Набор искробезопасного инструмента: Комплекты искробезопасного инструмента КИБО купить в Москве, цены
Набор искробезопасного инструмента КИБО (18 предметов)
Омедненный инструмент, входящий в комплект искробезопасных инструментов КИБО, позволяет избежать чрезвычайных ситуаций, которые могут возникнуть при работе в опасных зонах. Как известно, работа в областях повышенной опасности требует особой подготовки от каждого специалиста. В такой ситуации чрезвычайно важно принять все необходимые меры безопасности. Одной из них станет использование специального набора искробезопасных инструментов, собранного как раз для электромонтажников, телефонистов, слесарей и многих других профессионалов, деятельность которых очень часто сопряжена с риском воспламенения.
Комплект искробезопасных инструментов КИБО включает в себя целый ряд гаечных ключей разного типа (в том числе и накидных), плоскогубцы, специальный молоток, ручку и блокнот для записей. Все части набора помещены в спецсумку, в которой могут храниться и транспортироваться. Дополнительно к комплекту поставляется паспорт, в котором пользователь сможет найти всю дополнительную информацию и характеристики. Стоит заметить, что по предварительному заказу количество входящих позиций может быть существенно расширено в зависимости от нужд пользователя.
Стоит заметить, что по предварительному заказу количество входящих позиций может быть существенно расширено в зависимости от нужд пользователя.
Область применения набора весьма обширна. Так как он был собран для работы в особо опасных зонах, то его активно применяют на нефтебазах, АЗС, при диагностике магистральных трубопроводов. Подчеркнем, что все ключи и устройства, входящие в комплект искробезопасных инструментов КИБО, покрыты слоем меди, что обеспечивает надежную защиту от образования искр. Использование такого набора – необходимая мера там, где велика опасность воспламенения. В заключение отметим, что халатность в данном случае может обойтись очень дорого, поэтому не стоит пренебрегать стандартными мерами безопасности.
Набор искробезопасного инструмента «КИБО®» предназначен для работ во взрывоопасных зонах.
Ключи покрыты слоем меди толщиной 50 мкм.
Работа электромонтажников, энергетиков, телефонистов, профессионалов, занятых укладкой кабелей, слесарей и других подобных специалистов часто связана с риском воспламенения паров, нефтепродуктов и газа.
Для того чтобы этого не случилось, каждый специалист, приступая к выполнению работ повышенной опасности, обязан принять все необходимые меры предосторожности. Халатное отношение и манкирование установленными правилами техники безопасности чревато получением тяжелейших травм вплоть до летального исхода.
Необходимым условием безопасности таких работ является использование защитных средств и специфических инструментов, например, набора искробезопасных инструментов КИБО®. Он содержит более 10 видов рожковых и накидных гаечных ключей, молоток, монтажку и пассатижи. Упакован в удобную для переноски сумку, выполненную из прочного непромокаемого материала. Создан специально для использования во взрывоопасных зонах – магистральных трубопроводах, АЗС, нефтебазах и т.д. Каждый инструмент покрыт гальваническим медным слоем толщиной 50 мкм, который служит более чем надёжной защитой от образования искр при выполнении самых сложных и опасных производственных задач.
Набор состоит из 12 рожковых ключей, 3 накидных ключей, плоскогубцев, молотка и монтажки.
Входящий в набор инструмент сертифицирован (при необходимости предоставляется соответствующая документация).
| 1. | Ключ гаечный рожковый 8×10 | 1шт. |
| 2. | Ключ гаечный рожковый 10×12 | 1шт. |
| 3. | Ключ гаечный рожковый 12×13 | 1шт. |
| 4. | Ключ гаечный рожковый 12×14 | 1шт. |
| 5. | Ключ гаечный рожковый 13×14 | 1шт. |
| 6. | Ключ гаечный рожковый 14×17 | 1шт. |
| 7. | Ключ гаечный рожковый 24×27 | 1шт. |
| 8. | Ключ гаечный рожковый 27×30 | 1шт. |
| 9. | Ключ гаечный рожковый 30×32 | 1шт. |
| 10. | Ключ гаечный рожковый 32×36 | 1шт. |
| 11. | Ключ гаечный рожковый 36×41 | 1шт. |
| 12. | Ключ гаечный рожковый 41×46 | 1шт. |
| 13. | Ключи гаечный накидной 17×19 | 1шт. |
| 14. | Ключи гаечный накидной 19×22 | 1шт. |
| 15. | Ключи гаечный накидной 22×24 | 1шт. |
| 16. | Плоскогубцы L=180 мм омедненные | 1шт. |
| 17. | Молоток искробезопасный 0,2 кг | 1шт. |
18. | Монтажка омедненная | 1шт. |
| 19. | Ручка шариковая | 1шт. |
| 20. | Блокнот для записей | 1шт. |
| 21. | Радиостанция стандарт LPD* | 1шт. |
| 22. | Сумка | 1шт. |
*По дополнительному заказу
**По согласованию с Заказчиком состав набора может быть скорректирован
Внимание! Производитель оставляет за собой право изменить комплект поставки.
| Габариты, мм: | |
| длина | 440 |
| высота | 340 |
| глубина | 80 |
| Масса, кг, не более | 7,0 |
Внимание! Технические характеристики могут быть изменены производителем без предварительного уведомления.
- Протокол испытаний 2
- Сертификат соответствия
- Протокол испытаний
- Свидетельство об утверждении типа средств измерений РФ
Отзывы на данный товар отсутствуют. Ваш отзыв может стать первым.
Набор искробезопасного инструмента оператора добычи нефти и газа ДНГ универсальный
Универсальный набор оператора добычи нефти и газа для обслуживания нефтепромыслового и газодобывающего оборудования. Данный набор искробезопасного инструмента разработан в сотрудничестве с операторами ДНГ. Как показывает практика данный набор прекрасно перекрывает все потребности операторов, а так же подходит для обслуживания в других средах, где требуется использования искробезопасного инструмента. Весь инструмент произведен в России, что позволяет внедрять его на предприятиях нефти и газодобычи с учетом импортозамещения. Набор искробезопасного инструмента для проведения слесарно-монтажных работ, который не дает искры при ударах, трениях, падении, срывах и т. д. Инструмент покрыт медью толщиной 30мкм.
д. Инструмент покрыт медью толщиной 30мкм.
Используется в потенциально взрывоопасных зонах, где высока вероятность возникновения взрыва или возгорания в следствии появления горячих искр при проведении работ.
Головка торцевая омедненная S-10, Головка торцевая омедненная S-11, Головка торцевая омедненная S-12, Головка торцевая омедненная S-13, Головка торцевая омедненная S-14, Головка торцевая омедненная S-15, Головка торцевая омедненная S-16, Головка торцевая омедненная S-17, Головка торцевая омедненная S-18, Головка торцевая омедненная S-19, Головка торцевая омедненная S-22, Головка торцевая омедненная S-24, Головка торцевая омедненная S-8, Головка торцевая омедненная S-9, Ключ гаечный двусторонний накидной омедненный 17х19 мм, Ключ гаечный двусторонний накидной омедненный 22х24 мм, Ключ гаечный двусторонний накидной омедненный 27х30 мм, Ключ гаечный двусторонний рожковый омедненный 17х19 мм, Ключ гаечный двусторонний рожковый омедненный 22х24 мм, Ключ гаечный двусторонний рожковый омедненный 27х30 мм, Ключ гаечный двусторонний рожковый омедненный 32х36 мм, Ключ гаечный двусторонний рожковый омедненный 36х41 мм, Зубило 200 мм омедненное, Ключ гаечный двусторонний накидной омедненный 32х36 мм, Ключ гаечный накидной односторонний ударный омедненный 36 мм, Ключ гаечный накидной односторонний ударный омедненный 41 мм, Ключ гаечный накидной односторонний ударный омедненный 46 мм, Ключ гаечный накидной односторонний ударный омедненный 50 мм, Ключ гаечный накидной односторонний ударный омедненный 55 мм, Ключ гаечный разводной омедненный КР-30, Кувалда с рукояткой омедненная 2 кг, Молоток искробезопасный 0,5 кг, Лопатка монтажная омедненная 350 мм, Отвертка крестовая омедненная №2х200 мм, Перчатки трикотажные ПВХ 1 пара, Напильник плоский 200 мм, Напильник полукруглый 200 мм, Головка торцевая омедненная S-27, Головка торцевая омедненная S-30, Головка торцевая омедненная S-32, Удлинитель омедненный 250 мм, Ключ с присоединенным квадратом омедненный 250 мм, Кусачки боковые омедненные 160 мм, Плоскогубцы комбинированные омедненные 200 мм, Лопата совковая омедненная, Лопата штыковая омедненная, Нож кабельный, Отвертка шлицевая омедненная 250х1,0х6,5 мм, Паспорт, Сумка, Напильник круглый 200 мм, Напильник трехгранный 200 мм.
Труборез | CS Unitec
EX1512 Series
- НЕПОРИКИНА
- НЕМАГНИТИЧЕСКИЙ
- Устойчивый к коррозии
- ISO 9001: 2008 г. для использования в нефтехимии, производстве зерна (взрывоопасная пыль), коммунальных услуг и опасных материалов.
- Немагнитный труборез для использования в МРТ/ЯМР, ядерных продуктах, производстве электроники и другом чувствительном оборудовании.
- Коррозионностойкий труборез для использования на опреснительных установках, в химической/бумажной промышленности и на верфях.
- Standard Sizes
- ALLOYS & USE
| A = Aluminum Bronze | B = Copper Beryllium | |
|---|---|---|
| Example: | Ex1512-60A | Ex1512-60B |
No. | a inch | d max inch | l inch | Wt. фунтов. | a мм | d max мм | л мм Ш 9,0019 | 8 кг |
|---|---|---|---|---|---|---|---|---|
| Ex1512-60 | 3-11/16 | 2-3/8 | 17-3/4 | 7.21 | 92 | 60 | 445 | 3.27 |
| Медный бериллий (Cube 2 ) сплав | |||
|---|---|---|---|
| Совместимость зоны | Соблюдение спроса в Directive 94/9/EC для работы в зонах 1, 21 и 22 | . 94/9/EC для работы в зонах 0, 1, 2, 20, 21 и 22. 94/9/EC для работы в зонах 0, 1, 2, 20, 21 и 22. | Очень прочный благодаря высокой твердости и прочности на растяжение. |
| Магнитные свойства | Низкий магнетизм благодаря минимальному количеству ферромагнитных компонентов. Подходит для некритичных немагнитных применений. | Компоненты из цветных металлов; безопаснее для приложений, требующих немагнитных свойств. | |
| Состав | Al: 10,3 % Fe: 4,5 % Ni: 4,5 % Прочее: 0,5 % : Баланс |
Для получения дополнительной информации о выборе правильного сплава для вашего приложения — Нажмите здесь
| . Собственная польза | |
. надрезанные или иным образом поврежденные, должны быть заменены. При снятии не рекомендуется быстрое вращение инструмента для нарезания резьбы, так как это может привести к повреждению инструмента. Убедитесь, что отрезной круг подходит для резки материала трубы. Тонкий круг подходит для резки обычной стальной трубы, толстый круг предназначен для резки чугуна. Доступны другие колеса для нержавеющей стали, пластика и других материалов. | Если места для полного поворота однороликового трубореза вокруг трубы недостаточно, следует использовать трех- или четырехроликовый резак. |
Искробезопасный набор инструментов | Производство Индиан-Спрингс
Присоединяйтесь к нашему списку адресов электронной почты
315.635.6101
Клиент
Отзывы
Мы приехали в Индиан-Спрингс для очень конкретного, срочного, индивидуального проекта, который они смогли оправдать и превзойти все наши ожидания. С командой инженеров и продаж было приятно работать, и они будут первым звонком, который мы позвоним, если снова окажемся в подобной ситуации.
– Дэйв И., инженер-исследователь лаборатории – США
На протяжении многих лет я очень тесно работал над несколькими проектами с людьми из Индиан-Спрингс. Используя их инженерный опыт и собственные производственные возможности, мы смогли разработать успешные индивидуальные решения для различных сложных задач, связанных с опасными материалами, от многотонных контейнеров до резервуаров ISO.
– Исмаил А., координатор проекта – К.С.А.
Компания Indian Springs смогла разработать индивидуальный аварийный комплект для локализации утечек в тоннажном контейнере европейского типа не только своевременно, но и смогла предоставить инструкции и поддержку клиентов, которые требовались нашему клиенту.
— Сайед Х., отдел продаж хлораторов и оборудования — Германия
Как профессиональные пожарные и аварийно-спасательные службы, мы должны быть готовы к ЛЮБОЙ чрезвычайной ситуации. Мы должны быть уверены в своем снаряжении. От этого зависит наша жизнь и жизнь общества! Мы доверяем Indian Springs Mfr. для всего, от средств индивидуальной защиты до оборудования для работы с хлором и многого другого.
Мы должны быть уверены в своем снаряжении. От этого зависит наша жизнь и жизнь общества! Мы доверяем Indian Springs Mfr. для всего, от средств индивидуальной защиты до оборудования для работы с хлором и многого другого.
-Роберт С., начальник пожарной охраны США
Мы ежедневно обрабатываем вагоны, тонны и баллоны. Крайне важно, чтобы наши аварийно-спасательные бригады имели подходящее оборудование и знали, как его использовать в чрезвычайной ситуации. Мы полагаемся на Индиан-Спрингс в плане предоставления погрузочно-разгрузочного оборудования и оборудования HAZMAT, а также обучения и поддержки, в которых мы нуждаемся.
– Майкл Т., руководитель службы безопасности – США
Команда инженеров Индиан-Спрингс, Производство смогла предоставить готовое решение очень сложной проблемы! Они упростили задачу — от первоначального анализа потребностей до проектирования, прототипирования, производства и поставки.
Тестовая модель для фотополимерного 3d принтера: Мини тестовая модель для полимерника
Мини тестовая модель для полимерника
Подбор параметров печати, очень важный момент для получения предсказуемых результатов на готовых деталях. Основной параметр — это время засветки слоя. Существует два основных видов брака. Первый, это недостаточное время засветки слоя и второй — это долгая экспозиция.
При малом времени засветки, на детали не пропечатываются мелкие детали, так же возможно прилипание засвеченного полимера к плёнке.
При большом времени засветки, идёт пере экспозиция полимера, из-за этого на детали, заплывают мелкие отверстия, так же нарушение геометрии.
Сейчас существует много тестовых моделей, на которых есть возможность подбирать этот параметр, но в основном эти модели имеют большую высоту по оси Z принтера. Этот размер существенно влияет на время печати. Поэтому разработана облегчённая тестовая модель.
По объёму модель всего 0.23 миллилитра (менее 1 грамма полимера). Габаритные размеры 15 Х 15 Х 2.9 мм.
Время печати такой модели составляет от 3 до 30 минут, в зависимости от полимера и принтера.При минимальном расходе полимера за два, три раза можно получить достаточно точное значение времени засветки слоя.
На модели расположено множество элементов, назначение которых описано ниже.В верхней части имеется шкала из небольших прямоугольных призм толщиной от 1.0 до 0.1 мм.
Под призмами находится ряд цилиндров с такими же диаметрами.
По этим элементам сразу видно, как пропечатываются тонкие детали. Если на модели отсутствуют несколько правых элементов, надо увеличивать время экспозиции.
Обратите внимание: самые крайние элементы 0.1мм почти всегда отсутствуют. Такой размер — это почти предел для данной технологии. Получаются они при условии, что фотополимер очень точный а принтер высокого класса. Основная масса недорогих решений этим качеством не обладают.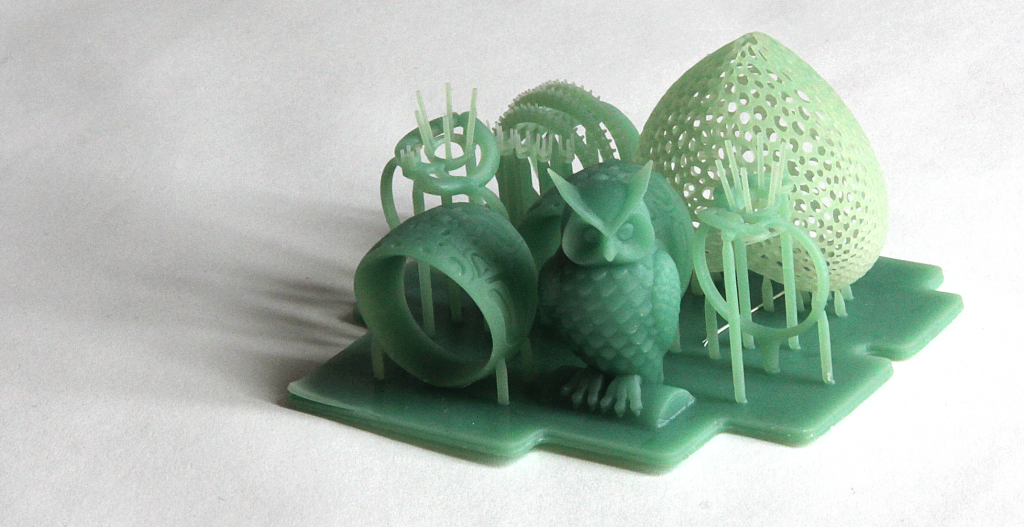
Если остались предпоследние призма и цилиндр и возможно, небольшие части последних, это говорит о правильно подобранном времени засветки.
Дальше идут элементы, для более тонкой оценки качества печати.
Cетка из небольших полусфер. Диаметр полусферы 0.4 мм, расстояние между ними 0.2 мм.
На этой части теста хорошо видно, когда время засветки превышает норму. Так как расстояния между полусферами небольшие, при длительной засветке эти промежутки начинают заплывать. В идеале, должно быть чёткое разграничение между полусферами.
Дополнительный круглый элемент хорошо показывает, что время подобрано не верно.
Остальные области тестовой модели немного специфические, немного о них.
Достаточно часто приходится печатать модели для ювелиров, поэтому для теста использованы применяемые элементы для ювелирных изделий. В левом нижнем модели — так называемые крапановые касты для закрепки камней.
Эти детали выполнены по нормативам изготовления ювелирных изделий.
Размеры в некоторых местах практически на пределе способностей принтеров. После тестовой печати, внимательно рассматриваем эти касты. Часто их вообще не бывает. Если время засветки маленькое их просто отрывает при подъёме платформы.
Так же на них хорошо видно если время засветки большое. Из чёткой структуры они превращаются в заплывшую форму. Так как рядом находятся и большой и более мелкий каст, так же можно оценить более тонкие настройки времени засветки.
Еще несколько элементов на модели, которые подтверждают правильный выбор времени засветки слоя.
На этом орнаменте оценивается чёткая проработка граней и деталей. При пересвете грани получаются смазанными, при недосвете орнамент получается тонкий.
Эти элементы тоже для ювелирных изделий. Корнера, применяются для закрепки камней на поверхности изделия. Так же смотрим на их толщину и промежутки между ними.
Корнера, применяются для закрепки камней на поверхности изделия. Так же смотрим на их толщину и промежутки между ними.
Последний элемент модели — дуга или мост.
На этой детали очень хорошо видно, как ведёт себя паразитная засветка полимера. Иногда это место получается полностью заплывшим. На точных полимерах толщина дуги на всём протяжении остаётся одинаковой.
Рядом с широкой дугой — 2 полукольца разной толщины. Если время маленькое, они превращаются в тонкие нитки, иногда их рвёт. При пересвете они могут соединиться между собой в верхней части или по всей длине.
Примерный порядок использования теста.
Для начала отталкиваемся от базовых цифр производителя для принтера или полимера. Эти цифры, конечно, не являются точными, и даже могут отсутствовать. Очень много факторов влияет на этот параметр, рассматривать здесь это не будем. Но предположим у Вас есть отправная цифра.
Например, эта цифра 5-12 секунд на слой 40 микрон. Это очень большой диапазон, но такой разброс возможен.
Начинаем с чего то среднего, например 8 секунд на слой.
Печатаем модель. После отмывки (дозасветка для оценки теста не требуется) исследуем результат. Лучше рассматривать применяя оптику — увеличение на камеру телефона, лупу, микроскоп.
Просматривая элементы тестовой модели, я делаем вывод, добавить или убавить время засветки.
Печатаем второй раз уже с поправками. Если результат хороший, но есть желание более точно подобрать время, можно напечатать ещё тест с поправками. Иногда приходилось уменьшать время до самого предела, когда уже отрывает элементы. Через несколько тестов мы получаем желаемое время на засветку слоя.В чём преимущество этой тестовой модели, например от всем известного кубика или города амерлабс. Эта модель очень сильно экономит время, полимер и нервные клетки. Кубик будет печататься в несколько раз дольше и не зная точного времени засветки, можно прождать около часа и в итоге получить просто кусок полимеризованной массы на плёнке в ванной.
В данном случае это занимает в разы меньше времени.
Так же можно воспользоваться вот таким лайфхаком.
Иногда на плёнке остаются совсем мелкие, прилипшие части от модели. Когда время выставлено недостаточно, последние призмы, цилиндры, тонкие дуги, мелкие касты остаются мелкими частичками на дне ванны. Что бы не сливать, не процеживать полимер, печатаем модель повторно, после 3-4 первых слоев печать останавливаем. Первые слои включат в себя прилипшие кусочки и после печати дно ванны получается чистое. Но тут надо быть уверенным, что это совсем мелкие кусочки. Если такой уверенности нет, то лучше перестраховаться, слить и процедить полимер и почистить плёнку другими методами.
Теперь — реальные фото тестовых пластин. Печать проводилась 4 раза. Время экспозиции 3,5,8 и 12 секунд. По фото, основываясь на прочитанном, сами сделайте выводы.
Затраты полимера — менее 5 грамм.
Время, потраченное на тесты:
- 3 сек.-14 минут
- 5 сек.-17 минут
- 8 сек.-20 минут
- 12 сек.-25 минут
Добавляем время на промывку, обдувку, просмотр образцов, получилось максимум полтора-два часа.Это заменяет вопросы в чатах, форумах, получение глупых, неправильных, язвительных советов и комментариев, позволяет сделать подбор режимов печати на любом слое и любым полимером.
Саму модель (и ее расширенный вариант 1.4 миллилитра, менее 2 грамм)
можно скачать по ссылке https://storage.hardlight.info/scripts/model/test_tiny.zip
Оригинал статьи в PDF — https://storage.hardlight.info/scripts/manual/exp_test_tiny.pdf
Автор статьи и тестов — Игорь Агафонов
https://3dtoday.ru/blogs/goga44
Email: [email protected]
Статья написана по просьбе команды Хардлайт https://hardlight.info/
Тестовый файл для 3D печати из фотополимера.
 Калибровка
Калибровка
Калибровка время от времени требуется всем 3D-принтерам и фотополимерные устройства в данном случае не исключение. Мы собрали здесь самые популярные тестовые 3Д модели, при помощи которых можно провести диагностику и калибровку.
Технология 3Д печати
Среди технологий 3Д печати фотополимерная стоит особняком. Это второй по популярности метод печати после FDM, суть которой в выдавливании через сопло расплавленного пластика. В качестве материала в FDM-технологии используется сравнительно недорогая пластиковая нить.
Фотополимерная печать предусматривает использование смол, которые отверждаются под действием света. Существует несколько вариаций технологии: SLA, LCD и DLP. Отличаются они источником света и скоростью печати. Но в любом случае это всегда засвечивание слоев фотополимерной смолы. Готовая модель в силу особенностей технологии печати и самого материала нуждается в промывке и дополнительном отверждении.
Технологии фотополимерной печати отличаются, но все они опираются на ряд общих настроек и факторов. Среди них:
- разрешение;
- межслойная адгезия;
- время экспозиции;
- показатель сглаживания;
- характеристики смолы.
Как проверить настройки печати, выявить необходимость их корректировок? Для этого были созданы калибровочные, или тестовые модели. Такие модели позволяют провести тест настроек. Вариантов существует множество, но есть несколько популярных, доказавших свою эффективность на практике:
- AmeraLabs Town
- HARZ Labs Test
- Siraya Tech
- Validation Matrix
Остановимся на каждой подробнее…
3D-модель для калибровки AmeraLabs Town
Ссылка на скачивание (скопируйте ссылку и вставьте в адресную строку): https://www.thingiverse.com/thing:2810666
Литовский производитель фотополимерных смол AmeraLabs разработал для тестирования универсальную калибровочную модель Town. Универсальной деталь называется, потому что она позволяет проверить не только настройки принтера, но и качество смолы. Всего в модель включено десять тестов. Каждый заключен в «строениях» разной высоты и находящихся под разными углами. Модель весьма эффективна и поэтому ее часто можно увидеть в обучающих и простых роликах, посвященных печати смолой.
Универсальной деталь называется, потому что она позволяет проверить не только настройки принтера, но и качество смолы. Всего в модель включено десять тестов. Каждый заключен в «строениях» разной высоты и находящихся под разными углами. Модель весьма эффективна и поэтому ее часто можно увидеть в обучающих и простых роликах, посвященных печати смолой.
