SLM (Selective Laser Melting) – селективное лазерное плавление, распространенный метод трехмерной печати металлических изделий. В качестве материала используется металлический порошок очень мелкой фракции (меньше 40 мкм), под действием лазерного луча он расплавляется и превращается в однородную металлическую массу.
Краткий экскурс в историю SLM-технологии
Разработка данной технология трехмерной печати велась Вильгельмом Майнерсом и Конрадом Виссенбахом из Института лазерной техники (ILT) совместно с Дитером Шварце и Маттиасом Фокеле из компании F&S.
Области применения SLM-технологии
Широкое применение SLM-технология нашла в аэрокосмической промышленности. Сейчас можно изготавливать очень сложные изделия из металла со множеством скрытых полостей. Например, благодаря появлению селективного лазерного плавления, упростился и ускорился процесс создания топливной форсунки – одной из самых сложных деталей реактивного двигателя. Раньше для ее изготовления требовалось от 10 и более элементов, которые сваривались в единое целое, что было очень трудоемко. На сегодняшний день SLM-технология позволила производить топливную форсунку за один запуск принтера.
Также SLM-технология нашла применение и в медицине. С ее помощью делают импланты и протезы, части зубных коронок с учетом анатомических особенностей пациентов.
Ювелирное дело;
Автомобилестроение;
Дизайн;
Стоит отметить, что в основном SLM-технология применяется для изготовления полностью функциональных прототипов и серийной продукции в промышленности.
В камере построения. EOS M 270
Особенности технологии SLM-печати.
Во многом SLM-технология схожа с SLS-технологией. Порошковый материал, как и в SLS, наносится ровным слоем и плавится под действием лазерного луча. Существенным отличием SLM-технологии от SLS является необходимость в поддерживающих элементах. Они требуются не только для поддержки нависающих частей изделия, но и для отведения излишек тепла, возникающих в процессе печати.
Технологический процесс селективного лазерного плавления
В специализированной программе (слайсере) формируется камера с 3D-моделями будущих деталей.
Расставляются поддержки со специальной структурой.
Настраиваются слои и формируются команды для управления элементами принтера.
Происходит откачка кислорода из камеры построения принтера и закачка инертных газов: азота, аргона.
Порошок подается в камеру построения принтера и разравнивается специальным ножом на толщину слоя материала (20-60мкм).
Лазерный луч плавит слои порошка в участках, совпадающих с сечением 3D-модели.
После каждого плавления камера построения опускается на уровень ниже.
Затем снова подается и разравнивается порошок — создается следующий слой.
Процедура повторяется, пока не получится готовое изделие.
После окончания печати деталь очищается от остатков порошка.
Вынимается массивная плита с напечатанными изделиями.
Плита загружается в печь. Это требуется для отпуска напечатанных деталей, так как в них имеются внутренние напряжения, которые делают деталь более хрупкой.
Детали срезаются с плиты с помощью ленточной плиты.
Производится отделение поддерживающих элементов
В случае необходимости производится механическая обработка изделия (фрезеровка, шлифовка)
Сплавление металлического порошка в камере принтера
Недостатки SLM-технологии:
Высокая стоимость производства.
Относительно малая производительность (среднее время печати от 48 часов).
SLM-печать может быть вредной для здоровья человека при несоблюдении определенных мер предосторожности, так как в качестве сырья для производства изделий используются металлические порошки мелкой фракции. Для работы с SLM-технологией требуется выделять отдельные помещения с хорошей системой вентиляции и кондиционирования воздуха.
Технология требует использования дорогостоящего оборудования, обслуживания и расходных материалов
узнать стоимость
вернуться на главную
Технология SLM (Selective Laser Melting)
Суть технологии SLM
Промышленные установки трехмерной печати сложно назвать просто «принтерами». Они образуют отдельную отрасль — аддитивное производство и в их конструкции применяется технология SLM — Selective Leser Melting, в дословном переводе — Выборочное Лазерное Плавление. Суть этой технологии — расплавление лазером металлического порошка до однородной массы в тех точках, где это необходимо согласно исходной CAD-модели, построенной конструктором виртуально. Именно поэтому распространенное название SLM — «лазерное спекание»1 — ошибочно и не отражает истинную суть и преимущества этой технологии 3D печати.
Процесс построения трехмерной модели в промышленных SLM-установках проходит следующим образом. Программа, управляющая системой аддитивной печати, разрезает 3D-модель, созданную в программе конструктором, на тонкие слои по 20-100 микрон, получая на выходе так называемый STL-файл, состоящий из множества 2D-изображений каждого из слоев. На рабочий стол аппарата (будем для простоты называть его 3D-принтером), находщийся в герметичной камере, заполненной инертным газом, наносится (просто насыпается дозатором) тонкий ровный слой металлического порошка. Лазер высокой мощности через систему отклоняющих зеркал рисует на этом слое сечение модели, соответствующее текущему слою из STL-файла. Мощность лазера такова, что частицы металлического порошка сплавляются в полностью однородную массу. После этого рабочий стол 3D-принтера опускается вниз на расстояние, равное толщине слоя, и процесс начинается заново с насыпания новой порции порошка. Заполнение камеры инертным газом дает возможность использовать различне металлы, в том числе легко окисляемые при высоких темературах — например титан.
Выбор металлов, которые могут быть использованы в 3Д-принтерах промышленного класса с использованием лазерного плавления, очень широк. Для аддитивного производства можно использовать инструментальную и нержавеющую сталь, титан и его сплавы, сплавы кобальт-хрома, алюминий, медь, золото, платину — другими словами практически любой металл, который может быть в порошковом виде.
Достоинства технологии SLM
Главное преимущество технологии трехмерного построения SLM очевидно из описания процесса — на выходе Вы получаете деталь из монолитного металла, по прочности не уступающую изделиям, изготовленным путем литья, штамповки или фрезерования. Это главное и уникальное преимущество технологии SLM. Второе важное достоинство, которое не существенно в других технологиях — это экономия материала. В отличие от пластика, изделия из золота и платины будут стоить принципиально дешевле, если их изготавливать с меньшим количеством материала за счет внутренних полостей, котторые невозможно сделать традиционными методами металлообработки. Остальные выгоды от применения технологии SLM подобны и другим технологиям 3D-печати, а именно:
Построение деталей со сложной геометрией, в том числе неразъемных узлов и готовых механизмов.
Сокращение цикла разработки изделия (НИОКР).
Сокращение затрат на производство за счет экономии на дорогостоящей оснастке и пресс-формах.
Отсутствие необходимости финишной обработки изделия за счет высокого качества готовой поверхности.
Подходит ли Вам технология SLM
Скорее всего, Вы уже и сами знаете ответ на этот вопрос — поскольку промышленное оборудование трехмерного моделирования это уже не просто 3D-принтеры, а установки аддитивного синтеза, настоящее производство реальных узлов и деталей. Как правило, аппараты с технологией SLM не используются для моделирования — на них изготавливается конечный продукт, особо сложные детали в единичном экземпляре или очень мелкими партиями. Если Ваше предприятие занимается производством уникальной техники, то выгода от использования собственного оборудования, позволяющего без оснастки и дорогостоящей подготовки производить реальные рабочие детали любой сложности и прочности — очевидна. Кроме прямой экономии средств на мелкосерийное и штучное производство, не стоит забывать такой фактор, как секретность разработок — для изготовления Вашей продукции не потребуется привлечение сторонних организаций и производственных мощностей.
1Если быть максимально конкретным, то «лазерное спекание» это несколько другая технология (называется SLS), упрощенная и более дешевая, с использованием лазеров низкой мощности, в которой на самом деле порошки не расплавляются, а лишь спекаются до состояния когда отдельные гранулы металла просто слипаются между собой.
SLM Прямая 3D-печать металлом: Обзор технологии
Прямая 3D-печать металлом, также называемая селективным лазерным плавлением (SLM), работает аналогично селективному лазерному спеканию (SLS). В SLS лазер нагревает порошок, но не позволяет ему превысить температуру плавления, в то время как при прямой 3D-печати металлом температура плавления превышена. В результате печатные металлические детали имеют такие же физические и механические свойства, как и обычные металлические детали. Таким образом, технологию можно использовать для создания реалистичных металлических прототипов или небольших серий металлических деталей.
Эта технология довольно универсальна и может использоваться со многими различными металлами, однако чаще всего используются алюминий, сталь и титан.
ИСТОРИЯ
Процесс
Приложения
Материал
Стоимость и цены
ПРИНТЕРЫ
ИСТОРИЯ
, разработанные в период с 1995 по 1999 год. Над этой технологией работали одновременно несколько компаний и институтов. Первый действующий принтер с технологией лазерного плавления был представлен в Карлсруэ, Германия, в 1919 году.99.
Термин «SLM» был придуман компанией SLM Solutions. SLM Solutions является дочерним предприятием нескольких компаний, участвовавших в разработке этой технологии. Сегодня SLM Solutions является одним из ведущих поставщиков металлических 3D-принтеров.
Патентный чертеж первой машины SLM от 1995 года
Прямая 3D-печать металлом: процесс
На первом этапе металлический порошок наносится на построенную платформу. Как только материал равномерно распределен, лазер избирательно вплавляет первый слой в порошок. Построенная платформа опускается на высоту одного слоя (обычно от 30 до 50 мкм), затем на платформу наносится новый слой порошка, а лазер выборочно расплавляет второй слой модели. Благодаря процессу плавления порошок сплавляется с нижним слоем, так что шаг за шагом создается модель.
При лазерном спекании с PA12 (нейлоном) порошок на встроенной платформе уплотняется термическим процессом. Поэтому физическую модель можно создать без использования каких-либо опорных конструкций. При лазерном плавлении с металлическим порошком это уплотнение в такой же степени невозможно, поэтому требуются поддерживающие конструкции.
Пример прямой 3D-печати металлом. Источник: YouTube, BEGO
Приложения для прямой 3D-печати металлом
В отличие от других технологий 3D-печати металлом, в процессе лазерного плавления создаются детали, механически сопоставимые с металлическими деталями, изготавливаемыми традиционным способом. В результате технология повсеместно применяется как для прототипов, так и для мелкосерийного производства деталей в следующих отраслях:
Аэрокосмическая промышленность
Стоматология
Медицинские имплантаты
Автомобильные компоненты
Ювелирные изделия
Детали машин
Прямая 3D-печать металлом упрощает изготовление геометрических форм, которые были бы сложными или даже невозможными для традиционных методов производства.
Прямая 3D-печать металлом: Материалы
Мы предлагаем следующий выбор материалов:
Нержавеющая сталь: Нержавеющая сталь сочетает в себе высокую твердость и высокую пластичность с коррозионной стойкостью. Он подходит для деталей, требующих высокой прочности.
Алюминий: Алюминий – легкий металл (плотность ~2,7 г/см³), легко поддающийся обработке. Это хороший выбор для деталей, требующих небольшого веса и хорошей прочности.
Титан: Высокая прочность, низкая плотность, коррозионная стойкость и биосовместимость делают титан отличным выбором для применения в медицинских имплантатах, ювелирных изделиях и аэрокосмической отрасли.
Более подробная информация об этих металлах доступна на нашей странице 3D-печатные металлы.
При прямой 3D-печати металлом возможна даже тонкая толщина стенки (изображение: 0,3 мм)
Прямая 3D-печать металлом: стоимость и цены сложное оборудование. Таким образом, принтеры дороги как в покупке, так и в эксплуатации. Основным фактором стоимости для стали и алюминия является время печати и время постпроизводства; использование материалов является менее важным фактором. Для небольших изделий цена печати одного предмета или печати нескольких копий часто одинакова.
Стоимость сырья для титана значительно выше, чем для стали или алюминия. Таким образом, дополнительные затраты на дополнительную копию вашей детали выше, чем в случае с алюминием или сталью.
Из-за сложности технологии мы не предлагаем моментальные расценки на металлические детали, напечатанные на 3D-принтере. Убедительно просим вас отправить нам ручной запрос — мы свяжемся с вами в течение одного рабочего дня.
Получить предложение
Отправить предложение вручную, приложив модель (или чертеж), а также предполагаемый материал и количество. Если у вас есть вопросы, пожалуйста свяжитесь с нами.
Прямая 3D-печать металлом: принтеры
Ваши детали будут изготовлены на станке типа SLM 280 HL от SLM Solutions с максимальным рабочим пространством 248 x 248 x 350 мм.
Принтер SLM 280 HL от SLM Solutions GmbH
Узнать цену!
Загрузите свою модель для мгновенного расчета цены или отправьте нам запрос вручную.
Поделиться этой страницей
Металлическая технология SLM для 3D-печати
Откройте для себя 3D-печать металлом с помощью технологии селективного лазерного плавления (SLM).
Что такое технология 3D-печати SLM?
SLM (селективное лазерное плавление) представляет собой метод аддитивного производства, специально разработанный для 3D-печати металлических сплавов. Он создает детали аддитивно, сплавляя частицы металлического порошка вместе в процессе полного плавления.
В отличие от DMLS, SLM полностью расплавляет порошок, и поэтому он должен достигать более высокой температуры, чем этот другой метод 3D-печати металлом. Камера сборки заполнена инертным газом (аргоном или азотом с содержанием кислорода ниже 500 частей на миллион), чтобы создать идеальные условия для плавления.
Полный процесс плавления позволяет металлу образовывать однородный блок с хорошей стойкостью. Он идеально подходит для чистых металлов, таких как титан или алюминий. Поскольку нам нужна более высокая температура, чтобы полностью расплавить материал, время охлаждения будет больше, чем для DMLS.
В процессе селективного лазерного плавления используются опоры для усиления небольших углов и выступов деталей, а также для приклеивания рисунка к рабочему лотку. Поддержка будет удалена вручную после охлаждения. После печати обычно используются различные методы отделки, такие как фрезерование, термическая обработка или туринг, чтобы выполнить функциональные требования к детали.
Почему стоит выбрать технологию 3D-печати SLM?
Процесс SLM очень полезен для тех, кому необходимо быстро изготовить металлические детали для прототипирования или производства. Это также позволяет создавать сложные и высокодетализированные конструкции, которые были бы невозможны с любой другой технологией из-за ограничений традиционных производственных процессов.
Сложная геометрия
Эта технология 3D-печати металлом позволяет создавать тонкостенные объекты и сложные геометрические формы для получения легких конструкций.
Устойчивость к нагрузкам
Селективный лазерный металл дает вам доступ к материалам с отличными механическими свойствами для создания деталей, способных выдерживать нагрузки и напряжения.
Небольшие партии
Использование этой технологии для 3D-печати металлической детали идеально подходит, если вам нужно производить небольшие партии.
Услуга 3D-печати SLM по запросу
Sculpteo предоставляет вам лучшие онлайн-услуги 3D-печати для ваших металлических деталей. Благодаря нашему опыту в области технологии SLM, вы можете выбрать один из нескольких вариантов, мгновенно получить ценовое предложение и доверить нам производство в соответствии со стандартом ISO 9.001 сертифицированный завод.
Начните использовать SLM сегодня, загрузив 3D-файл.
Какие приложения лучше всего подходят для 3D-печати SLM?
Алюминий и металлические сплавы, используемые в SLM, могут противостоять высокому давлению газа и высокой температуре, что также приводит к многочисленным применениям в области машиностроения и химической технологии. Уменьшение веса, более высокая производительность, снижение затрат или улучшение управляемости — общие цели, достигаемые благодаря технологии SLM.
Лазерная очистка металла от ржавчины и краски, обезжиривание поверхностей, очистка сварочных швов, удаление лаковых покрытий
Лазерная очистка – это надежная, безопасная и быстрая технология, предназначенная для очистки поверхностей. С использованием этой технологии можно легко удалять ржавчину, слои краски, лака и других покрытий или осаждений, обезжиривать поверхности, счищать последствия окисления или осаждения пыли. Поскольку при очистке поверхностей не используются посторонние вещества, этот процесс не вредит окружающей среде и пользователю оборудования. Благодаря долговечности и надежности оборудования, а также небольшому расходу энергии лазерная очистка стала широко используемым методом в промышленности.
Области применения:
Очистка пластиковых и резиновых литейных форм
Удаление слоев ржавчины и краски
Обезжиривание поверхностей в пищевой промышленности
Обезжиривание металлических поверхностей перед сваркой
Очистка сварочных швов и поверхности, поврежденной при сварке
Удаление лаковых, полиамидных и других покрытий
Реставрация зданий, мостов, скульптур и даже картин
Удаление сажи
Нейтрализация радиоактивных поверхностей
Удаление изоляции с проводов
Преимущества
Бесконтактная технология – очищаемый материал не подвергается механическому, термическому или химическому воздействию, поэтому сохраняются его структура и поверхность, следовательно данный метод подходит для работы с очень тонкими или хрупкими материалами.
Сухая очистка – в отличие от процессов очистки песком или сухим льдом при лазерной очистке не используются дорогие и опасные материалы, ядовитые химикаты, не выделяется большое количество отходов и пыли.
Точность – четко определяемая и изменяемая длина линии очистки позволяет применять эту технологию там, где требуется высокая точность.
Надежность – система лазерной очистки создана в Литве, предусмотрен ресурс работы более 90 000 часов, система приспособлена к использованию в промышленности.
Скорость очистки – в зависимости от применения и мощности системы можно достичь до 10-ти! раз большей скорости очистки по сравнению со стандартными методами очистки поверхностей.
Быстрая подготовка к работе – система полностью готова к работе менее чем за 5 минут.
Безопасность – для работы с системой требуются лишь защитные очки, а также рекомендуется респиратор.
Компактная и транспортируемая система – оборудование можно с легкостью перемещать в помещении или даже переносить как ранец.
Быстро окупающаяся инвестиция – для эксплуатации оборудования не требуется пополнение материалов, не нужны дорогие и сложные средства защиты. В большинстве случаев оборудование для лазерной очистки окупается за один год.
Небольшая стоимость эксплуатации – в зависимости от модели оборудование для лазерной очистки потребляет всего 1–5 кВт электроэнергии.
Чистота – предлагаемые нами системы не загрязняют окружающую среду и имеют высокий КПД.
Как это работает?
Очень короткие наносекундные импульсы мощностью 100 000 Вт направляются в очищаемый слой, где они впитываются. Абсорбированная загрязнениями энергия вызывает их моментальный распад, часть которых испаряется, превращается в пыль или расщепляется на атомарном уровне. Остатки разложившихся веществ могут быть удалены системой фильтрации воздуха или счищены. Этот процесс повторяется пока не достигается желаемая глубина повреждения слоя или его удаление. Длину волны предлагаемого Optola лазера лучше всего поглощают оксиды и органические вещества такие как резина, краски, изоляция, лак, сажа и т. д.
Процесс лазерной чистки
Сравнение до и после
Решения
Легко транспортируемые системы
Транспортируемые системы состоят из лазерного источника света, оптического кабеля желаемой длины (до 40 метров) и лазерного пистолета. Мы предлагаем системы мощностью 20 – 1000 Вт. В зависимости от модели такие лазерные системы применяются, как для прецизионной обработки поверхностей небольшого площади, так и для поверхностей материалов с большой площадью.
Мы предлагаем системы лазерной очистки ранцевого типа, маленький вес которых (<18 кг) и легкое управление позволяют работать в труднодоступных местах.
Системы, интегрированные в производство
Компактные стационарные твердотельные и волоконные лазеры Nd:YAG, предназначенные для конвейерной лазерной очистки. Системы этого типа оптимизированы для максимальной эффективности и скорейшей окупаемости в автоматизированном производственном процессе.
Решения для автоматизированных и роботизированных систем
Полностью автоматизированные системы лазерной очистки позволяют оптимизировать работу через достижение безукоризненной точности и эффективности. Мы предлагаем полную разработку проекта от адаптации системы лазерной очистки в соответствии с Вашими задачами до сдачи в эксплуатацию и гарантируем всестороннее техническое обслуживание и поддержку системы.
Особенности лазерных систем очистки:
Быстрая скорость лазерной очистки — до 5 мин / м2 (полное перекрытие импульсов)
Частота импульсов от 25 кГц до 500 кГц
Всегда готовая система, просто подключи и работай
Самые компактные и эффективные системы: Размеры 485x390x180 мм, вес 18 кг
Качество: Срок гарантии 2 гола, с возможностью продления до 3 лет
Срок службы: более 90000 часов;
Готовность: 24/7
Метод охлаждения: воздушное (до 300 Вт)
Все системы включают в себя профессиональную подготовку по лазерной безопасности и эксплуатации класса 4
Optola использует технологию Galvano-scanner, которая позволяет достичь до 10 м2 /ч скорости очистки в зависимости от очищаемого материала
Как выбрать подходящую систему?
Самый простой способ — отправить нам образец (предпочтительно ~ 10×10 см).
Мы сможем определить скорость очистки и влияние желаемой системы на конкретный материал. После тестов, мы посоветуем наиболее эффективную систему в зависимости от ваших задач.
Все системы оснащены принадлежностями, необходимыми для работы:
Стандартным оптоволоконным кабелем 5 м, кабелем питания длиной 2 м (может быть изменен). Комплект принадлежностей включает в себя: 2 шт. защита для глаз, 2 шт. респираторы, ИК-детектор, набор для чистки линз.
Оборудование для лазерной очистки:
Лазерная очистка — ОКБ БУЛАТ
Сегодня широкий спектр систем на основе импульсных лазеров находит свое применение для очистки или удаления покрытий. Лазерное оборудование применяется для удаления слоя краски с деликатных поверхностей, снятия изоляции с проводов, отчистки поверхности, удаления остатков вулканизации резины на пресс-формах для покрышек и пр. Все эти операции в том или ином роде могут быть отнесены к «очистке».
Почему лазерное излучение?
Развитие лазерной очистки произошло под влиянием потребности в неабразивной и безопасной очистке, способной заменить использование химических растворителей и механических абразивных систем.
Одной из ключевых проблем, характеризующих большинство традиционных методов очистки, является повреждение подложки и негативное влияние на окружающую среду. Абразивная очистка повреждает деликатные поверхности и сопровождается большими объемами загрязнения. Использованию же химических растворителей сопутствуют жидкие отходы и потенциально опасные испарения. Подобные проблемы и привели к созданию первых чистящих лазерных систем.
К преимуществам лазерной очистки поверхности относятся следующие:
бесконтактный / неабразивный процесс;
отсутствие химических растворителей или частиц абразива;
снижение объемов загрязнений;
возможность автоматизации;
безопасность.
Тип процесса
Взаимодействие с основой
Безопасность и экология
Автоматизация
Химические растворители
Не повреждает
Большой объем загрязнений (опасные расстворители), требующий специальной утилизации. Оператору требуются средства защиты.
Низкая — Средняя
Пескоструйная обработка
Высокая абразивность, не подходит для очистки деликатных поверхностей
Большой объем загрязнений (песок, пластиковые гранулы и т.п.).
Средняя — Высокая
Очистка сухим льдом
Неэффективна для очистки деликатных поверхностей
Очень шумная. Опасные испарения.
Низкая. Ручная обработка.
Лазерная очистка
Не повреждает
Низкий объем выбросов (только удаляемый материал)
Высокая
Как работает лазерная очистка поверхности
Практически все технологии лазерной очистки основываются на импульсном лазерном излучении, при этом значения выходной мощности, длины волны излучения и параметров самого импульса могут значительно отличаться.
Сверхкороткие импульсы (порядка нано- – микросекунд) с мощностью в несколько миллионов Ватт направляется на очищаемую поверхность. Воздействующая энергия приводит к взрыву загрязнения, часть которого испаряется, а остатки рассеиваются в виде пыли, и могут быть удалены системой фильтрации. Этот процесс повторяется до достижения необходимой глубины снятия. Лазерное излучение поглощается органическими материалами, такими как краска, изоляция или резина. Металлические поверхности, такие как формообразующая для покрышки или медная жила, отражают лазерное излучение. В результате на подложку не оказывается механического, химического или теплового воздействия.
Принцип технологии лазерной очистки поверхности
Глубина абляции может контролироваться с точностью до 5-10 мкм, что делает возможным выборочное удаление покрытий. Это особенно важно, если необходимо удалить только часть из многослойной окраски, удалив верхний слой, без повреждения подложки.
Существует целый ряд импульсных лазеров на YAG:Nd, CO2 и диодные. Для очистки поверхности доказывают свою эффективность CO2-TEA лазеры, и до сегодняшнего дня большинство установок по лазерной очистки строится на их основе*.
Применение и экономика
В технологии лазерной очистки можно различить микро-, макро- и крупно-масштабные применения. Что касается стоимости вложений, то они напрямую зависят от требуемой мощности лазера, определяющей, как быстро необходимо производить очистку и каков объем удаляемого материала.
Микро- применение
В электронной индустрии существует потребность в зачистке проводов для проведения приварки или припайки разъемов, клемм или соединителей. Так, изоляция на тонких проводах, таких как плоские, может эффективно удаляться, без повреждения медного проводника. В отличие от механической зачистки, лазер способен удалять изоляцию толщиной от 1 мкм или серебряное покрытие проводника, без воздействия на слой с антикоррозийной защитой. Лазерные установки позволяют выполнять тонкие надрезы и формировать окна на тонких проводах, печатных платах и подобных компонентах с большей точностью и гибкостью, чем механические способы.
На автомобильные тормозные системы или системы охлаждения наносят полиамидные покрытия, защищающие их от износа и коррозии. Для установки выводов необходимо зачищать покрытие на концах трубок. Лазерные системы способны успешно удалять покрытие без повреждения мягкой алюминиевой сердцевины.
Для таких применений бюджет систем начинается от $ 150 000, а производительность системы может достигать скоростей в одно изделие за несколько секунд, в зависимости от удаляемого материала.
Макро- применение
При производстве изделий из резины и при производстве покрышек возникает потребность в очистке форм после того, как форма выполнит несколько сотен изделий. Пресс-формы, в которых происходит остывание, необходимо демонтировать и очищать при помощи механических установок или химических растворителей. Процесс отнимает много времени, а также может повредить дорогую оснастку. Очистка формы для покрышки типового пассажирского автомобиля занимает около восьми машинных часов, и примерно столько же времени уходит на сопутствующие работы. Применение лазера позволяет очищать формы без демонтажа, непосредственно на рабочем станке, при этом, без возможных повреждений. Мобильная лазерная установка способна за 45–60 минут очистить пресс-форму для покрышки, площадь которой составляет немногим меньше 1 м2.
Подобные системы используют пять из десяти крупнейших производителей автопокрышек, каждому из которых такая установка обошлась в $500 000.
В качестве других примеров макро–применений, в том числе мобильных, можно привести удаление краски с аэрокосмических приборов, деталей автомобилей и т.п.
Крупно-масштабные
С начала 1990-х коммерческие и военные самолеты должны регулярно очищаться от краски для проведения D-check проверок и работ по обслуживанию. С увеличением законодательных запретов на применение химических растворителей лазерные технологии могут предложить потенциальную замену. Вместе с этим, лазерная очистка разрабатывается для удаления красок на основе свинца с мостов и корпусов кораблей.
Многочисленные научно-исследовательские проекты совместно с промышленниками и при финансовой поддержке государственных институтов дали неоднозначные результаты. На сегодняшний день лишь небольшое число промышленных лазерных систем используются для снятия краски с деталей самолетов и вертолетов, что доказывает потенциал данной технологии. При этом, шагов к полной зачистке воздушных судов, железнодорожных вагонов или зданий от краски не было сделано до сих пор.
Применяемые в автоматизированных линиях на базе многокиловаттных лазеров решения обходятся в $1 – 2 млн., позволяя очищать 10 – 20 м2/час. Существует также возможность повысить производительность.
Оборудование для лазерной очистки
Из-за многообразия задач и деталей установки по лазерной очистке редко бывают оборудованием «со склада». Ключевым в подобных системах является принцип перемещения луча по детали. В некоторых решениях луч сканируется по поверхности (так например, при очистке пресс-форм, снятии краски), в то время как в других луч остается неподвижным, над перемещающейся деталью (удаление изоляции проводов).
Подготовлено по материалам:
JÖrg Jetter – Laser surface cleaning [ILS]
* Прим. переводчика: Оригинальная статья была опубликована в [ILS] в 2002 году и отражает ситуацию на тот момент времени.
Мобильная установка для лазерной очистки поверхности
Системы лазерной очистки
— Laser Photonics
Системы лазерной очистки CleanTech™ — это лучшие промышленные системы лазерной очистки и кондиционирования поверхностей на современном рынке. CleanTech™ производится в США компанией Laser Photonics и стремится разрабатывать самые экологичные и безопасные лазерные продукты в индустрии волоконных лазеров. Системы лазерной очистки CleanTech доступны в различных размерах и мощностях для решения любых задач.
9Лазерные системы 0010 CleanTech™ имеют существенное преимущество по сравнению с традиционными методами очистки, такими как пескоструйная обработка, струйная обработка сухим льдом и другими абразивно-струйными методами, поскольку системы лазерной очистки экологичны, энергоэффективны и выполняют работу в два раза быстрее. Лазерная очистка удаляет краску, загрязнения, ржавчину и остатки с помощью высокоэнергетического лазерного луча, который оставляет подложку нетронутой. CleanTech — это наиболее экономичный, эффективный и безопасный метод промышленной очистки, удаления ржавчины, удаления краски и подготовки поверхности.
Не знаете, какая система вам подходит? Узнайте, как правильно выбрать лазерный бластер
CleanTech™ Titan FX
CleanTech Titan FX — это мощный широкоформатный лазер, предназначенный для очистки, удаления ржавчины и подготовки поверхности больших и тяжелых деталей.
Применение:
Предназначен для промышленного применения
Используется для очистки, удаления ржавчины и подготовки поверхности
Зона обработки до 7 футов x 13 футов
Узнать больше
CleanTech™ Titan Express
Среднеразмерный — мощный — комплектный . Машина для лазерной очистки CleanTech Titan Express — это высокомощный волоконный лазер для очистки и кондиционирования поверхностей.
Области применения:
Удаление ржавчины и краски, очистка литейных форм
Используется для очистки и подготовки поверхности
Рабочая зона до 4 x 4 футов
Волоконный лазер класса IV
Узнать больше
CleanTech™ MegaCenter
CleanTech™ Megacenter Laser Cleaning System — это промышленная система лазерной очистки деталей, удаления ржавчины и подготовки поверхности
1 900
Лазерная система промышленного класса
Используется для очистки деталей, удаления ржавчины и системы подготовки поверхности
Работает как автономная установка или может быть легко интегрирована в производственную линию
Узнать больше
CleanTech™ Handheld LPC-50CTH
CleanTech™ Handheld LPC-50CTH Laser — это импульсная лазерная система с воздушным охлаждением. высокопроизводительный, промышленный, быстрый, точный и невероятно производительный инструмент для лазерной очистки.
Области применения:
Очистка пресс-формы
Судостроение и судостроение Удаление коррозии
Дезактивация
Удаление цинкового покрытия при сварке
Подробнее
CleanTech™ Ручной LPC-100CTH
CleanTech™ Ручной LPC-100CTH — это импульсная лазерная система с воздушным охлаждением, обещающая высокую производительность, промышленный уровень, быструю, точную и невероятно продуктивную лазерную очистку.
Области применения:
Производство автозапчастей
Очистка оборудования пищевой промышленности
Очистка сточных вод
Резиновые шины
Очистка пресс-форм шин
Узнать больше
CleanTech™ Портативный LPC-200CTH
Представляем новую модель модели LPC-200-CTH для ручной лазерной очистки поверхностей с несколькими схемами, которая будет включена в линейку продуктов CleanTech™.
Области применения:
Газовая и нефтяная промышленность
Удаление ржавчины
Удаление краски с самолетов
Удаление покрытий и краски
Обезжиривание Подробнее0011
CleanTech™ Handheld LPC-300CTH
CleanTech™ Handheld LPC-300CTH — это высокоэффективная лазерная система промышленного класса с водяным охлаждением, быстрая, точная и невероятно производительная лазерная очистка.
Приложения:
Запчасти предварительно покрывают
0004
CleanTech™ Handheld LPC-1000CTH — это высокопроизводительный, быстрый, точный и невероятно производительный инструмент для лазерной очистки промышленного класса.
Применение:
Алюминий (анодированный/полированный/литой)
из нержавеющей стали/мягкой стали
Титан
Copper
Learn
9003. Cleantech
. наиболее экономичный, эффективный и безопасный метод промышленной очистки, удаления ржавчины, удаления краски и подготовки поверхности.
Применение:
Очистка выпуска плесени
Корабельная промышленность и морская коррозия
Газовая и нефтяная промышленность
РУСТАЯ
и более
Ученитесь
9007
и больше
Ученитесь
9007
и более
10101010111117 9003
и более
. Совершенно новая промышленная роботизированная система лазерной очистки. Это первая коммерчески доступная совместная, легко программируемая система лазерной очистки с искусственным интеллектом в США.
Applications:
Engine parts cleaning
Rust removal
Industrial molds cleaning
Injection molds cleaning
Learn More
CleanTech™ Laser Blaster Cabinet
The CleanTech™ Laser Blaster is a high высокопроизводительная, промышленная, быстрая, точная и невероятно производительная машина для лазерной очистки.
Области применения:
Косметическая обработка поверхности (заменяет пескоструйную обработку)
Selective paint Removal
Mold Cleaning
Joining pre-treatment
Pre Weldings
Learn More
CleanTech™ EZ-RIDER
The CleanTech™ EZ-Rider Handheld LPC-M50-M3000 CTH is a высокопроизводительный, армейский, быстрый и производительный инструмент для лазерной очистки.
Области применения:
Очистка пресс-форм
Судостроение и морская коррозия
Газовая и нефтяная промышленность
Удаление ржавчины
Узнать больше
CleanTech™ 3000-CTH
CleanTech — наиболее экономичный, эффективный и безопасный метод промышленной очистки, удаления ржавчины, краски и многих других загрязнений демонтаж и подготовка поверхности.
Области применения:
Очистка пресс-форм
Судостроение и морская коррозия
Газовая и нефтяная промышленность
Удаление ржавчины
И многое другое
Узнать больше
Машины для лазерной очистки | Laserax
Независимо от того, ищете ли вы решение для лазерной очистки с ручной или полностью автоматической загрузкой, наши специалисты помогут вам выбрать подходящую машину и опции. Наши машины могут удалить краску, оксид, ржавчину и другие загрязнения с металлических поверхностей. Они также могут улучшить адгезию поверхности с помощью лазерного текстурирования.
Благодаря высококачественному лазерному источнику вы можете рассчитывать на непрерывную работу с минимальным обслуживанием в течение как минимум 10 лет. Соблюдение требований времени не будет проблемой, поскольку наши машины питаются от мощных лазерных систем очистки мощностью до 500 Вт.
Интегрированное управление дымом, гарантированная лазерная безопасность, локальная и удаленная поддержка и оптимизация производительности в зависимости от вашего применения. Это некоторые из причин, по которым производители выбирают Laserax.
Спросите эксперта
Машины для лазерной очистки с ручным управлением
Операторы могут управлять рабочей станцией, куда они загружают детали и запускают лазерный процесс. Наши рабочие станции сертифицированы по классу 1, поэтому операторы могут безопасно работать, не надев индивидуальное оборудование для защиты от лазерного излучения.
Рабочая станция ручной лазерной очистки
Заключенная в прочную промышленную раму рабочая станция с ручным управлением представляет собой экономичное решение, которое идеально подходит, если время цикла позволяет загружать и выгружать детали вручную.
Узнать больше
Ротационная рабочая станция для лазерной очистки
Предлагая самую высокую производительность среди всех лазерных станков с ручной загрузкой, эта роторная рабочая станция использует двухпозиционный поворотный стол, поэтому вы можете одновременно загружать и очищать детали.
Узнать больше
Рабочая станция для лазерной очистки аккумуляторов
Эта рабочая станция предназначена для производителей аккумуляторов, желающих быстро запустить новую производственную линию или обработать небольшое количество компонентов. Его можно использовать для очистки, текстурирования и маркировки компонентов батареи за одну операцию.
Узнать больше
Полностью автоматизированные машины для лазерной очистки
Полностью автоматизированные решения идеально подходят для крупносерийных производственных линий. Исключая ручной труд из процесса уборки, вы получаете огромную отдачу от инвестиций.
Машина для лазерной очистки конвейера
Полностью адаптированная к вашей конвейерной системе машина для очистки конвейера очищает остановленные или движущиеся части конвейера. Этот станок также точно управляет всеми типами вариаций позиционирования деталей.
Узнать больше
Станок для лазерной очистки аккумуляторов
Разработанный для применения в производстве электромобилей, связанных с аккумуляторными модулями, аккумуляторный станок можно интегрировать различными способами в конвейерные линии, используя гибкую дверную систему для загрузки деталей вручную, с помощью робота или с помощью конвейера.
Узнать больше
Робот для лазерной очистки
Сочетая усовершенствованную систему автофокусировки и многоосный манипулятор, робот способен очищать сложные и сложные детали с высокой точностью.
Узнать больше
Лазерная машина для чистки дверей
Легко интегрируется в роботизированные ячейки, машина для дверей чрезвычайно компактна. Вы можете оптимизировать компоновку вашего завода с максимальной гибкостью, поскольку робот может загружать детали с любого направления.
Узнать больше
Ротационная лазерная очистительная машина
Оптимизированная для короткого времени цикла, роторная очистительная машина использует всего несколько секунд времени робота для загрузки деталей на одну сторону поворотного стола, в то время как лазерная очистка происходит в скрытое время на другой стороне.
Узнать больше
Применения и видео о промышленной лазерной очистке
Наши машины для лазерной очистки могут удалять ржавчину, оксиды, краску и другие промышленные загрязнения с металлических поверхностей. Если у вас есть требования к подготовке поверхности, они также могут оставить слегка текстурированную поверхность для улучшения адгезии.
Автоматическое лазерное удаление ржавчины
Волоконные лазеры
— это высокоэффективные инструменты для удаления ржавчины. Они излучают лазерный свет, который быстро удаляет ржавчину и другие загрязнения, не повреждая металлическую основу.
Узнать больше
Лазерное удаление оксидов со сварных соединений из нержавеющей стали
При лазерной сварке образуются побочные продукты окисления, которые препятствуют пассивации и придают плохой внешний вид. Вы можете решить обе проблемы с помощью лазерной очистки поверхности, которая гарантирует, что сварочные швы будут очищены от оксидов всего за несколько секунд.
Прочесть пример из практики
Удаление краски с помощью лазерной очистки
Лазерная очистка может использоваться для удаления большинства покрытий и удаления краски. Процесс удаления краски совершенно точен, оставляя основной материал нетронутым. Этот же лазер можно использовать и для лазерной маркировки.
Узнать больше
Очистка сварных швов
Лазерная очистка может использоваться в качестве предварительной или последующей обработки сварки. Процесс эффективно удаляет оксиды алюминия, оксиды нержавеющей стали и другие загрязнения, такие как грязь и масло, обеспечивая прочность сварных соединений.
Спросите эксперта
Лазерное текстурирование
Если вам необходимо увеличить сцепление с поверхностью или трение для подготовки поверхностей, вам может потребоваться лазерное текстурирование — обработка поверхности, аналогичная лазерной очистке.
Сварщикам не знакомо понятие обычного рабочего дня – с 9 до 17 за офисным столом. Зачастую они не знают, над какой задачей им предстоит работать сегодня, но точно знают, что должны быть готовы ко всему — к использованию любых сварочных процессов, любой мощности, любым материалам, в любом месте и в любое время. Представляем Rebel – это мобильный и универсальный аппарат, в котором есть все, что нужно сварщику. И он точно не похож на обыкновенный сварочный аппарат.
СВАРОЧНЫЙ АППАРАТ,СПОСОБНЫЙ НА ВСЁ. Многие мультипроцессные сварочные аппараты на деле оказываются ничем иным, как слегка модернизированными аппаратами для дуговой сварки плавящимся электродом в среде защитных газов. В отличие от них, Rebel — это настоящий многофункциональный сварочный аппарат. MIG/MAG сварка сплошной или порошковой проволокой, MMA сварка даже самыми сложными электродами, или TIG сварка с контактным поджигом дуги – Rebel прекрасно справляется со всеми этими задачами.
НЕВЕРОЯТНЫЕИНТЕЛЛЕКТУАЛЬНЫЕ ТЕХНОЛОГИИ. Не важно, работаете вы сварщиком два года или двадцать лет, Rebel упростит вашу работу при помощи интеллектуальной технологии sMIG (smartMIG – интеллектуальный MIG). Для новичков в сварке на панели управления аппаратом имеются базовые настройки, которые упрощают подбор режимов сварки. Для опытных сварщиков в аппарат заложена уникальная система контроля дуги, которая постоянно следит за сваркой и подстраивает параметры для получения стабильного высокого качества сварных швов. Откройте для себя преимущества интеллектуальной сварки MIG.
ГОТОВ КО ВСЕМУ. Не всегда заранее известно, какой сварочный процесс может понадобиться при выполнении работы, или какие характеристики будет иметь питающая сеть. Поэтому мы оснастили Rebel функциями, которые делают его мобильным и универсальным. Если ли у вас есть доступ к 120В, 230В или к генератору – Rebel обо всем позаботится.
УНИКАЛЬНАЯ ПРОЧНОСТЬ. Сварщики могут работать на объектах разной сложности, в полевых условиях и в цеху. Поэтому им необходим аппарат, который можно легко перемещать и который может выдержать серьезные нагрузки. Все это может Rebel. Уникальная стальная моноблочная конструкция корпуса с пятью ручками и защитными дугами для промышленных условий эксплуатации, защита уровня IP23S, малый вес и компактность – Rebel не просто так называется мобильным аппаратом. Кроме того, на него предоставляется гарантия 3 года.
ПОЛНАЯ КОМПЛЕКТАЦИЯ. Для сварочных работ недостаточно только сварочного источника. С Rebel вы получите полный комплект оборудования, необходимого для выполнения работ.
Горелку MIG с 2 дополнительными контактными наконечниками 0,8 мм
Обратный кабель и электрододержатель
Газовый шланг с быстроразъемным соединителем
200 мм (5 кг) катушка проволоки ОК 12.51 диаметром 0,8 мм
Приводные ролики для проволоки диаметром 0,6 – 0,8 – 1,0 мм
Примечание: Все перечисленные комплектующие поставляются с моделью EMP 215ic. Во вкладке «Документация» доступен список комплекта для EM 215ic (только MIG сварка).
Технические характеристики
Наименование
Значение
Напряжение питания
115/230 В перем. тока
Диапазон напряжения питания
95 – 270 В перем. тока
Количество фаз
1
Частота сети
50/60 Гц
Номинальная мощность
4,5 кВА (120 В), 7 кВА (230 В)
Сетевой кабель
3 м
Макс. w ток
240 А
Для сварки MIG Продолжительность включения 25% Продолжительность включения 20%
205 A/24,3 В (230 В) 130 A/20,5 В (120 В)
Для сварки ММА Продолжительность включения 25% Продолжительность включения 40%
180 A/27,2 В (230 В) 90 A/23,6 В (120 В)
Для сварки TIG Продолжительность включения 30% Продолжительность включения 40%
г. Алматы. Продавец ТОО Торговый Дом «B. I.Profit»
Был online: Вчера
Код: 0700300989
В наличии
10+ купили
1 710 600 Тг.
Тут доставляют
Satu защищает
Доставка
Оплата и гарантии
Популярные производители в категории Инверторы сварочные
Ресанта
Сварог
ALTECO
Magnetta
Aurora
EUROLUX
DENZEL
Bestweld
У нас покупают
Сварочная проволока
Отрезные, зачистные, шлифовальные, пильные круги
Электроды
Держатели электродов
Защита при сварке
Средства безопасности труда
Сварочные горелки и резаки
Шлифовальные машины
Инструмент для автосервиса
Клеммы массы
Средства защиты глаз
Инверторы сварочные
Дрели, шуруповерты
Автоматы и полуавтоматы сварочные
Регуляторы давления
Газобаллонное оборудование
Материалы и комплектующие для сварки и пайки
Перфораторы
Губцевые инструменты
Магнитные фиксаторы
ТОП теги
Аргоновый сварочный инвертор
Автотрансформаторы Ресанта
Lincoln Invertec
Электроды монолит 2. 5 кг
Запчасти для сварочных инверторов
Понизить напряжение 220 вольт
Сварочная проволока Бренд Lincoln Electric
Насколько вам удобно на satu?
Многопроцессорный сварочный аппарат ESAB Rebel EMP 215ic 0558102240
Многопроцессорный сварочный аппарат ESAB® Rebel™ EMP 215ic 0558102240
ESAB® Rebel™ EMP 215ic — это многопроцессорный сварочный аппарат на 240 А, который представляет собой полный комплект для сварки MIG, Stick и TIG на постоянном токе. Он работает от входного напряжения 120 или 230 вольт и весит всего 40 фунтов. Для сварки MIG Rebel EMP 215ic может похвастаться эксклюзивной технологией sMIG. «Smart MIG» позволяет Rebel постоянно подстраиваться под вашу индивидуальную технику сварки, а это означает, что сварочная дуга всегда идеальна. Вы всегда получаете профессиональные результаты сварки MIG, независимо от того, являетесь ли вы новичком или опытным сварщиком. Rebel также поставляется с катушечной горелкой, готовой для сварки MIG алюминия с ДОПОЛНИТЕЛЬНОЙ катушкой Tweco® на 160 ампер.
Аппарат Rebel EMP 215ic предназначен для сварки TIG на постоянном токе с подъемной дугой для стали и нержавеющей стали. (Он не может сваривать алюминий методом TIG). Нужно сварить с помощью Rebel? Без проблем. Rebel EMP 215ic обеспечивает отличные характеристики стержневой дуги. Плавная и стабильная сварочная дуга превосходит все аппараты в своем классе. Вы даже можете сваривать электродом E6010, используя входную мощность 110 В.
Rebel EMP 215ic поставляется в комплекте с цветным экраном с многоязычным пользовательским интерфейсом, горелкой Tweco® Fusion 180 A с кабелем длиной 10 футов, горелкой Tweco® 17 В TIG с комплектом принадлежностей и кабелем длиной 12,5 футов, запасными частями горелки MIG. комплект, держатель электрода на 200 А с кабелем длиной 13 футов, зажим заземления с проводами, регулятор расходомера аргона Victor® с газовым шлангом, вилки адаптера 120 В и 230 В и 3-летняя гарантия ЭСАБ.
Процесс
МИГ (GMAW)
Порошковая проволока (FCAW)
ТИГ постоянного тока (GTAW)
Стержень (SMAW)
Применение
Сельскохозяйственное оборудование
Еда и напитки
Строительство труб
Ремонт и техническое обслуживание
Легкое производство
Автомобильные кузова
Учебные заведения
Характеристики
ECO Power — Новый уровень энергосбережения и энергоэффективности обеспечивает снижение энергопотребления, снижение счетов за электроэнергию и снижение общих эксплуатационных расходов
True All-Process — отличные характеристики при сварке MIG, порошковой проволокой, STICK (включая электроды 6010), сварке TIG на постоянном токе
Технология sMIG — эксклюзивная функция sMIG («умная сварка MIG») постоянно учится и адаптируется к технике сварки, используемой оператором, для обеспечения стабильной дуги и превосходных, воспроизводимых сварных швов; повышает производительность опытных сварщиков и сокращает время обучения начинающих сварщиков
Lift Arc DC TIG инициирует сварочную дугу без высокой частоты, просто касаясь вольфрамовым электродом основного металла и поднимая его.
Непревзойденная портативность и долговечность при весе всего 40 фунтов. (18,2 кг), Rebel EMP 215ic с каркасом безопасности с 5 ручками может справиться с любой работой в магазине или на строительной площадке.
Инновационный дисплей с увеличенным экраном и выше плотность пикселей, чтобы обеспечить более четкое представление о TFT экран, чем другие сварщики легкой промышленности; загружен с эксклюзивные функции: доступность по требованию пользователей руководство, перечень запасных частей на нескольких языках
Класс защиты IP23S, поэтому вы можете уверенно использовать этот сварочный аппарат как в помещении, так и на улице.
ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ. Он НЕ МОЖЕТ сваривать алюминий TIG.
Лучший в отрасли сервис и поддержка ESAB означает, что если вам понадобится помощь со сварочным аппаратом, вы будете защищены. 100% ГАРАНТИЯ УДОВЛЕТВОРЕНИЯ означает, что если есть что-то, чем вы не полностью удовлетворены в течение первых 100 дней использования вашего нового Rogue, ЭСАБ исправит это, даже если это означает возврат ваших денег. Все это является частью обещания ESAB Iron Clad своим клиентам.
В комплекте:
Многофункциональный сварочный аппарат Rebel™ EMP 215ic Горелка Tweco® Fusion 180 A MIG с кабелем 10 футов (3 м)
Комплект горелки Tweco® 17V TIG с комплектом принадлежностей и кабелем 12,5 футов (3,8 м)
Комплект запасных частей горелки MIG, включая контактные наконечники и приводные ролики
Электрододержатель Tweco® 200 A с кабелем длиной 13 футов (4 м)
Заземляющий зажим Tweco® с проводами
Четыре стержневых электрода общего назначения 6013
ER70S-6 .030, 4 дюйма, 2 фунта. Катушка для образцов
Регулятор потока аргона Victor® с газовым шлангом длиной 3,8 м (12,5 футов)
Вилки адаптера 120 В и 230 В
БЕСПЛАТНАЯ сварочная маска Optrel® Vegaview 2.5 с автоматическим затемнением (рекомендованная розничная цена 398,00 долларов США)
Получите БЕСПЛАТНУЮ сварочную маску Optrel® Vegaview 2. 5 с автоматическим затемнением (рекомендованная розничная цена 398,00 долларов США) при покупке этого ESAB® Rebelic™ EMP 2 сварщик. Истекает 31.03.23. (Замены не допускаются.) Бесплатный товар поставляется со сварочным аппаратом.
Сварочный капюшон Optrel® Vegaview 2.5 с автоматическим затемнением имеет яркое и чистое освещение TrueColor с оттенком 2.5 и режимом шлифовки, а также сварочные оттенки TrueColor с 8 по 12. TrueColor обеспечивает реальное восприятие цвета в светлом или темном состоянии.
При весе всего 17 унций Vegaview 2.5 является одной из самых легких сварочных масок с автоматическим затемнением. Он оснащен тремя датчиками дуги с запатентованным ползунком датчика и идеально подходит для сварки TIG, MIG, дуговой сварки и сварки порошковой проволокой, а также для плазменной и кислородно-топливной резки. Сварочная линза оснащена внешними элементами управления для бесступенчатой регулировки затемнения 8-12, задержки и бесступенчатой регулировки чувствительности, а также переключателем сварка/шлифовка. В комплект входит сумка для шлема, запасная передняя линза и гарантия Oprel 2+1.
Особенности
СОСТОЯНИЕ СВЕТА 2.5 — Более яркое изображение вашей рабочей среды в легком состоянии повышает как безопасность, так и эффективность в рабочее место. Сварочные шторы 8-12 плавно регулируются.
TRUECOLOR — Специально разработанный УФ/ИК-фильтр обеспечивает реалистичное цветовосприятие, характерное для Optrel®, раскрашивая сварщиков Мир. TRUECOLOR пропускает больше цветов спектра по сравнению со стандартными сварочными линзами «зеленого» спектра.
Регулировка чувствительности — позволяет оператору бесступенчато изменять чувствительность переключения объектива в зависимости от условий окружающего освещения или сварки вне помещений при солнечном свете.
Функция задержки регулируется для задержки открытия линзы после остановки сварочной дуги, защищая глаза пользователя.
Запатентованная направляющая датчика позволяет уменьшить угол обнаружения со 120 до 60, чтобы предотвратить срабатывание АПД на сварку поблизости.
Сварка в нерабочем положении возможна благодаря уникальной конструкции кожуха Optrel®, которая не имеет швов или кромок, где могут скапливаться сварочные брызги.
Shade 2.5 Grind Mode ярче и четче, чем любая другая сварочная линза в мире.
Запатентованный Excenter идеально центрирует сварочную маску в открытом положении для большего комфорта, баланса и меньшей усталости шеи.
Комфортная повязка на голову быстро и легко регулируется по размеру, переднему и верхнему положению.
Элементы управления внешним объективом включают бесступенчатую регулировку затемнения от 8 до 12, задержку и бесступенчатую регулировку чувствительности и позволяют быстро переключаться между режимами сварки и шлифовки без снятия сварочного колпака.
Поставляется в комплекте с
Сумка для шлема
1 дополнительная внешняя накладка
Гарантия 2+1
ПЛЮС получите подарочную карту Mastercard на 200 долларов при покупке сварочного аппарата Rebel™ EMP 215ic. Форму скидки необходимо отправить онлайн ЗДЕСЬ не позднее 15 апреля 2023 г. Срок действия предложения истекает 31.03.23.
Этот товар доставляется бесплатно стандартной наземной доставкой в пределах США. Купить сварочное оборудование онлайн | Принадлежности для газовой сварки
ESAB Rebel EMP 215ic Multi-Process MIG/TIG/Stick Package #0558102240 | Купить сварочное оборудование онлайн | Принадлежности для газовой сварки | Сварщик питания
Регулятор потока аргона Victor и шланг длиной 3,8 м (12,5 футов)
Заземляющий зажим Tweco с проводами, приводными роликами и контактными наконечниками
Образец проволоки диаметром 0,030 дюйма (0,8 мм)
Адаптер питания
Руководство оператора
Электрододержатель Tweco и электроды для образцов
Горелка для сварки TIG на 17 В.
Сварочные аппараты серии Rebel™ #0558102240 предлагают гибкость 120/230 В и некоторые из самых инновационных доступных технологий сварки. Революционный дизайн, вдохновленный профессиональными сварщиками, Rebel представляет собой полный комплект для сварки чего угодно — низкоуглеродистой стали, алюминия, нержавеющей стали — и везде.
Особенности
Настоящая многофункциональная сварка для лучшей в своем классе сварки MIG, порошковой проволокой, электродов, включая электроды 6010 Stick, и подъемной сварки TIG с помощью Rebel EMP 215ic
Эксклюзивная функция sMIG («умная сварка MIG») постоянно учится и адаптируется к технике сварки, используемой оператором, для обеспечения стабильной дуги и превосходных, воспроизводимых сварных швов; повышает производительность опытных сварщиков и сокращает время обучения начинающих сварщиков
Инновационный дисплей
имеет больший экран и более высокую плотность пикселей, что обеспечивает более четкое изображение TFT-экрана, чем у других сварочных аппаратов легкой промышленности; загружены эксклюзивными функциями: доступность руководства пользователя по запросу, список запасных частей — все на нескольких языках
Уникальный промышленный каркас безопасности с пятью ручками и цельная стальная конструкция в легком и очень портативном устройстве; 3-летняя гарантия от ручки к ручке
Rebel EMP 215ic поставляется готовым к сварке с профессиональным пистолетом Tweco® Fusion™ MIG, электрододержателем, зажимом заземления, горелкой TIG с принадлежностями и газовым регулятором Victor®
Промышленность
Сельскохозяйственное оборудование
Автомобилестроение
Автомобильные кузова
Гражданское строительство
Производство легких изделий
Ремонт и обслуживание
Сварочный процесс
Сварка-GMAW (MIG/MAG — Metal Inert Gas / Metal Active Gas)
Сварка-GTAW (TIG — вольфрамовый инертный газ)
Сварка-SMAW/MMA (палка)
Приобретайте сварочные аппараты, вытяжные устройства и сварочные маски в Welders Supply.
Этот продукт заменяет следующие устаревшие модели:
Защитные очки Jackson Nemesis, дымчатые/зеркальные #…
Кромер сварочный колпачок
Угловая шлифовальная машина Metabo W850-125
Классическая ткань Miller
КОЛЬЦО ДЛЯ КЛЮЧЕЙ ИЗ ЛИСТОВОГО МЕТАЛЛА MILLER HANDY
Рюкзак REVCO BSX Welders, сумка для инструментов, сумка для концерта
Струбцина Strong Hand серии UD 4-в-1 4 1/2 дюйма
Отзывы о клиентах
ESAB Rebel EMP 215IC Multi-Process MIG/TIG/PACKER. и качество сборки.Теперь мне нужно продать свой Lincoln easy mig 140, эта штука сносит его.Я некоторое время искал дешевый tig и по этой цене получил все три и двойное напряжение, кто мог просить что-нибудь больше. Я использовал его только на 110, и он работает фантастически за такую цену. Он работает более плавно, чем мой маленький Линкольн. Тиг работает отлично, и я немного привыкаю к ручному управлению. этот сайт хочет получить педаль управления, но любой, кто никогда раньше не работал с Tigged, должен быть в порядке с пистолетом, который идет в комплекте. автомобиль, грузовик или любое другое замкнутое пространство.. хорошая работа, ESAB, давайте просто Надеюсь, это продлится долгие годы». —
Вопросы и ответы по продукту
В — Можно ли использовать с педалью? А — Да.
Q — Сколько ампер требуется для этой машины? A — Минимум 30 А, максимум 50 А для использования с 120 В переменного тока или 230 В переменного тока
Без сомнения изделия из резины являются продукцией, которая широко востребована практически во всех отраслях. Она необходима в процессе машиностроения, в химической, обувной и даже фармацевтической промышленности. Вследствие этого изготовление изделий из резины считается одним из основных направлений деятельности нашей компании. Мы занимаемся производством таких деталей, как кнопки для аппаратуры, разнообразные накладки, заглушки, кожухи, демпферы и пр. Для изготовления резиновых изделий применяется только высококачественное сырье, которое обладает прекрасными техническими характеристиками, выдерживает неблагоприятное воздействие окружающей среды и влияние высоких температур. На каждом этапе осуществляется полный контроль над качеством сырья и готовых деталей.
Производство на заказ.
Кроме производства стандартной продукции, у нас есть возможность произвести изделия из резины на заказ. Наша компания располагает современным оборудованием, а значит, изготовление резинотехнических изделий находится на самом высоком уровне. Мы располагаем собственным штатом опытных технологов и специалистов, это дает нам возможность выпускать РТИ любой сложности. Кроме того, мы занимаемся выпуском резиновых изделий на алюминиевой основе и с металлической закладкой.
Галерея
Автомобильные детали фотогалереяИзделия из резины фотогалереяПластиковые корпуса фотогалерея
Производство РТИ начинается с выбора и разработки резиновой смеси. Благодаря правильным пропорциям и контролю над качеством определяются термоустойчивость и диэлектрические свойства, поэтому продукция из резины, выпускаемая нашей компанией обладает наилучшими эксплуатационными показателями. Изделия из резины по праву пользуются репутацией продукции, имеющей высокую прочность, которая прекрасно сочетается с характеристиками эластичности, надёжности и длительного срока эксплуатации.
Прототипом любого РТИ может служить как оригинальная деталь, так и деталь, выращенная с помощью 3D прототипирования.
Наша компания использует в своих разработках различные современные добавки — полимерные смеси, благодаря чему удаётся выпускать достаточно термостойкую резину. Таким образом, современные резиновые изделия могут применяться в условиях высоких и низких температур, при перепадах, а также в агрессивной среде.Наша компания выпускает не только стандартные, формовые резиновые изделия по существующим шаблонам, но также и нестандартную продукцию на заказ. В таких случаях необходимо учитывать, что если продукция из резины производится согласно индивидуальному заказу, в производственный цикл включаются такие дополнительные стадии, как подготовка проекта и изготовление индивидуально сконструированных пресс-форм.Наша компания практикует такой способ производства формовых резинотехнических изделий, как литье под давлением, благодаря которому получается максимально качественная резинотехническая продукция.
Производство по такому методу выполняется с помощью специальных оборудованных автоматических манипуляторов в литьевых прессах или литьевых машинах. На первом этапе резинотехнические изделия проходят охлаждения в специальных камерах с применением жидкого азота. После этого осуществляется удаление лишних частей – отходов при помощи специальных инструментов. Наша компания принимает заказы на производство резинотехнических изделий, выполнение обрезинивания металллофурнитуры, металлокаркасов, пластин различных конфигураций с использованием пресс-форм заказчика.
Мы сможем осуществить любые идеи наших клиентов, которые связаны с производством резиновых, а также металорезиновых изделий, начиная от выполнения чертежей, производства пресс форм до выпуска готовых изделий на собственном оборудовании.
Ремонт резиновых изделий | Полезное своими руками
Ремонт каучуковых ручных насосов
Для исправления разрывов в каучуковых насосах, употребляемых для поливки улиц, растений и т. д., рекомендуется следующий состав: мелконарезанный каучук растворяют в скипидаре, в хлороформе, в бензине или в керосине; каучук в названных жидкостях растворяется не полностью, но размягчается до такой степени, что приобретает консистенцию тестообразной массы.
Другие рецепты клеевых составов для ремонта резиновых изделий вы найдете в этой статье.
Затем слегка нагревают пробитые и разорванные края насоса и накладывают размягченный в одной из названных жидкостей каучук, после чего края сдавливают.
Если после первой заклейки не получится полной заделки, каучуку дают высохнуть и операцию повторяют.
