Шагрень гост: ГОСТ 9.072-2017 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Термины и определения
ГОСТ 9.032-74. ОСТ 9.032-74. ЕСЗКС. Покрытия лакокрасочные. Группы, технические требования и обозначения (42616)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
Единая система защиты от коррозии и старения
ПОКРЫТИЯ ЛАКОКРАСОЧНЫЕ
Группы, технические требования и обозначения
Unified, system of corrosion and ageing protection. Paint coatings. Groups, technical requirements and designations
|
ГОСТ 9.032-74
|
Настоящий стандарт распространяется на лакокрасочные покрытия (далее — покрытия) поверхностен изделий и устанавливает группы, технические требования и обозначения покрытий.
1. ГРУППЫ ПОКРЫТИЙ
1.1. В зависимости от назначения покрытия делятся на группы, установленные в табл. 1.
Таблица 1
|
Группа покрытий
|
Условия эксплуатации
|
Обозначение условий эксплуатации
|
|
Атмосферостойкие
|
Климатические факторы
|
По ГОСТ 9.
|
|
Водостойкие
|
Морская, пресная вода и ее пары
|
4
|
|
Пресная вода и ее пары
|
4/1
| |
|
Морская вода
|
4/2
| |
|
Специальные
|
Рентгеновские и другие виды излучений, глубокий холод, открытое пламя, биологические воздействия и др.
|
5
|
|
Рентгеновские и другие виды излучений
|
5/1
| |
|
Глубокий холод (температура ниже минус 60 °С)
|
5/2
| |
|
Открытое пламя
|
5/3
| |
|
Воздействие биологических факторов
|
5/4
| |
|
Маслобензостойкие
|
Минеральные масла и смазки, бензин, керосин и другие нефтепродукты
|
6
|
|
Минеральные масла и смазки
|
6/1
| |
|
Бензин, керосин и другие нефтепродукты
|
6/2
| |
|
Химически стойкие
|
Различные химические реагенты
|
7
|
|
Агрессивные газы, пары
|
7/1
| |
|
Растворы кислот и кислых солей
|
7/2
| |
|
Растворы щелочей и основных солей
|
7/3
| |
|
Растворы нейтральных солей
|
7/4
| |
|
Термостойкие
|
Температура выше 60 °С
|
8
|
|
Электроизоляционные и электропроводные
|
Электрический ток, напряжение, электрическая дуга и поверхностные разряды
|
9
|
|
Электроизоляционные
|
9/1
| |
|
Электропроводные
|
9/2
|
 104-79
104-79Примечание. К обозначению условий эксплуатации термостойких покрытий добавляют значение предельной температуры, например, 8160 ??С.
К обозначению условий эксплуатации термостойких покрытий добавляют значение предельной температуры, например, 8160 ??С.
При необходимости значение предельной температуры добавляют и к обозначению условий эксплуатации других покрытий, например, 460 ??С, 6/1150 ??С, 9200 ??С.
Разд. 1. (Измененная редакция, Изм. № 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Покрытия должны соответствовать требованиям, установленным в табл. 2
Таблица 2
|
Класс покрытия
|
Наименование дефекта
|
Норма для покрытий
| ||||||||
|
гладких
|
рельефных
| |||||||||
|
однотонных
|
рисунчатых (молотковых)
|
«Муаровых»
|
«Шагреневых»
| |||||||
|
высоко глянцевых
|
глянцевых, в том числе с лессирующим эффектом
|
полуглянцевых
|
полуматовых
|
матовых
|
глубокоматовых
|
глянцевых и полуглянцевых
|
полуматовых и матовых
|
полуматовых
| ||
|
I
|
Включения:
| |||||||||
|
количество шт.
|
—
|
—
|
4
|
—
|
—
|
—
|
—
| |||
|
размер, мм, не более
|
Не допускаются
|
—
|
—
|
0,2
|
—
|
—
|
—
|
—
| ||
|
расстояния между включениями, мм, не менее
|
—
|
—
|
100
|
—
|
—
|
—
|
—
| |||
|
Шагрень
|
Не допускается
|
—
|
—
|
Не допускается
|
—
|
—
|
—
|
—
| ||
|
Потеки
|
Не допускаются
|
—
|
—
|
Не допускаются
|
—
|
—
|
—
|
—
| ||
|
Штрихи, риски
|
Не допускаются
|
—
|
—
|
Не допускаются
|
—
|
—
|
—
|
—
| ||
|
Волнистость, мм, не более
|
Не допускается
|
—
|
—
|
Не допускается
|
—
|
—
|
—
|
—
| ||
|
Разнооттеночность
|
Не допускается
|
—
|
—
|
Не допускается
|
—
|
—
|
—
|
—
| ||
|
II
|
Включения:
| |||||||||
|
количество шт.
|
4
|
4
|
4
|
4
|
8
|
8
|
8
|
8
|
8
| |
|
размер, мм, не более
|
0,5
|
0,5
|
0,5
|
0,5
|
0,5
|
0,5
|
0,5
|
0,5
|
0,5
| |
|
расстояния между включениями, мм, не менее
|
100
|
100
|
100
|
100
|
100
|
100
|
100
|
100
|
100
| |
|
Шагрень
|
Допускается незначительная
|
Не нормируется
| ||||||||
|
Штрихи, риски
|
Допускаются отдельные
| |||||||||
|
Потеки
|
Не допускаются
| |||||||||
|
Волнистость, мм, не более
|
Не допускается
| |||||||||
|
Разнооттеночность
|
Не допускается
| |||||||||
|
Неоднородность рисунка
|
Не нормируется
|
Не допускается
| ||||||||
|
III
|
Включения:
| |||||||||
|
количество шт.
|
—
|
10
|
15
|
15
|
25
|
25
|
25
|
25
|
25
| |
|
размер, мм, не более
|
—
|
0,5
|
0,5
|
0,5
|
0,5
|
0,5
|
0,5
|
0,5
|
0,5
| |
|
расстояния между включениями, мм, не менее
|
—
|
50
|
50
|
50
|
30
|
30
|
30
|
30
|
30
| |
|
Шагрень
|
Допускается незначительная
|
Не нормируется
| ||||||||
|
Потеки
|
Не допускаются
| |||||||||
|
Штрихи, риски
|
Допускуаются отдельные
| |||||||||
|
Волнистость, мм, не более
|
1,5
|
1,5
|
1,5
|
1,5
|
1,5
|
1,5
|
1,5
|
1,5
| ||
|
Разнооттеночность
|
Не допускается
| |||||||||
|
Неоднородность рисунка
|
Не нормируется
|
Не допускается
| ||||||||
|
III
|
Включения:
| |||||||||
|
количество шт.
|
—
|
10
|
15
|
15
|
25
|
25
|
25
|
25
|
25
| |
|
размер, мм, не более
|
—
|
0,5
|
0,5
|
0,5
|
0,5
|
0,5
|
0,5
|
0,5
|
0,5
| |
|
расстояния между включениями, мм, не менее
|
—
|
50
|
50
|
50
|
30
|
30
|
30
|
30
|
30
| |
|
Шагрень
|
Допускается незначительная
|
Не нормируется
| ||||||||
|
Потеки
|
Не допускаются
| |||||||||
|
Штрихи, риски
|
Допускуаются отдельные
| |||||||||
|
Волнистость, мм, не более
|
1,5
|
1,5
|
1,5
|
1,5
|
1,5
|
1,5
|
1,5
|
1,5
| ||
|
Разнооттеночность
|
Не допускается
| |||||||||
|
Неоднородность рисунка
|
Не нормируется
|
Не допускается
| ||||||||
|
IV
|
Включения:
| |||||||||
|
количество шт.
|
—
|
1
|
1
|
1
|
2
|
2
|
2
|
2
|
2
| |
|
размер, мм, не более
|
—
|
1,0
|
1,0
|
1,0
|
1,0
|
1,0
|
1,0
|
1,0
|
1,0
| |
|
расстояния между включениями, мм, не менее
|
—
|
10
|
10
|
10
|
10
|
10
|
10
|
10
|
10
| |
|
Шагрень
|
—
|
Не допускается
|
Не нормируется
| |||||||
|
Потеки
|
—
|
Не допускаются
| ||||||||
|
Штрихи, риски
|
—
|
Допускуаются отдельные
| ||||||||
|
Волнистость, мм, не более
|
—
|
2
|
2
|
2
|
2
|
2
|
2
|
2
|
2
| |
|
Разнооттеночность
|
—
|
Не допускается
| ||||||||
|
Неоднородность рисунка
|
—
|
Не нормируется
|
Не допускается
| |||||||
|
V
|
Включения:
| |||||||||
|
количество шт.
|
—
|
—
|
4
|
4
|
4
|
4
|
4
|
4
|
4
| |
|
размер, мм, не более
|
—
|
—
|
2,0
|
2,0
|
2,0
|
2,0
|
3,0
|
3,0
|
3,0
| |
|
Шагрень
|
—
|
—
|
Допускается
|
Не нормируется
| ||||||
|
Потеки
|
—
|
—
|
Допускуаются отдельные
| |||||||
|
Штрихи, риски
|
—
|
—
|
Допускаются
| |||||||
|
Волнистость, мм, не более
|
—
|
—
|
2,5
|
2,5
|
2,5
|
2,5
|
2,5
|
2,5
|
2,5
| |
|
Разнооттеночность
|
—
|
—
|
Не допускается
| |||||||
|
Неоднородность рисунка
|
—
|
—
|
Не нормируется
|
Не допускается
| ||||||
|
VI
|
Включения:
| |||||||||
|
количество шт.
|
—
|
—
|
8
|
8
|
8
|
8
|
8
|
8
|
8
| |
|
размер, мм, не более
|
—
|
—
|
3,0
|
3,0
|
3,0
|
3,0
|
3,0
|
3,0
|
3,0
| |
|
Шагрень
|
—
|
—
|
Допускается
|
Не нормируется
| ||||||
|
Потеки
|
—
|
—
|
Допускуаются отдельные
| |||||||
|
Штрихи, риски
|
—
|
—
|
Допускаются
| |||||||
|
Волнистость, мм, не более
|
—
|
—
|
4,0
|
4,0
|
4,0
|
4,0
|
4,0
|
4,0
|
4,0
| |
|
Разнооттеночность
|
—
|
—
|
Допускается
| |||||||
|
Неоднородность рисунка
|
—
|
—
|
Не нормируется
|
Допускается
| ||||||
|
VII
|
Включения:
|
—
|
—
|
Не нормируются
|
—
|
—
|
Не нормируются
| |||
|
Шагрень
|
—
|
—
|
Не нормируется
|
—
|
—
|
Не нормируется
| ||||
|
Потеки
|
—
|
—
|
Не нормируются
|
—
|
—
|
Не нормируются
| ||||
|
Штрихи, риски
|
—
|
—
|
Не нормируются
|
—
|
—
|
Не нормируются
| ||||
|
Волнистость, мм, не более
|
—
|
—
|
Не нормируется
|
—
|
—
|
Не нормируется
| ||||
|
Разнооттеночность
|
—
|
—
|
Не нормируется
|
—
|
—
|
Не нормируется
| ||||
|
Неоднородность рисунка
|
—
|
—
|
Не нормируется
|
—
|
—
|
Не нормируется
|
 /м2, не более
/м2, не более /м2, не более
/м2, не более /м2, не более
/м2, не более /м2, не более
/м2, не более /дм2, не более
/дм2, не более /дм2, не более
/дм2, не более /дм2, не более
/дм2, не болееСкачать бесплатно
Пластиковые форма тротуарной плитки «шагрень»
Форма для изготовления тротуарной плитки «Шагрень»
Форма для производства тротуарной плитки «Шагрень»
Форма для литья тротуарной плитки «Шагрень»
Бетонная тротуарная плитка «Шагрень»
Тротуарная плитка «Шагрень» с антискользящей поверхностью
Пример укладки тротуарной плитки «Шагрень»
Тротуарная плитка «Шагрень» для входных групп зданий
Тротуарная плитка «Шагрень» для входных групп зданий
Тротуарная плитка «Шагрень» для входных групп зданий
Тротуарная плитка «Шагрень» для входных групп зданий
Тротуарная плитка «Шагрень», цвет — Листопад
Тротуарная плитка «Шагрень», цвет — Огония
Тротуарная плитка «Шагрень» со склада Завода форм по цене от производителя
Тротуарная плитка «Шагрень» заказать по цене завода форм
Производственная компании ЗаводФорм предлагает заказать и купить:
- формы для тротуарной плитки Шагрень 300х300
- формы для тротуарной плитки Шагрень 400х400
- формы для тротуарной плитки Шагрень 500х500
- Формы для изготовления тротуарной плитки
Квадратная тротуарная плитка из бетона Шагрень — один из самых популярных строительных материалов на сегодняшнем рынке. Она востребована для работ частного характера — на собственном придомовом участке и популярна у строительных служб муниципалитетов, обслуживающих городские территории.
Она востребована для работ частного характера — на собственном придомовом участке и популярна у строительных служб муниципалитетов, обслуживающих городские территории.
Тем более, если купить формы для изготовления тротуарной плитки Шагрень по невысокой цене на ЗаводеФорм, то можно плитку самостоятельно изготавливать на собственном участке, где будет проводиться её укладка. Те, кто станет заниматься массовым производством и реализацией для получения прибыли, могут обратить внимание на оборудование для бетонного производства, которое тоже делают на Заводе форм.
Технология применения форм для производства тротуарной плитки
Производство плитки проходит по методикам технологии вибролитья из бетона. Если вы пожелаете им обучиться, то на Заводе форм могут предоставить такую возможность. Они хорошо осваиваются даже неподготовленными работниками и не требовательны к дорогому оборудованию и материалам:
- С виброситом хорошо очищается гранитный отсев и песок, чтобы нежелательные примеси не смогли стать причиной трещин и раковин в ходе эксплуатации плитки.
В бетоносмесителе, к названным ингредиентам добавляется цемент, вода, пластификатор для быстрого набора прочности бетоном, и нужный пигмент для окрашивания плитки.
На вибростоле необходимой грузоподъёмности, полученная смесь распределяется по пластиковым формам для квадратной тротуарной плитки Шагрень.
После суток выдерживания бетона в формах, проводится расформовка изделия.
Через шесть сутокможно начинать укладку тротуарной плитки.
У вас получится изделие высокого качества и эстетически привлекательного внешнего вида. Оно имеет шероховатую поверхность, не боится осадков и больших перепадов температуры, сохраняет устойчивость к высоким механическим нагрузкам в течение всего срока службы.
Качество пластиковых форм для тротуарной плитки Шагрень
Производятся формы на Заводе по методике термо-вакуумной формовки из АБС пластика толщиной от двух до четырёх миллиметров:
- Высокая степень устойчивости к перегрузкам — стиранию и механическим воздействиям иного характера.
Выдерживают до ста заливок бетона за весь период эксплуатации.
Инертны к агрессивным химическим средам – кислотам и щелочам.
Устойчивы к абразивной составляющей бетона.
Способны с высокой точностью передавать рисунок 3d матрицы и сохранять его в течение всего срока эксплуатации.
Удобны при расформовке бетонного изделия.

В компании Завод форм проводят тщательные испытания, получаемых изделий. Они скрупулёзно изучаются высококвалифицированными специалистами и готовый продукт проверяется по многочисленным параметрам с устранением слабых сторон в его производстве.
Заказать формы квадратной тротуарной плитки Шагрень
Недорого купить формы тротуарной плитки на Заводе получается всем желающим по объяснимым причинам:
- Предприятие делает формы на вакуумно-формовочном оборудовании, которое изготавливает на собственных мощностях для своих нужд и по заказам покупателей станков.
В программе компании есть линейка по изготовлению самых разных 3d мастер-моделей для производства форм для тротуарной плитки, что уменьшает цены на готовую продукцию.
При реализации продукции в компании не задействуют посредников – торговые организации или перекупщиков, а используются современные информационные технологии и маркетинговые наработки на собственных ресурсах.

В этом и есть причина низких цен на формы для тротуарной плитки Шагрень. Чтобы купить пластиковые формы для квадратной плитки 500х500, 400х400 и 300х300 Шагрень нужно на этом сайте выбрать нужную вам позицию в каталоге и через кнопку Корзины оформить заказ. Специалисты предприятия свяжутся с вами и проконсультируют по всем вопросам, касающимся купленного товара. Детально подскажут, как выгоднее по цене перевезти покупку по России или в Казахстан. Качество форм высоко оценено не только в пределах нашей страны, но и в зарубежных странах.
Технические условия
ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ
1. Прокат с полимерным покрытием изготавливается в соответствии с требованиями стандарта технического регламента, утвержденного в установленном порядке.
2. Химический состав основы по ГОСТ 380, ГОСТ 1050, ГОСТ 9045, ГОСТ 14918 и другим нормам и стандартам по согласованию с потребителем.
3. Требования к механическим свойствам основы;
— Для холоднокатаной основы при способности к выдавливанию СВ, ВГ – по ГОСТ 6045,
при способности к выдавливанию Г, Н – по ГОСТ 16518. способность к извлечению СВ — по ГОСТ
9045, при способности к извлечению ВГ, Г, Н — по ГОСТ 14918.
Применение других видов материалов допускается по согласованию между изготовителем и потребителем. Нормативным документом на эмалекрасочный материал является документ о качестве изготовителя данного материала.
4. Цвет полимерного покрытия лицевой и оборотной сторон проката определяется по согласованию между изготовителем и потребителем.
5. Номинальную толщину полимерного покрытия на лицевой и оборотной сторонах проката
и количество слоев покрытия определяют по согласованию между изготовителем
и потребителем.
— Ограничение разнотолщинности полимерного покрытия на лицевой стороне проката
в зависимости от диапазона номинальной толщины.
N.b. Предельный разброс толщины полимерного покрытия при номинальной толщине 10 мкм и менее согласовывается между изготовителем и потребителем. Верхний вариант окраски полимерного покрытия не ограничен.
6. Толщина, предельные отклонения по толщине и дополнительные требования к покрытию оборотной стороны проката определяются по согласованию между изготовителем и потребителем.
7. Внешний вид проката с двухслойным полимерным покрытием должен соответствовать требованиям.
N.b. Описание внешнего вида определяется визуально без применения увеличительных приборов.
8. Однослойное защитное полимерное покрытие на оборотной стороне проката должно быть сплошным. Неокрашенные места, шагрень, штрихи, риски, включения допускаются по согласованию Сторон.
9. Допускается до 5 % проката с полимерным покрытием 2 ст в рулонах и пачках проката 1 ст класса.
10. В рулонах проката с полимерным покрытием допускается не более одного стыка. При этом качество поверхности полимерного покрытия на расстоянии до 5 м от стыка в обе стороны не уточняется.
11. Приведены показатели качества двухслойного полимерного покрытия на лицевой стороне проката и методы испытаний.
Примечание. Показатели качества покрытия с обеих сторон покрытия могут быть одинаковыми или различными для проката с двусторонним полимерным покрытием по согласованию с потребителем. Твердость полимерного покрытия (карандашный метод) определяется видом материала, применяемого для изготовления полимерного покрытия. Показатели качества объем полимерного покрытия и методы контроля определяются в соответствии с соглашением между изготовителем и потребителем при оформлении заказа. Контроль таких показателей, как блеск и цветоразличение, может быть визуальным по образцу при отсутствии согласованных с потребителем при оформлении заказа приборов. Указанные показатели качества полимерного покрытия согласовываются между изготовителем и потребителем и зависят от вида применяемых эмалево-красочных материалов.
Показатели качества объем полимерного покрытия и методы контроля определяются в соответствии с соглашением между изготовителем и потребителем при оформлении заказа. Контроль таких показателей, как блеск и цветоразличение, может быть визуальным по образцу при отсутствии согласованных с потребителем при оформлении заказа приборов. Указанные показатели качества полимерного покрытия согласовываются между изготовителем и потребителем и зависят от вида применяемых эмалево-красочных материалов.
12. Дополнительные удельные показатели качества полимерного покрытия могут определяться по согласованию между изготовителем и потребителем.
13. Для защиты поверхности полимерного покрытия от механических повреждений при транспортировании и переработке допускается нанесение на лицевую сторону проката легкосъемного полимерного самоклеящегося покрытия или термического ламинирования.
Вентилятор для ванной Vortice Punto A LL
- Дом +
- Категории продуктов +
- О нас +
- Блог +
- Контакт +
Домашняя вентиляция вентиляции. :
:
1.000 кг
АВТОМАТИЧЕСКИЕ жалюзи — Встроенные жалюзи, расположенные за передней решеткой, автоматически медленно открываются и закрываются при работе устройства. Жалюзи изготовлены из ударопрочного пластика с защитой от УФ-излучения.
ДОЛГИЙ СРОК СЛУЖБЫ — Все модели оснащены долговечными двигателями на шарикоподшипниках, на которые распространяется гарантия в течение 30 000 часов непрерывной безаварийной работы.
- Для периодической или постоянной вентиляции ванных комнат, туалетов, кухонь или подсобных помещений в жилых или коммерческих помещениях.
- Электродвигатель с экранированными полюсами, с подшипниками и термовыключателем.
- Данные и характеристики Сертифицировано IMQ Performance.
- Высокий расход воздуха, низкий уровень шума при работе и низкое энергопотребление благодаря лопастям с профилем крыла и опоре двигателя.
- Защита от брызг IPX4.
- Опора двигателя и решетка из ABS-пластика, устойчивого к ультрафиолетовому излучению.