Всего тестов, как говорили ранее, десять, отметим три для понимания возможностей:
- зазоры разной ширины (0,1-1мм) – проверка качества источника света и времени экспозиции;
- отверстия разной высоты – проверка времени экспозиции, адгезии слоев;
- крестообразный мост – проверка высоты слоя и качества смолы.
Анализ деформаций, несоответствий позволяет выявить проблемы и внести соответствующие корректировки.
3D-модель для калибровки HARZ Labs Test
Ссылка на скачивание (скопируйте ссылку и вставьте в адресную строку): https://www.thingiverse.com/thing:2776522
HARZ Labs – это компания-лидер в области производства фотопоилмерной смолы. Но она производит полимеры для фотополимерной печати. С целью тестирования была разработана калибровочная модель.
Но она производит полимеры для фотополимерной печати. С целью тестирования была разработана калибровочная модель.
3D-модель для калибровки Siraya Tech
Ссылка на скачивание (скопируйте ссылку и вставьте в адресную строку): https://www.thingiverse.com/thing:5438127
Тестовая модель от гонконгского производителя смол. Всего в модели пять тестирующих секций. Три рассчитаны на проверку экспозиции. Модель позволяет быстро найти и устранить проблему. Дело в том, что разрешение и экспозиция проверяются прямо в ходе печати, проблемы будут видны даже до того, как модель будет напечатана до конца. При высоте отпечатка 3,5мм должны хорошо просматриваться отверстия, утопленный текст, объекты круглой и треугольной формы. Если допечатать модель до конца, то куб и арка позволят проверить сглаживание и пригодность для печати.
3D-модель для калибровки Validation Matrix
Ссылка на скачивание (скопируйте ссылку и вставьте в адресную строку): https://www. thingiverse.com/thing:4910573
thingiverse.com/thing:4910573
Эта валидационная матрица является моделью для самого быстрого тестирования. Еще одно ее достоинство заключается в минимальном использовании смолы. Всего у тестовой матрицы 4 функции и все они ориентированы на баланс экспозиции. Чтобы результаты были максимально точными, то следует выбирать нижнее число слоев равное 4. Это одна из самых популярных тестовых моделей, упоминающихся в роликах и учебных пособиях для новичков.
Для тестирования на левой стороне матрицы должно быть одинаковое число отверстий и штырьков. В центральной части панельки находится квадрат. В него вписаны две капли. Они должны еле сходится в центре квадрата. Размеры квадрата должны быть строго 20мм сторона, а с правой стороны край должен быть 1мм.
Siraya Tech Test Model
Siraya Tech Test Model V5
Скачать здесь.
Введение:
Мы разработали тестовую модель Siraya Tech V5, чтобы пользователь мог быстро и легко определить значение экспозиции для разрешения, точности и пригодности для печати. Он основан на предыдущих работах Peopoly, Photonster XP2 и множестве предложений от наших талантливых пользователей.
Он основан на предыдущих работах Peopoly, Photonster XP2 и множестве предложений от наших талантливых пользователей.
Чем он отличается от других тестовых моделей?
Многие представленные на рынке тестовые модели смолы для 3D-печати берут свое начало в 2D-печати, в которой основное внимание уделяется разрешению X/Y. Некоторые также предназначены для быстрой печати, поэтому они очень плоские. Как правило, это нормально для обычных модельных смол, которые являются твердыми и хрупкими. Но эти тестовые модели могут давать вводящие в заблуждение результаты при работе с нехрупкими смолами типа Fast и Blu или с прозрачными смолами типа Tenacious/Simple. Кроме того, необходимо также проверить другие аспекты печати, такие как пригодность для печати, точность (усадка) и эффект сглаживания. Это привело нас к разработке тестовой модели Siraya Tech V5.
Как использовать модель Siraya Tech Test:
1. Настройте принтер и соответствующий профиль для смолы, которую вы хотите протестировать в слайсере
2. Поместите модель в центр планшета для меньшего размера. принтер. Для более крупных принтеров (панель размером 12,5 дюймов или больше) вы можете поместить ее немного не по центру, чтобы избежать вогнутости в центральной рабочей пластине.
Поместите модель в центр планшета для меньшего размера. принтер. Для более крупных принтеров (панель размером 12,5 дюймов или больше) вы можете поместить ее немного не по центру, чтобы избежать вогнутости в центральной рабочей пластине.
3. Распечатайте и дождитесь результатов
4. Для первоначальной проверки результатов можно остановить печать на высоте 3,5 мм (70 слоев при высоте слоя 50 мкм) для проверки.
5 Убедитесь, что отпечаток очищен и закреплен для проверки. Это дает ваши лучшие данные.
6 После получения результатов теста
Проверьте следующее
Этот раздел предназначен для разрешения
Вы можете увидеть, как отображаются все отверстия и штифты, чтобы определить, достаточно ли разрешения для вашего приложения. Что мы подразумеваем под этим?
Если вы печатаете для создания визуальных эффектов, таких как тонкая модель, вы хотите, чтобы булавки печатались, когда все буквы и крестики, особенно отрицательные, полностью открыты. Если штифты имеют не до конца сформированные. Вы можете увеличить время экспозиции нормального слоя на 10%, чтобы увидеть, не выходят ли из строя только 0,15 контакта. Но если вы видите, что выходит из строя более одного контакта, вы можете увеличить время воздействия на 30%.
Если штифты имеют не до конца сформированные. Вы можете увеличить время экспозиции нормального слоя на 10%, чтобы увидеть, не выходят ли из строя только 0,15 контакта. Но если вы видите, что выходит из строя более одного контакта, вы можете увеличить время воздействия на 30%.
Если вы видите, что утопленные тексты скрыты, особенно 0.2. Это может означать, что ваше воздействие слишком велико и его необходимо уменьшить. Попробуйте уменьшить время экспозиции на 5-10% и посмотрите, поможет ли это.
Еще один способ проверить, не слишком ли велика экспозиция, — это проверить функцию треугольника здесь:
Если края и углы острые, экспозиция довольно хорошая. Если края круглые, возможно, вы переэкспонировали.
Еще один способ проверить экспозицию — это маленькие круглые объекты:
Если вы правильно экспонируете, края прорезей (отверстия круга) не будут расширяться и становиться толще. Вы также можете заметить метки стопки на круге, если сглаживание не включено.
—
После того, как вы нашли экспозицию, которая, по-видимому, дает хорошие результаты, вы можете распечатать всю модель, чтобы проверить пригодность для печати вашей настройки.
Многие тестовые модели могут давать вводящие в заблуждение результаты, поскольку они не проверяют, может ли настройка печатать сложные модели. Таким образом, идея состоит в том, чтобы создать хороший стресс-тест для реальной печати, чтобы увидеть, как настройка может справиться с более сложной ситуацией.
Куб в нашей тестовой модели представляет собой более сложный отпечаток, чем обычно:
И поддержка куба, особенно кончики, — это то место, где, скорее всего, что-то пойдет не так.
Итак, когда у вас есть настройки, запустите весь тест и посмотрите, получится ли куб чистым, без дефектов. Если это так, поздравляем! У вас есть довольно хорошие настройки для смолы, которую вы тестируете. Если кубик не печатает, то возможно придется увеличить время выдержки. В большинстве случаев для успеха печати приоритет должен отдаваться разрешению с наложением, поэтому стоит немного перелечить, если вы печатаете сложную модель.
В большинстве случаев для успеха печати приоритет должен отдаваться разрешению с наложением, поэтому стоит немного перелечить, если вы печатаете сложную модель.
—
То, что было описано выше, относится к смоле общей модели и включает нашу смолу Fast, Simple и Easy. Однако не все рассчитано на максимальное разрешение, а некоторые больше рассчитаны на прочность, ударопрочность или другие свойства материала. Таким образом, в этом случае вам, возможно, придется изменить критерии калибровки. Blu, например, не может печатать 0,15 пин, это нормально, если вы лечите для лучшей переносимости. Или для Tenacious он гибкий, поэтому напечатать куб может быть слишком сложно. Вам нужна только тестовая модель, чтобы показать вам хорошую примерную экспозицию, чтобы вы могли печатать с достойным разрешением и высокой вероятностью успеха, не жертвуя гибкостью материала (перезатвердевание делает отпечаток жестким)
—
Другие приятные особенности тестового режима:
Проверка усадки
Прямо рядом с кубом находится 10-миллиметровая мера:
Когда тестовая модель очищена и отверждена, это может сказать вам, насколько велика усадка. Полоски на обоих концах помогают в измерении.
Полоски на обоих концах помогают в измерении.
Арка AA
Прямо над пинами
Предназначена для проверки эффекта AA (сглаживания). AA проявляется по-разному на разных панелях/слайсерах/платах/резине, поэтому вы можете использовать это, чтобы найти лучший уровень AA для вашего приложения. Мы рекомендуем не использовать сглаживание для использования тестовой модели при калибровке экспозиции.
—
Поле для заметок
Рядом с треугольником находится поле для заметок, где вы можете отметить тестовые образцы, чтобы помочь вам запомнить и сравнить экспозицию и другие данные испытаний.
▷ Тест на экспозицию смолы 3d модели 【STLFinder 】
Простой тест печати смолой с недостаточным экспонированием
вещьвселенная
Простой тест печати смолой с недостаточной экспозицией
Тест времени экспозиции для полимерного 3D-принтера.
вещьвселенная
Тестовое время экспозиции для полимерного 3D-принтера.
Образец для тестирования воздействия смолы и затемнения пикселей
вещьвселенная
Это ступенчатый тестовый куб для проверки настроек экспозиции и затемнения пикселей вашего полимерного принтера. Тонкие стенки имеют размеры 1 мм, 3 мм, 6 мм и 10×10 мм, поэтому вы можете измерить их для точности размеров с различными настройками печати.
Остерегайтесь отека в…
3D-принтер для смолы — Калибровочный тест экспозиций от Fheder
вещьвселенная
3D-принтер для смолы — тест калибровки экспозиции от Fheder Поскольку я не нашел тест, который мне полностью нравится, я разработал его с нуля, он маленький, поэтому не использует много смолы, и не высокий, что позволяет печатать быстро. …5 мм в высоту, 2 мм в основание (30 x…
…5 мм в высоту, 2 мм в основание (30 x…
Photon S искатель экспозиции из смолы
вещьвселенная
Улучшенный тест дальномера воздействия смолы для Photon S, основанный на тесте Photonsters XP для обычного Photon. Печать занимает около 5 минут и 5 мл. …
СОВМЕСТИМОСТЬ — требуется прошивка v3.4.1 или выше.
Тестовый крючок из упругой смолы
вещьвселенная
Peopoly – испытательный крючок из эластичной смолы
Детектор воздействия смолы Photon S (REMIX)
вещьвселенная
Созданы отверстия для дальнейшего уменьшения необходимой смолы, сохраняя при этом все как единое целое. Эта модель использует гораздо меньшее количество смолы и быстрее печатает. …
Эта модель использует гораздо меньшее количество смолы и быстрее печатает. …
Пожалуйста, перейдите по ссылке ниже для получения инструкций:
…
Калибратор воздействия смолы для слоев 10 мкм/25 мкм
вещьвселенная
Идея состоит в том, что каждая из «кубиков» имеет одну «пленку» высотой в 1 слой и смещением в 1 высоту слоя, поэтому, если вы настроите экспозицию так, чтобы верхние 20 слоев находились на разных экспозициях , можно посмотреть как ведет себя смола при…
Файл для испытаний смолы
вещьвселенная
Простой тестовый файл для полимерных принтеров.
Стресс-тест полимерного принтера
вещьвселенная
Стресс-тест с повторяющимся шаблоном. …Сделано для принтеров с жидкой фотополимерной смолой для проверки надежности отделения/отслаивания слоя. …
…Сделано для принтеров с жидкой фотополимерной смолой для проверки надежности отделения/отслаивания слоя. …
Чтобы узнать больше о проектах 3D-печати, посетите мой сайт: https://thedigitalocean.wordpress.com/
TEST_resin_volleyball_keychain_
вещьвселенная
3D-печатный объект, заполненный прозрачной/цветной смолой, чтобы увидеть эффект. Я использовал эту потрясающую прозрачную смолу: http://www.prochima.it/e-30.html.
Брелок для волейбола TEST из смолы
культы3d
3D-печатный объект, заполненный прозрачной/цветной смолой, чтобы увидеть эффект. Я использовал эту потрясающую прозрачную смолу: http://www.prochima.it/e-30.html. смешивание является обязательным для достижения идеального и. ..
..
Тест на угол смолы
вещьвселенная
Я видел диаграмму, на которой угол лучше всего подходит для полимерного принтера, но я не видел реального теста, чтобы сделать это. Итак, вот оно. Распечатайте, используя свои собственные настройки смолы, а затем сравните блоки, чтобы увидеть, какая поверхность выглядит самой плоской и без дефектов.
У меня есть…
Тест на угол смолы
культы3d
Я видел диаграмму, на которой угол лучше всего подходит для полимерного принтера, но я не видел реального теста, чтобы сделать это. Итак, вот оно. Распечатайте, используя свои собственные настройки смолы, а затем сравните блоки, чтобы увидеть, какая поверхность выглядит самой плоской и без дефектов. …
у меня. ..
..
Испытание на пытки с полимерным принтером
вещьвселенная
Это очень тщательное испытание полимерного принтера, в ходе которого проверяются отдельно стоящие и встроенные элементы, а также выступающие части. Эта распечатка даст очень хорошее представление об ограничениях печати вашего принтера/настроек принтера. … Дайте мне знать…
Тест печати смолой
вещьвселенная
Этот тестовый отпечаток начинается с наименьшего смоделированного штифта и отверстия в крайнем левом углу и самого большого в крайнем правом углу с шагом 0,1 мм. Штифт в середине, указанный с дополнительным отверстием на отпечатке, моделируется как 5 мм. …Цель состоит в том, чтобы после печати…
Тест на усадку полимерного 3D-принтера
вещьвселенная
Простая конструкция для проверки зазора и точности размеров полимерных 3D-принтеров
Тест разрешения и четкости полимерного принтера
вещьвселенная
. .. может похвастаться высоким разрешением, но не может печатать мелкие детали из-за маскирующего размытия. Этот тест предназначен для проверки минимального размера элемента, напечатанного на печатной/полимерной основе. … Печатайте без поддержки и соответствующим образом масштабируйте.
.. может похвастаться высоким разрешением, но не может печатать мелкие детали из-за маскирующего размытия. Этот тест предназначен для проверки минимального размера элемента, напечатанного на печатной/полимерной основе. … Печатайте без поддержки и соответствующим образом масштабируйте.
Калибровочный тест для полимерных принтеров
прусапринтеры
обычные тесты смолы не имеют достаточного разрешения для проверки мельчайших деталей, эта конструкция проверяет от 0,1 мм с шагом 0,1 мм, а также проверяет положительные и отрицательные детали точек, стенок и отверстий Я использую этот калибровочный тест в своем Flashforge 8.9. ..
Испытание на усадку полимерного принтера
вещьвселенная
Протестируйте комбинацию смолы и принтера и компенсируйте усадку в файле САПР.
Размеры по всем осям: 50 мм.
Без сглаживания.
…
Проверка точности смолы с одним срезом
вещьвселенная
… для ручного тестирования на Photon S. … Если у вас есть старый Photon, это просто вырезка из гораздо более работоспособной формы искателя экспозиции смолы https://github.com/altLab/photon-resin- калибровка. …Пожалуйста, используйте это вместо этого, это сэкономит вам много времени.
смола-3D-тест-печать-резионе
вещьвселенная
Вы можете использовать его для проверки точности поверхности, точности формы, точности размеров и механической прочности смолы, вы также можете проверить точность формования, однородность света и ось Z 3D-принтера. Я надеюсь, что это может помочь вам!
Я надеюсь, что это может помочь вам!
Модель…
ИСПЫТАТЕЛЬНЫЙ ОБРАЗЕЦ SCALEPRINT RESIN PRINTER
игольчатый
Я знаю, что есть много так называемых тестовых отпечатков, доступных для скачивания, в которых используется много смолы, большинство из них разработаны производителями смолы, и их печать занимает много времени, несколько часов. …Примечания к настройкам печати: используйте, чтобы найти лучший полимерный принтер…
вещьвселенная
…Полная высота 2,4 мм, толщина основания 0,4 мм.
Я знаю, что есть много так называемых тестовых отпечатков, доступных для скачивания, которые, кажется, используют много смолы, большинство из них разработаны производителями смолы, и их печать занимает много времени, несколько часов. …
Тестовый лоток из прозрачной темной смолы
вещьвселенная
Заливка прозрачной смолы глубокой окраски в этот лоток для проверки того, насколько глубоким должен быть элемент, прежде чем его можно будет отличить от фона.
Каждый шаг опускается на 2 мм, при этом пятиугольники приподнимаются над фоном на 2 мм.
…
Тестовая модель смолы GoPrint(高普达树脂测试模型)
вещьвселенная
Примечание. Если колонна не прямая, возможны следующие варианты: 1 / винт не прямой, неправильное положение 2 / проблема с очисткой 3 / недостаточная экспозиция, мягкая смола, растущая деформация 2. Измерение диаметра этого ряда ,…
Sparkmaker Resin Tower Test v4
вещьвселенная
Этот тест башни — всего лишь показатель того, как ваша смола будет печатать с помощью искрового принтера. Полюс на модели должен определять, насколько хорошо ваш искрогенератор и смола будут печатать в течение времени отверждения дифференциала.
Алмазный карандаш для правки точильного круга: Алмазный карандаш для правки абразивных кругов: виды, маркировки
Карандаш алмазный для правки абразивных кругов в категории «Инструмент»
Алмазный карандаш для правки абразивных кругов от Lenker
На складе
Доставка по Украине
от 250 грн
Купить
Алмазный карандаш для правки и выравнивания плоскости абразивных, шлифовальных кругов.
Доставка по Украине
190 грн
Купить
Алмазний олівець для виправлення абразивних кіл від Lenker
На складе
Доставка по Украине
от 250 грн
Купить
Алмазный карандаш
Доставка из г. Харьков
от 330 грн
Купить
Алмазный карандаш Славутич СП
Доставка по Украине
164 грн
Купить
Алмазный карандаш специальный тип 02 исп. С 20-12 8х4 3,2 карат
Доставка по Украине
760 грн
Купить
Алмазный карандаш тип 01 исп. А 3908-0052/1 0,5 карат
Доставка по Украине
266 грн
Купить
Брусок алмазный для правки абразивных дисков Yato YT-61395
На складе
Доставка по Украине
по 300 грн
от 2 продавцов
300 грн
Купить
Шарошка алмазная для правки абразивных дисков Yato YT-61395
Доставка из г. Харьков
275 грн
Купить
Алмазное приспособление для правки и выравнивания плоскости абразивных кругов.
Доставка по Украине
260 грн
Купить
Диск для правки абразивных кругов ДО-40
На складе
Доставка по Украине
123 грн
Купить
Диск для правки абразивных кругов ДО-75
На складе
Доставка по Украине
270 грн
Купить
Круг для заточки 200/160
На складе
Доставка по Украине
958.10 грн
Купить
Круг для заточки 160/125
На складе
Доставка по Украине
958.10 грн
Купить
Приспособление 45 мм. для правки абразивных и шлифовальных кругов.
Доставка из г. Одесса
180 грн
Купить
Смотрите также
Шарошка звёздочка для правки абразивных кругов 50х3х10 мм
Доставка по Украине
29 грн
Купить
Карандаш алмазный 3908-0092 исп. С тип 04 (синтет.) 5,0 карат тип МААС исп.2 ТУ (Киев)
С тип 04 (синтет.) 5,0 карат тип МААС исп.2 ТУ (Киев)
Под заказ
Доставка по Украине
594 грн
Купить
Карандаш алмазный Славутич (2 карата) ТУ (Украина)
Доставка из г. Николаев
290 грн
Купить
Алмазный карандаш для станков с ЧПУ 50PD 44.5xDF/V40/R250 D 0.4 ST 0.4 ct TYROLIT
Под заказ
Доставка по Украине
18 474.40 грн
Купить
Алмазный карандаш 50PD 44.5xDF/V60/R750 D 0.4 ST 0.4 ct TYROLIT
Под заказ
Доставка по Украине
18 474.40 грн
Купить
Шарошка звёздочка для правки абразивных кругов 50х2.0х14 мм сталь 45
Доставка по Украине
14 грн
Купить
Шарошка звёздочка для правки абразивных кругов 50х2.5х10 мм сталь 45
Доставка по Украине
18 грн
Купить
Алмазные липучки, «Черепашки», гибкие полировальные круги для полировки гранита и мрамора d125mm №200
Под заказ
Доставка по Украине
267 грн
Купить
Алмазные липучки, «Черепашки», гибкие полировальные круги для полировки гранита и мрамора d125mm №1500
Под заказ
Доставка по Украине
267 грн
Купить
Круг алмазный шлифовальный прямой профиль 1А1 40х15х13 для правки кругов
Доставка по Украине
50 грн
Купить
Приспособление 50 мм. для правки абразивных и шлифовальных кругов.
для правки абразивных и шлифовальных кругов.
Доставка из г. Одесса
190 грн
Купить
Алмазный карандаш специальный тип 02 исп. С 20-03 30х4 3,6 карат
Доставка по Украине
734 грн
Купить
Алмазный карандаш специальный тип 02 исп. С 20-18 6х4 3,36 карат
Доставка по Украине
950 грн
Купить
Алмазный карандаш специальный тип 02 исп. С 20-27 4х4 3,2 карат
Доставка по Украине
1 019 грн
Купить
Держатель для Алмазного карандаша (правИло для абразивного инструмента) [осень 2012] / Инструмент / Сообщество EasyElectronics.ru
Абразивный инструмент (точильные круги) — это действительно универсальный и эффективный инструмент для обработки различных металлов, поэтому широко используется в СЛЕСАРНОМ ДЕЛЕ. Абразивный инструмент состоит из фракций твёрдого материала (абразива), скреплённых неким связующим материалом (связкой)… В работе, при точении/шлифовании деталей изделий — абразивный инструмент стачивается, изнашивается (это его особенность: что он «расходный материал»), но изнашивается неравномерно — поэтому нарушаются рабочие плоскости (профиль) абразивного инструмента, и последний нуждается в «правке»…
Для «выравнивающей» и «зачистной» правки абразивных кругов бытового точила — я придумал и сделал следующий инструмент:
Далее, будет много фоток (все кликабельны и ведут на полноразмерное изображение). ..
..
На фото выше изображены (сверху-вниз, слева-направо):
- белая круглая «Коробочка от фотоплёнки» — для хранения алмазного карандаша, его паспорта и других мелких запчастей.
(Примечание: некоторые алмазные карандаши продаются, каждый, в маленьком пластиковом футляре, т.к. это дорогой инструмент… Но мой карандаш шёл без футляра — и я приспособил, взамен, такую коробочку.) - чёрная маленькая «Эльборовая вставка»: б/у «головка» резца, куплена на рынке за 15грн., державки ещё не имеет — поэтому не используется (присутствует на фото, как пример альтернативы «алмазному карандашу»).
- по центру, на светлом «холщовом мешочке с затяжкой» (который используется для хранения всех вещей), лежит «Правящий инструмент в сборе»: Держатель, с закреплённым в нём алмазным карандашом (основной предмет данной статьи).
- наконец, в самом низу, представлен «Паспорт на алмазное изделие» — которым обязательно сопровождается каждый экземпляр продаваемого карандаша, и в котором описаны его основные характеристики (по ГОСТ 607-80):«Название», «Тип», «Исполнение», качество использованных алмазов, дата изготовления, производитель и др.


