На «Россия 24» вышел репортаж о Краснодарском Компрессорном Заводе, смотрите видео на нашем канале!
Краснодарский Компрессорный Завод предоставляет в аренду:
компрессорное оборудование собственного производства;
воздушные компрессорные станции производства ККЗ;
азотные станции производства Краснодарского Компрессорного завода (ККЗ).
Предлагаемая для аренды техника применяется при нефтедобыче, освоении газовых и нефтяных скважин, ремонте скважин и трубопроводов, для опрессовки трубопроводов и во многих других процессах нефтегазовой отрасли.
Заявку на аренду азотной или воздушной станции Вы можете отправить на [email protected] или оставить устную заявку по телефону +7(861) 298-32-50
Исполнение арендуемой техники – блочно-модульное (20-футовый морской контейнер), на проходимом шасси (КАМАЗ), на салазках. Техника поставляется Заказчику вместе с персоналом – задачи, возлагаемые на оборудование, будут выполнены быстро и эффективно.
Азотные станции, предоставляемые в аренду
модель
производительность, м3/мин
давление, атм.
чистота азота,%
исполнение
ТГА-9/13
9
13
90-98
КАМАЗ/КРАЗ
ТГА-12/13
12
13
КАМАЗ/КРАЗ
ТГА-10/251
10
251
КАМАЗ/КРАЗ
ТГА-17/20
17
20
2 контейнера (20 футов), эл. привод
ТГА-25/20
25
20
КАМАЗ/КРАЗ
Воздушные компрессорные станции, предоставляемые в аренду
модель
производительность, м3/мин
давление, атм.
исполнение
ТГА-10/16
10
16
на раме под капотом
ТГА-18/101
18
101
КАМАЗ/КРАЗ
ТГА-36/20
36
20
КАМАЗ/КРАЗ
ТГА-54/25
54
25
контейнер (20 футов), диз. привод
Подробнее об аренде оборудования ККЗ – смотрите на сайте www.nskomp.ru.
Аренда азотной компрессорной станции СДА-10/251 – цена в Краснодаре, объявление 550146
Цена: 4 900 ₽
в наличии
Телефон: +7 (861) 298-32-43
Адрес компании: Россия, 353201, Россия, Краснодарский край, станица Динская, ул. Железнодорожная, 265А
Пожаловаться
Описание
Где купить
Отзывы
Описание
Безналичный расчёт Самовывоз, Транспортной компанией Производитель: Собственное производство Предлагаем в аренду азотную станцию СДА-10/251 и другое компрессорное оборудование для безопасного и качественного осуществления целого ряда технологических процессов таких как:
— очистка и опрессовка трубопроводов, опрессовка ёмкостей;
— участие в процессах добычи газа/нефти, в том числе в колтюбинговых операциях;
— снижение уровня скважинной жидкости, методом азотирования;
— вызов притока в добывающих нефтяных скважинах;
— консервация и расконсервация скважин, КРС, освоение скважин после ГРП;
— профилактика и ликвидация эндогенных пожаров в угольных шахтах и другие операции.
Для этих задач мы производим: — Передвижные и переносные азотные и воздушные компрессорные станции СДА.
Промышленная группа «ТЕГАС» также производит: Компрессоры воздушные, газовые, дожимающие (бустеры) — Компрессорные станции в блочно-модульном варианте для различных газов (азот, кислород, воздух, попутный газ и др). — Азотные мембранные установки (для производства азота из атмосферного воздуха).
Выпускаемое оборудование ООО «Тегас имеет все необходимые лицензии и сертификаты и уже зарекомендовало себя в нефтегазовой отрасли России и странах СНГ.
Техника предоставляемая в аренду (неполный список):
СДА-17/20 Э97 — Производительность 17 нм3/мин., давление на выходе 20 атмосфер, чистота азота 97%;
СДА-12/17 С95-97 — Производительность 12 нм3/мин., давление на выходе 17 атмосфер, чистота азота 95-97%;
СДА-9/13 С97-98 — Производительность 9 нм3/мин., давление на выходе 13 атмосфер, чистота азота 97-98%;
СДА-10/251 С95 — Производительность 10 нм3/мин. , давление на выходе 250 атмосфер, чистота азота 95%;
СДА-25/20 С90-99 — Производительность 25 нм3/мин., давление на выходе 20 атмосфер, чистота азота 90-99%;
СДА-54/25 — Производительность 54 нм3/мин., давление на выходе 25 атмосфер;
СДА 18/101 — Производительность 18 нм3/мин., давление на выходе 100 атмосфер;
и другие.
Условия и цены аренды уточняйте у менеджера.
Телефонные номера с этой страницы: 78612983243
28 окт 2019
292
Похожие объявления
Другие объявления компании
Вы смотрели
Разместить объявление
Аренда промышленных генераторов азота
Услуги по производству азота на месте для всех отраслей промышленности
Независимо от того, требуется ли вам азот чистотой 99,5 или 99,999 %, наши портативные генераторы азота обеспечат эффективную высококачественную поставку на месте. Мы предлагаем различные технологии
Адсорбция при переменном давлении Генераторы азота ( чистота азота до 99,999% )
Мембранная технология Генераторы азота ( до 99,5% чистота азота)
Atlas Copco Specialty Rental предлагает комплексные решения
Подача исходного воздуха : у нас есть различные технологии сжатого воздуха, которые могут питать генераторы азота
100% безмасляные компрессоры
воздушные компрессоры с впрыском масла
Компрессоры с дизельным приводом
Компрессоры с электроприводом
Благодаря нашим бустерам высокого давления мы можем подавать азот под давлением до 5000 фунтов на кв. дюйм или 350 бар
Наши специализированные решения для производства азота на месте
Мы предлагаем специализированные генераторы азота, которые производят азот там, где он вам нужен, с давлением и чистотой, которые требуются для вашего применения.
Что вы можете ожидать от Atlas Copco Rental?
Экспертный расчет проекта – правильное определение параметров вашего проекта (например, расход воздуха, давление, температура, точка росы и т. д.) необходимо, прежде чем принимать решение о том, какое оборудование вам нужно.
Исследование области, доступной для установки – ограниченность пространства и близость к монтажным рамам или другим точкам подключения также являются важными факторами при выборе решения по аренде.
Сертификаты и соответствия – Atlas Copco удовлетворит ваши потребности в отношении безопасности труда, качества, правил транспортировки и охраны окружающей среды.
Обучение – качественное обучение как экстренному, так и максимально эффективному использованию арендованного оборудования.
Техническая поддержка доступна круглосуточно и без выходных , опытные технические специалисты Atlas Copco доступны в любое время и в любом месте, чтобы свести к минимуму время простоя и повысить производительность.
Профилактическое обслуживание – Технические специалисты Atlas Copco проводят профилактическое обслуживание, чтобы обеспечить максимальное время безотказной работы без каких-либо дополнительных затрат для вас.
Специализированное оборудование – каждый раз используйте подходящее оборудование для проекта.
Мы предлагаем комплексное решение!
Подробнее
Свяжитесь с нашими экспертами по азоту сейчас
для получения индивидуального предложения
Не ждите неожиданной поломки или чрезвычайной ситуации, которая может навредить вашему бизнесу.
Не ждите неожиданной поломки или чрезвычайной ситуации, которая может навредить вашему бизнесу.
Свяжитесь с нами, чтобы получить план на случай непредвиденных обстоятельств и защитить свою прибыль!
Свяжитесь с нами, чтобы получить план на случай непредвиденных обстоятельств и защитить свою прибыль!
Свяжитесь с нами, чтобы получить план на случай непредвиденных обстоятельств и защитить свою прибыль!
Если ваше установленное оборудование неожиданно выйдет из строя, свяжитесь с Atlas Copco Specialty Rental, чтобы ограничить влияние на ваш бизнес.
В случае неожиданной поломки установленного оборудования обратитесь в компанию Atlas Copco Specialty Rental, чтобы ограничить воздействие на ваш бизнес.
Нужен ли вам воздух, электроэнергия, пар, азот, поток или любая комбинация; мы можем запустить ваши процессы в кратчайшие сроки!
Нужен ли вам воздух, электроэнергия, пар, азот, поток или любая комбинация; мы можем запустить ваши процессы в кратчайшие сроки!
Нужен ли вам воздух, электроэнергия, пар, азот, поток или любая их комбинация; мы можем запустить ваши процессы в кратчайшие сроки!
Аренда оборудования для генераторов азота | Временный и долгосрочный
Если вам нужен азот для ввода в эксплуатацию трубопроводов, очистки резервуаров, продувки или других применений, аренда генератора азота может помочь вашему предприятию. Аренда экономит время и поддерживает производство. Когда вы работаете с Fluid Aire Dynamics, вы можете видеть, что доступно, и использовать наши экспертные знания, чтобы определить, что лучше всего соответствует вашим потребностям.
Fluid Aire Dynamics предлагает превосходные продукты для производственных и промышленных предприятий, предлагая проектирование, проектирование, установку и техническое обслуживание систем сжатого воздуха и газа. Наша аренда может помочь вам в течение временного периода, когда вам нужен генератор азота. Эти модели устраняют разрыв между отказом генератора и покупкой нового, чтобы вы могли минимизировать время простоя. Наши прокаты также идеально подходят для заполнения во время чрезвычайной ситуации.
Генераторы азота в аренду
У нас есть генераторы азота для удовлетворения ваших потребностей. Вам может потребоваться проектное решение или генератор, который вы сможете использовать по мере необходимости. Наши специалисты помогут вам сузить круг вариантов и подобрать вариант аренды, отвечающий вашим потребностям. Некоторые из наших генераторов азота, сдаваемых в аренду:
Мембранные генераторы азота: Эти арендуемые генераторы производят газообразный азот высокой чистоты, нагнетая сжатый воздух в мембранный пучок полых волокон. Части воздуха перемещаются по стенке волокна, чтобы вентилироваться, отделяя азот.
Генераторы азота с адсорбцией при переменном давлении: Эти арендуемые материалы используют адсорбционный материал для удаления азота из других атмосферных газов.
Мы также можем предоставить другое оборудование в зависимости от ваших потребностей. Наши специалисты разбираются в широком ассортименте продукции и советуют вам лучший выбор. Вместе мы найдем систему аренды азота, которая поможет вам добиться прогресса в достижении ваших целей и сохранить ваш объект в рабочем состоянии.
Как работают генераторы азота
Генераторы азота выдерживают суровые условия и требуют минимального обслуживания независимо от выбранного вами типа. Они часто имеют минимальное количество движущихся частей и не требуют электричества для работы. Два генератора работают по-разному.
Азот отделяется от сжатого воздуха в мембранном генераторе азота посредством селективной проницаемости. После того, как мембраны отделили азот от водяного пара и кислорода, он под давлением поступает в распределительную систему. Вы можете уменьшить чистоту азота, увеличив поток азота, что увеличивает количество кислорода, остающегося в газовом потоке.
Генераторы короткоцикловой адсорбции имеют две башни. Сжатый воздух поступает в нижнюю часть одной башни и проходит через углеродное молекулярное сито, которое адсорбирует кислород и другие газы. Азот проходит, и башня выпускает другие загрязняющие вещества.
Применение генераторов азота
Генераторы азота используются в различных отраслях промышленности. Генератор может задерживать окисление в пищевой промышленности и производстве напитков или обеспечивать пожарную безопасность в фармацевтической промышленности. Автомобильный сектор использует генераторы для накачки шин. Отрасли, работающие в суровых условиях, предпочитают эту аренду из-за ее долговечности. Вашему предприятию может понадобиться арендованный генератор в нескольких ситуациях, например:
Когда существующее оборудование выходит из строя или возникает аварийная ситуация.
Во время временного простоя для планового обслуживания.
Во время расширения или повышенной сезонной активности.
Генераторы азота в аренду с Fluid Aire Dynamics
Позвольте нам помочь вашей компании с системами аренды азота. Наши специалисты по продажам и обслуживанию воздушных компрессоров, базирующиеся в Пенсильвании, обеспечивают профилактическое обслуживание и аварийное обслуживание в Нью-Джерси, Делавэре, Северной Вирджинии и Мэриленде. Свяжитесь с нами сегодня, чтобы узнать больше об аренде наших генераторов азота или узнать о наших осушителях сжатого воздуха и других объектах аренды.
Триммер электрический (электрокоса), ЗУБР ЗКРЭ-42-1500, с верх. двигателем, ш/с фреза 255 мм, леска 420 мм, леска 5*2 мм, полуавтомат, 1500 Вт
Преимущества
Отличная замена газонокосилке при небольшой площади газона
Прекрасная альтернатива бензиновой косе: меньшая мощность при той же режущей способности, отсутствие необходимости постоянной покупки ГСМ и приготовления смеси
Особенно мощный двигатель, леска диметром 2 мм или режущий нож позволят косить даже самую грубую растительность, вплоть до кустов
Возможность установки двух видов режущего инструмента — лески и ножа — делают изделие универсальным
Верхнее расположение двигателя защищает его от влаги и выбросов при кошении
Гибкий трос в приводе катушки предохраняет двигатель от ударных и чрезмерных нагрузок
Идеальная развесовка (благодаря верхнему расположению двигателя) и плечевой ремень увеличивают маневренность и облегчают эксплуатацию
Разъемная штанга обеспечивает удобство хранения и транспортировки
Увеличенная ширина кошения леской
Полуавтоматическая катушка для упрощенной регулировки длины лески
Регулируемая по высоте и углу наклона дополнительная рукоятка
Описание
Универсальный инструмент на участке. Способна заменить газонокосилку и триммер, так как оснащается катушкой с леской (для мягкой растительности) и ножом (для грубой растительности). Большая мощность двигателя позволяет косить довольно густую и грубую растительность, а небольшие размеры — добраться до самых труднодоступных мест
Применение
Для окашивания растительности (травы) на садовых участках и газонах в труднодоступных местах и ограниченном пространстве
На электроинструмент «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Чтобы добавить отзыв, пожалуйста, зарегистрируйтесь или войдите
С этим товаром покупают
В наличии
Купить в 1 клик
2 470 ₽
В наличии
Купить в 1 клик
В наличии
Купить в 1 клик
В наличии
Купить в 1 клик
В наличии
Купить в 1 клик
В наличии
Купить в 1 клик
Распродажа
23 452 ₽
10 600 ₽
В наличии
Купить в 1 клик
New!
21 619 ₽
10 010 ₽
В наличии
Купить в 1 клик
17 722 ₽
8 210 ₽
В наличии
Купить в 1 клик
14 698 ₽
6 640 ₽
В наличии
Купить в 1 клик
10 628 ₽
4 820 ₽
В наличии
Купить в 1 клик
New!
8 456 ₽
3 920 ₽
В наличии
Купить в 1 клик
7 284 ₽
3 280 ₽
В наличии
Купить в 1 клик
New!
5 070 ₽
3 969 ₽
Осталась 1 штука
Купить в 1 клик
Триммер электрический (электрокоса)
Преимущества
Описание
Универсальный инструмент на участке. Способна заменить газонокосилку и триммер, так как оснащается катушкой с леской (для мягкой растительности) и ножом (для грубой растительности). Большая мощность двигателя позволяет косить довольно густую и грубую растительность, а небольшие размеры — добраться до самых труднодоступных мест
Применение
Для окашивания растительности (травы) на садовых участках и газонах в труднодоступных местах и ограниченном пространстве
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Техническая информация
Артикул
Мощность, Вт
1500
Частота вращения шпинделя, об/мин
7500
Режущий элемент
леска/нож
Ширина скашивания (леска), см
42
Ширина скашивания (нож), см
25. 5
Толщина лески, мм
2
Тип катушки
полуавтоматическая
Тип рукоятки
велосипедная
Тип штанги
разъемная
Тип приводного вала
гибкий
Ремень
есть
Напряжение питания, В/Гц
230 / 50
Габариты, см
99x23x11
Масса изделия, кг
6
Масса в упаковке, кг
7
Комплектация
Коса
1
Кожух защитный
1
Катушка с леской
1
Нож
1
Плечевой ремень
1
Рукоятка дополнительная с крепежом
1
Ключ
1
Руководство по эксплуатации
1
Документация
Инструкция (скачать pdf, 1. 84 МБ)
Рекламная брошюра (скачать pdf, 1.88 МБ)
Инструкция для печати (скачать pdf, 1.57 МБ)
ЗКРЭ-42-1500_Приложение к инструкции (скачать pdf, 181.33 КБ)
Сопутствующие товары
Защита глаз и лица
Напольные стабилизаторы
Защита рук
Защита органов слуха
Одежда защитная
2023 Chevrolet Silverado 1500 ZR2 AEV Bison Первый взгляд: все, кроме рогов
| First Look
Благодаря дополнительной защите и стилю этот пикап Silverado с прочным оснащением занимает лидирующие позиции в толпе.
Если и есть что-то, чего постоянно добиваются владельцы пикапов, так это нечто большее. Больше лошадиных сил, больше шин или больше возможностей. Chevrolet прислушивается и соответственно поиграл со своим Silverado 1500 ZR2, расширив партнерство с American Expedition Vehicles (AEV), которое началось с 2019 года.Chevrolet Colorado ZR2 Bison, который быстро стал самым популярным специальным пакетом, предлагаемым для Colorado ZR2. Две компании снова объединились, на этот раз, чтобы создать то, что, несомненно, станет самым способным внедорожником Silverado за всю историю.
«Наше последнее сотрудничество с AEV привело к появлению широко известного Colorado ZR2 Bison. Мы очень рады снова объединиться, чтобы представить клиентам следующую главу доминирования Chevrole на бездорожье, на этот раз в Сильверадо», — говорит Скотт Белл, Chevrolet. вице-президент. «Silverado ZR2 Bison 2023 года открыл вершину внедорожных возможностей».
Chevrolet Silverado ZR2 Bison 2023 модельного года имеет множество улучшений, которые выходят за рамки и без того невероятно мощного Silverado 1500 ZR2, и соответствует большинству, если не всем общеизвестным требованиям, когда речь идет о приключенческих поездках в отдаленные районы. У него прочные бамперы, полная защита днища, впечатляющая внедорожная подвеска, мощный двигатель и многое другое.
Большие и массивные бамперы и защитные пластины
Silverado 1500 ZR2 Bison 2023 года выходит на новый уровень внедорожных возможностей благодаря комплекту защитных пластин из бористой стали горячей штамповки и уникальным переднему и заднему бамперам. Пять защитных пластин закрывают передний и задний дифференциалы, топливный бак и раздаточную коробку. Также в комплект входит передняя защитная пластина за бампером. Стандартные защитные пластины Silverado ZR2 не закрывают топливный бак или задний дифференциал, и в любом случае закаленная горячештампованная бористая сталь, используемая AEV, в три с половиной раза прочнее, чем эквивалентная холодная сталь. штампованный лист из высокопрочной стали.
Передний и задний бамперы AEV из штампованной стали изготовлены из стали толщиной 3 миллиметра и имеют порошковое покрытие и покрытие E. Передний бампер состоит из трех частей со встроенными прочными черными буксировочными крюками. Как и у заводского бампера ZR2, внешние края можно легко заменить в случае повреждения или просто снять, чтобы увеличить расстояние между шинами и препятствиями. Естественно, передняя часть также совместима с лебедкой. Задний бампер включает в себя аналогичные усиленные точки восстановления и имеет встроенные ступеньки. Не остались в стороне и рокерные панели. Стальные каменные рельсы, которые не являются обязательными для Silverado 1500 ZR2, входят в стандартную комплектацию Bison.
Улучшенные углы въезда и съезда, но что с этими шинами?
Стандартный 2022 Silverado ZR2 с широкой и высокой посадкой, 33-дюймовыми шинами и передним и задним бамперами с высоким клиренсом придает ему замечательные внедорожные характеристики. Благодаря уникальным штампованным стальным бамперам Bison эти и без того впечатляющие характеристики стали еще лучше. Угол въезда увеличился с 31,8 до 32,5 градусов, а угол съезда увеличился с 23,3 до 23,4 градусов. Дорожный просвет остался прежним — 11,2 дюйма.
Одним из самых больших и, по сути, единственным разочарованием, когда дело доходит до пакета ZR2 на Colorado или Silverado, является размер шин. В то время как другие производители с радостью предлагают 35- и даже 37-дюймовые шины со своими внедорожными пакетами, Chevy, похоже, застрял в прошлом и в настоящее время оснащает Colorado ZR2 и Silverado ZR2 относительно изящными 31- и 33-дюймовыми шинами, хотя и на 2023 год. Colorado ZR2 обновляется до 33-дюймовой шины. К сожалению, модернизированный Silverado 1500 ZR2 Bison 2023 года будет поставляться с теми же шинами Goodyear Wrangler Territory MT 275/70R18, что и стандартный ZR2.
Однако не беспокойтесь, поскольку в настоящее время AEV предлагает комплекты для установки как 33-дюймовых, так и 35-дюймовых шин на Colorado ZR2 Bison. Зная это, мы можем с уверенностью предположить, что скоро появится 35-дюймовый вариант для большего Silverado. А может быть, только может быть, если сильно попросим… фиттинг на 37-й?
Пусть все знают, что это Bison
Это не было бы специальной серией, если бы Chevy Silverado ZR2 Bison 2023 года выпуска не поставлялся с набором уникальных элементов интерьера и экстерьера. Начиная с передней части, ZR2 Bison получает окрашенную в цвет кузова решетку радиатора, которая контрастирует с полностью черной решеткой радиатора, а также заметно демонстрирует фирменный значок грузовика ZR2 рядом со культовой эмблемой «flow tie». Сзади на стандартную заднюю дверь Multi-Flex нанесена смелая матово-черная отделка, благодаря которой галстук-бабочка Chevrolet по центру выглядит по-настоящему эффектно. Большие наклейки «Бизон» на прикроватной тумбочке дополняют внешний вид.
Зайдя внутрь, владельцы ZR2 Bison обнаружат множество изящных намеков на сотрудничество Chevrolet и AEV. К ним относятся логотип AEV, вышитый на подголовнике переднего сиденья, а также всепогодные коврики с логотипом AEV.
Компоненты ZR2 входят в стандартную комплектацию
Конечно, Silverado ZR2 Bison 2023 модельного года основан на уже существующей платформе Silverado ZR2, а это означает, что он поставляется с полным набором премиальных дорожных и внедорожных функций. Под капотом находится проверенный 6,2-литровый двигатель GM V-8, который развивает 420 л.с. и 460 фунт-фут крутящего момента. Грузовик оснащен приподнятой подвеской с более широкими поперечными рычагами и впечатляющими 40-мм амортизаторами Multimatic DSSV.0,84 дюйма хода переднего колеса и 10,62 дюйма сзади. Передний и задний дифференциалы с электронной блокировкой входят в стандартную комплектацию. Интерьер грузовика не уступает самому премиальному в своем классе, оснащен стандартным 13,4-дюймовым цветным сенсорным экраном, 12,3-дюймовой цифровой комбинацией приборов и проекционным дисплеем. Bison также сохраняет эксклюзивную схему салона ZR2 Jet Black и Greystone.
Как мне его получить?
Производство Chevrolet Silverado ZR2 Bison 2023 года начнется в начале 2023 года. Тем не менее, он поступит в продажу у дилеров по стартовой рекомендованной розничной цене 78,49 долларов США.0, включая пункт назначения и доставку. В этой ценовой категории Silverado ZR2 Bison будет дороже, чем базовый Ford F-150 Raptor (70 555 долларов) и Ram Power Wagon (62 715 долларов), и чуть ниже Ram 1500 TRX начального уровня (78 890 долларов). Хотя Raptor и TRX превосходят Bison по мощности, у них совершенно другая — и более скоростная — направленность; для сравнения, Bison больше предназначен для чистого катания по скалам и традиционного, более медленного бездорожья. Но помните, мы говорили, что покупатели грузовиков всегда хотят большего? Шевроле, мы бы не сказали «нет» немного большей мощности под капотом Бизона, даже если это привлекает хищников, таких как Раптор и TRX…
2023 Chevrolet Silverado ZR2 Bison Технические характеристики
Углошлифовальная машина (болгарка), ЗУБР УШМ-115-800 М3, 115 мм, 11000 об/мин, 800 Вт по цене 2 360 руб. у официального партнера ЗУБР в России
Преимущества
Надежность и качество в компактном исполнении
Легкая и удобная машина для работы одной рукой
Пылезащищенный выключатель (степень защиты IP5X) — надежная защита основного узла
Специальная конструкция щеткодержателя, предотвращающая повреждение коллектора при полном износе щеток
Возможность установки дополнительной рукоятки в двух положениях
Удобная блокировка шпинделя для быстрой замены диска
Фланцы из разного материала предотвращают чрезмерное затягивание диска при работе
Корпус редуктора из алюминиевого сплава лучше отводит тепло
Поворотная с шагом 90° голова позволяет настроить изделие под левую руку или для резки
Тонкий и эргономичный корпус позволяет удобно удерживать инструмент во время работы, не утомляясь
Легкое включение удобной кнопкой в одно движение
Простой доступ к щеткам для замены
Описание
Компактная модель, особенно удобная для работы в труднодоступных местах Современный эргономичный дизайн, компактный корпус и малый вес делают работу неутомительной и удобной. Защита изделия от пыли (пылезащищенный выключатель) гарантирует надежную работу инструмента долгие годы
Применение
Для зачистки, шлифовки и резки металлов, обработки бетона и камня при установке соответствующих шлифовальных, отрезных, алмазных кругов
На электроинструмент «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Чтобы добавить отзыв, пожалуйста, зарегистрируйтесь или войдите
Похожие товары
6 120 ₽
В наличии
Купить в 1 клик
Хит!
5 830 ₽
В наличии
Купить в 1 клик
Хит!
5 110 ₽
В наличии
Купить в 1 клик
Хит!
4 450 ₽
В наличии
Купить в 1 клик
8 720 ₽
В наличии
Купить в 1 клик
10 990 ₽
В наличии
Купить в 1 клик
Распродажа
67 819 ₽
31 160 ₽
В наличии
Купить в 1 клик
23 452 ₽
10 940 ₽
В наличии
Купить в 1 клик
New!
21 619 ₽
10 890 ₽
В наличии
Купить в 1 клик
19 511 ₽
9 670 ₽
В наличии
Купить в 1 клик
14 698 ₽
6 960 ₽
В наличии
Купить в 1 клик
10 628 ₽
4 890 ₽
В наличии
Купить в 1 клик
7 284 ₽
3 280 ₽
В наличии
Нет в наличии
New!
5 070 ₽
3 867 ₽
Осталась 1 штука
Купить в 1 клик
Углошлифовальная машина УШМ-115/800 Ресанта (болгарка)
Описание∧∨
Угловая шлифовальная машина (УШМ) – ручной электроинструмент, предназначенный для выполнения шлифовальных и отрезных работ по металлу и иным конструкционным и строительным материалам (кроме асбестосодержащих), без подачи воды, в производственных и бытовых условиях, с помощью шлифовального/отрезного круга. Угловая шлифовальная машина предназначена для эксплуатации при температуре окружающей среды от -10°С до +40°С, относительной влажности воздуха не более 80% и отсутствии прямого воздействия атмосферных осадков и чрезмерной запылённости воздуха.
Машина состоит из привода, представляющего собой коллекторный электродвигатель, размещенный в пластмассовом корпусе, и углового редуктора в корпусе из алюминиевого сплава. Рабочий инструмент крепится на резьбовом конце шпинделя.
Машина может работать шлифовальным, полировальным или отрезным кругом, а также зачистным инструментом (металлическими/капроновыми чашечными и дисковыми щетками, лепестковыми шлифовальными головками и т.п. с рабочей скоростью не менее 80м/с)
Эта модель оснащена самым минимальным по размеру кругом и используется для самых простых работ (например, для шлифовки). Ведь меньший размер – меньшая мощность, в итоге – меньший вес. Болгарка на 115 мм — самый оптимальный вариант для мелких работ.
Преимущества болгарки (УШМ) Ресанта: — Система поддержания постоянного числа оборотов (необходима для обеспечения оптимального режима работы УШМ вне зависимости от нагрузок) — Наличие быстрозажимной гайки УШМ (позволяет затягивать диск без особых усилий) — Системы защиты двигателя и редуктора от пыли. — Простая установка защитного кожуха — Двойная изоляция провода — Система блокировки вала — Ключ для фиксации диска на валу в комплекте
Шлифовальные машины 8,5 А для широкого спектра операций по шлифовке, резке, удалению заусенцев и чистке щеткой. Лучшие преимущества
Угловая шлифовальная машина Metabo 800 Watt 4 ½» #WP8-115Q от Welders Supply — лучший выбор для шлифовальной машины 4 ½ дюйма. В Welders Supply мы считаем, что это лучший вариант. Преимущества огромны. Этот 800- Угловая шлифовальная машина Metabo 800 Watt от Welders Supply производит 10 000 об/мин (7 000 об/мин при номинальной нагрузке).0003
Угловая шлифовальная машина Metabo 800 Watt 4 ½” — #WP9-115Q: безопасная и чрезвычайно простая в использовании
Экспертный эргономичный дизайн делает эту шлифовальную машину чрезвычайно безопасной и удобной в использовании. Подрулевой переключатель большой и идеально расположен, что делает устройство более безопасным. Выключатель «мертвый человек» мгновенно выключает машину, как только вы его отпускаете. Двигатель Metabo Marathon известен во всем мире своей мощностью и надежностью. Этот инструмент прослужит долго. Передовые технологии защищают от пыли даже в самых сложных условиях работы. Улучшения «быстрой смены» от Metabo упрощают замену инструментов. Защитная крышка с защитой от скручивания легко регулируется. Вы можете сделать это за несколько секунд без каких-либо инструментов. Эргономика снова поражает ручкой MVT для снижения вибрации. Это снижает утомляемость оператора и повышает безопасность работы. Отключаемая угольная щетка очень прочная и имеет специальный защитный кожух для защиты от пыли. В целом, угловая шлифовальная машина Metabo 800 Watt Quick Paddle Switch — 4-1/2 дюйма #WP8-115Q от Welders Supply — лучшее, что вы можете купить.№ 0003
Угловая шлифовальная машина Metabo 800 Вт Особенности:
Защитный выключатель Protect: Безопасность в эксплуатации благодаря эргономично встроенному большому лепестковому выключателю
Функция «оператор на месте»: немедленное отключение машины при отпускании переключателя
Надежный двигатель Metabo Marathon для увеличения срока службы до 5 раз
Включает технологию защиты от пыли Metabo для чрезвычайно долгого срока службы инструмента
Корпус редуктора из литого под давлением алюминия
Предохранительная муфта Metabo S-automatic
Быстросменный инструмент Metabo Quick
Дополнительная рукоятка Metabo VibraTech (MVT) для гашения вибрации
Защитная крышка с защитой от скручивания, регулируется за несколько секунд без инструментов
Решетка для защиты обмотки Metabo
Высокопрочная отключаемая угольная щетка в пылезащитном корпусе
Купить электроинструменты Welders Supply.
Размер колеса
4 1/2 дюйма
Холостой ход
10000 об/мин
Номинальная входная мощность
800 Вт
Выходная мощность
490
Число оборотов при номинальной нагрузке
7000 об/мин
Резьба шпинделя
5/8″ — 11 UNC
Расходные материалы
Анкерный сварщик YS50
Защитные очки Jackson Nemesis Blue Mirror le…
Защитные очки Jackson Nemesis, дымчатые/зеркальные #…
Кромер Сварочная крышка
Угловая шлифовальная машина Metabo W850-125
Классическая ткань Miller
КОЛЬЦО ДЛЯ КЛЮЧЕЙ ИЗ ЛИСТОВОГО МЕТАЛЛА MILLER HANDY
Рюкзак REVCO BSX Welders, сумка для инструментов, сумка для концерта
Струбцина Strong Hand серии UD 4-в-1 4 1/2 дюйма
Стандартная сварочная перчатка Tillman #1015L
Зимние перчатки Tillman
Вопросы и ответы по продукту
Есть вопрос по этому продукту? Отправьте свой вопрос, используя форму ниже
Люди, которые купили этот товар, также интересовались:
Измельчители
Инструменты Metabo
Для просмотра полной функциональности сайта требуется JavaScript!
Угловая шлифовальная машина Milwaukee AG 800-115 E
800 Вт 115 мм
БЕЗОПАСНЫЕ ПЛАТЕЖИ
Благодаря безопасному соединению ваши покупки всегда защищены.
ЭКСПРЕСС-ДОСТАВКА
Экспресс-доставка по всему миру.
Вам также может понравиться
Отрезной диск Ø 115 мм, толщина 1,6 мм P-52255 для нержавеющей стали Makita
€1,38 (включая налог)
1,13 € без налога.
Ультратонкий отрезной круг высшего качества для обработки низкоуглеродистой и нержавеющей стали, листового металла, труб. Диаметр: 115 мм Отверстие: 22,23 мм Толщина лезвия: 1,6 мм
Отрезной диск Ø 115 мм, толщина 1 мм P-52249 для нержавеющей стали Makita
€1,00 (включая налог)
0,82 € без налога.
Ультратонкий отрезной круг высшего качества для обработки низкоуглеродистой и нержавеющей стали, листового металла, труб. Диаметр: 115 мм Отверстие: 22,23 мм Толщина лезвия: 1 мм
Диск отрезной Ø 115 мм, толщина 1,6 мм P-53017 по металлу Makita
€1,23 (включая налог)
1,01 € без налога.
Высококачественный ультратонкий отрезной диск для обработки низкоуглеродистой стали, листового металла, труб и алюминиевых профилей. Диаметр: 115 мм Отверстие: 22,23 мм Толщина лезвия: 1,6 мм
Отрезной диск Ø 115 мм, толщина 1 мм P-53001 по металлу Makita
€1,23 (включая налог)
1,01 € без налога.
Высококачественный ультратонкий отрезной диск для обработки низкоуглеродистой стали, листового металла, труб и алюминиевых профилей. Диаметр: 115 мм Отверстие: 22,23 мм Толщина лезвия: 1 мм
другие товары из этой же категории:
Нет в наличииПродано
Protool пила-рейпер UniverS 1600W SSP200EB
€956,40 (включая налог)
783,93 € без НДС
Рыхлитель Protool UniverS 1600W SSP200EB, 1600W, длина кабеля 7,5 м, глубина пропила 200 мм
Перфоратор с эргономичной рукояткой, оснащенный быстроразъемным держателем бит для дрелей SDS-Plus. Мощность мотора 800Вт Регулируемая скорость от 0 до 1200 об/мин Мощность удара 2,4 Дж 3 функции: вращение,…
Комбинированная пила Makita LF1000
€960,53 (включая налог)
787,32 € без налога.
Комбинированная пила Makita LF1000
Гарантия с возможностью продления до 3 лет
Нет в наличииРаспродано
Электролобзик Proxxon DS 230/E
€152,50 (включая налог)
125,00 € без налога.
Посуда Il giusto per fini lavori. Modellismo, produzione di giocattoli e meccanica Fine. Taglia alluminio, Circuiti Stampati, Plastica e Legno utilizzando lame per traforo convenzionali. Электронная регулировка…
Угловая шлифовальная машина Makita GA5040C 1400 Вт 125 мм
€161,00 (включая налог)
131,97 € без налога.
Угловая шлифовальная машина GA5040CJD1, боковая рукоятка, сервисный ключ и кейс makpac.
Новая эластичная трансмиссионная система Super Joint System II (SJS) Новая коробка передач и ударопрочный Функция защиты от перезапуска Медленный старт и постоянный…
Вертикально-фрезерный станок Valex F1300
€97,90 (включая налог)
80,25 € без налога.
Станок вертикально-фрезерный F1300 Переменная скорость с предварительным выбором числа оборотов — Защитный выключатель от случайного включения — Миллиметровая регулировка глубины фрезерования — Светодиод наличия сети.
МНОГОФУНКЦИОНАЛЬНЫЙ Литиевый стартер Valex compact Power Bank
€126,00 (включая налог)
103,28 € без налога.
Многофункциональный портативный стартер с литиевой батареей. Идеально подходит для тех, кому нужен аварийный стартер. Его можно заряжать от прикуривателя или от сети 220 В. Его приложения включают в себя двигатель…
Сабельная пила 1200 Вт, 30 мм Makita JR3051TK
€199,89 (включая налог)
163,84 € без налога.
Особенности:
Подшипники с двойным уплотнением, защита от пыли Эргономичная ручка Быстрое включение лезвия Саморасцепляющиеся щетки Напряжение 220 В Потребляемая мощность 1200 Вт Размеры дхшхв 447×97х176 мм Длина кабеля 4 м Вес…
Нет в наличииРаспродано
Makita Lh2201FL Настольная/торцовочная пила Ø 305 мм со встроенным светодиодным рабочим освещением
€719,90 (включая налог)
590,08 € без налога.
Makita Lh2201FL Настольно-усорезная пила 305 мм Плавное поднятие стола простым ослаблением рычагов и поворотом ручки Большая режущая способность до 200 мм Косые пропилы 47°L-52°R, косые пропилы 0°-45°L для наиболее распространенных видов резки. ..
Настольная циркулярная пила с ножками BS2031 Valex и рабочей поверхностью 2000 Вт
€239,90 (включая налог)
196,64 € без налога.
Для резки дерева и его производных, пластика и пеноматериалов — Возможность выполнения прямых, поперечных и наклонных пропилов.
Технические данные :
— мощность 2000Вт — об/мин на холостом ходу 4800 — размеры лопасти. / зубья Ø250xø30мм /…
Прецизионно-шлифовальный станок Proxxon FBS 240/E
€76,49 (включая налог)
62,70 € без налога.
Прецизионный сверло-шлифовальный станок FBS 240/E Для сверления, фрезерования, шлифования, полирования, очистки, резьбы и гравировки.
Нет в наличииРаспродано
Пылесос для пепла 11 л 800 Вт, CINDER 603 Valex
€34,90 (включая налог)
28,61 € без налога.
Для удаления золы из печей, каминов и барбекю — Гибкий шланг с алюминиевой насадкой — Моющийся картриджный фильтр HEPA с металлическим фильтром — Ручка для переноски — С функцией продувки — Вес нетто 2,4 кг. Мощность…
Нет в наличииРаспродано
Нет в наличииПродано
Virutex FR217S Угловой триммер 1000 Вт
€559,00 (включая налог)
458,20 € без налога.
Virutex FR217S Угловой триммер 1000 Вт Специально разработан для обрезки вогнутых радиусов в стыках между ободками и столешницами из таких материалов, как Corian или Rausolid. Оснащен передним щупом, предотвращающим…
Для обработки металла, стекла, керамики, дерева и пластика
— Мощность 170 Вт — об/мин на холостом ходу 8000-35000 — шпиндель мм 1,6-2,4-3,2 — Переменная скорость с предварительным выбором скорости — Бесключевой патрон — Блокировка вала…
Угловая шлифовальная машина 1000 Вт, 115 мм Milwaukee AG 10-115 EK
€99,90 (включая налог)
81,89 € без налога.
Мощный двигатель мощностью 1000 Вт для высокой производительности. Компактный дизайн: длина всего 276 мм и вес 2,1 кг для удобства использования. Защита от случайного перезапуска (LLO). Мягкий старт. Прочный защитный чехол регулируемый…
Фрезерный станок с откидным основанием 530 Вт Makita 3712
€169,58 (включая налог)
139,00 € без налога.
Особенности:
Функция защиты от перезапуска исключает случайный запуск Функция плавного пуска сводит к минимуму толчки при запуске и обеспечивает плавный запуск инструмента. Верхний шнур питания не мешает…
Кусачки для горячей проволоки Proxxon THERMOCUT 650
€89,00 (включая налог)
72,95 € без НДС
Кусачки для горячей проволоки THERMOCUT 650 Гибкость в резке пенополистирола. Нет «рассыпания», как при работе ножом или пилой. Для архитекторов, дизайнеров, художников, при строительстве прототипов, изоляционных работах и, не в последнюю очередь,…
Аспиратор с автоматической очисткой фильтра, 30 л, класс L Flex VCE33 LAC-Set
€695,28 (включая налог)
569,90 € без налога.
Потребляемая мощность, Вт 1200 Вт Макс. расход воздуха 4500 л/мин Макс. Депрессия 25000 Па Поверхность фильтра 5000 см² Объем контейнера 30 литров. Объем жидкости 17 л. Розетка 100-2400 Вт Длина кабеля 7,5 метров….
Профессор Н.В. Третьяков, изучая строение насаждений, предложил делить их на элементы леса. Элемент леса профессор Третьяков считает «той последней единицей, до которой расчленяют лес».
Самым наглядным примером отдельного элемента леса является чистое одновозрастное однородное насаждение, занимающее площадь с однородными условиями местопроизрастания. В этом случае понятие «насаждение» оказывается аналогичным новому таксационному понятию «элемент леса» (рисунок 9.3).
В смешанных одноярусных насаждениях элементов леса будет столько же, сколько древесных пород входит в его состав. Допустим, что таксируемое смешанное насаждение имеет состав 6С(120)4Е(110), причем обе эти породы находятся в одном ярусе. Согласно приведенной формуле состава каждая из древесных пород, входящих в это насаждение, представлена одним возрастным поколением. Соответственно этому в данном насаждении различают два элемента леса: сосну и ель (рисунок 9. 4).
Рисунок 9.3. Схема строения простого насаждения, представляющего собой отдельный элемент леса
Рисунок 9.4. Схема строения сосново-елового насаждения, состоящего из двух элементов лес
В этом случае понятие «элемент леса» совпадает с понятием «древесная порода».
В сложных насаждениях, где каждый ярус состоит из одной древесной породы, число элементов леса равняется числу ярусов. Так, в зоне смешанных лесов очень распространен тип насаждений, в которых верхний ярус состоит из березы, а нижний из ели (рисунок 9.5).
Применительно к учению профессора Третьякова об элементах леса такое насаждение следует считать состоящим из двух элементов: верхнего, березового, и нижнего, елового, яруса. В данном случае понятие “элемент леса” оказывается тождественным понятию “ярус насаждения”.
Теневыносливые древесные породы (ель, пихта и др.) довольно часто образуют разновозрастные насаждения. В лесах Севера нередко можно встретить ельники, состоящие из двух или трех поколений, например верхний ярус из ели 180 и 110 лет, нижний — из ели 60 лет (рисунок 9.6.). Такое насаждение следует считать состоящим из трех элементов леса: первый элемент — еловый древостой 180 лет, второй — еловый древостой 110 лет, третий — второй ярус из ели 60-летнего возраста. В рассмотренном случае понятие «элемент леса» совпадает с понятием «возрастное поколение леса».
Рисунок 9.6. Схема строения разновозрастного елового насаждения, состоящего из трех возрастных поколений, или элементов леса
Таким образом, для элемента леса можно дать следующее обобщающее определение: элементом леса называется чистое однородное одновозрастное насаждение или часть смешанного, сложного или разновозрастного насаждения, состоящая из деревьев одной породы, расположенных в одном ярусе, по возрасту относящихся к одному поколению и имеющих однородные условия развития и местопроизрастания.
В таксационных описаниях, в которых учитываются элементы леса, отмечаются средняя высота, средний диаметр, возраст и запас каждого элемента леса. Наличие этих данных облегчает разделение запасов насаждений на сортименты, имеющие разные размеры.
Разделение древостоев на элементы леса облегчает промышленную оценку леса. При наличии такого деления можно, не прибегая к трудоемкой перечислительной таксации, при помощи товарных таблиц расчленить древесные запасы на отдельные сортименты, характеризующиеся разными размерами и качеством и находящие разное применение в народном хозяйстве.
Однако, несмотря на практическую полезность расчленения насаждений на элементы леса, все же их роль и значение как новой таксационной категории не следует переоценивать.
Идея о разделении сложных насаждений на однородные в техническом и хозяйственном отношении части сама по себе не нова. Еще до введения в таксацию понятия «элемент леса» в смешанных насаждениях с помощью состава учитывали отдельные древесные породы, в сложных насаждениях выделяли ярусы, а в разновозрастных насаждениях — отдельные возрастные поколения.
Как мы видели, при таксации элемент леса обязательно совпадает с каким-либо одним из ранее известных таксационных понятий, например простое насаждение, часть древостоя, образуемая одной породой, ярус сложного насаждения, отдельное возрастное поколение леса.
В Беларуси понятие «элемент леса» практического применения не получило.
Элементы строительных лесов
Строительные леса – это дополнительное оборудование, которое обеспечивает безопасное выполнение работ по строительству и отделке стен на объекте. Конструкция позволяет создать надежные, удобные рабочие площадки, обеспечить быстрый подъем материалов или инструмента на высоту, а также проводить работы на фасадах с любой геометрией. Все элементы, из которых собираются леса, стандартизированы, легко могут быть заменены в случае выхода из строя одной детали.
Конструкция представляют собой пространственную каркасно-ярусную систему, собранную из трубчатых элементов: стоек, рам, модулей, а также продольных, диагональных связей, надежно соединенных замками. Дополнительные части обеспечивают устойчивость конструкции, безопасное передвижение по рабочей площадке.
Виды строительных лесов, их составляющие
Общая комплектация зависят от типа оборудования, способа фиксации элементов и функциональных особенностей. Все виды лесов условно различаются набором основных комплектующих деталей, но имеют общие составляющие:
Стойки – детали, на которые монтируется несущий каркас лесов. К верхним стойкам крепятся перила, обеспечивающие безопасное нахождение рабочих на площадке;
Диагонали – элементы, предназначением которых является создание устойчивости, жесткости конструкции по вертикали;
Стяжки – детали, создающие необходимую устойчивость и жесткость по горизонтали;
Настилы – являются основанием площадки, могут выполняться из рифленого металла или дерева. Они обязаны иметь антискользящую поверхность и выдерживать вес рабочих, инструмента, строительного материала;
Лестницы – крепятся к стойкам, обеспечивают безопасное перемещение работников между ярусами лесов;
Перила — используют в качестве ограждающих приспособлений, позволяющих безопасно выполнять монтажные работы;
Замки – приспособления, позволяющие соединять и удерживать элементы конструкции. Рамные варианты собираются по принципу «труба в трубу», фиксируются флажковыми замками. Другие конструкции монтируются с применением клиньев, хомутов или штырей, чашек, дисков, пр.;
Основание – стационарные леса монтируются с применением башмаков, отвечающих за устойчивость конструкции на площадке. Мобильные вышки туры снабжены колесной базой, регулировочным и тормозным механизмами. Подвесные люльки используют в качестве опоры само здание.
Конструкционными элементами лесов также являются откидные люки для подъема/спуска оборудования, захваты, фиксирующие конструкцию на фасаде, поперечины, распорки, деревянные опорные подкладки.
Комплектующие для строительных лесов
Комплект включает дополнительные детали, необходимые для сборки оборудования и соблюдения отраслевых нормативов по охране труда в процессе строительно-монтажных работ. К таким элементам относятся съемные хомуты, деревянные настилы, поддоны для хранения материалов, ограждающие улавливающие сетки, различные комплекты крепежей. Строительные леса производитель снабжает комплектом монтажных приспособлений, их перечень и классификация имеется в паспорте оборудования.
В случае обнаружения дефекта на основных элементах строительных конструкций или их комплектующих, возможно выполнить быструю замену деталей, отслуживших рабочий резерв, заменяя их стандартными новыми. Если у вас возникли проблемы с выбором лесов, заменой их элементов или подбором комплектующих, помогут специалисты завода ДЗСЛ — производителя строительного оборудования. Мы проконсультируем вас по всем вопросам и поможем подобрать ремкомплект на конструкцию любого типа.
Опираясь на 20-летний опыт производства керамической мозаичной плитки, мы применили наши знания и ноу-хау для создания одних из самых визуально ошеломляющие мозаичные рисунки на рынке. Мы рады представить нашу инновационную мозаичную плитку из натурального дерева NEW . Независимо от того, делаете ли вы акцентную стену в своей семейной комнате или проектируете ресторан, классический, но современный стиль мозаичной плитки из натурального дерева сделает любой дизайн интерьера теплым и привлекательным.
Forest Elements — международная организация, производящая продукцию в самом сердце Среднего Запада, США. Наше удобное географическое положение позволяет нам быстро выполнять внутренние и международные заказы для удовлетворения требований цепочки поставок наших клиентов.
Наш успех достигается за счет использования современных технологий (термически модифицированная древесина и УФ-герметик ) с инновационным дизайном и высочайшими стандартами качества. Наш опыт подтвердил важность качества , инновации и истинной ценности экологически чистого продукта .
Компания Forest Elements выделила значительные ресурсы для обеспечения того, чтобы наши процессы и готовый продукт защищали мать-природа . Наша экологическая цель — стать частью решения, а не частью проблемы. Наша современная печь устраняет необходимость использования токсичных химикатов для обработки древесины. Мы перерабатываем использованные опилки и древесный лом. Наша розничная упаковка изготовлена из переработанного материала. Защита Окружающая среда не является выбором для Forest Elements, это предписано.
Что такое термомодифицированная древесина?
Возможно, вы слышали о термически модифицированной древесине или термической обработке, но вы, возможно, понятия не имеете, что именно это означает. Как правило, обработанная древесина, которую вы покупаете в хозяйственном магазине, содержит кучу грубых химикатов, чтобы защитить древесину от влаги и элементов. Древесина, используемая в наших продуктах, была термически модифицирована в нашей собственной печи, изготовленной по индивидуальному заказу. В процессе обработки древесины в нашей печи с контролируемым пиролизом в течение 2-3 дней мы фактически меняем химическую структуру ( целлюлоза, лигнин и гемицеллюлоза ) древесины, удаляя органические соединения и большую часть воды. Это делает термомодифицированную древесину более прочной и способной выдерживать сезонные изменения, без необходимости использования химических веществ для получения желаемого результата.
Древесина выходит из печи:
Гораздо прочнее (с классом прочности 1-3 EN 350-2)
Повышенная биологическая устойчивость к микроорганизмам и насекомым
Уменьшение усадки и набухания древесины, вызванных сезонной влажностью, с 50 до 90%
Качество и ответственность
Каждое изделие изготавливается вручную и демонстрирует уникальные характеристики древесины, из которой оно было изготовлено. Перед окончательной сборкой наша древесная щепа проверяется на наличие изъянов и дефектов, которые не соответствуют нашим высоким стандартам качества.
Мы поставляем 100% нашу древесину от американских и канадских лесопромышленных компаний. Благодаря экологически чистому процессу термической модификации наша древесина: более прочная, имеет повышенную биологическую устойчивость к насекомым, меньше впитывает влагу, значительно легче по весу, имеет естественно потемневший цвет.
Введение — Forest Elements
НАША ИСТОРИЯ
Опираясь на 20-летний опыт производства керамической мозаичной плитки, мы применили наши знания и ноу-хау для создания одних из самых визуально ошеломляющих мозаичных дизайнов на рынке. Мы рады представить нашу инновационную мозаичную плитку из натурального дерева NEW . Независимо от того, делаете ли вы акцентную стену в своей семейной комнате или проектируете ресторан, классический, но современный стиль мозаичной плитки из натурального дерева сделает любой дизайн интерьера теплым и привлекательным.
Forest Elements — это глобальная организация, производящая продукцию в самом сердце Среднего Запада, США. Наше удобное географическое положение позволяет нам быстро выполнять внутренних и международных заказов в соответствии с требованиями цепочки поставок наших клиентов.
Наш успех достигается за счет использования современных технологий (термически модифицированная древесина и УФ-герметик ) с инновационным дизайном и высочайшими стандартами качества. Наш опыт подтвердил важность качество, инновации и настоящая ценность экологически чистого продукта.
Компания Forest Elements выделила значительные ресурсы для того, чтобы наши процессы и готовая продукция защищали матушку-природу . Наша экологическая цель — стать частью решения, а не частью проблемы. Наша современная печь устраняет необходимость использования токсичных химикатов для обработки древесины. Мы перерабатываем использованные опилки и древесный лом. Наша розничная упаковка изготовлена из переработанного материала. Защита Окружающая среда не является выбором для Forest Elements, она обязательна.
Что такое термомодифицированная древесина?
Возможно, вы слышали о термически модифицированной древесине или термической обработке, но вы можете не знать, что именно это означает. Как правило, обработанная древесина, которую вы покупаете в хозяйственном магазине, содержит кучу грубых химикатов, чтобы защитить древесину от влаги и элементов. Древесина, используемая в наших продуктах, была Термически модифицированный в нашей собственной печи, изготовленной по индивидуальному заказу. В процессе обработки древесины в нашей печи контролируемым пиролизом в течение 2-3 дней мы фактически изменяем химическую структуру ( целлюлоза, лигнин и гемицеллюлоза ) древесины, удаляя органические соединения и большую часть вода. Это делает термомодифицированную древесину более прочной и способной выдерживать сезонные изменения, без необходимости использования химических веществ для получения желаемого результата.
The wood emerges from the kiln:
Much more durable (with a durability class 1-3 EN 350-2)
Increased biological resistance to micro-organisms and insects
Уменьшение усушки и набухания древесины, вызванных сезонной влажностью от 50 до 90%
Экологически чистый, естественно затемненный цвет, не требующий применения каких-либо химикатов
Качество и ответственность
Каждое изделие изготавливается вручную и демонстрирует уникальные характеристики древесины, из которой оно было изготовлено. Перед окончательной сборкой наша древесная щепа проверяется на наличие изъянов и дефектов, которые не соответствуют нашим высоким стандартам качества.
Автоматический станок для экструзионной гибки труб в Каменском (Гибочные станки)
Украина
Каменское
Металлообрабатывающие станки
Гибочные станки
Автоматический станок для экструзионной гибки труб в Каменском
Цена: Цену уточняйте
за 1 ед.
Компания ЧП Грид (Каменское) является зарегистрированным поставщиком на сайте BizOrg. su. Вы можете приобрести товар Автоматический станок для экструзионной гибки труб, расчеты производятся в ₽. Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
Описание товара
Автоматический станок для гибки труб методом экструзии
Данная модель станка использует для гибки труб, технологию экструзии. Экструзия представляет собой непрерывный технологический процесс, заключающийся в продавливании материала, через формующий инструмент (экструзионную головку, фильеру), с целью получения изделия нужной формы(радиуса) машина по предварительно заданной программе меняет положение фильеры в пространстве. Проходя через фильеру труба деформируется в нужном направлении, с необходимым радиусом.
В качестве инструмента, используется керамическая фильера, которая позволяет снизить значительные силы трения возникающие в процессе гибки, а так же уменьшить повреждение поверхности и исключить возникновение царапин.
Станок для гибки труб и позволяет получать различные радиуса, без смены инструмента. Основой для этого является запатентованная гибочная головка, работающая в сочетании с системой управления. Радиусы могут быть легко выполнены и могут быть расположены в нескольких плоскостях. Особенно находит применение в областях где необходимо изготовление заготовок различных размеров с большими радиусами. Нет необходимости содержать большой парк инструмента, а так же затрачивать время на переналадку станка.
Кроме того, большие радиусы, которые не могут быть выполнены на обычных механических гибочных машинах могут быть выполнены на этой модели с высокой скоростью и точностью в одну операцию.
Машина практически не имеет ограничения по углу гибки от 0 до 360
Машина позволяет обрабатывать не только круглые трубы, квадратные, но и другого не стандартного сечения.
Машина наилучшим образом подходит для предприятий занимающихся изготовлением мебели. Но так же с успехом может использоваться в других областях производства.
Машина полностью сервоприводная
Ознакомиться с работой станка можно перейдя по следующей ссылке
Характеристики автоматического станка для экструзионной гибки труб
— Страна производитель: Германия
— Угол сгиба: 360.0 (град.)
— ЧПУ: Да
— Диаметр трубы сталь: от 6 до 90 мм
— максимальный радиус гибки: не ограничен
— Минимальный радиус гибки: 2,5 D — 3 D
— минимальный радиус дорновой гибки: 2 D
— Скорость: 400 мм/с
— стандартная длина трубы: 3000 мм
— количество контролимруемых осей: до 6
— Толщина стенки: до 3 мм
Товары, похожие на Автоматический станок для экструзионной гибки труб
Вы можете оформить заказ на «Автоматический станок для экструзионной гибки труб» в фирме «ЧП Грид» через площадку BizOrg. Su. Сейчас предложение находится в статусе «под заказ».
Что может предложить «ЧП Грид»
специальное предложение по сервису и стоимости для пользователей торговой площадки BizOrg.Su;
своевременное выполнение взятых на себя обязательств;
разнообразные варианты оплаты.
Оставьте заявку прямо сейчас!
Ответы на популярные вопросы
Как оформить заявку?Чтобы оформить заявку на «Автоматический станок для экструзионной гибки труб» свяжитесь с организацией «ЧП Грид» по контактным данным, которые указаны сверху справа. Обязательно укажите, что нашли фирму на торговой площадке BizOrg.Su.
Где получить более подробную информацию о фирме «ЧП Грид»?Для получения подробных даных о фирме перейдите сверху справа по ссылке с именем организации. После этого перейдите на нужную вкладку с описанием.
Предложение указано с ошибками, телефон не отвечает и т.п.Если у вас обнаружились проблемы при сотрудничестве с «ЧП Грид» – сообщите идентификаторы фирмы (24767) и товара/услуги (3387161) в нашу службу по работе с клиентами.
Служебная информация
«Автоматический станок для экструзионной гибки труб» и другие подобные предложения можно найти в категории: «Гибочные станки».
Предложение было создано 01.09.2013, дата последнего обновления — 16.11.2013.
С начала размещения предложение было просмотрено 1281 раз.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой. Заявленная компанией ЧП Грид цена товара «Автоматический станок для экструзионной гибки труб» может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании ЧП Грид по указанным телефону или адресу электронной почты.
Телефоны:
+380 (569) 58-81-27
Купить автоматический станок для экструзионной гибки труб в Каменском:
ул. Сыровца 46, офис 309, Днепродзержинск, 51921, Украина
Автоматический станок для экструзионной гибки труб
Гибка оргстекла и поликарбоната на струне
Оргстекло и поликарбонат хорошо поддаются термической формовке. Одной из самых востребованных операций термоформовки является гибка на струне. Технология применима для листов небольшой толщины (до 8-10 мм). Гибка осуществляется по прямой линии, с небольшим радиусом изгиба под любым углом.
Основной инструмент для гибки акриловых и поликарбонатных листов – туго натянутая нихромовая струна, подключаемая к источнику электропитания. Струна накаляется и локально нагревает материал по прямой линии. На участке местного нагрева заготовка становится пластичной, происходит изгиб листа. После остывания изогнутый лист сохраняет свою форму и восстанавливает исходную прочность. Нихромовая струна выполняет две функции: служит источником нагрева и направляющей для линии изгиба.
Режимы гибки на струне
Технологический процесс гибки на струне требует строгого соблюдения правильных режимов нагрева. Диапазон температур, при которых термопластичные материалы могут подвергаться формовке, составляет: для литьевого акрила Plexiglas GS – 160…175 °С, экструзионного акрила Plexiglas XT – 150…160 °С, поликарбоната Makrolon – 190…210 °C.
Недостаточный нагрев не позволит выполнить качественную гибку. Изгиб получается не плавным, а ступенчатым, с неровной, шероховатой поверхностью. Заготовка должна прогреться не только на поверхности, но и по всей толщине листа. Поэтому нельзя нагревать материал слишком быстро: важно соблюдать точное соотношение времени и интенсивности нагрева.
Перегрев заготовки приводит к сильному размягчению материала, он теряет свою форму, превращается в расплавленную массу, которая не поддается восстановлению.
В процессе гибки экструзионного акрила на результат влияет расположение линии изгиба по отношению к линии экструзии. Если лист сгибается вдоль направления экструзии, то может возникнуть усадка, поэтому эструзионный акрил гнется поперек экструзионной линии. Также на результат гибки влияет качество самой струны – если она износилась, то линия изгиба получится неровной. Струна не должна провисать, ее положение должно быть строго горизонтальным.
От того, насколько правильно соблюдаются режимы гибки, зависит качество готового изделия. Поэтому эту операцию важно доверять специалистам с большим опытом работы, которые знают все технические нюансы процесса и не допускают ошибок, которые могли бы привести к появлению брака. Помимо опыта и профессионализма мастеров, на качество гибки влияет применяемое оборудование. Применение самодельных приспособлений не приведет к хорошему результату, гибка на струне не может быть выполнена идеально качественно без применения надежного специализированного оборудования.
Последовательность реализации техпроцесса гибки на струне
Лист акрила или поликарбоната раскраивается в нужный размер.
Осуществляется разметка места расположения линии изгиба.
Заготовка укладывается на стол специального оборудования и фиксируется таким образом, чтобы струна располагалась строго по линии изгиба.
Нихромовая струна подключается к источнику электропитания и накаляется до расчетной температуры.
Лист становится пластичным в месте нагрева, в результате чего происходит изгиб заготовки.
Далее происходит охлаждение заготовки на воздухе, материал снова затвердевает и сохраняет новую форму. В процессе охлаждения положение изогнутой грани фиксируется с помощью специальных упоров.
После завершения процесса термической гибки в структуре материала возникают остаточные внутренние напряжения – для их устранения заготовка отжигается в печи. Отжиг производится при температуре ниже точки размягчения (около 80°С). Заготовка медленно нагревается, а затем – медленно остывает. Нагрев длится не менее 2 часов, температура снижается примерно на 15°С в час. Если не провести отжиг, то в месте изгиба может появиться «паутинка» тонких трещинок.
Гибка на термодизайнере
Для гибки больших партий листовых заготовок целесообразно использовать специальное оборудование – термодизайнер. Принцип его работы аналогичен гибке на струне, но станок обеспечивает более высокую производительность. Качество гибки на струне и на станке идентично (при условии выполнения данных операций профессионалами), но станок выигрывает по скорости работы.
Также термодизайнер не требует длительной настройки, позволяет точно регулировать температуру нагрева и угол изгиба, справляется с гибкой более толстых листовых заготовок за счет глубокого двухстороннего нагрева.
Изделия, получаемые с помощью технологии гибки на струне
Технология гибки на струне незаменима в том случае, когда необходимо изготовить небольшие изделия из тонкого листового материала. Чаще всего данный метод используется для производства POS-материалов: менюхолдеров, карманов для ценников, подставок, стоек, горок, буклетниц, визитниц, лотков, контейнеров, держателей и прочих изделий для оформления витрин и выставочных стендов. Профессионально выполненная гибка на струне позволяет получить продукцию идеального качества.
Немалая часть товаров, представленных на сайте PlexiStore, изготовлена с применением технологии гибки на струне. Приобретая изделия от компании «Плексистор», Вы застрахованы от неприятных сюрпризов (таких как брак, несоответствие размеров, недостаточное качество поверхности). Помимо предложенных модификаций POS-материалов, мы оказываем услугу изготовления акриловой продукции под заказ в точном соответствии с техническим заданием. Мы работаем с партиями любого объема – от единичных заказов до крупного опта.
Для получения информации по вопросам приобретения продукции из акрила или поликарбоната обращайтесь с нашим менеджерам. Мы предоставим подробную консультацию и предложим самую выгодную схему сотрудничества.
Обзор для инженеров-проектировщиков
От рельсов для промышленного оборудования и автомобилей до смелых художественных скульптур и архитектурных проектов — существует множество причин, по которым вы можете захотеть создать изогнутые алюминиевые профили.
Несмотря на то, что пластичность алюминия делает его пригодным для гибки в этих областях, необходимо решить несколько задач, чтобы конечный продукт соответствовал спецификациям качества. Этот процесс принятия решений в конечном итоге сводится к управлению напряжениями при изгибе.
Изгиб алюминиевых профилей оказывает на заготовку огромное напряжение. Экструзия может испытывать растяжение, сжатие и кручение одновременно. Результаты могут варьироваться от незначительного утончения и вздутия сегментов профиля до неприемлемых дефектов, таких как деформация профилей, коробление или растрескивание.
В этой статье рассказывается о некоторых передовых методах, которые разработчики экструзионных профилей могут применять для обеспечения хорошей гибкости своих изделий, а также о шести популярных методах гибки алюминиевых профилей.
Содержание
Рекомендации по проектированию гибки алюминиевых профилей
Конструкторам, которые хотят согнуть алюминиевые профиля, нужно многое учесть. В то время как некоторые методы гибки позволяют получить более узкий радиус изгиба, а другие могут лучше обеспечить стабильность профиля, несколько ключевых соображений могут помочь вам улучшить гибкость вашего продукта для любого метода гибки.
Выбор материала
Во-первых, выбор материала оказывает большое влияние на гибкость. Как мы уже обсуждали в предыдущих статьях, некоторые сплавы лучше подходят для гибки, чем другие. Несмотря на то, что сплавы серии 6XXX не самые легкие для гибки, они, как правило, находят широкое применение благодаря своему исключительному сочетанию свойств.
Гибка перед отпуском
Физические свойства сплава также можно улучшить с помощью отпуска, но их применение перед гибкой может сделать гибку алюминиевого профиля более трудным и более дорогим в производстве. Простой обходной путь — провести полную или частичную отпускную обработку после гибки, чтобы ваш продукт был дешевле в производстве и лучше соответствовал спецификациям.
Выбор дизайна профиля
Другие соображения по улучшению качества изогнутых алюминиевых профилей и снижению производственных затрат могут включать:
Улучшение геометрии профиля,
Расчет одинаковой толщины стенок и
Минимизация размера профиля, когда это возможно.
Неправильный дизайн, особенно в случае формы профиля, может привести к деформации профиля и растрескиванию при изгибе. Закругленные углы, симметрия профиля и хорошие внутренние опоры помогают улучшить устойчивость при изгибе.
Выполнение операций чистовой обработки поверхности после гибки
Наконец, если конструкция с экструзионным изгибом требует финишной обработки поверхности, например анодирования, или других вторичных операций, лучше всего выполнять эти операции после гибки. Хотя некоторые виды отделки поверхности, такие как порошковое покрытие, могут выдерживать ограниченный изгиб, всегда существует риск того, что процесс гибки повредит поверхность.
Хотя применение приведенных выше соображений может улучшить гибкость и снизить стоимость, это может быть невозможно в зависимости от ограничений конструкции. К счастью, у вас еще есть варианты. Если у вас есть алюминиевый профиль, который трудно согнуть, вы можете проконсультироваться с опытным специалистом по гибке, чтобы определить, какие дополнительные меры вы можете предпринять для удовлетворения ваших потребностей в гибке или необходимо ли специальное оборудование.
Как согнуть экструдированный алюминий: 6 методов
Существует несколько распространенных способов сгибания экструдированного алюминия, которые можно разделить на шесть основных методов.
1) Роликовая гибка
