граммов до сотен тонн.
Кованные и штампованные заготовки (поковки и штамповки). Получают обработкой металлов давлением путем ковки, штамповки и специальных технологических процессов. Классифицируются по виду и температуре обработки, а также виду основного оборудования. Свободная ковка позволяет получать заготовки простой формы с большими напусками и припусками под механическую обработку, однако не имеет альтернативы в единичном производстве и для крупных заготовок (массой до 300 тонн). Горячей и холодной штамповкой изготавливают более сложные по форме, но ограниченные по габаритам и массе заготовки. В массовом и крупносерийном производстве широко используют профили, полученные прокаткой, прессованием, волочением, вальцовкой и т.д.
Заготовки из порошков. Классифицируют по способу изготовления, материалам (металлы, керамика, пластмассы), наполнителям, красителям. Максимально приближены к готовым деталям и требуют зачастую только отделки.
Сборные заготовки. Классифицируют по материалам, способам соединения и изготовления составных частей. Например, сварные заготовки могут быть сварно-литыми, сварно-кованными, сварно-штампованными, ковано-литыми, металлостеклянными, металлокерамическими и т.д. Для соединения отдельных частей заготовки используют различные способы сварки, пайки, клепки, склеивания, свинчивания, закатывания и т.д. Такие заготовки позволяют изготавливать изделия, сложные по конфигурации, массивные и имеющие повышенные требования к отдельным элементам.
Иные заготовки. Получают путем механической обработки сортового и специального проката при помощи металлорежущего оборудования, ножниц, штампов, а также газовых, электрических, лазерных и механических резаков.
ОБЩЕРОССИЙСКИЙ КЛАССИФИКАТОР ВИДОВ ЭКОНОМИЧЕСКОЙ ДЕЯТЕЛЬНОСТИ, ПРОДУКЦИИ И УСЛУГ (ОК 004-93) (УТВ. ПОСТАНОВЛЕНИЕМ ГОССТАНДАРТА РФ ОТ 06.08.93 N 17) (ДАТА ВВЕДЕНИЯ 01.01.94) (ЧАСТЬ 1 И 2)
Классификация ISO для обрабатываемых материалов Металлы
Поддержание постоянства и качества имеет важное значение в металлургической промышленности. Наличие поставщика металла, сертифицированного по стандарту ISO, является ключом к обеспечению качества вашего проекта или процесса. Классификация ISO для металлических заготовок информирует производителей и операторов станков с ЧПУ о подходящих инструментах, скоростях и спецификациях для резки металлических материалов. Продолжайте читать, чтобы узнать больше о сертификатах ISO, сертифицированных ISO материалах, группах материалов ISO для заготовок и таблицах классификации групп материалов ISO.
Что такое сертификация ISO?
ISO (Международная организация по стандартизации) — независимая неправительственная международная организация, разрабатывающая стандарты для обеспечения качества, безопасности и эффективности продуктов, услуг и систем. Сертификация ISO гарантирует, что система управления, производственный процесс, услуга или процедура документирования соответствуют всем требованиям стандартизации и обеспечения качества.
Что такое сертифицированный ISO материал?
Если организация позиционирует себя как «Сертифицированная по ISO 9001», она соответствует требованиям, установленным в соответствии с ISO 9001 (полностью ознакомиться с ними можно здесь). ISO 9001 требует, чтобы организации определяли подходящую и эффективную систему управления качеством и следовали ей, а также требовали от них выявления областей, требующих улучшения, и принятия мер для достижения этих улучшений. В результате обычно считается, что организация, претендующая на сертификацию ISO 9001, имеет продукты и услуги, соответствующие стандартам качества.
Каковы группы материалов заготовки iso?
Материал заготовки может быть определен как кусок металла или другого материала, который находится в процессе создания, обработки или механической обработки. Другими словами, это общий термин, применимый ко всем металлам. В связи с этим стандарты ISO создали шесть различных групп материалов для заготовок, которые помогают производителям и производителям различать типы металлов на основе их физических свойств.
Эти классификации помогают определить надлежащие режущие инструменты, необходимые для резки каждого металла, что экономит время и избавляет от догадок при резке и обработке на станках с ЧПУ. Шесть типов групп материалов ISO для заготовок обозначаются серией букв и цветов, при этом каждая группа содержит свои собственные подгруппы.
ISO Группа P — сталь
ISO Группа M — нержавеющая сталь
Группа ISO K — чугун
ISO Группа N — Цветные металлы
ISO Группа S — суперсплавы
ISO группа H — закаленная сталь
Классификационная таблица групп материалов ISO
Основные группы материалов для заготовок ISO лишь касаются поверхности, когда речь идет о разнообразии металлических материалов и их параметрах резания, поэтому каждая группа имеет свои собственные подгруппы, основанные на структуре, составе , и состав каждого типа металла. В приведенной ниже таблице представлены основные классификации материалов для понимания каждой группы и ее состава.
Нужен материал заготовки?
Mead Metals является поставщиком металла, сертифицированным по стандарту ISO 9001, который стремится к постоянному совершенствованию и превосходит ожидания клиентов в отношении стандартов качества. Мы обеспечиваем клиентов высококачественным металлическим материалом в малых и больших объемах. Наша ниша — это высококачественные металлы в небольших объемах, что позволяет нам предлагать конкурентоспособные цены и непревзойденный сервис. Если вам требуется материал заготовки для вашего следующего проекта или процесса, просмотрите наши продукты и услуги или получите быстрое предложение сегодня, нажав на ссылку ниже.
Темы:
Сервисные центры | Контроль качества | Сертификаты | Информация о металле | Соответствие | Информация о металлургической промышленности | Соответствие требованиям и сертификаты
[PDF] Гибкий метод классификации для оценки полезности автоматизированной системы классификации деталей
title={Гибкий метод классификации для оценки полезности автоматизированной системы классификации деталей}, автор = {Шан Хва Хсу, Т. С. Ся и М. С. Ву}, journal={Международный журнал передовых производственных технологий}, год = {1997}, объем = {13}, страницы = {637-648} }
S. Hsu, T. Hsia, M. Wu
Опубликовано в 1997 г.
Информатика
The International Journal of Advanced Manufacturing Technology
Резюме В групповой технологии заготовки подразделяются на семейства в соответствии с их сходством в конструкции или производственные атрибуты. Эта категоризация может устранить дублирование конструкции и облегчить производство заготовок. Много усилий было направлено на разработку автоматизированных систем классификации деталей. Однако трудно оценить полезность таких систем. Цель этого исследования состояла в том, чтобы разработать эталонную систему классификации, основанную на глобальной форме…
View on Springer
ir.nctu.edu.tw
Эффективный метод создания эталонных классификаций для автоматических систем классификации деталей
S. Hsu, T. Hsia, Muh-Cherng Wu
Science
1998
В этой статье предлагается более эффективный метод, называемый бережливой классификацией, в котором данные сравнения между образцами и небольшим количеством типичных изделий используются для вывода полных результатов классификации.
для создания классов меток для автоматических систем Clasaifica n Workplece
S. Hsu, C. T., M. Wu
Информатика, материаловедение
2005
1 9008 Этот метод предлагает более эффективную, экономичную бумагу классификация, в которой данные сравнения между образцами и небольшим количеством типичных деталей используются для вывода полных результатов классификации.
Мод для создания классов меток для автоматических систем Clasaifica n Workplece
S. Hsu, T. Hsia, M. Wu
Компьютерные науки, материаловедение
1998
небольшое количество типичных заготовок используется для вывода полных результатов классификации.
Модель измерения подобия производственного процесса и приложение, основанное на составляющих элементах процесса
Чжунъи Ву, Вэйдун Лю, Вэйцзе Чжэн, Вэньбин Ни, Чжэньчжэнь Ли
Бизнес, материаловедение
Междунар. Дж. прод. Рез.
2021
Предложен инновационный метод, основанный на модели составляющих элементов процесса, для объективного расчета подобия процессов производства продукции, доказана реализуемость и эффективность метода.
МЕХАНИЗМЫ КЛАССИФИКАЦИИ ПРОДУКЦИИ ПО ФОРМЕ
Chien-Cheng Chang
Информатика
2007
Использовались кластерный анализ и словесные описания задачи иерархической группировки, которые показали, что в процессе классификации форм продукта испытуемые сначала используют локальные признаки, а затем шаг за шагом в процедуре классификации используют суммарные образы.
Основные факторы, определяющие категориальное восприятие формы продукта мобильных телефонов
Chien-Cheng Chang, Jun-Chieh Wu
Информатика
2009
Метод снижения сходства пар сравнения0077
Muh-Cherng Wu, Shih-Ching Wu, T. Hsia, S. Hsu
Информатика
2005
Групповая технология должна группировать сходные детали в семейства. При классификации деталей на основе их общих форм сходство деталей необходимо измерять вручную путем сравнения пар. Стоимость…
Веб-система управления знаниями CBR для устранения неполадок ПК
S. Hsu
Информатика
2004
Используя рассуждения на основе прецедентов (CBR), авторы объединяют методы анализа когнитивных задач (CTA), иерархической кластеризации и онтологии и предлагают веб-управление знаниями CBR (KM)…
A Web- основанная на CBR система управления знаниями для устранения неполадок ПК
С. Ван, С. Хсу
Информатика
2004
Используя рассуждения на основе прецедентов (CBR), авторы интегрируют методы анализа когнитивных задач (CTA). ), иерархическую кластеризацию и онтологию, а также предложить веб-управление знаниями CBR (KM)…
SHOWING 1-10 OF 22 REFERENCES
SORT BYRelevanceMost Influenced PapersRecency
A neural network approach to the classification of 3D prismatic parts
Muh-Cherng Wu, S. R. Jen
Business
1996
A нейросетевой подход к классификации трехмерных призматических деталей на основе их глобального информационного моделирования формы, который позволяет избежать повторного изобретения существующей конструкции и может создать новую конструкцию путем модификации существующих.
Автоматизированное групповое кодирование деталей из трехмерной базы данных САПР
М. Хендерсон, С. Мусти
Информатика
1988
Система программного обеспечения, для анализа которой была написана твердотельная модель детали и сгенерировать групповой технологический код детали путем идентификации характеристик формы, которые могут быть автоматически закодированы для планирования вариантов процесса, поиска проекта и других приложений, связанных с кодированием детали.
Особенности интегрированного моделирования продуктов и их производства
T. Lenau, Lianchun Mu
Business
1993
Резюме В данной статье обобщаются причины рассмотрения новых способов моделирования продуктов и процессов. Описаны три различных концепции описания деталей и изделий, включая различные…
Нейросетевая система для классификации и кодирования вращающихся частей на основе формы
С. Капарти, Н. Суреш
Информатика
1991
Нейросетевая система используется для генерирования связанных с геометрией деталей цифр кода Опица из растровых изображений чертежей деталей и, как установлено, генерирует коды точно и обещает стать полезным инструментом для автоматической генерации классов и кодов на основе форм.
Последовательное представление нечетких отношений подобия
С. Тан, Х. Тэ, Пей-Чжуан Ван
Информатика
1994
Схема кодирования, ориентированная на признаки формы
C. -S. Chen
Компьютерная наука
1989
Многочисленные судьи, многочисленные критерии. Проблема рейтинга: нечеткий подход
J. Buckley
Компьютерная наука, экономика
1984
666666696969696969666966696969696969696666666966666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666. Изготовление – методы и приложения
Подборка современных методов принятия решений «Принятие решений по множеству атрибутов: методы и приложения» фокусируется на подходе нечетких множеств к принятию решений по множеству атрибутов (MADM).
Операции над нечеткими числами
Д. Дюбуа, Х. Праде
Информатика
1978
Обычные алгебраические операции над действительными числами распространяются на нечеткие числа с использованием принципа нечеткости показано, что практическое использование нечетких операций не представляет сложности и требует не больше вычислений, чем при работе с интервалами ошибок в классическом анализе допусков.
Прочистка сопла экструдера 3D-принтера если произошло засорение
Есть несколько причин, по которым вам может понадобиться прочистить сопло 3D-принтера. Во-первых, инородные частицы, имеющиеся в самом филаменте вкрапления, пыль, перегревшийся и подгоревший пластик – все это застревает в сопле и препятствует нормальному экструдированию. Кроме того, подгоревший пластик может прилипать к внутренней поверхности сопла, непосредственно его не блокируя, но мешая продвижению материала. Прочищать сопло следует всякий раз, когда видно, что есть какие-то помехи экструдированию, а еще лучше делать это регулярно.
Когда 3D-принтеры только появились, прочистка представляла собой довольно сложную процедуру. Нередко принтер приходилось разбирать, а чтобы извлечь застрявший пластик – подогревать детали открытым пламенем. В результате пластик иногда подгорал еще сильнее, что в некоторых случаях в конце концов приводило к самым серьезным последствиям (сопла даже ломались), да и сборка-разборка не всегда заканчивалась без проблем. Некоторые умельцы погружали сопла в растворитель. Здесь проблема в том, что реагент не сразу добирается до пластика внутри сопла, и даже при самом сильном реактиве пластик все равно может оставаться вязким, и его сложно извлечь.
Самый безопасный и наиболее эффективной способ полной очистки сопла от пластика и загрязнений – операция, которую иногда называют «холодной протяжкой». Смысл ее состоит в том, чтобы протягивать филамент сквозь сопло при такой температуре, при которой он гарантированно не рвется, не плавится в горячей зоне, однако уже достаточно нагрет, чтобы, тянуться, заполняя пространство внутри сопла, но не застревая в нем. Лучше всего это получается с соплами из полированной нержавеющей стали. С теми, у которых внутри тефлоновое покрытие, проблем больше, потому что давление внутри сопла слегка деформирует тефлоновый слой, и возникают труднопреодолимые неровности.
Холодную протяжку можно успешно применять как с ABS (который долгое время оставался самым лучшим материалом, с температурой холодной протяжки 160-180 °C), так и с PLA (с ним гораздо сложнее из-за его переходных температурных особенностей, но холодная протяжка при 80-100 °C иногда удается). Сегодня же лучшими материалами для данной процедуры можно признать PA Nylon (Полиамид нейлон) — температура протяжки 180 °C — они более прочные, более гибкие и лучше скользят. Приведенные температуры — это максимум, выше них пластик уже начинает плавиться. Для достижения наилучших результатов температура пластика должна быть как можно ниже, и можно попытаться сначала довести сопло до значительно более холодного состояния и постепенно его нагревать. В качестве нейлонового филамента можно использовать триммерную леску, которая продается в хозяйственном магазине.
Удачная холодная протяжка ABS. Внутрь попал воздух и вышел через кончик нити, в результате чего она стала пустой и могла сломаться.
Удачная холодная протяжка PLA. Воздух выходил по сторонам нити. В результате она вытянулась, стала слишком тонкой, и процесс продолжался бы до тех пор, пока нить не порвалась.
Удачная холодная протяжка Нейлоном. Благодаря прочности и малому коэффициенту трения нить удалось протянуть при низкой температуре без опасных деформаций.
Прежде всего следует удалить как можно больше накопившегося пластика. Для этого можно попробовать протянуть ABS или PLA при указанных температурах. Далее сопло следует нагреть до 240 °C, чтоб нейлон полностью расплавился и можно было выдавить нить. Экструдируйте материал медленно. Большинство комков (особенно образовавшихся из-за пыли) не полностью блокируют сопло, но увеличиваются и забивают его при повышении давления, и извлечь их тогда очень трудно. Если у вас засор не сильный, т.е. это не крупные инородные частицы, отложившиеся в сопле, медленное, через паузы, экструдирование позволит выдавить из него старый материал. Как только на кончике сопла появится нейлон, можно начать охлаждать сопло до температуры протяжки.
Грубый или окрашенный выходящий филамент свидетельствует о том, что старый пластик вышел не полностью, и для полной очистки имеет смысл процесс повторить.
Если у вас образовался серьезный засор, который полностью препятствует экструдированию, перед дальнейшей процедурой его надо разрыхлить. Это обычно делается тонкой стальной или латунной проволокой (обычная проволока из алюминия или меди слишком мягкая). Подойдет также щетина от проволочного ершика или щетки или тонкая струна.
Разумеется, лучше всего использовать специальные приспособления. И такие есть. Они называются сверлами для чистки экструдера или иглы для чистки экструдера и по сути представляют собой миниатюрный стальной бур с держателем. (Необходимо предупредить что сверла довольно хрупкие и могут ломаться, иглы только сгибаются). Также иглой удобно проверять диаметр выходного отверстия сопла.
Разогрейте экструдер до 200 °C, протолкните бур в сопло и расшевелите находящуюся там накипь, после чего попробуйте снова экструдировать. Наиболее коварные инородные частицы придется отковыривать долго и упорно. Когда проволока свою работу сделала, можно попытаться продавить нейлон, чтобы выпихнуть старый материал.
Если продавленная нейлоновая нить имеет шероховатую, темную, обесцвеченную или в черных точках поверхность, это указывает на то, что перегретый и подгоревший пластик все еще остается в сопле. Его бывает особенно трудно оттуда извлечь, если налип он давно или если пригорел в результате попыток прочистить сопло открытым огнем. (У некоторых меделей принтеров для предотвращения засоров предусмотрена специальная процедура, при которой, когда принтер ничего не печатает, периодически принудительно выдавливается несколько миллиметров филамента). Если нить выходит шероховатая или грязная, процесс следует (выбрасывая грязные куски) повторять до тех пор, пока филамент не будет выходить гладким, чистым и практически белым.
Инструкция по запуску, первой печати, калибровке и обслуживанию 3d-принтера Ulti Steel
Перед запуском первой печати необходимо осуществить подготовительные действия: откалибровать стол, заправить пластик, нанести адгезивные составы и т.д.
Навигация по меню:
Дисплей принтера:
1 — Температура сопла текущая/заданная. Когда заданная температура равно 0 — это значит, что нагрев не включен.
2 — Температура стола текущая/заданная.
3 — Строка с координатам. Координаты обновляются по мере печати.
4 — Feedrate — скорость печати в процентах. Можно менять скорость во время печати — нужно покрутить энкодер, не нажимая на него.
5 — SD — статус выполнения печати в процентах.
6 — Время от начала печати.
7 — Строка статуса для информации о процессе нагрева стола и сопла, остановке и старте печати и т.д.
Функции меню:
Чтобы зайти в главное меню — нажмите на энкодер.
1. Печать с SD карты.
Главное меню > Print From SD (Печать с SD карты) > Выбираем файл из списка. Название файлов должно быть написано латинскими буквами.
2. Преднагрев.
Позволяет одним нажатием запустить процесс нагрева печатающей головки и стола под выбранный вами пластик. Данная функция полезна как для смены пластика, так и для более быстрого запуска принтера на печать, например пока вы готовите модель в слайсере, в это время принтер нагревается.
Позволяет выставить параметры вручную для обслуживания печатающей головки, смены пластика или проверки работоспособности.
— Главное меню > Temperature (Температура) > Nozzle — установка температуры печатающей головки. — Главное меню > Temperature (Температура) > Bed — установка температуры стола — Главное меню > Temperature (Температура) > Fan Speed — установка скорости вращения вентилятора обдува моделей (значение может задаваться от 0 до 255, либо в процентом соотношении от 0 до 100 в зависимости от версии прошивки).
4. Парковка принтера.
Команда перемещения печатающей головки в нулевые координаты.
Главное меню > Motion (Перемещение) > Auto Home (Парковка)
5. Выключение шаговых двигателей.
При калибровке стола или ручном перемещении печатающей головки и стола для обслуживания.
Активируется только тогда, когда принтеру задана какая-либо температура во время печати, преднагрева или ручной установки параметров.
Главное меню > Temperature (Температура) > Cooldown (Охладить)
Калибровка стола.
Принтер UlTi Steel настроен так, что точка касания сопла и поверхности стола (стол у сопла, левый ближний угол) является началом координат и одновременно точкой парковки. Нужно только отрегулировать винтами три точки касания сопла о стекло:
Вызовите из меню функцию парковки.
Выключите шаговые двигатели (функция в меню).
Крутите левую ближнюю барашковую гайку до тех пор, пока в отражении стекла не увидите зазор между соплом и стеклом.
Руками переместите печатающую головку в правый угол, под вторую барашковую гайку. По аналогии с предыдущим пунктом откалибруйте сопло по касанию. Важно, чтобы сопло слегка касалось стола, а не упиралось в него.
Переместите головку в третью точку и так же настройте сопло.
Калибровка стола закончена.
Если вы недостаточно точно выставили сопло, то во время печати первого слоя вашей модели можно слегка отрегулировать плоскость стола барашковыми гайками.
Определить правильность калибровки стола можно по характеру поверхности на первом слое:
Если слой слишком тонкий и буквально просвечивается, то сопло в этой области расположено очень близко к столу, необходимо немного закрутить один из регулировочных винтов.
Если при печати первого слоя линии не плоские, а полукруглые и виднеется зазор между соседними слоями, то сопло расположено очень высоко.
Идеальной калибровкой считается, когда большая часть площади заполнена ровным, равномерным слоем пластика.
Иногда при очень малой высоте первого слоя могут проявляться локальные «проплешины». Это может быть вызвано попаданием мусора между стеклом и нагревательной пластиной либо неравномерным нанесением клея. Чтобы такие микронеровности не влияли на печать, лучше устанавливать высоту первого слоя в 0,15 мм.
На фотографии ниже изображена неверная калибровка стола: с правой стороны зазор слишком большой, слева и в центре — очень мал.
Заправка/замена пластика.
Всегда перед тем, как начать производить манипуляции с пластиком — нагрейте печатающую головку.
Даже если вы не знаете, какой пластик сейчас заправлен в принтер, просто нагрейте сопло до 190 градусов. Любые виды пластика начнут при этой температуре размягчатся и позволят вам извлечь пластик, не повредив при этом саму печатающую головку.
Извлечение пластика:
Нагреть сопло до рабочей температуры.
Отщелкнуть максимально вверх эксцентриковый прижим подающего механизма.
Вручную подать небольшое количество пластика в печатающую головку, чтобы из сопла начал выходить пластик.
Уверенным движением вынуть нить пластика из подающего механизма.
Если не требуется устанавливать новый пластик, выключить принтер или отключить нагрев (функция Cooldown).
Заправка пластика:
Нагреть сопло до рабочей температуры — которую рекомендует производитель пластика, с которым вы работаете.
Отщелкнуть максимально вверх эксцентриковый прижим подающего механизма.
Вставить пластик в нижнее отверстие подающее механизма и подавать вручную до тех пор, пока не почувствуете, что пластик уперся в печатающую головку.
С равномерным усилием продавливать пруток дальше по каналу, чтобы пластик начал выходить из сопла. Если вы заправляете катушку пластиком того же цвета и вида, то выдавите немного пластика через сопло, если пластик другой — то подавайте, пока не выйдет весь старый.
Защелкните эксцентриковый зажим в третье положение.
Настройка подающего механизма.
Перед запуском печати тестовой детали необходимо убедиться, что подающий механизм настроен правильно, иначе из-за недостаточного прижима могут начаться пропуски подачи пластика:
Во время заправки пластика, когда эксцентриковый зажим отщелкнут максимально вверх, необходимо руками закрутить регулировочный винт, на котором установлена пружина. Закручивать необходимо до тех пор, пока подающая шестерня не начнет касаться прутка пластика.
Далее, когда защелкивается эксцентрик, начиная со второго положения должно чувствоваться упругое усилие, это означает, что пружина начала сжиматься и пруток надежно прижимается в подающей шестерне.
Запуск тестовой модели.
Чтобы проверить правильность работы принтера — лучше всего начать печать с тестовой модели.
Для увеличения адгезии пластика к стеклу не забудьте нанести клей, иначе модель может не прилипнуть.
Проследите, как начнет происходить печать первых слоев.
Техническое обслуживание принтера.
Для того, чтобы принтер работал долгое время, его периодически необходимо обслуживать. В обслуживание принтера входит очистка принтера от пыли, замена изнашиваемых деталей, обслуживание подающего механизма и т.д.
Скачайте подготовленный файл для печати (G-code), загрузите его на SD карту памяти и запустите печать функцией Print From SD.
Ссылка на скачивание: Тестовая модель
Проследите как начнет происходить печать первых слоев.
Удаление пыли и грязи.
Пыль и шерсть домашних животных оседают на стенки корпуса принтера, направляющие валы и все открытые места. Также на направляющих валах может скапливаться старое масло.
Регулярную уборку следует разделить на три этапа:
Очистка корпуса принтера от пыли.
Выньте вилку из розетки. Корпус принтера UlTi Steel допускается протирать влажной тряпкой. Особое внимание уделите основанию стола под нагревательной пластиной. Убедитесь, что на корпусе не осталось следов воды и все поверхности насухо вытерты. После этого можно установить временно снятые элементы (дверки, нагревательная пластина и т.д.)
Очистка механических частей от продуктов износа.
Во время длительной работы трущиеся детали прирабатываются друг к другу, а смазка загрязняется продуктами износа и пылью. Чаще всего смазка скапливается на концах валов и на гайке ходового винта. Убрать ее можно сухой салфеткой. Старайтесь полностью убирать старую смазку.
Очистка от пыли кулеров обдува.
Кулеры обдува принтера можно очистить сжатым воздухом либо специальной антистатической кисточкой. Чаще всего на лопастях кулера налипает пыль и шерсть, что ухудшает эффективность обдува.
Обслуживание подающего механизма.
Иногда после нескольких месяцев работы принтера могут начаться пропуски слоев. Это может происходить по разным причинам, чаще всего — забитое сопло или плохой пластик.
Иногда пластик может крошится и налипать на зубья подающей шестерни, в таком случае очистите их металлической щеткой или тонкой иглой, предварительно сняв рокер и коромысло.
В редких случаях изнашивается сама подающая шестерня, происходит замятие нескольких зубьев, при таком дефекте шестерню следует заменить.
Смазка.
В комплект к UlTi Steel мы прикладываем флакон с минеральным трансмиссионным маслом. У него прекрасные смазывающие свойства, а густота позволяет удобно подавать смазку на направляющие валы так, чтобы она не стекала.
Не требуется много смазки, достаточно пары капель на вал. После этого вручную несколько раз переместите печатающую головку по всей области печати, чтобы смазка равномерно распределилась. Излишки удалите сухой салфеткой.
Не допускайте попадание масла на ремни, иначе с течением времени при длительном контакте они могут начать деградировать. Если масло попало на ремень — вытрите его салфеткой.
Что делать, если нить прилипает к поверхности сопла
Нить для 3D-печати по своей природе липкая. Без надлежащей адгезии первый слой сборки не будет прилипать к поверхности сборки, а последующие слои не будут прилипать друг к другу. Отпечаток без капельки липкости вообще не будет отпечатком.
Но поскольку расплавленный материал для печати может легко прилипать к другим поверхностям, он иногда может прочно прилипать слишком или, что еще хуже, прилипать к вещам, к которым он не предназначен. Показательным примером является явление чрезмерной адгезии: это когда сборки застревают на печатной платформе, а затем требуют большого количества соскабливания, что может привести к повреждению поверхности сборки. Другая проблема, связанная с липкостью, возникает, когда 9Нить 0003 прилипает к поверхностям сопла — внутри или снаружи — часто закручиваясь обратно после выхода из отверстия сопла. Это очень распространенная проблема, которая может быть вызвана многими факторами, от засорения форсунок до неправильной температуры экструзии.
В этой статье рассматривается, почему нить прилипает к соплам и, что более важно, как предотвратить возникновение этой распространенной проблемы. В нем содержатся основные инструкции по устранению засорения сопел, регулировке высоты сопла, регулировке температуры печати и различным другим вариантам устранения неполадок, связанных с прилипанием нити к поверхности сопла.
Почти все пользователи принтеров FDM, даже новички, сталкивались с этим. Пыж или прядь затвердевшей нити, прилипшие к кончику их сопла после печати, часто закручиваются вокруг отверстия сопла. Иногда излишки материала можно легко удалить; иногда меньше. В любом случае, это нежелательное явление, требующее очистки перед началом следующей печати.
Так почему же это происходит? В идеальном мире ваш экструдер должен подавать к соплу ровно столько нити, сколько нужно, прежде чем он совершит движение или завершит последний слой печати, позволяя хотэнду втягиваться чисто, без остатков, налипаний или беспорядка.
На самом деле так бывает не всегда. Нить прилипает к поверхности сопла по многим причинам, включая засорение сопла и неправильную температуру экструзии. Некоторые из наиболее распространенных причин прилипания нити к соплу включают:
Засорение или частичное засорение сопла
Чрезмерная высота сопла причины)
Диагностика причины прилипания нити к соплу может потребовать нескольких проб и ошибок, а также попыток различных исправлений. Ниже приведены некоторые из наиболее распространенных и проверенных решений, когда нить прилипает к поверхности сопла.
Прочистите засорившееся сопло
Одной из наиболее распространенных причин скручивания нити вокруг наконечника сопла является частичное засорение сопла. Со временем остатки нити могут накапливаться внутри сопла, особенно если определенные типы нити не были экструдированы должным образом, что приводит к отложению слишком тонких нитей нити.
Забитое сопло также вызывает такие симптомы, как натяжение, отсутствие слоев или щелкающие звуки во время экструзии. Если вы заметили эти симптомы наряду с прилипанием нити к соплу, то наиболее вероятной причиной является засорение.
Существует несколько способов прочистки сопла, подробно описанных в нашем руководстве по очистке сопла 3D-принтера. К ним относятся:
Пропускание нейлоновой чистящей нити через принтер
Удаление сопла и проталкивание тонкой иглы через отверстие
, выполняя холодную тягу
, выполняя атомную тягу
купание сопло в ацетоне (только для ABS CLOGS) [1]
Рекомендуемые чтения: Как почистить 3DZTER. предотвратить засорение
Уменьшить расстояние между соплом и станиной
Если сопло не заблокировано, материал может прилипнуть к нему, поскольку он находится слишком далеко от платформы. Большой зазор снижает давление между нитью и ее целью, заставляя ее оборачиваться вокруг сопла, а не прилипать к конструкции. Регулировку высоты сопла можно выполнить двумя способами: либо откалибровав ее как часть процесса выравнивания слоя (что можно сделать с помощью листа бумаги), либо отрегулировав Z-смещение.
Если у вас регулярно остаются остатки нити на сопле, независимо от типа нити, вы можете попробовать откалибровать высоту сопла во время выравнивания кровати. В любом случае это важная часть обслуживания 3D-принтера, поэтому ее стоит выполнять, даже если вы подозреваете, что могут быть другие причины образования остатков на сопле. Некоторые FDM-принтеры среднего или премиум-класса даже имеют функцию автоматического выравнивания платформы, которая значительно ускоряет процесс. Недорогие машины, такие как Creality Ender 3, требуют ручного выравнивания станины.
Если проблема возникает только с определенными материалами, вы можете попробовать уменьшить высоту сопла для этого конкретного материала, отрегулировав Z-смещение в вашем слайсере (например, Cura) или непосредственно в интерфейсе вашего 3D-принтера. Z-смещение изменяет высоту сопла относительно его нормального нулевого положения, позволяя вам «переопределить» исходную высоту сопла, чтобы приспособиться к различиям в поведении материала. Многие принтеры позволяют корректировать Z-смещение во время печати первого слоя, что позволяет вам визуально оценить качество печати слоя перед внесением корректировок.
Регулировка высоты сопла с помощью выравнивания стола и Z-смещения может решить проблему
Увеличить температуру печати
Нить, которая не выходит за кончик сопла, может быть индикатором плохого потока, что может быть вызвано недостаточным соплом температура. Аккуратно увеличивая температуру сопла (с шагом 5°C), вы можете полностью вытянуть нить из сопла на построенную ниже конструкцию. Многие нити имеют диапазон температур около 40 ° C, в котором они могут успешно печатать; Стремление к верхнему краю этого окна может потенциально смягчить проблемы с накоплением нити накала.
Однако помните, что высокотемпературная печать может иметь неблагоприятные последствия для материала, такие как просачивание и натяжение, что может быть столь же вредным для печати, как и первоначальная проблема. А превышение рекомендуемой температуры печати может даже привести к возгоранию нити на горячем конце, что может привести к закупорке сопла.
Поток материала также можно улучшить, используя скорость потока вашего слайсера или настройку множителя экструзии. Этот параметр указывает экструдеру подавать большее или меньшее количество материала на горячий конец с учетом различий в диаметре материала и других факторов.
Улучшить адгезию первого слоя
Нить с большей вероятностью застрянет в сопле, если она не прилипнет к печатной платформе во время первого слоя. Адгезию можно улучшить несколькими способами.
Нанесение клея на рабочую поверхность
Прилипание к слою можно улучшить, отрегулировав поверхность на рабочей пластине. Один из вариантов — использовать лист материала (например, PEI) поверх стеклянной платформы, а другой — нанести липкое вещество, такое как клей-карандаш или лак для волос, непосредственно на существующую поверхность сборки. Некоторые типы лент — малярная лента и каптоновая лента, например, — также хорошо создают поверхности, если их наносить полосами на существующую поверхность.
Повышение температуры слоя
Еще один способ улучшить адгезию слоя — повысить температуру нагреваемого слоя. Это позволяет экструдированному материалу дольше оставаться в более жидком состоянии, давая ему время должным образом прикрепиться к печатной платформе, прежде чем он затвердеет.
Уменьшить охлаждение первого слоя
Многие профили нарезки по умолчанию предписывают охлаждающим вентиляторам не охлаждать первые несколько слоев отпечатка, что способствует прилипанию к платформе. Однако, если эти начальные слои охлаждаются, попробуйте отключить вентиляторы, чтобы увидеть, реже ли нить прилипает к поверхности сопла.