Конструкция держателя
Держатель состоит из трёх деталей (пп.1-3):
- «Болт», с гнездом на торце для крепления алмазного карандаша. Условно, «болт» состоит из двух частей: резьбы и «рабочей части» (последняя оканчивается гнездом-креплением). «Рабочая часть» с закреплённым в ней карандашом — формирует «клинок» правящего инструмента…
- «Державка», которую оператор держит хватом в руке за «рукоять», и «гардой» (широкой шайбой) которой упирается в подручник станка.
- Стандартная «гайка-бабочка» М12 (она же «гайка барашковая»). Была немного подточена: скруглены грани и выступающие рожки, для эргономики…
- В «болт», у меня, закреплён «Алмазный правящий карандаш 3908-0092 (ГОСТ 607-80)»: «тип 4» (с неориентированным расположением алмазов), «исполнение С» (ступенчатое), размеры 14х10х35мм.
Посадочный размер хвостовика: диаметр 10мм и длинна 15мм.
Внешний диаметр рабочей части: 14мм.

Справка: На какие ширины подручника рассчитан, точильные станки каких габаритов поддерживает, данный Держатель?
Данный инструмент предназначен для электроточил малых и средних размеров, с шириной подручника от 30мм до 50мм (из расчёта: 40мм макс.длинна «болта» в выдвинутом положении + 10мм мин.длинна сточенного карандаша = 50мм) — и с лихвой покрывает диапазон бытовых электроточил…
Деталь в руке, для оценки масштаба:
Другие фото:
…
Секрет: Резьба «болта» слегка смазана негустой консистентной смазкой (я использовал силиконовую «SMAR TF» — она не столь маркая, как солидол). Это не только смягчает трение, но и уплотняет посадку, поэтому «болт» ходит гладко и комфортно, без люфтов (в то время как без смазки — болт неприятно цеплялся заусеницами дефектов токарной проточки резьбы, которые образовались из-за того что сталь заготовки была не очень качественной).
Секрет: Несмотря на то, что Посадочное гнездо в «болте» для крепления алмазного карандаша — точно подогнано под размеры хвостовика карандаша (входит гладко с затиркой, токарь сработал хорошо)… Тем не менее, я ещё уплотнил соединение фторопластовой лентой: перед посадкой, намотал на хвостовик карандаша ленту ФУМ 12мм ширины, гладко без морщин; затем ввинтил карандаш в посадочное отверстие… Держится отменно!
В работе
Инструкция пользователя: Как использовать инструмент при правке?
- Подготовка: Сейчас электроточило выключено. Выправляемый Абразивный круг — установлен, отрегулирован и зажат (напомню, что «выравнивающую» правку, в идеале, нужно проводить после каждой переустановки круга)…
- Первым делом, следует отрегулировать и закрепить подручник станка в рабочем положении (примерно так же, как и при обычном точении: пусть зазор между подручником и кругом будет минимум 2мм) — теперь, под это положение подручника, подстроим «правящий инструмент»…
- Положите «правящий инструмент» на подручник станка и уприте «гардой» во внешнюю грань подручника (как это показано на фото ниже). Свободной рукой отпустите «гайку-бабочку», служащую контргайкой для «болта». Свободной рукой проверните и отрегулируйте «болт» в положение, когда он будет едва касаться алмазом самой выступающей точки на поверхности абразивного круга (едва касаться — поскольку нельзя вгрызаться сразу глубоко, нужно снимать абразив постепенно!). Зажмите «контргайку-бабочку». Всё, теперь «правящий инструмент» отрегулирован в исходное положение для работы.
- Включите питание электроточила, дайте кругу полностью раскрутиться…
- Теперь, легко но плотно прижимая «инструмент» вперёд к подручнику, делаем горизонтальную проводку алмазом по рабочей поверхности круга. Начинать проводку нужно всегда из крайнего положения, где карандаш ещё не касается круга, и заканчивать — в положении, где карандаш уже вышел из соприкосновения с кругом. Вести карандаш по подручнику, слева-направо или справа-налево, нужно с равномерным, неизменным нажимом (это наиболее важно, т.к. от сильного нажима тонкий подручник бытового точила изгибается и алмаз неравномерно глубоко вгрызается в поверхность круга — профиль получается неровный). При проводке, «клинок» должен плотно лежать на горизонтальной плоскости подручника, и плотно упираться «гардой» во внешний торец подручника — это обеспечит перпендикулярную подводку «клинка» инструмента к радиальной поверхности круга, и обеспечит «восстановление» ровного Прямого Профиля.
(Замечание: так как «правящий инструмент» круглый, то при проводке, его следует перекатывать по подручнику, а не тянуть с трением — это обеспечит гладкость хода, равномерность стачивания алмаза и, в конечном итоге, «восстановление» ровного Прямого Профиля абразивного круга. ) Так делаем несколько проводок туда-обратно… - Уже после нескольких правильных проводок — алмазный карандаш снимет весь абразив, до которого он может дотянуться в этом положении отрегулированной длинны «клинка». Если правка ещё не завершена — тогда нужно слегка выдвинуть «клинок», на доли миллиметра, и продолжить проводки… Для этого, прямо здесь на подручнике, не меняя положения руки и не выключая точила, свободной рукой делаем следующее: отпускаем «контргайку-бабочку» и чуть-чуть выкручиваем «болт» (проворачиваем по часовой стрелке, т.к. там правая резьба), буквально на четверть — максимум половину оборота; зажимаем «контргайку-бабочку» и продолжаем делать проводки с новой настройкой… (Таким образом, перенастройка делается очень легко, а положение регулируется очень тонко.)
- Последний пункт нужно повторять до тех пор, пока весь профиль круга не будет выровнен…
Хотя при «зачистной» правке, когда с круга снимается только «засаливание» — достаточно сделать всего несколько проводок, и перенастраивать «инструмент», в процессе, нет необходимости. ..
 Выправляемый Абразивный круг — установлен, отрегулирован и зажат (напомню, что «выравнивающую» правку, в идеале, нужно проводить после каждой переустановки круга)…
Выправляемый Абразивный круг — установлен, отрегулирован и зажат (напомню, что «выравнивающую» правку, в идеале, нужно проводить после каждой переустановки круга)…
 ) Так делаем несколько проводок туда-обратно…
) Так делаем несколько проводок туда-обратно… ..
..Замечание: когда Алмаз будет встречаться с выступающими частями выправляемого профиля — он станет работать, будет лететь много пыли — здесь нажим усиливать нельзя, но скорость продвижения инструмента на таких участках можно замедлить (правим долго и медленно)…
Рекомендация: При правке нового, впервые установленного абразивного круга со значительным разбалансом и «радиальным биением» (NB: точило при этом сильно трясёт и вибрирует) — карандаш при проводке нужно держать очень крепко и твёрдо. Бьющий круг будет норовить отбить правящий инструмент в сторону, как отбойным молоточком, — это нужно преодолеть: после каждой очередной проводки биения будут всё уменьшаться, но понадобиться до нескольких десятков проводок, чтобы снять весь выступающий абразив и сравнять радиус!
Правим абразивный круг бытового точила (на подручнике станка):
Секрет: Обратите внимание, что подручник бытового точила (обычно имеющий загиб книзу с внешней стороны) — был расплющен, для обеспечения ровной внешней плоскости, для равномерного упора «правящего инструмента», по всей ширине подручника.
Правим абразивные шарошки для дрели (инструмент можно использовать и для других нестандартных применений):
Примечание: Здесь шарошка зажата в патрон обычной дрели, а дрель закреплена в штативе «ДиолД СМС-43»; в тиски штатива закреплён деревянный брусок, служащий упором для правящего инструмента (вместо подручника станка)… Вообще, без упора править невозможно! Однако, можно приловчиться: по-разному зажимать брусок-упор, и по-разному прикладывать к упору правящий инструмент (им легко управлять из-за монолитной конструкции, широкой «гарды» и длинной ручки) — и так править очень разные, в т.ч. скруглённые профили шарошек.
Обслуживание: Инструмент всегда хранится в сборе. Для хранения всех прибамбасов — пошит холщовый мешочек с затяжкой.
Сразу после работы, перед упаковкой, всегда протираю инструмент влажной тряпкой от пыли и грязи. Но никогда не мою под проточной водой, чтобы внутрь не попадала вода — инструмент сделан из обычной, ржавеющей стали!
Чертежи
Исходный авторский чертёж:
Рабочий чертёж (для токаря) с правками и замечаниями:
Секрет: Алмазный карандаш я также отдавал токарю, при заказе деталей по моим чертежам… Токарь слегка выровнял/проточил посадочный диаметр хвостовика алмазного карандаша, чтобы он гладко и плотно (впритирку) входил в соответствующее ему гнездо в детали «болта» Держателя.
Примечание: сначала был куплен алмазный карандаш, а потом под него был спроектирован Держатель, с соответствующими размерами…
Секрет конструкции: Внешний диаметр алмазного карандаша (14мм) должен быть равен внешнему диаметру «болта» (14мм), и соответствующего ему стакана «державки»! Таким образом, рабочий «алмазный наконечник» с «болтом» представляют собой единую продольную конструкцию — это для того, чтобы «клинок» правИла ложился на подручник точила ровно и гладко, с надёжным упором.
Из опыта эксплуатации текущей модели «Правящего инструмента» — были сформированы несколько пожеланий к улучшению конструкции, для следующей модели:
- Текущая длинна рабочей части «болта», которая выдвигается вперёд, за пределы «гарды»: 15+25=40мм, что обеспечивает поддержку подручников шириной до 50мм… Для расширения диапазона поддерживаемых станков (для возможности править круги и на более крупных, профессиональных станках), рекомендуется удлинить рабочую часть «болта» на 10мм, и соответственно удлинить на 10мм глубину стакана в «державке» — что обеспечит поддержку подручников шириной до 60мм.
- Для поддержки «алмазных карандашей 3908-0092» также большего размера 14х10х45мм, с длинной хвостовика 20мм (в то время как, у меня сейчас используется карандаш уменьшенного размера: 14х10х35мм, с длинной хвостовика 15мм — и под него рассчитаны текущие чертежи) — нужно сделать следующее:
- Углубить ещё на 5мм Гнездо на переднем торце «болта», под крепление алмазного карандаша;
- Углубить Стакан в «державке» ещё на 5мм — за счёт уменьшения длинны резьбовой части с 20мм до 15мм (этого хватит для надёжности).