После тщательно выполненных работ поврежденные части исправляются полностью, так что насос вновь становится пригоден для продолжительного употребления.
Ремонт резиновых подушек, мячей и т.д.
Названные резиновые изделия с более или менее толстой оболочкой исправляют следующим способом.
Сначала поверхность их необходимо хорошо очистить от пыли и грязи, затем берут канифоль и растворяют ее в 90%-ном спирте до получения густой массы.
Полученной смесью тщательно промазывают трещины и дают замазке как следует затвердеть. Этим способом можно починить старые резиновые подушки, наколенники, мячи и т.п. резиновые изделия.
Ремонт резиновых плащей
Для исправления резиновых плащей и других тонких резиновых оболочек берут кусочек тонкого листового каучука, по величине соответствующий месту, подлежащему ремонту, и намазывают его с одной стороны, а также и прилегающее место на поверхности предмета скипидаром.
Смазанные поверхности накладывают друг на друга и кладут на сутки под пресс.
Исправленные места после этого оказываются столь же непроницаемыми для воды, как они были и раньше в неповрежденном виде.
Следует заметить, что свежий листовой каучук удобнее всего резать острым, смоченным водой ножом.
Ремонт резиновых трубок
Небольшие отверстия смачиваются на краях бензином, а затем заполняются куском размягченной в бензине резины, которая затем сглаживается горячим железом.
После ремонта трубка может еще долго служить, а само место ремонта можно, при некотором навыке, сделать совершенно незаметным для глаз.
Для предохранения от высыхания и растрескивания резиновые трубки необходимо всегда держать при комнатной температуре.
Ремонт галош
Галоши тщательно моют, высушивают и подчищают мелким напильником. Затем вырезают соответствующего размера заплатку, смазывают клеем для резиновых изделий, прижимают к нужному месту (если нужно, обвязывают бечевками) и дают подсохнуть в течение двух часов, после чего покрывают зачищенное место или всю галошу резиновым лаком.
Ремонт резиновых рукавов
Растрескавшийся снаружи резиновый рукав очищается теплой водой при помощи щетки от грязи и тщательно высушивается. Затем его кладут на доску и на трещины наносится клей для ремонта резиновых изделий до тех пор, пока все трещины не заполнятся им.
Внимание!
Презервативы ремонту не подлежат!
Каждый новый слой наносится по высыхании предыдущего.
Когда последний слой станет засыхать, рукав в этом месте обертывают холщовой тесьмой, смоченной вышеупомянутым клеем.
Если рукав дал трещины на внутренней своей поверхности, то описанный способ непригоден, так как в починенном месте образуется утолщение, вокруг которого собирается грязь и может образоваться «пробка». В таком случае вырезают испорченный кусок и сращивают оба конца, вставляя их в короткий кусок резинового рукава большего диаметра, плотно охватывающего починенный рукав.
Ремонт резиновой обуви
Резиновая заплата, которую хотят наклеить на резиновую обувь, и поврежденное место протираются шкуркой, чтобы поверхность обоих стала шероховатой; затем смазывают обе поверхности клеем для ремонта резиновых изделий, после чего оставляют их в покое на полчаса и потом крепко сжимают.
Чтобы ремонт сделать прочнее, следует вулканизировать заплату холодным способом.
Для этого промазывают ее после вышеописанной операции сероводородом, к которому добавлено немного хлористой серы, а затем уже быстро нажимают на поврежденное место.
Приклейка подошв к сапогам
Для приклейки резиновых подошв к кожаной обуви пригодны следующие замазки:
Разрезают 10 частей каучука на мелкие кусочки, кладут их в жестянку, помещенную в водяную баню и нагретую до 30°С, и добавляют 140 частей сернистого углерода. Когда каучук растворится, добавляют смесь, приготовленную следующим образом: сплавляют 10 частей каучука с 10 частями истолченной канифоли и затем добавляют 35 частей скипидара. Эту замазку следует хранить в герметически закупоренной склянке.
При сплавлении равных частей обыкновенной смолы и гуттаперчи получается замазка, которую применяют горячей и которая хорошо пристает к коже, резине и разным другим материалам.
Растворяют 10 частей гуттаперчи в 100 частях бензина. Раствор этот сливается в склянку, содержащую 100 частей олифы, и все сильно взбалтывается.
Как сделать цельную пресс-форму из силиконового каучука
В этом пошаговом учебном пособии показано, как сделать простую, цельная силиконовая форма для небольшого декоративного предмета.
Основы:
Блок-формы, как правило, являются простейшим типом формы.
Для них обычно требуется больше резины, чем для других методов (например, форм для одеял).
Их изготавливают путем заливки жидкой резины в защитную зону вокруг модели (или «мастера»).
Эти защитные зоны могут быть изготовлены из различных материалов (ламинированная древесно-стружечная плита, трубы из ПВХ, пластилиновые глиняные палочки, полипропилен сверхвысокой молекулярной массы, фанера, Sonotubes®, пенопласт, оргстекло и многое другое).
В нашей линейке продуктов вы можете выбрать один из следующих материалов пресс-формы: полиуретановый каучук, силиконовый каучук, отвержденный оловом, или силиконовый каучук, отвержденный платиной.
Расходные материалы и инструменты, необходимые для завершения этого проекта:
Модель A
PlatSil® 73-40 Платиновая силиконовая формовочная резина (или другая формовочная резина)
Разделительный состав Pol-Ease® 2500
Кисть
Пластилиновая глина или клей-расплав
Ламинированная древесно-стружечная плита (или другой материал для ограждения)
Шурупы
Сверло (для создания вентиляционного отверстия)
2
Емкость для смешивания и инструмент для смешивания (например, ведра и шпатель из нержавеющей стали)
Цифровые весы
Уровень
Средства индивидуальной защиты
Всегда просматривайте паспорта безопасности продукта перед использованием.
Шаг первый: выберите зону содержания
В данном случае в качестве материала «формовочной коробки» использовалась ламинированная меламиновая древесно-стружечная плита. Стенки формовочного ящика были привинчены вместе и размещены на основной доске. Иногда для скрепления всех этих частей используется ремешок для пресс-формы.
Если коробка формы не будет использоваться для поддержки формы во время процесса литья, убедитесь, что резина достаточно толстый между моделью и стенками формы, чтобы он не деформировался при заполнении литейным материалом. Как правило, это должно быть не менее ½” со всех сторон [Рис. 1]. Кроме того, убедитесь, что ящик для пресс-формы достаточно высокий. для размещения соответствующей высоты пресс-формы — не менее ½ дюйма резины над моделью.
Рисунок 1: Минимум ½” пространства со всех сторон модели
Шаг второй: закрепите модель на базе
Надежно закрепите (например, привинтите или приклейте) модель к основанию.
Если модель не закреплена, залитая резина может подтечь под нее, и она может начать всплывать.
ПРИМЕЧАНИЕ: Если модель пористая (например, из гипса, дерева, камня, кирпичной кладки, керамики), просверлите вентиляционное отверстие в основании. плату под моделью, чтобы воздух мог выходить [Рисунок 2].
Рис. 2: Вентиляция базовой платы при работе с пористой моделью
Шаг третий: запечатайте коробку формы
Чтобы предотвратить вытекание резины из формы, герметизируйте внутренние края (между стенками и между стенками и базовая плата). Для этого процесса использовалась нагретая пластилиновая глина [Рисунок 3]. Еще одним вариантом является термоклей.
Рисунок 3: Пластилиновая глина использовалась для герметизации краев формовочной коробки
Шаг четвертый: при необходимости нанесите герметик и/или разделительный состав
Герметизация пористых моделей
Как правило, пористые модели необходимо герметизировать перед нанесением разделительного состава и перед заливкой резины. Герметизация агент должен быть определен на основе материала модели и материала резиновой формы.
Для многих пористых моделей требуется несколько слоев восковой пасты, вазелина, шеллака, краски, расплавленного парафина, лака или Раствор ПВА (поливинилового спирта) хорошо работает. Некоторые каучуки содержат ингредиенты, растворяющие краску и лаки; воск или шеллак могут работать в этом случае. (полиуретан каучуки будут связываться с шеллаком, поэтому в этом случае необходимо осторожно наносить разделительный состав).
Для голой штукатурки нанесите гончарное мыло или масляное мыло Мерфи на влажную поверхность с помощью мягкой щетки. Промыть и повторить эту процедуру несколько раз, а затем отполируйте поверхность мягкой тканью. Не пытайтесь использовать этот метод на материалах, которые не гипс.
В этом случае герметик не понадобился.
Применение разделительного агента
При работе с силиконовая формовочная резина , модель должна быть покрыта разделительной смазкой Pol-Ease® 2500 [Рис. 4] перед заливкой. Платиновые силиконовые каучуки, в частности, иногда могут страдать от ингибирования отверждения при заливке. на некоторых поверхностях (ингибирование отверждения — это отсутствие отверждения поверхности в течение рекомендуемого времени — поверхность при контакте с рисунком остается липким или незатвердевшим). Настоятельно рекомендуется пробное отверждение перед покрытием всего модель с резиной.
Рисунок 4: Разделительный агент Pol-Ease® 2500 используется с силиконовыми формовочными каучуками.
Перед заливкой полиуретановая формовочная резина , модель должна быть тщательно покрыта Pol-Ease® 2300 Release. Агент [Рисунок 5].
Рисунок 5: Разделительный агент Pol-Ease® 2300 на силиконовой основе используется с полиуретановые формовочные каучуки
Разделительные составы должны быть равномерно распылены по всей поверхности (включая дно опоки и стенки опоки), затем почистите сухой щеткой, чтобы обеспечить равномерное покрытие.
Шаг пятый: определите, сколько жидкой резины необходимо
Как рассчитать:
Для ящика
Рассчитайте объем ящика для пресс-формы (Д x Ш x В = объем) [Рисунок 6].
Оценить объем модели.
Вычтите расчетный объем модели из объема опоки.
Разделить результат (объем площади формы) на удельный объем резины формы. (Для этой формы мы используют PlatSil® 73-40. Удельный объем этой резины 22,0 дюйм3 /фунт).
Полученное число представляет собой количество жидкой резины (фунты). нужный.
Для цилиндра
Следуйте тому же процессу, что и выше. Вы можете найти объем цилиндра, выполнив этот расчет: π x R 2 90 173 x H [рис. 6].
Рисунок 6: Как рассчитать объем прямоугольной коробки или цилиндра
Шестой этап: взвешивание и смешивание резины
Как только количество каучука, необходимого для проекта, определено, взвесьте и смешайте каучук. Все Политек полиуретан и силиконовые каучуки представляют собой двухкомпонентные системы (часть A и часть B). В этом случае соотношение компонентов PlatSil® 73-40 составляет 1А:10В по массе. Многие из наших продуктов соответствуют стандарту 1A:1B.
Перед смешиванием каучук должен быть комнатной температуры и все инструменты должны быть готовы (некоторое «рабочее время», время, когда вы до того, как резина начнет затвердевать, может быть очень коротким – если инструменты не готовы, продукт может застыть раньше полностью залито). Время работы PlatSil® 73-40 составляет 45 минут.
В некоторых случаях часть B необходимо встряхнуть или перемешать перед смешиванием с частью A.
Особое внимание следует уделить обеспечению правильного соотношения компонентов смеси. Мы рекомендуем измерять все накладки (кроме 1A:1B) с помощью вес на цифровых весах; не по объему.
Тщательно перемешайте части А и В [Рисунок 7].
Рисунок 7: Тщательно перемешайте компоненты A и B
Перед заливкой смешанной резины в пресс-форму некоторые могут использовать вакуумную камеру или бак высокого давления для удалить пузырьки воздуха из смеси. Это не всегда необходимо и должно определяться в каждом конкретном случае. основа.
S tep Seven: заливка резины
Перед заливкой резины убедитесь, что коробка формы выровнена. Неравномерные формы в конечном итоге приведут к неравномерному литью.
Начните с заливки резины в один угол формы. Налейте каучук в каучук, позволяя каучуку течь по модель. Избегайте заливки непосредственно на модель [Рисунок 8]. Это помогает предотвратить попадание пузырьков воздуха.
Рисунок 8: Залить каучук в каучук, позволяя ему течь по модели
Убедитесь, что резина соответствует соответствующему уровню высоты и что все части модели достаточно закрыты.
Распыление соответствующего разделительного агента на поверхность резины сразу после заливки помогает отделить поверхность. пузырьки воздуха.
Шаг восьмой: дождитесь отверждения резины
Время отверждения варьируется от резины к резине. Некоторые каучуки можно извлечь из формы за 30 минут, в то время как другие не следует извлекают из формовочных ящиков не менее чем на 24 часа. Время отверждения уменьшится при более высоких температурах.
Слишком раннее извлечение из формы может привести к деформации резины.
PlatSil® 73-40 имеет время отверждения 16 часов при комнатной температуре (~77°F).
Шаг девятый: извлечение формы
Когда резина затвердеет, осторожно извлеките ее из формы. Стенки формовочного ящика, возможно, придется снять, чтобы удалить плесень.
Теперь форма готова [Рис. 9], и можно начинать процесс литья [Рис. 10 и 11]!
Рисунок 9: Готовая цельная форма для блоков Platsil® 73-40
Рисунок 10: Пластмассовая отливка (EasyFlo 60) из формы
Мы немного увлеклись своим Красители PolyColor:
Рисунок 11: Несколько отливок из формы (с использованием красителей EasyFlo 60 и PolyColor)
Помогите мне отлить пластиковые ручки и резиновые детали
1 сентября 2019 г. | By Staff
Вопрос:
Я являюсь счастливым обладателем DeSoto 1939 года выпуска, принадлежавшего моему деду. Он находится в прекрасном первоначальном состоянии, но пластиковые внутренние ручки и накладки дверных ручек потрескались и отсутствуют из-за многолетнего пребывания на солнце пустыни. Есть небольшие резиновые детали, которые также стали жесткими и изношенными. Есть ли способ сделать это дома без специализированных и дорогих инструментов?
Ответ:
Как оказалось, решить эту проблему довольно легко. Вы можете купить литьевую смолу и краску в магазинах для рукоделия или просто заказать все необходимое у Douglas and Sturgess в Ричмонде, Калифорния (douglasandsturgess.com).
Как резиновые изделия, так и небольшие пластмассовые детали могут быть легко отлиты. А резиновые детали даже легче, чем пластмассовые, благодаря резиновым изделиям RTV (вулканизация при комнатной температуре).
Вещи, которые вам понадобятся:
• Комплект резины для изготовления пресс-форм Smooth-On PMC-121/30
• Smooth-On PMC-790 (детали A и B)
• Smooth-on Universal Mold Release
• Черный пигмент
• Прозрачная литейная смола Castin’craft (для пластиковых деталей)
• Эмаль в цвет оригинального пластикового изделия (для пластиковых деталей)
• Мерный стакан
• Контейнеры для форм
• Тряпки
• Разбавитель лака для очистки.
Примечание: Существует несколько брендов вышеуказанных литейных изделий, которые работают одинаково. Однако придерживайтесь одного бренда, чтобы обеспечить совместимость.
Кроме того, резина RTV на самом деле резина не больше, чем шины вашего автомобиля. Натуральный каучук давно заменили более прочным силиконом, бутилом и уретановой синтетикой для большинства применений. Латекс является исключением. Это единственный «резиновый» продукт, который до сих пор изготавливается из натурального каучука из таких мест, как Малайзия. Но ни натуральный каучук, ни любая синтетика на самом деле не черные.
Вы когда-нибудь замечали эти белые шины на безлошадных повозках? Они были изготовлены из натурального непигментированного каучука. Производители начали добавлять в шины черный пигмент, чтобы сделать их менее подверженными гниению и менее склонными к появлению потертостей и грязи. Поэтому, когда вы будете делать свои собственные запасные части из резины, вы также захотите добавить в них пигмент, и это достаточно легко сделать.
Резиновые детали
Отливать резиновые изделия легко, если у вас есть хороший оригинал для работы. Товар не должен быть идеальным. Вы можете использовать пластилин для лепки, чтобы сгладить трещины, если это необходимо, и вы даже можете сделать целые прототипы из низкотемпературной глины для лепки, доступной в магазинах для рукоделия, если вам нужно. Прототипы также могут быть изготовлены из дерева или металла.
Я покупаю материалы для литья у Douglas and Sturgess, потому что у них есть полный ассортимент резиновых форм и изделий для изготовления деталей, твердость которых варьируется от очень гибких и липких до жестких и прочных материалов. У них также есть раствор черного пигмента, необходимый для того, чтобы резиновые изделия выглядели правильно. В магазинах для хобби и рукоделия есть похожие товары, но сложно найти все необходимое в одном месте.
Вам потребуются перемычки для формования жидкого уретанового формовочного раствора, пока он не затвердеет. Многие люди строят ящики из деревянных планок, но я обнаружил, что маленькие пластиковые ящики и миски, такие как те, которые вы использовали бы для остатков в холодильнике или для организации мелких предметов в офисе, очень хорошо работают, если вы сбрызнете их небольшим количеством выпуск пресс-формы в первую очередь.
Температура важна для химических процессов, поэтому работайте в помещении, которое может поддерживаться на уровне около 65 градусов по Фаренгейту. Вам также понадобится адекватная вентиляция, потому что пары могут быть опасными для дыхания. И вы захотите надеть латексные перчатки, чтобы защитить руки.
Распылите тонкий слой смазки для пресс-формы на перемычку пресс-формы и прототип, который вы хотите воспроизвести. Хорошей идеей будет нанести его тонкой кистью, дать ему застыть, а затем нанести еще один тонкий туман. Дайте разделительной массе высохнуть в течение не менее 15 минут, прежде чем продолжить.
Поместите изделие, которое нужно воспроизвести, в дамбу формы, убедившись, что у вас останется не менее ½ дюйма формы над изделием после заливки смеси для изготовления формы в дамбу. Обязательно расположите предмет так, чтобы у вас было минимальное количество подрезов. Обширное подрезание будет означать, что ваша гибкая резиновая форма в конечном итоге расколется и станет бесполезной из-за скручивания и изгиба.
Если прототип требует значительной подрезки, вы можете расположить его так, чтобы можно было разрезать форму на две части с помощью универсального ножа, чтобы извлечь ее. Вставьте установочные штифты, такие как дюбели или гвозди, чтобы совместить две половинки формы, прежде чем разрезать ее пополам. Вам также может понадобиться вырезать отверстие, из которого будет высыпаться литейный материал, или просто вставить пластиковую соломинку из-под газировки.
Смешайте состав для изготовления резиновых форм. Добавьте Smooth-on PMC-121/30 (мягкая формула для изготовления форм) одну часть A к одной части B в мерном стакане. Я использую одноразовые градуированные стаканчики, которые можно приобрести в магазинах для рукоделия. Не переусердствуйте с соотношением смеси, потому что если вы это сделаете, ваша плесень может никогда не вылечиться или стать хрупкой. Медленно перемешивайте смесь в течение полных трех минут, очищая дно и стенки чашки, чтобы тщательно ее перемешать.
Медленно залейте смесь в форму, стараясь не задерживать пузырьки воздуха. Дайте плесени высохнуть в течение как минимум 16 часов, прежде чем трогать ее, и убедитесь, что во время процесса она поддерживается на стабильном уровне 65-70 градусов по Фаренгейту. Умеренно более высокая температура окружающей среды немного ускорит время отверждения, но не торопите его. Когда закончите наливать, переверните одноразовый мерный стаканчик вверх дном и положите его на газету. Остаток затвердеет и выскочит, оставив чашу многоразовой.
Первый шаг — сделать форму. Для этого мы использовали мягкий компаунд ПМС-120/30.
Слегка сбрызните перемычку формы и деталь-прототип небольшим количеством смазки для формы, затем нанесите кистью. Снова сбрызните и дайте высохнуть не менее 15 минут.
После того, как форма затвердеет в течение необходимого времени, вы можете нагреть ее до 150 градусов в течение четырех-восьми часов, чтобы увеличить срок службы, но в этом нет необходимости, если только вы не собираетесь изготавливать с ее помощью большое количество предметов.
Когда форма полностью затвердеет, осторожно извлеките прототип, вытолкнув его. Ваша новая форма должна быть идеальным отпечатком вашего прототипа. Проверьте его на наличие пузырьков воздуха, а затем приступайте к смешиванию материала для дубликата.
Я использовал резиновую смесь Smooth-On PMC-790, чтобы сделать необходимую мне резиновую прокладку, потому что это гораздо более жесткая и эластичная смесь. Вам нужно смешать PMC-790 в соотношении одна часть А к двум частям В и обязательно тщательно перемешивайте в течение как минимум трех минут, как вы это делали раньше. Только на этот раз вам также нужно будет добавить пару капель черного пигмента для аутентичного вида.
Снова медленно залейте компаунд в форму, пока он слегка не переполнится, чтобы обеспечить усадку. Дайте излечению детали от 16 до 24 часов. Когда вы вытащите его, у вас будет идеальная копия. Практически любую резиновую деталь можно сделать таким образом, приложив немного фантазии. Для длинных уплотнителей сделайте форму из дерева с помощью фрезера, затем покройте ее шеллаком и нанесите на нее небольшое количество смазки для формы. Вы можете сделать практически все, что вам может понадобиться, используя полиуретановую резиновую смесь Smooth-On и хорошую форму.
Пластмассовые изделия
Если у вас есть хорошие детали от другого автомобиля, вы можете легко сделать для них формы из литьевой смолы, которую можно приобрести в магазинах для рукоделия. Литейная смола особенно хороша для изготовления сменных ручек, накладок и роговых кнопок, но ее также можно использовать и для более амбициозных проектов.
Прототипы могут быть изготовлены из дерева, металла или даже глины для лепки, обожженной при низкой температуре. Машинист может легко изготовить прототипы круглых накладок и роговых кнопок из алюминия. Скульптурные панели могут быть изготовлены из мягкой сосны и отшлифованы до нужной формы. Подойдет даже ДВП, если на него нанести несколько слоев шеллака для герметизации.
Поместите прототип так, чтобы для его извлечения из отвержденной формы требовалось минимальное подрезание.
Смешайте PMC-120/30 одну часть A с одной частью B и тщательно перемешайте в течение трех минут.
Медленно залейте компаунд для изготовления формы в перемычку формы, чтобы свести к минимуму образование пузырьков воздуха.
Дайте плесени высохнуть не менее 16 часов при температуре не ниже 65-70 градусов по Фаренгейту.
Аккуратно извлеките прототип. Он должен легко вытягиваться, но будьте осторожны, чтобы не порвать форму.
Стреляйте в новую форму небольшим количеством смазки.
Смешайте PMC-790 одну часть А с двумя частями В и добавьте пару капель раствора пигмента. Тщательно перемешать в течение трех минут.
Медленно вливайте резиновую смесь, чтобы не было пузырьков, и немного переполняйте, чтобы обеспечить усадку.
Для заливки литьевой смолы требуется практически та же техника, что и для заливки уретана для резиновых деталей. Просто внимательно следуйте инструкциям по смешиванию, тщательно перемешайте и дайте деталям высохнуть в течение необходимого времени, как указано в инструкциях на банке с литьевой смолой.
Литейная смола прозрачная, желтоватого или янтарного цвета. Краски можно использовать для окрашивания пластика, но это редко дает нужный эффект. Чтобы убедиться, что ваши реплики соответствуют оригинальным элементам на приборной панели, отнесите оригинал в магазин автомобильных красок и попросите их смешать пинту соответствующей эмали.
И пока вы там, возьмите немного разбавителя, пластификатора и немного прозрачной эмали. Загрунтуйте детали, а затем нанесите слой эмали. Подождите, пока это вспыхнет, затем смешайте немного прозрачной краски с цветной краской и снова снимите детали, чтобы они выглядели полупрозрачными. После того, как детали затвердеют, их можно отшлифовать и отполировать вручную.
Если вам нужно просверлить отверстия в пластиковых деталях, по возможности используйте сверлильный станок и вращайте дрель на низкой скорости, чтобы не перегреть и не расплавить пластик. Нитки также можно нарезать на пластмассовые изделия, но рекомендуется также использовать немного суперклея внутри, чтобы такие ручки оставались на месте.
Отличный гравер.
Был бы чиллер в комплекте. Было бы еще лучше
Олег
3 января 2021 11:43
Лазерный маркер МИНИ
Великолепный станок
Все произошло быстро.
Пришел, посмотрел, купил, ушел.
Ребята мне все настроили и обучили секретам быстрой работы.
Огромное спасибо всей вашей команде, и горячий привет Ильнуру.
Евгений
6 декабря 2020 19:05
Лазерный маркер ПРОФИ
Отлично
Красивый стильный станок.
Екатерина Сергеевна
19 марта 2020 11:47
Лазерный маркер КЛАССИК
Станок приобретался для гравировки на кубках и медалях. Со своей задачей справляется великолепно.
Через год работы появился шум.
Оказалось из за пыли.
Все почистили и…
Еще
Если на поверхность металлических предметов и деталей необходимо нанести рисунок, техническую или маркировочную информацию, потребуется лазерный маркер по металлу. С помощью этого оборудования легко наносятся любые графические элементы на предметы из разных металлов. Купить лазерный маркер по металлу с доставкой по всем регионам России можно в компании «LaserBIZ».
Разновидности маркеров
Маркер для нанесения графической информации на металлическую поверхность может быть нескольких типов:
оптоволоконный лазерный маркер по металлу – это высокопродуктивный станок с мощным лазером для создания надписей и графики на поверхности черной стали, цветных металлов, нержавейки и других материалов; преимуществом этого оборудования является высокая скорость работы, хорошая детализация изображения, нет необходимости использовать расходные материалы;
ультрафиолетовый маркер – это маломощная установка, посредством которой можно наносить графические надписи на поверхность стали и других материалов.
CO2 RF лазерные маркеры используются для нанесения изображения и надписей на неметаллические поверхности.
CO2 и оптоволоконный маркер имеет небольшое рабочее поле, которое составляет приблизительно 100х100 мм. Если нужна большая рабочая площадь, используется широкоформатный лазерный маркер по металлу, с рабочей областью до 1000х1000 мм.
Почему стоит заказать у нас?
большой выбор маркеров для работы с разными материалами;
на выбор есть переносные и стационарные установки;
все оборудование сертифицировано;
на маркеры есть гарантия производителя сроком от 12 месяцев;
проводим установку оборудования и обучение персонала его использованию;
доступные цены и скидки постоянным клиентам.
Лазерный гравер маркер по металлу 30 Ватт Gravmax LMFM-03-30
Лазерный гравер маркер по металлу 30 Ватт Gravmax LMFM-03-30
Настольный лазерный гравер GRAVMAX LMFM-03-30 мощность 30 Вт. Лазерный гравер применяется для лазерной маркировки металлов: стали, серебра, золота, латуни и неметаллических изделий: кожа, камень, пластики. В лазерном маркере применяется модуль с волоконным лазерным излучателем Raycus. Высокий КПД лазерного маркера позволяет отказаться от водяных систем охлаждения, что позволяет размещать лазерный гравер непосредственно на рабочем столе.
ОПИСАНИЕ ЛАЗЕРНОГО МАРКЕРА
Переносной настольный лазерный маркерGRAVMAX LMFM-03-30 укомплектован волоконным иттербиевым лазером. Лазерный маркер предназначен для высокоточной маркировки или Лазерной маркировки металлов и неметаллических изделий. Волоконный излучатель лазерного маркера не требует технического обслуживания, не нуждается в расходных материалах, надежен.
Температура +15…+30оС, отн. влаж. до 80% без конденсата
Вес нетто (всего комплекта)
40кг
Вес брутто
50кг
Гарантийный период
12 мес.
ПРИМЕРЫ МАРКИРОВКИ НА ЛАЗЕРНОМ ГРАВЕРЕ GRAVMAX LMFM-03-30
Лазерная маркировка на лазерном GRAVMAX
Лазерная маркировка на кольцах Gravmax LMFM-03-30
Лазерная маркировка на кольцах Gravmax mini LMFM-03-30
КОМПЛЕКТАЦИЯ ЛАЗЕРНОГО МАРКЕРА GRAVMAX
Блок управления лазерным маркером
1шт
Рабочий стол со штативом
1шт
Ножная педаль
1шт
Излучатель с гальвосканером
1шт
Комплект проводов
1 комплект
Сетевой кабель
1шт
Инструкция
6шт
УСЛОВИЯ ПОСТАВКИ ЛАЗЕРНОГО МАРКЕРА GRAVMAX LMFM-03-30
Лазерный Маркер GRAVMAX
Руководство по эксплуатации на английском языке
Руководство по эксплуатации на русскомязыке
Гарантийное обслуживание
Срок отгрузки
со склада в москве
Тел. : (499) 963-31-58 E-mail gravbiz(собака)mail.ru
Назад
Вперед
You have no rights to post comments
2023 Лучшие бюджетные станки для лазерной маркировки на продажу
Вы с нетерпением ждете возможности сделать что-то своими руками или купить недорогой станок для лазерной маркировки онлайн для любителей или промышленного производства, чтобы гравировать детали, инструменты, поделки, подарки, предметы искусства, бирки, знаки, украшения, подшипники, проволока, пистолеты с металлом, деревом, пластиком, тканью, кожей, стеклом? Вы ищете производителя, производителя, поставщика, дилера, продавца, бренд с самым высоким рейтингом, чтобы подобрать лучшие бюджетные CO2, волоконные, УФ-лазерные маркеры с типами портативных, портативных, настольных в США, Великобритании, ОАЭ, Канаде, Австралии, Россия, Южная Африка, Китай, Индия или другие страны Азии, Европы, Северной Америки, Южной Америки, Африки и Океании? Ознакомьтесь с лучшим справочником покупателя для мастеров, машинистов, операторов, пользователей, начинающих и владельцев рекламных магазинов в 2023 году. STYLECNC станет лучшим магазином, который может предложить вам самые популярные системы лазерной маркировки с ЧПУ в 2023 году с мощностью лазера 20 Вт, 30 Вт, 50 Вт, 60 Вт, 70 Вт, 80 Вт, 100 Вт, 130 Вт, 150 Вт, 180 Вт, 200 Вт, 300 Вт и индивидуальная лазерная печать, травление, маркировка и гравировка для ваших индивидуальных проектов, идей DIY и бизнес-планов.
Что такое лазерная маркировочная машина?
Лазерная маркировочная машина представляет собой тип лазерной системы с ЧПУ (цифровым программным управлением), в которой используется волоконный, CO2- или УФ-лазер для нанесения необратимых меток, включая текст, цифры, буквы, матричные коды, логотипы, знаки, фотографии, изображения, узоры на 2D или 3D поверхности металлов (алюминий, нержавеющая сталь, оцинкованная сталь, углеродистая сталь, титан, железо, сплав, латунь, медь, серебро, золото), дерево, ткань, кожа, пластик, акрил, стекло, АБС, печатная плата, каучука, силикона и полимера. Это отличается от обычной струйной печати. Лазерные маркеры имеют преимущества высокой скорости, высокого качества, высокой точности, отсутствия загрязнения, безопасности, простоты в эксплуатации, бесплатного обслуживания и низкой стоимости. Машины для лазерной маркировки также известны как лазерные маркеры, машины для лазерной маркировки, машины для лазерной маркировки, системы лазерной маркировки, машины для лазерной гравировки, машины для лазерной маркировки, машины для лазерной маркировки, машины для лазерной печати и инструменты для лазерной маркировки.
Как работает система лазерной маркировки?
Системы лазерной маркировки используют лазерный луч для маркировки этикеток, изготовленных графическими утилитами. Есть как 2D метка для плоских поверхностей, так и 3D метка для криволинейных поверхностей.
Система двумерной лазерной маркировки
Зеркальные гальванометры используются для сканирования лазерным лучом и маркировки на двухмерной поверхности. Линза f˜ используется для концентрации света на двумерной поверхности.
Система трехмерной лазерной маркировки
Зеркальные гальванометры используются для сканирования лазерным лучом и маркировки на трехмерной поверхности. Они переместят фокусирующую линзу (вместо линзы f˜) назад и начнут юстировать лазерный луч не только по оси X и оси Y, но и по оси Z.
Процесс лазерной маркировки
Система имеет шесть различных процессов маркировки, включая отжиг, гравировку, маркировку, окрашивание, вспенивание, удаление и карбонизацию, которые широко используются в промышленном производстве, школьном образовании, малом бизнесе, домашнем бизнесе, небольшом магазине. и домашний магазин.
Для чего используются лазерные маркировочные машины?
Лучшие станки для лазерной маркировки отличаются наличием лазерного генератора. У нас есть генератор волоконного лазера, генерирующий лазерный луч 1,06 мкм, генератор УФ-лазера, генерирующий лазерный луч 0,355 мкм, генератор лазера CO2, генерирующий лазерный луч 10,6 мкм. УФ-лазер преобразует основной лазер в треть длины волны с помощью нелинейного оптического кристалла. Известно, что волоконные лазеры эффективно генерируют мощность, они компактны благодаря принципу генерации. Волоконный лазер больше подходит для обработки металлов, чем УФ-лазер и CO2-лазер. УФ-лазеры работают за счет преобразования длины волны лазера, они могут выполнять детальную обработку с низким тепловым эффектом для материалов, которые имеют высокую скорость поглощения для этих длин волн, однако эксплуатационные расходы могут быть высокими. УФ-лазерные маркеры очень хороши для пластика. Лазеры CO2 легче поглощаются прозрачными материалами, потому что они имеют большую длину волны, чем волоконные лазеры и УФ-лазеры, что делает их подходящими для маркировки стекла или других прозрачных материалов. Лазеры CO2 очень хороши для ПВХ, бумаги, резины, стекла и дерева.
Сколько типов машин для лазерной маркировки?
Как вы ищете, мы всегда называем их как машина для лазерной маркировки металла, машина для лазерной маркировки деталей, машина для лазерной маркировки инструментов, машина для лазерной маркировки дерева, машина для лазерной маркировки ювелирных изделий, машина для лазерной маркировки золота, машина для лазерной маркировки нержавеющей стали, лазер машина для маркировки подшипников, машина для лазерной маркировки пластика, машина для лазерной маркировки стекла.
Применение: Домашние лазерные маркеры, лазерные маркеры для хобби, промышленные системы лазерной маркировки.
Функции: цветные лазерные граверы с лазерным источником MOPA, система глубокой лазерной 3D-гравировки, онлайн-летающие лазерные гравировальные станки.
Сколько стоит машина для лазерной маркировки?
Если у вас есть идея купить дешевый станок для лазерной маркировки, вы можете задаться вопросом, сколько это стоит? как получить справедливую цену или окончательную цену?
В зависимости от мощности лазера, лазерных источников, программного обеспечения для лазера, системы управления, системы привода, запасных частей, комплектов, другого аппаратного и программного обеспечения вы получите окончательную цену в диапазоне от 3500 до 70 000 долларов.
Волоконный лазерный гравер доступен по цене от 3500 до 28 500 долларов. Система лазерной маркировки CO2 стоит от 4500 до 70 000 долларов США. Лазерная УФ-маркировочная машина стоит от 10 000 до 30 000 долларов. Если вы хотите купить за границей, налог, таможенное оформление и стоимость доставки должны быть включены в окончательную цену.
Каковы преимущества лазерной маркировки?
Лазерная маркировка — одно из самых быстрых решений для обрезки, доступных на рынке. Это приводит к высокой производительности и экономической выгоде во время производства. В зависимости от структуры и размера материала можно использовать различные лазерные установки (например, гальванические лазеры) или лазерные источники (например, волоконные лазеры) для дальнейшего увеличения скорости. Он долговечен и в то же время устойчив к истиранию, теплу и кислотам. В зависимости от настроек параметров некоторые материалы также можно маркировать без повреждения поверхности. Благодаря высокой точности маркировки даже очень тонкая графика, шрифты размером 1 кегль и очень мелкие геометрические фигуры будут четкими. В то же время, лазерная маркировка гарантирует неизменно высокое качество.
Как современный метод точной гравировки, технология лазерной маркировки имеет непревзойденные преимущества по сравнению с традиционными методами гравировки, такими как коррозия, электроэрозионная обработка, механическое скрайбирование и печать:
1. Лазер используется в качестве метода гравировки, обработка не требуется. усилие между заготовками. Вы можете получить преимущества отсутствия силы резания, небольшого теплового воздействия и отсутствия контакта, чтобы обеспечить первоначальную точность объекта. В то же время он обладает широкой адаптируемостью к материалам, которые могут оставлять тонкие следы на поверхности различных материалов и обладают хорошей долговечностью;
2. Контроль пространства и времени лазера очень хорош, а материал, форма, размер и среда обработки объекта обработки очень свободны. Он особенно подходит для автоматической гравировки и специальной гравировки поверхности. И метод гравировки является гибким, что может не только удовлетворить потребности лабораторного дизайна отдельных предметов, но и удовлетворить требования промышленного массового производства;
3. Линии, отмеченные лазером, могут достигать размеров от миллиметров до микрометров. Очень сложно имитировать и изменить маркировку, сделанную лазерным маркером, что чрезвычайно важно для защиты от подделки продукции;
4. Комбинация системы лазерной маркировки и технологии управления ЧПУ позволяет создать эффективное автоматическое гравировальное оборудование, которое может печатать различные символы, символы и узоры. Это простое в использовании программное обеспечение для разработки шаблонов маркировки, изменения содержания маркировки и адаптации к высокоэффективным и быстро меняющимся требованиям современного производства;
5. Он не имеет источника загрязнения и представляет собой чистую и экологически чистую лазерную технологию с высокой степенью защиты окружающей среды;
Лазерный маркер широко используется во всех сферах жизни, открывая широкие перспективы для высококачественной маркировки, высокой эффективности, экологически чистого и недорогого современного производства и производства. С непрерывным расширением современных приложений лазерной маркировки требования к миниатюризации, высокой эффективности и интеграции систем лазерного производства также выше.
Перед включением питания лазерного маркера проверьте водный путь и контур. Последовательность загрузки:
1. Включите подачу питания и включите ключевой выключатель. В это время выхлоп машины и система охлаждения находятся под напряжением, а амперметр показывает значение около 7А.
2. Подождать от 5 до 10 секунд, нажать триггерную кнопку на внешней панели управления, амперметр показывает нулевое значение, через 3-5 секунд загорается криптоновая лампа, амперметр показывает значение 7А. (См. инструкцию по эксплуатации блока питания лазера).
3. Включите гальванометр.
4. Включите компьютер и вызовите нужный файл маркировки.
5. Отрегулируйте мощность лазера на рабочий ток (10~18А), можно приступать к маркировке.
После маркировки отключите питание каждого компонента в обратном порядке в указанной выше последовательности:
1. Отрегулируйте рабочий ток блока питания лазера до минимума (около 7А).
2. Выключите компьютер.
3. Отключить питание гальванометра.
4. Нажмите кнопку остановки.
5. Выключите ключ зажигания.
7. Отключите входящее питание.
Как купить недорогой лазерный маркер в Интернете?
Шаг 1. Запросить консультацию.
Вы можете проконсультироваться с нашим менеджером по продажам онлайн, и мы порекомендуем вам наиболее подходящую машину, ознакомившись с вашими требованиями.
Шаг 2. Получите бесплатное предложение.
Мы предложим вам наше подробное предложение на основе вашей консультируемой машины. Вы получите лучшие характеристики и доступную цену в рамках вашего бюджета.
Шаг 3. Подпишите контракт.
Обе стороны тщательно оценивают и обсуждают все детали (технические параметры, спецификации и деловые условия) заказа, чтобы исключить недопонимание. Если у вас нет сомнений, мы вышлем вам PI (Proforma Invoice), а затем подпишем с вами договор.
Шаг 4. Соберите свою машину.
Мы организуем изготовление машины, как только получим ваш подписанный договор купли-продажи и депозит. Последние новости о строительстве будут обновляться и сообщаться покупателю в процессе изготовления.
Этап 5. Проверка.
Весь производственный процесс будет находиться под регулярным контролем и строгим контролем качества. Вся машина будет проверена, чтобы убедиться, что она может работать очень хорошо, прежде чем покинуть завод.
Шаг 6. Доставка.
Доставка начнется в соответствии с условиями контракта после вашего подтверждения. Вы можете запросить информацию о транспорте в любое время.
Шаг 7. Таможенное оформление.
Мы подготовим и доставим покупателю все необходимые товаросопроводительные документы и обеспечим беспрепятственное таможенное оформление.
Шаг 8. Поддержка и обслуживание.
Мы предлагаем профессиональную техническую поддержку и бесплатное обслуживание клиентов по телефону, электронной почте, Skype, WhatsApp, онлайн-чату, удаленному обслуживанию. Мы также предлагаем доставку от двери до двери в некоторых районах.
Как обслуживать машину для лазерной маркировки?
Лазерный маркировочный станок — это профессиональный лазерный станок с ЧПУ, который объединяет лазерный генератор, систему управления ЧПУ, станок и электричество. В настоящее время, когда все больше и больше внимания уделяется авторскому праву, оно стало незаменимым, независимо от того, используется ли оно в производстве или DIY с точки зрения персонализации, оно очень популярно во всех сферах жизни. С непрерывным расширением рыночного спроса использование лазерных маркеров во всех сферах жизни становится все более и более широким, потому что его цена недешева, а его обслуживание также ценится всеми.
После того, как машина используется в течение определенного периода времени, если она не уделяет внимания ежедневному обслуживанию, ее функция легко подвергается определенному износу, что напрямую влияет на эффект маркировки, скорость маркировки и срок службы машины. . Поэтому мы должны регулярно проводить техническое обслуживание.
Ежедневное техническое обслуживание
1. Очистите оборудование от пыли, грязи и инородных тел, удалите пыль, грязь и посторонние предметы с помощью пылесоса, спирта и непыльной ткани;
2. Проверьте, находится ли фокусное расстояние в пределах диапазона стандартного фокусного расстояния, и убедитесь, что лазер достигает самого сильного состояния;
3. Проверьте, не загрязнена ли линза полевого объектива, протрите бумагой для чистки линз;
4. Проверьте, нормально ли отображается экран настройки параметров лазера и находятся ли параметры лазера в пределах диапазона настройки;
5. Включена ли машина нормально, включены ли главный выключатель машины, выключатель управления лазером и выключатель системы лазерной маркировки;
6. Убедитесь, что переключатель исправен и работает. После нажатия переключателя проверьте, находится ли он под напряжением; нормально ли работает лазер.
Еженедельное техническое обслуживание
1. Содержите машину в чистоте и очищайте поверхность и внутреннюю часть машины;
2. Проверьте, можно ли нормально включить предварительный просмотр красного света, параметры лазера находятся в пределах диапазона настройки, откройте коррекцию красного света в программном обеспечении, чтобы включить красный свет;
3. Чтобы очистить линзу лазерного поля, сначала используйте специальную бумагу для чистки линз, смоченную в спирте, чтобы протереть ее в одном направлении, а затем протрите ее сухой бумагой для чистки линз;
4. Проверьте, в порядке ли лазерный луч, откройте программное обеспечение и запустите ручную маркировку для проверки лазера.
Ежемесячное техническое обслуживание
1. Проверьте подъемную рейку на ослабление крепления, ненормальный шум, утечку масла, очистите ее тряпкой без пыли и добавьте смазочное масло;
2. Очистите от пыли воздуховыпускное отверстие лазера, чтобы обеспечить нормальный отвод тепла. Очистите пыль, мусорные узлы и другие посторонние предметы внутри оборудования, используйте пылесос, спирт и обеспыленную ткань для удаления пыли, грязи и посторонних предметов;
3. Проверьте, не ослабевает ли излучаемый лазером свет, для проверки используйте измеритель мощности;
4. Проверьте, не ослаблена ли вилка питания и каждый разъем соединительного кабеля, проверьте каждую часть разъема; нет ли плохого контакта;
5. Проверьте, не смещен ли путь красного света предварительного просмотра, и выполните коррекцию красного света.
Ежегодное обслуживание
1. Проверьте вентилятор охлаждения лазера, нормально ли он вращается, и очистите от пыли блок питания лазера и плату управления;
2. Проверьте, не ослаблена ли каждая ось движения, нет ли ненормального шума, плавной работы, протрите тканью без пыли и добавьте смазочное масло.
Меры предосторожности
1. Пожалуйста, надевайте защитные очки во время работы, чтобы избежать воздействия яркого света, который может повредить очки;
2. Особое внимание: во время использования запрещается помещать руку в зону сканирования лазера;
3. Если машина эксплуатируется неправильно, что привело к аварийной ситуации, немедленно нажмите кнопку выключения питания;
4. Во избежание поражения электрическим током не работайте мокрыми руками;
5. Во время работы машины не засовывайте голову или руки в машину во избежание травм;
6. Никакие конкретные системные параметры не могут быть изменены по желанию без разрешения специалиста по оборудованию.
На что следует обратить внимание
Метки, нанесенные лазерным маркером, трудно носить и легко защитить от подделки, что играет важную роль в продвижении улучшений качества и сортов продукции. Существующий лазерный маркер, в котором аппаратное обеспечение должно быть установлено на материнской плате компьютера, и весь процесс маркировки неотделим от компьютера и снижает стабильность машин для лазерной маркировки, но также увеличивает стоимость и размер.
С дальнейшей интеграцией технологии лазерного производства становится все более очевидно, что лазерная маркировка становится все легче и меньше. Систему маркировки можно разделить на две части: графическое редактирование и контроль маркировки. Работа по редактированию графики осуществляется на компьютере. Ядро программного обеспечения управления работает на плате управления. Файл LDB используется для хранения данных, созданных при редактировании графики, и через USB-устройство отправляет данные на карту управления, которая больше не требует участия компьютера при маркировке. Исследования были сосредоточены на улучшении алгоритмов наклонных линий и коррекции, а также алгоритма управления для управления маркировкой графики и анализа файловой системы FAT USB-устройства.
MarkTech 30i Handheld Laser Engraver Processes Materiales Materses и некоторые Plastes. Теперь вы можете наносить лазерную «печать» и «лазерную этикетку» путем непосредственной маркировки продуктов и деталей. Простая настройка для печати серийных номеров, маркировки кода даты и времени, символов трафаретного текста. Эта лазерная маркировочная машина также может печатать графику в растровом или векторном форматах и создавать машиночитаемые одномерные штрих-коды, QR-коды и промышленный двухмерный матричный код. Ручной лазерный гравер по металлу MarkTech 30i — это мобильный, удобный, простой в эксплуатации и программируемый инструмент для нанесения перманентной маркировки и кодирования. Этот портативный лазерный гравер по металлу оснащен мощным волоконным лазерным гравером мощностью 30 Вт и весит примерно 26 фунтов, что позволяет выполнять практичную портативную лазерную гравировку.
Деревянные судоходные ящики ручной печать на металлическом строительном принтере
компьютер, программное обеспечение Laser Engraver на базе Linux встроено в ручной лазерный гравер MarkTech 30i. Использование встроенного сенсорного экрана позволяет пользователю предварительно настроить индивидуальные задания лазерной маркировки и лазерной гравировки. Промышленная лазерная маркировка не может быть проще.
ЭКСПЛУАТАЦИЯ РУЧНОГО ЛАЗЕРНОГО ГРАВЕРА:
Наденьте защитные очки для защиты глаз от лазерного излучения
Затем просто поместите лазерную метку 30i на защитную оранжевую поверхность отмеченного конуса 30i. Прямоугольник позиционирования красного луча очертит область, которую нужно отметить.
Наконец, нажмите триггерную кнопку на рукоятке, лазерная гравировка начнет выполняться.
**Встроенный сенсорный экран — это программное обеспечение контроллера лазера, встроенное в ручной лазерный гравер по металлу MarkTech 30i. Оператор может искать и выбирать из предварительно сохраненных макетов лазерной маркировки, разработанных и настроенных для маркируемой поверхности. После выбора задания на маркировку оператор может предварительно просмотреть выбранный макет, прежде чем он будет напечатан/выгравирован на поверхности.
НЕТ РАСХОДНЫХ МАТЕРИАЛОВ ДЛЯ ЛАЗЕРНОЙ МАРКИРОВКИ И ГРАВИРОВКИ:
Для этого портативного лазерного гравера расходные материалы не требуются.
Конструкция встроенного ограничителя крутящего момента обеспечивает стабильный контроль крутящего момента.
Этот двигатель на 15 ампер обеспечивает 1075–2150 ударов в минуту для выполнения самых сложных работ.
Скользящий патрон одним касанием облегчает установку и снятие насадок.
Отсутствие ударов на холостом ходу обеспечивает более длительный срок службы и более высокую производительность.
Поставляется с D-образной боковой рукояткой и ящиком для инструментов.
Особенности:
Антивибрационная технология Makita включает систему противовеса, которая снижает вибрацию для непревзойденного комфорта
Мощный двигатель 15 А с частотой вращения 1075–2150 ударов в минуту для выполнения самых сложных работ
Отсутствие ударов на холостом ходу обеспечивает более длительный срок службы и повышенную производительность инструмента
Встроенный ограничитель крутящего момента обеспечивает стабильное управление крутящим моментом
1 год гарантии
В комплекте:
Смазка для бит (194683-7),
Боковая рукоятка в сборе (D-образная) (135269-8),
Рукоятка 36 ком.(158131-0),
Пластиковый футляр для переноски (158275-6),
Чистящая ткань (443122-7),
Ограничитель глубины (321248-4)
American ExpressApple PayDiners ClubОткройте для себяGoogle PayMastercardPayPalShop PayVisa
Ваша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Поскольку наши клиенты являются основой нашего бизнеса, мы хотели бы максимально упростить возврат неудовлетворительного или бракованного товара. Магазин инструментов возместит все расходы при возврате дефектного или поврежденного товара. В случае, если продукт не имеет дефектов или поврежден, покупатель будет нести ответственность за стоимость доставки и обратной доставки.
Чтобы получить возмещение, все товары должны быть в оригинальной упаковке и не использоваться. В случае, если продукт исправен, вся оригинальная упаковка должна быть неповрежденной и включена в возвращаемую посылку. Вам будет возвращена полная сумма плюс налоги кредитной картой или чеком, в зависимости от способа оплаты.
В зависимости от характера возврата может взиматься плата за пополнение запасов в размере 10%.
ДЛЯ БЫСТРОГО ЗАЧЕТА ВЫПОЛНИТЕ ЭТИ ШАГИ:
1. Получите номер разрешения на возврат (RA), связавшись со службой поддержки клиентов по телефону 1-888-768-8370 2. Укажите RA на всех возвращаемых посылках. Если номер не указан на упаковке, в нем будет отказано. 3. Включите описание дефекта или проблемы и копию вашего оригинального счета, чтобы можно было указать кредит. 4. В случае какого-либо вмешательства в продукт кредит не выдается. 5. Возврат в магазин инструментов, 114 Erie St. N., Leamington, Ontario, N8H 3A2 6 . НЕТ ВОЗВРАТА через 30 дней
США HR5210 | BillTrack50
сводка
Представлен
21.11.2019
В комитете
19.12.2019
Пересекли
Прошедший
Мертвые/неудачные/наложено вето
31.12.2020
Представлен сеанс
116-й Конгресс
Резюме законопроекта
A ЗАКОНОПРОЕКТ Обеспечить прием и защиту беженцев, просителей убежища и других уязвимых лиц, обеспечить обработку беженцев и просителей убежища в Западном полушарии, а также изменить некоторые специальные программы иммиграционных виз и для других целей. 1
Тема
Административное право и регулятивные процедуры Административные средства правовой защиты Афганистан Азия Безопасность границ и незаконная иммиграция Центральная Америка Безопасность и благополучие детей Гражданство и натурализация Конфликты и войны Надзор Конгресса Коста-Рика Жертвы преступлений Уголовное расследование, судебное преследование, допросы Информация и документы уголовного правосудия Департамент внутренней безопасности Департамент юстиции Государственный департамент Задержание лиц Дипломатия, иностранные официальные лица, американцы за границей Инвалидность и паралич Бытовое насилие и жестокое обращение с детьми Экономическое развитие Экономические показатели и условия Сальвадор Доказательства и свидетели Семейные отношения Иностранная помощь и международная помощь Иностранный труд Иностранный язык и двуязычные программы Мошенничество и финансовые Преступления Правительственные здания, объекты и имущество Заработная плата государственных служащих, льготы, управление персоналом Государственная этика и прозрачность, коррупция в государственных органах Государственная информация и архивы Правительство энтеральные исследования и расследования Государственные целевые фонды Гватемала Медицинская информация и медицинские карты Бездомность и временный приют Гондурас Жилищное финансирование и домовладение Права человека Торговля людьми Здоровье и благополучие иммигрантов Иммиграционный статус и процедуры Международное право и договоры Международные организации и сотрудничество Ирак Судебные процедуры и администрация Преступность несовершеннолетних и групповое насилие Латинская Америка Адвокаты и юридические услуги Мексика Ближний Восток Военные операции и стратегия Организованная преступность Политические движения и философии Президенты и президентские полномочия, вице-президенты Протесты и инакомыслие Расовые и этнические отношения Беженцы, убежище, перемещенные лица Религия Право на неприкосновенность частной жизни Пол, гендер, дискриминация по сексуальной ориентации Социальное обеспечение и помощь пожилым Сирия Терроризм Визы и паспорта Безопасность и здоровье работников
Спонсоры (45)
Зои Лофгрен (з)*,
Дональд Бейер (D),
Эрл Блюменауэр (D),
Джулия Браунли (З),
Хоакин Кастро (З),
Джуди Чу (D),
Лу Корреа (D),
Джейсон Кроу (D),
Мадлен Дин (D),
Роза ДеЛауро (З),
Марк ДеСольнье (D),
Элиот Энгель (D),
Вероника Эскобар (D),
Анна Эшу (D),
Адриано Эспайлат (з),
Хесус Гарсия (D),
Сильвия Гарсия (З),
Рауль Грихальва (З),
Брайан Хиггинс (З),
Шейла Джексон Ли (D),
Прамила Джаяпал (З),
Хэнк Джонсон (D),
Джозеф Кеннеди (D),
Рохит Кханна (З),
Алан Ловенталь (З),
Бен Лухан (D),
Бетти Макколлум (З),
Джим Макговерн (з),
Джеррольд Надлер (З),
Грейс Наполитано (З),
Джозеф Негус (D),
Элеонора Нортон (D),
Фрэнк Паллоне (D),
Джимми Панетта (з),
Аянна Прессли (З),
Майк Куигли (D),
Джейми Раскин (D),
Ян Шаковски (D),
Альбио Сирес (D),
Адам Смит (D),
Эрик Суолуэлл (D),
Рашида Тлаиб (З),
Пит Виклоски (D),
Бонни Уотсон Коулман (З),
Питер Уэлч (з),
Последнее действие
Направлено в Подкомитет по иммиграции и гражданству. (на 19.12.2019)
Направлено в Подкомитет по иммиграции и гражданству.
19.12.2019
Н
Передано в Комитет по судебной власти, а также в комитеты по путям и средствам, по бюджету и по иностранным делам на срок, который впоследствии будет определен спикером, в каждом случае для рассмотрения таких положений, которые подпадают под действие юрисдикции соответствующего комитета.
21.11.2019
Н
Передано в Комитет по судебной власти, а также в комитеты по путям и средствам, по бюджету и по иностранным делам на срок, который впоследствии будет определен спикером, в каждом случае для рассмотрения таких положений, которые подпадают под действие юрисдикции соответствующего комитета.
21.11.2019
Н
Передано в Комитет по судебной власти, а также в комитеты по путям и средствам, по бюджету и по иностранным делам на срок, который впоследствии будет определен спикером, в каждом случае для рассмотрения таких положений, которые подпадают под действие юрисдикции соответствующего комитета.
21.11.2019
Н
Передано в Комитет по судебной власти, а также в комитеты по путям и средствам, по бюджету и по иностранным делам на срок, который впоследствии будет определен спикером, в каждом случае для рассмотрения таких положений, которые подпадают под действие юрисдикции соответствующего комитета.
850030400 масло 4-х тактное минеральное 1л G-Motion HD SAE30 4T TERRA Patriot
Масла, смазки и химия
Масла
Patriot G-Motion HD SAE30 TERRA 4-тактное масло
499 ₽
Клубная цена: 449 ₽ VIP цена: для постоянных покупателей
Дополнительная скидка 2% при оплате наличными!
Самовывоз: в 3-х магазинах.
Бор (ул. Первомайская д.7а) — сейчас
Городец (ул. Новая д.97ж) — сейчас
Семенов (ул. 3-й Интернационал д.72) — сейчас
Склад интернет-магазина — в наличии.
Доставка по Нижнему Новгороду — завтра.
Заказать в 1 клик
Технические характеристики
Объём, л1
Тип4-х тактное
Видминеральное
ПроизводительPatriot
Дополнительная информация
Минеральное масло для использования в четырехтактных бензиновых и дизельных двигателях с воздушным и жидкостным охлаждением.
Применение гарантирует эффективную смазку, защиту от перегрева, износа, окисления и коррозии.
Обеспечивает максимальный ресурс двигателя при любых режимах работы и повышенных температурах окружающей среды, образуя надежную масляную пленку.
Возможные аналоги
Patriot SPECIFIC HIGH-TECH 5W30 SJ/CF 4-тактное масло
795 ₽
B&S SAE 30 100005 E 4-тактное масло
690 ₽
Patriot G-Motion 5W30 ARCTIC 4-тактное масло
629 ₽
Patriot SUPREME HD SAE30 4-тактное масло — 0.946л
695 ₽
Patriot SUPREME HD SAE30 4-тактное масло — 0.592л
415 ₽
Stihl 0781-309-1000 HD 10W30 масло 4-тактное
649 ₽
Champion 952852 масло 4-тактное
445 ₽
Документация
Гарантия и Сервис
Сертификат дилера
УСЛОВИЯ ГАРАНТИИ
1 год — гарантийный срок эксплуатации бензинового, электрического и аккумуляторного инструмента PATRIOT серии THE ONE, MAXPOWER, MAXWELDER, триммеры электрические PATRIOT с нижним расположением двигателя, насосы PATRIOT составляет 1 год (12 месяцев) со дня продажи.
2 года — гарантийный срок эксплуатации бензинового, электрического и аккумуляторного инструмента PATRIOT составляет 2 года (24 месяца) со дня продажи. Исключением являются: вибрационные, погружные, вихревые, центробежные насосы; электрические триммеры с нижним расположением двигателя; электроинструмент серии THE ONE; сварочные аппараты серии MaxWelder; генераторы бензиновые серии MaxPower; маски сварщика с автоматическим светофильтром.
3 года — гарантийный срок эксплуатации бензиновых генераторов PATRIOT серии GP (кроме моделей GP 910 и GP 1510 и генераторов инверторного типа) составляет 3 года (36 месяцев или 500 моточасов работы) со дня продажи.
Список сервисных центров
Горячая линия
8-800-350-18-41+7 (930) 283-00-95
Для юридических лиц
+7 (831) 413-95-25
Электронная почта
office@tooldepo. ru
Карта сайта
О компании
О насНовостиВакансииРеквизитыМагазины
Покупателям
Сервисные центрыОплата и получениеДисконтная программаСотрудничество с организациямиПользовательское соглашениеПолитика конфиденциальности
SAE 30, моторное масло на основе минерального масла
Моторное масло на основе минерального масла для 4-тактных двигателей. Масло изготовлено на основе парафиновых базовых масел, которые характеризуются высоким индексом вязкости, отличной устойчивостью к окислению и высокой смазывающей способностью. Специальная формула масла разработана, чтобы выдерживать высокие температуры и число оборотов. В первую очередь рекомендуется для 4-тактных двигателей газонокосилок, но также может использоваться с другими бензиновыми двигателями, для которых рекомендуется односортное масло (SAE 30). Меняйте масло каждую весну или не реже одного раза в год, независимо от времени вождения.
Существует большое количство различных способов резки металла. В связи с этим, вопросы: чем режут металл, чем можно резать металл и чем резать толстый металл, не утрачивают своей актуальности.
Для максимального удовлетворения потребительского спроса, на смену морально устаревшим, классическим методам обработки, пришло достаточно много альтернативных вариаций.
СОДЕРЖАНИЕ СТАТЬИ
Резка металла лазером
Плазменная резка толстого металла
Резка газовым резаком
Кислородная резка металла
Газоэлектрическая резка металла
Плюсы и минусы газовых способов резки металла
Гидроабразивная резка металла
Механические способы резки металла
Чем режут металл в домашних условиях
Подробнее о видах ручных ножниц для резки металла
Разновидности пил для резки металла
Сравнение способов резки металла
Итог: чем лучше резать металл
Так чем же лучше резать металл и чем вообще режут металл? Чем можно разрезать толстый металл? Ответ на этот вопрос достаточно многогранен, в связи с тем, что процесс резки применяется не только в промышленных масштабах, но и в домашних условиях.
Существует несколько основных способов резки металла, о которых мы расскажем ниже.
РЕЗКА МЕТАЛЛА ЛАЗЕРОМ
Эта, одна из самых передовых технологий, приобретает все большую популярность благодаря своей исключительной точности и высокой производительности. Суть лазерной резки металла заключается в точечном, направленном воздействии лазерного луча на металл. Воздействие лазером позволяет производить детали любой геометрической сложности контура, с сохранением максимальной точности, практически идеальной ровности кромок, при этом не теряя производительности. Основные отличия лазерной резки и плазменной резки в толщине обрабатываемых металлов и качестве реза.
Управление установкой производится оператором станка ЧПУ. Полная автоматизация процесса сводит вероятность ошибки, и, как следствие, выбраковки деталей, к минимуму.
Процесс работы такого станка разделен на три этапа:
Создание чертежного изображения разрабатываемой детали;
Загрузка чертежей в файловом изображении в программу ЧПУ;
Обработка данных и запуск выполнения.
Лазерная установка состоит из трех основных действующих частей:
Источник излучения (рабочая среда).
Источник энергии.
Оптический зеркальный резонатор.
В зависимости от типа источника энергии, установки для резки металла делят на:
Газовые
В них действующая сила это сочетание воздействия луча и смесей газа.
Твердотопливные
Действие происходит за счет многомерного зеркального усиления газоразрядной лампы.
Газодинамические
В данном случае лазерный луч усиливает нагретый углекислый газ.
По технологическому способу действия лазерного луча, проводится разделение на:
Метод плавления. Такой тип обработки оправдан при работах с любыми заготовками, в том числе, толстостенными и изготовленными из меди и алюминия. Суть метода заключается в плавлении места среза направленным лучом, сочетающимся с подачей струи сжатого газа, отводящей расплавленный металл вниз и охлаждающей кромки.
Метод испарения. Этот метод заключается в нагреве металла, который проводит его через три стадии:плавления, кипения и испарения.
ВИДЕО ЛАЗЕРНОЙ РЕЗКИ МЕТАЛЛА
Преимущества лазерной резки