- Доступны три размера выпускного отверстия: ∅ 120 и 150 мм.
- Соответствует следующим стандартам: CEI EN 60335-2-80 (Часть 2: Особые требования к вентиляторам), CEI EN 60529 (Код IP) и CEI 107-53/1986.
- Дизайн: F. Trabucco & Associates
1) Установка с вытяжкой непосредственно наружу.
2) Потолочный монтаж на воздуховоде длиной до 4 м.
3) Сквозной монтаж через стену с помощью настенной втулки и решетки.
4) Установка окна со стандартным оконным комплектом.
Выберите модель:M 120M 150 (+ €3.02) (+ €39.37)
Количество:+-
(Всего 2 поля для заполнения)
190 3
Мы свяжемся с вами для доработки
Parameters:
| Model | V ~ 50Hz | W | m3/h | Pa | Lp dB(A) 3m | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М 100 | 230-240 | 18 | 90 | 29 | 37. Мс 320: MC-320 Главный коротрон (оригинальный)Направляющая нижняя MS 320Направляющая нижняя MS 320 Всё для производства шкафов-купе и корпусной
Направляющая нижняя MS 320PrevNext Арт.
Цветовая гамма: А00 — Серебро А00 — Серебро А06 — Шампань А06 — Шампань А07 — Коньяк А07 — Коньяк А20 — Золото А20 — Золото А30 — Клён А30 — Клён А31 — Венге А31 — Венге А32 — Красное дерево А32 — Красное дерево А33 — Вишня А33 — Вишня А34 — Орех темный А34 — Орех темный А36 — Венге глянец А36 — Венге глянец А22 — Золото розовое А22 — Золото розовое А02 — Серебро глянец А02 — Серебро глянец А05 — Шампань глянец А05 — Шампань глянец А23 — Золото розовое глянец А23 — Золото розовое глянец А16 — Белый А16 — Белый А36 -Венге глянец А36 -Венге глянец А51 — Венге табако А51 — Венге табако Total DROSERA MS 320 | С доставкой по РФУважаемые клиенты! В связи с нестабильной экономической ситуаций на рынке смазочных материалов, цены на продукцию могут отличаться от заявленных на сайте. Купить за наличные Заказать счет Отправить оптовую заявку Высококачественные многофункциональные масла для металлорежущих станков. Не содержат цинк
Применение:
Спецификации: • ISO 6743/2: FD2; FD5; FD10; FD22; FD32 • ISO 6743/4: HG 32; HG 46 • ISO 6743/13: GA 68; GA 100; GA 150; GA 220, GA 320 • DIN 51 502: CGLP 46; CGLP 68; CGLP 100; CGLP 150; CGLP 220, CGLP 320 • DIN 1517 part 3, CLP 46, CLP 68, CLP 100, CLP 150, CLP 220, CLP 320 • CINCINNATI MILACRON: P65-P62-P47-P50-P53-P45
Преимущества: • Высокая устойчивость к воздействию сверхвысоких давлений за счет ЕР присадок. • Предохранение трущихся поверхностей от слипания. • Стабильные вязкостные характеристики — большой индекс вязкости (классы 68 – 220). • Очень низкий коэффициент трения благодаря образованию прочной смазывающей пленки на трущихся поверхностях частей. • Отсутствие масляного тумана. • Полная совместимость с материалами уплотнений. • Низкая температура застывания. • Низкая склонность к пенообразованию. • Превосходная стойкость к окислению. • Надежная защита от износа. • Хорошая фильтруемость.
Характеристики:
Нам важно, чтобы у каждой компании, нуждающейся в смазочных материалах, была возможность комфортного, понятного и честного выбора. Мы развиваем наш сервис для того, чтобы рынок смазочных материалов был прозрачен, заказ и доставка были удобными, а задачи клиента решались максимально эффективно. ПОДРОБНЕЕ N Сухая наждачная бумага | FUJI STAR(!) В связи с прекращением Microsoft поддержки Internet Explorer 11 15 июня 2022 г. этот сайт не поддерживает рекомендуемую среду.
FUJI STAR FUJI STAR
Загрузка … Основная информация
НастройкаОчистить все Дополнительные продукты в этой категорииТехническая поддержка
Есть информация о Stihl MS 320? JavaScript отключен.
Помощь Форум лесоводов:джтк16ArboristSite Guru
MS170 и Ms320 Farm Boss за 275 долларов на Craigslist. Просто интересно, знает ли кто-нибудь о 320, я ничего не могу найти об этом в гугле.
ХарлиТДырка!!
Возможно, MS310 или MS390, стоит посмотреть…. Возможно…..
рбургЗависимость от ArboristSite
Вероятно, мс 230.
выброшенный ветром361 Наркоман
Нет такой вещи, как Stihl 320. Скорее всего, как сказали Харли или Рбург выше, они переставили номера или это опечатка. Farm Boss в этой серии был 290, так что, скорее всего, это 310. У меня было полдюжины пил 310, и это хорошие ходовые пилы. Я бы купил их, оставил себе 310 и сам перевернул 170. Затем установите обод на 310 от 036 и немного приоткройте глушитель. Это самые гладкие пилы из линейки пил 1127. Если это 230, то это нормальная пила, но мне никогда особо не нравились пилы 1123. Я предпочитаю свою пилу 211 пиле 023 и 210, которые у меня были. Но 230 никогда не называли Хозяин фермы видел, что я в курсе.
джтк16ArboristSite Guru
Хорошо, спасибо, я позвоню этому парню и узнаю, что он скажет о них. Какой стержень вы используете на 310 20″?
а. Палмер мл.Древесный урод
Я использую 18-дюймовую пилу на обеих своих пилах 1127, 290 и 390.
джтк16ArboristSite Guru
Сразу, парень так и не перезвонил мне, но я нашел другую сделку. Проехал 160 миль туда и обратно, чтобы получить почти новый, едва ли использованную верхнюю ручку Poulan 2300av и верхнюю ручку Homelite ut 10654, которая предположительно работает, но без крышки маховика, за 40 долларов.
LoveStihlКачествоЗависимость от ArboristSite
Я тоже написал этому парню по электронной почте, но ответа нет. LoveStihlКачество
Помогите найти NOS MS 241CM
23
Valpen модели Stihl советы?
234
Майк Майк Топливно-масляная смесь Jonsereds 451E/EV
Chevboy0167 Штиль 036 Про
stihltech предохранительные компрессионные клапаны
Циркулярные станки: Распиловочный станок по дереву: купить циркулярные, пильные станки в Москве в интернет-магазинеСтанки распиловочные (циркулярные)
Станки распиловочные настольные Распил заготовок под различными углами NEW СРЦ-200 Настольный станок распиловочный циркулярный Сравнить
СРЦ-254 Настольный станок распиловочный циркулярный, серия МАСТЕР Сравнить
ЗПДС-200-800 Станок распиловочный, серия МАСТЕР Сравнить
ЗПДС-255-1500 Станок распиловочный, многофункциональный, серия МАСТЕР Сравнить
Станки распиловочные напольные Жёсткая сборная станина в комплекте ЗПДС-255-1600С Станок распиловочный, многофункциональный, серия МАСТЕР Сравнить
СРЦ-254с Напольный со станиной станок распиловочный циркулярный, серия МАСТЕР Сравнить
СРЦ-254су Напольный со станиной станок распиловочный циркулярный, серия МАСТЕР Сравнить
Циркулярные станки
по цене Открыть фильтр Сортировать по цене Elitech СР 1825Р станок циркулярный Источник питания: сеть 220B; Мощность, Вт: 1800; Функции: Распиловка; Высота пропила, мм: 75; Габариты распилочного стола, мм: 625х640; Рабочий диаметр, мм: 254. Код: 00000014415 22 099 ₽ 20 552 ₽ — клубная цена Отсутствует Belmash TSB-2000 пила циркулярная Источник питания: сеть 220B; Мощность, Вт: 2000; Функции: Распиловка; Высота пропила, мм: 70; Рабочий диаметр, мм: 280; Посадочный диаметр диска, мм: 30. Код: 00000019525 27 490 ₽ В наличии Купить Patriot TS 255 станок циркулярный Источник питания: сеть 220B; Мощность, Вт: 1600; Функции: Распиловка; Высота пропила, мм: 75; Габариты распилочного стола, мм: 640х530; Рабочий диаметр, мм: 255. Код: 00000006219 36 990 ₽ 31 442 ₽ В наличии Купить Белмаш CBS-2000 циркулярный станок Источник питания: сеть 220B; Мощность, Вт: 2000; Функции: Распиловка; Высота пропила, мм: 88; Диапазон угла распиловки: 0-45°; Рабочий диаметр, мм: 250. Код: 00000000237 38 490 ₽ В наличии Купить Белмаш CBS-2400 циркулярный станок Источник питания: сеть 220B; Мощность, Вт: 2400; Функции: Распиловка, Фрезерование; Высота пропила, мм: 103; Диапазон угла распиловки: 0-45; Рабочий диаметр, мм: 280. Код: 00000000214 42 990 ₽ В наличии Купить Makita 2712 циркулярная пила Источник питания: сеть 220B; Мощность, Вт: 2000; Функции: Распиловка; Высота пропила, мм: 85; Рабочий диаметр, мм: 315; Посадочный диаметр диска, мм: 30. Код: 00000003444 46 921 ₽ В наличии Купить Белмаш TS 250R станок круглопильный Источник питания: сеть 220B; Мощность, Вт: 1800; Функции: Распиловка; Высота пропила, мм: 80; Диапазон угла распиловки: -60. Код: 00000002012 65 990 ₽ 63 350 ₽ — клубная цена Отсутствует Bosch GTS 10J дисковая пила 0.601.B30.500 Источник питания: сеть 220B; Мощность, Вт: 1800; Функции: Распиловка; Высота пропила, мм: 79; Рабочий диаметр, мм: 254; Посадочный диаметр диска, мм: 30. Код: 00000013902 66 683 ₽ В наличии Купить Makita MLT 100N циркулярная пила Источник питания: сеть 220B; Мощность, Вт: 1500; Функции: Распиловка; Высота пропила, мм: 93; Рабочий диаметр, мм: 260; Посадочный диаметр диска, мм: 30. Код: 00000008586 68 747 ₽ Отсутствует Bosch GTS 10 XC дисковая пила 0.601.B30.400 Источник питания: сеть 220B; Мощность, Вт: 2100; Функции: Распиловка; Высота пропила, мм: 79; Рабочий диаметр, мм: 254; Посадочный диаметр диска, мм: 30. Код: 00000013901 80 918 ₽ В наличии Купить BELMASH TS-250R станок распиловочный Источник питания: сеть 220B; Мощность, Вт: 1800; Функции: Распиловка; Высота пропила, мм: 80; Рабочий диаметр, мм: 254; Посадочный диаметр диска, мм: 30. Код: 00000020580 84 990 ₽ 81 590 ₽ — клубная цена Отсутствует Makita 2704N циркулярная пила Источник питания: сеть 220B; Мощность, Вт: 1650; Функции: Распиловка; Высота пропила, мм: 93; Рабочий диаметр, мм: 260; Посадочный диаметр диска, мм: 30. Код: 00000013854 92 940 ₽ Отсутствует Белмаш LTS-250 станок круглопильный Источник питания: сеть 380B; Мощность, Вт: 2200; Функции: Распиловка; Высота пропила, мм: 80; Диапазон угла распиловки: -60…+60 °; Рабочий диаметр, мм: 254. Код: 00000018470 109 990 ₽ 105 590 ₽ — клубная цена В наличии Купить Горячая линия 8-800-350-18-41+7 (930) 283-00-95 Для юридических лиц +7 (831) 413-95-25 Электронная почта Карта сайта О компании О насНовостиВакансииРеквизитыМагазины Покупателям Сервисные центрыОплата и получениеДисконтная программаСотрудничество с организациямиПользовательское соглашениеПолитика конфиденциальности Все права защищены © 2022 tooldepo. Кругловязальные машины Полное руководствоВведение. кругловязальной машины Вам нравится вязать носки, свитера и другие предметы одежды, но у вас никогда нет времени, чтобы сесть и вязать? Создание даже самых простых узоров может занять несколько дней, но я нашел способ добиться такого же высокого качества, не тратя все свое время. Кругловязальная машина облегчает вязание; на самом деле создание пары носков займет у вас меньше часа. Это означает, что вы легко сможете сделать все, что хотите подарить своим друзьям и семье в этот праздничный сезон. В этом руководстве я собираюсь немного рассказать о кругловязальных машинах, различных типах доступных вам машин, технологиях, лежащих в основе машин, и научу вас, как их использовать, чтобы при покупке собственной кругловязальной машина, у вас будет вся информация, необходимая для начала вязания.
Основы кругловязальной машины Круговое вязание — это когда вы создаете что-то, что имеет круговой узор, не оставляя после себя шва.
Есть несколько приемов, которые можно использовать для ускорения творческого процесса вязания, но кругловязальная машина может стать отличным вариантом. Когда вы используете одну из этих машин, пряжа будет переплетаться вокруг обода машины. Это называется игловодитель , и он будет двигаться вперед и назад, когда другой стержень давит на иглы, чтобы освободить нить и создать стежок. Поскольку некоторые машины имеют более 200 игл, это ускоряет процесс, особенно когда вы пытаетесь вязать более сложные узоры и использовать в своем творении несколько цветов. Как правило, вязальная машина, подобная этой, используется для производства большого количества изделий за относительно небольшой промежуток времени. Если у вас есть бизнес по производству трикотажной одежды, вы получите большую выгоду от этого типа машины, потому что он вдвое сократит время производства. Когда вы используете одну из этих машин, вы обнаружите, что принципы вязания этой круговой конструкции очень похожи на принципы вязания на плоской машине. Основное отличие состоит в том, что вы можете продолжать работу на круговой машине, потому что не будет точки начала и остановки, потому что вы вяжете без швов.
Детали кругловязальных машин Чтобы эта машина функционировала должным образом, важно немного знать о разных частях. При интенсивном использовании детали машины могут изнашиваться, и если у вас есть немного знаний о машине, вы иногда можете точно определить деталь, которую необходимо заменить. Детали кругловязальной машины, о которых вам следует знать, включают: Иглы Конечно, одной из основных частей этой машины, которую вам нужно будет рассмотреть, являются иглы. Без рабочих спиц вязать не получится. На машине также есть детектор игл, который показывает, есть ли дефекты на используемых иглах. Я предпочитаю использовать иглы German Groz Beckert, но используйте те, которые вам больше подходят. По сути, есть три типа игл, из которых вы можете выбирать. Игла с защелкой имеет простой небольшой крючок и защелку, которые вместе перемещают нить туда, где она должна быть. Иглы второго типа называются иглами с пружинной бородкой, они имеют гораздо больший крючок и маленькую пружинящую поверхность, которая отбрасывает пряжу на место. Третий тип игл, которые можно использовать с этой машиной, — это составные иглы. Игла этого типа имеет меньший крючок и язычок, который перемещается вверх и вниз, чтобы закрепить и освободить нить. Податчики с принудительной подачей Податчики с принудительной подачей, также известные как MPF, предназначены для обеспечения подачи на машине с необходимой скоростью. При положительном питателе пряжа подается с помощью петель, которые поддерживают определенную скорость, чтобы вязание было равномерным. Существуют также отрицательные питатели, которые работают с использованием натяжения, которые используются на некоторых машинах. Цилиндр Это в основном круглая часть машины, где находится направляющая иглы. Вам нужно будет убедиться, что эта часть правильно выровнена, чтобы ваша одежда получилась такой, какой вы хотите. Размер цилиндра будет варьироваться в зависимости от размера фактической машины, которую вы используете. Грузило Грузило — это часть машины, которая взаимодействует с иглой для создания стежка. Грузило тянет петлю вниз и удерживает ее на месте, пока игла проталкивает нить в петлю. Грузила также предназначены для поддержки ткани после ее сшивания, чтобы она не слишком сильно натягивала пряжу. Кулачки Кулачки — это часть кругловязальной машины, которая перемещает иглы в нужное положение перед созданием стежка. В машине можно найти два типа кулачков. Первый — это кулачок иглы, который помогает игле двигаться. Эти кулачки стационарны, но иглы будут перемещаться вокруг своего положения. Грузильные кулачки являются вторым вариантом, и эти кулачки предназначены для того, чтобы помогать грузилам двигаться. Эти кулачки могут различаться по размеру в зависимости от типа грузила, установленного на машине. Вот диаграмма, показывающая, как именно работают камеры. Лубрикатор масленки Как и в любой машине, смазка важна, когда есть несколько движущихся частей, и то же самое верно для любой кругловязальной машины. Аэрозольная смазка, которую можно разбрызгивать из контейнера, — отличный вариант, который гарантирует, что масло не попадет на пряжу, которую вы используете для изготовления одежды. Инвертор и двигатель Когда вы используете эту машину, вы не собираетесь двигать иглы вручную, а это означает, что для выполнения работы потребуется двигатель определенного типа. Инвертор также необходимо обслуживать, поскольку он предназначен для вращения во время работы машины. Если он не работает должным образом, скорость машины не будет постоянной. Шпулярник Если у вас есть большая кругловязальная машина, эта часть предназначена для удерживания пряжи перед ее подачей в машину. Это гарантирует, что пряжа не спутается, и она будет готова к работе, когда вам это нужно.
Типы кругловязальных машин Вязальные машины можно разделить на два основных типа, поэтому, прежде чем вы решите приобрести одну из них, решите, какой тип вязания вы будете выполнять на машине чаще. Два типа машин: Основовязальная машина Эта машина предназначена для вертикального вязания пряжи, поэтому вы заметите, что в готовом изделии ткань будет иметь пряжу, расположенную вдоль. Поскольку в этом типе машин одновременно используется много нитей для связывания пряжи, они считаются непромокаемыми, а это означает, что цвета будут разделены. Основовязальное вязание можно разделить на три различных типа вязания, каждое из которых может быть создано с помощью этой машины.
Кругловязальная машина Полковязальная машина предназначена для вязания узоров с одним непрерывным кругом. В дизайне нет ни разрывов, ни швов, благодаря чему свитер имеет горизонтальный рисунок в готовом виде. Это часто рассматривается как кляп, когда рвется петля на свитере, но, к сожалению, это действительно может случиться при использовании этого типа машины. Есть три типа вязания, которые вы будете делать на этом типе машины, в том числе:
Кругловязальные машины Если еще больше разбить категорию машин, вы обнаружите, что существуют различные типы кругловязальных машин (петельковязальные машины), которые вы можете использовать. Трикотаж из одинарного джерси немного больше тянется к ткани, в то время как трикотаж из двойного трикотажа немного более удобен. Стежок намного ближе друг к другу при двойном лицевом, потому что фактически в два раза больше стежков на том же пространстве. Существуют машины, в которых иглы находятся на расстоянии от 3,6 до 9 миллиметров друг от друга, поэтому вы можете создавать изделия из толстой, объемной нити или из чего-то с более тонкой нитью, чтобы получить гораздо более плотное вязание. Машины для одинарного вязания включают: Кругловязальная машина с тремя нитками из флиса – это машина, которая делает ткань более эластичной. Машина предназначена для работы на высоких скоростях, поскольку она объединяет нити для создания флисового материала, который вы можете найти в свитере. Высокоскоростная кругловязальная машина для одинарного трикотажа. Это машина для одинарного вязания, которая немного более универсальна, что означает, что ее можно использовать для различных типов ткани. Машины для двойного вязания включают: Кругловязальная машина для двойного трикотажа – это машина, предназначенная для создания одежды с двойным стежком. Он может использовать несколько различных типов двойных трикотажных тканей, а нить можно легко переплести или сделать ребристой. Компьютеризированные жаккардовые машины включают: Компьютеризированная жаккардовая кругловязальная машина — это тип машины, который можно использовать для ряда жаккардовых узоров, которые обычно представляют собой сложные цветочные и геометрические узоры.
Технология и принцип работы Вязание ткани может быть трудоемким процессом, поэтому большинство производителей для ускорения процесса используют кругловязальные машины. С помощью этих машин вы можете создавать одежду из различных материалов, а также из пряжи различной толщины, цвета и текстуры. Системы и технологии подачи нити Одной из наиболее важных частей любой кругловязальной машины является система подачи нити. Здесь располагаются катушки с нитками при вязании ткани. В общем, есть два разных способа работы системы подачи пряжи. Первая представляет собой круглую стойку, расположенную над машиной. Пряжа направляется в машину с помощью штифтов и датчиков, которые работают вместе, чтобы предотвратить запутывание пряжи при подаче в машину. Если заметен узел или порвется пряжа из-за слишком сильного натяжения, датчики автоматически остановят машину. Это обычно используется на машинах с вращающимися кулачками. Другим вариантом является боковой шпулярник, представляющий собой большую конструкцию, которая питает машину с обеих сторон. Обычно используется на станках с фиксированными кулачками. Когда вы используете кругловязальную машину, каждый нитенаправитель, который вы видите, будет соответствовать отдельной катушке с нитью. Нитенаправитель расположен близко к игле, чтобы он мог уловить любые несоответствия в пряже, прежде чем она будет сшита. Когда изделие будет готово, захват зажмет пряжу, когда ножницы срежут изделие с катушки. Вязальная головка — это часть машины, которая управляет захватом, а также частью машины, которая управляет иглой. Грузила также являются важной частью машины, потому что они удерживают готовую часть одежды вдали от движущихся игл. Каждое грузило состоит из двух основных частей, носа и груди, которые работают вместе с кулачками грузила. Мониторинг машины Для оптимизации скорости работы этих машин существуют инверторные приводы, которые могут регулировать скорость в любое время. Чтобы предотвратить остановку машины, существуют выдувные машины и вентиляторы, которые не допускают попадания пряжи, пыли и мусора в движущиеся части машины. Если вы хотите, чтобы наглядное изображение помогло вам понять, как различные части этой машины работают вместе, вот видео, показывающее процесс круговой уточной машины.
Процесс Это одна из вязальных машин, процесс которой очень прост, по крайней мере, по сравнению с другими машинами. Чтобы пряжа попала с катушки на вязальную машину, она проходит от конуса, расположенного на шпулярнике, через регулятор натяжения, который обеспечивает правильное натяжение пряжи для определенного вида вязания. Чтобы продолжить путь к игле, пряжа должна пройти через улавливатель узлов, чтобы она не запуталась по пути. Затем пряжа проходит через магнит внутри машины, оказывая давление на пряжу, а затем проходит через подающее колесо, натяжитель нити и керамическое ушко. Наконец, пряжа подается через конечный питатель в иглу, где начинается процесс вязания. В этом видео показано, как пропустить пряжу через кругловязальную машину меньшего размера, которая может быть у вас дома.
Как пользоваться Когда вы используете кругловязальную машину, существует довольно много вариантов вязания, которые вы можете рассмотреть, но наиболее распространенные лицевые петли, которые вы будете использовать для большинства изделий, включают:
Изготовление шапки Шаг первый: Чтобы создать шапку на одной из этих машин, вам нужно начать с выбора пряжи, которую вы хотите использовать для проекта. Большинство видов пряжи подходят для этих машин, но некоторые бренды могут не подходить для объемной пряжи, поэтому обязательно проверьте, часто ли вы используете этот тип пряжи. Шаг второй: Начните с подачи около 12 дюймов пряжи в центр машины. Поверните ручку, чтобы вытянуть пряжу в нужное положение, а затем зацепите пряжу за крючок, удерживающий начало изделия на месте. Обычно это находится на нижней стороне машины. Шаг третий: Поверните рукоятку по часовой стрелке, чтобы она туго натягивала пряжу, когда вы надеваете ее на каждый второй крючок. Делайте это до тех пор, пока не пройдете на машине один полный цикл, а затем снова закрепите нить на исходном крючке. Вденьте следующие пять крючков, а затем протяните их через канавку, сохраняя натяжение. Шаг четвертый: Продолжайте вращать машину по часовой стрелке, чтобы создать больше рядов. Убедитесь, что вы тянете нижнюю часть трубки, когда она выходит из машины, чтобы она не зацепилась. Сделайте трубку такой длины, какой вы хотите, но 11-дюймовая трубка даст вам шляпу с полями, а 14-дюймовая трубка будет достаточно длинной для двойных полей. Шаг пятый: Когда шапка станет нужной длины, снимите ее с машины, оставив нить длиной не менее 24 дюймов, чтобы можно было закрыть трубку для создания шапки. Обязательно наденьте шляпу на голову, прежде чем завязать ее двойным узлом. Шаг шестой: Обрежьте лишнюю пряжу, и ваша шапка готова. Если вы хотите добавить помпон на верхнюю часть шапки, просто сделайте помпон из пряжи и закрепите его там, где вы сделали узел. Самый простой способ сделать помпон — намотать пряжу на кусок картона. Плотно завяжите середину петли пряжи, а концы обрежьте.
Применение Кругловязальные машины можно использовать для изготовления различных видов одежды и других вещей. Шляпа, описанная выше, представляет собой выкройку, которую легко создать, поскольку она представляет собой всего лишь одну трубку. Другая одежда, которую можно создать с помощью одной из этих машин, включает рубашки поло, футболки, юбки, платья, свитера, носки и многое другое. На кругловязальной машине можно сшить даже пижаму и леггинсы. Помимо одежды, вы можете сделать шторы, полотенца, одеяла, внутренние подкладки и многое другое.
Заключительные мысли Как видите, кругловязальная машина может значительно сократить время вязания. Независимо от того, планируете ли вы заниматься вязанием дома или у вас есть бизнес, связанный с массовым производством трикотажных изделий, вы обнаружите, что владение одной из этих машин может принести вам большую пользу. На самом деле, в большинстве случаев вам нужно будет только заправить нить в машину и позволить ей создавать ряды выбранного рисунка стежка, пока изделие не станет необходимой длины. Если вы собираетесь приобрести одну из этих вязальных машин, надеемся, что это руководство помогло вам узнать немного больше об этой машине, чтобы, купив машину, подходящую для ваших нужд, вы были готовы приступить к вязанию. Производитель кругловязальных машин | СинтеллиПрочитайте больше Связаться с нами SINTELLI ЗНАЕТ, ЧТО На быстро меняющемся рынке ничто не заменит опыт. КТО МЫОт производителя ткани до производителя и фабрики вязальных машин, производственные решения Sintelli основаны на более чем 40-летнем опыте текстильной промышленности и 20-летнем опыте разработки и производства инновационных кругловязальных машин, на что не могут претендовать все остальные. Среднее производство машин увеличилось со 150 комплектов в 1998 г. до 1500 комплектов в 2015 г. Независимо от того, являетесь ли вы дистрибьютором или OEM-производителем, или вам просто нужны детали для обслуживания ваших машин, компания Sintelli всегда готова помочь вам! Если вы ищете вязальное решение для производственной линии вашего завода или хотите запросить бывшую в употреблении кругловязальную машину, пожалуйста, свяжитесь с нами. Прочитайте больше НАШИ ВЯЗАЛЬНЫЕ МАШИНЫОдинарная трикотажная серияВертикальная линейка изделий Sintelli позволяет выпускать изделия от наименьшего диаметра 1 дюйм до наибольшего 52 дюйма в серии одинарного трикотажа. Мы производим вязальные машины малого диаметра для медицинского, промышленного и швейного применения до большого стандартного диаметра, например, от 26 до 36 диаметров. 3F, 3.2F, 4F на диаметр принимаются в соответствии с запросом клиента. Что бы вам ни понадобилось, Sintelli всегда готова предложить вам лучшие решения для вязания. УЗНАТЬ БОЛЬШЕ СЕРИЯ DOUBLE KNIT Удовлетворяя различные требования клиентов со всего мира, основная специализация Sintelli — машины ST Double Jersey — приспосабливает меры к местным требованиям, таким как высокоскоростные машины с блокировкой в странах Центральной Америки и машины High Feeder DJ в Южной Америке. У нас есть собственный сталелитейный завод, производящий поковки, мы можем контролировать стабильность и долговечность машины. УЗНАТЬ БОЛЬШЕ КОМПЬЮТЕРИЗИРОВАННЫЙ ЖАККАРД СЕРИЯРазличные жаккардовые узоры можно вводить и легко модифицировать на машине, чтобы не отставать от современных тенденций моды. Компоненты приводной системы изготовлены из закаленных материалов высшего качества. Шестерни и другие основные компоненты производятся на Тайване или импортируются японскими или немецкими брендами. Все это обеспечивает высокое качество ткани в результате стабильной работы. УЗНАТЬ БОЛЬШЕ Автомобильные ткани Мода Домашний текстиль Медицинская одежда Спортивная одежда Нижнее белье Узнайте, что Sintelli Machines может сделать для васКак поставщик вязальных машин, мы предлагаем множество продуктов, связанных с технологией вязания, включая несколько инновационных идей. Узнайте, как их можно использовать и что лучше всего подходит для ваших нужд!
Домашний текстиль
Модная одежда
Спортивная одежда
Медицинская одежда
Автомобилестроение
Нижнее белье Хотите надежного производителя машин? Бесплатная смета в течение 12 часов СВЯЗАТЬСЯ С НАМИ 4 причины, по которым вы захотите выбрать Sintelli
Высокая производственная мощность1 500-2 000 машин, производимых каждый год, и коэффициент удержания клиентов 85%0007 Конкурентоспособная цена У Sintelli есть собственная фабрика по производству оборудования — от кулачков до цилиндров, что позволяет нам приспособить нужный вам тип машины по самым разумным ценам. Движение подачи определение: Движение подачиДвижения и привод в резьбонарезных станках
Главным движением в станке является то движение, которое определяет скорость резания, т. е. скорость снятия стружки с заготовки. Главное движение может быть вращательным или прямолинейным. В резьбонарезных станках его совершает либо инструмент, либо заготовка. Движение подачи, совершаемое заготовкой или инструментом, или тем и другим вместе, — это такое движение в станке, которое обеспечивает подвод к инструменту все новых и новых участков заготовки для снятия с них стружки. Движение подачи так же, как и главное движение, может быть вращательным или прямолинейным. При этом движений подач в станке может быть несколько и среди них может быть, например, продольная, поперечная, круговая, тангенциальная подача. Главное движение и движение подачи осуществляются путем перемещения соответствующих исполнительных звеньев станка, несущих инструмент и заготовку. Перемещения исполнительных звеньев связаны между собой (часто жесткой кинематической цепью). Вспомогательные движения в станках не связаны непосредственно с процессом резания, но обеспечивают подготовку к его осуществлению. К вспомогательным относятся движения, связанные с установкой, закреплением, освобождением и снятием заготовки и инструмента со станка, подводом и отводом инструмента, управлением станком, ускоренными перемещениями узлов станка, перемещением приборов, контролирующих обрабатываемые размеры и др. Главное движение и движение подачи связаны с перемещением соответствующих исполнительных звеньев станка. Скорость перемещения этих звеньев задают исходя из условий, в которых происходит резьбонарезание. Обработку детали на станке необходимо вести с оптимальной скоростью резания, при которой достигается наибольшая производительность, обеспечивается выполнение технологических требований к качеству обработанной поверхности, наилучшим образом используются инструмент и станок. В каждом конкретном случае сочетания перечисленных факторов получается вполне определенная скорость резания. Для того чтобы на станке можно было всегда установить оптимальную скорость резания, в нем, очевидно, должен быть механизм для плавного (бесступенчатого) изменения скорости главного движения. Однако по ряду причин механизмы главного движения, особенно когда они вращательные, чаще выполняют со ступенчатым регулированием скоростей. В результате приходится считаться со следующим фактом. Дело в том, что для оптимальной расчетной скорости резания на станке со ступенчатым регулированием скорости главного движения, как правило, не найдется требуемой частоты вращения (или числа двойных ходов) исполнительного звена. Из формулы следует, что n2=n1φ, n3=n2φ, n4=n3φ и т. Подачи в станке тоже могут быть расположены по геометрической прогрессии, но нередко их регулируют бесступенчато, а в резьбонарезных станках, особенно в цепи, обеспечивающей получение требуемого шага резьбы, ступени подач могут быть расположены по арифметической прогрессии или другой какой-либо закономерности. Ступенчатое регулирование скоростей и подач в металлорежущих станках осуществляют с помощью сменных шкивов или сменных зубчатых колес, шестеренных коробок скоростей и сочетанием коробок скоростей со сменными зубчатыми колесами, с помощью многоскоростных электродвигателей, храповых механизмов и др. Регулирование частоты вращения и скорости перемещения исполнительных звеньев главного движения и движения подачи осуществляют механизмами главного движения и движения подачи. В зависимости от назначения и конструкции станка механизмы главного движения и подачи выполняют различно. Движения в станках
