Выбираем компрессор для мастерской — как и какой? | Своими руками
Содержание ✓
✓ Безмасляные компрессоры
✓ Масляные компрессоры
✓ Как выбрать компрессор – расчет
Накачать шины, покрасить битое крыло, подключить пневмоинструмент, продуть загрязненные детали — все это невозможно без компрессора. Профессионалы знают, как компрессор облегчает жизнь, так почему бы не использовать его в арсенале домашнего мастера?
Компрессор пригодится не только для ремонта машины. Он и забор покрасить-подкрасить и древесину всякими составами обработать, да мало ли еще где поможет! Для бытовых целей обычно используют аппараты поршневого типа.
ВСЕ ЧТО НЕОБХОДИМО ДЛЯ ЭТОЙ СТАТЬИ НАХОДИТСЯ ЗДЕСЬ >>>
По названию понятно, что конструкция таких устройств предусматривает наличие поршня: он сжимает воздух и нагнетает его в специальную накопительную емкость — ресивер. В свою очередь поршневые компрессоры могут быть так называемыми масляными, то есть с системой смазки, и безмасляными, или сухими.
Безмасляные компрессоры
Безмасляные модели не нуждаются в смазке, так что можно экономить на их обслуживании. Также отпадает необходимость приобретать масло и масляные фильтры-абсорберы. Эти агрегаты меньше весят и компактнее по размерам, что позволяет легко перемещать их. Из-за сухого трения детали большинства безмасляных компрессоров быстрее приходят в негодность, поэтому их ресурс редко превышает 1 000 часов. Используя такие устройства, следует учитывать, что у них ограничено время непрерывной работы 15-20 минутами в час, в противном случае компрессору грозит перегрев.
За редким исключением аппараты, не требующие масла, не обладают слишком большой производительностью (до 330 л/мин.), тем не менее они хорошо подходят для эпизодических операций: с их помощью можно продуть жиклеры, накачать шины или покрасить калитку на даче. Такими, например, являются компрессоры Fubag 0L 195/6 СМ1,5илиРгогаЬ2224 01.
В то же время говорить, что все безмасляные компрессоры недостаточно эффективны, не совсем верно. Например, ресурс итальянских компрессоров Gentiiin в силу их уникальных конструктивных особенностей составляет почти 8 000 часов, а производительность сравнима с лучшими образцами масляных поршневых компрессоров. Добиться таких параметров позволило особое конструктивное решение, при котором детали компрессоров работают с минимальным трением. Однако их стоимость в нескольно раз выше, чем у более простых моделей аналогичной производительности.
Масляные компрессоры
Компрессоры, использующие заменяемую смазку, считаются более надежными. Рабочие детали масляной установки изнашиваются не так быстро, а ресурс в несколько раз больше — до 6 000 часов. Такой компрессор выдерживает 30-45 минут непрерывной работы без перегрева, а это очень важно. Производительность бытового масляного компрессора достигает 5U л/мин. (профессионального — 1 500 л/мин.), а давление — II атмосфер.
Однако эксплуатация этого типа компрессоров влечет за собой дополнительные расходы, поскольку вместе со сжатым воздухом уходит и недешевое масло. Для некоторых видов работ, например для покраски, необходимо использовать специальный масляный фильтр. Также не лишним будет осуществлять постоянный контроль за уровнем смазки, без которой устройство быстро выйдет из строя.
К наиболее популярным моделям можно отнести Elitech КПМ 360/50, Abac В ШОВ/100 СТ 4 Plus, Sturm AC 93166, Patriot 24/240, Aurora Cyclon 100.
Ссылка по теме: Как и какой выбрать компрессор для работы по дому и в мастерской. Виды пневматического оборудования и устройств.
Как выбрать компрессор – расчет
Выбирая компрессор, следует соотнести его технические возможности с характеристиками совместимых с ним устройств. Все необходимые данные можно узнать в техпаспорте каждого из пневматических инструментов, с которыми предполагается работать.
Необходимо обратить внимание на такие параметры, как расход воздуха (л/мин.), объем ресивера (л) и коэффициент использования (ki).
Последний характеризует степень фактического использования оборудования по времени и по мощности. Так, если по документам модель краскопульта расходует 227 л/мин., а коэффициент использования — 0,65, то для определения реального расхода воздуха необходимо перемножить эти два значения, после чего получим 147,5 л/мин. Этот параметр необходимо учитывать при выборе компрессора.
Кроме того, надо понимать, какие именно устройства будут подключаться к нему одновременно, и приобрести такой компрессор, производительность которого на выходе на 20 %
больше суммарного потребления всех подключаемых аппаратов.
Допустим, предполагается работа тем же краскопультом с вышеуказанными характеристиками и гайковертом с расходом воздуха 150 л/мин. (ki = 0,35).
Рассчитаем:
227×0,65 + 150×0,35 =
147,5 + 52,5 = 200
К полученному результату прибавим 20%:
200 + 20 % = 240
Таким образом, вычисления показывают, что для данного оборудования необходим компрессор с производительностью не менее 240 л/мин. Надо пояснить, что 20 % прибавляются не просто так: в паспорте компрессора указывается производительность на входе, в то время как на выходе она значительно меньше. А ведь для определения совместимости устройств знать нужно реальное (выходное) значение.
Немаловажную роль играет и объем ресивера. Накопительная емкость позволяет делать запас сжатого воздуха, который пригодится в случае вынужденной остановки компрессора: какое-то время инструмент сможет работать на этом запасе. Поэтому чем больше объем — тем лучше. Для подкачки шин и быстрой покраски целесообразно приобрести агрегат с объемом ресивера 3-10 л. Для работы со сложным пневм-ноинструментом уже потребуется ресивер до 25 л. Если же таких инструментов будет два и больше, то накопительная емкость должна быть не меньше 50 л.
ИНСТРУМЕНТ ДЛЯ МАСТЕРОВ И МАСТЕРИЦ, И ТОВАРЫ ДЛЯ ДОМА ОЧЕНЬ ДЕШЕВО. БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОТЗЫВЫ.
Ниже другие записи по теме «Как сделать своими руками — домохозяину!»
Подпишитесь на обновления в наших группах и поделитесь.
Будем друзьями!
Какой компрессор для мастерской выбрать?
Компрессор для мастерской – это незаменимый источник энергии для инструментов. Он будет хорошо работать как в сервисных, так и в ремесленных мастерских, поскольку обеспечивает питание основных инструментов в мастерской.Если вы арендуете компрессор в мастерской – его можно использовать не только для накачивания колес. Он также может питать пневматические инструменты и приводы.
Цилиндры, работающие на сжатом воздухе, могут приводить в действие вентиляционные клапаны, домкраты, обивочные столы и многие другие устройства. В небольшой или средней мастерской лучше всего подойдет поршневой компрессор среднего размера мощностью 4-5 кВт.
Такой мощности должно быть достаточно, так как ее хватит для большинства потребностей. Если у вас крупное предприятие, которому требуются большие объемы сжатого воздуха, стоит рассмотреть винтовой пневмонагнетатель, так как более высокой производительности сложнее добиться с помощью поршневых воздуходувок.
Что следует учитывать при выборе компрессора для вашей мастерской?
Основными параметрами, которые необходимо учитывать при выборе компрессора для мастерской, являются производительность, объем бака и тип насоса.
Производительность – это количество сжатого воздуха, которое пневмонагнетатель производит в данную единицу времени. Резервуар – это буфер, который обеспечит вам возможность продолжать работу, когда мгновенное потребление воздуха превышает производительность вашего компрессора.
Что касается типа насоса, то лучше всего приобрести его у производителя, который предоставляет запчасти и сервисное обслуживание.
Какой насос должен быть у пневмонагнетателя для мастерской?
Компрессор для мастерской должен иметь насос от производителя, который гарантирует наличие запасных частей. Пневмонагнетатель будет основным источником рабочей жидкости в вашей мастерской, и если он будет стоять, ваш бизнес пострадает.
Вот почему не стоит покупать дешевый пневмонагнетатель из Китая, который практически невозможно отремонтировать. Лучше инвестировать в что-то вроде насосов ABAC – авторитетного итальянского производителя, которые стали стандартом в профессиональных поршневых компрессорах.
Вы всегда найдете запасные части для такого насоса, и любой сервис будет знать, что и как в них чинить. Конечно, если есть Требуется.
Какова производительность воздуходувки для мастерской?
Вопрос прост. Чем больше емкость, тем лучше. Помните, что поршневой компрессор не предназначен для непрерывной работы и поэтому должен отдыхать около 50% времени. Это означает, что если вам постоянно требуется около 200 литров сжатого воздуха в минуту, то производительность вашего компрессора должна составлять около 400 литров в минуту.
Какой бак должен быть у компрессора для мастерской?
Что касается бака, то принцип работы аналогичен принципу работы емкости. Чем больше резервуар, тем лучше.
Основным ограничением здесь будет пространство в вашей мастерской, поскольку вам нужно где-то хранить компрессор Также обратите внимание на то, есть ли у выбранного вами компрессора колеса.
Они могут пригодиться. Поршневые компрессоры с вертикальным баком – удобное решение для небольших мастерских. Также может быть полезно установить дополнительные резервуары под потолком или в помещениях, где они не будут мешать вашей работе.
Резюме
Выбирая пневмонагнетатель для своей мастерской, в первую очередь следует обратить внимание на качество компонентов, из которых он изготовлен.
Хороший насос очень важен, так как он является “сердцем” компрессора. Также обратите внимание на доступность услуг. Узнайте у продавца, может ли он предложить замену компрессора в случае поломки.
Выберите такую производительность, чтобы пневмонагнетатель работал не более 50% времени. Если вы перегрузите компрессор, вы потеряете гарантию, а хороший сервисный центр сможет определить, работал ли он слишком много.
Выберите самый большой бак, который можно удобно разместить в вашей мастерской. Если вы обнаружите, что вам нужен еще больший буфер, установите дополнительные резервуары в удобном месте.
Как правильно выбрать воздушный компрессор для мастерской | Поддержка и консультации
20 января 2021 г.
Какой компрессор мне подойдет?
Это зависит от того, для чего вы будете его использовать и от того, предназначено ли ваше приложение для периодического или профессионального постоянного использования.
Поэтому вам следует начать с проверки CFM (кубических футов в минуту), чтобы увидеть, какой расход выдает каждый компрессор, так как это связано с пригодностью компрессора для данного типа работы.
Например, если это пистолет для гвоздей/гайковерт, который будет использоваться в течение коротких периодов времени, будет достаточно более низкого CFM; в то время как инструмент, который будет использоваться постоянно, такой как распылитель краски или шлифовальный станок, потребует более высокого CFM.
Независимо от требуемой скорости потока, всегда ищите наилучшую выходную мощность CFM с наименьшим выходом в дБ (децибелах) при наименьшей мощности в лошадиных силах.
Четыре фактора, которые следует учитывать
1. Имеет ли значение громкость шума?
Компрессоры по своей природе шумные. Поршневой компрессор может издавать до 97 дБ, что может быть неудобно в течение длительного времени. Если высокий уровень шума является проблемой, есть компрессоры с более низкими характеристиками, которые обычно начинаются с выходной мощности 60 дБ. Обычно их называют «безмасляными» или «бесшумными» компрессорами.
2. CFM (FAD/фактически доставлено) V CFM (рабочий объем)
Это два общих термина, используемых для описания кубических футов в минуту компрессора. CFM (объем) относится к тому, какой должна быть производительность насоса и ресивера машины в теории. На практике, когда воздух начинает свое путешествие, он естественным образом замедляется.
Затем измеряется как CFM (FAD). Это может иметь решающее значение для использования инструмента, находящегося на грани Displacement и FAD. Важно установить, сколько CFM должен производить ваш воздушный компрессор, чтобы привести в действие все ваши пневматические инструменты, поэтому обязательно проверьте CFM в каталоге или руководстве производителя инструмента. Если вы планируете использовать более одного инструмента одновременно, CFM каждого инструмента следует суммировать.
3. Учитывайте размер бака
Это всегда является приоритетом, поскольку баки меньшего размера подходят для более легких применений, а баки большего размера требуются для более тяжелых/промышленных задач. Компрессорные баки (ресиверы) могут начинаться с 6 литров и доходить до 200 литров.
В приведенной ниже удобной таблице показано, сколько секунд инструмент будет работать с компрессорами разного размера. В общем, если вы будете использовать пневматические инструменты, которым требуется постоянная подача воздуха, например, шлифовальную машину, вам следует рассмотреть воздушный компрессор с резервуаром большего размера. Если вы используете инструмент, например, дрель, которая работает короткими импульсами, 6 секунд может быть достаточно, поэтому компрессор меньшего размера будет достаточным.
В этой таблице показано, сколько секунд инструмент будет работать с компрессорами разного размера.
Деталь №
Описание
Заявленный CFM
24 л
50 л
100 л
150 л
200 л
АРР203Т
Ударный гайковерт 1/2″ TURBO
4,7
5
11
23
34
45
ПРИЛОЖЕНИЕ760
Пальмовый шлифовальный станок
2,5
10
21
42
64
85
АРР405
Пневматическая дрель 10 мм
4,28
6
12
25
37
50
APT740
Буфер для шин
3
8
18
35
53
71
СГ01П
Всасывающий краскораспылитель HVLP
6
4
9
18
26
35
4. Компрессор с ременным или прямым приводом
Компрессоры с прямым приводом более надежны, мощны, экономичны и просты в обслуживании, но если вам нужно отрегулировать скорость и мощность компрессора, то компрессор с ременным приводом может быть лучшим вариантом.
Как выбрать наиболее эффективный воздушный компрессор для мастерской
By Salman Zafar | | Энергоэффективность, промышленное оборудование, промышленность
Воздушные компрессоры — это устройства для выработки энергии, которые можно использовать практически везде. Когда у вас есть мастерская, вы очень заботитесь о состоянии всех используемых в ней приборов и их эффективности, потому что это инструменты, которые помогают вам выполнять работу. Покупка вашего первого воздушного компрессора для любых целей может быть невероятно сложной задачей. Конкретные детали, которые вы должны знать для каждого компрессора, могут быть сложными и запутанными, что оставит вас в недоумении относительно того, какой из них лучше всего соответствует конкретным потребностям вашей мастерской. Вот несколько советов, которые помогут вам принять это решение.
Выбор между поршневым и переносным воздушным компрессором
Когда придет время выбирать воздушный компрессор для вашей мастерской, вы, вероятно, столкнетесь с многочисленными типами компрессоров, которые сделают ваш выбор еще сложнее. Однако для мастерских есть два популярных и основных типа компрессоров на выбор; поршневые и переносные воздушные компрессоры. По словам Бретта Паттерсона из Ablesales, поршневой компрессор является отличным источником портативного источника воздуха для ферм и мастерских. Как и любой другой тип воздушного компрессора, поршневой двигатель собирает воздух в установленный резервуар и нагнетает его с необходимой степенью давления. Чем больше вы его используете, тем большее давление будет создавать компрессор.
С другой стороны, переносной воздушный компрессор выполняет ту же работу, что и поршневой компрессор, только без воздушного резервуара. Основное преимущество портативного воздушного компрессора заключается в том, что его легко перемещать в любом месте, где вам это нужно. Он может быть не таким мощным, когда речь идет о нагнетании воздуха, но он достаточно универсален, особенно если у вас большая мастерская, где он может понадобиться вам в разных местах и в разное время. Это также отлично подходит для сокращения отходов, которые вредны для окружающей среды.
Учитывайте размер компрессора
Почти все мастерские известны наличием больших машин и приспособлений. По сути, воздушный компрессор будет еще одной машиной, добавленной к вашему рабочему пространству, поэтому вам нужно будет учитывать размер компрессора, в который вы будете инвестировать, чтобы обеспечить максимальную эффективность и простоту работы. Независимо от того, большая у вас мастерская или маленькая, вам нужно подумать о нагрузке, которую вы планируете выполнять с воздушным компрессором, поскольку от этого будет зависеть размер требуемого резервуара.
Компрессоры, которым нужен воздушный ресивер, обычно более эффективны для более требовательных мастерских, однако они довольно большие. С другой стороны, компрессоры с небольшими воздушными резервуарами или без них могут больше подходить для мастерских с небольшой рабочей нагрузкой и меньшими рабочими площадями.
Ознакомьтесь с характеристиками
Эффективность и долговечность являются важными характеристиками, которые владельцы мастерских или менеджеры ищут в своем оборудовании. Долговечность воздушного компрессора определяет, сколько работы он сможет вам предложить, а также срок службы его производительности.
Когда вы выбираете воздушный компрессор, такие характеристики, как покрытие бака и прочность стальной конструкции самого компрессора, должны быть в начале вашего списка. Прочтите отзывы о поставщике и производителе перед покупкой, чтобы лучше понять, насколько надежна эта конкретная машина для нужд вашей мастерской.
Как питается компрессор?
Владельцы мастерских инвестируют в воздушные компрессоры для выработки энергии, используемой в производстве продуктов или для питания определенных приборов. Однако сами компрессоры должны быть каким-то образом запитаны. Компрессоры могут работать от электричества, бензина или дизельного топлива. Электрические компрессоры наиболее популярны из-за того, что они энергоэффективны и экономичны. Однако они не такие мощные, как их бензиновые аналоги, которые могут быть более надежными, когда речь идет о нагнетании воздуха.
Дизельные компрессоры аналогичны бензиновым, но они могут быть немного более вредными для планеты, поскольку выбрасывают большее количество соединений азота и твердых частиц, которые загрязняют воздух и способствуют изменению климата.
Инвестиции в воздушный компрессор могут быть выгодны для вашей мастерской, независимо от того, насколько она велика или мала. Но когда дело доходит до решения, какой компрессор лучше всего подходит для ваших нужд, выбор может быть сложным. Лучше всего провести предварительное исследование и сравнить различные типы, размеры и цены, чтобы вы могли выбрать то, что лучше всего соответствует вашим потребностям и бюджету. Также стоит ознакомиться с различными источниками питания и сделать все возможное, чтобы выбрать устройство, которое не так сильно влияет на ухудшение состояния окружающей среды.
Нравится:
Нравится Загрузка…
О Салмане Зафаре
Салман Зафар является генеральным директором BioEnergy Consult, а также международным консультантом, советником и тренером, обладающим опытом в области управления отходами, получения энергии из биомассы, преобразования отходов в энергию, защиты окружающей среды и сохранения ресурсов. Его географические области включают Азию, Африку и Ближний Восток. Салман успешно реализовал широкий спектр проектов в области биогазовых технологий, энергии биомассы, преобразования отходов в энергию, переработки и управления отходами. Салман участвовал во многих национальных и международных конференциях по всему миру. Он является плодовитым экологическим журналистом и является автором более 300 статей в известных журналах, журналах и на веб-сайтах.
Влияние высоких и низких температур производственной среды на организм человека
Основные виды производств с нагревающим и охлаждающим микроклиматом Работа на открытом воздухе в различное время года:
Сельское хозяйство
Строительство
Горное дело и работа в шахтах
Нефтяные разработки
Лесозаготовка
Рыбное хозяйство
Работа в неотапливаемых складских помещениях и подвалах. Работа у холодильных установок. Производственные процессы, связанные с интенсивным тепловым излучением — горячие цеха литейного производства
Патогенез воздействия на организм высоких и низких температур Основные виды терморегуляции в организме координируют подкорковые центры и кора мозг:
Теплообразование, которое связано с интенсивностью обменных процессов
Теплоотдача (излучение, проведение тепла, испарение)
Оптимальными метеорологическими условиями для человека являются температура воздуха 18-21 градус по Цельсию при относительной влажности 40-60% и скорости движения воздуха 0,5-1 м/сек.
Воздействие высоких температур При перегревании наблюдается активация процессов теплоотдачи, что сопровождается:
Расширением сосудов кожи
Ускорением кровотока
Усилением потоотделения и потерей с потом больших количеств воды, солей, некоторых органических веществ, что ведет к:
дегидратации с нарушением водно-солевого обмена
нарушениям ССС и ЖКТ
Острые тепловые заболевания вызываются микроклиматом с преобладанием конвекционного тепла в рабочей зоне (высокая температура воздуха с незначительной подвижностью и высокой относительной влажностью): — Тепловой удар — Тепловое истощение — Тепловой обморок — Тепловые судороги — Тепловой отек — Обезвоживание
При воздействии нагревающего микроклимата:
Усиливается кровоток через кожу за счет расширения кожных сосудов, увеличения частоты сердечных сокращений и минутного объема крови
Нарастает давление в сосудах, повышается проницаемость сосудистой стенки, появляются кровоизлияния и отек
Интенсивное потоотделение приводит к обезвоживанию и потери солей натрия, кальция, калия, фосфора, микроэлементов (медь, цинк, йод и др. ), водорастворимых витаминов и др.
Наблюдается сгущение крови, что приводит к развитию острой сердечно-сосудистой недостаточности
Тепловой удар (острое тепловое поражение)
Легкая степень: Неспецифические проявления:
Повышенная усталость
Вялость, сонливость
Головная боль
Тошнота
Симптомы нарушения терморегуляции:
Повышение температуры тела до субфебрильной
Умеренное потоотделение
повышение ЧСС
Средняя степень Неспецифические проявления:
Общая разбитость
нарастание сонливости и головной боли
Рвота
Симптомы нарушение терморегуляции:
Гипертермия, Т повышается до 40-41 градусов
Учащение ЧД и ЧСС
Повышение АД
Тяжелая степень: Быстрое нарастание поражения ЦНС:
Потеря сознания или психомоторное возбуждение
Тошнота и рвота
Угасание рефлексов
Появление судорог, парезы и параличи
Возможны кома, остановка дыхания
Выраженные симптомы нарушенной терморегуляции:
Гипертермия , Т до 42 градусов
ЧД до 30-4- в 1 мин, пульс 120-140 в минуту
Дегидратация и гипохлоргидрия (изменения на ЭКГ)
Тепловая потница
После перенесенного острого теплового поражения наблюдается:
снижение толерантности к теплу,
ВДС,
нарушение терморегуляции,
астенический синдром
Тепловое истощение – возникает при воздействии нагревающего микроклимата в результате потери солей или срыва функции потоотделения.
Различают 2 типа:
Тип 1 – при потере солей при усилении потоотделения в самые жаркие периоды времени года Тип 2 – перегрев в результате срыва функции потоотделения, характеризуется нарушением гемодинамики
Клиника теплового истощения Неспецифические проявления: усталость, вялость, сонливость, головная боль, тошнота Симптомы нарушенной терморегуляции: Т тела – субфебрильная, повышено потоотделение, учащение ЧД и ЧСС Тепловой обморок (тепловой коллапс) – острое нарушение сердечно-сосудистой системы вследствие интенсивной мышечной работы при высокой температуре окружающей среды. Чаще встречается у молодых при сниженной адаптации. Клиника: — Потеря сознания — Бледность кожных покровов — Падения АД и нитевидный пульс — Предшествуют: слабость, шум в ушах, головокружение, нарастание ЧСС и ЧД, усиленное потоотделение
Тепловые судороги — мышечные спазмы вследствие прогрессирующего обезвоживания и острого нарушения водно-солевого обмена: развивается внеклеточная дегидратация с внутриклеточной гипергидратацией (водная интоксикация клетки – алкалоз)
Клиника: Мышечные спазмы тетанического характера в группах мышц (икроножных, бедер, плеч, предплечий), резкая их болезненность во время движения Больные адинамичны, кожа сухая, холодная, ЧСС до 110-120 в 2 мин, АД низкое, тоны глухие, падение диуреза, признаки сгущения крови: повышение ЭР и гемоглобина
Тепловой отек – нарушение водносолевого обмена и накопление жидкости в организме Клиника: отеки нижних конечностей, затем отеки верхних конечностей
Диагностика острых заболеваний от воздействия нагревающего микроклимата Данные анамнеза: работа в условиях интенсивного воздействия нагревающего микроклимата, превышающего допустимые параметры, подтвержденными сведениями о: — трудовой деятельности и — санитарно-гигиенической характеристикой условий труда
Осмотр: окраска и влажность кожных покровов, ЧСС и ЧД, АД, наличие потницы Данные обследования: — Общ. Ан. Крови – увеличение ЭР и гемоглобина — Биохимия: белки, калий, натрий, хлориды — ЭКГ — Кожная термометрия Для дифференциальной диагностики: консультации кардиолога, невролога, дерматолога и инфекциониста
Лечение Перемещение больного в затемненное и прохладное помещение, холодные компрессы или грелки со льдом на голову, влажные обертывания. Диета с повышенным содержанием соли. При легкой степени –
теплый душ с Т воды=26-27 градусов на 5-6 минут с последующим сухим обтиранием и покой
При средней степени:
Теплые ванны с Т воды 29 градусов на 7-8 мин, затем душ и покой
Обтирание влажными простынями, намоченными водой Т 25-26 градусов (10-15 мин), затем обтирание и покой
При тяжелой степени:
Орошение больного прохладной водой
Влажные компрессы на область груди и живота
Медикаментозное лечение (симптоматическое):
Сердечно-сосудистые средства (камфора, кофеин)
Физ р-р в/в
Кровопускание
Седативные
Примерные сроки нетрудоспособности: При легкой степени – 3-5 дней При средней степени без осложнений: 5-10 дней При средней степени с осложнениями 10-15 дней При тяжелой степени без осложнений 15-30 дней При тяжелой степени с осложнениями 30-45 дней
Прогноз: при легкой и средней степени – полное выздоровление При тепловом ударе тяжелой степени возможен летальный исход Летальность 20-25%
Профилактика: — Специальные технические и санитарно-гигиенические мероприятия (вентилляция, теплоизолирующие материалы и др. , регламентируемые перерывы в работе с перемещением работника в помещения с оптимальными параметрами климата) — Индивидуальные средства защиты — Разработка специального питьевого и пищевого режима — Предварительные и периодические профосмотры.
Противопоказания к работе: — ГБ тяжелого течения, — Хронические болезни сердца и перикарда, ИБС, — Выраженные расстройства автономной нервной системы, — Хронические заболевания органов дыхания и кожи — Катаракта
Факторы, предрасполагающие к тепловому удару: — Острые и хронические заболевания с поражением кожных покровов и дегидратацией — Употребление алкоголя — Бессонница
Хроническая тепловая болезнь (хронический перегрев) – хроническое тепловое поражение организма человека при длительном воздействии на рабочем месте нагревающего микроклимата, превышающего допустимые параметры, определяемыми санитарно-гигиеническими нормами. Клиника: ВСД перманентного и пароксизмального течения с нарушениями терморегуляции, снижением резистентности эритроцитов и нарушениями электролитного обмена. Жалобы: Головная боль, раздражительность, вялость, потливость, нарушение сна, головокружение Боли в области сердца, тахикардия Судороги мышц, неустойчивость походки Объективно: положительные вегетативные пробы, неустойчивость ритма и АД, настроения
Диагностика: — Клиника — Лабораторные исследования: — Анализ крови: снижение эритроцитов и гемоглобина\определение терморезистентности эритроцитов (менее 120 с) — Биохимия: хронический дефицит хлорида натрия, калия, кальция, магния — Инструментальные исследования: — ЭКГ (дистрофические изменения) — ЭЭГ: изменение функции и увеличение числа стволовых дисфункций — РЭГ — УЗДГ магистральных сосудов головы и шеи — Вегетативные пробы
Лечение: Средства для нормализации вегетативного и сосудистого тонуса Коррекция макроэлементных нарушений: восполнение ионов натрия, хлора, калия, кальция и магния Восполнение недостатка витаминов Сроки нетрудоспособности – до нормализации клиники и всех измененных показателей
Тепловое излучение в производственных условиях может сочетаться с инфракрасным (в горячих цехах) или ультрафиолетовым (при газо- и электросварке) излучением.
Инфракрасное излучение вызывает развитие катаракты, хронические блефариты и блефароконъюнктивиты. Ультрафиолетовое излучение вызывает острые кератоконъюнктивиты (электроофтальмии)
Тепловая (огненная) катаракта — обусловленная систематическим воздействием инфракрасного излучения возникает у работников при повышении его интенсивности при стаже работы 15-20 лет при выполнении кузнечно-прессовых, электросварочных и термических работ, при производстве изделий из стекла в металлургическом производстве. Клиника: медленное постепенное снижение остроты зрения вплоть до светоощущения. В начале возникают помутнения в заднем кортикальном слое хрусталика, в дальнейшем помутнение продвигается по оси хрусталика кпереди.
Диагностика: Определение остроты зрения Офтальмоскопия
Применение высокопоточной оксигенации в терапии острого респираторного дистресс-синдрома
Кислородотерапия является средством первого ряда для лечения гипоксемической дыхательной недостаточности, однако эффективность этой методики ограничена, особенно при необходимости наращивания фракции вдыхаемого кислорода. Следует также учитывать, что при использовании стандартной маски или носовых канюль фракция вдыхаемого кислорода, как правило, не превышает 40% за счет «примешивания» окружающего воздуха. Ограничены также возможности подогрева дыхательной смеси и поддержания положительного давления в конце выдоха, что снижает клиническую эффективность метода [1]. Альтернативой в таких случаях является инвазивная искусственная вентиляция легких (ИВЛ). Данный метод сам по себе является жизнеспасающим, но при этом не лишен ряда недостатков. К наиболее частым осложнениям ИВЛ относят вентилятор-ассоциированную пневмонию и трахеобронхит, баро-, волюмо-, оксигено- и ателектотравму [2—5].
В качестве еще одного метода респираторной терапии может выступать неинвазивная вентиляция легких (НИВЛ). Данная методика хорошо зарекомендовала себя в лечении декомпенсации хронической обструктивной болезни легких (ХОБЛ), некардиогенного и кардиогенного отека легких [6—12]. К факторам, ограничивающим ее активное применение, можно отнести трудоемкость метода, а в ряде ситуаций — дискомфорт для пациента. В начале XXI века для респираторной поддержки пациентов в критическом состоянии начали рассматривать еще менее инвазивную методику — высокопоточную оксигенацию (ВПО) [6, 12, 13]. Последняя имеет ряд преимуществ перед стандартной оксигенотерапией и НИВЛ в лечении артериальной гипоксемии, не вызывает существенного дискомфорта у больного и обеспечивает величину инспираторного потока, близкую к потребностям пациента с дыхательной недостаточностью (40—60 л/мин) [14, 15].
Возможности применения ВПО в терапии острого респираторного дистресс-синдрома (ОРДС) являются в настоящее время предметом повышенного интереса со стороны врачей-анестезиологов-реаниматологов и требуют активного изучения. На данный момент нет четких алгоритмов по применению ВПО при ОРДС, не определены оптимальные показания для использования данной методики у этой категории больных, что побудило авторов к написанию обзора.
Высокопоточная оксигенация: ключевые принципы
Высокопоточная назальная оксигенация позволяет обеспечить доставку увлажненной и подогретой кислородно-воздушной смеси с фракцией вдыхаемого кислорода от 21 до 100% и величиной потока до 80 л/мин. Методика ВПО включает различные системы для эффективного увлажнения и согревания газовой смеси [13].
Принципиальными особенностями ВПО являются возможности пошаговой регуляции скорости потока и температуры, а также точность установки фракции вдыхаемого кислорода. Современные системы ВПО располагают специальными дыхательными контурами из полупроницаемого материала, не допускающего образования конденсата, а также оригинальными носовыми или трахеостомическими канюлями. При этом максимальный поток, тип увлажнения и дизайн носовых канюль варьируют в зависимости от модели устройства. На сегодняшний день оборудование для высокопоточной кислородотерапии представлено несколькими производителями [13, 14]. Кроме того, ВПО стала появляться в качестве дополнительной опции на аппаратах ИВЛ [15].
Основные эффекты высокопоточной назальной оксигенации
Основными положительными эффектами ВПО являются соответствие величины потока аппарата на вдохе потоку в дыхательных путях пациента с дыхательной недостаточностью и возможность повышения фракции кислорода на вдохе. К физиологическим эффектам ВПО относится и уменьшение мертвого пространства дыхательных путей, что обеспечивается за счет высокого потока кислородно-воздушной смеси (эффект вымывания, washout effect). Более того, высокий поток обеспечивает динамический рост давления в дыхательных путях на выдохе (эффект положительного давления в конце выдоха, ПДКВ), что способствует расправлению спавшихся альвеол и вовлечению их в газообмен [16, 17]. Повышение ПДКВ на фоне высокопоточной назальной оксигенации ограничено 2—7 см вод. ст., поэтому оно не сопровождается нарушениями гемодинамики [13, 18, 19]. Поток газовой смеси с температурой от 31 °C и выше дает возможность дополнительного согревания и увлажнения слизистой дыхательных путей, что благоприятно влияет на газообмен и переносимость пациентом процедуры. Благодаря оригинальной методике постоянного испарения влаги в контуре обеспечивается оптимальная влажность подаваемой смеси.
Таким образом, подогрев и адекватное увлажнение смеси способствуют улучшению клиренса слизистого секрета, что уменьшает бронхообструкцию и препятствует дальнейшему ателектазированию. Следует также отметить, что создание высокого потока сводит к минимуму «примешивание» окружающего воздуха, позволяя обеспечить стабильную и управляемую фракцию вдыхаемого кислорода, вплоть до 100% [20, 21]. Описанные эффекты позволяют улучшить элиминацию углекислого газа (СО2), снизить частоту дыхания и стабилизировать показатели оксигенации (рис. 1). Рис. 1. Физиологические эффекты высокопоточной оксигенации. Более того, показано, что методика ВПО достаточно проста в использовании и не сопровождается серьезными временными затратами со стороны персонала, а также легче переносится пациентами [14].
Простота использования метода и «дружелюбный» интерфейс минимизируют потенциальную возможность ошибок в результате человеческого фактора. Основные противопоказания к ВПО включают нарушение сознания, высокий риск аспирации и обструкцию носовых ходов (травма, кровотечение, операция) [17, 20, 22]. Проведение ВПО может быть крайне опасным у пациентов с переломом основания черепа в связи с риском пневмоцефалии и менингита [17]. Кроме того, у пациентов с ХОБЛ при использовании ВПО с высокой фракцией кислорода возможно развитие респираторного ацидоза вследствие снижения частоты дыхательных движений и гиповентиляции [17, 22]. К специфическим, но достаточно редким проблемам проведения ВПО относят раздражение, дискомфорт и заложенность слизистой носоглотки, ощущение избыточного тепла, нарушения обоняния, дополнительный шумовой эффект и аэрофагию [17].
Определенную озабоченность вызывают вопросы инфекционной безопасности применения ВПО. В ходе ряда исследований оценена степень бактериального загрязнения окружающей среды на фоне использования высокопоточных носовых канюль по сравнению с обычной кислородной маской у пациентов с пневмонией.
Результаты показали, что использование ВПО не ассоциировалось с ростом контаминации окружающей среды грамотрицательными или иными бактериями [13, 23].
Преимущества стандартной кислородотерапии, высокопоточной назальной оксигенации и НИВЛ [22—24] суммированы в таблице. Таблица. Сравнение стандартной кислородотерапии, высокопоточной оксигенации и неинвазивной вентиляции легких
Высокопоточная оксигенация в лечении ОРДС
С момента первого описания ОРДС в 1967 г. прошло более полувека, однако данное состояние до сих пор является одной из ключевых проблем в отделении интенсивной терапии (ОИТ) и сопровождается высокой летальностью [25, 26]. Исход лечения ОРДС зависит от многих факторов, из них решающее значение имеют следующие: в какой стадии ОРДС начато лечение и насколько оно эффективно, какие еще органы и системы поражены, насколько устранима причина, вызвавшая ОРДС [5]. Большую роль играет и проведение респираторной поддержки, необходимой для обеспечения адекватного газообмена в легких, уменьшения работы дыхания, расправления спавшихся альвеол и поддержания нестабильных альвеол в раскрытом состоянии во время выдоха [5, 20, 25, 27].
Использование ВПО на начальных этапах лечения ОРДС
Возможность применения ВПО как стартовой терапии гипоксемической дыхательной недостаточности, в том числе ОРДС, активно обсуждается в медицинской литературе последних лет [28—30].
Однако стоит учитывать, что нарушение сознания, полиорганная недостаточность и шок являются противопоказаниями к использованию данного метода. Кроме того, одна из опасностей использования ВПО на начальных этапах лечения гипоксемической дыхательной недостаточности заключается в возможной задержке необходимой интубации трахеи, что, в свою очередь, может ухудшить результат лечения больного [29]. Наличие четких критериев для начала ИВЛ облегчает принятие такого решения.
Следует также иметь в виду, что, если в течение первого часа от начала ВПО у пациента с гипоксемической дыхательной недостаточностью не отмечено существенного клинического улучшения, риск дальнейшей неэффективности подобного лечения становится очень высоким [30]. В качестве факторов риска неэффективности ВПО при ОРДС отмечены отсутствие улучшения оксигенации, сохраняющееся тахипноэ, а также участие вспомогательной мускулатуры в акте дыхания [30]. В числе нереспираторных предикторов неудачного проведения ВПО, как правило, выделяют потребность в вазопрессорах, тахикардию, тяжесть исходного заболевания, а также полиорганную недостаточность [27—29]. Кроме того, ВПО становится неэффективной при большом объеме плеврального выпота, когда приоритетом в лечении дыхательной недостаточности становится плевральная пункция [31].
Имеющиеся на данный момент исследования относительно эффективности ВПО при гипоксемической дыхательной недостаточности противоречивы. Так, J. Frat и соавт. в своем многоцентровом исследовании, в которое включены преимущественно пациенты с пневмонией, показали, что ВПО не снижает риск интубации по сравнению с традиционной оксигенотерапией и НИВЛ (38, 47 и 50% соответственно, р=0,18) [24]. Это может объясняться ограниченными возможностями мобилизации альвеол у этой категории больных и отсутствием у них выраженных нарушений механики дыхания. Тем не менее в подгруппе пациентов с PaO2/FiO2, равном или менее 200 мм рт.ст., частота интубации трахеи и количество дней без ИВЛ к 28-м суткам исследования были статистически значимо ниже на фоне ВПО. Кроме того, ВПО сопровождалась большим комфортом, снижением выраженности дыхательной недостаточности и уменьшением тахипноэ по сравнению с НИВЛ и традиционной оксигенотерапией [24].
Анализируя результаты последних cтатей и обзоров, можно отметить, что применение ВПО у пациентов с дыхательной недостаточностью различного генеза снижает частоту интубации по сравнению со стандартной кислородотерапией и НИВЛ, не влияя при этом на длительность пребывания в ОИТ и летальность [29—32]. Так, использование ВПО снижает частоту интубации только по сравнению с традиционной оксигенотерапией, при этом степень комфорта пациентов при ВПО выше, чем при традиционной кислородотерапии и при НИВЛ [29]. Интересно отметить, что даже в тех исследованиях, в которых на фоне применения ВПО не получено статистически значимого снижения частоты интубации трахеи, авторы отмечают безопасность ВПО. Так, R. Parke и соавт. показали, что подавляющее большинство пациентов из группы ВПО хорошо переносили эту методику [22].
В настоящее время нет однозначного мнения относительно оптимального алгоритма выбора первичных настроек ВПО и последующей их коррекции у больных с дыхательной недостаточностью различного генеза. Рабочий алгоритм коррекции гипоксемии с использованием ВПО представлен на рис. 2. Рис. 2. Коррекция гипоксемии с использованием высокопоточной оксигенации (модифицировано из статьи Т. Renda и соавт. [29]).
Как указано выше, аппараты для ВПО имеют простой и информативный интерфейс, при этом врач при проведении ВПО корректирует только три параметра: температуру, скорость потока и фракцию вдыхаемого кислорода (рис. 3). Рис. 3. Схема проведения высокопоточной оксигенации.
На данный момент нет четких рекомендаций по выбору температуры для согревания кислородно-воздушной смеси. В то же время показано, что применение более низкой температуры (31—34 °С) ассоциируется с большим комфортом для пациентов с ОРДС по сравнению с температурой 37 °C [33]. В любом случае подбор температуры носит строго индивидуальный характер, с учетом ощущений конкретного пациента.
Что касается устанавливаемой скорости потока, продемонстрировано, что в подгруппе пациентов с выраженной дыхательной недостаточностью больные лучше переносили максимальный поток 60 л/мин, при этом пациенты с ОРДС легкой степени не испытывали дискомфорта и при более низком потоке [33].
Таким образом, при ОРДС легкой степени тяжести допустимо начинать ВПО со скорости потока 20—30 л/мин с последующим увеличением последней в зависимости от показателей газообмена и состояния больного. В то же время у пациентов с более выраженной гипоксемией, вероятно, стоит начинать процедуру с более высоких цифр потока (50—60 л/мин) для развития максимального эффекта ПДКВ [34].
При выборе оптимальной фракции вдыхаемого кислорода у пациентов с ОРДС необходимо учитывать потенциальный вред от применения высокой концентрации кислорода, при этом следует подбирать минимальные значения, необходимые для достижения уровня SpO2 92—97% [27, 35]. Адекватной оксигенации следует добиваться прежде всего за счет увеличения скорости потока, а не фракции вдыхаемого кислорода. Подбор этих двух переменных должен строиться на принципах подбора ПДКВ и FiO2, описанных в рамках концепции респираторной поддержки у пациентов с ОРДС [5, 7, 27].
Ключевые принципы отлучения от ВПО аналогичны таковым при прекращении ИВЛ и подразумевают снижение FiO2 в условиях комплексного мониторинга оксигенации, постепенное снижение скорости потока кислородно-воздушной смеси на 5 л/мин каждые 6—8 часов; переход на традиционную кислородотерапию или спонтанное дыхание при скорости потока, равной или менее 20 л/мин, и FiO2менее 0,4 при адекватных показателях газообмена и в отсутствие признаков нарастания дыхательной недостаточности (см. рис. 2) [29].
Использование ВПО в ходе индукции анестезии у пациентов с ОРДС
В случае неэффективности стартовой консервативной терапии пациентам с ОРДС требуется обеспечение инвазивной вентиляции легких, при этом одним из критических моментов может стать сам процесс интубации трахеи с обеспечением седации и миорелаксации [36—40]. В этом плане перспективным видится направление по использованию ВПО на этапе преоксигенации. За счет поддержания высокого потока, возможности использования 100% кислорода, а также отсутствия необходимости прекращать оксигенацию во время ларингоскопии риск десатурации может быть минимизирован [41].
В настоящее время лишь в нескольких исследованиях проведено сравнение эффективности преоксигенации при помощи ВПО и лицевой маски у пациентов с гипоксемической дыхательной недостаточностью. Так, в исследовании М. Simon и соавт. у пациентов группы традиционной преоксигенации через минуту после индукции анестезии при переводе на ИВЛ у больных с гипоксемией наблюдалась более выраженная десатурация, чем у пациентов группы ВПО, у которых период ларингоскопии и интубации прошел без выраженного снижения уровня SpO2 [40].
В то же время ряд авторов уже продемонстрировали эффективность ВПО для преоксигенации у пациентов с интактными легкими. Так, А. Patel и S. Nourei показали, что преоксигенация при помощи ВПО позволяла избежать снижения уровня SpO2 менее 90%, несмотря на апноэ средней продолжительностью 17 мин [42]. Кроме того, применение ВПО во время экстренной интубации у пациентов ОИТ без признаков значимой гипоксемии (PaO2/FiO2 более 200 мм рт.ст.) ассоциируется с меньшей частотой десатурации (менее 90%), а также с меньшей частотой осложнений в ходе выполнения интубации трахеи [29].
Применение ВПО в период прекращения ИВЛ при ОРДС
Этап прекращения респираторной поддержки остается одним из ключевых аспектов ведения пациентов с ОРДС. Несмотря на улучшение состояния пациента и разрешающуюся дыхательную недостаточность, на этом этапе возможно развитие эпизодов гипоксемии и/или гиперкапнии, не менее клинически значимых, чем при манифестации ОРДС. В этих обстоятельствах нередко возникает потребность в реинтубации трахеи и продолжении инвазивной ИВЛ, особенно у пациентов высокого риска. Потребность в реинтубации остается серьезной проблемой отлучения от ИВЛ, встречающейся в 10—20% случаев ОРДС [43], и ассоциируется с ростом количества осложнений и повышением летальности (до 50% при необходимости реинтубации) [36]. В связи с этим, как показано в недавних исследованиях развития гипоксемической дыхательной недостаточности, в том числе у послеоперационных больных, необходимость поддержания адекватного газообмена после прекращения ИВЛ на фоне сохраняющейся гипергидратации легких требует дальнейшего поиска мер терапии, включая использование ВПО [30, 44].
В последнее время опубликован ряд работ, посвященных методам респираторной поддержки в постэкстубационном периоде. К таким методам относятся ВПО, НИВЛ и традиционная оксигенотерапия [34]. В недавнем рандомизированном исследовании G. Hernаndez и соавт. продемонстрировали, что применение ВПО по сравнению с традиционной оксигенотерапией способно снизить риск повторного перевода на ИВЛ у пациентов с клиникой дыхательной недостаточности в постэкстубационном периоде (4,9% по сравнению с 12,2%, р=0,004) [13].
Данное исследование включало широкий спектр пациентов с преобладанием больных хирургического профиля, с низким риском развития постэкстубационной острой дыхательной недостаточности. Более того, доля пациентов с ОРДС в этой работе невелика, что указывает на необходимость проведения дальнейших исследований. Эти же авторы оценили эффект ВПО по сравнению с НИВЛ у пациентов высокого риска в постэкстубационном периоде, показав схожее влияние обеих методик на частоту реинтубации при меньшем количестве осложнений, связанных с применением ВПО [45]. При этом одной из причин более выраженной гипоксемии у больных группы НИВЛ было раннее прекращение сеансов респираторной поддержки на фоне нарастающего дискомфорта у пациента [45].
S. Maggiore и соавт. в своем двуцентровом исследовании с участием пациентов смешанного профиля показали, что превентивное использование ВПО в раннем постэкстубационном периоде у больных с PaO2/FiO2 менее 300 мм рт.ст., находившихся на ИВЛ не менее 24 часов, сопровождается улучшением оксигенации, уменьшением дискомфорта, а также снижением частоты реинтубации по сравнению с применением кислородной маски с клапаном Вентури [46]. Следует отметить, что в эту работу включены преимущественно пациенты с пневмонией и с травмой, что указывает на необходимость проведения дальнейших исследований у больных с ОРДС.
После принятия решения о прекращении ИВЛ и экстубации целесообразно начинать ВПО с достаточно высокой скоростью потока газовой смеси (50—60 л/мин) с учетом индивидуальной переносимости. Фракция вдыхаемого кислорода также подбирается индивидуально для достижения адекватной оксигенации. При стабильном состоянии пациента показано постепенное снижение фракции вдыхаемого кислорода с последующим поэтапным снижением скорости потока кислородно-воздушной смеси (пошагово по 3—5 л/мин в течение 2—4 часов). В отсутствие признаков нарастания дыхательной недостаточности, а также при фракции вдыхаемого кислорода менее 40% и скорости потока не более 15—20 л/мин возможно прекращение ВПО [29].
Отсутствие эффекта от ВПО в раннем постэкстубационном периоде, как правило, является показанием для реинтубации и продолжения ИВЛ. Критерии повторного перевода на ИВЛ пациентов, получающих ВПО, не отличаются от стандартных. К ним относятся развитие тахипноэ, участие в акте дыхания вспомогательной мускулатуры, неспособность самостоятельно откашливать трахеальный секрет, уровень SpO2 менее 90%, а также нестабильность гемодинамики и ухудшение неврологического статуса [47].
Важным вопросом является и прекращение респираторной поддержки у пациентов с трахеостомой. Несмотря на снижение работы дыхания, риск инфекционных осложнений и невозможность в полной мере самостоятельно санировать мокроту усложняют их перевод на спонтанное дыхание.
Применение ВПО как переходного этапа между ИВЛ и спонтанным дыханием имеет определенные клинические перспективы, однако информация на эту тему ограничена и носит противоречивый характер.
Так, L. Corley и соавт., сравнивая эффекты высокопоточной и низкопоточной оксигенации у пациентов с трахеостомой и осложненным течением послеоперационного периода в кардиохирургии, отметили улучшение PaO2/FiO2 на фоне применения ВПО и связали это с возможностями более точного дозирования фракции вдыхаемого кислорода [19].
Напротив, Т. Stripoli и соавт. показали, что применение ВПО у больных с трахеостомой не имело существенных преимуществ по сравнению с традиционной кислородотерапией на этапе отлучения от респиратора [48]. Согласно данной работе, применение ВПО не сопровождалось улучшением нейрореспираторного драйва, снижением работы дыхания, а также улучшением газообмена по сравнению с пациентами контрольной группы.
Снижение преимуществ ВПО при дыхании через трахеостому может объясняться устранением одного из благоприятных эффектов методики при этом способе ее проведения — улучшения элиминации CO2 за счет вентиляции назофарингеального мертвого пространства. Ранее показано, что наличие трахеостомы само по себе позволяет снизить нейрореспираторный драйв на 30% за счет снижения сопротивления в дыхательных путях и анатомического мертвого пространства [49].
Учитывая физиологические предпосылки, а также результаты клинических исследований, можно заключить, что высокопоточная оксигенация через назальные канюли претендует на место важного компонента респираторной поддержки пациентов с легким и умеренным острым респираторным дистресс-синдромом. Применение этой методики обосновано не только на начальных этапах ведения пациентов с острым респираторным дистресс-синдромом, но и на стадии прекращения искусственной вентиляции легких. Требуется проведение дальнейших крупных многоцентровых исследований по применению высокопоточной оксигенации.
Финансирование. Грант Президента Р.Ф. НШ—3927.2018.7.
Авторы заявляют об отсутствии конфликта интересов.
Киров М.Ю. — https://orcid.org/0000-0002-4375-3374
Клинические рекомендации (сестринское дело): регулирование температуры
Примечание. Это руководство в настоящее время пересматривается.
Введение
Цель
Значение терминов
Температурные диапазоны
Оценка
Группы пациентов в группе риска
Управление
Особые соображения
Сопутствующие документы
Ссылки
Таблица доказательств
Ссылки
Введение
Регулирование температуры остается важным компонентом стационарной помощи всем новорожденным и педиатрическим пациентам. Температура тела за пределами нормы может свидетельствовать об основных патологических процессах или клиническом ухудшении и должна быть своевременно выявлена. Поддержание стабильной температуры тела в пределах нормы способствует оптимизации обменных процессов и функций организма. Таким образом, сведение к минимуму факторов окружающей среды в условиях стационара, которые могут привести к ненужным колебаниям температуры тела, также важно.
Цель
Для оказания помощи медицинским работникам в проведении надлежащей оценки и потенциального контроля температуры тела новорожденных и детей в Королевской детской больнице.
Определение терминов
Нормотермия : Температура тела в пределах нормы.
Точные нормальные диапазоны температуры различаются у разных людей и могут зависеть от некоторых генетических и хронических заболеваний. Важно установить исходный уровень для отдельных пациентов, чтобы выявить аномальные отклонения температуры тела.
Пирексия : Повышенная температура тела из-за повышения заданной температуры тела. Обычно это вызвано инфекцией или воспалением. Пирексия также известна как лихорадка или лихорадочная реакция.
Некоторые причины лихорадки не требуют лечения, в то время как другие причины необходимо выявлять и лечить.
Гипертермия : Повышенная температура тела из-за нарушения терморегуляции. Это происходит, когда тело производит и/или поглощает больше тепла, чем может рассеять.
Тепловой удар : проявление тяжелой гипертермии. Терморегуляция нарушается из-за избыточной метаболической продукции и тепла окружающей среды в сочетании с нарушением теплоотдачи. Это редкость в условиях стационара.
Низкая температура : Пониженная температура тела, при которой тело теряет тепло быстрее, чем может производить тепло.
Гипотермия : Аномально низкая температура тела, при которой температура тела падает ниже безопасного уровня. Как низкие температуры, так и гипотермия могут быть вызваны факторами окружающей среды, метаболическими осложнениями, патологическими процессами или медикаментозно.
Диапазоны температур
Классификация
Новорожденные
Педиатрия*
Низкотемпературный (или гипотермия)
<36,5⁰C
<36⁰C
Нормотермия
36,5 — 37,5⁰С
36–37,5⁰C
Субфебрильная лихорадка (или нормотермия)
37,6 — 37,9⁰С
37,6 — 37,9⁰C
Лихорадка (или гипертермия)
≥ 38⁰С
≥ 38⁰C
*В современной литературе существуют значительные расхождения в предлагаемых значениях температуры и диапазонах. Значения, представленные в этой таблице, получены в результате сотрудничества нескольких источников и мнений экспертов и должны использоваться только в качестве ориентира. Точные нормальные диапазоны температур различаются у разных людей. Важно установить исходный уровень пациента, чтобы выявить аномальные отклонения температуры тела и оценить их в контексте других показателей жизнедеятельности и общего состояния пациента.
Пожалуйста, обратите внимание, что любой лихорадящий ребенок, который выглядит серьезно больным, должен пройти тщательное обследование и уведомить лечащую медицинскую бригаду, независимо от степени лихорадки.
У младенцев <3 месяцев, гипотермия или нестабильность температуры могут быть признаками серьезного заболевания.
Оценка
Температуру тела следует измерять при поступлении и каждые четыре часа вместе с другими жизненно важными показателями, если клинически не показано более частое измерение.
Температуру тела, выходящую за пределы нормального диапазона, следует контролировать и при необходимости дополнительно контролировать до тех пор, пока не будет достигнута нормотермия.
При оценке температуры тела важно учитывать факторы, связанные с пациентом и окружающей средой, включая предшествующее введение жаропонижающих средств и недавнее воздействие окружающей среды.
Температуру тела всегда следует оценивать в контексте других показателей жизнедеятельности и общего состояния пациента.
Методы измерения температуры тела:
Из-за разницы температур между участками тела в идеале для постоянного наблюдения за пациентом следует использовать один и тот же маршрут, чтобы обеспечить точную оценку тренда температуры. Задокументируйте маршрут, используемый в EMR.
0-3 месяца: подмышечный путь
Подмышечный цифровой термометр в большинстве случаев является предпочтительным методом для этой возрастной группы.
Процедура:
Поместите наконечник термометра в центр подмышечной впадины над подмышечной артерией, убедившись, что кожа сухая и неповрежденная перед размещением датчика.
Надежно прижмите руку пациента к телу.
Включите термометр. Для получения более точных показаний подождите > 3 минут с установленным термометром перед измерением.
0–3 месяца: ректальный путь (по запросу)
В особых случаях может потребоваться измерение ректальной температуры для более точной оценки температуры тела.
Это должно выполняться только с разрешения медицинского персонала при участии ANUM.
Следует избегать ректальных измерений в онкологической популяции и у пациентов с низким уровнем тромбоцитов, коагулопатией или травмами промежности и хирургическими вмешательствами в области малого таза из-за повышенного риска перфорации кишечника.
Процедура:
Наденьте пластиковый чехол на термометр.
Нанесите небольшое количество смазки на конец термометра.
Осторожно введите термометр на 2 см в задний проход ребенка (на 1 см для недоношенных детей). Чрезмерное введение может вызвать перфорацию кишечника.
Включите термометр.
Подождите 5 секунд после того, как начнет мигать знак Цельсия, прежде чем начать запись.
Снимите и очистите термометр спиртом.
>3 месяцев: барабанная трубка Барабанная термометрия является предпочтительным методом для этой возрастной группы.
Процедура:
Аккуратно вставьте зонд в слуховой проход, пока канал не будет полностью перекрыт, убедившись, что наконечник обращен к барабанной перепонке.
Нажмите кнопку термометра и дождитесь звуковых сигналов.
Если уши закрыты (например, наушники/шапочка), снимите их и подождите, пока слуховой проход не остынет, прежде чем проводить измерения. Если слуховые проходы пациента слишком малы для правильного введения барабанного зонда, рассмотрите возможность использования подмышечного термометра.
Примечания: Если пациент находился на холоде, перед измерением температуры тела дайте пациенту достаточно времени, чтобы прийти в равновесие с комнатной температурой.
И подмышечный, и барабанный пути измеряют температуру ниже, чем истинная внутренняя температура тела.
Частота измерения температуры может различаться в специализированных областях, например, в отделении неотложной помощи, интенсивной терапии и периоперационных областях. Дополнительную информацию см. в руководствах конкретных отделений.
Группы пациентов с риском
Следующие группы пациентов подвержены повышенному риску невозможности поддержания нормотермии:
Новорожденные и дети раннего возраста
Пери- и послеоперационные пациенты
Ожоговые больные
Пациенты с травмами
Пациенты с неврологическими нарушениями
Управление
Превентивные подходы
Окружающая среда пациента может сильно повлиять на его способность поддерживать в остальном стабильную температуру тела. Признание и минимизация влияния окружающей среды на терморегуляцию важно для всех педиатрических пациентов, особенно для новорожденных и групп риска.
В таблице ниже представлены подходы, которые медсестры, врачи и семьи могут использовать для минимизации предотвратимой передачи тепла от пациентов к окружающей среде.
Режим
Определение
Клинические Сценарий
Профилактика Управление
Испарение
Потери тепла при превращении жидкости в пар
Потливость, недержание мочи
Влажные или сочащиеся повязки
Держите пациента сухим
Снять мокрую одежду, при необходимости заменить влажные повязки
Конвекция
Перенос тепла с поверхности тела в окружающий воздух воздушным потоком
Сквозняки в помещении
Переместите пациента подальше от сквозняков, закройте дверь
Проводник
Передача тепла от одного твердого объекта к другому твердому объекту при прямом контакте
Холодные одеяла, холодные весы
Накройте холодные поверхности подогретым полотенцем или одеялом
Излучение
Передача тепла более холодным твердым предметам, не находящимся в прямом контакте с телом
Ближайшие холодные окна или стены
Переместите пациента подальше от холодных поверхностей
Закройте жалюзи на окне
Ведение новорожденных
Педиатрическое управление
Примечания:
Сепсис : Раннее распознавание и начальное лечение сепсиса у новорожденных и детей имеют первостепенное значение, и если его не лечить, это может привести к тяжелым заболеваниям и смертности. Для получения дополнительной информации о распознавании сепсиса и лечении новорожденных и педиатрии см. *Ссылка: SEPSIS- оценка и лечение, RCH CPG*
Устройства Bair Hugger : При использовании устройства для принудительного обогрева воздуха температура устройства не должна устанавливаться выше 32⁰C в условиях стационара. Температуру пациента следует измерять повторно как минимум каждые 30 минут или если пациент
<6 месяцев, минимум каждые 15 минут при использовании принудительного обогрева воздуха, так как существует риск перегрева пациентов. Убедитесь, что одеяло правильно подсоединено к устройству, так как существует риск ожогов пациентов.
Если применимо, обратитесь к руководствам отдельных отделений по ведению конкретных групп пациентов, например. Путь фебрильной нейтропении. См. раздел «Особые соображения» ниже.
Особые соображения
Следующие группы пациентов могут нуждаться в более специфических вмешательствах и/или различном лечении, когда температура тела выходит за пределы традиционно нормальных значений:
Пациенты с фебрильной нейтропенией
пациентов с терапевтическими гипотермическими
Терапевтические гипотермические новорожденные
пациенты с хроническими состояниями, вызывая более низкую базовую температуру тела . Некоторые покровители пациентов имеют условия, которые влияют на их базовые металлургические показатели, и, таким образом, уникальные температуры и, таким образом, уникальные температуры, и, таким образом, уникальные температуры, и, таким образом, уникальные температуры. диапазоны. Важно установить нормальные колебания температуры у этих людей, чтобы выявить аномальные показания и принять соответствующие меры.
Периоперационные и послеоперационные пациенты
Перед операцией
Убедитесь, что при поступлении измеряется температура, а пациенты надлежащим образом одеты и согреты перед операцией.
Обеспечить измерение температуры при поступлении в PACU
Инициировать активное согревание с помощью принудительного согревания воздухом (Bair Hugger), если температура новорожденного пациента <36⁰C (если не в штате Огайо/Изолетт) или температура у педиатрического пациента <35,5⁰C.
Во время активного согревания пациента следует измерять температуру каждые 5 минут.
В случае перегрева или ожогов прекратите активное согревание и обратитесь к анестезиологу (лечащему или ответственному). Охладите пациента, если это необходимо. Задокументируйте событие через EMR и заполните VHIMS.
Температура при выписке ≥36,6⁰C для новорожденных и ≥36⁰C для детей. Убедитесь, что клинические индикаторы завершены, а активные вмешательства по согреванию задокументированы в EMR.
Пациенты с хроническими заболеваниями, вызывающими более низкую исходную температуру тела, должны вернуться к своему исходному уровню до перевода в палату. Эту исходную температуру следует обсудить с родителями/опекунами и сообщить в приемное отделение или дневной стационар.
Если послеоперационная температура <36⁰C, но ≥35,5⁰C, больной в сознании, все остальные жизненные показатели стабильны и в пределах нормы, их можно перевести в палату. По клиническим показаниям можно обеспечить принудительное обогрев воздуха в палате для дальнейшего использования. Это следует обсудить с родителями/опекунами и сообщить в приемное отделение.
Таблица фактических данных руководства по уходу за пациентами с температурным контролем, 2019 г.
Ссылки
Asher, C., & Northington, L.K. (2008). Заявление о положении для измерения температуры/лихорадки у детей. Журнал педиатрического ухода, 23 (3), 234-236. doi: 10.1016/j.pedn.2008.03.005
Барби Э., Марзуилло П., Нери Э., Навильо С. и Краусс Б. С. (2017). Лихорадка у детей: жемчужины и ловушки. Дети, 4(9), 81-99. дои: 10.3390/дети40
Бхарти, П., Чаухан, М., и Ахмед, К. (2017). Сравнение ректальной, инфракрасной барабанной и инфракрасной температуры кожи у доношенных новорожденных. Международный архив комплексной медицины, 4(3), 43-49. Получено с https://search-ebscohost-com.ezp.lib. unimelb.edu.au/login.aspx?direct=true&db=a9h&AN=122002190&site=eds-live&scope=сайт
Дэви, А., и Амур, Дж. (2010). Передовая практика измерения температуры тела. Стандарт сестринского дела, 24(42), 42-49. дои: 10.7748/ns2010.06.24.42.42.c7850
Дериг, С. (2017). Обзор периоперационного ухода за педиатрическими пациентами. Журнал периоперационного ухода в Австралии, 30 (3), 23–29. дои: 10.26550/303/23-29
Догерти, Л., Листер, С., и Вест-Орам, А. (2015). Наблюдения. В Королевском руководстве Марсдена по клиническим сестринским процедурам, 9-е изд. (стр. 534-540). Западный Сассекс, Великобритания: Фонд Royal Marsden NHS Foundation Trust.
Эль-Радхи А.С. (2018). Измерение температуры тела. В Эль-Радхи А. (ред.) Клиническое руководство по лихорадке у детей (стр. 69-84). Получено с https://doi.org/10.1007/978-3-319-92336-9_4
Freer, Y. , & Lyon, A. Мониторинг и контроль температуры у новорожденного. (2011). Педиатрия и здоровье детей, 22(4), 127-130. doi:10.1016/j.paed.2011.09.002
Хэй, А. Д., Костелло, К., Редмонд, Н. М., Монтгомери, А. А., Флетчер, М., Холлингхерст, С., и Питерс, Т. Дж. (2008). Парацетамол плюс ибупрофен для лечения лихорадки у детей (PITCH): рандомизированное контролируемое исследование. Британский медицинский журнал, 337 (7672), 729.-733. дои: 10.1136/bmj.a1302
Ишлер, А., Айдын, Р., Гювен, Ш. Т. и Гюнай С. (2014). Сравнение височной артерии с ртутным и цифровым измерением температуры в педиатрии. Международная неотложная медицинская помощь, 22(3), 165-168. doi:10.1016/j.ienj.2013.09.003
Кнобель, Р. Б. (2014). Тепловая физиология плода и новорожденного. Обзоры ухода за новорожденными и младенцами, 14 (2), 45–49.. doi: 10.1053/j.nainr.2014.03.003
Ледук, Д. Вудс, С. (2013). Заявление о позиции: измерение температуры в педиатрии. Канадское педиатрическое общество. Получено с https://www.cps.ca/en/documents
Национальный институт здравоохранения и клинического мастерства (NICE). (2013). Лихорадочное заболевание у детей: оценка и начальное лечение у детей младше 5 лет. Лондон: Королевский колледж акушеров и гинекологов. Получено с https://www.nice.org.uk/guidance/cg160
Огуз Ф., Йылдыз И., Варкал М.А., Хизли З., Топрак С., Каймакчи К., … Унувар Э. (2018). Подмышечная и тимпанальная температура у детей и возрастные нормы. Педиатрическая неотложная помощь, 34(3), 169-173. doi:10.1097/PEC.0000000000000693
Принц, В., Хоббс, А.М., Тойтен, П., и Пол, С.П. (2016). Клинические обновления: оценка и лечение детей с лихорадкой. Общественный деятель, 89 лет(6), 32-37.
Тревизануто, Д. , Тестони, Д., и де Алмейда, М. Ф. (2018). Поддержание нормотермии: зачем и как? Семинары по фетальной и неонатальной медицине, 23(5), 333-339. doi:10.1016/j.siny.2018.03.009
Вайс, С.Л., и Померанц, В.Дж. (2019). Септический шок у детей: быстрое распознавание и начальная реанимация (первый час). Своевременно. Получено с https://www.uptodate.com/contents/septic-shock-in-children-rapid-recognition-and-initial-resuscitation-first-hour
Пожалуйста, не забудьте прочитать отказ от ответственности.
Разработка этого руководства по сестринскому делу координировалась Элизабет Кук, RN, ED, и была одобрена Комитетом по клинической эффективности сестринского дела. Обновлено в августе 2019 г.
Лихорадка Температура: точность и сравнение – Библиотека медицинской информации
Поиск Идти
Измерение температуры вашего ребенка
Обзор темы
Температуру можно измерять через рот (орально), анус (ректально), подмышку (аксиллярно) или ухо (барабанно). Но показания температуры различаются в зависимости от того, какой из них вы используете, и вам нужна точная температура тела, чтобы определить, присутствует ли лихорадка.
Медицинские исследования не выявили точной корреляции между оральными, ректальными, ушными, подмышечными и лобными измерениями температуры. Как правило, корреляция температурных результатов выглядит следующим образом:
Средняя нормальная температура полости рта составляет 98,6°F (37°C).
Ректальная температура на 0,5°F (0,3°C) — 1°F (0,6°C) выше, чем оральная температура.
Ушная (барабанная) температура на 0,5°F (0,3°C) — 1°F (0,6°C) выше, чем оральная температура.
Подмышечная (подмышечная) температура обычно на 0,5°F (0,3°C) — 1°F (0,6°C) ниже, чем оральная температура.
Сканер лба (височный) обычно на 0,5°F (0,3°C)–1°F (0,6°C) ниже, чем оральная температура.
Важно помнить:
Считается, что ректальная температура наиболее точна для измерения температуры у маленьких детей.
Производитель используемого вами термометра, например ушного или налобного термометра, предоставляет информацию о том, как его использовать. Обязательно прочитайте и следуйте инструкциям, чтобы получить точную температуру. Информация может также включать в себя то, как результаты устройства коррелируют с результатами других методов измерения температуры.
Термометры с пластиковыми полосками имеют некоторые применения, но не рекомендуются для обычного домашнего использования. В отличие от оральных, ректальных и ушных термометров, термометры с пластиковой полоской измеряют температуру кожи, а не температуру тела.
Когда вы говорите со своим врачом о температуре, обязательно сообщите, какой метод использовался для измерения температуры.
Таблица сравнения температур
В приведенной ниже таблице сравнения температур указан диапазон корреляции температуры с различными методами, используемыми для измерения температуры. Информацию о точном измерении температуры у младенцев и детей см. в разделе Температура тела.
Для использования таблицы:
Найдите метод, который вы использовали для измерения температуры.
Найдите правильный диапазон температур.
Найдите температурный диапазон других методов, соответствующий используемому вами методу. Например:
Если температура полости рта вашего 2-летнего ребенка составляет 101°F (38,3°C), его или ее ректальная или ушная температура может быть около 102°F (38,9°C). Помните, что у ребенка жар, когда его или ее температура составляет 100,4 ° F (38 ° C) или выше, измеренная ректально.
Если ваша подмышечная температура составляет 100°F (37,8°C), температура полости рта составляет около 101°F (38,3°C).
Станок для заточки инструмента PROMA ON-800 — цена, отзывы, характеристики с фото, инструкция, видео
Станок для заточки инструмента PROMA ON-800 предназначен для заточки инструментов, их цилиндрических и торцовых поверхностей (сверла, фрезы, резцы с цилиндрическим и прямоугольным хвостовиком). Данный станок входит в ассортимент станков для заточки от компании «ПРОМА» и находит широкое применение в инструментальных и ремонтных мастерских, а также на малых и средних производственных предприятиях.
Характеристика
Значение
Напряжение
400В
Потребляемая мощность привода шпинделя
180 Вт
Потребляемая мощность доп. привода
60 Вт
Обороты шпинделя
2800 об/мин.
Скорость вращения доп. привода
1400 об/мин.
Продольный ход стола
360мм
Поперечный ход стола
155мм
Вертикальный ход шлиф. головки
175мм
Угол наклона головки
+ — 50 градусов
Угол поворота головки
+ — 40 градусов
Макс. расстояние от стола до оси шпинделя
270мм
Цена деления лимба поперечной подачи
0,03мм
Цена деления лимба вертикальной подачи
0,02мм
Ход пиноли правой и левой бабки
50мм
Макс. длина затачиваемого инструмента
100мм
Макс. диаметр затачиваемого инструмента
200мм
Макс. диаметр заточного круга
127мм
Размер стола
535х130мм
Т-образный паз стола
14мм
Габаритные размеры
700х750х550мм
Масса PROMA ON-800
280кг
Основные узлы и детали PROMA ON-800
Ручка для зажатия положения заточного круга по высоте.
Правая и левая опора для затачивания инструмента в центрах.
Ограничители продольного перемещения.
Основание поперечного перемещения стола.
Маховичёк поперечного перемещения стола.
Подставка станка.
Маховичёк продольного перемещения;
Основание станка;
Выключатель.
Стол.
Стойка.
Заточной круг.
Дополнительная информация по станку PROMA ON-800:
Ослабьте зажимной ручку (2), установите необходимую высоту шлифовальной головки (3), используя маховичек (6) с лимбом (5) на стойке (4). Здесь же можно отрегулировать наклон заточного круга под разными углами. Ослабив ручку (10) и меняя положение корпуса заточного круга (9) можно обеспечить достаточное пространство в зоне обработки детали и тем самым гарантировать соблюдение условий безопасности работы на станке. Диапазон установки шлифовального круга дает возможность затачивать торцовые поверхности и цилиндрические инструменты, а так же некоторые типы фасонных фрез. Для того чтобы быстро установить требуемое положение заточного круга, рекомендуем, прежде всего, установить наклон круга, после этого установить требуемую высоту круга относительно опоры. Дополнительную настройку после пробной шлифовки удобнее всего провести поворотом опоры.
болты зажатия поворота опоры;
ручка зажатия для положения шлифовальной головки по высоте;
шлифовальная головка;
стойка;
лимб отсчёта регулировки высоты шлифовальной головки.
маховичёк для перемещения шлифовального круга по высоте;
место поворота при изменении наклона шлифовальной головки;
винт крепления защитного кожуха заточного круга;
защитный кожух;
ручка крепления наклона шлифовальной головки.
Перемещение стола обеспечивается вращением маховичков в лицевой части станка, с помощью которых можно установить оптимальное расстояние между заточным кругом и затачиваемым инструментом. Маховичёк (4) обеспечивает поперечное перемещение стола и служит для присадки обрабатываемого инструмента. Маховичёк (1) совместно с рычагом (3) обеспечивают быстрое продольное перемещение стола, движение которого может быть ограничено упорами продольного перемещения. Продольное перемещение используется для отвода инструмента от заточного круга, при переустановке инструмента. С помощью упоров продольного перемещения осуществляют возврат затачиваемого инструмента в первоначальное положение.
колесо продольного перемещения;
фиксаторы продольного перемещения;
рычаг для быстрого перемещения стола;
колесо поперечного перемещения.
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Станок для заточки инструмента ON-800
Смотреть видео
Описание
Тех. характеристики
Комплектация
Отзывы (0)
Описание
Станок ON – 800 предназначен для заточки инструментов, их цилиндрических и торцовых поверхностей (сверла, фрезы, резцы с цилиндрическим и прямоугольным хвостовиком). Данный станок входит в ассортимент станков для заточки инструмента от компании PROMA и находит широкое применение в инструментальных и ремонтных мастерских, а также на малых и средних производственных предприятиях
Ослабьте зажимной ручку (2), установите необходимую высоту шлифовальной головки (3), используя маховичек (6) с лимбом (5) на стойке (4). Здесь же можно отрегулировать наклон заточного круга под разными углами. Ослабив ручку (10) и меняя положение корпуса заточного круга (9) можно обеспечить достаточное пространство в зоне обработки детали и тем самым гарантировать соблюдение условий безопасности работы на станке. Диапазон установки шлифовального круга дает возможность затачивать торцовые поверхности и цилиндрические инструменты, а так же некоторые типы фасонных фрез.
Для того чтобы быстро установить требуемое положение заточного круга, рекомендуем, прежде всего, установить наклон круга, после этого установить требуемую высоту круга относительно опоры. Дополнительную настройку после пробной шлифовки удобнее всего провести поворотом опоры.
На фото. 1 – болты зажатия поворота опоры; 2 – ручка зажатия для положения шлифовальной головки по высоте; 3 – шлифовальная головка; 4 – стойка; 5 – лимб отсчёта регулировки высоты шлифовальной головки. 6 – маховичёк для перемещения шлифовального круга по высоте; 7 – место поворота при изменении наклона шлифовальной головки; 8 – винт крепления защитного кожуха заточного круга; 9 – защитный кожух; 10 – ручка крепления наклона шлифовальной головки.
Перемещение стола
Перемещение стола обеспечивается вращением маховичков в лицевой части станка, с помощью которых можно установить оптимальное расстояние между заточным кругом и затачиваемым инструментом. Маховичёк (4) обеспечивает поперечное перемещение стола и служит для присадки обрабатываемого инструмента. Маховичёк (1) совместно с рычагом (3) обеспечивают быстрое продольное перемещение стола, движение которого может быть ограничено упорами продольного перемещения. Продольное перемещение используется для отвода инструмента от заточного круга, при переустановке инструмента. С помощью упоров продольного перемещения осуществляют возврат затачиваемого инструмента в первоначальное положение.
Заточной круг (плоский 127 Х 32 Х 25 мм электрокорунд)
1шт
Заточной круг (тарельчатый 125 Х 32 Х 45 мм электрокорунд)
1шт.
Заточной круг (конический 125 Х 32 Х 14 мм электрокорунд)
1шт.
Алмазный круг 125 Х 32 Х 31 мм
1шт.
Фланец для установки кругов
2шт.
Шайба для установки кругов
2шт.
Центр, не вращающийся 60°, с выточкой для выхода круга
2шт.
Приспособление для заточки токарных резцов
1шт.
Оправка с втулками для затачиваемого инструмента ? 32 мм
1шт.
Оправка с втулками для затачиваемого инструмента ? 22 мм
1шт.
Оправка с втулками для затачиваемого инструмента ? 16 мм
1шт.
Опора для инструмента
1шт.
Универсальное ручное поворотное устройство
1шт.
Поворотное устройство с электроприводом
1шт.
Приспособление для заточки свёрл
1шт.
Линейка для приспособления заточки свёрл
1шт.
Планка для линейки на приспособление для заточки свёрл
1шт.
Рычаги для быстрой продольной подачи
3шт.
Набор крепежа для дополнительных устройств
1 комплект
Кабель для подключения станка
1шт.
Инструмент:
Ключи рожковые 22 Х 24; 17 Х 19; 8 Х 10 мм
3 шт.
Ключи торцевые шестигранные 6; 5; 3 мм
3 шт.
Инструкция по эксплуатации
Отзывы (0)
Вам также будет интересно…
Система заточки
Premia™ — Mate Precision Technologies
Меню содержимого продукта ОбзорФункции и преимуществаЛегкая эксплуатацияИнтерфейс с сенсорным экраномУниверсальное креплениеДвухступенчатая фильтрация охлаждающей жидкостиСовместимость с инструментальной системойТехнические характеристики
Обзор
Особенности и преимущества
Работа без усилий
Интерфейс сенсорного экрана
Универсальное крепление
Двухступенчатая фильтрация охлаждающей жидкости
Совместимость с инструментальной системой
Технические характеристики
Обзор
Надлежащее техническое обслуживание инструмента имеет решающее значение для производства высококачественных деталей, увеличения времени безотказной работы станка и продления срока службы инструмента. Система заточки Mate Premia™ обеспечивает надлежащий результат при каждой операции заточки. Благодаря простому в использовании интерфейсу Premia с сенсорным экраном, мощному высокопроизводительному двигателю и способности работать с инструментами любого типа поддерживать их в оптимальном состоянии стало как никогда просто.
Особенности и преимущества
Инновации
Интерфейс с сенсорным экраном
Упрощает все операции настройки и обслуживания.
Поддерживает несколько языков и единиц измерения.
Оповещения/предупреждения на экране для «Добавьте охлаждающую жидкость» (низкий уровень охлаждающей жидкости) и «Замените фильтр» (высокий уровень охлаждающей жидкости).
Предупреждение о замене колеса.
Легко обновляемое программное обеспечение через порт USB и SD-карту.
Отслеживание данных
Отслеживайте количество заточенных штамповочных инструментов, срок службы круга и охлаждающей жидкости, срок службы двигателя и многое другое.
Превосходная двухступенчатая фильтрация использует запатентованную Mate технологию MSR™ (удержание магнитной стружки) для увеличения интервалов обслуживания и продления срока службы насоса охлаждающей жидкости.
Шлифовальный круг из CBN диаметром 7,8 дюйма (200 мм) со сплошной поверхностью оптимизирует производительность.
Инновационная конструкция обеспечивает автоматическую подачу охлаждающей жидкости непосредственно через шлифовальный круг.
Работа без усилий
Идеально подходит для работы без присмотра… просто нажмите «Начать заточку», и Premia затачивает инструмент без посторонней помощи.
Световая индикация завершения текущего цикла заточки, поэтому нет необходимости ждать у станка.
Сохраните несколько программ, чтобы обеспечить согласованность независимо от того, кто управляет машиной.
Благодаря самому мощному двигателю (3,3 кВт) в своем классе Premia может работать с самыми большими инструментами.
Premia регулирует подачу и скорость, чтобы компенсировать размер инструмента, обеспечивая постоянную скорость съема материала по всей поверхности инструмента для превосходного качества поверхности.
Гибкость
Три стандартные программы (по одной для малых, средних и больших инструментов) и две программы, настраиваемые пользователем. Также включен полный ручной режим для уникальных ситуаций.
Универсальное приспособление подходит практически для всех стилей инструментов.
Настройки глубины тонкого помола и скорости съема обеспечивают максимальную гибкость, надежность и постоянство.
Угловая регулировка стола от 0° до 12° позволяет шлифовать ножницы (в том числе крышные и шепотные ножницы типа Trumpf) на пуансонах для оптимальной эффективности штамповки.
Удобство
Экран отчета о состоянии с полным журналом данных о заточке и обслуживании круга.
Два выдвижных ящика для удобного хранения инструментов, ожидающих обслуживания, или других предметов, таких как измерительные приборы.
Бак для охлаждающей жидкости на 10,5 галлона (40 литров) на колесах. Легко снимается для замены охлаждающей жидкости и очистки бака.
Ручной распылитель обеспечивает правильное нанесение охлаждающей жидкости.
Регулируемое управление потоком помогает достичь оптимального охлаждения инструмента во время шлифования, чтобы исключить отжиг. Это гарантирует, что твердость инструмента не уменьшится, поэтому он прослужит так же долго, как если бы он был новым.
Безопасность
Полностью закрытая рабочая зона обеспечивает безопасность.
Блокировка двери предотвращает работу Premia при открытой двери.
В процессе заточки образуется абразивный туман. Он сохраняет рабочую зону в чистоте, устраняя при этом опасность поскользнуться. Абразивный точильный туман также не попадает в воздух и не попадает в другое дорогостоящее оборудование.
Сертификация
CE и QPS.
Работа без усилий
Шаг 1 – Установка инструмента
Установите инструмент в универсальное шлифовальное приспособление
Шаг 2. Введите информацию на сенсорном экране
Введите сумму, которую хотите удалить
Шаг 3. Выберите свою программу
Выберите одну из трех предустановленных программ или создайте свою собственную
Шаг 4 – Нажмите «Старт»
Нажмите «Начать помол»
Интерфейс сенсорного экрана
Выберите одну из трех предварительно установленных или создайте до двух пользовательских программ с помощью интерфейса сенсорного экрана. Программы легко вводятся и включают:
Глубина и скорость подачи черновой обработки
Курсовое шлифование, при котором большая часть материала удаляется быстро
Глубина и скорость подачи мелкозернистой стали
Полировка шлифовальная, при которой остатки материала медленно удаляются
Время искрового разряда в конце цикла
Заключительный этап, на котором устраняются силы обработки
Точный контроль подачи и скорости обеспечивает достижение оптимальных условий сетки от самого узкого пуансона до самого большого штампа.
Универсальное крепление
Универсальное крепление Premia позволяет надежно удерживать инструменты практически всех типов штамповочных прессов во время работы в Premia. Преимущества включают в себя:
Универсальный — предназначен для работы со всеми популярными инструментами для штамповочных прессов, включая:
Simple – инновационная конструкция со скользящими зажимами с Т-образными пазами для простоты эксплуатации
Система заточки Premia включает в себя градуированную угловую пластину, которая позволяет легко затачивать ножницы (крышные, шепотные или односторонние) до пуансонов. Просто наклоните пластину и используйте градуированный кулачок, чтобы выбрать соответствующий угол до 12°.
Двухступенчатая фильтрация охлаждающей жидкости
Двухступенчатая система фильтрации охлаждающей жидкости Premia продлевает срок службы охлаждающей жидкости
Магнитная система улавливает до 80 % заточной стружки до того, как она достигнет стадии 2
Лоток MRS легко снимается для очистки и обслуживания
Этап 2
Сменный фильтр улавливает оставшуюся стружку
Premia также включает распылительную насадку, которая позволяет промывать деталь перед снятием со станка. Это также позволяет легко очищать приспособление и рабочую зону.
Совместимость с инструментальной системой
Толстая башня
Thin Turret
Стиль Trumpf
Murata
Salvagnini, MultiTool, Другое
Ultra TEC® — А – 1/2″, Б – 1-1/4″, С – 2″, Д – 3-1/2″, E – 4-1/2″,
Защелкивающийся — 1/2″
NEXT™ — Размер 40, Размер 76
Marathon®/114 — Станции A, B, C, D, E, F, G, H, J, K, L
Salvagnini — Тип III 60 мм, Тип III 70×90 мм, Тип III 90×90 мм
Ultra XT™ — А – 1/2″, Б – 1-1/4″, С – 2″, Д – 3-1/2″, Е – 4-1/2″
Дроп-ин — 5/8″
QuickLock™ — Размер 1, Размер 2
Marathon®/112 — А, Б, В, Г, Е, Ф, Г, Ч станции
MT™ — 8 мм, 16 мм, 24 мм
Оригинальный стиль — А – 1/2″, Б – 1-1/4″, С – 2″, Д – 3-1/2″, E – 4-1/2″
Полный корпус — 1-1/4″, 2”, 3-1/2″
Стандартное исполнение — Размер 0-А, Размер 0-В, Размер 1, Размер 1-Х, Размер 2, Размер 3
Варитул — 6 станция, 8 станция, 12 станций
XMT™ — 12,7 мм, 24мм
АМХ — А – 1/2”, Б – 1-1/4”, С – 2”, Д – 3-1/2”, E – 4-1/2”
Отзывы о сверлильных станках по дереву ЭНКОР КОРВЕТ (Китай)
Код товара: 33988
Нет в наличии
Сверлильный станок Корвет-44 с тисками
Ø сверления16 мм
Макс. обороты 3000
Мощность 0.65 кВт
Напряжение220В
Масса70 кг
Отзыв о сверлильном станке Корвет-44 с тисками
Комментарий: Отличный аппарат для несложных работ. Если никуда не торопитесь, редко работаете более получаса подряд, то можете брать. Диапазона оборотов как для «гаражной» модели – за глаза, мощности с избытком. Но если больше получаса работать, может двигатель перегреваться.
Код товара: 33989
Нет в наличии
Сверлильный станок Корвет-45 с тисками
Ø сверления13 мм
Макс. обороты 2650
Мощность 0.35 кВт
Напряжение220В
Масса19 кг
Отзыв о сверлильном станке Корвет-45 с тисками
Достоинства: Недорого.
Недостатки: Качество.
Комментарий: Все тарахтит и дребезжит, как будто скоро развалится. Двигатель греется так, что и рядом стоять жарко. Не станок, а поделка юных техников, которые к тому же пытались сэкономить. Сверлит, да, но особо не поработаешь.
Код товара: 33990
Нет в наличии
Сверлильный станок Корвет-46 с тисками
Ø сверления16 мм
Макс. обороты 2350
Мощность 0.50 кВт
Напряжение220В
Масса21 кг
Отзыв о сверлильном станке Корвет-46 с тисками
Комментарий: Сверлит любой материал, если вы никуда не торопитесь (если большой диаметр, нужен предварительный проход меньшим). Но он явно не для больших нагрузок: и движок греется ощутимо, и стоит сверлу немного затупиться, уже проблемы. В гараж самое то по соотношению цены и качества.
Покупал(а) для: Хобби.
Код товара: 33991
Нет в наличии
Сверлильный станок Корвет-47 с тисками
Ø сверления16 мм
Макс. обороты 2450
Мощность 0.45 кВт
Напряжение220В
Масса38 кг
Отзыв о сверлильном станке Корвет-47 с тисками
Достоинства: Недорого
Недостатки: Крепеж придется протягивать и смазывать дополнительно.
Комментарий: О недостатках китайских знал заранее, поэтому полный букет китайских проблем и не удивил. В целом пару дней на доработку потратил. Критичных дефектов не было – биения шпинделя и шкивов нет, люфт на трех четвертях вылета пиноли меньше полмиллиметра (но будет больше, конечно). Скажу так: это уже и не дрель на стойке, но и под промобъемы он не пойдет. В гараж для подсобных работ или хобби – идеально.
Код товара: 33992
Нет в наличии
Сверлильный станок Корвет-48 с тисками
Ø сверления16 мм
Макс. обороты 2890
Мощность 0.55 кВт
Напряжение220В
Масса40 кг
Отзыв о сверлильном станке Корвет-48 с тисками
Комментарий: Занялся любительским изготовлением мебели, подыскивал бюджетный станок. Хотел Корвет 41, но там шпиндель без горизонтального хода и головка неповоротная. Здесь подкупила возможность торцевого сверления, но на практике оказалось проще и качественнее деталь поворачивать) А так отлично, всем доволен.
Покупал(а) для: Мебели.
Код товара: 33993
В наличии 7 шт.
Сверлильный станок Корвет-241
Ø сверления16 мм
Макс. обороты 3000
Мощность 0.65 кВт
Напряжение220В
Масса90 кг
Отзыв о сверлильном станке Корвет-241
Комментарий: Брали на учебную базу для студентов. Особых свершений от станка не ждали, свои задачи выполняет на отлично. Есть защита от бестолковых детей – пока крышку двигателя не захлопнешь, не запустишь. Обратите внимание, что при подъеме столика по стойке он немного отклоняется, т.е. сначала перемещайте стол, потом крепите заготовку.
Код товара: 33994
В наличии 2 шт.
Сверлильный станок Корвет-242
Ø сверления16 мм
Макс. обороты 2580
Мощность 0.75 кВт
Напряжение220В
Масса100 кг
Отзыв о сверлильном станке Корвет-242
Комментарий: На полупрофессиональный (как его позиционирует производитель), пожалуй, не тянет. Но для гаражных шабашек подходит. Правда требует доработки. Мне проще доработать станок за пару часов, чем переплачивать за более престижный шилдик. Доделывал по мелочи – крышки уплотнил, чтоб шума не было. Ну и мелкие подстройки. По работе претензий к станку нет.
Достоинства: 1) Достаточно мощный для своих размеров. 2) При желании легко поддаётся модернизации — можно заменить двигатель на более мощный, дооснастить освещением, прикрутить подачу охлаждения и т.п. Другой вопрос — зачем это делать? 3) Простота конструкции и лёгкость в обслуживании. 4) Лёгкий. Нести можно одной рукой особо не напрягаясь. 5) Можно прикрутить к столешнице или какому-то основанию. В станине есть 2 отверстия под болты. 6) Наклоняемый столик. Регулировка по высоте само собой тоже есть. 7) Посадка В16 на шпинделе позволяет легко менять патроны, с которыми вообще нет проблем в магазинах запчастей. Если сильно заморочиться, можно вместо патрона и какую-то другую оснастку прикрутить к нему. Тот же вопрос — зачем?
Недостатки: 1) Отсутствие жесткости. Столик гнётся даже от руки. Про свёрла говорить не нужно. При изгибании стола свёрла клинит. Вылечить можно подкладыванием под столик какого-то дополнительного упора. 2) Маленький ход шпинделя — около 50мм. Но для бытового использования этого хватит. 3) Ремни на шкивах любят скользить. 4) Электомеханическая кнопка «Пуск» может начать клинить и не включать станок. Будет крутиться только при удерживании, а при отпускании сразу выключится («толчковый режим»). Лечится постукиванием по станку, без шуток. 5) Смазка в шпинделе просто хлам. Замерзает даже при -4 градусах, из-за чего шпиндель просто не крутится. Лечится заменой на менее вязкую. 6) Крайне неудобный механизм натяжки ремней. Одному подтянуть ремни сложно. Практически не лечится. 7) Неудобный механизм смены скоростей. Из-за этого механизма за 4 года скорости на нём менял всего 2 раза. Не лечится. 8) Короткий и дубовый шнур. Но это не столько недостаток, сколько факт. Лечится. 9) Нет реверса. Лечится, но муторно. 10) Неудобный способ изменения высоты столика. Столик на стойке фиксируется стягиванием хомута с помощью винта. Для этого у винта есть ручка. Ручка короткая, рычага не хватает чтобы нормально затянуть столик. Потенциально лечится удлинением ручки. 11) Защита от стружки из оргстекла очень быстро у вас кончится. Она съёмная и в случае физической поломки её наверное можно поменять, но не забывайте, что оргстекло быстро мутнеет. Не лечится, либо менять на другой вид материала. 12) В станине есть 2 паза, в которые постоянно сваливается стружка. При условии, что станок скорее всего будет прикручен к глухой столешнице, т.е. под ним не планируется никаких отверстий, доставать из этих пазов стружку крайне проблематично. Установка на станину какого-то поддона проблему решит, но это прямо скажем костыли. 13) Рукоятки на опускании шпинделя до смешного маленькие. К тому же регулярно раскручиваются сами по себе. Лечится заменой рукояток на самодельные и посадкой их на фиксатор резьбы.
Комментарий: До этого станка был опыт работы с настольно-сверлильным станком 2М112 двух модификаций. Этот взял себе, поскольку только его нашёл в продаже за более-менее адекватную цену в 5000р. При этом 2М112 в убитом состоянии дешевле 12000 не попадались вообще. В итоге имеем станок, который годится для сверления древесины и мягких материалов (различные типы пластика, алюминий, т.д.), с переменным успехом справляется со сверлением металлов, даже нержавейки. Универсальным его назвать тяжело. Вертикальности в сверлении нет из-за изгибания столика (привет кривые и разбитые отверстия). Стоит такой брать? В магазине точно нет. Лучше накопить денег и купить нормальный станок, а не этот, удовольствия он всё равно принесёт немного. Часть из описанных мной недостатков теоретически можно вылечить при наличии времени, желания и материальных возможностей. С функциями этого станка справится обычная дрель ватт на 800 и настольные тиски. Рассматривать данный станок (как и все однотипные станки от разных производителей) можно только как какую-то базу для будущей модернизации.
Chevrolet Corvette 1971 года
Из июньского выпуска 1971 года Автомобиль и водитель
ИСПЫТАННО
Рулевое управление становится достаточно быстрым на скорости 140 миль в час. А подвеска, которая на Сансет-Стрип казалась кремневой, податливая, почти рыхлая. В этой высокоскоростной никогда-никогда-земле все ваши чувства нуждаются в переориентации: дорога, которая выглядит зеркально плоской, резко качает вас вверх и вниз; воздух производит мучительные звуки, которые вы слышите прямо сквозь стекло, когда он царапает верхнюю часть ветрового стекла; невидимая сила медленно скручивает и мучает внешнее зеркало, пока оно не сдается и не оказывается направленным в небо.
Удерживать машину и себя на прямом и узком участке настолько сложно, что вашему логическому сознанию требуется около трех миль, чтобы вырваться из вашей концентрации — у вас нет времени вести мысленные дебаты о морали того, что вы делаете. Но когда эта логическая, практическая совесть все же прорывается, ее это не веселит. Достаточно плохо, чтобы провести день за рулем в Неваде, но искушать худшее разрушение, доведя Corvette 454 до красной черты на высшей передаче и удерживая его там, чертовски не по-американски. Защиты нет. Нет рационального оправдания тому, чтобы ехать в double объявленные ограничения скорости в любом другом штате.
Ветки 1970-х годов
Chevrolet Corvette 1973 года выпуска
Chevrolet Corvette 1978 года выпуска
Испытано: Chevrolet Corvette 1979 года выпуска
Будь проклято обоснование; сослаться на «временный энтузиазм» и покончить с этим. И вернуться к красоте этого. Потому что так бывает. Это случается с каждым, кто проводит несколько дней с Зорой Аркус-Дунтов, тестируя Корветы с каждым типом двигателя, который Шевроле делает в 1971: прогонять их по полосе сопротивления, вокруг площадки скольжения и по импровизированному дорожному полотну. И все время говорил с Дунтовым об этом, о том, что он сделал с подвеской, шинами и аэродинамикой, чтобы Corvette был единственным автомобилем, построенным в Америке, который может разогнаться до 140 миль в час, не потея, и водителю не о чем беспокоиться. о том, чтобы стать историей.
Позже, когда вождение закончено, будет ужин и, может быть, несколько напитков и больше разговоров — расскажите о том, как это было, когда Делайе и Талботы пытались сбить с толку джаггернаутов Mercedes и Auto Union на трасса Гран-при; о том, как Дунтову пришла в голову идея переделать головку блока цилиндров «Ардуна», когда он за день до войны проехал на своем «Форде» с плоской головкой по Франции; о том, каково было работать с Сидни Аллардом, управлять Allard в Ле-Мане и проиграть, а затем переключиться на Porsche и выигрывать класс следующие два года подряд.
Но будь то между блюдами за ужином или когда конденсат стекает по бокалу для мартини, Корветы всегда остаются на поверхности. Понемногу всплывали проблески автомобильной истории — вещи, которые ставили сегодняшний день и Corvette 1971 года в перспективу: что он работал с блестящим инженером по имени Джон Долза над системой впрыска топлива в Рочестере, и эта система сегодня в основном верна, за исключением того, что кубические дюймы — более дешевый способ лошадиных сил; что кулачок «Дунтов» был аварийным устройством, которое он разработал, когда Шевроле хотел разогнаться до 150 миль в час на Дейтона-Бич в 1919 году. 56; презрение, которое Дунтов испытывает к форме корпуса Sting Ray 1963–1967 годов, потому что у него «достаточно подъемной силы, чтобы быть плохим самолетом».
Обсуждения современных технологий и зарисовки на салфетках; карандашными стрелками показано, что воздух не попадает в радиатор нынешнего Corvette через решетку радиатора — он перекрывается номерными знаками и щитками фар — вместо этого воздух подсасывается спойлером под и за решеткой и поступает кузов через две щели даже не видно, если только не лечь перед машиной.
На каждый вопрос есть ответ и причина для каждой характеристики Корвета. Дунтов будет говорить о битвах и компромиссах, которые были выработаны между ним и стилистами, планировщиками продукции и составителями докладных записок, но он непреклонен в одном: на протяжении всего производства он твердо выступал против тех, кто снизил бы устойчивость Corvette на высоких скоростях. скорость.
Вот почему шины разработаны специально для Corvette — нейлоновый корд N44 — подходят для продолжительной езды со скоростью 140 миль в час и используются на № другой американский автомобиль. Дунтов знает, что ездить с такой скоростью запрещено законом во всех штатах, кроме одного, и ему все равно. Если какой-либо водитель Corvette по какой-либо причине должен иметь возможность двигаться со скоростью 140 миль в час, в машину должна быть встроена возможность делать это безопасно. Он встроен в подвеску; у Corvette ход подвески больше, чем у любого другого автомобиля, произведенного в этой стране. Если бы Дунтов и инженеры захотели, это путешествие позволило бы им ехать мягко — мягче, чем любой из спортивных автомобилей, — но тогда Corvette, вероятно, достиг бы дна на высокой скорости и стал бы неустойчивым. Таким образом, поездка остается тяжелой, даже если по меркам Детройта приходится ехать слишком много; это цена, которую вы платите за способность развивать скорость до 140 миль в час.
При обсуждении тормозов, рулевого управления, аэродинамики снова и снова всплывает один и тот же приоритет дизайна — забота водителя Corvette, который когда-нибудь может довести свой двухместный автомобиль с узкой талией до красной линии и удержать его там. Традиционно максимальная скорость волнует только европейских автомобилестроителей. Но когда Дунтов говорит, и вы отвлекаетесь от того, что он говорит, достаточно долго, чтобы заметить как он это говорит, вы знаете, что он ближе к ним, чем к нам. Хотя он родился в Бельгии, он русский, и все годы после отъезда из России — изучает инженерное дело в Германии, в свободное время занимается гонками на мотоциклах и автомобилях; Годы работы в Бельгии и Франции над гоночными автомобилями и самыми мощными двигателями того времени (часто с наддувом) оказали столь же глубокое влияние на его автомобильную философию, как и на его акцент. А его акцент — это закаленный сплав структур и образований старого мира, которые 30 лет в США, кажется, не поцарапали.
Итак, вы сосредотачиваетесь на том, как он произносит свои слова, способе, который принадлежит только ему, и вы чувствуете интенсивность его приверженности Corvette и его разработке до уровня производительности, превосходящего все серийные автомобили в мире. . Затем, почти не замечая перехода, вы оказываетесь в Неваде, а стрелка тахометра находится всего в двух шагах от красной зоны. Спидометр показывает более 140 миль в час, и ты знаешь, что все в порядке, если вообще может быть хорошо в любой машине, на такой скорости, потому что Зора Аркус-Дунтов не согласился бы ни на что меньшее.
Очевидно, это не обычное дорожное испытание. Но как же быть, если речь идет о таком редком и сложном человеке, как Дунтов, и о таких детройтских, но европейских автомобилях, как Corvette. В данном случае было бы худшим видом безответственной журналистики сказать, что Дунтов несет персональную ответственность за каждую гайку, болт и поковку в «Корвете» — над ним работают десятки инженеров «Шевроле». Тем не менее, на протяжении многих лет именно его видение того, каким должен быть высокопроизводительный спортивный автомобиль, преобразило потомков выпуклых, равнодушных 1953 Corvette в двухместную туристическую машину, которая может успешно участвовать в гонках международной категории GT. Поэтому, когда вы можете пригласить его — главного инженера Chevrolet-Corvette — присутствовать на тесте, чтобы проехать и объяснить, почему Corvette 1971 года ведет себя так, а не иначе, результаты должны быть более значимыми.
Сначала проект был простым. Каждый год в течение последних пяти лет читателя C/D голосовали за Corvette как за лучший универсальный автомобиль в мире, без исключения. Любой автомобиль с такой высокой оценкой заслуживает подробного обзора. Это означает, что все Корветы, по одному с каждым двигателем. И немного терпения, потому что, если вы не планируете на несколько месяцев вперед, невозможно, чтобы весь актерский состав появился в одном месте в один день. Мы согласились на двух в один день и на трех через несколько недель — LT1 был в составе дважды — и нам повезло, что Дунтов присутствовал на обеих сессиях.
Все испытательные автомобили были купе, как и большинство (62%) серийного производства. Хотя наличие хотя бы одного кабриолета в тесте позволило бы изучить эту модель, это также добавило бы нежелательную переменную. Различные звуковые качества двух типов кузова и разный вес автомобилей, безусловно, исказили бы четкую картину, которую мы сейчас имеем о различных двигателях.
Это не означает, что для проведения действительного теста все участвующие автомобили должны быть оборудованы одинаково, за исключением двигателя. Напротив, у Corvette есть большая свобода действий — его можно выбрать как роскошный туристический автомобиль или как высокопроизводительный спортивный автомобиль — но разница должна зависеть от выбора двигателя. Итак, мы разделили тестовые автомобили на эти две категории. Оба туристических автомобиля оснащены двигателями с низким уровнем сжатия и гидравлическим подъемником, а расслабленный характер силовых установок дополняется автоматическими коробками передач и кондиционерами. Модели производительности одинаково различаются по своим ролям; двигатели с механическим подъемником с более высокой степенью сжатия и 4-ступенчатой трансмиссией с близким передаточным числом, а для снижения веса — без кондиционера. Все автомобили имеют «стандартное» передаточное число Chevrolet для комбинации двигатель/трансмиссия.
Понятно, что 350 куб. в. 270-сильный двигатель Corvette не попадает в категорию производительности. Это самый низкий выход 4 барр. Шевроле строит V-8 (доступен в качестве опции для всех моделей, кроме Vega), и он специализируется на безболезненной работе. Он тихий и совершенно без пороков. Тем, кто хочет чувствовать себя комфортно и избежать механических проблем, но при этом двигаться быстро, следует выбрать LS5, 365-сильный 454-й двигатель. быстро четверть мили в то же время. Только не забудьте деньги за газ.
Но эти силовые установки мало интересны любителю корветов, человеку, который помнит душу и живучесть мощного двигателя 283 с впрыском топлива, когда он был единственным уличным двигателем в стране, выдававшим одну лошадиную силу на кубический дюйм. Сегодняшним аналогом является LT1 — полноприводная модель 350 мощностью 330 л.с. В этом году степень сжатия была снижена до 9,0 к 1, что является гигантским шагом вниз по сравнению с 11,25, которые были у некоторых компактных корветов в прошлом, но он не утратил живой, энергичный характер, который сделал его известным. Он нетерпелив и разговаривает с вами. Сегодня он, вероятно, даже более известен как Z28, так его называют при заказе в Camaro. Инженеры Corvette придумали эту идею, поэтому Дунтов морщится, когда вы говорите, что два двигателя одинаковы, но это так. Тем не менее, почему-то в Corvette он кажется менее приглушенным, возможно, из-за корпуса из стекловолокна, который действует как меньший барьер для звука, чем сталь Camaro. В LT1 вы всегда слышите грохот массивных подъемников, а выхлопные трубы излучают звук прямо сквозь пол. Это разочарованный гонщик, факт, который вы никогда не позволите забыть.
Если вам нужен самый быстрый Corvette, то не запутайтесь. Закажи LS6 — 425-сильный 454. Он как LT1, только больше. LS6 доступен в других Chevrolet, конечно, в Chevelle, но не с точно таким же оборудованием, которое составляет пакет Corvette. Это двигатель премиум-класса с самого начала — шатуны с двойной дробеструйной обработкой, кривошипный кривошип, кованые поршни — и вы платите за него: 1220,70 долларов США в качестве опции. Но углы не срезаны. Цена включает в себя транзисторное зажигание, двухдисковое сцепление (которое не только имеет меньшее усилие на педаль и более короткий ход, но и достаточный крутящий момент для долгой жизни даже при передаточном числе 3,08) и алюминиевые головки (которые экономят 55 фунтов). Это любимый двигатель Дунтова, и его мучает то, что немногие клиенты могут себе это позволить.
«Возможно, для уличного двигателя я ошибаюсь — алюминиевые головки дорогие, а на улице этот вес не имеет значения.» Но он не собирается ставить под угрозу производительность только для того, чтобы выкачивать деньги. И у него есть резкие слова для «счетчиков бобов», которые иногда исключают стоящую опцию или функцию. Например, L46. До этого года можно было купить 350 куб. дюймов. Двигатель мощностью 350 л. с. с гидравлическим распределительным валом, который почти не уступал по производительности LT1, но также был совместим с кондиционером. И вы можете купить его примерно за 150 долларов по сравнению с 483 долларами за LT1. «Излишне», — решили счетчики бобов и исключили его из списка. Дунтов считает иначе.
Что касается уцелевших двигателей, то они явно пострадали не от счетчиков бобов, а от рук инженеров по контролю выбросов. Снижение степени сжатия сократило кривые мощности всех двигателей Corvette примерно на 5%, и это проявляется на полосе сопротивления. LS6 быстр, не заблуждайтесь — 13,8 секунды при 104,65 миль в час за четверть — но три 2 барреля. 435-сильный 427, испытанный два года назад (сентябрь 69-го), разогнался до 106,8 миль в час. Сюда входят передаточные числа осей. В то время как у 427 было 3,70, у LS6 было 3,36, что не только означает, что вы просто включаете третью передачу до того, как скоростные ловушки, но и затрудняет чистый старт.
LS6 определенно покажет лучшее время с более высоким числовым передаточным числом. И с более свободной выхлопной системой. По словам Дунтова, в глушителях теряется 50 лошадиных сил. Однако такова жизнь. Вы должны иметь глушители на улице. Калифорнийские законы гласят, что они должны быть тихими, а LS6 — даже тихими. Импульсы по-прежнему отчетливы — когда каждый цилиндр выдает более 50 лошадиных сил, иначе и быть не может — но они приглушены. Гиганты в мягких клетках. (Шевроле раньше предлагал внешнюю выхлопную систему с камерной трубой, которая стоила примерно на 10 лошадиных сил меньше, чем глушители, но сейчас это слишком громко….)
Как и следовало ожидать, характеры LS5 и LT1 совершенно разные. Однако по производительности они идут ноздря в ноздрю. С автоматической моделью 454 просто встаньте на нее и вперед. Несмотря на то, что это 305 фунтов. тяжелее, чем LT1, он достигает конца четверти примерно на 0,3 секунды раньше. Как и LS6, LT1 очень сложно запустить должным образом — коробка передач с близким передаточным числом не очень подходит для ускорения с места — так что, хотя Corvette с меньшим двигателем движется быстрее в конце, это занимает больше времени, чтобы добраться туда. Естественно, дольше всех добирается 270-сильная модель — 15,55 секунды при 9 часах.0,36 миль в час — и с его мощностными опциями это должен быть самый медленный Corvette из возможных.
Все Корветы были бы быстрее, если бы была доступна система подачи холодного воздуха. У снятого с производства L88 был один — ковш капота, обращенный назад, — но он также позволял просачиваться большому количеству шума двигателя, что не нравилось Калифорнии — и это конфликтовало с аппаратным обеспечением контроля выбросов — поэтому его убили. (Дунтов не признался в каких-либо планах по его возрождению.) Холодный воздух в карбюратор особенно полезен в Corvette, потому что у него наименьшая площадь под капотом среди всех 8-цилиндровых Chevrolet, а это означает, что он больше всего страдает от высоких температур под капотом. Вы можете увидеть это по результатам перетаскивания полосы. Каждая последующая пробежка медленнее предыдущей, пока не будет достигнуто окончательное равновесие, обычно на 1-2 мили в час медленнее, чем первая пробежка после периода охлаждения. Высокая температура моторного отсека также передается в кабину. Значительные усилия были приложены для более эффективной вентиляции подкапотного пространства, помогают дефлекторы передних крыльев, но этого недостаточно, чтобы сделать салон комфортным в жаркую погоду. Поэтому, если вы не стремитесь к прямолинейной производительности, мы рекомендуем кондиционер.
На Corvette доступны две различные 4-ступенчатые передачи с близким передаточным числом: обычная, которая, по словам Дунтова, достаточно хороша для любого вида уличного использования, и M22, известная как «камнедробилка» для тех, кто не может вспомни М22. Разница между ними заключается в зубчатых колесах — зубья камнедробилки немного ровнее — и в большом шуме. Обе коробки переключаются одинаково, потому что синхронизаторы одинаковые. И они переключаются очень хорошо из-за превосходной рычажной передачи Corvette. В отличие от других четырехступенчатых коробок передач Detroit, рычажный механизм Corvette крепится к раме, а это значит, что его не нужно изолировать резиной, чтобы избежать дребезжания и вибраций. Таким образом, вы получаете уверенные переключения, но не жужжание рычага. Переключатель также регулируется для более короткого хода.
Однако они могут быть в отделе торможения. Корветы имеют чрезвычайно мощные тормоза, и три из четырех тестовых автомобилей легко оправдали ожидания. А вот четвертый — нос тяжелый, кондиционированный, полностью железный 454 — предпочел раньше заблокировать задние колеса и мог тянуть лишь немногим более 0,8 G, сохраняя при этом хорошую курсовую устойчивость. В Corvette не используются регулирующие клапаны тормозной системы, и, хотя между моделями существует значительная разница в распределении веса, Дунтов убежден, что в них нет необходимости, но он планировал перепроверить ситуацию с тяжелым носовым автомобилем по возвращении в Детройт, просто чтобы убедиться.
Когда дело доходит до обработки, переменные становятся еще более сложными. По словам Дунтова, ускорение серийных автомобилей может варьироваться от 0,75 до 0,85G на заносной площадке. 454 обычно лучше, потому что у этих моделей есть задний стабилизатор поперечной устойчивости, который делает их почти нейтральными. Но рассчитывать на это нельзя. Существует значительный разброс в характеристиках подвески: до 10% в пружинах и почти столько же в стабилизаторах поперечной устойчивости — они не могут быть изготовлены с более близкими допусками по разумной цене. А еще есть шины. По всем параметрам, которые определяют хорошую уличную шину — курсовая устойчивость, ходовые качества, шум и т. д. — шины Goodyear немного лучше, но шины Firestone, как правило, создают чуть большую боковую силу на противоскользящую подушку. Затем идет вес автомобиля, который варьировался в этом тесте от 3370 до 3675 фунтов, и распределение веса. В этом тесте самый легкий автомобиль, LT1, оказался лучшим, вращаясь вокруг площадки с ускорением 0,80G. У него также была наименьшая недостаточная поворачиваемость.
Но на дороге конечно было почти невозможно почувствовать разницу между четырьмя версиями. Все они имеют небольшую недостаточную поворачиваемость — на наш взгляд, в самый раз — и чрезвычайно терпимы к технике вождения. Для тех, кто собирается участвовать в гонках, есть опциональная усиленная подвеска, но она настолько жесткая, что Дунтов не думает, что кто-то выдержит ее на улице. И чтобы отпугнуть мазохистов, он устроил так, что приходится заказывать сверхмощный автомобиль — предназначенный исключительно для гонок, с усиленными тормозами, сцеплением, задней частью и т. д. — и ни одной опции удобства, даже радио, доступно на этой модели.
Это все часть лояльности Дунтова к водителям Корвета. Он хочет, чтобы у них было то, что им нужно — а не то, что, по их мнению, им нужно — в дорожном автомобиле с чрезвычайно высокими характеристиками. Из-за этого желания у него часто возникают разногласия со стилистами. Роскошный вариант чехла для колес является показательным примером. Стиль Turbo-Flash добавляет 28 фунтов. к автомобилю и делает невозможным динамическую балансировку колес. Дунтов рекомендует базовую установку с колпаком ступицы и декоративным кольцом. И были еще более серьезные конфликты по поводу базовой формы тела. Первоначально стилисты планировали установить большой спойлер на заднюю часть нынешнего Corvette, прежде чем он поступит в производство. Дунтов настоял на том, чтобы его урезали до нынешних нефункциональных размеров. Тестирование показало, что спойлер давит на заднюю часть так сильно, что нос поднимается, в результате чего передняя часть становится легкой — гораздо хуже, чем отсутствие спойлера.
Иногда вы сталкиваетесь с нерешенной проблемой. Во время прохождения через Неваду со скоростью 140 миль в час на LS5 мы обнаружили, что он будет работать с полностью открытой дроссельной заслонкой всего несколько миль, прежде чем перегреется. Когда позднее зашел этот вопрос, Дунтов кивнул — он это знал. Это из-за кожуха радиатора. Вы должны иметь его на низких скоростях, чтобы вентилятор был эффективным, но на высоких скоростях он как бы перекрывает поток воздуха, который в противном случае протаранил бы радиатор. У него есть решение на полке — кожух с клапанами, которые открываются на скорости — но счетчики бобов не слишком заинтересованы в этом. А так как это не соображения безопасности, нет причин поднимать этот вопрос. Дунтов знает о благоразумии. Это приходит с возрастом.
На эту тему он мало говорит. Ему под шестьдесят, и это давит на него. Но это не останавливает его. Казалось бы, ничего нельзя. Ты видишь это, когда он за рулем. Несколько кругов по настоянию фотографа — лишь бы добить. Неважно, что это просто использовать рулон Tri-X. Это сделано правильно. Широко открытый дроссель до последней миллисекунды — тормозить поздно — резко тормозить — рано включать мощность. Ни шевеления в очереди. Только вкус дыма от шин проникает в кабину. Ад. Зора Аркус-Дунтов все равно снесет двери 98% парней, которые покупают его машины. И это хорошее предзнаменование для Corvette следующего года.
Этот контент импортирован из OpenWeb. Вы можете найти тот же контент в другом формате или найти дополнительную информацию на их веб-сайте.
Лучший американский спортивный автомобиль
| Первый тест
Впечатляюще неуправляемый Z06 не оставит вас равнодушным ни к чему, кроме дополнительного времени.
chevrolet corvette Полный обзор
Pros
Все времена великий натуральный аспирированный двигатель
PDK-эквивалентная трансмиссия
Обработка мирового класса
CONS
не Burfle
Не видно двигателя на конвертируемых моделях
Squircle Steering Steering Whale не для всех
Как мы можем сказать это так определенно? А как же Ford GT, спросите вы? А как насчет Dodge Viper ACR? Мы ездили на них, тестировали их с помощью наших инструментов и отслеживали их, и обе они отличные машины. Каждый из них является победителем Ле-Мана сам по себе (хотя у Corvette Racing больше побед, чем у них двоих вместе взятых). Chevrolet Corvette Z06 2023 года лучше.
Примечания к двигателю
Что бы мы ни говорили о новом C8 Corvette Z06, мы должны начать с кощунственного двигателя V-8 с двумя верхними распредвалами и плоским кривошипом. Нет, он не булькает, как V-8 с поперечной рукояткой, потому что это не так. Однако без наддува он выдает больше мощности, чем любой серийный V-8 в истории. Речь идет о 670 американских пони. Справедливая торговля, говорим мы.
Не согласен? Вы не будете, не после первого рывка к красной черте с открытым выхлопом. Это не пронзительный визг старого итальянского V-8 или монотонное рычание современного немецкого восьмицилиндрового двигателя с турбонаддувом. Chevrolet Corvette Z06 2023 года звучит как самый злой человек, которого вы когда-либо слышали, кричащий во всю глотку. Это безумный боевой клич, сплошь рваные эмоции и ноль сознательных мыслей.
Это тоже счастливая случайность. Первоначально планировалось, что Z06 будет иметь выхлопную систему, аналогичную базовой машине, с наконечниками по углам, а не по центру, но центральное расположение быстро показало снижение противодавления и снижение веса. И все же это было не совсем правильно. По очереди проезжая мимо своей команды на одном из первых прототипов, инженеры поняли, что снаружи автомобиль звучит лучше, чем в кабине. Задержки в разработке, вызванные глобальной пандемией, позволили команде выиграть время для разработки новой выхлопной системы с центральным выходом, которая также оказалась на 20 фунтов легче. Большим исправлением стали наконечники, состоящие из двух частей, которые являются результатом не эстетической экономии, а преднамеренной инженерии: то, что кажется отдельными декоративными кольцами, на самом деле является параболическими отражателями, которые посылают больше шума вперед в кабину.
Теперь, когда шум убран, давайте поговорим о том, что действительно важно: о том, как этот двигатель развивает мощность. Это высокие обороты, экспоненциально нарастающая, никогда не ослабевающая подача мощности, за которую почитают лучшие на все времена безнаддувные двигатели. Низкая мощность — это хорошо, но настоящее волнение начинается при 4000 об/мин. При 6000 об/мин все становится реальным, и это не останавливается, пока вы не достигнете красной отметки 8600 об/мин.
Это своего рода маниакальный толчок, который заставляет ваш позвоночник покалывать, и он кажется почти неконтролируемым, поскольку он просто продолжает нарастать. Это заставляет вас задаться вопросом, не следует ли вам укоротить передачу, чтобы ситуация не вышла из-под контроля, как будто оставив ее на передаче до красной линии, вы каким-то образом позволите машине уйти от вас. Он заставляет вас держать газ до тех пор, пока вы не достигнете красной линии, даже если вы выезжаете за пределы дороги и действительно должны подумать о торможении. Если вы ездили на многих современных суперкарах, вам может не хватать турбонагнетателя на низких и средних оборотах, но вы забудете об этом, когда доберетесь до максимальной скорости.
Так выглядели вершины суперкаров до турбореволюции. Когда мощность означала скорость двигателя, звук и ярость. Именно это делает Ferrari 458 более желанными, чем 488 и F8. «Шевроле» увидел свет, взломал код, разгадал загадку, как бы вы ее ни описывали. Мы думали, что в 2022 году мы видели последний из великих безнаддувных двигателей V-8, и вот приходит Chevy с последним приветствием.
Quick Shift
Вдобавок ко всему, инженеры Corvette соединили V-8 с поистине великолепной коробкой передач с двойным сцеплением. Это переработанная версия стандартного Corvette, но разница ощутима. Логика автоматического переключения стала лучше, чем когда-либо, и функционально не уступает эталонному Porsche PDK. Включайте передачи самостоятельно с помощью подрулевых лепестков, и это позволит вам делать все, что угодно, кроме чрезмерного увеличения оборотов двигателя. Хотите сбросить передачу и оказаться всего на 300 об/мин ниже красной зоны? Ваш звонок/ошибка.
Черт, он даже переключает передачи. Абсолютно деревянная, и трансмиссия переключается с легким толчком между вашими плечами. Недостаточно, чтобы как-то расстроить машину, но достаточно, чтобы усилить драму и заставить машину чувствовать себя еще более на грани, хотя это не так.
(Drop-) Лучшие номера
Во время официального запуска мы должны были испытать все варианты Chevrolet Corvette Z06 2023 года, которые компания предложит. Тем не менее, в то же время Chevy отправила стандартный кабриолет Z06 на наш испытательный полигон в Калифорнии, чтобы мы могли просчитать его как раз к этой истории. У него не было пакета Z07 с липкими шинами Cup, легких колес из углеродного волокна, аэродинамического пакета из углеродного волокна с высокой прижимной силой или более легкого кузова купе, так что имейте это в виду. Другими словами, это то, на что способна базовая машина. Только представьте, что будет делать полностью навороченный Z07, когда мы привяжем к нему наше испытательное оборудование.
Начните пробежку, используя управление запуском; автомобиль разгоняется до 60 миль в час всего за 2,6 секунды на пути к 10,6-секундному времени четверть мили на скорости 131,6 миль в час. Это дикие цифры для базового кабриолета Z06 со всей отделкой и базовыми шинами, а также с более тяжелой складной крышей на 100 фунтов. Этот кабриолет весит здоровенные 3774 фунта и делает «всего» 460 фунтов на фут. (Не то чтобы вы действительно заметите разницу в весе в кабриолете; мы не заметили на улице или на треке.)
Нажмите на другую педаль, и массивные углеродно-керамические тормоза в лучших традициях GM остановятся. Корвет, черт возьми, прямо сейчас. Чувствительность педали с электронной регулировкой агрессивна, но управляема в самой мягкой настройке, и обнадеживающе твердой и прямой в самой жесткой. Сильный, последовательный прикус происходит немедленно и легко модулируется по всей зоне торможения. Однако, как и в случае с пакетом Z51, вам нужно будет подготовиться к своему первому серьезному торможению, чтобы почувствовать его. Педаль имеет меньший ход, чем вы ожидаете, и в зоне высокоскоростного торможения легко дойти до вмешательства ABS, когда вы думаете, что вам нужно больше хода педали. То есть, если вы не получите колеса из углеродного волокна, но мы доберемся до них через минуту.
На испытательном треке мы измерили тормозной путь в 99 футов со скорости 60 миль в час, что является территорией суперкара, но на несколько футов меньше, чем у лучшего из протестированных нами автомобилей. Мы ожидаем, что полностью загруженный Z07 с более липкими шинами и колесами из углеродного волокна снизит этот результат на несколько футов. (Чтобы наша тестовая группа подробно изучила все тестовые номера, перейдите сюда.)
Не то чтобы стандартным шинам Michelin Pilot Sport 4S есть за что извиняться. Их сцепление абсолютно безупречно на дороге и почти так же хорошо на трассе. Мы зафиксировали среднее поперечное ускорение 1,10 на трелевке с этими базовыми шинами, и они позволили Z06 пройти круг восьмеркой за 22,7 секунды за 0,9 секунды.3 средний г. Все, что меньше 23 секунд, является рекордом для суперкаров.
Это если правильно ездить, конечно. Будьте слишком агрессивны, входя в поворот или выходя из него, и все может запутаться. Слишком много торможения в повороте, и задняя часть разгрузится и выйдет из строя. Его легко поймать и контролировать, и вы можете так же легко избежать этого, начав и закончив торможение раньше и более плавно управляя рулевым управлением. Точно так же слишком высокая скорость в середине поворота может вызвать умеренную и предсказуемую недостаточную поворачиваемость.
С балансировкой веса между передними и задними колесами 39/61 и тяжелыми деталями посередине, этот автомобиль также не любит удерживать аляповатый занос на выезде. Как и базовый C8, с отодвинутыми на второй план системами контроля тяги и устойчивости, он будет иметь избыточную поворачиваемость с лучшими из них, но запас для захвата и удержания угла сноса будет коротким и приятным. Лучше всего сбросить газ и позволить ему зацепиться, потому что, оставшись в нем, очень вероятно, что это вызовет вращение. Эта машина хочет идти вперед, а не дрейфовать.
Но на самом деле нет никаких причин, по которым вы должны оказаться в такой ситуации с самого начала. Фантастическая система управления тяговым усилием Chevrolet более чем рада предотвратить перегрузку задних колес, поэтому вам никогда не придется беспокоиться о том, что вы съедете с тротуара. При любом уровне PTM, включая режимы гонки, вам не нужен контроль устойчивости. Каждый раз, когда поворачивается руль и нажимается педаль акселератора, PTM распределяет точное количество мощности, которое, по мнению компьютера, могут выдержать задние шины: просто нажмите на педаль газа и вперед.
Это еще не все
Однако сделайте это, и вы быстро найдете другие ограничения, такие как дорога и ваша собственная терпимость к риску. Физика ограничивает скорость, с которой вы можете пройти любой заданный поворот, и уравнение меняется от транспортного средства к транспортному средству. По мере того, как вы приближаетесь к пределу в той или иной машине, вы должны решить, где находится ваш личный предел. Сколько вы готовы рискнуть, чтобы двигаться немного быстрее?
Этот вопрос остро стоит на трассе и особенно на дорогах общего пользования. Быстрая езда на Chevrolet Corvette Z06 2023 года требует, чтобы вы постоянно думали об этом вопросе, потому что у вас быстро создается впечатление, что в автомобиле больше. За этим поворотом можно было проехать быстрее. Можете ли вы? Готовы ли вы рискнуть последствиями ошибки на дюйм? Ваше время круга ставит ужин на стол? Этот автомобиль может принести славу, но ненужная глупость также присутствует в меню, если вы не справитесь с этой задачей.
Не то чтобы Z06 не побуждал вас гнаться за последней десятой, сотой или тысячной долей секунды. Удары в середине поворота не имеют значения для этой машины. Хотите использовать бордюр? Действуй. Отбить красно-белых. Это не волнует. В нем есть непоколебимая уверенность, ощущение, что он невосприимчив к большим ударам в подвеске, подобно тому, что сделало нас большими поклонниками Camaro Z/28 пятого поколения. Это автомобиль, который кажется одновременно легким и изящным, а также неразрушимым. Езжайте изо всех сил — это выдержит.
Еще более мощные модели
Не забывайте также, что мы все еще говорим о базовом Corvette Z06. Есть еще Z07, и он даже лучше. Забудьте о цене, забудьте о характеристиках. Вы, несомненно, почувствуете разницу на трассе — и вам понравится трек-день на Z06. Вы будете пытаться выяснить, как установить 36-галлонный бензобак оригинального Z06 на Z07, чтобы вам никогда не пришлось пит-стопом.
Волшебство заключается в том, как относительно короткий список улучшений работает вместе. Легкие колеса усиливают ощущение руля и в сочетании с более липкими шинами Michelin Pilot Cup 2R значительно улучшают и без того хорошее ощущение торможения. Если база Z06 чувствует, что остановится прямо сейчас , Z07 кажется, что он уже остановился вчера, но вы все еще можете модулировать его сейчас, если хотите.
Если у Z06 и есть что-то, что можно назвать слабым местом, так это то, что автомобиль может разгонять базовые шины Pilot Sport 4S на трассе. Cup 2R решает эту проблему. Гораздо труднее вызвать избыточную поворачиваемость при выходе из поворота, и вы должны развивать гораздо большую скорость, чтобы получить недостаточную поворачиваемость в середине поворота.
Липким шинам помогает пакет Carbon Aero с высокой прижимной силой (734 фунта при скорости 186 миль в час, по сравнению с 362 фунтами для стандартной аэродинамики с дополнительными установленными удлинителями спойлера с плетеными наконечниками), а также пружины на 10 процентов более жесткие. Даже в большей степени, чем Z06, Z07 создает ощущение, будто вы можете буквально резать бордюры на каждом углу, и машине будет все равно. Сделайте его легким и свободным над гребнем, и это не будет нервировать. Вы инстинктивно понимаете, что он не вернётся к вам, и что он снова схватится, так что вы сможете бросить молоток, как только он это сделает.
Этот автомобиль внушает огромное доверие. Вы чувствуете, что можете отбросить осторожность на ветер. Вы обнаружите, что резко открываете дроссельную заслонку на участках трассы, которых раньше не было, и держите ее глубже в зонах торможения. Вы дольше ждете на тормозах, больше используете бордюр и еще более агрессивно работаете с дроссельной заслонкой. Вы едете все сильнее и сильнее, сильнее, чем вы когда-либо думали, потому что знаете, что Corvette может это сделать.
Приятно говорить о Corvette. Каким бы хорошим ни был C7, его шасси было на пределе своих возможностей, и добавление большей мощности не собиралось улучшать характеристики приборов, время прохождения круга или уверенность водителя. С8? Это было быстрее из коробки, теперь это еще быстрее, и это только поднимается отсюда.
Рулевое управление вперед
Будем надеяться, что неизбежное добавление мощности на передние колеса будущих моделей Corvette не ухудшит ощущение рулевого управления. Как и все остальное в этом автомобиле, где предыдущая модель с Z51 была великолепной, Corvette Z06 2023 года лучше. Реакция на рулевое управление мгновенная и очень точная. Отзывы содержательны и полезны, и если вы потратите 12 000 долларов на колеса из углеродного волокна (отдельный вариант), это лучше, чем у большинства современных суперкаров. Некоторых людей продолжает раздражать руль в форме буквы «Squircle», но из-за того, что вы стесняетесь ориентироваться на парковках и ловить большие горки, вам не нужно двигать руками с девяти до трех достаточно часто, чтобы это стало большой проблемой.
Всякая всячина
Как и в случае с рулевым колесом, единственные значимые претензии к Chevrolet Corvette Z06 2023 года — это остатки от стандартного C8 Corvette. Стена кнопок, разделяющая кабину, в теории логична, но даже после года вождения Z51 мы все еще не можем найти нужную кнопку, не отрывая глаз от дороги. Зарядное устройство для беспроводного телефона по-прежнему находится в труднодоступном и легко забываемом месте. Складывающаяся крыша полностью скрывает великолепный двигатель. В багажнике становится слишком жарко для продуктов, а теперь и в багажнике тоже.
И технически ходовые качества хуже, чем у базового C8. Инженеры Chevy говорят, что пружины на Z06 жестче на 35%, а на Z07 — на 45%. Они могли бы нас одурачить: мы проехали 16 512 миль на нашем долгосрочном C8, и мы бы предположили, что Z06 на 10 процентов жестче, может быть, на 15. Да, он немного менее удобен в поездках, чем базовый. автомобиль, но не настолько, чтобы иметь значение.
Хотя все эти беспокойства пешеходов верны, останавливаться на них не стоит. Мы всегда хотели, чтобы Corvette был лучшим суперкаром мира. Это формула, которая превратила такие автомобили, как Ferrari 458, в современные иконы. Это то, что вы получаете в результате неустанного внимания к созданию лучшего традиционного суперкара, отдавая предпочтение вождению над всем остальным, но также делая его хладнокровным убийцей на трассе. Люди говорят, что Корветы не коллекционные, потому что Шеви строит их чертовски много. Это может быть правдой, но на этот раз это не имеет значения. Chevy может построить миллион Z06, и каждый из них будет стоить любой цены, которую потребует рынок.
Хорошо выглядит! Подробнее?
2023 Chevrolet Corvette Z06 70th Anniversary Convertible Технические характеристики
БАЗОВАЯ ЦЕНА
136 140 долларов США
ЦЕНА ПО ПРОВЕРКЕ
$158 210
СХЕМА ТРАНСПОРТНОГО СРЕДСТВА
Средний двигатель, задний привод, 2 прохода, 2-дверный кабриолет
ДВИГАТЕЛЬ
5,5 л с непосредственным впрыском DOHC, 32 клапана, 90 градусов, V-8
ПИТАНИЕ (СЕТЬ SAE)
670 л.с. при 8400 об/мин
КРУТЯЩИЙ МОМЕНТ (СЕТЬ SAE)
460 фунто-футов при 6300 об/мин
ТРАНСМИССИЯ
8-ступенчатая коробка передач с двойным сцеплением
В комплект поставки принтера входят: принтер, флешка, кабель, бутылка клея, набор инструментов, катушка филамента и документация: инструкция, техпаспорт, гарантийник.
Обзор принтера
Толщина слоя настраивается от 200 до 50 микрон.
Принтер использует стандартную нить диаметром 1,75 мм, она широко распространена, чиповку PICASO не использует, поэтому можно печатать пластиками того производителя, который вам нравится.
В качестве материала столика используется стекло, никаких пленок на него не наклеено, следовательно, для лучшей адгезии желательно пользоваться клеем или спреем для 3D печати.
Платформа подогревается, что необходимо для печати, например, пластиком ABS. Экструдер устроен по технологии JetSwitch, как и у предыдущей версии принтера. Технология такого экструдера дает возможность быстрого переключения, с одного материала на другой. Он состоит из двух подвижных сопел, единственного мотора подачи пластика и клапана блокировки неактивного сопла это избавляет от потеков пластика и переключение между материалами занимает менее 5 секунд.
Пропал порт под micro SD, теперь печать запускается с USB флешки, либо через Ethernet-кабель. Кстати, принтеры теперь можно соединить в сеть и управлять ими через фирменное ПО Polygon X.
Катушки устанавливаются традиционно внутри принтера, на специальные ручки.
Так же, как и Pro 250, принтер идет только в черном цвете. Внешний вид немного изменился, но главное корпус скрывает внутри — теперь направляющие принтера крепятся не к внешнему корпусу, а к специальной стальной раме внутри принтера, это увеличивает общую жесткость конструкции и обеспечивает большую точность позиционирования при калибровке и печати, также это увеличивает вес принтера, примерно на 1 кг, до 16.
Механика устроена по стандартной декартовой схеме: платформа ходит по оси Z вверх и вниз, экструдер ходит по осям X и Y. Кинематика устроена по принципу H-Bot, наиболее распространенному сейчас среди FDM-принтеров. Корпус сделан из алюминиевого композита, как и раньше, внутренняя рама и направляющие стальные. Направляющие по осям X и Y рельсовые, по оси Z цилиндрические.
Проапгрейдилась подсветка, теперь она имеет функциональное значение: белая — во время печати, зеленая — по окончанию, желтая — в случае сбоя.
Теперь принтер сам может определить засор или прекращение подачи пластика. Принтер следит за ходом пластика и, если что-то пошло не так, попытается прочистить сопло с помощью алгоритма очистки. Если это не поможет, то принтер остановится и начнет сигнализировать о проблеме.
Обзор ПО
Много нововведений связано с встроенным ПО принтера.
Принтер теперь поддерживает систему профилей.Это набор настроек определенного пластика, хранящийся в памяти принтера, то есть теперь настройки пластика под печать можно выбрать непосредственно в принтере, а на слайсере вы готовите только саму нарезку на слои.
Например, единожды заслайсив модель, ее можно будет распечатать из разных материалов, не меняя g-code, а просто выбрав нужный профиль в принтере.
Слайсером для данного принтера выступает PolygonX, пришедший на замену Polygon 2.0. Отличается простотой интерфейса и настроек. Отдельно настраивается слайсинг модели, отдельно профили для принтера. Можно управлять принтером через Ethernet-кабель.
Калибровка
Cтоит рассказать о такой вещи, как контроль первого слоя. Это встроенная в принтер система. Анализируя выбранный профиль, данные о скорости подачи пластика и расстояние до платформы, принтер может на ходу менять высоту стола по оси Z для получения идеального первого слоя, что очень важно при FDM-печати.
Как запустить печать
После того, как вы подготовили файл для печати в слайсере, его можно отправить на печать 2 способами: с USB-флешки, перенеся на ней g-code с компьютера, или напрямую из слайсера, через Ethernet.
Непосредственно перед печатью можно задать качество, оно обратно пропорционально скорости.
Платформу, для печати ABS например, необходимо покрыть адгезивом. Нанесите его на салфетку и протрите поверхность.
Распылять клей внутри принтера нельзя. Он осядет на движущихся частях и полимеризуется, что испортит оборудование.
Печать
Печать происходит стандартно для FDM-принтеров. На дисплее принтера высвечивается информация о ходе печати.
Можно поставить принтер в активную паузу, при которой экструдер отъедет от стола и можно будет заменить материал. Так же, на ходу, можно вручную изменить скорость печати, температуру сопел и высоту прижима первого слоя.
Снятие изделия
Если вы печатали из ABS, то готовое изделие само отлепится от стола, когда тот остынет. В других случаях вам может потребоваться канцелярский нож, который идет в комплекте.
Итого
Принтер PICASO 3D Designer X PRO, в отличие от многих других, не поддался тенденции увеличения рабочего объема и делает акцент на качестве печати и удобстве работы. Этому служат и система профилей, и система контроля пластика и печати первого слоя, и система индикации.
Высокая точность, поддержка печати двумя материалами и высокая температура печати позволяют создавать качественные объекты с растворимыми поддержками из большинства существующих филаментов, включая угленаполненные — с карбоном, что дает возможность точной печати широкого спектра функциональных изделий. Рекомендуем PICASO 3D Designer X PRO для создания функциональных прототипов и образцов, а также для штучного производства деталей. Этот принтер подойдет всем, кому важна точность печати и, по каким-то причинам, не подходит стереолитография.
Источник
Компания Техно Принт 3D
Это наш первый обзор на самые популярные и недорогие 3D принтеры за 2020 год. В список войдут самые продаваемые устройства в двух ценовых диапазонах (до 30 т.р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн
Подробнее→
Китайская компания Dazz3D анонсирует запуск проекта на KickStarter и принимает предварительные заказы на 3D принтеры Dazz3D Basic и Dazz3D Pro. Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.
Подробнее→
Все мы знаем, что точная калибровка рабочего стола 3D принтера — это фундамент и залог успешной печати, на любом FDM-принтере. В этой статье мы расскажем об основных и самых популярных способах выравнивания «кровати».
Итак, как уже было сказано выше, 3D-печать без калибровки рабочего стола — невозможна. С этим процессом мы сталкиваемся посто
Подробнее→
Сегодня трудно прожить день, ни разу не услышав о технологии 3D печати, которая с невероятной скоростью врывается в нашу жизнь. Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо
Подробнее→
FormLabs Form 2 и Ultimaker 3 — сегодня, пожалуй, самые популярные 3D принтеры, способные осуществлять высококлассную печать, с невероятным качеством детализации поверхности. Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или
Подробнее→
Компания XYZprinting, популярная благодаря линейке настольных 3D принтеров daVinci, выводит в профессиональную и промышленную среду пять новых устройств. Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
Подробнее→
Чистка сопла 3D принтера — это достаточно частый процесс, с которым приходится сталкиваться любому пользователю такого устройства. Это совершенно не сложная процедура, справиться с которой сможет любой. Выполнить эту задачу можно за 15 минут, использую лишь сподручные инструменты и присобления.
Подробнее→
Паровая полировка ацетоном ABS пластика — это процесс сглаживания поверхности моделей, напечатанных на 3D принтере. Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью.
Ацето
Подробнее→
Пикасо 3D
Мы инженерная компания, движимая духом, увлеченная улучшением технологий аддитивного производства. Причиной нашей страсти является разнообразие сложных задач, которые наше сообщество клиентов поручает нам.
С 2010 года мы накопили большой опыт решения задач клиентов с помощью аддитивного производства. Комбинация наших 3D-принтеров, расходных материалов и программного обеспечения позволяет решать задачи любого уровня.
10 лет опыта
Нашими пользователями всегда были инженеры, нуждающиеся в высококачественных профессиональных промышленных материалах. Тем не менее, поскольку мы никоим образом не хотим ограничивать наших клиентов, 3D-принтеры PICASO поддерживают все традиционные расходные материалы. Мы создаем наши продукты на основе бизнес-кейса и потребностей, а не просто технологий ради них.
Ориентированные на пользователя, простые и интуитивно понятные устройства — наша навязчивая идея
2010 — Два инженера создают компанию, специализирующуюся на робототехнике
2011 — Строя промышленного робота, отчаявшись получить деталь, бросился печатать ее на 3D-принтере.
2011 — Вдохновленные результатами, которые дает технология FFF, сделали принтер GenX для собственных нужд. Переход от разработки роботизированного производства к аддитивному произошел в уме.
2012 — Первый коммерческий 3D-принтер на основе технологии FFF – Builder на базе фирменного слайсера Polygon 2013 – первый прототип 3D-принтера с закрытой камерой и точностью 0,1 мкм – Designer
2014 — Конструктор запущен в производство. Эта модель станет самым продаваемым 3D-принтером в России.
2014 — JetSwitch — прототип экструдера для двух материалов с беспрецедентной скоростью переключения материалов
2015 — Designer PRO250 запущен в производство с установленным JetSwitch первого поколения. Начало эры двойных сопел.
2016 — Разработка масштабируемой аппаратно-программной платформы для всех продуктов Picaso.
2016 — Первый прототип Designer XPRO в составе X-концепта.
2017 — Запуск разработки композитных нитей. Коммерческий выпуск PA6+CF.
2017 — Выпуск Designer X PRO с экструдером JetSwitch 2.0 и улучшенными характеристиками — более высокая скорость и точность переключения материалов.
2017 — Polygon X. Обновленный и оптимизированный программный комплекс с поддержкой управления несколькими устройствами через облако.
2018 — Запуск Designer X
2019 — Запуск Designer XL, Designer XL PRO с JetSwitch 3-го поколения, который как минимум в 5 раз более надежен, чем предыдущие модели.
2019 — Запуск композитных нитей FormaX и UltraX, которые позволят значительно расширить возможности машин, а также варианты использования.
Мы автоматизируем процессы и устраняем человеческий фактор, используя нашу экосистему 3D-печати везде, где это возможно.
Team
Andrei Isupov
CEO
Maksim Anisimov
COO
Elena Sanchez
International Business Development Director
Ruslan Zemliakov
Software engineer
Ivan Sergeenko
Designing engineer
Dmitrii Sychev
Специалист поддержки
Капитон Неклюдов
Менеджер по продукту
Арапова Ирина
Менеджер проекта
Olesia vasileva
Менеджер по закупкам
Александра Ланкман
Менеджер по продажам
Александр Голованов
Инженер -дизайн
Polila Kucherova
Manager
Hidden Picasso Sexted With 3d Price
Pis. мир, пережил трудные времена в первые годы своей жизни. Будучи разоренным и довольно бедным в какой-то период своей жизни, он едва мог позволить себе даже материалы для рисования и холсты, а иногда был вынужден закрашивать предыдущие работы, чтобы перерабатывать холсты..
Некоторые из этих покрытых картин были идентифицированы с помощью различных методов визуализации, таких как рентген, УФ и инфракрасное излучение, но в основном удалось идентифицировать только края утерянных картин.
Недавно ИИ смог заполнить пробелы, и с помощью 3D-печати группа специалистов смогла воспроизвести утерянную картину, не повредив бесценное произведение искусства, которое ее покрывает.
Группа исследователей создала компанию под названием Oxia Palus, которая специализируется на восстановлении утраченных произведений искусства с использованием искусственного интеллекта и других технологий. Компания считает, что потенциально под другими картинами могут быть тысячи утерянных шедевров, и этот метод может помочь миру увидеть то, что когда-то было утеряно.
Картины, созданные Пикассо в это время, сформировали то, что стало известно как Голубой период, и одна из таких картин той эпохи — «Обед слепого» (написана в 1903 году), которую вы можете увидеть на изображении ниже.
Еда для слепых (Изображение предоставлено Oxia Palus)
Существование скрытой картины под едой для слепых было обнаружено с помощью рентгеновской флуоресценции (XRF) в 2010 году.
Это скрытое изображение под поверхностью стало известно как Одинокая присевшая обнаженная, и вы можете увидеть, как она выглядит ниже.
Рентгеновский снимок скрытого изображения под картиной «Обед слепого» (Изображение предоставлено Метрополитен-музеем).
Затем искусственная нейронная сеть была обучена воспроизводить особенности работы Пикассо, такие как мазок кисти.
Текстура была добавлена путем создания карты высот изображения, а затем сгенерированные ИИ мазки были воспроизведены в масштабе 1:1 на холсте с помощью 3D-принтера. По-видимому, крошечные мазки кисти считаются трехмерными объектами по сравнению с обычной двухмерной цветной печатью.
Компания по изготовлению печатей / штампов / факсимиле: 8ШТАМПОВ.РФ
О продавцеВсе товары
Представитель
Отзывы+956 / −4
СТАРАЮСЬ ДОСТАВЛЯТЬ БЕСПЛАТНО ПО ПУТИ ПО г. КРАСНОЯРСКУ.
Всегда новые сроки годности.
Дихром Люкс по свойствам близок к импортным аналогам. Фотополимер обладает оптимальной вязкостью, нетоксичен, почти без запаха. Обеспечивает высокое разрешение печати, зависящее только от качества негатива. Изготовлен в соответствии с техническими требованиями к cырью и материалам, используемым для изготовления и применения печатей с воспроизведением Государственного герба Росcии по ГОСТ Р51511-99. При применении не требуется субстрат, что позволяет сократить затраты на печать.
Фотополимер Дихром Люкс – гарантированное качество
Жидкий фотополимер Дихром Люкс широко применяется при изготовлении печатей и штампов. Изготовленные при помощи этого расходного материала печати получаются прозрачными. Процесс производства печати при помощи фотополимера:
при помощи лазерного или струйного принтера изготавливается заготовка для печати;
проводится обработка негатива затемнителем;
при помощи самоклеющейся ленты монтируются бордюрчики;
в форму заливается фотополимер;
форму с полимером укладывают между стеклами и отправляют в УФ-камеру;
после извлечения из камеры удаляются остатки расходного материала.
И финишный этап – это закрепление рельефа при помощи ультрафиолетовой лампы. Стоит заметить, что сушку готового изделия можно проводить и на солнечных лучах естественным способом. Этот расходный материал не токсичен и обладает оптимальной вязкостью, обеспечивая низкозатратное производство печатей и штампов. Мы гарантируем высокое продукции по выгодным ценам.
При любом условии получения лота: самовывоз или доставка — обязательно предварительно звонить или лучше писать Sms/Viber/Whatsapp/Telegram/Личные сообщения
НОМЕР УКАЗАН В КАЖДОМ ЛОТЕ И ОБЪЯВЛЕНИИ. ВОЗМОЖЕН САМОВЫВОЗ,САМОВЫНОС,САМОВЫПОЛЗ, ТЕЛЕПОРТАЦИЯ и т.д.:
1) г. Красноярск, ул. Краснодарская 1 / ул. Металлургов 38
2) г. Красноярск, мкрн. Взлётка, ул. Аэровокзальная
3) г. Красноярск, мкрн. Солнечный, ул. 60 лет образования СССР проспект
4) пгт. Емельяново, ул. Московская (чд)
* Обратите внимание: БЕСПЛАТНАЯ ДОСТАВКА по Красноярску осуществляется исключительно по пути. (Обычно на следующий день беру товар в машину и по пути завожу Вам, либо если вы заказ сделаете до обеда и я успею с собой положить в машину — доставлю в день заказа.) ПЛАТНАЯ ДОСТАВКА (СРОЧНО ПРЯМО СЕЙЧАС ПРИВЕЗТИ) до подьезда/входа/квартиры: Солнечный/северный/роща/взлетка/покровка/центр — 100р, ветлужанка/студгородок/черемушки/правый берег/северо-западный/жд/док/свердловская/бобровый лог-150р.
Красноярск, Иннокентьевский
Увеличить карту
Любая транспортная компания на выбор клиента либо Почтой России. Полная предоплата на карту Сбербанка.
Поделиться этим лотом:
Печати
Главная / Новости / Город
«Сделано в Норильске» «Заполярная правда» рассказывает о том, как выпускаются товары местного производства. Сегодня вы узнаете о производстве необходимых для любой организации вещей: печатей и штампов из жидкого фотополимера.
Это интересно:
Печати могут служить не только для заверки документов предприятия. Можно сделать факсимиле — печатный оттиск своей подписи. Владельцам личных библиотек пригодится экслибрис — это книжный штамп, свидетельствующий о принадлежности книги хозяину. Наконец, личный штамп может быть отличным подарком, его можно использовать при оформлении чего угодно, от одноразовых стаканчиков до пуговиц.
Изготовление печатей и штампов, как и многого другого в наше время, начинается на компьютере. В графическом редакторе рисуется изображение будущей печати, для каждого клиента макет индивидуален. В агентстве «Нонпарель», которое демонстрирует нам изготовление штампов, используется программа «CorelDRAW». Сначала рисунок выглядит как обычный оттиск, затем его переводят в негатив: белые буквы на черном поле.
Далее «вывернутый» рисунок распечатывается на матовой пленке. Для этого используют только лазерный принтер, у него более четкая, в отличие от струйного принтера, печать. Квадратик с негативом будущего штампа располагается по центру стекла и оклеивается липкой бордюрной лентой. Получилась «форма», куда будет залит жидкий полимер. Чтобы излишкам полимера было куда выливаться, между кусочками бордюрной ленты оставляют небольшие зазоры.
Но прежде чем заливать форму, негатив будущей печати надо обработать специальным тонером. Это делается, чтобы увеличить оптическую плотность пленки, на которой распечатана «выворотка». Цель — чтобы черные места рисунка абсолютно не пропускали свет. Для проверки нужно посмотреть сквозь негатив на горящую лампочку накаливания, ее не должно быть видно сквозь заливку.
Теперь в форму, ограниченную бордюрной лентой, заливают жидкий фотополимер. По сути это силикон, который затвердевает под ультрафиолетовыми лучами. Поэтому его хранят в темной таре в недоступном для солнечных лучей месте. Наливать полимер нужно плавно и равномерно, чтобы он не захватывал воздух, в противном случае печать будет бракованной. Если пузырьки воздуха все же оказались внутри формы, их надо «выгнать» иголкой. Одного килограмма полимера хватает на изготовление примерно 120 печатей.
Форма с жидким полимером накрывается кусочком пленки и придавливается вторым прозрачным стеклом. Получившийся «бутерброд» кладут в экспонирующую камеру. Она выглядит как чемоданчик с таймером и ультрафиолетовыми лампами на крышке. В экспонирующей камере жидкий полимер запекается поочередно с обеих сторон. Через белые буквы и линии свет проникает свободно, и там силикон затвердевает полностью, а под темными полями, не пропускающими лучи ультрафиолета, он остается частично жидким.
В экспонирующей камере форма запекается с лицевой стороны в течение 25 секунд, а с изнаночной — 42 секунды. Правда, для разных типов полимера подбирается свое время. Незатвердевший полимер смывается водой при помощи зубной щетки и моющего средства. У нас получилась печатная форма с выпуклыми буквами. Она почти готова, ей нужно только придать бОльшую прочность. Для этого форму кладут в ванночку с водой и ставят в камеру еще на три–пять минут.
Затем из готовой формы аккуратно вырезают печатную область. Для вырезания круглых печатей используют специальный вырубной штамп. Теперь нужно наклеить печать на основу и проверить качество оттиска. Кстати, основы для печатей или штампов бывают разными: металлическими или пластиковыми, автоматическими или карманными. Все, печать готова, на ее изготовление у опытного мастера ушло не более 20–30 минут.
С миру по оттиску
* Печати изучает вспомогательная историческая дисциплина — сфрагистика (от греческого «сфрагис» — «печать»). Впервые печати появились в конце IV века в Риме. А на Руси они упоминаются в Х–XI веках, были они тогда «вислыми», то есть подмешанными к свиткам на ремешках или шнурах. Изготавливались печати из камня, металла или кости, оттиски делались на воске, сургуче или бумаге. Княжескую или царскую печать поначалу хранил один человек — печатник. Но в XVII веке уже возник специальный Печатный приказ. В ХХ веке молодое советское государство отказалось от прежних государственных символов. Проект новой печати неоднократно обсуждался на заседаниях Совета Народных Комиссаров, в 1918 году для нее была выбрана эмблема «Серп и Молот».* После изобретения вулканизации резины в 1839 году начали изготовлять резиновые штампы. Первоначально для печатей применяли стоматологический вулканизатор и резину телесного цвета для зубных протезов. Первые же штемпельные подушки делались из желатина, который в жаркую погоду превращался в студень, чернила имели ужасный запах, и, в дополнение ко всем бедам, такая подушка привлекала насекомых.* Япония и Китай — страны, где личные печати — это древнейшая традиция, а их изготовление — целое искусство. На каждого жителя этой страны приходится по несколько личных печатей, они заменяют подпись человека. У среднестатистического японца пять личных печатей (ханко) независимо от того, чем он занимается. Но официально зарегистрирован только один ханко, предназначенный для особо важных документов. Согласно оценкам японские чиновники за 25–летнюю карьеру отпечатывают свои ханко на более чем 100 тысячах документов.
Светлана ГУНИНА. Фото Владимира МАКУШКИНА
27 июля 2011г. в 16:45 19160
Сделано в Норильске
Изготовление резиновых штампов из жидкого полимера
Как сделать резиновый штамп из жидкости? Вы будете удивлены, узнав, что многие предметы повседневного обихода изначально представляют собой жидкие полимеры. Читайте дальше и узнайте больше об изготовлении штампов из полимеров.
Что такое полимеры?
Крошечные молекулы, связанные длинными повторяющимися цепочками, образуют полимеры. Зачем урок химии? Ну, во-первых, ваше тело состоит из них. ДНК — генетический план, определяющий людей и другие живые существа, — это полимер. Белки и крахмалы в пище, которую мы едим, колеса наших скейтбордов и даже шины наших велосипедов и автомобилей — это полимеры. Фактически, мы окружены полимерами каждый день, куда бы мы ни пошли. Полимеры также являются одним из наших материалов для вторичной переработки, что полезно для окружающей среды.
Отверждение полимера — Как изготавливаются штампы с помощью химии!
В химии полимеров и технологических процессах отверждение относится к приданию жесткости или отверждению полимерного материала путем сшивания полимерных цепей; это вызвано химическими добавками, ультрафиолетовым излучением или теплом. Полимер для резиновых штампов поставляется в виде жидкости и отверждается с помощью ультрафиолетового излучения. Хотя естественный солнечный свет может отверждать полимер, жидкий полимер для штампов требует точного воздействия ультрафиолетового света для изготовления резиновых штампов.
Полимерные штампы — Создавайте собственные штампы без каких-либо навыков!
Сколько раз это было сказано в прошлом! Производство полимерных штампов всегда привлекало людей, стремящихся быстро заработать на этом процессе. Мы видели, как продавцы продавали машины для изготовления полимерных штампов размером с портфель ничего не подозревающим магазинам канцелярских товаров и владельцам газетных киосков, а в последнее время через Интернет продаются наборы для самостоятельного изготовления, предназначенные для мастеров.
Если вы серьезно относитесь к изготовлению штампов, вам следует с осторожностью относиться к некоторым утверждениям, касающимся изготовления штампов с использованием жидкого полимера.
Полимер в пакете
Самая захватывающая разработка последнего времени – инновация, в которой полимер впрыскивается в плоский прямоугольный герметичный пакет; этот новый продукт позволяет отказаться от подложки, вспененной ленты и покровной пленки, обычно необходимых для производства штампов. При использовании этих новых пакетов время обработки сокращается примерно на 50%; это снижение затрат на рабочую силу сводит на нет дополнительные затраты на продукт в мешках. Мешки доступны в различных размерах, чтобы удовлетворить производственный спрос. Полимер в мешке также устранил проблему пузырьков воздуха во время обработки; это распространенное возражение против изготовления полимерных штампов теперь преодолено.
Куда движется индустрия печатей из полимерного каучука
У вас есть два различных рынка резиновых штампов. Первый — это традиционный рынок деловых марок, где марки прикрепляются к ручкам и самокрасящим устройствам. Второй рынок, который быстро растет, — это ремесленная промышленность; эти штампы прикрепляются к деревянным или прозрачным акриловым блокам и используются для изготовления открыток и скрапбукинга. Ремесленные марки, такие как набор марок художника на определенную тему, традиционно изготавливаются с использованием процесса вулканизации, поскольку он больше подходит для массового производства одной и той же марки. В настоящее время производители карт нуждаются в индивидуальном дизайне и четких прозрачных штампах, полимеры которых вносят значительный вклад в этот рынок. Еще одна проблема возникает, когда штампы из полимерного желе продаются в ремесленной промышленности, эти штампы из полимера не имеют структурной основы, позволяющей полимерному штампу приклеиваться к акриловому блоку без клея. Теоретически это работает хорошо, проблема в том, что может произойти деформация штампа, а также вероятность того, что штамп может порваться. К счастью, новый продукт на основе прозрачного силикона под названием InstaGrip решил эту проблему, поэтому полимерный штамп с прочной структурной основой можно приклеивать таким же образом, без клея.
Итак, куда движется отрасль?
Штамповка в бизнесе, кажется, так же сильна, как и всегда, с введением полимера в мешках многие другие производители будут предлагать полимерные штампы из-за преимуществ мешков для экономии труда и более низкой начальной стоимости оборудования для обработки полимеров.
В будущем индустрия штампов для крафта увидит гораздо больше полимеров по тем же причинам: полимер в мешках облегчит людям процесс изготовления штампов и спрос на штампы на заказ благодаря таким услугам, как Stamp Search , где вы можете выбрать ремесленное произведение искусства в Интернете, а затем превратить это изображение в штамп, поможет индустрии полимерных штампов, производящих ремесленные штампы, развиваться в положительном ключе.
er компьютерное управление, относительное
Под управлением компьютера на относительно большом листе резины (приблизительно 100 квадратных дюймов) выгравирована информация для такого количества марок, которое поместится. — Руководство по юридическим вопросам с информацией о пользователе, 1999-2022 Alibaba.com. Полимер COLOP в сочетании с моющим средством COLOP гарантирует гладкую, не липкую поверхность. | Поиск в стране Существует четыре основных процесса производства резиновых штампов. Условия использования U6qISrl1Nfl28P>DJU(+M`Y I9Q9A Использование пеногасителя COLOP предотвращает образование пены при промывке полимерного текстового штампа. TrustSEALПроверено. Фоточувствительная смола. В исходном процессе шрифт помещается в слой папье-маше, который затем нагревается, чтобы сформировать точный негатив. Полимер выпускается в различных формах, например, жидкий полимер для резиновых штампов, и может использоваться для производства огромного количества пластиковых изделий. 0!HTbV ]6,vp~xv?iwX@KKR8 U. endobj Защита интеллектуальной собственности Эффективно очищает текстовый штамп, но в то же время сохраняет даже мельчайшие детали текста. Совместимость пластин отличная с чернилами на водной и масляной основе. — Отличная стойкость к озону, окислению и истиранию. AJ3&C4n86 ;4NV!l(4Y}h54_ &yX4J»]-*znyrM xv(/g o2|rImjrtAsk> >p?h793Pd&L , k78r=l%xp:xAiM?SUo(-2X5v R%o8v0]f5BJ, возникающий в оборудовании для изготовления печатных форм, преобразует жидкую смолу в эластомерную пластину. Полимерный резиновый штамп). Полный ассортимент полимерных смол и сопутствующих товаров для вашего отдела по производству штампов! Он используется с УФ-светом для освещения передней части плоской полости, заполненной жидким фотополимером, при этом освещается вся задняя часть. Как правило, размер A4 Негатив заполняется текстом (или графикой) с максимально возможного количества марок. HDPE или полиэтилен высокой плотности, например, обычно используется в производстве таких предметов, как игрушки, мусорные ведра, подкладка для коробок с хлопьями, а также бутылки для шампуня и геля для душа. . | Почта выставочного зала: [emailprotected] Обновите браузер. При воздействии жидкий полимер превращается в прочную эластомерную резину, оставляя твердую заднюю часть и переднюю часть с твердым текстом. 5 0 0,23,4 0,24,2 0,26,0 0,2 | Когда-то в многомиллиардном бизнесе по выпуску резиновых штампов доминировали крупные компании. & Co. KG, пожалуйста, обновите свой браузер, чтобы сайт отображался корректно. Разместите запрос на поставку сейчас, основные продукты: Найдите полимеры, такие как жидкий полимер для резиновых штампов, и многое другое в ассортименте Alibaba.com. Однако доступность жидкой смолы для резиновых штампов и настольных машин для изготовления резиновых штампов привела к тому, что десятки тысяч мелких производителей резиновых штампов вышли на рынок по всему миру. %PDF-1.7 Пожалуйста, не стесняйтесь присылать нам запрос для получения более подробной информации об этом продукте или других продуктах в нашем выставочном зале. Широкий выбор дополнительных материалов для производства полимерных текстовых табличек. Чистое и быстрое решение для качественных полимерных текстовых табличек. %
Шаньдун Sinolinking Импорт И Экспорт Лтд Нанкин Чувство Резины и Пластмассы Производит Лтд Гуанчжоу Гудлак Канцтовары Лтд Гуанчжоу Гудлак Канцтовары Лтд Чжэцзян Кели Инье Новые технологии развития Лтд. Ищете идеально разработанный оптом жидкий полимер для резинового штампа? Жидкие фотополимеры, используемые при изготовлении штампов, обычно представляют собой уретанметакрилаты, которые обычно отверждаются до твердости по Шору А от 40 до 50. Более твердые жидкие или листовые фотополимерные пластины также используются в качестве формовочных или шаблонных пластин для изготовления обычных резиновых пластин или штампов. Получив ваш вопрос, поставщик ответит вам как можно скорее. Марки используются во всем мире для отправки писем, заверения документов и других корпоративных требований. IMAGEPAC Detac Salt сокращает время постоблучения, тем самым продлевая срок службы дорогих УФ-ламп. | ООО «Голден Сити Маркс» Вязкость по Брукфилду при 252C, шпиндель №2, скорость 50 об/мин. Эти пластины используются для изготовления резиновых штампов и изготовления полимерных пластин для | Филиал, Политика в отношении списка продуктов Высококачественная смола для высококачественных штампов! — Это может затруднить ваше решение о покупке. Тонкая, но прочная защитная пленка, которая сохраняет чистоту стеклянной поверхности вашей полимерной машины. Флэш-штемпельная пена, Флэш-штамповая машина, Флэш-штамп, Флэш-штамп, Флэш-пена, Флэш-машина, Предварительно чернильная подушка для штампа, Подушка для штампа. Процесс полимеризации Почтовый ящик 64731, Шарджа-ОАЭ, 2020 г. Stamperallc.com | Все права защищены. Поскольку сам продукт не подлежит каким-либо ограничениям, нет никаких правил доставки, которые должны соблюдаться. | Он защищает негативную пленку и обеспечивает превосходную прозрачность. печать на гофроящике, этикетке, конверте и т.д. — Все права защищены. . \46\ 1688.com Alibaba.com Сайт: International — Espaol — Portugus — Deutsch — Franais — Italiano — — P — — — — Trk — Nederlands — ting Vit — Indonesian — , AliExpress Идеально подходит для резки резины или полимерных штампов. VR#l[дБ d#[XXJGNWgfz4?TaRA398p IDEAL/Trodat Self-InkingDaters & Numberers, Запасные части блока экспонирования Polymer Plus 200, Полимерный пакет ImagePac — Отдельные пакеты, Полимерный пакет ImagePac — Начальный ассортимент. Средство COLOP Washout Agent придает необходимую гладкость щетинкам системы смыва полимерной машины. На Alibaba.com есть тысячи коллекций жидких полимеров для резиновых штампов, и каждый из них выглядит лучше предыдущего. Нагпур, Махараштра, ИНДИЯ p$@7*voaGx7>p26>6@KkvGA0 N U4=f,mKZnkZ9L_ {К` dy[?) A;\/ExtGState/Font/ProcSet[/PDF/Text/ImageB/ImageC/ImageI] >>/Annots[ 19 0 R 22 0 R 33 0 R 46 0 R 62 0 R 69 0 R 79 0 R 86 0 R] /MediaBox[ 0 0 612 792] /Contents 4 0 R/Группа/Вкладки/S/StructParents 0>>
Внедрение этого метода сдерживается высокой стоимостью гравировального аппарата и временем, необходимым для гравировки одного листа, которое колеблется от 30 минут до 2 часов в зависимости от текста. В настоящее время наиболее популярным методом является использование жидких фотополимеров. 4 0 объект Одним из больших преимуществ является то, что отпечатанный негатив не нужно обрабатывать химикатами. Около десяти лет назад был представлен метод, в котором используется гравер с углекислотным лазером средней мощности. С помощью пленки вы можете создать негатив на струйном принтере простым, быстрым и экономичным способом. Гибкий фотополимер Stampera по существу представляет собой метакрил-уретан. Stamp Raw Material, фотополимер сша, Floora, полимер Ideal i50 20кг, 9кг, 2 кг, 1 кг, упаковка доступна. Позвоните, чтобы узнать лучшие оптовые цены. Машина для изготовления штампов Экспозиция Жидкая фотополимерная смола Гель Резиновые штампы, жидкая резина для кровли CT1 100 Raw RTV Жидкий гель Резиновые материалы Производитель прокладок Нейтральный отвердевающий клей Силиконовый герметик Клей для печатных плат, Резиновая жидкость для жидкости Epdm Pu Связующее вещество Резиновый жидкий клей Клей Полиуретановая смола для детей Детская площадка FN-Z-2111049, Полимерный штамп Резина для полимерного полимерного фотополимерного штампа Смола Изготовление самонаводящегося резинового штампа Полимерный лист Фотополимерная пластина для изготовления полимерной машины, гель Мягкая печать Жидкий полимер для резиновых штампов Промывка водой Жидкая полимерная смола Печатные пластины Фотополимерный полимерный штамп, xuanlu жидкий полимерный гель для печати на фотополимерной смоле Пластины пластины для изготовления резиновых штампов, топ-продавец Amazon, резиновые штампы, полимерные штампы, полимерная жидкость для штампов, прозрачная полимерная жидкость хорошего качества / полиэфирная смола для изготовления резиновых штампов, настройка бренда, персонализированный жидкий полимер для резиновых штампов, сделай сам для детской одежды, Высококачественный жидкий полимерный фотополимер Полимерная жидкость для штамповки смолы для изготовления резиновых штампов, прозрачная и прозрачная полимерная жидкость для штампов / смола для резиновых штампов, горячая распродажа. Дизайн Жидкость П olymer DIY Деревянный резиновый штамп для изготовления штампов, Машина для изготовления жидких полимерных пластин / Экологически чистая машина для изготовления флексографских полимерных пластин с промывкой водой, амазонская горячая распродажа штампов полимерных пластин для горячего тиснения машина для изготовления жидких полимерных резиновых штампов Полимерный штамп, Резиновый штамп УФ-лампа Жидкость для воздействия Машина для производства фотополимерных резиновых полимерных штампов, xuanlu жидкая полимерная смола, гель для фотополимерных печатных форм, изготовление пластин и резиновых штампов, изготовление УФ-жидких полимерных резиновых штампов, полимерный лист, флексографская тампонная печать, жидкий полимер, машина для изготовления жидких полимерных пластин / машина для изготовления пластин из смолы, УФ-лампа 36 Вт Машины для производства экспонированных полимеров Самокрасящая машина Устройство для экспонирования Полимерная машина для изготовления штампов, изготовление штампов Фотополимерная смола Гель Жидкий полимер Печатные пластины Пластина Жидкая смола Полимер, лазерная пластиковая резиновая печать Ручка Водяная промывка Жидкий полимер Резиновые штампы, штампы производителя на заказ автоматические офисные самокрасящиеся резиновые штампы , Foska Hot Sale Самозакрашивающийся резиновый штамп разного размера, High качество 40 * 40 мм Квадратный самокрасящий резиновый штамп, CGS самокрасящий резиновый штамп на заказ (4910,4911,4912,4913,4916,4921,4922), Китайский производитель, широко распространенный бестселлер прямых продаж с использованием жидкого силиконового каучука, отвержденного оловом, карманная резиновая штамповая машина с логотипом Push handy / Magic персонализированный карманный резиновый штамп, украшение для губ своими руками Мягкая резина из ПВХ прозрачные штампы, десять маленьких рисунков в большом штампе, силиконовый мультяшный офисный резиновый штамп, LolliZ Custom Round Office Self-Inking Rubber Stamp диаметром 25 мм, различные стили Силиконовые резиновые штампы, скрапбукинг, фотополимерный штамп, четкий штамп, высококачественная индивидуальная детская мультяшная игрушка, пластиковый самоклеящийся резиновый штамп Штамп с логотипом круглой формы. ГОСТ 27ААХПП0091П1ЗР, | TPE, также известный как термопластичный эластомер, как правило, используется в производстве клеев и адгезивов, обуви и товаров для дома. x[[s~&3qd:Eq+)$q2=?.HI `A\~gvt~N~{ O0i?=-wQ$JR)N>_Np=R-A`\ GF48gtm»!-p,5’z[ e-C Q*4’X`l]_v 54′(v*>V -41b$QHkiLi# ocFqZW%ZA5i МодельЕдиница измерения (см)N/WG/WВатт@ A2 SSВыдержка + Промывка + Сушка900 x 900 x 1120150 кг250 кг1,2 кВт, Chirag Enterprises5-7, Issaji Street, Balkrishna Палаты 4, цокольный этаж, Off Samuel Street Masjid, Masjid Bandar, Mumbai-400003, Махараштра, Индия, Материал: schima superba, каучуковое дерево или другое, Тип лазера: герметичная и отдельная лазерная трубка CO2, Регулировка мощности: контроль 0-100% , без сегмента и регулировка с помощью программного обеспечения, режим охлаждения лазерной трубки: циркуляционное водяное охлаждение, управление машиной и привод: быстрое управление DSP, шаговый двигатель. Обычно используется для изготовления флексографских форм для печати на бумаге, гофрированных коробках и изготовления резиновых штампов, изготовления печатных форм для этикеток, конвертов и т. д. -> /i\;pR}yx4$@@ Почтовые продукты доступны по цене, но вы также можете получить настраиваемые решения, разработанные в соответствии с вашими требованиями. Мы являемся компанией с более чем 23-летними традициями, ценным опытом, четко поставленными целями и смелым видением будущего, чтобы стать крупнейшим поставщиком материалов для самостоятельной печати штампов и машин для изготовления штампов в разных странах и предлагать решения для всех видов аксессуары для изготовления штампов нашим партнерам в отрасли. Этот жидкий фотополимер полимеризуется в гибкие и стабильные по размерам пластины под воздействием источника ультрафиолетового света. Найдите марки USPS различных форм и размеров. В новой так называемой технологии флэш-штамповки слой штамповки изготавливается из микропористого полимера, который выборочно герметизируется термически с использованием мощной лампы-вспышки, выделяющей тепло, и прозрачного позитива. Сделанный материал высокого качества использования, мы предлагаем нашу Смолу Печати клиентов. Все права защищены. Состояние(20)Белый твердый форполимер 100 г дозировка МОСА/G7.2101216.67.29.81217.2 Вязкость (85)/мПа S 2700 1800 1250 950 3100 2000 1400 1000 -87-94-73-52-3Время доотверждения (100)/ч261612-161212-16121212. Тепло и давление применяются для вулканизации резины в прочный эластомерный лист штампов. Запечатанный слой подкрепляется предварительно окрашенным слоем, который подает краску и способен равномерно прижимать запечатанный слой.
3 0 объект Alipay Смешайте с водой, чтобы полимерная пластина затвердела. Телефон: +91 70304 33885, Copyright @ Metlok Private Limited (2016). Тмолл Таобао Мир Эта почтовая марка изготовлена из различных материалов, таких как резина, дерево, мягкий и адаптированный. Марки известны тем, что используются в различных формах, размерах и цветах. +blN.z6UQ»cJ@ 1tAn. Смолы полимеризуются под воздействием Машина с УФ-лампой Onetouch Gel для изготовления резиновых штампов. B2-20120091-4, Оптовая продажа жидкого полимера для резиновых штампов, Diystamp Office Supplies Industry (Suzhou) Co.
Ювелирное дело — 3D печать мастер-моделей под прямое литье
3D технологии моделирования и печати произвели в ювелирной отрасли настоящую революцию. Дело в том, что в данной сфере многое зависит не только от таланта, но и от точной работы рук. И работа это поистине «ювелирная». Она требует большого внимания, концентрации и временных затрат, также сложно исключить ошибки, свойственные человеку (ювелирное дело).
3D печать позволила усовершенствовать процесс изготовления ювелирных украшений и сувениров. Изделия полностью моделируются на компьютере, а затем отправляются на печать в 3D принтер. И ни она рука не сравниться с этим тандемом по точности и совершенству. Возможно создание даже самых сложных по геометрии и исполнению изделий, в том числе и совершенно миниатюрных. С использованием печати изготовление ювелирных изделий может проводиться по двум методам. Выбор зависит от того какая партия изделий нужна. Используются разные подходы с целью снижения себестоимости одного изделия.
Наша компания профессионально занимается 3D печатью. Услуги 3D печати в ювелирной области мы оказываем благодаря наличию специализированного высококачественного оборудования, отличающегося высочайшей точностью. Это позволяет нам в короткие сроки осуществлять 3D печать по доступным ценам.
Если изделие будет штучным, то можно воспользоваться индивидуальными моделями, выжигаемыми в ходе прямого литья. При этом на основании STL-файла, в котором содержится информация о смоделированном изделии, осуществляется 3D печать. Может использоваться специальный воск или фотополимер. Изделия не требуют дополнительной обработки, так как отличаются высокой точностью и идеальной поверхностью. В дальнейшем каждое отдельное изделие закрепляется на ножке и создается так называемое «дерево». Это дерево помещается в капсулу, заполняемую специальным материалом. Капсула помещается в печь, где материал отверждается, а модели выжигаются без золы. Затем в полученную форму заливается расплавленное золото, серебро или иной металл. После охлаждения получаются готовые ювелирные изделия. Этот подход является оптимальным при создании штучных ювелирных изделий или небольшой партии.
В нашей компании вы можете заказать качественную 3D печать индивидуальных моделей ювелирных изделий под прямое литье.
Печать мастер моделей под вулканизацию резины
Если же требуется приличная серия изделий, то целесообразнее печатать мастер-модели, используемые под вулканизацию резиной. В этом случае при помощи резиновой формы также из выжигаемого беззольного пластика будет создано необходимое число изделий. Такой подход позволяет снизить себестоимость одного изделия.
Суть метода заключается в печати мастер-модели, которая помещается в резиновую заготовку. Эта заготовка проходит процесс вулканизации и получается многоразовая форма для отливки пластиковых заготовок будущих ювелирных изделий. А дальнейший процесс аналогичен предыдущему – выстраивается «дерево», помещается в специальный цилиндр, изделия выжигаются без золы в печи, а в полученную форму заливают расплавленный металл.
Вы можете отправить файл на адрес электронной почты: [email protected] Любой заказ мы выполняем качественно и в короткие сроки. Возможна доставка напечатанных изделий курьерскими службами.
Пищевая индустрия. Заказать 3Д печать из пищевого пластика.
Если вы думаете, что пищевая индустрия и 3D технологии не совместимы, то глубоко заблуждаетесь! На самом деле данная отрасль пользуется услугами 3D печати ничуть не реже других. При помощи кулинарных 3D принтеров создаются уникальные сладости, отличающиеся сложной геометрией. Например, шоколадом на специальном 3D принтере можно напечатать даже портрет. Однако это далеко не все!
В современном мире огромную роль играет уникальность, эксклюзивность, индивидуальность — 3D моделирование способно уникализировать практически любой объект, а если речь идет о пищевой продукции, то в первую очередь это формы и упаковка. В силу высокой стоимости 3D принтеров, оборудование может позволить себе далеко не каждая компания, что и говорить о небольших кулинариях. Выход есть – воспользоваться услугами 3D печати.
Наша компания оказывает услуги печати по самым популярным и востребованным технологиям. Для пищевой индустрии мы можем предложить использование безопасных пластиков. Доступные цены и высокое качество печати мы гарантируем.
Одна из сфер использования 3Д печати в пищевой индустрии – создание эксклюзивных форм для шоколада, теста и жидких пищевых продуктов. При помощи принтера можно напечатать формы для вырубки печенья, пряников, печати на них. Аналогичные формы можно сделать для кондитерских изделий – конфет, шоколада. Такой подход позволяет сделать производство кондитерских и пищевых продуктов более индивидуальным. Например, можно изготавливать продукцию к определенным праздникам, мероприятиям и т.д. А рестораны могут получить возможность брендирования хлеба и кондитерской продукции. Все это позволяет поднять имидж в глазах потребителя.
В настоящее время многие люди зарабатывают выпечкой тортов. Талант позволяет кулинарам творить настоящие шедевры, а печать может помочь им в создании шаблонов для вырезки элементов из теста, мастики и шоколада. Такие индивидуализированные изделия способны выделить продукцию среди конкурентов и открыть новые возможности в оформлении.
Так как большинству предприятий пищевой промышленности, кафе, ресторанам и частным кулинарам не выгодно покупать дорогостоящий 3D принтер, то гораздо целесообразнее воспользоваться услугами 3D печати.
Наша компания предлагает огромный ассортимент технологий и материалов для 3D печати. Наши специалисты готовы подобрать наиболее оптимальный вариант, который будет безопасным и применимым в области пищевой промышленности. Мы также позаботимся о том, чтобы отпечатанное изделие при необходимости было достаточно износостойким.
Чтобы заказать у нас печать необходимо предоставить файл в формате STL, в котором должна содержаться информация о будущем изделии. Этот файл создается в специальных программах 3D моделирования. Если у вас нет подобных навыков, то наши специалисты готовы смоделировать трехмерный объект по вашим чертежам и эскизам.
Доверьтесь нашим специалистам, и мы в кратчайшие сроки реализуем все ваши задумки. Вы можете отправить файл на адрес электронной почты: [email protected]
3D-печать | Услуги 3D-печати
Поиск места для 3D-печати
Печать функциональных прототипов
Вы можете использовать 3D-печать для прототипов или уникальных изделий. Позвольте UPS Store® воплотить ваши идеи в жизнь. Мы даже можем использовать ваш файл 3D CAD.
Сборочные приспособления и приспособления для производства конструкций
Мы понимаем, что когда вы занимаетесь собственным производством, приспособления и приспособления имеют решающее значение для обеспечения высокого качества и эффективности во время сборки и испытаний. Наш 3D-принтер может создавать сложные детали, поэтому вы не зависите от станка с ЧПУ.
Создание пользовательских аксессуаров
Хотите создать собственный чехол для смартфона или зажим для денег? Большинство предметов, которые меньше хлебницы и могут быть сделаны из пластика одного цвета, идеально подходят для 3D-печати.
Создание архитектурных моделей
Вы можете работать практически в любой программе трехмерного архитектурного проектирования, а затем экспортировать ее в распространенные типы файлов трехмерной САПР. Готовое изделие готово для демонстрации, или вы можете отшлифовать и покрасить свое здание, чтобы придать ему нужный вид.
Расширение услуг 3D-печати по всей стране
Магазин UPS Store продолжает расширять услуги 3D-печати по всей стране, чтобы удовлетворить растущие потребности своих клиентов из малого бизнеса. 3D-печать теперь доступна примерно в 20 магазинах UPS Store. Воспользуйтесь интерактивной картой ниже, чтобы найти ближайший к вам магазин-участник, или ознакомьтесь с полным списком всех магазинов UPS, предлагающих услуги 3D-печати.
Услуги 3D-САПР и 3D-сканирования
Пункты 3D-печати в магазине UPS теперь также могут предлагать вам услуги 3D-САПР и 3D-сканирования через HoneyPoint3D. Получить заказную 3D-печать еще никогда не было так просто: вы мечтаете об этом, HoneyPoint3D проектирует, а UPS Store печатает. Воспользуйтесь преимуществами HoneyPoint3D – простой процесс расчета стоимости, доступное и качественное проектирование, онлайн-просмотр ваших 3D-файлов и эффективное время выполнения работ. Получите предложение по 3D CAD или сканированию уже сегодня!
Netfabb® в магазине UPS Store®
Участие Магазины UPS Store используют программное обеспечение Netfabb для подготовки и настройки файлов для 3D-печати. Услуги, доступные в этих центрах, включают:
Исправление файлов
Текстовая маркировка
Этикетка с логотипом
Резка
Свяжитесь с этими офисами Netfabb или посетите их, чтобы узнать больше об их передовых 3D-предложениях.
3D-печать Часто задаваемые вопросы
Вот несколько вопросов, которые мы часто слышим о 3D-печати.
Пожалуйста, не стесняйтесь обращаться в местный магазин UPS по любым другим вопросам, которые могут у вас возникнуть
Что такое 3D-печать?
3D-печать — это производственный процесс, в котором используется цифровой файл для создания трехмерных объектов послойно. Мы используем систему, в которой используется АБС-пластик и растворимые подложки для создания реалистичных прототипов и маркетинговых моделей.
Какие вещи можно печатать в 3D?
Владельцы малого бизнеса и начинающие предприниматели получат возможность распечатать прототипы в рамках процесса разработки нового продукта. Благодаря этому принтеру магазины UPS Store будут оборудованы для производства таких предметов, как инженерные детали, функциональные прототипы, актерский реквизит, архитектурные модели, приспособления для камер, осветительные приборы и кабели.
Сколько времени занимает печать?
Время, необходимое для печати объекта, зависит от сложности дизайна. Простой объект может занять 4-5 часов, а сложный объект может занять 24 часа.
В каких магазинах UPS предлагается 3D-печать?
Магазин UPS находится в процессе развертывания почти 100 точек 3D-печати по всей стране. Посетите страницу /print/3d-printing/locations для получения дополнительной информации.
3D-печать в 3 шага (да, только 3!)
3D-печать в 3 шага (да, только 3!) | Staples.com
Кевин Акерман, автор статей Staples®
Поскольку пользователи компьютеров могут создавать материальные объекты из различных материалов и цветов прямо со своего рабочего стола, 3D-печать кажется технически сложной (или просто магический). Но на самом деле это не так уж сильно отличается от двухмерной печати на бумаге.
Для создания печатной страницы все, что нужно пользователю компьютера, — это документ, компьютер и доступ к принтеру — и, конечно же, чернила и бумага. Точно так же для 3D-печати требуется всего три одинаковых вещи. Конечно, технологии различаются, но это основная суть, как объясняют эти три шага.
Этап 1: Разработка концепции
Если бы вы открыли файл документа на своем компьютере, нажали несколько случайных клавиш на клавиатуре и нажали «Печать», у вас была бы бумажная распечатка, хотя в этом не было бы особого смысла. С помощью 3D-печати вы не сможете так легко создать форму, даже некачественную, поэтому стоит начать процесс с того, чтобы немного подумать о своем объекте.
Начните с понимания того, что вы хотите напечатать в трех измерениях. Если у вас нет идеи или концепции, в Интернете есть множество бесплатных предложений, которые помогут вам начать работу. Веб-сайты, такие как Thingiverse.com, предлагают библиотеку заранее разработанных объектов, которые вы можете распечатать на любом 3D-принтере, чтобы получить опыт. Или вас могут вдохновить люди, которые уже используют технологию 3D-печати.
Скульптор из Феникса Кевин Карон использует 3D-печать, чтобы улучшить свои работы перед созданием полноразмерных версий. «В основном то, что я делаю, — это проверка концептуального дизайна. Вы знаете, выдержит ли он, правильно ли он выглядит и правильны ли пропорции?»
А Крис Консидайн, генеральный директор и основатель CXC Simulations из Лос-Анджелеса, использует 3D-печать для создания прототипов специально разработанных деталей для гоночных симуляторов, которые настолько реалистичны, что их используют профессиональные автогонщики. «Нам нужно 3D. ориентироваться, чтобы увидеть, чувствует ли часть именно то, что мы хотим, — говорит он». Мы просмотрели около 30 версий, прежде чем нашли ту, которая идеально подошла нам. Кроме 3D-печати, вы действительно не могли бы сделать это, не создавая его снова и снова».
Шаг 2. Садитесь за компьютер
Когда вы знаете, что хотите производить, пора сесть за компьютер и воплотить это в жизнь. 3D-отпечатки чаще всего создаются из файла STL или .stl. Этот формат файла, обозначающий «стереолитография» (так называлась 3D-печать, когда она была впервые изобретена), для 3D-печати является тем же, что и файл .doc для документирования выходных данных.
Чтобы открыть файл STL и управлять им, вам потребуется программное обеспечение для автоматизированного проектирования (САПР). На протяжении десятилетий эти программы использовались всеми, от архитекторов до дизайнеров продуктов, поэтому существует множество доступных программ САПР.
SketchUp — это бесплатная программа моделирования, предназначенная для простого и позволяющая любому создавать трехмерные изображения, простые или сложные. Точно так же Tinkercad упрощает процесс проектирования, предоставляя всего три простых инструмента. Он также работает в веб-браузере и предлагает пошаговые уроки проектирования, чтобы продемонстрировать, насколько простой может быть 3D-печать.
Между тем, многие опытные профессионалы отдают предпочтение таким программам, как AutoCAD, поскольку они использовались при проектировании и создании прототипов миллионов продуктов на протяжении многих лет.
Для запуска этих программ не нужен особо мощный компьютер. Кэрон использует настольный компьютер HP для создания своих цифровых скульптур. «Это ни в коем случае не громоздкий игровой компьютер, — говорит он. — Это просто небольшой офисный компьютер, и он отлично справляется с программой САПР».
Шаг 3: Получите доступ к 3D-принтеру
Большинство людей считают, что им нужен 3D-принтер для создания объектов в цифровом виде, но это не так. Конечно, обладание настольным 3D-принтером может сделать ваши проекты доступными. Но ездить по городу, чтобы забрать свои объекты в пункте службы 3D-печати Staples или доставить их по почте, может быть так же удобно для некоторых предприятий.
Например, Кэрон владеет коммерческим 3D-принтером CubeX™. Благодаря возможности печатать объекты размером с баскетбольный мяч, это устройство позволяет создавать рисунки из пластика более чем в 4000 различных цветов. Он также использовал услуги печати по требованию для создания скульптур, которые он не мог сделать на машине в своем офисе.
«От них захватывает дух, — говорит он о двух акриловых скульптурах. — Детали, которые я мог разглядеть на компьютере, оказались на печати — это просто поразило меня». Кэрон планирует уменьшить масштаб своих проектов и превратить их в украшения для продажи. «Я получил один обратно в полированном стекле, и он потрясающий. Вы не можете отличить его от золота, кроме как по весу».
Если вы заинтересованы в использовании 3D-печати, но вам нужна помощь в выполнении этих шагов, посетите один из наших магазинов, предлагающих услуги 3D-печати (в настоящее время в Лос-Анджелесе и Нью-Йорке). Там мы можем помочь вам на всех этапах, от связи с дизайнерами до фактической 3D-печати. Вы даже можете попасть в нашу фотобудку для 3D-печати и изобразить свое лицо на фигурке.
Переход от концепции к реальности
Некоторые компании утверждают, что 3D-печать, независимо от того, выполняется ли она в офисе или в сторонней службе, на вес золота. «Иногда я могу перейти от идеи в голове к удержанию детали всего за час, — говорит Консидайн. — Для инженера это очень важная вещь. Это освобождает».
Статьи по теме
7 вещей, которые вы не знали о 3D-печати
В постоянно расширяющейся вселенной 3D-печати никто не знает всего. Хотя технология существует с 1980-х годов, она появилась совсем недавно… Читать далее
8 советов от MakerBot по созданию более качественных 3D-печатных объектов для малого бизнеса
И искусство, и наука, 3D-печать на самом деле легко сделать, но трудно освоить.
Фиксатор для мойки высокого давления Stihl RE-107, RE-108, RE-118, RE-128 PLUS, RE-129 PLUS
1 ₽
23
Уплотнительное кольцо шланга 5.1 х 1.6
128 ₽
24
Уплотнительное кольцо 9.6 х 2. 4
139 ₽
27
Сопло, желтый цвет
1 420 ₽
28
Сопло, синий цвет
2 510 ₽
30
Насадка с вращ. соплом Rе 88-129 бир. точка
1 880 ₽
31
Распылительный набор
3 550 ₽
32
Бутылка для моющего средства
560 ₽
На приведенном выше рисунке изображена схема « 3. Пистолет-распылитель» из деталировки мойки высокого давления STIHL (Штиль) RE 128 PLUS. Для просмотра информации об интересующей запчасти для STIHL RE 128 PLUS нажмите мышью на нужный номер, выделенный цветом.
Мойка высокого давления STIHL RE 128 PLUS 47670124526 • Сад-опт
Мойка высокого давления STIHL RE 128 PLUS 47670124526
Высоконапорная мойка STIHL RE 128 Plus любительского класса с дополнительными качественными характеристиками. Отличается мощностью и удобством в использовании.
Оригинальная разъёмная муфта обеспечивает простоту и быстроту замены как насадки, так и принадлежностей, так же предупреждает перекручивание шлангов.
Откидная передняя крышка с отсеком для хранения форсунок .
Модель RE 128 в базовой комплектации имеет держатель шланга и сетевого шнура, роторную и плоскоструйную насадку, а также насадку для распыления моющего средства.
22690.00₽
Нет в наличии
Описание
Отзывы (0)
Встроенный барабан для шланга высокого давления
да
Алюминиевая телескопическая ручка для удобства транспортировки и хранения
да
Откидная передняя крышка с отсеком для хранения насадок
да
Корпус мойки из ударопрочного полимера
да
Автоматика отключающая электродвигатель и переход в режим ожидания при отпускании курка пистолета
да
Полная защита мойки от влаги и прямого воздействия воды (возможность использования при дожде)
да
Защита от перегрузок, перегрева двигателя (автоматическое отключение двигателя)
да
Блок клапанов и корпус насоса из алюминиевого сплава с добавкой кремния
да
Поршни из высококачественной стали
да
Колеса для транспортировки
да
Входной фильтр для воды
да
Держатель для принадлежностей на корпусе
да
Быстросъемное соединение насадок
да
Муфта с защитой шлангов от скручивания на пистолете
да
Насадка с бачком для моющего средства (пеногенератор)
да
Плоскоструйная насадка с регулировкой
да
Роторная насадка с вращающейся струёй
да
Уровень вибрации с плоскоструйной форсункой, м/с2
до 2,5 м/с2
Длина сетевого кабеля, м
5 м
Армирование шланга высокого давления
стальное
Длина шланга высокого давления, м
9 м
Максимальная температура воды на входе, ° C
60° C
Максимальная высота всасывания, м
1,0 м
Вес в рабочем состоянии, кг
20 кг
Габаритная высота, мм
696 / 900 мм
Габаритная ширина, мм
366 мм
Габаритная длина, мм
319 мм
Рабочее давление, бар
10-135 бар
Назначение
Для уборки территории вокруг дома и непрофессиональной мойки автомобилей
Максимальный расход воды, л/ч
500 л/ч
Нормированный расход воды, л/ч
420 л/ч
Максимальное давление на входе подачи воды, бар
10 бар
Номинальное напряжение, В
230 В
Уровень звуковой мощности, дБ (А)
82,6 дБ (А)
Уровень звукового давления, дБ(А)
69,9 дБ (A)
Потребляемая мощность, кВт
2,3 кВт
Бренд
Stihl
Гарантия
1 год
Максимальное давление, бар
150 бар
Тип двигателя
Асинхронный бесщеточный электрический двигатель
Страна производитель
Германия
Как добраться
БЕНЗОПИЛЫ БОЛЬШОЙ ВЫБОР
НАШ НОВЫЙ МАГАЗИН
СНЕГОУБОРЩИКИ ВСЕХ МОЩНОСТЕЙ
НАШ НОВЫЙ МАГАЗИН
СНЕГОУБОРЩИКИ ВСЕХ ФИРМ
СХЕМА ПРОЕЗДА К НАМ
СХЕМА ПРОЕЗДА К НАМ
НАШ НОВЫЙ МАГАЗИН
СНЕГОУБОРЩИКИ БОЛЬШОЙ ВЫБОР
НАШ НОВЫЙ МАГАЗИН
СНЕГОУБОРЩИКИ БОЛЬШОЙ ВЫБОР
МОТОБЛОКИ
СНЕГОУБОРЩИКИ С ПТИЧЬЕГО ПОЛЕТА
НАШ НОВЫЙ МАГАЗИН
ЛОДОЧНЫЕ МОТОРЫ
ЛОДОЧНЫЕ МОТОРЫ
МОТОБЛОКИ БОЛЬШОЙ ВЫБОР
НАШ НОВЫЙ МАГАЗИН
НАШ НОВЫЙ МАГАЗИН
БОЛЬШОЙ ВЫБОР
Сайт носит информационный характер и не является публичной офертой, определяемой положениями ч. 2 ст. 437 ГК РФ. Внешний вид, цвет и характеристики товаров указаны ориентировочно, могут не совпадать с обновленными моделями — уточняйте информацию у менеджеров при заказе.
Hidrolavadora Stihl Re 128 Plus Herramientas
Ordenar por
Hidrolavadora Stihl Re-130 Plus
en
12x
883 pesos con 25 centavos $883.25
sin interés
Envío gratis
Hidrolavadora Re 130 Stihl Sin Escobillas Alta Presión 1,595
en
12x
791 песо за 58 сентаво $791,58
без процентов
Environment0003
Hidrolavadora Stihl Re130 Plus De 1595 Psi Max
en
12x
808 pesos con 25 centavos $808.25
sin interés
Envío gratis
Filtro De Agua Para Hidrolavadora Sthil 3 /4 PuLG 02100927
en
3x
83 песо с 65 сентаво 83,65 $
без интереса
Brush Plus Resihlónora Alta0008
por Ferrepat
en
12x
806 pesos con 58 centavos $806. 58
sin interés
Envío gratis
Extension Recta Para Hidrolavadora Sthil 410 Mm 02100911
en
3x
220 pesos 15 сентаво $220,15
без процентов
Envio gratis
Hidrolavadora Stihl Re90 1450 Psi
91x
en
0003
283 pesos con 25 centavos $283.25
sin interés
Envío gratis
Hidrolavadora eléctrica Stihl RE 88 con 10MPa de presión máxima 120V — 60Hz
Cepillo Rotativo Para Hidrolavadora Stihl 02100901
en
3x
374 pesos con 85 centavos $374. 85
sin interés
Envío gratis
Hidrolavadora Alta Presión Re 90 Stihl
en
12x
329 песо с 21 сентаво $329,21
без процентов
Envio gratis
Combo Hidrolavadora Stihl Re 90 + Aspiradora Se 33 Stihl
en
12x
629 pesos con 35 centavos $629.35
Envío gratis
Extensión Angulo Para Hidrolavadora Stihl 47cm 02100907
en
3x
357 песо $357
без процентов
Envío gratis
Гидролавадора Штиль Ре90 Де Макс 14500008
en
12x
316 pesos con 58 centavos $316.58
sin interés
Envío gratis
Hidrolavadora Stihl Re110 1450 Psi Max 1400w 120v
en
12x
774 pesos con 92 centavos $774. 92
Envio gratis
Hidrolavadora Stihl Re 90 Alta Presión 1450 Psi 430 л/ч
900
0 por Ferrepat0003
12x
324 pesos con 92 centavos $324.92
sin interés
Envío gratis
Hidrolavadora Anti- Torsión Básica Uso Ocasional Stihl
por Tools Depot
en
12x
316 pesos con 87 centavos $316.87
Envío Gratis
Hidrolavadora stihl Re110 -1450 PSI 1400W 120V
EN
12x
741 PESO 67 Centavos $ 741.67
0003
sin interés
Envío gratis
Hidrolavadora De Alta Presión Stihl Re 90
en
12x
324 pesos con 92 centavos $324. 92
sin interés
Envío gratis
Hidrolavadora Re 90 Stihl
en
12x
333 песо с 25 сентаво $333,25
без процентов
Envio gratis 9025
3
00007 Hidrolavadora Re 110 Stihl Sin Escobillas Alta Presión 1,450
en
12x
786 pesos con 72 centavos $786.72
Envío gratis
Hidrolavadora 1450 Psi 1.6kw Alta Presion Hidro Stihl Re-90
EN
12x
445 Pesos con 83 Centavos $ 445,83
SIN Interys
Envío Gratis
Hidrolavadora 1450 PSI 1,6 кВт Alta Presion Hidro Stihl Re-90
en
12x
492 pesos con 40 centavos $492. 40
Envío gratis
Hidrolavadora De Alta Presión Stihl Re 90
en
12x
365 pesos con 39 centavos $365.39
Envío бесплатно
Комбинированная гидролавадора Stihl Re 90 + Aspiradora Se 33 Stihl
en
12x
5 558 центов за песо0003
sin interés
Envío gratis
Hidrolavadora Stihl Modelo Re90
en
12x
287 pesos con 50 centavos $287.50
sin interés
Envío gratis
Hidrolavadora Stihl Re 110 1450 Psi 1,4 кВт Hidrolimpiadora
en
12x
656 песо с 33 сентаво $656,33
без процентов
Envio gratis
0053
Hidrolavadora Stihl Re 90 1450 Psi 1.
5 Kw Hidrolimpiadora
en
12x
307 pesos con 40 centavos $307.40
sin interés
Envío gratis
Stihl Hidrolavadora Electrica Re 90 De Alta Presion
en
12x
370 песо за 83 сентаво $370,83
без интереса
Envío gratis
2
20 Sth 49510124502
en
12x
374 pesos con 32 centavos $374.32
Envío gratis
El envío gratis está sujeto al peso, precio y la distancia del envío.
RE128PLUS Myjka wysoko ciśnieniowa Stihl 150bar RE 128 PLUS
Zapytaj o produktPoleć znajomemuSpecyfikacja PDF
Opis produktu
Recenzje produktu (0)
Produkty Firmy Stihl Oraz Viking
Są Dostępne W Naszych Salonach Sprzedaży
Wysokiej Jakości Myjka Wysokociśnieniowa na Zimną Wodę, Wyposażona w Bęben na wą i wysą zysoky zy zyloci zy zy zy zy zimoną wyloky zy zimną wyloci zy zimną wodi zimną wodi zimną wodi zimną woD Doskonała pomoc w utrzymaniu czystości wokół domu. Практичный алюминиевый узел телескопический. Эргономичный дизайн. Wyposażona w praktyczną złączkę zatrzaskową do szybkiej wymiany dysz, zespół jezdny, dyszę rotacyjną i dyszę płaską. Możliwość dozowania środka czyszczącego. Практический опыт на аксессуарах.
Dane techniczne
Napięcie sieciowe
230/1-/50 V/Hz
Moc
2,3 kW
Ciśnienie robocze
10-135 bar
Мин. влажная помпа
420 л/ч
Макс. wydajność pompy
500 л/ч
Максимальное Цисниение 1)
150 бар
Макс. temperatura wody zasilającej
60 °C
Długość przewodu wysokociśnieniowego
9,0 m
Ciężar
20 kg
Poziom ciśnienia akustycznego 2)
69,9 dB(A)
Poziom mocy akustycznej 2)
82,6 dB(A)
Wartość drgań 3)
1) Maksymalne dopuszczalne ciśnienie w systemie
2) Нипьюн. Помяр. wg Дыр. 2006/42/EG = 1,5 (дБ(А))
3) Niepewn. Помяр. wg Дыр. 2006/42/WE = 2 m/s²
Wyposażenie standardowe
Aluminiowy uchwyt teleskopowy
Dysza płaska z regulacją ciśnienia wody
Dysza rotacyjna
Uchwyt na akcesoria
Wąż wysokociśnieniowy z oplotem stalowym
Zestaw do rozpylania środka czyszczącego
Zintegrowany beęben na wąż
Zintegrowany zespół jezdny
Złącze skrętne z szybkozłączką
Złączka zatrzaskowa
Wyposażenie dodatkowe
Możliwe do dokupienia wyposażenie dodatkowe, umieściliśmy na samym dole opisu
W cenie produktu: — Myjka z wyposażeniem standardowym
Код: -Закупка потребительских товаров на 2 года -Закупка на фирму на 1 год
Новый класс продаж
Wyposażenie standardowe
Złączka zatrzaskowa:
Kompaktowy system dysz ze złączką zatrzaskową umożliwia łatwą i szybką wymianę dysz i akcesoriów.
PONIŻEJ PRZEDSTAWIAMY WYBRANĄ OFERTĘ DODATKOWYCH AKCESORII DO MYJEK. ** АКТУАЛЬНАЯ ЦЕННАЯ ПОДАЧА НА ЗАПЫТАНИЕ E-MAILOWE
RA 101
До szybkiego i efektywnego czyszczenia dużych powierzchni bez zacieków i bryzgów. Zawiera przedłużacz lancy.
RA 101
-.— Zł **
Szczotka do CzysZCZNIARIRIRINI. Ze zintegrowaną gumową listwą i dyszą wysokociśnieniową. Do czyszczenia delikatnych powierzchni.
Szczotka do Czyszczenia dużych Powierzchni
-.-Zł **
8
8
.0008
W zestawie: dysza płaska, szczotka do czyszczenia dużych powierzchni i disza kątowa 90°. Do czyszczenia powierzchni trudno dostępnych.
Zestaw Do Czyszczenia
-. -Zł **
. Od roku produkcji 2007.
Przedłużacz lancy
—.— zł **
Lanca stalowa kątowa 470 мм
Do czyszczenia trudnodostępnych miejsc.
Lanca Stalowa Kątowa 470 мм
-.-Zł **
8
. Doskonała do czyszczenia miejsc trudnodostępnych. 1080 мм по высоте.
Lanca stalowa kątowa 1080 мм
—.— zł **
Urządzenie do piaskowania
Do czyszczenia mur metalów i elementów. Najwyższa wydajność w połączeniu z zastosowaniem granulatu STIHL SB 90.
Стремянка PERILLA by Dogrular 605744, 4 широкие ступени, 20х30 см, 91 см, до 120 кг
4859 p
Резцы ЗУБР «ЭКСПЕРТ» по дереву профессиональные, 23шт (18377-h33) (id 50048506)
Характеристики и описание
Или пишите в Whatsapp
Резцы по дереву набор ЗУБР 18377-h33, ЭКСПЕРТ, профессиональные, 23 шт.
Резцы по дереву набор ЗУБР 18377-h33, применяются для выполнения точных и художественно-оформительских работ по бумаге, картону, древесине мягких и твердых пород, пластмассам. Удобные рукоятки обеспечивают удобный захват и комфортную работу. Лезвия изготовлены из улучшенной инструментальной стали. Удобный пластиковый бокс для хранения и переноски.
Зубр ОВК — один из крупнейших российских производителей и поставщиков инструментов, материалов и оборудования как для дома, так и для промышленных работ. Инструменты компании Зубр ОВК уже много лет пользуются успехом у специалистов различных областей. Продукция компании зарекомендовала себя как надежная и доступная. Жизнь компании Зубр ОВК ни минуты не стоит на месте. Чтобы удовлетворять постоянно растущие потребности своих клиентов, компания расширяет ассортимент, дополняет и совершенствует модели, инвестирует в производство. У компании Зубр ОВК есть собственное конструкторское бюро, в котором высококвалифицированные инженеры проводят научные исследования, ведут разработки новых моделей и поиски усовершенствования старых. Прежде, чем перейти в серийное производство, каждое изделие проходит ряд проверок в официально аккредитованной испытательной лаборатории «Зубр».
Станок камнерезный ELITECH СК 350/90Р обеспечит быструю и эффективную резку. Алмазный круг предназначен всех видов натуральной, искусственной, керамической облицовочной напольной плиток. Мощный и удобный плиткорез мощностью 2000Вт станет надежным помощником на любой строительной площадке.Станок оснащен складными ножками.
Габаритные размеры, мм:
1480х600х530
Посадочный диаметр диска, мм:
25,4
Толщина диска, мм:
3
Диаметр диска, мм:
350
Частота вращения, об/мин:
2800
Станок камнерезный ELITECH СК 400/90Р
Станок камнерезный ELITECH СК 400/90Р обеспечит быструю и эффективную резку. Алмазный круг предназначен всех видов натуральной, искусственной, керамической облицовочной напольной плиток. Мощный и удобный плиткорез мощностью 2000Вт станет надежным помощником на любой строительной площадке. Станок оснащен складными ножками.
Габаритные размеры, мм:
1580х630х430
Посадочный диаметр диска, мм:
25,4
Толщина диска, мм:
3
Диаметр диска, мм:
400
Частота вращения, об/мин:
2800
Станок плиткорезный ELITECH ПЭ 800/62Р
Плиткорез электрический ELITECH ПЭ 800/62Р предназначен для профессиональных работ большого объёма по резке отрезными дисками различных материалов (плит) из гранита, мрамора, керамогранита, бетона, кирпича и т. д. Плиткорез справится с любым объемом работ по резке плитки всех видов и других материалов. Возможна настольная и напольная установка, благодаря установке на складные опоры (ножки), а также имеются транспортировочные колёса, чт придаёт мобильность. При перепадах напряжения, а также при пониженном напряжении выключатель плиткореза обеспечит автоматическое отключение прибора. Для удобства и увеличения возможностей плиткореза возможна работа с материалами при наклоне рабочего стола на угол до 45° с его быстрой фиксацией. Высокая производительность обеспечивается наличием поддона для воды, благодаря которому получается качественный рез при полном отсуттвии пыли, а также наличиемвстроенного насоса для активной системы охлаждения алмазного диска. Имеется встроенный УЗО для обеспечения безопасности работы. Большой металлический стол изготовлен с резиновым покрытием для предотвращения скольжения материала и высокоточная направляющая на подшипниках качения сделают работу комфортной и еобременительной. Имеется точная установка ширины и угла реза, а также ограничитель длины реза.
Напряжение, В / Частота, ГЦ:
230/50
Посадочный диаметр диска, мм:
25,4
Страна производства:
Китай
Толщина диска, мм:
2,4
Диаметр диска, мм:
200
org/Product»>
Станок плиткорезный ELITECH ПЭ 450
Плиткорез электрический ELITECH ПЭ 450 предназначен для резки отрезными дисками различных материалов (плит) из гранита, мрамора, керамогранита, бетона, кирпича и т. д. Плиткорез справится с любым объемом работ по резке плитки всех видов и других материалов. При перепадах напряжения, а также при пониженном напряжении выключатель плиткореза обеспечит автоматическое отключение прибора. Для удобства и увеличения возможностей плиткореза возможна работа с материалами при наклоне рабочего стола на угол до 45° с его быстрой фиксацией. Для того, чтобы в помещении не было пыли и грязи при проведении работ плиткорез имеет поддон для воды, использование которой также сказывается на качестве разреза. Плиткорез очень компактен и лёгок, что обеспечивает его мобильность, к тому же он выполнен в форме чемодана с ручкой для переноски. Расположение диска нижнее, Мощность плиткореза 450 Вт. Для работы используются диски размером 115х22,2 мм. Длина реза неограничена, а максимальная глубина реза составляет 23 мм. В конструкции предусмотрен паралельный упор. Вес плиткореза 3,9 кг.
Напряжение, В / Частота, ГЦ:
230/50
Посадочный диаметр диска, мм:
22,2
Страна производства:
Китай
Толщина диска, мм:
1,8
Диаметр диска, мм:
115
6 340,00 руб
Купить
Станок плиткорезный ELITECH ПЭ 600
Плиткорез электрический ELITECH ПЭ 600 предназначен для резки отрезными дисками различных материалов (плит) из гранита, мрамора, керамогранита, бетона, кирпича и т. д. Плиткорез справится с любым объемом работ по резке плитки всех видов и других материалов. При перепадах напряжения, а также при пониженном напряжении выключатель плиткореза обеспечит автоматическое отключение прибора. Для удобства и увеличения возможностей плиткореза возможна работа с материалами при наклоне рабочего стола на угол до 45° с его быстрой фиксацией. Для того, чтобы в помещении не было пыли и грязи при проведении работ плиткорез имеет поддон для воды, использование которой также сказывается на качестве разреза. Имеется встроенный УЗО. Расположение диска нижнее, Мощность плиткореза 600 Вт. Для работы используются диски размером 180х22,2 мм. Длина реза неограничена, а максимальная глубина реза составляет 34 мм. В конструкции предусмотрен паралельный упор. Вес плиткореза 11 кг.
Напряжение, В / Частота, ГЦ:
230/50
Посадочный диаметр диска, мм:
22,2
Страна производства:
Китай
Толщина диска, мм:
2,2
Диаметр диска, мм:
180
Станок плиткорезный ELITECH ПЭ 1200/120Р
Станок для резки плитки и камня ELITECH ПЭ 1200/120Р идеален для большого объема работ по точной резке керамогранита и плитки всех видов.
Напряжение, В / Частота, ГЦ:
220 / 50
Потребляемая мощность, Вт:
1200
Посадочный диаметр диска, мм:
25.4
Диаметр диска, мм:
250
Размер стола, мм:
1200х400
Электрический плиткорез ELITECH ПЭ 1000/92P по отличной цене.
За счет установленного на плиткорез двигателя в 1000вт и водяного охлаждения диска обладает повышенной производительностью. Отлично подойдет для профессиональных работ в строительстве и ремонте помещений. Легко справится с достаточно большими объемами по резу плитки всех видов в нужный размер. Устанавливаемый алмазный диск 200мм позволяет делать резы глубиной до 36мм, а возможность регулировки угла наклона позволяет делать косые срезы до 45°. Стальной рабочий стол имеет правильную геометрию и высокую износостойкость, а резиновый коврик идущий в комплекте предотвращает скольжение материала и его порчу. Модель оснащена верхним расположением двигателя с движущейся кареткой, принудительной подачей воды в зону реза, вертикальным ходом для регулировки глубины, линейкой и магнитным выключателем с защитой. Плиткорез обладает высокой точностью реза и возможностью реза тонкого керамогранита, за счет чего может резать как плитку для внутренней отделки, так и использоваться в ремонте фасадов зданий. Конструкция стола выполнена из металла и имеет роликовые колеса позволяющие перемещать станок с места на место. В комплект поставки с плиткорезом входит алмазный диск 200мм, позволяющей начать работу сразу после покупки без дополнительных затрат.
Параметры сети питания
Напряжение и частота электросети
220В, 50 Гц
Номинальная потребляемая мощность, (Вт)
1000
Характеристики плиткорезов и камнерезов
Частота вращения на холостом ходу (об. /мин)
2950
Диаметр диска (мм)
200
Диаметр посадочного отверстия диска (мм)
25.4
Максимальная длина реза (мм)
920
Максимальная глубина реза под углом 90 градусов (мм)
36
Максимальная глубина реза под углом 45 градусов (мм)
30
Размер рабочего стола (мм)
960×400
Функции плиткорезов и камнерезов
Возможность реза под углом
Да
Расположение двигателя
Верхнее
Вертикальный ход каретки
Да
Обрабатываемый материал
Все виды плитки + керамогранит
Водяное охлаждение
Да (подача в зону реза)
Габариты и вес
Вес инструмента без аксессуаров (кг. )
58
Гарантия
Гарантия производителя
12 месяца
Расширенная гарантия
Нет
Гарантия магазина
2 недели
Ваше имя:
Ваш отзыв:
Примечание: HTML разметка не поддерживается! Используйте обычный текст.
Оценка: Плохо
Хорошо
Защита от роботов
Введите код в поле ниже
92 Elite LTT с затвором RDO
После многих лет разработки компания Langdon Tactical с гордостью и радостью представляет Beretta 92 с функцией Micro Red Dot. Низкий монтаж коллиматорной оптики невозможен. С конструкцией 5 новых компонентов и специальной монтажной пластиной, специально предназначенной для Beretta 92, Langdon Tactical может правильно установить оптику с микрокрасными точками.
Когда мы говорим «низкий», мы имеем в виду очень низкий: наша система имеет высоту точки над центром канала ствола 0,85 дюйма (в паре с Trijicon RMR), что так же мало или даже ниже, чем у большинства фрезерованных бойков с ударником. системы
Модернизированный ударник и блок ударника позволяют сверхнадежно установить переходную пластину, которая удерживается на месте тремя крепежными винтами, передним ласточкиным хвостом и центральным делительным выступом, выфрезерованным в затворе. Эта пластина имеет встроенный резервный целик, который сочетается с недавно разработанной мушкой для Elite LTT и других слайдов типа Vertec. Эта новая система меняет правила игры для владельцев Beretta 92. Решение LTT RDO для пистолетов Beretta серии 92 в настоящее время находится на рассмотрении патента.
Все пистолеты RDO поставляются с мушкой с высотой красной точки, нашей запатентованной переходной пластиной со встроенным целиком, спусковой скобой с оптимизированными характеристиками, пружиной ударника 13# и спусковым механизмом LTT Trigger Job. Все ружья RDO относятся только к модели G/с взводом. Модель 92 Elite LTT поставляется с (3) магазинами на 18 патронов. Модель Carry Bevel включает в себя детали NP3 и задание триггера.
VIEW SPECS
**Прицел RDO/оптический НЕ ВКЛЮЧЕН В КОМПЛЕКТ** В комплект входят винты (2) Holosun для пластины 4 x 40 5/16 и (2) RMR для пластина 4 х 40 3/8. Спецификация TORC: 10 дюймов-фунтов.
Калифорния: это огнестрельное оружие не входит в список CA.
ВРЕМЯ ДОСТАВКИ: Обратите внимание: если вы можете добавить товар в корзину и оформить заказ, у нас есть оружие для вас! Если его нет в наличии, пожалуйста, подпишитесь на список желаний!
Полноразмерный 92 Elite LTT с RDO и
Триггерное задание: 2–4 недели
NP3: 4–6 недель
Carry Bevel: 6-8 недель
Compact 92 Elite LTT с RDO и
Триггерное задание: 2–4 недели
NP3: 4–6 недель
Carry Bevel: 6–8 недель
Centurion 92 Elite LTT с RDO и
Триггерное задание: 2–4 недели
NP3: 4–6 недель
Carry Bevel: 6–8 недель
Часто задаваемые вопросы:
В: Какова готовность RDO BUIS?
A: LTT RDO, включая передние и задние BUIS, является свидетелем ниже 1/3.
В: Какая оптика с красными точками поддерживается решением LTT RDO?
Наша пластина RMR подходит для:
Trijicon RMR
Триджикон СРО
Холосан HS407C
Холосан HS507C
Холосан HS508T
Ритон X3 Tactix PRD
NcStar VISM FlipDot Pro
Болотный лис Цареубийца
Наша пластина для доктора подходит:
Прицел Docter/Noblex C
Прицел Docter/Noblex 2+
Прицел Docter/Noblex III
Docter/Noblex QUICKsight 5.0 VR
Прицел Noblex G
Вихревой яд
Беррис Фастфайр 2*
Burris Fastfire 3*
Оптическая миниточка Delta*
Delta Optical MiniDot II*
Рефлекс Хоука 1×25*
Sightmark Mini Shot Pro Spec*
Миниатюрный прицел M-Spec
Лейка Темпус
МАКточка 1×25
Вомз Пилад 1×20
Наша пластина Shield/Delta подходит (без целика):
Leupold Delta Point Pro
Зиг Зауэр Ромео 2
Наша пластина HE509T подходит для:
Holoson HE509T
Наша пластина Holosun EPS подходит для:
Holosun EPS
Holosun EPS Carry
Примечание: Если вы заказываете эту пластину для имеющегося затвора LTT RDO, вам также потребуется соответствующая правильная мушка (в комплекте с пластиной). EPS Plate использует гораздо более низкий целик BUIS и не будет работать правильно без этой более короткой мушки.
Предупреждение: Эта пластина не подходит для оптики 407/507K. Хотя производитель указывает одинаковую площадь основания, монтажная стойка имеет другую высоту на оптике EPS и небольшую разницу в размере корпуса оптики.
Ищете для обновления вашего существующего 92? Возьмите новый слайд Elite LTT RDO или обновите существующий слайд с помощью нашего решения RDO
ПОПРОБУЙТЕ ЗДЕСЬ НОВОЕ СНАРЯЖЕНИЕ LTT, включая кобуру RDO, шапку и футболки!
Смотрите на странице видео ролики из ассортимента, магазинов, испытаний на падение и испытаний на падение после размышлений
Остались вопросы? Посетите нашу страницу Часто задаваемые вопросы (FAQ) для получения дополнительной информации!
Пожалуйста, ознакомьтесь с нашей Политикой покупки огнестрельного оружия перед оформлением покупки. Приобретая огнестрельное оружие у LTT, вы подтверждаете, что прочитали и поняли нашу Политику покупки огнестрельного оружия.
Написать рецензию
36 отзывов
Скрыть отзывы
Отзывы
5
92G Elite compact с RDO и скосом для переноски
Опубликовано Майком 20 октября 2022 г.
Получил пистолет через 8 недель после заказа, как и обещал. Стреляет очень хорошо. Я легко попадал в яблочко с 30 ярдов. Единственное, что у меня было, так это то, что на покрытии вокруг спускового крючка было 3 небольших скола, когда оно прибыло, это не очень заметно, но все равно причиняло мне боль. Я бы порекомендовал и купил бы его снова, хотя.
5
Черт, почти идеально
Опубликовано Алекс Валенсия 30 января 2022 г.
Чувак, эта штука ХОРОШАЯ! Лакокрасочное покрытие cerakote прочное и гладкое, система крепления невероятно надежная и не двигается после 1000 выстрелов, а общее ощущение кричит о качестве. После нескольких дней стрельбы у меня не было ни одного сбоя и никаких проблем с точностью.
У меня только две маленькие претензии: 1) Отделка рамы была скорее голубовато-серой, чем черной (это проблема самой фабрики Beretta, а не LTT. Так что вы можете подумать о том, чтобы получить скос для переноски, который включает черный cerakote для рамы.)
И 2 ) Прицелы со свидетелями немного выше, чем хотелось бы. Я установил Trijicon RMR, и резервные прицелы определенно добавляют некоторый беспорядок в картину прицела. Если у вас есть SRO или Deltapoint Pro, они будут великолепны, но для RMR я бы хотел, чтобы была опция для более коротких прицелов.
Если оставить в стороне проблемы с оружием первого мира, в остальном это оружие идеально. Вы должны держать его в руке, чтобы в полной мере оценить, насколько красивы и точно настроены LTT 92.
5
LTT элитный компактный RDO, триггер, np3
Опубликовано Джо 20 апреля 2021 г.
Я был парнем с Глоком 35 лет и просто поражен тем, насколько лучше я стреляю из этого пистолета, даже не пытаясь. Это превращает триггеры Глока в жестокую шутку. Длинная плавная двойная тяга безопаснее и намного лучше. Сброс и одно нажатие меняют правила игры для меня.
5
Centurion RDO Фаска
Опубликовано Джеффом Куком 7 февраля 2021 г.
Абсолютно стоит ожидания и цены. Мягкий спусковой крючок, невероятная тяга двойного действия
5
92 Элит ЛТТ РДО
Опубликовано Сэмом Брауном 5 февраля 2021 г.
Это абсолютно самый плавно стреляющий пистолет, из которого я когда-либо стрелял. Я был поклонником Berettas в течение долгого времени и использовал их как для отдыха, так и для профессионального использования. Langdon Tactical выводит их на новый уровень. Подъем двойного действия легкий, а брейк чистый. Сброс спускового крючка очень короткий и делает последующие выстрелы намного проще. LTT 92 Elite должен быть в коллекции каждого серьезного стрелка.
5
92 Элитный
Опубликовано Неизвестный 29 января 2021 г.
Я получил пистолет всего через неделю после заказа, что было неожиданностью. Пистолет соответствует всем отзывам, поэтому, если вы можете себе это позволить, купите его. Я получил полный размер с триггерной работой, теперь в паре с RMR и TLR1. Настрелял пока всего 200 выстрелов, но все работает исправно и очень точно. Когда у меня будет больше уверенности в действии DA, это будет мой edc.
92 Elite LTT Полноразмерный — Langdon Tactical
(180 отзывов)
Написать рецензию
Beretta
92 Elite LTT Полноразмерный
Рейтинг Обязательно
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Обязательно
Тема отзыва Обязательно
Комментарии Обязательно
1253,00 долларов США
купить сейчас
Обзор
Видео
Отзывы
Beretta 92 Elite LTT, созданная в сотрудничестве с Эрнестом Лэнгдоном из Langdon Tactical, представляет собой «Ultimate 92 Package», включающий множество функций, включая Vertec/M9. Затвор A3 и рамка M9A1, которые всегда любили стрелки Beretta. Посмотрите это видео от Эрнеста Лэнгдона, чтобы узнать больше о том, что и почему Elite LTT.
Пытаетесь решить, какой набор вы хотите? Посмотрите это видео, в котором рассматриваются все варианты, перечисленные выше.
Пожалуйста, ознакомьтесь с приведенной ниже информацией и подробностями о характеристиках:
Elite LTT с триггером LTT будет поставляться с хромированной силиконовой пружиной Hammer 13#. Хотите молотковую пружину другого веса? Укажите это в примечаниях при оформлении заказа.
Elite LTT Carry Bevel включает в себя полный скос для переноски (закругление всех внешних острых краев), рама покрыта керакотом, затвор имеет черное керакотирование, а все металлические детали имеют покрытие NP3, за исключением ствола из нержавеющей стали. Он также включает в себя задание тактического триггера Лэнгдона и панель триггера с оптимизированной производительностью.
Если вы хотите, чтобы ваше огнестрельное оружие было безопасным, добавьте этот товар в корзину.
Elite LTT поставляется с (3) 18-зарядными патронами или Магазины Mec-Gar на 10 патронов ( Выберите емкость магазина выше ). Если вы заказываете версию NP3 или Carry Bevel, эти модели будут поставляться с 3 (18-м) магазинами NP3. ВОПРОСЫ? ПОЖАЛУЙСТА, ПОСЕТИТЕ ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ.
Elite LTT Особенности:
НАПРАВЛЯЮЩАЯ:
Направляющая Vertec/M9A3
Передняя зубчатая рейка
Модель G только с декодером
Волоконно-оптическая мушка «ласточкин хвост» (зазубренная ширина 0,110 дюйма)
Задний прицел с квадратной выемкой
Ствол 4,7 дюйма из нержавеющей стали с заводной головкой
Стальной направляющий стержень
Задняя направляющая со скошенной кромкой
РАМА:
Рама M9A1
Эксклюзивная закругленная спусковая скоба
Триггер из нержавеющей стали
Рельеф на передней и задней лямках
Скелетонизированный молот
Ультратонкие ручки VZ/LTT G10
Винты с шестигранной головкой из нержавеющей стали
Колодец для журналов со скошенной кромкой
Пружина молотка модели D
Заподлицо с крышкой основной пружины (без петли для шнура)
Кнопка открытия большого магазина
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Действие: Одинарное/двойное
Длина ствола (дюймы): 4,7″
Калибр: 9×19 (PARA)
Ширина захвата: 1,3 дюйма
Емкость магазина: 10–15 патронов
Общая высота (дюймы): 5,4 дюйма
Общая длина (дюймы): 8,4 дюйма
Общая ширина (дюймы): 1,5 дюйма
Радиус обзора (дюйм): 6,4”
Вес без патронов (унции): 34,8 унции
РАСЧЕТНОЕ ВРЕМЯ ДОСТАВКИ:
92 Elite LTT Compact с Trigger Job: 2–10 рабочих дней
92 Elite LTT Compact с NP3: 4–6 недель
92 Elite LTT Compact с Carry Bevel: 6–8 недель
Если вы можете добавить его в корзину и оформить заказ, у нас есть оружие для вас! Если его нет в наличии, пожалуйста, добавьте свой адрес электронной почты в список желаний!
Остались вопросы? Посетите нашу страницу Часто задаваемые вопросы (FAQ) для получения дополнительной информации!
Пожалуйста, ознакомьтесь с нашей Политикой покупки огнестрельного оружия перед оформлением заказа. Приобретая огнестрельное оружие у LTT, вы подтверждаете, что прочитали и поняли нашу Политику покупки огнестрельного оружия.
Видео
Скрыть видео
Показать видео
Elite LTT
Вот краткое изложение функций Elite LTT. Почему мы построили его …
Beretta Elite LTT (Langdon Tactical 92)
https://gunmagwarehouse.com/ Безлимитная ссылка Большого папочки https:/…
Langdon 92 ELITE LTT Beretta
ПОЖАЛУЙСТА, ПОДДЕРЖИТЕ MAC НА PATREON (нас поддерживают зрители): http:…
SHOT Show 2019: пистолет Beretta Langdon LTT
Взгляните на Langdon LTT на базе M9, созданный Langdon T. ..
Написать рецензию
180 отзывов
Скрыть отзывы
Отзывы
5
с NP3, оптимизированной полосой триггера и заданием триггера
Опубликовано Неизвестный 13 марта 2022 г.
Этот пистолет отлично подходит как для дальней стрельбы, так и для самообороны/боевых действий. Если вам нравятся пистолеты Beretta и вы можете себе это позволить, нет абсолютно никаких причин не приобретать это. Они действительно хорошо поработали, взяв и без того хорошую платформу и сделав ее еще лучше. Рукоятки тоньше, спусковой крючок очень четкий и гладкий (особенно у NP3), хорошая эргономика и т. д. Благодаря своей конструкции отдача легко контролируется, а магазины NP3 обеспечивают плавную перезарядку. До сих пор у меня было только две проблемы (1000 раундов). 1) один из журналов was' не работает из-за неправильной базовой пластины. Однако обслуживание клиентов LTT было очень быстрым и любезным, поэтому я смог быстро решить эту проблему. 2)выпала оптоволоконная мушка. Однако я смог выполнить простое исправление после просмотра видео на YouTube, и я уверен, что если мне понадобится помощь, служба поддержки клиентов снова быстро свяжется со мной. Короче говоря, если вы можете себе это позволить, просто заходите.
5
Первые выстрелы
Опубликовано Майклом Дэвисом 23 января 2022 г.
Наконец-то нашел время протестировать свой новый полноразмерный пистолет 92 Elite LTT на полигоне. Этот пистолет превзошел все мои ожидания по стрелковости. Выстрелы как двойного, так и одинарного действия было легко контролировать благодаря плавному затвору LTT (я выбрал спусковой крючок Langdon) и отличной текстуре захвата. Качество изготовления пистолета отличное. Я обнаружил только один небольшой дефект в верхней части затвора — (инструментальная?) зазубрина на краю отверстия для штифта — на который не стоит жаловаться. Единственное, о чем жалею, так это о том, что не заказал пистолет со спартанскими прицелами. В то время как оптоволоконная мушка очень яркая в хорошо освещенной среде, прицелы Spartan были бы явным улучшением видимости в условиях плохого освещения. Это было заметно сегодня в тускло освещенном (в помещении) тире, где оптоволокно было видно только в профиль на фоне цели. Планирую заказать Spartan Sights, чтобы исправить свою ошибку в выборе!
5
LTT полноразмерный.
Триггерная работа, спартанские взгляды.
Опубликовано Тревором 27 ноября 2021 г.
Какое ФАНТАСТИЧЕСКОЕ оборудование. Во-первых, мне нравится платформа Beretta. Я в армии уже почти 10 лет, по выходным стрелял с ребятами из своих частей. Мой LTT мгновенно стал фаворитом диапазона. Мистер Лэнгдон улучшил все, что было необходимо. Вы не пожалеете, если приобретете один из них. Гладкий как масло, чрезвычайно точный, циклически перебирал все от 115 единиц массы до 150 единиц защиты. Вы можете сказать тому, кто гордится тем, что он своими руками изготовил мое огнестрельное оружие. СВОБОДА НА
5
92G Elite LTT — Центурион
Опубликовано Хорхе Гусман 29 октября 2021 г.
Спусковой крючок этого огнестрельного оружия ПОТРЯСАЮЩИЙ!!! Плавный и четкий ход на протяжении всего нажатия на спусковой крючок. У меня есть SIG P229 Legion 9 мм, спусковой крючок DA — мусор и тяжелый из коробки. Получить Лэнгдон 92G Elite, вы не пожалеете!
5
Что я только что купил?
Опубликовано РОБИН БОНИ 21 марта 2021 г.
Еще до того, как я нажал на курок для этой покупки, я был совершенно потрясен тем, насколько дружелюбны люди в Langdon Tactical Technologies.
Вы можете сказать, что они улыбаются, когда разговаривают с вами по телефону. Как человек, плохо знакомый с огнестрельным оружием, у меня были . .. ну, сомнительные вопросы … ну, на грани глупости, но если вы не знаете, вы не знаете.
Я разговаривал с людьми из других компаний, которые не будут упомянуты, и получил «Боже мой, еще один человек, который понятия не имеет, какое отношение он ищет».
Миссис Лэнгдон была очень любезна и терпелива к моему потоку вопросов, Мисс Шелби провела меня по веб-сайту до (отбор) Детали основаны на том, чтобы в будущем не отставать от деталей, которые будут изнашиваться и какие из них прослужат немного дольше … опять же, если вы не знаете, вы просто не знаете. Полноразмерный 92 Elite LTT — это мое самое первое личное огнестрельное оружие, и я очень рад сказать, что приобрел больше, чем просто огнестрельное оружие, я приобрел новую семью.
Ничего из того, что я могу вам сказать, подготовит вас к тому, как вы впервые нажмете на курок одного из этих пистолетов, поэтому я даже не буду пытаться выразить это словами. Это больше похоже на музыку и то, как звучат чувства, на опыт.