К основным положительным качествам обработки лазером принято относить:
Универсальность;
Технологическую безопасность;
Высочайшую скорость и производительность;
Чистоту процесса;
Сверхточное выполнение сложных контуров.
ПЛАЗМЕННАЯ РЕЗКА ТОЛСТОГО МЕТАЛЛА
В вопросе «чем резать тостый металл«, плазменная резка — лучший вариант. В данном случае, воздействие на металл производит струйная подача плазмы. По своей сути плазма является ионизированным газом, разогретым до сверхвысоких температур.
Различают два типа воздействия:
Плазменно-дуговой рез. Суть метода соответствует названию. Между режущим инструментом и изделием, пропускают электрическую дугу. Электрод внедряют в корпус, оснащенный отводом. Подающийся под большим давлением газ, минуя электрод, разогревается до высоких температурных отметок и подвергается ионизации. Наличие отвода в корпусе, обеспечивает высокую скорость потока. Созданная электрическая дуга оплавляет металл, подаваемый газ удаляет из высокотемпературного воздействия.
Косвенно воздействующий механизм. В данном случае, воздействующая электроискра находится непосредственно внутри режущего элемента и воздействие происходит только за счет плазмы.
ВИДЕО ПЛАЗМЕННОЙ РЕЗКИ МЕТАЛЛА
Преимущества плазменной резки металла
К преимуществам плазменной резки металла
Универсальность в отношении любых видов материала;
Высокую скорость процесса при минимальных повреждениях и деформациях;
Гладкость мест разреза;
Техническая безопасность;
Возможность обработки сложных контуров.
Возможность резать толстый металл.
РЕЗКА МЕТАЛЛА ГАЗОВЫМ РЕЗАКОМ
В вопросе «чем режут металл» — данный способ является одним из самых простых с технической точки зрения. Его суть заключается в разогреве места резки металла до состояния горения и последующей подачей очищенного кислорода для завершения действия.
Весь процесс делится на три этапа:
Разогрев до предельных температур;
Окисление кислородом;
Удаление шлаковых образований выдуванием и отвердение мест среза.
Из чего состоит оборудование для газовой резки металла
Оборудование газовой резки состоит из:
Газовый баллон.
Шланги для подключения.
Режущий элемент.
Мундштук с регулируемыми размерами.
Система регуляции.
Использование подобной технологии в резке металла предусматривает выполнение следующих требований:
Плавность ведения резака;
Соблюдение угла наклона на 6 градусов против движения;
Разогрев не менее чем до отметки в 1000 градусов.
Преимущества
К преимуществам резки металла газовым резаком следует отнести:
Возможность резки толстого металла с сохранением ровных и качественных швов;
Автономность и мобильность;
Универсальность и скорость процесса;
Экономическая выгода.
КИСЛОРОДНАЯ РЕЗКА МЕТАЛЛА
В процессе кислородной резки металла происходит процесс горения металла в кислороде, который идет потоком в виде струи, удаляющей оксиды. Самое главное, что в данной процедуре металл не плавится — он лишь горит, при этом сохраняя свою твердость и прочность, а рамки реза выходят ровными.
Существуют некоторые подвиды кислородной резки металла, о которых мы расскажем ниже:
Кислородно-флюсовая резка
При кислородно-флююсовой резке металла используют порошковый плюс, который подается в место реза, из-за чего процедура облегчается, так как флюс на место реза оказывает 3-ное действие: абразивное, химическое и термическое.
Кислородно-копьевая резка
Кислородно-копьевая резка металла подразумевает собой высокий температурный режим, поддерживаемый из-за сгорания кислородного «копья», которое представляет собой трубку из стали, через которую в область реза подается кислород.
ГАЗОЭЛЕКТРИЧЕСКАЯ РЕЗКА МЕТАЛЛА
Для газоэлектрической резки, исходя из названия, необходим источник электричества. Газоэлектрическая металлорезка бувает двух разновидностей:
Воздушно-дуговая газоэлектрическая резка
Металл, который расплавился, удаляют при помощи мощной воздушной струи, движущейся под высоким давлением.
Кислородно-дуговая резка
При этом виде газоэлектрической резки металла осуществляется движение кислородной струи, которая вызывает горение накаленного электродугой металла, и удаление оксидов из области реза.
Основной минус газоэлектрического способа резки металла — начало науглероживания металла в области реза. Обычно, такой вид металлорезки применяют в случае, если необходимо избавиться от дефектов сварных швов.
ПРЕИМУЩЕСТВА И НЕДОСТАТКИ ГАЗОВЫХ СПОСОБОВ РЕЗКИ МЕТАЛЛА
Основные плюсы, которые можно выделить из способов газовой металлорезки:
Доступная цена;
Процессы понятны и не вызывают сложностей;
Возможно резать толстый металл;
Из недостатков можно выделить следующее:
Неидеальная точность резки;
Высокий расход материала;
Небольшая скорость резки;
Необходима доп. обработка по краям реза;
Возможна термическая деформация металлоизделий;
ГИДРОАБРАЗИВНАЯ РЕЗКА МЕТАЛЛА
Гидроабразивная резка – современный способ резки металла, позволяющий высокоточно производить раскрой листового металла по линиям любой кривизны и сложности и резать толстые металлические изделия толщиной до 200 миллиметров. В данной технологии обработки металла используется очень тонкая струя водного раствора, смешанного с абразивными частицами. Жидкость подается под высоким давлением порядка 4 тысяч атмосфер через специальное узкое сопло, имеющее диаметр до 0,5 миллиметров.
Скорость, с которой раствор взаимодействует с металлом, сравнима со скоростью звука, зачастую даже выше, что, в свою очередь, позволяет производить резку металла с высокой скоростью и очень гладкую поверхность реза, сравнимую с методом лазерной резки металла.
Преимущества
Гидроабразивная резка металла является, на сегодняшний день, одним из лучших способов резки металла, так как она обеспечивает возможность резать толстый металл, сложные детали нестандартной формы легко поддаются обработке, расход металла минимален вследствие маленькой ширины реза, а низкий температурный режим в зоне реза обеспечивает защиту от деформации и плавления.
Гидроабразивная резка используется, в основном, в декоративной и художественной резке, где требуется высочайшая точность реза и минимальный расход металла.
МЕХАНИЧЕСКИЕ СПОСОБЫ РЕЗКИ МЕТАЛЛА
Механические способы резки металла в промышленных масштабах используются все реже. В данном методе часто встает вопрос: какой станок по металлу лучше выбрать, однако обычно для этих целей используют ленточные, дисковые и гильотинные станки по металлу. Минус такого оборудования в его ограниченных возможностях и достаточно высокой трудоемкости процесса.
Резка металла на ленточном станке
Данный станок это фиксированное режущее полотно с зубцами на одной стороне. Благодаря работе мотора происходит непрерывное вращение ленты.
Гильотинное
оборудование
Обрабатываемый металлический материал фиксируется в горизонтальном положении и подвергается рубящему удару станка резака-гильотины.
Резка металла дисковым станком
Суть действия схожа с работой ленточного станка. Отличие состоит только в возможности вращения металлической заготовки на 360 градусов.
ЧЕМ РЕЖУТ МЕТАЛЛ В ДОМАШНИХ УСЛОВИЯХ
Резка металла в домашних условиях производится при помощи механических устройств. К ним можно отнести как не промышленные модели станков, так и подручный инструмент. К наиболее часто используемым приспособлениям для резки металла в домашних условиях можно отнести:
Ручные ножницы для резки металла
Ручные ножницы позволяют резать металл толщиной до 3 миллиметров.
Пилы различного типа для резки
Пилы ручные, дисковые, торцевые, ленточные и маятниковые.
Болгарка для резки металлоизделий
Болгарка достаточно популярна и универсальна в домашних условиях.
ПОДРОБНЕЕ О ВИДАХ РУЧНЫХ НОЖНИЦ ДЛЯ РЕЗКИ МЕТАЛЛА
Существует несколько видо ручных ножниц для резки металла, каждый из которых обладает своими особенностями, преимуществами и недостатками. Рассмотрим их ниже.
Гильотинные ножницы
Преимуществами такого вида ручных ножниц для резки металла является: При разделке металла такими ножницами обеспечивается:
Не остается каких-либо механических дефектов;
Наружное покрытие металла, который режут, сохраняется в прекрасном качестве;
Высокий показатель точности резки;
Особенность гильотинных ножниц заключается в том, что в их строении предусмотрен нож, который движется строго в одной плоскости, что прекрасно подходит для разрезания металлических листов. Если изменять угол наклона ножа, то существенно снижается необходимое усилие руки, однако, при этом страдает показатель качества резки. Гильотинные ножницы бывают как ручные, так и механические, либо с гидроприводным модулем.
Ручными ножницами практически невозможно разрезать металл средней толщины, а вот гильотинные ножницы с гидроприводом очень здорово себя показыают в показателях точности резки, так как они зачастую имеют ЧПУ-модуль, позволяющий «запоминать» типовые операции.
Шлицевые ножницы по металлу
Шлицевые ножницы позволяют резать металл по прямым и кривым произвольным линиям, благодаря чему, возможно выполнить качественную декоративную или фигурную резку металла. Работают такие ножницы от электродвигателя.
РАЗНОВИДНОСТИ ПИЛ ДЛЯ РЕЗКИ МЕТАЛЛА
Как и с ручными ножницами, существует несколько видов пил для металлорезки, которые обладают своими плюсами и минусами:
Дисковая пила
Самая легкая в работе пила. В дисковой пиле используются качественные диски из высокоустойчивых твердых сплавов или быстрорежущая специальная сталь, не подверженная температурному режиму. Основное ее применение — распил тонких металлических листов и листов средней толщины. Обычно один из факторов ценообразования на дисковую пилу — это ее распиловочный круг, ведь в зависимости от его диаметра, пила расширяет свой возможный спектр задач.
Из минусов можно отметить то, что хорошие дисковые пилы редко стоят дешево и имеют крупные габариты, что не всегда удобно.
Сабельная пила
Сабельная пила по своему образу схожа с электродрелью с удлиненной пилой, а по принципу работы — с электролобзиком. Существует 2 варианта сабельных пил: аккумуляторные и с зарядкой от сети.
Многообразие пильных полотен позволяет выполнять сабельной пилой различные задачи по резке металла. С сабельной пилой сложнее управляться, нежели с дисковой — для нее надо иметь правильные навыки и отличный глазомер.
Углошлифовальная машина
За этим серьезным названием скрывается знакомая всем болгарка. Интересно то, что изначально она разрабатывалась как инструмент для шлифования, однако теперь по функциональным качествам заменят сабельную и дисковую пилы.
Универсальность углошлифовальной машины позволяет проводить резку, шлифовку и полировку металлических изделий — для этого стоит просто купить необходимые материалы и комплектующие.
СРАВНЕНИЕ СПОСОБОВ РЕЗКИ МЕТАЛЛА
При сравнении основных способов резки металла лучшими видами для промышленных масштабов признаны лазерная и плазменная резка металла.
Доступна резка по любым кривым линиям;
Возможность резать толстый металл практически любой толщины;
Благодаря точности резки металла данными способами обеспечивается высокая точность;
Универсальность выбора металла: возможность резки алюминия, оцинковки, нержавейки, титана, черных металлов и т.д. одним оборудованием;
Экономия времени на этап подготовки металла к резке: благодаря высокой температуре лазерная и плазменная резка легко справляется с инородними примесями;
Затраты на электроэнергию и воздух — достаточно низкие, как и на расходные материалы.
Что касается выбора наилучшего способа резки металла в домашних условиях, то здесь наибольшую популярность имеет углошлифовальная машина (болгарка). Ее многофункциональность и относительно невысокая цена являются несомненными преимуществами в вопросе: «чем лучше резать металл дома».
ИТОГ: ЧЕМ ЛУЧШЕ РЕЗАТЬ МЕТАЛЛ
Отвечая на вопросы: «Чем режут металл» и «чем резать толстый металл«, стоит отметить, что несмотря на доступность многих из перечисленных вариантов обработки, качество зависит не только от сложности оборудования, но и от профессионализма специалистов на нем работающих. Компания «Металик» имеет в своем арсенале оборудование для проведения всех видов резки металла любой толщины и конфигурации. Получить консультацию и оставить заказ вы можете на нашем сайте, или связавшись с нами по телефону.
Чем режут металл: основные способы резки металла
Главная
Статьи
Чем режут металл: основные способы резки металла
Обработка металлических заготовок выполняется различными способами. В зависимости от параметров детали, которая должна получиться в итоге, применяются штамповка, гибка, ковка. Но каждая из операций нередко требует резки металла, что обуславливает опережающее развитие соответствующих технологий.
Используются различные технологии резки: горячая (лазер, плазма, газорезка) и холодная (гидроабразивная, механическая). В первой используется только механическое воздействие на заготовку, вторая связана с высокотемпературным нагревом.
Содержание статьи
Лазерная резка
Конструкция лазерного станка
Этапы обработки лазером
Способы лазерной резки
Преимущества лазерной резки
Плазменная резка
Преимущества плазменной резки металла
Особенности
Газовая резка
Этапы процесса
Используемое оборудование
Преимущества газорезки
Преимущества газовой резки
Кислородная резка
Газоэлектрическая резка
Гидроабразивная резка
Механические способы
Станочная резка
Ручная резка
Ножницы
Пилы
Шлифовальные машинки
Сравнение способов
Лазерная резка
В обрабатывающих операциях, где к конечным параметрам предъявляются повышенные требования по точности и производительности, используются металлорежущие лазерные станки. Суть этой технологии заключается в направленном, точечном воздействии концентрированного энергетического луча на рабочую зону. Толщина светового потока составляет доли миллиметра, благодаря чему сокращается участок, подвергаемый нагреву, и сам рез. Это позволяет резать металл с высокой точностью, без деформации. Оборудование лазерной резки оснащается ЧПУ, что уменьшает риск ошибки оператора и повышает производительность. Лазерное оборудование требует надежного энергоснабжения и потребляет много энергоресурсов, поэтому использование таких станков рационально при изготовлении изделий большими партиями.
Разработка чертежного эскиза (файловое изображение) требуемой детали.
Загрузка данных составленной программы в модуль ЧПУ.
Обработка файлового изображения и запуск оборудования.
Способы лазерной резки
В качестве источника энергии используются различные энергоресурсы, с учетом чего применяется следующая классификация:
в газовых лазерах в качестве действующей силы применяется смесь рабочих газов, после прохождения луча через которую происходит возрастание его мощности;
в твердотопливных установках концентрацию энергетического потока осуществляет многомерный зеркальный модуль усиления;
газодинамические лазеры работают с углекислым газом, нагрев которого производится пучком лазера.
Также применяется классификация по степени температурного воздействия:
Плавление – достижение температуры расплава металла и придание ему текучей формы. Метод заключается в нагреве определенного участка заготовки узконаправленным лучом и последующим отводом расплавленной магмы из зоны реза. Процедура сопровождается газовой продувкой, которая удаляет жидкий металл и охлаждает кромки. Таким способом можно резать толстый металл, а также алюминиевые и медные изделия.
Испарение – отличается от предыдущего способа высокотемпературным воздействием и является продолжением плавления. После достижения текучести лазерный луч доводит металл до кипения с последующим испарением из обрабатываемой зоны.
Преимущества лазерной резки
Нет ограничений по сложности конфигурации изделий благодаря ширине реза. Луч лазера способен резко менять направление, вырезая минимальные зазоры и канавки.
Исключается механическое давление на заготовку, вследствие чего отсутствует риск деформации и повреждения детали.
Процесс раскроя полностью автоматизирован, что исключает возможные ошибки оператора и увеличивает производительность.
В ходе операции рабочие модули металлорежущего лазерного станка не контактируют с заготовками. Благодаря этому снижается скорость износа основных компонентов оборудования. Это же обуславливает и точность обработки.
Выполненная деталь не требует дополнительной доводки – удаления наплывов, шлифовки или отпускания – вследствие масштабного нагрева и напряжения изделия. Из-за малой зоны температурного воздействия можно резать тонкий металл либо заготовки из сплавов повышенной теплопроводности.
Получить консультацию
Имя*
Телефон*
Нажимая на кнопку «Отправить заявку», я даю согласие на обработку персональных данных.
Ваша заявка отправлена!
Плазменная резка
Этот тип режущих станков использует в качестве рабочей среды плазменный луч, который образуется путем ионизации газа, разогретого до сверхвысокой температуры.
Процесс образования плазмы происходит двумя способами инициации:
Плазменно-дуговой, при котором высокотемпературный луч создается между режущим модулем и заготовкой. Для этого в рабочее поле подается газ, который при прохождении искры разогревается и ионизируется. Источником энергии становится электрод, помещенный в корпус с отводом. Электроплазменная дуга вызывает плавление металла, а разогретый газ выдувает жидкую магму из зоны воздействия.
Косвенного воздействия, при котором рез заготовки осуществляется только за счет плазмы. Сверхразогретый поток образуется с помощью электроискры, возникающей уже внутри режущего модуля.
Преимущества плазменной резки металла:
Металлорежущие плазменные станки способны обрабатывать любые виды металлов, сохраняя повышенную скорость операций и исключая риски деформации и иных повреждений.
Составление программы действий для оборудования с ЧПУ позволяет изготавливать сложноконтурные изделия.
В месте разреза кромки имеют гладкую поверхность, не требуя дополнительной обработки.
Особенности:
Газовая резка
Благодаря простоте и небольшим экономическим затратам газовая резка пользуется повышенной популярностью при изготовлении деталей небольшими партиями. Суть данной технологии заключается в использовании смеси из кислорода и горючих газов, образующих при поджиге пламенную струю.
Процесс состоит из трех этапов:
Нагрев зоны воздействия до температуры плавления металла.
Доведение до точки кипения и испарения.
Удаление шлака с последующим отвердением кромок.
Используемое оборудование
Газосварочный пост включает в себя:
баллоны с газом: кислородный и ацетиленовый;
шланги для подключения газового резака;
режущий инструмент с соплом и регулируемым мундштуком;
систему регуляции в виде водяного затвора и вентильных модулей.
Преимущества газорезки:
Газовым резаком можно резать лист металла и толстостенные заготовки, сохраняя размеры шва по всей его длине.
Оборудование потребляет меньше энергоресурсов и достаточно мобильно, чтобы выполнять соответствующие работы не стационарно.
Особенности:
в работе с резаком допускаются только плавные движения, что усиливает напряжение на руку. Также нужно соблюдать наклон против движения;
металл перед резкой следует разогреть до температуры 1000 0С;
составные сварочного поста при транспортировке требуют физических усилий.
Кислородная резка
Кислородная резка, в которой активатором пламени выступает чистый кислород, поддерживающий горение металла, а также удаляющий шлак. За счет образования окислительного облака заготовка не начинает плавиться, а просто выгорает в зоне воздействия. Остальная часть сохраняет свою прочность и твердость, не деформируясь.
Виды:
кислородно-флюсовая с использованием дополнительных присадок. Флюс способствует быстрому нагреву зоны воздействия, оказывает химическое (антиокислительное) и абразивное воздействие;
кислородно-копьевая при сверхвысоких температурах, создаваемых сгораемым кислородным «копьем». Последнее образуется при помощи стальной трубки, через которую подается газ. Применяется для резки габаритных заготовок.
Газоэлектрическая резка
Газоэлектрическая резка − технология с использованием электрической дуги, которая разогревает газ. Последний концентрируется в точке воздействия, расплавляя металл.
Виды:
воздушно-дуговая, при которой удаление металла из зоны реза осуществляется мощным воздушным потоком;
кислородно-дуговая с использованием чистого кислорода, одновременно поддерживающего горение металла и удаляющего шлак.
Все перечисленные способы экономически выгодны благодаря невысоким материальным издержкам. Оборудование очень простое в использовании, осваивается начинающими сварщиками быстро. Однако в сравнении с плазмой или лазером газопламенная струя обладает большей толщиной, что приводит к повышенному расходу материала заготовки. Требуется дополнительная обработка кромок, существует риск деформации изделия. Вследствие этого газорезка применяется в работе с деталями средней и повышенной толщины, не предъявляющих серьезных требований к точности параметров.
Гидроабразивная резка
Современная методика разделения металлических заготовок на части без использования температурного воздействия. Рабочим инструментом выступает узконаправленная струя водного раствора, которая под большим напором подается в зону реза. В жидкость для повышения режущих свойств добавляется абразивный наполнитель. При увеличении давления до 4000 атмосфер состав приобретает характеристики сверхтвердой пилы, двигающейся со скоростью звука. При этом сам рез отличается небольшими размерами, что позволяет изготавливать изделия любой кривизны. Толщина обрабатываемых деталей допускается в пределах 20 см.
Преимущества:
Технология исключает нагрев металла, за счет чего проводится рез заготовок любой, даже повышенной толщины.
Направление струи меняется с минимальным шагом, также регулируя ее наклон. В результате на таком оборудовании можно изготавливать детали со сложной геометрией и точными параметрами. Поэтому способ востребован в декоративной и художественной металлообработке.
Использование абразива способствует дополнительной шлифовке, которая проводится одновременно с резкой детали.
Сравнительно недорогой способ за счет применения доступных расходных материалов.
Особенности:
Механические способы
К такой группе относятся ручные способы разделения заготовок на части, а также автоматизированные подвиды. Все методики отличаются невысокой производительностью, необходимостью применения физических усилий или трудоемкостью процессов. Однако в непромышленных масштабах механические способы также востребованы, так как позволяют выполнять металлообработку в тех случаях, где масштабность и дорогие энергоресурсы сделают работу нерентабельной.
Станочная резка
Ленточные станки, оснащенные зафиксированным режущим полотном со сверхтвердыми зубцами по одному из краев. Электродвигатель приводит полотно в движение, распиливая заготовку по заданному направлению.
Дисковые станки, вместо ленты оснащенные диском, по внешнему кругу которого расположены сверхтвердые зубцы. Принцип работы данного оборудования идентичен ленточным станкам.
Гильотинное оборудование выполняет скорее рубку металлической заготовки по указанному вектору. Деталь располагается на матрице, по которой сверху ударяет гильотинный нож, разделяя металл.
Ручная резка
Для небольших операций по металлообработке, а также для решения бытовых задач применяются ручные режущие инструменты:
Ножницы – используются в нескольких разновидностях. Могут иметь классическое исполнение с усиленными кромками лезвий. А также имеют вид рычага, нажатие на который приводит лезвия в движение с последующим резом. Последний вариант требует меньше физических усилий, а за счет понижения трудоемкости увеличивается толщина материала. Общее ограничение толщины заготовок – до 3 мм.
Пилы, которые могут быть классическими ножовками по металлу, а также маятниковыми, ленточными и дисковыми. Позволяют обрабатывать изделия толщиной до 6 мм.
Шлифовальные машинки, или «болгарки», с помощью которых можно резать металл с ограничением по толщине согласно параметрам устройства и используемых алмазных дисков.
Сравнение способов
Выбрать из перечисленных способов лучший невозможно по причине узкой специализации каждой из методик. Для высокоточных изделий потребуются одни виды, применение которых при изготовлении грубых деталей будет нерентабельным. Кроме того, учитываются скорость, производительность, объемы, сложность операций и множество других факторов. Также на производстве могут быть собственные ограничения по доступности энергоресурсов и иных источников.
По многим критериям лидируют резки с помощью плазмы и лазера, посредством которых можно:
производить раскройку по сложным кривым линиям с малым шагом изменения направления;
обрабатывать заготовки любой толщины;
изготавливать детали повышенной точности с минимальными потерями от первоначального объема;
работать с изделиями из черных и цветных металлов, а также с нержавеющей сталью.
Однако для раскройки нескольких заготовок запускать такие станки нерационально. В таком случае проще применить ручные инструменты или механическое режущее оборудование. Поэтому предварительно надо составить точную смету, возможно более выгодным окажется использование разных технологий.
Такой опыт и соответствующая производственная база имеются у компании «СтальЛист», в багаже которой сотни выполненных заказов разной сложности. Для получения консультации и заказа услуги можно позвонить по телефону 8-800 350-17-07, отправить запрос по электронной почте [email protected] либо через мобильные мессенджеры.
Другие полезные статьи по металлообработке
Что такое лазерная резка металла?
Подробнее
Координатная пробивка отверстий в металле: всё, что нужно знать о процессе
Подробнее
Какими способами производится сварка латуни
Подробнее
алмазных пластин | Оптовые алюминиевые листы с алмазными пластинами
Алмазные пластины | Оптовые алюминиевые листы с алмазными пластинами
(носкрипт) —>
CutsMetal
Качество и ценность.
Резка
металла
Коммерческое применение
Рекомендуемые продукты
Алюминиевая алмазная пластина и листы с алмазной пластиной
CutsMetal предлагает самый доступный и высококачественный листовой металл с алмазными пластинами, доступный в Интернете. Мы не только можем предоставить вам алюминиевую пластину с алмазным покрытием и протекторные листы с алмазной пластиной, которые вам нужны, быстро и по конкурентоспособным ценам в Интернете, но мы также предоставим вам практически любые детали, вырезанные по индивидуальному заказу. У нас есть огромный запас стеновых панелей с алмазными пластинами всех размеров до 48 x 120 дюймов.
Черная алмазная пластина и окрашенная алмазная пластина
В дополнение к нашим стандартным серебристым алюминиевым алмазным пластинам мы предлагаем оптовые алюминиевые алмазные пластины красного, белого, серого, черного и других цветов (по запросу). Цветные листы — отличный способ добавить свой собственный стиль в любой гараж, дом, мужскую пещеру, спортзал или бизнес. Обязательно ознакомьтесь с нашими новыми пластинами из серого бронзового алмаза и позвоните нам, если у вас есть запрос на цвет.
Стеновые панели с алмазной пластиной (обои с алмазной пластиной)
Алюминиевые листы с алмазным покрытием диаметром 0,025 дюйма с косметическим тиснением часто называют стеновыми панелями с алмазной пластиной или обоями с алмазной пластиной, потому что они очень гибкие и с ними легко работать. В то время как большинство клиентов предпочитают листы размером 4×8 дюймов, мы можем предоставить вам любой размер от нескольких квадратных дюймов до 4×10 футов. Эти легкие тисненые алюминиевые стеновые панели с ромбовидными пластинами прекрасно подходят для обшивки:
гаража
Фитнес-центр
Стены спортзала
Бизнес
Человеческая пещера
Это самые доступные стеновые панели с ромбовидными пластинами, доступные в Интернете. Ищете вместо этого пластиковые алмазные пластины или алмазные пластины, виниловые или бумажные обои? Почему бы не сделать шаг вперед и выбрать что-то, чем вы будете довольны навсегда? Эти листы намного прочнее и выглядят намного лучше! Ничто не сравнится с видом и ощущением настоящей алюминиевой алмазной пластины в вашем гараже, ребята!
Индивидуальные вырезы тоже!
Мы предоставляем индивидуальные вырезы на всех наших листах с алмазными пластинами (только разрезы под углом 90°). Позвольте нам вырезать именно тот кусок алмазной пластины, который вы ищете.
Нужны наклейки с алмазными пластинами или легко наносимые алмазные пластины? Попробуйте наши большие наклейки с ромбовидными пластинами. Вы можете использовать их для обертывания небольших предметов в помещении — даже гитар — и они прекрасно работают в качестве вставок в ящики с ромбовидными пластинами или акцентов в шкафу! Наши наклейки с ромбовидными пластинами можно приобрести размером до 24 x 300 дюймов. Просто ПАЛКА ДЛЯ КОЖИ!
Хотите ли вы защитить свой джип, украсить гараж, закончить домашний спортзал, отремонтировать кемпер или просто добавить блеска в мужскую пещеру, CutsMetal предлагает правильная алмазная пластина, алюминиевая ступенчатая пластина и рифленая пластина для вашего проекта!
Необходимо большое количество пластин с алмазной огранкой или оптом?
Мы предлагаем большие скидки при покупке больших объемов и посреднические услуги по запросу.
ЗВОНИТЕ 970-800-3173
алмазных пластин | Оптовые алюминиевые листы с алмазными пластинами
Алмазные пластины | Оптовые алюминиевые листы с алмазными пластинами
(носкрипт) —>
CutsMetal
Качество и ценность.
Резка
металла
Коммерческое применение
Рекомендуемые продукты
Алмазные алюминиевые пластины и листы с алмазными пластинами
CutsMetal предлагает самый доступный и высококачественный листовой металл с алмазными пластинами, доступный в Интернете. Мы не только можем предоставить вам алюминиевую пластину с алмазным покрытием и протекторные листы с алмазной пластиной, которые вам нужны, быстро и по конкурентоспособным ценам в Интернете, но мы также предоставим вам практически любые детали, вырезанные по индивидуальному заказу. У нас есть огромный запас стеновых панелей с алмазными пластинами всех размеров до 48 x 120 дюймов.
Черная алмазная пластина и окрашенная алмазная пластина
В дополнение к нашим стандартным серебристым алюминиевым алмазным пластинам мы предлагаем оптовые алюминиевые алмазные пластины красного, белого, серого, черного и других цветов (по запросу). Цветные листы — отличный способ добавить свой собственный стиль в любой гараж, дом, мужскую пещеру, спортзал или бизнес. Обязательно ознакомьтесь с нашими новыми пластинами из серого бронзового алмаза и позвоните нам, если у вас есть запрос на цвет.
0,025-дюймовые алюминиевые пластины с косметическим тиснением часто называют стеновыми панелями с алмазными пластинами или обоями с алмазными пластинами, потому что они очень гибкие и с ними легко работать. В то время как большинство клиентов предпочитают листы размером 4×8 дюймов, мы можем предоставить вам любой размер от нескольких квадратных дюймов до 4×10 футов. Эти легкие тисненые алюминиевые стеновые панели с ромбовидными пластинами прекрасно подходят для обшивки:
гаража
Фитнес-центр
Стены спортзала
Бизнес
Человеческая пещера
Это самые доступные стеновые панели с ромбовидными пластинами, доступные в Интернете. Ищете вместо этого пластиковые алмазные пластины или алмазные пластины, виниловые или бумажные обои? Почему бы не сделать шаг вперед и выбрать что-то, чем вы будете довольны навсегда? Эти листы намного прочнее и выглядят намного лучше! Ничто не сравнится с видом и ощущением настоящей алюминиевой алмазной пластины в вашем гараже, ребята!
Индивидуальные вырезы тоже!
Мы изготавливаем индивидуальные разрезы на всех наших листах с алмазными пластинами (только разрезы под углом 90°). Позвольте нам вырезать именно тот кусок алмазной пластины, который вы ищете.
Нужны наклейки с алмазными пластинами или легко наносимые алмазные пластины? Попробуйте наши большие наклейки с ромбовидными пластинами. Вы можете использовать их для обертывания небольших предметов в помещении — даже гитар — и они прекрасно работают в качестве вставок в ящики с ромбовидными пластинами или акцентов в шкафу! Наши наклейки с ромбовидными пластинами можно приобрести размером до 24 x 300 дюймов.
Листогиб — листогибочный станок немецкого производства.
Для подбора листогиба по длине и толщине металла воспользуйтесь таблицей:
1040 мм
1250 мм
1540 мм
2040 мм
2540 мм
3100 мм
4040 мм
6-12 м
0,63 мм
TBS 100
LBX 200
LBX 250
LBX 310
0,80 мм
TBX 100
HA 400
1,00 мм
LBT 125
KS 200 UKV 200 UKF 200
KSV 250 HBM 250
HBM 310 MBM 310
MAX 400 MAX-F 400
1,25 мм
UK 125
KS 150
Jorns
1,50 мм
UK 100 UKF 100
UKF 125
UKV 150 MAXI 150 UKF 150
KSV 200 MAXI 200
HA 250
HA 310 MAX 310 MAX-F 310
MAB 400
Jorns RAS XXL
1,75 мм
MAZ 400
2,00 мм
KS 100 UKV 100 MAXI 100
HA 200
MAX 250 MAX-F 250
MAB 310
MAE 400
Jorns
2,50 мм
HA 150
MAB 250
MAZ 310
RAS 73. 40
3,00 мм
HA 100
MAB 200
MAZ 250
MAE 310 RAS 73.30
RAS 78.40 RAS 74.40
Jorns
3,50 мм
MAZ 200
MAE 250
4,00 мм
MAE 200
RAS 78. 30 RAS 74.30
4,50 мм
RAS 74.25
5,00 мм
RAS 74.20
RAS 76. 40
6,00 мм
RAS 76.30
Листогиб (листогибочный станок) — это станок для получения из плоского листа металлического профиля заданной конфигурации. Мы предлагаем листогибы и гильотинные ножницы производства немецких фирмSCHECHTL и RAS, швейцарские гидравлические листогибы JORNS. Это одни из ведущих производителей универсально-гибочных станков для обработки тонкого листового металла и гильотинных ножниц.
Фирма SCHECHTL берет начало с 1910 года, когда в городе Росхарт у Эдлинга кузнец Йозеф Шехтль открыл кузнечную мастерскую. До настоящего дня компания SCHECHTL является семейным предприятием, где сохраняется многолетний ценный опыт и традиции производства, придается большое значение качеству станков и их сервисному обслуживанию.
Листогибы марки SCHECHTL — это качественные и долговечные машины, удостоенные золотых медалей на национальных и международных ярмарках.
Листогибы и гильотины SCHECHTL применяются как в небольших мастерских для изготовления фасадов зданий и вентиляций, так и на промышленных предприятиях для обработки листового материала, а также непосредственно на стройплощадке для изготовления доборных элементов. Все листогибы Schechtl имеют жесткую сварную конструкцию рамы, стальные прижимные, опорные и гибочные балки. Универсальность достигается за счет дополнительного навесного оборудования.
В ассортименте представлены ручные и автоматические программируемые листогибы и гильотины.
лёгкий листогиб
сегментный листогиб
ручной гибочный станок
электромеханический листогиб
гибочные станки RAS
гидравлический листогиб
Гидравлические листогибы JORNS используются для изготовления длинномерных изделий — до 12 метров. При производстве таких деталей трудоёмкость процесса значительно увеличивается за счёт необходимости переворачивать большую заготовку. В серии гидравлических листогибов JORNS TwinBend и TwinMatic эта проблема изящно решена системой из двух гибочных траверс. Таким образом отпала необходимость переворачивать заготовку.
В НАЛИЧИИ!
В НАЛИЧИИ!
В НАЛИЧИИ!
В НАЛИЧИИ!
org/Product»>
В НАЛИЧИИ!
org/Product»>
Листогибы ручные б/у в России
Главная
Продажа
Листогибы
Листогиб ручной б/у
Вы можете очень быстро сравнить цены листогиба ручного б/у и подобрать оптимальные варианты из более чем 17158 предложений
Листогиб ручной ЛГС с отрезным станком
Состояние: Новый Год выпуска: 2012
В наличии
Ручные листогибы (листогибочные станки) модели ЛГС совмещают в себе высокие эксплуатационные параметры и невысокую стоимость. Проходная конструкция листогибов ЛГС позволяет выполнять гибы для…
22.08.2012
Липецк (Россия)
36 000
Листогиб ручной сигментный
Состояние: Новый Год выпуска: 2013
В наличии
Листогиб ручной сигментный 3000мм рабочая 2800мм сталь гиба до 2мм вес 560кг LV 2013год новый
14.10.2013
Москва (Россия)
140 000
ЛИСТОГИБ РУЧНОЙ TAPCO MAX 20-10
Состояние: Новый Год выпуска: 2014
В наличии
Листогибы ТАРСО (США) уже более 12 лет продаются в России и заслужили звание Самого Популярного Ручного Листогиба.
Почему листогибы TAPCO так любят строители: 1. Очень доступный в цене. 2….
03.03.2015
Москва (Россия)
210 000
Листогиб ручной и другое листогибочное оборудование для малого бизнеса и открытия своего жестяного цеха.
Состояние: Новый
В наличии
Продажа, разработка и производство листогибов ручных и другого жестяного оборудованияЛистогиб ручной, вальцы трехвалковые ручные,зиг машина ручная, фальцеосадочный станок,круглогиб,фальцегибочный…
18.09.2015
Орск (Россия)
229 000
Станок Листогиб ручной Mazanek ZGR 2500
Состояние: Б/У Производитель: Польша
Станок Листогиб ручной Mazanek ZGR 2500 б.у в рабочем состояние
06.06.2016
Москва (Россия)
92 150
Листогиб ручной 2,5 м/ 1 мм
Состояние: Новый Производитель: ООО «РИТМ» (Россия)
В наличии
Листогиб ручной, полнопроходной, длина гиба 2550 мм. Уверенный гиб стального листа до 1 мм на полную длину листогиба. Мин. полка отбортовки — 5 мм, раскрытие листогиба — 110 мм. Вес станка -390…
29.04.2020
Самара (Россия)
118 000
Листогиб ручной Van Mark IT 1463
Состояние: Новый Производитель: VAN MARK (США)
В наличии
Габариты: 4500x600x400 Вес: 107 Максимальный угол гиба: 180,00 град Длина листа (мм): 4400,00 Толщина листа (мм): 1,00 Глубина подачи листа: 380 Страна происхождения: США Тип привода:…
14.03.2017
Зеленоград (Россия)
Листогиб ручной Bertech ZG 2500/0,7, количество 1 шт
Состояние: Б/У Год выпуска: 2012 Производитель: Bertech (Польша)
Состояние — требует ремонтаЛистогиб ручной Bertech zg-2500 0,7 мм (рабочая длина 2500 мм) — надежный станок изготовленный из качественной стали, работает с листовой оцинкованной сталью толщиной 0,7. ..
12.05.2017
Москва (Россия)
50 000
Листогиб ручной ЛГР-2000/2500/3000
Состояние: Новый Производитель: Уральский завод «Пневмомашина» (Россия)
В наличии
Листогибы ручные ЛГР-2500 и ЛГР-3000 разработаны специально для кровельщиков, оконщиков и других строительных специальностей, предназначены для изготовления доборных элементов, кровли, окон, стен и…
15.06.2021
Екатеринбург (Россия)
40 000
Листогиб ручной 2000/1 ММ
Состояние: Новый
Листогиб сочетает в себе высокие технические и эксплуатационные характеристики. Листогиб предназначен для работы в цеху при изготовлении доборных элементов кровли, комплектующих вентиляции и…
04.12.2022
Казань (Россия)
Листогиб ручной 2500/2 ММ
Состояние: Новый
Листогиб сочетает в себе высокие технические и эксплуатационные характеристики и доступную цену. Листогиб предназначен для работы в цеху при изготовлении доборных элементов кровли, комплектующих…
04.12.2022
Казань (Россия)
Листогиб ручной сегментный
Состояние: Б/У Год выпуска: 2013
Продается Листогиб ручной сегментный в хорошем исправном состоянииВ связи с закрытием предприятия распродается оборудование (станки, инструмент). Есть многое по разумной цене.Разумный торг…
18.02.2019
Москва (Россия)
90 000
Листогиб ручной — для гибки листового металла
Состояние: Б/У Год выпуска: 2015 Производитель: СтанкоАгрегат (Россия)
Листогиб ручной — для гибки листового металла.
24.01.2020
Санкт-Петербург (Россия)
36 000
Листогиб ручной
Состояние: Новый
В наличии
Продам листогиб ручной новый в подарок нож
12. 05.2021
Люберцы (Россия)
120 000
Листогиб ручной 1600мм
Состояние: Б/У Год выпуска: 1993
Листогиб ручной 1600ммВ рабочем состоянии Локация г. Таганрог По всем интересующим Вас вопросам — обращайтесь по телефону!
28.07.2022
Таганрог (Россия)
листогиб ручной
Состояние: Б/У Год выпуска: 2004 Производитель: SCHECHTL (Германия)
листогиб ручной SCHECHTL 2500х1,2
05.06.2022
Верхняя Салда (Россия)
150 000
Листогибы ручные
Состояние: Новый Год выпуска: 2015
В наличии
ООО Вентас реализует высокопроизводительные ручные листогибы, выпускаемые турецкими производителями ILMAKSAN и SAY-MAK (SCM). Мобильное оборудование, с помощью которого осуществляется гибка…
18.10.2018
Москва (Россия)
133 950
Листогиб ручной ZR + роликовый нож
Состояние: Б/У Год выпуска: 2013 Производитель: PROD- Источник: MASZ (Польша)
Ручной листогиб с роликовым ножом.Длинна 2140Толщина металла 1.2ммРоликовый нож
03.10.2016
Тверь (Россия)
91 000
Листогиб ручной лс-рим-30
Состояние: Новый Год выпуска: 2016 Производитель: Россия
В наличии
Ручной листогиб.ХАРАКТЕРИСТИКИ ЛС-РИМ-30• габаритные размеры: 3400 х 700 х 1200 мм.• обрабатываемый металл: медь,алюминий, сталь с краской.• толщина металла (сталь, σ в < 400 МПа): 0,4 — 0. 7 мм….
02.11.2016
Курган (Россия)
45 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по листогибу ручному б/у почти как на Авито и TIU
Профессиональный станок для гибки акриловых листов с одной линией термической гибки. Станки HR доступны в размерах 500, 1250, 2200 и 3000 мм. рабочие длины. Они могут быть построены с линейкой, обозначенной параллельным задним упором или боковым упором.
Тип аппарата:
Ручной гибочный станок
HRK
Очень производительные гибочные станки модульной конструкции с двухсторонним нагревом и электронным таймером.
Доступны с рабочей длиной 650 и 1250 мм.
Может быть модернизирован до 4 нагревательных линий вверху и 4 нагревательных линий внизу.
Тип аппарата:
Ручной гибочный станок
HRT
Станок для гибки акриловых листов модульной конструкции с рабочей длиной от 650 до 3000 мм.
Оснащен от 1 до 4 нагревательными линиями и поставляется в стандартной комплектации с параллельным обратным упором.
Доступно множество аксессуаров для специальных проектов гибки и мобильных подрамников.
Тип аппарата:
Ручной гибочный станок
AFF 135
Автоматический станок для гибки пластика для материалов толщиной от 0,2 до 1,5 мм и длиной 1350 мм.
Оснащен 1 регулируемой автоматической линией гибки с установкой угла транспортиром.
Очень быстро и очень легко работать с идеальным результатом.
Тип аппарата:
Автоматический гибочный станок
ABM-D 135
Автоматический станок для гибки акриловых листов толщиной до 5 мм. на длине 1350 мм.
Оснащен 2-мя регулируемыми автоматическими линиями гибки с установкой угла транспортирами.
Очень прост в эксплуатации и очень стабильный результат!
Тип аппарата:
Автоматический гибочный станок
AFF-D 135
Автоматический листогибочный станок для материалов толщиной от 0,2 до 1,5 мм и длиной 1350 мм.
Оснащен 2-мя регулируемыми автоматическими линиями гибки с установкой угла транспортирами.
Очень быстро и очень легко работать с идеальным результатом.
Тип аппарата:
Автоматический гибочный станок
HRM
Станок для гибки пластиковых листов с двухсторонним нагревом, рабочая длина 1300 мм или 3000 мм.
Может использоваться для гибки материалов толщиной от 1 до 10 мм.
Идеально подходит для работы на натуре и изготовления защитных кожухов для стен из ПК и ПВХ, а также наличников ступеней.
Тип аппарата:
Ручной гибочный станок
HRP-S
Тяжелые машины для гибки пластмасс с двухсторонним нагревом для всех видов термопластов.
Доступны размеры 2200 и 3000 мм. рабочая длина.
Имеет до 2-х верхних и 4-х нижних нагревательных линий, а также 4 нагревательные линии могут использоваться одновременно.
Тип аппарата:
Ручной гибочный станок
HRP
Машины для гибки пластика большой конструкции с двухсторонним нагревом для гибки листов толщиной до 25 мм.
Этот пластиковый трубогиб доступен с рабочей длиной 2200 и 3000 мм.
Может быть увеличено до 4-х более чем 4-х нагревательных линий и 8-ми нагревательных линий могут использоваться одновременно.
Тип аппарата:
Ручной гибочный станок
HRT-D
Очень производительный листогибочный станок шириной 3000 мм. рабочая длина. Поставляется с автоматической подачей и конвейерной лентой. Оснащен или модульно расширяется до 4 регуляторов температуры для 4 нагревательных линий и 4 прижимных роликовых направляющих.
Тип аппарата:
Автоматический гибочный станок
X-WIRE
Уникальная машина для гибки пластиковых листов X-WIRE с перекрестными линиями нагрева в квадратах.
Идеально подходит для гибки коробок и перпендикулярных изгибов.
В комплект поставки входят регулировочные комплекты рабочей длины для создания частично холодных зон на теплотрассах.
Тип аппарата:
Ручной гибочный станок
HRP-D
Очень производительный автоматический листогибочный станок шириной 3000 мм. рабочая длина. Поставляется с регулируемой по времени верхней рамой, системой автоматической подачи и конвейерной лентой. До 8 темп. контроллеры для 4-х верхних, 4-х нижних линий нагрева и 4-х прижимных планок.
Тип аппарата:
Автоматический гибочный станок
Страница не найдена 404
Что случилось?
Эта ссылка никуда не ведет. Возможно, вы неправильно написали ссылку или перешли по старой ссылке.
Что я могу сделать?
Пожалуйста, используйте строку поиска или расширенный поиск, чтобы найти то, что вы ищете.
В защите в первую очередь нуждаются узлы и детали, к которым обоснованно предъявляются требования по стабильности и точности геометрических форм обрабатываемых деталей. А именно:
станины с чугунными и стальными направляющими скольжения токарно-винторезных, фрезерных, шлифовальных, револьверных, координатно- и горизонтально- расточных станков;
ползуны, поперечины;
валы, ходовые винты и другие винтовые пары;
части агрегатов с направляющими качения;
полимерные накладные направляющие и направляющие, изготовленные из материала Moglice методом заливки и формования https://remval.by/category-products/moglice-pretsizionnye-iznosostojkie-pokrytiya-skolzheniya/
Механический износ с потерей формы, задиры приводят к некорректной работе станков, аварийному останову производства. Серьезные поломки требуют срочных внеплановых ремонтов с вынужденными простоями, связаны с высокими трудозатратами. В целом отсутствие действенной защиты деталей приводит к серьезным проблемам.
Почему детали, подвергающиеся трению, быстро изнашиваются
Такие частицы, как металлическая стружка, песок, окалина, наждачная пыль имеют высокую твердость. Они попадают на направляющие и другие части промышленных станков, что приводит к образованию рисок, царапин, задиров на поверхностях. Причиной появления погрешностей также могут быть удары, забоины при падении тяжелых заготовок, заедания из-за попавшей металлической стружки и грязи. Мелкие забои и царапины возникают на станинах крупногабаритных токарно-обдирочных станков из-за падения тяжелой металлической стружки.
Малозаметные повреждения со временем становятся исходной точкой задиров, которые иногда достигают глубины 0,5-3 мм. Когда мельчайшая металлическая пыль, особенно чугунная, в смеси с СОЖ, маслами попадает между направляющими станины и каретки, износ деталей происходит очень интенсивно.
Сопротивление задирам и износостойкость в целом повышают путем специальной обработки поверхностного слоя направляющих: закалкой, азотированием, электроискровой обработкой, цементацией. Но это все-таки полумеры, поскольку полностью от повреждений они не защищают. Сколы и трещины можно устранить по месту. Мы выполняем такие работы, посмотрите наши видео здесь и здесь
Задиры и другие повреждения лучше всего не допускать, для этого необходимо выполнить защиту с помощью проверенных приспособлений и методов.
Способы защиты деталей и высокоточных узлов от преждевременного износа
Фетровые уплотнения – самое простое, давно известное средство защиты направляющих от окалины, пыли и стружки. Уплотнения из фетра крепят к торцам салазок, столов и прочим частям станков. Мягкие и впитывающие элементы быстро засоряются, а когда забиваются металлической стружкой, становятся своеобразным притиром, ускоряющим истирание поверхностей. Сильно засоренный фетр использовать нельзя, его нужно менять на новый. В плановом порядке фетровые прокладки рекомендуется промывать в чистом керосине с периодичностью 1 раз в неделю.
Использование щитков – наиболее эффективный способ защиты направляющих и других узлов от механических повреждений (забоин, царапин), от попадания на рабочие поверхности опасных загрязнителей. Щитки должны быть прочными, при этом легко откидываться или сниматься.
Мы предлагаем защитные изделия польской фирмы Меркатор, официальным представителем которой являемся.
Телескопические металлические защитные кожухи
Телескопические кожухи (щитки) – набор коробчатых элементов незамкнутого профиля. Комплектующие последовательно вставлены один в другой, между ними предусмотрены уплотнения. Кожухи оснащены скребками, щитки достаточно прочные, выдерживают вес человека, при необходимости по ним можно ходить. Щитки надежно предохраняют направляющие от загрязнения, уменьшают их износ на 30-50 %.
Краткая версия каталога здесь
Рулонная защита направляющих
Рулонная защита оснащена запатентованной мультипружинной системой натяжения. В отличие от однопружинных, мультипружинная обеспечивает ряд преимуществ, признана лучшим доступным решением в своем классе. Рулонная защита демонстрирует:
высокую скорость передвижения;
надежность и стабильность защиты при высоких и низких температурах;
компактность и легкий монтаж;
стабильную силу натяжения;
гарантию стабильной работы на 1 млн рабочих циклов.
Имеется также рулонная защита, разработанная специально для токарных станков.
Краткая версия каталога здесь
Защитные фартуки
Краткая версия каталога алюминиевых клепаных роллетных защитных фартуков здесь
Гофрированные защитные кожухи
Представляют собой конструкцию с упругим складчатым элементом, растягивающимся или сжимающимся при перемещении узла. Гофры рекомендуют применять для защиты направляющих станин заточных, шлифовальных, зубообрабатывающих, фрезерных и других видов станков, а также для защиты направляющих стоек и поперечин портальных станков.
Защитные гофрированные кожухи изготавливают из технических тканей, композитов высокого качества (Panox, Nomex, Kevlar), демонстрируют стойкость к вредным условиям работы (высокая температура, химикаты), надежно защищают направляющие.
Краткая версия каталога здесь
Сильфоны – защита ходовых винтов, валов
Шитые сильфоны незаменимы, когда требуется максимально компактная защита вращающегося сборного узла.
Резиновые сильфоны – водонепроницаемая защита подвижных деталей, особенно сильно загрязненных стружкой и СОЖ.
Литые сильфоны применяют, когда требуется термостойкость и высокая механическая прочность.
Краткая версия каталога здесь
Телескопические пружинные кожухи
Коническая пружинная защита обеспечивает надежную изоляцию для направляющих колонн, шпинделей и валов на станочном оборудовании и на прочих промышленных металлообрабатывающих центрах. Пружина работает как защитный кожух, самоочищается при условии правильной установки на станке.
Краткая версия каталога здесь
Скребки направляющих
Профилированные скребки фирмы Меркатор – эталонное техническое решение для станков серийного производства. Они выпускаются в двух модификациях:
скребки для защиты направляющих;
скребки для телескопической защиты.
Среди их достоинств:
выгодная цена при высоком качестве изделия;
точность и повторяемость размеров;
герметичность по всему периметру, в том числе по крепежным отверстиям;
возможность изготовления по чертежам (CAD).
Краткая версия каталога здесь
В этой статье отражены данные только по основным направлениям производимой продукции. Чтобы ознакомиться с ассортиментом детально, изучите каталог или позвоните нам.
Как правило, мы изготавливаем кожухи по чертежам, полученным от заказчика или на основе уже использованных, в том числе поврежденных, образцов. Делаем измерения непосредственно на производственных участках клиентов. С нами, вы можете рассчитывать на разумные, конкурентные цены, гарантированно высокое качество предлагаемой нами продукции. Наши кожухи – действенная защита узлов и деталей, персонала. Используйте надежную защиту, чтобы обеспечить должную гигиену труда, повысить уровень безопасности производства.
Формы заявок для каждого типа защиты доступны в нашем каталоге. Пришлите нам фото старой защиты, если таковая была, а также эскиз защиты с габаритными размерами.
Оставить заявку
Телескопические защиты направляющих от производителя!
Энергоцепи.
7 правил подбора, которые экономят время и деньги
08.12.2020
Уважаемые Коллеги!
В этой статье мы предлагаем Вам ознакомиться с самыми крупными и самыми маленькими защитными системами станков. Самыми крупными системами защиты станков являются телескопические защиты (кожухи) – «слоны» направления «Защиты для станков BESSERN», предназначенные для защиты уязвимых элементов и технических систем от агрессивного воздействия в условиях рабочей среды, от механических повреждений и организации безопасного функционирования станков.
Как и все подразделения направления «Защиты станков» — телескопические защиты это сложный, технологический продукт, состоящий из нескольких базовых элементов.
Предлагаем разобраться в данных составляющих:
1. Сектор телескопического кожуха, самый крупный элемент защиты, обеспечивает возможность растягиваться и сжиматься, знаю длину каждого сектора можно рассчитать длину растяжения и сжатия. Виды секторов бывают разные: двухскатные, прямые, односкатные, сложной формы
Различные формы телескопических защит
Для проектирования типовой формы защиты можно заполнить отдельный опросный лист с необходимыми размерами. Все опросные листы можно скачать по ссылкам ниже, если появятся вопросы, уточните у нашего инженера.
2. Ролики, антифрикционные башмаки – элементы обеспечивающие снижение трения при контакте с направляющей.Существуют ролики и антифрикционные башмаки, которые изготавливают из специального полиамида. Если суммарный вес секторов высокий и защита имеет низкую скорость перемещения, применяют стальные ролики и латунные антифрикционные башмаки
Ролики
Латунные направляющие
3. Система рычагов (пантограф) – элемент телескопических защит, обеспечивающий снижения шума работы кожуха, позволяющий уменьшить толщину секторов с сохранением заданной жесткости.
4. Вот мы и плавно подошли к «муравьям» направления и очень важному элементу телескопических кожухов – стиратели (скребки, грязесъемники). Данный элемент широко используется на производстве как отдельная система по очистке направляющих от абразивного воздействия и является составляющей частью телескопических кожухов, который увеличивает срок службы телескопической защиты, тем самым продлевает работу станка без простоя. В связи с непрерывной работой скребков , они являются расходным материалом, который необходимо менять раз в 6 месяцев при агрессивных условиях работы, при изношенных скребках, весь абразив попадает между зазоров секторов, оказывая пагубное влияние на элементы станка, разрушая направляющие перемещения самого кожуха, износ который вызывает клин защиты и остановки рабочего цикла.
Для срочного ремонта предлагаем воспользоваться скребками из наличия на складе в России. Перечень постоянно растет, просим уточнять. Полный ассортимент по ссылке в каталоге Скребки BESSERN
Скачать полный каталог
В наличии со склада в России, отгрузка за 24 часа:
Решения для защиты машин | Dynatect Protective Cover Systems
Защитные кожухи предназначены для защиты и отклонения побочных продуктов процесса (таких как стружка), охлаждающих жидкостей и масел, а также от находящихся под ними критически важных деталей. Dynatect использует различные производственные процессы и продукты, которые предлагают гибкие конструкции, которые скручиваются, изгибаются и изгибаются, чтобы обеспечить неограниченное движение в динамическом диапазоне движения. Просмотрите и сравните варианты покрытия машинного пути, рельса, шарико-винтовой передачи или вала в приведенных ниже статьях.
Быстрые ссылки:
Видео: Защита станков
Станкостроение и прецизионная обработка Страница
Страница робототехники и автоматизации
Электронная книга по защите шпинделя Электронная книга о дизайне мехов Держатели кабелей и шлангов
Зачем нужна защита машин?
Накладки для обеспечения долговечности движущихся компонентов
Станок может создавать среду, в которой его детали должны быть защищены от рабочих процессов, но при этом они должны двигаться беспрепятственно. Непосредственная близость движущихся частей часто исключает возможность использования статических защитных кожухов.
Замена критических компонентов машины, таких как прецизионные шарико-винтовые пары или направляющие, обычно превышает затраты на установку сменных защитных ограждений.
Это то, что, скорее всего, отправило вас на поиски защитного чехла. К счастью, Dynatect уже более 70 лет производит динамические и гибкие кожухи как для производителей, так и для пользователей станков.
Защита машин как мера безопасности
Ситуации, в которых рабочие должны находиться в непосредственной близости от движущихся частей, представляют угрозу для здоровья и безопасности. В соответствии с государственными нормами безопасности детали или функции машины, которые могут привести к травмам, должны быть защищены.
Угрозы безопасности, связанные с движущимся оборудованием, можно уменьшить с помощью защитных ограждений или крышек, которые препятствуют непреднамеренному контакту с точками защемления или движущимися частями.
Типы защиты машины
Дорожные покрытия: Какие бывают стили?
Существуют гибкие конструкции чехлов, которые можно сворачивать, сгибать и изгибать, обеспечивая неограниченное движение в динамическом диапазоне движений.
Доступны защитные кожухи из различных материалов и различных типов. Они могут быть полимерными, металлическими или тканевыми в зависимости от требований приложения.
Тканевые сильфоны являются наиболее гибкими для адаптации к высоким скоростям и плавному скольжению. Они доступны в различных формах, размерах и материалах, включая ткани с эластомерным покрытием, термопласты и арамидные волокна с покрытием.
Рулоны из промышленной ткани способны работать на высокой скорости и также доступны во многих вариантах материалов. Они идеально подходят для дорожек с пространственными препятствиями, которые не позволяют использовать более глубокие профили покрытия.
Наши уникальные стальные скользящие крышки Gorplate представляют собой низкопрофильный вариант , способный работать на высокой скорости и выдерживать брызги сварки и горячую стружку.
Алюминиевые рулоны (Alumaflex) состоят из соединенных профилей, образующих барьер от горячей стружки, охлаждающих жидкостей и масел.
Gordillo Сильфоны имеют стальной экран, прикрепленный к каждой складке для защиты от абразивов и жидкостей. Сильфоны с металлическим экраном представляют собой низкопрофильную альтернативу телескопическим крышкам.
Металлические ролл-апы со стальной лентой подходят для более длинных перемещений и широких пролетов, а сверхпрочные покрытия Steelflex могут использоваться в качестве поверхности для ходьбы при закрытии опасных ям.
Стальные телескопические крышки обеспечивают максимальную защиту направляющих станков от падающих инструментов, абразивов, химикатов и охлаждающих жидкостей. Телескопические крышки можно отремонтировать, а дворники заменить по мере необходимости.
Сильфонные кожухи защищают линейные рельсы и направляющие
Особенности конструкции
Какие факторы следует учитывать при выборе защитного покрытия?
Сообщите производителю защитного чехла о ваших требованиях к применению, таких как:
Температурные условия, включая температуру окружающей среды и близлежащие источники тепла
Воздействие экологических угроз, таких как пыль, масла, кислота, охлаждающая жидкость, сварочные брызги и т. д.
Скорость (скорость и ускорение) покрытия и частота цикла
Условия вакуума или давления
Требования к поддержке нагрузки (например, поверхность для хождения для осмотра или обслуживания, высокая нагрузка на стружку или защита от падающих инструментов)
Ориентация движения крышки (горизонтальная, вертикальная, поперечная рейка/фронтальная, потолок/крыша)
Чтобы помочь в выборе подходящего покрытия, местный представитель Dynatect может помочь в измерении покрытия, дать рекомендации, показать образцы и помочь в запросе сметы. Dynatect предоставляет формы запроса расценок, чтобы упростить процесс получения расценок.
Посмотреть защитные чехлы
Варианты покрытия вала Электронная книга со сравнительным справочником
Получите наше сравнительное руководство по различным вариантам защиты вала. Узнайте о плюсах, минусах и компромиссах, связанных с каждой технологией гибкого защитного покрытия.
Загрузить PDF
Руководство по проектированию сильфонов Электронная книга
Узнайте о применении и функциях сильфонов. Dynatect изготавливает сильфоны в соответствии с уникальными требованиями различных отраслей. Этот ресурс поможет вам узнать, что следует учитывать при выборе кожуха сильфонного типа для вашего оборудования.
Скачать PDF
Ознакомьтесь с другими продуктами Dynatect
Соответствующие ресурсы
Подробнее +
Хотите поговорить с нашими экспертами?
Внутренние зоны защиты машин между оборудованием и персоналом
Внутренние зоны защиты машин между оборудованием и персоналом
Конструкция с секционной панелью
Speed-Commander™ 1400 MP поставляется в виде секционной панели. Панели соединяются с помощью горизонтальных алюминиевых профилей, которые позволяют быстро и легко заменять панели при необходимости и идеально подходят для помещений с небольшим или отсутствующим движением воздуха.
Защитный выключатель класса 4
Защитный выключатель класса 4, сигнализирующий о том, что дверь закрыта, входит в стандартную комплектацию. Персонал, работающий поблизости, может быть уверен, что дверь находится в закрытом положении, когда это необходимо.
Однофазное подключение / 3-фазный привод
SC 1400 SEL MP поддерживает стандартные источники питания, доступные на большинстве объектов. Блок управления HFCB имеет фиксированное подключение и стандартную выходную мощность 230 В / 1 фазу / 3 фазы для скорости открывания до 80 дюймов в секунду. ™ Трехфазные блоки управления HFC1 доступны в качестве опции
Дополнительный аварийный аккумуляторный блок ИБП — Доступен для дверей, оснащенных нашим блоком управления HFCB на 230 В / 1 фаза. При использовании этой опции, если в двери пропадает питание, аварийный блок батарей ИБП автоматически открывает дверь один раз, позволяя персоналу быстро покинуть зону.
Стандартная зона обзора во всю ширину обеспечивает максимальную видимость.
Рабочая скорость
Открытие:
До 80 дюймов в секунду.
Закрытие:
30 дюймов в секунду.
Направляющие
Стандарт :
Сверхпрочные, калибр 12, оцинкованная сталь со съемными передними крышками. Направляющие гусеницы имеют ширину 7-1/4 дюйма и глубину 4-1/2 дюйма.
Дополнительно:
Нержавеющая сталь.
Двигатель с прямым приводом
Компактный двигатель с прямым приводом с самоконтролем имеет запатентованный встроенный предохранительный тормоз и не требует технического обслуживания.
 Раньше для ее изготовления требовалось от 10 и более элементов, которые сваривались в единое целое, что было очень трудоемко. На сегодняшний день SLM-технология позволила производить топливную форсунку за один запуск принтера.
Раньше для ее изготовления требовалось от 10 и более элементов, которые сваривались в единое целое, что было очень трудоемко. На сегодняшний день SLM-технология позволила производить топливную форсунку за один запуск принтера. Они требуются не только для поддержки нависающих частей изделия, но и для отведения излишек тепла, возникающих в процессе печати.
Они требуются не только для поддержки нависающих частей изделия, но и для отведения излишек тепла, возникающих в процессе печати.

