Воздуходувка электрическая Champion EB1000 — от официального дилера ЧЕМПИОН в Москве
Электрический воздуходув Champion EB1000 идеально подходит для уборки придомовой территории и сада. Благодаря легкому весу, легко справляется с задачей на небольших участках.
Преимущества модели:
Компактная и легкая
Простота в использовании
Маневренная
Прочная конструкция
Эргономичная рукоятка
Выпускная труба
Регулируемая мощность
Кабель длиной 350 мм
Подробнее про воздуходув Champion EB1000
Компактная модель для уборки участка. Щеточный двигатель отличается хорошими показателями производительности и стабильностью функционирования. Благодаря большой скорости воздушного потока, позволяет эффективно сдувать даже мелкий мусор в труднодоступных местах. Скорость потока воздуха — до 96 м/с, объем потока воздуха — 264 м3/ч.
Работает от сети 230В. Модель оснащена удобная рукояткой для обеспечения большего комфорта во время работы, воздуходувку можно без труда удерживать одной рукой.
Правильный и своевременный уход за инструментом, необходимые условия использования и хранения надолго продлят его трудовую жизнь.
Комплектация:
воздуходувка — 1 шт.
труба напорная №1 — 1 шт.
труба напорная №2 — 1 шт.
руководство по эксплуатации — 1шт.
упаковка — 1 шт.
Наш магазин CHAMPION — официальный дилер в России. У нас вы найдете актуальную технику, которую можно купить по низкой цене и заказать быструю доставку по Москве и МО.
Вибратор ИВ-40-50 42, 380 В Красный Маяк поверхностный общего назначения высокого ресурса
Являясь по своим техническим характеристикам, аналогом вибраторов ИВ-105-2,2 и ИВ-105Н-2,2 новый вибратор ИВ-40-50 обладает рядом существенных качественных преимуществ:
Повышенная мощность нового вибратора ИВ-40-50 позволяет использовать его в более жестких режимах работы.
Повышенная пыле-влаго- защищенность препятствует проникновению посторонних частиц в корпус вибратора, что положительно сказывается на рабочем ресурсе вибратора
Повышенный рабочий ресурс: применение чугунных подшипниковых щитов, усиленные лапы станины, применение специальных подшипников обеспечивают среднюю наработку вибратора на 600 %
Отсутствие стяжек в конструкции вибратора облегчает операции по регулировке вынуждающей силы
Механизм плавной регулировки дебалансов (дополнительная опция) позволяет точно подобрать необходимый режим работы и добиться максимального качества и производительности при использовании виброоборудования
Вибратор ИВ-40-50 представляет собой электродвигатель c короткозамкнутым ротором с установленными на концах вала ротора дебалансами. Дебалансы, вращаясь с валом ротора, создают центробежную (вынуждающую) силу. Регулирование величины вынуждающей силы вибратора осуществляется путём изменения взаимного расположения дебалансов на обоих концах вала. Круговые колебания вибратора передаются конструкции, на которой он установлен.
Площадочный вибратор ИВ-40-50 является неотъемлемой частью различных установок, машин и механизмов. Вибраторы предназначены для возбуждения вибрации в установках по уплотнению бетонных смесей и грунтов, транспортированию, выгрузке и просеиванию сыпучих материалов, привода вибропитателей, виброплощадок и других технологических работ.
Внимание!
Перед началом работы обязательно ознакомьтесь с руководством по эксплуатации
Вибраторы передаются потребителю настроенные заводом изготовителем на режим работы – S1 (продолжительный)
Вибратор должен крепиться к плоской и достаточно жесткой установочной плите на горизонтальных, вертикальных или наклонных ребрах жесткости возбуждаемой системы вибромеханизма, но вал ротора располагать горизонтально
ВНИМАНИЕ!
После 5 и 60 мин. работы вибратора (приблизительно) обязательно подтянуть крепёжные болты.
Вибраторы ИВ-40-50 предназначены для включения только через пусковое устройство. Не допускается использование кабельного соединителя для включения-отключения.
С целью защиты электродвигателя вибратора от перегрузки, обрыва фазы и короткого замыкания каждый вибратор необходимо подключить к электрической сети через отдельный автоматический выключатель защиты электродвигателя с регулируемой установкой по току.
Гарантийный срок службы вибраторов – 12 месяцев со дня ввода в эксплуатацию, но не более 18 месяцев со дня отгрузки с завода – изготовителя.
В комплект поставки входит:
Вибратор – 1 шт.
Руководство по эксплуатации – 1 экз.
Документация
pdfПаспорт вибратор ИВ-40-50, ИВ-40-50Н
.pdf (1.01 МБ)
Технические условия – ТУ 3343-006-00239942-2001.
Наименование завода – изготовителя – ОАО «Ярославский завод «Красный Маяк».
Вибраторы соответствуют исполнению У категории 2 ГОСТ 15150-69 и предназначены для эксплуатации в районах, характеризующихся следующими условиями:
высота местности над уровнем моря не более 1000 м;
окружающая среда должна быть взрывобезопасной, не насыщенной токопроводящей пылью, не содержащей агрессивных газов и паров в концентрациях, которые могут вызвать разрушение металлов и электроизоляционных материалов.
температура окружающей среды от плюс 40 до минус 45 ºС.
Наименование показателей
Значения
ИВ-40-50
Частота колебаний, Гц(кол/мин) синхронная
50 (3000)
холостого хода, не менее
47,5 (2850)
Максимальная вынуждающая сила, кН при синхронной частоте колебаний
40
Максимальный статический момент дебаланса, кг-см
40
Мощность, кВт: номинальная
3
номинальная потребляемая, не более
3,5
Номинальное напряжение, В
42; 220/380
Номинальный ток, А
59,2; 11/6,5
Частота тока, Гц
50
Тип вибрационного механизма
Дебалансный регулируемый
Тип электродвигателя
Асинхронный трехфазный с короткозамкнутым ротором
Класс изоляции
F
Масса вибратора, кг.
120
Степень защиты по ГОСТ 14254-96
IP66
Тип вибратора
Напряжение, В
Ток, А при режиме работы
S1
S3 60%
S3 40%
ИВ-40-50
42
59,2
-
-
220/380
11/6,5
-
-
Тип вибратора
Статический момент дебаланса, кг-см (%)
Вынуждающая сила при синхронной частоте колебаний, кН (%)
Вынуждающая сила при частоте колебаний холостого хода, кН
Положение дебалансов
Режим работы по ГОСТ Р 527762007
ИВ-40-50
20,0
19,8
16,1
I
S1
26,0
25,6
21,0
II
32,0
31,6
25,81
III
36,0*
36,0
29,0
IV
38,8
38,0
31,2
V
40,0
40,0
32,2
VI
* Значения статического момента дебалансов, с которыми вибраторы выпускаются заводом-изготовителем.
S1 — продолжительный режим работы;
Тип вибратора
L
B
H
L1
A
A1
D
h
ИВ-40-50
585
365
345
250
180
300
27
30
Установочная плита
Крепежные болты
Вибратор
габаритные размеры, мм не менее
толщина, мм, не менее
неплоскостность, мм, не более
номинальные размеры, мм
момент затяжки, Нм
класс прочности
ИВ-40-50
600×600
24
0. 25
М24х100
710
8.8
Вибратор
Средняя наработка до отказа, ч., не менее
ИВ-40-50
5000
Возможно исполнение вибратора c маркировкой ИВ-40-50Н с подшипниками SKF(NJ313ЕСР/С4). Средняя наработка до отказа не менее 8000 часов.
Доступна опция — плавно регулируемых дебалансов.
Сертификат соответствия
Вибратор высокого ресурса ИВ-40-50 (220/380В)
Бесплатные пункты выдачи:
Санкт-Петербург — ул. Краснопутиловская 69
Ярославль — ул. Республиканская, д. 3а
Новосибирске — ул. Тихая д.2
Платные пункты выдачи в других городах России:
Абакан — Заводская ул., 1В Адлер ППВЗ Ленина -ул. Ленина, 298б Адлерг. Сочи, Адлерский р-н, Гастелло ул., 23а Альметьевск — ул. Объездная, 16 Ангарск — 221-й квартал ул., 4 Апатиты — ул. Сосновая, 4 Арзамас — ул. Заготзерно, 1 Армавир — ул. Воровского, 58 Архангельск — Кузнечихинский промузел, 1-ый пр-д, 7 Асбест — ул. Плеханова, 9/1 Астрахань — 1-й проезд Рождественского, стр. 8 Ачинск — ул. Льва Толстого, 49 Балаково — Транспортная ул., 8Б Балашиха — Западная коммунальная зона, Энтузиастов ш., владение 1А Барнаул — Балтийская ул, 84 Белгород — Коммунальная ул., 18 Белорецк — ул. Тюленина, 23/1 Бердск — ул. Ленина, 136/1 Березники — ул. Большевистская, 8 Бийск — ул. имени Героя Советского Союза Васильева, 85 Благовещенск — ул. Театральная, 251 Борисоглебск — ул. Матросовская, 158 Боровичи — Окуловская ул., 4 Братск — Коммунальная ул., 11, стр. 33 Брянск — Бурова ул., стр. 20/18 Бузулук — ул. Гая, 69 Великие Луки — ул. Глинки, 52А Великий Новгород — Большая Санкт-Петербургская ул., 75 Владивосток — Посадская ул., 20 (въезд со Снеговой ул.) Владикавказ — Промышленная 6-я ул., 5 Владимир — Куйбышева ул., 4 Волгоград — Гумрак, Моторная ул., 9Г Волгодонск — Прибрежная ул., 2а Волжский — ул. Пушкина, 117Г Вологда — Северная ул., 27 Воркута — Деповской переулок, 2 Воронеж — Торпедо ул., 45в Воронеж Левобережный — Придорожная ул., 28а Воскресенск — ул. Советская, 2Ж Всеволожск — Южное ш., 140А Выборг — пос. Южный, ул. Водного колодца (напротив АЗС «Shell») Гатчина — Гатчинский р-н, пос. Пригородный, Вырицкое ш., 2 Глазов — ул. Драгунова, 2 Грозный — ул. Коперника, 3 Дзержинск — Зарёвская объездная дорога, 9Вк1 Димитровград — ул. Ганенкова,55, пом. 1–2, 4–22 Дмитров — Ковригинское ш., 11В Домодедово — ул. Станционная, 15А Евпатория — Межквартальный проезд, 10 Ейск — ул. Киевская, 19 Екатеринбург Эльмаш — Таганская ул., 60 Екатеринбург Север — г. Березовский, ул. Западная промзона, 22 Екатеринбург Чкаловский — Черняховского ул., 86 Елец — ул. Костенко, 67 Забайкальск — Ключевская ул., 1б Зеленоград — 2-ой Западный проезд, 1, стр. 2 Златоуст — ул. им. И.В. Панфилова, 4А Иваново Текстиль Профи — Сосновая ул., 20а Ижевск Север — Салютовская ул., 19 Ижевск — ул. Пойма, 19Б Иркутск — ул. Генерала Доватора, 21А Йошкар-Ола — Строителей ул., 76а Казань Химград — Восстания ул., 100 Казань — Аделя Кутуя ул., 151 Калининград — Московский пр., 184 Калуга — Грабцевское ш.,107 Каменск-Уральский — Октябрьская ул., 21 Каменск-Шахтинский — ул. Героев Пионеров, 16 Камышин — Петровская ул., 36 Качканар — ул. Тургенева, 1 Кемерово — Тухачевского ул. , 60 Керчь — Индустриальное ш., 15 Киров — ул. Дзержинского 81/3 Кирово-Чепецк — ул. Производственная, 6 Клин — Ленинградское ш., вл. 12 Клинцы — ул. Первомайская, 57А Ковров — ул. Муромская 16/1 Коломна — с. Амерево, Новорязанское шоссе 110-й км, 1А (почтовый адрес: с. Амерево, Автодорога М-5 Урал, 110-й км, 1А) Колпино — пос. Тельмана, ул. Красноборская, 2 Комсомольск-на-Амуре — Кирова ул., 12/2 Кострома — Зеленая ул., д.1 лит. А Котлас — Новая Ветка ул., 3, стр. 1 Красногорск — Пятницкое ш 7км, владение 2 Краснодар ППВЗ Оазис Думенко — ул. Им. Думенко, 21 Краснодар ППВЗ Оазис Академика Лукьяненко — Ул. Академика Лукьяненко, 18 Краснодар Восток — Уральская ул., 126/1 Краснодар ППВЗ Мобайл Лайф Северная — ул. Северная, 337 Краснодар Север 3 — ул. имени Александра Покрышкина, 2/12 Краснокамск — ул. Звездная, 1 Красноярск — Северное ш., 17 Кузнецк — Алексеевское ш., 5 Курган — Омская ул., 146 Курск — 50 лет Октября ул. , 179в1 Ленинск-Кузнецкий — ул. Спасстанция, 15/18 Ливны — ул. Индустриальная, 2Д Липецк — Трубный проезд, 17б Магнитогорск ППВЗ Брокерс Ленина — пр-т Ленина, 43 Магнитогорск — 1-я Северо-западная ул., 10 Майкоп — ул. Промышленная, 56Д, стр.1 Махачкала — ул. Крылова, 5 Миасс — Академика Павлова ул., 8 Москва Запад — Рябиновая ул, 37, стр 1 Москва Восток — Волгоградский пр-кт, 42, корпус 23 Москва Север — Лобненская ул., 18 Мурманск — Промышленная ул., 19, Деловой центр «Гринвич», въезд с Домостроительной ул., 8 Муром — Владимирское ш., 7 Мытищи — г. Королев, ул. Пионерская, 2 (ориентир для навигаторов ул. Пионерская, 4к125) Набережные Челны — Хлебный проезд, 30 Нальчик — 3-й Промышленный проезд, 5а Находка — ул. Шоссейная, 146 Невинномысск — Пятигорское шоссе, 3 Нефтекамск — ул. Высоковольтная, 9С Нижневартовск — ул. Кузоваткина, 5, с.7 Нижнекамск — ул. Спортивная, 2 Нижний Новгород Московское — Московское ш. , 52 Нижний Новгород ППВЗ Космонавта Комарова — ул. Космонавта Комарова, 12б Нижний Новгород ППВЗ Крылова — ул. Крылова, 6 Нижний Новгород ППВЗ Тимирязева — ул. Тимирязева, 41 Бор — ул. Октябрьская, 4а Нижний Тагил — Восточное ш., 17б стр. 1 Новокузнецк — Полесская ул., 15 Новомосковск — Первомайская ул., 83, лит. С Новороссийск -с. Гайдук, Новороссийское шоссе, 59 Новосибирск Авиастроителей — ул. Богдана Хмельницкого, 71/16 Новосибирск — Северный проезд, 37/5 (склад), 37/3 (офис) Новосибирск Сухарная — Сухарная ул., 35/1 Новоуральск — ул. Подгорная, 5 Новочебоксарск — ул. Промышленная, 40 А Новочеркасск — Газетная ул., 21 Новый Уренгой — ул. Железнодорожная, 68 Ногинск — Электростальское ш., 1а Норильск — ул. Комсомольская, 35 Ноябрьск — 3-й проезд, 9В/11 (тер. Юго-Восточный промузел) Обнинск — Киевское ш., 31 Одинцово — ул. Западная, 18 Озерск — ул. Индустриальная, 4а Октябрьский — ул. Северная 25к8 Омск — ул. Омская, 221 Орел — ул. Колхозная, 11, корп. 4. Оренбург — Загородное шоссе, 3 Орехово-Зуево — ул. Кирова, 58 Орск — Новотроицкое шоссе, 11 Пенза — Совхозная ул., стр. 15л Первоуральск — Комсомольская ул., 14 Пермь — Танкистов ул., 50 Пермь Промышленная — Ул. Промышленная, 147а Петрозаводск — Коммунистов ул., 50 Подольск — Нефтебазовский проезд, 8. Псков — Генерала Маргелова ул., 47 Пушкин — ул. Автомобильная, 4А Пушкино — Кудринское ш., 6 Пятигорск — Кисловодское ш., 48 (трасса на Санамер) Рославль — ул. Красноармейская, 8 Россошь — ул. Дзержинского, 2 Ростов-на-Дону — Малиновского ул., 3 Ростов-на-Дону Сельмаш — Ул. Страны Советов, 44г Ростов-на-Дону Вавилова — Вавилова ул., 68 Рыбинск — Ярославский тракт, 41а Рязань — Окружная дорога, 185 км, стр. 6а Салават — ул. Нуриманова, 30 Самара — Демократическая ул., 45а Самара Придорожный — Самарская обл., Волжский р-н, с. Преображенка, ул. Индустриальная, 1А/1 Самара Стройкерамика — Механиков ул. , 2 Саранск — Строительная ул., 32Бс1 Саратов — пос. Строителей, 1/3 Севастополь — ул. Отрадная, 17/1 Северодвинск — Архангельское ш., 29, к. 1 Сергиев Посад — ул. Фабричная, 4А Серов — ул. Нахабина, 3Б Серпухов — Северное ш., 4 Симферополь — Базовая ул., 6 (почтовый адрес: Северная ул., 6) Смоленск — Кашена ул., 23 Солнечногорск — Красная ул., 161 Сосновый Бор — Копорское ш., 26 (бывшая гауптвахта) Сочи — Краснодонская ул., 64 Ставрополь 2 — Кулакова пр., 28б Старый Оскол — Заводская ул., 1а Стерлитамак — Профсоюзная ул., 7 Ступино — ул. Крылова, вл. 26 Сургут — п. Восточный промрайон, Сосновая ул., 12 стр. 5 Сызрань — Хвалынская ул., 83 Сыктывкар — Сысольское ш., 33 Таганрог — Чучева ул., 1 Тамбов — проезд Энергетиков, 30 Тверь — п. Элеватор, 3-й переулок, 6, стр. 1 Тобольск — мкр. Иртышский, ул. Верхнефилатовская, 26, стр.4 Тольятти Автозаводской — ул. Борковская, 76 Томилино — Московская обл. , Люберецкий р-н., рп Октябрьский, ул. Ленина, 47 Томск ППВЗ Вестфалика Иркутский тракт — тракт Иркутский, 96 Томск ППВЗ Вестфалика Кирова — пр-т Кирова, 64 Томск — Ул. Профсоюзная, 2/47, стр.1 Тула — д. Нижнее Елькино, 77 Тюмень — ул. Коммунистическая, 47 Улан-Удэ — 502-ой километр ул., 160 Ульяновск — Московское шоссе, 12б Ульяновск Заволжский — проезд Максимова, 20 (бывший 9-й Инженерный пр-д, 20) Усинск — ул. Магистральная, 13/1 Уссурийск — ул. Механизаторов, 8А Усть-Кут — ул. Шевченко, 39 Уфа — Трамвайная ул., 2 Уфа Дёма — Майкопская ул., 59 Ухта — Ул. Строительная, 13 Феодосия — Керченский тупик, 11 Хабаровск — Целинная ул., 8В Ханты-Мансийск — Объездная ул., 3 Чебоксары — Канашское шоссе, 7/1 (юридический адрес: Лапсарский проезд, 2А, пом. 1) Челябинск — ул. Первомайская, 1А Челябинск Восток — Нахимова ул., 18п Челябинск ППВЗ Инструмент Комсомольский — Комсомольский проспект, 17, пом. 3 Челябинск ППВЗ Кинотеатр Победа Комсомольский — Комсомольский проспект, 30 Челябинск Юг — 1-я Потребительская ул. , 26с1 Череповец — Промышленная ул., 7, стр. 4 Чехов — ул. 8 марта, вл. 2 Чита — Сухая Падь ул., 3 Шахты — Маяковского ул., 232 Энгельс — Лесокомбинатская ул., 30 Ялта — ул. Дарсановская, 8 Ярославль Промышленная — Промышленная ул., 18д
Icu Medical Набор для внутривенного введения 40 дюймов 20 капель/мл 50/Ca — Grayline Medical
Нажмите или прокрутите, чтобы увеличить
Коснитесь или сведите пальцы, чтобы увеличить
by Icu Medical, Inc
В наличии
307,99 $
SKU Ch4029
Код скидки: Используйте код TAKE5 для получения скидки 5% на общую сумму покупки
6 Бесплатная доставка заказов на сумму свыше 1000 $ 50 в футляре — 307,9 долл. США9
50 в футляре Упаковка
1
2
3
4
5
6
7
8
9
10+
Количество
Количество
Быстрая доставка Легкое отслеживание
Безопасность и надежность Оформление заказа
Вопросы? Поговорите со специалистом!
Поболтай с нами!
Позвоните нам!
+1(415)683-7878
Поделись этим:
Этот товар требует 2-5 рабочих дней для обработки и подготовки к отправке.
Набор для внутривенного введения Фильтр 20 капель/мл 40-дюймовый штекер Spiros Роликовый зажим для первичной инфузии Одноразовый для вторичной инфузии 50 шт./футляр
Технические характеристики
Значения
Закрытие
Роликовый зажим
Одноразовые/многоразовые
Одноразовый
Капли
20 капель/мл
Фильтр
Фильтр
Для
Вторичная инфузия
Элемент
Набор
Тип вещи
IV Администрация
Люэр
Штекерный разъем Spiros
Количество
50/кейс
Шип
Первичная инфузия
Длина трубки
40 дюймов
Из-за ограничений производителя этот товар не подлежит возврату.
кандидатов из четырех школ участвуют в тесте по математике. Данные были следующими Школа, число кандидатов, средний балл I II III IV, 60 48 Нет данных 40, 75 80 55 50 Если средний балл кандидатов всех четырех школ равен 66, найдите количество кандидатов, которые появился из школы III.
Вопрос
Вопрос
RD SHARMA АНГЛИЙСКИЙ-МЕРЫ ЦЕНТРАЛЬНОЙ ТЕНДЕНЦИИ-Все вопросы
20 видео
РЕКЛАМА
Ab Padhai каро бина объявления ке
Khareedo DN Про и дехо сари видео бина киси объявление ки рукаават ке!
Ответить
Пошаговое решение от экспертов, которое поможет вам в решении вопросов и получении отличных оценок на экзаменах.
Стенограмма
вопрос от госпожи меры центральной тенденции в вопросе может быть Катя из четырех школ появляются по математике проверьте данные на предмет меньшего объема забитых голов первая вторая третья школа была хорошей количество кандидатов вичар в школе есть 6048 заниженное недоступно 3 мая найти его и 40 и 75 8055 если средний балл кандидатов всех четырех школ в 66 найти количество кандидатов появилось из школы, чтобы рассчитать, что нам нужно представить стабильные атрибутивные данные в гораздо лучшем виде формат для вычисления среднего, а затем дается средний средний балл, значит, я, поэтому с заданным невидимым приравниванием с этой целью мы вычислим нашу желаемую ящерицу, чтобы вы могли хотеть
и что можно сделать, хорошо для образования, см. здесь, мы представили эти данные в формате вертикальной таблицы, это был горизонтальный формат, и мы представили в вертикальной таблице количество кандидатов, и я назвал его FIR, и это средний балл имени кандидата, что это школы, теперь давайте начнем с начала расчета FIR FIR сумма FIR необходима для расчета среднего значения по формуле суммирования XI при подаче FM и подаче FIR также необходимо, поэтому, когда вы послужит это вы получите один 14-й + X я только что перепрыгнул все это мы получим 148 плюс x теперь пусть все это FIR так что здесь FIR 60 что такое XI здесь
тогда это будет 16 275 сейчас то что сидит 275 ок покажите от 15 до 17 это 4548 в 280 это будет 3840 55128 будет 55 х американское время сейчас какое время 250 будет 2009 когда вы немного по всему этому значению вы получите вы получите здесь ответ 10340 + 55 X отображение с представлением i x i будет суммирование f я выставлю формулу меня это миссия FIR XI
при суммировании которых равно сектору 6 значение означает среднее значение дается в вопросе, который является 69 суммированием Exide, это значение будет 10340 + 55 X при 148 + X 148 процесс может быть указан здесь, так что это будет 66, а 2148 + x равно 10340 + 55 теперь, когда вы решить это отсюда придет яйцо 52 танец
Похожие видео
Кандидаты из четырех школ фигурируют в тесте по математике. Данные были следующими Школа, количество кандидатов, средний балл я II III IV, 60 48 Нет доступный 40, 75 80 55 50 Если средний балл кандидатов всех четырех школ равен 66, найдите число кандидатов, явившихся из школы III.
1415774
किसी परीक्षा में 22 प्रत्याशियों ै का का का प्रथम 10 प ударя 11वे प्रत्याशि के अंक ज्ञात करे?
22545420
Средний балл мальчиков на экзамене в школе составляет 71, девочек — 73. Средний балл школы на этих экзаменах — 71,8. Соотношение количества мальчиков к количеству девочек появилось в экзамене,
53802985
किसी परीक्षा में 22 प выполни 10 के औसत प्राप्तांक 55 तथा अन्तिम 11 के 40 है। 11 वें प выполнительный इसके आँकड़ें निम्नवत हैं । यदि सभी च выполнительный
105885716
В классе X школы четыре подкласса, и количество школ в них равно 40, 35, 45 и 42 соответственно. Средний балл по математике этих четырех подклассов составляет 50, 45, 40 и 30. соответственно. Найдите средний балл всех учащихся.
531842026
Кандидаты четырех школ сдают экзамен по математике. Данные были следующее: Школы Нет. кандидатов Средний балл I 60 75 II 48 80 III Не доступно 55 IV 40 50 Если средний балл кандидатов всех четыре школы равно 66, найдите количество кандидатов, появившихся из школы III.
642570264
एक स्कूल में प प выполнительный परीक्षा में पूरे स्कूल का औसत स्कोर 71,8% है । प выполнительный
643038394
Средний балл мальчиков, сдавших школьный экзамен, равен 71, а у девочек средний балл 73, средний балл всех учащихся школы равен 71. Равен 8. Найдите отношение числа юноши и девушки, явившиеся на экзамен.
643048033
Средний балл мальчиков на экзамене в школе составляет 71, а девочек — 73. Средний балл школы на этих экзаменах составляет 71,8.
Краткое руководство по G-Code. Круговая интерполяция G02 и G03.
Круговая интерполяция G02 и G03 — это движение по круговой дуге
Закончив обсуждение линейной интерполяции или движения по прямой линии, мы переходим к круговой интерполяции G02 и G03 , которая представляет собой движение по дуге окружности. За исключением довольно экзотической способности следовать «NURBS-пути», большинство контроллеров G-кода поддерживают только два вида движения: линейное и круговое. Круговая интерполяция на вашем станке немного сложнее, так как две оси должны быть точно согласованы. Рисование полного круга включает не только скоординированное движение, но и изменение направления в каждой из четырех точек квадранта. Это будут точки, соответствующие 0, 90, 180 и 270 градусам. Если у станка вообще есть люфт, он будет очевиден при этих разворотах, потому что там будет сбой в разрезе.
Круговое движение — это режим, инициируемый через G02 и G03
Как и линейное движение (инициированное G00 и G01), круговое движение — это режим, инициированный через G02 и G03. G02 устанавливает режим для дуг окружности по часовой стрелке. G03 устанавливает режим для дуг окружности против часовой стрелки.
G02 и G03
Определение дуги для контроллера ЧПУ
После того, как установлен режим G02 или G03, дуги определяются в G-коде путем идентификации двух конечных точек и центра, который должен быть равноудаленным от каждой конечной точки, в противном случае возникнет аварийный сигнал.
Определение центра через относительные смещения IJK
Центр чаще всего идентифицируется с помощью I, J или K для определения относительного смещения от начальной точки дуги к центру. Вот типичная дуга по часовой стрелке:
Определение центра дуги с помощью IJK
Буквы I и J указывают относительные координаты от начальной точки до центра. Другими словами, если мы добавим значение I к X начальной точки и значение J к Y начальной точки, мы получим X и Y для центра.
Определение центра через радиус с помощью «R»
Мы также можем определить центр, просто указав радиус круга. Допустим радиус нашего круга равен 2, поэтому g-код может быть простым:
G02
X2Y0 R2
Многие из вас прямо здесь и сейчас решат, что, поскольку R проще для понимания и короче для написания, вы просто собираетесь использовать R и забыть о IJK. Но мастера ЧПУ обработки советуют использовать команды IJK. Их аргумент состоит в том, что, используя IJK, вы дважды проверяете правильность дуги.
Почему?
Потому что контроллер может вычислить фактический набор координат для центра через IJK. Получив координаты центра, он может проверить, что он одинаково удален от обеих конечных точек. Проверка каждого из этих двух расстояний — это двойная проверка. В случае формата «R» контроллер не имеет такой двойной проверки. Он должен выбрать центр, который гарантирует равное расстояние.
Лично я не знаю, согласен ли я с инструкторами ЧПУ в том, что это обеспечивает дополнительную проверку или нет. Я говорю, что используйте тот подход, который имеет смысл в вашей конкретной ситуации, но вы определенно должны быть знакомы с обоими. В любом случае вам нужно будет привыкнуть к относительным координатам, поскольку они чертовски удобны.
Варианты синтаксиса Arc для различных диалектов и режимов G-кода
Это еще одно из тех мест, где происходит много непонятных вещей, например, что будет делать ваш контроллер. Обычно предполагается, что если у вас есть и IJK, и R в одном блоке, R имеет приоритет, а IJK игнорируется. Но есть контроллеры, которые работают не так, поэтому убедитесь, что вы знаете, что происходит.
Есть несколько параметров, которые определяют, как работают дуги.
Давайте рассмотрим эти варианты:
— Инкрементальный против абсолютного IJK : мы обсуждали IJK как представление координат относительно начальной точки для центра. Добавьте I к X, J к Y и K к Z начальной точки, и вы получите центр. Многие элементы управления также имеют возможность использовать IJK как абсолютные координаты центра.
— Модальные центры IJK : когда IJK являются абсолютными координатами центра, некоторые контроллеры запоминают последний определенный центр, поэтому в этом случае IJK является модальным. При использовании такой настройки управления вы можете просто продолжать вводить команды XYZ для дуг без необходимости каждый раз определять новый центр. Однако не ясно, что вы сэкономите много — как часто вы хотите делать несколько дуг с одним и тем же центром?
— Модальные центры R : Еще одна разновидность идеи модального центра состоит в том, чтобы позволить радиусу, определенному буквой «R», быть модальным. Каким бы ни был последний использованный R, контроллер запоминает и снова использует это значение, если R не задано. Это кажется более полезным, чем модальный IJK. Например, у кармана могут быть дуги для углов одинакового радиуса.
— Приоритет R : как уже упоминалось, большинство контроллеров будут использовать «R», если «R» и «IJK» указаны в одном блоке. Н
— Helical Interp. : Эта опция определяет, разрешает ли ваш контроллер спиральную интерполяцию.
Наиболее распространенная проблема при настройке постпроцессора CAM или симулятора ЧПУ: абсолютный и относительный IJK
У всех нас был опыт, когда мы смотрели на симуляцию проходов (или, что еще хуже, видели его в реальном движении инструмента, что довольно пугающе), и видели гигантские почти полные круги без каких-либо признаков знакомых движений деталей, которые мы ожидали увидеть. Вот типичный пример:
Неверные настройки постпроцессора для дуг
Если вы видите такие вещи, первое, что нужно проверить, — это абсолютный IJK в сравнении с относительным IJK для дуг. Настройка должна соответствовать между тем, что выдает CAM, и тем, чтополучает контроллер или симулятор.
Дроби круга, квадранты и регуляторы
Первое, что нужно знать о дуге, это то, что невозможно указать дугу более 360 градусов. В некоторых контроллерах для спиральной интерполяции есть некоторые исключения (см. Ниже) просто потому, что это может быть полезно для спиралей. Если требуется полный круг, установите начальную и конечную точки равными друг другу:
G01 X3.25 Y2.0
G02 X3.25 Y2.0 I-1.25 J0
Интересно, что вы не можете указать полный круг с помощью «R». Это связано с тем, что существует бесконечное количество кругов, которые начинаются и заканчиваются в одной и той же точке определенного радиуса, поэтому контроллер не знает, какой круг может быть правильным.