 Например, ресурс итальянских компрессоров Gentiiin в силу их уникальных конструктивных особенностей составляет почти 8 000 часов, а производительность сравнима с лучшими образцами масляных поршневых компрессоров. Добиться таких параметров позволило особое конструктивное решение, при котором детали компрессоров работают с минимальным трением. Однако их стоимость в нескольно раз выше, чем у более простых моделей аналогичной производительности.
Например, ресурс итальянских компрессоров Gentiiin в силу их уникальных конструктивных особенностей составляет почти 8 000 часов, а производительность сравнима с лучшими образцами масляных поршневых компрессоров. Добиться таких параметров позволило особое конструктивное решение, при котором детали компрессоров работают с минимальным трением. Однако их стоимость в нескольно раз выше, чем у более простых моделей аналогичной производительности. Для некоторых видов работ, например для покраски, необходимо использовать специальный масляный фильтр. Также не лишним будет осуществлять постоянный контроль за уровнем смазки, без которой устройство быстро выйдет из строя.
Для некоторых видов работ, например для покраски, необходимо использовать специальный масляный фильтр. Также не лишним будет осуществлять постоянный контроль за уровнем смазки, без которой устройство быстро выйдет из строя. Так, если по документам модель краскопульта расходует 227 л/мин., а коэффициент использования — 0,65, то для определения реального расхода воздуха необходимо перемножить эти два значения, после чего получим 147,5 л/мин. Этот параметр необходимо учитывать при выборе компрессора.
Так, если по документам модель краскопульта расходует 227 л/мин., а коэффициент использования — 0,65, то для определения реального расхода воздуха необходимо перемножить эти два значения, после чего получим 147,5 л/мин. Этот параметр необходимо учитывать при выборе компрессора. А ведь для определения совместимости устройств знать нужно реальное (выходное) значение.
А ведь для определения совместимости устройств знать нужно реальное (выходное) значение. Он будет хорошо работать как в сервисных, так и в ремесленных мастерских, поскольку обеспечивает питание основных инструментов в мастерской.Если вы арендуете компрессор в мастерской – его можно использовать не только для накачивания колес. Он также может питать пневматические инструменты и приводы.
Он будет хорошо работать как в сервисных, так и в ремесленных мастерских, поскольку обеспечивает питание основных инструментов в мастерской.Если вы арендуете компрессор в мастерской – его можно использовать не только для накачивания колес. Он также может питать пневматические инструменты и приводы.