Текущая модель инструмента уже имеет ощутимую массу, которую стоит по-возможности уменьшить для разгрузки руки и повышения эргономики — для этого, несколько следующих рекомендаций:
- Текущий диаметр «гарды державки» = 65мм. (Это элемент, которым оператор упирается в торец подручника станка, для обеспечения ровного Прямого Профиля, параллельного оси круга.) Было решено, что для обеспечения надёжного выравнивания, в большинстве случаев — вполне достаточно исполнить «упорный диск» (гарду) диаметром 55мм. (это снижает габариты и массу инструмента)
- Диаметр резьбы «болта» можно уменьшить с М12 до М10. Соответственно, также меняется и ответная резьба в «державке», и «гайка-бабочка» будет М10… (это уменьшит массу инструмента, без ухудшения прочности — конструкция здесь не силовая)
- Текущая толщина стенок стакана в «державке»: до 4мм=(22-14)/2. Как показала практика: этого вполне достаточно для нанесения рифления на рукоять, и для прочности конструкции, с запасом — поэтому утолщать диаметр «державки» не следует, но можно даже немного уменьшить… Поэтому можно попробовать изготовить «державку» с толщиной стенок стакана на 1мм меньше — для этого, внешний диаметр «рукояти державки» следует уменьшить с 22мм до 20мм.
- Также, толщина шайбы «упорного диска» («гарды державки») может быть уменьшена с 4мм до 3.5мм (меньше уже не стоит — чтобы был запас прочности, для противодействия сколу или деформации металла, при случайном падении инструмента на пол).
- Массу «болта» также можно уменьшить, без ухудшения его прочности — если выбрать часть металла изнутри «рабочей части»… Для этого, Гнездо на переднем торце «болта», которое предназначено для крепления алмазного карандаша, следует углубить дальше: меньшим диаметром (сверлом 8мм) проточить почти всю «рабочую часть», не доходя нескольких миллиметров до границы уменьшения внешнего диаметра «болта», где он переходит в резьбу. Толщина стенок такой проточки будет составлять: (14-8)/2=3мм — вполне надёжно!
 (это снижает габариты и массу инструмента)
(это снижает габариты и массу инструмента)
Техника работы с алмазным правящим карандашом
Основные рекомендации:
- Никаких усилий при правке не применять. Если до достижения требуемого профиля требуется большая выработка абразива — то нужно править долго и медленно.
- Если кристаллы алмаза расположены цепочкой по оси карандаша (тип 01), то следует периодически поворачивать карандаш, чтобы на кристалле алмаза не формировалась площадка износа.
- Если абразивный круг только затупился/засалился, то чем меньше вы его сточите при правке — тем лучше. Оптимальным считается съем до половины диаметра зерна круга.
На промышленных станках: съем выставляют в половину допуска на деталь, особенно если круг правят во время шлифования детали. - В процессе правки, нужно периодически делать перерывы для охлаждения алмаза. Но, ни в коем случае, нельзя охлаждать его водой (или другими жидкостями) — иначе, алмаз может лопнуть/расколоться, будь он исполнен «единым кристаллом в оправе» или «множеством зёрен в карандаше»… (Примечание: алмаз твёрдый, но хрупкий минерал.)
На промышленных станках: круги правят при обильном охлаждении (что желательно) или всухую, вообще без охлаждения. Но если правка осуществляется с охлаждением, то охлаждающая жидкость должна подаваться без перерывов, иначе на кристалле алмаза могут образоваться трещины! (Поэтому, в бытовых условиях, на бытовом точиле — никакое активное водяное охлаждение, при правке, недопустимо. )

