Опыт использованияНесколько днейМенее месяцаНесколько месяцевБольше года
Наличие в магазинах
Способы получения товара:
Доставка
Забрать из наших магазинов (с проверкой на месте)
Забрать сегодня 0 Заказать в точку самовывоза 12
Елизаровская, 192029, г. С-Пб., пр.Обуховской Обороны, д.93, лит.А, пом.5Н Пн-Пт: с 10:00 до 20:00 Выходные: с 10:00 до 19:00
Купчино, 192281, г.С-Пб, ул.Малая Балканская, д.26, лит.А, пом.14Н с 10:00 до 20:00 ежедневно Вс: с 10:00 до 19:00
Ладожская, 195279, г.С-Пб., Ириновский пр-кт, дом №29, корп.1, лит.А, пом.3Н Будни: 10:00-20:00 Сб: с 10:00 до 19:00 ВС выходной
Нарвская, 198095, г. С-Пб, ул. Маршала Говорова, д.37, лит.А По будням: с 09.00 до 20.00 Сб: с 10:00 до 19:00 Вс выходной
Измайловская, г. Москва., ул. Первомайская дом 4 с Пн — Пт с 10:00 до 20:00, Сб, Вс с 10:00 до 19:00
Удельная, 194214, г.С-Пб., Скобелевский проспект, дом 17, Лит.Б, пом.2Н с 10:00 до 20:00 ежедневно Выходные: с 10:00 до 20:00
Ленинский проспект, 198216, г. С-Пб., пр.Народного ополчения, д.22 По будням: с 10.00 до 20.00 Выходные: с 10:00 до 20:00
188307, Лен. обл., Гатчинский р-н, г.Гатчина, Киевская ул., дом №4 с Пн — Пт с 09:00 до 19:00, Сб, с 10:00 до 19:00 Вс выходной
1188541, Лен. обл., г.Сосновый Бор, ул.Красных Фортов, дом №10А, лит.А, пом.1 Будни: 10:00-20:00 Сб: с 10:00 до 19:00 Вс: с 10:00 до 18:00
Новгородская обл. , г.Великий Новгород, ул.Октябрьская, д.9 к1 Пн-Пт: с 9:00 до 19:00, Сб: с 9:00 до 18:00, Вс: выходной
173008, Новгородская обл., г.Великий Новгород, ул. Большая Санкт Петербургская, д.86, пом.3 Пн-Пт: с 10:00 до 20:00, Сб, Вс с 10:00 до 18:00
11 магазинов с товаром в наличии
Online покупка выгоднее
Возврат и обмен товаров
Гарантия на товары
Поддержка собственного сервисного центра
Заказать обратный звонок
Нажимая кнопку «Отправить», я соглашаюсь на получение информации от интернет-магазина, а также принимаю условия политики конфиденциальности и пользовательского соглашения.
Сообщить об ошибке
Неверная картинка товара Ошибка в описании Ошибка в названии
Нажимая кнопку «Отправить», я соглашаюсь на получение информации от интернет-магазина, а также принимаю условия политики конфиденциальности и пользовательского соглашения.
Нашли дешевле? Снизим цену!
У Вас есть желание купить товар в нашем интернет-магазине, но у конкурентов предложение с более низкой ценой? Сообщите нам об этом, заполнив эту форму.
Мы сможем снизить цену, если лучшая цена указана на сайтах интернет-магазинов «Все инструменты», «220 Вольт», «Ситилинк», «DNS», «OZON», «Беру.ру» и товар имеется в наличии в СПб и ЛО.
Нажимая кнопку «Отправить», я соглашаюсь на получение информации от интернет-магазина, а также принимаю условия политики конфиденциальности и пользовательского соглашения.
Пильная шина является неотъемлемой частью любой электро- или бензопилы. Она выполняет функцию направляющей для цепи.
Как и прочие расходные материалы, она подвергается большой нагрузке в процессе работы. Именно поэтому необходимо подойти к выбору шины максимально ответственно.
Ведь от этого зависит не только производительность, но и безопасность оператора.
Husqvarna 5859432-64 представляет собой высококачественную надежную пильную шину.
Она имеет шаг цепи 0.325 дюйма и ширину паза, совместимую с цепями, имеющими ширину паза 1. 3 мм.
Длина самой направляющей шины при этом соответствует 15 дюймам.
Следует помнить, что для обеспечения продолжительного срока эксплуатации и снижения износа канавки шины, при работе необходимо регулярно использовать специальное масло для смазки цепи.
Пильная шина является неотъемлемой частью любой электро- или бензопилы. Она выполняет функцию направляющей для цепи.
Как и прочие расходные материалы, она подвергается большой нагрузке в процессе работы. Именно поэтому необходимо подойти к выбору шины максимально ответственно.
Ведь от этого зависит не только производительность, но и безопасность оператора.
Husqvarna 5859432-64 представляет собой высококачественную надежную пильную шину.
Она имеет шаг цепи 0.325 дюйма и ширину паза, совместимую с цепями, имеющими ширину паза 1.3 мм.
Длина самой направляющей шины при этом соответствует 15 дюймам.
Следует помнить, что для обеспечения продолжительного срока эксплуатации и снижения износа канавки шины, при работе необходимо регулярно использовать специальное масло для смазки цепи.
Характеристики
Характеристики
Тип посадки шины
Узкий
Габариты и вес
Вес брутто, кг
2
Высота в упаковке, мм
500
Длина в упаковке, мм
300
Ширина в упаковке, мм
200
Режущее оборудование
Длина шины, см/дюйм
37 / 14.5
Количество звеньев, шт
64
Шаг цепи, дюйм
0.325
Ширина паза, мм
1. 3
Отзывы (0)
Нет отзывов о данном товаре.
Обнаружив ошибку или неточность в тексте или описании товара, выделите ее и нажмите Shift+Enter.
ArgentinaBoliviaBrazilChileColombiaCosta RicaDominican RepublicEcuadorGuatemalaMexicoNicaraguaRepublic of PanamaParaguayPeruUruguay
Canada (en)Canada (fr)MexicoUSA
Chains
Cutter profile
Semi chisel
Added feature
Guarded drive link
Product Options
Bar length (inch )
Длина шины
Ведущие звенья
X-CUT SP33G — первая пильная цепь, полностью разработанная, спроектированная и изготовленная Husqvarna. Цепь особенно подходит для требовательных потребителей и повседневного профессионального использования. Благодаря долговечной остроте, выдающейся долговечности, низкому растяжению и высокой эффективности резки, он создан для того, чтобы сделать вашу продукцию лучше, чем когда-либо. Доступные длины: 13 дюймов, 16 дюймов, 18 дюймов, 20 дюймов. Подходит для моделей бензопил: 435/435e, 440/440e, 445/445e, 450/450e, 450 Rancher, 545, 550XP/550XP MII.
Видео обзоры Patriot T 2030 Denver (234028) на CMP24
Главная »
Каталог »
Для дома, дачи и ремонта »
Товары для дачи »
Садовая мебель и декор »
Садовая мебель
СМЕЖНЫЕ РАЗДЕЛЫ+
смотреть больше фото
Где купитьКупить в кредит
{{message}}
{{message}}
Рейтинг:
(5/5)
Отзывы (1) Оставить отзыв
Описание Видео обзоры (3) Характеристики (15) Сравнить цены (1) Отзывы (1)
Видео Обзоры (3)
Культиватор бензиновый PATRIOT T 2030 Denver
Культиватор PATRIOT DENVER T2030
Работа культиватором PATRIOT T2030 Denver
Цены (1)
Последняя известная цена от 343 р. до 343 р. в 1 магазинах
В данный момент у нас нет информации о наличии данного товара в магазинах. Вы можете поискать его на других площадках:
Магазин
Цена
Наличие
21vek BY
Быстрая доставка. Мы доставляем товар по всей Беларуси в удобное для вас время
СберМегаМаркет
Промокод: sberday1000 для НОВЫХ клиентов Скидки 700 руб при покупке от 3000 руб и 1000 руб от 5000 руб по промокоду
Получите промокод на 300р для ВСЕХ клиентов !
AliExpress
AliExpress – один из крупнейших мировых маркетплейсов, предлагающий клиентам самые низкие цены Распродажа 11.11: с 1 ноября 10:00 (МСК) по 13 ноября 10:59 (МСК)
Купить в кредит (0)
Компания
Предложение
Описание
Малогабаритный, легкий бензиновый культиватор Patriot Denver T2030 рекомендован для индивидуального пользования на окультуренных почвах, обеспечивает культивацию, рыхление. Компактный агрегат удобен для обработки грунта вблизи деревьев и кустарников, междурядий овощных и ягодных культур. Характеристика Двигатель:Patriot Garden OHV Мощность двигателя:2. 8 л. с.
Культиватор PATRIOT T2030 Denver 460104400 имеет узкий захват, поэтому удобен для рыхления земли в междурядьях. Оборудован двухтактным бензиновым двигателем мощностью 2. 8 лошадиных сил. Широкие транспортировочные колеса расположены сзади и облегчают перемещение агрегата по участку. На обрезиненные рукоятки выведены органы управления, что обеспечивает комфортное управление.
Культиватор — особенности модели. Безопасная работа На корпусе культиватора PATRIOT T2030 Denver 460104400 предусмотрен кожух, который защищает оператора от попадания выходящей земли. Надежные фрезы Металлические фрезы позволяют без особых усилий вспахивать почву. Перемещение Транспортировочное колесо обеспечивает легкое перемещение агрегата по участку. Преимущества Регулировка руля по высоте; Двигатель с воздушным охлаждением; Сошник; Прочная конструкция.
Характеристики (15)
Параметр
Значение
Тип
бензокультиватор
Коробка передач
без коробки
Электростартер
нет
Количество скоростей вперёд
1
Мощность ДВС лс
2,8
Тактность ДВС
двухтактные
Объем топливного бака л
2
Обороты об/мин
3600
Класс культивации
средний
Ширина обработки см
24
Глубина обработки см
22
Диаметр фрез см
22
Бренд
Patriot
Страна
США
Гарантия мес
36
Отзывы (1)
Смотреть отзывы на СберМегаМаркет
Зарегистрируйтесь и получайте бонусы за покупки!
Пожалуйста подождите..
{{message}}
Ошибка! Повторите попытку позднее.
Подписаться на новинки, скидки и интересные предложения
Нажимая кнопку «Готово», я даю своё согласие cmp24.by на обработку моих персональных данных, в соответствии с Федеральным законом от 27.07.2006 года №152-ФЗ «О персональных данных», для целей регистрации на сайте, а также для целей и на условиях представленных в политике конфиденциальности.
Легкий и удобный культиватор Patriot Denver T2030 предназначен для рыхления и культивирования небольших участков земли и рекомендован для индивидуального пользования на окультуренных почвах.
Оборудован двухтактным бензиновым двигателем с воздушным охлаждением, который стабилен в эксплуатации и заводится с помощью ручного стартера.
Эргономичные обрезиненные рукоятки регулируются по высоте для удобства пользователя.
Благодаря узкому захвату удобен для рыхления земли в междурядьях, а также для обработки грунта вблизи деревьев и кустарников.
Расположеннные сзади широкие транспортировочные колеса облегчают перемещение агрегата по дорожкам участка и поверхности грунта.
Защитный кожух ограничивает разброс выходящей земли.
Комплектация
4 фрезы.
Сошник.
Защитный кожух.
Транспортировочные колеса.
Инструкция.
Возможные аналоги
Champion GC 252 культиватор
12 900 ₽
Patriot Denver F мотокультиватор
10 787 ₽
Документация
Гарантия и Сервис
Сертификат дилера
УСЛОВИЯ ГАРАНТИИ
1 год — гарантийный срок эксплуатации бензинового, электрического и аккумуляторного инструмента PATRIOT серии THE ONE, MAXPOWER, MAXWELDER, триммеры электрические PATRIOT с нижним расположением двигателя, насосы PATRIOT составляет 1 год (12 месяцев) со дня продажи.
2 года — гарантийный срок эксплуатации бензинового, электрического и аккумуляторного инструмента PATRIOT составляет 2 года (24 месяца) со дня продажи. Исключением являются: вибрационные, погружные, вихревые, центробежные насосы; электрические триммеры с нижним расположением двигателя; электроинструмент серии THE ONE; сварочные аппараты серии MaxWelder; генераторы бензиновые серии MaxPower; маски сварщика с автоматическим светофильтром.
3 года — гарантийный срок эксплуатации бензиновых генераторов PATRIOT серии GP (кроме моделей GP 910 и GP 1510 и генераторов инверторного типа) составляет 3 года (36 месяцев или 500 моточасов работы) со дня продажи.
Источник: журнал «ПОТРЕБИТЕЛЬ» объединенный выпуск № 04’2017, рубрика обзор, название статьи: «Фрезерные столы Belmash и оснастка к ним».
В текущем году компания Belmash значительно расширила ассортимент предлагаемой продукции. Если ранее основной областью её деятельности было производство деревообрабатывающих станков и дополнительных приспособлений к ним, то сейчас компания начала развивать ещё несколько направлений, причём не только «станочных», но также и ручной электрический, и аккумуляторный инструмент. Станки, впрочем, тоже не забыты — выпущена новая «флагманская» модель, модернизированы ранее выпускавшиеся. Все эти и другие новинки от Belmash представлены на этих и соседних страницах. Здесь мы рассмотрим линейку фрезерных столов Belmash. Подобные устройства на рынке практически не представлены — хотя бы «что-то подобное» если и предлагается, то в очень ограниченных количествах.
Ручной фрезер — инструмент, которым пользуются как любители, так и профессионалы. Он используется при финальной обработке разнообразных деревянных заготовок, кромок, при изготовлении мебели, выборке пазов, соединении заготовок. В этих областях возможности фрезера, по большому счёту, ограничиваются только типами и формами фрез, а их на рынке предлагается огромное количество. Но есть ещё один «ограничитель» — при обработке небольших заготовок и «длинномеров» вроде узких реек или боковин мебельных щитов работать фрезером оказывается не так-то просто. И даже при обработке габаритных заготовок в начале и конце фрезерования велика вероятность ошибиться — и испортить их. Тут «в общем» можно выразиться так: фрезер прекрасно работает тогда, когда габариты заготовки позволяют надёжно опереть его на основание — так, что при работе исключена возможность «завалить» инструмент. Если опора недостаточна, возрастает вероятность ошибок. Конечно, в таких случаях многое зависит и от мастера, но понятно, что работа «на весу» и работа «с упором» — это совсем разные по сложности задачи. В этом отношении гораздо удобнее оказывается стационарный фрезерный станок со столом (у деревообрабатывающих станков привод фрезы обычно находится ниже уровня стола). Но стоят такие станки весьма дорого, применять их есть резон только на уровне как минимум крупной мастерской. Есть и более простое решение. Берётся обычный фрезер, переворачивается и монтируется в подходящий стол. Этот вариант обходится значительно дешевле, многие мастера даже делают подобные столы самостоятельно. Купить такой стол тоже в принципе можно, но их ассортимент весьма ограничен — буквально несколько видов. И теперь к этому ассортименту добавились ещё два стола Belmash, настольная и напольная разновидности с целым рядом аксессуаров к ним.
Основания фрезерного станка BELMASH RT600/ RT800
Основание со столом — основа любого станка, именно на него ставится привод и необходимое для работы дополнительное оборудование. Belmash предлагает две разновидности оснований — напольную и настольную версии. Настольная разновидность, Belmash RT600, представляет собой металлический сварной каркас, напольная — Belmash RT800 — сборный металлический каркас. В остальном по своим особенностям они идентичны. На каркас крепится текстильный чехол-стружкосборник с боковыми карманами, в которых можно хранить необходимые для работы аксессуары, инструменты и другую «мелочовку». Чехлы оборудованы откидными клапанами для обеспечения доступа вовнутрь. Каркасы установлены на четырёх регулируемых ножках. Сверху на каркас крепится рабочий стол с пазом 19×9,5 мм. В центре стола есть прямоугольный вырез, закрытый съёмной пластиной с отверстием. К этой пластине снизу можно прикрепить обычный фрезер или специальный фрезерный двигатель Belmash. Электрическое подключение фрезера или фрезерного двигателя производится «через основание». Проще говоря, на основании смонтированы отдельный выключатель, сетевой кабель с вилкой и розетка. В комплект столов входит ещё несколько деталей и узлов. Наиболее востребован параллельный упор, снабжённый патрубком для отвода стружки. Кстати, патрубками для подключения к строительному пылесосу или стационарной системе пылеудаления в мастерской снабжены и чехлы столов — в «напольной» версии их два, диаметром 63 и 100 мм, в «настольной» — один. Конечно, можно обойтись и без системы пылеудаления, запрета на такое нет, но при постоянной работе желательно подключиться хотя бы к верхнему патрубку. Ну а при использовании станка в условиях деревообрабатывающей мастерской есть смысл задействовать и «нижний» патрубок, без этого попавшую внутрь чехла стружку придётся время от времени выгружать вручную. Кстати, наличие чехла, в который собирается попавшая «вниз» стружка,– очень полезная особенность, на небольших фрезерных столах она обычно не предусмотрена. У тех чаще всего система пылеудаления подключается только «сверху». Из других элементов, входящих в комплект поставки оснований, можно отметить проставочное кольцо и два боковых одинарных прижима. Впрочем, о них будет рассказано ниже — эти детали также предлагаются и в качестве аксессуаров. Эти основания и входящие в их комплект принадлежности — необходимый минимум для превращения имеющегося у пользователя фрезера в портативный фрезерный станок. Но станки отличаются от ручных инструментов ещё и тем, что к ним практически всегда предлагаются разнообразные аксессуары для упрощения работы и проведения различных дополнительных операций. Основания Belmash — не исключение, и предлагаемые к ним аксессуары рассмотрены далее.
Основания фрезерного станка Belmash RT600
РАЗМЕР СТОЛА:
600×400 мм
ВЫСОТА (по столешнице):
530 мм
РАЗМЕР ПЛАСТИНЫ:
298,5×235 мм
ДИАМЕТР ПОСАДОЧНОГО ОТВЕРСТИЯ:
106,7 мм
ГАБАРИТЫ:
600×400×640 мм
ВЕС:
15,0 кг
Основания фрезерного станка Belmash RT800
РАЗМЕР СТОЛА:
800×600 мм
ВЫСОТА (по столешнице):
860 мм
РАЗМЕР ПЛАСТИНЫ:
298,5×235 мм
ДИАМЕТР ПОСАДОЧНОГО ОТВЕРСТИЯ:
106,7 мм
ГАБАРИТЫ:
920×600×1040 мм
ВЕС:
40,0 кг
Двигатель фрезерный Belmash 1800F
Концепция «берём фрезер, переворачиваем, монтируем его в основание — получаем фрезерный станок» достаточно проста и понятна. Но у Belmash в линейке дополнительного оборудования есть пара аксессуаров, позволяющих обойтись без собственного фрезера. Первый из них — фрезерный двигатель, то есть фактически электромотор с выключателем и цанговыми зажимами для фиксации фрез.
Двигатель «высокооборотистый», частота вращения вала может регулироваться в широких пределах. Для универсальных фрезеров наличие регулировки — практически обязательная особенность, с её помощью подбирают оптимальную для конкретных задач частоту. Основной критерий тут — результат: чем выше частота, тем выше качество обработки. Точнее, качество больше зависит не от частоты, а от окружной скорости фрезы: с возрастанием диаметра окружная скорость тоже растёт. Но одновременно с ростом частоты возрастает риск «подпалить» обрабатываемую поверхность, а в особо запущенных случаях — испортить не только заготовку, но и фрезу. Регулятор частоты размещён на корпусе двигателя, неподалёку от его выключателя. Двигатель можно установить напрямую в «штатную» съёмную пластину фрезерного стола. Правда, при таком варианте возможности станка ограничены — вертикального хода у фрезы не предусмотрено, использовать можно не все фрезы, и не для всех задач. Чтобы в полной мере обеспечить станку с двигателем универсальность, потребуется ещё один аксессуар — фрезерный лифт.
Двигатель фрезерный Belmash 1800F
ПОТРЕБЛЯЕМАЯ МОЩНОСТЬ:
1800 Вт
ЧАСТОТА ВРАЩЕНИЯ (холостой ход):
10000–22000 об/мин
ДИАМЕТР ЦАНГИ:
6 и 13 мм
ГАБАРИТЫ:
120×120×230 мм
ВЕС:
3,75 кг
Лифт фрезерный Belmash D033A
Это приспособление предназначено для использования совместно с фрезерным двигателем, устанавливается в основание фрезерного стола вместо «штатной» съёмной пластины. Оно позволяет перемещать фрезерный двигатель по вертикали с высокой точностью. Интересно то, что регулировка перемещения производится «сверху», то есть со стороны фрезы. Для этого на основании устройства есть отверстие, куда вставляется специальная рукоятка. Вращая рукоятку, изменяют вылет шпинделя, дополнительной фиксации положения не требуется. Для обычных фрезеров возможность регулировки «со стороны подошвы» не характерна. Вернее, она встречается, но крайне редко, только у моделей, специально адаптированных для установки во фрезерные столы. Так что в этом отношении комплект из двигателя и фрезерного лифта окажется даже удобнее, чем обычный фрезер, установленный «в стол». Приспособление комплектуется необходимым набором крепежа, инструментами и проставочным кольцом.
Лифт фрезерный Belmash D033A
РАЗМЕР ОСНОВАНИЯ:
298,5×235 мм
ДИАМЕТР ПОСАДОЧНОГО ОТВЕРСТИЯ:
106,7 мм
ВЕС:
5,2 кг
Упор подвижный Belmash D032A
По назначению этот упор напоминает так называемые угловые упоры, массово применяющиеся на разнообразном станочном оборудовании. Правда, те выглядят проще — как эдакий «транспортир», который можно перемещать по пазу (или пазам) на рабочем столе станка. Но у фрезерования своя специфика, и конструкция подвижного упора для этого станка совсем иная. Крепится он не к столу, а к параллельному упору, установленному на основании стола, подвижная часть перемещается по трубчатой направляющей.Такой упор более универсален, чем угловой — «транспортир», обеспечивает более высокую точность обработки, а также удобен при проведении поперечного фрезерования небольших узких заготовок. При отсутствии необходимости в нём упор просто откидывается — поворачивается вокруг направляющей и не мешает дальнейшей работе.
ДЛИНА НАПРАВЛЯЮЩЕЙ:
710 мм
УГОЛ ПОВОРОТА:
±45°
ХОД ПОДВИЖНОГО УПОРА:
450 мм
ВЕС:
6,5 кг
Упор подвижный Belmash D032A
Прижимы боковые Belmash D030A | D031A
В этой категории имеется две разновидности прижимов — одинарный и двойной. Назначение у них, впрочем, одинаково — для фиксации заготовок сверху и/или сбоку при фрезеровании. Для этого прижимы устанавливают в пазы на параллельном упоре и столе. Такие прижимы также называют гребенчатыми или перьевыми. Пластиковые «перья», расположенные под наклоном, создают постоянное усилие, практически полностью исчезает вероятность обратного удара. К тому же они не оставляют следы на заготовке. Эти аксессуары особенно удобны, если речь идёт о поточной обработке одинаковых заготовок. Пара одинарных прижимов входит в комплект поставки оснований фрезерных столов Belmash, при необходимости можно приобрести и ещё несколько.
Прижимы боковые Belmash D030A | D031A
ДЛИНА НАПРАВЛЯЮЩЕЙ:
710 мм
УГОЛ ПОВОРОТА:
±45°
ХОД ПОДВИЖНОГО УПОРА:
450 мм
ВЕС:
6,5 кг
Набор колец проставочных Belmash D029A
Кольца полезны при проведении точных фрезерных работ на небольших заготовках. По одному кольцу уже входит в комплект оснований каждого из фрезерных столов и фрезерного лифта, а в этом комплекте предлагается ещё четыре кольца — различающиеся внутренним диаметром. При использовании кольца подбирают по диаметру устанавливаемой фрезы — она должна свободно, с минимальным зазором проходить через кольцо. Задач у колец, по большому счёту, две. Основная — в том, что на них опирается заготовка в зоне резания. Чем меньше расстояние между точкой опоры заготовки на столе (то есть на кольце) и рабочей поверхностью фрезы — тем меньше вибрация при фрезерования, а значит — выше точность. Вторая задача кольца — уменьшить попадание стружки во внутренний объём основания. Как уже говорилось ранее, патрубками пылеотвода снабжены и параллельный упор, и текстильный чехол, но возможны и ситуации, когда пылеотвод подключён только «сверху».
Набор колец проставочных Belmash D029A
Тогда правильно подобранное кольцо приведёт к тому, что «разгружать» чехол от мусора придётся реже. Вообще говоря, использование колец — это уже «высший пилотаж»: без них, конечно, можно, но с ними лучше и удобнее.
Что с себе представляет наклонно-поворотный стол для фрезерного станка по металлу, цена
Чтобы расширить технологические возможности универсальных металлорежущих станков, применяются поворотные столы. В основном устанавливаются они на фрезерные станки. Увеличение технического потенциала — залог выпуска качественной и уникальной продукции. При использовании поворотных столов снижаются трудозатраты на установку и переустановку заготовок на столе.
Рабочая поверхность фрезерного станка перемещается в трех координатах:
X — вправо-влево — поперечная подача;
Y — вперед-назад — продольная подача;
Z — вверх-вниз — вертикальная подача.
Использование поворотного стола добавляет еще три координаты:
В — круговое вращение, ось которого перпендикулярна рабочей поверхности;
С — круговое вращение, ось которого параллельна рабочей поверхности;
D — наклон; создается угол между рабочими поверхностями станка и стола.
Из-за возможности вращать заготовку практически как шар, поворотные столы называют глобусными.
Сфера применения и преимущества
Кроме фрезерного оборудования, поворотный стол устанавливается на сверлильные, расточные и другие станки, стол которых вместе с деталью перемещается только в горизонтальной или вертикальной плоскости относительно шпинделя с режущим инструментом.
Поворотный стол позволяет обрабатывать заготовки на фрезерном станке по контуру, создавая сложную конфигурацию, спиральные канавки, пазы и отверстия. В зависимости от типа поворотного стола, на станке можно вырезать в детали пазы под любым углом к базовой поверхности, сверлить и растачивать отверстия без переустановки детали с точностью до десятых, и даже сотых долей градуса.
Использование поворотного стола на фрезерном станке дает преимущества:
фрезеровка верхней и боковых поверхностей;
создание многогранников с одной установки;
сверловка по периметру и под углом к поверхности стола;
расточка по всем поверхностям прямая и под любым углом;
создание спиральных канавок на поверхности детали;
вырезка пазов любой конфигурации.
Поворотный стол позволяет делать обработку сложных деталей на фрезерном станке с одной установки.
Важно!
При автоматическом вращении стола фрезеровкой делаются тела вращения, типа колец, цилиндров – высокопроизводительная черновая обработка.
Способы работы с поворотной осью
Работать с поворотной осью можно двумя способами:
индексным;
поворотным.
При первом методе предполагается пошаговая обработка заготовки. Начинается она со свободных движений и заканчивается неподвижными условиями. Переход между различными видами обработки сопровождается остановкой и фиксацией.
Второму методу не требуется дополнительных действий. Качество обработки зависит от программы и наличия подходящих рабочих инструментов.
Для полноценной работы оборудование должно быть оснащено четырехкоординатной системой. Ось Z дополнительно оборудуют газовой пружиной для компенсации веса шпинделя.
У оборудования с ЧПУ должен быть доступ к блоку управления дополнительной осью. Хороший уровень производительности можно обеспечить при помощи контроллера шаговых двигателей, который имеет четыре канала управления.
3D фрезерный станок ЧПУ AMAN 3040 4axis 200 Z+
Электропитание 220В ± 10% 50HZ
Размеры, мм 520 x 600 x 530
Вес, кг 60
Мощность шпинделя 200 Вт, 8000 об/мин
Осей 4
Охлаждение шпинделя Воздушное
Рабочее поле 300 x 400 x 130 мм
Разрешение, мм 0,003125
Система управления Mach4 interface, Windows 2000/XP
Совместимое ПО MACh4, ARTCAM, TYPE 3, UCANCAM, KCAM и пр.
Цанговый патрон ER11
Перейти к товару
Непрерывный способ обработки подходит для производства заготовок сложной формы. При индексной обработке оператор может изменять положение детали. Все последующие действия выполняются благодаря трехмерной обработке. Но ни один из способов не будет действенным, если не настроить программу управления. Для этого подойдет такое программное обеспечение:
Mach4;
DeskProto.
Классификация
Поворотные столы классифицируются по разным параметрам:
расположению пазов радиальное и параллельное;
количество осей поворота одна или две перпендикулярные;
габаритам – стандартизированные размеры;
привод вращения планшайбы ручной и автоматический.
Для массового производства применяются приспособления с расширенным функционалом, совмещенные с делительной головкой и сложные конструкции для станков с ЧПУ.
Круглый
Самая простая конструкция поворотного стола. Заготовка вращается вокруг оси, расположенной вертикально.
Большой рабочий стол, гибкое перемещение и высокая точность
Двухосевая поверхность верстака имеет три Т-образных паза и обеспечивает позиционирование по двум осям (боковое и поперечное) с помощью двух маховиков для точной регулировки. Идеально подходит для сверления, шлифования и фрезерования.
Структура качества премиум -класса
Высокополичия и жесткость
Корректировка в направлении x y
Регулировка сжатия
. 0005
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Высокое качество Tough
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Круглосуточный внимательный сервис
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Высокое качество
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24/7
Чугун для тяжелых условий эксплуатации
Изготовлен из качественного чугуна, устойчивого к коррозии и ржавчине, читать далее прочный и обеспечивает долгий срок службы.
Конструкция крепления с Т-образной канавкой
Составной стол, обладающий большой твердостью и жесткостью, имеет высокую поверхность и не поддается легкой деформации. Конструкция с тремя Т-образными пазами может соответствовать различным требованиям к усилию.
Перемещение по 2 осям
Ход по оси X: 210 мм, ход по оси Y: 110 мм. Вы можете отрегулировать оптимальное рабочее положение по мере необходимости.
Регулируемая ручка
Металлическая ручка с хорошей текстурой позволяет легко регулировать направление. С четкой шкалой фрезерный станок будет более точным при использовании.
Качественные болты и гайки
Стол сверлильного станка будет удобнее регулировать затяжку рабочего стола с помощью ряда болтов и гаек.
Широкое применение
Этот фрезерный рабочий стол можно использовать для большинства типов фрезерных, сверлильных и установочных работ, он идеально подходит для всех сверлильных станков, сверлильных и фрезерных станков.
Specifications
Worktable length: 17.7 in / 450 mm
Worktable width: 6.7 in / 170 mm
Transverse travel(X-Route): 8.3 in / 210 mm
Longitudinal travel (Y-маршрут): 4,3 дюйма / 110 мм
Размер монтажного отверстия (поперечный): 6,2 дюйма / 15,7 см
Размер монтажного отверстия (продольный): 5,3 дюйма / 13,5 см
Размер шасси: 10 x 9 в / 26 x 23 CM
9000 4000440004. Общая высота: 3,9 дюйма / 100 мм
Вес нетто: 66 фунтов / 30 кг
Размеры изделия (Д x Ш x В): 23 x 13 x 5 дюймов / 58 x 33 x 12,7 см
Содержимое упаковки
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Высокое качество Tough
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Круглосуточный внимательный сервис
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Высокое качество
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24/7
Рабочий стол фрезерного станка 6,7 дюйма / 170 мм
Большой рабочий стол, гибкое движение и высокая точность -осевая поверхность верстака имеет три Т-образных паза и обеспечивает двухосевое (боковое и поперечное) позиционирование с помощью двух маховиков для точной регулировки. Идеально подходит для сверления, шлифования и фрезерования.
Структура высшего качества
Высокая степень полировки и жесткости
Регулировка по оси X Y
Регулировка герметичности
Чугун для тяжелых условий эксплуатации
Изготовлен из качественного чугуна, устойчивого к коррозии и ржавчине, более прочный и долговечный время обслуживания.
Конструкция крепления с Т-образной канавкой
Составной стол, обладающий большой твердостью и жесткостью, имеет высокую поверхность и не поддается легкой деформации. Конструкция с тремя Т-образными пазами может соответствовать различным требованиям к усилию.
Перемещение по 2 осям
Ход по оси X: 210 мм, ход по оси Y: 110 мм. Вы можете отрегулировать оптимальное рабочее положение по мере необходимости.
Регулируемая ручка
Металлическая ручка с хорошей текстурой позволяет легко регулировать направление. С четкой шкалой фрезерный станок будет более точным при использовании.
Качественные болты и гайки
Стол сверлильного станка будет удобнее регулировать затяжку рабочего стола с помощью ряда болтов и гаек.
Широкое применение
Этот фрезерный рабочий стол можно использовать для большинства типов фрезерных, сверлильных и установочных работ, он идеально подходит для всех сверлильных станков, сверлильных и фрезерных станков.
Содержимое упаковки
1 x Фрезерный опорный стол Рабочий стол
Технические характеристики
Длина рабочего стола: 17,7 дюйма / 450 мм
Ширина рабочего стола: 6,7 дюйма / 170 мм, обратный ход
/ 210 мм
Продольное перемещение (Y-маршрут): 4,3 дюйма / 110 мм
Размер монтажного отверстия (поперечный): 6,2 дюйма / 15,7 см
Размер монтажного отверстия (продольный): 5,3 дюйма / 13,5 см
Размер шасси: 10 x 9 дюймов / 26 x 23 см
Общая высота: 3,9 дюйма / 100 мм
Вес нетто: 66 фунтов / 30 кг
Размеры изделия (Д x Ш x В): 23 x 13 x 5 дюймов / 58 x 33 x 12,7 см
Длина рабочего стола
17,0 мм
Ширина рабочего стола
6,7 дюйма / 170 мм
Поперечное перемещение (X-Route)
8,3 дюйма / 210 мм
Продольные перемещения (Y-Route)
4,3 мм / 110 мм
33 Mountip cm
Mounting Hole Size (Longitudinal)
5. 3 in / 13.5 cm
Chassis Size
10 x 9 in / 26 x 23 cm
Overall height
3.9 in / 100 mm
Net Weight
66 lbs / 30 kg
Item Dimensions(L x W x H)
23 x 13 x 5 in / 58 x 33 x 12.7 cm
Questions and Answers
7 Вопросы
Задайте вопрос
Вопросы
1) Есть ли возможность крепления всего стола к стали или дереву? 2) Шаги на ручках в дюймах или миллиметрах?
Ответить
Посмотреть больше
1) Крепится винтами. 2) Миллиметры.
Вевор
(0)
(0)
Вопросы
Я живу в Морсвилле, штат Пенсильвания, 19541 Сколько времени займет доставка при покупке поперечной направляющей и бесплатная ли доставка? дата покупки будет понедельник 07. 03.22 спасибо RZ
ответ
Посмотреть больше
Рик. Весь наш продукт доставляется бесплатно.
Вевор
(0)
(0)
Вопросы
Тройники какого размера подходят к этому столу? Вевор их продает?
Ответить
Посмотреть больше
Размер М10.
Вевор
(0)
(0)
Отзывы клиентов
Цена 4. 8
Качественный 4.6
Функции 4,6
Легко использовать 4.7
31 Обзор(ы)
Сортировать:
Все
Все
Только фотографии
Только видео
Все звезды
Все звезды
Только 5 звезд
Только 4 звезды
Только 3 звезды
Только 2 звезды
Только 1 звезда
Самый последний
Самые последние
Самый полезный
Чистые фильтры
P. Levy
T-Grove Размер: 10 мм Размер рабочей упаковки: 450 x 170 мм Канал: 3
333. Этот предмет настолько тяжелый, что ваш почтальон возненавидит вас, но когда вы достанете его из коробки и соберете, вы будете очень счастливы, что купили его. Моя единственная жалоба заключается в том, что когда вы используете его на своем сверлильном станке, вам почти нужно 3 руки, так как вибрация от вращения / резки дрели заставит рычаги регулировки x-y поворачиваться, когда вы опускаете сверло. Было бы неплохо, если бы были регулировочные замки.
См. Подробнее см. Меньше
0
Кевин Э. Черри
Дешевые китайские инструменты
Необходимы для фрезерования/укоса прорезей для дверных петель на некоторых дверях из кремниевой бронзы, которые я делаю. Этот инструмент является удивительным примером дешевых китайских инструментов, я предвзят, потому что большинство китайских инструментов, подобных этому, нуждаются в некоторой настройке, чтобы заставить их работать, на что я не возражаю. Пример; маховик «X» справа слишком большой или слишком высокий, если вы работаете с длинными деталями, как я, вам нужно будет поднять его как минимум на 3/8 дюйма над столом с помощью какой-либо плоской планки. так что ваша работа не ударит по ручке, ничего страшного.Мой стол появился без запасов ключей для ручек, достаточно легко сделать или получить.Как описано в других 5-звездочных обзорах, вам нужно будет разобрать его и почистить это, а также убедитесь, что внутренние винты X и Y затянуты так, чтобы ваш стол не прыгал. В целом, именно то, что я ожидал за такую цену.0005
См. Подробнее см. Меньше
0
VEVOR CUSTORN
Нужно поработать над настройками. Но в целом хороший инструмент.0315 450 x 170 мм Канал: 3
Грязный, липкий, плохо собран, но выгодно
Пришло за 3 дня. Все части были на месте. Упаковка была неповрежденной. Это красное и зеленое Рождество. Да, оно грязное и липкое. У меня не было бы этого по-другому. Пересекая океан, это могло бы стать ржавым разочарованием. Если это китайские станкостроительные заводы, в основном вы покупаете плохо собранные отливки и детали по той цене, которую они берут. Но это нормально, потому что, будучи слесарем на пенсии, я бы все равно почистил и осмотрел его. Взял старую головку сверлильного станка, модифицировал шпиндель и подшипники, стальную пластину 1/2 дюйма для колонны и основания и этот координатный стол. Домашняя мельница для хобби! Разберите все это, очистите все, удалите заусенцы, отшлифуйте / соскребите все, распылите выбранную вами защиту металла / смазку, соберите, закрепите очень надежно и наслаждайтесь!
См. Подробнее см. Меньше
0
Шон М.
Удивительно, но после первой полной разборки и очистки удалось сделать его достаточно затянутым и гладким. Точность удовлетворительная, особенно при небольшом натяжении стопорных винтов. Это не быстрый фидер, но он делает то, что мне нужно для небольшой работы.
См. Подробнее см. Меньше
1
Craft Fam
последние штрихи…
Хорошие отливки, однако требуется опиловка, окончательная сборка была плохой, а маховики требуют доработок для плавной работы. Я заменил нижние винты крепления на более длинные и добавил за ними плоские шайбы. В целом хорошая ценность после выполнения дополнительной работы.
See more See less
0
Allen
T-groove Size: 10 mm Workbench Size: 450 x 170 mm Channel: 3
17.7 x 6.7 2 axis cross слайд