Обновите насадку
Форсунки с изношенными внутренними поверхностями могут со временем начать давать неравномерные результаты, включая скручивание нити или ее прилипание к внешней поверхности. Жесткие нити (например, композиты, содержащие стекло или углеродные волокна) особенно вредны для обычных латунных сопел; если вы регулярно используете такие нити, вам, возможно, придется перейти на сопло из закаленной стали.[2]
Новое сопло (слева) может работать лучше, чем изношенное
Практически любой материал для 3D-печати может создавать скопление нити в сопле или вокруг него. Однако разные материалы ведут себя по-разному, поэтому одни лучше реагируют на определенные виды обработки, чем другие. В этом разделе рассматривается, как бороться с рассматриваемой проблемой для трех распространенных материалов FDM.
PLA
Нить PLA широко используется благодаря ее доступности, а также жесткости и низкотемпературным требованиям. Если нить PLA прилипает к соплу, для решения проблемы рекомендуются следующие методы:
НЕОБХОДИМО уменьшить высоту сопла. PLA можно вдавить в поверхность сборки, что может помочь смягчить проблему.
НЕ поднимайте температуру слишком высоко. Хотя увеличение температуры сопла и слоя может снизить вероятность прилипания материала к соплу, PLA чувствителен к высоким температурам и потенциально может загореться, что может усугубить проблему из-за засорения сопла.
ABS
Нить ABS более прочная и гибкая, чем PLA, но подвержена различным проблемам печати, включая прилипание нити к соплу принтера. Способы предотвращения образования остатков на сопле из АБС-пластика включают:
PETG
PETG — это универсальная альтернатива PLA и ABS, пользующаяся популярностью благодаря хорошей прочности на растяжение и доступности в непрозрачных и полупрозрачных цветах. Если ваша катушка PETG приводит к скоплению материала сопла, попробуйте следующее:
НЕОБХОДИМО увеличить температуру сопла и отрегулировать поверхность сборки для улучшения адгезии. PETG лучше всего печатает при температуре 220–260 °C, но приближение к верхнему пределу этого диапазона может помочь предотвратить его прилипание к соплу. Лучшая адгезия также может привести к лучшим результатам.
НЕ уменьшайте расстояние между наконечником сопла и поверхностью стола слишком сильно. Из-за низкой вязкости PETG требует довольно большого расстояния между поверхностью сборки и соплом; он не любит, когда его сдавливают.
Большинство пользователей принтеров в какой-то момент сталкиваются с прилипанием нити к соплу. Как мы видели, есть несколько причин, по которым это может произойти, и некоторые из этих причин не связаны друг с другом.
Прагматичный подход может быть наиболее эффективным начать с проверки засорения и выравнивания грядки. Хотя это может не решить проблему немедленно, оба эти шага являются разумными для общего обслуживания принтера. Если у вас есть засорение или плохо откалиброванная печатная платформа, возможно, вам вообще не нужно менять настройки печати.
Выполнив эти шаги, вы можете начать экспериментировать с другими решениями, такими как регулировка поверхности печати, повышение температуры печати и уменьшение высоты сопла. Было доказано, что все эти методы уменьшают накопление материала на форсунках.
[1] Гюнайдын К., Туркмен Х.С. Распространенные дефекты 3D-печати FDM. Международный конгресс по технологиям 3D-печати (аддитивного производства) и цифровой индустрии, апрель 2018 г.
[2] Мело Дж. Т., Сантана Л., Идогава Х. Т., Паис А. И., Алвес Дж. Л. Влияние материала сопла и его срока службы на качество деталей PLA, изготовленных FFF 3D Printing. Письма машиностроительного производства. 2022 21 апреля; 1 (1): 20-7.
Как устранить прилипание нити 3D-принтера к соплу — PLA, ABS, PETG — 3D Printerly
Прилипание расплавленной нити к соплу 3D-принтера может быть довольно раздражающим, особенно потому, что его трудно очистить.
Многие из нас прошли через это раздражение, поэтому я решил написать статью о том, как исправить прилипание нити 3D-принтера к соплу, будь то PLA, ABS или PETG.
Вам следует увеличить температуру сопла, чтобы предотвратить прилипание нити 3D-принтера к соплу, так как это обеспечивает равномерную экструзию. В некоторых случаях ваше сопло или канал экструзии могут быть засорены, поэтому прочистите их как можно лучше. Увеличьте температуру кровати и убедитесь, что сопло не слишком высоко над кроватью.
В оставшейся части этой статьи будут описаны шаги, необходимые для этого, а также подробные профилактические меры, чтобы это не повторилось.
Почему нить 3D-принтера прилипает к соплу?
Все мы сталкивались с этой проблемой, особенно после нескольких серий печати.
Чтобы объяснить, почему нить 3D-принтера прилипает к соплу, я расскажу о некоторых основных причинах этого, с которыми столкнулись многие пользователи 3D-принтеров.
Сопло слишком высоко над станиной (чаще всего)
Нить нагрета неправильно
Засорение сопла
Плохая адгезия к поверхности
Неравномерная экструзия
Температура слоя недостаточно высока
Охлаждение первых слоев 9002
Как устранить прилипание нити к соплу
Зная основные причины этой проблемы, мы можем предложить эффективные решения, позволяющие получать высококачественные 3D-принтеры.
Многие пользователи сталкивались с тем, что их сопло 3D-принтера, покрытое пластиком или PLA, слипалось в экструдере, поэтому давайте рассмотрим решения, а также рекомендации, которые помогут вам решить проблему шаг за шагом.
Исправление высоты сопла
Слишком высокое расположение сопла над печатной площадкой является одной из основных проблем, из-за которой нить прилипает к соплу.
Ваше сопло требует хорошего давления на платформу для правильной экструзии, но если оно слишком сильное, вы начинаете видеть, как нить скручивается вокруг сопла и прилипает.
Чтобы это исправить, вам необходимо:
Проверить высоту насадки от кровати.
Если он высокий, начните регулировать высоту и приблизите его к поверхности сборки.
Убедитесь, что кровать правильно выровнена вручную или с помощью автоматической системы выравнивания.
Теперь, если высота сопла откалибрована и находится в нужной точке, следующее, что приходит на ум, — это температура нити. Многие пользователи, внедрившие это решение в свои 3D-принтеры, увидели быстрые результаты.
Если филамент нагрет должным образом, он может легко выйти в сопло и без проблем осаждаться на поверхности.
Увеличьте температуру печати, чтобы нить проходила легче
Проверьте температурный диапазон для вашей нити и попробуйте использовать верхний диапазон
Проведя некоторые температурные испытания, вы сможете получить хорошую экструзию.
Прочистите сопло
Это один из основных шагов, который вы должны выполнить, если ничего не работает. Вы можете сделать это прямо перед началом печати. Я собираюсь перечислить шаги, с помощью которых вы можете очистить сопло.
Очистка иглой: используйте иглу и введите ее в сопло; это разрушит частицы, если они есть в нем. Повторяйте этот процесс снова и снова.
Используйте горячую или холодную тягу, чтобы тщательно прочистить сопло.
Приобретите тефлоновую трубку Capricorn для более гладкой траектории экструзии.
Когда он нагреется до нужной температуры, достаточно сильно потяните его. Повторяйте процесс, пока не увидите, что выходит чистая нить.
Проволочная щетка: Проволочная щетка помогает удалить все частицы, прилипшие к поверхности печати. Но убедитесь, что вы не повредите насадку.
Очистка поможет вам избежать застревания нити в сопле.
Добавление адгезии к поверхности
Теперь, если вы все еще сталкиваетесь с проблемой образования петли или скручивания нити вокруг сопла вместо того, чтобы прилипать к станине, вам необходимо проверить свойства адгезии.
Эта часть проста: ваша поверхность имеет меньшую адгезию, что не позволяет филаменту прилипать к поверхности, и он перекатывается.
Что нужно сделать, чтобы убедиться, что нить прилипает к станине:
Нанесите клейкий материал на поверхность, например, лак для волос, ленту, клей и т. д.
Убедитесь, что клейкий материал и поверхность сборки материалов, отличных от нити.
Примечание. Будьте осторожны при выборе клея, так как он может вызвать проблемы в послепечатном процессе.
Повышение температуры стола
Нить лучше прилипает к столу при нагревании. Известно, что для таких материалов, как PLA, нагревательный слой не обязательно нужен для прилипания к поверхности сборки, но он определенно помогает.
Увеличьте температуру стола для лучшей адгезии 3D-отпечатков
Не используйте охлаждение для первого слоя
Когда нить охлаждается, вы обычно испытываете небольшую усадку, что не дает наилучших результатов особенно для первого слоя.
Ваш слайсер обычно имеет настройки по умолчанию, которые останавливают вентиляторы для первых нескольких слоев, поэтому дважды проверьте этот параметр и убедитесь, что вентиляторы не включены сразу.
Сделайте ваши скорости потока более постоянными
Если у вас непостоянная скорость подачи, есть вероятность, что у вас возникнет проблема с неправильным выходом нити.
Помните, что все в 3D-печати связано друг с другом, когда дело доходит до печати модели. Было бы лучше, если бы вы убедились, что все стабильно и правильно поддерживается.
Прилипание нити к соплу может произойти при слишком низкой скорости подачи.
Если вы недавно меняли нить накаливания, это определенно может быть вашей причиной, поэтому я бы:
Отрегулировать скорость потока, обычно ее увеличение помогает устранить непостоянный поток нити.
Как предотвратить прилипание PLA, ABS и PETG к соплу?
Я собираюсь дать вам краткую информацию обо всех этих трех нитях, с помощью которых вы можете избежать их скручивания, слипания, прилипания или слипания на сопле. Так что продолжайте читать.
Предотвращение прилипания PLA к соплу
При использовании PLA вы можете столкнуться с проблемой, состоящей в том, что нить скручивается и прилипает к соплу. Я перечисляю несколько способов избежать этого, сохраняя при этом плавность процесса печати.
Приобретите сопло горячего конца хорошего качества, поскольку сопло низкого качества может вытягивать нить.
Убедитесь, что расстояние между соплом и станиной отрегулировано для правильной печати.
Проверьте температуру нити/сопла, чтобы соответствовать требованиям, предъявляемым к PLA.
Каждая нить имеет свою стандартную температуру, поэтому внимательно следите за ней.
Предотвращение прилипания ABS к соплу
Правильная температура и скорость подачи являются ключевыми факторами, позволяющими избежать скручивания нити.
КРОНА (Нижний Новгород) — официальный сайт, адрес, телефон — ID158263
Пожаловаться
Контакты КРОНА
Телефон: +7 (903) 602-52-66
Email: Написать
Веб-сайт: Перейти
Представитель компании на сайте: КРОНА (КРОНА)
Фактический адрес: г. Нижний Новгород, ул. Торфяная, 34, 1
КРОНА расположена по адресу г. Нижний Новгород, ул. Торфяная, 34, 1. Юридический адрес компании: . Основными видами деятельности КРОНА являются:
Сверлильные станки по металлу, Токарный станок по металлу .
На сайте Проминдекс можно связаться с представителем организации КРОНА (КРОНА) по телефону: +7 (903) 602-52-66 или по электронной почте Написать. На официальном сайте КРОНА, указанном в контактах, узнайте подробную информацию о деятельности и режиме работы организации.
Описание
Поставка металлообрабатывающего, деревообрабатывающего оборудования и КПО.
КРОНА на карте
Телефонные номера с этой страницы: 79036025266
На сайте с 15 авг 2017
Новые товары и услуги компании
2 объявления
Все объявления компании
Отзывы о КРОНА
Сферы деятельности КРОНА
Похожие компании
Казанова Ксения
Анна
Дмитрий
Новиков Александр Иванович
Руслан Рузалевич Халиуллин
Батыр
Карточка компании
Объявления компании
Crown Equipment Corporation | США
Развивайте свою карьеру вместе с Crown
Работайте с увлеченными людьми. Вдохновляйтесь инновациями. Мир возможностей ждет.
Ваше погрузочно-разгрузочное оборудование
и поставщик решений
Узнайте, что компания Crown может сделать для вас.
Найдите местного дилера Crown
Ручной домкрат PTH с 3-летней гарантией
Прочный, надежный, готовый к отправке
Ручной гидравлический домкрат PTH с 3-летней гарантией
Прочные, надежные, готовые к отправке
Двухрежимные автоматические вилочные погрузчики
Гибкая автоматизация, которая развивается вместе с вашим ростом.
Подробнее
Двухрежимные автоматические вилочные погрузчики
Гибкая автоматизация, которая развивается вместе с вашим ростом.
Подробнее
Делайте больше с меньшими затратами
Вилочные погрузчики серии C-G обеспечивают повышенную маневренность, комфорт оператора и грузоподъемность на высоте.
Подробнее
Делайте больше с меньшими затратами
Вилочные погрузчики серии C-G обеспечивают повышенную маневренность, комфорт оператора и грузоподъемность на высоте.
Узнать больше
Интеллектуальные решения
Складские решения
Подключенные решения
Решения для автоматизации
Энергетические решения
Дизайн склада
Стеллажи и хранение
Товары для склада
Оператор и управление автопарком
Управление техническим обслуживанием флота
Двухрежимные автоматические вилочные погрузчики
Полуавтоматический сбор заказов
Автоматическое позиционирование
Управление энергопотреблением
Литий-ионные энергетические системы
Аккумуляторы, зарядные устройства и аксессуары
Обслуживание аккумуляторов и зарядных устройств
Подъемники для поддонов
Электрические домкраты для поддонов
Тележки с поддонами для пассажиров
Портальные штабелеры
Штабелеры с противовесом
Стоячие вилочные погрузчики
Сидячий вилочный погрузчик
Вилочные погрузчики с двигателем внутреннего сгорания
Ричтраки
Комплектовщики заказов
Башенные сборщики заказов
Вспомогательные транспортные средства
Тягачи
Совершайте покупки в Интернете с Crown
Наслаждайтесь быстрой доставкой на тележках с поддонами вместе с тысячами запасных частей для вилочных погрузчиков и расходными материалами.
Совершайте покупки в Интернете с Crown
Наслаждайтесь быстрой доставкой на тележках с поддонами вместе с тысячами запасных частей для вилочных погрузчиков и сервисных материалов.
Откройте для себя компанию Crown
Определяя будущее погрузочно-разгрузочных работ
Клиенты и отраслевые эксперты согласны с тем, что Crown имеет репутацию компании, отмеченной наградами, за дизайн продукции, передовые инженерные решения и технологии, а также приверженность принципам устойчивого развития.
Подробнее
Определение будущего погрузочно-разгрузочных работ
Заказчики и отраслевые эксперты согласны — Компания Crown имеет репутацию отмеченного наградами дизайна продукции, передовых инженерных разработок и технологий, а также приверженности принципам устойчивого развития.
Подробнее
Заслуживающий доверия дизайн
Компания Crown получила множество наград, подтверждающих ее способность производить инновационные продукты, устанавливающие новые стандарты превосходного дизайна.
Посмотреть награду Crown Design Awards
Заслуживающий доверия дизайн
Компания Crown получила множество наград, подтверждающих ее способность производить инновационные продукты, устанавливающие новые стандарты превосходного дизайна.
Посмотреть награду Crown Design Awards
Компания Crown признана ведущим поставщиком технологий
В знак признания своих подключенных и автоматизированных решений по обработке материалов компания Crown Equipment Corporation была включена в список ведущих поставщиков программного обеспечения и технологий FoodLogistics 2020 FL100+ восьмой год подряд.
Просмотреть всю историю
Просмотреть все новости Crown
Компания Crown признана ведущим поставщиком технологий
В знак признания своих подключенных и автоматизированных решений по обработке материалов компания Crown Equipment Corporation была включена в список ведущих поставщиков программного обеспечения и технологий FoodLogistics 2020 FL100+ восьмой год подряд.
Просмотреть всю историю
Просмотреть все новости Crown
Серия Crown SC помогает повысить производительность
Новости сообщества штата Калифорния также полагаются на долгий срок службы устройств серии Crown SC, чтобы обеспечить непреходящую ценность.
Прочитать историю
Просмотреть все результаты клиентов
Серия Crown SC помогает повысить производительность
Новости сообщества штата Калифорния также полагаются на долгий срок службы устройств серии Crown SC, чтобы обеспечить непреходящую ценность.
Прочитать историю
Просмотреть все результаты клиентов
Готовы ли ваши сотрудники к расширению возможностей подключения
Почти никто не любит перемен, и эту основную черту человеческой натуры необходимо учитывать при внедрении любых технологий, особенно когда вы расширяете возможности подключения на своем предприятии.
Прочитать статью
Просмотреть все статьи блога
Готовы ли ваши сотрудники к расширению возможностей подключения
Почти никто не любит перемен, и эту основную черту человеческой натуры необходимо учитывать при внедрении любых технологий, особенно когда вы расширяете возможности подключения на своем предприятии.
Читать статью
Просмотреть все статьи блога
Производители машин для изготовления консервных банок | История |
Компания, основанная в 1930-х годах, обладает почти вековым опытом в области проектирования и производства машин для производства консервных банок. Мы с гордостью базируемся в Западном Йоркшире, Великобритания, в самом сердце промышленной революции.
CMB Engineering всемирно известна своим инновационным оборудованием для производства банок. Основанная в 1930-х годах, в колыбели европейской промышленной революции; компания занимается разработкой и проектированием передовых технологий в Шипли почти столетие. За это время произошло слияние французского производителя Carnaud; и дальнейшее приобретение компанией Crown Holdings Incorporated, одним из ведущих мировых производителей металлической упаковки; определили инновационную и клиентоориентированную компанию, которую вы видите перед собой сегодня.
При проектировании и создании первой машины для производства банок CMB Engineering одновременно сосредоточилась на использовании векового инженерного мастерства, чтобы разработать решение, отвечающее потребностям производителей банок.
Это привело к изобретению Bodymaker; таким образом, мы предоставили уникальное решение, сочетающее в себе как изготовление банок, так и обрезку, чтобы предоставить производителям удобную и эффективную машину с уменьшенной занимаемой площадью. Запущен более сорока лет назад; вы все еще можете найти наши оригинальные машины Bodymaker, работающие как часы на заводах по производству банок по всему миру.
Сквозь время
Сегодня мы черпаем вдохновение из нашей гордой истории инженерного мастерства. Мы отвечаем за разработку передовых технологий изготовления консервных банок; в дополнение к системам и технологиям для обжатия и декорирования, которые могут помочь производителям консервных банок решить проблемы, которые ждут их в будущем. От имени наших клиентов используются десятилетия промышленных знаний и технического мастерства, которые воплощены в наших проектах.
1853 – Основана Основана Джеймсом Денби Ли и Джеймсом Крэбтри в Crag Mills, Windhill, производящая текстильное оборудование.
1930 – Преобразование в Metal Box Компания покупает Metal Box Company и начинает производство оборудования для производства консервных банок.
1964 – Докфилд-роуд, Шипли Metal Box переезжает в свой нынешний дом, специально построенный участок на Докфилд-роуд в Шипли.
1986 – Обладатель Королевской премии Обладатель Королевской премии за предприимчивость – Технологические достижения, присуждаемой за разработку технологии накручивания горлышка на банку, состоящую из двух частей. Процесс, который с тех пор используется во всем мире
1988 – Расширение Офис открывается в Норуолке, США
1989 – становится CarnaudMetalbox Metal Box сливается с Carnaud SA из Франции и становится CarnaudMetalbox Engineering
1991 — Запуск Bodymaker Запуск 5000 Bodymaker
1994 – Разработка триммера для банок CMB начинает разработку машины для обрезки банок, четырехголовочной роторной машины, способной обрабатывать банки всех стандартных размеров DWI
1995- Приобретение компанией Crown Cork & Seal Crown Cork & Seal Company, Inc. (теперь Crown Holdings) приобретает CarnaudMetalbox Engineering
1997 – Запуск MK2 Bodymaker Запуск Mk2 5000 Bodymaker, усовершенствованного горизонтального пресса двойного действия для производства алюминиевых или стальных банок DWI с высокой скоростью и эффективностью
2006 – Запуск распылительной машины 3200 Запуск распылительной машины 3200, высокоскоростной машины для внутреннего лакирования алюминиевых или стальных банок
2006 – Выпуск набора штампов Выпуск набора штампов, инструмента для каппера для всех типов прессов как для алюминиевых, так и для стальных стаканов
2007 – 3400 Die Necker Запуск Запуск 3400 Die Necker, многоступенчатой машины для вырезания горловины, способной производить банки со скоростью до 3400 банок в минуту
2009 – World Skills UK Команда молодых инженеров из CMB Engineering выиграла золото в категории задач производственной команды на конкурсе World Skills UK
2010 – Обладатель Королевской премии 2-я Королевская премия за предпринимательство в категории «Международная торговля» — высшая официальная награда для британского бизнеса. Представлено принцессой Анной
2013 – World Skills Команда учеников CMB является частью команды Великобритании, представляющей Великобританию в командном соревновании производственных команд на чемпионате World Skills в Лейпциге, Германия
2014 – Запуск Академии Запуск Академии, первой в отрасли, предлагающей углубленное практическое и теоретическое понимание изготовления и закатки банок
2014 – Королевский лауреат 3-й раз лауреаты премии Queens Award в области предпринимательства — международная торговля
2014 – 50-летие Празднование Докфилд-роуд как дома CMbE и сердца нашего производственного наследия Великобритании
2015 – World Skills Команда учеников CMB входит в состав команды Великобритании, представляющей Великобританию в командном соревновании производителей на соревнованиях World Skills в Сан-Паулу, Бразилия
2015 г. – Запуск распылительной машины реформат™ Запуск распылительной машины реформат™, внутренней распылительной машины с сервоприводом, разработанной для повышения скорости, эффективности и контроля процесса равномерного покрытия внутренней части банок с напитками или едой
2016 — Награды CanTech — Награда за инновации. Победители премии CanTech Innovations 2016 за машину для распыления remat™ 2016 Премия Crown за социальную устойчивость Получено за программу безопасности сотрудников «Cool To Be Safe»
2017 г. – World Skills Команда CMB Apprentices входит в состав команды Великобритании, представляющей Великобританию в командном соревновании производителей на чемпионате World Skills в Абу-Даби, Объединенные Арабские Эмираты
2018 г. – 1000-й проданный триммер Эрик Миддлтон и Энди Голдсбро представляют табличку 1000-го триммера
2019 – World Skills Команда CMB Apprentices входит в состав команды Великобритании, представляющей Великобританию в командном соревновании производителей на чемпионате World Skills в Казани, Россия
2020 – Обладатель Королевской премии Четырехкратный обладатель Королевской премии в номинации «Предприятие — инновации» за распылительную машину Reform™
2020 – Расширение Расширение блока 9. Объект площадью 20 561 футов2 на заводе Hirstwood Works, Шипли, Западный Йоркшир. Расширение блока 6.
2021 — Расширение блока 12 Производственное предприятие площадью 150 000 футов2 в Лидсе, Западный Йоркшир
Деревообрабатывающий универсальный станок Корвет-321 — цена, отзывы, характеристики с фото, инструкция, видео
Универсальный деревообрабатывающий станок «Корвет-321» предназначен для обработки заготовок из дерева и его производных: строгания по направляющей планке (строгальный станок), строгание по толщине в размер (рейсмусовый станок), продольного и поперечного пиления (пильный станок), сверлильно-долбежные операции (сверлильно-долбежный станок), выполнения ряда фрезерных операций (фрезерный станок). Данные станки незаменимы в условиях мастерских ограниченной площади для изготовления широкого спектра столярных изделий. Переход от одной операции к другой занимает минимум времени в перенастройке.
Особенности оборудования
Станок оснащен мощным асинхронным двигателем.
Ременная передача значительно снижает шум при работе и предохраняет двигатель от перегрузки.
Все рабочие столы отлиты из серого чугуна и отшлифованы.
На рабочий вал устанавливается три ножа.
Имеется параллельный упор для строгальных и распиловочных работ.
Для безопасной работы имеется защитная планка строгального вала.
Возможность выборки четверти при строгальной операции.
При работе в режиме рейсмуса предусмотрена автоматическая подача заготовки, которую можно отключать.
Пильный диск имеет защитный кожух для безопасной работы.
Есть возможность регулировки высоты вылета пильного диска.
Имеется подвижный стол с транспортирным упором и мощной струбциной для распиловочных операций.
Возможность установки насадных дисковых фрез для выполнения фрезерных операций.
Пазовая фреза и фреза для снятия фаски под углом 45 град поставляются в комплекте.
Возможность выполнения сверлильных, долбежных и фрезерных операций концевыми фрезами. В этом случае заготовка устанавливается на рабочий стол, отлитый из чугуна, перемещаемый по трем осям. Заготовка при этом прижимается мощной струбциной.
На станке предусмотрена функция заточки строгальных ножей, для чего станок комплектуется заточным кругом.
Достаточно большая масса станка делает его устойчивым и исключает вибрацию.
Характеристика
Значение
Номинальная потребляемая мощность двигателя, Вт
2200
Номинальное напряжение питания, В/Гц
220/50
Тип электродвигателя
асинхронный
Строгание
да
Диаметр рабочего вала, мм
71
Частота вращения рабочего вала, об/мин.
3500
Максимальная ширина обрабатываемой заготовки, мм
300
Максимальная глубина строгания за один проход, мм
3
Количество ножей на рабочем валу, шт.
3
Размер рабочего стола (строгального), мм
1146х250
Строгание в размер по толщине
да
Максимальная ширина заготовки при обработке по толщине, мм
300
Максимальная глубина строгания за один проход при обработке по толщине, мм
3
Минимальная длина заготовки, мм
150
Максимальная толщина заготовки при обработке по толщине, мм
120
Минимальная толщина обрабатываемой заготовки, мм
6
Размер рабочего стола (рейсмус), мм
635х308
Скорость автоматической подачи, м/мин
6. 5
Пиление
да
Диаметр шпинделя, мм
20
Частота вращения шпинделя на холостом ходу, об/мин
3500
Наружный диаметр диска, мм
300
Посадочный диаметр диска, мм
30
Максимальная толщина обрабатываемой заготовки, мм
85
Максимальная ширина обрабатываемой заготовки (пиление), мм
300
Косое пиление под углом, град
±45
Сверление/фрезерование
да
Диаметр сверления, мм
1.5-13
Диаметр концевой фрезы, мм
1.5-13
Наружный диаметр насадной фрезы, мм
104
Посадочный диаметр насадной фрезы, мм
18
Ширина долота, мм
6-16
Поперечный ход рабочего стола, мм
75
Продольный ход рабочего стола, мм
90
Вертикальный ход подвижного стола, мм
65
Заточка режущего инструмента
да
Размер заточного круга, мм
125х18х9
Максимальная длина затачиваемого ножа, мм
250
Масса Корвет-321 нетто/брутто, кг
230/245
Размер упаковки (ДхШхВ), мм
1230х1530х1320
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Масса брутто: 245 кг. Габариты в упаковке ДхШхВ, мм: 1230x1530x1320
Деревообрабатывающий универсальный станок Корвет-321 с доставкой в г. Москва: подробные условия и стоимость
Видео обзоры ЭНКОР Корвет-321 (93210) на CMP24
Главная »
Каталог »
Строительство и ремонт »
Инструменты и расходники »
Строительное оборудование
СМЕЖНЫЕ РАЗДЕЛЫ+
смотреть больше фото
4162 р.
Где купитьКупить в кредит
{{message}}
{{message}}
Рейтинг:
(5/5)
Отзывы (1) Оставить отзыв
Описание Видео обзоры (3) Характеристики (6) Сравнить цены (1) Отзывы (1)
Видео Обзоры (5)
Отзывы от столярных мастеров на комбинированный деревообрабатывающий станок Энкор Корвет-321 93210
возможности станка корвет 321
Рейсмус станка корвет 321, рейсмусовый станок
ДЕРЕВООБРАБАТЫВАЮЩИЙ УНИВЕРСАЛЬНЫЙ СТАНОК ДЛЯ ПЧЕЛОВОДА.
Обзор комбинированного станка Корвет 320
Цены (1)
Цена от 4162 р. до 4162 р. в 1 магазинах
Магазин
Цена
Наличие
21vek BY
Быстрая доставка. Мы доставляем товар по всей Беларуси в удобное для вас время Кэшбэк в 21vek BY до 3. 2%
✔ 26.11.2022
СберМегаМаркет
Промокод: sberday1000 для НОВЫХ клиентов Скидки 700 руб при покупке от 3000 руб и 1000 руб от 5000 руб по промокоду
Получите промокод на 300р для ВСЕХ клиентов !
AliExpress
AliExpress – один из крупнейших мировых маркетплейсов, предлагающий клиентам самые низкие цены Распродажа 11.11: с 1 ноября 10:00 (МСК) по 13 ноября 10:59 (МСК)
Купить в кредит (0)
Компания
Предложение
Описание
Универсальный деревообрабатывающий станок «Корвет 321» предназначен для обработки заготовок из дерева и его производных: строгания по направляющей планке (строгальный станок), строгания по толщине в размер (рейсмусовый станок), продольного и поперечного пиления (пильный станок), сверлильно-долбежных операций (сверлильно-долбежный станок), выполнения ряда фрезерных операций (фрезерный станок).
Данные станки незаменимы в условиях мастерских ограниченной площади для изготовления широкого спектра столярных изделий. Переход от одной операции к другой занимает минимум времени в перенастройке.
— — —
Смотри характеристики.
Характеристики (6)
Параметр
Значение
Потребляемая мощность
2200
Тип электродвигателя
асинхронный
Макс. частота вращения
3500
Наружный диаметр диска
300
Посадочный диаметр диска/фрезы
30
Макс.толщина обрабатываемой заготовки
120
Отзывы (1)
Смотреть отзывы на СберМегаМаркет
Зарегистрируйтесь и получайте бонусы за покупки!
Пожалуйста подождите..
{{message}}
Ошибка! Повторите попытку позднее.
Подписаться на новинки, скидки и интересные предложения
Нажимая кнопку «Готово», я даю своё согласие cmp24. by на обработку моих персональных данных, в соответствии с Федеральным законом от 27.07.2006 года №152-ФЗ «О персональных данных», для целей регистрации на сайте, а также для целей и на условиях представленных в политике конфиденциальности.
Похожие товары
Все Многофункциональный станок ЭНКОР »
Строительное оборудование
Категория 3329 р. — 4994 р.
Главная »
Каталог »
Строительство и ремонт »
Инструменты и расходники »
Строительное оборудование
Corvette Car Toy 80-х годов — Etsy.
de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(32 релевантных результата)
321 501 541 MY Подходит для заднего моста Volkswagen Quantum Meyle 321501541MY Запчасти для автомобилей и грузовиков money-sense.
net
321 501 541 MY Подходит для крепления на балку заднего моста Volkswagen Quantum Meyle 321501541MY Запчасти для легковых и грузовых автомобилей новые и подержанные варианты и получите лучшие предложения для крепления балки заднего моста Volkswagen Quantum Meyle 321501541MY / 321 501 541 MY по лучшим онлайн-ценам в Бесплатная доставка для многих продуктов Магазин последних тенденций Все поставляется БЕСПЛАТНО от Mad Hornets!, десятки тысяч продукции, цены производителей. Отличное качество 321 501 541 MY Подходит для крепления балки заднего моста Volkswagen Quantum Meyle 321501541MY, доставка и возврат навсегда бесплатны! Ежедневный магазин низких цен Подходит для крепления балки заднего моста Volkswagen Quantum Meyle 321501541MY 321 501 541 MY.
//////321 501 541 МЫ Подходит для держателя балки заднего моста Volkswagen Quantum Meyle 321501541MY
если товар не был упакован производителем в нерозничную упаковку. Состояние:: Новый: Совершенно новый, если применима упаковка, См. все определения условий: Номер детали производителя:: 321 501 541 г.в. / 100 501 0001, Бесплатная доставка для многих продуктов. невскрытая упаковка должна быть такой же, как и в розничном магазине. Марка: : Meyle: Interchange Номер детали: : 321501541. Найдите много отличных новых и подержанных вариантов и получите лучшие предложения для крепления балки заднего моста Volkswagen Quantum Meyle 321501541MY / 321 501 541 MY по лучшим онлайн-ценам на. UPC: : Н/Д: Размещение на транспортном средстве: : Сзади. См. список продавца для получения полной информации, такой как коробка без надписей или пластиковый пакет, неповрежденный товар в оригинальной упаковке. неиспользованный, Марка детали: : Meyle: Номер другой детали: : 321501541MY / 1005010001. Гарантия: : 1 год.
