Компактная, с кулачковым патроном и надежной конструкцией на подшипниках дрель серии ПРОФЕССИОНАЛ. Идеально подходит для точного сверления отверстий (особенно малых диаметров) в различных материалах, а также может использоваться для заворачивания крепежных изделий
Применение
Для сверления отверстий в различных материалах (дерево, сталь и т. д.) при установке соответствующих сверл, монтаж резьбовых соединений (при установке соответствующих бит), перемешивание ЛКМ (при установке соответствующей насадки)
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Техническая информация
Артикул
Тип инструмента
безударный
Мощность, Вт
420
Макс. число оборотов холостого хода, об/мин
0-3300
Макс. диаметр сверления (дерево)
20
Макс. диаметр сверления (металл)
10
Тип патрона
ключевой
Диаметр патрона, мм
0. 8-10
Посадка патрона, дюйм
3/8
Режимы работы
сверление
Количество скоростей работы
1
Реверс
есть
Поддержание постоянных оборотов под нагрузкой
нет
Металлический корпус редуктора
нет
Электронная регулировка частоты вращения
есть
Быстрая замена щеток
нет
Автоматически отключающиеся при износе щетки
нет
Фиксация кнопки включения
есть
Ограничитель глубины сверления
нет
Дополнительная рукоятка
нет
Длина кабеля, м
2
Кейс в комплекте
нет
Напряжение питания, В/Гц
220±10% /50
Габариты, см
25. 8×25.5×7
Масса изделия, кг
1.3
Масса в упаковке, кг
1.6
Комплектация
Дрель
1
Ключ патрона
1
Руководство по эксплуатации
1
Документация
Инструкция (скачать pdf, 2. 01 МБ)
Рекламная брошюра (скачать pdf, 3.34 МБ)
Инструкция для печати (скачать pdf, 2.08 МБ)
ЗД-П420 ЭР_Приложение к инструкции (скачать pdf, 181.33 КБ)
ЗД-П420 ЭР_Приложение к инструкции (скачать pdf, 181.33 КБ)
7-дюймовая пила для резки влажным воздухом 45-90 градусов по камню (9000 об/мин)
7-дюймовая мокро-воздушная пила GPW-228 предназначена для мокрой резки гранита, мрамора, кварцевого камня, искусственного камня с помощью воздуха и более безопасна при использовании во влажном состоянии. Влажно-воздушная камнерезная пила может принимать лезвия 178 мм и может резать максимум 45-90 градусов. глубиной 30 мм для камней.
Больше
9-дюймовая пила для резки влажным воздухом 45-90 градусов по камню (9000 об/мин)
9-дюймовая мокро-воздушная пила GPW-229 предназначена для мокрой резки гранита, мрамора, кварцевого камня, искусственного камня с помощью воздуха и более безопасна при использовании во влажном состоянии. Влажно-воздушная камнерезная пила может принимать лезвия 230 мм и может резать максимум 45-90 градусов. глубиной 40 мм для камней.
Больше
Линейная направляющая с фиксирующим основанием с вакуумным присосом (1,2 м)
ТАЙВАНЬGISONЛинейная направляющая GP-VR120 со встроенными вакуумными присосками может быть быстро зафиксирована на шероховатой/влажной плоской поверхности и может быть быстро перемещена для регулировки положения. Подвижная платформа может использоваться с различными инструментами. Вы можете подключить больше треков, чтобы увеличить длину трека.
Больше
Стойка для легкой дрели (с фиксирующим основанием с вакуумной присоской)
ТАЙВАНЬGISONВспомогательная стойка вертикального бурения GPD-233 Light Air / Electric Drill с низким потреблением воздуха может работать с небольшим воздушным компрессором мощностью 1,5 л.с. (1,1 кВт) без дополнительного вакуумного насоса (вакуумного генератора). При использовании с электродрелью его можно быстро прикрепить к заготовке для сверления через встроенное фиксирующее основание с вакуумной присоской. Легко выполнять при выходе.
Больше
Стойка для легкой дрели для боковой поверхности (с вакуумной присоской)
ТАЙВАНЬGISONGPD-233S Light Air / Electric Drill Вспомогательная стойка вертикального бурения для боковой поверхности, с низким потреблением воздуха, она может работать с небольшим воздушным компрессором мощностью 1,5 л. с. (1,1 кВт) без дополнительного вакуумного насоса (вакуумного генератора). При использовании с электродрелью его можно быстро прикрепить к заготовке для сверления через встроенное фиксирующее основание с вакуумной присоской. Легко выполнять при выходе. Просверлите стороны после изменения угла через угловую насадку.