 Для работы с SLM-технологией требуется выделять отдельные помещения с хорошей системой вентиляции и кондиционирования воздуха.
Для работы с SLM-технологией требуется выделять отдельные помещения с хорошей системой вентиляции и кондиционирования воздуха.

 Остальные выгоды от применения технологии SLM подобны и другим технологиям 3D-печати, а именно:
Остальные выгоды от применения технологии SLM подобны и другим технологиям 3D-печати, а именно: Кроме прямой экономии средств на мелкосерийное и штучное производство, не стоит забывать такой фактор, как секретность разработок — для изготовления Вашей продукции не потребуется привлечение сторонних организаций и производственных мощностей.
Кроме прямой экономии средств на мелкосерийное и штучное производство, не стоит забывать такой фактор, как секретность разработок — для изготовления Вашей продукции не потребуется привлечение сторонних организаций и производственных мощностей. Таким образом, технологию можно использовать для создания реалистичных металлических прототипов или небольших серий металлических деталей.
Таким образом, технологию можно использовать для создания реалистичных металлических прототипов или небольших серий металлических деталей. Как только материал равномерно распределен, лазер избирательно вплавляет первый слой в порошок. Построенная платформа опускается на высоту одного слоя (обычно от 30 до 50 мкм), затем на платформу наносится новый слой порошка, а лазер выборочно расплавляет второй слой модели. Благодаря процессу плавления порошок сплавляется с нижним слоем, так что шаг за шагом создается модель.
Как только материал равномерно распределен, лазер избирательно вплавляет первый слой в порошок. Построенная платформа опускается на высоту одного слоя (обычно от 30 до 50 мкм), затем на платформу наносится новый слой порошка, а лазер выборочно расплавляет второй слой модели. Благодаря процессу плавления порошок сплавляется с нижним слоем, так что шаг за шагом создается модель. В результате технология повсеместно применяется как для прототипов, так и для мелкосерийного производства деталей в следующих отраслях:
В результате технология повсеместно применяется как для прототипов, так и для мелкосерийного производства деталей в следующих отраслях: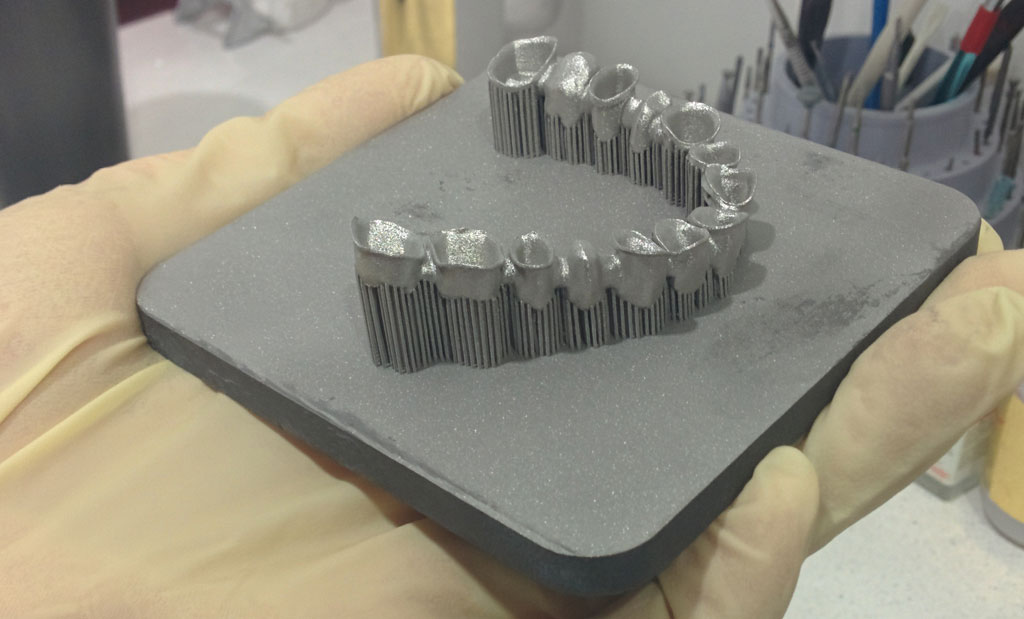