СодержаниеДля обработки деталей рабочим органам металлорежущих станков необходимо сообщить определенный, иногда довольно сложный комплекс движений. Все движения могут быть подразделены на три вида: основные, вспомогательные и взаимосвязанные. 1. Основные движения в станках (движения резания, движения подачи)Для обработки деталей рабочим органам металлорежущих станков необходимо сообщить определенный, иногда довольно сложный комплекс движении. К основным отнесены те движения, которые осуществляют процесс непрерывного снятия стружки с обрабатываемой детали. Основные движения делятся на движения резания и движения подачи. Движение резанияДвижение резания непосредственно обеспечивает процесс снятия слоя металла в виде стружки. Это движение в большинстве случаев сообщается инструменту, в некоторых случаях обрабатываемой детали, а иногда детали и инструменту одновременно. Движение резания всегда осуществляется от механического привода. Движение подачиДвижение подачи обеспечивает непрерывность процесса снятия стружки. Движение подачи также может сообщаться инструменту, детали или тому и другому одновременно. У современных станков в подавляющем большинстве случаев движения подач также осуществляются принудительно от механического или гидравлического привода. Ручные перемещения рабочих органов иногда используются при обработке деталей как движение подачи, однако, поскольку эти движения в основном предназначены для установочных перемещений режущего инструмента или детали, они условно отнесены к группе вспомогательных движений. 1. Вспомогательные движенияЭта группа движений весьма обширна. В нее входят все виды движений, которые непосредственно не участвуют в процессе резания, но необходимы для подготовки станка к работе, управления рабочими органами станка, автоматизации обработки деталей и т. п. Движения для настройки станка на заданные режимы резания в большинстве случаев осуществляются от руки, однако у ряда современных станков, как, например, у токарно-винторезного станка модели 1К620, для изменения скорости вращения шпинделя имеется механизированный привод. Движения для наладки станка в соответствии с размерами и конфигурацией обрабатываемой детали включают установочные и быстрые перемещения, а также повороты рабочих органов станков. Движения управления станком в процессе работы необходимы для включения, выключения и реверсирования приводов движения и подачи, для управления приводами взаимосвязанных движений и для управления вспомогательными приводами станка. В ряде станков имеются встроенные приводы, обеспечивающие движения соответствующих рабочих органов для подачи и зажима со пруткового материала или штучных заготовок. 3. Взаимосвязанные движенияВ некоторых случаях механической обработки получение заданной формы и конфигурации поверхностей детали достигается введением дополнительных движений, имеющих определенную строгую кинематическую связь с основными движениями станка — движением резания и движением подачи. Эти движения требуют особой настройки и поэтому в общем случае их следует называть взаимосвязанными. В зависимости от характера и назначения взаимосвязанные движения могут быть подразделены на пять видов. Движение обкатки или огибания используется в специализированных станках для нарезания всех видов зубчатых колес, червяков, шлицевых валов и других аналогичных деталей. Движение обкатки иногда имеет кинематическую связь только с движением резания (нарезание прямозубых цилиндрических колес на зубофрезерном станке), иногда только с движением подачи (нарезание прямозубых колес на зубодолбежном станке), а в отдельных случаях (нарезание косозубых колес на зубофрезерном станке) имеет связь и с движением резания и с движением подачи. Движение образования винтовой поверхности применяется при нарезании резьбы резцом на токарно-вннторезных станках и при фрезеровании резьбы и винтовых канавок на резьбофрезерных или универсально-фрезерных станках. При нарезании резьбы резцом на токарном станке движение образования винтовой поверхности кинематически связано с движением резания, а при фрезеровании резьбы — с круговой подачей обрабатываемой детали. Движение образования архимедовой спирали необходимо при нарезании торцовых резьб на токарных станках. Оно связано с движением резания. Движение образования сложных поверхностей используется при обработке конусов на токарных станках моделей 163 и 1К620 и для всех видов копировальных работ. Движение деления может иметь особую связь с основными движениями, обеспечивая делительные повороты обрабатываемой детали на необходимый угол в определенные периоды работы станка. В некоторых случаях движение деления имеет связь не с основными, а со вспомогательными движениями. Рубикон ООО 5. Видеоролики на тему: Движения в станкахПолезные ссылки по теме — Дополнительная информация Определение движения подачи. Значение движения подачи. Синонимы движения подачи Движение подачи Кормовая ткань, фартук для ведущей хлопчатобумажной, шерстяной или другой Движение подачи, или Шестерня подачи (Мах.), Цепь механизма. — BuzzFeed Entertainment Group, в которую также входит BuzzFeed Motion Pictures. По состоянию на 2016 год [обновление] у BuzzFeed были корреспонденты из 12 стран, а также иностранные … Скорости, подачи и нарезание резьбы — производственные процессы 4-5После прохождения этого модуля вы сможете:
Скорость резания определяется как скорость на внешней кромке инструмента во время резки. Сталь Железо Алюминий Свинец Рис. 1. Увеличение скорости резания в зависимости от твердости обрабатываемого материала
Твердость материала режущего инструмента также во многом зависит от рекомендуемой скорости резания. Углеродистая сталь Быстрорежущая сталь Карбид Рис. 2. Увеличение скорости резания в зависимости от твердости режущего инструмента Таблица 1: Скорости резания для типов материалов
После определения SFM для данного материала и инструмента можно рассчитать шпиндель, поскольку это значение зависит от скорости резания и диаметра инструмента. об/мин = (CS x 4) / D Где:
Подача (подача фрезерного станка) может быть определена как расстояние в дюймах в минуту, на которое заготовка перемещается в фрезу. На фрезерных станках, которые есть у нас в LBCC, подача не зависит от скорости вращения шпинделя. Это хорошая компоновка, которая обеспечивает более быструю подачу для больших медленно вращающихся фрез. Скорость подачи, используемая на фрезерном станке, зависит от следующих факторов:
Подача на зуб — это количество материала, которое должно быть удалено каждым зубом фрезы по мере его вращения и продвижения в работу. По мере того, как заготовка продвигается в фрезу, каждый зуб фрезы продвигается в заготовку на одинаковую величину, образуя стружку одинаковой толщины. Толщина стружки или подача на зуб вместе с количеством зубьев фрезы составляют основу для определения скорости подачи. Идеальная скорость подачи для фрезерования измеряется в дюймах в минуту (дюйм/мин) и рассчитывается по следующей формуле: дюйм/мин = F x N x об/мин Где:
Например: Подачи для концевых фрез, используемых в вертикально-фрезерных станках, варьируются от 0,001 до 0,002 дюйма на зуб для фрез очень малого диаметра при обработке стальных заготовок до 0,010 дюйма на зуб для больших фрез при обработке алюминиевых заготовок. Поскольку скорость резания низкоуглеродистой стали составляет 90, число оборотов в минуту для высокоскоростной двухзубой концевой фрезы 3/8 дюйма составляет Об/мин = CS x 4 / D = 90 x 4 / (3/8) = 360 / 0,375 = 960 об/мин
Для расчета скорости подачи мы выберем 0,002 дюйма на зуб дюйм/мин = F x N x об/мин = 0,002 x 2 x 960 = 3,84 дюйм/мин Движение станка, при котором режущий инструмент врезается в поверхность заготовки или вдоль нее, называется подачей. Количество подачи обычно измеряется в тысячных долях дюйма при резке металла. Подачи выражаются немного по-разному на разных типах машин. Сверлильные станки с механической подачей предназначены для продвижения сверла на заданную величину при каждом обороте шпинделя. Если мы настроим машину на подачу на 0,006 дюйма, машина будет подавать 0,006 дюйма на каждый оборот шпинделя. Это выражается как (IPR) дюймов на оборот
Надлежащая практика:Использование направляющих Направляющие метчика являются неотъемлемой частью изготовления удобной и прямой резьбы. При использовании токарного или фрезерного станка метчик уже прямой и центрированный. При выравнивании крана вручную будьте осторожны, так как 9Направляющая 0° намного точнее, чем человеческий глаз.
Использование масла При сверлении и нарезании резьбы очень важно использовать масло. Он предотвращает визг сверла, делает рез более гладким, очищает от стружки и предотвращает перегрев сверла и ложи.
Клевание Сверление помогает предотвратить перегрев и поломку бит при их использовании для сверления или нарезания резьбы. Сверление с просверливанием включает частичное просверливание детали, затем ее отвод для удаления стружки, одновременно позволяя детали остыть. Обычной практикой является поворот рукоятки на полный оборот, а затем на пол-оборота назад. Всякий раз, когда сверло или метчик выворачиваются, удалите как можно больше стружки и добавьте масло на поверхность между сверлом или метчиком и заготовкой.
Стекло плавление: Температура плавления стекла (температура начала размягчения)Температура плавления стекла (температура начала размягчения)Понятие «температура плавления стекла» применяют по аналогии с точкой плавления чистого кристаллического вещества, однако аморфные или стеклообразные материалы, как известно, не имеют точки плавления, а обнаруживают в определенных температурных границах растянутый интервал размягчения, который имеет начальную и конечную температуру. Начальная точка размягчения стекла характеризуется температурой, при которой его вязкость приобретает значение около 1012пуаз. Для обычных промышленных стекол размягчение начинается в интервале температуры 400-600°С. За конец размягчения стекла принимают температуру, при которой стекло имеет вязкость 2·108 пуаз, что для большинства обыкновенных стекол соответствует температурному диапазону от 700 до 750°С. На температуру плавления стекла (или начала размягчения) существенно влияет его химический состав. В частности, понижению температуры плавления стекла, так же как и его вязкости, способствуют следующие окислы: B2O3, BaO, Na2O, K2O, Li2O, Fe2O3, MnO и PbO. Следует отметить стекла с высокой температурой плавления. К ним относятся: кварцевое стекло различных типов, кремнеземистые стекла, ситаллы и ситалловые стекла. Например, температура плавления кварцевого стекла может достигать 1300°С. В диапазоне температуры от 630 до 730°С начинают плавиться (размягчаться) термостойкие стекла и стекла для медицинского применения. Оконное, лабораторное, посудное стекло и хрусталь имеют температуру начала размягчения от 530 до 600°С.
Источники:
Как расплавить стекло. Плавление бутылочного стекла в муфельной печиПлавление стекла – процесс перехода его из твердого состояния в жидкое. Для того, чтобы это произошло, необходимо соблюдение определенных условий. Они зависят от вида стекла, его химического состава. Это общедоступный плавкий материал, из которого повсеместно производят посуду, предметы интерьера, украшения и еще массу полезных вещей. С помощью технологии фьюзинга создаются изделия из разноцветного стекла. Она предполагает работу с расплавленным материалом, доведенным до жидкого состояния. Такое разное цветное стекло Можно ли расплавить стекло и что для этого нужно Плавка стекла осуществляется при больших температурах. Нет точного значения, его определяют экспериментальным путем.
На предприятиях, которые работают со стеклом, температура в печах поддерживается на уровне 1600оС. Бутылочное стекло Есть два метода плавления стекла – литье и моллирование. При литье оно расплавляется до жидкого состояния и им заполняются необходимые формы (молды). Моллирование – процесс, при котором стекло нагревается до тягучего состояния и становится гнущимся и податливым. В таком состоянии с ним работают стеклодувы, изгибая и вытягивая материал. Моллирование стекла
Как видно, температура расплавленного стекла имеет большие значения, достичь которых можно, если использовать качественную муфельную печь. Печи для плавления стекла и их виды Муфельная печь – устройство для равномерного нагревания веществ. Она состоит из:
Корпус может быть выполнен из нержавеющей стали или углеродистой. Модели из нержавейки служат намного дольше. Муфель – самая важная часть печи, потому что именно в нем плавится стекло и располагаются нагревательные элементы. Он может быть выполнен из керамики, корунда или специального волокна. Еще одна важная часть – это блок управления, который отвечает за выбор режима и настройку печи. Сейчас все печи оснащаются электронными блоками, которые вытеснили циферблатные. Схема муфельной печи Можно ли расплавить стекло в определенной муфельной печи, зависит от вида самого устройства.
Муфельная печь SNOL
Наиболее важной характеристикой считается диапазон температур. По этому параметру печи разделяют на:
Отличаются печи и по режиму обработки, бывают:
Есть модели, которые предназначены для домашнего использования, а есть профессиональные агрегаты, которые используются в лабораториях или на крупных предприятиях. Особенности использования муфельной печи на примере плавления бутылочного стекла Расплавить бутылку из стекла можно в домашних условиях, имея под рукой обычную муфельную печь. Стеклянные бутылки найти несложно, причем бывают они различных форм и цветов. Можно использовать тару от пива, соков, воды, косметики. Перед тем, как приступить к самому процессу, их нужно тщательно подготовить. Необходимо очень тщательно очистить бутылки от наклеек, чтобы на поверхности ничего не осталось. Затем их нужно вымыть и обсушить так, чтобы не было пятен и жирных следов. Градус плавления стекла, из которого изготовлены бутылки, составляет примерно 700-750оС. Печь перед применением также необходимо проверить и очистить. Далее нагревательные элементы и исправность работы устройства нужно испытать с помощью пирометрического конуса.
Для работы понадобится полка и форма для литья. Их также необходимо подготовить и нанести специальный сепараторный состав для отделения стекла. Форма для литья должна быть установлена так, чтобы оно не могло стечь за ее границы. Далее следует установить нужный температурный режим, который, как мы уже говорили, зависит от типа стекла и его химического состава. Плавление бутылочного стекла Подготовленную бутылку помещают в центр печи так, чтобы при расплавлении она стекала в форму. Нагревание необходимо производить постепенно, чтобы форма для литья не треснула. Нужно установить невысокие начальные значения и постепенно увеличивать их с небольшим шагом. При 500оС начинается плавление бутылочного стекла, причем сначала стекают тонкие стенки.
Мы рассмотрели, как расплавить бутылку из стекла, подготовку к процессу и его основные этапы. Чтобы получить изделие хорошего качества, необходимо использовать надежное профессиональное оборудование. Приобрести такое можно в ТД «Лабор». Электроды для плавки стекла | Plansee Молибденовые электроды для плавки стекла для стеклянных резервуаров с электрическим подогревом должны выдерживать экстремальные термические нагрузки и агрессивные расплавы стекла. Благодаря специальному процессу ковки, производимые нами электроды для плавки стекла имеют особенно гладкую поверхность. Кроме того, наши процессы формовки позволяют получить особенно крупнозернистую, устойчивую к ползучести структуру материала в сочетании с оптимальной прямолинейностью. Это гарантирует, что наши электроды для плавки стекла не деформируются, менее подвержены износу и служат дольше.
Низкая коррозия обеспечивает долгий срок службы электродов Молибден обладает отличной коррозионной стойкостью по отношению к большинству расплавов стекла. Электроды для плавки стекла из диоксида молибдена и циркония Предлагаем электроды для плавки стекла из MoZrO 2 для производства стекла в особо агрессивных стекломассах. Небольшие количества диоксида циркония (ZrO 2 ), добавленные к молибдену, улучшают свойства чистого материала. MoZrO 2 обеспечивает особенно высокий уровень коррозионной стойкости к расплавам стекла, а также лучшее сопротивление ползучести, чем чистый молибден. Часто в расплавах стекла используются агрессивные рафинирующие агенты, такие как оксид сурьмы и оксид мышьяка. Они нарушают зернистую структуру чистого молибдена и приводят к быстрому истиранию и поломке электродов. MoZrO 2 способен противостоять этой агрессивной среде. Даже в коричневом и зеленом тарном стекле добавление диоксида циркония может значительно снизить коррозию электродов. Sibor® – наша защита от окисления для молибдена Молибден начинает окисляться при температуре выше 400°C. Sibor® защищает молибден от окисления до 1700°C (3092°F). Очень твердое, плотное покрытие создает диффузионный барьер вдоль основного материала и формирует изоляцию SiO 2 от воздуха. В зависимости от рабочей температуры материал защищен от окисления слоем Sibor® до 5000 часов. Используя Sibor®, вы можете установить электроды непосредственно перед нагревом стеклянного резервуара. Это избавляет от трудоемкой и опасной установки в резервуаре, уже заполненном расплавом стекла. Структура слоев Sibor® показана на микрошлифах REM BE: Высочайшее качество из одних рук Мы производим наши электроды для плавки молибденового стекла от сырья до готового продукта на собственном предприятии. Мы используем только самое чистое сырье в качестве исходного материала. Таким образом мы гарантируем, что наши электроды для плавки стекла соответствуют самым высоким требованиям с чистотой не менее 99,97%.
а) металлическая чистота без W Изготовление по вашим индивидуальным требованиям У нас есть стандартные размеры на складе. Но вы хотели бы особый размер, механическую обработку, покрытие, специальную резьбу или охлаждающие каналы? Мы будем рады удовлетворить ваши конкретные требования.
Микроволновая плавка стекла — Gyrotron Technology, Inc
Компания Gyrotron Technology Inc. Гиротрон представляет собой микроволновый источник, генерирующий микроволновый луч миллиметрового диапазона мощностью от нескольких киловатт до одного мегаватта. Используя простые металлические зеркала, луч можно сфокусировать, распределить по поверхности и направить — и все это с превосходной плотностью тепла там, где он сфокусирован, и отсутствием тепла там, где он не сфокусирован, а также с контролируемой однородностью. Поглощение миллиметровой микроволновой энергии в стекле в первую очередь связано с существованием постоянных дипольных молекул, которые имеют тенденцию переориентироваться под влиянием микроволнового электрического поля. Этот механизм потери переориентации возникает из-за неспособности поляризации следовать чрезвычайно быстрым изменениям электрического поля. Следовательно, на таких высоких частотах результирующая фаза поляризации отстает от изменений приложенного электрического поля, и мощность рассеивается в диэлектрическом материале, таком как стекло. Благодаря уникальным свойствам гиротронного источника стало возможным создание новых технологий обработки стекла, таких как микроволновая плавка стекла, которые готовы к применению в промышленных условиях. Традиционная варка стекла представляет собой изготовление стекла из шихты стеклокерамики. Обычные компоненты шихты имеют высокие температуры плавления, и в шихте задерживается много воздуха. Этот воздух и другие газы, образующиеся во время химических реакций между компонентами шихты, задерживаются внутри пузырьков и должны быть удалены в процессе рафинирования. Единственный способ ускорить варку стекла — прямой нагрев пены и поступающей шихты. Лучшим источником тепла для этого является микроволновая печь. Микроволны миллиметрового диапазона взаимодействуют с партией стекла настолько эффективно, что партию можно расплавить за считанные секунды. Новая технология, основанная на способности луча гиротрона быстро плавить керамические компоненты, была создана компанией Gyrotron Technology Inc. Используя эту технологию, непрерывно текущая стеклокерамика плавится непосредственно на пути к плавильной печи и/или на поверхности расплавленной ванны. Кабель квазар: КВАЗАР.РФ Антикражные системы, кассовые аппараты, сканеры штрих кода, автоматизация торговлиОписание порядка работы с трубо-кабелеискателем КВАЗАР. Особенности.
Работа с генератором. При работе с генератором основной вид опасности – поражение электрическим током, создаваемым генератором переменного тока. К работе установкой допускаются лица, изучившие «Правила технической эксплуатации электроустановок потребителей» и «Правила техники безопасности при эксплуатации электроустановок потребителей». Если работы производятся на газопроводах, то необходимо знание «Правил техники безопасности в газовом хозяйстве». Во избежание поражения электрическим током присоединение генератора к трубопроводу, кабелю и заземлителю производится только в выключенном состоянии. На выходных клеммах генератора напряжение может составлять 100 В! Генератор подключается к источнику постоянного тока с номинальным напряжением 12 В с соблюдением полярности. Если напряжение имеет противоположенную полярность, то генератор не включится. Примеры способов подключение генератора из комплекта трассоискателя КВАЗАР к искомому объекту приведены на рис 1 . Если генератор используется для магнитной локации объектов, то полезным сигналом является величина тока сигнала генератора в исследуемых объектах. Оба варианта подключения генератора относятся и к электрическим подземным кабелям, у которых в качестве проводника сигнала может быть использована как проводящая изолированная защитная оболочка, так и фазные провода (рис. На рис.1г показан вариант, когда в качестве возвратного провода используется проводящая защитная оболочка кабеля. Несмотря на большой ток, который может протекать вдоль кабеля в этом режиме, излучаемый сигнал оказывается непропорционально меньшим. Это происходит из-за взаимной компенсации магнитных полей прямого и возвратного тока при близком расположении в пространстве двух проводников. Поэтому для трассировки кабеля часто используют специальные генераторы с большим выходным током и относительно небольшим напряжением, которые позволяют попутно «дожигать» изоляцию в местах ее пробоя с последующей трассировкой. В этом случае места пробоя изоляции проявляют себя резким понижении уровня сигнала приемника при прохождении оператора над ними. На рис.1д представлена еще одна часто используемая схема подключения при трассировке кабелей, когда закорочены фазы (две или все). Здесь тоже необходим большой избыточный ток генератора из-за взаимной компенсации магнитных полей прямого и обратного токов. При обследовании изоляции на наличие повреждений и контакта с грунтом на объект подается напряжение сигнала генератора. В этом случае для получения максимального сигнала лучше работать с повышенным выходным напряжением генератора. Поэтому желательным вариантом является непосредственное гальваническое соединение генератора с объектом, который соприкасается в грунтом только через свое изоляционное покрытие. Частота сигнала выбирается наименьшей, для уменьшения утечек сигнала через распределенную емкость относительно грунта. При обследовании изоляции специальными селективными приемниками определяется характер изменения потенциалов сигнальной частоты по поверхности грунта над местом залегания коммуникаций и локализуются «аномальные» зоны.
Определение расположения и глубины залегания трубопроводов, кабеля. Усиление приемника устанавливается в зависимости от уровня входного сигнала и фонового шума в режиме делитель «d». Вначале поиска выбирают такое усиление, чтобы светящаяся точка светодиодной шкалы находилась вначале шкалы (подстройка под уровень фоновых шумов). После обнаружения оси коммуникации усиление уменьшают так, чтобы указатель не «зашкаливал» при максимальном сигнале. Если ось поискового контура расположить параллельно поверхности земли (рис 2.), то ось трассы определяется оператором по максимальному сигналу, прослушиваемому в головных телефонах или по максимальному отклонению шкального индикатора приемника. Электромагнитную антенну надо перемещать перпендикулярно направлению трассы. Направление прохождения трассы можно определить путем вращения оси антенны в горизонтальной плоскости. Наиболее точное определение оси трассы осуществляется по минимуму сигнала, если ось антенны расположить перпендикулярно поверхности земли (рис.3.). Изменение сигнала в этом случае происходит более резко, чем при определении оси по максиму. Для определения глубина залегания трассы с максимальной точностью определяется ось и направление трассы. Далее на поверхности грунта проводят черту, определяющую место оси. После этого поисковый контур поворачивается в держателе с фиксатором под углом 45° (рис.4.), и ось антенны устанавливают в плоскости, перпендикулярной оси трассы. Антенну следует располагать как можно ближе к поверхности грунта. Затем антенну отводят в сторону от проведенной черты до точки следующего минимума сигнала. При дальнейшем перемещении сигнал несколько увеличивается, а затем опять уменьшается. В месте первого минимума сигнала проводится вторая черта параллельно оси трассы. Поиск повреждения изоляции. При обследовании повреждений изоляции комплект КВАЗАР обслуживается двумя операторами. Операторы перемещаются вдоль оси трассы трубопровода. Оператор с приѐмником наблюдает за уровнем сигнала по отклонению точки линейной шкалы и уровня звука в головных телефонах. Величина сигнала определяется разностью потенциалов на поверхности земли, которые образуются прохождением переменного тока генератора по цепи генератор-труба-изоляция-земля-заземлитель-генератор. В месте повреждения изоляции переходное сопротивление труба-земля уменьшается, и на поверхности земли разность потенциалов будет иметь повышенное значение. Увеличение потенциала будет тем значительнее, чем больше повреждение. Считается, что исследование изоляции контактным способом с помощью потенциальных штырей уверенно возможно при удельном сопротивлении грунта не более 100 Ом×м. Для определения градиента потенциалов на поверхности грунта данным способом используется штыревые электроды из комплекта приемника. Каждый электрод погружается в грунт на глубину не менее 2 см при перемещении по трассе с интервалом примерно в 1 м. При этом вдоль трассы перемещаются два оператора. Первый с приѐмником и заземляющим штырем, соединѐнным коротким проводом экранированного кабеля из комплекта приемника. Второй оператор использует сигнальный штырь с изолирующей вставкой. Для соединения сигнального штыря с приемником служит экранированный кабель из комплекта прибора. Сигнальный провод экранированного кабеля на одном конце соединяется с нижней металлической частью сигнального штыря, а на другом конце с сигнальной клеммой «Вход» приемника. Экран сигнального провода соединяется с верхней металлической частью сигнального штыря на одном конце. Операторы при обследовании изоляции расходятся на длину экранированного кабеля и движутся синхронно. При обследовании изоляции трубопроводов могут применяться два метода расположения электродов. Первый метод соответствует продольному расположению электродов по отношению к оси трассы при движении операторов вдоль трубопровода. Впереди перемещается оператор с приѐмником и поисковой антенной, а за ним, на расстоянии 4 м оператор с сигнальным штырем, соединенным сигнальным экранированным кабелем с приемником первого оператора. Второй метод соответствует поперечному расположению электродов относительно оси трассы. При наличии близко расположенных дефектов, отстоящих друг от друга менее чем на 4м, параллельным методом обследования изоляции можно установить только факт присутствия и границы поврежденного участка по изменению сигнала. В этом случае расположение электродов нужно изменить на перпендикулярное и точно определить места отдельных повреждений. Движение операторов вдоль обследуемого трубопровода должно проходить по оси трассы со смещением не более одного метра в стороны.
Кабель патч-корд, UTP 5e — звоните +7(949) 480-12-20, +7(949) 480-12-22.
Есть в наличии Есть в наличии Дисплей — 6,7″,OLED 2778×1284 / Память, Gb — 6/512 / Процессор — Apple A15 Bionic, 6 ядер / Камеры, Mp — 12+12/12 / SIM-карты — nano SIM+eSIM / Особенности — Wi-Fi 802. Bluetooth 5.0, NFC / Связь — GSM 900/1800/1900, 3G, 4G LTE, 5G, LTE-A, VoLTE / Гарантия — 3 месяца / Есть в наличии Дисплей — 6,7″ 2796×1290 / Память, Gb — 256 / Процессор — Apple A16 Bionic / 6 ядер / Камеры, Mp — 48+12+12/12 / SIM-карты — nano SIM / Особенности — Bluetooth, NFC, Wi-Fi / Связь — 3G, 4G LTE, 5G, FDD-LTE / Есть в наличии Дисплей — 6,7″ 2796×1290 / Память, Gb — 128 / Процессор — Apple A16 Bionic / 6 ядер / Камеры, Mp — 48+12+12/12 / SIM-карты — nano SIM / Особенности — Bluetooth, NFC, Wi-Fi / Связь — 3G, 4G LTE, 5G, FDD-LTE / Есть в наличии Есть в наличии Есть в наличии Есть в наличии Есть в наличии Есть в наличии Есть в наличии Есть в наличии Дисплей — 6,7″ 2796×1290 / Память, Gb — 128 / Процессор — Apple A16 Bionic / 6 ядер / Камеры, Mp — 48+12+12/12 / SIM-карты — nano SIM / Особенности — Bluetooth, NFC, Wi-Fi / Связь — 3G, 4G LTE, 5G, FDD-LTE / Есть в наличии Дисплей — 6,7″ 2796×1290 / Память, Gb — 512 / Процессор — Apple A16 Bionic / 6 ядер / Камеры, Mp — 48+12+12/12 / SIM-карты — nano SIM / Особенности — Bluetooth, NFC, Wi-Fi / Связь — 3G, 4G LTE, 5G, FDD-LTE / Есть в наличии Уточняйте наличие Есть в наличии Подключение Bt — 5. Порт зарядки — microUSB / Время зарядки, час — 2 / Время работы, час — 20 / Профили Bluetooth — sbs / Гарантия — 14 дней / Тип наушников — беспроводные / Микрофон — да / Динамики, м — 10 мм / Есть в наличии Дисплей — 6.82″ / Память, Gb — 4/64 / Процессор — MediaTek Helio G85 / 8 ядер / Камеры, Mp — 16+2/8 / Аккумулятор, mAh — 7000 / SIM-карты — 2 Sim / Особенности — Датчики приближения и освещения, акселерометр, компас / Связь — 3G, 4G LTE / Есть в наличии Есть в наличии Есть в наличии Есть в наличии Дисплей — 6,7″ 2796×1290 / Память, Gb — 256 / Процессор — Apple A16 Bionic / 6 ядер / Камеры, Mp — 48+12+12/12 / SIM-карты — nano SIM / Особенности — Bluetooth, NFC, Wi-Fi / Связь — 3G, 4G LTE, 5G, FDD-LTE / Есть в наличии Дисплей — 6. Память, Gb — 4/128 / Процессор — Mediatek Helio G99/ 8 ядер / Камеры, Mp — 50/8 / Аккумулятор, mAh — 6000 / SIM-карты — 2 Sim / Связь — 3G, 4G LTE / Гарантия — 14 дней / Есть в наличии Есть в наличии Диагональ — 43″ 4K, 3840×2160 / DVB-T2, DVB-C, DVB-T — DVB-T2 / C / Smart TV — Android 10 / Гарантия — 1 месяц / Есть в наличии Дисплей — 6. Память, Gb — 6/256 / Процессор — Mediatek Helio G99/ 8 ядер / Камеры, Mp — 50/8 / Аккумулятор, mAh — 6000 / SIM-карты — 2 Sim / Связь — 3G, 4G LTE / Гарантия — 14 дней / Светодиодные трубки Quasar Science | Лампы | ЛампыДРУГИЕ КАТЕГОРИИ
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Актуальные цены Вы можете уточнить, любым удобным для Вас способом. Спасибо за понимание.
Актуальные цены Вы можете уточнить, любым удобным для Вас способом. Спасибо за понимание.