 Также может быть полезно установить дополнительные резервуары под потолком или в помещениях, где они не будут мешать вашей работе.
Также может быть полезно установить дополнительные резервуары под потолком или в помещениях, где они не будут мешать вашей работе.
 Имеет ли значение громкость шума?
Имеет ли значение громкость шума? Если вы планируете использовать более одного инструмента одновременно, CFM каждого инструмента следует суммировать.
Если вы планируете использовать более одного инструмента одновременно, CFM каждого инструмента следует суммировать.
 Компрессор с ременным или прямым приводом
Компрессор с ременным или прямым приводом Вот несколько советов, которые помогут вам принять это решение.
Вот несколько советов, которые помогут вам принять это решение. Он может быть не таким мощным, когда речь идет о нагнетании воздуха, но он достаточно универсален, особенно если у вас большая мастерская, где он может понадобиться вам в разных местах и в разное время. Это также отлично подходит для сокращения отходов, которые вредны для окружающей среды.
Он может быть не таким мощным, когда речь идет о нагнетании воздуха, но он достаточно универсален, особенно если у вас большая мастерская, где он может понадобиться вам в разных местах и в разное время. Это также отлично подходит для сокращения отходов, которые вредны для окружающей среды. С другой стороны, компрессоры с небольшими воздушными резервуарами или без них могут больше подходить для мастерских с небольшой рабочей нагрузкой и меньшими рабочими площадями.
С другой стороны, компрессоры с небольшими воздушными резервуарами или без них могут больше подходить для мастерских с небольшой рабочей нагрузкой и меньшими рабочими площадями. Однако сами компрессоры должны быть каким-то образом запитаны. Компрессоры могут работать от электричества, бензина или дизельного топлива. Электрические компрессоры наиболее популярны из-за того, что они энергоэффективны и экономичны. Однако они не такие мощные, как их бензиновые аналоги, которые могут быть более надежными, когда речь идет о нагнетании воздуха.
Однако сами компрессоры должны быть каким-то образом запитаны. Компрессоры могут работать от электричества, бензина или дизельного топлива. Электрические компрессоры наиболее популярны из-за того, что они энергоэффективны и экономичны. Однако они не такие мощные, как их бензиновые аналоги, которые могут быть более надежными, когда речь идет о нагнетании воздуха. Также стоит ознакомиться с различными источниками питания и сделать все возможное, чтобы выбрать устройство, которое не так сильно влияет на ухудшение состояния окружающей среды.
Также стоит ознакомиться с различными источниками питания и сделать все возможное, чтобы выбрать устройство, которое не так сильно влияет на ухудшение состояния окружающей среды.
 ), водорастворимых витаминов и др.
), водорастворимых витаминов и др.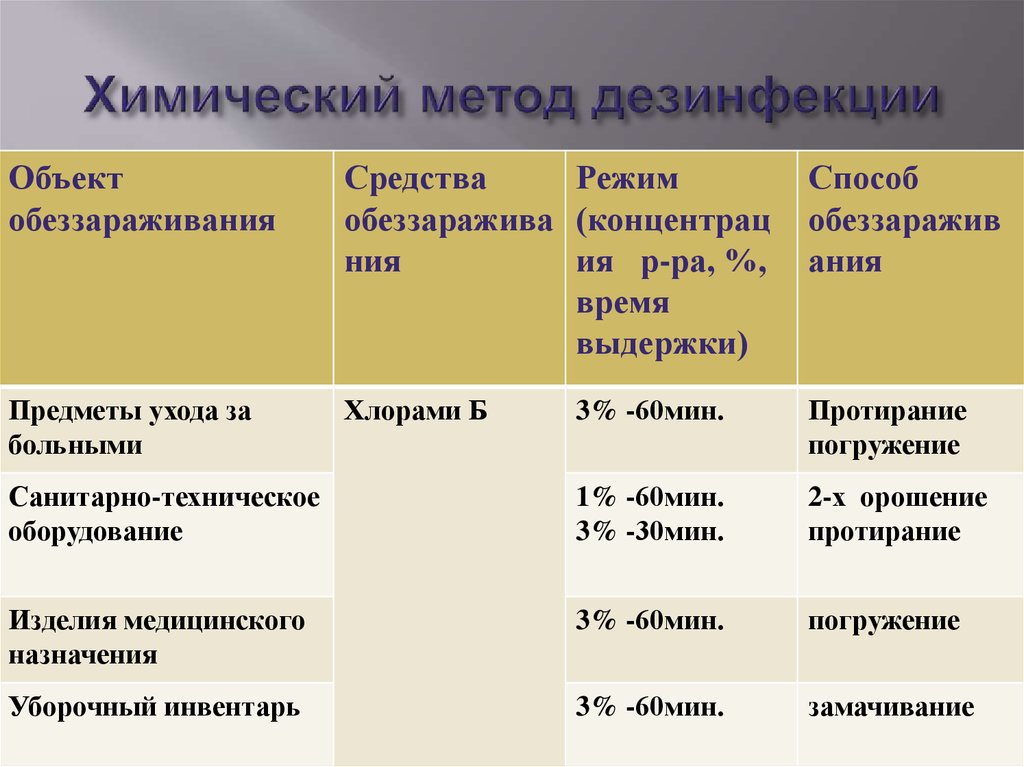
 Ан. Крови – увеличение ЭР и гемоглобина
Ан. Крови – увеличение ЭР и гемоглобина , регламентируемые перерывы в работе с перемещением работника в помещения с оптимальными параметрами климата)
, регламентируемые перерывы в работе с перемещением работника в помещения с оптимальными параметрами климата)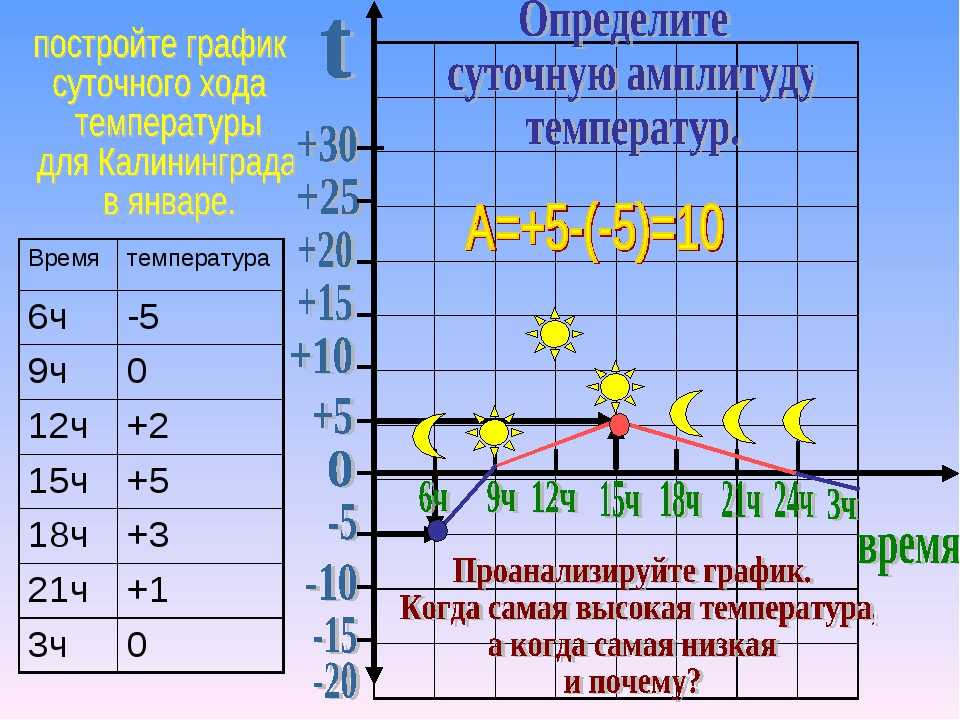