 )
)Какой лучше выбирать алмазный карандаш?
По расположению кристаллов:
- Для домашнего точила лучшее решение — многослойный алмазный карандаш, с несколькими алмазами на каждом уровне: «тип 02» или «тип 04».
- Менее эффективен — «тип 01», с алмазами расположенными цепочкой по оси карандаша.
- Нет смысла брать «алмазные иглы» и «алмазы в оправах» — они предназначены для тонкого и точного профилирования.
По исполнению хвостовика:
- Следует брать «исп. А — цилиндрическое» (для маленьких карандашей, подешевле) или «исп. С — ступенчатое» (для больших и дорогих карандашей).
- Не следует брать «исп. В — с коническим корпусом» (т.к. под него очень трудно сделать Держатель).
Совет: При выполнении правки абразивного круга (любым методом, не только Алмазом) — летит очень много пыли и грязи! Абразивная пыль очень лёгкая и летучая, в отличие от металлической пыли и искр, летящих при обычном точении… Поэтому рекомендую воспользоваться пылесосом, непосредственно во время операции правки: приставить всасывающий шланг без насадок, где-то в районе подручника точила (снизу или сбоку) — как показано на видеоролике ниже.
Не хочу «алмаз» — «шарошка» круче!
(альтернативы)
Правку абразивных кругов можно разделить на три вида:
- «Зачистную» — удаляющую с поверхности круга продукты резания, т.е. «засаливание».
- «Выравнивающую» — удаляющую несоосность периферийной поверхности, и восстанавливающую её геометрическую форму.
- «Перепрофилирующую» — изменяющую профиль круга.
Существует целый класс, особых и разнообразных, «Правящих инструментов» для восстановления абразивного инструмента: «алмазные карандаши и иглы»; «шарошки»; и другие кустарные приспособления (обломки абразивных кругов, твердосплавных коронок и алмазосодержащих деталей)…
Стоимость алмазных карандашей — значительная… Кроме «Алмаза», с той же целью, можно использовать и другие твёрдые материалы: например, «Эльбор». Отработанную эльборовую вставку («головку» резца) можно купить на рынке за копейки (10-15грн/шт). А для правки точильного круга, такой Эльбор — столь же хорош, как новый! Осталось только придумать Эльбору хороший эффективный Держатель (как вариант, можно взять эльборовый резец в сборе: задействовать стандартную «державку»)…
Краткое сравнение правящих инструментов (перечислены в порядке уменьшения популярности):
- «Алмазный инструмент» (карандаши, иглы, алмазы в оправе) (или Эльборовый резец; б/у алмазные буровые коронки и фрезы) — используются для «Правки методом обтачивания»: применяются преимущественно для восстановления геометрии абразивного круга и для формирования рабочего профиля — такие виды правки называют «выравнивающей» и «перепрофилирующей».
При этом, как побочный эффект, твёрдый Алмаз срезает/разрушает фракции гораздо более мягкого материала абразивного круга, который он правит. В итоге, внешняя поверхность абразивного круга оказывается покрыта меньшими фракциями абразива — такой круг хуже грызёт заготовку, будто круг с меньшей зернистостью…
Хотя, при особой технике и точности движений, можно уменьшить эффект разрушения зёрен и восстановить режущую способность абразивного круга (и таким образом, использовать алмазный карандаш частично для «зачистной» правки) — для этого нужно: последние проходы карандашом проводить быстро и с лёгким нажимом, острой гранью кристалла… - «Шарошка» (зубчатые колёсики, одетые на вал в держателе, крутятся при касательном соприкосновении с внешней поверхностью точильного круга) используются для «Правки методом обкатывания»: разрушают наружный слой абразива, устраняют «засаливание» абразивного круга, но не восстанавливает геометрию (рабочий профиль) круга. Таким образом, шарошка используется для «зачистной» правки абразивных кругов. (Часто, используется после профилирования круга алмазом.)
Конечно, в какой-то мере, шарошка исполняет также «выравнивающую» правку для абразивных кругов прямого профиля (ПП) (эффективно устраняет неглубокие борозды, выравнивает параллельность профиля к оси вращения)… Но при правке нового, впервые установленного абразивного круга со значительным разбалансом и «радиальным биением» (NB: точило при этом сильно трясёт и вибрирует) — шарошка не способна эффективно и быстро снять большой объём абразива, неравномерно распределённого по кругу (вращающиеся шестерни эффективно работают только при равномерном соприкосновении с кругом, иначе они будут биться) — для этой цели, традиционно, применяют только алмазный правящий инструмент… Также, шарошка не способна «выровнять» какой-либо другой сложный профиль, кроме ПП.
Ещё по области применения: Шарошка используется только для грубой правки крупнозернистых точильных кругов! Для более мелких, шлифовальных кругов — используют «алмазные ролики» и другие методы…Замечу что, по сравнению с абразивным материалом, шестерни шарошки сделаны из относительно мягкого металла (из «износостойких сталей»): При отсутствии вращения, абразивный круг быстро и легко сточит такие шестерни.
Основа принципа работы шарошки — именно во вращении! Легко подводите шарошку к кругу, чтобы шестерни пришли в быстрое вращение, накопили кинетическую энергию — тогда каждый зуб шестерни срабатывает как маленький молоточек, наскакивает на очередное зерно абразива и выбивается его из круга целиком. Поэтому шарошка не срезает зёрна, как алмаз, не нарушает зернистость круга — идеальна для «зачистной» правки! - На производстве также используют «алмазные правящие ролики» (металлический ролик на подшипниках, с алмазосодержащим слоем на поверхности; требует отдельный привод, обеспечивающий принудительное независимое вращение ролика) — для «Правки методом шлифования»…
Замечу, что использование «алмазных роликов» требует сложного технологичного оборудования и особых режимов работы (поэтому в быту они не используются). Зато алмазные ролики способствуют получению высокой точности выправленной поверхности шлифовальных кругов и их рациональному расходу при шлифовании…Более грубая правка осуществляется шарошками, оснащенными монолитными твердосплавными дисками, металлическими дисками и звездочками из износостойких сталей или правочными кругами из карбида кремния, термокорунда и т.
д. - Для устранения «засаливания» абразивных кругов — их можно «обтачивать» «неспециализированными» твёрдыми материалами: например, любым абразивным инструментом (обломками других изношенных кругов) с твёрдостью «ЧТ»; а также, плавлеными и природными корундами…

