Photon Mono X 4K is a resin 3D printer from Anycubic. It has a 4K LCD screen for masking and prints quickly — up to 50 mm/h. The machine has a see-through cover, that is easy to use for constant monitoring of the process. As a light source, Photon Mono 4K has a matrix of 15 LED lights.
Features:
4K LCD screen;
USB-A 2 connectivity;
2.8″ touchscreen.
Check price on Affiliate
Amazon
Продукция 3D печати, изготовленная с использованием Photon Mono X 4K
Обзоры
5.0
1 reviews
Качество Печати
Надежность
Ease Of Use
Failure Rate
Running Expenses
Software
Build Quality
Клиентская Поддержка
Community
Show reviews Hide reviews
11 июн. 2022 г.
This is my first resin printer and it has always been reliable.
Google
Facebook
или
Забыли пароль?
Запомнить меня
Используя этот Сервис, Вы соглашаетесь на наши Условия пользования , а также Политика конфиденциальности и Использование cookie.
Anycubic Photon Mono настройка параметров печати
Размеры детали стали немного больше, а мелкие отверстия заплыли. Как исправить?
Support:
В вашем случае модель переэкспонирована. Следует уменьшить время засветки слоя на 20-30%. Напечатайте тестовую модель, чтобы выбрать оптимальные настройки для дальнейшей печати. Тестовую модель можно скачать здесь.
Непропечатались мелкие детали, что делать?
SUPPORT:
Чтобы избежать появления пропусков при печати моделей с тонкими стенками или с мелкими деталями, время засветки следует увеличить на 20-30%. После этого повторите тестовую печать.
Модель срывает с поддержек. Как правильно расставить поддержки?
SUPPORT:
Причин отрыва модели от поддержек может быть несколько:
Недостаточное количество или слишком малая толщина поддержек. Мы рекомендуем использовать поддержки толщиной 1.2 мм, с толщиной контакта 0.8 мм и глубиной контакта 0.4 мм.
Расположение модели относительно рабочего стола принтера (ось XY). Когда печатается слой большой площади, он достаточно сильно прилипает ко дну ванночки. При подъеме платформы возникает момент, который может сорвать поддержки. Рекомендуем располагать модель под углом 30-60 градусов.
Слишком высокая скорость подъема. Чтобы отрыв модели от ванночки происходил плавно, рекомендуем ставить скорость 100 мм/мин или менее. Чем мягче материал — тем медленнее должна быть скорость подъема. Достаточная высота подъема 2-4 мм.
Боковая поверхность модели получается шершавой. В чем может быть причина?
SUPPORT:
Скорее всего данная проблема связана с недостаточным временем задержки перед печатью. Полимеру требуется время чтобы равномерно растечься по дну ванночки после опускания стола. Если задержка слишком мала, то полимер будет продолжать вытекать из под модели в тот момент, когда печать следующего слоя уже началась. Чтобы получить ровную боковую поверхность, увеличьте время задержки до 5 секунд и повторите печать.
Готовую модель тяжело снять с печатной платформы. Это нормально?
Support:
Степень адгезии (прилипания) модели к платформе зависит от времени засветки первых слоев (базовых), которые так же называют крепежными. Чем больше время засветки — тем сильнее модель пристанет к платформе. Уменьшите время засветки базовых слоев на 30% и повторите печать. Однако, если время засветки крепежных слоев будет слишком мало, модель может отвалиться во время печати.
Что делать, если рекомендованные параметры не подходят?
Убедитесь в том, что полимер достаточно хорошо перемешан. Особенно если материал простаивал длительное время.
Произведите тестовую печать, чтобы понять в какую сторону следует скорректировать настройки принтера. Тестовую модель можно скачать здесь.
Параметры настроек могут изменяться по следующим причинам:
Модель и версия принтера (производитель мог внести изменения)
Мощность ламп (мощность ламп со временем снижается)
Цвета фотополимера (чем темнее фотополимер, тем больше времени он требует на засветку)
● Размеры машины: 15,1 x 8,9 x 8,7 дюйма/383 x 227 x 222 мм (ВШД)
● Вес машины: 9,4 фунта/4,3 кг
За свободу творчества
Anycubic Photon Mono 4K может печатать до 6,5 x 5,2 x 3,1 дюйма / 165 x 132 x 80 мм (HWD) за раз, что соответствует размерам мини-мяча для регби. 58,9унция / Общий объем сборки 1,7 л оставляет достаточно места и свободы для создания любых кубических форм.
Яркие детали 4K
При разрешении 3840 x 2400 пикселей экран Photon Mono 4K имеет общее количество более 9,2 миллиона пикселей, что на 122% больше, чем у Photon, Photon Mono и экранов с разрешением 2K конкурентов. Высокое разрешение делает ваши 3D-модели яркими и детализированными.
Острые края и углы
Благодаря лучшему в отрасли экрану с коэффициентом контрастности 400:1, что на 100 % выше, чем у Anycubic Photon, Photon Mono и их конкурентов 200:1, Anycubic Photon Mono 4K обеспечивает вашим 3D-моделям чрезвычайно четкие и четкие края и углы.
Защита того, что имеет значение
Чтобы лучше защитить свой экран премиум-класса, Anycubic Photon Mono 4K добавил специальную сменную пленку против царапин поверх самого экрана, что сделало этот дорогой экран намного более долговечным, чем его конкуренты.
Печать на шаг впереди
С впечатляющей скоростью печати ≤ 50 мм/ч. / 1,97 дюйма / час, Photon Mono 4K может печатать стандартные 120 мм / 4,7 дюйма. модели за 2,5 часа, что на 3,5 часа меньше, чем 6 часов у Photon, и на 30 минут меньше, чем 3 часа у его конкурентов. Быстрая печать экономит ваше время, потраченное на ожидание.
Мощная световая матрица
15 ярких светодиодов размещены в матрице для создания мощного параллельного источника света, так что Anycubic Photon Mono 4K может обеспечить однородность света ≥90% и плотность мощности ≤ 27 320 люкс для каждого слоя, что делает возможной быструю печать.
Высокое светопропускание
Anycubic Photon Mono 4K оснащен лучшим в отрасли экраном с коэффициентом пропускания света 7 %, что на 250 % выше, чем у Anycubic Photon и его конкурентов — 2 %. Высокая светопроницаемость делает возможной быструю формовку.
Регулируемая мощность
Благодаря регулировке мощности света от 30% до 100% Photon Mono 4K поддерживает не только обычные УФ-смолы с длиной волны 405 нм, но и специальные смолы. Кроме того, правильная регулировка мощности света может значительно продлить срок службы как экрана, так и света.
6,23-дюймовый достойный экран
Anycubic Photon Mono 4K оснащен приличным 6,23-дюймовым экраном, который на 29% больше, чем 5,5-дюймовый экран Anycubic Photon, и на 8% больше, чем 6,08-дюймовый экран Photon Mono.
В коробке
Руководство пользователя
Воронка
Набор инструментов
Устройство чтения SD-карт
Скребок
Резервуар для смолы
Платформа 9 0118
Шнур питания
Защитная пленка для ЖК-дисплея
Перчатка
Фотон Моно
Фотон Моно 4K
Photon Mono X 6k
Вес машины
4,5 кг
4,3 кг
11 кг
Размер машины
383*227*222мм
383x227x222 мм
475x290x270 мм
Разрешение ЖК-дисплея
2560x1620px(2k)
3840x2400px(4k)
5760x3600px(6k)
Размер ЖК-дисплея
6,08 дюйма, монохромный
6,23 дюйма, монохромный
9,25 дюйма, монохромный
Разрешение XY
51 мкм
35 мкм
34 мкм
Точность оси Z
10 мкм
10 мкм
10 мкм
Объем сборки
165*130*80 мм (1,72 л)
165x132x80 мм (1,74 л)
245x197x122 мм (5,89 л)
Макс. скорость печати
50 мм/ч
50 мм/ч
80 мм/ч
Фотон
SLA на основе ЖК-дисплея
Площадь сборки: 115x65x155 мм
Нить: 405 нм УФ-смола
Рассеивающий осветитель
Одна ось Z
Фотон S
SLA на основе ЖК-дисплея
Площадь сборки: 115x65x165 мм
Нить: 405 нм УФ-смола
Матричный осветитель
Двойная ось Z
4Макс Про
FDM (моделирование методом наплавления)
Площадь сборки: 270x205x205 мм
Нить: PLA, ABS, HIPS, PETG, Wood и TPU
Экструдер Titan Подвесная стойка для нитей
Одна ось Z
Anycubic Care
Драйвер
/
Слайсер
V2. 1.29-Mac V2.1.29-Win X86 V2.1.2 9-Win X64 Slicer_Manual
Тестовая модель
Загрузить
Руководство
нажмите на него, чтобы загрузить.
Идеальный полимерный 3D-принтер начального уровня — MBReviews
Anycubic Photon Mono 4K — новейший представитель серии недорогих полимерных 3D-принтеров, выпущенных производителем из Шэньчжэня, и представляет собой улучшенную версию оригинального Photon Mono. В частности, разрешение XY теперь увеличено до 4K (3840 x 2400) по сравнению с 2560 x 1620p предыдущего 3D-принтера с монополимерной смолой.
Anycubic Photon Mono 4K
Anycubic.com
Проверить предложение
9011 7 Действительно ли это так важно, чтобы гарантировать совершенно новое устройство? Это имеет значение, потому что вы получаете больше пикселей в той же области (как у первого фотонного принтера), поэтому модели должны быть гораздо более детализированными (между 2K и 4K огромная разница). И если цена останется примерно такой же, то Anycubic Photon Mono 4K должен стать отличной заменой полимерному 3D-принтеру, которому около пяти лет.
При этом серия Photon Mono была и остается подходящей для новичков, так как эти полимерные 3D-принтеры не так уж дороги и, если что-то пойдет не так, не составит труда ни отремонтировать, ни полностью заменить устройство. Кроме того, 3D-принтеры Anycubic Photon на самом деле способны создавать действительно хорошие модели — производительность, которая была возможна всего несколько лет назад с устройствами, стоимость которых легко превышала 1000 долларов. Но прежде чем двигаться дальше, я должен признать, что это первый полимерный 3D-принтер, который я использовал и тестировал, поэтому я сделал немало ошибок (и вы тоже, если вы новичок во всем этом). но положительная сторона заключается в том, что мой подход будет похож на то, как обычный новичок будет видеть и делать вещи. Итак, без лишних слов, давайте посмотрим на Anycubic Photon Mono 4K.
Содержание
Так как я использовал несколько недорогих FDM, я привык к конструкции с открытым корпусом, в которой ни кабели, ни разъемы на самом деле не содержатся (это имеет смысл, поскольку манипулятор должен двигаться внутрь). определенные направления). Итак, я был сразу же удивлен тем, насколько компактным был Anycubic Photon Mono 4K и отсутствием оголенных проводов или кабелей. При размерах 15,1 x 8,9 x 8,7 дюймов (38,3 x 22,7 x 22,2 см) он не займет много места на вашем столе, но не позволяйте этому обмануть вас: 3D-принтер из смолы займет весь ваш стол со всеми необходимыми аксессуарами. для последующей очистки моделей.
Это также не очень удобно для спальни из-за дыма и риска загрязнения ваших вещей незатвердевшей смолой. В любом случае, объем сборки не такой уж и большой 6,5 х 5,2 х 3,1 дюйма (16,5 х 13,2 х 8,0 см), но его должно хватить для моделей малого и среднего размера (опять же, более крупные модели обычно печатаются отдельными частями). , так что он может нормально работать с Photon Mono 4K). Так что да, версия 4K такая же, как и оригинальная Photon Mono с точки зрения дизайна, что означает наличие черного основания и желтой прозрачной верхней крышки, блокирующей УФ-излучение. В отличие от более дорогих моделей Anycubic, верхнюю крышку нужно полностью снимать (это не просто крышка), но хорошая новость в том, что в 3D-принтере есть датчик, который не позволит начать процесс печати, пока не обнаружит что вы добавили обложку.
У Photon Mono не было вентилятора, несмотря на наличие некоторых вырезов, которые могут свидетельствовать об обратном, и похоже, что производитель также оставил Mono 4K без вентилятора. Это означает, что он должен быть более тихим, но вы все равно сможете слышать движение лифта (ось Z). Хорошей новостью является то, что он на удивление тихий, с характерным визжащим звуком низкой громкости — поскольку Anycubic Photon Mono 4K не окажется в вашей спальне (более вероятно, что гараж — это комната), не имеет большого значения, как шумный принтер.
Поскольку мы имеем дело с 3D-принтером MSLA, вверху находится 6,23-дюймовый монохромный экран, а рядом с ним две металлические опоры с ручками для фиксации ванны на месте (в которой будет находиться смола). Мне очень нравится, как Anycubic добавила различные параметры внутри ванны, в том числе максимальный предел, чтобы вы не переполняли ее, поэтому рискуете пролить немного смолы, когда рабочий стол должен опуститься. Рабочая пластина будет в упаковке отдельно, и вам нужно будет добавить ее к опоре и откалибровать с помощью предоставленной бумаги. На передней панели Photon Mono 4K находится 2,8-дюймовый цветной сенсорный TFT-дисплей, который оказался очень полезным.
Вы можете использовать его для выбора модели, которую хотите напечатать, для регулировки мощности УФ-излучения, для перемещения стержня по оси Z, для регулировки экспозиции, скорости подъема, скорости втягивания и т. д. Я обнаружил, что ЖК-дисплей довольно отзывчив, и он быстро перемещается по меню (очень похоже на то, что я видел на Longer LK5 Pro), но я также должен упомянуть, что вы можете увидеть живое воспроизведение каждого слоя. это лечится, а также приблизительное время, пока модель не будет готова. Вокруг базы вы можете увидеть довольно много вентиляционных отверстий, а с правой стороны есть выключатель питания и разъем USB-A, который можно использовать для вставки внешнего устройства хранения данных.
Примечание: После печати нескольких моделей я заметил, что на печатных платформах появилось несколько царапин от металлического скребка, поэтому имейте в виду, что он считается расходным материалом и может нуждаться в замене после печати большого количества модели.
Собираем все вместе
3D-принтеры FDM (те, которые используют нить) непросто собрать, и даже те, которые поставляются с предварительно прикрепленными частями, по-прежнему требуют, чтобы вы тщательно следовали инструкциям и посвятили хотя бы пару часов на сборку. А потом долгая калибровка. 3D-принтеры SLA уже почти полностью собраны, и все находится под корпусом, поэтому вам не нужно иметь дело с проводами или стержнями. В случае Anycubic Photon Mono 4K процесс установки невероятно прост, и первым шагом является включение питания: подключите шнур к заднему порту и нажмите кнопку питания. Дисплей должен загореться и отобразить параметры «Печать», «Система», «Инструменты».
Выберите «Инструменты» > «Переместить Z», а затем «10 мм» — несколько раз нажмите стрелку вверх, чтобы поднять кронштейн платформы с помощью стержня оси Z. Внутри коробки должна быть видна металлическая платформа для печати: выньте ее и открутите четыре боковых винта. В этот момент я решил снять защитный пластик, но вы можете снять его и позже (хотя это будет сложнее). На кронштейне платформы вы сможете найти большую черную ручку, которую нужно отвинтить, а затем сдвинуть платформу для печати.
Закрепите его на месте с помощью ручки, затем выньте выравнивающую бумагу из коробки и положите ее на верхний стеклянный экран (бумага была немного велика, но вы можете вставить только ее часть). На дисплее нажмите значок «Домой», чтобы спуститься по оси Z. Когда он остановится, поместите пальцы на платформу для печати и осторожно нажмите на нее сверху, одновременно затягивая четыре винта (используя шестигранный ключ из комплекта поставки). После этого вернитесь к дисплею и щелкните Tools > Z=0 и дважды нажмите Enter, чтобы сохранить текущую калибровку. После этого вернитесь в Инструменты и выберите Обнаружение. Далее выберите одно из трех изображений и время экспозиции — на экране должно отображаться то же изображение, которое вы выбрали.
Теперь пришло время установить ванну для смолы. Убедитесь, что экран чистый (я использовал небольшую грушу, которая шла в комплекте с объективом камеры, и он отлично справлялся с удалением частиц пыли), а затем просто вставьте ванночку на место. Затяните две ручки, и все готово. Да, кажется, что шагов много, но реальный процесс займет очень мало времени и будет интуитивно понятен. Более сложные шаги будут позже, когда вы фактически закончите печать модели.
Печать смолой и аксессуары
В то время как более сложной частью при использовании 3D-принтера FDM является процесс сборки и выравнивания, принтеры SLA немного сложнее в использовании, чем простое расплавление нити для формирования определенной формы. Прежде чем что-либо делать, вы должны понимать, что неотвержденная смола токсична и опасна как для вас, так и для окружающей среды, поэтому вам нужно обращаться с ней так, чтобы она не касалась вашей кожи. Кроме того, метод утилизации должен быть в соответствии с местными правилами. Поэтому не выливайте изопропиловый спирт и неотвержденную смолу в канализацию, а отнесите их в ближайший к вам соответствующий центр утилизации. Существует бесчисленное множество видеороликов о том, как обрабатывать смолу с помощью 3D-принтеров, и я воспользовался некоторыми советами из этого видео, сделанного Maker’s Muse.
Так что да, я использовал алюминиевый лоток, чтобы предотвратить попадание жидкости с печатной платформы на нежелательные поверхности, и я использовал два отдельных пластиковых контейнера с крышками для изопропилового спирта. Я немного переборщил, поэтому покрыл весь стол слоем прозрачного пластика, а затем поставил принтер в вышеупомянутый лоток, но мой распорядок был следующим. Надел перчатки, а также маску и защитные очки, немного помешал бутылку со смолой, а затем аккуратно вылил смолу в лоток (до почти максимального уровня). Затем я снял перчатки и надел верхнюю крышку, защищающую от ультрафиолета. После этого я вставил предоставленный USB-накопитель и выбрал модель, которую хотел напечатать (я использовал тестовый файл), а затем позволил принтеру сделать свое дело. Перенесемся через несколько часов (около 4 часов 10 минут), я снял крышку с двух контейнеров и щедро налил изопропиловый спирт в оба из них.
На рынке бытового и профессионального бензопильного оборудования, широким выбором представлена качественная и производительная продукция ведущих брендов и модели менее известных компаний, которые реализуют свою деятельность в производстве аналогичной техники бюджетного уровня.
Фирменная линейка бензопил Интерскол насчитывает ряд фирменных разработок разной мощности и назначения. Относительно небольшой ассортимент позволил конструкторам акцентировать внимание на совершенстве и технической оснастке каждой модели в отдельности.
ОГЛАВЛЕНИЕ:
1 Конструкционные достоинства
2 Эксплуатационные возможности
3 Конструктивные и технически свойства базового модельного ряда
3.1 ИНТЕРСКОЛ ПЦБ-14/35Л
3.2 ИНТЕРСКОЛ ПЦБ-14/37Л
3.3 ИНТЕРСКОЛ ПЦБ-16/38Л
3.4 ИНТЕРСКОЛ ПЦБ-16/40Л
3.5 ИНТЕРСКОЛ ПЦБ-14/45Л
3.6 ИНТЕРСКОЛ ПЦБ-16/45Л
3. 7 ИНТЕРСКОЛ ПЦБ-18/45Л
3.8 ИНТЕРСКОЛ ПЦБ-18/52Л
3.9 ИНТЕРСКОЛ ПЦБ-20/52Л
4 Преимущества и недостатки
5 Отзывы владельцев
Конструкционные достоинства
Несмотря на бюджетный уровень отпускных цен характеристики бензопил Интерскол по многим параметрам идентичны аналогам полупрофессионального класса.
В перечне конструкционных отличий следует отметить:
изготовленный из легкого сплава картер двигателя;
легкосъемный фильтрующий элемент воздухозаборного устройства;
комплектацию всех моделей пильными гарнитурами Орегон и лучшими в своей категории карбюраторами Вальбро.
Также реализован ряд нехарактерных для бюджетных моделей технических и инженерных решений. Это система легкого старта с пружинным стартером, регулируемая производительность масляного насоса штатной системы смазки гарнитуры. Форма упора позволяет надежно фиксировать инструмент при распиловке древесины увеличенного диаметра.
Стабильный спрос на брендовые бензопилы Интерскол базируется:
на соответствии рабочих характеристик эксплуатационным требованиям;
на применении современных производственных и монтажных технологий;
на полноценном снабжении ремонтного фонда запасными частями и фирменными расходными материалами.
Эксплуатационные возможности
В стандартном исполнении цепная пила Интерскол представляет собой легкий, достаточно мощный, удобный и долговечный инструмент, пригодный для полной или частичной механизации трудоемких распиловочных работ.
В спектре рабочих возможностей пилы:
механизация трудоемких работ по заготовке дров;
кронирование расположенных на участках и лесопарковых зонах деревьев;
применение в классических технологиях возведения деревянных сооружений.
Самостоятельный выбор оптимальной для загородного хозяйства или строительства бензопилы Интерскол поможет сделать периодически обновляемый каталог и цены, которые практически не выходят за пределы бюджетного ценового диапазона.
Конструктивные и технически свойства базового модельного ряда
Данный обзор включает в себя характеристики наиболее популярных фирменных разработок.
ИНТЕРСКОЛ ПЦБ-14/35Л
Инструмент при собственном весе около 5 кг комплектуется двухсильным карбюраторным 2-х тактным приводом объемом 32 см3. Компактная направляющая шина для бензопилы данной серии длиной 350 мм в равной степени удобна для распиловки древесины сечением до 300 мм и работы в ограниченных объемах строительных конструкций.
Стабильность рабочих и холостых оборотов двигателя гарантирует применение экономичного и простого в обслуживании японского карбюратора Вальбро. В перечне конструкционных особенностей — наличие на зеркале цилиндра двигателя прочного хромоникелевого покрытия, удобная и не затратная по времени безинструментальная настройка натяжения пильной цепи.
ИНТЕРСКОЛ ПЦБ-14/37Л
По универсальности и особенностям применения пила серии 14/37Л идентична предыдущей модели. Инструмент активируется однотипным по конструкции и оснастке ДВС объёмом 37,2 см3 и мощностью 1,6 л.с.
Пильная гарнитура Орегон длиной 14 дюймов смазывается и охлаждается цепным маслом, которое подается в шину маслонасосом с регулируемой в автоматическом режиме производительностью.
Применение легких сплавов позволило снизить вес модели до 4,5 кг. Объемы топливного и масляного расходных баков составляют 390 и 210 мл, что вполне достаточно для автономной работы инструмента на протяжении 60-80 минут.
Позитивные отзывы владельцев и сертификаты соответствия служат бесспорным доказательством качества используемых материалов и заводской сборки данной модели.
ИНТЕРСКОЛ ПЦБ-16/38Л
Улучшенные рабочие свойства бензопилы серии 16/38Л позволили производителям продлить сроки гарантийного ремонта до 2-х лет. Рабочие возможности инструмента расширены комплектацией мощным 2,2 сильным карбюраторным приводом и производительной 16-ти дюймовой направляющей шиной с износостойкой пильной цепью.
В достоинствах этой модели:
короткоходовое пусковое устройство;
дополнительное компрессионное кольцо на поршне;
наличие праймера и автоматической установки режима оптимальных оборотов;
в плане безопасности доработана блокировка пусковой клавиши.
ИНТЕРСКОЛ ПЦБ-16/40Л
Производителем бензопила позиционируется как универсальный адаптированный к условиям холодного климата инструмент с повышенным комфортом работы оператора.
Мощность бензомоторного силового агрегата объемом 40 см3 на уровне 2 л.с. Наличие дополнительных продувочных каналов, позволяет эксплуатировать инструмент на топливе с меньшими показателями октанового числа.
Безопасность сложных распиловочных работ, помимо тормоза экстренного торможения и ловителя цепи, обеспечивает конструкция шины Oregon Double Guard, исключающей последствия обратного удара при неудачном заходе 16-ти дюймовой гарнитуры в распил.
ИНТЕРСКОЛ ПЦБ-14/45Л
Бензино-моторная цепная пила серии 14/45Л – переходная модель между изделиями бытового и полупрофессионального класса. Инструмент отличает от однотипных фирменных аналогов комплектация 45 кубовым двигателем мощностью 2,5 л.с. и стандартной 16 дюймовой производительной гарнитурой.
Вес пилы в 6,9 кг компенсируется эргономичной формой корпуса, отличным балансом и удобным захватом рук при распиловке древесины с нестандартных положений.
ИНТЕРСКОЛ ПЦБ-16/45Л
Бытовая бензопила данной серии одна из самых мощных в своей категории. Надёжный в эксплуатации и экономичный 45-кубовый карбюраторный двигатель мощностью до 2,4 л.с. служит для приведения в рабочее состояние 16-ти дюймового пильного механизма.
Благодаря наличию праймера и системы быстрого старта, инструмент не имеет характерных для бензопил проблем зимнего запуска.
В достоинствах этой модели:
полноценная виброзащита;
муфта сцепления центробежного типа;
наличие совмещенного механического и инерционного включателя стоп-режима пильной цепи.
ИНТЕРСКОЛ ПЦБ-18/45Л
Удобная и производительная в работе пила полупрофессиональной категории оборудована мощным 45 кубовым, 3-х сильным карбюраторным двигателем. Запас тяги реализует высокую производительность 18-ти дюймовой пильной гарнитуры.
В достоинствах данной модели:
возможность продолжительной работы на высокооборотных режимах;
двухступенчатая очистка воздуха;
упрощенный доступ к настроечным узлам штатного оборудования;
повышенная автономность работы за счет увеличения объемов расходных баков до 550 и 260 мл.
ИНТЕРСКОЛ ПЦБ-18/52Л
Стабильность тяговых параметров бензопилы серии 18/52Л обеспечивает увеличенный до 52 см3 объем 3-х сильного карбюраторного ДВС. Уровень технической и эксплуатационной оснастки идентичен предыдущей модели.
ИНТЕРСКОЛ ПЦБ-20/52Л
Завершает обзор бензопила Интерскол серии 20/52Л. Инструмент полупрофессионального класса разработан с учетом опыта многоцелевой эксплуатации моделей прошлых серий и пожеланий потенциальных покупателей.
Реализованы эффективные меры по увеличению реальной производительности распиловочных работ и стойкости инструмента к повышенным рабочим нагрузкам.
Наличие 20 дюймовой высокопроизводительной гарнитуры позволяет использовать бензопилу для эффективной и малозатратной механизации лесозаготовительных и строительных работ.
Преимущества и недостатки
Сочетание доступной стоимости и эксплуатационных возможностей фирменного бензопильного оборудования Интерскол на сегодняшний день одно из самых оптимальных.
Пользователями отмечается соответствие конструкции всего модельного ряда рекомендациям машиностроительных и эксплуатационных стандартов, требованиям правил техники безопасности.
Силовые агрегаты бензопил по надежности и продолжительности ресурса идентичны однотипным разработкам ведущих европейских брендов.
В свободную продажу фирменные расходные материалы и запчасти поставляются своевременно и в нужных объемах, что существенно снижает уровень зависимости владельцев бензопил Интерскол от сервисных и ремонтных структур.
За все время поставок недочетов в конструкции, значимых для полноценной эксплуатации, не выявлено всей линейке бензопил. Имеется ряд претензий к умеренной герметичности пластиковой облицовки, под которой интенсивно накапливается древесная пыль и конструкции механизма натяжения цепи.
Отзывы владельцев
Пилу Интерскол в магазине проверить не удалось. Дома оказалось, что нужно отрегулировать карбюратор, но специального ключа в комплекте не оказалось, пришлось технику дорабатывать самостоятельно. Качество сборки на 4+, стабильный запуск двигателя с второй-третьей попытки, тоже неплохо. Ресурс цепи на бюджетном уровне, чего и следовало ожидать. В принципе — рекомендую. Валера
Бензопила Интерскол порадовала качеством чешской сборки, по крайней мере, иероглифов на упаковке и корпусе инструмента нет. Длинная шина позволяет уверенно пилить древесину диаметром до полуметра. В теплую погоду двигатель даже без подкачки запускается без проблем. Доживем до холодов, там будет видно. Игорь Павлович
Понравилась статья? Поделиться с друзьями:
CS-7310P | ECHO-USA.
com
ECHO X Series
MSRP | $999,99 — $1029,99
Бензопила CS-7310P — это не только самая мощная бензопила ECHO в Северной Америке, но и функции, необходимые лесорубам и лесозаготовителям для выполнения тяжелых работ. Независимо от того, занимаетесь ли вы валкой деревьев или заготовкой дров, модель CS-7310P мощна, надежна и готова работать столько же, сколько и вы.
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
Профессиональный двухтактный двигатель объемом 73,5 куб. см
Крышка и картер звездочки из магниевого сплава профессионального класса
Четырехступенчатая система фильтрации воздуха очищает воздух и снижает потребность в обслуживании воздушного фильтра
Ваш браузер не поддерживает видео тег.
Особенности
САМАЯ МОЩНАЯ БЕНЗОПИЛА ECHO
Мощный двухтактный двигатель профессионального уровня объемом 73,5 куб.
Для выдающихся характеристик и долговечности
Четырехступенчатая система очистки воздуха
Очищает всасываемый воздух и снижает потребность в обслуживании воздушного фильтра
Декомпрессионный клапан
Снижает усилие натяжения каната для более легкого запуска
Автоматическая регулируемая масленка с приводом от сцепления
Работает только при движении цепи для снижения расхода масла
Невыпадающие гайки 19 мм
Предотвратить потерю оборудования
Трехточечная пружинная система снижения вибрации
Обеспечивает комфорт оператора
Алюминиевая ручка с резиновой накладкой
Обеспечивает легкую прочность и улучшенный контроль
Заглушка для зимней эксплуатации
Можно отрегулировать отверстие в воздушной камере для улучшения работы летом или зимой.
Доступны цепи калибра 0,050 или 0,058 дюйма.
