Системы аспирации воздуха на промышленных предприятиях и производствах используются для очистки пылевидных примесей и других мелких загрязнений. Устройство и состав системы зависит от особенностей технологии основного производства и необходимости улавливать частицы определенного размера и веса. Комплекс оборудования может иметь моноблочную или разветвленную структуру, в него встраивается оборудование, наиболее эффективно выводящее различные загрязнения.
Необходимость использования аспирационных установок объясняется рядом требований по охране труда, экологии, культуры и безопасности производства. Некоторые технологические процессы могут быть столь чувствительны к загрязнению среды, что его своевременная очистка становится обязательным элементом в системе поддержания качества продукции.
Необходимость использования систем аспирации
Основные причины, по которым руководитель предприятия любого масштаба должен позаботиться о приобретении, запуске и правильной эксплуатации аспирационного оборудования:
защита персонала от вредных факторов, связанных с загрязнением воздуха;
выполнение требований охраны труда и культуры производства;
соблюдение экологических нормативов по выводу загрязняющих веществ за пределы производственных помещений;
поддержание качества продукции и соблюдение требований пожарной безопасности;
энергоэффективность производства, поддержание вентиляционной системы в работоспособном состоянии.
Аспирационная установка может работать в составе системы вентиляции или отдельно от нее. Состав комплекса подбирается в ходе проектирования с учетом основной производительности и особенностей производства.
Как работает аспирация воздуха на производстве
Принцип работы промышленной системы очистки от пылевыделений состоит в прокачке воздушных масс через ряд компонентов, различными способами отделяющих загрязнения, выводящих их в места сбора, направляющих очищенный воздух в систему вентиляции для использования. Средства и приспособления для перехвата загрязнений в виде пыли и мелких частиц, включая сажу, продукты сгорания, капельные взвеси и дым работают на разных принципах:
механическая фильтрация — перехват частиц мембранами, волокном, сетками и другими барьерными приспособлениями;
гравитационная потоковая фильтрация — осаждение частиц по мере прохождения в потоке воздуха;
вихревая циклонная фильтрация — под действием центробежной силы частицы прижимаются к стенкам рабочей емкости и оседают вниз в направлении сборочного контейнера;
фильтрация в рукавах — очистка загрязнений за счет прохода через волокнистый, периодически очищаемый рукавный фильтр.
В составе системы промышленной аспирации могут использоваться и активные фильтры, нейтрализующие вредные вещества, и липкие смеси, и другие приспособления, в том числе и электромагнитное действие для перехвата металлических частиц.
Функции оборудования
При выборе и проектировании аспирационной установки для производства принимается во внимание разветвленность точек сбора, интенсивность загрязнения и тип вентиляции. Комплекс состоит из устройств, которые должны обеспечить:
захват воздуха из помещений, с отдельных участков и рабочих мест в зависимости от интенсивности загрязнения;
прогон потока воздуха до первого функционального участка воздуховода, на котором начинается осаждение крупной пыли;
отвод и сбор загрязнений в контейнеры;
прогон воздуха через фильтры и прочие устройства очистки;
контроль чистоты и возврат воздуха в помещения или систему вентиляции.
Для этого в комплекс включается набор оборудования — вентиляторы, датчики, фильтры и наклонные трубы, циклоны, рукавные фильтры, сборники частиц и средства вывода загрязнений за пределы системы, устройства выгрузки.
Состав системы и компоновка
В наиболее простом варианте комплекс системы промышленной аспирации состоит из зонтов вытяжки или рукавов сборки, основного и вспомогательного вентилятора, наклонной трубы, в которой происходит выпадение крупных частиц, набора фильтров и воздуховодов. Более сложный и эффективный вариант предполагает удаление частиц вихревым методом в циклоне, перехват рукавными фильтрами.
Аспирация может быть организована с использованием моноблочной или модульной установки в зависимости от конкретных условий. Если речь идет об одном цехе, небольшом отдельном производственном участке, то захватывать, очищать и возвращать воздух в помещение может система, собранная «в одном корпусе».
Если необходимо организовать пыле- и газоочистку в нескольких связанных помещениях, в условиях разной интенсивности загрязнения и при необходимости собирать потоки с разных локальных зон, то имеет смысл ориентироваться на модульную систему аспирации. Ее отличие в том, что разные устройства приема и очистки воздуха расположены в определенных функциональных зонах. При необходимости можно организовать несколько ступеней очистки, разделить потоки по фильтрам, создать систему автоматического наблюдения за качеством воздуха, способную либо сигнализировать о необходимости очистки, либо запускать участки аспирации.
Экономический эффект
Экономический эффект от использования систем промышленной аспирации складывается из нескольких показателей. Это снижение рисков заболеваний персонала, поддержание оптимального режима работы вентиляции, а зимой и летом — экономия на отоплении и кондиционировании, так как появляется возможность отказаться от частых проветриваний для удаления пыли. Отсутствие загрязнений положительно сказывается на качестве продукции и позволяет продлить сроки службы оборудования и межремонтные периоды. Отдельного упоминания стоит отсутствие претензий со стороны экологического надзора и охраны труда.
СТАНРЕМ — система промышленной аспирации и деревообрабатывающие станки
Аспирация воздуха – это особый вид вентиляции, направленный на удаление вместе с воздухом мелких твердых частиц, загрязняющих рабочую зону и представляющих угрозу для человека и оборудования.
Аспирация обеспечивает чистоту в производственном помещении и позволяет избегать загрязнения окружающей среды вредными отходами.
Производственная компания ООО «СТАНРЕМ» предлагает комплексные услуги по расчету, проектированию, производству, установке Системы Промышленной Аспирации и ее гарантийному облуживанию. Собственный склад готовой продукции позволяет выполнить заказ любой сложности в самые короткие сроки.
Как показывает практика, установка Системы Промышленной Аспирации напрямую способствует более комфортной организации рабочих площадей для сотрудников, следовательно, эффективной трудовой деятельности и росту прибыли Вашей компании.
Классическая Система Промышленной Аспирации включает:
Местные отсосы (для сбора частиц)
Систему воздуховодов разных диаметров
Высоконапорные вентиляторы, обеспечивающие высокую скорость движения воздуха в системах аспирации.
Систему очистки выбросов (системы циклон для аспирации воздуха, фильтры)
Каждый заказ – индивидуален и проектируются, монтируются с учетом особенностей конкретного производства. Проект включает в себя различные конструктивные элементы и оборудование.
Эффективность использования Системы Промышленной Аспирации на производствах, подтверждена многими исследованиями и высоко оценивается специалистами.
НАШИ ПРЕИМУЩЕСТВА
Производимые нами Системы Промышленной Аспирации максимально эффективны и совместимы с любым оборудованием. Они легко автоматизируются и не требуют специальных знаний при использовании.
На нашем производстве мы используем только высококачественное оборудование, соответствующие требованиям технологии.
Склад готовой продукции, способствует в оперативном режиме организовать доставку комплектующих и установить Систему Промышленной Аспирации у Вас на производстве.
Оперативный выезд инженера на составление проекта и монтажной бригады на установку.
Гарантийное сопровождение (консультируем, обучаем ваш персонал, помогаем разобраться в инструкциях).
Закажите консультацию инженера и получите информацию по организации Системы Промышленной Аспирации на Вашем производстве.
В течение 24 часов мы произведем расчет сметы и подготовим коммерческое предложение для ознакомления.
ИВАК | Промышленные вакуумные системы для тяжелых условий эксплуатации
Полноценный и всеобъемлющий процесс транспортировки сыпучих материалов является основой многих предприятий. Спрос на безопасные и эффективные конвейерные системы растет день ото дня на конкурентном мировом рынке. Пневматические системы транспортировки материалов необходимы на всех этапах производства, производственных и строительных процессов. Выбор правильной системы для проекта может определить, насколько успешной и финансово жизнеспособной будет работа.
Механические поломки требуют времени и денег
Крупные механические системы, используемые в традиционных процессах транспортировки материалов, такие как ленточные или винтовые конвейеры и импеллерные насосы, имеют тенденцию к поломке из-за износа абразивных материалов, перемещаемых во время промышленных процессов. Промышленные вакуумные системы IVAC имеют пневматический привод, используют принцип Вентури и спроектированы таким образом, чтобы иметь как можно меньше движущихся частей. Эта конфигурация резко ограничивает износ системы и практически исключает необходимость технического обслуживания агрегата.
Мощная многоцелевая система обработки материалов
Зачем соглашаться на одноразовую систему? Установки IVAC могут выполнять множество функций: от земляных работ и добычи сырья до распределения химикатов и конечной продукции. Сосредоточив внимание на безопасных и эффективных насосных решениях, IVAC с 2009 года устанавливает стандарты производительности во всех типах приложений и сред. Наши промышленные вакуумные системы могут применяться для любого количества насосных задач. Влажные или сухие, наши агрегаты «ПРОКАЧИВАЮТ НЕПРОКАЧИВАЕМОЕ».
Узнайте, как мы перекачиваем неперекачиваемые материалы
Узнайте больше
Пневматический привод
Наши пневматические вакуумные устройства и устройства подачи материалов могут забирать и доставлять сложные продукты на многие мили по трубопроводу. Благодаря этим качествам наша система занимает лидирующие позиции среди промышленных пылесосов во всем мире.
Простота в эксплуатации
Каждое из наших устройств создано с заботой об операторе: от реверсивного вакуума и предохранительных блокировок до мощного вакуума, создаваемого с помощью нашей запатентованной воздушной системы, мы с гордостью предлагаем промышленные вакуумные системы премиум-класса, доступные по всему миру, и все это с вами. и ваши производственные требования в качестве главного приоритета.
Особенности
Очистка окружающей среды Отвод канав Конвейер и загрузочный карман Очистка дна шахты и отстойник Укладка песка, бетона и гравия
Промышленная вакуумная установка PV500 НАСОСЫ БЕЗ НАСОСА
Промышленные вакуумные системы IVAC предлагают портативные и разнообразные устройства по всему миру. Наши промышленные вакуумные установки IVAC способны работать с самыми сложными материалами и оснащены уникальной системой доставки. Приводимые в действие сжатым воздухом, пневматические агрегаты легко перемещают такие продукты, как гравий, песок, камень и шлам, и способны доставить их в любое желаемое место. Наши пылесосы используются в самых разных областях: от добычи полезных ископаемых до очистки окружающей среды и заводских разливов. Возможности и области применения промышленного пылесоса IVAC безграничны! PV500 — это наша роскошная промышленная вакуумная система для обработки песка, отстойников, камней, шлама и воды.
Промышленность
Промышленные вакуумные системы универсальны и могут использоваться практически в любой отрасли. Нажмите ниже, чтобы узнать больше о многих областях применения систем IVAC.
Области применения
Наша промышленная вакуумная система может применяться для любого количества насосов. Нажмите ниже, чтобы узнать, как наш насос меняет потребности наших клиентов.
Очистка окружающей среды
Земляные работы
Вакуумные сухие материалы
Насосная жидкость и осадок
Некоторые из наших клиентов
Мировой мировой Буш Глобал
Пожалуйста, обновите ваш браузер.
Похоже, вы используете старую версию браузера Microsoft Edge. Чтобы получить наилучшие впечатления от веб-сайта Busch, обновите свой браузер.
Сюда
Busch — ваш партнер по промышленным вакуумным системам
Busch предлагает решения для вакуумных систем. Это означает, что мы являемся вашими партнерами в процессе. Мы не просто отправляем вам вакуумный насос.
Мы работаем вместе на каждом этапе, чтобы создать полностью функциональную, устойчивую, подходящую систему. От первоначального анализа до проектирования, от установки до высококачественного обслуживания.
Независимо от вашего местонахождения, независимо от вашего применения, будь то модульное или индивидуальное. Busch поможет вам найти решение, идеально подходящее для вас и ваших потребностей.
Наши системные решения
Для просмотра этого видео необходимо принять маркетинговые файлы cookie.
Разрешить все файлы cookie
Шесть шагов индивидуальных вакуумных решений Busch
Создание системного решения всегда является совместным делом. Busch и заказчик работают вместе, чтобы предоставить правильное вакуумное решение для вашего процесса.
Каждое решение направлено на то, чтобы соответствовать правилам размещения, быть надежным, энергосберегающим, устойчивым и экономичным.
1. Консультация и анализ
Знакомство с вами и вашими требованиями
Этот очень важный начальный шаг заключается в изучении и понимании задач и ожиданий вашего бизнеса.
Ваш местный эксперт Busch посетит вас на месте и вместе с вами найдет лучшее решение для ваших индивидуальных потребностей. На основе таких вопросов, как: какая насосная технология является наиболее подходящей? Каков объем индивидуальной вакуумной системы?
В конечном счете, речь идет о вакуумной технологии, которая полностью соответствует вашим требованиям.
2. Проектирование и смета
Цена будущего
Наши местные инженеры разработают общую концепцию в тесном сотрудничестве с вами. Это основа для проектирования и создания вашей вакуумной системы с учетом, среди прочего, местных условий, соответствия требованиям, безопасности, производительности и простоты эксплуатации.
Затем ваш эксперт Busch представит вам четкую и исчерпывающую смету для вашей индивидуальной вакуумной системы.
3. Реализация
Вплоть до гаек и болтов
Ваша вакуумная система будет собрана в одном из ваших местных центров по сборке систем. При поддержке нашей глобальной сети экспертов.
4. Установка и обучение
Вы знаете то, что знаем мы
После того, как это будет завершено, наступит время установить ваше системное решение. Это означает не только его доставку, но и подключение местных инженеров к вашему производственному процессу с необходимыми работами по трубопроводам и воздуховодам.
После установки мы проверим герметичность, надлежащую функциональность и соответствие требованиям. Как только система будет установлена, мы позаботимся о тестировании и вводе в эксплуатацию на месте.
Обучение является еще одним важным компонентом. Наши специалисты полностью обучат ваш персонал безопасной и надежной эксплуатации вашей новой вакуумной системы. Они узнают, как поддерживать максимальную производительность.
5. Сервисное обслуживание
Без простоев, без потерь времени
Ваш эффективный и надежный вакуумный производственный процесс теперь полностью функционирует и управляется вашим обученным персоналом. Мы следим за тем, чтобы все оставалось так, благодаря сервису Busch на высшем уровне, основанному на профилактическом обслуживании. Это на месте или удаленно с использованием наших цифровых услуг. Служба поддержки всегда готова помочь вам по всем вопросам.
Заинтересованы в IoT? Не беспокойтесь, мы можем посоветовать вам OTTO, наши цифровые услуги.
6. Удовлетворенность клиентов
Душевное спокойствие
Душевное спокойствие бесценно. С вашей полностью функционирующей системой на месте. За этим стоит высочайшее качество обслуживания. Вы можете расслабиться и насладиться преимуществами, которые вакуумное решение Busch принесет вашему бизнесу.
Более того, зная, что ваше решение является устойчивым и будет продолжать адаптироваться к будущим ожиданиям процесса.
Идеальная вакуумная система для любого рынка
Промышленные вакуумные системы Busch используются по всему миру в самых разных областях: от аналитики и лабораторий до дегазации глины и упаковки пищевых продуктов, рекуперации паров и литья металлов — полностью требования наших клиентов к их полному удовлетворению.
Вакуумная упаковка
Busch является лидером рынка и отраслевым стандартом вакуумной упаковки. Благодаря нашим энергоэффективным решениям вы можете улучшить процесс упаковки, повысить качество и максимизировать производительность. Вакуумные системы Busch позволяют сократить время вакуумирования, увеличить время безотказной работы и позволяют выполнять процесс с меньшим количеством вакуумных насосов.
Центральные вакуумные системы в упаковочной промышленности Центральная вакуумная система позволяет снизить эксплуатационные расходы и повысить энергоэффективность. Busch предлагает готовые решения, адаптированные к индивидуальным технологическим требованиям. Включая установку трубопроводов и системы управления, а также пуско-наладочные работы и обучение обслуживающего персонала.
Химическая и фармацевтическая промышленность
Откройте для себя наши специализированные системы для химической промышленности:
АПОВАК Системы
Busch также предлагает индивидуальные вакуумные системы для различных применений на рынке химии и фармацевтики:
Вакуумная сушка
Лиофилизация
Вакуумная дистилляция
Пневматическое всасывание Экструзия является распространенным процессом в индустрии пластмасс для плавления, смешивания и гомогенизации пластмасс.
Вакуумные системы Busch являются ведущими системами для сложного процесса дегазации пластмасс.
Нефтяная и газовая промышленность
В настоящее время вакуумная деаэрация широко используется в нефтегазовой промышленности. Наполненные колонны постоянно вакуумируются с помощью вакуумных систем. Таким образом, извлекая кислород и другие газы.
Для производства бензина, дизельного топлива, авиационного топлива или мазута сырая нефть должна быть разложена на компоненты. Процесс перегонки сырой нефти происходит на нефтеперерабатывающих заводах путем перегонки. Поскольку сырая нефть содержит более тяжелые и более легкие углеводороды с разными температурами кипения, необходимы два процесса перегонки.
Вакуумные системы и системы избыточного давления Busch играют важную роль во всех технологических цепочках.
Металлургия
Вакуумная дегазация стала важнейшим процессом в современном производстве стали. Например, это единственный способ изготовления некоторых марок легированных сталей, подверженных высоким напряжениям. Используется в автомобильной, аэрокосмической и железнодорожной отраслях.
Вакуумные системы Busch помогают улучшить такие свойства, как устойчивость и долговечность.
Очистка сточных вод
Вакуумные системы Busch составляют основу различных канализационных систем.
Производство электроэнергии
Ламинирование в вакууме является важным этапом процесса создания солнечных панелей. Чтобы защитить солнечные модули от стресса и погодных условий, ячейки заключены между стеклянными панелями или фольгой. Процесс ламинирования, также называемый инкапсуляцией, происходит в вакууме.
Вакуумные системы Busch используются для повышения эффективности электростанций.
Больницы и медицинские учреждения
Вакуум необходим в медицинских учреждениях для обеспечения надлежащего всасывания во время процедур и ухода. Медицинские вакуумные системы Busch надежно обеспечивают постоянный вакуум для больниц, стоматологических клиник или лабораторий.
Центральные вакуумные системы
В зависимости от области применения с помощью центральной вакуумной системы можно достичь экономии энергии до 70 %. И это не единственное преимущество.
Центральные вакуумные системы
Какие решения предлагает Busch?
Busch имеет широкий ассортимент продукции. От одиночных вакуумных насосов до сложных вакуумных систем. Наше портфолио в сфере системного строительства включает стандартизированные вакуумные системы и индивидуальные вакуумные решения. Решение всегда соответствует потребности.
Системы автоматизации ЧПУ SINUMERIK основана на модульном принципе, с помощью которого возможна быстрая реализация проектов клиента.
Для каждой задачи должен быть подходящий станок — включая СЧПУ и приводы. Не играет роли, какие высокие требования к ним предъявляются.
С помощью нескольких модулей, которые всегда подходят друг к другу, можно покрыть весь спектр станков. Вы просто идете на склад и вставляете соответствующие модули в унифицированную систему. Исполнения SINUMERIK 802S, 802C, 802D, 810D, 840Di, 840D и 840C покрывают весь диапазон техники автоматизации. Таким образом, и Вы имеете оборудование для выполнения самых многообразных задач. Варианты СЧПУ Export и Standard
Варианты Export/Standard Из-за существующих ограничений на экспорт для системного ПО СЧПУ, относящихся к определенным функциям СЧПУ согласно европейскому/немецкому экспортному списку, SINUMERIK 810D, SINUMERIK 840Di и SINUMERIK 840D поставляются в двух вариантах. У SINUMERIK 810D это относится к компонентам CCU со встроенным системным ПО, у SINUMERIK 840Di – к системному ПО NCK, а у SINUMERIK 840D – к системному ПО NCU. Варианты Standard SINUMERIK 810D, SINUMERIK 840Di и SINUMERIK 840D предлагают весь объем функций СЧПУ, но для них требуется разрешение при экспорте в страны за пределы ЕС. Варианты Export SINUMERIK 802S, SINUMERIK 802C, SINUMERIK802D, SINUMERIK 810DE, SINUMERIK 840DiE и SINUMERIK 840DE в своей функциональности ограничены по экспортному списку и по этому в своем »виде« не требуют специального разрешения по законам ЕС и немецким законам. В зависимости от используемой СЧПУ или варианта СЧПУ получается соответствующий статус для всей системы ЧПУ.
Указание. Если для определенных компонентов существует обязательное получение разрешения на реэкспорт согласно законам США, то оно должно учитываться отдельно. Информация по разрешениям на вывоз поставляемых компонентов содержится в накладных (экспортное обозначение »AL« по законам ЕС и немецким законам и »ECCN« по законам США). Также при необходимости требуется соблюдение обязательного разрешения касательно конечного места назначения и цели использования. Функциональные ограничения для вариантов Export SINUMERIK 810DE/840DE от версии ПО 6.4 и SINUMERIK 840DiE от версии ПО 2.3 сняты! Функции для вариантов Export SINUMERIK 810DE/840DE от версии ПО 6.4 и SINUMERIK 840DiE от версии ПО 2.3 ограничены до «макс. 4-х интерполирующих осей»!
Важные указания по экспорту: Так как вывоз вариантов Standard (компоненты/система) подлежит занимающему много времени получению разрешения и это относится и к поставке компонентов с обязательным разрешением в рамках сервисных услуг и поставки запасных частей, рекомендуется отдавать предпочтение вариантам Export. При использовании вариантов Standard обратить особое внимание на то, что обязательное получение разрешения на экспорт распространяется и на лицензируемые компоненты при поставках запасных частей. Отдельно это действует в тех случаях, когда СЧПУ после установки в станок может вывозиться изготовителем станка без получения разрешения. Следствием этого может быть значительное ограничение сервисных услуг из-за длительного процесса получения официального разрешения. Поэтому рекомендуется заранее включить в запрос на получение разрешения на поставку системы и разрешения на поставку запасных частей и компонентов. Если осуществляется вывоз СЧПУ, смонтированной в станке, то изготовителю станка рекомендуется, заранее внести в требуемый запрос на получение разрешения для станка и поставку запасных частей или, при поставке станка, не требующего разрешения на вывоз, заранее получить разрешение на вывоз запасных частей, подлежащих обязательному лицензированию. В этом случае поставки запасных частей, для которых требуется разрешение, могут быть осуществлены быстро и просто самим производителем станка или Siemens, если производитель станка предоставит Siemens оригинал разрешения.
Преобразователи
Централизованные системы приводов с SIMODRIVE 611 Централизованные системы приводов предлагают широкий выбор услуг в модульной технике. С помощью различных модулей управления могут быть реализованы различные соединения приводов с вышестоящей СЧПУ. 2-х осевые модули позволяют осуществлять компактную установку модульной структуры. С помощью предложенной модульной системы могут быть реализованы любые конфигурации приводов. Таким образом, возможно сквозное проектирование для любой установки, от компактного станка до комплексной установки. Децентрализованные системы приводов с SIMODRIVE POSMO С помощью децентрализованных приводов техника приводов перемещается из распределительного шкафа непосредственно на станок. Преимущества этой техники проявляются в типе конструкции и монтаже: Распределительный шкаф упрощается, это же относится и к монтажу станка благодаря комплексным устройствам, что уменьшает затраты на монтаж благодаря упрощенной проводке кабеля. Преимущества децентрализованной техники приводов в особой мере проявляются на станках и установках больших размеров.
Указание: Для успешной и надежной работы системы приводов использовать только оригинальные компоненты системы SIMODRIVE в комбинации с описанными в этом каталоге и в руководствах по проектированию, описаниях функций и руководствах пользователя оригинальными принадлежностями Siemens. Пользователь должен учитывать параметры проектирования. Для отличных от указанных комбинаций (возможно и вместе с продуктами иных изготовителей) требуется отдельная договорная регламентация. SIMODRIVE 611 это гибко проектируемая линейка приводов, отвечающая как экономически, так и экологически техническим требованиям современных станков. С SIMODRIVE 611 Siemens предлагает линейку приводов с аналоговым или цифровым управлением, отвечающую наивысшим требованиям в динамике, установочном диапазоне числа оборотов и свойствах кругового движения. Благодаря модульной конструкции линейки приводов могут быть реализованы конфигурации приводов с практически любым количеством осей или главных шпинделей. Осевые модули рассчитаны для приводных двигателей 1FT, 1FK и 1FN, а также двигателей главного движения 1PH, 1FE1 и 1LA. Размер двигателя определяет силовые модули. Из требуемой для этого мощности промежуточного контура получается необходимый модуль питания. Через модуль питания системная структура SIMODRIVE 611 подключается к сети низкого напряжения с заземленной нейтралью (сеть TN). Все модули линейки приводов SIMODRIVE 611 имеют унифицированную конструкцию. Интерфейсы для питания и коммуникации друг с другом, а также интерфейсы между сменными модулями управления и силовыми модулями стандартизированы.
Электродвигатели
Трехфазные электродвигатели идеально подходят для линейки приводов SIMODRIVE 611. Благодаря высокой удельной мощности серводвигателей создаются условия для компактной конструкции станка. Обмотка изолирована DURIGNIT 2000 в соответствии с классом нагревостойкости F. Это является основой для высокого термического запаса. Это также храктеризует прочность для длительной нагрузки и перегрузок в рабочих режимах.
Периферийные устройства и принадлежности
ADI4 — модуль аналогового интерфейса привода
Позволяет управлять до 4 осей аналоговым сигналом +/- 10 В и подключать 4 инкрементальных датчика обратной связи с сигналом TTL и SSI. Максимально к SINUMERIK 840Di можно подключить 2 модуля.
Панели оператора OP 010 OP 010S (узкая) OP 010C OP 012 OP 015
Дополнительные компоненты управления Дисковод 3.5″ Стандартная клавиатура PS/2 Полная клавиатура ЧПУ 19″ Полная клавиатура ЧПУ OP 032S Станочный пульт OP 032S Станочные пульты 19″ Кнопочная панель PP 031 — MC Ручной пульт управления B-MPI Ручной пульт управления Mini Электронные маховички Интерфейс MPI
Системы измерения SIMODRIVE sensor Оптоэлектронные пристраиваемые датчики Инкрементальная система измерения SIMAG h3 Диагностическое устройство
Соединительная техника MOTION-CONNECT Силовые и сигнальные кабели, удлинители, MPI-кабели.
Программное обеспечение HMI для УЧПУ
Управление и программирование
Открытая архитектура
IT-Solutions для обрабатывающих станков для интеграции СЧПУ
Система идентификации инструмента
Вспомогательные программы
SINUMERIK Solution Provider
Программное обеспечение PROFIBUS
Децентрализованные решения автоматизации на базе открытых полевых шин сегодня являются стандартом во многих отраслях производства и технологии производственных процессов. Только с помощью полевых шин можно полностью использовать функциональные преимущества цифровой коммуникации, например, лучшее разрешение измеренных значений, возможности диагностики и дистанционное параметрирование. PROFIBUS сегодня это самая успешная открытая полевая шины с большой установочной базой для широкого спекта использования. Нормирование по IEC 61158 / EN 50170 обеспечивает гарантию инвестиций пользователя.
Отраслевые решения
Наш набор унифицированных системных элементов Конкурентоспособность и высокая производительность оборудования пользователя существенно зависят от выбранной системы автоматизации машины (станка). Для этого нужны комплексные решения, и для маленькой машины, и для крупной установки. Мы реализуем такие решения с нашими хорошо зарекомендовавшими себя стандартным изделиям, а также специализированными модулями для различных отраслей.
Cтандартные изделия Siemens Управление для каждого типа машин Надежным решением для установок малой и средней сложности являются модульные системы управления SIMATIC S7-300. Для задач высокой сложности оптимальны системы автоматизации на базе SIMATIC S7-400. Функциональными модулями FM решаются такие технологические задачи, как кулачковые переключатели, позиционирование и регулирование технологического параметра с обратной связью и т.п.
Для задач ЧПУ применяется оправдавшее себя управления SINUMERIK. Полная совместимость: программное обеспечение для всех фаз процесса инжиниринга Существует программное обеспечение SIMATIC для каждой фазы Вашего проекта: для планирования, проектирования, конфигурирования и параметрирования оборудования и средств коммуникации, для программирования, документирования, тестирования, ввода в эксплуатацию и сервиса и архивации. Оно допускает кооперацию и совместную работу нескольких человек над одним проектом.
Надежные шины передачи данных Надежная коммуникации между компонентами системы автоматизации – обязательное условие высокой производительности любой машины. Надежные шинные системы, такие как PROFIBUS-DP, PROFIBUS-FMS и AS-интерфейс обеспечивают безотказный обмен данными между компонентами на всех уровнях. При этом можно добиться существенной экономии на соединительных кабелях, упростить схему соединений и сократить время монтажа. Такая система легко модернизируется и масштабируется.
Модульная визуализация процесса Системы человеко-машинного интерфейса обеспечивают удобное взаимодействие между оператором и технологической установкой (станком). Для этого применяются как панели оператора SIMATIC HMI с программным обеспечением проектирования ProTool так им базирующиеся на PC системы визуализации с WinCC, созданные по новейшим технологиям и работающие под Windows 95 и Windows NT.
Преобразователи и двигатели Только точные и надежно управляемые приводы обеспечивают правильную работу машин. Для этого используется надежная система приводов SIMODRIVE с серводвигателях и преобразователи SIMOVERT MASTERDRIVES для асинхронных и синхронных электродвигателей с большой динамикой при минимальных габаритах.
Наши специализированные отраслевые решения Управление Где стандартные системы не обеспечивают оптимального решения, разработаны специализированные дополнения, как, например, специальные периферийные устройства (ультразвуковые модули позиционирования SM 338) или комплектные системы управления (управление кругловязальными машинами SITEX CK). Программное обеспечение и инструменты инжиниринга Чтобы снизить затраты инженерного труда и реализовать специфические функции, мы разработали модули программного обеспечения для выбранных функций, например, для машин для обработки пластмассы. Эти модули предоставляются в библиотеках и эффективно интегрируются с современными инструментами – STEP7, CFC.
Визуализация процесса Для характерных отраслевых применений мы разрабатываем специализированные устройства визуализации процесса, например, SIJECT OP37 и специальное программное обеспечение. Поставляются устройства адаптированные под требования заказчика, например, панели с защитной пленкой или готовые маски WinCC.
Интеллектуальный привод Чтобы уменьшить стоимость программного обеспечения и заменить сложную и дорогостоящую механику высокой точности, мы поддерживаем концепцию интеллектуального привода. Мы решаем такие сложные функции, как, например, синхронное движение, угловая синхронизация и другие специфические задачи регулирования, нашим интегрированным в привод технологическим программным обеспечением Motion Control. Из этих программных модулей можно просто реализовать специфические пользовательские приложения, как, например, электронный редуктор. Эти применения могут быть реализованы как центральное решение на основе контроллера SIMATIC SM7 или как децентрализованное решение непосредственно в преобразователях привода (SIMOVERT MASTERDRIVES MC). Дополнительная информация в Интернет http://www.siemens.com/
О компании и продукции Siemens
Система ЧПУ Sinumerik. Программирование в среде ShopTurn — Национальная сборная Worldskills Россия
“
В данном уроке мы поговорим о системе ЧПУ SINUMERIK и о программировании в среде ShopTurn.
Глоссарий
Для успешного освоения материала рекомендуем вам изучить следующие понятия:
Язык программирования устройств с ЧПУ
Компьютеризированный комплекс, управляющий рабочими органами оборудования и контролирующий исполнение задания
Программное обеспечение, позволяющее быстро создавать программы для обработки деталей непосредственно на станке с ЧПУ
Видеолекция
Конспект
Органы управления
Пульт управления имеет сенсорный дисплей и физические кнопки. Из органов управления, которые вынесены в нижней части пульта, можно выделить:
Кнопки выбора режима доступа (1).
Клавиша аварийного останова (2).
Кнопка включения гидравлики и приводов (3).
Кнопка открытия двери (4).
Кнопка Cycle Start (5). Запускает программу или цикл.
Кнопка Cycle Stop (6). Полностью останавливает программу или цикл.
Кнопка «Стоп подача» (7). Останавливает все узлы, кроме шпинделя.
Кнопки перемещения по осям и управления шпинделем (8). Данные кнопки служат для перемещения по осям в ручном режиме.
Потенциометры (9). Служат для управления подачей.
Кнопки управления задней бабкой (10). На данном станке позволяют осуществлять перемещения задней бабки.
Кнопка согласия. Ее необходимо удерживать, если нужно осуществить перемещения с открытой дверью станка.
Ключ, определяющий уровень доступа.
Интерфейс станка
Вкладка Machine
Позволяет:
вызвать инструмент и указать количество оборотов,
указать нулевую точку детали,
спозиционировать инструмент,
приступить к измерению инструмента.
Основные параметры:
Строка с иконками состояния (1).
Координаты текущего положения инструмента (2).
Вызванный инструмент (3).
Подача (4).
Скорость вращения шпинделя (5).
Доступные режимы:
JOG (1).
MDA (2).
AUTO (3).
На вкладке TSM можно:
вызвать инструмент по номеру или по имени,
определить количество и направление вращения шпинделей,
вызвать М-функцию,
осуществить выбор смещения нулевой точки.
Следующие вкладки:
«Нул. т. детали» позволяет указать нулевую точку.
«Измер. инстр.» позволяет воспользоваться циклами ручного и автоматического измерения.
«Позиция» позволяет осуществить перемещения инструмента по одной или нескольким осям с определенной подачей.
«Резание».
Вкладка Offset
Позволяет:
создать новый инструмент,
внести коррекцию на существующий инструмент,
посмотреть другую информацию об инструменте,
выполнять преобразования со смещением рабочей системы координат.
Как создать новый инструмент
1. Выбираем нужную позицию в револьвере и нажимаем на кнопку «Новый инструмент».
2. Выбираем тип инструмента и нажимаем «ОК».
3. Вводим параметры инструмента:
имя,
длина по оси X,
длина по оси Z,
радиус,
угол пластины,
направление вращения шпинделя,
СОЖ.
4. На вкладке «Износ инструмента» можно ввести коррекцию на длину инструмента.
5. На вкладке «Смещение нулевой точки» можно увидеть рабочие смещения.
Вкладка Alarm
Позволяет просмотреть ошибки и сообщения, которые могут возникнуть при работе на станке.
Вкладка Program Manager
Позволяет создать папку, управляющую программу и подпрограмму. В данном окне мы только создаем, удаляем и перемещаем программы.
Вкладка Program
В этой вкладке можно добавлять или изменять циклы, смотреть моделирование обработки, а также отправить программу на исполнение.
Вкладка OEM
В этой вкладке можно производить настройку и управление узлами станка.
Новые вкладки
ASCII. В этом окне располагается клавиатура с буквами и цифрами.
«ИНФОРМАЦИЯ». В этом окне можно посмотреть время, дату, найти номер сервисной службы и номер станка.
«СТАНОК1». В этом окне оператор может включить и выключить СОЖ, включить и выключить перемещение конвейера для стружки и задать ему направление перемещения. Также можно включить вращение шпинделя по часовой или против часовой стрелки, поменять количество оборотов в процентном соотношении.
«СТАНОК2». В этом окне можно управлять параметрами основных узлов станка.
“
В этом видео мы с вами познакомились с интерфейсом и функционалом системы ЧПУ SINUMERIK, а также рассмотрели различные режимы и органы управления. Закрепите новые знания с помощью теста и интерактивного задания.
Интерактивное задание
Для закрепления полученных знаний пройдите тест
Стартуем!
Включение гидравлики
Запуск программы
Управление шпинделем
Управление подачей
Дальше
Проверить
Узнать результат
Machine
Offset
Program
Дальше
Проверить
Узнать результат
К сожалению, вы ответили неправильно на все вопросы
Прочитайте лекцию и посмотрите видео еще раз
Пройти еще раз
Неплохо!
Но можно лучше. Прочитайте лекцию и посмотрите видео еще раз
Пройти еще раз
Отлично!
Вы отлично справились. Теперь можете ознакомиться с другими компетенциями
Пройти еще раз
СИНУМЕРИК 840 | Системы ЧПУ | Сименс США
СИНУМЕРИК 840
SINUMERIK 840D sl — это мировой стандарт ЧПУ премиум-класса. Высокая производительность ЧПУ, а также гибкость и открытость, которые до сих пор были недостижимы, составляют основу почти каждой концепции станка. Высокопроизводительная аппаратная архитектура и интеллектуальные алгоритмы управления, а также технология приводов и двигателей премиум-класса обеспечивают высокую динамическую производительность и точность обработки. ЧПУ SINUMERIK 840D sl дополняется обширным набором решений для интеграции в ИТ-среду.
Содержание
С одного взгляда
Индивидуальные концепции управления для большей универсальности и удобного обращения со станком
SINUMERIK Operate Display Manager поможет вам максимально эффективно использовать большие экраны. Разделение пространства экрана на несколько областей позволяет воспринимать большое количество информации одним взглядом. Интуитивное управление жестами и несколькими касаниями, а также четко структурированное отображение различных приложений, виджетов или виртуальной клавиатуры обеспечивают быструю и удобную работу. Внешний вид поверхности экрана Display Manager можно настроить в любое время в соответствии с индивидуальными предпочтениями оператора.
SINUMERIK 840D sl обладает почти неисчерпаемым потенциалом производительности: благодаря высокопроизводительным ЧПУ (числовым управляющим устройствам) на базе привода с современной многоядерной процессорной технологией можно управлять до 93 осями в 30 каналах станка. по ссылке НКУ.
В дополнение к масштабируемой производительности NCU, SINUMERIK 840D sl также отличается высокой степенью модульности, когда речь идет о компонентах управления. Гибкая концепция управления M:N — например, любая панель оператора может быть объединена с NCU — делает SINUMERIK 840D sl идеальным решением для управления высокопроизводительными станками.
Коммуникация на всех уровнях
SINUMERIK 840D sl полностью интегрирован в среду Siemens TIA с использованием PROFINET. Totally Integrated Automation представляет собой уникальный уровень бесшовной интеграции — от поля, через производство до уровня руководства компании.
Открытость SINUMERIK 840D sl является важным конкурентным преимуществом, позволяющим оптимально адаптировать ЧПУ к технологии станка. Например, можно дополнить и адаптировать операционную систему или даже интегрировать роботов и системы обработки.
Используйте весь спектр технологий обработки
Фрезерование и токарная обработка на пределе возможностей — одна из сильных сторон SINUMERIK 840D sl. Кроме того, SINUMERIK 840D sl позволяет использовать почти неисчерпаемый спектр технологий: от шлифовки и лазерной обработки, зубчатого колеса до многозадачной обработки. Благодаря исключительной системной гибкости SINUMERIK 840D sl также является первым выбором, когда речь идет о совершенно новых областях техники.
Версии панелей
Панели SINUMERIK упрощают работу и визуализацию для операторов станков. Благодаря своим сенсорным экранам они открывают путь к созданию новых и уникальных принципов управления машинами. В сочетании с новейшим SINUMERIK Operate сенсорное управление и управление жестами завоевывают себе место в производственной сфере.
Доступные размеры от 15 до 24 дюймов, панели оператора SINUMERIK Blackline Plus используют формат 16:9.формата экрана, имеют привлекательный современный дизайн и обеспечивают основу для совершенно новых концепций управления. В базовой версии MCP 398C дополнительные панели управления машины одинаковы для всех форматов экрана и могут быть расширены за счет дополнительных модулей.
Современный и удобный
Устойчивая к царапинам неотражающая поверхность обеспечивает яркое изображение и привлекательный дизайн передней панели
Емкостный мультисенсорный дисплей
Улучшенный обзор благодаря складному боковому экрану в качестве панели навигационной информации в SINUMERIK Operate
Высочайшая производительность для сложных задач визуализации на базе ПК
Прочный
Максимальная степень защиты IP65 и устойчивое к царапинам стекло
Возможна реализация индивидуальных концепций
Модульные и стандартные по всем направлениям
15, 19, 22 и 24-дюймовые экраны с соответствующей панелью управления станком
Возможна реализация индивидуальных концепций
Ультрасовременная панель оператора для систем SINUMERIK 840D sl, SINUMERIK OP 015 Black обеспечивает максимальное удобство для оператора благодаря широкому 15-дюймовому сенсорному экрану.
Интуитивное мультисенсорное управление (до 5 точек касания одновременно)
Широкоэкранный монитор с высоким разрешением для удобного управления и контроля (1366 x 768 пикселей)
Встроенный тонкий клиент для передачи видео через Ethernet
Прочный
Максимальная степень защиты IP66 и устойчивое к царапинам стекло
Технология Multitouch – отсутствие износа механических компонентов
Дополнительные продукты
TIA Portal представляет собой рабочую среду для конфигурирования, параметризации и программирования станков и характеризуется высоким уровнем удобства для пользователя. Это помогает решать инженерные задачи единообразно и структурированно. SINUMERIK 840D sl интегрирован в TIA Portal:
Благодаря STEP 7 в TIA Portal программы автоматизации для SINUMERIK могут быть созданы на распространенных языках ПЛК или с помощью эффективного программирования на языке высокого уровня в Structured Control Language. (СКЛ)
Вместе с WinCC TIA Portal предоставляет комплексный инструмент настройки для создания профессиональных пользовательских интерфейсов
Концепция безопасности Safety Integrated плюс может быть реализована легко и эффективно благодаря TIA Portal
Дополнительную информацию о портале TIA можно найти здесь.
Уже почти два десятилетия SINUMERIK Safety Integrated является эталоном технологий безопасности, интегрированных в системы для станков. Интеллектуальные системные функции обеспечивают высочайший уровень удобства и безопасности как для оператора, так и для машины, например, возможность установки машины с открытой защитной дверцей.
В сочетании с технологией интегрированной безопасности привода SINAMICS системы управления SINUMERIK 840 предлагают оптимальную платформу для реализации концепции безопасного оборудования.
Начиная с версии программного обеспечения 4.8 SP 2, Safety Integrated Plus предлагает множество новых функций, таких как графическая поддержка ввода в эксплуатацию с экранными формами, что значительно упрощает параметрирование функций безопасности.
Узнайте больше о технологии SINUMERIK Safety Integrated
Автономная станция программирования SinuTrain переносит SINUMERIK Operate на ПК, включая анимированную панель управления станком, для создания учебной ситуации, очень похожей на реальную. Это облегчает переход от обучения к практической среде — мощному инструменту, который позволяет создавать программы ЧПУ в автономном режиме на ПК в среде, близкой к реальности. Затем эти программы ЧПУ могут быть непосредственно переданы в ЧПУ. ЧПУ можно программировать в учебной среде точно так же, как впоследствии они будут использоваться на реальных станках, управляемых SINUMERIK.
Доступны идеально адаптированные учебные пакеты, а также бесплатная базовая версия — все, что вам нужно для эффективного обучения в вашей собственной среде.
Более подробная информация о SINUTRAIN доступна на сайте CNC4You.
SinuTrain на сайте отраслевой онлайн-поддержки Siemens
Системные компоненты
Система управления SINUMERIK 840 в сочетании с приводами SINAMICS и двигателями SIMOTICS оптимально спроектирована для удовлетворения требований стандартных машин.
SINAMICS S120 является синонимом производительности и гибкости при оснащении станков. В дополнение к широкому спектру модулей двигателей доступны различные варианты питания с такими функциями, как рекуперация энергии и управляемая промежуточная цепь. Это обеспечивает кратчайшее время разгона шпинделя и обеспечивает идеальную компенсацию реактивной мощности для всего станка.
Узнайте больше о приводах книжного формата SINAMICS S120 для ЧПУ
SINAMICS S120 Combi сочетает в себе производительность модульного SINAMICS S120 с компактной прочной конструкцией. В один корпус встроены один ввод и до четырех шкафных модулей. Этот привод является идеальной основой для оснащения компактных стандартных концепций станков с мощностью шпинделя 15 кВт и до пяти осей подачи.
SINAMICS S120 Combi теперь доступен в новом типоразмере в двух дополнительных типах. Их преимущества — еще более компактная конструкция, мощная ось Z для фрезерных станков и трехкратная перегрузочная способность.
Дополнительная информация о SINAMICS S120 Combi
Высокий крутящий момент, высокая точность энкодера и идеальная плавность хода делают серводвигатели SIMOTICS оптимальным приводом подачи для станков.
СИМОТИКС С
Выдающееся портфолио получается благодаря сочетанию высокого уровня компетенции Weiss Spindeltechnologie GmbH в области проектирования и изготовления шпинделей с давними традициями Siemens в области создания электрических асинхронных двигателей. Это уникальное портфолио поддерживает все типы шпиндельных решений — от классических механических шпинделей на базе навесных шпиндельных двигателей SIMOTICS M-1PH8 и SIMOTICS M-1Ph2, через SIMOTICS M-1FE1 и M-1FE2 — до гибридных и высокопроизводительных мотор-шпинделей.
СИМОТИКС М
Выходя за рамки традиционных принципов вращения двигателей, ассортимент SIMOTICS также включает в себя линейные и моментные двигатели с высокими динамическими характеристиками. Упругость, люфт и трение в трансмиссии машины, а также элементы механической трансмиссии могут быть практически устранены при использовании линейных двигателей SIMOTICS L-1FN3. Кроме того, в дополнение к столам для позиционирования, требующим высоких динамических характеристик, встроенные моментные двигатели SIMOTICS T-1FW6 также могут использоваться для круглых и поворотных столов, используемых в приложениях точной 5-осевой обработки. Их инновационный дизайн также означает, что они могут работать в совершенно новых областях техники, например, токарно-фрезерных станках.
Линейные двигатели SIMOTICS L
Моментные двигатели SIMOTICS T
Успех
Системы SINUMERIK 840 успешно используются во многих проектах. Вы можете найти интересную подборку этих проектов здесь.
Посетите раздел «Истории из жизни» Портал CNC4You для нескольких историй о SINUMERIK 840.
Учить больше
Связаться
SINUMERIK Поддержка США | Система автоматизации ЧПУ SINUMERIK
Свяжитесь с нами 24 часа в сутки, 7 дней в неделю.
Siemens Industry, Inc. CNC for Machine Tool Solutions 390 Kent Avenue Elk Grove Village, IL 60007 Телефон: (800) 879-8079
Обычное рабочее время: с понедельника по пятницу, с 7:00 до 16:45 по центральному поясному времени
Экстренная служба, в нерабочее время: Оставьте сообщение, и мы перезвоним вам как можно быстрее, или следуйте побуждает к немедленному ответу. Обратите внимание, что за обслуживание в нерабочее время может взиматься отдельная надбавка к стоимости запчастей и транспортным расходам.
Разные проблемы требуют разных решений. А благодаря обширному практическому опыту работы со станками по всему миру клиенты обращаются в Siemens за помощью по вопросам, касающимся функций или обращения с продуктами SINUMERIK, SINAMICS, SIMODRIVE и ACRAMATIC. По телефону, факсу или электронной почте специалисты Siemens по обслуживанию станков и ЧПУ доступны 24 часа в сутки, 7 дней в неделю, чтобы проконсультировать вас и помочь вам ответить на вопросы, касающиеся эксплуатации и обращения с вашими SINUMERIK и ACRAMATIC CNC. элементы управления, а также другие станочные продукты.
Siemens предлагает следующие услуги, которые помогут вашему предприятию работать с максимальной производительностью
Обслуживание ЧПУ/станков на месте инженерами, прошедшими обучение на заводе Siemens
Помощь в запуске и применении как для OEM-производителей, так и для конечных пользователей
Модификация системы , включая обновление программного и аппаратного обеспечения, установку дополнительных устройств и модернизацию
Дистанционная диагностика для анализа и диагностики проблем через модем
Отдел
Телефон
Факс
Электронная почта
Служба поддержки клиентов — запасные части, ремонт и выездное обслуживание
Компания «Сименс» предлагает три уровня сервисных соглашений с различными услугами для обеспечения полной работоспособности вашей машины.
Соглашение SIE MACH уровня I обеспечивает замену деталей, обслуживание на месте и ремонт двигателя
Соглашение SIE MACH уровня II предлагает доступ к круглосуточной службе технической поддержки, включая выходные и праздничные дни. В дополнение ко всем услугам, предлагаемым в рамках SIE MACH Level I, SIE MACH Level II включает профилактическое техническое обслуживание
Соглашение SIE MACH уровня III предлагает дополнительные услуги, такие как семинары по обслуживанию на месте для вашего персонала, а также консультации по обслуживанию и круглосуточное время реагирования на месте
Дополнительные услуги
Повышение производительности
Оптимизация машины
Мастерские выездного обслуживания
Инвентаризация/обмен основного двигателя
Ремонт и профилактическое обслуживание мотор-шпинделя
Модернизация привода
Контроль вибрации
Силовые исследования
Пакеты запасных частей
Дистанционная диагностика
Предоплата — так что вам не нужно беспокоиться об административных проблемах, препятствующих получению необходимых услуг
Единицы никогда не устареют
Принято во всем мире
Вы можете управлять своей учетной записью через удобный онлайн-интерфейс
Как правило, при покупке запасных частей для вашего станка следует учитывать три варианта. Служба поддержки клиентов Siemens доступна 24 часа в сутки, 7 дней в неделю, чтобы предоставить вам быстрый и эффективный заказ и доставку запасных частей и услуги по ремонту для ваших продуктов SINUMERIK, SINAMICS, SIMOTICS, SIMODRIVE, SIMOVERT MASTERDRIVES и ACRMATIC.
Покупка Заказать новую запчасть без обмена. Обратите внимание, что старые детали часто можно вернуть за кредит.
Расширенный обмен Мы отправляем вам запасную/сменную деталь, а вы отправляете нам свою старую деталь. Новые и старые детали должны иметь одинаковые номера деталей, а старая деталь должна быть в ремонтопригодном состоянии.
Ремонт Мы восстановим вашу старую деталь до заводских характеристик.
Отдел
Телефон
Факс
Электронная почта
Служба поддержки клиентов — запасные части, ремонт и выездное обслуживание
Отправьте нам факс с заказом на поставку по телефону (513) 234-9780
.
Подтверждение заказа будет отправлено вам по почте или электронной почте
Обратите внимание, что если вам нужно вернуть купленную деталь, будет взиматься 20% от прейскурантной цены для покрытия повторных испытаний, обработки и пополнение запасов.
Для подтверждения данной гарантии предоставьте подтверждение установки машины. — Номер машины из вашей регистрации в Siemens — Предыдущий заказ на поставку, по которому была заказана деталь — При необходимости обратитесь за помощью к представителю отдела обслуживания клиентов
Заказ на покупку требуется только для целей отслеживания. Никакие сборы не будут применяться к гарантийному заказу на покупку, за исключением специальных расходов на доставку и обработку при доставке от прилавка к прилавку или от двери до двери, а также за повреждение детали, на которую не распространяется гарантия
Для получения информации о новой системе управления, двигателе или приводах, на которые распространяется гарантия, обратитесь к OEM-производителю вашей машины
.
Инструкции
Позвоните нам по телефону (800) 879-8079
Предоставим устную смету по телефону
Отправьте нам по факсу заказ на покупку по телефону (513) 234-9780 и запросите «Расширенный обмен» по номеру заказа
.
Подтверждение заказа будет отправлено вам по почте или электронной почте
Мы доставим деталь в соответствии с подтвержденной датой поставки. В комплект поставки входят форма разрешения на возврат материалов (RMA) и отчет о признаках неисправности. Номер RMA должен быть указан на упаковочном листе и четко указан на внешней стороне упаковочной коробки
Отправьте обратно неисправную деталь, включая форму RMA, по адресу, указанному в вашем RMA
.
Siemens выставит вам соответствующий счет
Кредит будет выставлен по счету-фактуре Сименс, когда неработоспособная деталь будет получена и проверена на соответствующем предприятии Сименс в течение 20 дней с момента отгрузки исходной детали и сопровождается формой RMA
.
Доставка обратно
От двери до двери
На ночь
Удержание для подбора
Стандартная транспортировка
Позвоните нам по телефону (800) 879-8079 или напишите по адресу [email protected]
Полностью оборудованная ремонтная мастерская в центре США
Единственное авторизованное предприятие Siemens по ремонту двигателей, которое может вернуть вашу продукцию к заводским характеристикам
Экономит затраты на замену двигателя
Технические специалисты, прошедшие обучение на заводе, использующие испытательное оборудование Siemens в антистатическом, изолированном от окружающей среды ремонтном помещении
Стандартный ремонт в среднем три рабочих дня
В экстренных случаях доступна услуга Срочный ремонт по номинальной стоимости для многих продуктов, выполняемая в течение 24 часов с момента получения в нашем ремонтном центре
Стандартный ремонт двигателей Сименс оплачивается по фиксированной ставке. Таким образом, мы можем сразу сказать вам стоимость вашего ремонта и исключить необходимость трудоемких расчетов стоимости.
Отчеты о ремонте всегда отправляются при каждом ремонте
Типы двигателей
Серводвигатели Серводвигатели 1FT5, 1FT6, 1FT7, 1FK6, 1FK7 со стандартной обратной связью и серводвигатели с обратной связью DRIVE-CLiQ
Двигатели шпинделя Двигатели шпинделя 1PM6, 1Ph5, 1PH6, 1PH7 (1PA6), 1PH8, 1PL6, 1FW3 до типоразмера 280, стандартная обратная связь и DRIVE-CLiQ
Двигатели постоянного тока Двигатели постоянного тока 1HU3, 1HU5, 1G
Продолжается развитие технологий управления, двигателей и приводов. Новые компоненты предназначены для повышения доступности запасных частей, что во многих случаях может иметь решающее значение для безопасной эксплуатации машины. Модернизация ЧПУ/станков – или модернизация – дает вашим системам новую жизнь.
