СИВИК GALAXY PLUS (СБМП-60/3D Л) балансировочный стенд предназначенный для балансировки колес легковых автомобилей, внедорожников, легких грузовиков и мотоциклов с диаметром дисков от 10 до 28 дюймов и массой до 70 кг. GALAXY PLUS — автоматический станок высокой точности и производительности класса De Luxe, обладающий полным набором функций. Эффективен для балансировки литых дисков. Большой LCD монитор 22″ существенно упрощает эксплуатацию и обслуживание.
Особенности
Панель управления с LСD монитором.
Электронная линейка для ввода дистанции и диаметра обода.
Бесконтактный УЗ датчик ввода ширины обода.
Обслуживание колес со стальными и литыми дисками, в том числе мотоколес.
Бесплатную доставку по городу или в терминал любой ТК
Скидка на монтаж 15% + бесплатное обучение
Гарантийное обслуживание
Качество балансировки колеса – это основной показатель качества балансировочного станка. Благодаря использованию современных оборонных технологий при производстве шпиндельного узла и некоторым конструктивным решениям, нам удалось достичь высоких показателей качества балансировки, соответствующих мировому уровню, По ключевым параметрам шпиндельные узлы проходят 100 % двойной контроль – при приемке деталей и при испытаниях готового станка. Шпиндельные узлы балансировочных станков компании СИВИК адаптированы для крепления адаптеров для лучшей центровки колес Haweka и Femas.
Применение современных технологий S-Drive и Direct3D, позволяет от балансировать любое колесо за один цикл. Дополнительную экономию времени обеспечивает применение технологий No Touch, AutoAlu, а также особая конструкция электронных линеек и комплектация станка быстросъемной гайкой Haweka и светодиодная подсветка места установки груза. Благодаря этим решениям полный цикл балансировки колеса (с учетом установки и снятия) занимает не более 1,5 минут.
Станок отличает современный дизайн, а также наличие цветного графического LCD дисплея с диагональю 21”, на который выводится вся информация о работе. Выполнение основных функций станок сопровождает голосовыми подсказками. Все это производит благоприятное впечатление на клиентов и обеспечивает их высокую лояльность.
Встроенный счетчик отбалансированных колес позволяет контролировать объем выполненных работ. Встроенный счетчик установленных грузов позволяет контролировать объем использованных расходных материалов. Встроенный слот под Flash-карту позволяет записать итоговые данные счетчиков для последующего анализа.
ФУНКЦИОНАЛЬНЫЕ ОСОБЕННОСТИ:
• технология Direct3D — точное прямое измерение геометрии ALU-дисков.
точная установка ленточного груза электронной линейкой.
• технология AutoALU — автоматическое определение схемы установки грузов.
• технология S-Drive- автоповорот колеса к месту установки груза и удержание, возможен доворот в положение 12ч или 6ч.
• технология NoToch — возможность балансировки колес без нажатия кнопок .
• технология PowerGuard — защита от «скачков» напряжения. ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ:
• SPLIT – установка ленточных грузов за спицами («невидимый» груз)
• счётчик отбалансированных колёс
• отчет об установленных грузах
• детализированный отчет с возможностью записи на флэш-карту
• три профиля оператора
• оптимизация положения шина-диск
• минимизация статического дисбаланса
• специальная программа для балансировки мотоколес
• программа «Мастер проверки и калибровки станка»
• компенсация дисбаланса адаптера
• речевое сопровождение
• эргономичная рабочая зона ОСНАЩЕНИЕ:
• электронная линейка для измерения диаметра и дистанции
• электронная линейка для измерения ширины
• высокоточный шпиндельный узел, диаметр вала 40 мм
• лазерный указатель установки грузов «на 6 часов»
• увеличенный вылет вала для установки широких колес
• LED-подсветка места установки груза
• Ролик диагностики биения диска ХАРКТЕРИСТИКИ
Параметр
Значение
Макс. масса колеса, кг
70
Макс. диаметр диска
28”
Макс. ширина диска
20”
Макс. диаметр колеса, мм
900
Время измерения дисбаланса, сек
5
Точность, г
1
Диаметр вала, мм
40
Питание
220В 350Вт
Масса, кг
135
Габаритные размеры, мм
1080 x 1370 x 1450
Комплектация:
• быстросъемная гайка SIVIK (Россия)
• три конуса ( 43÷114,5 мм)
• клещи для установки и снятия грузов
• комплект «Джип» (кольцо и конус) для крепления колес с диаметром внутреннего отверстия 97÷160 мм
Купить балансировочный станок Sivik Galaxy Plus в Екатеринбурге
Экран, показывающий запуск приложений на устройстве Android.
Повышение уровня устройств начального уровня.
Молниеносная ОС, созданная для смартфонов с оперативной памятью менее 2 ГБ. Android (версия Go) работает легче и экономит данные, что расширяет возможности на множестве устройств.
30 %
Запускается быстрее.
Приложения запускаются на 30 % быстрее, если вы используете Android (версия Go) на смартфоне начального уровня.
270 МБ
Делает больше, все сразу.
До 270 МБ дополнительной памяти позволяют запускать больше приложений и игр одновременно.
900 МБ
Оставляет дополнительное пространство.
До 900 МБ дополнительной памяти означает место для большего количества фотографий, видео и приложений. Выбирайте из более чем 2 миллионов приложений в Google Play.
Предназначен для объединения людей.
Мы считаем, что каждый должен иметь доступ к удивительным возможностям смартфона. Android (версия Go) оказывает влияние, начиная от точной настройки специальных возможностей и заканчивая повышенной доступностью.
Камера, которая превращает текст в речь.
Lens в Google Go читает написанное вслух, помогая большему количеству людей понять окружающий мир.
Браузер, говорящий на вашем языке.
Chrome переводит любой текст на экране на ваш язык. Читайте вслух одним нажатием кнопки.
Приложения, расширяющие возможности.
Популярные приложения Google для Android (версия Go) созданы с нуля. Приложения занимают меньше места и сохраняют больше данных. Все быстрее, полезнее и проще в использовании.
Google Go
Разрешить Google читать страницы вслух. Получить предложения по вводу. Частный поиск на общих устройствах. Используйте камеру, чтобы учить новые слова. Сделайте мир ближе, просто так.
Поиск Грейс Хоппер в Google Go и переход к статье в Википедии, где Google читает текст вслух.
Затем отображаются поисковые подсказки, когда пользователь вводит «рецепт панира».
Затем наведите камеру на табличку с надписью «Парковка запрещена» и переведите ее на новый язык.
Gallery Go
Редактирование одним касанием. СМИ, которые легче найти. Тратьте меньше времени на поиск этой фотографии, пока Google все упорядочивает. И сохраняйте данные, делая все это в автономном режиме.
Пролистывание фотогалереи людей, еды и животных. Нажав на фотографию миски с лимонами, она заполнит весь экран.
Камера
Сделайте идеальный портрет. Или взять весь пейзаж. И все это благодаря камере, которая сохраняет четкость деталей и яркие цвета. С предложениями по хранению есть место, чтобы захватить больше.
Сфотографировать женщину с длинными волосами и в джинсовой рубашке.
Assistant Go
Отправьте текстовое сообщение или получите быстрые ответы на спонтанные вопросы. Google Assistant запускается только тогда, когда вы его об этом просите, поэтому ваша батарея работает намного дольше.
Спросите Google Assistant, выиграла ли Нигерия футбольный матч против Аргентины. Помощник Google подтвердил да, и счет был 4-2.
Легко управляйте файлами.
Files от Google помогает всем находить, делиться и очищать свои файлы. Получите советы о том, что нужно удалить, например неиспользуемые приложения. Даже отправляйте файлы ближайшим друзьям без использования данных.
Найдите лучший баланс.
Инструменты
Digital Wellbeing помогут вам контролировать то, как вы используете свой телефон. Установите ограничения с помощью таймеров приложений и управляйте уведомлениями. Или уменьшите количество прерываний с помощью режима «Не беспокоить».
Еще больше в Google Play.
Помимо приложений, созданных для Android (версия Go), есть более 2 миллионов приложений, которые можно открыть. Следите за друзьями, читайте новости и решайте все головоломки. На Android есть приложение для всего.
Встроенная система безопасности, которая всегда начеку.
Android (версия Go) имеет встроенные функции безопасности, которые защищают всех. При поддержке экспертных ресурсов от Google.
Google Play Protect
Пусть эта защитная служба работает сама по себе, чтобы предотвратить доступ вредоносных приложений к вашему телефону.
«Найти мое устройство»
Найдите, заблокируйте и, при необходимости, очистите устройство, если оно пропало.
Дополнительные элементы управления конфиденциальностью
Управляйте личными данными. Получите информацию, чтобы сделать более разумный выбор конфиденциальности.
Эффективная защита
Обеспечьте безопасность данных без ущерба для производительности с помощью расширенного шифрования.
Создавайте приложения для более широкой аудитории.
Привлекайте больше людей, создавая с помощью Android. Присоединяйтесь к множеству разработчиков, которые создают приложения для смартфонов начального уровня.
Универсальный, для общих операций обработки резанием и давлением цветных металлов
Продукт не раздражает кожу, хорошая стабильность к жесткой воде, низкое пенообразование в мягкой воде
BECHEM Avantin 261
Сталь, алюминий, цветные металлы
Универсальный, для общих операций обработки резанием
Продукт не раздражает кожу, хорошая стабильность к жесткой воде, низкое пенообразование в мягкой воде
BECHEM Avantin 270
Цветные металлы
Общая обработка цветных металлов
Превосходные результаты обработки резанием, не раздражает кожу, пригоден для воды любого качества
BECHEM Avantin 320 B
Чугун, сталь
Общие операции обработки резанием и шлифование
Хорошее моющие свойства, высокая биологическая стабильность и стабильность эмульсии, низкое пенообразование
BECHEM Avantin 3309
Высококачественная сталь, хром, никель
Для самых тяжелых операций обработки резанием, таких как протягивание, глубокое сверление и изготовление точных цилиндрических втулок.
Благодаря специально подобранному составу присадок достигается превосходное качество обрабатываемой поверхности и длительный срок службы инструмента, может быть применен в качестве присадки
BECHEM Avantin 331
Чугун, сталь
Общие операции обработки резанием и шлифование
Хорошо пригоден для заполнения станков с централизованными системами подачи смазки, универсально применяем для воды любого качества, превосходные моющие свойства, низкое пенообразование
BECHEM Avantin 3332
Чугун, сталь, алюминий
От общих до сложный операций обработки резанием и шлифование
Хорошо пригоден для заполнения станков с централизованными системами подачи смазки, универсально применяем для воды любого качества, превосходные моющие свойства, низкое пенообразование
BECHEM Avantin 335
Чугун, сталь, алюминий
От общих до сложный операций обработки резанием цветных металлов и шлифование
Хорошо пригоден для заполнения станков с централизованными системами подачи смазки, универсально применяем для воды любого качества, превосходные моющие свойства, низкое пенообразование
BECHEM Avantin 341
Чугун, высококачественная сталь, сталь, алюминий,
От общих до сложный операций обработки резанием и шлифование
Универсально применяемый, хорошо пригоден для станков с централизованными системами подачи смазки, превосходные результаты обработки резанием, хорошие моющие свойства, низкое пенообразование
BECHEM Avantin 355
Высококачественная сталь, алюминий
От общих до самых сложных операций обработки резанием сплавов алюминия
Очень хорошая совместимость с кожей, достигается превосходное качество поверхности обрабатываемого материала, очень хорошо пригоден для станков с централизованными системами подачи смазки
BECHEM Avantin 361
Сталь, алюминий
От общих до сложных операций обработки резанием сплавов алюминия
Очень хорошая совместимость с кожей, превосходное качество поверхности обрабатываемого материала при трении и глубоком сверлении, очень хорошо пригоден для станков с централизованными системами подачи смазки
BECHEM Avantin 361 I-N
Сталь, алюминий
От общих до сложных операций обработки резанием сплавов алюминия
Очень хорошая совместимость с кожей, превосходное качество поверхности обрабатываемого материала при трении и глубоком сверлении, очень хорошо пригоден для станков с централизованными системами подачи смазки
BECHEM Avantin 361 Plus
Чугун, сталь, алюминий
От общих до сложный операций обработки резанием и шлифование
Очень хорошая совместимость с кожей, превосходное качество поверхности обрабатываемого материала при трении и глубоком сверлении, очень хорошо пригоден для станков с централизованными системами подачи смазки, смачивающие свойства лучше, чем у Avantin 361, очень низкое пенообразование, также в очень мягкой воде
BECHEM Avantin 400
Чугун, сталь
Универсальный раствор для шлифования
Превосходная защита от коррозии, низкая склонность к прилипанию стружки, не образует пены при жесткости воды от 3 до 20 °dH
BECHEM Avantin 400
Чугун, сталь
Универсальный раствор для шлифования
Превосходная защита от коррозии, низкая склонность к прилипанию стружки, не образует пены при жесткости воды от 3 до 20 °dH
BECHEM Avantin 402
Чугун, сталь
Универсально применяем для шлифования, для общей обработки резанием
Не поглощает стороннее масло, незначительное оседание на обрабатываемых деталях, хорошая защита от коррозии
BECHEM Avantin 405
Чугун, cталь
Универсально применяем для шлифования и общей обработки резанием и нарезке резьбы
Не поглощает стороннее масло, незначительное оседание на обрабатываемых деталях, хорошая защита от коррозии
BECHEM Avantin 407
Чугун, сталь, высококачественная сталь
Шлифование и общие операции резанием с высокой степенью сложности, изготовление резьбы
Не поглощает стороннее масло, незначительное оседание на обрабатываемых деталях, хорошая защита от коррозии
Специально для высокочувствительных алюминиевых сплавов (оптимальная защита от окрашивания), хорошая совместимость с кожей, высокая стабильность эмульсии
BECHEM Avantin 441
Чугун, сталь
Универсальный, для общих операций обработки резанием
Универсально применяемый, хорошо пригоден для станков с централизованными системами подачи смазки, превосходные результаты обработки резанием, хорошие моющие свойства, низкое пенообразование
BECHEM Avantin 461
Чугун, сталь
Универсальный, для общих операций обработки резанием
Очень хорошая совместимость с кожей, превосходное качество поверхности обрабатываемого материала при трении и глубоком сверлении, очень хорошо пригоден для станков с централизованными системами подачи смазки
BECHEM Avantin 480
Сталь, алюминий, цветные металлы
Общая автоматная обработка стандартных материалов
Низкое пенообразование, также в мягкой воде, хорошая совместимость с кожей
Berucool 148 MG
Алюминий, магний
Общая обработка резанием материалов из магния
Стабилен в жесткой воде, превосходная стабильность эмульсии, достигаются превосходные поверхности обрабатываемой детали
Berucool HM
Твердый металл
Шлифование при изготовлении материалов
Превосходное качество обрабатываемой поверхности детали, ингибирован к растворению кобальта
Инновационный состав для металлообработки Berufluid®
Поиск:
Наименование продукта
Обрабатываемые материалы
Процесс / Примеры применения
Описание
Berufluid Cut K
Чугун, cталь, молибден, никель, титан
Общая обработка резанием и шлифование
Высокая биологическая стабильность, длительные сроки службы инструмента, хорошая защита от коррозии
Berufluid Cut’n Grind 5
Чугун, cталь, хром-молибден, никель, титан
Общая обработка резанием и шлифование
Хорошая биологическая стабильность, длительные сроки службы инструмента, хорошая защита от коррозии
Berufluid Grind HM
Особо твердые металлы
Обработка твердых металлов, в особенности шлифование при изготовлении деталей
Превосходные объемы снятия стружки по времени при уменьшенном износе деталей, хорошая биологическая стабильность, хорошая защита от износа
Не смешиваемые с водой масляные СОЖ
Поиск:
Наименование продукта
Обрабатываемые материалы
Процесс / Примеры применения
Описание
Berucut MQL-A 16
Сталь, высококачественная сталь
Процессы обработки давлением без снятия стружки
Возможна очень низкая дозировка, состав способен к легкому биологическому разложению по OECD 301
Berucut MQL-A 20
Сталь, высококачественная сталь
Операции обработки резанием от простых до средней сложности
Особенно пригоден для обработки без пятен чувствительных сплавов алюминия, способен к легкому биологическому разложению по OECD 301 B
Berucut MQL-E 30
Сталь, высококачественная сталь
Операции обработки резанием от средней до сложных
Масло для резки не содержащее минерального масла, способно к биологическому разложению по OECD 301
Berucut MQL-E 32
Сталь, высококачественная сталь
Операции обработки резанием от средней до сложных
Масло для резки не содержащее минерального масла, способно к легкому биологическому разложению по CEC L-33-A-82
Berucut RMO 35 ZF
Сталь, высококачественная сталь
Операции протягивания (нарезание зубьев), пиления, резьбонарезания
Высокоэффективное мало вязкое масло с высокой устойчивостью к несущим нагрузкам и хорошими моющими свойствами
Berucut RMO TC 18 Package
Сталь, высококачественная сталь
Вертикальное протягивание
Низко вязкий пакет присадок для комбинации с Berucut RMO TC 22 и пр.
Berucut SCO 10
Чугун, cталь
Все виды шлифования
Хорошие охлаждающие свойства, превосходная очистка шлифовальных кругов, хорошие моющие свойства
Berucut SCO 232 HC
Сталь, высококачественная сталь
Операции обработки резанием от простых до средней сложности
Очень низкая склонность к испарению благодаря высокой температуре вспышки
Berucut SCO 232 MP
Сталь, высококачественная сталь
Операции обработки резанием от простых до средней сложности
Очень низкая склонность к испарению благодаря высокой температуре вспышки
Berucut SCO 310
Сталь, высококачественная сталь
Операции обработки резанием от простых до средней сложности таких, точение, сверление, фрезерование и резьбонарезание, зубошлифование, глубокое сверление
Высокая устойчивость к несущим нагрузкам и хорошие моющие свойства, высокая скорость резки при длительных сроках службы инструмента
Berucut SCO 322
Сталь, высококачественная сталь
Операции обработки резанием от простых до средней сложности таких, точение, сверление, фрезерование и резьбонарезание, зубошлифование, глубокое сверление
Очень низкое образование масляного тумана, препятствует образованию наростов на режущей кромке
Berucut SCO 322 HC
Сталь, высококачественная сталь
Операции обработки резанием от простых до средней сложности таких, точение, сверление, фрезерование и резьбонарезание, зубошлифование, глубокое сверление
Очень низкое образование масляного тумана, препятствует образованию наростов на режущей кромке
Низкая склонность к испарению, хорошие моющие свойства
Berucut TBO 315
Сталь, высококачественная сталь
Продукт пригоден для следующих способов глубокого сверления: Эжекторное, однолезвийное, спиральное и BTA сверление, а так же строгание, накатное полирование роликами и выглаживание
Пригоден для обработки стали с пределом прочности при растяжении до 800 Н/мм2, наличие бокового сверления не проблематично
Berucut TBO 422
Сталь, высококачественная сталь
Операции глубокого сверления следующими способами: эжекторное, однолезвийное, спиральное и BTA сверление, а также протягивания и резьбонарезание
Пригоден для обработки стали, алюминия и никелевых сплавов с пределом прочности при растяжении до 800 Н/мм2
Berucut TBO 615
Сталь, высококачественная сталь
Самые сложные операции резанием, такие как глубокое сверление, протягивание и резьбонарезание
Пригоден для обработки стали, алюминия и никелевых сплавов с пределом прочности при растяжении до 1300 Н/мм2
Berucut TBO 622
Сталь, высококачественная сталь
Самые сложные операции резанием, такие как глубокое сверление, протягивание и резьбонарезание
Пригоден для обработки стали, алюминия и никелевых сплавов с пределом прочности при растяжении до 1300 Н/мм2
Beruform 5022 HY
Сталь, высококачественная сталь
Универсальное масло, применяемое и для обработки резанием и давлением
Очень хорошие уплотнительные свойства, хорошая способность к пено образованию, высокое значение (> 12) в FZG тесте, содержит минеральное масло
Beruform 5032 HY
Чугун, сталь, цветные металлы
Универсальное масло, применяемое для резки метала и обработки давлением
Как Beruform 5022 HY, но с более высокой вязкостью
Beruform 5046 HY
Сталь, высококачественная сталь
Универсальное масло, применяемое для резки метала и обработки давлением
Как Beruform 5022 HY, но с более высокой вязкостью
Made with
Free Website Building Software
BECHEM AVANTIN 361 в Самаре (Нефтяные продукты, масла и смазки)
Цена: Цену уточняйте
за 1 ед.
Компания ООО “ТСК-Технолоджи“ (Самара) является зарегистрированным поставщиком на сайте BizOrg.su. Вы можете приобрести товар BECHEM AVANTIN 361, расчеты производятся в ₽. Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
Описание товара
Концентрат смазочно-охлаждающей жидкости для общей обработки резанием чугуна с шаровидным графитом, сталей и алюминия. Используется в станках.
BECHEM AVANTIN 361 Концентрат смазочно-охлаждающей жидкости для общей обработки резанием чугуна с шаровидным графитом, сталей и алюминия. Используется в станках, работающих автономно, и в централизованных системах. Благодаря специально подобранным присадкам и превосходным свойствам, препятствующим образованию пены, особенно при работе с инструментами с направляющими планками (Mapal-развертывание, глубокое сверление), достигается превосходное качество поверхности.
Свойства:
Превосходные качество поверхности. Отличная устойчивость к пенообразование. Дерматологически проверенная очень хорошая совместимость с кожей. Расщепление можно проводить любым известным методом. Соответствует TRGS 611 (технический регламент для опасных материалов). Применение: Обработка головки цилиндров, корпуса двигателей, детали сцепления и приводного механизма, компоненты в системах привода, картер, поршни и прочее в автомобильной промышленности и смежном производстве. Приведенные данные соответствуют состоянию техники на момент разработки. Возможны изменения. Данные не являются спецификацией на продукт и не освобождают пользователя от проведения собственных испытаний. Более подробная информация предоставляется по запросу.
Товары, похожие на BECHEM AVANTIN 361
Вы можете оформить заявку на «BECHEM AVANTIN 361» в компании «ООО ТСК-Технолоджи» через торговую площадку BizOrg. На сегодня предложение находится в статусе «в наличии».
Плюсы «ООО ТСК-Технолоджи»
специальное предложение по сервису и цене для пользователей площадки BizOrg;
своевременное выполнение своих обязательств от компании с рейтингом 5.0;
разнообразные способы оплаты.
Ждем Вашего звонка!
Часто задаваемые вопросы
Как оформить заказ?Чтобы оформить заказ на «BECHEM AVANTIN 361» свяжитесь с компанией «ООО ТСК-Технолоджи» по контактным данным, которые указаны в правом верхнем углу страницы. Обязательно укажите, что нашли компанию на площадке BizOrg.
Где посмотреть более полную информацию о компании «ООО ТСК-Технолоджи»?Для получения подробных даных о компании перейдите в правом верхнем углу страницы по ссылке-названию компании. Далее перейдите на интересную Вам вкладку с описанием.
Предложение описано с ошибками, номер телефона не отвечает и т.п.Если у вас возникли проблемы при работе с «ООО ТСК-Технолоджи» – сообщите идентификаторы компании (322380) и товара/услуги (2896681) в нашу службу технической поддержки.
Служебная информация
«BECHEM AVANTIN 361» относится к категории: «Нефтяные продукты, масла и смазки».
Предложение появилось на сайте 31.08.2013, дата последнего обновления — 16.11.2013.
За все время предложение было просмотрено 879 раз.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой. Заявленная компанией ООО “ТСК-Технолоджи“ цена товара «BECHEM AVANTIN 361» может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании ООО “ТСК-Технолоджи“ по указанным телефону или адресу электронной почты.
Телефоны:
+7 (908) 395-90-31
+7 (937) 652-88-01
Купить ВЕСНЕМ AVANTIN 361 в Самаре:
проезд Мальцева, 4, Самара, 443022, Россия
BECHEM AVANTIN 361
СОЖ | Жидкости для резки металлов
Превосходное качество поверхности, более длительный срок службы инструмента при минимальном потреблении охлаждающих жидкостей, более чистая и безопасная рабочая среда — вот некоторые из желаемых параметров, которые напрямую влияют на стоимость компонента и уровень производительности в процессах металлообработки.
Ассортимент смазочно-охлаждающих жидкостей Avantin от BECHEM представляет собой самую передовую разновидность смазочно-охлаждающих жидкостей, которые установили новые стандарты в отрасли, достигнув максимальной производительности при минимальном потреблении. Смазочно-охлаждающие жидкости серии Avantin, обогащенные современными присадками, способны бороться с агрессивными внешними загрязнениями, такими как гидравлическое масло, стружка и шлифовальная пыль, обеспечивая при этом непревзойденную производительность.
BECHEM Avantin 320
Превосходная грязеемкость. Подходит для всех видов шлифования и обработки чугуна. Обладает высокой стабильностью эмульсии. Не подходит для обработки алюминия.
BECHEM Avantin 320
Шлифование
Фрезерование
Точение
Сверление
Защита от коррозии 10 01817 Хорошая промывка
Содержание масла
15 %
Значение pH при 5 %
9,1 – 9,3
Защита от коррозии DIN 51360/2 Примечание 0-1
2
2
0 3 Индекс рефрактометра
1,3
BECHEM Авантин 331
Содержит присадки, улучшающие смазку, и обладает отличными моющими свойствами. Подходит для всех видов шлифования и обработки чугуна. Также может использоваться для обработки стали.
BECHEM Avantin 331
Шлифование
Фрезерование
Токарная обработка
Сверление
Хорошая промывка
09032
Защита от коррозии18
Содержание масла
29%
Значение pH при 5%
9.1 – 9.3
Защита от коррозии DIN 51360/2 Примечание 0-1
3,50 %
Показатель рефрактометра
1,2
0
BECHEM Avantin 342 I
Рекомендуется для резки и шлифования стальных сплавов, чугуна, чугуна с шаровидным графитом и автомобильных алюминиевых сплавов.
BECHEM Avantin 342 I
Шлифование
Фрезерование
Точение
Сверление
10 Corion 0s 0s промывка защита
Низкое пенообразование
Увеличенный срок службы инструмента
Содержание масла
50%
Значение pH при 5%
9,5
Защита от коррозии DIN 51360/2 Примечание 0-1
1,10 902 9003 13 Индекс рефрактометра
1,05
BECHEM Avantin 352 S
Универсальный продукт для механической обработки и шлифования. Подходит для стали, нержавеющей стали, алюминия и чугуна.
BECHEM Avantin 352 S
Шлифование
Фрезерование
Токарная обработка
Сверление
Хорошая промывка
Защита от коррозии
Низкое пенообразование
Увеличенный срок службы
100329
0 90 Содержимое
45 %
Значение pH при 5 %
9.1 – 9.3
Защита от коррозии DIN 51360/2 Примечание 0-1
5%
Показатель рефрактометра
1,1
1
10006 BECHEM Avantin 359
Подходит для тяжелых условий эксплуатации. Обеспечивает повышение стойкости инструмента и качества поверхности. Лучше всего подходит для обработки нержавеющей стали. Содержит хлорированные парафины.
BECHEM Avantin 359
Шлифование
Фрезерование
Точение
Защита от коррозии
Защита от коррозии
Увеличенный срок службы инструмента
Содержание масла
25%
Значение pH при 5 %
9,2 – 9,4
Защита от коррозии DIN 51360/2 Примечание 0-1
5 %
9 Индекс рефрактометра
1,2
БЕЧЕМ Авантин 361
Обладает хорошей смазывающей способностью. Подходит для обработки алюминия, стали и нержавеющей стали. Подходит для машин с высоким давлением охлаждающей жидкости из-за меньшей склонности к пенообразованию.
БЕЧЕМ Авантин 361
Шлифование
Фрезерование
Токарная обработка
Сверление
Защита от коррозии
Увеличенный срок службы
Низкое пенообразование
Автомобильная промышленность
8
29
9
Содержание масла
54%
Значение pH при 5%
9,0 – 9,2
Защита от коррозии DIN 51360/2 Примечание 0-1
5%
Показатель рефрактометра
1
1
BECHEM Avantin 255 AL
СОЖ, не содержащая аминов и бора. Лучше всего подходит для чувствительного алюминия и цветных металлов. Также подходит для обработки стали и нержавеющей стали.
BECHEM Avantin 255 AL
Шлифование
Фрезерование
Токарная обработка
7 Защита от коррозии 10
Защита от коррозии
18
Увеличенный срок службы
Низкое пенообразование
Авиационная промышленность
Содержание масла
39 %
Значение pH при 5 %
8,8 – 9,0
Защита от коррозии DIN 51-90 19 Примечание 0
Индекс рефрактометра
1
BECHEM Avantin 405
Полностью синтетическая охлаждающая жидкость с превосходными противозадирными свойствами. Подходит для шлифования, резки чугуна, чугуна с шаровидным графитом, стали и сплавов. Синтетический характер обеспечивает высокую стабильность и длительный срок службы эмульсии. Имеет прозрачный вид. Обеспечивает временную защиту от коррозии. Не содержит антиадгезивов бора и формальдегида
BECHEM Avantin 405
Шлифование
Фрезерование
Точение
7
8 1
Содержание масла
0 %
Значение pH при 5 %
9,2
Защита от коррозии DIN 51360/2 Примечание 0-1
4%
Показатель рефрактометра
2.1
Отправить запрос
02 Свяжитесь с нами для получения дополнительной информации о образцах продукции, технических сравнениях и подробностях о размерах упаковки. Свяжитесь с нами
Превосходное качество поверхности, увеличенный срок службы инструмента, минимальное потребление охлаждающей жидкости, более чистое оборудование и безопасная рабочая среда — вот некоторые из желаемых параметров, которые напрямую влияют на стоимость компонента и уровень производительности в процессах металлообработки. Смазочно-охлаждающая жидкость Avantin от BECHEM помогает клиентам достичь поставленных целей по производительности и многое другое,
Долгий срок службы поддона
Высокостабильная эмульсия
Низкое пенообразование
Меньший рост бактерий обеспечивает более чистую рабочую среду
Отличная защита от коррозии
Хорошая производительность обработки
Отличное качество поверхности
Увеличенный срок службы
Отличная грязеемкость
Минимальное количество доливки
Незначительные потери на торможение
Механическая обработка: Точение, сверление, фрезерование, шлифование, распиловка, глубокое сверление и тяжелые шлифовальные операции
MQL: Обработка с Минимальное количество Смазка
Тяжелая обработка: Протягивание, нарезание резьбы и зубчатых колес, формование резьбы. Шлифовка инструментов из карбида вольфрама, хонингование, гравировка, изготовление пресс-форм, процессы изготовления штампов
Формовочные операции: Штамповка, гибка, штамповка и формовка массивов
Мощные чистящие средства: Очистка компонентов, инструментов, контейнеров и других частей
Вода: 57 1 Рекомендуемое значение pH 90 51 • Жесткость: до 50 частей на миллион • Содержание хлоридов <25 частей на миллион • Обеспечьте отсутствие в воде бактерий или грибков
Техническое обслуживание: • Поддержание требуемой концентрации стабильной • Регулярно измеряйте pH • Проверяйте внешний вид охлаждающей жидкости на предмет цвета, запаха, пены, чистоты системы и т. д. • Избегайте пыли всех видов • Удаляйте все скопившееся масло из бака охлаждающей жидкости
Первоначальное заполнение: Процедура • Используйте очиститель системы BECHEM – Добавьте очиститель системы в количестве 1% от объема смазочно-охлаждающей жидкости в баке • Слейте всю систему после циркуляции смазочно-охлаждающей жидкости в течение от 12 до 24 часов • Заполните и циркулируйте пресную воду по всей системе. Смойте воду, чтобы удалить все следы очистителя и стружки • Для лучшего результата промойте 1% эмульсией • Заполните бак свежей эмульсией
Смешивание: • Медленно добавляйте масло в воду при постоянном перемешивании. Не добавляйте воду в масло • Для достижения наилучших результатов рекомендуется смесительный узел • Избегайте насосов сжатого воздуха и охлаждающей жидкости
Ассортимент BECHEM Avantin представляет собой самую передовую породу смазочно-охлаждающих жидкостей, которые установили новые стандарты в отрасли, достигнув максимальной производительности при минимальном потребление. Ассортимент BECHEM Avantin, обогащенный передовыми присадками, борется с агрессивными внешними загрязнениями, такими как гидравлическое масло, стружка и шлифовальная пыль, обеспечивая при этом непревзойденную производительность.
Ассортимент передовых смазочных материалов BECHEM MQL образует непрерывную пленку на поверхности инструмента и металлической заготовки с целью снижения трения и, следовательно, повышения температуры. Ассортимент смазочных материалов MQL Berucut и Beruform обладает отличной смазывающей способностью, а также хорошими промывочными свойствами.
Ассортимент промышленных очистителей Beruclean очищает детали от пятен и пятен, не оставляя следов на детали для дальнейшей обработки. Ассортимент Beruclean доступен как в биоразлагаемых вариантах на водной основе, так и на основе растворителя для широкого спектра материалов
Загрузить брошюру:
Смазочно-охлаждающие жидкости — CARL BECHEM — Каталоги в формате PDF | Техническая документация
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
Смазочно-охлаждающие жидкости
Смазочно-охлаждающие жидкости AVANTIN® и BERUCOOL разработаны с учетом конкретных требований благодаря своему особому составу. Современная структура системы наших смешиваемых с водой и водорастворимых охлаждающих жидкостей применима во всех условиях эксплуатации и обеспечивает оптимальную производительность. AVANTIN®/BERUCOOL – продукты специального назначения BERUCOOL 148 MG Не содержащая борной кислоты охлаждающая жидкость, особенно подходящая для обработки магния, обеспечивающая превосходную стабильность и качество поверхности. АВАНТИН® 3309Охлаждающая жидкость с высоким содержанием присадок для самых требовательных операций, таких как глубокое сверление и шлифование CBN. Продукт…
AVANTIN® – Серия 200: СОЖ без бора и аминов AVANTIN® 251 Универсальное качество без содержания бора и аминов, подходит для обработки чугуна, стали и алюминия. Сильные моющие средства поддерживают чистоту машин даже в случае сильного загрязнения. Продукт не будет откладывать кальциевые мыла даже при жесткости воды выше 20° dH. AVANTIN® 255 Высокоэффективная охлаждающая жидкость для алюминия. Отличное качество поверхности достигается при операциях развертывания. Не содержит бора и аминов. AVANTIN® 261 Не содержащий бора и аминов продукт с высоким содержанием минерального масла для обработки цветных металлов. ..
AVANTIN® 341 Универсальная высокоэффективная охлаждающая жидкость для чугуна, стали и алюминия. AVANTIN® 355 Высокоэффективная охлаждающая жидкость, специально разработанная для обработки алюминия и алюминиевых сплавов. Отличные поверхности достигаются при развертывании и глубоком сверлении. Минимальное пенообразование достигается даже при высоких рабочих давлениях. AVANTIN® 361 Минеральное масло, содержащее СОЖ, для резки литых, стальных и алюминиевых материалов. Эта универсальная охлаждающая жидкость обеспечивает чрезвычайно низкое пенообразование даже в случае очень мягкой воды. AVANTIN® 3332 Минеральное масло, биостабильная охлаждающая жидкость с…
Производительность с системой и безопасностью Наши охлаждающие жидкости AVANTIN ® предлагаются в двух вариантах: классическая серия, демонстрирующая максимальную эффективность во многих областях применения, и передовая концепция модульной системы AVANTIN ® TWIN CUT. Естественно, все продукты соответствуют стандартам качества, установленным ISO/TS 16949.
На фото могут быть отображены дополнительные опции. Обращайте внимание на комплектацию, раздел «Функционал».
Инструкция 14. 08 MB
Ширина, см
80
Глубина, см
80
Высота, см
218
Количество коробок
3
Объём, м. куб.
0,7
Вес, кг
80
Форма
четверть круга
Управление
сенсорное
Исполнение полотна двери
матовое
Цвет задней стенки
матовое
Цвет корпуса
белый
Материал поддона
акрил
Регулировка температуры сауны/бани
есть
Материал профиля
алюминий
Материал ванны
акрил
Подголовник
нет
Исполнение задней стенки
стекло
Гидромассаж в основании
нет
Толщина полотна двери, мм
4
Количество секций дверей
2
Зона гидромассажа
гидромассаж спины
Электропитание, В
220-240
Конструкция дверей
раздвижная
Наличие крыши
да
Ориентация
универсальная
Цвет полотна двери
матовое, рифленное
Расположение
угловое
Вход
спереди
Гарантия
1 год
Функционал
Дополнительные опции
Преимущества
Производитель имеет право менять конфигурацию товара без уведомления об этом конечного потребителя. Уточняйте в торгующей организации вашего города.
Душевая кабина TIMO ECO TE-0780
Представляем Вам душевую кабину Timo ECO TE-0780Размер и форма
Ширина кабины составляет 80 см, глубина — 80 см, высота — 218 см. Форма кабины — четверть круга, что делает ее удобной для установки в углу ванной комнаты. Поддон
Кабина оснащена глубоким поддоном высотой 42 см, изготовленным из акрила. Он отлично справляется с отводом воды, обеспечивая комфортный душевой процесс. Гидромассаж
Кабина оснащена гидромассажем спины, благодаря которому Вы сможете расслабиться и получить массу положительных ощущений. Стекла и профиль
Двери кабины выполнены из матового рифленого стекла, что придает ей стильный вид и обеспечивает конфиденциальность во время принятия душа. Профиль кабины выполнен из алюминия белого цвета, что добавляет еще больше эстетики. Электрика
Душевая кабина Timo ECO TE-0780 подключается к электросети 220-240 В, что делает ее удобной в использовании. Внутреннее строение
Кабина оснащена верхним освещением, тропическим душем и 6 форсунками для спинного массажа. Всего в кабине 6 форсунок, которые обеспечивают равномерный и комфортный душевой процесс. Также имеется вентиляция, радио, регулируемая высота ножек, зеркало и полки. Преимущества
Компактные размеры и угловое расположение делают кабину удобной в установке в любом помещении.
Матовое рифленое стекло дверей и алюминиевый белый профиль придают кабине стильный вид и эстетику.
Глубокий поддон из акрила обеспечивает комфортный душевой процесс.
Гидромассаж спины, тропический душ и верхнее освещение позволяют создать атмосфферу релаксации и наслаждения во время принятия душа.
Кабина оснащена всем необходимым: вентиляцией, радио, зеркалом и полками, что обеспечивает комфортное использование.
Продукт от известного бренда TIMO ECO обладает высоким качеством, надежностью и долговечностью.
Гарантия на кабину составляет 1 год, что подтверждает ее качество и надежность. Не упустите шанс получить максимум комфорта и релаксации во время принятия душа с душевой кабиной Timo ECO TE-0780!
Название товара: Timo ECO TE-0780 Тип: Душевая кабина Бренд: TIMO ECO Артикул: TE-0780 Серия: ECO Ширина, см: 80 Глубина, см: 80 Высота, см: 218 Вес, кг: 80 Форма: четверть круга Управление: сенсорное Гидромассаж в комплектации: есть Зона гидромассажа: гидромассаж спины Исполнение полотна двери: матовое Цвет задней стенки: матовое Цвет полотна двери: матовое, рифленное Наличие поддона: да Вид поддона: глубокий Материал поддона: акрил Высота поддона, см: 42 Электропитание: 220-240 Область применения: бытовая Наличие крышки: да Вход: спереди Расположение: угловое Ориентация: универсальная Конструкция дверей: раздвижная Количество секций двери: 2 Толщина полотна двери, мм: 4 Исполнение задней стенки: стекло Материал профиля: алюминий Цвет профиля: белый Освещение: верхнее Турецкая баня: установка возможна Тропический (верхний) душ: есть Количество форсунок в кабине: 6 Количество форсунок спинного массажа: 6 Вентиляция: есть Радио: есть Регулируемая высота ножек: есть Зеркало: есть Полки: есть Гарантия: 1 год Страна: Россия, Финляндия
Размер:
Ориентация:
универсальная
Ширина, см:
Высота, см:
Глубина, см:
Вес, кг:
Наличие поддона:
Высота поддона, см:
Вид поддона:
глубокий
Материал поддона:
Серия:
Форма:
четверть круга
Расположение:
угловое
Область применения:
бытовая
Вход:
спереди
Конструкция дверей:
раздвижная
Аэромассаж в ванне 8 джет:
Количество секций двери:
Верхний душ:
Встроенное сидение:
нет, установка не предусмотрена
Гидромассаж в комплектации:
Зона гидромассажа:
гидромассаж спины
Количество форсунок в кабине:
Количество форсунок спинного массажа:
Исполнение полотна двери*:
матовое
Толщина полотна двери, мм:
Цвет полотна двери:
матовое, рифленное
Цвет профиля:
Цвет задней стенки*:
матовое
Материал профиля:
алюминий
Исполнение задней стенки*:
стекло
Зеркало:
Наличие крышки:
Объем, м3:
Полки:
Регулируемая высота ножек:
Управление:
сенсорное
Название:
Душевая кабина TIMO ECO TE-0780
Страна:
Россия, Финляндия
Тип:
Душевая кабина
Артикул
:
TE-0780
Высота упаковки, см (2):
Высота упаковки, см (3):
Глубина упаковки, см:
Глубина упаковки, см (2):
Глубина упаковки, см (3):
Количество упаковок:
Масса (вес товара вместе с упаковкой):
80
Материал упаковки:
картон
Ширина упаковки, см (2):
Масса, кг (вес товара вместе с упаковкой):
Ширина упаковки, см:
Ширина упаковки, см (3):
Высота упаковки, см:
Освещение:
верхнее
Радио:
Вентиляция:
Регулировка температуры в сауне/бане:
Хромотерапия в ванне:
Электропитание:
220-240
Гидромассаж в основании:
нет
Гидромассаж в ванне 6 джет:
нет
Гидромассаж спины в ванне 3 джет:
нет
Подголовник:
нет
Турецкая баня:
установка возможна
02 — Торгово-страховой отдел пожарной безопасности
Отдел пожарной безопасности
Глава
Описание
0780-02-01
Электрические установки
0780-02-02
Нормы и стандарты
0780-02-03
Обзор строительных планов и спецификаций
0780-02-04
Новые промышленные дома и транспортные средства для отдыха
0780-02-05
Установка сборных домов
0780-02-06
Отменено
0780-02-07
Подрядчики противопожарных спринклерных систем
0780-02-08
Бывшие в употреблении дома заводского изготовления
0780-02-09
Отменено
0780-02-10
Торговые места сборки
0780-02-11
Отменено
0780-02-12
Зарезервировано
0780-02-13
Модульные строительные блоки
0780-02-14
Огнетушители
0780-02-15
Стандарты пескоструйной обработки
0780-02-16
Сертифицированные коды Инспекторы Стандарты и квалификации
0780-02-17
Правила безопасности сжиженного нефтяного газа
0780-02-18
Закон штата Теннесси о равных туалетах Правила и нормы
0780-02-19
Аудиты местных правоохранительных органов
0780-02-20
Признание пожарной службы
0780-02-21
Фейерверк
0780-02-22
Сигареты, соответствующие стандарту пожарной безопасности
0780-02-23
Жилые дома и таунхаусы на одну и две семьи
0780-02-24
Программа грантов для добровольного пожарного оборудования и обучения
Обзор продуктов
Некоторые поля отсутствуют
отправить электронное письмо
У вас есть вопросы?
Консалтинг
Электронная почта
Изображение продуктов может отличаться от фактического конкретного дизайна.
Обратите внимание на технические характеристики и спецификации.
Приложения и инструменты
×
Модель САПР
Пожалуйста, войдите в систему, чтобы получить доступ к моделям САПР и загрузкам САПР:
Авторизоваться
×
Для использования этой функции необходимо включить файлы cookie. Сначала примите политику конфиденциальности файлов cookie.
Калькулятор жидкости
×
ResistanceApp — приложение для защиты от химических веществ
Цилиндр условно разделяют на нагреваемые участки, требуемые определенных температур при обработке полимера. Длина каждого участка может составлять около 400 мм. Точных правил настройки температуры нет. Единственное условие, которое следует в точности соблюдать — это то, что температура первой зоны нагрева должна иметь те же значения, что и расплавленный материал в конце обработки. Температурные показатели зависят от качеств обрабатываемого полимера и конструктивных особенностей винта.
Регулирование нагрева выполняется в условиях эффективной теплопередачи для предотвращения перегрева. Отрегулировать температуру непросто. Это связано с невозможностью контролировать нагрев расплава от сдвиговых сил, возникающих на шнеке и от скорости подачи материала, а также изменения теплопроводности вдоль цилиндра.
После стабилизации процесса экструзии полимер также нагревается за счет внутренней силы трения и сдвига. Интенсивность тепловыделения зависит от структуры шнека, давления, развиваемого в головке, и вязкости расплава полимера.
На некоторых участках оборудования температура может превышать максимальные значения.
Корректировка температуры в цилиндре и головке осуществляется в пульсирующем режиме благодаря специальным предварительно запрограммированным контроллерам. Такие устройства обеспечивают энергосбережение и увеличивают продолжительность работы нагревателей.
Время работы нагревателей контролируется, а продолжительность их нагрева не изменяется. Для того, чтобы нагревание было равномерным, важно проверить работу и целостность греющих устройств перед запуском оборудования. Оператор должен проверить каждый нагревательный элемент отдельно.
Каждый экструдер нуждается в собственном температурном режиме для качественного нагрева. Температурные поля, подходящие для одного типа оборудования, будут неподходящими для другого. Причина – разная глубина погружения датчиков в цилиндр. В одном устройстве термопара может быть установлена не полностью, а в другом — на максимальной глубине. В таких случаях, даже если вы полностью подгоните настройку всех индикаторов нагрева, температура все равно будет другой. Если термопара вставлена в стенку цилиндра на половину глубины, наружная стенка цилиндра будет соответствовать данным измерения термопары, но только в тех случаях, когда нагрев или охлаждение не будут еще начаты. Когда термостат переключается в режим охлаждения, внутренняя поверхность цилиндра будет намного теплее, чем наружная. А в случае режима нагрева — наоборот.
Влияние движений шнека на термическую составляющую
Температурное поле цилиндра также зависит от давления, создаваемого в головке экструдера, износостойкости шнека и цилиндра, условий окружающей среды и физико-химических характеристик сырья, которое обрабатывает экструдер.
Установка максимально правильной температуры цилиндра определяется путем учета изменений температуры, скорости вращения и изменений в процессах экструзии. Увеличение скорости винта не всегда эффективно. С увеличением скорости шнека усилие сдвига возрастает, и, следовательно, температуры плавления полимера увеличиваются. Расплав, который потребляет меньше времени на контакт с нагретой поверхностью цилиндра, с меньшей вероятностью будет дополнительно охлаждаться. При установке нового винта в оборудование требования к нагреву также меняются. Не сразу чувствуется необходимость корректирующих работ при настройке температуры.
Изношенные детали экструдера также отрицательно влияют на температурное поле. Например: изношенный шнек и скопившаяся грязь на фильтрах. Когда увеличивается противодавление с увеличением скорости шнека, температура плавления возрастет.
Температурный режим зоны загрузки цилиндра при условиях сниженной нагрузки на шнек дает возможность значительно снизить перепады давления на экструзивную головку.
Нагревательные зоны
В зонах, где полимер гомогенизируется, температура должна соответствовать точкам плавления полимера, указанным производителем в технической документации. Однако в некоторых случаях температура материала на выходе может иметь значительно более высокие значения.
Если заданные поставщиком температуры по умолчанию не обеспечивают высококачественный процесс экструзии, они должны быть независимо отрегулированы.
В одноступенчатом экструзивном оборудовании, не имеющем дегазационной зоны, первый и второй участок цилиндра настраивают под показатели загрузочного отдела.
Температура в зоне гомогенизации должна быть отрегулирована с учетом температур двух последних горячих зон. Переходные области должны иметь промежуточные тепловые значения. Температурные поля в областях терморегуляции имеют существенные различия, особенно в случае обработки полимеров, имеющих разные маркировки. Различия также будут наблюдаться и при использовании разных конфигураций шнека. Полукристаллические полимеры обрабатывают при температуре 50-75 °С сверх значений плавления. Например, ПЭВП расплавляется при 130 °С и 180 °С или более. Разложившиеся полимеры обрабатывают при температурах, близких к плавлению. Аморфный пластик — при значениях на 100 °С выше их температуры стеклования.
Низкие температуры в цилиндрических зонах ухудшают стабильность и эффективность расплава, а чрезмерно высокие температуры приводят к разложению полимеров или проблемам в процессе охлаждения.
Настройка термического профиля
Проводить контроль температуры плавления сложно, и в результате это даже бесполезное действие. В канале винтового шнека всегда происходит падение температуры. В таких условиях целесообразно измерять температуры расплава только на одном участке, в это же время температура остальных частей шнека будет другой. Лучше контролировать температуру на металлическом корпусе. Ее и стабилизировать легче. Управление нагревом цилиндра осуществляется с помощью специальных датчиков. Реальное влияние температуры поверхности металла на обрабатываемый материал опосредовано. Но в любом случае необходимо создать стабильный температурный контроль, выбранный для обработки существующей композиции. Фактически измеряется температура поверхности цилиндра, и поэтому также следует учитывать период стабилизации фактического воздействия на расплав.
Экструзивные установки со шнеками одинаковой конфигурации, но с разными зонами нагрева требует индивидуального подбора температурного режима. Интенсивный нагрев зоны нагрузки шнека может происходить из-за высокого уровня сжатия или принудительного впрыска материала. И наоборот, холодный, неформованный материал скользит по стенкам и охлаждает цилиндр. При охлаждении определенной зоны через короткие промежутки времени экструзия вызывает чрезмерное локальное нагревание в этой же зоне. Здесь вам нужно отрегулировать температуру электронагревателя или заменить винт на более подходящую конструкцию. Иногда, для определенных видов материала приходится подбирать температуры ниже рекомендуемых. Причиной этого является сильный нагрев материала от винтов, силы трения и сдвига. В этом случае контроль температуры материала зависит от шнека и конструкции оборудования. Это особенно очевидно при использовании барьерного шнека.
При использовании барьерного винта/шнека требуются очень точные настройки. Стандартный экструдер с барьерным шнеком имеет зону нагрузки, барьер и гомогенизацию. Всего оборудование должно иметь 5 нагревательных секций.
Нагрев головки и участка перехода должны соответствовать рекомендациям указанным производителем полимера. В зоне нагрузки шнека температура должна достигать 50 °С. Гранулы достаточно будут нагреваться при выпуске в экструдер, и не будут слипаться.
Первая зона терморегуляции соответствует сегменту винта, на котором происходит внутреннее трение материала, трение с цилиндром и с самим винтом. Здесь производится максимальный эффект проталкивания твердого полимера. Основным условием является адгезия полимера к цилиндрической поверхности и его скольжение по шнеку. Для полиолефинов в этом сегменте температура установлена более чем на 150 °C. Чем выше рекомендуется устанавливать температуру на выходе, тем больше она должна быть в первой зоне.
Во второй зоне температура должна быть повышена до 50-80 °С по сравнению с первой зоной. Здесь полимер не должен еще доходить до стадии плавления. Гранулы могут получать тепло от трения и от нагревателей, поэтому остальные зоны должны быть отрегулированы. От второй зоны до дозировки температура должна постоянно снижаться.