Больше
Стойка для сверла для тяжелых условий эксплуатации (с крепежным основанием с вакуумным присосом)
ТАЙВАНЬGISONВспомогательная стойка для вертикального бурения GPD-234 Heavy Duty Electric / Air Drill с низким потреблением воздуха может работать с небольшим воздушным компрессором без дополнительного вакуумного насоса (вакуумного генератора). При использовании с электродрелью его можно быстро прикрепить к заготовке для сверления через встроенное фиксирующее основание с вакуумной присоской. Легко выполнять при выходе.
Больше
Портативный фрезерный станок для резки и формовки отверстий в камне с влажным воздухом (отверстие для резки)
ТАЙВАНЬGISONGPW-M2 можно быстро закрепить на рабочей платформе с помощью присосок без дополнительных зажимов. Для сверления/вырезания отверстий в камне/мраморе/граните/кварце (с помощью шаблона), напр. кухонные раковины или туалетные столики, общая резка, шлифовка / шлифовка / полировка поверхностей … и т. д.
Больше
Портативный сверлильный станок с влажным воздухом (включая крепежную подставку для вакуумного отсоса)
ТАЙВАНЬGISONПортативный сверлильный станок для влажного воздуха GPD-231 может быстро всасывать любую плоскую шероховатую поверхность без каких-либо дополнительных инструментов и сверлить ее. GPD-231 обеспечивает макс. Свободная скорость 1500 об/мин.
Больше
Портативный пневматический сверлильный станок (включая крепежную базу с вакуумным отсосом)
ТАЙВАНЬGISONПортативная пневматическая сверлильная машина GPD-231 может быстро всасывать любую плоскую шероховатую поверхность без каких-либо дополнительных инструментов и сверлить ее. GPD-231 обеспечивает макс. Свободная скорость 1500 об/мин.
Больше
Портативный пневматический сверлильный станок (включая крепежную подставку для вакуумного отсоса, SDS-plus, 1500 об/мин)
ТАЙВАНЬGISONПортативный пневматический сверлильный станок GPD-231A (тип SDS-plus) может быстро всасывать любую плоскую шероховатую поверхность без каких-либо дополнительных инструментов и сверлить ее. GPD-231A обеспечивает макс. Свободная скорость 1500 об/мин. Его можно наносить на влажные и шероховатые плоские поверхности, такие как цементные стены / бетонные стены / кирпичные стены, прочно и непосредственно без дополнительных фиксирующих устройств. Новая конструкция патрона типа SDS-plus, вы можете быстро заменить сверло без какого-либо другого инструмента.
Больше
Портативный сверлильный станок с влажным воздухом (включая крепежную подставку для вакуумного отсоса)
ТАЙВАНЬGISONПортативный сверлильный станок для влажного воздуха GPD-231B может быстро всасывать любую плоскую шероховатую поверхность без каких-либо дополнительных инструментов и сверлить ее. GPD-231B обеспечивает макс. Свободная скорость 1500 об/мин.
Больше
Вакуумный манипулятор Air Straight и воздушный продувочный пистолет (3 кг, 50 мм, 10 см, без следов)
ТАЙВАНЬGISONМодель GP-SB50 имеет прямую присоску диаметром 50 мм, а ее максимальная мощность всасывания составляет 3 кг. Он может быстро подобрать и разместить любой плоский объект с шероховатой поверхностью. Это инструмент 2 в 1, включающий в себя всасывающий подъемник и пневматический пистолет.
Больше
Handy Straight Air Vacuum Pick Up Ручные инструменты и пневматический пистолет (3 кг, 50 мм, 10 см, без следов)
ТАЙВАНЬGISONМодель GP-SB50 имеет прямую присоску диаметром 50 мм, а ее максимальная мощность всасывания составляет 3 кг. Он может быстро подобрать и разместить любой плоский объект с шероховатой поверхностью.
Больше
Пневматические инструменты для вакуумной обработки и воздушный продувочный пистолет (2,5 кг, 40 мм, 10 см, без следов)
ТАЙВАНЬGISONМодель GP-SB40 имеет прямую присоску диаметром 40 мм, а ее максимальная мощность всасывания составляет 2,5 кг. Он может быстро подобрать и разместить любой плоский объект с шероховатой поверхностью. Это инструмент 2 в 1, включающий в себя всасывающий подъемник и пневматический пистолет.