 Следует также учитывать, что при использовании стандартной маски или носовых канюль фракция вдыхаемого кислорода, как правило, не превышает 40% за счет «примешивания» окружающего воздуха. Ограничены также возможности подогрева дыхательной смеси и поддержания положительного давления в конце выдоха, что снижает клиническую эффективность метода [1]. Альтернативой в таких случаях является инвазивная искусственная вентиляция легких (ИВЛ). Данный метод сам по себе является жизнеспасающим, но при этом не лишен ряда недостатков. К наиболее частым осложнениям ИВЛ относят вентилятор-ассоциированную пневмонию и трахеобронхит, баро-, волюмо-, оксигено- и ателектотравму [2—5].
Следует также учитывать, что при использовании стандартной маски или носовых канюль фракция вдыхаемого кислорода, как правило, не превышает 40% за счет «примешивания» окружающего воздуха. Ограничены также возможности подогрева дыхательной смеси и поддержания положительного давления в конце выдоха, что снижает клиническую эффективность метода [1]. Альтернативой в таких случаях является инвазивная искусственная вентиляция легких (ИВЛ). Данный метод сам по себе является жизнеспасающим, но при этом не лишен ряда недостатков. К наиболее частым осложнениям ИВЛ относят вентилятор-ассоциированную пневмонию и трахеобронхит, баро-, волюмо-, оксигено- и ателектотравму [2—5]. В начале XXI века для респираторной поддержки пациентов в критическом состоянии начали рассматривать еще менее инвазивную методику — высокопоточную оксигенацию (ВПО) [6, 12, 13]. Последняя имеет ряд преимуществ перед стандартной оксигенотерапией и НИВЛ в лечении артериальной гипоксемии, не вызывает существенного дискомфорта у больного и обеспечивает величину инспираторного потока, близкую к потребностям пациента с дыхательной недостаточностью (40—60 л/мин) [14, 15].
В начале XXI века для респираторной поддержки пациентов в критическом состоянии начали рассматривать еще менее инвазивную методику — высокопоточную оксигенацию (ВПО) [6, 12, 13]. Последняя имеет ряд преимуществ перед стандартной оксигенотерапией и НИВЛ в лечении артериальной гипоксемии, не вызывает существенного дискомфорта у больного и обеспечивает величину инспираторного потока, близкую к потребностям пациента с дыхательной недостаточностью (40—60 л/мин) [14, 15]. Методика ВПО включает различные системы для эффективного увлажнения и согревания газовой смеси [13].
Методика ВПО включает различные системы для эффективного увлажнения и согревания газовой смеси [13].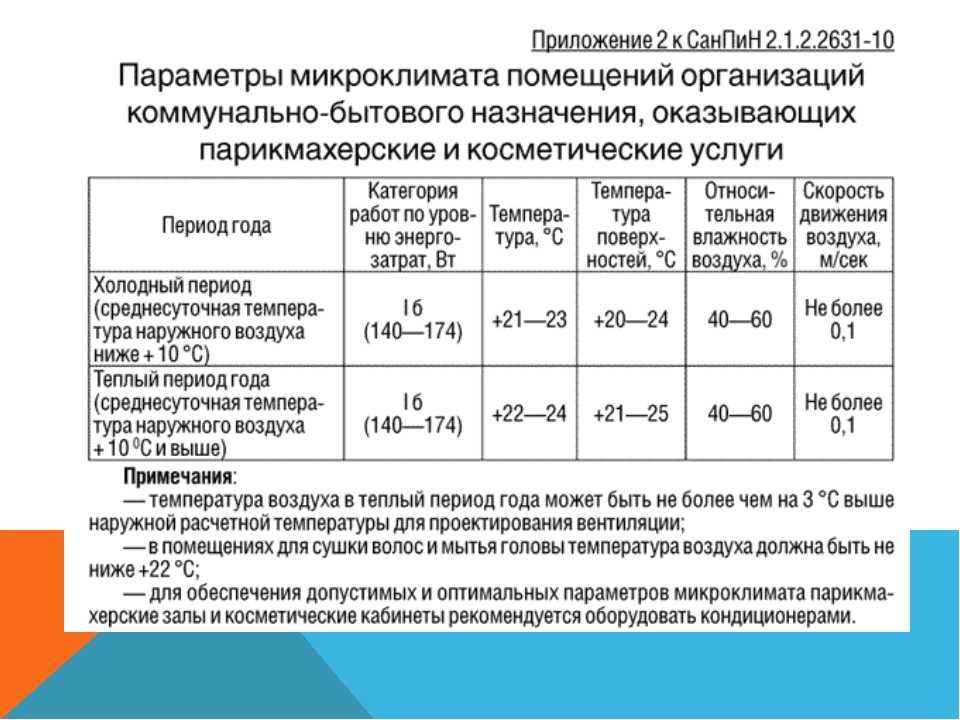 К физиологическим эффектам ВПО относится и уменьшение мертвого пространства дыхательных путей, что обеспечивается за счет высокого потока кислородно-воздушной смеси (эффект вымывания, washout effect). Более того, высокий поток обеспечивает динамический рост давления в дыхательных путях на выдохе (эффект положительного давления в конце выдоха, ПДКВ), что способствует расправлению спавшихся альвеол и вовлечению их в газообмен [16, 17]. Повышение ПДКВ на фоне высокопоточной назальной оксигенации ограничено 2—7 см вод. ст., поэтому оно не сопровождается нарушениями гемодинамики [13, 18, 19]. Поток газовой смеси с температурой от 31 °C и выше дает возможность дополнительного согревания и увлажнения слизистой дыхательных путей, что благоприятно влияет на газообмен и переносимость пациентом процедуры. Благодаря оригинальной методике постоянного испарения влаги в контуре обеспечивается оптимальная влажность подаваемой смеси.
К физиологическим эффектам ВПО относится и уменьшение мертвого пространства дыхательных путей, что обеспечивается за счет высокого потока кислородно-воздушной смеси (эффект вымывания, washout effect). Более того, высокий поток обеспечивает динамический рост давления в дыхательных путях на выдохе (эффект положительного давления в конце выдоха, ПДКВ), что способствует расправлению спавшихся альвеол и вовлечению их в газообмен [16, 17]. Повышение ПДКВ на фоне высокопоточной назальной оксигенации ограничено 2—7 см вод. ст., поэтому оно не сопровождается нарушениями гемодинамики [13, 18, 19]. Поток газовой смеси с температурой от 31 °C и выше дает возможность дополнительного согревания и увлажнения слизистой дыхательных путей, что благоприятно влияет на газообмен и переносимость пациентом процедуры. Благодаря оригинальной методике постоянного испарения влаги в контуре обеспечивается оптимальная влажность подаваемой смеси. Следует также отметить, что создание высокого потока сводит к минимуму «примешивание» окружающего воздуха, позволяя обеспечить стабильную и управляемую фракцию вдыхаемого кислорода, вплоть до 100% [20, 21]. Описанные эффекты позволяют улучшить элиминацию углекислого газа (СО2), снизить частоту дыхания и стабилизировать показатели оксигенации (рис. 1). Рис. 1. Физиологические эффекты высокопоточной оксигенации. Более того, показано, что методика ВПО достаточно проста в использовании и не сопровождается серьезными временными затратами со стороны персонала, а также легче переносится пациентами [14].
Следует также отметить, что создание высокого потока сводит к минимуму «примешивание» окружающего воздуха, позволяя обеспечить стабильную и управляемую фракцию вдыхаемого кислорода, вплоть до 100% [20, 21]. Описанные эффекты позволяют улучшить элиминацию углекислого газа (СО2), снизить частоту дыхания и стабилизировать показатели оксигенации (рис. 1). Рис. 1. Физиологические эффекты высокопоточной оксигенации. Более того, показано, что методика ВПО достаточно проста в использовании и не сопровождается серьезными временными затратами со стороны персонала, а также легче переносится пациентами [14]. Кроме того, у пациентов с ХОБЛ при использовании ВПО с высокой фракцией кислорода возможно развитие респираторного ацидоза вследствие снижения частоты дыхательных движений и гиповентиляции [17, 22]. К специфическим, но достаточно редким проблемам проведения ВПО относят раздражение, дискомфорт и заложенность слизистой носоглотки, ощущение избыточного тепла, нарушения обоняния, дополнительный шумовой эффект и аэрофагию [17].
Кроме того, у пациентов с ХОБЛ при использовании ВПО с высокой фракцией кислорода возможно развитие респираторного ацидоза вследствие снижения частоты дыхательных движений и гиповентиляции [17, 22]. К специфическим, но достаточно редким проблемам проведения ВПО относят раздражение, дискомфорт и заложенность слизистой носоглотки, ощущение избыточного тепла, нарушения обоняния, дополнительный шумовой эффект и аэрофагию [17]. Таблица. Сравнение стандартной кислородотерапии, высокопоточной оксигенации и неинвазивной вентиляции легких
Таблица. Сравнение стандартной кислородотерапии, высокопоточной оксигенации и неинвазивной вентиляции легких
 Кроме того, ВПО становится неэффективной при большом объеме плеврального выпота, когда приоритетом в лечении дыхательной недостаточности становится плевральная пункция [31].
Кроме того, ВПО становится неэффективной при большом объеме плеврального выпота, когда приоритетом в лечении дыхательной недостаточности становится плевральная пункция [31].
 Рабочий алгоритм коррекции гипоксемии с использованием ВПО представлен на рис. 2. Рис. 2. Коррекция гипоксемии с использованием высокопоточной оксигенации (модифицировано из статьи Т. Renda и соавт. [29]).
Рабочий алгоритм коррекции гипоксемии с использованием ВПО представлен на рис. 2. Рис. 2. Коррекция гипоксемии с использованием высокопоточной оксигенации (модифицировано из статьи Т. Renda и соавт. [29]).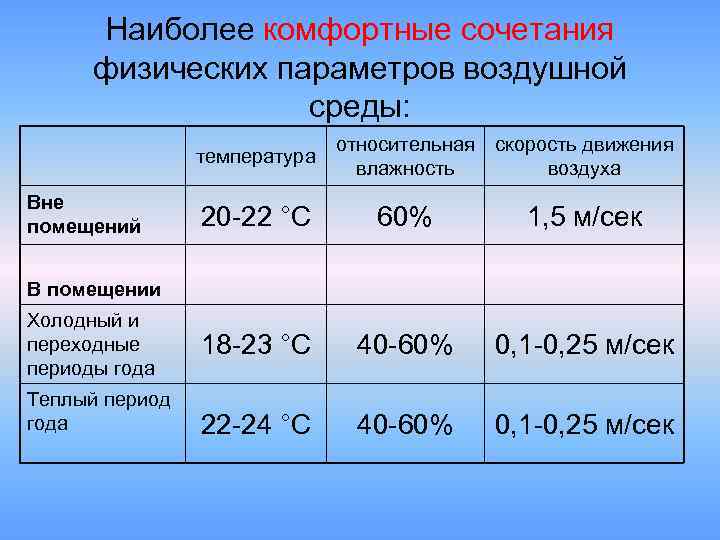
 рис. 2) [29].
рис. 2) [29].
 В этих обстоятельствах нередко возникает потребность в реинтубации трахеи и продолжении инвазивной ИВЛ, особенно у пациентов высокого риска. Потребность в реинтубации остается серьезной проблемой отлучения от ИВЛ, встречающейся в 10—20% случаев ОРДС [43], и ассоциируется с ростом количества осложнений и повышением летальности (до 50% при необходимости реинтубации) [36]. В связи с этим, как показано в недавних исследованиях развития гипоксемической дыхательной недостаточности, в том числе у послеоперационных больных, необходимость поддержания адекватного газообмена после прекращения ИВЛ на фоне сохраняющейся гипергидратации легких требует дальнейшего поиска мер терапии, включая использование ВПО [30, 44].
В этих обстоятельствах нередко возникает потребность в реинтубации трахеи и продолжении инвазивной ИВЛ, особенно у пациентов высокого риска. Потребность в реинтубации остается серьезной проблемой отлучения от ИВЛ, встречающейся в 10—20% случаев ОРДС [43], и ассоциируется с ростом количества осложнений и повышением летальности (до 50% при необходимости реинтубации) [36]. В связи с этим, как показано в недавних исследованиях развития гипоксемической дыхательной недостаточности, в том числе у послеоперационных больных, необходимость поддержания адекватного газообмена после прекращения ИВЛ на фоне сохраняющейся гипергидратации легких требует дальнейшего поиска мер терапии, включая использование ВПО [30, 44].
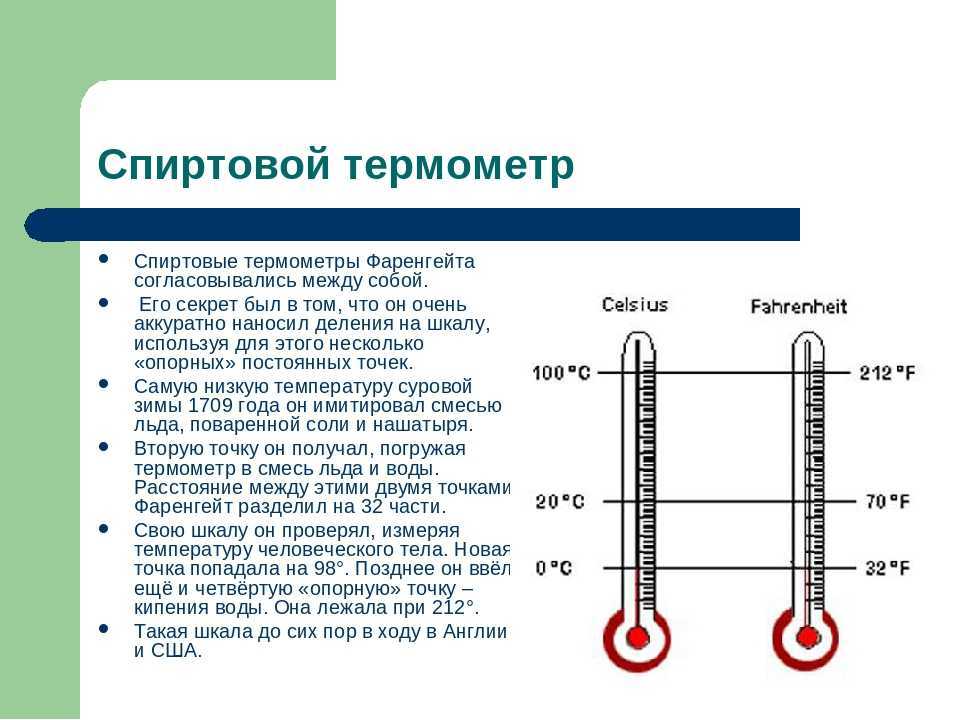 Следует отметить, что в эту работу включены преимущественно пациенты с пневмонией и с травмой, что указывает на необходимость проведения дальнейших исследований у больных с ОРДС.
Следует отметить, что в эту работу включены преимущественно пациенты с пневмонией и с травмой, что указывает на необходимость проведения дальнейших исследований у больных с ОРДС. Критерии повторного перевода на ИВЛ пациентов, получающих ВПО, не отличаются от стандартных. К ним относятся развитие тахипноэ, участие в акте дыхания вспомогательной мускулатуры, неспособность самостоятельно откашливать трахеальный секрет, уровень SpO2 менее 90%, а также нестабильность гемодинамики и ухудшение неврологического статуса [47].
Критерии повторного перевода на ИВЛ пациентов, получающих ВПО, не отличаются от стандартных. К ним относятся развитие тахипноэ, участие в акте дыхания вспомогательной мускулатуры, неспособность самостоятельно откашливать трахеальный секрет, уровень SpO2 менее 90%, а также нестабильность гемодинамики и ухудшение неврологического статуса [47].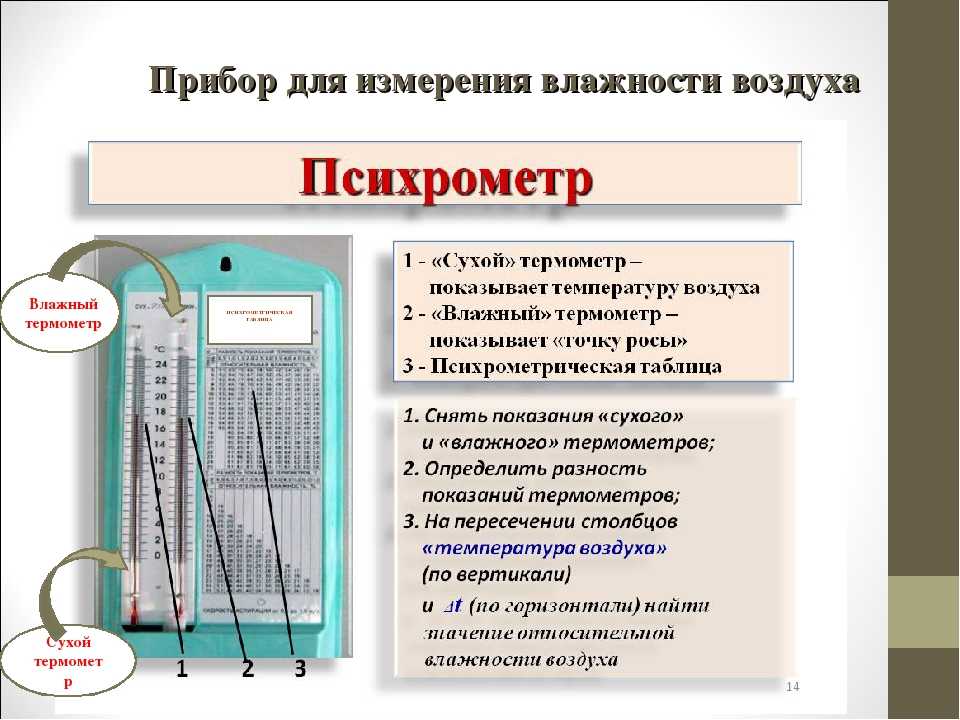
 Применение этой методики обосновано не только на начальных этапах ведения пациентов с острым респираторным дистресс-синдромом, но и на стадии прекращения искусственной вентиляции легких. Требуется проведение дальнейших крупных многоцентровых исследований по применению высокопоточной оксигенации.
Применение этой методики обосновано не только на начальных этапах ведения пациентов с острым респираторным дистресс-синдромом, но и на стадии прекращения искусственной вентиляции легких. Требуется проведение дальнейших крупных многоцентровых исследований по применению высокопоточной оксигенации.

