#DevStory: Как создавать 3D-модели на телефоне с помощью приложения in3D
Всем привет! Меня зовут Илья и я являюсь одним из разработчиков в команде in3D. С 2019 года мы развиваем технологию, которая позволяет создавать трёхмерные модели человека с помощью обычного смартфона. С тех пор мы сильно продвинулись вперед, а наши модели стали более естественными и реалистичными. Давайте вместе посмотрим на прогресс нашей команды и основные этапы усовершенствования применяемой нами методики 3D-моделирования.
Разработчики приложения для 3D-моделирования in3D рассказали, как добились фотореалистичности от своих аватаров
Спойлер для самых нетерпеливых: тут можно посмотреть как выглядит наше приложение и результат, а так же сравнение с некоторыми другими приложениями для сканирования:
Как сделать 3D-аватар
Сначала был взрыв
Самые первые эксперименты от основателя in3d (скачать) были сделаны на основе пары облаков точек, сделанных с помощью Kinect. Затем мы совмещали их и пытались симулировать пару кусков ткани — их движения, складки и т.д.
Сначала 3D-модель ткани выглядела вот так
Вот так выглядел первый зародыш виртуальной примерочной, в будущем сделанной нашей командой в несомненно лучшем качестве:
На следующем этапе 3D-модель стала выглядеть лучше
Было принято стратегическое решение — сделать продукт, который позволит каждому человеку сделать свою фотореалистичную 3D-модель. Так сказать, начало Metaverse.
Одна из основных проблем, с которой мы столкнулись в самом начале, была связана с качеством работы датчика глубины на телефоне. Он давал слишком много шума. Для создания хорошей модели нужно уметь соединять облака точек с разных кадров, убирать шум и оставлять максимально много деталей, что оказалось не так-то просто. Первые аватары не имели чёткой текстуры, и основная работа заключалась в создании правильной формы.
Сделать правильную форму объекта было довольно сложно
Правильная 3D-форма
Потом наши 3D-модели обрели нормальную форму
Нам удалось побороть шум и склеить много кадров во что-то похожее на тело человека. Затем началось большое количество итеративных улучшений, решений технологических проблем и создания расширяемой инфраструктуры для приложения. Так как наша технология действительно сложная, на всем протяжении обработки данных используются видеокарты, и часть команды сфокусировалась на ускорении, другая продолжала улучшать качество моделей.
В какой-то момент это дало свои плоды — мы начали очень хорошо и консистентно понимать все про форму человека из данных. Дело осталось за малым — убедить мир, что мы делаем это лучше всех на таких шумных данных.
Основной майлстоун в 2020 году это запуск приложения, нам удалось довести все до финального продукта, попасть в App Store и начать тестировать технологию на разных юзерах. Выходило все лучше и лучше, но все еще были разные случаи, когда алгоритм не справлялся и модель не собиралась. Мы набирались данных и опыта решения множества граничных случаев. Так же из основного — у нас выделился в отдельный этап процесс сканирования головы и визуальный результат сильно улучшился.
В этом же году начались первые реальные применения нашей технологии — аватары стали насколько точными (ошибка до 1 см), что стартап Unspun начал с помощью наших моделей снимать мерки людей для пошива джинсов, ведь началась пандемия — сложно приехать в офис в Калифорнии, особенно если ты не в Калифорнии.
Наши 3D-модели отлично чувствуют себя в играх
Так же мы старались найти другие интересные применения, экспорт в игры:
Second Life
VRChar
GTA V
Фотореалистичный аватар
Добиться от аватаров фотореалистичности было сложнее всего
У наших аватаров теперь есть отличная форма, сильно улучшенная за предыдущий год — с это формы можно снимать мерки тела, много работы проводилось над визуальным улучшением аватаров и их текстуры.
Основной вехой прогресса в 2021 году на данный момент стало создание виртуальной примерочной — как по мне, так это что-то вроде проекта, о котором сотни стартапов говорило, но ни у кого не получилось распространенного продукта. Сделали мы это вместе с командой digital дизайнеров Replicant.
Скачать in3D
Нам удалось реализовать автоматизированную примерку одежды на персональные аватары и оформить это в весьма приятный опыт для пользователя (тут я предлагаю взять и оценить самому).
App StoreРазработка приложений для iOSСмартфоны Apple
Создание 3D моделей для игр — как это происходит? — Gamedev на DTF
Я понимаю что это не первая подобная статья на данном ресурсе, просто захотелось попробовать написать статью самому, узнать каково это. Если вас что то не устроило, прошу оставить фидбэк в комментариях.
23 074 просмотров
Введение
Компьютерные игры — неотъемлемая часть нашей культуры, они дарят эмоции, объединяют людей и создают различные инфоповоды.
Разработчики дают нам интересные или не очень тайтлы, игроки решают, хорошая ли это игра, или не очень. Одно ясно всегда, на эту игру, какой бы она не была, ушло время и силы самих разработчиков.
Первое впечатление от игры складывается, когда мы видим её графику, сегодня мы разберём 3D модели в них, как они делаются и какие хитрости используются, для получения лучшей картинки.
Процесс
Некоторые моменты из процесса могут меняться местами т.к. для создания персонажа и, например, танка пайплайн(т.е. процесс разработки) будет отличаться.
1. Концепт-арт
Концепт-арт — это идея воплощенная художником, по краткому её описанию.
Назначением концепт-арта является создание наброска объекта, который будет запущен в производство. За короткий срок необходимо подобрать наилучшую концепцию, иначе можно допустить ошибки на поздних этапах создания модели.
2. Скульптинг
Для начала художнику предстоит сделать скульпт модели. На этом этапе можно окунуться в творчество и лепить не задумываясь о полигонах.
После всего процесса скульптинга модель уже должна выглядеть максимально законченно, так как именно её мы и будем использовать для дальнейших этапов производства.
Такую модель нельзя будет запихать в игру, да что уж там, скорее всего сделать последующие этапы выполнить будет проблематично, так как на ней слишком много полигонов.
3. Ретопология
На этом этапе нам как раз таки и придётся уменьшить количество этих самых полигонов.
Ретопология — это перестроение полигональной сетки, создание новой геометрии поверх старой для дальнейшего его использования.
Низкополигональная сетка нам пригодится в первую очередь для оптимизации, так же для создания чистой сетки при дальнейшей анимации и создания UV карт.
Правда после этапа ретопологии, модель может показаться чересчур простой, плоской, но в дальнейшем мы это исправим.
4. UV-развертка
Данный этап нам нужен для того, чтобы наше запекание и текстуры вели себя корректным образом.
Если вы собирали кубик из бумаги, то тут вы тоже поймёте как это работает.
UV карта создаётся путем разрезания граней на модели, так например на этой гифке, мы чётко можем заметить где проходит разрез геометрии.
5. Запекание карт
Запекание карт необходимо для переноса детализации с высокополигональной модели(high poly) на низкополигональную(low poly).
В первую очередь это нужно для того, чтобы наша модель выглядела не плоско и корректно отображала находящееся в сцене освещение. Сейчас я расскажу о некоторых наиболее «популярных» картах.
Normal Map — как раз таки эта карта нам и позволяет добавить детализацию, не тратя на это лишние полигоны.
Это работает так: векторы, которые используются для определения того, как свет отражается от поверхности. Их можно использовать для контроля над переходом между гранями, но также их направление можно изменять, чтобы lowpoly-модель отражала свет так же, как более сложная модель.
Если вкратце, то низкополигональная модель начинает отражать поверхность так же как и высокополигональная. За счёт этого нам и кажется что модель стала более детализированной.
Модель без карты нормалей/Модель с запеченной картой нормалей
Ambient Occlusion — С этой картой намного проще, она добавляет тени на модели, где это необходимо. Тем самым модель становится более реалистичной.
Слева Ambient occlusion отсутствует/Справа присутствует
Curvature — это карта просчитывает неровности на поверхности модели, так же выделяет все грани, после чего эти неровности можно будет использовать при текстурировании.
Белые линии и являются картой Curvature
6. Текстурирование
Вот мы и добрались до практически последнего этапа в нашем процессе разработки. Этап текстурирования довольно важен, так как именно текстуры сильно влияют на восприятие модели.
Текстура — это массив цветовых точек, образующих изображение. Это не только раскраска объекта. Фактически, термин текстура означает шероховатость или гладкость поверхности объекта. Это те свойства поверхности, которые можно осязать.
PBR материалы — это материалы которые корректно отображают все текстуры, то есть шереховатости, отражения, затенения.
Заключение
Вот настолько много этапов и проходит 3D-художник, чтобы добиться желаемого результата, но это мы ещё не затрагивали риг и анимацию самой модели.
Если вас заинтересовала эта тема, то творите, создавайте, и возможно совсем скоро вы сможете попасть на работу мечты! 🙂
Как делать 3D модели | Профессиональные решения для 3D-сканирования
Метод №1: 3D-моделирование
Промышленный дизайнер работает над прототипом нового продукта
Первый способ создания 3D-моделей — начать с нуля, используя специализированное программное обеспечение для 3D-моделирования. Этот метод широко используется профессионалами самых разных отраслей: инженерами, промышленными дизайнерами, архитекторами, художниками компьютерной графики и многими другими.
Ключевая точка
Если вам нужно спроектировать что-то совершенно новое, еще не созданное, 3D-моделирование — идеальный способ дать волю своему воображению и воплотить свои идеи в жизнь.
Чем хорош этот метод, так это тем, что он позволяет создавать то, чего еще не существует — что-то совершенно уникальное, например, новый компонент для автомобиля или фантастическое существо в видеоигре — или что-то, что уже существует, но недоступно для сканирования.
Например, если вам нужна модель всемирно известного здания, расположенного удаленно или далеко от вас, может быть гораздо проще и дешевле создать 3D-модель с нуля, используя справочные материалы, такие как фотографии и видео, а не ездить в это место и устраивать 3D-сканирование (что само по себе может быть проблемой, когда речь идет об исторических зданиях!). Или, если вам нужно спроектировать что-то совершенно новое, еще не созданное, 3D-моделирование — идеальный способ дать волю своему воображению и воплотить свои идеи в жизнь.
Существуют различные методы 3D-моделирования и различное программное обеспечение для моделирования, позволяющее создавать модели с нуля. Все зависит от конкретного объекта, который вы хотите создать, и его предполагаемого применения.
Параметрическое моделирование
Параметрическое 3D-моделирование или САПР (автоматизированное проектирование) — это метод № 1, используемый инженерами и дизайнерами для создания реалистичных компьютерных моделей будущих деталей и узлов. Почти каждый современный продукт, с которым мы ежедневно взаимодействуем, был создан с использованием 3D-моделирования CAD.
Создание 3D-модели в программе CAD
С помощью этого метода дизайнер создает 3D-модель объекта, которая может иметь все те же параметры, что и реальный физический объект: материал, вес, размер, оптические параметры, физические параметры, и т. д. Затем эти модели можно распечатать на 3D-принтере или обработать на станке с ЧПУ, а также использовать для запуска сложных симуляций. Например, вы можете создавать сборки из деталей, чтобы увидеть, как они сочетаются друг с другом, проверить, как они будут реагировать на приложенные к ним силы, отслеживать, как жидкости будут течь через них, оценить, как они будут изготовлены, с помощью моделирования и т. д.
Полигональное моделирование
Эта техника моделирования лежит в основе почти каждой видеоигры или научно-фантастического фильма, которые вы когда-либо смотрели или играли. Полигональная модель состоит из полигонов: плоских двумерных фигур, треугольников или четырехугольников, которые художник модифицирует для создания трехмерной сетки. В отличие от моделирования в САПР, этот метод больше основан на концепции, чем на измерениях. Анимационные студии и студии видеоигр используют полигональное моделирование для проектирования всего, от персонажей фильмов и игр до различных 3D-объектов, таких как оружие, доспехи, транспортные средства и целые виртуальные миры.
Полигональная сетчатая модель автомобиля
Цифровая скульптура
Этот метод, также используемый 3D-художниками в играх и анимационных фильмах, лучше всего подходит для создания гиперреалистичных объектов с органическими и плавными формами. Он также используется для создания прототипов моделей для дизайна, эскизов и 3D-печати. Процесс очень похож на лепку из настоящих материалов, таких как глина или камень. Используя инструменты скульптинга, похожие на кисть, вы можете манипулировать полигональной сеткой объекта, толкая, вытягивая и скручивая различные части его геометрии или добавляя дополнительную геометрию, чтобы имитировать органическую структуру. Цифровая скульптура требует еще больших художественных навыков и более дотошна и требует больше времени, чем полигональное моделирование. Вот почему во многих случаях эти методы используются вместе: сначала объект моделируется, а затем отправляется 3D-скульптору для детализации, чтобы затем принять окончательную форму.
Создание персонажа телешоу в программном обеспечении для цифровой скульптуры
Какой бы метод вы ни выбрали, важно выбрать правильное программное обеспечение для моделирования, которое будет иметь все необходимые инструменты для создания вашей 3D-модели.
Лучшее программное обеспечение для 3D-моделирования для начинающих
Если вы только начинаете и ищете лучшее программное обеспечение для 3D-моделирования, у нас есть для вас несколько отличных рекомендаций.
Прежде всего, попробуйте Blender. Помимо того, что он бесплатный, он содержит множество руководств, сильное сообщество и в целом является идеальным программным обеспечением для начинающих. Это программное обеспечение для компьютерной 3D-графики с открытым исходным кодом подходит для всего: от визуальных эффектов до печати 3D-моделей, от интерактивных приложений до видеоигр.
Для профессионалов и более продвинутых пользователей лучше всего подойдут программы со специальными функциями для каждого этапа постобработки. Взгляните на Autodesk Maya, более известную как Maya. Благодаря настраиваемому пользовательскому интерфейсу это программное обеспечение является фаворитом в индустрии видеоигр, а также для тех, кто занимается 3D-моделированием или 3D-анимацией. Вы сможете попробовать его в течение месяца, прежде чем принять какое-либо платное решение.
3D модель дракона в ZBrush
В качестве альтернативы попробуйте 3ds Max, который также поставляется с месячной пробной версией. Специализируясь на приложении для моделирования персонажей, анимации и гиперреалистичного рендеринга отсканированных объектов, это приложение отличается скоростью и простотой использования.
Если вы ищете программу для цифровой скульптуры, попробуйте ZBrush. ZBrush наиболее известен своей способностью работать с высокополигональными моделями с большим количеством полигонов, и он отлично работает в паре с Artec Studio. Аналогичные альтернативы включают 3D-Coat или Autodesk Mudbox.
Если вы ищете программное обеспечение для моделирования САПР, рассмотрите SOLIDWORKS, отраслевой стандарт программного обеспечения для проектирования механических систем. SOLIDWORKS используется инженерами и дизайнерами для моделирования деталей и сборок и включает в себя функции моделирования, а также инструменты для рисования и сборки. Другими программами САПР, которые следует рассмотреть, являются AutoCAD, Fusion 360 или Rhinoceros.
Эти параметры также являются стандартными для многих студий, и когда вы хотите создать 3D-модель, вы, вероятно, обнаружите, что работаете хотя бы с одним из этих имен.
Создание 3D-моделей для 3D-печати
От 3D-модели к 3D-принтеру с помощью этого видеоурока
Бесплатное программное обеспечение САПР можно использовать для создания 3D-моделей и преобразования их в формат STL для 3D-печати. С помощью компьютера 3D-принтер способен создавать реальные объекты из 3D-моделей CAD. 3D-модели могут быть созданы с помощью бесплатного программного обеспечения САПР.
Воспроизвести видео
Первоначально 3D-принтеры использовались для производства прототипов и моделей, но сегодня производство повседневных предметов и реальных комплектующих вполне возможно. Чтобы сделать 3D-печать, сначала всегда требуется 3D-модель объекта. Для достижения наилучших результатов рекомендуется загрузить файл в формате STL, готовый к 3D-печати. Файлы формата STL принимаются большинством 3D-принтеров и онлайн-сервисов печати.
Модели для 3D-печати
Программное обеспечение CAD обычно требуется для создания 3D-моделей объектов перед 3D-печатью. К счастью, для решения этой задачи доступно бесплатное программное обеспечение CAD, в том числе программное обеспечение CAD Schroer M4 PERSONAL. CAD Schroer также предоставляет онлайн-портал, через который 3D-модели могут быть преобразованы в формат STL, готовый для последующей 3D-печати.
3D-конвертер создает файлы STL для 3D-печати Экономично создавайте подробные 3D-модели для 3D-печати
Готов к 3D-печати
M4 PERSONAL — это бесплатный программный пакет САПР, предлагающий полный набор инструментов для 2D-проектирования. Это бесплатное программное обеспечение САПР также включает 3D-модуль, который можно использовать для быстрого и простого создания 3D-моделей из нескольких 2D-видов. Простота создания 3D-моделей из 2D-видов все больше привлекает пользователей во всем мире.
Гибкие 3D-модели
3D-модели, созданные с помощью M4 PERSONAL, теперь можно загружать на портал CSG eSERVICES для преобразования в популярный формат STL. Цена за эту услугу всего € 4,99 на модель и предоставляет пользователям очень экономичный способ подготовки полноценных 3D-проектов, готовых к 3D-печати.
Волоконный лазерный станок (Лазерный 3D маркер YLP-MDF-152)
Длина волны излучения станка, нм: 1064
Выходная мощность станка, Вт: 20/30/50
Площадь обработки станка, мм: 160 мм х 160 мм
Глубина фокуса станка, мм: 20
Качество излучения станка, M2: <1.3
Минимальная ширина линии станка, мм: 0,05
Повторяемость станка, мм: 0,003
Частота след. импульсов станка, кГц: 1<F<1000
Охлаждение станка: Воздушное
Габариты станка (ДxШxВ, мм): 840x800x1400
Вес станка, кг: 260
Применение: Маркировка металлов и неметаллов
Тип управления станка: чпу
Тип лазера: Оптоволоконный
Волоконный лазерный станок YLP-F10/20/30/50
Длина волны излучения станка, нм: 1064
Выходная мощность станка, Вт: 10/20/30/50
Площадь обработки станка, мм: 100х100 (160х160, 300х300)
Качество излучения станка, M2: <1,3
Частота следующих импульсов станка ,кГц: 20<F<200
Охлаждение станка: Воздушное
Габариты станка (ДxШxВ, мм): 920x740x1415
Вес станка, кг: 260
Применение: Маркировка металлов и некоторых неметаллов
Тип управления станком: чпу
Тип лазера: Оптоволоконный
Маркировка станет намного проще с оборудованием, представленным в этом разделе сайта. Здесь Вы сможете выбрать станок для лазерной маркировки, оптимально подходящий под задачи вашего производства. У нас представлено различное оборудование, помогающее в обработке различных материалов:
ультрафиолетовые лазеры – подходят для обработки органики, требующей деликатного подхода (мягкие пластики, глазурь, стекло, зеркало), они не дают нагрева материала во время обработки и позволяют получать эффект без удаления материала за счет фото химической реакции;
волоконные лазеры – оборудование широкого спектра применения, чаще используемое для нанесения маркировки на металл и твердые пластики;
углекислотные лазеры (СО2) – хорошо себя проявляют в работе с кожей, деревом и прочими неметаллическими материалами;
лазеры инфракрасного диапазона – для прецизионно чистой маркировки металлов и пластиков.
В дополнении к маркирующему оборудованию Вам может понадобиться вспомогательный инструмент и материалы. Из них: вращательные механизмы для маркировки цилиндрических изделий, вытяжные системы для удаления продуктов горения, специальные лаки и пластики для получения нужного эффекта и другое.
Выбирая оборудование для лазерной маркировки под нужды вашего промышленного производства или завода, внимательно ознакомьтесь с описанием заинтересовавших моделей, которое дает понимание о нюансах эксплуатации, габаритах, возможностях и преимуществах. Также характеристики каждого маркера сопровождаются рекомендациями, касающимися сферы применения оборудования – это поможет выбрать аппарат, который максимально закроет поставленные задачи.
Если хотите получить больше информации о той или иной модели лазерного аппарата, а также узнать цену оборудования с учетом доставки в любой регион России, обратитесь к нашим менеджерам. Сделать это можно, позвонив по указанным здесь телефонным номерам или задав интересующие вопросы в онлайн-форме. Наш сотрудник порекомендует оптимальный вариант маркера с учетом ваших требований к его производительности, а также сферы, в которой хотите его использовать. Мы продаем только качественное оборудование, производимое с применением актуальных разработок компаний из Европы, США, Китая и России.
НОВОСТИ 2022 2021 Архив
Новостей, за даный год не обнаруженно.
Новостей, за даный год не обнаруженно.
Работаем по всем городам России: Москва, Санкт-Петербург, Новосибирск, Екатеринбург, Казань, Нижний Новгород, Челябинск, Самара, Омск, Ростов-на-Дону, Уфа, Красноярск, Воронеж, Пермь, Волгоград, Краснодар, Саратов, Тюмень, Тольятти, Ижевск, Барнаул, Ульяновск, Иркутск, Хабаровск, Махачкала, Ярославль, Владивосток, Оренбург, Томск, Кемерово, Новокузнецк, Рязань, Набережные Челны, Астрахань, Киров, Пенза, Севастополь, Балашиха, Липецк, Чебоксары, Калининград, Тула, Ставрополь, Курск, Улан-Удэ, Сочи, Тверь, Магнитогорск, Иваново, Брянск и других.
НАШИ КЛИЕНТЫ
ПАРТНЕРЫ
Станок для лазерной маркировки | SOHO
перейти к содержанию
Вы пытаетесь найти лучшую машину для лазерной маркировки на рынке сегодня? Разве вы не хотите рисковать множеством различных вариантов, за которые вы можете его получить?
Если вы похожи на тысячи людей, которые не хотят ничего, кроме безопасности, вы попали на нужную страницу!
В этом руководстве мы не только дадим вам полное и всестороннее пошаговое руководство по пониманию станков для лазерной маркировки, но также дадим вам лучшие и наиболее эффективные советы по поиску ведущих производителей станков для лазерной маркировки в отрасли сегодня!
Что такое станок для лазерной маркировки?
Рисунок 1 — Пример изображения станка для лазерной маркировки ювелирных изделий.
Проще говоря, это тип машины, в которой используется высококонцентрированный световой луч для создания и нанесения метки на поверхность заготовки или подложки.
Чаще всего машины для лазерной маркировки используются на стальных и металлических поверхностях. Благодаря своей основной силе и интенсивности они более эффективны и эффективны для использования на этих поверхностях.
Каковы общие продукты машин для лазерной маркировки?
Рисунок 2 — Логотип компании и товарные знаки
Наиболее распространенные и привычные продукты машин для лазерной маркировки включают:
QR коды
Логотипы компаний и предприятий
Штрих-коды
Товарные знаки
Коды UID
И другие
Их общий знаменатель будет соответствовать тому, где они используются. Обычно они используются в медицинской промышленности, а также в обрабатывающей промышленности.
Вы найдете их идеальным оборудованием для маркировки нержавеющей стали, титана, алюминия и других типов стали.
Как использовать станок для лазерной маркировки?
Многим предприятиям сложно понять, как они могут использовать или управлять машинами для лазерной маркировки.
Рисунок 3 — Изображение рабочего, готовящего к работе станок для лазерной маркировки.
Чтобы помочь вам в этом, мы в общих чертах обрисовали в общих чертах, как правильно использовать машину для лазерной маркировки в ваших бизнес-процессах.
Включите и активируйте внешний источник питания.
После включения вам нужно будет включить и активировать компьютер или операционную систему.
Затем запустите основную систему управления, чтобы запустить устройство.
В целях безопасности активируйте аварийный выключатель в случае неисправности машины.
После того, как вы включите и активируете все это, следующее, что вам нужно сделать, это активировать все другие соответствующие кнопки и настройки, такие как гальванометр, лазерная система, а также инфракрасный (инфракрасный) луч.
На мониторе компьютера введите или введите код или программу, которой необходимо следовать.
Затем разместите заготовки или изделия так, чтобы лазерные головки могли до них дотянуться.
Перед началом процесса убедитесь, что:
Машина находится в безопасном месте;
Все заготовки загружаются и размещаются на станке в точном положении;
Программа написана правильно.
НОТА: Убедитесь, что вы включили аварийный выключатель для нормальной работы. Это может ограничить дальнейшие повреждения и опасности, которые могут прервать и, возможно, испортить всю операцию.
Все операции будут зависеть от программы. Если в нем есть одна проблема, то она может быть причиной неточности или сбоя.
В чем разница между лазерной гравировкой и лазерной маркировкой?
Многие люди не знают разницы между лазерной маркировкой и лазерной гравировкой. Как их отличить? Что вам нужно знать о них, чтобы определить, что есть что?
Чтобы определить, что есть что, вы должны полностью проверить и оценить процесс.
Лазерная маркировка это процедура, которая обесцвечивает поверхность или внешний вид определенного материала. Когда он отмечен, это в основном означает, что цвет изменился. Фактически при этом не удаляется никакой материал.
Лазерная гравировка, или чаще называют лазерное травление, это процесс, который удаляет или снимает часть продукта. Это похоже на маркировку, но с той лишь разницей, что она не обесцвечивает, а вместо этого удаляет или снимает часть материала в целом.
Рисунок 5 — Пример изображения продукта с лазерной маркировкой
Чтобы помочь вам с этим еще больше, вот некоторые из моментов, которые отличают лазерную маркировку от лазерной гравировки:
Лазерная маркировка — не распространенный процесс; это не практикуется предприятиями в области лазерной обработки.
Вы найдете применение машин для лазерной маркировки на предприятиях и в промышленности.
Лазерная гравировка — это подраздел лазерной маркировки, то есть это один из ее видов.
Как работают лазерные маркеры?
Порядок работы станков для лазерной маркировки прост. В этом процессе машина использует мощный лазерный луч, чтобы маркировать и затемнять поверхность материала.
Рисунок 6 — Схема работы машины для лазерной маркировки
Область воздействия или конкретная область или место, где находится лазерный луч, будут больше всего затронуты им. Следовательно, эффект не является широким или большим; он будет сфокусирован и точен только в той области, на которую он направлен.
Различные типы машин для лазерной маркировки
Выбор машины для лазерной маркировки будет зависеть не только от технических характеристик и свойств.
Фактически, это также будет зависеть от типа и типа машины для лазерной маркировки, включая, но не ограничиваясь:
Машины для маркировки волоконным лазером
Это лазерные маркеры мощностью от 20 до 50 Вт. Они считаются одними, если не самыми мощными машинами для лазерной маркировки, которые когда-либо существовали.
Станки для лазерной маркировки CO2
Маркировочные машины с волоконным лазером являются самыми мощными, а машины с CO2, как известно, имеют самый широкий диапазон.
Он может наносить маркировку на самые разные виды и типы материалов, и они обычно работают и работают на длинах волн около 10600 нм.
Исходя из конструкции, это тип машины для лазерной маркировки, который идеально подходит для работы с деревом, керамикой, стеклом, кварцем и другими неметаллическими материалами и поверхностями.
Машины для зеленой лазерной маркировки
Если вы собираетесь маркировать и работать с материалами и веществами с высокой отражающей способностью, использование зеленых лазерных маркировочных машин будет лучшим и самым идеальным вариантом.
Некоторые из наиболее распространенных примеров того, где вы можете его использовать, включают силиконовые пластины, мягкий пластик, солнечные элементы, печатные платы и т. Д.
Они идеально подходят для работы с низкой теплопередачей, но не идеальны для глубокой и тщательной маркировки.
Машины для ультрафиолетовой (УФ) лазерной маркировки
Последними, но не менее важными, будут УФ или ультрафиолетовые лазерные маркеры. Очевидно, они обычно используются в приложениях, где вам нужно излучать ультрафиолетовые лучи.
Вы захотите использовать их, если хотите получить холодную маркировку там, где тепло лазеров на самом деле мало что делает.
Это разные типы и виды машин для лазерной маркировки.
Существуют ли станки для лазерной маркировки пластика?
Рисунок 7 — Лазерная маркировка на ПВХ или пластике
Оглядываясь назад на различные типы и типы машин для лазерной маркировки, которые мы обсуждали выше, видели ли вы такую, которая может работать с пластиком?
Да, лазерная маркировочная машина CO2 — лучшая и наиболее подходящая для работы с пластиком. Помимо лазерных маркеров CO2, вы также можете использовать маркировочные машины с волоконным лазером.
Основное преимущество использования маркеров CO2-лазера заключается в том, что они не оставляют цвета во время процесса. Это связано с тем, что при использовании маркировочных машин с волоконным лазером он создает белую метку на любом типе пластиковой основы и меняет ее цвет.
Как гравировать на пластике?
Теперь, когда мы знаем конкретную машину или оборудование для лазерной гравировки на пластике, как это делается?
Рисунок 8 — Пример изображения пластика, гравированного лазером
Многие компании и предприятия на самом деле делают это сейчас, так каковы шаги, чтобы сделать это?
Для лазерной маркировки или лазерной гравировки пластмасс выполняется та же процедура, что и для металлических подложек и деталей. Единственная разница будет заключаться в том, как долго или как быстро будет процесс, поскольку поверхность не такая твердая и упругая, как металл или сталь.
Вот как вы можете выполнять лазерную гравировку на пластике, чтобы вам было удобнее и проще:
Подготовьте маркировочную машину с CO2 или волоконным лазером. Это также будет включать подготовку программы или кода.
Подготовьте все заготовки и подложки.
Поместите заготовку или подложку на станок для лазерной маркировки.
Запустите код или программу, чтобы она соответствовала стилю или дизайну.
Сколько стоят маркировочные лазерные машины?
На самом деле нет конкретной стоимости того, сколько стоят машины для лазерной маркировки. На самом деле, он будет отличаться по многим аспектам, таким как производитель, который его сделал, функции и возможности, которые он способен выполнять, его общая емкость и многое другое.
Однако, чтобы дать вам медианное или среднее значение, вы можете ожидать, что оно будет где-то между $15000 и $50,000.
НОТА: Есть такие, которые стоят $50,000 и выше, но они будут ориентированы на производство и будут многоцелевыми.
Лазерная маркировка против химического или кислотного травления
Чтобы лучше понять это, давайте сначала попробуем определить, что такое кислотное или химическое травление.
Химическое или кислотное травление — это процесс травления или маркировки поверхности материала путем удаления с него материала. Часто кислотное или химическое травление использует химические вещества, кислоту, специально для травления — и это может создать более глубокий вид по сравнению с лазерным травлением.
С другой стороны, при лазерной маркировке или гравировке для травления используется мощный лазерный луч.
Что касается скорости, то лучше использовать машины для лазерной маркировки, потому что это быстрее и срочнее, чем химическое или кислотное травление. Последний использует несколько этапов обработки, что, конечно, требует больше времени, чем думает большинство людей.
Как правильно выбрать станок для лазерной маркировки?
При выборе подходящей машины для маркировки волоконным лазером нужно больше, чем просто знать, кто является производителем.
Собственно говоря, вот несколько вещей, на которые следует обратить внимание, прежде чем вы решите, какую машину для лазерной маркировки купить:
Скорость и удар
Повторяемость
Цена
Прочность и долговечность
Характеристики
Есть пять (5) основных вещей, которые вам нужно искать в машине для лазерной маркировки.
Один простой совет, который вы можете использовать в своих интересах, — это проверить их машины еще до того, как вы спросите. Конечно, найдутся предприятия и компании, которые работали с ними в прошлом. Что вы можете сделать, так это связаться с ними и спросить их мнение об их опыте работы с машиной и производителем.
Вы никогда не почувствуете недостатка в том, где их можно купить, поскольку на рынке их будут сотни или даже тысячи.
Но в Китае ни одному другому производителю станков для лазерной маркировки не доверяют больше, чем нам в SOHO Cutting.
Почему SOHO Cut является лучшим поставщиком лазерной маркировки в Китае?
По всей стране SOHO Cutting является лучшим, самым надежным и самым надежным производителем станков для лазерной маркировки.
Мы работаем в отрасли более десяти лет и можем дать всем нашим клиентам то качество, которое они ищут.
Обширная библиотека машин для лазерной маркировки, которые мы предлагаем, может в одиночку превзойти всех других производителей. На самом деле, мы будем более чем рады помочь вам, если у вас возникнут вопросы и запросы по этому поводу!
Производим высокоэффективные станки и оборудование с ЧПУ.
Наш список экспертов и инженеров имеет более чем 50-летний опыт работы.
Мы можем помочь вам производить сотни машин для лазерной маркировки в день.
Мы можем предложить вам бесплатное предложение или бесплатную оценку!
Содержание
Станок для лазерной маркировки — полное руководство по часто задаваемым вопросам
Что такое станок для лазерной маркировки?
Каковы общие продукты машин для лазерной маркировки?
Как использовать станок для лазерной маркировки?
В чем разница между лазерной гравировкой и лазерной маркировкой?
Как работают лазерные маркеры?
Различные типы машин для лазерной маркировки
Существуют ли станки для лазерной маркировки пластика?
Как гравировать на пластике?
Сколько стоят маркировочные лазерные машины?
Лазерная маркировка против химического или кислотного травления
Как правильно выбрать станок для лазерной маркировки?
Почему SOHO Cut является лучшим поставщиком лазерной маркировки в Китае?
Станок для лазерной резки труб мощностью 3 кВт, 6 м
Интегрированная портативная лазерная маркировочная машина
УФ лазерная маркировочная машина
Маркировочная машина с волоконным лазером
Портативный станок для лазерной маркировки
Лазерная маркировочная машина CO2
Станок для динамической лазерной маркировки 3D
Станок для динамической лазерной маркировки
Оригинальная головка для резки лазера Raytools 3. 3kw Bm111 с автофокусом
Как правильно выбрать лазерный станок для вашего бизнеса
Январь 21st, 2022
Лазерный очиститель
Январь 11, 2022
Станок для лазерной резки с ЧПУ
Январь 5-го, 2022
Волоконный лазер 40 кВт
Январь 4 апреля 2022 г.
Станок для лазерной резки с ЧПУ
Январь 3-го, 2022 г.
Получите предложение сейчас!
имя
Телефон
Электронное письмо
Сообщение
Перейти наверх
Станки для лазерной маркировки и гравировки металлов
Практически для любых металлов волоконные лазерные станки быстро и эффективно наносят читаемую маркировку. Они идеально подходят для гравировки всех типов металлических поверхностей. Примеры включают алюминий, анодированный алюминий, сталь, нержавеющую сталь, магний, свинец и титан.
Волоконные лазерные станки не требуют особого обслуживания, не требуют расходных материалов и создают высококонтрастные метки. Вы можете использовать их для постоянной маркировки матричных кодов данных, QR-кодов, серийных номеров, штрих-кодов, логотипов и многого другого.
Расскажите нам о своей заявке
Гравировальные станки по металлу для производственных линий
Машины производства Laserax представляют собой готовые решения для маркировки, готовые к интеграции в производственные линии. Загружаемые вручную или полностью автоматизированные, они включают лазерную безопасность, удаление пыли, проверку штрих-кода и удаленную поддержку.
Перейти к:
Лазерные станки Преимущества лазеров
Алюминий Сталь Нержавеющая сталь Анодированный алюминий Магний Свинец Цинк Другие материалы
Лазерная гравировка Лазерная гравировка Лазерный отжиг Глубокая лазерная гравировка Часто задаваемые вопросы
Лазерные маркировочные машины с ручной загрузкой
Рабочая станция Flex
Flex — это наша самая простая готовая машина, поскольку она включает в себя наименьший объем автоматизации, но ее можно в любое время автоматизировать с минимальным обновлением. Это идеальный вариант, когда быстрое время маркировки не является приоритетом или когда загрузка деталей составляет незначительную часть общего времени маркировки.
Просмотр машины
Рабочая станция с поворотным столом
Разработанный для минимизации влияния загрузки деталей на время цикла, этот станок использует поворотный стол для одновременного выполнения нескольких операций. Оператор может загружать и выгружать детали, запускать вращение стола и запускать лазерную маркировку.
Просмотр машины
Полностью автоматизированные машины для лазерной маркировки
Машина с поворотным столом
В условиях сложных требований ключом к предотвращению узких мест является маркировка в скрытое время. Эта машина достигает этого с помощью поворотного стола. Пока манипулятор загружает деталь, одновременно гравируется другая деталь.
Просмотр машины
Машина под открытым небом
Роботы, используемые для выполнения нескольких операций, можно использовать, выбрав конструкцию под открытым небом, когда робот перемещает детали между станциями и удерживает их во время маркировки. Эта конструкция легко поддерживает несколько деталей и полостей.
Просмотр машины
Дверная машина
Благодаря гибкой конструкции дверной машины маркировку можно размещать в любом месте, а манипуляторы робота могут загружать детали с любого направления. Эти машины идеально подходят, когда роботу необходимо выполнять другие задачи во время операции маркировки.
Просмотр машины
Конвейерная машина
Конвейерные машины могут учитывать все типы изменений позиционирования, которые возникают на конвейерах. Они могут маркировать детали на лету или во время остановки конвейера для других процессов, таких как контроль качества, упаковка или взвешивание.
Просмотр машины
Почему для маркировки металлов следует выбирать станки с волоконным лазером?
Улучшение прослеживаемости
С системой лазерной маркировки вы получаете высокоточные маркировки и практически идеальную читаемость. В отличие от струйной печати и точечной обработки, читаемость ваших кодов не ухудшается со временем из-за механического износа или засорения. Полученные метки являются постоянными и легко читаемыми, обеспечивая решение для отслеживания, на которое вы можете положиться.
Предотвращение узких мест
При мощности лазера от 20 Вт до 500 Вт лазерная маркировка не создаст узких мест в производственном цикле. Наша команда также оптимизирует параметры лазера для вашего конкретного применения (частота повторения, расстояние между линиями, энергия импульса, размер пятна и т. д.). Благодаря этим настройкам мы добиваемся более высокой скорости маркировки и лучшей контрастности ваших меток.
Сокращение затрат на техническое обслуживание
Лазерная технология очень надежна и адаптирована для самых сложных промышленных применений. Поскольку оптоволоконные системы не имеют движущихся частей или расходных материалов, они требуют минимального обслуживания. Компоненты волоконного лазера также очень долговечны: лазерный источник имеет среднее время наработки на отказ 100 000 часов.
Гарантия полной безопасности
С Laserax ваша рабочая среда на 100 % безопасна для лазера. Наши машины разработаны экспертами, которые следят за тем, чтобы они соответствовали всем применимым стандартам безопасности. Таким образом, вы уверены, что ваша машина надежно интегрирована в вашу производственную линию, и вам не нужно беспокоиться о дополнительных мерах безопасности.
Металлы, которые можно маркировать
Каждый тип металла по-разному поглощает свет и проводит тепло. Таким образом, ваша металлическая деталь является основой выбора правильного лазерного гравера для вашего приложения.
Алюминий
Поскольку алюминиевые поверхности обладают высокой теплопроводностью, волоконные лазеры могут маркировать их при высокой температуре для высокоскоростных применений. В то время как лазерное травление является самым быстрым процессом, лазерная гравировка является наиболее стойким.
Алюминий 380 и 6061 являются наиболее распространенными сплавами с лазерной маркировкой, но маркировать можно все типы алюминия. Это включает литой под давлением, универсальный, чистый и анодированный алюминий.
Детали из алюминия : Литье под давлением, рулоны, экструзии, заготовки, слитки, прокатные слябы и т. д.
Узнать больше
Сталь
Сталь – это твердый материал, для которого требуется более длительное время маркировки, чем для других металлов. Однако скорость маркировки можно увеличить, создав белые метки вместо черных. Белые метки хорошо контрастируют с цветом голой стали для большинства типов стали.
Для высокоскоростной маркировки лучше всего подходит лазерное травление стальных поверхностей. Для получения наиболее стойких меток следует использовать лазерную гравировку. Для повышения коррозионной стойкости лазерный отжиг создает следы под поверхностью. Вы можете маркировать лазером любой стальной сплав, включая анодированную сталь, углеродистую сталь и штампованную сталь.
Стальные детали : пружины подвески, тормозные колодки, катушки, заготовки, пластины, трубы, трубы, листовая сталь и т. д.
Узнать больше
Нержавеющая сталь
Лазерная маркировка чаще всего используется для маркировки нержавеющей стали марок 304 и 316, но ее можно использовать для маркировки любой марки. Предпочтительным методом маркировки нержавеющей стали является лазерный отжиг, поскольку он защищает слой оксида хрома на поверхности металла. В результате вы получаете качественную маркировку и предотвращаете образование ржавчины на поверхности.
Нержавеющая сталь не требует мощного лазера. Это связано с тем, что лазерный отжиг работает при более низких уровнях энергии, чем другие процессы маркировки.
Детали из нержавеющей стали : топливные баки, выхлопные трубы, подвески и другие автомобильные детали
Узнать больше
Анодированный алюминий
Маркируя анодированный алюминий, вы можете маркировать либо голый алюминий (до процесса анодирования), либо анодированный слой (после процесса). В обоих случаях сохраняется естественная стойкость детали к коррозии и абразивному износу.
Лазерные гравировальные станки создают глубокие метки на голом алюминии, чтобы маркировку можно было прочитать после анодирования. С другой стороны, машины для лазерной гравировки быстро вытравливают высококачественные метки на оксидном слое.
Узнать больше
Магний
Магний имеет меньшую плотность, чем другие металлы, и поэтому используется для изготовления деталей, которые должны быть легкими. Лазерные установки могут быть специально настроены для травления магния и магниевых сплавов. Часть материала удаляется с поверхности, создавая контрастные черно-белые метки.
Детали из магния : Рулевые колеса, картеры трансмиссии, кожухи двигателей, блоки двигателей, другие автозапчасти, слитки магния, связки, заготовки, редукторы, заготовки и отливки под давлением.
Узнать больше
Свинец
Свинец и свинцовые сплавы обладают низкой теплопроводностью, что означает, что большая часть тепла, выделяемого при лазерной маркировке, остается на поверхности. Свинцовые материалы также имеют низкую температуру плавления, что позволяет лазерам легко создавать метки на локализованной поверхности. По этим причинам для травления свинца требуется меньше энергии, чем для травления других металлов.
Примеры свинцовых деталей : стержневые аноды с сердечником, слитки и противовесы
Узнать больше
Цинк
Цинк используется не только из-за его коррозионной стойкости, но и из-за возможности литья под давлением. Лазерное травление — это единственный процесс лазерной маркировки, который создает высокую контрастность на цинковых деталях. Его можно использовать вне зависимости от сплава цинка, в том числе и из латуни.
Примеры деталей из цинка : пакеты слитков, большие блоки, литые слитки, анодные слитки, плиты, отливки под давлением, автомобильные детали и т. д.
Узнать больше
Вам нужно выгравировать другой материал?
Свяжитесь с нами
Как это работает: Лазерные процессы для маркировки металлов
После того, как вы получите свою машину, она уже настроена нашими экспертами для конкретного процесса маркировки. Его конфигурация в основном зависит от маркируемого металла. Для будущих применений одну и ту же машину можно настроить для маркировки различных металлов.
Конфигурация машины зависит от параметров ее лазера. Примерами параметров, которые можно изменить, являются мощность лазера, скорость движения, длительность импульса и количество проходов лазера. Вот возможные процессы маркировки, возникающие в результате этих конфигураций.
Лазерное травление
Станки для травления металлов обеспечивают максимально возможную скорость маркировки. Например, Laserax способен наносить высококачественные матричные коды данных на алюминиевые детали всего за 1,40 секунды (для DMC 16×16 и 10×10 мм; узнать больше о скорости маркировки алюминия можно здесь).
Этот процесс является лучшим выбором для большинства применений, если только вам не требуется повышенная устойчивость к обработке поверхности, коррозии или износу. В таких случаях гравировка или отжиг лучше подходят для вашего применения.
Лазерные гравировальные станки создают метки достаточно глубоко, чтобы противостоять истиранию и большинству видов обработки поверхности. При гравировке металлов с помощью этого процесса вы можете реализовать прослеживаемость на более ранних этапах производственного процесса. Примерами лазерной гравировки металла являются маркировка VIN и маркировка, защищающая от дробеструйной обработки.
Возможна лазерная гравировка : сталь, алюминий, анодированный алюминий (до анодирования)
Лазерный отжиг
Лазерный отжиг используется, чтобы избежать повреждения поверхности детали, поскольку это единственный процесс, в котором не используется лазерная абляция. Вместо этого он запускает химическую реакцию, которая создает следы под поверхностью материала. Этот метод полезен для таких деталей, как выхлопные трубы из нержавеющей стали, которые должны сохранять высокую устойчивость к коррозии.
Как следует из названия, глубокая гравировка создает маркировку с гладкими краями, которая намного глубже, чем при обычной гравировке. Этот процесс обычно используется для приложений, которые имеют требования к глубине и эстетике. Некоторые примеры включают логотипы, штамповочные пластины и вставки для пресс-форм. Скорость гравировки зависит от мощности лазера, материала и ширины линии.
Можно выполнять глубокую гравировку : сталь, нержавеющая сталь, алюминий
Часто задаваемые вопросы о лазерном станке
В чем разница между CO2-лазером и волоконным лазером?
Машины для маркировки лазером CO2
имеют длину волны, отличную от длины волны волоконных лазеров. В результате волоконные лазеры достаточно эффективны для маркировки большинства металлических поверхностей, в то время как CO2-лазеры лучше маркируют неметаллические (органические) материалы, такие как дерево и пластик.
Узнайте больше по теме : CO2 или волоконный лазер — какой лучше купить?
Может ли CO2-лазер гравировать металлы?
СО2-лазеры
не могут гравировать металлы, но могут оставлять неизгладимые следы. Это связано с тем, что длины волн CO2 не реагируют с металлическими материалами. В результате поверхность необходимо покрыть специальным маркировочным спреем, образующим прочную химическую связь с металлом при попадании лазерного луча.
Операторы должны наносить спрей вручную и дать ему высохнуть перед нанесением маркировки, добавляя к операции дополнительные этапы и расходные материалы. По этим причинам производители деталей обычно предпочитают волоконные лазерные граверы — решение, предлагаемое Laserax для гравировки металла.
В чем разница между лазерной резкой и лазерной гравировкой?
Лазерная резка использует лазерную технологию для резки материалов, тогда как лазерная гравировка предназначена для маркировки. Лазерные резаки используют лазеры непрерывного действия, тогда как лазерные граверы используют импульсные лазерные лучи. Процесс гравировки редко превышает 100 Вт, но достигает более высоких пиков энергии. Станки для лазерной резки могут непрерывно работать при мощности лазера 6000 Вт, а лазерные граверы могут создавать пики мощностью 10000 Вт.
Должен ли я гравировать QR-коды или матричные коды данных?
Лазерная маркировка QR-кодом
используется во многих областях. Тем не менее, матричные коды данных имеют важное преимущество по сравнению с QR-кодами. Они способны кодировать больше символов в одном и том же пространстве, что часто означает более высокую скорость маркировки.
Узнайте больше по теме : Матричные коды данных и QR-коды — в чем разница?
Сколько стоит лазерный станок?
На ценовой диапазон лазерного станка влияет множество факторов, таких как лазерная система, лазерная головка, уровень автоматизации, параметры лазера, мощность лазера и лазерное оборудование. Например, мощные лазеры быстрее, но дороже. Цены также варьируются от одного производителя к другому в зависимости от нескольких факторов, таких как качество используемых оптических компонентов или опыт и услуги, которые они предлагают.
Подробнее по теме : Сколько стоит станок для лазерной гравировки?
Сколько времени занимает маркировка лазером?
Промышленные лазеры позволяют быстро добиться постоянных результатов. В большинстве случаев разница между одним нанесением маркировки и другим составляет считанные секунды. Время маркировки зависит от трех ключевых факторов:
Материал: Гравировка твердого материала требует больше времени и энергии
Цвет: Черные отметины требуют больше времени, чем оттенки серого
Мощность: Чем мощнее лазер, тем выше скорость маркировки
Лазерные маркировочные машины
для алюминия, нержавеющей стали, латуни, титана и меди от Epilog Laser Машины для лазерной маркировки металлов
для алюминия, нержавеющей стали, латуни, титана и меди от Epilog Laser
США (английский)
США (английский)
Лазерная гравировка и нанесение штрих-кодов, серийных номеров, текста и логотипов на металл с помощью станка для маркировки металла Epilog Laser. Наши волоконные лазерные станки могут гравировать или маркировать все типы металлов, включая нержавеющую сталь, алюминий, инструментальную сталь, латунь, титан и многое другое, что позволяет вам создавать различные типы меток в кратчайшие сроки! Независимо от того, гравируете ли вы одну этикетку продукта за раз или стол, полный компонентов, простой процесс настройки Epilog, функции обработки заданий и возможности точной маркировки делают наши станки с волоконным лазером идеальным выбором для ваших требований к маркировке металла и пластика.
Волоконные лазеры Epilog Fusion Edge и Fusion Pro
Волоконные лазерные станки Fusion Edge и Fusion Pro оснащены планшетными машинами Epilog Laser, набором программного обеспечения Epilog для улучшения и повышения Сенсорный светодиодный дисплей с диагональю 7 дюймов (18 см) на лазере и наша не требующая особого ухода система SafeGuard™.
Планшетные волоконные лазерные граверы Epilog — универсальный выбор для маркировки металлических и инженерных пластиковых деталей. С включенным IRIS™ Камера, вы можете легко и быстро выгравировать штрих-коды, серийные номера, информацию и логотипы на одной металлической детали или использовать всю рабочую зону для лазерной маркировки нескольких деталей, загрузив приспособление, полное ваших компонентов.0017
Ножи КВТ предназначены для снятия изоляции и оболочки кабеля.
Раскладной монтёрский нож КВТ НМ-01
Вес,кг
0,13 кг
Общая длина лезвия/ножа, мм
115/200 мм
946 Р
В корзину
Купить в 1 клик
Раскладной монтёрский нож КВТ НМ-02
Вес,кг
0,13 кг
Общая длина лезвия/ножа, мм
115/185 мм
946 Р
В корзину
Купить в 1 клик
Раскладной монтёрский нож КВТ НМ-03
Вес,кг
0,13 кг
Общая длина лезвия/ножа, мм
98/170 мм
862 Р
В корзину
Купить в 1 клик
Раскладной монтёрский нож КВТ НМ-04
Вес,кг
0,8 кг
Общая длина лезвия/ножа, мм
98/165 мм
862 Р
В корзину
Купить в 1 клик
Раскладной монтёрский нож КВТ НМ-05
Вес,кг
0,8 кг
Общая длина лезвия/ножа, мм
98/165 мм
862 Р
В корзину
Купить в 1 клик
Раскладной монтёрский нож КВТ НМ-06
Вес,кг
0,8 кг
Общая длина лезвия/ножа, мм
107/185 мм
980 Р
В корзину
Купить в 1 клик
Раскладной монтёрский нож КВТ НМ-10
1 068 Р
В корзину
Купить в 1 клик
Раскладной монтёрский нож КВТ НМ-11
1 030 Р
В корзину
Купить в 1 клик
Раскладной монтёрский нож КВТ НМ-07
Вес,кг
0,12 кг
Общая длина лезвия/ножа, мм
94/165 мм
1 190 Р
В корзину
Купить в 1 клик
Раскладной монтёрский нож КВТ НМ-08
Вес,кг
0,12 кг
Общая длина лезвия/ножа, мм
94/165 мм
1 190 Р
В корзину
Купить в 1 клик
Раскладной монтёрский нож КВТ НМ-09
Вес,кг
0,17 кг
Общая длина лезвия/ножа, мм
114/200
1 344 Р
В корзину
Купить в 1 клик
Монтерский изолированный нож с пяткой КВТ НМИ-01
Вес,кг
0,12 кг
Общая длина лезвия/ножа, мм
-/192 мм
2 750 Р
В корзину
Купить в 1 клик
Монтерский изолированный нож КВТ НМИ-02
Вес,кг
0,11 кг
Общая длина лезвия/ножа, мм
-/204 мм
1 754 Р
В корзину
Купить в 1 клик
Монтерский изолированный нож КВТ НМИ-03
Вес,кг
0,1 кг
Общая длина лезвия/ножа, мм
-/196 мм
1 858 Р
В корзину
Купить в 1 клик
Монтерский изолированный нож КВТ НМИ-04
Вес,кг
0,07 кг
Общая длина лезвия/ножа, мм
-/180 мм
2 614 Р
В корзину
Купить в 1 клик
Монтерский изолированный нож КВТ НМИ-05
Вес,кг
0,11 кг
Общая длина лезвия/ножа, мм
-/195 мм
1 996 Р
В корзину
Купить в 1 клик
Монтерский изолированный нож КВТ НМИ-01А
Вес,кг
0,095 кг
Общая длина лезвия/ножа, мм
-/190 мм
3 062 Р
В корзину
Купить в 1 клик
Заказать обратный звонок
Червячный мотор-редуктор HMD/I, базовая версия, размер редуктора 050 n2=9 об/мин, 0,09 кВт, 230/400 В, 50 Гц, выходной полый вал (Инструкции по эксплуатации см.
в разделе загрузки на нашем веб-сайте www.maedler.de)
Описание
Дополнительная информация
Артикул
43800905
P [кВт]
0,09
n2 [мин 1]
9
T2 [Нм]
44
ФБ
1,2
я фактический
100
Размер редуктора
050
Типоразмер двигателя
63А6
Вес [кг]
8
Арт. № односторонний выходной вал
438 051 00
Арт. двухсторонний выходной вал
438 052 00
Арт. № Крепление на пьедестале
438 053 00
Арт. Выходной фланец
438 054 00
КАТАЛОГ ПРОДУКТА СТРАНИЦА
CAD-ФАЙЛЫ (нажмите, чтобы скачать)
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
Поставляемые 3D-модели, изображения и технические чертежи выполнены с разумной тщательностью. Тем не менее, ответственность за точность и правильность этих данных исключена.
Корпус: Алюминий, антикоррозийное покрытие, с монтажными отверстиями для крепления на гибкой опоре и фланце. Корпус: алюминий , антикоррозионное покрытие , с монтажными отверстиями для гибкой опоры и фланцевым креплением . Червячный вал: Закаленный и отшлифованный. Червячная передача: Бронза на ступице из серого чугуна. Смазка: Синтетическое масло (смазка на весь срок службы). Двигатель: Стандартный трехфазный двигатель с малый фланец B14, 230/400В, 50Гц. Другие версии двигателя (двигатель переменного тока, позистор , принудительная вентиляция, тормоз и т. д.) по запросу. От 0,75 кВт Класс эффективности IE3. Легкий, высококачественный модельный ряд с множеством вариантов монтажа. Эти необслуживаемые мотор-редукторы без вентиляции можно использовать в любом монтажном положении. Однако монтажные положения V5 и V6 (червячный вал вертикально) не рекомендуются для непрерывной работы . Выходной вал, вставной: Базовая версия редуктора имеет полый вал. Однако они могут также поставляться с выходным валом вставного типа (односторонним, для использования слева и справа, или двусторонним). Эти выходные валы имеют собственный номер изделия и заказываются отдельно. Переменное крепление: Мотор-редукторы поставляются без крепления на лапах. Ножное крепление , которое необходимо заказывать отдельно, может быть легко привинчено, если требуется крепление на ножке. Положение стопы можно менять на различных монтажных положений. Модернизируемый фланец: Если требуется монтаж фланца на выходной стороне, заказчик может легко установить этот фланец . Эти фланцы имеют собственный номер продукта, а номер необходимо заказывать отдельно.
611,92 $
Доставка в течение 1-2 недель
Червячный мотор-редуктор HMD/I, базовая версия, размер редуктора 050 n2=9 об/мин, 0,09 кВт, 230/400 В, 50 Гц, выходной полый вал (Инструкции по эксплуатации см. в разделе загрузки на нашем веб-сайте www.maedler.de) Артикул: 43800905 количество
Количество
Скидка (%)
Цена
92 » data-tiered-price-include-taxes=»
611.92″>
1 — 9
—
611,92 $
10 — 24
5,26 %
579,72 $
25 — 49
12,86 %
533,20 $
94″>
50+
16,67 %
509,94 $
Вам также может понравиться…
Коробки передач и мотор-редукторыДвигатели, мотор-редукторы, контроллеры и аксессуарыВставные вторичные валы HMD, односторонние Червячные мотор-редукторы 230/400 В, до 351 НмЧервячные мотор-редукторы HMD/I, до 351 Нм, от 9 до 200 об/мин
Выходной вал односторонний для червячных мотор-редукторов HMD/I и HMD/II размер 050 диаметр 25 мм общая длина 146 мм Артикул: 43805100
57,34 $ В корзину
Крепления на лапах HMD/IGРедукторы и мотор-редукторыДвигатели, мотор-редукторы, контроллеры и аксессуарыЧервячные мотор-редукторы 230/400 В, до 351 НмЧервячные мотор-редукторы HMD/I, до 351 Нм, 9до 200 об/мин
Опора для червячного мотор-редуктора HMD/I размер 050 ширина 113 мм общая высота 138,5 мм Артикул: 43805300
69,18 $ В корзину
Коробки передач и мотор-редукторыДвигатели, мотор-редукторы, контроллеры и аксессуарыВставные вторичные валы HMD, двусторонние Червячные мотор-редукторы 230/400 В, до 351 НмЧервячные мотор-редукторы HMD/I, до 351 Нм, от 9 до 200 об/мин
Выходной вал двусторонний для червячных мотор-редукторов HMD/I и HMD/II размер 050 диаметр 25 мм общая длина 200 мм Артикул: 43805200