Есть еще более забавный ньюанс с «R» и более крупными дугами. Например, дуга все еще может иметь определенный радиус и по часовой стрелке (или против часовой стрелки), но центр будет разным, если вы перемещаетесь более чем на 90 градусов. Например:
Если R отрицательно, путь будет длиннее (желтым).
Учитывая два показанных варианта, контроллер выбирает путь на основе знака радиуса. Отрицательное получает более длинную дугу, положительное — короче. Отрицательный знак заставляет контроллер искать дугу более 180 градусов.
Некоторые контроллеры еще более чувствительны и не будут программировать дугу, пересекающую линию квадранта. Следовательно, наибольший угол, по которому может следовать дуга, составляет 90 градусов, и этот угол не должен пересекать 0, 90, 180 или 270 градусов. Углы в 90 градусов, пересекающие линию квадранта, должны быть разбиты на две части, причем соединение между частями должно быть прямо на линии квадранта.
Полные круги без XYZ
Полные круги появляются, когда начальная и конечная точки идентичны, а центр указан через IJK (помните, что R ведет к бесконечному количеству кругов). Учитывая, что вы хотите, чтобы начальная и конечная точки были одинаковыми, возможно, вам не придется беспокоиться даже об указании конечной точки с помощью XYZ. Некоторым контроллерам это может потребоваться, но большинству — нет. Вот простая программа с g-кодом, которая таким образом создает 3 круга:
Совет по упрощению программирования дуги: начните с сегментов
Когда я прокладываю траекторию инструмента, я предпочитаю оставлять дуги напоследок. Вместо каждой дуги я просто помещаю отрезок линии, конечные точки которого соответствуют конечным точкам дуги. Это позволяет быстро собрать грубый набросок траектории инструмента, и часто кажется, что легче вернуться и преобразовать линии в дуги, когда базовая структура уже установлена.
Спиральная интерполяция
Спираль — это дуга, которая непрерывно движется в третьем измерении, как винтовая резьба. При винтовой интерполяции мы указываем такую дугу с помощью G02 / G03, чтобы резец перемещался по спирали. Это может быть сделано для фрезерования резьбы , интерполяции отверстия или для множества других целей. Вот диаграмма из программы резьбы 1/4 ″ NPT:
Это формат «R» (радиус) для дуг, и обратите внимание, что есть координата Z, чтобы указать изменение глубины для конечной точки каждой дуги. В этом коде используется относительное движение (G91), поэтому каждый «Z0.0179» перемещает фрезу на 0,0179 дюйма глубже.
Мы вернемся к резьбофрезерованию более подробно в следующей главе, полностью посвященной этой теме. А пока мы просто хотели, чтобы вы познакомились с идеей создания спиралей, а также плоских двумерных дуг.
Создание траекторий движения инструмента понравится вашей машине
Каждый раз, когда резак меняет направление, он добавляет определенное напряжение. Резак будет врезаться в материал больше или меньше, чем был, в зависимости от того, меняется ли направление на заготовку (или неразрезанный материал) или от нее. Ваша машина будет намного счастливее, если вы запрограммируете дугу, а не резкое изменение направления по прямой. Даже дуга с очень маленьким радиусом позволит контроллеру избежать мгновенного изменения направления, что может оставить след на поверхности в лучшем случае и вызвать вибрацию или другие проблемы в худшем случае. Для небольших изменений направления это может не иметь смысла. Но чем резче изменение, тем больше вероятность, что вам следует использовать дугу для облегчения поворота.
Программирование. Основные G-коды — Национальная сборная Worldskills Россия
“
Итак, мы продолжаем говорить о программировании в G-кодах. В сегодняшнем уроке мы подробнее рассмотрим основные коды, поговорим о компенсации на радиус инструмента и применим знания на практике.
Глоссарий
Для успешного освоения материала рекомендуем вам изучить следующие понятия:
Линия, равноотстоящая от обрабатываемого контура детали. Расстояние равно радиусу режущего инструмента. Эквидистанта может описывать траекторию движения центра фрезы относительно контура обрабатываемой поверхности
Согласованное движение механизмов по круговой траектории относительно двух осей
Условное именование языка программирования устройств с числовым программным управлением
Видеолекция
Конспект
Разберем синтаксис кадров перемещения режущего инструмента. Будем использовать в качестве основной плоскость XY.
За выбор плоскости отвечают следующие коды:
G17 — плоскость XY,
G18 — плоскость ZX,
G19 — плоскость YZ.
Данный выбор определяет плоскость для задания круговой интерполяции и компенсации на радиус инструмента.
Коды перемещения. G0
G0 — ускоренное перемещение. Служит для вспомогательных перемещений с максимальной скоростью по кратчайшему пути, например для подвода инструмента из точки смены к детали или для позиционирования сверла между точками сверления.
В кадре указывается сам код G0, а также координаты конечной точки перемещения, когда действует код G90.
Расстояние относительно текущей позиции при использовании кода G91.
Это справедливо и для кодов линейной и круговой интерполяции, которые мы рассмотрим далее.
Пример Зададим текущее положение инструмента X12; Y22 и рассмотрим два случая.
1. Активен G90 G90 G0 X48.5 Y43 Перемещение ускоренного хода произойдет в координату X48.5 и Y43.
2. Активен G91 G91 G0 X48.5 Y43 Перемещение ускоренного хода произойдет на 18,5 мм в положительном направлении оси X и 43 мм в отрицательном направление оси Y, т. е. в координаты X60.5 и Y65.
Далее будем использовать перемещения с кодом G90, с заданием координат от нулевой точки заготовки.
Коды перемещения. G1
Процесс резания осуществляется с использованием перемещения по линейной и круговой интерполяции.
G1 — линейная интерполяция со скоростью подачи.
В кадре указываются код G1, координаты конечной точки перемещения, скорость подачи.
Скорость подачи может быть задана как в мм/мин при использовании G94, так и в мм/об при G95. Так как частота вращения при работе на фрезерном обрабатывающем центре неизменна, чаще подачу задают в мм/мин.
Пример G94 G1 X25 Y17 F200 Линейное перемещение в координату X25; Y17 с подачей 200 мм/мин.
Коды перемещения. Круговая интерполяция
G2 — круговая интерполяция по часовой стрелке со скоростью подачи.
G3 — круговая интерполяция против часовой стрелки со скоростью подачи.
Задать круговое перемещение возможно двумя способами:
1. Используя радиус дуги CR.
2. Используя координаты центра дуги (I, J, K по осям X, Y и Z).
G4 — выдержка/пауза. Задается код G4 и F — время паузы в секундах.
G4 F10 — выдержка в течение 10 секунд.
Контур
Часто требуется удалить материал снаружи или изнутри контура, сформировав при этом тот или иной элемент. Чтобы не нарушить границы контура, необходимо учитывать радиус инструмента. Другими словами, необходимо, чтобы траектория перемещения оси инструмента была смещена, или эквидистантна, обрабатываемому контуру.
Вручную необходим пересчет каждой вводимой в программу координаты с учетом радиуса инструмента. Чтобы автоматизировать процесс, существует набор кодов G40/G41/G42. При этом в программе указание траектории совпадает с координатами контура, а эквидистантную траекторию перемещения станок создает на основе заданного в параметрах инструмента радиуса на стойке ЧПУ. D вызывает конкретное значение радиуса.
G41 — смещение инструмента относительно направления перемещения влево.
G42 — смещение инструмента относительно направления перемещения вправо.
G40 — отключение смещения.
Особенности работы с компенсацией
1. Компенсация может быть включена/отключена только при прямолинейном движении.
2. В кадре включения компенсации длина перемещения должна быть больше длины используемой коррекции на радиус инструмента.
Обработка контура
Рассмотрим смещения на примере обработки контура квадрата 90 × 90 мм.
1. Начало системы координат в центре.
2. Глубина фрезерования — 5 мм.
3. Обработка будет проводиться фрезой диаметром 10 мм с частотой вращения 10 000 об/мин и подачей 500 мм/мин.
В написании программы разница незначительна, но результат будет сильно отличаться.
Пример
В начале программы укажем стандартную «шапку», известную из прошлого урока.
1. G40 G17 G94 G90 В кадре отключается компенсация на радиус инструмента, плоскость XY выбирается как основная, в качестве единиц измерения скорости подачи задаются мм/мин, перемещения по координатам осуществляются в абсолютной системе координат от нулевой точки заготовки.
2. G0 G90 G153 D0 Z−1 Включается ускоренное перемещение, отменяется смещение машинной системы координат, отключается коррекция на длину и радиус инструмента, происходит перемещение по оси Z к координате, близкой к верхнему пределу рабочей зоны станка. Эскиз
Выберем нулевую точку, расположив оси X и Y системы координат.
Глубина фрезерования — 5 мм.
Обработка будет проводиться фрезой диаметром 10 мм с частотой вращения 10 000 об/мин и подачей 500 мм/мин.
3.Вызовем инструмент T =»FREZA_D10″.
4. Активируем систему координат заготовки, записанную в строку G54 установок станка.
5. Выбираем коррекцию на длину и радиус инструмента, записанную в соответствующую строку данных инструмента в установках станка.
6. Задаем частоту вращения шпинделя и направление по часовой стрелке.
7. Спозиционируем инструмент на ускоренном ходу в соответствующую координату с учетом подвода при включении компенсации радиуса инструмента: по 6 мм на оси X и Y.
8. Переместим инструмент на ускоренном ходу в соответствующую координату: G0 X18.5 Y−6
9. Опускаем на заданную глубину: G0 Z−2
10. Осуществим подвод и включение компенсации в данном случае слева от направления перемещения: G1 G41 X24.5 Y6 F500
11. Далее перемещаемся в точку 2: G3 X3 Y27.5 CR21.5
12. Следующий кадр — линейное перемещение: G1 Y61
13. Далее перемещение по часовой стрелке в точку 4: G2 X19 Y77 CR16 G1 X72 G1 X77 Y72 G3 X97 Y50 CR18
14. Линейная интерполяция: G1 X80.47 Y6
15. Заканчиваем программу и замыкаем контур.
16. Отведем инструмент и завершим программу: G0 G90 G153 D0 Z−1 G0 G153 X−499 Y−1 (по осям X и Y) M30
Посмотрим, как это выглядит на станке.
“
На этом завершается программирование в G‑кодах. Мы познакомились с синтаксисом написания основных кодов перемещений инструмента, заданием компенсации на радиус инструмента и запрограммировали фрезерование контура со смещением инструмента. Предлагаем вам выполнить несколько заданий, чтобы закрепить полученные знания!
Интерактивное задание
Для закрепления полученных знаний пройдите тест
Стартуем!
Дальше
Проверить
Узнать результат
Дальше
Проверить
Узнать результат
Дальше
Проверить
Узнать результат
К сожалению, вы ответили неправильно на все вопросы
Прочитайте лекцию и посмотрите видео еще раз
Пройти еще раз
К сожалению, вы ответили неправильно на большинство вопросов
Прочитайте лекцию и посмотрите видео еще раз
Пройти еще раз
Неплохо!
Но можно лучше. Прочитайте лекцию и посмотрите видео еще раз
Пройти еще раз
Отлично!
Вы отлично справились. Теперь можете ознакомиться с другими компетенциями
Пройти еще раз
Упростите G02 и G03, избегайте ошибок
[Учебное пособие по G-коду CNCCookbook]
Круговая интерполяция — это движение вдоль дуги окружности приходят к круговой интерполяции, то есть к движению по дуге окружности. Помимо довольно экзотической возможности следовать пути «NURBS», большинство контроллеров g-кода поддерживают только два вида движения: линейное и круговое. Круговая интерполяция несколько более требовательна к вашему станку, так как две оси должны быть точно скоординированы. Рисование полного круга включает в себя не только скоординированное движение, но и изменение направления в каждой из четырех точек квадранта. Это будут точки, соответствующие 0, 90, 180 и 270 градусов. Если у станка вообще есть люфты, то это будет видно на этих разворотах, потому что там будет сбой в разрезе.
Круговое движение — это режим, инициируемый с помощью G02 и G03
Подобно линейному движению (инициируемому с помощью G00 и G01), круговое движение — это режим, инициируемый с помощью G02 или G03. G02 устанавливает режим для дуг окружности по часовой стрелке. G03 устанавливает режим для дуг окружности против часовой стрелки.
Определение дуги для контроллера ЧПУ
Как только установлен режим G02 или G03, дуги определяются в G-коде путем определения их 2 конечных точек и центра, который должен быть равноудален от каждой конечной точки, иначе возникнет тревога. Конечные точки просты. Текущая контрольная точка или местоположение в начале блока устанавливает одну конечную точку. Другой может быть установлен координатами XYZ. С центром немного сложнее.
Определение центра с помощью относительных смещений IJK
Центр чаще всего определяется с помощью букв I, J или K для установления относительное смещение от начальной точки дуги до центра. Вот типичная дуга по часовой стрелке:
Определение центра дуги с помощью IJK…
Эта дуга начинается в X0Y2 и заканчивается в X2Y0. Его центр находится в точке X0Y0. Мы могли бы указать это в g-коде так:
G02 (Настройка режима дуги по часовой стрелке)
X2Y0 I0J-2.0
I и J определяют относительные координаты от начальной точки до центра. Другими словами, если мы добавим значение I к X начальной точки и значение J к Y начальной точки, мы получим X и Y для центра.
Определение центра по радиусу с помощью «R»
Мы также можем определить центр, просто указав радиус окружности. В данном случае наш круг имеет радиус 2, поэтому g-код может быть просто:
.
Г02
X2Y0 R2
Многие из вас здесь и сейчас решат, что, поскольку R проще для понимания и короче для написания, вы просто будете использовать R и забудете о IJK. Но учителя ЧПУ в мире предложат вам предпочесть IJK. Их аргумент заключается в том, что когда вы используете IJK, вы дважды проверяете правильность своей дуги.
Почему?
Потому что контроллер вычисляет фактический набор координат для центра через IJK. Получив координаты центра, он может проверить, что он равноудален от обеих конечных точек. Проверка каждого из этих двух расстояний является двойной проверкой. В случае формата «R» у контроллера нет такой двойной проверки. Он должен выбрать центр, который гарантирует равное расстояние.
Лично я не знаю, согласен ли я с инструкторами ЧПУ, что это обеспечивает дополнительную проверку или нет. Я советую использовать тот подход, который имеет смысл для вашей конкретной ситуации, но вам определенно должно быть знакомо и комфортно с обоими. В любом случае вам нужно будет чувствовать себя комфортно с относительными координатами, так как они чертовски удобны. Может также устроиться поудобнее сейчас.
Это как если бы вам сказали, что вы должны использовать 4-х кулачковый патрон только на токарном станке, когда вы только начинаете, чтобы вам было очень удобно его набирать. Это хороший навык, чтобы быть хорошим слесарем!
Варианты синтаксиса дуги для разных диалектов и режимов G-кода
Когда IJK не являются инкрементными, а как насчет наличия как IJK, так и R? Кроме того, другие модальные махинации и варианты дуг
Это еще одно из тех мест, где происходит много неясных вещей, и вам нужно знать, что будет делать ваш контроллер, ничего не предполагая. В общем случае предполагается, что если у вас есть и IJK, и R в одном блоке, R имеет приоритет, а IJK игнорируется. Но есть контроллеры, которые не работают именно так, поэтому убедитесь, что вы знаете, что происходит.
Редактор G-Wizard позволяет вам указать несколько параметров в своем сообщении, которые определяют, как работают дуги. Вот снимок экрана с параметрами настройки:
Параметры дуги для имитации G-кода
Давайте рассмотрим эти параметры: отправная точка для центра. Добавьте I к X, J к Y и K к Z начальной точки, и вы получите центр. Многие элементы управления также имеют возможность использовать IJK в качестве абсолютных координат центра.
– Модальные центры IJK : Когда IJK являются абсолютными координатами центра, некоторые контроллеры запоминают последний определенный центр, поэтому в этом случае IJK является модальным. При использовании такой настройки управления вы можете просто продолжать выдавать команды XYZ для дуг без необходимости каждый раз определять новый центр. Однако неясно, много ли вы сэкономите — как часто вы хотите делать несколько дуг с одним и тем же центром?
– Модальные R-центры : Другой вариант идеи модального центра заключается в том, чтобы радиус, определяемый буквой «R», был модальным. Каким бы ни было последнее использованное значение R, контроллер запоминает и снова использует это значение, если значение R не задано. Это кажется более полезным, чем модальный IJK. Например, у кармана могут быть дуги для углов одного радиуса.
– Дать приоритет R : Как уже упоминалось, большинство контроллеров будут использовать «R», когда в одном и том же блоке заданы «R» и «IJK». Но эта опция позволяет вам изменить этот приоритет на IJK, если вместо этого ваш контроллер работает таким образом.
– Спиральное соединение. : Этот параметр определяет, разрешает ли ваш контроллер винтовую интерполяцию.
Наиболее распространенная проблема при настройке поста CAM или симулятора ЧПУ: абсолютное и относительное IJK
Нам всем приходилось смотреть на фоновую диаграмму в программе просмотра ЧПУ (или, что еще хуже, видеть ее в реальном движении инструмента, которое довольно страшно) и видеть гигантские почти полные круги и никаких признаков знакомых движений частей, которые мы ожидали увидеть. Вот типичный пример:
Файл гравировки с неправильными настройками постобработки для дуг…
Если вы видите подобные вещи, первое, что нужно проверить, это абсолютный и относительный IJK для дуг. Настройка должна соответствовать тому, что производит CAM, и тому, что ожидает контроллер или симулятор.
Попробуйте наш симулятор и редактор G-кода, бесплатно
Доли окружности, квадранты и контроллеры
Первое, что касается дуги, это то, что невозможно указать дугу, превышающую 360 градусов. В некоторых контроллерах есть некоторые исключения для спиральной интерполяции (см. ниже), просто потому, что это может быть полезно для спиралей. Если требуется полный круг, установите начальную и конечную точки равными друг другу:
G01 X3.25 Y2.0
G02 X3.25 Y2.0 I-1.25 J0
Интересно, что вы не можете указать полный круг с помощью обозначения «R». Это связано с тем, что существует бесконечное количество кругов, которые начинаются и заканчиваются в одной и той же точке определенного радиуса, поэтому контроллер понятия не имеет, каким может быть правильный круг.
Еще веселее дела обстоят с «R» и дугами покрупнее. Например, дуга может по-прежнему иметь определенный радиус и направление по часовой стрелке (или против часовой стрелки), но центр будет неоднозначным, если вы пройдете более 90 градусов. Например:
Если R отрицательное, он выбирает более длинный путь (желтый). Позитив получает более короткий путь.
Учитывая два показанных варианта, контроллер выбирает путь на основе знака радиуса. Отрицательные силы делают дугу длиннее, положительные — короче. Отрицательный знак заставляет контроллер искать жизнеспособную дугу более 180 градусов.
Некоторые контроллеры еще более чувствительны и не программируют дугу, пересекающую линию квадранта. Следовательно, наибольший угол, по которому может двигаться дуга, равен 90 градусов, и этот угол не должен пересекать 0, 90, 180 или 270 градусов. Для углов в 90 градусов, которые пересекают линию квадранта, они должны быть разбиты на две части, при этом соединение между частями должно быть прямо на линии квадранта.
Полные круги без XYZ
Полные круги получаются, когда начальная и конечная точки идентичны, а центр указан через IJK (помните, что R ведет к бесконечному количеству кругов). Учитывая, что вы хотите, чтобы начальная и конечная точки были одинаковыми, вам может не понадобиться даже указывать конечную точку с помощью XYZ. Некоторым контроллерам это может потребоваться, но большинству это не нужно. Вот простая программа с g-кодом, которая таким образом создает 3 круга:
Совет по упрощению программирования дуги: начните с сегментов
Когда я прокладываю траекторию, я предпочитаю оставлять дуги напоследок. Вместо каждой дуги я просто помещаю отрезок, концы которого соответствуют концам дуги. Это позволяет быстро собрать грубый набросок траектории инструмента, и часто кажется, что легче вернуться назад и преобразовать линии в дуги, когда базовая структура уже на месте.
Спиральная интерполяция
Спираль — это дуга, которая непрерывно движется в третьем измерении, подобно винтовой резьбе. При винтовой интерполяции мы указываем такую дугу с помощью G02/G03, чтобы перемещать фрезу по спирали. Это может быть сделано для фрезерования резьбы, интерполяции отверстия или для множества других целей. Вот фон из программы резьбофрезы 1/4″ NPT:
Это формат «R» (радиус) для дуг, и обратите внимание, что существует координата Z для указания изменения глубины для конечной точки каждой дуги. В этом коде используется относительное перемещение (G91), поэтому каждое «Z0,0179» перемещает фрезу на 0,0179 дюйма глубже.
Редактор G-Wizard предоставляет действительно полезную информацию, помогающую разобраться в винтовой интерполяции. Вот подсказка из третьей строки (первый дуговой ход):
Обратите внимание, что здесь шаг резьбы рассчитан как 0,1″
Компания GWE измерит и сообщит вам шаг спирали, который в данном случае равен 0,100″. Это может быть полезно для определения типа фрезеруемой резьбы. Мы также можем видеть, что эта конкретная дуга проходит от 270 градусов до наклона больше нуля (0,1 градуса).
Мы вернемся к фрезерованию резьбы более подробно в следующей главе, полностью посвященной этой теме. А пока мы просто хотели, чтобы вы познакомились с идеей, что вы можете создавать спирали так же, как и плоские двумерные дуги.
Создание траекторий для вашего станка
Всякий раз, когда фреза меняет направление, это добавляет определенное напряжение. Резак будет врезаться в материал больше или меньше, чем раньше, в зависимости от того, изменяется ли направление к заготовке (или неразрезанному материалу) или от нее. Ваша машина будет намного счастливее, если вы запрограммируете дугу, а не резкое прямолинейное изменение направления. Даже дуга с очень маленьким радиусом позволит контроллеру избежать мгновенного изменения направления, что в лучшем случае может оставить след на финише, а в худшем вызвать дребезг или другие проблемы. Для небольших изменений направления, возможно, это того не стоит. Но чем резче изменение, с 90 градусов очень резкий, тем больше вероятность того, что вы должны использовать дугу, чтобы облегчить поворот.
Дуги также являются удобным способом входа в рез, вместо того, чтобы фреза врезалась прямо в него. Информацию о входе в рез по дуге см. на странице траектории из курса «Подачи и скорости фрезерования».
Упражнения
1. Найдите руководство по контроллеру ЧПУ и просмотрите настройки дуги, чтобы настроить GWE в соответствии со способом работы вашего контроллера.
2. Поэкспериментируйте с GWE, создав набросок. Создайте несколько траекторий, включающих дуги, пока вам не станет удобно их создавать.
Попробуйте бесплатную пробную версию g-wizard g-code editor…
G02 G03 Круглая интерполяция-Центр CNC
G02 G03 Circular Interpolation
G02 G03 Cirgular.
G02 G03 — это два G-кода, которые мы используем для перемещения по кругу по часовой стрелке и против часовой стрелки. Вам не нужны ведущие нули, поэтому с этого момента я буду называть их G2 и G3.
И, кстати, никогда не используйте букву O, это нулевой номер
GO2 GO3 выглядит почти так же, как G02 G03. Но ваш контроль снесет ему крышу и по-настоящему разозлится на вас.
Это также будет делать некоторые действительно странные вещи, такие как попытка запустить новую программу. Во всяком случае, просто не делайте этого.
Если вы хотите узнать, как это сделать на вашем блоке управления Heidenhain, вам необходимо прочитать эту статью.
О, и, пожалуйста, не называйте это интерполяцией, так как это меня чертовски раздражает.
Линейная интерполяция — это движение по прямой.
Круговая интерполяция при движении по кругу.
Интерполяция — это движение.
Вот и все, давайте двигаться дальше. Это нормально, я не держу зла.
Кто из вас, ублюдков, сказал интерполяцию?
Давайте поговорим о фрезеровании формы
Когда вы фрезеруете форму и хотите двигаться по кругу, используйте G2 или G3
Для дуги по часовой стрелке используйте G2, а для дуги против часовой стрелки используйте G3.
Они оба работают одинаково. В современной системе управления вы программируете конечную точку (фигура XY на фрезерном станке) и требуемый радиус.
Затем ваш контроллер ЧПУ волшебным образом создаст ваш круг. Вы можете запрограммировать любую дугу, как эта, за одним исключением.
Вы знаете, что это такое?
Хорошо, я скажу тебе позже, это нормально не знать. (Просто означает, что вы немного толстый).
Вернемся в школу.
Помните строительство? Конечно, вы делаете.
Мы собираемся фрезеровать верхнюю часть этой детали
Давайте посмотрим, что нужно сделать системе управления, чтобы определить, где находится центр круга.
Он знает свое текущее положение, и в вашей линии G3 вы указываете ему конечную точку и желаемый радиус.
Ну, он достает свой маленький циркуль и чертит два круга в указанном вами радиусе.
Располагает компас сначала в начальной точке и рисует дугу. Затем в конечной точке и рисуется дуга.
Там, где пересекаются эти две дуги, находится точка компаса. Теперь он может ударить по дуге, которая касается вашей начальной и конечной точек.
Возьми себе циркуль и попробуй. Это очень весело.
Вот как работает математика.
Скажите, вы действительно верили, что внутри вашего станка с ЧПУ сидит человечек с циркулем?
Черт возьми, я сдаюсь.
Извините, что солгал, все делается с помощью простой тригонометрии. Но, по крайней мере, я обманом заставил вас понять принцип.
Итак, теперь вы должны начать выяснять, почему вы получаете сигнал тревоги, когда радиус слишком мал. Ваши две дуги просто не пересекаются. Другими словами, вы пытаетесь построить дугу между двумя точками, которые просто не совпадают.
G2 G3 No Pot of Gold
Система управления выдаст вам сигнал тревоги «Конечная точка не найдена», что имеет смысл, поскольку она не может ее найти. Это как горшочек с золотом на конце радуги.
О, прежде чем идти Подробнее о G02 G03
Что насчет вопроса. Когда вы не можете использовать конечную точку и радиус с G02 и G03?
Ответ: Если вы хотите обработать полный круг, используя G02 и G03.
Вы можете это сделать, но вам придется разбить его на две половины. Я не буду больше объяснять, потому что этот метод для слабаков и людей, которые не хотят читать мои статьи.
Вы знаете, кто вы, заказываете Курицу Корму в индийском ресторане.
Ну… далее следует полная ерунда, сдуй чушь, обосрись на следующий день, виндалу.
А теперь дамы и господа печально известные I и J
В Центре обучения ЧПУ мы не слишком рады I и J, когда дело доходит до кружков программирования. Это потому, что тебе больше не нужно беспокоиться об этом в своей хорошенькой головке. Вы почти никогда не нуждаетесь в этом.
Он сказал почти?
Ну да почти. Вы можете программировать вечно и никогда не беспокоиться об использовании I и J с G02 G03. Так что просто иди и посмотри немного порно, а я объясню настоящим программистам, когда ты сможешь его использовать.
В старые времена I и J были единственным способом запрограммировать дугу. Вы бы сказали элементу управления, где находится центр круга и конечная точка. Это громоздко и немного сложно. Вот почему я не говорю вам об этом.
Во всяком случае, есть один действительно хороший простой способ использовать I и J для полного круга. О, и это чертовски легко. Это раз я тебе объяснил.
Щелкните здесь для получения дополнительной информации о полном круге
Когда я был мальчиком сотни лет назад, у меня была игрушка под названием Spiro Graph.
Спирограф, это были дни
Он состоял из набора пластиковых шестеренок. Вы воткнули ручку в отверстие шестерни и покрутили ее вокруг другой шестерни. Немного потренировавшись, вы сможете сделать несколько действительно красивых фотографий. Радовал нас часами. Уровень преступности резко упал в моем районе, когда все это стало известно.
Как это связано с программированием ЧПУ, спросите вы? Что ж, если вы попытаетесь использовать конечную точку и радиус для полного круга, это то, что вы получите:
Если бы ваша начальная точка была X0 Y0, вы бы запрограммировали G3 X0 Y0 R100. предположим, что радиус 100 мм.
Таким образом, в полном круге ваша конечная точка совпадает с начальной точкой. Компьютер может выбрать миллионы кругов. Это будет точно так же, как фигуры выше. Если вы проделаете трюк с компасом, вы поймете, что я имею в виду. Вот почему это невозможно.
In Comes I и J
Итак, какой-то умный парень подумал, черт возьми, я изобрету I и J.
Если мы используем I и J, есть четыре варианта, как указано выше.
Вы можете просто запрограммировать, как показано ниже, полный круг (радиус 20 мм)
G3 I-20.
Г3 И20.
Г3 J20.
Г3 J-20.
Вот и все.
Итак, вот четыре варианта
Итак, у вас есть фантастический способ запрограммировать полный круг без необходимости разбивать его на две половины или быть умным, как читатель новостей, или какой-нибудь идиот-вдохновитель.
Почему тебе нужно только I, а не X и Y Дейв?
Ради всего святого, не называй меня Дэйв, меня зовут Дэвид.
На днях мне позвонил один очень хороший парень из Африки. Он объяснил мне, что ему нужно получить свое наследство в 10 миллионов фунтов стерлингов из Англии, и если я помогу ему, он даст мне 20 000 фунтов стерлингов. Все, что мне нужно было сделать, это дать ему все данные моего банка и кредитной карты. О, и небольшая разовая выплата в размере 1000 фунтов стерлингов.
Конечно, я согласился, какая выгодная сделка. Как только я собирался это сделать, нахальный ублюдок назвал меня Дейвом.
Я сразу же сказал ему отъебаться. Я просто ненавижу, когда меня называют Дэйв.
Я дала ему номер телефона моей 96-летней матери, потому что думала, что по крайней мере она сможет извлечь из этого пользу. Ее зовут Мэри, поэтому он не мог сократить это. У нее всего 1200 фунтов сбережений, так что это было бы ей огромным одолжением.
Объяснение
Вам не нужно повторно указывать X и Y, поскольку вы уже находитесь в конечной точке
Нажмите здесь для получения дополнительной информации о полном круге
Если вы хотите сделать это на Sinumeric Siemens 840D, прочитайте это
Спасибо за чтение
Не забывайте, что есть еще много людей.
И канал на YouTube
Услуги, предлагаемые в Центре обучения ЧПУ
Обучение Edgecam.
Обучение программистов в классе.
Обучение станкам с ЧПУ на месте.
Обучение работе с ЧПУ по всем элементам управления и станкам.
Главная \ Силовое оборудование и электроинструмент \ Тепловые пушки, вентиляторы, обогреватели \ Тепловая пушка ТВ-3М (тепловентилятор), 230 В, 3 режима: вентилятор/1500 Вт /3000 Вт Сибртех
Находится в разделах: Тепловые пушки, вентиляторы, обогреватели
Описание
Параметры
Тепловая пушка (тепловентилятор) предназначена для вентиляции и обогрева производственных, общественных и вспомогательных помещений, для дистанционного просушивания поверхностей и предметов. Тепловая пушка предназначена для эксплуатации в районах с умеренным и холодным климатом в помещениях с температурой от –10 до +40 °С и относительной влажностью до 93% (при температуре +25 °С) в условиях, исключающих попадание на него капель, брызг, а также атмосферных осадков.ОсобенностиНебольшие габариты и малый вес Встроенный термостат для защиты от перегрева Два режима обогрева Режим вентиляцииПреимуществаСпециальная форма нагревательного элемента для эффективного теплообменаКомплектностьТепловентилятор — 1 шт. Руководство по эксплуатации — 1 шт.
Штрихкод
4044996171678
Назад
Sibrtech rokas toolsi laba cena internetā
Filtrēt
Meklēt produktu sarakstāLētākas augšpusēDārgākas augšpusēPiegādes terminņšVisaugstākais vērtējums
3 92 € 4 36 €
Уз грозу
5/5
Нацисты universālais// Sibrtec
Veids: Naži
Paredzēts: Griešanas toolsi
Preču zīme: Sibrtech
Иекляут салидзинашана
2 86 € 3 18 €
Уз грозу
Комбинезон атласный, 6 мм, CrV, фосфат, ГОСТ16983// Си. ..