В секции гомогенизации температура в среднем может быть на 10 °С ниже, чем необходимо для конкретного типа полимера. В переходных зонах и в основной секции он также падает соответственно на 5-15 ° C. Такие температурные режимы особенно рекомендуются для шлагбаумов для облегчения обработки определенных сортов линейного полиэтилена.
В точной настройке температуры большое значение имеют устройства, применяемые для нагрева. На сайте elemag-tpk.ru вы можете подобрать самые подходящие типы кольцевых нагревателей для экструдера, как в стандартной сборке, так и под заказ. При необходимости наши специалисты порекомендуют нужные электронагреватели и предоставят их с дополнительной оснасткой в виде термопары и других вспомогательных элементов.
Нагрев цилиндров экструдеров и термопластавтоматов для переработки полимеров :: информационная статья компании Полимернагрев
Правильный контроль температуры и нагрева пластика внутри экструзионного цилиндра очень важен для достижения высокого качества продукции, будь то экструдер или термопластавтомат. Если расплавленный пластик не имеет желаемых свойств, когда он попадает в область формования, вам будет трудно добиться качественного результата.
Давление в цилиндре экструдера и термопластавтомата
Давление внутри цилиндра экструдера во время процесса экструзии высокое. Цилиндры для большинства экструдеров спроектированы так, чтобы выдерживать рабочее давление до 700 бар. Нормальное рабочее давление обычно составляет от 70 до 350 бар.
Слишком большое давление может привести к разрыву ствола. Для защиты цилиндра экструдера от избыточного давления было разработано несколько методов. На распашные ворота можно установить срезной штифт. Разрывные диски могут быть установлены на головке цилиндра. Если давление расплава превышает номинальное значение разрывной мембраны, диск выходит из строя, и давление сбрасывается. В качестве предупредительного устройства также распространен датчик давления с сигнализацией. Это может быть установлено для предупреждения оператора или выключения экструдера. Использование качественных и правильно подобранных нагревателей цилиндра экструдера также помогают снизить давление, увеличив температуру пластика.
Регулировка температуры цилиндра
Контроллеры температуры регулируют температуру ствола с помощью кольцевых нагревателей и охлаждающих устройств. Экструдеры меньшего размера обычно имеют три или четыре зоны нагрева и охлаждения. Экструдеры большего размера часто имеют шесть или более зон. Каждая зона оснащена датчиками температуры термопарами и терморегулятором.
Нагрев цилиндра экструдера и термопластавтомата
Для работы цилиндр экструдера или термопластавтомата должен быть нагрет. Большинство нагревателей для цилиндра — электрические. Есть несколько видов. Литые нагреватели представляют собой разъемные полукольца из литого алюминия с заделанными внутри металлическими ТЭНами сопротивления. Самый простой тип нагревателя — это кольцевой миканитовый нагреватель. Миканитовые хомутовые нагреватели содержат резистивные провода с покрытием, зажатые между слюдяной изоляцией и стальным кожухом из нержавейки для поддержки. Керамические нагреватели используются в экструдерах с высокими требованиями к теплу, так как они могут нагреваться до 500 С.
Как литые алюминиевые, так и кольцевые миканитовые нагреватели нуждаются в плотном контакте с цилиндром, поэтому периодические проверки и подтяжка нагревателей, когда это необходимо, должны быть частью вашего регламентного обслуживания. Обогреватели перегорят, если не смогут передать свое тепло стволу.
Конструкция и оборудование для охлаждения цилиндров
Охлаждение цилиндра также является важной частью процесса экструзии. Охлаждение цилиндра экструдера и термопластавтомата необходимо, если пластик становится слишком горячим или оборудование необходимо быстро выключить. Цилиндры можно охлаждать воздухом или жидкостью. Цилиндры с воздушным охлаждением имеют нагнетательные агрегаты и водоотводящую камеру под цилиндром в каждой температурной зоне. Воздуходувка включается регулятором температуры цилиндра, когда достигается верхнее заданное значение. Полимернагрев может изготовить кольцевые нагреватели с охлаждающими кожухами и принудительной вентиляцией, так что вам не потребуется внешняя система охлаждения.
В цилиндрах, охлаждаемых жидкостью, жидкость циркулирует через трубки, залитые в блоки нагревателя, или через отдельные охлаждающие блоки. Это может быть закрытый контур, повторное использование той же жидкости или открытый контур. Литые алюминиевые нагреватели с водяным охлаждением – самый быстрый способ снизить температуру нагревателя при необходимости.
Очень важно поддерживать контроль температуры расплава во время процесса экструзии. Охлаждение ствола — один из способов борьбы с перегревом пластика. Однако, если экструдеру требуется значительное охлаждение во время обычного производства, это свидетельствует о несоответствии конструкции шнека и конкретного пластика или о проблеме с процессом экструзии.
Чем мощнее, тем лучше? Или. Для чего на самом деле нужны кольцевые нагреватели?
Кольцевые нагреватели для цилиндров экструдеров лишь совсем немного влияют на плавление — аспект обработки полимеров, который многие неправильно понимают. Недавно мы обсуждали переработку пластика с представителем компании, которая занимается экструзией почти 30 лет, и был задан вопрос, не нужны ли им нагреватели большей мощности для большей производительности. Даже такие опытные люди не всегда понимают, что большая часть плавления происходит за счет сдвигового нагрева и является результатом преобразования мощности привода в тепло через шнек.
Основное назначение нагревателей состоит в том, чтобы расплавить полимер, который остается в цилиндре при холодном запуске, помочь в образовании начального расплава и оптимизировать температуру цилиндра для определенных целей, таких как повышение скорости подачи.Кольцевые нагреватели на цилиндре позволяют повысить скорость расплавления пластика, однако очень важно не перегреть его, поэтому температура нагревателей для переработки полимеров наоборот ограничивается.
Типичная мощность нагрева цилиндра основана на плотности мощности на квадратный сантиметр внешней поверхности цилиндра и мало связана с производительностью экструдера. Типичные используемые значения составляют 3-6 Вт / см², в зависимости от того, насколько быстро производитель экструдера хочет достичь начальной температуры. Экструдеры меньшего размера обладают большей нагревательной способностью цилиндра, чем экструдеры большего размера, поскольку они имеют большую площадь поверхности цилиндра по сравнению с их производительностью.
Существует практический предел мощности, подаваемой на ствол. Слишком большая мощность приведет к нарушению желательного принципа устойчивого состояния, который имеет решающее значение для большинства операций экструзии, из-за создания чрезмерного теплового потока. Кроме того, чрезмерная мощность может вызвать возгорание полимера у стенки цилиндра до того, как материал в лопастях шнека полностью нагреется.
Миканитовые кольцевые нагреватели
Нагревательная энергия сдвига, поступающая от привода, аналогична быстрому перемешиванию очень вязкой жидкости лопастью. Если применить аналогию к человеку, чтобы шевелить мышцами, потребуется много мускулов и энергии. Куда уходит вся эта энергия? Она превращается в тепло в жидкости и называется «вязкой диссипацией». Чтобы визуализировать это, представьте, что нужно сгибать проволоку вперед и назад, пока она не порвется. Область возле разрыва будет горячей, потому что механическая энергия, использованная для разрыва, превратилась в тепло в проводе. Чем более вязкая жидкость, тем больше энергии требуется для ее перемешивания и тем больше тепла будет выделяться.
То же самое и при экструзии: чем более вязкий полимер, тем больше энергии требуется для поворота шнека, в результате чего больше тепла передается полимеру. Это одна из основных причин того, что для разных полимеров требуются винты разной конструкции и разная мощность привода. Это также объясняет, почему температуры плавления разных полимеров различаются. Например, полиэтилен 2,0 MI будет иметь более низкую температуру плавления, чем полиэтилен 0,2 MI при тех же условиях и том же винте из-за вязкого рассеивания. Наконец, учтите, что вязкость некоторых полимеров значительно снижается с увеличением напряжения сдвига. Этим объясняется более быстрое повышение температуры расплава со скоростью вращения шнека для полимера, который не имеет значительно «тонкого сдвига», чем у полимера, у которого это есть.
Самая эффективная регулировка, которую разработчик шнека должен регулировать для контроля температуры расплава, — это удельная мощность или производительность на оборот шнека. По существу, чем меньше общее перемешивание и чем меньше время перемешивания испытывает полимер, тем ниже температура плавления. Это объясняет, например, почему экструдер с длинным L / D не подходит для низких уровней производительности. Однако разработчик шнека всегда должен работать в пределах доступного экструдера, его приводной мощности (крутящего момента) и пригодных для использования условий расплава без наличия не плавленого материала. Иногда это делает невозможным получение желаемого результата на каждом экструдере.
Керамические кольцевые нагреватели
Кольцевые нагреватели для экструдера и ТПА от компании Полимернагрев
Саморазогрев частиц пластика от трения при вращении шнека, безусловно, имеет значительную роль в процессе плавления полимеров, но он не является достаточным для качественной обработки, особенно на начальном этапе пуска. Для высокой производительности экструдера или термопластавтомата важно правильно подобрать качественные кольцевые нагреватели, которые будут максимально подходить для вашего случая.
Компания Полимернагрев производит промышленные кольцевые нагреватели для переработки пластика уже много лет. Несмотря на то, что за эти годы у нас накопилось множество вариантов готовых решений для экструзии, к каждой задаче мы подходим индивидуально, привнося в ее решение свой опыт. Помочь с выбором типа нагревателя для цилиндра экструдера вам поможет краткое описание их особенностей.
Типы кольцевых нагревателей от компании Полимернагрев:
Кольцевые нагреватели цилиндра экструдера с миканитовой изоляцией.
Доступная цена
Срок изготовления всего 2-3 дня
Возможно срочное изготовление за 1 день
Высокая вариативность конструкции: вырезы, отверстия, крепежные элементы, варианты подключения, нестандартные формы
Температура нагрева до 350 С
Плотность мощности до 4 Вт/см2
Кольцевые нагреватели экструдера с керамической изоляцией
Большая температура работы до 500 С
Высокая плотность мощности до 9 Вт/см2
Не требуется максимально плотная посадка и идеально ровная поверхность, так как часть энергии передается излучением
Срок изготовления 2-5 дней
Возможно изготовление с утепляющим кожухом для экономии электроэнергии
Количество вырезов и варианты подключения ограничены
Литые алюминиевые и медные нагреватели
Литые алюминиевые нагреватели цилиндра экструдера
Высокая надежность
Литая конструкция
Не боятся попадания расплава и влаги
Температура работы до 400°C
Плотность мощности до 4-х Вт/cм2
Срок изготовления 3-7 дней
Количество вырезов и варианты подключения ограничены
Медные кольцевые нагреватели экструдера
Самая высокая температура работы до 650 С
Высокая теплоотдача
Длительный срок службы
Надежность
Не боятся попадания расплава и влаги
Количество вырезов и варианты подключения ограничены
Проблемы с нагревом экструдера — это только у меня? — 3D-принтеры — Talk Manufacturing
Don_Sadlier
#1
У меня СТС Гигант. Cura используется для печати. У меня проблема в том, что когда начинается печать, она нагревается. Как только он нагреется, платформа опустится (= сопло поднимется), затем экструдер начнет двигаться в положение для начала печати. Проблема в том, что температура экструдера сразу падает примерно на 50 градусов, а затем снова начинает подниматься. К сожалению, эта температура слишком низкая, чтобы расплавить нить (я использовал PLA), поэтому она начинается только с выполнения движений печати, пока температура снова не поднимется. До печати может пройти около 3 слоев, прежде чем температура станет достаточно высокой, чтобы расплавить нить.
Я подумал, что это может быть неисправный нагреватель экструдера, поэтому его проверили. Он составляет 9,1 Ом при 18 вольтах, что составляет около 36 Вт. Это кажется близким. Напряжение измерялось во время работы, чтобы убедиться, что оно достигает 18 вольт.
Также по светодиоду на плате управления было замечено, что как только температура падает, плата дает полную мощность. К сожалению, прежде чем достичь нужной температуры, он начнет модулировать и никогда не достигнет заданного значения. Похоже, что настройка PID неверна, но я не знаю, где она должна быть.
Эта проблема уникальна для меня или она есть у всех?
zx81
#2
Вы можете попробовать установить температуру кровати, дождавшись, пока она нагреется, а затем нагреть хот-энд. Когда они достигнут температуры начала печати, вы захотите удалить gcode нагрева стола из процедуры запуска… Этого блока питания достаточно для кровати и хотэнда?
Дон_Садлер
#3
Блок питания работает с нагрузкой. Он падает всего около 0,1 вольта от холостого хода до нагрева стола и экструдера.
Сначала я попробую нагреть кровать.
Дон_Садлер
#4
Я нашел проблему. Производитель заземлил один провод термопары, и, кроме того, его электрическое соединение было ослаблено. Температура теперь нормальная.
zx81
#5
рад, что вы все исправили!
Дон_Садлер
#6
Измеренная температура экструдера оказалась примерно на 40 градусов ниже, чем показывала машина. Я вспомнил, как производитель чипа термопары предупреждал о случайных смещениях каждый раз, когда выполняется другое соединение, например, если провод термопары подключается к клеммной колодке. CTC обжала подковообразные разъемы на проводе термопары, поэтому они были отрезаны, провод зачищен и выполнено более прямое соединение с платой управления. Это привело термопару к разнице в 20 градусов. Я предполагаю, что если я удалю клеммную колодку на плате и выполню прямое соединение пайкой, то значение улучшится, но я думаю, что с этим можно работать.
Экструдер не нагревается при печати — 3D-принтеры — Talk Manufacturing
deannaiferris
#1
У меня проблема с тем, что мой экструдер не нагревается или удерживает тепло после предварительного нагрева принтера. Я использую Simplify 3D, у меня есть FFCP, и я не могу думать о том, что я мог непреднамеренно изменить в настройках. Я новичок в 3D-печати, поэтому для меня не очевидно, что могло произойти.
Марк_Уокер
#2
Очень распространенная проблема заключается в прерывистом соединении проводов, ведущих к каретке, из-за постоянного изгиба, поэтому провод для радиатора вашего нагревателя может оборваться, так что в некоторых положениях он не получает полного тока.
Шаг10
#3
Дважды проверьте, чтобы убедиться, что ваши настройки нагрева в Simple 3d имеют правильный номер инструмента. Левый должен быть инструментом 0, а правый должен быть инструментом 1.
lkauf
#4
У меня была точно такая же проблема с упрощением 3D! Это происходит после того, как вы по какой-то причине используете мастер двойного экструдера. Все, что вам нужно сделать, это убедиться, что на каждой вкладке настроек выбран правильный экструдер. Вверху выберите левый или правый экструдер, затем на первой вкладке убедитесь, что вы выбрали основной экструдер, на вкладке поддержки выберите тот же экструдер, а на вкладке заполнения также выберите этот экструдер. Последнее, что нужно убедиться, это правильность установки температуры на вкладке температуры.
У меня по-прежнему возникала проблема с тем, что правый экструдер предварительно нагревался, но как только он начинал печатать, он пытался печатать на левом экструдере, в котором не было нити. Мне потребовался целый час, чтобы понять, почему он нагревается, но не печатает. Ключевым моментом является выбор правильного экструдера на каждой вкладке!
деаннаферрис
#5
Спасибо за ответ. Он хорошо нагревается во время предварительного нагрева, но не когда я иду на печать.
Марк_Уокер
#6
Возможно, это неправильная конфигурация вашего начального gcode, из-за чего он переключается на неправильную форсунку.
Но также работа во время предварительного прогрева не означает, что у вас нет прерывистого соединения.
Устройство токарно-винторезного станка модели 1К62
Общее описание. Общий вид
токарно-винторезного станка модели 1К62
завода «Красный пролетарий» им. А. И. Ефремова пока зан на рис. 21.
Основные части этого станка, присущие любому токарно-винторезному станку, — неподвижная передняя бабка 1, подвижная и >закрепляемая в рабочем положении задняя бабка 3 и подвижный в работе суппорт 2, в резцедержателе которого крепится резец. Суппорт управляется с помощью механизмов фартука 4 и получает движение от коробки подач 6. Все эти части станка размещаются на станине 5.
Станок является универсальным и предназначен для работы в условиях индивидуального и мелкосерийного производства. На нем можно обрабатывать детали диаметром до 400 мм, а из прут ковой заготовки — диаметром до 45 мм.
Основные части станка, органы управления и средства для за крепления заготовок показаны на рис. 22.
В подшипниках передней бабки 39 вращается шпиндель 5 — глав ный вал станка, на правом конце которого крепится патрон 6 или другое приспособление для закрепления обрабатываемой детали. В шпинделе имеется конусное отверстие, в котором может быть установлен центр, также используемый для установки и закрепления детали. Шпиндель изготовляется полым. В его сквозное отвер стие может вводиться заготовка — пруток. Закрепляется заготовка с помощью патрона. Шпиндель посредством устройства, расположенного в корпусе передней бабки и называемого коробкой скоростей, получает вращение от главного электродвигателя мощностью в 7 или 10 кВт, встроенного в левую тумбу станка.
Коробка скоростей устроена таким образом, что при постоянном числе оборотов в минуту электромотора числа оборотов шпинделя можно изменять в довольно широких пределах. Так, рассматривае мый станок имеет 23 скорости шпинделя — от 12,5 до 2000 об/мин. Такое количество скоростей вращения шпинделя дает возможность установить скорость резания, наиболее подходящую для различных работ. Пуск станка, остановка его и изменение направления вращения шпинделя осуществляются при помощи рукояток 26 или 34, расположенных для удобства токаря в разных концах станка. Изменения скорости вращения шпинделя осуществляются с помощью рукояток 1 и 4, размещенных на передней бабке. Движением ру коятки 4 выбирается требуемый ряд чисел оборотов (по таблице, находящейся над рукояткой), а поворотом рукоятки 1 устанавливается необходимое число оборотов шпинделя.
Рис.21. Общий вид токарного станка модели 1К62.
Станина станка 27 коробчатой формы с поперечными ребрами меет две призматические закаленные направляющие; переднюю — для передвижения суппорта 33 и заднюю — для перемещения задней бабки 19 (их видно на рис. 21).
В пиноли 12 задней бабки устанавливается центр 11. Задняя > бабка может быть установлена на различном расстоянии от ней и закреплена с помощью рукоятки 16. Более прочное закрепление осуществляется завертыванием гайки 22, Кроме того, можно перемещать пиноль бабки вращением маховичка 18 и закреплять в требуемом положении рукояткой 13. Корпус задней бабки установлен на промежуточной плите 21, расположенной на направляющих станины. Корпус бабки можно сдвигать по плите в сторону токаря или наоборот, от токаря. При среднем положении корпуса бабки обрабатываемые детали, закрепленные в центрах, получаются цилиндрическими, при сдвинутом корпусе бабки — коническими.
Рис.22. Токарно-винторезный станок модели 1К62.
Прямая линия, соединяющая вершины переднего и заднего центров, при среднем положении задней бабки, когда ось заднего центра совпадает с осью переднего центра, называется центровой линией станка. . Она параллельна направляющим станины.
Режущий инструмент (резец) закрепляется на суппорте 33. Суппорт состоит из нескольких частей, перемещающихся в разных >направлениях. Это обеспечивает возможность осуществления подачи резца — продольной, параллельной центровой линии станка, и поперечной, перпендикулярной к этой линии. Верхняя часть суппорта может быть повернута около вертикальной оси; подачу резца при этом можно осуществить под углом к центровой линии станка, что требуется при обработке конических поверхностей.
Все подачи резца могут быть ручными, а продольная и поперечная — также и автоматическими. Продольная ручная подача осуществляется> вращением маховика 31, расположенного, как и многие другие рукоятки управления подачами станка, на передней стенке фартука 30 суппорта.
Поперечная ручная подача производится вращением рукоятки 7, а подача верхней (поворотной) части суппорта — посредством рукоятки 8.
Автоматические подачи резца заимствуются от ходового винта 24 или от ходового вала 25, получающих вращение с разными скоростями от коробки подач 37. Ходовой винт используется при наре>зании резьб, ходовой вал — при всех остальных токарных работах.
Включение подачи, заимствуемой от ходового винта и ходового вала, осуществляется при помощи рукояток 35 и 36. Кнопка 32 служит для выключения реечного зубчатого колеса из рейки при нарезании резьбы. Рукояткой 28 производится включение и вы ключение разъемной гайки ходового винта, а рукояткой 10 — подач, заимствуемых от ходового вала. Рукоятка 10 носит название мнемонической, поскольку направление поворота рукоятки совпадает с направлениями продольной и поперечной включаемых подач. В рукоятку 10 вмонтирована кнопка 9, при нажиме на кото рую включаемые рукояткой 10 подачи получают ускоренную величину (от электродвигателя ускоренных перемещений 23), что используется для холостых перемещений суппорта.
Рукоятка 3 служит для реверсирования (изменения направле ния вращения) ходового винта, что вызывает изменение направления перемещения суппорта, необходимое при нарезании левых резьб.
Коробка подач связана зубчатыми колесами через гитару, расположенную под кожухом 38, со шпинделем станка, так что скорости вращения шпинделя и величина подачи резца получаются всегда -согласованными. Коробка подач устроена таким образом, что, устанавливая в разные положения рукоятки 35 и 36 и пользуясь также рукояткой 2, можно получать (через ходовой винт) подачи, соответствующие шагам всех принятых по ГОСТу метрическихи дюймовых резьб и большое количество различных подач (через ходовой вал), необходимых при остальных токарных работах.
Используя сменные шестерни гитары, можно нарезать модульные и питчевые резьбы. Посредством рукоятки 2 шаг нарезаемой резьбы может быть увеличен в 2,8 или в 32 раза, а также может производиться деление при нарезании многоходовых резьб (причисле ходов 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 и 60).
Используя все возможные передачи коробки подач, на рассматриваемом станке можно нарезать метрические резьбы с шагом от 1 до 192 мм, дюймовые с числом витков от 2 до 24 на 1″, модульные с шагом в модулях от 0,5 до 48 и питчевые с шагом в питчах от 1 до 96.
Кроме того, на станке можно получить при работе через ходовой вал продольные автоматические подачи от 0,070 до 4,16 мм/об и поперечные от 0,035 до 2,08 мм/об.
Пуск и остановка главного электродвигателя осуществляются нажатием на кнопку 29, включение насоса для подачи эмульсии, размещенного в правой тумбе станка, — с помощью выключателя 14. Для включения электроэнергии и освещения служат выключатели 15 -и 17. Все электрооборудование станка (кроме электромоторов) расположено в шкафу 20.
Кинематика станка. На рис. 23 изображена кинематическая схема станка. Перед ее изучением следует рассмотреть табл.3 и усвоить условные обозначения элементов кинематических цепей.
От главного электродвигателя клиноременной передачей с от ношением 142—254 (диаметры шкивов) вращение передается валу коробки скоростей. На валу установлены многодисковые фрикционы (устройство их описано ниже), при помощи которых переключением муфты М1 можно передавать шпинделю правое или левое, вращение (прямой или обратный ход).
При прямом ходе (перемещение муфты М1 влево) вал может получить две скорости. Это осуществляется перемещением подвижного блока зубчатых колес Б1 вследствие чего вращение будет передаваться через зубчатые пары колес либо 56—34, либо 51—39. При включении муфты М1 на обратный ход (перемещение муфты вправо) передача осуществится через две пары зубчатых колес 50— 24 и 36—38, что и приведет к изменению направления вращения.
С вала на вал III с помощью тройного блока зубчатых колес Ба вращение передается через колеса 29—47, 21—55 (как показано на схеме) или 38—38. Вал, таким образом, может получить шесть различных рабочих скоростей.
Включением блока Б5 влево, как это показано на схеме, шесть скоростей можно передать на шпиндель (вал VI) через пару зубчатых колес 65—43. При переводе блока Б5 вправо, через колеса 26—52 вращение с вала на вал VI передается через перебор. Перебором называется группа колес, размещенных на валах, IV и У, с помощью которых количество скоростей умножается, одновременно понижаясь в численном значении. Меняя положение блоков Б3 и Б4 на валу IV, передачу можно осуществить через колеса 22—88
Рис.23. Кинематическая схема токарно-винторезного станка модели 1К62.
и 22—88 (как показано на схеме) или 22—88 и 45—45, или 45—45 и 22—88 или 45—45 и 45—45, в результате чего будут получены соответственно передаточные отношения 1/16, 1/4, и 1. Таким обпячом перебор умножает шесть скоростей вала на три передаточных отношения 1/16, 1/4 или 1, и, как было указано выше, через колеса 26—52 может передать шпинделю 18 скоростей. Всего шпиндель получает таким образом 24 разные скорости (числа оборотов), но практически — 23 вследствие численного совпадения двух их значений.
К коробке подач передача идет через промежуточный вал VII и установленный на нем передвижной блок Б6. Движения подач заимствуются либо от шпинделя через зубчатые колеса 60—60, когда этот блок (блок звена увеличения шага) находится в крайнем левом положении, как показано на схеме, либо от вала через зубчатые колеса 45—45, как на схеме показано условным пунктиром, когда блок Б6 перемещен в крайнее правое положение. В последнем случае в зависимости от передаточного отношения перебора подачи и шаг резьбы увеличиваются в 2, в 8 или в 32 раза.
Реверс, служащий для изменения направления вращения ходового винта, имеет две скорости правого и одну скорость левого вращения. При крайнем левом положении тройного передвижного блока Б7 вращение от вала VII к валу VIII передается зубчатыми колесами 42—42 (как показано на схеме) с передаточным отношением, равным 1, а при среднем положении блока Б7 — колесами 28—56 с передаточным отношением 1/2; при крайнем правом положении блока Б7 изменяется направление вращения, которое в этомслучае передается колесами 35—28—35. К коробке подач вращательное движение передается от вала VIII через гитару со сменными блоками зубчатых колес С1 и С2- Для нарезания метрических и дюймовых резьб и получения механической подачи сменные блоки С1 и С2 устанавливаются так, как показано на схеме, и вращение коробке подач сообщается через зубчатые колеса 42—95—50.
При нарезании модульных и питчевых резьб сменные блоки переворачиваются и вращение передается зубчатыми колесами 64—95—97. Далее передача для нарезания дюймовых, питчевых и торцовых резьб производится, как показано на схеме, при включенном зубчатом колесе 35, установленном на валу Xи выключенных муфтах М2, М3 и М4. Вращение от вала IX передается валу XIV через зубчатые колеса 35—37—35, механизм с накидным зубчатым колесом (механизм Нортона), с помощью которого можно получить семь различных передаточных отношений 28—25 и 36 — (от 26 до 48), зубчатые колеса 35—28 и 28—35 и множительный механизм, состоящий из двух подвижных двойных блоков Б8 и Б9, которые обеспечивают получение четырех различных передаточных отношений: 1/8, 1/4, 1/2 и 1. При включении кулачковой муфты М5 вращение от вала XIV передается ходовому винту XVI. Для нарезания метрических и модульных резьб, а также для получения механической подачи коробка подач перестраивается. Зубчатое колесо 35 на валу X выводится из зацепления с зубчатым колесом 37, включаются муфты Мг и l M4, а муфта М3 остается выключенной. В этом случае вращение от вала IX валу XIV -передается муфтой М2, валом XI, механизмом Нортона (в обратном направлении), муфтой М4 — и множительным механизмом.
Двухвенцовый блок Б10 передает вращение ходовому валику XVII через двухвенцовый неподвижный блок 56, обгонную муфту Мо и вал XV для осуществления механических подач суппорта. При смещении блока Б10 влево ее левый зубчатый венец входит >в зацепление с колесом 56, жестко закрепленным на валу XV, и вращение последнему передается помимо обгонной муфты, что не обходимо для нарезания торцовых резьб.
От ходового валика XVII вращение через зубчатые колеса 27—20—28, предохранительную муфту Мп и червячную передачу 4—20 сообщается валу XIX (на схеме механизм фартука показан условно развернутым на 90°). Вал связан передним зубчатым колесом 40 непосредственно с зубчатыми венцам и кулачковых муфт М7 и М9, а задним колесом 40 через паразитное колесо 45 — с зубчатыми венцами кулачковых муфт М6 и M8 (см. штриховые линии на схеме).
При сцеплении кулачковых муфт М6 или М7 (ручная подача) вращение от вала XX через зубчатые колеса 14—66 передается валу — XXI — с закрепленным на нем зубчатым колесом 10. Обкатыванием колеса по рейке осуществляется продольная подача суппорта. На валу XXI смонтирован лимб продольной подачи с ценой деления 1 мм.
Поперечная подача суппорта в ту или иную сторону включается муфтами М8 или М9 (ручная), после чего вращение от вала XXII передается поперечному ходовому винту XXIII зубчатыми колесами 40—61—20.
Быстрые перемещения суппорта в продольном и поперечном направлениях осуществляются от отдельного электродвигателя через клиноременную передачу 85—147, ходовой валик XVII и далее по тем же кинематическим цепям фартука, по которым суппорту сообщаются движения рабочих подач. Скорость быстрых продольных перемещений суппорта равна 3,4 м/мин, а поперечных — 1,7 м/мин.
Схема, паспорт токарного станка 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ, руководство по эксплуатации
Устройство токарного станка 16К20
Устройство основных узлов токарно-винторезного станка. Фрикционная муфта. Суппорт. Резцедержатель. Задняя бабка.
… смотреть все ->
инструкция по эксплуатации, технические характеристики, паспорт, схемы
Первый токарный станок 1К62 выпустил Московский станкостроительный завод «Красный пролетарий». Сам завод построили в одна тысяча восемьсот пятьдесят седьмом году. Какая история токарного станка 1К62, почему им активно пользовались предприятия?
Содержание:
1 Краткая история серии
2 Общий вид
3 Назначение и область применения токарно-винторезного станка
4 Обзор токарного станка 1К62, видео
5 Расположение органов управления
6 Расположение составных частей
6.1 Спецификация составных частей
7 Основные разновидности и расшифровка модификаций
Первые токарно-винторезные станки с коробкой скоростей выпускались на заводе «Красный пролетарий» и назывался ДИП 200,
ДИП 300 и так далее. Буквы означали «Догнать и перегнать», а цифры высоту над станиной.
ЭНИМС приняла единую систему условных обозначений станков. По системе ДИП 200 начал называться 1Д62, соответственно и его модификации поменяли названия.
Вскоре появились первые модели ДИП 200, которые назывались 1Д62,
1Д62М. После эти модели заменила более новая — 1А62. 1А62 выпускали несколько лет, после чего на замену ему пришел 1К62, который выпускался еще восемнадцать лет. К 1К62 выпускались модификации.
Затем в производство вошел 16Б20П, который был переходной моделью между двумя станками.
Через еще шесть лет произвели первые токарные станки 16К20. Станки понемногу стали производить все меньше и меньше. Их начали модифицировать, но модификации не были долгожителями.
Через семнадцать лет после первых 16К20 на смену им пришли станки серии МК: МК6046, МК6047.
Назначение и область применения токарно-винторезного станка
Токарный станок 1К62 — универсальный и используется для чистовых, получистовых токарных задач. Им выполняют всевозможные токарные работы, такие, как: нарезают левые и правые резьбы, метрические, дюймовые резьбы. Токарный станок 1К62 способен обрабатывать короткие заготовки большого диаметра, поэтому его называют Лобовым.
Токарный станок 1К62 имеет очень хорошую жесткость и высокую точность обработки деталей (класс точности станка Н) благодаря специальной конструкции шпинделя. На него можно устанавливать подвижные и неподвижные люнеты.
Токарный станок 1К62 не боится длительных нагрузок, так, как для защиты от перегрева у него установлено тепловое реле и блок предохранителей защищающие его от короткого замыкания.
К основным преимуществам токарного станка 1К62 можно отнести:
он обладает довольно мощным электродвигателем;
все конструкционные узлы обладают высокой жесткостью
наличие широкого диапазона регулировки скоростей обработки
учитываю все вышеперечисленное — высокая продуктивность токарного станка 1К62
минимальная вибрация.
Обзор токарного станка 1К62, видео
Расположение органов управления
Расположение составных частей
Спецификация составных частей
Основные разновидности и расшифровка модификаций
Первый 1К62 был выпущен на заводе «Красный пролетарий» и прошел длинный путь, множество модификаций.
Основными разновидностями были: 1К625, 1К620, 1К62Б. У модификаций имеются расшифровки, каждая цифра и буква имеет значение:
Цифра 1 означает, что станок токарный.
Буква К говорит о поколении аппарата.
Цифра 6 показывает, что станок токарно-винторезный.
Цифра 2 говорит о высоте центров.
Цифры 25 на конце — максимальный диаметр заготовки над суппортом.
Цифры 20 — высота центров над станиной.
Буква Б — значение изменения основной модели.
Так выглядят основные модификации, их расшифровки токарного станка 1К62.
Технические характеристики
Габаритные размеры рабочего пространства
Установочные и присоединительные размеры
Читайте также: токарный станок 1А62
Шпиндель
Шпиндель играет важную роль в самом процессе обработки деталей и является одной из основных частей токарного станка. Основное его предназначение — это передача вращающегося момента от электродвигателя к детали и фиксация самой детали для ее обработки.
Вал шпинделя токарного станка 1К62 имеет вид полой трубы, которая держится и вращается на подшипниках, которые в свою очередь разделены на две опоры:
Передняя опора в своей конструкции имеет упорные и радиальные подшипники. Она несет максимальную нагрузку, так, как расположена недалеко от зоны обработки.
Задняя опора в своей конструкции имеет радиальные подшипники.
На торце вала шпинделя имеется место для фиксации патрона, он может быть механизированным или ручным. Электродвигатель приводит во вращение шпиндель, через прямую передачу, ременную или коробку скоростей. Частота вращения шпинделя регулируется.
Чертеж шпинделя
Суппорт
Суппорт предназначен для перемещения, закрепленного в резцедержателе резца, вдоль, поперек оси шпинделя. Он состоит из трех основных узлов — каретки, поперечных салазок, резцовых салазок суппорта. В технической литературе они могут называться по-другому.
Суппорт токарного станка 1К62 является достаточно важным узлом, так, как на нем крепятся перемещаются режущие инструменты. Качество обрабатываемой заготовки или детали напрямую зависит от исправности суппорта, его правильной регулировки и жесткости.
Суппорт осуществляет движения в поперечном и продельном направлении:
продольное – суппорт перемещается вдоль поверхности детали при этом резец снимает необходимою толщину материала или нарезает резьбу;
поперечное – суппорт перемещается перпендикулярно поверхности детали, а режущий инструмент имеет возможность углубляется в нее снимая при этом слой материала.
Суппорт состоит из следящих важных частей:
нижних салазок;
резцовых салазок;
поперечной каретки.
Задняя бабка
Задняя бабка токарного станка 1К62 – это вторая опора, она необходима для поддержания тяжелых или длинных заготовок, а также при работе в центрах. При выполнении сверления в пиноль задней бабки вставляется сверло с конусом Морзе или патрон для сверла. Если необходимо нарезать внутреннюю резьбу, то в патрон вместо сверла вставляется метчик.
Задняя бабка должна соответствовать следующим условиям:
хорошо фиксироваться чтобы не сдвинутся в процессе работы, для этого на задней бабке предусмотрен специальный зажимной эксцентрик, который надежно фиксирует ее на станине;
должна точно расположатся по оси центра, это позволит обрабатывать детали в центрах с высокой точностью;
позволять быстро снимать и устанавливать деталь или заготовку;
пиноль задней бабки должна точно находится на оси станка и надежно фиксироваться без люфтов.
Шпиндельная бабка
Шпиндельная бабка токарного станка 1К62 или еще ее называют передняя бабка имеет вид короба, отлита он из чугуна, внутри которого размещен шпиндель, коробка скоростей и механизм их переключения.
Основными узлом передней бабки является шпиндель. Сам по себе шпиндель, грубо говоря, представляет собой трубку, передний конец которой расточен под посадочный конус (Морзе №5), в которую вставляется всевозможные приспособления для крепления деталей (патрон, планшайба, центр и т. д.)
Основная функция коробки подач – это передать вращение к ходовому винту и ходовому валу. Коробка подач токарного станка 1К62 находится под шпиндельной бабкой и крепко закреплена на станине.
Основные узлы коробки подач – это механизм, который регулирует частоту вращения ходового винта и ходового вала (они необходимы получения разных шагов резьбы и подач), муфта (ускоряет ход суппорта), обгонная муфта. Шпиндельная бабка через зубчатку передает вращения на коробку подач.
Кинематическая схема коробки подач
Чертеж коробки подач
Механизм Нортона
Фартук
Фартук токарного станка 1К62 преобразует вращение движение ходового винта и ходового вала в поступательное движение суппорта. Располагается возле каретки суппорта, а точнее крепится к торцу каретки.
Электрооборудование
Электрооборудование предназначается для приведения узлов, механизмов в движение, автоматического управления ими, и контролировать их состояния. От электрооборудования зависит производительность, надежность токарного станка 1К62.
силовая цепь — трехфазная сеть 380 В, 50 Гц;
цепь управления — 127 В;
цепь настольного освещения — 36В.
Габариты и масса
У агрегата имеются габариты, масса:
Мощность двигателя быстрых перемещений суппорта — от 0,75 до 1,1 кВт.
Мощность насоса охлаждения — 0,12 кВт.
Габаритные размеры токарного станка 1К62 составляют две тысячи восемьсот двенадцать миллиметров в длину, тысяча сто шестьдесят шесть в ширину и тысяча триста двадцать четыре в высоту.
Масса токарного станка 1К62 составляет три тысячи тридцать пять килограмм.
Читайте также: чем так интересен токарный станок 1К625, достоинства и недостатки.
Кинематическая схема
На фото расположена кинематическая схема токарного станка 1К62, то есть условное его изображение, которое показывает связь между элементами механизма, передающими движение. Схема помогает лучше разобраться в устройстве конструкции, правильно чинить ее, производить верные подсчеты.
Каждый элемент на кинематической схеме токарного станка 1К62 имеет свое обозначение. Вал обозначается прямой линией, ходовые винты — волнистой линией и так далее.
Схема электрическая принципиальная
Без наличия данной схемы, поломка электрической части токарного станка 1К62 будет роковой, починить без нее невозможно.
Инструкция по первому запуску
При первом запуске и последующих необходимо учитывать технику безопасности. Перед запуском:
Роба должна быть застегнута.
Очки, спецодежда должна быть одета.
Надо проверить исправность узлов.
Свет должен быть настроен.
На рабочем месте не должно быть лишних предметов.
Только после всех этих процедур токарный станок 1К62 можно спокойно запустить.
Паспорт
В паспорте указаны все технические характеристики модели, схема токарного станка, инструкцию по ее ремонту, эксплуатации. Сам паспорт можно скачать ТУТ.
Современные аналоги
Современными аналогами являются модели ТРЕНС. Производство идет в Словакии. Они обладают современной конструкцией и лучшими немецкими комплектующими, поэтому токарный станок 1К62, скорее всего, гордятся своим аналогом.
Продолжение: К ходовому винту с шагом 12 мм был присоединен полноценный редуктор для нарезания резьбы и подачи, смазываемый под давлением и способный в базовой настройке генерировать английский шаг от 2 до 24 t.p.i., дюймовый, метрический от 1 до 12 мм. , модуль от 0,5 до 48 и диаметр от 96 до 1 д.п. Также можно было нарезать спирали с шагом от 3/8 дюйма до 7/16 дюйма и, согласно справочнику, генерировать спирали «Архимеда», подобные тем, что внутри самоцентрирующихся патронов. Кроме того, отдельный привод (по тому, что производители назвали , специально отобранные переключающие колеса ) могли быть установлены в обход коробки передач и позволяли генерировать шаг «высокой точности» — хотя не было ясно, как такое расположение дает какое-либо реальное преимущество. Это также было возможно. Для расширения диапазона нарезания резьбы двухпозиционная ручка, установленная на передней стороне передней бабки, позволяла изменять соотношение привода и редуктора. В одном случае, используя скорость вращения шпинделя от 12,5 до 40 об/мин, грубый шаг был в 32 раза больше стандартного передаточного отношения, а в другом случае, при скорости вращения шпинделя от 60 до 160 об/мин, шаг можно было увеличить в 8 раз по сравнению с настройкой на барабане редуктора. Вторая ручка, рядом с селектором передаточного числа, изменяла направление подачи каретки с левого на правое, а также позволяла, в ее центральном положении, вращать шпиндель независимо от шестерни подачи и индексировать оборот при нарезании многозаходной резьбы. — осевые настройки выгравированы на пластине вокруг конца шпинделя. Коробка передач обеспечивала 42 скользящих и наплавочных подачи, скорость которых зависела от выбранного диапазона скорости шпинделя: при любой скорости скользящие подачи находились в диапазоне от 0,0027 дюйма до 0,081 дюйма на оборот шпинделя с наплавкой, установленной на половину скорости (от 0,0013 до 0,081 дюйма). в то время как при скорости вращения шпинделя от 50 до 630 об/мин скорость подачи составляла от 0,081 дюйма до 0,163 дюйма скольжения и от 0,040 дюйма до 0,081 дюйма в поперечном направлении. Включение привода от редуктора к ходовому винту или приводному валу осуществлялось системой третьего стержня с рычагом управления, расположенным рядом с редуктором, и вторым стержнем, поворачивающимся с правой стороны фартука (и, таким образом, перемещающимся вместе с ним). Необходимые шаг и подача были получены с помощью большого вращающегося барабана с концентрическим диском на его лицевой стороне, оснащенным двумя или четырьмя ручками с шариковыми наконечниками. Вытягивание ручек прямо наружу позволяло поворачивать внутреннюю часть для выбора одного из четырех положений, при этом вверху появлялась шкала, показывающая доступный диапазон. Затем была выбрана конкретная настройка из диапазона, перемещая диск внутрь в промежуточное положение и вращая его, чтобы привести указатель в соответствие с требуемой цифрой. Наконец, полное нажатие на диск зафиксировало настройку, вся операция заняла меньше времени, чем объяснение… Скользящие и всплывающие подачи в обоих направлениях передавались четырьмя мелкозубчатыми муфтами, встроенными в фартук, быстрое и надежное управление — необычно — с помощью одного рычага, похожего на джойстик, установленного на правой стороне фартука. . Также был установлен быстрый силовой ход во всех направлениях, который включался кнопкой наверху джойстика с двигателем мощностью 1,3 л.с., 1500 об/мин. двигатель, установленный в нише на конце задней бабки станины, приводящий в движение приводной вал через клиновой ремень. Система обеспечивала скорость скольжения 134 дюйма в минуту, при этом подающий вал ароматически отсоединялся от редуктора для нарезки винтов с помощью встроенной в него муфты свободного хода. Эта система была настолько хорошо настроена, что операторы, если им нужно было переместить каретку более чем на 10 мм или около того, использовали ускоренный ход. Чтобы защитить трансмиссию, в фартук встроена предохранительная муфта кулачкового типа, которая отключается при достижении заданной нагрузки; это устройство также можно было отключить с помощью упора на станине, хотя это средство не было включено в подачу с поперечными салазками. При движении каретки она автоматически включала масляный насос плунжерного типа, который распределял смазку по фартуку с подачей также на станину и поперечные направляющие; Ход каретки измерялся микрометром барабанного типа, закрепленным на лицевой стороне фартука, шкала градуирована с шагом 0,05 дюйма 9.0009 Используя обычные направляющие с V-образной кромкой, сборка составной направляющей имела обнуляющие микрометрические циферблаты хорошего размера и разрезной винт поперечной подачи, который можно было отрегулировать для устранения люфта; ход поперечного суппорта составлял 10 дюймов и 5,5 дюймов для верхнего суппорта, последний можно было поворачивать на 90 градусов в каждую сторону от нуля и в стандартной комплектации оснащать 4-позиционной стойкой для инструментов, способной принимать инструменты размером до 1 дюйма. Прочная конструкция, массивная задняя бабка могла быть установлена на опорной плите для точения небольших конусов и удерживала ствол из закаленной стали, оснащенный массивным конусом Морзе № 5. Для работы в тяжелых условиях можно было установить заднюю бабку для механического сверления, что было достигнуто за счет приближения каретки к агрегату и расположения поперечного суппорта таким образом, чтобы L-образный участок металлической пластины можно было соединить с аналогичным элементом. соединен с основанием задней бабки. Затем рычажный зажим на конце задней бабки был отрегулирован так, чтобы основание удерживалось в тесном контакте с направляющими, но при этом достаточно свободно скользило, когда каретка продвигалась к передней бабке с медленной скоростью подачи. Когда задняя бабка использовалась с центром для поддержки работы между центрами или для ручного сверления, она крепилась к станине двумя болтами, затягиваемыми свободным самопрячущимся гаечным ключом. На некоторых моделях, особенно на тех, которые должны были обслуживаться работницами, не входившими в состав советской бригады толкателей ядра, задняя бабка могла быть оборудована подачей воздуха под высоким давлением, которая обеспечивала подушку между ней и станиной. Электрооборудование размещалось в двух отсеках: один устанавливался внутри левой ножки шкафа, а другой снаружи за задней бабкой станины; последний имел амперметр, показывающий нагрузку на режущие инструменты, и содержал предохранители, реле и т. Д. Вместе с выключателями для выключателя, охлаждающей жидкости, рабочего освещения и, при наличии, гидравлического копировального устройства. Электрическая схема обеспечивала изоляцию от нулевого напряжения и защиту от перегрузок трех электродвигателей (основного, охлаждающего и силового быстродействующего) со всеми цепями с предохранителями. Производитель также предложил установить электрическую арматуру индивидуального дизайна, если заказчик этого пожелает. С каждым новым 1К62 поставлялся полный комплект электрооборудования, задний брызговик системы охлаждения, защелка, два центра Морзе для передней и задней бабки, редукторная втулка передней бабки, продольный упор каретки, ходовой люнет, дополнительные сменные колеса, масляный пистолет, конус — съемник штифтов, плоскогубцы для стопорных колец, семь гаечных ключей, торцевой ключ, отвертка, руководство по эксплуатации и техническому обслуживанию, а также отдельное руководство и руководство по запасным частям.
Станкоимпорт 1К62 Токарный станок | Страница 2
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
только что получил мой новый игрушечный дом
Увидеть меньше
Узнать больше
2
Ответить
Сохранить
Нравится
21 — 36 из 36 Сообщений
Интересно видеть кнопки питания на каретке вот так. Как устроена проводка, чтобы она не касалась движущихся частей?
Ответить
Сохранить
Нравится
ЗАГ сказал:
поврежденная шестерня находится на боковом валу сразу после муфты и всегда крутится.
у меня есть чертеж. его модуль 34/39 2.25 шестерня внутренние шлицы и канавка вилки
Нажмите, чтобы развернуть. ..
Это потрясающее руководство. Вы сэкономите много времени на исправлении ошибок… если сможете читать подписи…
Увидеть меньше
Узнать больше
Ответить
Сохранить
Нравится
Вы покупаете это оборудование на заводских аукционах? Удивительный результат по всем инструментам!
Ответить
Сохранить
Нравится
Рагберн сказал:
Вы покупаете это оборудование на заводских аукционах? Удивительный результат по всем инструментам!
Нажмите, чтобы развернуть…
мельница и токарный станок из моего соседнего механического цеха. владелец недавно скончался.
Ответить
Сохранить
Как и
, сегодня я искал, почему входные шестерни и шестерни бокового вала не выровнены правильно. обнаружил несколько регулировочных прокладок под корпусом заднего входного подшипника. он выдвинул весь первичный вал из соединения.
снял регулировочные прокладки и шестерни вернулись в нормальное состояние. уровень шума сильно упал :smokin:
Ответить
Сохранить
Например,
Эти инструменты предназначены для инструментальных стоек типа «Диксон» или «Диксон». У меня такой же на Колчестер Триумф. ОЧЕНЬ прочные стойки для инструментов. В старой доброй Англии есть компания, которая до сих пор продает запасные части и новые держатели для инструментов. Кажется, они называются Rotagrip. Скоро мне нужно подобрать еще несколько для моей установки здесь.
Очень крутая машинка!
Увидеть меньше
Узнать больше
Ответить
Сохранить
Нравится
Я только что посмотрел ваше видео…
Токарные станки до сих пор пугают меня на высокой скорости.. Кажется, у мельницы нет такой инерции, как у токарного станка.
Как эта штука удерживает заднюю бабку, когда вы используете каретку, чтобы тянуть ее по направляющим?
Это очень удобная функция, мне интересно, смогу ли я модифицировать свой токарный станок, чтобы сделать что-то подобное.
Увидеть меньше
Узнать больше
Ответить
Сохранить
Нравится
Инферно сказал:
Я только что посмотрел ваше видео…
Токарные станки до сих пор пугают меня на высокой скорости.. Кажется, у мельницы нет такой инерции, как у токарного станка.
Как эта штука удерживает заднюю бабку, когда вы используете каретку, чтобы тянуть ее по направляющим?