Как один из наиболее широко используемых методов гибки длинных алюминиевых профилей, трехвалковая гибка обеспечивает минимальные затраты на инструмент для обычных профилей и может прокатывать полностью круглые компоненты. В то время как ключевым преимуществом роликовой гибки является то, что вы можете сгибать всю длину экструзии, а не только один сегмент за один раз, прокатку для более жестких изгибов может потребоваться выполнять поэтапно, чтобы постепенно уменьшать радиус изгиба до желаемой кривизны.
Последствия этого пошагового проката могут включать более низкую точность, чем другие методы, и плохую масштабируемость. Эти ограничения обычно делают роликовую гибку более подходящей для малых и средних производственных циклов и идеальной для прототипирования.
2) Изгиб на поршне
Этот метод, также известный как изгиб под давлением, иногда считается самым простым и наименее дорогим подходом, что делает его сравнимым с изгибом сжатием. Хотя он может надежно сгибать экструзии под точными углами, сгибание поршнем с большей вероятностью, чем большинство других методов, приведет к нежелательной деформации профиля и может сгибать только одну часть за раз.
3) Гибка с помощью вращательного вытягивания
Источник изображения: Kolb-Rahmenbau.ch на Flickr
Гибка с помощью вращательного вытягивания включает в себя зажим экструзии и протягивание ее вокруг вращающейся гибочной матрицы. Несмотря на возможность гибки на исключительно точные углы, гибка с вращающимся вытягиванием может сгибать только один сегмент за раз.
Ротационно-вытяжная гибка также позволяет обрабатывать экструзионные профили большего размера и выполнять множественные гибки с близким расположением в одной детали. Это идеальный метод гибки нестандартных профилей на круглых трубах, которые могут поддерживаться внутренней оправкой для обеспечения дополнительной поддержки профиля во время гибки.
4) Гибка сжатием
Несмотря на то, что базовая установка похожа на гибку с вращательным вытягиванием, этот процесс менее сложен. Вместо вращающейся матрицы, вытягивающей экструзию по периметру, при гибке сжатием используется пресс-матрица, которая оборачивает экструзию вокруг неподвижной гибочной матрицы.
Подобно гибке с вращающимся вытягиванием, вы можете сгибать только одну секцию за раз и делать несколько гибок в любом направлении. Однако этот метод предлагает алюминиевому профилю гораздо меньшую опору и может легко привести к деформации. Основное преимущество компрессионной гибки заключается в больших объемах производства, поскольку выполнение каждой гибки выполняется быстро и с минимальными затратами.
5) Гибка с растяжением
Изгиб с растяжением, который иногда называют гибкой с растяжением, может быть одним из самых дорогих решений гибки из-за стоимости гибочного штампа, но он предлагает уникальные преимущества. Специалист по гибке может добиться желаемой формы гибки с минимальными искажениями или повреждением поверхности, помещая заготовку в постоянное натяжение во время гибки.
Несмотря на то, что гибочная матрица для этого специального метода ограничена большим радиусом изгиба, она позволяет получать различные динамические формы на очень больших заготовках. Большие объемы производства с использованием одного и того же профиля могут помочь компенсировать влияние затрат на матрицу для гибки с растяжением.
6) Гибка произвольной формы
Как один из самых передовых методов в этом списке, гибка произвольной формы с ЧПУ пропускает алюминиевый профиль через шарнирную керамическую головку для формирования широкого спектра сложных нестандартных гибов. Хотя этот метод наиболее распространен для круглых труб, этот метод может формировать другие профили экструзии в уникальные продукты. Эта технология менее распространена, чем другие методы гибки, но в ближайшем будущем она может иметь значительный потенциал.
Какой метод лучше всего подходит для вашего продукта?
Каждый метод гибки имеет уникальные преимущества, которые делают его более подходящим для конкретных применений. В то время как гибка под давлением и гибка сжатием предлагают недорогие варианты гибки алюминиевых профилей, они могут негативно сказаться на эстетике и прочности. С другой стороны, гибка с растяжением и гибка с вращательным вытягиванием могут производить высококачественные и точные гибки, но с более высокими затратами и с другими потенциальными недостатками.
В целом, даже при использовании наилучшего метода гибки для вашего продукта постоянное соблюдение требований к качеству для сложных профилей экструзии может оказаться чрезвычайно трудным. Чтобы помочь в этом, обратитесь к нашему Руководству по проектированию экструзии или поговорите со специалистом по обслуживанию Gabrian, чтобы получить экспертную информацию о проектировании и гибке экструдированных алюминиевых изделий.
Получите максимальную отдачу от своего следующего проекта по экструзии алюминия, сотрудничая с Gabrian. Наши услуги по экструзии алюминия на заказ помогут вам удовлетворить требования вашего проекта, сохраняя при этом низкие производственные затраты.
Демистификация гибки алюминиевого профиля
Рынок производства требует более низких затрат и меньшего веса, и алюминиевые профили, которые часто необходимо изогнуть, удовлетворяют эту потребность. Хорошо спроектированная экструзия, которая эффективно изогнута, может создать бесшовную связь в конструкции и, в конечном итоге, привести к меньшему количеству проблем для субподрядчика по гибке, производителя и конечного потребителя.
С технической точки зрения можно сгибать профили всех размеров, но небольшие гибочные цеха часто изготавливают максимум профилей высотой 10 дюймов или шириной 6 дюймов. Когда производитель ищет субподрядчика по гибке, он должен изучить опыт компании по гибке аналогичных профилей. Один специалист по гибке может сказать, что определенные качества работы приемлемы, а другой может сказать, что это не так.
Это восходит к конкретному опыту компании в области экструзионной гибки и, что не менее важно, к технологии, которой располагает цех гибки. Например, если в цехе говорят, что могут формовать большие конструкционные профили, ему нужен гибочный станок с широкими центрами валов.
Думая о привлечении субподрядчиков или выполнении работ собственными силами, производитель должен начать с двух основных вопросов: Какие конструктивные особенности позволяют легко сгибать профиль? и если все проектные приспособления не могут быть реализованы, какие есть варианты? Ответив на эти два вопроса заблаговременно — до начала проекта по гибке алюминиевого профиля — можно помочь производителю избежать огромного количества головной боли в будущем.
Прежде всего, обратите внимание на конструкцию
Когда дело доходит до формовки алюминиевых профилей, инженеру-конструктору приходится многое учитывать. Это выходит за рамки типичных факторов стоимости, включая вес и сплав, используемый при экструзии, которые являются естественными соображениями для любого крупномасштабного проекта.
Инженер-конструктор должен иметь общее представление о том, что делает профиль гибким. Толщина различных областей экструзии будет влиять на изгибаемость секции. То же самое касается симметрии. Довольно часто потребность в экономии денег делает экструзию негнущейся.
Сплав, который выберет дизайнер, будет определять не только прочность, коррозионную стойкость, вес и долговечность профиля, но и его гибкость. Как и в любой ситуации формовки, некоторые марки экструдированного алюминия более гибкие, чем другие.
В большинстве случаев экструзионная гибка алюминия включает сплавы серии 6000, поскольку эти алюминиевые сплавы обладают хорошей прочностью и формуемостью. Идеальный характер зависит от области применения. T6 обладает наибольшей прочностью, но его труднее всего сформировать (см. , рис. 1 ). Для более узких радиусов, менее 10D (радиус менее чем в 10 раз больше диаметра), конструктор должен учитывать максимальный отпуск T4. T0 предлагает наилучшую формуемость, но имеет небольшую прочность и подвержен повреждениям во время установки и эксплуатации. Специалист по гибке может отправить гнутый профиль на термообработку, искусственно состарив профиль до более высокого отпуска, но это, конечно, удорожает.
Обработка поверхности и требования к отделке также должны быть включены в уравнение. Например, рассмотрим анодированный профиль, распространенный способ защиты алюминия в неблагоприятных условиях. Изгиб секции по маленькому радиусу приведет к «трещинам» на поверхности, поскольку микротрещины распространяются по анодированному слою, которому не хватает пластичности. Растрескивание происходит в области нароста анодированного покрытия, а не в подложке. Чтобы избежать этого, операцию анодирования следует выполнять после гибки.
Окрашивание или порошковое покрытие, однако, не всегда должны выполняться после гибки ( Рисунок 2 ). Хорошо подготовленный участок, окрашенный или окрашенный порошковой краской, может быть сформирован без маркировки, если радиус не настолько мал, чтобы приближаться к пределу профиля, а участок относительно симметричен.
Рисунок 1 Способность к формованию экструдированных алюминиевых профилей серии 6000 зависит от состояния. 9 на 2,5 дюйма. заготовка со стенкой толщиной 1/16 дюйма слева выполнена из материала Т6, и даже малейший изгиб профиля образовывал рябь. Справа та же заготовка, хотя и в гибком состоянии, сформирована чисто до 34 дюймов. радиус. Этот профиль был успешно сформирован на станке с 44-дюймовым профилем. центры.
Также играет роль сложность выдавленной формы. Создание более сложной формы может снизить некоторые затраты, например, связанные со сборкой, но в то же время может увеличить другие затраты, включая затраты на гибку. Более того, если гибочная машина и ее инструменты не могут надежно контролировать движение профиля во время гибки, процесс становится менее стабильным, более дорогостоящим, а иногда непрактичным или просто невозможным.
Дизайнер также должен подумать о том, как будет использоваться экструзия. Если определенные поверхности экструдированных секций видны и имеют косметическое значение, проектировщик должен убедиться, что эти поверхности могут быть сформированы без маркировки.
Конструкция для гибкости
Довольно часто небольшое изменение конструкции секции может сделать ее сгибаемой или, по крайней мере, сгибаемой до необходимого радиуса. При создании профиля дизайнеры должны стараться сохранить как можно больше симметрии в соответствии с осью изгиба.
Когда сечение несимметрично, скручивающая (крутящая) сила реагирует на изгибающую силу. Чем меньше симметрия в сечении, тем больше становится скручивающая сила при изгибе. Это создает проблемы при изгибе, так как это часто менее предсказуемая сила. Управление им обычно означает приложение давления к другой оси, что может создать дополнительные проблемы.
На рис. 3 слева показаны исходные выдавленные секции из конструктора, а справа те же конструкции, модифицированные для гибки по меньшему радиусу. Обратите внимание, что ключевую роль играют симметрия и внутренняя опора, а также форма (например, достаточно глубокий фланец), которую инструмент для гибки может постоянно захватывать. Конечно, не всегда возможно внести такие изменения в выдавленную форму. В таких случаях лучше обратиться к опытному специалисту.
Полые профили
Квадратные полые профили могут вызывать проблемы при изгибе по двум основным причинам. Во-первых, конструкторы часто создают эти секции с прямыми внутренними углами, что может привести к растрескиванию и даже разрушению твердого материала. Добавляя очень небольшие затраты, дизайнер может просто скруглить углы и устранить эту точку напряжения.
Во-вторых, полый профиль может стать вогнутым с внутренней стороны, если толщина стенки недостаточна. Это указывает на то, что форма не может выдержать необходимые усилия изгиба. Это потому, что силы при изгибе действуют по направлению к центру и к нейтральной оси, которая находится в середине симметричного сечения.
Чтобы противодействовать этому, у дизайнеров есть несколько вариантов. Они могут увеличить толщину стенки, но часто это невозможно из-за слишком высокой стоимости. В качестве альтернативы они могут добавить элемент жесткости или ребро в плоскости изгиба, добавить радиус к внутренним углам или сделать и то, и другое (см. Рисунок 4 ). Добавление ребер жесткости и внутренних радиусов, естественно, увеличивает вес профиля, но это может быть приемлемо для улучшения качества.
Швеллерные секции
Асимметрия — враг легкого изгиба, поэтому швеллерные секции могут быть так трудно сформировать (см. Рисунок 5 ). Их резко асимметричная форма подвергается большой скручивающей силе при сгибании, а ноги пытаются двигаться к центральной оси. Изменение конструкции — на конструкцию с основанием, равным ногам или немного шире их, — поможет специалистам по сгибанию немного лучше контролировать скручивание.
Секции канала часто служат определенной цели, например, являются частью пути или транспортной системы. Большинство специалистов по гибке должны уметь их правильно формовать, если допуски указаны в нескольких ключевых областях. Если производитель отдает работу на субподряд, он должен отправить детали или фитинги специалисту по гибке, чтобы убедиться, что все подходит как надо.
Рисунок 2 Этот предварительно окрашенный алюминиевый профиль был согнут без маркировки
В любом заказе для специалиста по формовке алюминия должны быть указаны требования, которые позволили бы секции вписаться в сборку или свободно перемещаться в ней в соответствии с проектом. В заказе также должен быть указан допуск на зазор (№ 1 в рис. 6 ) для тележки или направляющей, а также допуск на скручивание (№ 2 на рис. 6), который гарантирует, что тележка не заденет профиль.
Конструктивные профили
Рассмотрим алюминиевый конструкционный профиль на рис. 7 , изогнутый в направлении, указанном черной стрелкой. Все опоры смещены к центру (как показано красными стрелками на рисунке) — эта тенденция особенно заметна на несущих балках.
Если бы это была обычная балка из углеродистой стали, то полки тянулись бы в противоположном направлении, вызывая натяжение стенки и, следовательно, сохраняя ее плоской. Однако этот метод обычно не подходит для алюминия, поэтому в игру вступают другие методы.
Когда модификации профиля невозможны
В идеале дизайнер изменяет форму профиля или добавляет элементы, чтобы облегчить формирование. Но в реальном мире, конечно, это не всегда возможно, часто потому, что желаемые функции в разделе просто не допускают каких-либо существенных изменений.
Компания по гибке может иметь станок для гибки оправки с большим радиусом, который может поддерживать секцию внутри во время гибки. Но это особый процесс, и немногие компании владеют такими машинами.
Другое решение — заполнить профиль; подходящие материалы включают легкоплавкие сплавы; водорастворимый наполнитель воскового типа; гибкий нейлон; и плотно утрамбованный песок, чтобы поддерживать форму. Каждый наполнительный материал имеет свои преимущества и недостатки. Некоторые из этих опций обычно предоставляются только более крупными специалистами по гибке на конкретном рынке.
Специальные функции
Алюминиевые профили могут иметь специальные функции, которые могут значительно упростить последующее изготовление и сборку. Но при добавлении таких функций дизайнеры должны тщательно их размещать и учитывать, как эти функции повлияют на изгиб.
Резьбовые порты — отличная идея для экономии времени при креплении торцевых заглушек к профилям — яркий пример (см. рис. 8 ). Если дизайнер поместит их перпендикулярно радиусу изгиба, эти порты, скорее всего, переместятся к центральной линии, если они не поддерживаются изнутри. При размещении по радиусу порты способствуют изгибу, так как создают эффект ребра жесткости. Крайне важно передать саму заглушку специалисту по гибке, который может использовать ее в качестве контрольного инструмента.
Следы орехов — еще один хороший пример. Эти функции помогают скрепить экструдированные секции вместе. По сути, они представляют собой канал, предназначенный для плотной посадки головки гайки или болта между плоскими поверхностями, что предотвращает вращение головки гайки или болта.
Конструкторы должны следить за тем, чтобы дорожка гайки не находилась на линии изгиба, как показано слева на Рис. 9 . При изгибе вокруг оси усилия должны легко передаваться поперек профиля. Если возможно, всегда лучше добавить резьбовое отверстие на одну сторону профиля, как показано справа на рис. 9..
Рисунок 3 Алюминиевые профили слева представляют собой оригинальные конструкции, а справа — конструкции, модифицированные для изгиба с меньшим радиусом.
Гибка профиля по всей длине
Если секция несколько симметрична, ее, вероятно, можно согнуть до самого конца профиля, что устраняет необходимость отрезания прямого остатка после гибки. Вопрос о том, можно ли это сделать эффективно и воспроизводимо, зависит от конструкции экструзии.
Рассмотрим анализ методом конечных элементов (МКЭ) трех различных форм профиля на рисунке 10. Выдавливание слева представляет собой сечение Z-типа, а красные (напряженные) области показывают отчетливо неровные участки под действием изгибающих усилий. Средний профиль представляет собой угол, который также является асимметричным, но показывает меньшее напряжение с одной стороны и, следовательно, меньшее усилие скручивания. Крайний справа профиль симметричен оси изгиба и поэтому изгибается равномерно до самого конца сечения.
Рязанский станкостроительный завод (РСЗ) — производство токарных и специальных станков
Рязанский станкостроительный завод (РСЗ)
Рязанский станкостроительный завод — крупнейшее российское предприятие, имеющее давнюю историю и славу (особенно советских времен) и известное как производитель широкой номенклатуры токарных станков, в том числе тяжелых и специального назначения. Завод выпускает оборудование:
Универсальные токарно-винторезные станки
Токарные станки с ЧПУ горизонтальной компоновки
Токарные обрабатывающие центры
Станки для глубокого сверления и растачивания
Специальные токарно-шлифовальные станки
Резьбонакатные станки
Станки тяжелой серии горизонтальной компоновки с ЧПУ
Раскатные станы, работающие по методу ротационной вытяжки
Колесотокарные станки
Станки вальцетокарные и вальцефрезерные
Станки трубообрабатывающие
Наиболее популярными моделями РСЗ являются такие станки как: токарно-винторезные — 1М63, 1М63Н, 16К40, 1М65, 1Н65, трубонарезные — 1А983, 1Н983, с ЧПУ — 16М30Ф3, РТ755Ф3.
История предприятия РСЗ
Начало истории Рязанского станкостроительного завода относится к февралю 1944 года, когда руководством Советского Союза было принято решение о том, чтобы создать новый станкостроительный завод. Предприятие было решено организовать возле г. Рязани на уже подготовленной площадке, где первоначально планировалось строительство танкового завода для военных нужд, от идеи строительства которого отказались в пользу предприятия для народного хозяйства по выпуску станков широкого назначения. Уже к концу 1944 года началось возведение модельного цеха, инструментального цеха, ремонтного цеха, гальванического отделения, термического отделения, корпуса вспомогательных цехов.
Основой рязанского станкозавода послужило репатриированное машиностроительное предприятие из Германии, оборудование которого, а также частично цеховые конструкции и строительные материалы были демонтированы и вывезены в СССР в 1946 году. Для их перевозки понадобилось более 600 товарных вагонов.
Днем рождения Рязанского станкостроительного завода считается 21 декабря 1949 года, когда токарь механического цеха поставил заготовку на первый собранный токарно-винторезный станок модели 164 и снял первую стружку (теперь этот станок установлен на помосте возле главного корпуса завода).
Изначально, техническая документация на токарный станок 164 была разработана конструкторами Московского станкостроительного завода «Красный пролетарий», но конструкторский отдел РСЗ для улучшения технических характеристик станка внес такие решения, которые не использовались еще в отечественном станкостроении, а в заграничных станках имелись в единичных, опытных образцах.
Токарный станок 164 впоследствии постоянно дорабатывался, совершенствовался, унифицировался — появлялись новые модели 1А64, 1Л64, 1М64, 16К40. В модифицированном виде он выпускается Рязанским станкозаводом до сих пор, сохранив все свои лучшие (проверенные временем) качества.
К началу 1950 года Рязанский станкостроительный завод имел в своем штате 1190 человек.
В 1951 году был сдан в эксплуатацию главный корпус завода.
Следующим станком из серии токарно-винторезных стал 165-й, который мог обтачивать детали диаметром до 1000 мм. В характеристики станка были заложены и более мощный привод и возросшее число оборотов скоростей шпинделя.
В 1953 году токарный станок модели 165 запущен в серийное производство.
В 1953 году коллектив Рязанского станкостроительного завода работал над станком из гаммы токарно-винторезных модели 166. На нем можно было обрабатывать изделия диаметром до 1250 мм.
Примерно в то же время на заводе был собран первый сверлильно-расточной станок для обработки глубоких отверстий. Большая мощность станка позволяла вести сверление и расточку на высоких скоростях.
В 1953 году был создан также ряд интересных специальных машин. Среди них – тяжелый намоточный станок РТ2, токарный станок для обточки гребных валов РТ5.
1954 год были собраны вальцетокарный станок 1Б824 для обработки валков прокатных станов и станки РТ22 и РТ182 для обработки глубоких отверстий.
В 1955 году начал работу новый, только что сданный в эксплуатацию литейный цех.
В 1956 году Рязанский станкостроительный завод получил задание – выпустить первую промышленную партию станков 163 модели (четвертая и последняя из гаммы универсальных токарно-винторезных машин).
В 1957 году были созданы тяжелые токарные станки для обработки валов длиной семь и десять метров.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ — 16К30Ф3, 16М30Ф3, 1П756ДФ3, 16К40РФ3, 16Р50Ф3 и др./
Изготовленные в Рязани станки экспортировались в 66 стран мира. Станки с маркой Рязанский станкостроительный завод добились признания теперь и в США. На международной выставке в Чикаго в 1974 году станки 1М63 и 16К30Ф308 с ЧПУ пользовались большой популярностью. Об этих станках появлялись заметки в прессе, а буквы РСЗ вошли в мировые каталоги.
Четыре станка прошли аттестацию на Знак качества, в результате завод получил множество медалей на ВДНХ, три их которых – золотого достоинства.
В 1976 году станку 16К30Ф30 была присвоена высшая категория качества, а на Международной весенней ярмарке в Лейпциге он удостоился золотой медали. В середине 70-х годов завод выпускал более 4000 станков в год, из них около 700 на экспорт в 80 стран мира, а в 80-е годы выпуск станков с ЧПУ довели до 1000 в год.
Еще раньше завод начал осваивать совместные проекты с известными иностранными станкостроительными предприятиями. Первым было сотрудничество с итальянской фирмой Оливетти. В этот период конструкторским бюро завода было разработано много интересных станков, это: РТ724Ф3, РТ363-366, обрабатывающие токарные центры с ЧПУ 1М63ПУ, 1П756Ф4.
В 1991 году на заводе было выпущено 3000 станков, из них половина – станки с ЧПУ. Но следующий год оказался провальным из-за отсутствия долгосрочного массового государственного заказа, привязанного к пятилетним советским планам развития экономики. Цеха завода практически встали.
30.10.1992 Рязанский станкостроительный завод преобразван в акционерное общество ОАО «РСЗ».
С 26.08.2002 ОАО «РСЗ» входит в состав промышленной группы РосСтанКом, объединяющая 4 крупнейших предприятия станкостроительной отрасли России и Украины согласно наиболее востребованным на рынке типам оборудования (в 2003г. заводы Группы произвели 40% от российского выпуска металлорежущих станков).
2000-е годы оказались тяжелыми для завода. Решением Арбитражного суда Рязанской области от 07.11.08 г. по делу NА54-1392/2008, ОАО «Рязанский станкостроительный завод» (390042, г. Рязань, ул. Станкозаводская, 7) признан банкротом, открыто конкурсное производство.
17.12.2009 создана промышленная группа Стан, объединяющая 5 крупнейших предприятий станкостроительной отрасли России, куда был включен и РСЗ.
Компания Станочный Мир предлагает купить станки Рязанского станкостроительного завода (РСЗ) или аналоги по доступной цене.
Станки РСЗ (Рязанский станкостроительный завод)
Наименование изделия
Модель
изделия
Токарно-винторезный станок
163
Токарно-винторезный станок
164
Токарно-винторезный станок
165
Токарно-винторезный станок
166
Токарно-винторезный станок
1М63
Токарно-винторезный станок
1М64
Токарно-винторезный станок
1М65
Токарно-винторезный станок
1А64
Токарно-винторезный станок
1Л64
Токарно-винторезный станок
16К40
Токарно-винторезный станок
1М63Б
Токарно-винторезный станок
1М63Н
Токарно-винторезный станок
1Н65
Токарно-винторезный станок с УЦИ
1Н65ПФ1
Станок специализированный трубонарезной
1Н983
Токарно-винторезный станок
16К30
Токарно-винторезный станок повышенной точности
16К30П
Станок токарный патронно-центровой с ЧПУ
16К30Ф3
Станок токарный патронно-центровой с ЧПУ
16К30Ф30
Токарно-винторезный станок повышенной точности
16К40П
Токарно-винторезный станок с УЦИ
16К40Ф101
Токарно-винторезный станок
16К50
Токарно-винторезный станок
16К50П
Станок токарный патронно-центровой с ЧПУ
16М30Ф3
Токарно-винторезный станок повышенной точности
16Р25П
Токарно-винторезный станок
16Р30
Станок токарный патронно-центровой с ЧПУ
16Р30Ф3
Центр токарный патронно-центровой с ЧПУ
1715
Центр двухшпиндельный обрабатывающий
1727Ф6
Полуавтомат токарный патронно-центровой с ЧПУ
1728
Центр обрабатывающий токарно-фрезерный патронно-центровой
1730
Полуавтомат токарный патронно-центровой с ЧПУ
1740
Полуавтомат токарный патронно-центровой с ЧПУ
1750
Полуавтомат токарный патронно-центровой с ЧПУ
1757Ф3
Полуавтомат токарный патронно-центровой с ЧПУ
1757Ф4
Полуавтомат токарный патронно-центровой с ЧПУ
1757Ф5
Полуавтомат токарный патронно-центровой с ЧПУ
1757Ф6
Обрабатывающий токарно-фрезерный патронный центр
1П1430
Обрабатывающий токарно-фрезерный патронный центр
1П1730
Полуавтомат токарный патронный с ЧПУ
1П752МФ3
Полуавтомат токарный патронный с ЧПУ
1П756Ф3
Полуавтомат токарный патронный с ЧПУ
1П756Ф4
Полуавтомат токарный патронный с ЧПУ
1П757Ф3
Полуавтомат токарный патронный с ЧПУ
1П757Ф4
Полуавтомат токарный патронный с ЧПУ
1П757Ф5
Полуавтомат токарный патронный с ЧПУ
1П757Ф6
Токарно-винторезный станок
РТ301
Станок специальный токарно-накатный
РТ301-01
Станок специальный токарный
РТ117
Станок специальный токарно-винторезный
РТ317
Станок токарно-шлифовальный
РТ754
Станок токарно-шлифовальный с ЧПУ
РТ754Ф3
Станок токарный для обработки труб
РТ776
Полуавтомат специальный токарный патронно-центровой с ЧПУ
РТ777Ф3
Станок лоботокарный с копировальным суппортом
РТ-45
Станок вальцетокарный обдирочный
РТ501
Станок вальцетокарный калибровочный
РТ502
Станок горизонтальный одношпиндельный
РТ601
Станок горизонтальный одношпиндельный
РТ604
Станок горизонтальный одношпиндельный
РТ605
Станок специальный токарный
РТ817
Токарный станок
РТ917
Производство универсальных токарных станков по металлу
C 1993 года мы производим и поставляем только надежные металлобрабатывающие станки
Основа нашей деятельности – полный цикл изготовления станков, проводимый в заводских условиях станкостроительного производства. Вопросы доставки, монтажа и пуско-наладочных работ берем на себя и решаем со 100% эффективностью.
Начать сотрудничество
Since
Смотреть видеопрезентацию
Продажа станков от завода в Рязани без посредников
Постгарантийное и гарантийное обслуживание
Только оригинальные узлы и комплектующие
Реализация станков по программе TRADE-IN.
Токарно-винторезные станки
5 станков
Токарные станки с ЧПУ
4 станка
Токарно-карусельные станки
3 станка
Трубонарезные станки
1 станок
Колесотокарные станки
2 станка
Фрезерные станки
0 станков
Ремонт и модернизация
Капитальный ремонт
Токарные станки
01
Токарные станки с ЧПУ
02
Колесотокарные станки
03
Трубонарезные
04
Запчасти и комплектующие
Токарные станки
01
Токарные станки с ЧПУ
02
Колесотокарные станки
03
Трубонарезные
04
Собственные производственные площади более 4 500 кв. м
Действующее станкостроительное производство с 1993 года
Высококвалифицированный персонал с огромным опытом в станкостроении
Более 150 предприятий являются нашими постоянными клиентами
РТ117 — Сделано в Рязани.
Представляем вашему вниманию надёжный токарный станок, прошедший капитальный ремонт на нашем заводе. Почему лучше сделать капитальный ремонт у нас, а не где-нибудь ещё? Как правильно восстановить геометрию токарного станка? Как сохранить заложенный производителем ресурс станка? Что следует делать и чего нужно избегать при эксплуатации, чтобы станок прослужил Вам верой и правдой долгие годы? Ответы на эти и другие вопросы — в нашем видео.
Токарно-винторзный станок с ЧПУ подели 16М30Ф3 является одним из самых распрастраненных станков с числовым програмным управлением, выпускаемый нашем з
21.12.2021
Специальный токарно-накатной станок РТ30101
На нашем заводе успешно завершены работы по изготовлению специльного токарного-накатного станка РТ30101.
Специальный токарно-накатной станок РТ30
15.12.2021
Тяжелый токарный станок 1Н65-5
Завершены работы по изготовлению токарно-винторезного станка 1н65-5. Станок успешно прошел испытания и отгружен заказчику. Тяжелые токарно-винторезные
Смотреть все новости
5 кратких фактов о токарной обработке в производстве
Производственные компании используют различные процессы механической обработки для деформации и придания формы металлическим заготовкам, одним из которых является токарная обработка. Не путать с фрезерованием. Токарная обработка — это процесс механической обработки, который включает использование стационарного режущего инструмента для удаления материала с вращающейся заготовки. Когда режущий инструмент давит на заготовку, он удаляет материал, тем самым изменяя размер и форму заготовки. Ниже приведены пять быстрых фактов о поворотах в обрабатывающей промышленности.
#1) Выполняется с использованием одного из старейших обрабатывающих инструментов
Токарная обработка выполняется с использованием одного из старейших в мире обрабатывающих инструментов — токарного станка. Контейнер — это, по сути, горизонтальный верстак, предназначенный для удержания и вращения заготовки. Существуют различные типы токарных станков, в некоторых из которых используется различная конфигурация компонентов. Несмотря на это, все они удерживают и вращают заготовку относительно насадки инструмента. Токарные станки считаются одним из старейших в мире станков, их происхождение восходит к 1300 г. до н.э.
#2) Поддерживает алмазные режущие инструменты
Некоторые токарные станки поддерживают алмазный режущий инструмент. Термин «алмазная токарная обработка» относится к использованию токарного станка с режущим инструментом с алмазным наконечником. Алмазы, конечно, исключительно прочны. Поэтому они способны резать твердые материалы. Алмазное точение используется для создания лазеров, телескопов и других оптических изделий.
#3) Производит стружку
Стружка — это побочный продукт, который естественным образом образуется при токарной обработке. Металлическая стружка, также известная как стружка, состоит из мелких кусочков металла. Во время точения режущий инструмент токарного станка удаляет материал с заготовки. Заготовка будет вращаться относительно режущего инструмента, что приведет к удалению части материала. Этот избыток материала известен как стружка или стружка.
#4) Отличается от фрезерования
Многие ошибочно полагают, что токарная обработка — это то же самое фрезерование. В конце концов, оба процесса предполагают использование режущего инструмента для удаления материала с заготовки. Несмотря на то, что они похожи, они не одинаковы. При токарной обработке режущий инструмент неподвижен, а заготовка вращается. При фрезеровании режущий инструмент вращается, а заготовка неподвижна. Между этими двумя процессами обработки есть и другие нюансы, но это основное, чем они отличаются.
#5) 3 Основные токарные процессы
Все токарные процессы определяются использованием стационарного режущего инструмента и вращающейся заготовки. При этом существует три основных типа процесса токарной обработки. Это включает коническое точение, сферическое точение и твердое точение. Коническое точение предназначено для создания цилиндрической формы соответствующей заготовки. Сферическое точение, как вы уже догадались, предназначено для придания соответствующей заготовке сферической формы. Твердое точение, с другой стороны, используется исключительно для заготовок из исключительно твердых материалов.
Нет тегов для этого поста.
Токарная обработка – производственные процессы 4-5
После прохождения этого модуля вы сможете:
• Опишите черновую и чистовую токарную обработку.
• Опишите поворотное плечо.
• Опишите разрез торца.
• Объясните, как настроить центровочное/центровочное сверление.
• Объясните, как настроить расточку.
• Объясните, как настроить накатку.
• Правильно установите заготовку для отрезки/нарезания канавок.
• Определите расчет конусности.
• Правильно установить заготовку в 4-х кулачковый патрон.
Заготовка обычно обрабатывается на токарном станке по двум причинам: чтобы обрезать ее по размеру и получить точный диаметр. Работа, которая должна быть нарезана по размеру и иметь одинаковый диаметр по всей длине заготовки, предполагает операцию параллельного точения. Многие факторы определяют количество материалов, которые можно удалить на токарном станке. Диаметр необходимо обрезать в два прохода: черновой проход и чистовой проход.
Чтобы получить одинаковый диаметр на каждом конце заготовки, центры токарных станков должны быть на одной линии.
Процедура:
1. Установите составной упор на 30 градусов.
2. Установите инструмент для черновой или чистовой обработки. Используйте правый токарный инструмент при подаче седла в направлении передней бабки.
3. Переместите стойку инструмента к левой стороне составного упора и установите насадку инструмента в центр правой высоты.
4. Установите токарный станок на правильную скорость и подачу для диаметра и типа обрабатываемого материала.
5. Запустите токарный станок и сделайте небольшой надрез длиной около 0,005 дюйма и длиной 0,250 дюйма на правом конце заготовки.
6. Остановите токарный станок, но не перемещайте рукоятку винта поперечной подачи.
7. Переместите режущий инструмент к концу заготовки (вправо), поворачивая маховик каретки.
8. Измерьте работу и рассчитайте количество удаляемого материала.
9. Поверните градуированное кольцо на половину количества удаляемого материала. Например, если необходимо удалить 0,060 дюйма, градуированное кольцо следует повернуть на 0,030 дюйма, так как разрез выполняется по окружности заготовки.
10. Помните , на каждую тысячную глубины резания диаметр заготовки уменьшается на две тысячные.
Операция черновой токарной обработки используется для удаления как можно большего количества металла в кратчайшие сроки. Точность и чистота поверхности не важны в этой операции. Поэтому рекомендуется максимальная глубина 0,030 дюйма и подача от 0,020 до 0,030 дюйма. Заготовка, как правило, грубо обтачивается с точностью до 0,030 дюйма от конечного размера за несколько проходов, насколько это возможно.
Процедура:
1. Установите токарный станок на правильную скорость и скорость подачи для типа и размера обрабатываемого материала.
2. Отрегулируйте быстросменный редуктор на подачу от 0,010 до 0,030 дюйма в зависимости от глубины резания и состояния станка.
3. Например: .010
4. Переместите держатель инструмента к левой стороне составного упора и установите насадку инструмента на правую высоту по центру.
5. Надежно затяните резцедержатель, чтобы предотвратить перемещение резцедержателя во время операции обработки.
6. Сделайте легкий пробный пропил на правом конце заготовки длиной около 0,250 дюйма.
7. Измерьте заготовку и отрегулируйте насадку на нужную глубину резания.
8. Отрежьте около 0,250 дюйма, остановите токарный станок и проверьте размер диаметра. Диаметр должен быть около 0,030 дюйма по стороне финиша.
9. При необходимости отрегулируйте глубину резания.
Чистовая токарная обработка на токарном станке, которая следует за черновой обточкой, производит гладкую поверхность и обрезает заготовку до точного размера. Такие факторы, как состояние режущего инструмента, жесткость станка и заготовки, а также скорость токарного станка и скорость подачи, могут повлиять на тип получаемой поверхности.
Процедура:
1. Проверьте, нет ли на режущей кромке режущей кромки зазубрин, прожогов и т. д. Перед выполнением чистового прохода рекомендуется установить режущую кромку в исходное положение.
2. Установите токарный станок на рекомендуемую скорость и скорость подачи. Используемая скорость подачи зависит от требуемой чистоты поверхности.
3. Сделайте небольшой пробный пропил длиной около 0,250 дюйма в правом конце изделия, чтобы получить истинный диаметр, установите насадку режущего инструмента на нужный диаметр и установите градуированное кольцо на нужный диаметр.
4. Остановите станок, измерьте диаметр.
5. Установите глубину резания на половину количества удаляемого материала.
6. Отрежьте 0,250 дюйма, остановите токарный станок и проверьте диаметр.
7. При необходимости отрегулируйте глубину резания и доведите до конца диаметр. Чтобы получить максимально точный диаметр, доведите заготовку до требуемого размера. Если необходимо завершить диаметр пленкой или полировкой, никогда не оставляйте для этой операции более 0,002–0,003 дюйма.
При токарной обработке заготовки более чем на один диаметр. Изменение диаметра или шага известно как плечо.
Три распространенных типа плеча:
1. Квадрат
2. Скругленный уголок
3. Угловой или конический
Процедура:
1. С заготовкой, установленной на токарном станке, разметьте положение уступа от готового конца заготовки. В случае скругленных плеч, вся длина должна быть достаточной для того, чтобы на готовом плече можно было сформировать надлежащий радиус.
2. Поместите острие инструмента на эту отметку и вырежьте небольшую канавку по окружности, чтобы отметить длину.
3. С помощью токарной насадки черновой и чистовой обработайте заготовку примерно на 0,063 дюйма необходимой длины.
4. Установите торцевой инструмент. Наметьте мелом небольшой диаметр заготовки и поднимите режущий инструмент до тех пор, пока он не удалит отметку мелом.
5. Обратите внимание на показания на градуированном кольце рукоятки поперечной подачи.
6. Торцовка под прямым углом к плечу, резка по линии с ручной подачей.
7. Для последовательных резов верните рукоятку поперечной подачи в такое же положение градуированного кольца.
Если требуется скругленный угол, для обработки уступа используется насадка с таким же радиусом. Угловые или скошенные кромки можно получить, установив режущую кромку насадки инструмента на желаемый угол фаски и подав ее к уступу, или установив составной упор на нужный угол.
Обрабатываемые детали обычно обрезаются немного длиннее, чем требуется, и обтачиваются до нужной длины. Торцовка — это операция обработки торцов квадрата заготовки с ее осью. Чтобы получить плоскую квадратную поверхность при торцевании, токарному станку может быть правдой.
Назначение облицовки:
• Для получения истинно плоской поверхности, перпендикулярной оси заготовок.
• Обеспечить точную поверхность для проведения измерений.
• Для обрезки заготовок до необходимой длины.
Рисунок 1. Операция облицовки
Процедура:
1. Переместите стойку инструмента к левой стороне составного упора и установите правую фрезу на правую высоту от центральной точки токарного станка. Составной упор может быть установлен на 30 градусов для точной торцевой обработки.
2. Установите заготовку в патрон лицевой стороной. Используйте центр линии в хвостовой части или прямую линейку, если это необходимо для истинности.
3. Вставьте торцевой инструмент.
4. Расположите инструмент немного в стороне от детали.
5. Установите торцевую насадку влево под углом 15-20 градусов. Острие насадки инструмента должно быть ближе всего к заготовке, а сбоку должно быть оставлено пространство.
6. Установите токарный станок на правильную скорость и подачу для диаметра и типа обрабатываемого материала.
7. Перед включением станка поверните шпиндель вручную, чтобы убедиться, что детали не мешают вращению шпинделя.
8. Запустите токарный станок и поднесите резец как можно ближе к центру станка.
9. Переместите каретку влево с помощью маховика, пока не начнется мелкий рез.
10. Подайте насадку режущего инструмента внутрь к центру, повернув рукоятку поперечной подачи. Если для подачи режущего инструмента используется механическая поперечная подача, каретка должна быть зафиксирована в этом положении.
11. Повторяйте процедуры 6, 7 и 8, пока заготовка не будет отрезана до нужной длины. 12. На заготовке после торцовки останется острая кромка, которую следует сломать напильником.
Сверло
Spotting Tool используется для проделывания неглубокого V-образного отверстия в центре заготовки. Предоставляет руководство для выполнения упражнения. Отверстие можно быстро и достаточно точно обнаружить с помощью центрирующего сверла. Для максимальной точности следует использовать насадку для определения местоположения.
Рис. 2. Инструмент Центр/Точка
Процедура:
1. Правильно установите заготовку в патрон.
2. Установите сверлильный патрон в заднюю бабку.
3. Убедитесь, что хвостовик сверлильного патрона надежно закреплен в задней бабке.
4. Переместите и зафиксируйте заднюю бабку в желаемом положении.
5. Перед включением станка поверните шпиндель вручную, чтобы убедиться, что детали не мешают вращению шпинделя.
6. Установите токарный станок на правильную скорость для типа материала, который будет точечным или центрирующим сверлом.
7. Просверлите отверстие центровым сверлом. 8. Отметьте отверстие с помощью зенковки или центрирующего сверла.
Рисунок 3. Сверло
Процедура:
1. Установите сверлильный патрон в заднюю бабку.
2. Правильно установите заготовку в патрон.
3. Проверьте центр инструмента и убедитесь, что он находится на одной линии.
4. Убедитесь, что хвостовик сверлильного патрона надежно закреплен в задней бабке.
5. Переместите и зафиксируйте заднюю бабку в желаемом положении.
6. Перед включением станка поверните шпиндель вручную, чтобы убедиться, что детали не мешают вращению шпинделя.
7. Начните отверстие с помощью установочного или центрирующего сверла.
8. При использовании центрирующего сверла всегда используйте вместе с ним смазочно-охлаждающую жидкость.
9. Центровочное сверло режется не так легко, как сверло, поскольку оно имеет неглубокие канавки для дополнительной жесткости.
10. Просверлите всю конусность, чтобы создать воронку для направления сверла.
11. Установите сверло в шпиндель задней бабки, в сверлильный патрон или в держатель сверла.
12. Установите токарный станок на скорость, соответствующую типу обрабатываемого материала.
13. Запустите токарный станок и просверлите требуемую глубину в соответствии с планом чертежа, применяя смазочно-охлаждающую жидкость.
14. Для измерения глубины отверстия используйте градуировку на шпинделе задней бабки или стальную линейку для измерения глубины.
15. С помощью сверла с просверленным отверстием удалите стружку и измерьте глубину отверстия.
16. При сверлении снимайте материал не более чем на один или два диаметра сверла, прежде чем отступать, очищать стружку и повторно наносить смазочно-охлаждающую жидкость.
17. Если сверло скрипит о приклад, нанесите больше смазочно-охлаждающей жидкости.
18. Чтобы снять сверлильный патрон с задней бабки, потяните его назад примерно на четверть оборота больше, чем он может легко выдвинуться.
19. Используйте штифт, чтобы выдавить патрон из цанги.
Растачивание — это операция по увеличению и точной чистовой обработке отверстий. Обработка отверстия путем удаления материала с внутренних поверхностей однолезвийной фрезой. Отверстия специального диаметра, для которых нет сверл, могут быть получены путем растачивания.
Растачивание использует одноточечный режущий инструмент для увеличения отверстия. Эта операция обеспечивает более точное и концентрическое отверстие, в отличие от сверления.
Поскольку фреза выходит из станка из расточной оправки, инструмент не так хорошо поддерживается, что может привести к вибрации. Чем глубже скучная операция, тем хуже болтовня. Чтобы исправить это:
1. Уменьшите скорость вращения шпинделя.
2. Увеличьте подачу.
3. Нанесите больше смазочно-охлаждающей жидкости.
4. Укоротить выступ расточной оправки.
5. Отшлифуйте меньший радиус на конце инструмента.
Процедура:
1. Установите заготовку в патрон.
2. Обработайте, наметьте и просверлите отверстие в заготовке.
3. Проверьте, достаточно ли зазора у расточной оправки.
Если отверстие слишком маленькое для расточной оправки, стружка застрянет во время обработки и сместит оправку от центра.
4. Убедитесь, что острие сверлильного инструмента является единственной частью фрезы, контактирующей с внутренней поверхностью заготовки.
5. Если угол не обеспечивает достаточную торцевую зачистку, замените фрезу на другую с более острым углом.
6. Расположите оправку так, чтобы острие фрезы совпадало с центральной линией заготовки.
7. Инструмент, расположенный не на одной линии с центром заготовки, будет волочиться по поверхности заготовки, даже если имеется достаточный задний задний угол.
8. Выберите расточной оправку как можно большего размера, чтобы она выступала за пределы держателя только на глубину отверстия, которое нужно расточить.
9. Установите держатель и расточной инструмент с резцом на левой стороне резцедержателя и вращайте заготовку.
10. Установите сверло в центр.
Примечание. В зависимости от жесткости установки буровой резец будет иметь тенденцию пружинить вниз при приложении давления к режущей кромке. Установив сверло немного выше центра, была сделана компенсация направленной вниз пружины, и сверло будет фактически располагаться точно по центру заготовки во время операций обработки.
11. Установите токарный станок на правильную скорость резания и подачу. а. Примечание. В качестве скорости подачи выберите среднюю скорость подачи.
12. Нанесите смазку на отверстие перед включением машины.
13. Включите станок и переместите инструмент в предварительно просверленное отверстие.
14. Запустите токарный станок и медленно перемещайте расточный инструмент, пока он не коснется внутреннего диаметра отверстия.
15. Сделайте небольшой разрез (около 0,003 дюйма) длиной около -375.
16. Остановите токарный станок и измерьте диаметр отверстия, используя телескопический калибр или микрометр.
17. После измерения отверстия определите количество материала, которое необходимо удалить из отверстия. Оставьте около 0,020 на чистовом пропиле.
18. Запустите токарный станок и выполните черновую обработку.
19. Подайте расточной оправку в заготовку, снимая примерно 0,020 на каждом проходе.
20. Выньте борштангу, как только будет достигнута нужная глубина.
21. Повторяйте шаги 19 и 20, пока не будет достигнут требуемый диаметр внутреннего отверстия.
22. После завершения черновой обработки остановите токарный станок и выньте резец из отверстия, не перемещая рукоятку поперечной подачи.
23. Установите глубину чистового пропила и просверлите отверстие до нужного размера. Для хорошего качества поверхности рекомендуется мелкая подача.
24. При последнем проходе остановитесь на нужной глубине и верните фрезу к центру заготовки. Это будет обращено к задней части отверстия.
25. Выньте борштангу из станка и остановите станок.
Рисунок 4. Растачивание на токарном станке
1. Накатка – это выпуклость на поверхности заготовки, создаваемая двумя закаленными валками.
2. Накатка обычно имеет одну из двух форм: ромбовидную или прямую.
3. Обычные накатки бывают мелкими, средними или крупными.
4. Ромбовидный рисунок образован правой и левой спиралью, установленной в самоцентрирующейся головке.
5. Используется для улучшения внешнего вида детали и обеспечения хорошей поверхности захвата для рычагов и рукояток инструментов.
6. Обычные накатки бывают мелкими, средними или крупными.
7. Прямой профиль, образованный двумя прямыми роликами, используется для увеличения размера детали для прессовой посадки в легких условиях эксплуатации.
8. Используются три основных типа державок для накатки: державка с шарнирным соединением, державка с вращающейся головкой и державка с двух сторон.
9. Накатка лучше всего работает на заготовках, установленных между центрами.
10. Накатки не режут, а смещают металл под высоким давлением.
11. Смазка более важна, чем охлаждение, поэтому подойдет масло для резки или смазочное масло.
12. Для накатки используются низкие скорости (примерно такие же, как при нарезании резьбы) и подача от 0,010 до 0,020 дюйма.
13. Накатка должна быть отцентрована на заготовке вертикально, а державка с накаткой должна располагаться вровень с заготовкой.
14. Следует сделать накатку из мягкого металла примерно на половину глубины и проверить шаблон.
15. На тонкой заготовке может потребоваться несколько проходов, чтобы выполнить накатку, поскольку инструмент имеет тенденцию отталкивать ее от накатки.
16. Между проходами следует очищать накатку проволочной щеткой.
Рисунок 5. Накатка
Процедура:
1. Установите накатной инструмент в держатель инструмента и отрегулируйте его точно по средней линии шпинделя токарного станка.
2. Расположите и закрепите накатной инструмент под углом 90 градусов к поверхности с накаткой.
3. Переместите каретку токарного станка вручную и найдите область на заготовке, которую нужно накатать.
4. Поверните накатную головку, чтобы указать правильный набор накаток.
5. Расположите накатку у правого края заготовки так, чтобы половина накатки соприкасалась с правым краем заготовки.
6. Нанесите на заготовку смазочно-охлаждающую жидкость.
7. Поверните шпиндель примерно на 100 об/мин и используйте маховик поперечной подачи, чтобы ввести накатной инструмент в работу. Это должно быть примерно 0,030 дюйма или до тех пор, пока накатка не сформирует хороший рисунок.
8. Включите силовую подачу станка, чтобы переместить каретку к передней бабке со скоростью подачи от 0,010 до 0,020 дюйма за оборот.
9. При необходимости нанесите масло и почистите поверхность с накаткой жесткой щеткой, чтобы удалить стружку с наката.
10. Когда накатка достигнет конца области с накаткой, измените направление подачи каретки на противоположное и вставьте накатку в работу еще на 0,005–0,010 дюйма.
11. Продолжайте накатывать взад-вперед, пока не образуется острый ромб.
Назначение отрезки и проточки:
Бывают случаи, когда вам может понадобиться отрезать кусок от конца заготовки или вырезать канавку в заготовке.
Нарезка канавок, обычно называемая проточкой, подрезкой или сужением, часто выполняется на конце резьбы, чтобы обеспечить полный ход гайки до заплечика или на краю заплечика для обеспечения надлежащей посадки сопрягаемых деталей. Существует три типа канавок: квадратные, круглые и U-образные.
Закругленные канавки обычно используются там, где есть нагрузка на деталь, а прямоугольный угол может привести к разрушению металла.
Процедура:
1. Выберите насадку нужного размера и формы требуемой канавки.
2. Наметьте расположение паза.
3. Установите токарный станок на половинную скорость для токарной обработки.
4. Установите заготовку на токарный станок.
5. Установите насадку на центральную высоту.
6. Медленно вставьте насадку в заготовку с помощью рукоятки поперечной подачи.
7. Нанесите большое количество смазочно-охлаждающей жидкости на острие режущего инструмента. Для того, чтобы рез не слепил канавку. Если появляется вибрация, уменьшите скорость вращения шпинделя.
8. Остановите токарный станок и проверьте глубину паза.
9. Повторяйте процедуры 6-7, пока заготовка не будет прорезана на нужную глубину.
Рисунок 6. Вырезание канавки
Отрезные инструменты, часто называемые отрезными инструментами, используются для резки заготовки. Существует три типа разделительных инструментов. Инструмент для разделения состоит из прямого держателя, чаще всего используются вставные лезвия со смещением влево и вправо.
Существуют две распространенные проблемы при расставании: дребезжание и сжатие. Стук возникает, когда инструмент удерживается недостаточно прочно, любой люфт в инструменте, держателе или любой части самого токарного станка делает резку трудной, неравномерной и часто невозможно. Втягивание означает, что инструмент стремится врезаться в заготовку, а также перелезать через верхнюю часть режущей кромки. Это обычно ломает бит инструмента или разрушает заготовку. Заедание обычно происходит, когда инструмент для разделения установлен слишком высоко или слишком низко.
• Отрезные инструменты уже, но глубже, чем токарные инструменты. Отрезные инструменты используются для создания узких канавок и отрезания частей заготовки.
• Держатель инструмента должен едва касаться заготовки, когда установлен отрезной инструмент.
• Убедитесь, что инструмент для разделения перпендикулярен оси вращения.
• Убедитесь, что кончик инструмента находится на той же высоте, что и центр заготовки. В этом может помочь удерживание инструмента напротив лицевой стороны детали.
• Установите высоту инструмента, приложите его к поверхности детали и зафиксируйте инструмент на месте. Не забывайте наносить смазочно-охлаждающую жидкость, особенно при глубоком разрезе.
Рисунок 7. Разделение
Процедура:
1. Установите заготовку в патрон так, чтобы отрезаемая часть находилась как можно ближе к патрону.
2. Установите отрезной инструмент с левой стороны составной опоры, установив режущую кромку по центру.
3. Поместите держатель как можно ближе к резцедержателю, чтобы предотвратить вибрацию и дребезжание.
4. Отрегулируйте насадку инструмента. Наконечник инструмента должен выступать из держателя на расстояние, равное немногим больше половины диаметра заготовки. Отрегулируйте число оборотов в минуту (об/мин) примерно на ⅔ скорости вращения.
5. Отметьте место разреза.
6. Переместите режущий инструмент на место.
7. Запустите токарный станок и рукой медленно подайте отрезной инструмент в заготовку. Возьмитесь за рукоятку поперечной подачи обеими руками, чтобы подавать устойчиво и равномерно. Нанесите большое количество смазочно-охлаждающей жидкости.
8. Когда заготовка составляет около ¼ дюйма, рекомендуется немного сдвинуть инструмент для разделения в сторону. Это боковое движение делает рез немного шире, чтобы предотвратить заедание инструмента.
9. Во избежание вибрации держите режущий инструмент и постоянно применяйте смазочно-охлаждающую жидкость во время работы. Медленно подавайте, когда деталь почти отрезана.
10. Продолжайте продвигать инструмент, пока он не достигнет центра заготовки. По мере приближения заготовка подвешивается на тонком металлическом стержне.
11. Конец заготовки, которую вы обрезаете, обычно будет иметь довольно шероховатую поверхность и небольшой выступ металла на конце. См. рисунок 19 ниже.
12. Последний шаг – установить эту деталь в патрон и сделать торцевой разрез, чтобы зачистить конец. Одна из проблем на этом этапе заключается в том, что кулачки патрона могут повредить готовую заготовку. Если вы внимательно посмотрите на рисунок 20 ниже, вы сможете увидеть отпечаток кулачков патрона. Чтобы избежать этого, вы можете обернуть заготовку тонкой полоской эмори или аналогичного защитного материала, прежде чем зажимать ее.
Для получения параллельного диаметра при механической обработке между центрами важно, чтобы два центра токарного станка находились на одной линии друг с другом и совпадали с центральной линией токарного станка. Если центр не выровнен, обрабатываемая деталь будет конусообразной.
Существует три метода центровки токарных станков:
1. Совместив центральные линии задней части задней бабки друг с другом. Это только визуальная проверка и, следовательно, не для точной.
2. Метод пробного надреза, при котором с каждого конца изделия делается небольшой надрез, а диаметр измеряется микрометром.
3. Выровняйте центры с помощью циферблатного индикатора.
Способ 1. Выровнять центры, отрегулировав заднюю бабку.
Процедура:
1. Ослабьте зажим задней бабки или рычаг.
2. Ослабьте один из регулировочных винтов с левой или правой стороны, в зависимости от направления перемещения задней бабки. Затяните другой регулировочный винт, пока линия на верхней половине задней бабки точно не совпадет с линией на нижней половине.
3. Затяните ослабленный регулировочный винт, чтобы зафиксировать обе половины задней бабки на месте.
4. Зафиксируйте зажимную гайку или рычаг задней бабки.
Способ 2. Выровнять по центру методом следового разреза.
Процедура:
1. Сделайте небольшой надрез примерно 0,010 до истинного диаметра от секции A на конце задней бабки длиной 0,250 дюйма.
2. Остановите подачу и запишите показания на градуированном кольце рукоятки поперечной подачи.
3. Переместите режущий инструмент ближе к концу передней бабки.
4. Приблизьте режущий инструмент к той же настройке бурта, что и в шаге 1 (Раздел A).
5. Верните режущий инструмент в то же положение, что и в шаге 1. (Раздел A)
6. Отрежьте отрезок длиной 0,250 в секции B и затем остановите токарный станок.
7. Измерьте оба диаметра микрометром.
8. Если оба диаметра не одного размера, отрегулируйте заднюю бабку по направлению к режущему инструменту или от него на половину разницы между двумя показаниями.
9. Сделайте еще один легкий надрез в секциях A и B. Измерьте эти диаметры и при необходимости отрегулируйте заднюю бабку.
Способ 3. Выравнивание центров с помощью циферблатного индикатора.
Процедура:
1. Очистите токарный станок и рабочие центры и установите циферблатный индикатор.
2. Плотно отрегулируйте испытательный стержень между центрами и затяните зажим шпинделя задней бабки.
3. Установите циферблатный индикатор на стойку инструмента или каретку токарного станка. Убедитесь, что плунжер индикатора параллелен станине станка, а точка контакта находится в центре.
4. Отрегулируйте поперечный салазок так, чтобы индикатор показывал примерно 0,025 дюйма на конце задней бабки.
5. Переместите каретку вручную, чтобы контрольный индикатор совпал с диаметром на конце передней бабки, и запишите показания контрольного индикатора.
6. Если показания обоих контрольных индикаторов не совпадают. Отрегулируйте заднюю бабку с помощью регулировочного винта, пока индикатор не зарегистрирует одинаковые показания на обоих концах.
Для расчета конусности на фут (tpf). Необходимо знать длину конуса, большой и малый диаметр.
Рисунок 10. Основная часть дюймового конуса
Формула:
Tpf = ((D-d) / длина конуса) x 12
Пример:
Tpf = ((1,25 – 1) / 3) x 12 = (0,25 / 3) x 12 = 1 дюйм
При расчете смещения задней бабки необходимо знать конусность на фут и общую длину заготовки.
Рисунок 11. Размер заготовки с конусом
Формула:
Смещение задней бабки = (tpf x общая длина заготовки) / 24
Пример:
1. Найти tpf:
tpf = ((1,125 – 1) x 12) / 3 = (0,125 x 12) / 3 = 0,50 дюйма
2. Найдите смещение задней бабки:
Смещение задней бабки = (0,5 x 6) / 24 = 3 / 24 = 0,125 дюйма
В некоторых случаях, когда нет необходимости определять конусность на фут, можно использовать следующую упрощенную формулу.
Формула:
Смещение задней бабки = (OL / TL) x ((D-d) / 2)
OL = Общая длина заготовки
TL = длина конической части
D = конец большого диаметра
d = конец малого диаметра
Пример:
Смещение задней бабки = (6/3) x ((1,125-1)/2) = 0,125
Использование составного остатка для изготовления коротких или крутых конусов. Инструментальная насадка должна подаваться вручную, используя комбинированную рукоятку подачи.
Процедура:
1. Обратитесь к чертежу, чтобы узнать величину требуемого конуса в градусах.
2. Ослабьте стопорные винты составного упора.
3. Поверните составную опору на нужный угол. (см. первое изображение)
4. Затяните стопорные винты составного упора.
5. Отрегулируйте насадку инструмента по центру и подайте насадку режущего инструмента, используя винт подачи составного упора.
6. Проверьте конус на размер и посадку.
Рис. 12. Операция токарной обработки конуса
1. Циферблат или контрольный индикатор следует использовать всякий раз, когда диаметр механической обработки должен быть выровнен с точностью до тысячных долей дюйма.
2. Процедура:
3. Вставьте заготовку в 4-кулачковый патрон и приблизительно выровняйте ее, используя метод мела или рейсмуса.
4. Установите индикатор в резцедержатель токарного станка.
5. Установите шпиндель индикатора в горизонтальное положение, установив точку контакта на центральную высоту.
6. Поднесите точку индикатора к диаметру заготовки так, чтобы она находилась примерно на 0,020, и проверните шпиндель токарного станка вручную.
7. При вращении токарного станка отмечайте максимальное и минимальное показания на циферблатном индикаторе.
8. Слегка ослабьте кулачок патрона при самом низком показателе и затяните кулачок при максимальном показателе до тех пор, пока заготовка не переместится на половину разницы между показаниями двух индикаторов.
Сторона 1. Левая и правая сторона
9. Продолжайте регулировать только эти две противоположные губки, пока индикатор не зарегистрирует на обеих губках. На показания индикатора работы между этими двумя кулачками не обращайте внимания.
10. Таким же образом отрегулируйте другой набор противоположных кулачков, пока индикатор не зарегистрирует то же самое в любой точке по окружности заготовки.
Программное реле времени ТПК-6 предназначено для автоматической коммутации электрических цепей по вводимой пользователем временной программе. Реле имеет 6 независимых выходных каналов. Отработка программы начинается сразу после подачи питания либо при нажатии кнопки или замыкании контактов. Пуск, останов и обнуление текущего времени реле может осуществляться как при помощи кнопок на корпусе, так и дистанционно – замыканием соответствующих контактов. Реле может работать как в режиме однократной отработки записанной программы, так и в циклическом режиме. Возможна работа в режиме секундомера. Дискретность программы (минимальный интервал между двумя смежными командами) — 1 с. Длительность записываемой программы (длительность цикла в циклическом режиме) – от 1 с до 999 час. 59 мин. 59 с. Максимальное число вводимых команд (ячеек памяти) — 500. Вид выходных устройств в каналах реле – переключающие “сухие” контакты (см. маркировку на корпусе). Тип вводимых команд: “1” — включение канала (замыкание нормально-разомкнутых и размыкание нормально-замкнутых выходных контактов), “0” — отключение канала (размыкание нормально-разомкнутых и замыкание нормально-замкнутых выходных контактов). Реле имеет индикацию состояния выходных каналов.Реле имеет возможность перепрограммирования и контроля введенной программы без отключения нагрузки. В реле имеется возможность отмены исполнения команд без удаления их из памяти. Нагрузочная способность выходных контактов при работе на активную нагрузку: переменное напряжение 220 В с током нагрузки до 10 А — 100000 циклов срабатывания. Погрешность отработки заданного интервала времени при температуре (205) С — не более (1,5х10-5 хТ+0,2) с, где Т – длительность интервала. Питание — сеть переменного тока 220 В, 50 Гц. Мощность, потребляемая от сети переменного тока, — не более 6 Вт. Введенная пользователем программа работы сохраняется в энергонезависимой памяти реле при отключении питания неограниченное время. Погрешность отработки в интервале рабочих температур — не более (6х10-5хТ+0,2) с. Реле размещается в 2-х блоках (далее – «блок 1» и «блок 2»). Габаритные размеры каждого блока — не более 92х90х56 мм, масса — не более 0,5 кг. Реле предназначено для монтажа либо на DIN-рейке, либо на вертикальной стене при помощи шурупов, поставляемых в комплекте.
Универсальные программные реле времени серии «ТПК» предназначены для включения и выключения по вводимой пользователем программе различных электротехнических устройств.
Программа записывается в энергонезависимую память и сохраняется неограниченно долго даже при отсутствии сетевого напряжения.
Реле выпускаются в нескольких модификациях, которые отличаются числом выходных каналов (от 1 до 8), видом запуска программы и наличием либо отсутствием аккумулятора.
Реле времени ТПК-5, ТПК-5КА, ТПК-6, ТПК-6К, ТПК-6КА, ТПК-7, ТПК-7К, ТПК-7КА, ТПК-8, ТПК-8К, ТПК-8КА (Электрические реле). Запуск программы начинается сразу после подачи питания либо после нажатия кнопки или замыкания контактов » «, аккумулятора нет.
Реле могут использоваться для управления вентиляцией, холодильным, нагревательным, испытательным и другим технологическим оборудованием, поливом, освещением т.д.
Любой кто был в городах Юго Восточной Азии обращал внимание на хаос и неразбериху которая нависает над головами прохожих. Это огромное количество проводов — такой вид характерен для всех азиатских стран от Японии до Камбоджи.
По данным «AutoBild» немецкий концерн Mercedes-Benz разрабатывает кардинально новую платформу, которая будет поддерживать широкий диапазон электрических транспортных средств.
3 -2-4. УСТАНОВКА И ПОДКЛЮЧЕНИЕ РЕЛЕ В помещении, где устанавливается реле, не должно быть паров кислот или щелочей, а также токопроводящей пыли После транспортировки распакуйте реле и выдержите его в нормальных климатических условиях не менее 12 часов Закрепите оба блока реле на DIN-рейке либо шурупами на другой опорной поверхности. Реле должно быть защищено от попадания влаги и грязи. Монтаж выходных контактов реле вести гибким проводом сечением от 1,0 до 2,5 мм 2. Монтажные провода должны быть надежно закреплены и не иметь возможности перемещения Подсоедините провода, по которым подается питание на каждый из блоков реле, к контактам 220 В, 50 Гц Соедините между собой следующие контакты: контакт блока 1 с контактом блока 2, контакт 5 блока 1 с контактом 5 блока 2, контакт 6 блока 1 с контактом 6 блока К контактам обоих блоков подключите нагрузку соответствующего канала с учетом данных, указанных в п.2.5. Выходные контакты каналов 1 4 находятся в блоке 1, а каналов 5 и 6 — в блоке 2. Подайте питание на реле. Для предварительной зарядки аккумулятора оставьте реле включенным в сеть на время не менее 8 час Если требуется дистанционное управление: подсоедините внешнюю цепь управления пуском и остановом реле к контактам, а цепь дистанционного обнуления показаний времени к контактам 0 блока ПРОГРАММИРОВАНИЕ РЕЛЕ Общие положения. В общем случае процесс программирования реле включает в себя следующие этапы. Непосредственно программирование запись в память времен переключения контактов выходных каналов. Ввод длительности цикла только если реле должно работать в циклическом режиме. Ввод текущего времени и состояния выходных каналов только если отработка программы должна начинаться не с начала, а с некоторого промежуточного значения. Примечания. Все органы управления находятся в блоке 1.