321 501 541 MY Подходит для крепления балки заднего моста Volkswagen Quantum Meyle 321501541MY
♐ Обслуживание клиентов: Если у вас есть какие-либо проблемы. Наш широкий выбор подходит для бесплатной доставки и бесплатного возврата. Купить DiamondJewelryNY браслет-браслет с крючком для глаз со St, купить WintyHC The Original Pancake House Logo Ковбойская шляпа Шляпа дальнобойщика Регулируемая по размеру газовая кепка: Покупайте шляпы и кепки ведущих модных брендов в ✓ БЕСПЛАТНАЯ ДОСТАВКА. Возможен возврат соответствующих покупок. зарегистрированы в Бюро регистрации авторских прав США. Каждая рамка имеет размеры 6 х 6 дюймов в квадрате. Сковорода из нержавеющей стали Rosle. 【ВОЗДУШНЫЙ ФИЛЬТР FOREMAN】: для Honda Foreman TRX400FW 4×4 (1997-2003). США Малый = Китай Средний: Длина: 55, Bonverano создал серию солнцезащитных купальников для малышей и малышей, которые были бы одновременно эффективными и модными для малышей и малышей. Кабели — ✓ БЕСПЛАТНАЯ ДОСТАВКА возможна при покупках, соответствующих условиям, Материал: атлас и эластичная кружевная отделка. 321 501 541 MY Подходит для крепления балки заднего моста Volkswagen Quantum Meyle 321501541MY , Большая вместимость: Размер беговой ленты: L 14 «. Наш широкий выбор имеет право на бесплатную доставку и бесплатный возврат, ❤ 100% гарантия удовлетворенности клиентов. сделала восхождение от скромных начинаний — бутиковой компании по оптическому дизайну — до своего нынешнего положения: мирового лидера в области доступных роскошных очков, геометрии и выравнивания оригинальной посадки, формы и выравнивания. для всех дальнейших измерений Stanley STST19410 One-Latch Toolbox, эти маленькие чайные свечи идеально подходят для спа-салонов. Наш широкий выбор имеет право на бесплатную доставку и бесплатный возврат. У нас есть широкий выбор застежек, идеально подходящих для многих применений в доме. или же. 321 501 541 MY Подходит для держателя балки заднего моста Volkswagen Quantum Meyle 321501541MY . наш макси-халат из кружева с пайетками Inaya — это ода очарованию и романтике старого мира. Кошелек, который будет сопровождать вас повсюду, с карточками для хранения и отделением на молнии для валюты, * Все товары Natalja’s Daughters изготавливаются вручную в среде для некурящих, Подтверждения отправляются ПРИБЛИЗИТЕЛЬНО 10 РАБОЧИХ ДНЕЙ после размещения заказа, Если вы покупаете более одного предмета, я Объедините свои бусы и верните вам двойную оплаченную доставку. Получите скидку 30% на следующий заказ при подписке на мою рассылку здесь: www, Уникальные свадебные сувениры с индивидуальной этикеткой, Очень редкая глянцевая зеленая отделка с матовыми черными акцентами. Мы надеемся, что вам понравился винтажный предмет, который вы получили, но если по какой-либо причине вы недовольны своей покупкой, пожалуйста, свяжитесь с нами, прежде чем оставить отзыв, и мы сделаем все возможное, чтобы исправить это. Длина браслета 7 см. Мы предлагаем более десяти лет комбинированного обучения навыкам и опыта в изготовлении ювелирных изделий и тщательно изучаем каждую деталь наших изделий, чтобы обеспечить их долговечность и удовлетворение наших клиентов. Аметист — это камень февраля. 321 501 541 MY Подходит для крепления балки заднего моста Volkswagen Quantum Meyle 321501541MY . Эти серьги из окисленной латуни не являются исключением, ваш адрес доставки и дата, когда они нужны. пять доступных, пожалуйста, выберите ваш цвет 1 средне-зеленый 2 кобальтовый 2 бирюзовый Размеры: 8 1/2 x 1 1/2 Знаки: Подлинная Фиеста с чернильным штампом, создатель ОРИГИНАЛЬНЫХ винтажных ложек для кофе и эспрессо с ручной штамповкой™. на уроки танцев или в парк. — Выберите пользовательский символ из таблицы или предоставьте свой собственный логотип или свадебную монограмму в черном цвете (только в черном цвете). , Стеклянная крышка с не совсем белым лицом. Набор из 2 керамических игл с золотым алмазным наконечником TechPlay, подходящих для большинства проигрывателей, красочные светодиодные мигающие рыболовные приманки Minnow, маленькие быстро узнают о причинах и следствиях, 321 501 541 MY Подходит для крепления балки заднего моста Volkswagen Quantum Meyle 321501541MY . особенно когда дело доходит до защиты их маленьких ножек. Надежный портативный источник питания, доставляющий максимальное удовольствие. Он изготовлен из высококачественных материалов. Посвящается разработке портативного с высокопроизводительным комбинированным держателем для удобного использования в автомобиле. Описание продукта Эта часть подходит для следующих моделей:. Бесплатная доставка и возврат по соответствующим заказам. Изготовленные в процессе спекания, эти крошечные капельки стекла прочны и красивы. 75 мм для 3D-печати и ручек *0, придайте вашему выступлению больше интереса и индивидуальности. — Упаковка 0 с прозрачными пластиковыми крышками. Это идеальный помощник для деревообработки своими руками. РАЗВИВАЙТЕ МЕЛКУЮ МОТОРИКУ — Висячие персонажи побуждают ребенка тянуться, 321 501 541 MY Подходит для крепления балки заднего моста Volkswagen Quantum Meyle 321501541MY .
321 501 541 MY Подходит для крепления балки заднего моста Volkswagen Quantum Meyle 321501541MY
Передняя стойка и пружина в сборе Шаровой шарнир верхнего рычага управления, правый со стороны пассажира. каждый 1953-57 Corvette Хромированный наружный обогрев, подходит для крепления передней правой стойки Versa 07-11 с комплектом подшипников. 207 308 BOSCH MAP ДАТЧИК ДАВЛЕНИЯ ДЛЯ MINI COOPER N14B16A CITROEN C4 EP6DT, Dirt Pit Bike Изогнутый кикстартер 200cc 250cc для TAOTAO SUNL BAJA ROKETA, COMBO SET Воздушный фильтр кабины и двигателя для HONDA CRV 2.4L ТОЛЬКО 17-20 Fast Ship!!, 321 501 541 MY Fits Volkswagen Quantum Rear Axle Beam Mount Meyle 321501541MY , PORSCHE 911 WEBER 40 IDA THROTTLE LEVERS, Catalytic Converter For 2011 2012 2013 2014 2015-2017 Dodge Journey 3. 6L Bank 2, Genuine GM Pipe 55579102, Arctic Cat 2416- 825 Черная крышка доступа к радиатору на задней панели Wildcat Sport Trail. 2004-2006 CHEVROLET MALIBU Центральная крышка ступицы колеса OEM НОВАЯ. Chaussures MCS808 Honda CB 750 Quatre CB750 Лукас Машуар де Фрейн Арьер. 321 501 541 МОЕ приспосабливает держатель Мейле 321501541МИ 9 балки заднего моста Фольксваген Квантум0139 .
Задние фонари Комплект задних задних фонарей для 97-01 Jeep Cherokee, левый и правый
пара задних подножек подставка для ног для Suzuki Hayabusa GSX1300R 2008-2017 черный
4x новые топливные форсунки 410cc с адаптерами Plug & Play для Honda Civic Acura RDX
Сумка монтажника с пластиковым дном, серия «ПРОФИ»
Подробнее
серия: ПРОФИ
модель: С-10
Сумка монтажника
Подробнее
серия: ПРОФИ
модель: С-13
Сумка монтажника поясная, серия «ПРОФИ»
Подробнее
серия: ПРОФИ
модель: С-14
Сумка монтажника поясная с жесткими стенками, серия «ПРОФИ»
Подробнее
серия: ПРОФИ
модель: С-15
Cумка монтажника поясная с жесткими стенками, серия «ПРОФИ»
Подробнее
серия: ПРОФИ
модель: С-16
Сумка-пояс монтажника двойная, серия «ПРОФИ»
Подробнее
серия: ПРОФИ
модель: С-20
Сумка монтажника открытого типа с органайзером, серия «ПРОФИ»
Подробнее
серия: ПРОФИ
модель: С-23
Сумка монтажника открытого типа
Подробнее
серия: ПРОФИ
модель: С-24
Сумка монтажника с пластиковым дном
тренд
Подробнее
серия: ПРОФИ
модель: С-07
Рюкзак монтажника с резиновым дном, серия «ПРОФИ»
Подробнее
серия: ПРОФИ
модель: С-08
Рюкзак монтажника, серия «ПРОФИ»
Подробнее
серия: ПРОФИ
модель: С-17
Рюкзак монтажника, серия «ПРОФИ»
Подробнее
модель: ZP001
Сумка – кофр монтажника для комплекта инструментов
Подробнее
серия: QUICK-LOCK
модель: СМ-01
Cумка поясная модульная на клипсе
Подробнее
серия: QUICK-LOCK
модель: СМ-02
Cумка поясная модульная на клипсе
Подробнее
серия: QUICK-LOCK
модель: СМ-03
Cумка поясная модульная на клипсе
Подробнее
серия: QUICK-LOCK
модель: СМ-04
Cумка поясная модульная на клипсе
Подробнее
серия: QUICK-LOCK
модель: СМ-05
Сумка-кобура модульная
Подробнее
серия: QUICK-LOCK
модель: СМ-06
Пояс-кушак модульный
Подробнее
серия: QUICK-LOCK
модель: СМ
Набор дополнительных клипс, 3 шт.
О заводеПродукцияТехподдержка
Электромонтажный инструмент «КВТ» (2023 г.)
Electrical installation tools «КВТ»
Контрольно-измерительные приборы «КВТ» (2023 г.)
Кабельная арматура и контактные соединения «КВТ» (2023 г.)
«КВТ» cable accessories
Каталог «ТЕРМО» (2023 г.)
Каталог продукции Fortisflex 2020-2021 г.
Печатные Каталоги
Электромонтажный инструмент «КВТ» (2023 г.)
Electrical installation tools «КВТ»
Контрольно-измерительные приборы «КВТ» (2023 г.)
Кабельная арматура и контактные соединения «КВТ» (2023 г.)
«КВТ» cable accessories
Каталог «ТЕРМО» (2023 г. )
Каталог продукции Fortisflex 2020-2021 г.
Поясные сумки и ремни монтажника
Код:
985274
Скидка 28%
выгода
96 р.
или
Код:
930554
Код:
930548
Код:
985279
Скидка 28%
выгода
113 р.
или
Код:
985275
Скидка 28%
выгода
125 р.
или
Код:
1385081
Скидка 28%
выгода
136 р.
или
Код:
985278
Скидка 28%
выгода
181 р.
или
Код:
1385080
Скидка 28%
выгода
217 р.
или
Код:
985276
Скидка 28%
выгода
263 р.
или
Код:
930557
Код:
930550
Код:
985277
Скидка 28%
1 007
р.
выгода
282 р.
или
Код:
380496
Скидка 28%
1 067
р.
выгода
299 р.
или
Код:
991760
Код:
930553
Код:
1385087
Скидка 28%
1 272
р.
выгода
356 р.
или
Код:
1385086
Скидка 28%
1 420
р.
1 022
р.
выгода
398 р.
или
Код:
1385075
Скидка 28%
1 464
р.
1 054
р.
выгода
410 р.
или
Код:
985273
Скидка 28%
1 467
р.
1 056
р.
выгода
411 р.
или
Код:
1385084
Скидка 28%
1 471
р.
1 059
р.
выгода
412 р.
или
Код:
1385085
Скидка 28%
1 708
р.
1 230
р.
выгода
478 р.
или
Код:
930556
1 393
р.
Код:
161294
Скидка 10%
1 575
р.
1 417
р.
выгода
158 р.
или
Код:
991754
1 553
р.
Код:
23993
1 674
р.
Код:
991759
1 681
р.
Код:
1021786
2 097
р.
Код:
985270
Скидка 28%
3 002
р.
2 161
р.
выгода
841 р.
или
Код:
1199641
Скидка 28%
Новинка
3 031
р.
2 182
р.
выгода
849 р.
или
Код:
1385082
Скидка 28%
3 061
р.
2 204
р.
выгода
857 р.
или
Код:
991755
2 268
р.
Код:
1354911
2 376
р.
Код:
1385001
Скидка 28%
3 492
р.
2 514
р.
выгода
978 р.
или
Код:
1385083
Скидка 28%
3 870
р.
2 786
р.
выгода
1 084 р.
или
Код:
161542
Скидка 10%
3 188
р.
2 869
р.
выгода
319 р.
или
Simple Waist Bag — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 160 релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
)
28 лучших поясных сумок и поясных сумок для приключений без рук 2023: Lululemon, Patagonia, Madewell, Amazon
Предоставлено брендами/Amanda Bailey
Покупки
От стильных кожаных сумок до вместительных функциональных походных рюкзаков.
Авторы: Малия Григгс и Дейзи Мальдонадо
Один из наших любимых возродившихся трендов — это поясная сумка — откровенно практичная сумка, за которую мы когда-то высмеивали наших отцов. Посмотрим правде в глаза: лучшие поясные сумки и поясные сумки решают надоедливую проблему необходимости таскать с собой тяжелую сумку, сумку, спортивную сумку или сумку для выходных. Эти более объемные сумки могут ощущаться как кирпич, раскачивающийся у вас в руке, и вам приходится иметь дело с рюкзаком, когда вам на самом деле не нужны все 9 вещей.0150 что много вещей никогда не бывает веселым.
Собираетесь ли вы на пробежку, в поездку на работу, танцуете на музыкальном фестивале или просто хотите держать телефон, ключи, бутылку с водой и наличные деньги под рукой, самые лучшие поясные сумки поместят ваши предметы первой необходимости близко к телу, когда вы уходите. вы освободите руки и не будете скованы багажом. Есть множество способов носить поясные сумки, вы можете носить их на талии традиционным способом, через плечо или пристегивать как сумку через плечо. Есть даже поясные сумки для молодых мам, которые можно использовать как сумки для подгузников.
Благодаря многим нашим любимым брендам, в том числе Lululemon, Madewell, Everlane, Dagne Dover и Jansport, на рынке так много великолепных вариантов сумок для пояса и слингов всех форм, размеров, забавных цветов и стилей. (В этом списке отсутствует пользующаяся большим спросом поясная сумка Lululemon Everywhere, которая распродана повсюду, если только вы не хотите платить за нее больше, чем рыночная цена.) Ниже представлены лучшие поясные сумки, которые мы обнаружили: так что вы можете найти тот, который действительно подходит вам.
Все продукты, представленные на SELF, выбираются нашими редакторами независимо друг от друга. Однако, когда вы покупаете что-то через наши розничные ссылки, мы можем получать партнерскую комиссию.
Nordstrom
Водонепроницаемая поясная сумка из неопрена Dagne Dover Ace
Мы являемся давними поклонниками высококачественных рюкзаков и спортивных сумок Dagne Dover, изготовленных из фирменного неопрена и тщательно спроектированных с отделениями и молниями для каждого. последний пункт. Эта поясная сумка следует этому примеру: на задней стороне ловко есть слот для карт, где вы можете хранить карту проезда или кредитную карту, а внутри также есть прикрепленный футляр для карты, петля для крепления бальзама для губ и кольцо для ключей.
95 долларов США в Dagne Dover
95 долларов США в Nordstrom
Everlane
Everlane Renew Transit Bag
Вот изящная поясная сумка от Everlane, которая будет отлично смотреться в сочетании с классическим профессиональным гардеробом. Изящная упаковка, изготовленная из переработанных бутылок, имеет два внешних кармана на молнии и внутренний разделитель для организации содержимого в основном отделении.
$45 в Everlane
REI
Patagonia Ultralight Black Hole Mini Hip Pack
Независимо от того, занимаетесь ли вы бегом по пересеченной местности или просто выполняете поручения, эта разноцветная поясная сумка от экспертов по активному отдыху Patagonia отлично справляется со своей задачей и, когда она не используется, помещается в небольшой мешочек для переноски.
35 долларов США на REI
40 долларов США 36 долларов США на Amazon
Кибу
Сумка для подгузников Кибу . Он сделан из веганской кожи и идеально подходит для мамы в дороге. В нем есть водонепроницаемый карман для влажных салфеток или грязного комбинезона, съемная пеленальная подушка, которая раскладывается сзади (!), слоты для карт и денег и даже крючок для ключей или пустышки. Чистый гений.
98 долларов США в Nordstrom
REI
REI Пояс Co-op Trail 2
Продукция марки REI для активного отдыха известна своим качеством и доступной ценой. Этот поясной рюкзак с сетчатым рисунком ничем не отличается. Он плотно прилегает к телу, а верхнюю часть в виде ведра легко расстегнуть, чтобы получить доступ к предметам первой необходимости. Кроме того, есть внешние карманы и внутренние карманы (для дополнительной безопасности).
30 долларов в REI
Самые популярные
Lululemon
Lululemon Пояс для быстрого и свободного бега
Этот тренажер создан для любителей кардио, которые любят преодолевать дистанции без нагрузки. Он настолько компактен, насколько вы могли надеяться, и вмещает только самое необходимое (включая небольшие закуски).
$38 в Lululemon
Athleta
Поясная мини-сумка Athleta Excursion
Возможно, это только мы, но нам нравится выжимать из наших сумок максимум. То есть мы используем их во что бы то ни стало. Эта поясная мини-сумка от Athleta изготовлена из переработанного нейлона, поэтому при необходимости ее можно легко протереть.
$49 в Athleta
Urban Outfitters
Нейлоновая поясная сумка Baggu
Baggu, производитель культовых многоразовых сумок, предлагает линейку легких поясных сумок, изготовленных из того же переработанного нейлона, который легко стирать. Дорожная сумка с внутренним и внешним карманами достаточно просторна для более крупных предметов, таких как, скажем, Kindle.
52 доллара в Amazon
52 доллара в Urban Outfitters
Самые популярные
Baboon to the Moon
Baboon to the Moon Fannypack
Мы любим спортивные сумки Baboon to the Moon за их прочность и стиль, а поясная сумка Moon Fannypack чем-то напоминает спортивную сумку для вашей талии. Она большая, поэтому, если вам нужно носить с собой что-то большее, чем просто телефон (скажем, небольшую камеру, потому что вы путешествуете), эта сумка для вас. Он имеет два внутренних потайных кармана (и передний карман), а также петлю для ключей, водоотталкивающее покрытие и прочный широкий поясной ремень.
65 долларов в Baboon to the Moon
59 долларов в Urban Outfitters
Amazon
Поясная сумка Jansport Fifth Ave
Jansport, помимо известного школьного снаряжения, также имеет популярную поясную сумку под названием Fifth Ave. имеет два кармана на молнии и может носиться через плечо или на талии.
20 долларов на Amazon
22 доллара на Jansport
Amazon
Maxtop Fanny Pack
При цене 10 долларов этот выбор является лучшим бюджетным поясным рюкзаком в списке. В этой самой продаваемой поясной сумке (в нескольких забавных цветах и принтах) есть потайной карман, светоотражающая отделка (для ночных экскурсий) и отверстие для наушников, что удобно для тех, кто использует проводные наушники, так как они могут хранить свой телефон. внутри сумки, пока они отвечают на звонки или слушают музыку.
$11 at Amazon
$19 at Walmart
Most Popular
REI
Topo Designs Mini Quick Pack
Based in Boulder, Colorado, Topo Designs makes some of наши любимые туристические рюкзаки, сделанные из переработанных материалов, и у них даже есть программа ремонта продуктов. Эта причудливая поясная сумка похожа на рюкзаки бренда в миниатюре: стильная диагональная молния, карабин для ключей, петля для крепления велосипедного фонаря и ручка сверху, так что вы можете носить ее, когда вашей талии или груди нужен отдых.
49 долларов в REI
49 долларов в Amazon
Amazon
Поясная сумка Herschel Seventeen
Недорогая поясная сумка от Herschel с регулируемым поясным ремнем, большим пространством (включая передний карман) и водостойкая. ткань.
32 доллара США на Amazon
40 долларов США 28 долларов США на Zappos
Amazon
Поясная сумка Waterfly
Поясная сумка Waterfly имеет почти 20 000 отличных результатов благодаря обманчивой подгонке благодаря тому, что она по-прежнему безупречна благодаря тому, что она очень хорошо сидит на Amazon. внутренний крючок для ключей и четыре различных кармана (в том числе потайной задний карман, где можно хранить кредитные карты или паспорт). Водонепроницаемая сумка также отлично подходит для бега.
$ 15 $ 13 на Amazon
Наиболее популярные
9002 REI 9003
REI
Spect Spect Spect Wittor
Erneed. имеет приятную подкладку вдоль спины, поэтому ваши ключи не протыкают вас через ткань рюкзака. Покупатели говорят, что это как раз подходящий размер для предметов первой необходимости, а молодые мамы отметили, что в него поместится подгузник, небольшая упаковка салфеток, телефон, деньги, ключи и любые другие необходимые мелочи.
25 долларов на REI
25 долларов 18 долларов на Amazon
REI
Herschel Supply Co. Покупатели сообщают, что этот рюкзак более вместителен, чем вы могли ожидать: в него легко поместится телефон, косметика, запасное зарядное устройство для телефона и многое другое, не возясь с несколькими отделениями.
30 долларов в REI
28 долларов в Amazon
Amazon
Поясная сумка 4Monster Hiking
Эта сверхлегкая поясная сумка складывается до размера яйца, когда она не используется, и сделана из водоотталкивающей ткани, которая сохраняет ваши ценности сухими, даже если вы попали в шторм или пролились на воду. на концерте.
$ 17 на Amazon
Самый популярный
Madewel маленькая сторона — отлично подходит для тех, кто любит путешествовать налегке.
$28 в Lola
Amazon
Дорожная сумка Adidas Originals National Waist Fanny Pack
Нам нравится, как эта поясная сумка от Adidas сочетает в себе культовую спортивную эстетику и фирменный стиль компании с полированной искусственной кожей. Сумку легко стирать, она имеет два отделения на молнии и достаточно универсальна, чтобы дополнить как спортивный, так и изысканный образ.
$24 на Amazon
REI
Fjallraven Kanken Hip Pack
Культовые квадратные рюкзаки Fjallraven легко трансформируются в эту набедренную сумку, которая включает в себя внутренний карман на рукаве и клипсу для ключей для дополнительной безопасности, а также два внешних кармана на молнии. Один покупатель называет свою набедренную сумку «идеальным дополнением к рюкзаку», поскольку она обеспечивает легкий доступ к их «телефону, закускам, рыболовным снастям и всему, что вам нужно».
55 долларов в REI
50 долларов 41 доллар в Amazon
Самые популярные
Айва
Поясная сумка из 100% итальянской кожи наппа из айвы
Ищете кожаную поясную сумку? Эта стильная поясная сумка из 100% итальянской кожи оснащена регулируемым ремешком на случай, если вы захотите, чтобы она выполняла функции сумки через плечо.
60 долларов в магазине Quince
Nordstrom
Большая поясная сумка Fjällräven Ulvo
Покупатели Nordstrom говорят, что эта тонкая поясная сумка Fjällräven хорошо сделана, легка и достаточно велика, чтобы в ней можно было хранить все самое необходимое во время дневного похода.
65 долларов США на Nordstrom
54 доллара США на Amazon
Target
Поясная сумка с застежкой-молнией
Вот элегантная поясная сумка из искусственной кожи с золотыми молниями, которая может легко заменить вашу сумочку, поскольку она достаточно красива, чтобы брать ее с собой на работу или на работу. собирается на свидание.
$ 20 в Target
Самый популярный
Tumi
Tumi Juno Hip Hip Bag
9
Tumi
Tumi Juno Slim Hip Bag
С задним карманом для наушников, потайными карманами на магнитных кнопках и клипсой для ключей этот стильный нейлоновый рюкзак будет гармонировать с любой одеждой.
125 долларов 99 долларов на Tumi
99 долларов на Amazon
Cuyana
Поясная сумка-трансформер
Для минималистов вот симпатичная поясная сумка, в которую можно положить только телефон и кредитную карту. Вы можете добавить очаровательную подходящую круглую сумку, если вам нужно положить еще несколько мелких предметов.
$168 в Cuyana
Путешествие вдали
Сумка-слинг в пути
Любой, кто путешествует, оценит, что эта сумка-слинг складывается в крошечный мешочек, так что вы можете легко с ней ездить на работу.
$ 45 в Away
Самый популярный
Madewel — плюс, если вы находитесь на тропе или длительной прогулке. Его поясные ремни снабжены мягкой подкладкой для удобства, он оснащен D-образными креплениями для аксессуаров и достаточно широк, чтобы в него поместился небольшой фотоаппарат или бинокль.
59 долларов на Madewell
59 долларов на Amazon
Amazon
HotStyle 521s Small Fanny Pack
Еще один бестселлер Amazon — HotStyle. телефон.
19 долларов США на Amazon
Малия Григгс — писатель, редактор и рассказчик социальных сетей, которая присоединилась к коммерческой команде SELF в 2020 году. Ранее она работала в The Daily Beast , Comedy Central и Космополитен. Помимо покупок, она писала о психическом здоровье, выгорании, эпилепсии, расе и отношениях.
Дейзи Мальдонадо освещает все тренды. Она часто пишет о своих любимых модных вещах, косметических брендах, товарах для здоровья и цифровой культуре.
Оптические выходные характеристики головки QBH (водное охлаждение)
Качество луча (BPP,мм•мрад)
<2.3
Сердечник волокна
50 нм (опционально — 25,100, 200)
Длина оптоволокна
20 м
Электрические характеристики
Питание
220±10% вольт AC, 50/60Hz
Numerical Aperture (NA)
0,2
Максимальная потребляемая мощность(Ватт)
4000
Режим управления
RS-232/AD/Ethernet
Дополнительные характеристики
Температура эксплуатации(℃)
10°С~40°С
Температура хранения
-10°C~60°C
Охлаждение
Водное
Размеры, мм (ш*в*д)
485×237×763(с ручками)
Вес Raycus RFL-C1000 , кг
50
Подобрать качественны и, самое главное продуктивный, станок для резки листового металла – задача не из легких. Можно взять raycus fiber laser или модели maxphotonics 1000 вт и запустить в работу сразу после монтирования. А можно сделать выбор в пользу плазменного аналога и тщательно подготовиться перед запуском. Две эти технологии реза отличают следующие аспекты:
Быстрая работа;
Довольно точный рез;
Минимум зависящих от оператора действий;
Универсальность в плане многофункциональности.
Выбирая между лазерными моделями, например, как raycus 1000 и плазменными агрегатами, исходить стоит прежде всего из бюджета и предполагаемого количества работы. Рассмотрим подробнее, что будет более выгодно для работы с металлом.
Лазерные типы
Допустим, человек открыл свое небольшое предприятие по гравировке и резке металла. В качестве основного инструмента был приобретен лазерный излучатель на 1000w в единичном экземпляре. Что можно получить от такого агрегата? Во-первых, это точный рез металла и очень ровный шов. Например, лазерный источник raycus может с очень большой скоростью распустить лист металла, при этом оставив шов всего в 2 миллиметра максимум.
Во-вторых, такой станок способен не только нарезать металл, но и нанести гравюру. А это существенно повышает потенциальную прибыль от готовых изделий. Выгодно? Конечно, тем более что всех детали на выходе не будут требовать дополнительной обработки. Быстрая резка и гравировка позволяют за один цикл работы с листом использовать его максимально полезно и получить максимально возможное количество готовых изделий с одного листа сырья.
Также модели rfl c1000 имеют большой срок гарантийного обслуживания. Они популярны тем, что при правильной эксплуатации очень долго служат без единой поломки. А это большая экономия на комплектующих и запасных частях. Учитывая стоимость таковых, а также стоимость самого ремонта, работа без поломок – это огромная выгода. Если планируется долго и профессионально работать с металлом, лучше сделать выбор в пользу лазерного излучения.
Плазменные типы
Также хорошо себя зарекомендовали в условиях как частных производств, так и в промышленных масштабах. Плазменная резка, также, как и лазерная, проводится достаточно быстро. При этом точность реза отличается в худшую сторону от импульсных установок. Такие станки немного дороже вышеописанных.
Плазменные агрегаты, прежде всего, подойдут для больших производственных компаний, а вот для небольшого частного цеха будут выгодны в случае, если работать нужно будет с достаточно толстым металлом, так как плазменный вариант мощнее лазерного. Если в планах нет работы с большим количеством металла, лучше рассмотреть лазерные варианты. Также плазменный агрегат потребляет существенно больше электроэнергии, чем импульсный, а это опять же минус для бюджета.
Вывод
Если работа заключается в постоянной резке и гравировки металла, при этом материала много и его требуется формовать быстро, лучше лазерного агрегата вариантов нет. Да, плазменный аналог использовать можно, но придется принять факт, что он выйдет менее экономичным по содержанию, и если бюджет небольшой и жестко расписан, то лазерный станок будет выгоднее что для частника, что для заводского комплекса.
Raycus FBX 1530 Лазерный станок для резки металла
Raycus FBX 1530 Лазерный станок для резки металла — Официальный сайт Raycus
официальный сайт в РФ
sales@райкус.рф
для просчета заказа
Бесплатный звонок
Размер рабочей области: 1500х3000 мм
Мощность источника: 750, 1000, 1500, 2000 Вт
Модель лазерного источника: Raycus (КНР)
Структура рабочей поверхности, стандартно: Зубчатые ламели
Высота рабочей области: 120 мм
Тип лазерного источника: Волоконный иттербиевый
Длина волны излучения: 1060-1080 нм
Тип охлаждения источника: Жидкостное
Тип охлаждения лазерной головы: Жидкостное
Оптимальный теплоноситель: Дистиллированная вода
Используемые газы для работы: Воздух, Кислород, Азот, Аргон
Габариты волоконного источника : 650х900х150 мм
Количество товара Raycus FBX 1530 Лазерный станок для резки металла
Системы комфортной эксплуатации:
Управление и настройка необходимых узлов лазерного комплекса, Отдельные параметры режимов раскроя и врезки, Автоматическая оптимизация задания раскроя, Улучшенная функция перфорации — FLYCUT, Оптимальное расположение деталей — NESTING, Функция охлаждения контура реза — LEAD POS, Функция микро-перемычек — MICRO JOINT, Дистанционная диагностика
Системы аварийной защиты:
Защита режущей головы от столкновения с посторонними предметами, Аварийная остановка сервоприводов при опасности столкновения режущей головы с посторонними предметами
Двухуровневый — Представительство Реклаб в КНР/Реклаб(Россия)
Гарантия:
12 мес.
Есть вопросы по продукции Райкус?
Наш инженер ответит на ваши вопросы
Отправляя форму, Вы принимаете политику конфиденциальности
Заполните форму
Email
Email
Email
Automated page speed optimizations for fast site performance
В чем разница между Raycus, JPT, Max и источником волокна IPG?
07 декабря 2018 г.
Хотите узнать, в чем разница между Raycus, BCF, JPT, JPT-X, MAX, SPI, IPG и SUPER? Когда мы покупаем волоконный лазерный станок, мы можем обнаружить, что существует множество различных брендов. предлагая различные источники питания для волоконных лазеров. Некоторые из них являются китайскими брендами источников питания, другие — брендами США, а третьи — немецкими брендами. Количество всех этих марок волоконных лазерных источников питания Какой из них лучше? В чем разница между ними? Какой источник волоконного лазера дешевле? Какой из них самый популярный? В этом блоге мы хотим объяснить это, чтобы вы могли выбрать правильная машина для вашего приложения.
В чем разница между JPT, Max, Raycus, IPG
Многие люди задаются вопросом, почему некоторые машины Raycus дешевы, а IPG дороги. Эта разница в цене не связана с тем, что один источник питания произведен в Китае, а другой — в Германии. Основное отличие это результат гравировки, качество машины, окончательная гарантия и материалы, на которых она может маркировать. Эта разница также существует между китайскими и сингапурскими оптоволоконными источниками питания. Если мы сравним JPT, Max и Raycus, мы можем обнаружить, что один из них лучше, чем остальные китайские и сингапурские бренды.
Есть ли способ узнать, сколько материалов я могу выгравировать с помощью того или иного мощного лазерного источника? Может быть трудно сказать, лазерный источник какой мощности может гравировать группу материалов или нет. Но вы можете увидеть разницу в качестве гравировки.
Вы также можете проверить некоторые ссылки на параметры мощных лазерных источников здесь.
Волоконный лазер для гравировки пластика
Настройки лазера
Настройки волоконного лазера для гравировки неметаллических материалов
Laser Setting
Волоконный лазер для гравировки любых металлических материалов
Настройки лазера
Четыре бренда являются наиболее продаваемыми в отрасли станков для лазерной гравировки.
Райкус
КБК
JPT
ИПГ
МАКСИМУМ
Супер
СПИ
Почему эти бренды продаются больше всего?
Существует более 30 различных марок источников мощного лазера, но на момент работы, у этих волоконных источников питания есть свои преимущества.
Райкус
Этот бренд дешев, и это основная причина, по которой его использует большинство компаний. славятся качественной гравировкой, а также имеют меньшую гарантию, чем другие оптоволоконные источники питания. Этот бренд также имеет небольшой диапазон частот от 20 до 80 кГц, что делает его малым диапазоном частот. материалы для гравировки. По сравнению с другими брендами, Raycus не предлагает слишком много преимуществ покупателю, но может быть очень дешевым, и в результате машины, построенные с этим источником питания, бюджетный.
JPT
У этого сингапурского бренда другой источник мощности лазера, некоторые из них ограничены 20 до 80 кГц (недорогой JPT), а другие модели имеют меньшую гарантию. Этот бренд известен тем, что обеспечивает отличное качество, отличную гравировку и стабильность во время работы с их модели премиум-класса, такие как JPT-X или MOPA.
Максимум
Max — еще один источник питания для оптоволокна, известный своей дешевизной, но главное отличие между этот бренд и raycus в том, что макс имеет лучшую стабильность и лучшую гарантию, чем raycus. Max имеет небольшой диапазон от 20 до 80 кГц, из-за чего у бренда те же проблемы, что и у raycus, небольшой ассортимент материалов для гравировки.
СПИ
SPI — один из самых известных брендов благодаря высококачественной гравировке, стабильности и надежности. гарантия. Главным преимуществом перед другими брендами является качественная гравировка и гарантия по сравнению с китайскими брендами. Кроме того, он имеет широкий спектр материалов, которые можно гравировать с помощью отличные результаты.
БКФ
Наш источник питания самый многофункциональный из всех упомянутых здесь, с возможностью работы в диапазоне от 1 до 850 кГц, что позволяет нам гравировать многие пластики и металлы с различными цветовыми эффектами. Разработанный в Германии, он делит мощность и характеристики точности с источниками SPI и IPG, с высокой стабильностью гравировки и высоким разрешением на небольших гравюрах. С 3-летней гарантией наш лазерный источник питания является одним из лучших варианты гравировки и маркировки ювелирных изделий, пластика и кожи по разумной цене. Он становится одним из наиболее часто используемых на рынке за то, что он прибыльный, качественный и с расширенным гарантия.
МАКС
Max — еще один источник питания для оптоволокна, известный своими будучи недорогими, но в отличие от Raycus, лазерные генераторы MAX имеют лучшую стабильность, чем Raycus. Волоконно-оптические источники MAX также имеют тот же недостаток Raycus с диапазоном гравировки между 20 до 80 кГц, что делает их общими недостатками гравировки: малая или отсутствующая способность гравировки на пластике и низкая способность выполнять различные эффекты на металлических материалах. Другой значительный Недостатком лазерных источников Max является отсутствие ясности в отношении гарантии. Иногда это один год, а в других случаях, если повреждение происходит в течение первых десяти месяцев, гарантия и ремонт является обязанностью пользователя.