Объем двигателя (см3)
73,5
Объем двигателя (куб. дюйм)
4,49
Система запуска
Стандарт
Система зажигания
Цифровая система зажигания
Система смазки
Автоматический/Регулируемый
Система снижения вибрации
Стандарт
Доступные длины стержней (дюймы)
20, 24, 28, 32
Объем масла (жидкие унции)
12,2
Сухая масса (фунты)
14,8
Крышка звездочки
Магний
Барный тип
PowerCut™
Ручка
Алюминий с резиновым покрытием
Запас топлива (жидкие унции)
27,1
Гарантия
5 лет для потребителей / 1 год для коммерческих
Рекомендуемая производителем розничная цена Subject to change without notice.»/>
GBH 240 Перфоратор с патроном SDS plus | Bosch Professional
Перфораторы
Перфоратор с патроном SDS plus
Функции и основные характеристики
Ваш выбор
в кейсе с дополнительной рукояткой
Показать вариант
Проверьте наличие в выбранном месте
Найти дилера поблизости
Перфораторы
GBH 240
Подробнее
Кейс
Дополнительная рукоятка 2 602 025 141
Ограничитель глубины 210 мм
Номер заказа: 0611272100
Рекомендованная розничная цена с НДС
Выбранный вариант
Выбранный вариант
в кейсе с дополнительной рукояткой
0 611 272 100
Найти дилера поблизости
GBH 240 Professional
Ваш выбор
в кейсе с дополнительной рукояткой
Номер заказа: 0 611 272 100
Выбрать вариант
Найти дилера поблизости
GBH 240
Подробнее
Кейс
Дополнительная рукоятка 2 602 025 141
Ограничитель глубины 210 мм
Номер заказа: 0611272100
0,00
Рекомендованная розничная цена с НДС
Этот продукт содержит
Кейс 1 619 P10 938
Дополнительная рукоятка 2 602 025 141
Ограничитель глубины 210 мм 1 613 001 010
показать меньше
показать больше
Характеристики производительности
Число ударов при ном. числе оборотов*
0 – 4.200 уд/мин
Номинальное число оборотов*
0 – 930 об/мин
Дополнительные данные
Номинальная входная мощность*
790 W
Энергия удара (согласно EPTA 05/2016)
2,7 J
Вес*
2,8 кг
Зажим
SDS plus
Диапазон сверления
Макс. Ø сверла по металлу
13 мм
Макс. диам. отверстия в древесине
30 мм
Показать больше
* Подробнее о погрешности можно прочитать по следующей ссылке: Технические характеристики изделий
EPTA Procedure 05: Энергия единичного удара
Европейской ассоциацией производителей электроинструмента (EPTA) был сформулирован общий метод определения энергии единичного удара для перфораторов и бетоноломов (Procedure 05).
В документе определяется стандартизированный метод измерения, который позволяет произвести сравнение различных инструментов и компаний, входящих в Ассоциацию.
Параметры, включенные в документ, стандартизированы, тогда как фактические параметры могут варьироваться, например, в зависимости от различных условий работы, величины долота, состояния заготовки.
Для того, чтобы страница отображалась корректно, ее необходимо перезагрузить. Нажмите на кнопку ниже, чтобы перезагрузить страницу.
Перезагрузить сейчас
Обратная связь
Обратная связь
Перфоратор Bosch GBH 240 0611272100
41 782 Mмили 52 227 Mмили Включая доставку до: Москва и область 0 M
В корзинуувеличить изображение
Перфоратор Bosch GBH 240 с оптимизированной конструкцией редуктора обеспечивает максимальную скорость сверления в своем классе. Мягкая накладка способствует удобству в работе. Инструмент оснащен функцией реверса — для легкого выкручивания сверла из материала. Поворотный щеткодержатель увеличивает рабочий ресурс угольных щеток и обеспечивает равную мощность в обоих направлениях сверления. Благодаря патрону SDS — plus, сменить оснастку можно легко и быстро. Перфоратор имеет три режима работы: режим сверления, режим бурения и режим долбления. Переключать режимы удобно с помощью тумблера на корпусе. Встроенная вентиляция охлаждает двигатель и предохраняет его от перегрева. Основная и дополнительная рукоятки оснащены мягким покрытием — для комфортной работы оператора. Высокая сила удара — 2,7 Дж. С помощью усилия нажатия на клавишу пуска можно регулировать рабочую скорость инструмента. Сетевой кабель имеет шарнирное крепление — для защиты от перегибов и разрывов. Удобная работа под разными углами, благодаря наличию режима поворота долота. Предохранительная муфта прекращает передачу крутящего момента при заклинивании бура, что предотвращает поломку инструмента и защищает оператора. Регулируемый ограничитель глубины удобен при сверлении несквозных отверстий. Надежное крепление дополнительной рукоятки благодаря металлической полоске в ее конструкции.
Правила и ограничения
Получение Премии возможно только Участником программы «Аэрофлот Бонус» и только при предъявлении документа, удостоверяющего личность. Замена получателя Премии невозможна.
Оформление Премии на имя Участника в возрасте до 18 лет может быть осуществлено только родителями/опекунами/попечителями, с предоставлением в письменном виде согласия на списание Миль со счета несовершеннолетнего участника.
Премия предоставляется партнером ООО «БКР». Срок обработки заказа до 3-х рабочих дней, после чего Премия будет передана в службу доставки. Доставка Премии курьерской службой осуществляется до 20-ти рабочих дней (в зависимости от региона доставки). Точная дата и время курьерской доставки согласовывается с Участником дополнительно. Сроки хранения заказа в ПВЗ составляет 15 календарных дней. Доставка Премий осуществляется только на территории Российской Федерации. В случае если Вы отказались от получения Премии, или если служба доставки не смогла доставить Премию по вине получателя в течение 7 дней, мили, использованные на оформление Премии, не возвращаются. В случае если персональные данные Участника (фамилия, имя) в предъявляемом удостоверении личности отличаются от указанных в заказе, курьерская служба может отказать Участнику в получении Премии. Обо всех изменениях персональных данных просьба заранее уведомлять ПАО «Аэрофлот» в соответствии с порядком, установленным Правилами Программы «Аэрофлот Бонус». Доставка Премий в гостиницы, аэропорты, железнодорожные и автовокзалы не производится. При оформлении заказа необходимо указывать контактный номер телефона, зарегистрированный на территории РФ. Выбранный вариант доставки Премии будет добавлен к итоговой сумме заказа в милях. При получении Вам необходимо проверить товарный (внешний) вид Премии. Сроки доставки: Москва и ближнее Подмосковье Доставка осуществляется в интервале с 12:00 до 21:00. Сотрудники службы поддержки ООО «БКР» свяжутся с Вами и оговорят подходящий для Вас день и интервал времени доставки. Стандартная доставка по Москве и Московской области производится с понедельника по субботу. Доставка в воскресные и праздничные дни возможна по согласованию со службой поддержки ООО «БКР». Другие города России Срок доставки в регионы определяется удаленностью от Москвы, ориентировочно он составляет от 2 рабочих дней для Санкт-Петербурга и от 5 рабочих дней для Владивостока. Возврат Премии: Возврат Премии возможен только при условии получения ее в поврежденном, некомплектном или неисправном виде (производственный брак). Отказ от Премии по другим причинам невозможен, и мили возврату не подлежат. Если в момент доставки Премии курьером Вы обнаружили, что доставленная Премия ненадлежащего качества, пожалуйста, сообщите об этом курьеру. В случае если Вы обнаружили недостатки Премии в течение 7 календарных дней после получения Премии, и такие недостатки возникли не по Вашей вине, что должно быть подтверждено заключением авторизованного (уполномоченного производителем Товара) сервисного центра, то Вам нужно: 1. Обратиться в службу поддержки «Аэрофлот Бонус» по телефону +7 (495) 223-55-55 или 8 (800) 444-55-55 с запросом на осуществление замены Премии или возврата миль; 2. Направить в службу поддержки «Аэрофлот Бонус» сканированные копии:
3. После получения подтверждения от службы поддержки «Аэрофлот Бонус» необходимо отправить в адрес партнера ООО «БКР» 129327, г. Москва, ул. Менжинского 27, стр. 1 оригинал заключения авторизованного сервисного центра. 4. Ожидать возврата миль или замены Премии. Мили подлежат возврату на счет в программе в течение 30 рабочих дней с даты получения партнером оригинала заключения сервисного центра. Сроки замены Премии согласовываются с партнёром отдельно. Обращаем Ваше внимание, что замена Премии или возврат миль без предварительного подтверждения службой поддержки «Аэрофлот Бонус» невозможен.
Смотрите также
Bosch GBH 240 — Технические характеристики
Bosch GBH 240 — Технические характеристики
Главная / Перфоратор / Bosch / Bosch GBH 240
Общие параметры
Основные характеристики
Питание
Функции и особенности
9000 5 Функции управления
Безопасность
Дополнительная информация
Размеры и вес
Соотношение цена-качество 37,9
Выходная мощность 790 Вт
Максимальная энергия удара 2,7 Дж
Антивибрационная система нет
9003 0 USD 122 / 8296 ₹ (рупий) / 85,4 £
Bosch GBH 240 выпущен в 2020 году и в 2023 году имеют хорошие характеристики (лучше 64% всех перфораторов). Основные преимущества данной модели: Соотношение цена-качество: 37,9, Выходная мощность: 790, Максимальная энергия удара: 2,7, Антивибрационная система: нет, USD: 122.
Форматно-раскроечный станок LTT E90 | Компания «АльфаТек»
562 694 ₽
Доступно для предзаказа
Цена по курсу ЦБ РФ на 25.04.2023
Цена по запросу
– алюминиевая каретка длиной 1600 мм – ширина каретки 370 мм – стальные направляющие каретки – наружная регулировка подрезного устройства – надёжные роликовые направляющие каретки – независимые двигатели на основную и подрезную пилу – промежуточные точки фиксации каретки
Заказать
Описание
Детали
Технические характеристики
Фото
Документы
Видео
Описание
Форматно-раскроечный станок LTT E90 с подвижной кареткой на роликовых направляющих. Предназначен для штучного и пакетного раскроя плитных материалов, в т.ч. облицованных ламинатом. Станок спроектирован для использования в тяжелых условиях работы, отлично зарекомендовал себя в условиях крупносерийного и массового производства. Станки этого класса используются при обработке ДСП или массивной древесины в мебельном и столярном производствах.
Особенности конструкции:
алюминиевая каретка длиной 1600 мм
высота роликовой каретки 370 мм
стальные направляющие каретки
наружная регулировка подрезного устройства
независимые двигатели на основную и подрезную пилу
промежуточные точки фиксации каретки
Достоинства форматно-раскроечного станка LTT E90:
Надежная алюминиевая роликовая каретка и широкий поперечный стол позволяют устанавливать и перемещать относительно пильного механизма листы большого формата. Пильный механизм включает в себя два режущих узла основную пилу и подрезную пилу. Подрезная пила имеет попутное вращения относительно подачи заготовки и за счет предварительного реза позволяет раскраивать ламинированные листы ДСП без появления сколов. Многокамерная конструкция профилей обеспечивает высокую жесткость к скручиванию. Направляющие ролики обеспечивают легкое и точное перемещение каретки. Данная конструкция практически не требует ухода в процессе эксплуатации.
Технические характеристики
Характеристика
Значение
Макс. длина реза, мм
Размер основного стола, мм
900х660
Размер подвижной каретки, мм
1600х370
Угол наклона пилы, град
Диаметр основной пилы, мм
300/315х30
Диаметр подрезной пилы, мм
120х20
Макс. высота реза, мм (угол 0 град)
Диаметр патрубков аспирации, мм
Частота вращения основной пилы, об/мин
4000, 6000
Обороты холостого хода, об/мин
Количество скоростей
Частота вращения подрезной пилы, об/мин
Макс. диаметр дополнительного диска, мм
Потребляемая мощность, кВт
Мощность электродвигателя основной пилы, кВт
Мощность электродвигателя подрезной пилы, кВт
Ширина, мм
Длина, мм
Высота, мм
Масса, кг
Транспортные габариты, м
1,3х1,1х1,0 1,65х0,4х0,25
Масса станка в упаковке, кг
Фото
Фото 1
Фото 2
Фото 3
Фото 4
Фото 5
Документы
Прикрепленные документы и файлы
Видео
Видео работы от изготовителя
Вы недавно смотрели
Мы преследуем цели
Ускорить работу технологических линий
Обеспечить выпуск изделий высшего класса
Сделать труд работающего оператора проще
Получить безупречный результат обработки
Наша организация имеет многолетний опыт работы в сфере снабжения предприятий обрабатывающей промышленности, а также компаний, которые специализируются на выпуске пиломатериалов для мебельного дела и строительных работ. Активное сотрудничество с ведущими фирмами-изготовителями техники для деревообработки помогает формировать богатый и разнообразный ассортимент станков и инструмента, незаменимых для легкой и результативной обработки деревоматериалов.
Наша организация – это коллектив профессионалов, которые ценят доверие каждого клиента и уделяют максимум внимания любому заказу. Обратившись к нам, вы получите консультацию компетентного специалиста, который сориентирует вас в той или иной категории оборудования и поможет подобрать необходимую технику.
Внешний вид товара может отличаться от фотографий на сайте. Несовпадение внешнего вида и комплектности реального товара с фотографиями на сайте не является показателем ненадлежащего качества товара.
Информация о товаре, его технических характеристиках и комплектации приводится в соответствии с общедоступными источниками информации. Технические характеристики и комплектация товара могут быть изменены производителем без предварительного уведомления. Цены на товары могут меняться по разным причинам, в том числе изменение курса валют и наличие товаров на складе. Уточняйте актуальные цены и важные для Вас параметры у наших менеджеров.
Форматно-раскроечное оборудование/Станки и цены, форматки Griggio
ПЛК Блок управления
Сервопривод и линейное заднее литье
Ширина алюминиевого автомобиля 435 мм.
Алюминиевая тележка с верхним валом
Механически обработанный корпус
Мотор резака 4 кВт
Линейная система
Моторизованное автоматическое движение 45-90 градусов
Моторизованное автоматическое движение вверх и вниз
Особенности:
Шариковая каретка собственного производства шириной 430 мм.
Пульт управления с двух сторон станка для удобства эксплуатации.
Перемещение пильного узла по линейным подшипникам.
Станина обработана на станке ЧПУ за одну установку.
Данная пила применяется для распила материала как вдоль, так и поперек. Эта строительная пила относится к профессиональному оборудованию, в ее конструкции удачно совмещены мощность, надежность, высокая точность, многофункциональность использования, длительный цикл непрерывной работы с мобильностью и удобством работы.
Данная пила применяется для распила материала как вдоль, так и поперек. Эта строительная пила относится к профессиональному оборудованию, в ее конструкции удачно совмещены мощность, надежность, высокая точность, многофункциональность использования, длительный цикл непрерывной работы с мобильностью и удобством работы.
Предназначен для штучного и пакетного раскроя плитных материалов, в т.ч. облицованных ламинатом. Станки этого класса используются при обработке ДСП или массивной древесины в мебельном и столярном производствах.
Точный, выгодный и компактный круглопильный станок с наклонным диском для малых мастерских и столяров. Великолепное качество реза как толстых деталей из дерева, так и плитных материалов, включая шпонированные детали, благодаря новой конструкции пильного узла с диском диаметром до 315 мм установленным подрезным узлом.
Предприятия и цеха по производству столярно-строительных изделий, клееных щитов, фанеры, производству мебели и другие деревообрабатывающие производства.
Форматно-раскроечный станок с наклоняемым диском для профессиональных результатов и качества без компромиссов.
Предназначен для продольного, поперечного и углового раскроя плитных материалов (МДФ, ДВП, ДСтП и клееных щитов) облицованных и ламинированных, с предварительной подрезкой нижней кромки для исключения сколов.
Лидер продаж!
Максимальная точность резов на этом станке обеспечивается за счет счет использования литого чугунного пильного агрегата с закрытой структурой, многокамерной алюминиевой каретки с механической фиксацией и продольным шлифованием направляющих и сварной усиленной станины с фрезерованием посадочных площадок под агрегаты.
Акция!
Форматно-раскроечный станок сочетающий в себе цену и надежность, именно поэтому это единственный китайский станок с 2-х летней гарантией на каретку.
Программируемый круглопильный станок с пилой 400 мм. Гарантированное качество, доступное для всех.
Лидер продаж!
Предназначен для продольного, поперечного и углового раскроя плитных материалов (МДФ, ДСтП, ДВП и клееных щитов), облицованных и ламинированных, а также заготовок из массивной древесины, с предварительной подрезкой нижней кромки для исключения сколов.
Возможен как штучный, так и пакетный раскрой заготовок, а также наклон пильного узла до 45° в вертикальной плоскости.
Плавное перемещение благодаря системе перемещения по каленым стальным направляющим, фиксированных при помощи клепки.
Жесткость и отсутствие вибраций при помощи закрытой структуры пильной каретки, что гарантирует выравненность пил.
Нынешняя модель F 45 – достойный пример современного промышленного дизайна. Впечатляют не только её внешние формы, но и внутреннее устройство, комфортность по новым меркам
Современная пила F 45 ELMO — достойный результат основательного усовершенствования предыдущей версии.
Приобрести “L’invincibile” означает получить все то, что Вы ждете от индивидуального решения, а именно, результат многолетнего опыта, технологические исследования и итальянский гений.
Лидер продаж!
Программируемый круглопильный станок с пилой 400 мм. Лучший ответ на любые запросы.
Высокое качество раскроя благодаря структуре каретки со специальными арочными стальными направляющими (патент Scm).
Двухсторонние кромкообрезные форматки TI 2500, 3000 Super оборудованы двумя пильными узлами. Левый пильный узел – фиксированный, правый – подвижный
Ручной круглопильный станок с пилой 350 мм.
Анодированная алюминиевая пильная каретка перемещается по высокоточным закаленным стальным направляющим, которые фиксируются на каретке механически — методом вальцевания.
Форматно-раскроечный станок с наклоняемой пилой и подвижной кареткой на роликовых направляющих. Предназначен для штучного и пакетного раскроя плитных материалов, в т.ч. облицованных ламинатом. Станок спроектирован для использования в тяжелых условиях работы, отлично зарекомендовал себя в условиях крупносерийного и массового производства. Применяется в серийном мебельном и столярном производствах для изготовления корпусной мебели.
Cтанок, предназначенный для продольной и поперечной распиловки, а также распиловки под углом, древесины и других материалов
Круглопильные станки SC 30 ТЕПЕРЬ поставляются с алюминиевой кареткой, (форматная каретка является опцией).
Форматки SC 30 — отличный выбор для мелкосерийного или индивидуального производства. Наиболее важное преимущество форматно-раскроечного станка — цена, сделавшее эту модель очень популярной.
флот Finnair | Finnair
Современный и удобный — наш флот создан для того, чтобы предложить вам наилучшие впечатления от путешествия над облаками.
Большинство из более чем 80 наших самолетов — это Airbus, в том числе несколько новых современных самолетов Airbus A350. Использование одного из самых современных парков самолетов в Европе означает, что мы смогли сократить выбросы, а вы можете наслаждаться первоклассным комфортом в путешествии.
Обратите внимание, что карты мест на этой странице могут быть неточными на 100 %, но не беспокойтесь. Вы можете проверить карту мест для вашего рейса при бронировании или позже в разделе «Управление бронированием».
Летать на новом Finnair A350 просто удовольствие. Благодаря просторному салону и передовым технологиям вы можете удобно расположиться, дышать свежим воздухом без сквозняков и наслаждаться естественным светом, проникающим через большие панорамные окна.
Кроме того, у A350 на 25% больше топливной экономичности по сравнению с другими самолетами текущего поколения. Это действительно флагман нашего флота!
Airbus A350 в цифрах
Технические характеристики
Количество самолетов
16 + 3 под заказ
Пассажировместимость
297/336
2 Эконом 278/3290
Длина
66,9 м
Крыло размах
64,8 м
Крейсерская скорость
900 км/ч
Максимальная крейсерская высота
13 100 м
9
21
1 Карты мест
Конфигурации бизнес-класса и эконом-класса
Схема рассадки на 297 мест
Схема рассадки на 336 мест
Конфигурации бизнес-класса, премиум-эконом-класса и эконом-класса.
Схема рассадки на 321 место
Схема рассадки на 278 мест
Схема рассадки на 278 мест (3D-просмотр)
Даты производства A350
Проверьте даты производства, чтобы узнать, когда каждый из наших самолетов A350 был введен в эксплуатацию. Даты указаны здесь по регистрационным номерам самолетов.
OH-LWA : 2015-10-06
OH-LWB : 2015-12-11
OH-LWC
9 0-83098 1 2015-5 ОХ-LWD : 2016- 03-25
OH-LWE : 2016-04-29
OH-LWF : 24-06-2016
OH-LWG
-90-89 : 9216 6 ОН-LWH : 2017-04-03
OH-LWI : 2017-06-02
OH-LWK : 2017-06-30
OH-LWL : 920178-22
OH-LWM : 2018-12-12
OH-LWN : 2019-02-13
OH-LWO
6 08069-09 ОН-LWP : 2020 -02-10
OH-LWR : 2020-09-01
Airbus A330 в цифрах
Технические характеристики
7 6
Количество самолетов
8
Вместимость
289/263 279 Конфигурация Premium Economy
Длина
63,6 м
Размах крыла
60,3 м
Крейсерская скорость
8
1
Максимальная крейсерская высота
12 600 м
Карты мест
Конфигурации бизнес-класса и эконом-класса
Схема рассадки 263 места
Схема рассадки 289 мест
Конфигурации бизнес-класса, премиум-эконом-класса и эконом-класса.
Карта мест 279 мест
Даты производства A330
Проверьте даты производства, чтобы узнать, когда каждый из наших самолетов A330 был введен в эксплуатацию. Даты указаны здесь по регистрационным номерам самолетов.
OH-LTM : 26.03.2009
OH-LTN : 24.04.2009
OH-LTO
-2009 ОН-ЛТП : 2009- 06-18
OH-LTR : 2009-12-18
OH-LTS : 2010-02-11
OH-LTT : 15 апреля 2010 г.
OH-LTU : 26 ноября 2010 г. 2 Технические характеристики
Количество самолетов
15
Количество мест
209
9003
Длина
44,51 м
Размах крыла
34,1/35,8 м
Крейсерская скорость
840 км/ч
Максимальная скорость
1
высота над уровнем моря
11 900 м
Карта мест
См. приблизительная карта мест для Finnair Airbus A321.
Карта мест
Даты производства A321
Проверьте даты производства, чтобы узнать, когда каждый из наших самолетов A321 был введен в эксплуатацию. Даты указаны здесь по регистрационным номерам самолетов.
OH-LZA : 1999-01-28
OH-LZB : 1999-03-04
OH-LZC
-0088 : 30088 86 OH-LZD : 2000- 06-09
OH-LZG : 2003-05-28
OH-LZF : 2004-04-19
OH-LZG
90-0-8 : 2018 86 ОН-ЛЖ : 17.10.2013
OH-LZI : 20.12.2013
OH-LZK : 10.02.2014
OH-LZL
4
40089
OH-LZM : 23.02.2017
OH-LZN : 20.03.2017
OH-LZO : 9086 9004-08 2017-08-06
87 ОН-ЛЗП : 2017-05 -08
OH-LZR : 2017-11-17
OH-LZS : 29. 12.2017
OH-LZT
9 0815-6 2017 ОН-ЛЗУ : 2018 -07-25
Airbus A320 в цифрах
Технические характеристики
Количество самолетов
10
Вместимость
174
1 Длина
37,6 м
Размах крыла
34,1 м
Крейсерская скорость
840 км/ч
Максимальная крейсерская высота
19,27
m
Карта мест
См. приблизительную карту мест для самолета Finnair Airbus A320.
Карта мест
Даты производства A320
Проверьте даты производства, чтобы узнать, когда каждый из наших самолетов A320 был введен в эксплуатацию. Даты указаны здесь по регистрационным номерам самолетов.
OH-LXA : 28. 02.2001
OH-LXB : 28.05.2001
OH-LXC
-0 : 9200810089
OH-LXD : 2001-10-30
OH-LXF : 28-02-2002
OH-LXH : 9003-01-16 9086 908-1 87 OH-LXI
: 2003-05 -05
OH-LXK : 2003-09-16
OH-LXL : 2003-12-19
OH-LXM
08064-099
Airbus A319 в цифрах
Технические характеристики
Количество самолетов
6
Число мест
144
Длина 39 39 301083
.8 м
Размах крыла
34,1 м
Крейсерский скорость
840 км/ч
Максимальная крейсерская высота полета
См. приблизительную карту мест для Finnair Airbus A319.
Карта мест
Даты производства A319
Проверьте даты производства, чтобы узнать, когда каждый из наших самолетов A319 был введен в эксплуатацию. Даты указаны здесь по регистрационным номерам самолетов.
OH-LVC : 2000-08-31
OH-LVD : 2000-10-31
OH-LVH
90-80196 0 8200-08 ОН-LVI : 2000- 11-30
ОХ-ЛВК : 2004-03-31
OH-LVL : 2004-09-02
Embraer 190 в цифрах
3 Технические характеристики 9026
0
Количество самолетов (эксплуатируемых Norra)
12
Количество мест
100
3 Длина
36,2 м
Размах крыла
28,7 м
Крейсерская скорость
850 км/ч
Максимальная высота полета
900 03
12 300 м
Карта мест
Посмотреть примерное место карта для самолетов Finnair Embraer 190 (эксплуатируемых Norra).
Карта мест
Даты производства E190
Проверьте даты производства, чтобы узнать, когда каждый самолет Embraer E190 был введен в эксплуатацию. Даты указаны здесь по регистрационным номерам самолетов.
OH-LKE : 2006-12-14
OH-LKF : 28.03.2007
OH-LKG
-0827 : 2007 6 ОН-ЛКХ : 2007- 06-27
OH-LKI : 2007-10-15
OH-LKK : 21-11-2007
OH-LKL -008 : 2008 86 ОН-ЛКМ : 27.03.2008
OH-LKN : 12.02.2009
OH-LKO : 26.03.2009
OH-LKP 92018 : 9301810089
OH-LKR : 2011-05-17
ATR 72 в цифрах
Технические характеристики
6 7 70018
2 9000 002 Количество самолетов (эксплуатируемых Norra)
12
Количество мест
68/70
Длина
27,2 90
9002 0017
Размах крыла
27,1 м
Крейсерская скорость
463 км/ч
2 Максимальная крейсерская высота
0 02 7 620 м
Карта мест
См. примерные карты мест для два варианта ATR 72 (эксплуатируется Norra).
Карта сидений для OH-ATF, -ATG, -ATH, -ATI, -ATJ, -ATL
Карта сидений для OH-ATK, -ATM, -ATN, -ATO, -ATP
ATR 72 даты производства
Проверьте даты производства, чтобы узнать, когда каждый из самолетов ATR 72 был введен в эксплуатацию. Даты указаны здесь по регистрационным номерам самолетов.
OH-ATE : 30.01.2007
OH-ATF : 16.03.2007
OH-ATG
0 8057-1 ОН-АТХ : 2007- 11-19
OH-ATI : 2008-11-19
OH-ATJ : 23-10-2008
OH-ATK
1 0-8-9 : 200
OH-ATL : 2009-12-17
OH-ATM : 2011-05-13
OH-ATN : 2011-09-23 7ATOTO
9
9 0088: 2011-11- 17
OH-ATP : 2012-10-19
Techfors — LTT
LTT
Опто-аккумуляторный сигнализатор LTT, уникальный určené pre prácu v najrôznejších podmenkach, je k dispozícii v dvoch verziách — ЛТТ-4 и ЛТТ-2. LTT выпускается независимо от конфигурации и снабженных световыми модулями с большими яркими диодами LED, которые используются для защиты, считывания и применения подробного оборудования для получения информации о небезопасных вложениях.
Власти зарядения
Аж 4 розне фарбы света (сувисле светло). Доступные фарбы: зеленая, червена, белая, желтая, модра.
Можно подключиться к устройству для защиты от внешних воздействий RS-485 (протокол Modbus RTU и протокол Sigma BUS).
В системе Sigma Gas может быть сигнальное зарядное устройство LTT грибковое или оптическое сигнальное зарядное устройство.
Виробок бол наврнутый так, абы бол приателський до иншталатера — толерантный чейбам при подключении сигнальных ведений.
Вышеупомянутые полномочия роботов от LTT высокоуниверсальные оптико-акушерские сигнальные устройства, которые входят в широкое применение.
Спецификация
Электрические параметры:
Напатие
PW-091-S: 12–30 В пост. тока PW-091-M: 12–30 В пост. тока PW-091-C: 18–30 В пост. тока
Прикон
8,5 Вт — LTT2 14 Вт — LTT4
Простредие
Розах теплот
-30 – +40°C
Релятивна влхкость
0 – 100%
ATEX (длина до LTT2)
II 3G Ex nA IIB T3 Gc -30 ≤ Ta ≤ 40°C
Крытие
IP 65
Параметр цифровой связи
Порт S
Электрический стандарт
РС-485
Коммуникативный протокол
Шина Сигма
Порт Е
Электрицкий стандарт
РС-485
Коммуникативный протокол
Modbus ASCII/RTU, 4800–115200 бод
Интегрированная акустическая сигнализация
90 дБ на расстоянии 1 м
Триеда электрической охраны
III
Каблове отворы
Розах премьер кабла
8 – 13 мм
Приезд водичов на сварковницы
0,08 – 1,5 мм² (предварительно двойные водные подушечки 2 x 1 мм² алебо 2 x 0,75 мм²)
Азотирование стали: назначение и особенности технологии
Суть технологии
Как протекает процесс азотирования
Факторы, оказывающие влияние на азотацию
Типы азотируемых сталей
Технологическая схема азотирования
Типы рабочих сред
Азотирование, в процессе выполнения которого поверхностный слой стального изделия насыщается азотом, стало использоваться в промышленных масштабах относительно недавно. Такой метод обработки, предложенный к использованию академиком Н.П. Чижевским, позволяет улучшить многие характеристики изделий, изготовленных из стальных сплавов.
Цех ионно-вакуумного азотирования
Суть технологии
Азотирование стали, если сравнивать его с таким популярным методом обработки данного металла, как цементация, отличается рядом весомых преимуществ. Именно поэтому данная технология стала применяться в качестве основного способа улучшения качественных характеристик стали.
При азотировании стальное изделие не подвергается значительному термическому воздействию, при этом твердость его поверхностного слоя значительно увеличивается. Важно, что размеры азотируемых деталей не изменяются. Это позволяет применять такой метод обработки для стальных изделий, которые уже прошли закалку с высоким отпуском и отшлифованы до требуемых геометрических параметров. После выполнения азотирования, или азотации, как часто называют этот процесс, сталь можно сразу подвергать полировке или другим методам финишной обработки.
Схема установки азотирования в тлеющем разряде
Азотирование стали заключается в том, что металл подвергают нагреву в среде, характеризующейся высоким содержанием аммиака. В результате такой обработки с поверхностным слоем металла, насыщающимся азотом, происходят следующие изменения.