Механические системы старых станков, как правило, все еще в хорошем состоянии, поэтому модернизация системы управления и привода может оказаться более экономичной, чем покупка нового станка. С помощью модернизации ЧПУ Siemens предлагает вам метод модернизации станков, при котором отдельные компоненты модернизируются с использованием новейших технологий автоматизации. Сюда входят:
Новое решение SINUMERIK для управления линией и технология привода SINAMICS
Программирование в цеху с ShopMill и ShopTurn
Капитальный ремонт механических частей, если требуется
Когда механические системы становятся «длинными зубами», новые технологии и опции обеспечивают более гибкое и эффективное производство. Комплексное решение по «капитальному ремонту механики и электрооборудования» обеспечивает долгосрочную гарантию ваших инвестиций как в машины, так и в установки.
Преимущества
Повышение эксплуатационной готовности оборудования, что ведет к повышению производительности
Гарантированная долгосрочная глобальная экспертиза запасных частей и услуг
Экономичная альтернатива покупке новых станков
Более простое управление и программирование
Более быстрые циклы для обработки сложных деталей
Повышенная точность и качество поверхности
Safety Integrated повышает безопасность человека и машины
Надежное управление данными и увеличенная емкость хранилища
Сетевые машины могут быть связаны со средой обработки данных
SinuTrain SinuTrain для SINUMERIK Operate обеспечивает удобное управление и программирование ЧПУ контроллеров SINUMERIK на вашем ПК – на основе оригинального ядра ЧПУ SINUMERIK.
Цифровая академия SITRAIN Официальная группа Siemens по обучению ЧПУ предлагает обучение в классе и онлайн под руководством инструктора, онлайн-обучение в индивидуальном темпе и групповое обучение на месте.
Видеоинструкции Онлайн-видеоролики с пошаговыми инструкциями для стандартных задач ЧПУ.
SinuTrain для SINUMERIK Operate обеспечивает удобное управление и программирование ЧПУ контроллеров SINUMERIK на вашем ПК на основе оригинального ядра SINUMERIK CNC.
SinuTrain для SINUMERIK Operate от Siemens предлагает практическое решение для обучения работе с ЧПУ, которое могут использовать как новички, так и профессионалы. С самого начала SinuTrain для SINUMERIK Operate позволяет вам закрепить свои знания в области программирования и эксплуатации инновационного контроллера ЧПУ SINUMERIK 828D / 840D sl. Наше интуитивно понятное решение на базе ПК включает в себя программное обеспечение, идентичное системе управления, которое идеально адаптировано к вашим индивидуальным требованиям.
Кроме того, SinuTrain для SINUMERIK Operate можно идеально адаптировать к конфигурациям осей различных станков. Это обеспечивает максимальную совместимость программ ЧПУ, созданных в автономном режиме, со станками, используемыми в производстве.
Функции
Программирование DIN/ISO с помощью программы ProgramGUIDE
Программирование рабочих операций ShopMill/ShopTurn
Многоканальное программирование с помощью программы SYNC (полностью только SinuTrain)
Полнофункциональное графическое моделирование ЧПУ
Сеть TCP/IP Ethernet с машинами
Функция печати для программ рабочих операций DIN/ISO и ShopMill/ShopTurn
Встроенный CAD-ридер для импорта файлов DXF
Программная панель управления машиной (дополнительное оборудование не требуется)
Льготы
Удобное управление и программирование ЧПУ SINUMERIK на ПК
Подходит для всех методов программирования, признанных во всем мире
Реалистичная симуляция заготовки с помощью встроенной панели управления виртуальной машиной
Оптимальная адаптация станка для максимальной совместимости программ ЧПУ
Доступен широкий диапазон языков пользователя
Интеллектуальное управление лицензиями на программное обеспечение для удовлетворения любых требований пользователя и бюджета
Перспективная инвестиция благодаря постоянному обновлению программного обеспечения
Приложения
Обучение Простое и удобное обучение с использованием автономного обучающего инструмента, идентичного ЧПУ
Автономное программирование ЧПУ Повышение производительности благодаря идентичному ЧПУ инструменту автономного программирования
Профессиональные презентации с ЧПУ Презентации с ЧПУ в любом месте и в любое время с использованием компьютерного инструмента, идентичного ЧПУ
Что такое СИТРЕЙН?
SITRAIN — Академия цифровой промышленности помогает производителям оценивать свою рабочую силу и разрабатывать программы обучения для улучшения знаний и навыков. Процесс начинается с оценки навыков вашей рабочей силы. Как только мы выявим пробелы в навыках, следующим шагом будет разработка программы обучения, отвечающей вашим потребностям.
Предложения по обслуживанию
Консультации по повышению производительности труда
SITRAIN Open — Экспертные знания доступны круглосуточно и без выходных
SITRAIN Personal — Классная комната — Виртуальный инструктор под руководством
Системы моделирования
908:30
Что я буду из этого иметь?
Эффективное обучение играет важную роль в прибыльных компаниях, помогая удерживать и нанимать нужных людей и повышая удовлетворенность сотрудников. Наши комплексные программы обучения и инструменты обучения расширяют участие рабочей силы, чтобы более последовательно и эффективно удовлетворять текущие и будущие потребности.
KAAST Станки | Оборудование для производства и изготовления чипов
Нерешительность, была наша первая мысль, потому что мы новичок на рынке США, но в итоге это было отличное решение о покупке! Для такой компактной машины у него отличный вес от литья, высокая жесткость, опять же от литья, отличная мощность шпинделя с автоматическим переключением передач и хороший размер отверстия, все, на что мы рассчитывали! Пока еще не очень известное имя в США, но скоро станет, так как это высококачественная машина.
Чад Эшли
Northern Machining Inc.
C-Turn CNC 270/1000
«Мы получили пилу, подключили ее и начали пилить с первого дня. Обычно так не бывает!»
Robert Collier
National Equipment Corporation
HBS A 230
«Обслуживание и поддержка безупречны. Наша пила KAAST — одна из лучших!»
Кайл Тейлор
DigiPart LLC
HBS A 380 C
«Нам это нравится! Пила режет больше материала в день, чем 2 ленточные пилы. Возможно, куплю еще один в следующем году!»
Майк
Ajax Tools
HCS 75 NC
«Этот VMC делает все, что было обещано, и даже больше. Скоро нам потребуются дополнительные мельницы VF для нашего нового завода».
Joel
Concept Electric
VF-Mill 1155 stong
«Этот [лазер] прост в использовании, и я определенно рекомендую его».
John Tursky
G&J Steel and Tubing, Inc.
T230 Tube Laser
«За последние 4 года владения нашим плазменным станком с ЧПУ техническая поддержка и надежность машины были выдающимися. Мы абсолютно не могли бы сделать лучший выбор».
Sergio
Valco Precision Works
Plasmasonic 3020
«Им уже 10 лет, они часто используются и до сих пор работают нормально».
Glen
Philadelphia Gear TX
R-Grind HD 403000
«Нашей машине почти 10 лет, ездим каждый день. Мы это любим. Это работает отлично. Он делает исключительный изгиб. Качество закаленных штампов выше среднего. “
Алехандро Сельва
Metal 2 Metal Inc.
HPB 26100
“Эта мельница великолепна. Пользуемся каждый день!»
Jacob Loewen
Бурение скважин на воду
DMV 250 VS
«Наши механики любят эту машину. Он делает все, что нам для этого нужно. Поддержка клиентов была отличной, и ваши ответы были своевременными».
James Cantamessa
Армейское контрактное командование
F-GRIND 4080 AH
«KAAST был единственным поставщиком, который позволил снизить эффективность за счет высокой производительности и целостности качества готовой продукции».
Грег Раш
Rexarc International Inc.
RBD-4HD 2550/30
«У вас хорошие, надежные машины. Были счастливы.»
Brody
Dragon Products
HPB 37175
«Очень доволен этой машиной. Очень хорошо откалиброван»
Энтони Кроенлейн
Swiss Tool Craft LLC.
C-Turn CNC 315/2000
«Просто работает…»
Бен
Ideal Group Manufacturing
Plasmasonic 6025
«В прошлом году у нас было наводнение, выведшее из строя ЧРП. Ваш отдел обслуживания был невероятным! Я получил ответы как можно скорее!»
Лэнс Онан
Farm Aid Equipment
HBS A 230
«Нам нужен был пресс с прижимной пластиной внизу, а этот поставлялся с 30-тонным прессом внизу вместе с основным 77 тонн пресс. Мы использовали его довольно интенсивно, около 10-12 часов в день, и он работает хорошо, без проблем».
Doug
Sweeney Metalworking
HPC 70
«Сам стол для резки работает превосходно, но приспособление для резки труб просто невероятное».
Neil
Sandrin Services Inc
Plasmasonic 3020
«Мы предпочитаем систему управления Fanuc, которая доказала свою надежность в суровых условиях. VF-Mill 1100 имеет ход по оси Y более 21 дюйма. Этот 1 дюйм+ может иметь значение при выполнении этой дополнительной работы. Кроме того, он имеет компактную общую площадь».
John ONeill
ONEILL COMPONENTS
VF-Mill 11L
«Мы эксплуатируем его уже 2 года без проблем».
Рон Прюитт
Saalex
F-Grind 2550 AH
«Сейчас машина проходит тренировку. Претензий нет.»
Donnie
LPS Specialty Tubing
A-Turn 300 L
«Умная машина. Дела идут хорошо».
Брайан Борц
Safespan
HPB 26100
«Пока у нас не было никаких проблем, и мы не нуждались в каком-либо обслуживании. Эти прессы были очень конкурентоспособны по цене».
Алан
3-Dimensional Services Group
HPH 200
«До сих пор установка работала без нареканий, и те небольшие услуги, которые нам потребовались, были лучше, чем мы могли бы получить от местных конкурентов. .
Ларри
Reaction Distributing
Plasmasonic 3020
«Я знал, что пришло время получить профильный рулон, поэтому я запросил каталог, пролистал его в своем офисе и выбрал KAAST PBM 30. До сих пор мы прокатывали квадрат трубки и сплошные квадратные патроны, и работает очень хорошо».
Ed
Pueblo Pipe and Steel Inc
PBM 50
«Машины, полученные от KAAST, отлично справились с нашими потребностями и зарекомендовали себя как надежный актив компании».
Роберт
Hudson Machine Works
PS 85 DP
«Процесс продаж и поддержка продаж были одними из лучших, которые я когда-либо имел с поставщиком/дистрибьютором станков. Я очень доволен обслуживанием клиентов, которое я получил от KAAST».
Бен Хаффман
HRG Engineering
HBS A 230
«В производстве подшипников вам нужен пресс. Поправочка: вам нужен ЭТОТ пресс!»
Tony Lloyd
Scheerer Bearing Corporation
HPA 100/2
«Ваше обслуживание клиентов имело значение».
Denise
Perkins Manufacturing
Plasmasonic 4020
«Все отлично, работает каждый день!»
Дэвид
Tryco Machine Works
C-Turn CNC 315/1000
«Отдел продаж был великолепен, техника действительно справилась. Машина все еще отлично работает спустя 7 лет!”
Joe Trocchio
JTS Metal Fabricators
PBH 80 NC
«Ленточная пила полностью меняет правила игры для нас. Теперь мы в 8 раз эффективнее вырезаем компоненты для нашей продукции».
Девин Брайт
DK Custom Products
HBS A 230
«Этот тормоз прост в использовании и обладает необходимой нам грузоподъемностью».
Джеймс
Чепмен Холдингс
HPA-P 150/60
«Мы работаем с плазмой каждый день, и она продолжает работать!»
Harvey
Frontier Bolt
Plasmasonic 6030
«Впечатлен внешним видом, очень доволен увиденным».
Райан
Западный технический колледж
C-Turn 230/1000
«Очень прост в использовании и эффективен в выполнении работы»
002 Hudson Machine Works
PBH 65
«Мы любим эту плазму и используем ее каждый день!»
Дэвид
Electro-Mechanical Industries
Plasmasonic 3020
«Управление простое, а машина мощная!»
Абель
Ideal Shield
HPA-P 100/80
«Вы молодцы. Любую помощь, в которой мы нуждаемся, вы предоставляете».
Счет
Cornerstone Supply Inc.
C-TURN 220/1500
«Эффективность» — ключевое слово успеха. С тех пор, как мы получили нашу первую плазменную машину, наша эффективность, как известно, возросла. Я не могу дождаться, чтобы получить новый».
Хорхе
Construacero del Centro Sa De CV
Plasmasonic 3020
«У нас не было проблем. Детали выходят с допуском!»
Scott
Medical Packaging Inc.
VF-Mill Mini
«Оборудование, полученное от KAAST, отлично удовлетворило наши потребности и зарекомендовало себя как надежный актив компании».
Роберт
Hudson Machine Works
DMV 230 VS
«С другими парнями [машинами] у вас постоянно возникают проблемы. Прежде чем мы купили второй плазменный резак, мы запускали первый по 20 часов в день в течение 2 лет без проблем. Это действительно убедило меня купить вторую».
Майк
Alliance Iron Works
Plasmasonic 6030
«Мы используем этот металлург каждый день в течение 5 лет. Без вопросов.»
Аарон Карнет
Lamcor Corporation
PS 45
«Мы очень довольны этой машиной».
Крис Томашевски
YRM
РБД-3М 12/5.0
«Спасибо за вашу помощь, все хорошо, и операторы их любят. На самом деле они решили некоторые другие проблемы, которых мы не ожидали».
Брет Клайкман
Kryton Metals
HPH 100
«Я купил плазменный стол 5×10 чуть более полутора лет назад. Эта машина была чрезвычайно надежной, а поддержка клиентов превосходна. Одна из лучших покупок, которые я когда-либо делал».
Билли
Билли Рис и сыновья
Plasmasonic 3015
«Используйте его каждый день. Очень счастлив. Без вопросов.»
Дин Кадик
Trident Plastics Inc.
HBS 460 C
«Я всегда всем говорю: я не могу найти в этом ничего плохого. Он работал безупречно в течение года…»
Тед
Ecosphere Technologies, Inc.
Plasmasonic 6030
«Все еще работает хорошо, даже 6 лет спустя!»
Ларри Орен
L&M Steel & Manufacturing
PS 65 DP
«…очень прост в использовании!»
Роберт
Hudson Machine Works
HBS 270 DG
«Мы загрузили эту штуку программами!»
Кевин Спаркс
TPI Corp
RBD-4H 1270/7
«Прост в использовании, хорошо держит допуски!»
Robert
Hudson Machine Works
C-TURN 270/2000
«Он очень производительный. Мы им довольны. Это идеально подходит для того, что мы делаем».
Рон Х.
Taco Metals
HBS A 320
«Мы хотели чистую, точную и доступную резку, и это именно то, что мы получили».
Abel
Ideal Shield
Plasmasonic 6030
«Мы очень рады, что студенты учатся на этой машине».
Vincent
Университет штата Флорида
DMV 250 VS CNC
«Это расширит возможности. Я счастлив, что купил это».
Warren
Ellingsen Research
C-Turn CNC 315/1500
«Это самый используемый станок в магазине!»
Джо Теппер
М.Э.Р. Промышленный
HBS A 230
«Токарный станок от KAAST делает то, что обещал!»
Тина
ВЧ-бурение скважин на воду
C-TURN 315/3000
«Мне это нравится! Эта нижняя подушка действительно хороша для выталкивания штампа».
Джим
Sweeney Metalworking
HPC 70
«У них отличное обслуживание клиентов! Мы все еще пользуемся плазмой спустя 8 лет после ее покупки».
Willow
ACME Welding & Supply
Plasmasonic 6030
«Нам нравится этот аппарат. Он работает с дешевыми лезвиями, но отлично работает с хорошими лезвиями!»
Стивен Мартинес
Механический цех Мердока
HBS 380 C
«Мы рады расширить наши возможности с помощью этой машины».
Travis
Mill Sprocket Machine Corp
DMV 250 VS
«Мы используем его так часто, что получили еще один!»
Марк Ганнигер
Design & Assembly Concepts Inc.
HPA 100/1
«Думаю, нам нужен еще один!»
Джо МакКаслин
Security Contractor Services, Inc.
HBS 320 л
«Пресс работает отлично!»
Phil Pertner
Espas
HPF 400
«В целом, мы очень рады, что у нас есть этот [плазменный] аппарат. Я могу поставить им пятерку за их услуги и количество времени, которое они потратили на обучение у нас».
Essa
Delta Tee International Inc
Plasmasonic 6030
«Вау, этот ребенок умеет поворачиваться!»
Чад Эшли
Northern Machining, Inc.
C-Turn CNC 270/1000
«Наш сварщик очень доволен своей новой машиной. Качество очень хорошее, мы довольны покупкой. Это меняет правила игры для нас. “
Hugo Lencioni
CDA USA
HBS 320 G
«Он делает то, что нам нужно!»
Стаббс
Делавэрская исправительная промышленность
РБД-3М 15/6
«Он делает то, что должен, и делает это хорошо».
Salvatore Cardello
US NAVY
C-TURN 315/1500
«Эту пилу мы используем чаще всего».
Алан
IWM3
HBS 440 DG
«Очень хорошо! Делаем перила. Вы должны знать, что делаете, но тогда это очень хорошо!»
Луис Санчес
Welding Fabrication LLC
PBH 65
«Торговые ломтики с помощью толстых материалов с легкостью»
Jonathan
Conecraft Inc
Плазменная 3020
«C-Turn Cuts Chips Chips!»
Джим Болин
Elliot Turbo Group
C-TURN 420/2100
«Эта пила отлично работает!»
Джеймс Михан
JM Welding Co. Inc.
HBS 230 DG
«Вся моя команда может использовать этот тормоз; простота эксплуатации машины в сочетании с ее грузоподъемностью делает [HPA-P] идеальным для небольших мастерских, занимающихся прототипированием и изготовлением на заказ».
Wade McAdam
Pro-Fix Maintenance
HPA-P 100/60
«Мы используем нашу пилу с приспособлением для закрепления уникального профиля. Это прекрасно работает».
Билл Бруно
Навесы Лонг-Айленда
HBS 320
«Команда KAAST так быстро доставляет нам то, что нам нужно, что я начинаю задаваться вопросом, есть ли у них ESP!
Michelle
Martin’s Metal Fab
Plasmasonic 3020
“This machine is unreal, zero complaints”
Kris McNichol
CPI Pumps and Services
HBS A 230
“Still работает без сбоев»
Дэвид Хаглер
DK Industrial Service
C-TURN 270/1000
«Хотел бы мы иметь 2!»
Билл Хайнс
Оборудование I10
HPA-P 100/60
«Думаю, нам нужен еще один!»
Joe McCaslin
Security Contractor Services, Inc.
HBS 460 C
«Резка под углом делает сварку намного быстрее!»
Миранда
Промышленные службы города Пич Три
Plasmasonic 2040
«Отличная машина. Очень доволен ею»
Джо Спадано
Spadano Enterprises
PBM 30
«Пила работает хорошо».
Adam Driscoll
AAE
HBS 325 C
“Operator says he loves it”
Robert Macioce
Penn Equipment & Tool
C-TURN 220/1500 V
“Overall приобретение ленточнопильного станка для нашей компании – большой шаг вперед, и он выполняет свою работу»
Dakota Hare
Производство конструкций
HBS 270 DG
«Хорошо работает».
Aaron Krieg
Advanced Forest Equipment
PBH 80
«Это всего лишь отличные машины»
Джимми Мейнард
43 Fabrication LLC.
HBS A 325 C
«Это помогает нам превращать концептуальные проекты в реальные продукты».
Matt Little
WaterFX
RBD-3M 15/7
«Я не использую его каждый день, но когда я это делаю, я люблю запускать его. Мне нравится, что он работает как в вертикальном, так и в горизонтальном положении».
Дэйв Дункан
Гибкое производство
PBM 30
«Думаю, нам нужен еще один!»
Джо МакКаслин
Security Contractor Services, Inc.
HBS A 540 G
«Мы прокатываем четверть дюйма до листового металла. Мы потрясающий магазин, поэтому нам нужно уметь делать все понемногу».
Гэри Вальднер
Гибкое производство
RBD-4H 2050/6
«Все отлично. Машины работают лучше, чем обещали».
Все товарыКабель и проводМодульное электрооборудованиеРозетки/ выключатели и комплектующиеСветильникиЛампыКабель-каналЛоток металлическийСчетчики электроэнергииТруба и металлорукавЭлектромонтажные изделияЭлектрооборудованиеЩиты
Иногда при сканировании документа наш компьютер выдает ошибку FARO. Пользователь, увидев ее, сразу обращается к поиску и пытается узнать – что же это за программа. Вы на верном пути, сейчас мы расставим все по своим местам.
Содержание
Причины возникновения ошибки
Решаем проблему
FARO LS Scanner Production Free что это?
Заключение
Скачать
Причины возникновения ошибки
Это ошибка, которая возникает при взаимодействии софта от Adobe и лазерного сканера. Причем сбой появляется именно в процессе работы. Суть проблемы кроется в отсутствующем на вашем ПК dll-компоненте. Но скачать и установить его отдельно невозможно. Что же делать?
Дело в том, что это часть самого драйвера сканера и устанавливать программу нужно вместе с ним. Выходит, что для решения проблемы вам следует переустановить драйвер, скачав его последнюю версию на официальном сайте. Ниже мы расскажем, что нужно сделать.
Внимание: не пытайтесь добавить в систему dll или скачать программу FARO отдельно, это, скорее всего, приведет к заражению или повреждению вашей ОС.
Решаем проблему
Итак, допустим, у вас есть сканер, который периодически или постоянно выдает ошибку, связанную с отсутствием компонента. Значит, делаем следующее:
Посещаем официальный сайт производителя нашего оборудования. В нашем случае это будет Epson. В поисковой строке вводим название искомого устройства и выбираем появившийся результат.
Внимание: естественно, если у вас другая модель сканера, сайт тоже будет другим.
Затем переходим в раздел с драйверами и программами. В зависимости от модели и производителя его расположение на сайте может отличаться.
Далее последует сохранение нового драйвера для восстановления работы программы. Выберите место для загрузки и жмите отмеченную ниже кнопку.
Запускаем файл установщика, сделав на нем двойной клик левой кнопкой мыши.
Внимание: установка каждого драйвера FARO LS меняется в зависимости от модели и производителя принтера. Мы приводим инструкцию именно для нашего Epson сканера.
Выбираем устройство, если их несколько, и жмем «ОК».
Указываем язык, который наиболее понятен для нас. Затем переходим к следующему шагу.
Принимаем лицензионное соглашение, установив флажок в нужную позицию. После этого кликаем по «ОК».
Дожидаемся окончания установки.
Завершаем процесс восстановления, нажав отмеченную кнопку.
После того как установка будет окончена, обязательно перезагрузите ваш компьютер или ноутбук. Только после этого сбой в работе программы будет устранен.
FARO LS Scanner Production Free что это?
Мы расскажем об одной современной технологии под названием FARO Photon Laser Scanner. Это система, которая позволяет сканировать любые 3D-объекты и передавать их на ПК уже в цифровом виде.
Важнейшим достоинством данного аппарата (в отличие от других) является его небольшой размер и мобильность. Радиус захвата системы очень широк. Вертикальный угол тут 320, а горизонтальный – 360 градусов. Такие параметры позволяют отсканировать за один раз все, что будет захвачено по окружности на расстоянии до 80 м.
Естественно, огромный охват рядовому пользователю не понадобится. Это устройство создано исключительно для профессиональных целей.
Если говорить об ученных, FARO LS сильно облегчит их работу. Например, это поможет сканировать огромные объекты промышленного оборудования. В совокупности такие снимки могут создать картину огромного предприятия в одной 3D-модели. Например, всего за одно мгновение аппарат может сделать модель огромного здания со всеми его мельчайшими подробностями.
Заключение
Ну что друзья, теперь вы точно знаете, что за программа ФАРУ ЛС для чего она нужна. Естественно, удалять утилиту можно лишь тогда, когда вы не собираетесь что-либо сканировать. В противном случае сканер просто не станет работать.
Скачать
Также у нас вы можете скачать драйвер для разных моделей сканеров с официального сайта.
Скачать FARO LS для EPSO
Скачать FARO LS для CANON
Скачать FARO LS для HP
Скачать FARO LS для Panasonic
Скачать FARO LS для Samsung
Скачать FARO LS для Toshiba
Скачать FARO LS для Kyocer
FARO LS 8 SPLUS 150
Maschinen-Anfrage
Мы с нетерпением ждем Вашего запроса и будем рады ответить на все Ваши вопросы об этом станке. Вы также можете добавить другие станки к Вашему запросу. Для этого в конце формы выберите «Добавить новые станки».
Maschine
Maschine
*
Личные данные
.
обращение
*
госпожа господин
имя
*
фамилия
*
фирма
улица
индекс
местоположения
страна
*
Afghanistan Åland-Inseln Albanien Algerien Amerikanisch-Samoa Andorra Angola Anguilla Antarktika Antigua und Barbuda Argentinien Armenien Aruba Australien Österreich Aserbaidschan Bahamas Bahrain Bangladesch Barbados Weißrussland Belgien Belize Benin Bermuda Bhutan Bolivien Bonaire, Sint Eustatius und Saba Bosnien und Herzegowina Botswana Bouvet-Insel Brasilien Britisches Territorium im Indischen Ozean Brunei Bulgarien Burkina Faso Burundi Kambodscha Kamerun Kanada Kap Verde Caymaninseln Zentralafrikanische Republik Tschad Chile China Weihnachtsinsel Kokosinseln (Keelinginseln) Kolumbien Komoren Kongo Cook-Inseln Costa Rica Côte d’Ivoire Kroatien Kuba Curacao Zypern Tschechien Dänemark Dschibuti Dominica Dominikanische Republik Osttimor Ecuador Ägypten El Salvador Äquatorialguinea Eritrea Estland Äthiopien Falklandinseln (Malvinas) Färöer Inseln Fidschi Finnland Frankreich Französisch-Guayana Französisch-Polynesien Französische Gebiete im südlichen Indischen Ozean Gabun Gambia Georgien Deutschland Ghana Gibraltar Griechenland Grönland Grenada Guadeloupe Guam Guatemala Guernsey Guinea Guinea-Bissau Guyana Haiti Heardinseln und McDonaldinseln Holy See Honduras Hongkong Ungarn Island Indien Indonesien Iran Irak Irland Israel Isle of Man Italien Jamaika Japan Jersey Jordanien Kasachstan Kenia Kiribati Nordkorea Südkorea Kosovo Kuwait Kirgisistan Laos Lettland Libanon Lesotho Liberia Libyen Liechtenstein Litauen Luxemburg Macao Mazedonien Madagaskar Malawi Malaysia Malediven Mali Malta Marshallinseln Martinique Mauretanien Mauritius Mayotte Mexiko Mikronesien Moldawien Monaco Mongolei Montenegro Montserrat Marokko Mosambik Myanmar Namibia Nauru Nepal Niederlande Neukaledonien Neuseeland Nicaragua Niger Nigeria Niue Norfolkinsel Nördliche Marianen Norwegen Oman Pakistan Palau Palästina Panama Papua-Neuguinea Paraguay Peru Philippinen Pitcairn Polen Portugal Puerto Rico Katar Reunion Rumänien Russland Ruanda Saint-Barthélemy Sankt Helena, Ascension und Tristan da Cunha St. Kitts und Nevis St. Lucia Saint Martin (Französische Überseegebiet) Saint-Pierre und Miquelon St. Vincent und die Grenadinen Samoa San Marino São Tomé und Príncipe Saudi-Arabien Senegal Serbien Seychellen Sierra Leone Singapur Saint Martin (Französisches Überseegebiet) Slowakei Slowenien Salomonen Somalia Südafrika Süd-Georgien und südliche Sandwichinseln Südsudan Spanien Sri Lanka Sudan Suriname Svalbard und Jan Mayen Swasiland Schweden Schweiz Syrien Taiwan Tadschikistan Tansania Thailand Osttimor Togo Tokelau Tonga Trinidad und Tobago Tunesien Türkei Turkmenistan Turks- und Caicos-Inseln Tuvalu Uganda Ukraine Vereinigte Arabische Emirate Vereinigtes Königreich Vereinigte Staaten von Amerika United States Minor Outlying Islands Uruguay Usbekistan Vanuatu Vatikanstadt Venezuela Vietnam Britische Jungferninseln Amerikanische Jungferninseln Wallis und Futuna Westsahara Jemen Sambia Simbabwe
интернет-страница
Промышленность
Modellbau Werkzeugbau
Kontakt
Email
*
телефон
Fax
Полезная информация
.
комментарии
Мы с удовольствием добавим к Вашему запросу дополнительные предложения по станкам.
Wartung
Demontage
Remontage / INB
Schulungen
обращениеобращение
Datenschutz
Защита информации
*
Я согласен с тем, что данные из контактной формы будут собраны и обработаны для того, чтобы ответить на запрос. Данные будут удалены после завершения обработки Вашего запроса. Примечание: Вы можете отозвать свое согласие на будущее в любое время, отправив электронное письмо по адресу [email protected].
You can find further information on the handling of your data in our data protection declaration
reCAPTCHA
Загрузка и установка FARO LS SDK
Последнее обновление
Сохранить как PDF
Загрузите SDK
SDK FARO LS больше не разрабатывается; окончательный выпуск состоялся 16 февраля 2022 г. Поддержка FARO LS SDK больше не предоставляется.
FARO предоставляет партнерам по контракту SCENE API и LS Web API, что позволяет разработчикам приложений создавать специальное программное обеспечение для чтения, записи и изменения файлов SCENE, а также для управления лазерными сканерами FARO Focus.
Комплект разработчика программного обеспечения (SDK) FARO ® LS позволяет разработчикам программного обеспечения создавать приложения, которые открывают файлы данных SCENE в стороннем программном обеспечении, таком как AutoDesk Recap. Этот SDK , а не , предназначен для создания приложений, расширяющих функциональные возможности для управления лазерным сканером FARO Focus или считывания сканов в пользовательское или проприетарное программное обеспечение. Вы можете запросить отдельный SDK для расширения функциональности, обратившись в службу поддержки FARO и подписав необходимое соглашение о неразглашении.
Щелкните ссылку ниже, чтобы загрузить 64-разрядную версию последнего комплекта разработки программного обеспечения (SDK) FARO LS . Если вам нужна более ранняя версия , щелкните здесь.
Примечание. Из-за новой версии сканеров FARO Focus S и Focus M мы представляем новый формат файлов, начиная с марта 2019 года. Версии FARO LS SDK, выпущенные до 2019.0.0.1457, не могут импортировать полученные сканы. с использованием FARO Focus S и Focus M (редакция B, распространена после марта 2019 г.) с прошивкой версии 6.4.0 или выше.
Дата выпуска
Версия
16 фев 2022
2021.5.1
Скачать
Установка SDK
Прежде чем использовать последнюю версию SDK, сначала удалите все существующие установки.
Удаление существующего SDK
Закройте все приложения, которые могут взаимодействовать с SDK, например AutoDesk Recap.
Перейдите к Пуск > Панель управления > Программы > Программы и компоненты .
Просмотрите список, чтобы найти FARO LS x.x.x.x (64bit) . Если SDK не отображается в списке, продолжите установку.
Щелкните правой кнопкой мыши имя SDK, выберите Удалить и следуйте любым дополнительным запросам.
Установите SDK
Убедитесь, что ваш компьютер подключен к Интернету и у вас есть права администратора.
Перейдите туда, где вы сохранили установочный файл SDK. Запишите номер версии имени файла ( x.x.x.x ).
Дважды щелкните файл и следуйте инструкциям, чтобы начать установку.
По завершении установки нажмите Готово .
Подтвердить результаты
Проверить, что FARO LS x. x.x.x отображается с правильной версией на панели управления.
Перейдите к Пуск > Панель управления > Программы > Программы и компоненты .
Просмотрите список, чтобы найти FARO LS x.x.x.x , и обратите внимание, что номер в столбце Версия изменился и совпал с тем, который вы записали. Примечание. Номер версии, указанный в панели управления, может отображаться как 7.3.0.1457 вместо 2019..0.1457.
Регистрация DLL-файлов
В этой процедуре описывается ручной способ регистрации DLL-файлов SDK. Если после выполнения шага 1 вы предпочитаете использовать файл .bat для регистрации .DLL только для последней версии SDK , нажмите здесь, чтобы загрузить файл .bat, который выполняет шаги 2–5. Примечание. Если вы не знаете, как использовать файл .bat, следуйте инструкциям руководства в этой процедуре.
В качестве администратора откройте командную строку , перейдя на Пуск > Все программы > Аксессуары . Щелкните правой кнопкой мыши Командная строка и выберите Запуск от имени администратора .
Появится окно командной строки . Если приглашение не указывает на C:\Windows\System32> , перейдите к нему следующим образом.
Введите c: и нажмите Введите . Если это не работает, введите cd c:\ и нажмите Введите . Один из них будет работать.
В командной строке c:\> введите cd windows\system32 и нажмите Введите .
Выделите и скопируйте это: regsvr32 C:\Windows\winsxs\amd64_faro.ls_1d23f5635ba800ab_1.1.905.1_none_36a3d9b167a7571f\iqopen.dll
В строке заголовка окна Командная строка щелкните значок в левом верхнем углу, прокрутите до Изменить , нажмите Вставьте и нажмите Введите .
Появится диалоговое окно, указывающее, что регистрация прошла успешно.
Перейдите к подтверждению результатов, чтобы продолжить.
Подтвердить результаты
Единственный способ убедиться, что библиотеки DLL успешно зарегистрированы, — открыть собственный файл SCENE (*.fls, *.fws, *.lsproj) в стороннем программном обеспечении, таком как AutoDesk Recap.
Что такое FARO LS? Можно ли удалить Faro LS из операционной системы Windows? Как удалить FARO LS?
Во многих случаях я захожу в панель управления, чтобы удалить приложение Windows, и обнаруживаю приложения, которые никогда не устанавливал. При последнем посещении этого списка установленных программ я наткнулся на приложение FARO LS производства Faro Scanner Production , но так как я не помнил его установки, я не знал, для чего оно используется и если мог удалить его.
По этой причине я постараюсь дать основную информацию о , что такое FARO LS и можем ли мы удалить его , не опасаясь найти ошибки в других программах. Некоторые даже могут подумать, что это вирус, шпионское ПО или вредоносный файл.
Что такое FARO LS?
Это приложение, которое позволяет сканировать объекты в трех измерениях , но для использования нам понадобится сканер от компании Faro. Самое смешное, что это приложение автоматически устанавливается многими программами для рисования, незаметно для пользователя.
Эта программа позволяет использовать лазерный сканер для получения облака точек в трех измерениях . Кроме того, это позволяет получить дополнительную информацию о каждой точке, например цвет.
Можно ли удалить Faro LS из операционной системы Windows?
Ответ очень простой, но у вас есть лазерный сканер или если вы не собираетесь работать с файлами связанными с этой программой то можете без проблем удалить .
В моем случае виновником его установки стал AutoCAD , точнее версия 2014 года. Недавно я перешел на AutoCAD 2018, и FARO LS больше не устанавливается. Возможно, компания Autodesk включила его в некоторые версии AutoCAD по какому-то соглашению с компанией FARO.
Реальность такова, что это в основном бесполезная программа для большинства из нас, кто использует AutoCAD и потребляет ресурсы, поэтому лучше удалить ее .
Как удалить FARO LS?
Рекомендуемый способ удаления FARO LS — сделать это с самой панели управления. В Windows 7 мы должны получить доступ к Panel de control †’ Desinstalar un programa , затем выбрать FARO LS из списка и нажать кнопку «Удалить или изменить» , чтобы удалить его навсегда.
Программа обычно устанавливается в папку C:\Program Files\FARO\FARO LS\, то есть в папку «Program Files» и обычно занимает около 8МБ.
Надеюсь, это небольшое руководство помогло вам и развеяло сомнения. Не стесняйтесь использовать комментарии, чтобы задать любые вопросы или добавить любую дополнительную информацию.
Пожалуйста, оставьте комментарий ниже о том, работает ли решение или нет
ответил от переполнение стека (3,2 млн баллов) отредактировано
by backtothefuture
спасибо, это очень помогло
О, да! Буду очень признателен за вашу помощь.
Спасибо за полезную информацию, я работаю с некоторыми программами Autodesk (Autocad/3dsmax/inventor) 2018 или более поздней версии, и только когда вы сказали, что это обычно идет с ними, я понял источник их присутствия. подумываю удалить его прямо сейчас
спасибо, очень полезно
Могу я просто сказать, какое облегчение найти кого-то, кто действительно знает, о чем он говорит в Интернете. Вы определенно понимаете, как осветить проблему и сделать ее важной. Все больше и больше людей должны смотреть на это и понимать эту сторону истории. Я был удивлен, что ты не более популярен, так как у тебя определенно есть дар.
Спасибо за информацию. Я искал в Интернете другие, но ваш более информативный и менее содержательный, то есть более краткий и включает только необходимые детали.
Спасибо за помощь
это помощь, спасибо
+5 голосов
Компания FARO Technologies, Inc., производитель самых продаваемых в мире портативных измерительных рук и лазерных трекеров, объявила сегодня о выпуске версии 4.0 своего программного обеспечения для 3D-лазерного сканирования. семейство: FARO Scene, FARO Scout, FARO Scout LT и FARO Record.
Удобные высокопроизводительные пакеты программного обеспечения используются для просмотра, администрирования, калибровки, фильтрации и управления большими трехмерными облаками точек, собранными с помощью лазерного сканера FARO LS.
«FARO LS — самое передовое устройство в своем роде, и теперь оно еще более ценно для самых разных отраслей и приложений», — сказал Джей Фриланд, президент и один из исполнительных директоров FARO.
Версия 4.0 предлагает следующие значительные улучшения: — Внутреннее использование датчика наклона оси для более быстрой регистрации — Принудительная регулировка плоскости для высокоточного позиционирования плоскости — Упрощенный экспорт сечений — Экспорт объектов в формате DXF — Интеллектуальная регулировка контраста для улучшения облака точек визуализация — Автоматическая фильтрация
Эта новая версия также имеет многоязычный интерфейс и дает пользователю выбор между английским, испанским, китайским, японским, немецким, французским, итальянским и португальским языками.
Кроме того, лазерный сканер FARO LS имеет улучшенную прошивку, которая доступна для существующих клиентов LS бесплатно.
Лазерный сканер FARO LS представляет собой портативное компьютеризированное измерительное устройство, которое создает цифровую трехмерную «фотографию» высокого разрешения путем сканирования окружающей среды на 360 градусов на расстоянии до 76 м. Сканер собирает 120 000 точек в секунду с точностью до 3 мм, при этом система воссоздает и записывает все измерения 3D-объектов на ноутбук.
Записанные таким образом данные можно затем использовать для создания цифровой модели или оценки или анализа по сравнению с существующей моделью, где требуются очень подробные 3D-измерения; Например, при планировании предприятий, моделировании данных о зданиях, а также в специальных приложениях, которые варьируются от топографической съемки до реконструкции мест аварий или преступлений и цифрового сохранения исторических мест.
Профиль компании FARO
Компания FARO Technologies, Inc. (Nasdaq: FARO) занимается проектированием, разработкой и продажей программного обеспечения и портативных компьютеризированных измерительных устройств, насчитывающих около 12 500 установок и 5 500 клиентов и международных дочерних компаний по всему миру. Продукция компании позволяет производителям выполнять трехмерный контроль деталей и узлов в процессе производства. Это помогает устранить производственные дефекты и повысить производительность и прибыльность в широком спектре отраслей мировой клиентской базы FARO. Наиболее важные продукты включают FARO Laser ScanArm; Лазерный сканер FARO LS; FARO Gage и Gage-PLUS; Platinum, Digital Template, Titanium, Advantage FaroArms; самые продаваемые в мире лазерные трекеры — FARO Laser Tracker X и Xi; и серия CAM2 современного программного обеспечения для измерения и отчетности на основе САПР.
Веб-сайт: http://www.faro.com
Версии: faro ls 1.1.700.0, 1.1.600.6, 1.1.501.0, 1.1.406.58
ответил
от назад в будущее (509к баллов) отредактировано
by backtothefuture
+3 голосов
Лазерный сканер FARO® Focus — Series — для приложений с коротким, средним и большим радиусом действия Использование сканера FARO® Tatort Focus
Лазерный сканер FARO® Focus — Series — для приложений с короткими, средними и длинный диапазон
Лазерные сканеры FARO Focus серий S и M специально разработаны для сканирования внутри и вне помещений. Линейка продуктов предлагает сканеры для короткой, средней или большой дальности. В дополнение к повышенной точности расстояния и угла и большей дальности, функция компенсации на месте сканеров Focus S гарантирует высококачественные измерения, внешние дополнительные интерфейсы и функции HDR делают сканер чрезвычайно гибким.
Подробная информация о лазерных сканерах FARO для места преступления
Компактный и легкий сканер
Хранение данных: SD, SDHC™, SDXC™; 256 Card UK
Scanner control via touchscreen
With WiFi connection (802.11n)
Resolution: Up to 165 megapixels in color
including electronic barometer
electronic compass as well as встроенный GPS и ГЛОНАСС
Лазерный класс 1
Степень защиты: IP54
Расширенный диапазон температуры: от -20 ° C до 55 ° C
Срок службы батареи: 4,5 часа
9003
Веса
: 4,5 часа
.
Размеры: 230 x 183 x 103 мм
Пункты
№
Содержание
993.
Most. 0044 для коротких дистанций (до 70 м)
LS-8-M-70
1 шт.
FARO Focus S70 для коротких дистанций (до 70 м)
LS-8 S-791 1 9000 шт.
Faro Focus S150 для средних диапазонов (до 150 м)
LS-8 S-150
1 Piece
FARO FOCUS S350 FOR LOND RANGES (TO 350M)
99999518
. -350
1 шт.
Преимущества лазерного 3D-сканера FARO Tatort
для приложений с малым, средним и большим радиусом действия
Экономия времени и полная запись места преступления или места происшествия
Проводите на 50 процентов меньше времени на месте происшествия — фиксируйте 99 процентов больше данных
Идеально подходит для работы на месте преступления в помещении и на улице, днем и ночью
расширенный температурный диапазон позволяет сканеру делать снимки даже в сложных климатических условиях
Мгновенное воспроизводимое 3D-документирование
Аутентичная, полная и точная 3D-иллюстрация реальности
Сфотографируйте все место преступления с помощью встроенной цветной HDR-камеры
4 Цифровые данные всегда доступны даже
4 если место происшествия/преступления больше не существует (последующие измерения)
Данные можно легко импортировать во все распространенные программные решения
Легкий и очень портативный, всего 4,2 кг, включая батарею
Использование сканера FARO® Tatort Focus
Портативный лазерный 3D-сканер FARO Focus позволяет быстро, легко и точно измерять места преступлений и сценарии происшествий .
Идеально подходит для съемки дорожно-транспортных происшествий и мест преступлений. Focus3D идеально подходит для быстрой и подробной 3D-съемки мест преступлений и происшествий. С помощью сканера «сценарии» можно записывать намного проще и со значительно меньшими временными затратами, чем при использовании обычных методов. Сканер фиксирует все, что вы видите, без особых дополнительных усилий. Все данные и важные детали для последующей реконструкции и анализа преступления или хода аварии записываются и могут постоянно вызываться.
Пример:
Авария, которая происходит каждый день в центре города и на автомагистралях, полностью сканируется с помощью 2-3 сканирований в течение 30 минут. Таким образом, документация выполняется на месте. Остальное удобно сделать в офисе. Конечно, у вас также есть возможность просмотра данных сканирования на дисплее на месте аварии.
ответил
от назад в будущее (509 тыс. баллов)
Похожие вопросы
Как проверить целостность видео
спросил 10 августа 2019 г. в путеводителях от назад в будущее (509 тыс. баллов) | 1,7 тыс. просмотров
дизайн
видео
окна
Что такое таргетинг в Google Таблицах и как им пользоваться?
спросил 9 января в путеводителях от назад в будущее (509 тыс. баллов) | 34 просмотра
Что такое Superfetch?
спросил 8 июня 2020 г. в Windows 10 от назад в будущее (509 тыс. баллов) | 213 просмотров
windows
Windows: безопасная загрузка — что это такое и как ее активировать?
спросил 12 нояб. 2021 г. в Советы и рекомендации от назад в будущее (509 тыс. баллов) | 36 просмотров
Доставка в пределах МКАД — БЕСПЛАТНО (при сумме заказа от 10 000 руб)
Возможен самовывоз!Наш адрес и условия доставки
26 990 руб
Предложить свою цену
Характеристики и описание: Бензопила STIHL MS 180 C-BE 16″ (11302000480)
Пила MS 180 C-BE 16 является одной из наиболее продаваемой из класса легких пил. Эта бензопила подходит для работ по заготовке дров, а также может стать хорошим помощником во время строительных работ. Еще ее используют во время лесоповала, если диаметр деревьев не превышает 35 см. У агрегата есть специальная система, которая предусматривает быстрое натяжение цепи. Поэтому в случае, если она начинает провисать, оператору необходимо провести откручивание одной гайки, которая отвечает за крепление крышки цепной звездочки, а затем поменять натяжение, используя колесико для регулировки. При этом нет необходимости в использовании дополнительных инструментов.
Еще один плюс бензопилы STIHL – это цепной тормоз QuickStop, который срабатывает как защитный механизм в том случае, когда происходит сильная отдача. Тормоз приводится в действие при нажатии на передний упор для рук. Для полной остановки пильной цепи необходима лишь доля секунды. Бензиновая пила оснащена современной системой защиты от вибрации. Антивибрационная система находится в зоне ручек пилы, и значительной мере заглушает вибрацию, передающуюся с двигателя. Постоянная мощность мотора обеспечена за счет компенсатора STIHL, который также отвечает за минимальный расход бензина и качество выхлопа. Независимо от того, насколько будет загрязнен воздушный фильтр, агрегат всегда станет работать одинаково мощно и продуктивно.
Специальный рычаг отвечает за запуск двигателя, как холодный, так и горячий, а также работу и выключение. Благодаря тому, что рычаг расположен наиболее удобно для оператора, его правая рука всегда будет оставаться на рукоятке. STIHL MS 180 C-BE 16 оснащена современной системой смазки, которая включает в себя шину, пильную цепь и масляный насос, в котором регулируется количество подачи смазки. Инновационные технологии, использованные при конструировании, обеспечивают точное попадание масла на детали, которые нуждаются в смазке, поэтому его расход сокращен до 50%. Запуск производится на 2/3 быстрее за счет системы ErgoStart, состоящей из пружины в виде спирали, находящейся между коленвалом и катушкой пускового тросика, которая отвечает за компенсирование пиковых усилий, и на тросике практически не ощущается толчков. Также благодаря системе облегченного запуска, оператору нужно прикладывать на половину меньше усилий.
Гарантия и сервис: Бензопила STIHL MS 180 C-BE 16″
Отзывы о товаре: Бензопила STIHL MS 180 C-BE 16″ (11302000480)
Рейтинг товара:
(0)
Написать отзыв:
Оцените товар:
Внимание!Ваш отзыв будет опубликован после предварительной проверки администратором сайта.
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бензопила Husqvarna 435 || 15″
23 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензопила Champion 256 18″
9 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензопила Husqvarna 120 Mark II 14″
19 790 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензопила Husqvarna 130 14″
23 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензопила Husqvarna 545 Mark II 15″
59 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензопила Stihl MS 180 C-BE 16 40 СМ Stihl
Характеристики
Модель MS 180 C-BE 16 40 см
Мощность, кВт 1,5
Уровень звуковой мощности, дБ(A) 110
Вес, кг 4. 2
Емкость топливного бака, л 0,25
Мощность л.с. 2
Рабочий объем цилиндра, см? 31,8
Тип двигателя двухтактный
Уровень вибрации слева/справа, м/с? 6,6/7,8
Уровень звукового давления, дБ(A) 97
Длина шины, дюйм/см 16/40
Количество звеньев, шт 55
Натяжение цепи боковое
Толщина цепи, мм 1,3
Емкость масляного бака, см? 145
Масляный насос автоматический
Шаг цепи 3/8 » P
Описание Бензопила Stihl MS 180 C-BE 16 40 СМ
Бензопила Stihl MS 180 C-BE 16 40 см является улучшенной версией пилы Stihl MS 180 — у нее есть система облегчения запуска ErgoStart и боковое натяжение цепи без использования инструмента. Инструмент подходит для заготовки дров, формирования крон деревьев, сучков, возведения деревянных конструкций, распиливания стволов деревьев, а также выполнения других несложных хозяйственных работ. Цепная бензопила Штиль обладает высокими режущими способностями, широкой функциональностью и небольшим весом. Высокий уровень эргономики обеспечивает удобство эксплуатации независимо от сложности поставленной задачи. Устройство оснащено 16-дюймовой шиной (40 см), обеспечивающей возможность работать с деревьями диаметром до 35 см.
Бензиновая пила STIHL MS 180 C-BE имеет современную систему защиты от вибрации. Антивибрационная система располагается в зоне ручек пилы, и значительной мере заглушает вибрацию, передающуюся с двигателя. Инструмент ооснащен современной системой смазки, регулирующей количество подачи смазки. Кнопка управления холодным и горячим запуском, включением и выключением инструмента представлена отдельным рычагом. Это делает обращение с пилой безопасным, поскольку рука оператора всегда остается на рукоятке.
Особенности и преимущества Stihl MS 180 C-BE 16 40 см
Система облегчения запуска ErgoStart
Боковое нажатие цепи без использования инструмента
Малый вес
Удобство
Цепной тормоз QuickStop
Безопасность
Быстрое натяжение цепи
Современная система защиты от вибрации
Современная система смазки
Оснащение
Тормоз QuickStop для моментальной остановки цепи
Цепной тормоз QuickStop — это защитный механизм при работе с бензопилами. Цепной тормоз срабатывает при нажатии на передний упор для рук и за считанные доли секунды останавливает пильную цепь. При достаточно сильной отдаче цепной тормоз QuickStop срабатывает автоматически.
Антивибрационная система
Сильная вибрация в зоне рукояток может привести к хроническим нарушениям кровообращения в руках. Поэтому компания STIHL разработала высокоэффективную антивибрационную систему (АС). У инструментов с АС вибрация двигателя передающаяся на рукоятки заметно снижается.
Компенсатор
Компенсатор STIHL — регулирующий орган в карбюраторе — обеспечивает почти постоянные мощность двигателя, качество выхлопа и расход топлива в течение длительного времени несмотря на увеличивающееся загрязнение воздушного фильтра. Прочищать воздушный фильтр требуется только при ощутимом падении мощности. Становится возможной работа в течение длительного времени без техобслуживания.
Система смазки цепи Ematic
Система STIHL Ematic состоит из направляющей шины Ematic, пильной цепи Oilomatic и масляного насоса с регулируемой подачей. Особая конструкция шины и цепи заставляет каждую каплю масла попасть именно туда, где оно требуется для смазывания. Это позволяет сократить расход масла на 50 %.
Система облегченного запуска ErgoStart
Спиральная пружина между катушкой пускового тросика и коленвалом компенсирует пиковые усилия, теперь на тросике почти не ощущается толчков. Результат: STIHL ErgoStart по сравнению с традиционными пусковыми устройствами уменьшает усилие наполовину, а скорость запуска — примерно на две трети.
Однорычажное управление
Такими функциями машины, как холодный и горячий запуск, работа и выключение, управляет отдельный рычаг. Это делает управление особенно удобным и безопасным, так как правая ладонь остается на рукоятке.
Система быстрого натяжения цепи (B)
Фирменная система быстрого натяжения цепи STIHL (B) превращает натяжение пильной цепи в детскую забаву. Нужно лишь ослабить гайку крепления крышки цепной звёздочки, и с помощью регулировочного колесика легко и быстро натянуть цепь. Инструмент для этого не требуется.
← Бензопила Stihl MS 180 C-BE 14 35 СМ Бензопила STIHL MS 250, шина R 35 см, цепь 63РМ →
Бензопила STIHL MS180 C-BE — 1130 200 0372 US
*Этот товар доступен только для самовывоза в магазине
Описание
Бензопила MS 180 возвращается к истокам благодаря улучшенному потоку воздуха двигателя и конструкции кожуха. Усовершенствованная конструкция обеспечивает улучшенное охлаждение двигателя и фильтрацию воздуха, что обеспечивает более стабильную производительность в полевых условиях. Быстро срезайте ветки, рубите небольшие деревья и убирайте упавшие ветки после бури. Если вы ищете надежную, легкую бензопилу для периодического использования, MS 180 — это ценность, которую вы не можете игнорировать.
Функции
Эта легкая бензопила отличается превосходной фильтрацией воздуха, улучшенным охлаждением двигателя и обновленным кожухом двигателя.
Характеристики
ОБЪЕМ: 31,9 куб. см (1,9 куб.дюйма)
МОЩНОСТЬ ДВИГАТЕЛЯ: 1,5 кВт (2,0 л.с.)
ВЕС СИЛОВОЙ СТАНЦИИ: 4,1 кг (90,0 фунта.)
ОБЪЕМ ТОПЛИВА: 250 куб.см (8,5 унций)
ОБЪЕМ МАСЛА ДЛЯ ЦЕПИ: 145 куб. см (4,9 унции)
ЦЕПЬ OILOMATIC: 3/8″ PMM3
ДЛИНА НАПРАВЛЯЮЩЕЙ БАЛКИ (рекомендуемый диапазон): от 30 до 40 см (от 12 до 16 дюймов) STIHL ROLLOMATIC: узкий пропил
ИСТОЧНИК ПИТАНИЯ: Газ
Мощность: Газ
Вес: 9,3 фунта
Блейн № 865982 | № производителя 1130 200 0372 США
$ 279 99
Описание
Бензопила MS 180 возвращается к истокам благодаря улучшенному потоку воздуха двигателя и конструкции кожуха. Усовершенствованная конструкция обеспечивает улучшенное охлаждение двигателя и фильтрацию воздуха, что обеспечивает более стабильную производительность в полевых условиях. Быстро срезайте ветки, рубите небольшие деревья и убирайте упавшие ветки после бури. Если вы ищете надежную, легкую бензопилу для периодического использования, MS 180 — это ценность, которую вы не можете игнорировать.
Функции
Эта легкая бензопила отличается превосходной фильтрацией воздуха, улучшенным охлаждением двигателя и обновленным кожухом двигателя.
Характеристики
ОБЪЕМ: 31,9 куб.см (1,9 куб.дюйма)
МОЩНОСТЬ ДВИГАТЕЛЯ: 1,5 кВт (2,0 л.с.)
ВЕС СИЛОВОЙ СТАНЦИИ: 4,1 кг (90,0 фунта.)
ОБЪЕМ ТОПЛИВА: 250 куб.см (8,5 унций)
ОБЪЕМ МАСЛА ДЛЯ ЦЕПИ: 145 куб. см (4,9 унции)
ЦЕПЬ OILOMATIC: 3/8″ PMM3
ДЛИНА НАПРАВЛЯЮЩЕЙ БАЛКИ (рекомендуемый диапазон): от 30 до 40 см (от 12 до 16 дюймов) STIHL ROLLOMATIC: узкий пропил
ИСТОЧНИК ПИТАНИЯ: Газ
Мощность: Газ
Вес: 9,3 фунта
Вопросы и ответы по продукту
Отзывы клиентов
MS 180 C-BE — одна из самых популярных бензопил для домашнего использования.
Бензиновые цепные пилы Selection для обслуживания собственности
Общие
MS 180 C-BE — это легкая и практичная цепная пила для использования дома или на даче. В нем используется системная технология Easy2Start™, которая поможет вам легко запустить пилу. Другие функции включают устройство быстрого натяжения цепи STIHL, которое позволит вам натянуть цепь без каких-либо инструментов, инерционный цепной тормоз STIHL Quickstop ® и антивибрационную систему для плавной работы. Эта пила идеально подходит для распиловки дров или валки деревьев небольшого диаметра.
Эта пила предлагает профессиональное качество по отличной цене. Цена указана с цепью 61PMM, добавьте 10 долларов за петлю цепи 63PM3.
379,99 $*
Технические характеристики
Технические характеристики
Технические характеристики
Значение
смещение
(куб.см)
31,8
Выходная мощность
(кВт)
1,5
Масса
(кг/фунты) 1)
4,2 / 9,3
Масса
(кг/фунт)
4,2 / 9,3
Длина направляющей шины (рекомендуемые диапазоны)
14″ — 16″
Емкость цепного масла
(унция)
4. 9
Вместимость топливных баков
(унция)
8,5
Цепь
61PMM350E (14 дюймов) / 61PMM355E (16 дюймов)
Выходная мощность
(кВт)
1,5
1) без топлива, шины и цепи
Версии, доступные в каждой стране, могут отличаться от указанного выше диапазона и спецификаций; конкретные детали могут быть изменены без предварительного уведомления. Дополнительную информацию можно получить у официального дилера STIHL в вашем регионе.
Характеристики
Стандартные характеристики
STIHL Easy2Start (E)
Подлинный прогресс в легком запуске. STIHL Easy2Start (E) вдвое снижает усилие, необходимое для запуска инструмента, а пусковой шнур можно тянуть с усилием, составляющим всего одну треть от обычного усилия. Все, что для этого требуется, — это 2 пальца и легкое нажатие.
Антивибрационная система STIHL
Точно рассчитанные буферные зоны минимизируют передачу вибрации двигателя и пильной цепи на переднюю и заднюю рукоятки. Поэтому бензопила работает заметно мягче. Это позволяет пользователю экономить силы и работать дольше.
Главный орган управления с одним рычагом
Все важные функции, такие как пуск, дроссельная заслонка, дроссельная заслонка и остановка, управляются с помощью одного рычага.
4 аспекта 3D-печати LFS, повышающих качество деталей
Когда в апреле мы представили Form 3 и Form 3L, мы объяснили, почему мы модернизировали стереолитографическую 3D-печать, разработав нашу собственную технологию Low Force Stereolithography (LFS)™. В 3D-принтерах LFS используется эластичный резервуар для полимеров, позволяющий значительно снизить усилие отделения слоев друг от друга во время печати, а также блок обработки света (LPU), наша специально разработанная оптическая система, позволяющая получать воспроизводимый и точный результат печати.
В этой статье мы рассмотрим, как 3D-печать с использованием технологии LFS влияет на качество и производительность печати, благодаря значительным улучшениям в четырех категориях: детализация поверхности, качество поверхности, поддерживающие структуры и точность воспроизведения детали.
Хотите увидеть получаемое качество своими глазами? Запросите образец, напечатанный на Form 3.
Запросить бесплатный образец
Внутри Form 3 и Form 3L размещена специально разработанная оптическая система, блок обработки света (LPU). Благодаря функциональным улучшениям, блок обработки света создает четкое, чистое лазерное пятно. Пространственный фильтр, через который проходит лазерный луч, улавливает весь рассеянный свет, а последовательность зеркал гарантирует, что луч всегда будет направлен перпендикулярно плоскости печати.
Модель велоцираптора, спроектированная Даниэлем Де Леоном, напечатана на 3D-принтере Form 3 из Grey Resin с толщиной слоя 100 микрон.
В результате того, что путь лазера является линейным, мелкие детали, такие как отверстия, рельефный текст и малые элементы, печатаются с острыми краями. Low Force Stereolithography позволяет печатать модели с выразительной детализацией и четкостью поверхности, которых невозможно достичь на настольном принтере.
«Одна из самых интересных особенностей Form 3 — это результат печати с точки зрения качества печати и поверхности модели. Нам очень нравится свобода, которую технология печати с низким усилием отрыва дает в отношении воплощения крошечных деталей. Уровень детализации моделей поразителен. Как и сама технология».
—Шон Бакстон, ведущий инженер-механик, Ximedica
Качество поверхности модели, полученной 3D-печатью, в конечном итоге определяется точностью разделения на слои, то есть тем, насколько точно каждый слой выровнен с предыдущим слоем. Когда точность разделения на слои высокая, линии слоев становятся почти невидимыми. В результате шероховатость поверхности уменьшается, что в конечном итоге ведет к гладкой поверхности, а для прозрачных материалов — к деталям с большей прозрачностью.
Скульптура Стива Джобса, проект Себастьяна Эрразуриза, 3D-печать из White Resin.