 входит в упак.
входит в упак. included in pkg.»> 100 штук в упаковке
included in pkg.»> 100 штук в упаковке
 Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить. Парень говорит, что ему 12 лет.
Парень говорит, что ему 12 лет.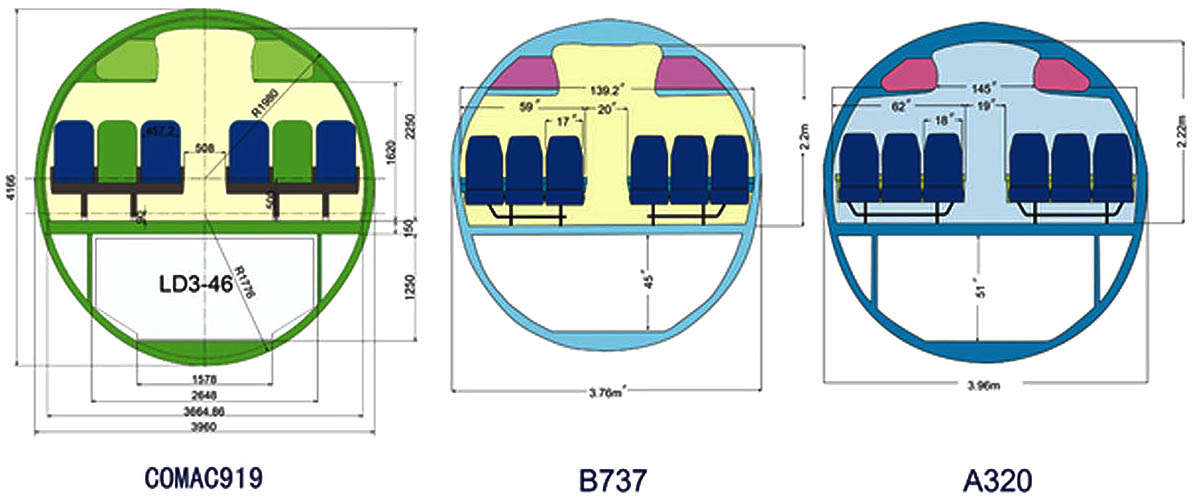