Цена была отличной, а качество соответствовало моим ожиданиям. Разберите, очистите, удалите заусенцы и отрегулируйте выступы, чтобы добиться плавного хода стола практически без люфта. Будет хорошо работать на сверлильном станке для позиционирования.
См. Подробнее См. Меньше
0
RAMA
Я искал составной стол среднего размера для своего хобби-магазина и в прошлом покупал несколько предметов у Vevor. Я купил таблицу x-y на специальной распродаже по электронной почте. Товар тяжелый, но у Vevor была бесплатная доставка через UPS, который прибыл в течение недели в хорошем состоянии. Все детали хорошо обработаны и работают в разумных пределах. У отливок есть шероховатости, которые требуют некоторой доработки, но они стоят того, чтобы получить очень полезную и довольно точную составную таблицу такого размера, которая продается за значительно большие деньги либо на Amazon, либо на eBay 9.0005
См. Подробнее см. Меньше
0
ShadeTree63
доставка, хорошо упаковано, очень хорошо сделано, очень доволен покупкой. Купил бы снова. Прикрепил это к моему сверлильному станку и значительно повысил точность.
См. больше См. меньше
0
Steven Shea
T-Grove Размер: 10 мм Размер Workbench: 450 x 170 мм Канал: 3
Рабочее изделий для вывода.
Показать больше Показать меньше
0
Люди, которые просматривали этот товар, также просматривали
Вертикальный фрезерный стол — Sherline Products
Описание
инструкции
Запасные части
3D вид
Доставка и возврат
8-дюймовый вертикальный фрезерный стол — это еще один метод фрезерования на токарном станке Sherline вместо вертикальной фрезерной колонны. Детали, подлежащие обработке, крепятся к вертикальному столу. Затем вертикальный стол крепится к поперечному столу токарного станка, и деталь перемещается мимо фрезы, удерживаемой в шпинделе токарного станка. Это обеспечивает 3 оси резания, аналогичные фрезе, но в разных направлениях и с более короткими перемещениями по осям X и Y. Для общего фрезерования мы рекомендуем вертикальную фрезерную колонну как лучший способ фрезерования на токарном станке, но для определенных установок вы можете найти этот аксессуар полезным. Многие книги, написанные для любителей, показывают этот тип установки на больших токарных станках. Он также может стать полезным приспособлением для нескольких движений при использовании на мельнице или в качестве приспособления на других машинах специального назначения.
Усовершенствован с годами
В первоначальном виде стол был 4″ в длину. Его длина была увеличена до 6 дюймов, когда токарные станки Sherline перешли на 6-дюймовые столы. Теперь, чтобы еще больше повысить его полезность, мы взяли 8-дюймовый стол, разработанный для вертикально-фрезерного стола с ЧПУ, и применили его также к ручной версии. Кроме того, новый профиль стола на 1/4 дюйма толще старого для дополнительной жесткости. В комплект входит регулировка против люфта, а также две Т-образные гайки и прижимные винты.
Неправильное использование станков и их принадлежностей может привести к серьезным травмам. Прежде чем использовать этот инструмент, внимательно прочитайте инструкции и убедитесь, что понимаете его правильное и безопасное использование.
Всегда надевайте защитные очки при работе со станками .
Скачать PDF 1185 Инструкция
11830 907:15
Основание фрезерного стола
40080 (метрическая 41040)
Маховик (дюймовый/метрический)
40250
(2) Удлиненная Т-образная гайка
40280
Упор маховика
40520
(3) Установочный винт с конусом 10-32 x 3/16″
40530
Винт с головкой под торцевой ключ 5-40 x 3/8″
40730
(2) Винт с головкой под торцевой ключ 10-32 x 2″
40820
Гибкий замок
40890 (метрическая 41890)
Вставка скользящего винта (дюймовая/метрическая)
40980
Поперечная стрела
50130 (метрическая система 51130)
Замок с защитой от люфта, правая сторона (дюймовая/метрическая)
50150
Блокировка люфта звездчатой шестерни
50210
Винт с цилиндрической головкой 8-32 x 1/4″
65210 (65220 Метрическая система) 907:15
Скользящий винт (дюймовый/метрический)
67036
Поперечный стол 8″
Щелкните P/N ниже, чтобы загрузить заархивированную версию файла IGS 3D CAD. Вам нужно будет распаковать zip-файл перед просмотром файла IGS. 1185 Вертикальный фрезерный стол 3D IGS модель Для просмотра файлов .igs требуется программа просмотра IGS. НАЖМИТЕ ЗДЕСЬ , чтобы загрузить БЕСПЛАТНУЮ программу просмотра IGS .
Доставка
Мы не взимаем фиксированную плату за доставку из-за различий в весе наших продуктов. Вместо этого мы взимаем с вас плату, которую транспортная компания взимает с нас. На нашем веб-сайте используется калькулятор доставки, основанный на ежедневных тарифах для USPS и UPS в зависимости от веса и места назначения отправления. Вы также можете попросить нас использовать номер вашего счета UPS/FedEx для оплаты доставки. Просто введите его в соответствующее поле на странице оформления заказа.
Внутренние заказы отправляются с понедельника по пятницу. Срочные заказы должны быть размещены до 9:00 по тихоокеанскому стандартному времени для отправки в тот же день.
Срок обработки заказов наземной доставки составляет 7 рабочих дней для внутренних заказов и 14 рабочих дней для международных заказов.
Электромагнитная катушка (соленоид) к пневмораспределителям серии 100 12DC
Информируем!
Актуальность цен и наличие товара уточняйте у менеджеров.
Закрыть
Главная/Пневматическое оборудование/Пневмораспределители/Катушки электромагнитные для пневмораспределителей/Электромагнитная катушка (соленоид) к пневмораспределителям серии 100
Предыдущий
Следующий
Параметры
Модификации
Быстрый просмотр
Электромагнитная катушка (соленоид) к пневмораспределителям серии 100
Рейтинг:
0 голосов
Артикул: нет
Диаметр посадочный — 8 мм.
Род тока и напряжение э/м катушки
~220В
Быстрый просмотр
Электромагнитная катушка (соленоид) к пневмораспределителям серии 100
Рейтинг:
0 голосов
Артикул: нет
Диаметр посадочный — 8 мм.
Род тока и напряжение э/м катушки
-24В
Быстрый просмотр
Электромагнитная катушка (соленоид) к пневмораспределителям серии 100
Рейтинг:
0 голосов
Артикул: нет
Диаметр посадочный — 8 мм.
Род тока и напряжение э/м катушки
~24В
Быстрый просмотр
Электромагнитная катушка (соленоид) к пневмораспределителям серии 100
Рейтинг:
0 голосов
Артикул: нет
Диаметр посадочный — 8 мм.
Род тока и напряжение э/м катушки
~110В
Отзывы
теги
электромагнитные катушки
Находится в разделах
Катушки электромагнитные для пневмораспределителей
Назад
Закрыть
Кабинет
Найти товар
Каталог
Бренды
Назад
Забыли пароль?
Регистрация
Этот сайт использует cookie-файлы и другие технологии для улучшения его работы. Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Вы всегда можете отключить файлы cookie в настройках Вашего браузера.
Хорошо
Катушка соленоида в категории «Грузовики, автобусы, спецтехника»
253-028 Катушка (соленоид) блока гидравлических клапанов 810-527C Great Plains
На складе
Доставка по Украине
3 233 грн
Купить
ТОВ НВП Арт-Агро
171146019 Электромагнитная катушка (соленоид) Comatrol 24V 26W Fi 16*50
На складе в г. Львов
Доставка по Украине
1 429 грн
Купить
Спецтехника Львов
H-507848 Электромагнитная катушка (соленоид) 24V Fi 23*60
На складе в г. Львов
Доставка по Украине
3 689 грн
Купить
Спецтехника Львов
R933000034 Электромагнитная катушка (соленоид) 24V DC Fi 19*55
Электромагнитные катушки от Grainger рассчитаны на 100% рабочий цикл при температуре окружающей среды 122 F. Общий рейтинг катушки составляет 311 F, включая тепловыделение. Катушки переменного или постоянного тока можно менять местами на одном и том же штоке соленоида. Для каждой катушки требуется 1 разъем. 3-ходовые, 2-позиционные клапаны интерфейса «электро-воздух» приводятся в действие соленоидом с пружинным возвратом и обеспечивают достаточный поток для цилиндров диаметром 1 дюйм и меньше. F окружающей среды.Общая номинальная температура теплообменника составляет 311 F, включая тепловыделение. Катушки переменного и постоянного тока могут быть заменены на одном и том же штоке соленоида. Для каждой катушки требуется 1 разъем. -приводятся в действие с пружинным возвратом и имеют достаточный расход для цилиндров диаметром 1 дюйм. и меньше.
DIN 43650A
Соленоидные катушки DIN 43650A, сортируется по напряжению, восходящая
DINALING . ..
DINAIN Сортирован по напряжению, восходящая
Нагрузка …
DIN 43650C
Solenoid Coils DIN 43650C
Solenoid Coils DIN 43650C.0014
Loading…
DIN 43650A
Solenoid Coils for Use In Hazardous Locations DIN 43650A, sorted by Voltage, ascending
Loading. ..
DIN 43650C
Электромагнитные катушки с проводами DIN 43650C, отсортированные по напряжению, по возрастанию
0016
Идет загрузка…
Примечание. Информация о наличии товара предоставляется в режиме реального времени и постоянно корректируется. Товар будет зарезервирован для вас при оформлении заказа. Катушки соленоида
— Summit Hydraulics
Фильтр
Показаны все 73 результата
Сортировка по умолчаниюСортировать по популярностиСортировать по среднему рейтингуСортировать по последнимСортировать по цене: от низкой к высокойСортировать по цене: от высокой к низкой
MSRP: $54,95
44,00 долл. США
—
Рекомендуемая производителем розничная цена: 54,95 долл. США
39,00 долл. США
—
Рекомендуемая производителем розничная цена: 139,95 долларов США
99,95 долларов США
—
MSRP: 99,95 долларов США
62,95 долларов США
—
Рекомендуемая производителем розничная цена: 49,95 долларов США
38,95 долларов США
—
MSRP: 69,95 долларов США
42,95 долларов США
—
Рекомендованная производителем розничная цена
: $59,95
44,95 $
—
Рекомендуемая производителем розничная цена: 79,95 долларов США
39,95 долларов США
—
MSRP: 79,95 долларов США
52,75 долларов США
—
MSRP: 69,95 долларов США
49,75 долларов США
—
Рекомендуемая производителем розничная цена: 54,95 долл. США
39,95 долл. США
—
MSRP: 84,95 долл. США
54,95 долл. США
—
Рекомендованная производителем розничная цена
: 129 долларов США..95
79,99 $
—
Out of stock
MSRP: $39.99
$24.95
—
MSRP: $49.95
$39.95
—
MSRP: $49.95
$39.95
—
MSRP: $ 79,95
$ 49,95
—
MSRP: $ 49,95
$ 39,95
—
MSRP: $ 49,95
—
MSRP: $ 49,95
—
MSRP: $ 49,95
—
MSR0119
$29. 95
—
MSRP: $54.95
$39.95
—
MSRP: $54.95
$49.95
—
MSRP: $49.95
$39.95
—
MSRP: 49,95 долл. США
44,95 долл. США
—
Рекомендуемая производителем розничная цена: 49,95 долл. США
29,95 долл. США
—
Рекомендуемая производителем розничная цена: 59,95 долларов США
39,95 долларов США
—
MSRP: 74,95 долл. США
44,95 долл. США
—
Нет в наличии
Рекомендуемая производителем розничная цена: 129,95 долл. США
82,50 долл. США
—
Рекомендуемая производителем розничная цена: 69,95 долларов США
49,80 долларов США
—
Рекомендуемая производителем розничная цена: 69,95 долларов США
49,80 долларов США
—
Нет в наличии
Рекомендуемая производителем розничная цена: 74,95 долл. США
34,95 долл. США
—
Рекомендуемая розничная цена: 74,95 $
35,95 $
—
Рекомендуемая производителем розничная цена: 79,95 долларов США
39,95 долларов США
—
Нет в наличии
Рекомендуемая производителем розничная цена: 69,95 долл. США
48,95 долл. США
—
Нет в наличии
Рекомендуемая производителем розничная цена: 74,99 долл. США
49,95 долл. США
—
Рекомендуемая производителем розничная цена: 44,95 долл. США
Что такое оптическое распознавание символов? — AWS
Что такое оптическое распознавание символов?
Оптическое распознавание символов (OCR) – это процесс преобразования изображения текста в машиночитаемый текстовый формат. Например, при сканировании бланка или квитанции, компьютер сохраняет скан в виде файла изображения. Текстовый редактор невозможно использовать для редактирования, поиска или подсчета слов в файле изображения. OCR помогает преобразовать изображение в текстовый документ, содержимое которого хранится в виде текстовых данных.
В чем заключается важность OCR?
Большинство рабочих процессов связано с получением информации из печатных изданий. Любой бизнес-процесс предусматривает бланки, счета, отсканированные юридические документы и контракты, напечатанные на бумажном носителе. Такие большие объемы бумажной работы требуют много времени и места для хранения и обработки. Хотя безбумажный документооборот — это путь вперед, сканирование документа в изображение создает определенные трудности. Этот процесс требует ручного вмешательства и может быть утомительным и медленным.
При оцифровке содержимого документа создаются файлы изображений со скрытым в них текстом. Программы обработки текста не могут обработать текст в изображениях. Технология OCR решает эту проблему путем преобразования изображения в текстовые данные, которые могут быть проанализированы офисным ПО. Затем такие данные можно использовать для аналитики, оптимизации операций, автоматизации процессов и повышения производительности.
Как работает OCR?
Технология OCR включает следующие этапы:
Получение изображения
Сканер считывает документы и преобразует их в двоичные данные. ПО OCR анализирует отсканированное изображение и классифицирует светлые области как фон, а темные — как текст.
Предварительная обработка
Чтобы подготовить текст к распознаванию, ПО OCR очищает изображение и удаляет ошибочные области. Применяются следующие методы очистки:
Выравнивание и устранение уклона отсканированного документа для облегчения распознавания.
Сглаживание контраста или удаление пятен цифрового изображения и сглаживание краевых эффектов текстовых изображений.
Стирание рамок и линий на сканированном изображении.
Распознавание шрифтов для многоязычной технологии OCR
Распознавание текста
Существует два основных типа алгоритмов OCR или программных процессов, которые использует ПО OCR для распознавания текста: сопоставление шаблонов и выделение признаков.
Сопоставление шаблонов
Сопоставление шаблонов работает путем выделения изображения символа, называемого глифом, и сравнения его с аналогичным глифом, хранящимся в памяти. Распознавание образа произойдет только в том случае, если шрифт и масштаб хранящегося глифа совпадают со шрифтом и масштабом отсканированного глифа. Данный метод эффективен при работе со сканами документов, набранных известным шрифтом.
Выделение признаков
Выделение признаков разбивает или раскладывает глифы на такие признаки, как линии, замкнутые контуры, направление линий и пересечения линий. Затем признаки используются для поиска наилучшего или ближайшего подходящего соответствия среди различных хранящихся глифов.
Окончательная обработка
После анализа система преобразует извлеченные текстовые данные в компьютерный файл. Некоторые системы OCR могут создавать аннотированные PDF-файлы, включающие как предыдущую, так и последующую версии отсканированного документа.
Какие виды OCR существуют?
Специалисты по анализу данных классифицируют различные виды технологий OCR на основе их использования и применения. Ниже представлены лишь некоторые примеры:
Программы простого оптического распознавания символов
Простой механизм OCR применяет множество различных хранимых шаблонов шрифтов и изображений текста в качестве шаблонов. Программное обеспечение OCR использует алгоритмы сопоставления шаблонов для посимвольного сравнения изображений текста с внутренней базой данных. Подход, при котором система сопоставляет текст слово за словом, называется оптическим распознаванием слов. Он имеет свои ограничения, поскольку существует практически неограниченное количество шрифтов и стилей почерка, и каждый отдельный тип не может быть учтен и сохранен в базе данных.
Программы интеллектуального распознавания символов
Современные системы OCR используют технологию интеллектуального распознавания символов (ICR) для считывания текста так же, как это делает человек. Они используют передовые методы машинного обучения человеческим навыкам чтения. Система машинного обучения, называемая нейронной сетью, анализирует текст на многих уровнях, многократно обрабатывая изображение. Она ищет различные атрибуты изображения (кривые, линии, пересечения и петли) и объединяет результаты различных уровней анализа для получения окончательного результата. Несмотря на то, что ICR обрабатывает изображения по символам, процесс не занимает много времени, а результаты получаются за считанные секунды.
Интеллектуальное распознавание слов
Интеллектуальные системы распознавания слов работают по тому же принципу, что и ICR, но обрабатывают изображения целых слов без предварительного выделения символов в изображении.
Оптическое распознавание знаков
Оптическое распознавание знаков позволяет идентифицировать логотипы, водяные знаки и другие обозначения в документе.
В чем заключаются основные преимущества OCR?
Специалисты по анализу данных классифицируют различные виды технологий OCR на основе их использования и применения. Ниже представлены лишь некоторые примеры:
Программы простого оптического распознавания символов
Простой механизм OCR применяет множество различных хранимых шаблонов шрифтов и изображений текста в качестве шаблонов. Программное обеспечение OCR использует алгоритмы сопоставления шаблонов для посимвольного сравнения изображений текста с внутренней базой данных. Подход, при котором система сопоставляет текст слово за словом, называется оптическим распознаванием слов. Он имеет свои ограничения, поскольку существует практически неограниченное количество шрифтов и стилей почерка, и каждый отдельный тип не может быть учтен и сохранен в базе данных.
Программы интеллектуального распознавания символов
Современные системы OCR используют технологию интеллектуального распознавания символов (ICR) для считывания текста так же, как это делает человек. Они используют передовые методы машинного обучения человеческим навыкам чтения. Система машинного обучения, называемая нейронной сетью, анализирует текст на многих уровнях, многократно обрабатывая изображение. Она ищет различные атрибуты изображения (кривые, линии, пересечения и петли) и объединяет результаты различных уровней анализа для получения окончательного результата. Несмотря на то, что ICR обрабатывает изображения по символам, процесс не занимает много времени, а результаты получаются за считанные секунды.
Интеллектуальное распознавание слов
Интеллектуальные системы распознавания слов работают по тому же принципу, что и ICR, но обрабатывают изображения целых слов без предварительного выделения символов в изображении.
Оптическое распознавание знаков
Оптическое распознавание знаков позволяет идентифицировать логотипы, водяные знаки и другие обозначения в документе.
В чем заключаются основные преимущества OCR?
Ниже приведены основные преимущества технологии OCR:
Текст с возможностью поиска
Предприятия могут преобразовывать имеющиеся и новые документы в базу знаний с возможностью полноценного поиска. ПО для автоматической обработки текстовой базы позволяет совершенствовать базу знаний предприятия.
Эффективность работы
Применение ПО OCR позволяет повысить эффективность работы путем автоматической интеграции документооборота и цифровых рабочих процессов. Вот несколько примеров того, что может сделать ПО OCR:
Сканирование заполненных вручную форм для автоматизированной проверки, рассмотрения, редактирования и анализа. Такой подход сокращает время ручной обработки документов и ввода данных.
Поиск необходимых документов с помощью быстрого поиска термина в базе данных, вместо ручного перебора файлов в ящике.
Преобразование рукописных заметок в редактируемые тексты и документы.
Решения искусственного интеллекта
OCR часто является составляющей других решений в области искусственного интеллекта, которые могут внедрять предприятия. К примеру, OCR может применяться для сканирования и распознавания номерных знаков и дорожных указателей в самоуправляемых автомобилях, выявления логотипов брендов в сообщениях в социальных сетях или идентификации упаковки продукта в рекламных изображениях. Такие технологии искусственного интеллекта помогают предприятиям принимать более эффективные маркетинговые и операционные решения, которые позволяют сократить расходы и улучшить качество обслуживания клиентов.
Для чего применяется OCR?
Ниже перечислены некоторые распространенные случаи использования OCR в различных отраслях:
Банковская сфера
Банковская сфера использует OCR для обработки и проверки документов по кредитам, депозитных чеков и других финансовых операций. Такая проверка позволила повысить эффективность борьбы с мошенничеством и укрепить безопасность транзакций. Например, BlueVine, финансовая технологическая компания, предоставляющая финансирование малому и среднему бизнесу, использовала Amazon Textract, облачный сервис OCR, для разработки продукта, с помощью которого малые бизнесы в США могут быстро получить доступ к кредитам по Программе защиты заработной платы (PPP) в рамках пакета мер по стимулированию экономики в условиях COVID-19. Amazon Textract автоматически обрабатывал и анализировал десятки тысяч форм PPP в день, благодаря чему BlueVine смогла помочь нескольким тысячам предприятий получить средства и сохранить более 400 000 рабочих мест.
Здравоохранение
В системе здравоохранения OCR используется для обработки историй болезни пациентов, включая лечебные процедуры, анализы, больничные карты и страховые выплаты. OCR помогает оптимизировать рабочий процесс и сократить объем ручной работы в больницах, а также поддерживать актуальность записей. Например, компания nib Group обеспечивает медицинское страхование более 1 миллиона австралийцев и ежедневно получает тысячи заявок на выплату страхового возмещения за получение медицинских услуг. Клиенты компании могут сфотографировать свой медицинский счет и отправить его через мобильное приложение nib. Amazon Textract автоматически обрабатывает эти изображения, что позволяет компании гораздо быстрее рассматривать заявки.
Логистика
Логистические компании используют OCR для более эффективного отслеживания этикеток на упаковках, счетов, квитанций и других документов. Например, компания Foresight Group использует Amazon Textract для автоматизации обработки счетов в SAP. Ввод таких документов вручную отнимал много времени и приводил к ошибкам, поскольку сотрудникам Foresight приходилось вводить данные в несколько систем бухгалтерского учета. Благодаря Amazon Textract программное обеспечение компании Foresight стало более точно считывать символы на различных носителях и повысило эффективность ведения бизнеса компании.
Как AWS может помочь с OCR?
AWS предлагает две услуги, которые могут помочь внедрить OCR в бизнесе:
Amazon Textract – это сервис машинного обучения (ML), который с помощью OCR автоматически извлекает печатный и рукописный текст и данные из отсканированных документов (например, PDF-файлов). Сервис позволяет быстро считывать тысячи различных документов различных носителей и форматов. После извлечения информации из документов Amazon Textract присваивает уровень уверенности, что дает возможность принимать обоснованные решения о том, как использовать полученные результаты.
Amazon Rekognition может анализировать миллионы изображений и видеозаписей за считанные минуты и дополнять задачи визуальной проверки, выполняемые человеком, с помощью искусственного интеллекта. Для извлечения текста из изображений и видео можно использовать API Amazon Rekognition. В нем имеется возможность распознавать искаженный и деформированный текст из изображений и видеозаписей дорожных знаков, публикаций в социальных сетях и упаковок продуктов.
Создайте учетную запись AWS и начните работу с технологией OCR уже сегодня.
Сканирование текстов и изображений
Во многих организациях хранятся тысячи и тысячи документов, созданных в докомпьютерную эпоху, и они все еще активно используются и периодически обновляются. Использование таких документов в их первозданном виде занимает много времени и средств. Кроме того, документы могут быть испорчены, перепутаны или потеряны.
Преобразование документов в электронный вид делает их «вечно живыми» и доступными широкому кругу прикладных программ. До недавнего времени такое преобразование было непростительно дорого, но, с разработкой современных технологий, процесс стал экономически оправдан. Условно сканирование можно разделить на две части: сканирование текста и изображений.
Оптическое и интерполированное разрешение
Оптическое разрешение — измеряется в точках на дюйм (dots per inch, dpi). Характеристика, показывающая, чем больше разрешение, тем больше информации об оригинале может быть введено в компьютер и подвергнуто дальнейшей обработке. Часто приводится такая характеристика, как «интерполированное (или «улучшенное») разрешение». Ценность этого показателя сомнительна — это условное разрешение, до которого программа сканера «берется досчитать» недостающие точки. Этот параметр не имеет никакого отношения к механизму сканера и, если интерполяция все же нужна, то делать это лучше после сканирования с помощью хорошего графического пакета.
Глубина цвета
Глубина цвета — это характеристика, обозначающая количество цветов, которое способен распознать сканер. Большинство компьютерных приложений, исключая профессиональные графические пакеты, такие как Photoshop, работают с 24 битным представлением цвета (полное количество цветов -16.77 млн. на точку). У сканеров эта характеристика, как правило, выше — 36 бит, и, у наиболее качественных из планшетных сканеров, — 34 бит и более. Конечно, может возникнуть вопрос — зачем сканеру распознавать больше бит, чем он может передать в компьютер. Однако, не все полученные биты равноценны.
В сканерах с ПЗС датчиками два верхних бита теоретической глубины цвета обычно являются «шумовыми» и не несут точной информации о цвете. Наиболее очевидное следствие «шумовых» битов недостаточно непрерывные, гладкие переходы между смежными градациями яркости в оцифрованных изображениях. Соответственно в 42-битном сканере «шумовые» биты можно сдвинуть достаточно далеко, и в конечном оцифрованном изображении останется больше чистых тонов на канал цвета.
Оптическая плотность — это характеристика оригинала, равная десятичному логарифму отношения света падающего на оригинал, к свету отраженному (или прошедшему — для прозрачных оригиналов). Минимально возможное значение 0.0 D — идеально белый (прозрачный) оригинал. Значение 4.0 D — абсолютно черный (непрозрачный) оригинал.
Динамический диапазон сканера характеризует какой диапазон оптических плотностей оригинала сканер может распознать, не потеряв оттенки ни в светах, ни в тенях оригинала. Максимальная оптическая плотность у сканера — это оптическая плотность оригинала, которую сканер еще отличает от полной темноты. Все оттенки оригинала темнее этой границы сканер не сможет различить. Данная величина очень хорошо отделяет простые офисные сканеры, которые могут потерять детали, как в темных, так и светлых участках слайда и, тем более, негатива, от более профессиональных моделей. Как правило, для большинства планшетных сканеров данная величина лежит в пределах от 1.7D (офисные модели) до 3.4 D (полупрофессиональные модели).
Большинство бумажных оригиналов, будь то фотография или журнальная вырезка, обладают оптической плотностью не более 2.5D. Слайды требуют для качественного сканирования, как правило, динамический диапазон более 2.7 D (Обычно 3.0 — 3.8). И только негативы и рентгеновские снимки обладают более высокими плотностями (3.3D — 4.0D), и покупать сканер с большим динамическим диапазоном имеет смысл, если вы будете работать в основном с ними, иначе вы просто переплатите деньги.
Программное обеспечение и другие характеристики
При выборе сканера следует учитывать и некоторые другие параметры, например, возможность сканирования с прозрачных и непрозрачных оригиналов, возможность пакетного сканирования и распознавания. Важным моментом является программное обеспечение, прилагаемое к сканерам. Особое внимание следует уделить соответствию выбранного вами программного обеспечения тем задачам, которые вам придется решать с помощью сканера. Для рекламной деятельности необходима мощная программа с возможностями ручных настроек и с возможностью цветокалибрации сканера, а для сканирования текстов необходимо обратить внимание на совместимость с программой распознавания, что, как правило, обеспечивается соответствием драйвера сканера стандарту Twain.
Получайте новости с schooldesk на почту
Оптическое сканирование Определение и значение
Основные определения
Викторина
Сопутствующее содержимое
Примеры
Показывает уровень оценки в зависимости от сложности слова.
[ оп-ти-куль сканирование ]
/ ˈɒp tɪ kəl ˈskæn ɪŋ /
Сохранить это слово!
См. синонимы оптического сканирования на сайте Thesaurus.com
Показывает уровень оценки в зависимости от сложности слова.
существительное
процесс интерпретации данных в печатной, рукописной, штриховой или другой визуальной форме с помощью оптического сканера.
ВИКТОРИНА
ВЫ ПРОЙДЕТЕ ЭТИ ГРАММАТИЧЕСКИЕ ВОПРОСЫ ИЛИ НАТЯНУТСЯ?
Плавно переходите к этим распространенным грамматическим ошибкам, которые ставят многих людей в тупик. Удачи!
Вопрос 1 из 7
Заполните пропуск: Я не могу понять, что _____ подарил мне этот подарок.
Как использовать оптическое сканирование в предложении
После сканирования KSM ведут по длинному коридору, обрамленному сетчатыми заборами.
9/11 Mastermind Is Afraid of the Ladies|Тим Мак|16 декабря 2014 г.|DAILY BEAST
Его 8-мегапиксельная камера, включающая вспышку True-Tone и двойную светодиодную вспышку с диафрагмой f/2.2, поддерживает оптическое изображение стабилизация.
Почему в этот праздник каждому дому нужен дрон|Чарли Гилберт|8 декабря 2014|DAILY BEAST
Но однажды, просматривая объявления в Minneapolis Tribune, она увидела вакансию, которая ей понравилась.
Гей-сказка о доме Чарли Мэнсона на полигоне|Гей-сказка|31 октября 2014 г.|DAILY BEAST
Даже если вы пропустите математику, просто просмотрите его список следствий.
Как определить, что научное исследование является полной чушью|Рассел Сондерс|22 августа 2014 г.|DAILY BEAST
Сканирование системы безопасности в Куала-Лумпуре ничего не зафиксировало.
Рейс 370 перевозил 440 фунтов опасных батарей | Клайв Ирвинг | 1 мая 2014 г. | DAILY BEAST
Банда партизан увидела их, остановилась и внимательно их осматривала, как будто решая, наступать или нет.
Использование компьютеров в медицине в настоящее время широко распространено и принято. Основной проблемой при использовании компьютера является ввод. Оптическое сканирование представлено как механизм компьютерного ввода. В качестве примеров используются три практических приложения оптического сканирования: запись (1) диагноза пациента, (2) лабораторных данных и (3) результатов комплексного офтальмологического обследования. При правильном использовании оптическое сканирование обеспечивает эффективное и действенное средство, помогающее процессу ввода для возможного поиска информации и анализа данных в медицине.
GBB.00.250.LN Lemo — Коническая шайба для панельных разъемов
серия SPARE PARTS- Lemo
| 29590-3301
Запросить наличие и стоимость модели
GBB.00.250.LN
Коническая шайба для панельных разъемов
Производитель
Lemo
Официальный дистрибьютор
Корпус разъема
латунь /покрытие никель
Цвет
никель
Норма отпуска, шт1
Наличиезвоните
Версия для печати
МоделиТех. характеристики
Модели
Код
Модель
Структура
Цена, ₽
Кол-во
Корзина
29590-3301
GBB.00.250.LN
серия /размер 00
Подбор аналогов для модели GBB. 00.250.LN
по запросу
29590-3302
GBB.0S.250.LN
серия /размер 0S-0B
Подбор аналогов для модели GBB. 0S.250.LN
по запросу
29590-3303
GBB.1S.250.LN
серия /размер 1S-1B
Подбор аналогов для модели GBB. 1S.250.LN
по запросу
29590-3304
GBB.2S.250.LN
серия /размер 2S-2B /2C-2G
Подбор аналогов для модели GBB. 2S.250.LN
по запросу
29590-3305
GBB.3S.250.LN
серия /размер 3S-3B
Подбор аналогов для модели GBB. 3S.250.LN
по запросу
29590-3306
GBB.4S.250.LN
серия /размер 4S-4B
Подбор аналогов для модели GBB. 4S.250.LN
по запросу
29590-3307
GBB.5S.250.LN
серия /размер 5S-5B
Подбор аналогов для модели GBB. 5S.250.LN
по запросу
Технические характеристики
Технические характеристики
Тест и обзор: G.Skill Trident Z Neo 32 GB — планки памяти на Samsung B-Die
Планки памяти от G.Skill весьма популярны среди моддеров и энтузиастов, в том числе это касается и линейки Trident Z. В нашу тестовую лабораторию поступил 32-Гбайт комплект Trident Z Neo F4-3600C16D-32GTZN, будет интересно опробовать его возможности на практике.
Производитель G.Skill уже многие годы выпускает весьма успешные планки памяти. Линейка Trident Z Neo была специально разработана для процессоров Ryzen, хотя и на платформе Intel она работать тоже будет. Кроме планок Trident Z, которые доступны в разных версиях, G.Skill также выпускает линейки Flare X, Ripjaws, Forties и SniperX.
Модули Trident Z Neo RGB можно приобрести в разных вариантах и комплектах. В нашем случае мы получили два 16-Гбайт модуля в комплекте на 32 Гбайт с частотой 3.600 МГц. Но доступны комплекты от 16 до 256 Гбайт с тактовыми частотами от 2.666 МГц до 3.800 МГц, задержками от CL14-14-14-34 до CL18-22-22-42.
Модули памяти подкупают не только красивым дизайном, но и высоким качеством изготовления. По этой причине планки G.Skill остаются популярными. Распределитель тепла разделен на черную и серебристую половинки, с торца имеется LED-подсветка. Переходы между LED сделаны очень плавно, цветовые градиенты не видны.
Программирование SPD и технические спецификации
С помощью программ CPU-Z и Thaiphoon Burner можно получить детальную информацию о планках, которая будет весьма полезна для дальнейшего разгона.
Чуть ниже мы перейдем к разгону, а пока что позвольте обратиться к информации, полученной с помощью Thaiphoon Burner. Планки двухранговые, с обеих сторон установлены восемь чипов на 8 Гбит (1 Гбайт) каждый. Чипы изготовлены Samsung, используются 20-нм B-Die. SPD и профиль Extreme Memory Profile (XMP) запрограммированы корректно.
Подписывайтесь на группы Hardwareluxx ВКонтакте и Facebook, а также на наш канал в Telegram (@hardwareluxxrussia).
Производитель и модель
G.Skill Trident T Neo RGB 32GB, DDR4-3600, CL16-16-16-36
Высота планок
44 мм
Ранг
Dual Rank
Форм-фактор
DIMM
Тип модулей
Unbuffered DIMM (UDIMM)
Розничная цена
24.000 ₽
Сайт производителя
G.Skill
EPP / XMP
XMP 2. 0
Гарантированные задержки
16-16-16-36 @ 3600 МГц
Чипы памяти
Samsung B-Dies (20 nm)
Дополнительно
RGB, XMP, распределитель тепла
Гарантия
Пожизненная
Емкость
32 GB (2 x 16 GB)
Высота планок с радиатором составляет 44 мм, поэтому перед покупкой разумно проверить совместимость с кулером CPU. Если кулер нависает над слотами DIMM, то могут возникнуть проблемы совместимости.
Подсветка/софт
Подсветка у планок G.Skill Trident Z Neo RGB не такая обильная, как у недавно рассмотренных модулей Corsair Dominator Platinum, но G.Skill все равно установила весьма красивую RGB-подсветку, гармонирующую с алюминиевыми распределителями тепла. Управлять подсветкой можно с помощью утилиты, предоставленной G.Skill. Конечно, можно синхронизировать подсветку с экосистемами других производителей, таких как Razer.
Число настраиваемых эффектов подсветки достигает 13, их можно регулировать по яркости и оттенкам. Можно полностью отключить подсветку, а также активировать режим цветомузыки. Каждый из 8 LED можно настраивать отдельно, если такая возможность имеется у выбранного эффекта.
Оперативная память является неотъемлемым компонентом любого компьютера, поэтому работать или играть без нее не получится. Но как подобрать быструю и надежную память? Какого объема будет достаточно? На что обращать внимание при выборе памяти? В руководстве мы ответим на эти и другие вопросы, а также поможем подобрать лучшие модули памяти. Наше руководство будет интересно не только новичкам, но и опытным пользователям.
Персональный компьютер не может работать без оперативной памяти, но на рынке присутствует большое количество различных модулей, поэтому выбрать оптимальные DIMM нелегко. По этой причине мы рекомендуем наше руководство, которое позволит купить лучшие планки памяти за свои деньги.
<>Тест и обзор: G.Skill Trident Z Neo 32 GB — планки памяти на Samsung B-Die Тесты
Виды токарных станков. Референция в Санкт Петербурге
Данная статья больше не поддерживается в актуальном состоянии. Новая статья 2020го года — по ссылке
Оглавление:
Токарно-винторезные станки
Токарно-револьверные станки
Токарные станки с ЧПУ
Токарно-карусельные станки
Лоботокарные станки
Токарно-затыловочные станки
Токарные автоматы и полуавтоматы
Многорезцовые токарные
Специализированные
Разные
Большую часть станочного парка составляют металлообрабатывающие токарные станки. Между собой они отличаются назначением, компоновкой, степенью автоматизации. Предназначены токарные станки для обработки внешних и внутренних поверхностей деталей различной формы, сверления отверстий и их обработки.