По мере отверждения каждого слоя полимеров, между печатаемой моделью и резервуаром образуется соединение. Процесс отделения разрушает эту соединение, давая возможность модели двигаться вверх и печатать следующий слой. В большинстве 3D-принтеров с технологией инвертированной стереолитографии такое отделение сопровождается значительным приложением силы к модели, что может привести к шероховатым поверхностям (что в Form 2 минимизируется тщательной калибровкой).
В 3D-принтерах с технологией Low Force Stereolithography при вытягивании детали вверх рабочей платформой отделение выполняется мягко благодаря гибкой пленке в основании резервуара для полимеров. Это значительно снижает нагрузку на деталь (внутренние испытания показывает снижение усилия отделения в 10 раз по сравнению с Form 2), что приводит к значительному изменению качества поверхности и четкости детали.
Эластичный резервуар для полимеров, используемый в 3D-принтерах LFS, уменьшает усилие отделения, в результате чего получаются более четкие детали с гладкой поверхностью, такие как эти 3D-модели, напечатанные из Clear Resin.
«Наше первое впечатление от Form 3 — это качество печати. Первая же модель, которую мы напечатали, получилась превосходной. На текстуре не было видно слоев. У Hypertherm богатые традиции в производстве ювелирных изделий. Когда я говорю «ювелирные изделия», я имею в виду прекрасное качество поверхности, блестящие мягкие края, детализацию. Мы очень, очень внимательны к тому, чтобы наше качество было как можно ближе к совершенству.
Нам нужно такое решение для 3D-печати, которое предлагает хорошее качество поверхности, и результат не требует много пост-обработки. Таким образом у нас меньше ручной работы: чем меньше нам приходится возиться с триммером или наждачной бумагой, тем лучше. Возможность печати с таким уровнем качества поверхности имеет важное значение при работе с функциональными сборками».
—Аарон Нойес и Дэн Харрингтон, ведущие механики-конструкторы по прототипированию, Hypertherm
В недавнем опросе конечных пользователей Form 2, 47% респондентов сказали, что удаление поддерживающих структур является их самой большой «головной болью», а 62% назвали поддерживающие структуры ключевым звеном в улучшении процесса пост-обработки моделей.
При использовании практически любой технологии 3D-печати пост-обработка, в которую входят удаление поддерживающих структур, шлифовка и чистовая обработка, увеличивает время и снижает производительность. Оставляемые опорами следы негативно влияют на качество поверхности.
Новые легкоотделяемые поддерживающие структуры предназначены для решения этой распространенной проблемы. В новых опорах используются очень маленькие точки контакта, что обеспечивает легкое отделение с минимальным оставлением следов. Они также имеют более крепкий внутренний каркас, поэтому, когда модель снимается с опор, опоры отделяются как единая структура.
В результате, после снятия опор на модели остается примерно в четыре раза меньше материала опор, что означает уменьшение времени, затрачиваемого на пост-обработку, и уменьшение необходимости в дополнительном шлифовании. На диаграмме ниже: на Form 2 модель были напечатана с плотностью точки контакта 0,8 и размером точки контакта 0,6 мм, на Form 3 — с плотностью точки контакта 0,5 и размером точки контакта 0,3 мм, точки показаны с 38-кратным увеличением.
После снятия легкоотделяемых опор Form 3 на модели остается в четыре раза меньше вспомогательных материалов, чем после снятия опор, напечатанных на Form 2.
«Усовершенствование в виде легкоотделяемых опор очень эффективно. Сложно передать свои эмоции, когда вы в первый раз берете модель и тянете ее с опор, и она совершенно без проблем отделяется. Это снимает лишнее напряжение при проектировании и чистке деталей и позволяет сосредоточиться на дизайне и творческом аспекте».
—Джастен Инглэнд, управляющий директор, Delve
Оптическая система Form 3 находится внутри специально разработанного блока обработки света (LPU). Внутри этого закрытого оптического модуля лазерный луч проходит через пространственный фильтр, который улавливает весь рассеянный свет, чтобы на выходе получалось чистое лазерное пятно. Затем лазерный луч направляется вниз на гальванометр, который позиционирует луч в направлении Y, затем на преломляющее зеркало, и затем на параболическое зеркало, которое выравнивает его перед выходом из окна блока обработки света, чтобы он проходил непосредственно под поверхностью печати.
Блок обработки света содержит систему линз и зеркал для получения точных, воспроизводимых моделей.
Шаговый двигатель плавно перемещает весь LPU в направлении X на основе линейного сканирования. В сочетании с перпендикулярной траекторией лазерного луча это создает то, что мы называем линейным распространением света. Процесс линейного сканирования обеспечивает стабильное и надежное разрешение XY 25 мкм .
Разрешение XY в 25 мкм описывает, с какой точностью принтер может рисовать в плоскости XY: лазер движется с «шагом» 25 микрон в направлении X. Размер лазерного пятна в 85 микрон, по сути, соответствует размеру кончика кисти. Благодаря постоянному процессу линейного сканирования Form 3 может на постоянной основе печатать модели с разрешением XY 25 микрон. (Это число сложнее получить на Form 2 из-за различий в процессе).
Скоро мы опубликуем углубленное исследование о точности передачи моделей, напечатанных на Form 3.
Formlabs ставит перед собой предоставить бизнесу любого типа инструменты доступа к высококачественному технологическому процессу. Принтер Form 3, созданный на основе передовой технологии Low Force Stereolithography (LFS), является следующим шагом к универсализации промышленной 3D-печати и организации производства профессионального уровня внутри компании.
Заказать Form 3Сравнить стереолитографические модели Formlabs
3D принтер SLA / LFS
3D принтеры SLA/LFS
Фильтры
Бренды
Formlabs 17
Поле Построения (мм)
145 × 145 × 175 2
145 × 145 × 185 5
335 × 200 × 300 4
Минимальная Высота Слоя (микрон)
Источник Света
45 разнонаправленных светодиодов 1
Технология Печати
LFS 9
SLA 2
SLA / LFS 2
Биосовместимость
Биосовместимый 1
Стоматологический 3
Домашний 7
Промышленный 9
Профессиональный 3
Универсальный 16
Совместимость
Form 3 1
Form 3+ 1
Form 3B 1
Form 3B+ 1
Доступность
В наличии 12
Нет в наличии 5
Скидка 10% на все продукты Formlabs при покупке не менее 3-х продуктов. Подробности можно узнать по телефону – не стесняйтесь связаться с нами.
Сравнение товаров0
Сортировка: По умолчаниюНазвание (А — Я)Название (Я — А)Цена (низкая > высокая)Цена (высокая > низкая)Рейтинг (начиная с высокого)Рейтинг (начиная с низкого)Модель (А — Я)Модель (Я — А)
Показать: 12255075100
3D принтеры SLA / LFS
3D принтер SLA (3D принтер LFS) создает сверхточные трехмерные изделия из фотополимера путем его послойной засветки лазером согласно 3D-модели. В магазине Center 3D Print представлены как универсальные, так и профессиональные модели стереолитографических 3Д-принтеров. Перед приобретением 3D принтера в нашем интернет-магазине в Польше, вы можете заказать 3D-печать бесплатного тестового образца. А также посмотреть образцы оборудования в нашем шоу-руме. Важно: при приобретении 3D принтера SLA в Center 3D Print, вы можете пройти бесплатное обучение работе с 3D-оборудованием. Кроме этого, мы предоставляем гарантийную и послегарантийную техподдержку оборудования.
Центр 3D печати — Магазин и услуги
ул. Gnieźnieńska, 11, 31-317 Краков, Польша
Новостная рассылка
Будьте в курсе новостей и рекламных акций, подписавшись на нашу рассылку:
4 способа 3D-печати LFS производить более качественные детали
Когда в апреле мы анонсировали Form 3 и Form 3L, мы объяснили, почему мы преобразовали стереолитографическую 3D-печать в нашу собственную технологию Low Force Stereolithography (LFS)™. В 3D-печати LFS используется гибкий резервуар для смолы, чтобы значительно уменьшить силы отслаивания во время печати, и блок обработки света (LPU), наш специально разработанный закрытый оптический механизм, для получения последовательных и точных отпечатков.
В этом посте мы рассмотрим, как 3D-печать LFS напрямую влияет на качество печати и производительность благодаря ключевым улучшениям в четырех категориях: детали поверхности , чистота поверхности , опорные конструкции и точность деталей .
Хотите лично убедиться в качестве? Запросите образец детали, распечатанный в Форме 3.
Запросите бесплатный образец детали
Внутри Form 3 и Form 3L находится специализированный закрытый оптический механизм, блок обработки света (LPU). LPU обеспечивает четкое и чистое лазерное пятно благодаря нескольким усовершенствованиям. Лазерный луч проходит через пространственный фильтр для улавливания любого рассеянного света, а ряд зеркал гарантирует, что луч всегда направляется перпендикулярно плоскости печати.
Модель велоцираптора, разработанная Даниэлем Де Леоном, напечатанная на 3D-принтере из серой смолы на Form 3 с толщиной слоя 100 микрон.
Линейный путь лазера гарантирует, что мелкие детали, такие как отверстия, рельефный текст и мелкие детали, будут напечатаны с четкими краями. Стереолитография с низким усилием печатает детали с впечатляющей детализацией поверхности и тонкими деталями, которые раньше невозможно было получить на рабочем столе.
«Одна из самых захватывающих особенностей Form 3 заключается в том, что процесс печати с низким усилием дает нам качество печати и финишную обработку. Мы в восторге от того, как мы можем раздвинуть границы особенно крошечных функций. Меня поражают мелкие детали, которые появляются в моделях. Это действительно впечатляет».
— Шон Бакстон, старший инженер-механик, Ximedica
Чистота поверхности детали, напечатанной на 3D-принтере, в конечном счете является результатом хорошего совмещения слоев или того, насколько точно каждый слой выровнен с предыдущим слоем. Когда совмещение слоев хорошее, линии слоев становятся почти невидимыми. В результате снижается шероховатость поверхности, что в конечном итоге приводит к гладкой отделке, а для прозрачных материалов – к более полупрозрачным деталям.
Скульптура Стива Джобса, разработанная Себастьяном Эрразурисом, напечатанная на 3D-принтере из белой смолы.
По мере отверждения каждого слоя смолы между напечатанной деталью и резервуаром образуется связь. Процесс отслаивания разрывает эту связь, позволяя детали двигаться вверх и печатать следующий слой. В большинстве перевернутых стереолитографических 3D-принтеров это разделение оказывает большое усилие на деталь, что может привести к шероховатости поверхности (что учитывается в Form 2 с большой калибровкой).
При стереолитографической 3D-печати с низким усилием гибкая пленка у основания резервуара для смолы мягко отслаивается, когда платформа для сборки вытягивает деталь вверх. Это значительно снижает нагрузку на деталь (внутренние испытания показывают снижение усилия отслаивания до десяти раз по сравнению с формой 2), что позволяет ступенчато изменить чистоту поверхности и чистоту детали.
Гибкий резервуар для смолы, используемый в 3D-печати LFS, снижает усилия отслаивания, что приводит к более четким деталям с гладкой поверхностью, как в этих моделях, напечатанных в 3D из прозрачной смолы.
«Нашим первым впечатлением от Form 3 было качество печати. Первая печать, которую мы сделали, вышла потрясающей. Текстура не отображала слои. Исторически Hypertherm занимается производством ювелирных изделий. Когда я говорю «ювелирные изделия», я имею в виду действительно прекрасную отделку, блестящие приятные мягкие края, детали. Что касается наших инспекционных процессов, мы очень, очень тщательно следим за тем, чтобы они были как можно ближе к совершенству.
Для нас важно решение для 3D-печати, обеспечивающее хорошее качество отделки и требующее меньше постобработки. С нашей стороны намного меньше ручной работы: чем меньше нам приходится обращаться с лезвием Exacto или наждачной бумагой, тем лучше. Возможность печатать с таким уровнем чистоты поверхности важна для функциональных сборок».
— Аарон Нойес и Дэн Харрингтон, старшие механики прототипов, Hypertherm
В ходе недавнего опроса пользователей Form 2, посвященного финишной обработке, 47% заявили, что удаление опор было их самой большой проблемой, а 62% назвали опоры лучшим местом для улучшения процесса финишной обработки деталей.
Почти для любой технологии 3D-печати постобработка, в том числе удаление опорных конструкций, шлифовка и отделка деталей, увеличивает время и ограничивает производительность. Оставленные следы поддержки отрицательно сказываются на чистоте поверхности.
Новые подставки для легкого прикосновения призваны решить эту распространенную проблему. В этих новых опорных конструкциях используются очень маленькие точки соприкосновения, что позволяет легко снимать их с минимальными следами поддержки. Они также скреплены между собой более прочно, поэтому, когда деталь снимается с опор, опоры, как правило, остаются единой решеткой.
Это приводит к тому, что остается примерно в четыре раза меньше вспомогательного материала, что означает меньше времени, затрачиваемого на постобработку, и меньше необходимости в дополнительном шлифовании. На приведенной ниже диаграмме детали были напечатаны с плотностью точек касания 0,8 и размером точек касания 0,6 мм для формы 2 и плотностью точек касания 0,5 и размером точек касания 0,3 мм для формы 3 и сняты с 38-кратным увеличением.
Легкие опорные конструкции формы 3 оставляют после себя в четыре раза меньше поддерживающего материала, чем опоры, напечатанные на форме 2.
«Улучшения в легком касании опор, которые отрываются, меняют правила игры. Невозможно описать, как вы в первый раз берете за деталь и тянете ее, и она просто плавно выскальзывает совершенно бесплатно. Это снимает напряжение с сборка и очистка деталей и позволяет нам сосредоточиться на дизайне и творчестве».
— Джастен Ингланд, управляющий директор Delve
Оптика Form 3 полностью заключена в специально разработанный блок обработки света (LPU). Внутри этого закрытого оптического модуля лазерный луч проходит через пространственный фильтр, который улавливает любой рассеянный свет, обеспечивая чистое лазерное пятно. Затем лазер направляется вниз к одному гальванометру, чтобы расположить его в направлении Y, затем к складному зеркалу, затем к параболическому зеркалу, чтобы выпрямить его, прежде чем он выйдет из окна LPU непосредственно под поверхностью печати.
Блок обработки света (LPU) содержит систему линз и зеркал для получения точных воспроизводимых отпечатков.
Шаговый двигатель приводит в движение весь LPU в направлении X с плавным линейным сканированием. В сочетании с перпендикулярным световым путем лазера это создает то, что мы называем линейным освещением. Этот процесс линейного сканирования обеспечивает постоянное и надежное разрешение 25 микрон XY с течением времени.
Разрешение XY в 25 микрон описывает, насколько точно принтер может рисовать в плоскости XY: лазер перемещается с шагом 25 микрон в направлении X. Размер лазерного пятна 85 микрон по существу равен размеру кончика кисти. Благодаря постоянному линейному сканированию, Form 3 может последовательно изготавливать детали с разрешением XY 25 микрон. (Это число было труднее определить с помощью Формы 2 из-за различий в процессе.)
Следите за углубленным изучением точности деталей, напечатанных на Form 3, в ближайшее время.
Компания Formlabs поставила перед собой цель предоставить инструменты для любого бизнеса, чтобы получить доступ к высококачественному производству. Form 3, созданный на основе передовой технологии стереолитографии с низким усилием (LFS), является следующим шагом на пути к универсализации 3D-печати промышленного уровня для настольных компьютеров и обеспечению профессионального производства собственными силами.
Закажите форму 3 сегодня Сравните модели Formlabs SLA
Технология стереолитографии с низким усилием (LFS)
Неудивительно, что индустрия 3D-печати постоянно развивается. Поколение за поколением на сцену выводятся новые игрушки — используются самые высокие технологии, чтобы гарантировать, что новый продукт даже лучше, чем его предшественник. В этом случае мы увидим, как технология Low Force Stereolithography (LFS) привносит что-то особенное.
Представление новых принтеров Formlabs Form 3 и Form 3L создали совершенно другую игру с мячом. Благодаря их технологии LFS вы можете создавать высокотехнологичные 3D-отпечатки, которые на лучше, чем когда-либо прежде . Мало того, что вы можете создавать фантастические детали, они также экономически эффективны и позволяют использовать готовые к производству приложения с большими объемами производства. Давайте посмотрим поближе.
Что такое стереолитография (SLA) 3D-печать?
Прежде чем перейти к основам, давайте поговорим о 3D-печати SLA. Мы уже давали вам некоторую информацию об этом в предыдущих сообщениях, но не помешает освежить вашу память.
В отличие от 3D-принтеров DLP, где экран цифрового проектора используется для отображения изображения слоя на встроенной платформе, в 3D-принтеры SLA встроен лазер. Лазер направлен на два зеркальных гальванометра так, чтобы свет падал на правильные координаты. Свет направлен вверх для отверждения твердых изотропных частей жидкой фотополимерной смолы.
Что такое стереолитография с низким усилием (LFS)?
Переходя к LFS Low Force Stereolithography, ее лучше всего описать как преемницу SLA; в этом случае используется гибкий бак и линейная подсветка до превратить жидкую смолу в новые, нетронутые детали . Чем эластичнее бак, тем меньше сила.
В долгосрочной перспективе это не только гарантирует качество печати, но и надежность принтера. Детали просто нужно увидеть, чтобы поверить. Помимо использования самых современных материалов, эти принтеры также изготовлены таким образом, что удаление опоры так же просто, как 1, 2, 3.
Особенности стереолитографии LFS с низким усилием Стереолитографический 3D-принтер LFS состоит из 3 основных компонентов:
Модуль конденсированной оптики: Блок обработки света (LPU), расположенный внутри принтера, использует компактную систему линз и зеркал для создания высококачественных отпечатков.
Гибкий резервуар: Его гибкая поверхность позволяет значительно снизить усилие отрыва при печати.
Линейное освещение: Лазер LPU и параболическое зеркало создают идеальный перпендикулярный источник закрепления на протяжении всего процесса печати.
Преимущества стереолитографии LFS с низким усилием
Во-первых, эти принтеры LFS отлично подходят для широкоформатной 3D-печати.
В настоящее время сотни миллионов редукторов работают на повышение эффективности на суше, в воде и воздухе во всем мире. Редукторы применяются уже не один десяток лет в различных областях техники и приборостроения, однако, наибольшее распространение, редукторы получили в автомобильной промышленности при производстве узлов и агрегатов автомобилей.
Ответить на вопрос «Что такое редуктор?» поможет данная статья. Мы постарались по-максимуму осветить теоретические аспекты понятия «редуктор».
Большая советская энциклопедия определяет редуктор как механизм, который входит в приводы различных машин, и который служит для снижения угловых скоростей ведомого вала для повышения крутящего момента.
Редуктор, также, является устройством для снижения и поддержания постоянного давления рабочей среды, например, газа, пара или жидкости на выходе из ёмкости с высоким давлением (баллона), при этом выполняющим функции запорного и предохранительного клапана. Редукторы устанавливаются в аппаратах газовой сварки, в сатураторах, хлораторах воды и др., и используются в различных аппаратах для осуществления таких дополнительных операций, как смешение, подогрев и охлаждение.
Многообразие сфер применения редукторов обусловило появление огромного количества его разновидностей. В зависимости от сферы применения и конструктивных особенностей выделяют: общепромышленные редукторы и мотор-редукторы. Выделяют, также, и другие разновидности: турборедуктор, мультипликатор (вариатор), конический, цилиндрический, червячный, волновой, планетарный редуктор.
Однако, в любом редукторе, главными характеристиками служат: коэффициент полезного действия (КПД), передаточное отношение, мощность, угловые скорости валов, количество ступеней или передач.
Итак, рассмотрим некоторые виды редукторов подробнее.
Мотор-редуктор – это сложная конструкция, которая представляет собой систему, состоящую из двух элементов: двигателя и, непосредственно, редуктора (Рисунок 1. )Используется мотор-редуктор в тех механизмах, в которых не требуется чрезмерно точное позиционирование. Конструктивно, в мотор-редукторе могут быть использованы червячные, цилиндрические или планетарные редукторы. Так, например, червячный мотор-редуктор предполагает использование, в своей конструкции, червячной передачи. Такой мотор-редуктор обладает относительно бесшумной работой и сравнительно небольшими размерами.
Рисунок 1. Мотор-редуктор
В редукторах используются зубчатые передачи, червячные передачи и цепные передачи, которые также могут применяться в различных сочетаниях одновременно, например, червячные и зубчатые, цепные и зубчатые и др. Существуют комбинированные приводы, в которых редукторы компонуют с вариатором.
Цилиндрический редуктор — такая конструкция редуктора является одной из самых популярных. Цилиндрические редукторы используются для изменения скорости вращения при передаче крутящего момента (Рисунок 2). Такие редукторы активно применяются в современных узлах и механизмах общепромышленного назначения.
Рисунок 2. Цилиндрический редуктор.
Цилиндрические редукторы представлены одно-, двух- и трехступенчатыми модификациями. Такие редукторы надежны и долговечны, поэтому, обладающие цилиндрическими редукторами машины и оборудование, выносливы и производительны.
Червячный редуктор – конструкция такого редуктора использует передачу, обладающую резьбой с червячным профилем (Рисунок 3). Механизм червячного редуктора является превосходным решением для передачи крутящего момента между двумя перпендикулярными осями. Так, например, Червячный редуктор используется в рулевом управлении механических транспортных средств, таких, как автомобили. Достоинством червячного редуктора является возможность получения большого передаточного числа в одной ступени (от 80 до нескольких сотен). Червячные редукторы бесшумны, обладают плавностью хода, а также, не требуют использования тормозных механизмов благодаря возможности самостоятельного торможения при достижении определенных передаточных чисел.
Рисунок 3. Червячный редуктор.
Комбинированный редуктор — данный тип редукторов — это совокупность нескольких конструктивных решений, включающая в себя разные виды передач объединенных в одном корпусе. Комбинированный редуктор относится к ряду наиболее практичных редукторов. Он выгодно отличается от других типов редукторов хорошими эксплуатационными характеристиками, при небольших габаритах, а также относительно невысокой ценой. К редукторам комбинированного типа относят: цилиндро-червячные редукторы (Рисунок 4), коническо-цилиндрические и др.
Рисунок 4. Цилиндро-червячный редуктор.
Коническо-цилиндрический редуктор — конструктивно включает в себя одну коническую и несколько цилиндрических передач (Рисунок 5). Использование коническо-цилиндрического редуктора оправдано в случаях, когда ось вала подвода перпендикулярно пересекается с осью вала отбора мощности. Коническо-цилиндрический редуктор, в зависимости от специфики эксплуатации, может быть изготовлен в вертикальном или горизонтальном исполнении. В первой ступени конические колеса, как правило, имеют зубья с криволинейным профилем, поскольку именно на эту ступень приходятся максимальные (до 60 тыс. об/мин) линейные и угловые скорости. В подобных случаях, зубья с плавным профилем не могут обеспечить плавность хода. Несомненными преимуществами конструкции коническо-цилиндрического редуктора являются достаточно высокий КПД, износостойкость и долговечность.
Рисунок 5. Коническо-цилиндрический редуктор.
Планетарный редуктор — один из типичнейших представителей механических редукторов. В основе конструкции такого редуктора лежит использование планетарной передачи, которая преобразует крутящий момент при помощи нескольких зубчатых шестерен, которые взаимодействуя с центральной шестернёй, изменяют скорость вращения на выходе (Рисунок 6).
Рисунок 6.
Планетарный редуктор также называют дифференциальным. В таком редукторе может использоваться как одна, так и несколько планетарных передач (Рисунок 7).
Рисунок 7. Планетарный редуктор.
На сегодняшний день, редукторы широко распространены во всех сферах промышленности и народного хозяйства. Любая строительная, дорожная, землеройная, карьерная техника оснащается стандартными и специальными редукторами. Редукторы интегрируются как в гусеничный, так и в традиционный колесный привод; благодаря этому, специальные машины, эксплуатируемые в сложных условиях, имеют большой клиренс.
Используемое в лесной отрасли и сельском хозяйстве оборудование, такое, как транспортеры, погрузчики, приводы подъемников, поворотные механизмы и многое другое, должно соответствовать самым строгим критериям надежности, эффективности и долговечности. Именно поэтому, редукторы в этих механизмах, а также в оборудовании для горнорудной и добывающей сферы характеризуются максимальной выносливостью и способностью работать продолжительное время в режиме интенсивной эксплуатации.
Редукторы планетарной конструкции подходят для работы в устройствах и механизмах, в которых осуществляется передача очень больших крутящих моментов. Редукторы, удовлетворяющие самым жестким критериям долговечности и надежности, применяются на предприятиях энергетики и нефтепереработки в отопительных системах, вентиляторах, винтовых компрессорах, генераторных установках.
Редукторы, также, нашли применение в пищевой промышленности, особенно в тех механизмах, где реализуются циклы с высоким крутящим моментом при низких оборотах. Это такие механизмы, как мельницы, экструдеры, мешалки, спиральные морозильные аппараты.
В бытовой технике и электрооборудовании, в составе которого имеются электродвигатели, также применяются редукторы, как понижающие и регулирующие обороты устройства. Невозможно представить без редукторов конструкцию миксеров, стиральных машин, кухонных комбайнов, болгарок, дрелей.
Редукторы — необходимая и незаменимая часть очистных сооружений, насосных систем, вентиляционного оборудования.
Редуктор. Виды и устройство. Применение и работа. Особенности
Редуктор – механическое преобразовывающее устройство, предназначенное для передачи крутящего момента с изменением его направления, скорости и тяговой силы в зависимости от необходимого значения. В классическом исполнении состоит из шестерен разного диаметра. В зависимости от соотношения размера ведущей и ведомой зубчатки может ускорять крутящий момент на ведомом валу, или наоборот делать его более медленным, но тяговым.
Механические редукторы позволяют взаимообратно изменять угловую скорость и крутящий момент. Эти величины выражаются передаточным отношением. Так, крутящий момент на входе в механизм редуктора выше, чем при выходе. При этом угловая скорость после прохождения устройства получается выше. Именно механизм такого типа обычно и подразумевается под определением «редуктор». Передаточное число данного устройства всегда больше единицы.
Также существует понятие «повышающих редукторов». Под ним подразумеваются устройства противоположного направления действия, которые способны повышать прикладываемое усилие. Такой термин не применяется в официальной литературе, однако в ГОСТах используется понятие «повышающая передача», образование которой и подразумевает использование механизма такого типа.
Сам механизм простейшего редуктора подразумевает сцепление двух шестерней разного диаметра. Ведущая, на которую оказывается вращательное усилие, имеет меньший диаметр, а ведомая больший. К примеру, если в последней количество зубцов выше в 2 раза, то если первая сделает один оборот вокруг своей оси, то соединенная с ней ведомая обернется только наполовину. При этом тяговая способность на ее валу повысится в 2 раза, против того, что выдает источник вращения.
В целом механизм классического редуктора состоит из таких деталей:
Корпус.
Шестерни.
Валы.
В конструкции может предусматриваться не два, а больше шестерен. Более сложные могут иметь возможность переключения ведомых элементов, чтобы получать на выходе крутящий момент с определенной изменяемой мощностью и угловой скоростью. По этому принципу работает коробка переключения передач автомобиля. Также в конструкции редуктора может предусматриваться система смазки или принудительного охлаждения.
Чтобы редуктор мог работать, важно, сцепление ведомого, ведущего и промежуточных элементов между собой. Для этого у них предусматриваются одинаковые зубья. Они идентичны по размеру, форме и шагу.
В качестве источника крутящего момента редуктора может применяться двигатель внутреннего сгорания, лопасти ветряка, гидростанции, электромотор или приводная ручка. Развиваемое ими усилие может быть недостаточным для конкретного подключенного механизма, или же ему недостает скорости. В таком случае применяются редукторы с необходимым передаточным числом.
При использовании редукторов всегда повышение скорости сопровождается снижением мощности крутящего момента и наоборот. В связи с этим важно высчитать необходимые значения передаточного числа для конкретного потребителя. Передаточное число редуктора рассчитывается в результате деления количества зубьев ведомой шестерни на ведущей. К примеру, у устройства со значениями 40 и 20 зубьев, оно составляет 2.
К примеру, если требуется использовать мотор для подъема груза путем намотки троса на барабан, то требуется невысокое вращение с малым крутящим моментом. В такой ситуации используется редуктор. Он меняет выходные характеристики, создавая оптимальный баланс между мощностью и скоростью. Хорошо эту ситуацию показывает пример велосипеда. Его звездочки соединенные роликовой цепью являются примером простого редуктора. Однако за счет того, что связка между ними происходит через цепь, то они имеют одинаковое направление вращения. Так, велосипедист выдает ограниченную мощность. Меняя сочетание ведомых звездочек при переключении передач, он может регулировать нагрузку при вращении педалей. Чем на большую ведомую звездочку выполняется переход, тем быстрее едет велосипед, но при этом крутить педали становится сложнее.
Виды редукторов
В современных механизмах применяют различные типы редукторов. Их классификация выполняется по нескольким параметрам:
Типу передачи.
Числу ступеней.
Типу зубчатых колес.
Расположению валов.
Все эти параметры являются важными составляющими, которые нужно учитывать при подборе редуктора для решения конкретных задач. Одни механизмы склонны к нагреву при высоких оборотах, другие меняют угол передачи крутящего момента, третьи отличаются компактностью и т.д.
Типы передачи
По типу передачи выполняется разделение редукторов на 4 вида:
Червячные.
Зубчатые.
Зубчато-червячные.
Планетарные.
Червячный тип
Состоит из червячного вала с винтовой накаткой, подобной резьбе, и зубчатого колеса с косыми зубами. С его помощью выполняется увеличение крутящего момента с уменьшением количества оборотов привода. Червячные редукторы получили распространение в разных сферах. К примеру, их устанавливают на привод автоматических ворот, станки по обработке металлов, электроподъемники. Устройство отличается приемлемым КПД. Оно встречается как в компактном исполнении, так и в виде больших промышленных механизмов. Размер редуктора влияет сугубо на механическую прочность. Перегрузка компактного механизма приводит к деформации вала или повреждению зубьев на шестерни. Чем крупнее редуктор, тем ниже такая вероятность.
Червячные редукторы отличаются сравнительно низким уровнем шума. Они имеют эффект самоторможения. При прекращении вращения они быстро останавливаются, а не оборачиваются по инерции. Специфика использования червячных редукторов заключается в том, что в них приводной вал располагается под прямым углом относительно ведомого. Это обусловлено особенностью стыковки червячного винта с шестерней.
Цилиндрический
Состоит только из шестерен в корпусе, насаженных на валы. За счет этого направление передачи крутящего момента не изменяется, как в червячном механизме. Устройства этого типа могут применяться как для повышения, так и снижения крутящего момента. Зачастую в их конструкции применяются промежуточные шестерни, чтобы пройти более точную коррекцию передаточного числа.
Чтобы зубчатые редукторы были действительно эффективными, в них применяется набор шестерен, расположенных ступенями. Такие устройства называют ступенчатыми. Первая пара выполняет преобразование крутящего момента в одно значение, после нее оно передается с другим и т.д. Естественно подобные сложения всегда влекут за собой снижение надежности и простоты ремонта. Подобные устройства могут иметь различные габариты, даже весьма компактные, несмотря на большой набор деталей
Планетарный редуктор
Имеет существенные отличия от обычного зубчатого и червячного. Его особенность в соосности входящего и выходящего потока мощности. Внутри корпуса редуктора имеются зубья. Данная деталь называется корончатая шестерня. Это обеспечивает сцепку с тремя, четырьмя или более сателлитными зубчатками. Те в свою очередь соединяются между собой водилом. При вращении они раскручивают центральную шестерню, называемую солнечной.
Существуют различные конфигурации планетарного редуктора, у которых в качестве опорного звена применяется:
Коронная шестерня.
Солнечная шестерня.
Водило.
На практике можно использовать в качестве ведущего и ведомого любое звено планетарного редуктора. Однако в зависимости от применяемого варианта, рабочие качества механизма меняются. Такие устройства используются на гусеничной технике, грузовых машинах, больших лебедках, в конструкции автомобильного стартера.
Реверсивное движение
Специфика механики работы редуктора подразумевает, что при раскручивании ведущей шестерни в одну сторону, ведомая вращается в противоположную. Во многих случаях это не имеет никакого значения, или решается дальнейшей модернизацией механизма, принимающего передаваемый крутящий момент.
Если реверсивное движение является неприемлемым, для решения этой проблемы редуктор предусматривает промежуточную шестерню. Она сцепляется с ведущей, и в результате воздействия оборачивается в противоположном направлении. После этого уже в паре с ведомой крутит ее наоборот. Таким образом, направление вращения на выходе с редуктора получается такое же, как и на входе.
Применение промежуточной шестерни никак не влияют на конечное передаточное число, при условии их правильного расчета. Также при корректировке на них количества зубьев, можно менять фактические параметры редуктора, уменьшая ведомую зубчатку для компактности механизма.
Нередко в конструкции редукторов можно встретить целый ряд из промежуточных шестерен в непарном количестве, хотя на практике достаточно одной зубчатки. Увеличение их количества вызвано необходимостью удлинения передачи, к примеру, если требуется, чтобы ведомый вал расположился с большим выносом в сторону относительно ведущего.
Также в редукторах может использоваться увеличенное количество промежуточных шестерен разного размера с целью отбора от каждой из них крутящего момента с определенной угловой скоростью. Это требуется для функционирования вспомогательных механизмов. К примеру, с одной из зубчаток может сниматься вращение для работы маслонасоса принудительной смазки и т.д.
Похожие темы:
Полиспаст. Виды и устройство. Применение и особенности
Блоки и ролики. Виды и применение. Особенности и отличия
Шарниры. Виды и применение. Принцип работы и особенности
Как написать Redux Reducer
Адам Гаррет-Харрис
Адам Гаррет-Харрис
15 октября 2019 г.
5 мин.
27 000 Вид
октября 15,
9 9000 5 мин.
27 627 Просмотров
Веб-разработка
Введение
Введение
В Redux редуктор — это чистая функция, которая выполняет действие и предыдущее состояние приложения и возвращает новое состояние. Действие описывает, что произошло, и задача редуктора — вернуть новое состояние на основе этого действия.
1(previousState, action) => newState
js
Это может показаться простым, но это должна быть чистая функция без побочных эффектов.
Pure Function
Чистые функции Невозможно Делать любое из следующего:
Доступ к глобальным переменным
Глобальные переменные
Mintate свои аргументы
Выполните побочные эффекты (например, Make API).
Вызов любой другой нечистой функции (например, даты и случайных функций)
Действия
Действия — это объекты, которые имеют свойство типа и любые другие данные, необходимые для описания действия. Например, приложение чата может иметь такое действие:
Это может показаться многословным, но полезно сохранить файл с именем action.js для экспорта всех типов действий в виде строк.
1export const CHANGE_USERNAME = 'CHANGE_USERNAME'
js
Затем вы можете импортировать их в reducer.js , чтобы случайно не ошибиться в имени действия.
1import { CHANGE_USERNAME } from './actions'
js
Редуктор
Редюсер принимает два параметра: состояние и действие . Вам нужно иметь начальное значение, чтобы при первом вызове Redux редуктора с undefined , он вернет initialState . Затем функция использует оператор switch , чтобы определить, с каким типом действия она имеет дело. Если есть неизвестное действие, то оно должно вернуть состояние , чтобы приложение не потеряло свое текущее состояние.
1const начальное состояние = {
2 имя пользователя: '',
3 сообщения: [],
4}
5
Редуктор 6 функций (состояние = начальное состояние, действие) {
7 переключатель (действие.тип) {
8 случай CHANGE_USERNAME:
9 вернуться {
10 ...состояние,
11 имя пользователя: action.username,
12 }
13 по умолчанию:
14 состояние возврата
15 }
16}
js
Давайте посмотрим на оператор return в этом редукторе:
1return {
2 ...состояние,
3 имя пользователя: action.username,
4}
js
Мы возвращаем совершенно новый объект, а не пытаемся изменить его состояние. Затем мы используем оператор распространения для создания копии состояния. Затем мы переопределяем свойство username новым значением из action.username .
Добавление в массив
Вы можете добавить столько операторов case, сколько вам нужно. Давайте напишем еще один для добавления нового сообщения.
1Редуктор функции (состояние = начальное состояние, действие) {
2 переключатель (action.type) {
3 дело CHANGE_USERNAME:
4 возврат {
5 ...состояние,
6 имя пользователя: action.username,
7 }
8 случай ADD_MESSAGE:
9 вернуться {
10 ...состояние,
11 сообщений: [
12 ...состояния.сообщения,
13 {
14 пользователей: state.userId,
15 сообщение: action.message
16 },
17],
18 }
19 по умолчанию:
20 состояние возврата
21 }
22}
js
Здесь делаем что-то похожее на первый случай. Возвращаем новый объект и распространяем внутри него state . Затем мы переопределяем сообщения и присваиваем ему значение нового массива, , но , мы хотим сохранить все существующие сообщения, поэтому мы распространяем внутри него state. messages . Затем добавляем в конец массива новый объект с пользователем из состояния и сообщением из действия.
Заключение
Я привел примеры изменения состояния путем изменения строки и добавления к массиву, но в редюсере можно делать гораздо больше вещей, которые могут стать очень сложными. Вы можете удалить элемент из массива (с Array.slice и оператора расширения), изменить несколько элементов в массиве (с помощью Array.map ), удалить несколько элементов из массива (с помощью Array.filter ) или удалить несколько элементов из объекта (с помощью Object.keys , .filter() и .reduce() ).
Только не забудьте сохранить его в чистоте и не мутировать состояние. И поскольку это чистая функция, вы можете легко протестировать свой редьюсер.
Об авторе
Я программист полного цикла и ведущий подкаста BookBytes. Вы можете подписаться на меня в Твиттере.
Что такое Редуктор? | Цилиндрический редуктор, конический редуктор, конический и цилиндрический редуктор, червячный редуктор, планетарный редуктор
Благодаря постоянному развитию современных технологий выходная мощность оборудования, такого как двигатели внутреннего сгорания и моторы, становится все сильнее и сильнее. Для достижения полной эффективности этих источников питания в них встроены редукторы.
Что такое редуктор?
Механический редуктор представляет собой независимое закрытое передаточное устройство между основным источником энергии и рабочей машиной, используемое для снижения скорости и увеличения крутящего момента для удовлетворения потребностей различных машин.
Для промышленного производства основной функцией редуктора является замедление работы машин, то есть снижение скорости машин. Уменьшение скорости, в свою очередь, увеличивает крутящий момент. Он используется вместе с электродвигателями, двигателем внутреннего сгорания и другими высокоскоростными источниками энергии. Входной вал, на котором установлена шестерня с малым числом зубьев, находится в зацеплении с шестерней выходного вала, имеющей большее число зубьев. Когда входной вал вращается с высокой скоростью, движение передается на выходной вал, который вращается с меньшей скоростью.
Редуктор имеет широкий спектр применения в промышленности. Редуктор используется для замедления и увеличения крутящего момента, поэтому он широко используется в оборудовании для преобразования скорости и крутящего момента. Например, зубчатые редукторы можно увидеть почти во всех типах механических трансмиссий, от транспортных средств, кораблей, автомобилей, локомотивов и тяжелой техники, используемой в строительстве. Он также используется в машиностроении, например, для обрабатывающих станков и автоматизированного производственного оборудования, а также для обычных бытовых приборов, часов и часов.
Обзор принципа действия редуктора
Редуктор представляет собой тип трансмиссии. Принцип заключается в том, чтобы задействовать электродвигатель, двигатель внутреннего сгорания или другой высокоскоростной источник энергии через зубчатый механизм для снижения скорости вращения машинного устройства. Отношение числа зубьев на большой шестерне к числу на малой шестерне является передаточным числом (передаточным числом).
Редуктор может состоять из любого из множества зубчатых колес, таких как червячная передача, циклоидная передача, планетарная передача и т. д., и обычно заключен в какой-либо жесткий корпус. По форме зубчатые колеса можно разделить на цилиндрические, конические и коническо-цилиндрические. Трансмиссию можно разделить на редуктор расширительного, прямоточного и соосного вала. Редукторы также можно разделить на одноступенчатые и многоступенчатые по количеству ступеней трансмиссии.
Разница между мотор-редуктором и редуктором
Мотор-редукторы, также известные как мотор-редукторы и мотор-редукторы, представляют собой модульные комбинации. Они сочетают в себе двигатель и редуктор.
Электродвигатели имеют различную скорость, которая обычно соответствует количеству полюсов в двигателе. Например, выходная скорость двигателя с 4 полюсами, использующего источник питания 60 Гц, будет составлять около 1800 об/мин, 6 полюсов — около 1200 об/мин, 8 полюсов — около 900 об/мин. Двигатели с большим числом полюсов дороже, работают медленнее и имеют более высокий крутящий момент. Поскольку в обычных двигателях обычно используется 4 полюса, вместо покупки более дорогого двигателя с большим количеством полюсов можно использовать 4-полюсный двигатель вместе с редуктором, чтобы получить ту же скорость и крутящий момент, что и у двигателя с большим количеством полюсов. Редукторы, используемые для этой цели, обычно имеют относительно небольшие размеры.
Преимущества использования редукторов
Если для некоторых видов работ требуется высокий крутящий момент, вам может потребоваться увеличить мощность двигателя или использовать двигатель с более высоким током. Это увеличит общую стоимость системы. Размер двигателя также будет больше, что увеличит потребность в пространстве для оборудования. Но если используется редуктор, крутящий момент можно увеличить без необходимости вкладывать средства в более крупный двигатель и лишь с небольшим увеличением размера системы.
Распространенные типы редукторов
Одноступенчатый цилиндрический редуктор:
Одноступенчатый цилиндрический редуктор подходит для передаточного отношения 3~5:1. Зубья шестерни могут быть прямыми, спиральными или в форме елочки. Коробка передач обычно изготавливается из чугуна или сварных стальных листов. Обычно используются роликовые подшипники, а подшипники скольжения используются только при больших нагрузках или чрезвычайно высоких скоростях.
Двухступенчатый цилиндрический редуктор:
Двухступенчатые цилиндрические редукторы делятся на три типа: цилиндрический редуктор расширительного типа, цилиндрический редуктор разъемного типа и цилиндрический редуктор коаксиального типа, и подходят для передаточных чисел 8-40.
Тип расширения: Высокоскоростные или низкоскоростные косозубые шестерни с длинными валами. Поскольку входной и выходной концы крутящего момента находятся далеко от зоны зацепления шестерни, а из-за асимметричного расположения шестерни относительно подшипника возникает неравномерное распределение нагрузки по ширине зуба, вызванное изгибом и деформацией вала. Для уменьшения неравномерности распределения по шестерням требуется высокая жесткость вала. Наиболее широко используется простая структура.
Тип ответвления: обычно используется для высокоскоростных приложений. Поскольку шестерни расположены симметрично, их можно использовать там, где усилие на шестерню и подшипник будет большим. Чтобы общая осевая сила на валу была меньше, направления спирали двух пар шестерен должны быть противоположными. Эта конструкция более сложная, и ее часто применяют в местах с большой мощностью и переменными нагрузками.
Коаксиальный тип: осевой размер редуктора больше, промежуточный вал длиннее, а жесткость низкая. Когда глубина погружения в масло двух больших шестерен одинакова, грузоподъемность высокоскоростных шестерен не может быть использована полностью. Эти шестерни часто используются в местах, где входной и выходной валы соосны.
Одноступенчатый конический редуктор:
Одноступенчатый конический редуктор подходит для передаточного отношения 2~4:1. Передаточное отношение не должно быть слишком большим, чтобы размер конического зубчатого колеса оставался низким и чтобы облегчить передачу нагрузки. Конические редукторы используются в трансмиссиях, где две оси пересекаются перпендикулярно.
Редуктор конический и цилиндрический:
Конические и цилиндрические редукторы подходят для передаточных чисел 8-15:1. Эти шестерни лучше всего подходят для высокоскоростных приложений, где используются конические шестерни небольшого размера. Конические шестерни могут иметь прямые или криволинейные зубья. Цилиндрические шестерни обычно изготавливают с косозубыми зубьями, которые могут компенсировать часть осевой силы конических шестерен.
Червячный редуктор:
Существуют в основном цилиндрические червячные редукторы, дуговые тороидальные червячные редукторы, конические червячные редукторы и червячные редукторы, среди которых наиболее часто используются цилиндрические червячные редукторы.
Уникальная торцовочная пила «2 в 1» сочетает в себе свойства отрезного и настольного станка, то есть позволяет ровно обрезать заготовки под прямым углом и любым произвольным углом до 45 градусов, а также как настольной пилой можно обрезать кромку доски, раскроить лист фанеры, равно отрезать пластиковый сайдинг, оцинкованный стальной лист, и профлист.
ВИДЕО здесь:https://www.youtube.com/watch?v=4VS_FtPSdVY
Новая высокопроизводительная, полностью переработанная, флагманская модель R255SMS-DB.
Раздвижная торцовочная пила с двойным скосом и полотном 255 мм (10 дюймов) с твердосплавными напайками, способная резать древесину даже с вбитыми гвоздями, листовую низкоуглеродистую сталь толщиной 6 мм, алюминий и многое другое.
Это последняя и самая большая модель в профессиональной линейке торцовочных пил Evolution, которую многие ждали уже несколько лет, с тех пор как в 2015 году была выпущена первая и самая маленькая торцовочная пила семейства R210CMS.
Более подробную информацию по характеристикам всего модельного ряда торцовочных пил можно найти здесь.
Те, кто знаком с моделью Evolution RAGE3-B, (предшественницей) R255SMS-DB, наверняка поняли, что означает DB. Это, конечно же, Double Bevel или Двойной Срез.
Double Bevel означает, что вы можете наклонять головку пилы как влево, так и вправо на угол до 45 градусов. Это ускоряет контроль заготовки, увеличивает время производства и обеспечивает плавное, точное коническое и комбинированное пиление под любым углом.
Например, при резке плинтуса вам, скорее всего, придется резать одну и ту же деталь дважды. Один раз слева и один раз справа. Для тех, у кого торцовочная пила с одним скосом, это означает, что вам придется перевернуть плинтус и выровнять две части друг с другом. Это не всегда просто, как может показаться. Функция двойного скоса быстро становится удобной и аккуратной функцией, которую стоит иметь при выполнении нескольких косых резов за день работы.
В сочетании с 10-дюймовым лезвием с поперечным резом 300 мм x 80 мм и высокомоментным двигателем мощностью 2000 Вт, это серьезный комплект по абсолютно низкой цене. В настоящее время он доступен в нашем официальном дилерском магазине, так же хотелось бы отметить что эта модель дешевле, чем её предшественник RAGE3-DB.
Почему? Потому что в Evolution мы заново изобрели торцовочные пилы и способы их упаковки. В отличие от RAGE3-DB, R255SMS-DB поставляется в упаковке из 3 частей — головки, направляющих и основания. Это означает, что размер упаковки теперь на 50% меньше. Ее легче переносить, она также помещается в багажник автомобиля.
Пила более эффективна и экономична при производстве, транспортировке в контейнерах, доставке курьерами и хранении на ограниченных полках. Учитывая все эти факторы, а также то, что сама пила стала более совершенной, точной и эргономичной, можно предложить R255SMS-DB по цене, которая соответствует остальному семейству торцовочных пил Evolution.
Но что еще отличается?
Более подробные характеристики и спецификации модели в нашем каталоге или по ссылке: R255SMS-DB .
Меня зовут Антон Пальчиков, специалист по пилам компании НА ВСЕ СЛУЧАИ, официального дилера пил Evolution, надеюсь, вы нашли эту страницу полезной.
Все отзывы приветствуются, оставляйте комментарии ниже.
American Express
Фильтры
10 дюймов
14 дюймов
7-1/4 дюйма
10 футов
13 футов
6 футов
Строительство
сделай сам
Изготовление
Алюминиевое лезвие
Алмазный клинок
Лезвия для резки металла
Клинок из мягкой стали
Мультиматериальный клинок
Лезвие из нержавеющей стали
Тонкий стальной клинок
Деревянный клинок
11-3/4 дюйма
8-1/4 дюйма
промышленный
Профессиональный
3 года
Мешок для пыли
Премиум клинок
Верхний зажим
45˚
Двойной скос 45˚- 45˚
Одинарная фаска 0˚- 45˚
2-1/4 дюйма
3-1/2 дюйма
3-1/8 дюйма
5-1/8 дюйма
10 ампер
15 ампер
от 150 до 200 долларов
от 200 до 250 долларов
от 350 до 400 долларов
Снято с производства
В наличии
Новый
Отремонтированный
Пучок
Отбивная пила
Торцовочная пила
Показаны 1 — 5 из 5 товаров
Фильтры
10 дюймов
14 дюймов
7-1/4 дюйма
10 футов
13 футов
6 футов
Строительство
сделай сам
Изготовление
Алюминиевое лезвие
Алмазный клинок
Лезвия для резки металла
Клинок из мягкой стали
Мультиматериальный клинок
Лезвие из нержавеющей стали
Тонкий стальной клинок
Деревянный клинок
11-3/4 дюйма
8-1/4 дюйма
промышленный
Профессиональный
3 года
Мешок для пыли
Премиум клинок
Верхний зажим
45˚
Двойной скос 45˚- 45˚
Одинарная фаска 0˚- 45˚
2-1/4 дюйма
3-1/2 дюйма
3-1/8 дюйма
5-1/8 дюйма
10 ампер
15 ампер
от 150 до 200 долларов
от 200 до 250 долларов
от 350 до 400 долларов
Снято с производства
В наличии
Новый
Отремонтированный
Пучок
Отбивная пила
Торцовочная пила
Меню
Evolution Rage R255SMS 10-дюймовая торцовочная пила TCT для резки различных материалов Честный обзор
Evolution представляет новую торцовочную пилу с одним скосом для резки различных материалов с торцовочной пилой Rage R255SMS 10 ″ TCT для резки различных материалов. внимательно изучите его функции и производительность и дайте мой честный обзор.0003
Раскрытие этических норм:
Компания Evolution была настолько любезна, что бесплатно предоставила для ознакомления торцовочную пилу Evolution Rage R255SMS 10″ TCT для резки различных материалов. Как и во всех моих обзорах, мне не платят, не спонсируют и я не обязан давать положительный отзыв. Этот обзор является моим мнением о продукте, основанным на моем использовании и знаниях, и мой обзор будет отражать то, что мне нравится и не нравится в продукте. Я сделаю все возможное, чтобы предоставить вам непредвзятый обзор.
Характеристики производителя:
Технология резки нескольких материалов. Одна пила, одно полотно режет все.*
Точная резка с функцией скольжения 11-13/16 дюймов, регулируемой глубиной резки и точным лазерным наведением.
Гладкая, прямоугольная, надежная резка различных материалов. Резка низкоуглеродистой стали без нагрева, без заусенцев и практически без искр.
Мощный 15А с высоким крутящим моментом, оптимизированный редуктор и система лезвий увеличивают срок службы двигателя и лезвий, позволяя легко резать различные материалы.
Выполняйте точную поперечную резку, резку под углом, резку под углом и комбинированную резку с регулируемыми настройками точности.
Обрезка с точностью +/- 0,5˚ с наклоном фаски 0–45° и углами скоса 50–50˚ с быстрым щелчком ограничители скоса в положениях 0˚, 15, 22,5, 30 и 45˚ слева и справа.
Впечатляющий размер 11-13/16 x 3-9/16 дюймов макс. Возможность поперечной резки позволяет резать стойки размером 4 x 4 дюйма.
Двусторонний, эргономичный, горизонтальный спусковой крючок с удобной рукояткой борется с повторяющимся напряжением.
Совместим с подставкой для торцовочной пилы Evolution, что дает вам полный контроль и позволяет легко резать точные повторяющиеся длины на широких и длинных материалах.
Эволюция 10 дюймов. Алмазный диск также можно использовать для резки керамической плитки и декоративного камня (продается отдельно).
2500 об/мин, скорость без нагрузки
длина кабеля 10 футов
Вес 34 фунта
плавный пуск
Мои мысли о функциях:
Многоцелевая торцовочная пила Evolution Rage R255SMS 10″ TCT — это не обычная торцовочная пила, поскольку она может резать несколько типов материалов, помимо дерева, таких как металлы, плитка, камень, кирпич, ПВХ и другие. Хотя вы можете нарезать полотно по металлу или алмазное полотно на обычной торцовочной пиле, это не то же самое, что торцовочные пилы Evolution, потому что их торцовочные пилы разработаны с нуля для дополнительных требований резки металла. Их двигатели специально разработаны для жестких требований резки металла, скорее всего, за счет добавления дополнительного крутящего момента и снижения оборотов, чтобы лучше соответствовать выполняемой работе. Вот почему эта торцовочная пила Evolution имеет более низкую, чем средняя, скорость без нагрузки 2500 об / мин, что лучше подходит для резки металла. Этой скорости достаточно для других целей, таких как резка дерева, и она отлично подходит для резки дерева. Двигатель — не единственное, что было разработано с нуля для высоких требований резки металла, так как оба кожуха лезвия были усилены для этого применения.
Если не считать двигателя, редуктора и защиты диска, эта Evolution выглядит и ощущается как любая другая торцовочная пила по дереву. Это неплохо, так как пользователи будут чувствовать себя как дома с многоцелевыми торцовочными пилами Evolution.
Что касается других функций, эта модель имеет множество функций или отсутствие функций, которые вы найдете на торцовочной пиле начального уровня, таких как возможность одиночного скоса, встроенный лазерный прицел, угол наклона до 50 градусов влево и справа: удлинители стола, одинарный зажим для материала и поворотная ручка блокировки под углом.
Только левая направляющая может выдвигаться, пока правая направляющая находится в фиксированном положении. Я заметил, что предыдущая 10-дюймовая скользящая торцовочная пила Rage 3 10″ от Evolution нуждалась в резиновых ножках и удалении блока под поворотной ручкой угла скоса, если вы хотели разместить эту пилу на подставке для торцовочной пилы, однако это уже не так. на этой новой модели Rage. Из коробки он готов к установке на подставку без каких-либо доработок.