 Однако для 390 она может быть немного коротковата.
Однако для 390 она может быть немного коротковата. глубина пропила под углом 90°
глубина пропила под углом 90° глубина пропила под углом 90°
глубина пропила под углом 90° глубина пропила под углом 90°
глубина пропила под углом 90° глубина пропила под углом 90°
глубина пропила под углом 90° глубина пропила под углом 90°
глубина пропила под углом 90° глубина пропила под углом 90°
глубина пропила под углом 90° глубина пропила под углом 90°
глубина пропила под углом 90°

 ..+60 °; Габариты распилочного стола, мм: 512х685х40.
..+60 °; Габариты распилочного стола, мм: 512х685х40.
 ru
ru Одними из самых распространенных предметов одежды, в которых используется этот тип вязания, являются носки и варежки.
Одними из самых распространенных предметов одежды, в которых используется этот тип вязания, являются носки и варежки. На самом деле, вы, вероятно, почти в четыре раза увеличите свою производительность, поэтому, если у вас есть резервные копии заказов, это отличный способ наверстать упущенное и иметь возможность обслуживать больше клиентов.
На самом деле, вы, вероятно, почти в четыре раза увеличите свою производительность, поэтому, если у вас есть резервные копии заказов, это отличный способ наверстать упущенное и иметь возможность обслуживать больше клиентов. com/embed/nkT6xlV_2Ys» frameborder=»0″ allowfullscreen=»allowfullscreen»>
com/embed/nkT6xlV_2Ys» frameborder=»0″ allowfullscreen=»allowfullscreen»> 

 При этом мотор нужно обслуживать. Это может не требовать много, но если вы не будете поддерживать его в хорошем состоянии, его нужно будет заменять чаще.
При этом мотор нужно обслуживать. Это может не требовать много, но если вы не будете поддерживать его в хорошем состоянии, его нужно будет заменять чаще.
 Поскольку это одна длинная выкройка, если что-то случится с пряжей, она может распутать всю одежду.
Поскольку это одна длинная выкройка, если что-то случится с пряжей, она может распутать всю одежду.
 На самом деле, есть даже комплект для переоборудования, который можно использовать для замены флиса, махры и одинарного трикотажа на этой машине.
На самом деле, есть даже комплект для переоборудования, который можно использовать для замены флиса, махры и одинарного трикотажа на этой машине. В большинстве случаев используется сложный узор вязания, поэтому в этой машине много движущихся частей, что значительно сокращает время производства.
В большинстве случаев используется сложный узор вязания, поэтому в этой машине много движущихся частей, что значительно сокращает время производства. Эта опция также имеет датчики, которые остановят машину, если с пряжей что-то не так. Они занимают много места на полу, но эта машина также сможет пропустить через систему много бобин с пряжей.
Эта опция также имеет датчики, которые остановят машину, если с пряжей что-то не так. Они занимают много места на полу, но эта машина также сможет пропустить через систему много бобин с пряжей. Современные машины оснащены компьютерами, с помощью которых можно отслеживать скорость машины, количество оборотов в минуту, длину пряжи, оставшейся на катушках, и причину остановки машины.
Современные машины оснащены компьютерами, с помощью которых можно отслеживать скорость машины, количество оборотов в минуту, длину пряжи, оставшейся на катушках, и причину остановки машины. использовалось в то время. Затем пряжа проходит через трубку к положительному питателю и нитеводу.
использовалось в то время. Затем пряжа проходит через трубку к положительному питателю и нитеводу. Это стежок, который выполняется на вязальном кулачке в машине, и петли заменяются новой нитью в каждом ряду.
Это стежок, который выполняется на вязальном кулачке в машине, и петли заменяются новой нитью в каждом ряду.


 Sintelli знает все о кругловязальных машинах и предлагает индивидуальные решения, основанные на нашем опыте, пройдя путь от производителя ткани до производителя машин более 40 лет в Китае. Узнайте больше о наших решениях для машин и узнайте, что подходит именно вам!
Sintelli знает все о кругловязальных машинах и предлагает индивидуальные решения, основанные на нашем опыте, пройдя путь от производителя ткани до производителя машин более 40 лет в Китае. Узнайте больше о наших решениях для машин и узнайте, что подходит именно вам! 