69,18 $ В корзину
Коробки передач и мотор-редукторыДвигатели, мотор-редукторы, контроллеры и принадлежностиФланцы на стороне выходного вала Червячные мотор-редукторы HMD/I 230/400 В, до 351 НмЧервячные мотор-редукторы HMD/I, до 351 Нм, от 9 до 200 об/мин
Выходной фланец для червячного мотор-редуктора HMD/I размер 050 диаметр 123 мм общая высота 47 мм Артикул: 43805400
30,84 $ В корзину
Артикул
43800905_1394
Категории Редукторы и мотор-редукторы, Двигатели, Мотор-редукторы, Контроллеры и аксессуары, Мотор-редукторы 230/400 В, до 351 Нм, Мотор-редукторы HMD/I, Мотор-редукторы HMD/I, до 351 Нм, от 9 до 200 об/мин
Теги Арт. двухсторонний выходной вал 438 052 00, арт. № односторонний выходной вал 438 051 00, арт. Выходной фланец 438 054 00, арт. № Крепление на пьедестал438 053 00, размер редуктора050, дюймы/метрические единицы, размер двигателя 63A6, вес [кг]8
Червячный мотор-редуктор HMD/II базовая версия размер редуктора 050 n2=9об/мин 0,09 кВт 230/400 В 50 Гц выходной полый вал (Инструкции по эксплуатации см. в разделе загрузок на нашем веб-сайте www.maedler.de) Артикул: 43
Дополнительный выходной фланец квадратной формы [Арт. №]
43905300
Дополнительный круглый выходной фланец [Арт. №]
43905400
КАТАЛОГ ПРОДУКТА СТРАНИЦА
CAD-ФАЙЛЫ (нажмите, чтобы скачать)
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
Поставляемые 3D-модели, изображения и технические чертежи выполнены с разумной тщательностью. Тем не менее, ответственность за точность и правильность этих данных исключена.
Корпус: Алюминий, антикоррозийное покрытие, с монтажными отверстиями для гибкого крепления на лапах и фланцев. Червячный вал: закален и отшлифован. Червячная передача: Бронза, на чугунной ступице. Смазка: синтетическое масло (смазка на весь срок службы). Двигатель: Стандартный трехфазный двигатель с малым фланцем B14, 230/400 В, 50 Гц. Другие версии двигателя (асинхронный двигатель, позистор, принудительная вентиляция, тормоз и т. д.) по запросу. От 0,75 кВт класс эффективности IE3. Легкий, высококачественный модельный ряд. Эти необслуживаемые мотор-редукторы без вентиляции могут использоваться в любом монтажном положении. Однако монтажные положения V5 и V6 (червячный вал вертикально) не рекомендуются для непрерывной работы. Вставной вторичный вал: Базовая версия редуктора имеет полый вал. Однако они также могут поставляться с выходным валом вставного типа (односторонним, для использования влево и вправо, или двусторонним). Эти выходные валы имеют собственный артикул и заказываются отдельно. Варьируемое крепление: Редукторы поставляются с монтажными отверстиями со всех сторон. Модернизируемый фланец: Если требуется монтаж фланца на выходной стороне, этот фланец может быть легко установлен заказчиком. Эти фланцы имеют собственный номер продукта и должны заказываться отдельно (тип фланца, квадратный или круглый).
Коробки передач и мотор-редукторыДвигатели, мотор-редукторы, контроллеры и принадлежности Фланцы со стороны выходного вала HMD/II, квадратные Мотор-редукторы 230/400 В, до 351 НмЧервячные мотор-редукторы HMD/II, до 351 Нм, от 9 до 200 об/мин
Выходной фланец квадратной формы для червячного мотор-редуктора HMD/II типоразмера 050 Артикул: 43905300
24,12 $ В корзину
Коробки передач и мотор-редукторыДвигатели, мотор-редукторы, контроллеры и принадлежности Фланцы на выходной стороне HMD/II, мотор-редукторы с круглым червяком 230/400 В, до 351 НмМотор-редукторы червячные HMD/II, до 351 Нм, от 9 до 200 об/мин
Круглый выходной фланец для червячного двигателя HMD/II, размер редуктора 050 Артикул: 43905400
24,12 $ В корзину
Коробки передач и мотор-редукторыДвигатели, мотор-редукторы, контроллеры и аксессуарыВставные выходные валы HMD, односторонниеЧервячные мотор-редукторы 230/400 В, до 351 НмЧервячные мотор-редукторы HMD/I, до 351 Нм, 9до 200 об/мин
Выходной вал односторонний для червячных мотор-редукторов HMD/I и HMD/II размер 050 диаметр 25 мм общая длина 146 мм Артикул: 43805100
57,34 $ В корзину
Коробки передач и мотор-редукторыДвигатели, мотор-редукторы, контроллеры и аксессуарыВставные вторичные валы HMD, двусторонние Червячные мотор-редукторы 230/400 В, до 351 НмЧервячные мотор-редукторы HMD/I, до 351 Нм, от 9 до 200 об/мин
Выходной вал двусторонний для червячных мотор-редукторов HMD/I и HMD/II размер 050 диаметр 25 мм общая длина 200 мм Артикул: 43805200
69,18 $ В корзину
Артикул
435_1966
Категории Редукторы и мотор-редукторы, Двигатели, Мотор-редукторы, Контроллеры и аксессуары, Мотор-редукторы 230/400 В, до 351 Нм, Мотор-редукторы HMD/II, Мотор-редукторы HMD/II, до 351 Нм, от 9 до 200 об/мин
Теги Размер коробки передач050, Дюймовая / Метрическая Метрическая, Размер двигателя 63A6, Дополнительный двусторонний выходной вал [Арт.
7 Преимущества и недостатки использования нейлеров
Последние достижения в области усовершенствования технологий производства строительного инструмента привели к широкому распространению пневмоинструмента, и в частности пневмопистолетов для забивания гвоздей (нейлер). Наверное этот тип инструмента получил наибольшее распространение по причине величины приносимой пользы и удобства в работе. На сегодняшний день существует широкое разнообразие пневматических пистолетов под разные цели в использовании.
Кратко об гвоздезабивном пистолете
Пневмопистолет появился в линейке инструментов как замена стандартному молотку, в результате которой скорость и вместе с ней продуктивность работы одного человека возросла в десятки раз. Теперь время на забивание одного гвоздя сократилось до мгновения — достаточно приставить пневматический пистолет для забивания гвоздей к нужному месту.
Немаловажной и полезной особенностью такого инструмента также является и то, что с ним возможна работа одной рукой, в то время как другая может придерживать детали. Простое смещение одной руки с удерживания гвоздя на удерживание дополнительной детали значительно расширило спектр операционных возможностей одного специалиста-строителя.
Какие бывают пневмопистолеты
Прежде всего гвоздезабивные пневмопистолеты, как и любой другой вид инструмента, делится на промышленный и бытовой. Профессиональный гвоздезабивной пневмопистолет изначально рассчитан на промышленные нагрузки, и поэтому каждый его узел имеет соответствующую нагрузкам прочность. Это естественным образом отражается на цене — промышленный инструмент превосходит своих бытовых аналогов в стоимости в несколько раз.
Бытовые нейлеры пистолета не предусматривает постоянных и интенсивных нагрузок.Такое часто встречается в случаях приобретения пневмопистолета для частного домохозяйства или небольшой мастерской. В этих случаях бытовой, но все же качественный пневматический пистолет по вполне доступной цене становится верным помощником мастеру на долгие годы.
Типы и категии
Для работы устройства используется сжатый воздух порядка 10атм, т.е. для работы пистолета для гвоздей необходим компрессор.
В этом типе пневмопистолетов приходится иметь дело с воздушным шлангом подачи воздуха, который постоянно прикреплен к нейлеру — это имеет значение при работах на высоте или в труднодоступных местах. Популярными моделями в линейке разных производителей являются: Bosh GSK/GSN, 4PRO CN90, а также множества вариантов китайского производства.
Газовый гвоздезабивной пистолет имеет большую мощность и чаще используется при монтаже чего-либо к минеральным основания, таким как бетону или камню.
Работает инструмент автономно по типу двигателя внутреннего сгорания — энергию ударный поршень получает от мини-взрыва газовоздушной смеси в цилиндре инструмента. При этом вес такого гвоздомета немногим больше 3-х кг. Бывают модели газовых гвоздометов, например как Toua GSN40B, которые кроме камня и бетона имеют возможность работать по металлу.
Пороховой тип пистолетов для гвоздей говорит сам за себя. По сути это самый мощный тип данной техники. Примерами моделей данного вида инструмента может служить SPITFIRE P370 и других под разный тип мощности патрона. Используется даже для забивания специальных гвоздей в сталь и подобные материалы. Настоящий строительный гвоздемет — скорость достигает 1000 монтажей в час!
Электрический тип гвоздезабивных пистолетов (Примеры моделей: Makita AN621, DeWalt DC618KB или другие ) считается самым маломощным. Используется, как правило с небольшими нагрузками в финишной отделке деревянных и подобных изделий. На сегодняшний день технологического развития данного инструмента можно рассчитывать на надежную работу с гвоздями длинной порядка 5 см.
Дополнительно пневматические пистолеты подразделяются на категории по области использования и материалу применения. Это влияет как на тип выбора типа гвоздевого пистолета для работы, так на требуемую мощность. Пожалуй самым распространенным является инструмент для работы по дереву гвоздями длинной до 15 см. Как правило это пневмоинструмент. Для работы по минеральным основаниям, таким как кирпич либо камень используются самые мощные модели пневмоинструмента и газовые/пороховые гвоздометы.
Устройство и принцип работы
Любой тип нейлера работает по одному и тому же принципу: лента или другой тип кассеты с гвоздями помещается специальным образом под поршень. Когда пистолет приставлен к поверхности — отжимается страховочная скоба. Далее нажатием на курок приводится в действие механизм передачи энергии на ударный поршень, который двигает гвоздь. Многие пистолеты снабжены также защитой от вылетания гвоздя и фиксируют шляпку гвоздя на уровне предполагаемой поверхности.
Энергия удара поршню передается от сжатого воздуха, взрыва газа в камере или порохового заряда — это зависит от типа инструмента. После забивания гвоздя за счет специального устройства ударный поршеть отводится в изначальное положение, так, что инструмент становится снова полностью готов к работе. Таким образом без головной боли специалист может забивать от 2 до 4-х гвоздей в секунду — по сравнению с работой обычного молотка продуктивность впечатляет!
Области применения
Строительство — самая широкая область применения пневмопистолетов для гвоздей. Необходимость изготавливать различные деревянные конструкции и производить крепление кровельных и стеновых материалов делают этот инструмент незаменимым в наборе строителей различных специальностей — от кровельщиков до фасадчиков. Так, вместо того, чтобы перфоратором или ударной дрелью сверлить отверстие на требуемую глубину, затем вставлять туда основание дюбеля и завинчивать сам дюбель шуруповертом, все что требуется — это приставить пистолет к нужному месту и произвести спуск курка.
В производственной сфере пенвматические пистолеты для забивания гвоздей нашли широкое применение в производстве деревянной тары, различного рода ящиков и деревянных поддонов для перевозки грузов. Еще одна сфера широкого применения днного вида инструмента — производство мебели, где с его помощью скрепляется деревянный каркас либо монтируется обшивка.
Область бытового применения пневмопистолетов еще только начинает набирать свою популярность. Это обусловлено спецификой: для пневматического гвоздомета необходим компрессор, а электрический иногда не обеспечивает ожидаемой мощности. Беспорно одно — большинство рачительных хозяев предпочли бы иметь этот инструмент в своей мастерской.
Виды гвоздей для пневмопистолетов
Основное различие в видах гвоздей, использующихся в пневматических пистолетах состоит в их предназначении, независимо от типа кассеты, в которой они поставляются. Первый тип гвоздей — для работы по дереву и подобным основаниям, считающимися мягкими. Пневматический пистолет, в зависимости от мощности, способен работать с гвоздями длинной до 22 см.
Другой тип гвоздей — дюбели. Это специализированные гвозди для работы по минеральным основаниям, характеризующихся своей твердостью: кирпич, шлакоблок, черепица, камень, а в отдельных случаях — сталь. Данный тип гвоздей имеет повышенную прочность за счет изготовления из специализированной марки стали и надежно удерживаются в основании за счет особенностей конструкции.
Перезарядка гвоздей представляет из себя меньшее из усилий в работе с пневмоинструментом — простая замена кассеты с гвоздями выполняется несколькими простыми действиями и отнимает не больше минуты времени.
Преимущества и недостатки использования нейлеров
За счет своей простой конструкции и минимума деталей пневмоинструмент считается самым надежным и долговечным в своих ценовых рамках. В нем нет дополнительных двигателей для возврата поршня в исходное положение и других узлов, присущих гвоздометам других типов — складывается положение, когда попросту нечему ломаться.
В противовес перечисленным преимуществам, обычный пневматический пистолет для гвоздей — это шланг воздуховода. И хотя современные воздуховоды могут быть и достаточно гибкими и достаточно длинными, но они имеют вес и ограничивают, хоть и незначительно, свободу специалиста при работе.
Из преимуществ пневмопистолета можно выделить:
Высокая скорострельность;
Компактность корпуса;
Небольшой вес;
Простота в эксплуатации;
Небольшая отдача;
Бесшумность;
Высокая мощность;
Сравнительно небольшая стоимость.
В последнее время в рамках преодоления этого неудобства, разработаны модели гвоздометов, позволяющие работать на сжатом воздухе, размещенном в специальном баллоне в составе корпуса пневмопистолета. Также существует ряд моделей мобильных компрессоров, в том числе и на аккумуляторном питании, способных обеспечить автономную работу пневмоинструмента достаточно большой промежуток времени.
Как работает пневматический гвоздезабивной пистолет и его устройство?
Пневматический гвоздезабивной пистолет – удобное устройство, при наличии которого легко забыть о сложностях монтажа. С его помощью можно загнать дюбель или гвоздь одним легким нажатием на курок. Хороший пневматический пистолет для гвоздей обладает должной мощностью, может использоваться для работы с кровлей, фасадом или при проведении коммуникаций. Модель подбирают с учетом характеристик, профессиональный инструмент может забивать крепеж в кирпичи и даже в бетон.
Из всех видов пистолетов довольно востребованными считаются именно пневматические. Такая популярность в первую очередь объясняется доступной ценой, но которая не всегда может покрывать некоторые недостатки. В этой статье мы поговорим об особенностях пневматических моделей и сравним с основными конкурентами – с газовыми.
«Раньше мы часто слышали от наших клиентов, что пневматические пистолеты более надежные и мощные, чем газовые пистолеты. Но не для всех моделей это актуально. Сила удара у газового пистолета HYBEST GSR40a и схожего по назначению пневматического пистолета HYBESR SR40 одинаковая – 110 -120 Дж, что, в целом, является общепринятым показателем для большинства пистолетов по бетону. По надежности – тоже самое, газовые и пневматические пистолеты имеют около 60-70% общих запчастей, поэтому мы рекомендуем выбирать тип пистолета не из предположений о надежности и мощности, а исходя из поставленных задач.»
Руководитель технической поддержки ООО «Федаст Импорт» Александр Бондаренко
Устройство и принцип работы пневматического пистолета
Пневматический пистолет устроен довольно просто, поскольку воздух нагнетает компрессор, поэтому насос в самом инструменте отсутствует. За счет такой конструкции удается добиться максимальной мощности, которая во многом завит от того, какой тип компрессора используется для работы. При подключении важно придерживаться рекомендаций производителя: правильно подбирать шланг и давление, тогда удастся добиться максимального КПД.
«Для всех пневматических пистолетов HYBEST рабочее давление указывается в инструкции по эксплуатации. Но мало кто понимает, как правильно выбрать компрессор под конкретный пистолет. Клиент покупает пистолет с требуемым рабочим давлением 8 кг/см2, потом покупает компрессор с такими же характеристиками, а пистолет в итоге не работает. Такая проблема происходит не из-за брака пистолета, а из-за того, что рабочее давление в месте подключения шланга к компрессору отличается от давления в месте подключения шланга к инструменту. В среднем, на каждые 5 метров пневмолинии рабочее давление падает на 1 кг/см2. Для комфортной работы мы рекомендуем клиентам брать компрессор с запасом на 2-4 кг/см2 при общей длине пневмолинии 5-15 метров.»
Руководитель технической поддержки ООО «Федаст Импорт» Александр Бондаренко
Конструкция и особенности работ довольно простые:
при нажатии на курок открывается выпускной клапан;
воздух под большим давлением подается в камеру;
под его силой гвоздь или дюбель выстреливает в стену;
под действием пружины новый дюбель подается из обоймы;
после такой «перезарядки» инструмент вновь готов к работе.
Современные модели оснащены защитным механизмом: выстрел происходит только после плотного прилегания ствола к поверхности. Это исключает случайное срабатывание и травмирование из-за халатности.
Типы обойм
Существует два механизма подачи гвоздей – эта информация представлена в таблице:
Реечный
Барабанный
Это классическая обойма, в которой количество гвоздей не превышает 100 штук, обычно их меньше. Тем не менее, такие модели довольно легкие и маневренные, подойдут для небольших работ. К недостаткам относится более высокая стоимость.
У таких пистолетов гвозди подаются лентой, намотанной на барабан. Внешне данные модели напоминают старые пулеметы и являются довольно громоздкими. Они подходят для большого объема работ, в одну обойму может умещаться до 350 дюбелей. Цена таких расходников более низкая.
«Реечные гвозди используют в основном в каркасном домостроении. С пистолетами, у которых магазин сделан под реечные гвозди, проще подлезть в сложнодоступных узлах стропильной системы. Барабанные пистолеты для этого хуже подходят. Их стихия – сборка поддонов или сплошная обшивка листовыми материалами каркасной или кровельной системы. Для таких задач наши клиенты чаще всего выбирают Hybest HPCN83»
Руководитель технической поддержки ООО «Федаст Импорт» Александр Бондаренко
Пневматический или газовый гвоздезабивной пистолет?
Какой вариант выбрать – всегда возникает много споров на эту тему. К преимуществам пневматических относится более высокая мощность, однако для большинства монтажных работ она не требуется. Условное сравнение – проще перевезти вещи с дачи на легковой машине с прицепом, чем нанимать большой грузовик. Вот и здесь также – пневматические модели требуются в основном на крупных объектах для огромного объема работ.
Газовым пистолетом работать намного удобнее – вот основные преимущества:
мобильность – за инструментом не нужно «таскать» шланг и двигать компрессор;
удобство – такой пистолет легче, маневреннее и сподручнее сидит в руке, чем пневматический;
практичность – это удобство в обслуживании, перевозке, для работы не требуется подключение к сети;
приемлемое качество монтажа – с большинством задач такой инструмент успешно справляется.
Как один из вариантов удобных и надежных газовых пистолетов – это брендовый инструмент HYBEST. Его выбирают профессионалы, а высокие рейтинги данной марки подтверждаются множеством положительных отзывов.
Пневматический гвоздезабиватель PowerMaster Plus™ с углом наклона 30 градусов
Модель : F350-S
|
Артикул № : 501000
Наш пневматический 30-градусный гвоздезабивной станок PowerMaster Plus предназначен для выполнения тяжелых работ. Его надежная работа экономит время при меньшем обслуживании, а его прочная конструкция означает, что он прослужит долго.
Весит всего 8,4 фунта
Стрельба до 6 гвоздей в секунду
Уменьшение количества замятий и пропусков зажигания благодаря использованию оригинальных гвоздей Paslode
Пневматические гвоздезабиватели Paslode обеспечивают надежную работу каркаса, что экономит время и требует меньше обслуживания.
Оригинальные запасные части Paslode, наборы для настройки, аксессуары и услуги по ремонту можно приобрести в Интернете на сайте itwconstructionparts. com.
Нет, Paslode не производит 30-градусные застежки из нержавеющей стали.
Да, Paslode производит спиральные гвозди с круглой головкой и Roundrive; полосовые гвозди, которые представляют собой гвозди с полной офсетной головкой. запатентованная Paslode Rounddrive; Крепеж предназначен для работы с нашими 30-градусными гвоздезабивателями, как с пневматическим 30-градусным гвоздезабивателем, так и с беспроводным 30-градусным гвоздезабивателем. Крепеж можно приобрести через наши каналы розничной торговли и дистрибуции. Чтобы найти дилера Paslode, нажмите на вкладку «Где купить» в верхней части домашней страницы Paslode.
Отчет ES-1539 содержит информацию о прочности на сдвиг и растяжение крепежных изделий Paslode.
Соединительные металлические гвозди Paslode, оцинкованные горячим способом, и Paslode, оцинкованные с принудительным размещением, соответствуют спецификациям класса D ASTM A153 (покрытие цинком 1 унция/фут2) для использования в пиломатериалах, обработанных ACQ.
Да — Финишные гвозди используются для внутренней и внешней отделки, оконных и дверных коробок и поручней стульев.
Чтобы найти ближайший к вам сервисный центр, нажмите на вкладку «Найти сервисный центр» на странице «Где купить» и введите свой почтовый индекс. Paslode рекомендует ремонтировать инструменты, нуждающиеся в обслуживании, через местную авторизованную сервисную сеть завода-изготовителя.
ЗАГРУЗИТЕ ЕЩЕ
Пневматические пистолеты для гвоздей — Grainger Industrial Supply
Пневматические пистолеты для гвоздей
51 изделие
Пневматические пистолеты для гвоздей (иногда называемые гвоздезабивателями) подключаются к источнику сжатого воздуха для быстрого, точного и надежного забивания гвоздей и штифтов. меньше усилий, чем ручные молотки и степлеры. Они удерживают полоски гвоздей или катушки, которые подают гвозди один за другим, чтобы ускорить установку в каркасных, кровельных, краснодеревных и напольных работах. Механизм безопасности требует, чтобы кончик инструмента был сжат до того, как гвоздь будет вбит. Эти пистолеты принимают гвозди с совместимым углом подборки, типом подборки (например, клей, бумага), формой головки, калибром или диаметром, длиной и стилем (например, отделка, штифт). Гвоздильщики, использующие гвозди с прямым подбором, забивают гвозди под прямым углом, а гвоздезабиватели, использующие гвозди с угловым подбором, забивают гвозди под углом и в углах. Пневматические гвоздезабиватели обычно легче беспроводных инструментов, что снижает утомляемость оператора при длительном использовании. Кроме того, в них меньше движущихся частей, поэтому они, как правило, меньше нагреваются и имеют более длительный срок службы.
. — Пневматические гвоздезабиватели для сайдинга
Пневматические гвоздезабивные гвоздезабиватели
Пневматические гвоздезабивные гвоздезабиватели для металлических разъемов
Пневматические гвоздезабивные для бетона
Air Power Gliveers
.
Загрузка…
Лента 20°
0318
Loading…
21° Strip
Air-Powered Framing Nailers 21° Strip, sorted by Collation Type, custom
Загрузка…
Лента 28°
0318
Loading. ..
30° Strip
Air-Powered Framing Nailers 30° Strip, sorted by Collation Type, custom
Загрузка…
Лента 34°
0318
Загрузка …
. , Custom
Нагрузка . ..
СТРАНА
331
СТРАНА
331
СТРАНА
331
.0316
Loading…
Air-Powered Finish Nailers
0° Strip
Air-Powered Finish Nailers 0° Strip, sorted by Тип сбора, Custom
Загрузка . ..
.0316
Loading…
34° Strip
Air-Powered Finish Nailers 34° Strip, sorted by Collation Type, custom
Загрузка…
Прямая полоса
0316
Loading. ..
Air-Powered Pin Nailers
0° Strip
Air-Powered Pin Nailers 0° Strip, sorted by Тип сбора, Custom
Погрузка …
55330
55330
55330
59
.
0316
Loading…
Air-Powered Roofing Nailers
Unspecified
Air-Powered Roofing Nailers Unspecified, sorted by Collation Type, custom
.0316
Loading…
Air-Powered Siding Nailers
0° Coil
Air-Powered Siding Nailers 0° Coil, sorted by Тип коллекции, пользовательский
Загрузка . ..
15 °
15 °
15 °
15 °
15.0316
Loading…
Air-Powered Palm Nailers
0° Bulk
Air-Powered Palm Nailers 0° Bulk, sorted by Для размера копейки гвоздь, восхождение
Загрузка . ..
.0055
Air-Powered Metal Connector Nailers 30° Strip, sorted by Collation Type, custom
Loading…
34° Strip
Пневматические гвоздезабивные гвоздезабивные гвозди с металлическим соединителем 34°, отсортированные по типу сортировки, на заказ
Loading. ..
0821 35° Strip
Air-Powered Metal Connector Nailers 35° Strip, sorted by Collation Type, custom
Loading…
Straight Strip
Пневматические гвоздезабивные гвоздезабивные гвозди Прямая полоса, отсортированная по типу подборки, пользовательская
Загрузка…
9
1
Air-Powered Concrete Nailers
0° Strip
Air-Powered Concrete Nailers 0° Strip, sorted by Collation Type, custom
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного строительного комитета СССР от 06.07.90 № 59
3. Срок проверки — 1996 г.
4. ВЗАМЕН ГОСТ 11042-83
5. ССЫЛОЧНЫЕ И НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта
ГОСТ 9. 032-74
1.2.19
ГОСТ 9.104-79
1.2.19
ГОСТ 9.302-88
3.6
ГОСТ 9.303-84
1.2.17
ГОСТ 9.306-85
1.2.17
ГОСТ 166-89
3.2
ГОСТ 190-78
1.2.18
ГОСТ 380-88
1.3
ГОСТ 977-88
1.2.2, 1.3
ГОСТ 1050-88
1.3
ГОСТ 1435-90
1.3
ГОСТ 2695-83
1.2.9, 1.3
ГОСТ 2789-73
1. 2.8
ГОСТ 3882-74
1.3
ГОСТ 4543-71
1.3
ГОСТ 4976-83
1.2.18
ГОСТ 7505-89
1.2.18
ГОСТ 7931-76
1.1.3
ГОСТ 8479-70
1.2.1
ГОСТ 9012-59
3.3
ГОСТ 9013-59
3.3
ГОСТ 13837-79
3.7
ГОСТ 14192-77
1.5.3
ГОСТ 15150-69
1.2.17, 4.2
ГОСТ 16588-91
3.5
ГОСТ 18088-83
1. 5.1, 1.5.2
ГОСТ 19248-90
1.2.6
ГОСТ 19300-86
3.9
ГОСТ 23170-78
1.5.1
ГОСТ 24447-80
3.5
ГОСТ 25347-82
1.1.3
ГОСТ 26645-85
1.1.3
6. ПЕРЕИЗДАНИЕ. Ноябрь 1993 г.
Внесены Поправки (ИУС №3, № 5 1992 г.)
Настоящий стандарт распространяется на стальные строительные молотки (далее — молотки), применяемые при производстве столярных, плотничных, каменных, штукатурных, паркетных, кровельных, шиферных, плиточных, арматурных, монтажных работ.
1. Технические требования
1.1. Основные размеры
1.1.1. Молотки должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам и образцам-эталонам, утвержденным в установленном порядке.
1.1.2. Молотки в зависимости от назначения должны изготовляться следующих типов, указанных в табл.1.
1.1.3. Основные размеры и масса молотков должны соответствовать указанным на черт.1-24 и в табл.2, 3.
По согласованию с потребителем допускается изготовлять молотки типоразмеров МПЛ-4 и МШТ-3 габаритным размером (300±5) мм.
Предельные отклонения размеров корпусов молотков, получаемые методом механической обработки, должны быть не ниже 16-го квалитета по ГОСТ 25347. Допуски на свободные размеры поковки принимают по 2-му классу ГОСТ 7505. Допуски размеров и массы отливок должны соответствовать II классу точности, а допуски на механическую обработку — 2-му ряду по ГОСТ 26645.
1.1.4. Варианты исполнения клиньев для молотков должны соответствовать указанным на черт.25, 26 и в табл.7, 8 приложения 1.
1.1.5. Варианты исполнения всадов и их размеры приведены на черт.27-36 и в табл.9 приложения 2.
Таблица 1
Тип
Наименование
Назначение
МСТ
Молоток столярный
Для забивания гвоздей и выполнения других операций при производстве столярных работ
МПЛ
Молоток плотничный
Для забивания и выдергивания гвоздей при производстве плотничных работ
МКИ
Молоток-кирочка
Для околки и тески кирпича и керамических стеновых камней при производстве каменных и других работ
МШТ
Молоток штукатурный
Для выполнения вспомогательных операций при производстве штукатурных работ
МПА
Молоток паркетный
Для сплачивания паркетных досок, наборного, штучного паркета при производстве паркетных работ
МКР
Молоток кровельный
Для загиба, уплотнения и выравнивания фальцев при производстве кровельных работ
МШИ
Молоток шиферный
Для пробивки отверстий в шифере и забивки шиферных гвоздей при устройстве асбестоцементных кровель
МПЛИ
Молоток плиточный
Для околки и подтески кромок керамических плиток, а также для пробивки отверстий (исполнение 1)
МША
Молоток шанцевый
Для выполнения ударных операций при монтажных и арматурных работах
МКУ
Молоток-кулачок
Для околки, осаживания и расшебенки бутового, булыжного камня и брусчатки при выполнении каменных, дорожных и других работ
1. 1.6. Условное обозначение молотков при заказе должно состоять из названия молотка, обозначения типа или типоразмера, исполнения (при наличии) и обозначения настоящего стандарта.
Пример условного обозначения молотка типа МПЛ исполнения 2:
Молоток плотничный МПЛ-2 ГОСТ 11042-90
Молотки столярные типа МСТ
_________
* Размеры для справок.
1 — корпус; 2 — ручка; 3 — клин
Черт.1
1.2. Характеристики (свойства)
1.2.1. Заготовки корпусов молотков, изготовленные методом ковки, должны соответствовать требованиям, предъявляемым к поковкам Гр. II.143…207 НВ по ГОСТ 8479.
1.2.2. Заготовки корпусов молотков, изготовленные методом литья, должны соответствовать требованиям, предъявленным к отливкам I группы по ГОСТ 977.
1.2.3. Корпуса молотков должны быть термически обработаны в соответствии с требованиями, указанными в табл.4.
Таблица 2
Размеры в мм
Типоразмер молотка
L±5
H
H1*
A
R*
Масса, кг, не более
МСТ-1
280
95
43
19
190
0,25
МСТ-2
300
112
52
25
225
0,50
МСТ-3
300
120
54
30
250
0,80
МСТ-4
340
125
58
35
265
1,10
1. 2.4. Корпуса молотков не должны иметь расслоений, трещин, закатов, плен, волосовин, песочин, выкрошенных мест, усадочных раковин и пористости.
1.2.5. Стыки оковок должны соединяться внахлестку электродуговой сваркой сплошным швом. Расположение сварного шва не регламентируется.
1.2.6. Соединение вставки с корпусом молотка типоразмера МПЛИ-3 выполняют при помощи медно-цинкового припоя по ГОСТ 19248.
Молотки плотничные
Тип МПЛ
Исполнение 1
Масса — не более 0,80 кг
_______
* Размеры для справок.
1 — корпус; 2 — ручка; 3 — клин
Черт.2
Таблица 3
Размеры в мм
Типоразмер
L±5
H
H1*
Масса, кг,
не более
МКР-1
300
118
50
0,60
МКР-2
340
160
7
0,75
1. 2.7. Допуск соосности всада относительно плоскости симметрии корпуса молотка не должен быть более:
0,3 мм -для корпуса молотка массой до 0,2 кг;
0,5 мм » » » » от 0,2 до 1,0 кг;
1,0 мм » » » » св. 1,0 кг и молотков типоразмеров МКИ-1, МКИ-3, МШТ-3, МПЛ-4.
(Измененная редакция, Поправка 1992)
1.2.8. Параметры шероховатости поверхностей по ГОСТ 2789 не должны быть более:
Ra 3,2 мкм — для торцевых поверхностей бойка и носка наружных поверхностей гвоздодерной части;
Rz 40 мкм — для наружных поверхностей корпусов молотков, изготовленных из проката, или поверхностей, подвергаемых механической обработке;
Rz 320 мкм — для наружных поверхностей корпусов молотков, не подвергаемых механической обработке.
1.2.9. Деревянные ручки не должны иметь трещин, гнили, прорости и червоточин.
Допускается не более двух сросшихся здоровых сучков диаметром не более 5 мм на расстоянии 2/3 длины ручки со стороны свободного конца.
На ручках плиточных молотков сучки не допускаются.
Остальные пороки древесины не должны превышать норм, установленных для пиломатериалов 1-го сорта по ГОСТ 2695.
1.2.10. Влажность деревянных ручек перед насадкой не должна быть более 12%.
1.2.11. Наружная поверхность рукоятки не должна иметь наплывов, раковин, пузырей, вмятин и облоя.
1.2.12. Выступ конца ручки от корпуса молотка, за исключением молотков типоразмеров МПЛ-4, МКИ-1, МКИ-3, МШТ-3, не должен быть более 2 мм.
1.2.13. Деревянные ручки в сборе с корпусом, за исключением молотков типоразмеров МПЛ-4, МКИ-1, МКИ-3, МШТ-3, должны быть расклинены.
Трещины от расклинивания на ручках за пределами всада не допускаются.
1.2.14. Рукоятка должна быть плотно насажена на стержень.
Прокручивание рукоятки относительно стержня при ударе не допускается.
1.2.15. Соединение корпуса молотка с ручкой или стержнем должно выдерживать стягивающее усилие не менее:
1.2.16. Бойки молотков при ударе по стальной плите, а также гвоздодерная часть плотничных, штукатурных и шиферных молотков при выдергивании гвоздей не должны изменять геометрическую форму, выкрашиваться; не должны образовываться трещины, изломы и сколы.
1.2.17. Корпуса молотков, кольца, оковки и стержни должны иметь защитное покрытие по ГОСТ 9.306. Выбор покрытия — по ГОСТ 9.303 для группы условий эксплуатации 3 по ГОСТ 15150.
Допускается применять лакокрасочное покрытие.
1.2.18. Ручки должны быть окрашены эмалями ярких тонов или покрыты лаком по ГОСТ 4976.
Допускается ручки пропитывать олифой по ГОСТ 7931 или ГОСТ 190.
Молотки-кирочки
Тип МКИ
Исполнение 1
Масса — не более 0,70 кг
_______
* Размеры для справок.
1 — корпус; 2 — ручка
Черт.6
(Измененная редакция, Поправка 1992)
1.2.19. Лакокрасочные покрытия должны соответствовать классу V по ГОСТ 9.032 и условиям эксплуатации У1 по ГОСТ 9.104.
(Измененная редакция, Поправка 1992)
1.2.20. Поверхность торца бойка молотков всех типов и носка молотков типов МСТ, МКР и МПА должны быть осветлены механическим способом.
1.3. Требования к сырью и материалам
Детали молотков должны быть изготовлены из материалов, указанных в табл.5.
1.4. Маркировка
На поверхности каждого молотка (за исключением бойка) должны быть нанесены:
— товарный знак предприятия-изготовителя;
— тип или типоразмер;
— цена (при изготовлении молотка для розничной продажи).
Примечание. Способы нанесения маркировки должны обеспечивать ее сохранность в течение всего срока службы молотка.
1.5.1. Упаковка молотков — по ГОСТ 18088 или ГОСТ 23170 по категории КУ-1.
По согласованию с потребителем допускается другая упаковка, обеспечивающая сохранность молотков от механических повреждений и воздействия влаги во время транспортирования и хранения.
Отмечены Золотым «Знаком Качества XXI века» — Номенклатура : С массой 0,55 кг, 0,7кг Предназначены для околки и тески кирпича и керамических стеновых камней при производстве строительных и иных работ. — Изготавливаются из стали 50, ГОСТ 1050-88. — Способ изготовления – горячая объёмная штамповка, Покрытие: — цинковое, белое, толщина 15 мкр., хроматированое; — медное, 30-50 мкр., хроматированое, дополнительная пропитка полимерной эмульсией. — Упаковка, маркировка, транспортирование и хранение в соответствии с требованиями стандарта. — Продукция сертифицирована. Изготовитель гарантирует соответствие требованиям технических условий при соблюдении условий транспортировки и эксплуатации.
Характеристики молотка – кирочки МК ГОСТ 11042 — 90
Достаточно ждать, оставьте заявку на «Молоток – кирочка МК ГОСТ 11042 — 90» от фирмы «Камышинский завод слесарно–монтажного инструмента (КЗСМИ), ООО» на нашем портале BizOrg.
Почему следует выбрать «Камышинский завод слесарно–монтажного инструмента (КЗСМИ), ООО», ООО»:
гарантия качества и своевременное исполнение взятых на себя обязанностей;
разнообразные способы оплаты;
для пользователей сайта БизОрг организация «Камышинский завод слесарно–монтажного инструмента (КЗСМИ), ООО» предоставляет выгодные условия;
организация «Камышинский завод слесарно–монтажного инструмента (КЗСМИ), ООО» работает с известными брендами.
Заказывайте прямо сейчас!
Вопросы и ответы на популярные вопросы:
Как оставить заявку
Позвоните в организацию «Камышинский завод слесарно–монтажного инструмента (КЗСМИ), ООО», посмотрев контакты, указанные в правом углу сверху для того, чтобы оформить заказ на «Молоток – кирочка МК ГОСТ 11042 — 90». Не забудьте указать, что увидели компанию, пребывая на площадке BizOrg.Su.
Описание указано с ошибками, телефон не принимает звонки и прочее
Напишите в нашу службу технической поддержки, если у Вас возникли сложности во время контакта с компанией «Камышинский завод слесарно–монтажного инструмента (КЗСМИ), ООО», а также обязательно напишите идентификационные данные фирмы (705772) и идентификационные данные товара/предложения (13446512).
Техническая информация:
предложение активно с 18.07.2021, срок обновления – 18.07.2021. Следите за изменениями на ресурсе, чтобы вовремя увидеть необходимую информацию;
«Молоток – кирочка МК ГОСТ 11042 — 90» размещены в категориях: «Инструменты», «Строительный инструмент», «Молотки, кувалды, киянки», «Молотки». Там же вам предоставляется возможность найти другие товары или услуги, которые могут вас заинтересовать;
общее количество просмотров информации на представленной странице сайта – 95 раз.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой. Заявленная компанией Камышинский завод слесарно–монтажного инструмента (КЗСМИ), ООО цена товара «Молоток – кирочка МК ГОСТ 11042 — 90» может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании Камышинский завод слесарно–монтажного инструмента (КЗСМИ), ООО по указанным телефону или адресу электронной почты.
Горный щебень и гравий, промышленные отходы для строительных работ. Методы физико-механических испытаний
Аннотация
Статус нормативного документа
вместо
Принято
Армгосстандарт1998-2002
№
Дата принятия
1997-10-12
Принято в РБ
№
Дата принятия в RA
00:00-00-00
Дата принятия
1998-07-01
Разработчик нормативного документа и его адрес
—
Адрес
—
Назначено
ГОСТ
Адрес
—
Категория
ГОСТ — межгосударственный документ
Классификация
91. 100.15
СТРОИТЕЛЬНЫЕ МАТЕРИАЛЫ И СТРОИТЕЛЬСТВО Строительные материалы Минеральные материалы и продукты
Ссылки
«-» = Кавычки
Справочный тип
Стандарт
Дата обмена
Источник информации
Примечания
—
по ссылке
ГОСТ 10110-87
0000-00-00
N-
—
по ссылке
ГОСТ 11042-90
0000-00-00
Н-
—
по ссылке
ГОСТ 1277-75
0000-00-00
N-
—
по ссылке
ГОСТ 14838-78
0000-00-00
N-
—
по ссылке
ГОСТ 166-89
0000-00-00
N-
—
со ссылкой на
ГОСТ 1770-74
0000-00-00
N-
—
по ссылке
ГОСТ 195-77
0000-00-00
N-
—
по ссылке
ГОСТ 19904-90
0000-00-00
N-
—
по ссылке
ГОСТ 2184-77
0000-00-00
Н-
—
по ссылке
ГОСТ 22524-77
0000-00-00
N-
—
по ссылке
ГОСТ 22685-89
0000-00-00
N-
—
по ссылке
ГОСТ 22698-77
0000-00-00
N-
—
со ссылкой на
ГОСТ 23732-79
0000-00-00
N-
—
по ссылке
ГОСТ 23932-90
0000-00-00
N-
—
по ссылке
ГОСТ 24104-88
0000-00-00
N-
—
по ссылке
ГОСТ 24555-81
0000-00-00
Н-
—
по ссылке
ГОСТ 24638-85
0000-00-00
N-
—
по ссылке
ГОСТ 25336-82
0000-00-00
N-
—
по ссылке
ГОСТ 25706-83
0000-00-00
N-
—
со ссылкой на
ГОСТ 28840-90
0000-00-00
N-
—
по ссылке
ГОСТ 28923-91
0000-00-00
N-
—
по ссылке
ГОСТ 29227-91
0000-00-00
N-
—
по ссылке
ГОСТ 29228-91
0000-00-00
Н-
—
по ссылке
ГОСТ 29329-92
0000-00-00
N-
—
по ссылке
ГОСТ 310. 3-76
0000-00-00
N-
—
по ссылке
ГОСТ 310.4-81
0000-00-00
N-
—
заменил
ГОСТ 3344-83
1998-07-01
МЕ АСТ N4-1998
—
по ссылке
ГОСТ 3749-77
0000-00-00
N-
—
по ссылке
ГОСТ 3765-78
0000-00-00
N-
—
по ссылке
ГОСТ 4166-76
0000-00-00
N-
—
по ссылке
ГОСТ 4171-76
0000-00-00
N-
—
по ссылке
ГОСТ 4214-78
0000-00-00
N-
—
по ссылке
ГОСТ 4328-77
0000-00-00
N-
—
по ссылке
ГОСТ 450-77
0000-00-00
N-
—
по ссылке
ГОСТ 5632-72
0000-00-00
N-
—
по ссылке
ГОСТ 577-68
0000-00-00
N-
—
по ссылке
ГОСТ 5817-77
0000-00-00
N-
—
по ссылке
ГОСТ 6563-75
0000-00-00
N-
—
ссылка
ГОСТ 6613-86
0000-00-00
N-
—
по ссылке
ГОСТ 7172-76
0000-00-00
N-
—
заменил
ГОСТ 7392-85
1998-07-01
МЕ АСТ N2-1998
—
по ссылке
ГОСТ 8. 326-89
0000-00-00
Н-
—
по ссылке
ГОСТ 8.513-84
0000-00-00
N-
—
по ссылке
ГОСТ 8030-80
0000-00-00
N-
—
заменил
ГОСТ 8269-87
1998-07-01
МЕ АСТ N2-1998
—
по ссылке
ГОСТ 8735-88
0000-00-00
N-
—
по ссылке
ГОСТ 9147-80
0000-00-00
N-
—
по ссылке
ГОСТ 9639-71
0000-00-00
N-
по ссылке
ГОСТ 30515-97
0000-00-00
N-
по ссылке
ГОСТ 30630. 0.0-99
0000-00-00
N-
ссылка
ГОСТ 8267-93
0000-00-00
N-
по ссылке
ГОСТ 8269.1-97
0000-00-00
N-
по ссылке
ГОСТ 8711-93
0000-00-00
N-
по ссылке
ГОСТ Р 8. 568-97
0000-00-00
Н-
Страны
Принято: Украина Таджикистан Российская Федерация Молдова Кыргызстан Казахстан Белоруссия Армения Азербайджан Активировано:
Дата регистрации
0000-00-00
Регистрационный №
Количество страниц
102
Источник информации
№-
Дата публикации
0000-00-00
Язык оригинала
русский
Переведено на
Ключевые слова
Модификации
№1
0000-00-00
ИУС №5-2001
№2
17. 09.2009
МЕ АСТ №2-2009
Цена в армянских драмах (AMD) (включая НДС)
40800
značajke čekića s uređajem za izvlačenje noktiju. Kako odabrati najbolji profesionalni alat za stolariju za drške?
Поправци
Zanimanje tesara poznato je već dugo. Stolari su bili izravno ukljucheni u razne radove gdje je postojala potreba za obradom drveta. Данас та профессия их изгубила на значение. Globalna механизация и автоматизация tjelesnog rada готово nisu imale utjecaja na rad tesara. Za pomoć stručnjacima za obradu drveta stvoreni su pneumatski i električni alati. Najčešće korishteni ručni alat — stolarski čekić — donekle se promijenio, ali njegova suština ostaje ista.
Чекич
Класический Чекич je mali ručni alat za čekiće. Sastoji se od dva glavna dijela: napadača i ručke. Prva je čvrsto pričvršćena за друга.
Ударник je izrađen od monolitnog gustog materijala koji može podnijeti deformacije od stalnih udara. Samo je metal sposoban izdržati takva opterećenja.
Drška pomaže u dobrom zamahu. U pravilu je drška izrađena od tvrdog drveta: jasen, hrast, lješnjak, breza ili javor. Postoje alati potpuno metalni i jednodijelni, kao i modeli s chelicnim bubnjem i plastičnom ručkom.
Višenamjenski stolarski čekić razlikuje se od ostalih po obliku udarača. Jedna strana je za zabijanje i ravnanje noktiju, othera za njihovo uklanjanje.
Značajke čekića za nokte
Stolarski chekić razlikuje se po tome što se kombinira s uređajem za izvlačenje chavala u jednu cjelinu. Najudobniji su modeli с дрвеном ручком. Drvo je sposobno apsorbirati udarce, tako da je drška s drvetom najudobnija za rad.
Stolar ne mora imati jedan alat. U njegovom arsenalu trebalo bi biti nekoliko vrsta ručnog alata. Razlike su u obliku udaraljnog dijela i jesu:
ravan;
конвексан;
валовита.
Prvi se koriste za zabijanje chavala i klinova. Potonji su namijenjeni radu s otherim alatima, na primjer s jezgrom ili dlijetom. Treći se koriste za sprječavanje klizanja prilikom udara.
Супротная страна нападача je spljoštena i razdvojena. Zahvaljujuci sužavajućem utoru, takozvanom golubljem repu, radnik može uklanjati nokte s različitim glavama: od malih, nekoliko milimetara, do velikih koji prelaze centimetar.
Ravni dio čavao može biti ravan ili savijen u obliku kuke. Kuka proširuje funkcionalnost alata.
Profesionalni čekić nove generacije obdaren je sposobnošću da nokti ne padnu, što je vrlo povoljno kada radite jednom rukom. Čelični zatvarač se «lijepi» za alat zbog magnetiziranog dijela udarca. Često su udubljenja za vođenje opremljena čavlom u tijelu daraljki.
Odabir stolarskog chekića s drvenom ručkom
Dobra stvar kod metalnog cekića je što ne morate gurnuti glavu na ručku. Savršeno je uravnotežen i spreman za rad. Čelična ručka je neugodna pri udaranju. Може склизнуть из руки. Штовише, металл не может приглушить вибрацию. Недостаци се укладывая наношеньем пластиковых или термопластичных ястучичей отпорних на ударце на ручку. Tako se čekić sigurno drži на dlanu tijekom rada i štiti ruku od udarnih opterećenja.
Metalne i plastične ručke nedvojbeno su dovoljno čvrste. Međutim, čekić je neprestano izložen znatnom naprezanju i pri zabijanju chavala i prilikom demotaže. Ručke su ispitane na trajnost tijekom rada čavlića. Нови Че инструмент со временем остарити и постати неупотребителен.
S drvenim drškama situacija je nešto otheračija. Isprva dobro obrađeno drvo jednako je pouzdano kao i metal. Дрво, топло на додир, не захтиева додатне облоге, удобно лежи у ручи столара. Pri radu s alatom s drvenom drškom zglobovi radnika su maximalno zaštićeni od utjecaja vibracija.
Stablo samo prigušuje udarce, kao da ih upija. Руке се не умараю как код рада с металлом, пластиком и другими новыми материалами, которые производят.
Slomljeni drveni element lako je, za razliku od cheličnog, zamijeniti novim bez oštećenja alata. Ugradnja nove ručke traje minimalno vrijeme.
Джош jedan аргумент за drveni čekić za dršku je njegova niska cijena. Ruskim obrtnicima drvo je više poznato od plastike i metala. Stoga, ako trebate odabrati, oni daju prednost alatima s kojima su radili njihovi daleki i ne baš daleki preci.
Odabir čekića
Pri odabiru stolarskog chekića prije svega morate obratiti pažnju na njegovo uravnoteženje. Alat mora sigurno ležati u ruci, ne smije ispasti iz nje i ne okretati se. Inače, nedaleko od ozljeda, pogrešnog ulaska noktiju u tijelo, njihove zakrivljenosti pri udarcu.
Электрическая орбитальная шлифовальная машинка MIRKA DEOS 383CV 70 х 198 мм орбита 3мм в кейсе
Применение:
Кузовной ремонт
Идеальна для шлифования кузовной шпатлевки и грунта
Низкие уровни шума и вибрации. Уменьшает общий уровень шума в МКЦ
Экономит энергию. Экономична в использовании
Деревообработка
Низкий профиль обеспечивает пользователю полный контроль над процессом
Беспыльное шлифование
Оптимальная для шлифования профилей и кромок
Для различных шлифовальных операций в производстве мебели, окон и дверей
Искусственный камень
Судостроение и ремонт
Малый вес и низкий профиль для обработки вертикальных поверхностей
При шлифовании ручным блоком есть риск образования глубоких продольных царапин, орбитальное же движение машинки DEOS гарантирует более равномерный финиш
Шлифование профильных и труднодоступных участков
Строительство и отделочные работы
Для различных шлифовальных операций. Малый вес и низкий профиль для обработки вертикальных поверхностей
Облегчает шлифование труднодоступных участков
Внимание: не подходит для шлифования больших по площади поверхностей ввиду малого размера
Описание:
Mirka DEOS 383CV — мощная и компактная электрическая орбитальная шлифовальная машинка с подошвой 70х198мм и орбитой 3мм.
Высота машинки составляет всего 10см.
Компактный дизайн с очень низким профилем, что обеспечивает высокую маневренность и высокоточное и эффективное шлифование.
Бесщеточный двигатель.
Оптимизированная эргономика и комфортный хват.
Регулируемая скорость вращения 5,000–10,000 об/мин. Удобный рычаг контроля скорости.
Отдельные кнопки ВКЛ и ВЫКЛ для легкого и безопасного управления.
Встроенный датчик вибраций, который позволяет отслеживать текущий уровень вибраций через приложение myMirka, и технология Bluetooth®.
Благодаря низкому профилю и компактному размеру Mirka® DEOS 383CV идеально подходит для шлифования шпатлевки и грунта в кузовном ремонте. В сочетании с сетчатыми абразивами инструмент гарантирует быстрый, эффективный процесс шлифования без пыли.
Mirka DEOS не подходит для грубой шлифовки и обработки больших поверхностей, поскольку для таких операций требуются машинки большего размера и веса.
Мобильное приложение myMirka доступно в App Store и Google Play. Функции:
Датчик измерения вибраций
Измерение суточной дозы вибраций
Измерение скорости вращения
Новости
Быстрый доступ к Инструкциям по эксплуатации и другим печатным материалам
Обратная связь
Еще больше функций в будущем ?
Преимущества:
Низкий профиль и малый вес
Симметричный корпус машинки – удобно работать обеими руками
Больше места для безымянного пальца и мизинца – больше контроля без напряжения
Удлинённый корпус позволяет удерживать инструмент двумя руками
Удобный рычаг пуска с функцией старт/стоп
Технические характеристики:
Потребляемая мощность (Вт) 250
Напряжение сети переменного тока (В )220 — 240
Скорость вращения подошвы (об/мин) 5000 — 10000/min
Орбита (мм) 3
Размер подошвы (мм) 70 x198 — 48 отверстий
Вес (кг) 1
Уровень шума, LpA (дБ) 71
Уровень вибрации (м/с?2;) 2. 6
Технология обмена данными Bluetooth
Пылеудаление Центральное
Упаковка Пластиковый кейс
Подошва в комплекте (код) 8292383011
Частота сети (Гц) 50/60
Производство Mirka (Финляндия). Гарантия 3 года.
Вся продукция Mirka (Мирка) производится в Финляндии, свыше 90% которой экспортируется и продается в более чем 80 стран мира. Девиз компании: “Quality from Start to Finish” – “Качество от начала до конца”. Mirka обладает многолетним опытом в области разработки и производства высококачественных гибких абразивов и шлифовальных материалов для истинно беспыльного шлифования. Инновационные высокотехнологичные методы производства позволяют компании Mirka создавать высокоэффективный и эргономичный шлифовальный и полировальный инструмент.
Рекомендация «Арсенал Мастера»:
Рекомендуем купить, доставим по всей России.
Видео:
Посмотреть Весь модельный ряд Mirka DEOS
Отзывы покупателей и владельцев:
Добротный инструмент
Достоинства: Купил в компромисс машинке Дерос. Привык уже работать с прямоугольной подошвой, да и листы абразива подходят от ручного шлифка на 400 мм, которым пользуюсь давно. Плюс предпочитаю работать одной машиной и на свободной поверхности стен и в углах. Результатами доволен. Выводит любую штукатурку в финиш до идеального состояния.
Комментарий: Добротный инструмент для универсальных работ
10 апреля 2020 Григорий Викторович
Доступны для покупки:
Сопутствующие материалы:
8292383011 Шлифовальная подошва Net 70×198мм Липучка 48отв. Ср. жестк. NEW
Mirka Abranet Ace — сетчатый абразив с керамическим зерном, обладающий превосходными режущими свойствами и высокой производительностью. Специально разработан для обработки твердых поверхностей. При шлифовке твердых шпатлевок, композитов, пластика, твердых пород древесины, металла отличается большей производительностью и ресурсом в сравнении с традиционным Abranet.
Полезная информация:
Отзывы о Электрическая орбитальная шлифовальная машинка MIRKA DEOS 383CV 70 х 198 мм орбита 3мм в кейсе
Все (1) |
Положительные (1) |
Отрицательные (0) |
Оставить отзыв
Добротный инструмент
Достоинства:
Купил в компромисс машинке Дерос. Привык уже работать с прямоугольной подошвой, да и листы абразива подходят от ручного шлифка на 400 мм, которым пользуюсь давно. Плюс предпочитаю работать одной машиной и на свободной поверхности стен и в углах. Результатами доволен. Выводит любую штукатурку в финиш до идеального состояния.
Комментарий:
Добротный инструмент для универсальных работ
10 апреля 2020Григорий Викторович
Страница не найдена
Главная страница
Карта сайта:
Каталог
Круглопильные станки (11)
Ленточнопильные станки (9)
Фуговальные станки (18)
Рейсмусовые станки (13)
Фрезерные станки (3)
Фуговально-рейсмусовые станки (6)
Шлифовальные станки (10)
Сверлильные станки (5)
Токарные станки (5)
Торцовочные пилы (5)
Пылеудаление (2)
Оснастка и аксессуары (5615)
Фрезы насадные (662)
Профессиональные полотна для ленточнопильных станков (52)
Патроны для токарных станков (4)
Валы «Helical» для фуговальных и рейсмусовых станков (13)
Аксессуары для ленточнопильных станков (13)
Аксессуары для токарных станков (4)
Аксессуары для фрезерных станков (9)
Аксессуары для фуговально-рейсмусовых станков (5)
Аксессуары для шлифовальных станков (16)
Дисковые пилы (255)
Строгальные ножи для фуговальных и рейсмусовых станков (12)
Шлифовальные ленты для барабанно-шлифовальных станков (6)
United States—AfghanistanÅland IslandsAlbaniaAlgeriaAndorraAngolaAnguillaAntigua & BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia & HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongo — BrazzavilleCongo — KinshasaCook IslandsCosta RicaCroatiaCubaCuraçaoCyprusCzech RepublicCôte d’IvoireDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard & McDonald ОстроваГондурасСАР ГонконгГонконгВенгрияИсландияИндияИндонезияИран IraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacau SAR ChinaMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMartiniqueMauritaniaMauritiusMayotteMexicoMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmar (Burma)NamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth KoreaNorwayOmanPakistanPalestinian TerritoriesPanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalQatarRéunionRomaniaRussiaRwandaSaint MartinSamoaSan MarinoSão Tomé & PríncipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia & South Sandwich IslandsSouth KoreaSouth SudanSpainSri LankaSt. Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенСвазилендШвецияШвейцарияСирияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
AlabamaAlaskaAmerican SamoaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFederated States of MicronesiaFloridaGeorgiaGuamHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarshall IslandsMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaNorthern Mariana IslandsOhioOklahomaOregonPalauPennsylvaniaPuerto RicoRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirgin IslandsVirginiaWashingtonWest VirginiaWisconsinWyomingArmed Forces AmericasArmed Forces EuropeArmed Forces Pacific
Mirka DEOS 383CV Низкопрофильная бесщеточная шлифовальная машина для ладоней, 70×198 мм
org/Brand»> Марка: Мирка
1455,55 долларов США
Описание
Информация о гарантии
Видео
Mirka DEOS 383CV — это мощная и компактная орбитальная шлифовальная машина прямого действия.
Инструмент высотой всего 10 см, компактный размер и оптимизированная эргономика обеспечивают высокую маневренность и помогают выполнять точное и эффективное шлифование с комфортом.
Эта маленькая и легкая шлифовальная машина, естественно, оснащена бесщеточным двигателем, а скорость легко регулируется с помощью рычага.
Также имеется отдельный выключатель для простого и безопасного обращения.
Mirka DEOS оснащен встроенным датчиком вибрации и технологией Bluetooth с низким энергопотреблением.
Датчик вибрации позволяет контролировать текущий уровень вибрации через приложение myMirka — доступ к ежедневному уровню вибрации можно получить через покупку в приложении.
Благодаря компактным размерам Mirka DEOS 383CV идеально подходит для шлифовки кузовных шпатлевок и грунтовки.
В сочетании с сетчатыми абразивами Mirka инструмент обеспечивает быстрое, эффективное и беспыльное шлифование.
Технические характеристики:
Мощный и производительный.
Компактный и низкий профиль дает полный контроль над работой.
Интеллектуальные функции, такие как измерение вибрации.
Эргономичный дизайн обеспечивает удобство использования в течение длительного времени.
Specifications:
Accessories:
Mirka Pad Saver
Mirka Abranet 70mm x 198mm
View Mirka DEOS Brochure
All Prices Include GST
2+1 год гарантии * На электроинструменты Mirka распространяется двухлетняя гарантия с даты покупки, которая распространяется на дефекты материалов и изготовления.
Интересные данные о статистике станкопотребления и станкопроизводства за 2014-2016 гг в разных странах мира. Какие государства находятся на первых местах в этом рейтинге, а какие — теряют свои позиции? Как связана численность населения в мире с объемом станкопроизводства? Какие сотрудники на производстве сейчас наиболее востребованные? Ответы на все эти вопросы читайте в нашей статье.
Численность населения в мире быстро увеличивается, за этим следует рост потребления товаров, продуктов. В итоге все заводы, предприятия, фабрики тем или иным образом пытаются увеличить свою производительность. Это достигается разными путями. Кто-то увеличивает штат высококлассных сотрудников и повышает план выпуска продукции, а кто-то – начинает использовать более эффективное и мощное оборудование, одним из таких видов оборудования являются станки. Зачастую оба способа соревнуются друг с другом: работники всячески сопротивляются внедрению новых программ, систем, узлов и линий, т. к. это неминуемо влечет к сокращению штата. Но секрет грамотного и высокоэффективного производства именно в сочетании обоих факторов – квалифицированный опытный персонал и новейшее оборудование.
Как объединить работу сотрудника и станка – это вопрос их стоимости. В последние годы профессионализм и квалификация персонала во всем мире растет. Это привело к более высокому уровню производства в целом, и к более качественной обработке деталей в частности. Понятно, что такой профессиональный сотрудник должен получать более высокую зарплату и премии. Это повышает издержки, но в то же время из-за снижения процентных ставок, стоимость оборудования (при пользовании кредитными активами) уменьшается. Получается, можно хорошо поднять производительность завода, компенсируя высокие зарплаты персонала покупкой станков подешевле. В итоге мы получаем и эффективное, быстрое производство и высококлассный персонал.
Станки являются непременным атрибутом любого предприятия, где хотят достигнуть высоких показателей выпуска продукции. Современное государство должно инвестировать в новейшее оборудование и стимулировать высокий уровень производства товаров, это говорит о том, что страна развивается, становится конкурентоспособной на мировом рынке, а также нуждается в высококвалифицированных сотрудниках. Страны-лидеры мирового производства, такие как США, Япония, Китай, Германия, Россия, Франция, Великобритания, вкладывают огромные средства в новое производящее оборудование и лучший персонал, чтобы оставаться на верхних строчках рейтинга.
До 2014 года объем мировых закупок станков доходил до 75,5 млрд долларов в год. В последующем, эта цифра только увеличивалась, но в основном за счет стран-лидеров: США, Япония, Китай, Россия, Германия, Франция, Великобритания, Италия, Канада, Индия. Но если эти государства увеличили свои производственные активы на 1,7%, то остальные, кто не входит в эту 10-ку лидеров, наоборот – сократили обновление производственной базы почти на 8%.
А вот с производством станков ситуация на мировом рынке несколько иная: начиная с 2011 года объем производства все падает, в 2014 году очередное сокращение на 3,1% и это выразилось в сумме 81,2 млрд $. Главным образом, это связано со сферой машиностроения. У заводов, производящих автомобили, раньше был высокий процент незавершенного производства (запасы), а теперь все производство четко соответствует существующему спросу.
Такая тенденция указывает на то, что цены на станки начнут расти. В 2015 году затраты на новые станки все также идут вниз и достигают уже только 75 млрд долларов, т.е. минус еще 0,7%. Но интересно, что если страны лидеры, перечисленные выше, снизили бюджеты покупки нового оборудования на 1,1%, то остальные страны опять увеличили спрос на 3,7%.
Кто покупает станки?
Китай был и остается на первом месте по спросу на станковое оборудование, но за три года объемы закупок упали на 22%, с 40,8 млрд $ до 31,8 млрд $. Причем, как показывает статистика промышленная отрасль Китая в последние годы развивается крайне медленно, логично предположить, что объем закупок станков будет снижаться и дальше, по предварительным прогнозам аналитиков, до 28 млрд $.
Уровень использования и закупок станкового оборудования в США не меняется, находясь в пределах 8 млрд$. При этом Соединенные Штаты занимают второе место по объемам закупок станков в мире.
На третьем месте находится Германия, но тут также прослеживается тенденция к снижению затрат на производственные активы. В 2014 году этот показатель уже упал на 10,8%, как говорят аналитики, будет падать и дальше. Китай и Германия отличаются самым резким и крупным падением спроса на новые производственные системы за последние 3 года.