 Таким образом, шарошка используется для «зачистной» правки абразивных кругов. (Часто, используется после профилирования круга алмазом.)
Таким образом, шарошка используется для «зачистной» правки абразивных кругов. (Часто, используется после профилирования круга алмазом.) Основа принципа работы шарошки — именно во вращении! Легко подводите шарошку к кругу, чтобы шестерни пришли в быстрое вращение, накопили кинетическую энергию — тогда каждый зуб шестерни срабатывает как маленький молоточек, наскакивает на очередное зерно абразива и выбивается его из круга целиком. Поэтому шарошка не срезает зёрна, как алмаз, не нарушает зернистость круга — идеальна для «зачистной» правки!
Основа принципа работы шарошки — именно во вращении! Легко подводите шарошку к кругу, чтобы шестерни пришли в быстрое вращение, накопили кинетическую энергию — тогда каждый зуб шестерни срабатывает как маленький молоточек, наскакивает на очередное зерно абразива и выбивается его из круга целиком. Поэтому шарошка не срезает зёрна, как алмаз, не нарушает зернистость круга — идеальна для «зачистной» правки! д.
д.Выводы: «Алмаз» используется для
формирования
профиля точильного круга, а «шарошка» — для
восстановления
его режущей способности (и особенно полезна на точильных кругах ПП больших диаметров, на заводах). Это не столько альтернативы, сколько разные инструменты — для разных целей… Ни что из них не лучше, но я считаю, что «алмазный карандаш» — в быту актуальнее (полезнее и универсальнее), чем «шарошка».
Внимание ТБ: При износе, правке и переточках — диаметр круга уменьшается. Круг разрешается использовать только до размера, составляющего 65% от его первоначального диаметра!
Все вышеназванные методы — относятся к правке обычных абразивных кругов (14A, 25A, 54C, 64C) из электрокорунда, карбида кремния и тому подобных мягких абразивов. Для правки сверхтвёрдых алмазных и эльборовых шлифкругов — уже не подходят ни «алмазный карандаш», ни «шарошка» — тут используются другие техники (см. на видео ниже)…
Для правки сверхтвёрдых алмазных и эльборовых шлифкругов — уже не подходят ни «алмазный карандаш», ни «шарошка» — тут используются другие техники (см. на видео ниже)…
См. также полезные книги и методички по теме…
Файлы в топике:
Выбор и применение алмазных карандашей для правки шлифовальных кругов (методичка,нормативы) [Москва,1967].zip, Перечень применяемости алмазного инструмента для правки шлифовальных кругов (методичка,нормативы) [Москва,1957].zip
Шлифовальный круг края карандаша диаманта
для машины выпушки стеклянной формы
Описание
Дополнительная информация
Отзывы (0)
Перевозка и доставка
Описание
Алмазный шлифовальный круг с карандашной кромкой
Алмазный шлифовальный круг с карандашной кромкой использует синтетический алмаз в качестве абразивного зерна, со сталью 45 # в качестве матрицы, которая с круглой вогнутой кромкой для шлифования кромки стекла. Подходит для кромкообрезной машины.
Подходит для кромкообрезной машины.
Другой аналогичный тип с прямым краем, который близок к шлифовальному кругу с алмазным краем, также очень популярен, стандартный диаметр 4 дюйма (100 мм), 6 дюймов (150 мм) и диаметр отверстия 22 мм является наиболее популярным типом.
Другие типы кромок также доступны для индивидуальной настройки.
Спецификация:
| Название позиции | Размер | Зернистость |
| Алмазный шлифовальный круг для карандашей | 150×22/25 3–4 мм | 120# 150# 180# |
| 150×22/25 5-6 мм | 120# 150# 180# | |
| 150×22/25 8 мм | 120# 150# 180# | |
| 150×22/25 10 мм | 120# 150# 180# | |
| 150×22/25 12 мм | 120# 150# 180# | |
| 150×22/25 15 мм | 120# 150# 180# | |
| 175×22/25 3–4 мм | 120# 150# 180# | |
| 175×22/25 5-6 мм | 120# 150# 180# | |
| 200×22/25 3–4 мм | 120# 150# 180# |
Технология:
В качестве матрицы используется высококачественная сталь, формируемая спеканием методом горячего прессования средней частоты.
Характеристики:
- Работа в охлаждающей воде, высокая точность, острое шлифование, низкий уровень шума, отсутствие тремора, отсутствие сломанных кромок, высокая износостойкость, высокая эффективность, длительный срок службы.
- Применяется для быстрого шлифования, грубого удаления заусенцев и придания гладкой формы камням, кладочным материалам.
- Характеризуется высокой эффективностью работы и простотой использования.
- Присоединяется к ручным шлифовальным машинам и машинам для полировки пола.
Доступны и другие шлифовальные круги по индивидуальному заказу. Свяжитесь с нами.
[wpforms id=”4612″]
Отзывы (0)
Доставка и доставка
MAECENAS IACULIS
Вестибулум курае торкнт диам диам коммодо роженица пенатибус нунк дуй адиписцинг конваллис булум роженица приостановка роженицы
Adipiscing Convallis BULUM
- Vestibulum penatibus nunc dui adipiscing convallis bulum приостановка родов.
- Abitur parturient preesent lectus quam a natoque adipiscing a vestibulum hendre.
- Диам роженица диктумст роженица скелериск нібх лектус.

Scelerisque adipiscing bibendum sem vestibulum et in a a purus lectus faucibus lobortis tincidunt purus lectus nisl class eros.
Инструменты для алмазной правки
Инструменты для алмазной правки
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 gif»>
gif»>

 gif»>
gif»> 
 5Ач
5Ач ru
ru Бош упаковал такой потенциал в инструмент весом 1,25 кг с длиной рабочей части 162,5 мм.
Бош упаковал такой потенциал в инструмент весом 1,25 кг с длиной рабочей части 162,5 мм. Он также разгоняется до 2100 уд/мин и 1900 об/мин.
Он также разгоняется до 2100 уд/мин и 1900 об/мин. Bosch уже о вас позаботился. Аккумуляторный гайковерт HTh282B с шестигранным патроном на 7/16″ имеет точно те же характеристики, что и другие модели с высоким крутящим моментом. Исключение составляет конструкция патрона, ориентированная на быструю замену бит и насадок для промышленных крепежей.
Bosch уже о вас позаботился. Аккумуляторный гайковерт HTh282B с шестигранным патроном на 7/16″ имеет точно те же характеристики, что и другие модели с высоким крутящим моментом. Исключение составляет конструкция патрона, ориентированная на быструю замену бит и насадок для промышленных крепежей. Как часть новой линейки Bosch ProFactor Tools, инструмент снабжен бесщеточным двигателем BiTurbo, который развивает до 1003,3 Нм затягивающего момента и до 1599,9 Нм отрывающего момента. Управлять мощностью и крутящим моментом позволяют 3 скоростные настройки. Вы можете задать режим с максимальной скоростью 800/1200/1750 об/мин.
Как часть новой линейки Bosch ProFactor Tools, инструмент снабжен бесщеточным двигателем BiTurbo, который развивает до 1003,3 Нм затягивающего момента и до 1599,9 Нм отрывающего момента. Управлять мощностью и крутящим моментом позволяют 3 скоростные настройки. Вы можете задать режим с максимальной скоростью 800/1200/1750 об/мин. На самом деле он имеет схожие с GDS18V-740N характеристики. У него также бесщеточный двигатель BiTurbo, но есть незначительный прирост крутящего момента. Он развивает до 1044 Нм затягивающего момента и до 1694,8 Нм отрывающего.
На самом деле он имеет схожие с GDS18V-740N характеристики. У него также бесщеточный двигатель BiTurbo, но есть незначительный прирост крутящего момента. Он развивает до 1044 Нм затягивающего момента и до 1694,8 Нм отрывающего.
 Если вы обнаружили, что чего-то из мира ударных гайковертов Bosch здесь не хватает, пожалуйста, напишите об этом в комментариях.
Если вы обнаружили, что чего-то из мира ударных гайковертов Bosch здесь не хватает, пожалуйста, напишите об этом в комментариях. № 22DK17
№ 22DK17 Ампер-часы (Ач) описывают количество энергии, которую держит батарея (ее емкость), которая определяет, как долго полностью заряженная батарея может работать, прежде чем потребуется перезарядка. Чем выше номинальное значение Ач батареи, тем больше ее емкость. По мере увеличения напряжения и емкости в ампер-часах увеличивается вес и объем аккумулятора и инструмента, который он питает.
Ампер-часы (Ач) описывают количество энергии, которую держит батарея (ее емкость), которая определяет, как долго полностью заряженная батарея может работать, прежде чем потребуется перезарядка. Чем выше номинальное значение Ач батареи, тем больше ее емкость. По мере увеличения напряжения и емкости в ампер-часах увеличивается вес и объем аккумулятора и инструмента, который он питает. Любое воспроизведение или распространение этой информации без предварительного письменного согласия
Любое воспроизведение или распространение этой информации без предварительного письменного согласия