Основание пилы изготовлено из более тонкого металла, достаточно толстого, чтобы удерживать форму, но не такого толстого, как основание торцовочной пилы Dewalt, Bosch, Makita или Milwaukee. Из-за более тонкого калибра, используемого в пиле Evolution, она намного легче, чем пила аналогичного размера от профессионального бренда, и весит всего 34 фунта, что делает ее очень удобной для переноски и использования.
Мощность горизонтального и вертикального пропила:
Будучи торцовочной пилой, она может скользить и резать материал до 11-13/16 ″ горизонтального реза, что означает, что она может резать до 2×12 пиломатериалов. Его вертикальная мощность составляет 3-9/16″, чего достаточно для распила 4-х пиломатериалов.
Сборка Требуется перед использованием:
Перед началом использования пилу необходимо собрать. Это не сложно и очень просто, поскольку инструкции помогут вам на каждом этапе пути.
Производительность:
Мощность резания:
Так же, как и предыдущая модель Rage 3, которую я рассматривал несколько лет назад, новая модель Rage 10″ способна резать все, что я бросал ей, от мягкой до твердой древесины. , к металлу, к кирпичу и все между ними. Даже при самых требовательных разрезах он не увязал и резал в быстром темпе. Ни в коем случае не уступает в производительности.
Но производительность — это нечто большее, чем грубая режущая способность. Есть и другие вещи, которые следует учитывать, такие как сбор пыли, вибрация и точность, которые мы рассмотрим ниже.
Еще одним преимуществом использования лезвия для резки металла с твердосплавными наконечниками является то, что при резке не возникает искр, а сами разрезы намного холоднее и не сильно нагреваются. Металлические обрезанные концы можно обрабатывать вскоре после резки, и они не достаточно горячие, чтобы причинить какие-либо повреждения. Просто не забудьте надеть одежду с длинными рукавами и полнолицевую маску при резке металла, так как в вас будет лететь горячая металлическая стружка.
Вибрация и качество реза:
При резке мягкой и твердой древесины с очень ровным пропилом проблем с вибрацией не было, однако входящее в комплект полотно из нескольких материалов оставляет много осколков на концах реза. Это было не так уж важно, однако в некоторых проектах, которые я делал, например, когда я делал деревянный держатель микрофона, мне пришлось потратить немного больше времени на шлифовку осколков, чтобы вернуть гладкую рабочую поверхность. Для грубой конструкции сколы не представляют никакой проблемы. При резке металла все было наоборот, с более гладкими краями, но с сильной вибрацией по всему разрезу. Это, скорее всего, связано с комбинацией медленных оборотов и большого разброса зубьев лопастей. Также может быть из-за того, что пила недостаточно тяжелая. Когда дело дошло до резки кирпича дополнительным алмазным диском, разрез был гладким с минимальной вибрацией на протяжении всего разреза.
Сбор пыли:
Эта торцовочная пила поставляется с мешком для сбора пыли и портом для вакуумного шланга. Без подключенного пылесоса сбор пыли невозможен, а опилки и кирпичная пыль летят повсюду. Когда подключен пылесос, особой разницы нет, так как пыль летит повсюду. Это связано с тем, что непосредственно за лезвием нет кожуха, который бы направлял пыль обратно в верхний защитный кожух лезвия и через вакуумный порт, поэтому большая часть пыли уходит за лезвие. Единственный раз, когда я заметил, что вакуум имеет значение, был при резке более высоких пиломатериалов, таких как пиломатериалы 4x, у которых верхний защитный кожух лезвия находится на более близком расстоянии к верхней части материала, что помогает с некоторой мощностью вакуумного всасывания. Это работало хорошо для большей части разреза, за исключением последней части разреза. Окончательный вердикт: эта пила не подходит для использования в помещении, даже если она подключена к пылесосу, так как у вас будет комната, полная пыли в кратчайшие сроки. Эта торцовочная пила Evolution лучше подходит для использования вне помещений.
Точность по умолчанию:
Не все торцовочные пилы точны сразу после распаковки и требуют калибровки, чтобы резать точные углы. Я проверил точность этой пилы с помощью угольника, чтобы увидеть, было ли лезвие квадратным под прямым углом 90 градусов по вертикали (скос), и оно было точным и совершенно точным для пропилов сверху вниз и не требует калибровки. Что касается лезвия, выровненного с задним ограждением (точность лезвия Mitre спереди и сзади), оно было превосходным. Это было не идеально, но настолько близко, что если бы вам не требовалась идеальная точность, я бы просто оставил ее в покое. Однако ваш пробег может варьироваться, поэтому я бы посоветовал проверить точность пилы из коробки, чтобы увидеть, выровнена ли она в обоих направлениях. Линия лазерного прицеливания также была должным образом откалибрована прямо из коробки и точно совпадает с линией разреза. Однако это не учитывает толщину лезвий, как система светодиодной линии прицеливания. Лазерная линия также не очень видна, когда на улице очень ярко.
Особенности пилы:
У этой пилы было несколько особенностей, о которых я хотел упомянуть. Во-первых, эта пила оснащена плавным пуском, поэтому пила не дергается при запуске, однако плавный пуск настолько медленный, что кажется, что с пилой что-то не так. Однако именно так работает пила. Не нужно беспокоиться, так как более медленный, чем обычно, плавный пуск является нормальным для этой торцовочной пилы Evolution и имеет такой же необычно медленный пуск, как и модель Rage 3, которую я рассматривал несколько лет назад. Еще одна особенность, которую я заметил, заключается в том, что после того, как пила разгоняется до полной скорости, двигатель останавливается на долю секунды прямо перед тем, как вы сделаете разрез. Я также подумал, что с пилой что-то не так, когда впервые заметил это, но это кажется нормальным для этой пилы. Я не уверен, почему он это делает, но я бы не беспокоился об этом.
Возможности для улучшения:
Несмотря на то, что она включает в себя зажим для материала, который можно разместить за левой и правой направляющими, вы не можете разместить зажим с правой стороны и использовать пилу, так как двигатель врезается в зажим, препятствуя резке. . Это кажется ужасным упущением в конструкции пилы, в основном делающим размещение зажима с правой стороны бессмысленным. Инженеры должны были разместить двигатель подальше от оси лезвия и отодвинуть его дальше назад, чтобы он не мешал зажиму материала. Они могли бы легко переместить двигатель дальше назад с помощью приводного ремня, как это видно на торцовочных пилах Dewalt.
Следующая проблема заключается в том, что иногда при резке 4х пиломатериалов нижний кожух диска зацепляется за передний верхний край пиломатериала. Это происходит не постоянно, и иногда это хуже, чем в другие времена, но было достаточно часто, чтобы об этом говорить.
В задней части пилы есть встроенное отделение для шестигранного ключа, который используется для замены полотна, однако резиновая втулка, которая используется для фиксации шестигранного ключа, может легко выскользнуть. Не большая проблема, а небольшое раздражение.
Заключительные мысли:
В целом, эта пила является хорошим выбором для тех, кому нужна торцовочная пила, которая также может резать металл. Это лучший выбор, чем просто установка лезвия для резки металла на обычную торцовочную пилу, поскольку обычные торцовочные пилы не предназначены для резки металла. Во всяком случае, вы рискуете преждевременно сжечь их двигатели из-за дополнительных требований к крутящему моменту при резке металла.
Эта пила разработана как универсальная пила, однако есть несколько особенностей и возможностей для улучшения, упомянутых выше, которые не позволяют считать ее «идеальной» торцовочной пилой.
Архитектура — создание уникальных предметов интерьера
В области архитектуры и дизайна очень активно используются 3D технологии. При этом возможностями 3D печати в данной сфере пользуются крупные компании и мелкие бюро по всему миру. Все дело в том, что 3D печать произвела настоящую революцию в макетировании, дизайн-проектировании и изготовлении различных креативных объектов. А современные 3Д принтеры способны создавать малые архитектурные формы и даже ведутся разработки в области 3Д печати домов и сооружений (архитектура). В нашей компании большой парк 3Д принтеров, которые печатают по разным технологиям. Мы готовы решить задачи любой сложности и напечатать практически любой трехмерный объект, смоделированный в CAD-программе.
Создание архитектурных элементов
При помощи 3D принтера можно печатать малые архитектурные формы и отдельные архитектурные элементы. Как правило, с этой целью используется 3D принтер, печатающий гипсовым композитом. Это весьма актуально в ландшафтном дизайне.
Создание макетов зданий
Большую роль в архитектурном деле играет макетирование. Именно так можно реально оценить все характеристики, внешний и внутренний вид будущего сооружения. С помощью архитектурных макетов проводятся презентации, благодаря чему находятся инвесторы для проектов строительства. Поэтому очень важно, чтобы макет был выполнен очень качественно. Вместе с тем это весьма трудозатратный процесс, особенно если его выполнять в классическом ручном режиме (архитектура). 3Д принтеры позволяют напечатать высокодетализированный качественный архитектурный макет за считанные часы. При этом может использоваться технология FDM, а для мелкодетализированных объектов стереолитография. Также часто используется полноцветная печать гипсовым полимером.
Реставрация
В сфере реставрации объектов архитектурного наследия 3D печать позволяет добиться идеального соответствия оригиналу. При этом возможны 2 подхода:
3D печать непосредственно архитектурного элемента;
3D печать точной модели архитектурного элемента с последующим изготовлением на базе модели формы для отливки изделия из бетона.
Если раньше все зависело только от мастерства работника-реставратора (архитектура), то сейчас меньшими временными и трудозатратами можно добиться максимального эффекта и точности.
Создание уникальных предметов интерьера
Еще одна отрасль использования 3D печати – интерьерный дизайн. Посредством 3D печати можно создавать самые необычные и уникальные предметы интерьера. Это может быть:
предметы мебели;
оригинальные статуэтки и аксессуары;
светильники;
функциональные элементы и многое другое.
Ассортимент материалов и технологий позволяет выбрать оптимальный вариант, а ограничений по моделированию практически не существует.
3D принтер – это довольно дорогое удовольствие. Но чтобы воспользоваться возможностями 3D печати в архитектурно-дизайнерской сфере вовсе необязательно покупать 3D принтер. Просто воспользуйтесь профессиональными услугами печати!
В нашей компании вы можете заказать печать архитектурных макетов и элементов, предметов интерьера, объектов для реставрации. Мы гарантируем вам кратчайшие сроки исполнения заказа и высочайшее качество. Благодаря тому, что мы закупаем расходные материалы у производителей и обладаем большим парком собственного оборудования, стоимость 3D печати ниже, чем в среднем по рынку. Мы осуществляем доставку напечатанных изделий курьерскими службами по Москве и транспортными компаниями по России.
Чтобы заказать 3D печать, необходимо предоставить файл в формате STL на адрес электронной почты: [email protected], в котором будет содержаться информация о смоделированном в CAD-программе объекте.
Цена 3д печати, и как самостоятельно рассчитать стоимость 3д печати / Хабр
Несмотря на рост популярности 3д печати, расчёт цены услуги по 3д-печати думаю для многих остаётся загадкой. В этом посте я постараюсь (на базе личного опыта) показать простой способ расчёта примерной стоимости 3д печати, на примере бесплатной программы для 3д печати — Cura (для этого наличие 3д принтера совсем не обязательно). Так же приведу примерные параметры, которые включаются в конечную цену, за которую предлагается услуга 3д печати.
Предположим, вы где-либо нашли (или создали сами) интересную модель для 3д печати, теперь вы хотите определиться приблизительно с её стоимостью (в зависимости от размера и т.п.) — то есть оценить сколько потребуется пластика и сколько времени займёт печать.
Основной расходный материал при 3д печати, это очевидно сам пластик, поэтому самой первой составляющей стоимости напечатанной модели является её вес. В программе Cura — вес потраченного пластика рассчитывается автоматически.
Установка программы
Cura — это программа созданная разработчиками 3д принтера Ultimaker, она бесплатна и open-source, архитектурно состоит из Python GUI, и CuraEngine — первая представляет собой GUI интерфейс, а вторая служит для перевода 3д модели в GCode команды для 3д принтера (по сути ЧПУ станок).
Cura может работать с любым RepRap совместимым 3д-принтером (не только с Ultimaker). Так же поддерживает расширение посредством плагинов написанных на Python.
Для установки Cura вам необходимо скачать её с официального сайта — http://software.ultimaker.com/. Текущая версия 14.06 доступна для Win, Mac, Linux.
При установке будет запрошен путь куда устанавливать программу, и поддерживаемые форматы (по умолчанию STL — можно оставить).
В конце установки будет предложено установить драйвер Arduino (Device Driver) — можно не устанавливать.
Настройка принтера
При первом запуске Cura попросит выставить модель 3д принтера. Как правило это характеристики рабочей зоны печати (ширина, глубина, высота), количество сопел, подогрев подложки:
Так как мы не будем 3д-печатать, а только просматривать — то можно оставить по-умолчанию выбранный Ultimaker2 принтер, а вот галочку о посылке анонимной информации об использования — можно сбросить, если нет желания об анонимной активности ПО.
Интерфейс
После будет стартовано само приложение, вот так оно выглядит по-умолчанию:
Слева отображаются настройки печати, справа — рабочая зона печати, где по-умолчанию находится моделька символ Ultimaker принтер.
И так же вверху мы видим необходимые для нас данные — время печати и расход пластика. Но попробуем добавить немного понимая процесса — и настроим параметры от которых зависит 3д печать.
Загрузка модели
Для того чтобы загрузить другую модель — то можно выделив текущую модель мышкой — нажав Del — удалить, и для загрузки модели нам необходимо открыть файл в формате STL — «File/Load model file…»
После этого модель появится на рабочем поле.
Параметры печати
У 3д печати есть следующие параметры, которые влияют на качество, вес напечатанной модельки и на продолжительность печати:
диаметр сопла
скорость передвижения печатающей головки
толщина слоя (горизонтального)
процент заполнения
толщина стенок
поддержки
Диаметр сопла — как правило от 0.1мм до 0.5мм, будем считать что у нас установлено 0. 3мм.
Скорость передвижения печатающей головки — этот показатель влияет на скорость и качество печати — чем быстрее передвижение головки — тем хуже может получиться печать, чем медленнее тем лучше, но и тем дольше печать — можно оставить 40 мм/с.
Толщина слоя — каждая модель печатается послойно снизу вверх, в зависимости от точности принтера толщина может меняться от 0.05мм до 0.3мм, на практике 0.2мм — вполне достаточно (уменьшение толщины слоя — увеличивает время печати)
Процент заполнения — печатаемая фигура не заполняется на 100% пластиком — как правило в этом нет необходимости, вместо этого она заполняется структурой на подобии сот, и можно указать процент заполнения — вполне нормально 20%. Чем больше заполнение — тем больше расход пластика и увеличение времени печати.
Толщина стенок — 3д модель не содержит в себе информации о толщине стенки — есть информация только о форме, поэтому необходимо указать какой толщины мы хотим сделать стенки (верхнюю, нижнюю и боковые) — это влияет на прочность модели.
Поддержки — это технический элемент — с помощью которого печатаются «навесные» конструкции, после печати они убираются — это влияет на расход пластика и на продолжительность печати — для наших задач оценки — надо включить этот параметр.
Вот пример поддержки (саппортов), при печати Лисы:
Кроме этих параметров — есть ещё дополнительные настройки «тюнинг», но мы их касаться не будем.
Так же отметим (на будущее) — что важным является температура экструдера, и температура подложки — эти параметры не влияют на скорость печати и на расход пластика, но прямым образом влияют на сам факт печати фигуры — т.к. для разных типов пластика (ABS или PLA) — параметры различаются, и выбрав не тот температурный режим — можно либо не напечатать фигуру вообще, либо «забить» головку экструдера. Но для наших текущих задач предварительной оценки (без 3д печати) — эти параметры не важны.
Но сам пластик, из которого будет напечатана модель — имеет значение, т.к. PLA пластик дороже ABS.
Выставим эти настройки — для настройки толщины сопла перейдём во вкладку Advanced.
И выставим 0.3мм на сопло, и 0.22мм на первый слой (для лучшего прилипания):
Далее на вкладке Basic, выставим толщину слоя 0.2мм, толщину боковых стенок 0.6мм (=диаметр сопла * 2), толщину верхних/нижних стенок 0.4мм (два слоя), процент заполнения 20%, скорость печати 40мм/с, так же выставим суппорт — «Touching buildplate», примерно будет выглядеть так:
Настройка модели
По умолчанию Cura автоматически размещает модель в рабочей зоне, и размеры её точно соответствуют тем что были заданы в STL файле.
С помощью Cura интерфейса вы можете:
изменять размеры модели
поворачивать модель
зеркально отображать модель
перемещать её по рабочей зоне печати
Размер модели — вы можете увеличить, или уменьшить модель — это прямым образом влияет на расход пластика и на время печати, к примеру уменьшение/увеличение высоты на 1 см — может изменить время печати на несколько часов.
Поворот модели — поворот модели важен с точки зрения необходимости саппортов, возможно в какой то плоскости модель можно напечатать «как-есть», а в другом варианте — потребуется наличие «саппортов» — что может увеличить расход, и время печати.
Перемещение по рабочей зоне — если модель одна то это не даёт каких либо изменений, но если вы хотите напечатать сразу 6 моделей — то логично надо понимать время которое будет затрачивать 3д головка на перемещение от одной модели к другой.
Всё это можно проделывать в Cura с помощью иконок слева внизу, когда вы нажмете на модели мышкой:
Это соответственно: повороты, изменение размера и зеркальное отображение. Перемещать фигуру по рабочему пространству можно просто с помощью Drag and Drop.
Пример
При каждом изменении параметров — Cura автоматически пересчитывает время печати и вес модельки, в нашем примере получается:
Таким образом печатая ABS — мы получим стоимость модели — 3 руб 60 коп.
На мой взгляд, цена владения 3д принтера не такая уж и высокая — за совсем небольшие деньги можно напечатать уникальные элементы.
Надо отметить, что Cura — это лишь одна из программ используемых для 3д печати, есть множество других как и бесплатных (Repetier-Host) так и поставляемые с 3д принтерами, поэтому эти данные можно использовать только для ориентировочных прикидок.
Цена 3д печати
Конечно ожидать, что цена 3д печати будет равна потраченному пластику мы не можем, это подобно тому, что считать услуги такси — по стоимости потраченного бензина.
Из каких же элементов набирается конечная цена услуги по 3д печати?
1. Тип пластик
2. Цена 3д принтера — продавец включает в 3д печать возврат затраченных средств на покупку 3д принтера
3. Обслуживание 3д принтера (как любой механизм он требует затрат на поддержание — по крайней мере смазка)
4. Электричество
5. Аренда помещения
6. Обслуживающий персонал — оператор 3д принтера
7. Возможная оптимизация 3д модели перед печатью, и обработка напечатанной модели после
8. Прибыль
Ещё отмечу, что 3д печать, это не одно и то же, что — вставить А4 лист в лазерный принтер, и получить напечатанный текст.
Процесс запуска 3д печати — это настройка множества параметров, контроль, что пластик приклеился на первом слое, а если по какой-то причине первый слой не «схватится» за подложку — то можно считать, что весь пластик будет «намотан» на головку экструдера.
В процессе печати, если габаритная модель, то может произойти небольшая деформация ABS пластика, и к примеру, после 8 часов печати — произойдёт сдвиг точки — и головка экструдера не захватит новый слой за нижний — и модель не будет напечатана.
Может получиться такая «борода»:
Процесс смены цвета пластика — означает замену пластика из экструдера — это может занять до 30 минут.
Так же процесс смены типа пластика — замена ABS на PLA, или обратно — это так же ручная работа, которая должна быть выполнена без ошибок (в настройках нагрева экструдера) — иначе можно испортить головку экструдера. Можно ещё добавить, что у разных производителей ABS и PLA пластика — могут варьироваться рабочие температуры.
Сводная таблица
Параметры которые влияют на окончательное формирование цены:
Параметр
Комментарий
Тип пластика
Базовые — ABS и PLA
Израсходованный пластик
Толщина слоя, процент заполнения, размеры модели, суппорты и т.п.
Время печати
Толщина слоя, процент заполнения, размеры модели, суппорты и т.п.
Инфраструктура
Аренда помещения и т.п.
Потребляемое электричество
Время печати
Амортизация 3д принтера
Цена 3д принтера
Затраты на Оператора 3д печати
Смена пластика, корректировка 3д модели перед печатью, пост-обработка напечатанной 3д модели
Прибыль
В заключение
Услуга 3д печати уже появляются во многих города России: хакспейсы, фаблабы, ЦМИТы, техспейсы, некоторые дистрибьюторы 3д принтеров, фирмы специализирующиеся на 3д печати — предлагают услугу 3д печати.
Тарификация идёт либо по объёму печати, либо по весу, либо по времени печати.
Для примера, в нашем хакспейсе Екатеринбурга MakeItLab — стоимость 3д печати исходит из времени печати, и составляет 100 руб/час — для участников хакспейса, для некоммерческих проектов, что покрывает затраты на обслуживание и расходные материалы.
Как правило в хакспейсах 3д принтер покупается самими участниками, и для участников, поэтому цели коммерческой выходы там нет, и значит цена для участников может быть ниже рыночной.
Как рассчитать стоимость деталей, напечатанных на 3D-принтере
Многие компании и частные лица используют 3D-печать из-за ее простоты в эксплуатации, точности и пригодности для изготовления изделий сложной конструкции. Этот процесс подходит как для промышленных, так и для коммерческих продуктов, и многие люди используют его в DIY или на аутсорсинге для услуг 3D-печати. В любом случае важно учитывать стоимость услуги 3D-печати, прежде чем углубляться в процесс.
На разницу в стоимости влияет множество факторов, и в этой статье будут представлены факторы, влияющие на стоимость услуг 3D-печати, а также показано, как рассчитать и снизить стоимость 3D-печатных деталей.
Что определяет Стоимость услуги 3D-печати ?
Капитал — важное решение при выборе правильной услуги 3D-печати. Поэтому важно знать о нескольких факторах, которые могут определить сумму капитала, которую вы потратите на печать или аутсорсинг вашего проекта. Ниже приведены важные факторы, которые следует учитывать в связи между стоимостью и 3D-печатью.
Цена 3D-принтера
3D-принтеры отличаются друг от друга технологиями, функциями и сложностью, что влияет на стоимость 3D-принтеров и 3D-печатных деталей, качество и количество. Ниже приведены важные факторы, которые вы должны учитывать.
· Различные технологии 3D-печати
3D-печать — это аддитивная технология, которая включает создание 3D-печатного продукта из модели CAD. Однако 3D-принтеры работают на основе разных технологий. Это влияет на механизм 3D-принтера, скорость производства, подходящие материалы, постобработку и, что более важно, на стоимость услуги или 3D-печатных деталей.
Среди различных технологий, используемых в 3D-печати, некоторые выделяются при сравнении цены и 3D-печати. Одним из них является моделирование плавленым напылением (FDM), которое включает в себя создание деталей путем плавления, экструзии и осаждения термопластичных нитей. 3D-принтеры FDM имеют самую низкую стоимость производства. Другой распространенной технологией является стереолитография (SLA), которая включает использование лазера для отверждения смолы в затвердевший пластик. Технология имеет высокую стоимость из-за высокой точности, прецизионности и универсальности. Другие технологии включают селективное лазерное спекание (SLS) и селективное лазерное плавление и прямое лазерное спекание металлов (DMLS), и они имеют высокую стоимость из-за редкости.
· Стоимость настройки 3D-принтера
Настройка 3D-принтера может оказаться сложной задачей, которую можно выполнить в одиночку, поскольку многие люди не захотят повредить или вызвать неправильные настройки в недавно купленном 3D-принтере. Чтобы быть на шаг впереди, большинство людей нанимают технических специалистов. Однако за это приходится платить.
Точной цены установки 3D-принтера не существует, поскольку цена зависит от опыта техников и сложности 3D-принтера. Например, цена установки FDM-принтеров колеблется от 200 до 1000 долларов.
· Стоимость эксплуатации 3D-принтера
Чтобы ответить на вопрос, сколько стоит 3D-печать, важно посмотреть на стоимость эксплуатации 3D-принтера. Поясним это на простой иллюстрации.
Предположим, вы решили купить 3D-принтер за 2000 долларов, который вы планируете использовать по 10 часов каждый день в течение 2 лет. Теперь, пренебрегая затратами на ремонт, обслуживание и электроэнергию, посчитаем:
10 часов x 365 дней x 2 года = 7300 часов всего
2000 $ ÷ 7300 = ~ 0,27 $/час
С помощью нашего простого расчета мы можем сделать вывод, что стоимость эксплуатации этого 3D-принтера стоимостью 2000 долларов США составляет 0,27 $/час. В связи с этим 3D-модель, на 3D-печать которой уходит около 3 часов, будет стоить вам примерно (0,27 x 3) 0,81 доллара.
Таким образом, знание фактической стоимости печати 3D-модели является определяющим фактором стоимости услуги 3D-печати.
· Стоимость технического обслуживания
3D-принтеры будут обеспечивать высокое качество печати, но без технического обслуживания их производительность и качество печати ухудшатся. Как и многие другие машины, 3D-принтер нуждается в надлежащем обслуживании. Однако это связано с его стоимостью.
Затраты на техническое обслуживание включают стоимость замены деталей 3D-принтера и очистки таких деталей. В зависимости от деталей и сложности 3D-принтера это может стоить несколько сотен долларов. Например, для принтера FDM стоимость обслуживания составляет от 200 до 500 долларов. Для тех, кто хочет, чтобы эту работу выполняли специалисты, затраты на техническое обслуживание увеличатся, поскольку «эксперт» также будет взимать свою плату.
Материалы для 3D-печати
Количество материалов, используемых для создания прочных 3D-печатей, постоянно увеличивается по мере того, как знания в этой области продолжают развиваться. Это увеличивает гибкость в производстве продуктов, их характеристик и стоимости деталей для 3D-печати. Влияние материалов на 3D-печатные детали и стоимость услуг 3D-печати огромно, поскольку доступность, редкость и т. д. играют огромную роль. Общие материалы, используемые в 3D-печати:
· Порошок и нить
Порошки и нить — самые дешевые и наиболее распространенные виды материалов, используемых в 3D-печати. Это термопласты, т. е. когда вы плавите их, вы можете изменять их форму и переформовывать до тех пор, пока не будет получен желаемый результат.
Неспециалисты и те, кто просто занимается 3D-печатью в качестве хобби, любят использовать эти термопласты (обычно это PLA и ABS), потому что они недорогие. Например, нити могут стоить всего 20 долларов за кг. Однако, хотя эти материалы и дешевы, использование этих материалов для производства высококачественных продуктов является сложной задачей, поскольку вы потратите много денег и времени на совершенствование 3D-моделей.
· Смола
Смолы, возможно, являются лучшими материалами для 3D-печати, поскольку с ними легко работать, а последующая обработка очень проста. Однако, в отличие от пластиков и нитей, они довольно дороги. Следовательно, работа с ними наверняка повысит стоимость 3D-печатных деталей, а услуги, использующие их, будут стоить дороже.
· Высококачественные материалы
Стоимость услуг 3D-печати вырастает при использовании высококачественных материалов. Высококачественные материалы не всегда доступны и распространены, что приводит к их более высокой цене. Например, работа с такими металлами, как титан, кобальт, алюминий, никель и легированная сталь, очень дорога. Это связано с потребностью в конкретных технологиях, например, DMLS, которая, как показано в предыдущем разделе, является дорогостоящей.
Размер и сложность 3D-модели
При проектировании 3D-печати 3D-модель необходима для создания точной и точной 3D-печати, поскольку она предоставляет основные детали, необходимые для производственного процесса. После получения 3D-модели легче оценить стоимость 3D-печати или стоимость услуги 3D-печати.
Сложность и размер модели влияют на окончательную цену 3D-печати. Для сложных конструкций может потребоваться точная и точная технология 3D-печати, и это повлияет на стоимость. Понимание сложности и размера 3D-модели поможет предотвратить напрасную трату капитала и времени.
Объем детали
Объем детали определяет количество материала, которое также указывает на технологию печати. Хотя 3D-печать имеет много преимуществ для массового производства, большой объем детали потребует большого количества материалов и более длительного времени печати. Кроме того, размер материала будет определять операции постобработки, что является еще одним фактором, влияющим на стоимость услуг 3D-печати.
Постобработка 3D-печатных деталей
После печати продукта многие решения для финишной обработки surface e используются для улучшения качества и функциональности 3D-отпечатков. Эти процедуры постобработки добавляют несколько долларов к стоимости 3D-печатных деталей или услуг 3D-печати. Основные процессы постобработки и их взаимосвязь со стоимостью включают:
· Полировка
Полировка — это процесс постобработки, подходящий для получения максимально гладкой поверхности для 3D-печати. Он включает в себя шлифовку 3D-печати, промывку отпечатков, а затем нанесение полира. Полировка очень дорогая, так как требуется точность размеров и очень умеренный уровень квалификации.
· Гальваническое покрытие
Это включает в себя покрытие 3D-отпечатков определенными металлами, такими как золото или серебро, с помощью электролиза. 3D-печать — это катод, а металл — анод, и оба они погружены в электролит. При прохождении тока на 3D-отпечатке происходит осаждение иона металла.
Гальваническое покрытие подходит для улучшения прочности и внешнего вида 3D-отпечатков. Однако этот процесс очень дорог из-за механизма и металла покрытия.
· Эпоксидное покрытие
Эпоксидное покрытие включает покрытие 3D-отпечатков эпоксидной смолой и отвердителем для повышения их прочности и герметизации пористой части отпечатков. Как правило, это эффективный и дорогостоящий защитный процесс. Стоимость процесса зависит от типа эпоксидного покрытия, которое вы получаете, и от опыта человека, который его наносит.
Стоимость некоторых 3D-печатных проектов
Для 3D-печати детали необходимо знать, как рассчитать стоимость 3D-печатных деталей, или вы можете получить помощь от Калькулятор услуг 3D-печати . Отсюда было бы легко сделать оценку вашего продукта. Здесь мы сосредоточимся в основном на нити накала, но тот же принцип применим и к другим материалам.
Средняя цена нити, используемой в 3D-печати, составляет 25 долларов США за килограмм. Имея это и вес объектов для печати, мы можем легко рассчитать стоимость изготовления таких отпечатков. Давайте рассчитаем стоимость 3D-печатных деталей для некоторых распространенных продуктов.
Стоимость печати прототипа
Простой прототип весом 200 грамм будет стоить:
Поскольку стоимость нити составляет 25 долларов США/кг
При переводе в грамм получается 25 долларов США/1000 г = 0,025 доллара США/г
Таким образом, стоимость изготовления этой 200-граммовой нити составит 200 х 0,025 = 5 долларов.
Однако это не всегда так, поскольку прототипы могут быть даже меньше и весить всего 20 г. Точно так же это могут быть и большие предметы, т. е. много килограммов.
Услуга 3D-печати прототипа может стоить дороже в зависимости от размера модели, сложности и опыта команды, занимающейся этим процессом.
Стоимость печати чехла для телефона
Используя в качестве примера чехол для iPhone X, который весит 35 г, мы можем рассчитать стоимость 3D-печати этого чехла для телефона.
Мы умножаем вес чехла для телефона на нашу стоимость печати грамма предмета, 0,025 долл. США/г.
0,025 долл. США/г * 35 = 0,86 долл. США.
Некоторые чехлы для телефонов с мелкими деталями и дизайном, требующие тщательной отделки, безусловно, будут стоить намного дороже.
Стоимость печати маски
Маски наших любимых супергероев бывают разных размеров и дизайнов. В качестве примера возьмем простую маску Бэтмена весом 150 г.
Чтобы рассчитать стоимость 3D-печати такой маски, мы просто умножаем вес на наши 0,025 доллара США за грамм, что является стоимостью 3D-печати грамма объекта.
150 г * 0,025 долл. США/г = 3,75 долл. США.
Стоимость печати кружки
3D-печать предназначена не только для пластиковых деталей, но и для создания кружек. Используя кружку весом 250 грамм, мы умножим вес нашей кружки на стоимость создания предмета весом 1 грамм.
250 г * 0,025 долл. США/г = 6,25 долл. США.
Приведенный выше расчет относится к стоимости пластика для владельцев 3D-принтеров. При аутсорсинге стоимость услуги 3D-печати увеличивается в зависимости от сложности и размера модели, постобработки, опыта команды, качества печати и брендинга.
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
Как снизить стоимость 3D-печати
Стоимость 3D-печатных деталей или услуг 3D-печати зависит от машинного времени и стоимости материалов. Поэтому, чтобы снизить стоимость 3D-печати, вы должны сбалансировать оба аспекта. Ниже приведены несколько обычных и технических способов снизить стоимость 3D-печати.
Используйте более дешевый материал
Как вы уже должны были знать, тип материалов, используемых в вашей 3D-печати, имеет большое значение в общих затратах. Таким образом, вы должны использовать печатный материал с балансом качества и стоимости для ваших отпечатков.
Выберите правильный процесс
Различные технологии 3D-печати имеют разную стоимость. Это может быть связано со сложностью машины или материала. Поэтому лучше выбирать технологию в рамках вашего капитала без ущерба для функциональности.
Сохранить материалы для печати
Чем больше 3D-модель, тем выше стоимость услуги 3D-печати. Уменьшение размера модели означает меньший объем, что означает меньшее количество материала, необходимого для печати, и, конечно же, меньшую стоимость. Однако при уменьшении размера модели не следует изменять ее функциональные возможности. Ниже приведены несколько способов уменьшить количество материала:
– Выемка
Для некоторых деталей, напечатанных на 3D-принтере, не требуется полная твердость. Следовательно, выдолбление уменьшит количество используемых материалов, что равносильно снижению затрат.
– Удаление опорных конструкций
Поддержка является неотъемлемой частью изготовления выступающих частей. Однако при этом используется больше материалов, требуется постобработка и удорожается производство. Поэтому вам следует устранить необходимость в поддержке, разработав угол свеса больше 45 0 и разделив модель.
– Уменьшить процент заполнения
Вы также можете снизить стоимость 3D-печати, уменьшив процент заполнения. Это также позволит сохранить материалы и повысить производительность. Это идеальный метод, когда продукт не должен соответствовать определенным структурным или механическим требованиям.
Выберите большую высоту слоя и разрешение
Высота слоя будет определять разрешение печатного элемента. Отпечатки с малой высотой слоя будут иметь более гладкую поверхность, но увеличат время производства и автоматически увеличат стоимость. Поэтому следует увеличить высоту слоя. Однако при увеличении высоты слоя подумайте, не повлияет ли это на внешний вид и функциональность напечатанных на 3D-принтере деталей.
– Выберите подходящую отделку
Поставщик услуг 3D-печати с радостью предоставит вам любую постобработку, которую вы хотите. Однако каждая постобработка имеет свою стоимость, которая влияет на общую стоимость 3D-печати. Например, покраска дешевле, чем гальваника, а также менее долговечна при более низком качестве. Поэтому вам следует изучить лучшие методы постобработки и их стоимость.
Заключение
Стоимость 3D-печати не должна рассматриваться как ограничивающий фактор для тех, кто хочет насладиться искусством 3D-печати. Хотя она не меняется или ее нельзя переоценить, важно знать о различных факторах, определяющих стоимость.
У вас есть проект 3D-печати, требующий высококачественных услуг 3D-печати? Свяжитесь с нами через RapidDirect. RapidDirect — авторитетный поставщик услуг быстрого прототипирования, предоставляющий профессиональные решения и услуги. Мы также предлагаем мгновенное предложение и обратную связь DfM, которая улучшает ваш производственный процесс.
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
Часто задаваемые вопросы
Является ли 3D-печать дорогой или рентабельной?
Да, 3D-печать — это выгодно! Благодаря одноэтапному процессу 3D-печать экономит время и деньги. Будучи автоматизированным процессом, он дает возможность многозадачности. Вы можете настроить свой принтер и заняться чем-то другим.
Является ли 3D-печать тем же, что и быстрое прототипирование и аддитивное производство?
Да, 3D-печать — это то же самое, что и аддитивное производство, а быстрое прототипирование — это часть процесса. Аддитивное производство — это просто способ описания того, что представляет собой 3D-печать в виде продуктов, слой за слоем. 3D-печать — это процедура; быстрое прототипирование является результатом этой процедуры, что означает, что быстрое прототипирование является подмножеством 3D-печати.
Сколько стоит 3D печать? Советы по сокращению производственных затрат
Является ли 3D-печать наиболее экономичным вариантом и как можно сократить расходы? Изучите все факторы, влияющие на стоимость 3D-печати, в том числе способы снижения стоимости печати нестандартных деталей.
3D-печать – расчет стоимости и балансовой стоимости
3D-печать часто является самым быстрым и экономичным способом производства деталей для прототипирования и расширения диапазона конечных приложений. Стоимость 3D-печати нестандартных деталей определяется несколькими факторами, в том числе необходимыми материалами, временем производства каждой детали и типом принтера, который вы хотите использовать.
Как правило, пластмассы дешевле металлов, для более мелких деталей требуется меньше материала, а более простые или менее прочные детали можно печатать с использованием более экономичных технологий.
Если вы выбираете между множеством
Процессы 3D-печати и
доступных материалов , необходимо учитывать такие факторы, как точность размеров, чистота поверхности и требования к постобработке. Все эти факторы будут влиять на окончательную стоимость вашей детали.
В конечном счете, колебания стоимости материалов, среди других элементов цепочки поставок, затрудняют прогнозирование цен на 3D-печатные детали. В этой статье рассматриваются основные факторы, влияющие на стоимость деталей, в то время как концентраторы
платформа предлагает быстрый и точный способ оценки стоимости деталей, которые вы хотите построить.
Ознакомьтесь с нашими технологиями 3D-печати
FDM Соглашение об уровне обслуживания SLS
МЖФ
Что влияет на цену 3D-печати?
На окончательную стоимость напечатанных на 3D-принтере деталей влияет множество факторов. Вот некоторые из наиболее важных факторов:
Материалы: Каждая технология 3D-печати поставляется с собственным набором полимерных материалов. Катушки нити для
FDM (моделирование наплавленным напылением), как правило, относительно дешевы, в то время как
Смола SLA и порошки SLS и MJF, как правило, дороже. Количество материала, необходимого для печати детали, напрямую влияет на цену — это особенно важно при печати методом FDM, для которого часто требуются поддерживающие конструкции.
Объем детали: более крупные детали требуют больше материала и больше места на станке, а их производство занимает больше времени. Это увеличение материалов и времени производства, в свою очередь, увеличивает стоимость.
Постобработка: после завершения печати детали может потребоваться дополнительная ручная работа для завершения компонента. Эти методы отделки включают поддержку или удаление порошка, очистку, шлифование и другие виды последующей обработки, все из которых увеличивают окончательную цену детали.
Затраты на оборудование: Эти затраты включают время установки и настройки, эксплуатационные расходы, периодическое обслуживание машин и дополнительное техническое обслуживание. Вы, вероятно, понесете эти расходы независимо от того, какие производственные технологии вы используете.
Одним из основных факторов, делающих 3D-печать экономичной для многих приложений, является низкая стоимость установки технологии. Это делает 3D-печать оптимальной для небольшого количества деталей, хотя она становится конкурентоспособной по цене по сравнению с обработкой на станках с ЧПУ и литьем под давлением, когда у вас большие производственные циклы.
Сколько стоят материалы для 3D-печати?
В 3D-печати для изготовления деталей используется огромное разнообразие материалов, и каждая уникальная технология 3D-печати совместима с различными материалами. В целом 3D-печать металлических деталей обходится дороже, чем использование полимеров, хотя композиты обычно дороже, чем металлы — другие факторы могут в определенных случаях представлять обратный сценарий.
В этом разделе мы сравним стоимость многих распространенных материалов для 3D-печати. Вы можете найти более подробный обзор свойств материалов и цен в нашем
Индекс материалов .
Пластик
Можно разделить
3D-печать пластиком на две категории: термопласты и термореактивные. Термопласты реагируют на тепло и могут плавиться, что делает их наиболее распространенным материалом для процессов экструзии материалов. С другой стороны, термореактивные полимерные смолы отверждаются УФ-светом и оптимальны для печати деталей для прототипирования.
Материал
Описание
Сравнение затрат
ПЛА
Высокая жесткость, хорошая детализация, доступная цена.
$
Смола
Высокая детализация и гладкая поверхность, прототипирование в форме литья под давлением.
$$
АБС
Товарный пластик, улучшенные механические и термические свойства по сравнению с PLA.
$
Нейлон
Используется для замены функциональных деталей, отлитых под давлением, с хорошей химической стойкостью.
$$
ПЭТГ
Подходит для механических деталей с высокой ударопрочностью и гибкостью. Стерилизуемый.
$
ТПУ
Материал, похожий на резину, подходит для изготовления трубок, захватов, уплотнений и прокладок.
$
АСА
Устойчивость к ультрафиолетовому излучению и высокая химическая стойкость, предпочтительный материал для наружного применения.
Промышленный термопласт с высокой точностью, долговечностью и высокой прочностью.
$
ПЭЭК
Отличные механические свойства, термостойкость и износостойкость, хороший заменитель некоторых металлов по соотношению прочности к весу.
$$$
Металлы
Нержавеющая сталь и
алюминий является наиболее распространенным металлом для 3D-печати, в то время как
титан и
медные сплавы идеально подходят для более специализированных применений. Важно отметить, что хотя 3D-печать металлом позволяет создавать прочные детали, стоимость, как правило, намного выше, чем при использовании полимерных материалов.
Материал
Описание
Сравнение затрат
Нержавеющая сталь
Высокая прочность на растяжение, термостойкость и коррозионная стойкость.
$$$$$
Алюминий
Высокая обрабатываемость и пластичность, хорошее соотношение прочности и веса.
$$$$
Композиты
Композитные материалы, такие как углеродное волокно, кевлар и нити из стекловолокна, находятся в авангарде инноваций в области 3D-печати. Они, как правило, имеют отличное соотношение прочности и веса и часто прочнее алюминия. Композиты для 3D-печати широко распространены в таких отраслях, как аэрокосмическая, медицинская, возобновляемая энергетика и высокопроизводительная автомобильная промышленность, где снижение веса важнее сокращения затрат.
Однако композитные материалы могут стоить в 8–12 раз дороже, чем другие пластмассы, и в 2–5 раз дороже, чем металлы. В зависимости от применения можно компенсировать более высокую стоимость композитов, если использовать более простую конструкцию, требующую меньшего количества материала для достижения той же структурной целостности. Вы также можете рассмотреть гибридный подход, сочетающий композиты с металлами и пластиками для определенных деталей.
Сколько стоит каждый процесс 3D-печати?
Каждый процесс и технология 3D-печати имеет свои уникальные затраты на материалы и оборудование. Давайте сравним основные технологии, которые мы предлагаем в Hubs.
FDM (моделирование методом наплавления)
Прототипирование
FDM — это наиболее экономичный вариант 3D-печати для деталей простой геометрии и небольших производственных циклов. Из всех предлагаемых процессов FDM имеет самую низкую стоимость основного материала, хотя по мере усложнения деталей вам могут потребоваться дополнительные вспомогательные конструкции, более длительное время постобработки и большее вмешательство человека. Все эти факторы повышают стоимость FDM.
Уникальность этого процесса заключается в том, что машины FDM, в отличие от других аддитивных технологий, не печатают твердые объекты. Вместо этого они используют внутреннюю сетчатую структуру для минимизации требований к материалам. Это заполнение определяется в процентах. Обычно для печати используется заполнение 25 %, хотя и 50 %, и 75 % увеличивают относительную прочность объекта. Печать со 100-процентным заполнением приводит к получению полностью твердого объекта, что встречается реже при FDM.
Важно отметить, что мы различаем прототипирование (настольный) FDM и промышленный FDM. В Industrial FDM используются высококачественные машины, которые могут печатать материалы промышленного класса с высокой прочностью и устойчивостью к высоким температурам. Эта форма FDM-печати намного дороже, чем ее аналог для прототипирования.
SLA (стереолитография)
Часть семейства баковой фотополимеризации,
SLA может производить более сложные геометрические формы и более крупные партии, чем FDM. Для пластмасс SLA имеет самые высокие общие затраты на материалы по сравнению с другими технологиями, хотя затраты на постобработку гораздо более управляемы. SLA имеет минимальное время настройки детали и, благодаря отличному качеству поверхности деталей, напечатанных SLA, более низкие затраты на постобработку.
SLA доступен для прототипирования (настольного) и промышленного применения, в зависимости от ваших конкретных требований к деталям.
SLS (селективное лазерное спекание)
Технология плавления в порошковом слое
SLS, как правило, имеет самую низкую общую стоимость для деталей сложной геометрии, партий больших объемов и высококачественной отделки деталей.
Стоимость основного материала для SLS обычно выше, чем для других процессов 3D-печати, хотя вам не нужны поддерживающие конструкции. Кроме того, вы можете повторно использовать базовые материалы, что сводит к минимуму количество отходов. Оба эти фактора способствуют снижению общих материальных затрат.
С точки зрения затрат на оборудование SLS требует более длительного времени настройки и обслуживания между партиями для обработки порошковых материалов. Отсутствие опорных конструкций также сокращает время постобработки, что, в свою очередь, снижает стоимость.
MJF (многоструйный синтез)
MJF, также технология плавки в порошковом слое, конкурирует с SLS с точки зрения более низкой стоимости для достижения впечатляющей сложности и высококачественной отделки. Печать с помощью MJF также означает, что вы можете повторно использовать базовые материалы и избавиться от необходимости в поддерживающих конструкциях.
Однако, в отличие от SLS, скорость печати MJF определяется только высотой Z вашей детали. Скорость машины SLS имеет линейную зависимость от объема материала. Большинство материалов MJF в конечном итоге будут стоить дороже, чем другие полимеры для 3D-печати, но тот факт, что вы можете постоянно повторно использовать материалы, сэкономит вам деньги на каждую деталь в течение всего производственного цикла.
Конструкторские решения напрямую влияют на общую стоимость вашей нестандартной детали. В процессе проектирования вы должны учитывать количество материала, которое вы хотели бы использовать, потребуются ли вам опорные конструкции и какая потребуется постобработка.
Давайте рассмотрим ключевые аспекты дизайна, которые повлияют на окончательную стоимость ваших нестандартных деталей.
Объем детали
Общий объем детали существенно повлияет на стоимость печати. Постепенное уменьшение размера детали может фактически немного снизить стоимость.
Опорные конструкции
Для печати опорных конструкций требуются дополнительные материалы, что быстро увеличивает стоимость любого напечатанного на 3D-принтере компонента. При выборе правильной технологии производства важно помнить о дополнительной цене, которая идет за опорными конструкциями.
FDM, например, обычно является самым дешевым доступным процессом 3D-печати, пока вы не начнете производить сложные детали, которым для правильной печати нужны опорные конструкции. SLS и MJF имеют более высокую базовую стоимость, чем FDM, но в качестве технологий плавления в порошковом слое вам не нужно думать о дополнительных затратах на поддерживающие конструкции с этими процессами.
Геометрия детали
То, как вы проектируете геометрию детали, определяет количество материала и опорных конструкций, которые вам понадобятся, когда придет время 3D-печати детали. Чтобы снизить затраты на геометрию, вы можете разделить модель детали на несколько компонентов, уменьшить длину или угол выступов и переориентировать модель на печатной основе, чтобы минимизировать опорные конструкции.
Вот несколько важных советов и рекомендаций по проектированию, которые помогут снизить стоимость 3D-печати и обеспечить воплощение ваших проектов в безупречные компоненты, напечатанные на 3D-принтере.
Используйте постепенные переходы между поверхностями, граничащими друг с другом
Убедитесь, что у вас нет существенных различий в поперечном сечении и объеме вашей детали
Выбирайте более закругленные углы, так как острые углы могут создавать остаточное напряжение в заготовке
Избегайте коробления или коробления, удаляя тонкие стены без поддержки (особенно если они излишне высокие)
Выравнивание пологих углов на поверхностях, чтобы избежать ступенчатости
Дизайн для анализа технологичности как можно раньше
Избегайте чрезмерных допусков ваших деталей, так как это приводит к печати более тонкими слоями и дополнительным требованиям вторичной обработки
Влияет ли уменьшение масштаба 3D-моделей на затраты?
Если масштабирование вашей модели не имеет решающего значения — например, если вы создаете визуальный прототип — вы можете напечатать на 3D-принтере меньшую деталь или набор деталей, чтобы значительно снизить производственные затраты.
Важно помнить, что мы думаем в трех измерениях. Куб 10x10x10 см имеет вдвое больший объем, чем куб 8x8x8 см, поэтому даже небольшое уменьшение размера вашей модели может означать необходимость использования гораздо меньшего количества материала для изготовления детали, которая по-прежнему выполняет желаемую функцию.
Одним из способов масштабирования 3D-модели является использование бесплатного программного обеспечения Netfabb. Вот как:
Шаг 1: Загрузите и установите бесплатную версию Netfabb.
Шаг 2: Откройте модель, нажмите кнопку «Масштабировать часть» в строке меню и отрегулируйте размер модели. Программное обеспечение использует миллиметры по умолчанию, но вы можете изменить это в настройках.
Шаг 3: Сохраните масштабированную модель, перейдя в левый верхний угол пользовательского интерфейса и выбрав Деталь > Экспорт детали > как STL (двоичный).
Шаг 4. Загрузите свой дизайн на платформу Hubs для 3D-печати. Не забудьте указать те же единицы измерения, которые вы использовали в Netfabb.
Вы также можете посмотреть это видео о том, как масштабировать 3D-модель в Netfabb.
Могу ли я сократить свои расходы, выдолбив свою 3D-модель?
Выделение детали на этапе проектирования — эффективный способ существенно снизить затраты на 3D-печать.
В то время как принтеры FDM по умолчанию производят полуполые детали с внутренней структурой заполнения, другие технологии 3D-печати, такие как SLA, SLS и MJF, могут производить детали, которые являются на 100% твердыми, если исходная модель уже не является полой. Если ваша деталь не должна быть сплошной, мы рекомендуем выдолбить вашу 3D-модель CAD.
Конечно, эта рекомендация относится только к технологиям на основе порошка и поставляется с дополнительным дизайнерским наконечником для добавления выпускных отверстий, чтобы можно было удалить нерасплавленные материалы после печати. Если вы выдолбите свой дизайн для SLA, может быть сложно удалить смолу, когда деталь будет готова.
Ниже приведено пошаговое руководство по созданию выдолбления модели с помощью бесплатного программного обеспечения Meshmixer.
Шаг 1. Загрузите и установите
Мешмиксер .
Шаг 2: Откройте свою модель и нажмите Edit > Hollow и выберите толщину стенки. Используйте стенки толщиной 2 мм в качестве безопасного нижнего предела для всех процессов 3D-печати.
Шаг 3: Добавьте в модель выпускные отверстия, чтобы можно было удалить лишний материал после печати. Дважды щелкните поверхность вашей модели в Meshmixer, чтобы добавить их. Мы рекомендуем добавлять аварийные отверстия в местах, которые обычно не видны при использовании вашей детали. Если вы печатаете с помощью SLS, обязательно добавьте 2 или более отверстий диаметром не менее 5 мм.
Шаг 4. Нажмите «Принять» и экспортируйте свою модель.
как файл STL .
Вы также можете посмотреть это видео о том, как выдолбить модель с помощью Meshmixer. Как вы увидите, несколько минут редактирования файла САПР могут значительно повлиять на окончательную стоимость 3D-печати нестандартных деталей.
Как устранить необходимость в опорных конструкциях?
Для 3D-печати FDM часто требуются опорные конструкции для печати деталей с выступами. Это приводит к большему количеству материалов и дополнительной постобработке для удаления опорных структур и сглаживания поверхности детали. Устранение необходимости в
опорные конструкции — действенный способ снизить стоимость FDM.
Мы рекомендуем два варианта устранения необходимости в опорных конструкциях в вашей конструкции FDM.
Углы свеса
Первый вариант заключается в разработке детали с углами свеса более 45 градусов.
Чтобы глубже изучить опорные конструкции в FDM и других методах 3D-печати, ознакомьтесь с этим
статья . Вы также можете найти наши полные рекомендации по проектированию для FDM.
здесь .
Разделение модели
Второй вариант — разделить модель на две или более частей, для которых не требуются поддерживающие конструкции. Вы можете собрать эти детали после завершения 3D-печати.
Вот краткое руководство о том, как это сделать в Netfabb:
Шаг 1. Загрузите и установите бесплатную версию
Нетфабб .
Шаг 2: Откройте свою модель в Netfabb. Выберите поле «Разрезы» и укажите место и угол, где вы хотите разделить деталь. Убедитесь, что каждый компонент имеет плоскую поверхность, которая будет использоваться в качестве основы для печати.
Шаг 3: Когда вы довольны размещением, нажмите «Выполнить вырез» и экспортируйте файл в STL.
Вы также можете посмотреть это видео о том, как разделить вашу модель для FDM в Netfabb.
В чем ценность 3D-печати?
Несмотря на то, что в процессе 3D-печати необходимо учитывать множество дополнительных расходов, в целом преимущества, которые вы получаете при использовании этой технологии аддитивного производства, намного перевешивают неожиданно высокую цену.
3D-печать обладает невероятным потенциалом для сокращения количества деталей, производства более легких и структурно прочных деталей и снижения стоимости сборки. Использование 3D-печати для изготовления деталей означает получение доступа к характеристикам деталей, которые либо невозможны, либо намного сложнее достичь с помощью традиционных методов.
Также важно помнить, что 3D-печать не включает в себя приспособления, пресс-формы и различные типы инструментов. Это уравновешивает те дополнительные расходы, которые вы видели до сих пор. Что наиболее важно, так это учитывать общую ценность, которую вы получаете от 3D-печати, что невероятно впечатляет для растущего списка приложений и отраслей.