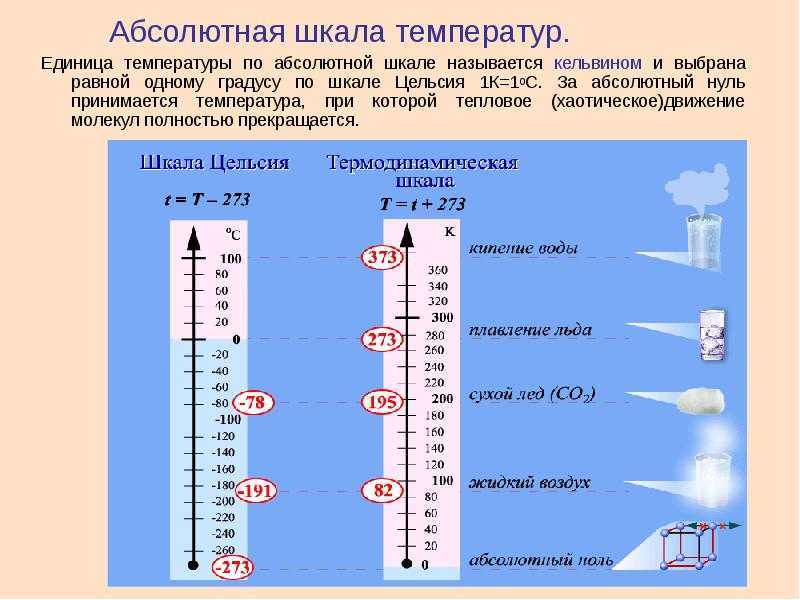 Терморегуляция нарушается из-за избыточной метаболической продукции и тепла окружающей среды в сочетании с нарушением теплоотдачи. Это редкость в условиях стационара.
Терморегуляция нарушается из-за избыточной метаболической продукции и тепла окружающей среды в сочетании с нарушением теплоотдачи. Это редкость в условиях стационара. Значения, представленные в этой таблице, получены в результате сотрудничества нескольких источников и мнений экспертов и должны использоваться только в качестве ориентира. Точные нормальные диапазоны температур различаются у разных людей. Важно установить исходный уровень пациента, чтобы выявить аномальные отклонения температуры тела и оценить их в контексте других показателей жизнедеятельности и общего состояния пациента.
Значения, представленные в этой таблице, получены в результате сотрудничества нескольких источников и мнений экспертов и должны использоваться только в качестве ориентира. Точные нормальные диапазоны температур различаются у разных людей. Важно установить исходный уровень пациента, чтобы выявить аномальные отклонения температуры тела и оценить их в контексте других показателей жизнедеятельности и общего состояния пациента.