Это очень удобная функция, мне интересно, смогу ли я модифицировать свой токарный станок, чтобы сделать что-то подобное.
Нажмите, чтобы развернуть…
Похоже, у него есть крючок, установленный от поперечного суппорта к задней бабке именно для этого. не должно быть сложно что-то сделать. Хотя это кажется особенностью несколько сомнительной ценности, если только хвостовая бабка не ОГРОМНА.
Увидеть меньше
Узнать больше
Ответить
Сохранить
Нравится
kkroger сказал:
Похоже, что именно для этого у него установлен крючок от поперечного суппорта к задней бабке. не должно быть сложно что-то сделать. Хотя это кажется особенностью несколько сомнительной ценности, если только хвостовая бабка не ОГРОМНА.
Нажмите, чтобы развернуть…
чаще встречается на евротокарных станках, американские токарные станки обычно имеют дополнительный кривошип и шестерню, добавленную для зацепления с рейкой подачи, намного дороже, и вы получаете меньше полезных побочных преимуществ, таких как механическая подача во время сверления
относительно: удержание задней бабки в натянутом к направляющим, если вы сверлите им, вы просто затягиваете зажим там, где есть небольшое сопротивление, как если бы вы регулировали клин
Увидеть меньше
Узнать больше
Ответить
Сохранить
Как и
, детали токарного станка
имели новый подшипник шпинделя.
сегодня снял шпиндель и заменил его. старый имел некоторый износ.
шпиндель и подшипник имеют резьбовую контактную поверхность и гайку для ее затягивания. Саморез расширяет внутреннюю обойму подшипника, чтобы убрать зазоры.
также снял масляный насос и восстановил поверхность седла шарового клапана и обнаружил, что всасывающая трубка имеет отверстие сбоку. задел одну из шестерен. исправлено, и теперь у насоса есть поток
плунжерный насос работает
Увидеть меньше
Узнать больше
Ответить
Сохранить
Нравится
Хороший результат, у меня тоже есть. Также некоторые другие машины Stanko.
Вы будете удивлены, какие порезы может выдержать эта штука.
Ответить
Сохранить
Как и
, очищены все поперечные направляющие и направляющие и отрегулированы клинья.
в последний раз выровнял его и сделал несколько пробных надрезов. в его части был маленький Таппер. сделал некоторые регулировки задних ног, но он не реагировал. возле патрона режет меньше отрегулировал выравнивание передней бабки и стал резать ровно.
для первого реального материала, обработано несколько 4-звенных изогнутых адаптеров, чтобы они подходили к звеньям для сварки
Увидеть меньше
Узнать больше
Ответить
Сохранить
Как и
, в нем отсутствовало смотровое стекло для масляного насоса, была только обычная чугунная пробка.
вынул заглушку и просверлил в ней отверстие. взял линзу от старого манометра и вставил/вклеил.
Увидеть меньше
Узнать больше
Ответить
Сохранить
Нравится
Токарный станок классный, но можно больше фото трейлера?
Что это за ферма под ним?
Ответить
Сохранить
Нравится
arse_sidewards сказал:
Токарный станок классный, но можно больше фото трейлера?
Что это за ферма под ним?
Нажмите, чтобы развернуть. ..
больше нет фото. не мой
просто миниэкскаватор самосвал прицеп. есть гидравлический наклон для кровати и эти дерьмовые маленькие шины.
ферма делает кровать более прочной, поэтому вам не нужно застилать кровать из более крупных вещей.
у нас есть ограничения по весу для прицепов. легче, вы можете заправить кровать, больше вы можете тащить в целом. я думаю, что это было зарегистрировано до 2700 кг, и оно включает в себя прицеп
Увидеть меньше
Узнать больше
Ответить
Сохранить
Как и
,
испытал и дал тренировку для люнета сегодня, обрабатывая с ним 4 соединительные трубы. имеет этот хороший рычажный замок для открывания. он имеет эксцентриковый шарнирный штифт для регулировки степени затяжки рычажных зажимов.
Бурильная труба с перфоратором, стенка 2 x 0,59 дюйма, довольно плотный материал
Блок управления сварочным полуавтоматом типа БУСП-2К-506-24, в дальнейшем именуемый «блок», предназначен для управления скоростью подачи электродной проволоки и последовательностью включения исполнительных органов сварочного полуавтомата, обеспечивающих регулирование и выбор рабочего цикла сварки в среде защитного газа. Блок устанавливается в левую нишу сварочного выпрямителя ВДУ-506 и предназначен для работы с полуавтоматами, имеющими электропневмоклапан и двигатель подачи проволоки с питанием 24 В постоянного тока.
Скачать документацию
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ.
1. Напряжение питания на входе:переменного тока (50…60 Гц), 24…36 В 2. Допустимая мощность подключаемого двигателя постоянного тока до 120 Вт. 3. Допустимый ток в цепи включения электропневмоклапана до 1 А. 2. Потребляемая мощность блока с подключенным двигателем полуавтомата, Вт, не более 300 3. Кратность регулирования частоты вращения якоря двигателя,не менее 20 4. Габаритные размеры, мм. 265х185х100 5. Масса, кг, не более 2,5
ТЕХНИЧЕСКИЕ ДАННЫЕ
Основные параметры блока приведены в табл. 1.
Блок обеспечивает: • динамический разгон якоря двигателя при включении, • динамическое торможение якоря двигателя при выключении; • электронную защиту якоря двигателя от перегрузок; • произвольную остановку сварки «точки»; • местное и дистанционное включение продувки газа при наладке, • местное и дистанционное включение двигателя подачи проволоки, • выполнение режимов наладки-сварки, • местное и дистанционное регулирование скорости подачи проволоки. • управление включением источника сварочного тока.
В режиме наладки блок обеспечивает выполнение следующих операций: 1) установку необходимой скорости подачи электродной проволоки; 2) выбор рабочего цикла; 3) выбор способа сварки: длинными, короткими швами или сварки «точками» 3.4. В режиме сварки блок обеспечивает выполнение команд начала сварки и ее прекращения. 3.5. В режиме сварки протяженными швами включение сварки осуществляется нажатием и отпусканием кнопки на горелке. Выключение сварки осуществляется повторным нажатием и отпусканием.
В режиме сварки протяженными швами включение сварки осуществляется кратковременным нажатием и отпусканием кнопки на горелке, а выключение сварки – повторным кратковременным нажатием и отпусканием кнопки.
В режиме сварки короткими швами включение сварки осуществляется нажатием и удержанием кнопки на горелке, а выключение сварки – отпусканием кнопки.
В режиме сварки «точками» включение сварки осуществляется нажатием и удержанием кнопки на горелке. Блок обеспечивает сварку в течение времени «Длительность точки» от 0,2 до 8 с. Цикл сварки точки можно прервать отпусканием кнопки.
При включении сварки (рис. 2) блок:
1) включает подачу защитного газа;
2) с регулируемой задержкой времени «Газ до сварки» от 0,2 до 8 с. включает динамический разгон двигателя подачи электродной проволоки и поддерживает установленную скорость его вращения. Одновременно включается источник сварочного тока;
3) обеспечивает стабильность скорости подачи электродной проволоки с точностью не менее 15 % от установленного значения;
При выключении сварки блок:
1) останавливает якорь двигателя подачи проволоки в режиме динамического торможения;
2) через интервал времени “Растяжка дуги”, регулируемый в пределах от 0,2 до 8 с., отключает источник сварочного тока;
3) по истечении интервала времени «Газ после сварки», регулируемого в пределах от 0,2 до 8 с. , отключает подачу защитного газа.
После окончания сварки блок возвращается в исходное состояние.
Изменение вылета электродной проволоки после окончания сварки не должно превышать 10 мм, что регулируется временем «Растяжка дуги»;
Блок обеспечивает возможность выполнения сварки с короткими перерывами (0,5..10 c) между периодами горения дуги. С этой целью он допускает повторное включение сварки (двигателя подачи проволоки и сварочного источника) до истечения времени продувки газа.
УСТРОЙСТВО И РАБОТА ИЗДЕЛИЯ
Блок выполнен в конструктиве, встраиваемом в нишу корпуса сварочного источника.
Габаритные и установочные размеры блока приведены на рис. 1.
Конструктивно блок разделен на:
переднюю панель с установленными элементами управления и разъемом подключения подающего механизма;
печатную плату с электронными компонентами;
защитный кожух с установленным разъемом подключения к сварочному источнику.
Назначение элементов управления приведено в таблице 2.
Принципиальная схема платы управления приведена на рис. 3.
Схема подключения типового сварочного полуавтомата приведена на рис. 4.
Монтажная схема платы управления приведена на рис. 5.
Принципиальная схема блока включает в себя следующие модули:
выпрямитель напряжения питания (VD1…VD4,)
блок вторичного питания (DA1, DA3, VT1, VD6…VD10)
индикатор подачи питания на блок (VD11, R11)
блок формирования команды «Пуск» для всех режимов работы (DA2, DD1…DD3)
блок формирования временных задержек и управляющих сигналов (DA4, DD4…DD5)
блок привода двигателя (DA6…DA8, VT2…VT4)
блок включения газового клапана (VT5)
блок включения сварочного выпрямителя (VT6, Р1)
Выпрямитель напряжения питания собран по мостовой схеме с фильтром на конденсаторах C1…C3. Напряжение заряда конденсаторов должно быть в пределах от 50 до 100 В в зависимости от величины входного напряжения питания.
Блок вторичного питания представляет собой преобразователь – стабилизатор обратного хода, собранный на специализированной микросхеме DA1 и транзисторе VT1. Блок работает в режиме широтно-импульсной модуляции тока через трансформатор Т1 в зависимости от нагрузки в линиях 15В и 48В. Стабилизированное напряжения 15В обеспечивает микросхема линейного стабилизатора DA3.
Блок формирования команды «Пуск» обеспечивает фильтрацию входных сигналов для защиты от помех и формирует сигнал «Пуск» (вывод 4 DD3) в зависимости от режимов работы :
в режиме сварки протяженными швами каждое нажатие кнопки на горелке устанавливает или сбрасывает триггер DD1, состояние выхода которого передается на выход блока.
в режиме сварки короткими швами выход блока повторяет состояние кнопки на горелке (нажато – включено, отпущено – выключено).
в режиме сварки точками нажатие кнопки на горелке запускает таймер на DA2, который формирует время сварки точки, если кнопка удерживается нажатой, или выключается при отпускании кнопки. Время выдержки таймера регулируется резистором R21 «Длительность точки».
Блок формирования временных задержек и управляющих сигналов на входе получает команду «Пуск» и команды от S4 на включение газового клапана или двигателя. На выходе блока формируются команды:
включения газового клапана (вывод 11 DD4).
включения сварочного источника (вывод 3 DD5).
включения двигателя подачи проволоки (вывод 11 DD5).
При получении команды «Пуск»:
через DD1 и DD4.4 выдается сигнал на включение газового клапана,
через R24 «Газ до сварки», R26 и VD15 начинает заряжаться C При достижении порога срабатывания включается триггер Шмидта DD5 и:
выдает команду на включение сварочного источника,
через R29 и VD17 быстро заряжает С22 и через DD2 DD4. 3 удерживает включение газового клапана,
через DD2 и DD5.3 выдает сигнал на включение двигателя.
При снятии команды «Пуск»:
через DD2 и DD5.3 выключается двигатель,
через R25 «Растяжка дуги», R27 и VD16 начинает разряжаться C При достижении порога срабатывания выключается триггер Шмидта DD5 и:
снимается команда на включение сварочного источника,
через R28 “Газ после сварки” и R 72 разряжает С22. При достижении порога срабатывания триггера Шмидта DD2 через DD5.3 DD4.3 выключается газовый клапан.
Блок привода двигателя состоит из узла регулирования тока якоря двигателя (DA6…DA6, VT3, VT4 DA4).
Сигнал задания скорости вращения двигателя с помощью DA8 сравнивается с отмасштабированным и проинтегрированным напряжением на якоре двигателя, суммируется с сигналом, пропорциональном току якоря через резистор R59 «Устойчивость» и поступает на ШИМ-регулятор DA6.
Узел регулирования тока якоря двигателя через VD20 получает сигнал включения двигателя, снимающий блокировку сигнала задания с DA6. Выходной сигнал DA6 управляет работой драйвера транзисторов VT3, VT4. Ток якоря двигателя сглаживается дросселем L1. Разгон двигателя осуществляется при открытом транзисторе VT3, а торможение – при открытом VT4. Таймер DA4 необходим для обеспечения режима динамического торможения.
Когда большую часть производственного цикла крупного завода составляет сварка, оборудование должно быть привычным, гарантировать высокое качество сварных соединений и никогда не подводить. Традиционная комплектация данного сварочного полуавтомата ПДГО — выбор профессиональных и опытных сварщиков, основанный на надежности и высочайшей результативности. Сварочный полуавтомат «ПДГО-527-4К с блоком управления БУСП-2К-506 и источником ВДУ-506» — традиционный комплект оборудования для промышленной полуавтоматической дуговой сварки (MIG/MAG) на постоянном токе до 500 ампер в среде защитных газов. Применяется для сварки малоуглеродистых, низко- и высоколегированных сталей сплошной или порошковой электродной проволокой, а также алюминиевых сплавов. Полуавтомат разработан для эксплуатации в интенсивном режиме.
Такие сварочные комплекты успешно применяются в машиностроении, производстве металлоконструкций для строительства, ремонте транспортных средств, производстве сельскохозяйственной и спецтехники, конструкций для химической и нефтяной промышленности, производстве металлической мебели, распределительных шкафов, систем вентиляции и т.д.
Ключевые особенности:
Высокопроизводительная качественная сварка, отличные характеристики зажигания дуги, традиционный и проверенный временем комплект оборудования;
Минимальная последующая обработка швов благодаря низкому разбрызгиванию;
Эргономичная конструкция корпуса с удобными функциональными ручками;
Плавная настройка рабочего напряжения — точная настройка режима сварки;
3 режима сварки, существенно расширяющие сферу применения полуавтомата:
4-х роликовый механизм для надежной подачи проволоки и использования горелок до 5м;
Кнопки тестовой подачи проволоки и тестовой подачи газа;
Питание подогревателя газа;
Поворотные передние колеса для удобства перемещения.
Режимы сварки
1.Непрерывная сварка. Используется для сварки коротких швов. При нажатии на кнопку сварочной горелки начинается цикл сварки, при отпускании кнопки сварка заканчивается.
2.Сварка протяженных швов. При нажатии на кнопку сварочной горелки начинается цикл сварки и продолжается при отпускании кнопки. Повторное нажатие и отпускание кнопки прекращает цикл сварки.
3.Сварка точками. Используется для сварки одиночных коротких швов заданной длины (заклепок). При нажатии на кнопку сварочной горелки начинается цикл сварки, который прекратится через заданное время. Повторное нажатие кнопки дает аналогичный предыдущему сварочный шов.
Технические характеристики ВДУ-506 ЭСВА
Напряжение питания, В
3х380 ± 15%, 50Гц
Номинальный сварочный ток, А, (при ПВ%) и t =40? С
500 – 60%; 360 – 100%
Диапазон регулирования сварочного тока, А
60 – 500
Диапазон регулирования рабочего напряжения, В
18,0 – 50,0
Потребляемая мощность, кВА
40
Род сварочного тока
постоянный
Коэффициент полезного действия, %, не менее
79
Внешняя характеристика
жесткая и падающая
Напряжение холостого хода, В, не более
85
Регулировка тока/напряжения
плавная
Уровень звука на опорном радиусе 3 м, dBA, не более
85
Крутизна жестких характеристик, В/А, не более
0,03
Технические характеристики БУСП-2К
Напряжение питания, В
24 – 36, 50Гц
Потребляемая мощность, Вт, не более
180
Ограничение максимального тока якоря двигателя, А, не более
20
Кратность регулирования частоты вращения якоря двигателя, не менее
20
Номинальный ток обмотки газового клапана, А, не более
0,5
Максимальный ток цепи включения сварочного источника, А, не более
5
Диапазон регулирования времени задержки отключения сварочного источника после отключения привода подачи проволоки, с
0,2…2
Диапазон регулирования времени задержки отключения газового клапана после отключения сварочного источника, с
0,2…8
Диапазон регулирования времени включения при свар. «точками», с
0,2…8
Диапазон регулирования задержки включения двигателя и сварочного источника после подачи команды «пуск», с
Фильтровать по: Выбрать категорию из списка…──────────Всебиология (1)Университеты (2)Образовательные (1)Некоммерческие организации (1)Неклассифицированные (1) Сортировать по: ПопулярностьПо алфавитуКатегория
Срок
Определение
Рейтинг
БУСП
Программа бакалавриата по биологии
Академический и научный » Биология
Оцените:
BUSP
Building United of Southwestern Pennsylvania
Разное » Unclassified
Оценить:
BUSP
Программа стипендий Бингемтонского университета
Академия и наука » Университеты
Оценить:
BUSP
Биология Программа стипендий для выпускников
Академия и наука » Университеты — и многое другое. ..
Оцените:
BUSP
Building United of Southwestern Pennsylvannia
Сообщество » Некоммерческие организации
Оцените:
Знаете что такое
БУСП ? Есть еще одно хорошее объяснение для BUSP ? Не держите это в себе!
Все еще не можете найти искомое определение аббревиатуры? Используйте нашу технологию Power Search , чтобы искать более уникальные определения в Интернете!
Цитата
Используйте приведенные ниже параметры цитирования, чтобы добавить эти сокращения в свою библиографию.
Самый большой ресурс в Интернете для
Акронимы и сокращения
Член сети STANDS4
Просмотреть Abbreviations.com
#ABCDEFGHIJKLMNOPQRSTUVWXYZ
Бесплатно, регистрация не требуется:
Добавить в Chrome
Получите мгновенное объяснение любой аббревиатуры или аббревиатуры, которая попадется вам в любом месте в Интернете!
Бесплатно, регистрация не требуется:
Добавить в Firefox
Получите мгновенное объяснение любой аббревиатуры или аббревиатуры, которая попадется вам в любом месте в Интернете!
Викторина
Окончательный тест аббревиатуры
»
К вашему сведению
А. Для вашей информации
B. Забудьте о своей идее
C. Для вашего улучшения
D. Для проверки
Вставить
Поделитесь изображением BUSP
»
Нажмите, чтобы просмотреть:
Unscramble BUSP — Расшифровывает 10 слов из букв в BUSP
BUSP расшифровывает и составляет 10 слов!
Начинается с
Заканчивается на
Содержит
Реклама:
10 Нешифрованные слова из букв БУСП
Четырехбуквенные слова, составленные из расшифрованных букв БУСП
пабы
1 слов найдено
Слова из 3 букв, составленные из расшифрованных букв БУСП
автобус
паб
гной
суб
Как дела
UPS
6 слов найдено
Слова из 2 букв, составленные из расшифрованных букв БУСП
бу
вверх
нас
3 слов найдено
Сколько слов можно составить из БУСП?
Выше приведены слова, полученные путем расшифровки B U S P (BPSU) . Наш поисковик слов смог расшифровать эти буквы, используя различные методы, чтобы сгенерировать 10 слов ! Наличие такого инструмента для расшифровки, как наш, поможет вам во ВСЕХ играх со словами!
Сколько слов можно составить из БУСП?
Чтобы еще больше помочь вам, вот несколько списков слов, связанных с буквами БУСП.
Слова из 4 букв
слов, начинающихся с Б
слов, оканчивающихся на P
Слова, начинающиеся на БУСП
Слова, содержащие БУСП
Слова, оканчивающиеся на БУСП
Различные способы скремблирования BUSP
Значения букв B U S P в Word Scrabble и Words With Friends
Вот значения букв B U S P в двух самых популярных играх со словами.
Scrabble
Буквы BUSP стоят 8 очков в Scrabble
B 3
У 1
С 1
П 3
Words With Friends
Буквы BUSP стоят 11 баллов в Words With Friends
B 4
У 2
С 1
П 4
Если расшифровать BUSP.
.. Что это значит?
Определение BUSP в расшифрованном виде
Если расшифровать эти буквы, БУСП, то это и составит несколько слов. Вот одно из определений слова, в котором используются все незашифрованные буквы:
пабы
Извините. У меня нет значения этого слова.
Нажмите здесь, чтобы увидеть полное значение слова «пабы»
Является ли паб Scrabble Word?
пабы — это слово Words With Friends?
Дополнительная информация о буквах
BUSP
Варианты BUSP
Анаграммы БУСП
слов с буквами
Расшифровка BUSP для других игр Word Scramble
Расшифровка BUSP для игр Word Scramble
Расшифровать буквы BUSP для анаграмм
БУСП в Text Twist
БУСП в Эрудит
БУСП в словах с друзьями
БУСП в беспорядке
Расшифруй слово BUSP
BUSP Расшифруй для всех словесных игр
Шифрование букв в BUSP
Согласно нашему другому производителю слова, BUSP можно скремблировать разными способами. Различные способы перестановки слова называются «перестановками» слова.
Согласно Google, это определение перестановки: способ, особенно один из нескольких возможных вариантов, в котором можно упорядочить или расположить набор или количество вещей.
Чем это полезно? Что ж, он показывает вам анаграммы busp , зашифрованные разными способами, и помогает вам легче распознавать набор букв. Это поможет вам в следующий раз, когда эти буквы B U S P появятся в игре со словами.
СБУП БСУП ПОДПИСКА УБСП USBP
Мы остановились на 5, но есть так много способов зашифровать BUSP !
Корвет-21 Станок рейсмусовый деревообрабатывающий. Паспорт, схемы, описание, характеристики
Сведения о производителе рейсмусового деревообрабатывающего станка Корвет-21
Поставщиком рейсмусового деревообрабатывающего станка Корвет-21 является Энкор-Инструмент-Воронеж, ООО, основанное в 1992 году. Адрес сайта: http://www.enkor.ru/, сайт интернет-магазина www.enkor24.ru.
Производитель — компания Shanghai Joye Import & Export Co., Ltd., Китай, г. Шанхай, основанная в июле 2003 года.
Рейсмусовый деревообрабатывающий станок Корвет-21 предназначен для строгания заготовок из древесины в предварительно заданные размеры. Машина Корвет-21 не рассчитана на работу при непрерывном производстве.
На станках Корвет-21 не допускается обработка металлов, асбоцементных материалов, камня и подобных материалов, мягких пластмассовых и резиноподобных материалов.
Рейсмусовый станок Корвет-21 работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
Станок Корвет-21 может эксплуатироваться в нормальных климатических условиях:
температура окружающей среды от 1 до 35 °C
относительная влажность воздуха до 80 % при температуре 25 °C
Корвет-21 Общий вид рейсмусового деревообрабатывающего станка
Машина состоит из следующих сборочных единиц и деталей:
Ограждения и защитный кожух (Рис 3, 4). Конструктивно машина собрана по жесткой пространственной схеме на литом основании (11) со стальными несущими колоннами (1) по углам. По колоннам (1) резьбовыми осями (2) при помощи коленчатой рукоятки (6) перемещается рабочая платформа (3). Сверху машина закрыта защитным кожухом (4), являющимся одновременно опорой для дополнительных роликов (5) и связывающим элементом для несущих колонн (1). Боковые стороны закрыты металлическими ограждениями (7) с выемками для переноски машины. Сзади рабочая зона машины закрывается от разлетающихся стружек защитным кожухом (12), конструкция которого позволяет использовать систему пылеотсоса.
Корвет-21 Электропривод и понижающий редуктор (рис. 3, 4, 4а)
Строгальный вал (13) с закрепленными на нем строгальными ножами приводится во вращение коллекторным двигателем через ременную передачу, рис. 4а. Конструктивно узел привода объединен в один блок и включает понижающий редуктор с цепной передачей (14) для перемещения заготовок в рабочую зону.
Ремень передачи, код (артикул) для заказа — 25601
Корвет-21 Ведущие и вспомогательные ролики
Подача обрабатываемой заготовки из древесины к вращающемуся строгальному валу (13) осуществляется автоматически через ведущие подпружиненные обрезиненные ролики (15), Рис 3, 4. Заготовки подаются к ведущим роликам по вспомогательным роликам (9), установленным на удлинителях рабочего стола (10). На верхнем ограждении машины для облегчения возврата предварительно обработанной заготовки на исходную позицию для повторного прогона предусмотрены дополнительные металлические ролики (5), Рис 3, 5.
Строгальный вал со строгальными ножами (13) (Рис. 4)
Строгальные ножи машины данного варианта комплектации – стальные, односторонние. Ножи фиксируются клиновыми планками с помощью 7 винтов (подробную информацию см. в разделе 12.2).
Рабочий стол, удлинители стола и рабочая платформа (Рис. 3, 5)
Рабочий стол (16) литого основания покрыт полированным стальным листом с невысокими боковыми ограничителями. Для обеспечения повышенной точности обработки заготовок машина снабжена откидывающимися удлинителями рабочего стола (10) с вспомогательными роликами (9), облегчающими продвижение и строгание заготовок.
Сетевой выключатель и тепловой прерыватель (Рис.
6)
Сетевой выключатель (17), помимо функции включения – выключения машины в штатном режиме, обеспечивает защитную функцию, предотвращая несанкционированное включение при отсутствии оператора, поскольку выключатель снабжен съемным ключом. Если вы намереваетесь оставить машину на длительное время и не имеете возможности ограничить к ней доступ посторонних лиц или детей, извлеките блокирующий ключ в положении выключателя «ВЫКЛ». Храните его в надежном месте в вашей мастерской. Для повторного включения машины установите блокирующий ключ и переведите выключатель в положение «ВКЛ».
Для защиты от перегрузок в машине предусмотрен прерыватель питания (18). При возникновении перегрузки срабатывает тепловое реле, кнопка поднимается над панелью, и электропитание машины прерывается. В этой ситуации подождите несколько минут, после чего нажмите кнопку, опустив ее в исходное положение.
ВНИМАНИЕ: Перед включением машины в электрическую сеть выключатель всегда должен находиться в положении «ВЫКЛ».
Основные операции рейсмуса Корвет-21
Предварительное строгание. Предварительное строгание необходимо для получения заготовки желаемой толщины и одновременного создания ровной поверхности, параллельной противоположной стороне заготовки.
Навык предварительного строгания состоит, главным образом, из правильной оценки глубины строгания в различных ситуациях. Вы должны учитывать не только ширину заготовки, но и твердость древесины, ее влажность, прямолинейность, направление слоев и их структуру.
Степень влияния этих факторов на качество законченной работы можно узнать только опытным путем. Во всех случаях рекомендуется при работе с новым видом древесины (или с древесиной, имеющей необычные свойства) сделать пробную обработку с использованием обрезков этого материала.
Всегда начинайте работу с легкого поверхностного прохода. Глубина строгания при последующих прогонах может быть увеличена до 2,5 мм (см. табл. 2). Помните, что малая глубина строгания создает более гладкую поверхность, чем большая.
Для установки глубины строгания поворачивайте коленчатую рукоятку (6). Значение глубины считывается по шкале (32). Устанавливаемое значение меняется на 2 мм с каждым оборотом ручки (6).
ВНИМАНИЕ: Никогда не устанавливайте глубину строгания более 2,5 мм за один прогон и не пытайтесь строгать заготовки длиной менее 130 мм. Внимательно следите за тем, чтобы обрабатываемая заготовка в процессе строгания перемещалась перпендикулярно роликам (15) подачи заготовки. Одновременная обработка нескольких (особенно коротких) заготовок ЗАПРЕЩЕНА, т. к. ролики (15) подачи заготовки могут не захватить самую тонкую из заготовок, и она будет с силой выброшена назад ножами (23) строгального вала (13). Невыполнение этих требований может привести к заклиниванию заготовки между роликами (15) подачи заготовки и элементами машины и, как следствие, к поломке звездочек и обрыву цепей привода (17) роликов (15) подачи заготовки, Рис. 4. Всегда защищайте лицо соответствующим защитным щитком или очками.
Не обрабатывайте заготовки толщиной менее 6 мм и более 153 мм.
Чистовое строгание и дополнительные операции. Если предстоит снять большое количество материала, коленчатой рукояткой (6) опустите рабочую платформу (3) (не более чем на 2,5 мм) и выполните проход.
Повторяйте эту операцию до достижения желаемой толщины.
Чистовое строгание, как и предварительная прогонка, наилучшим образом достигается малой глубиной строгания заготовки. Однако, на качество чистовой обработки оказывают влияние еще несколько факторов:
Опора роликовая
Для создания удобства при работе с машиной рекомендуем приобрести опору роликовую, которая облегчит работу с заготовками большой длины как при подаче заготовки на обработку, так и передаче готового изделия после обработки.
Корвет-21 станок рейсмусовый. Схема и детали сборки
Корвет-21 станок рейсмусовый. Схема и детали сборки. Смотреть в увеличенном масштабе
Суханов В.Г. Круглопильные станки для распиловки древесины, 1984
Фокин С.В., Шпортько О.Н. Деревообработка, Технологии и оборудование, 2017
Хилтон Билл Работы по дереву, Полное руководство по изготовлению стильной мебели для дома, 2017
Связанные ссылки. Дополнительная информация
Рейсмусы корвет в России — Биржа оборудования ProСтанки
Главная
Продажа
Рейсмусовые станки
Рейсмус корвет
Вы можете очень быстро сравнить цены рейсмуса корвет и подобрать оптимальные варианты из более чем 625 предложений
Реклама
Многопильный станок с 2-х сторонним рейсмусом ML9326CM
Предназначен для продольного двухстороннего фрезерования в размер по толщине заготовок из древесины с дальнейшей продольной распиловкой калиброванной заготовки на доски, бруски заданной толщины, а. ..
Подробное описание и цена >>>
Реклама
Рейсмусовый станок СР-4(К)
Станок предназначен для плоскостного строгания досок, брусков и щитов в заданный размер по толщине. Обработка заготовок производится 4-х ножевым валом цилиндрической формы с клиновым закреплением…
Подробное описание и цена >>>
Реклама
Рейсмус Supermac 163
4-х нож, передний подающий верхний валец секционный, электроподъём с цифровой индикацией, литая станина. Шиpина рейсмусования 630 мм; скорость подачи 7,5/13/24 м/мин; мощность главного двигателя…
Подробное описание и цена >>>
Универсальный станок Корвет 321 в Крыму: Акция
Состояние: Новый Производитель: Корвет (Россия)
В наличии
Универсальный станок Корвет 321 в Крыму: Акция !!!Мощность двигателя: 2200 ВтМаксимальная ширина заготовки: 300 ммМаксимальная толщина заготовки: 85 мм. Универсальный деревообрабатывающий станок…
14.10.2022
Симферополь (Россия)
88 830
Рейсмус, торцовка, циркулярка, вытяжка
Состояние: Б/У Год выпуска: 2000
Предлагаем со склада в Санкт-Петербурге станки деревообрабатывающие после ремонта (рейсмуса, фуганки, циркулярки, фрезера, шлифовальные, сверлильные, торцовки, вытяжки). Гарантия!!!Рейсмусовые…
04.04.2013
Санкт-Петербург (Россия)
65 000
Рейсмус CP6-32M
Состояние: Б/У
Рейсмус (CP6-32M) дата выпуска 2006 цена 88000
19.01.2014
Колпино (Россия)
88 000
Барабанная шлифовальная машина Корвет 57
Состояние: Б/У
Барабанная шлифовальная машина Корвет 57. Максимальная ширина шлифования 405 мм. Максимальная высота заготовки 130 мм. Частота вращения 1440 об. Возможен торг
14.05.2014
Нарофоминск (Россия)
15 000
фрезерный станок «Корвет 417»
Состояние: Б/У
Продается фрезерный станок «Корвет 417» с комплектом головок. Практически новый.
12.08.2014
Санкт-Петербург (Россия)
35 000
Станок рейсмус РС-60
Состояние: Б/У Производитель: Россия
Станок рейсмус РС-60 в рабочем состоянии.Торг.
21.07.2016
Орел (Россия)
100 000
Дисковая углопильная пилорама Корвет
Состояние: Новый Производитель: Урал инвест (Россия)
В наличии
Угловая дисковая пилорама Корвет предназначена для распиловки круглого леса диаметром до 900 мм с получением обрезного и необрезного пиломатериала экспортного качества. Угловая дисковая пилорама…
31.10.2016
Ижевск (Россия)
550 000
Рейсмус
Состояние: Новый Производитель: Россия
В наличии
Продам рейсмусовый станок — 1.Рейсмус СР6-10 (98 т.р.)
2.Рейсмус Jaroma-63 — 87 т.р.
3.Рейсмусный станок СР8-1 — 95 т.р.
Все оборудование в отличном состоянии.
Наибольший диаметр заготовки над станиной – 220 мм
Масса – 120 кг.
Габариты станка (длина ширина высота)…
24.04.2023
Таганрог (Россия)
Рейсмус СР3-6
Состояние: Б/У
Продам Рейсмус СР3-6 завода Красный металлист на чугунной станине.
Макс. ширина обработки = 320мм
Макс. высота обработки = 150мм
Мощность двигателя вала = 5,5кВт
Мощность двигателя подачи…
26.12.2012
Воронеж (Россия)
52 000
Корвет 321
Состояние: Новый Год выпуска: 2014
В наличии
Корвет 321 продам..Эксплуатировался меньше месяца..Состояние идеальное..После диагностики сервисного центра Энкор..Возможна доставка…Торг уместен
24.08.2014
Москва (Россия)
40 000
Рейсмус MB 104H (строгает до 200 мм в выс и 440 в ширину) + Пылесос промышленный
Состояние: Б/У Год выпуска: 2015 Производитель: MB 104H (Китай)
Размеры обрабатываемой заготовки, мм:
— ширина, наибольшая 440 мм
— толщина, наименьшая 8 мм
— толщина, наибольшая 210 мм
— длина не менее 220 мм
— Количество ножей, шт. 4
— Скорость подачи…
29.01.2016
Самара (Россия)
129 900
Плиткорез Корвет-466 электрический (НОВЫЙ)
Состояние: Новый Производитель: Россия
В наличии
Продаю: Плиткорез Корвет-466 (новый).
Все вопросы по телефону: 8-351 902 68 67
22.09.2016
Миасс (Россия)
15 000
станок ЭНКОР КОРВЕТ 432, в отличном состоянии
Состояние: Новый
В наличии
Станок ЭНКОР КОРВЕТ 432, в отличном состоянии.
Все вопросы по телефону: 8-351 902 58 67 — Александр.
22.09.2016
Миасс (Россия)
10 000
рейсмус
Состояние: Б/У Производитель: красный металист (Россия)
продам рейсмус в связи с закрытием цеха
08. 10.2016
Пенза (Россия)
800 000
Листогиб Корвет 503 1229 х 1.5 мм
Состояние: Б/У Производитель: Станкостроительный завод (Россия)
Станок практически не работал так как не подошёл по толщине гиба.Модель Корвет 503 Макс. ширина листового металла, 1220 мм Макс. толщина листового металла 1,5 мм Угол изгиба 0-135…
03.11.2016
Нижний Новгород (Россия)
Красный Металист Рейсмус 640мм
Состояние: Б/У Производитель: Россия
Продам рейсмус, ширина 64 см, нижние и верхние ролики подающиеСостояние рабочееТорг приветствуется
17.01.2017
Красноярск (Россия)
110 000
Стружкоотсос «Корвет»
Состояние: Б/У
Аспирационная установка (стружкоотсос) Корвет
16. 03.2017
Вологда (Россия)
33 000
Пила ленточная КОРВЕТ 31
Состояние: Б/У Год выпуска: 2013 Производитель: Россия
Продам Пила ленточная КОРВЕТ 31. Номинальная потребляемая мощность 350 ВТ. Скорость движения ленты 14,7 м/сек. Максимальная толщина обрабатываемой заготовки 80 мм.
15.02.2017
Москва (Россия)
8 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по рейсмусу корвет почти как на Авито и TIU
Видео рейсмуса корвет
Датчики и аксессуары CHEVROLET CORVETTE
Результаты 1–25 из 296
…Загрузка
Ориентировочная дата отгрузки в США:
5 октября 2023 г.
Расчетная дата международной отправки:
6 октября 2023 г.
…Загрузка
Ориентировочная дата отгрузки в США:
26 июня 2023 г.
Расчетная дата международной отправки:
26 июня 2023 г.
если заказать сегодня
…Загрузка
Ориентировочная дата отгрузки в США:
6 октября 2023 г.
Расчетная дата международной отправки:
9 октября 2023 г.
если заказать сегодня
…Загрузка
Ориентировочная дата отгрузки в США:
8 мая 2023 г.
Расчетная дата международной отправки:
9 мая 2023 г.
…Загрузка
Ориентировочная дата отгрузки в США:
23 мая 2023 г.
Расчетная дата международной отправки:
Сегодня
…Загрузка
Ориентировочная дата отгрузки в США:
23 мая 2023 г.
Расчетная дата международной отправки:
Сегодня
…Загрузка
Ориентировочная дата отгрузки в США:
30 мая 2023 г.
Расчетная дата международной отправки:
31 мая 2023 г.
…Загрузка
Ориентировочная дата отгрузки в США:
16 июня 2023 г.
Расчетная дата международной отправки:
16 июня 2023 г.
если заказать сегодня
…Загрузка
Ориентировочная дата отгрузки в США:
16 июня 2023 г.
Расчетная дата международной отправки:
16 июня 2023 г.
если заказать сегодня
…Загрузка
Ориентировочная дата отгрузки в США:
5 мая 2023 г.
Расчетная дата международной отправки:
8 мая 2023 г.
…Загрузка
Ориентировочная дата отгрузки в США:
7 апр. 2025 г.
Расчетная дата международной отправки:
Понедельник, 01.05.2023
если заказать сегодня
…Загрузка
Ориентировочная дата отгрузки в США:
Понедельник, 01.05.2023
Расчетная дата международной отправки:
Сегодня
…Загрузка
Ориентировочная дата отгрузки в США:
15 мая 2023 г.
Расчетная дата международной отправки:
Сегодня
…Загрузка
Ориентировочная дата отгрузки в США:
11 мая 2023 г.
Расчетная дата международной отправки:
Сегодня
…Загрузка
Ориентировочная дата отгрузки в США:
9 мая 2023 г.
Расчетная дата международной отправки:
Сегодня
…Загрузка
Ориентировочная дата отгрузки в США:
пятница 28.04.2023
Расчетная дата международной отправки:
27 июня 2023 г.
…Загрузка
Ориентировочная дата отгрузки в США:
17 мая 2023 г.
Расчетная дата международной отправки:
Сегодня
…Загрузка
В настоящее время недоступен
Этот продукт нельзя заказать в настоящее время. Доступность в будущем неизвестна. Приносим извинения за неудобства
…Загрузка
Ориентировочная дата отгрузки в США:
23 мая 2023 г.
Расчетная дата международной отправки:
Сегодня
. ..Загрузка
Ориентировочная дата отгрузки в США:
23 мая 2023 г.
Расчетная дата международной отправки:
Сегодня
…Загрузка
Ориентировочная дата отгрузки в США:
19 июня 2023 г.
Расчетная дата международной отправки:
Сегодня
. ..Загрузка
Ориентировочная дата отгрузки в США:
Понедельник, 01.05.2023
Расчетная дата международной отправки:
Сегодня
…Загрузка
Ориентировочная дата отгрузки в США:
23 мая 2023 г.
Расчетная дата международной отправки:
Сегодня
. ..Загрузка
Ориентировочная дата отгрузки в США:
16 июня 2023 г.
Расчетная дата международной отправки:
16 июня 2023 г.
если заказать сегодня
…Загрузка
Ориентировочная дата отгрузки в США:
12 мая 2023 г.
Расчетная дата международной отправки:
Сегодня
1953-1962 C1 Corvette Приборы, линзы и оборудование
Колл-центр закрыт |
Приборная панель, консоль и рулевые колеса » 1953-1962 C1 Corvette Компоненты приборной панели и консоли
Сортировать по:
В алфавитном порядке (A-Z)
Количество страниц:
650-225
Набор из 10 линз для инструментов 1953-1954 гг.
$165,99
649-013
1953-1958 ампер-линзометр с точечными индикаторами
$41,99
649-011
1953-1958 Линзовый указатель уровня топлива
$41,99
650-209
Набор из 4 линз манометра 1953-1958 гг.
$30,99
649-014
1953-1958 Масляный манометр с точечными индикаторами
$41,99
671-528
1953-1958 Стрелка указателя тахометра
$32,99
649-012
1953-1958 Лицевая линза датчика температуры с точечными индикаторами
$41,99
650-221
1953-1962 Двойной безель для приборов приборной панели
$60,99
119-402
1953-1982 Светодиод датчика состава топливовоздушной смеси
доступны 2 варианта
59,99 долларов США
676-633
1953-1982 Подушки крепления спидометра и тахометра
Свойства фотополимерной смолы для 3D-принтера. 3DMall
При покупке 3D-принтера СКИДКА на пластик и полимеры до 10%
Свойства фотополимерной смолы для 3D принтера
13.12.2020 powernic
Свойства фотополимерной смолы для 3D принтера
Фотополимерная смола используется для 3Д печати по технологиям SLA, LCD, DLP. Использование данного материала и технологии печати базируется на одном свойстве изначально жидкой фотополимерной смолы – затвердевать при облучении материала световой волной определенной длины. То есть эти вещества способны менять свое агрегатное состояние под действием ультрафиолета. При этом фотополимерные смолы отличаются по своим физико-механическим характеристикам, что позволяет получать изделия с различными свойствами. Причем многообразие фотополимерных смол позволяет использовать их не только в бытовой, но и в профессиональной и даже промышленной сфере.
Характеристики фотополимерных смол
Фотополимерные смолы поистине универсальны. Основные свойства фотополимерной смолы для 3Д печати, за которые их так ценят:
широкая цветовая палитра;
широкий спектр механических свойств: эластичность, жесткость, твердость и т.д.;
тактильные и оптические свойства: матовость, прозрачность;
химический состав: композитные, биосовместимые, термостойкие, соответствующие по свойствам с полипропиленом, ABS;
спектр применимости: медицина, стоматология, производство обуви, ортопедия, ювелирное дело и т.п.
Фотополимерные смолы и 3Д печать даже используются в аэрокосмической области.
Преимущества фотополимеров в сравнении с другими материалами для 3Д-печати:
идеальная гладкость готовых моделей;
высочайшая детализация и точность;
прекрасные физические и механические свойства;
широкий выбор материалов и цветовая палитра;
возможность обработки (окрашивание, склейка, шлифовка и т.д.).
Существуют материалы, которые могут использоваться для изготовления выжигаемых и выплавляемых моделей. Это применимо в стоматологической и ювелирной отрасли, что позволяет моделировать изделия с высочайшей точностью и степенью сложности. Все это характерные свойства фотополимерной смолы определенного назначения.
Модели из промышленных фотополимерных смол отличатся высокой прочностью, функциональностью. В области медицины используются материалы, которые благодаря точности и детализированности, а также биосовместимости позволяют использовать их сразу после печати. Например, капы протезы и т.п.
Особенности технологий печати фотополимерными смолами
Фотополимерными смолами печатают по разным технологиям: SLA, DLP, LCD. Каждая обладает своими достоинствами. Суть в послойном нанесении и отверждении материала. В случае с SLA облучение осуществляется лучом, то есть точечно. Технологии LCD и DLP засвечивают слой целиком, что позволяет существенно экономить время, особенно при больших объемах и одновременной печати нескольких моделей, ведь засветка осуществляется одновременно. Себестоимость отпечатков также разнится. Выбор оптимального варианта зависит от конкретных задач, а также бюджета.
В интернет-магазине 3Д Молл вы можете приобрести фотополимерные смолы в соответствии с решаемыми задачами. Мы также предлагаем широчайший диапазон оборудования для 3Д печати фотополимерами. При возникновении любых вопросов вы можете проконсультироваться с нашими специалистами.
Фотополимерные смолы
В избранное
Сравнить
Быстрый просмотр
В корзину
В избранное
Сравнить
Быстрый просмотр
Запрос КП
В избранное
Сравнить
Быстрый просмотр
В корзину
В избранное
Сравнить
Быстрый просмотр
Запрос КП
В избранное
Сравнить
Быстрый просмотр
В корзину
В избранное
Сравнить
Быстрый просмотр
Запрос КП
Рекомендуемые статьи:
Фотополимер Fun To Do F1+, прозрачный (1 л)
Фотополимер Fun To Do F1+ (Funtodo F1+) разработан специально для владельцев SLA 3D-принтеров. Полимер испытан на принтерах Formlabs Form 1, 1+ и Form 2 и совместим с программным обеспечением PreForm. Благодаря высокой разрешающей способности полимера, особенно черного цвета, достигаются удивительные результаты печати при толщине слоя 0,05 и 0,02 мм. Для получения желаемого оттенка цвета, в прозрачный или белый полимер F1+ можно добавить фирменный пигмент фантуду (5 мл на 1 кг). Приобретите полный набор пигментов (4 шт по 20 мл) и смешайте в любой пропорции. Выбирайте наиболее близкий цвет полимера в настройках принтера. Не рекомендуется использовать настройку «Черный» для прозрачного полимера, так как лазер будет излучать больше энергии и может значительно нагреть смолу.
Преимущества смолы Fun To Do:
· Доступная цена и высокая точность. Толщина слоя от 10 мкм
· Для супербыстрой печати. Время отверждения 0,5 с для слоя 0,02 мм с мощностью лампы 240 Вт
· Широкий спектр засветки 225-415нм. Полимер подходит для большинства DLP/LED и SLA принтеров
· Ультранизкая усадка. Что Вы видите на экране, то Вы и получаете! Усадка объекта всего 0,5%
· Безопасность. Наши фотополимеры имеют слабый запах
Подробное описание:
Фотополимер компании FunToDo является одним из лучших фотополимеров на рынке профессиональной 3Д печати. Данный фотополимер отличается от конкурентов равномерным насыщенным цветом, а также высокой скоростью 3D печати. Полимер совместим практически со всеми DLP/LED и SLA 3D принтерами на рынке. Сочетание доступной цены, а также малого времени засветки позволяет значительно экономить Ваши средства, снижать себестоимость 3D печати и время выполнения заказа.
Время отверждения 0,5 секунды для слоя 0,02 мм легко достигается на стандартных DLP принтерах с мощностью лампы около 240Вт.
Фотополимеры работают в очень широком спектре длин волн, от очень коротких длин волн 225нм до границы видимого света 415нм. Благодаря удачному сочетанию реактивов, почти любой источник света может быть использован, чтобы инициировать процесс полимеризации.
FunToDo фотополимеры имеют ультранизкую усадку! Сегодняшний стандарт в 3,5% считается малой усадкой, мы же ограничили усадку до 0,5%. Что вы видите на экране компьютера, то вы и получаете. Усадка в 3,5%, кажется маленькой, но если вы берете объект 10 см (100 мм), то 3,5% превращаются в 3,5 мм! Это огромная разница по сравнению с 0,5 мм на полимере фантуду.
Безопасность. При создании фотополимеров мы приложили усилия, чтобы сделать их как можно более дружественными для пользователя. В результате наши продукты имеют слабый запах и почти не раздражают кожи.
Что в коробке?
Фотополимер Fun To Do F1+ (1 л)
Будет ли работать у меня?
Полимер совместим практически со всеми SLA 3D принтерами на рынке.
Характеристики
Емкость
1 л
Производитель
Fun To Do
Страна производства
Нидерланды
Тип пластика
Фотополимеры
Написать отзыв
Популярные фотополимеры для 3D-печати
Фотополимеры для 3D-печати — это универсальные пластики, из которых изготавливаются модели с определенными характеристиками. Полимерные смолы обеспечивают изготовление деталей с гладкими поверхностями и высокой детализацией, стойкость готовых изделий к механическим или термическим воздействиям. Материалы представлены в разных цветах, прозрачные или полупрозрачные.
Первоначально оборудование для 3D-печати смолой было доступно только крупным предприятиям. В последние годы цена на оборудование стала ниже, поэтому фотополимерные принтеры используются даже в небольших лабораториях или любительских проектах.
3D-печать фотополимерами имеет целый ряд преимуществ:
отсутствие ограничений по сложности геометрии печатаемого объекта, возможность точного воспроизведения мельчайших деталей;
поверхность готовых моделей идеально гладкая;
широкий спектр материалов и их свойств позволяет изготавливать изделия с заданными характеристиками;
простота постобработки полиграфической продукции, возможность окраски, склейки, шлифовки, полировки.
Для работы с фотополимерными смолами используются следующие технологии:
SLA, или стереолитография, означает, что смола обрабатывается лазером послойно и затвердевает с образованием 3D-модели.
MJM — Сырье распределяется по рабочему столу и затем отверждается под воздействием вспышки УФ-излучения.
UV LCD — слои переносятся на ЖК-экран со встроенной светодиодной лампой, полимеризующей материал.
DLP — слои проецируются через цифровой проектор, который освещает фотополимер.
Как печатать фотополимерами
Фотополимерные принтеры существенно отличаются от обычного 3D-оборудования, поэтому важно соблюдать правила работы с ними. Следует учитывать, что материал является термореактивным, то есть свойства фотополимера для 3D-печати изменяются под действием светового излучения, а под воздействием высоких или низких температур характеристики материала остаются стабильными.
Подготовка файлов
Полимерные машины не могут автоматически выравнивать внутренние полости структуры модели. Поэтому файлы, программирующие совмещение объектов с пустотами, необходимо обрабатывать специальными программами. Программное обеспечение выберет ориентацию модели, пропишет алгоритм формирования полостей, решеток или внутренних каналов и определит опорные конструкции.
Обычные фотополимеры для 3D-печати — характеристики
В 3D-печати используются смолы, которые затвердевают под воздействием светодиодных, лазерных или ультрафиолетовых источников света. Наиболее востребованные:
Фотополимеры 3D Systems:
• Рисунок 4 TOUGH-GRY 15 — прочный полимер, разработанный для промышленного применения. Доступный, экономичный ресурс обеспечивает производство прочных, стабильных, точных размеров, готовых к окраске изделий. Подходит для изготовления функциональных элементов, товаров народного потребления, повторения дизайнерских разработок.
• Рис. 4 JCAST-GRN 10 — экологически чистый состав, разработанный для изготовления ювелирных изделий. Жидкий фотополимер для 3D-печати используется для тщательного воссоздания мелких элементов, что позволяет изготавливать филигранные мастер-модели для литья из драгоценных металлов. Ресурс отличается минимальной зольностью и рациональным расходом.
• Рисунок 4 TOUGH-GRY 10 — это твердый промышленный пластик, пригодный для тестирования прототипов. Темно-серый материал демонстрирует высокую прочность на растяжение, долговечность, устойчивость к повышенным температурам и влажности.
• Рисунок 4 PRO-BLK 10 — это универсальный полимер, пригодный для производства прочных деталей, устойчивых к механическим или термическим ударам. Подходит для безинструментального изготовления разъемов, защелок и других мелких элементов, используемых в машиностроении и авиастроении. Оборудование, работающее с этим полимером, характеризуется высокой пропускной способностью, низким процентом деформации. Готовые объекты быстро очищаются растворителем, отличаются устойчивостью к воздействию окружающей среды, качеством поверхности.
• Accura 60 — это прозрачный материал для сверхбыстрой печати прочных жестких образцов с эстетикой формованного поликарбоната. Композицию используют для выращивания функциональных прототипов, светопрозрачных конструкций, корпусов, экранов. Материал подходит для создания моделей для заливки по выплавляемым моделям.
• VisiJet M3 Crystal — прочный полупрозрачный полимер, пригодный для тестирования деталей, изучения функциональных возможностей объектов и производства конечных продуктов. Составу присвоен шестой класс биосовместимости, что делает его пригодным для использования в медицинских целях. Также состав используется в промышленной и дизайнерской сферах для воспроизведения сложных светопрозрачных конструкций, когда необходима видимость внутренней составляющей объекта.
• VisiJet M3 Stoneplast — ресурс, используемый для создания моделей зубов на основе медицинских 3D-сканов. Состав подходит для лечебных и ортодонтических узкопрофильных областей.
• VisiJet M2R-WT (MJP) — прочный белый материал с классом биосовместимости VI (ISO 10993). Композицию используют в медицинской сфере и других отраслях промышленности, где требуются прочные детали с небольшой гибкостью, гладкой поверхностью. Готовые изделия можно просверливать, вставлять металлические втулки или нарезать резьбу.
• VisiJet ProFlex M2G-DUR — прочный полипропилен, хорошо поддающийся обработке. Сочетает достойную ударопрочность и прочность на изгиб при сохранении практических характеристик.
• VisiJet M2R-BK — прочный полимер черного цвета с высокой прочностью на растяжение и требуемыми эксплуатационными характеристиками. Подходит для производства панелей и изделий с тонкими стенками. Устойчив к умеренным температурам.
фотополимеры Zortrax
• Raydent Crown & Bridge Resin — биосовместимый пластик, используемый для изготовления зубных мостов, временных коронок. Смола телесного цвета используется для построения гладких изделий, устойчивых к истиранию, безопасных для человека при постоянном контакте в течение месяца.
• Смола BASIC представляет собой полимер на основе эпоксидной смолы, подходящий для изготовления прототипов или миниатюрных моделей. Смола доступна в прозрачном, сером или белом цвете. Материал обеспечивает построение моделей с высокой детализацией. Состав быстро отверждается, имеет небольшую усадку, подходит для создания острых краев.