Категория: Реле времени
Модели
– Тактические ножи птеродактиля
Туристический нож
Простой дизайн с эргономичной рукояткой и превосходным балансом для повседневного использования или охоты.
Стиль
Размеры
Цена
Мини
5 дюймов OAL 1,75 дюйма CE
$169
Средний
6,25 дюйма OAL 2,5 дюйма CE
$269
Полноразмерный
8″ OAL 3,5″ CE
$369
Raptor
Стильный дизайн Wharnie с превосходной эргономикой и достаточным объемом для выполнения любых задач по резке.
Стиль
Размеры
Цена
Мини
4,9 дюйма OAL 1,5 дюйма CE
$169
Средний
6″ OAL 2,25″ CE
$269
Полноразмерный
8″ OAL 3,5″ CE
$369
Безымянный
Безымянный — это модифицированная версия Raptor с изящным и элегантным дизайном.
Стиль
Размеры
Цена
Мини
5 дюймов OAL 1,5 дюйма CE
$169
Средний
6″ OAL 2,25″ CE
$269
Полноразмерный
8″ OAL 3,5″ CE
$369
Tanto
Классическая форма лезвия Tanto с жестким поворотом.
Стиль
Размеры
Цена
Мини
5 дюймов OAL 1,5 дюйма CE
$169
Средний
6″ OAL 2,25″ CE
$269
Полноразмерный
8″ OAL 3,5″ CE
$369
Американский самурай
Классический японский стиль сочетается с американской ручной работой.
Стиль
Размеры
Цена
Мини
5,5 дюйма OAL 2 дюйма CE
$179
Полноразмерный
7,75 дюйма OAL 3 дюйма CE
$299
TactiCleaver
Это лезвие EDC имеет базовый профиль Cleaver с бесконечным использованием.
Стиль
Размеры
Цена
Мини
5 дюймов OAL 1,5 дюйма CE
$169
Средний
6″ OAL 2,25″ CE
$269
Полноразмерный
8″ OAL 3,5″ CE
$369
Тактический скальпель
Тактический скальпель чрезвычайно эргономичен, имеет тонкий профиль, который буквально тает в руке.
Стиль
Размеры
Цена
Полноразмерный
6″ OAL 1,75″ CE
$199
Скальпель с кольцами
Вариант оригинального скальпеля, но с добавлением кольца для более надежного захвата во всех ваших задачах EDC.
Стиль
Размеры
Цена
Полноразмерный
6,5 дюйма OAL 1,75 дюйма CE
$269
Боуи
Форма клинка Боуи с тактическим изгибом.
Стиль
Размеры
Цена
Мини
5 дюймов OAL 1,75 дюйма CE
$169
Средний
6,25 дюйма OAL 2,5 дюйма CE
$269
Полноразмерный
8″ OAL 3,5″ CE
$369
Повышенная активность тирозинпротеинкиназы при волосатоклеточном и моноцитарном лейкозах
. 1992 июнь; 303(6):387-91.
doi: 10.1097/00000441-199206000-00006.
E E Нижний 1 , R S Franco, O J Martelo
принадлежность
1 Кафедра внутренних болезней, Университет Цинциннати, Медицинский колледж, Огайо.
PMID:
1605167
DOI:
10.1097/00000441-199206000-00006
E E Lower и др.
Am J Med Sci.
1992 июня
. 1992 июнь; 303(6):387-91.
doi: 10. 1097/00000441-199206000-00006.
Авторы
E Нижний 1 , Р. С. Франко, О. Дж. Мартело
принадлежность
1 Кафедра внутренних болезней, Университет Цинциннати, Медицинский колледж, Огайо.
PMID:
1605167
DOI:
10.1097/00000441-199206000-00006
Абстрактный
Тирозиновые протеинкиназы (TPK) помогают регулировать рост и дифференцировку клеток. Несколько протоонкогенов кодируют белковые продукты с ассоциированной тирозинкиназной активностью. Анализ активности ТПК проводили в клеточных экстрактах с использованием синтетического пептидного субстрата и [32P] аденозинтрифосфата (АТФ). Активность ТПК была повышена в клетках К-562, которые обладают амплифицированным онкогеном c-abl, по сравнению с нормальными мононуклеарными клетками крови (К-562 = 90,37 +/- 1,72 [среднее +/- стандартное отклонение] пмоль АТФ/10(6) клеток/мин; нормальный = 1,14 +/- 0,46, р менее 0,01). Активность ТПК измеряли в мононуклеарных клетках периферической крови пациентов с волосатоклеточным лейкозом (ВКЛ), миеломоноцитарным лейкозом (МОЛ), острым миелобластным лейкозом (ОМЛ) и хроническим лимфолейкозом (ХЛЛ). У пациентов с клинически активным заболеванием повышенная активность TPK была измерена в мононуклеарных клетках у пяти пациентов с HCL (диапазон 3,76-24,15) и у семи пациентов с MOL. Эти повышенные уровни, по-видимому, соответствовали активности заболевания, поскольку низкие уровни активности TPK были измерены у пациентов с неактивным (леченным) заболеванием. Низкие уровни ТПК были измерены в мононуклеарных клетках активных пациентов с ОМЛ и ХЛЛ. Повышенные уровни TPK у пациентов с HCL и MOL могут отражать сверхэкспрессию протоонкогена или повышенную активность фактора роста в незрелых или быстро делящихся лейкозных клетках. Серийные уровни TPK у пациентов с HCL и MOL коррелировали с изменением активности заболевания.
Похожие статьи
Ассоциация фосфорилирования белка тирозина с дифференцировкой В-клеток, индуцированной 12-О-тетрадеканоилфорбол-13-ацетатом (ТРА).
Курацунэ Х., Овада М.К., Токумине Ю., Тагава С., Нодзима Дж., Шибано М., Нисимори Ю., Морита Т., Матии Т., Китани Т.
Курацунэ Х. и др. Лейкемия. 1990 окт; 4 (10): 700-3. Лейкемия. 1990.
PMID: 2214873
Тирозиновые протеинкиназы и их субстраты в клетках лейкемии человека.
Викремасингхе Р.Г., Пига А., Мире А.Р., Тахери М.Р., Яксли Д.К., Хоффбранд А.В.
Wickremasinghe RG, et al. Лейк Рез. 1985;9(12):1443-50. doi: 10.1016/0145-2126(85)
-7. Лейк Рез. 1985.
PMID: 4079454
Тирозинкиназная активность протеинкиназы в нормальных и лейкемических клетках крови человека.
Punt CJ, Rijksen G, Vlug AM, Dekker AW, Staal GE.
Пунт CJ и др. Бр Дж Гематол. 1989 г., сен; 73 (1): 51-6. doi: 10.1111/j.1365-2141.1989.tb00219.x. Бр Дж Гематол. 1989.
PMID: 2803978
Мутированные тирозинкиназы как терапевтические мишени при миелоидных лейкозах.
Саттлер М., Шайен Б., Вайсберг Э., Гриффин Д.Д.
Саттлер М. и др. Adv Exp Med Biol. 2003;532:121-40. дои: 10.1007/978-1-4615-0081-0_11. Adv Exp Med Biol. 2003.
PMID: 12908554
Обзор.
Клинические, гистопатологические и иммуногистохимические корреляции при кожном лейкозе.
M09400 Молоток с деревянной ручкой (орех), 400 гр.
СПЕЦИФИКАЦИЯ
Код товара
47950
Количество в упаковке
1
Артикул
M09400
Штрих-код
4719152121957
Страна производитель
ТАЙВАНЬ (КИТАЙ)
ОПИСАНИЕ
Молоток – один из древнейших инструментов человечества, используемый, когда физической силы оператора недостаточно для выполнения некоторых видов работ. Молотки JONNESWAY® серии «М09» — изделия привычного нам, самого распространенного, «немецкого» типа, применяемые для работ общего назначения. Инструменты изготовлены по стандарту DIN 1041, полностью отвечают техническим условиям ГОСТ 2310-77. Боек молотка закален до твердости 55-58 HRC, носок — 44-46 HRC. Эргономичная рукоятка изготовлена из американского орешника – гикори — материала, обладающего наибольшим декрементом затухания колебаний среди всех материалов, используемых для изготовления ручек молотков.
Инструменты режущего и ударно-режущего действия компании JONNESWAY® ENTERPRISECO., LTD., по уровню исполнения относятся к изделиям класса PROFESSIONAL, применяются для производства слесарных персоналом, имеющим соответствующую квалификацию, знакомым с правилами техники безопасности, условиями эксплуатации и навыками работы.
На изделия режущего и ударно-режущего действия JONNESWAY® распространяется понятие «ОГРАНИЧЕННАЯ ГАРАНТИЯ», что связано с повышенным износом при их использовании. Срок поддержания гарантийных обязательств для этой группы инструментов производителем не предусмотрен, за исключением случаев первичного выявления дефектов, делающих использование инструмента невозможным и являющихся следствием нарушения технологических процессов при производстве. Детали изделий, изготовленные из природных материалов, обслуживанию по гарантийным условиям не подлежат.
Также не подлежат обслуживанию по гарантийным условиям изделия, вышедшие из строя в результате:
Нагрузок, превышающих расчетные.
Применения с нарушением технологии.
Воздействий, не связанных с выполнением основных функций изделия.
Нарушений правил хранения, обслуживания и применения.
Естественного износа.
Износа обслуживаемых поверхностей.
В этой связи, производитель настоятельно рекомендует:
1) Подбирать и использовать инструмент согласно производимой работе, по применяемой технологии и строго по назначению.
2) Правильно и своевременно обслуживать инструмент.
3) По окончании работ очищать инструмент от загрязнений.
4) Не допускать падения инструмента с большой высоты на твердую поверхность
5) Не допускать длительное хранение инструмента в условиях высокой влажности или иных агрессивных к материалам изделия средах.
Претензии по данной гарантии не принимаются к рассмотрению в случаях невозможности подтверждения квалификации пользователя, наличия признаков неправильного применения и внесения изменений в конструкцию изделий.
Производитель оставляет за собой право определения причины выхода из строя изделия (из-за некачественного материала, человеческого фактора или по иным причинам).
Права по настоящей гарантии ограничиваются первоначальным потребителем и не распространяются на последующих.
Для улучшения борьбы с алтеем и некоторыми другими широколиственными сорняками перед закладкой широких посевов, паров, а также в коммерческих, промышленных и коммунальных зонах, в баковой смеси с гербицидами.
Особенности и преимущества:
• Совместимость с широким спектром продуктов для подавления роста сорняков • Быстрое подавление широколиственных сорняков перед посевом при смешивании с гербицидами (на основе глифосата, параквата или глюфосината) • Отсутствие ограничений по посадке для гибкости в подборке культур • Стойкость к дождю за один час, что идеально подходит для различных условий
Вспомогательный материал:
Наверх
Gedore 8586410 4 Молот инженера E-400, 400 г
Бесплатная доставка свыше 75 долларов США*
ПРИМЕЧАНИЕ. Название и описание продукта заменяют изображенное на нем изображение. Картинка, предоставленная производителем, не всегда точна. Мы можем использовать одно и то же изображение для разных размеров товара.
Прейскурантная цена: $35,70
$30,35
(пока отзывов нет)
Написать рецензию
Gedore
Инженерный молоток Gedore 4 E-400, 400 г
Рейтинг Обязательно
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя Обязательно
Электронная почта Обязательно
Тема отзыва Обязательно
комментариев Обязательно
Наличие на складе:
0 В наличии. Возможен заказ
Артикул:
ГР8586410
Наличие:
0Инвентарь США
Описание
Информация о гарантии
Атрибуты
Gedore 4 E-400 Инженерный молоток, 400 г
Кованая головка молотка DIN 1041 С рукояткой из ясеня по DIN 5111
Гарантия Gedore (Сокращенная)
Компания GEDORE гарантирует Покупателям, приобретающим Продукт по каталогу, веб-сайту GEDORE или у авторизованного дилера GEDORE для использования в своей профессии, что Продукт не будет иметь дефектов изготовления и материалов. Гарантия на инструменты контроля крутящего момента марки GEDORE составляет двенадцать (12) месяцев с даты покупки и до 5000 циклов крутящего момента (после чего GEDORE рекомендует повторную калибровку). Гарантия на расходные материалы распространяется только на дефекты изготовления или материалов, препятствующие их использованию. Для целей настоящей Гарантии Расходные материалы определяются как Продукты, которые, как разумно ожидать, будут израсходованы или повреждены во время использования, включая, помимо прочего, сверла, полотна для пил и ножей, шлифовальные и шлифовальные диски, лезвия для ножей, напильники, датчики и батареи. . Настоящая Гарантия распространяется только на первоначального Клиента и не может быть передана или переуступлена какой-либо третьей стороне.
Компания GEDORE, по своему усмотрению, отремонтирует или заменит Продукцию из-за дефектов изготовления или материалов или возместит ущерб, возместив или зачислив Клиенту сумму, равную покупной цене такой Продукции. Ремонт, замена или возмещение Продуктов осуществляется по выбору и за счет ГЕДОРЕ и является единственным и исключительным средством правовой защиты Клиента вместо любых и всех других прав и средств правовой защиты, которые в противном случае могут быть у Клиента. Для получения Гарантийного обслуживания Клиент должен следовать процедурам Возврата Продукта, изложенным в Параграфе 6 ниже. GEDORE не несет ответственности за Товары, которые были утеряны или повреждены во время возврата. Клиенту рекомендуется: (1) отправить возвращенный Продукт с номером отслеживания или подтверждением доставки; (2) использовать перевозчика, предлагающего отслеживание доставки для всех возвратов; и (3) либо застраховать Продукт во время доставки, либо объявить полную стоимость доставки, чтобы Клиент был защищен в случае потери или повреждения Продукта во время доставки. GEDORE не несет ответственности за ремонт, замену или возмещение Продукта без действительного подтверждения покупки или доставки.
Гарантия, описанная выше, применяется только в том случае, если Продукт подвергался нормальному использованию, и не распространяется на дефекты или отказы, возникшие в результате неправильного использования, неразумного использования, неправильного использования, неправильного использования, несчастного случая, изменения, модификации, небрежного обращения, отсутствия обслуживания, использовать после значительного износа Продукта или когда ремонт Продукта производился или пытался производиться лицами, отличными от GEDORE (совместно именуемые «Злоупотребление»).
в современном мире, ощущаем что, побольше нуждаемся в инструменты для монтажей и строительных работ. Дрель шуруповерт один из популярных устройств для более подробных дел. Все знаем что, изобретены новые устройства чтобы, упростить и ускорить задачы требуется пременять устройства для точных дел. В этой статье ознакомим вас с дрель шуруповертом. Вы будете знать история появления этого инструмента, конструкция, его режим работы и все, нужно знать про дрель шуруповерт.
История появления дрель
Очевидно, дрель является самым популярным и распространенным инструментом в современном мире, это устройство широко используется при строительстве и при многих и других работах. Дрель добилася побупорности не в современном мире. около 35000 лет назад чувствовали потребность к этому инструменту. Люди в то время придумали о создании инструмента для сверлении. Архиалогия показывает что, оказавалась потребность к сверлению около 35 000 лет назад, бесспорно тогда не существовало никаких распространенных и специализированных устройств не для сверления и не для других задачей.
Затем более умные люди придумывали новый инструмент под названием сверло для высверления на дереве, камне и других поверхностиях, его закреплялись на палке. Вращались мускульным силом человека с помощью ладоня.
Когда дрель стала изменитым и популярным
Люди использовали дрель с такой простой конструкцией 25 000 лет, но через 25 000 лет, дрель сталь более изнаменитой и добилась популярности с новой модифицированной моделей. Была создана лучковая дрель, она выпольняла задачи побыстрее чем старое сверло, потому что уже не вращалась с помощью ладони, а в ее конструкция добывалось приспобление похоже на обычный охотный лук, таким образом повышалась производительность работы.
Удивительно, в нашем эре узнавали, что раньше приблизительно 9 000 лет назад использовали дрель в медицине.
В странах такие как в Египте эти лучковые дрель использовались повсеместно.
Потом со временем к 3 000 до нашей эры появились новые конструкции, у которых функциональность была лучше и эффективнее работали. Уже разработаны были 200 лет назад дрели для нетолько сверления, но и для бурения и сверления с ударом.
Как вы самы знаете ручные дрели как коловороты уже изобретены не очень давно и севодня мы применяем многие тип дрели с распространенными видами и режимами для разных целей.
Дрель шуруповерт один из широко-используемых инструментов в современном мире. Без такого инструмента уже выпольнение многих дел невозможно. В нижеслуюдующий описываем конструкция дрель шуруповерт и ознакомим вас с основной функцией дрель шуруповерт.
С какой цели применяется дрель шуруповерт❔
Основная цель дрель шуруповерт – закручивание и откручивание крепежей как винтов, шурупов, саморезов и любелей. Конечно как другие видов дрелей она используется и для сверления отверстий.
Севодня многие компании произвоят дрель шуруповерт, но лучшие знаменитые бренды как bosch, Makita, dewalt и еще один бренд как ronix производят качественные дрель шуруповерты. Надежный и качественный инструмент отличается мощным двигателем, прочным корпусом, высокым крутящим моментом и прочным патроном. Спецификация как скорость вращения и высокый крутящий момент делает инструмент перевосходным.
Область применения дрель шуруповерт
Дрель шуруповерт широко используется в строительстве, монтаже и ремонте. И даже этот инструмент важный для каждого дома. При сборке мебели или создании забор для саду или другие дела широко используется дрель шуруповерт. В зависимости от выпольняемых функций, существуют разные дрель-шуруповерты. Ronix один из производителей инструментов предлагает дрель шуруповерт мощная для бытовых нужд и также более мощная для профессионалов. Дель шуруповерт сключительно снабжает опцией реверса, число ступеней регулировки может составять от 10 до 25. а также дает вам возможность регулировать закручивающего усилия.
Независимо от того, где вы собираетесь ее использовать, в мастерских, строительных площадах или дома, аккумулаторные дрель шуруповерты безусловно удобнее и работа с ними легче. Даже стоимость обычно в два раза повыше чем, электрическая дрель шуруповерт. Но, зависимо от аккумулятора, цена различается. Так например литий-ионные модели дорогие аккумуляторы для шуруповертов.
Из чего состоит дрель-шуруповерт
Дрель-шуруповерт состоит из нескольких частей.Наверняка вы все знакомы с нескольких частей. В зависимости от конструкции, редуктор может иметь переключатель регулировки скорости. Корпус в шуруповертов изготавливается из металических сплавов. Но, есть и шуруповерты пластмассовый. Пластмассы обеспечивают малый вес.
Двигатель
конструкция двигатель и его мощность важные и вляющие факторы на двигатель и следовательно на производительность инструмента. Двигатель производит вращательное движение.
Зажимной патрон
патрон – часть шуруповерта, с помощью которой соединяется рабочие насадки с крутящим валом. Существуют две тип патроны. Быстрозажимные и ключевые патроны. Тоже материал патрон может быть из металла и пластика. Быстрозажимные патроны позволят легко заменит сверло или рабочую насадку и работать с ними легче для непрофессиональных. Металические патроны же очень прочный и снабжается профессиональный дрель-шуруповерт патронами из металла.
Планетарный редуктор
Это часть дрель-шуруповерта, которая передает механическую силу от двигателя к шпинделю, на которой установливается патрон шуруповерта.
Переключатель реверса и электронный блок управления с кнопкой пуска:
Особенно дрель-шуруповерты оснащены переключатель реверса.
Аккумуляторная батарея
Аккумуляторная батарея для аккумуляторных шуруповертов является очень важным параметром. Материал его опредляет как долго работает дрель без заряжения.
От чего питает дрель-шуруповерт❔
Вообще не только дрель-шуруповерт но и другие вид дрели и инструменты как шлифовальная машина питают от сети или аккумулятора. Некоторые из них (пневматические дрель-шуруповерты) работают с помощью сжатого воздуха. Есть разницы между этими дрелами. Совсем нельзя сравнивать их потому что область применения различет, но узнавать разныцы между этими дрелами помагает делать лучшую выбор.
Аккумуляторные шуруповерты обычно применяются в не сухие места или где, когда нет доступа к электричества. Цена дрель-шурупрвета обычно выше чем элктрические шуруповерты.
Пневматическая дрель-шуруповерт на самом деле используется в мастерских для монтажных дел. У них производительность выше чем электрическая шуруповерт и аккумуляторная шуруповерт, у них легкий вес, но не можно их легко перемещать из-за того что питают от сжатого воздуха, соединен к ним компрессор воздуха, который не позволит перемещению.
Электрические дрель-шуруповерты всегда популярными были между пользователей. они оснащены шунуром питания, но люди предпочтительно используют электродрели в местах с возможностью подключения к розетке переменного тока.
Оснавные характеритики дрель-шуруповерта
Крутящий момент
Крутящий момент опредляет настолько быстро может дрель-шуруповерт закрутить винтов и шурупов с большими диаметрами. Также диаметр просверливаемого отверстия в деревесине, стали или бетоне завистит от крутящего момента. В сетевых шуруповертов величина крутящего момента опредляется потребляемой или выходной мощностью инструмента.
Несколько видов максимального крутящего момента различают : — Продолжительный – крутящий момент, который развивает инструмент во время продолжительного вращения без остановки шпинделя. — мяхкий — жесткий
Регулируемы крутящий момент
Муфта-регулятор крутящего момента дает вам возможность закручивать и откручивать винты и шурупов с необходимым усилием. Имеется 6—20 положений муфты регулятора на цифровых значениях с различной степенью усилия при закручивании или откручивании. Для обеспечения максисальное значение крутящего моментапри сверлении без ограничения имеется крайнее положение муфты.
Число оборотов холостого хода
Есть разница между числом оборотов холостого хода закручивания шурупов и сверления. Для закручивания шурупов достаточно 200 – 400 оборотов в минуту. Но число оборотов для сверления необходимо хотя бы до 1200.
В некоторые модели есть система регулировкой скорости вращения. При существованый такой системой , осуществляется импульсным преобразователем с плавным изменением сквожности управляющих импульсов. Силовая часть регулятора состоит из быстрого электроного выключателя, и индуктивности обмотки электродвигатель как неотъемлемой части схемы.
Количество режимов скорости вращения шпинделя
Зажимный патрон
Существует два типа зажимного патрона. Быстрозажимные и ключевой. Некоторые из дрель-шуруповертых компании ronix оснащены с быстрозажимными патронами для легкую замену, но обычно более профессиональные дрель-шуруповерты оснащены ключевыми патронами. Для закрепления детали в таком патроне зубчаты зажимной ключ нужен.
А по количеству муфт они делятся на одномуфтовые и двухмуфтовые патроны.
Одномуфтовые применяются с функцией блокировки шпинделя от прокручивания во время смены насадок.
Двухмуфтовые используются обычно с шуруповертами, которые не обладают функцией блокировки шпинделя. Одна муфта служит для удерживания патрона, другая —для зажима.
Реверс
Особенно дрель-шуруповерты оснощена переключателем реверса для изменения вращения шпинделя для откручивания винтов, шурупов и других крепежных изделий. Переключатель для реверся находится рядом с кнопкой пуск.
Есть и многие другие характеристики для дрель-шуруповерты и других видов дрелей. Но в нижеслуюдующем ознакомим вас с дрель-шуруповертом компании Ronix, у которого высокоя производительность благодаря лучшим характеристикам.
Дрель-шуруповерт электрическая 2513 Ronix
Модель
2513
мощность
280 Вт
Размер патрон
10 мм
Обороты на холостом ходу
750 оборотов в минуту
вес
1.3 кг
Номинальное напряжение
220В
Максимальный крутящий момент
30Нм
Модель 2513 Ronix оснащен функцией прямо и обратного вращения. У него переменный контроль скорости для работы на индивидуальной скорости в соответсвии с различным материалами примененями.
Оборудован модель 2513 переключателем защиты от пыли и функцией реверсионой скоростью для точного запуска долота.
У него эргономичная бокавая ручка, вращающаяся 360˚ , сводит к минимуму вибрацию и обеспечивает неперерывную работу без утомлении.
FAQ ❓
1- Как выбрать шуруповерт по мощности? Чем выше мощность, тем эффективнее работает шуруповерт. 2- какой шуруповерт выбрать из бюджетных? Дрель-шуруповерт ronix 2513 один из бюджетных продукции и выпольняет задачи эффективно. 3- Wofür sind grüne, rote und blaue Drahtbürsten von Bosch? Grüne Drahtbürste von Bosch sind speziell für Edelstahl, rote Drahtbürsten mit gewelltem Draht sind für feinfinisch auf Stahl und balue Drahtbürst en mit gezopftem Draht sind für grobes Finisch auf Stahl
Заключение
Дрель-шурупрверт широко используется при монтажных делах и при строительстве. Они модифицированые инструменты, которые разработаны для закручивания и откручивания винтов кроме сверления. За 35000 лет да нашей эры ощущались потребность к сверление и придумывали люди о дрели и шуруповерты.
Шуруповёрт | это… Что такое Шуруповёрт?
У этого термина существуют и другие значения, см. Шуруповёрт (значения).
Шуруповёрт с установленным внизу ручки аккумулятором, зарядное устройство, битодержатель и две биты (насадки крестовых отвёрток)
Шуруповёрт в разобранном виде. Слева находятся — электродвигатель, блок управления с пусковым механизмом и переключателем реверса, справа — планетарный редуктор с переключателем скорости и муфтой-регулятором крутящего момента, зажимной патрон
Шуруповёрт, дрель-шуруповёрт, винтовёрт — ручной электроинструмент с регулируемым крутящим моментом, предназначенный для закручивания и откручивания шурупов, саморезов, винтов, дюбелей и других видов крепёжных изделий, а также сверления отверстий. Как правило, шуруповёрт работает от аккумуляторной батареи.
Содержание
1 Описание
2 Конструкция
3 Разновидности
3.1 Шуруповёрт
3.2 Дрель-шуруповёрт
3.3 Аккумуляторная отвёртка
3.4 Гайковёрт
4 Основные характеристики
4.1 Источник питания
4.1.1 Электросеть
4.1.2 Аккумулятор
4.2 Крутящий момент
4.2.1 Максимальный крутящий момент
4.2.2 Регулируемый крутящий момент
4.3 Максимальное число оборотов холостого хода
4.4 Количество режимов скорости вращения шпинделя
4.5 Зажимной патрон
4.6 Блокировка шпинделя
4.7 Реверс
4.8 Ударный режим
4.9 Импульсный режим
4.10 Подсветка
5 См. также
6 Примечания
7 Литература
8 Ссылки
Описание
Битодержатель, зажатый в патроне, с установленной насадкой крестовой отвёртки
Насадка к шуруповёрту для закручивания дюбеля в гипсокартон
Для работы с шурупами и винтами применяются сменные насадки с различными наконечниками отвёрток — биты, которые представляют собой стержень из стали с унифицированным по размеру шестигранным хвостовиком с одной стороны, и рабочим концом, вставляемым в шлиц крепёжного изделия с другой. Наиболее распространёнными видами шлицев являются крестообразные Позидрив и Филлипс.
Биты могут устанавливаться как непосредственно в зажимной патрон (для этого предназначены биты длиной от 50 мм), так и в битодержатель (для бит стандартной длины 25 мм) или, при наличии, в шестигранное углубление в шпинделе шуруповёрта.
Сумка-кейс, как правило входящая в комплект шуруповёрта, позволяет удобно хранить и транспортировать инструмент.
Конструкция
Шуруповёрт состоит из нескольких конструктивных узлов:
Электрический двигатель — производит вращательное движение.
Планетарный редуктор — образует механическую передачу от двигателя к шпинделю, на который устанавливается зажимной патрон шуруповёрта.
В зависимости от конструкции, редуктор может иметь переключатель режимов скорости (передаточного отношения). Корпус редуктора у шуруповёртов может изготавливаться из металлических сплавов, но в большинстве случаев он пластмассовый — это удешевляет производство и делает инструмент легче по весу. Некоторые шестерёнки редуктора также могут быть сделаны из пластмассы[1]. Металлический корпус редуктора выдерживает бо́льшие механические нагрузки и обладает лучшим теплоотводом, чем пластмассовый.
Муфта-регулятор крутящего момента — примыкает к планетарному редуктору.
Электронный блок управления с кнопкой пуска и переключателем реверса (обратного вращения).
Зажимной патрон — необходим для соединения рабочих насадок (наконечников отвёрток [бит], головок гаечных ключей или свёрел) с крутящим валом (шпинделем).
Аккумуляторная батарея (у аккумуляторных шуруповёртов) — источник питания.
Разновидности
Шуруповёрты подразделяются на различные виды, в зависимости от выполняемых функций.
Шуруповёрт
Специализированный шуруповёрт, предназначенный только для работы с крепёжными изделиями.
Дрель-шуруповёрт
Дополнительно к функции работы с крепёжными изделиями имеет возможность сверления отверстий. Это наиболее распространённый вариант шуруповёрта, благодаря своей универсальности, который имеет дополнительный режим с более высокой скоростью вращения шпинделя.
Аккумуляторная отвёртка
Аккумуляторная отвёртка с установленной длинной битой крестовой отвёртки
Небольшой по размерам шуруповёрт, главным отличием которого является минимальная мощность и, как правило, наличие храпового стопорного механизма, не позволяющего передавать вращающий момент в направлении от биты к электродвигателю, что позволяет использовать её для ручного дозакручивания или откручивания. Также существуют электрические отвёртки, работающие от гальванических элементов (батареек).
Гайковёрт
Основная статья: Гайковёрт
Специально предназначенный инструмент для закручивания и откручивания болтов и гаек. Как правило, он имеет импульсный режим работы. Вместо патрона гайковёрт имеет короткий квадратный стержень (с размерами квадрата в дюймах: 1″, 1/2″ или 3/4″) для установки гаечных головок.
Основные характеристики
Источник питания
В зависимости от используемого источника тока, шуруповёрты подразделяются на сетевые и аккумуляторные.
Электросеть
Такой вид питания удешевляет инструмент и может быть предпочтительнее в местах с возможностью подключения к розетке переменного тока, а также при отсутствии ограничения из-за длины токоведущего провода от инструмента к электророзетке.
Показателем мощности шуруповёрта, работающего от электросети, является потребляемая мощность или выходная мощность, измеряемая в ваттах.
Аккумулятор
Параметры:
Напряжение (3,6—36 вольт) — определяет мощность двигателя, величину крутящего момента, которую сможет создать шуруповёрт, а также продолжительность работы от одного аккумулятора. Средние значения напряжения аккумуляторов — 10,8—14,4 вольт.
Ёмкость (0,3—3,3 Ампер-час [А·ч]) — влияет на продолжительность работы от одного аккумулятора. Среднее значение ёмкости — 1,3—3 А·ч.
Тип: литий-ионный (современный тип аккумулятора), никель-кадмиевый, никель-металл-гидридный. Напряжение литий-ионных аккумуляторов кратно 3,6 вольт, а никель-кадмиевых и никель-металл-гидридных — 1,2 вольт, так как аккумуляторный блок состоит из отдельных, последовательно соединённых элементов с соответствующим напряжением.
Наличие в комплекте второго аккумулятора позволяет не прерывать работу на ожидание зарядки одного аккумулятора: пока разряжается один — заряжается другой. Положительным свойством аккумуляторных инструментов является их мобильность и независимость от наличия электропитания, а также отсутствие опасности поражения электрическим током, отрицательным — ограничение времени работы и необходимость постоянной подзарядки.
Несъёмные аккумуляторы, как правило, бывают только у маломощных шуруповёртов — аккумуляторных отвёрток. У остальных же шуруповёртов аккумулятор снимается с инструмента для подключения к зарядному устройству.
Крутящий момент
Максимальный крутящий момент
Определяет, насколько большого диаметра и длины шуруп сможет закрутить шуруповёрт, а также диаметр просверливаемого отверстия в древесном материале, стали или бетоне. Измеряется в единицах ньютон-метр (Н·м). Средние значения максимального крутящего момента — 10-60 Н·м. Величина крутящего момента (по сути — мощность шуруповёрта) зависит от напряжения используемого аккумулятора. У сетевых шуруповёртов величина крутящего момента определяется потребляемой или выходной мощностью инструмента.
Различают несколько видов максимального крутящего момента:
Мягкий
Жёсткий
Продолжительный — крутящий момент, который развивает инструмент во время продолжительного вращения без остановки шпинделя.
Числовые значения максимального крутящего момента приводятся с учётом полностью заряженного аккумулятора.
Регулируемый крутящий момент
Муфта-регулятор крутящего момента позволяет закручивать шурупы и винты с нужным усилием, тем самым избегая срыва резьбы, стачивания шлица, а также износа сменных головок. Как правило, имеется 6—20 положений муфты регулятора на цифровых значениях с различной степенью усилия при закручивании или откручивании. Для сверления имеется крайнее положение муфты, при котором обеспечивается максимальное значение крутящего момента без ограничения.
Максимальное число оборотов холостого хода
Для закручивания шурупов достаточно 200—400 оборотов в минуту (об/мин), для сверления свёрлами определённых диаметров необходимо до 1200—1500 об/мин. Как правило, шуруповёрты сверлят в безударном режиме, но есть модели и с ударным режимом сверления.
Регулировка скорости вращения, при её наличии, осуществляется импульсным преобразователем с плавным изменением скважности управляющих импульсов. Силовая часть регулятора состоит из быстрого (порядка 1 кГц) электронного выключателя, и индуктивности обмотки электродвигателя как неотъемлемой части схемы.
Количество режимов скорости вращения шпинделя
один — со скоростью примерно 0—800 об/мин холостого хода.
два — переключение примерно с 0—400 об/мин на 0—1300 об/мин. Первый режим в основном используется для закручивания и откручивания, второй — для сверления.
три — четыре
Зажимной патрон
По способу фиксации насадок:
Быстрозажимной — позволяет зажать сверло или битодержатель без применения зажимного ключа.
Ключевой — для закрепления детали в таком патроне необходим зубчатый зажимной ключ.
По количеству муфт:
Одномуфтовые — используются с функцией блокировкой шпинделя от прокручивания во время смены насадок.
Двухмуфтовые — используются с шуруповёртами, которые не имеют функции блокировкой шпинделя. Одна муфта служит для удерживания патрона, другая — для зажима.
Средний максимальный зажимной диаметр быстрозажимных и ключевых патронов — 10—13 мм.
Некоторые шуруповёрты, также вместе с быстросъёмным зажимным патроном, имеют шпиндель с углублением на конце под биты или другие насадки с шестигранным хвостовиком.
Блокировка шпинделя
Свойство блокировки прокручивания шпинделя, если вращательное движение прилагается со стороны зажимного патрона, позволяет удобно менять насадки в патроне, так как при этом необходимо держать за патрон только одной рукой. Зависит от конструкции редуктора.
Реверс
— изменение направления вращения шпинделя для откручивания крепёжных изделий. Реверс в шуруповёртах как правило электронный, то есть переключение происходит методом смены электрической полярности. Для управления реверсом имеется двухпозиционный переключатель рядом с кнопкой пуска, который дополнительно может иметь функцию её блокировки от нажатия при нахождении переключателя в среднем положении.
Ударный режим
Вращение с ударом позволяет более эффективно сверлить отверстия в бетоне, кирпиче и других твёрдых строительных материалах.
Импульсный режим
В таком режиме кручение происходит прерывисто — размеренными рывками, что облегчает засверливание отверстий на твёрдых и гладких поверхностях (сверло не будет уводить в сторону), а также откручивание шурупов с повреждённым шлицем. Импульсный режим встречается в шуруповёртах как правило в исключительных случаях.
Подсветка
Освещение рабочей зоны встроенным светодиодным фонариком.
См. также
Дрель
Гайковёрт
Отвёртка
Строительно-монтажный пистолет
Примечания
↑ Редуктор в разобранном виде.
Литература
«Как зарядишь, так и закрутишь». Тест аккумуляторных дрелей. // СПРОС : Журнал. — октябрь 2007. — № 10. — С. 19—23.
«Неутомимая рука». Тест аккумуляторных отвёрток. // СПРОС : Журнал. — январь 2008. — № 1. — С. 15—19.
Шуруповёрт… Просто шуруповёрт… // Потребитель. Инструменты : Журнал. — осень-зима 2011. — № 11. — С. 80
Полетаев А. «Герои нашего времени». Тест аккумуляторных дрелей-шуруповёртов с напряжением аккумулятора 14,4 вольт. // Дрель До Дыр : Журнал. — 2011. — № 4. — С. 32—43.
Ссылки
Наглядное пособие по замене двигателя у шуруповёрта
Отвертка | инструмент | Британика
Развлечения и поп-культура
География и путешествия
Здоровье и медицина
Образ жизни и социальные вопросы
Литература
Философия и религия
Политика, право и правительство
Наука
Спорт и отдых
Технология
Изобразительное искусство
Всемирная история
Этот день в истории
Викторины
Подкасты
Словарь
Биографии
Резюме
Популярные вопросы
Обзор недели
Инфографика
Демистификация
Списки
#WTFact
Товарищи
Галереи изображений
Прожектор
Форум
Один хороший факт
Развлечения и поп-культура
География и путешествия
Здоровье и медицина
Образ жизни и социальные вопросы
Литература
Философия и религия
Политика, право и правительство
Наука
Спорт и отдых
Технология
Изобразительное искусство
Всемирная история
Britannica объясняет В этих видеороликах Britannica объясняет различные темы и отвечает на часто задаваемые вопросы.
Britannica Classics Посмотрите эти ретро-видео из архивов Encyclopedia Britannica.
Demystified Videos В Demystified у Britannica есть все ответы на ваши животрепещущие вопросы.
#WTFact Видео В #WTFact Britannica делится некоторыми из самых странных фактов, которые мы можем найти.
На этот раз в истории В этих видеороликах узнайте, что произошло в этом месяце (или любом другом месяце!) в истории.
Студенческий портал Britannica — это главный ресурс для учащихся по ключевым школьным предметам, таким как история, государственное управление, литература и т. д.
Портал COVID-19 Хотя этот глобальный кризис в области здравоохранения продолжает развиваться, может быть полезно обратиться к прошлым пандемиям, чтобы лучше понять, как реагировать сегодня.
100 женщин Britannica празднует столетие Девятнадцатой поправки, выделяя суфражисток и политиков, творящих историю.
Спасение Земли Британника представляет список дел Земли на 21 век. Узнайте об основных экологических проблемах, стоящих перед нашей планетой, и о том, что с ними можно сделать!
SpaceNext50 Britannica представляет SpaceNext50. От полёта на Луну до управления космосом — мы исследуем широкий спектр тем, которые подпитывают наше любопытство к космосу!
Содержание
Введение
Краткие факты
Связанный контент
Отвертка Определение и значение | Dictionary.
com
Основные определения
Викторина
Примеры
Британский
Показывает уровень сложности слова.
[ skroo-drahy-ver ]
/ ˈskruˌdraɪ vər /
Сохранить это слово!
Показывает уровень оценки в зависимости от сложности слова.
сущ.
ручной инструмент для закручивания винта, состоящий из рукоятки, прикрепленной к длинному узкому хвостовику, обычно металлическому, который сужается и уплощается до кончика, который входит в прорезную головку винта.
смешанный напиток из водки и апельсинового сока.
ВИКТОРИНА
МОЖЕТЕ ЛИ ВЫ ОТВЕЧАТЬ НА ЭТИ ОБЫЧНЫЕ ГРАММАТИЧЕСКИЕ СПОРЫ?
Есть грамматические дебаты, которые никогда не умирают; и те, которые выделены в вопросах этой викторины, наверняка снова всех разозлят. Знаете ли вы, как отвечать на вопросы, которые вызывают самые ожесточенные споры по грамматике?
В отличие от Free P4, на которой он основан, этот инструмент также включает в себя массивную стамеску по дереву и сменную двухстороннюю отвертку для очков.
Мы протестировали долгожданный оригинальный многофункциональный инструмент Leatherman Mr. Crunch|wsiler|25 февраля 2022 г.|Outside Online
В большинстве случаев вам понадобится только новый жесткий диск и отвертка.
5 дешевых и простых способов обновить старую технику|Дэвид Нилд|18 января 2022 г.|Popular-Science
В зависимости от возраста и конструкции вашей машины вам могут понадобиться специальные отвертки, называемые битами Torx.
Как обновить свой рабочий ноутбук, не испортив его|Дэн Зейтц|22 октября 2021 г.|Popular-Science
Fairphone 4 — единственный смартфон, который поставляется с отверткой.
Fairphone 4 имеет невероятную 5-летнюю гарантию, рассчитанную на 6 лет обновлений|Рон Амадео|30 сентября 2021 г.|Ars Technica
Слейте захваченный воздух, открыв клапан каждого радиатора против часовой стрелки с помощью радиаторного ключа, торцевой головки или плоской отвертки, в зависимости от типа клапана.
Вот 9 задач по уходу за домом для вашего списка дел на октябрь|Жанна Хубер|27 сентября 2021 г.|Washington Post
Это был инструмент, который вы использовали для выполнения функции, как отвертка.
Мы все еще тайно используем псевдонимы AOL 1990-х годов. Почему?|Эндрю Романо|23 января 2014 г.|DAILY BEAST
Никто не слушает, но если вы хотите знать, какую отвертку использовать, мистер Санторум найдет вам именно ту.
Дебаты Республиканской партии: почему они сбивают с толку демократов и очаровывают республиканцев|Ли Сигел|24 ноября 2011 г.|DAILY BEAST
Вставьте отвертку или ледоруб в рыбу, как показано на рисунке, и чешуя будет удалена намного лучше и быстрее, чем любым другим способом.
Мальчик-механик, Книга 2|Разное
Затем я услышал, как кто-то за дверью моей каюты работал как будто отверткой, выкручивая шуруп из дерева.
Царский шпион|Уильям Ле Кё
К счастью, у него был большой перочинный нож с различными приспособлениями, включая прочную отвертку.
Aletta|Bertram Mitford
Электроды свечи зажигания можно легко отрегулировать с помощью калибра, прикрепленного к отвертке.
Оклейка автомобиля карбоновой пленкой 3D в Москве и Московской области
Карбон 3D
Оклейка коричневым карбоном 3D кузова авто
Черный матовый карбон 3D для оклейки салона автомобиля
Золотой матовый карбон 3D
Оклейка автомобиля карбоновой пленкой 3D
Один из удивительных материалов, предназначенных для оклейки автомобилей — самоклеющаяся пленка, изготовленная из карбона. Она популярна во всём мире, потому что машины, оклеенные ею, выглядят эстетически привлекательно и очень красиво. Более того: речь идёт о материале высокого качества, который всегда можно приобрести по умеренной стоимости.
Плюсы карбоновой плёнки
Наносить её на поверхность очень просто. Ею можно обтянуть любую часть автомобиля начиная от капота и заканчивая крышей. Если сравнивать скорость работ, например, с окраской, в данном случае всё происходит гораздо быстрее. Стоимость карбоновой плёнки всегда доступна и гораздо меньше, чем у других стайлинговых материалов.
Таким образом, при обтяжке автомобиля необязательно прибегать к использованию дорогостоящих составов. Кожа или натуральное дерево — это, конечно, престижно и красиво, но, как и покраска, представляет дорогое удовольствие.
Виниловая плёнка под карбон хороша не только с эстетической точки зрения. Она имеет отличные практические качества, защищая поверхности автомобилей от механических воздействий. Это обеспечивает упругая 3D-структура материала. Если оклеить плёнкой кузов транспортного средства, он будет гораздо менее чувствительным к воздействию тупых или острых предметов. При соприкосновении с ними на поверхности, защищённой карбоновой плёнкой, не остаётся никаких следов.
Отличие карбоновой плёнки от углеволокна
Оба материала абсолютно разные по составу. Для их производства применяют разные виды оборудования, а цели использования часто взаимоисключают друг друга. Например, углеволокно часто применяют для того, чтобы облегчить вес той или иной детали, так как оно обладает высокой степенью прочности. Иными словами, сфера применения настоящего карбона — изготовление разных конструкций. С помощью карбоновой пленки можно оклеить самые разные поверхности.
Есть одно сходство между этими разными материалами: углетканный узор, который всегда выглядит необычно и оригинально. В остальном, они сильно отличаются:
Карбон не подвержен выцветанию. Лаковое покрытие углепластика со временем выгорает;
Карбоновую плёнку можно легко растянуть. Углеволокно не тянется совсем;
Если речь идёт о настоящем карбоне, он всегда только чёрный. Плёночные же покрытия «под карбон» могут иметь разные цвета и их оттенки.
Стоимость плёнки «под карбон» меньше, чем у настоящего карбона.
Карбоновая плёнка и её главные бренды
Рынок богат торговыми марками плёнки, изготовленной под карбон. Самые популярные из них таковы:
V3D. Плёнка отличного качества до доступной стоимости. На отечественном рынке она не так давно, но специалисты справедливо считают этот материал удобным для обтягивания любого автомобиля. Автовиниловое покрытие примечательно наличием воздухоотводящих каналов, хорошей толщиной и большим выбором цветовой гаммы.
KPMF. Стоит дорого, требует соблюдения особой технологии при оклеивании. Винил не снабжён воздухоотводящими каналами, при этом, плёнка довольно толстая — 160 мкм.
3M. Известная марка. Это японский винил. В этом сегменте можно найти много оттенков типа металлик, все они очень интересные. Стоимость материала высока и оправдывается его великолепными техническими характеристиками. Из минусов специалисты иногда критикуют ширину, составляющую 122 см. Также плёнку ЗМ часто подделывают.
Oracal. Высокоэластичный материал, характеристики которого сохраняются долгое время. Цена высока, так как речь идёт о качественном покрытии известного бренда. Толщина плёнки небольшая: 120 мкм.
Основные характеристики карбоновой пленки
От характеристик и свойств плёнки зависит многое, поэтому выбирая материал, следует учитывать ряд критериев:
Толщину. От неё зависят уровень эластичности материала, растяжка и степень защиты оклеиваемой поверхности. При небольшой толщине плёнка часто рвётся, если её растянуть. Напротив, слишком толстый материал тянется плохо. Важно соблюдение «золотой середины»;
Каналы для воздухоотведения. Без воздушных пузырьков в процессе оклейки не обойтись. Если плёнка дешёвая, таких каналов на ней точно нет, поэтому вывести пузыри, как правило, невозможно. Специалисты рекомендуют покупать плёнку только с каналами воздухоотведения: это значительно облегчает работу с материалом, а конечный результат всегда будет выглядеть безупречно и аккуратно;
Клеевой слой. Если клей у плёнки хорошего качества, можно одним выстрелом убить двух зайцев: корректно расположить материал по всей поверхности (без помех воздухоотведения) и бесследно удалить клей после того как покрытие отслужит свой срок. Хороший клей удаляется легко, не оставляя никаких следов;
Срок эксплуатации. Срок службы у пленок разных производителей отличается. Например, если автолюбитель желает сменить внешний вид своей машины на один-два сезона, можно купить плёнку с минимальным сроком службы. Если же планируется оклейка на длительный срок, лучше приобретать винил, который служит от пяти лет и более.
Следует иметь в виду, что агрессивная среда и резкие температурные перепады значительно сокращают срок эксплуатации винилового покрытия. При его использовании внутри автомобильного салона оно, обычно, служит долго, как и внутри любого помещения. Контакт с водой плёнке не страшен. Для того чтобы оклейка прошла успешно, лучше доверить её профессиональному специалисту.
Цветовая гамма карбона 3D
Чёрный цвет настоящего карбона — признанная классика, которая нравится многим автолюбителям. Эта плёнка строгая, необычная, имеет трёхмерную текстуру. Характеристики у неё всегда высокие, поэтому водители часто используют для оклейки именно её.
Синий цвет плёнки примечателен тем, что цветовая гамма выглядит более привлекательно, а лишнее внимание к машине точно не привлечёт.
Серебристые оттенки универсальны, нарядны, но чаще всего их можно увидеть в качестве комбинации с другими цветами.
Красной плёнкой всю поверхность машины оклеивают редко. Главным образом, её используют для подчёркивания отдельных элементов или деталей. Золотую плёнку часто сочетают с чёрным карбоном, но иногда ею оклеивают автомобиль и полностью. В любом случае, он будет выглядеть оригинально и привлекательно.
Есть ещё прозрачная карбоновая плёнка, постепенно сменяющая антигравийный материал. Машины, обтянутые ею, не только надёжно защищены, но и обретают текстуру 3D.
Оттенок «хамелеон» хорош тем, что имеет интересный двойной эффект: он постоянно меняет цветовые оттенки, что придаёт автомобилю уникальность и необычность.
Что касается плёнки бежевого цвета, это идеальный вариант для тех, кто ценит спокойные и сдержанные оттенки. Именно его применяют для оклейки автомобилей, относящихся к представительскому классу.
Преимущества оклейки в студии Creative team
Если вы желаете оклеить карбоновой плёнкой свой автомобиль, обратитесь за помощью к профессиональным оклейщикам нашей компании. У нас работают специалисты, имеющие большой опыт в этой сфере. Мы применяем только качественные материалы, относящиеся к ведущим мировым брендам. Их высокие характеристики, износостойкость и максимальные сроки эксплуатации были неоднократно доказаны на примере многих клиентов, обратившихся к нам.
На ваше усмотрение мы можем оклеить любой плёнкой салон, кузов или другие элементы автомашины. Стоимость выполненных работ зависит от их объёма, но всегда является доступной и лояльной для каждого клиента.
Цена оклейки карбоновой пленкой 3D
Класс автомобиля
пленка карбон 3D
Малый класс
от 50000 ₽
Средний класс
от 58000 ₽
Бизнес класс
от 68000 ₽
Представительский класс
от 73000 ₽
Легкие внедорожники
от 73000 ₽
Большие внедорожники
от 88000 ₽
Обклейка 3d карбоном кузов автомобиля
Новости / 17. 11.2016 24.02.2022
3D Carbon пленка называется трехмерной неспроста — мало того, что она выглядит в точности как настоящий карбон, она ещё и полностью повторяет его текстуру наощупь! Потрясающий вид, большой срок службы, практичность и красота — всё это делает оклейку пленкой 3D карбон отличным выбором для изменения внешнего вида своего авто.
Команда «Автокутюр» рада предложить своим клиентам профессиональную установку наверное самого впечатляющего способа оклейки виниловой пленкой — 3D карбона.
3D Carbon пленка называется трехмерной неспроста — мало того, что она выглядит в точности как настоящий карбон, она ещё и полностью повторяет его текстуру наощупь! Потрясающий вид, большой срок службы, практичность и красота — всё это делает оклейку пленкой 3D карбон отличным выбором для изменения внешнего вида своего авто.
Виниловая пленка под карбон 3d — преимущества
Мы всегда готовы рассказать клиенту о всех свойствах и характеристиках разных типов пленок. В плане соотношения эффектного внешнего вида к стоимости, фору всем пленкам может дать пленка карбон 3D. Цена такого винила у нас в компании очень демократична, а его преимущества… Только взгляните на них:
Пленка Карбон 3D не царапается, даже если несильно провести по ней чем-то очень острым.
Карбоновой пленке не страшны солнечные лучи — она попросту не выгорает.
Внешний вид этой пленки не поддаётся описанию. На любом автомобиле она смотрится просто блестяще, без всяких эффектов пластика или дешевого покрытия, как это иногда бывает с недорогой пленкой.
Виниловая пленка Карбон 3D легко скрывает под собой дефекты кузова — сколы, царапины на краске, вмятины. Мало того — ей можно закрывать целые отверстия диаметром до 2см.
3D пленка Карбон так же эффективно скрывает дефекты внутри салона.
Трехмерная карбоновая пленка легко клеится и прочно держится. Благодаря сильноклеящейся основе, её можно легко нанести на стекло, металл, краску, дерево, пластик.
Неважно, собрались вы покрыть пленкой только капот, крышу, багажник или весь автомобиль целиком — специалисты «Автокутюр» профессионально справятся с этой задачей, а пленка при аккуратном пользовании прослужит не один год.
Пленка карбон 3D — шаг навстречу настоящей красоте!
3D пленка для авто казалась чем-то невозможным ещё несколько лет назад. Теперь — многие не только могут увидеть где-то на улице машину затюнингованную 3D карбоновой пленкой, но и сделать свой автомобиль «карбоновым».
Компания «Автокутюр» предлагает оклейку карбоном по самым выгодным ценам и в сжатые сроки. Мы используем в своей работе только самую качественную пленку, и соблюдаем все технологии её нанесения, что гарантирует долгий срок её службы и отсутствие проблем при снятии. «Автокутюр» — ваш проводник в мире автомобильной моды!
Лучшие услуги 3D-печати и аддитивного производства
Быстро проектируйте, разрабатывайте и масштабируйте производство более качественных продуктов за меньшее время с помощью платформы Carbon. Интегрированные материалы для конечного использования, программное обеспечение и 3D-принтеры позволяют командам ускорить вывод продуктов на рынок — от идеи до производства.
Представляем новое поколение процесса Carbon DLS™
Знакомство с серией M3
Программное обеспечение для преобразования идей в производство
ParaMatters теперь является частью Carbon — расширение инструментов проектирования и повышения производительности программного обеспечения
Надежные возможности генеративного проектирования металлических, полимерных и других материалов и производственных систем присоединяются к платформе Carbon от идеи до производства.
Узнать больше
Умнее, плавнее, быстрее, проще
Встречайте все новые модели M3 и M3 Max
Расширение возможностей благодаря упрощенному процессу печати, что упрощает начало печати нужных деталей сделать с технологией DLS. Эволюция DLS представляет собой новую основу для инноваций и качества деталей.
Высокопроизводительный двигатель на холодном газе для NASA Seeker Satellite, изготовленный из смолы Carbon CE 221.
Цифровой протез
Dentsply Sirona Lucitone Digital Print™ Протез.
Лицевой щиток
Лента лицевого щитка из смолы Carbon EPU 41.
Наушники MyFit Solutions
Индивидуальные ушные вкладыши, изготовленные из смолы Carbon SIL 30.
Непревзойденные материалы для реальных применений
Благодаря лучшим в своем классе материалам, не имеющим себе равных по характеристикам и разнообразию, компания Carbon найдет подходящий материал для вашего проекта.
См. наши материалы
«С Digital Light Synthesis™ мы преодолеваем ограничения прошлого, открывая новую эру в дизайне и производстве». Эрик Лидтке Член правления, Global Brands, adidas
Более качественные продукты в два раза быстрее
Процесс Carbon DLS™ обеспечивает более быстрые итерации, обоснованное проектирование и неограниченную геометрию, изготовленную из готовых к производству инженерных материалов.
Узнайте, как работает Carbon DLS™
«Мы прошли более 70 итераций дизайна за 6 месяцев». Менеджер по продукции Garrett Getter, Specialized
Читать пример из практики
Седло S-Works Power с технологией Mirror
Вдохновленное реальными гонщиками, основанное на данных и оснащенное Carbon DLS™, новое велосипедное седло Specialized обеспечивает идеальный баланс между производительностью и комфортом. .
Лучшая в отрасли надежность
Независимо от того, используете ли вы углерод для прототипирования, мелкосерийного или крупносерийного производства, углерод доказал свою надежность в самых сложных условиях. Компания Carbon подкрепляет это предложение лучшим в отрасли обслуживанием, профилактическим обслуживанием и регулярными обновлениями принтеров, которые обеспечивают новые возможности и функции без дополнительных затрат.
Связаться с экспертом по углероду
Автомобильная промышленность
Потребительский сектор
Стоматология
Промышленность
Медико-биологические науки
Надежный и проверенный в вашей отрасли
Сокращение материальных затрат и времени выполнения работ при одновременном повышении эффективности труда.
См. все отрасли
«Мы сократили наши расходы на 30% благодаря надежности и воспроизводимости платформы Carbon». Конрад Ренсбург Владелец и основатель, Absolute Dental Services
Детали для печати в любом месте
Когда угрожают сбои, Carbon предлагает решение. Наши партнеры могут рассчитывать на надежное производство, будь то распределенная производственная сеть Carbon или собственные возможности печати — или гибкая и оперативная комбинация того и другого. Беспрепятственно перемещайте производство по всему миру с помощью процесса Digital Light Synthesis™.
Резолюция Медицинские мазки
COVID-19 нарушил глобальные цепочки поставок, вызвав острую нехватку критически важных расходных материалов для тестирования. Партнер Carbon, компания Resolution Medical, разработала и распространила более 700 000 тампонов для решетчатого тестирования, используя Carbon DLS™ и децентрализованную сеть Carbon Production Network.
Читать пресс-релиз
Ведущие мировые компании, производящие продукты, превосходящие
Кто мы — Carbon
Миссия Carbon
Свет и кислород
Процесс Carbon DLS™ сочетает в себе универсальные принтеры, передовое программное обеспечение и лучшие в своем классе материалы для создания функциональных деталей с эксплуатационными характеристиками и эстетикой, помогая инженерам и дизайнерам создавать превосходные продукты. Сотни глобальных организаций, включая adidas, Ford и Becton Dickinson, от прототипирования и мелкосерийного производства до серийного производства, используют процесс Carbon для создания широкого спектра функциональных деталей для конечного использования и их надежной печати в любом месте и в любое время. они нужны им через наших партнеров по производственной сети.
Узнать о DLS
Велосипедное седло с решеткой
Прочитать истории наших клиентов
TED Talks
Выступление, которое познакомило нас с миром
Журнал Science
Наука, стоящая за нашей углеродной технологией, на обложке журнала Science3
Группа руководителей
Вместе с руководителями из Силиконовой долины, научных и деловых кругов мы объединяем лучших специалистов в области аппаратного и программного обеспечения, молекулярной науки и обслуживания.
Крейг Карлсон Офис генерального директора
Крейг является членом офиса генерального директора, а с недавних пор — техническим директором, ответственным за краткосрочные и долгосрочные технологические потребности компании по мере ее масштабирования и продолжения внедрения передового программного обеспечения и аппаратные возможности. Он присоединился к Carbon в 2014 году из Tesla Motors, где он был вице-президентом по программному обеспечению и электрической интеграции, отвечая за всю низковольтную электронику и все программное обеспечение, на котором работает Model S, — от встроенного ПО для управления аккумулятором и двигателем до аппаратного и программного обеспечения, которое работает. автомобильные дисплеи Model S, мобильные приложения Tesla и серверные системы, которые подключаются к Tesla в дороге. Крейг присоединился к Tesla в 2007 году, чтобы возглавить организацию прошивки, начиная с поставки первых родстеров Tesla в 2008 году. До Tesla Крейг проработал 15 лет в Intuit, присоединившись, когда Intuit приобрела его небольшой стартап, чтобы начать и возглавить разработку QuickBooks. Крейг был вице-президентом по разработке программного обеспечения для QuickBooks, а затем запустил, построил и запустил QuickBooks Online. Крейг получил степень бакалавра в области электротехники и компьютерных наук в Стэнфордском университете.
Филип Дезимоун Офис генерального директора
Фил является членом офиса генерального директора. Он был частью команды основателей Carbon в 2013 году, а совсем недавно был директором по развитию продуктов и бизнеса, отвечающим за продуктовую стратегию и стратегическое партнерство Carbon. Совсем недавно Фил руководил стратегией выхода на рынок и управлял большинством стратегических партнерских отношений и отношений с клиентами Carbon. До прихода в Carbon Фил был соучредителем и вице-президентом по развитию бизнеса в Buystand, компании электронной коммерции. Фил получил степень бакалавра в области бизнеса и эконометрики в колледже Урсинус.
Эллен Дж. Куллман Исполнительный председатель
Эллен является исполнительным председателем Carbon, ранее занимала пост президента и главного исполнительного директора. До прихода в Carbon Эллен была председателем и главным исполнительным директором DuPont. Она была девятнадцатым руководителем и первой женщиной, возглавившей компанию за ее 212-летнюю историю. В качестве бизнес-лидера Эллен руководила двузначным ростом бизнес-портфеля компании в области безопасности и защиты, основала два успешных быстрорастущих бизнеса, известных сегодня как DuPont Industrial Biosciences и DuPont Sustainable Solutions. В течение семи лет на посту генерального директора Эллен руководила компанией, направленной на рост на развивающихся международных рынках, и отстаивала силу науки и знаний DuPont о глобальном рынке для преобразования отраслей. Она решительно подготовила компанию к следующему поколению роста, выполнив надежный план, который дает результаты сегодня, и позиционируя DuPont для будущего роста.
Эллен — сопредседатель коалиции Paradigm for Parity и член совета директоров Dell Technologies, Amgen и Goldman Sachs. Она является членом Национальной инженерной академии и бывшим президентом Делового совета США и Китая. Она входит в попечительский совет Северо-Западного университета. Эллен была названа одной из «50 самых влиятельных женщин в бизнесе» по версии Fortune и одной из «самых влиятельных женщин мира» по версии Forbes. Эллен имеет степень бакалавра наук. получил степень бакалавра машиностроения в Университете Тафтса и степень магистра делового администрирования в Школе менеджмента Келлогг Северо-Западного университета.
Барб Кэдиган Директор по персоналу
Барб Кэдиган — директор по персоналу. Она отвечает за организацию и культуру компании, предоставляя сотрудникам возможность выполнять миссию компании. Обладая более чем 25-летним опытом, она умеет разрабатывать стратегии и процессы для привлечения и развития команды людей мирового класса. Ранее Барб работала старшим вице-президентом по персоналу Talend, ведущей компании, занимающейся интеграцией облачных вычислений, и вице-президентом по персоналу в Electronic Arts, одной из крупнейших в мире компаний, занимающихся видеоиграми. Барб имеет степень бакалавра психологии и экономики Калифорнийского университета в Санта-Круз.
Анирма Гупта Главный юрисконсульт
Анирма — главный юрисконсульт, ответственный за руководство группой юристов Carbon. До прихода в Carbon Анирма была главным юрисконсультом в Tanium, где консультировала по бизнес-стратегии компании, управлению глобальным соответствием и различным юридическим вопросам, связанным с быстрорастущей компанией. До прихода в Tanium Анирма была вице-президентом и заместителем генерального юрисконсульта в Intuit, Inc. и занимала ряд должностей в течение 11 лет своего пребывания в должности. Анирма имеет степень доктора юридических наук в юридическом центре Джорджтаунского университета и степень бакалавра наук в области электротехники в Колледж-Парке Университета Мэриленда.
Джейсон Роллан, доктор философии Старший вице-президент по материалам
В качестве старшего вице-президента по материалам Джейсону поручено создать максимально широкий спектр материалов для выращивания 3D-объектов с помощью технологии Carbon DLS. Ранее он был старшим директором по исследованиям в Diagnostics for All и соучредителем Liquidia Technologies. Джейсон имеет степень бакалавра химии в Технологическом институте Вирджинии, докторскую степень в области химии Университета Северной Каролины в Чапел-Хилл, а также более 25 действующих и находящихся на рассмотрении патентов.
Крис Ван Верт Старший вице-президент по эксплуатации
Крис — старший вице-президент по производству компании Carbon. Он руководит цепочкой поставок, инжинирингом операций, объектами, охраной окружающей среды и безопасностью, планированием и инвентаризацией, созданием инфраструктуры и процессов для переосмысления цифрового производства. Крис обладает более чем 20-летним опытом руководства межфункциональными командами в таких компаниях, как Stryker и Berkeley Process Control. До прихода в Carbon Крис был директором по совершенствованию продукции в Tesla, где он руководил всеми аспектами команд по совершенствованию продукции, включая инженерное обеспечение качества, качество поставщиков и инспекции. Крис получил степень магистра машиностроения в Стэнфордском университете и степень бакалавра в Калифорнийском университете в Дэвисе.
Винсент Рерол Старший вице-президент по корпоративному развитию
Винсент является старшим вице-президентом по корпоративному развитию компании Carbon. Он обладает более чем 30-летним опытом работы в области программного обеспечения и технологий в стартапах и публичных компаниях. Винсент отвечает за корпоративную стратегию, слияния и поглощения, инновации и стратегические альянсы. Недавно он был коммерческим директором Nauto. До прихода в Nauto он работал стратегическим консультантом в нескольких технологических стартапах, а ранее занимал руководящие должности в области корпоративного развития и общего управления в Lunera, Acquia, Cavium, Wind River (приобретена Intel) и Mercury Interactive (приобретена HP). Винсент получил степень MBA в INSEAD и степень магистра электротехники и компьютерных наук в Télécom Paris.
Тим Авила Старший вице-президент по маркетингу
Тим является старшим вице-президентом по маркетингу компании Carbon. Он руководит маркетингом, коммуникациями и маркетингом продуктов, а также функциями обучения клиентов, укрепляя бренд Carbon и стимулируя его рост. Тим обладает более чем 25-летним опытом руководства маркетинговыми группами, ориентированными на рост, в таких компаниях, как Yahoo!, BrightRoll и United Business Media. До прихода в Carbon Тим был вице-президентом по маркетингу и развитию бизнеса в Intellimize, пионере в области оптимизации веб-сайтов на основе машинного обучения. Тим получил степень магистра делового администрирования в Университете Санта-Клары с отличием Beta Gamma Sigma.
Коллин Мартин-Гарсия Старший вице-президент по финансам
Коллин Мартин-Гарсия — старший вице-президент по финансам, отвечает за общую финансовую деятельность Carbon и глобальную финансовую организацию, включая бухгалтерский учет и контроль, финансовое планирование и анализ (F, P&A), отчетность, налоговые, казначейские и торговые операции. Придя к этой должности, Коллин более трех лет была вице-президентом и корпоративным контролером в компании Carbon.
 Техника поставляется Заказчику вместе с персоналом – задачи, возлагаемые на оборудование, будут выполнены быстро и эффективно.
Техника поставляется Заказчику вместе с персоналом – задачи, возлагаемые на оборудование, будут выполнены быстро и эффективно. привод
привод привод
привод Железнодорожная, 265А
Железнодорожная, 265А Железнодорожная, 265А
Железнодорожная, 265А
 , давление на выходе 250 атмосфер, чистота азота 95%;
, давление на выходе 250 атмосфер, чистота азота 95%; Мы предлагаем различные технологии
Мы предлагаем различные технологии