За счет того, что твердость поверхностного слоя стали повышается, улучшается износостойкость детали.
Возрастает усталостная прочность изделия.
Поверхность изделия становится устойчивой к коррозии. Такая устойчивость сохраняется при контакте стали с водой, влажным воздухом и паровоздушной средой.
Микроструктура качественно азотированного слоя стали марки 38Х2МЮА
Выполнение азотирования позволяет получить более стабильные показатели твердости стали, чем при осуществлении цементации. Так, поверхностный слой изделия, которое было подвергнуто азотированию, сохраняет свою твердость даже при нагреве до температуры 550–600°, в то время как после цементации твердость поверхностного слоя может начать снижаться уже при нагреве изделия свыше 225°. Прочностные характеристики поверхностного слоя стали после азотирования в 1,5–2 раза выше, чем после закалки или цементации.
Как протекает процесс азотирования
Детали из металла помещают в герметично закрытый муфель, который затем устанавливается в печь для азотирования. В печи муфель с деталью нагревают до температуры, которая обычно находится в интервале 500–600°, а затем выдерживают некоторое время при таком температурном режиме.
Вакуумная печь для термической обработки с системой газового азотирования
Чтобы сформировать внутри муфеля рабочую среду, необходимую для протекания азотирования, в него под давлением подается аммиак. Нагреваясь, аммиак начинает разлагаться на составные элементы, данный процесс описывает следующая химическая формула:
2NH3 → 6H + 2N.
Атомарный азот, выделяющийся в процессе протекания такой реакции, начинает диффузировать в металл, из которого изготовлена обрабатываемая деталь, что приводит к образованию на ее поверхности нитридов, характеризующихся высокой твердостью. Чтобы закрепить результат и не дать поверхности детали окислиться, муфель вместе с изделием и аммиаком, который в ней продолжает оставаться, медленно охлаждают вместе с печью для азотирования.
Нитридный слой, формирующийся на поверхности металла в процессе азотирования, может иметь толщину в интервале 0,3–0,6 мм. Этого вполне достаточно для того, чтобы наделить изделие требуемыми прочностными характеристиками. Обработанную по такой технологии сталь можно не подвергать никаким дополнительным методам обработки.
Классификация процессов азотирования
Процессы, протекающие в поверхностном слое стального изделия при его азотировании, достаточно сложны, но уже хорошо изучены специалистами металлургической отрасли. В результате протекания таких процессов в структуре обрабатываемого металла формируются следующие фазы:
твердый раствор Fe3N, характеризующийся содержанием азота в пределах 8–11,2%;
твердый раствор Fe4N, азота в котором содержится 5,7–6,1%;
раствор азота, формирующийся в α-железе.
Дополнительная α-фаза в структуре металла формируется тогда, когда температура азотирования начинает превышать 591°. В тот момент, когда степень насыщения данной фазы азотом достигает своего максимума, в структуре металла формируется новая фаза. Эвтектоидный распад в структуре металла происходит тогда, когда степень его насыщения азотом достигает уровня 2,35%.
Клапана высокотехнологичных двигателей внутреннего сгорания обязательно проходят процесс азотирования
Факторы, оказывающие влияние на азотацию
Основными факторами, которые оказывают влияние на азотирование, являются:
температура, при которой выполняется такая технологическая операция;
давление газа, подаваемого в муфель;
продолжительность выдержки детали в печи.
На эффективность протекания такого процесса также оказывает влияние степень диссоциации аммиака, которая, как правило, находится в интервале 15–45%. При повышении температуры азотирования твердость формируемого слоя снижается, но процесс диффузии азота в структуру металла ускоряется. Снижение твердости поверхностного слоя металла при его азотировании происходит из-за коагуляции нитридов легирующих элементов, входящих в его состав.
Влияние температуры и легирующих элементов на формирование азотированного слоя
Для ускорения процесса азотирования и повышения его эффективности применяют двухэтапную схему его выполнения. Первый этап азотирования при использовании такой схемы выполняют при температуре, не превышающей 525°. Это позволяет придать поверхностному слою стального изделия высокую твердость. Для выполнения второго этапа процедуры деталь нагревают до температуры 600–620°, при этом глубина азотированного слоя достигает требуемых значений, а сам процесс ускоряется практически в два раза. Твердость поверхностного слоя стального изделия, обработанного по такой технологии, не ниже, чем аналогичный параметр изделий, прошедших обработку по одноступенчатой методике.
Типы азотируемых сталей
Обработке по технологии азотирования могут подвергаться как углеродистые, так и легированные стали, характеризующихся содержанием углерода в пределах 0,3–0,5%. Максимального эффекта при использовании такой технологической операции удается добиться в том случае, если ей подвергаются стали, в химический состав которых входят легирующие элементы, формирующие твердые и термостойкие нитриды. К таким элементам, в частности, относятся молибден, алюминий, хром и другие металлы, обладающие подобными характеристиками. Стали, содержащие молибден, не подвержены такому негативному явлению, как отпускная хрупкость, которая возникает при медленном остывании стального изделия. После азотирования стали различных марок приобретают следующую твердость:
Твердость сталей после азотирования
Легирующие элементы, находящиеся в химическом составе стали, увеличивают твердость азотированного слоя, но вместе с тем уменьшают его толщину. Наиболее активно на толщину азотируемого слоя оказывают влияние такие химические элементы, как вольфрам, молибден, хром и никель.
В зависимости от сферы применения изделия, которое подвергается процедуре азотирования, а также от условий его эксплуатации для осуществления такой технологической операции рекомендуется использовать определенные марки стали. Так, в соответствии с технологической задачей, которую необходимо решить, специалисты советуют применять для азотирования изделия из следующих марок сталей.
38Х2МЮА
Это сталь, которая после азотирования отличается высокой твердостью наружной поверхности. Алюминий, содержащийся в химическом составе такой стали, снижает деформационную стойкость изделия, но в то же время способствует повышению твердости и износостойкости его наружной поверхности. Исключение алюминия из химического состава стали позволяет создавать из нее изделия более сложной конфигурации.
40Х, 40ХФА
Данные легированные стали используются для изготовления деталей, применяемых в области станкостроения.
30Х3М, 38ХГМ, 38ХНМФА, 38ХН3МА
Эти стали служат для производства изделий, подвергающихся в процессе своей эксплуатации частым циклическим нагрузкам на изгиб.
30Х3МФ1
Из данного стального сплава изготавливаются изделия, к точности геометрических параметров которых предъявляются высокие требования. Для придания более высокой твердости деталям из данной стали (это преимущественно детали топливного оборудования) в ее химический состав могут добавлять кремний.
Характеристики некоторых сталей после азотирования
Технологическая схема азотирования
Чтобы выполнить традиционное газовое азотирование, инновационное плазменное азотирование или ионное азотирование, обрабатываемую деталь подвергают ряду технологических операций.
Подготовительная термообработка
Такая обработка заключается в закалке изделия и его высоком отпуске. Закалка в рамках выполнения такой процедуры осуществляется при температуре около 940°, при этом охлаждение обрабатываемого изделия производят в масле или воде. Последующий после выполнения закалки отпуск, проходящий при температуре 600–700°, позволяет наделить обрабатываемый металл твердостью, при которой его можно легко резать.
Режимы термообработки перед азотированием
Механическая обработка
Эта операция заканчивается его шлифовкой, позволяющей довести геометрические параметры детали до требуемых значений.
Защита участков изделия, которые не требуют азотирования
Осуществляется такая защита путем нанесения тонкого слоя (не более 0,015 мм) олова или жидкого стекла. Для этого используется технология электролиза. Пленка из данных материалов, формирующаяся на поверхности изделия, не позволяет азоту проникать в его внутреннюю структуру.
Выполнение самого азотирования
Подготовленное изделие подвергают обработке в газовой среде.
Рекомендуемые режимы азотирования стали
Финишная обработка
Этот этап необходим для того, чтобы довести геометрические и механические характеристики изделия до требуемых значений.
Степень изменения геометрических параметров детали при выполнении азотирования, как уже говорилось выше, очень незначительна, и зависит она от таких факторов, как толщина слоя поверхности, который подвергается насыщению азотом; температурный режим процедуры. Гарантировать практически полное отсутствие деформации обрабатываемого изделия позволяет более усовершенствованная технология – ионное азотирование. При выполнении ионно-плазменного азотирования стальные изделия подвергаются меньшему термическому воздействию, благодаря чему их деформация и сводится к минимуму.
В отличие от инновационного ионно-плазменного азотирования, традиционное может выполняться при температурах, доходящих до 700°. Для этого может применяться сменный муфель или муфель, встроенный в нагревательную печь. Использование сменного муфеля, в который обрабатываемые детали загружаются заранее, перед его установкой в печь, позволяет значительно ускорить процесс азотирования, но не всегда является экономически оправданным вариантом (особенно в тех случаях, когда обработке подвергаются крупногабаритные изделия).
Пуансон массой более 230 кг, подвергнутый азотированной обработке
Типы рабочих сред
Для выполнения азотирования могут использоваться различные типы рабочих сред. Наиболее распространенной из них является газовая среда, состоящая на 50% из аммиака и на 50% из пропана или из аммиака и эндогаза, взятых в таких же пропорциях. Процесс азотирования в такой среде выполняется при температуре 570°. При этом изделие подвергается воздействию газовой среды на протяжении 3 часов. Азотированный слой, создаваемый при использовании такой рабочей среды, имеет небольшую толщину, но высокую прочность и износостойкость.
Большое распространение в последнее время получает метод ионно-плазменного азотирования, выполняемого в азотосодержащей разряженной среде.
Ионно-плазменное азотирования – взгляд «изнутри»
Отличительной особенностью ионно-плазменного азотирования, которое также называют обработкой при тлеющем разряде, является то, что обрабатываемую деталь и муфель подключают к источнику электрического тока, при этом изделие выступает в качестве отрицательно заряженного электрода, а муфель – в роли положительно заряженного. В результате между деталью и муфелем формируется поток ионов – своего рода плазма, состоящая из N2 или NH3, за счет которой происходят и нагрев обрабатываемой поверхности, и ее насыщение необходимым количеством азота.
Кроме традиционного и ионно-плазменного азотирования процесс насыщения поверхности стали азотом может выполняться в жидкой среде. В качестве рабочей среды, которая имеет температуру нагрева порядка 570°, в таких случаях используется расплав цианистых солей. Время азотирования, выполняемого в жидкой рабочей среде, может составлять от 30 до 180 минут.
Азотирование сталей
Азотирование — это процесс диффузионного насыщения поверхностного слоя стали азотом при нагреве ее в диссоциированном аммиаке. Такой химико-термической обработке подвергают детали, которые работают на износ при разогреве поверхности до 400°С.
Азотирование сильно повышает твердость поверхностного слоя, его износостойкость, предел выносливости, коррозионные свойства в атмосферной среде, воде и т. д. Твердость азотированного слоя выше, чем цементованной стали, и сохраняется при нагреве до высоких температур (500–550 °С), тогда как твердость цементируемого слоя, имеющего мартенситную структуру, сохраняется только до 200–225 °С.
До азотирования детали подвергают закалке, высокому отпуску (улучшению) и чистовой обработке, т. к. после азотирования нет необходимости в дальнейшей термообработке. Как правило, после азотирования детали не имею коробления поверхностей, либо они минимальны. После азотирования детали шлифуют или полируют, либо вообще не подвергают механической обработке. Азотирование стальных изделий проводят в интервале температур 500–620 °С (в зависимости от геометрии детали, требованиям к процессу, конечным свойствам изделия и т.д. ) в аммиаке, который при нагреве диссоциирует, поставляя на поверхность активный атомарный азот:
NН3→N + 3Н
Микроструктура азотированного слоя
При температурах азотирования, в стали могут образовываться следующие фазы: α-фаза – твердый раствор азота в Feα (азотистый феррит), γ-фаза – твердый раствор азота в Feγ (азотистый аустенит), γ’-фаза – твердый раствор на основе нитрида железа Fe4N и промежуточная ε-фаза – твердый раствор на основе нитрида железа Fe2-3N. В общем случае формирование структуры диффузионного слоя азотируемой стали зависит от состава стали, температуры и длительности нагрева, а также скорости охлаждения после азотирования. При азотировании стали при 590 ºС диффузионный слой состоит из трех фаз: ε, γ’ и α. Микроструктура азотированного слоя стали выглядит примерно так, как показано на рисунке.
Стали для азотирования
Теоретически, азотированию можно подвергать любые стали и чугуны, но широкого практического применения многие материалы для азотирования не получили, т.к. например твердость азотированного железа очень мала и составляет примерно 340 HV.
Для азотирования используются стали легированные алюминием, хромом, молибденом, ванадием. Хром, молибден и ванадий повышают растворимость азота в α-фазе и образуют специальные нитриды MN и M2N. Наиболее высокие поверхностная твердость и износостойкость при азотировании достигаются в хромомолибденовых сталях, дополнительно легированных алюминием. Типичным представителем таких сталей является сталь 38Х2МЮА. Кроме этого, молибден в стали устраняет отпускную хрупкость, которая может возникнуть при медленном охлаждении.
Технология азотирования сталей
Азотирование тонкостенных изделий рекомендуется делать при температурах 500–520 °С. При этих температурах и выдержке 24-60 часов возможно получение слоя 0,3-0,6 мм.
Для ускорения процесса проводят двухступенчатое азотирование: сначала при температурах 500–520 °С, а затем при 540–560 °С. При таком процессе, не смотря на достаточно высокую температуру, сохраняется высокая твердость азотированного слоя. Значительное сокращение процесса, в 2-4 раза, достигается применением азотирования в тлеющем разряде — ионное азотирование.
Азотирование повышает предел усталости конструкционных сталей за счет образования в поверхностном слое остаточных напряжений. Тонкий слой ε-фазы (0,01–0,03 мм) хорошо защищает простые углеродистые стали с содержанием углерода от 0,1 до 1,0 % от коррозии во влажной атмосфере и других средах.
Азотирование сталей | Журнал Gear Solutions Ваш ресурс для производителей зубчатых колес
В этой колонке мы обсудим азотирование сталей.
Азотирование вводит азот в поверхность стали при более низкой температуре, чем науглероживание. Часто используются температуры 500-550°С. Поскольку азотирование не включает нагрев аустенитной области и последующую закалку, азотированные детали обеспечивают минимальную деформацию и хороший контроль размеров. В большинстве коммерческих применений поверхностный слой имеет толщину до 200-300 мкм и редко превышает 600 мкм.
Азот образует твердый раствор с ферритом при содержании азота до 6 процентов. При концентрации азота более 6% образуется γ’ (гамма-штрих) состава Fe 4 N. При содержании азота более 8 процентов образуется равновесный продукт ε состава Fe 3 N.
В общем случае азотированные поверхностные слои расслаиваются на слои, с внешней поверхностью как γ’, а внутренним слоем как ε. Внешний слой γ’ часто называют «белым слоем». Этот поверхностный слой нежелателен, так как он твердый, но очень хрупкий. Типичная микроструктура азотированной детали показана на рис. 1.
Рисунок 1: Обнаружены типичные азотированные микроструктуры. Азотированный сплав SAE 41B50, закаленный и отпущенный до 325 HV. Перед монтажом поверхность была покрыта химическим никелированием для удержания края. Вид слева показывает глубину азотированного корпуса. На правом изображении видны признаки межкристаллитных нитридов. Тон протравлен реагентом CdS от Beraha. (Предоставлено Джорджем Вандер Воортом).
При газовом азотировании основной реакцией является разложение аммиака с образованием элементарного азота, который диффундирует в сталь:
Глубина гильзы и свойства гильзы зависят от количества нитридообразующих элементов в стали. По мере увеличения содержания легирующих элементов увеличивается и твердость корпуса. Однако добавки легирующих элементов также замедляют диффузию азота, тем самым увеличивая время процесса. На рис. 2 показано типичное время процесса для достижения определенной глубины слоя для типичных азотирующих материалов.
Рисунок 2: Номинальное время для различной глубины азотирования [1] во время газового азотирования. Азотированные стали
— это среднеуглеродистые стали, которые содержат сильные нитридообразующие элементы, такие как алюминий, хром или молибден. Наибольшее упрочнение достигается при 1% алюминии. Эти стали обычно закаливают и отпускают перед азотированием.
Азотирование осуществляется газовым, солевым или ионным азотированием. Время процесса газового азотирования может быть довольно продолжительным, в зависимости от желаемой глубины эффективного случая. Ионное азотирование имеет более быстрое время азотирования из-за насыщения поверхности азотом, что приводит к более быстрой диффузии.
Общая глубина корпуса часто определяется как зона темного травления на поперечном сечении компонента, определяемая металлографически. Для сплавов, не имеющих резкого перехода между основным материалом и зоной диффузии, общая глубина слоя определяется как глубина под поверхностью, где твердость на 10 % выше, чем твердость сердцевины. Эффективная глубина корпуса определяется как глубина корпуса, при которой твердость превышает определенное значение. Это значение определяется спецификацией или чертежом.
Таблица 1: Сравнение различных процессов азотирования [2].
Процессы
Газовое азотирование
Газовое азотирование использует безводный аммиак либо в одностадийном, либо в двухстадийном процессе [2]. В одностадийном процессе детали обрабатываются при температуре 495-525°C (925-975°F) в течение желаемого времени. В результате этого процесса на поверхности образуется хрупкий белый нитридный слой. Процесс Floe, который представляет собой двухэтапный процесс, уменьшает количество присутствующего хрупкого белого слоя. Первую стадию проводят аналогично одностадийному азотированию, а вторую стадию проводят при более высокой температуре 550-565°С (1025-1050°F). Эта вторая стадия действует так же, как и диффузная стадия ускоренно-диффузионного науглероживания. Эта вторая стадия снижает поверхностную твердость, уменьшает толщину белого слоя и увеличивает глубину азотирования.
Азотирование в расплавленной соли
Азотирование в ванне с расплавленной солью по-прежнему производится, но в меньшем объеме из-за экологических и нормативных требований. В этом процессе при таких температурах, как газовое азотирование, используется расплавленная ванна с азотсодержащей солью, содержащей цианид или цианаты. Критические размеры могут поддерживаться за счет равномерного теплообмена расплавленной соли и за счет низких используемых температур. Азотирование расплавленной солью также происходит быстрее из-за более высокого азотного потенциала ванны по сравнению с газовым азотированием.
Плазменное (ионное) азотирование
При плазменном (ионном) азотировании детали обрабатываются в вакууме. Детали электрически заряжаются высоким напряжением, и в камеру вводится азот. Плазма образуется за счет потенциала напряжения. Этот потенциал напряжения заставляет отдельные атомы азота ускоряться и воздействовать на деталь. Этот процесс нагревает деталь, очищает поверхность, и азот поглощается деталью. Можно выборочно маскировать детали для азотирования посредством управления плазмой. При газовом или солевом азотировании используются различные стопорные или другие химические вещества. Благоприятное поле остаточных напряжений сжатия на поверхности детали увеличивает сопротивление усталости. Этот процесс еще больше снижает искажения, которые могут возникнуть при газовом азотировании, и обеспечивает превосходный контроль глубины слоя, химического состава и однородности.
Ссылки
А. К. Рахит, «Азотирование зубчатых колес», в книге «Термообработка зубчатых колес: практическое руководство для инженеров», Materials Park, OH, ASM International, стр. 133-158.
Дж. Р. Дэвис, «Руководство по выбору процесса», в книге «Поверхностное упрочнение сталей», Materials Park, OH, ASM International, 2002, стр. 1–16.
Д. К. Двиведи, Обработка поверхности — повышение срока службы трибологических компонентов, Нью-Дели, Индия: Springer (India) Pvt. ООО, 2018.
Что такое азотирование стали? — Определение из Corrosionpedia
Последнее обновление: 7 ноября 2016 г.
Что означает азотирование стали?
Азотированная сталь — это сталь, обработанная узкоспециализированным процессом поверхностного упрочнения, известным как азотирование, который представляет собой процесс термообработки, при котором азот проникает в поверхность металла для создания цементируемой поверхности.
Цементация — это простой процесс упрочнения поверхности металлического предмета. В этом процессе, хотя поверхность металлического предмета становится твердой, сердцевина металлического предмета остается мягкой. Этот процесс преимущественно используется для стали, но также используется для титана, алюминия и молибдена.
Цементация также известна как поверхностная закалка.
Реклама
Коррозионпедия Объясняет Азотирование стали
Азотирование стали получают, когда сталь подвергается процессу азотирования. В процессе азотирования азот диффундирует в стальную основу, чтобы сделать ее поверхность более твердой. Эта диффузия происходит при относительно низких температурах около 524°C (975°F). При этой температуре при диффузии азота в сталь-основу закалка происходит без закалки.
Свойства сердцевины стального изделия, подвергнутого поверхностной закалке в процессе азотирования, не изменяются до тех пор, пока температура конечного отпуска изделия не будет поддерживаться выше температуры процесса азотирования.
* Не учитывая погрешность, зависящую от условий использования. Подробнее о погрешности можно прочитать по следующей ссылке: Технические характеристики изделий
** Подробнее о погрешности можно прочитать по следующей ссылке: Технические характеристики изделий
Для того, чтобы страница отображалась корректно, ее необходимо перезагрузить. Нажмите на кнопку ниже, чтобы перезагрузить страницу.
Для того, чтобы страница отображалась оптимально, ее необходимо перезагрузить. Пожалуйста, нажмите кнопку ниже, чтобы перезагрузить страницу.
Перезагрузить сейчас
Обратная связь
Обратная связь
Бош 24 дюйма. Цифровой/инклинометрический уровень, точный, BOSGIM60
Главная > Измерение, компоновка, обнаружение, тепловое излучение > Измерительные устройства и цифровые уровни > Bosch 24 дюйма. Цифровой/инклинометрический уровень, точный, BOSGIM60
Рекомендуемая производителем розничная цена: 299,00 долларов США
199,00 долларов США
Вы экономите: 100,00 долларов США (33 %)
Производитель: Bosch Tool Corp
Номер детали производителя: GIM60
Номер PHTS: BOSGIM60
Количество: * Всего только
ОПИСАНИЕ ПРОДУКТА
Описание
Bosch GIM 60 24 дюйма. Цифровой уровень имеет наклонный дисплей с подсветкой для лучшей читаемости, что делает его идеальным цифровым уровнем для задач в труднодоступных или темных местах. Простой в использовании дисплей автоматически поворачивается. Этот инклинометр со звуковым индикатором уровня или 90° имеет кнопку удержания/копирования и память для передачи заданных значений в другие области на рабочей площадке. Обладает выдающейся точностью, точность уровня составляет 0° или 9°.0° составляет ±0,05°. Пользователи получают точные измерения в градусах, процентах или футах и дюймах для простоты адаптации. Инструмент имеет прочный корпус со степенью защиты IP 54 для защиты от пыли на рабочих площадках.
Включает
Цифровой уровень, защитный футляр для переноски, (4) батарейки AA
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Технические характеристики
Преимущества
Удобный для чтения наклонный поворотный дисплей с подсветкой
Дисплей автоматически поворачивается для удобства использования
Точные измерения в градусах, процентах или футах и дюймах
Кнопка удержания/копирования для передачи заданных значений в другие рабочие области
Звуковой индикатор уровня или 90°
Точность при 0° или 90° составляет ±0,05°
Простая калибровка в полевых условиях для стабильных результатов
Стрелки выравнивания, которые помогают пользователям настраивать уровень при прокачке
Прочный корпус со степенью защиты IP 54
Медиа-галерея
ДЛЯ GIM 60
Избранные категории
Электроинструменты
Ручные инструменты
Анкеры и крепежные детали
Безопасность
Выставочный зал системных специалистов
ПОСЕТИТЕ НАШ ВЫСТАВОЧНЫЙ ЗАЛ BOSCH!
ТОЛЬКО ОДИН В МЭРИЛЕНДЕ, Округ Колумбия, ОБЛАСТЬ ВИРДЖИНИЯ!
Powerhouse Tool Supply, Inc была награждена Bosch званием системного специалиста Bosch в Мэриленде, Вашингтоне, округ Колумбия, Вирджинии и прилегающих районах, что также позволяет нам предоставлять новым и постоянным клиентам лучший выбор, обслуживание и опыт для продуктов Bosch.
Мы самостоятельно проверяем все, что рекомендуем. Когда вы покупаете по нашим ссылкам, мы можем получать комиссию. Узнать больше›
Дом
Домашние инструменты и ящики для инструментов
Фото: Майкл Мерто
FYI
После более чем пяти лет использования наших отмычек они остаются надежным выбором для повседневных задач по дому. Мы добавили несколько долгосрочных тестовых заметок и скорректировали старое форматирование.
Они могут быть основным инструментом в наборе инструментов любого электрика, но острогубцы также являются важным инструментом в любой ситуации, когда требуется что-то немного длиннее, тоньше или сильнее, чем ваши пальцы. После привлечения трех плотников-ветеранов для тестирования 16 различных пар остроконечных плоскогубцев мы обнаружили, что больше всего подходят плоскогубцы Klein J203-8 Heavy Duty Journeyman.
Наш выбор
Плоскогубцы Klein J203-8 Heavy Duty Journeyman
Толстые челюсти Кляйнов делают их идеальным инструментом для того, чтобы хватать, скручивать и перерезать провода (или тянуться за игрушкой за диваном). Они дорогие, но мы считаем, что они того стоят.
Они недешевы, обычно стоят более 30 долларов, но наша испытательная группа единогласно выбрала плоскогубцы Klein J203-8, потому что они были успешными по всем параметрам. Кляйны имеют очень удобные рукоятки, идеально параллельную режущую кромку проволоки, прочную точку поворота и прочные и устойчивые губки. Плоскогубцы меньшего размера могут иметь одну или две из этих функций, но мы обнаружили, что Кляйны были единственными, которые успешно сочетали их все. Они были превосходны в наших тестах, будь то захват оборудования или дергание за провод, или выполнение многих других распространенных задач инструмента. Эти плоскогубцы также производятся в США и поддерживаются звездной репутацией Klein в области качественных ручных инструментов. Цена может показаться высокой, но если вы не потеряете этот инструмент, вы, вероятно, когда-нибудь передадите его своим детям.
Advertisement
Также отлично
Если стоимость Kleins просто слишком высока, чтобы справиться с ней, нам также нравятся плоскогубцы Stanley 89-870 FatMax Long Nose Pliers. Эти плоскогубцы работают нормально, но менее чем за половину цены, неудивительно, что им не хватает более тонких прикосновений Кляйнов. Резиновая прокладка на рукоятках немного болтается, сами рукоятки менее удобны, челюсти толще, а точка поворота не такая гладкая. Они будут работать, но у них нет такого высокого качества, как у Кляйнов.
Все, что мы рекомендуем
Наш выбор
Сверхмощные плоскогубцы Klein J203-8
Толстые челюсти Kleins делают их идеальным инструментом для захвата, скручивания и перекусывания проводов диван). Они дорогие, но мы считаем, что они того стоят.
Также отлично
Исследование
Почему вы должны доверять нам
Как мы выбирали и тестировали
Наш выбор: Klein J203-8 Heavy Duty Journeyman Plis
Недостатки, но не недостатки
Бюджетный вариант: Stanley 89-870 Длинногубцы FatMax
Конкуренты
Примечания
Почему нам стоит доверять
Я ежедневно пользуюсь ручными инструментами в течение не менее 20 лет. 10 из этих лет я был плотником, мастером и начальником участка в элитном жилом комплексе. Я также пишу об инструментах и делаю обзоры с 2007 года. В то время острогубцы всегда занимали видное место в моем наборе инструментов.
Для этого руководства я также поговорил с двумя другими экспертами по инструментам. Марк Лайман, редактор сайта HomeFixated.com, посвященного инструментам и устройствам для дома, пишет об инструментах уже более десяти лет. Я также поговорил с редактором Wirecutter Гарри Сойерсом, который писал об инструментах более десяти лет, а до этого занимался реставрацией жилых домов. После того, как мы определились с финалистами, мы отдали их в руки нескольким профессиональным плотникам-ветеранам, чтобы узнать их мнение об их качестве и производительности.
Как мы собирали и тестировали
Проверенные плоскогубцы. Фото: Doug Mahoney
Несмотря на то, что острогубцы 1 являются краеугольным камнем электромонтажных работ, они используются далеко за пределами ремесел. Да, длинные тонкие губки идеально подходят для вытягивания, скручивания и придания формы проводам в труднодоступных местах, например, в розетке. Но с их большой досягаемостью и способностями к мощному захвату они действительно полезны в любое время, когда ваши кончики пальцев слишком большие, громоздкие или слабые, чтобы ухватиться за них. Я использовал их, чтобы вытащить игрушки из стока раковины, поймать упавшую подставку из-за радиатора и заменить цепь на сливном клапане унитаза. Другое распространенное использование — стабилизация небольшого гвоздя для первых нескольких взмахов молотком (избавление от боли большого пальца) или ремонт ювелирных изделий.
«Вы сразу же пожалеете о покупке дешевой пары игл, когда обнаружите, что кончики плоскогубцев на самом деле не выстраиваются под давлением». — Марк Лайман
При рассмотрении устройств для тестирования мы сосредоточились на диапазоне от 8 до 8½ дюймов, поскольку они наиболее популярны среди мастеров (плоскогубцы меньшего размера слишком тонкие, а большие — специальные инструменты). Как правило, 8-дюймовые модели имеют гораздо более тонкий нос и более короткие ручки. В большинстве случаев это приводит к большему радиусу действия и немного лучшей маневренности в узких местах. 8½-дюймовые модели намного надежнее; более толстые губки могут крепко держаться и не будут сгибаться при скручивании и закручивании (скажем, если вам нужно взять толстый провод и выкрутить его из розетки или если вы пытаетесь ослабить какой-либо болт, который вы можете получить только на расстоянии вытянутой руки).
8½-дюймовые Kleins (сзади) и 8-дюймовые Irwins (спереди). Обратите внимание на различия в конструкции челюстей между двумя размерами. Крепкий нос Kleins лучше подходит для агрессивных или постоянных поворотов, но у них нет узкого радиуса действия, как у Irwin. Фото: Дуг Махони
Мы искали ручки в диапазоне от 4 до 4½ дюймов. Более длинные рукоятки облегчают увеличение силы зажима на концах губок; короче, и они стали неудобными для захвата. Оттуда мы сузили круг вопросов, основываясь на репутации производителя, обязательно протестировав инструменты всех основных производителей ручных инструментов.