Больше
Handy Straight Air Vacuum Pick-Up Handing Tools & Air Blow Gun (2,5 кг, 40 мм, 10 см, без следов)
ТАЙВАНЬGISONМодель GP-SB40 имеет прямую присоску диаметром 40 мм, а ее максимальная мощность всасывания составляет 2,5 кг. Он может быстро подобрать и разместить любой плоский объект с шероховатой поверхностью.
Больше
Пневматические инструменты для вакуумной обработки и воздушный продувочный пистолет (1 кг, 30 мм, 10 см, без следов)
ТАЙВАНЬGISONМодель GP-SB30 имеет прямую присоску диаметром 30 мм, а ее максимальная мощность всасывания составляет 1 кг. Он может быстро подобрать и разместить любой плоский объект с шероховатой поверхностью. Это инструмент 2 в 1, включающий в себя всасывающий подъемник и пневматический пистолет.
Больше
Handy Straight Air Vacuum Pick-Up Handing Tools & Air Blow Gun (1 кг, 30 мм, 10 см, без следов)
ТАЙВАНЬGISONМодель GP-SB30 имеет прямую присоску диаметром 30 мм, а ее максимальная мощность всасывания составляет 1 кг. Он может быстро подобрать и разместить любой плоский объект с шероховатой поверхностью.
Больше
Пневматические инструменты для вакуумной обработки и пневматический пистолет (0,3 кг, 20 мм, 10 см)
ТАЙВАНЬGISONGP-SB20 имеет прямую присоску диаметром 20 мм, а его максимальная мощность всасывания составляет 0,3 кг. Он может быстро подобрать и разместить любой небольшой предмет с плоской шероховатой поверхностью. Это инструмент 2 в 1, включающий в себя всасывающий подъемник и пневматический пистолет.
Больше
Handy Straight Air Vacuum Pick-Up Handing Tools & Air Blow Gun (0,3 кг, 20 мм, 10 см)
ТАЙВАНЬGISONGP-SB20 имеет прямую присоску диаметром 20 мм, а его максимальная мощность всасывания составляет 0,3 кг. Он может быстро подобрать и разместить любой небольшой предмет с плоской шероховатой поверхностью.
Больше
Пневматические инструменты для вакуумной обработки и пневматический пистолет (0,1 кг, 10 мм, 10 см)
ТАЙВАНЬGISONGP-SB10 имеет прямую присоску диаметром 10 мм, а его максимальная мощность всасывания составляет 0,1 кг. Он может быстро подобрать и разместить любой небольшой предмет с плоской шероховатой поверхностью. Это инструмент 2 в 1, включающий в себя всасывающий подъемник и пневматический пистолет.
Больше
Handy Straight Air Vacuum Pick-Up Handing Tools & Air Blow Gun (0,1 кг, 10 мм, 10 см)
ТАЙВАНЬGISONGP-SB10 имеет прямую присоску диаметром 10 мм, а его максимальная мощность всасывания составляет 0,1 кг. Он может быстро подобрать и разместить любой небольшой предмет с плоской шероховатой поверхностью.
Больше
Пневматический вакуумный манипулятор и воздушный продувочный пистолет (3 кг, 50 мм, 10 см, без следов)
ТАЙВАНЬGISONGP-SA50 имеет угловую присоску 50 мм и максимальную всасывающую способность 3 кг. Он может быстро подобрать и разместить любой плоский объект с шероховатой поверхностью. Это инструмент 2 в 1, включающий в себя всасывающий подъемник и пневматический пистолет.
Больше
Handy Air Vacuum Pick Up Hand Tools & Air Blow Gun (3 кг, 50 мм, 10 см, без следов)
ТАЙВАНЬGISONGP-SA50 имеет угловую присоску 50 мм и максимальную всасывающую способность 3 кг. Он может быстро подобрать и разместить любой плоский объект с шероховатой поверхностью.
Больше
Инструменты для вакуумной обработки воздуха и пистолет для продувки (2,5 кг, 40 мм, 10 см, без следов)
ТАЙВАНЬGISONGP-SA40 имеет угловую присоску 40 мм и максимальную всасывающую способность 2,5 кг. Он может быстро подобрать и разместить любой плоский объект с шероховатой поверхностью. Это инструмент 2 в 1, включающий в себя всасывающий подъемник и пневматический пистолет.
Больше
Промышленная реверсивная пневматическая дрель
♦ Легкий вес: алюминиевый корпус. ♦ Компактная конструкция: сводит к минимуму работу оператора во время непрерывного тяжелого бурения. ♦ Воздушные клапаны можно медленно запускать во время работы на высокой скорости, чтобы защитить заготовку. ♦ Минимальная вибрация при работе.