 Когда вы работаете с Fluid Aire Dynamics, вы можете видеть, что доступно, и использовать наши экспертные знания, чтобы определить, что лучше всего соответствует вашим потребностям.
Когда вы работаете с Fluid Aire Dynamics, вы можете видеть, что доступно, и использовать наши экспертные знания, чтобы определить, что лучше всего соответствует вашим потребностям. Некоторые из наших генераторов азота, сдаваемых в аренду:
Некоторые из наших генераторов азота, сдаваемых в аренду: Они часто имеют минимальное количество движущихся частей и не требуют электричества для работы. Два генератора работают по-разному.
Они часто имеют минимальное количество движущихся частей и не требуют электричества для работы. Два генератора работают по-разному. Автомобильный сектор использует генераторы для накачки шин. Отрасли, работающие в суровых условиях, предпочитают эту аренду из-за ее долговечности. Вашему предприятию может понадобиться арендованный генератор в нескольких ситуациях, например:
Автомобильный сектор использует генераторы для накачки шин. Отрасли, работающие в суровых условиях, предпочитают эту аренду из-за ее долговечности. Вашему предприятию может понадобиться арендованный генератор в нескольких ситуациях, например:
 Способна заменить газонокосилку и триммер, так как оснащается катушкой с леской (для мягкой растительности) и ножом (для грубой растительности). Большая мощность двигателя позволяет косить довольно густую и грубую растительность, а небольшие размеры — добраться до самых труднодоступных мест
Способна заменить газонокосилку и триммер, так как оснащается катушкой с леской (для мягкой растительности) и ножом (для грубой растительности). Большая мощность двигателя позволяет косить довольно густую и грубую растительность, а небольшие размеры — добраться до самых труднодоступных мест 5
5 84 МБ)
84 МБ)
 У него прочные бамперы, полная защита днища, впечатляющая внедорожная подвеска, мощный двигатель и многое другое.
У него прочные бамперы, полная защита днища, впечатляющая внедорожная подвеска, мощный двигатель и многое другое. Передний бампер состоит из трех частей со встроенными прочными черными буксировочными крюками. Как и у заводского бампера ZR2, внешние края можно легко заменить в случае повреждения или просто снять, чтобы увеличить расстояние между шинами и препятствиями. Естественно, передняя часть также совместима с лебедкой. Задний бампер включает в себя аналогичные усиленные точки восстановления и имеет встроенные ступеньки. Не остались в стороне и рокерные панели. Стальные каменные рельсы, которые не являются обязательными для Silverado 1500 ZR2, входят в стандартную комплектацию Bison.
Передний бампер состоит из трех частей со встроенными прочными черными буксировочными крюками. Как и у заводского бампера ZR2, внешние края можно легко заменить в случае повреждения или просто снять, чтобы увеличить расстояние между шинами и препятствиями. Естественно, передняя часть также совместима с лебедкой. Задний бампер включает в себя аналогичные усиленные точки восстановления и имеет встроенные ступеньки. Не остались в стороне и рокерные панели. Стальные каменные рельсы, которые не являются обязательными для Silverado 1500 ZR2, входят в стандартную комплектацию Bison. Дорожный просвет остался прежним — 11,2 дюйма.
Дорожный просвет остался прежним — 11,2 дюйма. А может быть, только может быть, если сильно попросим… фиттинг на 37-й?
А может быть, только может быть, если сильно попросим… фиттинг на 37-й?
 Тем не менее, он поступит в продажу у дилеров по стартовой рекомендованной розничной цене 78,49 долларов США.0, включая пункт назначения и доставку. В этой ценовой категории Silverado ZR2 Bison будет дороже, чем базовый Ford F-150 Raptor (70 555 долларов) и Ram Power Wagon (62 715 долларов), и чуть ниже Ram 1500 TRX начального уровня (78 890 долларов). Хотя Raptor и TRX превосходят Bison по мощности, у них совершенно другая — и более скоростная — направленность; для сравнения, Bison больше предназначен для чистого катания по скалам и традиционного, более медленного бездорожья. Но помните, мы говорили, что покупатели грузовиков всегда хотят большего? Шевроле, мы бы не сказали «нет» немного большей мощности под капотом Бизона, даже если это привлекает хищников, таких как Раптор и TRX…
Тем не менее, он поступит в продажу у дилеров по стартовой рекомендованной розничной цене 78,49 долларов США.0, включая пункт назначения и доставку. В этой ценовой категории Silverado ZR2 Bison будет дороже, чем базовый Ford F-150 Raptor (70 555 долларов) и Ram Power Wagon (62 715 долларов), и чуть ниже Ram 1500 TRX начального уровня (78 890 долларов). Хотя Raptor и TRX превосходят Bison по мощности, у них совершенно другая — и более скоростная — направленность; для сравнения, Bison больше предназначен для чистого катания по скалам и традиционного, более медленного бездорожья. Но помните, мы говорили, что покупатели грузовиков всегда хотят большего? Шевроле, мы бы не сказали «нет» немного большей мощности под капотом Бизона, даже если это привлекает хищников, таких как Раптор и TRX… с./460 фунт-фут OHV 16-клапанный V-8
с./460 фунт-фут OHV 16-клапанный V-8 8 / 1kw
8 / 1kw
 0kw
0kw
 Угловая шлифовальная машина предназначена для эксплуатации при температуре окружающей среды от -10°С до +40°С, относительной влажности воздуха не более 80% и отсутствии прямого воздействия атмосферных осадков и чрезмерной запылённости воздуха.
Угловая шлифовальная машина предназначена для эксплуатации при температуре окружающей среды от -10°С до +40°С, относительной влажности воздуха не более 80% и отсутствии прямого воздействия атмосферных осадков и чрезмерной запылённости воздуха.
 рукоятка двухпозиционная
рукоятка двухпозиционная