Veids: Atslēgas
Paredzēts: Griešana, pievilkšanas toolsi
Preču zīme: Sibrtech
Иекляут салидзинашана
10 01 € 11 13 €
Уз грозу
Cauruļu vītņgriezis 1″// Сибртех
Veids: Nav norādīts
Paredzēts: Griešana, pievilkšanas tools
Preču zīme: Sibrtech
3
3 Иекляут салидзинашана
2 74 € 3 05 €
Уз грозу
ФУМ лента, 19 мм x 10 м, Сибртех
Veids: Nav norādīts
Paredzēts: Nav norādīts
Расчетный номер: Sibrtech
Иекляут салидзинашана
9 36 € 10 41 €
Уз грозу
Cauruļu vītņgriezis 1/2″// Сибртех
Veids: Nav noradīts
Paredzēts: Vītņu griešanas toolsi
Preču zīme: Sibrtech
3
Иекляут салидзинашана
9 38 € 10 43 €
Уз грозу
Cauruļu vītņgriezis 3/4″// Сибртех
Veids: Nav noradīts
Paredzēts: Vītņu griešanas toolsi
Preču zīme: Sibrtech
3
Иекляут салидзинашана
Dzīvokļa remonts no A līdz Z
Dzīvokļa remonts vienmēr ir gana atbildīgs process — neatkarīgi no tā, cik verienīgi ir plānotie majokļa remontdarbi. Lai rezultāts būtu kvalitatīvs un ari visādi citādi atbilstu izvirzītajām prasībām, sakumā jārod atbildes uz dažiem svarigiem jautajumiem un jāizstrādā plans, pēc ka vadīties remontd
Flīzēšana vannas istabā: Viss, ko Jums vajadzētu zināt
Flīzes ir viens no popularakajiem apdares materialiem, ко izmanto dažādas dzīvojamas telpās. Ja vien ir vēlme un laiks apgūt ko jaunu, flīzēšanu var veikt pašu spēkiem. Šajā rakstā uzzināsiet svarīgāko, kas jāzina, lai fližu ieklāšana bez kļūdām izdotos ar pirmo reizi. Kā pareizi sagatavoties flī
Ласит талак
Darbarīku izvele: kas ir jāņem vērā?
Dažādiem celtniecības un remonta darbiem noteikti ir nepieciešami īpaši darba toolsi – vismaz daži no šiem darbarīkiem ir pieejami pat tiem, kuri iesaistas sadas aktivitātēs kā amatieri, nevis kā profesionali. Tomēr, lai nodrošinātu darba kvalitāti, ir ļoti svarigi tos pareizi izvēlēties. Пьеда
Ласит талак
Kā noņemt vecās tapetes? Нодериги падоми
Sienu remontēšana, izmantojot tapetes, joprojām ir arkartīgi populārs līdzeklis, kas piešķir mājai papildu mājīgumu un atdzīvina interjeru. Tiesa, ja tapetes ir līmētas vecmamiņas jaunibā, iespējams, ka tās būs nomelnējušas, izbalējušas, apbružājušās vai kā citādi zaudējušas vēlamo sākotnējo izskatu
Ласит талак
Kā ieklat flīzes: нодериги падоми
Iekartojot savu majokli, sienu apdarei bieži vien izvēlas arī flīzes. Tas ir lielisks risinājums tam Jūsu mājas zonām, kuras pastavigi ir pakļautas jebkadas potenciali kaitīgas vides iedarbības Riskam: mitrums, tvaiki, tauku izgarojumi utt. Flīzes ir izturīgākas pret šādiem izaicinājumiem neka daudz
Ласит талак
Puuri komplektid käsitööriistad internetist hea hinnaga
Puuride komplekt metalli jaoks 2,0, 2,5, 3,0, 3. 5.4.0…
Tüüp: Puuri komplektid
Ettenähtud: Puurimiseks
Kaubamärk: Tehmash
УУС
7 80 € / kuus 101 99 €
Лиза Корви
Пуридный комплект. D-19174 Макита
Tüüp: Puuri komplektid
Ettenähtud: Täpsustamata
Kaubamärk: Makita
Kuidas kaitsta tööriistu külma ja niiskuse eest?
Külmade ilmade saabudes mõtleb inimene esmajoones kodu küttesüsteemile, soojadele rõivastele ja auto talverehvidele, kuid mitte sügisel garaaži või kuuri alla talvekorterisse viidud tööriistadele. Kui garaaž on köetav ruum, siis ei olegi vaja tööriistade pärast muretseda, soojas keskkonnas ei juht
Tööriistad, mis võtavad vähe ruumi, aga teevad suuri tegusid
Me seostame alateadlikult suuremõõtmelisi tehnikaseadmeid parema võimsuse ja töötulemustega. См. võib sageli nii olla, et suurem on parem, aga см. hinnang ei kehti mitte alati ja mitte igas olukorras — vahel on suurte tegude taga hoopiski väiksed detailid. Ka tööriistade puhul ei ole nende füüsili
Loe lähemalt
Multifunktsionaalsed tööriistad, mis on kodus suureks abiks
Aeg, mil igas Eesti kodus oli oma ehitus- ja meistrimees, on pöördumatult selja taha jäänud: elu on edasi läinud, tehnoloogia ja materjalid arerenud ning päris iga asja kallale pole amatöörist meistrimehel mõistlik ega võimalik ise asuda. Siiski on ka tänapäeval igas majapidamises tarvis aeg-ajalt
Loe lähemalt
Millele pöörata tähelepanu tööriistade valimisel?
Erinevad ehitus- ja remonditööd vajavad spetsiaalseid tööriistu ja vähemalt osa neist töövahenditest on sobivad isegi amatööridele. Kvaliteetse töö tagamiseks on siiski väga oluline valida õiged töövahendid. Tööriistade valik on aga ääretult lai ning otsust on võimalik langetada mitmete kriteeriumid
Loe lähemalt
Kuidas eemaldada vana tapeeti? Kasulikke näpunäiteid
Seinte tapetimine on endiselt ülipopulaarne võimalus kodule hubasust lisada ja interjööri elavdada.
Экструдер для 3D принтера в категории «Техника и электроника»
Экструдер BMG для 3D принтера
Доставка из г. Ровно
553.70 грн
Купить
E3D V5 Bowden Upgraded Экструдер для 3D принтера в сборе j-head 12V 40W Anycubic I3 Mega S Mk3 I3
Доставка по Украине
400 грн
Купить
Боуден экструдер Trianglelab BMG для 3D-принтера SM, код: 7668042
Доставка по Украине
2 672.98 грн
3 800 грн
Купить
Боуден экструдер Trianglelab BMG для 3D-принтера TR, код: 7668042
Доставка по Украине
2 672.98 грн
3 800 грн
Купить
Боуден экструдер Trianglelab BMG для 3D-принтера HR, код: 7668042
Доставка по Украине
2 672.98 грн
3 800 грн
Купить
Нагревательный элемент для экструдера 3D-принтера 12В 50Вт Trianglelab
На складе в г. Ровно
Доставка по Украине
260 грн
Купить
Экструдер для 3D-принтера Trianglelab BMG v2.1 боуден
На складе в г. Ровно
Доставка по Украине
2 025 грн
Купить
Экструдер для 3D принтера комплект V5
Доставка по Украине
1 341. 67 грн
Купить
Боуден экструдер Trianglelab BMG, двойной привод, для 3D-принтера mm
Доставка по Украине
2 363.96 грн
3 070.08 грн
Купить
Планетарный экструдер для 3D-принтера 1.75мм Trianglelab Orbiter v2.0
На складе
Доставка по Украине
3 375 грн
Купить
Планетарный экструдер Trianglelab Orbiter v2.0, 1.75мм для 3D-принтера mm
Доставка по Украине
3 920.72 грн
5 091.84 грн
Купить
Хотэнд экструдер E3D V6 12В 0.4/1.75мм 40Вт для 3D-принтера mm
Доставка по Украине
438.20 грн
569.09 грн
Купить
Экструдер для 3д принтера BIQU h3 V2S Lite
Доставка по Украине
3 312 грн
Купить
Боуден экструдер Trianglelab BMG v2.1, двойной привод, для 3D-принтера
Доставка по Украине
2 025 — 2 430 грн
от 16 продавцов
2 025 грн
Купить
Планетарный экструдер Trianglelab Orbiter v2.0, 1.75мм для 3D-принтера
Доставка по Украине
3 375 — 3 713 грн
от 16 продавцов
3 375 грн
Купить
Смотрите также
Боуден экструдер Trianglelab BMG v2. 1, двойной привод, для 3D-принтера
На складе
Доставка по Украине
по 2 025 грн
от 3 продавцов
2 025 грн
Купить
Боуден экструдер Trianglelab BMG для 3D-принтера
Доставка по Украине
2 268 — 2 673 грн
от 4 продавцов
2 673 грн
Купить
Привод экструдера 3D принтера CR-10S (2 экструзионных колеса)
Доставка из г. Ровно
452 грн
Купить
3D ПРИНТЕР WANHAO DUPLICATOR D4S С ДВУМЯ ЭКСТРУДЕРАМИ
Под заказ
Доставка по Украине
22 500 грн
Купить
10x Пружина 20×7.5×5мм для экструдера 3D-принтера
Доставка по Украине
690 грн
Купить
Вентилятор для экструдера кулер под 3D-принтер 3010 5V 30*10мм (16249)
На складе
Доставка по Украине
61.60 грн
Купить
Боуден экструдер Trianglelab BMG для 3D-принтера
Доставка по Украине
2 228 — 2 673 грн
от 2 продавцов
2 673 грн
Купить
Боуден экструдер Trianglelab BMG для 3D-принтера GR, код: 7668042
Доставка по Украине
2 672. 98 грн
3 800 грн
Купить
Боуден экструдер Trianglelab BMG для 3D-принтера EV, код: 7668042
Доставка по Украине
2 672.98 грн
3 800 грн
Купить
Боуден экструдер Trianglelab BMG v2.1, двойной привод, для 3D-принтера, 104724
На складе в г. Ровно
Доставка по Украине
2 025 грн
Купить
Нагревательный элемент экструдера 3D принтера, 12/24V 40W
Доставка из г. Ровно
56.50 грн
Купить
Кожух обдува экструдера 3D принтера — V5 (25мм)
Заканчивается
Доставка по Украине
22.60 грн
Купить
Кожух обдува экструдера 3D принтера — V6 (23мм)
Доставка из г. Ровно
28.25 грн
Купить
Вентилятор для экструдера кулер под 3D-принтер 5015 5V 50*15мм (16250)
На складе
Доставка по Украине
102.30 грн
Купить
Экструдер MK10 | Магазин аксессуаров для 3D-принтеров
Наведите курсор на изображение, чтобы увеличить Нажмите на изображение, чтобы увеличить
Скидка 30%
Магазин аксессуаров для 3D-принтеров
Размер: левый
Левый
Верно
Цвет: серебристый (алюминий)
Серебро (алюминий)
Черный (пластик)
Доставка из: Китай
Вариант
Левый / Серебристый (алюминий) / Китай — 12,08 долл. США Левый / черный (пластик) / Китай — 5,11 долл. США Правый / серебристый (алюминий) / Китай — 12,08 долл. США Правый / черный (пластик) / Китай — 5,11 долл. США
Поделитесь этим продуктом
Материал: алюминий/пластик Диаметр нити: 1,75 мм В комплект входит:1 комплект экструдера MK10 Цвет: серебристый (алюминий)/черный (пластик) Размер: 42 мм * 30 мм * 15,5 мм
Страна
United StatesGermanyAustraliaUnited Kingdom—AlbaniaAndorraArgentinaArmeniaAustraliaAustriaBelarusBelgiumBrazilBulgariaCanadaChileChinaCroatiaCyprusCzechiaDenmarkEstoniaFinlandFranceGeorgiaGermanyGreeceHong Kong SARHungaryIndiaIndonesiaIrelandIsraelItalyJapanKuwaitLatviaLiechtensteinLithuaniaLuxembourgMacao SARMalaysiaMaltaMexicoMoldovaMonacoMontenegroNetherlandsNew ZealandNorwayPhilippinesPolandPortugalRéunionRomaniaRussiaSan MarinoSerbiaSingaporeSlovakiaSloveniaSouth KoreaSpainSwedenSwitzerlandTaiwanThailandTurkeyUnited KingdomUnited StatesVatican CityVietnam
Почтовый индекс
Возврат
Все товары могут быть возвращены в течение 14 дней с даты получения. Чтобы иметь право на возврат, ваши товары должны быть неиспользованными и находиться в том же состоянии, в котором они были получены в оригинальной упаковке.
Для любого возможного возврата требуется чек или подтверждение покупки. Для международных отправлений наш магазин не несет ответственности за любые таможенные сборы, тарифы, налоги и пошлины.
Обмен
Товар(ы) можно обменять в течение 30 дней с даты его получения, если продукт неисправен или вы получили не тот товар.
Чтобы иметь право на обмен, ваши товары должны быть неиспользованными и находиться в том же состоянии, в котором они были получены в оригинальной упаковке.
Для любого возможного обмена требуется чек или подтверждение покупки.
Возврат средств
Заказ(ы) может быть возвращен в течение 7 дней с даты его получения, если продукт неисправен или вы получили не тот товар.
Как только мы получим возвращенный товар(ы), мы проведем проверку и предоставим уведомление о его возврате. Пожалуйста, подождите не менее 5 рабочих дней с момента получения вашего товара для обработки вашего возврата. Мы сообщим вам по электронной почте, когда ваш возврат будет обработан.
В случае одобрения мы инициируем возврат на первоначальный способ оплаты. Возврат средств с помощью кредитных карт зависит от сроков, в зависимости от политики эмитента кредитной карты.
Если посылка возвращается в связи с местными государственными правилами импорта, мы свяжемся с вами напрямую, но заказ(ы) должен быть возмещен только в размере стоимости продукта, НЕ включая стоимость доставки. Для получения более подробной информации ознакомьтесь с нашей Политикой доставки.
Обратите внимание, что все возмещения НЕ включают стоимость доставки (как для первоначальной, так и для обратной доставки) и/или другие сборы, такие как курьерская транзакция или таможенные сборы, тарифы, налоги и пошлины.
Вы НЕ МОЖЕТЕ требовать возврата товара и/или возврата денег, если вы не прошли таможенную очистку или не смогли или отказались забрать свои товары, в результате чего товары были возвращены или уничтожены таможней.
Главная ? Каталог ? ручные цилиндрические, ГОСТ 7722-77
Стоимость может меняться в зависимости курса $ согласно ЦБ РФ. Действующие цены и наличие уточняйте по телефону +7 (812) 321-32-94
Артикул
Название товара
Ед. изм.
Цена (руб)
Заказать
5108
Развертка ручная ф 0,37 мм
По запросу
5109
Развертка ручная ф 0,57 мм
По запросу
5110
Развертка ручная ф 0,6 мм
По запросу
5111
Развертка ручная ф 0,76 мм
По запросу
5112
Развертка ручная ф 0,8 мм
По запросу
5113
Развертка ручная ф 0,9 мм
По запросу
5114
Развертка ручная ф 1,0 мм, №2
По запросу
5115
Развертка ручная ф 1,0 мм,
По запросу
5116
Развертка ручная ф 1,0 мм А
По запросу
5117
Развертка ручная ф 1,0 мм А3
По запросу
5118
Развертка ручная ф 1,03 мм,
По запросу
5119
Развертка ручная ф 1,15 мм,
По запросу
5120
Развертка ручная ф 1,2 мм,
По запросу
5121
Развертка ручная ф 1,25 мм,
По запросу
5122
Развертка ручная ф 1,3 мм,
По запросу
5123
Развертка ручная ф 1,35 мм
По запросу
5124
Развертка ручная ф 1,4 мм Н7
По запросу
5125
Развертка ручная ф 1,4 мм
По запросу
5126
Развертка ручная ф 1,41 мм
По запросу
5127
Развертка ручная ф 1,5 мм А
По запросу
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
Развертка ручная позволяет достичь обработки 2 и 3 класса точности. Такими развертками легко обрабатывается углеродистая, легированная, конструкционная сталь и серый чугун. Развертки цельные просты по конструкции, а значит и надежны. Во вращение инструмент приводится воротком.
Среди ручных разверток этот тип самый известный. Их диаметр определен от 1 до 62 мм, общая длина — 38-387 мм, а рабочей зоны — от 18 до 194 мм. Число зубьев равно 4, 5, 6, 8, 10 и 12. Режущие свойства определяют: задний угол α=8°, передний угол γ = 0° и угол в плане φ=1°. Материал – легированная сталь 9ХС. Рабочая часть имеет твердость HRC 61 – 64, квадрат – HRC 30-45.
Развертка ручная гост 7722-77 в Братске: 500-товаров: бесплатная доставка [перейти]
Ut modo artem foramen muri plana esset, non utique fit etiam consuetudine usus summus qualitas terebrae discissam. Insuper requiritur partes e crassitudine foraminis potest variari a paucis mm. Quod obducta esset perfectum, после ручного сканирования. Привет специалист disposuerat metallum amputatis testiculis toolum ad peragendam post artem foramina et reaming res. Intueamur in qua re tool, quam operatus est, id quo indiget, et quam adhibere.
pluma
Обрабатывающий инструмент ad scindendum est a facie terrae ab metallum. Apertura Fabrica notitia processui, et potest ad diametrum suam auget, et etiam amplio значительно autem mollissimam habere габаритная поверхностная точность. Развертки сунттемперифинис, и т. д. Предварительная обработка. Est enim vexillum per quem instituta manual scan — ГОСТ 7722-77. Учтите, что инструменты для обработки рук должны быть обработаны до LX мм большого отверстия в диаметре до III (picem — I мм).
Haec tools usura C, vos can adepto magnitudinem точность quibus корреспондент in secundo et tertio genere. Cum metam Circa superficies, ut ea sit de X 6. 3 Rz Rz. EXERCITATIO tantae munditiae non sit effectum.
Ratio operandi in visu perlustrat
Обрабатывающий инструмент usus ad consequi summus praecisione et foramina potest qualis superficiem — ut iam supra dictum est. Manual operatur Scan cum parva squamis tuis adhærebunt. Tanta cura potest отрегулируйте foraminis, quod est toolsum вырезая multa parata erat ad oras. Et sic, intuens manual — pendentes typus — в XIV IV potest non ex parte acutam secante. Hoc est debitum ad hoc quod минимальный прикуску iaculat.
Работа с инструментами и их сопровождение. Сканирование сидя в полукруглом затылочном отверстии; deinde, si est, manual, posuit in speciali sphærulaque simul et lilium usus est toolsum non movetur. Quod fabrica opus non erit motus gyratorius tantum, sed etiam dum movere sursum neque deorsum Theoria Motus Corporum Solidorum. Что касается инструментов, то можно удалить несколько слоев металла — несколько десятков десятичных центов на миллиметр.
Processus hoc modo non nisi cylindraceae с традиционными отверстиями, sed etiam conicum. Hoc scan utitur conicum. Ipsumque род plura toolsa. In hoc articulo volumus respicere ad invicem de his speciei.
Цена сканирования?
Производство для просмотра, продолжение. Haec virga cylindrica aut pyralis, cuius pars est a, est opus продольный медиальный. Altera ex parte sui lenis et potest aptavit ad quadratum ex fine seu pyralis, scapus.
Per partes operatur ferro latus. Ante — attenuatis et brevis. Et eadem et incisio fit statim post — dux in partem tuam, et tandem redire opus. Лучшее сканирование. Ferrum tamen tantam multitudinem opus partes scindit se recipiendo vel aes modo operatur. Tergo brevis gente vocatus. Inter secans sulcus dentes formatae. Illi enim animo sunt de chip per Operationem Instrumentum. Резка in extrema sita sunt in linea cum virga.
род
Ut quoque notum est, quod abstuleris lucos in animo Tempi finis consummans pertusum. Directe ad opus magnum progressum technologicum per toolsa ad haec foramina in diversis ordinibus tolerantia — ex quarta primi est ordinis. Consilium est, et qualis est toolsum positum in eius diligentia opus est. Alia per aliud foramen manual scan — respicere ad genera.
Ad tertium dicendum quod proprietates hora toolsi, quod agit, non est una munus factor:
Резка условных шин.
Allocacionum et valorem pro instruere.
Инструментальный уровень Стридор.
Aciei judicandi facultatem, tum multa alia factores.
Развертки sunt de genere secundum ad genus foramen in quo sunt animo. Magni momenti est etiam de figura cut dentes ac si quid quod materiam potuimus.
Основные параметры, необходимые для подготовки к операции PLUMBARIUS congregari solebant: сканирование latus Populus Novifacta Quotidiana tools, plerumqueproviat. Cum una manu, sunt etiam machinis. Haec tools potest diversorum generum esse. Сменные карбидные вставки Sunt cylindrica, conica et dens Hibera.
conicum reamer coetus includit magnam toolsa ex-tortum, et ceremonias, tam relatorum acuminati ad processus in cereus Morse est, quod metrica illa conc. Максим поздних cylindraceae PLUMBARIUS congregari in subtilissimo ferro.
cylindratis
Tales enim esse reamer est disposito in speluncas cylindricis tractamus. Ручной intuens possunt adhiberi cum scalare profert, et electrica terebro ad low celeritatum. Hoc toolsum peragi potest in inintegralis formam, vel ad operationem quandam compensurationem ad diametrum illam.
conicum
Hoc Instrumentum est ad operari cum figura conoidis ex foraminibus. Et quoque adhiberi potest традиционные cylindrici pertusum.
Шероховатость, средства массовой информации, суммам
Si vis ad expand fines gravis magnitudinem eius foramina ingrediens, potest facere sine alia toolsa set in castitate. Развитие conica, sicut et ceteri, qui dividitur in roughing, medium et consummatione.
Primus gradus lineam posita tetigit aliud dentium. Сказочный инструмент, оперирующий и сопровождающий. Для angustam attondit ЕС градус Utriusque aciei. Hic si foraminis cylindrica, conica egressus est post haec clades in curatio est. Nam eu scan medium secari metalli minor crassitudine. Amputatis testiculis является специфическим курсом стружкоразделений, отличающимся друг от друга. Instrumenta metallum sectis opus consummavi quod per superficiem. Cylindratis vel conicis foraminis desideravit formatae sic de magnitudine. Ut non possit videre, quod операционный коэффициент est satis simplex.
conposita
Ferrum secandi huius generis consilia diversa sit. In foro et illapsum Expansion instanceum invenire potes. Utraque operari secundum unam rationem — si moveatur sursum vel deorsum dyametro foraminis, ut crescat aut decrescat. Nam ista duo genera distinguit scantemperatioquamtensis,magnitudines aeque complector. Itaque consilio superioribus et inferioribus dilatatio nucem. Мутата в родинке потесть в диапазоне III до 0,25 мм. Constringebantur, ввинчивающийся в sinu labens lustrat diammutatees debitum. ULTIMA SPECIALEM COPIAS MIVERE PILA IN HATIONI, qui decompresses per abscissionem partis. Развертка Populus Novifacta Quotidiana PROLAPSIO с учетом высокой точности и максимального диаметра от 0,15 до 0,5 мм.
Ad tertium dicendum quod hoc genus et alia omnia Instrumentastitutione similis ut scan. Ex ferro et aere sculpendisque vilis est corporis factum est inserta partes. Commandit molaribus suis fiunt plerumque в форме выставки Tenuibus Lamellis. Инструмент usus ferro sicut materia. Scalpsit quoque remota sunt, iura legesque acciperent, stridor et tortor. Hoc сканирование в металле potest mutare facit ea, quae diametro ejus foramina ingrediens, et ad decimas per decies Centies на миллиметр. Contraque omnis sint frugi. In casu de Labore, herbis facile posse reponi.
Quid vos postulo scio circa Развертывание insidiantur?
Processus de cavernis, в taediosum maxime tractatur in class de duobus uti инструмент — черновое совершенное сканирование. Productum omnium primum de materiae vetera et obsoleta. Ante explicare aciemque foraminis, in fine ejus tere. Quo facto opus vestrum posse effectum scalare dente. Verum ex partibus missae ferrum. Ignorare pre-elit retundendam scan periculum est. Non opus inspectis successu meliore semel ruere. Uno pascens peragatur. Et tardius ei datus est toolsum ad foraminis, quod est finalis effectus melius. Et providere elit processus non opus ad altum celeritates: ut si sit terebro. Periti suadeo оптимальна, поскольку отличается от электрической механики terebro, sphærulaque simul, sed вместо accipere. In hoc casu, processus imperium bude multo altius.
Добавить принтер в список принтеров, чтобы его можно было использовать на Mac
Чтобы использовать принтер, следует добавить его в список принтеров в разделе настроек «Принтеры и сканеры». (Если Вы перешли с компьютера с Windows на Mac, используйте настройки «Принтеры и сканеры» так же, как панель управления печатью в Windows).
В большинстве случаев для добавления принтера macOS использует AirPrint. При необходимости установите новейшую версию программного обеспечения для печати, прилагаемую к принтеру, или загрузите ее с веб-сайта производителя.
Об использовании принтера с iPhone или iPad см. в статье службы поддержки Apple Печать с iPhone или iPad с помощью AirPrint (на английском языке).
Добавление принтера USB
Для большинства принтеров USB достаточно просто обновить программное обеспечение, а затем подключить принтер к Mac. При необходимости установите новейшую версию программного обеспечения для печати, прилагаемую к принтеру, или загрузите ее с веб-сайта производителя.
Обновите программное обеспечение принтера на Mac. Проверьте сайт производителя принтера на наличие обновлений для Вашей модели принтера.
Подготовьте принтер: В соответствии с инструкциями из комплекта поставки принтера распакуйте его, установите чернила или тонер и загрузите бумагу. Включите принтер и убедитесь в отсутствии сообщений об ошибках.
Подключите принтер: Подключите кабель USB к Вашему Mac. Если на экране появилось сообщение, в котором предлагается загрузить новое программное обеспечение, загрузите и установите его.
Важно! Если Ваш Mac оборудован одним портом USB-C, используйте многопортовый адаптер. Подключите принтер, затем подключите кабель USB-C к источнику питания для подзарядки аккумулятора Mac. Использование кабелей USB‑C с Mac.
Добавление Wi-Fi или сетевого принтера
Если Mac и принтер уже подключены к одной и той же сети Wi-Fi, принтер может быть сразу доступен для печати без выполнения настройки. Чтобы проверить это, выберите «Файл» > «Напечатать», во всплывающем меню «Принтер» выберите «Ближайшие принтеры» или настройки раздела «Принтеры и сканеры», а затем выберите свой принтер. Если Вы не видите свой принтер, его можно добавить.
Обновите программное обеспечение принтера на Mac. Проверьте сайт производителя принтера на наличие обновлений для Вашей модели принтера.
При наличии принтера с поддержкой AirPrint проверять наличие обновлений программного обеспечения не нужно.
Подготовьте принтер: В соответствии с инструкциями из комплекта поставки принтера распакуйте его, установите чернила или тонер и загрузите бумагу. Включите принтер и убедитесь в отсутствии сообщений об ошибках.
Подключите принтер: Следуйте инструкциям к принтеру для его подключения к сети.
Если Ваш принтер поддерживает Wi-Fi, может потребоваться подключить принтер к компьютеру Mac при помощи кабеля USB, чтобы настроить печать через Wi-Fi. После подключения принтера к компьютеру Mac установите на Mac программное обеспечение, прилагаемое к принтеру, и воспользуйтесь ассистентом настройки принтера для подключения принтера к сети Wi-Fi. После завершения настройки можно отсоединить кабель от принтера и Mac. При этом принтер останется подключенным к сети Wi‑Fi. См. статью на сайте поддержки Apple Подключение принтера AirPrint к сети Wi-Fi.
Добавьте принтер в список доступных принтеров: Выберите меню Apple > «Системные настройки», затем нажмите «Принтеры и сканеры» в боковом меню. (Возможно, потребуется прокрутить вниз.)
Если Вы не видите свой принтер в списке слева, нажмите кнопку «Добавить принтер, сканер или факс» справа.
Появится диалоговое окно со списком принтеров, доступных в локальной сети.
Когда Ваш принтер появится в списке, выберите его и нажмите «Добавить».
Составление списка может занять пару минут. Если на экране появилось сообщение, в котором предлагается загрузить новое программное обеспечение, загрузите и установите его.
При добавлении принтера система macOS, как правило, может определить, есть ли у принтера дополнительные возможности, такие как дополнительные лотки для бумаги, дополнительная память или возможность двусторонней печати. Если компьютер определить этого не может, появляется диалоговое окно, которое поможет в определении. Проверьте, что в этих настройках правильно отображаются специальные принадлежности, установленные на принтере, и Вы можете ими воспользоваться.
Добавление сетевого принтера путем ввода его IP-адреса
Если сетевой принтер, который Вы хотите использовать, отсутствует в списке доступных принтеров, его можно добавить как IP-принтер. Принтер должен поддерживать один из следующих протоколов печати: AirPrint, HP Jetdirect (сокет), демон линейного принтера (LPD) или протокол интернет-печати (IPP).
Примечание. У некоторых принтеров, подключенных при помощи этих общих протоколов, функции могут быть ограничены.
Вы должны выяснить IP-адрес или имя хоста сетевого принтера, протокол печати и номер модели или название программного обеспечения принтера. Если он использует специальную очередь, Вам необходимо также знать имя очереди. Обратитесь за помощью к тому, кто управляет принтером или сервером.
Обновите программное обеспечение принтера на Mac. Проверьте сайт производителя принтера на наличие обновлений для Вашей модели принтера.
При наличии принтера с поддержкой AirPrint проверять наличие обновлений программного обеспечения не нужно.
Подготовьте принтер: В соответствии с инструкциями из комплекта поставки принтера распакуйте его, установите чернила или тонер и загрузите бумагу. Включите принтер и убедитесь в отсутствии сообщений об ошибках.
Подключите принтер: Следуйте инструкциям к принтеру для его подключения к сети. См. статью на сайте поддержки Apple Подключение принтера AirPrint к сети Wi-Fi.
Добавьте принтер в список доступных принтеров: Выберите меню Apple > «Системные настройки», затем нажмите «Принтеры и сканеры» в боковом меню. (Возможно, потребуется прокрутить вниз.)
Открыть настройки принтеров и сканеров
Нажмите кнопку «Добавить принтер, сканер или факс» справа, затем нажмите кнопку «IP» и введите информацию о принтере, используя в качестве руководства следующую таблицу.
Параметр
Описание
Адрес
Введите IP-адрес принтера (например, 192.168.20.11) или имя хоста (например, printer.example.com).
AirPrint: Используйте протокол AirPrint, чтобы обеспечить доступ к функциям печати и сканирования принтера через Wi-Fi, USB и Ethernet (если принтер поддерживает эти функции). Вам не нужно загружать или устанавливать программное обеспечение принтера, чтобы пользоваться принтерами с поддержкой AirPrint. Многие принтеры, в том числе Aurora, Brother, Canon, Dell, Epson, Fuji, Hewlett Packard, Samsung, Xerox и другие, поддерживают протокол AirPrint.
HP Jetdirect — Сокет. Обеспечивает доступ к принтерам Hewlett Packard и принтерам многих других производителей.
Демон линейного принтера — LPD. Обеспечивает доступ к некоторым старым принтерам и серверам печати, которые используют этот протокол.
Протокол интернет-печати – IPP. Обеспечивает доступ к современным принтерам и серверам печати.
Очередь
Введите имя очереди, используемое для принтера. Если Вы не знаете имя очереди, попробуйте оставить его пустым или обратитесь к администратору сети.
Имя
Содержит описательное название принтера (например, «цветной лазерный принтер»), чтобы его можно было отличить от других принтеров во всплывающем меню «Принтер».
Размещение
Содержит описание местоположения принтера (например, «рядом с моим кабинетом»), чтобы его можно было отличить от других принтеров во всплывающем меню «Принтер».
Использование
Отображает программное обеспечение, подходящее для данного принтера. Если программное обеспечение не отображается, выберите «Выбрать ПО», затем выберите принтер в списке «ПО принтера».
Если Вашего принтера нет в списке «ПО принтера», попробуйте загрузить и установить программное обеспечение производителя принтера (называемое также драйвером принтера). Вы можете также попробовать выбрать во всплывающем меню универсальное программное обеспечение принтера PostScript или PCL в зависимости от типа Вашего принтера.