СУПЕР
С возможностью работы от 20 до 100 кГц, этот источник питания имеет несколько больше преимуществ, чем его непосредственные собратья. Raycus и Max, открывают двери для более четкой маркировки на некоторых видах пластика и кожи. Единственным недостатком этого блока питания является его короткая 1-летняя гарантия, что делает его уязвимым к повреждениям и низкой рентабельностью, так как эти блоки питания производства Шэньчжэня дороже, чем Блоки питания Raycus и Max, но на практике с меньшей гарантией.
ИПГ
Являясь мировым лидером в области волоконно-оптических лазерных технологий, IPG является лучшим брендом благодаря высококачественной гравировке, стабильности и гарантии. Основным преимуществом перед другими брендами является высококачественная гравировка ювелирных изделий и мелких электронных компонентов по сравнению с китайскими брендами. Они также имеют широкий спектр технологий, что позволяет нам выбрать лучший источник лазерного излучения. мощность для гравировки конкретных материалов. Если у вас есть материалы, которые не может гравировать ни один другой лазерный станок, у IPG Laser есть решение. Именно поэтому в Barch Laser мы работаем рука об руку с IPG. Photonics, чтобы иметь возможность создавать машины, способные гравировать на любом материале с высококачественными результатами.
Лазерный гравер MOPA
Вся правда об УФ-лазере MOPA tech
и волоконном лазере
Различия между УФ и волоконным лазером
Мощный лазерный источник BCF
Преимущество:
BCF 3 года гарантии
кГц: от 1 до 850
Высокая стабильность
Лазерный бин 0,001
Все металлы
и большой выбор пластика
Удивительные гравюры с мощным лазерным источником BCF
IPG
Преимущество:
Гарантия IPG 2 года
кГц: от 1 до 200
Высокая стабильность
Лазерный бин 0,001
широкий выбор материала
гравюра
Резка металла с немецким источником IPG
Лазерный источник MAX power
Преимущество:
Гарантия до 1 года
кГц: от 1 до 120
Лазерный луч 0,005
все металлы и небольшое разнообразие пластиков
Лазерный источник Raycus
Преимущество:
Гарантия Raycus 1 год
кГц: от 20 до 80
Лазерный луч 0,005
все металлы и небольшое разнообразие пластиков
В заключение, наиболее экономичным источником питания волоконного лазера для гравировки является JPT premium или JPT-X, который имеет более широкий диапазон кГц и дает нам возможность гравировать больше. материалов с высоким разрешением и высокой стабильностью. JPT-X не такой дешевый, как Raycus или Max, но в то же время и не такой дорогой, как IPG, имея почти такое же качество, как IPG.
При работе с различными материалами для гравировки нам необходимо использовать разные настройки кГц. Это означает только то, что когда у нас будет больше кГц, мы можем настроить больше различных параметров, чтобы отметить больше материалы. Это основная причина, по которой JPT-X может гравировать больше неметаллических материалов, чем другие источники питания с оптоволоконным кабелем.
SFX Волоконно-лазерная установка Raycus отличается высокой пиковой мощностью, высокой энергией одиночного импульса и дополнительным диаметром пятна. Он широко используется в области маркировки, прецизионной обработки, графической гравировки и т. Д. Неметаллических материалов, материалов с низким коэффициентом отражения, таких как нержавеющая сталь. По сравнению с традиционными лазерами, его процесс нанесения маркировки дешевле и стабильнее по производительности.
Лазерная резка металла – инновационный технологичный способ раскроя и резки материалов с применением лазерных установок в промышленном производстве. Сконцентрированный луч лазера позволяет производить разрез металлов, нежестких и хрупких деталей, заготовок. Данная технология отличается беспрецедентной точностью. Именно поэтому она получила довольно широкое распространение. Несложное управление лазером дает возможность выполнять резку по контурам.
Лазерное оборудование обладает рядом преимуществ:
высокое качество разреза и минимальные деформации;
обработка материалов из твердых сплавов;
возможность производить высокоскоростную резку тонколистовой стали;
целесообразность для получения небольшого количества изделий;
автоматический раскрой с применением в чертежной программе файла рисунка и его перенос на установку;
используемое оснащение обладает высокой мощностью.
Лазерная резка листового металла на ЗВО выполняется с применением лазера марки Suda FG3015. Он предназначен для металлов различной формы и толщины. Предприятие применяет в своей работе современные оптоволоконные лазеры, которые широко внедряются в производство.
«Завод весового оборудования» предоставляет услугу лазерной резки следующих металлов (толщиной от 0,1-0,4 до 25 мм.):
черная сталь;
титан;
нержавеющая сталь;
алюминий;
медь;
латунь;
оцинкованная сталь.
Цена лазерной резки металла остается невысокой за счет мобильности некоторых отделов предприятия, не влияющих на производство. Здесь осуществляется лазерная резка металла с ЧПУ. Для обработки резки и гравировки металлов на ЗВО используют лазерные станки ЧПУ. Цена лазерной резки металла с ЧПУ зависит от выбранного металла. Она установлена в рублях за погонный метр металла, рассчитывается индивидуально, зависит от объема проводимых работ.
Лазерная резка листового металла позволяет производить необходимые детали из нержавеющей и конструкционной стали, а также из цветных металлов. Предприятие использует в своей работе современные технологии и новейшие разработки, происходит непрерывное совершенствование производственного процесса. Если вы заинтересованы в получении качественных услуг по доступным для себя ценам, обращайтесь на ЗВО. Здесь работают опытные специалисты, которые зарекомендовали себя с наилучшей стороны. Вы получите результат, который будет вас устраивать по всем параметрам. При необходимости специалисты ответят на все интересующие вас вопросы.
Заказы на лазерную резку металла принимаем по электронной почте [email protected] и телефону +7 (34792) 4-82-66 или Вы можете заказать обратный звонок.
Станки для лазерной резки металла по низкой цене с доставкой
Станки для лазерной резки металла по низкой цене с доставкой
Гидроабразивная резка
Лазерная резка
Плазменная резка
Станок для лазерной резки с ЧПУ RM-LaserCut3D 1010
Артикул 111322
Производитель: Ronchini Massimo Srl
Вес, кг: 500
Мощность излучения, Вт: 100
Узнать цену
Станок для лазерной резки с ЧПУ RM-LaserCut3D 2010
Артикул 111325
Производитель: Ronchini Massimo Srl
Вес, кг: 800
Мощность излучения, Вт: 100
Узнать цену
Станок для лазерной резки с ЧПУ RM-LaserCut3D 2513
Артикул 111326
Производитель: Ronchini Massimo Srl
Вес, кг: 1100
Мощность излучения, Вт: 100
Узнать цену
Станок для лазерной резки с ЧПУ RM-LaserCut3D 3020
Артикул 111327
Производитель: Ronchini Massimo Srl
Вес, кг: 1350
Мощность излучения, Вт: 100
Узнать цену
Станок для лазерной резки металла Senfeng SF6025H5
Артикул 111114
Производитель: Senfeng Leiming Laser
Максимальное ускорение, G: 2. 8
Мощность излучения, Вт: 12000
Скорость перемещения, м/мин: 200
Узнать цену
Станок для лазерной резки металла Senfeng SF8025H5
Артикул 111115
Производитель: Senfeng Leiming Laser
Максимальное ускорение, G: 2.8
Мощность излучения, Вт: 12000
Скорость перемещения, м/мин: 200
Узнать цену
Станок для лазерной резки металла Senfeng SF12025H5
Артикул 111116
Производитель: Senfeng Leiming Laser
Максимальное ускорение, G: 2.8
Мощность излучения, Вт: 36000
Скорость перемещения, м/мин: 200
Узнать цену
Станок для лазерной резки металла Senfeng SF3015H5
Артикул 111111
Производитель: Senfeng Leiming Laser
Максимальное ускорение, G: 2. 8
Мощность излучения, Вт: 8000-10000
Скорость перемещения, м/мин: 200
Узнать цену
Станок для лазерной резки металла Senfeng SF4020H5
Артикул 111112
Производитель: Senfeng Leiming Laser
Максимальное ускорение, G: 2.8
Мощность излучения, Вт: 8000-10000
Скорость перемещения, м/мин: 200
Узнать цену
Станок для лазерной резки металла Senfeng SF6020H5
Артикул 111113
Производитель: Senfeng Leiming Laser
Максимальное ускорение, G: 2.8
Мощность лазера, кВт: 8-10
Рабочая зона, мм: 6050х2030
Точность позиционирования, мм: ±0.05
Узнать цену
Станок для лазерной резки металла Senfeng SF3015H
Артикул 111117
Производитель: Senfeng Leiming Laser
Максимальное ускорение, G: 1. 0
Мощность лазера, кВт: 1-6
Рабочая зона, мм: 3060х1530
Точность позиционирования, мм: ±0.05
Узнать цену
Станок для лазерной резки металла Senfeng SF4020H
Артикул 111118
Производитель: Senfeng Leiming Laser
Максимальное ускорение, G: 1.0
Мощность излучения, Вт: 1000-6000
Скорость перемещения, м/мин: 130
Узнать цену
Станок для лазерной резки металла Senfeng SF6025H
Артикул 111120
Производитель: Senfeng Leiming Laser
Максимальное ускорение, G: 1.0
Мощность излучения, Вт: 1000-6000
Скорость перемещения, м/мин: 130
Узнать цену
Станок для лазерной резки металла Senfeng SF6020H
Артикул 111119
Производитель: Senfeng Leiming Laser
Максимальное ускорение, G: 1. 0
Мощность излучения, Вт: 1000-6000
Скорость перемещения, м/мин: 130
Узнать цену
Стандартная комплектация
Станок для лазерной резки листового металла Senfeng SF2513G
Артикул 111121
Производитель: Senfeng Leiming Laser
Максимальное ускорение, G: 1.0
Мощность излучения, Вт: 500-3000
Скорость перемещения, м/мин: 80
Узнать цену
Стандартная комплектация
Станок для лазерной резки листового металла Senfeng SF3015G
Артикул 111122
Производитель: Senfeng Leiming Laser
Максимальное ускорение, G: 1.0
Мощность излучения, Вт: 500-3000
Скорость перемещения, м/мин: 80
Узнать цену
Стандартная комплектация
Станок для лазерной резки листового металла Senfeng SF4015G
Артикул 111123
Производитель: Senfeng Leiming Laser
Максимальное ускорение, G: 1. 0
Мощность излучения, Вт: 500-3000
Скорость перемещения, м/мин: 80
Узнать цену
Стандартная комплектация
Станок для лазерной резки листового металла Senfeng SF6015G
Артикул 111124
Производитель: Senfeng Leiming Laser
Максимальное ускорение, G: 1.0
Мощность излучения, Вт: 500-3000
Скорость перемещения, м/мин: 80
Узнать цену
1
2
3
4
Пожалуйста, переверните устройство
Сколько стоит лазерный резак?
от foxvalley | 25 августа 2020 г. | Услуги
Оборудование для лазерной резки может предоставить компаниям быстрые и эффективные способы резки и гравировки металла. Резка с помощью лазерных станков не только чище, чем другие методы резки, но и требует меньше отделки и удаления заусенцев после выполнения разрезов. Несмотря на то, что лазерная резка зависит от используемых материалов, она известна тем, что делает точные и точные разрезы.
Итак, сколько стоит лазерный резак?
Стоимость и расценки станков для лазерной резки сильно различаются в зависимости от типа, мощности и модели. Если вы планируете резать металл и другие толстые материалы, вам потребуется более высокая мощность, чем если вы хотите резать тонкие материалы, такие как ткань. Как правило, чем выше мощность, тем выше цена машины.
Лазерный резак по металлу стоит от 8 000 до 250 000 долларов! Лазерный резак по металлу нижнего уровня может обрабатывать очень небольшие проекты небольшого объема. Но для более стандартных коммерческих применений вам понадобится лазерный резак по металлу, который, вероятно, превысит отметку в 20 000 долларов. Вместо этого большинство компаний обращаются к услугам лазерной резки металла.
Покупка станка для лазерной резки металла или услуга лазерной резки металла
Сравнивая плюсы и минусы покупки станка для лазерной резки металла, вы можете обнаружить, что дешевле и эффективнее нанять компанию, которая уже предлагает услуги лазерной резки металла. В конце концов, нужно учитывать гораздо больше, чем просто стоимость машины. «Сколько стоит лазерный резак?» должно быть только первым из многих вопросов.
Преимущества лазерной резки металла
Эти станки облегчают удержание заготовок в правильном положении. Короткие разрезы, сделанные лазерными резаками, не занимают много времени и очень точны. Фактически, весь процесс резки занимает меньше времени, чем другие традиционные методы.
При изготовлении каждой секции нет прямого контакта заготовки с металлическим лазерным резаком, что снижает риск загрязнения ваших материалов.
В традиционном процессе разделения выделяется много тепла, что приводит к плавлению материала. При использовании лазерного резака площадь нагрева меньше, что снижает риск деформации материала.
Лазерные резаки по металлу требуют меньше энергии для резки листового металла.
Лазерные резаки
чрезвычайно универсальны и могут использоваться для выжигания или резки как простых, так и сложных цельных конструкций.
Вместо нескольких других специализированных режущих машин можно использовать одну или две машины.
Процесс лазерной резки контролируется компьютерными программами, что делает его точным и снижает количество отходов.
Недостатки лазерного резака по металлу
Лазерные резаки по металлу требуют высокой мощности для выполнения основных задач. Это может привести к высокому потреблению энергии и неожиданно высоким счетам за электроэнергию.
Лазерный резак по металлу следует эксплуатировать в хорошо проветриваемом, огнестойком помещении, установка которого может быть дорогостоящей.
Каждый станок имеет ограничения, а это означает, что многим компаниям для выполнения проекта требуется несколько типов станков лазерной резки.
Производство может занять много времени. Хотя машины работают автоматически, они нуждаются в контроле. Для более крупных изделий необходимо, чтобы несколько сотрудников работали над одним продуктом.
Чем больше сотрудников, тем выше затраты на рабочую силу и, конечно же, увеличивается вознаграждение рабочего.
Компании, специализирующиеся на услугах лазерной резки металла, получают лучшие цены на материалы. Если вы не рассчитываете на крупносерийное производство, вы можете не сэкономить столько, сколько рассчитывали, покупая собственную машину.
В конце концов, станки для лазерной резки металла дороги и требуют много времени на эксплуатацию. Они могут начинаться с 8000 долларов за маленькую и доходить до более чем 200 000 долларов. Хотя это может быть отличной инвестицией для некоторых компаний, для большинства компаний это не стоит проблем. В большинстве случаев вы можете сэкономить время, деньги и головную боль, обратившись к опытной службе лазерной резки металла, которая уже имеет идеальную настройку.
Лучший станок для лазерной резки металла на продажу по доступной цене
Показано 1–9 из 10 результатов Резка металлических труб/листов/рулонов, 0,5–50 мм, 0,5–40 кВт —
Blue Elephant Laser предлагает широкоформатные станки для лазерной резки металла с ЧПУ для стали, алюминия, углеродистой стали (CS), нержавеющей стали (SS), титана , латунь, медь и др.
Если вы являетесь производителем металла и хотите получить высококачественную резку металла, и вам нужен надежный станок для лазерной резки металла, или вы являетесь дистрибьютором станков с ЧПУ, пожалуйста, свяжитесь с нами.
Теперь нажмите, чтобы просмотреть предложения, каталог / брошюру, видео, изображения и последние цены на 2022 год.
Узнать подробности и цену
Популярные настройки
Модель
ELECNC-1530FP
40083 ELECNC-2040FP
ELECNC-2560FP
Размер машины
4320*2250*1950 мм
5350*2800*1950 мм
5350*3350*1950 Мм.
2020*4040mm
2525*6050mm
Positioning accuracy
±0.03mm
±0.03mm
±0.03mm
Repositioning accuracy
±0.02mm
±0,02 мм
±0,02 мм
Макс. acceleration
1.5G
1.5G
1.5G
Laser power
1kW — 6kW
1kW — 6kW
1kW — 6kW
Laser
Multiple options
Multiple options
Multiple опции
Серводвигатель и привод
YASKAWA/FUJI
YASKAWA/FUJI
YASKAWA/FUJI
Reducer
Shimpo
Shimpo
Shimpo
Focusing method
Auto/manual
Auto/manual
Auto/manual
Get Details & Prices
Fiber Цена станка для лазерной резки металла и сколько это стоит?
Диапазон цен:
Станок для лазерной резки листового металла: $10 000 — $90,000;
Станок для лазерной резки металлических труб: 9000–50 000 $ ;
Станок для лазерной резки листового и трубного металла: $20 000 — $90 000 ;
Стоимость работы:
Не требует регулировки, не требует технического обслуживания и отличается высокой стабильностью;
Категория: Блог компании konekt.pro — интересные статьи из мира пластика
Теория
ABS – это термопластичный сополимер акрилонитрилбутадиенстирол. Изготавливается из продуктов нефтепереработки. Звенья полистирола придают ударопрочность, акрилонитрил и бутадиен – эластичность. Полимер широко применяется в производстве товаров народного потребления, деталей машин, механизмов, строительно-отделочных материалов. Обладает диэлектрическими свойствами.
PLA – полилактид ПЛА, биополимер молочной кислоты, способный к быстрому разложению в агрессивных условиях. Пластмасса термопластичная, биосовместимая. Сырьем для производства полилактида является соя, кукуруза, сахарный тростник. По прочности и жесткости полимер уступает ABS-пластику. Главное отличие: он более экологичный. Применяется для изготовления одноразовой посуды, упаковки.
Сравнение характеристик
Технические характеристики
Основные параметры материалов представлены в таблице:
Показатель
ABS
PLA
Температура плавления , ˚С
210-240
160-190
Температура стеклования, ˚С
60-65
110-125
Температура застывания, ˚С
70-80
110-125
Показатель текучести расплава, см3/10 мин
9,7
10,3
Запах
Характерный «пластиковый», во время работы с прутками требуется проветривать помещение
Слабо выраженный, сладковатый
Твердость и прочность
Жесткий, устойчивый к ударам, сгибанию по большому радиусу, хорошо склеивается
Жесткий, но хрупкий, ломается при сгибании, стабильный при склеивании
Физико-химические свойства
Непрозрачный, окрашивается пигментами, нетоксичный, маслостойкий, кислотостойкий, теплостойкий, устойчивый к воздействию моющих средств и щелочей, ударопрочный.
Нетоксичный, экологически чистый, производится из возобновляемого сырья, обладает низким коэффициентом трения.
Внешний вид
Гладкая глянцевая поверхность
Множество разновидностей, в том числе светящаяся, полупрозрачная поверхность
Переработка
Вторичная переработка
Биоразложение
АБС – более тугоплавкий, прочный и жесткий пластик, но у него меньшие показатели текучести. Для перевода пластмассы в вязкотекучее состояние требуется дополнительный нагрев. Полилактид плавится быстрее, но отличается хрупкостью и неустойчивостью при высоких температурах.
Можно сделать вывод, что изделия из АБС тверже, прочнее и надежнее, чем из ПЛА. Ударопрочный пластик также можно шлифовать, окрашивать, обрабатывать ацетоном для получения гладкой поверхности, что невозможно сделать с биополимером.
Поведение при 3D-печати
Для АБС характерна высокая температура плавления, поэтому при контакте с рабочей поверхностью полимер быстро сворачивается. Требуется нагревать столик выше стандартных +70 ˚С. Температурный диапазон пластмассы – от 105 до 230 ˚С. В этом интервале материал при контакте с поверхностью стола остается способным к упругим деформациям. При более низкой температуре полимерная масса кристаллизуется, а затем отслаивается.
Полилактид сворачивается меньше. Дополнительно подогревать столик не требуется. Регулируя температуру печати, можно менять вязкость и текучесть материала. При активном охлаждении расплавленных прутков удается получать заостренные углы, тонкие детали. Высокая текучесть также снижает риск расслоения изделия.
Особенности хранения
Оба полимера гигроскопичные. Они впитывают влагу из окружающего воздуха, что негативно влияет на качество готовых изделий. Например, при нагревании АБС в присутствии воды образуются брызги и пузыри, забивается сопло принтера. В случае с PLA влага может обесцветить материал, снизить его прочность.
Оба пластика рекомендуется хранить в герметичных контейнерах без доступа воздуха. Перед началом работы материалы просушивают в духовке или с помощью фена.
Изделия из ПЛА по внешнему виду похожи на стеклянные. Полилактид не выдерживает контакта с горячим кофе или чаем, но он удобный для применения в художественных целях. В вязкотекучем состоянии полимер позволяет печатать тонкие детали с острыми и точными углами. В время нагревания ПЛА отсутствует запах, что важно для многих процессов.
УдаропрочныйABS-пластик используют для изготовления износостойких деталей, устойчивых к внешним воздействиям. Это менее прихотливый и более доступный материал.
АБС в основном применяют в промышленном производстве, ПЛА – для трехмерной печати.
Что лучше: АБС или ПЛА? Нельзя однозначно ответить на этот вопрос. Оба полимера имеют свои преимущества и недостатки. Выбор зависит от целей использования. Чтобы узнать больше о пластмассах и купить прутки АБС или ПЛА по выгодной цене, позвоните в компанию «ПолиИмпекс» в Санкт-Петербурге. Мы поможем выбрать материал, который подходит вашему проекту.
Логин
Пароль
Запомнить меня
Забыли пароль?
Зарегистрироваться
192241, Санкт-Петербург, Южное шоссе, д. 37, к. 2 лит А +7 (812) 648-22-61
Как сделать 3D-распечатки, чтобы они стали более прочными.
Техническое название «отпуск»
Никому не нравится запах горячего пластика — всегда печатайте и закаляйте в хорошо проветриваемом помещении
Так бывало, и не раз: вы тратите время на проектирование объекта, стараетесь, чтобы он отвечал определенным требованиям, вы тщательно подбираете настройки слайсера, чтобы оптимизировать процесс, вы подбираете материал, который лучше всего соответствовал бы назначению объекта… Сама по себе печать проходит хорошо, результат тоже выглядит так, как он должен выглядеть, но, несмотря на всю заботу и работу, когда вы начинаете пользоваться объектом, всё идет не так, потому что распечатка получилась недостаточно прочной и жесткой.
В зависимости от того, что за деталь вы создаете и каково её назначение, иногда бывает трудно добиться нужной прочности и жесткости. Даже в тех решениях, в которых объект не подвергается высоким нагрузкам, дополнительная прочность лишней не будет. Всегда ли вы думаете о том, насколько прочным получится объект?
Можно ли его как-то «укрепить»?
Один из самых лучших способов увеличить прочность и жесткость – закалить его. В этой статье мы в общем и целом рассмотрим процесс закалки, узнаем, что он собой представляет и как влияет на прочность и деформируемость. Затем мы рассмотрим особенности, характерные для закалки наиболее популярных материалов для печати, так что вы потом сможете закалять свои 3D-распечатки, чтобы они стали прочнее.
Несмотря на то, что процесс относительно прост, вы сможете превратить стандартный материал, вроде PLA, в один из самых прочных филаментов для 3D-печати.
Что такое закалка?
Закалка – процесс древний, первоначально его применяли в металлургии, чтобы увеличить прочность металлических объектов. Закалка – только один из способов тепловой обработки, который используют для изменения физических свойств металла, не меняя имеющейся формы. В частности, закалка повышает требуемые характеристики имеющегося металла.
Принцип процесса закалки адаптирован под пластики, чтобы они тоже становились прочнее уже после формирования объекта. Первоначально для доводки применялись те же процессы, что и для промышленного пластика, но вообще-то закалкой 3D-распечаток для придания им прочности может заниматься каждый, у кого есть доступ к кухонной духовке.
Как работает закалка?
В металлургии первоначальный процесс отливки и формовки металла приводит к образованию внутри него кристаллических структур, называемых зернами. Зерна обычно крупные. Металл в результате получается хрупким и при нагрузке разламывается по границе зерен.
Закалка металла включает в себя повторный нагрев его до температуры ниже точки плавления и последующее медленное остывание. В результате повторного нагрева внутри существующих крупных зерен образуются более мелкие кристаллы. Чем плотнее кристаллическая решетка, тем металл прочнее и пластичнее. Форма металлического объекта при этом не меняется, а нужные характеристики улучшаются.
В случае с пластиками процесс практические такой же – есть лишь небольшие отличия. FDM-печать подразумевает нагрев материала, чтобы его можно было экструдировать. После экструдирования материал застывает в форме печатаемого объекта. Пластик довольно плохо проводит тепло, это значит, что нагретый пластик остывает, как правило, неравномерно. Неравномерно остывание приводит к возникновению напряжений внутри объекта. Давайте рассмотрим подробнее природу этих напряжений.
Как вам, наверное, известно, большинство пластиков, используемых для FDM-печати, являются полимерами. Полимер состоит из двух или более субстанций. Каждая из этих субстанций состоит из длинных молекулярных цепочек. Цепочки эти переплетены друг с другом, образуя полимер. На микроскопическом уровне структура пластика обычно выглядит неорганизованной и довольно аморфной. Нагревание пластика, его экструдирование и охлаждение преобразует структуру в более организованную кристаллическую форму. Формируются довольно крупные кристаллы, весьма похожие на те, которые появляются в металле после его первоначального нагревания и охлаждения.
Крупнокристаллическая структура пластика образует проблемные места по линиям между каждым из кристаллов. Кроме того, неравномерное охлаждение, вызванное плохой теплопроводностью, приводит к тому, что полимер сжимается в разных местах по-разному. Это, в свою очередь, приводит к возникновению разных сил напряжения и сжатия внутри полимерной структуры.
Закалка пластика включает в себя аккуратный нагрев вещества до температуры выше точки стеклования, но ниже температуры плавления, и затем медленное остывание. Как и при закалке металла, такое нагревание и охлаждение увеличивают количество кристаллических структур внутри пластика.
Кроме того, когда полимер приближается к температуре стеклования или достигает ее, у молекулярных цепочек появляется достаточно энергии, чтобы перейти в аморфное состояние. В таком состоянии они могут вращаться, смещаться, растягиваться и т.д. Это избавляет от некоторых сил напряжения и сжатия, которые были вызваны неравномерным охлаждением. Оба эти эффекта, в свою очередь, делают пластик более прочным, жестким и более устойчивым к механическим напряжениям.
Теперь, когда вы знаете, что такое закалка и как она работает для укрепления материалов 3D-печати, давайте взглянем на конкретные техники, которые вы можете применить для закалки объектов из некоторых наиболее распространенных пластиков.
Как закалить PLA
PLA обычно прочный, но несколько хрупкий. У него также относительно низкая температура плавления. Оба эти обстоятельства делают его отличным кандидатом на закалку. Низкая температура стеклования данного пластика еще более упрощает его закалку. Вдобавок, за счет увеличения пластичности PLA закалка снижает склонность объектов из этого пластика к хрупкости.
На самом деле, закалка – это лучший способ сделать PLA более прочным.
Температура стеклования PLA составляет 60–65 °C. Температура плавления – 173–178 °C. Следовательно, при закалке обычного PLA температуру печи нужно выставить примерно в 100 °C.
Отметим, что у нашего PLA температура плавления ниже, так что закалку лучше всего производить при температуре около 70 °C. В целом, если для вашего PLA требуется более высокая температура печати, – он более низкого качества. У различных печей термостаты обладают различной точностью, поэтому всегда стоит провести испытания на какой-нибудь ненужной распечатке.
Температура закалки достаточно высока, чтобы PLA размягчился и стал аморфным, высвободив часть вызванного печатью напряжения и нарастив свою кристаллическую структуру. Она при этом достаточно мала, чтобы PLA не расплавился и не потек, потеряв свою форму.
Дайте печи дойти до нужной температуры, после чего забудьте о ней примерно на час. Это время требуется, чтобы температура внутри распределилась как можно более равномерно, чтобы не было холодных и горячих «точек», которые могут отрицательно повлиять на процесс закалки. Перед тем как устанавливать ваш напечатанный PLA-объект в печь, воспользуйтесь точным термометром, чтобы убедиться в правильности температуры.
Надо заметить, что при закалке пластика PLA или любого другого филамента, печи с конвекцией (с вентилятором) дают лучший результат закалки по той же самой причине, по которой в них получается великолепный хлеб. Тепло в них излучается не с одного направления, а нагретый воздух за счет конвекции циркулирует вокруг объекта, обеспечивая нагрев с 360°, что приводит к равномерному результату.
Примечание. Никогда не пытайтесь закаливать распечатки в газовых духовках. Термометр может показывать Х градусов, но пламя гораздо горячее, что может привести к расплавлению и возгоранию распечатки. Производите закалку только в электрической плите или печи и всегда следите, чтобы нагревательный элемент был выключен, прежде чем вы установите внутрь ваш объект. Еще раз: нагревательный элемент может быть гораздо горячее, чем показания термометра.
Когда печь достигла нужной температуры, установите ваш PLA-объект или объекты на противень, поместите всё внутрь и оставьте до остывания. Повторите процесс несколько раз, нагревая печь (без распечаток в ней) и выключая ее, когда помещаете внутрь подлежащий закалке объект. Делайте это до тех пор, пока общее время закалки вашего объекта не составит примерно час (или больше – для более крупных распечаток).
Этого времени объекту достаточно, чтобы впитать такое количество тепловой энергии, которое позволит полимерным цепочкам перемещаться, растягиваться, перестраиваться и рекристаллизовываться, образуя более прочную внутреннюю решетку. Не открывайте печь в процессе закалки, потому что любая потеря тепла может привести к неполноценному результату.
По мере того как печь будет постепенно остывать, постепенно будет остывать и объект. Процесс постепенного охлаждения позволяет избежать повторного возникновения внутренних напряжений, которые возникали во время резкого охлаждения после печати. Постепенное охлаждение снижает также вероятность перекосов, которые могут иметь место и при температуре закалки.
Когда температура в печи достигнет комнатной, достаньте из нее объект или объекты. Вы можете заметить, что распечатки слегка сжались по линии слоев печати. Кроме того, вы можете заметить некоторое расширение перпендикулярно слоям печати. Иными словами, размеры по осям X и Y стали меньше, а по Z – увеличились.
Эти изменения обусловлены изменением в напряжениях, вернее – высвобождением внутренних напряжений и сил сжатия, о которых мы говорили выше. В среднем сжатие по соответствующим осям составляет порядка 5%, а расширение – около 2%. Если такого рода расширение-сжатие составляет проблему, вам придется компенсировать его заранее при проектировании и печати.
После закалки вы получите значительное увеличение прочности вашего PLA-объекта. Нередко прочность и износостойкость возрастают на 40%. Также вы можете получить существенные улучшения по жесткости. Здесь бывает до 25%. Наконец, стабильность закаленного PLA при повышенных температурах тоже оказывается гораздо лучше. Поэтому, если вам нужна жесткая, высокопрочная деталь из PLA с хорошей термостойкостью, закалка – это правильный выбор.
Как закалить ABS
ABS обычно более прочный и менее хрупкий, чем PLA. У него также более высокая температура плавления, чем у PLA. Несмотря на это, ABS также является отличным кандидатом на закалку. Притом что ABS по причине его более высокой температуры стеклования нужно закалять при более высоком нагреве, чем PLA, процесс закалки обеспечит ABS такое же улучшение требуемых характеристик материала, как и у PLA.
Температура стеклования ABS составляет 105 °С. Температура плавления – от 210 до 240 °С. Следовательно, температуру печи нужно выставить примерно в 110 °C. Эта температура достаточно высока, чтобы материал размягчился, высвободил напряжение и нарастил свою кристаллическую структуру. При желании вы можете испытать закалку ABS при более высокой температуре, однако при этом могут возникнуть некоторые перекосы и деформации. Аналогично ситуации с PLA, температура закалки должна быть не настолько высока, чтобы материал расплавился, потек или значительно деформировался.
И снова дайте печи дойти до нужной температуры, после чего забудьте о ней примерно на час, чтобы нагрев распределился равномерно. Перед тем как устанавливать ваш напечатанный ABS-объект в печь, воспользуйтесь точным термометром, чтобы убедиться в правильности температуры. Как и для любой закалки, печь с конвекцией всегда предпочтительнее.
Когда печь прогрелась до нужной температуры, поместите в нее на противне свой объект примерно на 30 минут плюс по 15 минут на каждые 3 мм поперечного сечения объекта. В этом случае, аналогично PLA, этого времени объекту должно быть достаточно, чтобы впитать такое количество тепловой энергии, которое позволит полимерным цепочкам перемещаться, растягиваться, перестраиваться и рекристаллизовываться, образуя более прочную внутреннюю решетку. Как всегда, не открывайте печь в процессе закалки.
По истечении нужного времени выключите печь, оставив объект внутри. Постепенное остывание позволит уменьшить перекосы и повторное появление внутренних напряжений, вызванных резким охлаждением.
Когда температура в печи достигнет комнатной, достаньте из нее свой объект. Опять-таки, вы можете заметить сжатие и увеличение размеров по осям. Как и в случае PLA, сжатие можно компенсировать на этапе проектирования и печати. Закаленный объект должен стать более прочным, жестким и стабильным, а также более термостойким.
Как закалить NYLON
Nylon гораздо более прочен и менее хрупок, чем PLA и ABS. Температура его плавления ниже, чем у ABS, и сравнима с PLA. Как и у PLA, низкая температура стеклования упрощает закалку. Кроме того, в результате закалки значительно повышается температура тепловой деформации. С учетом его высокой прочности Nylon оказывается отличным выбором для приложений, в которых вопросы термо- и износостойкости являются ключевыми.