 5310242-26)
5310242-26)
 Белая Церковь
Белая Церковь 3 (СУПЕР ЗУБ)
3 (СУПЕР ЗУБ) Днепр
Днепр
 Мастерство, которое вы вкладываете в свою работу или проект, требует решений, разработанных и изготовленных в соответствии со строгими стандартами. Орегон поддерживает вас. Наша электрическая точилка цепной пилы Oregon 12V / шлифовальный станок является мощной, легкой и простой в использовании, с направляющей для регулировки угла заточки, включенной для точности. Точилки для цепей цепных пил Oregon работают так же усердно, как и вы. Электрическая точилка / шлифовальная машина для цепей цепных пил Oregon 12 В затачивает большинство цепей бензопил с шагом до 0,404 дюйма. 12-вольтовая точилка и шлифовальная машина для цепей цепных пил оснащена мощным двигателем, который работает с оптимальной скоростью 25 000 об / мин. Включает: 1 электрическую бензопилу Oregon 12 В Sure Sharp. Цепная точилка/точилка с точильными камнями 3/16″, 5/32″ и 7/32, автомобильным адаптером и зажимами типа «крокодил», а также удобным длинным шнуром (длиной 5 метров).
Мастерство, которое вы вкладываете в свою работу или проект, требует решений, разработанных и изготовленных в соответствии со строгими стандартами. Орегон поддерживает вас. Наша электрическая точилка цепной пилы Oregon 12V / шлифовальный станок является мощной, легкой и простой в использовании, с направляющей для регулировки угла заточки, включенной для точности. Точилки для цепей цепных пил Oregon работают так же усердно, как и вы. Электрическая точилка / шлифовальная машина для цепей цепных пил Oregon 12 В затачивает большинство цепей бензопил с шагом до 0,404 дюйма. 12-вольтовая точилка и шлифовальная машина для цепей цепных пил оснащена мощным двигателем, который работает с оптимальной скоростью 25 000 об / мин. Включает: 1 электрическую бензопилу Oregon 12 В Sure Sharp. Цепная точилка/точилка с точильными камнями 3/16″, 5/32″ и 7/32, автомобильным адаптером и зажимами типа «крокодил», а также удобным длинным шнуром (длиной 5 метров). Обеспечивает максимальную мощность двигателя, низкое трение и более быстрое время резки. Высокая прочность пленки предотвращает износ или истирание звеньев цепи и стержней, защищая металлические детали от коррозии и ржавчины. Противостоит образованию отложений, таких как смола, смола или камедь.
Обеспечивает максимальную мощность двигателя, низкое трение и более быстрое время резки. Высокая прочность пленки предотвращает износ или истирание звеньев цепи и стержней, защищая металлические детали от коррозии и ржавчины. Противостоит образованию отложений, таких как смола, смола или камедь. Защита левой руки от бензопилы идеальна для защиты свободной руки и удобства работы. Моющийся материал позволяет легко содержать его в чистоте.
Защита левой руки от бензопилы идеальна для защиты свободной руки и удобства работы. Моющийся материал позволяет легко содержать его в чистоте.


 Киев
Киев Сумы
Сумы С.Т используемых при распиле дерева, древесно-стружечной плиты, алюминия и пластика
С.Т используемых при распиле дерева, древесно-стружечной плиты, алюминия и пластика Удаляет за несколько минут как органические загрязнения (масла, жиры, смолы), так и неорганические (остатки механических обработок, соли металлов)
Удаляет за несколько минут как органические загрязнения (масла, жиры, смолы), так и неорганические (остатки механических обработок, соли металлов)
 Полностью автоматический станок для полной заточки пильного диска, включая снятие фаски с помощью отдельной настройки
Полностью автоматический станок для полной заточки пильного диска, включая снятие фаски с помощью отдельной настройки

 ..
..
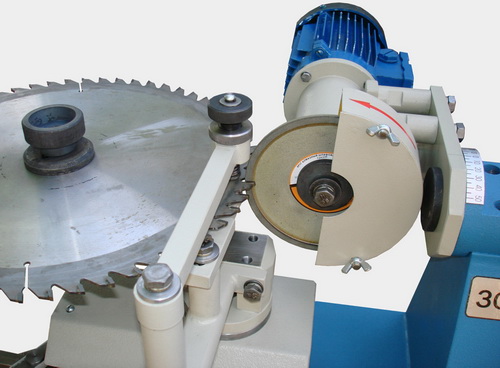 Есть также те, кто, как я полагаю, заблуждается, считая, что использованное полотно циркулярной пилы не может быть эффективно заточено, если оно затупилось.
Есть также те, кто, как я полагаю, заблуждается, считая, что использованное полотно циркулярной пилы не может быть эффективно заточено, если оно затупилось.
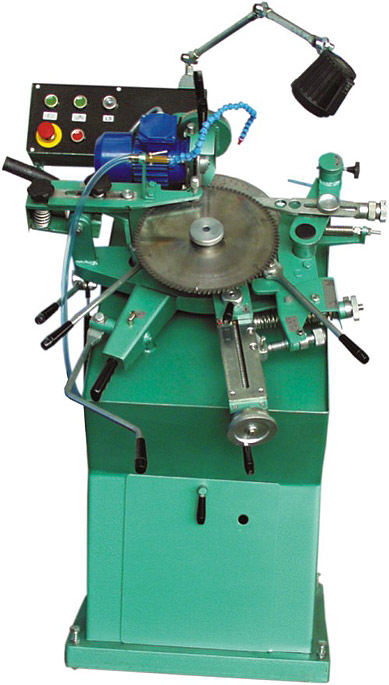
 Эти материалы должны выдерживать вибрации, создаваемые двигателем.
Эти материалы должны выдерживать вибрации, создаваемые двигателем.
 Он может работать с дисковыми пилами размером до 15 3/4 дюйма с оправкой размером до одного дюйма.
Он может работать с дисковыми пилами размером до 15 3/4 дюйма с оправкой размером до одного дюйма. Это позволяет быстро заточить вершину и поверхность зуба пилы с помощью алмазного шлифовального круга.
Это позволяет быстро заточить вершину и поверхность зуба пилы с помощью алмазного шлифовального круга.
 Опционально полые зубья
Опционально полые зубья




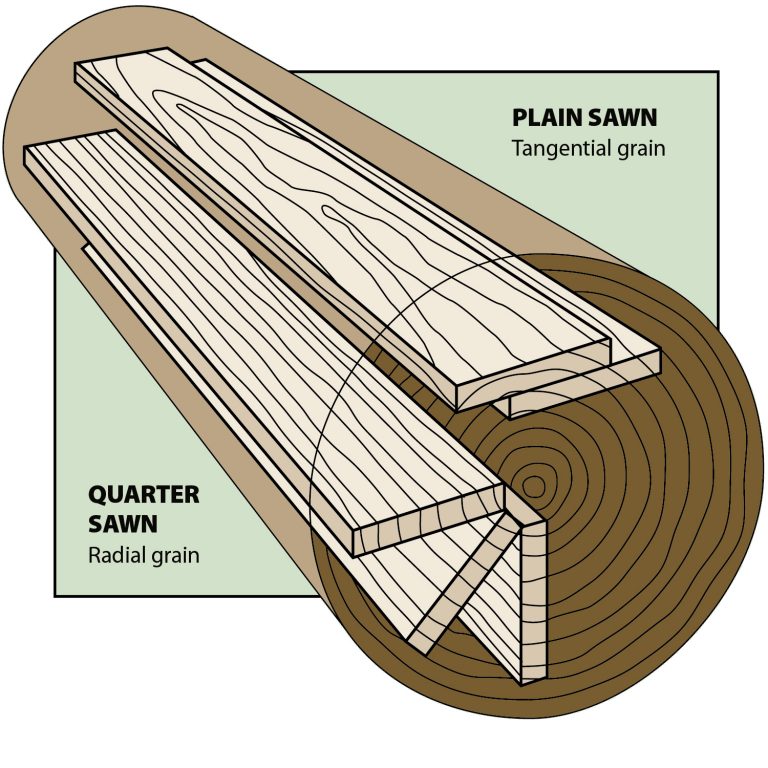
 Шпон тангенциального распила имеет более высокие коэффициенты усушки и разбухания, но более доступен по цене.
Шпон тангенциального распила имеет более высокие коэффициенты усушки и разбухания, но более доступен по цене. Наклон волокон может быть как тангенциальным, так и радиальным.
Наклон волокон может быть как тангенциальным, так и радиальным.