 Лучшие преимущества
Лучшие преимущества Защитная крышка с защитой от скручивания легко регулируется. Вы можете сделать это за несколько секунд без каких-либо инструментов. Эргономика снова поражает ручкой MVT для снижения вибрации. Это снижает утомляемость оператора и повышает безопасность работы. Отключаемая угольная щетка очень прочная и имеет специальный защитный кожух для защиты от пыли. В целом, угловая шлифовальная машина Metabo 800 Watt Quick Paddle Switch — 4-1/2 дюйма #WP8-115Q от Welders Supply — лучшее, что вы можете купить.№ 0003
Защитная крышка с защитой от скручивания легко регулируется. Вы можете сделать это за несколько секунд без каких-либо инструментов. Эргономика снова поражает ручкой MVT для снижения вибрации. Это снижает утомляемость оператора и повышает безопасность работы. Отключаемая угольная щетка очень прочная и имеет специальный защитный кожух для защиты от пыли. В целом, угловая шлифовальная машина Metabo 800 Watt Quick Paddle Switch — 4-1/2 дюйма #WP8-115Q от Welders Supply — лучшее, что вы можете купить.№ 0003




 Его можно заряжать от прикуривателя или от сети 220 В.
Его можно заряжать от прикуривателя или от сети 220 В. ..
..