Заключение
Технические характеристики фотополимеров после световой обработки сильно различаются. Сегодня доступна богатая цветовая палитра, можно выбрать консистенцию и период выдержки. Также важно обращать внимание на уровень токсичности при выборе смолы, так как существуют достаточно агрессивные и биосовместимые соединения.
3D-печать фотополимерами гарантирует долговечность и точность, превосходящие любительскую печать пластиковыми нитями. Однако материал требует аккуратного обращения с жидкой смолой и определенных навыков. Соблюдая технику безопасности, можно быстро освоить технологию работы с сырьем и производить высокоточные модели.
Познакомьтесь с материалом для 3D-печати — фотополимерной смолой – ELEGOO Official
Какой материал чаще всего используется для 3D-печати? Подсчитано, что первым материалом, который приходит на ум людям, знакомым с индустрией 3D-печати, является фотополимерная смола. Фотополимерная смола — это своего рода материал для 3D-печати, с гладкой поверхностью, высокой точностью, поверхность можно окрашивать, твердость неплохая. Фотополимерная смола очень подходит для печати моделей-прототипов, таких как дизайнерские модели, а также моделей с особыми требованиями с точки зрения функций, например, с высокой термостойкостью или более высокой ударной вязкостью.
Фотополимерная смола отлита по технологии SLA/DLP . SLA также называют светоотверждаемым литьем. Он использует ультрафиолетовый свет или другие световые лучи для отверждения жидкой фотополимерной смолы. Узнайте больше о технологиях 3D-принтеров FDM, SLA и MSLA от MakeWithTech
ELEGOO MSLA 3D Printer s
Характеристики фотополимерной смолы 9 0118
Фотополимерная смола обычно находится в сжиженном состоянии. печатные объекты с использованием этого материала обычно обладают характеристиками высокой прочности, термостойкости и водостойкости. Однако материал фотополимерной смолы не используется в течение длительного времени, и его легко вызвать отверждение.
Особые характеристики фотополимерной смолы: 1. Низкая вязкость; 2. Малая усадка при отверждении; 3. Высокая скорость отверждения; 4. Небольшой отек; 5. Высокая светочувствительность; 6. Высокая степень отверждения; 7. Высокая влагопрочность.
Кроме того, цена материалов Photopolymer дороже, чем PLA настольного уровня, и в то же время, поскольку его нужно заливать в контейнер во время использования, легко вызвать отходы.
Применение фотополимерной смолы
Готовый продукт 3D-печати материала фотополимерной смолы имеет хорошие детали и высокое качество поверхности, которые можно окрашивать с помощью окраски и других процессов. Однако, если напечатанные на фотополимерной смоле изделия будут подвергаться воздействию света в течение длительного времени, они постепенно станут ломкими и желтыми. Этот материал в основном используется для печати тонких моделей и моделей сложной конструкции, требующих высокой точности модели и качества поверхности, таких как прототипы, руки, ювелирные изделия или прецизионные аксессуары и т. д. Но он не подходит для печати больших моделей. Если вам нужно распечатать большие модели, вам нужно их разобрать и распечатать.
В дополнение к упомянутым выше фотополимерным смолам с высокой прочностью, устойчивостью к высоким температурам и обычным фотополимерным смолам существуют полупрозрачные и полностью прозрачные фотополимерные смолы. Однако следует напомнить, что как полупрозрачная, так и полностью прозрачная печать требуют постшлифовки и специальной обработки поверхности. Если лечения нет, прозрачность будет немного хуже.
Материал фотополимерной смолы не только обладает хорошим формовочным эффектом, но и относительно дешев, поэтому он стал предпочтительным материалом для печати прототипов. Для того, возможно ли сделать образец для проверки внешнего вида и функций до того, как продукт поступит на рынок, эта плата за проверку действительно очень рентабельна. По сравнению с прямым производством без расстойки можно сэкономить большую часть денег.
4. Фотополимерная смола на растительной основе 【 Листы паспорта безопасности 】
901 17
Настройка печати: (для Mars)
Параметры смолы:
Твердость: 80-84D;
Вязкость (25°C): 200-400 мПа·с
Плотность жидкости: 1,05-1,25 г/см³
Твердое вещество Плотность: 1,05-1,25 г/см³ F
lexure Прочность: 19,86±10% МПа
Прочность на растяжение: 27,46±10% МПа
Диапазон поглощения: 355-410 нм
Меры предосторожности: (Иногда работа со смолой может быть грязной и рискованной. Чтобы обеспечить более безопасное и удобное взаимодействие с пользователем, следуйте приведенным ниже инструкциям:)
Хорошо встряхнуть перед использованием
Рекомендуемая оптимальная температура печати 25°C-30°C
Всегда надевайте перчатки и маску, чтобы избежать прямого контакта с кожей
Беречь от детей, пыли и прямых солнечных лучей
При прямом контакте смолы с кожей немедленно промойте большим количеством воды.
Как установить полимеры на принтеры ELEGOO?
Официальные предложения по смоле ELEGOO для принтеров ELEGOO
Как хранить УФ-отверждаемую смолу SLA/DLP/LCD?
Не переполняйте емкость со смолой, необходимо оставить немного места.
Не переливайте использованную неотвержденную смолу обратно в новые емкости для смолы.
Для экономного ведения хозяйства человек придумывает различные способы рационального использования подручных материалов. Хочется иметь в доме такое многофункциональное устройство, которое можно применять для разных работ. И чтобы такие устройства облегчали жизнь и сокращали денежные расходы.
Ведь далеко не все хозяева могут приобрести дорогостоящие разнообразные инструменты. Тем более на инструменты нужно дополнительно приобретать комплектующие, которые также стоят недешево. Поэтому стоит придумать и сделать своими руками полезный прибор, выполняющий много функций. За основу можно взять, например, бензопилу.
Применение бензопилы
Как выбрать инструмент?
Как сделать болгарку самостоятельно?
Полезные советы
Применение бензопилы
Такое устройство, как бензопила, применяется широко в домашнем хозяйстве и на больших предприятиях. Сложно найти инструмент, который будет соперничать с ней по функциональности. Возможности бензопилы делают ее незаменимой во многих сферах хозяйства.
Бензопила предназначается по своим функциям для распила древесины. Но есть и другие области применения. Такими считаются: резка металла, бурение скважин, выкачивание воды и др. Такое разнообразие использования можно практиковать благодаря наличию различных насадок и приспособлений.
Для выполнения различных работ бензопила имеет ряд свойств, способствующих применению ее в как многофункционального инструмента:
Присутствие высокопроизводительного бензинового двигателя, который отличается еще к тому же своей компактностью.
Двигатель бензопилы не требует больших вложений.
Высокая производительность двигателя.
Бензопила может работать в трудных условиях.
Герметичность подачи топлива позволяет использовать бензопилу в различных положениях.
Устройство муфты сцепления защищает важные узлы инструмента от поломок и больших нагрузок.
Наличие удобного выходного вала позволяет подсоединить к нему дополнительное устройство.
Независимость применения пилы от условий: с ней можно работать где угодно.
Как выбрать инструмент?
В продаже можно встретить многочисленные типы дополнительных насадок для пилы. К таковым относятся – бензорез, пилорама, насос, бур и т. п. Несмотря на столь широкий ассортимент продаваемых насадок, можно изготовить и самостоятельно дополнительный механизм для бензопилы.
Наличие подручных материалов позволяет любому человеку, понимающему техническое устройство инструментов, сделать из бензопилы спецприспособление, которое будет полезно в хозяйстве.
Чтобы выбрать пилу, которая послужит основой для новой дополнительной насадки, нужно учитывать следующие качества:
Мощность пилы. Двигатель, работающий в пределах 2-3 кВт, будет достаточным для множества приспособлений.
При выборе бензопилы лучше всего ориентироваться на недорогие модели, так как двигатель может не выдержать новую нагрузку. При покупке дорогой модели можно потерять кучу средств. Рекомендуется использовать устаревшие виды пил, чтобы при поломке не жалеть о растраченных вложениях.
Простота разборки пилы, чтобы можно было с легкостью собрать и разобрать устройство, а также выбрать дешевые запчасти.
Для применения переделок подойдут такие модели бензопил, как Урал, Штиль или Дружба.
Сделанные дополнительные насадки можно подразделить на следующие категории:
Простые механизмы (болгарка, насос, лебедка, бур, мотоблок, мотор для лодки).
Сложные механизмы (пилорама, устройство для уборки снега, электростанция, снегоход).
Как сделать болгарку самостоятельно?
Более подробно рассмотрим, как сделать болгарку с применением пилы. Болгарка используется в большинстве домашних хозяйств, конечно, не часто, но это очень нужный и полезный инструмент. Бывают ситуации, когда такого инструмента нет под рукой, но имеется бензопила. Тогда можно изготовить болгарку в виде насадки на бензопилу, чтобы использовать для шлифования и резки.
Болгарка на основе пилы является самым простым по изготовлению инструментом. Угловые шлифовальные машины на основе пилы очень популярны. Основными частями такой болгарки являются подшипниковый узел с валом.
Преимущества болгарки из бензопилы:
Независимость устройства от наличия или отсутствия электрической сети. Такой инструмент можно использовать на любых площадках.
Производительность болгарки из бензопилы куда выше, чем выработка электрических аналогичных инструментов.
Стоимость изготовленного устройства гораздо меньше, чем покупка нового прибора соответствующей мощности.
Процесс изготовления такого оборудования очень простой.
На сегодняшний момент на рынке представлены многочисленные модели дополнительных специальных насадок для бензопилы, которые превращают ее в угловую шлифовальную машинку. Тем более что они предназначены на разные виды бензопил. Таким образом, можно приобрести насадку для соответствующей марки устройства.
Мировые производители бензиновых пил призывают не применять различные переходники и насадки для таких устройств. Связано это с тем, что диски для шлифования предназначены для работы со скоростью 7000 оборотов. А пила имеет возможность выдавать 13000-14000 оборотов. Результатом превышения скорости может быть разрушение диска, которое приведет к поломке инструмента. Также можно получить физические травмы.
Чтобы уменьшить разрушение диска рекомендуются следующие пути решения:
Применение защитного кожуха.
Понижение скорости оборотов бензопилы.
Для уменьшения количества оборотов двигателя рекомендуется употреблять редуктор скорости вращения.
Также для снижения быстроты вращения можно установить ведомый шкив наибольшей окружности. Шкив устанавливается на один конец вала. Он вращается с помощью ременной передачи от двигателя. Данный метод помогает избегать непредвиденных ситуаций при заклинивании диска. Ремень начнет проскальзывать на шкиве, когда произойдет остановка диска. При этом не происходит поломка инструмента.
На другом конце вала пилы располагается оправка, которая предназначена для точильных кругов.
Недостатки самодельной болгарки:
Попадание твердых частиц от работы болгарки внутрь воздушного фильтра двигателя может сказаться на перегреве и поломке пилы. Хотя воздушный фильтр приспособлен к загрязнению древесными опилками при работе бензопилой, металлическая пыль является более негативным фактором.
Возможность получения физического и материального ущерба при работе с болгаркой на основе бензопилы.
Видео: насадка-болгарка для бензопилы, установка и работа.
Полезные советы
При изготовлении своими руками такого механизма, как болгарка из бензопилы, следует пользоваться исключительно хорошими материалами. Бывший в эксплуатации защитный кожух дает некую гарантию прикрытия и сохранности.
Что касается шлифовальных кругов, то лучше отдавать предпочтение с диаметром 115 мм. Такие диски способны выдерживать высокую скорость вращения, в отличие от кругов с диаметром 230 мм. Большие увеличивают шанс выхода из строя оборудования.
Болгарку из пилы, выполненную своими силами, можно применять для обработки древесины, операций с металлическими изделиями, работы с камнем, кирпичом и другие строительные работы.
Переделка разнообразных инструментов и применение приспособлений на базе двигателя пилы считается весьма полезным и интересным родом деятельности. Такое занятие развивает инженерную логику, расширяет человеческие возможности.
В результате такого занятия человек получает ценный опыт, а также многофункциональное производительное оборудование, которое можно широко эксплуатировать в домашнем хозяйстве. Такой помощник, как болгарка из бензопилы, существенно облегчает жизнь и экономит финансовые средства человека.
Republished by Blog Post Promoter
Ледобур из бензопилы — изготовление, чертеж, насадка
Мотоледобур станет надежным помощником в тех случаях, если у его владельца появится необходимость проделать отверстия в почве или льду. Довольно часто для самостоятельной сборки этого приспособления используется двигатель от хозяйственной бензопилы. При условии правильной последовательности во время сборки изготовитель получит надежный агрегат, который с легкостью справиться с бурением лунок в твердом сухом грунте или толстом слое льда.
Содержание
1 Подготовка к изготовлению мотоледобура
2 Какой редуктор подходит для сборки?
3 Как сделать ледобур из бензопилы своими руками?
4 Насадка на бензопилу для бурения льда – правила эксплуатации
Подготовка к изготовлению мотоледобура
Перед началом изготовления бура необходимо тщательно подготовиться. Вначале необходимо найти детальные чертежи, которые должны подсказать, каким образом и в какой последовательности устанавливать элементы в общее устройство приспособления. Схема также должна подсказать размеры всех используемых деталей.
Затем можно приступать к подготовке деталей для самоделки.
В их перечень входит:
полностью исправная и готовая к эксплуатации хозяйственная бензопила, мощность ДВС которой составляет не менее 2,5 л. с.;
цельнометаллический редуктор;
2-миллиметровый лист фанеры или листовая сталь;
болты, саморезы и другие крепежи;
цельнометаллическая трубка небольшого диаметра;
1 труба из стали, диаметр которой составляет 15 см;
1 металлическая труба, длина которой составляет 25 см;
шнек из металла;
утеплители из резины для монтажа на рукоятки.
Все металлические детали не должны иметь признаков коррозии, так как они довольно быстро придут в негодность.
В список требуемого для работы оборудования входит:
ключ-головка № 27;
ручная болгарка с диском;
шуруповерт;
электролобзик;
ручная машинка для шлифовки;
электросварочный аппарат.
Некоторые детали для самодельного бура можно сделать только на токарном станке. Если у изготовителя нет опыта в работе с ним, то лучше всего заказать уже готовые запчасти.
Какой редуктор подходит для сборки?
Бур из бензопилы необходимо укомплектовать подходящим редуктором. Нередко для этого используется механизм от старого ненужного электрического оборудования. Выбранный редуктор на бензопилу для бура должен соответствовать определенным характеристикам.
К ним относиться:
способность к прямому вращению;
передаточное число в диапазонах 1:25–1:50;
как вал, так и хвостовик элемента, должны непрерывно вращаться в одном определенном направлении.
Самодельный мотобур из бензопилы лучше всего изначально оборудовать тем редуктором, который создает передаточное число 1:30. При этом вал механизма должен составлять прямое продолжение ротора бензомотора.
Как сделать ледобур из бензопилы своими руками?
Чтобы самодельный ледобур из бензопилы получился сбалансированным и удобным в эксплуатации, при его изготовлении необходимо придерживаться определенного порядка действий.
Алгоритм сборки приспособления выглядит следующим образом:
Вначале потребуется сделать базовою заготовку. Для ее изготовления лучше всего подойдет цельный лист фанеры или 2 склеенных между собой металлических листа. На готовом изделии потребуется выполнить разметку, которая подскажет в каких местах нужно проделывать отверстия для креплений. Помимо этих отверстий в заготовке необходимо просверлить 2 дополнительные дырки. Первое из них нужно проделать напротив штатной звездочки самодельного бура, а второе – непосредственно вблизи первого. Второй отверстие будет служить местом для вкручивания фиксирующих гаек;
Далее в верхней части заготовки из фанеры потребуется проделать углубление. Для этого подойдет шлифовальная машинка. К обратному месту готового углубления необходимо приложить используемый редуктор – это позволит определить подходящее место для его монтажа. Во время выбора места нужно учесть особенности бензопилы, которая используется для сборки самоделки. Если она оборудована 6-лучевой звездочкой, то для изготовления бура подойдет редуктор, размером 27 мм;
После этого редуктор потребуется предварительно отцентрировать и установить его в устройство бура. Элемент должен быть надежно прикреплен к нижней части заготовки из фанеры. К верхней ее части необходимо прикрепить используемую бензопилу. Далее потребуется завести ДВС садового инструмента и проверить устойчивость устройства под действием вибрации;
Затем к самоделке нужно прикрепить шнек. Для этой цели подойдет труба, которая имеет толстые стенки. К редуктору труба должна крепиться при помощи двух надежных болтов. Фиксация шнека и используемого редуктора выполняется при помощи переходника, одновременно выполняющего функции амортизатора. Для изготовления переходника подойдет 15-сантиметровая труба, на которую нужно предварительно наварить кольца. Готовый переходник потребуется очистить от образовавшихся заусенцев на токарном станке;
Для более комфортной эксплуатации самодельного мотобура к приспособлению потребуется прикрепить рукоятки. Их можно сделать из предварительно изогнутой металлической трубы, оба края которой требуется оборудовать резиновыми уплотнителями. Готовая рукоятка крепиться к самоделке при помощи саморезов или любых других крепежей;
Далее образовавшиеся лишние части используемой ранее фанеры потребуется отрезать. Оставшиеся края необходимо обработать при помощи электрического лобзика;
Готовый ямобур из бензопилы нужно укомплектовать ножами для проделки лунок. Для этой цели подойдут листы из стали. Каждый из них потребуется обрезать и надежно приварить к металлической трубе, ранее используемой в роли шнека. В результате приваренные куски металлических листов вместе с шнеком должны напоминать спираль. Для более эффективного использования края металлических кусков потребуется тщательно заточить.
Готовый бур хорошо подойдет для рыбалки, а также для сверления лунок в почве. Приспособление будет показывать высокую эффективность и, при условии своевременного обслуживания, исправно прослужит на протяжении 4–5 лет.
Насадка на бензопилу для бурения льда – правила эксплуатации
Если у владельца садового инструмента нет времени самостоятельно собирать бур из бензопилы для земли и льда, то можно пойти более легким путем и купить уже готовую насадку. Она обладает всеми нужными креплениями для ее беспрепятственной установки на бензопилу. Кроме того, насадка изготавливается из предварительно закаленных металлов, что позволяет ей проделывать лунки в толстом слое льда или в сухом твердом грунте.
Устанавливать и использовать готовый бур достаточно просто. Для этого нужно предварительно снять пильную гарнитуру бензопилы, и вкрутить в полученное отверстие штатный шнек с лезвиями. Затем нижнюю часть бура нужно установить над местом, где необходимо проделать лунку, и завести двигатель хозяйственной бензопилы.
Чтобы насадка для хозяйственной бензопилы прослужила исправно и как можно дольше, за ней нужно правильно ухаживать. Для этого после каждой эксплуатации шнек необходимо протирать, удаляя с его поверхности и с лезвий остатки льда и почвы. Если во время работы на поверхности металлических деталей бура была обнаружена ржавчина, то ее потребуется заново покрасить.
Хранить бур нужно в чистом сухом помещении. В нем не должно быть сквозняков, высокой влажности и резких перепадов температур. В противном случае на мотобуре образуются очаги коррозии.
Cutter’s Choice Online — Насадки для бензопилы
Бензопила
Насадки для бензопилы
Поиск
Мы предлагаем насадки для бензопил, которые помогут вам в изготовлении деревенских досок, строгальных бревен и пиломатериалов. Ознакомьтесь с полным ассортиментом товаров ниже.
наименование товара
Цена в долларах США
Количество
Создатель луча Портативная лесопилка
Товар №: 47226
Доступность:
В наличии.
Было
39,99 $
Цена продажи
39,99 $
Вы экономите:
Создатель луча Портативная лесопилка
Артикул №: 47226
Этот функциональный инструмент позволяет любому мастеру распиливать конструкционные или рустикальные доски с помощью бензопилы. Используйте его, чтобы… больше
Был
39,99 $
Цена продажи
39,99 $
Вы экономите:
Объем$
Доступность:
В наличии.
Аляскинский завод 24 дюйма
Товар №: 47204
Доступность:
В наличии.
Было
319,75 $
Цена продажи
319,75 $
Вы экономите:
Аляскинский завод 24 дюйма
Артикул №: 47204
Эта универсальная и мощная лесопилка с цепной пилой точно распиливает доски и балки толщиной от 1/2 дюйма до… больше
Было
319,75 $
Цена продажи
319,75 $
Вы экономите:
Объем$
Доступность:
В наличии.
Аляскинский завод 30 дюймов
Товар №: 47205
Доступность:
В наличии.
Было
340,95 $
Цена продажи
340,95 $
Вы экономите:
Аляскинский завод 30 дюймов
Артикул №: 47205
Эта универсальная и мощная лесопилка с цепной пилой точно распиливает доски и балки толщиной от 1/2 дюйма до… больше
Было
340,95 $
Цена продажи
340,95 $
Вы экономите:
Объем$
Доступность:
В наличии.
Аляскинский завод 36 дюймов
Товар №: 47206
Доступность:
В наличии.
Было
353,65 $
Цена продажи
353,65 $
Вы экономите:
Аляскинский завод 36 дюймов
Артикул №: 47206
Эта универсальная и мощная лесопилка с цепной пилой точно распиливает доски и балки толщиной от 1/2 дюйма до… больше
Было
353,65 $
Цена продажи
353,65 $
Вы экономите:
Объем$
Доступность:
В наличии.
Аляскинский завод — маленький
Товар №: 47290
Доступность:
В наличии.
Было
247,79 $
Цена продажи
247,79 $
Вы экономите:
Аляскинский завод — маленький
Артикул №: 47290
Эта универсальная, мощная лесопилка с цепной пилой точно режет доски и балки толщиной от 1/2 дюйма. к… больше
Было
247,79 $
Цена продажи
247,79 $
Вы экономите:
Объем$
Доступность:
В наличии.
Кронштейны плиты
Товар №: 47213
Было
—-
Цена продажи
0,00 $
Вы экономите:
Кронштейны плиты
Артикул №: 47213
Для Аляскинского завода. Гарантирует, что первоначальный срез ровный.
Было
—-
Цена продажи
0,00 $
Вы экономите:
Объем$
РАМА BASIC MARK III
Товар №: 47214
Доступность:
В наличии.
Было
287,62 $
Цена продажи
287,62 $
Вы экономите:
РАМА BASIC MARK III
Артикул №: 47214
Невероятная Alaskan Mark III превращает любую бензопилу (объем двигателя не менее 3,7 кубических дюймов) в… больше
Было
287,62 $
Цена продажи
287,62 $
Вы экономите:
Объем$
Доступность:
В наличии.
48-дюймовые рельсы
Товар №: 47218
Доступность:
В наличии.
Было
141,88 $
Цена продажи
141,88 $
Вы экономите:
48-дюймовые рельсы
Артикул №: 47218
Только рельсы. Используется с рамой мельницы Аляски № 47214.
Было
141,88 $
Цена продажи
141,88 $
Вы экономите:
Объем$
Доступность:
В наличии.
Мерный стержень
Товар №: 47032
Доступность:
В наличии.
Был
4,99 $
Цена продажи
4,99 $
Вы экономите:
Мерный стержень
Артикул №: 47032
Крепится под ручку бензопилы. Быстро дает длину древесины или бревен для резки. Длина: 25-1/2″.… больше
Было
4,99 $
Цена продажи
4,99 $
Вы экономите:
Объем$
Доступность:
В наличии.
информация о компании
О нас
Свяжитесь с нами
Часто задаваемые вопросы
Обслуживание клиентов
Политика конфиденциальности
Политика возврата
Информация о доставке и обработке
Информация об аккаунте
Моя учетная запись
Мои заказы
Мои любимые
Нужна помощь? 888-288-8371
Насадка для высотной пилы M18 FUEL 10 дюймов
Французский
Английский
Английский
Эспаньол
49-16-2720
Наше навесное приспособление M18 FUEL™ QUIK-LOK™ для 10-дюймовой пилы приводится в действие силовой головкой M18 FUEL™ с QUIK-LOK™ и совместимо с нашей системой навесного оборудования M18 FUEL™ QUIK-LOK™.
Комплектация и эксплуатационные характеристики лесопильного оборудования во многом определяют успешность деревоперерабатывающего производства, как крупного, так и малого, в том числе домашнего. Казалось бы, бери самое дорогое и «навороченное» — не ошибёшься. Однако для каждого предприятия важно подобрать собственный комплект оборудования, соответствующий не только его масштабам, но и объёмам перерабатываемого сырья, его свойствам, характеристикам готовой продукции.
Яркий пример — выбор углопильного станка. Производители и дилеры делают акцент на скорости распила и качестве готового пиломатериала. «Вы получите качественную продукцию с отличными механическими параметрами», «безупречная геометрия пиломатериалов», — звучит заманчиво, не правда ли? Но нужно помнить, что производители щедры на обещания, а утверждения о безусловном превосходстве одной технологии над другой зачастую оказываются маркетинговым ходом, не более.
Покупать оборудование, особенно неизвестное, можно только после внимательного анализа потребностей производства и собственных возможностей предпринимателя. Соблазн приобрести углопильный станок появляется, как правило, на этапе модернизации предприятия. Но иногда и новички считают, что лучше вложиться в сложное производительное оборудование уже на старте.
Обычно такую стратегию выбирают те, кому финансы позволяют не экономить. Хотя цена вопроса заставляет задуматься: стоимость углопильной дисковой пилорамы в несколько раз превышает стоимость ленточной, да и режущий инструмент для неё не дешёвый. И это тот случай, когда не скупой платит дважды, а слишком щедрый может нерационально распорядиться своими инвестициями.
Выгодно ли приобретение углопильного станка?
Для изготовления обрезных пиломатериалов, паркета, клеёного бруса, заготовок для погонажных изделий, мебельного щита традиционно используют дисковые пилорамы. Углопильные станки целесообразно применять тем, кто работает с лесом лиственных и хвойных сортов до 1000 мм диаметром и планирует получать из них радиальные пиломатериалы.
Углопил — это спецоборудование, а отнюдь не станок широкого профиля. Предназначено оно прежде всего для радиального распила досок. Лучше всего этот станок подходит тем, кто планирует производить мелкие пиломатериалы специального распила, поскольку с его помощью можно реализовать любую схему раскроя бревна.
Доски, которые получаются в результате радиального распила, чаще всего дороже. Такие пиломатериалы держат более устойчивую форму, при сушке меньше подвергаются поперечному короблению, чем, например, полученные в результате тангенциального распила. К тому же они менее подвержены как разбуханию, так и усыханию. Недаром великий Страдивари предпочитал для своих скрипок использовать древесину именно радиального распила.
«Многие новички считают, что на одном таком станке они выйдут на экспорт, не имея собственной аренды леса и дальнейшей более глубокой переработки древесины», — рассказывает автор профессионального блога о деревообработке Андрей Ноак.
Но нужно учитывать и производительность такого оборудования: итоговый выход досок при радиальном распиле с учётом соблюдения всех технологических особенностей составляет до 35%, а зачастую не превышает 15%. Важную роль играют характеристики используемого сырья: углопил пилит лес диаметром до метра любой кривизны и с крупными сучьями, с которыми обычные пилорамы не справляются. Поэтому чем мельче бревно, тем менее нужен такой станок.
В разной плоскости
«Считается, что станки для радиального распила предназначены только для производства радиальных пиломатериалов. Это неверно из-за особенностей самого метода углового пиления. Правильно было бы утверждать, что метод углового пиления наряду с производством обычных обрезных пиломатериалов даёт возможность производить попутно и радиальные пиломатериалы из одного бревна.
Возможность индивидуального раскроя бревна методом углового пиления позволяет одновременно получать радиальные пиломатериалы из бездефектных зон бревна и обычные обрезные (но можно и другого сечения) из зоны расположения пороков. Толщина и ширина выпиливаемых последовательно пиломатериалов ограничены только диаметром пильного диска.
Получая минимум 20% радиальных пиломатериалов из рядового сырья от общего объёма произведённых пиломатериалов, деревообработчик значительно увеличивает свою прибыль при тех же самых затратах», — утверждает один из производителей деревообрабатывающего оборудования.
А что думают пользователи этого оборудования — сами деревообработчики? Надо отметить, что в открытую они редко готовы комментировать свой опыт работы с тем или иным станком, ссылаясь то на недостаток опыта, то на некие «сопутствующие факторы», которые у каждого производителя древесной продукции свои.
Источником информации в этой ситуации становятся многочисленные отраслевые форумы — здесь лесники в выражениях не стесняются, и уж если у станка есть недостатки, распишут в лучшем виде. Но и на похвалу не поскупятся, если есть за что хвалить. А заодно поделятся проблемами, с которыми столкнулись при эксплуатации той или иной модели, и своими способами их решения.
Для справки Угловое пиление (продольный радиальный распил брёвен угловым способом) выполняется на круглопильных станках, когда направление пиления дисков происходит в двух взаимно перпендикулярных плоскостях. Это новая технология в области первичной деревообработки.
Данный метод прост: дисковые пилы, расположенные в вертикальной и горизонтальной плоскостях, последовательно вырезают из бревна ламели, на торце которых годовые кольца расположены «радиально», то есть под углом 45° к наибольшей по площади плоскости ламели. Бревно закреплено на неподвижной станине станка, вдоль него по направляющим перемещается портал с пильным узлом.
Мнения разделились
«Угловик — рабочий инструмент. Желательно, чтобы была реализована возможность распиловки как в угловом режиме, так и в развал. Потом будет больше возможностей изменения технологической цепочки на разных этапах развития», — так на лесном интернет-форуме рассказал о своём опыте работы с углопильным станком один из деревообработчиков.
Его оппонент считает, что покупать углопил для развального или иного простого распила — «безумное вложение денег и стрельба из пушки по воробьям».
«Смысла его использовать как альтернативу лесопильной раме или «ленточке» не вижу. Установленная мощность большая, инструмент дорогой, кривых рук станок не примет, производительность маленькая. Поэтому, ставя вопрос о том, для каких целей покупают углопильные станки, для себя надо эти цели и определить. Первым вопросом, конечно же, будет наличие подобающего сырья, вторым — наличие контракта, по которому напиленную продукцию можно выгодно продать», — считает пользователь лесопильного оборудования.
«Углопил хорош, когда ограничены площади и размеры пиломатериалов близки к размерам брусьев 100х100х6000, 150х150х6000. Вот тогда появляется реальная экономическая обоснованность», — поддерживает его коллега.
Для справки Радиальные пиломатериалы применяют в производстве клеёного оконного бруса и поставляют в страны Евросоюза.
Учитываем все факторы
При чём здесь площади? А при том, что использование углопила позволяет отказаться от станков второго ряда: с его помощью можно получить сразу весь обрезной пиломатериал, в то время как после «ленточки» нужно будет ставить кромкообрезной станок. Поэтому лесопромышленники признают рациональность его применения в тех случаях, когда есть недостаток места на промплощадке.
Также есть мнение, что имеет смысл задуматься о приобретении углопильного станка тем, у кого проблемы с персоналом: меньше оборудования — меньше потребность в специалистах для его обслуживания. Однако это не совсем верно: количество работников, может, и снижается, но вместе с тем возрастают требования к их квалификации.
«Всё упирается в оператора. Ценность этого кадра намного больше самого станка. Оператор вам пилит чистые деньги, и его надо растить, как ребёнка, холить и лелеять. Беречь как зеницу ока. Вырастить его можно с нуля. Я за год вырастил четверых. Сначала будете вместе бегать с линейкой по брёвнам, кубатурить, как их пилить, и потом процесс пойдёт», — поделился опытом пользователь лесного форума с ником Олег.
«Операторов на станок найти непросто. Сплав механики и компьютерных технологий даётся старшему поколению с трудом. Молодёжь же имеет свои проблемы с обучаемостью, концентрацией внимания, трудовой дисциплиной», — сетует ещё один владелец углопила Евгений.
Решает персонал
Современные модели таких станков оснащают программным обеспечением и автоматической системой оптимизации раскроя, которая выполняет расчёт оптимальной схемы распила бревна по критерию максимального выхода пиломатериалов с заданными параметрами. Однако опытные руководители лесопильных производств указывают на то, что квалифицированный оператор, вскрыв бревно, в любой момент может изменить комбинацию распила в зависимости от наличия сучков и внутренних дефектов, которые снаружи не видны. Компьютер на это не способен.
«Оператора лучше растить на месте самому и с нуля. Предыдущий опыт его работы на угловике другой модели абсолютно не нужен, а иногда и мешает. К станку человек привыкает в течение месяца и начинает пилить самостоятельно. Как минимум должен знать строение древесины и её пороки, а не только железную часть станка.
На проектную производительность станка оператор выходит к концу первого года работы. Набирает основной опыт, узнает все тонкости распиловки, проходит первые косяки в работе, начинает чувствовать работу пил на слух. Ведь никому не нужен простой «кнопочник», который нашинкует из бревна гору всякой лапши», — продолжает рекомендации форумчанин Олег.
Некоторые современные модели углопильных станков также оснащены системой автосброса пиломатериала, которая позволяет работать в полностью автоматическом режиме (при использовании пиловочника определённого диаметра). При съёме спиленной доски автосбросом все манипуляции способен проделать один оператор. Конечно, готовые пиломатериалы не станут сами падать ему в руки, но их сброс будет производиться в довольно компактной зоне.
При отсутствии такой системы производительность оборудования напрямую зависит от расторопности помощников оператора. Как правило, два помощника относят доски на приличное расстояние, при необходимости торцуют и раскладывают по пакетам. Оператор при этом ждёт, пока они отойдут на безопасное расстояние, и лишь затем запускает новый цикл пиления. Соответственно, разница при съёме материала вручную и автосбросе существенная.
Без отходов не выходит
Недостаток, который отмечают практически все пользователи углопила, — большое количество отходов пиления, которые могут создавать проблемы в работе оборудования и мешать оператору. В частности, стружки и опилки могут набиваться в различных узких местах или налипать на направляющие, что нарушает геометрию распила.
Сравнивая работу углопильного станка с другим оборудованием, например, с многопильным станком, операторы указывают на то, что во втором случае опилки сыплются сразу в подвал и на транспортёр, сколько их там — не видно. Углопил сыпет под себя и вокруг, и эта масса отходов на виду. Снизить количество отходов можно за счёт смены пильных дисков, но этот инструмент отнюдь не дешёвый, а искать оптимальный методом подбора не всегда выгодно.
«Углопильный станок традиционно является мощнейшим источником опилок, которые он разбрасывает по сторонам не хуже пулемета. При попутном резе опилки летят на расстояние 10 метров до стены, где доблестно к ней прилипают и образуют некую кучу. Не спасает никакая защита и аспирация», — делится впечатлениями один из пользователей.
На станке, как правило, имеется специальное ограждение, но оно универсальное и рассчитано на использование пил определённого диаметра. Если же на оборудовании установлены пилы другого размера, ограждение не поможет — придётся его переделывать под используемый диаметр пильного инструмента. Помимо опилок, вылететь из-под пилы может и горбыль, а это уже не просто неприятно, но и опасно — скорость выброса такова, что горбыль втыкается в брусовую стену на половину толщины бруса.
По этой причине производители не рекомендуют срезать горбыли и остатки на бревне обратным ходом. А для страховки между пультом и углопилом можно поставить мелкую металлическую сетку.
Проблема большого количества отходов в виде горбыля, пилок и щепы не только в том, что они загрязняют рабочее место и могут стать причиной выхода из строя оборудования или отдельных его элементов. Отходы лесопиления нужно утилизировать, в идеале — перерабатывать в востребованную продукцию. Самый очевидный путь, по которому идёт сегодня большинство деревообработчиков, — производство топливных гранул или брикетов.
Подготовила Мария Кармакова
Статья опубликована в журнале Лесной комплекс №4 2021
Углопильные станки в России — Биржа оборудования ProСтанки
Главная
Продажа
Пилорамы дисковые угловые
Углопильный станок
Вы можете очень быстро сравнить цены углопильного станка и подобрать оптимальные варианты из более чем 77892 предложений
Подача пиломатериала на станках осуществляется приводными рифлеными вальцами. На станке установлено 5 вальцов: 3 нижних приводных подающих вальца и два верхних не приводных, за счет веса которых…
На станке установлено 5 вальцов: 3 нижних приводных подающих вальца и два верхних не приводных, за счет веса которых осуществляется прижим пиломатериала при пилении. Станки выпускаются со…
Подробное описание и цена >>>
Реклама
Круглопильный станок с торцовочной кареткой Ц6-2 (К)
Наибольшая ширина распиливаемого материала 600 мм. Наибольший толщина обрабатываемого материала 120 мм
120
Подробное описание и цена >>>
Углопильный станок
Состояние: Новый Год выпуска: 2012
В наличии
Углопильный станок . Полностью механизирован. Загрузчик бревна с «пола» или с эстакады. Гидравлика. Электроника. Транспортер для уборки опилок из под станка. Двигатели по 18.5кВт. Пилы АКЕ…
26.05.2013
Санкт-Петербург (Россия)
1 400 000
Углопильный станок РИФТ-Угол
Состояние: Новый Год выпуска: 2013
В наличии
Углопильный станок РИФТ для распиловки древесины.Станок отличается простотой и надежностью
конструкции. Рама станка сварена из прямоугольных труб большого сечения, что
обеспечивает большую…
26.05.2013
Санкт-Петербург (Россия)
1 400 000
Углопильный станок (пилорама) Universal 1000 фирмы WALTER
Состояние: Б/У Год выпуска: 2015 Производитель: WALTER
Углопильный станок (пилорама) Universal 1000 фирмы WALTER. Станок предназначен для изготовления обрезных досок радиального распила и брусьев из древесины хвойных и лиственных пород путем продольной…
Состояние: Б/У Год выпуска: 2011 Производитель: StrojCAD DKP-6 (Словения)
Продается двухдисковый углопильный станок StrojCAD DKP-6 2011 г.в. Минимальная и бережная эксплуатация с периодическим техническим обслуживанием.Состояние отличное. Комплектация «Стандарт» без…
24.09.2019
Юрьев-Польский (Россия)
2 300 000
Углопильный станок UH500. Гарантия 12 месяцев. Наработка менее 100 часов. Новый станок
Состояние: Новый Производитель: StrojCAD s. r.o. (Словакия)
В наличии
Продаётся однодисковый углопильный станок UH 500, год выпуска 2010. ГАРАНТИЯ 12 месяцев.Новый станок, реальная наработка 90 часов. Хранился в собранном виде в сухом помещении.Комплектация:-…
11.09.2019
Солнечногорск (Россия)
950 000
Углопильный станок UH500. Гарантия 12 месяцев. Наработка менее 100 часов
Состояние: Новый Производитель: StrojCAD (Словакия)
В наличии
Продаётся однодисковый углопильный станок UH 500, год выпуска 2010. Гарантия 12 месяцев.Новый станок, реальная наработка 90 часов. Хранился в собранном виде в сухом помещении.Комплектация:-…
11.09.2019
Солнечногорск (Россия)
950 000
Углопильный станок «БАРС-1»
Состояние: Б/У Год выпуска: 2005 Производитель: Россия
Продам углопильный станок «БАРС-1» в хорошем состоянии
12. 09.2019
Красноярск (Россия)
500 000
дисковый углопильный станок SHARK
Состояние: Новый Производитель: SHARK (Россия)
В наличии
предприятие в г. Кострома продает дисковый углопил SHARK, оборудование настроено, исправно. производит обрезной пиломатериал экспортного качества, производительность 8-10 м3/смена. автоматическое…
21.12.2017
Кострома (Россия)
450 000
Станок углопильный проходного типа
Состояние: Новый Производитель: ООО «Восточная Деловая Компания» (Беларусь)
Углопильный станок первого ряда используется для производства обрезной доски, бруса и полубруса. Для увеличения производительности потребуется станок второго ряда — многопил (для распиловки. ..
11.07.2022
Невель (Россия)
Пилы дисковые для многопильных станков в Уфе
Состояние: Новый
В наличии
Всегда в наличии в Уфе пилы дисковые для многопильных, кромкообрезных, углопильных станков диаметром от 250 до 650 мм. С подчистными зубьями и без.производим расточку посадочного отверстия, вырезку…
14.02.2019
Уфа (Россия)
Контроллер позиционирования ZRK 5.1 для ленточной и дисковой пилорамы
Состояние: Новый Производитель: Беларусь
В наличии
Производим контроллер линейного перемещения пильного узла (электронная линейка).Область применения — горизонтальные ленточные, круглопильные пилорамы и углопильные станки.Благодаря нашему прибору…
07.04. 2023
Подольск (Россия)
47 000
Электронная линейка ZRK 5.1 для пилорам различных конструкций
Состояние: Новый Год выпуска: 2017 Производитель: Электронная линейка ZRK 5.1 (Беларусь)
В наличии
Производим контроллер линейного перемещения пильного узла (электронная линейка).Область применения — горизонтальные ленточные, круглопильные пилорамы и углопильные станки.Благодаря нашему прибору,…
07.04.2023
Владимир (Россия)
47 000
Угловая дисковая пилорама ДПУ-500
Состояние: Новый Производитель: Алтай-3 (Россия)
Пилорама углового пиления (угловая дисковая пилорама) производит распиловку бревна двумя пильными дисками. Смонтированный на пильной каретке блок пильных дисков расположенных под углом 90. ..
14.04.2023
Казань (Россия)
Угловая дисковая пилорама ДПУ-600
Состояние: Новый Производитель: Алтай-3 (Россия)
В наличии
Пилорама углового пиления (угловая дисковая пилорама) производит распиловку бревна двумя пильными дисками. Смонтированный на пильной каретке блок пильных дисков расположенных под углом 90…
14.04.2023
Казань (Россия)
Электронная линейка ZRK 5.1 для любых пилорам
Состояние: Новый Производитель: ИП Руденец А.Н. (Беларусь)
В наличии
Производим контроллер позиционирования (электронная линейка). Область применения горизонтальные ленточные, круглопильные пилорамы и углопильные станки. Благодаря нашему прибору увеличивается. ..
Пилорама дисковая поворотная ПД-2000 Мини-450 Пилорама дисковая Мини-450 была разработана и запущена в серийное производство в 2013 году. Это новая модель деревообрабатывающих станков…
19.11.2022
Нижний Новгород (Россия)
189 000
Лесопильная линия дискового пиления
Состояние: Б/У Год выпуска: 2022 Производитель: ООО «Восточная Деловая Компания» (Беларусь)
Продается лесопильная линия, состоящая из станка первого ряда — углопильный дисковый станок, и второго ряда — многопильный (одновальный) дисковый станок. Углопильный станок первого ряда…
07.04.2023
Невель (Россия)
3 000 000
Станок углопильный UP-700
Состояние: Новый
В наличии
Станок углопильный UP-700, произ-ва Словения.ОТС.Бери и работай.Высокая точность распила,радиальный распил.Тел.89069525144
11.05.2014
Абакан (Россия)
650 000
Углопильный дисковый станок Барс 5.2.2.2
Состояние: Новый Производитель: Россия
В наличии
Углопильный дисковый станок Барс 5.2.2.2 Состояние новый , распилили 30 м3 при настройке…
05.04.2021
Нея (Россия)
2 000 000
Углопильный дисковый станок Гризли 500/170Л
Состояние: Б/У Год выпуска: 2020 Производитель: Гризли (Россия)
СтранаРоссийская ФедерацияСостояниеидеальноеГод выпуска2020Дисковая пилорама углового пиления “Гризли” предназначена для распиловки твердой и мягкой древесины хвойных и лиственных пород по ГОСТ. ..
22.03.2023
Москва (Россия)
1 075 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по углопильному станку почти как на Авито и TIU
Видео углопильного станка
Машины для производства древесного угля для брикетов барбекю/уголь для кальяна
Перейти к содержимому
Машины для производства древесного угля
Посмотреть увеличенное изображение
Машина для производства брикетов из древесного угля Введение
Машина для производства брикетов из древесного угля используется для переработки порошка древесного угля в брикеты из древесного угля. Отработанная технология, стабильная производительность и простота в эксплуатации, наша машина для производства брикетов из древесного угля пользуется большой популярностью среди клиентов. Обладая высокой теплотворной способностью и плотностью, брикеты из древесного угля , производимые нашей машиной для брикетирования порошка древесного угля, наиболее подходят для промышленных котлов, домашнего отопления, барбекю и т. д.
Машина для производства древесного угля Особенности от 40 часов до 4000 часов. 2. Меньшее энергопотребление и более высокая производительность: Потребляемая мощность снижена на 60%, а выходная мощность увеличена более чем в три раза. 3. Более высокое содержание углерода в древесноугольных брикетах: путем обработки содержание углерода низкого качества может быть улучшено с 60% до 70%-75%, а содержание углерода высокого качества может быть улучшено до более чем 83%. 4. Более высокое качество древесноугольных брикетов: шнековая часть улучшена, чтобы получить конечный древесноугольный брикет с низким содержанием влаги и высокой плотностью. 5. Простая и безопасная эксплуатация: главный двигатель оснащен следящим прижимным устройством и фотоэлектрическим запорным устройством.
Технические параметры машины для производства древесного угля
Модель
Мощность
Емкость
Сырье
Диаметр древесного угля
Уголь Форма
TFZBJ-I
7,5 кВт
150-300 кг/ч
Угольный/угольный порошок
20/30/40/50 мм
Полоса/треугольник/шестиугольник/цилиндр
Машина для производства древесного угля для кальяна Введение Эта машина для брикетирования древесного угля для кальяна применяется для превращения различных порошковых материалов в круглые или квадратные углеродные пластины. На выходе получается уголь хорошей плотности, идеальной формы и хорошего внешнего вида. Между тем, его легко разжечь, он бездымный и дольше горит. Таким образом, наша машина для производства древесного угля для кальяна является идеальным выбором для обработки древесного угля для кальяна, угля для благовоний и т. д.
Машина для производства угля для кальяна Особенности 1. Гуманизированный дизайн обеспечивает простоту эксплуатации и обслуживания. 2. Машина может значительно сэкономить рабочую силу и материальные ресурсы благодаря своему автоматическому гидравлическому движителю. 3. Размер и плотность древесного угля можно регулировать в соответствии с требованиями клиентов.4. Готовый уголь можно легко разжечь спичкой, кроме того, он не выделяет дыма, запаха или токсинов при горении.
Угольная машина для кальяна Параметр
Модель
Мощность
Емкость
Угольная пластина размер
Форма
YPJ-01
4кВт
180 кг/ч
Толщина: 15-20 мм диаметр. : 30-40 мм
Круглый/Квадратный
Машина для производства древесного угля для барбекю Введение
Машина для производства брикетов в форме шара является профессиональной для формования порошка древесного угля и в основном производит уголь для растопки и уголь для барбекю. Конечный продукт, который дает наша машина, бездымный, нетоксичный, без запаха и экологически чистый, кроме того, время горения в два раза больше, чем у обычных продуктов, поэтому они широко используются для барбекю на открытом воздухе или в помещении с вентиляцией.
Машина для производства угля для барбекю Особенности 1. Высокое давление, высокая скорость формования, низкое энергопотребление. 2. Износостойкий частичный ролик изготовлен из поковки из высококачественной легированной стали, обладает высокой прочностью и хорошей износостойкостью. 3. Питатель оснащен переключающим устройством и устройством управления, которые обеспечивают равномерную и непрерывную подачу материала на валки. 4. Благодаря системе гидравлического давления можно гибко регулировать давление роликов на материал. 5. Изделия имеют высокую плотность, высокую прочность и высокую твердость.
Технические параметры машины для производства древесного угля для барбекю
Модель
Диаметр ролика
Выход
Мощность
АМС-YQJ-II
290 мм
600 кг/ч
5,5 кВт
АМС-YQJ-III
360 мм
1000 кг/ч
7,5 кВт
Ссылка для загрузки страницы
Перейти к началу
Машина для брикетирования древесного угля барбекю для изготовления древесного угля в форме шара/овала/подушки
Перейти к содержимому
Посмотреть увеличенное изображение
Машина для производства древесного угля для барбекю Введение Машина для производства древесного угля для барбекю — это наша горячая машина для производства древесного угля. Предпочтительным материалом для изготовления древесного угля для барбекю является лиственная древесина с более высоким содержанием лигнина, чем хвойная древесина, распространенными лиственными породами являются красное дерево, тик, грецкий орех, дуб, вяз, осина, тополь, береза, клен и т. д.
Брикеты из натурального древесного угля в форме подушки
Приготовление на гриле на углях вкуснее, чем на газу
90% смеси для изготовления угольных брикетов составляет уголь (обугленная биомасса). Чтобы брикеты легко формовались и были легкими, обычно в полукокс добавляют уголь и связующее.
Уголь для барбекю Форма: подушка, овальная, круглая или квадратная форма. Древесноугольные брикеты Применение: барбекю, химическая промышленность, добыча полезных ископаемых и т.д.
Как производится древесный уголь для барбекю Поместите материал в печь или печь для карбонизации древесного угля, температура нагрева может составлять от 450° до 510°C. Затем предотвращается выпуск воздуха из внутренней стороны печи. Во время этого процесса материал обугливается. Затем измельчите уголь в порошок с помощью машины для измельчения угля; Полностью смешать полукокс со связующим, как пшеницу; Поместите смесь в угольную машину для барбекю, за счет давления между роликом и формой уголь можно превратить в угольные брикеты различной формы. Видео о производстве древесного угля в форме подушки
Вспомогательное оборудование Все вспомогательное оборудование включает в себя печь для карбонизации древесного угля, машину для измельчения древесного угля, машину для смешивания древесного угля, сушилку для брикетов древесного угля и конвейер. Мы можем изготовить на заказ различные линии брикетов из древесного угля для барбекю. Для того, чтобы сделать эффективную коммуникацию, пожалуйста, сообщите нам ваши основные требования ◆ Какой у вас материал? ◆ Как насчет содержания влаги в вашем материале? ◆ Как насчет ваших требований к мощности? ◆ Форма и размер конечного продукта, который вы предпочитаете.