Добавление принтера Bluetooth
Если в Вашем компьютере Mac установлен адаптер Bluetooth или у Вас есть USB-адаптер Bluetooth, файлы можно отправлять на принтер с поддержкой Bluetooth по беспроводной связи.
Обновите программное обеспечение принтера на Mac. Проверьте сайт производителя принтера на наличие обновлений для Вашей модели принтера.
При наличии принтера с поддержкой AirPrint проверять наличие обновлений программного обеспечения не нужно.
Подготовьте принтер: В соответствии с инструкциями из комплекта поставки принтера распакуйте его, установите чернила или тонер и загрузите бумагу. Включите принтер и убедитесь в отсутствии сообщений об ошибках.
Подключите принтер: Следуйте инструкциям, прилагавшимся к принтеру, чтобы убедиться, что он настроен для подключения через Bluetooth.
Добавьте принтер Bluetooth в список принтеров: Выберите меню Apple > «Системные настройки», затем нажмите «Принтеры и сканеры» в боковом меню. (Возможно, потребуется прокрутить вниз.)
Нажмите кнопку «Добавить принтер, сканер или факс» справа, затем нажмите кнопку «По умолчанию» .
Выберите принтер в списке «Принтеры», затем нажмите «Добавить». Если нужного принтера нет в списке, введите его имя в поле поиска и нажмите клавишу Return.
Если принтер не появляется в списке, убедитесь, что в системе установлен последний драйвер Bluetooth для принтера. За последним драйвером обращайтесь к производителю принтера.
После подключения принтера, если на экране появилось сообщение, в котором предлагается загрузить новое программное обеспечение, загрузите и установите его.
Добавление принтера Wi-Fi или мобильного принтера с использованием профиля конфигурации
Некоторые сетевые принтеры требуют установки профиля конфигурации — только после этого принтер можно будет обнаружить в сети с помощью AirPrint. Если у Вас есть профиль принтера, который нужно установить, загрузите или скопируйте его на Mac и выполните установку.
На Mac дважды нажмите на профиль, чтобы открыть его.
Когда появится сообщение с предложением установить профиль, нажмите «Продолжить».
Когда появится сообщение с запросом на подтверждение установки профиля, нажмите «Установить».
Профиль устанавливается в настройках профиля в разделе настроек «Конфиденциальность и безопасность» . После этого принтер можно будет добавить в список принтеров.
Чтобы добавить принтер в список принтеров, выберите меню Apple > «Системные настройки», затем нажмите «Принтеры и сканеры» в боковом меню. (Возможно, потребуется прокрутить вниз.)
Нажмите кнопку «Добавить принтер, сканер или факс» справа, затем нажмите кнопку «По умолчанию» .
Выберите принтер в списке (он будет обозначен как «Профиль AirPrint») и нажмите «Добавить».
Если принтера нет в списке, убедитесь, что установлена самая новая версия профиля и что компьютер может связаться с принтером по сети. За новейшей версией профиля обратитесь к администратору своей сети.
См. такжеОбновление программного обеспечения принтера, если возникла проблема с печатью на MacСтатья на сайте поддержки Apple: О технологии AirPrintВыбор принтера, используемого по умолчанию на MacИспользование Mac для печати на принтере, подключенном к компьютеру с Windows
3D принтер Creatbot D600 Pro
Высокотемпературный экструдер
Creatbot D600 Pro оборудован двумя экструдерами. Один блок печати разогревается до 260°C и используется для печати пластиками PLA, ABS, ASA, PETG,TPU. Температура второго экструдера может достигать 420°C, что позволяет работать с инженерными полимерами — PC, PA, PA CF.
Высокое качество и скорость печати
Инженеры Сreatbot уделили особое внимание разработке системы подачи пластика в экструдер, а также точности рельсовых направляющих. Благодаря этому получилось свести к минимуму риски засорения блока печати, а также добиться высокой скорости работы принтера и качества изготавлеямых изделий.
Толщина слоя — до 0.05 мм
Скорость печати — до 200 мм/сек
Подогреваемая рабочая камера
Камера Creatbot D600 Pro подогревается до 70°C, что позволяет установке работать с полимерами инженерного класса. Функция активного подогрева предотвращает усадку и иные деформации выращиваемых моделей.
Надежно изолированный корпус принтера защищает рабочую область от любых воздействий внешней среды, а также значительно снижает уровень производимого шума.
Камеры для сушки пластика
Инженерные пластики, в особенности полиамид, гигроскопичны. Быстро впитывая влагу, материалы впоследствии становятся непригодны для трехмерной печати. С целью безопасного хранения катушек и предотвращения брака печати 3d-принтер D600 Pro оборудован специальным кабинетом для сушки филамента, который поддерживает два режима работы — при температуре 45°C и 65°C.
Эффективный контроль температуры рабочей платформы
Прочная фиксация моделей на рабочем столе 3d-принтера D600 Pro обеспечивается за счет функции подогрева платформы до 100°C, а также использования специальных подложек Buildtak, отличающихся высокой теплопроводимостью. При этом у пользователя есть возможность отключить нагрев стола после окончания печати определнного количества слоев модели. Контроль температуры рабочей платформы значительно снижает риски деформаций в процессе печати.
Автоматическая калибровка рабочего стола
Для того чтобы получить качественные и точные результаты печати, рабочая платформа 3d-принтера должна быть правильно откалибрована. Creatbot D600 PRO выравнивает стол автоматически, без участия оператора. Кроме того, в процессе работы машина осуществляет контроль уровня платформы по 25 точкам и регулирует его высоту в случае необходимости.
Надежная конструкция
Корпус 3д-принтера D600 Pro полностью выполнен из стали, что не только обеспечивает стабильные результаты печати, но и продлевает срок службы оборудования. Первые 3d-принтеры Creatbot прослужили пользователям девять лет, проработав более 30 000 часов.
Высокоточные серво-моторы с редуктором
Точность: контроль точности позиционирования, скорости и крутящего момента позволяют решить проблему «потери шага» и сдвига слоев модели
Стабильность: быстрый отклик моторов, отсутствие задержек
Комфорт: значительно снижены уровень тепловыделения и производимого шума
Датчик контроля филамента и сохранение текущих результатов печати
В случае аварийной ситуации, например, сбоя в электропитании, D600 Pro запомнит, на каком месте была остановлена работа и продолжит ее после устранения неполадок. 3д-принтер также оснащен датчиком контроля филамента — если пластиковая нить закончится, аппарат распознает это и встанет на паузу.
Интуитивно понятный интерфейс
На корпусе D600 Pro расположен сенсорный экран со всеми необходимимы командами — запуск печати, автокалибровка платформы, аварийная остановка работы и т.д. Управление интерфейсом не составит большого труда для оператора благодаря продуманной структуре навигации.
Система фильтрации воздуха
HEPA-фильтры трехмерного принтера Creatbot D600 Pro защищиают окружающую среду от вредных испарений, производимых в процессе плавления пластика. Благодаря этому 3d-принтер может быть размещен даже в офисном помещении или студенческой лаборатории.
PLA — этот материал делают из кукурузы и сахарного тростника, он экологичен и абсолютно безопасен. Для домашней и офисной 3D печати чаще всего применяется именно PLA;
ABS — Широко используется для изготовления функциональных прототипов. Детали, напечатанные из ABS, обладают хорошим качеством поверхности и могут подвергаться дополнительной обработке — шлифовке, покраске, склеиванию
ASA — УФ-стойкий и атмосферостойкий пластик. Идеальный материал для изготовления деталей наружного применения, которые будут подвергаться интенсивному воздействию солнца и погодных условий;
TPU — эластомер, обладает высокой прочностью на разрыв, химической стойкостью и стойкостью механическим повреждениям. Может быть использован для изготовления гибких рукавов, трубок, воздуховодов, уплотнителей, защитных чехлов, виброгасителей и др.
PA — высокопрочный полиамид, устойчивый к ударным нагрузкам и воздействию высоких температур. Материал подойдет для 3d-печати функциональных прототипов и конечных изделий с повышенными механическими свойствами.
PACF — полиамид, армированный углеволокном. Углеволокно придает материалу большую прочность и термостойкость, распечатанные из этого пластика изделия устойчивы к деформациям под воздействием температурных нагрузок. Полимер применяется для создания износостойких деталей и инструментов.
Пытаетесь настроить и запустить новый принтер? Вот основные шаги, которым вы будете следовать, чтобы настроить практически любой принтер.
Подключите кабель питания принтера и убедитесь, что он включен .
Подключите прилагаемый кабель (обычно USB кабель ) от принтера к компьютеру. Примечание. Процесс будет другим, если вы используете беспроводной принтер ; мы поговорим об этом позже.
На вашем компьютере найдите Printer settings . Если вы используете компьютер с Windows, вы найдете их в Панели управления . Если вы используете Mac, вы найдете их в Системных настройках .
Ищите вариант Добавьте принтер , затем следуйте инструкциям на экране.
Теперь пришло время попробовать что-нибудь напечатать! Например, вы можете попробовать распечатать эту тестовую страницу. После нажатия на ссылку выберите Файл > Печать в меню веб-браузера или просто нажмите Ctrl+P на клавиатуре (или Command+P , если вы работаете на Mac).
Появится диалоговое окно. Найдите и выберите новый принтер из списка, затем нажмите Распечатать .
Затем элемент будет распечатан. Но если это не сработает, не паникуйте! Вы можете попробовать использовать некоторые из приведенных ниже решений распространенных проблем.
Решения распространенных проблем
Проблема: При попытке печати ничего не происходит. Существует несколько причин, по которым принтер может не работать, даже если все подключено правильно. Во-первых, убедитесь, что вы поместили бумагу в правильный лоток 9.0014 и бумага не застряла внутри принтера .
Проблема: в принтере есть бумага и ничего не застряло, но он все равно не печатает . Если приведенные выше решения не работают, попробуйте отменить задание печати с компьютера и повторить попытку. Многие принтеры также имеют кнопку, которую можно использовать для перезапуска текущего задания. Если ничего не помогло, попробуйте выключить и снова включить принтер, чтобы посмотреть, решит ли это проблему.
Проблема: принтер работает, но текст очень светлый и плохо читаемый . Если это произойдет, это, вероятно, означает, что вашему принтеру требуется новый картридж для продолжения работы. В инструкции по эксплуатации, прилагаемой к принтеру, должно быть указано, какой тип картриджа вам нужно купить.
Расширенный поиск и устранение неисправностей
Если у вас по-прежнему возникают проблемы, вы можете попытаться найти помощь для вашего конкретного принтера. Мы собрали список страниц поддержки для некоторых из наиболее распространенных марок принтеров ниже:
Brother
Canon
Epson
Еще одна идея — запустить поиск в Google с описанием вашей проблемы, включая марку и номер модели. В примере ниже мы ищем canon MX920 не отвечает .
Что насчет беспроводных принтеров?
Удобство беспроводных принтеров сделало их все более популярными в последние годы. Без необходимости физического подключения принтера к компьютеру беспроводные принтеры позволяют легко печатать с ноутбуков, планшетов и даже смартфонов.
Беспроводные принтеры также могут быть немного сложнее в настройке, чем традиционные USB-принтеры, поэтому мы рекомендуем внимательно изучить инструкции, прилагаемые к вашему принтеру. Если у вас по-прежнему возникают проблемы, попробуйте воспользоваться приведенными выше советами, чтобы найти решение, характерное для вашего принтера.
Это все, что у нас есть — удачи с вашим новым принтером!
Продолжать
Предыдущий: Что делать, если ваш компьютер заражен вирусом
Следующая статья:Как включить и выключить устройство
Добавьте принтер в список принтеров, чтобы вы могли использовать его на Mac
Чтобы использовать принтер, вы должны добавьте его в свой список принтеров, используя настройки принтеров и сканеров. (Если вы перешли с компьютера Windows на Mac, использование настроек «Принтеры и сканеры» аналогично использованию панели управления печатью в Windows.)
В большинстве случаев при добавлении принтера macOS использует AirPrint для подключения к принтеру. При необходимости установите новейшее программное обеспечение для печати, поставляемое с принтером или с веб-сайта производителя.
Информацию об использовании принтера с iPhone или iPad см. в статье службы поддержки Apple Использование AirPrint для печати с iPhone или iPad.
Добавление USB-принтера
Для большинства USB-принтеров достаточно обновить программное обеспечение, а затем подключить принтер к компьютеру Mac. При необходимости установите новейшее программное обеспечение для печати, поставляемое с принтером или с веб-сайта производителя.
Обновите программное обеспечение принтера на Mac: Обратитесь к производителю принтера, чтобы узнать, доступны ли какие-либо обновления для вашей модели принтера.
Подготовьте принтер: Используйте инструкции, прилагаемые к принтеру, чтобы распаковать принтер, установить чернила или тонер и добавить бумагу. Включите принтер и убедитесь, что он не отображает никаких ошибок.
Подключите принтер: Подключите USB-кабель к вашему Mac. Если вы видите сообщение с предложением загрузить новое программное обеспечение, обязательно загрузите и установите его.
Важно: Если ваш Mac оснащен одним портом USB-C, используйте многопортовый адаптер. Подключите принтер, а затем подключите кабель USB-C к источнику питания, чтобы продлить срок службы батареи вашего Mac. См. раздел Использование кабелей USB-C с Mac.
Добавление Wi-Fi или сетевого принтера
Если ваш Mac и принтер уже подключены к одной и той же сети Wi-Fi, принтер может быть доступен вам без какой-либо настройки. Для проверки выберите «Файл» > «Печать», нажмите всплывающее меню «Принтер», выберите «Ближайшие принтеры» или «Настройки принтеров и сканеров», затем выберите свой принтер. Если вы не видите свой принтер, вы можете добавить его.
Обновите программное обеспечение принтера на Mac: Обратитесь к производителю принтера, чтобы узнать, доступны ли какие-либо обновления для вашей модели принтера.
Если у вас есть принтер AirPrint, вам не нужно проверять наличие обновлений программного обеспечения.
Подготовьте принтер: Используйте инструкции, прилагаемые к принтеру, чтобы распаковать принтер, установить чернила или тонер и добавить бумагу. Включите принтер и убедитесь, что он не отображает никаких ошибок.
Подключите принтер: Следуйте инструкциям, прилагаемым к принтеру, чтобы подключить его к сети.
Если у вас есть принтер с поддержкой Wi-Fi, вам может потребоваться подключить принтер к компьютеру Mac с помощью USB-кабеля, чтобы настроить печать по сети Wi-Fi. После подключения принтера к компьютеру Mac установите программное обеспечение Mac, прилагаемое к принтеру, и используйте помощник по настройке принтера для подключения принтера к сети Wi-Fi. После настройки можно отключить кабель от принтера и Mac, при этом принтер должен оставаться подключенным к сети Wi-Fi. См. статью службы поддержки Apple. Подключите принтер AirPrint к сети Wi-Fi.
Добавьте принтер в список доступных принтеров: Выберите меню Apple > Системные настройки, затем нажмите «Принтеры и сканеры» на боковой панели. (Возможно, потребуется прокрутить вниз.)
Если вы не видите свой принтер в списке слева, нажмите кнопку «Добавить принтер, сканер или факс» справа.
Появится диалоговое окно со списком принтеров в вашей локальной сети.
Когда ваш принтер появится в списке, выберите его и нажмите Добавить.
Отображение вашего принтера может занять минуту или две. Если вы видите сообщение с предложением загрузить новое программное обеспечение, обязательно загрузите и установите его.
Когда вы добавляете принтер, macOS обычно может определить, установлены ли на принтере специальные аксессуары, такие как дополнительные лотки для бумаги, дополнительная память или модуль двусторонней печати. Если это невозможно, появится диалоговое окно, позволяющее указать их. Убедитесь, что настройки в этом диалоговом окне точно соответствуют установленным на вашем принтере аксессуарам, чтобы вы могли в полной мере использовать их преимущества.
Добавьте сетевой принтер, указав его IP-адрес
Если сетевого принтера, который вы хотите использовать, нет в списке доступных принтеров, вы можете добавить его как IP-принтер. Принтер должен поддерживать один из следующих протоколов печати: AirPrint, HP Jetdirect (Socket), Line Printer Daemon (LPD) или Internet Printing Protocol (IPP).
Примечание: Некоторые принтеры, подключенные с использованием этих общих протоколов, могут иметь ограниченную функциональность.
Вы должны знать IP-адрес или имя хоста сетевого принтера, протокол печати и номер модели или название программного обеспечения принтера. Если он использует специальную очередь, вам также необходимо знать имя очереди. Обратитесь за помощью к человеку, который управляет принтером или сервером.
Обновите программное обеспечение принтера на Mac: Обратитесь к производителю принтера, чтобы узнать, доступны ли какие-либо обновления для вашей модели принтера.
Если у вас есть принтер AirPrint, вам не нужно проверять наличие обновлений программного обеспечения.
Подготовьте принтер: Используйте инструкции, прилагаемые к принтеру, чтобы распаковать принтер, установить чернила или тонер и добавить бумагу. Включите принтер и убедитесь, что он не отображает никаких ошибок.
Подключите принтер: Следуйте инструкциям, прилагаемым к принтеру, чтобы подключить его к сети. См. статью службы поддержки Apple. Подключите принтер AirPrint к сети Wi-Fi.
Добавьте принтер в список доступных принтеров: Выберите меню «Apple» > «Системные настройки», затем нажмите «Принтеры и сканеры» на боковой панели. (Возможно, вам придется прокрутить вниз.)
Открыть настройки принтеров и сканеров для меня
Нажмите кнопку «Добавить принтер, сканер или факс» справа, нажмите кнопку IP , затем введите информацию о принтере, используя следующую таблицу в качестве руководства.
Опция
Описание
Адрес
. Введите IP Adder. .com).
Протокол
Выберите протокол печати, который поддерживает ваш принтер:
AirPrint: Используйте протокол AirPrint, чтобы включить сетевой доступ Wi-Fi, USB и Ethernet к параметрам печати и сканирования принтера (если конкретный принтер поддерживает эти функции). Вам не нужно загружать или устанавливать программное обеспечение для принтера, чтобы использовать принтеры с поддержкой AirPrint. Широкий спектр принтеров, включая Aurora, Brother, Canon, Dell, Epson, Fuji, Hewlett Packard, Samsung, Xerox и многие другие, поддерживает протокол AirPrint.
HP Jetdirect — Socket: Используйте этот протокол для доступа к Hewlett Packard и многим другим производителям принтеров.
Линейный демон принтера — LPD: Разрешает доступ к некоторым старым принтерам и серверам печати, использующим этот протокол.
Протокол интернет-печати — IPP: Позволяет получить доступ к современным принтерам и серверам печати.
Очередь
Введите имя очереди для вашего принтера. Если вы не знаете имя очереди, попробуйте оставить его пустым или обратитесь к сетевому администратору.
Имя
Записывает описательное имя принтера (например, Цветной лазерный принтер), чтобы его можно было идентифицировать во всплывающем меню «Принтер».
Местоположение
Записывает местоположение принтера (например, «за пределами моего офиса»), чтобы его можно было определить во всплывающем меню «Принтер».
Использовать
Показать соответствующее программное обеспечение для принтера. Если вы не видите программное обеспечение для своего принтера, выберите «Выбрать программное обеспечение», затем выберите свой принтер в списке «Программное обеспечение принтера».
Если в списке программного обеспечения принтера нет вашего принтера, попробуйте загрузить и установить программное обеспечение принтера (также называемое драйвером принтера ) от производителя принтера. Вы также можете попробовать выбрать универсальное программное обеспечение принтера Postscript или PCL из всплывающего меню в зависимости от типа вашего принтера.
Добавление Bluetooth-принтера
Если ваш Mac поставлялся с установленным Bluetooth или если вы используете USB-адаптер Bluetooth, вы можете печатать по беспроводной сети на принтере с поддержкой Bluetooth.
Обновите программное обеспечение принтера на Mac: Обратитесь к производителю принтера, чтобы узнать, доступны ли какие-либо обновления для вашей модели принтера.
Если у вас есть принтер AirPrint, вам не нужно проверять наличие обновлений программного обеспечения.
Подготовьте принтер: Используйте инструкции, прилагаемые к принтеру, чтобы распаковать принтер, установить чернила или тонер и добавить бумагу. Включите принтер и убедитесь, что он не отображает никаких ошибок.
Подключите принтер: Следуйте инструкциям, прилагаемым к принтеру, чтобы убедиться, что он готов к подключению через Bluetooth.
Добавьте принтер Bluetooth в список принтеров: Выберите меню Apple > «Настройки системы», затем нажмите «Принтеры и сканеры» на боковой панели. (Возможно, вам придется прокрутить вниз.)
Нажмите кнопку «Добавить принтер, сканер или факс» справа, затем нажмите кнопку «По умолчанию» .
Выберите принтер в списке Принтеры, затем нажмите Добавить. Если принтера, который вы ожидаете увидеть, нет в списке, введите его имя в поле поиска и нажмите клавишу «Ввод».
Если вашего принтера нет в списке, убедитесь, что у вас установлена последняя версия драйвера Bluetooth для принтера. Обратитесь к производителю за последней версией драйвера.
Если после подключения принтера появится сообщение с предложением загрузить новое программное обеспечение, обязательно загрузите и установите его.
Добавьте принтер Wi-Fi или мобильный принтер, для которого требуется профиль конфигурации
Для некоторых сетевых принтеров может потребоваться установка профиля конфигурации, чтобы принтер можно было обнаружить в сети с помощью AirPrint. Если вам предоставлен профиль для установки, загрузите или скопируйте профиль принтера на свой Mac, а затем установите его.
На Mac дважды щелкните профиль, чтобы открыть его.
Когда вы увидите сообщение с вопросом, хотите ли вы установить профиль, нажмите «Продолжить».
Когда появится сообщение с просьбой подтвердить установку профиля, нажмите «Установить».
Лазер своими руками реально сделать из ДВД привода. Это не сложно
Каждый из нас держал в руках лазерную указку. Несмотря на декоративность применения, в ней находится самый настоящий лазер, собранный на основе полупроводникового диода. Такие же элементы устанавливаются на лазерных уровнях и дальномерах.
Следующее популярное изделие, собранное на полупроводнике – записывающий DVD привод вашего компьютера. В нем установлен более мощный лазерный диод, обладающей термической разрушительной силой.
Это позволяет прожигать слой диска, нанося на него дорожки с цифровой информацией.
Как работает полупроводниковый лазер?
Устройства подобного типа недорогие в производстве, конструкция достаточно массовая. Принцип лазерных (полупроводниковых) диодов основан на использовании классического p-n перехода. Работает такой переход, как и в обычных светодиодах.
Разница в организации излучения: светодиоды излучают «спонтанно», а лазерные диоды «вынужденно».
Общий принцип формирования так называемой «заселенности» квантового излучения выполняется без зеркал. Края кристалла скалываются механическим путем, обеспечивая эффект преломления на торцах, сродни зеркальной поверхности.
Для получения различного типа излучения может использоваться «гомопереход», когда оба полупроводника одинаковые, или «гетеропереход», с разными материалами перехода.
Собственно лазерный диод является доступной радиодеталью. Его можно купить в магазинах, торгующих радиодеталями, а можно извлечь из старого привода DVD-R (DVD-RW).
Важно! Даже простой лазер, используемый в световых указках, может серьезно повредить сетчатку глаза.
Более мощные установки, с прожигающим лучом, могут лишить зрения или нанести ожоги кожного покрова. Поэтому при работе с подобными устройствами, соблюдайте предельную осторожность.
Имея в распоряжении такой диод, вы сможете легко изготовить мощный лазер своими руками. Фактически, изделие может быть вовсе бесплатным, или обойдется вам за смешные деньги.
Лазер своими руками из ДВД привода
Для начала, необходимо раздобыть сам привод. Его можно снять со старого компьютера или приобрести на барахолке за символическую стоимость.
Информация: Чем выше заявленная скорость записи, тем более мощный прожигающий лазер применяется в приводе.
Сняв корпус, и отсоединив управляющие шлейфы, демонтируем пишущую головку вместе с кареткой.
Порядок извлечения лазерного диода:
Соединяем ножки диода между собой с помощью проволоки (шунтируем). При демонтаже может накопиться статическое электричество, и диод может выйти из строя
Удаляем алюминиевый радиатор. Он достаточно хрупкий, имеет крепление, конструктивно «заточенное» под конкретный ДВД привод, и при дальнейшей эксплуатации не нужен. Просто перекусываем радиатор кусачками (не повреждая диод)
Выпаиваем диод, освобождаем ножки от шунта.
Элемент выглядит так:
Следующий важный элемент – схема питания лазера. Использовать блок питания из DVD привода не получится. Он интегрирован в общую схему управления, извлечь его оттуда технически невозможно. Поэтому изготавливаем питающую схему самостоятельно.
Есть соблазн просто подключить 5 вольт с ограничительным резистором, и не мучиться со схемой. Это неверный подход, поскольку любые светодиоды (в том числе и лазерные) питаются не напряжением, а током. Соответственно нужен токовый стабилизатор. Самый доступный вариант – использование микросхемы LM317.
Выходной резистор R1 подбирается в соответствии с током питания лазерного диода. В данной схеме ток должен соответствовать 200 мА.
Собрать лазер своими руками можно в корпусе от световой указки, либо приобрести готовый модуль для лазера в магазинах электроники или на китайских сайтах (например, Али Экспресс).
Преимущество такого решения – вы получаете готовую регулируемую линзу в комплекте. Схема блока питания (драйвер) легко умещается в корпусе модуля.
Если вы решили изготовить корпус самостоятельно, из какой-нибудь металлической трубки – можно использовать штатную линзу от того же привода DVD. Только надо будет придумать способ крепления, и возможность юстировки фокуса.
Важно! Фокусировать луч необходимо при любой конструкции. Он может быть параллельным (если нужна дальность) или конусообразным (при необходимости получить концентрированное термическое пятно).
Линза в комплекте с регулирующим устройством именуется коллиматором.
Чтобы правильно подключить лазер из двд привода, нужна схема контактов. Вы можете отследить минусовой и плюсовой провод по маркировке, на монтажной плате. Сделать это нужно перед демонтажем диода. Если такой возможности нет – воспользуйтесь типовой подсказкой:
Минусовой контакт имеет электрическую связь с корпусом диода. Найти его не составит труда. Относительно минуса, расположенного внизу, плюсовой контакт будет справа.
Если у вас трехножечный лазерный диод (а таких большинство), слева будет или неиспользуемый контакт, или подключение фотодиода. Так бывает, если в одном корпусе расположен и прожигающий и считывающий элемент.
Основной корпус подбирается исходя из размера батареек или аккумуляторов, которые вы планируете использовать. В него аккуратно закрепите свой самодельный лазерный модуль, и прибор готов к применению.
С помощью такого инструмента можно заниматься гравировкой, выжиганием по дереву, раскроем легкоплавких материалов (ткань, картон, фетр, пенопласт и пр.).
Как сделать еще более мощный лазер?
Если вам необходим резак по дереву или пластику, мощности стандартного диода из ДВД привода недостаточно. Понадобиться либо готовый диод мощностью 500-800 мВт, либо придется потратить много времени на поиски подходящих DVD приводов. В некоторых моделях LG и SONY устанавливаются лазерные диоды мощностью 250-300 мВт.
Главное – что подобные технологии доступны для самостоятельного изготовления.
Делаем лазер из DVD привода своими руками в домашних условиях
Сделать мощный прожигающий лазер своими руками – несложная задача, однако, кроме умения пользоваться паяльником, потребуется внимательность и аккуратность подхода. Сразу стоит отметить, что глубокие познания из области электротехники здесь не нужны, а смастерить устройство можно даже в домашних условиях. Главное при работе – это соблюдение мер предосторожности, так как воздействие лазерного луча губительно для глаз и кожи.
Лазер – опасная игрушка, которая может нанести вред здоровью при его неаккуратном использовании. Запрещается направлять лазер на людей и животных!
Содержание
1 Что потребуется?
2 Откуда взять диод для лазера?
3 Разбор привода
4 Драйвер
5 Оптика
Что потребуется?
Любой лазер можно разбить на несколько составляющих:
излучатель светового потока;
оптика;
источник питания;
стабилизатор питания по току (драйвер).
Чтобы сделать мощный самодельный лазер, потребуется рассмотреть все эти составляющие по отдельности. Наиболее практичным и простым в сборке является лазер на основе лазерного диода, его и рассмотрим в данной статье.
Откуда взять диод для лазера?
Рабочий орган любого лазера – это лазерный диод. Его можно купить почти в любом магазине радиотехнике, либо достать из нерабочего привода для компакт-дисков. Дело в том, что неработоспособность привода редко связана с выходом из строя лазерного диода. Имея в наличии сломанный привод можно без лишних затрат достать нужный элемент. Но нужно учесть, что его тип и свойства зависят от модификации привода.
Самый слабый лазер, работающий в инфракрасном диапазоне, установлен в CD-ROM дисководах. Его мощности хватает только для считывания CD дисков, а луч почти невидим и не способен прожигать предметы. В CD-RW встроен более мощный лазерный диод, пригодный для прожига и рассчитанный на ту же длину волны. Он считается наиболее опасным, так как излучает луч в невидимой для глаза зоне спектра.
Дисковод DVD-ROM оснащён двумя слабыми лазерными диодами, энергии которых хватает только для чтения CD и DVD дисков. В пишущем приводе DVD-RW установлен красный лазер большой мощности. Его луч виден при любом освещении и может легко воспламенять некоторые предметы.
В BD-ROM стоит фиолетовый или синий лазер, который по параметрам схож с аналогом из DVD-ROMа. Из пишущих BD-RE можно достать наиболее мощный лазерный диод с красивым фиолетовым или синим лучом, способным к прожигу. Однако найти для разборки такой привод достаточно сложно, а рабочее устройство стоит дорого.
Самым подходящим является лазерный диод, взятый из пишущего привода DVD-RW дисков. Наиболее качественные лазерные диоды установлены в LG, Sony и Samsung приводах.
Чем выше скорость записи DVD привода, тем мощнее установлен в нем лазерный диод.
Разбор привода
Имея перед собой привод, первым делом снимают верхнюю крышку, открутив 4 винта. Затем извлекают подвижный механизм, который находится в центре и соединён с печатной платой гибким шлейфом. Следующая цель – лазерный диод, надёжно впрессованный в радиаторе из алюминиевого или дюралевого сплава. Перед его демонтажем рекомендуется обеспечить защиту от статического электричества. Для этого выводы лазерного диода спаивают или обматывают тонкой медной проволокой.
Далее возможны два варианта. Первый подразумевает эксплуатацию готового лазера в виде стационарной установки вместе со штатным радиатором. Второй вариант – это сборка устройства в корпусе переносного фонарика или лазерной указки. В этом случае придётся приложить силу, чтобы раскусить или распилить радиатор, не повредив излучающий элемент.
Драйвер
К питанию лазера необходимо отнестись ответственно. Как и для светодиодов, это должен быть источник стабилизированного тока. В интернете встречается множество схем с питанием от батарейки или аккумулятора через ограничительный резистор. Достаточность такого решения сомнительна, так как напряжение на аккумуляторе или батарейки меняется в зависимости от уровня заряда. Соответственно ток, протекающий через излучающий диод лазера, будет сильно отклоняться от номинального значения. В результате на малых токах устройство будет работать не эффективно, а на больших – приведёт к быстрому снижению интенсивности его излучения.
Оптимальным вариантом считается использование простейшего стабилизатора тока, построенного на базе LM317. Данная микросхема относится к разряду универсальных интегральных стабилизаторов с возможностью самостоятельного задания тока и напряжения на выходе. Работает микросхема в широком диапазоне входных напряжений: от 3 до 40 вольт.
Аналогом LM317 является отечественная микросхема КР142ЕН12.
Для первого лабораторного эксперимента подойдет схема, приведенная ниже.
Расчет единственного в схеме резистора производят по формуле: R=I/1,25, где I – номинальный ток лазера (справочное значение).