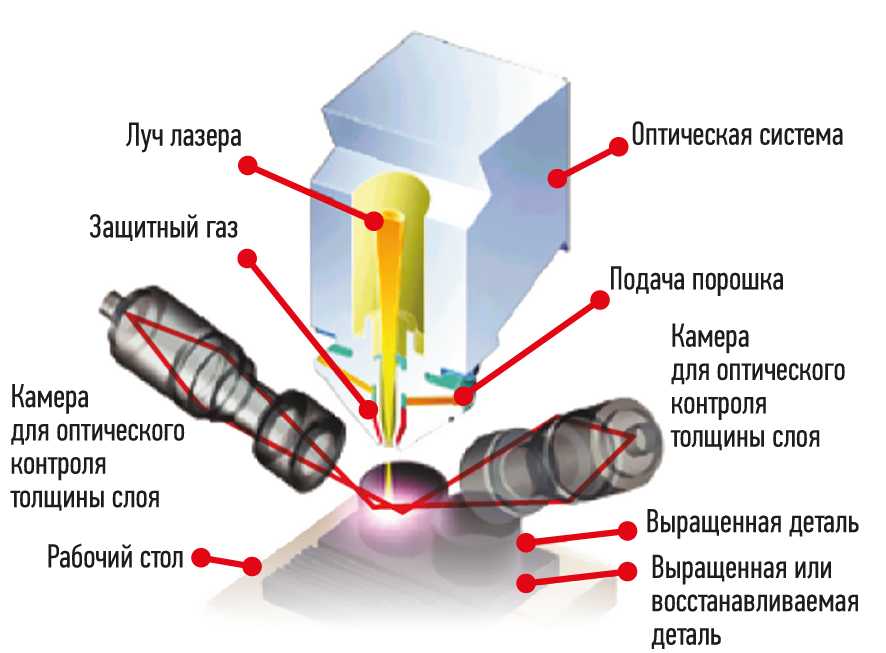
 Поддержка будет удалена вручную после охлаждения. После печати обычно используются различные методы отделки, такие как фрезерование, термическая обработка или туринг, чтобы выполнить функциональные требования к детали.
Поддержка будет удалена вручную после охлаждения. После печати обычно используются различные методы отделки, такие как фрезерование, термическая обработка или туринг, чтобы выполнить функциональные требования к детали.