 масса колеса, кг
масса колеса, кг
 Благодаря использованию современных оборонных технологий при производстве шпиндельного узла и некоторым конструктивным решениям, нам удалось достичь высоких показателей качества балансировки, соответствующих мировому уровню, По ключевым параметрам шпиндельные узлы проходят 100 % двойной контроль – при приемке деталей и при испытаниях готового станка. Шпиндельные узлы балансировочных станков компании СИВИК адаптированы для крепления адаптеров для лучшей центровки колес Haweka и Femas.
Благодаря использованию современных оборонных технологий при производстве шпиндельного узла и некоторым конструктивным решениям, нам удалось достичь высоких показателей качества балансировки, соответствующих мировому уровню, По ключевым параметрам шпиндельные узлы проходят 100 % двойной контроль – при приемке деталей и при испытаниях готового станка. Шпиндельные узлы балансировочных станков компании СИВИК адаптированы для крепления адаптеров для лучшей центровки колес Haweka и Femas. Выполнение основных функций станок сопровождает голосовыми подсказками. Все это производит благоприятное впечатление на клиентов и обеспечивает их высокую лояльность.
Выполнение основных функций станок сопровождает голосовыми подсказками. Все это производит благоприятное впечатление на клиентов и обеспечивает их высокую лояльность.
 масса колеса, кг
масса колеса, кг 2, "medium": 0.4, "large": 0.500001}, "rootMargin": "0% 0% 0% 0%"}»>
2, "medium": 0.4, "large": 0.500001}, "rootMargin": "0% 0% 0% 0%"}»>