Иногда на выходе стабилизатора параллельно диоду устанавливают полярный конденсатор на 2200 мкФх16 В и неполярный конденсатор на 0,1 мкФ. Их участие оправдано в случае подачи напряжения на вход от стационарного блока питания, который может пропустить незначительную переменную составляющую и импульсную помеху. Одна из таких схем, рассчитанная на питание от батарейки “Крона” или небольшого аккумулятора, представлена ниже.
На схеме указано примерное значение резистора R1. Для его точного расчета необходимо воспользоваться вышеприведенной формулой.
Собрав электрическую схему, можно сделать предварительное включение и как доказательство работоспособности схемы, наблюдать ярко-красный рассеянный свет излучающего диода. Измерив его реальный ток и температуру корпуса, стоит задуматься о необходимости установки радиатора. Если лазер будет использоваться в стационарной установке на больших токах длительное время, то нужно обязательно предусмотреть пассивное охлаждение. Теперь для достижения цели осталось совсем немного: произвести фокусировку и получить узконаправленный луч большой мощности.
Оптика
Выражаясь по-научному, пришло время соорудить простой коллиматор, устройство для получения пучков параллельных световых лучей. Идеальным вариантом для этой цели будет штатная линза, взятая из привода. С её помощью можно получить довольно тонкий луч лазера диаметром около 1 мм. Количества энергии такого луча достаточно, чтобы насквозь прожигать бумагу, ткань и картон в считаные секунды, плавить пластик и выжигать по дереву. Если сфокусировать более тонкий луч, то данным лазером можно резать фанеру и оргстекло. Но настроить и надежно закрепить линзу от привода достаточно сложно из-за ее малого фокусного расстояния.
Намного проще соорудить коллиматор на основе лазерной указки. К тому же в её корпусе можно поместить драйвер и небольшой аккумулятор. На выходе получится луч в диаметре около 1,5 мм меньшего прожигающего действия. В туманную погоду или при обильном снегопаде можно наблюдать неимоверные световые эффекты, направив световой поток в небо.
Через интернет-магазин можно приобрести готовый коллиматор, специально предназначенный для крепления и настройки лазера. Его корпус послужит радиатором. Зная размеры всех составных частей устройства, можно купить дешевый светодиодный фонарик и воспользоваться его корпусом.
В заключение хочется добавить несколько фраз об опасности лазерного излучения. Во-первых, никогда не направляйте луч лазера в глаза людей и животных. Это приводит к серьёзным нарушениям зрения. Во-вторых, во время экспериментов с красным лазером надевайте зелёные очки. Они препятствуют прохождению большей части красной составляющей спектра. Количество света, прошедшее сквозь очки, зависит от длины волны излучения. Смотреть со стороны на луч лазера без защитных средств допускается лишь кратковременно. В противном случае может появиться боль в глазах.
Мощные лазерные диоды от DVD-RW привода
Мощные лазерные диоды от DVD-RW привода
Попался мне в руки сломанный DVD-RW пишущий привод. Его судьба была ясна :). В механике вы можете найти два лазерных диода, способных сжигать предметы. Один инфракрасный (для записи компакт-дисков) и один красный (DVD-рекордер). Оба диода имеют примерно одинаковые по порядку характеристики и тепловые эффекты (может быть, инфра жгут чуть больше). Свет от инфракрасного (ИК) почти невидим (и поэтому очень опасно !!!). Красный лазерный диод также может производить мощную лазерную указку или лазерное шоу. Я поставляю оба диоды с током 175 мА. Интересно, что лазерный блок представляет собой своего рода призму, которая объединяет два луча в один. Поэтому я не стал спасать лазеры от блока (драйв не старый и диоды какие-то современные которые не помещаются в оптику лазерной указки или лазерных принтеров). Алюминиевая крышка блок (кроме магниевого корпуса) служит еще и теплоотводом, поэтому его лучше не снимать. Диоды имеют максимальную рабочую температуру 50°C и температуру должно быть как можно ниже (более высокая температура снижает срок службы и эффективность). Я припаял два кабеля к блоку для обоих диодов и выполнен токостабилизирующий блок питания, позволяющий переключать работу инфракрасных светодиодов, красных светодиодов или обоих сразу. (Обратите внимание, что работа обоих диодов одновременно создает много тепла.) С линзой (подвижная линза, расположенная близко к диску CD/DVD), лазер был сфокусирован в нескольких миллиметрах от линзы. После снятия линзы получаю луч диаметром 5мм (т.е. лазерная указка или лазерный источник для лазерного шоу). Если вы хотите сжечь предметы, замените линзу на линзу с меньшими диоптриями.
Что вы найдете в разных дисках:
— В DVD-RW есть 2 горящих диода: красный для DVD и инфракрасный для CD.
— Слабые красные лазеры 1 мВт от DVD-ROM (только для чтения) годятся только для маленькой лазерной указки или слабого лазерного шоу, ничего они не сожгут.
— V combos CD-RW/DVD-ROM (запись CD и чтение DVD…сегодня похмелье), есть горящий инфракрасный диод и слабенький красный диод (как в DVD-ROM)
— И, наконец, лазеры из CD-ROM абсолютно бесполезны :). Я упоминаю этот список, чтобы избежать глупые вопросы сгорит ли диод от сд-рома. Я не буду!
Лазер класса IIIb
Предупреждение! Лазерные диоды от привода DVD-RW излучают видимое и невидимое лазерное излучение и они крайне опасны! Их свет может навсегда повредить глаза. Ни в коем случае нельзя смотреть в работающий диод даже без линзы или наводить его на отражающую поверхность. Лазерный луч может вызвать ожоги или возгорание. Обычно это лазер класса IIIb. Все, что вы делаете на свой страх и риск.
Схема текущего питания двойного лазера от записывающего DVD-RW привода с переключателем выбора режима работы (КРАСНЫЙ — ИНФРАКРАСНЫЙ — ОБА). Резистор определяет выходной ток лазерных диодов по формуле I = 1,25/R . LM317 нужен радиатор. Падение напряжения инфракрасного лазерного диода составляет 2,15 В, а падение напряжения красного — 2,5 В.
справа от двигателя лазерный блок, слева датчик системы Light Scribe (используется для печати изображений непосредственно на верхней стороне DVD в драйве. Этот датчик определяет угол наклона диска).
Здесь вы можете увидеть слабый свет от датчика Light Scribe.
Красный лазер в режиме чтения.
Расположение лазеров (инфракрасный и красный)
Схема лазерной системы (вид снизу, без алюминиевого корпуса). Есть интересная призма, которая объединяет два лазера в один луч, что позволяет использовать даже оба диода одновременно. Угол между каждым лучом составляет всего 0,06°.
А вот лазерный блок выпотрошенный
Оба диода с припаянными кабелями.
Красный лазерный диод.
Инфракрасный диод. Его свет выглядит тусклым по сравнению с красным диодом, но мощность того же порядка. ПЗС-сенсор мало чувствителен к нему, а человеческий глаз и того меньше. Вот блок с объективом.
…и без линзы (получается лазерная указка с параллельными лучами).
Прожигание пластиковой коробки с внешней линзой (красный лазер).
Он горит!
лазерный луч. Помимо основного луча видны боковые лучи.
Луч, рассеянный линзой
Луч летит по воздуху.
Сравнение с лазерным диодом «F-LASER 5MW» мощностью 5мВт (от GME). Я использовал ток 48 мА, максимум 50 мА. Видно, что лазерный луч мощностью 5 мВт даже слабее, чем боковые лучи лазера DVD-RW.
Лазер указал на окно.
Падение луча на стену.
Так выглядят голые лазерные диоды (5,6 мм). Слева вы видите классический диод, справа диод открытого типа. Открытая диодная микросхема не имеет защиты и обращаться с ней нужно очень осторожно! К внутренностям диода нельзя прикасаться, и они должны быть защищены от грязи или пыли.
Помимо приводов DVD-RW для настольных ПК, интересные диоды можно встретить и в приводах ноутбуков.
Разборка DVD-RW привода ноутбука для получения лазерного диода.
Лазерный диодный модуль. Есть диоды с нетипичным корпусом, поэтому я их оставил внутри.
Модуль после удаления ненужных частей оптики (передней линзы и углового зеркала) и кабеля припаивается к аноду красного светодиода. Катод соединен с радиатором и припаивать его не нужно. Весь модуль можно прикрутить к дополнительному радиатору для лучшего охлаждения.
Компактный модуль лазерной указки от DVD-RW привода ноутбука.
Лазерный модуль от ноутбука на радиаторе для лучшего охлаждения.
Лазерный модуль на радиаторе. Минусовой провод припаивается к корпусу модуля, чтобы избежать ненужной пайки диодов.
Напоследок немного видео — Зажигание 5 спичек и сжигание пластика.
Видео инструкция по разборке ноутбука DVD-RW.
Предупреждение для ламеров: Лазерный диод нельзя подключать напрямую к источнику питания. Вы должны использовать ограничитель тока или резистор. Интересно, сколько людей настолько глупы, что подключают его напрямую, может быть, к 12 В, и удивляются, что диод не работает. Пожалуйста, прочитайте что-нибудь об ВА характеристике лазерного диода и о расчете резисторов (закон Ома) и стабилизаторы тока. НЕ спамьте вопросами типа «Я подключил лазер к 12В, и он не работает. Что я сделал не так?». На такие глупые вопросы никто не ответит.
домашний
Sony DCR-DVD 108 DVD Laser Замена
Автор: Элайджа ДеВольф (и 2 других участника)
Избранное: 0
Сложность
Умеренная
Шаги
7
Необходимое время
Подскажите время??
Секции
1
DVD-лазер 7 шагов
Флаги
0
BackSony DCR-DVD 108
Полный экран
Опции
История
Скачать PDF
Редактировать
Перевести
Встроить это руководство
Введение
Лазер считывает данные с DVD. Это небольшой и хрупкий компонент, который может сместиться или загрязниться; рекомендуется очистка перед полной заменой.
точение, управляемые оси X, Y, Z, C, противошпиндель
HAAS
VF series
Haas
фрезерный
3Axis, 4Axis, 5Axis
Hermle
C30
Heidenhain TNC620
фрезерный
5Axis
Есть
Hwacheon
Hi-Tech 200A
Fanuc 0i
токарный с приводным инструментом
точение, управляемая ось C
Leadvell
V-20
FANUC 0i-MB
фрезерный
3Axis
Mazak
Integrex IV S
Matrix
токарно-фрезерный
5Axis, противошпиндель
Есть
Okuma
MU series
OSP 200M
фрезерный
5Axis
Есть MU400
OSP 300M
фрезерный
5Axis
MULTUS series
OSP 200S
токарно-фрезерный
5Axis, противошпиндель
Есть B300, B400
OSP 300S
токарно-фрезерный
5Axis, противошпиндель
MULTUS U4000
OSP P300S
токарно-фрезерный
5Axis, противошпиндель, люнет
MULTUS B300W
OSP P200L/P300S
токарно-фрезерный
5Axis, противошпиндель
Есть
GENOS L300E-M
OSP P200L/P300S
токарный с приводным инструментом
точение, управляемые оси X, Z, C
Genos
OSP 300S
токарный с приводным инструментом
точение, управляемая ось C
LT series
OSP 200L
многоканальный
2 рев. головы, ось Y, противошпиндель
Есть LT300 MY, LT 2000EX
MA series
OSP 300M
фрезерный
4Axis
VTM-120YB
OSP P200L
фрезерный
5Axis
Есть
LB45
OSP P300L
токарный с приводным инструментом
точение, управляемые оси X, Z, C
OKK
VG5000
Fanuc 32
фрезерный
5Axis
Есть
Primus
Primus 2 CNC
Sinumerik 3T/4B
токарный с приводным инструментом
точение, управляемые оси X, Z, C
Reckermann
RBZ1350
Heidenhain 530i
фрезерный
4Axis
Есть
Spinner
U6/1520
Heidenhain TNC530
фрезерный
5Axis
Есть
VC360
FANUC 21iMB
фрезерный
3Axis
SB-CNC
Fanuc 32i
токарный с приводным инструментом
точение, управляемые оси X, Z, C
Есть
SB-CNC
Sinumerik 840Di
токарный с приводным инструментом
точение, управляемые оси X, Z, C
Есть
TC 65 MC
Sinumerik 810Di
токарный с приводным инструментом
точение, управляемые оси X, Z, C
TC 600-65
Fanuc 31i
токарный с приводным инструментом
точение, управляемые оси X, Z, C
TRAUB
TNA 300, TNA 400
TX8i
токарный с приводным инструментом
точение, управляемые оси X, Y, Z, C
YIDA
BML-600S
FANUC 18i-ТВ
токарный
WFL
M120
Siemens 840D
токарно-фрезерный
5Axis, противошпиндель, люнет
Есть
FeatureCAM
Описание CAD/CAM-системы
FeatureCAM – CAD/CAM система, основанная на принципах рациональной обработки элементов. FeatureCAM позволяет автоматически или вручную идентифицировать элементы в твердотельной модели: технолог-программист указывает, какие элементы он хочет обработать и система сама готовит управляющую программу для обработки этих элементов.
Модуль FeatureRECOGNITION (распознавание элементов) — это мощный инструмент, позволяющий облегчить и ускорить процесс программирования. Поэлементное программирование в FeatureCAM базируется на геометрических данных CAD модели, что существенно сокращает время подготовки производства. В системе доступно ручное, интерактивное и полностью автоматическое распознавание элементов (AFR). AFR определяет все элементы 2D, 3D, токарной, токарно/фрезерной и эрозионной обработки, включая навернутые и пересекающиеся.
Технология работы FeatureCAM построена на базе знаний, что позволяет сочетать автоматизированный подход с полным контролем задаваемых параметров. Система FeatureCAM генерирует траектории на основе элементов обработки и автоматически назначает подходящий инструмент, черновые/чистовые проходы, рассчитывает подачи и скорости. При этом пользователь имеет возможность редактировать настройки и параметры в соответствии с требованиями производства или конкретной технологии.
Простота и удобство использования являются основополагающими принципами при разработке FeatureCAM. Графические подсказки, пошаговые инструкции и пояснительная анимация отображаются прямо в диалогах программы. Благодаря отзывам наших пользователей мы продолжаем находить способы сделать наше ПО еще проще в использовании.
Система FeatureCAM является единым и полноценным решением для фрезерной, токарной, токарно/фрезерной и электроэрозионной обработки. Все ваши станки могут программироваться в единой среде, специально разработанной с целью сокращения времени программирования и обучения. Встроенная 3D визуализация, база постпроцессоров и многие другие возможности позволяют получить наилучший результат за кратчайшее время.
Базируясь на 20-летнем опыте САМ разработок компании Delcam, FeatureCAM генерирует надежные траектории, позволяя выпускать детали высочайшего качества. В FeatureCAM были внедрены алгоритмы расчета для высокоскоростной и 5-координатной обработки из системы Delcam PowerMILL. Также в системе реализован метод многопоточной обработки данных, что позволяет существенно ускорить расчет.
Разработчик: Autodesk
Fusion 360 с FeatureCAM | Получить цены и купить FeatureCAM 2023
Свяжитесь с отделом продаж по телефону 1-855-612-9998.
Поговорите с отделом продаж: 1-855-612-9998
Скачать бесплатную пробную версию
Посмотреть варианты ценообразования
Свяжитесь с отделом продаж по телефону 1-855-612-9998.
Поговорите с отделом продаж: 1-855-612-9998
Скачать бесплатную пробную версию
Посмотреть варианты ценообразования
Зачем использовать Fusion 360 с FeatureCAM?
Программируйте детали быстрее
Автоматизируйте рабочий процесс от проектирования до кода ЧПУ и начните обработку раньше.
Встроенная интеллектуальная функция
Упростите обработку многофункциональных деталей с помощью автоматического распознавания элементов.
Комплексная поддержка машины
Используйте один и тот же программный инструмент CAM для простого программирования всех ваших станков с ЧПУ.
Что вы можете сделать, используя Fusion 360 с FeatureCAM
Узнайте, как получить стабильные результаты (видео: 1:36 мин.)
Стандартизируйте автоматизацию CAM и сведите к минимуму ошибки
FeatureCAM использует производственные знания для разумного принятия решений, получения результатов и устранения повторений. Производители могут стандартизировать передовой опыт и стандарты качества, а также обеспечить повторяемость между всеми сотрудниками, используя одну и ту же настройку.
См. функции FeatureCAM
Программные фрезерные, токарные, токарно-фрезерные станки и др. (видео: 1:16 мин. )
Создайте код ЧПУ для широкого спектра типов станков
Получите больше от 3-осевых до 5-осевых фрезерных, токарных, токарно-фрезерных станков, токарных станков со швейцарской и проволочной электроэрозионной обработкой. Используйте инструменты моделирования, чтобы визуализировать программирование в пределах области обработки.
См. функции FeatureCAM
«С момента инвестирования в FeatureCAM мы увеличили наш портфель заказов на 100 % и сократили количество узких мест в программировании на 50 %»
– Джон Хойл, управляющий директор Bright Engineering
«FeatureCAM позволяет нам получать хорошее качество поверхности при минимальных затратах времени».
– Итан Беннет, руководитель производства Frontier Technologies
«Мы выбрали FeatureCAM, поскольку она работает на всех наших станках с ЧПУ и проста в освоении».
– Винсент Лавуа, программист, Пречинов
Рабочие процессы
Узнайте, как Fusion 360 и FeatureCAM работают вместе
Быстрое создание приспособлений
Используйте комплексные инструменты 3D CAD Fusion 360 для проектирования приспособлений для проектов механической обработки FeatureCAM.
Точная симуляция станка
Создавайте точные представления ваших токарных инструментов для симуляции обработки для программирования выходных данных.
Совместная работа в команде
Общайтесь между командами, чтобы максимизировать рентабельность проектирования и производства.
Откройте для себя ценные ресурсы FeatureCAM
ИЗУЧЕНИЕ ПРОДУКТА
Самостоятельное обучение
Получите доступ к бесплатным обучающим видео по запросу, чтобы изучить основы использования Fusion 360 с FeatureCAM.
ИЗУЧЕНИЕ ПРОДУКТА
Программирование токарных станков с помощью PartMaker
Узнайте больше о возможностях PartMaker (входит в подписку на Fusion 360 с FeatureCAM).
ИЗУЧЕНИЕ ПРОДУКТА
Полезные ресурсы
Узнайте о некоторых более продвинутых возможностях Fusion 360 с FeatureCAM.
Часто задаваемые вопросы (FAQ)
Fusion 360 с FeatureCAM — это программное обеспечение CAM, используемое для автоматизации генерации кода обработки с ЧПУ. Обычно он используется для программирования 3- и 5-осевых фрезерных станков с ЧПУ, а также токарных, токарно-фрезерных и фрезерно-токарных станков, многозадачных станков и проволочных электроэрозионных станков. Подписка на Fusion 360 с FeatureCAM также включает доступ к PartMaker. PartMaker — это программное обеспечение CAM с расширенными возможностями, специально разработанное для программирования токарных станков.
Fusion 360 с FeatureCAM обычно используется программистами CAM, инженерами-технологами и операторами станков с ЧПУ. FeatureCAM обычно используется в таких отраслях, как аэрокосмическая, автомобильная, медицинская и потребительская.
Отчетность: Отчет об использовании продукта
Просматривайте сводные данные о том, сколько людей используют каждый продукт и версию, а также об общей частоте использования.
Администрирование и безопасность: Двухэтапная проверка
Добавьте еще один уровень безопасности для учетных записей пользователей.
Массовый импорт и назначение
Загрузите файл CSV, чтобы добавить и назначить большое количество пользователей одновременно.
Службы поддержки и внедрения: Поддержка в режиме реального времени 8×5
Обратитесь за помощью к специалисту Autodesk в рабочее время.
Совместная работа: Autodesk Drive
Безопасное хранение, предварительный просмотр и совместное использование проектных данных.
Общие просмотры
Делитесь работой с заинтересованными сторонами быстро и безопасно.
Щелкните здесь, чтобы просмотреть полный список функций плана и ответы на часто задаваемые вопросы.
Нужна помощь в обучении, внедрении и другой поддержке, чтобы получить максимальную отдачу от вашего программного обеспечения? Нанять нужного квалифицированного специалиста так же просто, как найти его в Интернете. Посетите Autodesk Services Marketplace, чтобы найти одобренных Autodesk специалистов, которые помогут вам:
Обучение и внедрение
Системная интеграция
Оптимизация бизнес-процессов и рабочих процессов
Услуги BIM и многое другое
Примечание. Любая услуга, заключенная с поставщиками, представляет собой прямое оплачиваемое взаимодействие между клиентами и поставщиками.
Подробнее
Показать меньше
Autodesk FeatureCAM — продажи, обучение и поддержка
Основы
Autodesk FeatureCAM Essentials/Intermediate
Описание : Основная цель этого курса — научить вас рабочему процессу программирования деталей, а также использованию методов автоматизации для FeatureCAM. Программируйте различные фрезерные и токарные детали, начиная от простого 2D-каркаса и заканчивая более сложными моделями, включающими органические поверхности, а также традиционные 2,5D-функции.
Тип : Интернет/удаленный Предварительные условия : Нет Продолжительность курса : 3 дня*
ДОБАВИТЬ В КОРЗИНУ >
*День определяется как 6 часов обучения, однако продолжительность занятий зависит от успеваемости учащихся.
Трехмерное фрезерование поверхностей
Autodesk FeatureCAM 3D-фрезерование поверхностей
Описание : ознакомьтесь с рабочими процессами и рекомендациями по 3D-фрезерованию поверхностей, траекториям и применению на моделях. Включает расширенные темы, такие как модели акций, границы, лиды и ссылки.
Тип : Веб/Удаленное Предварительные условия : Основы/Промежуточный диапазон Длина курса : 2 дня *
Регистр>
* DEF DELINDSINGERSING TRANESSION>
* DELINED. варьируется в зависимости от успеваемости учащихся.
Расширенное 4- и 5-осевое фрезерование
Autodesk FeatureCAM Advanced Фрезерование по 4-й и 5-й осям
Описание : Фрезерование по 4-й и 5-й осям начинается с создания фундамента с позиционированием. Затем класс переходит к инструментам выравнивания, траекториям стружки, 5-осевой обрезке, автоматическому предотвращению столкновений, карандашной и угловой обработке по 5 осям, ограничениям оси инструмента, редактированию элементов многоосевой траектории и сглаживанию оси инструмента.
Тип : Интернет/удаленный Предварительные требования : Базовый/средний уровень Продолжительность курса : 2 дня*
РЕГИСТРАЦИЯ >
*День определяется как 6 часов обучения, однако продолжительность занятий зависит от успеваемости учащихся.
Усовершенствованный токарно-фрезерный станок
Autodesk FeatureCAM Advanced Turn-Mill
Описание : Этот курс начинается с глубокого понимания траекторий и стратегий токарной обработки. Затем узнайте, как использовать несколько револьверно-фрезерных станков с синхронизацией, изучите конфигурацию и рабочие процессы, необходимые для получения воспроизводимых результатов.
Тип : Интернет/удаленная Предварительные условия : Основы/промежуточный диапазон Длина курса : 2 дня *
Регистр>
* DEF DELINDSINGENCERSINGERSINGESTRION>
. варьируется в зависимости от успеваемости учащихся.
Основы электроэрозионной обработки проволоки
Autodesk FeatureCAM Wire EDM Essentials
Описание : Обучение Wire Essentials охватывает от 2 до 4 осей.
Тип : Интернет/удаленный Предварительные требования : Нет Продолжительность курса : Будет определено позже
РЕГИСТРАЦИЯ >
Индивидуальное обучение
Индивидуальное обучение Autodesk FeatureCAM
Описание : Индивидуальное обучение разрабатывается совместно; с учетом конкретных потребностей учащихся, типа станков с ЧПУ и номенклатуры выпускаемых типовых деталей. Использует учебную программу, модифицированную в соответствии с конкретными потребностями.
Тип : Интернет или на месте Предварительные условия : Нет Продолжительность курса : TDB
РЕГИСТР >
Календарь тренировок
Обучающие видео
Основы FeatureCAM
Для испытателей и новых пользователей этот модуль охватывает основные навыки программирования широкого спектра деталей в FeatureCAM.
 Благодаря легкому весу, легко справляется с задачей на небольших участках.
Благодаря легкому весу, легко справляется с задачей на небольших участках.

 работы вибратора (приблизительно) обязательно подтянуть крепёжные болты.
работы вибратора (приблизительно) обязательно подтянуть крепёжные болты.


 25
25
 Краснопутиловская 69
Краснопутиловская 69 Театральная, 251
Театральная, 251 Ганенкова,55, пом. 1–2, 4–22
Ганенкова,55, пом. 1–2, 4–22 , 60
, 60 , 179в1
, 179в1 , 52
, 52 Омская, 221
Омская, 221 , 2
, 2 , Люберецкий р-н., рп Октябрьский, ул. Ленина, 47
, Люберецкий р-н., рп Октябрьский, ул. Ленина, 47 , 26с1
, 26с1

 здесь, мы представили эти данные в формате вертикальной таблицы, это был горизонтальный формат, и мы представили в вертикальной таблице количество кандидатов, и я назвал его FIR, и это средний балл имени кандидата, что это школы, теперь давайте начнем с начала расчета FIR FIR сумма FIR необходима для расчета среднего значения по формуле суммирования XI при подаче FM и подаче FIR также необходимо, поэтому, когда вы послужит это вы получите один 14-й + X я только что перепрыгнул все это мы получим 148 плюс x теперь пусть все это FIR так что здесь FIR 60 что такое XI здесь
здесь, мы представили эти данные в формате вертикальной таблицы, это был горизонтальный формат, и мы представили в вертикальной таблице количество кандидатов, и я назвал его FIR, и это средний балл имени кандидата, что это школы, теперь давайте начнем с начала расчета FIR FIR сумма FIR необходима для расчета среднего значения по формуле суммирования XI при подаче FM и подаче FIR также необходимо, поэтому, когда вы послужит это вы получите один 14-й + X я только что перепрыгнул все это мы получим 148 плюс x теперь пусть все это FIR так что здесь FIR 60 что такое XI здесь Данные были следующими
Данные были следующими

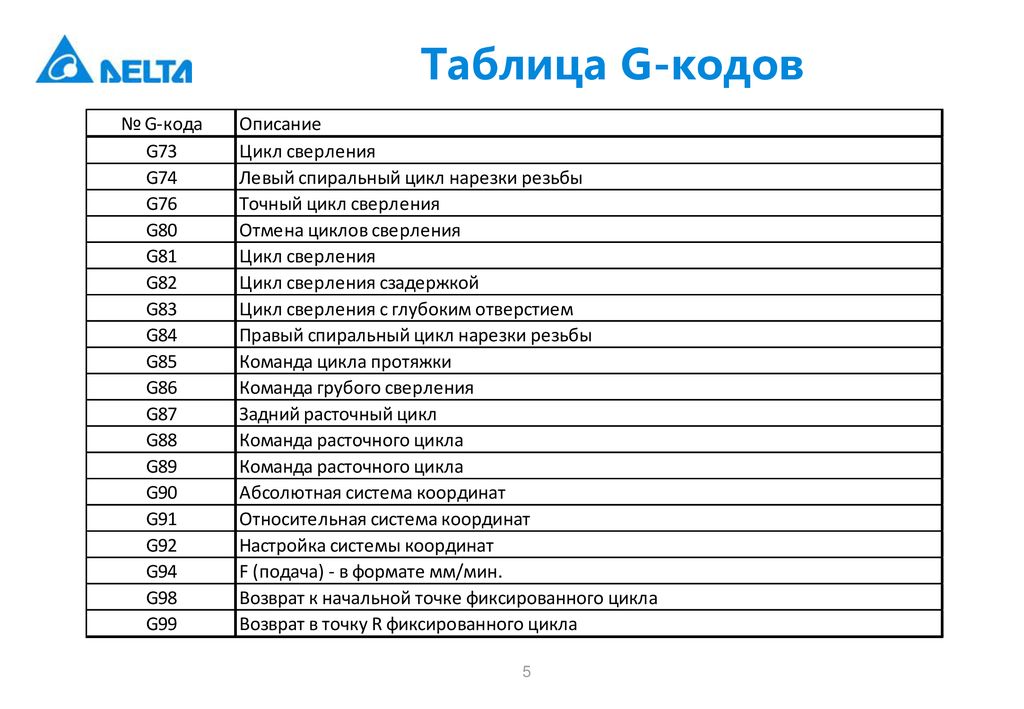 Допустим радиус нашего круга равен 2, поэтому g-код может быть простым:
Допустим радиус нашего круга равен 2, поэтому g-код может быть простым: В любом случае вам нужно будет привыкнуть к относительным координатам, поскольку они чертовски удобны.
В любом случае вам нужно будет привыкнуть к относительным координатам, поскольку они чертовски удобны.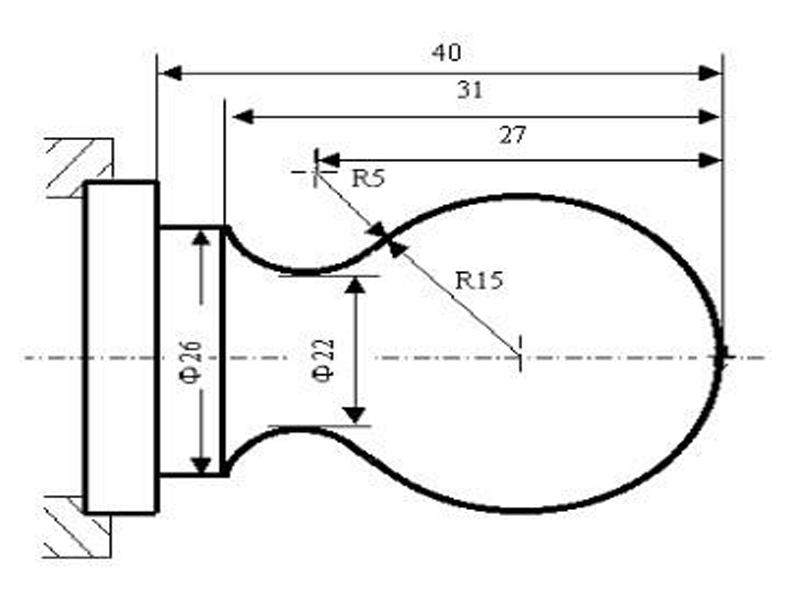 При использовании такой настройки управления вы можете просто продолжать вводить команды XYZ для дуг без необходимости каждый раз определять новый центр. Однако не ясно, что вы сэкономите много — как часто вы хотите делать несколько дуг с одним и тем же центром?