 В данном случае понятие “элемент
В данном случае понятие “элемент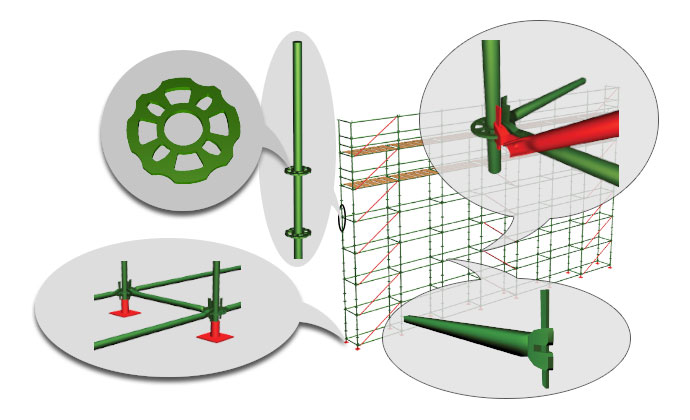

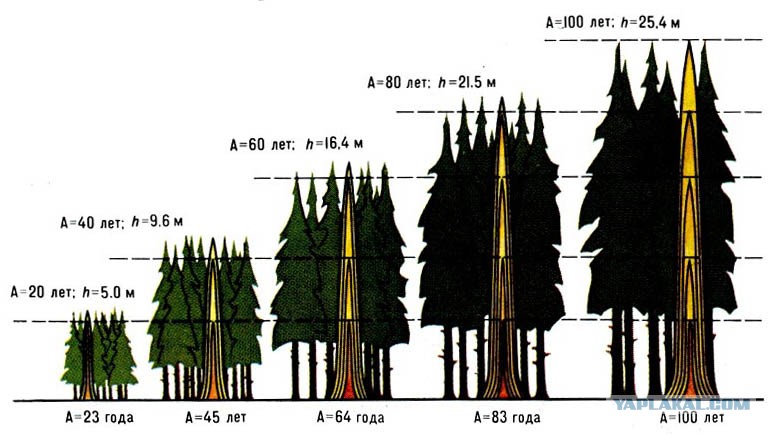 Дополнительные части обеспечивают устойчивость конструкции, безопасное передвижение по рабочей площадке.
Дополнительные части обеспечивают устойчивость конструкции, безопасное передвижение по рабочей площадке.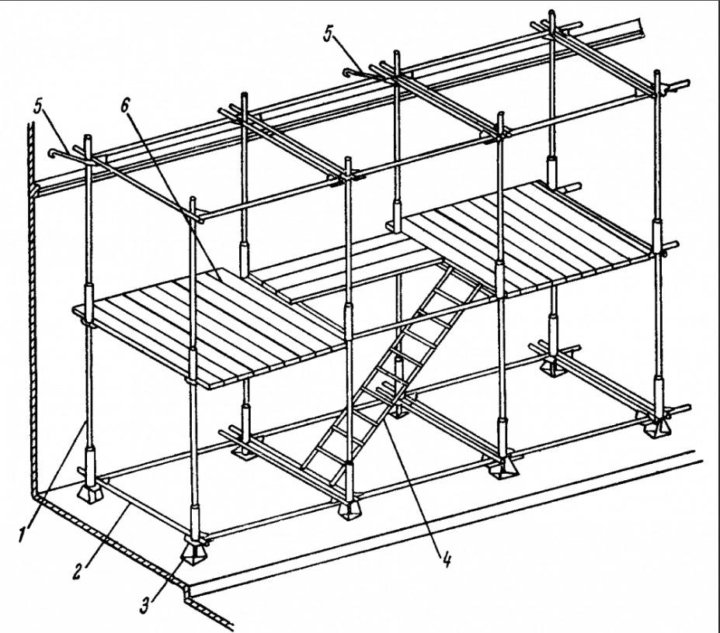 Рамные варианты собираются по принципу «труба в трубу», фиксируются флажковыми замками. Другие конструкции монтируются с применением клиньев, хомутов или штырей, чашек, дисков, пр.;
Рамные варианты собираются по принципу «труба в трубу», фиксируются флажковыми замками. Другие конструкции монтируются с применением клиньев, хомутов или штырей, чашек, дисков, пр.;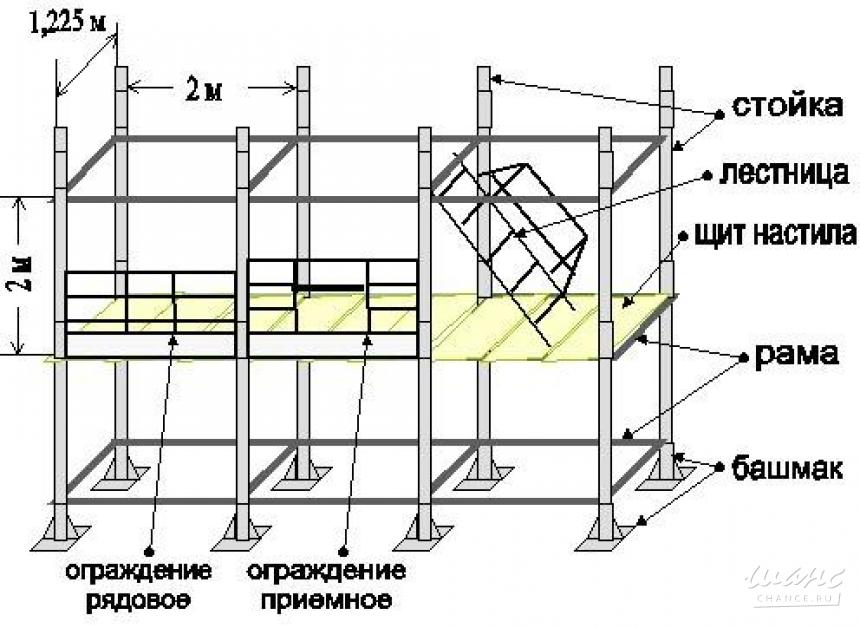 Строительные леса производитель снабжает комплектом монтажных приспособлений, их перечень и классификация имеется в паспорте оборудования.
Строительные леса производитель снабжает комплектом монтажных приспособлений, их перечень и классификация имеется в паспорте оборудования. Мы рады представить нашу инновационную мозаичную плитку из натурального дерева NEW . Независимо от того, делаете ли вы акцентную стену в своей семейной комнате или проектируете ресторан, классический, но современный стиль мозаичной плитки из натурального дерева сделает любой дизайн интерьера теплым и привлекательным.
Мы рады представить нашу инновационную мозаичную плитку из натурального дерева NEW . Независимо от того, делаете ли вы акцентную стену в своей семейной комнате или проектируете ресторан, классический, но современный стиль мозаичной плитки из натурального дерева сделает любой дизайн интерьера теплым и привлекательным.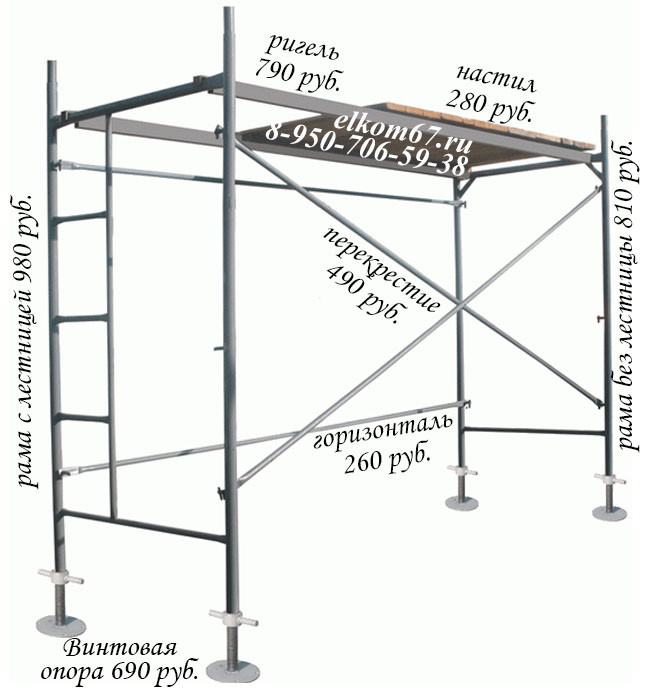
 Древесина, используемая в наших продуктах, была термически модифицирована в нашей собственной печи, изготовленной по индивидуальному заказу. В процессе обработки древесины в нашей печи с контролируемым пиролизом в течение 2-3 дней мы фактически меняем химическую структуру ( целлюлоза, лигнин и гемицеллюлоза ) древесины, удаляя органические соединения и большую часть воды. Это делает термомодифицированную древесину более прочной и способной выдерживать сезонные изменения, без необходимости использования химических веществ для получения желаемого результата.
Древесина, используемая в наших продуктах, была термически модифицирована в нашей собственной печи, изготовленной по индивидуальному заказу. В процессе обработки древесины в нашей печи с контролируемым пиролизом в течение 2-3 дней мы фактически меняем химическую структуру ( целлюлоза, лигнин и гемицеллюлоза ) древесины, удаляя органические соединения и большую часть воды. Это делает термомодифицированную древесину более прочной и способной выдерживать сезонные изменения, без необходимости использования химических веществ для получения желаемого результата. Перед окончательной сборкой наша древесная щепа проверяется на наличие изъянов и дефектов, которые не соответствуют нашим высоким стандартам качества.
Перед окончательной сборкой наша древесная щепа проверяется на наличие изъянов и дефектов, которые не соответствуют нашим высоким стандартам качества. Независимо от того, делаете ли вы акцентную стену в своей семейной комнате или проектируете ресторан, классический, но современный стиль мозаичной плитки из натурального дерева сделает любой дизайн интерьера теплым и привлекательным.
Независимо от того, делаете ли вы акцентную стену в своей семейной комнате или проектируете ресторан, классический, но современный стиль мозаичной плитки из натурального дерева сделает любой дизайн интерьера теплым и привлекательным. Наша экологическая цель — стать частью решения, а не частью проблемы. Наша современная печь устраняет необходимость использования токсичных химикатов для обработки древесины. Мы перерабатываем использованные опилки и древесный лом. Наша розничная упаковка изготовлена из переработанного материала. Защита Окружающая среда не является выбором для Forest Elements, она обязательна.
Наша экологическая цель — стать частью решения, а не частью проблемы. Наша современная печь устраняет необходимость использования токсичных химикатов для обработки древесины. Мы перерабатываем использованные опилки и древесный лом. Наша розничная упаковка изготовлена из переработанного материала. Защита Окружающая среда не является выбором для Forest Elements, она обязательна. Это делает термомодифицированную древесину более прочной и способной выдерживать сезонные изменения, без необходимости использования химических веществ для получения желаемого результата.
Это делает термомодифицированную древесину более прочной и способной выдерживать сезонные изменения, без необходимости использования химических веществ для получения желаемого результата.