 При необходимости можно организовать несколько ступеней очистки, разделить потоки по фильтрам, создать систему автоматического наблюдения за качеством воздуха, способную либо сигнализировать о необходимости очистки, либо запускать участки аспирации.
При необходимости можно организовать несколько ступеней очистки, разделить потоки по фильтрам, создать систему автоматического наблюдения за качеством воздуха, способную либо сигнализировать о необходимости очистки, либо запускать участки аспирации.


 Выбор правильной системы для проекта может определить, насколько успешной и финансово жизнеспособной будет работа.
Выбор правильной системы для проекта может определить, насколько успешной и финансово жизнеспособной будет работа. Наши промышленные вакуумные системы могут применяться для любого количества насосных задач. Влажные или сухие, наши агрегаты «ПРОКАЧИВАЮТ НЕПРОКАЧИВАЕМОЕ».
Наши промышленные вакуумные системы могут применяться для любого количества насосных задач. Влажные или сухие, наши агрегаты «ПРОКАЧИВАЮТ НЕПРОКАЧИВАЕМОЕ». Наши промышленные вакуумные установки IVAC способны работать с самыми сложными материалами и оснащены уникальной системой доставки. Приводимые в действие сжатым воздухом, пневматические агрегаты легко перемещают такие продукты, как гравий, песок, камень и шлам, и способны доставить их в любое желаемое место. Наши пылесосы используются в самых разных областях: от добычи полезных ископаемых до очистки окружающей среды и заводских разливов. Возможности и области применения промышленного пылесоса IVAC безграничны! PV500 — это наша роскошная промышленная вакуумная система для обработки песка, отстойников, камней, шлама и воды.
Наши промышленные вакуумные установки IVAC способны работать с самыми сложными материалами и оснащены уникальной системой доставки. Приводимые в действие сжатым воздухом, пневматические агрегаты легко перемещают такие продукты, как гравий, песок, камень и шлам, и способны доставить их в любое желаемое место. Наши пылесосы используются в самых разных областях: от добычи полезных ископаемых до очистки окружающей среды и заводских разливов. Возможности и области применения промышленного пылесоса IVAC безграничны! PV500 — это наша роскошная промышленная вакуумная система для обработки песка, отстойников, камней, шлама и воды.
 Busch поможет вам найти решение, идеально подходящее для вас и ваших потребностей.
Busch поможет вам найти решение, идеально подходящее для вас и ваших потребностей. На основе
На основе  Это означает не только его доставку, но и подключение местных инженеров к вашему производственному процессу с необходимыми работами по трубопроводам и воздуховодам.
Это означает не только его доставку, но и подключение местных инженеров к вашему производственному процессу с необходимыми работами по трубопроводам и воздуховодам. Это на месте или удаленно с использованием наших цифровых услуг. Служба поддержки всегда готова помочь вам по всем вопросам.
Это на месте или удаленно с использованием наших цифровых услуг. Служба поддержки всегда готова помочь вам по всем вопросам.