Наш выбор был в широком ценовом диапазоне, от 10 до 50 долларов. Все, что стоит меньше 10 долларов, скорее всего, будет иметь проблемы с долговечностью. Как сказал нам Лайман: «Вы немедленно пожалеете о покупке дешевой пары игл, когда обнаружите, что кончики плоскогубцев на самом деле не выстраиваются под давлением».
Для проверки я вместе с двумя другими плотниками осмотрел все плоскогубцы; Аарон Гофф, у которого на тот момент было 12 лет опыта в ремонте элитных домов, и Марк Пирсма, у которого на момент нашего тестирования было 14 лет опыта. Мы использовали плоскогубцы, чтобы хватать болты, скручивать провода, поднимать и удерживать гвозди. Мы также нарезали около 20 футов провода Romex 14/2 (обычный электрический провод), чтобы проверить режущие челюсти. После того, как был выбран фаворит, я пользовался исключительно плоскогубцами около восьми месяцев, пока заканчивал масштабный ремонт в своем собственном доме. В этом раунде тестирования наши рекомендуемые плоскогубцы помогли мне установить диммеры, протянуть провода и выполнить сотню других случайных и случайных задач, для которых отлично подходят острогубцы.
В конце концов, мы остановились на 8½-дюймовой модели, решив пожертвовать маневренностью ради силы челюсти. В моих собственных испытаниях инструментов мне пришлось выполнить достаточно проектов, в которых прочные челюсти были важной частью головоломки. Для стандартного использования в гараже более толстая передняя часть будет более полезной, чем более тонкая. Если вы планируете выполнять только мелкие задачи, например, ремонт ювелирных застежек, то наша рекомендация может показаться вам немного громоздкой. Но для большинства задач, особенно тех, которые требуют захвата и скручивания, инструмент большего размера окажется отличным компаньоном.
Наш выбор: Плоскогубцы Klein J203-8 Heavy Duty Journeyman
Фото: Michael Murtaugh
Наш выбор
Klein J203-8 Тяжелые плоскогубцы Journeyman
Толстые губки Kleins делают их идеальными инструмент для захвата, скручивания и перерезать провода (или достать игрушку за диваном). Они дорогие, но мы считаем, что они того стоят.
Когда дело доходит до острогубцев, мы считаем, что лучшими являются плоскогубцы Klein J203-8 Heavy Duty Journeyman. Они сочетают в себе комфорт и долговечность с исключительным качеством сборки, которое было очевидно каждому, кто держал их в руках. Кляйны имеют удобные ручки с прочным формованным покрытием, толстые губки, которые выдержали все наши попытки вывернуть их из соосности, и отличную стабильную точку поворота. После длительного использования Кляйны по-прежнему открываются и закрываются с равномерным сопротивлением, как если бы они были совершенно новыми. Большинство других протестированных плоскогубцев со временем ослабли. Нет никаких сомнений в том, что Kleins были созданы, чтобы выдерживать серьезное использование.
Мы даже зажали одну губку в тиски и попытались затянуть остальную часть инструмента, как велосипедную ручку, но у нас не получилось заставить их сгибаться.
Ручки Kleins имеют длину 4½ дюйма. Эта длина обеспечивает прочность как для разрезания, так и для захвата. Они также хорошо набиты и очерчены, чтобы соответствовать цепкой руке. Нашим тестерам понравилось, как они действительно могли приложить значительное усилие к челюстям, не вызывая дискомфорта. Набивка на ручках состоит из двух частей: более мягкой желтой части, которую захватывает рука, и более жесткой и прочной черной части внутри и на торцах для защиты от повреждений и падений.
Челюсти очень толстые и прочные. Сколько бы мы ни пытались их скрутить, мы не могли заставить их сдвинуться с места. Мы даже зажали одну челюсть в тиски и попытались затянуть остальную часть инструмента, как велосипедную ручку, но мы не смогли заставить их сгибаться вообще, даже немного. Во время тестирования я использовал Kleins для прокладки проводов в новой варочной панели, и сила захватов была необходима для протягивания и маневрирования толстыми жесткими проводами 8-го калибра. 8-дюймовые модели, которые я пробовал, не имели успеха с толстой проволокой и трудным рывком.
Испытатели также отметили качество сборки шарнира Кляйна. Редактор Wirecutter Гарри Сойерс, который использовал Kleins для домашних проектов и ремонтов более десяти лет, соглашается, говоря: «Поворотная точка Kleins построена как танк. Он гладкий, устойчивый и толстый, как стопка четвертаков». Всем тестерам понравилось, как плоскогубцы открывались и закрывались с приятным легким сопротивлением. Равномерное сопротивление все еще сохранялось после нескольких месяцев использования во время нашего тестирования.
После использования Kleins для повседневных домашних задач в течение шести лет с момента первоначальной публикации этого руководства они продолжают оставаться надежным и прочным инструментом.
Недостатки, но не недостатки
Клещи Kleins — это 8½-дюймовые плоскогубцы, которые, как мы уже говорили, имеют более толстый и короткий нос, чем 8-дюймовые модели, и поэтому предназначены для более тяжелых условий эксплуатации, таких как протягивание толстых проводов. агрессивные захваты и скручивания. Дополнительная массивность челюстей обеспечивает высокую степень стабильности, но снижает точность носа, а также ограничивает его маневренность в труднодоступных местах — Кляйны не идеальны для такого детального проекта, как починка застежки ожерелья или ловить Lego из стока раковины. В подобных ситуациях 8-дюймовые плоскогубцы будут иметь большую досягаемость и смогут легче открывать и закрывать в ограниченном пространстве.
Бюджетный вариант: Stanley 89-870 Длинногубцы FatMax
Фото: Michael Murtaugh
Также отличный вариант
бюджетный вариант. Они похожи на Kleins, но с более толстым носом и немного более длинными ручками. Самый простой способ описать различия между Кляйнами и Стэнли состоит в том, что похоже, что Кляйны были изготовлены с большой тщательностью, а Стэнли были просто изготовлены. Неудивительно, что за половину цены качество сборки далеко не таково, как у Кляйнов. Ручки не такие удобные, а резиновая набивка болтается на носу инструмента. Мы также быстро заметили тот факт, что опорная точка оказывает неравномерное сопротивление, переходя от слишком жесткого к слишком слабому. Тем не менее, они долговечны, и если вы можете не обращать внимания на несоответствия качества и так себе ручки, они выполнят свою работу с минимальными вложениями (но с меньшим изяществом).
Конкуренты
Если ваши потребности более сдержанны и вы не будете прилагать чрезмерных усилий по вращению и крутящему моменту губок, вы можете уменьшить половину размера до 8-дюймовых плоскогубцев Irwin Max-Leverage. . С более тонким и длинным носом они имеют лучший радиус действия, чем Kleins, но им труднее работать в ситуациях с высоким крутящим моментом и скручиванием (например, варочная панель, которую я заменил). Ручки короче, чем у Kleins, но приятные и удобные. У них также есть небольшая клипса у основания, которая совместима с системой шнурков. Все наши испытатели были впечатлены общим качеством этих Irwin, но в конечном итоге они решили, что Kleins были лучшим выбором из-за более толстых губок, более длинных рукояток и более низкой цены.
8½-дюймовый Channellock 318CB больше всего походил на Kleins своим массивным носом и общей стабильностью челюсти. Область захвата ручек немного короче и не такая удобная. Кроме того, нос немного больше. Это может добавить некоторую стабильность челюстям, но после того, что мы сделали с Кляйнами, мы не уверены, что нужна дополнительная сила в этой области. 8-дюймовые плоскогубцы Channellock E318CB LXT также имеют небольшие ручки, но более толстый нос, чем плоскогубцы Irwin Max-Leverage.
Knipex 2611200 были очень хороши, но среди 8-дюймовых моделей мы предпочли ручки Irwins, а также возможность установки темляка. Челюсти Knipex тонкие, поэтому им было трудно скручивать и поворачивать предметы.
Плоскогубцы Greenlee 0351-08SM очень похожи на наш бюджетный вариант (свободная обивка рукоятки и неаккуратная точка поворота), но они сохраняют уровень цены Кляйнов. Если вы хотите купить плоскогубцы менее высокого качества, вы можете также выбрать Stanley и их меньшую цену.
Никому из испытателей не понравились слишком сложные ручки Wiha 30913, из-за которых их было неудобно брать в определенных положениях. Irwin 2078218 имеет ту же общую длину, что и Klein, но сами ручки были намного короче, и их было нелегко захватить и удержать. У Crescents 6547CVN и Kobalt 50504 также были короткие ручки с минимальной набивкой.
Длинногубцы Craftsman LED интересны тем, что светодиод светит от точки поворота до кончиков губок. Но дополнительное пространство, необходимое для аккумулятора и электроники, делает инструмент громоздким и громоздким.
Плоскогубцы комбинированного действия DeWalt используют вторую точку рычага для дополнительной силы резания, поэтому неудивительно, что этот инструмент был монстром при перерезании проволоки. Но из-за конструкции инструмент подпружинен в открытое положение, что быстро утомило наши руки. Дополнительная точка опоры также делает инструмент громоздким для домашнего использования.
Длинногубцы Milwaukee 6-в-1 имеют ряд функций, предназначенных для профессиональных электриков. Чтобы поместиться в несколько инструментов для зачистки проводов и развёртку кабелепровода, инструмент жертвует длиной и узостью носа и размером области захвата губок. Это делает его хорошим инструментом для профессионала, но сложным для домашнего набора инструментов. Стоит отметить, что у Klein также есть аналогичный многоцелевой инструмент электрика, созданный по образцу плоскогубцев Journeyman, — универсальные плоскогубцы.
Еще один, который нам понравился, хотя и небольшой, это Bahco 2430G-160. Это меньшая 6¼-дюймовая модель и как минимум на дюйм короче остальных. Эти плоскогубцы имеют небольшой металлический зажим, выступающий из области захвата, который можно расположить таким образом, чтобы челюсти были подпружинены (что облегчает работу рук). Они слишком малы для многих крупных проектов, но для действительно легкой работы они хороши.
Наконец, мы протестировали эргономичный многофункциональный плоскогубец Irwin и обнаружили, что это отличный вариант, если у вас есть проблемы с силой руки или напряжением запястья. Челюсти этого необычного на вид инструмента расположены под углом 62 градуса к линии рукояток, поэтому им можно пользоваться, не сгибая и не поворачивая запястье. Челюсти подпружинены, ручки очень удобные. Он также совместим с системой шнурков Irwin (и довольно дорогой).
Сноски
Познакомьтесь с гидом
Дуг Махони
Дуг Махони (Doug Mahoney) — старший штатный автор Wirecutter, освещающий вопросы обустройства дома. Он провел 10 лет в элитном строительстве в качестве плотника, мастера и контролера. Он живет в очень требовательном 250-летнем фермерском доме и провел четыре года, распотрошая и перестраивая свой предыдущий дом. Он также разводит овец и имеет дойную корову, которую доит каждое утро.
Дальнейшее чтение
Wirecutter — это служба рекомендаций по продуктам от The New York Times. Наши журналисты сочетают независимое исследование с (иногда) чрезмерным тестированием, чтобы вы могли быстро и уверенно принимать решения о покупке.
В прошлой статье мы разобрались, какой архитектурный софт ушёл с российского рынка окончательно, а какой ещё можно установить легально. Теперь разбираемся, какие программы для архитекторов и дизайнеров делают в России, на что они способны и сколько стоят.
Мы ориентировались на единый реестр российских программ и отобрали для обзора наиболее популярный и функциональный на наш взгляд софт. Программы для решения узких и специфических задач — например, программу для моделирования АЭС брать не стали.
Список получился небольшим: САПР-программы, графические и видеоредакторы и ГИС-программы. Не густо. Мы не нашли программы для обычного моделирования, вроде SketchUp и Blender, и не нашли движки или программы для визуализации, поэтому этих разделов в статье нет.
1. Программы для черчения и моделирования 2. Программы для обработки изображений и видео 3. Программы для работы с геоданными 4. Что в итоге
от 47 200 до 253 800 ₽, есть бесплатная версия для студентов.
Читаемые форматы файлов:
DWG, DXF, DWT, SHP, С3В, STEP, DAE, PDF.
Создаваемые форматы файлов:
DWG, DXF, SHP, PDF.
Интерфейс nanoCAD
nanoCAD — это классическая САПР-программа1, прямой конкурент AutoCAD. Программы очень похожи по интерфейсу, инструментам и функциям. По словам разработчиков, программу специально сделали похожей на AutoCAD, чтобы упростить пользователям процесс перехода с одной программы на другую.
Главное отличие между программами — универсальность использования. У nanoCAD существует много вариаций, заточенных под разные отделы проектной организации — от генпланистов до электриков. Так как программная платформа одинаковая, разные специалисты работают в одной среде, но при этом имеют инструменты, заточенные именно под их специфические задачи.
Также разработчик nanoCAD впускает отдельные специализированные инструменты, предназначенные для решения околопроектных задач — векторизация, создание архивов электронной документации, библиотеки нормативных документов. Этот подход помогает решить проблему совместимости софта разных специалистов и лучше организовать BIM-процессы. Однако назвать nanoCAD полноценным BIM-решением нельзя: классическая версия программы заточена под 2D-черчение, а существующие BIM-вариации nanoCAD сделаны для инженеров и конструкторов. С точки зрения архитектора смоделировать здание как, например, в ArchiCAD, здесь нельзя. 3D-моделирование в nanoCAD такое же, как в AutoCAD, то есть неполное с ограниченным количеством инструментов.
КОМПАС-3D
kompas.ru
Что заменяет:
AutoCAD, Inventor, SolidWorks.
Для какой ОС:
Windows.
Разработчик:
Аскон, Санкт-Петербург.
Стоимость:
от 1 490 до 195 000 ₽, есть бесплатная версия для студентов.
Читаемые форматы файлов:
DWG, DXF, PDF, STEP, IGES.
Создаваемые форматы файлов:
DWG, DXF, PDF, STEP, IGES, STL, C3D.
Интерфейс КОМПАС 3D
Программа КОМПАС-3D разрабатывалась для проектирования изделий в машиностроении и строительстве, поэтому в программе можно разработать разные объекты — от рамы для велосипеда до системы для подачи и очистки воды в бассейне. КОМПАС 3D может подойти инженерам и конструкторам, так как обладает большой встроенной библиотекой технических деталей и материалов, а также содержит специальный модуль для анализа и расчёта смоделированных объектов.
Для архитекторов есть специальная версия КОМПАС-Строитель — классический САПР. Программа не сильно отличается от AutoCAD или nanoCAD по инструментам и функциям 2D-черчения, но в ней полностью отсутствуют функции 3D-моделирования и нет BIM-функций КОМПАС-3D бесшовно соотносится с другими продуктами разработчика — например, можно переносить 3D-модели в чертёжную среду, а затем выпускать альбом чертежей.
rengabim.com
Что заменяет:
ArchiCAD, Revit, Allplan, Tekla, Vectorworks.
Для какой ОС:
Windows.
Разработчик:
Renga Software (Аскон + 1С), Санкт-Петербург.
Стоимость:
от 5 000 до 110 000 ₽, есть некоммерческая версия и версия для студентов.
Разработчики Renga позиционируют свой продукт как ещё разрабатывающийся, но регулярно обновляющийся. И это честное заявление: программа действительно выглядит сырой, но часто обновляется. Главная особенность программы — проектирование ведётся только в 3D-виде, как в SketchUp. Но эта особенность приносит больше проблем, чем пользы: если вам нужно что-то поменять на проекциях (чертежах), то этого сделать не получиться. А ещё в программе нельзя создавать свои объекты, можно использовать только встроенные или сторонние.
Инструменты 2D-геометрии скудные — например, нет сопряжения, подрезки или удлинения линий. Из плюсов можно отметить компактный и адаптивный интерфейс: под рукой только нужные настройки и функции, которые занимают небольшое пространство экрана. Также разработчики активно общаются с аудиторией и дорабатывают программу под условия реальной работы пользователей.
Renga сложно сравнивать с ArchiCAD или Revit с точки зрения проектирования, потому что в программе не хватает некоторых функций. А вот по BIM-составляющей сравнить можно. Разработчики выбрали путь Open BIM, а не разработку собственных решений или партнёрство с другими компаниями. И этот путь спорный: с одной стороны, с IFC-файлом можно работать во всех BIM-программах, а с другой, Renga поддерживает только старые форматы IFC, и они не очень удобны для работы конструктора или инженера. При этом разработчики Renga параллельно развивают BIM-среду для архитекторов, инженеров и конструкторов. Если софт доработают, он имеет все шансы стать отличным инструментом.
Российские программы для черчения и моделирования ещё только на пути к тому, чтобы стать достойной альтернативой привычному, но покинувшему российский рынок софту. Есть отличные САПР-решения, которые большинству специалистов могут заменить AutoCAD, но программы для моделирования не заточены под архитектуру. Отдельно стоит сказать об инструментах для BIM-моделирования: они ещё не готовы, чтобы полноценно заменить Revit или ArchiCAD. А то, что сейчас выдаётся за BIM-решения, по сути — лишь продвинутый САПР.
Когда открываешь программу в первый раз, можно подумать: «Ого, а это похоже на Photoshop!». AliveColors радует схожими с Photoshop интерфейсом, базовыми инструментами для обработки графики, ретуши и цветокоррекции, горячими клавишами и общей логикой работы. Но назвать AliveColors аналогом Photoshop можно всё же лишь с натяжкой: после 10 минут работы в программе становится ясно, что это Photoshop из 2012-го.
Программа кажется устаревшей, потому что многие из привычных инструментов отсутствуют: здесь нет векторных фигур, обтравочных масок и привязок к направляющим. Очень сильно не хватает дополнительных настроек — например, нельзя выставлять параметры кистей и текста. Не хватает и сторонних разработок, типа кистей, паттернов, палитр и градиентов, которые всегда существовали для Photoshop’a. Всё это не позволяет назвать AliveColors полноценным профессиональным инструментом.
Video Editor Plus
movavi.ru
Что заменяет:
Adobe Premiere Pro, Vegas Pro.
Для какой ОС:
macOS, Windows.
Разработчик:
Movavi, Новосибирск.
Стоимость:
от 1 790 до 4 990 ₽.
Форматы файлов:
Поддерживаемые форматы файлов видео, изображений и аудио можно посмотреть здесь.
Интерфейс Movavi Editor Plus
Компания Movavi разрабатывает пакет программ для работы с видео: монтаж, конвертация, запись экрана. Это удобный и легкий в освоении набор, который заточен на быстрый и эффектный результат. Video Editor Plus — это флагманский продукт Movavi, который обещает простой интерфейс и все нужные инструменты под рукой. Но на практике вы получите ограниченное количество инструментов и не очень удобный таймлайн.
Нет многих инструментов — например, для работы с трекингом — и дополнительных настроек — например, для работы с цветокоррекцией. Готовые пресеты графики и объектов смотрятся странно. Video Editor Plus не поддерживает работу с кодеками H.265, VP9, AV1. Также Movavi не разрабатывает программы для работы с аудио и графикой, а значит нельзя выстроить полный цикл видеопроизводства, нужно искать какие-то дополнительные инструменты, которые будут совместимы с Video Editor Plus.
Программа подойдёт для начинающих, чтобы осваивать процессы видеопроизводства, однако даже такие пользователи быстро упрутся в ограничения. Вряд ли Video Editor Plus может заменить Vegas Pro или Premiere Pro: очень многого не хватает. Ближайшие аналоги со схожими функциями — скорее Adobe Premiere Rush или Apple iMovie.
Российские программы для обработки изображений и видео не могут полноценно заменить профессиональные инструменты, которыми мы пользовались в последние годы. Существующий российский софт больше ориентирован на пользователей-непрофессионалов, которым нужно быстро смонтировать видео или подправить фото для соцсетей. Профессиональная работа требует большего набора инструментов и большей гибкости: например, в AliveColors вы не сделаете коллажную подачу, а в Video Editor Plus — анимированную взрыв-схему.
Программы для работы с геоданными
NextGIS
nextgis.ru
Что заменяет:
ArcGIS, QGIS.
Для какой ОС:
macOS, Windows, Веб, Android.
Разработчик:
NextGIS, Москва.
Стоимость:
от 9 000 до 45 000 ₽, есть бесплатная версия.
Форматы файлов:
Поддерживаемые форматы векторных, растровых и табличных данных можно посмотреть здесь.
NextGIS — это не только десктопная программа, но и веб-сервис, магазин ГИС-данных и набор инструментов для обработки геоданных. Веб-сервисы — это главный козырь компании: по сути, в браузере вы получаете ГИС-среду для редактирования и обработки различных данных. По функциям веб-сервис NextGIS Web похож на ArcGIS Online: можно подгружать векторные и табличные данные, настраивать стили и подложку, публиковать карты. Единственное, чего нет в NextGIS Web — поддержки 3D-объектов. В магазине NextGIS можно заказать разные слои для любой ГИС-программы, а также карты рельефа и космические снимки.
Десктопная версия программы называется NextGIS QGIS — это немного модифицированная версия QGIS. Здесь такие же инструменты, интерфейс, функции и настройки, как в стандартном QGIS. Основное отличие — встроенные веб-сервисы NextGIS, которые позволяют быстро обмениваться данными и загружать купленные комплекты данных. Минус NextGIS QGIS — отставание от QGIS в плане обновлений, которые разработчики регулярно вносят. Команда NextGIS редко выпускает обновления, а текущая версия программы базируется на уже устаревшем QGIS 2.18.28, который вышел в 2017 году. В целом, если вы не собираетесь пользоваться веб-сервисами NextGIS и инструментами для анализа геоданных, то отличий от обычного QGIS нет.
Аксиома.ГИС — относительно новая ГИС-программа, которая появилась в 2016 году. Она позиционируется как альтернатива MapInfo, и поэтому внешне на неё похожа. У Аксиома.ГИС простой интерфейс и стандартный набор инструментов для анализа данных и создания картосхем: таблицы, выражения и разная геометрия. Однако какой инструмент не используй, постоянно чего-то не хватает: настроек для редактирования стиля карты мало, нет операций векторизации и растеризации, а также калькулятора полей.
Программа не может похвастаться стабильностью работы: интерфейс периодически лагает, загрузка слоёв и масштабирование происходят с задержкой, многие файлы не открываются или открываются с ошибкой. Также не радует рутинность некоторых процессов — например, при подгрузке файла нужно каждый раз выбирать кодировку и проекцию. Сторонних плагинов для программы нет, а в официальном репозитории их сейчас всего пять штук.
Аксиома.ГИС — откровенно сырой софт, который требует значительной доработки: не хватает многих инструментов, нужно починить периодические зависания, вылеты и странную логику работы. После 30 минут работы в программе возникает вопрос: зачем за это платить деньги, если есть бесплатный QGIS, который способен на большее?
Российские ГИС-программы могут закрыть потребность профессионалов во многих инструментах и заменить платный зарубежный софт. Программам нужна доработка, чтобы конкурировать с европейскими и американскими аналогами. Но даже в нынешнем виде все инструменты отлично подходят для анализа пространственных данных и создания картосхем.
Что в итоге
Большинство российских программ страдают от своей малоизвестности: их редко покупают, потому что о них мало кто знает. В результате компании не обладают большими бюджетами на разработку — отсюда неполнота функций и инструментов и устаревшие интерфейсы. Сторонним разработчикам также невыгодно делать дополнительные инструменты и расширения для малоизвестных программ. В результате техническое отставание российского софта по сравнению с европейским и американским составляет 5–10 лет.
Обычно небольшие компании просто не могут состязаться с гигантами рынка, вроде Adobe или Autodesk, но если небольшая компания придумывает что-то новое в условиях жёсткой конкуренции, она превращается в известный бренд. Так произошло с компанией Serif Europe, которая в 2014 году разработала линейку программ Affinity, конкурирующих с Photoshop, Illustrator, InDesign. Компания предложила уникальные функции — инструменты для работы с кривыми Безье, единоразовый платёж и полноценные версии программ для iPad.
И тут мы подбираемся ко второй проблеме российского софта — неуникальности. Российские аналоги часто только дублируют часть инструментов известных программ и не предлагают ничего нового, но при этом иногда стоят дороже.
Ситуации в будущем изменится, только если производители российского софта начнут разрабатывать новые инструменты, функции и приёмы маркетинга. Сейчас в России развивается BIM-область, но очень медленно, а фото- и видеоредакторы пока не развиваются вовсе. Однако есть российские разработчики софта, которые неплохо закрывают потребности профессионалов, оставаясь небольшими компаниями: NextGIS ищет свою нишу на рынке, Renga откликается на запросы специалистов, а nanoCAD переманивает аудиторию за счёт более низких цен на лицензионный софт.
Кроме российских разработчиков есть куча таких же небольших компаний по всему миру, которые предлагают больше возможностей. А ещё есть открытый Open Source-софт, который предлагает схожие функции и вдобавок распространяется бесплатно. Если российские компании не перестроятся быстро, освободившиеся места западных гигантов могут занять разработчики из Китая или других стран.
3D-моделирование-25 программ! Обзор ПО для 3D моделирования
3D-моделирование-25 программ! Создание 3D модели – первый важный шаг на пути к изготовлению изделия, но вот незадача: у всех имеется свое мнение на счет выбора программы для 3D моделирования. Ну что же, сколько людей, столько и мнений. Сейчас мы расскажем про 25 самых лучших программ для этого:
3D-моделирование-25 программ!
Первые два места списка достаются – Blender и SketchUp.
3D-моделирование-25 программ!
Да, это так: у Blender самое большое и активное сообщество, и это сообщество не устает делиться информацией. В результате у Blender самые объемные форумы, самые познавательные ролики на YouTube и больше всего завязок на Google поиск.
3D-моделирование-25 программ!
Своей популярностью Blender обязана двум причинам: во-первых, в этой программе столько инструментов для работы, что перед пользователями открываются просто безграничные возможности; во-вторых, это бесплатная программа с открытым исходным кодом. С другой стороны, Blender сложновата для новичков, и на ее освоение требуется время. SketchUp получает второе место и она славится своим дружественным интерфейсом (важный плюс для новичков) и обладает целым арсеналом инструментов. И что самое главное, у нее есть бесплатная версия.
Не стоит недооценивать программы для начинающих.
Бесплатные онлайн приложения вроде Tinkercad обладают самыми необходимыми инструментами для моделирования и значительно облегчают процесс работы. Они дают хороший толчок к дальнейшему обучению. После их освоения новички смогут гарантированно освоить и другие, более сложные программы. Таким образом, Tinkercad занимает почетное 8 место после AutoCAD, Maya, 3DS Max, Inventor и SolidWorks.
3D-моделирование-25 программ!
Не стоит также недооценивать следующие программы.
Начнем с ZBrush – самая популярная программа для цифрового 3D скульптурирования, которая надежно обосновалась на 9 месте. Если вам нужно смоделировать фигурку, магическое существо, персонажа компьютерной игры, то это наилучший выбор.
После ZBrush, Cinema 4D, 123D Design и OpenSCAD идет Rhino (13 место). Удивительно, что Rhino и Grasshopper расположены, ниже на 13-й и 19-й ступенях соответственно.Из-за их особенностей и дифференциации, они были разделены.
3D-моделирование-25 программ!
С 14 по 20 строки список выглядит следующим образом: Modo, Fusion 360, Meshmixer (бесплатная программа для обработки цифровой сетки от Autodesk), LightWave, Sculptris (бесплатная программа для скульптурирования от создателей ZBrush), Grasshopper (графический алгоритмический редактор для Rhino) и FreeCAD.
Программа MoI3D (также известная как Moment of Inspiration) занимает 21 строку списка. Ее создатели явно не являются сторонниками агрессивной маркетинговой стратегии. У нее даже нет официальной странички в Facebook или Twitter. Большая часть ее сообщества пришла из дискуссионного клуба MoI и по ссылкам в интернете.
3D-моделирование-25 программ!
Последние места в списке занимают 3Dtin, Wings3D,K-3D и BRL-CAD.
С этого можно понять что:
Есть большой выбор программ, между которыми идет жесткая конкуренция. У бесплатных программ (таких как Blender) значительно больше поклонников. Чтобы понять, какая из этих программ подходит именно вам, загляните на их официальные сайты, ознакомьтесь с ценами, посмотрите на модели, которые можно создать с их помощью… И лишь потом принимайте решение.
Вернуться на главную
Russian CAD
Это надежный и мощный инструмент, и когда-нибудь вы, возможно, будете его использовать.
Инженеры и дизайнеры в США не часто вспоминают Россию, когда думают об источниках программного обеспечения САПР. Тем не менее, Россия является одним из мировых центров разработки передового программного обеспечения САПР.
Подъем России к первенству в разработке программного обеспечения САПР был вызван распадом Советского Союза, после которого многие ведущие российские умы в области физических и теоретических наук оказались в нищете. Начало в середине 19В 90-е годы, когда экономические реформы позволили частным инвестициям в Россию, транснациональные корпорации, в том числе IBM и Intel, начали использовать в своих интересах большое количество высокообразованных ученых и математиков в России. Intel, в частности, признала, что Россия является идеальной площадкой для разработки математически сложных графических программ.
Одним из известных поставщиков САПР, который рано признал математические способности российских разработчиков программного обеспечения, была компания Dassault Systemes. В 1996 году DS начал работать с Российским научно-исследовательским институтом искусственного интеллекта, а затем с Ledas, филиалом института и Лабораторией искусственного интеллекта Института систем информатики в Новосибирске, Сибирь. DS и Ledas непрерывно работали вместе до 2011 года, успешно завершив 11 крупных контрактов. Компоненты, разработанные Ledas в рамках этого сотрудничества, были включены в программы DS CATIA V5 и V6 CAD и, по словам DS, доказали свою надежность и производительность в полном промышленном контексте.
Несмотря на то, что DS была одним из первых поставщиков САПР, разработавших программное обеспечение в России, они не были одиноки очень долго. К концу 1990-х годов Россия была на пути к тому, чтобы стать главной силой в разработке приложений CAD и CAE и программного обеспечения компонентов. Полного списка разработанных в России CAD и CAE программ нет, но примеры найти несложно. FlowEFD от Mentor Graphics и FlowVision от Capvidia — это передовые программы вычислительной гидродинамики (CFD), разработанные в России (не одними и теми же людьми, а людьми, которые, по крайней мере, знают друг друга). TurboCAD от IMSI, BricsCAD , от Bricsys, и IntelliCAD от IntelliCAD Technology Consortium, все они разработаны в России, как и библиотеки взаимодействия Teigha от Open Design Alliance, которые используются сотнями поставщиков САПР по всему миру. Сегодня вам будет трудно найти значительную программу САПР, которая не включает в себя технологии компонентов, разработанные в России.