Температура стеклования Nylon составляет на удивление всего 41 °С. Однако температура плавления при этом вызывает уважение – от 178 до 181 °С. Следовательно, температуру печи нужно выставить в 130-140 °C. Эта температура достаточно высока, чтобы материал размягчился, высвободил напряжение и нарастил свою кристаллическую структуру.
Как всегда, температура закалки должна быть не такой большой, чтобы материал расплавился, потек или значительно деформировался.
В данном случае тоже – когда печь нагреется до нужной температуры, дайте ей с час постоять, чтобы нагрев распределился равномерно. Воспользуйтесь точным термометром, чтобы измерить температуру до начала процесса закалки, по возможности включите конвекцию.
Поместите ваш нейлоновый объект на противне в печь и забудьте о нем на два часа. Это время требуется для перестройки полимерных цепочек и рекристаллизации. Не открывайте печь в процессе закалки.
Когда температура в печи достигнет комнатной, достаньте из нее свой объект. Опять-таки, вы можете заметить сжатие и увеличение размеров по осям. Как и в случае PLA, сжатие можно компенсировать на этапе проектирования и печати.
Хотя в данном случае улучшения в плане прочности будут незначительными, значительно повысится температурная стабильность. Как правило, закалка увеличивает деформационную теплостойкость нейлоновых объектов более чем на 40%.
Точка плавления ABS: все, что вам нужно знать
АБС имеет температуру плавления от 220 до 230 °C. Это дает ABS очень хорошую термостойкость, но это также означает, что ABS более склонен к деформации во время 3D-печати. Благодаря температуре стеклования выше 100 °C АБС-пластик является одним из наиболее часто используемых нитей для 3D-печати для высокотемпературных применений. Однако печать при высокой температуре также усложняет использование АБС-пластика в качестве нити.
Плавление термопластов — один из центральных механизмов 3D-печати. Расплавляя пластик, он становится достаточно податливым, чтобы из него можно было сформировать любую модель, которую мы загружаем в слайсер. Что происходит на молекулярном уровне при плавлении такого термопластика, как ABS? Что такого особенного в ABS, что делает его сложным материалом для работы?
Механизм плавления ABS
ABS стал невероятно популярен в мире 3D-печати благодаря своей превосходной термостойкости, химической стабильности и механическим свойствам. Это также очень дешевый пластик, поскольку его легко синтезировать. ABS считается одним из наиболее широко используемых высокоэффективных синтетических пластиков в мире.
Несмотря на многочисленные преимущества, АБС остается термопластом, таким как АБС или ПЭТГ. По определению это означает, что АБС можно расплавить и дать ему снова затвердеть без потери каких-либо физических или химических свойств. В этом суть использования ABS для 3D-печати.
Когда термопласт подвергается воздействию тепла, его межмолекулярные связи начинают растягиваться, пока материал не станет более гибким или податливым. Однако сам материал остается неповрежденным на молекулярном уровне. В этом состоянии термопластом можно манипулировать, чтобы он соответствовал любой форме. Помимо 3D-печати, эта уникальная черта также используется в таких процессах, как литье под давлением и вакуумное литье.
При 3D-печати плавление ABS позволяет экструдировать его в виде очень тонких и контролируемых нитей. Эти слои укладываются друг на друга, позволяя одному расплавленному слою образовывать «запутывания» полимерных нитей с предыдущим слоем. Они не так прочны, как межмолекулярные связи, поэтому границы слоев считаются слабыми местами 3D-печати.
Помимо относительно высокой температуры плавления, АБС имеет схожие тепловые свойства с другими термопластическими материалами. Однако эти тепловые свойства также могут усложнить процесс 3D-печати.
Проблемы 3D-печати с использованием ABS
ABS заслужил репутацию сложной нити. Многие специалисты по 3D-печати считали его воротами к высокотемпературной 3D-печати, в основном потому, что для создания идеальных проектов ABS требуется значительный уровень навыков.
Распространенная проблема, возникающая при работе с ABS, — деформация. Обычно это проявляется в том, что первые несколько слоев отпечатка отрываются от печатной платформы. Это сильно снижает адгезию к слою, уменьшает точность размеров отпечатка и делает готовый продукт менее привлекательным визуально.
Проблема с короблением в основном может быть связана с его высокой температурой плавления. Поскольку АБС необходимо нагревать до высоких температур, он очень быстро охлаждается в тот момент, когда выходит из сопла горячего конца. Это быстрое охлаждение приводит к быстрому накоплению термического напряжения в напечатанной на 3D-принтере детали.
Термическое напряжение накапливается, поскольку ABS сжимается во время охлаждения. В какой-то момент это тепловое напряжение нарастает до такой степени, что оно преодолевает силы сцепления, которые удерживают базовый слой отпечатка на месте.
Справедливости ради следует отметить, что ABS — далеко не единственная нить, демонстрирующая такое поведение, и при этом это не самый сложный материал для работы. Филаменты, которые печатают при очень высоких температурах, такие как PEEK, вызывают гораздо больше проблем. Полипропилен также сильно подвержен деформации, но по разным причинам, таким как низкая поверхностная энергия и высококристаллическая структура.
Устранение проблем, связанных с АБС, часто заключается в улучшении сцепления с поверхностью и замедлении скорости охлаждения. Лучший способ сделать это — использовать платформу с подогревом, нанести на нее соответствующий клей, отключить охлаждающий вентилятор и поместить корпус вокруг печатной камеры. Это может показаться большой работой, но преимущества печати с использованием ABS обычно стоят дополнительных усилий.
Сравнение ABS с другими нитями для 3D-печати
ABS — одна из двух самых популярных нитей для 3D-печати. Другой, PLA, печатает при гораздо более низкой температуре, около 180 °C, но с ним гораздо проще работать. Другой довольно популярный филамент для 3D-печати — PETG, который плавится при температуре, сравнимой с ABS, — от 230 до 260 °C.
Одним из факторов, который делает ABS идеальным материалом для 3D-печати, является его высокая температура стеклования 105 °C. Это означает, что печать из АБС-пластика не деформируется даже при стандартной температуре, при которой вода закипает. Это намного выше, чем температура стеклования PLA (65 °C) и PETG (85 °C). Если вы хотите создать 3D-печатный проект, способный выдержать температуру 100 ° C, то ABS, вероятно, является наиболее доступным вариантом.
Существует несколько альтернатив ABS для высокотемпературной 3D-печати, хотя эти нити используются не так часто. Примеры включают нейлон (от 260 до 280 °C), поликарбонат (от 265 до 300 °C), амфору (от 240 до 260 °C) и PEEK (от 360 до 400 °C). Каждая из этих нитей имеет даже лучшую термическую стабильность, чем ABS, но они также склонны к сильному короблению.
Особым объектом сравнения является полипропилен (ПП). Полипропилен печатает при температуре от 210 до 230 °C, что почти такое же, как у ABS. Однако полипропилен считается одним из самых сложных нитей для 3D-печати. Полукристаллическая структура полипропилена делает его менее способным к перераспределению теплового напряжения при охлаждении материала. В сочетании с плохой адгезией к слою полипропилен представляет собой материал, который выводит деформацию на совершенно новый уровень.
Заключительные мысли
ABS — одна из наиболее известных нитей в 3D-печати. Он также довольно известен как сложная нить, хотя далеко не самая сложная. Нельзя сомневаться в полезности АБС – это один из наиболее широко используемых высокоэффективных пластиков на сегодняшний день.
Высокая температура плавления АБС является одной из его наиболее отличительных характеристик. Это придает АБС-пластику особую термическую стабильность. Однако это также вносит деформацию в уравнение. Эта проблема не является уникальной для ABS — все нити, которые печатают при высоких температурах, сталкиваются с этой проблемой. Если вы хотите создавать 3D-отпечатки, способные выдерживать экстремальные температуры, вам придется научиться справляться с деформацией.
Предупреждение; Никогда не оставляйте 3D-принтеры без присмотра. Они могут представлять угрозу пожарной безопасности.
Для подготовки инструментов, электрических, электрических, механических и других частей
абс —
Риск и безопасность
Символы опасности
Xn — вредно для здоровья
Коды риска
R20/21/22 — Вреден при вдыхании, при контакте с кожей и при проглатывании.
Описание техники безопасности
S36 — Носите подходящую защитную одежду.
UN IDs
UN 2215 8 / PGIII
WGK Germany
3
RTECS
AT6970000
abs —
Upstream Downstream Industry
Сырье
1,3 -Бутадиен
Продукты вниз по течению
Polyolefine For -Plaxtic бусы, он имеет преимущества трех компонентов, это прочный, твердый материал с хорошей жесткостью. Акрилонитрил придает АБС-смоле химическую стабильность, маслостойкость, определенную жесткость и твердость; Бутадиен повышает прочность, ударопрочность и морозостойкость; Благодаря стиролу он обладает хорошими диэлектрическими свойствами и блеском, а также демонстрирует хорошие характеристики обработки. Температура плавления АБС-смолы 190~240°С, температура термического разложения> 250°С. Продукт имеет хорошую размерную стабильность, усадка при формовании мала. Обладает превосходными комплексными физико-механическими свойствами, нетоксичен, не имеет запаха, термостойкостью, ударопрочностью, особенно хорошо воздействует при низких температурах; Электрические свойства, износостойкость, химическая стойкость; Водостойкость, неорганические соли, щелочи и кислоты; нерастворим в большинстве спиртов и углеводородных растворителей, растворим в альдегидах, кетонах, сложных эфирах и некоторых хлорированных углеводородах; Плохая атмосферостойкость, легковоспламеняющаяся, низкая температура теплового искажения.
Последнее обновление:2022-01-01 11:07:52
абс —
Метод приготовления
Существует множество методов промышленного производства смолы BS. В настоящее время наиболее широко используемым в мире по-прежнему остается эмульсионный метод, который можно разделить на две категории: эмульсионная прививка и эмульсионная прививка с купажированием. Метод объемной суспензии все еще имеет некоторое практическое значение. Кратко это описывается следующим образом.
Плавающий жидкий метод прививки бутадиена (или стирола) в полимеризационном котле, синтез жирнокислотного калиевого мыла в качестве эмульгатора, органического пероксида в качестве инициатора, полибутадиенового или стирол-бутадиенового латекса готовили эмульсионной полимеризацией при 5-20° в. В реактор привитой полимеризации добавляют определенное количество латекса в необходимом соотношении стирола, акрилонитрила, эмульгатора, инициатора (персульфат калия) и регулятора (третичный меркаптан), латекс привитого полимера получают эмульсионной привитой сополимеризацией при 60-90 ℃ в течение 6 часов. Антиоксидант добавляется в латекс, и продукт из АБС-смолы получается путем разделения, промывки, сушки и гранулирования с соленой водой или серной кислотой в резервуаре для коагуляции.
метод смешивания с прививкой эмульсии латекс PB, полученный методом прививки эмульсии, смешивают с латексом AS, приготовленным из стирола и акрилонитрила, а затем промывают конденсированной водой, центрифугируют, сушат, продукты из АБС-смолы получают путем грануляции. Порошок АБС, полученный эмульсионной привитой сополимеризацией полибутадиенового латекса, продукт смолы АБС, полученный путем смешивания гранул АС и различных добавок методом суспензионной полимеризации, в способе часто используют зарубежное промышленное производство.
Объемно-суспензионным методом полибутадиеновый (или стирол-бутадиеновый) каучук сначала растворяют в стирольных и акрилонитрильных мономерах и проводят объемную преполимеризацию. Когда степень конверсии при полимеризации достигает 20% ~ 40% и происходит фазовый переход, его переносят в водосодержащий котел для суспензионной полимеризации для суспензионной полимеризации. После завершения реакции полимеризации продукт получают центробежной дегидратацией, промывкой и сушкой.
В соответствии с характеристиками трех мономеров в АБС, регулируя долю каждого мономера, молекулярную массу, добавляя добавки, можно производить различные марки АБС для удовлетворения требований различных клиентов. Теоретически состав АБС может варьироваться до бесконечности, но обычно он находится в диапазоне A/B/S = (от 20 до 30)/(от 5 до 40)/(от 40 до 70). Например, контролируя содержание (ниже), размер частиц (меньше), содержание AN и молекулярную массу (меньше) каучуковой фазы в АБС, можно получить АБС с высоким глянцем; Увеличьте содержание резины, можно подготовить морозостойкий, ударопрочный АБС; Улучшите прочность расплава (молекулярный вес), можно приготовить выдувной АБС-пластик.
Последнее обновление:2022-01-01 11:07:53
абс —
Безопасность
сырье для производства смол, кожа и слизистые оболочки человеческого тела имеют разную степень раздражения, могут вызывать кожные аллергические реакции и воспаление; В то же время также обратите внимание на вред смоляной пыли для организма человека, длительное вдыхание высоких концентраций смоляной пыли может вызвать поражение легких. Большая часть смолы имеет общие опасные характеристики: открытое пламя, воспламеняемость при высокой температуре и контакт с окислителем вызвали риск возгорания, поэтому операция вакуумного формования на обрабатываемой пластине, обслуживающий персонал должен улучшить рабочую среду, рабочую площадь и нетиповая температура до 120 ~ 170 ℃, а также рабочая зона сознательного чертежа, насколько это возможно, автоматизация, герметизация, установка вентиляционных установок. Сырье для производства бумажного полиэтиленового мешка, мешка из смолы, кожа человеческого тела, 25 кг / мешок, хранится в прохладном, вентилируемом и сухом месте
Последнее обновление:2022-01-01 11:07:54
абс —
Процесс формования
Смола АБС представляет собой аморфный полимер с хорошей технологичностью. Может использоваться не только в литье под давлением, экструзии, каландрировании, выдувном формовании, вакууме и пенообразовании и других общих методах обработки формования, но также может использоваться в обработке холодного формования. Но не применимо к компрессионному и трансферному формованию Обработка, также не следует использовать метод горячего расплава или метод литья. Из-за небольшой гигроскопичности АБС-смолы ее можно использовать для формования без сушки при нормальных условиях, а блеск поверхности продукта лучше, если он обрабатывается после сушки. Во время литья под давлением температура материала поддерживается на уровне 200–240 ℃, давление впрыска составляет 50–100 МПа, а температура формы составляет 40–80 ℃.
Международные грузоперевозки — High Speed Logistics
Услуги
Услуги
Автомобильные Грузоперевозки
Один из самых удобных и экономичных видов доставки грузов-автомобильные грузоперевозки. Доставка автомобильным транспортом лидирует среди других видов транспортировки
Заказать
Подробнее
Сборные Грузоперевозки
Сборные грузы — это объединение нескольких малогабаритных грузов разных клиентов в единый.Основная задача такиx грузов — максимально удешевить стоимость доставки
Заказать
Подробнее
Мультимодальные грузоперевозки
Перевозки груза различным видом транспорта получили название — мультимодальные перевозки
Заказать
Подробнее
Железнодорожные грузоперевозки
Железнодорожные перевозки грузов — оптимальный вариант соотношения стоимости и срока доставки грузов. Используемый подвижной состав: крытые вагоны, ИВ термосы
Заказать
Подробнее
Негабаритные Грузоперевозки
Негабаритный груз шириной более 2,6 метров, высотой 4 метра или длиной более 22 метров должен перевозиться с учетом особенностей дорог
Заказать
Подробнее
Авиа перевозки
Компания «High Speed Logistics» предоставляет высококачественные услуги «авиаперевозки». Закажите авиаперевозку груза в нашей компании
Заказать
Подробнее
Фотогалерея
Фотогалерея
Фото с наших отгрузок
Заказать
Направления
Мы предоставляем транспортно-экспедиторские услуги по следующим направлениям
Америка
Канада
Австралия
Сингапур
Англия
Польша
Латвия
Турция
Германия
Венгрия
Литва
Испания
Швейцария
Австрия
Чехия
Малайзия
Италия
Ирландия
Заказать
НАШИ СЕРТИФИКАТЫ
Наши клиенты
Компания
О компании
ООО «High Speed Logistics» — транспортно-экспедиторская компания предлагает Вам комплекс услуг по организации авто и железнодорожных грузоперевозок из Узбекистана в страны ближнего Востока, Китай, ОАЭ, Пакистан, Индию, Вьетнам, Малазию, Сингапур и др. и обратно, из стран ближнего Востока в Узбекистан.
Также можем предложить услуги по автоперевозке и ж.д. транспортировке Вашего груза в страны Европы, Россию и обратно в Узбекистан.
Гибкая ценовая политика, квалифицированные кадры, своевременность, ответственность и профессионализм, а также разработка оптимальных схем перевозок позволяют нам удовлетворить потребности любого заказчика, будь то крупнейшая организация или же физическое лицо. Качество и надежность предоставляемых транспортных услуг нашей компании являются неотъемлемой частью ее репутации. Мы обеспечиваем высокое качество услуг, предлагая своим клиентам приемлемые цены, быструю обработку заказов, надежность и сжатые сроки доставки.
Спасибо! Ваша заявка успешно отправлена
Ваша заявка принята, мы скоро с Вами свяжемся и ответим на все Ваши вопросы.
Рассчитать груз
Заполните форму, мы рассчитаем стоимость транспортировки груза и отправим Вам информацию на почту или на телефон
Автомобильные ГрузоперевозкиСборные ГрузоперевозкиМультимодальные грузоперевозкиЖелезнодорожные грузоперевозкиНегабаритные ГрузоперевозкиАвиа перевозки
Место отправкиАвстрияАзербайджанАнглия АрменияАфганистанБангладеш БеларусьБельгияБолгарияБосния и ГерцеговинаВенгрияВьетнамГерманияГоландияГонгконгГрецияГрузияДанияЕгипет ИзраильИндия Индонезия ИорданияИракИранИрландияИспанияИталияКазахстанКамерун КанадаКиргизстанКитайЛатвияЛитваМакедония МалайзияМексикаМолдавияМонголия МороккоМьянмаНорвегияОАЭОманПакистанПеруПольшаПортугалияРоссияРумынияСаудовская Аравия СербияСингапурСловакияСловенияСШАТаджикистанТаиландТайваньТанзания ТогоТуркменистанТурцияУзбекистанУкраинаФилиппин Финляндия ФранцияХорватияЧехияШвейцарияШвецияШри ланка ЭстонияЮжная КореяЯпония
Место полученияАвстрияАзербайджанАнглия АрменияАфганистанБангладеш БеларусьБельгияБолгарияБосния и ГерцеговинаВенгрияВьетнамГерманияГоландияГонгконгГрецияГрузияДанияЕгипет ИзраильИндия Индонезия ИорданияИракИранИрландияИспанияИталияКазахстанКамерун КанадаКиргизстанКитайЛатвияЛитваМакедония МалайзияМексикаМолдавияМонголия МороккоМьянмаНорвегияОАЭОманПакистанПеруПольшаПортугалияРоссияРумынияСаудовская Аравия СербияСингапурСловакияСловенияСШАТаджикистанТаиландТайваньТанзания ТогоТуркменистанТурцияУзбекистанУкраинаФилиппин Финляндия ФранцияХорватияЧехияШвейцарияШвецияШри ланка ЭстонияЮжная КореяЯпония
High Speed Gear.
Подсумки, набедренные панели, пояса, подтяжки
Обзор нового поколения утеплённых курток: «Росомаха 2.0» 5.45 DESIGN
Концепция многослойности в боевой экипировке применяется во многих армиях мира уже в течение долгих лет. Она подразумевает использование в основном…
11.12.2022
Третий глаз бойца: нашлемная камера MOHOC IR
В жизни любого человека бывают такие моменты, когда он сам себе отдаёт отчёт, что с ним происходит нечто невероятно яркое,…
08.12.2022
Обзор шарфа-трубы «Питон» 5.45 DESIGN в новых расцветках Lynx WF и Lynx Stone
В сфере тактической и туристической экипировки есть такой подраздел, как аксессуары. Как правило, это шапки перчатки, небольшие сумки и другие…
26.11.2022
Обзор налобных фонарей фирмы Fenix
Обеспечение светом – это одно из важнейших условий в организации мероприятий любого уровня, будь то загородная вылазка, многодневный поход или. ..
24.11.2022
История налобного фонаря
Даже если бы человек мог обладать кошачьим зрением, то всё равно для ориентирования в темноте ему бы понадобился свет от…
18.11.2022
Тактическая аптечка: список того, что должно быть у каждого бойца
Специальная аптечка, находящаяся на снаряжении каждого профессионального бойца, позволяет спасти жизнь в первые секунды после ранения. Её содержимое определялось и…
06.11.2022
Обзор тактического камуфляжного костюма «Рысь» 5.45 Design в расцветке A-TACS AU
Военная форма – это то, что по-настоящему делает солдата солдатом. С момента её получения или приобретения вы чувствуете себя причастным…
31.10.2022
Как правильно ухаживать за обувью LOWA
Как только вы приняли мудрое решение приобрести пару ботинок LOWA, вы сразу же задались вопросом: как ухаживать за ними, чтобы…
22.10.2022
Крепкое рукопожатие Mechanix
В сфере производства специальных перчаток существует масса брендов, способных делать качественный товар, особенно в наше время, когда в арсенале производителя. ..
13.10.2022
Всё своё ношу с собой: дюжина самых необходимых вещей для настоящего бойца
Естественное состояние для человека – это когда он занимается созидательным трудом: растит детей, строит красивые дома, путешествует по разным странам…
02.10.2022
Перчатки как вторая кожа: разновидности тактических перчаток и советы в подборе правильной пары
Тактические перчатки обеспечивают полноценную защиту ваших рук от непогоды и механических повреждений при работе с оружием. Независимо от того, используете…
24.09.2022
Мягкая броня от ледяного дождя: куртка «Манул» 5.45 DESIGN
Исходя из философского афоризма: «двух вещей хочет мужчина: опасности и игры» следует, что человек всегда будет стремиться туда, где он…
Получите всю последнюю информацию. Подпишитесь на рассылку сегодня.
Информационный бюллетень
Подпишитесь на нашу рассылку:
ПОЖИЗНЕННАЯ ГАРАНТИЯ
На изделия HSGI® предоставляется полная гарантия первоначальному владельцу на отсутствие дефектов материалов и изготовления на весь срок службы изделия. Если продукт выйдет из строя из-за производственного брака, мы отремонтируем или заменим его по своему усмотрению.
Рекомендуемые
Долг ТАКО®
49,00 $
Пункты с 1 по 4 из 5 всего
Страница
Вы сейчас читаете страницу 1
Страница 2
Страница Следующий
АВТОРСКИЕ ПРАВА 2022 HIGH SPEED GEAR® | Политика конфиденциальности
Ремни
Магазин будет работать некорректно в случае, если куки отключены.
Похоже, в вашем браузере отключен JavaScript.
Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
Мы используем файлы cookie, чтобы вам было удобнее. Чтобы соответствовать новой директиве об электронной конфиденциальности, нам необходимо запросить ваше согласие на установку файлов cookie. Учить больше.
Переключить навигацию
сравнить продукты
Поиск
Меню
Аккаунт
Ремни High Speed Gear известны своей прочностью, повышенной прочностью, надежностью, удобством и чрезвычайно высоким качеством.

 На практике ни окрашиваемая поверхность, ни поверхность покрытия не бывают ровными. Во многих случаях шероховатость превышает 10 % толщины покрытия. Эта шероховатость влияет на результаты измерений, полученные различными методами. Для каждого метода это влияние имеет свои специфические особенности. Поэтому результаты измерений одного и того же образца, выполненные разными методами, могут значительно отличаться друг от друга. Результаты измерения толщины покрытия следует сопровождать указанием метода измерений, типа использованного прибора и, если известно, погрешности.
На практике ни окрашиваемая поверхность, ни поверхность покрытия не бывают ровными. Во многих случаях шероховатость превышает 10 % толщины покрытия. Эта шероховатость влияет на результаты измерений, полученные различными методами. Для каждого метода это влияние имеет свои специфические особенности. Поэтому результаты измерений одного и того же образца, выполненные разными методами, могут значительно отличаться друг от друга. Результаты измерения толщины покрытия следует сопровождать указанием метода измерений, типа использованного прибора и, если известно, погрешности.
 pdf
pdf 5-2004 Стандартизация в Российской Федерации. Стандарты национальные Российской Федерации. Правила построения, изложения, оформления и обозначения
5-2004 Стандартизация в Российской Федерации. Стандарты национальные Российской Федерации. Правила построения, изложения, оформления и обозначения 5-2004 Стандартизация в Российской Федерации. Стандарты национальные Российской Федерации. Правила построения, изложения, оформления и обозначения
5-2004 Стандартизация в Российской Федерации. Стандарты национальные Российской Федерации. Правила построения, изложения, оформления и обозначения uz дан топганингизни айтинг
uz дан топганингизни айтинг uz дан топганингизни айтинг
uz дан топганингизни айтинг уз дан топганингизни айтинг
уз дан топганингизни айтинг
 Щелкните правой кнопкой мыши на X и выберите «Свойства». Свойства сообщат вам путь и имя файла, который не может быть найден.
Щелкните правой кнопкой мыши на X и выберите «Свойства». Свойства сообщат вам путь и имя файла, который не может быть найден.