При использовании такой настройки управления вы можете просто продолжать вводить команды XYZ для дуг без необходимости каждый раз определять новый центр. Однако не ясно, что вы сэкономите много — как часто вы хотите делать несколько дуг с одним и тем же центром?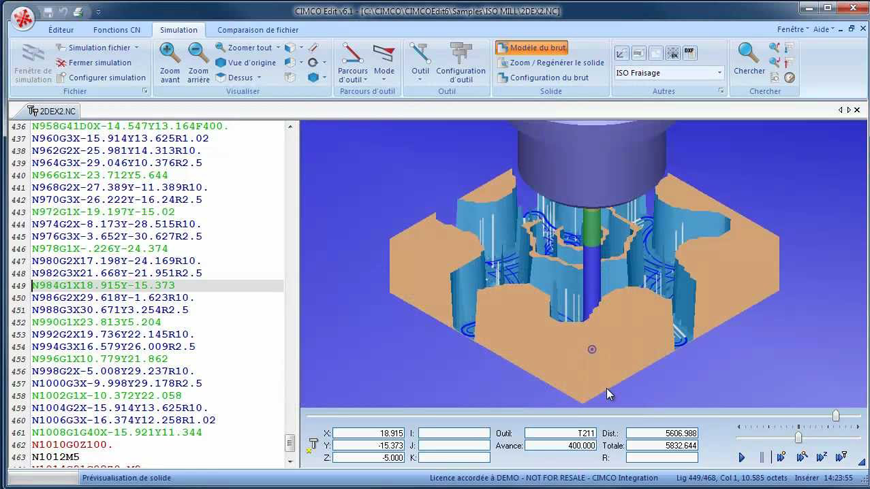 Вот типичный пример:
Вот типичный пример:
 Учитывая, что вы хотите, чтобы начальная и конечная точки были одинаковыми, возможно, вам не придется беспокоиться даже об указании конечной точки с помощью XYZ. Некоторым контроллерам это может потребоваться, но большинству — нет. Вот простая программа с g-кодом, которая таким образом создает 3 круга:
Учитывая, что вы хотите, чтобы начальная и конечная точки были одинаковыми, возможно, вам не придется беспокоиться даже об указании конечной точки с помощью XYZ. Некоторым контроллерам это может потребоваться, но большинству — нет. Вот простая программа с g-кодом, которая таким образом создает 3 круга: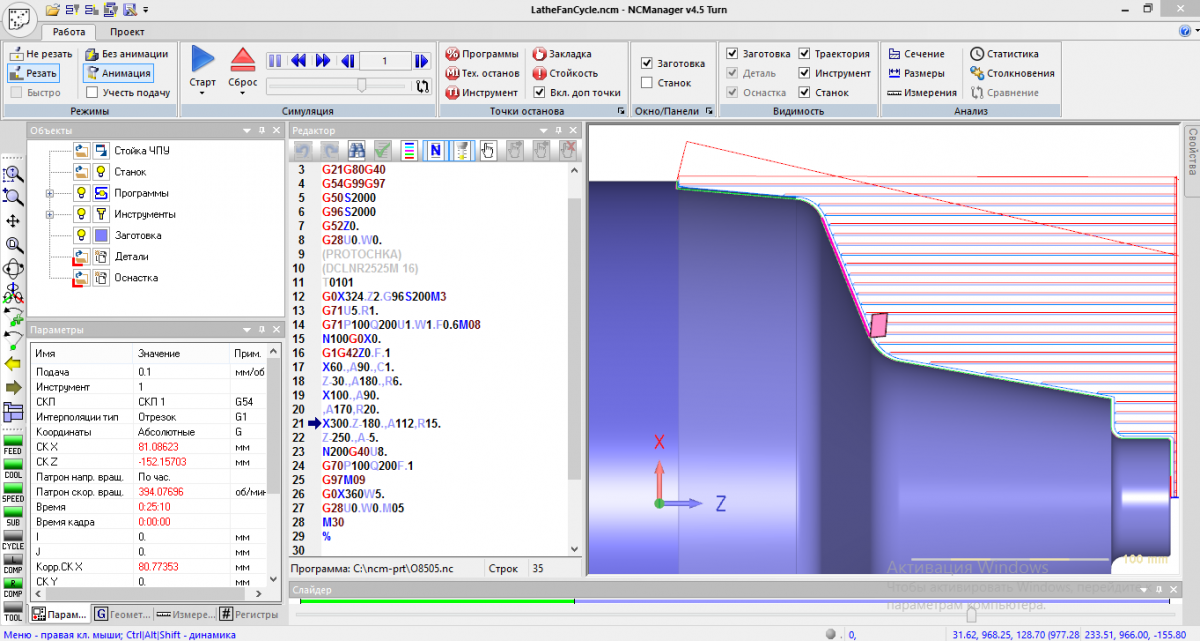
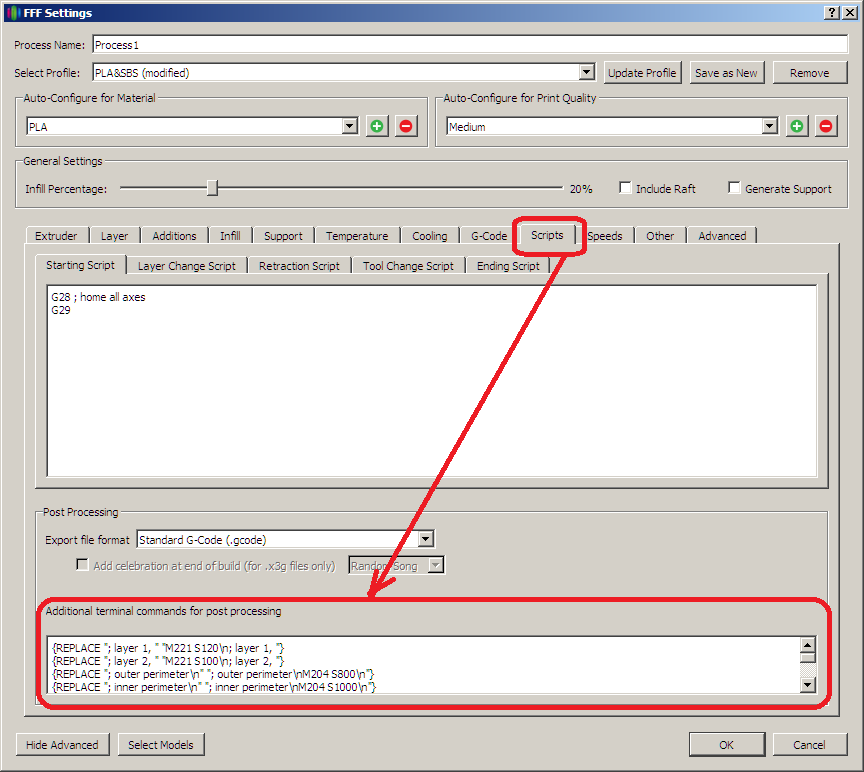 В этом коде используется относительное движение (G91), поэтому каждый «Z0.0179» перемещает фрезу на 0,0179 дюйма глубже.
В этом коде используется относительное движение (G91), поэтому каждый «Z0.0179» перемещает фрезу на 0,0179 дюйма глубже. Ваша машина будет намного счастливее, если вы запрограммируете дугу, а не резкое изменение направления по прямой. Даже дуга с очень маленьким радиусом позволит контроллеру избежать мгновенного изменения направления, что может оставить след на поверхности в лучшем случае и вызвать вибрацию или другие проблемы в худшем случае. Для небольших изменений направления это может не иметь смысла. Но чем резче изменение, тем больше вероятность, что вам следует использовать дугу для облегчения поворота.
Ваша машина будет намного счастливее, если вы запрограммируете дугу, а не резкое изменение направления по прямой. Даже дуга с очень маленьким радиусом позволит контроллеру избежать мгновенного изменения направления, что может оставить след на поверхности в лучшем случае и вызвать вибрацию или другие проблемы в худшем случае. Для небольших изменений направления это может не иметь смысла. Но чем резче изменение, тем больше вероятность, что вам следует использовать дугу для облегчения поворота.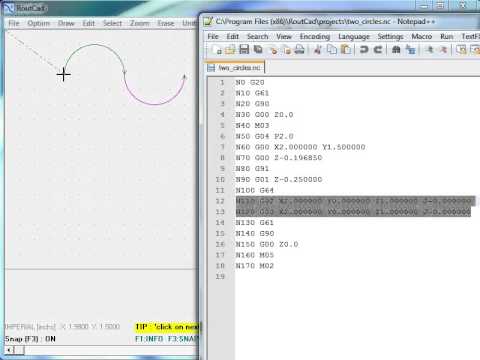 Будем использовать в качестве основной плоскость XY.
Будем использовать в качестве основной плоскость XY.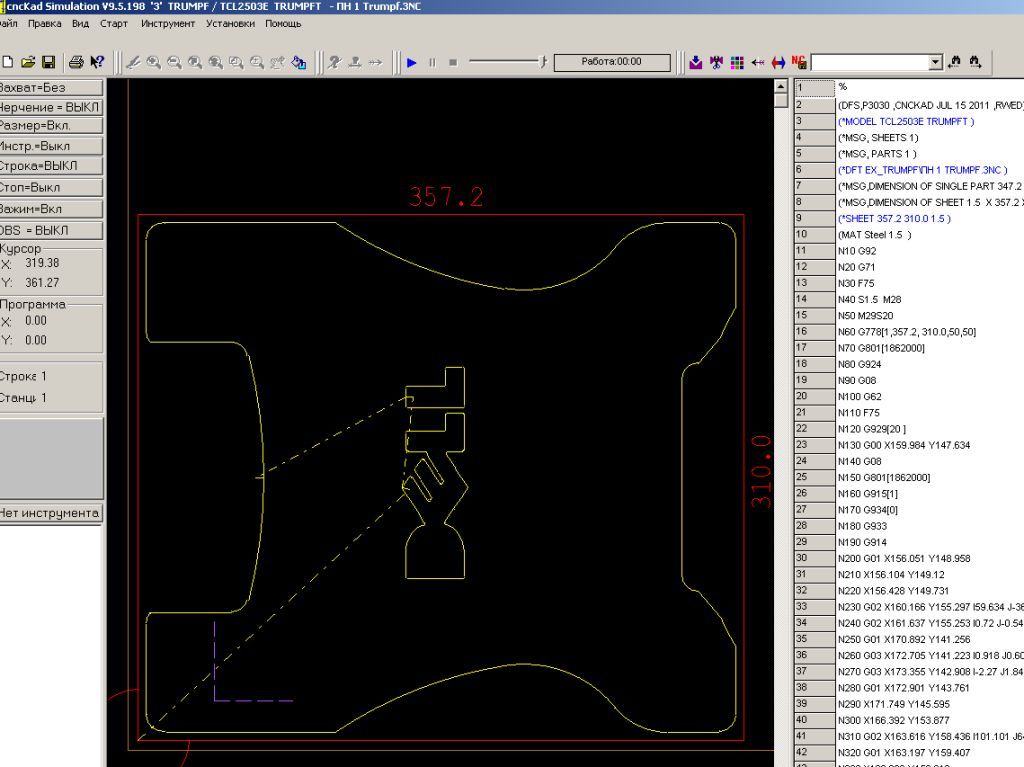
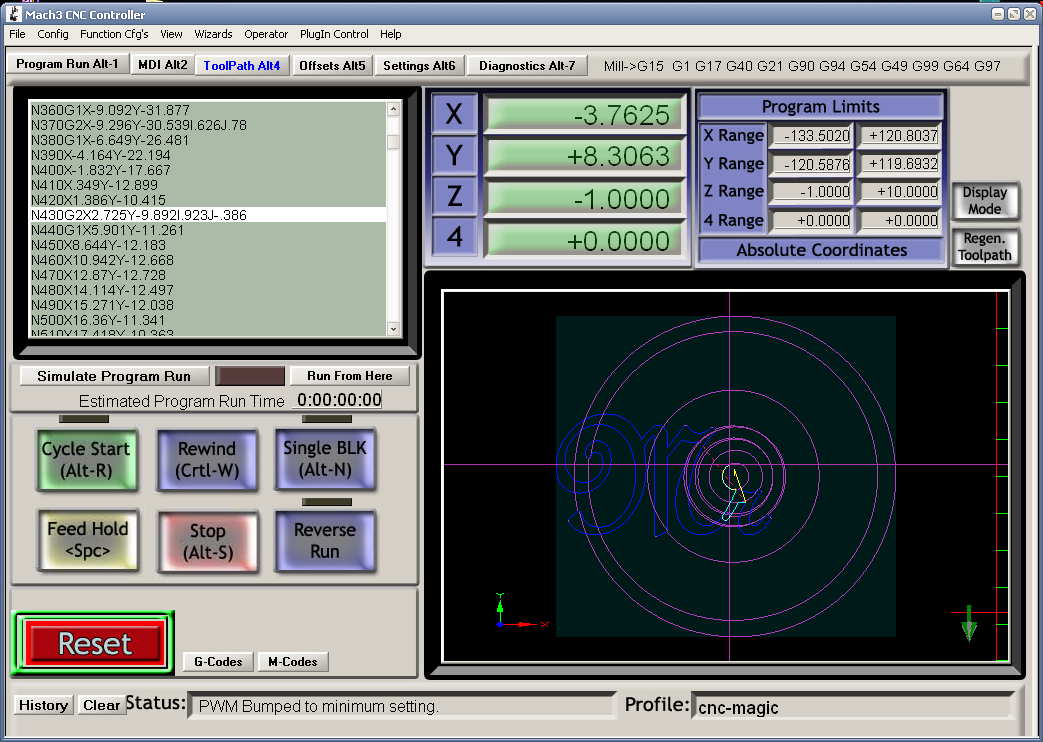
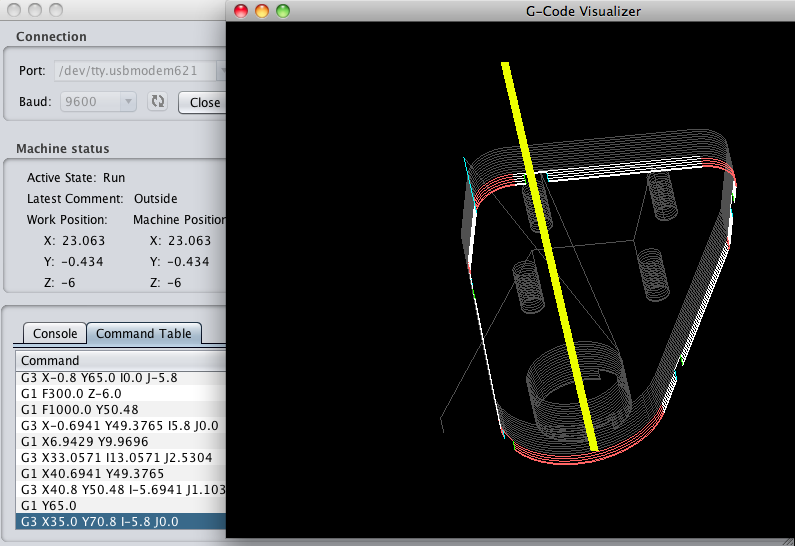 Другими словами, необходимо, чтобы траектория перемещения оси инструмента была смещена, или эквидистантна, обрабатываемому контуру.
Другими словами, необходимо, чтобы траектория перемещения оси инструмента была смещена, или эквидистантна, обрабатываемому контуру.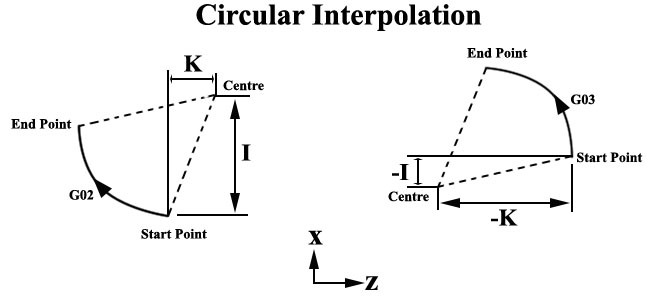
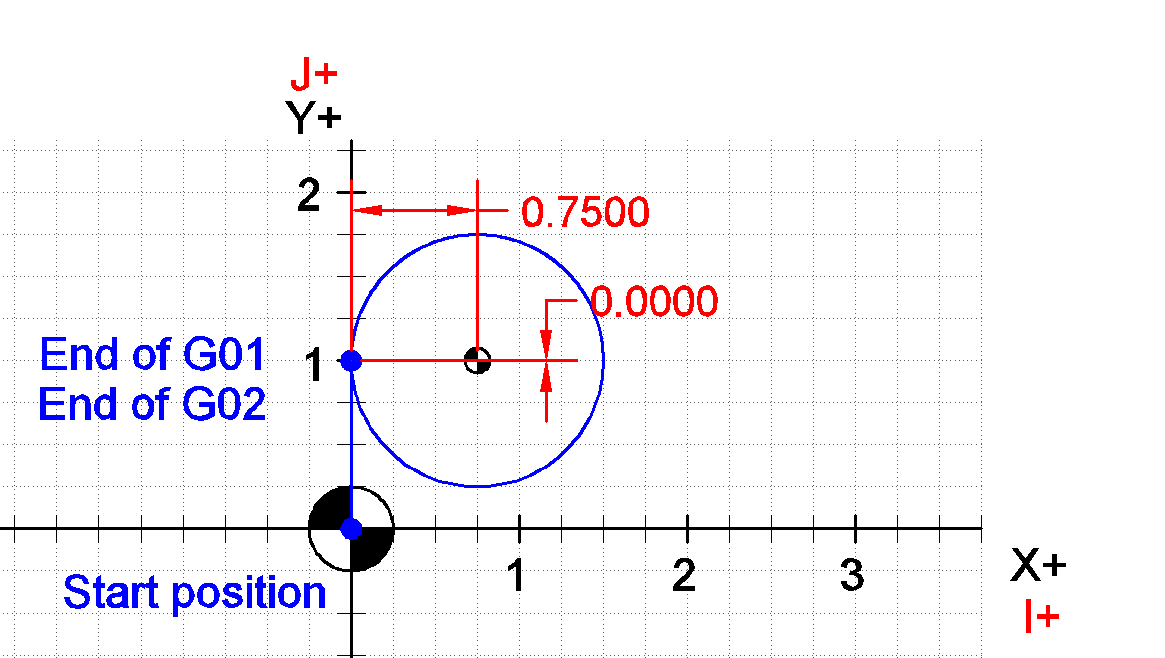 Вызовем инструмент T =»FREZA_D10″.
Вызовем инструмент T =»FREZA_D10″.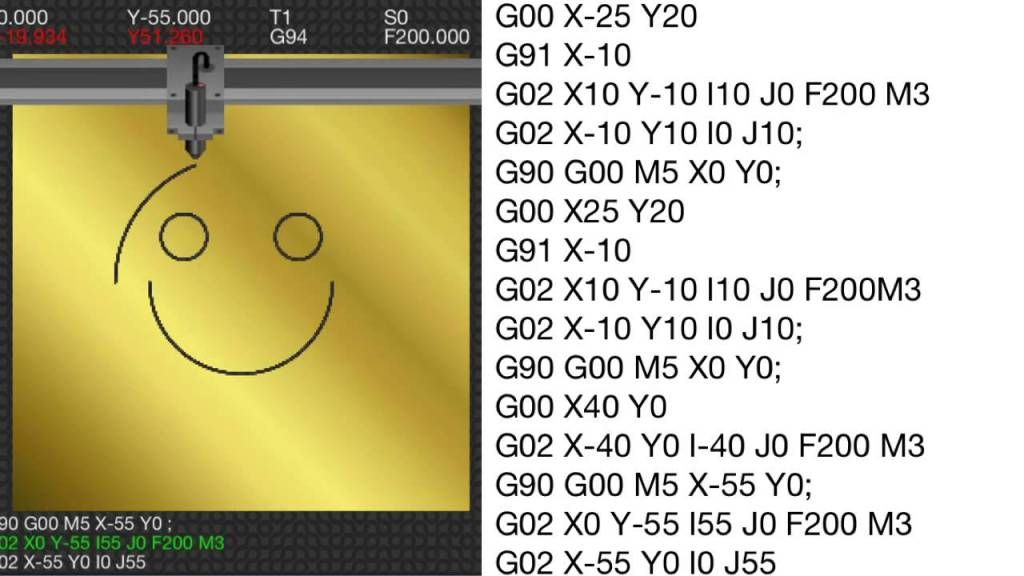 Далее перемещаемся в точку 2:
Далее перемещаемся в точку 2:  Прочитайте лекцию и посмотрите видео еще раз
Прочитайте лекцию и посмотрите видео еще раз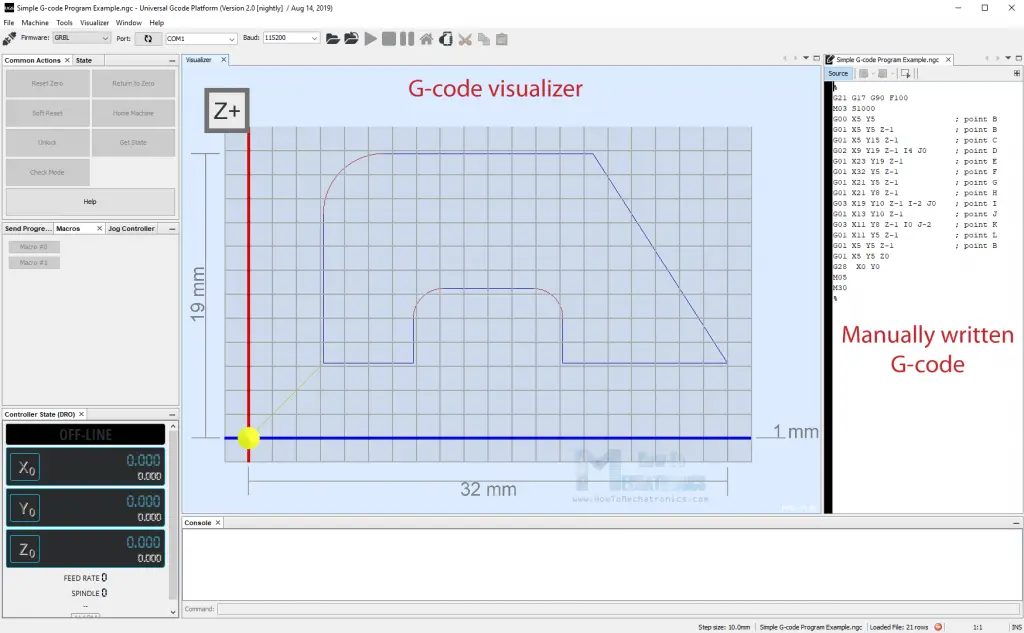 Если у станка вообще есть люфты, то это будет видно на этих разворотах, потому что там будет сбой в разрезе.
Если у станка вообще есть люфты, то это будет видно на этих разворотах, потому что там будет сбой в разрезе.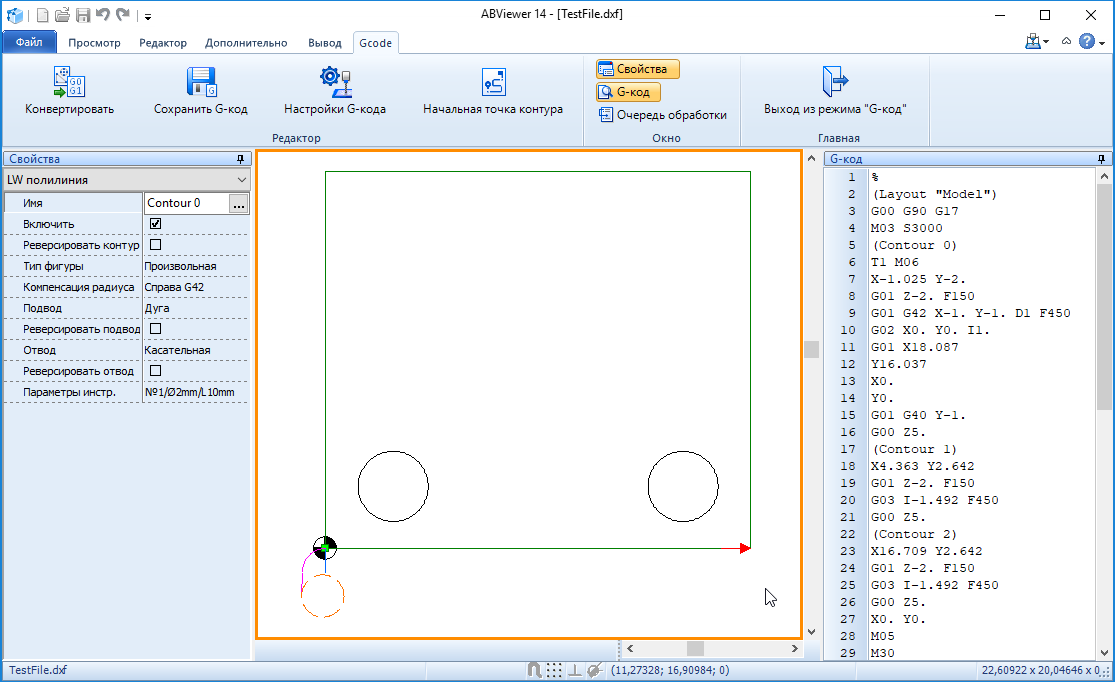 Вот типичная дуга по часовой стрелке:
Вот типичная дуга по часовой стрелке: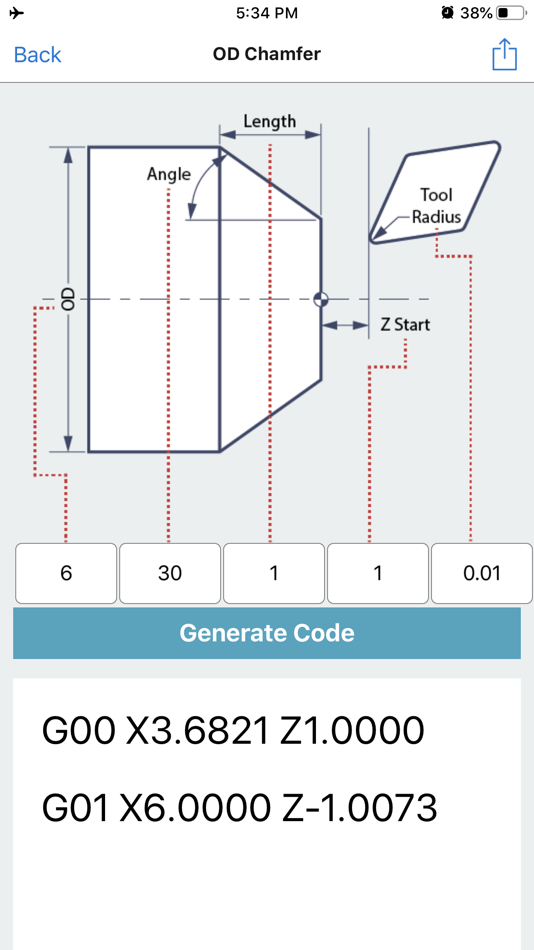 Но учителя ЧПУ в мире предложат вам предпочесть IJK. Их аргумент заключается в том, что когда вы используете IJK, вы дважды проверяете правильность своей дуги.
Но учителя ЧПУ в мире предложат вам предпочесть IJK. Их аргумент заключается в том, что когда вы используете IJK, вы дважды проверяете правильность своей дуги.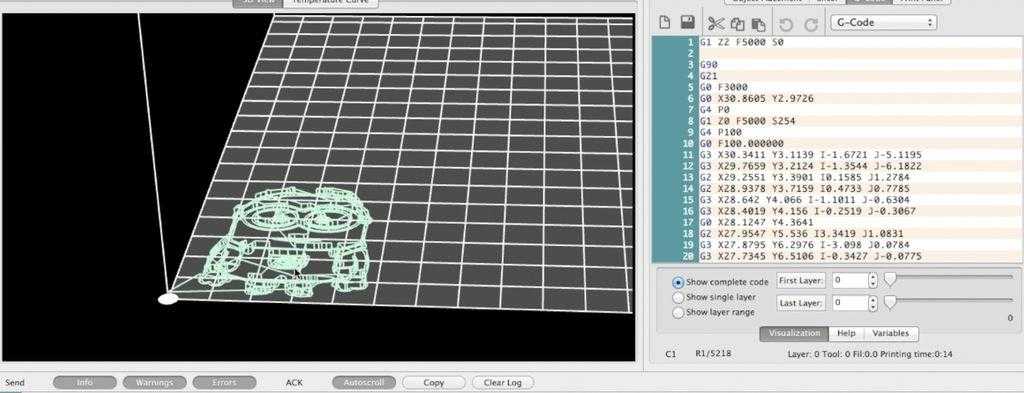
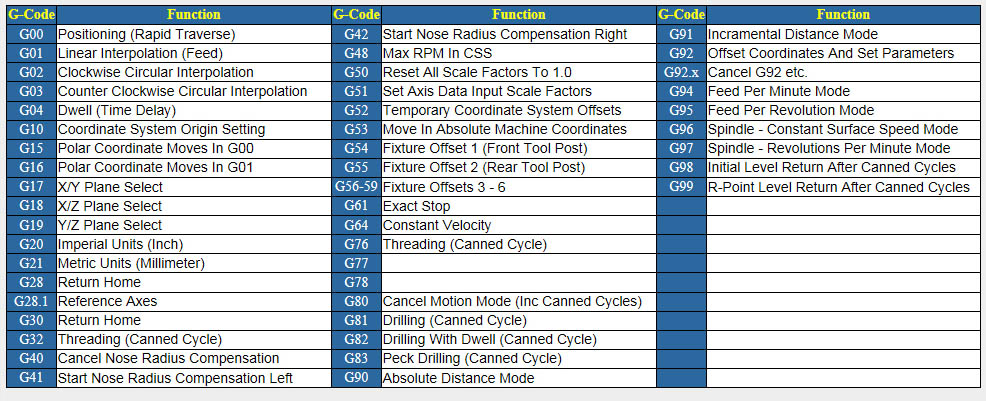 Вот снимок экрана с параметрами настройки:
Вот снимок экрана с параметрами настройки: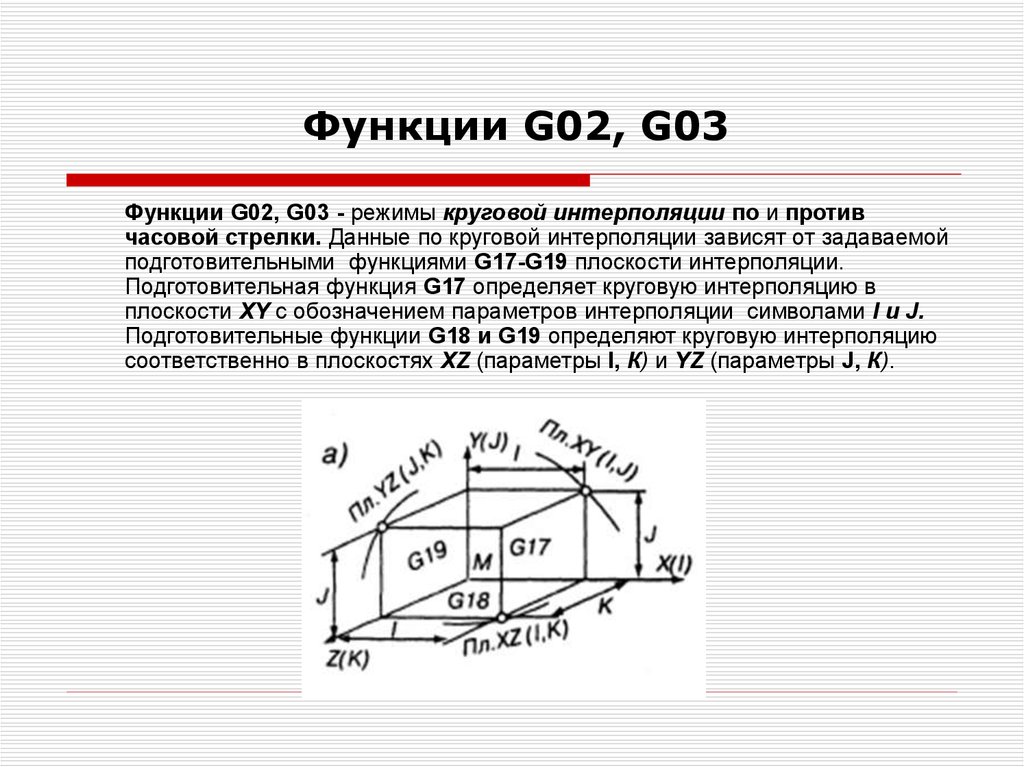 Каким бы ни было последнее использованное значение R, контроллер запоминает и снова использует это значение, если значение R не задано. Это кажется более полезным, чем модальный IJK. Например, у кармана могут быть дуги для углов одного радиуса.