При всем успехе транснациональных CAD-компаний в разработке программного обеспечения в России трудно не спросить, а как насчет российских CAD, разработанных для российского рынка?
Интересный вопрос с интересным ответом. Разработка САПР для российского рынка началась в 1989 году, несколько позже появления персональных компьютеров и несколько раньше распада Советского Союза. С тех пор это продолжается.
Но это было непросто. Крупнейший поставщик САПР в России — Autodesk, а их самый продаваемый — или, точнее, самый популярный — продукт — AutoCAD. В России на протяжении многих лет самую большую конкуренцию отечественным производителям САПР составляли пиратские копии AutoCAD.
С точки зрения инженера в Соединенных Штатах есть по крайней мере три действительно интересных российских САПР, продукты которых находятся в той же лиге, что и продукты компаний с более знакомыми названиями. Вы должны знать об этих компаниях не только потому, что их продукты хороши, но и потому, что как организации они прошли боевые испытания. Они доказали, что даже несмотря на экономические и политические потрясения, они могут внедрять инновации и поставлять высококачественную продукцию, способную решать сложные задачи.
КОМПАС Компания АСКОН, основанная в 1989 году Александром Голиковым и Татьяной Янкиной, была одним из первых разработчиков САПР в России и странах СНГ. За прошедшие годы она превратилась в крупнейшую российскую CAD/PLM-компанию, в которой работает 550 сотрудников, 200 из которых занимаются исследованиями и разработкой программного обеспечения.
Флагманскими продуктами АСКОН являются КОМПАС-3D и КОМПАС-Графика, 3D и 2D САПР соответственно, конкурирующие на основном рынке.
Фотореалистичная визуализация двигателя с отображением сетки МКЭ, созданная с помощью АСКОН КОМПАС
КОМПАС-3D и КОМПАС-График используют ядро геометрического моделирования C3D собственной разработки АСКОН. Вместо того, чтобы соединяться вместе, они с самого начала были разработаны для предоставления унифицированного 2D/3D-решения, поддерживающего широкий спектр методологий моделирования. В 3D это включает твердотельное моделирование и скульптурное моделирование поверхности с использованием явных, параметрических или вариационных методов прямого моделирования. Этот последний метод — вариационное прямое моделирование (VDM) — основан на технологии решателя, разработанной Ledas и теперь принадлежащей Bricsys, которая была интегрирована в ядро C3D. Отличается поддержкой умного редактирования и репараметризации моделей, независимо от того, были ли они изначально созданы в КОМПАС.
В то время как КОМПАС включает в себя полный набор функций в своей стандартной форме, АСКОН предлагает большое количество дополнительных компонентов, включая проектирование металлоконструкций, 3D-трубопроводов, кинематическое моделирование, проектирование механизмов, фотореалистичную визуализацию, проектирование пресс-форм и многое другое. .
Чтобы дать вам представление о возможностях КОМПАС, он используется более чем в 7000 промышленных и проектных организациях в России и за рубежом и находит применение в широком спектре дисциплин, включая машиностроение, автомобилестроение, электронику, судостроение, атомную энергетику, аэрокосмическую, оборона, проектирование заводов, гражданское строительство и архитектура.
КОМПАС славится надежностью и отличной функциональной совместимостью. С включением вариационного прямого моделирования он, вероятно, будет вполне эффективен в гибридных рабочих процессах, где вам необходимо работать с данными САПР из нескольких источников. Для моделирования планера МиГ-29К использовалась программа
CATIA, а для проектирования системы жизнеобеспечения использовался АСКОН КОМПАС-3D. Сборка включает 350 деталей.
T-FLEX В конце 1980-х семь аспирантов Московского государственного технологического университета «Станкин» начали совместную работу над созданием пакета параметрических САПР для промышленности. К 1989 у них было готовое программное обеспечение, и они начали бесплатно предоставлять его российским производителям. В 1992 году они официально зарегистрировали Top Systems Ltd.
Их продукт CAD, T-FLEX, постоянно развивался на протяжении многих лет и превратился в исключительно мощную систему, поддерживающую унифицированные операции для всех типов документов и объектов, включая чертежи. , сборочные чертежи, твердые тела, поверхности, детали, детали с несколькими твердыми телами, сборочные модели, листовой металл и спецификации.
Люди, знакомые с рынком САПР, указывают на Pro/Engineer как на первую систему 3D твердотельного моделирования на основе параметрических элементов. Большинство CAD-систем, появившихся с тех пор, в значительной степени скопировали подход Pro/E, используя аналогичную форму параметров на основе истории. На первый взгляд кажется, что T-FLEX также следует этому подходу. Но только на первый взгляд.
Параметрика лежит в основе T-FLEX. Любая вещь в T-FLEX может быть связана с чем угодно. Переменные могут быть назначены в любое время для имен компонентов, видимости, материала или любого числового или текстового атрибута любого объекта. Затем их можно обработать любым алгебраическим или логическим выражением для управления поведением проекта. Параметры можно рассчитать из графических зависимостей, используя, например, функции измерения и расстояния. Значения параметров можно динамически выбирать из внутренних таблиц или внешних файлов Excel, базы данных или других типов файлов, в зависимости от условий других параметров. Эта возможность используется T-FLEX для создания параметрических библиотечных элементов.
T-FLEX отлично справляется со сложными сборками с большим количеством параметров.
T-FLEX позволяет создавать параметрические 2D-чертежи с нуля без ограничения количества 2D-объектов с зависимостями. Параметрические эскизы T-FLEX (для 3D-операций) немедленно обновляются при любых изменениях, независимо от их источника. T-FLEX включает полностью документацию по параметрическим чертежам, включая размеры, допуски, текст и примечания к чертежам. Вы можете создавать параметрические 2D-сборки, вставляя параметрические 2D-компоненты со сложными параметрическими связями. Кроме того, вы можете создавать полностью параметрические 3D-сборки.
Начнем с того, что гибкость параметрики T-FLEX позволяет явно добавлять проектные замыслы в 3D-модели и сборки, вместо того чтобы полагаться на неявные замыслы в их истории построения. Очевидным применением этой гибкости является создание семейств деталей. Но логическое продолжение этого гораздо интереснее: с помощью параметрики T-FLEX можно реализовать системы массовой настройки, такие как сборка на заказ, настройка на заказ и разработка на заказ. В этих приложениях даже можно использовать T-FLEX в качестве интернет-движка.
T-FLEX включает в себя впечатляющий набор возможностей помимо параметрических. Он поддерживает интегрированное поверхностное и твердотельное моделирование, а также прямое редактирование с сохранением истории. Он включает в себя обширные инструменты детализации и аннотации, включая PMI (Информация о продукте и производстве). Ассоциативная спецификация (BOM) и интегрированный дизайн листового металла включены в стандартную комплектацию, как и широкий набор трансляторов данных CAD для импорта/экспорта.
Top Systems предлагает значительное количество дополнительных модулей для T-FLEX, включая проектирование пресс-форм, анализ методом конечных элементов, моделирование движения, проектирование и документирование сварных конструкций, динамику и CAM.
nanoCAD Потратьте некоторое время на изучение nanoCAD, и вы, вероятно, придете к выводу, что для программы САПР это не такая уж экзотика. Его пользовательский интерфейс не слишком отличается от AutoCAD. Его набор команд тоже очень похож на AutoCAD. Он читает и записывает файлы DWG, совместимые с AutoCAD. И у него есть API, который тоже похож на AutoCAD.
Есть только две вещи, которые действительно отличают nanoCAD. Во-первых, это действительно хорошо продуманная программа. В этом нет ничего пафосного. Во-вторых, это бесплатно для коммерческих, образовательных или других целей для индивидуального или корпоративного пользователя.
nanoCAD очень похож на AutoCAD. Сходство намеренное.
Возникает очевидный вопрос: как Нанософт, разработчики nanoCAD, могут сойти с рук, раздавая эту программу? Ответ заключается в том, что их основным бизнесом является разработка приложений САПР для различных отраслей. Они берут плату за те приложения, которые строят на nanoCAD. Они раздают nanoCAD.
Кроме того, вы можете задаться вопросом, почему разработчики Nanosoft просто не лицензировали IntelliCAD или какую-либо другую программу, совместимую с AutoCAD. Хотя они, вероятно, не скажут этого вслух, ответ становится очевидным, когда вы используете nanoCAD. Как я уже говорил, это действительно хорошо продуманная программа.
Если разработчик программного обеспечения собирается создавать приложения САПР, очевидным выбором будет AutoCAD. Кроме, конечно, того, что дорого. Обмен подлинного AutoCAD на клон AutoCAD (который дешевле, но неизвестного качества) может показаться разумным выбором для большинства разработчиков САПР. Но очень мало разработчиков программного обеспечения, обладающих как опытом, так и навыками, позволяющими создать серьезную программу САПР с нуля и сделать это лучше, чем большинство их конкурентов. Хотя я не могу этого доказать, я думаю, что так и было с разработчиками в Нанософт.
Я упоминал, что это действительно хорошо продуманная программа?
Если вам нужна программа, совместимая с AutoCAD (а она требуется многим инженерам и дизайнерам время от времени), nanoCAD — прекрасный выбор.
Reprint Info>>
АСКОН www.ascon.net
Top Systems www.tflex.com
9000 3 Нанософт www.nanocad.com
Ледас www. ledas.com
ОБНОВЛЕНИЕ: На российском рынке САПР продолжают происходить интересные вещи. Начиная с этой недели, 11 апреля, ключевые участники из АСКОН, Top Systems, Fidesys и Ledas будут посещать COFES: Конгресс о будущем инженерного программного обеспечения в Скоттсдейле, штат Аризона. Я рад сообщить, что буду там с ними.
Взгляд на программы САПР, разработанные в России
Ольга Калягина
Какие российские программы САПР вы знаете? Возможно nanoCAD от Нанософт и возможно Компас-3D от Аскон.
Российские разработчики также оставляют свой след в широко используемых продуктах, таких как CATIA, BricsCAD и Altium Designer. Многие мировые поставщики программного обеспечения создали в России собственные центры исследований и разработок или работают с местными аутсорсинговыми фирмами. Давайте посмотрим, кто они.
CATIA от Dassault Systèmes
Разработанная для моделирования сложных форм и многотысячных 3D-сборок, CATIA от Dassault Systèmes особенно популярна в аэрокосмической и автомобильной промышленности.
Некоторые программные компоненты CATIA V5 и V6 разработаны новосибирской компанией ЛЕДАС. Российская команда заключила контракт с Dassault Systèmes на помощь в создании ядра геометрического моделирования CGM и Constraint Design Solver в период с 1999 г. и 2011. Речь шла не только о написании кода, но и о разработке сложных математических алгоритмов, благодаря которым эти функции 3D-моделирования были реализованы в CATIA.
Помимо работы над этими двумя компонентами, ЛЕДАС участвовал в разработке пары модулей CATIA для конечных пользователей, CATIA Product Engineering Optimizer и CATIA Knowledge Advisor.
Благодаря 12-летнему партнерству с Dassault Systèmes компания ЛЕДАС заслужила репутацию одной из лучших компаний, предоставляющих услуги аутсорсинга в области НИОКР в области инженерного программного обеспечения. Список некоторых из ее клиентов доступен на веб-сайте компании, www.ledas.com.
Мы в С3D Labs тоже работаем с замечательными ребятами из Новосибирска. Они помогли разработать наш B-Shaper SDK, который преобразует полигональные модели в твердотельные 3D-модели.
Доминик ФЛОРАК, президент отдела исследований и разработок, Dassault Systèmes, в офисе ЛЕДАС, Новосибирск, 2004 г.
BricsCAD от Hexagon и 3D-моделирование, а также использует стандартные для отрасли файлы DWG.
формат файла. Он был разработан бельгийской компанией Bricsys, которая в прошлом году была приобретена шведским ИТ-гигантом Hexagon.
Bricsys имеет два научно-исследовательских центра в России: один в Нижнем Новгороде, а другой в Новосибирске. Интересно отметить, что команда Bricsys в Новосибирске тесно связана с ЛЕДАС. После того, как ЛЕДАС продал Bricsys права на некоторые продукты и технологии, которые они разработали, в рамках соглашения некоторые сотрудники перешли в недавно созданную дочернюю компанию Bricsys Technologies Russia.
Bricsys совершенно открыто говорит о своих связях с Россией и о том, какую выгоду она извлекает из этих отношений. Веб-сайт российского дистрибьютора компании информирует посетителей о том, что «BricsCAD является первой альтернативной САПР на основе DWG, разработанной в России».
А журналисты с удовольствием упоминают ЛЕДАС в своих статьях о Bricsys. Как написал Рупиндер Тара на сайте engineering.com: «Если вы не слышали о Bricsys в Генте, еще менее вероятно, что вы слышали о ЛЕДАС из Новосибирска. ЛЕДАС заслуживает большего внимания. Почти полностью составленный докторами наук, некоторые ученые-ракетчики (как мне сказали, они работали на российскую армию до распада СССР) были более чем способны создавать собственные целые, надежные программы САПР». («Бережливая CAD-компания бьет выше своего веса»)
TurboCAD от IMSI/Design
Программное обеспечение TurboCAD было впервые разработано в Южной Африке, но в настоящее время принадлежит американской фирме IMSI/Design. В отличие от Bricsys, она не упоминает, что ее продукция была разработана в России. Долгое время команда SoftDev из Санкт-Петербурга полностью отвечала за разработку TurboCAD.
ARES от Graebert
ARES Приложения САПР, разработанные Graebert GmbH (также известной как Gräbert), полностью совместимы с файлами DWG. В консервативной индустрии инженерного программного обеспечения, где преимущества облачных технологий продолжают обсуждаться, Graebert — одна из немногих компаний, разрабатывающих облачные и мобильные продукты, позволяющие создавать и редактировать чертежи САПР на ходу.
Graebert имеет три научно-исследовательских центра, один из которых находится в Санкт-Петербурге, Россия, согласно веб-сайту компании.
Облачное CAD-решение ARES Kudo для чертежей DWG. Источник: graebert.com
IntelliCAD от ITC
Платформа разработки САПР от IntelliCAD Technology Consortium поддерживает семейство аналогов AutoCAD. IntelliCAD имеет пользовательский интерфейс, идентичный AutoCAD, собственную поддержку формата DWG, язык программирования LISP и аналогичные пользовательские команды и параметры. Его развитие происходит в основном в Нижнем Новгороде, городе на реке Волге.
Altium Designer
Не будет преувеличением сказать, что Altium Designer является одним из самых популярных программных пакетов для проектирования печатных плат (PCB). Он разработан Altium Limited, компанией, основанной в Австралии в 1985 году, которая за последние 35 лет превратилась в глобальную компанию по разработке программного обеспечения. Сейчас у нее есть штаб-квартиры в Сан-Диего, Мюнхене и Шанхае.
В 2015 году компания объявила об открытии центров разработки программного обеспечения в Москве и Санкт-Петербурге. Московская команда специализируется на разработке функций трассировки печатных плат и браузерного CAD-решения Upverter.com. Команда в Санкт-Петербурге занимается объединением функций проектирования электроники и механики в Altium Designer, а также решениями для управления данными.
Для C3D Labs особенно приятно, что наше ядро геометрического моделирования C3D, менеджер ограничений C3D Solver и модуль преобразования данных C3D Converter реализованы в Altium Designer. Они помогают проектировать гибко-жесткие печатные платы, сопрягать объекты и экспортировать модели в форматы STEP и Parasolid.
Altium Designer 19
Mentor Graphics
Вместе с Cadence и Synopsys компания Mentor входит в тройку крупнейших мировых поставщиков программного обеспечения для автоматизации проектирования электроники (EDA). В 2017 году компания была приобретена Siemens за 4,5 миллиарда долларов и переименована в Mentor, a Siemens Business.
Научно-исследовательский центр «Ментор» официально открылся в Москве в 2008 году. В то время центр занимался двумя направлениями: алгоритмами прокладки проводов при проектировании печатных плат и подходами к проверке и анализу проектирования высокоскоростных печатных плат. В центре работало 45 человек.
Помимо программного обеспечения EDA, компания Mentor известна своими решениями для моделирования потоков жидкости и теплообмена, некоторые из которых созданы в России. FloEFD для трехмерного вычислительного гидродинамического анализа, например, изначально был создан в Московском физико-техническом институте и сегодня все еще разрабатывается в Москве. На рисунке ниже показана история отдела механического анализа в Mentor Graphics.
Источник: cadflo.ru
Cadence Design System
Cadence Design Systems — второй по величине поставщик программного обеспечения для автоматизации проектирования электроники, имеющий научно-исследовательский центр в Москве. Там несколько команд специализируются на различных областях разработки продуктов, включая извлечение данных о компоновке микросхемы, расчеты задержки сигнала микрочипа и физическую проверку.
Synopsys
И, наконец, поставщик программного обеспечения EDA номер один с годовой выручкой более 3 миллиардов долларов также имеет связи с Россией. В 2010 году Synopsys открыла научно-исследовательский центр в Санкт-Петербурге, занимающийся разработкой процессорных решений ARC и инструментов для фотолитографии. Согласно веб-сайту компании, в центре работает 60 сотрудников.
ESPRIT от DP Technology
Программное обеспечение ESPRIT CAM от DP Technology предназначено для автоматизации программирования ЧПУ (компьютер с числовым программным управлением). Он разработан в сотрудничестве с компанией Rubius, расположенной в сибирском Томске. Rubius — талантливая высокопроизводительная аутсорсинговая компания, которая также пишет собственное программное обеспечение для AEC (архитектура, проектирование и строительство), управления задачами и ГИС (геоинформационные системы). В настоящее время компания ищет программистов для работы над еще одним проектом ESPRIT.
Rubius создал ESPRIT ExtraCAD с нашим ядром геометрического моделирования C3D. Программное обеспечение было разработано для работы с ESPRIT CAM. Однако DP Technology решила не продолжать проект.
ESPRIT ExtraCAD на основе геометрического ядра C3D
Open Design Alliance
Open Design Alliance — некоммерческая организация, основанная на идее поддержки файлов DWG без Autodesk. Со временем ODA превратилась в надежного поставщика наборов инструментов для разработки программного обеспечения (SDK), которые обеспечивают взаимодействие со многими форматами САПР, визуализацию, публикацию в формате PDF и многое другое. В начале года ODA представила собственное ядро твердотельного моделирования, своего рода высокотехнологичный программный компонент.
Эти новшества создавались с невероятной скоростью в основном русскими программистами. У ODA есть R&D-центры в Санкт-Петербурге и Нижнем Новгороде, а часть работ выполняет команда ЛЕДАС в Новосибирске — еще одно упоминание ЛЕДАС в этой статье!
Open CASCADE
Open CASCADE Technology — единственная платформа разработки программного обеспечения с открытым исходным кодом в нашем списке. Французская компания предоставляет услуги и инструменты для трехмерного поверхностного и твердотельного моделирования, визуализации и обмена данными САПР. В интервью Linux Format Russia журналу компания заявила, что ее административный и управленческий персонал базируется в штаб-квартире во Франции, а большая часть разработки была выполнена российской командой, состоящей из около 70 инженеров. Производственное предприятие Open Cascade SAS Datavision в Нижнем Новгороде отвечает за поддержку SDK с открытым исходным кодом и написание программных приложений для конечных пользователей.
3D-модель, визуализированная компонентом Open CASCADE Technology Источник: opencascade.com
— — —
Итак, в следующий раз, когда вы запустите свой любимый BricsCAD или Altium Designer, подумайте на мгновение, что их интеллектуальные алгоритмы, вероятно, были разработаны в России.
[Ольга Калягина — руководитель отдела маркетинга и коммуникаций C3D Labs, разработчик геометрического ядра C3D и других программных компонентов.
Для ремонта и обслуживания автомобиля не обойтись без таких компонентов, как муфта, подшипник, шестерни и другие элементы. Для их замены используется съемник подшипников. При помощи этого инструмента Вы с легкостью демонтируете узлы, при этом, не повредив их.
Съемник представляет собой приспособление, которое состоит из металлического стержня и лап захвата присоединенных к нему. Подвижное соединение позволяет надежно зафиксировать и снять шарикоподшипники, кольца и шестерни. Трехлапый инструмент обладает большими возможностями. При помощи его с легкостью можно демонтировать внутренние элементы. Самым универсальным и распространенным съемником является тот, который может легко трансформироваться из трехлапого в двухлапый. Он оснащен специальными хомутами, при помощи которых можно быстро извлечь поврежденные детали.
Забыли пароль? Регистрация
Цена (р.):
от
до
Название:
Артикул:
Текст:
Выберите категорию:
Все Резинотехнические изделия
» Ленты конвейерные и норийные ремни
» Лента конвейерная/транспортерная Б/У
» Лента транспортерная/конвейерная ПВХ
» Ремни приводные
»» Ремни клиновые
»» Ремни вентиляторные
»» Ремни узкоклиновые
»» Ремни вариаторные для сельхозтехники
»» Ремни поликлиновые
»» Ремни многоручьевые
»» Ремни шестигранные
»» Ремни синхронные зубчатые
»» Ремни бесконечные плоские ТУ 38. 105 514-84
» Рукава резиновые
»» Рукав для газовой сварки ГОСТ 9356-75
»» Рукава напорные резиновые с нитяной оплеткой ГОСТ 10362-76 (2017)
»» Рукава напорные ГОСТ 18698-79
»» Рукава напорные с нитяным каркасом длинномерные ТУ
Этот сайт использует cookie-файлы и другие технологии для улучшения его работы. Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Вы всегда можете отключить файлы cookie в настройках Вашего браузера.
Хорошо
Съемники подшипников Jonnesway
Корзина: пусто
+7 495 476-64-13 8 800 101-19-36
Сортировка:
Без сортировкиПопулярныеНовинкиСначала дешевлеСначала дорожеПо размеру скидкиВысокий рейтингНазванию, по возрастаниюНазванию, по убыванию
Набор стержневых съемников/сепараторов подшипников OTC
Сравнить
Набор многоцелевых подшипников и съемников OTC
Сравнить
Съемник направляющих подшипников OTC
Сравнить
OTC Съемник бокового подшипника дифференциала
Сравнить
Съемник маховика Prime Line
Сравнить
Съемник направляющих подшипников OTC
Сравнить
OTC Съемник направляющих подшипников маховика
Сравнить
Набор съемников подшипников OTC
Съемник подшипников может упростить замену многих типов подшипников в вашем автомобиле. Съемники подшипников могут снять поврежденный подшипник, используя рычаги, которые захватывают заднюю часть подшипника или обойму. Когда вы затягиваете центр съемника подшипника, рычаги съемника перемещаются к вам, пока деталь не выйдет. В O’Reilly Auto Parts у нас есть выбор съемников подшипников, которые помогут вам в ремонте. Также ознакомьтесь с нашими инструментами для обойм подшипников и уплотнениями, чтобы завершить работу.
Съемники и сепараторы подшипников Архивы
Категории товаров
Тормозные инструменты
Прокачка тормозов
Инструменты для тормозных суппортов
Хонс
Без категории
Электрические и диагностические
Обслуживание генератора
Обслуживание батареи
Диагностика и тестирование
Инструменты для радио и антенн
Двигатель
Инструменты для цилиндров и поршней
Охлаждение двигателя
Общие инструменты для ремней
Инструменты для установки
Специальные инструменты Subaru
Ремонт резьбы
Рекомендуемые инструменты
Фильтры, смазка и обслуживание
Регулируемые ключи и насадки для фильтров
Ленточные ключи для фильтров
Чашеобразные ключи для фильтров
Инструменты общего обслуживания
Клещи для масляных фильтров
Ленточные ключи для фильтров
Системы подачи топлива, зажигания и выбросов
Инструменты для эмиссии
Инструменты для систем подачи топлива и зажигания
Ручной инструмент общего назначения
Поврежденный крепеж
Общие инструменты
Инструмент для осмотра и захвата
Плоскогубцы
Аксессуары для трещотки
Трещотка и гаечные ключи
Инструменты Torx
Новые продукты
Краска, кузов, скребки и ножи
Клещи для клипс
Ножи и скребки
Инструменты для отделки салона и обивки
Съемники и установщики
Съемники и сепараторы подшипников
Инструменты для трансмиссии
Универсальные съемники
Удаление шпильки и шпонки
Подвеска и колесо
Передняя часть и рулевое управление
Подвеска
Колесо и ступица
Изготовление труб
Основные инструменты для развальцовки
Встраиваемые развальцовочные инструменты
Резка и изготовление труб
Показаны все 6 результатов
Сортировать по популярностиСортировать по последнимСортировать по цене: от низкой к высокойСортировать по цене: от высокой к низкой
Разветвитель подшипника большой
177,01 $
Деталь №: 511
Разделитель подшипников, большой
177,01 $
• Предназначен для снятия и извлечения подшипников в труднодоступных местах • Вместимость от 4″ до 6″ • Удаляет тонкостенные и конические зубчатые колеса со скошенной кромкой, которую можно легко разместить за деталью для обеспечения поверхности захвата • Разборные и отдельные подшипники, где нельзя использовать захваты съемника • Изготовлены из промышленной прочной стали
Подшипниковый разветвитель-большое количество
Быстрый просмотр
Комплект сепараторов подшипников стержневого типа 7 тонн
174,92 $
Артикул №: 501
7-тонный съемник подшипников с стержнем
174,92 $
ХАРАКТЕРИСТИКИ
Включает разветвитель подшипников на 4 дюйма два набора шестигранных ножек съемника 8-дюймовая головка съемника со стержневым стержнем, соединенная с нажимным винтом с нестандартной резьбой
У профессионалов есть комплект подшипников съемника для тяжелых работ с нагрузкой до 7 тонн и большим радиусом действия от 8 до 16 дюймов
7-тонный сепаратор подшипника стержневого типа количество комплект
Быстрый просмотр
Набор сепараторов подшипников съемника, 5 т/штанга, тип
134,88 $
Деталь №: 502
Набор сепараторов подшипников, 5 т/стержень
134,88 $
ХАРАКТЕРИСТИКИ
Набор включает два популярных набора сепараторов для шестигранных подшипников (2″) и четыре съемника ножки и съемник стержневого типа с отжимным винтом 9/16″
Инструменты для сепарации используются со съемником прутка и опорами для самых разных работ по вытягиванию
5-дюймовая поперечина съемника с отжимным винтом 6-1/4 дюйма или каждый из сепараторов подшипников также могут использоваться отдельно или в сочетании с другими съемниками или инструментами
Набор сепараторов подшипников съемника, количество 5 т/прутка
Быстрый просмотр
Разделитель подшипников-средний
81,77 $
Деталь №: 509
Разделитель подшипников — средний
81,77 $
• Предназначен для снятия и извлечения подшипников в труднодоступных местах , со скошенной кромкой, которую можно легко разместить за деталью, чтобы закрепить поверхность захвата • Разборные и отдельные подшипники, для которых нельзя использовать захваты съемника • Изготовлены из промышленной прочной стали
Подшипниковый разветвитель-среднее количество
Быстрый просмотр
Разделитель подшипников, вместимость 4 1/4″
61,65 $
Деталь №: 503
Разделитель подшипников, диаметр 4 1/4″
61,65 $
ХАРАКТЕРИСТИКИ
Для снятия шестерен генератора, конусов подшипников, подшипников и аналогичных деталей, недоступных для обычных съемников.
MANNOL M-40 Lubricant универсальная (проникающая, очищающая, антикорррозионная, влаговытесняющая, противоскрипная и т.д.) аэрозольная смазка – аналог смазки WD-40. Обладает уникальными смазывающими и защитными свойствами и имеет широкий спектр применения. Идеально походит для профессионального и бытового использования. Представляет собой высокоэффективную смесь быстропроникающих активных растворителей и масел.
Свойства: — Обладает превосходными чистящими свойствами. Очищает и легко удаляет жир, грязь, битумные пятна, остатки клея и т.д. с большинства поверхностей, образовывая защитный слой; — Покрывает поверхность, предотвращая появление влаги даже в микрошероховатостях металла; — Обладает хорошими смазочными свойствами, снижает трение, обеспечивая плавный ход шарнирных соединений и иных движущихся частей механизмов, при этом не оставляет жирных и липких следов; — Обладает отличными влагоотталкавающими и влаговытесняющими свойствами. Вытесняет влагу и образует защитный барьер против сырости. Защищает от примерзания резиновые уплотнения, пластиковые накладки, заглушки и прочие контактирующие поверхности; — Обладает отличными проникающими свойствами, проникая в заклинившие, заржавевшие или примерзшие соединения и механизмы, освобождает их облегчая процесс демонтажа заржавевших элементов; — Отлично защищает от коррозии и окисления; — Является диэлектриком, тем самым защищая электрооборудование, предотвращая короткие замыкания и утечки тока. Помогает запустить двигатель покрытый влагой; — Не содержит силикона, поэтому не оставляет на поверхности липкого или жирного слоя, благодаря чему не притягивает пыль и грязь; — — Удаляет растительные соки, смолы, клейкие вещества, стикеры, липкие этикетки и ленты с поверхностей без повреждения лакокрасочных покрытий; — Подходит для удаления следов насекомых с автомобиля, может удалять жевательную резинку с ковровых покрытий. Примеры использования: — Шестерни, цепи, слабонагруженные подшипники; — Металлические и пластиковые трущиеся поверхности; — Все виды крепежа и резьбовых соединений: быстро разрушает ржавчину и окислы внутри них обеспечивая легкий демонтаж крепежа, позволяя быстро и без повреждений разъединить прикипевшие, заклинившие металлические детали; — Резиновые уплотнители, пластиковые накладки, заглушки; — Для консервации металлических поверхностей; — Садовая техника, инструменты и оборудование; — Подвижные металлические элементы, любые трущиеся детали и узлы; — Дверные замки и петли (устраняет скрип). Может использоваться как размораживатель замков; — Электроинструменты и электрооборудование; — Клеммы и электрические соединения. Провода, электрические контакты. Препятствует окислению контактов;
Совместимость: совместима со всеми типами смазок. Безопасна для металлических, резиновых, деревянных, пластиковых элементов и лакированных поверхностей. Применение: Очистите и обезжирьте поверхность. Для обезжиривания рекомендуется использовать MANNOL Brake Cleaner 9691. Распылите на расстоянии 20 см и дайте впитаться. Излишки можно убрать чистой тканью.