Завершают пятерку крупнейших заказчиков станкового оборудования Южная Корея и Япония. Но если раньше на 4-ом месте была Южная Корея, на 5-ом – Япония, то сейчас все наоборот. Так произошло в связи с увеличением объемов производства в Японии на 39%, следовательно, и спрос на новое более эффективное оборудование вырос. Япония показала самый большой прирост объема закупок среди государств-лидеров. В Южной Корее хоть и незначительно, но все-таки растет уровень потребления станков заводами и фабриками – в 2014 году на 13%.
Грустную картину показывают Бразилия и Индия: если в 2011-2012 гг. затраты на производственное оборудование у этих стран доходило до 2,5 млрд $, то в 2014-2015 гг. этот показатель упал больше чем наполовину в Бразилии, и на 40% — в Индии. Аналитики сообщают, что для Бразилии это не предел – промышленное производство там стремительно сокращается.
В таблице указана динамика затрат на станки 5-ки лидеров с 1981 по 2014 гг
Кто производит станки?
Как и в предыдущем разделе, начнем с Китая. Он был (с 2009г.) и остается самым крупным производителем и поставщиком станков на мировом рынке. Но размеры производства уже сократились с 29 до 23 млрд $ за 3 года.
Германия является крупнейшим в мире экспортером станкового оборудования, а вот позиции по производству значительно снизились – минус 20% от былого объема производимого продукта.
2011-2015 гг. стали переломными для многих стран, и Япония не исключение. С 2011 года по 2013 изготовление станков упало почти вдвое, но уже в следующем 2014 году данное производство быстро восстановилось и достигло 12,8 млрд$ за год. Благодаря быстрой «реабилитации» Япония поднялась на третье место в 5-ке лидеров.
Южная Корея стоит на 4-ом месте с объемом производства около 2-2,5 млрд$. Ненамного отстает от нее Италия, находящаяся на пятом месте, с годовым объемом – также около 2 млрд$.
Ситуация в Бразилии немного пугает, т.к. начиная с 2011 года и по сей день производство станков стремительно сокращается, заводы закрываются, что в общем негативно сказывается на экономике страны.
P.S.: все данные взяты из официальных источников – торгово-промышленные ассоциации и министерства.
Какое место Россия занимает в мировом станкостроении
Говоря об уровне развития станкостроения в стране, мы, по сути дела, ведем речь не столько об отдельной отрасли промышленности, сколько о важнейшем индикаторе экономического развития государства, очень четко характеризующем уровень его подъема либо, напротив, деградации.
Странам с «убитой» индустрией никакие станки и даром не нужны. Если страна не производит или как минимум не ввозит определенный спектр оборудования, дела ее плохи.
Надо отметить, что предлагать кому-либо угадывать государство, являющееся абсолютным мировым лидером по производству станков, дело заведомо проигрышное. Китай, конечно же. Развивая собственное народное хозяйство, товарищи из Поднебесной изначально стремились достичь со временем как можно меньшей зависимости от чужих технологий и преуспели в этом вполне. При этом страна все более переносит центр тяжести в развитии данной отрасли на выпуск сложнейших (умных) промышленных машин — автоматизированных, с компьютеризированным управлением.
Вместе с Китаем в тройку мировых лидеров производства и, соответственно, экспорта станков, входят Япония и Германия. На их долю приходится не менее половины выпуска этой продукции во всем мире. С отставанием (раза в два как минимум) следуют за ними США, Южная Корея, Италия, Тайвань, Швейцария. Доля остальных стран оценивается в процент-полтора, а то и менее.
Что характерно, те же Китай, Соединенные Штаты, Германия возглавляют список не только экспортеров, но и импортеров станков. Ничего удивительного тут, впрочем, нет: современные промышленные машины и механизмы достигли во многом уже такой степени узкой специализации, что зачастую даже весьма развитой стране проще и рентабельнее приобрести какой-то особо редкий станок в небольших количествах за рубежом, чем тратиться на собственную разработку и производство.
А что в России? По правде говоря, пока особых поводов для радости и гордости нет.
В Советском Союзе станкостроение было развито на очень высоком уровне, однако затем… Все мы знаем, что было затем: тотальная деиндустриализация страны и развал всего, что только можно развалить. Производство одних только металлорежущих станков на протяжении 90-х годов сократилось в 15 раз. Еще хуже сложилась ситуация на самом передовом из направлений — создании наиболее передовых станков с числовым программным управлением (ЧПУ). В 1990 году в одной только РСФСР их было выпущено около 17 тысяч. К концу «лихих 90-х» выпуск сократился в 167 раз!
Фактически рост производства в данной отрасли наметился буквально в последние годы. Напрямую его можно связать с возрождением вооруженных сил, новым импульсом развития, который получил военно-промышленный комплекс России. По данным отечественных производителей современного промышленного оборудования, как раз на предприятия ВПК и приходится не менее 80% получаемых ими заказов. Российское станкостроение пусть понемногу, но возрождается. Тревожит то, что в основном происходит это за счет роста производства станков невысокой сложности, с которыми ни в развитии инновационных технологий, ни в реальном импортозамещении прорыва не совершить. Так, производство все тех же станков с ЧПУ в за период с 2016 к 2017 году показало прирост всего на 270 единиц (по данным ассоциации «Станкоинструмент»), что, безусловно, не является достаточным показателем для такой страны, как Россия.
На сегодняшний день место России в мировом станкостроении — мягко говоря, скромное. В прошлом году России не было и в двадцатке. Впереди не только промышленные гиганты мира вроде Китая и США, но и такие страны как Австрия, Испания, Бразилия. Российская позиция в общем списке обычно укладывается в долю процента с обозначением «и другие страны».
Но достойные разработки, нуждающиеся во внедрении, у отечественных специалистов в области станкостроения имеются. Тем не менее, не стоит забывать, что эта отрасль невозможна без привлечения как значительного количества материальных ресурсов, так и высококвалифицированных кадров. Обеспечить все это реально лишь на государственном уровне. И это совершенно необходимо сделать!
Стремясь к развитию российской экономики, надо понимать, что рост ее не произойдет без мощного развития станкостроения. Эта отрасль является «системообразующей», ведь речь идет о производстве средств производства, истинном фундаменте всей отечественной индустрии. Без этого все разговоры об «импортозамещении» и избавлении России от экспортно-сырьевой зависимости так и останутся разговорами.
Большинство станков производится на Дальнем Востоке. Последний глобальный опрос показывает, что азиатские строители во главе с Китаем возглавляют список стран-производителей.
Китай был мировым крупнейший потребитель станков за десятилетие из-за местного спроса. На диаграмме показано, как Китай лидирует в мире по потреблению станков.
Предыдущий
Следующий
Джо Яблоновски
Поделиться
Читать дальше
5 Рекомендации по шлифованию для улучшения качества поверхности
Разница между Ra и Rz
По мере того, как производители станков в основных странах-производителях продолжают выходить из депрессии 2008-2009 годов, обнаруживаются сдвиги в относительных рейтингах.
Наиболее заметным является рост китайской промышленности. Пять лет назад это был софт №3 по выпуску, а 8 лет назад был на пятом месте. Теперь это № 1 с оценочным объемом производства в 27,7 млрд долларов в прошлом году, что намного опережает Японию, занявшую второе место с 18,4 млрд долларов.
Цифры взяты из самого последнего ежегодного обзора производства и потребления станков в мире. Согласно исследованию, поставки станкостроительных заводов в Китае составили колоссальные 30 процентов от общей суммы в 92,7 миллиарда долларов, произведенной 28 странами мира. Часть расширения связана с ростом компаний, принадлежащих китайцам; Shenyang Group и Dalian Machine Tool в настоящее время входят в пятерку крупнейших мировых производителей по объему продаж.
Еще больший рост дает пересадка от японских, тайваньских, американских и европейских строителей. Сегодня большинство крупных производителей заводского оборудования, от Mazak до MAG, имеют заводы в Китае. Причина проста: местный спрос. Китай уже десять лет является крупнейшим в мире потребителем станков. Однако еще в 2002 году Китай подпитывал этот ненасытный аппетит машинами из-за рубежа — более половины потребления подпитывалось импортным оборудованием.
В наши дни этот процент снизился примерно до одной трети, поскольку отечественные фабрики выросли. Рост производства в Китае побудил азиатский блок станкостроительных стран заявить о совокупном объеме производства в размере 57,3 млрд долларов в прошлом году. Для сравнения, 15 стран западноевропейского консорциума CECIMO отгрузили 29,3 миллиарда долларов. Пять лет назад эти две группы были примерно равны.
Исследование производства и потребления станков в мире, проведенное исследовательским отделом Gardner Business Media Inc., дает представление о других аспектах отрасли. Одним из них является восстановление сектора после недавнего краха. Общий объем производства опрошенных стран в 2009 г.упал на целую треть по сравнению с пиковым значением в $82,8 млрд годом ранее. В большинстве стран ситуация была еще более драматичной, учитывая, что производство в Китае вообще не упало, что смягчило падение статистики. Теперь, когда в 2011 году глобальные поставки составили 92,7 миллиарда долларов, кажется, что депрессия ушла в прошлое.
Исследование, полностью доступное в Интернете (см. Подробнее), собирает данные о внутреннем производстве и торговле в основных странах-производителях станков. В приведенной здесь выходной таблице перечислены крупнейшие производители металлообрабатывающих станков и их общий объем в долларах (включая металлообрабатывающие станки).
Потребление, рассчитанное как местное производство, минус экспорт и плюс импорт, показывает, какие страны покупают и устанавливают больше всего новых машин. Китай лидирует по потреблению с $39,0 млрд в прошлом году, что на 33 процента больше, чем в 2010 году. Далее следует Япония, где потребление увеличилось на 41 процент, за ней следует Германия с таким же процентным увеличением. Соединенные Штаты занимают четвертое место среди мировых потребителей станков с 53-процентным ростом в период с 2010 по 2011 год. Интересным взглядом на национальное потребление металлообрабатывающего оборудования является потребление на душу населения: разделите общую стоимость станков, установленных в данном году, на население этой страны. По этому показателю относительно малонаселенная Швейцария лидирует с расходами в 163 доллара на жителя. Далее следует Южная Корея с расходами на душу населения в размере 106 долларов, а за ней следует Германия с примерно 85 долларами. Соединенные Штаты тратят около 22 долларов на американца на станки, примерно столько же, сколько Бельгия, Финляндия, Нидерланды и Франция. Китай с огромным населением, который раньше был в конце списка с расходами на душу населения менее 5 долларов, теперь находится прямо в середине списка с инвестициями около 30 долларов на одного жителя Китая.
В центре внимания автомобильное, авиационное, железнодорожное транспортное оборудование и электронная информация
ДУБЛИН, 26 мая 2022 г. /PRNewswire/ — Отчет «Глобальный и китайский отчет о станкостроении с ЧПУ, 2022–2027» добавлен в ResearchAndMarkets. предложение com .
Масштабы мировой индустрии станков с ЧПУ расширяются из года в год. В 2021 году промышленный масштаб достиг 163,2 млрд долларов США, увеличившись в годовом исчислении на 3,8%.
Как типичные продукты мехатроники, станки с ЧПУ представляют собой сочетание механической технологии и интеллектуального ЧПУ. Восходящий поток в основном включает в себя литье, детали из листового металла, прецизионные детали, функциональные детали, системы ЧПУ, электрические компоненты и другие отрасли промышленности, а нисходящий поток широко распространяется на машиностроение, производство пресс-форм, автомобильную промышленность, энергетическое оборудование, железнодорожные локомотивы, судостроение, нефтехимическая промышленность. , промышленность электронных информационных технологий и тому подобное.
По сегментам рынка масштаб мировых металлорежущих станков с ЧПУ в 2021 году составил 77,21 миллиарда долларов США, что составляет 47,5% от общего объема; масштабы металлообрабатывающих станков с ЧПУ достигли 41,47 млрд долларов США, что составляет 25,5%; масштаб станков для специальной обработки с ЧПУ составил 22,56 млрд долларов США, что составляет 13,9%.
Основными производителями станков являются Китай, Германия, Япония и США. Германия придает большое значение высокому качеству, точности, сложности и практичности станков с ЧПУ и принадлежностей; она специализируется на исследованиях и разработках и производстве различных функциональных компонентов и входит в число лучших в мире по качеству и производительности. Япония уделяет особое внимание разработке систем ЧПУ, а станкостроительные компании в этой стране уделяют особое внимание компоновке исходных материалов и компонентов и комплексной разработке основных продуктов.
Соединенные Штаты имеют сильную конкурентоспособность в области проектирования, производства и фундаментальных научных исследований станков с ЧПУ. Станкостроение Китая зародилось поздно, но быстро развивается. Благодаря руководству промышленной политики правительства в области инноваций и развития, станкостроительная промышленность Китая значительно выросла с точки зрения технологий и размера рынка, и Китай стал крупнейшим в мире производителем и продавцом станков. На крупнейшем в мире рынке потребления станков китайские станкостроительные предприятия очень чувствительны к рынку с быстрой реакцией в области маркетинга и услуг.
В последние годы оптимизированная промышленная структура обрабатывающей промышленности Китая, быстрое развитие высокотехнологичного производства и растущий спрос на интеллектуальную модернизацию производства вызвали огромный спрос на высокотехнологичные станки с ЧПУ.
В связи с более высокими требованиями высокотехнологичных производственных отраслей, представленных автомобильной, аэрокосмической, судостроительной, энергетической, строительной и 3C-отраслями в Китае, к производительности и точности станков с ЧПУ, рыночный спрос на станки с ЧПУ особенно высок. станки с ЧПУ, растет в Китае.
Таким образом, размер рынка станков с ЧПУ, как ожидается, будет неуклонно расти. В 2021 году объем рынка станкостроения с ЧПУ в Китае подскочил на 21,4 млрд юаней, или на 8,65%, по сравнению с прошлым годом и составил 268,7 млрд юаней.
Что касается конкурентной среды, то японская Yamazaki Mazak, немецкая TRUMPF и DMG MORI, совместное немецко-японское предприятие, входят в тройку лидеров в мире, за ними следуют MAG, Amada, Okuma, Makino, GROB, Haas, EMAG.
Группа TRUMPF является одной из ведущих компаний в мире в области производственных технологий. Компания инвестирует в Китай с 2000 года. Она последовательно инвестировала в четыре производственных предприятия в Тайцане, Цзянсу и Дунгуане, провинция Гуандун, для производства станков с ЧПУ для обработки листового металла и медицинского оборудования. Компания планирует постепенно разрабатывать, производить и продавать различные типы станков с ЧПУ под брендом TRUMPF в Китае.
В Китае основными поставщиками станков с ЧПУ являются Haitian Precision, Guosheng Zhike и Rifa Precision Machinery. Среди них Haitian Precision в основном производит портальные обрабатывающие центры с ЧПУ, горизонтальные обрабатывающие центры с ЧПУ, вертикальные обрабатывающие центры с ЧПУ и другие станки. В 2021 году выручка от станков с ЧПУ достигла 2,73 млрд юаней, из которых 52,2% пришлось на портальные обрабатывающие центры с ЧПУ.
Основная продукция Guosheng Zhike включает станки с ЧПУ, интеллектуальные автоматизированные производственные линии, детали оборудования и т. д. В 2021 году выручка достигла 1,137 млрд юаней, из которых 66,3% пришлось на станки с ЧПУ и 16,2% на интеллектуальное автоматизированное производство. линии.
Rifa Precision Machinery в основном занимается цифровыми интеллектуальными станками и производственными линиями, аэрокосмическим интеллектуальным оборудованием и производственными линиями, обработкой аэрокосмических деталей, а также проектированием, эксплуатацией и арендой самолетов и вертолетов с неподвижным крылом и т. д. В 2021 году цифровые интеллектуальные станки и производственные линии заняли 30,1% от общего дохода.
Отчет о станкостроении с ЧПУ в мире и Китае за 2022-2027 гг. подчеркивает следующее:
Определение и классификация станков с ЧПУ, включая производственную цепь и т. д.;
Размер, структура спроса, конкурентная среда и т. д. на мировом и китайском рынке станков;
Объем мирового рынка станков с ЧПУ и структура сегментов рынка, а также региональное развитие в Японии, Германии, Южной Корее и т. Д .;
Размер, структура продукта, структура спроса, импорт, экспорт, конкурентная среда и тенденции развития китайского рынка станков с ЧПУ;
Производство, маркетинг, импорт, экспорт и конкурентная среда основных типов станков с ЧПУ, таких как токарные станки с ЧПУ, шлифовальные инструменты с ЧПУ и обрабатывающие центры;
Обзор рынков добычи и переработки станков с ЧПУ;
Эксплуатация, развитие бизнеса станков с ЧПУ и т. Д. 11 иностранных и 20 китайских производителей станков с ЧПУ.
2. Состояние мировой и китайской станкостроительной промышленности 2. 1 Глобальное 2.1.1 Производство 2.1.2 Потребление 4.1.3 Импорт и экспорт 3.20.3 2.20.3 Конкурентная среда 2.2 Китай 2.2.1 Объем рынка 2.2.2 Металлорежущий станок 2.2.3 Металлообрабатывающий станок 2.2.4 Импорт и экспорт 2.2.5 Конкурентная среда
3. Состояние станков с ЧПУ Инструментальные рынки по всему миру 3.1 Обзор 3.2 Основные страны 3.2.1 Япония 3.2.2 Германия 3.2.3 Южная Корея
4. Статус рынка станков с ЧПУ в Китае 4.1 Среда разработки 9.03.13 4.1.2 Технологическая среда 4.2 Ситуация на рынке 4.2.1 Обзор рынка 4.2.2 Производство 4.2.3 Спрос 4.3 Импорт и экспорт 4.4 Конкурентная среда 4.4.1 Конкуренция между предприятиями 4.94.2 Региональная конкуренция0033 4.5 Тенденция развития
5. Основные станки с ЧПУ в Китае 5.1 Токарный станок с ЧПУ 5.1.1 Производство 5.1.2 Импорт и экспорт 5. 1.3 Основные производители 5.2 Шлифовальный станок с ЧПУ 5.2 Шлифовальный станок с ЧПУ 5.033 5.033 Производство .2 Импорт и экспорт 5.2.3 Основные производители 5.3 Обрабатывающий центр 5.3.1 Производство 5.3.2 Импорт и экспорт 5.3.3 Основные производители
6. Основные компоненты станкостроительной промышленности Китая 6.1 Система ЧПУ 6.1.1 Спрос и предложение 6.1.2 Структура рынка 6.2 Сервосистема 6.2.1 Обзор 6.2.2 Серводвигатели 6.2.3 Моторизованный шпиндель 6.2.4 Система передачи подачи 904027 904005 90 Перерабатывающие секторы Китая Станкостроение с ЧПУ 7.1 Автомобильная промышленность 7.1.1 Размер рынка 7.1.2 Автомобилестроение и использование запасных частей Станки с ЧПУ 7.2 Авиационная промышленность 7.2.1 Размер рынка 7.2.2 Авиационные станки с ЧПУ 7.3 Железнодорожное транспортное оборудование 7.3.1 Объем рынка 7. 3.2 Станки с ЧПУ для железнодорожных перевозок 7.4 Электронная информация 7.4.1 Объем рынка 7.4.2 Станки с ЧПУ для 3C
8. Основные зарубежные производители станков с ЧПУ 8.1 Mazak 8.1.1 Profile 8.1.2 Layout in China 8.2 Trumpf 8.3 Amada 8.4 Okuma Corp. 8.5 DMG MORI AKTIENGESELLSCHAFT 8.6 Other Players 8.6.1 Hass 8.6.2 Emag 8.6.3 MAG 8.6 .4 Глисон 8.6.5 Индес 8.6.6 Makino
9. Ключевые китайские станкостроительные предприятия с ЧПУ 9.1 Shenyang Machine Tools Co., Ltd. 9.1.1 Профиль 9.1.2 Эксплуатация 9.1.3 Станкостроение с ЧПУ Бизнес 9.1.4 Shenji Group Kunming Machine Tool Co., Ltd. 9.1.5 Стратегия развития 9.2 Qinchuan Machine Tool & Tool Group Co., Ltd. 9.3 Jiangsu Yawei Machine-Tool Co., Ltd. 9.4 Wuhan Huazhong Numerical Control Co., Ltd. (HNC) 9,5 Qinghai Huading Industrial Co., Ltd. 9. 6 Weihai Huadong Automation Co. Ltd. 9.7 RIFA Precision Machinery 9.8 J-TECH CNC Technology Co., Ltd. 9.9 Ningbo Haitian Precision Machinery Co., Ltd. 9.10 Nantong Guosheng Intelligent Technology Group Co., Ltd. 9.11 Zhejiang Headman Machinery Co., Ltd. 9.12 Wuxi Shangji Automation Co., Ltd. 9.13 Другие предприятия 9.13.1 Qiqihar Heavy CNC Equipment Corp., Ltd. 9.13.2 JIER Machine-Tool Group Co., Ltd. 9.13.3 BYJC 9.13.4 Станок Tianshui SPARK 9.13.5 Zhejiang Golden Fire Industry Co., Ltd. 9.13.6 Beijing Jingdiao Technology Group Co., Ltd. 9.13.7 Zhejiang Ruiyuan Machine Tool Group Co., Ltd. 9.13.8 General Technology Group Dalian Machine Tool Co., Ltd.
Для получения дополнительной информации об этом отчете посетите https://www.researchandmarkets.com/r/87b2c1
Контактное лицо для СМИ:
Исследования и рынки Лаура Вуд, старший менеджер [email protected]
Набор имбусовых коротких ключей STAYER TORX 9 шт 2743-H9 предназначен для закручивания и откручивания крепежа с шлицем TORX. Ключи выполнены из хромованадиевой стали, стойкой к большим нагрузкам. Г-образная форма обеспечивает большой крутящий момент. В набор входят имбусовые ключи: Т10; Т15; Т20; Т25; Т27; Т30; Т40; Т45; Т50.
Производитель оставляет за собой право изменять страну производства, характеристики товара, его внешний вид и комплектность без предварительного уведомления продавца. Уточняйте информацию у менеджеров!
Технические характеристики STAYER TORX 9 шт 2743-Н9
Предметов в наборе
9
Материал
хромованадиевая сталь
Габариты
198х30х100 мм
Вес
0,29 кг
Отзывы для сайта Cackle
1.
Способы доставки
до 100 кг
до 300 кг
до 500 кг**
Москва
390 руб
500 руб
900 руб
МО, область
390 руб*
500 руб*
900 руб*
Самовывоз
Выдача товара до 20:00, Раменский район, Михайловская слобода, Старорязанская улица, д.4. (при оплате — резерв товара)
* каждый 1 км за МКАД дополнительно 30 руб
** полная информация по доставке крупногабаритных грузов смотрите в разделе Доставка и оплата
2. Способы оплаты
Банковской картой онлайн на сайте ЮMoney (Я.Деньги)
Наличными курьеру QIWI кошелек
Сбербанк-онлайн WebMoney
Безналичный расчет
Вы можете вернуть товар, если был обнаружен производственный брак, дефекты и прочие повреждения. Срок возврата осуществляется в течение 14 дней с даты покупки товара.
Возврат товара осуществляется в полном соответствии с законодательством РФ, включая Закон о Правах Потребителя.
Наборы инструмента торговой марки STELS разработаны специально для автолюбителей и центров технического обслуживания.
Каждый этап производства контролируется в соответствии с международными стандартами.
Головки и комбинированные ключи изготовлены из хромованадиевой стали, придающей инструменту исключительную твердость в сочетании с легкостью.
Биты, биты-вставки и отвертки производятся из стали S2, улучшающей свойства инструмента.
Набор комплектуется трещотками с реверсом и быстрым сбросом, трещоточный механизм имеет 72 зуба и обеспечивает исключительную мягкость и плавность в работе.
Шаг зуба 5 град.
Все наборы упакованы в кейс, изготовленный из жесткого противоударного пластика, с металлическими застежками.
Наборы инструмента STELS пригодятся вам не только в автомобиле.
С их помощью можно проводить бытовой ремонт дома и на даче, ремонт бытовых конструкций и садовой техники.
На все наборы инструментов STELS предоставляется пожизненная гарантия (подробнее об условиях гарантии вы можете узнать из гарантийного талона).
Зоны обслуживания | Происхождение и причина для расследования пожара, последующие расследования пожара и мошенничества, сохранение собранных улик, фотографирование места происшествия, опрос, суброгационное расследование
Дэвид является сертифицированным следователем пожаров Международной ассоциации расследователей поджогов. Он расследует пожары, связанные с жилыми, коммерческими, автомобильными и морскими сооружениями и транспортными средствами. Дэвид регулярно дает показания в качестве свидетеля-эксперта в уголовных и гражданских судах, как в местных, так и в федеральных судах, по делам, которые он расследовал. Его расследования приводят к многочисленным успешным результатам для клиентов. Он работал с клиентами над расследованием поджогов, проводя сложное картирование отношений между владельцами полисов, домовладельцами, членами семьи, пожарами и заявлениями о возгорании.
Опыт
Дэвид присоединился к компании Rehmann в марте 2002 г. после успешной карьеры в полиции штата Мичиган, где он расследовал и закрыл более 200 случайных, неустановленных дел и дел, связанных с поджогами. Он провел 14 лет специально в дивизии маршала пожарной охраны. С тех пор, как он работал с Rehmann, он расследовал более 3000 пожаров, связанных с жилыми, коммерческими, автомобильными и морскими сооружениями и транспортными средствами. Показания свидетелей-экспертов Дэвида включают уголовные и гражданские суды, местные и федеральные суды.
Он является сертифицированным следователем пожаров Международной ассоциации расследователей поджогов. Дэвид участвует в ежегодных курсах повышения квалификации по современным методам и проблемам расследования пожаров.
Познакомьтесь с командой Rehmann
Начните вводить имя…
Поиск » {{nameQuery}} «…
{{результат. имя}}
Начните вводить опыт…
Поиск » {{experienceQuery}} «…
{{результат.имя}}
Начните вводить местоположение…
Поиск » {{locationQuery}} «…
{{местоположение}}
Или просмотреть список членов команды
Momentum
26 октября 2022 г.
Реманн публикует отчет финансового директора каннабиса штата Мичиган за 2022 год
.
Подробнее
17 августа 2022 г.
Компания Rehmann вошла в рейтинг руководителей строительных компаний 2022 г. The Top 50 Construction Accounting Firm™
Подробнее
01 августа 2022 г.
Уполномоченные чаты: Политики паролей
Подробнее
Еженедельно получайте информацию от Rehmann для развития вашего бизнеса в почтовом ящике
Основные цели обучения:
Положение о Федеральном налоге
Международные налоговые предложения
Как извлечь выгоду из вашего корпоративного пенсионного плана
Ключевые цели обучения:
Как определить подходящее время для продажи. Мы обсудим основные вопросы, которые нужно задать себе о своем бизнесе, важность знания того, чего стоит ваша организация (и достаточно ли этого, чтобы уйти на пенсию или перейти к другому предприятию?), и определить людей, которые будут окружать вас с во время этого критического и, вероятно, эмоционального периода в вашей жизни.
Правильные шаги после того, как вы решите продать. От комплексной финансовой проверки до оценки и многого другого — мы расскажем, что делать, когда вы решите, что пора продавать сейчас или в ближайшем будущем.
Существенные налоговые соображения. Наши специалисты разберут важнейшие компоненты налогового планирования при переходе бизнеса, чтобы вы были готовы как к самой продаже, так и к последующим дням.
В Rehmann мы стремимся быть фирмой выбора не только для наших клиентов, но и для наших партнеров. По мере роста нашей компании — наша команда насчитывает 800 человек и продолжает расти — мы продолжаем уделять особое внимание обучению и развитию, чтобы предоставлять нашим клиентам лучшие решения от самой знающей команды.
Вот что предлагает Rehmann: выдающаяся среда, полная профессиональных вызовов и вознаграждений; культура, основанная на приоритете людей и прославлении предпринимательского духа; и возможности обогатить жизнь тех, кому мы служим. Страсть, сотрудничество и доверие движут всем, что мы делаем. Если это похоже на вас, мы надеемся, что вы свяжетесь с нами для вашей следующей возможности.
С уважением,
Рэнди Рупп, CPA Генеральный директор
Ключевые цели обучения:
Найдите свою опору в меняющемся технологическом ландшафте. Ваша рабочая сила перешла на удаленную работу, количество векторов атак увеличилось, а использование облачных приложений растет. Вы уверены, что ваша безопасность не отстает от всех изменений?
Осознайте свои риски. Все более изощренные атаки и растущие затраты на восстановление оказывают давление на организации. Узнайте, как быстро рассчитать свой риск.
Усильте свою безопасность. Мы расскажем об основных элементах, которые необходимы каждой организации для эффективной программы кибербезопасности, а также определим вопросы, на которые у вашей команды безопасности должны быть ответы.
Основные цели обучения:
Навигация по важным изменениям в налоговом законодательстве. Понимание потенциального воздействия закона «Восстановить лучше, чем было» и возможности планирования для рассмотрения.
Воспользуйтесь преимуществом улучшения денежного потока. Tactics для обеспечения видимости, взаимодействия, планирования стратегий и сосредоточения внимания на ваших прогнозах.
Оцените свое рабочее место. Упреждающие идеи для оценки наличия нужных людей, технологий и других ресурсов.
Ключевые цели обучения:
Недавно выпущенные отчеты GASB
Руководство по внедрению
Ожидается, что новые стандарты будут выпущены в 2022 году
Текущие проекты
Чтобы разблокировать этот контент, отправьте форму выше.
Вы будете рады, что сделали это.
В этом эпизоде начинается новая серия подкастов Abbey Carpet Business Empowerment, которую ведут давние бизнес-консультанты Бретт Несбит и Шэрон Берман. В этом первом выпуске приглашенный спикер и владелец бизнеса Скотт Голден присоединяется к Бретту и Шэрон — CPA в Rehmann, профессиональной консультационной фирме с офисами во Флориде, Огайо и Мичигане, — для откровенного разговора о:
Распространенные ловушки и проблемы в бизнесе
Как хорошие отношения с надежными партнерами и консультантами влияют на ваш успех
Шаги, которые могут предпринять франчайзи для повышения эффективности и результативности операций
В этом эпизоде подробно рассматриваются различные доступные бизнес-решения, которые можно адаптировать в соответствии с вашими потребностями по мере роста и перехода вашей франшизы. Вы также узнаете из первых уст от Скотта о его собственном опыте работы в франчайзинговой индустрии и его партнерстве с Реманном.
Заполните форму ниже, чтобы загрузить все 5 руководств.0001
Объявление
Отобрано для вас
Объявление
Блог ATD
Понедельник, 23 апреля 2018 г. Вы входите в число сотрудников, которые увольняются , а не и, по крайней мере на данный момент, останутся на работе. Мы часто считаем оставшихся коллег счастливчиками, но не понимаем, что для них это тоже эмоциональное и сложное время. Недавно это стало настоящим хитом, когда коллеги моего мужа занимались реструктуризацией в его компании. Пока мы разговариваем, некоторые из моих друзей проходят через этот переход в другие компании.
Ты один из «стайеров»? Иметь работу — это привилегия. Но как вы справляетесь с эмоциональными американскими горками, на которых вы находитесь? Как эта ситуация повлияет на вашу карьеру сейчас и в будущем?
Эти семь шагов помогут вам свести к минимуму стресс и успешно пройти через этот тревожный и непредсказуемый переход.
1. Цените своих коллег. Помогите выразить ценность их вклада в вашу команду и компанию. Ваше выражение их ценности может быть более важным, чем выражение босса вашей команды или других лидеров, потому что вы работаете бок о бок каждый день.
2. Работа со своими эмоциями. Вы можете чувствовать себя виноватым. Вы можете чувствовать глубокую тревогу за тех, кто уходит. Вы беспокоитесь о том, что может произойти дальше. . . что может с тобой случиться. Что будет, когда ваши коллеги уйдут? Распознавайте свои эмоции. Дайте себе место для скорби. Но не оставайтесь на этом низком уровне. Увидьте стакан наполовину полным.
Реклама
3. Слушайте как те, кто уходит с работы из-за собственных эмоций. Будьте чуткими. Держитесь подальше от слухов, негатива и обвинений.
4. Влиять на перераспределение данной вам работы. Оставшаяся команда должна взять на себя всю работу. Облегчите своему боссу процесс реорганизации, выразив свою заинтересованность в тех обязанностях, которые соответствуют вашим навыкам или в которых вы хотели бы улучшить свой опыт. Будьте честны со своим руководителем в отношении пропускной способности и спросите о приоритетах, чтобы убедиться, что ожидания понятны.
Реклама
5. Ищите новые возможности, которые могут открыться перед вами. Теперь существуют некоторые пробелы в ключевых обязанностях. Используйте отношения со спонсорами и союзниками, чтобы позиционировать себя на рассмотрение.
6. Восстановите свою сеть. Некоторые из ваших союзников и спонсоров теперь могут исчезнуть. Оставайтесь на связи с этими людьми, чтобы поддерживать связь. Постарайтесь со временем сформировать новые и укрепить существующие отношения с внутренними заинтересованными сторонами. Не ждите, пока вам что-то понадобится, чтобы установить контакт.
7. Будьте готовы к тому, что может быть впереди. Заблаговременно рассмотрите возможные непредвиденные обстоятельства на случай, если в какой-то момент вы пострадаете. Однако не спешите спрыгивать с корабля. Трава не всегда зеленее в другом месте. Все может оказаться лучше, чем ожидалось, если вы останетесь на месте. Тщательно взвесьте свои возможности.
Бизнес движется вокруг вас. Будьте готовы двигаться дальше в новой среде с изяществом. Решите меньше беспокоиться о вещах, которые вы не можете контролировать. Сохраняйте позитивный настрой и будьте катализатором на пути к светлому будущему.
Об авторе
Вивиан Блейд
Вивиан Блейд, MBA, MBB, PMP, признанный эксперт в области лидерства и мыслитель. После успешной 20-летней корпоративной карьеры в компаниях Humana и GE, входящих в список Fortune 100, Вивиан начала свою нынешнюю практику консультирования по вопросам лидерства, применяя свой обширный опыт в области бизнеса, финансов и лидерства для обучения и развития амбициозных и признанных лидеров в создании высокоэффективных, высокоэффективных качество и высокий уровень обслуживания организаций. Она также работает в академических кругах в качестве адъюнкт-преподавателя Колледжа бизнеса Университета Луисвилля.
С инструментами Kennametal вы будете работать дольше, резать быстрее и обрабатывать с большей точностью. Вся продукция Kennametal предназначена для работы в самых сложных условиях и защищает ваши операции от простоев. Ознакомьтесь с нашими последними предложениями!
Продукция First Choice
Сменные и сплошные концевые фрезы
Сверление
Токарная обработка
Нарезание резьбы
Держатели инструментов и адаптеры
Запасные части
Промышленные абразивные сопла для гидроабразивной резки
Стержни и преформы
Наборы инструментов Titan
Ремонт дорог
Бурение фундамента
Выемка траншей
Лесное хозяйство и переработка отходов
Промышленные сопла, абразивные материалы
Открытые горные работы
Подземная разработка
Защита от износа KenCast
Расходные материалы для термического напыления и наплавки
Вольфрамовые порошки
Порошки карбида вольфрама
Готовые к прессованию порошки
Порошки для алмазной оснастки
Облицовка на тканевой основе
Покрытие на основе суспензии
Решения для нефтехимии и нефтепереработки
Пластик
Продукты питания и корма
Производство электроэнергии
Нефть и газ
Общепромышленный
Лодочки испарителя
Интерметаллические композиты IMC
Нитрид бора и керамические компоненты
Керамические порошки
Суспензии, пасты и спреи нитрида бора
Заготовки для инструментов
Металлообработка
Работа с жидкостями и регулирование расхода
Водоструйные сопла ROCTEC
Абразивоструйные сопла
Наконечники и компакты
Матрицы для гранулирования
Компоненты для уменьшения размера частиц
Металлические порошки для аддитивного производства
{{basePrice.formattedValue}} /{{#ifpkg packageQty}}pkg {{else}} каждый {{/ifpkg}}
{{totalPrice.formattedValue}}
{{еще}}
Ваша корзина пуста, Продолжить покупки
{{/каждый}}
Карьера Kennametal
Поиск
Предложения по продукту
Предложения по семейству продуктов
{{/каждый}} {{#if (this. showMore)}}
Посмотреть больше
{{/если}}
Мобильное меню
О нас
/
Кеннаметал Карьера
Наше бесценное конкурентное преимущество — это наши люди
Вот почему наша главная цель — нанять лучшего человека, которого мы сможем найти, на каждую должность в Kennametal, во всех сферах нашей деятельности, во всех наших офисах по всему миру. В связи с нашим постоянным успехом и ростом, мы ищем специалистов по широкому кругу дисциплин, от технических до продаж и корпоративной поддержки.
Kennametal предлагает отличную работу в самых разных областях.
Мы приглашаем вас поискать наши вакансии на нашем веб-сайте Kennametal Careers, чтобы узнать, что у нас есть в настоящее время в конкретной области или месте. Области возможностей обычно включают:
Продажи
Производство
Исследования, разработки и разработка
Финансы
Управление персоналом
Информационные технологии
Планирование и маркетинг
Стратегический поиск и планирование поставок
Юридический
Принципы инклюзивности Kennametal : В рамках наших основных ценностей Kennametal стремится создавать инклюзивную и доброжелательную среду для всех людей. Мы являемся работодателем равных возможностей.
Вы ищете значения PID? На следующем изображении вы можете увидеть основные определения PID. При желании вы также можете загрузить файл изображения для печати или поделиться им со своим другом через Facebook, Twitter, Pinterest, Google и т. Д. Чтобы увидеть все значения PID, пожалуйста, прокрутите вниз. Полный список определений приведен в таблице ниже в алфавитном порядке.
Основные значения PID
На следующем изображении представлены наиболее часто используемые значения PID. Вы можете записать файл изображения в формате PNG для автономного использования или отправить его своим друзьям по электронной почте.Если вы являетесь веб-мастером некоммерческого веб-сайта, пожалуйста, не стесняйтесь публиковать изображение определений PID на вашем веб-сайте.
Все определения PID
Как упомянуто выше, вы увидите все значения PID в следующей таблице. Пожалуйста, знайте, что все определения перечислены в алфавитном порядке.Вы можете щелкнуть ссылки справа, чтобы увидеть подробную информацию о каждом определении, включая определения на английском и вашем местном языке.
Акроним
Определение
PID
Paul мертв
PID
Photoionization детектор
PID
Болезнь первичного иммунодефицита
PID
В прошлом директор международного
PID
Воспалительные заболевания тазовых органов
PID
Выпадение межпозвоночного диска
PID
Главный идеал домен
PID
Данные изображения протистов
PID
Демократическая партия Институционно
PID
Детектор ионизации фото
PID
Диаграмма процесса инструмента
PID
Документ, удостоверяющий личность проекта
PID
Завод и приборостроение рисунок
PID
Идентификатор данных протоколов
PID
Идентификатор пакета
PID
Идентификатор пароля
PID
Идентификатор пациента
PID
Идентификатор плана
PID
Идентификатор программы
PID
Идентификатор процесса
PID
Идентификация параметров
PID
Идентификация помещений
PID
Идентификация посылок
PID
Идентификация продукта
PID
Идентификация проекта
PID
Идентификация родителей
PID
Идентификация частиц
PID
Информационный документ проекта
PID
Личная идентификация
PID
Нассау, Багамские острова — Остров Парадайз
PID
Начало документа закупки
PID
Обнаружение иона прекурсоров
PID
Общественности район
PID
Описание закупок идентификацию
PID
Описание элемента
PID
Описания предмета закупки
PID
Основной элемент развития
PID
Основным устройством ввода
PID
Отдел технологических отраслей промышленности
PID
Отличие пропорциональной интегратор
PID
Отображение информации о пассажирских
PID
Отображение общественной информации
PID
Пациент-данные
PID
Персонала увеличить номер
PID
Персональные данные
PID
План идентификации
PID
План идентификации обозначение
PID
План идентификационный номер
PID
Планируется визуализации данных
PID
Плановое промышленное развитие
PID
Положительной идентификации
PID
Портативный проверки устройства
PID
Предполетный вставленных данных
PID
Пресс-служба информации
PID
Прибор программируемый прерываний
PID
Программа внедрения документа
PID
Программа интеграции управления
PID
Программа осуществления директивы
PID
Программируемый интерфейс устройства
PID
Программы реализации документа
PID
Проект базы данных
PID
Проект запуска документа
PID
Пропорционально интеграл производная
PID
Пропорциональное, интеграл, дифференциал
PID
Пропорциональное, интеграл, производная
PID
Протокол идентификации
PID
Процесс & схема инструментария
PID
Процесс идентификации
PID
Процесс идентификации документа
PID
Процесс идентификационный номер
PID
Путь взаимодействия базы данных
PID
Рай в беде
PID
Раскрытие конфиденциальной информации
PID
Трубопроводы & схема инструментария
PID
Управления пропорционального интеграл производная
PID
Частичное первоначальное решение
PID
Яды информационная база данных
Просто о PID-регулировании
#Dataforth
В записную книжку инженера
Принцип PID-регулирования используется в автоматическом управлении процессами повсеместно. Большинство современных промышленных контроллеров имеют встроенный механизм, реализующий PID-управление. Но для успешного применения этого мощного средства необходимо чётко понимать механизм его действия. Эта статья в популярной форме представляет начальные сведения о PID-регулировании.
3929
В ЗАКЛАДКИ
Статья в электронной версии «СТА» №4 / 2019 стр. 92
Статья в PDF 3 МБ
А знаете ли вы, что…
В 1939 году приборостроительная компания Taylor представила новую версию своего пневматического контроллера Fulscope с функцией предварительного действия в дополнение к ранее доступным режимам пропорционального управления и сброса. В настоящее время три режима управления называются пропорциональным, интегральным (сброс) и дифференциальным (предварительное действие), следовательно, сокращённо PID. В отечественной литературе принята аббревиатура ПИД, означающая пропорционально-интегрально-дифференциальный режим. В том же году компания Foxboro Instrument добавила к ранее доступным в контроллере Stabilog режимам пропорциональности и сброса гиперсброс, что делает его вторым ПИД-регулятором на рынке. Сегодня все ПИД‑регуляторы, в том числе и в системе Dataforth MAQ®20, основаны на тех самых пропорциональном, интегральном и производном (дифференциальном) режимах контроллеров, выпущенных в 1939 году (рис. 1).
ПИД‑регуляторы используются в большинстве приложений автоматического управления процессами в промышленности. Они могут регулировать расход, температуру, давление, уровень и многие другие параметры производственных процессов. В статье рассматривается конструкция ПИД‑регуляторов и объясняются используемые в них режимы управления P, I и D.
Ручное управление
В отсутствие автоматических контроллеров все задачи регулирования приходится выполнять вручную. Например, для поддержания постоянной температуры воды, подогреваемой промышленным газовым нагревателем, оператор должен следить за датчиком температуры и соответствующим образом регулировать подачу газа при помощи клапана (рис. 2).
Если температура воды по какой-либо причине становится слишком высокой, оператор должен немного закрыть газовый клапан на величину, достаточную, чтобы температура вернулась к желаемому значению. Если вода становится слишком холодной, он должен приоткрыть газовый клапан.
Контроль и обратная связь
Процесс управления, реализуемый оператором, называется управлением с обратной связью, поскольку оператор изменяет силу пламени на основе обратной связи, которую он получает от процесса через датчик температуры. Управление с обратной связью может быть выполнено вручную, но обычно это происходит автоматически, как будет объяснено в следующем разделе. Клапан, процесс горения и датчик температуры образуют контур управления. Любое изменение, вносимое оператором в состояние газового клапана, влияет на температуру, значение которой становится доступно оператору, тем самым контур управления замыкается.
Автоматическое управление
Чтобы избавить оператора от утомительной задачи ручного управления, функцию управления можно автоматизировать с помощью ПИД‑регулятора. Для этого требуется следующее: Установить электронное устройство измерения температуры. Автоматизировать клапан, добавив к нему исполнительный механизм (и, возможно, позиционер), чтобы клапаном можно было управлять электронным способом. Установить контроллер, например, ПИДрегулятор MAQ®‑20, и подключить к нему устройство измерения температуры и автоматизированный клапан управления. Более подробная информация о PID-регуляторе Dataforth MAQ®20 представлена во врезке.
ПИД‑регулятор имеет уставку (SP — Set Point), чтобы оператор мог задать значение температуры. Выходной сигнал контроллера (CO — Controller Output) устанавливает положение регулирующего клапана. А значение измеренной температуры, называемое параметром регулирования процесса (или переменной процесса, PV — Process Variable), даёт контроллеру столь необходимую обратную связь. Переменная процесса и выходной сигнал контроллера передаются в цифровой форме или посредством сигналов тока, напряжения (рис. 3).
Когда всё включено и работает, ПИД‑регулятор получает сигнал переменной процесса, сравнивает его с уставкой и вычисляет разницу между двумя сигналами, также называемую ошибкой (E — Error). Затем на основании величины ошибки и констант настройки ПИД-регулятора контроллер рассчитывает соответствующий выходной сигнал, который устанавливает регулирующий клапан в правильное положение для поддержания температуры на заданном уровне. Если температура поднимется выше заданного значения, контроллер уменьшит степень открытия клапана, и наоборот.
ПИД-контроль
ПИД-регуляторы имеют три режима управления: пропорциональный, интегральный и дифференциальный. Каждый из трёх режимов по-своему реагирует на возникновение ошибки. Размер и характер отклика, создаваемого каждым режимом управления, регулируется путём изменения соответствующих настроек контроллера.
Режим пропорционального управления
Главной движущей силой в контроллере является режим пропорционального управления. Он изменяет сигнал на выходе контроллера пропорционально ошибке (рис. 4).
Если ошибка увеличивается, управляющее действие увеличивается пропорционально ей. Это очень полезно, так как для исправления бо́льших ошибок требуется более интенсивное действие. Регулируемая настройка для пропорционального управления называется усилением контроллера (Kc — Controller Gain). Более высокое усиление увеличит пропорциональное управляющее воздействие для данной ошибки. Если усиление регулятора установлено слишком высоким, контур управления начнёт колебаться и станет нестабильным. Если усиление регулятора установлено слишком низким, контроллер не будет адекватно реагировать на изменения параметра регулирования или уставки.
В большинстве контроллеров изменение усиления влияет на величину отклика в интегральном и дифференциальном режимах управления. Вот почему этот параметр называется усилением контроллера. Однако существует одна конструкция контроллера (называемая алгоритмом параллельного, или независимого усиления), в которой регулировка пропорционального усиления не влияет на другие режимы.
Пропорциональный контроллер
Отключив интегральный и дифференциальный режимы, ПИД-регулятор можно настроить так, чтобы он производил только пропорциональное действие. Пропорциональные контроллеры просты для понимания и настройки. Выходной сигнал контроллера — это просто ошибка управления, умноженная на усиление контроллера, плюс смещение (рис. 5).
Смещение необходимо, чтобы контроллер мог поддерживать ненулевой выходной сигнал при нулевой ошибке (переменная процесса в заданном значении). Использование пропорционального управления имеет большой недостаток — отклонение. Отклонение — это постоянная ошибка, которая не может быть устранена одним только пропорциональным управлением. Давайте рассмотрим контроль уровня воды в баке на рис. 6 с помощью пропорционального контроллера.
Пока расход воды из бака остаётся постоянным, уровень будет находиться на заданном значении. Но если оператор увеличит расход из резервуара, уровень воды начнёт уменьшаться из-за дисбаланса между притоком и оттоком. При снижении уровня воды в баке ошибка растёт и пропорциональный контроллер увеличивает выходной сигнал пропорционально этой ошибке. Следовательно, клапан, управляющий потоком в бак, открывается шире и в бак поступает больше воды. Если уровень всё равно продолжает падать, ошибка увеличивается ещё больше и клапан продолжает открываться, пока не будет достигнута точка, в которой приток снова будет соответствовать оттоку. В этот момент уровень воды в баке (и ошибка) станет постоянным. Поскольку ошибка остаётся постоянной, наш P‑контроллер будет поддерживать постоянный выходной сигнал и регулирующий клапан будет удерживать своё положение. Система теперь снова сбалансирована, но уровень воды в баке стал ниже заданного значения. Эта оставшаяся постоянная ошибка называется отклонением. На рис. 7 показано влияние внезапного снижения давления топливного газа на работу описанного ранее промышленного нагревателя и реакция пропорционального контроллера на данную ситуацию.
Снижение давления топливного газа понижает интенсивность горения и соответственно мощность нагревателя. Температура воды снижается. Это создаёт ошибку, на которую отвечает контроллер. Однако обнаруживается новая точка баланса между управляющим воздействием и ошибкой и изменение температуры пропорциональным регулятором не устраняется. При пропорциональном управлении отклонение будет сохраняться до тех пор, пока оператор с целью его устранения вручную не скорректирует выходной сигнал контроллера. Тогда говорят, что оператор вручную сбрасывает контроллер.
Интегральный режим управления
Необходимость избавиться от ручного сброса по описанному ранее сценарию привела к разработке автоматического сброса, или режима встроенного управления, как это называется сегодня. Функция режима встроенного управления заключается в увеличении или уменьшении выходного сигнала контроллера с течением времени, чтобы уменьшить имеющуюся ошибку (когда переменная процесса не находится в заданном интервале значений). При наличии достаточного времени интегральный механизм будет изменять выходной сигнал контроллера, пока ошибка не станет равной нулю. Если ошибка велика, интегральный режим будет увеличивать/уменьшать выходной сигнал контроллера с более высокой скоростью; если ошибка мала, изменения будут медленными. Для данной ошибки скорость интегрального действия задаётся интегральной настройкой времени контроллера (Ti — Integral Time). Большое значение Ti (длинное время интегрирования) приводит к медленному интегральному действию, а небольшое значение Ti (короткое время интегрирования) приводит к быстрому интегральному действию (рис. 8).
Если интервал времени интегрирования установлен слишком большим, контроллер будет реагировать медленно; если он установлен слишком коротким, контур управления будет колебаться и станет нестабильным. Большинство контроллеров, включая MAQ®20, в качестве единицы измерения для интегрального управления используют интегральное время (Ti) в минутах, но некоторые определяют его в секундах. Немногие контроллеры, обычно с параллельным алгоритмом, используют параметр «интегральное усиление» (Ki) в повторениях в минуту. Параллельный алгоритм работы также доступен в MAQ®20.
Пропорционально-интегральный контроллер
Обычно пропорционально-интегральный контроллер называют PI‑контроллером, его выход состоит из суммы пропорциональных и интегральных управляющих воздействий (рис. 9).
На рис. 10 показано, как после возмущения интегральный режим продолжает увеличивать выходной сигнал контроллера, чтобы вернуть температуру на выходе нагревателя к заданному значению.
Если сравнить это с рис. 7, становится ясно, как интегральное управление продолжает управлять выходом контроллера до тех пор, пока смещение не будет устранено полностью.
Режим дифференциального управления
Третий режим управления в ПИД-контроллере — это режим управления по производной. Дифференциальный контроль редко используется в управлении процессами, но он часто применяется в управлении движением. Для управления процессом это не является абсолютно необходимым: дифференциальный режим очень чувствителен к инструментальному шуму и усложняет настройку методом проб и ошибок. Тем не менее, его использование может привести к тому, что определённые типы контуров управления будут реагировать немного быстрее, чем при применении только ПИ-регулирования. Температурное управление, например, является типичной задачей для ПИД-регулирования. Режим управления по производной обеспечивает сигнал, основанный на скорости изменения ошибки (рис. 11).
Из-за этого дифференциальный режим изначально назывался управлением по скорости. Дифференциальный режим производит большее управляющее действие, если ошибка изменяется с большей скоростью. Если величина ошибки не меняется во времени, действие дифференциальной составляющей равно нулю. Дифференциальный режим имеет настройку, называемую Derivative Time (Td). Чем больше значение этого времени, тем больше вклад дифференциального управления. Установка времени Td на ноль полностью отключает этот режим. Если время установлено слишком большим, будут возникать колебания и контур управления станет нестабилен. Для настройки дифференциальной составляющей контроллера используются две единицы измерения: минуты и секунды.
Такой контроллер, обычно называемый ПИД-регулятором, работает на основе суммы пропорциональных, интегральных и дифференциальных управляющих воздействий.
На рис. 12 показан алгоритм неинтерактивного (также называемого идеальным) ПИД-регулятора, а на рис. 13 представлен алгоритм параллельного контроллера.
Оба они поддерживаются в системе MAQ®20. Дифференциальный режим ПИД-регулятора обеспечивает большее управляющее воздействие раньше, чем это возможно при управлении только P или PI.
Это уменьшает влияние возмущения и сокращает время, необходимое для того, чтобы уровень вернулся к своему заданному значению (рис. 14).
На рис. 15 сравнивается скорость восстановления при P, PI и PID-регулировании температуры на выходе нагревателя после внезапного изменения давления топливного газа, как описано ранее.
Заключение
ПИД-регулятор является рабочей лошадкой современных систем управления процессами. Каждый из режимов пропорционального, интегрального и дифференциального управления выполняет свою уникальную функцию. Пропорциональные и интегральные режимы необходимы для большинства контуров управления, а регулирование по производной полезно только в некоторых случаях. Существуют различные алгоритмы ПИД‑регулирования, и MAQ®20 поддерживает наиболее распространённый неинтерактивный алгоритм, а также параллельный алгоритм.
Универсальность делает MAQ®20 чрезвычайно мощным устройством и адаптируемым для широкого спектра приложений управления процессами, включая:
тестирование и измерения;
автоматизацию производства и процессов;
автоматизацию машин;
военную и аэрокосмическую промышленность;
энергетику;
мониторинг окружающей среды;
нефтегазовую сферу.
Линейка продуктов MAQ®20, вобравшая в себя более 25 лет опыта проектирования компании Dataforth в индустрии управления процессами, предлагает самую низкую стоимость на канал, точность ±0,035% и изоляцию 1500 В, а также обеспечивает превосходное ПИД-управление процессами.
Нужны ответы? Зарегистрируйтесь или войдите в систему, чтобы участвовать, делиться и учиться.
Автор
Тема
просмотров
Ответы
УткаршКумар
20.12.2022
Palo Alto User Agent ID Services Периодически сбой
У нас есть 2 агента User ID на 2 разных серверах Windows. Обе службы агентов User-ID зависают и требуют ручного вмешательства службы…
размещено в общих темах
220
2
Манглай
22-12-2022
Использование Radius Authentication Peap-MSCHAPv2 для интерфейса управления PA Ошибка: 400
Привет, ребята! Я пытался добавить Peap-MSchapV2 для нашей проверки подлинности Radius для интерфейса управления. Я настроил профиль сервера Radius с помощью PAP с…
размещено в общих темах
206
2
ИндерджитСингх
15.12.2022
Страница блока Пало-Альто не отображается
Запуск панорамы 10.1.8 на вм-300. заблокированная страница https дает пользователю -Этот сайт недоступен, а не уведомление о блокировке страницы palo. Это потому что…
размещено в общих темах
173
1
Томми Хант
15. 12.2022
SSL-сертификат CWPP, самозаверяющий или цепной
Учитывая, что я программирую собственный https-клиент Когда я вызываю API-интерфейсы CWPP через https Затем я сталкиваюсь с SSLErrors [SSL: CERTIFICATE_VERIFY_FAILED] сертификат…
опубликовано в обсуждениях Prisma Cloud
283
5
гренци
14.12.2022
Профиль защиты от уязвимостей изменяет поведение APP-ID
Всем привет! при написании статей на вики нашей компании я обнаружил странное поведение брандмауэра. Это моя среда: Модель PA: …
размещено в общих темах
175
1
Присоединяйтесь
Блоги
DOTW: что такое наборы шифров?
Растущая потребность в расшифровке SSL
Подробнее о расшифровке SSL
Проверка HTTP/2
Срок действия внешнего корневого центра сертификации AddTrust истек
Посмотреть все
Артикул
Рекомендации по расшифровке SSL с помощью Prisma Access
Расшифровка SSL с помощью Prisma Access
Поддержание конфигурации в соответствии с лучшими практиками
emoji-aes шифрует строковые данные с помощью симметричного шифрования AES (используя com/brix/crypto-js»>crypto-js), а затем заменяет вывод Base64 с эмодзи.
<дел>
<час>
Шифровать
Чтобы зашифровать, (необязательно) выберите чередование, введите сообщение, а затем ключ шифрования. Ротация (если она нестандартная) и ключ должны быть переданы получателю по защищенному каналу.
 Затем мы совмещали их и пытались симулировать пару кусков ткани — их движения, складки и т.д.
Затем мы совмещали их и пытались симулировать пару кусков ткани — их движения, складки и т.д.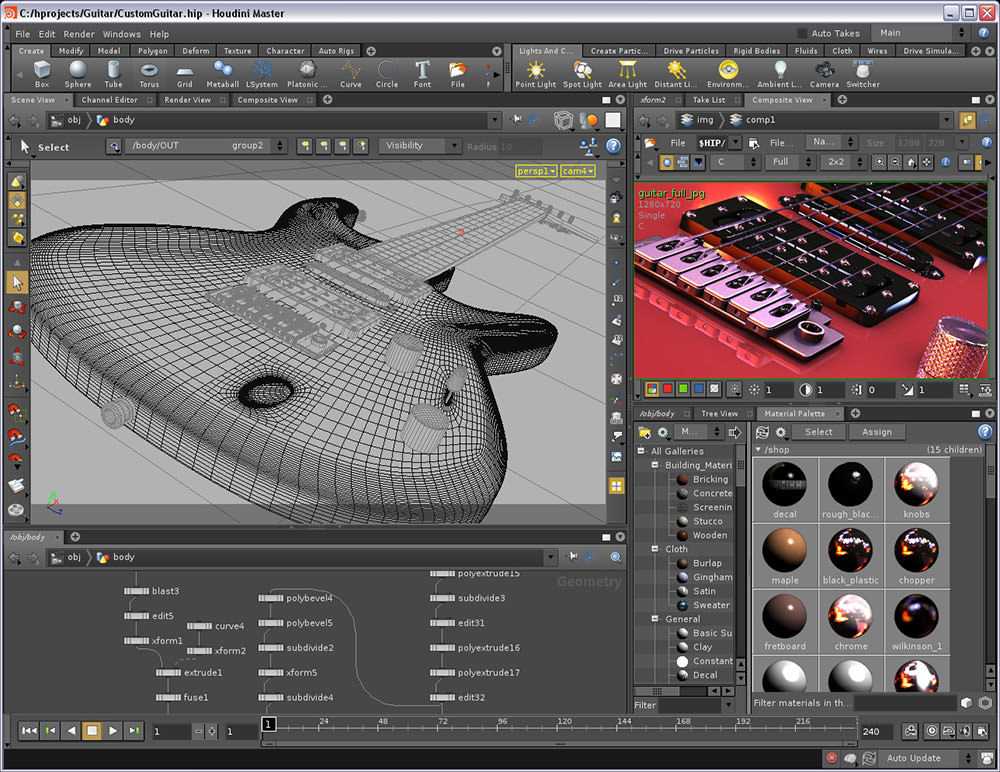 Затем началось большое количество итеративных улучшений, решений технологических проблем и создания расширяемой инфраструктуры для приложения. Так как наша технология действительно сложная, на всем протяжении обработки данных используются видеокарты, и часть команды сфокусировалась на ускорении, другая продолжала улучшать качество моделей.
Затем началось большое количество итеративных улучшений, решений технологических проблем и создания расширяемой инфраструктуры для приложения. Так как наша технология действительно сложная, на всем протяжении обработки данных используются видеокарты, и часть команды сфокусировалась на ускорении, другая продолжала улучшать качество моделей.
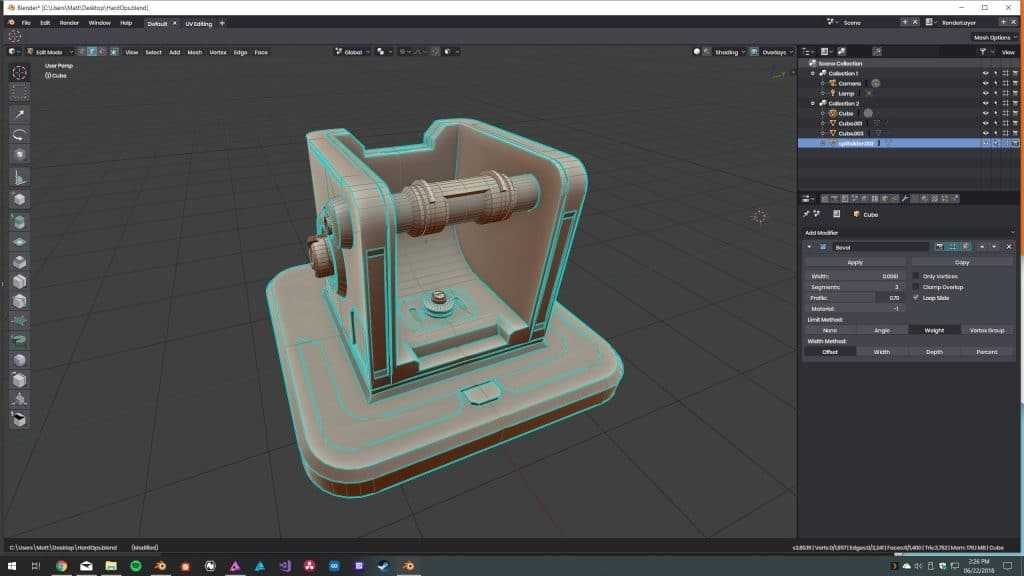 Сделали мы это вместе с командой digital дизайнеров Replicant.
Сделали мы это вместе с командой digital дизайнеров Replicant.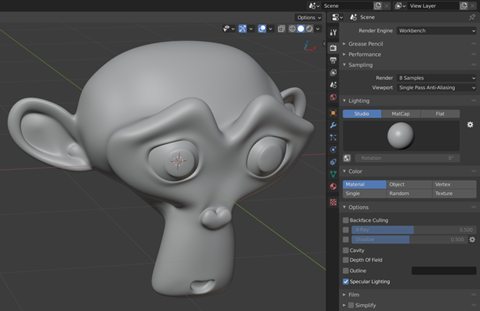
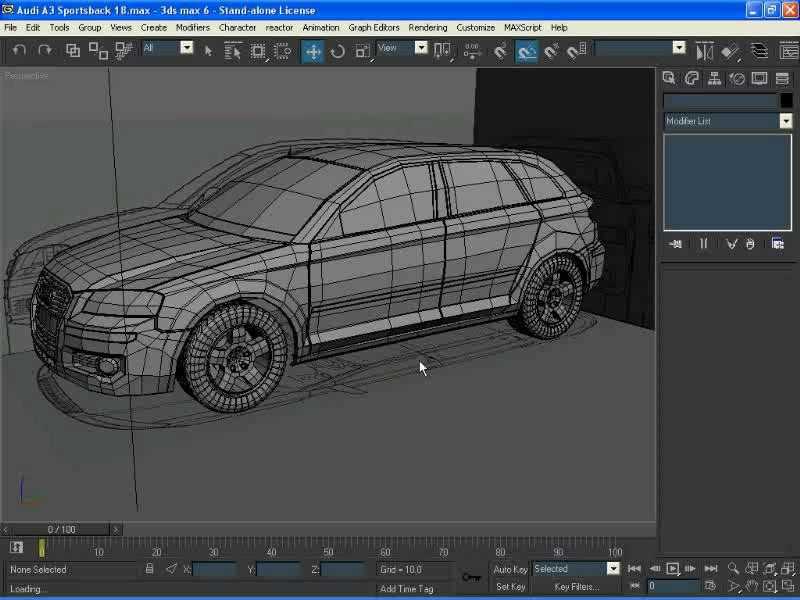
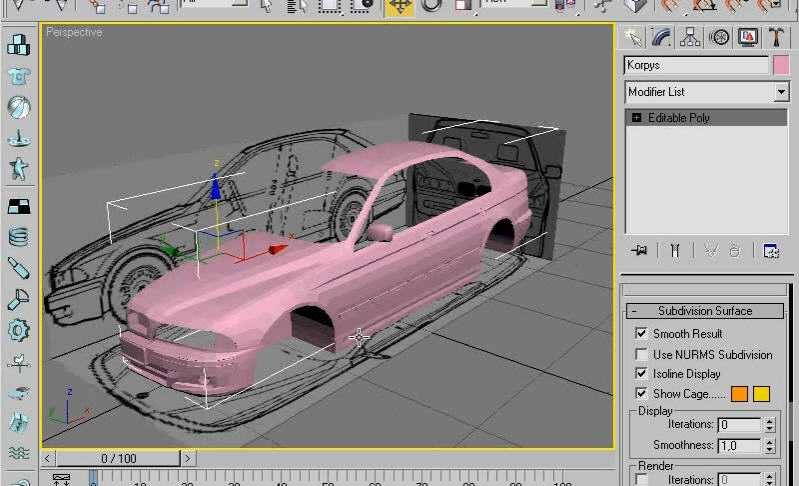
 Тем самым модель становится более реалистичной.
Тем самым модель становится более реалистичной.