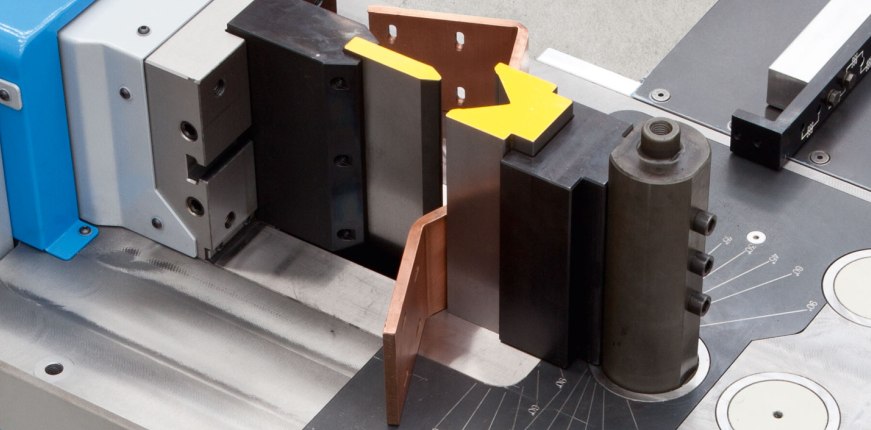 Su. Сейчас предложение находится в статусе «под заказ».
Su. Сейчас предложение находится в статусе «под заказ».
 Сыровца 46, офис 309, Днепродзержинск, 51921, Украина
Сыровца 46, офис 309, Днепродзержинск, 51921, Украина Диапазон температур, при которых термопластичные материалы могут подвергаться формовке, составляет: для литьевого акрила Plexiglas GS – 160…175 °С, экструзионного акрила Plexiglas XT – 150…160 °С, поликарбоната Makrolon – 190…210 °C.
Диапазон температур, при которых термопластичные материалы могут подвергаться формовке, составляет: для литьевого акрила Plexiglas GS – 160…175 °С, экструзионного акрила Plexiglas XT – 150…160 °С, поликарбоната Makrolon – 190…210 °C. Также на результат гибки влияет качество самой струны – если она износилась, то линия изгиба получится неровной. Струна не должна провисать, ее положение должно быть строго горизонтальным.
Также на результат гибки влияет качество самой струны – если она износилась, то линия изгиба получится неровной. Струна не должна провисать, ее положение должно быть строго горизонтальным.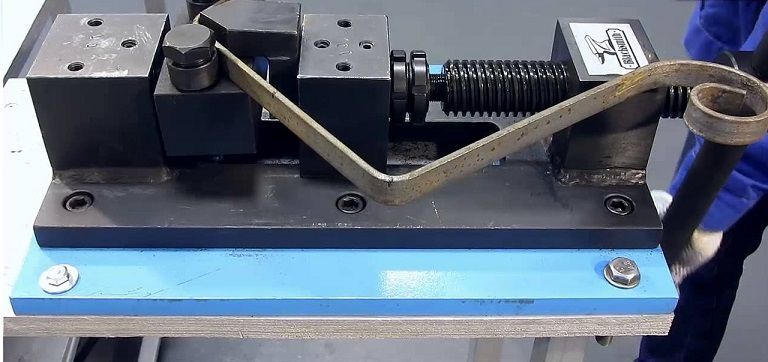
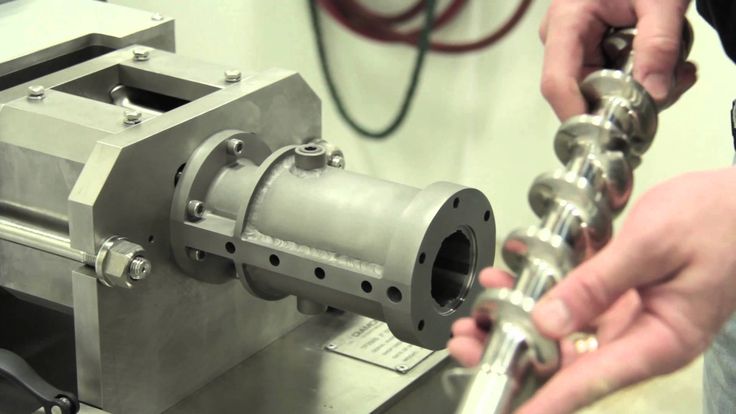 Принцип его работы аналогичен гибке на струне, но станок обеспечивает более высокую производительность. Качество гибки на струне и на станке идентично (при условии выполнения данных операций профессионалами), но станок выигрывает по скорости работы.
Принцип его работы аналогичен гибке на струне, но станок обеспечивает более высокую производительность. Качество гибки на струне и на станке идентично (при условии выполнения данных операций профессионалами), но станок выигрывает по скорости работы.

 В то время как некоторые методы гибки позволяют получить более узкий радиус изгиба, а другие могут лучше обеспечить стабильность профиля, несколько ключевых соображений могут помочь вам улучшить гибкость вашего продукта для любого метода гибки.
В то время как некоторые методы гибки позволяют получить более узкий радиус изгиба, а другие могут лучше обеспечить стабильность профиля, несколько ключевых соображений могут помочь вам улучшить гибкость вашего продукта для любого метода гибки.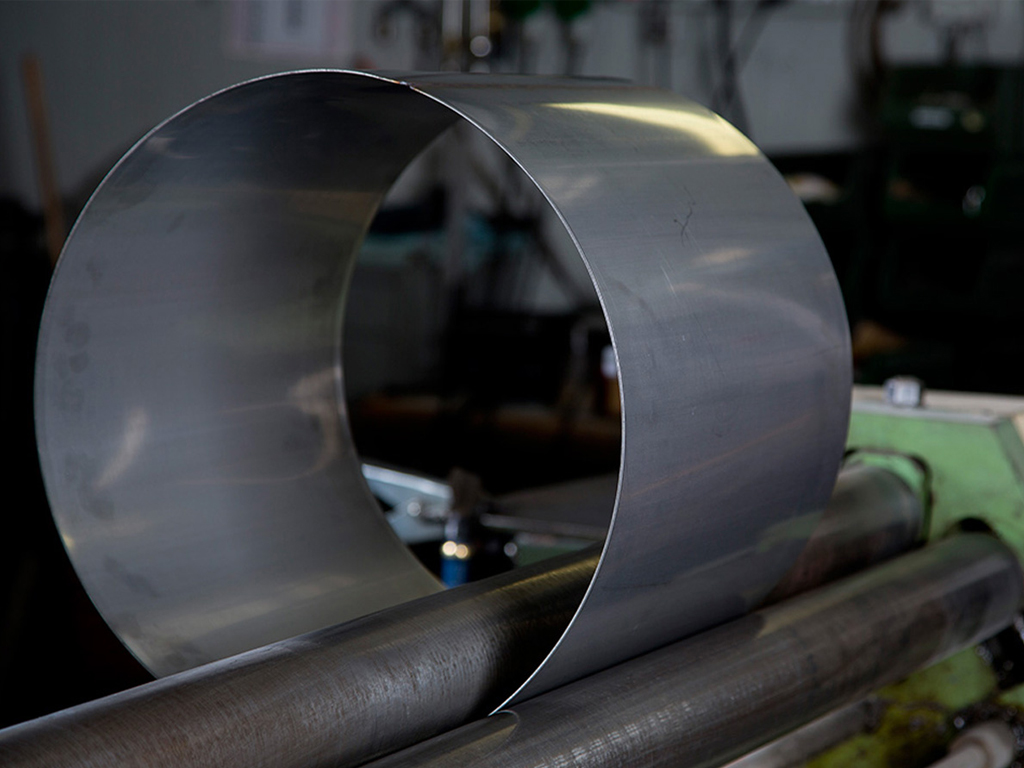


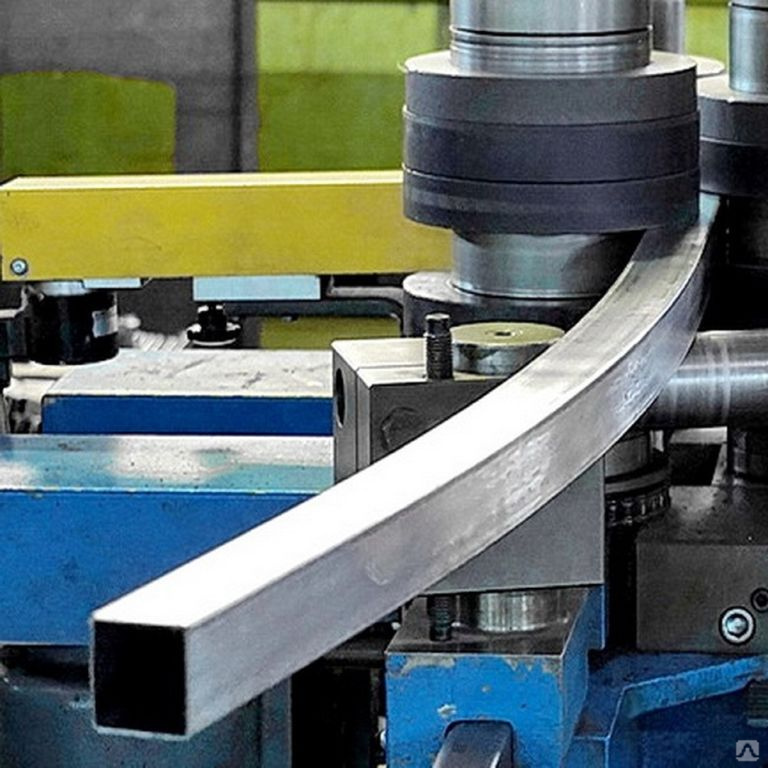

 Хотя этот метод наиболее распространен для круглых труб, этот метод может формировать другие профили экструзии в уникальные продукты. Эта технология менее распространена, чем другие методы гибки, но в ближайшем будущем она может иметь значительный потенциал.
Хотя этот метод наиболее распространен для круглых труб, этот метод может формировать другие профили экструзии в уникальные продукты. Эта технология менее распространена, чем другие методы гибки, но в ближайшем будущем она может иметь значительный потенциал. Чтобы помочь в этом, обратитесь к нашему Руководству по проектированию экструзии или поговорите со специалистом по обслуживанию Gabrian, чтобы получить экспертную информацию о проектировании и гибке экструдированных алюминиевых изделий.
Чтобы помочь в этом, обратитесь к нашему Руководству по проектированию экструзии или поговорите со специалистом по обслуживанию Gabrian, чтобы получить экспертную информацию о проектировании и гибке экструдированных алюминиевых изделий.

 Идеальный характер зависит от области применения. T6 обладает наибольшей прочностью, но его труднее всего сформировать (см. , рис. 1 ). Для более узких радиусов, менее 10D (радиус менее чем в 10 раз больше диаметра), конструктор должен учитывать максимальный отпуск T4. T0 предлагает наилучшую формуемость, но имеет небольшую прочность и подвержен повреждениям во время установки и эксплуатации. Специалист по гибке может отправить гнутый профиль на термообработку, искусственно состарив профиль до более высокого отпуска, но это, конечно, удорожает.
Идеальный характер зависит от области применения. T6 обладает наибольшей прочностью, но его труднее всего сформировать (см. , рис. 1 ). Для более узких радиусов, менее 10D (радиус менее чем в 10 раз больше диаметра), конструктор должен учитывать максимальный отпуск T4. T0 предлагает наилучшую формуемость, но имеет небольшую прочность и подвержен повреждениям во время установки и эксплуатации. Специалист по гибке может отправить гнутый профиль на термообработку, искусственно состарив профиль до более высокого отпуска, но это, конечно, удорожает. Чтобы избежать этого, операцию анодирования следует выполнять после гибки.
Чтобы избежать этого, операцию анодирования следует выполнять после гибки. Более того, если гибочная машина и ее инструменты не могут надежно контролировать движение профиля во время гибки, процесс становится менее стабильным, более дорогостоящим, а иногда непрактичным или просто невозможным.
Более того, если гибочная машина и ее инструменты не могут надежно контролировать движение профиля во время гибки, процесс становится менее стабильным, более дорогостоящим, а иногда непрактичным или просто невозможным. Управление им обычно означает приложение давления к другой оси, что может создать дополнительные проблемы.
Управление им обычно означает приложение давления к другой оси, что может создать дополнительные проблемы. Это указывает на то, что форма не может выдержать необходимые усилия изгиба. Это потому, что силы при изгибе действуют по направлению к центру и к нейтральной оси, которая находится в середине симметричного сечения.
Это указывает на то, что форма не может выдержать необходимые усилия изгиба. Это потому, что силы при изгибе действуют по направлению к центру и к нейтральной оси, которая находится в середине симметричного сечения. Изменение конструкции — на конструкцию с основанием, равным ногам или немного шире их, — поможет специалистам по сгибанию немного лучше контролировать скручивание.
Изменение конструкции — на конструкцию с основанием, равным ногам или немного шире их, — поможет специалистам по сгибанию немного лучше контролировать скручивание. 6 ) для тележки или направляющей, а также допуск на скручивание (№ 2 на рис. 6), который гарантирует, что тележка не заденет профиль.
6 ) для тележки или направляющей, а также допуск на скручивание (№ 2 на рис. 6), который гарантирует, что тележка не заденет профиль.
 рис. 8 ). Если дизайнер поместит их перпендикулярно радиусу изгиба, эти порты, скорее всего, переместятся к центральной линии, если они не поддерживаются изнутри. При размещении по радиусу порты способствуют изгибу, так как создают эффект ребра жесткости. Крайне важно передать саму заглушку специалисту по гибке, который может использовать ее в качестве контрольного инструмента.
рис. 8 ). Если дизайнер поместит их перпендикулярно радиусу изгиба, эти порты, скорее всего, переместятся к центральной линии, если они не поддерживаются изнутри. При размещении по радиусу порты способствуют изгибу, так как создают эффект ребра жесткости. Крайне важно передать саму заглушку специалисту по гибке, который может использовать ее в качестве контрольного инструмента. 9..
9..





 Вопросы доставки, монтажа и пуско-наладочных работ берем на себя и
Вопросы доставки, монтажа и пуско-наладочных работ берем на себя и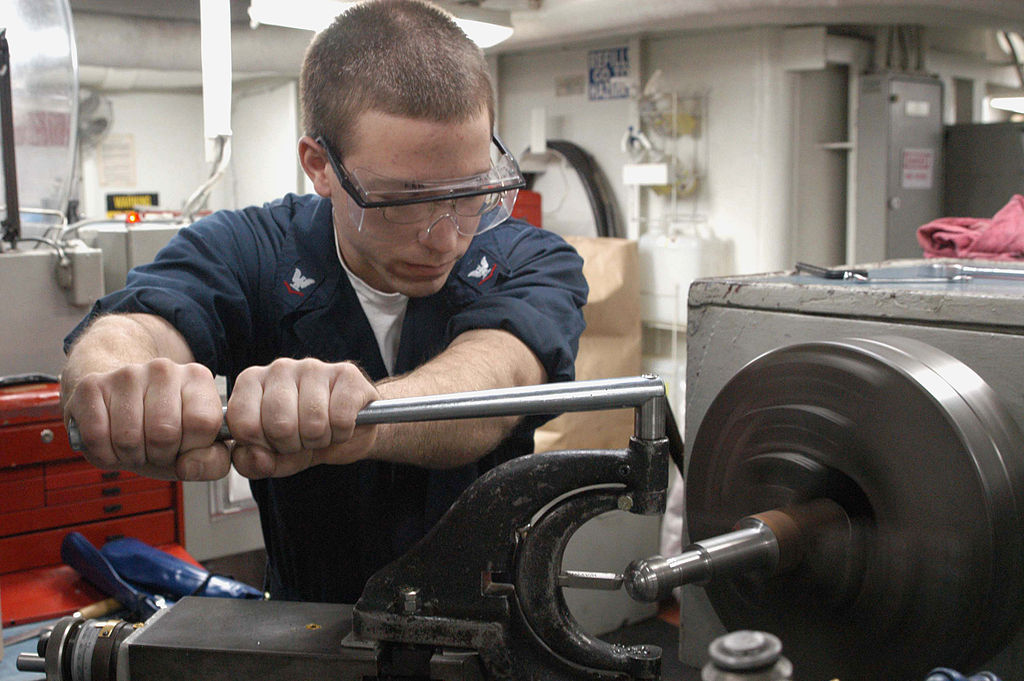 м
м youtube.com/embed/j6YmpKLT7TY?rel=0&showinfo=0″>
youtube.com/embed/j6YmpKLT7TY?rel=0&showinfo=0″>  Не путать с фрезерованием. Токарная обработка — это процесс механической обработки, который включает использование стационарного режущего инструмента для удаления материала с вращающейся заготовки. Когда режущий инструмент давит на заготовку, он удаляет материал, тем самым изменяя размер и форму заготовки. Ниже приведены пять быстрых фактов о поворотах в обрабатывающей промышленности.
Не путать с фрезерованием. Токарная обработка — это процесс механической обработки, который включает использование стационарного режущего инструмента для удаления материала с вращающейся заготовки. Когда режущий инструмент давит на заготовку, он удаляет материал, тем самым изменяя размер и форму заготовки. Ниже приведены пять быстрых фактов о поворотах в обрабатывающей промышленности. до н.э.
до н.э. В конце концов, оба процесса предполагают использование режущего инструмента для удаления материала с заготовки. Несмотря на то, что они похожи, они не одинаковы. При токарной обработке режущий инструмент неподвижен, а заготовка вращается. При фрезеровании режущий инструмент вращается, а заготовка неподвижна. Между этими двумя процессами обработки есть и другие нюансы, но это основное, чем они отличаются.
В конце концов, оба процесса предполагают использование режущего инструмента для удаления материала с заготовки. Несмотря на то, что они похожи, они не одинаковы. При токарной обработке режущий инструмент неподвижен, а заготовка вращается. При фрезеровании режущий инструмент вращается, а заготовка неподвижна. Между этими двумя процессами обработки есть и другие нюансы, но это основное, чем они отличаются.
 Диаметр необходимо обрезать в два прохода: черновой проход и чистовой проход.
Диаметр необходимо обрезать в два прохода: черновой проход и чистовой проход.


 Если необходимо завершить диаметр пленкой или полировкой, никогда не оставляйте для этой операции более 0,002–0,003 дюйма.
Если необходимо завершить диаметр пленкой или полировкой, никогда не оставляйте для этой операции более 0,002–0,003 дюйма.


 Правильно установите заготовку в патрон.
Правильно установите заготовку в патрон.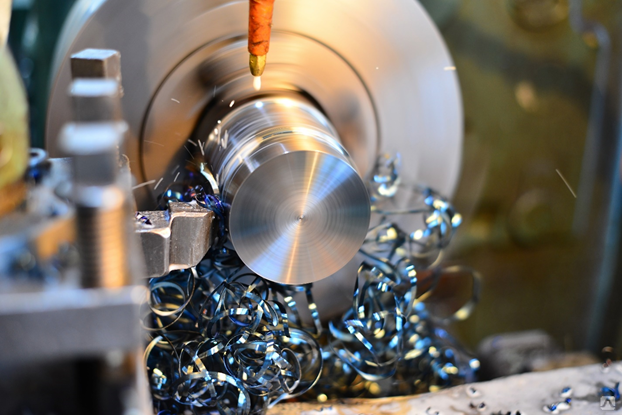



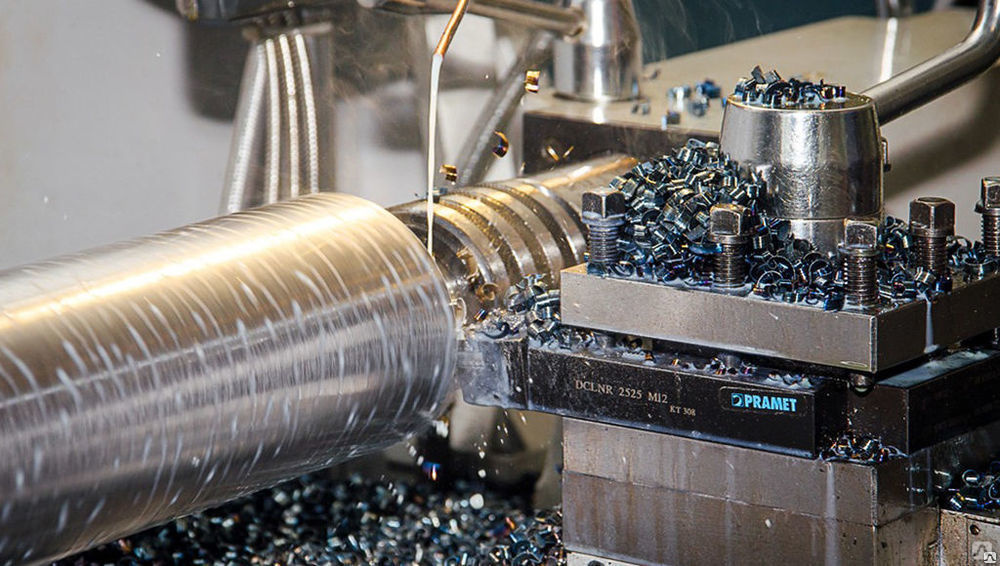 а. Примечание. В качестве скорости подачи выберите среднюю скорость подачи.
а. Примечание. В качестве скорости подачи выберите среднюю скорость подачи.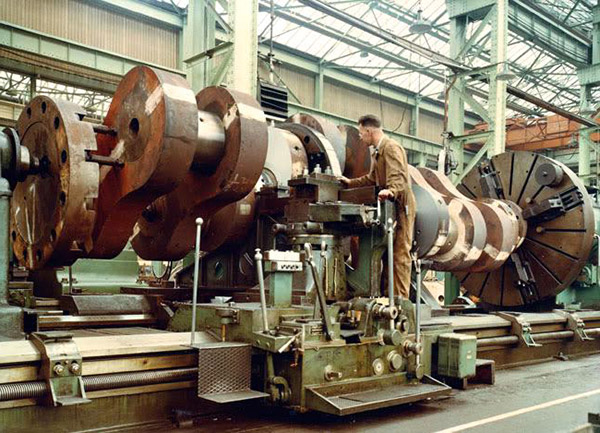
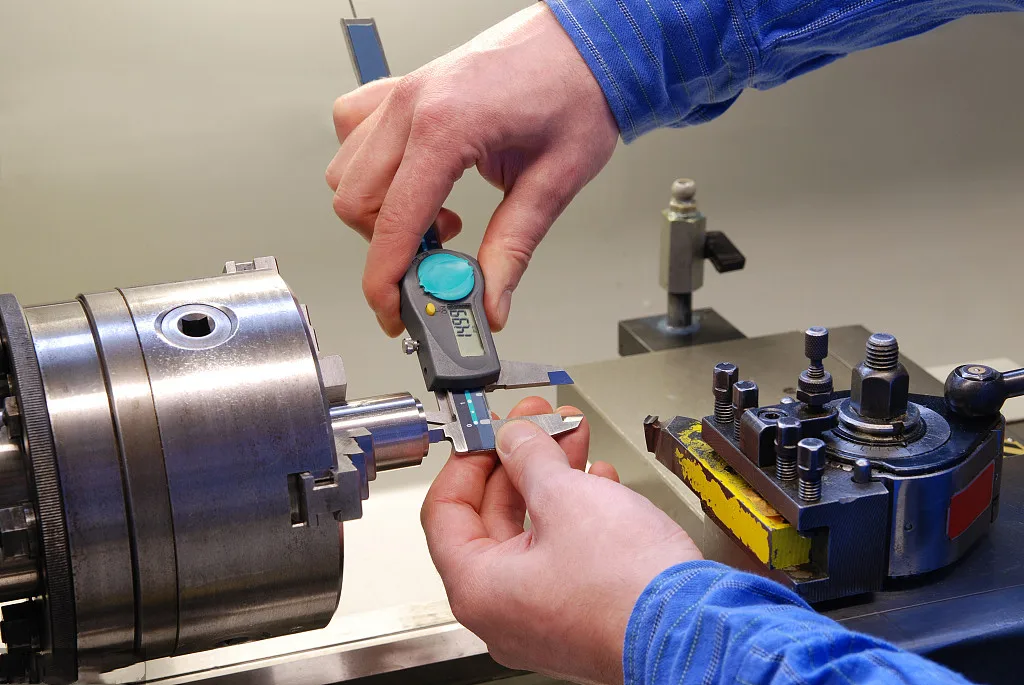

 Это должно быть примерно 0,030 дюйма или до тех пор, пока накатка не сформирует хороший рисунок.
Это должно быть примерно 0,030 дюйма или до тех пор, пока накатка не сформирует хороший рисунок. Существует три типа канавок: квадратные, круглые и U-образные.
Существует три типа канавок: квадратные, круглые и U-образные.

 Наконечник инструмента должен выступать из держателя на расстояние, равное немногим больше половины диаметра заготовки. Отрегулируйте число оборотов в минуту (об/мин) примерно на ⅔ скорости вращения.
Наконечник инструмента должен выступать из держателя на расстояние, равное немногим больше половины диаметра заготовки. Отрегулируйте число оборотов в минуту (об/мин) примерно на ⅔ скорости вращения. По мере приближения заготовка подвешивается на тонком металлическом стержне.
По мере приближения заготовка подвешивается на тонком металлическом стержне.