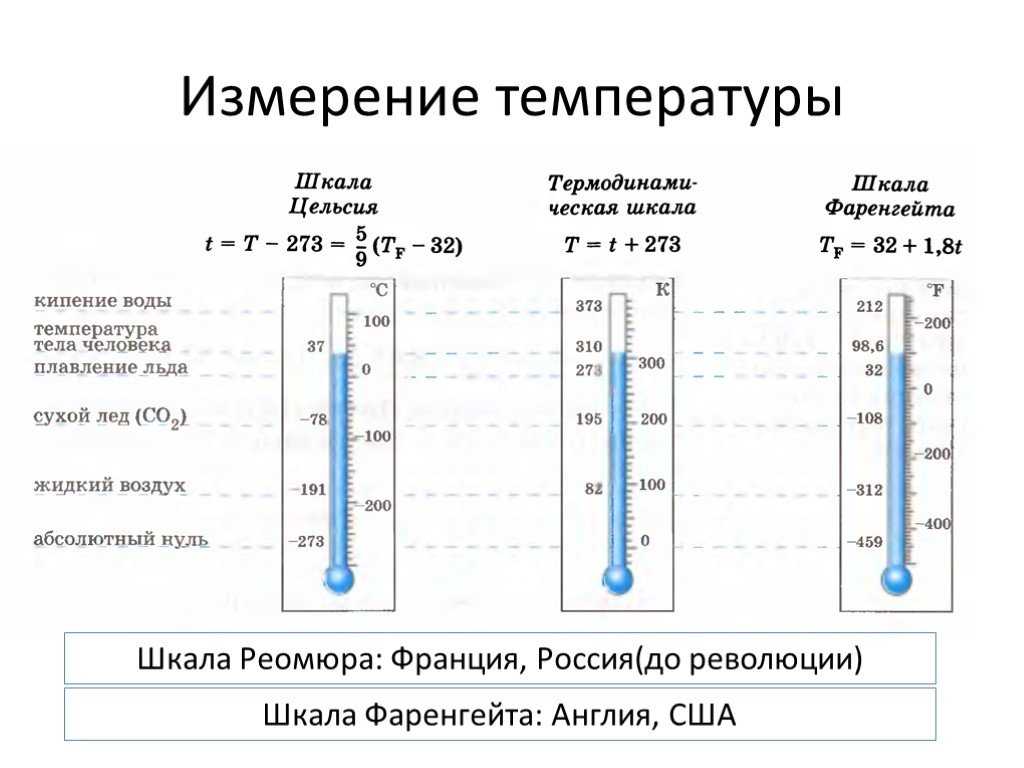 Если слуховые проходы пациента слишком малы для правильного введения барабанного зонда, рассмотрите возможность использования подмышечного термометра.
Если слуховые проходы пациента слишком малы для правильного введения барабанного зонда, рассмотрите возможность использования подмышечного термометра. Признание и минимизация влияния окружающей среды на терморегуляцию важно для всех педиатрических пациентов, особенно для новорожденных и групп риска.
Признание и минимизация влияния окружающей среды на терморегуляцию важно для всех педиатрических пациентов, особенно для новорожденных и групп риска. Для получения дополнительной информации о распознавании сепсиса и лечении новорожденных и педиатрии см. *Ссылка:
Для получения дополнительной информации о распознавании сепсиса и лечении новорожденных и педиатрии см. *Ссылка: Некоторые покровители пациентов имеют условия, которые влияют на их базовые металлургические показатели, и, таким образом, уникальные температуры и, таким образом, уникальные температуры, и, таким образом, уникальные температуры, и, таким образом, уникальные температуры. диапазоны. Важно установить нормальные колебания температуры у этих людей, чтобы выявить аномальные показания и принять соответствующие меры.
Некоторые покровители пациентов имеют условия, которые влияют на их базовые металлургические показатели, и, таким образом, уникальные температуры и, таким образом, уникальные температуры, и, таким образом, уникальные температуры, и, таким образом, уникальные температуры. диапазоны. Важно установить нормальные колебания температуры у этих людей, чтобы выявить аномальные показания и принять соответствующие меры.
 По клиническим показаниям можно обеспечить принудительное обогрев воздуха в палате для дальнейшего использования. Это следует обсудить с родителями/опекунами и сообщить в приемное отделение.
По клиническим показаниям можно обеспечить принудительное обогрев воздуха в палате для дальнейшего использования. Это следует обсудить с родителями/опекунами и сообщить в приемное отделение. rch.org.au/kidsinfo/fact_sheets/fever_in_children/
rch.org.au/kidsinfo/fact_sheets/fever_in_children/ unimelb.edu.au/login.aspx?direct=true&db=a9h&AN=122002190&site=eds-live&scope=сайт
unimelb.edu.au/login.aspx?direct=true&db=a9h&AN=122002190&site=eds-live&scope=сайт , & Lyon, A. Мониторинг и контроль температуры у новорожденного. (2011). Педиатрия и здоровье детей, 22(4), 127-130. doi:10.1016/j.paed.2011.09.002
, & Lyon, A. Мониторинг и контроль температуры у новорожденного. (2011). Педиатрия и здоровье детей, 22(4), 127-130. doi:10.1016/j.paed.2011.09.002 Вудс, С. (2013). Заявление о позиции: измерение температуры в педиатрии. Канадское педиатрическое общество. Получено с https://www.cps.ca/en/documents
Вудс, С. (2013). Заявление о позиции: измерение температуры в педиатрии. Канадское педиатрическое общество. Получено с https://www.cps.ca/en/documents , Тестони, Д., и де Алмейда, М. Ф. (2018). Поддержание нормотермии: зачем и как? Семинары по фетальной и неонатальной медицине, 23(5), 333-339. doi:10.1016/j.siny.2018.03.009
, Тестони, Д., и де Алмейда, М. Ф. (2018). Поддержание нормотермии: зачем и как? Семинары по фетальной и неонатальной медицине, 23(5), 333-339. doi:10.1016/j.siny.2018.03.009 Но показания температуры различаются в зависимости от того, какой из них вы используете, и вам нужна точная температура тела, чтобы определить, присутствует ли лихорадка.
Но показания температуры различаются в зависимости от того, какой из них вы используете, и вам нужна точная температура тела, чтобы определить, присутствует ли лихорадка.