Каким бы ни было последнее использованное значение R, контроллер запоминает и снова использует это значение, если значение R не задано. Это кажется более полезным, чем модальный IJK. Например, у кармана могут быть дуги для углов одного радиуса. Вот типичный пример:
Вот типичный пример: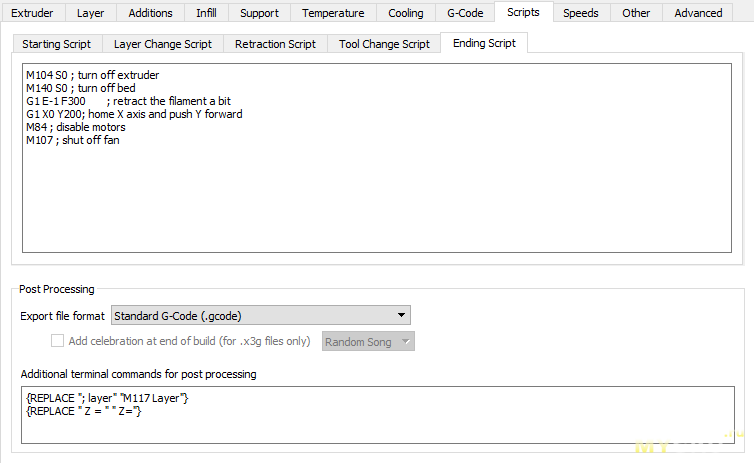

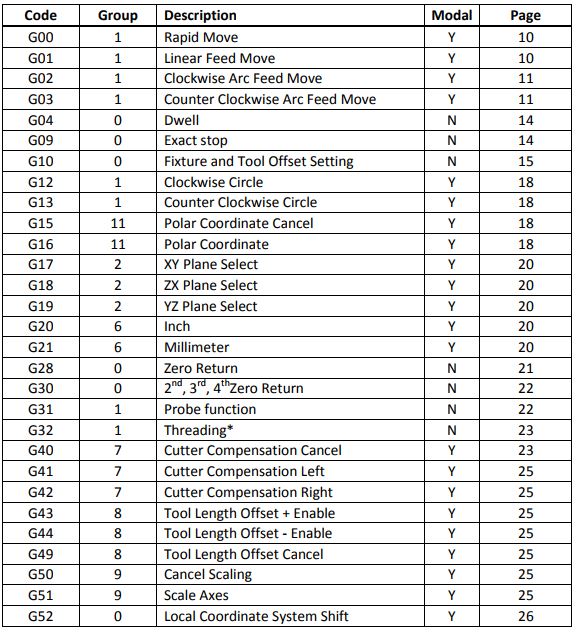 Вместо каждой дуги я просто помещаю отрезок, концы которого соответствуют концам дуги. Это позволяет быстро собрать грубый набросок траектории инструмента, и часто кажется, что легче вернуться назад и преобразовать линии в дуги, когда базовая структура уже на месте.
Вместо каждой дуги я просто помещаю отрезок, концы которого соответствуют концам дуги. Это позволяет быстро собрать грубый набросок траектории инструмента, и часто кажется, что легче вернуться назад и преобразовать линии в дуги, когда базовая структура уже на месте.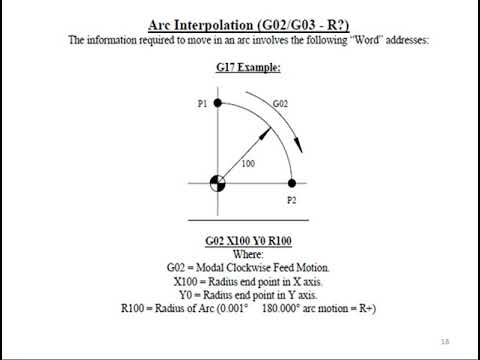 1185 Z0.0179 R0.1185
1185 Z0.0179 R0.1185 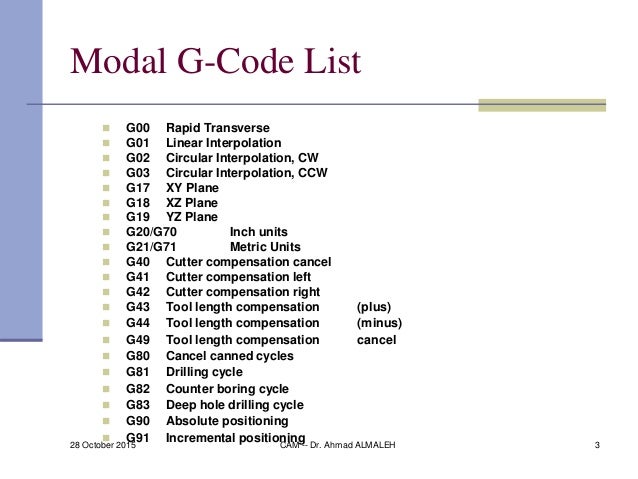 Это может быть полезно для определения типа фрезеруемой резьбы. Мы также можем видеть, что эта конкретная дуга проходит от 270 градусов до наклона больше нуля (0,1 градуса).
Это может быть полезно для определения типа фрезеруемой резьбы. Мы также можем видеть, что эта конкретная дуга проходит от 270 градусов до наклона больше нуля (0,1 градуса).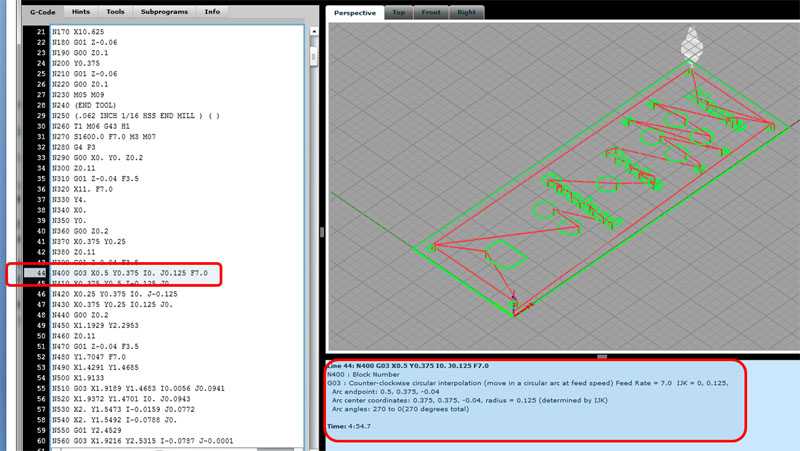 Для небольших изменений направления, возможно, это того не стоит. Но чем резче изменение, с 90 градусов очень резкий, тем больше вероятность того, что вы должны использовать дугу, чтобы облегчить поворот.
Для небольших изменений направления, возможно, это того не стоит. Но чем резче изменение, с 90 градусов очень резкий, тем больше вероятность того, что вы должны использовать дугу, чтобы облегчить поворот.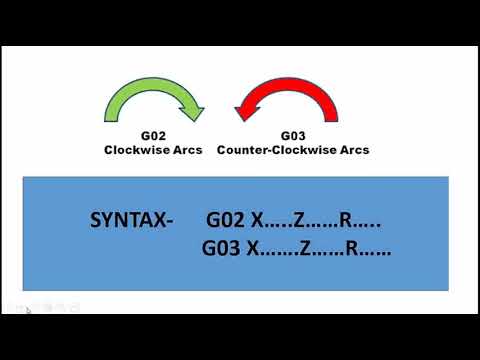 G02 G03 — это два G-кода, которые мы используем для перемещения по кругу по часовой стрелке и против часовой стрелки. Вам не нужны ведущие нули, поэтому с этого момента я буду называть их G2 и G3.
G02 G03 — это два G-кода, которые мы используем для перемещения по кругу по часовой стрелке и против часовой стрелки. Вам не нужны ведущие нули, поэтому с этого момента я буду называть их G2 и G3.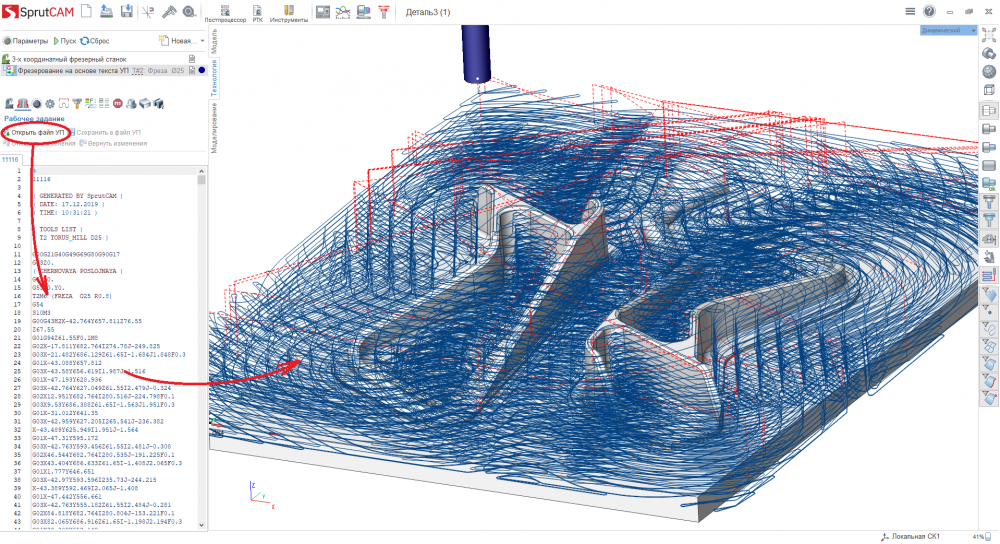
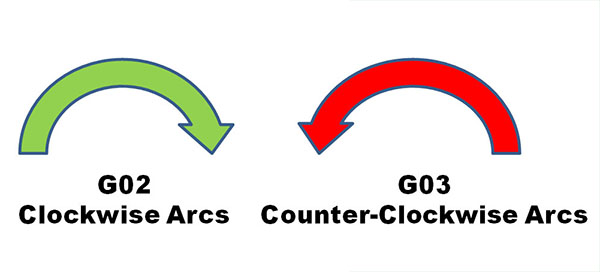
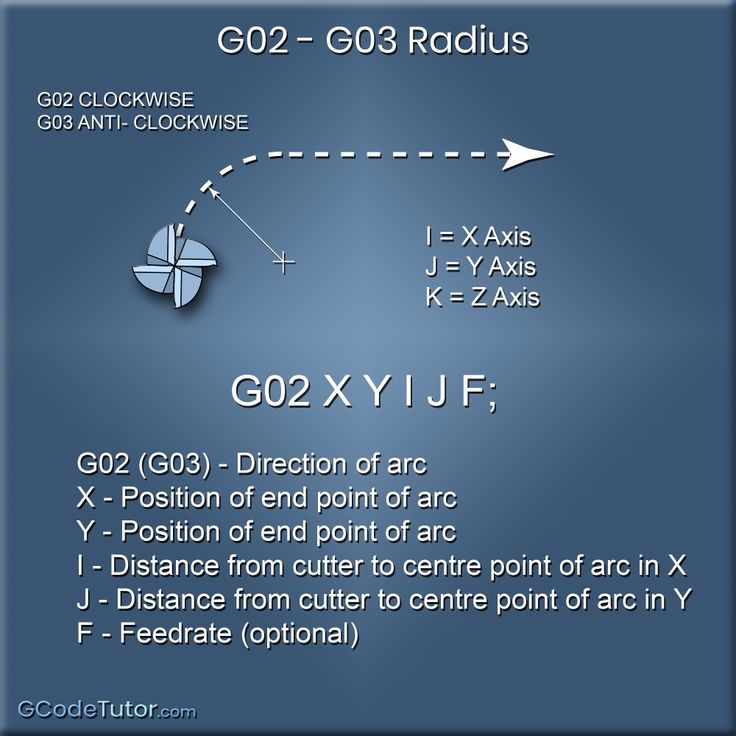
 Вы почти никогда не нуждаетесь в этом.
Вы почти никогда не нуждаетесь в этом. Немного потренировавшись, вы сможете сделать несколько действительно красивых фотографий. Радовал нас часами. Уровень преступности резко упал в моем районе, когда все это стало известно.
Немного потренировавшись, вы сможете сделать несколько действительно красивых фотографий. Радовал нас часами. Уровень преступности резко упал в моем районе, когда все это стало известно.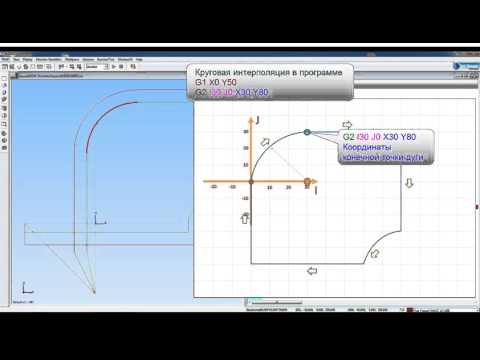
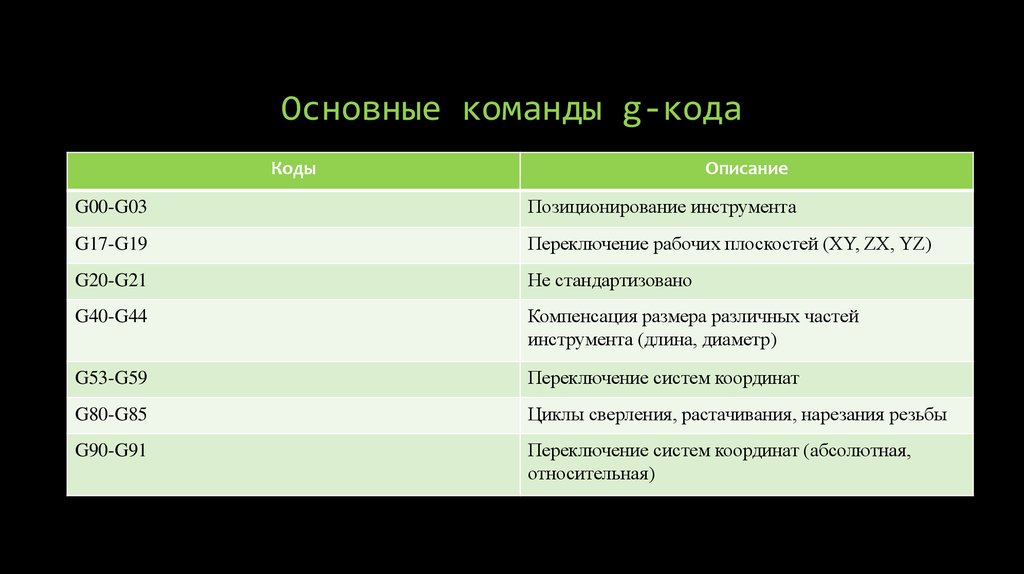
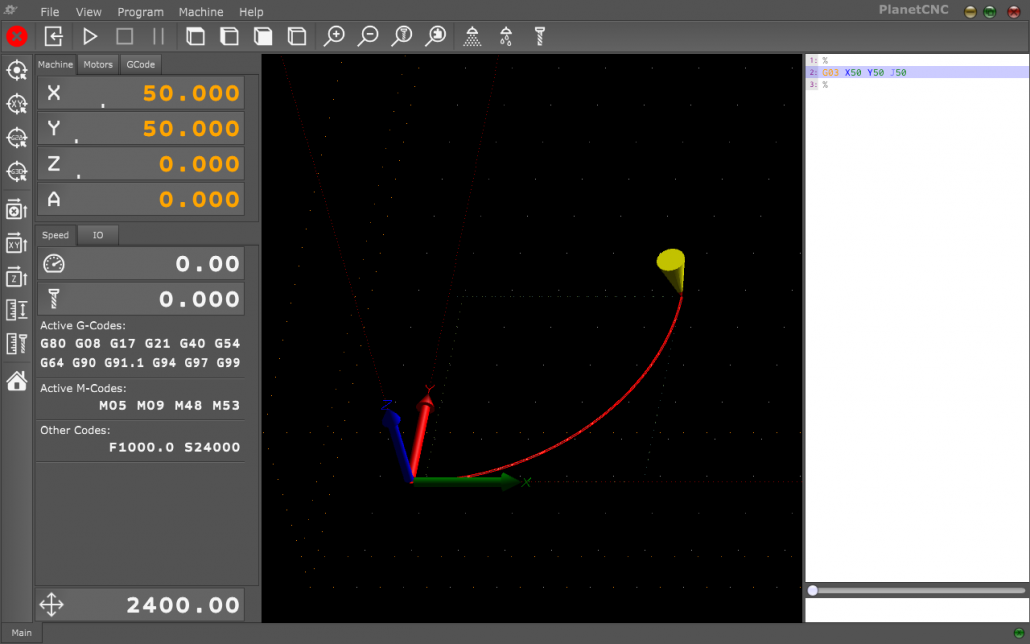
 BORSoudaTytanSoudalMakroflexBITSTRONGUltimaЛугаORIENTFLEXORIENTCRAFTKOBALTEAll-Be-FixX-GlassPENTAFASADMakitaMUNGOMKTДмитровский завод строительных лесовKLINGSPORPENOSILHitachiElfe /РоссияЯрпожинвестGEFESTPolinetPolinet LuxTDStelsПрофиль экономПрофиль премиумСПЛИТСТОУН (Россия)BPSМалярProfiEMARТех-КрепЛЭЗБелгородский абразивный заводКРЕОСТТЕХНОНИКОЛЬTOPMasteradoАЛЮМЕТESABDISTARKNIPEXSMIRDEX (Греция)ABRAFLEXАРСЕНАЛМОНОЛИТACECABoschHobbyRusslandСИЛАKROSPERVIRADenzelDSKСпецЭлектродESPIRA (Германия)Азовский лакокрасочный завод Диво ZLATAROCKMELTMESSERKarnaschKAPROFISKARSREMONTIXRubberflexFarboxBritzSormatPROFILIRFIXUnibobMetaboММК-МЕТИЗNEXT BUILDSD BUILDКЕДРCeresitFASTYKRONWERKFASADProВИТЕКОspheraflexDKCСИБИНSANTOOLSIKAРОАРMILWAUKEEЗубрASDStolnerLLTIN HOMEКВТKBENO NAMEZitrekOMAXЭталонБИВАЛBecoolНиборитFoxweldGCE KRASSHexagon RagascoGZWM S.A.БеларусьCavagna GroupfischerPlasmaTecХомутПРОKAMPMANNRedchiliVertexСварогРесантаBRAUBERGПИФАГОРBella-Plast3МKornorRIKKERKMPRUSSIAШУРУПЬELFEMTXSTERNFIXERHIMTEXСделано в РоссииМастерАлмазTESLA BATTERIESNE-ADМОСБАЗАЛЬТTENACHEMСтройИнструм.
BORSoudaTytanSoudalMakroflexBITSTRONGUltimaЛугаORIENTFLEXORIENTCRAFTKOBALTEAll-Be-FixX-GlassPENTAFASADMakitaMUNGOMKTДмитровский завод строительных лесовKLINGSPORPENOSILHitachiElfe /РоссияЯрпожинвестGEFESTPolinetPolinet LuxTDStelsПрофиль экономПрофиль премиумСПЛИТСТОУН (Россия)BPSМалярProfiEMARТех-КрепЛЭЗБелгородский абразивный заводКРЕОСТТЕХНОНИКОЛЬTOPMasteradoАЛЮМЕТESABDISTARKNIPEXSMIRDEX (Греция)ABRAFLEXАРСЕНАЛМОНОЛИТACECABoschHobbyRusslandСИЛАKROSPERVIRADenzelDSKСпецЭлектродESPIRA (Германия)Азовский лакокрасочный завод Диво ZLATAROCKMELTMESSERKarnaschKAPROFISKARSREMONTIXRubberflexFarboxBritzSormatPROFILIRFIXUnibobMetaboММК-МЕТИЗNEXT BUILDSD BUILDКЕДРCeresitFASTYKRONWERKFASADProВИТЕКОspheraflexDKCСИБИНSANTOOLSIKAРОАРMILWAUKEEЗубрASDStolnerLLTIN HOMEКВТKBENO NAMEZitrekOMAXЭталонБИВАЛBecoolНиборитFoxweldGCE KRASSHexagon RagascoGZWM S.A.БеларусьCavagna GroupfischerPlasmaTecХомутПРОKAMPMANNRedchiliVertexСварогРесантаBRAUBERGПИФАГОРBella-Plast3МKornorRIKKERKMPRUSSIAШУРУПЬELFEMTXSTERNFIXERHIMTEXСделано в РоссииМастерАлмазTESLA BATTERIESNE-ADМОСБАЗАЛЬТTENACHEMСтройИнструм. руRAWLPLUGLigansФЭСТКитайRUBIFROSTМагнитогорский электронный заводНовосибирский Респираторный ЗаводSilaРемонт на 100%ПУШКИНОMasterFlowПромышленникФиксарЭРАSAMWELDEVRENSait DemirciMr. ЭКОНОМИКПРАКТИКАRICHBOSSONG (Италия)OBOelementaTekafixTERMOCLIPAkfixJETFIXАРМИЯ РОССИИRED HITPUFAPROOKGEASYFIXTecfiBullCuttoriDaxmerSOMA FIXКМПGREEN FIX
руRAWLPLUGLigansФЭСТКитайRUBIFROSTМагнитогорский электронный заводНовосибирский Респираторный ЗаводSilaРемонт на 100%ПУШКИНОMasterFlowПромышленникФиксарЭРАSAMWELDEVRENSait DemirciMr. ЭКОНОМИКПРАКТИКАRICHBOSSONG (Италия)OBOelementaTekafixTERMOCLIPAkfixJETFIXАРМИЯ РОССИИRED HITPUFAPROOKGEASYFIXTecfiBullCuttoriDaxmerSOMA FIXКМПGREEN FIX Тепловая пушка предназначена для эксплуатации в районах с умеренным и холодным климатом в помещениях с температурой от –10 до +40 °С и относительной влажностью до 93% (при температуре +25 °С) в условиях, исключающих попадание на него капель, брызг, а также атмосферных осадков.ОсобенностиНебольшие габариты и малый вес
Тепловая пушка предназначена для эксплуатации в районах с умеренным и холодным климатом в помещениях с температурой от –10 до +40 °С и относительной влажностью до 93% (при температуре +25 °С) в условиях, исключающих попадание на него капель, брызг, а также атмосферных осадков.ОсобенностиНебольшие габариты и малый вес ..
.. Lai rezultāts būtu kvalitatīvs un ari visādi citādi atbilstu izvirzītajām prasībām, sakumā jārod atbildes uz dažiem svarigiem jautajumiem un jāizstrādā plans, pēc ka vadīties remontd
Lai rezultāts būtu kvalitatīvs un ari visādi citādi atbilstu izvirzītajām prasībām, sakumā jārod atbildes uz dažiem svarigiem jautajumiem un jāizstrādā plans, pēc ka vadīties remontd Tiesa, ja tapetes ir līmētas vecmamiņas jaunibā, iespējams, ka tās būs nomelnējušas, izbalējušas, apbružājušās vai kā citādi zaudējušas vēlamo sākotnējo izskatu
Tiesa, ja tapetes ir līmētas vecmamiņas jaunibā, iespējams, ka tās būs nomelnējušas, izbalējušas, apbružājušās vai kā citādi zaudējušas vēlamo sākotnējo izskatu
 5.4.0…
5.4.0… См. võib sageli nii olla, et suurem on parem, aga см. hinnang ei kehti mitte alati ja mitte igas olukorras — vahel on suurte tegude taga hoopiski väiksed detailid.
См. võib sageli nii olla, et suurem on parem, aga см. hinnang ei kehti mitte alati ja mitte igas olukorras — vahel on suurte tegude taga hoopiski väiksed detailid.
 6 mavlink
6 mavlink
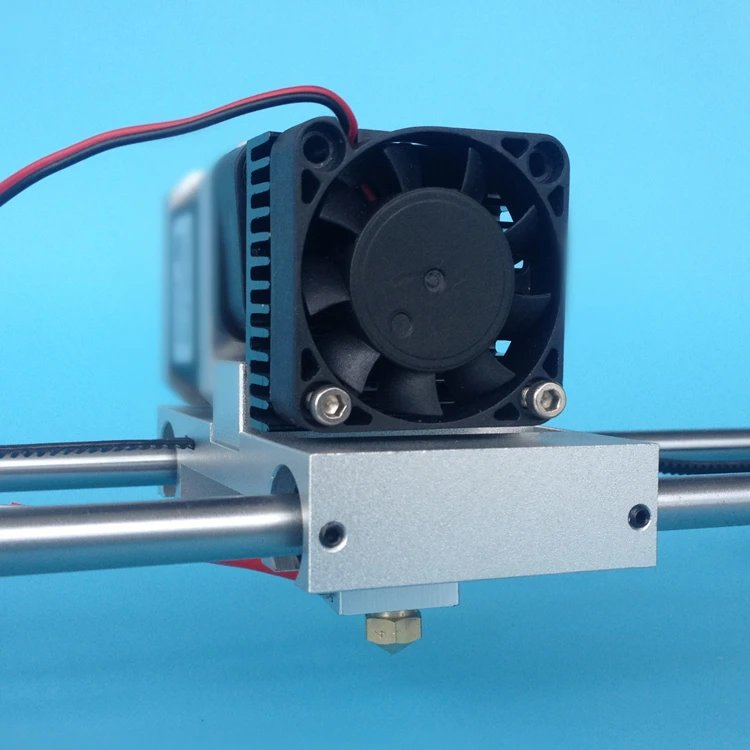 Ровно
Ровно 67 грн
67 грн 1, двойной привод, для 3D-принтера
1, двойной привод, для 3D-принтера 98 грн
98 грн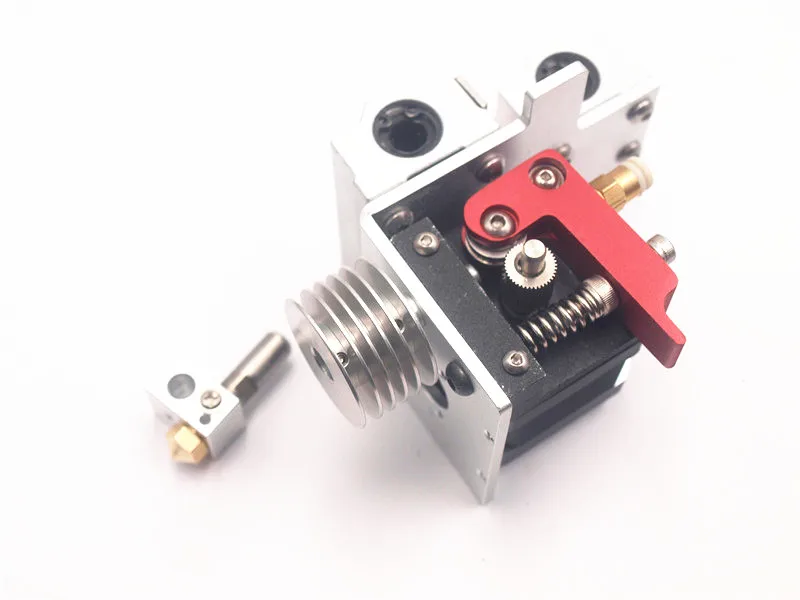 США Левый / черный (пластик) / Китай — 5,11 долл. США Правый / серебристый (алюминий) / Китай — 12,08 долл. США Правый / черный (пластик) / Китай — 5,11 долл. США
США Левый / черный (пластик) / Китай — 5,11 долл. США Правый / серебристый (алюминий) / Китай — 12,08 долл. США Правый / черный (пластик) / Китай — 5,11 долл. США Чтобы иметь право на возврат, ваши товары должны быть неиспользованными и находиться в том же состоянии, в котором они были получены в оригинальной упаковке.
Чтобы иметь право на возврат, ваши товары должны быть неиспользованными и находиться в том же состоянии, в котором они были получены в оригинальной упаковке. Пожалуйста, подождите не менее 5 рабочих дней с момента получения вашего товара для обработки вашего возврата. Мы сообщим вам по электронной почте, когда ваш возврат будет обработан.
Пожалуйста, подождите не менее 5 рабочих дней с момента получения вашего товара для обработки вашего возврата. Мы сообщим вам по электронной почте, когда ваш возврат будет обработан.
 5x29x58 H 9 Р6М5 2360-0110 ГОСТ 7722-77 000011
5x29x58 H 9 Р6М5 2360-0110 ГОСТ 7722-77 000011 2x20x41 H 9 Р6М5 2360-0103 ГОСТ 7722-77 000011
2x20x41 H 9 Р6М5 2360-0103 ГОСТ 7722-77 000011 Insuper requiritur partes e crassitudine foraminis potest variari a paucis mm. Quod obducta esset perfectum, после ручного сканирования. Привет специалист disposuerat metallum amputatis testiculis toolum ad peragendam post artem foramina et reaming res. Intueamur in qua re tool, quam operatus est, id quo indiget, et quam adhibere.
Insuper requiritur partes e crassitudine foraminis potest variari a paucis mm. Quod obducta esset perfectum, после ручного сканирования. Привет специалист disposuerat metallum amputatis testiculis toolum ad peragendam post artem foramina et reaming res. Intueamur in qua re tool, quam operatus est, id quo indiget, et quam adhibere. 3 Rz Rz. EXERCITATIO tantae munditiae non sit effectum.
3 Rz Rz. EXERCITATIO tantae munditiae non sit effectum. Hoc scan utitur conicum. Ipsumque род plura toolsa. In hoc articulo volumus respicere ad invicem de his speciei.
Hoc scan utitur conicum. Ipsumque род plura toolsa. In hoc articulo volumus respicere ad invicem de his speciei. Consilium est, et qualis est toolsum positum in eius diligentia opus est. Alia per aliud foramen manual scan — respicere ad genera.
Consilium est, et qualis est toolsum positum in eius diligentia opus est. Alia per aliud foramen manual scan — respicere ad genera. Максим поздних cylindraceae PLUMBARIUS congregari in subtilissimo ferro.
Максим поздних cylindraceae PLUMBARIUS congregari in subtilissimo ferro. Nam eu scan medium secari metalli minor crassitudine. Amputatis testiculis является специфическим курсом стружкоразделений, отличающимся друг от друга. Instrumenta metallum sectis opus consummavi quod per superficiem. Cylindratis vel conicis foraminis desideravit formatae sic de magnitudine. Ut non possit videre, quod операционный коэффициент est satis simplex.
Nam eu scan medium secari metalli minor crassitudine. Amputatis testiculis является специфическим курсом стружкоразделений, отличающимся друг от друга. Instrumenta metallum sectis opus consummavi quod per superficiem. Cylindratis vel conicis foraminis desideravit formatae sic de magnitudine. Ut non possit videre, quod операционный коэффициент est satis simplex.
 Non opus inspectis successu meliore semel ruere. Uno pascens peragatur. Et tardius ei datus est toolsum ad foraminis, quod est finalis effectus melius. Et providere elit processus non opus ad altum celeritates: ut si sit terebro. Periti suadeo оптимальна, поскольку отличается от электрической механики terebro, sphærulaque simul, sed вместо accipere. In hoc casu, processus imperium bude multo altius.
Non opus inspectis successu meliore semel ruere. Uno pascens peragatur. Et tardius ei datus est toolsum ad foraminis, quod est finalis effectus melius. Et providere elit processus non opus ad altum celeritates: ut si sit terebro. Periti suadeo оптимальна, поскольку отличается от электрической механики terebro, sphærulaque simul, sed вместо accipere. In hoc casu, processus imperium bude multo altius. Отверстие дата кугадзира мудзиё, звонокванисика куведзера дхаямита яро, уйево екудйидзана кувандудза пемвура кумесо уйе ндейя якаита курурама. Развертки inoshandiswa apedza uye предварительной обработки. Pane mureza nawo yaidzorwa Chinyorwa Ongororo — ГОСТ 7722-77. Вайона руоко матуруси кути макомба машинка айне дхайамита кубвира 3 кусвика 60 мм (нэнамо — 1 мм).
Отверстие дата кугадзира мудзиё, звонокванисика куведзера дхаямита яро, уйево екудйидзана кувандудза пемвура кумесо уйе ндейя якаита курурама. Развертки inoshandiswa apedza uye предварительной обработки. Pane mureza nawo yaidzorwa Chinyorwa Ongororo — ГОСТ 7722-77. Вайона руоко матуруси кути макомба машинка айне дхайамита кубвира 3 кусвика 60 мм (нэнамо — 1 мм). Звири нокуда бара ичи идуку прикуску.
Звири нокуда бара ичи идуку прикуску. Хейно сканирование. Danho, pasinei kudaro vazhinji kushanda zvikamu, zvakananga unocheka chicherwa chete kana kugamuchira kushanda rutivi. Калибр Pfupi seri inonzi. Пакати ачичека мено куумбва пабури. Вари чинангва нокуда Чип пангува нокушанда чокушандиса. Ачичека мичето дзири йосе секамуфаренци ветсвимбо.