Срок годности: 5 лет
Маленькая партия M40-ISH-Bergara USA
Описание
Особенности
Видео
Награды
Конфигурация
Загрузки
Наша небольшая серия партий-способ для нас, чтобы принести четко снятые, ручные Fire . Ограниченный размером партии 200 штук, второй запуск серии Small Batch Series начинается с модели M40.
В Бергаре работает много ветеранов вооруженных сил, которые во время службы проектировали снайперские винтовки. В модели M40 наши инженеры-ветераны используют классическую винтовку M40 корпуса морской пехоты с современными достижениями Bergara.
Подобно хорошему виски, наша серия Small Batch производится с вниманием к деталям. Эта армейская оценочная винтовка создана для тех, кто хочет получить обновленную часть истории.
Патрон калибра .308, винтовка M40 построена на прочном и регулируемом прикладе McMillan A4 и оснащена 24-дюймовым стволом из нержавеющей стали с прямым конусом в комплекте с протектором резьбы. Триггеры Bergara Premier Action и TriggerTech дополняют пакет, чтобы вы каждый раз попадали в цель.
Мы объединили лучшие таланты ветеранов с превосходными компонентами, чтобы создать огнестрельное оружие премиум-класса, уровень совершенства которого достигается только небольшими партиями.
Caliber: .308 Win
Twist: 1:10
Вес: 12 фунтов
Общая длина: 44,5 ”(расширенная /8-24” включает защиту резьбы
908002 набор стволов со смешанным профилем с прямым конусом и R5 от Bergara 24 резьбовой протектор. Придание бесшовного вида оригинальной винтовке без резьбы с модернизированной возможностью прямой нарезки глушителя или дульного устройства.
Bergara Straight Taper, Heavy Contour Heavy
Нестандартный профиль ствола от Bergara Rifles, установленный в виде прямого тяжелого конуса, включая смешанный протектор резьбы 5/8×24. Придание бесшовного вида оригинальной винтовке без резьбы с модернизированной возможностью прямой нарезки глушителя или дульного устройства.
Bergara Premier Action
Система с двумя проушинами, которая имеет отдельную плавающую головку болта для обеспечения контакта с абатментами проушин в затворе. Он также имеет конусообразную переднюю часть затвора для плавной подачи патрона и подпружиненный выдвижной пластинчатый экстрактор, расположенный в передней части нижнего выступа запирания. Цельный корпус затвора и тактическая рукоятка затвора изготовлены из нержавеющей стали и покрыты черным покрытием Cerakote.
Bergara Premier Action
Система с двумя проушинами и отдельной плавающей головкой болта для обеспечения контакта с абатментами проушин в затворе. Он также имеет конусообразную переднюю часть затвора для плавной подачи патрона и подпружиненный выдвижной пластинчатый экстрактор, расположенный в передней части нижнего выступа запирания. Цельный корпус затвора и тактическая рукоятка затвора изготовлены из нержавеющей стали и покрыты черным покрытием Cerakote.
Приклад McMillian A4
Приклад McMillian A4 — тактическая винтовка, первоначально разработанная для морской пехоты США. Вертикальная пистолетная рукоятка и крюк приклада обеспечивают лучший контроль. Приклад полностью регулируется с помощью проставочной системы по длине тяги, а также с регулируемой щекой.
Приклад McMillian A4
Приклад McMillian A4 — тактическая винтовка, первоначально разработанная для морской пехоты США. Вертикальная пистолетная рукоятка и крюк приклада обеспечивают лучший контроль. Приклад полностью регулируется с помощью проставочной системы по длине тяги, а также с регулируемой щекой.
Металлическая нижняя часть Badger M5
Металлическая нижняя часть Badger M5 такая же, как и на оригинальном M40, и поставляется со съемным коробчатым магазином на 5 патронов в стиле AICS.
Металлическое дно Badger M5
Нижнее металлическое днище Badger M5 такое же, как и у оригинального M40, и поставляется со съемным коробчатым магазином на 5 патронов в стиле AICS.
TriggerTech Trigger
Наше партнерство с TriggerTech было направлено на создание опыта мирового класса для каждого пользователя любой винтовки Bergara. Запатентованная TriggerTech технология освобождения без трения повышает производительность и точность для конечного пользователя, устраняя проскальзывание и тяжелые тяговые нагрузки. Даже в самых суровых условиях он сохраняет свои превосходные характеристики, обеспечивая большую точность и безопасность при каждом выстреле.
TriggerTech Trigger
Наше партнерство с TriggerTech было направлено на создание опыта мирового класса для каждого пользователя любой винтовки Bergara. Запатентованная TriggerTech технология освобождения без трения повышает производительность и точность для конечного пользователя, устраняя проскальзывание и тяжелые тяговые нагрузки. Даже в самых суровых условиях он сохраняет свои превосходные характеристики, обеспечивая большую точность и безопасность при каждом выстреле.
Жесткий футляр Explorer
M40-ish поставляется с 50-дюймовым жестким футляром от Explorer с трафаретной моделью и индивидуальным номером для эксклюзивности.
Жесткий футляр Explorer
M40-ish поставляется с 50-дюймовым жестким футляром от Explorer с трафаретной моделью и индивидуальным номером для эксклюзивности.
Монета испытания маленькой партии
Каждое оружие из небольшой партии особенное, как и его владельцы. Каждое прохождение сопровождается монетой испытания небольшой партии. Монета изготавливается на заказ из бочковых капель Bergara (часть бочонка, которая удаляется перед обтачиванием до окончательного контура), и на ней указан номер партии. Соберите один или соберите их все и наслаждайтесь клубом.
Монета испытания маленькой партии
Каждое оружие из небольшой партии особенное, как и его владельцы. Каждое прохождение сопровождается монетой испытания небольшой партии. Монета изготавливается на заказ из бочковых капель Bergara (часть бочонка, которая удаляется перед обтачиванием до окончательного контура), и на ней указан номер партии. Соберите один или соберите их все и наслаждайтесь клубом.
ВАРИАНТЫ КОНФИГУРАЦИИ
НОМЕР
MSRP
CALIBER
WEIGHT
OA LENGTH
BARREL LENGTH
BARREL TWIST
MAGAZINE
CAPACITY
BSB002-01
$3499. 99
.308 Win
12 lbs
44.5″
24″
1:10
Съемный AICS
5 Круглый маг. Предоставлено
Настройка моей винтовки
.0002
Bergara Catalog 2023
2023 Bergara Catalog
DOWNLOAD
BXR User Manual
BXR User Manual
DOWNLOAD
B-14R User Manual
B-14R Manual
DOWNLOAD
Каталог правоохранительных органов Bergara 2022
Каталог правоохранительных органов Bergara 2022
СКАЧАТЬ
Руководство пользователя Premier Series
Bergara_Premier_maual_2-14-2018
СКАЧАТЬ
Руководство пользователя для серии B14
B14_Manual
СКАЧАТЬ
Журнал Coffee or Die | Смерть издалека: как M40 заслужила свое место среди лучших снайперских винтовок
16 июня 2006 года в Хаббании, Ирак, группа снайперов Корпуса морской пехоты США заметила повстанца, сидящего внутри припаркованного автомобиля. Он был вооружен длинноствольным ружьем. Рядом стоял второй боевик. Снайпер-разведчик прицелился в боевика в машине. Он расслабился, удерживая перекрестие прицела на голове мужчины. Он медленно, но уверенно нажимал на спусковой крючок, пока отдача его винтовки М40 не удивила его. Выстрел убил человека, где он сидел. Затем корректировщик быстро выстрелил второму боевику три раза в грудь.
Морские пехотинцы из четвёртой снайперской группы 3-го батальона 5-го полка морской пехоты сообщили о двух убийствах по радио. Для оценки ущерба был отправлен отряд пехотинцев.
Снайпер Морских сил специального назначения (MSPF) 22-го экспедиционного подразделения морской пехоты (с возможностью специальных операций) целится в цель из своей снайперской винтовки M40A1 во время учений с боевой стрельбой на полигоне Удари за пределами лагеря Бёринг, Кувейт, 11 декабря 2005 г. Фото предоставлено Wikimedia Commons.
Рубаки нашли машину и два безжизненных тела. Мужчина в машине сгорбился с длинной винтовкой на коленях. Морские пехотинцы сразу же узнали в нем M40A1 — тот же тип винтовки, что использовали снайперы-разведчики, убившие его.
Как выяснилось, М40 повстанца когда-то принадлежал снайперу-разведчику из 2-го батальона 4-го полка морской пехоты, убитому двумя годами ранее вместе с остальными членами его команды в Рамади. Снайперская группа 4 вернула найденную винтовку в 2/4, чем немного прикрыла товарищей павшего морпеха.
До того, как его убили снайперы-разведчики, человек с М40 два года терроризировал морпехов в Хаббании. На самом деле считалось, что он несет прямую ответственность за гибель нескольких морских пехотинцев и иракских солдат.
Старшина ВМС 2-го класса Эндрю Дж. Кампанано (справа) и капрал. Анхель С. Вильялобос, оба бывшие Великолепные ублюдки 2-го батальона 4-го полка морской пехоты, а ныне назначенные в полковую боевую группу 5, держат снайперскую винтовку M-40A1, обнаруженную морскими пехотинцами 3-го батальона 5-го полка морской пехоты. И Кампанано, и Вильялобос находились в Рамади, когда снайперская группа из четырех человек была убита на крыше 21 июня 2004 года. Фотография Корпуса морской пехоты США, сделанная артиллерийским сержантом. Марк Олива.
Таким образом, даже в неподготовленных руках M40 оказался смертельно точным. В руках четвертой снайперской группы он был проклятием для каждого повстанца, осмелившегося поднять голову на расстоянии выстрела от морских пехотинцев. Точно так же, как это было бичом врагов Америки в предыдущих войнах. Снайперы-разведчики морской пехоты в течение последних 56 лет в основном стреляли из вариантов M40. Среди многих из тех, кто пользовался ею в бою, любимая винтовка с продольно-скользящим затвором считается настолько эффективной, что незаменима. Вот почему.
Связанный: Что значит быть снайпером-разведчиком морской пехоты, согласно 5 снайперам-разведчикам
Война во Вьетнаме и первые M40
меткость. Ни в одной секте морской пехоты этому не уделяется большего внимания, чем среди снайперов-разведчиков.
Первые снайперы-разведчики приняли участие во Второй мировой войне. В то время у Корпуса не было стандартной снайперской винтовки. Стрелки использовали различное оружие, в зависимости от их индивидуальных предпочтений или просто из того, что было доступно. Большинство из них использовали M1903 Springfield с длинными 8-кратными оптическими прицелами Unertl.
Во время Корейской войны M1 Garand с оптическим прицелом были добавлены в арсенал США и использовались американскими войсками вместе с M1903 для стрельбы на дальние дистанции. После войны Корпус морской пехоты решил инвестировать больше денег и ресурсов в развитие профессиональных стрелков и пересмотрел свою снайперскую программу разведчиков.
Во время перестрелки снайпер-разведчик Корпуса морской пехоты США из роты Чарли 1-го батальона 5-й морской пехоты 1-й дивизии морской пехоты из Кэмп-Пендлтона, Калифорния, отвечает на огонь противника из снайперской винтовки M40A1 с защищенной позиции в поддержку операции «Ирак». Свобода, 8 апреля 2003 г. Фото предоставлено Wikimedia Commons.
В 1961 году на Гавайях был открыт новый, более сложный курс для снайперов-разведчиков. Затем, в 1966 году, вновь обученным снайперам-разведчикам была выдана первая стандартизированная снайперская винтовка: M40.
M40 — это винтовка Remington 700 с продольно-скользящим затвором, созданная специально для снайперов-разведчиков морской пехоты. Первые M40 были созданы на основе Remington Model 40X — тяжелоствольной версии модели 700 под патрон 7,62×51 мм или просто .308.
Большинство снайперов-разведчиков вьетнамской эпохи, в том числе Чак Мохинни и Эрик Инглэнд, 9 лет0263 использовал ранние M40, чтобы набрать рекордных количества убийств. Некоторые, как Карлос Хэткок, использовали Winchester Model 70 под патрон .30-06 Springfield с немного большим гильзой.
Связанный: Как свиньи становятся свиньями — наглядное путешествие по снайперской подготовке разведчиков морской пехоты
Эволюция снайперской винтовки M40 возможности для совершенствования.
Например, во влажных джунглях и рисовых полях Вьетнама цельный деревянный приклад винтовки имел тенденцию набухать. Поскольку древесина коробилась от влаги, оружие становилось менее точным.
Чтобы исправить это, оружейники морской пехоты модернизировали винтовку, установив приклад McMillan, полностью выполненный из стекловолокна, что привело к появлению первого варианта M40: A1. M40A1 также был оснащен более мощным прицелом, чем его предшественник.
Комм. Деннис Кокс, уроженец Нью-Йорка и снайпер-разведчик 1-го батальона 9-го полка морской пехоты, патрулирует с частью морских пехотинцев во время операции по перехвату в провинции Гильменд, Афганистан, 19 декабря 2013 г. Фото предоставлено Wikimedia Commons.
В 1999 году Корпус морской пехоты снова модернизировал M40, добавив более эргономичный приклад, улучшенный прицел, съемный магазин и возможность крепления сошек. Первые M40A3 были приняты на вооружение в 2001 году и широко использовались морскими пехотинцами как в операциях «Несокрушимая свобода», так и в операции «Иракская свобода». Снайперы-разведчики, участвовавшие в этих конфликтах, близко познакомились с оружием.
«M40 — очень личная система оружия, — сказал Джордан Лэрд, служивший в Ираке и Афганистане снайпером-разведчиком в 3-м батальоне 5-го полка морской пехоты. «Только представьте: вы смотрите на цель, затем двигаете затвор вперед и блокируете его. Вы возвращаетесь к своей ручке, снимаете предохранитель и начинаете нажимать на курок, пока ваш корректировщик отсчитывает вас, чтобы лишить жизни. Это очень, очень личное».
Связанный: Восстание «Метких глаз»: как морпехи превратились из пехотинцев в разведчиков-снайперов
Последний в своем роде
Сегодня М40 становится все труднее найти. M40A5, пришедший на смену A3 в 2009 году, до сих пор используется Корпусом морской пехоты, хотя в основном в учебных целях. Его ствол короче, чем у A3, и имеет резьбу для установки глушителя. A5 также имеет дополнительную направляющую для установки оптики ночного видения.
В 2016 году Корпус морской пехоты принял на вооружение еще одну версию винтовки: M40A6. A6 улучшил дизайн A5 с новым модульным прикладом.
Моряк США из Морского рейдового отряда 11-го экспедиционного отряда морской пехоты (MEU) прицеливается из снайперской винтовки M40A6 во время снайперской стрельбы с боевой стрельбой в Учебном центре специальных операций короля Абдаллы II. Фото предоставлено Викискладом.
Несмотря на постоянные улучшения M40, другие высокоточные винтовки, такие как Mk11, Mk12 и Mk13 Mod7, в целом пользуются большим спросом у современных стрелков. А снайперская система Mk22 Mod 0 заменит как M40A6, так и Mk13 Mod7 на вооружении морской пехоты.
Модель Mk22 Mod 0 оснащена сменными стволами, которые позволяют стрелкам менять калибр в зависимости от выполняемой ими задачи.
Несмотря на технологическое превосходство Mk22, M40 заслужил свое признание на поле боя. По этой причине он всегда будет занимать особое место в сердцах тех морских пехотинцев, которые когда-то несли его в бой.
 2022 г.
2022 г. It has a 4K LCD screen for masking and prints quickly — up to 50 mm/h. The machine has a see-through cover, that is easy to use for constant monitoring of the process. As a light source, Photon Mono 4K has a matrix of 15 LED lights.
It has a 4K LCD screen for masking and prints quickly — up to 50 mm/h. The machine has a see-through cover, that is easy to use for constant monitoring of the process. As a light source, Photon Mono 4K has a matrix of 15 LED lights. 2022 г.
2022 г. Как правильно расставить поддержки?
Как правильно расставить поддержки? Полимеру требуется время чтобы равномерно растечься по дну ванночки после опускания стола. Если задержка слишком мала, то полимер будет продолжать вытекать из под модели в тот момент, когда печать следующего слоя уже началась. Чтобы получить ровную боковую поверхность, увеличьте время задержки до 5 секунд и повторите печать.
Полимеру требуется время чтобы равномерно растечься по дну ванночки после опускания стола. Если задержка слишком мала, то полимер будет продолжать вытекать из под модели в тот момент, когда печать следующего слоя уже началась. Чтобы получить ровную боковую поверхность, увеличьте время задержки до 5 секунд и повторите печать.


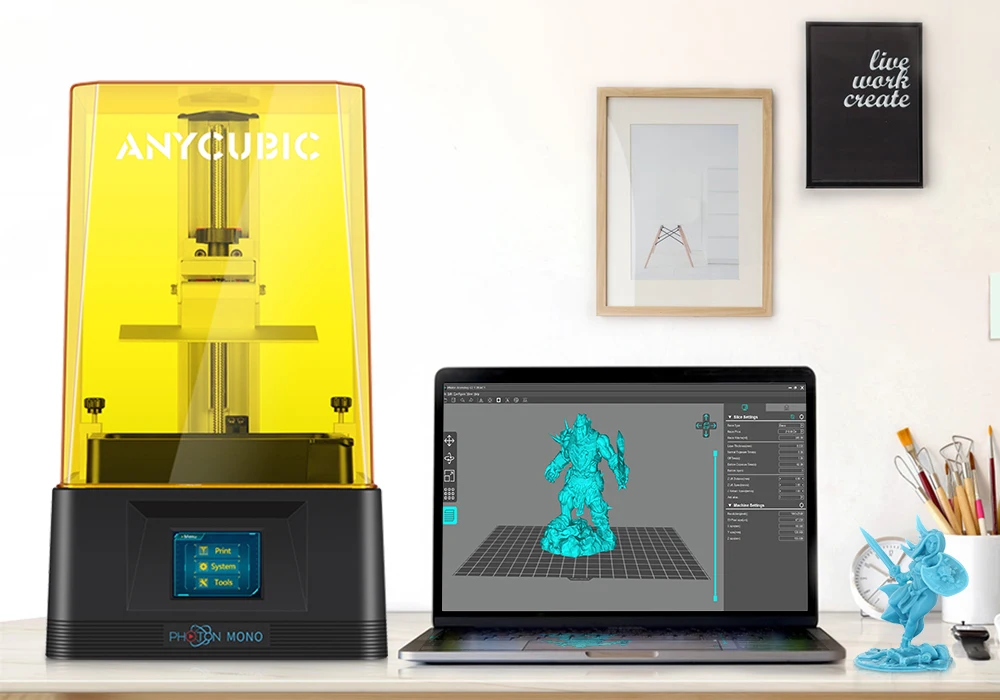 58,9унция / Общий объем сборки 1,7 л оставляет достаточно места и свободы для создания любых кубических форм.
58,9унция / Общий объем сборки 1,7 л оставляет достаточно места и свободы для создания любых кубических форм.
 Кроме того, правильная регулировка мощности света может значительно продлить срок службы как экрана, так и света.
Кроме того, правильная регулировка мощности света может значительно продлить срок службы как экрана, так и света. скорость печати
скорость печати 1.29-Mac
1.29-Mac  И если цена останется примерно такой же, то Anycubic Photon Mono 4K должен стать отличной заменой полимерному 3D-принтеру, которому около пяти лет.
И если цена останется примерно такой же, то Anycubic Photon Mono 4K должен стать отличной заменой полимерному 3D-принтеру, которому около пяти лет.
 , так что он может нормально работать с Photon Mono 4K). Так что да, версия 4K такая же, как и оригинальная Photon Mono с точки зрения дизайна, что означает наличие черного основания и желтой прозрачной верхней крышки, блокирующей УФ-излучение.
, так что он может нормально работать с Photon Mono 4K). Так что да, версия 4K такая же, как и оригинальная Photon Mono с точки зрения дизайна, что означает наличие черного основания и желтой прозрачной верхней крышки, блокирующей УФ-излучение. 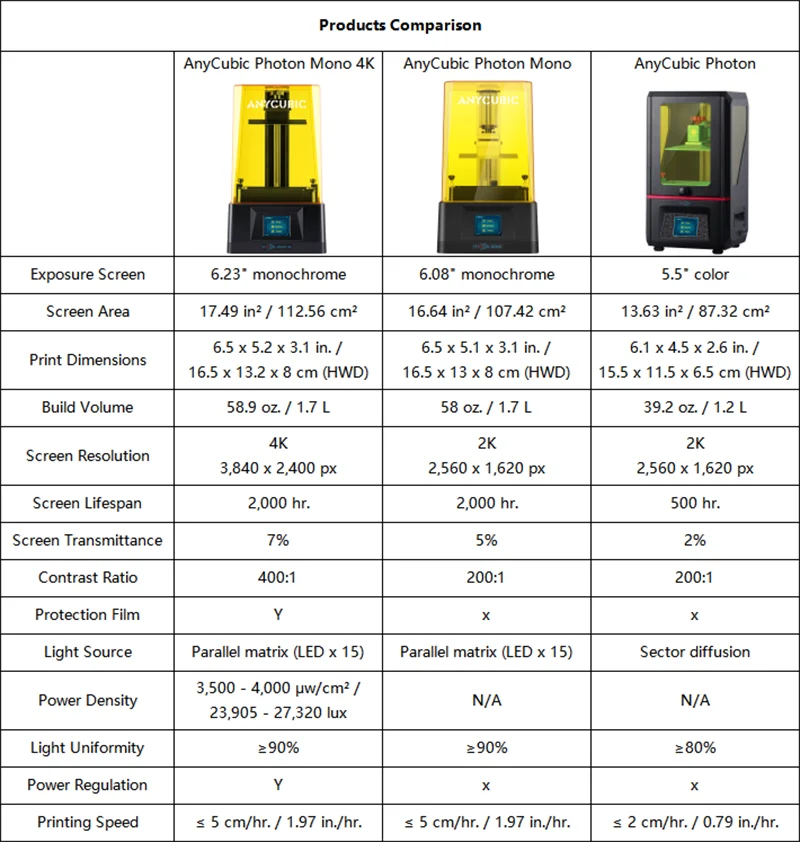
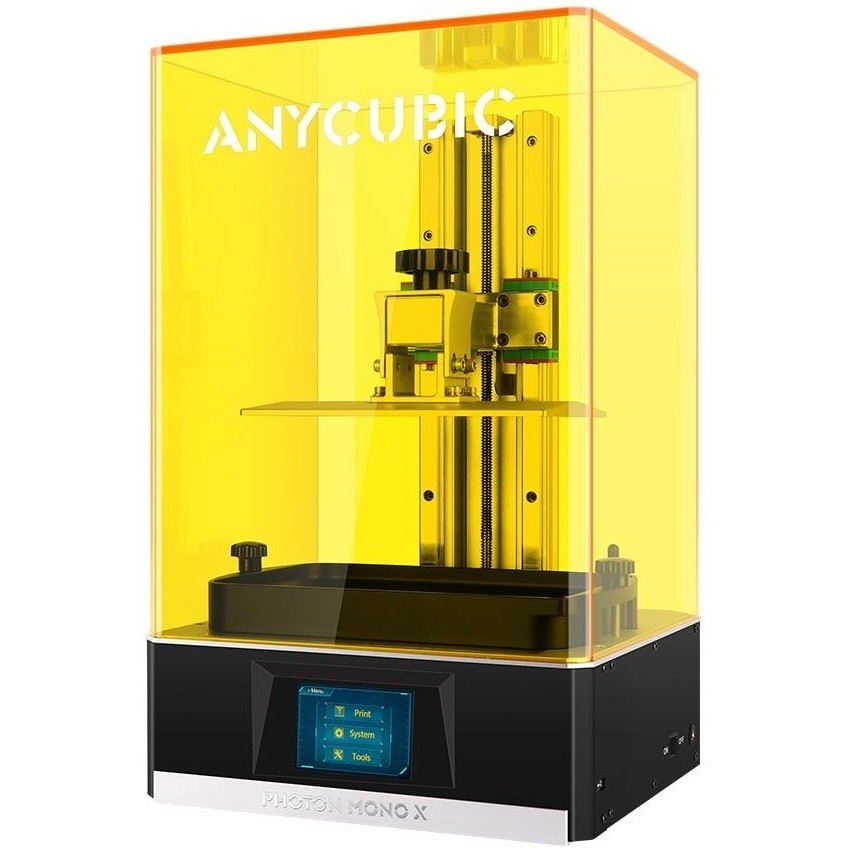 это лечится, а также приблизительное время, пока модель не будет готова. Вокруг базы вы можете увидеть довольно много вентиляционных отверстий, а с правой стороны есть выключатель питания и разъем USB-A, который можно использовать для вставки внешнего устройства хранения данных.
это лечится, а также приблизительное время, пока модель не будет готова. Вокруг базы вы можете увидеть довольно много вентиляционных отверстий, а с правой стороны есть выключатель питания и разъем USB-A, который можно использовать для вставки внешнего устройства хранения данных. В случае Anycubic Photon Mono 4K процесс установки невероятно прост, и первым шагом является включение питания: подключите шнур к заднему порту и нажмите кнопку питания. Дисплей должен загореться и отобразить параметры «Печать», «Система», «Инструменты».
В случае Anycubic Photon Mono 4K процесс установки невероятно прост, и первым шагом является включение питания: подключите шнур к заднему порту и нажмите кнопку питания. Дисплей должен загореться и отобразить параметры «Печать», «Система», «Инструменты».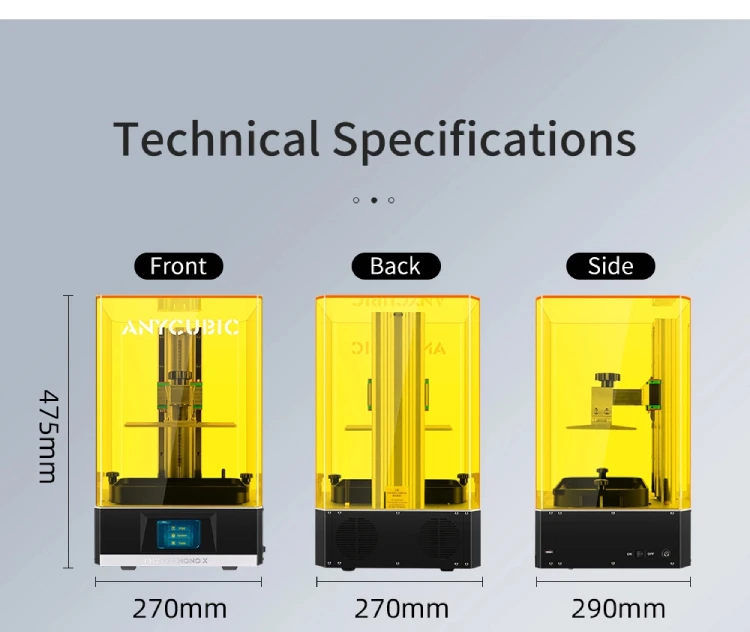 Когда он остановится, поместите пальцы на платформу для печати и осторожно нажмите на нее сверху, одновременно затягивая четыре винта (используя шестигранный ключ из комплекта поставки). После этого вернитесь к дисплею и щелкните Tools > Z=0 и дважды нажмите Enter, чтобы сохранить текущую калибровку. После этого вернитесь в Инструменты и выберите Обнаружение. Далее выберите одно из трех изображений и время экспозиции — на экране должно отображаться то же изображение, которое вы выбрали.
Когда он остановится, поместите пальцы на платформу для печати и осторожно нажмите на нее сверху, одновременно затягивая четыре винта (используя шестигранный ключ из комплекта поставки). После этого вернитесь к дисплею и щелкните Tools > Z=0 и дважды нажмите Enter, чтобы сохранить текущую калибровку. После этого вернитесь в Инструменты и выберите Обнаружение. Далее выберите одно из трех изображений и время экспозиции — на экране должно отображаться то же изображение, которое вы выбрали. Прежде чем что-либо делать, вы должны понимать, что неотвержденная смола токсична и опасна как для вас, так и для окружающей среды, поэтому вам нужно обращаться с ней так, чтобы она не касалась вашей кожи. Кроме того, метод утилизации должен быть в соответствии с местными правилами. Поэтому не выливайте изопропиловый спирт и неотвержденную смолу в канализацию, а отнесите их в ближайший к вам соответствующий центр утилизации. Существует бесчисленное множество видеороликов о том, как обрабатывать смолу с помощью 3D-принтеров, и я воспользовался некоторыми советами из этого видео, сделанного Maker’s Muse.
Прежде чем что-либо делать, вы должны понимать, что неотвержденная смола токсична и опасна как для вас, так и для окружающей среды, поэтому вам нужно обращаться с ней так, чтобы она не касалась вашей кожи. Кроме того, метод утилизации должен быть в соответствии с местными правилами. Поэтому не выливайте изопропиловый спирт и неотвержденную смолу в канализацию, а отнесите их в ближайший к вам соответствующий центр утилизации. Существует бесчисленное множество видеороликов о том, как обрабатывать смолу с помощью 3D-принтеров, и я воспользовался некоторыми советами из этого видео, сделанного Maker’s Muse.



 Инструмент активируется однотипным по конструкции и оснастке ДВС объёмом 37,2 см3 и мощностью 1,6 л.с.
Инструмент активируется однотипным по конструкции и оснастке ДВС объёмом 37,2 см3 и мощностью 1,6 л.с.
 Инструмент отличает от однотипных фирменных аналогов комплектация 45 кубовым двигателем мощностью 2,5 л.с. и стандартной 16 дюймовой производительной гарнитурой.
Инструмент отличает от однотипных фирменных аналогов комплектация 45 кубовым двигателем мощностью 2,5 л.с. и стандартной 16 дюймовой производительной гарнитурой. Запас тяги реализует высокую производительность 18-ти дюймовой пильной гарнитуры.
Запас тяги реализует высокую производительность 18-ти дюймовой пильной гарнитуры.
 Имеется ряд претензий к умеренной герметичности пластиковой облицовки, под которой интенсивно накапливается древесная пыль и конструкции механизма натяжения цепи.