 Используется в автомобильной, аэрокосмической и железнодорожной отраслях.
Используется в автомобильной, аэрокосмической и железнодорожной отраслях.

 Также при необходимости требуется соблюдение обязательного разрешения касательно конечного места назначения и цели использования.
Также при необходимости требуется соблюдение обязательного разрешения касательно конечного места назначения и цели использования. Следствием этого может быть значительное ограничение сервисных услуг из-за длительного процесса получения официального разрешения.
Следствием этого может быть значительное ограничение сервисных услуг из-за длительного процесса получения официального разрешения. С помощью различных модулей управления могут быть реализованы различные соединения приводов с вышестоящей СЧПУ. 2-х осевые модули позволяют осуществлять компактную установку модульной структуры.
С помощью различных модулей управления могут быть реализованы различные соединения приводов с вышестоящей СЧПУ. 2-х осевые модули позволяют осуществлять компактную установку модульной структуры.


 Только с помощью полевых шин можно полностью использовать функциональные преимущества цифровой коммуникации, например, лучшее разрешение измеренных значений, возможности диагностики и дистанционное параметрирование.
Только с помощью полевых шин можно полностью использовать функциональные преимущества цифровой коммуникации, например, лучшее разрешение измеренных значений, возможности диагностики и дистанционное параметрирование. Для задач высокой сложности оптимальны системы автоматизации на базе SIMATIC S7-400. Функциональными модулями FM решаются такие технологические задачи, как кулачковые переключатели, позиционирование и регулирование технологического параметра с обратной связью и т.п.
Для задач высокой сложности оптимальны системы автоматизации на базе SIMATIC S7-400. Функциональными модулями FM решаются такие технологические задачи, как кулачковые переключатели, позиционирование и регулирование технологического параметра с обратной связью и т.п. При этом можно добиться существенной экономии на соединительных кабелях, упростить схему соединений и сократить время монтажа. Такая система легко модернизируется и масштабируется.
При этом можно добиться существенной экономии на соединительных кабелях, упростить схему соединений и сократить время монтажа. Такая система легко модернизируется и масштабируется.