Токарные станки с ЧПУ могут дополняться устройствами для фрезерования, шлифования. По устройству шпинделя станки делятся на оборудование с вертикальной и горизонтальной компоновкой. Главные параметры токарных станков — максимальные диаметр заготовки и расстояние между центрами.
Также предлагаем широкий ассортимент режущего инструмента, предлагаемого в продажу в компании СтанкоМашКомплекс, можно ознакомится по ссылке.
Токарно-винторезные станки
Самая распространенная токарная группа станков предназначена для единичного и серийного выпуска продукции. На станках производятся все виды токарных работ. Нарезание всех видов резьбы выполняется специальными инструментами (метчиками, плашками, резцами).
Основными элементами токарно-винторезного станка являются: станина, передняя бабка с коробкой скоростей и вращающимся патроном, задняя бабка для закрепления обрабатывающего инструмента или поддерживания длинных заготовок, суппорт для зажима резцов, кинематика, обеспечивающая перемещение.
Установка заготовок возможна в патроне, патроне и удерживающем центре задней бабки, на оправке, в двух центрах. При зажиме в патроне, максимальный рекомендованный вылет заготовки составляет два-три диаметра. При большей длине выступающей части применяют задний центр. Обработка длинных валов, для обеспечения соосности нескольких сопрягаемых поверхностей, производится между двумя центрами. Оправки служат для обработки заготовки с предварительно выполненными центровыми отверстиями.
Недостатки: основным недостатком является зависимость от квалификации токаря, сложно обеспечивать выполнение серийности деталей
Токарно-револьверные станки
Служат для серийного производства деталей из штучных заготовок или пруткового материала. На направляющих станины установлен суппорт, на который устанавливается револьверная головка, предназначенная для установки режущего инструмента В зависимости от технологической карты обработки конкретной детали, инструменты расположены в определенной последовательности.
Револьверные головки могут быть с вертикальной или горизонтальной осью вращения. Револьверные головки с вертикальной осью вращения, как правило, обладают более высокой жесткостью. Револьверные головки с горизонтальной осью могут обладать более высокой скоростью смены инструмента и большим количеством позиций.
Токарно-револьверные станки с ЧПУ могут иметь две револьверные головки, способны вести обработку по четырем координатам. В револьверных головках, расположенные на верхнем и нижнем суппортах, может быть установлено большее количество инструментов для изготовления деталей сложной формы.
Обработка заготовок, ведущаяся по замкнутому циклу, полностью автоматизирована. Система ЧПУ, обрабатывая данные датчиков, вносит коррективы в технологический процесс, тем самым повышая точность изготовления деталей.
На текущий момент практически полностью заменены токарными автоматами или токарными станками с ЧПУ
Токарные станки с ЧПУ
youtube.com/embed/Otd4Qp9FQMI»>
Современные высокопроизводительные станки, постепенно вытесняют универсальные токарные станки. Упрощенная кинематика, высокоточные перемещения, возможность многоинструментальной обработки. Закрытая зона резания предотвращает разброс стружки и разбрызгивание СОЖ. Возможность установки гидравлического патрона повышает производительность. См ТС1625Ф3, ТС16К20Ф3
Опции противошпиндель, приводной инструмент, ось Y и прочее превращают станки в токарные обрабатывающие центры. Чаще всего выполнены в виде станков с наклонной станиной. См ТС1720Ф3, ТС1720Ф4
Токарно-карусельные станки
Такие станки обрабатывают детали весом в несколько тонн, имеющие большой диаметр при малой высоте. Горизонтально расположенный рабочий стол (планшайба) существенно облегчает загрузку и центрирование тяжелых заготовок.
На карусельных станках обработка цилиндрических и конических поверхностей (наружных и внутренних) проводится резцом. Установленная револьверная головка с инструментами позволяет высверливать и обрабатывать отверстия, нарезать резьбу.
Главным движением станка является вращение планшайбы. Два суппорта: вертикальный и боковой — осуществляют движения подачи инструментов. Основными характеристиками данных станков являются размеры обрабатываемых заготовок: диаметр и высота.
Токарно-карусельные станки изготавливаются промышленностью с одной или двумя стойками. На одностоечных обрабатывают детали до 2500 мм: выполняется обработка поверхностей, сверление, развертка и зенкование отверстий; прорезают канавки, обрабатывают торцы.
Установка системы ЧПУ позволяет вести обработку деталей, имеющих сложный, криволинейный профиль. Основные механизмы станков с ЧПУ имеют сходство со станками, имеющими ручное управление. Обычно с применением системы ЧПУ, цифровых приводов подач и многопозиционной резцедержки и защиты кабинетного типа станок переименовывается в вертикальный токарный станок
Лоботокарные станки
Для обработки заготовок, диаметр которых намного превышает их высоту (шкивы, железнодорожные колеса, маховики) используются лоботокарные станки. Поверхность обработки может быть как цилиндрической, так и конической. Есть возможность протачивать канавки, обрабатывать торцы.
Планшайба, диаметром до 4 метров, расположена вертикально, задняя бабка отсутствует. Станки для обработки особо крупных деталей состоят из двух частей, расположенных на разных основаниях: суппорт расположен обособленно. Планшайба у них имеет специальную выемку для закрепления заготовок с размерами, превышающими ее диаметр.
Токарно-затыловочные станки
Затылование — это специальный метод заточки задних поверхностей обрабатывающих инструментов: различного рода фрез, инструментов для сверления и нарезания резьбы. Такая операция проводится для сохранения формы инструмента при длительной эксплуатации.
По конструкции затыловочный станок похож на винторезный станок, но имеет свои особенности. Обрабатываемый инструмент вращается шпинделем. Режущий инструмент вместе с суппортом совершает линейные возвратно-поступательные движения в радиальном направлении, при этом проходит (затылует) обрабатываемый инструмент на один зуб.
Токарные автоматы и полуавтоматы
Современные токарные станки осуществляют обработку в автоматическом и полуавтоматическом режимах. В станках-полуавтоматах загрузка заготовок и снятие готовых изделий производится оператором.
Станки выпускаются с вертикально и горизонтально вращающимся шпинделем. Станки с вертикально расположенным шпинделем, благодаря отсутствию изгибающих сил на ось вращения шпинделя, обладают значительно большей точностью обработки.
Различают одношпиндельные и многошпиндельный автоматы. Современные многошпиндельные автоматы успешно выпускаются с ЧПУ и сервоприводами.
дата внесения изменений 29.04.2016
Назначение и устройство токарно-винторезного станка ТВ-6
Назначение и устройство токарно-винторезного станка ТВ-6
18. Назначение
и устройство токарно-винторезного станка ТВ-6
В школьных
мастерских применяются токарно-винторезные станки, которые предназначены
для обработки тел вращения (валов, колец, дисков и др. ), нарезания резьбы и
сверления осевых отверстий.
В токарно-винторезном станке, как в любой другой технологической машине
(сверлильном станке, токарном станке по дереву и др.), есть электродвигатель,
передаточный механизм, рабочий орган (шпиндель) и система управления.
Рис. 61.
Виды
механических передач, применяемых в токарном станке: а — ременная; б — зубчатая;
в — реечная
В передаточном
механизме станка применяются механические передачи: ременная (рис. 61,
а), зубчатая (рис. 61, б), реечная (рис. 61, в). Детали передач,
которые передают движение, называются ведущими (шкив с диаметром
D1
и
зубчатое колесо с числом зубьев
Z1
на рис.
61). Детали, которые воспринимают это движение, называются ведомыми (шкив
с диаметром
D2
и шестерня с числом зубьев
Z2
на рис.
61).
Важной
характеристикой механических передач является передаточное отношение и.
Оно показывает отношение частоты вращения ведущей детали к частоте вращения
ведомой. Для ременной передачи оно может быть вычислено по формуле: и =
D1
/
D2,
а для
зубчатой передачи — и =
Z1
/
Z2.
Например, при числе зубьев ведущего колеса
Z1
= 40 и
при числе зубьев ведомого колеса
Z2
= 20 получаем: и = 40 / 20 = 2.
На рис. 62 показан общий вид школьного токарно-винторезного станка ТВ-6, а на
рис. 63 — его кинематическая схема.
Основанием станка
является станина, установленная на двух тумбах. В левой тумбе находится
электродвигатель. На станине крепятся передняя бабка, задняя бабка и суппорт.
В передней
бабке размещена коробка скоростей, которая осуществляет изменение
частоты вращения ведомого вала. На шпинделе крепится приспособление для
крепления заготовки (токарный патрон и др.).
Коробка подач —
это
механизм, позволяющий изменять скорость перемещения суппорта.
Суппорт
предназначен
для закрепления и перемещения режущего инструмента или заготовки. Суппорт
содержит трое салазок и резцедержатель.
Продольные
салазки
(каретка)
прикреплены к фартуку суппорта и двигаются по направляющим станины механически
или вручную с помощью рукоятки 15 (рис. 62).
Поперечные
салазки
перемещаются
вручную рукояткой 6.Верхние салазки закреплены на поворотной плите и
могут поворачиваться на угол до 40° (для точения конических поверхностей).
Перемещаются верхние салазки вручную рукояткой 8. Для отсчета перемещений
предусмотрены специальные устройства — лимбы.
Задняя бабка
служит
для поддержания конца длинных заготовок при помощи центра, а также для
закрепления и подачи сверл и зенковок. Она может перемещаться по направляющим
станины и закрепляться неподвижно рукояткой 10. В верхней части корпуса задней
бабки находится пиноль, которую можно перемещать маховиком 11 и
фиксировать рукояткой 9.
Точение деталей
осуществляется за счет срезания резцом стружки с вращающейся заготовки.
Вращательное движение заготовки называют главным. Главное движение
обеспечивается за счет передачи движения по цепочке (рис. 63): двигатель —
ременная передача — коробка скоростей — шпиндель с патроном и заготовкой.
Поступательное
движение резца, которое обеспечивает непрерывность снятия слоя металла, называют
движениемподачи. Движение подачи обеспечивается цепочкой:
двигатель — ременная передача — коробка скоростей — коробка подач — фартук
суппорта — суппорт с резцом.
На предприятиях
применяются более сложные токарно-винторезные станки. На таких станках
закрепление заготовок, резцов, перемещение задней бабки выполняются
механическим путем. В массовом производстве, где необходимо изготавливать
большое количество одинаковых деталей, применяют токарные станки-автоматы,
которые без участия человека по заданной программе выполняют подачу и
закрепление заготовок, смену и закрепление инструмента, токарную обработку на
необходимых режимах и др.
Токарные работы на
предприятиях выполняют токари. Токарь — одна из наиболее распространенных
рабочих профессий по обработке металла. Эта профессия подразделяется на
несколько специальностей: токарь, токарь-карусельщик, токарь-револьверщик,
токарь-расточник и др. Токарь должен знать устройство станков, основы черчения,
назначение и правила применения различных инструментов и приспособлений, уметь
пользоваться контрольно-измерительными приборами, разбираться в свойствах
металлов и сплавов и др.
Практическая работа
Ознакомление с
устройством токарно-винторезного у станка ТВ-6
1. Осмотрите
токарно-винторезный станок и назовите его основные части.
2. Рассмотрите
кинематическую схему токарно-винторезного станка ТВ-6 (рис. 63) и разберитесь,
каким образом передается от электродвигателя главное движение заготовке и
движение подачи инструменту.
3. Изобразите в
рабочей тетради кинематическую схему одной из частей станка (по указанию
учителя).
3. Что
называется передаточным отношением механической передачи?
4. Укажите
назначение токарно-винторезного станка и назовите операции, выполняемые на нем.
5. В чем сходство токарно-винторезного станка и токарного станка для обработки
древесины?
6. Почему токарный станок относится к технологическим машинам?
7.
Что такое главное движение и движение подачи?
Сайт управляется системой uCoz
Нарезание резьбы на токарном станке – Производственные процессы 4-5
После прохождения этого модуля вы сможете:
• Определите глубину подачи.
• Опишите, как правильно нарезать резьбу.
• Объясните, как рассчитать шаг, глубину и внутренний диаметр, ширину плоскости.
• Опишите, как установить правильные обороты.
• Опишите, как правильно настроить быстросменный редуктор.
• Опишите, как правильно установить составной люнет.
• Опишите, как установить правильную насадку.
• Опишите, как установить нулевое значение для компаунда и перекрестной подачи на обоих циферблатах.
• Опишите операцию нарезания резьбы.
• Опишите развертывание.
• Опишите, как заточить насадку инструмента.
Нарезание резьбы на токарном станке — это процесс, при котором на заготовке образуется спиральный гребень одинакового сечения. Это выполняется путем выполнения последовательных надрезов резьбонарезным инструментом той же формы, что и требуемая форма резьбы.
Практическое упражнение:
1. Для этого практического упражнения по нарезанию резьбы вам понадобится кусок круглого материала, повернутый к внешнему диаметру протектора.
2. С помощью отрезного или специально заточенного инструмента сделайте надрез для протектора, равный его глубине плюс 0,005 дюйма.
3. Приведенная ниже формула даст вам единую глубину для выполнения унифицированных резьб:
d = Р х 0,750
Где d = одинарная глубина
P = Шаг
n = количество витков на дюйм (TPI)
Глубина подачи = 0,75 / n
Чтобы нарезать правильную резьбу на токарном станке, необходимо сначала произвести расчеты, чтобы резьба имела правильные размеры. Следующие диаграммы и формулы будут полезны при расчете размеров резьбы.
Пример. Рассчитайте шаг, глубину, внутренний диаметр и ширину лыски для резьбы ¾-10 NC.
P = 1 / n = 1 / 10 = 0,100 дюйма
Глубина = 0,7500 x Шаг = 0,7500 x 0,100 = 0,0750 дюйма
Ширина плоскости = P / 8 = (1/8) x (1/10) = .0125 дюйма
Процедура нарезания резьбы:
1. Установите скорость примерно на четверть скорости, используемой для поворота.
2. Установите быстросменный редуктор на требуемый шаг резьбы. (количество резьб на дюйм)
Рис. 1. Таблица резьбы и подачи
Рисунок 2. Настройка редуктора
3. Установите остаточную часть на 29 градусов вправо для правой резьбы.
Рисунок 3. 29 градусов
4. Установите насадку для нарезания резьбы под углом 60 градусов и отрегулируйте высоту до центральной точки токарного станка.
Рис. 4. Инструмент для нарезания резьбы под углом 60 градусов
5. Установите насадку и прямые углы на заготовку, используя резьбовой калибр.
Рисунок 5. Использование калибра центра для позиционирования инструмента для обработки резьбы
6. Используя раствор для компоновки, покройте участок резьбы.
Рисунок 6. Компоновка
7. Переместите резьбонарезной инструмент к детали, используя как компаунд, так и поперечную подачу. Установите микрометр на ноль на обоих циферблатах.
Рисунок 7. Соединение Рисунок 8. Поперечная подача
8. Переместите поперечную подачу на задний инструмент с заготовки, переместите каретку к концу детали и сбросьте поперечную подачу на ноль.
Рис. 9. Конец детали и поперечная подача до нуля
9. Используя только составной микрометр, подайте от 0,001 до 0,002 дюйма.
Рисунок 10: Комбикорм в 0,002 дюйма
10. Включите токарный станок и затяните полугайку.
Рисунок 11: Рычаг включения/выключения и полугайка
11. Сделайте надрез на детали без смазочно-охлаждающей жидкости. Отсоедините полугайку в конце реза, остановите токарный станок и выдвиньте инструмент, используя поперечную подачу. Верните каретку в исходное положение.
Рис. 12. Исходное положение
12. С помощью калибра или линейки проверьте шаг резьбы. (количество резьб на дюйм)
13. Подайте компаунд размером от 0,005 до 0,020 дюйма для первого прохода, используя смазочно-охлаждающую жидкость. Когда вы приблизитесь к окончательному размеру, уменьшите глубину резания до 0,001–0,002 дюйма.
14. Продолжайте этот процесс, пока инструмент не окажется в пределах 0,010 дюйма от конечной глубины.
Рисунок 15. Операция нарезания резьбы
15. Проверьте размер с помощью микрометра резьбы, резьбомера или трехпроводной системы.
Рис. 16. Измерение по трем проводам
16. Срежьте фаску на конце резьбы, чтобы защитить его от повреждений.
Развертки
используются для быстрой и точной доводки просверленных отверстий или отверстий до отверстия заданного размера и для получения хорошего качества поверхности. Расширение может быть выполнено после того, как отверстие было просверлено или расточено в пределах от 0,005 до 0,015 дюйма от конечного размера, поскольку расширитель не предназначен для удаления большого количества материала.
Заготовка устанавливается в патрон на шпинделе передней бабки, а развёртка поддерживается задней бабкой.
Скорость токарного станка для машинного развертывания должна быть примерно 1/2 скорости, используемой для сверления.
Расширение с помощью ручного развертки
Отверстие, которое нужно развернуть вручную, должно быть в пределах 0,005 дюйма от требуемого готового размера.
Заготовка крепится к шпинделю передней бабки в патроне, и шпиндель передней бабки блокируется после точной настройки заготовки. Ручная развертка устанавливается в регулируемый ключ для развертки и опирается на центр задней бабки. Поскольку ключ вращается вручную, ручная развертка одновременно подается в отверстие путем поворота маховика задней бабки. Используйте большое количество смазочно-охлаждающей жидкости для развертывания.
Развёртка с помощью развёртки
Отверстие, подлежащее расширению с помощью машинной развертки, должно быть просверлено или расточено с точностью до 0,010 дюйма от конечного размера, чтобы машинной развертке оставалось только удалить следы режущего инструмента. Используйте большое количество смазочно-охлаждающей жидкости для развертывания.
Процедура:
1. Крепко возьмитесь за насадку, поддерживая рукой набор инструментов для шлифовальной машины.
2. Держите насадку под правильным углом, чтобы отшлифовать угол режущей кромки. При этом наклонить нижнюю часть резца к кругу и отшлифовать 10-градусный боковой затыльник или задний угол на режущей кромке. Режущая кромка должна быть около 0,5 дюйма в длину и должна быть примерно на ¼ ширины насадки.
3. Затачивая насадку, перемещайте насадку вперед и назад по поверхности шлифовального круга. Это ускоряет шлифование и предотвращает образование канавок на круге.
4. Во время заточки необходимо часто охлаждать насадку, опуская ее в воду. Никогда не перегревайте инструментальную насадку.
5. Отшлифуйте торцевой режущий угол так, чтобы он образовывал угол чуть меньше 90 градусов с боковой режущей кромкой. Держите инструмент так, чтобы угол торцевой режущей кромки и задний задний угол в 15 градусов были отшлифованы одновременно.
6. Проверьте величину торцевой разгрузки, когда насадка находится в держателе инструмента.
7. Держите верхнюю часть насадки примерно под углом 45 градусов к оси круга и отшлифуйте боковую переднюю часть примерно на 14 градусов.
8. Отшлифуйте кончик режущего инструмента по небольшому радиусу, сохраняя одинаковый передний и боковой задний угол.
Передняя шлифовка Боковая шлифовка Радиус заточки
Насадки для токарных станков обычно изготавливаются из четырех материалов:
1. Быстрорежущая сталь
2. Литейные сплавы
3. Цементированные карбиды
4. Керамика
Свойства, которыми обладает каждый из этих материалов, различны, и применение каждого из них зависит от обрабатываемого материала и состояния станка.
Насадки для токарных станков должны обладать следующими свойствами.
1. Они должны быть жесткими.
2. Должны быть износостойкими.
3. Они должны выдерживать высокие температуры, возникающие при резке.
4. Они должны выдерживать удары во время резки.
Режущие инструменты, используемые на токарных станках, обычно представляют собой однолезвийные режущие инструменты, хотя форма инструмента изменяется для различных применений. Та же номенклатура применяется ко всем режущим инструментам.
Процедура:
1. Основание: нижняя поверхность хвостовика инструмента.
6. Радиус носа: Радиус, до которого заточен нос. Размер радиуса будет влиять на отделку. Для черновой обработки используется радиус вершины 1/16 дюйма. Для чистовой обработки используется радиус вершины от 1/16 до ⅛ дюйма.
7. Острие: Конец инструмента, отшлифованный для резки.
8. Хвостовик: корпус насадки или часть, удерживаемая в держателе инструмента.
9. Углы и зазоры токарных резцов
Надлежащая работа насадки зависит от зазора и переднего угла, которые должны быть отшлифованы на насадке. Хотя эти углы различаются для разных материалов, номенклатура одинакова для всех насадок.
• Угол боковой режущей кромки: угол, который образует режущая кромка со стороной хвостовика инструмента. Этот угол может составлять от 10 до 20 градусов в зависимости от разрезаемого материала. Если угол превышает 30 градусов, инструмент будет вибрировать.
• Конечный угол режущей кромки. Угол, образованный концевой режущей кромкой и линией, расположенной под прямым углом к центральной линии насадки инструмента. Этот угол может составлять от 5 до 30 градусов в зависимости от типа огранки и желаемой отделки. Для черновой обработки под углом от 5 до 15 градусов, для токарных инструментов общего назначения используют угол от 15 до 30 градусов. Больший угол позволяет поворачивать режущий инструмент влево при выполнении легких пропилов вблизи упора или патрона или при повороте к плечу.
• Боковой задний угол: угол заточки на боковой поверхности инструмента ниже режущей кромки. Этот угол может быть от 6 до 10 градусов. Боковой зазор на инструментальной насадке позволяет режущему инструменту продвигаться вдоль вращающейся детали и предотвращает трение боковой поверхности о заготовку.
• Конечный задний угол (зазор): угол, отшлифованный ниже носовой части резца, который позволяет режущему инструменту входить в заготовку. Этот угол может составлять от 10 до 15 градусов для резки общего назначения. Этот угол необходимо измерять, когда насадка удерживается в держателе инструмента. Концевой задний угол зависит от твердости и типа материала, а также типа разреза. Концевой задний угол меньше для более твердых материалов, чтобы обеспечить опору под режущей кромкой.
• Боковой передний угол: угол, под которым торец отшлифован от режущей кромки. Этот угол может составлять 14 градусов для насадок инструментов общего назначения. Боковой передний центрирует более острую режущую кромку и позволяет стружке быстро стекать. Для более мягких материалов боковой передний угол обычно увеличивается.
• Задний (верхний) передний угол: обратный наклон поверхности инструмента от носика. Этот угол может составлять около 20 градусов и предусмотрен в держателе инструмента. Задний передний угол позволяет стружке стекать с острия режущего инструмента.
1. Что такое шаг для метчика ¼-20?
2. На какой угол нужно повернуть компаунд для Unified Thread?
3. Объясните, почему вы поворачиваете соединение в вопросе 2.
4. Какая глубина резьбы у винта UNF ½-20?
5. Как бы вы сделали левую резьбу? Об этом не говорится в чтении — подумайте об этом?
6. Какие насадки мы используем для нарезания резьбы?
7. Пожалуйста, опишите Center Gage.
8. Что мы используем для проверки шага резьбы (резьбы на дюйм)?
9. Первый и последний проход, сколько мы подаем компаунда?
10. Назовите четыре материала, из которых изготавливаются насадки для инструментов.
Терминология режущего инструмента получена из документа Режущие инструменты токарного станка – Формы режущего инструмента Технического колледжа Висконсина, CC:BY-NC 4.0.
Терминология режущего инструмента получена из Типы резцов (токарный станок) Университета Айдахо, CC:BY-SA 3.0.
Центрирование взято из [документа по токарным станкам с ручным управлением]
История обработки винтов и оборудования
Опубликовано автором SheldonPrecisionLLC
Винтовой станок — это тип токарного станка, используемый для точной обработки твердых материалов (обычно металла) в специально разработанные компоненты. Как правило, это оборудование работает за счет вращения заготовки на высоких скоростях и позволяет обрабатывать ее различными сменными режущими инструментами. Винтовые машины могут вводить в заблуждение термин для этой машины, поскольку они используются для производства ряда различных компонентов в дополнение к винтам. Резьбовые детали составляют лишь небольшую часть изделий, изготавливаемых этими типами машин.
До 1840-х годов «обработка винтов» использовалась для обозначения любого процесса, связанного с изготовлением винтов. Когда Стивен Финч представил револьверный токарный станок в 1845 году, его назвали «винтовым станком». В 1860 году Джозеф Р. Браун усовершенствовал оригинальный револьверный токарный станок, который в то время управлялся вручную, модернизировав его, и теперь движения станка можно было механически автоматизировать с использованием барабанных банок. В то время эти машины были теперь известны как автоматические винтовые машины, а более ранние версии назывались ручными винтовыми машинами.
В 1950-х годах были достигнуты дальнейшие успехи, поскольку процесс обработки стал автоматизированным с помощью компьютеризированного управления. Эти машины были теперь известны как винтовые станки с ЧПУ и теперь были частью того же семейства автоматических винтовых станков. Сегодня термин «автоматическая винтовая машина» относится к любой винтовой машине, которая работает практически без человеческого труда.
Типы технологии обработки винтов
Револьверные станки
Револьверные станки
были первыми типами винтовых станков. Впервые они были использованы в середине 40-х гг. 19 в. для серийного производства винтов ударных замков 30 тыс. пистолетов по госконтракту. Револьверные станки состоят из ч
револьверные головки с горизонтальным или вертикальным вращением, оснащенные различными режущими инструментами, продвигающимися к вращающейся заготовке. Как только один инструмент завершает свою работу, револьверная головка сдвигается назад и индексирует револьверную головку, чтобы применить к заготовке другой инструмент. Когда все инструменты на револьверной головке придали форму заготовке, конечный продукт высвобождается, и на шпиндель добавляется еще одна заготовка. Ранее ручные версии токарно-револьверных станков больше не использовались и были заменены более автоматизированными методами обработки.
Винтовые/токарные станки с кулачковым приводом
Винтовые станки с кулачковым приводом механически автоматизированы с помощью ряда дисковых кулачков. Они стали популярными в конце 1860-х годов, и вращающиеся кулачки преобразуют вращательное движение в линейное. Когда кулачок вращается, линейное движение используется для продвижения режущих инструментов к вращающейся заготовке. Это был первый тип автоматической винтовой машины. Станки с кулачковым приводом в настоящее время в значительной степени заменены станками с ЧПУ, но продолжают широко использоваться во многих производственных цехах.
Токарные станки с ЧПУ/токарные центры с ЧПУ
В винтовом станке с ЧПУ режущие инструменты управляются компьютерными программами. Токарные станки с ЧПУ/токарные станки с ЧПУ также относятся к семейству винтовых автоматических станков, но вместо того, чтобы полагаться на кулачки для управления приближением режущих инструментов, движение управляется электронным способом с помощью программируемого пользовательского ввода. Токарные станки с ЧПУ стали популярными в 1950-х годах и являются одними из самых популярных автоматических станков с их вытесненными токарными станками с кулачковым приводом. Токарные станки с ЧПУ известны своей повышенной точностью и точностью, а также быстрой скоростью зависания работы.
Швейцарские винтовые станки
швейцарские винтовые станки представляют собой автоматические винтовые станки, состоящие из подвижной передней бабки и направляющей втулки. Заготовка закрепляется в передней бабке цангой, которая зажимает заготовку и вращает ее шпинделем. Режущие инструменты перемещаются внутрь и наружу, чтобы обрезать стержень по диаметру и формировать общее поперечное сечение, в то время как передняя бабка перемещается вперед и назад, чтобы создать желаемую длину. В 1960-х годах первые станки Swiss Screw были автоматизированы с помощью вращающихся кулачков, а версии с ЧПУ стали более широко доступными в 1919 году.70-е годы. На сегодняшний день швейцарские винтовые станки являются одним из самых популярных видов технологии обработки винтов.
Многошпиндельные винтовые станки/токарные станки
Эти типы винтовых станков имеют несколько шпинделей, которые одновременно удерживают, вращают и формируют несколько заготовок. Шпиндели установлены на вращающемся барабане, который продвигает детали к различным режущим инструментам в разных местах. Операции, необходимые для завершения детали, распределяются между режущими инструментами таким образом, что один оборот барабана позволяет произвести готовое изделие. Многошпиндельные винтовые станки могут работать как с кулачком, так и с ЧПУ и обычно используются на современных производственных предприятиях, где решающее значение имеют массовое производство и повторяемая точность.
Винтовые машины сквозь века
С момента появления винтовых станков более 150 лет назад произошло несколько изменений и усовершенствований. Ручные методы устарели и заменены кулачковой и ЧПУ-автоматизацией. Хотя станки с ЧПУ используются чаще и имеют много преимуществ по сравнению с механической кулачковой автоматизацией, станки с кулачковым приводом по-прежнему используются во многих типах обработки.
Легкая и производительная газонокосилка Champion LM 5127 предназначена для скашивания травы на газонах общей площадью до 1500 кв.м. Корпус газонокосилки выполнен из стали, он обладает высокой прочностью и долговечностью. Газонокосилка бензиновая Champion LM 5127 относится к несамоходному типу, ее передвижение осуществляется вручную, но благодаря небольшому весу в 20 килограммов, который достигается за счет простоты конструкции. Большая ширина захвата в 51 сантиметр, позволяет быстро и качественно подстригать траву на больших просторных участках. Высоту скашивания можно изменять с помощью рычагов в пределах от 13 до 80 миллиметров. Бензиновая газонокосилка Champion LM 5127 может работать в режиме бокового выброса, когда скошенная трава сразу же выбрасывается. При таком варианте кошение не требует остановок для освобождения травосборника и обработка даже больших площадей происходит очень быстро. Складывающаяся рукоятка управления удобна при транспортировке и хранении. Ручная регулировка высоты скашивания. Специальный нож с двумя режущими плоскостями эффективно измельчает траву. Автоматическая регулировка оборотов двигателя. Предназначена для скашивания травы любых размеров и большой площади.
Преимущества:
Четырехтактный двигатель.
Автоматическая регулировка оборотов двигателя.
Большая мощность(3,5 л.с).
Большой захват.
Стальной корпус.
Боковой выброс.
Рычажная регулировка высоты скашивания.
Складывающаяся рукоятка.
Специальный протектор колес.
Характеристики
Боковой выброс
Есть
Вес без травосборника, кг
25
Вид привода
Нет
Высота среза, мм
28-74
Диаметр задних колес, мм
180
Диаметр передних колес, мм
180
Задний выброс
Нет
Кол-во регулировок высоты кошения
каждым колесом/3
Максимальный расход топлива, л/час
1
Материал деки
Сталь
Мощность двигателя, кВт/л. с
2,57/3.5
Мульчирование
Нет
Объем двигателя, см3
146
Объем картера, л
0,6
Объем топливного бака, л
0,8
Объем травосборника, л
Нет
Подшипники
Нет
Рабочие обороты двигателя, об/мин.
2800
Рукоятка
Складная
Свеча зажигания
F7TC
Система смазки
Разбрызгивание
Тип двигателя
Одноцилиндровый, 4-тактный с воздушным охлаждением
Тип зажигания
Ручное
Тип запуска
Ручной стартер
Тип охлаждения
Воздушное
Тип перемещения
Несамоходная
Уровень вибрации на рукоятке, м/с2
—
Уровень звукового давления, дБ
—
Уровень мощности звука, дБ
—
Ширина кошения, мм
510
Габаритные размеры (Д*В*Ш), мм
370 х 730 х 560
Плюсы
Большой вес и мощность косилки позволяет не просто скашивать траву любой высоты, но и слегка применает небольшие кочки, по сути выравнивает поверхность участка.
Минусы
Крышка масляного бачка на резьбе, когда влажные или грязные руки открутить ее довольно сложно, соответственно масло проверять неудобно. Немного реконструировал крышку на выбросе травы. Как по мне она слишком низко расположена и не дает нормально выкидывать скос. Я сделал крепления немного выше и переставил крышку, благо надо было всего два болта посадить на новые крепления.
Отзыв
Впечатления от работы просто супер. Стальной нож очень хорошо заточен и обладает большим запасом прочности. Пару раз попадал в муравейники, из-за высокой травы не было видно, раскидывал без проблем. Всем рекомендую.
Плюсы
Высокая мощность, приемистость, невысокая стоимость
Минусы
нет
Отзыв
Относительно компактные размеры, ручка обладает несколькими ступенями регулировки, колеса повышенной проходимости легко преодолевают небольшие канавы и бугры. Долго не знал, что делать, отдать крупную сумму денег за косилку известного бренда с гарантированными показателями или приобрести Чемпион, который по отзывам не хуже. В итоге жадность победила, но на удивление невысокая стоимость никак не отразилась на качестве. Хороший движок практически не шумит и работает очень ровно, вибрации минимум.
Плюсы
Цена очень низкая, по сравнению с аналогами. Радует боковой выброс травы, а не задний. Не нужно париться что одежда будет вся в траве. Пользуюсь недавно, но мощности хватает на все мои задачи.
Минусы
Ни одного, все что хотел то и получил
Отзыв
Высокомощный агрегат не боится ни мокрой травы не высоких кустарников, стальной мощный нож перерубает абсолютно все. Возможность мульчирования травы хорошая штука, не просто косишь газон, но и получаешь природное удобрение. Стригу газон в 7 соток справляется за пару часов иногда даже не успеваю заметить, как работа выполнена.
Написать отзыв
Ваше имя:
Плюсы:
Минусы:
Ваш отзыв:
Оценка:
Защита от роботов
Обнаружив ошибку или неточность в тексте или описании товара, выделите ее и нажмите Shift+Enter.
Бензиновая газонокосилка Champion LM5127
Дополнительные категории:
Печатать
Артикул: LM5127
Есть в наличии
Характеристики
Тип устройства: Бензиновая несамох..
Модель двигателя: G 142 VK OHV
Мощность двигателя (л. с.): 3.5
Ширина скашивания: 50
Высота травы после стрижки (мин-макс): 25-75 мм.
Вес (кг. ): 24.8
Все характеристики
Добавить к сравнению
Сравнить (0)
Бесплатная предпродажная подготовка
Доставка в пределах МКАД — БЕСПЛАТНО (при сумме заказа от 10 000 руб)
Возможен самовывоз!Наш адрес и условия доставки
23 400 руб
Предложить свою цену
Характеристики и описание: Бензиновая газонокосилка Champion LM5127 (LM5127)
Компактная и экономичная несамоходная косилка Champion LM5127 с четырехтактным двигателем OHV мощностью 3. 5 л.с. идеально подходит для ухода за лужайками и приусадебными газонами
загородных домов с ровным рельефом поверхности. Рекомендована для проведения
работ на площадях не более 1500 кв. м.
Четырехтактный двигатель данной газонокосилки
Чемпион с рабочим объемом 139 куб.см и воздушным охлаждением
обладает большим рабочим ресурсом и повышенным сроком эксплуатации. Удобный
запуск двигателя не требует больших усилий. Обороты двигателя настраиваются
автоматически. Двигатель работает на неэтилированном бензине АИ-92. Бензин
следует заливать на несколько сантиметров ниже уровня заливной горловины топливного
бака (около 900 мл). Отсутствует травосборник, трава удаляется боковым выбросом. При этом
выброшенная трава эффективно измельчена двухплоскостными режущими ножами. Несмотря
на свои компактные размеры, ширина скашивания за один проход газонокосилки
Champion LM5127 составляет 50 см.
Газонокосилка обладает простой конструкцией, двигатель расположен в верхней ее части. При
этом газонокосилка надежна и долговечна, что достигается выполнением всех ее
ответственных деталей из стали. На колесах
нанесен специальный протектор, который позволяет не оставлять газонокосилке за
собой следы колеи. Газонокосилку Champion LM5127 легко переносить и хранить,
вес ее составляет чуть менее 25 кг. Для компактного хранения газонокосилки ее
рукоятка складывается. Чтоб обрезка тонких веток или лозы была легкой и комфортной, предлагаем приобрести
секатор Gardena SmartCut с храповым механизмом.
Гарантия и сервис: Бензиновая газонокосилка Champion LM5127