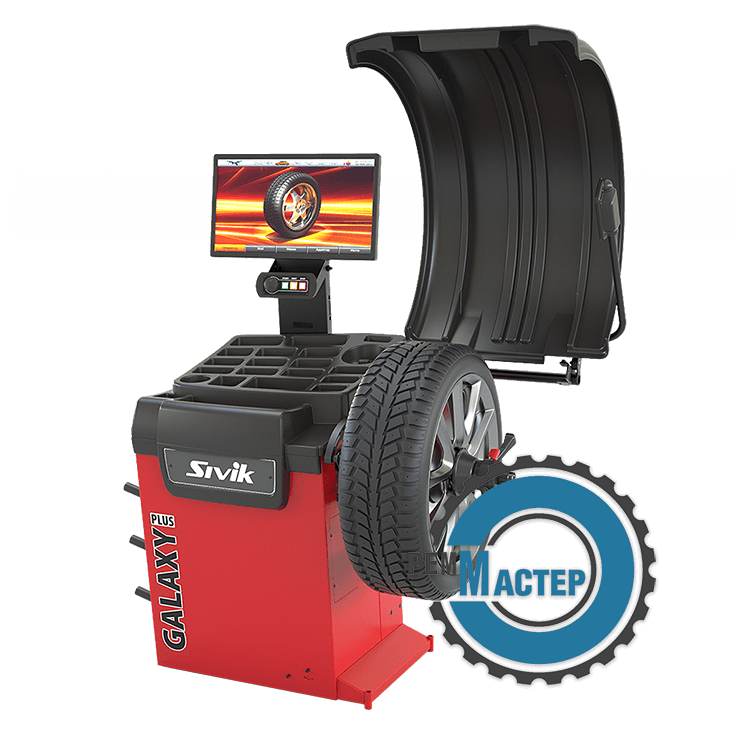

 Помощник Google подтвердил да, и счет был 4-2.
Помощник Google подтвердил да, и счет был 4-2.



 На сегодня предложение находится в статусе «в наличии».
На сегодня предложение находится в статусе «в наличии».

 Подходит для всех видов шлифования и обработки чугуна. Также может использоваться для обработки стали.
Подходит для всех видов шлифования и обработки чугуна. Также может использоваться для обработки стали. Подходит для стали, нержавеющей стали, алюминия и чугуна.
Подходит для стали, нержавеющей стали, алюминия и чугуна. Подходит для обработки алюминия, стали и нержавеющей стали. Подходит для машин с высоким давлением охлаждающей жидкости из-за меньшей склонности к пенообразованию.
Подходит для обработки алюминия, стали и нержавеющей стали. Подходит для машин с высоким давлением охлаждающей жидкости из-за меньшей склонности к пенообразованию. Подходит для шлифования, резки чугуна, чугуна с шаровидным графитом, стали и сплавов. Синтетический характер обеспечивает высокую стабильность и длительный срок службы эмульсии. Имеет прозрачный вид. Обеспечивает временную защиту от коррозии. Не содержит антиадгезивов бора и формальдегида
Подходит для шлифования, резки чугуна, чугуна с шаровидным графитом, стали и сплавов. Синтетический характер обеспечивает высокую стабильность и длительный срок службы эмульсии. Имеет прозрачный вид. Обеспечивает временную защиту от коррозии. Не содержит антиадгезивов бора и формальдегида Смазочно-охлаждающая жидкость Avantin от BECHEM помогает клиентам достичь поставленных целей по производительности и многое другое,
Смазочно-охлаждающая жидкость Avantin от BECHEM помогает клиентам достичь поставленных целей по производительности и многое другое, Шлифовка инструментов из карбида вольфрама, хонингование, гравировка, изготовление пресс-форм, процессы изготовления штампов
Шлифовка инструментов из карбида вольфрама, хонингование, гравировка, изготовление пресс-форм, процессы изготовления штампов Смойте воду, чтобы удалить все следы очистителя и стружки
Смойте воду, чтобы удалить все следы очистителя и стружки  Ассортимент смазочных материалов MQL Berucut и Beruform обладает отличной смазывающей способностью, а также хорошими промывочными свойствами.
Ассортимент смазочных материалов MQL Berucut и Beruform обладает отличной смазывающей способностью, а также хорошими промывочными свойствами. AVANTIN®/BERUCOOL – продукты специального назначения BERUCOOL 148 MG Не содержащая борной кислоты охлаждающая жидкость, особенно подходящая для обработки магния, обеспечивающая превосходную стабильность и качество поверхности. АВАНТИН® 3309Охлаждающая жидкость с высоким содержанием присадок для самых требовательных операций, таких как глубокое сверление и шлифование CBN. Продукт…
AVANTIN®/BERUCOOL – продукты специального назначения BERUCOOL 148 MG Не содержащая борной кислоты охлаждающая жидкость, особенно подходящая для обработки магния, обеспечивающая превосходную стабильность и качество поверхности. АВАНТИН® 3309Охлаждающая жидкость с высоким содержанием присадок для самых требовательных операций, таких как глубокое сверление и шлифование CBN. Продукт… ..
..
 08 MB
08 MB Уточняйте в торгующей организации вашего города.
Уточняйте в торгующей организации вашего города.


 ./tax_info}}
./tax_info}} 
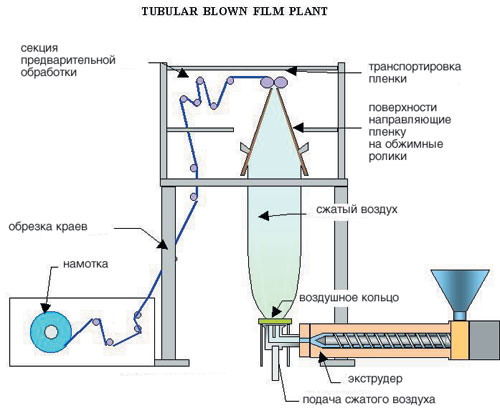 В одном устройстве термопара может быть установлена не полностью, а в другом — на максимальной глубине. В таких случаях, даже если вы полностью подгоните настройку всех индикаторов нагрева, температура все равно будет другой. Если термопара вставлена в стенку цилиндра на половину глубины, наружная стенка цилиндра будет соответствовать данным измерения термопары, но только в тех случаях, когда нагрев или охлаждение не будут еще начаты. Когда термостат переключается в режим охлаждения, внутренняя поверхность цилиндра будет намного теплее, чем наружная. А в случае режима нагрева — наоборот.
В одном устройстве термопара может быть установлена не полностью, а в другом — на максимальной глубине. В таких случаях, даже если вы полностью подгоните настройку всех индикаторов нагрева, температура все равно будет другой. Если термопара вставлена в стенку цилиндра на половину глубины, наружная стенка цилиндра будет соответствовать данным измерения термопары, но только в тех случаях, когда нагрев или охлаждение не будут еще начаты. Когда термостат переключается в режим охлаждения, внутренняя поверхность цилиндра будет намного теплее, чем наружная. А в случае режима нагрева — наоборот. Увеличение скорости винта не всегда эффективно. С увеличением скорости шнека усилие сдвига возрастает, и, следовательно, температуры плавления полимера увеличиваются. Расплав, который потребляет меньше времени на контакт с нагретой поверхностью цилиндра, с меньшей вероятностью будет дополнительно охлаждаться. При установке нового винта в оборудование требования к нагреву также меняются. Не сразу чувствуется необходимость корректирующих работ при настройке температуры.
Увеличение скорости винта не всегда эффективно. С увеличением скорости шнека усилие сдвига возрастает, и, следовательно, температуры плавления полимера увеличиваются. Расплав, который потребляет меньше времени на контакт с нагретой поверхностью цилиндра, с меньшей вероятностью будет дополнительно охлаждаться. При установке нового винта в оборудование требования к нагреву также меняются. Не сразу чувствуется необходимость корректирующих работ при настройке температуры. Однако в некоторых случаях температура материала на выходе может иметь значительно более высокие значения.
Однако в некоторых случаях температура материала на выходе может иметь значительно более высокие значения. Аморфный пластик — при значениях на 100 °С выше их температуры стеклования.
Аморфный пластик — при значениях на 100 °С выше их температуры стеклования.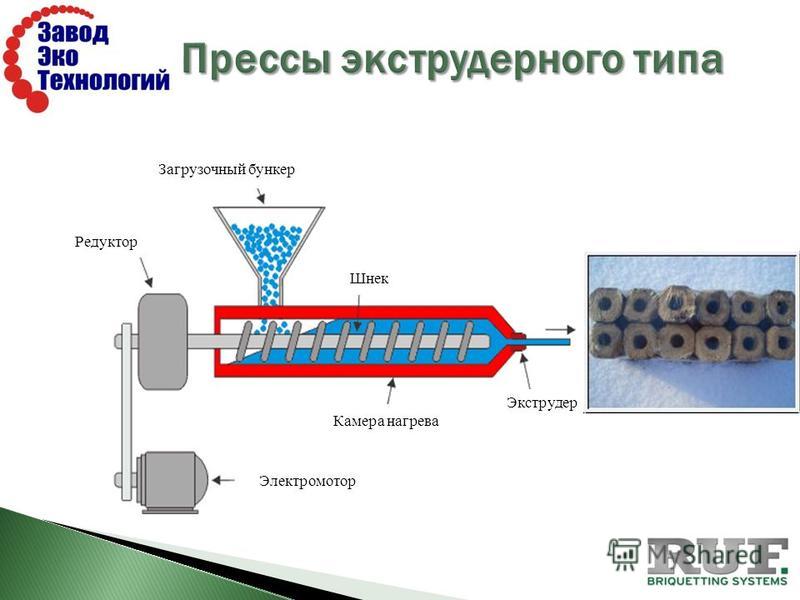 Фактически измеряется температура поверхности цилиндра, и поэтому также следует учитывать период стабилизации фактического воздействия на расплав.
Фактически измеряется температура поверхности цилиндра, и поэтому также следует учитывать период стабилизации фактического воздействия на расплав. Это особенно очевидно при использовании барьерного шнека.
Это особенно очевидно при использовании барьерного шнека.