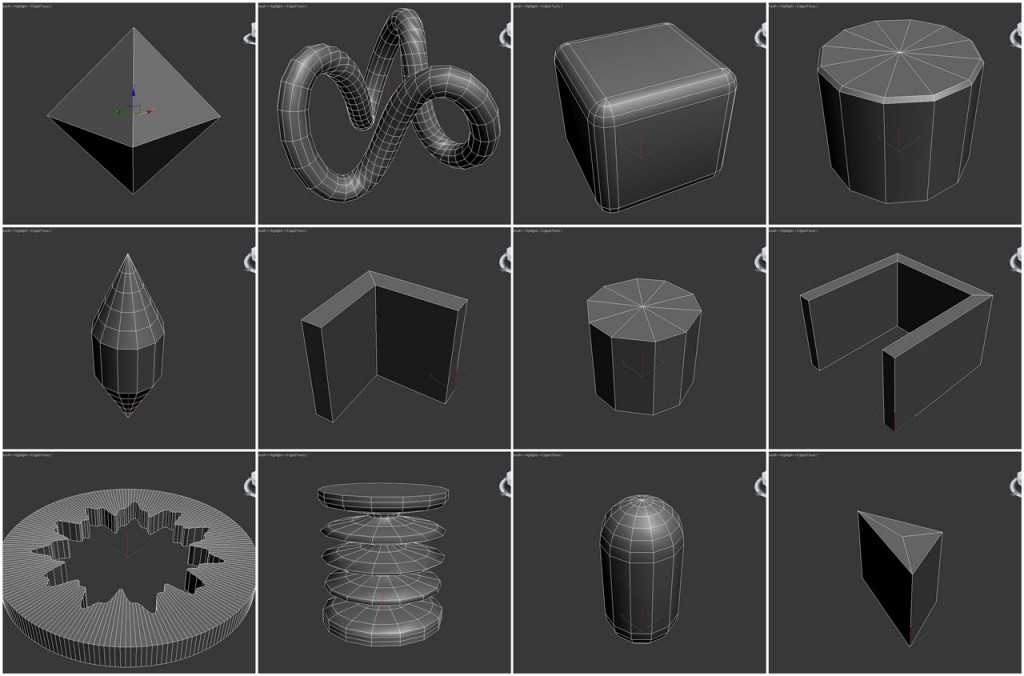
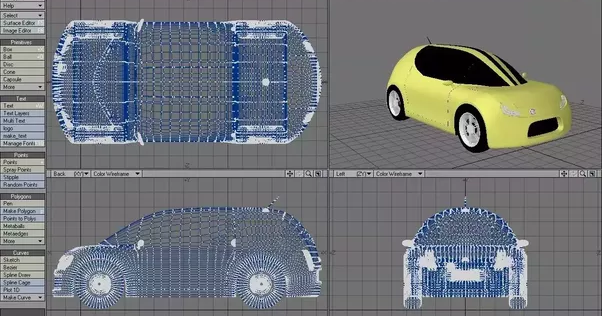 д.
д. Процесс очень похож на лепку из настоящих материалов, таких как глина или камень. Используя инструменты скульптинга, похожие на кисть, вы можете манипулировать полигональной сеткой объекта, толкая, вытягивая и скручивая различные части его геометрии или добавляя дополнительную геометрию, чтобы имитировать органическую структуру. Цифровая скульптура требует еще больших художественных навыков и более дотошна и требует больше времени, чем полигональное моделирование. Вот почему во многих случаях эти методы используются вместе: сначала объект моделируется, а затем отправляется 3D-скульптору для детализации, чтобы затем принять окончательную форму.
Процесс очень похож на лепку из настоящих материалов, таких как глина или камень. Используя инструменты скульптинга, похожие на кисть, вы можете манипулировать полигональной сеткой объекта, толкая, вытягивая и скручивая различные части его геометрии или добавляя дополнительную геометрию, чтобы имитировать органическую структуру. Цифровая скульптура требует еще больших художественных навыков и более дотошна и требует больше времени, чем полигональное моделирование. Вот почему во многих случаях эти методы используются вместе: сначала объект моделируется, а затем отправляется 3D-скульптору для детализации, чтобы затем принять окончательную форму.
 Специализируясь на приложении для моделирования персонажей, анимации и гиперреалистичного рендеринга отсканированных объектов, это приложение отличается скоростью и простотой использования.
Специализируясь на приложении для моделирования персонажей, анимации и гиперреалистичного рендеринга отсканированных объектов, это приложение отличается скоростью и простотой использования.
 К счастью, для решения этой задачи доступно бесплатное программное обеспечение CAD, в том числе программное обеспечение CAD Schroer M4 PERSONAL. CAD Schroer также предоставляет онлайн-портал, через который 3D-модели могут быть преобразованы в формат STL, готовый для последующей 3D-печати.
К счастью, для решения этой задачи доступно бесплатное программное обеспечение CAD, в том числе программное обеспечение CAD Schroer M4 PERSONAL. CAD Schroer также предоставляет онлайн-портал, через который 3D-модели могут быть преобразованы в формат STL, готовый для последующей 3D-печати.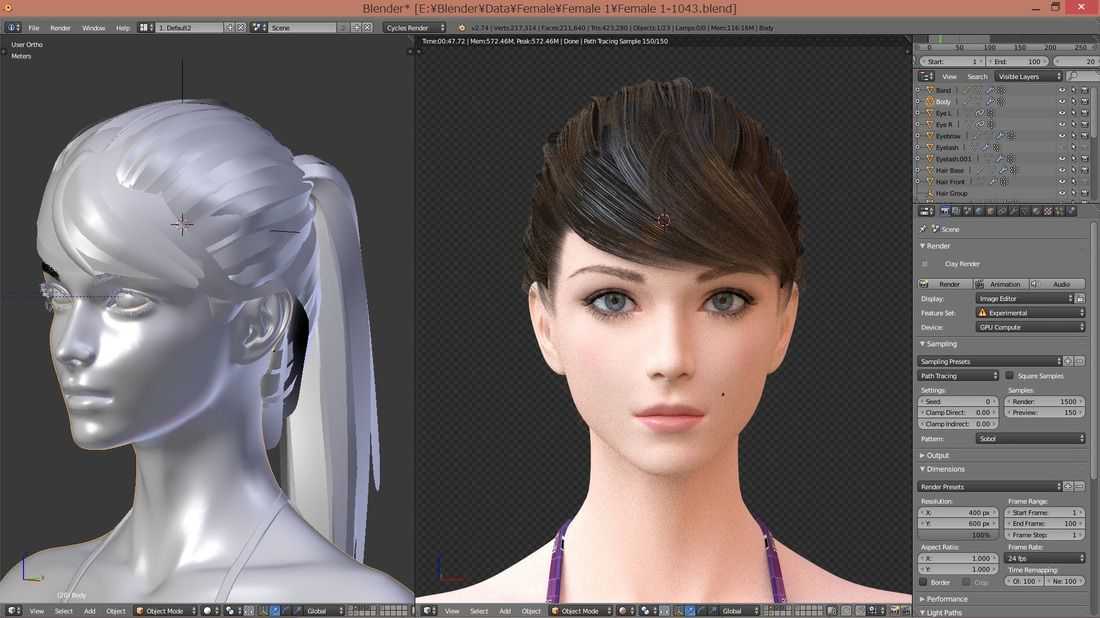
 6
6 система: 55 С-ма управления: 105 С-ма охлаждения: 85
система: 55 С-ма управления: 105 С-ма охлаждения: 85 Здесь Вы сможете выбрать станок для лазерной маркировки, оптимально подходящий под задачи вашего производства. У нас представлено различное оборудование, помогающее в обработке различных материалов:
Здесь Вы сможете выбрать станок для лазерной маркировки, оптимально подходящий под задачи вашего производства. У нас представлено различное оборудование, помогающее в обработке различных материалов:






 Это связано с тем, что при использовании маркировочных машин с волоконным лазером он создает белую метку на любом типе пластиковой основы и меняет ее цвет.
Это связано с тем, что при использовании маркировочных машин с волоконным лазером он создает белую метку на любом типе пластиковой основы и меняет ее цвет.


 На самом деле, мы будем более чем рады помочь вам, если у вас возникнут вопросы и запросы по этому поводу!
На самом деле, мы будем более чем рады помочь вам, если у вас возникнут вопросы и запросы по этому поводу! 3kw Bm111 с автофокусом
3kw Bm111 с автофокусом

 Это идеальный вариант, когда быстрое время маркировки не является приоритетом или когда загрузка деталей составляет незначительную часть общего времени маркировки.
Это идеальный вариант, когда быстрое время маркировки не является приоритетом или когда загрузка деталей составляет незначительную часть общего времени маркировки.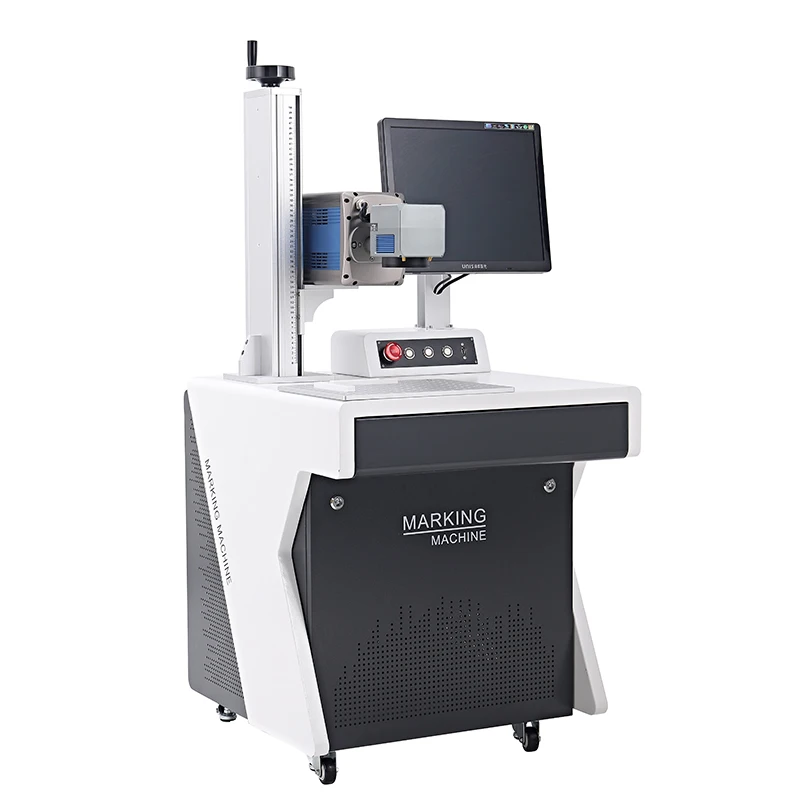 Эта конструкция легко поддерживает несколько деталей и полостей.
Эта конструкция легко поддерживает несколько деталей и полостей. В отличие от струйной печати и точечной обработки, читаемость ваших кодов не ухудшается со временем из-за механического износа или засорения. Полученные метки являются постоянными и легко читаемыми, обеспечивая решение для отслеживания, на которое вы можете положиться.
В отличие от струйной печати и точечной обработки, читаемость ваших кодов не ухудшается со временем из-за механического износа или засорения. Полученные метки являются постоянными и легко читаемыми, обеспечивая решение для отслеживания, на которое вы можете положиться. Компоненты волоконного лазера также очень долговечны: лазерный источник имеет среднее время наработки на отказ 100 000 часов.
Компоненты волоконного лазера также очень долговечны: лазерный источник имеет среднее время наработки на отказ 100 000 часов.