 Этот процесс повторяется пока не достигается желаемая глубина повреждения слоя или его удаление. Длину волны предлагаемого Optola лазера лучше всего поглощают оксиды и органические вещества такие как резина, краски, изоляция, лак, сажа и т. д.
Этот процесс повторяется пока не достигается желаемая глубина повреждения слоя или его удаление. Длину волны предлагаемого Optola лазера лучше всего поглощают оксиды и органические вещества такие как резина, краски, изоляция, лак, сажа и т. д. Системы этого типа оптимизированы для максимальной эффективности и скорейшей окупаемости в автоматизированном производственном процессе.
Системы этого типа оптимизированы для максимальной эффективности и скорейшей окупаемости в автоматизированном производственном процессе.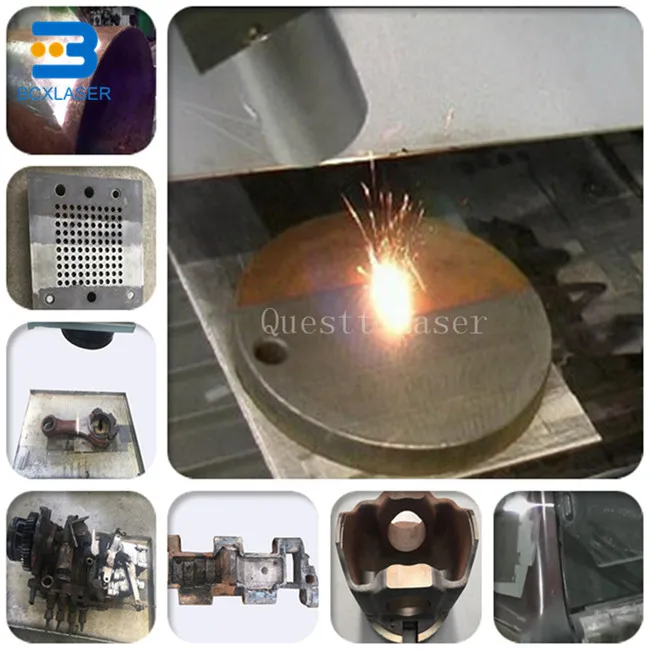

