Раскроечный центр с чпу: Форматно-раскроечный центр с ЧПУ с задней загрузкой KDT KS-842HL — цена, характеристики, фото, купить в Москве
Форматно-раскроечный центр с ЧПУ KDT KS-832C
- /
- /
- /
- /
Описание
Технические характеристики
Документация
Инструмент, запчасти
ОписаниеТехнические характеристикиВидеоДокументацияИнструмент, запчасти
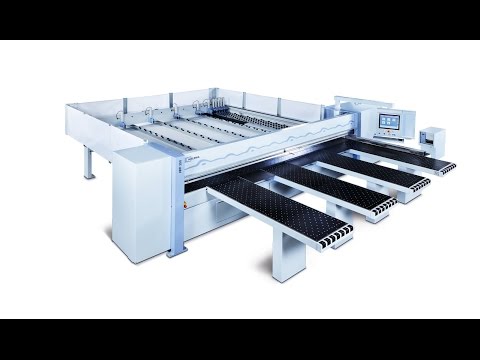
Форматно-раскроечный центр с ЧПУ KDT KS-832C предназначен для раскроя пакета плитных материалов (ДСтП, МДФ, ДВП и др.), как облицованных, так и необлицованных. Станок хорошо зарекомендовал себя, как на производстве мебели под заказ, так и на фабриках, производящих мебель небольшими сериями. Максимальная высота пакета 90 мм. При мощности основной пилы 15 кВт.
Схема обработки:
Отличительные особенности KDT KS-832С:
- Максимальная высота раскраиваемого пакета 90 мм.
- Возможность работы с картами раскроя из программы Базис-раскрой.
 (необходимо приобрести пакет программ Базис).
(необходимо приобрести пакет программ Базис). - Печать этикеток из программы Базис-бирка. (необходимо приобрести пакет программ Базис и принтер этикеток).
- Перемещение пильной каретки происходит за счет прямозубой рейки и шестерни с помощью сервомотора.
- Максимальная скорость пильной каретки при холостом ходе 120 м/мин.
- Максимальная скорость рабочего хода пильной каретки 95 м/мин.
- Максимальная скорость программируемого толкателя 95 м/мин.
- Автоматический подъем основной пилы на высоту необходимую для раскраиваемого пакета материала
- На программируемом толкателе оборудованы восемь пневматических четырехпальцевых захватов.
- Промышленный компьютер обеспечивает надежную работу системы ЧПУ.
 (необходимо приобрести пакет программ Базис).
(необходимо приобрести пакет программ Базис).Конструктивные преимущества
Оснащен промышленным компьютером с 19-дюймовым монитором на базе Windows
Форматно-раскроечный центр с ЧПУ KDT KS-832С оснащен промышленным компьютером с 19-дюймовым монитором на базе Windows.
Интерфейс управления станком русифицирован.
Мощный привод основной пилы 15 кВт
Станок оснащен мощным приводом основной пилы 15 кВт, максимальная высота пропила пакета 90 мм.
Перемещение каретки происходит сервоприводом посредством передачи шестерня-рейка
Три рабочих стола с воздушной подушкой
Три рабочих стола на 832C с воздушной подушкой позволяют оператору без усилий позиционировать пакет материалов и убирать готовые детали со станка.
Столы с воздушной подушкой
В зоне резания так же установлены столы с воздушной подушкой, что существенно облегчает работу с небольшими деталями и защищает их от повреждений. Доступна опция стальной стол в зоне резания – название модели KS-832T.
Программируемый толкатель
Программируемый толкатель оборудован пневмозахватами, что гарантирует надежную фиксацию пакета заготовок. Восемь четырех пальцевых толкателей на 832C, надежно фиксируют как пакет материала толщиной до 90 мм, так и один лист.
Специальная конструкция захватов
Специальная конструкция захватов не повреждает материал при его фиксации и перемещении.
Боковой упор с роликом
Боковой упор с роликом для беспрерывного прижима узких полос к боковой линейке при раскрое их на готовые детали.
Увеличенная скорость позиционирования бокового упора – 24 м/мин.
Установочные размеры для KDT KS-832E
Дисковые пилы для раскроечных центров с ЧПУ KDT
Прайс-лист на запасные части для форматно-раскроечных станков KDT
Дисковые пилы PCD →
Дисковые пилы HM →
Запчасти для форматно-раскроечных центров →
Внимание
Технические характеристики и внешний вид товара могут быть изменены производителем без предварительного уведомления
Форматно-раскроечные центры с ЧПУ из этой серии
KDT KS-828C
KDT KS-832C
KDT KS-832T
KDT KS-832H
KDT KS-842C
KDT KS-842CP
KDT KS-842L
KDT KS-842HL
KDT KS-542HL
Связь с ведущим специалистом
Заполните форму и в ближайшее время ведущий специалист ответит на ваш вопрос
☑ Нажимая кнопку «Отправить» вы соглашаетесь с Политикой обработки персональных данных
Оборудование KDT на эксклюзивных условиях
Сервис и поддержка
Сервисное и техническое сопровождение
Гарантия
Не менее 12 месяцев на все оборудование
Доставка
Деловые Линии, ПЭК, СДЭК и др
Лизинг
Выгоднее чем банковский кредит
KS 829 CP (KDT, Корея) Форматно-раскроечный центр с ЧПУ
- Производитель: KDT
Предназначен для пакетного высококачественного раскроя ламинированных ДСП и ДВП. Станок используется в крупносерийном и массовом производствах, при тяжелых условиях работы. Применяется в серийном мебельном и столярном производствах для изготовления корпусной мебели.
Станок используется в крупносерийном и массовом производствах, при тяжелых условиях работы. Применяется в серийном мебельном и столярном производствах для изготовления корпусной мебели.
Доставка
Запчасти / сервис
Отправить заявку
Описание
Характеристики
Видео
Назначение:
Предназначен для пакетного высококачественного раскроя ламинированных ДСП и ДВП.
Область применения:
Станок используется в крупносерийном и массовом производствах, при тяжелых условиях работы. Применяется в серийном мебельном и столярном производствах для изготовления корпусной мебели.
Схема обработки:
Отличительные особенности:
- Высота раскраиваемого пакета составляет 100 мм;
- Надежное перемещение пильной каретки происходит за счет прямозубой рейки и шестерни с помощью сервомотора;
- Cкорость рабочего хода пильной каретки до 80 м/мин;
- Скорость холостого хода пильной каретки 80 м/мин;
- Для облегчения позиционирования заготовок, рабочие столы оборудованы системой с воздушной подушкой.
Конструктивные особенности:
|
Станина
| |
|
|
Программный толкатель
Станок оснащен программным толкателем, который обеспечивает деликатный захват плитного материала и точное позиционирование заготовок на линию пропила. Перемещение толкателя осуществляется при помощи высокоточного сервомотора посредством передачи шестерня-рейка.
Захваты спроектированы таким образом, чтобы усилие на плитный материал воздействовало строго перпендикулярно поверхности плиты, тем самым исключая смещения заготовки во время срабатывания захвата.
|
|
|
Пильный узел
На литой чугунной платформе, которая установлена в стальной толстостенной сварной раме особой конструкции.
Станок в базовом исполнении снабжен серводвигателями привода. Мощность двигателя основной пилы 15 кВт (опционально 18 кВт), подрезной пилы 2,2 кВт. Сам пильный узел имеет большую массу для более стабильной работы. Привод пильной каретки осуществляется при помощи механизма шестерня-рейка.
|
|
Фотография пильного узла с производственных предприятий
| |
| Усовершенствованная конструкция захватов. | |
| Система безопасности зоны распила. | |
|
Боковой выравниватель
| |
|
Отполированная, хромированная, массивная направляющая линейка
| |
|
Мощные стальные цилиндрические направляющие пильной каретки
| |
|
Приемные-подающие столы
Приемные-подающие столы с воздушной подушкой предотвращают появление царапин при перемещении заготовок, облегчают перемещение пачки плит.
| |
|
Совместим с мебельными конструкторами
| |
|
Электронные компоненты
Электронные компоненты от ведущих производителей: MW, SIEMENS, SCHNEIDER electric. Все электронные компоненты собраны в одном защищенном блоке.
Станок также оснащен системой автоматической смазки направляющих программного толкателя и подъема — опускания пил. Цикл смазки задается и отслеживается непосредственно системой ЧПУ.
За качество поступаемого в пневмосистему воздуха отвечает штатный узел подготовки воздуха с влагоотделителем и маслораспылителем.
| |
|
Блок подготовки воздуха
|