 В обоих случаях сохраняется естественная стойкость детали к коррозии и абразивному износу.
В обоих случаях сохраняется естественная стойкость детали к коррозии и абразивному износу. Свинцовые материалы также имеют низкую температуру плавления, что позволяет лазерам легко создавать метки на локализованной поверхности. По этим причинам для травления свинца требуется меньше энергии, чем для травления других металлов.
Свинцовые материалы также имеют низкую температуру плавления, что позволяет лазерам легко создавать метки на локализованной поверхности. По этим причинам для травления свинца требуется меньше энергии, чем для травления других металлов. Его конфигурация в основном зависит от маркируемого металла. Для будущих применений одну и ту же машину можно настроить для маркировки различных металлов.
Его конфигурация в основном зависит от маркируемого металла. Для будущих применений одну и ту же машину можно настроить для маркировки различных металлов.


 Лазерные резаки используют лазеры непрерывного действия, тогда как лазерные граверы используют импульсные лазерные лучи. Процесс гравировки редко превышает 100 Вт, но достигает более высоких пиков энергии. Станки для лазерной резки могут непрерывно работать при мощности лазера 6000 Вт, а лазерные граверы могут создавать пики мощностью 10000 Вт.
Лазерные резаки используют лазеры непрерывного действия, тогда как лазерные граверы используют импульсные лазерные лучи. Процесс гравировки редко превышает 100 Вт, но достигает более высоких пиков энергии. Станки для лазерной резки могут непрерывно работать при мощности лазера 6000 Вт, а лазерные граверы могут создавать пики мощностью 10000 Вт. Например, мощные лазеры быстрее, но дороже. Цены также варьируются от одного производителя к другому в зависимости от нескольких факторов, таких как качество используемых оптических компонентов или опыт и услуги, которые они предлагают.
Например, мощные лазеры быстрее, но дороже. Цены также варьируются от одного производителя к другому в зависимости от нескольких факторов, таких как качество используемых оптических компонентов или опыт и услуги, которые они предлагают. Наши волоконные лазерные станки могут гравировать или маркировать все типы металлов, включая нержавеющую сталь, алюминий, инструментальную сталь, латунь, титан и многое другое, что позволяет вам создавать различные типы меток в кратчайшие сроки! Независимо от того, гравируете ли вы одну этикетку продукта за раз или стол, полный компонентов, простой процесс настройки Epilog, функции обработки заданий и возможности точной маркировки делают наши станки с волоконным лазером идеальным выбором для ваших требований к маркировке металла и пластика.
Наши волоконные лазерные станки могут гравировать или маркировать все типы металлов, включая нержавеющую сталь, алюминий, инструментальную сталь, латунь, титан и многое другое, что позволяет вам создавать различные типы меток в кратчайшие сроки! Независимо от того, гравируете ли вы одну этикетку продукта за раз или стол, полный компонентов, простой процесс настройки Epilog, функции обработки заданий и возможности точной маркировки делают наши станки с волоконным лазером идеальным выбором для ваших требований к маркировке металла и пластика. С включенным IRIS™ Камера, вы можете легко и быстро выгравировать штрих-коды, серийные номера, информацию и логотипы на одной металлической детали или использовать всю рабочую зону для лазерной маркировки нескольких деталей, загрузив приспособление, полное ваших компонентов.0017
С включенным IRIS™ Камера, вы можете легко и быстро выгравировать штрих-коды, серийные номера, информацию и логотипы на одной металлической детали или использовать всю рабочую зону для лазерной маркировки нескольких деталей, загрузив приспособление, полное ваших компонентов.0017




 в разделе загрузки на нашем веб-сайте www.maedler.de)
в разделе загрузки на нашем веб-сайте www.maedler.de) Тем не менее, ответственность за точность и правильность этих данных исключена.
Тем не менее, ответственность за точность и правильность этих данных исключена. 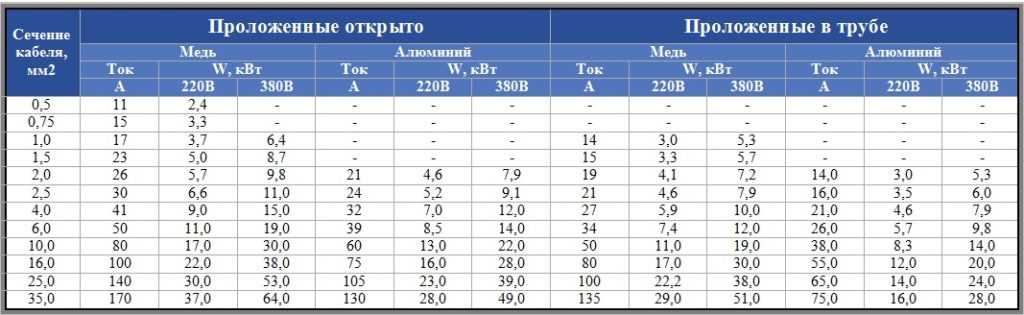 Однако монтажные положения
Однако монтажные положения  в разделе загрузки на нашем веб-сайте www.maedler.de) Артикул: 43800905 количество
в разделе загрузки на нашем веб-сайте www.maedler.de) Артикул: 43800905 количество 92 » data-tiered-price-include-taxes=»
611.92″>
92 » data-tiered-price-include-taxes=»
611.92″> 94″>
94″> двухсторонний выходной вал 438 052 00, арт. № односторонний выходной вал 438 051 00, арт. Выходной фланец 438 054 00, арт. № Крепление на пьедестал438 053 00, размер редуктора050, дюймы/метрические единицы, размер двигателя 63A6, вес [кг]8
двухсторонний выходной вал 438 052 00, арт. № односторонний выходной вал 438 051 00, арт. Выходной фланец 438 054 00, арт. № Крепление на пьедестал438 053 00, размер редуктора050, дюймы/метрические единицы, размер двигателя 63A6, вес [кг]8 №]
№] Двигатель: Стандартный трехфазный двигатель с малым фланцем B14, 230/400 В, 50 Гц. Другие версии двигателя (асинхронный двигатель, позистор, принудительная вентиляция, тормоз и т. д.) по запросу. От 0,75 кВт класс эффективности IE3. Легкий, высококачественный модельный ряд. Эти необслуживаемые мотор-редукторы без вентиляции могут использоваться в любом монтажном положении. Однако монтажные положения V5 и V6 (червячный вал вертикально) не рекомендуются для непрерывной работы. Вставной вторичный вал: Базовая версия редуктора имеет полый вал. Однако они также могут поставляться с выходным валом вставного типа (односторонним, для использования влево и вправо, или двусторонним). Эти выходные валы имеют собственный артикул и заказываются отдельно. Варьируемое крепление: Редукторы поставляются с монтажными отверстиями со всех сторон. Модернизируемый фланец: Если требуется монтаж фланца на выходной стороне, этот фланец может быть легко установлен заказчиком.
Двигатель: Стандартный трехфазный двигатель с малым фланцем B14, 230/400 В, 50 Гц. Другие версии двигателя (асинхронный двигатель, позистор, принудительная вентиляция, тормоз и т. д.) по запросу. От 0,75 кВт класс эффективности IE3. Легкий, высококачественный модельный ряд. Эти необслуживаемые мотор-редукторы без вентиляции могут использоваться в любом монтажном положении. Однако монтажные положения V5 и V6 (червячный вал вертикально) не рекомендуются для непрерывной работы. Вставной вторичный вал: Базовая версия редуктора имеет полый вал. Однако они также могут поставляться с выходным валом вставного типа (односторонним, для использования влево и вправо, или двусторонним). Эти выходные валы имеют собственный артикул и заказываются отдельно. Варьируемое крепление: Редукторы поставляются с монтажными отверстиями со всех сторон. Модернизируемый фланец: Если требуется монтаж фланца на выходной стороне, этот фланец может быть легко установлен заказчиком. Эти фланцы имеют собственный номер продукта и должны заказываться отдельно (тип фланца, квадратный или круглый).
Эти фланцы имеют собственный номер продукта и должны заказываться отдельно (тип фланца, квадратный или круглый). 72 » data-tiered-price-exclude-taxes=»
579.72 » data-tiered-price-include-taxes=»
579.72″>
72 » data-tiered-price-exclude-taxes=»
579.72 » data-tiered-price-include-taxes=»
579.72″> 94″ data-tiered-price-exclude-taxes=»509.94″ data-tiered-price-include-taxes=»509.94″>
94″ data-tiered-price-exclude-taxes=»509.94″ data-tiered-price-include-taxes=»509.94″>
 Такое часто встречается в случаях приобретения пневмопистолета для частного домохозяйства или небольшой мастерской. В этих случаях бытовой, но все же качественный пневматический пистолет по вполне доступной цене становится верным помощником мастеру на долгие годы.
Такое часто встречается в случаях приобретения пневмопистолета для частного домохозяйства или небольшой мастерской. В этих случаях бытовой, но все же качественный пневматический пистолет по вполне доступной цене становится верным помощником мастеру на долгие годы. При этом вес такого гвоздомета немногим больше 3-х кг. Бывают модели газовых гвоздометов, например как Toua GSN40B, которые кроме камня и бетона имеют возможность работать по металлу.
При этом вес такого гвоздомета немногим больше 3-х кг. Бывают модели газовых гвоздометов, например как Toua GSN40B, которые кроме камня и бетона имеют возможность работать по металлу.
 После забивания гвоздя за счет специального устройства ударный поршеть отводится в изначальное положение, так, что инструмент становится снова полностью готов к работе. Таким образом без головной боли специалист может забивать от 2 до 4-х гвоздей в секунду — по сравнению с работой обычного молотка продуктивность впечатляет!
После забивания гвоздя за счет специального устройства ударный поршеть отводится в изначальное положение, так, что инструмент становится снова полностью готов к работе. Таким образом без головной боли специалист может забивать от 2 до 4-х гвоздей в секунду — по сравнению с работой обычного молотка продуктивность впечатляет!
 Первый тип гвоздей — для работы по дереву и подобным основаниям, считающимися мягкими. Пневматический пистолет, в зависимости от мощности, способен работать с гвоздями длинной до 22 см.
Первый тип гвоздей — для работы по дереву и подобным основаниям, считающимися мягкими. Пневматический пистолет, в зависимости от мощности, способен работать с гвоздями длинной до 22 см. В нем нет дополнительных двигателей для возврата поршня в исходное положение и других узлов, присущих гвоздометам других типов — складывается положение, когда попросту нечему ломаться.
В нем нет дополнительных двигателей для возврата поршня в исходное положение и других узлов, присущих гвоздометам других типов — складывается положение, когда попросту нечему ломаться.
 Но не для всех моделей это актуально. Сила удара у газового пистолета HYBEST GSR40a и схожего по назначению пневматического пистолета HYBESR SR40 одинаковая – 110 -120 Дж, что, в целом, является общепринятым показателем для большинства пистолетов по бетону. По надежности – тоже самое, газовые и пневматические пистолеты имеют около 60-70% общих запчастей, поэтому мы рекомендуем выбирать тип пистолета не из предположений о надежности и мощности, а исходя из поставленных задач.»
Но не для всех моделей это актуально. Сила удара у газового пистолета HYBEST GSR40a и схожего по назначению пневматического пистолета HYBESR SR40 одинаковая – 110 -120 Дж, что, в целом, является общепринятым показателем для большинства пистолетов по бетону. По надежности – тоже самое, газовые и пневматические пистолеты имеют около 60-70% общих запчастей, поэтому мы рекомендуем выбирать тип пистолета не из предположений о надежности и мощности, а исходя из поставленных задач.»