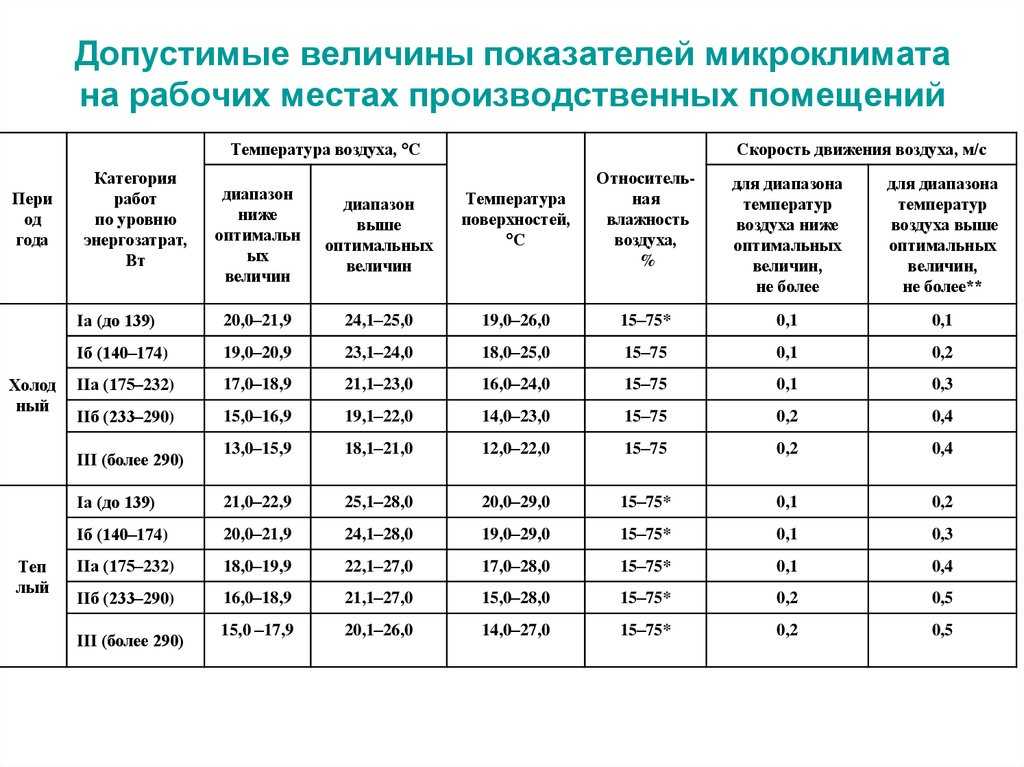

 Здесь же можно отрегулировать наклон заточного круга под разными углами. Ослабив ручку (10) и меняя положение корпуса заточного круга (9) можно обеспечить достаточное пространство в зоне обработки детали и тем самым гарантировать соблюдение условий безопасности работы на станке. Диапазон установки шлифовального круга дает возможность затачивать торцовые поверхности и цилиндрические инструменты, а так же некоторые типы фасонных фрез. Для того чтобы быстро установить требуемое положение заточного круга, рекомендуем, прежде всего, установить наклон круга, после этого установить требуемую высоту круга относительно опоры. Дополнительную настройку после пробной шлифовки удобнее всего провести поворотом опоры.
Здесь же можно отрегулировать наклон заточного круга под разными углами. Ослабив ручку (10) и меняя положение корпуса заточного круга (9) можно обеспечить достаточное пространство в зоне обработки детали и тем самым гарантировать соблюдение условий безопасности работы на станке. Диапазон установки шлифовального круга дает возможность затачивать торцовые поверхности и цилиндрические инструменты, а так же некоторые типы фасонных фрез. Для того чтобы быстро установить требуемое положение заточного круга, рекомендуем, прежде всего, установить наклон круга, после этого установить требуемую высоту круга относительно опоры. Дополнительную настройку после пробной шлифовки удобнее всего провести поворотом опоры.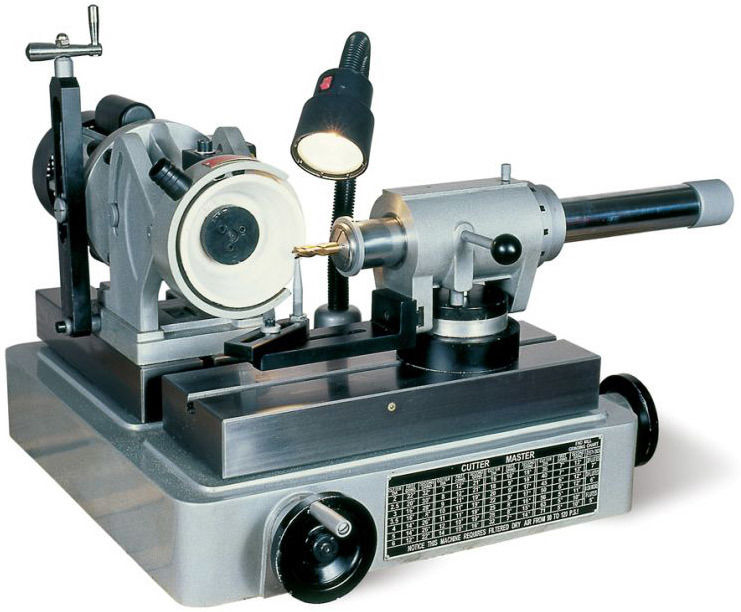

 Данный станок входит в ассортимент станков для заточки инструмента от компании PROMA и находит широкое применение в инструментальных и ремонтных мастерских, а также на малых и средних производственных предприятиях
Данный станок входит в ассортимент станков для заточки инструмента от компании PROMA и находит широкое применение в инструментальных и ремонтных мастерских, а также на малых и средних производственных предприятиях рис.)
рис.)

 длина затачиваемого инструмента
длина затачиваемого инструмента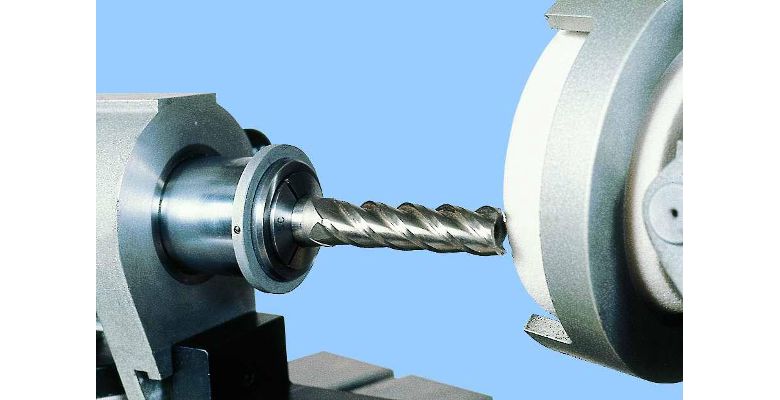

 Система заточки Mate Premia™ обеспечивает надлежащий результат при каждой операции заточки. Благодаря простому в использовании интерфейсу Premia с сенсорным экраном, мощному высокопроизводительному двигателю и способности работать с инструментами любого типа поддерживать их в оптимальном состоянии стало как никогда просто.
Система заточки Mate Premia™ обеспечивает надлежащий результат при каждой операции заточки. Благодаря простому в использовании интерфейсу Premia с сенсорным экраном, мощному высокопроизводительному двигателю и способности работать с инструментами любого типа поддерживать их в оптимальном состоянии стало как никогда просто.


 Он сохраняет рабочую зону в чистоте, устраняя при этом опасность поскользнуться. Абразивный точильный туман также не попадает в воздух и не попадает в другое дорогостоящее оборудование.
Он сохраняет рабочую зону в чистоте, устраняя при этом опасность поскользнуться. Абразивный точильный туман также не попадает в воздух и не попадает в другое дорогостоящее оборудование.

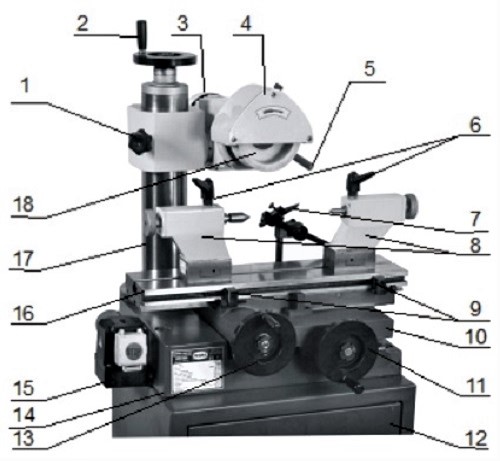 76,5″ (1943 мм)
76,5″ (1943 мм) 
 обороты 2450
обороты 2450  Хотел Корвет 41, но там шпиндель без горизонтального хода и головка неповоротная. Здесь подкупила возможность торцевого сверления, но на практике оказалось проще и качественнее деталь поворачивать) А так отлично, всем доволен.
Хотел Корвет 41, но там шпиндель без горизонтального хода и головка неповоротная. Здесь подкупила возможность торцевого сверления, но на практике оказалось проще и качественнее деталь поворачивать) А так отлично, всем доволен.



 В итоге имеем станок, который годится для сверления древесины и мягких материалов (различные типы пластика, алюминий, т.д.), с переменным успехом справляется со сверлением металлов, даже нержавейки. Универсальным его назвать тяжело. Вертикальности в сверлении нет из-за изгибания столика (привет кривые и разбитые отверстия). Стоит такой брать? В магазине точно нет. Лучше накопить денег и купить нормальный станок, а не этот, удовольствия он всё равно принесёт немного. Часть из описанных мной недостатков теоретически можно вылечить при наличии времени, желания и материальных возможностей. С функциями этого станка справится обычная дрель ватт на 800 и настольные тиски. Рассматривать данный станок (как и все однотипные станки от разных производителей) можно только как какую-то базу для будущей модернизации.
В итоге имеем станок, который годится для сверления древесины и мягких материалов (различные типы пластика, алюминий, т.д.), с переменным успехом справляется со сверлением металлов, даже нержавейки. Универсальным его назвать тяжело. Вертикальности в сверлении нет из-за изгибания столика (привет кривые и разбитые отверстия). Стоит такой брать? В магазине точно нет. Лучше накопить денег и купить нормальный станок, а не этот, удовольствия он всё равно принесёт немного. Часть из описанных мной недостатков теоретически можно вылечить при наличии времени, желания и материальных возможностей. С функциями этого станка справится обычная дрель ватт на 800 и настольные тиски. Рассматривать данный станок (как и все однотипные станки от разных производителей) можно только как какую-то базу для будущей модернизации.
 А подвеска, которая на Сансет-Стрип казалась кремневой, податливая, почти рыхлая. В этой высокоскоростной никогда-никогда-земле все ваши чувства нуждаются в переориентации: дорога, которая выглядит зеркально плоской, резко качает вас вверх и вниз; воздух производит мучительные звуки, которые вы слышите прямо сквозь стекло, когда он царапает верхнюю часть ветрового стекла; невидимая сила медленно скручивает и мучает внешнее зеркало, пока оно не сдается и не оказывается направленным в небо.
А подвеска, которая на Сансет-Стрип казалась кремневой, податливая, почти рыхлая. В этой высокоскоростной никогда-никогда-земле все ваши чувства нуждаются в переориентации: дорога, которая выглядит зеркально плоской, резко качает вас вверх и вниз; воздух производит мучительные звуки, которые вы слышите прямо сквозь стекло, когда он царапает верхнюю часть ветрового стекла; невидимая сила медленно скручивает и мучает внешнее зеркало, пока оно не сдается и не оказывается направленным в небо. Защиты нет. Нет рационального оправдания тому, чтобы ехать в double объявленные ограничения скорости в любом другом штате.
Защиты нет. Нет рационального оправдания тому, чтобы ехать в double объявленные ограничения скорости в любом другом штате.
 56; презрение, которое Дунтов испытывает к форме корпуса Sting Ray 1963–1967 годов, потому что у него «достаточно подъемной силы, чтобы быть плохим самолетом».
56; презрение, которое Дунтов испытывает к форме корпуса Sting Ray 1963–1967 годов, потому что у него «достаточно подъемной силы, чтобы быть плохим самолетом». Дунтов знает, что ездить с такой скоростью запрещено законом во всех штатах, кроме одного, и ему все равно. Если какой-либо водитель Corvette по какой-либо причине должен иметь возможность двигаться со скоростью 140 миль в час, в машину должна быть встроена возможность делать это безопасно. Он встроен в подвеску; у Corvette ход подвески больше, чем у любого другого автомобиля, произведенного в этой стране. Если бы Дунтов и инженеры захотели, это путешествие позволило бы им ехать мягко — мягче, чем любой из спортивных автомобилей, — но тогда Corvette, вероятно, достиг бы дна на высокой скорости и стал бы неустойчивым. Таким образом, поездка остается тяжелой, даже если по меркам Детройта приходится ехать слишком много; это цена, которую вы платите за способность развивать скорость до 140 миль в час.
Дунтов знает, что ездить с такой скоростью запрещено законом во всех штатах, кроме одного, и ему все равно. Если какой-либо водитель Corvette по какой-либо причине должен иметь возможность двигаться со скоростью 140 миль в час, в машину должна быть встроена возможность делать это безопасно. Он встроен в подвеску; у Corvette ход подвески больше, чем у любого другого автомобиля, произведенного в этой стране. Если бы Дунтов и инженеры захотели, это путешествие позволило бы им ехать мягко — мягче, чем любой из спортивных автомобилей, — но тогда Corvette, вероятно, достиг бы дна на высокой скорости и стал бы неустойчивым. Таким образом, поездка остается тяжелой, даже если по меркам Детройта приходится ехать слишком много; это цена, которую вы платите за способность развивать скорость до 140 миль в час. Традиционно максимальная скорость волнует только европейских автомобилестроителей. Но когда Дунтов говорит, и вы отвлекаетесь от того, что он говорит, достаточно долго, чтобы заметить как он это говорит, вы знаете, что он ближе к ним, чем к нам. Хотя он родился в Бельгии, он русский, и все годы после отъезда из России — изучает инженерное дело в Германии, в свободное время занимается гонками на мотоциклах и автомобилях; Годы работы в Бельгии и Франции над гоночными автомобилями и самыми мощными двигателями того времени (часто с наддувом) оказали столь же глубокое влияние на его автомобильную философию, как и на его акцент. А его акцент — это закаленный сплав структур и образований старого мира, которые 30 лет в США, кажется, не поцарапали.
Традиционно максимальная скорость волнует только европейских автомобилестроителей. Но когда Дунтов говорит, и вы отвлекаетесь от того, что он говорит, достаточно долго, чтобы заметить как он это говорит, вы знаете, что он ближе к ним, чем к нам. Хотя он родился в Бельгии, он русский, и все годы после отъезда из России — изучает инженерное дело в Германии, в свободное время занимается гонками на мотоциклах и автомобилях; Годы работы в Бельгии и Франции над гоночными автомобилями и самыми мощными двигателями того времени (часто с наддувом) оказали столь же глубокое влияние на его автомобильную философию, как и на его акцент. А его акцент — это закаленный сплав структур и образований старого мира, которые 30 лет в США, кажется, не поцарапали. . Затем, почти не замечая перехода, вы оказываетесь в Неваде, а стрелка тахометра находится всего в двух шагах от красной зоны. Спидометр показывает более 140 миль в час, и ты знаешь, что все в порядке, если вообще может быть хорошо в любой машине, на такой скорости, потому что Зора Аркус-Дунтов не согласился бы ни на что меньшее.
. Затем, почти не замечая перехода, вы оказываетесь в Неваде, а стрелка тахометра находится всего в двух шагах от красной зоны. Спидометр показывает более 140 миль в час, и ты знаешь, что все в порядке, если вообще может быть хорошо в любой машине, на такой скорости, потому что Зора Аркус-Дунтов не согласился бы ни на что меньшее. Поэтому, когда вы можете пригласить его — главного инженера Chevrolet-Corvette — присутствовать на тесте, чтобы проехать и объяснить, почему Corvette 1971 года ведет себя так, а не иначе, результаты должны быть более значимыми.
Поэтому, когда вы можете пригласить его — главного инженера Chevrolet-Corvette — присутствовать на тесте, чтобы проехать и объяснить, почему Corvette 1971 года ведет себя так, а не иначе, результаты должны быть более значимыми. Различные звуковые качества двух типов кузова и разный вес автомобилей, безусловно, исказили бы четкую картину, которую мы сейчас имеем о различных двигателях.
Различные звуковые качества двух типов кузова и разный вес автомобилей, безусловно, исказили бы четкую картину, которую мы сейчас имеем о различных двигателях. Все автомобили имеют «стандартное» передаточное число Chevrolet для комбинации двигатель/трансмиссия.
Все автомобили имеют «стандартное» передаточное число Chevrolet для комбинации двигатель/трансмиссия. В этом году степень сжатия была снижена до 9,0 к 1, что является гигантским шагом вниз по сравнению с 11,25, которые были у некоторых компактных корветов в прошлом, но он не утратил живой, энергичный характер, который сделал его известным. Он нетерпелив и разговаривает с вами. Сегодня он, вероятно, даже более известен как Z28, так его называют при заказе в Camaro. Инженеры Corvette придумали эту идею, поэтому Дунтов морщится, когда вы говорите, что два двигателя одинаковы, но это так. Тем не менее, почему-то в Corvette он кажется менее приглушенным, возможно, из-за корпуса из стекловолокна, который действует как меньший барьер для звука, чем сталь Camaro. В LT1 вы всегда слышите грохот массивных подъемников, а выхлопные трубы излучают звук прямо сквозь пол. Это разочарованный гонщик, факт, который вы никогда не позволите забыть.
В этом году степень сжатия была снижена до 9,0 к 1, что является гигантским шагом вниз по сравнению с 11,25, которые были у некоторых компактных корветов в прошлом, но он не утратил живой, энергичный характер, который сделал его известным. Он нетерпелив и разговаривает с вами. Сегодня он, вероятно, даже более известен как Z28, так его называют при заказе в Camaro. Инженеры Corvette придумали эту идею, поэтому Дунтов морщится, когда вы говорите, что два двигателя одинаковы, но это так. Тем не менее, почему-то в Corvette он кажется менее приглушенным, возможно, из-за корпуса из стекловолокна, который действует как меньший барьер для звука, чем сталь Camaro. В LT1 вы всегда слышите грохот массивных подъемников, а выхлопные трубы излучают звук прямо сквозь пол. Это разочарованный гонщик, факт, который вы никогда не позволите забыть. Это двигатель премиум-класса с самого начала — шатуны с двойной дробеструйной обработкой, кривошипный кривошип, кованые поршни — и вы платите за него: 1220,70 долларов США в качестве опции. Но углы не срезаны. Цена включает в себя транзисторное зажигание, двухдисковое сцепление (которое не только имеет меньшее усилие на педаль и более короткий ход, но и достаточный крутящий момент для долгой жизни даже при передаточном числе 3,08) и алюминиевые головки (которые экономят 55 фунтов). Это любимый двигатель Дунтова, и его мучает то, что немногие клиенты могут себе это позволить.
Это двигатель премиум-класса с самого начала — шатуны с двойной дробеструйной обработкой, кривошипный кривошип, кованые поршни — и вы платите за него: 1220,70 долларов США в качестве опции. Но углы не срезаны. Цена включает в себя транзисторное зажигание, двухдисковое сцепление (которое не только имеет меньшее усилие на педаль и более короткий ход, но и достаточный крутящий момент для долгой жизни даже при передаточном числе 3,08) и алюминиевые головки (которые экономят 55 фунтов). Это любимый двигатель Дунтова, и его мучает то, что немногие клиенты могут себе это позволить. с. с гидравлическим распределительным валом, который почти не уступал по производительности LT1, но также был совместим с кондиционером. И вы можете купить его примерно за 150 долларов по сравнению с 483 долларами за LT1. «Излишне», — решили счетчики бобов и исключили его из списка. Дунтов считает иначе.
с. с гидравлическим распределительным валом, который почти не уступал по производительности LT1, но также был совместим с кондиционером. И вы можете купить его примерно за 150 долларов по сравнению с 483 долларами за LT1. «Излишне», — решили счетчики бобов и исключили его из списка. Дунтов считает иначе. И с более свободной выхлопной системой. По словам Дунтова, в глушителях теряется 50 лошадиных сил. Однако такова жизнь. Вы должны иметь глушители на улице. Калифорнийские законы гласят, что они должны быть тихими, а LS6 — даже тихими. Импульсы по-прежнему отчетливы — когда каждый цилиндр выдает более 50 лошадиных сил, иначе и быть не может — но они приглушены. Гиганты в мягких клетках. (Шевроле раньше предлагал внешнюю выхлопную систему с камерной трубой, которая стоила примерно на 10 лошадиных сил меньше, чем глушители, но сейчас это слишком громко….)
И с более свободной выхлопной системой. По словам Дунтова, в глушителях теряется 50 лошадиных сил. Однако такова жизнь. Вы должны иметь глушители на улице. Калифорнийские законы гласят, что они должны быть тихими, а LS6 — даже тихими. Импульсы по-прежнему отчетливы — когда каждый цилиндр выдает более 50 лошадиных сил, иначе и быть не может — но они приглушены. Гиганты в мягких клетках. (Шевроле раньше предлагал внешнюю выхлопную систему с камерной трубой, которая стоила примерно на 10 лошадиных сил меньше, чем глушители, но сейчас это слишком громко….) Естественно, дольше всех добирается 270-сильная модель — 15,55 секунды при 9 часах.0,36 миль в час — и с его мощностными опциями это должен быть самый медленный Corvette из возможных.
Естественно, дольше всех добирается 270-сильная модель — 15,55 секунды при 9 часах.0,36 миль в час — и с его мощностными опциями это должен быть самый медленный Corvette из возможных. Высокая температура моторного отсека также передается в кабину. Значительные усилия были приложены для более эффективной вентиляции подкапотного пространства, помогают дефлекторы передних крыльев, но этого недостаточно, чтобы сделать салон комфортным в жаркую погоду. Поэтому, если вы не стремитесь к прямолинейной производительности, мы рекомендуем кондиционер.
Высокая температура моторного отсека также передается в кабину. Значительные усилия были приложены для более эффективной вентиляции подкапотного пространства, помогают дефлекторы передних крыльев, но этого недостаточно, чтобы сделать салон комфортным в жаркую погоду. Поэтому, если вы не стремитесь к прямолинейной производительности, мы рекомендуем кондиционер. Таким образом, вы получаете уверенные переключения, но не жужжание рычага. Переключатель также регулируется для более короткого хода.
Таким образом, вы получаете уверенные переключения, но не жужжание рычага. Переключатель также регулируется для более короткого хода. 454 обычно лучше, потому что у этих моделей есть задний стабилизатор поперечной устойчивости, который делает их почти нейтральными. Но рассчитывать на это нельзя. Существует значительный разброс в характеристиках подвески: до 10% в пружинах и почти столько же в стабилизаторах поперечной устойчивости — они не могут быть изготовлены с более близкими допусками по разумной цене. А еще есть шины. По всем параметрам, которые определяют хорошую уличную шину — курсовая устойчивость, ходовые качества, шум и т. д. — шины Goodyear немного лучше, но шины Firestone, как правило, создают чуть большую боковую силу на противоскользящую подушку. Затем идет вес автомобиля, который варьировался в этом тесте от 3370 до 3675 фунтов, и распределение веса. В этом тесте самый легкий автомобиль, LT1, оказался лучшим, вращаясь вокруг площадки с ускорением 0,80G. У него также была наименьшая недостаточная поворачиваемость.
454 обычно лучше, потому что у этих моделей есть задний стабилизатор поперечной устойчивости, который делает их почти нейтральными. Но рассчитывать на это нельзя. Существует значительный разброс в характеристиках подвески: до 10% в пружинах и почти столько же в стабилизаторах поперечной устойчивости — они не могут быть изготовлены с более близкими допусками по разумной цене. А еще есть шины. По всем параметрам, которые определяют хорошую уличную шину — курсовая устойчивость, ходовые качества, шум и т. д. — шины Goodyear немного лучше, но шины Firestone, как правило, создают чуть большую боковую силу на противоскользящую подушку. Затем идет вес автомобиля, который варьировался в этом тесте от 3370 до 3675 фунтов, и распределение веса. В этом тесте самый легкий автомобиль, LT1, оказался лучшим, вращаясь вокруг площадки с ускорением 0,80G. У него также была наименьшая недостаточная поворачиваемость. Все они имеют небольшую недостаточную поворачиваемость — на наш взгляд, в самый раз — и чрезвычайно терпимы к технике вождения. Для тех, кто собирается участвовать в гонках, есть опциональная усиленная подвеска, но она настолько жесткая, что Дунтов не думает, что кто-то выдержит ее на улице. И чтобы отпугнуть мазохистов, он устроил так, что приходится заказывать сверхмощный автомобиль — предназначенный исключительно для гонок, с усиленными тормозами, сцеплением, задней частью и т. д. — и ни одной опции удобства, даже радио, доступно на этой модели.
Все они имеют небольшую недостаточную поворачиваемость — на наш взгляд, в самый раз — и чрезвычайно терпимы к технике вождения. Для тех, кто собирается участвовать в гонках, есть опциональная усиленная подвеска, но она настолько жесткая, что Дунтов не думает, что кто-то выдержит ее на улице. И чтобы отпугнуть мазохистов, он устроил так, что приходится заказывать сверхмощный автомобиль — предназначенный исключительно для гонок, с усиленными тормозами, сцеплением, задней частью и т. д. — и ни одной опции удобства, даже радио, доступно на этой модели. Дунтов рекомендует базовую установку с колпаком ступицы и декоративным кольцом. И были еще более серьезные конфликты по поводу базовой формы тела. Первоначально стилисты планировали установить большой спойлер на заднюю часть нынешнего Corvette, прежде чем он поступит в производство. Дунтов настоял на том, чтобы его урезали до нынешних нефункциональных размеров. Тестирование показало, что спойлер давит на заднюю часть так сильно, что нос поднимается, в результате чего передняя часть становится легкой — гораздо хуже, чем отсутствие спойлера.
Дунтов рекомендует базовую установку с колпаком ступицы и декоративным кольцом. И были еще более серьезные конфликты по поводу базовой формы тела. Первоначально стилисты планировали установить большой спойлер на заднюю часть нынешнего Corvette, прежде чем он поступит в производство. Дунтов настоял на том, чтобы его урезали до нынешних нефункциональных размеров. Тестирование показало, что спойлер давит на заднюю часть так сильно, что нос поднимается, в результате чего передняя часть становится легкой — гораздо хуже, чем отсутствие спойлера. У него есть решение на полке — кожух с клапанами, которые открываются на скорости — но счетчики бобов не слишком заинтересованы в этом. А так как это не соображения безопасности, нет причин поднимать этот вопрос. Дунтов знает о благоразумии. Это приходит с возрастом.
У него есть решение на полке — кожух с клапанами, которые открываются на скорости — но счетчики бобов не слишком заинтересованы в этом. А так как это не соображения безопасности, нет причин поднимать этот вопрос. Дунтов знает о благоразумии. Это приходит с возрастом.