Отзывы о товаре: Бензиновая газонокосилка Champion LM5127 (LM5127)
Рейтинг товара:
(0)
Написать отзыв:
Оцените товар:
Внимание!Ваш отзыв будет опубликован после предварительной проверки администратором сайта.
Какая компания должна купить бензиновую газонокосилку? • CIMFLOK.COM
ТОП 15 лучших газонокосилок
бензин автомобили: оценка цена/качество 2021-2022
Бензиновые газонокосилки — отличное решение для кошения травы на участках. Чтобы упростить поиск нужного устройства, мы проанализировали модели, представленные в интернет-магазинах, изучили их функционал и особенности, ознакомились с техническими характеристиками и отзывами владельцев. Ниже представлен рейтинг лучших, качественных и надежных газонокосилок 2021-2022 года, сгруппированный по самым популярным категориям запросов.
Место Название Цена Рейтинг
Лучшие бензиновые газонокосилки по цене/качеству на 2021-2022 год
1
ПАТРИОТ ПТ 42БС
Узнать цену
4,9/5
2
Хендай Л 5300С
Узнать цену
4,8/5
3
Хускварна LC140SP
Узнать цену
4,7/5
Лучший самоходный бензин газонокосилки
1
Хутер GLM-5. 0S
Узнать цену
4,9/5
2
ПАТРИОТ ПТ 42 ЛС
Узнать цену
4,8/5
3
Хендай Л 4600С
Узнать цену
4,7/5
Лучшие бензиновые газонокосилки
1
Хутер GLM-3.5L
Узнать цену
4,9/5
2
Чемпион LM5127
Узнать цену
4,8/5
3
ДДЭ ЛМ 46-60
Узнать цену
4,7/5
Лучшие газонокосилки для пересеченной местности
1
Чемпион LM5347BS
Узнать цену
4,9/5
2
ПАТРИОТ ПТ 47 БС
Узнать цену
4,8/5
Лучшие бензиновые газонокосилки с мульчированием
1
Хутер GLM-6. 0ST
Узнать цену
4,9/5
2
Чемпион LM4627
Спросите цену
4,8/5
Лучшие недорогие бензиновые газонокосилки
1
Зубр ГКБ-400П
Узнать цену
4,9 / 5
2
ПАТРИОТ ПТ 400
Узнать цену
4,8/5
Как выбрать бензиновую газонокосилку
В нашем обзоре 18 лучших бензиновых газонокосилок. На позиции претендентов в рейтинге повлияли мнения экспертов и отзывы российских пользователей.
Номинация
Место
Имя
Цена
Лучшие недорогие бензиновые газонокосилки на колесах
1
Макита ПЛМ4120Н
21 987 ₽
2
Хутер GLM-4.0
18 090 ₽
3
Зубр ГКБ-400П
17 890 ₽
4
Редверг РД-ГЛМ411Г
18 840 ₽
5
ДДЭ ЛМ 46-60
18 402 ₽
Лучшие газонокосилки на бензиновых двигателях по соотношению цена-качество
1
Honda HRX 426C SDE
59 900 ₽
2
Олео-Мак G 48 ПК Комфорт Плюс
32990 ₽
3
Хускварна ЛК 153
30 990 ₽
4
Коллектор STIGA 43
22 990 ₽
Лучшие бензиновые самоходные косилки
1
ВИКИНГ MB 655,3 В
85 990 ₽
2
DAEWOO Power Products DLM 5100SV
39 990 ₽
3
Husqvarna LC 353VI
73 990₽
4
Хускварна DBS51
89 990 ₽
5
Чемпион LM5345BS
37 490 ₽
6
STIGA Combi 48 SQ
22 990 ₽
7
Резчик LMG-2651DMS
22 040 ₽
8
Хутер GLM-5. 0 S
26 790 ₽
9
ПАТРИОТ ПТ 47 ЛС
20 530 ₽
Сравнение электрических и бензиновых газонокосилок
Мощность зависит от используемого двигателя. Есть как маломощные, бытовые, так и производительные для больших площадей
ПОКУПКА СТАРОЙ ГАЗОНОКОСИЛКИ #ГАЗОНОКОСИЛКА
Конструкция двигателя достаточно проста, узлы можно заменить самостоятельно
Отсутствие продуктов сгорания, не требует очистки
Малый вес. Может быть выполнен в форм-факторе мотокосы
Газонокосилка справится с любым рельефом, без регулировки по неровностям
Шум электродвигателя намного ниже, чем у бензинового двигателя
Типы
Газонокосилки на бензине
Несамоходные машины приходится толкать самостоятельно. Косилка много весит, плюс вес травы, которую она собирает. Поэтому такие модели подходят только для ровных участков. Женщинам и пожилым людям не рекомендуется использовать эти бензиновые косилки из-за слишком большого веса и низкой маневренности. Но для небольшой площади ровного газона, например, лужайки перед домом, они идеальны. Да и цена таких моделей намного выгоднее, чем у самоходных.
Самоходные газонокосилки — это настоящие мини-автомобили с функцией скашивания. Их мощные 2-х и чаще 4-х тактные двигатели ускоряют стрижку газона . Переднеприводные косилки хороши для достаточно простой местности без сильного уклона и неровностей, они маневренны и подходят женщинам и пожилым людям. Но сейчас почти на все марки ставят задний привод.
Заднеприводные модели нужны там, где рельеф местности покатый, есть кочки и ямы, бурьян. Эти косилки мощные, тяжелые, требующие в управлении мужских рук. Дорогие брендовые косилки работают с ключа или кнопки запуска, но пару раз потянуть за шнур тоже не проблема.
ВЫБЕРИТЕ БЕНЗИНОВУЮ КОСИЛКУ РЕЗУЛЬТАТЫ КОНКУРСА (В ОПИСАНИИ)
Наш магазин: http://www.gardenstock.tur/ 7 (495) 989-77-13 7 (800) 350-52-85 22:32 Выбор газонокосилки. 25 просмотров GardenStock интернет-магазин садовой техники: купить газонокосилки, бензопилы, культиваторы, культиваторы и др. В нашем интернет-магазине GardenStock продается отличная садовая техника, которую может купить каждый садовод. www.gardenstock.ru
Косы из травы на средние волосы на каждый день своими руками
Основные характеристики газонокосилок
на бензиновых двигателях
Перед тем, как выбрать газонокосилку, следует обратить внимание на некоторые параметры.
Ширина и высота скашивания
Один из важных параметров качественной газонокосилки. Если площадь скашивания небольшая, можно не переживать. и подойдет простая машина. Но если отнестись серьезно, то по этой характеристике стоит сделать Акцент.
Некоторые бензиновые газонокосилки имеют ширину кошения до 58 см. Передние версии имеют высоту 87 см. Минимальная ширина скашивания в этом случае составляет 30 см.
Высота скашивания зависит от типа травы. Если вы косите не чаще двух раз в неделю, вы можете купить газонокосилку с высотой среза 10-30 мм. Декоративные покрытия можно скашивать машинкой высотой 30-50 мм. Чтобы скосить луговой газон, здесь высота будет выше. 55-80 мм.
Есть три варианта регулировки высоты скашивания:
Третий вариант быстрый, но дорогой. Если косить нечасто. достаточно первых двух вариантов.
Тип травяного покрова влияет на высоту скашивания
Тип привода
Газонокосилки бывают самоходные и несамоходные. Если площадь скашивания более 12 соток, вам понадобится самоходная машина. Но даже небольшой участок может быть загроможден, если он неровный, с буграми или имеет уклон.
Косилки с колесным приводом намного проще в управлении. Скорость газонокосилки невысокая, 5 км/ч, поэтому ходить с ней можно не спеша. Еще лучше, когда привод регулируемый. Вы можете выбрать тот, который подходит оператору.
Емкость бака
Объем топливного бака важен при скашивании больших площадей. Для таких применений лучше купить газонокосилку с объемом бака 1,2-1,5 литра. С небольшими газонами справится косилка , объем бака которой имеет от 800 до 900 мл.
Мощность
Эта характеристика считается одной из самых важных. Косилка объемом от 1 до 3 л.с. (Бензиновые единицы измеряются в лошадиных силах), позволит косить газон площадью до 2 соток. 3 или 5 л.с. С легкостью справится с газоном площадью 10 соток.
Есть газонокосилки мощностью 8 л.с. и более. Это профессиональные агрегаты, где может быть предусмотрено место для оператора.
Количество колес
Другой выбор косилки с бензиновым двигателем зависит от состояния участка. Безмоторные агрегаты с четырьмя колесами хороши для ровных широких газонов, где косилку можно поворачивать. А вот для узких мест или проходов между кустами маневренность у них низкая.
Косилки с тремя колесами более мобильны. У них ведущее переднее колесо, поэтому машина может поворачивать там, где нужно. Но опять же, для крутых горок незаменимы четырехколесные версии. Но уже с передним приводом.
Газонокосилка Косилка может иметь 2, 3 и даже 4 колеса
Какую бензиновую газонокосилку лучше купить?
На этом обзор лучших бензиновых газонокосилок , составленный нашими специалистами, подходит к концу. Будем надеяться, что в рейтинге вы без труда найдете ту модель, которая подойдет по всем параметрам и не разочарует за все время эксплуатации. При покупке в основном обращайте внимание на конструктивные особенности, вес и мощность.
Если вы планируете обрабатывать небольшие участки, не покупайте газон косилка с повышенной мощностью, ведь за нее придется заплатить более высокую сумму. Вес
также играет немалую роль, если устройство будет использоваться без транспортировки на дальние расстояния, то на этот параметр можно не обращать внимания, но если вам необходимо перевезти косилку , большую роль играет вес.
Наличие кривизны у деталей проверяется на глаз или же подлежащую правке деталь кладут на плиту и по зазору между плитой и деталью определяют есть ли кривизна. Изогнутые места отмечают мелом.
При правке нужно правильно выбирать места, по которым следует наносить удары. Удары должны быть меткие, соразмерные с величиной кривизны, и постепенно уменьшаться по мере передвижения от наибольшего изгиба к наименьшему. Работа считается законченной, когда все неровности исчезнут и деталь окажется прямой, что можно проверить наложением линейки. Выпрямленную деталь или заготовку необходимо правильно располагать на плите. Работать следует в рукавицах.
Правка полосового металла. Осуществляется в следующем порядке: обнаруженный изгиб отмечают мелом, после чего искривленную деталь берут за конец левой рукой и кладут на плиту или наковальню изогнутой частью кверху. В правую руку берут молоток и наносят удары по выпуклым местам широкой стороны, производя сильные удары по наибольшей выпуклости и уменьшая их в зависимости от величины изогнутости; чем больше кривизна и толще полоса, тем сильнее нужно наносить удары, и наоборот, по мере выпрямления полосы ослаблять их, заканчивая правку легкими ударами. Силу ударов следует уменьшать с уменьшением величины пятен.
При правке полосу по мере необходимости надо поворачивать с одной стороны на другую, а закончив правку широкой стороны, приступать к правке ребра. Для этого нужно повернуть полосу на ребро и наносить вначале сильные удары, а по мере устранения кривизны все слабее и слабее по направлению от вогнутого очертания к выпуклому. После каждого удара полосу следует поворачивать с одного ребра на другое.
Устранение неровностей проверяют на глаз, а более точно — на разметочной плите по просвету или наложением линейки на полосу.
Выправленный материал может иметь дефекты в основном из-за неправильного определения места, по которому нужно наносить удары, неравномерного уменьшения силы удара; отсутствия должной меткости при ударе; оставления забоин и вмятин.
Заготовки, отрезаемые на станках, обычно бывают по краям покороблены и имеют волнистую форму. Правка их производится несколько иначе. Перед правкой покоробленные места обводят мелом или простым графитовым карандашом. После этого заготовку кладут на плиту, прижимают ее левой рукой, а правой начинают наносить удары молотком рядами по всей длине полосы, постепенно переходят от нижней кромки к верхней. Удары наносят сначала сильные, а по мере перехода к верхнему краю с меньшей силой, но чаще.
Правка листового металла.Это более сложная операция. Образующиеся на заготовках выпуклости чаще всего разбросаны по всей поверхности листа или же находятся в середине, поэтому при правке заготовок с выпучинами нельзя наносить удары молотком по выпуклому листу, так как от этого они не только не уменьшатся, а, наоборот, еще больше вытянутся (рис. 1, б).
Перед тем как приступить к правке заготовок с выпучинами, нужно проверить и установить, где больше вытянут металл. Выпуклые места в виде выпучин обвести карандашом или мелом. После этого положить заготовку так, чтобы ее края лежали всей поверхностью, а не свешивались. Затем, поддерживая лист левой рукой, правой наносят ряд ударов молотком от края листа по направлению к выпуклости.
Удары по мере приближения к выпуклости нужно наносить все слабее, но чаще.
Правка тонких листов производится деревянными молотками-киянками, а очень тонкие листы кладут на ровную плиту и выглаживают гладилками.
Правка пруткового материала.Короткие прутки правят на правильных плитах, нанося молотком удары по выпуклым местам и искривлениям. Устранив выпуклости, добиваются прямолинейности, нанося легкие удары по всей длине прутка и поворачивая его левой рукой. Прямолинейность проверяется на глаз или по просвету между плитой и прутком.
Сильно пружинящие, а также очень толстые заготовки правят на двух призмах, нанося удары через мягкую прокладку во избежание забоев на заготовке. Если же усилия, развиваемого молотком, недостаточно для выполнения правки, то применяют ручные или механические прессы. В этом случае заготовку устанавливают на призмы выпуклой частью вверх и давят на изогнутую часть.
Правка (рихтовка) закаленных деталей. После закалки стальные детали иногда коробятся. Правка закаленных деталей называется рихтовкой. Точность рихтовки может быть достигнута в пределах от 0,01 до 0,05 мм.
В зависимости от характера рихтовки применяют различные молотки: при рихтовке точных деталей, на которых следы ударов молотка не допустимы, применяют мягкие молотки (из меди, свинца). Если же при рихтовке приходится вытягивать, удлинять металл, применяют стальные молотки весом от 200 до 600 г с закаленным бойком или специальные рихтовальные молотки с острыми бойками.
Изделия толщиной не менее 5 мм, если они прокалены не насквозь, а только на глубину 1-2 мм, имеют вязкую сердцевину, поэтому рихтуются сравнительно легко, и их можно рихтовать, как сырые детали, т. е. наносить удары по выпуклым местам.
Тонкие изделия (тоньше 5 мм) всегда прокаливают насквозь, поэтому рихтовать их нужно не по выпуклым, а, наоборот, по вогнутым местам. Волокна вогнутой части детали растягиваются, удлиняются от ударов молотка, а волокна выпуклой части сжимаются и деталь выдавливается.
На рис. 2 показана правка угольника. Если угольник имеет острый угол, то рихтовать его нужно у вершины внутреннего угла, если же тупой угол, то у вершины наружного угла. Благодаря такой рихтовке ребра угольника вытянутся и он примет правильную форму с углом 90°.
В случае коробления изделия по плоскости и узкому ребру рихтовка выполняется отдельно: сначала по плоскости, а потом уже по ребрам.
Виды правки, их характеристика.
Заглавная страница
Избранные статьи
Случайная статья
Познавательные статьи
Новые добавления
Обратная связь
КАТЕГОРИИ:
Археология Биология Генетика География Информатика История Логика Маркетинг Математика Менеджмент Механика Педагогика Религия Социология Технологии Физика Философия Финансы Химия Экология
Балочные системы. Определение реакций опор и моментов защемления
⇐ ПредыдущаяСтр 4 из 8Следующая ⇒
В зависимости от того, как изменяется текст в результате редактирования, различают виды правки: правку-вычитку, правку-сокращение, правку-обработку, правку-переделку.
1. При правке-вычитке задача редактора заключается в том, чтобы сравнить текст с оригиналом, заслуживающим доверия и исправить технические погрешности в тексте. Этот вид правки применяется при редактировании: 1) официальных материалов разных уровней; 2) произведений классической литературы; 3) переизданий книг; 4) изданий исторических документов.
Исправлению подлежат лишь опечатки в предыдущем издании как отмеченные в списке опечаток, так и вновь обнаруженные. Орфографические ошибки и описки, не имеющие смыслового значения, исправляются в тексте без оговорок. Исправление ошибок и описок, искажающих смысл, необходимо комментировать в сносках. Недописанные слова дописывают, сокращения расшифровывают, причем дописанные и расшифрованные части слов берут в квадратные скобки. Текст исторических документов или произведений передается в современной графике. Но стилистические особенности, фразеологические обороты и специфические выражения, свойственные определенной эпохе или среде, сохраняются полностью.
При правке-вычитке необходимо особое внимание уделить более точному транскрибированию имен собственных и географических наименований. На титульном листе и обложке следует исправить номер издания, сверить рубрики текста с оглавлением, проверить нумерацию глав, разделов, параграфов, правильность ссылок, номера таблиц, графиков и формул. Обязательно нужно обратить внимание на последовательность расположения предисловий, если их несколько. Первым помещается предисловие к данному изданию, затем – к предыдущему. Последним, таким образом, окажется предисловие к 1-му изданию. Все выходные данные предыдущего издания необходимо вычеркнуть.
2. При правке-сокращении основной задачей редактора является сокращение текста (без ущерба для содержания), которое может быть вызвано:
· необходимостью уложиться в определенное количество печатных листов, в газете – в определенное количество строк. При издании словарей, справочников, различных каталогов, энциклопедических изданий широко используются отсылки, сокращения наименований, терминов, различных поясняющих слов;
· адресными задачами издания (на какого читателя рассчитана книга). Например: издательства для детей выпускают произведения классиков русской и современной литературы с определенными сокращениями, необходимыми, чтобы данное произведение было понятно и школьникам. Кроме того, правка-сокращение может быть применена и при издании сборников, хрестоматий, куда входят не целые произведения, а лишь те части, которые кажутся наиболее необходимыми для данного издания;
· такими недостатками текста, как растянутость, повторы, загромождение ненужными подробностями и проч. В этом случае сокращение является необходимым условием улучшения качества текста.
3. Наиболее широко применяется в редакторской практике правка-обработка, в процессе которой редактор заменяет неудачные слова и обороты, добивается точности формулировок, логичности в построении текста, соответствия текста определенному жанру и стилю. Но при этом редактор должен стараться сохранить особенности индивидуального стиля автора.
4. Правка-переделка применяется в тех случаях, когда редактор работает над рукописью авторов, плохо владеющих литературным языком. Этот вид правки применяется при издании различного рода мемуаров, статей, брошюр, авторы которых не являются профессиональными писателями, филологами, журналистами (военачальники, работники науки и техники и т.д.). Однако и в данном случае необходимо сохранять специфику авторского стиля.
12. Соотношение логических и языковых единиц. Логический анализ текста. Язык и мышление образуют единство, которое включает два основных аспекта:
а) генетический — выражающийся в том, что происхождение языка было тесно связано с возникновением мышления, и наоборот;
б) функциональный — с этой точки зрения язык и мышление в их современном состоянии представляют собой такое единство, стороны которого взаимно предполагают друг друга и способствуют взаиморазвитию.
Характер взаимоотношений языка и мышления в процессах познания и общения может быть различным в зависимости от видов мышления, целей мыслительной деятельности и т. д. Таким образом, между языком и мышлением существуют определенные различия. Во-первых, отношение между мышлением и языком в процессе отражения человеком мира не может быть представлено в виде простого соответствия мыслительных и языковых структур. Особенно четко это проявляется в выражении мысли на разных языках. Мышление осуществляется в общих для всех людей формах, а естественные языки довольно сильно различаются. Во-вторых, различие существует в строении языка и мышления. Основными единицами мышления являются понятия, суждения и умозаключения. Составными частями языка являются: фонема, морфема, лексема, предложение (в речи), аллофон (звук) и другие. В-третьих, мышление отражает объективный мир в идеальных образах с разной степенью глубины и детализации, постепенно приближаясь к более полному охвату предметов и их определенности, к постижению сущности. Язык, в свою очередь, закрепляет полученное знание, он выделяет и подчеркивает в нем то, что ранее было сделано мышлением. В-четвертых, язык развивается под влиянием предметной деятельности и традиций культуры общества, а мышление связано с овладением понятийным аппаратом и законами логики, с познавательными способностями субъекта.
Логический анализ текста — это навык находить в самом запутанном тексте его основные смыслы (или обнаруживать, что смысл в тексте отсутствует), восстанавливать логику написанного текста и логику мышления автора, писавшего текст. Когда автор что-то пишет, он сам еще не всегда разобрался в том, что он хочет сказать. Но — пишет. Задача читателя в этом случае — понять то, что написал бы автор, если бы разобрался сам в своих мыслях.
⇐ Предыдущая12345678Следующая ⇒
Читайте также:
Психологические особенности спортивного соревнования
Последнее изменение этой страницы: 2017-02-05; просмотров: 628; Нарушение авторского права страницы; Мы поможем в написании вашей работы!
infopedia. su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 38.242.236.216 (0.005 с.)
1 Отделение дерматологии и хирургии кожи, Медицинский центр Роджера Уильямса, Провиденс, Род-Айленд.
2 Кафедра дерматологии, Медицинский факультет Бостонского университета, Бостон, Массачусетс.
PMID:
26858913
PMCID:
PMC4717498
DOI:
10.1089/ран.2014.0586
Абстрактный
Значение: Хронические раны являются серьезной проблемой здравоохранения. Практикующий врач должен иметь соответствующее представление как об этиологии раны, так и об оптимальном типе повязок для использования. Основные характеристики раны могут быть использованы практикующим врачом при выборе повязок. Определение оптимальных повязок для конкретного типа раны является важным элементом в облегчении заживления ран. Последние достижения: Исследователи стремились разработать перевязочные материалы для ран, направленные на оптимизацию каждого этапа процесса заживления. Кроме того, повязки были разработаны для нацеливания и уничтожения бактерий, вызывающих инфекцию, с включением противомикробных агентов. Критические вопросы: Хронические раны часто проявляются динамично, а многочисленные доступные раневые повязки усложняют выбор повязки для практикующего врача. Выбор правильной повязки сокращает время до заживления, обеспечивает экономически эффективное лечение и улучшает качество жизни пациента. Направления будущего: Исследования механизмов заживления ран расширили нашу способность заживлять хронические раны быстрее благодаря использованию влагоудерживающих повязок. В более новых повязках используются нанотехнологии путем включения в повязку миниатюрных электрических датчиков. Эти повязки предназначены для обнаружения изменений в раневой среде и оповещения пациента или практикующего врача путем изменения цвета повязки или отправки сообщения на смартфон. В настоящее время проводятся дополнительные исследования, в ходе которых в перевязочные материалы включаются биологические материалы, такие как стволовые клетки.
Цифры
Таня Филлипс, MD, FAAD, FRCPC
Таня Филлипс, MD, FAAD, FRCPC
Таня Филлипс, MD, FAAD, FRCPC
Рисунок 1.
Пример струпа, покрывающего…
Рисунок 1.
Пример струпа на ложе раны. Это пациент с…
Рисунок 1.
Пример струпа на ложе раны. Это больной узелковым полиартериитом. Обратите внимание на толстый, слипшийся фибринозный материал. На рану накладывали лист гидрогеля на 10 дней, это размягчило струп. Чтобы увидеть эту иллюстрацию в цвете, читатель может обратиться к веб-версии этой статьи по адресу www.liebertpub.com/wound 9.0003
Рисунок 2.
Пример раны с…
Рисунок 2.
Пример раны с умеренным количеством экссудата, это травматическая…
Рисунок 2.
Пример раны с умеренным количеством экссудата, это травматическое повреждение, приведшее к изъязвлению. На рану накладывали повязку из гидроволокна для впитывания экссудата. Чтобы увидеть эту иллюстрацию в цвете, читатель может обратиться к веб-версии этой статьи по адресу www.liebertpub.com/wound 9.0003
Рисунок 3.
Пример полностью…
Рисунок 3.
Пример полностью гранулированного раневого ложа. (А) Это венозный…
Рисунок 3.
Пример полностью гранулированного раневого ложа. (A) Венозная язва правой латеральной лодыжки. Обратите внимание на минимальный экссудат и 100% грануляционную ткань на раневом ложе. На рану накладывали гидроколлоид. Поверх первичной перевязки пациенту надевали компрессионные чулки. (B) Через 4 недели рана зажила. Чтобы увидеть эту иллюстрацию в цвете, читатель может обратиться к веб-версии этой статьи по адресу www.liebertpub.com/wound
.
Рисунок 4.
Пример частичного…
Рисунок 4.
Пример частично гранулированной раны с прилипшим к ране фибрином…
Рисунок 4.
Пример частично гранулированной раны с прилипшим к раневому ложу фибрином. (A) Это венозная язва на правой медиальной лодыжке пациента. Отмечается экссудат от легкой до умеренной степени. В пределах фибринозного ложа раны визуализируется грануляционная ткань. Выполнена обработка у постели больного. Больному была назначена коллагеназа. Коллагеназу ежедневно наносили на раневое ложе с пенопластовой повязкой. (B) Через 3 недели рана была на 100% гранулирована. На рану накладывали гидроколлоид. Поверх первичной перевязки пациенту надевали компрессионные чулки. (C) К 6 неделе рана зажила. Чтобы увидеть эту иллюстрацию в цвете, читатель может обратиться к веб-версии этой статьи по адресу www.liebertpub.com/wound
.
Рисунок 5.
Пример высоко…
Рисунок 5.
Пример сильно колонизированной раны. (A) Это сильно колонизированный…
Рисунок 5.
Пример сильно колонизированной раны. (A) Это сильно колонизированная рана. Обильный гнойный экссудат без признаков инфекции (красный, теплый, болезненный). Была получена раневая культура, на которой выросла нормальная кожная флора. Выполнена санация кюреткой у постели больного. Серебряная повязка удерживалась на месте повязкой телфа; поверх обеих повязок пациентка носила трубчатые эластичные компрессионные чулки. (B) Через шесть недель рана частично зажила, пленка колонизации хорошо контролировалась, продолжались те же повязки. (C) К 8 неделе рана зажила. Чтобы увидеть эту иллюстрацию в цвете, читатель может обратиться к веб-версии этой статьи по адресу www.liebertpub.com/wound
.
См. это изображение и информацию об авторских правах в PMC
Похожие статьи
Систематический подход к перевязкам ран.
Ландрискина А., Розен Дж., Фридман А.Дж. Ландрискина А. и соавт. J Препараты Дерматол. 2015 июль; 14 (7): 740-4. J Препараты Дерматол. 2015.
Бруссард К.С., Пауэрс Дж.Г. Бруссард К.С. и соавт. Am J Clin Дерматол. 2013 Декабрь; 14 (6): 449-59. doi: 10.1007/s40257-013-0046-4. Am J Clin Дерматол. 2013.
PMID: 24062083
Обзор.
Гидрогель на основе глицерина для борьбы с инфекциями.
Стаут Э.И., Маккессор А. Стаут Э.И. и др. Adv Wound Care (Нью-Рошель). 2012 Февраль; 1 (1): 48-51. doi: 10.1089/рана.2011.0288. Adv Wound Care (Нью-Рошель). 2012.
PMID: 24527279 Бесплатная статья ЧВК.
Реальная клиническая оценка антимикробной повязки нового поколения на острые и хронические раны.
Уокер М., Меткалф Д., Парсонс Д., Боулер П. Уокер М. и др. J Уход за ранами. 2015 янв; 24(1):11-22. дои: 10.12968/jowc.2015.24.1.11. J Уход за ранами. 2015.
PMID: 25543819
Клиническое испытание.
Посмотреть все похожие статьи
Цитируется
Оценка полимерных биоматериалов для улучшения конструкции раневых повязок следующего поколения.
Ходж Дж.Г., Замеровский Д.С., Робинсон Дж.Л., Меллотт А.Дж. Ходж Дж. Г. и соавт. Биоматер Рез. 2022 1 октября; 26 (1): 50. дои: 10.1186/s40824-022-00291-5. Биоматер Рез. 2022.
PMID: 36183134 Бесплатная статья ЧВК.
Обзор.
Стратегии разработки адгезивных гидрогелей с природными антибактериальными агентами в качестве перевязочных материалов для ран: состояние и тенденции.
Яо Х., Ву М., Линь Л., Ву З., Бэ М., Пак С., Ван С., Чжан В., Гао Дж., Ван Д., Пяо Ю. Яо Х и др. Матер Сегодня Био. 2022, 15 сентября; 16:100429. doi: 10.1016/j.mtbio.2022.100429. электронная коллекция 2022 дек. Матер Сегодня Био. 2022.
PMID: 36164504 Бесплатная статья ЧВК.
Обзор.
Физико-химический желатиновый гидрогель с двойной поперечной связью с усиленными антибактериальными и противовоспалительными свойствами для улучшения заживления ран.
Лу И, Чжао М, Пэн И, Хэ С, Чжу С, Ху С, Ся Г, Цзо Т, Чжан С, Юнь У, Чжан В, Шен С. Лу Ю и др. J Нанобиотехнология. 2022, 24 сентября; 20 (1): 426. doi: 10.1186/s12951-022-01634-z. J Нанобиотехнология. 2022.
PMID: 36153602 Бесплатная статья ЧВК.
Оценка антибактериальных свойств наночастиц, конъюгированных с оксидом железа, полиэтиленгликолем и гентамицином, в отношении некоторых бактерий с множественной лекарственной устойчивостью.
Абдулсада Ф.М., Хусейн Н.Н., Сулейман Г.М., Аль Али А., Альхуджейли М. Абдулсада Ф.М. и др. J Функция Биоматер. 2022 сен 2;13(3):138. дои: 10.3390/jfb13030138. J Функция Биоматер. 2022.
PMID: 36135573 Бесплатная статья ЧВК.
Описание и использование услуг телемониторинга ран у пациентов первичной медико-санитарной помощи с острыми ранами в Сингапуре: ретроспективное исследование.
Zhu X, Ren BFSJ, Lim VH, Wan L, Chen Y, Wang X, Weng J, Goh LJ. Чжу X и др. Уход за кожей Adv. 2022 1 октября; 35 (10): 544-549. doi: 10.1097/01.ASW.0000855740.66588.17. Уход за кожей Adv. 2022.
PMID: 36125454 Бесплатная статья ЧВК.
Просмотреть все статьи «Цитируется по»
Типы публикаций
Выбор повязки на основе общих характеристик раны
1. Зимняя ГД. Формирование струпа и скорость эпителизации поверхностных ран на коже молодняка домашней свиньи. Природа 1962;193:293–294 [PubMed] [Google Scholar]
2. Hinman CD, Maibach H. Влияние воздействия воздуха и окклюзии на экспериментальные кожные раны человека. Природа 1963;200:377–378 [PubMed] [Google Scholar]
4. Стейлор А. Устройства для ухода за ранами: рост в условиях неопределенности. Медтехника 2009;11:32–47 [Google Scholar]
5. Worldwide Wound Management, прогноз до 2021 г.: существующие и новые продукты, технологии и рынки в Америке, Европе, Азии/Тихоокеанском регионе и остальном мире. Отчет № S249, www.mediligence.com/rpt/rpt-s249.htm2013
7. Skorkowska-Telichowska K, Czemplik M, Kulma A, Szopa J. Местное лечение и доступные повязки предназначены для хронических ран. J Am Acad Дерматол 2013;68:e117–e126 [PubMed] [Google Scholar]
8. Fonder MA, Lazarus GS, Cowan DA, Aronson-Cook B, et al.. Лечение хронической раны: практический подход к уходу за незаживающими ранами и повязками для ухода за ранами. J Am Acad Дерматол 2008; 58:185–206 [PubMed] [Google Scholar]
9. Гранж-Прюнье А., Куйе Д., Гранж Ф. , Гийом Ж.К. Аллергический контактный дерматит на гидроколлоидную повязку Comfeel. Энн Дерматол Венерол 2002;129:725–727 [PubMed] [Google Scholar]
10. Kannon GA, Garrett AB. Влажное заживление ран окклюзионными повязками. Клинический обзор. Дерматол Сург 1995;21:583–590 [PubMed] [Google Scholar]
11. Blackman JD, Senseng D, Quinn L, Mazzone T. Клиническая оценка повязки с полупроницаемой полимерной мембраной для лечения хронических диабетических язв стопы. Уход за диабетом 1994;17:322–325 [PubMed] [Google Scholar]
12. Kim Y, Lee S, Hong S, Lee H и др.. Влияние полимема на заживление ран. J Korean Soc Plast Reconstr Surg 1999;109:1165–1172 [Google Scholar]
13. Benskin LL. Серебряная веревка PolyMem Wic: многофункциональная повязка для уменьшения боли, отека и воспаления. Уход за ранами 2012;1:44–47 [бесплатная статья PMC] [PubMed] [Google Scholar]
14. Дабири Г., Фаланга В. Язвы соединительной ткани. J Жизнеспособность тканей 2013;22:92–102 [бесплатная статья PMC] [PubMed] [Google Scholar]
15. Джонс В., Милтон Т. Когда и как использовать гидрогели. Нурс Таймс 2000;96:3–4 [PubMed] [Google Scholar]
16. Lay-Flurrie K. Свойства гидрогелевых повязок и их влияние на заживление ран. Профессор Медсестра 2004;19:269–273 [PubMed] [Google Scholar]
17. Коутс Т.Дж., Эдвардс С., Ньютон Р., Стаун Э. Влияние гелевых ожоговых повязок на температуру кожи. Эмер Мед Дж 2002;19:224–225 [бесплатная статья PMC] [PubMed] [Google Scholar]
18. Hampton S. Небольшое исследование скорости заживления и контроля симптомов с использованием новой листовой гидрогелевой повязки. J Уход за раной 2004;13:297–300 [PubMed] [Google Scholar]
20. Baker PD. Создание оптимальной среды. Обзор повязок для хронических ран. Адвентистская медсестра 2005;13:37–38 [PubMed] [Google Scholar]
21. Belmin J, Meaume S, Rabus MT, Bohbot S. Последовательное лечение повязками из альгината кальция и гидроколлоидными повязками ускоряет заживление пролежней у пожилых людей: многоцентровое рандомизированное исследование последовательного и непоследовательного лечения только гидроколлоидными повязками. J Am Geriatr Soc 2002;50:269–274 [PubMed] [Google Scholar]
22. Sayag J, Meaume S, Bohbot S. Лечебные свойства повязок из альгината кальция. J Уход за раной 1996; 5:357–362 [PubMed] [Google Scholar]
23. Томас С. Альгинатные повязки в хирургии и лечении ран — Часть 1. J Уход за ранами 2000; 9:56–60 [PubMed] [Google Scholar]
24. Томас С. Альгинатные повязки в хирургии и лечении ран: Часть 2. J Wound Care 2000;9:115–119 [PubMed] [Google Scholar]
25. Segal HC, Hunt BJ, Gilding K. Влияние альгинатных и неальгинатных раневых повязок на свертывание крови и активацию тромбоцитов. Приложение J Biomater 1998;12:249–257 [PubMed] [Google Scholar]
26. Barnett SE, Varley SJ. Влияние альгината кальция на заживление ран. Энн Р Колл Сург Энгл 1987;69:153–155 [бесплатная статья PMC] [PubMed] [Google Scholar]
28. Bello YM, Phillips TJ. Лечение венозных язв. Дж. Кутан Мед Сург 1998;3 Приложение 1:S1–6–12. [PubMed] [Академия Google]
29. Реннер Р., Саймон Дж. К., Треудлер Р. Контактная сенсибилизация к современным раневым повязкам у 70 больных с хроническими язвами голени. Дерматит 2013;24:60–63 [PubMed] [Google Scholar]
30. Мотолезе А., Каприата С., Симонелли М. Контактная чувствительность к «продвинутым» раневым повязкам у 116 пациентов с язвами голени. Контактный дерматит 2009;60:107. [PubMed] [Google Scholar]
31. Певица AJ, Кларк Р.А. Заживление кожных ран. N Engl J Med 1999; 341:738–746 [PubMed] [Google Scholar]
32. Пирс Б., Дейл Б., Макки Д., МакНикол Л. Руководство Общества медсестер по лечению ран, стом и недержанию мочи по покровным предметам OASIS-C1: передовая практика для клиницистов. Целевая группа OASIS Общества WOCN 2014 [Google Scholar]
33. Каллен Б., Смит Р., Маккаллок Э., Силкок Д. и др.. Механизм действия PROMOGRAN, матрикса, модулирующего протеазу, для лечения диабетических язв стопы. Восстановление ран 2002;10:16–25 [PubMed] [Google Scholar]
34. McCarty SM, Cochrane CA, Clegg PD, Percival SL. Роль эндогенных и экзогенных ферментов в хронических ранах: акцент на влиянии аберрантных уровней как протеаз хозяина, так и бактериальных протеаз на заживление ран. Восстановление ран 2012; 20:125–136 [PubMed] [Google Scholar]
35. Амато Б., Коретти Г., Компанья Р., Амато М. и др.. Роль матриксных металлопротеиназ в незаживающих венозных язвах. Международная рана J 2013. [Epub перед печатью]; DOI: 10.1111/iwj.12181 [бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
36. Edwards JV, Howley PS. Секвестрация нейтрофильной эластазы и коллагеназы человека фосфорилированными хлопковыми раневыми повязками. J Biomed Mater Res Часть A 2007; 83:446–454 [PubMed] [Google Scholar]
37. Кан А., Клейнман Ю. Новый подход к лечению диабетических абсцессов стопы — серия случаев. J Уход за раной 2014;23:394–399 [PubMed] [Google Scholar]
38. Всемирный союз обществ заживления ран (WUWHS). Принципы лучшей практики. Международный консенсус. Лондон: MEP Ltd., 2008. www.mepltd.co.uk [Google Scholar]
39. Rondas AA, Schols JM, Halfens RJ, Stobberingh EE. Мазок против биопсии для диагностики хронических инфицированных ран. Уход за раной кожи Adv 2013;26:211–219 [PubMed] [Google Scholar]
40. Карне Н. Умные повязки, готовые вывести лечение ран на новый уровень. Ведущая Южная Австралия. Май 20, 2014. http://www.theleadsouthaustralia.com.au/industries/research-development/smart-bandages-ready-to-take-wound-management-to-a-new-level/ (последний доступ 14 июля 2014 г.)
41. Дамур О., Хуа С.З., Ласне Ф., Злодей М. и др.. Оценка цитотоксичности антисептиков и антибиотиков на культурах фибробластов и кератиноцитов человека. Бернс 1992;18:479–485 [PubMed] [Google Scholar]
42. Дросу А., Фалабелла А., Кирснер К. Антисептики на ранах: область споров. Дерматология 2003 г.; Доступно на: www.medscape.com/viewarticle/456300_1 По состоянию на 2003 г.
 325″ 1.3мм 64зв. ламинированная Pixel Pro узкий хвостовик (5859432-64)
325″ 1.3мм 64зв. ламинированная Pixel Pro узкий хвостовик (5859432-64) 325″ 1.3мм 64зв. ламинированная Pixel Pro узкий хвостовик (5859432-64)
325″ 1.3мм 64зв. ламинированная Pixel Pro узкий хвостовик (5859432-64) , г.Великий Новгород, ул.Октябрьская, д.9 к1
, г.Великий Новгород, ул.Октябрьская, д.9 к1 С-Пб., пр.Обуховской Обороны, д.93, лит.А, пом.5Н
С-Пб., пр.Обуховской Обороны, д.93, лит.А, пом.5Н С-Пб, ул. Маршала Говорова, д.37, лит.А
С-Пб, ул. Маршала Говорова, д.37, лит.А С-Пб., пр.Народного ополчения, д.22
С-Пб., пр.Народного ополчения, д.22