 С пистолетами, у которых магазин сделан под реечные гвозди, проще подлезть в сложнодоступных узлах стропильной системы. Барабанные пистолеты для этого хуже подходят. Их стихия – сборка поддонов или сплошная обшивка листовыми материалами каркасной или кровельной системы. Для таких задач наши клиенты чаще всего выбирают Hybest HPCN83»
С пистолетами, у которых магазин сделан под реечные гвозди, проще подлезть в сложнодоступных узлах стропильной системы. Барабанные пистолеты для этого хуже подходят. Их стихия – сборка поддонов или сплошная обшивка листовыми материалами каркасной или кровельной системы. Для таких задач наши клиенты чаще всего выбирают Hybest HPCN83»


 com.
com.
 Механизм безопасности требует, чтобы кончик инструмента был сжат до того, как гвоздь будет вбит. Эти пистолеты принимают гвозди с совместимым углом подборки, типом подборки (например, клей, бумага), формой головки, калибром или диаметром, длиной и стилем (например, отделка, штифт). Гвоздильщики, использующие гвозди с прямым подбором, забивают гвозди под прямым углом, а гвоздезабиватели, использующие гвозди с угловым подбором, забивают гвозди под углом и в углах. Пневматические гвоздезабиватели обычно легче беспроводных инструментов, что снижает утомляемость оператора при длительном использовании. Кроме того, в них меньше движущихся частей, поэтому они, как правило, меньше нагреваются и имеют более длительный срок службы.
Механизм безопасности требует, чтобы кончик инструмента был сжат до того, как гвоздь будет вбит. Эти пистолеты принимают гвозди с совместимым углом подборки, типом подборки (например, клей, бумага), формой головки, калибром или диаметром, длиной и стилем (например, отделка, штифт). Гвоздильщики, использующие гвозди с прямым подбором, забивают гвозди под прямым углом, а гвоздезабиватели, использующие гвозди с угловым подбором, забивают гвозди под углом и в углах. Пневматические гвоздезабиватели обычно легче беспроводных инструментов, что снижает утомляемость оператора при длительном использовании. Кроме того, в них меньше движущихся частей, поэтому они, как правило, меньше нагреваются и имеют более длительный срок службы.
 ..
.. ..
.. ..
.. ..
.. 0316
0316 ..
.. ..
.. ..
..
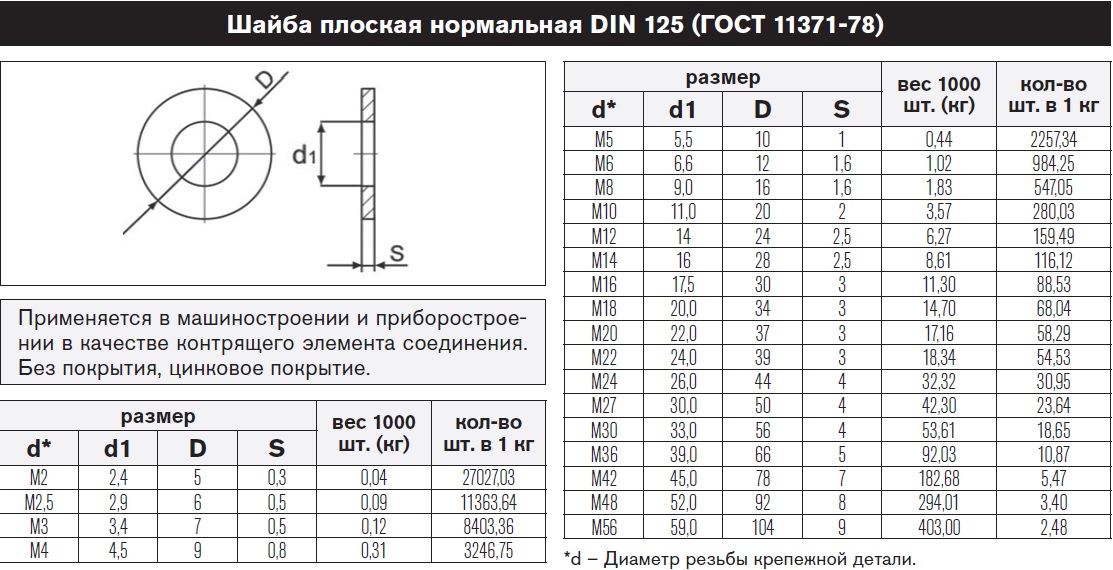 2.8
2.8 5.1, 1.5.2
5.1, 1.5.2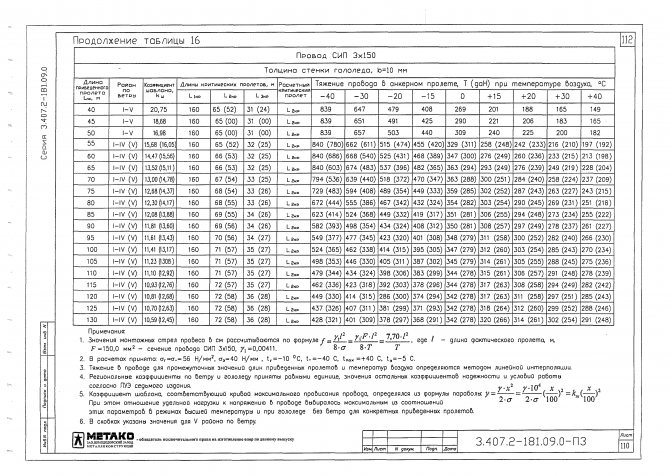
 1.6. Условное обозначение молотков при заказе должно состоять из названия молотка, обозначения типа или типоразмера, исполнения (при наличии) и обозначения настоящего стандарта.
1.6. Условное обозначение молотков при заказе должно состоять из названия молотка, обозначения типа или типоразмера, исполнения (при наличии) и обозначения настоящего стандарта. 2.4. Корпуса молотков не должны иметь расслоений, трещин, закатов, плен, волосовин, песочин, выкрошенных мест, усадочных раковин и пористости.
2.4. Корпуса молотков не должны иметь расслоений, трещин, закатов, плен, волосовин, песочин, выкрошенных мест, усадочных раковин и пористости.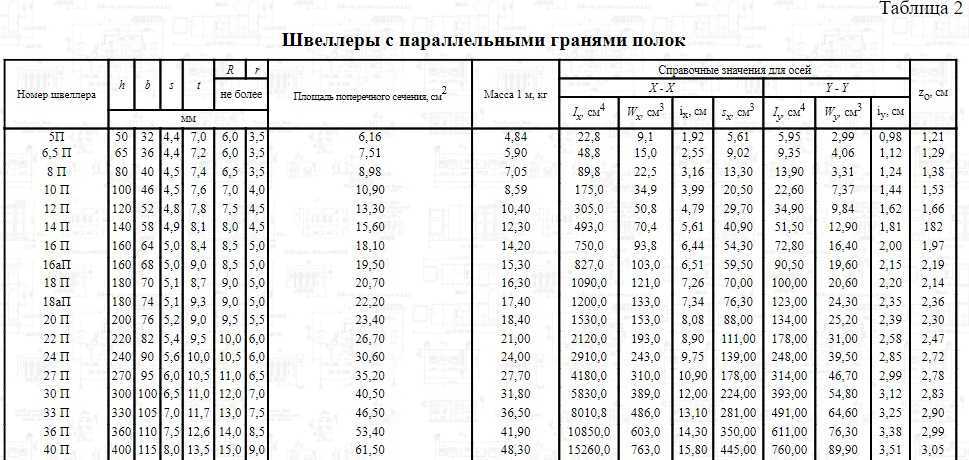 2.7. Допуск соосности всада относительно плоскости симметрии корпуса молотка не должен быть более:
2.7. Допуск соосности всада относительно плоскости симметрии корпуса молотка не должен быть более:
 1,0 кг.
1,0 кг. .44
.44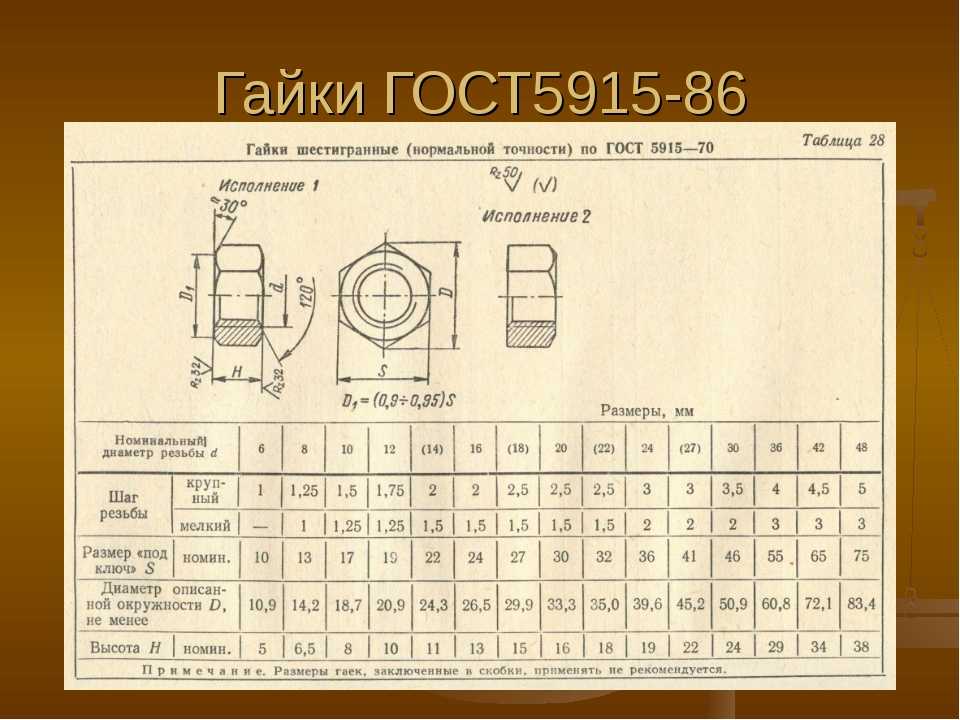
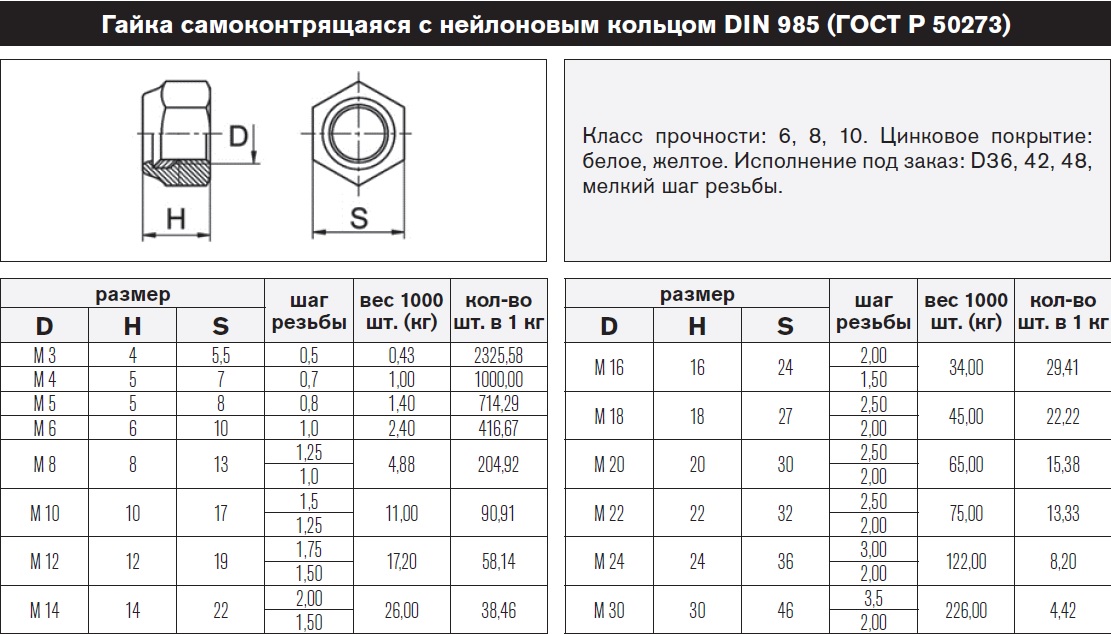
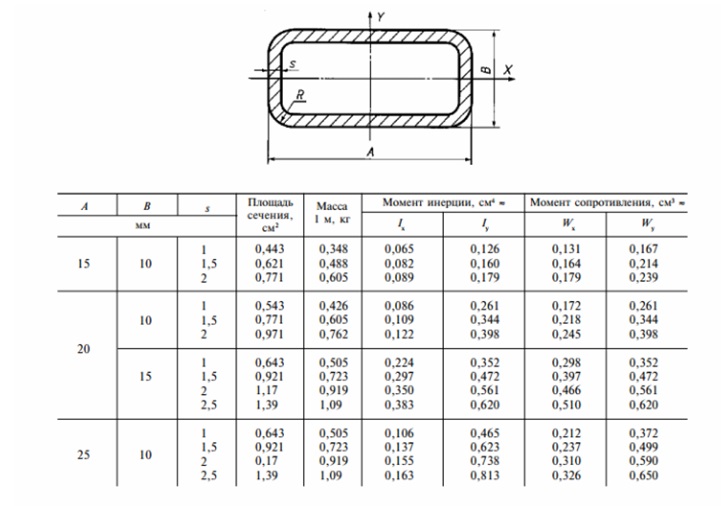 org/ListItem»>
org/ListItem»>
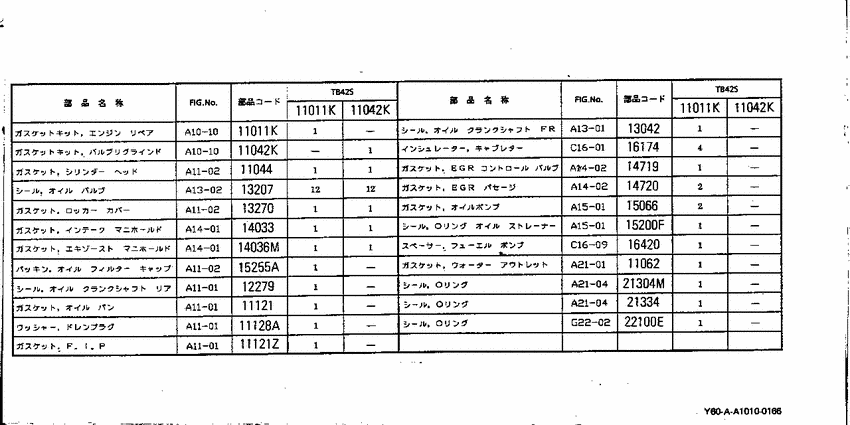 — Изготавливаются из стали 50, ГОСТ 1050-88. — Способ изготовления – горячая объёмная штамповка, Покрытие: — цинковое, белое, толщина 15 мкр., хроматированое; — медное, 30-50 мкр., хроматированое, дополнительная пропитка полимерной эмульсией. — Упаковка, маркировка, транспортирование и хранение в соответствии с требованиями стандарта. — Продукция сертифицирована. Изготовитель гарантирует соответствие требованиям технических условий при соблюдении условий транспортировки и эксплуатации.
— Изготавливаются из стали 50, ГОСТ 1050-88. — Способ изготовления – горячая объёмная штамповка, Покрытие: — цинковое, белое, толщина 15 мкр., хроматированое; — медное, 30-50 мкр., хроматированое, дополнительная пропитка полимерной эмульсией. — Упаковка, маркировка, транспортирование и хранение в соответствии с требованиями стандарта. — Продукция сертифицирована. Изготовитель гарантирует соответствие требованиям технических условий при соблюдении условий транспортировки и эксплуатации.
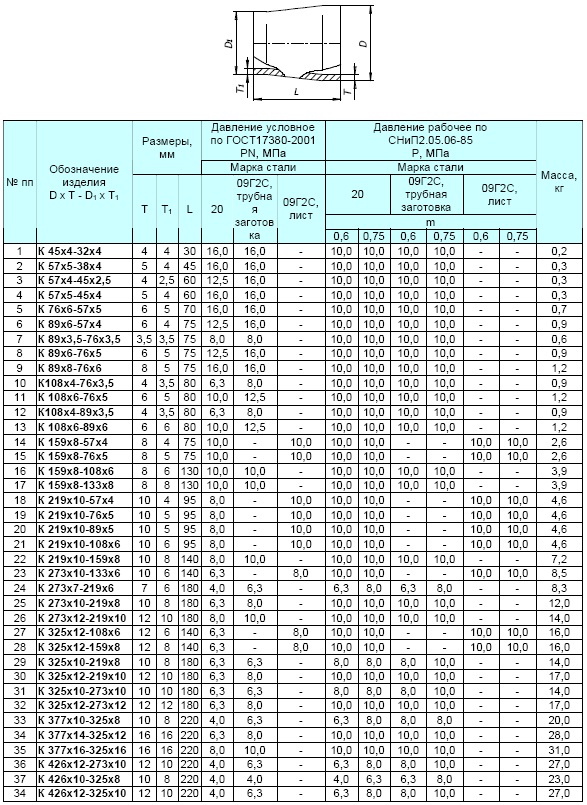
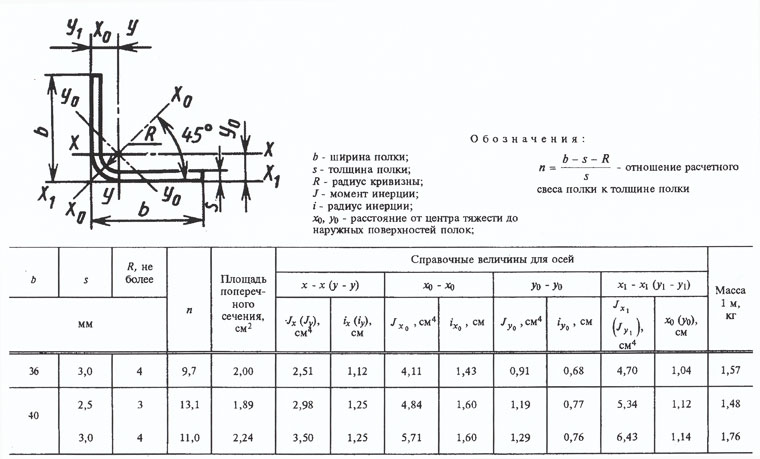

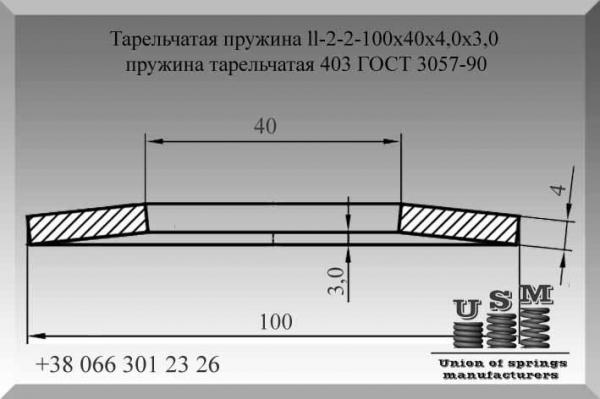 100.15
100.15  3-76
3-76 326-89
326-89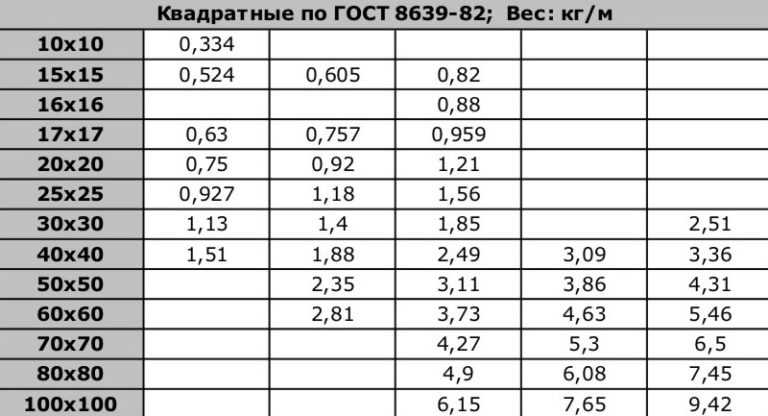 0.0-99
0.0-99 568-97
568-97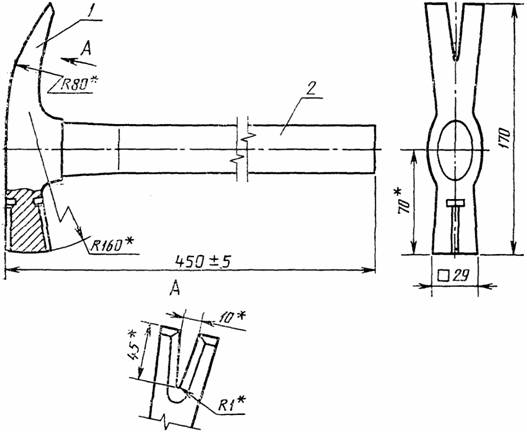 09.2009
09.2009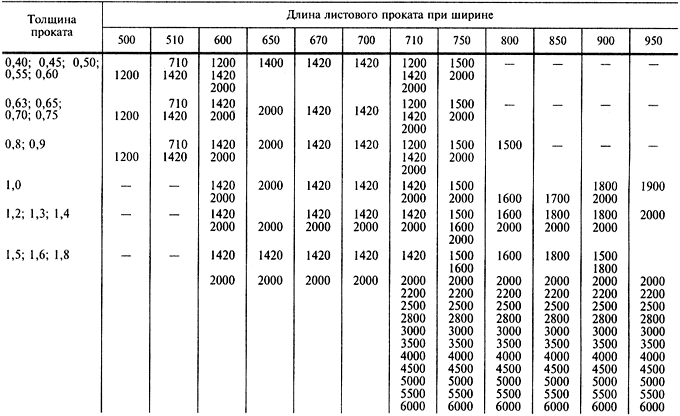 Najčešće korishteni ručni alat — stolarski čekić — donekle se promijenio, ali njegova suština ostaje ista.
Najčešće korishteni ručni alat — stolarski čekić — donekle se promijenio, ali njegova suština ostaje ista.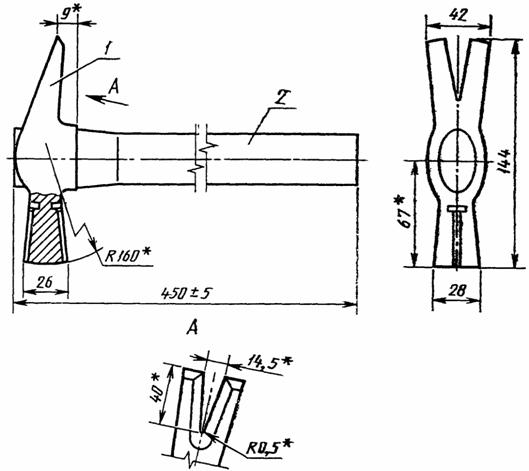 Najudobniji su modeli с дрвеном ручком. Drvo je sposobno apsorbirati udarce, tako da je drška s drvetom najudobnija za rad.
Najudobniji su modeli с дрвеном ручком. Drvo je sposobno apsorbirati udarce, tako da je drška s drvetom najudobnija za rad.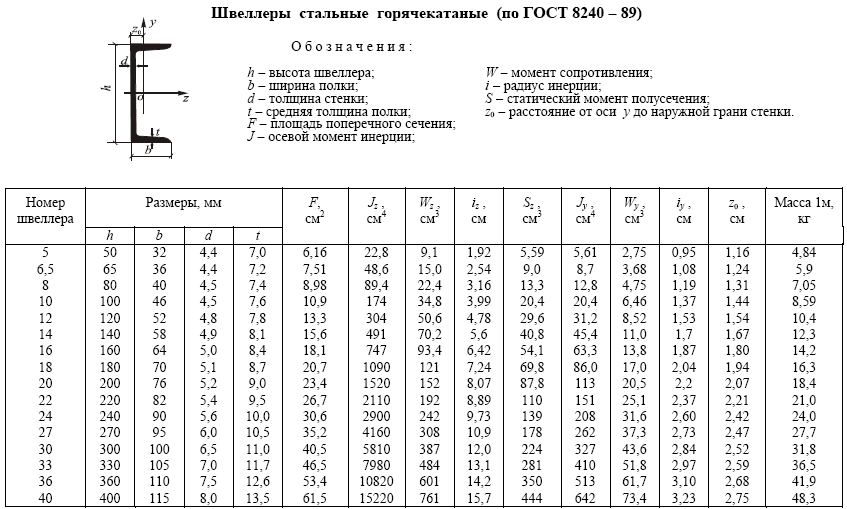 Čelični zatvarač se «lijepi» za alat zbog magnetiziranog dijela udarca. Često su udubljenja za vođenje opremljena čavlom u tijelu daraljki.
Čelični zatvarač se «lijepi» za alat zbog magnetiziranog dijela udarca. Često su udubljenja za vođenje opremljena čavlom u tijelu daraljki. Дрво, топло на додир, не захтиева додатне облоге, удобно лежи у ручи столара. Pri radu s alatom s drvenom drškom zglobovi radnika su maximalno zaštićeni od utjecaja vibracija.
Дрво, топло на додир, не захтиева додатне облоге, удобно лежи у ручи столара. Pri radu s alatom s drvenom drškom zglobovi radnika su maximalno zaštićeni od utjecaja vibracija. 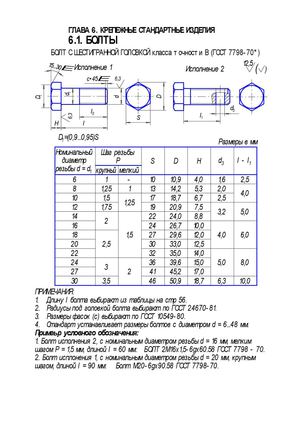

 6
6
 10мм, 5 шт/уп
10мм, 5 шт/уп Специально разработан для обработки твердых поверхностей. При шлифовке твердых шпатлевок, композитов, пластика, твердых пород древесины, металла отличается большей производительностью и ресурсом в сравнении с традиционным Abranet.
Специально разработан для обработки твердых поверхностей. При шлифовке твердых шпатлевок, композитов, пластика, твердых пород древесины, металла отличается большей производительностью и ресурсом в сравнении с традиционным Abranet. Привык уже работать с прямоугольной подошвой, да и листы абразива подходят от ручного шлифка на 400 мм, которым пользуюсь давно. Плюс предпочитаю работать одной машиной и на свободной поверхности стен и в углах. Результатами доволен. Выводит любую штукатурку в финиш до идеального состояния.
Привык уже работать с прямоугольной подошвой, да и листы абразива подходят от ручного шлифка на 400 мм, которым пользуюсь давно. Плюс предпочитаю работать одной машиной и на свободной поверхности стен и в углах. Результатами доволен. Выводит любую штукатурку в финиш до идеального состояния. Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенСвазилендШвецияШвейцарияСирияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенСвазилендШвецияШвейцарияСирияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве org/Brand»>
org/Brand»>

 Современное государство должно инвестировать в новейшее оборудование и стимулировать высокий уровень производства товаров, это говорит о том, что страна развивается, становится конкурентоспособной на мировом рынке, а также нуждается в высококвалифицированных сотрудниках. Страны-лидеры мирового производства, такие как США, Япония, Китай, Германия, Россия, Франция, Великобритания, вкладывают огромные средства в новое производящее оборудование и лучший персонал, чтобы оставаться на верхних строчках рейтинга.
Современное государство должно инвестировать в новейшее оборудование и стимулировать высокий уровень производства товаров, это говорит о том, что страна развивается, становится конкурентоспособной на мировом рынке, а также нуждается в высококвалифицированных сотрудниках. Страны-лидеры мирового производства, такие как США, Япония, Китай, Германия, Россия, Франция, Великобритания, вкладывают огромные средства в новое производящее оборудование и лучший персонал, чтобы оставаться на верхних строчках рейтинга. Главным образом, это связано со сферой машиностроения. У заводов, производящих автомобили, раньше был высокий процент незавершенного производства (запасы), а теперь все производство четко соответствует существующему спросу.
Главным образом, это связано со сферой машиностроения. У заводов, производящих автомобили, раньше был высокий процент незавершенного производства (запасы), а теперь все производство четко соответствует существующему спросу.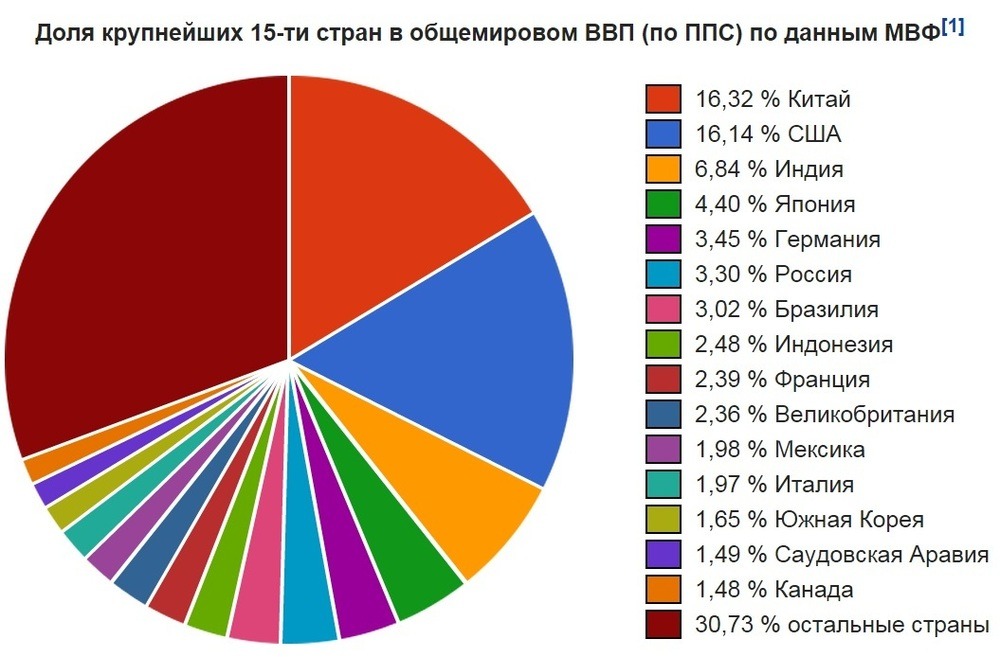

 Благодаря быстрой «реабилитации» Япония поднялась на третье место в 5-ке лидеров.
Благодаря быстрой «реабилитации» Япония поднялась на третье место в 5-ке лидеров. Если страна не производит или как минимум не ввозит определенный спектр оборудования, дела ее плохи.
Если страна не производит или как минимум не ввозит определенный спектр оборудования, дела ее плохи.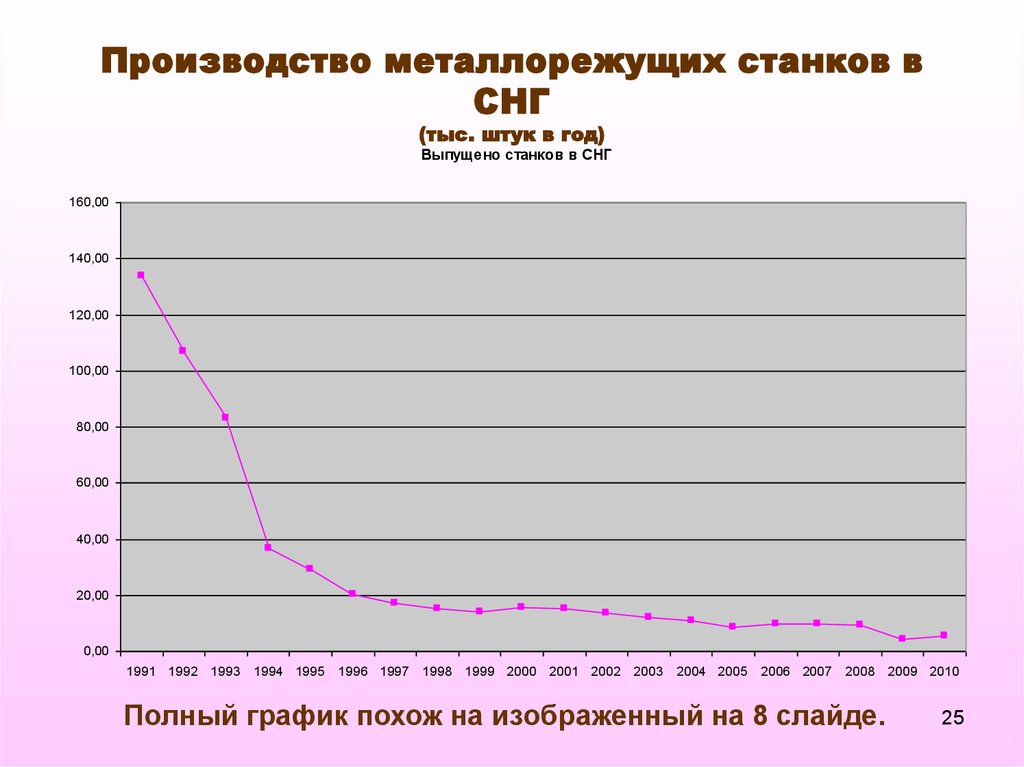
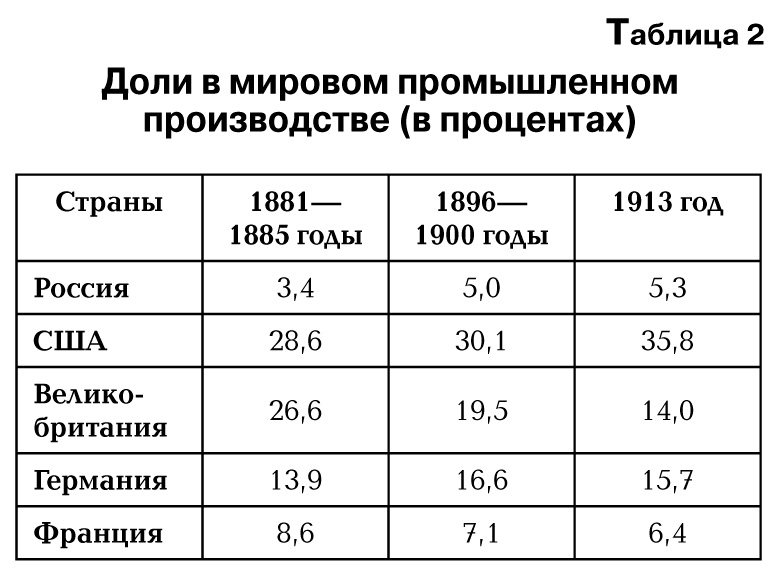 К концу «лихих 90-х» выпуск сократился в 167 раз!
К концу «лихих 90-х» выпуск сократился в 167 раз! В прошлом году России не было и в двадцатке. Впереди не только промышленные гиганты мира вроде Китая и США, но и такие страны как Австрия, Испания, Бразилия. Российская позиция в общем списке обычно укладывается в долю процента с обозначением «и другие страны».
В прошлом году России не было и в двадцатке. Впереди не только промышленные гиганты мира вроде Китая и США, но и такие страны как Австрия, Испания, Бразилия. Российская позиция в общем списке обычно укладывается в долю процента с обозначением «и другие страны».
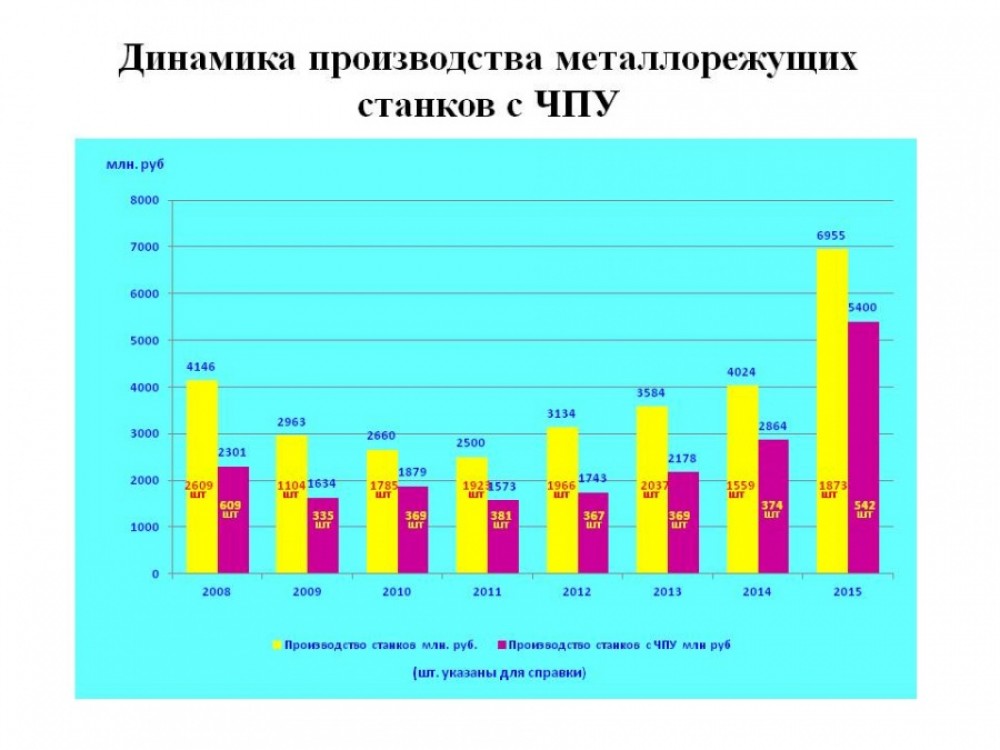
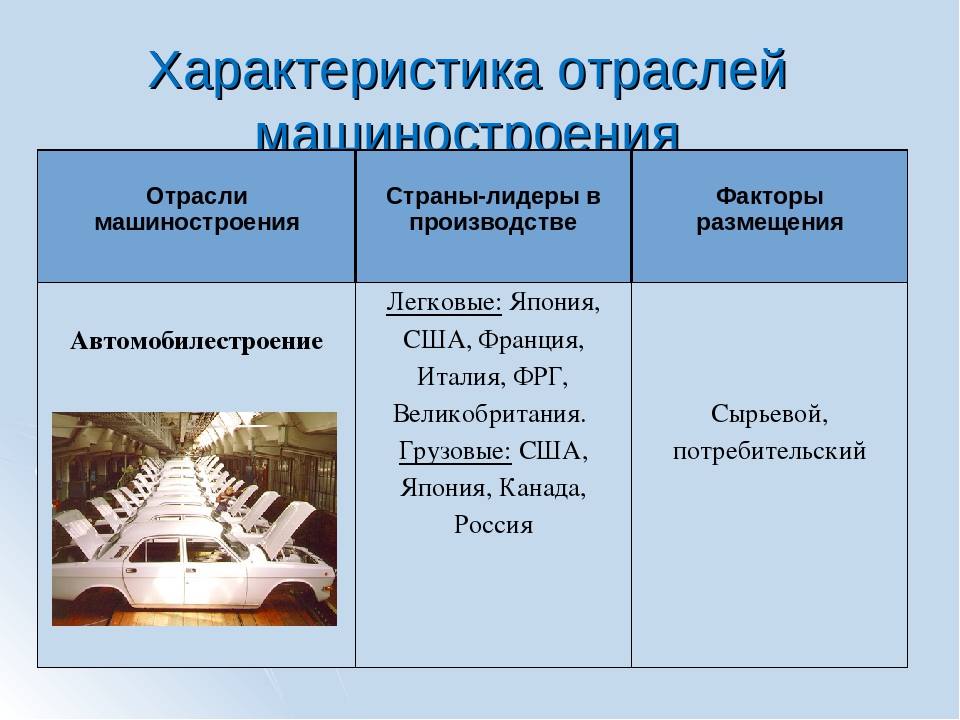 Китай уже десять лет является крупнейшим в мире потребителем станков. Однако еще в 2002 году Китай подпитывал этот ненасытный аппетит машинами из-за рубежа — более половины потребления подпитывалось импортным оборудованием.
Китай уже десять лет является крупнейшим в мире потребителем станков. Однако еще в 2002 году Китай подпитывал этот ненасытный аппетит машинами из-за рубежа — более половины потребления подпитывалось импортным оборудованием.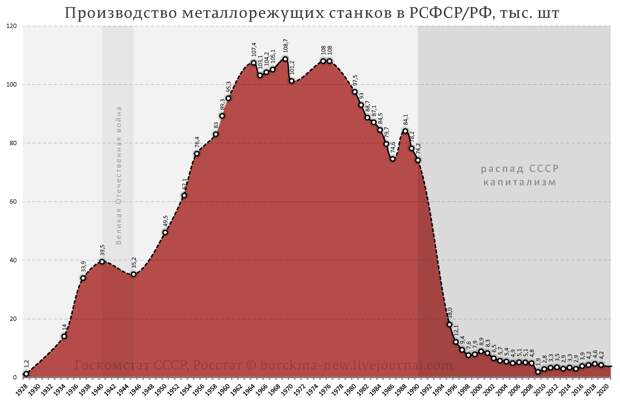 В большинстве стран ситуация была еще более драматичной, учитывая, что производство в Китае вообще не упало, что смягчило падение статистики. Теперь, когда в 2011 году глобальные поставки составили 92,7 миллиарда долларов, кажется, что депрессия ушла в прошлое.
В большинстве стран ситуация была еще более драматичной, учитывая, что производство в Китае вообще не упало, что смягчило падение статистики. Теперь, когда в 2011 году глобальные поставки составили 92,7 миллиарда долларов, кажется, что депрессия ушла в прошлое.
 /PRNewswire/ — Отчет «Глобальный и китайский отчет о станкостроении с ЧПУ, 2022–2027» добавлен в ResearchAndMarkets. предложение com .
/PRNewswire/ — Отчет «Глобальный и китайский отчет о станкостроении с ЧПУ, 2022–2027» добавлен в ResearchAndMarkets. предложение com .
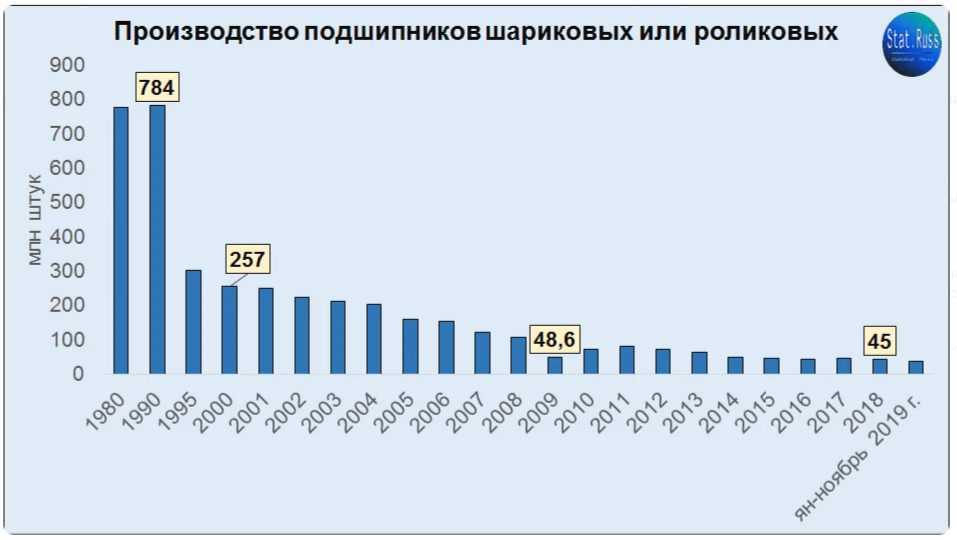 На крупнейшем в мире рынке потребления станков китайские станкостроительные предприятия очень чувствительны к рынку с быстрой реакцией в области маркетинга и услуг.
На крупнейшем в мире рынке потребления станков китайские станкостроительные предприятия очень чувствительны к рынку с быстрой реакцией в области маркетинга и услуг.
 В 2021 году выручка от станков с ЧПУ достигла 2,73 млрд юаней, из которых 52,2% пришлось на портальные обрабатывающие центры с ЧПУ.
В 2021 году выручка от станков с ЧПУ достигла 2,73 млрд юаней, из которых 52,2% пришлось на портальные обрабатывающие центры с ЧПУ. д.;
д.; 1 Глобальное
1 Глобальное  1.3 Основные производители
1.3 Основные производители 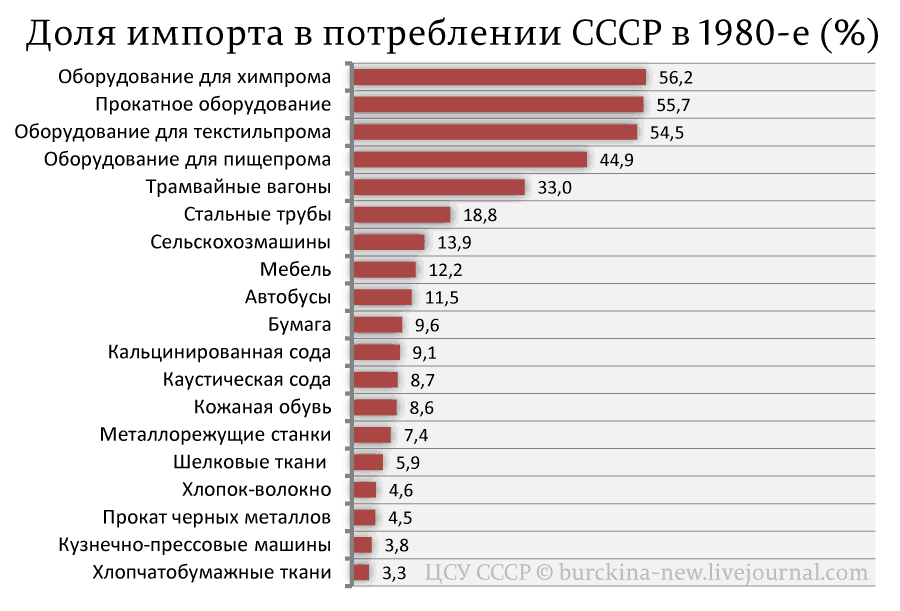 3.2 Станки с ЧПУ для железнодорожных перевозок
3.2 Станки с ЧПУ для железнодорожных перевозок  6 Weihai Huadong Automation Co. Ltd.
6 Weihai Huadong Automation Co. Ltd. 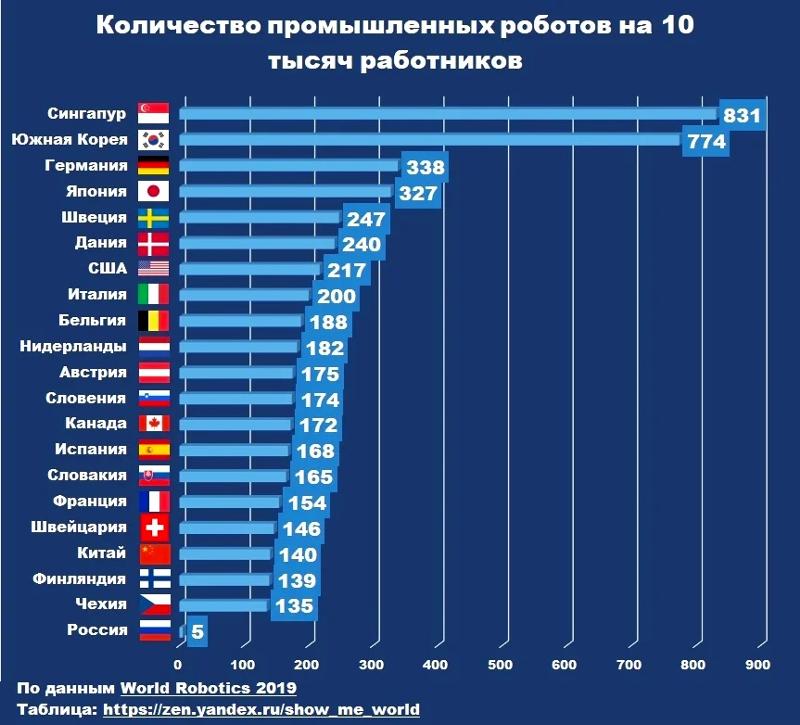
 Срок возврата осуществляется в течение 14 дней с даты покупки товара.
Срок возврата осуществляется в течение 14 дней с даты покупки товара. 