 Оператору требуются средства защиты.
Оператору требуются средства защиты.

 Лазерные установки позволяют выполнять тонкие надрезы и формировать окна на тонких проводах, печатных платах и подобных компонентах с большей точностью и гибкостью, чем механические способы.
Лазерные установки позволяют выполнять тонкие надрезы и формировать окна на тонких проводах, печатных платах и подобных компонентах с большей точностью и гибкостью, чем механические способы.
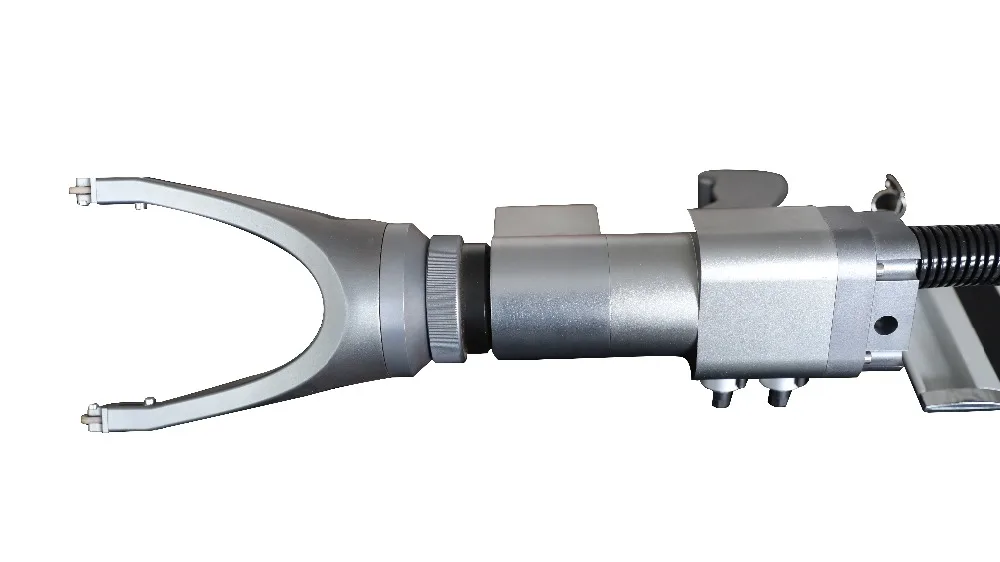 Процесс отнимает много времени, а также может повредить дорогую оснастку. Очистка формы для покрышки типового пассажирского автомобиля занимает около восьми машинных часов, и примерно столько же времени уходит на сопутствующие работы. Применение лазера позволяет очищать формы без демонтажа, непосредственно на рабочем станке, при этом, без возможных повреждений. Мобильная лазерная установка способна за 45–60 минут очистить пресс-форму для покрышки, площадь которой составляет немногим меньше 1 м2.
Процесс отнимает много времени, а также может повредить дорогую оснастку. Очистка формы для покрышки типового пассажирского автомобиля занимает около восьми машинных часов, и примерно столько же времени уходит на сопутствующие работы. Применение лазера позволяет очищать формы без демонтажа, непосредственно на рабочем станке, при этом, без возможных повреждений. Мобильная лазерная установка способна за 45–60 минут очистить пресс-форму для покрышки, площадь которой составляет немногим меньше 1 м2.
 С увеличением законодательных запретов на применение химических растворителей лазерные технологии могут предложить потенциальную замену. Вместе с этим, лазерная очистка разрабатывается для удаления красок на основе свинца с мостов и корпусов кораблей.
С увеличением законодательных запретов на применение химических растворителей лазерные технологии могут предложить потенциальную замену. Вместе с этим, лазерная очистка разрабатывается для удаления красок на основе свинца с мостов и корпусов кораблей.
 Ключевым в подобных системах является принцип перемещения луча по детали. В некоторых решениях луч сканируется по поверхности (так например, при очистке пресс-форм, снятии краски), в то время как в других луч остается неподвижным, над перемещающейся деталью (удаление изоляции проводов).
Ключевым в подобных системах является принцип перемещения луча по детали. В некоторых решениях луч сканируется по поверхности (так например, при очистке пресс-форм, снятии краски), в то время как в других луч остается неподвижным, над перемещающейся деталью (удаление изоляции проводов).
 Системы лазерной очистки CleanTech доступны в различных размерах и мощностях для решения любых задач.
Системы лазерной очистки CleanTech доступны в различных размерах и мощностях для решения любых задач. 
 высокопроизводительный, промышленный, быстрый, точный и невероятно производительный инструмент для лазерной очистки.
высокопроизводительный, промышленный, быстрый, точный и невероятно производительный инструмент для лазерной очистки.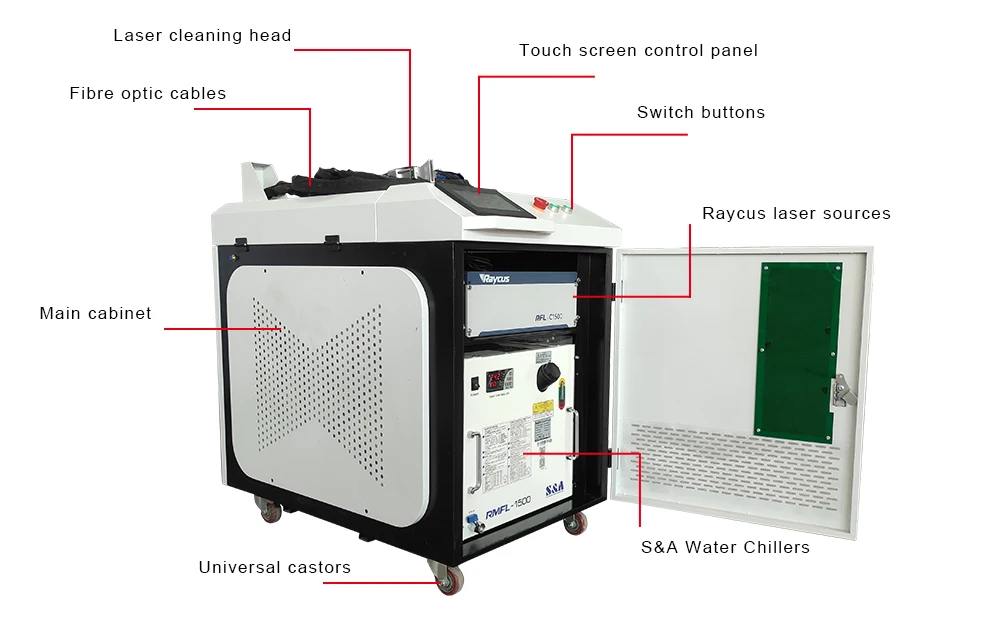
 наиболее экономичный, эффективный и безопасный метод промышленной очистки, удаления ржавчины, удаления краски и подготовки поверхности.
наиболее экономичный, эффективный и безопасный метод промышленной очистки, удаления ржавчины, удаления краски и подготовки поверхности.
 Наши машины могут удалить краску, оксид, ржавчину и другие загрязнения с металлических поверхностей. Они также могут улучшить адгезию поверхности с помощью лазерного текстурирования.
Наши машины могут удалить краску, оксид, ржавчину и другие загрязнения с металлических поверхностей. Они также могут улучшить адгезию поверхности с помощью лазерного текстурирования.


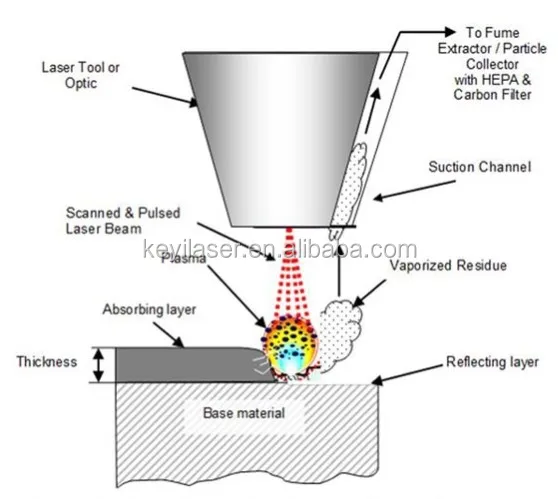




 Во вкладке «Документация» доступен список комплекта для EM 215ic (только MIG сварка).
Во вкладке «Документация» доступен список комплекта для EM 215ic (только MIG сварка).  х. / пост. ток
х. / пост. ток I.Profit»
I.Profit» 5 кг
5 кг

 5 с автоматическим затемнением (рекомендованная розничная цена 398,00 долларов США) при покупке этого ESAB® Rebelic™ EMP 2 сварщик. Истекает 31.03.23. (Замены не допускаются.) Бесплатный товар поставляется со сварочным аппаратом.
5 с автоматическим затемнением (рекомендованная розничная цена 398,00 долларов США) при покупке этого ESAB® Rebelic™ EMP 2 сварщик. Истекает 31.03.23. (Замены не допускаются.) Бесплатный товар поставляется со сварочным аппаратом.  В комплект входит сумка для шлема, запасная передняя линза и гарантия Oprel 2+1.
В комплект входит сумка для шлема, запасная передняя линза и гарантия Oprel 2+1.
 Форму скидки необходимо отправить онлайн ЗДЕСЬ не позднее 15 апреля 2023 г. Срок действия предложения истекает 31.03.23.
Форму скидки необходимо отправить онлайн ЗДЕСЬ не позднее 15 апреля 2023 г. Срок действия предложения истекает 31.03.23. 

 тока
тока тока
тока youtube.com/embed/tBBEhrR9ZAA» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/tBBEhrR9ZAA» frameborder=»0″ allowfullscreen=»allowfullscreen»>  и качество сборки.Теперь мне нужно продать свой Lincoln easy mig 140, эта штука сносит его.Я некоторое время искал дешевый tig и по этой цене получил все три и двойное напряжение, кто мог просить что-нибудь больше. Я использовал его только на 110, и он работает фантастически за такую цену. Он работает более плавно, чем мой маленький Линкольн. Тиг работает отлично, и я немного привыкаю к ручному управлению. этот сайт хочет получить педаль управления, но любой, кто никогда раньше не работал с Tigged, должен быть в порядке с пистолетом, который идет в комплекте. автомобиль, грузовик или любое другое замкнутое пространство.. хорошая работа, ESAB, давайте просто Надеюсь, это продлится долгие годы». —
и качество сборки.Теперь мне нужно продать свой Lincoln easy mig 140, эта штука сносит его.Я некоторое время искал дешевый tig и по этой цене получил все три и двойное напряжение, кто мог просить что-нибудь больше. Я использовал его только на 110, и он работает фантастически за такую цену. Он работает более плавно, чем мой маленький Линкольн. Тиг работает отлично, и я немного привыкаю к ручному управлению. этот сайт хочет получить педаль управления, но любой, кто никогда раньше не работал с Tigged, должен быть в порядке с пистолетом, который идет в комплекте. автомобиль, грузовик или любое другое замкнутое пространство.. хорошая работа, ESAB, давайте просто Надеюсь, это продлится долгие годы». —
 Таким образом, современные резиновые изделия могут применяться в условиях высоких и низких температур, при перепадах, а также в агрессивной среде.Наша компания выпускает не только стандартные, формовые резиновые изделия по существующим шаблонам, но также и нестандартную продукцию на заказ. В таких случаях необходимо учитывать, что если продукция из резины производится согласно индивидуальному заказу, в производственный цикл включаются такие дополнительные стадии, как подготовка проекта и изготовление индивидуально сконструированных пресс-форм.Наша компания практикует такой способ производства формовых резинотехнических изделий, как литье под давлением, благодаря которому получается максимально качественная резинотехническая продукция.
Таким образом, современные резиновые изделия могут применяться в условиях высоких и низких температур, при перепадах, а также в агрессивной среде.Наша компания выпускает не только стандартные, формовые резиновые изделия по существующим шаблонам, но также и нестандартную продукцию на заказ. В таких случаях необходимо учитывать, что если продукция из резины производится согласно индивидуальному заказу, в производственный цикл включаются такие дополнительные стадии, как подготовка проекта и изготовление индивидуально сконструированных пресс-форм.Наша компания практикует такой способ производства формовых резинотехнических изделий, как литье под давлением, благодаря которому получается максимально качественная резинотехническая продукция.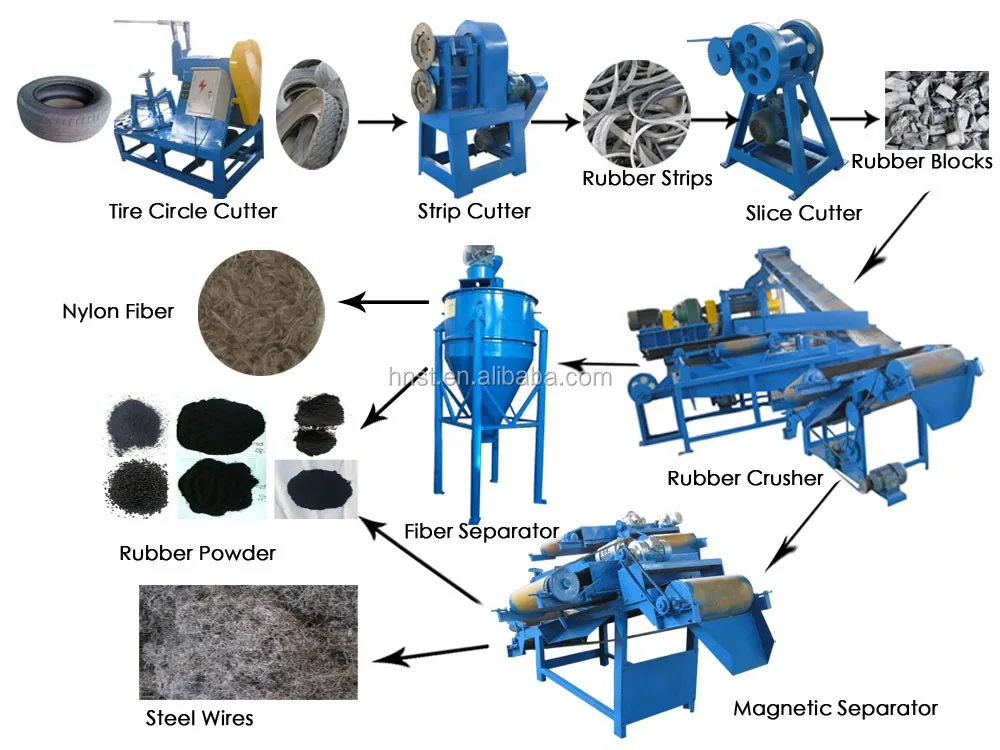 После этого осуществляется удаление лишних частей – отходов при помощи специальных инструментов. Наша компания принимает заказы на производство резинотехнических изделий, выполнение обрезинивания металллофурнитуры, металлокаркасов, пластин различных конфигураций с использованием пресс-форм заказчика.
После этого осуществляется удаление лишних частей – отходов при помощи специальных инструментов. Наша компания принимает заказы на производство резинотехнических изделий, выполнение обрезинивания металллофурнитуры, металлокаркасов, пластин различных конфигураций с использованием пресс-форм заказчика.


 В таком случае вырезают испорченный кусок и сращивают оба конца, вставляя их в короткий кусок резинового рукава большего диаметра, плотно охватывающего починенный рукав.
В таком случае вырезают испорченный кусок и сращивают оба конца, вставляя их в короткий кусок резинового рукава большего диаметра, плотно охватывающего починенный рукав.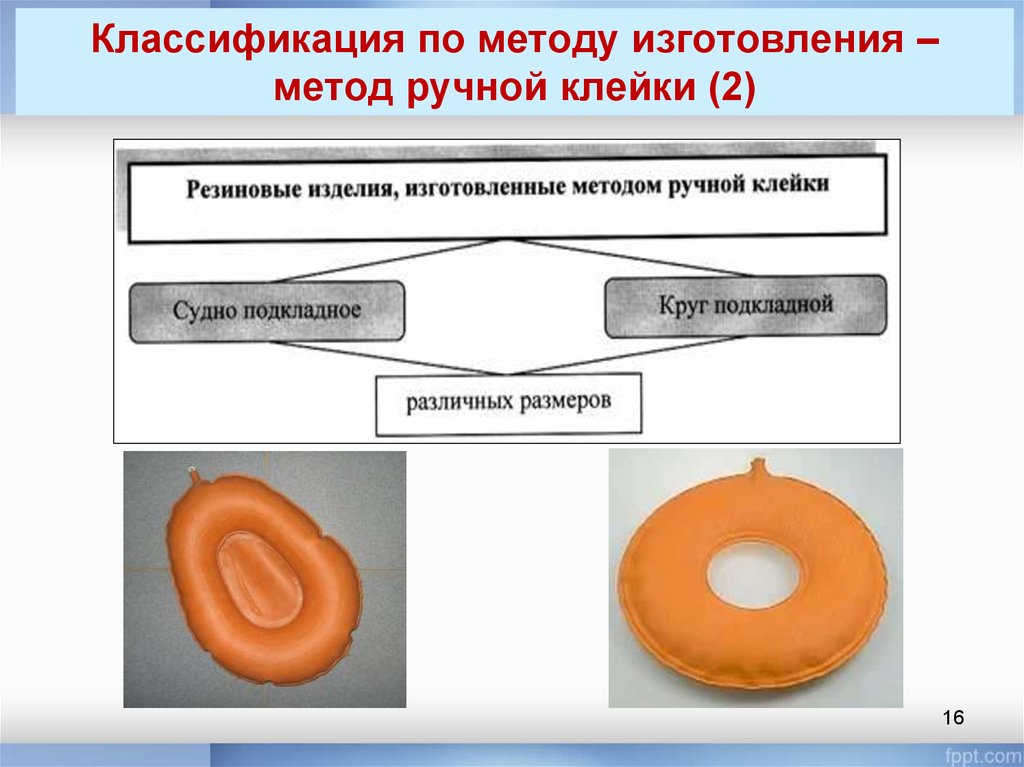 Когда каучук растворится, добавляют смесь, приготовленную следующим образом: сплавляют 10 частей каучука с 10 частями истолченной канифоли и затем добавляют 35 частей скипидара. Эту замазку следует хранить в герметически закупоренной склянке.
Когда каучук растворится, добавляют смесь, приготовленную следующим образом: сплавляют 10 частей каучука с 10 частями истолченной канифоли и затем добавляют 35 частей скипидара. Эту замазку следует хранить в герметически закупоренной склянке.