 Разрывные диски могут быть установлены на головке цилиндра. Если давление расплава превышает номинальное значение разрывной мембраны, диск выходит из строя, и давление сбрасывается. В качестве предупредительного устройства также распространен датчик давления с сигнализацией. Это может быть установлено для предупреждения оператора или выключения экструдера. Использование качественных и правильно подобранных нагревателей цилиндра экструдера также помогают снизить давление, увеличив температуру пластика.
Разрывные диски могут быть установлены на головке цилиндра. Если давление расплава превышает номинальное значение разрывной мембраны, диск выходит из строя, и давление сбрасывается. В качестве предупредительного устройства также распространен датчик давления с сигнализацией. Это может быть установлено для предупреждения оператора или выключения экструдера. Использование качественных и правильно подобранных нагревателей цилиндра экструдера также помогают снизить давление, увеличив температуру пластика.
 Большинство нагревателей для цилиндра — электрические. Есть несколько видов. Литые нагреватели представляют собой разъемные полукольца из литого алюминия с заделанными внутри металлическими ТЭНами сопротивления. Самый простой тип нагревателя — это кольцевой миканитовый нагреватель. Миканитовые хомутовые нагреватели содержат резистивные провода с покрытием, зажатые между слюдяной изоляцией и стальным кожухом из нержавейки для поддержки. Керамические нагреватели используются в экструдерах с высокими требованиями к теплу, так как они могут нагреваться до 500 С.
Большинство нагревателей для цилиндра — электрические. Есть несколько видов. Литые нагреватели представляют собой разъемные полукольца из литого алюминия с заделанными внутри металлическими ТЭНами сопротивления. Самый простой тип нагревателя — это кольцевой миканитовый нагреватель. Миканитовые хомутовые нагреватели содержат резистивные провода с покрытием, зажатые между слюдяной изоляцией и стальным кожухом из нержавейки для поддержки. Керамические нагреватели используются в экструдерах с высокими требованиями к теплу, так как они могут нагреваться до 500 С.
 Охлаждение цилиндра экструдера и термопластавтомата необходимо, если пластик становится слишком горячим или оборудование необходимо быстро выключить. Цилиндры можно охлаждать воздухом или жидкостью. Цилиндры с воздушным охлаждением имеют нагнетательные агрегаты и водоотводящую камеру под цилиндром в каждой температурной зоне. Воздуходувка включается регулятором температуры цилиндра, когда достигается верхнее заданное значение. Полимернагрев может изготовить кольцевые нагреватели с охлаждающими кожухами и принудительной вентиляцией, так что вам не потребуется внешняя система охлаждения.
Охлаждение цилиндра экструдера и термопластавтомата необходимо, если пластик становится слишком горячим или оборудование необходимо быстро выключить. Цилиндры можно охлаждать воздухом или жидкостью. Цилиндры с воздушным охлаждением имеют нагнетательные агрегаты и водоотводящую камеру под цилиндром в каждой температурной зоне. Воздуходувка включается регулятором температуры цилиндра, когда достигается верхнее заданное значение. Полимернагрев может изготовить кольцевые нагреватели с охлаждающими кожухами и принудительной вентиляцией, так что вам не потребуется внешняя система охлаждения.
 Охлаждение ствола — один из способов борьбы с перегревом пластика. Однако, если экструдеру требуется значительное охлаждение во время обычного производства, это свидетельствует о несоответствии конструкции шнека и конкретного пластика или о проблеме с процессом экструзии.
Охлаждение ствола — один из способов борьбы с перегревом пластика. Однако, если экструдеру требуется значительное охлаждение во время обычного производства, это свидетельствует о несоответствии конструкции шнека и конкретного пластика или о проблеме с процессом экструзии.
 Кольцевые нагреватели на цилиндре позволяют повысить скорость расплавления пластика, однако очень важно не перегреть его, поэтому температура нагревателей для переработки полимеров наоборот ограничивается.
Кольцевые нагреватели на цилиндре позволяют повысить скорость расплавления пластика, однако очень важно не перегреть его, поэтому температура нагревателей для переработки полимеров наоборот ограничивается.
 Кроме того, чрезмерная мощность может вызвать возгорание полимера у стенки цилиндра до того, как материал в лопастях шнека полностью нагреется.
Кроме того, чрезмерная мощность может вызвать возгорание полимера у стенки цилиндра до того, как материал в лопастях шнека полностью нагреется.
 Это одна из основных причин того, что для разных полимеров требуются винты разной конструкции и разная мощность привода. Это также объясняет, почему температуры плавления разных полимеров различаются. Например, полиэтилен 2,0 MI будет иметь более низкую температуру плавления, чем полиэтилен 0,2 MI при тех же условиях и том же винте из-за вязкого рассеивания. Наконец, учтите, что вязкость некоторых полимеров значительно снижается с увеличением напряжения сдвига. Этим объясняется более быстрое повышение температуры расплава со скоростью вращения шнека для полимера, который не имеет значительно «тонкого сдвига», чем у полимера, у которого это есть.
Это одна из основных причин того, что для разных полимеров требуются винты разной конструкции и разная мощность привода. Это также объясняет, почему температуры плавления разных полимеров различаются. Например, полиэтилен 2,0 MI будет иметь более низкую температуру плавления, чем полиэтилен 0,2 MI при тех же условиях и том же винте из-за вязкого рассеивания. Наконец, учтите, что вязкость некоторых полимеров значительно снижается с увеличением напряжения сдвига. Этим объясняется более быстрое повышение температуры расплава со скоростью вращения шнека для полимера, который не имеет значительно «тонкого сдвига», чем у полимера, у которого это есть.
 Однако разработчик шнека всегда должен работать в пределах доступного экструдера, его приводной мощности (крутящего момента) и пригодных для использования условий расплава без наличия не плавленого материала. Иногда это делает невозможным получение желаемого результата на каждом экструдере.
Однако разработчик шнека всегда должен работать в пределах доступного экструдера, его приводной мощности (крутящего момента) и пригодных для использования условий расплава без наличия не плавленого материала. Иногда это делает невозможным получение желаемого результата на каждом экструдере.
 Помочь с выбором типа нагревателя для цилиндра экструдера вам поможет краткое описание их особенностей.
Помочь с выбором типа нагревателя для цилиндра экструдера вам поможет краткое описание их особенностей.

 Я использую Simplify 3D, у меня есть FFCP, и я не могу думать о том, что я мог непреднамеренно изменить в настройках. Я новичок в 3D-печати, поэтому для меня не очевидно, что могло произойти.
Я использую Simplify 3D, у меня есть FFCP, и я не могу думать о том, что я мог непреднамеренно изменить в настройках. Я новичок в 3D-печати, поэтому для меня не очевидно, что могло произойти.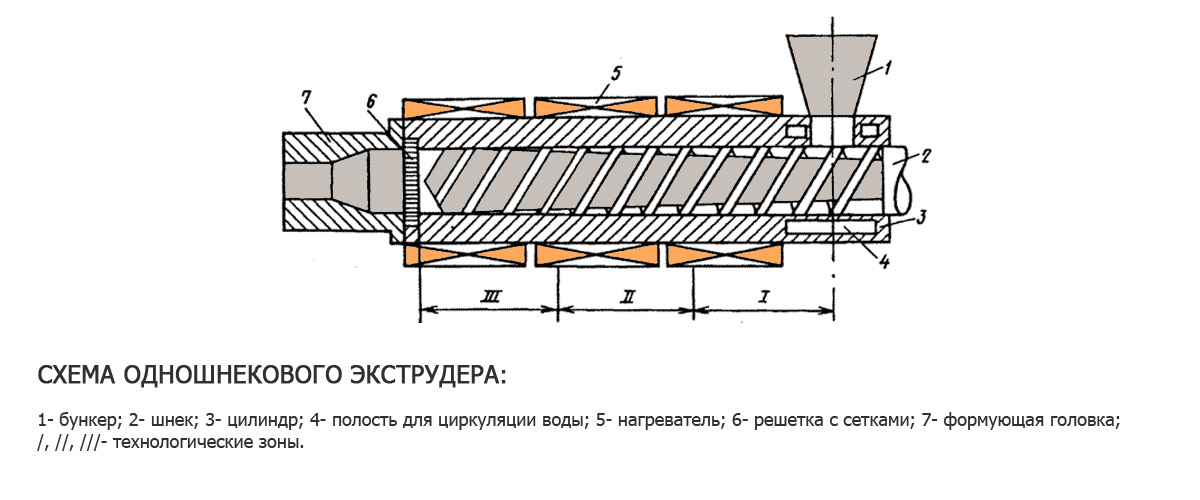 Левый должен быть инструментом 0, а правый должен быть инструментом 1.
Левый должен быть инструментом 0, а правый должен быть инструментом 1. Мне потребовался целый час, чтобы понять, почему он нагревается, но не печатает. Ключевым моментом является выбор правильного экструдера на каждой вкладке!
Мне потребовался целый час, чтобы понять, почему он нагревается, но не печатает. Ключевым моментом является выбор правильного экструдера на каждой вкладке!
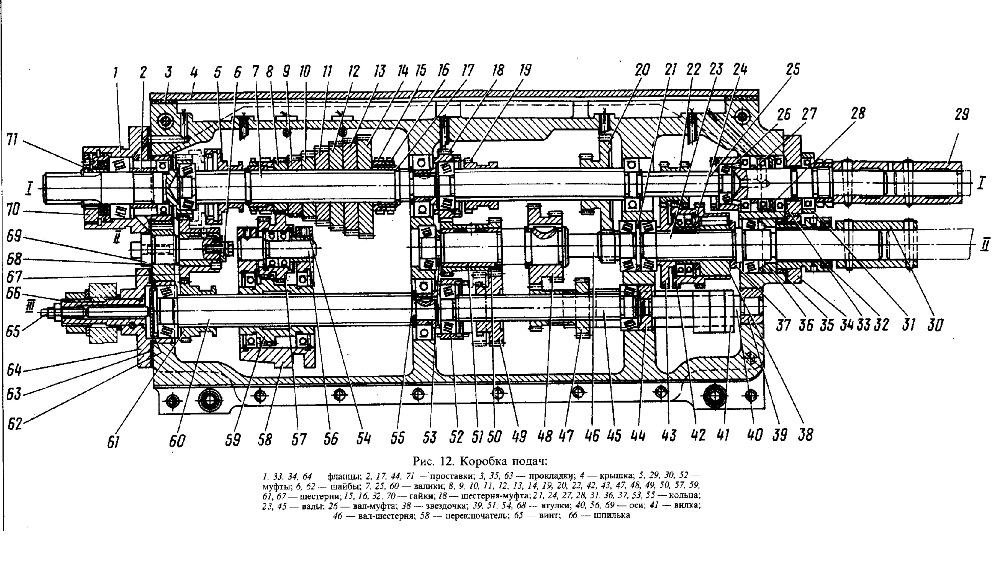 Изменения скорости вращения шпинделя осуществляются с помощью рукояток 1 и 4, размещенных на передней бабке. Движением ру коятки 4 выбирается требуемый ряд чисел оборотов (по таблице, находящейся над рукояткой), а поворотом рукоятки 1 устанавливается необходимое число оборотов шпинделя.
Изменения скорости вращения шпинделя осуществляются с помощью рукояток 1 и 4, размещенных на передней бабке. Движением ру коятки 4 выбирается требуемый ряд чисел оборотов (по таблице, находящейся над рукояткой), а поворотом рукоятки 1 устанавливается необходимое число оборотов шпинделя.
 Корпус бабки можно сдвигать по плите в сторону токаря или наоборот, от токаря. При среднем положении корпуса бабки обрабатываемые детали, закрепленные в центрах, получаются цилиндрическими, при сдвинутом корпусе бабки — коническими.
Корпус бабки можно сдвигать по плите в сторону токаря или наоборот, от токаря. При среднем положении корпуса бабки обрабатываемые детали, закрепленные в центрах, получаются цилиндрическими, при сдвинутом корпусе бабки — коническими.
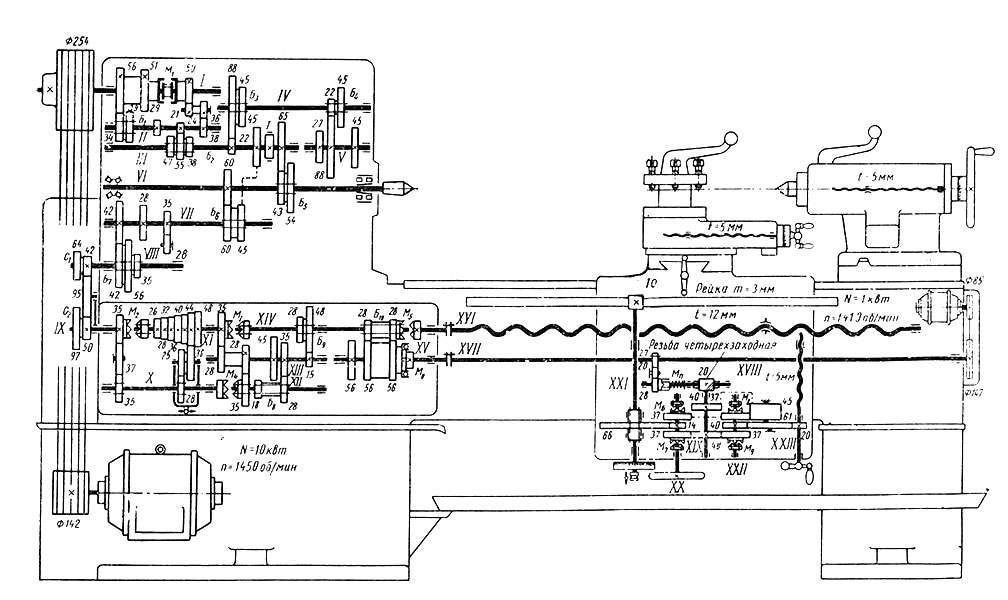
 Рукоятка 10 носит название мнемонической, поскольку направление поворота рукоятки совпадает с направлениями продольной и поперечной включаемых подач. В рукоятку 10 вмонтирована кнопка 9, при нажиме на кото рую включаемые рукояткой 10 подачи получают ускоренную величину (от электродвигателя ускоренных перемещений 23), что используется для холостых перемещений суппорта.
Рукоятка 10 носит название мнемонической, поскольку направление поворота рукоятки совпадает с направлениями продольной и поперечной включаемых подач. В рукоятку 10 вмонтирована кнопка 9, при нажиме на кото рую включаемые рукояткой 10 подачи получают ускоренную величину (от электродвигателя ускоренных перемещений 23), что используется для холостых перемещений суппорта.
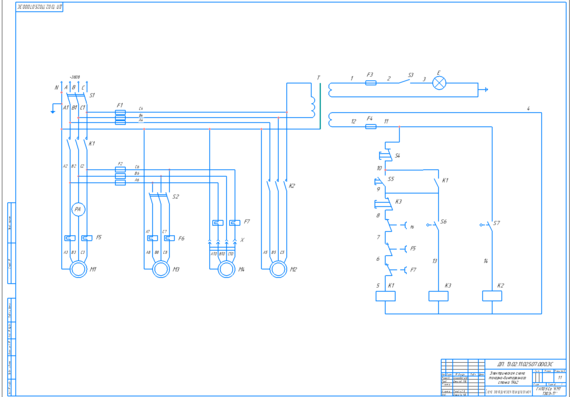
 Все электрооборудование станка (кроме электромоторов) расположено в шкафу 20.
Все электрооборудование станка (кроме электромоторов) расположено в шкафу 20.

 Таким обпячом перебор умножает шесть скоростей вала на три передаточных отношения 1/16, 1/4 или 1, и, как было указано выше, через колеса 26—52 может передать шпинделю 18 скоростей. Всего шпиндель получает таким образом 24 разные скорости (числа оборотов), но практически — 23 вследствие численного совпадения двух их значений.
Таким обпячом перебор умножает шесть скоростей вала на три передаточных отношения 1/16, 1/4 или 1, и, как было указано выше, через колеса 26—52 может передать шпинделю 18 скоростей. Всего шпиндель получает таким образом 24 разные скорости (числа оборотов), но практически — 23 вследствие численного совпадения двух их значений.
 При крайнем левом положении тройного передвижного блока Б7 вращение от вала VII к валу VIII передается зубчатыми колесами 42—42 (как показано на схеме) с передаточным отношением, равным 1, а при среднем положении блока Б7 — колесами 28—56 с передаточным отношением 1/2; при крайнем правом положении блока Б7 изменяется направление вращения, которое в этомслучае передается колесами 35—28—35. К коробке подач вращательное движение передается от вала VIII через гитару со сменными блоками зубчатых колес С1 и С2- Для нарезания метрических и дюймовых резьб и получения механической подачи сменные блоки С1 и С2 устанавливаются так, как показано на схеме, и вращение коробке подач сообщается через зубчатые колеса 42—95—50.
При крайнем левом положении тройного передвижного блока Б7 вращение от вала VII к валу VIII передается зубчатыми колесами 42—42 (как показано на схеме) с передаточным отношением, равным 1, а при среднем положении блока Б7 — колесами 28—56 с передаточным отношением 1/2; при крайнем правом положении блока Б7 изменяется направление вращения, которое в этомслучае передается колесами 35—28—35. К коробке подач вращательное движение передается от вала VIII через гитару со сменными блоками зубчатых колес С1 и С2- Для нарезания метрических и дюймовых резьб и получения механической подачи сменные блоки С1 и С2 устанавливаются так, как показано на схеме, и вращение коробке подач сообщается через зубчатые колеса 42—95—50.
 Вращение от вала IX передается валу XIV через зубчатые колеса 35—37—35, механизм с накидным зубчатым колесом (механизм Нортона), с помощью которого можно получить семь различных передаточных отношений 28—25 и 36 — (от 26 до 48), зубчатые колеса 35—28 и 28—35 и множительный механизм, состоящий из двух подвижных двойных блоков Б8 и Б9, которые обеспечивают получение четырех различных передаточных отношений: 1/8, 1/4, 1/2 и 1. При включении кулачковой муфты М5 вращение от вала XIV передается ходовому винту XVI. Для нарезания метрических и модульных резьб, а также для получения механической подачи коробка подач перестраивается. Зубчатое колесо 35 на валу X выводится из зацепления с зубчатым колесом 37, включаются муфты Мг и l M4, а муфта М3 остается выключенной. В этом случае вращение от вала IX валу XIV -передается муфтой М2, валом XI, механизмом Нортона (в обратном направлении), муфтой М4 — и множительным механизмом.
Вращение от вала IX передается валу XIV через зубчатые колеса 35—37—35, механизм с накидным зубчатым колесом (механизм Нортона), с помощью которого можно получить семь различных передаточных отношений 28—25 и 36 — (от 26 до 48), зубчатые колеса 35—28 и 28—35 и множительный механизм, состоящий из двух подвижных двойных блоков Б8 и Б9, которые обеспечивают получение четырех различных передаточных отношений: 1/8, 1/4, 1/2 и 1. При включении кулачковой муфты М5 вращение от вала XIV передается ходовому винту XVI. Для нарезания метрических и модульных резьб, а также для получения механической подачи коробка подач перестраивается. Зубчатое колесо 35 на валу X выводится из зацепления с зубчатым колесом 37, включаются муфты Мг и l M4, а муфта М3 остается выключенной. В этом случае вращение от вала IX валу XIV -передается муфтой М2, валом XI, механизмом Нортона (в обратном направлении), муфтой М4 — и множительным механизмом.
 При смещении блока Б10 влево ее левый зубчатый венец входит >в зацепление с колесом 56, жестко закрепленным на валу XV, и вращение последнему передается помимо обгонной муфты, что не обходимо для нарезания торцовых резьб.
При смещении блока Б10 влево ее левый зубчатый венец входит >в зацепление с колесом 56, жестко закрепленным на валу XV, и вращение последнему передается помимо обгонной муфты, что не обходимо для нарезания торцовых резьб.

 Резцедержатель. Задняя бабка.
Резцедержатель. Задняя бабка.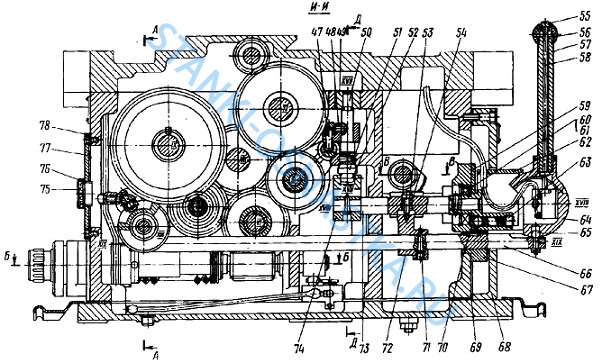 1 Установочные и присоединительные размеры
1 Установочные и присоединительные размеры По системе ДИП 200 начал называться 1Д62, соответственно и его модификации поменяли названия.
По системе ДИП 200 начал называться 1Д62, соответственно и его модификации поменяли названия. Им выполняют всевозможные токарные работы, такие, как: нарезают левые и правые резьбы, метрические, дюймовые резьбы. Токарный станок 1К62 способен обрабатывать короткие заготовки большого диаметра, поэтому его называют Лобовым.
Им выполняют всевозможные токарные работы, такие, как: нарезают левые и правые резьбы, метрические, дюймовые резьбы. Токарный станок 1К62 способен обрабатывать короткие заготовки большого диаметра, поэтому его называют Лобовым.

 Блок обеспечивает сварку в течение времени «Длительность точки» от 0,2 до 8 с. Цикл сварки точки можно прервать отпусканием кнопки.
Блок обеспечивает сварку в течение времени «Длительность точки» от 0,2 до 8 с. Цикл сварки точки можно прервать отпусканием кнопки. , отключает подачу защитного газа.
, отключает подачу защитного газа.
 Напряжение заряда конденсаторов должно быть в пределах от 50 до 100 В в зависимости от величины входного напряжения питания.
Напряжение заряда конденсаторов должно быть в пределах от 50 до 100 В в зависимости от величины входного напряжения питания.
 3 удерживает включение газового клапана,
3 удерживает включение газового клапана, Выходной сигнал DA6 управляет работой драйвера транзисторов VT3, VT4. Ток якоря двигателя сглаживается дросселем L1. Разгон двигателя осуществляется при открытом транзисторе VT3, а торможение – при открытом VT4. Таймер DA4 необходим для обеспечения режима динамического торможения.
Выходной сигнал DA6 управляет работой драйвера транзисторов VT3, VT4. Ток якоря двигателя сглаживается дросселем L1. Разгон двигателя осуществляется при открытом транзисторе VT3, а торможение – при открытом VT4. Таймер DA4 необходим для обеспечения режима динамического торможения. Применяется для сварки малоуглеродистых, низко- и высоколегированных сталей сплошной или порошковой электродной проволокой, а также алюминиевых сплавов. Полуавтомат разработан для эксплуатации в интенсивном режиме.
Применяется для сварки малоуглеродистых, низко- и высоколегированных сталей сплошной или порошковой электродной проволокой, а также алюминиевых сплавов. Полуавтомат разработан для эксплуатации в интенсивном режиме.
 «точками», с
«точками», с » Срок
» Срок ..
.. Для вашей информации
Для вашей информации
 .. Что это значит?
.. Что это значит?

 Станок рейсмус
Станок рейсмус Сверху машина закрыта защитным кожухом (4), являющимся одновременно опорой для дополнительных роликов (5) и связывающим элементом для несущих колонн (1). Боковые стороны закрыты металлическими ограждениями (7) с выемками для переноски машины. Сзади рабочая зона машины закрывается от разлетающихся стружек защитным кожухом (12), конструкция которого позволяет использовать систему пылеотсоса.
Сверху машина закрыта защитным кожухом (4), являющимся одновременно опорой для дополнительных роликов (5) и связывающим элементом для несущих колонн (1). Боковые стороны закрыты металлическими ограждениями (7) с выемками для переноски машины. Сзади рабочая зона машины закрывается от разлетающихся стружек защитным кожухом (12), конструкция которого позволяет использовать систему пылеотсоса. Заготовки подаются к ведущим роликам по вспомогательным роликам (9), установленным на удлинителях рабочего стола (10). На верхнем ограждении машины для облегчения возврата предварительно обработанной заготовки на исходную позицию для повторного прогона предусмотрены дополнительные металлические ролики (5), Рис 3, 5.
Заготовки подаются к ведущим роликам по вспомогательным роликам (9), установленным на удлинителях рабочего стола (10). На верхнем ограждении машины для облегчения возврата предварительно обработанной заготовки на исходную позицию для повторного прогона предусмотрены дополнительные металлические ролики (5), Рис 3, 5. 6)
6)


 Видеоролик
Видеоролик В. Деревообрабатывающие станки и инструменты, 2002
В. Деревообрабатывающие станки и инструменты, 2002 И. Рейсмусовые станки для обработки древесины, 1983
И. Рейсмусовые станки для обработки древесины, 1983 ..
.. Универсальный деревообрабатывающий станок…
Универсальный деревообрабатывающий станок… Максимальная ширина шлифования 405 мм. Максимальная высота заготовки 130 мм. Частота вращения 1440 об. Возможен торг
Максимальная ширина шлифования 405 мм. Максимальная высота заготовки 130 мм. Частота вращения 1440 об. Возможен торг Угловая дисковая пилорама…
Угловая дисковая пилорама…
 4
4
 10.2016
10.2016 03.2017
03.2017




 2025 г.
2025 г.