| Наибольшая длина пропила, мм | 2680 |
| Наибольшая высота пропила, мм | 100 |
| Скорость реза, м/мин | 5 — 80 |
| Скорость возврата пилы, м/мин | 80 |
| Диаметр основной пилы, мм | 400 |
| Посадочный диаметр основной пилы, мм | 75 |
| Частота вращения основной пилы, об/мин | 4700 |
| Диаметр подрезной пилы, мм | 160 |
| Посадочный диаметр подрезной пилы, мм | 45 |
| Частота вращения подрезной пилы, об/мин | 6700 |
Мощность эл. двигателя основной пилы, кВт двигателя основной пилы, кВт | 15 |
| Мощность эл. двигателя подрезной пилы, кВт | 2,2 |
| Общая мощность станка, кВт | 19,4 |
| Габариты (Д x Ш x В), мм | 4800 х 1350 х 1900 |
| Вес, кг | 4500 |
Готов к резке
что такое центр разреза?
Центр резки — это станок, который немного похож на фрезерный станок с ЧПУ, но работает совершенно по-другому. Вместо создания программ ЧПУ, которые сообщают машине, как двигаться, она уже знает, как двигаться. Он действительно умеет производить продукты, десятки тысяч продуктов. Просто скажите ему, что вы хотите, как вы хотите, чтобы это было сделано, и оно сделает это.
Это революционный подход к производству, которым может управлять каждый. Никаких специальных технических навыков, никакой обширной подготовки. Он интуитивно понятен. .. подскажет, что делать, покажет, что нужно сделать, и при желании соединит вас с реальным живым человеком. Это производство для реальных людей
.. подскажет, что делать, покажет, что нужно сделать, и при желании соединит вас с реальным живым человеком. Это производство для реальных людей
как это работает?
Это довольно просто… выясните, что вы хотите сделать, а затем сделайте это. Ответьте на несколько вопросов; «Что ты хочешь сделать? — Сделать что-нибудь…» Что ты хочешь сделать? — Шкафы, шкафы, мебель, двери, ящики, молдинги, формы … просто выберите один. Все это работает через интуитивно понятный сенсорный экран. «Как вы хотите, чтобы это было сделано?» — детали … такие как каркас или без каркаса, прикрепленный или отсоединенный носок, односторонний или двусторонний материал … вы поняли. Теперь вы видите изображения всех продуктов, которые вы просили, сделанные так, как вы хотите… коснитесь одного из них, и появится трехмерное изображение. Переместите его, поверните, взорвите и убедитесь, что это то, что вы хотите. Отрегулируйте размер и добавьте его в свою работу. Вы готовы резать
Управление этой машиной не похоже ни на что из того, что вы видели раньше. Он берет вас за руку и ведет вас шаг за шагом. Вы общаетесь с помощью «кликера», который носите на магнитной цепочке… нет причин подходить к экрану каждый раз, когда вы хотите что-то сделать. Если вы не понимаете даже самую простую инструкцию, он воспроизводит видео, показывающее, что именно нужно делать. Он использует другой подход, лучший, более простой подход к традиционным практикам. Например, если детали необходимо обработать с обеих сторон, станок сначала выполняет операции с обратной стороны на полном листе. Затем он переворачивает лист и завершает фронтальные операции. Когда детали вырезаны, они готовы… перед и зад. Он управляет вашими инструментами, отслеживает срок службы инструментов, измеряет ваши инструменты, управляет доской для отходов, включает и выключает пылесос, даже насос и, как правило, выполняет все сложные действия автоматически, так что вам не нужно
Он берет вас за руку и ведет вас шаг за шагом. Вы общаетесь с помощью «кликера», который носите на магнитной цепочке… нет причин подходить к экрану каждый раз, когда вы хотите что-то сделать. Если вы не понимаете даже самую простую инструкцию, он воспроизводит видео, показывающее, что именно нужно делать. Он использует другой подход, лучший, более простой подход к традиционным практикам. Например, если детали необходимо обработать с обеих сторон, станок сначала выполняет операции с обратной стороны на полном листе. Затем он переворачивает лист и завершает фронтальные операции. Когда детали вырезаны, они готовы… перед и зад. Он управляет вашими инструментами, отслеживает срок службы инструментов, измеряет ваши инструменты, управляет доской для отходов, включает и выключает пылесос, даже насос и, как правило, выполняет все сложные действия автоматически, так что вам не нужно
что он может сделать?
Это МНОГО… и будет еще больше. Начнем со шкафов. Он уже может сделать более 10 000 различных конфигураций шкафов, не считая разных размеров. Если принять во внимание комбинации дверей и фасадов ящиков, прямо сейчас и сегодня можно произвести более 20 миллионов различных продуктов. Он делает кухонные шкафы примерно так, как вы хотите. Он также производит шкафы-купе, ванные шкафы и хозяйственные шкафы, и есть некоторые действительно приятные функции, которые вы не найдете в других шкафах, такие как сборочные метки (которые показывают, какие части подходят друг к другу) и отверстия для выравнивания, которые упрощают установку ящиков. Компания также производит мебель, начиная с действительно хороших полок и систем полок и заканчивая отличными развлекательными центрами. Некоторые из них довольно сложны, поэтому машина напечатает инструкции, чтобы вы могли их собрать, но мы еще не закончили
Он уже может сделать более 10 000 различных конфигураций шкафов, не считая разных размеров. Если принять во внимание комбинации дверей и фасадов ящиков, прямо сейчас и сегодня можно произвести более 20 миллионов различных продуктов. Он делает кухонные шкафы примерно так, как вы хотите. Он также производит шкафы-купе, ванные шкафы и хозяйственные шкафы, и есть некоторые действительно приятные функции, которые вы не найдете в других шкафах, такие как сборочные метки (которые показывают, какие части подходят друг к другу) и отверстия для выравнивания, которые упрощают установку ящиков. Компания также производит мебель, начиная с действительно хороших полок и систем полок и заканчивая отличными развлекательными центрами. Некоторые из них довольно сложны, поэтому машина напечатает инструкции, чтобы вы могли их собрать, но мы еще не закончили
Машина также изготавливает двери, ящики и молдинги. Вы можете сделать несколько шкафов, а затем сказать ему сделать ящики, двери, фасады ящиков и торцы для этих шкафов, и он это сделает (и вам никогда не придется беспокоиться об одном измерении). Просто скажите ему, как вы хотите сделать ящики (боковое крепление, нижнее крепление, конструкция с глухим патрубком или ласточкиным хвостом, толстое или тонкое дно), и оно сделает их, и они идеально подойдут. То же самое с дверями. Выбирайте из сотен дизайнов дверей из МДФ, скажите, хотите ли вы частичное наложение, полное наложение или вставку, и они сделают их подходящими. Или вы можете вырезать двери из плиты, чтобы зерно плавно проходило по поверхности шкафа. А еще есть молдинги. Машина делает молдинги, прямые молдинги, криволинейные молдинги, даже резные молдинги. Вы даже можете отрегулировать размер этих молдингов и просто сделать их… никаких ножей, никаких специальных инструментов… просто сделайте их, используя стандартный станок и стандартные инструменты. Что действительно удивительно, так это то, что все это так просто
Просто скажите ему, как вы хотите сделать ящики (боковое крепление, нижнее крепление, конструкция с глухим патрубком или ласточкиным хвостом, толстое или тонкое дно), и оно сделает их, и они идеально подойдут. То же самое с дверями. Выбирайте из сотен дизайнов дверей из МДФ, скажите, хотите ли вы частичное наложение, полное наложение или вставку, и они сделают их подходящими. Или вы можете вырезать двери из плиты, чтобы зерно плавно проходило по поверхности шкафа. А еще есть молдинги. Машина делает молдинги, прямые молдинги, криволинейные молдинги, даже резные молдинги. Вы даже можете отрегулировать размер этих молдингов и просто сделать их… никаких ножей, никаких специальных инструментов… просто сделайте их, используя стандартный станок и стандартные инструменты. Что действительно удивительно, так это то, что все это так просто
А если вам нужно сделать вещи не в системе, мы можем добавить их для вас. Мы разработаем на заказ определения для ваших конкретных продуктов в нужном диапазоне размеров из нужного вам материала и установим их на вашу машину. Если это можно сделать на фрезерном станке с ЧПУ, то это можно сделать и на станке для резки без компьютера, без программного обеспечения и без программирования… просто выберите то, что вы хотите, и сделайте это
Если это можно сделать на фрезерном станке с ЧПУ, то это можно сделать и на станке для резки без компьютера, без программного обеспечения и без программирования… просто выберите то, что вы хотите, и сделайте это
Cut Ready Web and Demo Логин
могу ли я запустить его?
Если вы умеете читать, вы, вероятно, сможете запустить его. Когда мы впервые начали эту разработку, нашей заявленной целью было создание машины, к которой мог бы подойти и запустить обычный человек без предварительных знаний, обучения и руководства. Сейчас мы довольно близки
Типичные руководства по программному обеспечению для проектирования шкафов и должным образом задокументированный фрезерный станок с ЧПУ занимают более тысячи страниц (что показывает вам, насколько драматично наше видение этого станка). Большинство людей, использующих фрезерные станки с ЧПУ, осваивают несколько продуктов и несколько методов и остаются довольными. С центром огранки каждый может делать все, что угодно, легко. .. ограничений больше нет, а возможности невероятные
.. ограничений больше нет, а возможности невероятные
могу ли я себе это позволить?
Помимо того, что он самый простой в использовании, если вы используете индивидуальные шкафы и учитываете общую стоимость, вы обнаружите, что Cut Ready Cut Center дешевле, чем ЛЮБОЙ фрезерный станок с ЧПУ
Центр резки имеет конкурентоспособную цену по сравнению с любым обычным фрезерным станком с ЧПУ хорошего качества. Даже если вы добавите все предлагаемые опции, их можно арендовать в месяц дешевле, чем стоимость обычного программиста ЧПУ. Кстати, вам понадобится программатор ЧПУ с ЛЮБОЙ Фрезерный станок с ЧПУ. Это означает, что даже если они ДАЛИ вам фрезерный станок с ЧПУ и программное обеспечение для проектирования БЕСПЛАТНО , это все равно будет стоить вам больше, чем наш центр резки. Подумай об этом!
Если вы планируете программировать самостоятельно, ваше время не бесплатно. Программирование отнимает у вас драгоценное время, которое вы могли бы потратить на более важные вещи, такие как работа с клиентами, продажи и управление вашим бизнесом. Фрезерный станок с ЧПУ часто занимает шесть месяцев, чтобы запрограммировать его и запустить в производство. Полдня или пол года? С этим полгода связаны серьезные затраты
Фрезерный станок с ЧПУ часто занимает шесть месяцев, чтобы запрограммировать его и запустить в производство. Полдня или пол года? С этим полгода связаны серьезные затраты
Если вы изготавливаете шкафы на заказ, а Cut Ready Cut Center изготовит то, что вам нужно, нет менее дорогого способа….none
Покупая режущий центр, вы присоединяетесь к движению. Мы планируем постоянно расширять ассортимент продукции, которую могут производить наши центры огранки, руководствуясь, в первую очередь, пожеланиями наших пользователей, и вы получите все эти новинки бесплатно. Вы также получаете любые обновления программного обеспечения и живые виртуальные службы бесплатно, если у вас есть машина. Через несколько лет ваш ограночный центр будет стоить еще больше, потому что он сможет делать еще больше. Так работает технология нового поколения
есть ли еще что-нибудь?
На самом деле есть. Хотя Cut Ready Cut Center — это совершенно новый тип станка, которым может управлять любой человек без программирования, его также можно использовать как фрезерный станок с ЧПУ (через «Доступ к ЧПУ»), если вам когда-либо понадобится. Он выполняет программы ЧПУ, созданные любым программным обеспечением. На самом деле, у него есть программное обеспечение и операционные функции, которые делают его намного более гибким, чем любой другой фрезерный станок с ЧПУ. Но есть еще
Он выполняет программы ЧПУ, созданные любым программным обеспечением. На самом деле, у него есть программное обеспечение и операционные функции, которые делают его намного более гибким, чем любой другой фрезерный станок с ЧПУ. Но есть еще
С Cut Ready Cut Center, работающим как центр резки вместо фрезерного станка с ЧПУ, вы выбираете и определяете то, что хотите, изменяете размер и вырезаете прямо на станке с помощью интуитивно понятного сенсорного экрана. Машина уже знает, как делать все, что нужно типичному мебельному цеху, но, если хотите, вы можете научить ее делать свои собственные изделия. Используя программное обеспечение eCabinet Systems Design Software от Thermwood и следуя протоколу Cut Center, вы можете разрабатывать свои собственные продукты, устанавливать их на машину и запускать их таким же образом. Вы не ограничены. Это требует некоторого обучения и навыков работы с программным обеспечением, но предлагает почти неограниченные возможности и огромную гибкость. Если хотите, Thermwood может сделать это за вас. С Cut Ready Cut Center ограничений нет
Если хотите, Thermwood может сделать это за вас. С Cut Ready Cut Center ограничений нет
И, наконец, мобильное приложение Cut Center, которое позволяет выбирать и определять продукты и создавать задания с помощью мобильного устройства или ПК, как если бы вы делали это на станке. Эти задания хранятся в облаке, где ваш центр резки может получить к ним доступ, обработать и вырезать. Эта захватывающая технология открывает все новые способы взаимодействия с клиентами и управления вашим бизнесом. Узнайте больше о Центре резки Thermwood здесь
| Также доступно в любом веб-браузере здесь |
Что говорят наши клиенты о Центре огранки Thermwood
Помогите нам распространить информацию!
Обрабатывающие центры | Современный механический цех
Термин «обрабатывающий центр» относится практически к любому фрезерно-сверлильному станку с ЧПУ, который включает в себя устройство автоматической смены инструмента и стол, фиксирующий заготовку на месте. На обрабатывающем центре инструмент вращается, а работа нет. Ориентация шпинделя является наиболее фундаментальной определяющей характеристикой обрабатывающего центра с ЧПУ. Вертикальные обрабатывающие центры (VMC) обычно способствуют точности, в то время как горизонтальные обрабатывающие центры (HMC) обычно способствуют производству, но это неточные обобщения, и многие обрабатывающие центры выходят за их рамки. Другим распространенным типом обрабатывающих центров является 5-осевой обрабатывающий центр, который может поворачивать инструмент и/или деталь для фрезерования и сверления в различных направлениях.
На обрабатывающем центре инструмент вращается, а работа нет. Ориентация шпинделя является наиболее фундаментальной определяющей характеристикой обрабатывающего центра с ЧПУ. Вертикальные обрабатывающие центры (VMC) обычно способствуют точности, в то время как горизонтальные обрабатывающие центры (HMC) обычно способствуют производству, но это неточные обобщения, и многие обрабатывающие центры выходят за их рамки. Другим распространенным типом обрабатывающих центров является 5-осевой обрабатывающий центр, который может поворачивать инструмент и/или деталь для фрезерования и сверления в различных направлениях.
Machining 101: Что такое обрабатывающие центры?
Обрабатывающие центры предлагают широкий спектр возможных операций, но эта адаптируемость связана с необходимостью оставаться гибким и выполнять успешные измерения в любое время.
Обрабатывающие центры: необходимая литература
Общие сведения об инструментах для фрезерования круговых сегментов
Кругло-сегментная фреза представляет собой класс фрезерных инструментов, в которых программное обеспечение CAM является ключевым для эффективного использования инструмента. Режущие профили, расположенные под нужными углами, обеспечивают сокращение времени цикла обработки контурных заготовок, таких как пресс-формы. Инженер компании CAM обсуждает роль этого инструмента.
Режущие профили, расположенные под нужными углами, обеспечивают сокращение времени цикла обработки контурных заготовок, таких как пресс-формы. Инженер компании CAM обсуждает роль этого инструмента.
Четыре вопроса, которые должен задать магазин, рассматривающий HMC
По сравнению с вертикальными обрабатывающими центрами горизонтальные обрабатывающие центры обладают потенциалом для увеличения времени безотказной работы шпинделя, времени цикла и производительности. Хотя они имеют более высокую цену, их более высокая производительность может иметь большое значение для магазинов любого размера, как показала компания Valley Tool.
Покупка Five-Axis: выбор опций и дополнений
Итак, вы остановились на пятиосном станке. Итак, какие варианты вы выбираете? Один, чтобы помнить: зондирование шпинделя.
Итак, какие варианты вы выбираете? Один, чтобы помнить: зондирование шпинделя.
Покупка пятиосного станка: выбор подходящего станка
Горизонтальный или вертикальный? Цапфа или поворотная головка? В чем эффективная разница между различными конфигурациями пятиосевых обрабатывающих центров?
Покупка пятиосного станка: затраты и преимущества сложного станка
При рассмотрении вопроса о переходе на пятикоординатный обрабатывающий центр полезно понимать основы компонентов станков, их стоимость и возможности, которые они предоставляют.
- ПОСЛЕДНИЙ
| - Горизонтальные обрабатывающие центры
| - Пятиосевой
| - Вертикальные обрабатывающие центры
ПОСЛЕДНИЕ ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ Новости и обновления
ПОСМОТРЕТЬ ВСЕ ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ СТАТЬИ
Механический цех аддитивного производства
Okuma America запускает компактный двухколоночный VMC
Почему стоит использовать пятиосевой станок: типы станков и преимущества
Конструкция с двумя шпинделями удваивает производство мелких деталей
Цифровая демонстрация: люди и история управляют решениями
Выбор пятиосевого станка с учетом автоматизации
Горизонтальный токарный центр готов к высокой производительности
Дебют серии HMC
Комплексный обрабатывающий центр с интеллектуальным программным обеспечением
Цифровая демонстрация: Станок с ЧПУ серии X для экструзии
Двенадцать машин на одной платформе
Запуск обрабатывающих мощностей стимулирует американское производство
ПОСМОТРЕТЬ ВСЕ СТАТЬИ О ОБРАБАТЫВАЮЩИХ ЦЕНТРАХ
ПОСЛЕДНИЕ ГОРИЗОНТАЛЬНЫЕ ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ Новости и обновления
БОЛЬШЕ В ГОРИЗОНТАЛЬНЫХ ОБРАБАТЫВАЮЩИХ ЦЕНТРАХ
Готовы к победе: проектирование процессов вокруг людей
Горизонтальный токарный центр готов к высокой производительности
Дебют серии HMC
Цифровая демонстрация: Станок с ЧПУ серии X для экструзии
Широкий спектр приложений для горизонтального обрабатывающего центра
VMC обеспечивает надежное пятиосевое производство без участия человека