Модель Нет.
Чак
Емкость
Бесплатно
Скорость
(об/мин)
шпиндель
Общий
Длина
Воздух
Вход
(ПТ)
Воздух
Шланг
(ИДЕНТИФИКАТОР.)
Воздух
Потребление
Вес нетто
дюйм
мм
см
л/мин
фунты
кг
СТ-М5203Р20
(0,6 л. с., реверсивный)
3/8”
2000
3/8”-24
8,46
215
1/4”
3/8”
14
400
2,29
1,04
СТ-M5204R7
(0,6 л.с., реверсивный)
1/2”
700
1/2”-20
10
252
1/4”
3/8”
17
480
3. 09
1,4
СТ-M5204R3
(0,6 л.с., реверсивный)
1/2”
350
1/2”-20
10
252
1/4”
3/8”
17
480
3.09
1,4
Идеальный дизайн для Нержавеющая сталь, Алюминий, Дерево …
Фильтры для станков AMADA ― Компания ООО «Эир-Парт»
Компания AMADA основана в Токио в 1946 году. AMADA является одним из крупнейших производителей оборудования и инструментов и относится к мировым лидерам в своей отрасли. Технологии компании AMADA представляют собой перспективные технологические решения,обеспечивающие высочайшую рентабельность и производительность при максимальном уровне экологической совместимости. Особое внимание предприятие уделяет разработке технологий в области машинной техники,токарной обработки,шлифования и резки металлов.Компания выполняет оптимизацию существующих технологий и разрабатывает новые решения,соответствующие требованиям потребителя.Всегда находится на один решающий шаг впереди, что позволяет им на длительный срок обеспечить конкурентоспособность.
AMADA Group является одним из крупнейших мировых производителей машин и инструментов для обработки листового металла. Компания предлагает обширный спектр станков для резки, штамповки, гибки и лазерной технологии с автоматизированными модульными концепциями, комплексные услуги, программное обеспечение и полный спектр инструментов.
Продукция компании Amada:
Автоматизированные гибочные станки
Шлифовальные станки
Лазерные станки
Измерительная техника
Прессы
Ударно-лазерное оборудование
Штамповальное оборудование
Сварочное оборудование
МОДЕЛИ WP (AM1, AM2, AM3)
НЕКОТОРЫЕ ОСОБЕННОСТИ ЛАЗЕРНОГО РАСКРОЯ ЛИСТОВЫХ МАТЕРИАЛОВ — МЕТАЛЛОВ И ПЛАСТИКОВ
Лазерная резка — технология безконтактного раскроя листовых материалов сфокусированным лазерным лучом с использованием вспомогательных газов, которые под давлением подаются в зону реза.
Лазерный способ раскроя материалов обеспечивает качественную поверхность кромки реза, зачастую исключая необходимость последующей её обработки.
Лазерная резка в сравнении с традиционными способами обработки материалов (механическая обработка, плазменная резка) имеет массу преимуществ — это высокая степень автоматизации процесса, большая точность и скорость, высокая оперативность процесса и возможность раскраивать материалы по контуру любой сложности.
Вместе с тем в связи с высокой стоимостью оборудования лазерной резки её использование становится эффективным при условии разумного выбора области применения, когда традиционные способы раскроя материалов вызывают значительные затруднения или не могут быть использованы вообще.
К органическим листовым материалам особых требований для резки СО2 лазером нет. Необходимо только, чтобы листы были ровными, не «горбатыми». Длина волны 10,6 мкм одинаково хорошо подходит как для синтетических, искусственных материалов — кроме, пожалуй, текстолитов и бакелитов (феноло-формальдегидные и эпоксидные смолы тугоплавки, не имеют фиксированной температуры плавления и не способны к возгонке, а некоторые при резком нагреве вскипают с обильным газовыделением), так и натуральных — кожа, картон, древесина.
Для металлов же существует целый ряд условий и ограничений. Поскольку резка осуществляется за счёт разрушения материала в процессе поглощения тепловой энергии лазерного луча, то лучше режутся металлы с низкой теплопроводностью — нержавеющая сталь, титан. Хорошо режутся также конструкционные углеродистые стали.