Имеется ряд претензий к умеренной герметичности пластиковой облицовки, под которой интенсивно накапливается древесная пыль и конструкции механизма натяжения цепи. com
com

 Subject to change without notice.»/>
Subject to change without notice.»/> youtube.com/embed/27A1d47OQjw?rel=0″ title=»ECHO Chainsaws How to Use Chainsaw Safety Gear Product Knowledge Video Video» allowfullscreen=»»>
youtube.com/embed/27A1d47OQjw?rel=0″ title=»ECHO Chainsaws How to Use Chainsaw Safety Gear Product Knowledge Video Video» allowfullscreen=»»> 
 Ø сверла по металлу
Ø сверла по металлу
 Перфоратор имеет три режима работы: режим сверления, режим бурения и режим долбления. Переключать режимы удобно с помощью тумблера на корпусе. Встроенная вентиляция охлаждает двигатель и предохраняет его от перегрева. Основная и дополнительная рукоятки оснащены мягким покрытием — для комфортной работы оператора. Высокая сила удара — 2,7 Дж. С помощью усилия нажатия на клавишу пуска можно регулировать рабочую скорость инструмента. Сетевой кабель имеет шарнирное крепление — для защиты от перегибов и разрывов. Удобная работа под разными углами, благодаря наличию режима поворота долота. Предохранительная муфта прекращает передачу крутящего момента при заклинивании бура, что предотвращает поломку инструмента и защищает оператора. Регулируемый ограничитель глубины удобен при сверлении несквозных отверстий. Надежное крепление дополнительной рукоятки благодаря металлической полоске в ее конструкции.
Перфоратор имеет три режима работы: режим сверления, режим бурения и режим долбления. Переключать режимы удобно с помощью тумблера на корпусе. Встроенная вентиляция охлаждает двигатель и предохраняет его от перегрева. Основная и дополнительная рукоятки оснащены мягким покрытием — для комфортной работы оператора. Высокая сила удара — 2,7 Дж. С помощью усилия нажатия на клавишу пуска можно регулировать рабочую скорость инструмента. Сетевой кабель имеет шарнирное крепление — для защиты от перегибов и разрывов. Удобная работа под разными углами, благодаря наличию режима поворота долота. Предохранительная муфта прекращает передачу крутящего момента при заклинивании бура, что предотвращает поломку инструмента и защищает оператора. Регулируемый ограничитель глубины удобен при сверлении несквозных отверстий. Надежное крепление дополнительной рукоятки благодаря металлической полоске в ее конструкции. Замена получателя Премии невозможна.
Замена получателя Премии невозможна. Обо всех изменениях персональных данных просьба заранее уведомлять ПАО «Аэрофлот» в соответствии с порядком, установленным Правилами Программы «Аэрофлот Бонус». Доставка Премий в гостиницы, аэропорты, железнодорожные и автовокзалы не производится. При оформлении заказа необходимо указывать контактный номер телефона, зарегистрированный на территории РФ.
Обо всех изменениях персональных данных просьба заранее уведомлять ПАО «Аэрофлот» в соответствии с порядком, установленным Правилами Программы «Аэрофлот Бонус». Доставка Премий в гостиницы, аэропорты, железнодорожные и автовокзалы не производится. При оформлении заказа необходимо указывать контактный номер телефона, зарегистрированный на территории РФ.
 После получения подтверждения от службы поддержки «Аэрофлот Бонус» необходимо отправить в адрес партнера ООО «БКР» 129327, г. Москва, ул. Менжинского 27, стр. 1 оригинал заключения авторизованного сервисного центра.
После получения подтверждения от службы поддержки «Аэрофлот Бонус» необходимо отправить в адрес партнера ООО «БКР» 129327, г. Москва, ул. Менжинского 27, стр. 1 оригинал заключения авторизованного сервисного центра.
 Подрезная пила имеет попутное вращения относительно подачи заготовки и за счет предварительного реза позволяет раскраивать ламинированные листы ДСП без появления сколов.
Подрезная пила имеет попутное вращения относительно подачи заготовки и за счет предварительного реза позволяет раскраивать ламинированные листы ДСП без появления сколов. длина реза, мм
длина реза, мм высота реза, мм (угол 0 град)
высота реза, мм (угол 0 град) диаметр дополнительного диска, мм
диаметр дополнительного диска, мм Активное сотрудничество с ведущими фирмами-изготовителями техники для деревообработки помогает формировать богатый и разнообразный ассортимент станков и инструмента, незаменимых для легкой и результативной обработки деревоматериалов.
Активное сотрудничество с ведущими фирмами-изготовителями техники для деревообработки помогает формировать богатый и разнообразный ассортимент станков и инструмента, незаменимых для легкой и результативной обработки деревоматериалов. Цены на товары могут меняться по разным причинам, в том числе изменение курса валют и наличие товаров на складе. Уточняйте актуальные цены и важные для Вас параметры у наших менеджеров.
Цены на товары могут меняться по разным причинам, в том числе изменение курса валют и наличие товаров на складе. Уточняйте актуальные цены и важные для Вас параметры у наших менеджеров.  Эта строительная пила относится к профессиональному оборудованию, в ее конструкции удачно совмещены мощность, надежность, высокая точность, многофункциональность использования, длительный цикл непрерывной работы с мобильностью и удобством работы.
Эта строительная пила относится к профессиональному оборудованию, в ее конструкции удачно совмещены мощность, надежность, высокая точность, многофункциональность использования, длительный цикл непрерывной работы с мобильностью и удобством работы.


 Предназначен для штучного и пакетного раскроя плитных материалов, в т.ч. облицованных ламинатом. Станок спроектирован для использования в тяжелых условиях работы, отлично зарекомендовал себя в условиях крупносерийного и массового производства. Применяется в серийном мебельном и столярном производствах для изготовления корпусной мебели.
Предназначен для штучного и пакетного раскроя плитных материалов, в т.ч. облицованных ламинатом. Станок спроектирован для использования в тяжелых условиях работы, отлично зарекомендовал себя в условиях крупносерийного и массового производства. Применяется в серийном мебельном и столярном производствах для изготовления корпусной мебели.
.jpg)

 приблизительная карта мест для Finnair Airbus A321.
приблизительная карта мест для Finnair Airbus A321. 12.2017
12.2017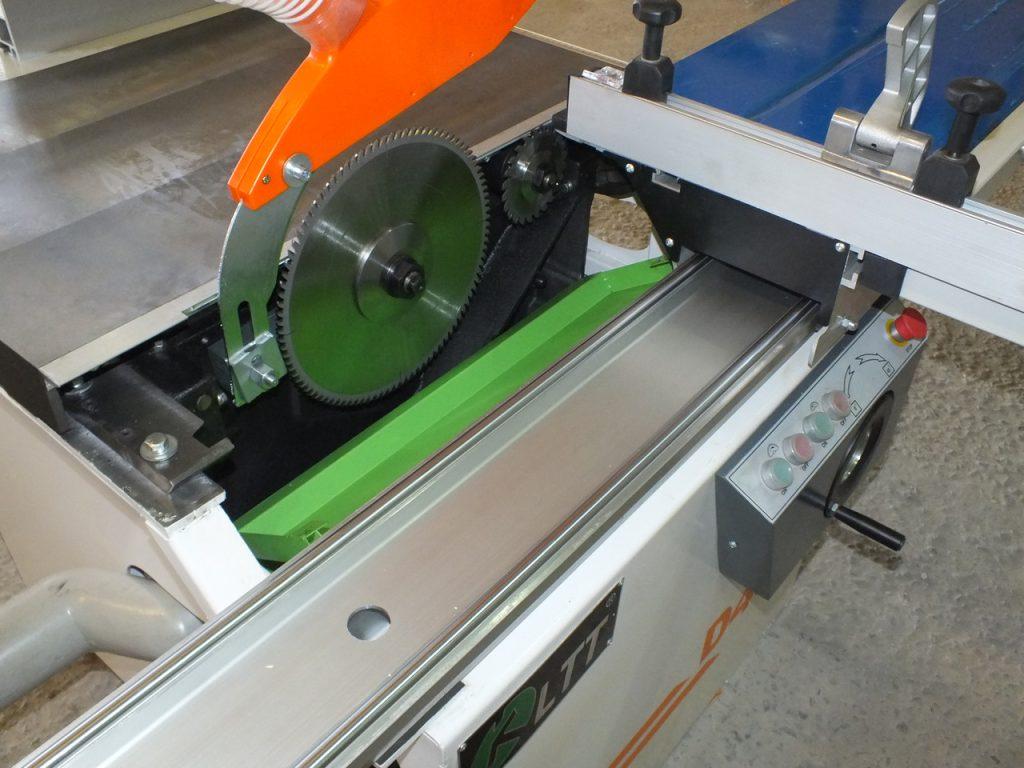 02.2001
02.2001

 примерные карты мест для два варианта ATR 72 (эксплуатируется Norra).
примерные карты мест для два варианта ATR 72 (эксплуатируется Norra).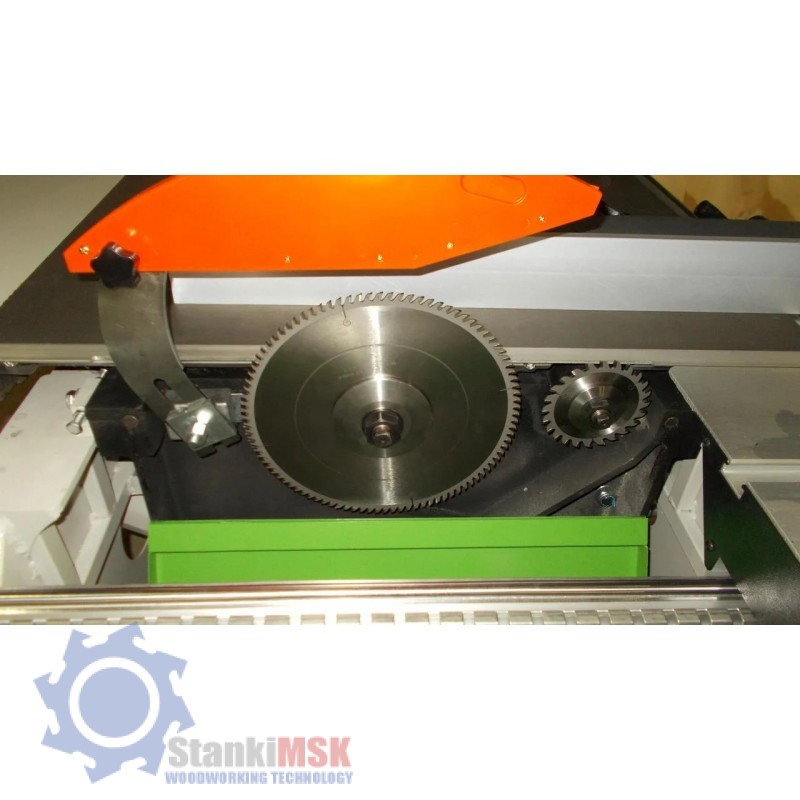
 тока
тока 

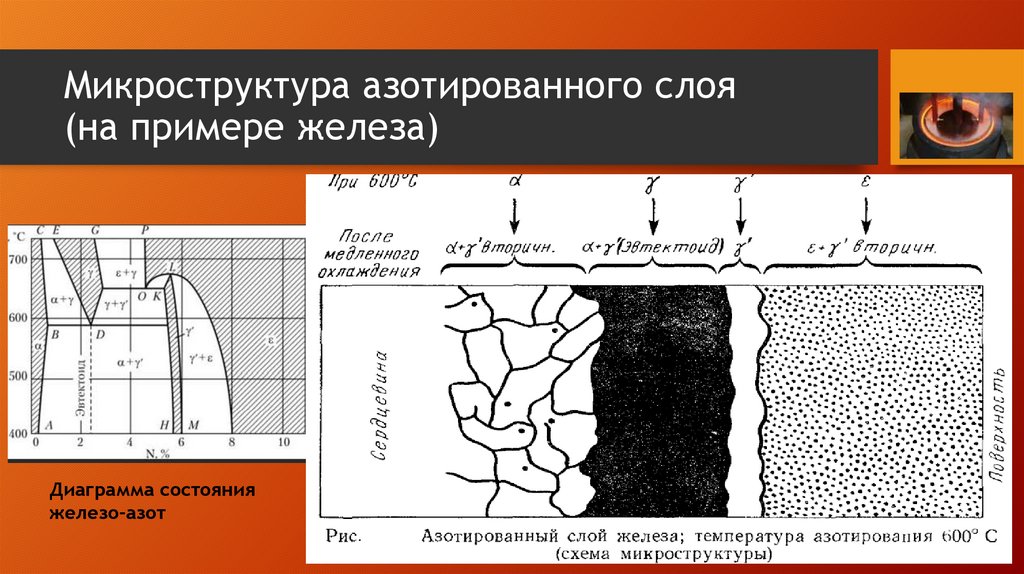
 Обработанную по такой технологии сталь можно не подвергать никаким дополнительным методам обработки.
Обработанную по такой технологии сталь можно не подвергать никаким дополнительным методам обработки.
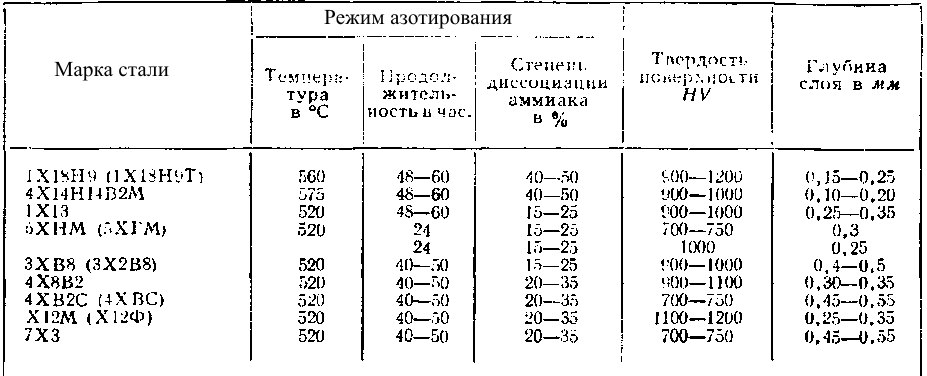 Первый этап азотирования при использовании такой схемы выполняют при температуре, не превышающей 525°. Это позволяет придать поверхностному слою стального изделия высокую твердость. Для выполнения второго этапа процедуры деталь нагревают до температуры 600–620°, при этом глубина азотированного слоя достигает требуемых значений, а сам процесс ускоряется практически в два раза. Твердость поверхностного слоя стального изделия, обработанного по такой технологии, не ниже, чем аналогичный параметр изделий, прошедших обработку по одноступенчатой методике.
Первый этап азотирования при использовании такой схемы выполняют при температуре, не превышающей 525°. Это позволяет придать поверхностному слою стального изделия высокую твердость. Для выполнения второго этапа процедуры деталь нагревают до температуры 600–620°, при этом глубина азотированного слоя достигает требуемых значений, а сам процесс ускоряется практически в два раза. Твердость поверхностного слоя стального изделия, обработанного по такой технологии, не ниже, чем аналогичный параметр изделий, прошедших обработку по одноступенчатой методике. Стали, содержащие молибден, не подвержены такому негативному явлению, как отпускная хрупкость, которая возникает при медленном остывании стального изделия. После азотирования стали различных марок приобретают следующую твердость:
Стали, содержащие молибден, не подвержены такому негативному явлению, как отпускная хрупкость, которая возникает при медленном остывании стального изделия. После азотирования стали различных марок приобретают следующую твердость: Алюминий, содержащийся в химическом составе такой стали, снижает деформационную стойкость изделия, но в то же время способствует повышению твердости и износостойкости его наружной поверхности. Исключение алюминия из химического состава стали позволяет создавать из нее изделия более сложной конфигурации.
Алюминий, содержащийся в химическом составе такой стали, снижает деформационную стойкость изделия, но в то же время способствует повышению твердости и износостойкости его наружной поверхности. Исключение алюминия из химического состава стали позволяет создавать из нее изделия более сложной конфигурации.

 Для этого может применяться сменный муфель или муфель, встроенный в нагревательную печь. Использование сменного муфеля, в который обрабатываемые детали загружаются заранее, перед его установкой в печь, позволяет значительно ускорить процесс азотирования, но не всегда является экономически оправданным вариантом (особенно в тех случаях, когда обработке подвергаются крупногабаритные изделия).
Для этого может применяться сменный муфель или муфель, встроенный в нагревательную печь. Использование сменного муфеля, в который обрабатываемые детали загружаются заранее, перед его установкой в печь, позволяет значительно ускорить процесс азотирования, но не всегда является экономически оправданным вариантом (особенно в тех случаях, когда обработке подвергаются крупногабаритные изделия).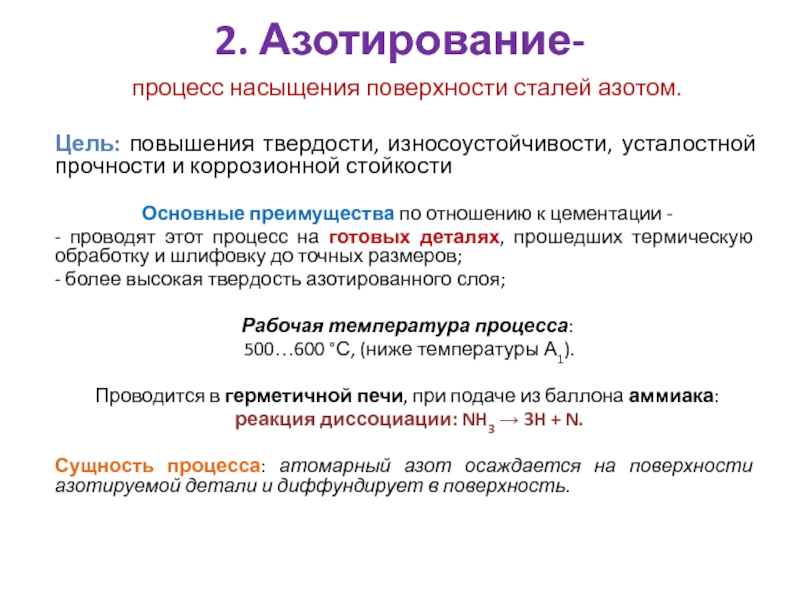
 Время азотирования, выполняемого в жидкой рабочей среде, может составлять от 30 до 180 минут.
Время азотирования, выполняемого в жидкой рабочей среде, может составлять от 30 до 180 минут. к. после азотирования нет необходимости в дальнейшей термообработке. Как правило, после азотирования детали не имею коробления поверхностей, либо они минимальны. После азотирования детали шлифуют или полируют, либо вообще не подвергают механической обработке. Азотирование стальных изделий проводят в интервале температур 500–620 °С (в зависимости от геометрии детали, требованиям к процессу, конечным свойствам изделия и т.д. ) в аммиаке, который при нагреве диссоциирует, поставляя на поверхность активный атомарный азот:
к. после азотирования нет необходимости в дальнейшей термообработке. Как правило, после азотирования детали не имею коробления поверхностей, либо они минимальны. После азотирования детали шлифуют или полируют, либо вообще не подвергают механической обработке. Азотирование стальных изделий проводят в интервале температур 500–620 °С (в зависимости от геометрии детали, требованиям к процессу, конечным свойствам изделия и т.д. ) в аммиаке, который при нагреве диссоциирует, поставляя на поверхность активный атомарный азот: При азотировании стали при 590 ºС диффузионный слой состоит из трех фаз: ε, γ’ и α. Микроструктура азотированного слоя стали выглядит примерно так, как показано на рисунке.
При азотировании стали при 590 ºС диффузионный слой состоит из трех фаз: ε, γ’ и α. Микроструктура азотированного слоя стали выглядит примерно так, как показано на рисунке.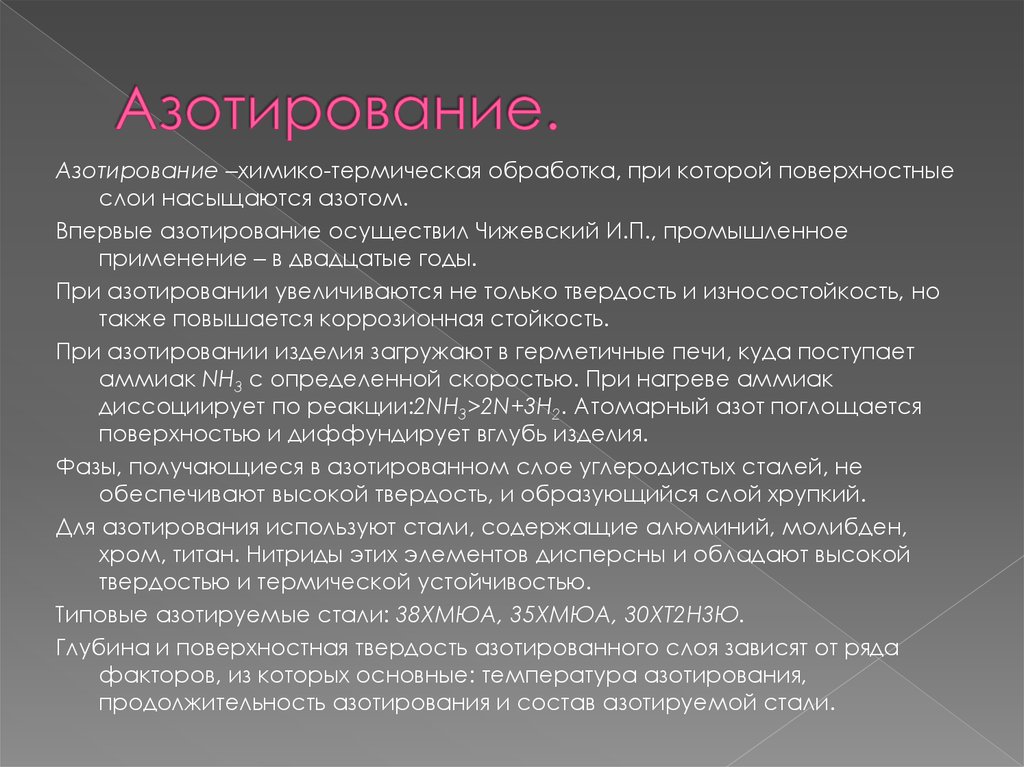 При этих температурах и выдержке 24-60 часов возможно получение слоя 0,3-0,6 мм.
При этих температурах и выдержке 24-60 часов возможно получение слоя 0,3-0,6 мм. Часто используются температуры 500-550°С. Поскольку азотирование не включает нагрев аустенитной области и последующую закалку, азотированные детали обеспечивают минимальную деформацию и хороший контроль размеров. В большинстве коммерческих применений поверхностный слой имеет толщину до 200-300 мкм и редко превышает 600 мкм.
Часто используются температуры 500-550°С. Поскольку азотирование не включает нагрев аустенитной области и последующую закалку, азотированные детали обеспечивают минимальную деформацию и хороший контроль размеров. В большинстве коммерческих применений поверхностный слой имеет толщину до 200-300 мкм и редко превышает 600 мкм. Перед монтажом поверхность была покрыта химическим никелированием для удержания края. Вид слева показывает глубину азотированного корпуса. На правом изображении видны признаки межкристаллитных нитридов. Тон протравлен реагентом CdS от Beraha. (Предоставлено Джорджем Вандер Воортом).
Перед монтажом поверхность была покрыта химическим никелированием для удержания края. Вид слева показывает глубину азотированного корпуса. На правом изображении видны признаки межкристаллитных нитридов. Тон протравлен реагентом CdS от Beraha. (Предоставлено Джорджем Вандер Воортом). Наибольшее упрочнение достигается при 1% алюминии. Эти стали обычно закаливают и отпускают перед азотированием.
Наибольшее упрочнение достигается при 1% алюминии. Эти стали обычно закаливают и отпускают перед азотированием.
 В этом процессе при таких температурах, как газовое азотирование, используется расплавленная ванна с азотсодержащей солью, содержащей цианид или цианаты. Критические размеры могут поддерживаться за счет равномерного теплообмена расплавленной соли и за счет низких используемых температур. Азотирование расплавленной солью также происходит быстрее из-за более высокого азотного потенциала ванны по сравнению с газовым азотированием.
В этом процессе при таких температурах, как газовое азотирование, используется расплавленная ванна с азотсодержащей солью, содержащей цианид или цианаты. Критические размеры могут поддерживаться за счет равномерного теплообмена расплавленной соли и за счет низких используемых температур. Азотирование расплавленной солью также происходит быстрее из-за более высокого азотного потенциала ванны по сравнению с газовым азотированием. Благоприятное поле остаточных напряжений сжатия на поверхности детали увеличивает сопротивление усталости. Этот процесс еще больше снижает искажения, которые могут возникнуть при газовом азотировании, и обеспечивает превосходный контроль глубины слоя, химического состава и однородности.
Благоприятное поле остаточных напряжений сжатия на поверхности детали увеличивает сопротивление усталости. Этот процесс еще больше снижает искажения, которые могут возникнуть при газовом азотировании, и обеспечивает превосходный контроль глубины слоя, химического состава и однородности. 