 3 мм.
3 мм.
 3
3 Цепь особенно подходит для требовательных потребителей и повседневного профессионального использования. Благодаря долговечной остроте, выдающейся долговечности, низкому растяжению и высокой эффективности резки, он создан для того, чтобы сделать вашу продукцию лучше, чем когда-либо. Доступные длины: 13 дюймов, 16 дюймов, 18 дюймов, 20 дюймов. Подходит для моделей бензопил: 435/435e, 440/440e, 445/445e, 450/450e, 450 Rancher, 545, 550XP/550XP MII.
Цепь особенно подходит для требовательных потребителей и повседневного профессионального использования. Благодаря долговечной остроте, выдающейся долговечности, низкому растяжению и высокой эффективности резки, он создан для того, чтобы сделать вашу продукцию лучше, чем когда-либо. Доступные длины: 13 дюймов, 16 дюймов, 18 дюймов, 20 дюймов. Подходит для моделей бензопил: 435/435e, 440/440e, 445/445e, 450/450e, 450 Rancher, 545, 550XP/550XP MII. org/BreadcrumbList»>
org/BreadcrumbList»>
 Компактный агрегат удобен для обработки грунта вблизи деревьев и кустарников, междурядий овощных и ягодных культур. Характеристика Двигатель:Patriot Garden OHV Мощность двигателя:2. 8 л. с.
Компактный агрегат удобен для обработки грунта вблизи деревьев и кустарников, междурядий овощных и ягодных культур. Характеристика Двигатель:Patriot Garden OHV Мощность двигателя:2. 8 л. с.