Хейно сканирование. Danho, pasinei kudaro vazhinji kushanda zvikamu, zvakananga unocheka chicherwa chete kana kugamuchira kushanda rutivi. Калибр Pfupi seri inonzi. Пакати ачичека мено куумбва пабури. Вари чинангва нокуда Чип пангува нокушанда чокушандиса. Ачичека мичето дзири йосе секамуфаренци ветсвимбо. Uyewo chinokosha pezvakaita rokutema mazino uye zviri kupatsanurwa.
Uyewo chinokosha pezvakaita rokutema mazino uye zviri kupatsanurwa. Ivo rinogona kushandiswa zvetsika makomba цилиндрическая.
Ivo rinogona kushandiswa zvetsika makomba цилиндрическая. Pamisika unogona kuwana Kuwedzera uye zvishoma nezvishoma mumatope womuenzaniso. Оба мхандо аношанда квакавакирва имве пфунгва — кана учифамба кана паси мугомба дхайамита аногона кутапудза кана куведзера. Scan kuchinja izvi zviviri marudzi ari kuzivikanwa ndechokuti sei ужесточение, uyewo ukuru siyana. Saka, pamasikiro Nokuwedzera kuri okumusoro орех. Сайзи иногона чакачинья куванда 0,25 3 миллиметра. Звишома незвишома муматопе Сканирует дхайамита кучинья нокуда сикуруу затягивая. Mauto Last kuenda chaiyo bhora iri kwedzimba, iyo decompresses nokuveza nhengo. Звишома незвишома муматопе чинджика ример анонзи неякарурама, уйе максим кути дхайямита звиногона кубва 0,15 кусвика 0,5 миллиметра.
Pamisika unogona kuwana Kuwedzera uye zvishoma nezvishoma mumatope womuenzaniso. Оба мхандо аношанда квакавакирва имве пфунгва — кана учифамба кана паси мугомба дхайамита аногона кутапудза кана куведзера. Scan kuchinja izvi zviviri marudzi ari kuzivikanwa ndechokuti sei ужесточение, uyewo ukuru siyana. Saka, pamasikiro Nokuwedzera kuri okumusoro орех. Сайзи иногона чакачинья куванда 0,25 3 миллиметра. Звишома незвишома муматопе Сканирует дхайамита кучинья нокуда сикуруу затягивая. Mauto Last kuenda chaiyo bhora iri kwedzimba, iyo decompresses nokuveza nhengo. Звишома незвишома муматопе чинджика ример анонзи неякарурама, уйе максим кути дхайямита звиногона кубва 0,15 кусвика 0,5 миллиметра. Кусияна Роуз, Иво Исингади Мари Якаванда. Кана кусакара, zvipande hunogona kungoparara kutsiviwa.
Кусияна Роуз, Иво Исингади Мари Якаванда. Кана кусакара, zvipande hunogona kungoparara kutsiviwa.
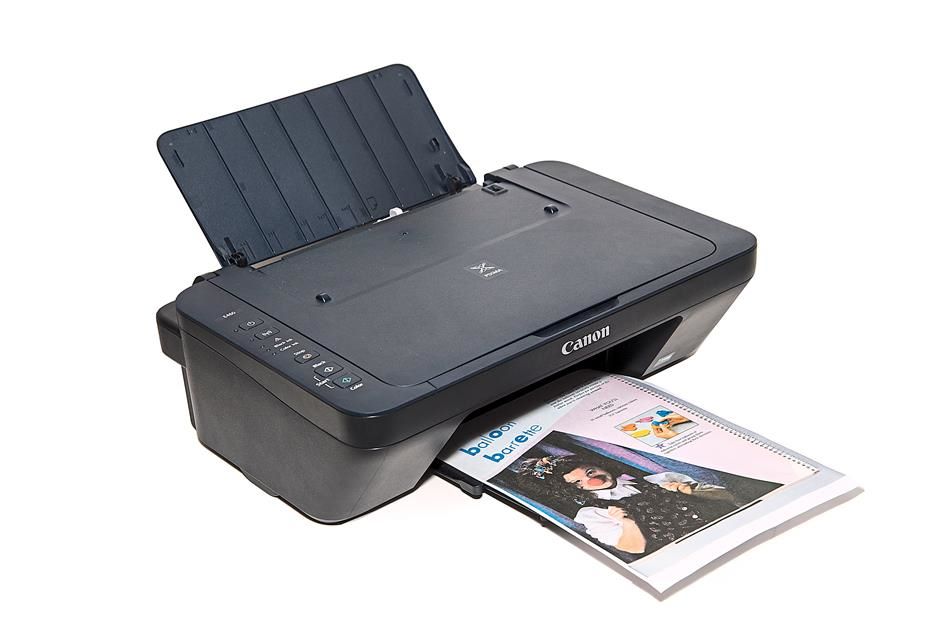 Чтобы проверить это, выберите «Файл» > «Напечатать», во всплывающем меню «Принтер» выберите «Ближайшие принтеры» или настройки раздела «Принтеры и сканеры», а затем выберите свой принтер. Если Вы не видите свой принтер, его можно добавить.
Чтобы проверить это, выберите «Файл» > «Напечатать», во всплывающем меню «Принтер» выберите «Ближайшие принтеры» или настройки раздела «Принтеры и сканеры», а затем выберите свой принтер. Если Вы не видите свой принтер, его можно добавить. После подключения принтера к компьютеру Mac установите на Mac программное обеспечение, прилагаемое к принтеру, и воспользуйтесь ассистентом настройки принтера для подключения принтера к сети Wi-Fi. После завершения настройки можно отсоединить кабель от принтера и Mac. При этом принтер останется подключенным к сети Wi‑Fi. См. статью на сайте поддержки Apple Подключение принтера AirPrint к сети Wi-Fi.
После подключения принтера к компьютеру Mac установите на Mac программное обеспечение, прилагаемое к принтеру, и воспользуйтесь ассистентом настройки принтера для подключения принтера к сети Wi-Fi. После завершения настройки можно отсоединить кабель от принтера и Mac. При этом принтер останется подключенным к сети Wi‑Fi. См. статью на сайте поддержки Apple Подключение принтера AirPrint к сети Wi-Fi.

 (Возможно, потребуется прокрутить вниз.)
(Возможно, потребуется прокрутить вниз.) Многие принтеры, в том числе Aurora, Brother, Canon, Dell, Epson, Fuji, Hewlett Packard, Samsung, Xerox и другие, поддерживают протокол AirPrint.
Многие принтеры, в том числе Aurora, Brother, Canon, Dell, Epson, Fuji, Hewlett Packard, Samsung, Xerox и другие, поддерживают протокол AirPrint.



 Один блок печати разогревается до 260°C и используется для печати пластиками PLA, ABS, ASA, PETG,TPU. Температура второго экструдера может достигать 420°C, что позволяет работать с инженерными полимерами — PC, PA, PA CF.
Один блок печати разогревается до 260°C и используется для печати пластиками PLA, ABS, ASA, PETG,TPU. Температура второго экструдера может достигать 420°C, что позволяет работать с инженерными полимерами — PC, PA, PA CF.
 Creatbot D600 PRO выравнивает стол автоматически, без участия оператора. Кроме того, в процессе работы машина осуществляет контроль уровня платформы по 25 точкам и регулирует его высоту в случае необходимости.
Creatbot D600 PRO выравнивает стол автоматически, без участия оператора. Кроме того, в процессе работы машина осуществляет контроль уровня платформы по 25 точкам и регулирует его высоту в случае необходимости.  3д-принтер также оснащен датчиком контроля филамента — если пластиковая нить закончится, аппарат распознает это и встанет на паузу.
3д-принтер также оснащен датчиком контроля филамента — если пластиковая нить закончится, аппарат распознает это и встанет на паузу.  Детали, напечатанные из ABS, обладают хорошим качеством поверхности и могут подвергаться дополнительной обработке — шлифовке, покраске, склеиванию
Детали, напечатанные из ABS, обладают хорошим качеством поверхности и могут подвергаться дополнительной обработке — шлифовке, покраске, склеиванию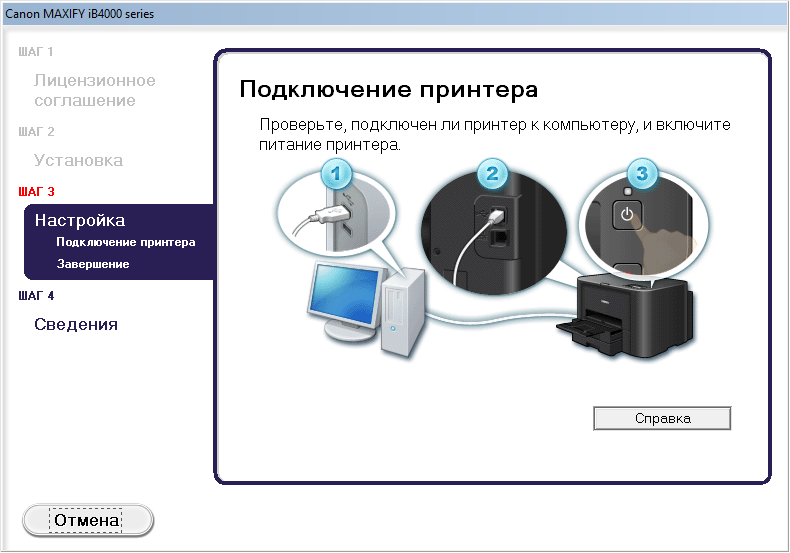 Полимер применяется для создания износостойких деталей и инструментов.
Полимер применяется для создания износостойких деталей и инструментов.  Если вы используете Mac, вы найдете их в Системных настройках .
Если вы используете Mac, вы найдете их в Системных настройках . Существует несколько причин, по которым принтер может не работать, даже если все подключено правильно. Во-первых, убедитесь, что вы поместили бумагу в правильный лоток 9.0014 и бумага не застряла внутри принтера .
Существует несколько причин, по которым принтер может не работать, даже если все подключено правильно. Во-первых, убедитесь, что вы поместили бумагу в правильный лоток 9.0014 и бумага не застряла внутри принтера .
 Если у вас по-прежнему возникают проблемы, попробуйте воспользоваться приведенными выше советами, чтобы найти решение, характерное для вашего принтера.
Если у вас по-прежнему возникают проблемы, попробуйте воспользоваться приведенными выше советами, чтобы найти решение, характерное для вашего принтера. При необходимости установите новейшее программное обеспечение для печати, поставляемое с принтером или с веб-сайта производителя.
При необходимости установите новейшее программное обеспечение для печати, поставляемое с принтером или с веб-сайта производителя.


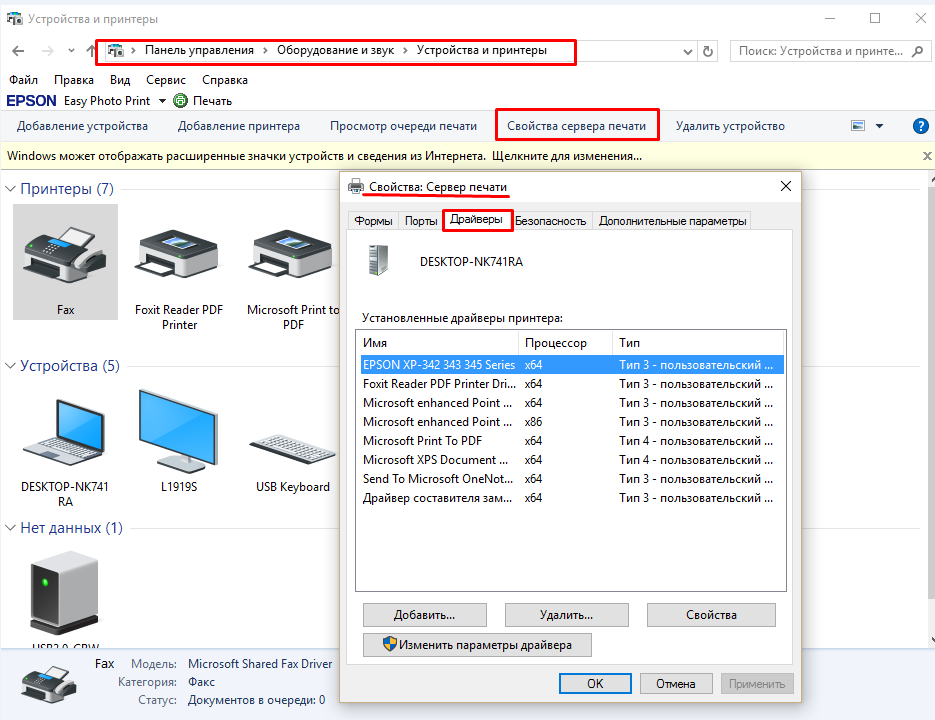
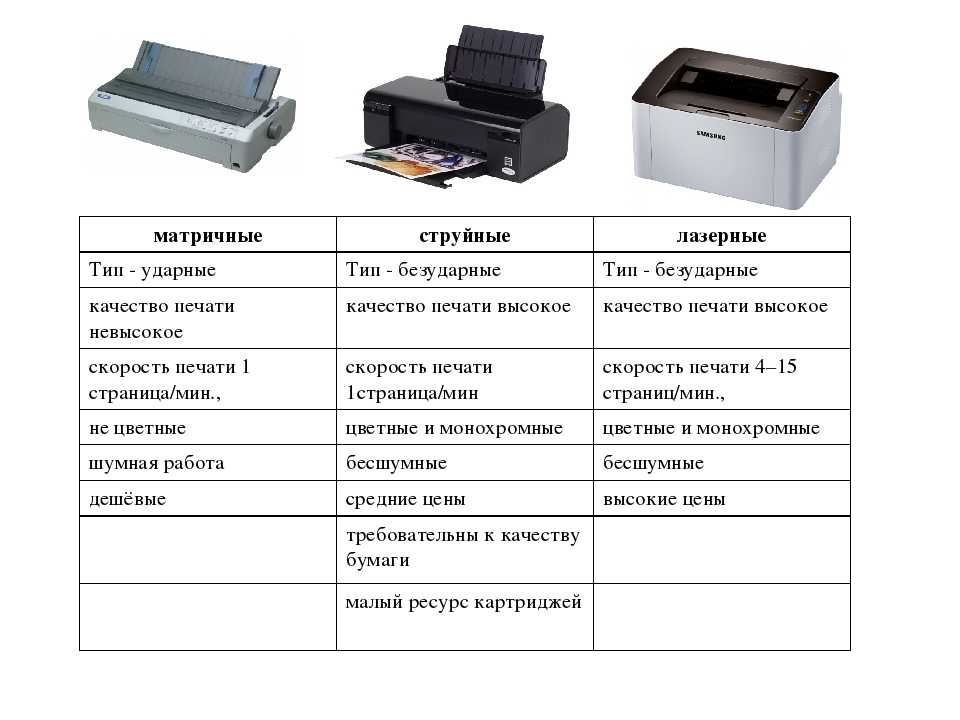


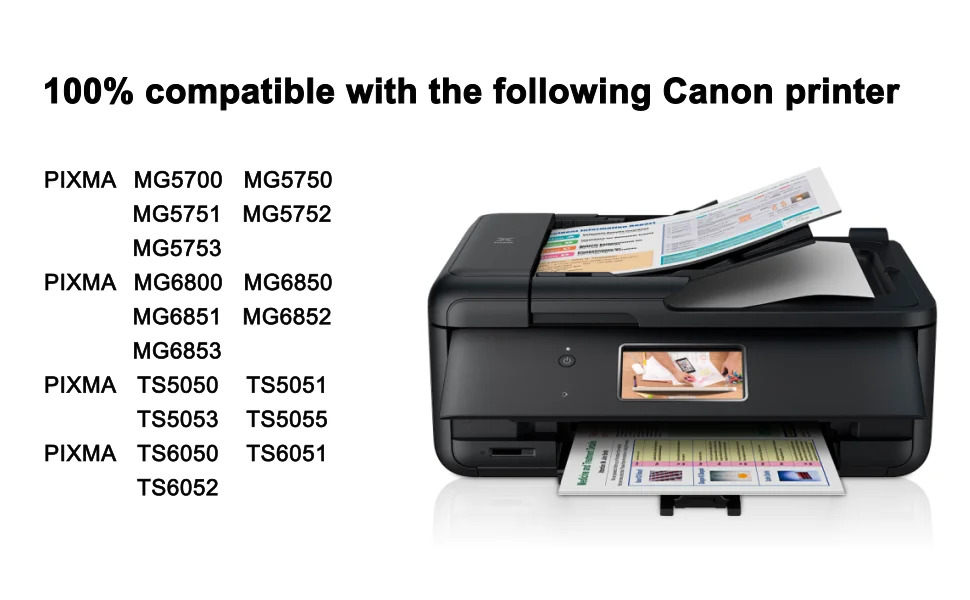 Если вы не видите программное обеспечение для своего принтера, выберите «Выбрать программное обеспечение», затем выберите свой принтер в списке «Программное обеспечение принтера».
Если вы не видите программное обеспечение для своего принтера, выберите «Выбрать программное обеспечение», затем выберите свой принтер в списке «Программное обеспечение принтера».
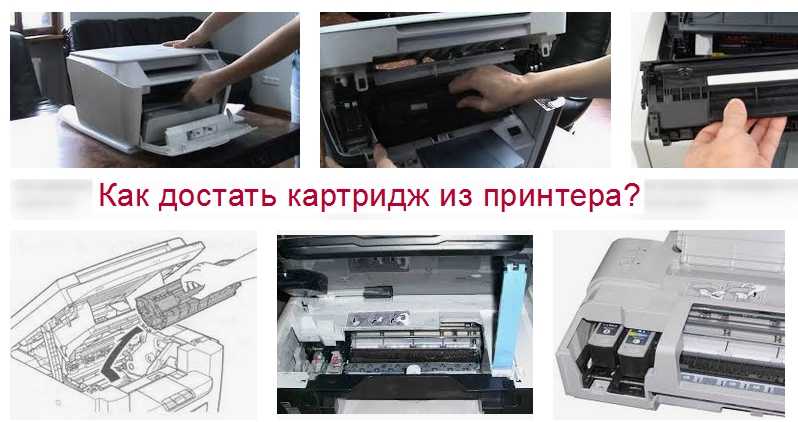

 Его можно снять со старого компьютера или приобрести на барахолке за символическую стоимость.
Его можно снять со старого компьютера или приобрести на барахолке за символическую стоимость. Поэтому изготавливаем питающую схему самостоятельно.
Поэтому изготавливаем питающую схему самостоятельно.
 В него аккуратно закрепите свой самодельный лазерный модуль, и прибор готов к применению.
В него аккуратно закрепите свой самодельный лазерный модуль, и прибор готов к применению. Сразу стоит отметить, что глубокие познания из области электротехники здесь не нужны, а смастерить устройство можно даже в домашних условиях. Главное при работе – это соблюдение мер предосторожности, так как воздействие лазерного луча губительно для глаз и кожи.
Сразу стоит отметить, что глубокие познания из области электротехники здесь не нужны, а смастерить устройство можно даже в домашних условиях. Главное при работе – это соблюдение мер предосторожности, так как воздействие лазерного луча губительно для глаз и кожи.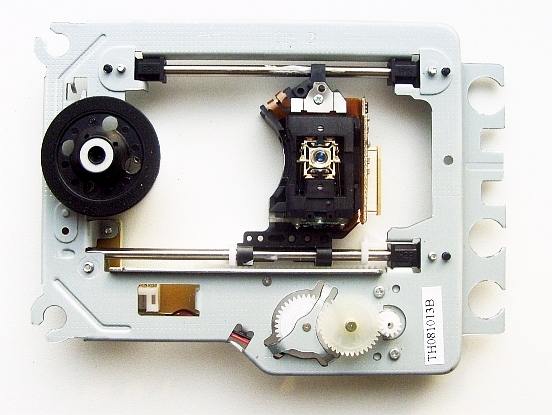
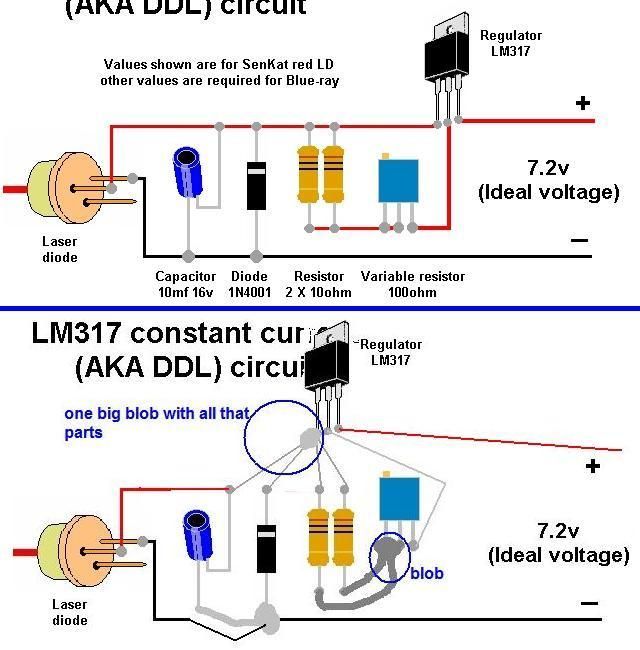 Его луч виден при любом освещении и может легко воспламенять некоторые предметы.
Его луч виден при любом освещении и может легко воспламенять некоторые предметы. Для этого выводы лазерного диода спаивают или обматывают тонкой медной проволокой.
Для этого выводы лазерного диода спаивают или обматывают тонкой медной проволокой.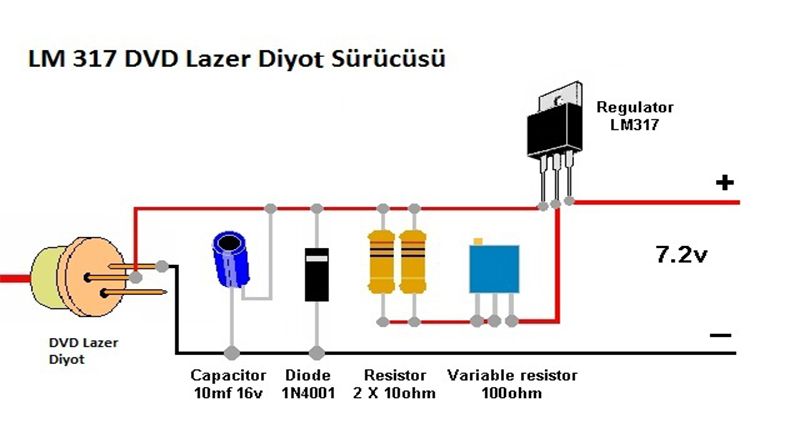 В результате на малых токах устройство будет работать не эффективно, а на больших – приведёт к быстрому снижению интенсивности его излучения.
В результате на малых токах устройство будет работать не эффективно, а на больших – приведёт к быстрому снижению интенсивности его излучения.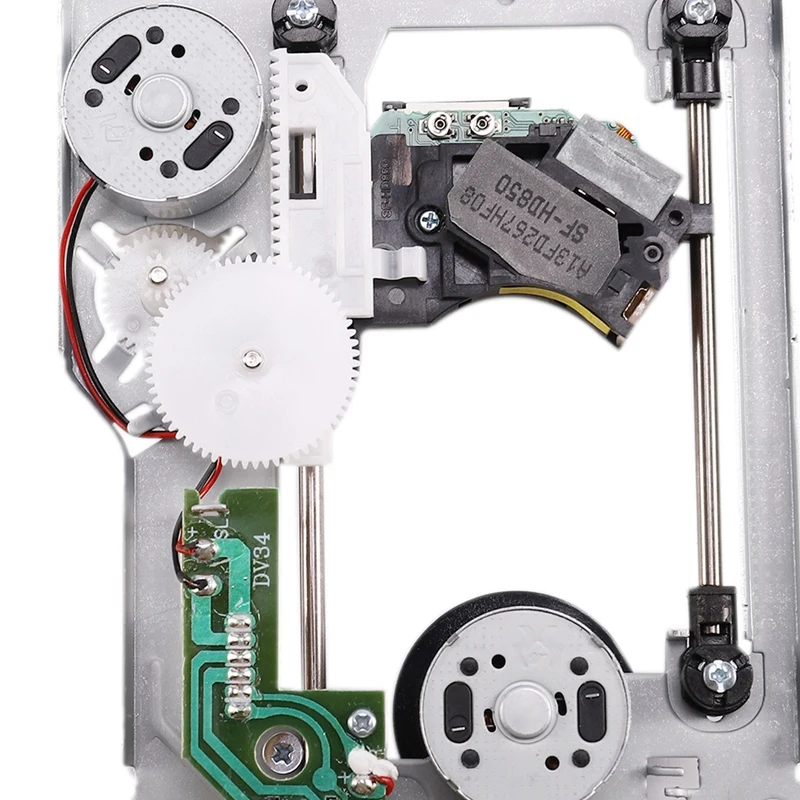 Одна из таких схем, рассчитанная на питание от батарейки “Крона” или небольшого аккумулятора, представлена ниже.
Одна из таких схем, рассчитанная на питание от батарейки “Крона” или небольшого аккумулятора, представлена ниже. С её помощью можно получить довольно тонкий луч лазера диаметром около 1 мм. Количества энергии такого луча достаточно, чтобы насквозь прожигать бумагу, ткань и картон в считаные секунды, плавить пластик и выжигать по дереву. Если сфокусировать более тонкий луч, то данным лазером можно резать фанеру и оргстекло. Но настроить и надежно закрепить линзу от привода достаточно сложно из-за ее малого фокусного расстояния.
С её помощью можно получить довольно тонкий луч лазера диаметром около 1 мм. Количества энергии такого луча достаточно, чтобы насквозь прожигать бумагу, ткань и картон в считаные секунды, плавить пластик и выжигать по дереву. Если сфокусировать более тонкий луч, то данным лазером можно резать фанеру и оргстекло. Но настроить и надежно закрепить линзу от привода достаточно сложно из-за ее малого фокусного расстояния.
 Оба диода имеют примерно одинаковые по порядку характеристики и тепловые эффекты (может быть, инфра жгут чуть больше).
Оба диода имеют примерно одинаковые по порядку характеристики и тепловые эффекты (может быть, инфра жгут чуть больше).
 Я не буду!
Я не буду! Этот датчик определяет угол наклона диска).
Этот датчик определяет угол наклона диска).
 Есть диоды с нетипичным корпусом, поэтому я их оставил внутри.
Есть диоды с нетипичным корпусом, поэтому я их оставил внутри. Это небольшой и хрупкий компонент, который может сместиться или загрязниться; рекомендуется очистка перед полной заменой.
Это небольшой и хрупкий компонент, который может сместиться или загрязниться; рекомендуется очистка перед полной заменой.
 головы, ось Y, противошпиндель
головы, ось Y, противошпиндель FeatureCAM позволяет автоматически или вручную идентифицировать элементы в твердотельной модели: технолог-программист указывает, какие элементы он хочет обработать и система сама готовит управляющую программу для обработки этих элементов.
FeatureCAM позволяет автоматически или вручную идентифицировать элементы в твердотельной модели: технолог-программист указывает, какие элементы он хочет обработать и система сама готовит управляющую программу для обработки этих элементов.
 При этом пользователь имеет возможность редактировать настройки и параметры в соответствии с требованиями производства или конкретной технологии.
При этом пользователь имеет возможность редактировать настройки и параметры в соответствии с требованиями производства или конкретной технологии.
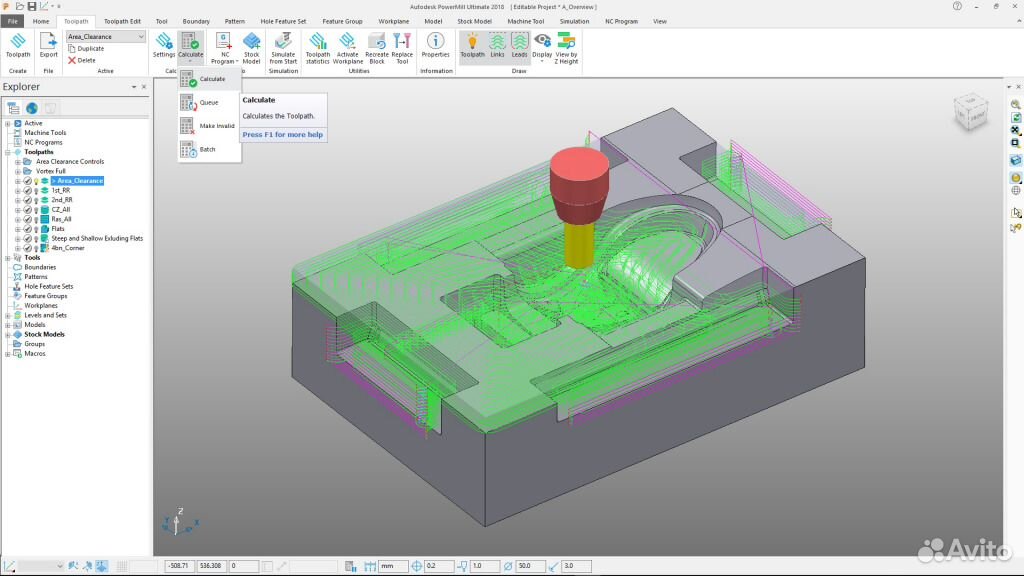 В FeatureCAM были внедрены алгоритмы расчета для высокоскоростной и 5-координатной обработки из системы Delcam PowerMILL. Также в системе реализован метод многопоточной обработки данных, что позволяет существенно ускорить расчет.
В FeatureCAM были внедрены алгоритмы расчета для высокоскоростной и 5-координатной обработки из системы Delcam PowerMILL. Также в системе реализован метод многопоточной обработки данных, что позволяет существенно ускорить расчет.
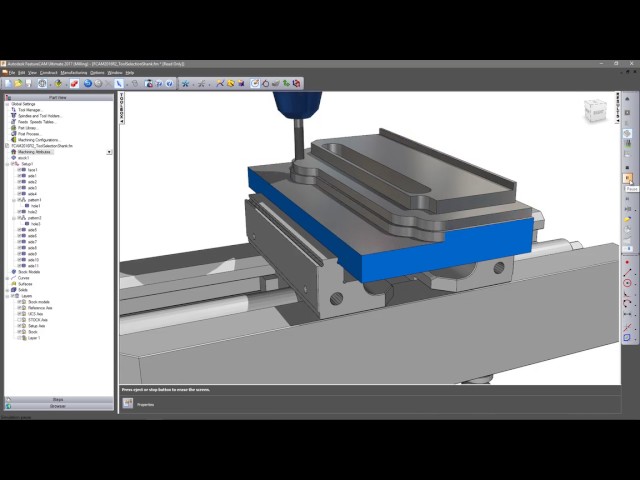
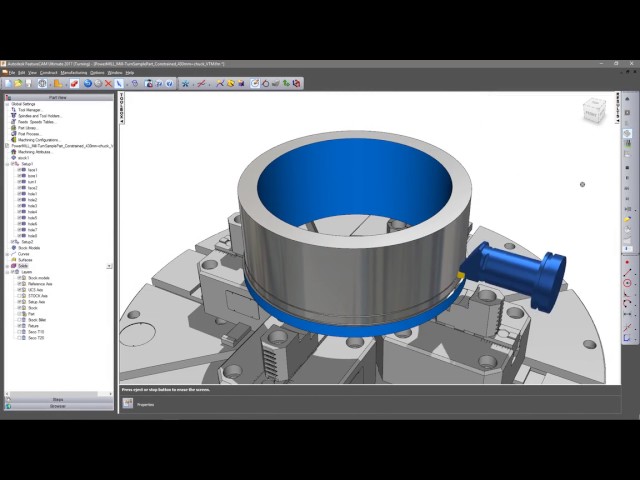
 )
)
 Подписка на Fusion 360 с FeatureCAM также включает доступ к PartMaker. PartMaker — это программное обеспечение CAM с расширенными возможностями, специально разработанное для программирования токарных станков.
Подписка на Fusion 360 с FeatureCAM также включает доступ к PartMaker. PartMaker — это программное обеспечение CAM с расширенными возможностями, специально разработанное для программирования токарных станков.

 Включает расширенные темы, такие как модели акций, границы, лиды и ссылки.
Включает расширенные темы, такие как модели акций, границы, лиды и ссылки.