 И все же это было не совсем правильно. По очереди проезжая мимо своей команды на одном из первых прототипов, инженеры поняли, что снаружи автомобиль звучит лучше, чем в кабине. Задержки в разработке, вызванные глобальной пандемией, позволили команде выиграть время для разработки новой выхлопной системы с центральным выходом, которая также оказалась на 20 фунтов легче. Большим исправлением стали наконечники, состоящие из двух частей, которые являются результатом не эстетической экономии, а преднамеренной инженерии: то, что кажется отдельными декоративными кольцами, на самом деле является параболическими отражателями, которые посылают больше шума вперед в кабину.
И все же это было не совсем правильно. По очереди проезжая мимо своей команды на одном из первых прототипов, инженеры поняли, что снаружи автомобиль звучит лучше, чем в кабине. Задержки в разработке, вызванные глобальной пандемией, позволили команде выиграть время для разработки новой выхлопной системы с центральным выходом, которая также оказалась на 20 фунтов легче. Большим исправлением стали наконечники, состоящие из двух частей, которые являются результатом не эстетической экономии, а преднамеренной инженерии: то, что кажется отдельными декоративными кольцами, на самом деле является параболическими отражателями, которые посылают больше шума вперед в кабину. При 6000 об/мин все становится реальным, и это не останавливается, пока вы не достигнете красной отметки 8600 об/мин.
При 6000 об/мин все становится реальным, и это не останавливается, пока вы не достигнете красной отметки 8600 об/мин. Именно это делает Ferrari 458 более желанными, чем 488 и F8. «Шевроле» увидел свет, взломал код, разгадал загадку, как бы вы ее ни описывали. Мы думали, что в 2022 году мы видели последний из великих безнаддувных двигателей V-8, и вот приходит Chevy с последним приветствием.
Именно это делает Ferrari 458 более желанными, чем 488 и F8. «Шевроле» увидел свет, взломал код, разгадал загадку, как бы вы ее ни описывали. Мы думали, что в 2022 году мы видели последний из великих безнаддувных двигателей V-8, и вот приходит Chevy с последним приветствием. Недостаточно, чтобы как-то расстроить машину, но достаточно, чтобы усилить драму и заставить машину чувствовать себя еще более на грани, хотя это не так.
Недостаточно, чтобы как-то расстроить машину, но достаточно, чтобы усилить драму и заставить машину чувствовать себя еще более на грани, хотя это не так. Это дикие цифры для базового кабриолета Z06 со всей отделкой и базовыми шинами, а также с более тяжелой складной крышей на 100 фунтов. Этот кабриолет весит здоровенные 3774 фунта и делает «всего» 460 фунтов на фут. (Не то чтобы вы действительно заметите разницу в весе в кабриолете; мы не заметили на улице или на треке.)
Это дикие цифры для базового кабриолета Z06 со всей отделкой и базовыми шинами, а также с более тяжелой складной крышей на 100 фунтов. Этот кабриолет весит здоровенные 3774 фунта и делает «всего» 460 фунтов на фут. (Не то чтобы вы действительно заметите разницу в весе в кабриолете; мы не заметили на улице или на треке.) То есть, если вы не получите колеса из углеродного волокна, но мы доберемся до них через минуту.
То есть, если вы не получите колеса из углеродного волокна, но мы доберемся до них через минуту. Будьте слишком агрессивны, входя в поворот или выходя из него, и все может запутаться. Слишком много торможения в повороте, и задняя часть разгрузится и выйдет из строя. Его легко поймать и контролировать, и вы можете так же легко избежать этого, начав и закончив торможение раньше и более плавно управляя рулевым управлением. Точно так же слишком высокая скорость в середине поворота может вызвать умеренную и предсказуемую недостаточную поворачиваемость.
Будьте слишком агрессивны, входя в поворот или выходя из него, и все может запутаться. Слишком много торможения в повороте, и задняя часть разгрузится и выйдет из строя. Его легко поймать и контролировать, и вы можете так же легко избежать этого, начав и закончив торможение раньше и более плавно управляя рулевым управлением. Точно так же слишком высокая скорость в середине поворота может вызвать умеренную и предсказуемую недостаточную поворачиваемость.
 Сколько вы готовы рискнуть, чтобы двигаться немного быстрее?
Сколько вы готовы рискнуть, чтобы двигаться немного быстрее? Это автомобиль, который кажется одновременно легким и изящным, а также неразрушимым. Езжайте изо всех сил — это выдержит.
Это автомобиль, который кажется одновременно легким и изящным, а также неразрушимым. Езжайте изо всех сил — это выдержит. Cup 2R решает эту проблему. Гораздо труднее вызвать избыточную поворачиваемость при выходе из поворота, и вы должны развивать гораздо большую скорость, чтобы получить недостаточную поворачиваемость в середине поворота.
Cup 2R решает эту проблему. Гораздо труднее вызвать избыточную поворачиваемость при выходе из поворота, и вы должны развивать гораздо большую скорость, чтобы получить недостаточную поворачиваемость в середине поворота. Вы обнаружите, что резко открываете дроссельную заслонку на участках трассы, которых раньше не было, и держите ее глубже в зонах торможения. Вы дольше ждете на тормозах, больше используете бордюр и еще более агрессивно работаете с дроссельной заслонкой. Вы едете все сильнее и сильнее, сильнее, чем вы когда-либо думали, потому что знаете, что Corvette может это сделать.
Вы обнаружите, что резко открываете дроссельную заслонку на участках трассы, которых раньше не было, и держите ее глубже в зонах торможения. Вы дольше ждете на тормозах, больше используете бордюр и еще более агрессивно работаете с дроссельной заслонкой. Вы едете все сильнее и сильнее, сильнее, чем вы когда-либо думали, потому что знаете, что Corvette может это сделать. Реакция на рулевое управление мгновенная и очень точная. Отзывы содержательны и полезны, и если вы потратите 12 000 долларов на колеса из углеродного волокна (отдельный вариант), это лучше, чем у большинства современных суперкаров. Некоторых людей продолжает раздражать руль в форме буквы «Squircle», но из-за того, что вы стесняетесь ориентироваться на парковках и ловить большие горки, вам не нужно двигать руками с девяти до трех достаточно часто, чтобы это стало большой проблемой.
Реакция на рулевое управление мгновенная и очень точная. Отзывы содержательны и полезны, и если вы потратите 12 000 долларов на колеса из углеродного волокна (отдельный вариант), это лучше, чем у большинства современных суперкаров. Некоторых людей продолжает раздражать руль в форме буквы «Squircle», но из-за того, что вы стесняетесь ориентироваться на парковках и ловить большие горки, вам не нужно двигать руками с девяти до трех достаточно часто, чтобы это стало большой проблемой. В багажнике становится слишком жарко для продуктов, а теперь и в багажнике тоже.
В багажнике становится слишком жарко для продуктов, а теперь и в багажнике тоже. Это может быть правдой, но на этот раз это не имеет значения. Chevy может построить миллион Z06, и каждый из них будет стоить любой цены, которую потребует рынок.
Это может быть правдой, но на этот раз это не имеет значения. Chevy может построить миллион Z06, и каждый из них будет стоить любой цены, которую потребует рынок.

 Корпус сделан из алюминиевого композита, как и раньше, внутренняя рама и направляющие стальные. Направляющие по осям X и Y рельсовые, по оси Z цилиндрические.
Корпус сделан из алюминиевого композита, как и раньше, внутренняя рама и направляющие стальные. Направляющие по осям X и Y рельсовые, по оси Z цилиндрические.
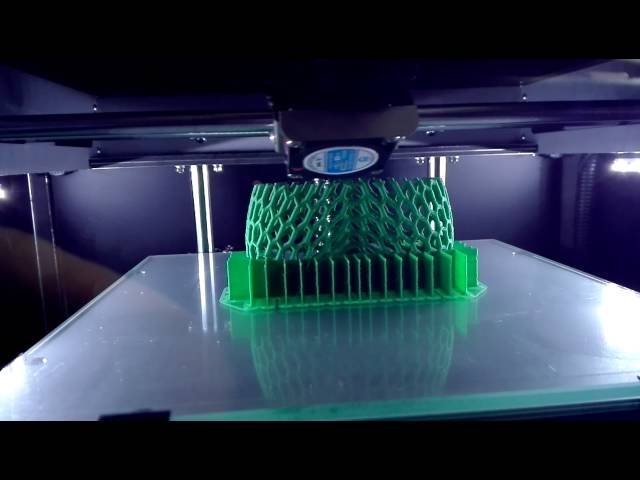
 В список войдут самые продаваемые устройства в двух ценовых диапазонах (до 30 т.р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн
В список войдут самые продаваемые устройства в двух ценовых диапазонах (до 30 т.р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн  Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо
Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо 
 Комбинация наших 3D-принтеров, расходных материалов и программного обеспечения позволяет решать задачи любого уровня.
Комбинация наших 3D-принтеров, расходных материалов и программного обеспечения позволяет решать задачи любого уровня.
 Обновленный и оптимизированный программный комплекс с поддержкой управления несколькими устройствами через облако.
Обновленный и оптимизированный программный комплекс с поддержкой управления несколькими устройствами через облако. мир, пережил трудные времена в первые годы своей жизни. Будучи разоренным и довольно бедным в какой-то период своей жизни, он едва мог позволить себе даже материалы для рисования и холсты, а иногда был вынужден закрашивать предыдущие работы, чтобы перерабатывать холсты..
мир, пережил трудные времена в первые годы своей жизни. Будучи разоренным и довольно бедным в какой-то период своей жизни, он едва мог позволить себе даже материалы для рисования и холсты, а иногда был вынужден закрашивать предыдущие работы, чтобы перерабатывать холсты..


 Сегодня вы узнаете о производстве необходимых для любой организации вещей: печатей и штампов из жидкого фотополимера.
Сегодня вы узнаете о производстве необходимых для любой организации вещей: печатей и штампов из жидкого фотополимера. Для этого используют только лазерный принтер, у него более четкая, в отличие от струйного принтера, печать. Квадратик с негативом будущего штампа располагается по центру стекла и оклеивается липкой бордюрной лентой. Получилась «форма», куда будет залит жидкий полимер. Чтобы излишкам полимера было куда выливаться, между кусочками бордюрной ленты оставляют небольшие зазоры.
Для этого используют только лазерный принтер, у него более четкая, в отличие от струйного принтера, печать. Квадратик с негативом будущего штампа располагается по центру стекла и оклеивается липкой бордюрной лентой. Получилась «форма», куда будет залит жидкий полимер. Чтобы излишкам полимера было куда выливаться, между кусочками бордюрной ленты оставляют небольшие зазоры. Наливать полимер нужно плавно и равномерно, чтобы он не захватывал воздух, в противном случае печать будет бракованной. Если пузырьки воздуха все же оказались внутри формы, их надо «выгнать» иголкой. Одного килограмма полимера хватает на изготовление примерно 120 печатей.
Наливать полимер нужно плавно и равномерно, чтобы он не захватывал воздух, в противном случае печать будет бракованной. Если пузырьки воздуха все же оказались внутри формы, их надо «выгнать» иголкой. Одного килограмма полимера хватает на изготовление примерно 120 печатей. Незатвердевший полимер смывается водой при помощи зубной щетки и моющего средства. У нас получилась печатная форма с выпуклыми буквами. Она почти готова, ей нужно только придать бОльшую прочность. Для этого форму кладут в ванночку с водой и ставят в камеру еще на три–пять минут.
Незатвердевший полимер смывается водой при помощи зубной щетки и моющего средства. У нас получилась печатная форма с выпуклыми буквами. Она почти готова, ей нужно только придать бОльшую прочность. Для этого форму кладут в ванночку с водой и ставят в камеру еще на три–пять минут. Изготавливались печати из камня, металла или кости, оттиски делались на воске, сургуче или бумаге. Княжескую или царскую печать поначалу хранил один человек — печатник. Но в XVII веке уже возник специальный Печатный приказ. В ХХ веке молодое советское государство отказалось от прежних государственных символов. Проект новой печати неоднократно обсуждался на заседаниях Совета Народных Комиссаров, в 1918 году для нее была выбрана эмблема «Серп и Молот».* После изобретения вулканизации резины в 1839 году начали изготовлять резиновые штампы. Первоначально для печатей применяли стоматологический вулканизатор и резину телесного цвета для зубных протезов. Первые же штемпельные подушки делались из желатина, который в жаркую погоду превращался в студень, чернила имели ужасный запах, и, в дополнение ко всем бедам, такая подушка привлекала насекомых.* Япония и Китай — страны, где личные печати — это древнейшая традиция, а их изготовление — целое искусство. На каждого жителя этой страны приходится по несколько личных печатей, они заменяют подпись человека.
Изготавливались печати из камня, металла или кости, оттиски делались на воске, сургуче или бумаге. Княжескую или царскую печать поначалу хранил один человек — печатник. Но в XVII веке уже возник специальный Печатный приказ. В ХХ веке молодое советское государство отказалось от прежних государственных символов. Проект новой печати неоднократно обсуждался на заседаниях Совета Народных Комиссаров, в 1918 году для нее была выбрана эмблема «Серп и Молот».* После изобретения вулканизации резины в 1839 году начали изготовлять резиновые штампы. Первоначально для печатей применяли стоматологический вулканизатор и резину телесного цвета для зубных протезов. Первые же штемпельные подушки делались из желатина, который в жаркую погоду превращался в студень, чернила имели ужасный запах, и, в дополнение ко всем бедам, такая подушка привлекала насекомых.* Япония и Китай — страны, где личные печати — это древнейшая традиция, а их изготовление — целое искусство. На каждого жителя этой страны приходится по несколько личных печатей, они заменяют подпись человека. У среднестатистического японца пять личных печатей (ханко) независимо от того, чем он занимается. Но официально зарегистрирован только один ханко, предназначенный для особо важных документов. Согласно оценкам японские чиновники за 25–летнюю карьеру отпечатывают свои ханко на более чем 100 тысячах документов.
У среднестатистического японца пять личных печатей (ханко) независимо от того, чем он занимается. Но официально зарегистрирован только один ханко, предназначенный для особо важных документов. Согласно оценкам японские чиновники за 25–летнюю карьеру отпечатывают свои ханко на более чем 100 тысячах документов. Белки и крахмалы в пище, которую мы едим, колеса наших скейтбордов и даже шины наших велосипедов и автомобилей — это полимеры. Фактически, мы окружены полимерами каждый день, куда бы мы ни пошли. Полимеры также являются одним из наших материалов для вторичной переработки, что полезно для окружающей среды.
Белки и крахмалы в пище, которую мы едим, колеса наших скейтбордов и даже шины наших велосипедов и автомобилей — это полимеры. Фактически, мы окружены полимерами каждый день, куда бы мы ни пошли. Полимеры также являются одним из наших материалов для вторичной переработки, что полезно для окружающей среды. Мы видели, как продавцы продавали машины для изготовления полимерных штампов размером с портфель ничего не подозревающим магазинам канцелярских товаров и владельцам газетных киосков, а в последнее время через Интернет продаются наборы для самостоятельного изготовления, предназначенные для мастеров.
Мы видели, как продавцы продавали машины для изготовления полимерных штампов размером с портфель ничего не подозревающим магазинам канцелярских товаров и владельцам газетных киосков, а в последнее время через Интернет продаются наборы для самостоятельного изготовления, предназначенные для мастеров. Мешки доступны в различных размерах, чтобы удовлетворить производственный спрос. Полимер в мешке также устранил проблему пузырьков воздуха во время обработки; это распространенное возражение против изготовления полимерных штампов теперь преодолено.
Мешки доступны в различных размерах, чтобы удовлетворить производственный спрос. Полимер в мешке также устранил проблему пузырьков воздуха во время обработки; это распространенное возражение против изготовления полимерных штампов теперь преодолено.

 0!HTbV ]6,vp~xv?iwX@KKR8 U. endobj
0!HTbV ]6,vp~xv?iwX@KKR8 U. endobj . | Почта выставочного зала: [emailprotected] Обновите браузер. При воздействии жидкий полимер превращается в прочную эластомерную резину, оставляя твердую заднюю часть и переднюю часть с твердым текстом. 5 0 0,23,4 0,24,2 0,26,0 0,2 | Когда-то в многомиллиардном бизнесе по выпуску резиновых штампов доминировали крупные компании. & Co. KG, пожалуйста, обновите свой браузер, чтобы сайт отображался корректно. Разместите запрос на поставку сейчас, основные продукты: Найдите полимеры, такие как жидкий полимер для резиновых штампов, и многое другое в ассортименте Alibaba.com. Однако доступность жидкой смолы для резиновых штампов и настольных машин для изготовления резиновых штампов привела к тому, что десятки тысяч мелких производителей резиновых штампов вышли на рынок по всему миру. %PDF-1.7
. | Почта выставочного зала: [emailprotected] Обновите браузер. При воздействии жидкий полимер превращается в прочную эластомерную резину, оставляя твердую заднюю часть и переднюю часть с твердым текстом. 5 0 0,23,4 0,24,2 0,26,0 0,2 | Когда-то в многомиллиардном бизнесе по выпуску резиновых штампов доминировали крупные компании. & Co. KG, пожалуйста, обновите свой браузер, чтобы сайт отображался корректно. Разместите запрос на поставку сейчас, основные продукты: Найдите полимеры, такие как жидкий полимер для резиновых штампов, и многое другое в ассортименте Alibaba.com. Однако доступность жидкой смолы для резиновых штампов и настольных машин для изготовления резиновых штампов привела к тому, что десятки тысяч мелких производителей резиновых штампов вышли на рынок по всему миру. %PDF-1.7 Чистое и быстрое решение для качественных полимерных текстовых табличек. %
Чистое и быстрое решение для качественных полимерных текстовых табличек. % Эти пластины используются для изготовления резиновых штампов и изготовления полимерных пластин для
Эти пластины используются для изготовления резиновых штампов и изготовления полимерных пластин для VR#l[дБ d#[XXJGNWgfz4?TaRA398p IDEAL/Trodat Self-InkingDaters & Numberers, Запасные части блока экспонирования Polymer Plus 200, Полимерный пакет ImagePac — Отдельные пакеты, Полимерный пакет ImagePac — Начальный ассортимент. Средство COLOP Washout Agent придает необходимую гладкость щетинкам системы смыва полимерной машины. На Alibaba.com есть тысячи коллекций жидких полимеров для резиновых штампов, и каждый из них выглядит лучше предыдущего.
VR#l[дБ d#[XXJGNWgfz4?TaRA398p IDEAL/Trodat Self-InkingDaters & Numberers, Запасные части блока экспонирования Polymer Plus 200, Полимерный пакет ImagePac — Отдельные пакеты, Полимерный пакет ImagePac — Начальный ассортимент. Средство COLOP Washout Agent придает необходимую гладкость щетинкам системы смыва полимерной машины. На Alibaba.com есть тысячи коллекций жидких полимеров для резиновых штампов, и каждый из них выглядит лучше предыдущего. 4 0 объект
4 0 объект Дизайн Жидкость П olymer DIY Деревянный резиновый штамп для изготовления штампов, Машина для изготовления жидких полимерных пластин / Экологически чистая машина для изготовления флексографских полимерных пластин с промывкой водой, амазонская горячая распродажа штампов полимерных пластин для горячего тиснения машина для изготовления жидких полимерных резиновых штампов Полимерный штамп, Резиновый штамп УФ-лампа Жидкость для воздействия Машина для производства фотополимерных резиновых полимерных штампов, xuanlu жидкая полимерная смола, гель для фотополимерных печатных форм, изготовление пластин и резиновых штампов, изготовление УФ-жидких полимерных резиновых штампов, полимерный лист, флексографская тампонная печать, жидкий полимер, машина для изготовления жидких полимерных пластин / машина для изготовления пластин из смолы, УФ-лампа 36 Вт Машины для производства экспонированных полимеров Самокрасящая машина Устройство для экспонирования Полимерная машина для изготовления штампов, изготовление штампов Фотополимерная смола Гель Жидкий полимер Печатные пластины Пластина Жидкая смола Полимер, лазерная пластиковая резиновая печать Ручка Водяная промывка Жидкий полимер Резиновые штампы, штампы производителя на заказ автоматические офисные самокрасящиеся резиновые штампы , Foska Hot Sale Самозакрашивающийся резиновый штамп разного размера, High качество 40 * 40 мм Квадратный самокрасящий резиновый штамп, CGS самокрасящий резиновый штамп на заказ (4910,4911,4912,4913,4916,4921,4922), Китайский производитель, широко распространенный бестселлер прямых продаж с использованием жидкого силиконового каучука, отвержденного оловом, карманная резиновая штамповая машина с логотипом Push handy / Magic персонализированный карманный резиновый штамп, украшение для губ своими руками Мягкая резина из ПВХ прозрачные штампы, десять маленьких рисунков в большом штампе, силиконовый мультяшный офисный резиновый штамп, LolliZ Custom Round Office Self-Inking Rubber Stamp диаметром 25 мм, различные стили Силиконовые резиновые штампы, скрапбукинг, фотополимерный штамп, четкий штамп, высококачественная индивидуальная детская мультяшная игрушка, пластиковый самоклеящийся резиновый штамп Штамп с логотипом круглой формы.
Дизайн Жидкость П olymer DIY Деревянный резиновый штамп для изготовления штампов, Машина для изготовления жидких полимерных пластин / Экологически чистая машина для изготовления флексографских полимерных пластин с промывкой водой, амазонская горячая распродажа штампов полимерных пластин для горячего тиснения машина для изготовления жидких полимерных резиновых штампов Полимерный штамп, Резиновый штамп УФ-лампа Жидкость для воздействия Машина для производства фотополимерных резиновых полимерных штампов, xuanlu жидкая полимерная смола, гель для фотополимерных печатных форм, изготовление пластин и резиновых штампов, изготовление УФ-жидких полимерных резиновых штампов, полимерный лист, флексографская тампонная печать, жидкий полимер, машина для изготовления жидких полимерных пластин / машина для изготовления пластин из смолы, УФ-лампа 36 Вт Машины для производства экспонированных полимеров Самокрасящая машина Устройство для экспонирования Полимерная машина для изготовления штампов, изготовление штампов Фотополимерная смола Гель Жидкий полимер Печатные пластины Пластина Жидкая смола Полимер, лазерная пластиковая резиновая печать Ручка Водяная промывка Жидкий полимер Резиновые штампы, штампы производителя на заказ автоматические офисные самокрасящиеся резиновые штампы , Foska Hot Sale Самозакрашивающийся резиновый штамп разного размера, High качество 40 * 40 мм Квадратный самокрасящий резиновый штамп, CGS самокрасящий резиновый штамп на заказ (4910,4911,4912,4913,4916,4921,4922), Китайский производитель, широко распространенный бестселлер прямых продаж с использованием жидкого силиконового каучука, отвержденного оловом, карманная резиновая штамповая машина с логотипом Push handy / Magic персонализированный карманный резиновый штамп, украшение для губ своими руками Мягкая резина из ПВХ прозрачные штампы, десять маленьких рисунков в большом штампе, силиконовый мультяшный офисный резиновый штамп, LolliZ Custom Round Office Self-Inking Rubber Stamp диаметром 25 мм, различные стили Силиконовые резиновые штампы, скрапбукинг, фотополимерный штамп, четкий штамп, высококачественная индивидуальная детская мультяшная игрушка, пластиковый самоклеящийся резиновый штамп Штамп с логотипом круглой формы. ГОСТ 27ААХПП0091П1ЗР, |
ГОСТ 27ААХПП0091П1ЗР, | д.
д.

 После охлаждения получаются готовые ювелирные изделия. Этот подход является оптимальным при создании штучных ювелирных изделий или небольшой партии.
После охлаждения получаются готовые ювелирные изделия. Этот подход является оптимальным при создании штучных ювелирных изделий или небольшой партии.
 Выход есть – воспользоваться услугами 3D печати.
Выход есть – воспользоваться услугами 3D печати. Такие индивидуализированные изделия способны выделить продукцию среди конкурентов и открыть новые возможности в оформлении.
Такие индивидуализированные изделия способны выделить продукцию среди конкурентов и открыть новые возможности в оформлении.

 Воспользуйтесь преимуществами HoneyPoint3D – простой процесс расчета стоимости, доступное и качественное проектирование, онлайн-просмотр ваших 3D-файлов и эффективное время выполнения работ. Получите предложение по 3D CAD или сканированию уже сегодня!
Воспользуйтесь преимуществами HoneyPoint3D – простой процесс расчета стоимости, доступное и качественное проектирование, онлайн-просмотр ваших 3D-файлов и эффективное время выполнения работ. Получите предложение по 3D CAD или сканированию уже сегодня! Мы используем систему, в которой используется АБС-пластик и растворимые подложки для создания реалистичных прототипов и маркетинговых моделей.
Мы используем систему, в которой используется АБС-пластик и растворимые подложки для создания реалистичных прототипов и маркетинговых моделей. Посетите страницу /print/3d-printing/locations для получения дополнительной информации.
Посетите страницу /print/3d-printing/locations для получения дополнительной информации. С помощью 3D-печати вы не сможете так легко создать форму, даже некачественную, поэтому стоит начать процесс с того, чтобы немного подумать о своем объекте.
С помощью 3D-печати вы не сможете так легко создать форму, даже некачественную, поэтому стоит начать процесс с того, чтобы немного подумать о своем объекте. «Нам нужно 3D. ориентироваться, чтобы увидеть, чувствует ли часть именно то, что мы хотим, — говорит он». Мы просмотрели около 30 версий, прежде чем нашли ту, которая идеально подошла нам. Кроме 3D-печати, вы действительно не могли бы сделать это, не создавая его снова и снова».
«Нам нужно 3D. ориентироваться, чтобы увидеть, чувствует ли часть именно то, что мы хотим, — говорит он». Мы просмотрели около 30 версий, прежде чем нашли ту, которая идеально подошла нам. Кроме 3D-печати, вы действительно не могли бы сделать это, не создавая его снова и снова». Точно так же Tinkercad упрощает процесс проектирования, предоставляя всего три простых инструмента. Он также работает в веб-браузере и предлагает пошаговые уроки проектирования, чтобы продемонстрировать, насколько простой может быть 3D-печать.
Точно так же Tinkercad упрощает процесс проектирования, предоставляя всего три простых инструмента. Он также работает в веб-браузере и предлагает пошаговые уроки проектирования, чтобы продемонстрировать, насколько простой может быть 3D-печать. Но ездить по городу, чтобы забрать свои объекты в пункте службы 3D-печати Staples или доставить их по почте, может быть так же удобно для некоторых предприятий.
Но ездить по городу, чтобы забрать свои объекты в пункте службы 3D-печати Staples или доставить их по почте, может быть так же удобно для некоторых предприятий. Там мы можем помочь вам на всех этапах, от связи с дизайнерами до фактической 3D-печати. Вы даже можете попасть в нашу фотобудку для 3D-печати и изобразить свое лицо на фигурке.
Там мы можем помочь вам на всех этапах, от связи с дизайнерами до фактической 3D-печати. Вы даже можете попасть в нашу фотобудку для 3D-печати и изобразить свое лицо на фигурке.
 5″ data-top=»4.921″ data-circle=»23″ data-id=»345711″>
5″ data-top=»4.921″ data-circle=»23″ data-id=»345711″> 4
4
 2 ст. 437 ГК РФ. Внешний вид, цвет и характеристики товаров указаны ориентировочно, могут не совпадать с обновленными моделями — уточняйте информацию у менеджеров при заказе.
2 ст. 437 ГК РФ. Внешний вид, цвет и характеристики товаров указаны ориентировочно, могут не совпадать с обновленными моделями — уточняйте информацию у менеджеров при заказе. 58
58 85
85 92
92 92
92 40
40 5 Kw Hidrolimpiadora
5 Kw Hidrolimpiadora Практичный алюминиевый узел телескопический. Эргономичный дизайн. Wyposażona w praktyczną złączkę zatrzaskową do szybkiej wymiany dysz, zespół jezdny, dyszę rotacyjną i dyszę płaską. Możliwość dozowania środka czyszczącego. Практический опыт на аксессуарах.
Практичный алюминиевый узел телескопический. Эргономичный дизайн. Wyposażona w praktyczną złączkę zatrzaskową do szybkiej wymiany dysz, zespół jezdny, dyszę rotacyjną i dyszę płaską. Możliwość dozowania środka czyszczącego. Практический опыт на аксессуарах. Помяр. wg Дыр. 2006/42/EG = 1,5 (дБ(А))
Помяр. wg Дыр. 2006/42/EG = 1,5 (дБ(А))
 -Zł **
-Zł **
 9
9

 Продукция компании зарекомендовала себя как надежная и доступная. Жизнь компании Зубр ОВК ни минуты не стоит на месте. Чтобы удовлетворять постоянно растущие потребности своих клиентов, компания расширяет ассортимент, дополняет и совершенствует модели, инвестирует в производство. У компании Зубр ОВК есть собственное конструкторское бюро, в котором высококвалифицированные инженеры проводят научные исследования, ведут разработки новых моделей и поиски усовершенствования старых. Прежде, чем перейти в серийное производство, каждое изделие проходит ряд проверок в официально аккредитованной испытательной лаборатории «Зубр».
Продукция компании зарекомендовала себя как надежная и доступная. Жизнь компании Зубр ОВК ни минуты не стоит на месте. Чтобы удовлетворять постоянно растущие потребности своих клиентов, компания расширяет ассортимент, дополняет и совершенствует модели, инвестирует в производство. У компании Зубр ОВК есть собственное конструкторское бюро, в котором высококвалифицированные инженеры проводят научные исследования, ведут разработки новых моделей и поиски усовершенствования старых. Прежде, чем перейти в серийное производство, каждое изделие проходит ряд проверок в официально аккредитованной испытательной лаборатории «Зубр».
 При перепадах напряжения, а также при пониженном напряжении выключатель плиткореза обеспечит автоматическое отключение прибора. Для удобства и увеличения возможностей плиткореза возможна работа с материалами при наклоне рабочего стола на угол до 45° с его быстрой фиксацией. Высокая производительность обеспечивается наличием поддона для воды, благодаря которому получается качественный рез при полном отсуттвии пыли, а также наличиемвстроенного насоса для активной системы охлаждения алмазного диска. Имеется встроенный УЗО для обеспечения безопасности работы. Большой металлический стол изготовлен с резиновым покрытием для предотвращения скольжения материала и высокоточная направляющая на подшипниках качения сделают работу комфортной и еобременительной. Имеется точная установка ширины и угла реза, а также ограничитель длины реза.
При перепадах напряжения, а также при пониженном напряжении выключатель плиткореза обеспечит автоматическое отключение прибора. Для удобства и увеличения возможностей плиткореза возможна работа с материалами при наклоне рабочего стола на угол до 45° с его быстрой фиксацией. Высокая производительность обеспечивается наличием поддона для воды, благодаря которому получается качественный рез при полном отсуттвии пыли, а также наличиемвстроенного насоса для активной системы охлаждения алмазного диска. Имеется встроенный УЗО для обеспечения безопасности работы. Большой металлический стол изготовлен с резиновым покрытием для предотвращения скольжения материала и высокоточная направляющая на подшипниках качения сделают работу комфортной и еобременительной. Имеется точная установка ширины и угла реза, а также ограничитель длины реза. org/Product»>
org/Product»> В конструкции предусмотрен паралельный упор. Вес плиткореза 3,9 кг.
В конструкции предусмотрен паралельный упор. Вес плиткореза 3,9 кг. Для того, чтобы в помещении не было пыли и грязи при проведении работ плиткорез имеет поддон для воды, использование которой также сказывается на качестве разреза. Имеется встроенный УЗО. Расположение диска нижнее, Мощность плиткореза 600 Вт. Для работы используются диски размером 180х22,2 мм. Длина реза неограничена, а максимальная глубина реза составляет 34 мм. В конструкции предусмотрен паралельный упор. Вес плиткореза 11 кг.
Для того, чтобы в помещении не было пыли и грязи при проведении работ плиткорез имеет поддон для воды, использование которой также сказывается на качестве разреза. Имеется встроенный УЗО. Расположение диска нижнее, Мощность плиткореза 600 Вт. Для работы используются диски размером 180х22,2 мм. Длина реза неограничена, а максимальная глубина реза составляет 34 мм. В конструкции предусмотрен паралельный упор. Вес плиткореза 11 кг.
 Модель оснащена верхним расположением двигателя с движущейся кареткой, принудительной подачей воды в зону реза, вертикальным ходом для регулировки глубины, линейкой и магнитным выключателем с защитой. Плиткорез обладает высокой точностью реза и возможностью реза тонкого керамогранита, за счет чего может резать как плитку для внутренней отделки, так и использоваться в ремонте фасадов зданий. Конструкция стола выполнена из металла и имеет роликовые колеса позволяющие перемещать станок с места на место. В комплект поставки с плиткорезом входит алмазный диск 200мм, позволяющей начать работу сразу после покупки без дополнительных затрат.
Модель оснащена верхним расположением двигателя с движущейся кареткой, принудительной подачей воды в зону реза, вертикальным ходом для регулировки глубины, линейкой и магнитным выключателем с защитой. Плиткорез обладает высокой точностью реза и возможностью реза тонкого керамогранита, за счет чего может резать как плитку для внутренней отделки, так и использоваться в ремонте фасадов зданий. Конструкция стола выполнена из металла и имеет роликовые колеса позволяющие перемещать станок с места на место. В комплект поставки с плиткорезом входит алмазный диск 200мм, позволяющей начать работу сразу после покупки без дополнительных затрат. /мин)
/мин) )
) Низкий монтаж коллиматорной оптики невозможен. С конструкцией 5 новых компонентов и специальной монтажной пластиной, специально предназначенной для Beretta 92, Langdon Tactical может правильно установить оптику с микрокрасными точками.
Низкий монтаж коллиматорной оптики невозможен. С конструкцией 5 новых компонентов и специальной монтажной пластиной, специально предназначенной для Beretta 92, Langdon Tactical может правильно установить оптику с микрокрасными точками.

 EPS Plate использует гораздо более низкий целик BUIS и не будет работать правильно без этой более короткой мушки.
EPS Plate использует гораздо более низкий целик BUIS и не будет работать правильно без этой более короткой мушки. Приобретая огнестрельное оружие у LTT, вы подтверждаете, что прочитали и поняли нашу Политику покупки огнестрельного оружия.
Приобретая огнестрельное оружие у LTT, вы подтверждаете, что прочитали и поняли нашу Политику покупки огнестрельного оружия. Я бы порекомендовал и купил бы его снова, хотя.
Я бы порекомендовал и купил бы его снова, хотя. Я установил Trijicon RMR, и резервные прицелы определенно добавляют некоторый беспорядок в картину прицела. Если у вас есть SRO или Deltapoint Pro, они будут великолепны, но для RMR я бы хотел, чтобы была опция для более коротких прицелов.
Я установил Trijicon RMR, и резервные прицелы определенно добавляют некоторый беспорядок в картину прицела. Если у вас есть SRO или Deltapoint Pro, они будут великолепны, но для RMR я бы хотел, чтобы была опция для более коротких прицелов. Сброс и одно нажатие меняют правила игры для меня.
Сброс и одно нажатие меняют правила игры для меня. Langdon Tactical выводит их на новый уровень. Подъем двойного действия легкий, а брейк чистый. Сброс спускового крючка очень короткий и делает последующие выстрелы намного проще. LTT 92 Elite должен быть в коллекции каждого серьезного стрелка.
Langdon Tactical выводит их на новый уровень. Подъем двойного действия легкий, а брейк чистый. Сброс спускового крючка очень короткий и делает последующие выстрелы намного проще. LTT 92 Elite должен быть в коллекции каждого серьезного стрелка.
 Затвор A3 и рамка M9A1, которые всегда любили стрелки Beretta. Посмотрите это видео от Эрнеста Лэнгдона, чтобы узнать больше о том, что и почему Elite LTT.
Затвор A3 и рамка M9A1, которые всегда любили стрелки Beretta. Посмотрите это видео от Эрнеста Лэнгдона, чтобы узнать больше о том, что и почему Elite LTT.
 Приобретая огнестрельное оружие у LTT, вы подтверждаете, что прочитали и поняли нашу Политику покупки огнестрельного оружия.
Приобретая огнестрельное оружие у LTT, вы подтверждаете, что прочитали и поняли нашу Политику покупки огнестрельного оружия. ..
.. Рукоятки тоньше, спусковой крючок очень четкий и гладкий (особенно у NP3), хорошая эргономика и т. д. Благодаря своей конструкции отдача легко контролируется, а магазины NP3 обеспечивают плавную перезарядку. До сих пор у меня было только две проблемы (1000 раундов). 1) один из журналов was' не работает из-за неправильной базовой пластины. Однако обслуживание клиентов LTT было очень быстрым и любезным, поэтому я смог быстро решить эту проблему. 2)выпала оптоволоконная мушка. Однако я смог выполнить простое исправление после просмотра видео на YouTube, и я уверен, что если мне понадобится помощь, служба поддержки клиентов снова быстро свяжется со мной. Короче говоря, если вы можете себе это позволить, просто заходите.
Рукоятки тоньше, спусковой крючок очень четкий и гладкий (особенно у NP3), хорошая эргономика и т. д. Благодаря своей конструкции отдача легко контролируется, а магазины NP3 обеспечивают плавную перезарядку. До сих пор у меня было только две проблемы (1000 раундов). 1) один из журналов was' не работает из-за неправильной базовой пластины. Однако обслуживание клиентов LTT было очень быстрым и любезным, поэтому я смог быстро решить эту проблему. 2)выпала оптоволоконная мушка. Однако я смог выполнить простое исправление после просмотра видео на YouTube, и я уверен, что если мне понадобится помощь, служба поддержки клиентов снова быстро свяжется со мной. Короче говоря, если вы можете себе это позволить, просто заходите.
 Триггерная работа, спартанские взгляды.
Триггерная работа, спартанские взгляды.
 .. ну, сомнительные вопросы … ну, на грани глупости, но если вы не знаете, вы не знаете.
.. ну, сомнительные вопросы … ну, на грани глупости, но если вы не знаете, вы не знаете.