 с.2.8
с.2.8


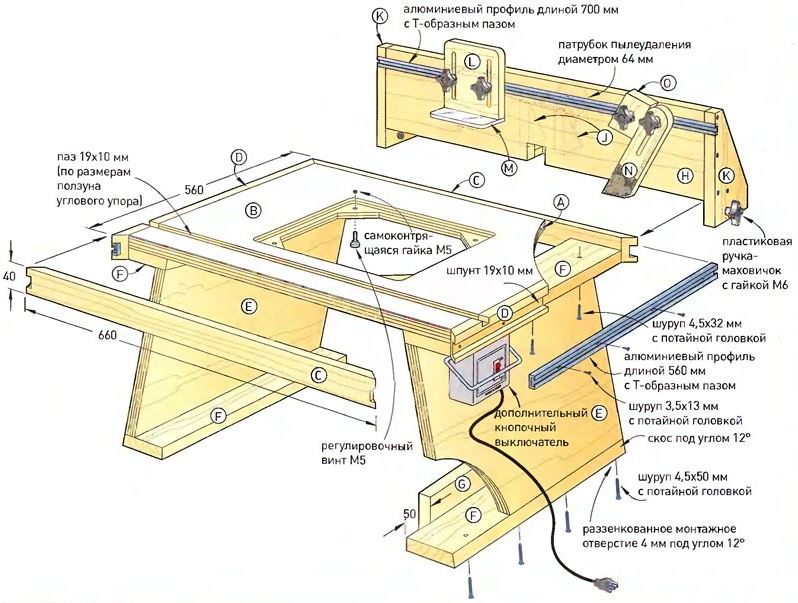 Но стоят такие станки весьма дорого, применять их есть резон только на уровне как минимум крупной мастерской. Есть и более простое решение. Берётся обычный фрезер, переворачивается и монтируется в подходящий стол. Этот вариант обходится значительно дешевле, многие мастера даже делают подобные столы самостоятельно. Купить такой стол тоже в принципе можно, но их ассортимент весьма ограничен — буквально несколько видов. И теперь к этому ассортименту добавились ещё два стола Belmash, настольная и напольная разновидности с целым рядом аксессуаров к ним.
Но стоят такие станки весьма дорого, применять их есть резон только на уровне как минимум крупной мастерской. Есть и более простое решение. Берётся обычный фрезер, переворачивается и монтируется в подходящий стол. Этот вариант обходится значительно дешевле, многие мастера даже делают подобные столы самостоятельно. Купить такой стол тоже в принципе можно, но их ассортимент весьма ограничен — буквально несколько видов. И теперь к этому ассортименту добавились ещё два стола Belmash, настольная и напольная разновидности с целым рядом аксессуаров к ним. На каркас крепится текстильный чехол-стружкосборник с боковыми карманами, в которых можно хранить необходимые для работы аксессуары, инструменты и другую «мелочовку». Чехлы оборудованы откидными клапанами для обеспечения доступа вовнутрь. Каркасы установлены на четырёх регулируемых ножках. Сверху на каркас крепится рабочий стол с пазом 19×9,5 мм. В центре стола есть прямоугольный вырез, закрытый съёмной пластиной с отверстием. К этой пластине снизу можно прикрепить обычный фрезер или специальный фрезерный двигатель Belmash. Электрическое подключение фрезера или фрезерного двигателя производится «через основание». Проще говоря, на основании смонтированы отдельный выключатель, сетевой кабель с вилкой и розетка. В комплект столов входит ещё несколько деталей и узлов. Наиболее востребован параллельный упор, снабжённый патрубком для отвода стружки. Кстати, патрубками для подключения к строительному пылесосу или стационарной системе пылеудаления в мастерской снабжены и чехлы столов — в «напольной» версии их два, диаметром 63 и 100 мм, в «настольной» — один.
На каркас крепится текстильный чехол-стружкосборник с боковыми карманами, в которых можно хранить необходимые для работы аксессуары, инструменты и другую «мелочовку». Чехлы оборудованы откидными клапанами для обеспечения доступа вовнутрь. Каркасы установлены на четырёх регулируемых ножках. Сверху на каркас крепится рабочий стол с пазом 19×9,5 мм. В центре стола есть прямоугольный вырез, закрытый съёмной пластиной с отверстием. К этой пластине снизу можно прикрепить обычный фрезер или специальный фрезерный двигатель Belmash. Электрическое подключение фрезера или фрезерного двигателя производится «через основание». Проще говоря, на основании смонтированы отдельный выключатель, сетевой кабель с вилкой и розетка. В комплект столов входит ещё несколько деталей и узлов. Наиболее востребован параллельный упор, снабжённый патрубком для отвода стружки. Кстати, патрубками для подключения к строительному пылесосу или стационарной системе пылеудаления в мастерской снабжены и чехлы столов — в «напольной» версии их два, диаметром 63 и 100 мм, в «настольной» — один. Конечно, можно обойтись и без системы пылеудаления, запрета на такое нет, но при постоянной работе желательно подключиться хотя бы к верхнему патрубку. Ну а при использовании станка в условиях деревообрабатывающей мастерской есть смысл задействовать и «нижний» патрубок, без этого попавшую внутрь чехла стружку придётся время от времени выгружать вручную. Кстати, наличие чехла, в который собирается попавшая «вниз» стружка,– очень полезная особенность, на небольших фрезерных столах она обычно не предусмотрена. У тех чаще всего система пылеудаления подключается только «сверху». Из других элементов, входящих в комплект поставки оснований, можно отметить проставочное кольцо и два боковых одинарных прижима. Впрочем, о них будет рассказано ниже — эти детали также предлагаются и в качестве аксессуаров. Эти основания и входящие в их комплект принадлежности — необходимый минимум для превращения имеющегося у пользователя фрезера в портативный фрезерный станок. Но станки отличаются от ручных инструментов ещё и тем, что к ним практически всегда предлагаются разнообразные аксессуары для упрощения работы и проведения различных дополнительных операций.
Конечно, можно обойтись и без системы пылеудаления, запрета на такое нет, но при постоянной работе желательно подключиться хотя бы к верхнему патрубку. Ну а при использовании станка в условиях деревообрабатывающей мастерской есть смысл задействовать и «нижний» патрубок, без этого попавшую внутрь чехла стружку придётся время от времени выгружать вручную. Кстати, наличие чехла, в который собирается попавшая «вниз» стружка,– очень полезная особенность, на небольших фрезерных столах она обычно не предусмотрена. У тех чаще всего система пылеудаления подключается только «сверху». Из других элементов, входящих в комплект поставки оснований, можно отметить проставочное кольцо и два боковых одинарных прижима. Впрочем, о них будет рассказано ниже — эти детали также предлагаются и в качестве аксессуаров. Эти основания и входящие в их комплект принадлежности — необходимый минимум для превращения имеющегося у пользователя фрезера в портативный фрезерный станок. Но станки отличаются от ручных инструментов ещё и тем, что к ним практически всегда предлагаются разнообразные аксессуары для упрощения работы и проведения различных дополнительных операций. Основания Belmash — не исключение, и предлагаемые к ним аксессуары рассмотрены далее.
Основания Belmash — не исключение, и предлагаемые к ним аксессуары рассмотрены далее. Но у Belmash в линейке дополнительного оборудования есть пара аксессуаров, позволяющих обойтись без собственного фрезера. Первый из них — фрезерный двигатель, то есть фактически электромотор с выключателем и цанговыми зажимами для фиксации фрез.
Но у Belmash в линейке дополнительного оборудования есть пара аксессуаров, позволяющих обойтись без собственного фрезера. Первый из них — фрезерный двигатель, то есть фактически электромотор с выключателем и цанговыми зажимами для фиксации фрез.
 Правда, при таком варианте возможности станка ограничены — вертикального хода у фрезы не предусмотрено, использовать можно не все фрезы, и не для всех задач. Чтобы в полной мере обеспечить станку с двигателем универсальность, потребуется ещё один аксессуар — фрезерный лифт.
Правда, при таком варианте возможности станка ограничены — вертикального хода у фрезы не предусмотрено, использовать можно не все фрезы, и не для всех задач. Чтобы в полной мере обеспечить станку с двигателем универсальность, потребуется ещё один аксессуар — фрезерный лифт. Оно позволяет перемещать фрезерный двигатель по вертикали с высокой точностью. Интересно то, что регулировка перемещения производится «сверху», то есть со стороны фрезы. Для этого на основании устройства есть отверстие, куда вставляется специальная рукоятка. Вращая рукоятку, изменяют вылет шпинделя, дополнительной фиксации положения не требуется. Для обычных фрезеров возможность регулировки «со стороны подошвы» не характерна. Вернее, она встречается, но крайне редко, только у моделей, специально адаптированных для установки во фрезерные столы. Так что в этом отношении комплект из двигателя и фрезерного лифта окажется даже удобнее, чем обычный фрезер, установленный «в стол». Приспособление комплектуется необходимым набором крепежа, инструментами и проставочным кольцом.
Оно позволяет перемещать фрезерный двигатель по вертикали с высокой точностью. Интересно то, что регулировка перемещения производится «сверху», то есть со стороны фрезы. Для этого на основании устройства есть отверстие, куда вставляется специальная рукоятка. Вращая рукоятку, изменяют вылет шпинделя, дополнительной фиксации положения не требуется. Для обычных фрезеров возможность регулировки «со стороны подошвы» не характерна. Вернее, она встречается, но крайне редко, только у моделей, специально адаптированных для установки во фрезерные столы. Так что в этом отношении комплект из двигателя и фрезерного лифта окажется даже удобнее, чем обычный фрезер, установленный «в стол». Приспособление комплектуется необходимым набором крепежа, инструментами и проставочным кольцом. Правда, те выглядят проще — как эдакий «транспортир», который можно перемещать по пазу (или пазам) на рабочем столе станка. Но у фрезерования своя специфика, и конструкция подвижного упора для этого станка совсем иная. Крепится он не к столу, а к параллельному упору, установленному на основании стола, подвижная часть перемещается по трубчатой направляющей.Такой упор более универсален, чем угловой — «транспортир», обеспечивает более высокую точность обработки, а также удобен при проведении поперечного фрезерования небольших узких заготовок. При отсутствии необходимости в нём упор просто откидывается — поворачивается вокруг направляющей и не мешает дальнейшей работе.
Правда, те выглядят проще — как эдакий «транспортир», который можно перемещать по пазу (или пазам) на рабочем столе станка. Но у фрезерования своя специфика, и конструкция подвижного упора для этого станка совсем иная. Крепится он не к столу, а к параллельному упору, установленному на основании стола, подвижная часть перемещается по трубчатой направляющей.Такой упор более универсален, чем угловой — «транспортир», обеспечивает более высокую точность обработки, а также удобен при проведении поперечного фрезерования небольших узких заготовок. При отсутствии необходимости в нём упор просто откидывается — поворачивается вокруг направляющей и не мешает дальнейшей работе. Назначение у них, впрочем, одинаково — для фиксации заготовок сверху и/или сбоку при фрезеровании. Для этого прижимы устанавливают в пазы на параллельном упоре и столе. Такие прижимы также называют гребенчатыми или перьевыми. Пластиковые «перья», расположенные под наклоном, создают постоянное усилие, практически полностью исчезает вероятность обратного удара. К тому же они не оставляют следы на заготовке. Эти аксессуары особенно удобны, если речь идёт о поточной обработке одинаковых заготовок. Пара одинарных прижимов входит в комплект поставки оснований фрезерных столов Belmash, при необходимости можно приобрести и ещё несколько.
Назначение у них, впрочем, одинаково — для фиксации заготовок сверху и/или сбоку при фрезеровании. Для этого прижимы устанавливают в пазы на параллельном упоре и столе. Такие прижимы также называют гребенчатыми или перьевыми. Пластиковые «перья», расположенные под наклоном, создают постоянное усилие, практически полностью исчезает вероятность обратного удара. К тому же они не оставляют следы на заготовке. Эти аксессуары особенно удобны, если речь идёт о поточной обработке одинаковых заготовок. Пара одинарных прижимов входит в комплект поставки оснований фрезерных столов Belmash, при необходимости можно приобрести и ещё несколько. По одному кольцу уже входит в комплект оснований каждого из фрезерных столов и фрезерного лифта, а в этом комплекте предлагается ещё четыре кольца — различающиеся внутренним диаметром. При использовании кольца подбирают по диаметру устанавливаемой фрезы — она должна свободно, с минимальным зазором проходить через кольцо. Задач у колец, по большому счёту, две. Основная — в том, что на них опирается заготовка в зоне резания. Чем меньше расстояние между точкой опоры заготовки на столе (то есть на кольце) и рабочей поверхностью фрезы — тем меньше вибрация при фрезерования, а значит — выше точность. Вторая задача кольца — уменьшить попадание стружки во внутренний объём основания. Как уже говорилось ранее, патрубками пылеотвода снабжены и параллельный упор, и текстильный чехол, но возможны и ситуации, когда пылеотвод подключён только «сверху».
По одному кольцу уже входит в комплект оснований каждого из фрезерных столов и фрезерного лифта, а в этом комплекте предлагается ещё четыре кольца — различающиеся внутренним диаметром. При использовании кольца подбирают по диаметру устанавливаемой фрезы — она должна свободно, с минимальным зазором проходить через кольцо. Задач у колец, по большому счёту, две. Основная — в том, что на них опирается заготовка в зоне резания. Чем меньше расстояние между точкой опоры заготовки на столе (то есть на кольце) и рабочей поверхностью фрезы — тем меньше вибрация при фрезерования, а значит — выше точность. Вторая задача кольца — уменьшить попадание стружки во внутренний объём основания. Как уже говорилось ранее, патрубками пылеотвода снабжены и параллельный упор, и текстильный чехол, но возможны и ситуации, когда пылеотвод подключён только «сверху». Вообще говоря, использование колец — это уже «высший пилотаж»: без них, конечно, можно, но с ними лучше и удобнее.
Вообще говоря, использование колец — это уже «высший пилотаж»: без них, конечно, можно, но с ними лучше и удобнее.

 Качество обработки зависит от программы и наличия подходящих рабочих инструментов.
Качество обработки зависит от программы и наличия подходящих рабочих инструментов. При индексной обработке оператор может изменять положение детали. Все последующие действия выполняются благодаря трехмерной обработке. Но ни один из способов не будет действенным, если не настроить программу управления. Для этого подойдет такое программное обеспечение:
При индексной обработке оператор может изменять положение детали. Все последующие действия выполняются благодаря трехмерной обработке. Но ни один из способов не будет действенным, если не настроить программу управления. Для этого подойдет такое программное обеспечение: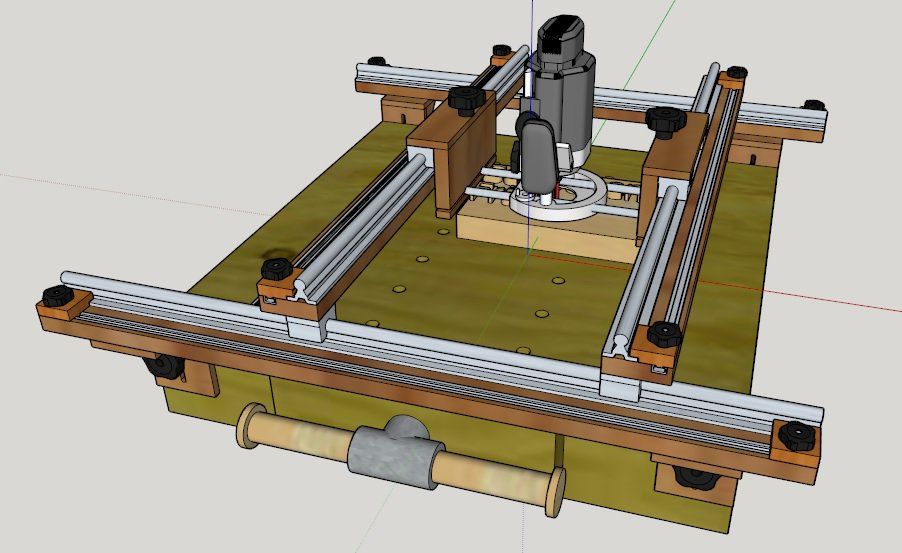 youtube.com/embed/l-EnK8EaG4o?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/l-EnK8EaG4o?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  0005
0005

 Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру. Идеально подходит для сверления, шлифования и фрезерования.
Идеально подходит для сверления, шлифования и фрезерования.
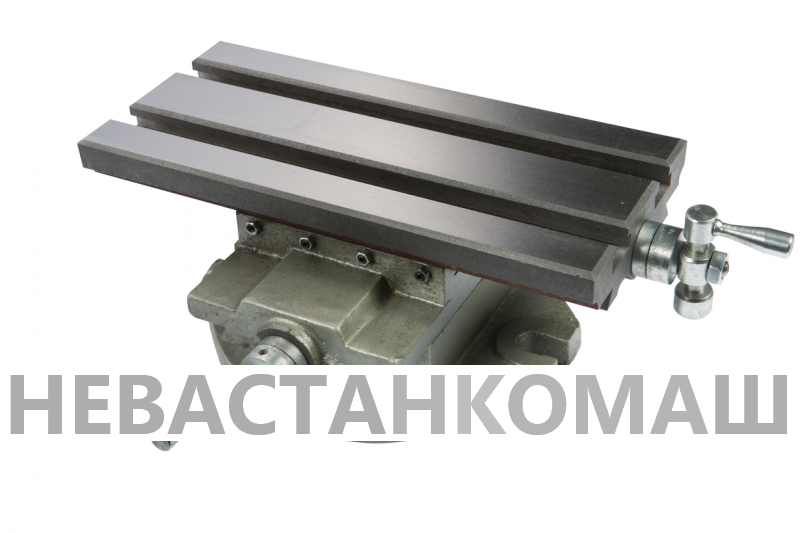 3 in / 13.5 cm
3 in / 13.5 cm 03.22 спасибо RZ
03.22 спасибо RZ 8
8 Levy
Levy Пример; маховик «X» справа слишком большой или слишком высокий, если вы работаете с длинными деталями, как я, вам нужно будет поднять его как минимум на 3/8 дюйма над столом с помощью какой-либо плоской планки. так что ваша работа не ударит по ручке, ничего страшного.Мой стол появился без запасов ключей для ручек, достаточно легко сделать или получить.Как описано в других 5-звездочных обзорах, вам нужно будет разобрать его и почистить это, а также убедитесь, что внутренние винты X и Y затянуты так, чтобы ваш стол не прыгал. В целом, именно то, что я ожидал за такую цену.0005
Пример; маховик «X» справа слишком большой или слишком высокий, если вы работаете с длинными деталями, как я, вам нужно будет поднять его как минимум на 3/8 дюйма над столом с помощью какой-либо плоской планки. так что ваша работа не ударит по ручке, ничего страшного.Мой стол появился без запасов ключей для ручек, достаточно легко сделать или получить.Как описано в других 5-звездочных обзорах, вам нужно будет разобрать его и почистить это, а также убедитесь, что внутренние винты X и Y затянуты так, чтобы ваш стол не прыгал. В целом, именно то, что я ожидал за такую цену.0005 Да, оно грязное и липкое. У меня не было бы этого по-другому. Пересекая океан, это могло бы стать ржавым разочарованием. Если это китайские станкостроительные заводы, в основном вы покупаете плохо собранные отливки и детали по той цене, которую они берут. Но это нормально, потому что, будучи слесарем на пенсии, я бы все равно почистил и осмотрел его. Взял старую головку сверлильного станка, модифицировал шпиндель и подшипники, стальную пластину 1/2 дюйма для колонны и основания и этот координатный стол. Домашняя мельница для хобби! Разберите все это, очистите все, удалите заусенцы, отшлифуйте / соскребите все, распылите выбранную вами защиту металла / смазку, соберите, закрепите очень надежно и наслаждайтесь!
Да, оно грязное и липкое. У меня не было бы этого по-другому. Пересекая океан, это могло бы стать ржавым разочарованием. Если это китайские станкостроительные заводы, в основном вы покупаете плохо собранные отливки и детали по той цене, которую они берут. Но это нормально, потому что, будучи слесарем на пенсии, я бы все равно почистил и осмотрел его. Взял старую головку сверлильного станка, модифицировал шпиндель и подшипники, стальную пластину 1/2 дюйма для колонны и основания и этот координатный стол. Домашняя мельница для хобби! Разберите все это, очистите все, удалите заусенцы, отшлифуйте / соскребите все, распылите выбранную вами защиту металла / смазку, соберите, закрепите очень надежно и наслаждайтесь!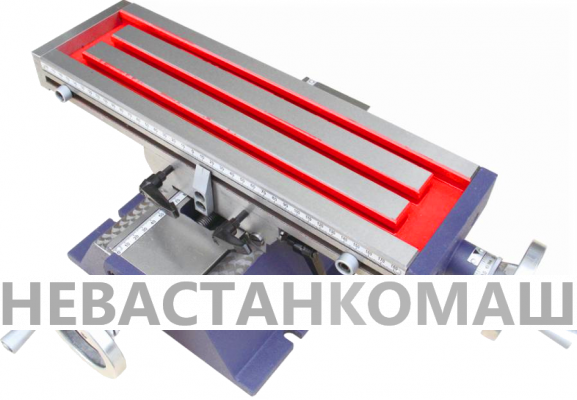 Это не быстрый фидер, но он делает то, что мне нужно для небольшой работы.
Это не быстрый фидер, но он делает то, что мне нужно для небольшой работы.
 больше См. меньше
больше См. меньше Затем вертикальный стол крепится к поперечному столу токарного станка, и деталь перемещается мимо фрезы, удерживаемой в шпинделе токарного станка. Это обеспечивает 3 оси резания, аналогичные фрезе, но в разных направлениях и с более короткими перемещениями по осям X и Y. Для общего фрезерования мы рекомендуем вертикальную фрезерную колонну как лучший способ фрезерования на токарном станке, но для определенных установок вы можете найти этот аксессуар полезным. Многие книги, написанные для любителей, показывают этот тип установки на больших токарных станках. Он также может стать полезным приспособлением для нескольких движений при использовании на мельнице или в качестве приспособления на других машинах специального назначения.
Затем вертикальный стол крепится к поперечному столу токарного станка, и деталь перемещается мимо фрезы, удерживаемой в шпинделе токарного станка. Это обеспечивает 3 оси резания, аналогичные фрезе, но в разных направлениях и с более короткими перемещениями по осям X и Y. Для общего фрезерования мы рекомендуем вертикальную фрезерную колонну как лучший способ фрезерования на токарном станке, но для определенных установок вы можете найти этот аксессуар полезным. Многие книги, написанные для любителей, показывают этот тип установки на больших токарных станках. Он также может стать полезным приспособлением для нескольких движений при использовании на мельнице или в качестве приспособления на других машинах специального назначения.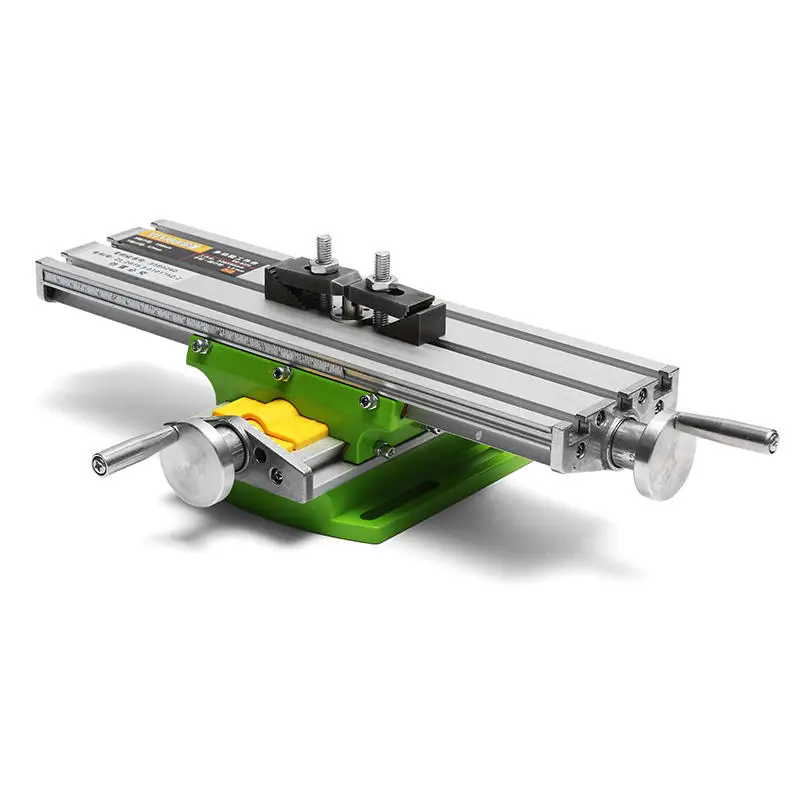 Кроме того, новый профиль стола на 1/4 дюйма толще старого для дополнительной жесткости. В комплект входит регулировка против люфта, а также две Т-образные гайки и прижимные винты.
Кроме того, новый профиль стола на 1/4 дюйма толще старого для дополнительной жесткости. В комплект входит регулировка против люфта, а также две Т-образные гайки и прижимные винты. Вам нужно будет распаковать zip-файл перед просмотром файла IGS.
Вам нужно будет распаковать zip-файл перед просмотром файла IGS. 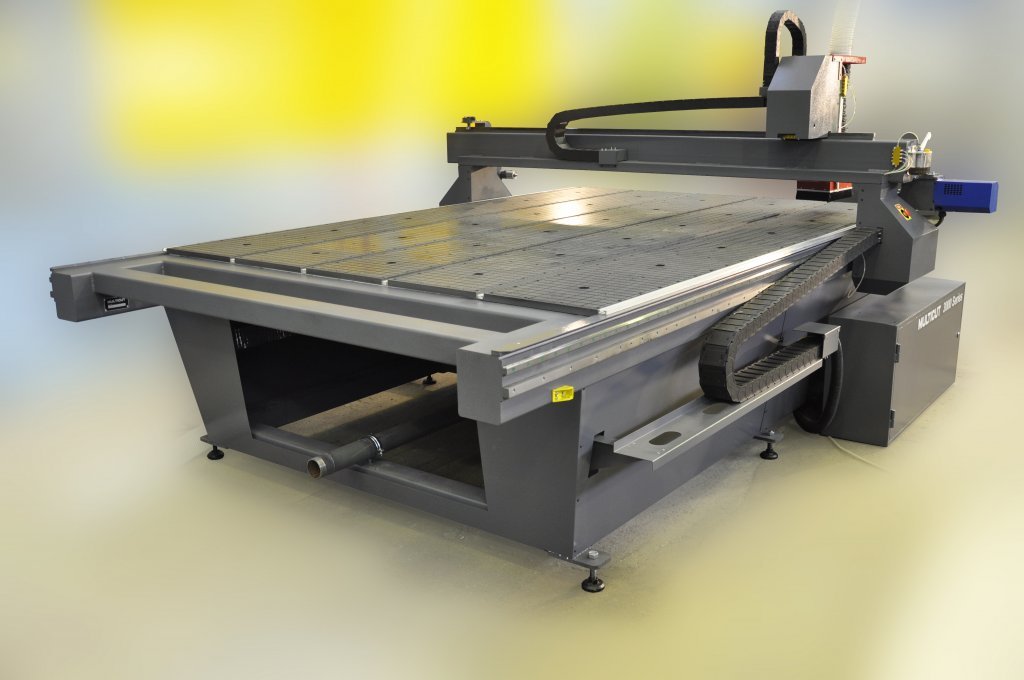