 Из органов управления, которые вынесены в нижней части пульта, можно выделить:
Из органов управления, которые вынесены в нижней части пульта, можно выделить:



 Прочитайте лекцию и посмотрите видео еще раз
Прочитайте лекцию и посмотрите видео еще раз Разделение пространства экрана на несколько областей позволяет воспринимать большое количество информации одним взглядом. Интуитивное управление жестами и несколькими касаниями, а также четко структурированное отображение различных приложений, виджетов или виртуальной клавиатуры обеспечивают быструю и удобную работу. Внешний вид поверхности экрана Display Manager можно настроить в любое время в соответствии с индивидуальными предпочтениями оператора.
Разделение пространства экрана на несколько областей позволяет воспринимать большое количество информации одним взглядом. Интуитивное управление жестами и несколькими касаниями, а также четко структурированное отображение различных приложений, виджетов или виртуальной клавиатуры обеспечивают быструю и удобную работу. Внешний вид поверхности экрана Display Manager можно настроить в любое время в соответствии с индивидуальными предпочтениями оператора.


 (СКЛ)
(СКЛ)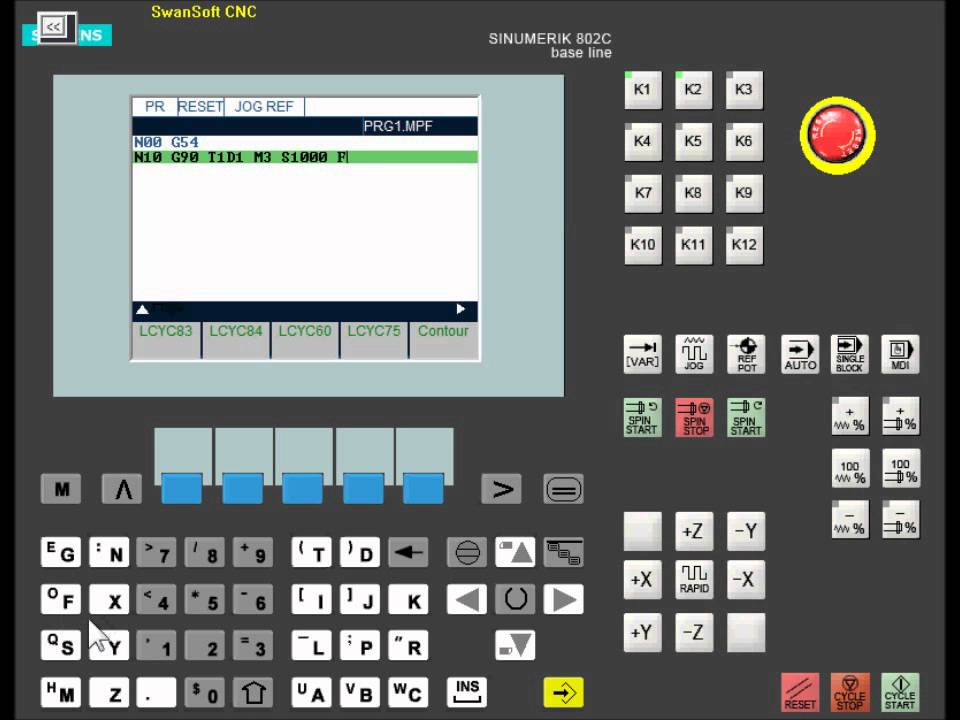

 Это обеспечивает кратчайшее время разгона шпинделя и обеспечивает идеальную компенсацию реактивной мощности для всего станка.
Это обеспечивает кратчайшее время разгона шпинделя и обеспечивает идеальную компенсацию реактивной мощности для всего станка.
 Кроме того, в дополнение к столам для позиционирования, требующим высоких динамических характеристик, встроенные моментные двигатели SIMOTICS T-1FW6 также могут использоваться для круглых и поворотных столов, используемых в приложениях точной 5-осевой обработки. Их инновационный дизайн также означает, что они могут работать в совершенно новых областях техники, например, токарно-фрезерных станках.
Кроме того, в дополнение к столам для позиционирования, требующим высоких динамических характеристик, встроенные моментные двигатели SIMOTICS T-1FW6 также могут использоваться для круглых и поворотных столов, используемых в приложениях точной 5-осевой обработки. Их инновационный дизайн также означает, что они могут работать в совершенно новых областях техники, например, токарно-фрезерных станках.



 Служба поддержки клиентов Siemens доступна 24 часа в сутки, 7 дней в неделю, чтобы предоставить вам быстрый и эффективный заказ и доставку запасных частей и услуги по ремонту для ваших продуктов SINUMERIK, SINAMICS, SIMOTICS, SIMODRIVE, SIMOVERT MASTERDRIVES и ACRMATIC.
Служба поддержки клиентов Siemens доступна 24 часа в сутки, 7 дней в неделю, чтобы предоставить вам быстрый и эффективный заказ и доставку запасных частей и услуги по ремонту для ваших продуктов SINUMERIK, SINAMICS, SIMOTICS, SIMODRIVE, SIMOVERT MASTERDRIVES и ACRMATIC.


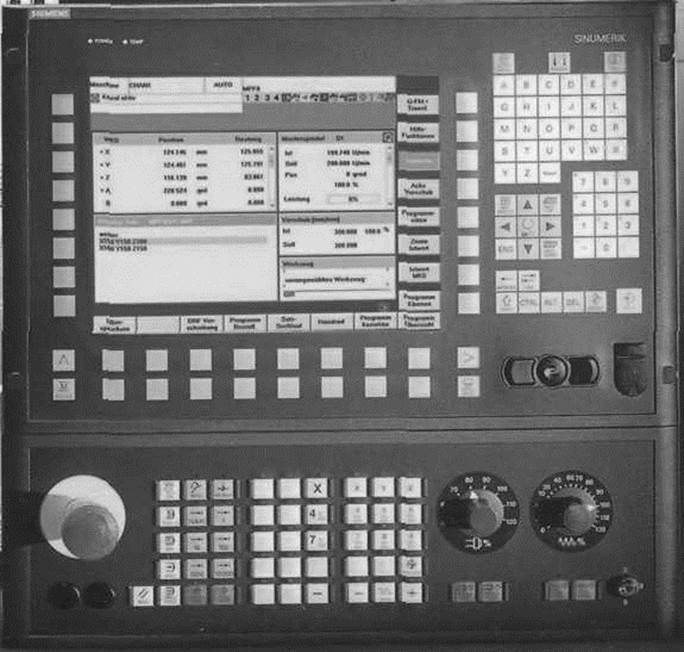 Таким образом, мы можем сразу сказать вам стоимость вашего ремонта и исключить необходимость трудоемких расчетов стоимости.
Таким образом, мы можем сразу сказать вам стоимость вашего ремонта и исключить необходимость трудоемких расчетов стоимости.




 Процесс начинается с оценки навыков вашей рабочей силы. Как только мы выявим пробелы в навыках, следующим шагом будет разработка программы обучения, отвечающей вашим потребностям.
Процесс начинается с оценки навыков вашей рабочей силы. Как только мы выявим пробелы в навыках, следующим шагом будет разработка программы обучения, отвечающей вашим потребностям.
 82 грн
82 грн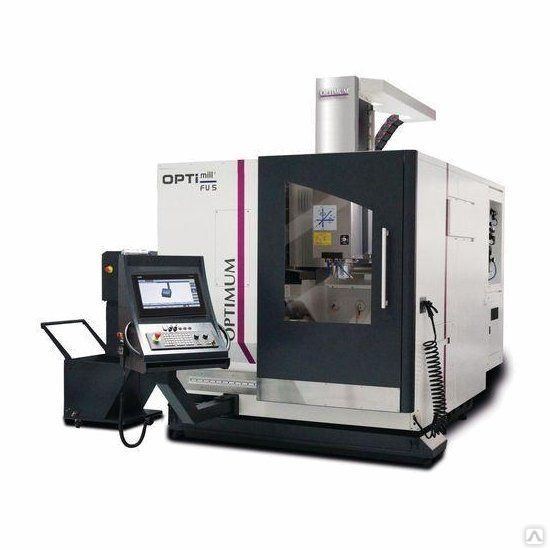 58 грн
58 грн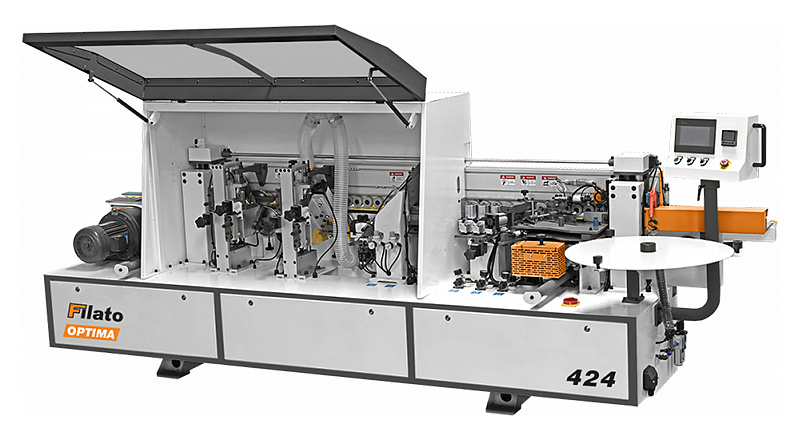 4 грн
4 грн

 Он делает все, что нам для этого нужно. Поддержка клиентов была отличной, и ваши ответы были своевременными».
Он делает все, что нам для этого нужно. Поддержка клиентов была отличной, и ваши ответы были своевременными».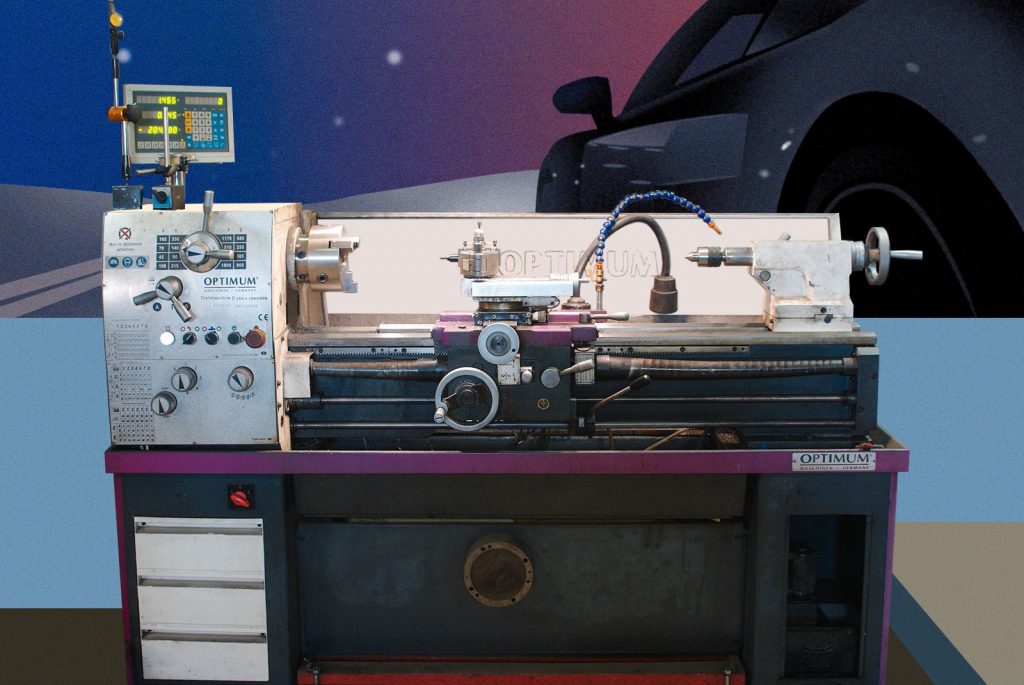 Ваш отдел обслуживания был невероятным!
Ваш отдел обслуживания был невероятным! 
 До сих пор мы прокатывали квадрат трубки и сплошные квадратные патроны, и работает очень хорошо».
До сих пор мы прокатывали квадрат трубки и сплошные квадратные патроны, и работает очень хорошо». Машина все еще отлично работает спустя 7 лет!”
Машина все еще отлично работает спустя 7 лет!” Любую помощь, в которой мы нуждаемся, вы предоставляете».
Любую помощь, в которой мы нуждаемся, вы предоставляете». Это действительно убедило меня купить вторую».
Это действительно убедило меня купить вторую». Очень счастлив. Без вопросов.»
Очень счастлив. Без вопросов.» Мы им довольны. Это идеально подходит для того, что мы делаем».
Мы им довольны. Это идеально подходит для того, что мы делаем».


 Единственное неудобно что матрица не быстросъемные.
Единственное неудобно что матрица не быстросъемные.