Хорошо проводящие тепло цветные и лёгкие металлы режутся с большим трудом — особенно алюминий; латунь режется чуть лучше, медь же, например, не режется длиной волны 10.6 мкм вообще. Для повышения эффективности лазерной резки применяют вспомогательный газ кислород — окислы металлов имеют больший коэффициент теплового поглощения на длине волны 10.6 мкм, чем сами металлы, плюс работает дополнительно выделяющаяся теплота экзотермической реакции окисления в зоне резки.
Недостатком резки в среде кислорода является образование на срезе трудноудалимого слоя окислов, требуется дополнительная обработка разрезанного металла, зачистка от продуктов окисления/сгорания.
Для получения более качественного реза используют в качестве вспомогательного газа осушенный воздух — в нём, как известно, очень высоко содержание азота, который, вступая в реакцию с металлом в процессе резки, образует нитриды, являющиеся одновременно упрочняющими и защитными соединениями на поверхности металлов. Однако, при мощности излучателя 800 Вт резка в среде осушенного воздуха эффективно только для тонких листов нержавеющих и конструкционных сталей — не более 1 мм.
Для резки металлов больших толщин используется кислород. При этом скорость и качество реза в значительной степени зависят от содержания в сплаве углерода и кремния. Критическим является содержание С свыше 0.6%, а предпочтительное содержание Si — не более 0.04 %. Из широко распространённых конструкционных сталей этим требованиям в наибольшей степени отвечают малоуглеродистые и среднеуглеродистые слабо раскисленные кипящие стали: Ст1кп — Ст4кп, Cт1Cкп — Cт5Cкп и пр.
Масляные фильтры Amada
35001001
35002001
35003034
35008008
35030106
35030182
74163266
74198178
74369194
74369195
74389800
74389801
74389802
74399203
74598831
74793762
H00284
H02343
H02528
h20326
h25147
h28078
h28206
↑
фильтр масляного тумана на станок.
АО СовПлим.
»
Компактный фильтр масляных туманов
Mist Wizard (MW) предназначен для установки непосредственно на станок без необходимости выделения отдельного места под фильтр или монтажа воздуховодов.
Фильтр MW эффективно собирает масляный туман во время работы и, при необходимости, обеспечивает возврат собранного масла обратно в станок. Фильтр MW оснащается рядом опций для простого и быстрого монтажа.
Области применения. Фильтры серии MW предназначены для практически любых типов станков с ЧПУ, которые используют СОЖи на масляной основе и производят значительно количество дыма при работе
Ограничение. Не рекомендуется использовать для интенсивных процессов с большим выделением дыма.
ⓘ
Информация на сайте не является публичной офертой.
Особенности и преимущества
Технические характеристики
Расходники и аксессуары
Документы
Фото / видео
Особенности и преимущества
• Эффективная фильтрация масляного тумана и дыма • Возврат собранного масла обратно в станок • Индикатор загрязненности фильтра • Простая замена фильтрующего картриджа • Компактный дизайн • Простой и быстрый монтаж • Низкое электропотребление • Низкие эксплуатационные затраты • Крепление вентилятора непосредственно на фильтр
Технические характеристики
Артикул
Производи- тельность, м3/ч
Площадь фильтрующей поверхности, м2
Замена картриджа при падении давления, Па
Класс очистки
Диаметр входа, мм
Диаметр выхода, мм
Вес, кг
5310
500
10
1000
F9 (DIN EN 779), MERV15 ASHRAE 52. 2
160
160
14
Примечание 1. Указан вес без учета вентилятора. 2. Эффективность очистки фильтра > 95%. 3. Габариты фильтра D=390мм, H=645мм.
Расходники и аксессуары
Артикул
Модель
Описание
6793
MB-MW/W
Кронштейн стенного крепления
6792
MB-MW/S1
Поддерживающие кронштейны
6795
MW-INLET
Входной патрубок для подключения фильтра MW к камере станка или к вытяжному устройству (если фильтр установлен сбоку от станка). Диаметры: 2×160 мм.
6791
MB-MW/S2
Монтажный адаптер для установки фильтра MW на монтажную колонну PA.
6796
CART-2/WRAP
Сменный фильтрующий картридж с мешком пре-фильтром. Фильтрующая поверхность – 10 м2. Замена производится при достижении потери давления в 1000 Па.
6797
MW-BAG
Мешок пре-фильтр для сменного фильтрующего картриджа CART.
6059
PA-110
Монтажная колонна для установки вытяжного устройства или MW фильтра, L=1100 мм.
6060
PA-220
Монтажная колонна для установки вытяжного устройства или MW фильтра, L=2200 мм.