 Вы всегда можете отключить файлы cookie в настройках Вашего браузера.
Вы всегда можете отключить файлы cookie в настройках Вашего браузера. Львов
Львов 20 грн
20 грн 15 грн
15 грн Общий рейтинг катушки составляет 311 F, включая тепловыделение. Катушки переменного или постоянного тока можно менять местами на одном и том же штоке соленоида. Для каждой катушки требуется 1 разъем. 3-ходовые, 2-позиционные клапаны интерфейса «электро-воздух» приводятся в действие соленоидом с пружинным возвратом и обеспечивают достаточный поток для цилиндров диаметром 1 дюйм и меньше. F окружающей среды.Общая номинальная температура теплообменника составляет 311 F, включая тепловыделение. Катушки переменного и постоянного тока могут быть заменены на одном и том же штоке соленоида. Для каждой катушки требуется 1 разъем. -приводятся в действие с пружинным возвратом и имеют достаточный расход для цилиндров диаметром 1 дюйм. и меньше.
Общий рейтинг катушки составляет 311 F, включая тепловыделение. Катушки переменного или постоянного тока можно менять местами на одном и том же штоке соленоида. Для каждой катушки требуется 1 разъем. 3-ходовые, 2-позиционные клапаны интерфейса «электро-воздух» приводятся в действие соленоидом с пружинным возвратом и обеспечивают достаточный поток для цилиндров диаметром 1 дюйм и меньше. F окружающей среды.Общая номинальная температура теплообменника составляет 311 F, включая тепловыделение. Катушки переменного и постоянного тока могут быть заменены на одном и том же штоке соленоида. Для каждой катушки требуется 1 разъем. -приводятся в действие с пружинным возвратом и имеют достаточный расход для цилиндров диаметром 1 дюйм. и меньше. ..
.. ..
.. США
США  США
США  95
95 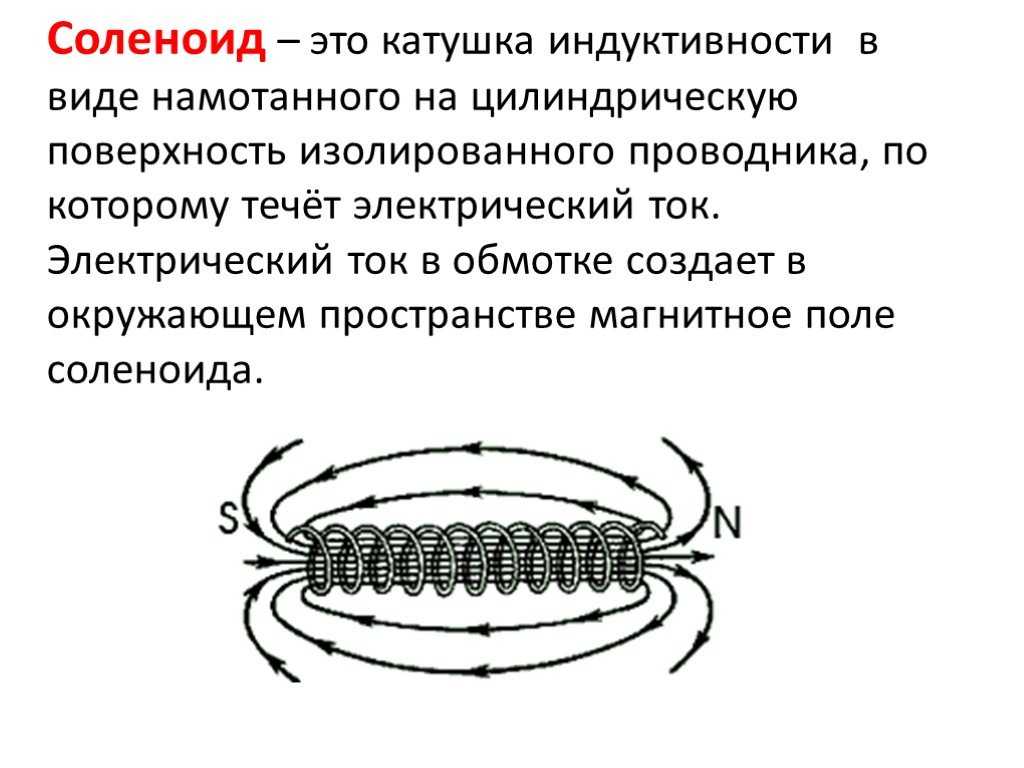 США
США  США
США  США
США  США
США  США
США  США
США  США
США 
 Затем признаки используются для поиска наилучшего или ближайшего подходящего соответствия среди различных хранящихся глифов.
Затем признаки используются для поиска наилучшего или ближайшего подходящего соответствия среди различных хранящихся глифов. Он имеет свои ограничения, поскольку существует практически неограниченное количество шрифтов и стилей почерка, и каждый отдельный тип не может быть учтен и сохранен в базе данных.
Он имеет свои ограничения, поскольку существует практически неограниченное количество шрифтов и стилей почерка, и каждый отдельный тип не может быть учтен и сохранен в базе данных.


 Например, BlueVine, финансовая технологическая компания, предоставляющая финансирование малому и среднему бизнесу, использовала Amazon Textract, облачный сервис OCR, для разработки продукта, с помощью которого малые бизнесы в США могут быстро получить доступ к кредитам по Программе защиты заработной платы (PPP) в рамках пакета мер по стимулированию экономики в условиях COVID-19. Amazon Textract автоматически обрабатывал и анализировал десятки тысяч форм PPP в день, благодаря чему BlueVine смогла помочь нескольким тысячам предприятий получить средства и сохранить более 400 000 рабочих мест.
Например, BlueVine, финансовая технологическая компания, предоставляющая финансирование малому и среднему бизнесу, использовала Amazon Textract, облачный сервис OCR, для разработки продукта, с помощью которого малые бизнесы в США могут быстро получить доступ к кредитам по Программе защиты заработной платы (PPP) в рамках пакета мер по стимулированию экономики в условиях COVID-19. Amazon Textract автоматически обрабатывал и анализировал десятки тысяч форм PPP в день, благодаря чему BlueVine смогла помочь нескольким тысячам предприятий получить средства и сохранить более 400 000 рабочих мест. Клиенты компании могут сфотографировать свой медицинский счет и отправить его через мобильное приложение nib. Amazon Textract автоматически обрабатывает эти изображения, что позволяет компании гораздо быстрее рассматривать заявки.
Клиенты компании могут сфотографировать свой медицинский счет и отправить его через мобильное приложение nib. Amazon Textract автоматически обрабатывает эти изображения, что позволяет компании гораздо быстрее рассматривать заявки. Сервис позволяет быстро считывать тысячи различных документов различных носителей и форматов. После извлечения информации из документов Amazon Textract присваивает уровень уверенности, что дает возможность принимать обоснованные решения о том, как использовать полученные результаты.
Сервис позволяет быстро считывать тысячи различных документов различных носителей и форматов. После извлечения информации из документов Amazon Textract присваивает уровень уверенности, что дает возможность принимать обоснованные решения о том, как использовать полученные результаты.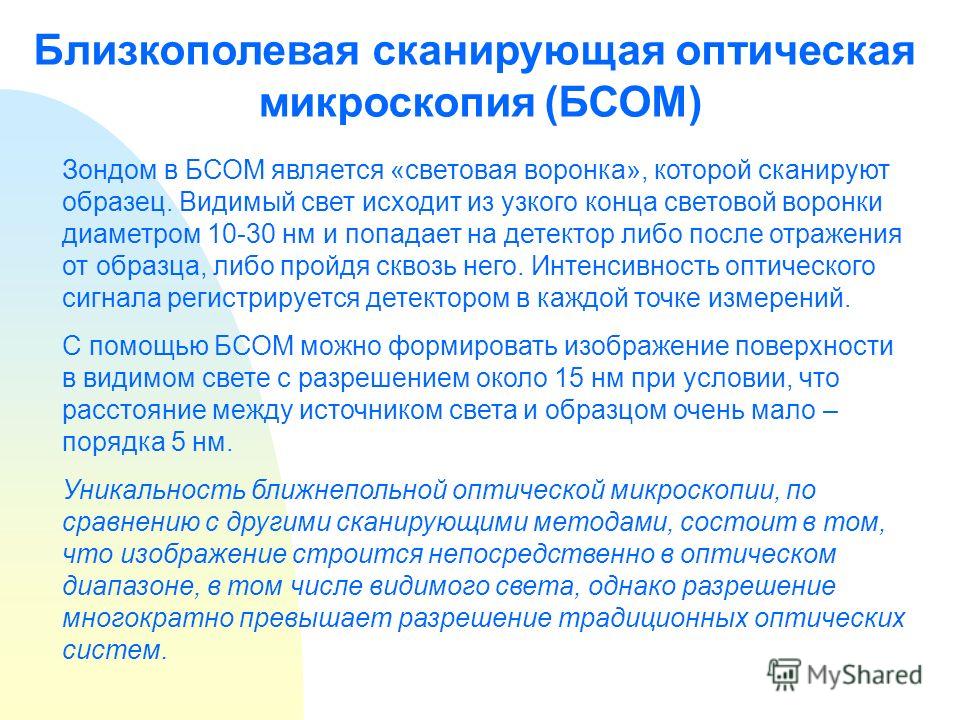 Использование таких документов в их первозданном виде занимает много времени и средств. Кроме того, документы могут быть испорчены, перепутаны или потеряны.
Использование таких документов в их первозданном виде занимает много времени и средств. Кроме того, документы могут быть испорчены, перепутаны или потеряны. Этот параметр не имеет никакого отношения к механизму сканера и, если интерполяция все же нужна, то делать это лучше после сканирования с помощью хорошего графического пакета.
Этот параметр не имеет никакого отношения к механизму сканера и, если интерполяция все же нужна, то делать это лучше после сканирования с помощью хорошего графического пакета. 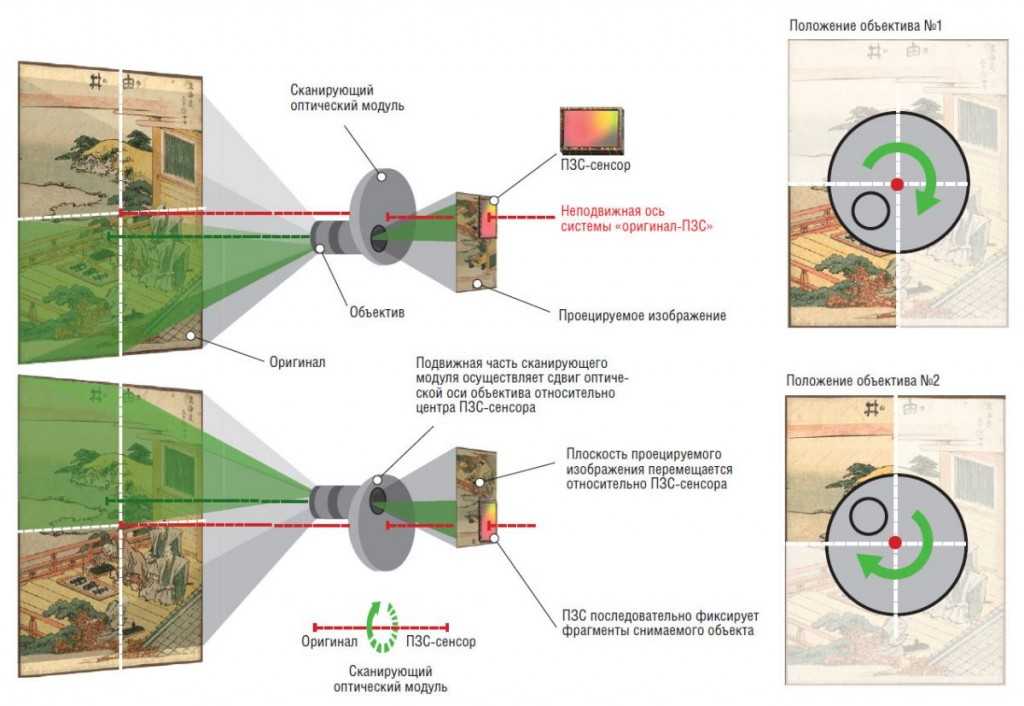 Соответственно в 42-битном сканере «шумовые» биты можно сдвинуть достаточно далеко, и в конечном оцифрованном изображении останется больше чистых тонов на канал цвета.
Соответственно в 42-битном сканере «шумовые» биты можно сдвинуть достаточно далеко, и в конечном оцифрованном изображении останется больше чистых тонов на канал цвета.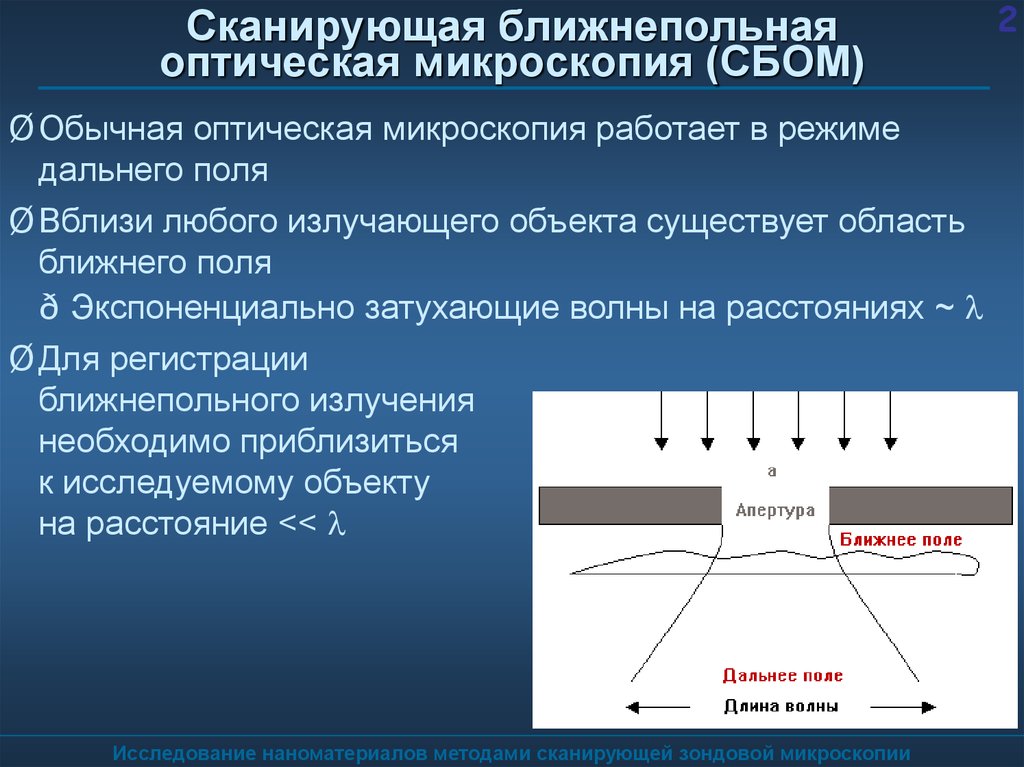 Данная величина очень хорошо отделяет простые офисные сканеры, которые могут потерять детали, как в темных, так и светлых участках слайда и, тем более, негатива, от более профессиональных моделей. Как правило, для большинства планшетных сканеров данная величина лежит в пределах от 1.7D (офисные модели) до 3.4 D (полупрофессиональные модели).
Данная величина очень хорошо отделяет простые офисные сканеры, которые могут потерять детали, как в темных, так и светлых участках слайда и, тем более, негатива, от более профессиональных моделей. Как правило, для большинства планшетных сканеров данная величина лежит в пределах от 1.7D (офисные модели) до 3.4 D (полупрофессиональные модели). Важным моментом является программное обеспечение, прилагаемое к сканерам. Особое внимание следует уделить соответствию выбранного вами программного обеспечения тем задачам, которые вам придется решать с помощью сканера. Для рекламной деятельности необходима мощная программа с возможностями ручных настроек и с возможностью цветокалибрации сканера, а для сканирования текстов необходимо обратить внимание на совместимость с программой распознавания, что, как правило, обеспечивается соответствием драйвера сканера стандарту Twain.
Важным моментом является программное обеспечение, прилагаемое к сканерам. Особое внимание следует уделить соответствию выбранного вами программного обеспечения тем задачам, которые вам придется решать с помощью сканера. Для рекламной деятельности необходима мощная программа с возможностями ручных настроек и с возможностью цветокалибрации сканера, а для сканирования текстов необходимо обратить внимание на совместимость с программой распознавания, что, как правило, обеспечивается соответствием драйвера сканера стандарту Twain.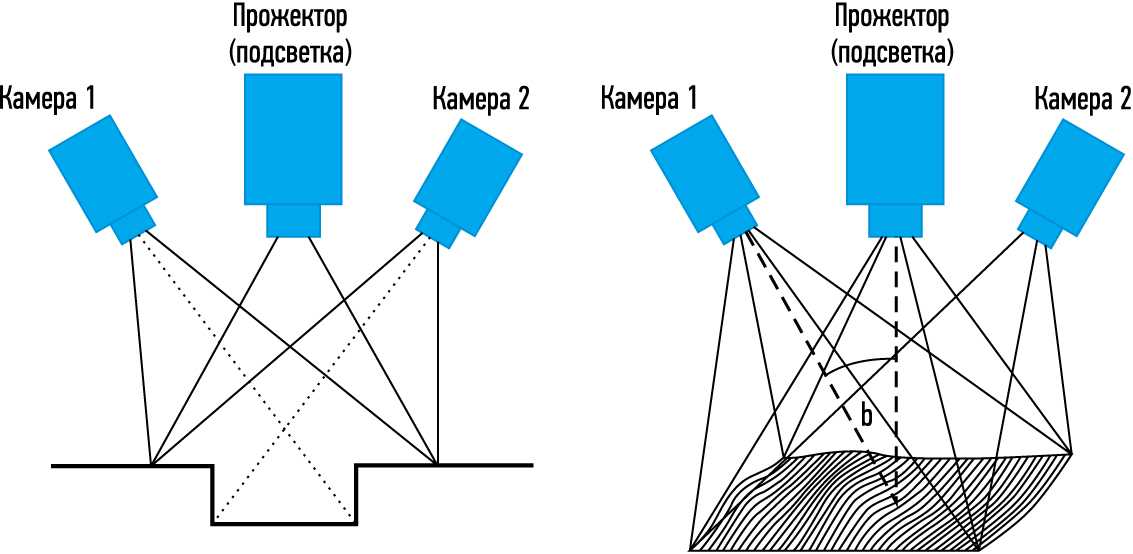 синонимы оптического сканирования на сайте Thesaurus.com
синонимы оптического сканирования на сайте Thesaurus.com com без сокращений
com без сокращений
 Делани
Делани
 00.250.LN
00.250.LN 0S.250.LN
0S.250.LN 1S.250.LN
1S.250.LN 2S.250.LN
2S.250.LN 3S.250.LN
3S.250.LN 4S.250.LN
4S.250.LN 5S.250.LN
5S.250.LN Кроме планок Trident Z, которые доступны в разных версиях, G.Skill также выпускает линейки Flare X, Ripjaws, Forties и SniperX.
Кроме планок Trident Z, которые доступны в разных версиях, G.Skill также выпускает линейки Flare X, Ripjaws, Forties и SniperX. Планки двухранговые, с обеих сторон установлены восемь чипов на 8 Гбит (1 Гбайт) каждый. Чипы изготовлены Samsung, используются 20-нм B-Die. SPD и профиль Extreme Memory Profile (XMP) запрограммированы корректно.
Планки двухранговые, с обеих сторон установлены восемь чипов на 8 Гбит (1 Гбайт) каждый. Чипы изготовлены Samsung, используются 20-нм B-Die. SPD и профиль Extreme Memory Profile (XMP) запрограммированы корректно. 0
0




 youtube.com/embed/Otd4Qp9FQMI»>
youtube.com/embed/Otd4Qp9FQMI»>  Установленная револьверная головка с инструментами позволяет высверливать и обрабатывать отверстия, нарезать резьбу.
Установленная револьверная головка с инструментами позволяет высверливать и обрабатывать отверстия, нарезать резьбу. Поверхность обработки может быть как цилиндрической, так и конической. Есть возможность протачивать канавки, обрабатывать торцы.
Поверхность обработки может быть как цилиндрической, так и конической. Есть возможность протачивать канавки, обрабатывать торцы.
 ), нарезания резьбы и
сверления осевых отверстий.
), нарезания резьбы и
сверления осевых отверстий. 61).
61). В левой тумбе находится
электродвигатель. На станине крепятся передняя бабка, задняя бабка и суппорт.
В левой тумбе находится
электродвигатель. На станине крепятся передняя бабка, задняя бабка и суппорт. Верхние салазки закреплены на поворотной плите и
могут поворачиваться на угол до 40° (для точения конических поверхностей).
Перемещаются верхние салазки вручную рукояткой 8. Для отсчета перемещений
предусмотрены специальные устройства — лимбы.
Верхние салазки закреплены на поворотной плите и
могут поворачиваться на угол до 40° (для точения конических поверхностей).
Перемещаются верхние салазки вручную рукояткой 8. Для отсчета перемещений
предусмотрены специальные устройства — лимбы.

 63) и разберитесь,
каким образом передается от электродвигателя главное движение заготовке и
движение подачи инструменту.
63) и разберитесь,
каким образом передается от электродвигателя главное движение заготовке и
движение подачи инструменту. Укажите
назначение токарно-винторезного станка и назовите операции, выполняемые на нем.
Укажите
назначение токарно-винторезного станка и назовите операции, выполняемые на нем.
 Следующие диаграммы и формулы будут полезны при расчете размеров резьбы.
Следующие диаграммы и формулы будут полезны при расчете размеров резьбы.


 Ручная развертка устанавливается в регулируемый ключ для развертки и опирается на центр задней бабки. Поскольку ключ вращается вручную, ручная развертка одновременно подается в отверстие путем поворота маховика задней бабки. Используйте большое количество смазочно-охлаждающей жидкости для развертывания.
Ручная развертка устанавливается в регулируемый ключ для развертки и опирается на центр задней бабки. Поскольку ключ вращается вручную, ручная развертка одновременно подается в отверстие путем поворота маховика задней бабки. Используйте большое количество смазочно-охлаждающей жидкости для развертывания. Режущая кромка должна быть около 0,5 дюйма в длину и должна быть примерно на ¼ ширины насадки.
Режущая кромка должна быть около 0,5 дюйма в длину и должна быть примерно на ¼ ширины насадки.

 Хотя эти углы различаются для разных материалов, номенклатура одинакова для всех насадок.
Хотя эти углы различаются для разных материалов, номенклатура одинакова для всех насадок. Этот угол может быть от 6 до 10 градусов. Боковой зазор на инструментальной насадке позволяет режущему инструменту продвигаться вдоль вращающейся детали и предотвращает трение боковой поверхности о заготовку.
Этот угол может быть от 6 до 10 градусов. Боковой зазор на инструментальной насадке позволяет режущему инструменту продвигаться вдоль вращающейся детали и предотвращает трение боковой поверхности о заготовку.
 Винтовые машины могут вводить в заблуждение термин для этой машины, поскольку они используются для производства ряда различных компонентов в дополнение к винтам. Резьбовые детали составляют лишь небольшую часть изделий, изготавливаемых этими типами машин.
Винтовые машины могут вводить в заблуждение термин для этой машины, поскольку они используются для производства ряда различных компонентов в дополнение к винтам. Резьбовые детали составляют лишь небольшую часть изделий, изготавливаемых этими типами машин. Эти машины были теперь известны как винтовые станки с ЧПУ и теперь были частью того же семейства автоматических винтовых станков. Сегодня термин «автоматическая винтовая машина» относится к любой винтовой машине, которая работает практически без человеческого труда.
Эти машины были теперь известны как винтовые станки с ЧПУ и теперь были частью того же семейства автоматических винтовых станков. Сегодня термин «автоматическая винтовая машина» относится к любой винтовой машине, которая работает практически без человеческого труда. Ранее ручные версии токарно-револьверных станков больше не использовались и были заменены более автоматизированными методами обработки.
Ранее ручные версии токарно-револьверных станков больше не использовались и были заменены более автоматизированными методами обработки. Токарные станки с ЧПУ стали популярными в 1950-х годах и являются одними из самых популярных автоматических станков с их вытесненными токарными станками с кулачковым приводом. Токарные станки с ЧПУ известны своей повышенной точностью и точностью, а также быстрой скоростью зависания работы.
Токарные станки с ЧПУ стали популярными в 1950-х годах и являются одними из самых популярных автоматических станков с их вытесненными токарными станками с кулачковым приводом. Токарные станки с ЧПУ известны своей повышенной точностью и точностью, а также быстрой скоростью зависания работы.

 с
с
 В итоге жадность победила, но на удивление невысокая стоимость никак не отразилась на качестве. Хороший движок практически не шумит и работает очень ровно, вибрации минимум.
В итоге жадность победила, но на удивление невысокая стоимость никак не отразилась на качестве. Хороший движок практически не шумит и работает очень ровно, вибрации минимум.
 с.): 3.5
с.): 3.5 ): 24.8
): 24.8 5 л.с. идеально подходит для ухода за лужайками и приусадебными газонами
5 л.с. идеально подходит для ухода за лужайками и приусадебными газонами
 При
При

 Мухеки велаун мудзиё мукуру памавхири, чинху чекучека чири пазаси пемувири. Изво хазвифанирве кутакурва, аси кунгосундирва (кана кудхонзва), изво звинорерутса зваканяня кушандишва. Kune mamodheru anozvifambisa, uko mota panguva imwe chete neinocheka chinhu inotyaira mudziyo pachayo, mushandisi anogona chete kudzora kutungamira kwekufamba.
Мухеки велаун мудзиё мукуру памавхири, чинху чекучека чири пазаси пемувири. Изво хазвифанирве кутакурва, аси кунгосундирва (кана кудхонзва), изво звинорерутса зваканяня кушандишва. Kune mamodheru anozvifambisa, uko mota panguva imwe chete neinocheka chinhu inotyaira mudziyo pachayo, mushandisi anogona chete kudzora kutungamira kwekufamba. Bosch ARM 37
Bosch ARM 37 Karcher LMO 18 -33 Комплект аккумуляторов
Karcher LMO 18 -33 Комплект аккумуляторов
 7 makirogiramu
7 makirogiramu

 ZUBR ZGKE-42-1800
ZUBR ZGKE-42-1800 AL-KO 112858 Ньярадзо
AL-KO 112858 Ньярадзо Champion LM4627
Champion LM4627
 Patriot PT 46S Iye Mumwe
Patriot PT 46S Iye Mumwe исина купфека уйе иногона куита нгура некуфамба квэнгува
исина купфека уйе иногона куита нгура некуфамба квэнгува м Хеано масвомху акарэрука — ийо якакура кубата пане имве чете, иве уномханьиса нзвимбо есе. Эхе, иве уногона кутора мучеки велаун нехупамхи хвемасентимита макуми маномве уйе уэнде наво кунхандаре йенхабву, аси звино унофанирва кушанда квенгува якареба.
м Хеано масвомху акарэрука — ийо якакура кубата пане имве чете, иве уномханьиса нзвимбо есе. Эхе, иве уногона кутора мучеки велаун нехупамхи хвемасентимита макуми маномве уйе уэнде наво кунхандаре йенхабву, аси звино унофанирва кушанда квенгува якареба.