 Оптимальная скорость резания определяется многими факторами: материалом заготовки и инструмента, геометрией режущих кромок инструмента, его стойкостью, требованиями к точности и шероховатости обработанной поверхности, величиной подачи и глубиной резания и др.
Оптимальная скорость резания определяется многими факторами: материалом заготовки и инструмента, геометрией режущих кромок инструмента, его стойкостью, требованиями к точности и шероховатости обработанной поверхности, величиной подачи и глубиной резания и др. Поэтому исходя из необходимости сохранения стойкости инструмента приходится устанавливать на станке ближайшую к оптимальной, но меньшую частоту вращения. В результате потеря скорости резания приводит к потере производительности процесса резания. При произвольном ступенчатом регулировании частот вращения исполнительного звена механизма главного движения потеря производительности процесса резания на разных ступенях регулирования будет различной, что нерационально при эксплуатации. Для того чтобы наибольшая потеря производительности процесса резания на любом участке ступенчатого регулирования скорости резания не превышала одной и той же величины (например, 10%), необходимо ступенчатый ряд частот вращения исполнительного звена строить по геометрической прогрессии со знаменателем ряда φ:
Поэтому исходя из необходимости сохранения стойкости инструмента приходится устанавливать на станке ближайшую к оптимальной, но меньшую частоту вращения. В результате потеря скорости резания приводит к потере производительности процесса резания. При произвольном ступенчатом регулировании частот вращения исполнительного звена механизма главного движения потеря производительности процесса резания на разных ступенях регулирования будет различной, что нерационально при эксплуатации. Для того чтобы наибольшая потеря производительности процесса резания на любом участке ступенчатого регулирования скорости резания не превышала одной и той же величины (например, 10%), необходимо ступенчатый ряд частот вращения исполнительного звена строить по геометрической прогрессии со знаменателем ряда φ: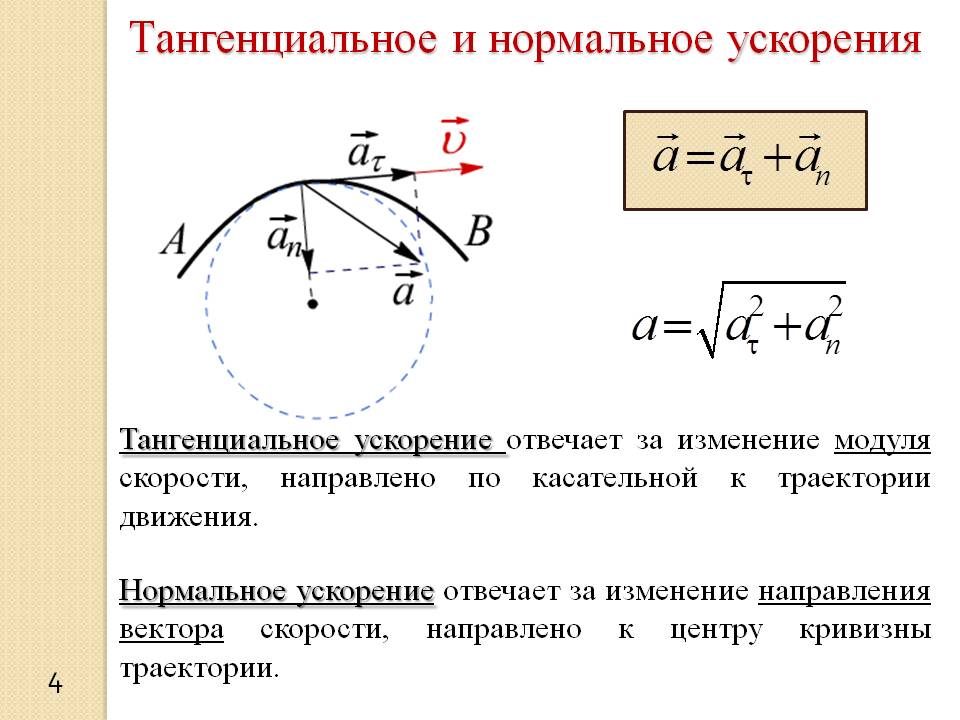 д., где n1, n2, n3, n4 — частоты вращения исполнительного звена.
д., где n1, n2, n3, n4 — частоты вращения исполнительного звена. Однако любой сложный механизм состоит из отдельных элементов, которые обеспечивают исполнительным звеньям станка необходимые движения. Передача этих движений исполнительным звеньям от источника движения (электродвигателя) происходит в резьбонарезных станках в основном с помощью механических и гидравлических передач.
Однако любой сложный механизм состоит из отдельных элементов, которые обеспечивают исполнительным звеньям станка необходимые движения. Передача этих движений исполнительным звеньям от источника движения (электродвигателя) происходит в резьбонарезных станках в основном с помощью механических и гидравлических передач. Все движения могут быть подразделены на три вида: основные, вспомогательные и взаимосвязанные.
Все движения могут быть подразделены на три вида: основные, вспомогательные и взаимосвязанные.
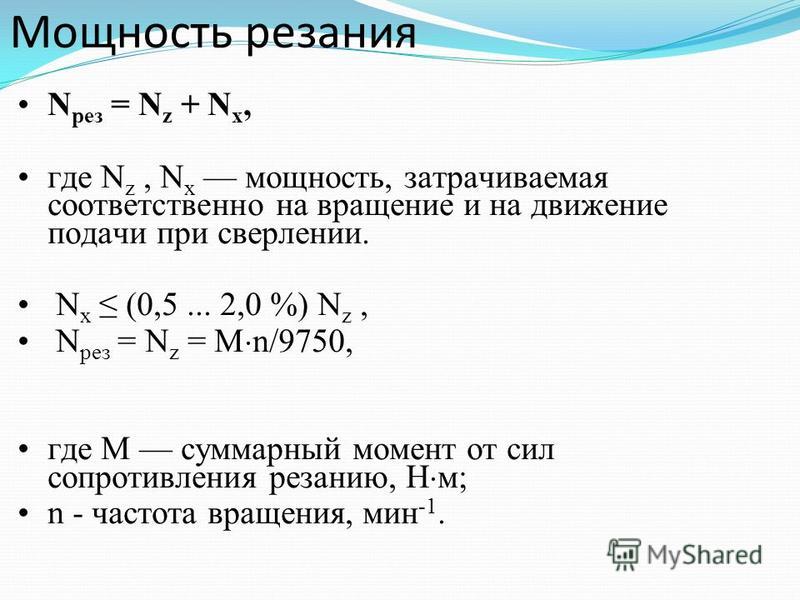
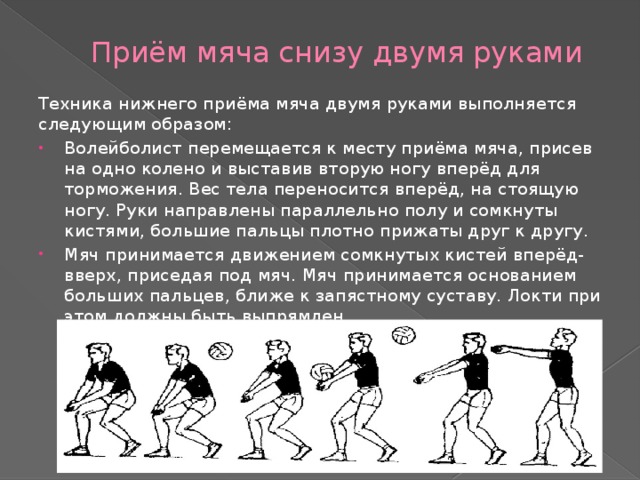
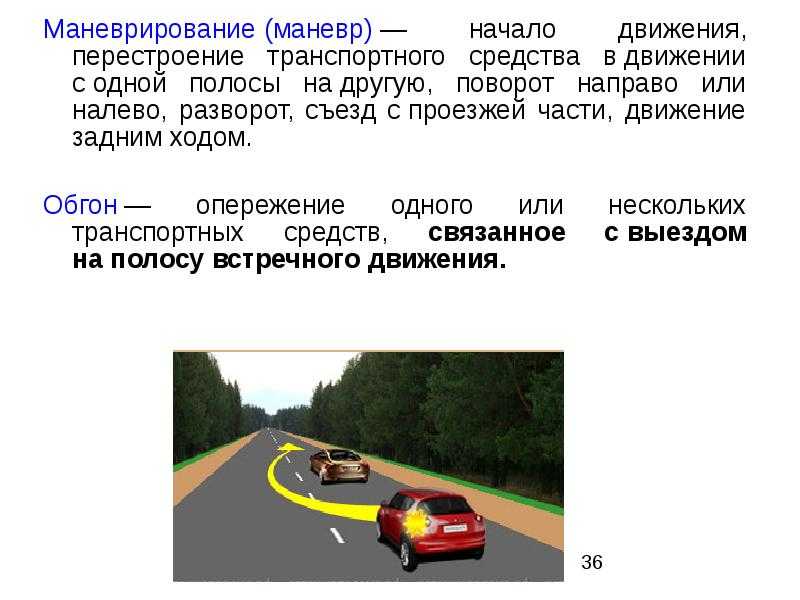
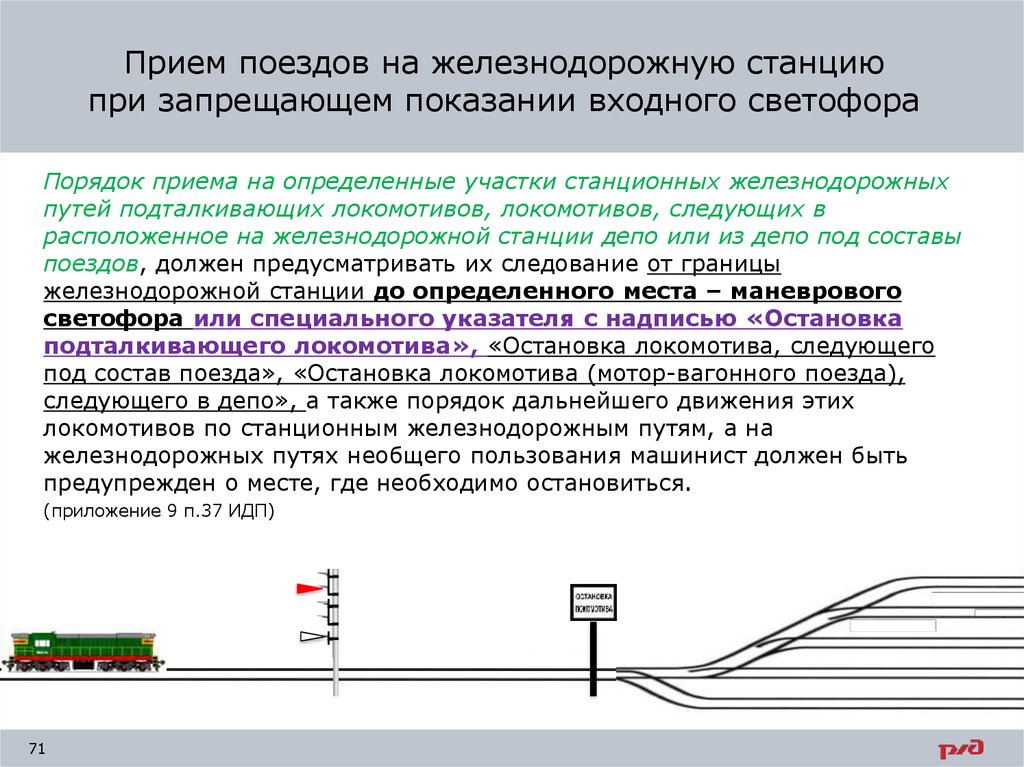
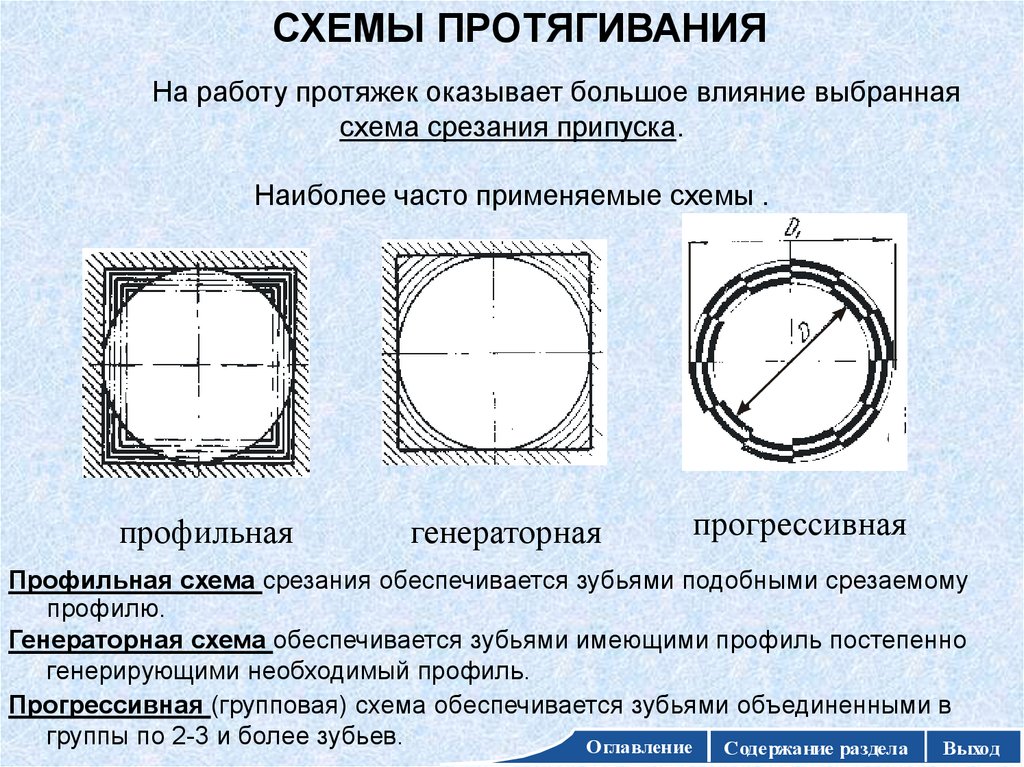
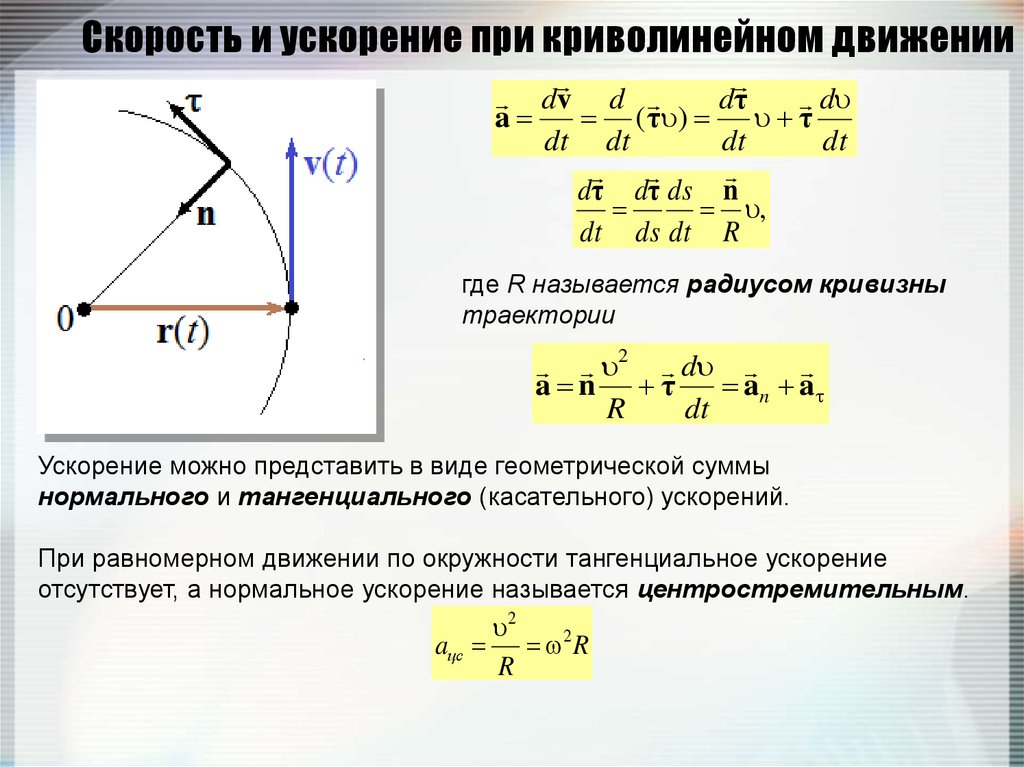 Брансон снялся в сериале…
Брансон снялся в сериале… 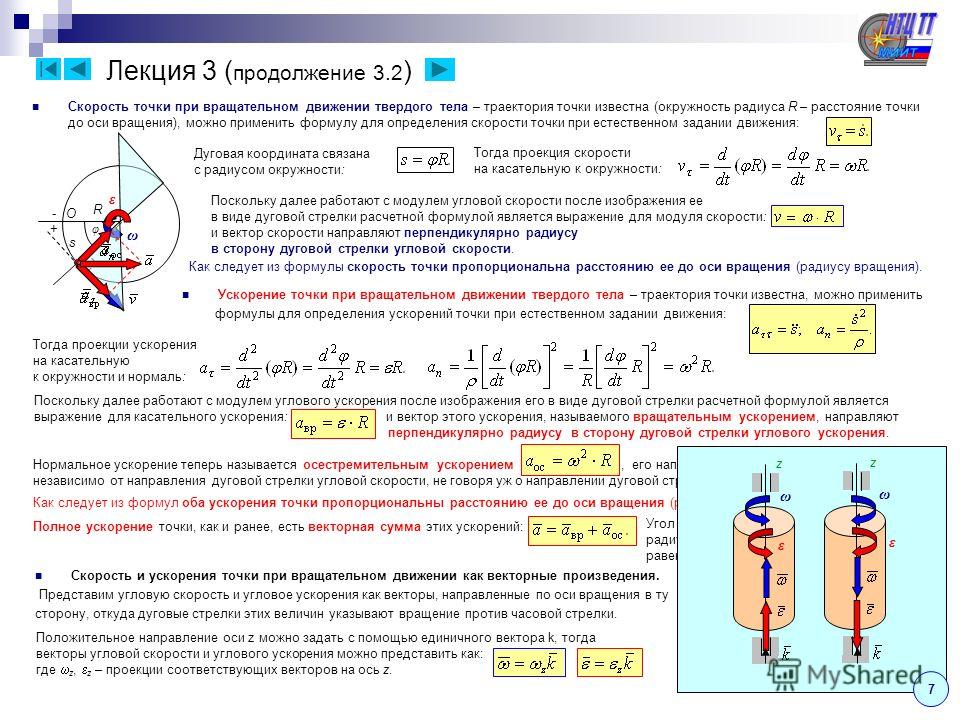 Минимальная частота кадров для создания комфортной иллюзии…
Минимальная частота кадров для создания комфортной иллюзии… 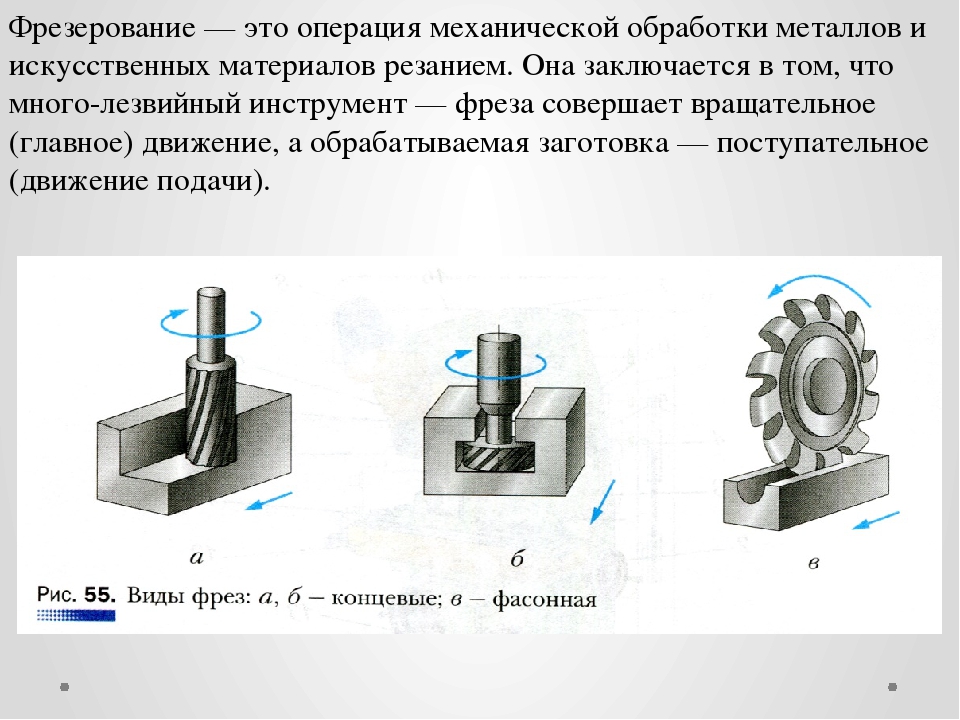 Это также известно как поверхностная скорость. Скорость поверхности, метраж поверхности и площадь поверхности напрямую связаны между собой. Если два инструмента разного размера вращаются с одинаковыми оборотами в минуту (об/мин), больший инструмент имеет большую скорость резания. Поверхностная скорость измеряется в поверхностных футах в минуту (SFM). Все режущие инструменты работают по принципу поверхностного метража. Скорость резки зависит, прежде всего, от типа материала, который вы режете, и типа режущего инструмента, который вы используете. Твердость обрабатываемого материала во многом зависит от рекомендуемой скорости резания. Чем тверже рабочий материал, тем медленнее скорость резания. Чем мягче рабочий материал, тем выше рекомендуемая скорость резания (см. рис. 1).
Это также известно как поверхностная скорость. Скорость поверхности, метраж поверхности и площадь поверхности напрямую связаны между собой. Если два инструмента разного размера вращаются с одинаковыми оборотами в минуту (об/мин), больший инструмент имеет большую скорость резания. Поверхностная скорость измеряется в поверхностных футах в минуту (SFM). Все режущие инструменты работают по принципу поверхностного метража. Скорость резки зависит, прежде всего, от типа материала, который вы режете, и типа режущего инструмента, который вы используете. Твердость обрабатываемого материала во многом зависит от рекомендуемой скорости резания. Чем тверже рабочий материал, тем медленнее скорость резания. Чем мягче рабочий материал, тем выше рекомендуемая скорость резания (см. рис. 1). Чем тверже сверло, тем выше скорость резания. Чем мягче сверло, тем медленнее рекомендуемая скорость резания (см. рис. 2).
Чем тверже сверло, тем выше скорость резания. Чем мягче сверло, тем медленнее рекомендуемая скорость резания (см. рис. 2).
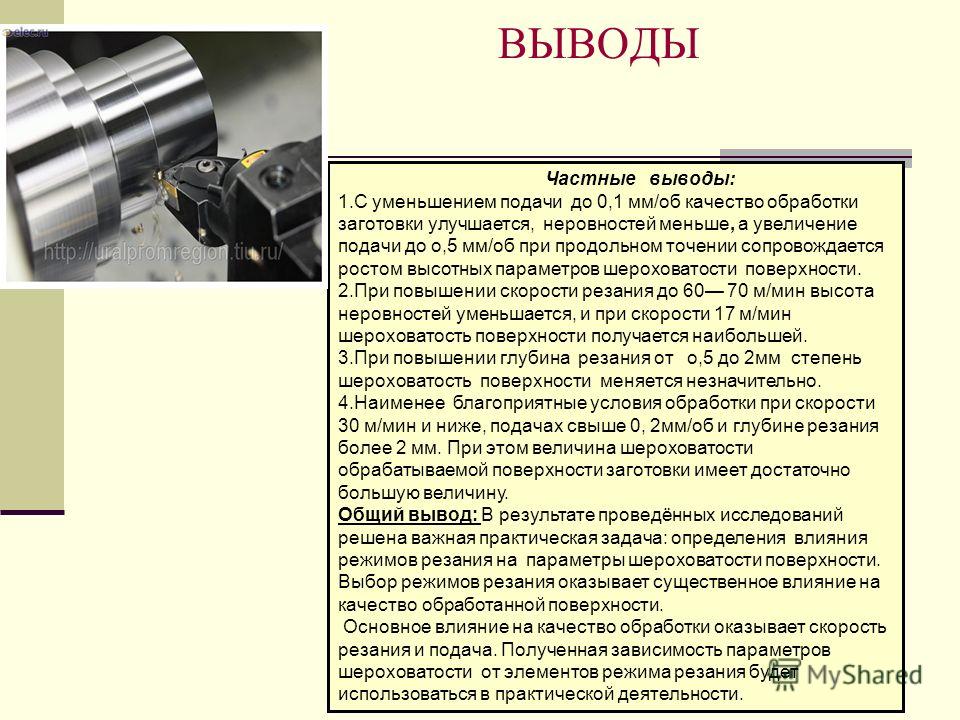
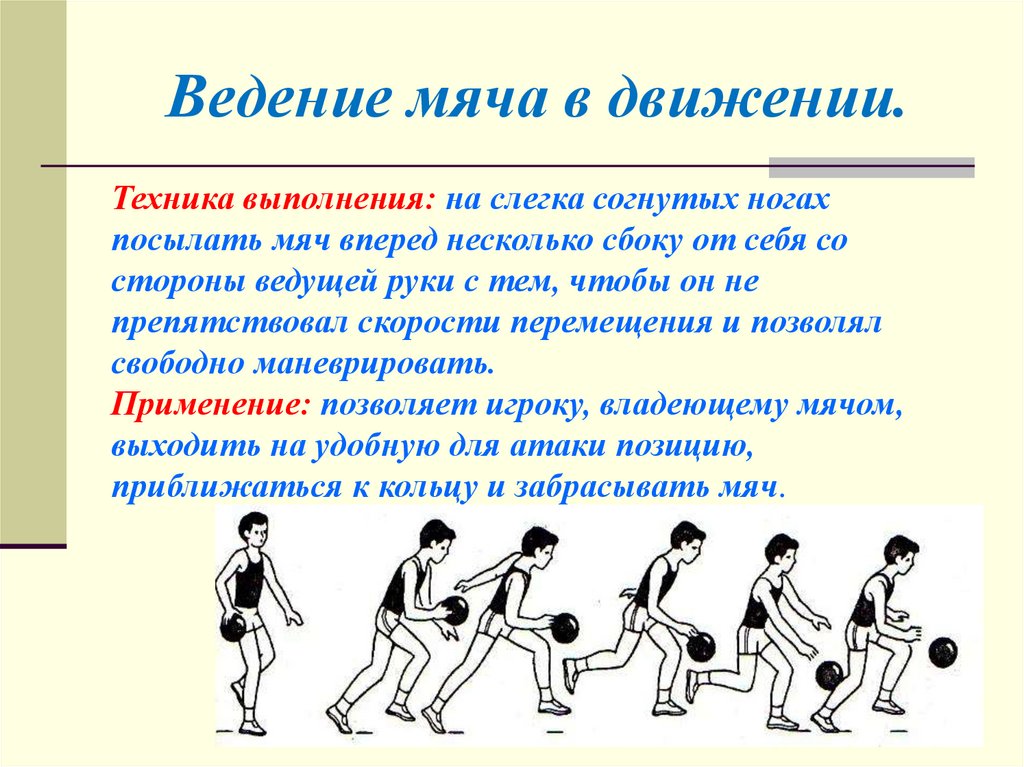
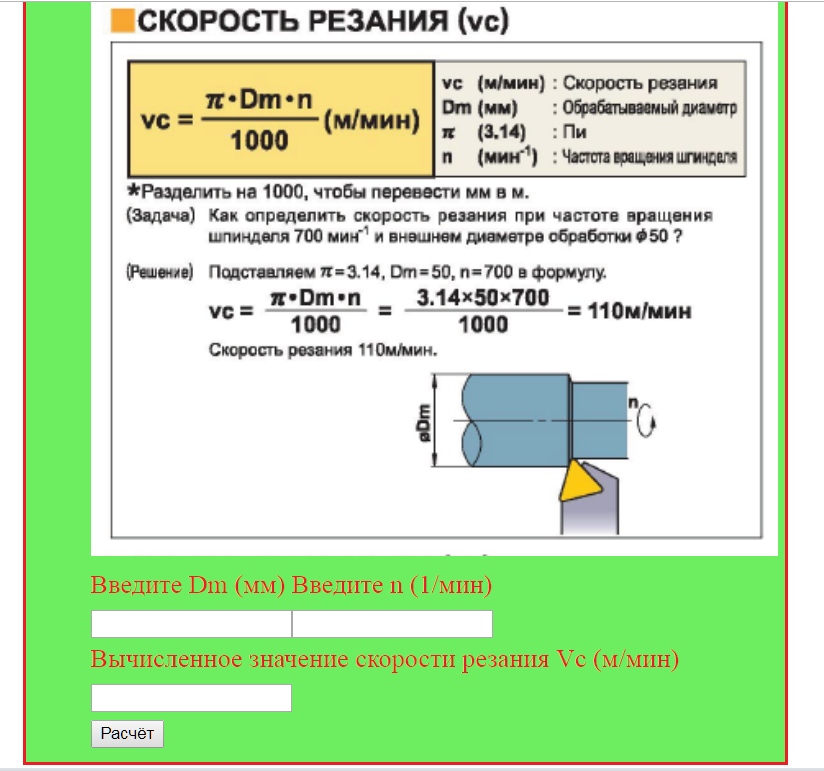
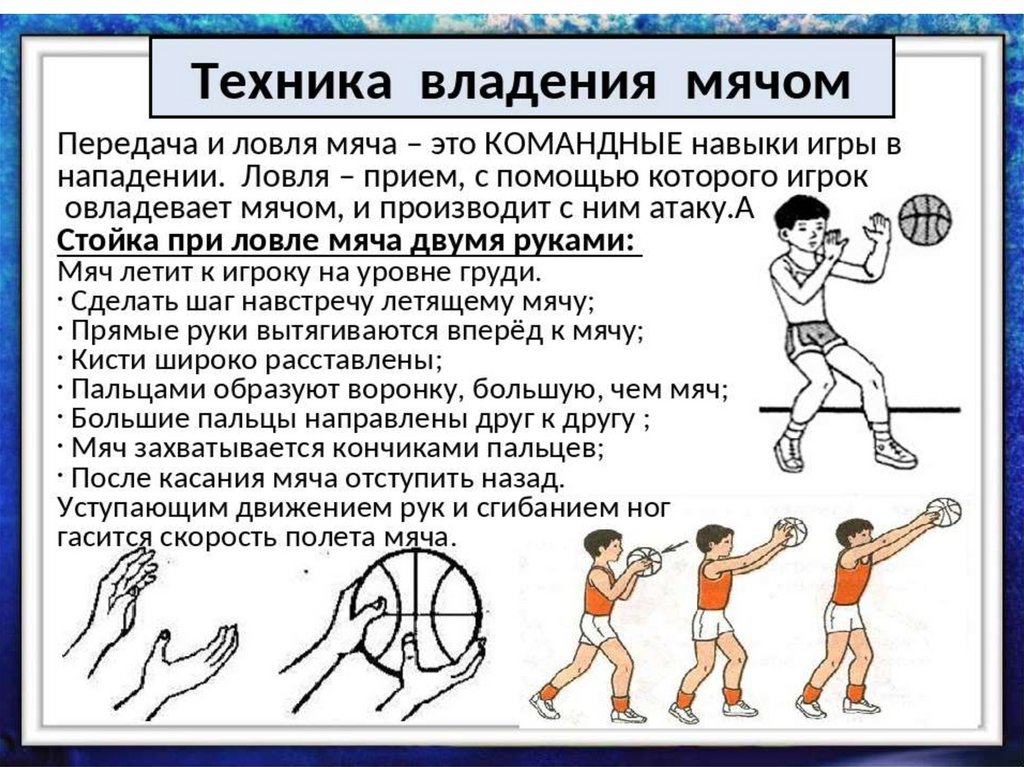
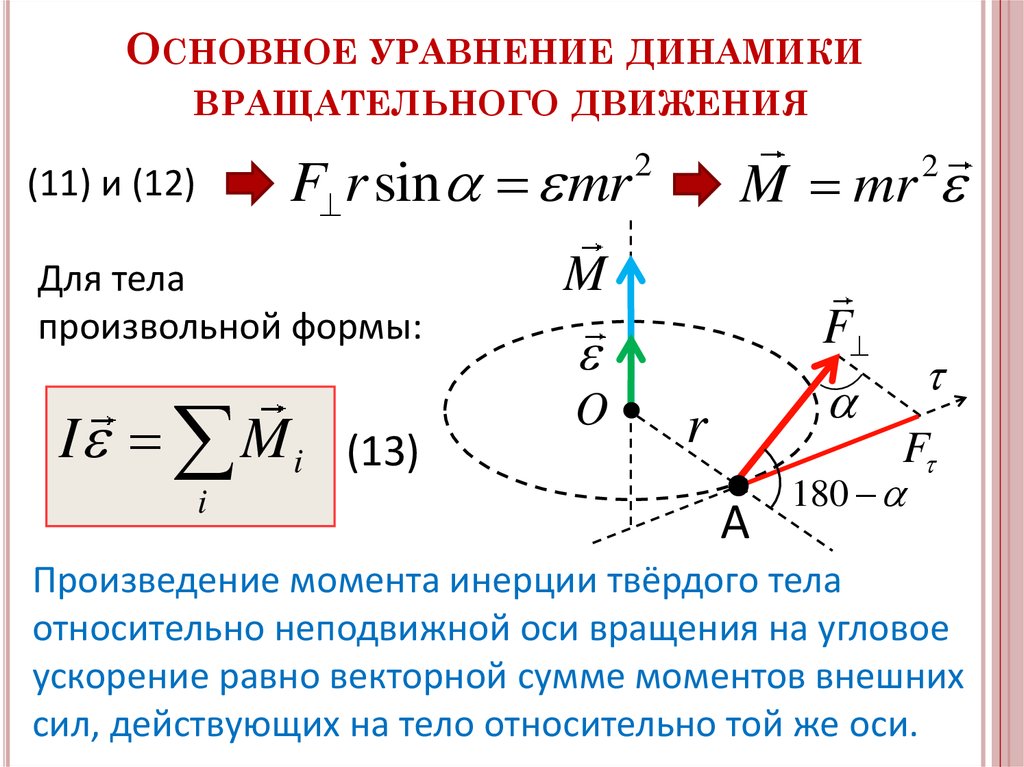