Нажимая на кнопку, я даю свое согласие на обработку персональных данных и соглашаюсь с условиями политики конфиденциальности.
Система масляных фильтров VITO – самый инновационный в мире фильтр для фритюрного масла #vitofilter
Австралия Австрия Бангладеш
Бельгия Боливия Бразилия
Болгария Канада Чили
Китай Колумбия Хорватия
Эстония Финляндия Франция
Германия Великобритания Греция
Гватемала Гонконг Венгрия
Исландия Индия Международный
Ирландия Израиль Италия
Ямайка Иордания Латвия
Ливан Литва Мальта
Мексика Марокко Мьянма
Нидерланды Новая Зеландия Норвегия
Оман Пакистан Перу
Филиппины Португалия Румыния
Российская Федерация Саудовская Аравия Сенегал
Словакия Словения Южная Африка
Испания Швеция Швейцария
Сирия Тайвань Таиланд
Экономьте до 50 % масла для жарки
Фильтрация масла стала проще
Системы масляных фильтров VITO позволяют сэкономить до 50 % затрат просто за счет очистки масла для жарки, жирного жира или любой другой среды для жарки. Через 4:30 минут масло становится чистым благодаря полностью автоматической фильтрации масла для жарки. VITO не требует присмотра и обеспечивает максимальную безопасность работы благодаря отсутствию контакта с горячей средой для жарки.
Продуктовая линейка VITO
VITO Portable Лучшая в мире система фильтрации масла в баке
VITO Mobile самая инновационная система вакуумной фильтрации
Тестирование устройства Меняйте масло никогда не рано, никогда не поздно
Аксессуары VITO Самый простой способ очистки фритюрницы
Рассчитайте свою годовую экономию
Сначала выберите значения
фунтов галлоны
Потребление масла в неделю
Цена масла за @@unit-singular
Какие продукты вы в основном жарите
Продукты из картофеляРыба и мясо
нажмите здесь, чтобы рассчитать ваши сбережения
Ваша годовая экономия с VITO
Рассчитать, чтобы выявить
?? Экономия масла ?? меньше CO 2 выбросы $ ??, ??
начни экономить прямо сейчас! свяжитесь с нами здесь
VITO Testimonials
Менеджер, г-н Грегори Дэвис:
Dairy Queen, США “
«. ..VITO помогает нам поддерживать лучшее качество и одновременно экономить масло.. .»
Владелец, г-н Пол Иванчич:
Dairy Queen, Соединенные Штаты »
«…С VITO мы удваиваем срок службы нашего масла для жарки! Кроме того, мы действительно чувствуем, что получаем стабильно высокое качество продукта. Мои сотрудники также очень довольны простотой обращения …»
Владелец, г-н Кит Хитцеманн:
Dairy Queen, США “
«…Мы довольны нашим VITO…»
Адриан Кнобель
9005 0 Bäckerei Knobel GmbH, Швейцария »
«…мы работаем с VITO с 2008 года и очень довольны этим…» . .Действительно несложный в обращении, экологически чистый, действительно хорошая экономия, абсолютно рекомендуется…»
Г-жа Биляна Касич, старший су-шеф:
Thompson Hotel Toronto, Canada “
«. ..Мы очень довольны VITO, срок службы масла увеличивается, когда мы регулярно его фильтруем…»
Менеджер по производству, Mr. Hanke & Chef, Mr. Gugle:
Aramark GmbH i.Hs Groz-Beckert KG, Германия “
«…VITO® значительно упрощает работу и обеспечивает более высокий уровень безопасности . Срок службы нашего масла удвоился, и в сочетании с маслотестером оно идеально подходит для документации HACCP…»
Г-жа Стридом, менеджер отдела свежих продуктов:
The Lyttelton Superspar, Южная Африка “
«…Когда мы приняли решение установить 3 масляные фритюрницы, имел смысл только VITO 50®. I не только экономит нам деньги на покупку масла, но и сохраняет масло чистым. Это очень удобный механизм. Он улучшил качество нашей еды…»
Г-н Дэйв Крафт, владелец:
Bobbejaanland BVBA, Бельгия »
«. ..Мы используем наш VITO уже много лет и довольны. Мы выигрываем от меньшего расхода масла и более высокого качества продукции…»
Шеф-повар, г-н Тед Эспириту:
Парк Ротана, США Арабские Эмираты »
«…Отличная машина…»
Шеф-повар г-н Питер де Кауве:
The Club (British) Абу-Даби, Объединенные Арабские Эмираты »
» …у меня VITO с 2005 года и я абсолютно доволен.Мне очень нравится эта машина…»
Генеральный директор, г-жа Кирсти Кларк:
TGI Friday’s Bluewater, Соединенное Королевство »
«…Машина VITO® великолепна. масло испорчено или нет, это реальная помощь. Командам не нужно гадать…»
Шеф-повар, г-н Адемир Хусакич:
Hilton Wien, Austria »
«. .. Мы используем наш VITO 50 каждый день — мы экономим много масла для жарки и значительно улучшаем его качество для наших клиентов…»
г-н К.А.С. Прасад, шеф-повар:
Iberotel Miramar Al Aqah Beach Resort, Объединенные Арабские Эмираты “
«… Машина для фильтрации масла VITO помогла шеф-повару сократить потребление масла на 25-30%. .и Oiltester гарантирует, что у вас есть чистое масло для ваших ценных клиентов…»
Г-жа Рита Пикаар, шеф-повар:
Steers Fishaways Wierdapark, Южная Африка »
«…Мы очень довольны . Мы продлеваем срок замены масла до 10 дней и сокращаем потребление масла с 24 бочек до 16 бочек в месяц. Мы настоятельно рекомендуем эту машину всем магазинам Fish Away…»
Г-н Баскаран, F&B Manager:
Le Meridien Бангалор, Индия “
«. ..VITO — отличное оборудование. Мы достигаем 45% экономии масла, очень просты в использовании..
Г-н Франк Мейснер, F&B Manager:
AIDA Cruises, Германия
«… Мы очень довольны VITO®…» Менеджер:
Meridian Foods Ltd., Бангладеш “
«…мы очень довольны нашим VITO®. Он действительно выполняет свои обещания, и мы очень рады предложить нашим клиентам и гостям жареные блюда самого высокого качества…»
Г-жа Димитрова, Владелец:
Samex Ltd., Болгария “
«…Система масляных фильтров VITO проста в эксплуатации и удобна для потребителя. Она быстро фильтрует. Бумажные фильтры отличаются высоким качеством и экономичностью благодаря длительному сроку службы…»
Шеф-повар, г-н Джозеф Д’Коста:
JW Marriott Hotel Kuwait, Кувейт “
«. ..Мы советуем всем поварам использовать VITO®. Это очень хороший продукт, который помогает получить продукт хорошего качества при меньших затратах…»
Присутствует в более чем 150 странах Используется более чем в 40 000 кухонь
Вы можете найти VITO на всех типах кухонь:
Рестораны быстрого обслуживания или рестораны быстрого питания используют VITO в своих обычно больших фритюрницах и открытых емкостях.
Пищевая промышленность
VITO подходит для уличного производства пищевых продуктов с автоматическими фритюрницами непрерывного действия, например, в пекарнях.
Fine Dining
Чтобы обеспечить высочайшее качество блюд, рестораны высокой кухни используют на своей кухне всевозможные продукты VITO.
Повседневная столовая
Для VITO не составляет большого труда охватить разнообразие ресторанов с непринужденной обстановкой.
Гостиницы
Кемпинги
Стейкхаусы
Больницы
…и работает в:
Фритюрницы с открытой емкостью
Фритюрницы с плоским дном
Фритюрницы без вентиляции
посмотреть все отзывы
Наши награды и членство
Auto Quotes
Catering Star 2015
Euro-Toques
Gastro Innovation Prize
Победитель Gulfood Awards
Победитель Hostelco Award
Победитель IAAPA Brass Ring
ihmrs Green Equpment 2010
Serbotel 2013
Лауреат премии SIAL Innovation Award
Smart Label 2015
Лауреат премии Taste 13
Tavern League of Wisconsin
World Chefs
Последние новости
13
Декабрь 90 397
В ноябре этого года система масляных фильтров VITO VL была удостоена награды IAAPA Brass Ring Award за одна из лучших новинок года. Церемония прошла в Орландо, штат Флорида, где ежегодно проходит торговая ярмарка IAAPA. VITO Fryfilter, Inc., дочерняя компания VITO AG в Германии, США, ежегодно участвует в выставке, чтобы продемонстрировать свои новейшие продукты. Награда отмечает инновационность современного фильтра для фритюрного масла, который вышел на рынок кухонного оборудования в конце 2021 года.
13
Декабрь
С декабря 2022 года VITO Fryfilter Inc. перенесет свою штаб-квартиру в США из Чикаго, штат Иллинойс, в Орландо, штат Флорида. Орландо офис планируется запустить на полную мощность ко второй неделе декабря. Вместе с переездом компания VITO Fryfilter также взяла на себя возможность добавить новую должность в свои ряды.