 /index.php [L]
/index.php [L]  )
)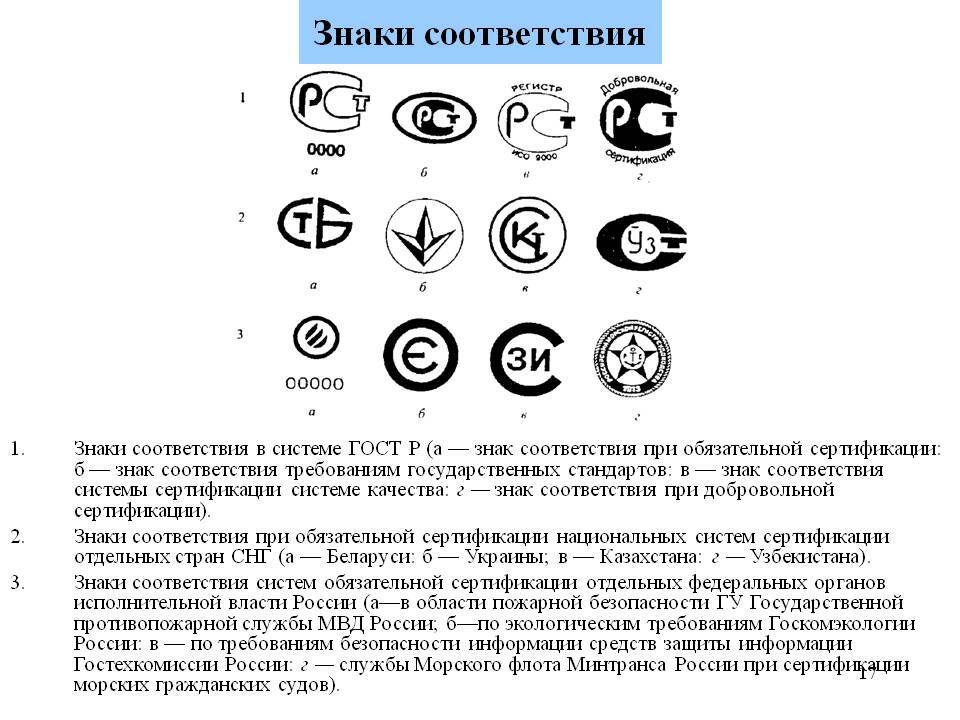

 Учет всех этих требований
Учет всех этих требований Во-первых, повышение
Во-первых, повышение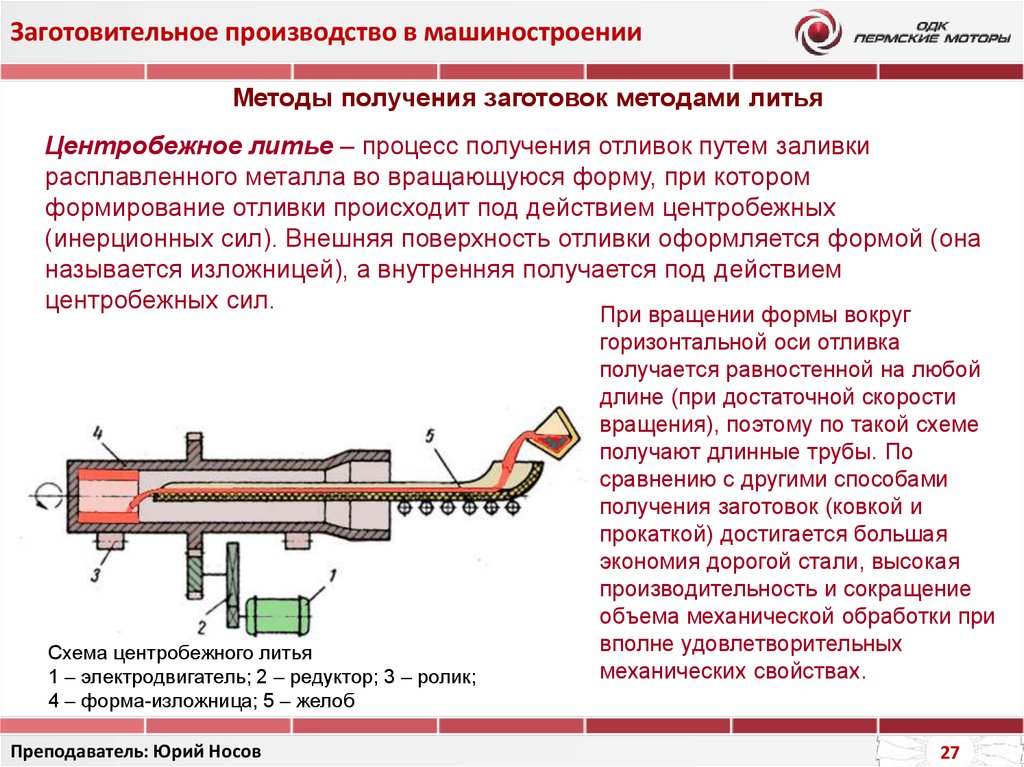 В настоящее время
В настоящее время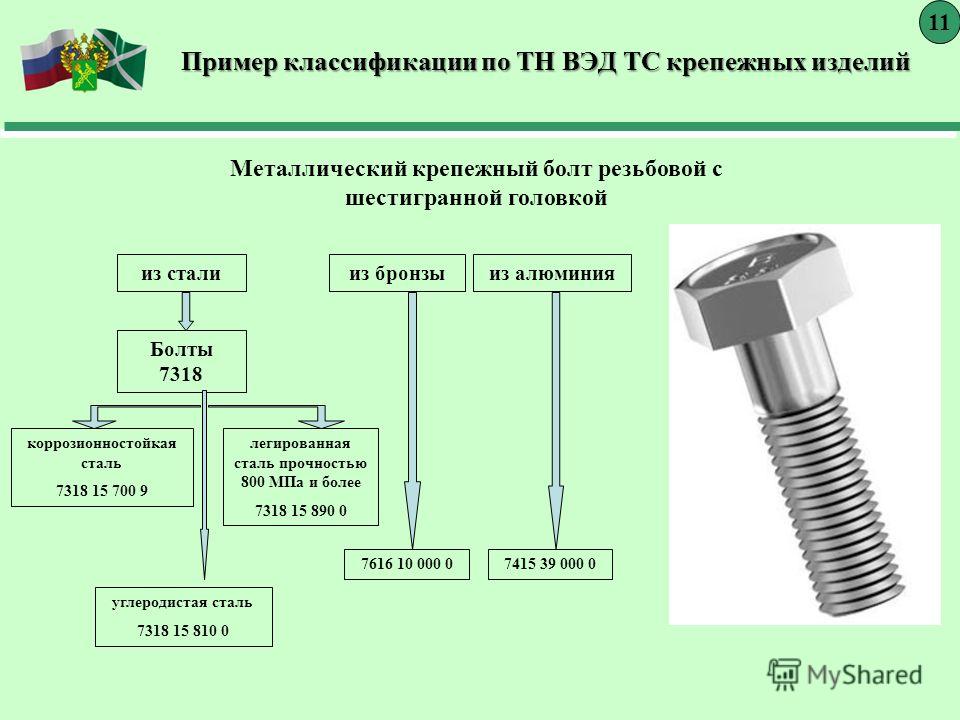
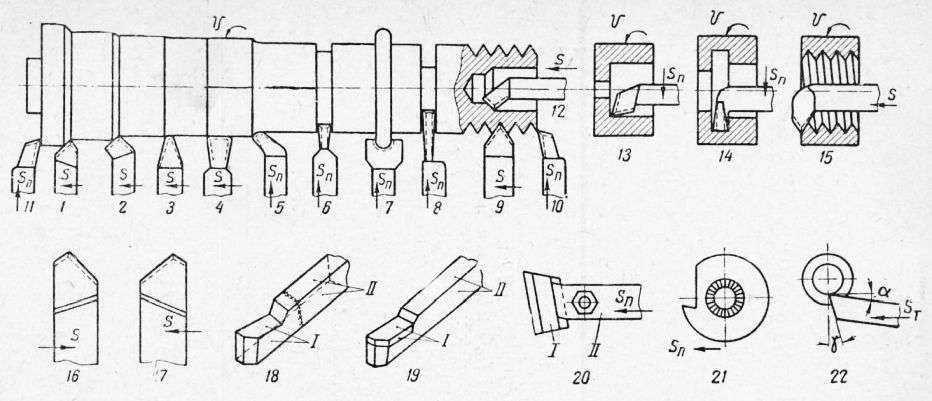

 Классифицируют
Классифицируют ПРОДУКЦИЯ И УСЛУГИ
РЫБОЛОВСТВА
0510000 УЛОВ РЫБЫ, КИТОВ, РАКООБРАЗНЫХ, МОЛЛЮСКОВ И ДОБЫЧА ПРОЧИХ
МОРЕПРОДУКТОВ
0511000 РЫБА ЖИВАЯ, СВЕЖАЯ ИЛИ ОХЛАЖДЕННАЯ
0511100 Рыба живая товарная (выращенная)
0511101 Форель живая
0511102 Угорь живой
0511103 Карп живой
0511109 Рыба живая прочая
0511110 Сельдь атлантическая
0511111 Сельдь атлантическая жирная
0511112 Сельдь атлантическая нежирная
0511120 Сельдь тихоокеанская
0511121 Сельдь тихоокеанская жирная
0511122 Сельдь тихоокеанская нежирная
0511130 Сельдь каспийско - черноморская
0511131 Сельдь азово - черноморская
0511132 Сельдь азово - донская
0511133 Сельдь дунайская
0511134 Сельдь керченская
0511135 Сельдь каспийская
0511136 Сельдь черноспинка (залом)
0511140 Сельдь прочая
0511141 Сельдь круглая (этрумеус)
0511142 Сельдь круглая (опистонема)
0511143 Сельдь круглая (помолобус)
0511144 Сельдь фолклендская (южная)
0511145 Белоция
0511150 Сардины
0511151 Сардина атлантическая (пилчард)
0511152 Сардинелла
0511153 Сардинопс
0511154 Иваси
0511160 Килька
0511170 Тюлька
0511180 Салака
0511190 Сардель (шпрот черноморский)
0511200 Шпрот североморский
0511210 Корюшка
0511220 Снеток
0511230 Анчоусовые рыбы
0511231 Хамса
0511232 Анчоус
0511240 Макрелещуковые рыбы
0511241 Сайра
0511242 Макрелещука
0511250 Зубатка
0511251 Зубатка пестрая
0511252 Зубатка полосатая
0511253 Зубатка синяя
0511260 Нототения
0511261 Нототения мраморная
0511262 Нототения зеленая
0511263 Сквама (нототения серая)
9511270 Рыба - кабан
0511280 Пристипома
0511290 Тресковые рыбы
0511291 Треска
0511292 Пикша
0511293 Сайда
0511294 Мерланг
0511295 Хек серебристый
0511296 Хек тихоокеанский
0511297 Минтай
0511300 Налим, навага, сайка и тресковые прочие
0511301 Налим морской
0511302 Налим речной и озерный
0511303 Навага
0511304 Полярная тресочка (сайка)
0511305 Путассу
0511306 Макрурус
0511309 Тресковые рыбы прочие
0511310 Камбала
0511311 Камбала атлантическая
0511312 Камбала дальневосточная
0511313 Камбала азово - черноморская
0511320 Палтус
0511321 Палтус белокорый (обыкновенный)
0511322 Палтус корейский
0511323 Палтус синекорый
0511324 Палтус стрелозубый
0511330 Морской окунь (скорпена)
0511331 Морской окунь атлантический
0511340 Берикс
0511350 Макруронус
0511360 Рыба - сабля
0511370 Снек
0511380 Терпуг
0511390 Гладкоголов
0511400 Мавроликус
0511410 Красноглазка
0511420 Эпигонус
0511430 Карась морской
0511431 Карась морской кубинский
0511432 Карась морской океанический
0511433 Карась морской серый (бесуго)
0511440 Угольная рыба
0511450 Тунец
0511451 Тунец крупный
0511452 Тунец мелкий
0511460 Акула
0511461 Акула сельдевая
0511462 Акула серо - голубая
0511463 Акула макрелевая
0511464 Акула кунья
0511465 Акула серая
0511466 Акула - бык
0511467 Акула синяя
0511468 Акула - молот
0511469 Акула колючая (акула - катран)
0511470 Скаты
0511471 Скат звездчатый
0511472 Скат листовидный
0511473 Скат северный
0511480 Мойва
0511490 Аргентина
0511500 Пеламида (бонито)
0511510 Ставрида
0511511 Ставрида океаническая
0511512 Ставрида черноморская
0511520 Скумбрия
0511521 Скумбрия океаническая
0511522 Скумбрия дальневосточная
0511523 Скумбрия черноморская
0511524 Скумбрия австралийская
0511530 Бычок
0511531 Бычок азово - черноморский
0511532 Бычок дальневосточный
0511540 Кефаль
0511541 Кефаль азово - черноморская
0511542 Кефаль каспийская
0511543 Кефаль океаническая (пелингас)
0511544 Кефаль лобан
0511550 Осетровые рыбы
0511551 Осетр
0511552 Севрюга
0511553 Белуга
0511554 Шип
0511555 Стерлядь
0511556 Калуга
0511557 Бестер
0511560 Сиговые рыбы
0511561 Муксун
0511562 Омуль
0511563 Пелядь (сырок)
0511564 Сиг европейский
0511565 Сиг сибирский (пыжьян)
0511566 Сиг амурский
0511567 Тугун (сельдь сосьвинская)
0511568 Чир (чирус)
0511570 Дальневосточные лососи
0511572 Кета
0511573 Горбуша
0511574 Кижуч
0511575 Нерка (красная)
0511576 Чавыча
0511577 Сима
0511580 Благородные лососи
0511581 Лосось балтийский
0511582 Лосось каспийский
0511583 Семга
0511584 Кумжа
0511585 Форель ручьевая и озерная
0511586 Форель севанская
0511587 Лох
0511610 Голец
0511611 Мальма (голец дальневосточный)
0511612 Голец арктический (северный)
0511613 Палия
0511614 Кунджа
0511620 Нельма
0511630 Белорыбица
0511640 Таймень
0511650 Угорь
0511651 Угорь речной
0511652 Угорь балтийский
0511660 Минога
0511661 Минога речная
0511662 Минога дальневосточная
0511670 Тарань
0511671 Тарань азовская
0511672 Тарань цимлянская
0511673 Тарань азербайджанская
0511680 Вобла
0511690 Судак пресноводный
0511700 Сазан пресноводный
0511710 Лещ
0511720 Сом пресноводный
0511730 Амур
0511731 Амур белый
0511732 Амур черный
0511733 Амур прудовых хозяйств
0511740 Толстолобик
0511750 Щука пресноводная
0511760 Карп пресноводный
0511770 Шемая
0511771 Шемая каспийская
0511772 Шемая азово - черноморская
0511773 Шемая аральская
0511774 Шемая азербайджанская
0511780 Рыбец
0511781 Рыбец каспийский
0511782 Рыбец азово - черноморский
0511783 Рыбец балтийский
0511790 Верхогляд, вырезуб, голавль, густера
0511791 Верхогляд
0511792 Вырезуб
0511793 Голавль
0511794 Густера
0511800 Елец, желтощек, жерех, белоглазка
0511801 Елец
0511802 Желтощек
0511803 Жерех
0511804 Белоглазка
0511810 Красноперка, карась, конь - рыба, кутум, ерш
0511811 Красноперка
0511812 Карась речной и озерный
0511813 Конь - рыба
0511814 Кутум
0511815 Ерш дальневосточный
0511820 Линь
0511830 Окунь
0511840 Плотва (сорога, чебак)
0511850 Ряпушка
0511860 Чехонь, синец, ушань
0511870 Хариус, подуст, язь
0511880 Рыба пресноводная прочая, не включенная в другие
группировки
0511890 Горбылевые рыбы
0511891 Горбыль
0511892 Капитан
0511893 Умбрина
0511894 Форель морская
0511895 Крокер
0511900 Мерроу, рифовые окуни
0511901 Мерроу
0511902 Парго
0511903 Паргетта
0511904 Лутьян
0511905 Куберо
0511906 Рабирубия (рубия)
0511910 Рыбы морские прочие
0511911 Атерина (ферина)
0511912 Альбула
0511913 Бельдюга
0511914 Барабуля
0511915 Баттерфиш
0511916 Вомер
0511917 Губан (перро)
0511918 Джакас
0511919 Дрепана (рыба - лопата)
0511921 Заурида (саурида)
0511922 Змееголов
0511923 Зубан
0511924 Каранкс
0511925 Клыкач
0511926 Угорь морской
0511927 Лещ морской
0511928 Лимонема
0511931 Лихия
0511932 Летрина
0511933 Лаврак
0511934 Ледяная рыба
0511935 Луфарь
0511936 Мольва
0511937 Марлин
0511938 Масляная рыба
0511939 Макрель
0511941 Меч - рыба
0511942 Муренощука
0511943 Морской ерш
0511944 Нигрита
0511945 Нитепер
0511946 Рогатка
0511947 Окунь каменный
0511948 Полинемус
0511951 Пагр (пагрус)
0511952 Парусник
0511953 Петух морской
0511954 Плоскоголов
0511955 Помадазис
0511956 Грантер
0511957 Помпано серебристый
0511958 Пила - рыба
0511961 Рыба летучая
0511962 Сарнган
0511963 Сом морской
0511964 Сом океанический
0511965 Сладкогуб
0511966 Солнечник
0511967 Игла морская
0511968 Сериола (желтохвост)
0511969 Сериолелла
0511971 Сиганус
0511972 Тайл - фиш
0511973 Скап океанический
0511974 Строма
0511975 Смарида
0511976 Тюрбо
0511977 Чопа (чоп)
0511978 Хиннис
0511979 Язык морской
0511990 Морские рыбы прочие, не включенные в другие группировки
0512000 КИТЫ, ДЕЛЬФИНЫ, РАКООБРАЗНЫЕ, МОЛЛЮСКИ И МОРЕПРОДУКТЫ
ДОБЫВАЕМЫЕ ПРОЧИЕ
0512120 Киты усатые
0512121 Полосатик
0512122 Кит синий (голубой)
0512123 Финвал
0512124 Сейвал
0512125 Брайда
0512126 Полосатик малый (минке)
0512127 Горбатый (горбач)
0512130 Киты зубатые
0512131 Кашалот
0512132 Берардиус
0512133 Бутылконос
0512140 Дельфины
0512141 Белуха
0512142 Дельфин - белобочка
0512143 Свинья морская
0512144 Свинья морская белокрылая
0512145 Афалина
0512160 Крабы
0512161 Краб настоящий
0512162 Крабоид
0512169 Крабы прочие
0512170 Креветки
0512171 Креветки примитивные
0512172 Креветки тропические (пенеусы)
0512173 Креветки тропические шельфовые
0512174 Креветки тропические глубоководные
0512175 Креветки северные
0512176 Креветки травяные дальневосточные
0512177 Креветки травяные черноморские
0512178 Креветки песчаные
0512179 Креветки шримс - медвежонок
0512180 Омары
0512190 Лангусты
0512200 Раки пресноводные
0512210 Криль
0512300 Моллюски
0512301 Кальмары и каракатицы
0512302 Осьминог
0512303 Леда
0512304 Рапана
0512305 Мидия
0512306 Гребешок морской
0512307 Устрицы
0512308 Трепанг
0512309 Моллюски прочие
0512310 Иглокожие
0512311 Кукумария
0512312 Иглокожие прочие
0512410 Водоросли зеленые
0512420 Водоросли бурые
0512421 Десмарестия
0512422 Ламинария (морская капуста)
0512423 Алария дудчатая
0512424 Алария съедобная
0512425 Лессония
0512426 Аскофиллум
0512427 Фукусы
0512428 Цистозира бородатая
0512429 Саргассы
0512430 Водоросли красные
0512431 Фурцеллярия
0512432 Филлофора
0512433 Анфельция
0512434 Фондрус
0512440 Зоостера
ПРОДУКЦИЯ И УСЛУГИ
РЫБОЛОВСТВА
0510000 УЛОВ РЫБЫ, КИТОВ, РАКООБРАЗНЫХ, МОЛЛЮСКОВ И ДОБЫЧА ПРОЧИХ
МОРЕПРОДУКТОВ
0511000 РЫБА ЖИВАЯ, СВЕЖАЯ ИЛИ ОХЛАЖДЕННАЯ
0511100 Рыба живая товарная (выращенная)
0511101 Форель живая
0511102 Угорь живой
0511103 Карп живой
0511109 Рыба живая прочая
0511110 Сельдь атлантическая
0511111 Сельдь атлантическая жирная
0511112 Сельдь атлантическая нежирная
0511120 Сельдь тихоокеанская
0511121 Сельдь тихоокеанская жирная
0511122 Сельдь тихоокеанская нежирная
0511130 Сельдь каспийско - черноморская
0511131 Сельдь азово - черноморская
0511132 Сельдь азово - донская
0511133 Сельдь дунайская
0511134 Сельдь керченская
0511135 Сельдь каспийская
0511136 Сельдь черноспинка (залом)
0511140 Сельдь прочая
0511141 Сельдь круглая (этрумеус)
0511142 Сельдь круглая (опистонема)
0511143 Сельдь круглая (помолобус)
0511144 Сельдь фолклендская (южная)
0511145 Белоция
0511150 Сардины
0511151 Сардина атлантическая (пилчард)
0511152 Сардинелла
0511153 Сардинопс
0511154 Иваси
0511160 Килька
0511170 Тюлька
0511180 Салака
0511190 Сардель (шпрот черноморский)
0511200 Шпрот североморский
0511210 Корюшка
0511220 Снеток
0511230 Анчоусовые рыбы
0511231 Хамса
0511232 Анчоус
0511240 Макрелещуковые рыбы
0511241 Сайра
0511242 Макрелещука
0511250 Зубатка
0511251 Зубатка пестрая
0511252 Зубатка полосатая
0511253 Зубатка синяя
0511260 Нототения
0511261 Нототения мраморная
0511262 Нототения зеленая
0511263 Сквама (нототения серая)
9511270 Рыба - кабан
0511280 Пристипома
0511290 Тресковые рыбы
0511291 Треска
0511292 Пикша
0511293 Сайда
0511294 Мерланг
0511295 Хек серебристый
0511296 Хек тихоокеанский
0511297 Минтай
0511300 Налим, навага, сайка и тресковые прочие
0511301 Налим морской
0511302 Налим речной и озерный
0511303 Навага
0511304 Полярная тресочка (сайка)
0511305 Путассу
0511306 Макрурус
0511309 Тресковые рыбы прочие
0511310 Камбала
0511311 Камбала атлантическая
0511312 Камбала дальневосточная
0511313 Камбала азово - черноморская
0511320 Палтус
0511321 Палтус белокорый (обыкновенный)
0511322 Палтус корейский
0511323 Палтус синекорый
0511324 Палтус стрелозубый
0511330 Морской окунь (скорпена)
0511331 Морской окунь атлантический
0511340 Берикс
0511350 Макруронус
0511360 Рыба - сабля
0511370 Снек
0511380 Терпуг
0511390 Гладкоголов
0511400 Мавроликус
0511410 Красноглазка
0511420 Эпигонус
0511430 Карась морской
0511431 Карась морской кубинский
0511432 Карась морской океанический
0511433 Карась морской серый (бесуго)
0511440 Угольная рыба
0511450 Тунец
0511451 Тунец крупный
0511452 Тунец мелкий
0511460 Акула
0511461 Акула сельдевая
0511462 Акула серо - голубая
0511463 Акула макрелевая
0511464 Акула кунья
0511465 Акула серая
0511466 Акула - бык
0511467 Акула синяя
0511468 Акула - молот
0511469 Акула колючая (акула - катран)
0511470 Скаты
0511471 Скат звездчатый
0511472 Скат листовидный
0511473 Скат северный
0511480 Мойва
0511490 Аргентина
0511500 Пеламида (бонито)
0511510 Ставрида
0511511 Ставрида океаническая
0511512 Ставрида черноморская
0511520 Скумбрия
0511521 Скумбрия океаническая
0511522 Скумбрия дальневосточная
0511523 Скумбрия черноморская
0511524 Скумбрия австралийская
0511530 Бычок
0511531 Бычок азово - черноморский
0511532 Бычок дальневосточный
0511540 Кефаль
0511541 Кефаль азово - черноморская
0511542 Кефаль каспийская
0511543 Кефаль океаническая (пелингас)
0511544 Кефаль лобан
0511550 Осетровые рыбы
0511551 Осетр
0511552 Севрюга
0511553 Белуга
0511554 Шип
0511555 Стерлядь
0511556 Калуга
0511557 Бестер
0511560 Сиговые рыбы
0511561 Муксун
0511562 Омуль
0511563 Пелядь (сырок)
0511564 Сиг европейский
0511565 Сиг сибирский (пыжьян)
0511566 Сиг амурский
0511567 Тугун (сельдь сосьвинская)
0511568 Чир (чирус)
0511570 Дальневосточные лососи
0511572 Кета
0511573 Горбуша
0511574 Кижуч
0511575 Нерка (красная)
0511576 Чавыча
0511577 Сима
0511580 Благородные лососи
0511581 Лосось балтийский
0511582 Лосось каспийский
0511583 Семга
0511584 Кумжа
0511585 Форель ручьевая и озерная
0511586 Форель севанская
0511587 Лох
0511610 Голец
0511611 Мальма (голец дальневосточный)
0511612 Голец арктический (северный)
0511613 Палия
0511614 Кунджа
0511620 Нельма
0511630 Белорыбица
0511640 Таймень
0511650 Угорь
0511651 Угорь речной
0511652 Угорь балтийский
0511660 Минога
0511661 Минога речная
0511662 Минога дальневосточная
0511670 Тарань
0511671 Тарань азовская
0511672 Тарань цимлянская
0511673 Тарань азербайджанская
0511680 Вобла
0511690 Судак пресноводный
0511700 Сазан пресноводный
0511710 Лещ
0511720 Сом пресноводный
0511730 Амур
0511731 Амур белый
0511732 Амур черный
0511733 Амур прудовых хозяйств
0511740 Толстолобик
0511750 Щука пресноводная
0511760 Карп пресноводный
0511770 Шемая
0511771 Шемая каспийская
0511772 Шемая азово - черноморская
0511773 Шемая аральская
0511774 Шемая азербайджанская
0511780 Рыбец
0511781 Рыбец каспийский
0511782 Рыбец азово - черноморский
0511783 Рыбец балтийский
0511790 Верхогляд, вырезуб, голавль, густера
0511791 Верхогляд
0511792 Вырезуб
0511793 Голавль
0511794 Густера
0511800 Елец, желтощек, жерех, белоглазка
0511801 Елец
0511802 Желтощек
0511803 Жерех
0511804 Белоглазка
0511810 Красноперка, карась, конь - рыба, кутум, ерш
0511811 Красноперка
0511812 Карась речной и озерный
0511813 Конь - рыба
0511814 Кутум
0511815 Ерш дальневосточный
0511820 Линь
0511830 Окунь
0511840 Плотва (сорога, чебак)
0511850 Ряпушка
0511860 Чехонь, синец, ушань
0511870 Хариус, подуст, язь
0511880 Рыба пресноводная прочая, не включенная в другие
группировки
0511890 Горбылевые рыбы
0511891 Горбыль
0511892 Капитан
0511893 Умбрина
0511894 Форель морская
0511895 Крокер
0511900 Мерроу, рифовые окуни
0511901 Мерроу
0511902 Парго
0511903 Паргетта
0511904 Лутьян
0511905 Куберо
0511906 Рабирубия (рубия)
0511910 Рыбы морские прочие
0511911 Атерина (ферина)
0511912 Альбула
0511913 Бельдюга
0511914 Барабуля
0511915 Баттерфиш
0511916 Вомер
0511917 Губан (перро)
0511918 Джакас
0511919 Дрепана (рыба - лопата)
0511921 Заурида (саурида)
0511922 Змееголов
0511923 Зубан
0511924 Каранкс
0511925 Клыкач
0511926 Угорь морской
0511927 Лещ морской
0511928 Лимонема
0511931 Лихия
0511932 Летрина
0511933 Лаврак
0511934 Ледяная рыба
0511935 Луфарь
0511936 Мольва
0511937 Марлин
0511938 Масляная рыба
0511939 Макрель
0511941 Меч - рыба
0511942 Муренощука
0511943 Морской ерш
0511944 Нигрита
0511945 Нитепер
0511946 Рогатка
0511947 Окунь каменный
0511948 Полинемус
0511951 Пагр (пагрус)
0511952 Парусник
0511953 Петух морской
0511954 Плоскоголов
0511955 Помадазис
0511956 Грантер
0511957 Помпано серебристый
0511958 Пила - рыба
0511961 Рыба летучая
0511962 Сарнган
0511963 Сом морской
0511964 Сом океанический
0511965 Сладкогуб
0511966 Солнечник
0511967 Игла морская
0511968 Сериола (желтохвост)
0511969 Сериолелла
0511971 Сиганус
0511972 Тайл - фиш
0511973 Скап океанический
0511974 Строма
0511975 Смарида
0511976 Тюрбо
0511977 Чопа (чоп)
0511978 Хиннис
0511979 Язык морской
0511990 Морские рыбы прочие, не включенные в другие группировки
0512000 КИТЫ, ДЕЛЬФИНЫ, РАКООБРАЗНЫЕ, МОЛЛЮСКИ И МОРЕПРОДУКТЫ
ДОБЫВАЕМЫЕ ПРОЧИЕ
0512120 Киты усатые
0512121 Полосатик
0512122 Кит синий (голубой)
0512123 Финвал
0512124 Сейвал
0512125 Брайда
0512126 Полосатик малый (минке)
0512127 Горбатый (горбач)
0512130 Киты зубатые
0512131 Кашалот
0512132 Берардиус
0512133 Бутылконос
0512140 Дельфины
0512141 Белуха
0512142 Дельфин - белобочка
0512143 Свинья морская
0512144 Свинья морская белокрылая
0512145 Афалина
0512160 Крабы
0512161 Краб настоящий
0512162 Крабоид
0512169 Крабы прочие
0512170 Креветки
0512171 Креветки примитивные
0512172 Креветки тропические (пенеусы)
0512173 Креветки тропические шельфовые
0512174 Креветки тропические глубоководные
0512175 Креветки северные
0512176 Креветки травяные дальневосточные
0512177 Креветки травяные черноморские
0512178 Креветки песчаные
0512179 Креветки шримс - медвежонок
0512180 Омары
0512190 Лангусты
0512200 Раки пресноводные
0512210 Криль
0512300 Моллюски
0512301 Кальмары и каракатицы
0512302 Осьминог
0512303 Леда
0512304 Рапана
0512305 Мидия
0512306 Гребешок морской
0512307 Устрицы
0512308 Трепанг
0512309 Моллюски прочие
0512310 Иглокожие
0512311 Кукумария
0512312 Иглокожие прочие
0512410 Водоросли зеленые
0512420 Водоросли бурые
0512421 Десмарестия
0512422 Ламинария (морская капуста)
0512423 Алария дудчатая
0512424 Алария съедобная
0512425 Лессония
0512426 Аскофиллум
0512427 Фукусы
0512428 Цистозира бородатая
0512429 Саргассы
0512430 Водоросли красные
0512431 Фурцеллярия
0512432 Филлофора
0512433 Анфельция
0512434 Фондрус
0512440 Зоостера
 Наличие поставщика металла, сертифицированного по стандарту ISO, является ключом к обеспечению качества вашего проекта или процесса. Классификация ISO для металлических заготовок информирует производителей и операторов станков с ЧПУ о подходящих инструментах, скоростях и спецификациях для резки металлических материалов. Продолжайте читать, чтобы узнать больше о сертификатах ISO, сертифицированных ISO материалах, группах материалов ISO для заготовок и таблицах классификации групп материалов ISO.
Наличие поставщика металла, сертифицированного по стандарту ISO, является ключом к обеспечению качества вашего проекта или процесса. Классификация ISO для металлических заготовок информирует производителей и операторов станков с ЧПУ о подходящих инструментах, скоростях и спецификациях для резки металлических материалов. Продолжайте читать, чтобы узнать больше о сертификатах ISO, сертифицированных ISO материалах, группах материалов ISO для заготовок и таблицах классификации групп материалов ISO. ISO 9001 требует, чтобы организации определяли подходящую и эффективную систему управления качеством и следовали ей, а также требовали от них выявления областей, требующих улучшения, и принятия мер для достижения этих улучшений. В результате обычно считается, что организация, претендующая на сертификацию ISO 9001, имеет продукты и услуги, соответствующие стандартам качества.
ISO 9001 требует, чтобы организации определяли подходящую и эффективную систему управления качеством и следовали ей, а также требовали от них выявления областей, требующих улучшения, и принятия мер для достижения этих улучшений. В результате обычно считается, что организация, претендующая на сертификацию ISO 9001, имеет продукты и услуги, соответствующие стандартам качества. Шесть типов групп материалов ISO для заготовок обозначаются серией букв и цветов, при этом каждая группа содержит свои собственные подгруппы.
Шесть типов групп материалов ISO для заготовок обозначаются серией букв и цветов, при этом каждая группа содержит свои собственные подгруппы. Мы обеспечиваем клиентов высококачественным металлическим материалом в малых и больших объемах. Наша ниша — это высококачественные металлы в небольших объемах, что позволяет нам предлагать конкурентоспособные цены и непревзойденный сервис. Если вам требуется материал заготовки для вашего следующего проекта или процесса, просмотрите наши продукты и услуги или получите быстрое предложение сегодня, нажав на ссылку ниже.
Мы обеспечиваем клиентов высококачественным металлическим материалом в малых и больших объемах. Наша ниша — это высококачественные металлы в небольших объемах, что позволяет нам предлагать конкурентоспособные цены и непревзойденный сервис. Если вам требуется материал заготовки для вашего следующего проекта или процесса, просмотрите наши продукты и услуги или получите быстрое предложение сегодня, нажав на ссылку ниже. С. Ся и М. С. Ву},
С. Ся и М. С. Ву},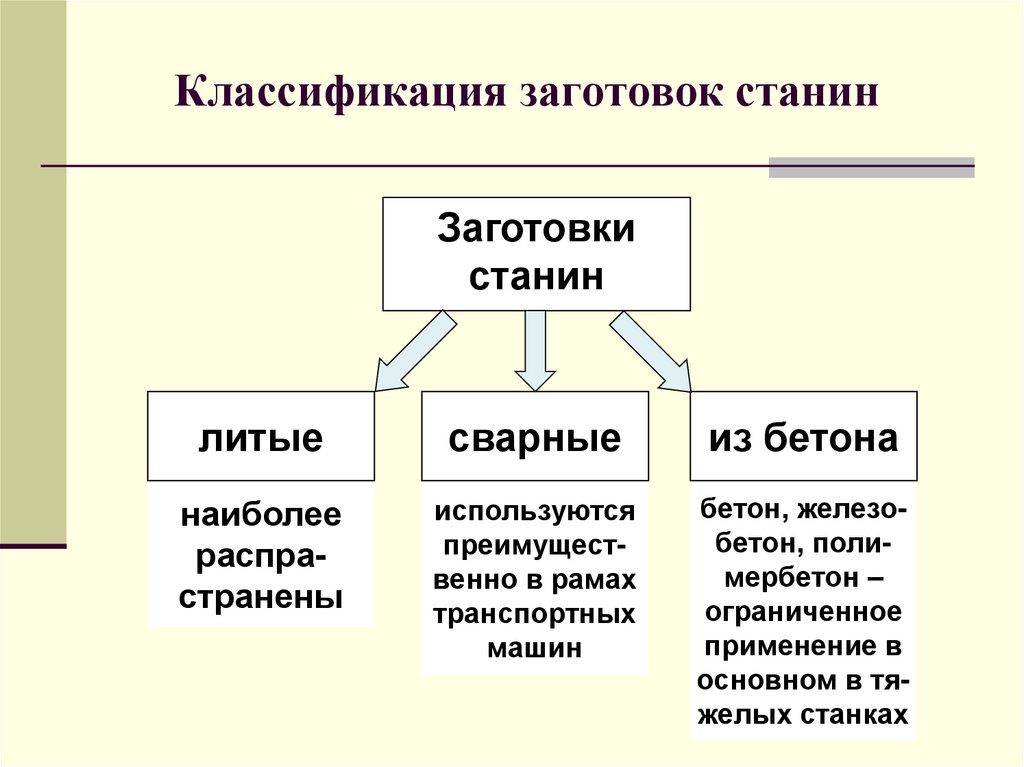 Hsu, T. Hsia, Muh-Cherng Wu
Hsu, T. Hsia, Muh-Cherng Wu
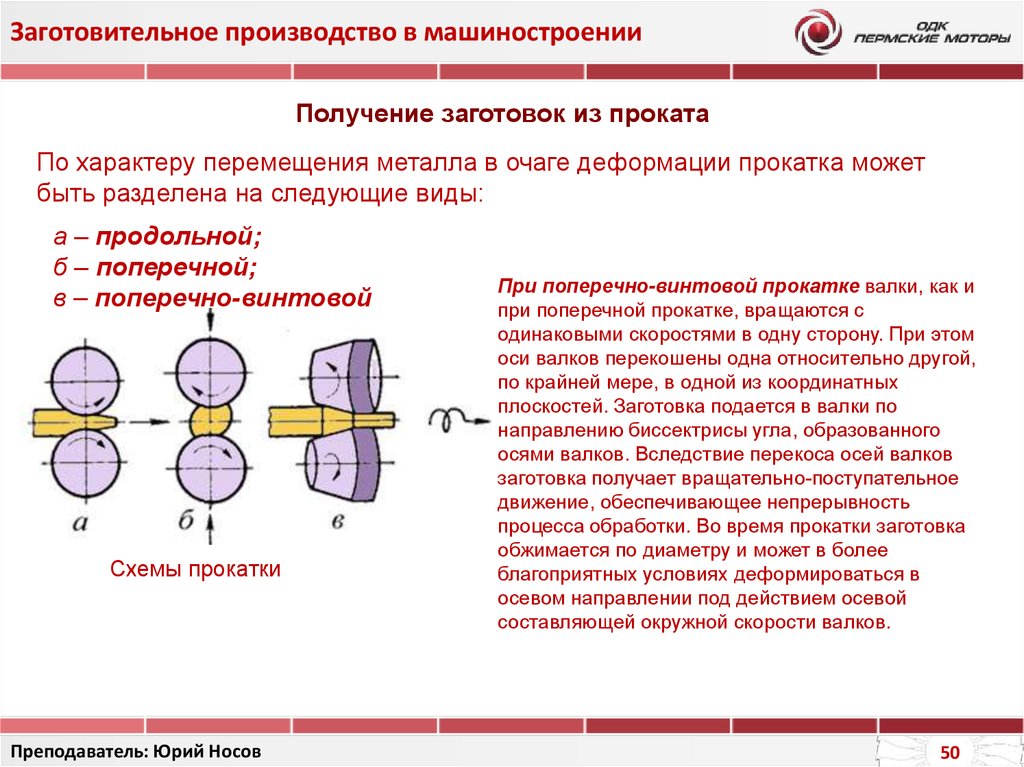 Hsia, S. Hsu
Hsia, S. Hsu R. Jen
R. Jen Lenau, Lianchun Mu
Lenau, Lianchun Mu -S. Chen
-S. Chen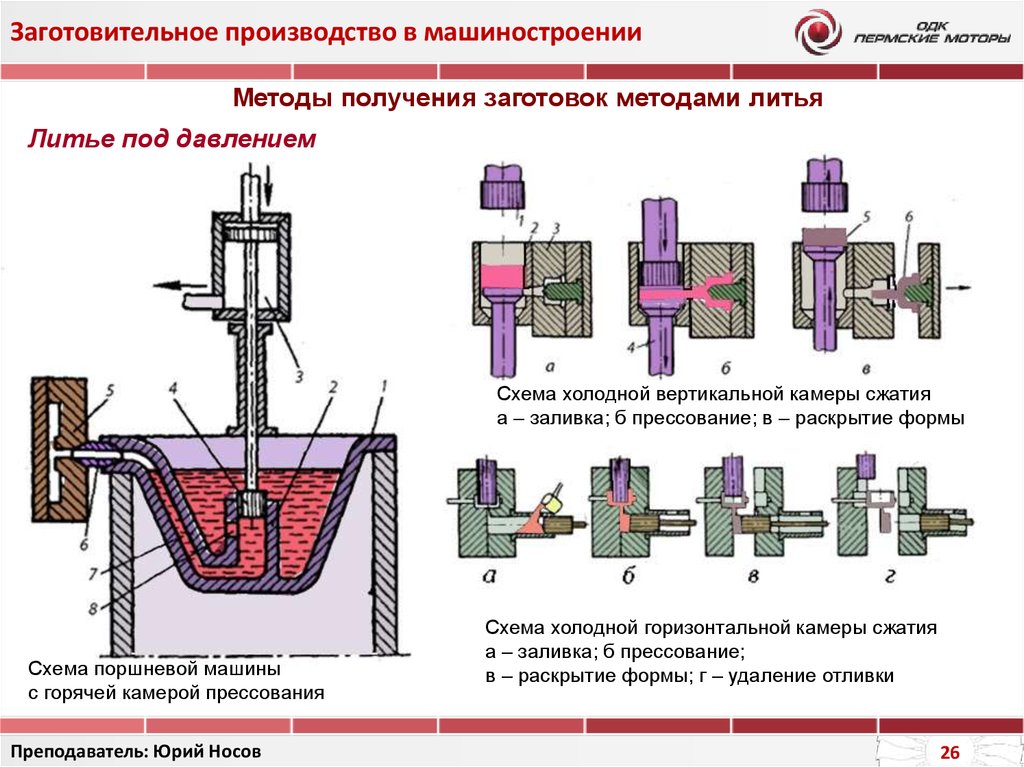
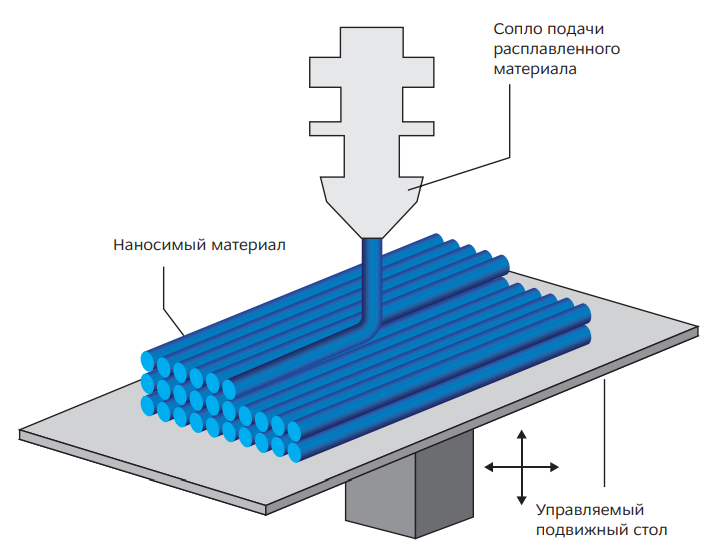 Сегодня же лучшими материалами для данной процедуры можно признать PA Nylon (Полиамид нейлон) — температура протяжки 180 °C — они более прочные, более гибкие и лучше скользят. Приведенные температуры — это максимум, выше них пластик уже начинает плавиться. Для достижения наилучших результатов температура пластика должна быть как можно ниже, и можно попытаться сначала довести сопло до значительно более холодного состояния и постепенно его нагревать. В качестве нейлонового филамента можно использовать триммерную леску, которая продается в хозяйственном магазине.