Магазин по трудоустройству — первая половина бизнеса
Тяжелое машиностроение: сложная логистика перемещения крупногабаритных станков
Передовой опыт: обработка сложных материалов
Модульный горизонтальный обрабатывающий центр обеспечивает бесперебойное производство
Горизонтальный обрабатывающий центр Okuma предлагает новые функции
Новый компактный HMC от Starrag увеличивает скорость и производительность
ПОСМОТРЕТЬ ВСЕ СТАТЬИ О ГОРИЗОНТАЛЬНЫХ ОБРАБАТЫВАЮЩИХ ЦЕНТРАХ
ПОСЛЕДНИЕ Новости и обновления FIVE-AXIS
БОЛЬШЕ В ПЯТИОСЯХ
Бесстрашное пятиосевое программирование способствует росту магазина
Механический цех аддитивного производства
Почему стоит использовать пятиосевой станок: типы станков и преимущества
Выбор пятиосевого станка с учетом автоматизации
Цифровая демонстрация: Станок с ЧПУ серии X для экструзии
Двенадцать машин на одной платформе
Запуск обрабатывающих мощностей стимулирует американское производство
Обрабатывающий центр типа Trunnion, созданный для точного производства
Построение 5-осевой ячейки
VMC обеспечивает надежное пятиосевое производство без участия человека
Гибкий пятиосевой станок идеально подходит для производства без освещения
Стратегическая ценность гибкости станков
ПОСМОТРЕТЬ ВСЕ СТАТЬИ О ПЯТИОСЯХ
ПОСЛЕДНИЕ ВЕРТИКАЛЬНЫЕ ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ Новости и обновления
БОЛЬШЕ В ВЕРТИКАЛЬНЫХ ОБРАБАТЫВАЮЩИХ ЦЕНТРАХ
10 способов, которыми аддитивное производство и механическая обработка идут рука об руку и влияют друг на друга
Okuma America запускает компактный двухколоночный VMC
Цифровая демонстрация: люди и история управляют решениями
Конструкция с двумя шпинделями удваивает производство мелких деталей
Готовы к победе: проектирование процессов вокруг людей
Серия VMC от Dynamic International обеспечивает поглощение силы резания
Вертикальный токарный станок выполняет тяжелую, длинную и непрерывную резку
VMC обеспечивает надежное пятиосевое производство без участия человека
Вертикальный обрабатывающий центр, созданный для гибкости
Что делать, если пятиосевая обработка невозможна
Тяжелое машиностроение: сложная логистика перемещения крупногабаритных станков
Часовое производство: взгляд механика
ПОСМОТРЕТЬ ВСЕ СТАТЬИ О ВЕРТИКАЛЬНЫХ ОБРАБАТЫВАЮЩИХ ЦЕНТРАХ
Часто задаваемые вопросы: обрабатывающие центры
Что такое вертикальный обрабатывающий центр?
Большинство обрабатывающих центров на рынке оснащены числовым программным управлением (ЧПУ) и служат более чем одной цели. Многие из них могут выполнять комбинации таких операций, как фрезерование, сверление, растачивание, нарезание резьбы и развертывание за один установ. Обрабатывающие центры бывают трех основных типов: горизонтальные трехосные, вертикальные трехосные и пятиосные (существуют четырех- и шестиосные станки, но они менее распространены).
Многие из них могут выполнять комбинации таких операций, как фрезерование, сверление, растачивание, нарезание резьбы и развертывание за один установ. Обрабатывающие центры бывают трех основных типов: горизонтальные трехосные, вертикальные трехосные и пятиосные (существуют четырех- и шестиосные станки, но они менее распространены).
Для вертикального обрабатывающего центра ось X управляет движением влево и вправо, параллельно рабочей поверхности; ось Y управляет движением вперед и назад, перпендикулярно осям X и Z; а ось Z управляет движением вверх и вниз. В большинстве станков используется фиксированный шпиндель и подвижный стол или фиксированный стол и подвижный шпиндель. Вращение шпинделя никогда не считается осью.
Пятиосевые (а также четырехосные и шестиосевые) станки вводят дополнительные оси, которые позволяют вращать и поворачивать стол или шпиндельную головку. Ось A включает вращение по оси X, тогда как ось B связана с осью Y, а ось C связана с осью Z.
Источник: Machining 101: Что такое обрабатывающие центры?
Что такое горизонтальный обрабатывающий центр?
Обрабатывающие центры бывают трех основных типов: горизонтальные трехосевые, вертикальные трехосные и пятиосные (существуют четырех- и шестиосевые станки, но они менее распространены).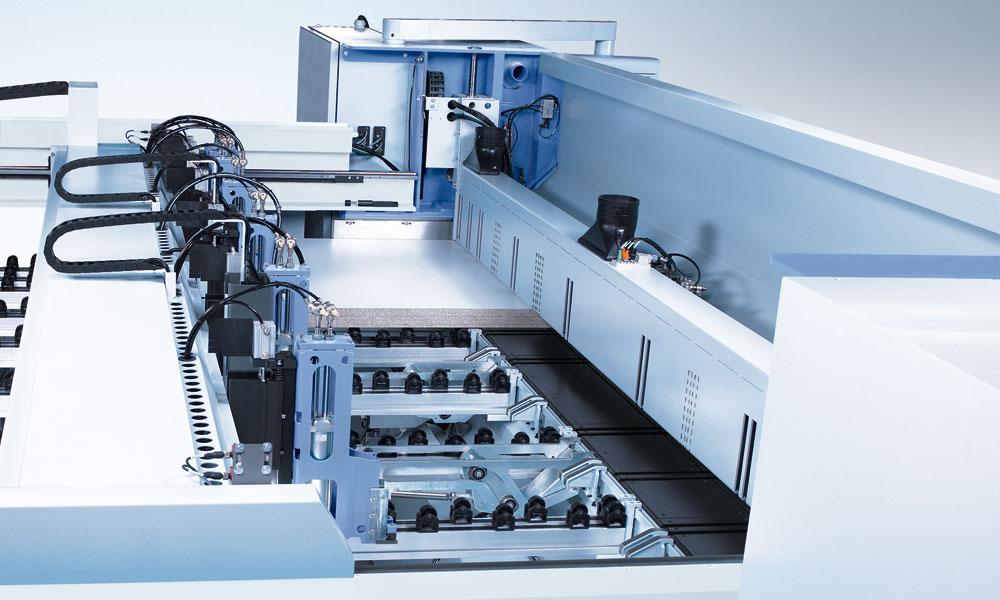
Горизонтальные и вертикальные трехосные станки различаются главным образом наклоном шпинделя, при этом шпиндели горизонтальных станков параллельны поверхности стола станка, а шпиндели вертикальных станков перпендикулярны поверхности, хотя отдельные конструкции сильно различаются по поддерживать различные приложения.
Источник: Machining 101: Что такое обрабатывающие центры?
Что такое точность и повторяемость обрабатывающего центра?
Точность и воспроизводимость имеют жизненно важное значение, но эти характеристики могут быть особенно сложными для определения, поскольку разные производители используют разные определения. В общем, существует три стандарта точности: однонаправленное прямое, однонаправленное обратное и двунаправленное (что является средним из двух). Повторяемость, то есть расстояние между выборками точности, проверенными по всему диапазону точек данных, обычно имеет четыре стандарта: воспроизводимость в прямом направлении, повторяемость в обратном направлении, повторяемость в двух направлениях и разброс.
«Потерянное движение», также называемое «средней ошибкой реверсирования», представляет собой отклонение от центра, обнаруженное при сравнении отметок, сделанных с прямой и обратной повторяемостью. Сбор данных обычно повторяет процессы семь раз, а затем создает кривую нормального распределения результатов, вычисляя как стандартные отклонения, так и среднее значение. Различные стандарты измерения используют стандартные отклонения по-разному.
Источник: Machining 101: Что такое обрабатывающие центры?
Что такое дисбаланс?
Стандартные адаптеры и инструменты обычно удовлетворительны при скорости вращения шпинделя до 8000 об/мин. На более высоких скоростях специально сбалансированный инструмент может иметь решающее значение для высоких допусков и качества поверхности.
Дисбаланс – это произведение массы инструмента на его эксцентриситет (расстояние от центра вращения инструмента до его истинного центра масс). Эксцентриситет измеряется в микронах, а масса инструмента в килограммах, поэтому дисбаланс измеряется в граммах-миллиметрах. ISO 16084 — это стандарт для установления целевых показателей балансировки инструмента и держателя.
ISO 16084 — это стандарт для установления целевых показателей балансировки инструмента и держателя.
Чтобы оценить несбалансированность процессов, пользователи могут выполнять пробные запуски по одному с инструментами, сбалансированными по различным значениям. Такая оценка может начинаться с дисбаланса 10 г-мм, а затем проходить через ряд все более сбалансированных инструментов до тех пор, пока не будут достигнуты надлежащие допуски или точность, а качество поверхности не перестанет улучшаться.
Источник: Machining 101: Что такое обрабатывающие центры?
Как найти эксцентриситет?
Эксцентриситет — это расстояние от центра вращения инструмента до его истинного центра масс. Эксцентриситет измеряется в микронах, а масса инструмента в килограммах, поэтому дисбаланс измеряется в граммах-миллиметрах.
Источник: Machining 101: Что такое обрабатывающие центры?
Что такое энкодер?
Станки используют линейные и поворотные энкодеры для измерения собственных перемещений и определения цели.![]() Существует три типа контактов энкодера — фотоэлектрические (также называемые оптическими), магнитные и механические — но наиболее распространены контакты фотоэлектрического энкодера.
Существует три типа контактов энкодера — фотоэлектрические (также называемые оптическими), магнитные и механические — но наиболее распространены контакты фотоэлектрического энкодера.
Датчики вращения измеряют приводы вращательного движения, но шпиндели и шарико-винтовые пары с рециркуляцией также могут использоваться для измерения линейных перемещений. Вращающиеся энкодеры могут быть инкрементными или абсолютными.
Инкрементальные поворотные энкодеры имеют выходные сигналы, которые оцениваются электронными счетчиками, измеряющими «приращения». Для обычных измерений длины — в частности, для измерения перемещений ползуна с использованием рециркуляционной шарико-винтовой передачи в качестве шкалы — стандартными являются энкодеры со встроенной цифровой электроникой.
Абсолютные угловые энкодеры получают значение углового положения из шаблона закодированного диска, который предоставляет значения сразу после включения питания. Кодер Грея и кодеры, использующие естественный двоичный код, наиболее распространены, и многие современные компьютерные программы используют двоичную систему для поддержки высоких скоростей.
Источник: Machining 101: Что такое обрабатывающие центры?
Как повысить точность обрабатывающего центра?
1. Знайте шпиндель
2. Измеряйте процесс, а не деталь
3. Поднимите штангу на дышле Внимание
4. Контрольная вибрация
5. Проверка со ссылкой
Источник: Как повысить точность обрабатывающего центра
Поставщики обрабатывающих центров
Сузить по категории обрабатывающих центров
Автоматизированные паллетные системы
Автоматизированная система и ячейки для сборки и испытаний
Автоматизированная система и ячейки для формовки и изготовления материалов
Автоматизированная система и ячейки для соединения материалов
Автоматизированная система и ячейки для удаления материала
Ячейки для обработки и FMS
Обработка гибких линий
Многостаночные системы хранения инструментов
Горизонтальные пятиосевые обрабатывающие центры
Горизонтальные обрабатывающие центры, до четырех осей
Универсальные обрабатывающие центры
Вертикальные обрабатывающие центры, пятиосевые
Вертикальные обрабатывающие центры, до четырех осей
Расточные станки
Координатно-расточные станки
Станки фрезерные станочные
Фрезерные станки, графит
Фрезерные станки, колено и колонна, без ATC
Фрезерные станки, строгальные станки, портального и мостового типа
Фрезерные станки, универсальные
Оборудование для нано- и микрообработки
Оборудование для ультразвуковой обработки
Компания продолжает совершенствовать свои крупноформатные станки с помощью возможностей динамической стабилизации заготовки и подключенной программной инфраструктуры.
Дэвид Лайель
Ассоциированный редактор
Серия VMC от Dynamic International обеспечивает поглощение силы резания
Серия SV от Dynamic International — это набор вертикальных обрабатывающих центров, ориентированных на стабильность при резке.
Обрабатывающий центр типа Trunnion, созданный для точного производства
IMTS22: станок D2-5AX от Hwacheon предназначен для точной пятиосевой обработки в тяжелых условиях и имеет опцию автоматизации с автоматическим устройством смены заготовок.
#имтс
Линейка инструментов включает токарные станки, фрезерные станки и многое другое
Kaast Machine Tools выделяет широкий спектр станков, отвечающих потребностям клиентов в различных областях применения.
 Робот действует по заранее заложенной программе, подстраиваясь под внешние условия. Данные, которые влияют на последующие действия, он получает от датчиков (аналог органов чувств у живых существ).
Робот действует по заранее заложенной программе, подстраиваясь под внешние условия. Данные, которые влияют на последующие действия, он получает от датчиков (аналог органов чувств у живых существ).
 Такая работа есть в любой сфере деятельности. Сегодня с полной уверенностью можно сказать, что робототехника прочно обосновалась практически во всех сферах жизни — образовании, промышленности, сельском хозяйстве, медицине, космонавтике, транспорте, военном деле, безопасности. На фермах работают доильные роботы, в небе летают роботизированные пилоты, а по дорогам ездят робомобили. Даже в спорте есть место роботам.
Такая работа есть в любой сфере деятельности. Сегодня с полной уверенностью можно сказать, что робототехника прочно обосновалась практически во всех сферах жизни — образовании, промышленности, сельском хозяйстве, медицине, космонавтике, транспорте, военном деле, безопасности. На фермах работают доильные роботы, в небе летают роботизированные пилоты, а по дорогам ездят робомобили. Даже в спорте есть место роботам.
 Неудивительно, ведь роботостроение — это одно из самых перспективных направлений.
Неудивительно, ведь роботостроение — это одно из самых перспективных направлений.
 Наши дети растут в новой действительности, открывая в ней всё больше возможностей.
Наши дети растут в новой действительности, открывая в ней всё больше возможностей.
 Многие родители сейчас задаются вопросом, зачем детям робототехника? Такие занятия развивают творческий потенциал ребенка. Обратите внимание на робототехнику, если ваш ребенок проявляет интерес к технологиям.
Многие родители сейчас задаются вопросом, зачем детям робототехника? Такие занятия развивают творческий потенциал ребенка. Обратите внимание на робототехнику, если ваш ребенок проявляет интерес к технологиям. Она развивает как физические, так и умственные способности ребенка. Сочетает в себе такие дисциплины, как математика, физика, информатика и логика, творческая деятельность и коммуникация с окружающими.
Она развивает как физические, так и умственные способности ребенка. Сочетает в себе такие дисциплины, как математика, физика, информатика и логика, творческая деятельность и коммуникация с окружающими. 
 Постепенно учащиеся начинают знакомиться с электроникой и узнают, как устроены различные электронные компоненты, создают робота собственными руками!
Постепенно учащиеся начинают знакомиться с электроникой и узнают, как устроены различные электронные компоненты, создают робота собственными руками!  Ведь занятия робототехникой для детей – это не про игрушечных роботов. Это обучение, где ребята в занимательной форме изучают основы механики и конструирования, развивают свои творческие способности, учатся работать в команде, соревнуются и знакомятся с основами программирования. Нет единого курса по робототехнике для детей. Поэтому если вы задумываетесь, с какого возраста отдать своего ребенка в кружок, то ответ будет – практически с любого. Начиная с 4-5 лет, можно познакомиться с этим направлением. На сегодняшний день существует огромное количество готовых конструкторов для модульной робототехники, а также возможность самостоятельной сборки простых моделей из различных компонентов.
Ведь занятия робототехникой для детей – это не про игрушечных роботов. Это обучение, где ребята в занимательной форме изучают основы механики и конструирования, развивают свои творческие способности, учатся работать в команде, соревнуются и знакомятся с основами программирования. Нет единого курса по робототехнике для детей. Поэтому если вы задумываетесь, с какого возраста отдать своего ребенка в кружок, то ответ будет – практически с любого. Начиная с 4-5 лет, можно познакомиться с этим направлением. На сегодняшний день существует огромное количество готовых конструкторов для модульной робототехники, а также возможность самостоятельной сборки простых моделей из различных компонентов. Возможно, детские курсы ардуино стану первым шагом в выборе специальности для вашего ребенка!
Возможно, детские курсы ардуино стану первым шагом в выборе специальности для вашего ребенка!  Роботы часто ассоциировались с научной фантастикой (R2-D2, Wall-E, Transformers), и они широко используются на фабриках и в других местах производства для их механических услуг. Сегодня мы находим их повсюду вокруг нас — в наших домах, офисах, школах и торговых центрах, и это лишь некоторые из мест. Роботы — одни из самых захватывающих изобретений, некоторые из них объединены с искусственным интеллектом и машинным обучением, а некоторые — с человеческим разумом, сердцем и мозгом. Возможно, вы задаетесь вопросом о некоторых интересных фактах о роботах. Но для начала давайте сначала ответим на несколько основных вопросов.
Роботы часто ассоциировались с научной фантастикой (R2-D2, Wall-E, Transformers), и они широко используются на фабриках и в других местах производства для их механических услуг. Сегодня мы находим их повсюду вокруг нас — в наших домах, офисах, школах и торговых центрах, и это лишь некоторые из мест. Роботы — одни из самых захватывающих изобретений, некоторые из них объединены с искусственным интеллектом и машинным обучением, а некоторые — с человеческим разумом, сердцем и мозгом. Возможно, вы задаетесь вопросом о некоторых интересных фактах о роботах. Но для начала давайте сначала ответим на несколько основных вопросов. Ученые изучают, проектируют, производят и экспериментируют с роботами в области робототехники. Робототехника является междисциплинарной, но в основном относится к области инженерии и компьютерных наук. Читайте дальше, чтобы узнать больше фактов о роботах для детей.
Ученые изучают, проектируют, производят и экспериментируют с роботами в области робототехники. Робототехника является междисциплинарной, но в основном относится к области инженерии и компьютерных наук. Читайте дальше, чтобы узнать больше фактов о роботах для детей.
 Shakey был разработан для планирования, поиска маршрута и перестановки простых объектов. Шейки также называли «первым электронным человеком».
Shakey был разработан для планирования, поиска маршрута и перестановки простых объектов. Шейки также называли «первым электронным человеком».
 Поскольку к 2065 году ожидается, что 40% населения Японии будет старше 65 лет, страна инвестирует в медицинские технологии, включая роботов-медсестер.
Поскольку к 2065 году ожидается, что 40% населения Японии будет старше 65 лет, страна инвестирует в медицинские технологии, включая роботов-медсестер. Ниже приведены некоторые забавные факты о роботах для детей:
Ниже приведены некоторые забавные факты о роботах для детей: исследовательская работа. Роботизированная рука Санана послужила источником вдохновения для создания милого персонажа Baymax.
исследовательская работа. Роботизированная рука Санана послужила источником вдохновения для создания милого персонажа Baymax. Роботы, вероятно, будут использоваться в основном в профессиональных услугах, таких как уборка, доставка и транспортировка. Со временем, когда регулярно происходят новые разработки и изобретения, вы можете ожидать этого в ближайшее время. Детям предстоит заново изучить целый ряд новых фактов о робототехнике.
Роботы, вероятно, будут использоваться в основном в профессиональных услугах, таких как уборка, доставка и транспортировка. Со временем, когда регулярно происходят новые разработки и изобретения, вы можете ожидать этого в ближайшее время. Детям предстоит заново изучить целый ряд новых фактов о робототехнике.
 Возможно построен Леонардо да Винчи около 1495 года.
Возможно построен Леонардо да Винчи около 1495 года. Инженеры могли запрограммировать его и перепрограммировать, если нужно.
Инженеры могли запрограммировать его и перепрограммировать, если нужно.
 е. на шаре)
е. на шаре)