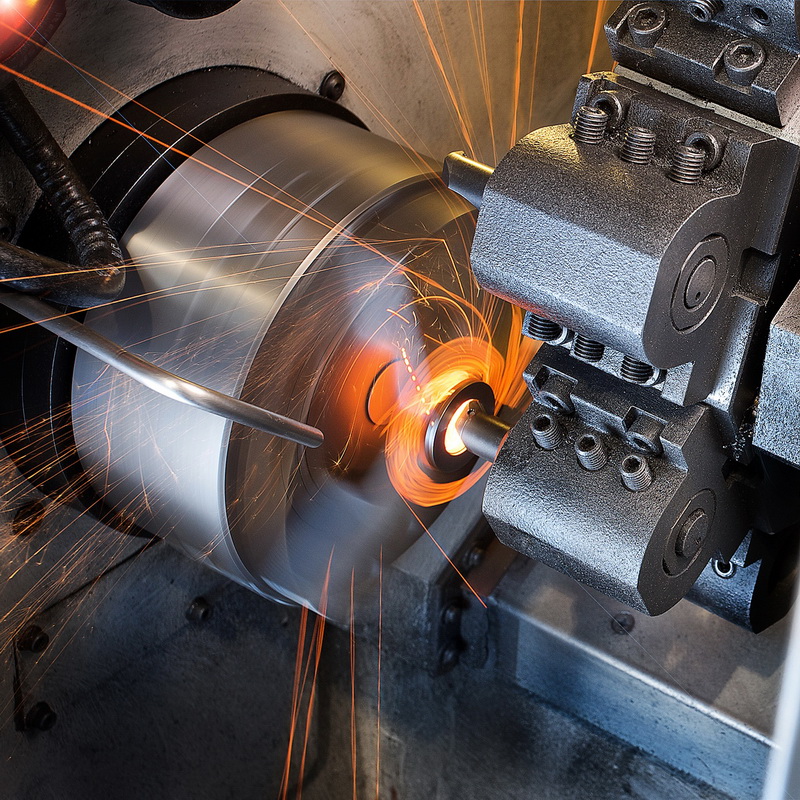

 Инструментальная насадка должна подаваться вручную, используя комбинированную рукоятку подачи.
Инструментальная насадка должна подаваться вручную, используя комбинированную рукоятку подачи.
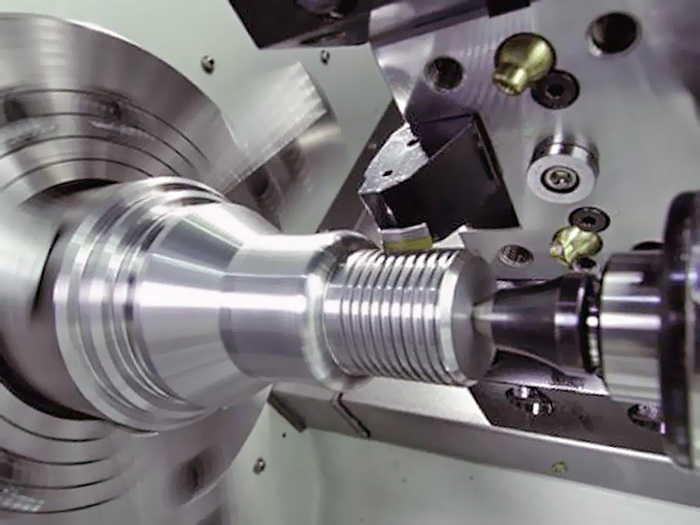
 Введенная пользователем программа работы сохраняется в энергонезависимой памяти реле при отключении питания неограниченное время. Погрешность отработки в интервале рабочих температур — не более (6х10-5хТ+0,2) с. Реле размещается в 2-х блоках (далее – «блок 1» и «блок 2»). Габаритные размеры каждого блока — не более 92х90х56 мм, масса — не более 0,5 кг. Реле предназначено для монтажа либо на DIN-рейке, либо на вертикальной стене при помощи шурупов, поставляемых в комплекте.
Введенная пользователем программа работы сохраняется в энергонезависимой памяти реле при отключении питания неограниченное время. Погрешность отработки в интервале рабочих температур — не более (6х10-5хТ+0,2) с. Реле размещается в 2-х блоках (далее – «блок 1» и «блок 2»). Габаритные размеры каждого блока — не более 92х90х56 мм, масса — не более 0,5 кг. Реле предназначено для монтажа либо на DIN-рейке, либо на вертикальной стене при помощи шурупов, поставляемых в комплекте. Запуск программы начинается сразу после подачи питания либо после нажатия кнопки или замыкания контактов » «, аккумулятора нет.
Запуск программы начинается сразу после подачи питания либо после нажатия кнопки или замыкания контактов » «, аккумулятора нет. Реле должно быть защищено от попадания влаги и грязи. Монтаж выходных контактов реле вести гибким проводом сечением от 1,0 до 2,5 мм 2. Монтажные провода должны быть надежно закреплены и не иметь возможности перемещения Подсоедините провода, по которым подается питание на каждый из блоков реле, к контактам 220 В, 50 Гц Соедините между собой следующие контакты: контакт блока 1 с контактом блока 2, контакт 5 блока 1 с контактом 5 блока 2, контакт 6 блока 1 с контактом 6 блока К контактам обоих блоков подключите нагрузку соответствующего канала с учетом данных, указанных в п.2.5. Выходные контакты каналов 1 4 находятся в блоке 1, а каналов 5 и 6 — в блоке 2. Подайте питание на реле. Для предварительной зарядки аккумулятора оставьте реле включенным в сеть на время не менее 8 час Если требуется дистанционное управление: подсоедините внешнюю цепь управления пуском и остановом реле к контактам, а цепь дистанционного обнуления показаний времени к контактам 0 блока ПРОГРАММИРОВАНИЕ РЕЛЕ Общие положения.
Реле должно быть защищено от попадания влаги и грязи. Монтаж выходных контактов реле вести гибким проводом сечением от 1,0 до 2,5 мм 2. Монтажные провода должны быть надежно закреплены и не иметь возможности перемещения Подсоедините провода, по которым подается питание на каждый из блоков реле, к контактам 220 В, 50 Гц Соедините между собой следующие контакты: контакт блока 1 с контактом блока 2, контакт 5 блока 1 с контактом 5 блока 2, контакт 6 блока 1 с контактом 6 блока К контактам обоих блоков подключите нагрузку соответствующего канала с учетом данных, указанных в п.2.5. Выходные контакты каналов 1 4 находятся в блоке 1, а каналов 5 и 6 — в блоке 2. Подайте питание на реле. Для предварительной зарядки аккумулятора оставьте реле включенным в сеть на время не менее 8 час Если требуется дистанционное управление: подсоедините внешнюю цепь управления пуском и остановом реле к контактам, а цепь дистанционного обнуления показаний времени к контактам 0 блока ПРОГРАММИРОВАНИЕ РЕЛЕ Общие положения. В общем случае процесс программирования реле включает в себя следующие этапы. Непосредственно программирование запись в память времен переключения контактов выходных каналов. Ввод длительности цикла только если реле должно работать в циклическом режиме. Ввод текущего времени и состояния выходных каналов только если отработка программы должна начинаться не с начала, а с некоторого промежуточного значения. Примечания. Все органы управления находятся в блоке 1.
В общем случае процесс программирования реле включает в себя следующие этапы. Непосредственно программирование запись в память времен переключения контактов выходных каналов. Ввод длительности цикла только если реле должно работать в циклическом режиме. Ввод текущего времени и состояния выходных каналов только если отработка программы должна начинаться не с начала, а с некоторого промежуточного значения. Примечания. Все органы управления находятся в блоке 1.



 1992 июнь; 303(6):387-91.
1992 июнь; 303(6):387-91.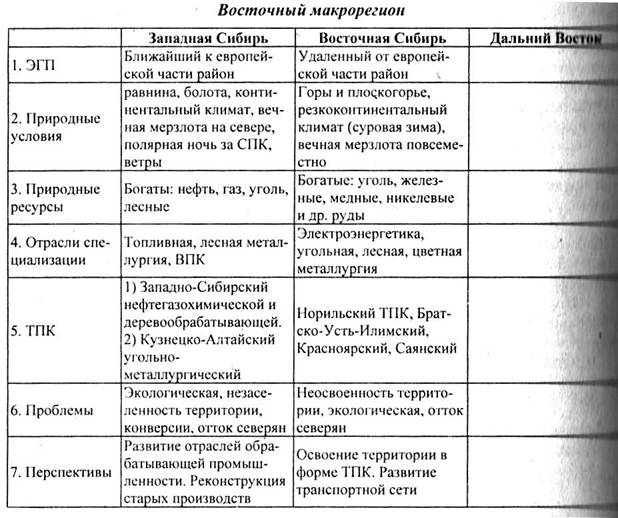 1097/00000441-199206000-00006.
1097/00000441-199206000-00006. doi: 10.1016/0145-2126(85)
doi: 10.1016/0145-2126(85)




 Название и описание продукта заменяют изображенное на нем изображение. Картинка, предоставленная производителем, не всегда точна. Мы можем использовать одно и то же изображение для разных размеров товара.
Название и описание продукта заменяют изображенное на нем изображение. Картинка, предоставленная производителем, не всегда точна. Мы можем использовать одно и то же изображение для разных размеров товара. Возможен заказ
Возможен заказ Гарантия на инструменты контроля крутящего момента марки GEDORE составляет двенадцать (12) месяцев с даты покупки и до 5000 циклов крутящего момента (после чего GEDORE рекомендует повторную калибровку). Гарантия на расходные материалы распространяется только на дефекты изготовления или материалов, препятствующие их использованию. Для целей настоящей Гарантии Расходные материалы определяются как Продукты, которые, как разумно ожидать, будут израсходованы или повреждены во время использования, включая, помимо прочего, сверла, полотна для пил и ножей, шлифовальные и шлифовальные диски, лезвия для ножей, напильники, датчики и батареи. . Настоящая Гарантия распространяется только на первоначального Клиента и не может быть передана или переуступлена какой-либо третьей стороне.
Гарантия на инструменты контроля крутящего момента марки GEDORE составляет двенадцать (12) месяцев с даты покупки и до 5000 циклов крутящего момента (после чего GEDORE рекомендует повторную калибровку). Гарантия на расходные материалы распространяется только на дефекты изготовления или материалов, препятствующие их использованию. Для целей настоящей Гарантии Расходные материалы определяются как Продукты, которые, как разумно ожидать, будут израсходованы или повреждены во время использования, включая, помимо прочего, сверла, полотна для пил и ножей, шлифовальные и шлифовальные диски, лезвия для ножей, напильники, датчики и батареи. . Настоящая Гарантия распространяется только на первоначального Клиента и не может быть передана или переуступлена какой-либо третьей стороне. Ремонт, замена или возмещение Продуктов осуществляется по выбору и за счет ГЕДОРЕ и является единственным и исключительным средством правовой защиты Клиента вместо любых и всех других прав и средств правовой защиты, которые в противном случае могут быть у Клиента. Для получения Гарантийного обслуживания Клиент должен следовать процедурам Возврата Продукта, изложенным в Параграфе 6 ниже. GEDORE не несет ответственности за Товары, которые были утеряны или повреждены во время возврата. Клиенту рекомендуется: (1) отправить возвращенный Продукт с номером отслеживания или подтверждением доставки; (2) использовать перевозчика, предлагающего отслеживание доставки для всех возвратов; и (3) либо застраховать Продукт во время доставки, либо объявить полную стоимость доставки, чтобы Клиент был защищен в случае потери или повреждения Продукта во время доставки. GEDORE не несет ответственности за ремонт, замену или возмещение Продукта без действительного подтверждения покупки или доставки.
Ремонт, замена или возмещение Продуктов осуществляется по выбору и за счет ГЕДОРЕ и является единственным и исключительным средством правовой защиты Клиента вместо любых и всех других прав и средств правовой защиты, которые в противном случае могут быть у Клиента. Для получения Гарантийного обслуживания Клиент должен следовать процедурам Возврата Продукта, изложенным в Параграфе 6 ниже. GEDORE не несет ответственности за Товары, которые были утеряны или повреждены во время возврата. Клиенту рекомендуется: (1) отправить возвращенный Продукт с номером отслеживания или подтверждением доставки; (2) использовать перевозчика, предлагающего отслеживание доставки для всех возвратов; и (3) либо застраховать Продукт во время доставки, либо объявить полную стоимость доставки, чтобы Клиент был защищен в случае потери или повреждения Продукта во время доставки. GEDORE не несет ответственности за ремонт, замену или возмещение Продукта без действительного подтверждения покупки или доставки.
 Уже разработаны были 200 лет назад дрели для нетолько сверления, но и для бурения и сверления с ударом.
Уже разработаны были 200 лет назад дрели для нетолько сверления, но и для бурения и сверления с ударом. Спецификация как скорость вращения и высокый крутящий момент делает инструмент перевосходным.
Спецификация как скорость вращения и высокый крутящий момент делает инструмент перевосходным.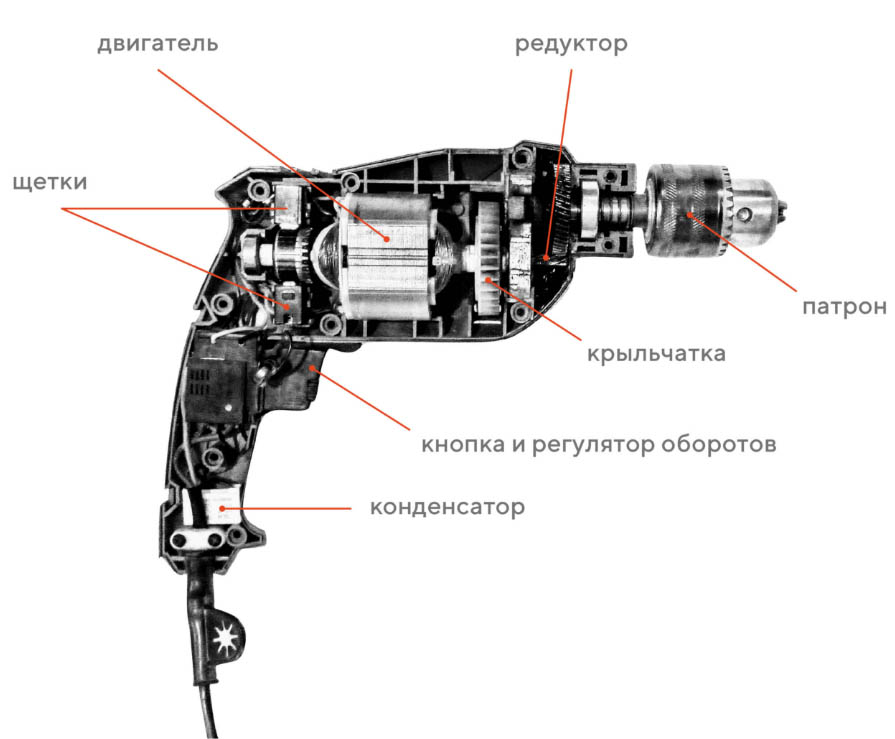 Но, зависимо от аккумулятора, цена различается. Так например литий-ионные модели дорогие аккумуляторы для шуруповертов.
Но, зависимо от аккумулятора, цена различается. Так например литий-ионные модели дорогие аккумуляторы для шуруповертов. Металические патроны же очень прочный и снабжается профессиональный дрель-шуруповерт патронами из металла.
Металические патроны же очень прочный и снабжается профессиональный дрель-шуруповерт патронами из металла.
 В сетевых шуруповертов величина крутящего момента опредляется потребляемой или выходной мощностью инструмента.
В сетевых шуруповертов величина крутящего момента опредляется потребляемой или выходной мощностью инструмента.
 Одна муфта служит для удерживания патрона, другая —для зажима.
Одна муфта служит для удерживания патрона, другая —для зажима. У него переменный контроль скорости для работы на индивидуальной скорости в соответсвии с различным материалами примененями.
У него переменный контроль скорости для работы на индивидуальной скорости в соответсвии с различным материалами примененями.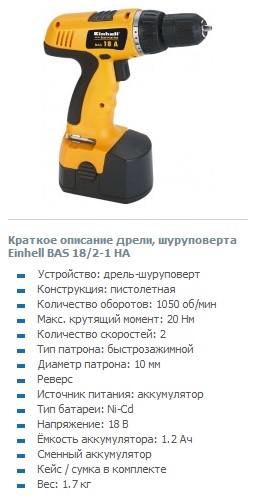 Они модифицированые инструменты, которые разработаны для закручивания и откручивания винтов кроме сверления. За 35000 лет да нашей эры ощущались потребность к сверление и придумывали люди о дрели и шуруповерты.
Они модифицированые инструменты, которые разработаны для закручивания и откручивания винтов кроме сверления. За 35000 лет да нашей эры ощущались потребность к сверление и придумывали люди о дрели и шуруповерты. Как правило, шуруповёрт работает от аккумуляторной батареи.
Как правило, шуруповёрт работает от аккумуляторной батареи.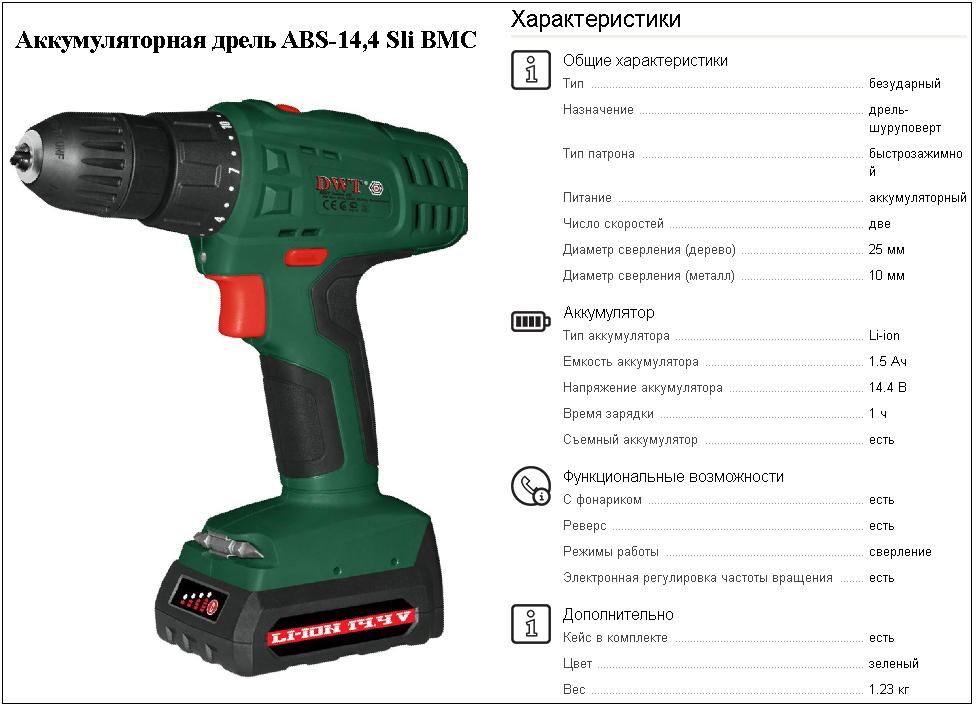 Наиболее распространёнными видами шлицев являются крестообразные Позидрив и Филлипс.
Наиболее распространёнными видами шлицев являются крестообразные Позидрив и Филлипс. Некоторые шестерёнки редуктора также могут быть сделаны из пластмассы[1]. Металлический корпус редуктора выдерживает бо́льшие механические нагрузки и обладает лучшим теплоотводом, чем пластмассовый.
Некоторые шестерёнки редуктора также могут быть сделаны из пластмассы[1]. Металлический корпус редуктора выдерживает бо́льшие механические нагрузки и обладает лучшим теплоотводом, чем пластмассовый.
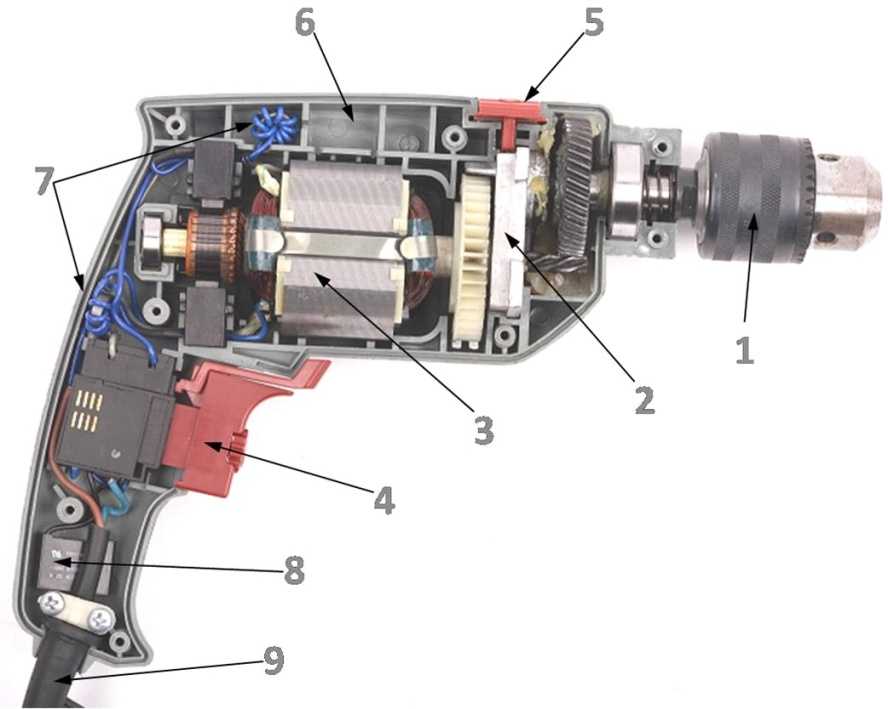

 У сетевых шуруповёртов величина крутящего момента определяется потребляемой или выходной мощностью инструмента.
У сетевых шуруповёртов величина крутящего момента определяется потребляемой или выходной мощностью инструмента. Как правило, шуруповёрты сверлят в безударном режиме, но есть модели и с ударным режимом сверления.
Как правило, шуруповёрты сверлят в безударном режиме, но есть модели и с ударным режимом сверления.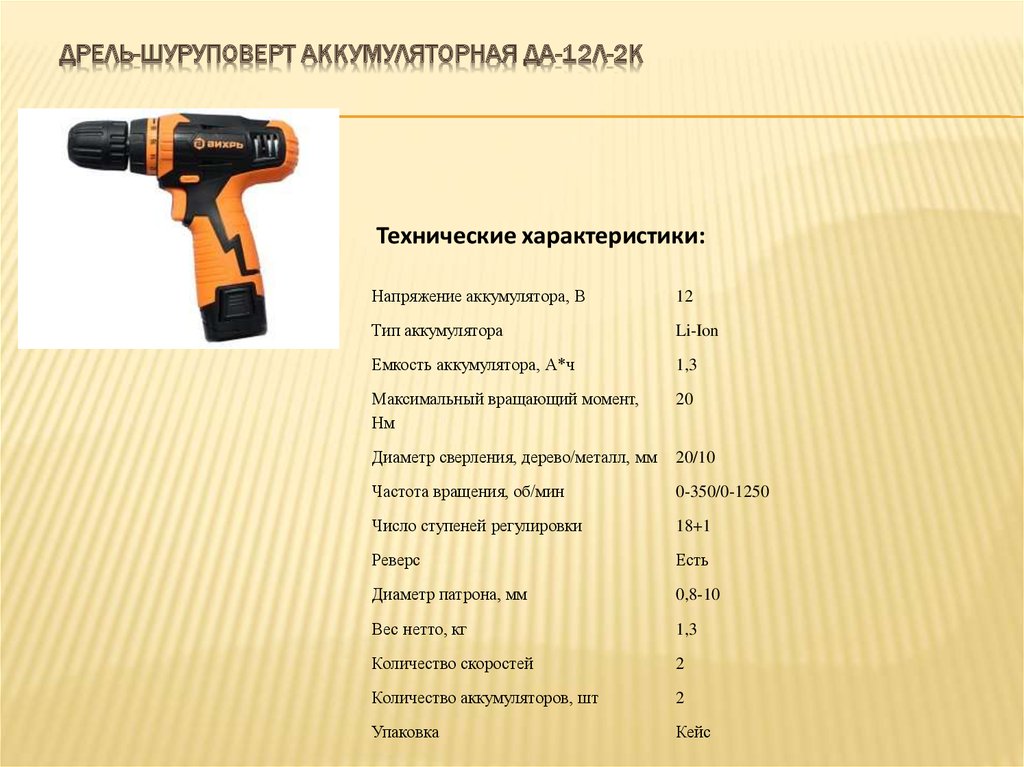

 — январь 2008. — № 1. — С. 15—19.
— январь 2008. — № 1. — С. 15—19.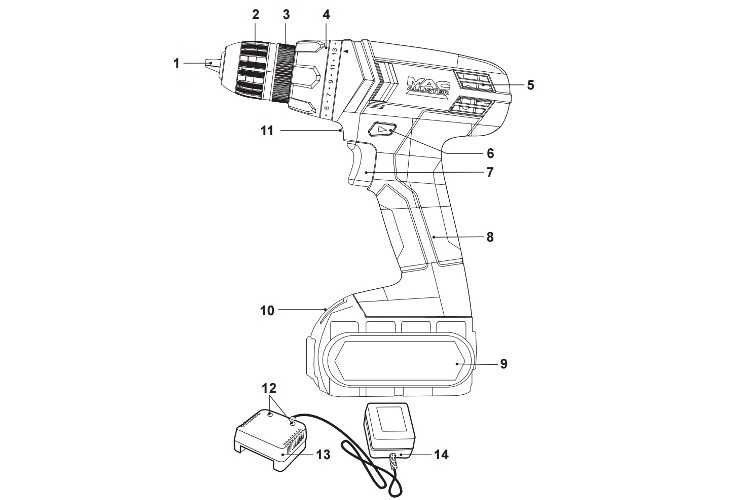

 com
com Знаете ли вы, как отвечать на вопросы, которые вызывают самые ожесточенные споры по грамматике?
Знаете ли вы, как отвечать на вопросы, которые вызывают самые ожесточенные споры по грамматике?

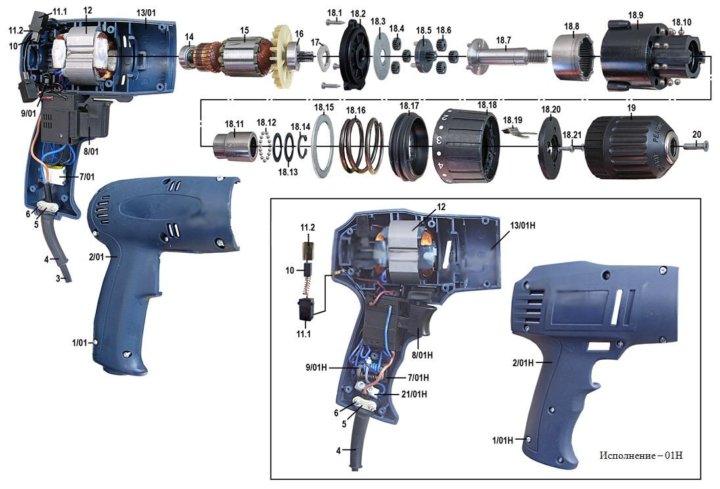
 Иными словами, сфера применения настоящего карбона — изготовление разных конструкций. С помощью карбоновой пленки можно оклеить самые разные поверхности.
Иными словами, сфера применения настоящего карбона — изготовление разных конструкций. С помощью карбоновой пленки можно оклеить самые разные поверхности. Автовиниловое покрытие примечательно наличием воздухоотводящих каналов, хорошей толщиной и большим выбором цветовой гаммы.
Автовиниловое покрытие примечательно наличием воздухоотводящих каналов, хорошей толщиной и большим выбором цветовой гаммы. От неё зависят уровень эластичности материала, растяжка и степень защиты оклеиваемой поверхности. При небольшой толщине плёнка часто рвётся, если её растянуть. Напротив, слишком толстый материал тянется плохо. Важно соблюдение «золотой середины»;
От неё зависят уровень эластичности материала, растяжка и степень защиты оклеиваемой поверхности. При небольшой толщине плёнка часто рвётся, если её растянуть. Напротив, слишком толстый материал тянется плохо. Важно соблюдение «золотой середины»; Например, если автолюбитель желает сменить внешний вид своей машины на один-два сезона, можно купить плёнку с минимальным сроком службы. Если же планируется оклейка на длительный срок, лучше приобретать винил, который служит от пяти лет и более.
Например, если автолюбитель желает сменить внешний вид своей машины на один-два сезона, можно купить плёнку с минимальным сроком службы. Если же планируется оклейка на длительный срок, лучше приобретать винил, который служит от пяти лет и более.
 У нас работают специалисты, имеющие большой опыт в этой сфере. Мы применяем только качественные материалы, относящиеся к ведущим мировым брендам. Их высокие характеристики, износостойкость и максимальные сроки эксплуатации были неоднократно доказаны на примере многих клиентов, обратившихся к нам.
У нас работают специалисты, имеющие большой опыт в этой сфере. Мы применяем только качественные материалы, относящиеся к ведущим мировым брендам. Их высокие характеристики, износостойкость и максимальные сроки эксплуатации были неоднократно доказаны на примере многих клиентов, обратившихся к нам. 11.2016 24.02.2022
11.2016 24.02.2022 В плане соотношения эффектного внешнего вида к стоимости, фору всем пленкам может дать пленка карбон 3D. Цена такого винила у нас в компании очень демократична, а его преимущества… Только взгляните на них:
В плане соотношения эффектного внешнего вида к стоимости, фору всем пленкам может дать пленка карбон 3D. Цена такого винила у нас в компании очень демократична, а его преимущества… Только взгляните на них:
 Интегрированные материалы для конечного использования, программное обеспечение и 3D-принтеры позволяют командам ускорить вывод продуктов на рынок — от идеи до производства.
Интегрированные материалы для конечного использования, программное обеспечение и 3D-принтеры позволяют командам ускорить вывод продуктов на рынок — от идеи до производства.




 Крейг был вице-президентом по разработке программного обеспечения для QuickBooks, а затем запустил, построил и запустил QuickBooks Online. Крейг получил степень бакалавра в области электротехники и компьютерных наук в Стэнфордском университете.
Крейг был вице-президентом по разработке программного обеспечения для QuickBooks, а затем запустил, построил и запустил QuickBooks Online. Крейг получил степень бакалавра в области электротехники и компьютерных наук в Стэнфордском университете. До прихода в Carbon Эллен была председателем и главным исполнительным директором DuPont. Она была девятнадцатым руководителем и первой женщиной, возглавившей компанию за ее 212-летнюю историю. В качестве бизнес-лидера Эллен руководила двузначным ростом бизнес-портфеля компании в области безопасности и защиты, основала два успешных быстрорастущих бизнеса, известных сегодня как DuPont Industrial Biosciences и DuPont Sustainable Solutions. В течение семи лет на посту генерального директора Эллен руководила компанией, направленной на рост на развивающихся международных рынках, и отстаивала силу науки и знаний DuPont о глобальном рынке для преобразования отраслей. Она решительно подготовила компанию к следующему поколению роста, выполнив надежный план, который дает результаты сегодня, и позиционируя DuPont для будущего роста.
До прихода в Carbon Эллен была председателем и главным исполнительным директором DuPont. Она была девятнадцатым руководителем и первой женщиной, возглавившей компанию за ее 212-летнюю историю. В качестве бизнес-лидера Эллен руководила двузначным ростом бизнес-портфеля компании в области безопасности и защиты, основала два успешных быстрорастущих бизнеса, известных сегодня как DuPont Industrial Biosciences и DuPont Sustainable Solutions. В течение семи лет на посту генерального директора Эллен руководила компанией, направленной на рост на развивающихся международных рынках, и отстаивала силу науки и знаний DuPont о глобальном рынке для преобразования отраслей. Она решительно подготовила компанию к следующему поколению роста, выполнив надежный план, который дает результаты сегодня, и позиционируя DuPont для будущего роста. Она входит в попечительский совет Северо-Западного университета. Эллен была названа одной из «50 самых влиятельных женщин в бизнесе» по версии Fortune и одной из «самых влиятельных женщин мира» по версии Forbes. Эллен имеет степень бакалавра наук. получил степень бакалавра машиностроения в Университете Тафтса и степень магистра делового администрирования в Школе менеджмента Келлогг Северо-Западного университета.
Она входит в попечительский совет Северо-Западного университета. Эллен была названа одной из «50 самых влиятельных женщин в бизнесе» по версии Fortune и одной из «самых влиятельных женщин мира» по версии Forbes. Эллен имеет степень бакалавра наук. получил степень бакалавра машиностроения в Университете Тафтса и степень магистра делового администрирования в Школе менеджмента Келлогг Северо-Западного университета. Барб имеет степень бакалавра психологии и экономики Калифорнийского университета в Санта-Круз.
Барб имеет степень бакалавра психологии и экономики Калифорнийского университета в Санта-Круз. Ранее он был старшим директором по исследованиям в Diagnostics for All и соучредителем Liquidia Technologies. Джейсон имеет степень бакалавра химии в Технологическом институте Вирджинии, докторскую степень в области химии Университета Северной Каролины в Чапел-Хилл, а также более 25 действующих и находящихся на рассмотрении патентов.
Ранее он был старшим директором по исследованиям в Diagnostics for All и соучредителем Liquidia Technologies. Джейсон имеет степень бакалавра химии в Технологическом институте Вирджинии, докторскую степень в области химии Университета Северной Каролины в Чапел-Хилл, а также более 25 действующих и находящихся на рассмотрении патентов. Крис получил степень магистра машиностроения в Стэнфордском университете и степень бакалавра в Калифорнийском университете в Дэвисе.
Крис получил степень магистра машиностроения в Стэнфордском университете и степень бакалавра в Калифорнийском университете в Дэвисе. Он руководит маркетингом, коммуникациями и маркетингом продуктов, а также функциями обучения клиентов, укрепляя бренд Carbon и стимулируя его рост. Тим обладает более чем 25-летним опытом руководства маркетинговыми группами, ориентированными на рост, в таких компаниях, как Yahoo!, BrightRoll и United Business Media. До прихода в Carbon Тим был вице-президентом по маркетингу и развитию бизнеса в Intellimize, пионере в области оптимизации веб-сайтов на основе машинного обучения. Тим получил степень магистра делового администрирования в Университете Санта-Клары с отличием Beta Gamma Sigma.
Он руководит маркетингом, коммуникациями и маркетингом продуктов, а также функциями обучения клиентов, укрепляя бренд Carbon и стимулируя его рост. Тим обладает более чем 25-летним опытом руководства маркетинговыми группами, ориентированными на рост, в таких компаниях, как Yahoo!, BrightRoll и United Business Media. До прихода в Carbon Тим был вице-президентом по маркетингу и развитию бизнеса в Intellimize, пионере в области оптимизации веб-сайтов на основе машинного обучения. Тим получил степень магистра делового администрирования в Университете Санта-Клары с отличием Beta Gamma Sigma.