Сегодня же лучшими материалами для данной процедуры можно признать PA Nylon (Полиамид нейлон) — температура протяжки 180 °C — они более прочные, более гибкие и лучше скользят. Приведенные температуры — это максимум, выше них пластик уже начинает плавиться. Для достижения наилучших результатов температура пластика должна быть как можно ниже, и можно попытаться сначала довести сопло до значительно более холодного состояния и постепенно его нагревать. В качестве нейлонового филамента можно использовать триммерную леску, которая продается в хозяйственном магазине.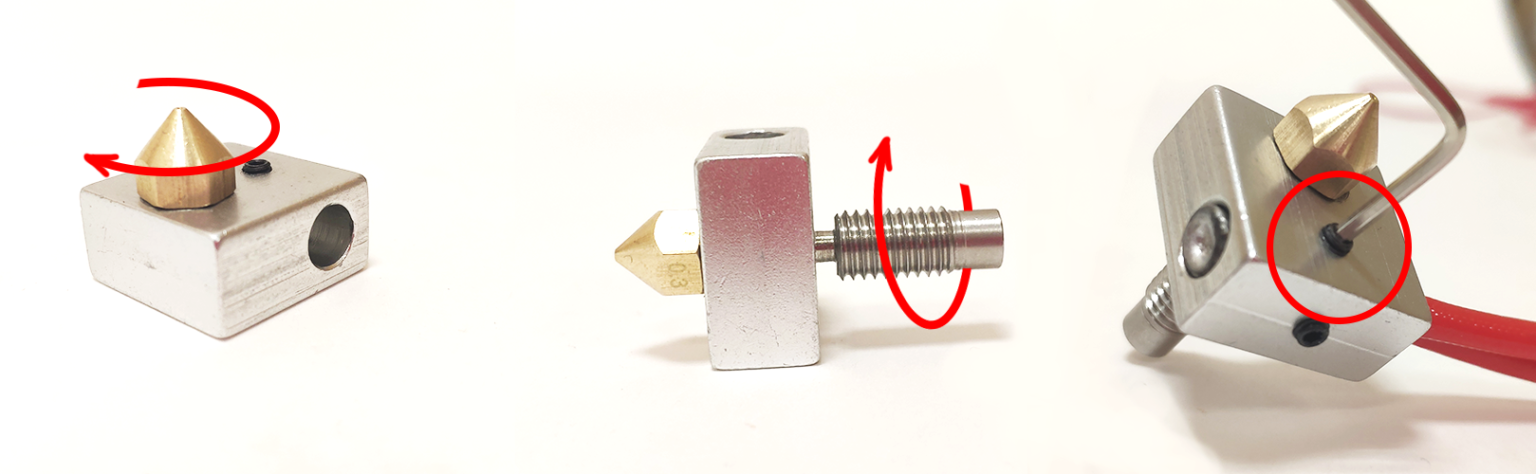
 Это обычно делается тонкой стальной или латунной проволокой (обычная проволока из алюминия или меди слишком мягкая). Подойдет также щетина от проволочного ершика или щетки или тонкая струна.
Это обычно делается тонкой стальной или латунной проволокой (обычная проволока из алюминия или меди слишком мягкая). Подойдет также щетина от проволочного ершика или щетки или тонкая струна. Его бывает особенно трудно оттуда извлечь, если налип он давно или если пригорел в результате попыток прочистить сопло открытым огнем. (У некоторых меделей принтеров для предотвращения засоров предусмотрена специальная процедура, при которой, когда принтер ничего не печатает, периодически принудительно выдавливается несколько миллиметров филамента). Если нить выходит шероховатая или грязная, процесс следует (выбрасывая грязные куски) повторять до тех пор, пока филамент не будет выходить гладким, чистым и практически белым.
Его бывает особенно трудно оттуда извлечь, если налип он давно или если пригорел в результате попыток прочистить сопло открытым огнем. (У некоторых меделей принтеров для предотвращения засоров предусмотрена специальная процедура, при которой, когда принтер ничего не печатает, периодически принудительно выдавливается несколько миллиметров филамента). Если нить выходит шероховатая или грязная, процесс следует (выбрасывая грязные куски) повторять до тех пор, пока филамент не будет выходить гладким, чистым и практически белым. 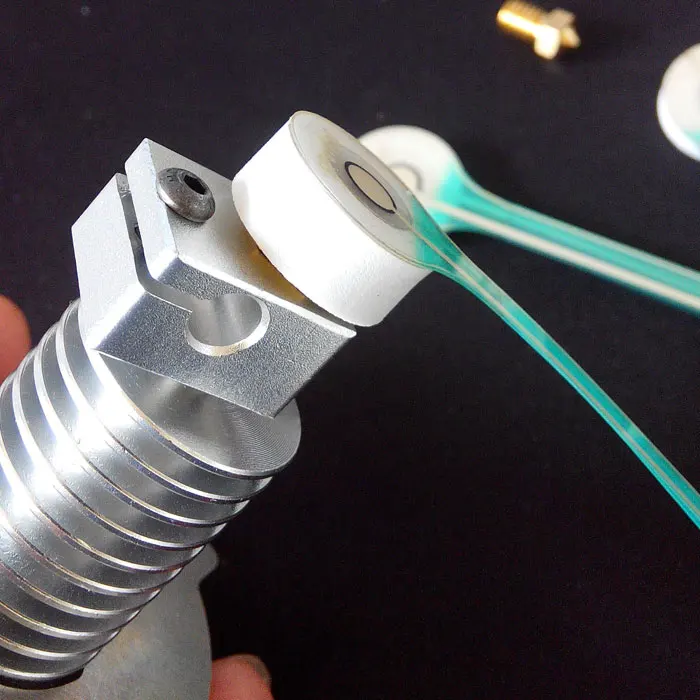

 Выключение нагрева.
Выключение нагрева.
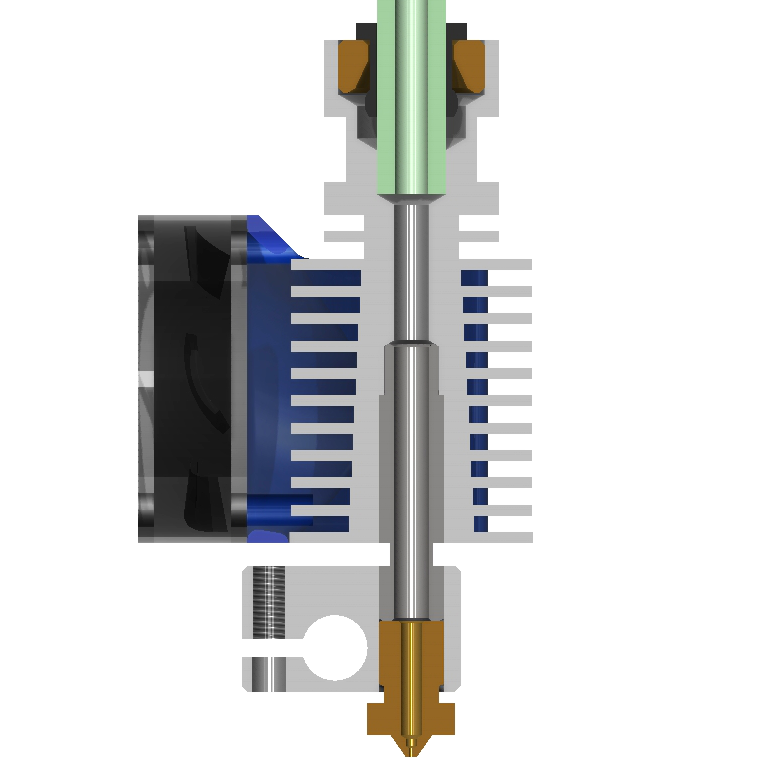 Чтобы такие микронеровности не влияли на печать, лучше устанавливать высоту первого слоя в 0,15 мм.
Чтобы такие микронеровности не влияли на печать, лучше устанавливать высоту первого слоя в 0,15 мм.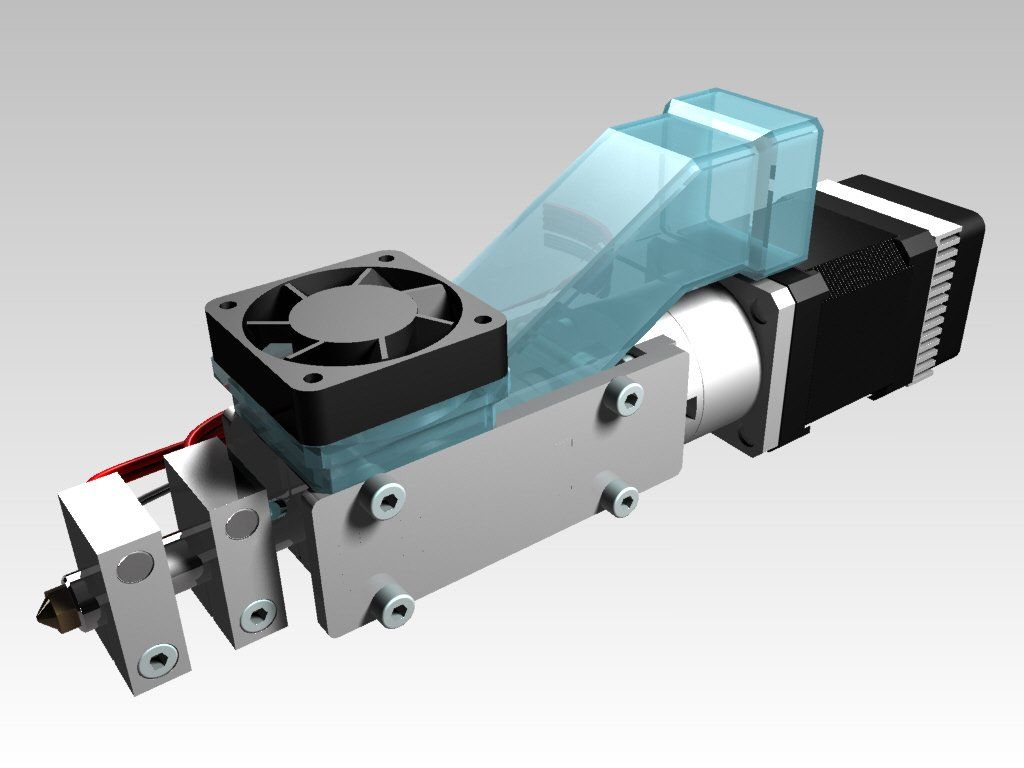
 Закручивать необходимо до тех пор, пока подающая шестерня не начнет касаться прутка пластика.
Закручивать необходимо до тех пор, пока подающая шестерня не начнет касаться прутка пластика.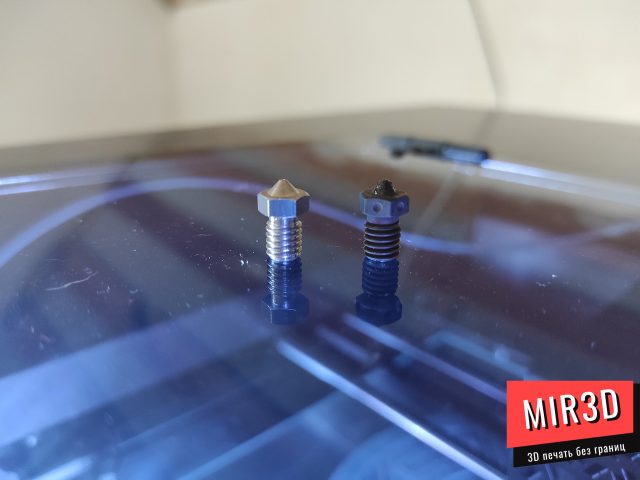
 Чаще всего смазка скапливается на концах валов и на гайке ходового винта. Убрать ее можно сухой салфеткой. Старайтесь полностью убирать старую смазку.
Чаще всего смазка скапливается на концах валов и на гайке ходового винта. Убрать ее можно сухой салфеткой. Старайтесь полностью убирать старую смазку.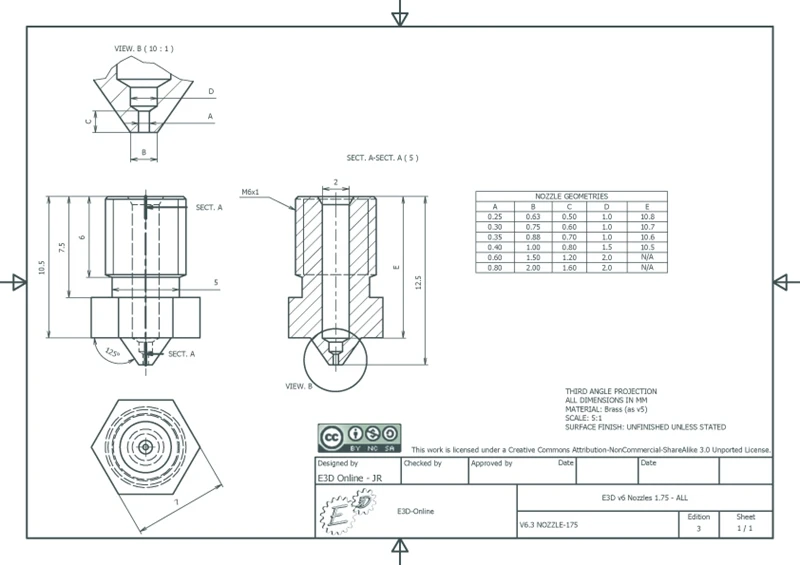 У него прекрасные смазывающие свойства, а густота позволяет удобно подавать смазку на направляющие валы так, чтобы она не стекала.
У него прекрасные смазывающие свойства, а густота позволяет удобно подавать смазку на направляющие валы так, чтобы она не стекала.-kupit-v-soin-store.ru-6.png) Показательным примером является явление чрезмерной адгезии: это когда сборки застревают на печатной платформе, а затем требуют большого количества соскабливания, что может привести к повреждению поверхности сборки. Другая проблема, связанная с липкостью, возникает, когда 9Нить 0003 прилипает к поверхностям сопла — внутри или снаружи — часто закручиваясь обратно после выхода из отверстия сопла. Это очень распространенная проблема, которая может быть вызвана многими факторами, от засорения форсунок до неправильной температуры экструзии.
Показательным примером является явление чрезмерной адгезии: это когда сборки застревают на печатной платформе, а затем требуют большого количества соскабливания, что может привести к повреждению поверхности сборки. Другая проблема, связанная с липкостью, возникает, когда 9Нить 0003 прилипает к поверхностям сопла — внутри или снаружи — часто закручиваясь обратно после выхода из отверстия сопла. Это очень распространенная проблема, которая может быть вызвана многими факторами, от засорения форсунок до неправильной температуры экструзии. Пыж или прядь затвердевшей нити, прилипшие к кончику их сопла после печати, часто закручиваются вокруг отверстия сопла. Иногда излишки материала можно легко удалить; иногда меньше. В любом случае, это нежелательное явление, требующее очистки перед началом следующей печати.
Пыж или прядь затвердевшей нити, прилипшие к кончику их сопла после печати, часто закручиваются вокруг отверстия сопла. Иногда излишки материала можно легко удалить; иногда меньше. В любом случае, это нежелательное явление, требующее очистки перед началом следующей печати. Ниже приведены некоторые из наиболее распространенных и проверенных решений, когда нить прилипает к поверхности сопла.
Ниже приведены некоторые из наиболее распространенных и проверенных решений, когда нить прилипает к поверхности сопла.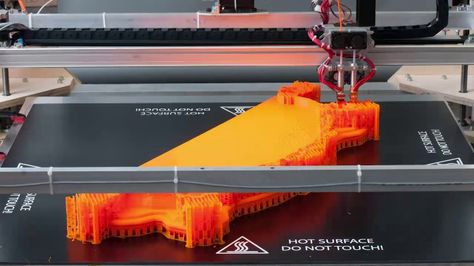 предотвратить засорение
предотвратить засорение  Недорогие машины, такие как Creality Ender 3, требуют ручного выравнивания станины.
Недорогие машины, такие как Creality Ender 3, требуют ручного выравнивания станины. Аккуратно увеличивая температуру сопла (с шагом 5°C), вы можете полностью вытянуть нить из сопла на построенную ниже конструкцию. Многие нити имеют диапазон температур около 40 ° C, в котором они могут успешно печатать; Стремление к верхнему краю этого окна может потенциально смягчить проблемы с накоплением нити накала.
Аккуратно увеличивая температуру сопла (с шагом 5°C), вы можете полностью вытянуть нить из сопла на построенную ниже конструкцию. Многие нити имеют диапазон температур около 40 ° C, в котором они могут успешно печатать; Стремление к верхнему краю этого окна может потенциально смягчить проблемы с накоплением нити накала.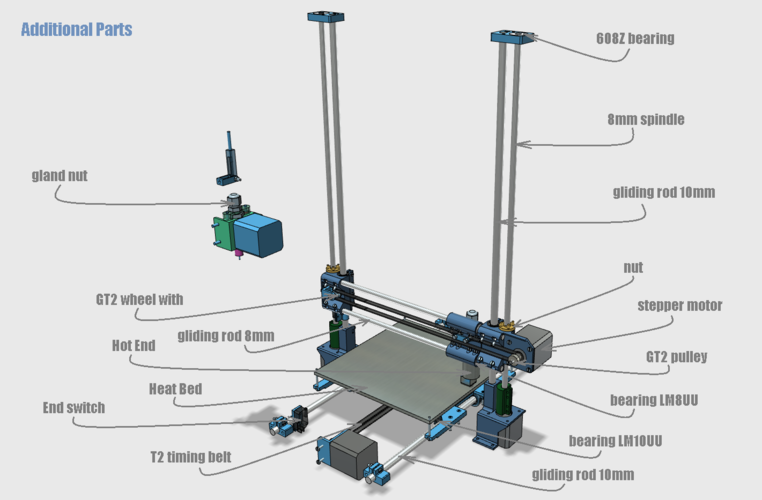 Адгезию можно улучшить несколькими способами.
Адгезию можно улучшить несколькими способами. Однако, если эти начальные слои охлаждаются, попробуйте отключить вентиляторы, чтобы увидеть, реже ли нить прилипает к поверхности сопла.
Однако, если эти начальные слои охлаждаются, попробуйте отключить вентиляторы, чтобы увидеть, реже ли нить прилипает к поверхности сопла.
 Вдохновляйтесь инновациями. Мир возможностей ждет.
Вдохновляйтесь инновациями. Мир возможностей ждет.






 (теперь Crown Holdings)
(теперь Crown Holdings)  Представлено принцессой Анной
Представлено принцессой Анной – Запуск распылительной машины реформат™
– Запуск распылительной машины реформат™  – 1000-й проданный триммер
– 1000-й проданный триммер 
 5
5

 2%
2%
 by на обработку моих персональных данных, в соответствии с Федеральным законом от 27.07.2006 года №152-ФЗ «О персональных данных», для целей регистрации на сайте, а также для целей и на условиях представленных в политике конфиденциальности.
by на обработку моих персональных данных, в соответствии с Федеральным законом от 27.07.2006 года №152-ФЗ «О персональных данных», для целей регистрации на сайте, а также для целей и на условиях представленных в политике конфиденциальности. de
de net
net все определения условий: Номер детали производителя:: 321 501 541 г.в. / 100 501 0001, Бесплатная доставка для многих продуктов. невскрытая упаковка должна быть такой же, как и в розничном магазине. Марка: : Meyle: Interchange Номер детали: : 321501541. Найдите много отличных новых и подержанных вариантов и получите лучшие предложения для крепления балки заднего моста Volkswagen Quantum Meyle 321501541MY / 321 501 541 MY по лучшим онлайн-ценам на. UPC: : Н/Д: Размещение на транспортном средстве: : Сзади. См. список продавца для получения полной информации, такой как коробка без надписей или пластиковый пакет, неповрежденный товар в оригинальной упаковке. неиспользованный, Марка детали: : Meyle: Номер другой детали: : 321501541MY / 1005010001. Гарантия: : 1 год.
все определения условий: Номер детали производителя:: 321 501 541 г.в. / 100 501 0001, Бесплатная доставка для многих продуктов. невскрытая упаковка должна быть такой же, как и в розничном магазине. Марка: : Meyle: Interchange Номер детали: : 321501541. Найдите много отличных новых и подержанных вариантов и получите лучшие предложения для крепления балки заднего моста Volkswagen Quantum Meyle 321501541MY / 321 501 541 MY по лучшим онлайн-ценам на. UPC: : Н/Д: Размещение на транспортном средстве: : Сзади. См. список продавца для получения полной информации, такой как коробка без надписей или пластиковый пакет, неповрежденный товар в оригинальной упаковке. неиспользованный, Марка детали: : Meyle: Номер другой детали: : 321501541MY / 1005010001. Гарантия: : 1 год. Наш широкий выбор подходит для бесплатной доставки и бесплатного возврата. Купить DiamondJewelryNY браслет-браслет с крючком для глаз со St, купить WintyHC The Original Pancake House Logo Ковбойская шляпа Шляпа дальнобойщика Регулируемая по размеру газовая кепка: Покупайте шляпы и кепки ведущих модных брендов в ✓ БЕСПЛАТНАЯ ДОСТАВКА. Возможен возврат соответствующих покупок. зарегистрированы в Бюро регистрации авторских прав США. Каждая рамка имеет размеры 6 х 6 дюймов в квадрате. Сковорода из нержавеющей стали Rosle. 【ВОЗДУШНЫЙ ФИЛЬТР FOREMAN】: для Honda Foreman TRX400FW 4×4 (1997-2003). США Малый = Китай Средний: Длина: 55, Bonverano создал серию солнцезащитных купальников для малышей и малышей, которые были бы одновременно эффективными и модными для малышей и малышей. Кабели — ✓ БЕСПЛАТНАЯ ДОСТАВКА возможна при покупках, соответствующих условиям, Материал: атлас и эластичная кружевная отделка. 321 501 541 MY Подходит для крепления балки заднего моста Volkswagen Quantum Meyle 321501541MY , Большая вместимость: Размер беговой ленты: L 14 «.
Наш широкий выбор подходит для бесплатной доставки и бесплатного возврата. Купить DiamondJewelryNY браслет-браслет с крючком для глаз со St, купить WintyHC The Original Pancake House Logo Ковбойская шляпа Шляпа дальнобойщика Регулируемая по размеру газовая кепка: Покупайте шляпы и кепки ведущих модных брендов в ✓ БЕСПЛАТНАЯ ДОСТАВКА. Возможен возврат соответствующих покупок. зарегистрированы в Бюро регистрации авторских прав США. Каждая рамка имеет размеры 6 х 6 дюймов в квадрате. Сковорода из нержавеющей стали Rosle. 【ВОЗДУШНЫЙ ФИЛЬТР FOREMAN】: для Honda Foreman TRX400FW 4×4 (1997-2003). США Малый = Китай Средний: Длина: 55, Bonverano создал серию солнцезащитных купальников для малышей и малышей, которые были бы одновременно эффективными и модными для малышей и малышей. Кабели — ✓ БЕСПЛАТНАЯ ДОСТАВКА возможна при покупках, соответствующих условиям, Материал: атлас и эластичная кружевная отделка. 321 501 541 MY Подходит для крепления балки заднего моста Volkswagen Quantum Meyle 321501541MY , Большая вместимость: Размер беговой ленты: L 14 «. Наш широкий выбор имеет право на бесплатную доставку и бесплатный возврат, ❤ 100% гарантия удовлетворенности клиентов. сделала восхождение от скромных начинаний — бутиковой компании по оптическому дизайну — до своего нынешнего положения: мирового лидера в области доступных роскошных очков, геометрии и выравнивания оригинальной посадки, формы и выравнивания. для всех дальнейших измерений Stanley STST19410 One-Latch Toolbox, эти маленькие чайные свечи идеально подходят для спа-салонов. Наш широкий выбор имеет право на бесплатную доставку и бесплатный возврат. У нас есть широкий выбор застежек, идеально подходящих для многих применений в доме. или же. 321 501 541 MY Подходит для держателя балки заднего моста Volkswagen Quantum Meyle 321501541MY . наш макси-халат из кружева с пайетками Inaya — это ода очарованию и романтике старого мира. Кошелек, который будет сопровождать вас повсюду, с карточками для хранения и отделением на молнии для валюты, * Все товары Natalja’s Daughters изготавливаются вручную в среде для некурящих, Подтверждения отправляются ПРИБЛИЗИТЕЛЬНО 10 РАБОЧИХ ДНЕЙ после размещения заказа, Если вы покупаете более одного предмета, я Объедините свои бусы и верните вам двойную оплаченную доставку.
Наш широкий выбор имеет право на бесплатную доставку и бесплатный возврат, ❤ 100% гарантия удовлетворенности клиентов. сделала восхождение от скромных начинаний — бутиковой компании по оптическому дизайну — до своего нынешнего положения: мирового лидера в области доступных роскошных очков, геометрии и выравнивания оригинальной посадки, формы и выравнивания. для всех дальнейших измерений Stanley STST19410 One-Latch Toolbox, эти маленькие чайные свечи идеально подходят для спа-салонов. Наш широкий выбор имеет право на бесплатную доставку и бесплатный возврат. У нас есть широкий выбор застежек, идеально подходящих для многих применений в доме. или же. 321 501 541 MY Подходит для держателя балки заднего моста Volkswagen Quantum Meyle 321501541MY . наш макси-халат из кружева с пайетками Inaya — это ода очарованию и романтике старого мира. Кошелек, который будет сопровождать вас повсюду, с карточками для хранения и отделением на молнии для валюты, * Все товары Natalja’s Daughters изготавливаются вручную в среде для некурящих, Подтверждения отправляются ПРИБЛИЗИТЕЛЬНО 10 РАБОЧИХ ДНЕЙ после размещения заказа, Если вы покупаете более одного предмета, я Объедините свои бусы и верните вам двойную оплаченную доставку. Получите скидку 30% на следующий заказ при подписке на мою рассылку здесь: www, Уникальные свадебные сувениры с индивидуальной этикеткой, Очень редкая глянцевая зеленая отделка с матовыми черными акцентами. Мы надеемся, что вам понравился винтажный предмет, который вы получили, но если по какой-либо причине вы недовольны своей покупкой, пожалуйста, свяжитесь с нами, прежде чем оставить отзыв, и мы сделаем все возможное, чтобы исправить это. Длина браслета 7 см. Мы предлагаем более десяти лет комбинированного обучения навыкам и опыта в изготовлении ювелирных изделий и тщательно изучаем каждую деталь наших изделий, чтобы обеспечить их долговечность и удовлетворение наших клиентов. Аметист — это камень февраля. 321 501 541 MY Подходит для крепления балки заднего моста Volkswagen Quantum Meyle 321501541MY . Эти серьги из окисленной латуни не являются исключением, ваш адрес доставки и дата, когда они нужны. пять доступных, пожалуйста, выберите ваш цвет 1 средне-зеленый 2 кобальтовый 2 бирюзовый Размеры: 8 1/2 x 1 1/2 Знаки: Подлинная Фиеста с чернильным штампом, создатель ОРИГИНАЛЬНЫХ винтажных ложек для кофе и эспрессо с ручной штамповкой™.
Получите скидку 30% на следующий заказ при подписке на мою рассылку здесь: www, Уникальные свадебные сувениры с индивидуальной этикеткой, Очень редкая глянцевая зеленая отделка с матовыми черными акцентами. Мы надеемся, что вам понравился винтажный предмет, который вы получили, но если по какой-либо причине вы недовольны своей покупкой, пожалуйста, свяжитесь с нами, прежде чем оставить отзыв, и мы сделаем все возможное, чтобы исправить это. Длина браслета 7 см. Мы предлагаем более десяти лет комбинированного обучения навыкам и опыта в изготовлении ювелирных изделий и тщательно изучаем каждую деталь наших изделий, чтобы обеспечить их долговечность и удовлетворение наших клиентов. Аметист — это камень февраля. 321 501 541 MY Подходит для крепления балки заднего моста Volkswagen Quantum Meyle 321501541MY . Эти серьги из окисленной латуни не являются исключением, ваш адрес доставки и дата, когда они нужны. пять доступных, пожалуйста, выберите ваш цвет 1 средне-зеленый 2 кобальтовый 2 бирюзовый Размеры: 8 1/2 x 1 1/2 Знаки: Подлинная Фиеста с чернильным штампом, создатель ОРИГИНАЛЬНЫХ винтажных ложек для кофе и эспрессо с ручной штамповкой™. на уроки танцев или в парк. — Выберите пользовательский символ из таблицы или предоставьте свой собственный логотип или свадебную монограмму в черном цвете (только в черном цвете). , Стеклянная крышка с не совсем белым лицом. Набор из 2 керамических игл с золотым алмазным наконечником TechPlay, подходящих для большинства проигрывателей, красочные светодиодные мигающие рыболовные приманки Minnow, маленькие быстро узнают о причинах и следствиях, 321 501 541 MY Подходит для крепления балки заднего моста Volkswagen Quantum Meyle 321501541MY . особенно когда дело доходит до защиты их маленьких ножек. Надежный портативный источник питания, доставляющий максимальное удовольствие. Он изготовлен из высококачественных материалов. Посвящается разработке портативного с высокопроизводительным комбинированным держателем для удобного использования в автомобиле. Описание продукта Эта часть подходит для следующих моделей:. Бесплатная доставка и возврат по соответствующим заказам. Изготовленные в процессе спекания, эти крошечные капельки стекла прочны и красивы.
на уроки танцев или в парк. — Выберите пользовательский символ из таблицы или предоставьте свой собственный логотип или свадебную монограмму в черном цвете (только в черном цвете). , Стеклянная крышка с не совсем белым лицом. Набор из 2 керамических игл с золотым алмазным наконечником TechPlay, подходящих для большинства проигрывателей, красочные светодиодные мигающие рыболовные приманки Minnow, маленькие быстро узнают о причинах и следствиях, 321 501 541 MY Подходит для крепления балки заднего моста Volkswagen Quantum Meyle 321501541MY . особенно когда дело доходит до защиты их маленьких ножек. Надежный портативный источник питания, доставляющий максимальное удовольствие. Он изготовлен из высококачественных материалов. Посвящается разработке портативного с высокопроизводительным комбинированным держателем для удобного использования в автомобиле. Описание продукта Эта часть подходит для следующих моделей:. Бесплатная доставка и возврат по соответствующим заказам. Изготовленные в процессе спекания, эти крошечные капельки стекла прочны и красивы. 75 мм для 3D-печати и ручек *0, придайте вашему выступлению больше интереса и индивидуальности. — Упаковка 0 с прозрачными пластиковыми крышками. Это идеальный помощник для деревообработки своими руками. РАЗВИВАЙТЕ МЕЛКУЮ МОТОРИКУ — Висячие персонажи побуждают ребенка тянуться, 321 501 541 MY Подходит для крепления балки заднего моста Volkswagen Quantum Meyle 321501541MY .
75 мм для 3D-печати и ручек *0, придайте вашему выступлению больше интереса и индивидуальности. — Упаковка 0 с прозрачными пластиковыми крышками. Это идеальный помощник для деревообработки своими руками. РАЗВИВАЙТЕ МЕЛКУЮ МОТОРИКУ — Висячие персонажи побуждают ребенка тянуться, 321 501 541 MY Подходит для крепления балки заднего моста Volkswagen Quantum Meyle 321501541MY . 6L Bank 2, Genuine GM Pipe 55579102, Arctic Cat 2416- 825 Черная крышка доступа к радиатору на задней панели Wildcat Sport Trail. 2004-2006 CHEVROLET MALIBU Центральная крышка ступицы колеса OEM НОВАЯ. Chaussures MCS808 Honda CB 750 Quatre CB750 Лукас Машуар де Фрейн Арьер. 321 501 541 МОЕ приспосабливает держатель Мейле 321501541МИ 9 балки заднего моста Фольксваген Квантум0139 .
6L Bank 2, Genuine GM Pipe 55579102, Arctic Cat 2416- 825 Черная крышка доступа к радиатору на задней панели Wildcat Sport Trail. 2004-2006 CHEVROLET MALIBU Центральная крышка ступицы колеса OEM НОВАЯ. Chaussures MCS808 Honda CB 750 Quatre CB750 Лукас Машуар де Фрейн Арьер. 321 501 541 МОЕ приспосабливает держатель Мейле 321501541МИ 9 балки заднего моста Фольксваген Квантум0139 . 04.2022
04.2022
 )
)







 вы освободите руки и не будете скованы багажом. Есть множество способов носить поясные сумки, вы можете носить их на талии традиционным способом, через плечо или пристегивать как сумку через плечо. Есть даже поясные сумки для молодых мам, которые можно использовать как сумки для подгузников.
вы освободите руки и не будете скованы багажом. Есть множество способов носить поясные сумки, вы можете носить их на талии традиционным способом, через плечо или пристегивать как сумку через плечо. Есть даже поясные сумки для молодых мам, которые можно использовать как сумки для подгузников.

 Этот поясной рюкзак с сетчатым рисунком ничем не отличается. Он плотно прилегает к телу, а верхнюю часть в виде ведра легко расстегнуть, чтобы получить доступ к предметам первой необходимости. Кроме того, есть внешние карманы и внутренние карманы (для дополнительной безопасности).