 Герметизация
Герметизация

 Все Политек полиуретан
Все Политек полиуретан Это не всегда необходимо и должно определяться в каждом конкретном случае.
Это не всегда необходимо и должно определяться в каждом конкретном случае. Некоторые каучуки можно извлечь из формы за 30 минут, в то время как другие не следует
Некоторые каучуки можно извлечь из формы за 30 минут, в то время как другие не следует | By Staff
| By Staff


 Лазерный гравер применяется для лазерной маркировки металлов: стали, серебра, золота, латуни и неметаллических изделий: кожа, камень, пластики. В лазерном маркере применяется модуль с волоконным лазерным излучателем Raycus. Высокий КПД лазерного маркера позволяет отказаться от водяных систем охлаждения, что позволяет размещать лазерный гравер непосредственно на рабочем столе.
Лазерный гравер применяется для лазерной маркировки металлов: стали, серебра, золота, латуни и неметаллических изделий: кожа, камень, пластики. В лазерном маркере применяется модуль с волоконным лазерным излучателем Raycus. Высокий КПД лазерного маркера позволяет отказаться от водяных систем охлаждения, что позволяет размещать лазерный гравер непосредственно на рабочем столе. youtube.com/embed/LshSpOyn9aM?rel=0&fs=1&wmode=transparent» allow=»autoplay; fullscreen; encrypted-media» allowfullscreen=»true» frameborder=»0″ scrolling=»no» title=»JoomlaWorks AllVideos Player»>
youtube.com/embed/LshSpOyn9aM?rel=0&fs=1&wmode=transparent» allow=»autoplay; fullscreen; encrypted-media» allowfullscreen=»true» frameborder=»0″ scrolling=»no» title=»JoomlaWorks AllVideos Player»>  youtube.com/embed/krwT7R6OlsE?rel=0&fs=1&wmode=transparent» allow=»autoplay; fullscreen; encrypted-media» allowfullscreen=»true» frameborder=»0″ scrolling=»no» title=»JoomlaWorks AllVideos Player»>
youtube.com/embed/krwT7R6OlsE?rel=0&fs=1&wmode=transparent» allow=»autoplay; fullscreen; encrypted-media» allowfullscreen=»true» frameborder=»0″ scrolling=»no» title=»JoomlaWorks AllVideos Player»>  Источник лазерного излучения Raycus (опционально Maxphotonics, IPG)
Источник лазерного излучения Raycus (опционально Maxphotonics, IPG)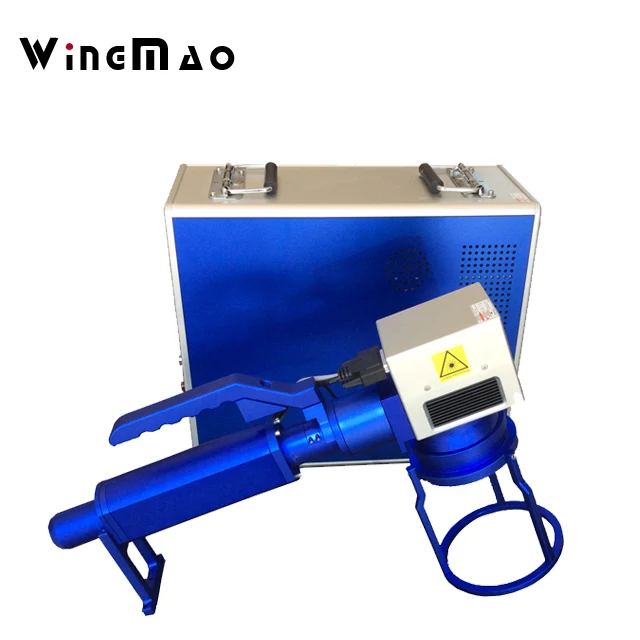 0
0 
 : (499) 963-31-58 E-mail gravbiz(собака)mail.ru
: (499) 963-31-58 E-mail gravbiz(собака)mail.ru STYLECNC станет лучшим магазином, который может предложить вам самые популярные системы лазерной маркировки с ЧПУ в 2023 году с мощностью лазера 20 Вт, 30 Вт, 50 Вт, 60 Вт, 70 Вт, 80 Вт, 100 Вт, 130 Вт, 150 Вт, 180 Вт, 200 Вт, 300 Вт и индивидуальная лазерная печать, травление, маркировка и гравировка для ваших индивидуальных проектов, идей DIY и бизнес-планов.
STYLECNC станет лучшим магазином, который может предложить вам самые популярные системы лазерной маркировки с ЧПУ в 2023 году с мощностью лазера 20 Вт, 30 Вт, 50 Вт, 60 Вт, 70 Вт, 80 Вт, 100 Вт, 130 Вт, 150 Вт, 180 Вт, 200 Вт, 300 Вт и индивидуальная лазерная печать, травление, маркировка и гравировка для ваших индивидуальных проектов, идей DIY и бизнес-планов. Лазерные маркеры имеют преимущества высокой скорости, высокого качества, высокой точности, отсутствия загрязнения, безопасности, простоты в эксплуатации, бесплатного обслуживания и низкой стоимости. Машины для лазерной маркировки также известны как лазерные маркеры, машины для лазерной маркировки, машины для лазерной маркировки, системы лазерной маркировки, машины для лазерной гравировки, машины для лазерной маркировки, машины для лазерной маркировки, машины для лазерной печати и инструменты для лазерной маркировки.
Лазерные маркеры имеют преимущества высокой скорости, высокого качества, высокой точности, отсутствия загрязнения, безопасности, простоты в эксплуатации, бесплатного обслуживания и низкой стоимости. Машины для лазерной маркировки также известны как лазерные маркеры, машины для лазерной маркировки, машины для лазерной маркировки, системы лазерной маркировки, машины для лазерной гравировки, машины для лазерной маркировки, машины для лазерной маркировки, машины для лазерной печати и инструменты для лазерной маркировки.
 УФ-лазер преобразует основной лазер в треть длины волны с помощью нелинейного оптического кристалла. Известно, что волоконные лазеры эффективно генерируют мощность, они компактны благодаря принципу генерации. Волоконный лазер больше подходит для обработки металлов, чем УФ-лазер и CO2-лазер. УФ-лазеры работают за счет преобразования длины волны лазера, они могут выполнять детальную обработку с низким тепловым эффектом для материалов, которые имеют высокую скорость поглощения для этих длин волн, однако эксплуатационные расходы могут быть высокими. УФ-лазерные маркеры очень хороши для пластика. Лазеры CO2 легче поглощаются прозрачными материалами, потому что они имеют большую длину волны, чем волоконные лазеры и УФ-лазеры, что делает их подходящими для маркировки стекла или других прозрачных материалов. Лазеры CO2 очень хороши для ПВХ, бумаги, резины, стекла и дерева.
УФ-лазер преобразует основной лазер в треть длины волны с помощью нелинейного оптического кристалла. Известно, что волоконные лазеры эффективно генерируют мощность, они компактны благодаря принципу генерации. Волоконный лазер больше подходит для обработки металлов, чем УФ-лазер и CO2-лазер. УФ-лазеры работают за счет преобразования длины волны лазера, они могут выполнять детальную обработку с низким тепловым эффектом для материалов, которые имеют высокую скорость поглощения для этих длин волн, однако эксплуатационные расходы могут быть высокими. УФ-лазерные маркеры очень хороши для пластика. Лазеры CO2 легче поглощаются прозрачными материалами, потому что они имеют большую длину волны, чем волоконные лазеры и УФ-лазеры, что делает их подходящими для маркировки стекла или других прозрачных материалов. Лазеры CO2 очень хороши для ПВХ, бумаги, резины, стекла и дерева.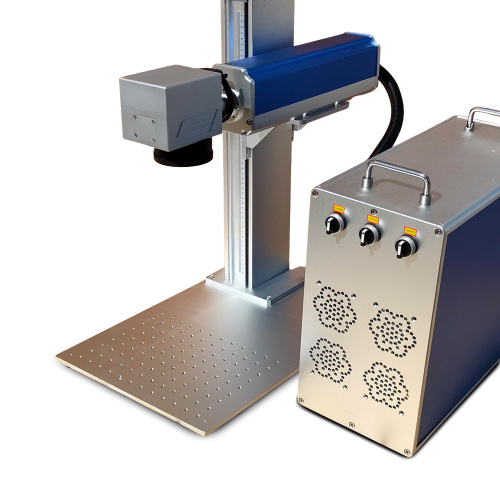

 В то же время, лазерная маркировка гарантирует неизменно высокое качество.
В то же время, лазерная маркировка гарантирует неизменно высокое качество. И метод гравировки является гибким, что может не только удовлетворить потребности лабораторного дизайна отдельных предметов, но и удовлетворить требования промышленного массового производства;
И метод гравировки является гибким, что может не только удовлетворить потребности лабораторного дизайна отдельных предметов, но и удовлетворить требования промышленного массового производства; С непрерывным расширением современных приложений лазерной маркировки требования к миниатюризации, высокой эффективности и интеграции систем лазерного производства также выше.
С непрерывным расширением современных приложений лазерной маркировки требования к миниатюризации, высокой эффективности и интеграции систем лазерного производства также выше. Последовательность загрузки:
Последовательность загрузки:
 Последние новости о строительстве будут обновляться и сообщаться покупателю в процессе изготовления.
Последние новости о строительстве будут обновляться и сообщаться покупателю в процессе изготовления.

 Содержите машину в чистоте и очищайте поверхность и внутреннюю часть машины;
Содержите машину в чистоте и очищайте поверхность и внутреннюю часть машины;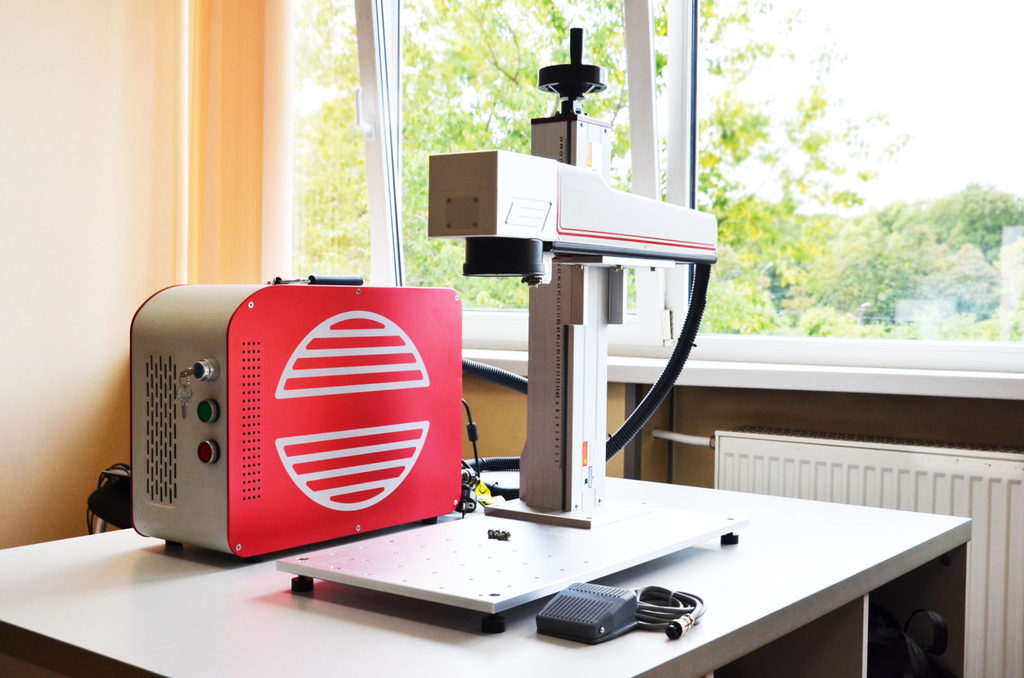 Проверьте, не ослабевает ли излучаемый лазером свет, для проверки используйте измеритель мощности;
Проверьте, не ослабевает ли излучаемый лазером свет, для проверки используйте измеритель мощности; Если машина эксплуатируется неправильно, что привело к аварийной ситуации, немедленно нажмите кнопку выключения питания;
Если машина эксплуатируется неправильно, что привело к аварийной ситуации, немедленно нажмите кнопку выключения питания; Систему маркировки можно разделить на две части: графическое редактирование и контроль маркировки. Работа по редактированию графики осуществляется на компьютере. Ядро программного обеспечения управления работает на плате управления. Файл LDB используется для хранения данных, созданных при редактировании графики, и через USB-устройство отправляет данные на карту управления, которая больше не требует участия компьютера при маркировке. Исследования были сосредоточены на улучшении алгоритмов наклонных линий и коррекции, а также алгоритма управления для управления маркировкой графики и анализа файловой системы FAT USB-устройства.
Систему маркировки можно разделить на две части: графическое редактирование и контроль маркировки. Работа по редактированию графики осуществляется на компьютере. Ядро программного обеспечения управления работает на плате управления. Файл LDB используется для хранения данных, созданных при редактировании графики, и через USB-устройство отправляет данные на карту управления, которая больше не требует участия компьютера при маркировке. Исследования были сосредоточены на улучшении алгоритмов наклонных линий и коррекции, а также алгоритма управления для управления маркировкой графики и анализа файловой системы FAT USB-устройства. Простая настройка для печати серийных номеров, маркировки кода даты и времени, символов трафаретного текста. Эта лазерная маркировочная машина также может печатать графику в растровом или векторном форматах и создавать машиночитаемые одномерные штрих-коды, QR-коды и промышленный двухмерный матричный код. Ручной лазерный гравер по металлу MarkTech 30i — это мобильный, удобный, простой в эксплуатации и программируемый инструмент для нанесения перманентной маркировки и кодирования. Этот портативный лазерный гравер по металлу оснащен мощным волоконным лазерным гравером мощностью 30 Вт и весит примерно 26 фунтов, что позволяет выполнять практичную портативную лазерную гравировку.
Простая настройка для печати серийных номеров, маркировки кода даты и времени, символов трафаретного текста. Эта лазерная маркировочная машина также может печатать графику в растровом или векторном форматах и создавать машиночитаемые одномерные штрих-коды, QR-коды и промышленный двухмерный матричный код. Ручной лазерный гравер по металлу MarkTech 30i — это мобильный, удобный, простой в эксплуатации и программируемый инструмент для нанесения перманентной маркировки и кодирования. Этот портативный лазерный гравер по металлу оснащен мощным волоконным лазерным гравером мощностью 30 Вт и весит примерно 26 фунтов, что позволяет выполнять практичную портативную лазерную гравировку. Промышленная лазерная маркировка не может быть проще.
Промышленная лазерная маркировка не может быть проще.
 50 грн
50 грн Вышгород
Вышгород 90 грн
90 грн
 Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте. Укажите RA на всех возвращаемых посылках. Если номер не указан на упаковке, в нем будет отказано.
Укажите RA на всех возвращаемых посылках. Если номер не указан на упаковке, в нем будет отказано.  1
1 (на 19.12.2019)
(на 19.12.2019)



 ru
ru ) Briggs&Stratton SAE30, 0,6 л briggs stratton sae 30
) Briggs&Stratton SAE30, 0,6 л briggs stratton sae 30 Масло изготовлено на основе парафиновых базовых масел, которые характеризуются высоким индексом вязкости, отличной устойчивостью к окислению и высокой смазывающей способностью. Специальная формула масла разработана, чтобы выдерживать высокие температуры и число оборотов. В первую очередь рекомендуется для 4-тактных двигателей газонокосилок, но также может использоваться с другими бензиновыми двигателями, для которых рекомендуется односортное масло (SAE 30). Меняйте масло каждую весну или не реже одного раза в год, независимо от времени вождения.
Масло изготовлено на основе парафиновых базовых масел, которые характеризуются высоким индексом вязкости, отличной устойчивостью к окислению и высокой смазывающей способностью. Специальная формула масла разработана, чтобы выдерживать высокие температуры и число оборотов. В первую очередь рекомендуется для 4-тактных двигателей газонокосилок, но также может использоваться с другими бензиновыми двигателями, для которых рекомендуется односортное масло (SAE 30). Меняйте масло каждую весну или не реже одного раза в год, независимо от времени вождения.


 Электрод внедряют в корпус, оснащенный отводом. Подающийся под большим давлением газ, минуя электрод, разогревается до высоких температурных отметок и подвергается ионизации. Наличие отвода в корпусе, обеспечивает высокую скорость потока. Созданная электрическая дуга оплавляет металл, подаваемый газ удаляет из высокотемпературного воздействия.
Электрод внедряют в корпус, оснащенный отводом. Подающийся под большим давлением газ, минуя электрод, разогревается до высоких температурных отметок и подвергается ионизации. Наличие отвода в корпусе, обеспечивает высокую скорость потока. Созданная электрическая дуга оплавляет металл, подаваемый газ удаляет из высокотемпературного воздействия. Его суть заключается в разогреве места резки металла до состояния горения и последующей подачей очищенного кислорода для завершения действия.
Его суть заключается в разогреве места резки металла до состояния горения и последующей подачей очищенного кислорода для завершения действия.
 Газоэлектрическая металлорезка бувает двух разновидностей:
Газоэлектрическая металлорезка бувает двух разновидностей: обработка по краям реза;
обработка по краям реза;
 Отличие состоит только в возможности вращения металлической заготовки на 360 градусов.
Отличие состоит только в возможности вращения металлической заготовки на 360 градусов.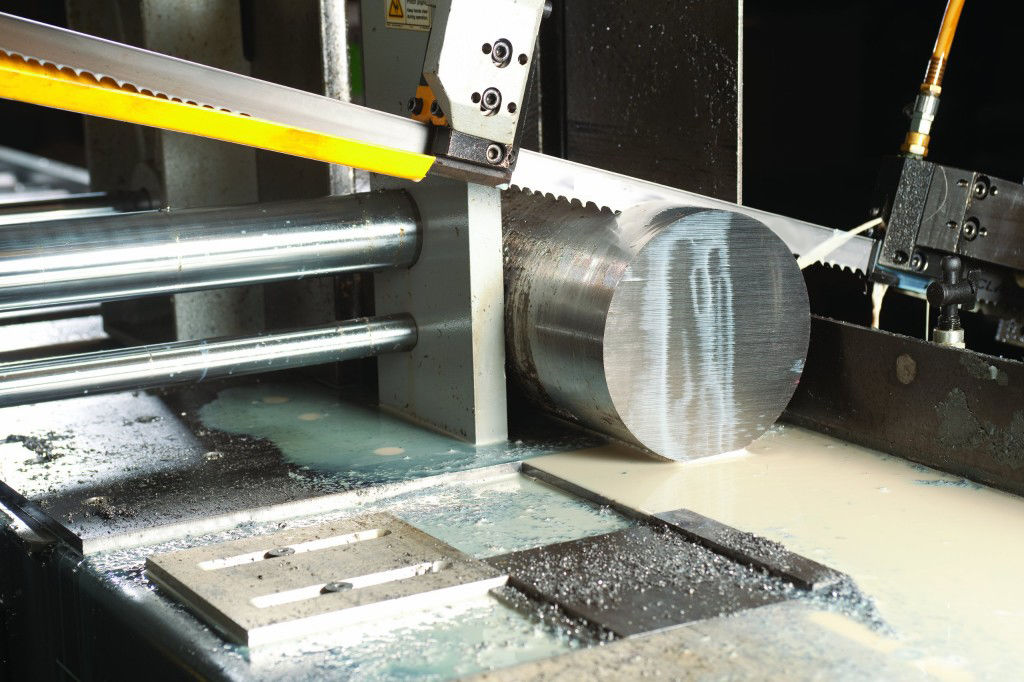


 Ее многофункциональность и относительно невысокая цена являются несомненными преимуществами в вопросе: «чем лучше резать металл дома».
Ее многофункциональность и относительно невысокая цена являются несомненными преимуществами в вопросе: «чем лучше резать металл дома». В зависимости от параметров детали, которая должна получиться в итоге, применяются штамповка, гибка, ковка. Но каждая из операций нередко требует резки металла, что обуславливает опережающее развитие соответствующих технологий.
В зависимости от параметров детали, которая должна получиться в итоге, применяются штамповка, гибка, ковка. Но каждая из операций нередко требует резки металла, что обуславливает опережающее развитие соответствующих технологий. Суть этой технологии заключается в направленном, точечном воздействии концентрированного энергетического луча на рабочую зону. Толщина светового потока составляет доли миллиметра, благодаря чему сокращается участок, подвергаемый нагреву, и сам рез. Это позволяет резать металл с высокой точностью, без деформации. Оборудование лазерной резки оснащается ЧПУ, что уменьшает риск ошибки оператора и повышает производительность. Лазерное оборудование требует надежного энергоснабжения и потребляет много энергоресурсов, поэтому использование таких станков рационально при изготовлении изделий большими партиями.
Суть этой технологии заключается в направленном, точечном воздействии концентрированного энергетического луча на рабочую зону. Толщина светового потока составляет доли миллиметра, благодаря чему сокращается участок, подвергаемый нагреву, и сам рез. Это позволяет резать металл с высокой точностью, без деформации. Оборудование лазерной резки оснащается ЧПУ, что уменьшает риск ошибки оператора и повышает производительность. Лазерное оборудование требует надежного энергоснабжения и потребляет много энергоресурсов, поэтому использование таких станков рационально при изготовлении изделий большими партиями.
 Метод заключается в нагреве определенного участка заготовки узконаправленным лучом и последующим отводом расплавленной магмы из зоны реза. Процедура сопровождается газовой продувкой, которая удаляет жидкий металл и охлаждает кромки. Таким способом можно резать толстый металл, а также алюминиевые и медные изделия.
Метод заключается в нагреве определенного участка заготовки узконаправленным лучом и последующим отводом расплавленной магмы из зоны реза. Процедура сопровождается газовой продувкой, которая удаляет жидкий металл и охлаждает кромки. Таким способом можно резать толстый металл, а также алюминиевые и медные изделия.



 Остальная часть сохраняет свою прочность и твердость, не деформируясь.
Остальная часть сохраняет свою прочность и твердость, не деформируясь.
 При этом сам рез отличается небольшими размерами, что позволяет изготавливать изделия любой кривизны. Толщина обрабатываемых деталей допускается в пределах 20 см.
При этом сам рез отличается небольшими размерами, что позволяет изготавливать изделия любой кривизны. Толщина обрабатываемых деталей допускается в пределах 20 см. Все методики отличаются невысокой производительностью, необходимостью применения физических усилий или трудоемкостью процессов. Однако в непромышленных масштабах механические способы также востребованы, так как позволяют выполнять металлообработку в тех случаях, где масштабность и дорогие энергоресурсы сделают работу нерентабельной.
Все методики отличаются невысокой производительностью, необходимостью применения физических усилий или трудоемкостью процессов. Однако в непромышленных масштабах механические способы также востребованы, так как позволяют выполнять металлообработку в тех случаях, где масштабность и дорогие энергоресурсы сделают работу нерентабельной.
 Для высокоточных изделий потребуются одни виды, применение которых при изготовлении грубых деталей будет нерентабельным. Кроме того, учитываются скорость, производительность, объемы, сложность операций и множество других факторов. Также на производстве могут быть собственные ограничения по доступности энергоресурсов и иных источников.
Для высокоточных изделий потребуются одни виды, применение которых при изготовлении грубых деталей будет нерентабельным. Кроме того, учитываются скорость, производительность, объемы, сложность операций и множество других факторов. Также на производстве могут быть собственные ограничения по доступности энергоресурсов и иных источников.  Поэтому предварительно надо составить точную смету, возможно более выгодным окажется использование разных технологий.
Поэтому предварительно надо составить точную смету, возможно более выгодным окажется использование разных технологий.
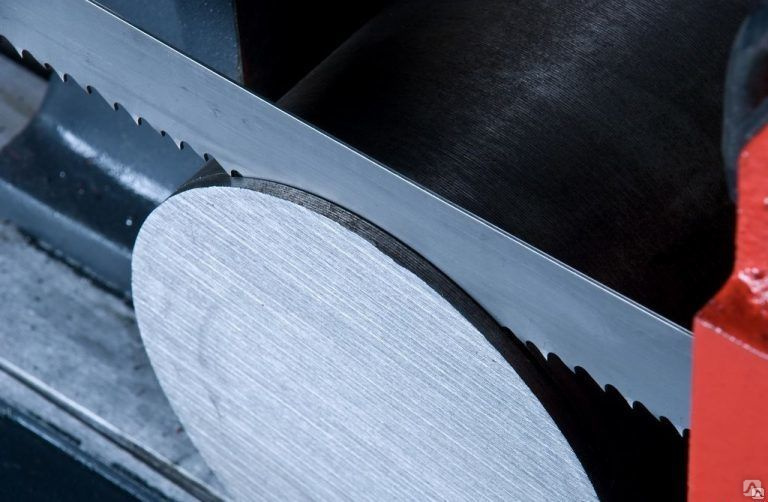 Цветные листы — отличный способ добавить свой собственный стиль в любой гараж, дом, мужскую пещеру, спортзал или бизнес. Обязательно ознакомьтесь с нашими новыми пластинами из серого бронзового алмаза и позвоните нам, если у вас есть запрос на цвет.
Цветные листы — отличный способ добавить свой собственный стиль в любой гараж, дом, мужскую пещеру, спортзал или бизнес. Обязательно ознакомьтесь с нашими новыми пластинами из серого бронзового алмаза и позвоните нам, если у вас есть запрос на цвет. Ищете вместо этого пластиковые алмазные пластины или алмазные пластины, виниловые или бумажные обои? Почему бы не сделать шаг вперед и выбрать что-то, чем вы будете довольны навсегда? Эти листы намного прочнее и выглядят намного лучше! Ничто не сравнится с видом и ощущением настоящей алюминиевой алмазной пластины в вашем гараже, ребята!
Ищете вместо этого пластиковые алмазные пластины или алмазные пластины, виниловые или бумажные обои? Почему бы не сделать шаг вперед и выбрать что-то, чем вы будете довольны навсегда? Эти листы намного прочнее и выглядят намного лучше! Ничто не сравнится с видом и ощущением настоящей алюминиевой алмазной пластины в вашем гараже, ребята! Просто ПАЛКА ДЛЯ КОЖИ!
Просто ПАЛКА ДЛЯ КОЖИ! 
 Цветные листы — отличный способ добавить свой собственный стиль в любой гараж, дом, мужскую пещеру, спортзал или бизнес. Обязательно ознакомьтесь с нашими новыми пластинами из серого бронзового алмаза и позвоните нам, если у вас есть запрос на цвет.
Цветные листы — отличный способ добавить свой собственный стиль в любой гараж, дом, мужскую пещеру, спортзал или бизнес. Обязательно ознакомьтесь с нашими новыми пластинами из серого бронзового алмаза и позвоните нам, если у вас есть запрос на цвет. Ищете вместо этого пластиковые алмазные пластины или алмазные пластины, виниловые или бумажные обои? Почему бы не сделать шаг вперед и выбрать что-то, чем вы будете довольны навсегда? Эти листы намного прочнее и выглядят намного лучше! Ничто не сравнится с видом и ощущением настоящей алюминиевой алмазной пластины в вашем гараже, ребята!
Ищете вместо этого пластиковые алмазные пластины или алмазные пластины, виниловые или бумажные обои? Почему бы не сделать шаг вперед и выбрать что-то, чем вы будете довольны навсегда? Эти листы намного прочнее и выглядят намного лучше! Ничто не сравнится с видом и ощущением настоящей алюминиевой алмазной пластины в вашем гараже, ребята!
 30
30  40
40


 В серии гидравлических листогибов JORNS TwinBend и TwinMatic эта проблема изящно решена системой из двух гибочных траверс. Таким образом отпала необходимость переворачивать заготовку.
В серии гидравлических листогибов JORNS TwinBend и TwinMatic эта проблема изящно решена системой из двух гибочных траверс. Таким образом отпала необходимость переворачивать заготовку.
 org/Product»>
org/Product»> org/Product»>
org/Product»> Проходная конструкция листогибов ЛГС позволяет выполнять гибы для…
Проходная конструкция листогибов ЛГС позволяет выполнять гибы для…
 Мин. полка отбортовки — 5 мм, раскрытие листогиба — 110 мм. Вес станка -390…
Мин. полка отбортовки — 5 мм, раскрытие листогиба — 110 мм. Вес станка -390… ..
.. Листогиб предназначен для работы в цеху при изготовлении доборных элементов кровли, комплектующих…
Листогиб предназначен для работы в цеху при изготовлении доборных элементов кровли, комплектующих… 05.2021
05.2021 Мобильное оборудование, с помощью которого осуществляется гибка…
Мобильное оборудование, с помощью которого осуществляется гибка… 7 мм….
7 мм….





 Но это все-таки полумеры, поскольку полностью от повреждений они не защищают. Сколы и трещины можно устранить по месту. Мы выполняем такие работы, посмотрите наши видео здесь и здесь
Но это все-таки полумеры, поскольку полностью от повреждений они не защищают. Сколы и трещины можно устранить по месту. Мы выполняем такие работы, посмотрите наши видео здесь и здесь Щитки должны быть
Щитки должны быть


 7 правил подбора, которые экономят время и деньги
7 правил подбора, которые экономят время и деньги Все опросные листы можно скачать по ссылкам ниже, если появятся вопросы, уточните у нашего инженера.
Все опросные листы можно скачать по ссылкам ниже, если появятся вопросы, уточните у нашего инженера. В связи с непрерывной работой скребков , они являются расходным материалом, который необходимо менять раз в 6 месяцев при агрессивных условиях работы, при изношенных скребках, весь абразив попадает между зазоров секторов, оказывая пагубное влияние на элементы станка, разрушая направляющие перемещения самого кожуха, износ который вызывает клин защиты и остановки рабочего цикла.
В связи с непрерывной работой скребков , они являются расходным материалом, который необходимо менять раз в 6 месяцев при агрессивных условиях работы, при изношенных скребках, весь абразив попадает между зазоров секторов, оказывая пагубное влияние на элементы станка, разрушая направляющие перемещения самого кожуха, износ который вызывает клин защиты и остановки рабочего цикла. 2 (1002108) — 1000мм
2 (1002108) — 1000мм К счастью, Dynatect уже более 70 лет производит динамические и гибкие кожухи как для производителей, так и для пользователей станков.
К счастью, Dynatect уже более 70 лет производит динамические и гибкие кожухи как для производителей, так и для пользователей станков. Они могут быть полимерными, металлическими или тканевыми в зависимости от требований приложения.
Они могут быть полимерными, металлическими или тканевыми в зависимости от требований приложения.
 д.
д. Dynatect изготавливает сильфоны в соответствии с уникальными требованиями различных отраслей. Этот ресурс поможет вам узнать, что следует учитывать при выборе кожуха сильфонного типа для вашего оборудования.
Dynatect изготавливает сильфоны в соответствии с уникальными требованиями различных отраслей. Этот ресурс поможет вам узнать, что следует учитывать при выборе кожуха сильфонного типа для вашего оборудования. Персонал, работающий поблизости, может быть уверен, что дверь находится в закрытом положении, когда это необходимо.
Персонал, работающий поблизости, может быть уверен, что дверь находится в закрытом положении, когда это необходимо. / кв. ярд.
/ кв. ярд.