 ..Загрузка
..Загрузка ..Загрузка
..Загрузка ..Загрузка
..Загрузка


 Это применимо в стоматологической и ювелирной отрасли, что позволяет моделировать изделия с высочайшей точностью и степенью сложности. Все это характерные свойства фотополимерной смолы определенного назначения.
Это применимо в стоматологической и ювелирной отрасли, что позволяет моделировать изделия с высочайшей точностью и степенью сложности. Все это характерные свойства фотополимерной смолы определенного назначения. Выбор оптимального варианта зависит от конкретных задач, а также бюджета.
Выбор оптимального варианта зависит от конкретных задач, а также бюджета. Полимер испытан на принтерах Formlabs Form 1, 1+ и Form 2 и совместим с программным обеспечением PreForm. Благодаря высокой разрешающей способности полимера, особенно черного цвета, достигаются удивительные результаты печати при толщине слоя 0,05 и 0,02 мм. Для получения желаемого оттенка цвета, в прозрачный или белый полимер F1+ можно добавить фирменный пигмент фантуду (5 мл на 1 кг). Приобретите полный набор пигментов (4 шт по 20 мл) и смешайте в любой пропорции. Выбирайте наиболее близкий цвет полимера в настройках принтера. Не рекомендуется использовать настройку «Черный» для прозрачного полимера, так как лазер будет излучать больше энергии и может значительно нагреть смолу.
Полимер испытан на принтерах Formlabs Form 1, 1+ и Form 2 и совместим с программным обеспечением PreForm. Благодаря высокой разрешающей способности полимера, особенно черного цвета, достигаются удивительные результаты печати при толщине слоя 0,05 и 0,02 мм. Для получения желаемого оттенка цвета, в прозрачный или белый полимер F1+ можно добавить фирменный пигмент фантуду (5 мл на 1 кг). Приобретите полный набор пигментов (4 шт по 20 мл) и смешайте в любой пропорции. Выбирайте наиболее близкий цвет полимера в настройках принтера. Не рекомендуется использовать настройку «Черный» для прозрачного полимера, так как лазер будет излучать больше энергии и может значительно нагреть смолу. Что Вы видите на экране, то Вы и получаете! Усадка объекта всего 0,5%
Что Вы видите на экране, то Вы и получаете! Усадка объекта всего 0,5%
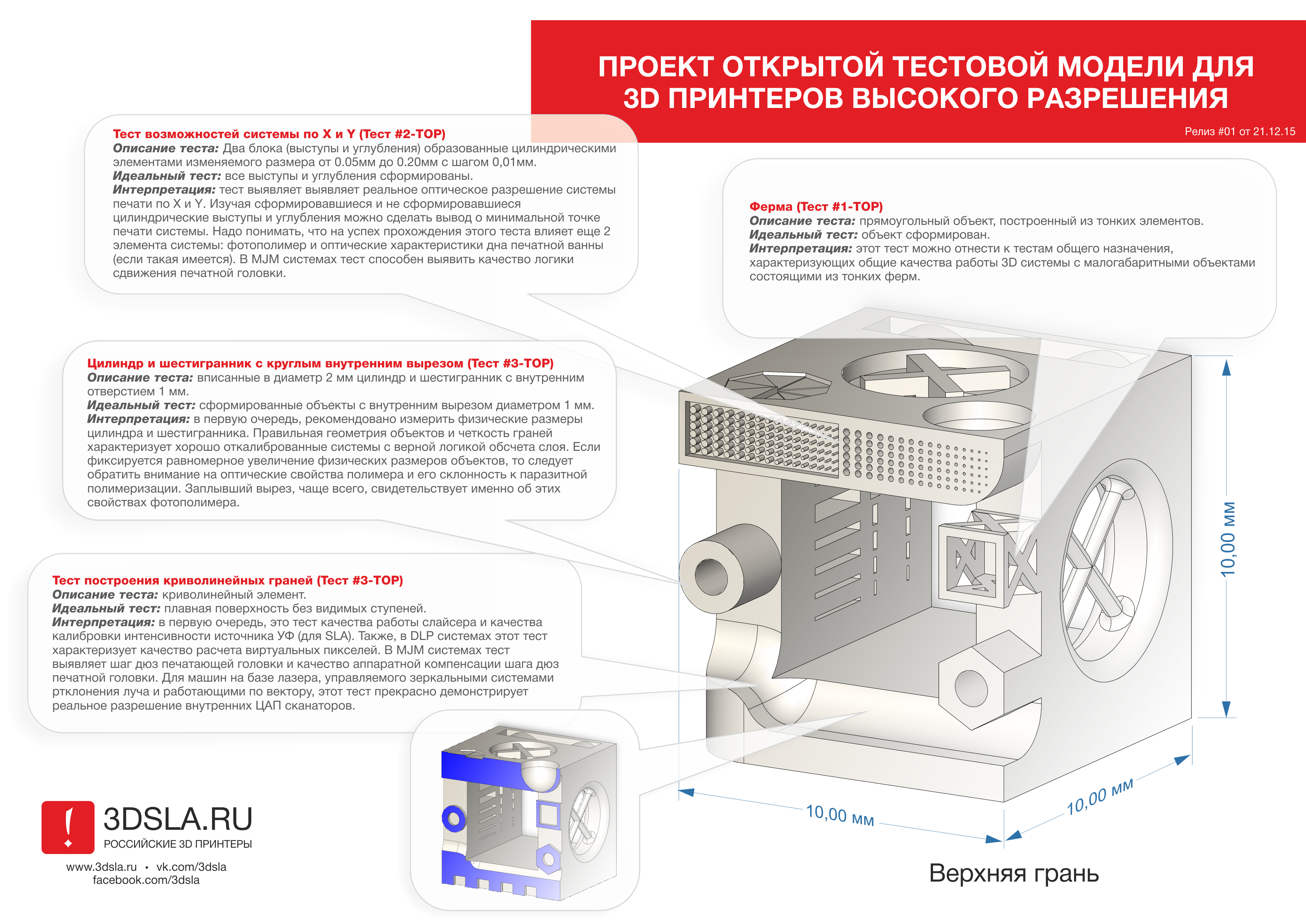 Полимерные смолы обеспечивают изготовление деталей с гладкими поверхностями и высокой детализацией, стойкость готовых изделий к механическим или термическим воздействиям. Материалы представлены в разных цветах, прозрачные или полупрозрачные.
Полимерные смолы обеспечивают изготовление деталей с гладкими поверхностями и высокой детализацией, стойкость готовых изделий к механическим или термическим воздействиям. Материалы представлены в разных цветах, прозрачные или полупрозрачные.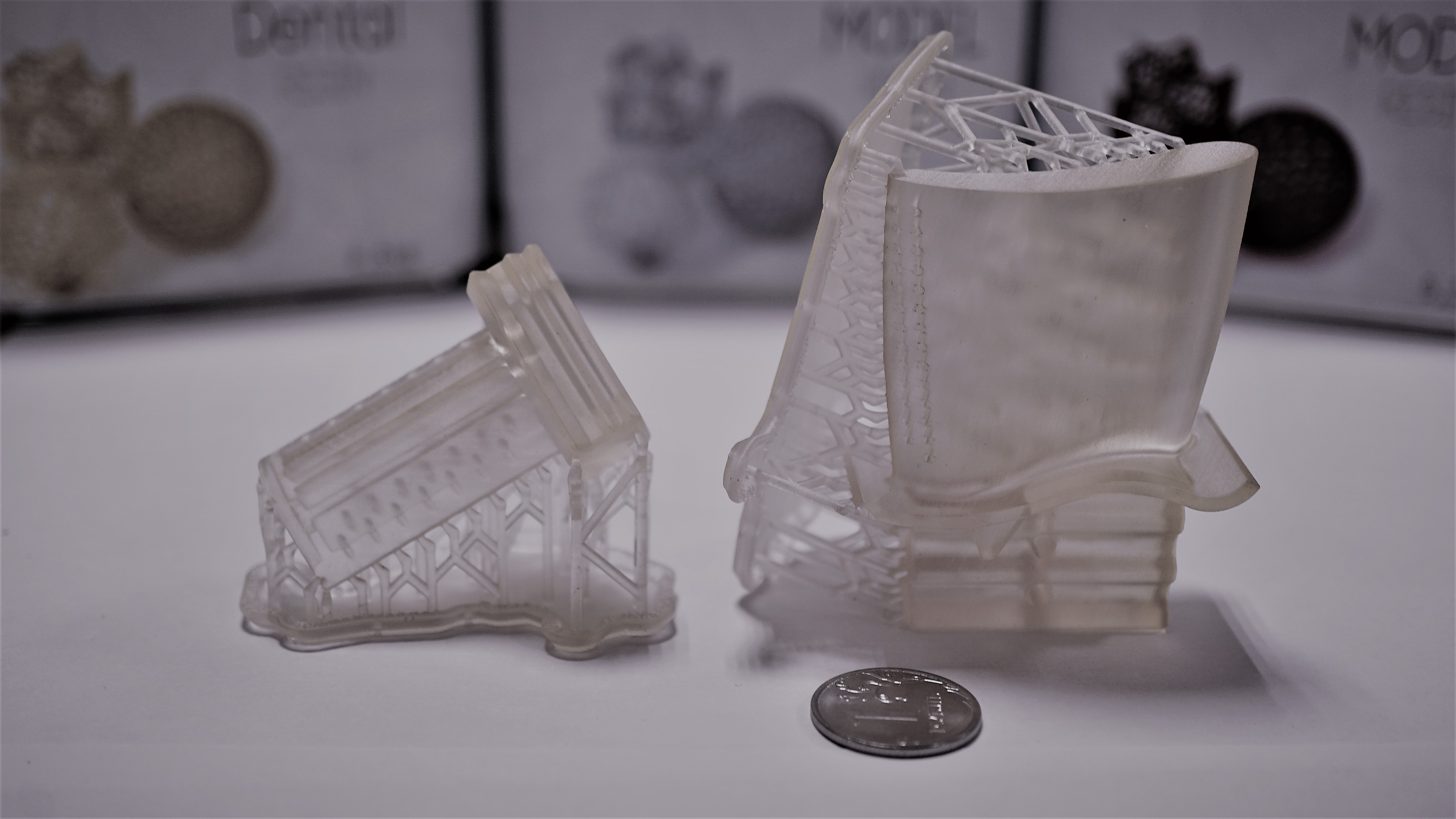
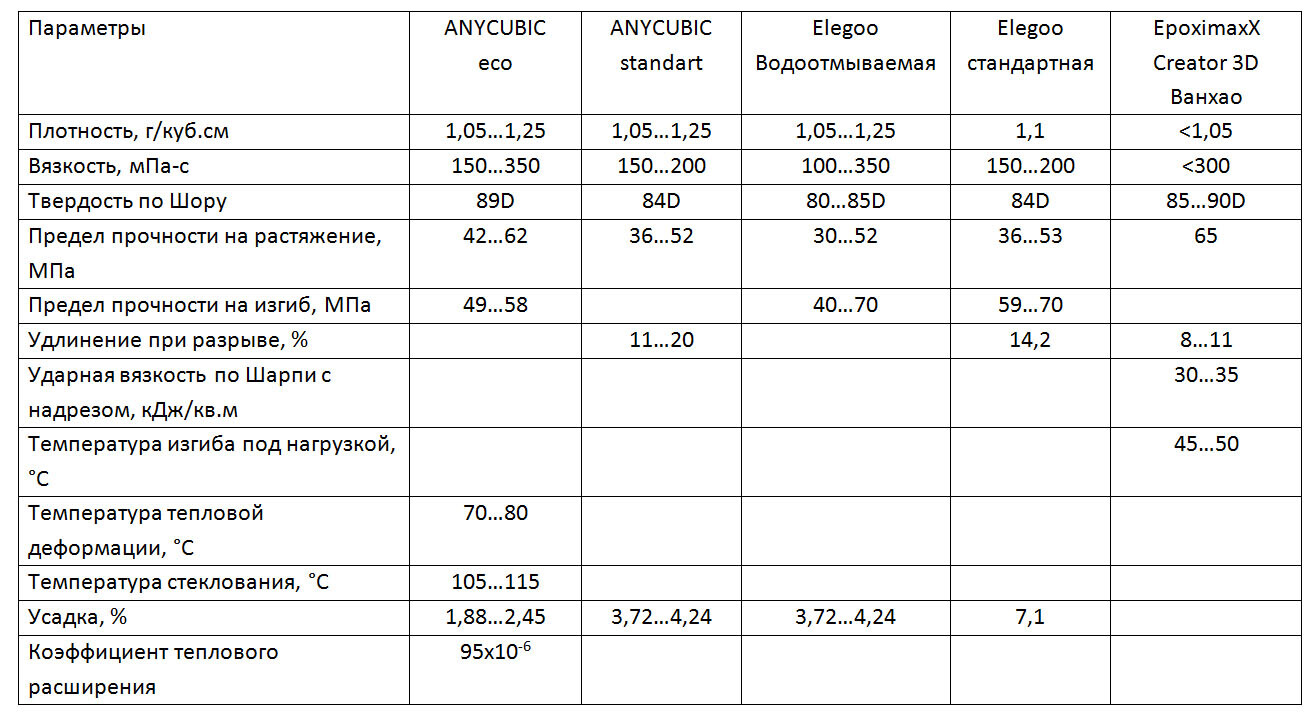 Программное обеспечение выберет ориентацию модели, пропишет алгоритм формирования полостей, решеток или внутренних каналов и определит опорные конструкции.
Программное обеспечение выберет ориентацию модели, пропишет алгоритм формирования полостей, решеток или внутренних каналов и определит опорные конструкции.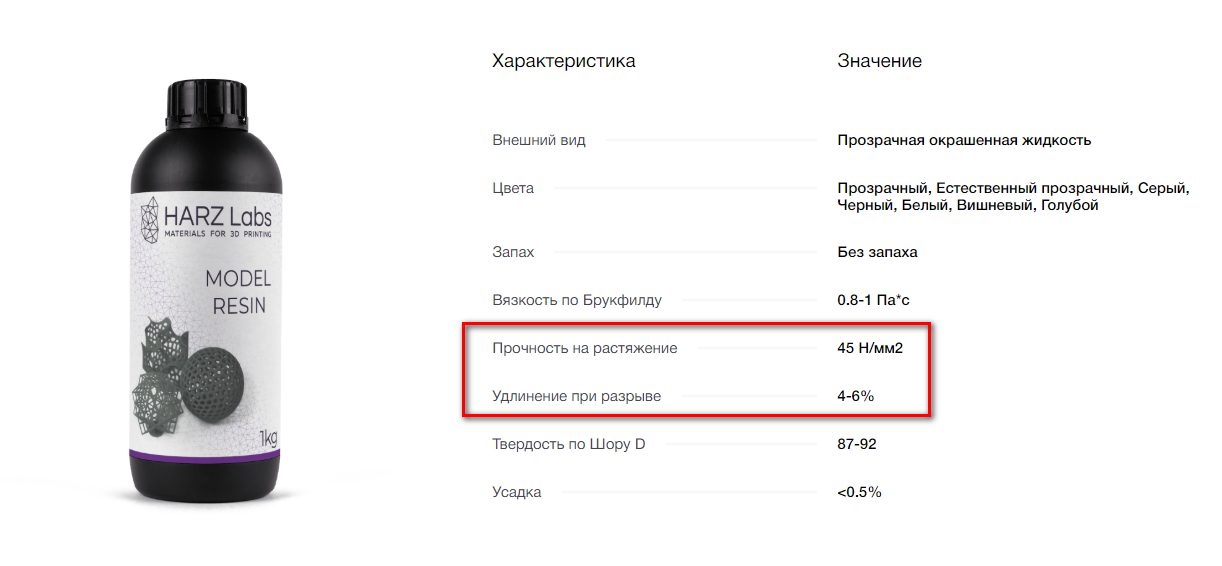 Ресурс отличается минимальной зольностью и рациональным расходом.
Ресурс отличается минимальной зольностью и рациональным расходом.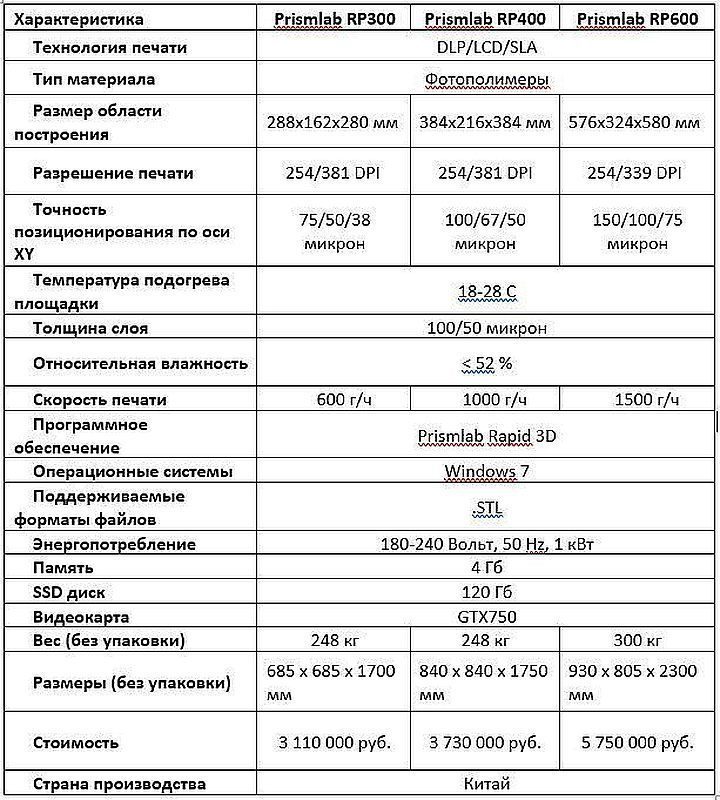 Композицию используют для выращивания функциональных прототипов, светопрозрачных конструкций, корпусов, экранов. Материал подходит для создания моделей для заливки по выплавляемым моделям.
Композицию используют для выращивания функциональных прототипов, светопрозрачных конструкций, корпусов, экранов. Материал подходит для создания моделей для заливки по выплавляемым моделям.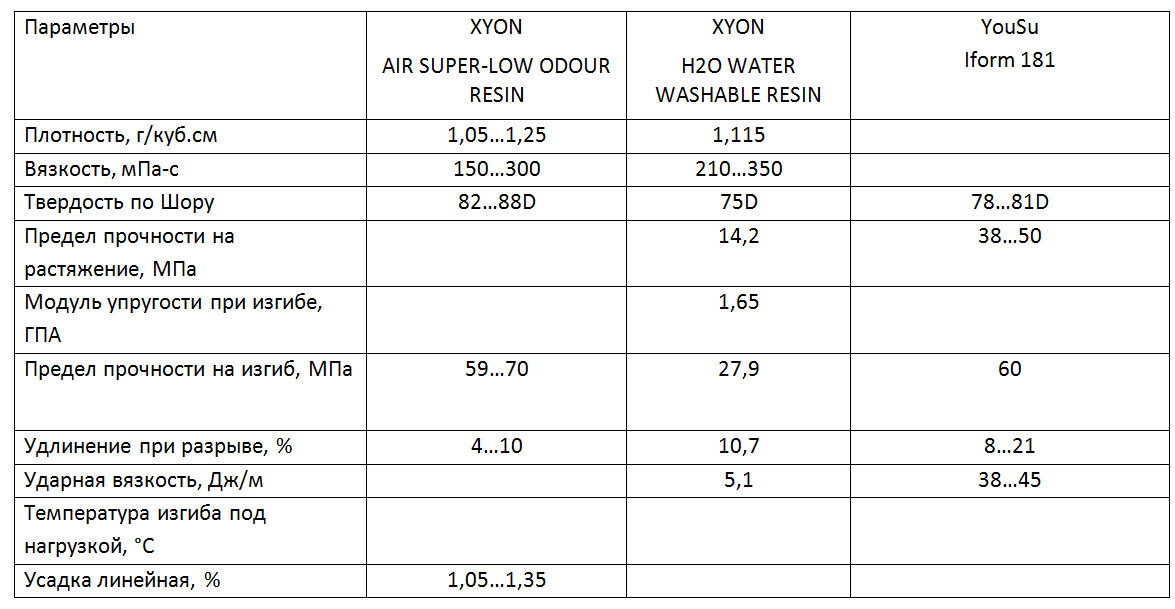 Готовые изделия можно просверливать, вставлять металлические втулки или нарезать резьбу.
Готовые изделия можно просверливать, вставлять металлические втулки или нарезать резьбу.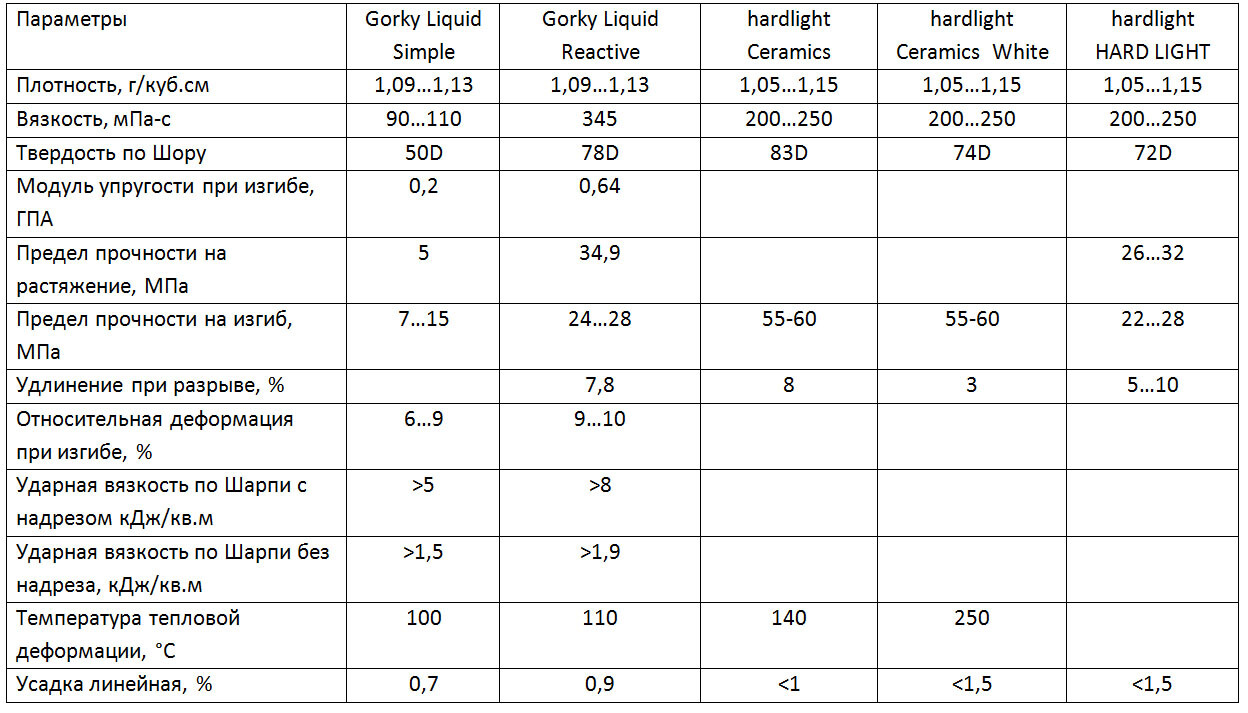 Смола доступна в прозрачном, сером или белом цвете. Материал обеспечивает построение моделей с высокой детализацией. Состав быстро отверждается, имеет небольшую усадку, подходит для создания острых краев.
Смола доступна в прозрачном, сером или белом цвете. Материал обеспечивает построение моделей с высокой детализацией. Состав быстро отверждается, имеет небольшую усадку, подходит для создания острых краев.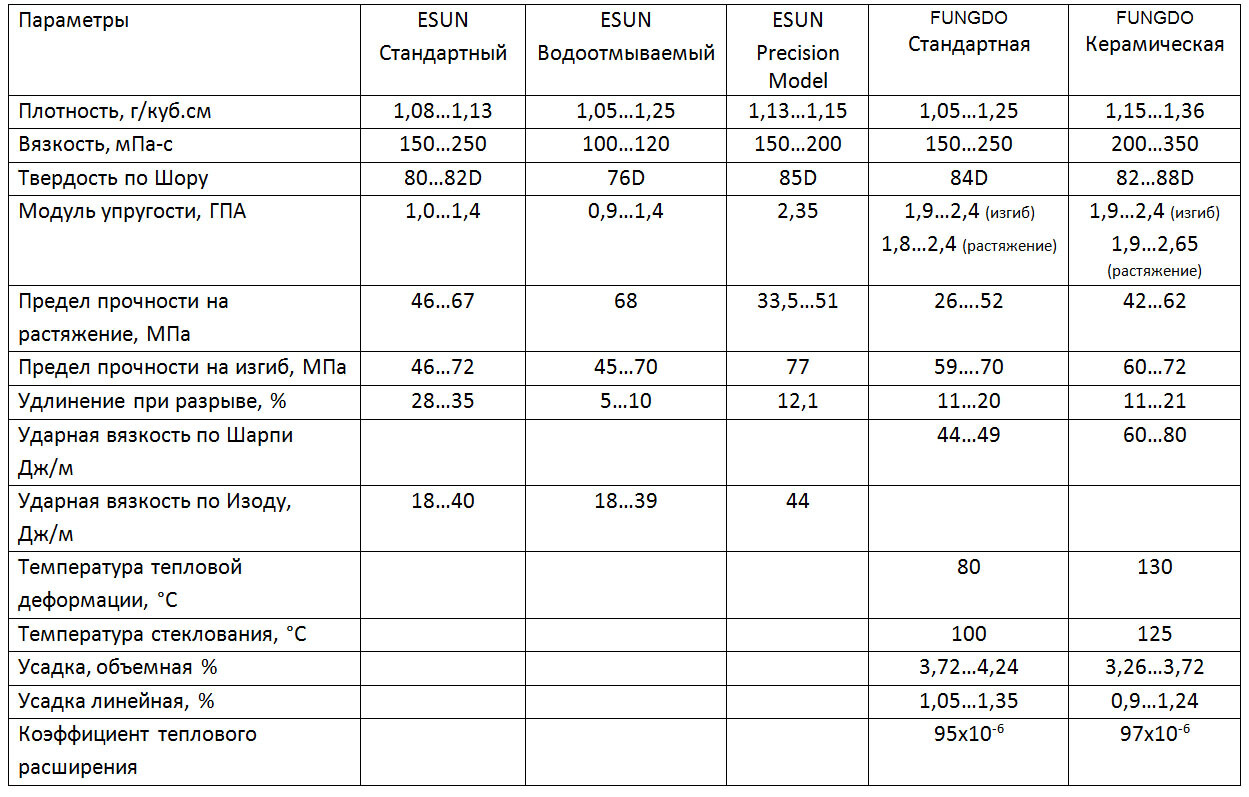 Фотополимерная смола — это своего рода материал для 3D-печати, с гладкой поверхностью, высокой точностью, поверхность можно окрашивать, твердость неплохая. Фотополимерная смола очень подходит для печати моделей-прототипов, таких как дизайнерские модели, а также моделей с особыми требованиями с точки зрения функций, например, с высокой термостойкостью или более высокой ударной вязкостью.
Фотополимерная смола — это своего рода материал для 3D-печати, с гладкой поверхностью, высокой точностью, поверхность можно окрашивать, твердость неплохая. Фотополимерная смола очень подходит для печати моделей-прототипов, таких как дизайнерские модели, а также моделей с особыми требованиями с точки зрения функций, например, с высокой термостойкостью или более высокой ударной вязкостью. Однако материал фотополимерной смолы не используется в течение длительного времени, и его легко вызвать отверждение.
Однако материал фотополимерной смолы не используется в течение длительного времени, и его легко вызвать отверждение. Этот материал в основном используется для печати тонких моделей и моделей сложной конструкции, требующих высокой точности модели и качества поверхности, таких как прототипы, руки, ювелирные изделия или прецизионные аксессуары и т. д. Но он не подходит для печати больших моделей. Если вам нужно распечатать большие модели, вам нужно их разобрать и распечатать.
Этот материал в основном используется для печати тонких моделей и моделей сложной конструкции, требующих высокой точности модели и качества поверхности, таких как прототипы, руки, ювелирные изделия или прецизионные аксессуары и т. д. Но он не подходит для печати больших моделей. Если вам нужно распечатать большие модели, вам нужно их разобрать и распечатать.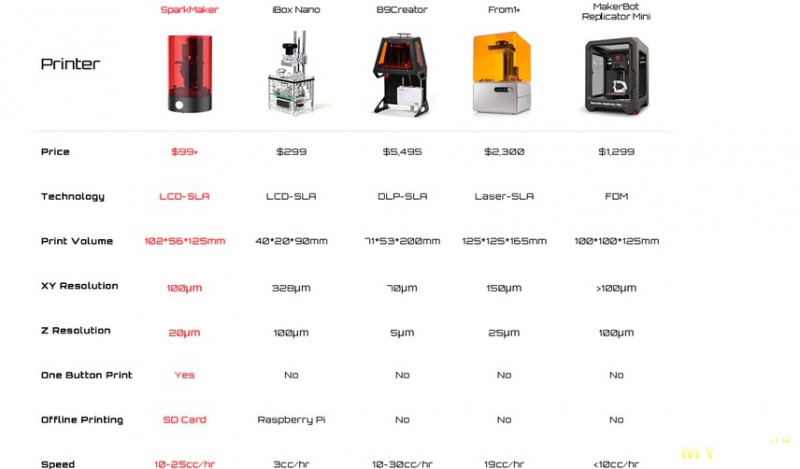 По сравнению с прямым производством без расстойки можно сэкономить большую часть денег.
По сравнению с прямым производством без расстойки можно сэкономить большую часть денег.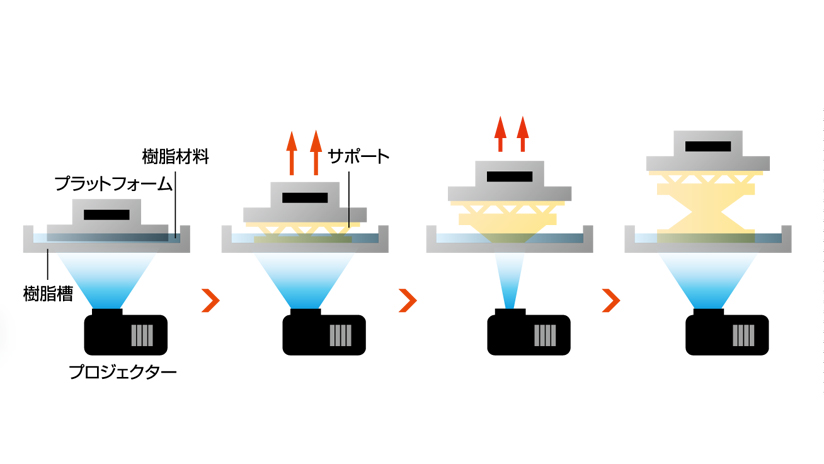 Фотополимерная смола, подобная АБС 【 Листы паспортов безопасности 】
Фотополимерная смола, подобная АБС 【 Листы паспортов безопасности 】 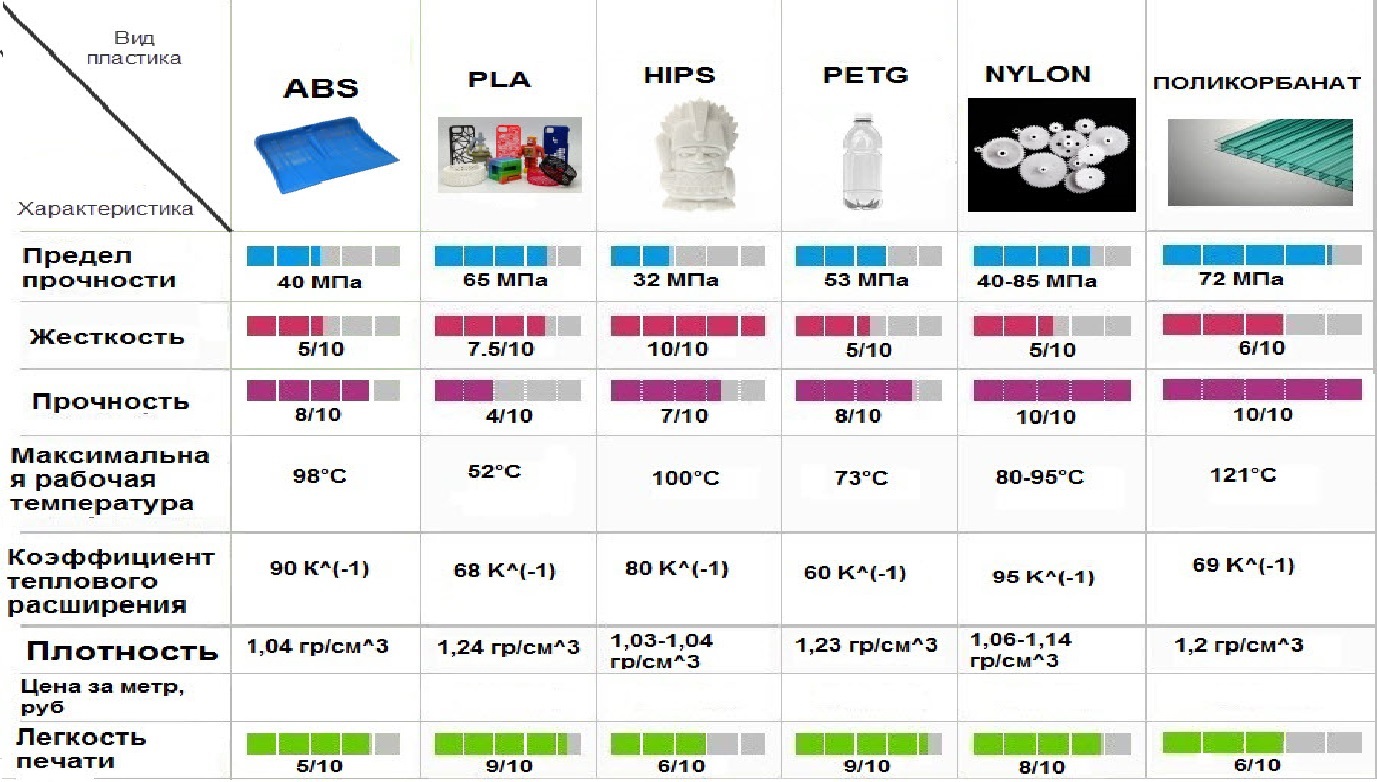 Смываемая водой фотополимерная смола 【 ROHS, REACH & MSDS Sheets 】
Смываемая водой фотополимерная смола 【 ROHS, REACH & MSDS Sheets 】 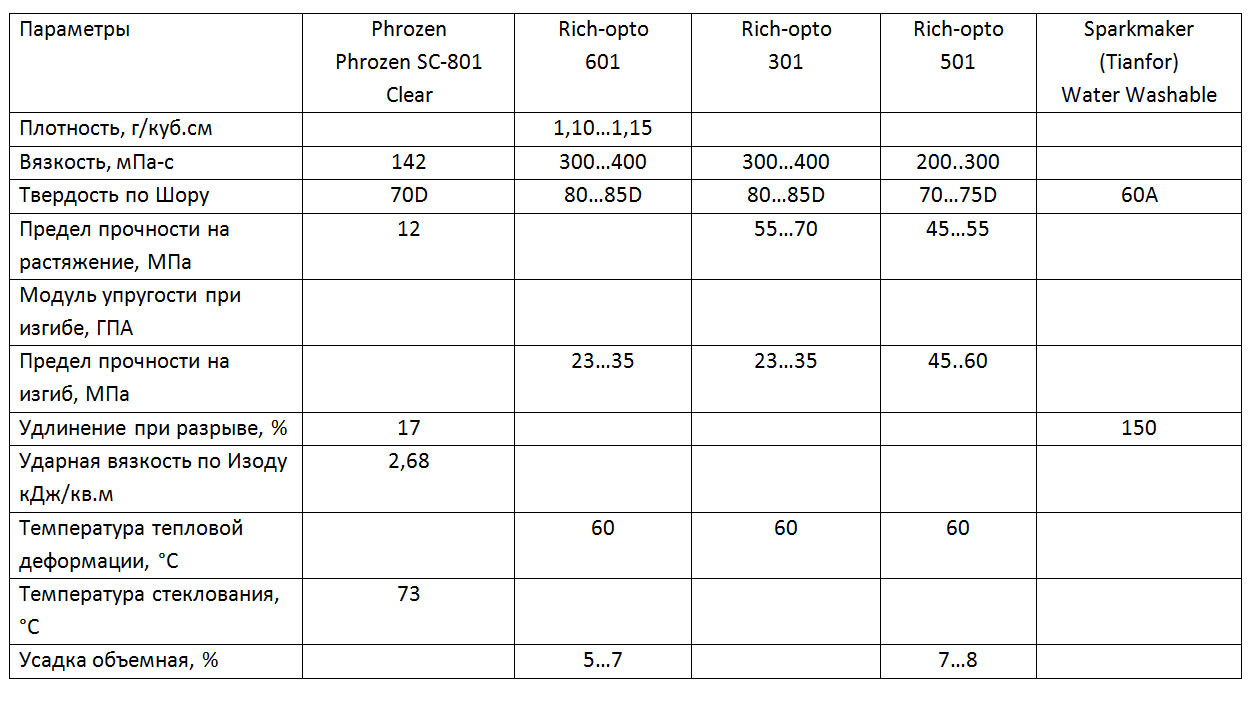 Чтобы обеспечить более безопасное и удобное взаимодействие с пользователем, следуйте приведенным ниже инструкциям:)
Чтобы обеспечить более безопасное и удобное взаимодействие с пользователем, следуйте приведенным ниже инструкциям:) 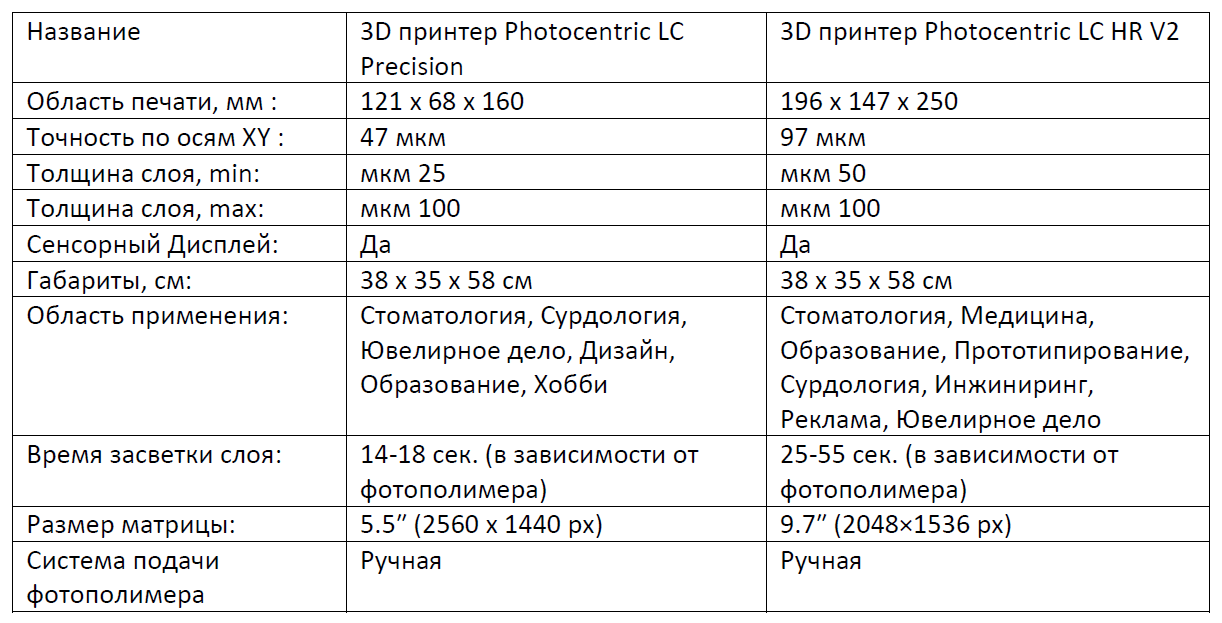

 Рекомендуется использовать устаревшие виды пил, чтобы при поломке не жалеть о растраченных вложениях.
Рекомендуется использовать устаревшие виды пил, чтобы при поломке не жалеть о растраченных вложениях.

 При этом не происходит поломка инструмента.
При этом не происходит поломка инструмента.
 Довольно часто для самостоятельной сборки этого приспособления используется двигатель от хозяйственной бензопилы. При условии правильной последовательности во время сборки изготовитель получит надежный агрегат, который с легкостью справиться с бурением лунок в твердом сухом грунте или толстом слое льда.
Довольно часто для самостоятельной сборки этого приспособления используется двигатель от хозяйственной бензопилы. При условии правильной последовательности во время сборки изготовитель получит надежный агрегат, который с легкостью справиться с бурением лунок в твердом сухом грунте или толстом слое льда. с.;
с.; Нередко для этого используется механизм от старого ненужного электрического оборудования. Выбранный редуктор на бензопилу для бура должен соответствовать определенным характеристикам.
Нередко для этого используется механизм от старого ненужного электрического оборудования. Выбранный редуктор на бензопилу для бура должен соответствовать определенным характеристикам. Для ее изготовления лучше всего подойдет цельный лист фанеры или 2 склеенных между собой металлических листа. На готовом изделии потребуется выполнить разметку, которая подскажет в каких местах нужно проделывать отверстия для креплений. Помимо этих отверстий в заготовке необходимо просверлить 2 дополнительные дырки. Первое из них нужно проделать напротив штатной звездочки самодельного бура, а второе – непосредственно вблизи первого. Второй отверстие будет служить местом для вкручивания фиксирующих гаек;
Для ее изготовления лучше всего подойдет цельный лист фанеры или 2 склеенных между собой металлических листа. На готовом изделии потребуется выполнить разметку, которая подскажет в каких местах нужно проделывать отверстия для креплений. Помимо этих отверстий в заготовке необходимо просверлить 2 дополнительные дырки. Первое из них нужно проделать напротив штатной звездочки самодельного бура, а второе – непосредственно вблизи первого. Второй отверстие будет служить местом для вкручивания фиксирующих гаек; Элемент должен быть надежно прикреплен к нижней части заготовки из фанеры. К верхней ее части необходимо прикрепить используемую бензопилу. Далее потребуется завести ДВС садового инструмента и проверить устойчивость устройства под действием вибрации;
Элемент должен быть надежно прикреплен к нижней части заготовки из фанеры. К верхней ее части необходимо прикрепить используемую бензопилу. Далее потребуется завести ДВС садового инструмента и проверить устойчивость устройства под действием вибрации; Оставшиеся края необходимо обработать при помощи электрического лобзика;
Оставшиеся края необходимо обработать при помощи электрического лобзика; Она обладает всеми нужными креплениями для ее беспрепятственной установки на бензопилу. Кроме того, насадка изготавливается из предварительно закаленных металлов, что позволяет ей проделывать лунки в толстом слое льда или в сухом твердом грунте.
Она обладает всеми нужными креплениями для ее беспрепятственной установки на бензопилу. Кроме того, насадка изготавливается из предварительно закаленных металлов, что позволяет ей проделывать лунки в толстом слое льда или в сухом твердом грунте. В противном случае на мотобуре образуются очаги коррозии.
В противном случае на мотобуре образуются очаги коррозии.




 к… больше
к… больше Гарантирует, что первоначальный срез ровный.
Гарантирует, что первоначальный срез ровный.




 Предназначено оно прежде всего для радиального распила досок. Лучше всего этот станок подходит тем, кто планирует производить мелкие пиломатериалы специального распила, поскольку с его помощью можно реализовать любую схему раскроя бревна.
Предназначено оно прежде всего для радиального распила досок. Лучше всего этот станок подходит тем, кто планирует производить мелкие пиломатериалы специального распила, поскольку с его помощью можно реализовать любую схему раскроя бревна. Важную роль играют характеристики используемого сырья: углопил пилит лес диаметром до метра любой кривизны и с крупными сучьями, с которыми обычные пилорамы не справляются. Поэтому чем мельче бревно, тем менее нужен такой станок.
Важную роль играют характеристики используемого сырья: углопил пилит лес диаметром до метра любой кривизны и с крупными сучьями, с которыми обычные пилорамы не справляются. Поэтому чем мельче бревно, тем менее нужен такой станок.
 Бревно закреплено на неподвижной станине станка, вдоль него по направляющим перемещается портал с пильным узлом.
Бревно закреплено на неподвижной станине станка, вдоль него по направляющим перемещается портал с пильным узлом.
 Однако это не совсем верно: количество работников, может, и снижается, но вместе с тем возрастают требования к их квалификации.
Однако это не совсем верно: количество работников, может, и снижается, но вместе с тем возрастают требования к их квалификации. Однако опытные руководители лесопильных производств указывают на то, что квалифицированный оператор, вскрыв бревно, в любой момент может изменить комбинацию распила в зависимости от наличия сучков и внутренних дефектов, которые снаружи не видны. Компьютер на это не способен.
Однако опытные руководители лесопильных производств указывают на то, что квалифицированный оператор, вскрыв бревно, в любой момент может изменить комбинацию распила в зависимости от наличия сучков и внутренних дефектов, которые снаружи не видны. Компьютер на это не способен. При съёме спиленной доски автосбросом все манипуляции способен проделать один оператор. Конечно, готовые пиломатериалы не станут сами падать ему в руки, но их сброс будет производиться в довольно компактной зоне.
При съёме спиленной доски автосбросом все манипуляции способен проделать один оператор. Конечно, готовые пиломатериалы не станут сами падать ему в руки, но их сброс будет производиться в довольно компактной зоне. Углопил сыпет под себя и вокруг, и эта масса отходов на виду. Снизить количество отходов можно за счёт смены пильных дисков, но этот инструмент отнюдь не дешёвый, а искать оптимальный методом подбора не всегда выгодно.
Углопил сыпет под себя и вокруг, и эта масса отходов на виду. Снизить количество отходов можно за счёт смены пильных дисков, но этот инструмент отнюдь не дешёвый, а искать оптимальный методом подбора не всегда выгодно.
 01
01 Полностью механизирован. Загрузчик бревна с «пола» или с эстакады. Гидравлика. Электроника. Транспортер для уборки опилок из под станка. Двигатели по 18.5кВт. Пилы АКЕ…
Полностью механизирован. Загрузчик бревна с «пола» или с эстакады. Гидравлика. Электроника. Транспортер для уборки опилок из под станка. Двигатели по 18.5кВт. Пилы АКЕ… Станок предназначен для изготовления обрезных досок радиального распила и брусьев из древесины хвойных и лиственных пород путем продольной…
Станок предназначен для изготовления обрезных досок радиального распила и брусьев из древесины хвойных и лиственных пород путем продольной… r.o. (Словакия)
r.o. (Словакия) 09.2019
09.2019 ..
.. 2023
2023 ..
.. ..
.. Углопильный станок первого ряда…
Углопильный станок первого ряда… ..
.. д.
д. На выходе получается уголь хорошей плотности, идеальной формы и хорошего внешнего вида. Между тем, его легко разжечь, он бездымный и дольше горит. Таким образом, наша машина для производства древесного угля для кальяна является идеальным выбором для обработки древесного угля для кальяна, угля для благовоний и т. д.
На выходе получается уголь хорошей плотности, идеальной формы и хорошего внешнего вида. Между тем, его легко разжечь, он бездымный и дольше горит. Таким образом, наша машина для производства древесного угля для кальяна является идеальным выбором для обработки древесного угля для кальяна, угля для благовоний и т. д. : 30-40 мм
: 30-40 мм
 Предпочтительным материалом для изготовления древесного угля для барбекю является лиственная древесина с более высоким содержанием лигнина, чем хвойная древесина, распространенными лиственными породами являются красное дерево, тик, грецкий орех, дуб, вяз, осина, тополь, береза, клен и т. д.
Предпочтительным материалом для изготовления древесного угля для барбекю является лиственная древесина с более высоким содержанием лигнина, чем хвойная древесина, распространенными лиственными породами являются красное дерево, тик, грецкий орех, дуб, вяз, осина, тополь, береза, клен и т. д.