 Положительный прием роботов может быть частично из-за известного мультяшного робота «Астробой». Китай выразил взгляды на робототехнику, аналогичные взглядам Японии и Южной Кореи, но Китай отстает и от Америки, и от Европы в развитии робототехники. Восточноазиатская точка зрения состоит в том, что роботы должны быть примерно равны людям. Они считают, что роботы могли бы ухаживать за стариками, учить детей или служить помощниками. Популярное мнение в Восточной Азии состоит в том, что роботы должны стать более популярными и продвинутыми. Эта точка зрения противоположна популярной западной точке зрения.
Положительный прием роботов может быть частично из-за известного мультяшного робота «Астробой». Китай выразил взгляды на робототехнику, аналогичные взглядам Японии и Южной Кореи, но Китай отстает и от Америки, и от Европы в развитии робототехники. Восточноазиатская точка зрения состоит в том, что роботы должны быть примерно равны людям. Они считают, что роботы могли бы ухаживать за стариками, учить детей или служить помощниками. Популярное мнение в Восточной Азии состоит в том, что роботы должны стать более популярными и продвинутыми. Эта точка зрения противоположна популярной западной точке зрения. В научно-фантастических фильмах и других историях они часто изображаются как опасные мятежники против человечества.
В научно-фантастических фильмах и других историях они часто изображаются как опасные мятежники против человечества. Однако в современном мире роботы более сложны, и однажды могут понадобиться настоящие законы, очень похожие на изначальные три закона Айзека Азимова.
Однако в современном мире роботы более сложны, и однажды могут понадобиться настоящие законы, очень похожие на изначальные три закона Айзека Азимова. У.Р.». ( Универсальные роботы Россум ), показаны три робота
У.Р.». ( Универсальные роботы Россум ), показаны три робота
 Потому что этот небольшой кусочек металла:
Потому что этот небольшой кусочек металла:
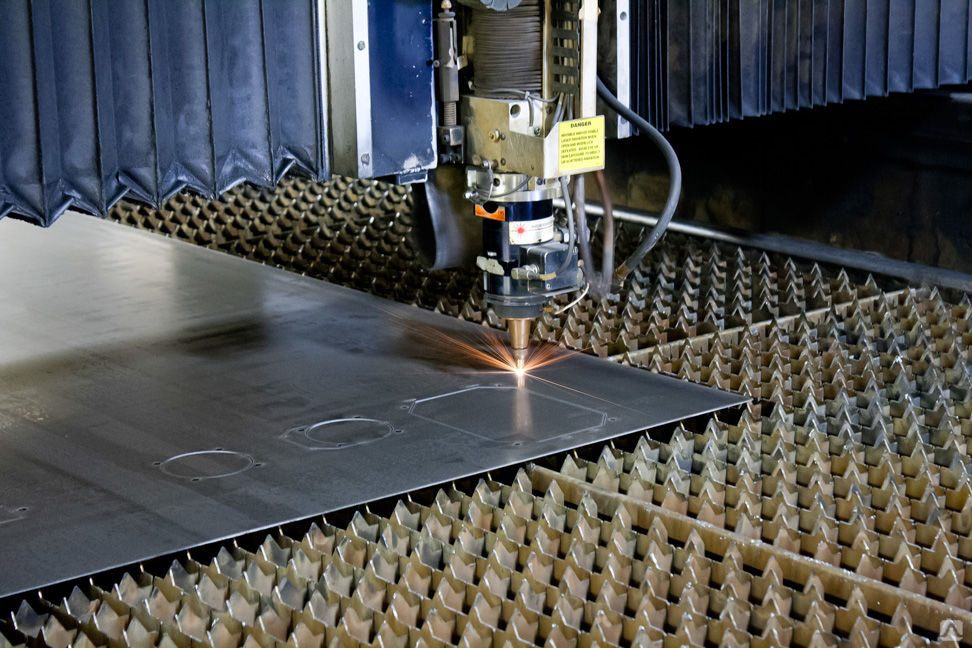
 В быту можно воспользоваться болгаркой, для относительно небольших отверстий применяют сверление, а если требуется высокая точность – используют лазер. Также для этих целей служат плазменные резаки. Подробнее о каждом способе расскажем далее.
В быту можно воспользоваться болгаркой, для относительно небольших отверстий применяют сверление, а если требуется высокая точность – используют лазер. Также для этих целей служат плазменные резаки. Подробнее о каждом способе расскажем далее.
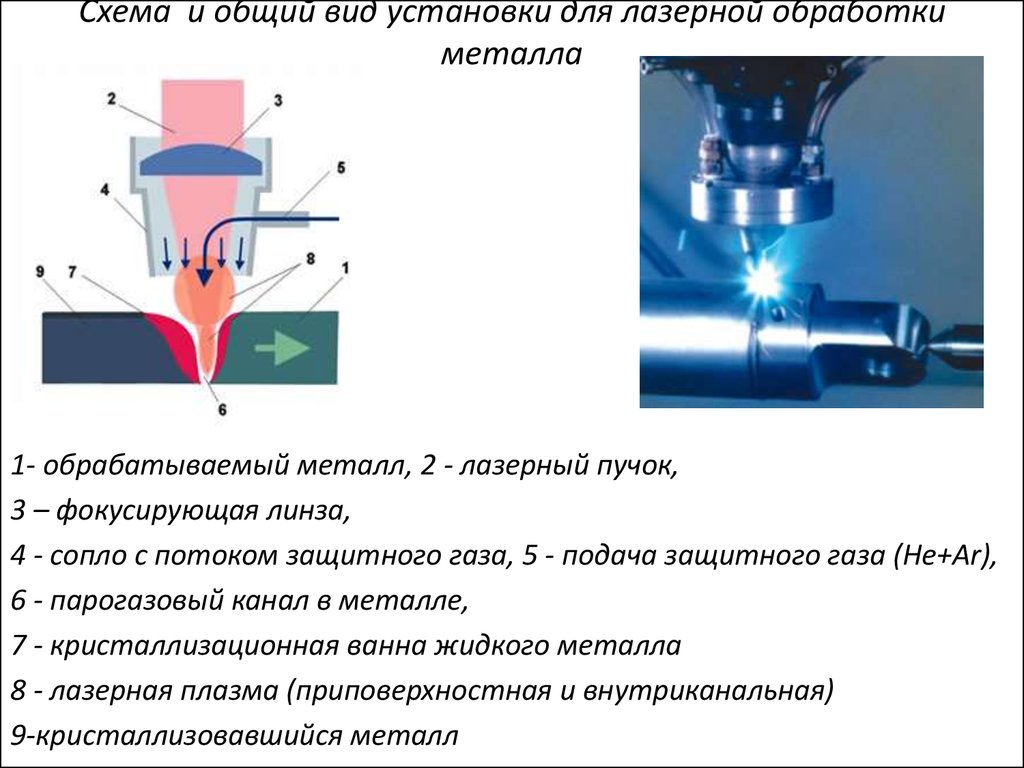
 При правильно написанной программе все изготовленные детали соответствуют первоначальному проекту.
При правильно написанной программе все изготовленные детали соответствуют первоначальному проекту.
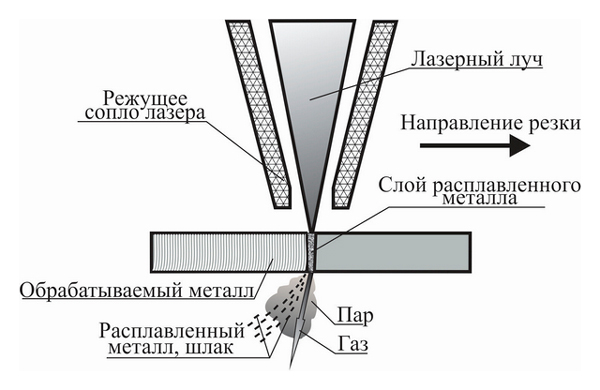
 Оператор задает программу, в ходе выполнения которой луч двигается в нужном направлении. При этом не имеет значения замысловатость вычерчиваемой формы.
Оператор задает программу, в ходе выполнения которой луч двигается в нужном направлении. При этом не имеет значения замысловатость вычерчиваемой формы.
 При плазменной резке края получаются недостаточно вертикальными, а при пробивке они слегка загибаются.
При плазменной резке края получаются недостаточно вертикальными, а при пробивке они слегка загибаются.