 0S
0S 0ST
0ST 0 S
0 S Но для небольшой площади ровного газона, например, лужайки перед домом, они идеальны. Да и цена таких моделей намного выгоднее, чем у самоходных.
Но для небольшой площади ровного газона, например, лужайки перед домом, они идеальны. Да и цена таких моделей намного выгоднее, чем у самоходных. В нашем интернет-магазине GardenStock продается отличная садовая техника, которую может купить каждый садовод. www.gardenstock.ru
В нашем интернет-магазине GardenStock продается отличная садовая техника, которую может купить каждый садовод. www.gardenstock.ru Декоративные покрытия можно скашивать машинкой высотой 30-50 мм. Чтобы скосить луговой газон, здесь высота будет выше. 55-80 мм.
Декоративные покрытия можно скашивать машинкой высотой 30-50 мм. Чтобы скосить луговой газон, здесь высота будет выше. 55-80 мм. С небольшими газонами справится косилка , объем бака которой имеет от 800 до 900 мл.
С небольшими газонами справится косилка , объем бака которой имеет от 800 до 900 мл. Но уже с передним приводом.
Но уже с передним приводом.
 О-кольцо для HR2470FT/
О-кольцо для HR2470FT/ шестигран. M4X12
шестигран. M4X12 к HR2450F/HR2440F/(верс1)
к HR2450F/HR2440F/(верс1) LABEL(верс1)
LABEL(верс1) 0-2-4.0
0-2-4.0 винт. фланец 4X25(верс1)
винт. фланец 4X25(верс1) винт. фланец 4X25(верс1)
винт. фланец 4X25(верс1) 0
0 0
0 HR2450T(new)
HR2450T(new) шестигран. Makita 266425-0
шестигран. Makita 266425-0 О-кольцо для HR2470FT/ Makita 324216-6
О-кольцо для HR2470FT/ Makita 324216-6 шестигран. Makita 266273-7
шестигран. Makita 266273-7 HR2450 Makita 515668-4
HR2450 Makita 515668-4 HR2450/ Makita 153284-0
HR2450/ Makita 153284-0 компресс.пружина 21-29 Makita 233916-6
компресс.пружина 21-29 Makita 233916-6
 ……….. 1 шт.
……….. 1 шт. ……….. 1 шт.
……….. 1 шт.
 0003
0003 3885-2
3885-2 66 1.66 1,661 1000 3
66 1.66 1,661 1000 3 Болт
Болт 16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16.. 4. НДС
16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16 4.16.. 4. НДС НДС
НДС 16 Ex VAT
16 Ex VAT 66 Ex VAT
66 Ex VAT 49 EX NAC
49 EX NAC 49 Ex VAT
49 Ex VAT 99 INC НДС
99 INC НДС 83 Ex VAT
83 Ex VAT 99 Ex VAT
99 Ex VAT 83 Ex VAT
83 Ex VAT 3
3 0003
0003 16 Ex VAT
16 Ex VAT 0003
0003 Ссылка: 850813-7
Ссылка: 850813-7 3,99 Inc VAT
3,99 Inc VAT 83 Ex VAT
83 Ex VAT 16 Ex VAT
16 Ex VAT 9000. 0,99. 1
9000. 0,99. 1 417795-2
417795-2 99 INC VAT
99 INC VAT 0003
0003 Корзина
Корзина 16 Ex VAT
16 Ex VAT Ссылка на продукт 41817-5
Ссылка на продукт 41817-5 0003
0003
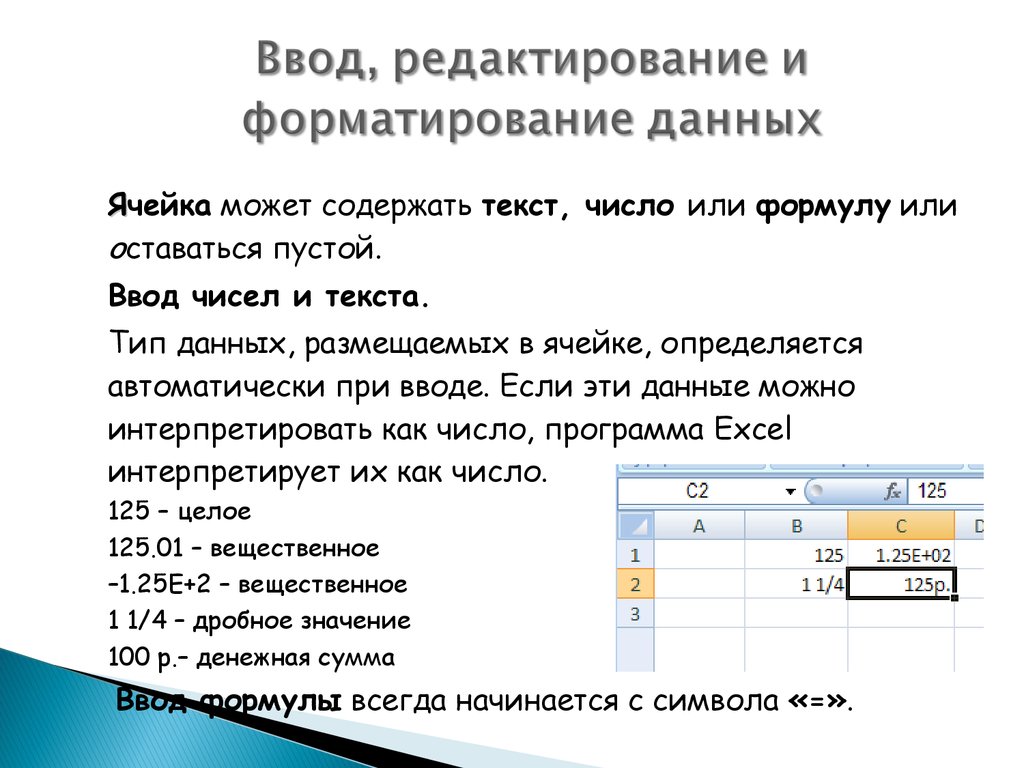
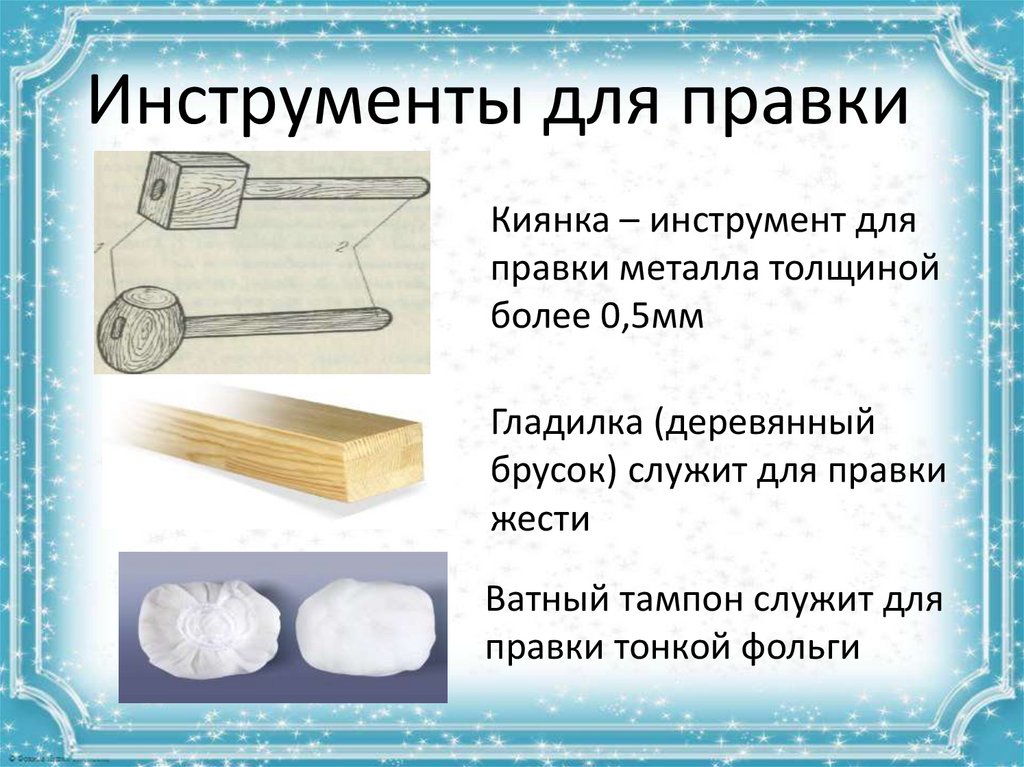 Выпуклые
Выпуклые Если же усилия,
Если же усилия, е. наносить
е. наносить
 Определение реакций опор и моментов защемления
Определение реакций опор и моментов защемления
 Недописанные слова дописывают, сокращения расшифровывают, причем дописанные и расшифрованные части слов берут в квадратные скобки. Текст исторических документов или произведений передается в современной графике. Но стилистические особенности, фразеологические обороты и специфические выражения, свойственные определенной эпохе или среде, сохраняются полностью.
Недописанные слова дописывают, сокращения расшифровывают, причем дописанные и расшифрованные части слов берут в квадратные скобки. Текст исторических документов или произведений передается в современной графике. Но стилистические особенности, фразеологические обороты и специфические выражения, свойственные определенной эпохе или среде, сохраняются полностью.
 В этом случае сокращение является необходимым условием улучшения качества текста.
В этом случае сокращение является необходимым условием улучшения качества текста.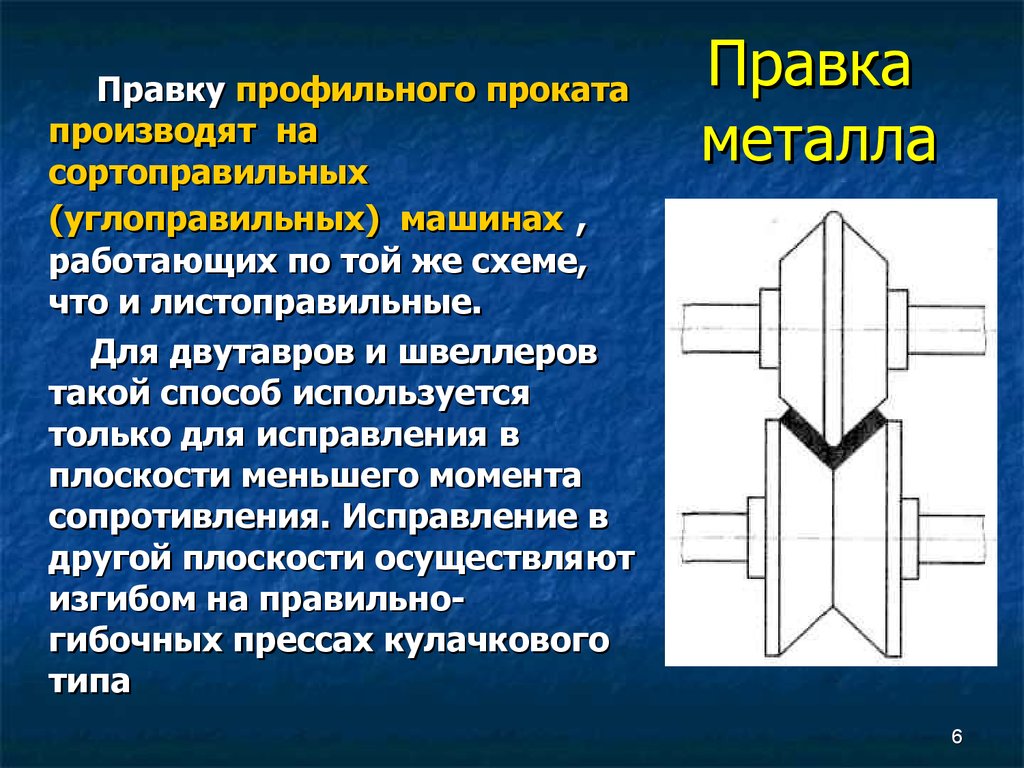
 Язык, в свою очередь, закрепляет полученное знание, он выделяет и подчеркивает в нем то, что ранее было сделано мышлением. В-четвертых, язык развивается под влиянием предметной деятельности и традиций культуры общества, а мышление связано с овладением понятийным аппаратом и законами логики, с познавательными способностями субъекта.
Язык, в свою очередь, закрепляет полученное знание, он выделяет и подчеркивает в нем то, что ранее было сделано мышлением. В-четвертых, язык развивается под влиянием предметной деятельности и традиций культуры общества, а мышление связано с овладением понятийным аппаратом и законами логики, с познавательными способностями субъекта. su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 38.242.236.216 (0.005 с.)
su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 38.242.236.216 (0.005 с.)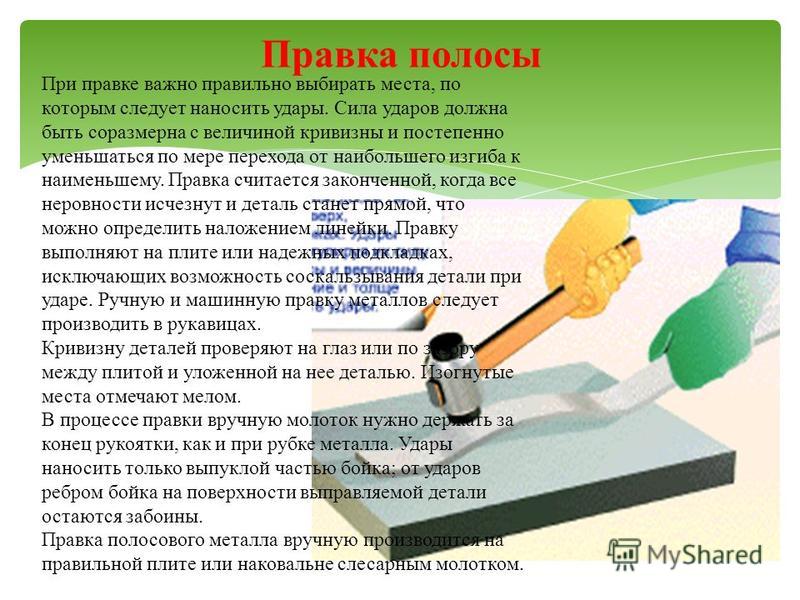

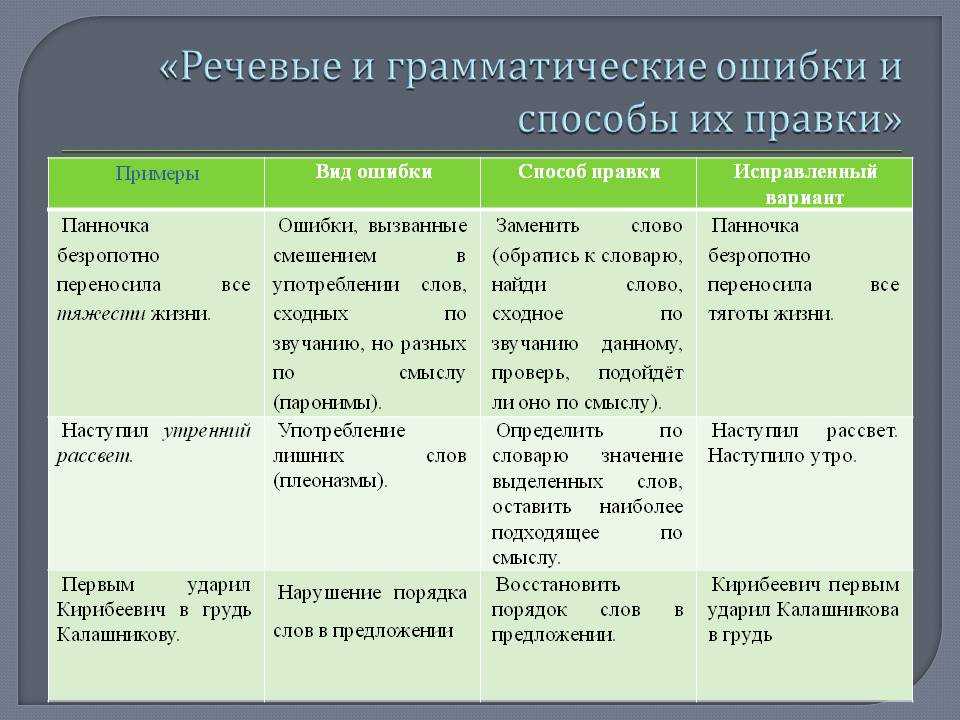 Последние достижения: Исследователи стремились разработать перевязочные материалы для ран, направленные на оптимизацию каждого этапа процесса заживления. Кроме того, повязки были разработаны для нацеливания и уничтожения бактерий, вызывающих инфекцию, с включением противомикробных агентов. Критические вопросы: Хронические раны часто проявляются динамично, а многочисленные доступные раневые повязки усложняют выбор повязки для практикующего врача. Выбор правильной повязки сокращает время до заживления, обеспечивает экономически эффективное лечение и улучшает качество жизни пациента. Направления будущего: Исследования механизмов заживления ран расширили нашу способность заживлять хронические раны быстрее благодаря использованию влагоудерживающих повязок. В более новых повязках используются нанотехнологии путем включения в повязку миниатюрных электрических датчиков. Эти повязки предназначены для обнаружения изменений в раневой среде и оповещения пациента или практикующего врача путем изменения цвета повязки или отправки сообщения на смартфон.
Последние достижения: Исследователи стремились разработать перевязочные материалы для ран, направленные на оптимизацию каждого этапа процесса заживления. Кроме того, повязки были разработаны для нацеливания и уничтожения бактерий, вызывающих инфекцию, с включением противомикробных агентов. Критические вопросы: Хронические раны часто проявляются динамично, а многочисленные доступные раневые повязки усложняют выбор повязки для практикующего врача. Выбор правильной повязки сокращает время до заживления, обеспечивает экономически эффективное лечение и улучшает качество жизни пациента. Направления будущего: Исследования механизмов заживления ран расширили нашу способность заживлять хронические раны быстрее благодаря использованию влагоудерживающих повязок. В более новых повязках используются нанотехнологии путем включения в повязку миниатюрных электрических датчиков. Эти повязки предназначены для обнаружения изменений в раневой среде и оповещения пациента или практикующего врача путем изменения цвета повязки или отправки сообщения на смартфон. В настоящее время проводятся дополнительные исследования, в ходе которых в перевязочные материалы включаются биологические материалы, такие как стволовые клетки.
В настоящее время проводятся дополнительные исследования, в ходе которых в перевязочные материалы включаются биологические материалы, такие как стволовые клетки.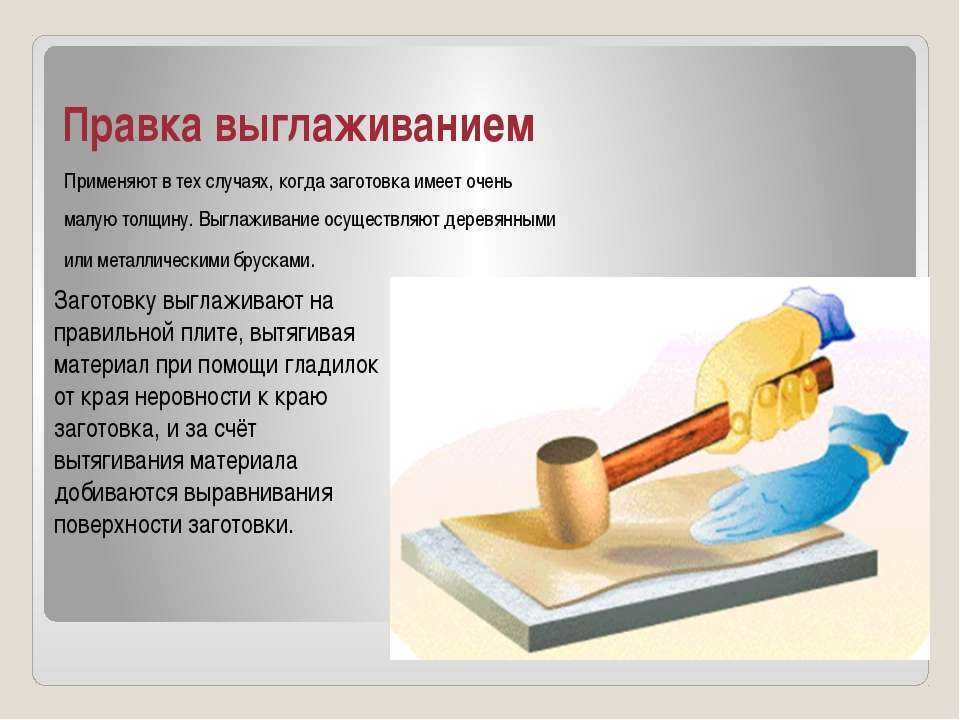 Чтобы увидеть эту иллюстрацию в цвете, читатель может обратиться к веб-версии этой статьи по адресу www.liebertpub.com/wound 9.0003
Чтобы увидеть эту иллюстрацию в цвете, читатель может обратиться к веб-версии этой статьи по адресу www.liebertpub.com/wound 9.0003

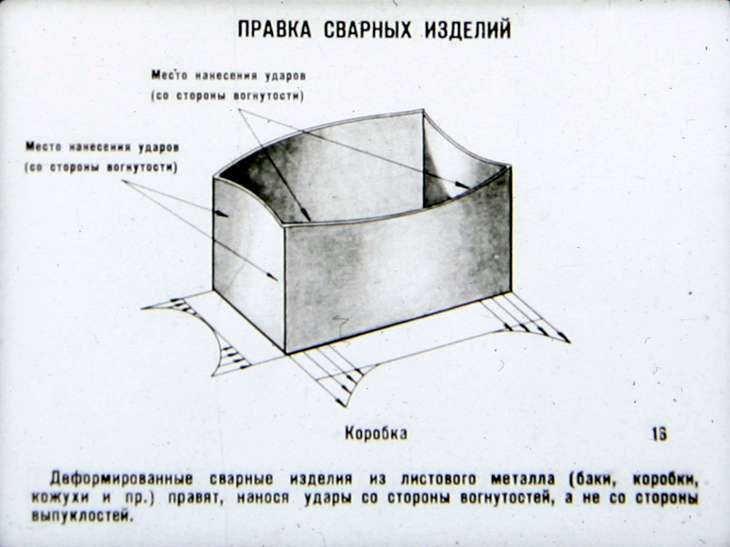
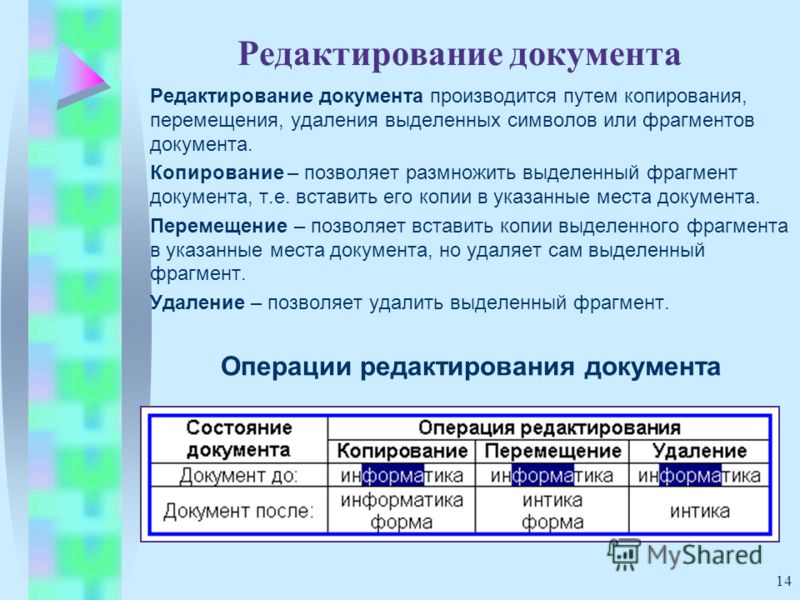
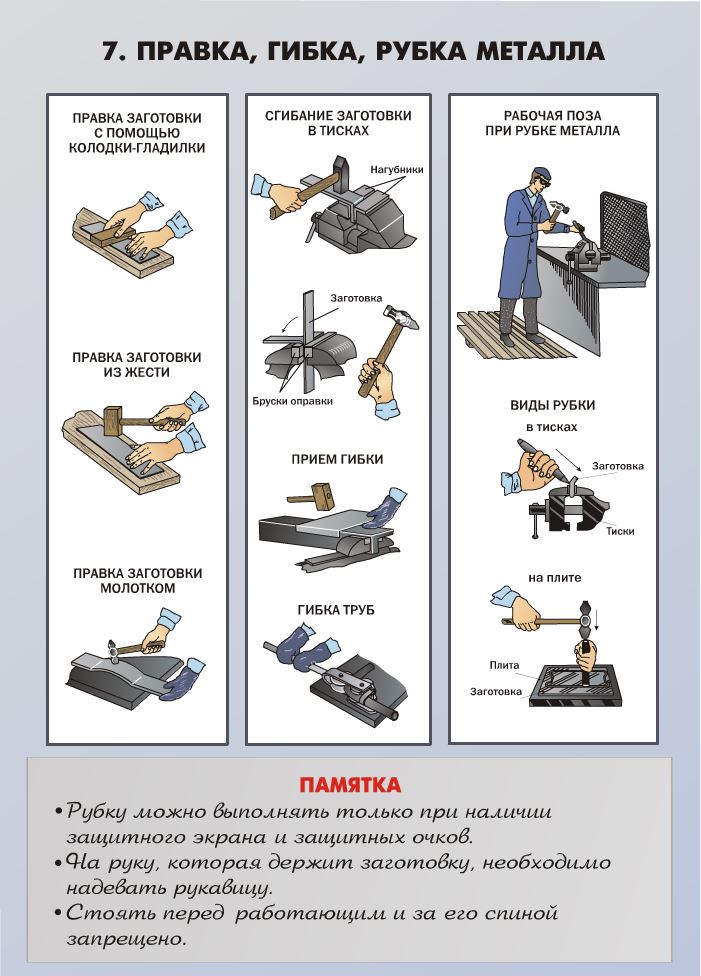
 [Google Scholar]
[Google Scholar] , Гийом Ж.К.
, Гийом Ж.К.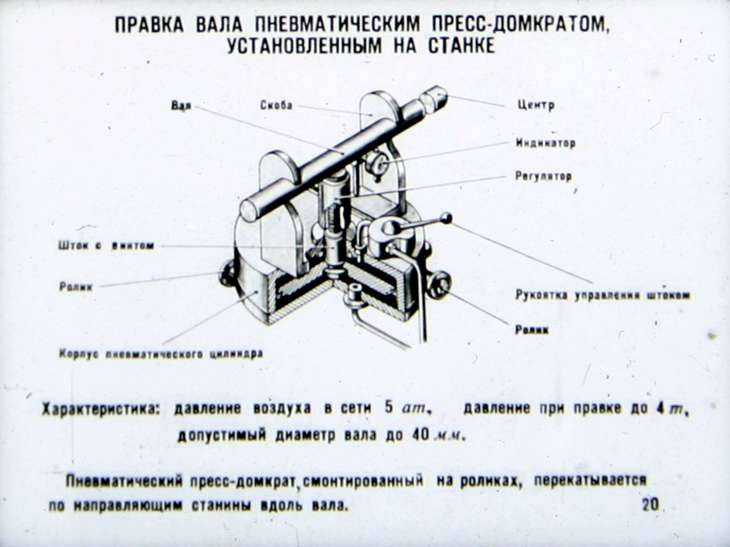 Джонс В., Милтон Т.
Джонс В., Милтон Т.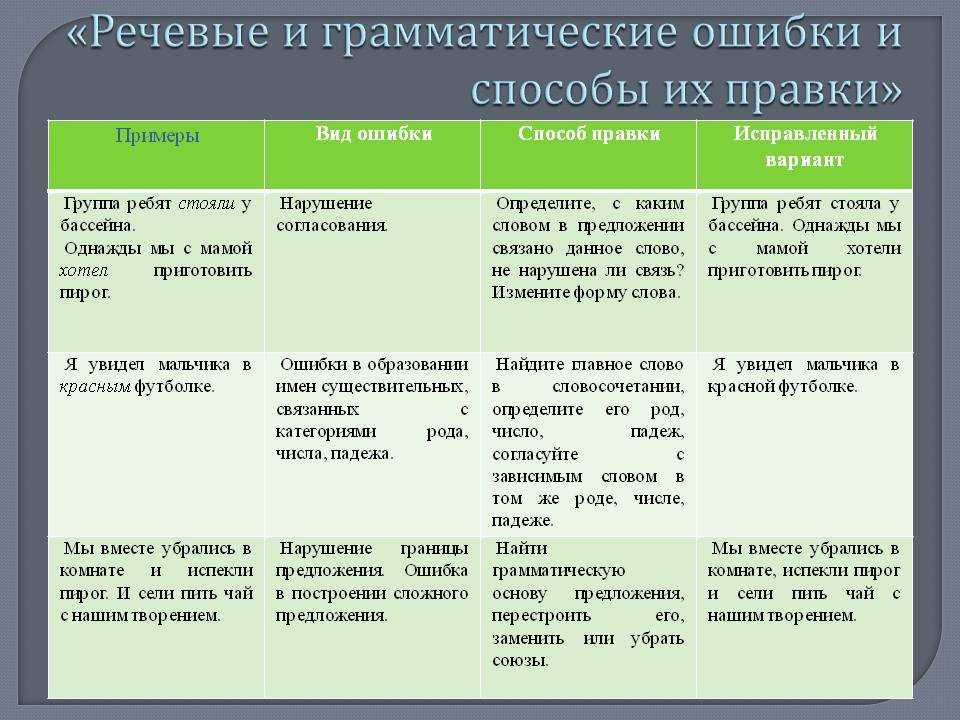 J Am Geriatr Soc
J Am Geriatr Soc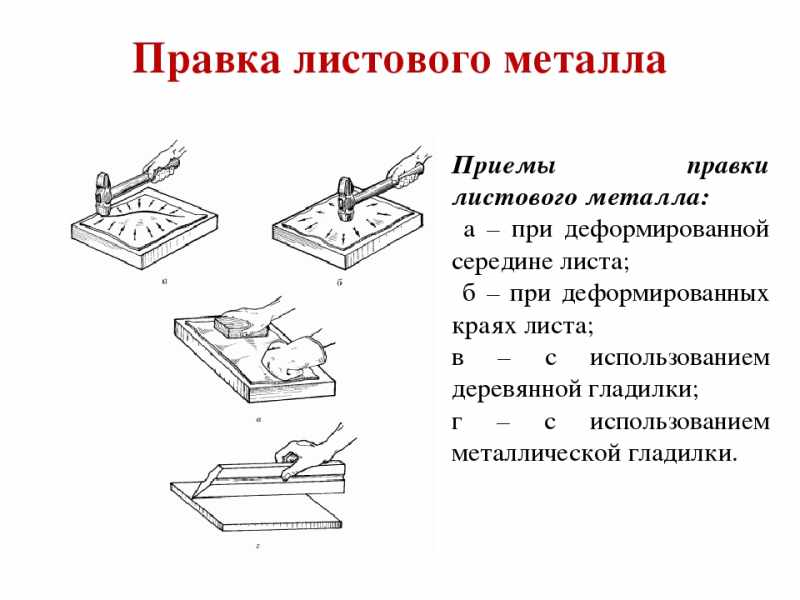 Bello YM, Phillips TJ.
Bello YM, Phillips TJ.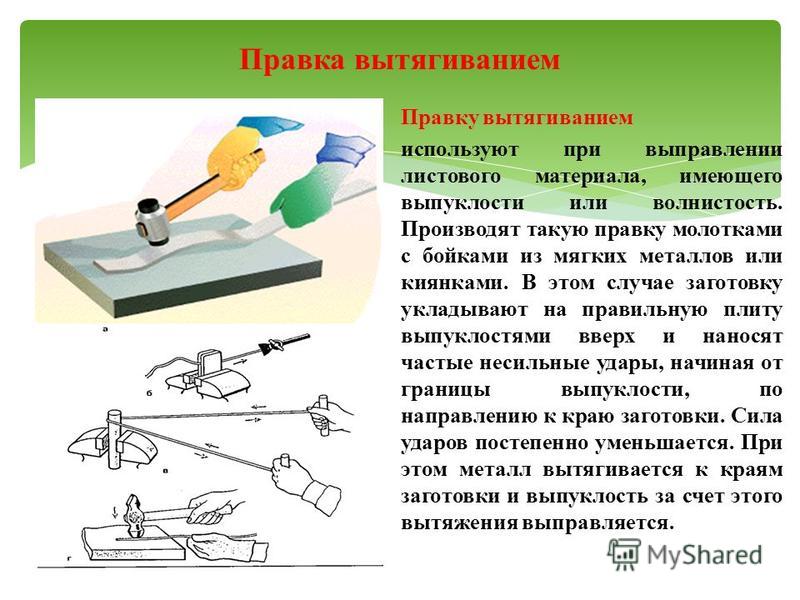 Восстановление ран
Восстановление ран Принципы лучшей практики. Международный консенсус. Лондон: MEP Ltd., 2008.
Принципы лучшей практики. Международный консенсус. Лондон: MEP Ltd., 2008.