 Это система, которая позволяет сканировать любые 3D-объекты и передавать их на ПК уже в цифровом виде.
Это система, которая позволяет сканировать любые 3D-объекты и передавать их на ПК уже в цифровом виде.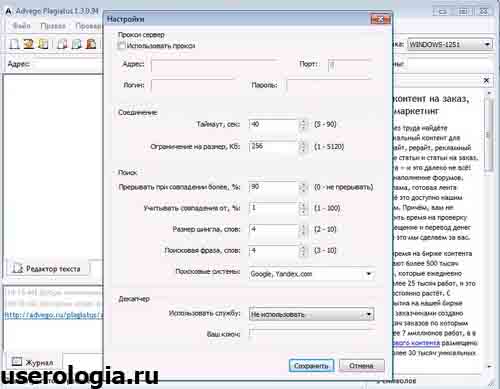 Естественно, удалять утилиту можно лишь тогда, когда вы не собираетесь что-либо сканировать. В противном случае сканер просто не станет работать.
Естественно, удалять утилиту можно лишь тогда, когда вы не собираетесь что-либо сканировать. В противном случае сканер просто не станет работать. Kitts und Nevis
Kitts und Nevis
 Поддержка FARO LS SDK больше не предоставляется.
Поддержка FARO LS SDK больше не предоставляется.  Если вам нужна более ранняя версия , щелкните здесь.
Если вам нужна более ранняя версия , щелкните здесь.
 x.x.x отображается с правильной версией на панели управления.
x.x.x отображается с правильной версией на панели управления.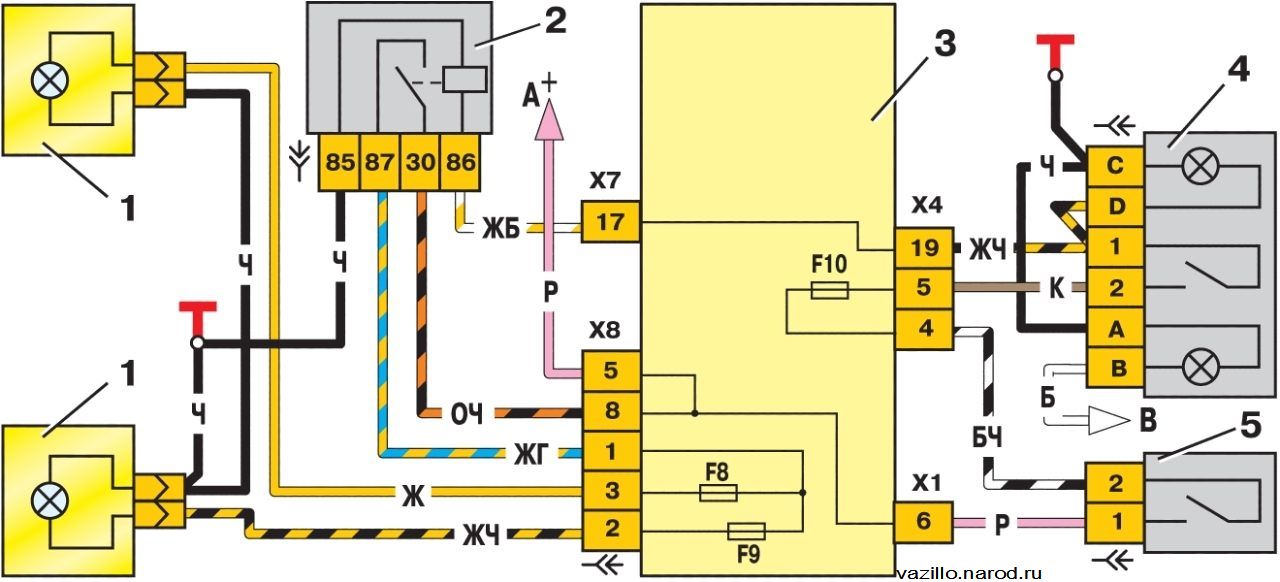 Щелкните правой кнопкой мыши Командная строка и выберите Запуск от имени администратора .
Щелкните правой кнопкой мыши Командная строка и выберите Запуск от имени администратора .
 x
x Некоторые даже могут подумать, что это вирус, шпионское ПО или вредоносный файл.
Некоторые даже могут подумать, что это вирус, шпионское ПО или вредоносный файл. Возможно, компания Autodesk включила его в некоторые версии AutoCAD по какому-то соглашению с компанией FARO.
Возможно, компания Autodesk включила его в некоторые версии AutoCAD по какому-то соглашению с компанией FARO.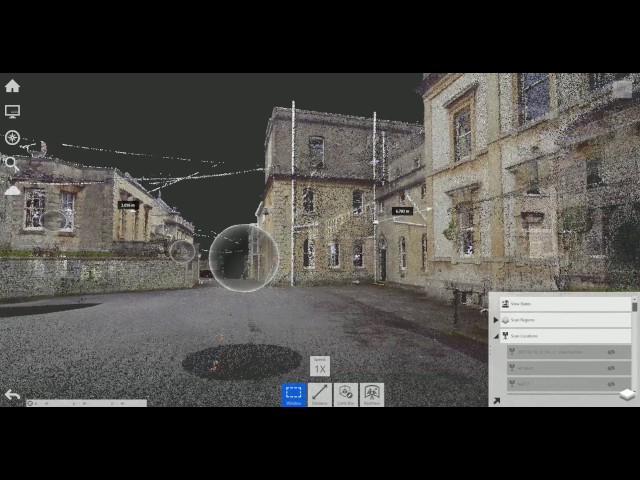

 (Nasdaq: FARO) занимается проектированием, разработкой и продажей программного обеспечения и портативных компьютеризированных измерительных устройств, насчитывающих около 12 500 установок и 5 500 клиентов и международных дочерних компаний по всему миру. Продукция компании позволяет производителям выполнять трехмерный контроль деталей и узлов в процессе производства. Это помогает устранить производственные дефекты и повысить производительность и прибыльность в широком спектре отраслей мировой клиентской базы FARO. Наиболее важные продукты включают FARO Laser ScanArm; Лазерный сканер FARO LS; FARO Gage и Gage-PLUS; Platinum, Digital Template, Titanium, Advantage FaroArms; самые продаваемые в мире лазерные трекеры — FARO Laser Tracker X и Xi; и серия CAM2 современного программного обеспечения для измерения и отчетности на основе САПР.
(Nasdaq: FARO) занимается проектированием, разработкой и продажей программного обеспечения и портативных компьютеризированных измерительных устройств, насчитывающих около 12 500 установок и 5 500 клиентов и международных дочерних компаний по всему миру. Продукция компании позволяет производителям выполнять трехмерный контроль деталей и узлов в процессе производства. Это помогает устранить производственные дефекты и повысить производительность и прибыльность в широком спектре отраслей мировой клиентской базы FARO. Наиболее важные продукты включают FARO Laser ScanArm; Лазерный сканер FARO LS; FARO Gage и Gage-PLUS; Platinum, Digital Template, Titanium, Advantage FaroArms; самые продаваемые в мире лазерные трекеры — FARO Laser Tracker X и Xi; и серия CAM2 современного программного обеспечения для измерения и отчетности на основе САПР.
 0044 для коротких дистанций (до 70 м)
0044 для коротких дистанций (до 70 м)

 ): 55
): 55 Эта бензопила подходит для работ по заготовке дров, а также может стать хорошим помощником во время строительных работ. Еще ее используют во время лесоповала, если диаметр деревьев не превышает 35 см. У агрегата есть специальная система, которая предусматривает быстрое натяжение цепи. Поэтому в случае, если она начинает провисать, оператору необходимо провести откручивание одной гайки, которая отвечает за крепление крышки цепной звездочки, а затем поменять натяжение, используя колесико для регулировки. При этом нет необходимости в использовании дополнительных инструментов.
Эта бензопила подходит для работ по заготовке дров, а также может стать хорошим помощником во время строительных работ. Еще ее используют во время лесоповала, если диаметр деревьев не превышает 35 см. У агрегата есть специальная система, которая предусматривает быстрое натяжение цепи. Поэтому в случае, если она начинает провисать, оператору необходимо провести откручивание одной гайки, которая отвечает за крепление крышки цепной звездочки, а затем поменять натяжение, используя колесико для регулировки. При этом нет необходимости в использовании дополнительных инструментов. Постоянная мощность мотора обеспечена за счет компенсатора STIHL, который также отвечает за минимальный расход бензина и качество выхлопа. Независимо от того, насколько будет загрязнен воздушный фильтр, агрегат всегда станет работать одинаково мощно и продуктивно.
Постоянная мощность мотора обеспечена за счет компенсатора STIHL, который также отвечает за минимальный расход бензина и качество выхлопа. Независимо от того, насколько будет загрязнен воздушный фильтр, агрегат всегда станет работать одинаково мощно и продуктивно. Также благодаря системе облегченного запуска, оператору нужно прикладывать на половину меньше усилий.
Также благодаря системе облегченного запуска, оператору нужно прикладывать на половину меньше усилий. 325″, 1.3 мм, 64 зв (23RMC)
325″, 1.3 мм, 64 зв (23RMC)
 325″, 1.3 мм, 64 зв (23RSC)
325″, 1.3 мм, 64 зв (23RSC)
 3 мм, 72 зв (63PMX)
3 мм, 72 зв (63PMX)
 325″, 1.6 мм, 67 зв (26RMC)
325″, 1.6 мм, 67 зв (26RMC)
 404″, 1.6 мм, 124 зв (H64)
404″, 1.6 мм, 124 зв (H64)
 3 мм, 50 зв (63PDC3)
3 мм, 50 зв (63PDC3)
 6 мм, 72 зв (36RDR)
6 мм, 72 зв (36RDR)
 1 мм, 56 зв (71PM3)
1 мм, 56 зв (71PM3)
 6 мм, 84 зв (36RSC)
6 мм, 84 зв (36RSC)
 2
2 Цепная бензопила Штиль обладает высокими режущими способностями, широкой функциональностью и небольшим весом. Высокий уровень эргономики обеспечивает удобство эксплуатации независимо от сложности поставленной задачи. Устройство оснащено 16-дюймовой шиной (40 см), обеспечивающей возможность работать с деревьями диаметром до 35 см.
Цепная бензопила Штиль обладает высокими режущими способностями, широкой функциональностью и небольшим весом. Высокий уровень эргономики обеспечивает удобство эксплуатации независимо от сложности поставленной задачи. Устройство оснащено 16-дюймовой шиной (40 см), обеспечивающей возможность работать с деревьями диаметром до 35 см. Цепной тормоз срабатывает при нажатии на передний упор для рук и за считанные доли секунды останавливает пильную цепь. При достаточно сильной отдаче цепной тормоз QuickStop срабатывает автоматически.
Цепной тормоз срабатывает при нажатии на передний упор для рук и за считанные доли секунды останавливает пильную цепь. При достаточно сильной отдаче цепной тормоз QuickStop срабатывает автоматически. Особая конструкция шины и цепи заставляет каждую каплю масла попасть именно туда, где оно требуется для смазывания. Это позволяет сократить расход масла на 50 %.
Особая конструкция шины и цепи заставляет каждую каплю масла попасть именно туда, где оно требуется для смазывания. Это позволяет сократить расход масла на 50 %. Инструмент для этого не требуется.
Инструмент для этого не требуется. см (1,9 куб.дюйма)
см (1,9 куб.дюйма)
 В нем используется системная технология Easy2Start™, которая поможет вам легко запустить пилу. Другие функции включают устройство быстрого натяжения цепи STIHL, которое позволит вам натянуть цепь без каких-либо инструментов, инерционный цепной тормоз STIHL Quickstop ® и антивибрационную систему для плавной работы. Эта пила идеально подходит для распиловки дров или валки деревьев небольшого диаметра.
В нем используется системная технология Easy2Start™, которая поможет вам легко запустить пилу. Другие функции включают устройство быстрого натяжения цепи STIHL, которое позволит вам натянуть цепь без каких-либо инструментов, инерционный цепной тормоз STIHL Quickstop ® и антивибрационную систему для плавной работы. Эта пила идеально подходит для распиловки дров или валки деревьев небольшого диаметра. 9
9 Дополнительную информацию можно получить у официального дилера STIHL в вашем регионе.
Дополнительную информацию можно получить у официального дилера STIHL в вашем регионе.
 Нам очень нравится свобода, которую технология печати с низким усилием отрыва дает в отношении воплощения крошечных деталей. Уровень детализации моделей поразителен. Как и сама технология».
Нам очень нравится свобода, которую технология печати с низким усилием отрыва дает в отношении воплощения крошечных деталей. Уровень детализации моделей поразителен. Как и сама технология». В большинстве 3D-принтеров с технологией инвертированной стереолитографии такое отделение сопровождается значительным приложением силы к модели, что может привести к шероховатым поверхностям (что в Form 2 минимизируется тщательной калибровкой).
В большинстве 3D-принтеров с технологией инвертированной стереолитографии такое отделение сопровождается значительным приложением силы к модели, что может привести к шероховатым поверхностям (что в Form 2 минимизируется тщательной калибровкой). На текстуре не было видно слоев. У Hypertherm богатые традиции в производстве ювелирных изделий. Когда я говорю «ювелирные изделия», я имею в виду прекрасное качество поверхности, блестящие мягкие края, детализацию. Мы очень, очень внимательны к тому, чтобы наше качество было как можно ближе к совершенству.
На текстуре не было видно слоев. У Hypertherm богатые традиции в производстве ювелирных изделий. Когда я говорю «ювелирные изделия», я имею в виду прекрасное качество поверхности, блестящие мягкие края, детализацию. Мы очень, очень внимательны к тому, чтобы наше качество было как можно ближе к совершенству. 

 Принтер Form 3, созданный на основе передовой технологии Low Force Stereolithography (LFS), является следующим шагом к универсализации промышленной 3D-печати и организации производства профессионального уровня внутри компании.
Принтер Form 3, созданный на основе передовой технологии Low Force Stereolithography (LFS), является следующим шагом к универсализации промышленной 3D-печати и организации производства профессионального уровня внутри компании. Подробности можно узнать по телефону – не стесняйтесь связаться с нами.
Подробности можно узнать по телефону – не стесняйтесь связаться с нами.







 Благодаря их технологии LFS вы можете создавать высокотехнологичные 3D-отпечатки, которые на лучше, чем когда-либо прежде . Мало того, что вы можете создавать фантастические детали, они также экономически эффективны и позволяют использовать готовые к производству приложения с большими объемами производства. Давайте посмотрим поближе.
Благодаря их технологии LFS вы можете создавать высокотехнологичные 3D-отпечатки, которые на лучше, чем когда-либо прежде . Мало того, что вы можете создавать фантастические детали, они также экономически эффективны и позволяют использовать готовые к производству приложения с большими объемами производства. Давайте посмотрим поближе. Чем эластичнее бак, тем меньше сила.
Чем эластичнее бак, тем меньше сила.


 Ее легче переносить, она также помещается в багажник автомобиля.
Ее легче переносить, она также помещается в багажник автомобиля. внимательно изучите его функции и производительность и дайте мой честный обзор.0003
внимательно изучите его функции и производительность и дайте мой честный обзор.0003

 Этой скорости достаточно для других целей, таких как резка дерева, и она отлично подходит для резки дерева. Двигатель — не единственное, что было разработано с нуля для высоких требований резки металла, так как оба кожуха лезвия были усилены для этого применения.
Этой скорости достаточно для других целей, таких как резка дерева, и она отлично подходит для резки дерева. Двигатель — не единственное, что было разработано с нуля для высоких требований резки металла, так как оба кожуха лезвия были усилены для этого применения. Я заметил, что предыдущая 10-дюймовая скользящая торцовочная пила Rage 3 10″ от Evolution нуждалась в резиновых ножках и удалении блока под поворотной ручкой угла скоса, если вы хотели разместить эту пилу на подставке для торцовочной пилы, однако это уже не так. на этой новой модели Rage. Из коробки он готов к установке на подставку без каких-либо доработок.
Я заметил, что предыдущая 10-дюймовая скользящая торцовочная пила Rage 3 10″ от Evolution нуждалась в резиновых ножках и удалении блока под поворотной ручкой угла скоса, если вы хотели разместить эту пилу на подставке для торцовочной пилы, однако это уже не так. на этой новой модели Rage. Из коробки он готов к установке на подставку без каких-либо доработок. Его вертикальная мощность составляет 3-9/16″, чего достаточно для распила 4-х пиломатериалов.
Его вертикальная мощность составляет 3-9/16″, чего достаточно для распила 4-х пиломатериалов.
 Для грубой конструкции сколы не представляют никакой проблемы. При резке металла все было наоборот, с более гладкими краями, но с сильной вибрацией по всему разрезу. Это, скорее всего, связано с комбинацией медленных оборотов и большого разброса зубьев лопастей. Также может быть из-за того, что пила недостаточно тяжелая. Когда дело дошло до резки кирпича дополнительным алмазным диском, разрез был гладким с минимальной вибрацией на протяжении всего разреза.
Для грубой конструкции сколы не представляют никакой проблемы. При резке металла все было наоборот, с более гладкими краями, но с сильной вибрацией по всему разрезу. Это, скорее всего, связано с комбинацией медленных оборотов и большого разброса зубьев лопастей. Также может быть из-за того, что пила недостаточно тяжелая. Когда дело дошло до резки кирпича дополнительным алмазным диском, разрез был гладким с минимальной вибрацией на протяжении всего разреза. Это работало хорошо для большей части разреза, за исключением последней части разреза. Окончательный вердикт: эта пила не подходит для использования в помещении, даже если она подключена к пылесосу, так как у вас будет комната, полная пыли в кратчайшие сроки. Эта торцовочная пила Evolution лучше подходит для использования вне помещений.
Это работало хорошо для большей части разреза, за исключением последней части разреза. Окончательный вердикт: эта пила не подходит для использования в помещении, даже если она подключена к пылесосу, так как у вас будет комната, полная пыли в кратчайшие сроки. Эта торцовочная пила Evolution лучше подходит для использования вне помещений. Линия лазерного прицеливания также была должным образом откалибрована прямо из коробки и точно совпадает с линией разреза. Однако это не учитывает толщину лезвий, как система светодиодной линии прицеливания. Лазерная линия также не очень видна, когда на улице очень ярко.
Линия лазерного прицеливания также была должным образом откалибрована прямо из коробки и точно совпадает с линией разреза. Однако это не учитывает толщину лезвий, как система светодиодной линии прицеливания. Лазерная линия также не очень видна, когда на улице очень ярко. Я также подумал, что с пилой что-то не так, когда впервые заметил это, но это кажется нормальным для этой пилы. Я не уверен, почему он это делает, но я бы не беспокоился об этом.
Я также подумал, что с пилой что-то не так, когда впервые заметил это, но это кажется нормальным для этой пилы. Я не уверен, почему он это делает, но я бы не беспокоился об этом. Это происходит не постоянно, и иногда это хуже, чем в другие времена, но было достаточно часто, чтобы об этом говорить.
Это происходит не постоянно, и иногда это хуже, чем в другие времена, но было достаточно часто, чтобы об этом говорить.

 Мы гарантируем вам кратчайшие сроки исполнения заказа и высочайшее качество. Благодаря тому, что мы закупаем расходные материалы у производителей и обладаем большим парком собственного оборудования, стоимость 3D печати ниже, чем в среднем по рынку. Мы осуществляем доставку напечатанных изделий курьерскими службами по Москве и транспортными компаниями по России.
Мы гарантируем вам кратчайшие сроки исполнения заказа и высочайшее качество. Благодаря тому, что мы закупаем расходные материалы у производителей и обладаем большим парком собственного оборудования, стоимость 3D печати ниже, чем в среднем по рынку. Мы осуществляем доставку напечатанных изделий курьерскими службами по Москве и транспортными компаниями по России. Так же приведу примерные параметры, которые включаются в конечную цену, за которую предлагается услуга 3д печати.
Так же приведу примерные параметры, которые включаются в конечную цену, за которую предлагается услуга 3д печати. Так же поддерживает расширение посредством плагинов написанных на Python.
Так же поддерживает расширение посредством плагинов написанных на Python.
 3мм.
3мм.

 )
) Обслуживание 3д принтера (как любой механизм он требует затрат на поддержание — по крайней мере смазка)
Обслуживание 3д принтера (как любой механизм он требует затрат на поддержание — по крайней мере смазка)

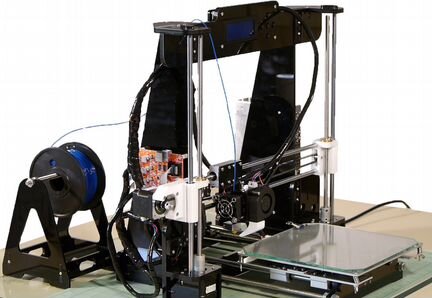
 Однако 3D-принтеры работают на основе разных технологий. Это влияет на механизм 3D-принтера, скорость производства, подходящие материалы, постобработку и, что более важно, на стоимость услуги или 3D-печатных деталей.
Однако 3D-принтеры работают на основе разных технологий. Это влияет на механизм 3D-принтера, скорость производства, подходящие материалы, постобработку и, что более важно, на стоимость услуги или 3D-печатных деталей. Чтобы быть на шаг впереди, большинство людей нанимают технических специалистов. Однако за это приходится платить.
Чтобы быть на шаг впереди, большинство людей нанимают технических специалистов. Однако за это приходится платить. В связи с этим 3D-модель, на 3D-печать которой уходит около 3 часов, будет стоить вам примерно (0,27 x 3) 0,81 доллара.
В связи с этим 3D-модель, на 3D-печать которой уходит около 3 часов, будет стоить вам примерно (0,27 x 3) 0,81 доллара.
 Например, нити могут стоить всего 20 долларов за кг. Однако, хотя эти материалы и дешевы, использование этих материалов для производства высококачественных продуктов является сложной задачей, поскольку вы потратите много денег и времени на совершенствование 3D-моделей.
Например, нити могут стоить всего 20 долларов за кг. Однако, хотя эти материалы и дешевы, использование этих материалов для производства высококачественных продуктов является сложной задачей, поскольку вы потратите много денег и времени на совершенствование 3D-моделей.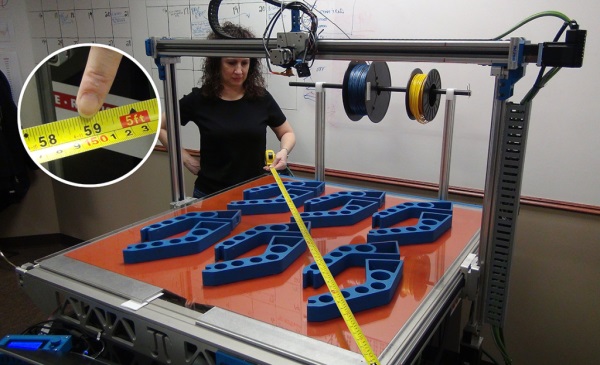 Это связано с потребностью в конкретных технологиях, например, DMLS, которая, как показано в предыдущем разделе, является дорогостоящей.
Это связано с потребностью в конкретных технологиях, например, DMLS, которая, как показано в предыдущем разделе, является дорогостоящей.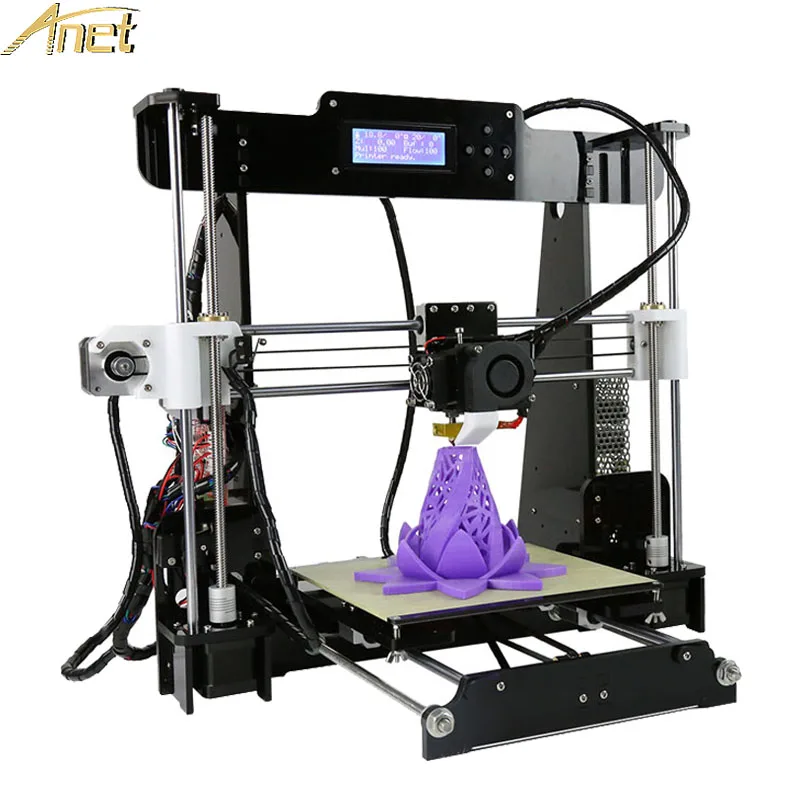 Кроме того, размер материала будет определять операции постобработки, что является еще одним фактором, влияющим на стоимость услуг 3D-печати.
Кроме того, размер материала будет определять операции постобработки, что является еще одним фактором, влияющим на стоимость услуг 3D-печати. 3D-печать — это катод, а металл — анод, и оба они погружены в электролит. При прохождении тока на 3D-отпечатке происходит осаждение иона металла.
3D-печать — это катод, а металл — анод, и оба они погружены в электролит. При прохождении тока на 3D-отпечатке происходит осаждение иона металла. Здесь мы сосредоточимся в основном на нити накала, но тот же принцип применим и к другим материалам.
Здесь мы сосредоточимся в основном на нити накала, но тот же принцип применим и к другим материалам.
 Используя кружку весом 250 грамм, мы умножим вес нашей кружки на стоимость создания предмета весом 1 грамм.
Используя кружку весом 250 грамм, мы умножим вес нашей кружки на стоимость создания предмета весом 1 грамм. Таким образом, вы должны использовать печатный материал с балансом качества и стоимости для ваших отпечатков.
Таким образом, вы должны использовать печатный материал с балансом качества и стоимости для ваших отпечатков.
 Поэтому следует увеличить высоту слоя. Однако при увеличении высоты слоя подумайте, не повлияет ли это на внешний вид и функциональность напечатанных на 3D-принтере деталей.
Поэтому следует увеличить высоту слоя. Однако при увеличении высоты слоя подумайте, не повлияет ли это на внешний вид и функциональность напечатанных на 3D-принтере деталей. RapidDirect — авторитетный поставщик услуг быстрого прототипирования, предоставляющий профессиональные решения и услуги. Мы также предлагаем мгновенное предложение и обратную связь DfM, которая улучшает ваш производственный процесс.
RapidDirect — авторитетный поставщик услуг быстрого прототипирования, предоставляющий профессиональные решения и услуги. Мы также предлагаем мгновенное предложение и обратную связь DfM, которая улучшает ваш производственный процесс. Аддитивное производство — это просто способ описания того, что представляет собой 3D-печать в виде продуктов, слой за слоем. 3D-печать — это процедура; быстрое прототипирование является результатом этой процедуры, что означает, что быстрое прототипирование является подмножеством 3D-печати.
Аддитивное производство — это просто способ описания того, что представляет собой 3D-печать в виде продуктов, слой за слоем. 3D-печать — это процедура; быстрое прототипирование является результатом этой процедуры, что означает, что быстрое прототипирование является подмножеством 3D-печати.
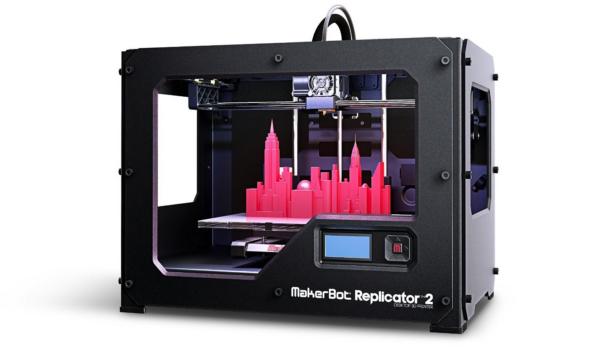 Вот некоторые из наиболее важных факторов:
Вот некоторые из наиболее важных факторов: Эти методы отделки включают поддержку или удаление порошка, очистку, шлифование и другие виды последующей обработки, все из которых увеличивают окончательную цену детали.
Эти методы отделки включают поддержку или удаление порошка, очистку, шлифование и другие виды последующей обработки, все из которых увеличивают окончательную цену детали.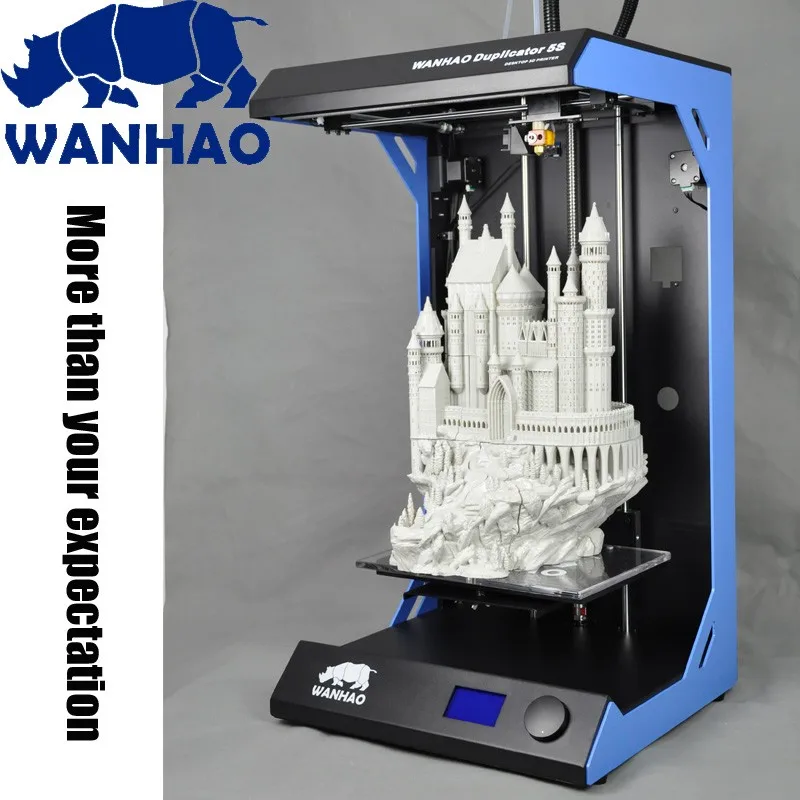 В целом 3D-печать металлических деталей обходится дороже, чем использование полимеров, хотя композиты обычно дороже, чем металлы — другие факторы могут в определенных случаях представлять обратный сценарий.
В целом 3D-печать металлических деталей обходится дороже, чем использование полимеров, хотя композиты обычно дороже, чем металлы — другие факторы могут в определенных случаях представлять обратный сценарий.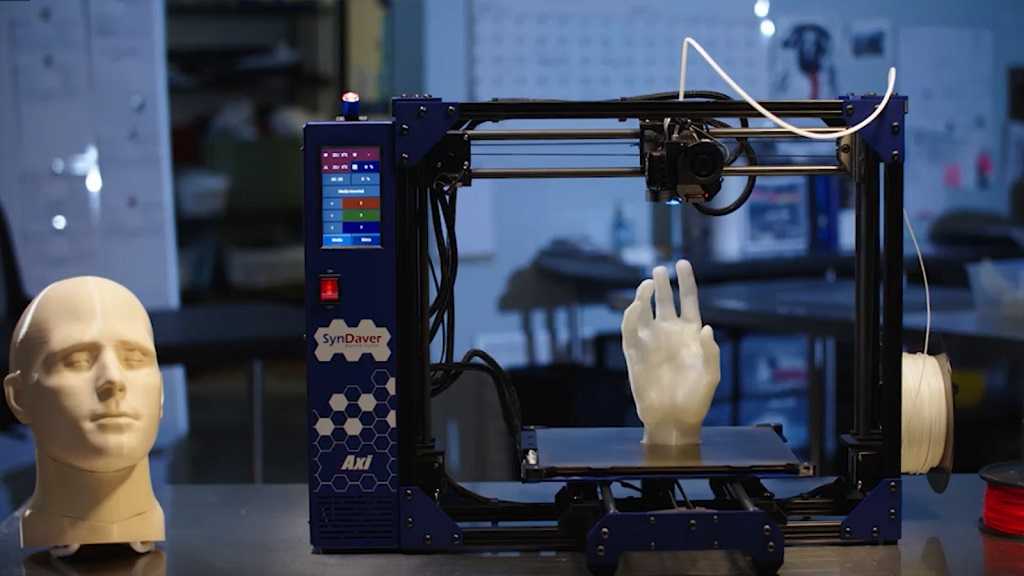

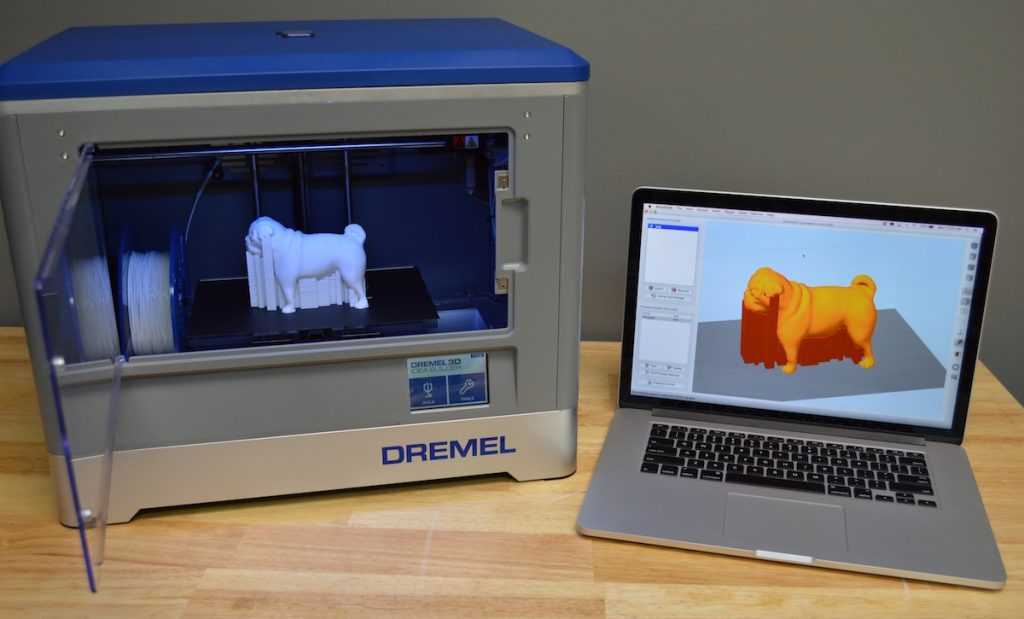
 Все эти факторы повышают стоимость FDM.
Все эти факторы повышают стоимость FDM. Для пластмасс SLA имеет самые высокие общие затраты на материалы по сравнению с другими технологиями, хотя затраты на постобработку гораздо более управляемы. SLA имеет минимальное время настройки детали и, благодаря отличному качеству поверхности деталей, напечатанных SLA, более низкие затраты на постобработку.
Для пластмасс SLA имеет самые высокие общие затраты на материалы по сравнению с другими технологиями, хотя затраты на постобработку гораздо более управляемы. SLA имеет минимальное время настройки детали и, благодаря отличному качеству поверхности деталей, напечатанных SLA, более низкие затраты на постобработку. Оба эти фактора способствуют снижению общих материальных затрат.
Оба эти фактора способствуют снижению общих материальных затрат.
 SLS и MJF имеют более высокую базовую стоимость, чем FDM, но в качестве технологий плавления в порошковом слое вам не нужно думать о дополнительных затратах на поддерживающие конструкции с этими процессами.
SLS и MJF имеют более высокую базовую стоимость, чем FDM, но в качестве технологий плавления в порошковом слое вам не нужно думать о дополнительных затратах на поддерживающие конструкции с этими процессами.

 Если вы выдолбите свой дизайн для SLA, может быть сложно удалить смолу, когда деталь будет готова.
Если вы выдолбите свой дизайн для SLA, может быть сложно удалить смолу, когда деталь будет готова.