 На основной детали вырезается кусок такого же размера. Затем перфолист нужно вставить в данное окно. Закрепление проходит контактной сваркой.
На основной детали вырезается кусок такого же размера. Затем перфолист нужно вставить в данное окно. Закрепление проходит контактной сваркой.
 Рассмотрим пример: рекомендуемая высота для проведения резки – 2–2,5 мм, профессионал при этом будет работать на расстоянии 4-5 мм. Необходимо помнить, что излишне малое расстояние приводит к ускоренному износу аппаратуры.
Рассмотрим пример: рекомендуемая высота для проведения резки – 2–2,5 мм, профессионал при этом будет работать на расстоянии 4-5 мм. Необходимо помнить, что излишне малое расстояние приводит к ускоренному износу аппаратуры.
 Для предотвращения этого перед началом резки происходит отключение контролера напряжения плазменной дуги.
Для предотвращения этого перед началом резки происходит отключение контролера напряжения плазменной дуги.
 Помимо этого, большое значение для эффективности резки имеет надежность аппаратуры и используемых сверл.
Помимо этого, большое значение для эффективности резки имеет надежность аппаратуры и используемых сверл.
 Менее трудоемкой считается технология кольцевого сверления. Ее делают на низких оборотах.
Менее трудоемкой считается технология кольцевого сверления. Ее делают на низких оборотах.
 Так быстро с толстым металлом швеллеру не справиться. Плоскогубцев будет уже недостаточно, необходим молоток или «крокодил» (специальное приспособление). Поэтому специалисты советуют резать металл более мелкими сегментами, а затем использовать два молотка: один ставят на сегмент, а другим бьют по первому.
Так быстро с толстым металлом швеллеру не справиться. Плоскогубцев будет уже недостаточно, необходим молоток или «крокодил» (специальное приспособление). Поэтому специалисты советуют резать металл более мелкими сегментами, а затем использовать два молотка: один ставят на сегмент, а другим бьют по первому.
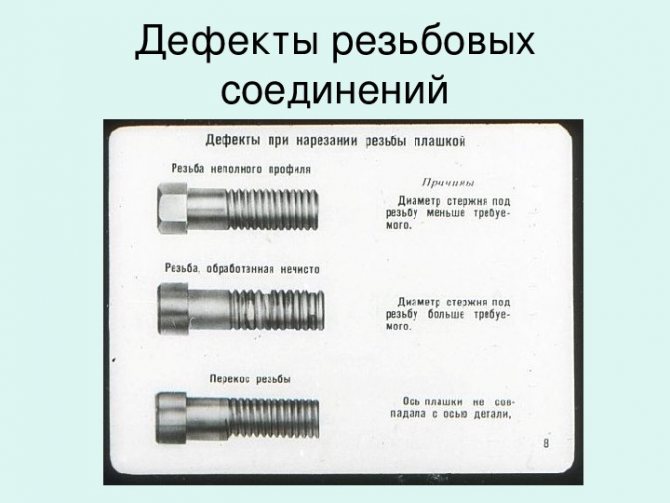
 Рассмотрим теперь отклонения от заранее заданных размеров, которые возможны при резке этим инструментом.
Рассмотрим теперь отклонения от заранее заданных размеров, которые возможны при резке этим инструментом.
 Диаметр отверстий может быть до 2 микрон с субмикронной точностью размещения. Доступна скорость бурения до 1000 отверстий в секунду.
Диаметр отверстий может быть до 2 микрон с субмикронной точностью размещения. Доступна скорость бурения до 1000 отверстий в секунду.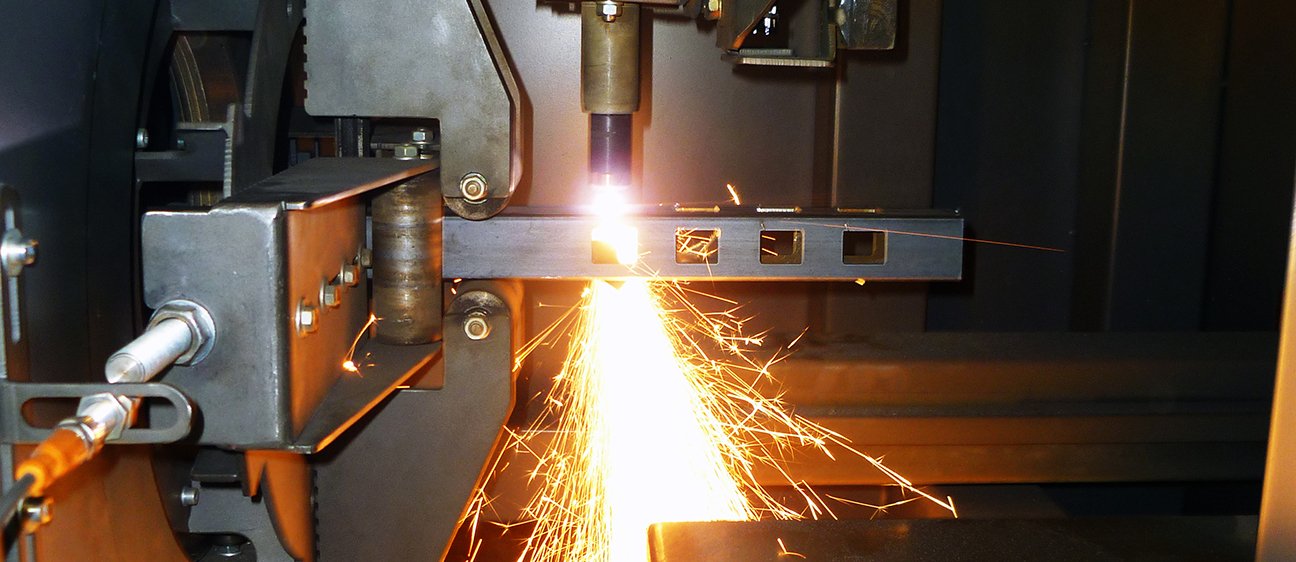