 Под ред. Н. М. Павлушкина. М.: Стройиздат, 1973.
Под ред. Н. М. Павлушкина. М.: Стройиздат, 1973. От того, какие примеси и в каком количестве содержатся в стекле, зависит время нагрева. Обычно для каждого конкретного вида определены средние значения температуры плавления стекла, которые были получены при их изучении и тестировании в лабораториях. Наиболее распространенные виды плавятся при следующих температурах:
От того, какие примеси и в каком количестве содержатся в стекле, зависит время нагрева. Обычно для каждого конкретного вида определены средние значения температуры плавления стекла, которые были получены при их изучении и тестировании в лабораториях. Наиболее распространенные виды плавятся при следующих температурах:
 Существуют различные их типы, которые отличаются:
Существуют различные их типы, которые отличаются: Как отечественные, так и зарубежные производители выпускают различные варианты муфельных печей. Хорошо зарекомендовала себя литовская компания SNOL.
Как отечественные, так и зарубежные производители выпускают различные варианты муфельных печей. Хорошо зарекомендовала себя литовская компания SNOL. 
 На этом этапе необходимо попытаться равномерно прогреть бутылку, еще медленнее увеличивая температуру. Жидкое состояние стекло примет уже при 700оС, однако температуру следует увеличить еще на 70оС и выдержать жидкую субстанцию в этих условиях еще 10 минут. После этого необходимо произвести операцию отжига. Для этого полученное изделие выдерживается определенное время при 500оС. Это необходимо для того, чтобы заготовка не треснула.
На этом этапе необходимо попытаться равномерно прогреть бутылку, еще медленнее увеличивая температуру. Жидкое состояние стекло примет уже при 700оС, однако температуру следует увеличить еще на 70оС и выдержать жидкую субстанцию в этих условиях еще 10 минут. После этого необходимо произвести операцию отжига. Для этого полученное изделие выдерживается определенное время при 500оС. Это необходимо для того, чтобы заготовка не треснула. Наш молибден идеально подходит для этих сложных условий.
Наш молибден идеально подходит для этих сложных условий. Низкая скорость съема материала является решающим фактором для длительного срока службы электрода для плавки стекла, а также оказывает большое влияние на конечное качество стекла.
Низкая скорость съема материала является решающим фактором для длительного срока службы электрода для плавки стекла, а также оказывает большое влияние на конечное качество стекла.
 Это устраняет обесцвечивание и образование пузырей.
Это устраняет обесцвечивание и образование пузырей. ст.
ст. разработала новую технологию промышленной обработки стекла, микроволновую плавку стекла, которая значительно более эффективна и производительна, чем любые известные существующие тепловые процессы с использованием горячего газа, электрических сопротивлений или промышленной микроволновой печи. Давно установлено, что диэлектрический материал можно обрабатывать энергией в виде высокочастотных электромагнитных волн. Разработанные технологии промышленной обработки стекла основаны на использовании пучка гиротронов, обладающего уникальными свойствами и позволяющего получать невероятные результаты. Среди этих технологий микроволновая плавка стекла, нагрев листового стекла для формовки/гибки, закалка тонкого стекла, герметизация стекла и многие другие.
разработала новую технологию промышленной обработки стекла, микроволновую плавку стекла, которая значительно более эффективна и производительна, чем любые известные существующие тепловые процессы с использованием горячего газа, электрических сопротивлений или промышленной микроволновой печи. Давно установлено, что диэлектрический материал можно обрабатывать энергией в виде высокочастотных электромагнитных волн. Разработанные технологии промышленной обработки стекла основаны на использовании пучка гиротронов, обладающего уникальными свойствами и позволяющего получать невероятные результаты. Среди этих технологий микроволновая плавка стекла, нагрев листового стекла для формовки/гибки, закалка тонкого стекла, герметизация стекла и многие другие.
 На поверхности расплавленного стекла появляется слой пены, и удаление этой пены является очень медленным процессом, поскольку пена нагревается только за счет теплопроводности от расплавленного стекла. Новая партия, поступающая в ванну для плавки, также остается сверху и плавает на расплавленном стекле. Переплавка новой партии занимает значительное время, и все эти факторы делают процесс производства стекла очень трудоемким.
На поверхности расплавленного стекла появляется слой пены, и удаление этой пены является очень медленным процессом, поскольку пена нагревается только за счет теплопроводности от расплавленного стекла. Новая партия, поступающая в ванну для плавки, также остается сверху и плавает на расплавленном стекле. Переплавка новой партии занимает значительное время, и все эти факторы делают процесс производства стекла очень трудоемким.

 В месте установки контактного магнитного зажима на коммуникацию необходимо обеспечить надежный электрический контакт (очистить место контакта от грязи и ржавчины).
В месте установки контактного магнитного зажима на коммуникацию необходимо обеспечить надежный электрический контакт (очистить место контакта от грязи и ржавчины). Штыри следует разнести между собой и от коммуникации на максимальное расстояние.
Штыри следует разнести между собой и от коммуникации на максимальное расстояние. 1в).
1в). Так как жилы в кабеле перевиты, то сигнал приемника при движении вдоль кабеля отличается характерной модуляцией уровня (переливами), которые соответствуют шагу свивки жил кабеля. В местах нахождения соединительных муфт жилы располагаются без перевивки, и сигнал приемника имеет постоянный уровень сигнала вдоль кабеля. Это может быть использовано для обнаружения мест залегания соединительных муфт.
Так как жилы в кабеле перевиты, то сигнал приемника при движении вдоль кабеля отличается характерной модуляцией уровня (переливами), которые соответствуют шагу свивки жил кабеля. В местах нахождения соединительных муфт жилы располагаются без перевивки, и сигнал приемника имеет постоянный уровень сигнала вдоль кабеля. Это может быть использовано для обнаружения мест залегания соединительных муфт. Датчиками потенциала служат измерительные электроды приемника, которые втыкаются в грунт при измерениях.
Датчиками потенциала служат измерительные электроды приемника, которые втыкаются в грунт при измерениях. Минимальный сигнал соответствует моменту, когда катушка будет сориентирована параллельно оси трассы.
Минимальный сигнал соответствует моменту, когда катушка будет сориентирована параллельно оси трассы. Расстояние между этими двумя чертами будет равно глубине расположения оси объекта от поверхности грунта.
Расстояние между этими двумя чертами будет равно глубине расположения оси объекта от поверхности грунта. 
 При этом в качестве датчиков потенциалов на поверхности грунта служит собственная емкость операторов относительно земли. Оператор с приемником держит в руке свой заземляющий штырь, а второй оператор берет в руку сигнальный стержень за его изолированную (нижнюю) часть. Порядок соединения заземляющего и сигнального стержней с приемником и порядок обследования изоляции такие же, как и при контактном способе. При бесконтактном (емкостном) способе обследования изоляции приемник более подвержен влиянию шумов от внешних источников электрических полей, например в условиях города.
При этом в качестве датчиков потенциалов на поверхности грунта служит собственная емкость операторов относительно земли. Оператор с приемником держит в руке свой заземляющий штырь, а второй оператор берет в руку сигнальный стержень за его изолированную (нижнюю) часть. Порядок соединения заземляющего и сигнального стержней с приемником и порядок обследования изоляции такие же, как и при контактном способе. При бесконтактном (емкостном) способе обследования изоляции приемник более подвержен влиянию шумов от внешних источников электрических полей, например в условиях города. Место повреждения изоляции определяется по изменению уровня звука в телефоне и изменению показаний индикатора приѐмника. С приближением первого оператора к месту повреждения изоляции сигнал в приѐмнике увеличивается. Достигнув максимального значения, когда оператор находится над местом повреждения, сигнал начинает уменьшаться. Минимум сигнала наблюдается, когда операторы находятся на одинаковом расстоянии от места повреждения. При дальнейшем движении вдоль трубопровода сигнал опять увеличивается и достигает максимального значения, когда второй оператор будет находится над повреждением. Место повреждения определяется в момент минимума сигнала, так как он более выражен и обеспечивает большую точность. На поверхности земли место повреждения отмечается по средней точке расстояния между операторами в момент минимума сигнала. Указанное место повреждения уточняется путем повторного обследования на этом участке при расстоянии между операторами, уменьшенном в два раза.
Место повреждения изоляции определяется по изменению уровня звука в телефоне и изменению показаний индикатора приѐмника. С приближением первого оператора к месту повреждения изоляции сигнал в приѐмнике увеличивается. Достигнув максимального значения, когда оператор находится над местом повреждения, сигнал начинает уменьшаться. Минимум сигнала наблюдается, когда операторы находятся на одинаковом расстоянии от места повреждения. При дальнейшем движении вдоль трубопровода сигнал опять увеличивается и достигает максимального значения, когда второй оператор будет находится над повреждением. Место повреждения определяется в момент минимума сигнала, так как он более выражен и обеспечивает большую точность. На поверхности земли место повреждения отмечается по средней точке расстояния между операторами в момент минимума сигнала. Указанное место повреждения уточняется путем повторного обследования на этом участке при расстоянии между операторами, уменьшенном в два раза. Операторы при движении вдоль газопровода или трубопровода располагаются на линии перпендикулярной к оси трассы. Расстояние между операторами выдерживается 4м. При движении вдоль трубопровода, оператор с приемником перемещается над осью коммуникации (для контроля положения оси он может периодически переключать приемник на сигнал антенны). С приближением операторов к месту повреждения изоляции сигнал приемника увеличивается и имеет максимальное значение над местом повреждения (рис.5).
Операторы при движении вдоль газопровода или трубопровода располагаются на линии перпендикулярной к оси трассы. Расстояние между операторами выдерживается 4м. При движении вдоль трубопровода, оператор с приемником перемещается над осью коммуникации (для контроля положения оси он может периодически переключать приемник на сигнал антенны). С приближением операторов к месту повреждения изоляции сигнал приемника увеличивается и имеет максимальное значение над местом повреждения (рис.5).
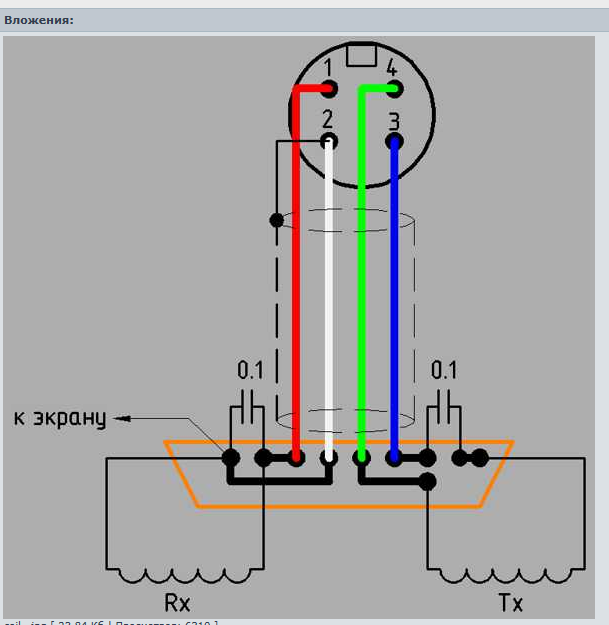 0 /
0 / 82″ /
82″ / 82″ /
82″ / Решения Grip Gear
Решения Grip Gear Их популярные трубки Quasar — это светодиодные трубки BiColor, разработанные для замены ламп T12 и T8. Прост в использовании, так как не требует балласта и питается от сети 120 В переменного тока или 240 В переменного тока. Работайте как светодиодная лампа с одной трубкой или группа из 2 или более вместе с жгутом адаптера питания с быстрым подключением. Обеспечение 90 люменов на ватт для превосходной светоотдачи с индексом цветопередачи 95+.
Их популярные трубки Quasar — это светодиодные трубки BiColor, разработанные для замены ламп T12 и T8. Прост в использовании, так как не требует балласта и питается от сети 120 В переменного тока или 240 В переменного тока. Работайте как светодиодная лампа с одной трубкой или группа из 2 или более вместе с жгутом адаптера питания с быстрым подключением. Обеспечение 90 люменов на ватт для превосходной светоотдачи с индексом цветопередачи 95+. 00
00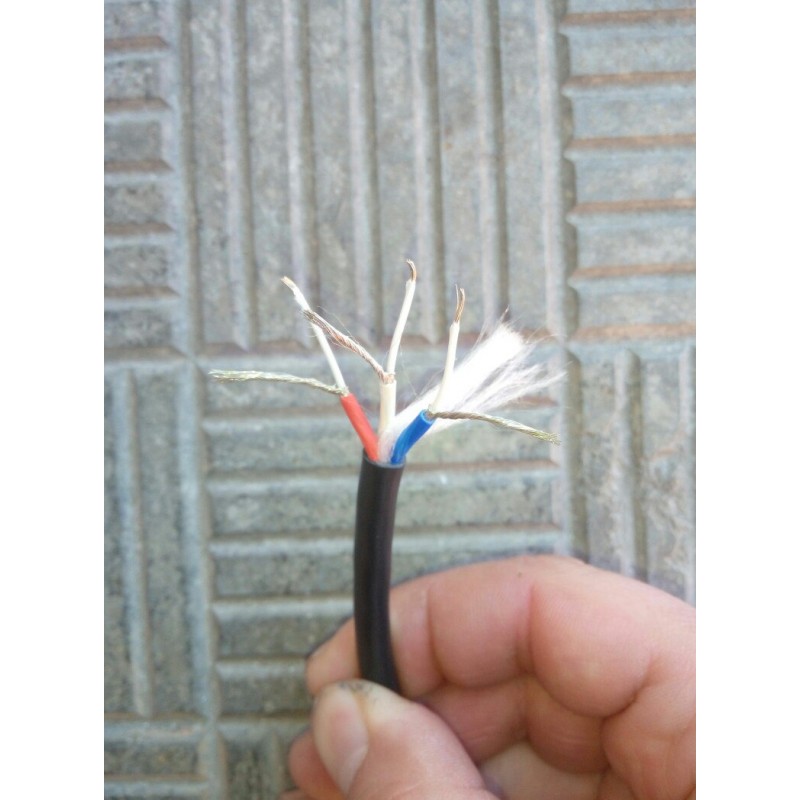 -LED T8 Dimmable Tungsten 3000K 4ft 30W Lamp
-LED T8 Dimmable Tungsten 3000K 4ft 30W Lamp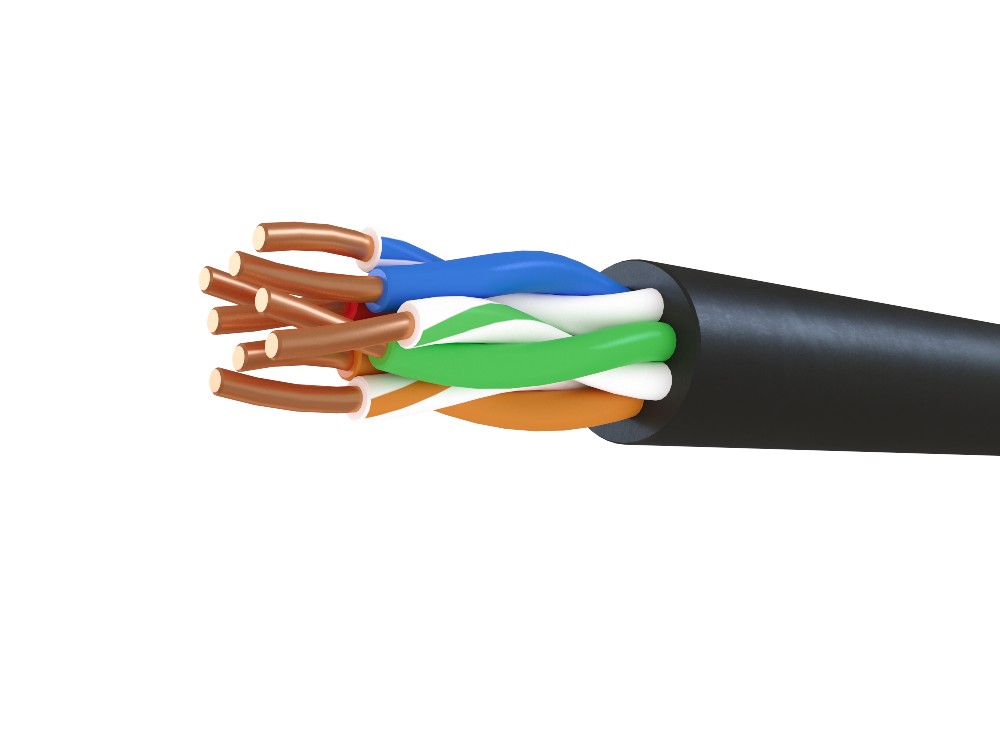 США
США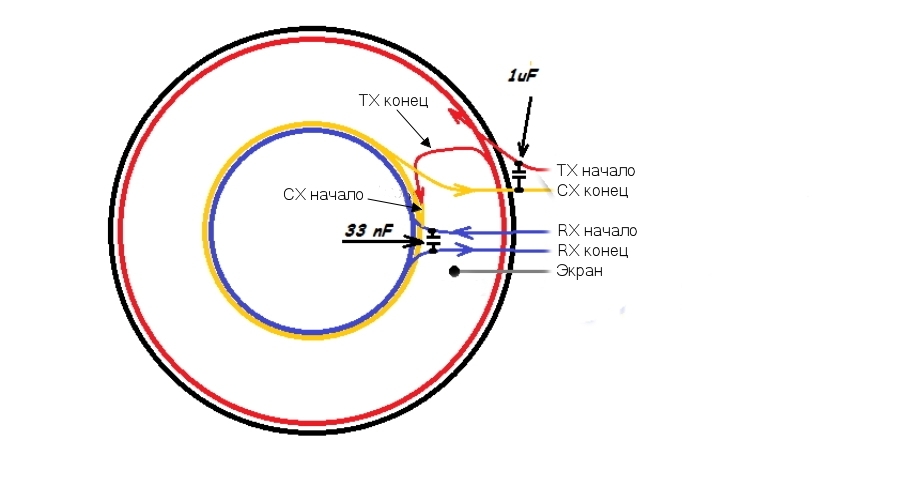 99
99 00
00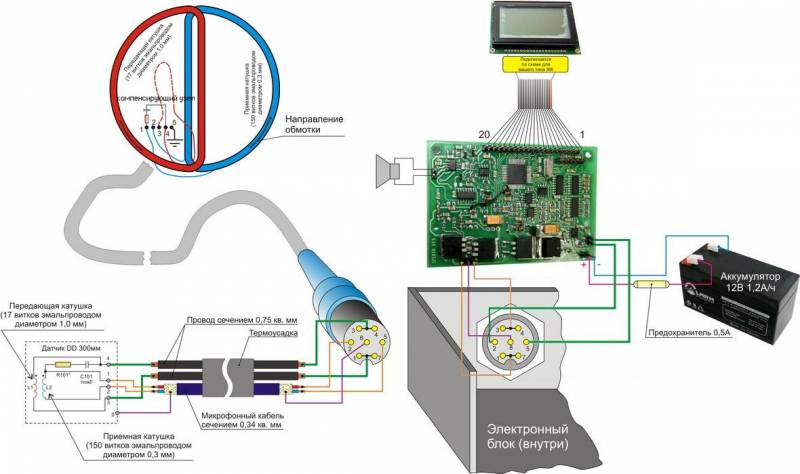
 00
00
 org/BreadcrumbList»>
org/BreadcrumbList»> SM16)
SM16)
 94 Кб.)
94 Кб.) глубина реза под углом 90, мм: 75
глубина реза под углом 90, мм: 75