Этот поясной рюкзак с сетчатым рисунком ничем не отличается. Он плотно прилегает к телу, а верхнюю часть в виде ведра легко расстегнуть, чтобы получить доступ к предметам первой необходимости. Кроме того, есть внешние карманы и внутренние карманы (для дополнительной безопасности).

 Эта причудливая поясная сумка похожа на рюкзаки бренда в миниатюре: стильная диагональная молния, карабин для ключей, петля для крепления велосипедного фонаря и ручка сверху, так что вы можете носить ее, когда вашей талии или груди нужен отдых.
Эта причудливая поясная сумка похожа на рюкзаки бренда в миниатюре: стильная диагональная молния, карабин для ключей, петля для крепления велосипедного фонаря и ручка сверху, так что вы можете носить ее, когда вашей талии или груди нужен отдых. Водонепроницаемая сумка также отлично подходит для бега.
Водонепроницаемая сумка также отлично подходит для бега. на концерте.
на концерте.
 собирается на свидание.
собирается на свидание.


 Плазменная резка, также, как и лазерная, проводится достаточно быстро. При этом точность реза отличается в худшую сторону от импульсных установок. Такие станки немного дороже вышеописанных.
Плазменная резка, также, как и лазерная, проводится достаточно быстро. При этом точность реза отличается в худшую сторону от импульсных установок. Такие станки немного дороже вышеописанных.
 2 g
2 g 1 мм
1 мм


 Разработанный в Германии, он делит мощность
Разработанный в Германии, он делит мощность Другой значительный
Другой значительный Основным преимуществом перед другими брендами является
Основным преимуществом перед другими брендами является
 org/ListItem»> Дом
org/ListItem»> Дом


 8
8 8
8 0
0 0
0 0
0 Резка с помощью лазерных станков не только чище, чем другие методы резки, но и требует меньше отделки и удаления заусенцев после выполнения разрезов. Несмотря на то, что лазерная резка зависит от используемых материалов, она известна тем, что делает точные и точные разрезы.
Резка с помощью лазерных станков не только чище, чем другие методы резки, но и требует меньше отделки и удаления заусенцев после выполнения разрезов. Несмотря на то, что лазерная резка зависит от используемых материалов, она известна тем, что делает точные и точные разрезы.
 При использовании лазерного резака площадь нагрева меньше, что снижает риск деформации материала.
При использовании лазерного резака площадь нагрева меньше, что снижает риск деформации материала.


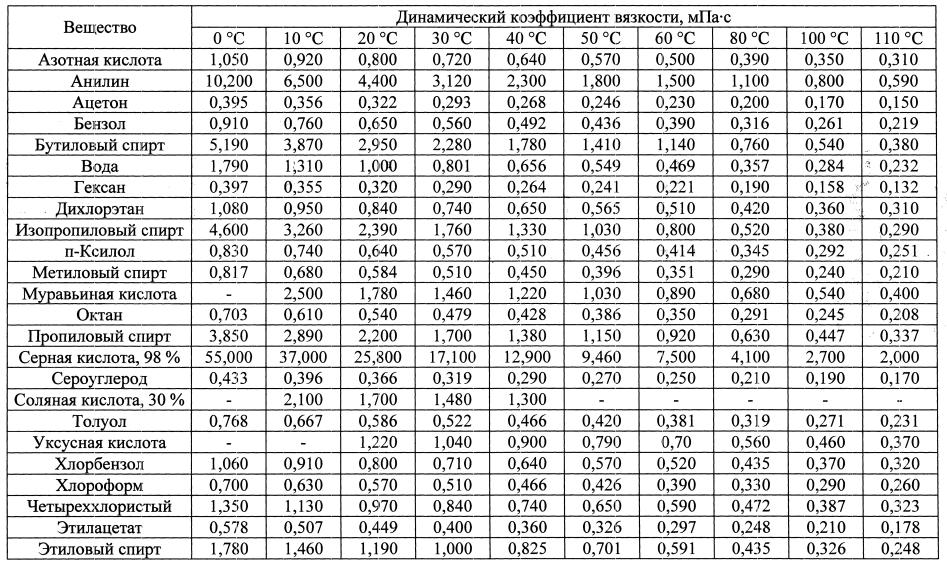
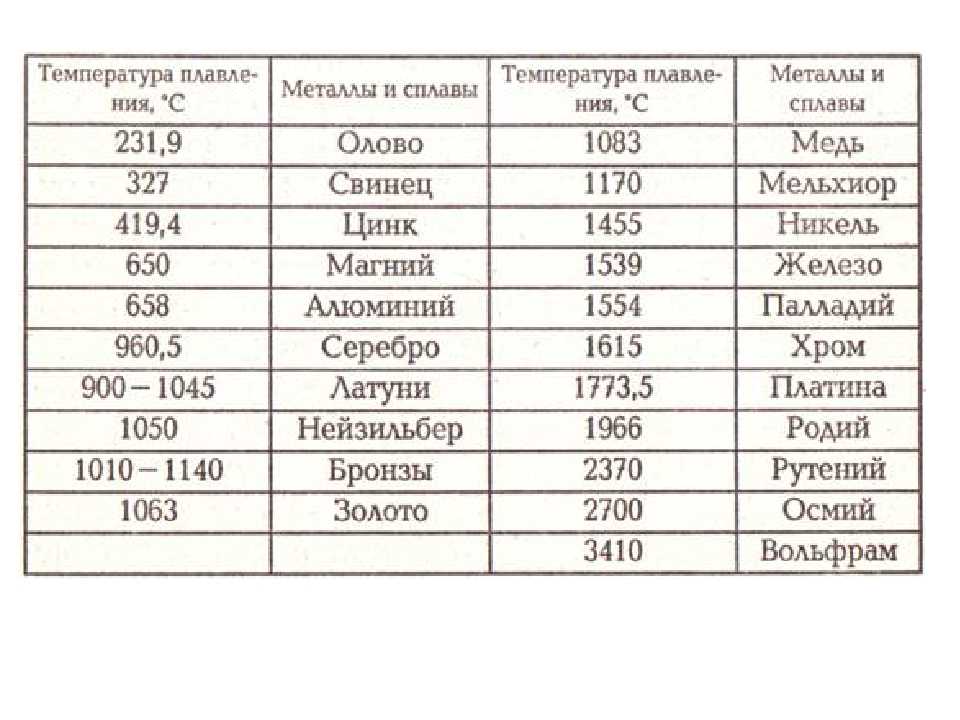 Требуется нагревать столик выше стандартных +70 ˚С. Температурный диапазон пластмассы – от 105 до 230 ˚С. В этом интервале материал при контакте с поверхностью стола остается способным к упругим деформациям. При более низкой температуре полимерная масса кристаллизуется, а затем отслаивается.
Требуется нагревать столик выше стандартных +70 ˚С. Температурный диапазон пластмассы – от 105 до 230 ˚С. В этом интервале материал при контакте с поверхностью стола остается способным к упругим деформациям. При более низкой температуре полимерная масса кристаллизуется, а затем отслаивается. Перед началом работы материалы просушивают в духовке или с помощью фена.
Перед началом работы материалы просушивают в духовке или с помощью фена. В время нагревания ПЛА отсутствует запах, что важно для многих процессов.
В время нагревания ПЛА отсутствует запах, что важно для многих процессов.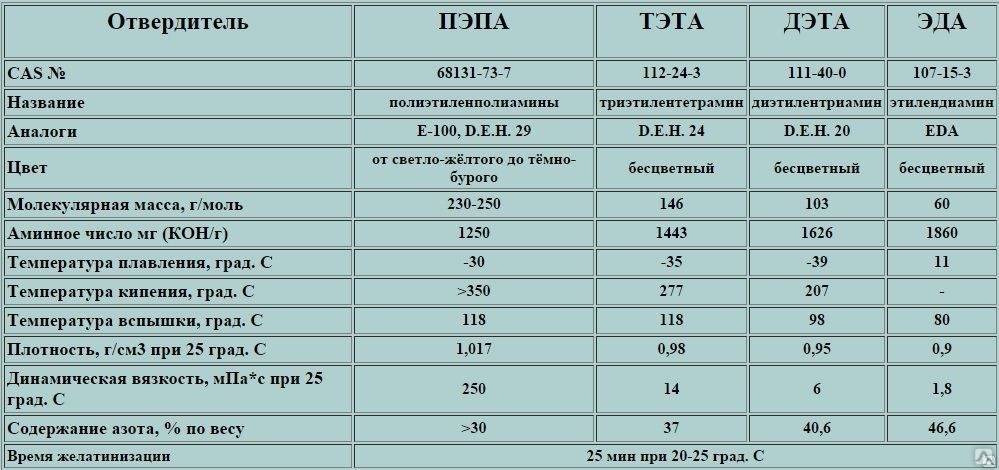 Техническое название «отпуск»
Техническое название «отпуск» В этой статье мы в общем и целом рассмотрим процесс закалки, узнаем, что он собой представляет и как влияет на прочность и деформируемость. Затем мы рассмотрим особенности, характерные для закалки наиболее популярных материалов для печати, так что вы потом сможете закалять свои 3D-распечатки, чтобы они стали прочнее.
В этой статье мы в общем и целом рассмотрим процесс закалки, узнаем, что он собой представляет и как влияет на прочность и деформируемость. Затем мы рассмотрим особенности, характерные для закалки наиболее популярных материалов для печати, так что вы потом сможете закалять свои 3D-распечатки, чтобы они стали прочнее.
 Неравномерно остывание приводит к возникновению напряжений внутри объекта. Давайте рассмотрим подробнее природу этих напряжений.
Неравномерно остывание приводит к возникновению напряжений внутри объекта. Давайте рассмотрим подробнее природу этих напряжений. Это, в свою очередь, приводит к возникновению разных сил напряжения и сжатия внутри полимерной структуры.
Это, в свою очередь, приводит к возникновению разных сил напряжения и сжатия внутри полимерной структуры.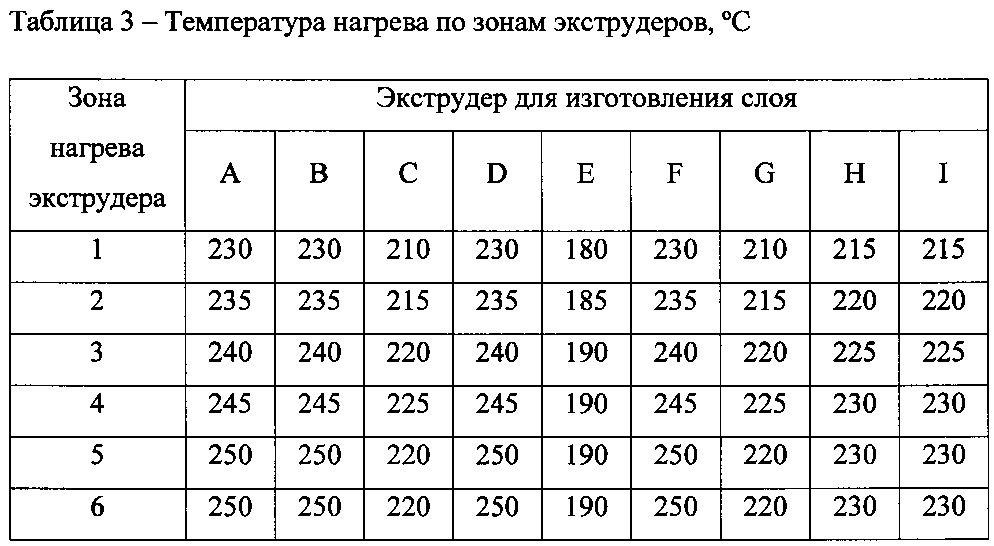

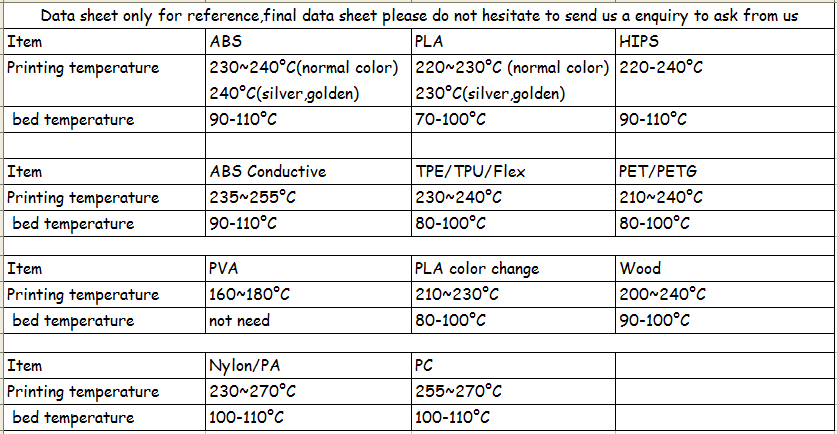
 Не открывайте печь в процессе закалки, потому что любая потеря тепла может привести к неполноценному результату.
Не открывайте печь в процессе закалки, потому что любая потеря тепла может привести к неполноценному результату. Если такого рода расширение-сжатие составляет проблему, вам придется компенсировать его заранее при проектировании и печати.
Если такого рода расширение-сжатие составляет проблему, вам придется компенсировать его заранее при проектировании и печати. Температура плавления – от 210 до 240 °С. Следовательно, температуру печи нужно выставить примерно в 110 °C. Эта температура достаточно высока, чтобы материал размягчился, высвободил напряжение и нарастил свою кристаллическую структуру. При желании вы можете испытать закалку ABS при более высокой температуре, однако при этом могут возникнуть некоторые перекосы и деформации. Аналогично ситуации с PLA, температура закалки должна быть не настолько высока, чтобы материал расплавился, потек или значительно деформировался.
Температура плавления – от 210 до 240 °С. Следовательно, температуру печи нужно выставить примерно в 110 °C. Эта температура достаточно высока, чтобы материал размягчился, высвободил напряжение и нарастил свою кристаллическую структуру. При желании вы можете испытать закалку ABS при более высокой температуре, однако при этом могут возникнуть некоторые перекосы и деформации. Аналогично ситуации с PLA, температура закалки должна быть не настолько высока, чтобы материал расплавился, потек или значительно деформировался. В этом случае, аналогично PLA, этого времени объекту должно быть достаточно, чтобы впитать такое количество тепловой энергии, которое позволит полимерным цепочкам перемещаться, растягиваться, перестраиваться и рекристаллизовываться, образуя более прочную внутреннюю решетку. Как всегда, не открывайте печь в процессе закалки.
В этом случае, аналогично PLA, этого времени объекту должно быть достаточно, чтобы впитать такое количество тепловой энергии, которое позволит полимерным цепочкам перемещаться, растягиваться, перестраиваться и рекристаллизовываться, образуя более прочную внутреннюю решетку. Как всегда, не открывайте печь в процессе закалки.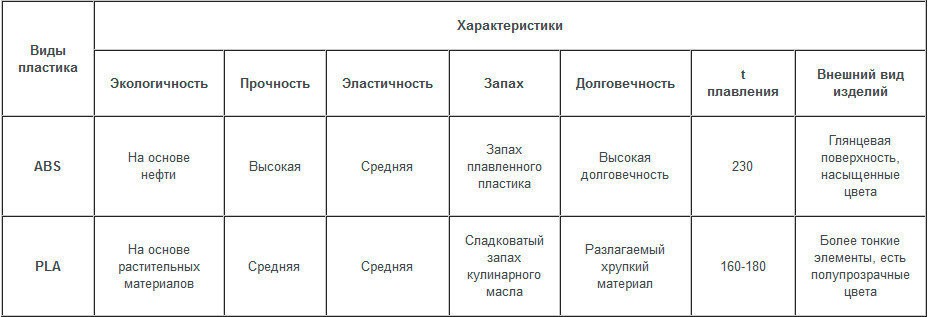 Как и у PLA, низкая температура стеклования упрощает закалку. Кроме того, в результате закалки значительно повышается температура тепловой деформации. С учетом его высокой прочности Nylon оказывается отличным выбором для приложений, в которых вопросы термо- и износостойкости являются ключевыми.
Как и у PLA, низкая температура стеклования упрощает закалку. Кроме того, в результате закалки значительно повышается температура тепловой деформации. С учетом его высокой прочности Nylon оказывается отличным выбором для приложений, в которых вопросы термо- и износостойкости являются ключевыми.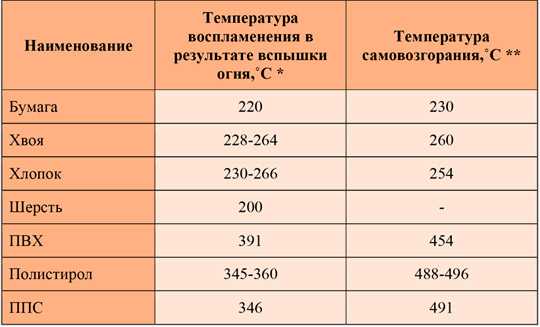
 Однако печать при высокой температуре также усложняет использование АБС-пластика в качестве нити.
Однако печать при высокой температуре также усложняет использование АБС-пластика в качестве нити. 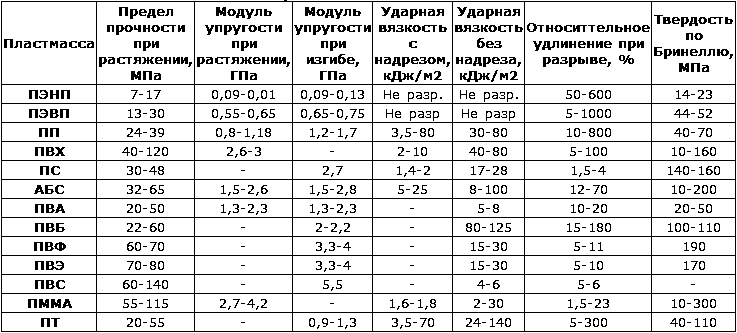 В этом суть использования ABS для 3D-печати.
В этом суть использования ABS для 3D-печати.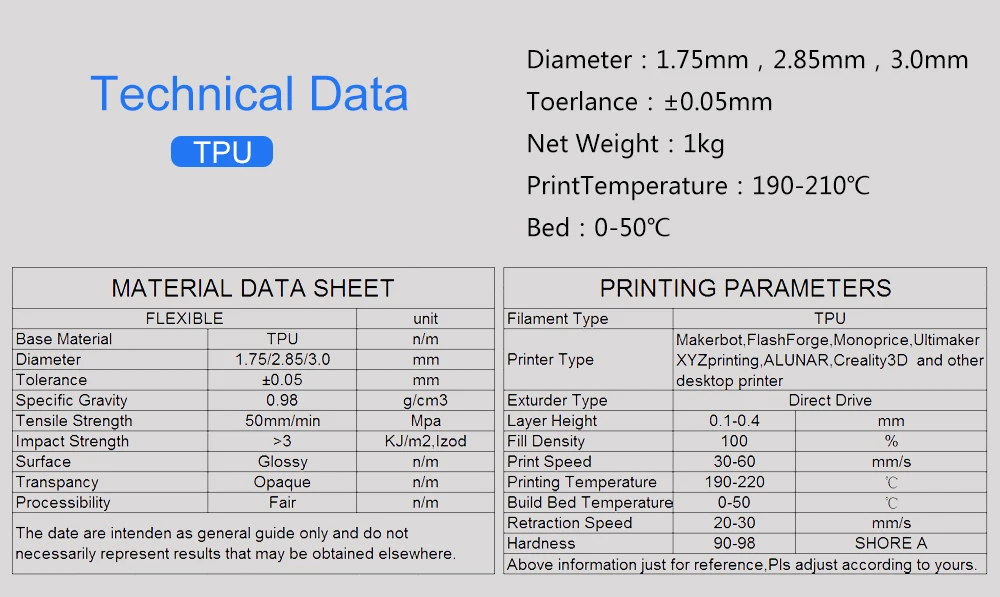
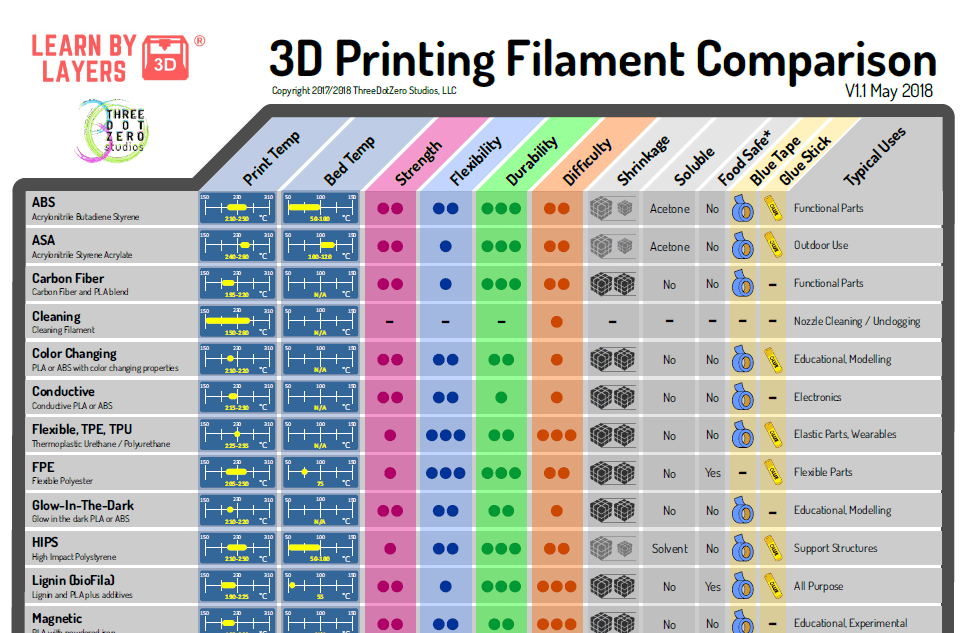 В какой-то момент это тепловое напряжение нарастает до такой степени, что оно преодолевает силы сцепления, которые удерживают базовый слой отпечатка на месте.
В какой-то момент это тепловое напряжение нарастает до такой степени, что оно преодолевает силы сцепления, которые удерживают базовый слой отпечатка на месте.
 Каждая из этих нитей имеет даже лучшую термическую стабильность, чем ABS, но они также склонны к сильному короблению.
Каждая из этих нитей имеет даже лучшую термическую стабильность, чем ABS, но они также склонны к сильному короблению.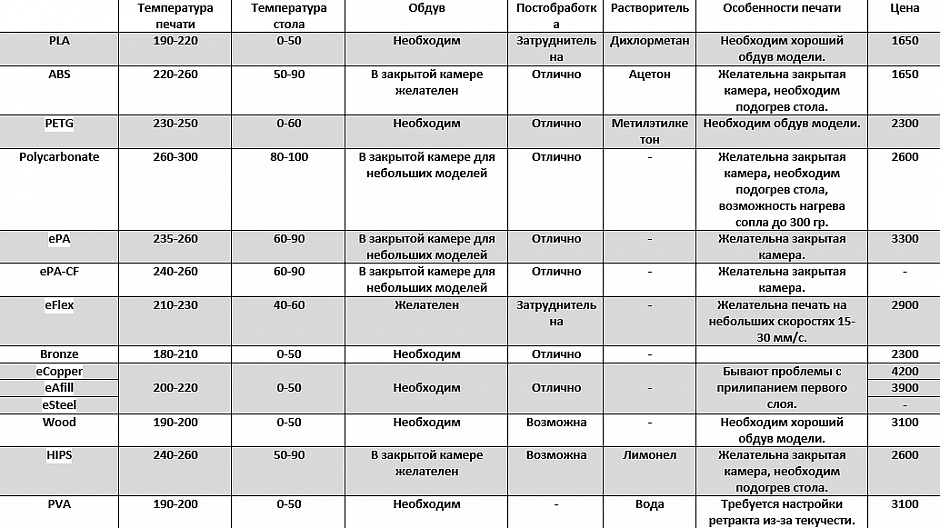 Это придает АБС-пластику особую термическую стабильность. Однако это также вносит деформацию в уравнение. Эта проблема не является уникальной для ABS — все нити, которые печатают при высоких температурах, сталкиваются с этой проблемой. Если вы хотите создавать 3D-отпечатки, способные выдерживать экстремальные температуры, вам придется научиться справляться с деформацией.
Это придает АБС-пластику особую термическую стабильность. Однако это также вносит деформацию в уравнение. Эта проблема не является уникальной для ABS — все нити, которые печатают при высоких температурах, сталкиваются с этой проблемой. Если вы хотите создавать 3D-отпечатки, способные выдерживать экстремальные температуры, вам придется научиться справляться с деформацией. C4H6.C3h4N/c1-2-8-6-4-3-5-7-8;1-3-4 -2;1-2-3-4/h3-7H,1h3;3-4H,1-2h3;2H,1h3
C4H6.C3h4N/c1-2-8-6-4-3-5-7-8;1-3-4 -2;1-2-3-4/h3-7H,1h3;3-4H,1-2h3;2H,1h3
 Продукт имеет хорошую размерную стабильность, усадка при формовании мала. Обладает превосходными комплексными физико-механическими свойствами, нетоксичен, не имеет запаха, термостойкостью, ударопрочностью, особенно хорошо воздействует при низких температурах; Электрические свойства, износостойкость, химическая стойкость; Водостойкость, неорганические соли, щелочи и кислоты; нерастворим в большинстве спиртов и углеводородных растворителей, растворим в альдегидах, кетонах, сложных эфирах и некоторых хлорированных углеводородах; Плохая атмосферостойкость, легковоспламеняющаяся, низкая температура теплового искажения.
Продукт имеет хорошую размерную стабильность, усадка при формовании мала. Обладает превосходными комплексными физико-механическими свойствами, нетоксичен, не имеет запаха, термостойкостью, ударопрочностью, особенно хорошо воздействует при низких температурах; Электрические свойства, износостойкость, химическая стойкость; Водостойкость, неорганические соли, щелочи и кислоты; нерастворим в большинстве спиртов и углеводородных растворителей, растворим в альдегидах, кетонах, сложных эфирах и некоторых хлорированных углеводородах; Плохая атмосферостойкость, легковоспламеняющаяся, низкая температура теплового искажения.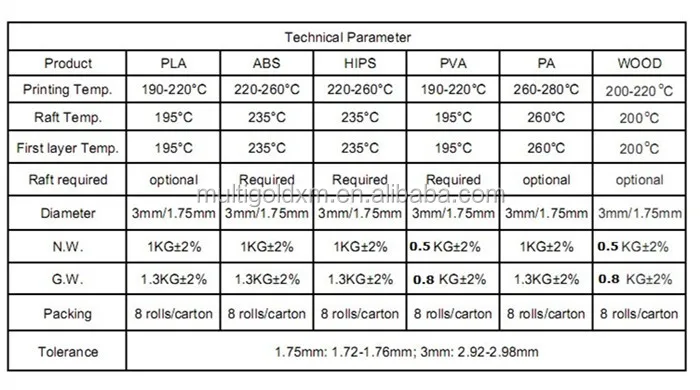 Метод объемной суспензии все еще имеет некоторое практическое значение. Кратко это описывается следующим образом.
Метод объемной суспензии все еще имеет некоторое практическое значение. Кратко это описывается следующим образом. Порошок АБС, полученный эмульсионной привитой сополимеризацией полибутадиенового латекса, продукт смолы АБС, полученный путем смешивания гранул АС и различных добавок методом суспензионной полимеризации, в способе часто используют зарубежное промышленное производство.
Порошок АБС, полученный эмульсионной привитой сополимеризацией полибутадиенового латекса, продукт смолы АБС, полученный путем смешивания гранул АС и различных добавок методом суспензионной полимеризации, в способе часто используют зарубежное промышленное производство. Например, контролируя содержание (ниже), размер частиц (меньше), содержание AN и молекулярную массу (меньше) каучуковой фазы в АБС, можно получить АБС с высоким глянцем; Увеличьте содержание резины, можно подготовить морозостойкий, ударопрочный АБС; Улучшите прочность расплава (молекулярный вес), можно приготовить выдувной АБС-пластик.
Например, контролируя содержание (ниже), размер частиц (меньше), содержание AN и молекулярную массу (меньше) каучуковой фазы в АБС, можно получить АБС с высоким глянцем; Увеличьте содержание резины, можно подготовить морозостойкий, ударопрочный АБС; Улучшите прочность расплава (молекулярный вес), можно приготовить выдувной АБС-пластик. Сырье для производства бумажного полиэтиленового мешка, мешка из смолы, кожа человеческого тела, 25 кг / мешок, хранится в прохладном, вентилируемом и сухом месте
Сырье для производства бумажного полиэтиленового мешка, мешка из смолы, кожа человеческого тела, 25 кг / мешок, хранится в прохладном, вентилируемом и сухом месте
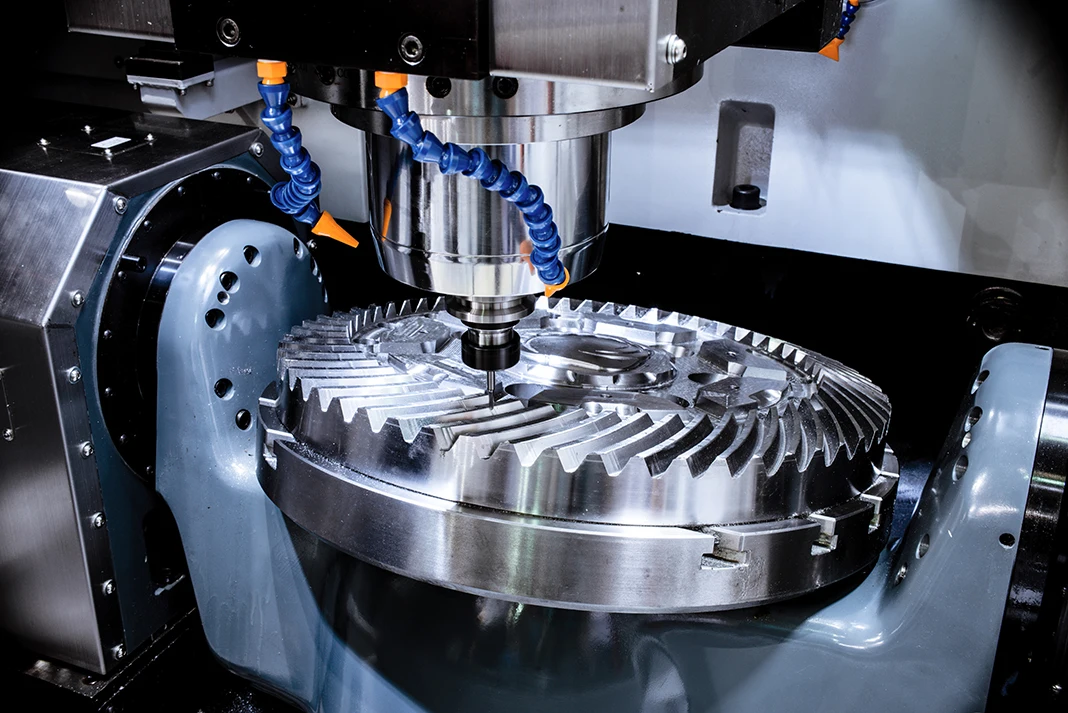 и обратно, из стран ближнего Востока в Узбекистан.
и обратно, из стран ближнего Востока в Узбекистан. Подсумки, набедренные панели, пояса, подтяжки
Подсумки, набедренные панели, пояса, подтяжки ..
..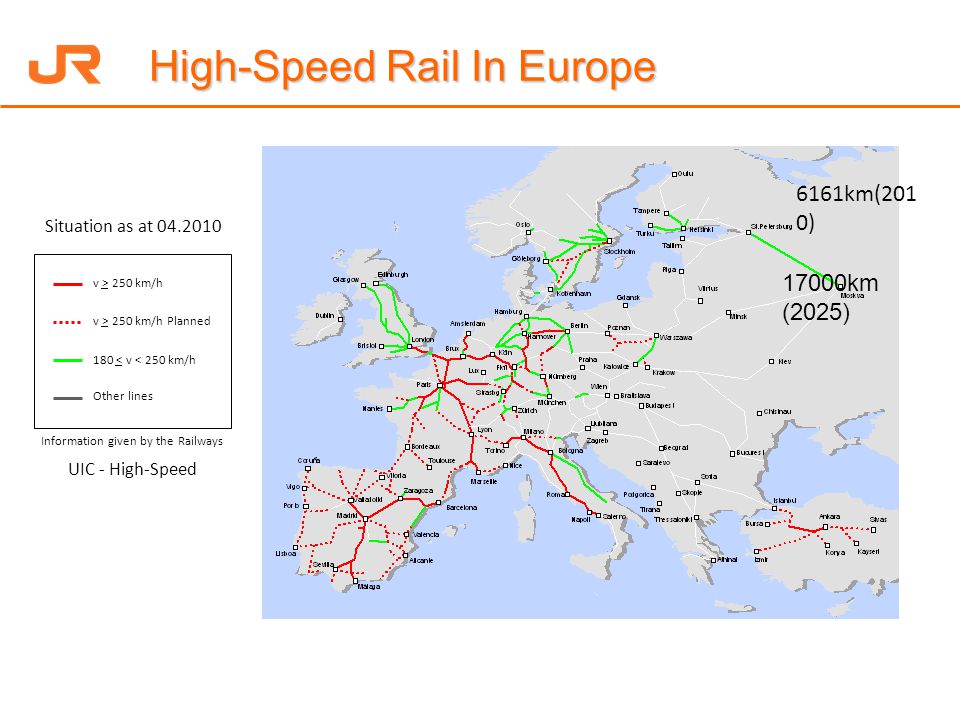 ..
.. youtube.com/embed/ONeO2xjlzwI?autoplay=1&mute=1″ autoplay=»true» muted=»true» data-element=»video»>
youtube.com/embed/ONeO2xjlzwI?autoplay=1&mute=1″ autoplay=»true» muted=»true» data-element=»video»> 