 Диаметр отверстий до 2 микрон. Обычно используется УФ-обработка с большим полем зрения с несколькими отверстиями для высокой пропускной способности.
Диаметр отверстий до 2 микрон. Обычно используется УФ-обработка с большим полем зрения с несколькими отверстиями для высокой пропускной способности.


 Большая часть расплавленного материала выбрасывается вниз через пилотное отверстие.
Большая часть расплавленного материала выбрасывается вниз через пилотное отверстие.
 Они гораздо меньше забиваются и дают чистую поверхность без видимой деформации. После нарезания резьбы с помощью метчика, болт или шпилька накручивается без усилий по всей поверхности.
Они гораздо меньше забиваются и дают чистую поверхность без видимой деформации. После нарезания резьбы с помощью метчика, болт или шпилька накручивается без усилий по всей поверхности. Их легко узнать, поскольку они самые короткие. Так как этот инструмент предназначен для нарезки резьбы только в гайках, которые обычно отличаются небольшой шириной, он делается очень коротким. В связи с этим его длина позволяет сделать максимум 12 витков. Гаечные метчики тоже могут быть черновыми и чистовыми. Черновой только создает начальную резьбу для вкручивания заборной части более длинного инструмента.
Их легко узнать, поскольку они самые короткие. Так как этот инструмент предназначен для нарезки резьбы только в гайках, которые обычно отличаются небольшой шириной, он делается очень коротким. В связи с этим его длина позволяет сделать максимум 12 витков. Гаечные метчики тоже могут быть черновыми и чистовыми. Черновой только создает начальную резьбу для вкручивания заборной части более длинного инструмента. Плашка нарезает и калибрует внешнюю резьбу за один проход. Обычно ее применяют для нарезки резьбы на прутах диаметром до 52 мм. Стандартная толщина плашек составляет от 8 до 10 витков. Угол нарезанных выступов у плашки может отличаться. Инструмент с углом 40-60 градусов применяется для сквозного прохода. В том случае, если необходимо нарезать резьбу вплотную до упора, применяется плашка с углом 90 градусов.
Плашка нарезает и калибрует внешнюю резьбу за один проход. Обычно ее применяют для нарезки резьбы на прутах диаметром до 52 мм. Стандартная толщина плашек составляет от 8 до 10 витков. Угол нарезанных выступов у плашки может отличаться. Инструмент с углом 40-60 градусов применяется для сквозного прохода. В том случае, если необходимо нарезать резьбу вплотную до упора, применяется плашка с углом 90 градусов.





 Черновой метчик предназначен для снятия основной части стружки. Чистовой служит для окончательного, точного формирования профиля резьбы и калибровки.
Черновой метчик предназначен для снятия основной части стружки. Чистовой служит для окончательного, точного формирования профиля резьбы и калибровки. Плашки бывают цельными и разрезными.
Плашки бывают цельными и разрезными. Клуппы обычно оснащаются сменными резцами или головками. Это значительно увеличивает срок их эксплуатации. В зависимости от конструкции, для вращения ручных клуппов могут использоваться как съемные рукоятки, так и держатели-трещотки.
Клуппы обычно оснащаются сменными резцами или головками. Это значительно увеличивает срок их эксплуатации. В зависимости от конструкции, для вращения ручных клуппов могут использоваться как съемные рукоятки, так и держатели-трещотки. Все их можно разбить на несколько групп:
Все их можно разбить на несколько групп: Трубопроводную магистраль всегда можно разобрать без повреждений при ремонте или изменении конфигурации.
Трубопроводную магистраль всегда можно разобрать без повреждений при ремонте или изменении конфигурации.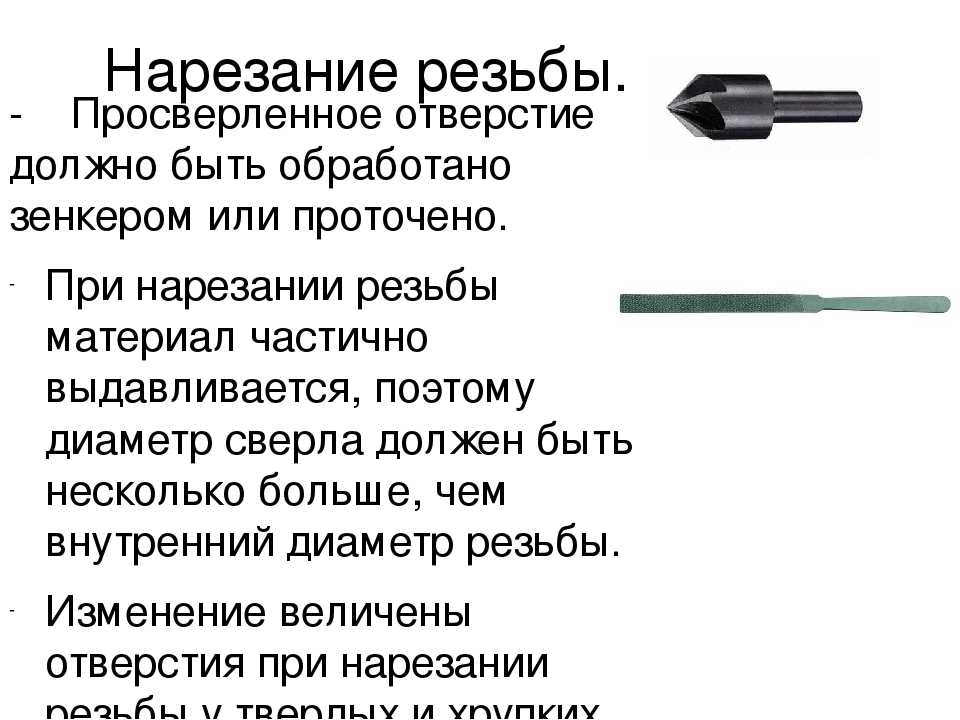 Мы предлагаем широкий ассортимент инструментов для обработки наружной и внутренней резьбы с различным профилем и шагом на разнообразных деталях. Если вам необходимо эффективное высококачественное резьбонарезание — вы обратились по нужному адресу.
Мы предлагаем широкий ассортимент инструментов для обработки наружной и внутренней резьбы с различным профилем и шагом на разнообразных деталях. Если вам необходимо эффективное высококачественное резьбонарезание — вы обратились по нужному адресу. Каким бы ни был ваш метод обработки, у нас найдется подходящий инструмент для фрезерования резьбы. Наш ассортимент инструментов охватывает внутреннюю и наружную обработку, обработку мелкоразмерных деталей, решения для медицинской промышленности и других областей применения.
Каким бы ни был ваш метод обработки, у нас найдется подходящий инструмент для фрезерования резьбы. Наш ассортимент инструментов охватывает внутреннюю и наружную обработку, обработку мелкоразмерных деталей, решения для медицинской промышленности и других областей применения. Ассортимент метчиков для различных типов резьбы представлен двумя подгруппами: метчики для обработки определённой группы материалов и метчики для обработки нескольких групп материалов.
Ассортимент метчиков для различных типов резьбы представлен двумя подгруппами: метчики для обработки определённой группы материалов и метчики для обработки нескольких групп материалов. youtube.com/embed/gIbeVukDDmQ?feature=oembed&start&end&wmode=opaque&loop=0&controls=1&mute=0&rel=0&modestbranding=0″>
youtube.com/embed/gIbeVukDDmQ?feature=oembed&start&end&wmode=opaque&loop=0&controls=1&mute=0&rel=0&modestbranding=0″> 
 00
00 00
00

 00
00

 Обмен товара осуществляется в течение 14 дней со дня получения при условии, что товар не был в употреблении, сохранен его товарный вид, потребительские свойства, пломбы, фабричные ярлыки, а также при наличии товарного чека или иного документа, подтверждающего оплату указанные товары.
Обмен товара осуществляется в течение 14 дней со дня получения при условии, что товар не был в употреблении, сохранен его товарный вид, потребительские свойства, пломбы, фабричные ярлыки, а также при наличии товарного чека или иного документа, подтверждающего оплату указанные товары. как можно больше направлений по всему миру, и наша преданная команда,
как можно больше направлений по всему миру, и наша преданная команда,

 , UPS или FedEx после 90 дней,
, UPS или FedEx после 90 дней, Мы считаем, что лучше всего подходит для доставки вашего заказа как можно быстрее и эффективнее.
Мы считаем, что лучше всего подходит для доставки вашего заказа как можно быстрее и эффективнее.