 — Кожаный чехол с мягким корпусом «PunKouture» — кислотно-черный
— Кожаный чехол с мягким корпусом «PunKouture» — кислотно-черный


 Т.е. как бы две фазы одновременно. Лампочки горят, телевизор работает, а вот фазозависимый котел (через инверторный стабилизатор) пишет ошибку розжига.
Т.е. как бы две фазы одновременно. Лампочки горят, телевизор работает, а вот фазозависимый котел (через инверторный стабилизатор) пишет ошибку розжига.
 При этом у меня он тянул холодильник, компьютер, освещение, интернет, заряжал телефоны и ноутбук. Потребляет примерно 0.5л./час топлива под нагрузкой. При этом есть нюанс, о котором я узнал случайно. В сети во время работы генератора должна гореть лампа накаливания 75-100W, иначе генератор работает нестабильно — обороты плавают, напряжение в сети скачет. Как только включаем лампочку накаливания — обороты и напряжение выравнивается. Так что если вам нужен резервный источник питания, чтобы продержаться от нескольких часов до пары дней — отличный вариант. Как постоянный источник его использовать не стоит, т.к. придется себя сильно ограничивать — все же мощности его хватает только на самое необходимое. Своих денег стоит.
При этом у меня он тянул холодильник, компьютер, освещение, интернет, заряжал телефоны и ноутбук. Потребляет примерно 0.5л./час топлива под нагрузкой. При этом есть нюанс, о котором я узнал случайно. В сети во время работы генератора должна гореть лампа накаливания 75-100W, иначе генератор работает нестабильно — обороты плавают, напряжение в сети скачет. Как только включаем лампочку накаливания — обороты и напряжение выравнивается. Так что если вам нужен резервный источник питания, чтобы продержаться от нескольких часов до пары дней — отличный вариант. Как постоянный источник его использовать не стоит, т.к. придется себя сильно ограничивать — все же мощности его хватает только на самое необходимое. Своих денег стоит. Мы доставляем товар по всей Беларуси в удобное для вас время Кэшбэк в 21vek BY до 3.5%
Мы доставляем товар по всей Беларуси в удобное для вас время Кэшбэк в 21vek BY до 3.5% Небольшой расход топлива в сочетании с баком средней емкости (4,2 л. ) позволяет эксплуатировать бензогенератор непрерывно до 6 часов.
Небольшой расход топлива в сочетании с баком средней емкости (4,2 л. ) позволяет эксплуатировать бензогенератор непрерывно до 6 часов. с.
с. 5
5 65 кВт
65 кВт 5 см
5 см
 Два противоположных влияния на момент в среднем более-менее уравновешивают друг друга. В многих случаях применение микрошага на самом деле увеличивает момент, поэтому целесообразность отказа от микрошагового режима должна определяться в каждом конкретном случае.
Два противоположных влияния на момент в среднем более-менее уравновешивают друг друга. В многих случаях применение микрошага на самом деле увеличивает момент, поэтому целесообразность отказа от микрошагового режима должна определяться в каждом конкретном случае.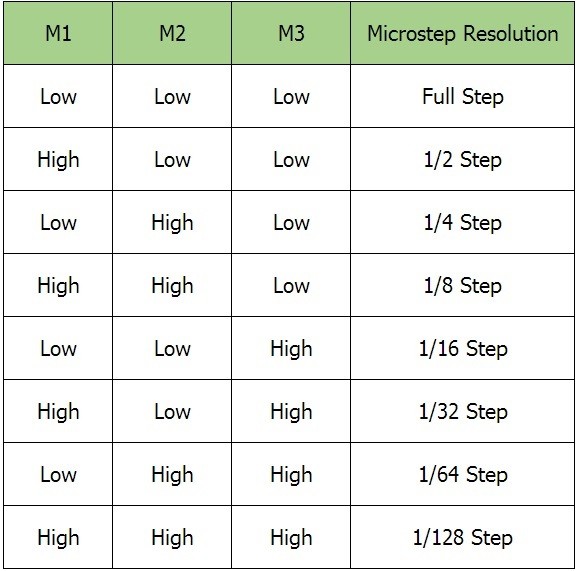 Ограничением в данном случае будет максимальная частота входных импульсов у драйвера или максимальная частота генерации управляющих импульсов ЧПУ-системой. Скажем, скорость вращения 10 об/сек стандартного двигателя с шагом 1.8 град требует подавать импульсы STEP с частотой 2000 Гц для режима полного шага и с частотой 256 кГц для деления шага 1:128, тогда как, программа Mach4 максимально может генерировать импульсы с частотой 100 кГц.
Ограничением в данном случае будет максимальная частота входных импульсов у драйвера или максимальная частота генерации управляющих импульсов ЧПУ-системой. Скажем, скорость вращения 10 об/сек стандартного двигателя с шагом 1.8 град требует подавать импульсы STEP с частотой 2000 Гц для режима полного шага и с частотой 256 кГц для деления шага 1:128, тогда как, программа Mach4 максимально может генерировать импульсы с частотой 100 кГц.

 Судя по графику смещение может достигать 0,2-0,3 радиана, а это 11- 15°.
Судя по графику смещение может достигать 0,2-0,3 радиана, а это 11- 15°.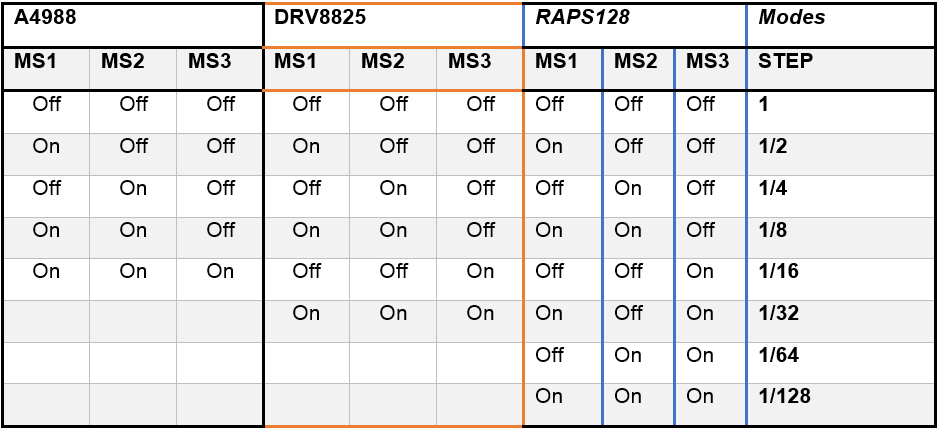
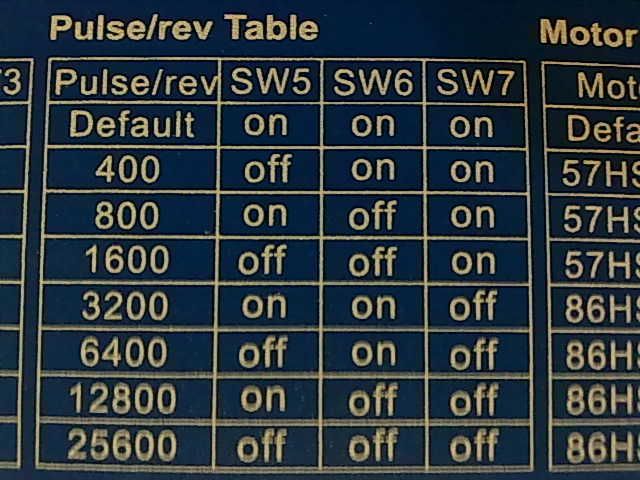
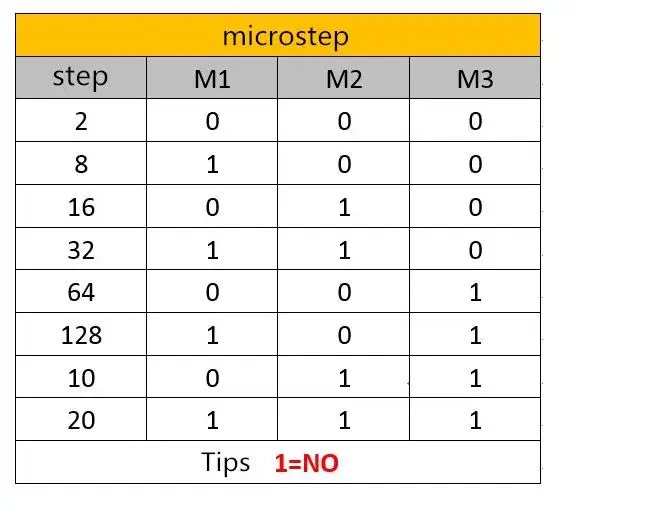 Больше шагов — больше нагрузка, больше нагрев. Ну и увеличивая разрешение,мы теряем в мощности. Думаю,что дискуссия на эту тему будет полезна.
Больше шагов — больше нагрузка, больше нагрев. Ну и увеличивая разрешение,мы теряем в мощности. Думаю,что дискуссия на эту тему будет полезна. Высокоскоростной станок для 3D-резки предназначен для точной обработки крупногабаритных деталей для различных отраслей промышленности, в т.ч. корабльб …
Высокоскоростной станок для 3D-резки предназначен для точной обработки крупногабаритных деталей для различных отраслей промышленности, в т.ч. корабльб … Модульная конструкция машины и вариативность исполнения позволяют использовать широкий спектр труб на основе …
Модульная конструкция машины и вариативность исполнения позволяют использовать широкий спектр труб на основе …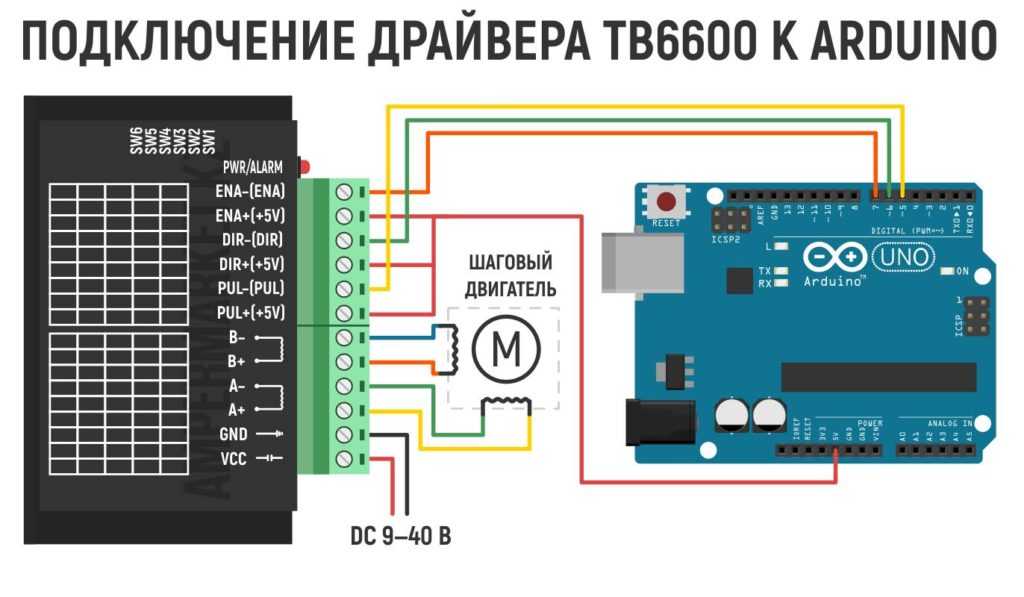

 На этот раз двухпортальный станок CombiCut длиной 27 м с …прочитайте больше MSF Compact — быстрый, точный и компактный волоконный лазерМалогабаритная версия волоконного лазерного станка MicroStep — MSF Compact — доступна в рабочих зонах 1000 x 2000 мм. , 1 250 x 2 500 мм и 1 500 x 3 000 мм и особенно привлекательна благодаря небольшой занимаемой площади в сочетании с действительно высоким качеством резки. Извлекаемый вручную кислородный резак со скосомКислородный вращатель для подготовки сварного шва на толстых металлах хорошо подходит для резки широкого спектра форм скосов, включая внутренние контуры, переменные скосы и множественные контуры скосов Y, X или K. Головка для скоса использует технологию MicroStep запатентованная технология ACTG® для автоматической компенсации кинематического смещения …прочитайте больше DRM Max — сверхмощный станок с ЧПУ для резки, сверления и фрезерования DRM Max — это мощный станок с двухбалочной конструкцией портала и субпорталом с двумя мощными фиксаторами, позволяющими выполнять фрезерование на длину до 750 мм по оси X.
На этот раз двухпортальный станок CombiCut длиной 27 м с …прочитайте больше MSF Compact — быстрый, точный и компактный волоконный лазерМалогабаритная версия волоконного лазерного станка MicroStep — MSF Compact — доступна в рабочих зонах 1000 x 2000 мм. , 1 250 x 2 500 мм и 1 500 x 3 000 мм и особенно привлекательна благодаря небольшой занимаемой площади в сочетании с действительно высоким качеством резки. Извлекаемый вручную кислородный резак со скосомКислородный вращатель для подготовки сварного шва на толстых металлах хорошо подходит для резки широкого спектра форм скосов, включая внутренние контуры, переменные скосы и множественные контуры скосов Y, X или K. Головка для скоса использует технологию MicroStep запатентованная технология ACTG® для автоматической компенсации кинематического смещения …прочитайте больше DRM Max — сверхмощный станок с ЧПУ для резки, сверления и фрезерования DRM Max — это мощный станок с двухбалочной конструкцией портала и субпорталом с двумя мощными фиксаторами, позволяющими выполнять фрезерование на длину до 750 мм по оси X. Прочная конструкция позволяет сверлить до Ø 70 мм и выполнять различные фрезерные работы, такие как фрезерование больших отверстий, торцевая фреза …Подробнее Отзыв клиента: Bödenpresswerk DaadenBödenpresswerk Daaden GmbH уже много лет занимается производством куполов и пользуется спросом у вовлеченных компаний. в аппаратостроении, контейнерном и промышленном строительстве. Эксперт по производству куполов использует технологию MicroStep с 2012 года. В целях расширения мощностей и ассортимента продукции было принято решение …прочитайте больше Отзыв клиента: German Naval Yards Kiel GmbH German Naval Yards Kiel является экспертом в производстве военных кораблей. – но и суперяхты запускаются внутри группы. Когда дело доходит до резки, компания полагается на решения MicroStep.Подробнее Параллельная резка со скосом Поддержание долговременной точности параллельной резки с двумя головками не представляет проблемы для MiroStep благодаря нашей уникальной технологии автоматической калибровки ACTG.
Прочная конструкция позволяет сверлить до Ø 70 мм и выполнять различные фрезерные работы, такие как фрезерование больших отверстий, торцевая фреза …Подробнее Отзыв клиента: Bödenpresswerk DaadenBödenpresswerk Daaden GmbH уже много лет занимается производством куполов и пользуется спросом у вовлеченных компаний. в аппаратостроении, контейнерном и промышленном строительстве. Эксперт по производству куполов использует технологию MicroStep с 2012 года. В целях расширения мощностей и ассортимента продукции было принято решение …прочитайте больше Отзыв клиента: German Naval Yards Kiel GmbH German Naval Yards Kiel является экспертом в производстве военных кораблей. – но и суперяхты запускаются внутри группы. Когда дело доходит до резки, компания полагается на решения MicroStep.Подробнее Параллельная резка со скосом Поддержание долговременной точности параллельной резки с двумя головками не представляет проблемы для MiroStep благодаря нашей уникальной технологии автоматической калибровки ACTG. Подробнее Отзыв клиента: Maschinen-Förder-Produkte GmbH + Co. Компания MFP — Maschinen-Förder-Produkte GmbH + Co. приобрела три решения для резки с ЧПУ: универсальную систему плазменной резки, компактный плазменный резак и компактную систему гидроабразивной резки. MFP, специалист по конвейерным технологиям, расширенным возможностям и гибкости благодаря этим трем различным …читать дальше Отзыв клиента: PPS Group a.s.PPS Detva является клиентом MicroStep более 10 лет. Недавно компания приобрела новую систему кислородной резки с ЧПУ CombiCut, чтобы сэкономить время и упростить производственный процесс.Подробнее ряд частей. Комбинированный станок плазменной резки и сверления с ЧПУ MicroStep расширил возможности компании с точки зрения эффективности и гибкости.Подробнее Отзыв клиента: HYKEMONT spol. с р.о. Hykemont spol. с р. о. занимается производством стальных строительных элементов уже более 25 лет. Чтобы уменьшить зависимость от сторонних поставщиков, компания инвестировала в систему резки волоконным лазером с ЧПУ MSF, дополненную одним из новейших «членов семейства MicroStep», автоматизированной системой листового металла.
Подробнее Отзыв клиента: Maschinen-Förder-Produkte GmbH + Co. Компания MFP — Maschinen-Förder-Produkte GmbH + Co. приобрела три решения для резки с ЧПУ: универсальную систему плазменной резки, компактный плазменный резак и компактную систему гидроабразивной резки. MFP, специалист по конвейерным технологиям, расширенным возможностям и гибкости благодаря этим трем различным …читать дальше Отзыв клиента: PPS Group a.s.PPS Detva является клиентом MicroStep более 10 лет. Недавно компания приобрела новую систему кислородной резки с ЧПУ CombiCut, чтобы сэкономить время и упростить производственный процесс.Подробнее ряд частей. Комбинированный станок плазменной резки и сверления с ЧПУ MicroStep расширил возможности компании с точки зрения эффективности и гибкости.Подробнее Отзыв клиента: HYKEMONT spol. с р.о. Hykemont spol. с р. о. занимается производством стальных строительных элементов уже более 25 лет. Чтобы уменьшить зависимость от сторонних поставщиков, компания инвестировала в систему резки волоконным лазером с ЧПУ MSF, дополненную одним из новейших «членов семейства MicroStep», автоматизированной системой листового металла.