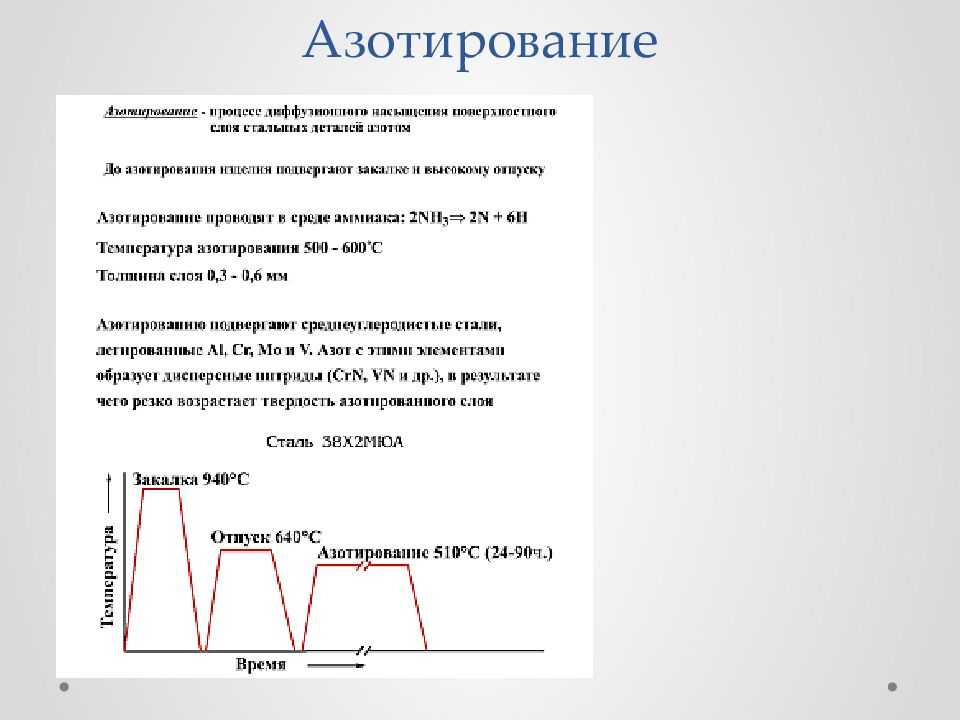
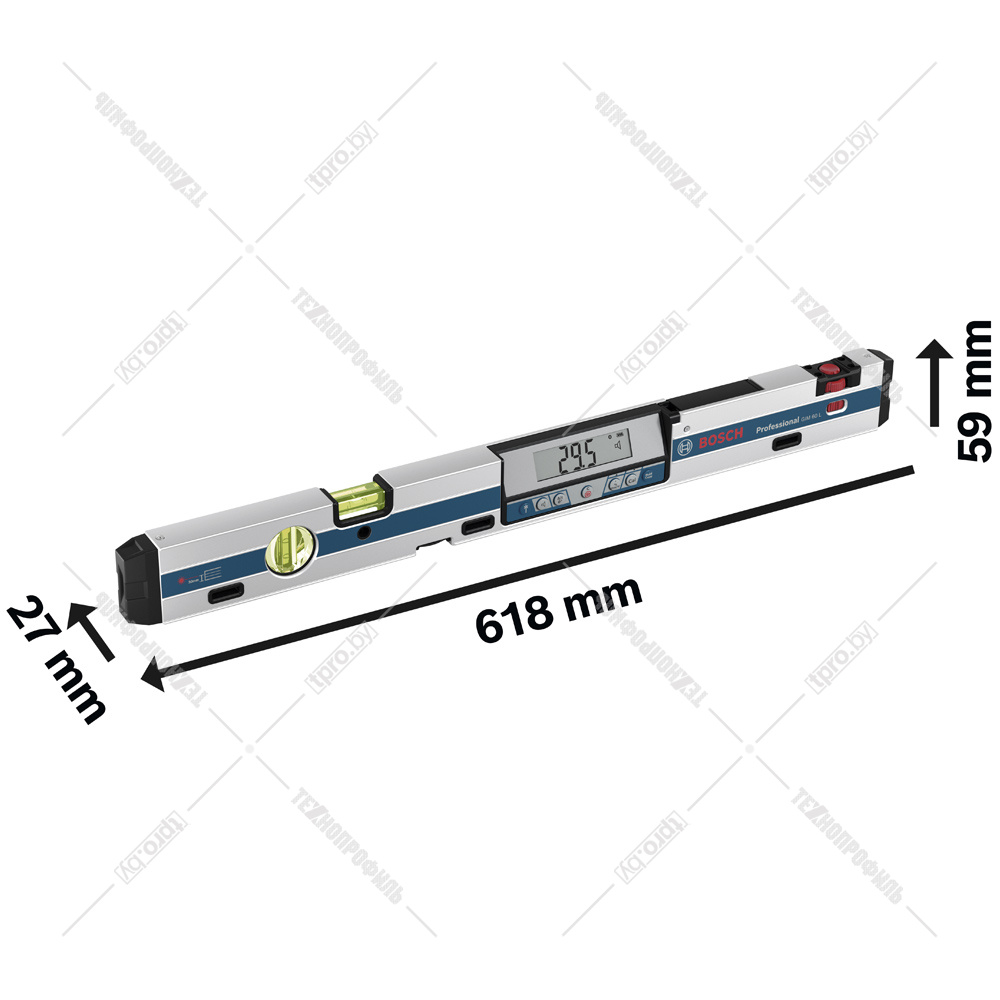 Подробнее о погрешности можно прочитать по следующей ссылке: Технические характеристики изделий
Подробнее о погрешности можно прочитать по следующей ссылке: Технические характеристики изделий
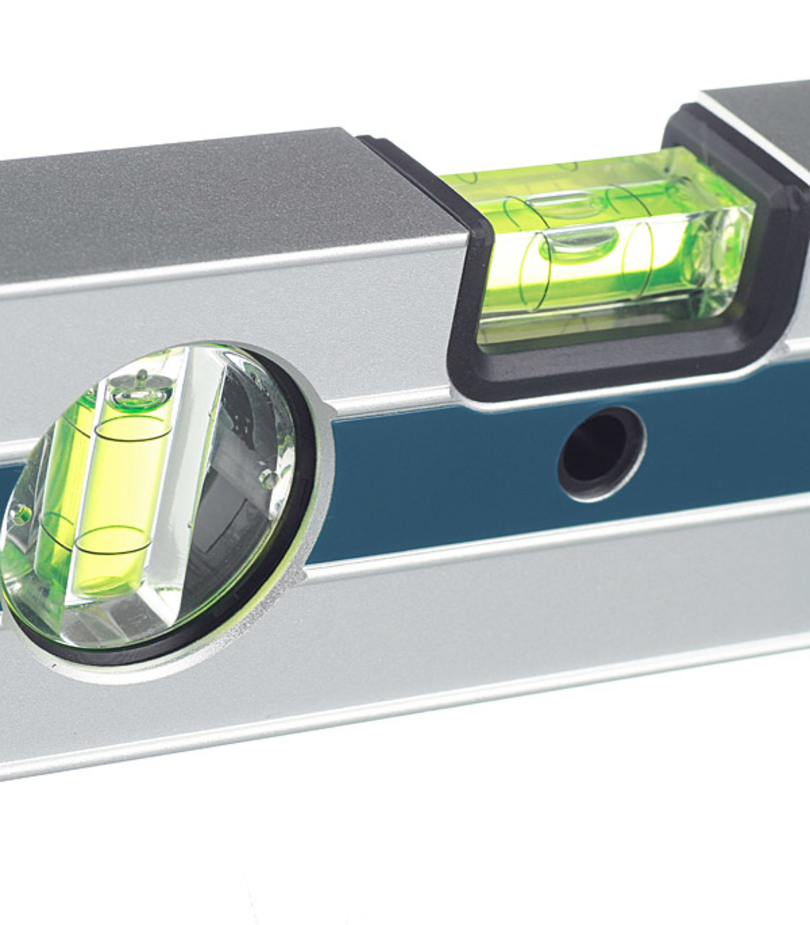







 5 мм
5 мм
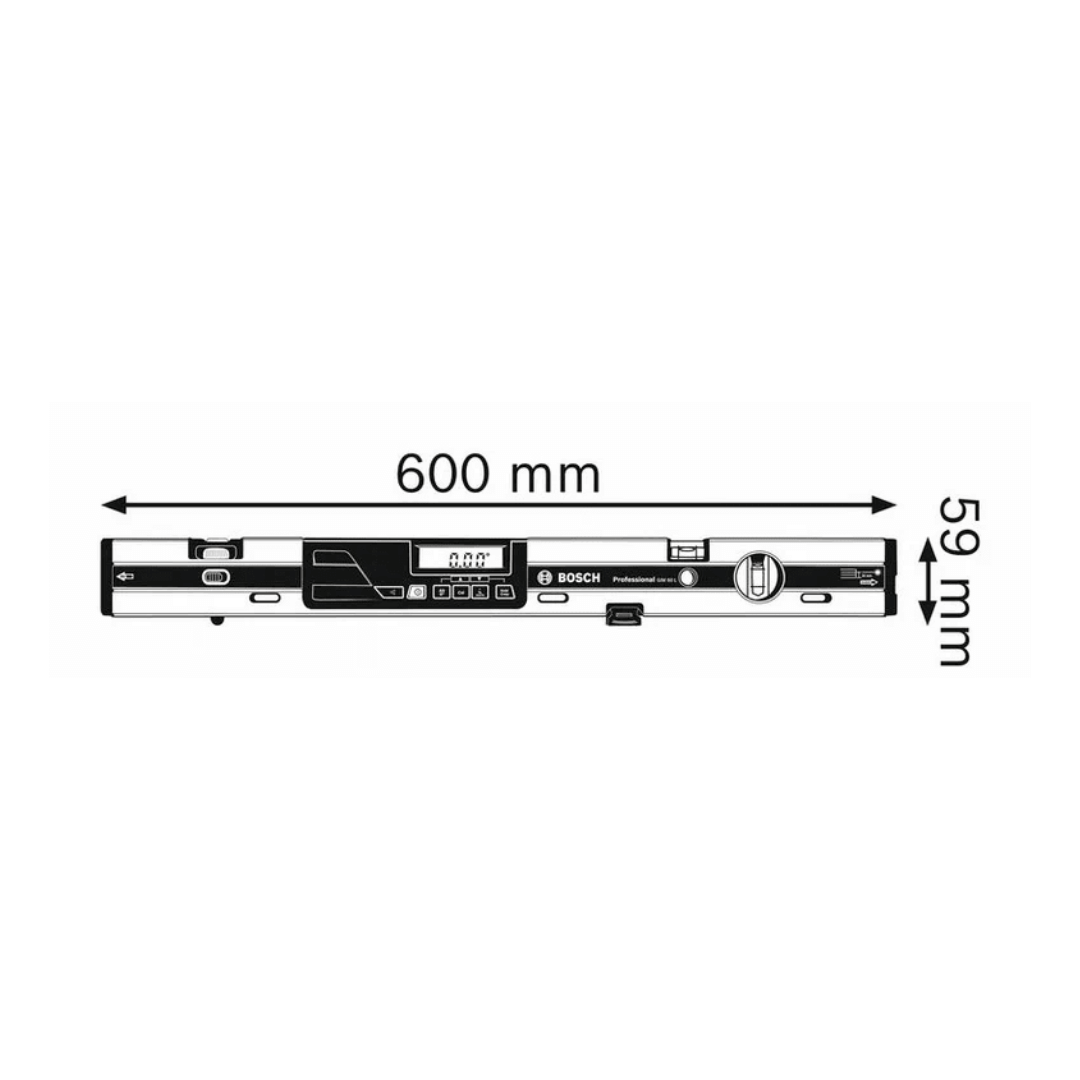

 Пожалуйста, нажмите кнопку ниже, чтобы перезагрузить страницу.
Пожалуйста, нажмите кнопку ниже, чтобы перезагрузить страницу. Цифровой уровень имеет наклонный дисплей с подсветкой для лучшей читаемости, что делает его идеальным цифровым уровнем для задач в труднодоступных или темных местах. Простой в использовании дисплей автоматически поворачивается. Этот инклинометр со звуковым индикатором уровня или 90° имеет кнопку удержания/копирования и память для передачи заданных значений в другие области на рабочей площадке. Обладает выдающейся точностью, точность уровня составляет 0° или 9°.0° составляет ±0,05°. Пользователи получают точные измерения в градусах, процентах или футах и дюймах для простоты адаптации. Инструмент имеет прочный корпус со степенью защиты IP 54 для защиты от пыли на рабочих площадках.
Цифровой уровень имеет наклонный дисплей с подсветкой для лучшей читаемости, что делает его идеальным цифровым уровнем для задач в труднодоступных или темных местах. Простой в использовании дисплей автоматически поворачивается. Этот инклинометр со звуковым индикатором уровня или 90° имеет кнопку удержания/копирования и память для передачи заданных значений в другие области на рабочей площадке. Обладает выдающейся точностью, точность уровня составляет 0° или 9°.0° составляет ±0,05°. Пользователи получают точные измерения в градусах, процентах или футах и дюймах для простоты адаптации. Инструмент имеет прочный корпус со степенью защиты IP 54 для защиты от пыли на рабочих площадках.
 Цена может показаться высокой, но если вы не потеряете этот инструмент, вы, вероятно, когда-нибудь передадите его своим детям.
Цена может показаться высокой, но если вы не потеряете этот инструмент, вы, вероятно, когда-нибудь передадите его своим детям.
 Я также поговорил с редактором Wirecutter Гарри Сойерсом, который писал об инструментах более десяти лет, а до этого занимался реставрацией жилых домов. После того, как мы определились с финалистами, мы отдали их в руки нескольким профессиональным плотникам-ветеранам, чтобы узнать их мнение об их качестве и производительности.
Я также поговорил с редактором Wirecutter Гарри Сойерсом, который писал об инструментах более десяти лет, а до этого занимался реставрацией жилых домов. После того, как мы определились с финалистами, мы отдали их в руки нескольким профессиональным плотникам-ветеранам, чтобы узнать их мнение об их качестве и производительности. Я использовал их, чтобы вытащить игрушки из стока раковины, поймать упавшую подставку из-за радиатора и заменить цепь на сливном клапане унитаза. Другое распространенное использование — стабилизация небольшого гвоздя для первых нескольких взмахов молотком (избавление от боли большого пальца) или ремонт ювелирных изделий.
Я использовал их, чтобы вытащить игрушки из стока раковины, поймать упавшую подставку из-за радиатора и заменить цепь на сливном клапане унитаза. Другое распространенное использование — стабилизация небольшого гвоздя для первых нескольких взмахов молотком (избавление от боли большого пальца) или ремонт ювелирных изделий.
 Мы использовали плоскогубцы, чтобы хватать болты, скручивать провода, поднимать и удерживать гвозди. Мы также нарезали около 20 футов провода Romex 14/2 (обычный электрический провод), чтобы проверить режущие челюсти. После того, как был выбран фаворит, я пользовался исключительно плоскогубцами около восьми месяцев, пока заканчивал масштабный ремонт в своем собственном доме. В этом раунде тестирования наши рекомендуемые плоскогубцы помогли мне установить диммеры, протянуть провода и выполнить сотню других случайных и случайных задач, для которых отлично подходят острогубцы.
Мы использовали плоскогубцы, чтобы хватать болты, скручивать провода, поднимать и удерживать гвозди. Мы также нарезали около 20 футов провода Romex 14/2 (обычный электрический провод), чтобы проверить режущие челюсти. После того, как был выбран фаворит, я пользовался исключительно плоскогубцами около восьми месяцев, пока заканчивал масштабный ремонт в своем собственном доме. В этом раунде тестирования наши рекомендуемые плоскогубцы помогли мне установить диммеры, протянуть провода и выполнить сотню других случайных и случайных задач, для которых отлично подходят острогубцы. Но для большинства задач, особенно тех, которые требуют захвата и скручивания, инструмент большего размера окажется отличным компаньоном.
Но для большинства задач, особенно тех, которые требуют захвата и скручивания, инструмент большего размера окажется отличным компаньоном. После длительного использования Кляйны по-прежнему открываются и закрываются с равномерным сопротивлением, как если бы они были совершенно новыми. Большинство других протестированных плоскогубцев со временем ослабли. Нет никаких сомнений в том, что Kleins были созданы, чтобы выдерживать серьезное использование.
После длительного использования Кляйны по-прежнему открываются и закрываются с равномерным сопротивлением, как если бы они были совершенно новыми. Большинство других протестированных плоскогубцев со временем ослабли. Нет никаких сомнений в том, что Kleins были созданы, чтобы выдерживать серьезное использование. Сколько бы мы ни пытались их скрутить, мы не могли заставить их сдвинуться с места. Мы даже зажали одну челюсть в тиски и попытались затянуть остальную часть инструмента, как велосипедную ручку, но мы не смогли заставить их сгибаться вообще, даже немного. Во время тестирования я использовал Kleins для прокладки проводов в новой варочной панели, и сила захватов была необходима для протягивания и маневрирования толстыми жесткими проводами 8-го калибра. 8-дюймовые модели, которые я пробовал, не имели успеха с толстой проволокой и трудным рывком.
Сколько бы мы ни пытались их скрутить, мы не могли заставить их сдвинуться с места. Мы даже зажали одну челюсть в тиски и попытались затянуть остальную часть инструмента, как велосипедную ручку, но мы не смогли заставить их сгибаться вообще, даже немного. Во время тестирования я использовал Kleins для прокладки проводов в новой варочной панели, и сила захватов была необходима для протягивания и маневрирования толстыми жесткими проводами 8-го калибра. 8-дюймовые модели, которые я пробовал, не имели успеха с толстой проволокой и трудным рывком.


 Область захвата ручек немного короче и не такая удобная. Кроме того, нос немного больше. Это может добавить некоторую стабильность челюстям, но после того, что мы сделали с Кляйнами, мы не уверены, что нужна дополнительная сила в этой области. 8-дюймовые плоскогубцы Channellock E318CB LXT также имеют небольшие ручки, но более толстый нос, чем плоскогубцы Irwin Max-Leverage.
Область захвата ручек немного короче и не такая удобная. Кроме того, нос немного больше. Это может добавить некоторую стабильность челюстям, но после того, что мы сделали с Кляйнами, мы не уверены, что нужна дополнительная сила в этой области. 8-дюймовые плоскогубцы Channellock E318CB LXT также имеют небольшие ручки, но более толстый нос, чем плоскогубцы Irwin Max-Leverage. Irwin 2078218 имеет ту же общую длину, что и Klein, но сами ручки были намного короче, и их было нелегко захватить и удержать. У Crescents 6547CVN и Kobalt 50504 также были короткие ручки с минимальной набивкой.
Irwin 2078218 имеет ту же общую длину, что и Klein, но сами ручки были намного короче, и их было нелегко захватить и удержать. У Crescents 6547CVN и Kobalt 50504 также были короткие ручки с минимальной набивкой. Это делает его хорошим инструментом для профессионала, но сложным для домашнего набора инструментов. Стоит отметить, что у Klein также есть аналогичный многоцелевой инструмент электрика, созданный по образцу плоскогубцев Journeyman, — универсальные плоскогубцы.
Это делает его хорошим инструментом для профессионала, но сложным для домашнего набора инструментов. Стоит отметить, что у Klein также есть аналогичный многоцелевой инструмент электрика, созданный по образцу плоскогубцев Journeyman, — универсальные плоскогубцы. Челюсти подпружинены, ручки очень удобные. Он также совместим с системой шнурков Irwin (и довольно дорогой).
Челюсти подпружинены, ручки очень удобные. Он также совместим с системой шнурков Irwin (и довольно дорогой).
 По словам разработчиков, программу специально сделали похожей на AutoCAD, чтобы упростить пользователям процесс перехода с одной программы на другую.
По словам разработчиков, программу специально сделали похожей на AutoCAD, чтобы упростить пользователям процесс перехода с одной программы на другую.  С точки зрения архитектора смоделировать здание как, например, в ArchiCAD, здесь нельзя. 3D-моделирование в nanoCAD такое же, как в AutoCAD, то есть неполное с ограниченным количеством инструментов.
С точки зрения архитектора смоделировать здание как, например, в ArchiCAD, здесь нельзя. 3D-моделирование в nanoCAD такое же, как в AutoCAD, то есть неполное с ограниченным количеством инструментов. КОМПАС 3D может подойти инженерам и конструкторам, так как обладает большой встроенной библиотекой технических деталей и материалов, а также содержит специальный модуль для анализа и расчёта смоделированных объектов.
КОМПАС 3D может подойти инженерам и конструкторам, так как обладает большой встроенной библиотекой технических деталей и материалов, а также содержит специальный модуль для анализа и расчёта смоделированных объектов. 
 Также разработчики активно общаются с аудиторией и дорабатывают программу под условия реальной работы пользователей.
Также разработчики активно общаются с аудиторией и дорабатывают программу под условия реальной работы пользователей.  Отдельно стоит сказать об инструментах для BIM-моделирования: они ещё не готовы, чтобы полноценно заменить Revit или ArchiCAD. А то, что сейчас выдаётся за BIM-решения, по сути — лишь продвинутый САПР.
Отдельно стоит сказать об инструментах для BIM-моделирования: они ещё не готовы, чтобы полноценно заменить Revit или ArchiCAD. А то, что сейчас выдаётся за BIM-решения, по сути — лишь продвинутый САПР. AliveColors радует схожими с Photoshop интерфейсом, базовыми инструментами для обработки графики, ретуши и цветокоррекции, горячими клавишами и общей логикой работы. Но назвать AliveColors аналогом Photoshop можно всё же лишь с натяжкой: после 10 минут работы в программе становится ясно, что это Photoshop из 2012-го.
AliveColors радует схожими с Photoshop интерфейсом, базовыми инструментами для обработки графики, ретуши и цветокоррекции, горячими клавишами и общей логикой работы. Но назвать AliveColors аналогом Photoshop можно всё же лишь с натяжкой: после 10 минут работы в программе становится ясно, что это Photoshop из 2012-го. 
 Video Editor Plus не поддерживает работу с кодеками H.265, VP9, AV1. Также Movavi не разрабатывает программы для работы с аудио и графикой, а значит нельзя выстроить полный цикл видеопроизводства, нужно искать какие-то дополнительные инструменты, которые будут совместимы с Video Editor Plus.
Video Editor Plus не поддерживает работу с кодеками H.265, VP9, AV1. Также Movavi не разрабатывает программы для работы с аудио и графикой, а значит нельзя выстроить полный цикл видеопроизводства, нужно искать какие-то дополнительные инструменты, которые будут совместимы с Video Editor Plus. 
 Здесь такие же инструменты, интерфейс, функции и настройки, как в стандартном QGIS. Основное отличие — встроенные веб-сервисы NextGIS, которые позволяют быстро обмениваться данными и загружать купленные комплекты данных. Минус NextGIS QGIS — отставание от QGIS в плане обновлений, которые разработчики регулярно вносят. Команда NextGIS редко выпускает обновления, а текущая версия программы базируется на уже устаревшем QGIS 2.18.28, который вышел в 2017 году. В целом, если вы не собираетесь пользоваться веб-сервисами NextGIS и инструментами для анализа геоданных, то отличий от обычного QGIS нет.
Здесь такие же инструменты, интерфейс, функции и настройки, как в стандартном QGIS. Основное отличие — встроенные веб-сервисы NextGIS, которые позволяют быстро обмениваться данными и загружать купленные комплекты данных. Минус NextGIS QGIS — отставание от QGIS в плане обновлений, которые разработчики регулярно вносят. Команда NextGIS редко выпускает обновления, а текущая версия программы базируется на уже устаревшем QGIS 2.18.28, который вышел в 2017 году. В целом, если вы не собираетесь пользоваться веб-сервисами NextGIS и инструментами для анализа геоданных, то отличий от обычного QGIS нет.
 Если российские компании не перестроятся быстро, освободившиеся места западных гигантов могут занять разработчики из Китая или других стран.
Если российские компании не перестроятся быстро, освободившиеся места западных гигантов могут занять разработчики из Китая или других стран.
 Таким образом, Tinkercad занимает почетное 8 место после AutoCAD, Maya, 3DS Max, Inventor и SolidWorks.
Таким образом, Tinkercad занимает почетное 8 место после AutoCAD, Maya, 3DS Max, Inventor и SolidWorks.

 В 1996 году DS начал работать с Российским научно-исследовательским институтом искусственного интеллекта, а затем с Ledas, филиалом института и Лабораторией искусственного интеллекта Института систем информатики в Новосибирске, Сибирь. DS и Ledas непрерывно работали вместе до 2011 года, успешно завершив 11 крупных контрактов. Компоненты, разработанные Ledas в рамках этого сотрудничества, были включены в программы DS CATIA V5 и V6 CAD и, по словам DS, доказали свою надежность и производительность в полном промышленном контексте.
В 1996 году DS начал работать с Российским научно-исследовательским институтом искусственного интеллекта, а затем с Ledas, филиалом института и Лабораторией искусственного интеллекта Института систем информатики в Новосибирске, Сибирь. DS и Ledas непрерывно работали вместе до 2011 года, успешно завершив 11 крупных контрактов. Компоненты, разработанные Ledas в рамках этого сотрудничества, были включены в программы DS CATIA V5 и V6 CAD и, по словам DS, доказали свою надежность и производительность в полном промышленном контексте. TurboCAD от IMSI, BricsCAD , от Bricsys, и IntelliCAD от IntelliCAD Technology Consortium, все они разработаны в России, как и библиотеки взаимодействия Teigha от Open Design Alliance, которые используются сотнями поставщиков САПР по всему миру. Сегодня вам будет трудно найти значительную программу САПР, которая не включает в себя технологии компонентов, разработанные в России.
TurboCAD от IMSI, BricsCAD , от Bricsys, и IntelliCAD от IntelliCAD Technology Consortium, все они разработаны в России, как и библиотеки взаимодействия Teigha от Open Design Alliance, которые используются сотнями поставщиков САПР по всему миру. Сегодня вам будет трудно найти значительную программу САПР, которая не включает в себя технологии компонентов, разработанные в России.
 К 1989 у них было готовое программное обеспечение, и они начали бесплатно предоставлять его российским производителям. В 1992 году они официально зарегистрировали Top Systems Ltd.
К 1989 у них было готовое программное обеспечение, и они начали бесплатно предоставлять его российским производителям. В 1992 году они официально зарегистрировали Top Systems Ltd. Переменные могут быть назначены в любое время для имен компонентов, видимости, материала или любого числового или текстового атрибута любого объекта. Затем их можно обработать любым алгебраическим или логическим выражением для управления поведением проекта. Параметры можно рассчитать из графических зависимостей, используя, например, функции измерения и расстояния. Значения параметров можно динамически выбирать из внутренних таблиц или внешних файлов Excel, базы данных или других типов файлов, в зависимости от условий других параметров. Эта возможность используется T-FLEX для создания параметрических библиотечных элементов.
Переменные могут быть назначены в любое время для имен компонентов, видимости, материала или любого числового или текстового атрибута любого объекта. Затем их можно обработать любым алгебраическим или логическим выражением для управления поведением проекта. Параметры можно рассчитать из графических зависимостей, используя, например, функции измерения и расстояния. Значения параметров можно динамически выбирать из внутренних таблиц или внешних файлов Excel, базы данных или других типов файлов, в зависимости от условий других параметров. Эта возможность используется T-FLEX для создания параметрических библиотечных элементов. Вы можете создавать параметрические 2D-сборки, вставляя параметрические 2D-компоненты со сложными параметрическими связями. Кроме того, вы можете создавать полностью параметрические 3D-сборки.
Вы можете создавать параметрические 2D-сборки, вставляя параметрические 2D-компоненты со сложными параметрическими связями. Кроме того, вы можете создавать полностью параметрические 3D-сборки. Ассоциативная спецификация (BOM) и интегрированный дизайн листового металла включены в стандартную комплектацию, как и широкий набор трансляторов данных CAD для импорта/экспорта.
Ассоциативная спецификация (BOM) и интегрированный дизайн листового металла включены в стандартную комплектацию, как и широкий набор трансляторов данных CAD для импорта/экспорта.
 Но очень мало разработчиков программного обеспечения, обладающих как опытом, так и навыками, позволяющими создать серьезную программу САПР с нуля и сделать это лучше, чем большинство их конкурентов. Хотя я не могу этого доказать, я думаю, что так и было с разработчиками в Нанософт.
Но очень мало разработчиков программного обеспечения, обладающих как опытом, так и навыками, позволяющими создать серьезную программу САПР с нуля и сделать это лучше, чем большинство их конкурентов. Хотя я не могу этого доказать, я думаю, что так и было с разработчиками в Нанософт. Я рад сообщить, что буду там с ними.
Я рад сообщить, что буду там с ними.  и 2011. Речь шла не только о написании кода, но и о разработке сложных математических алгоритмов, благодаря которым эти функции 3D-моделирования были реализованы в CATIA.
и 2011. Речь шла не только о написании кода, но и о разработке сложных математических алгоритмов, благодаря которым эти функции 3D-моделирования были реализованы в CATIA. формат файла. Он был разработан бельгийской компанией Bricsys, которая в прошлом году была приобретена шведским ИТ-гигантом Hexagon.
формат файла. Он был разработан бельгийской компанией Bricsys, которая в прошлом году была приобретена шведским ИТ-гигантом Hexagon. ЛЕДАС заслуживает большего внимания. Почти полностью составленный докторами наук, некоторые ученые-ракетчики (как мне сказали, они работали на российскую армию до распада СССР) были более чем способны создавать собственные целые, надежные программы САПР». («Бережливая CAD-компания бьет выше своего веса»)
ЛЕДАС заслуживает большего внимания. Почти полностью составленный докторами наук, некоторые ученые-ракетчики (как мне сказали, они работали на российскую армию до распада СССР) были более чем способны создавать собственные целые, надежные программы САПР». («Бережливая CAD-компания бьет выше своего веса»)

 Там несколько команд специализируются на различных областях разработки продуктов, включая извлечение данных о компоновке микросхемы, расчеты задержки сигнала микрочипа и физическую проверку.
Там несколько команд специализируются на различных областях разработки продуктов, включая извлечение данных о компоновке микросхемы, расчеты задержки сигнала микрочипа и физическую проверку. В настоящее время компания ищет программистов для работы над еще одним проектом ESPRIT.
В настоящее время компания ищет программистов для работы над еще одним проектом ESPRIT. Французская компания предоставляет услуги и инструменты для трехмерного поверхностного и твердотельного моделирования, визуализации и обмена данными САПР. В интервью Linux Format Russia журналу компания заявила, что ее административный и управленческий персонал базируется в штаб-квартире во Франции, а большая часть разработки была выполнена российской командой, состоящей из около 70 инженеров. Производственное предприятие Open Cascade SAS Datavision в Нижнем Новгороде отвечает за поддержку SDK с открытым исходным кодом и написание программных приложений для конечных пользователей.
Французская компания предоставляет услуги и инструменты для трехмерного поверхностного и твердотельного моделирования, визуализации и обмена данными САПР. В интервью Linux Format Russia журналу компания заявила, что ее административный и управленческий персонал базируется в штаб-квартире во Франции, а большая часть разработки была выполнена российской командой, состоящей из около 70 инженеров. Производственное предприятие Open Cascade SAS Datavision в Нижнем Новгороде отвечает за поддержку SDK с открытым исходным кодом и написание программных приложений для конечных пользователей.
 105 514-84
105 514-84 Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Вы всегда можете отключить файлы cookie в настройках Вашего браузера.
Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Вы всегда можете отключить файлы cookie в настройках Вашего браузера.




 Съемники подшипников могут снять поврежденный подшипник, используя рычаги, которые захватывают заднюю часть подшипника или обойму. Когда вы затягиваете центр съемника подшипника, рычаги съемника перемещаются к вам, пока деталь не выйдет. В O’Reilly Auto Parts у нас есть выбор съемников подшипников, которые помогут вам в ремонте. Также ознакомьтесь с нашими инструментами для обойм подшипников и уплотнениями, чтобы завершить работу.
Съемники подшипников могут снять поврежденный подшипник, используя рычаги, которые захватывают заднюю часть подшипника или обойму. Когда вы затягиваете центр съемника подшипника, рычаги съемника перемещаются к вам, пока деталь не выйдет. В O’Reilly Auto Parts у нас есть выбор съемников подшипников, которые помогут вам в ремонте. Также ознакомьтесь с нашими инструментами для обойм подшипников и уплотнениями, чтобы завершить работу.
 Может использоваться как размораживатель замков;
Может использоваться как размораживатель замков; В модели M40 наши инженеры-ветераны используют классическую винтовку M40 корпуса морской пехоты с современными достижениями Bergara.
В модели M40 наши инженеры-ветераны используют классическую винтовку M40 корпуса морской пехоты с современными достижениями Bergara. 3 499,99 $
3 499,99 $
 Вертикальная пистолетная рукоятка и крюк приклада обеспечивают лучший контроль. Приклад полностью регулируется с помощью проставочной системы по длине тяги, а также с регулируемой щекой.
Вертикальная пистолетная рукоятка и крюк приклада обеспечивают лучший контроль. Приклад полностью регулируется с помощью проставочной системы по длине тяги, а также с регулируемой щекой. Запатентованная TriggerTech технология освобождения без трения повышает производительность и точность для конечного пользователя, устраняя проскальзывание и тяжелые тяговые нагрузки. Даже в самых суровых условиях он сохраняет свои превосходные характеристики, обеспечивая большую точность и безопасность при каждом выстреле.
Запатентованная TriggerTech технология освобождения без трения повышает производительность и точность для конечного пользователя, устраняя проскальзывание и тяжелые тяговые нагрузки. Даже в самых суровых условиях он сохраняет свои превосходные характеристики, обеспечивая большую точность и безопасность при каждом выстреле.
 99
99 Он был вооружен длинноствольным ружьем. Рядом стоял второй боевик. Снайпер-разведчик прицелился в боевика в машине. Он расслабился, удерживая перекрестие прицела на голове мужчины. Он медленно, но уверенно нажимал на спусковой крючок, пока отдача его винтовки М40 не удивила его. Выстрел убил человека, где он сидел. Затем корректировщик быстро выстрелил второму боевику три раза в грудь.
Он был вооружен длинноствольным ружьем. Рядом стоял второй боевик. Снайпер-разведчик прицелился в боевика в машине. Он расслабился, удерживая перекрестие прицела на голове мужчины. Он медленно, но уверенно нажимал на спусковой крючок, пока отдача его винтовки М40 не удивила его. Выстрел убил человека, где он сидел. Затем корректировщик быстро выстрелил второму боевику три раза в грудь. Морские пехотинцы сразу же узнали в нем M40A1 — тот же тип винтовки, что использовали снайперы-разведчики, убившие его.
Морские пехотинцы сразу же узнали в нем M40A1 — тот же тип винтовки, что использовали снайперы-разведчики, убившие его. Фотография Корпуса морской пехоты США, сделанная артиллерийским сержантом. Марк Олива.
Фотография Корпуса морской пехоты США, сделанная артиллерийским сержантом. Марк Олива.  В то время у Корпуса не было стандартной снайперской винтовки. Стрелки использовали различное оружие, в зависимости от их индивидуальных предпочтений или просто из того, что было доступно. Большинство из них использовали M1903 Springfield с длинными 8-кратными оптическими прицелами Unertl.
В то время у Корпуса не было стандартной снайперской винтовки. Стрелки использовали различное оружие, в зависимости от их индивидуальных предпочтений или просто из того, что было доступно. Большинство из них использовали M1903 Springfield с длинными 8-кратными оптическими прицелами Unertl.
 Например, во влажных джунглях и рисовых полях Вьетнама цельный деревянный приклад винтовки имел тенденцию набухать. Поскольку древесина коробилась от влаги, оружие становилось менее точным.
Например, во влажных джунглях и рисовых полях Вьетнама цельный деревянный приклад винтовки имел тенденцию набухать. Поскольку древесина коробилась от влаги, оружие становилось менее точным. Снайперы-разведчики, участвовавшие в этих конфликтах, близко познакомились с оружием.
Снайперы-разведчики, участвовавшие в этих конфликтах, близко познакомились с оружием.