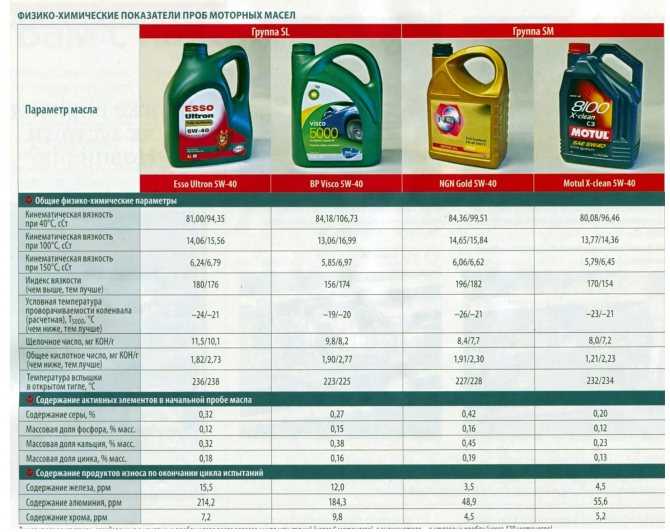
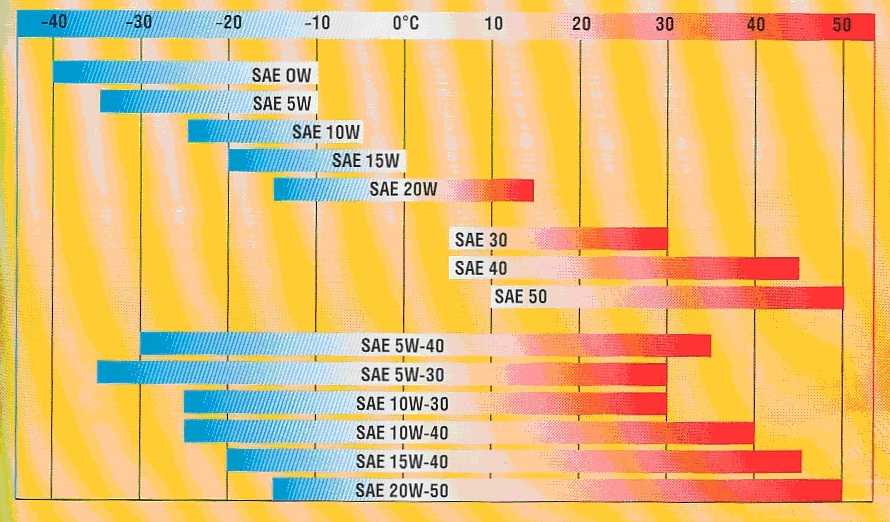
 У масла ROLF JP SAE 0W-30 ILSAC GF-5/API SN этот показатель сдвинут к верхней границе требований, что позволяет ему дольше работать в моторе, не выходя за заданный диапазон: по мере старения вязкость масла неизбежно снижается.
У масла ROLF JP SAE 0W-30 ILSAC GF-5/API SN этот показатель сдвинут к верхней границе требований, что позволяет ему дольше работать в моторе, не выходя за заданный диапазон: по мере старения вязкость масла неизбежно снижается. Благодаря этому оно обеспечивает легкость запуска даже при очень низких температурах и на автомобилях с недостаточной мощностью аккумулятора. Эта проблема характерна для многих японских машин, где большой аккумулятор не помещается под капотом из-за плотной компоновки. Благодаря синтетическому маслу SAE 0W-30 можно значительно снизить нагрузку на стартер зимой.
Благодаря этому оно обеспечивает легкость запуска даже при очень низких температурах и на автомобилях с недостаточной мощностью аккумулятора. Эта проблема характерна для многих японских машин, где большой аккумулятор не помещается под капотом из-за плотной компоновки. Благодаря синтетическому маслу SAE 0W-30 можно значительно снизить нагрузку на стартер зимой. Не снижается пропускная способность масляных каналов, включая наиболее тонкие (гидрокомпенсаторы, масляные форсунки охлаждения поршней). Минимальный уровень нагарообразования защищает поршневые кольца от потери подвижности, приводящей к снижению компрессии. Уменьшается риск выхода из строя из-за загрязнения клапанов VTEC, редукционного клапана маслонасоса.
Не снижается пропускная способность масляных каналов, включая наиболее тонкие (гидрокомпенсаторы, масляные форсунки охлаждения поршней). Минимальный уровень нагарообразования защищает поршневые кольца от потери подвижности, приводящей к снижению компрессии. Уменьшается риск выхода из строя из-за загрязнения клапанов VTEC, редукционного клапана маслонасоса.
 В то же время масло ROLF JP SAE 10W-30 ILSAC GF-5/API SN, практически идентичное по большинству характеристик 0W-30, в теплом или жарком климате обеспечит меньший расход на угар, но пусковые характеристики зимой у него значительно хуже.
В то же время масло ROLF JP SAE 10W-30 ILSAC GF-5/API SN, практически идентичное по большинству характеристик 0W-30, в теплом или жарком климате обеспечит меньший расход на угар, но пусковые характеристики зимой у него значительно хуже. Снижение нагрузки на стартер также разгружает и силовые электроцепи, допускает больше попыток запуска, что важно после длительной стоянки или при неудовлетворительном качестве бензина, плохо испаряющегося на морозе.
Снижение нагрузки на стартер также разгружает и силовые электроцепи, допускает больше попыток запуска, что важно после длительной стоянки или при неудовлетворительном качестве бензина, плохо испаряющегося на морозе.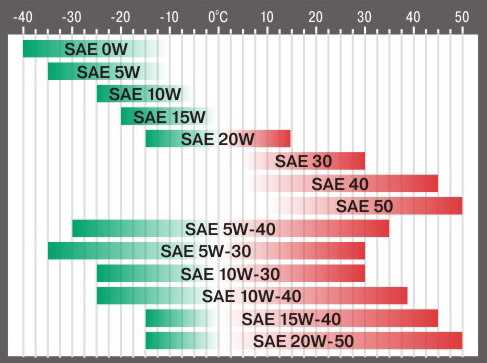

 4
4

 Так, масло API CF-4 предназначено только для четырехтактных дизелей, в то время как суффикс «-2» указывал бы на применение в дизельных двигателях с двухтактным циклом.
Так, масло API CF-4 предназначено только для четырехтактных дизелей, в то время как суффикс «-2» указывал бы на применение в дизельных двигателях с двухтактным циклом.
 Такие требования и составляют допуск: при выборе масла для автомобиля нужно обеспечивать совпадение допусков, указываемых в сервисной документации автомобиля и в характеристиках моторного масла.
Такие требования и составляют допуск: при выборе масла для автомобиля нужно обеспечивать совпадение допусков, указываемых в сервисной документации автомобиля и в характеристиках моторного масла.
 00: автомобили Volkswagen с бензиновым и дизельным двигателем (без насос-форсунок) с нормальными сроками замены масла.
00: автомобили Volkswagen с бензиновым и дизельным двигателем (без насос-форсунок) с нормальными сроками замены масла.
 МАСЛО рекомендуется для всех типов современных транспортных средств, включая высокопроизводительные бензиновые и дизельные многоклапанные двигатели с впрыском топлива с турбонаддувом, установленные в легковых автомобилях, внедорожниках, легких фургонах и грузовиках.
МАСЛО рекомендуется для всех типов современных транспортных средств, включая высокопроизводительные бензиновые и дизельные многоклапанные двигатели с впрыском топлива с турбонаддувом, установленные в легковых автомобилях, внедорожниках, легких фургонах и грузовиках.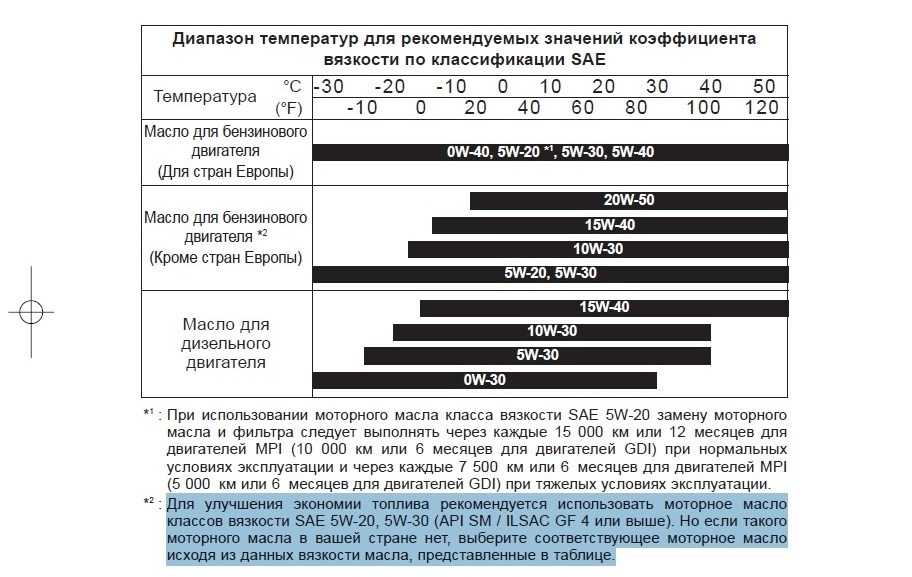
 В нормальных условиях использования эта смазка не представляет особой токсической опасности. Со всеми смазками любого типа следует обращаться с большой осторожностью, особенно избегая возможного контакта с кожей.
В нормальных условиях использования эта смазка не представляет особой токсической опасности. Со всеми смазками любого типа следует обращаться с большой осторожностью, особенно избегая возможного контакта с кожей. Мы также посмотрим, чем оно отличается от других масел и можно ли использовать масло 10W-40 вместо масла 10W-30.
Мы также посмотрим, чем оно отличается от других масел и можно ли использовать масло 10W-40 вместо масла 10W-30. Чем ниже это число, тем лучше ваше моторное масло будет работать в условиях низких температур.
Чем ниже это число, тем лучше ваше моторное масло будет работать в условиях низких температур. Он также может хорошо работать в условиях высокой температуры и давления в более жарком климате и прилипать к двигателю без разбавления.
Он также может хорошо работать в условиях высокой температуры и давления в более жарком климате и прилипать к двигателю без разбавления.
 И вы можете рассчитывать на повышение эффективности использования топлива и большую экономию топлива.
И вы можете рассчитывать на повышение эффективности использования топлива и большую экономию топлива. Тем не менее, он не будет работать в условиях низких температур или холодной погоды. Скорее всего, это помешает запуску вашего автомобиля при более низких температурах.
Тем не менее, он не будет работать в условиях низких температур или холодной погоды. Скорее всего, это помешает запуску вашего автомобиля при более низких температурах.
 Подходит ли масло 10W-30 для большого пробега?
Подходит ли масло 10W-30 для большого пробега?

 ..
.. 2008-01.2012
2008-01.2012 2008-01.2012
2008-01.2012 2008-01.2011
2008-01.2011 8 TSI
8 TSI 2008-01.2012
2008-01.2012 2010-01.2012
2010-01.2012


 Мы ваши адвокаты на всю жизнь.
Мы ваши адвокаты на всю жизнь.
 Такой материал считается расходным и применяется в деревообработке, металлообработке, при ремонте и строительстве. Шлифовальный круг на липучке устанавливается на болгарку или эксцентриковую шлифовальную машинку, а также на дрель ручной работы. Он маркируется различным цветом, обозначающим зернистость. К примеру, коричневый подходит для дерева и металла, синий – для нержавейки, а черным можно обрабатывать минералы.
Такой материал считается расходным и применяется в деревообработке, металлообработке, при ремонте и строительстве. Шлифовальный круг на липучке устанавливается на болгарку или эксцентриковую шлифовальную машинку, а также на дрель ручной работы. Он маркируется различным цветом, обозначающим зернистость. К примеру, коричневый подходит для дерева и металла, синий – для нержавейки, а черным можно обрабатывать минералы. Алмазный диск отличается оптимальным балансом хрупкости и прочности, имеет большой рабочий запас.
Алмазный диск отличается оптимальным балансом хрупкости и прочности, имеет большой рабочий запас. Маркировка шлифовальных кругов осуществляется согласно ГОСТ 2424 и обозначается буквами и цифрами. Ниже представлены самые распространенные профили шлифовальных кругов и область их применения.
Маркировка шлифовальных кругов осуществляется согласно ГОСТ 2424 и обозначается буквами и цифрами. Ниже представлены самые распространенные профили шлифовальных кругов и область их применения. Например, маркировка 350×40×127 будет означать, что наружный диаметр диска составляет 350 мм, внутренний диаметр — 40 мм, высота (толщина) — 127 мм. Наиболее востребованными для бытовых станков являются шлифовальные круги с внешним диаметром 125 мм, 200 мм и 230 мм.
Например, маркировка 350×40×127 будет означать, что наружный диаметр диска составляет 350 мм, внутренний диаметр — 40 мм, высота (толщина) — 127 мм. Наиболее востребованными для бытовых станков являются шлифовальные круги с внешним диаметром 125 мм, 200 мм и 230 мм.

 Обычно в качестве связующего компонента используется бакелит или керамика. Инструмент на основе бакелитовой связки имеет повышенную плотность, является тяжелым и пригоден для работ по металлу. Однако при этом существуют некоторые ограничения по скорости вращения, особенно если речь идет о ручных шлифовальных машинах.
Обычно в качестве связующего компонента используется бакелит или керамика. Инструмент на основе бакелитовой связки имеет повышенную плотность, является тяжелым и пригоден для работ по металлу. Однако при этом существуют некоторые ограничения по скорости вращения, особенно если речь идет о ручных шлифовальных машинах. Маркировка показателей твердости шлифовальных кругов для шлифовальных станков обозначается буквенно‑цифровым кодом, где М — мягкие, СТ — среднетвёрдые, Т — твердые, ЧТ — чрезвычайно твердые.
Маркировка показателей твердости шлифовальных кругов для шлифовальных станков обозначается буквенно‑цифровым кодом, где М — мягкие, СТ — среднетвёрдые, Т — твердые, ЧТ — чрезвычайно твердые.
 А диск — это форма, которая имеет еще и толщину. На всех коробках мы увидим название “disc”, так что далее и мы будем называть их диски.
А диск — это форма, которая имеет еще и толщину. На всех коробках мы увидим название “disc”, так что далее и мы будем называть их диски.
 Это заставляет производителей абразивных материалов удовлетворять новые запросы рынка:
Это заставляет производителей абразивных материалов удовлетворять новые запросы рынка:
 Для каждого материала есть шлифовальные диски, которые подходят лучше чем другие, например:
Для каждого материала есть шлифовальные диски, которые подходят лучше чем другие, например:
 Размер диска напрямую связан с размером обрабатываемой детали:
Размер диска напрямую связан с размером обрабатываемой детали:

 Сетка особенно хорошо проявляет себя при обработке шпатлевок, древесины, композитов и пластиков. На мелкой градации классические круги с отверстиями более предпочтительны, так как не оставляют следов от краев диска.
Сетка особенно хорошо проявляет себя при обработке шпатлевок, древесины, композитов и пластиков. На мелкой градации классические круги с отверстиями более предпочтительны, так как не оставляют следов от краев диска.