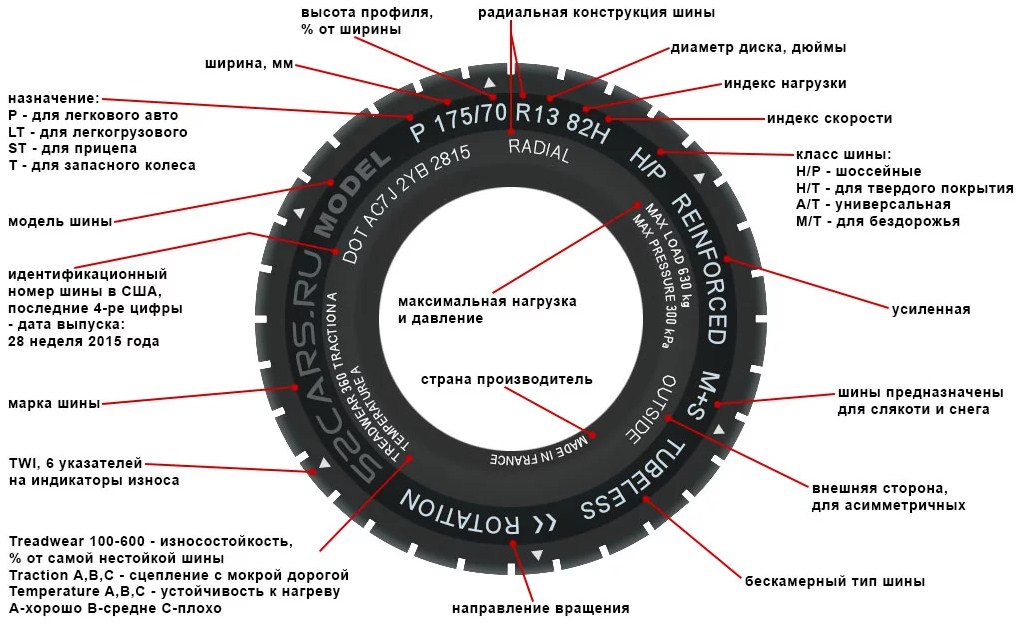
 com может направить вас или ваш класс на путь систематического улучшения словарного запаса.
com может направить вас или ваш класс на путь систематического улучшения словарного запаса.
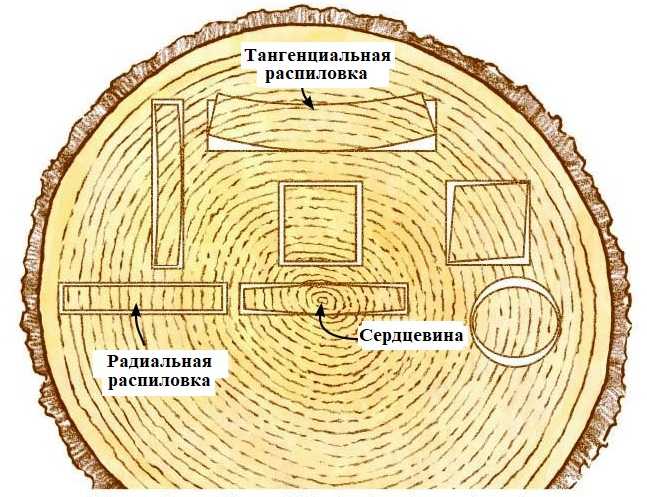 Осевые нагрузки — это нагрузки, которые система должна преодолеть, чтобы произвести движение, и их также обычно называют осевыми нагрузками. В шариковых и ходовых винтовых передачах осевые нагрузки также могут привести к отклонению или короблению винтового вала.
Осевые нагрузки — это нагрузки, которые система должна преодолеть, чтобы произвести движение, и их также обычно называют осевыми нагрузками. В шариковых и ходовых винтовых передачах осевые нагрузки также могут привести к отклонению или короблению винтового вала.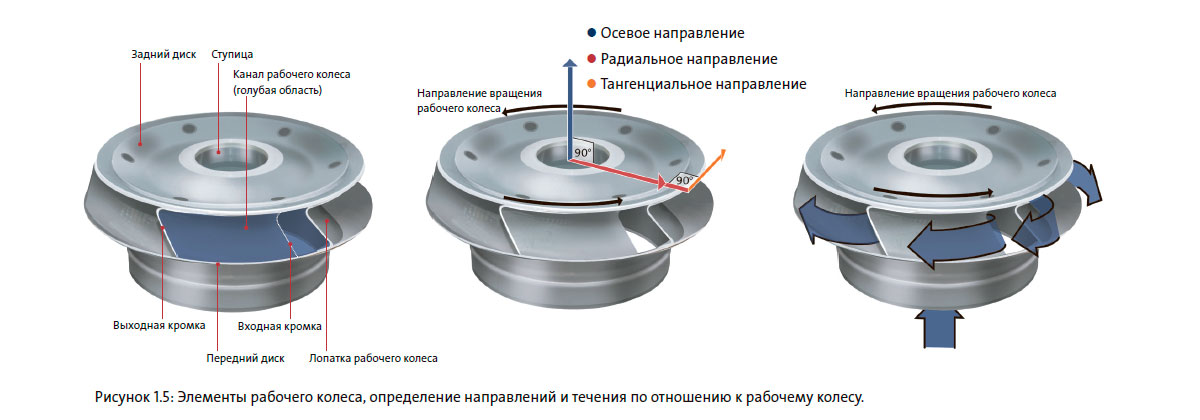 )
)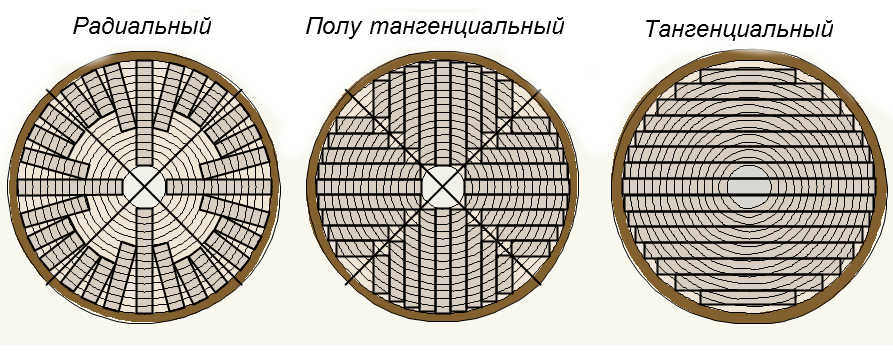 (для положительного направления Z) или «сжимающие нагрузки» (для отрицательных Z)
(для положительного направления Z) или «сжимающие нагрузки» (для отрицательных Z)
 В сообщении укажите ссылку на активную страницу такого же товара в украинском интернет-магазине и мы пересмотрим цену.
В сообщении укажите ссылку на активную страницу такого же товара в украинском интернет-магазине и мы пересмотрим цену.
 Чтобы улучшить качество печати не модифицируя принтер можно поставить настольный вентилятор и направить его в сторону печатаемой модели. Недостатком этого варианта является необходимость руками включать и выключать вентилятор и невозможность точно контролировать силу и направление обдува. Более сложный и совершенный вариант — подключить вентилятор к электронике для управления силой обдува и сделать воздуховод для формирования нужного направления потока. Поговорим о нём поподробнее.
Чтобы улучшить качество печати не модифицируя принтер можно поставить настольный вентилятор и направить его в сторону печатаемой модели. Недостатком этого варианта является необходимость руками включать и выключать вентилятор и невозможность точно контролировать силу и направление обдува. Более сложный и совершенный вариант — подключить вентилятор к электронике для управления силой обдува и сделать воздуховод для формирования нужного направления потока. Поговорим о нём поподробнее. Утепление нагревателя при помощи стеклоткани или силиконового поролона и каптонового скотча может помочь решить эту проблему.
Утепление нагревателя при помощи стеклоткани или силиконового поролона и каптонового скотча может помочь решить эту проблему. Обе реализации работают одинаково хорошо, но вторая позволяет использовать более крупный вентилятор и сделать каретку легче, что уменьшает количество вибраций.
Обе реализации работают одинаково хорошо, но вторая позволяет использовать более крупный вентилятор и сделать каретку легче, что уменьшает количество вибраций. Принцип подключения платы крайне прост. Питание 12В берется со стандартного разъема компьютерного блока питания, на вход приходит масса и логический сигнал от микроконтроллера, на выход идут провода к вентилятору. Если нога микроконтроллера поддерживает ШИМ (для непосвященных, что такое ШИМ можно почитать здесь), то можно управлять скоростью вентилятора. Это может быть полезно. На своем принтере я держу вентилятор постоянно включенным на небольшой скорости начиная со второго слоя, увеличивая скорость обдува при печати небольших слоев.
Принцип подключения платы крайне прост. Питание 12В берется со стандартного разъема компьютерного блока питания, на вход приходит масса и логический сигнал от микроконтроллера, на выход идут провода к вентилятору. Если нога микроконтроллера поддерживает ШИМ (для непосвященных, что такое ШИМ можно почитать здесь), то можно управлять скоростью вентилятора. Это может быть полезно. На своем принтере я держу вентилятор постоянно включенным на небольшой скорости начиная со второго слоя, увеличивая скорость обдува при печати небольших слоев.
 Поэтому если вентилятор не заработал попробуете поменять провода питания местами.
Поэтому если вентилятор не заработал попробуете поменять провода питания местами.

 99
99 Также известен как вентилятор охлаждения деталей или вентилятор охлаждения печати.
Также известен как вентилятор охлаждения деталей или вентилятор охлаждения печати.
 10л) (10/4
10л) (10/4 Связующее вещество изготовлено на основе быстросохнущих синтетических смол повышенной плотности.
Связующее вещество изготовлено на основе быстросохнущих синтетических смол повышенной плотности. Пожалуйста, попробуйте еще раз.
Пожалуйста, попробуйте еще раз. **
** 
 Предложение действительно только в течение ограниченного времени, пока есть в наличии.
Предложение действительно только в течение ограниченного времени, пока есть в наличии.
 00
00 Отзывы клиентов являются независимыми и не отражают точку зрения The Hut Group.
Отзывы клиентов являются независимыми и не отражают точку зрения The Hut Group.

 Строение у них идентично, единственное отличие – в количестве букв «н»:
Строение у них идентично, единственное отличие – в количестве букв «н»:

 Для Half-Life это лом. Для The Legend of Zelda это, безусловно, Master Sword.
Для Half-Life это лом. Для The Legend of Zelda это, безусловно, Master Sword.
 Эти крошечные буклеты обучали игроков управлению игрой и иногда рассказывали предысторию. В Ссылка на прошлое В руководстве по игре игроки могут найти целый раздел, посвященный происхождению Ганона и Главного меча. Согласно этому разделу, жители Хайрула выковали Главный Меч после того, как Ганон приобрел Трифорс. Вместо того, чтобы запечатывать злых существ, меч был разработан, чтобы прорезать магию, особенно магию, дарованную Трифорсом. Однако это всего лишь англоязычная версия руководства. Оригинальная японская версия рассказывает похожую историю, но с одним существенным отличием: боги сказали хайлийцам выковать Главный Меч на тот случай, если кто-то вроде Ганона получит в свои руки Трифорс. Оружие создавалось не от безысходности, а в качестве превентивной меры.
Эти крошечные буклеты обучали игроков управлению игрой и иногда рассказывали предысторию. В Ссылка на прошлое В руководстве по игре игроки могут найти целый раздел, посвященный происхождению Ганона и Главного меча. Согласно этому разделу, жители Хайрула выковали Главный Меч после того, как Ганон приобрел Трифорс. Вместо того, чтобы запечатывать злых существ, меч был разработан, чтобы прорезать магию, особенно магию, дарованную Трифорсом. Однако это всего лишь англоязычная версия руководства. Оригинальная японская версия рассказывает похожую историю, но с одним существенным отличием: боги сказали хайлийцам выковать Главный Меч на тот случай, если кто-то вроде Ганона получит в свои руки Трифорс. Оружие создавалось не от безысходности, а в качестве превентивной меры. И, по ее словам, меч создали древние мудрецы, а не жители Хайрула. По общему признанию, эти мудрецы сыграли решающую роль в истории меча в Связь с прошлым , поскольку они пытались найти кого-то, кто был бы достоин владеть клинком. Однако, согласно буклету этой игры, они не принимали участия в ковке Главного Меча.
И, по ее словам, меч создали древние мудрецы, а не жители Хайрула. По общему признанию, эти мудрецы сыграли решающую роль в истории меча в Связь с прошлым , поскольку они пытались найти кого-то, кто был бы достоин владеть клинком. Однако, согласно буклету этой игры, они не принимали участия в ковке Главного Меча. В настоящее время The Legend of Zelda: Skyward Sword является первой хронологической записью в серии, и поэтому она дает игрокам место в первом ряду для создания Master Sword.
В настоящее время The Legend of Zelda: Skyward Sword является первой хронологической записью в серии, и поэтому она дает игрокам место в первом ряду для создания Master Sword. Это происхождение кажется ужасно знакомым с историей, связанной с Master Sword в более ранних названиях Zelda ; просто замените «Меч богини» на «Мастер-меч» и «Смерть» на «Ганон». Это задумано, так как Skyward Sword не только объясняет, как появился Главный Меч, но также и происхождение Ганона и его альтер-эго Герудо, Ганондорфа. Вроде, как бы, что-то вроде. В конце Skyward Sword , Демис проклинает потомков Линка и Зельды, чтобы за ними навсегда последовало «воплощение [его] ненависти». Под этим «воплощением» подразумевается Ганондорф/Ганон, поэтому вполне логично, что преемник оружия, использованного для победы над Демисом, также будет использован для победы над преемником Демиса.
Это происхождение кажется ужасно знакомым с историей, связанной с Master Sword в более ранних названиях Zelda ; просто замените «Меч богини» на «Мастер-меч» и «Смерть» на «Ганон». Это задумано, так как Skyward Sword не только объясняет, как появился Главный Меч, но также и происхождение Ганона и его альтер-эго Герудо, Ганондорфа. Вроде, как бы, что-то вроде. В конце Skyward Sword , Демис проклинает потомков Линка и Зельды, чтобы за ними навсегда последовало «воплощение [его] ненависти». Под этим «воплощением» подразумевается Ганондорф/Ганон, поэтому вполне логично, что преемник оружия, использованного для победы над Демисом, также будет использован для победы над преемником Демиса. Хотя можно возразить, что любое обоснование этих изменений также объясняет, почему время от времени меняется происхождение Главного меча, The Legend of Zelda: Skyward Sword потенциально дает превосходное внутриигровое объяснение, которое не пересматривает предыдущие истории.
Хотя можно возразить, что любое обоснование этих изменений также объясняет, почему время от времени меняется происхождение Главного меча, The Legend of Zelda: Skyward Sword потенциально дает превосходное внутриигровое объяснение, которое не пересматривает предыдущие истории.
 Представьте себе, какой ущерб потенциально тысячи лет ошибок компаундирования могут нанести историям, связанным с появлением оружия.
Представьте себе, какой ущерб потенциально тысячи лет ошибок компаундирования могут нанести историям, связанным с появлением оружия. Начните с простого мытья рук горячей водой и неметаллической щеткой. Используйте масло или жир при приготовлении пищи в новой сковороде, чтобы предотвратить пригорание и продолжить процесс приправы.
Начните с простого мытья рук горячей водой и неметаллической щеткой. Используйте масло или жир при приготовлении пищи в новой сковороде, чтобы предотвратить пригорание и продолжить процесс приправы. Главное, начать с легкого и становиться настолько агрессивным, насколько это необходимо, чтобы снять липкую часть. Лучше всего начать с того, что налейте воду на дно сковороды, нагрейте ее и осторожно соскребите палочку деревянной или пластиковой лопаткой. Мы также обнаружили, что губки типа ScrubDaddy работают хорошо. Если это не поможет, попробуйте добавить в сковороду немного масла и кошерной соли, чтобы вычистить проблемное место. Когда вы закончите удалять прилипшую пищу, не забудьте промыть сковороду, нагреть ее, чтобы высушить, и снова смазать маслом.
Главное, начать с легкого и становиться настолько агрессивным, насколько это необходимо, чтобы снять липкую часть. Лучше всего начать с того, что налейте воду на дно сковороды, нагрейте ее и осторожно соскребите палочку деревянной или пластиковой лопаткой. Мы также обнаружили, что губки типа ScrubDaddy работают хорошо. Если это не поможет, попробуйте добавить в сковороду немного масла и кошерной соли, чтобы вычистить проблемное место. Когда вы закончите удалять прилипшую пищу, не забудьте промыть сковороду, нагреть ее, чтобы высушить, и снова смазать маслом. При нагревании выше точки дымления масло виноградных косточек полимеризуется в сковороде, образуя нетоксичную и естественную поверхность для приготовления пищи с антипригарными свойствами.
При нагревании выше точки дымления масло виноградных косточек полимеризуется в сковороде, образуя нетоксичную и естественную поверхность для приготовления пищи с антипригарными свойствами. Ваша сковорода из углеродистой стали предназначена для выпекания, запекания и выдерживания высокой температуры кухонной печи или печи для пиццы.
Ваша сковорода из углеродистой стали предназначена для выпекания, запекания и выдерживания высокой температуры кухонной печи или печи для пиццы. Что я делаю?
Что я делаю?  Хотя это и не вредно ни для вас, ни для вашей еды, кислотность может удалить приправу из вашей сковороды, и это необходимо обосновать.
Хотя это и не вредно ни для вас, ни для вашей еды, кислотность может удалить приправу из вашей сковороды, и это необходимо обосновать.