 29 кг
29 кг
 имя}}
имя}}
 Мы обсудим основные вопросы, которые нужно задать себе о своем бизнесе, важность знания того, чего стоит ваша организация (и достаточно ли этого, чтобы уйти на пенсию или перейти к другому предприятию?), и определить людей, которые будут окружать вас с во время этого критического и, вероятно, эмоционального периода в вашей жизни.
Мы обсудим основные вопросы, которые нужно задать себе о своем бизнесе, важность знания того, чего стоит ваша организация (и достаточно ли этого, чтобы уйти на пенсию или перейти к другому предприятию?), и определить людей, которые будут окружать вас с во время этого критического и, вероятно, эмоционального периода в вашей жизни.



 Помогите выразить ценность их вклада в вашу команду и компанию. Ваше выражение их ценности может быть более важным, чем выражение босса вашей команды или других лидеров, потому что вы работаете бок о бок каждый день.
Помогите выразить ценность их вклада в вашу команду и компанию. Ваше выражение их ценности может быть более важным, чем выражение босса вашей команды или других лидеров, потому что вы работаете бок о бок каждый день. Будьте честны со своим руководителем в отношении пропускной способности и спросите о приоритетах, чтобы убедиться, что ожидания понятны.
Будьте честны со своим руководителем в отношении пропускной способности и спросите о приоритетах, чтобы убедиться, что ожидания понятны. Все может оказаться лучше, чем ожидалось, если вы останетесь на месте. Тщательно взвесьте свои возможности.
Все может оказаться лучше, чем ожидалось, если вы останетесь на месте. Тщательно взвесьте свои возможности.

 525 William Penn Place Suite 3300, Pittsburgh, PA 15219
525 William Penn Place Suite 3300, Pittsburgh, PA 15219

 formattedValue}}
formattedValue}} 525 William Penn Place Suite 3300, Pittsburgh, PA 15219
525 William Penn Place Suite 3300, Pittsburgh, PA 15219 formattedValue}}
formattedValue}} showMore)}}
showMore)}} Мы являемся работодателем равных возможностей.
Мы являемся работодателем равных возможностей.
 Большинство современных промышленных контроллеров имеют встроенный механизм, реализующий PID-управление. Но для успешного применения этого мощного средства необходимо чётко понимать механизм его действия. Эта статья в популярной форме представляет начальные сведения о PID-регулировании.
Большинство современных промышленных контроллеров имеют встроенный механизм, реализующий PID-управление. Но для успешного применения этого мощного средства необходимо чётко понимать механизм его действия. Эта статья в популярной форме представляет начальные сведения о PID-регулировании.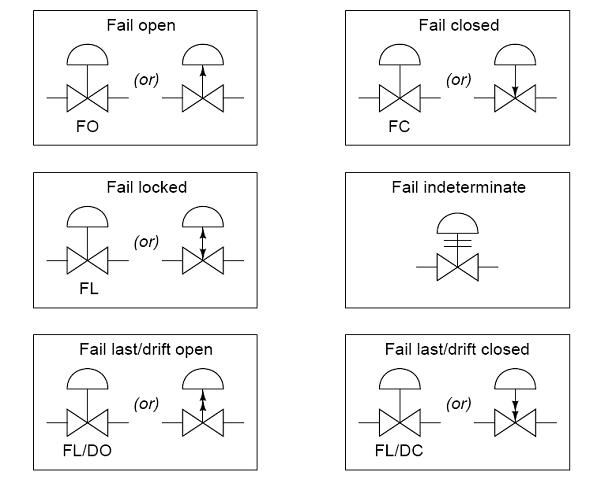 В том же году компания Foxboro Instrument добавила к ранее доступным в контроллере Stabilog режимам пропорциональности и сброса гиперсброс, что делает его вторым ПИД-регулятором на рынке. Сегодня все ПИД‑регуляторы, в том числе и в системе Dataforth MAQ®20, основаны на тех самых пропорциональном, интегральном и производном (дифференциальном) режимах контроллеров, выпущенных в 1939 году (рис. 1).
В том же году компания Foxboro Instrument добавила к ранее доступным в контроллере Stabilog режимам пропорциональности и сброса гиперсброс, что делает его вторым ПИД-регулятором на рынке. Сегодня все ПИД‑регуляторы, в том числе и в системе Dataforth MAQ®20, основаны на тех самых пропорциональном, интегральном и производном (дифференциальном) режимах контроллеров, выпущенных в 1939 году (рис. 1).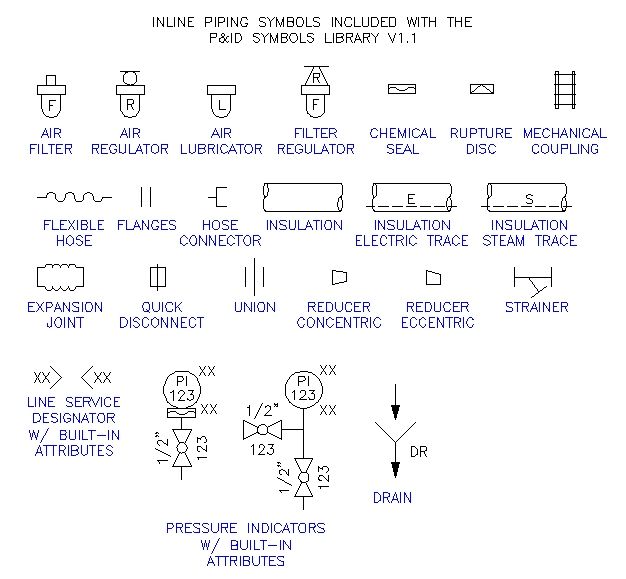 2).
2).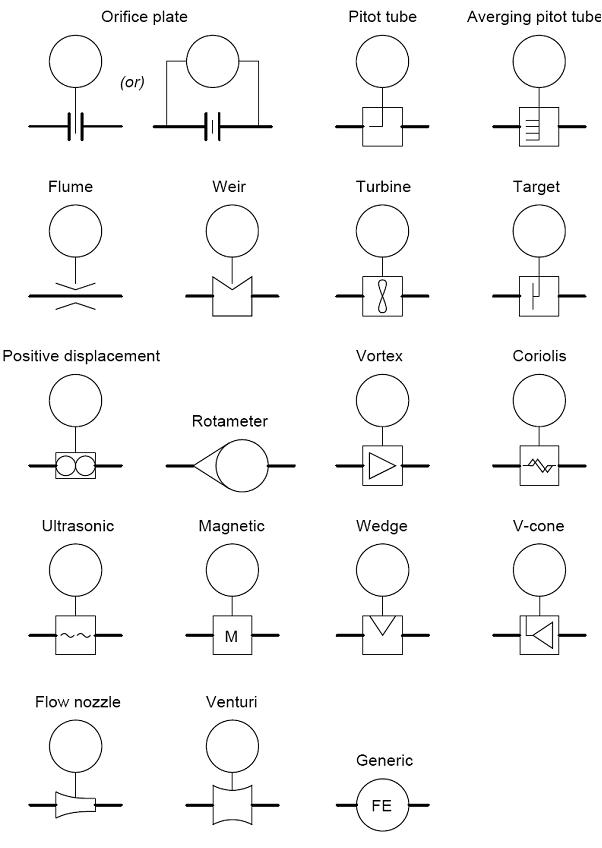 Для этого требуется следующее: Установить электронное устройство измерения температуры. Автоматизировать клапан, добавив к нему исполнительный механизм (и, возможно, позиционер), чтобы клапаном можно было управлять электронным способом. Установить контроллер, например, ПИДрегулятор MAQ®‑20, и подключить к нему устройство измерения температуры и автоматизированный клапан управления. Более подробная информация о PID-регуляторе Dataforth MAQ®20 представлена во врезке.
Для этого требуется следующее: Установить электронное устройство измерения температуры. Автоматизировать клапан, добавив к нему исполнительный механизм (и, возможно, позиционер), чтобы клапаном можно было управлять электронным способом. Установить контроллер, например, ПИДрегулятор MAQ®‑20, и подключить к нему устройство измерения температуры и автоматизированный клапан управления. Более подробная информация о PID-регуляторе Dataforth MAQ®20 представлена во врезке. 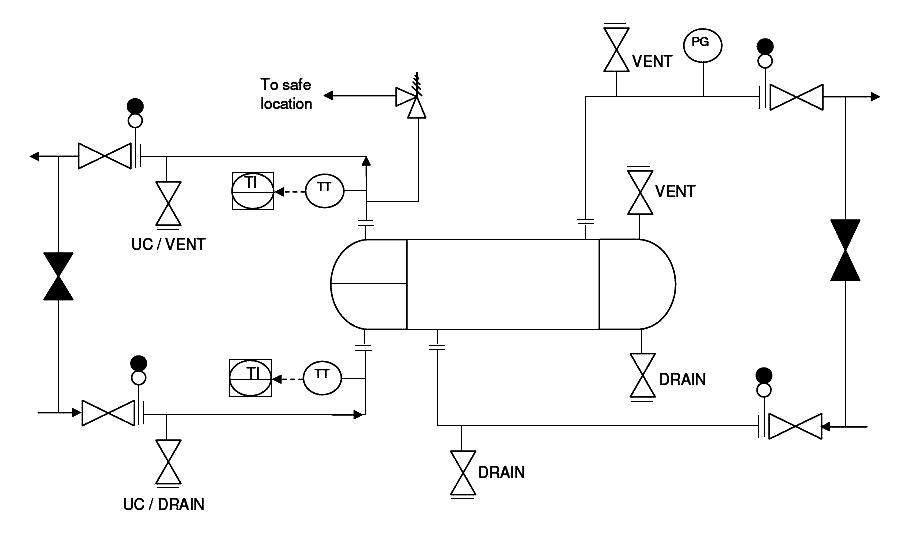 3).
3).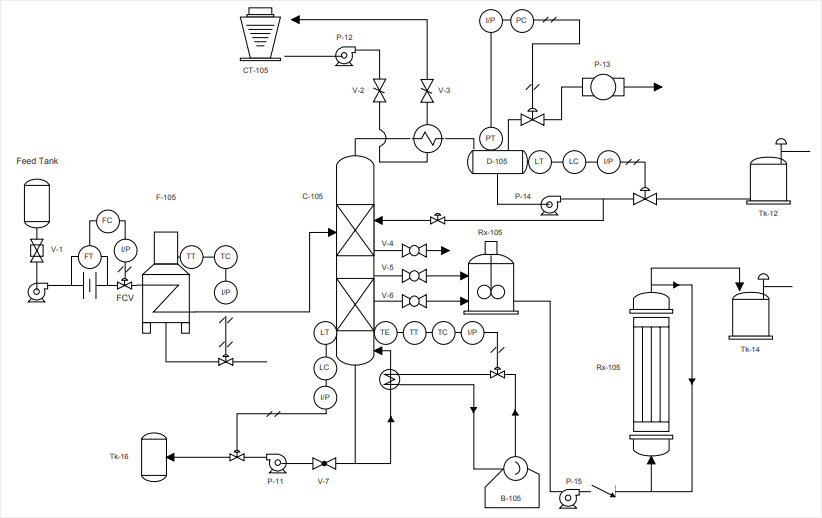 Он изменяет сигнал на выходе контроллера пропорционально ошибке (рис. 4).
Он изменяет сигнал на выходе контроллера пропорционально ошибке (рис. 4).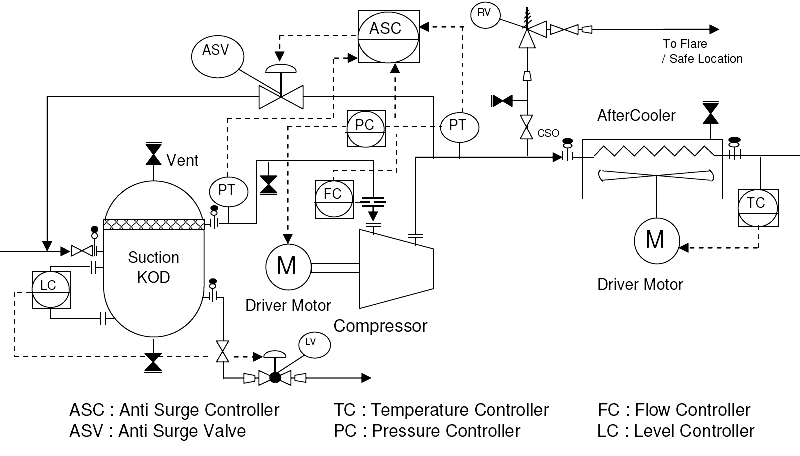
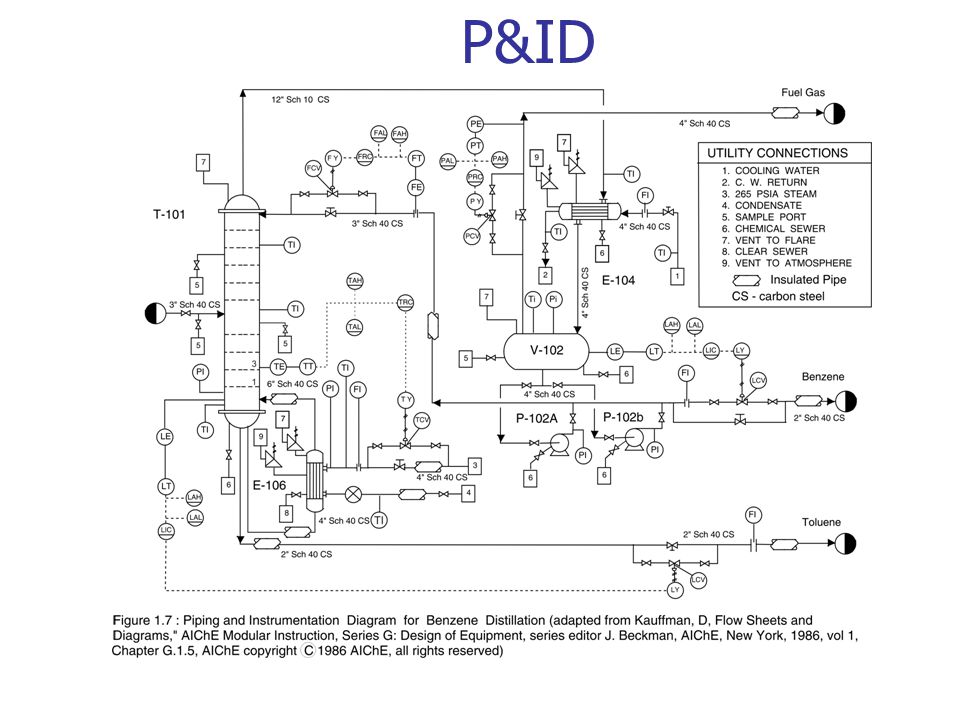 При снижении уровня воды в баке ошибка растёт и пропорциональный контроллер увеличивает выходной сигнал пропорционально этой ошибке. Следовательно, клапан, управляющий потоком в бак, открывается шире и в бак поступает больше воды. Если уровень всё равно продолжает падать, ошибка увеличивается ещё больше и клапан продолжает открываться, пока не будет достигнута точка, в которой приток снова будет соответствовать оттоку. В этот момент уровень воды в баке (и ошибка) станет постоянным. Поскольку ошибка остаётся постоянной, наш P‑контроллер будет поддерживать постоянный выходной сигнал и регулирующий клапан будет удерживать своё положение. Система теперь снова сбалансирована, но уровень воды в баке стал ниже заданного значения. Эта оставшаяся постоянная ошибка называется отклонением. На рис. 7 показано влияние внезапного снижения давления топливного газа на работу описанного ранее промышленного нагревателя и реакция пропорционального контроллера на данную ситуацию.
При снижении уровня воды в баке ошибка растёт и пропорциональный контроллер увеличивает выходной сигнал пропорционально этой ошибке. Следовательно, клапан, управляющий потоком в бак, открывается шире и в бак поступает больше воды. Если уровень всё равно продолжает падать, ошибка увеличивается ещё больше и клапан продолжает открываться, пока не будет достигнута точка, в которой приток снова будет соответствовать оттоку. В этот момент уровень воды в баке (и ошибка) станет постоянным. Поскольку ошибка остаётся постоянной, наш P‑контроллер будет поддерживать постоянный выходной сигнал и регулирующий клапан будет удерживать своё положение. Система теперь снова сбалансирована, но уровень воды в баке стал ниже заданного значения. Эта оставшаяся постоянная ошибка называется отклонением. На рис. 7 показано влияние внезапного снижения давления топливного газа на работу описанного ранее промышленного нагревателя и реакция пропорционального контроллера на данную ситуацию. Температура воды снижается. Это создаёт ошибку, на которую отвечает контроллер. Однако обнаруживается новая точка баланса между управляющим воздействием и ошибкой и изменение температуры пропорциональным регулятором не устраняется. При пропорциональном управлении отклонение будет сохраняться до тех пор, пока оператор с целью его устранения вручную не скорректирует выходной сигнал контроллера. Тогда говорят, что оператор вручную сбрасывает контроллер.
Температура воды снижается. Это создаёт ошибку, на которую отвечает контроллер. Однако обнаруживается новая точка баланса между управляющим воздействием и ошибкой и изменение температуры пропорциональным регулятором не устраняется. При пропорциональном управлении отклонение будет сохраняться до тех пор, пока оператор с целью его устранения вручную не скорректирует выходной сигнал контроллера. Тогда говорят, что оператор вручную сбрасывает контроллер.
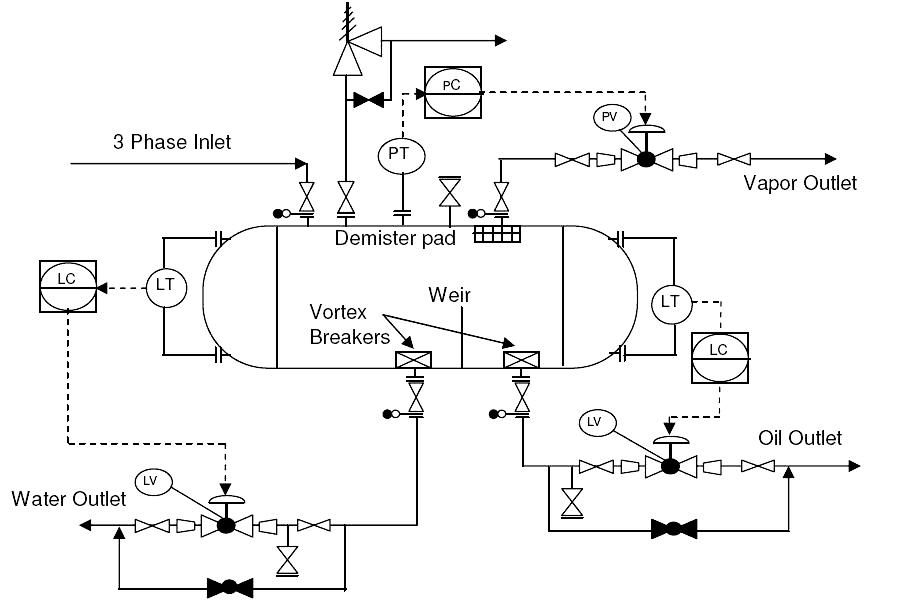 Если ошибка велика, интегральный режим будет увеличивать/уменьшать выходной сигнал контроллера с более высокой скоростью; если ошибка мала, изменения будут медленными. Для данной ошибки скорость интегрального действия задаётся интегральной настройкой времени контроллера (Ti — Integral Time). Большое значение Ti (длинное время интегрирования) приводит к медленному интегральному действию, а небольшое значение Ti (короткое время интегрирования) приводит к быстрому интегральному действию (рис. 8).
Если ошибка велика, интегральный режим будет увеличивать/уменьшать выходной сигнал контроллера с более высокой скоростью; если ошибка мала, изменения будут медленными. Для данной ошибки скорость интегрального действия задаётся интегральной настройкой времени контроллера (Ti — Integral Time). Большое значение Ti (длинное время интегрирования) приводит к медленному интегральному действию, а небольшое значение Ti (короткое время интегрирования) приводит к быстрому интегральному действию (рис. 8).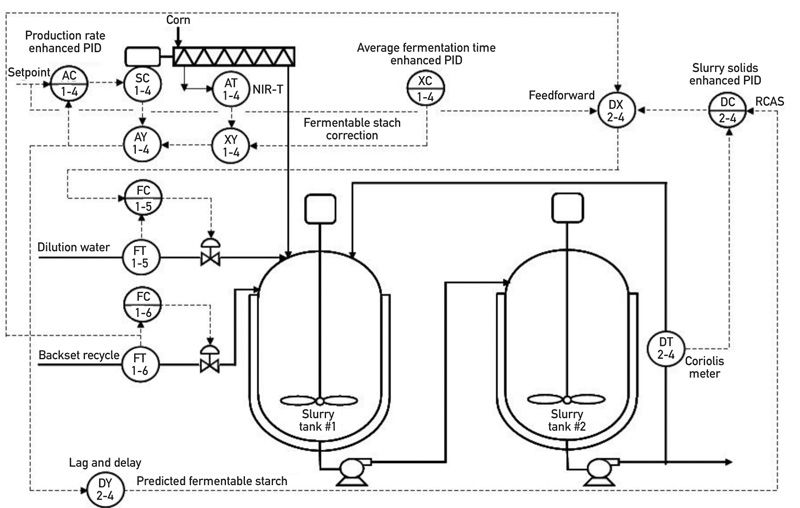 Параллельный алгоритм работы также доступен в MAQ®20.
Параллельный алгоритм работы также доступен в MAQ®20.
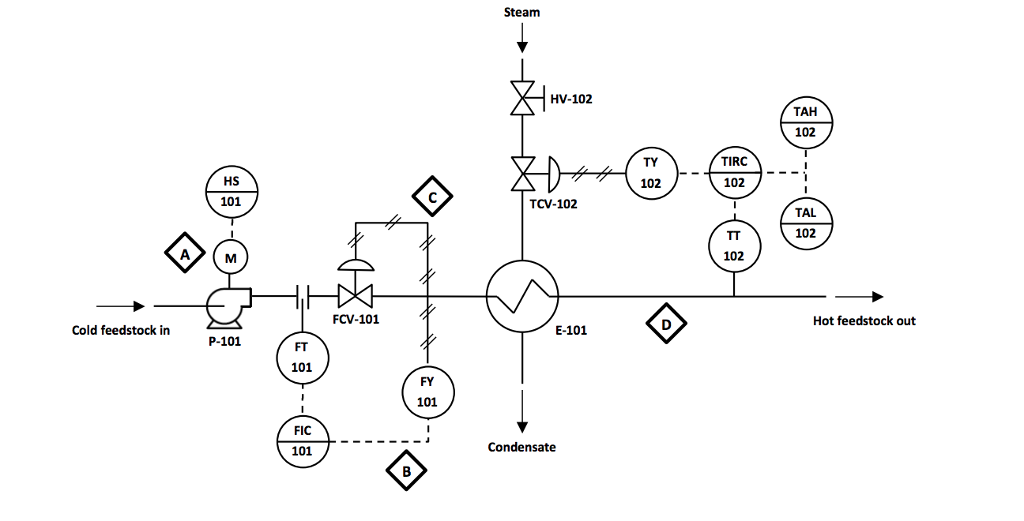 Для управления процессом это не является абсолютно необходимым: дифференциальный режим очень чувствителен к инструментальному шуму и усложняет настройку методом проб и ошибок. Тем не менее, его использование может привести к тому, что определённые типы контуров управления будут реагировать немного быстрее, чем при применении только ПИ-регулирования. Температурное управление, например, является типичной задачей для ПИД-регулирования. Режим управления по производной обеспечивает сигнал, основанный на скорости изменения ошибки (рис. 11).
Для управления процессом это не является абсолютно необходимым: дифференциальный режим очень чувствителен к инструментальному шуму и усложняет настройку методом проб и ошибок. Тем не менее, его использование может привести к тому, что определённые типы контуров управления будут реагировать немного быстрее, чем при применении только ПИ-регулирования. Температурное управление, например, является типичной задачей для ПИД-регулирования. Режим управления по производной обеспечивает сигнал, основанный на скорости изменения ошибки (рис. 11).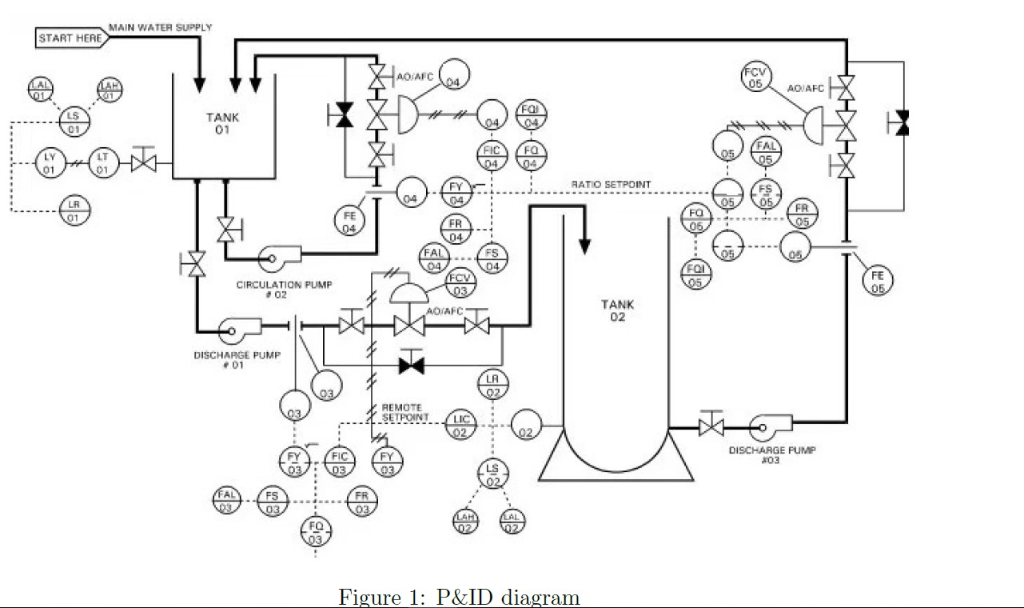 Установка времени Td на ноль полностью отключает этот режим. Если время установлено слишком большим, будут возникать колебания и контур управления станет нестабилен. Для настройки дифференциальной составляющей контроллера используются две единицы измерения: минуты и секунды.
Установка времени Td на ноль полностью отключает этот режим. Если время установлено слишком большим, будут возникать колебания и контур управления станет нестабилен. Для настройки дифференциальной составляющей контроллера используются две единицы измерения: минуты и секунды.
 14).
14).