 Для этого в шлифовальных дисках делают отверстия — чем больше отверстий, тем лучше.
Для этого в шлифовальных дисках делают отверстия — чем больше отверстий, тем лучше.


 Если вы хотите удалить лишний материал с металлической поверхности, вы можете использовать шлифовальный круг и лепестковый диск. Однако лепестковый диск дает меньше искры, чем шлифовальный круг. Для эффективного шлифования и финишной обработки металла можно использовать шлифовальный диск. Давайте углубимся,
Если вы хотите удалить лишний материал с металлической поверхности, вы можете использовать шлифовальный круг и лепестковый диск. Однако лепестковый диск дает меньше искры, чем шлифовальный круг. Для эффективного шлифования и финишной обработки металла можно использовать шлифовальный диск. Давайте углубимся, Этот круг также используется для удаления ржавчины, сварочных брызг и сварочного шлака. Шлифовальные круги доступны с различной зернистостью, например наждачная бумага . Круги с низкой зернистостью более грубые и имеют высокую скорость съема материала, в то время как круги с более высокой зернистостью мягче и имеют низкую скорость съема материала. Шлифовальные круги как с высокой, так и с низкой зернистостью используются для шлифовки, чистовой обработки, очистки и полировка металла .
Этот круг также используется для удаления ржавчины, сварочных брызг и сварочного шлака. Шлифовальные круги доступны с различной зернистостью, например наждачная бумага . Круги с низкой зернистостью более грубые и имеют высокую скорость съема материала, в то время как круги с более высокой зернистостью мягче и имеют низкую скорость съема материала. Шлифовальные круги как с высокой, так и с низкой зернистостью используются для шлифовки, чистовой обработки, очистки и полировка металла . Этот абразивный инструмент идеально подходит для обработки черных и цветных металлов.
Этот абразивный инструмент идеально подходит для обработки черных и цветных металлов.
 55 кВт )
55 кВт )

 с.
с. ..LI6 зажим 2.5 мм² AWG 14
..LI6 зажим 2.5 мм² AWG 14 
 se.com/ww/en/work/products/residential-and-small-business/»>
se.com/ww/en/work/products/residential-and-small-business/»> se.com/ww/en/work/products/access-to-energy/»>
se.com/ww/en/work/products/access-to-energy/»> Ассортимент Harmony, доступный по всему миру в версиях из металла и пластика, отвечает вашим потребностям в надежной…
Ассортимент Harmony, доступный по всему миру в версиях из металла и пластика, отвечает вашим потребностям в надежной… se.com/in/en/work/products/low-voltage-products-and-systems/»>
se.com/in/en/work/products/low-voltage-products-and-systems/»>
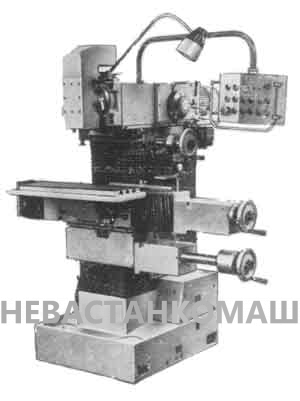
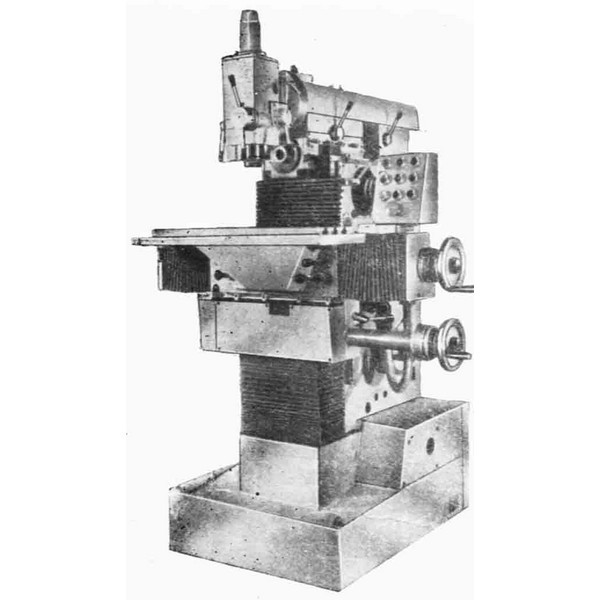
 Для обработки наклонных поверхностей деталь может устанавливаться на универсальном столе.
Для обработки наклонных поверхностей деталь может устанавливаться на универсальном столе.
 .450 мм
.450 мм 81.001
81.001 004
004 Выключатель местного освещения
Выключатель местного освещения Кнопка перемещения шпиндельной бабки назад
Кнопка перемещения шпиндельной бабки назад Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе .380
.380 .400
.400 Руководство по эксплуатации 6Б75В.00.000 РЭ, 1977
Руководство по эксплуатации 6Б75В.00.000 РЭ, 1977 Г. Расчёты настроек и наладок фрезерных станков, 1969
Г. Расчёты настроек и наладок фрезерных станков, 1969


 Кроме того, большое количество различных фрезерных барабанов, таких как фрезы ECO или барабаны тонкого измельчения, обеспечивают высокую гибкость использования машин.
Кроме того, большое количество различных фрезерных барабанов, таких как фрезы ECO или барабаны тонкого измельчения, обеспечивают высокую гибкость использования машин.





 с.
с. с.
с. с.
с. с.
с. с.
с.





 фрезерные станки.
фрезерные станки.
 Области применения варьируются от традиционных операций с небольшими фрезами, таких как точечный ремонт дорог, до полного удаления дорожного покрытия, которым обычно занимаются большие фрезы.
Области применения варьируются от традиционных операций с небольшими фрезами, таких как точечный ремонт дорог, до полного удаления дорожного покрытия, которым обычно занимаются большие фрезы. При этом система постоянно сравнивает фактические значения с предварительно заданными целевыми значениями и пропорционально корректирует отклонения. Эта ультрасовременная технология неизменно гарантирует выдающиеся результаты выравнивания и значительно снижает нагрузку на оператора машины.
При этом система постоянно сравнивает фактические значения с предварительно заданными целевыми значениями и пропорционально корректирует отклонения. Эта ультрасовременная технология неизменно гарантирует выдающиеся результаты выравнивания и значительно снижает нагрузку на оператора машины.
 Скорость путешествия
Скорость путешествия

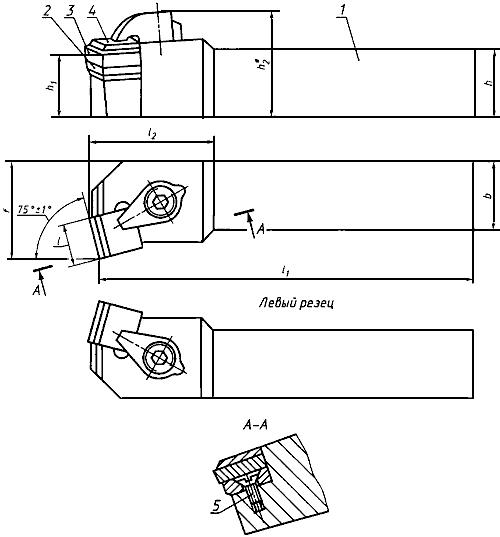
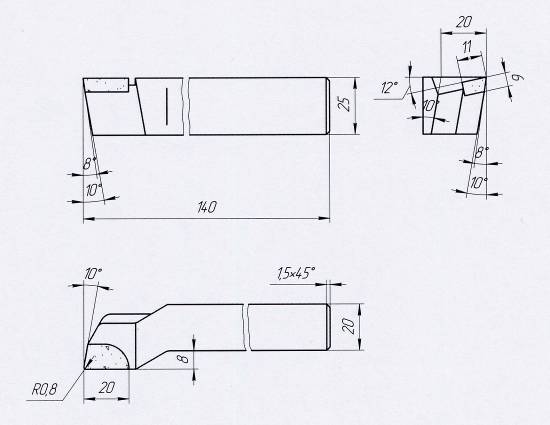 Вместо заточки, делают поворот пластинки.
Вместо заточки, делают поворот пластинки.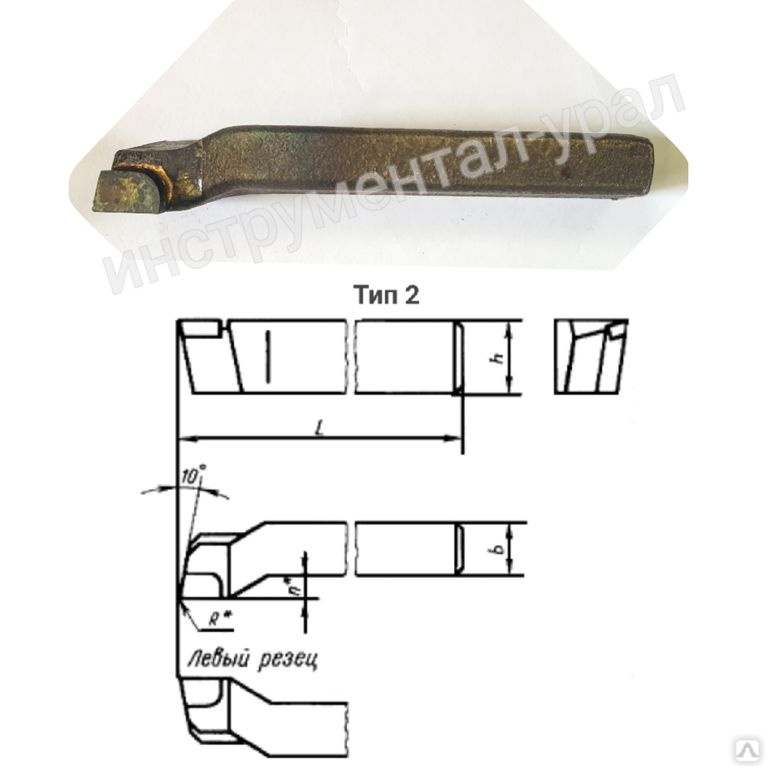 Главная режущая кромка режет металл. Вершиной является пересечение режущих кромок. Углы токарного резца, точнее заточки его вершины определяется видом работы.
Главная режущая кромка режет металл. Вершиной является пересечение режущих кромок. Углы токарного резца, точнее заточки его вершины определяется видом работы.
 youtube.com/embed/rNNdRK-3ahI» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/rNNdRK-3ahI» frameborder=»0″ allowfullscreen=»allowfullscreen»>  org/product»>
org/product»> (SCS-1, 9765)
(SCS-1, 9765) org/product»>
org/product»> 0003 $5.29/Pack
0003 $5.29/Pack Лезвие выдвигается в 1 из 3 положений, что позволяет выполнять широкий спектр задач, от надрезов сверху и неглубоких лотков до глубоких надрезов. Разделитель ленты разрезает упаковочную ленту, чтобы быстро открывать коробки и другие упаковки.
Лезвие выдвигается в 1 из 3 положений, что позволяет выполнять широкий спектр задач, от надрезов сверху и неглубоких лотков до глубоких надрезов. Разделитель ленты разрезает упаковочную ленту, чтобы быстро открывать коробки и другие упаковки.