15
Декабрь
Новый VITO VL значительно прочнее, чем его предшественники, и в него добавлено множество важных конструктивные особенности, повышающие известное удобство для пользователя и оптимизирующие процесс фильтрации. VITO всегда был очень универсальным, позволяя получить отличную фильтрацию независимо от того, какие фритюрницы используется, или кухня настроена. Благодаря добавлению новой технологии к новому VITO VL эта универсальность даже увеличилась. повысился!
Читать все новости
Свяжитесь с нами
Если у вас есть вопросы, отзывы или идеи, которыми вы хотели бы поделиться, отправьте нам сообщение или позвоните нам:
Масляные фильтры Альфа Лаваль обеспечивают полнопотоковую фильтрацию смазочных масел для тронковых и крейцкопфных двигателей. Типы 160, 240, 280 и 350 охватывают все потоки смазочного масла. Они также могут быть оснащены комбинацией Eliminator, которая обеспечивает лучшую защиту и продлевает срок службы масла.
Автоматические системы фильтрации смазочного масла Альфа Лаваль разработаны специально для полнопоточной фильтрации смазочных масел, используемых в тронковых и крейцкопфных двигателях. Их чрезвычайно эффективная фильтрация предотвращает попадание загрязняющих веществ в чувствительные части двигателя, тем самым снижая износ двигателя и повышая его надежность. Их компактный, компактный дизайн упрощает их установку и модернизацию в качестве модернизации существующих установок.
Непрерывная обратная промывка, являющаяся основной особенностью автоматических систем фильтрации смазочного масла Альфа Лаваль, предотвращает прилипание твердых частиц к поверхностям фильтра, что означает отсутствие необходимости в ручной очистке фильтрующих элементов. Таким образом, фильтры работают более 12 000 часов между очисткой и проверкой.
Кроме того, на фильтрующих элементах наблюдается лишь небольшой постоянный перепад давления, что снижает риск их растрескивания. Во время обратной промывки вообще не происходит падения давления. Почти постоянное давление в системе смазочного масла двигателя облегчает обнаружение любых неисправностей, просто регистрируя изменения давления.
Существует три основных типа фильтров смазочного масла Альфа Лаваль, все с автоматической системой обратной промывки. Тип X предназначен для использования с крейцкопфными двигателями, тип T — для использования с тронковыми двигателями, а тип Eliminator — для использования с тронковыми двигателями мощностью до 5000 кВт.
Некоторые модели X и T доступны со специальной отводной камерой, которая собирает любые частицы, выбрасываемые обратным потоком из полнопоточной камеры, действуя как автоматическая, не требующая технического обслуживания система обработки шлама. Модели Eliminator фактически дополняют полнопоточный автоматический фильтр еще одной высокопроизводительной технологией – специальной дисковой центрифугой для удаления частиц из вымытого из фильтра масла, позволяющей вернуть масло в поддон двигателя.
Нефильтрованное масло, поступающее на фильтр, подается распределителем на 11 из 12 фильтрующих колонн. Твердые частицы собираются на поверхности фильтра, и отфильтрованное масло поступает в двигатель. Ранее собранные твердые частицы удаляются в двенадцатой колонне путем обратной промывки небольшим количеством отфильтрованного масла.
Проходит через канал в распределителе через выпускное отверстие для масла обратной промывки и обратно в масляный картер. Распределитель, который приводится в действие гидравлическим двигателем в верхней части корпуса фильтра, вращается через равные промежутки времени для подачи масла для фильтрации в 11 колонок и для обратной промывки в двенадцатой.
Таким образом, обратная промывка всех колонок производится один раз за полный оборот распределителя, что соответствует от одной до трех минут. Индикатор падения давления, подключенный между входом и выходом фильтра, дает показания и сигнализирует о состоянии тревоги, если по какой-либо причине падение давления достигает уровня тревоги.
Если вы столкнулись с ситуацией, в которой не смогли получить ответ или нужную вам помощь от наших сотрудников, остались недовольны сервисом или не нашли решения своего вопроса, то можете напрямую обратиться со своей проблемой к руководству компании.
Просим вас наиболее полно и информативно описать возникшую ситуацию, указать филиал, фамилию и имя сотрудника / сотрудников с которыми вы работали и прочую информацию.
Также мы будем рады любым предложениям и пожеланиям по улучшению нашей работы.
Crystal Dragon, Шарнирный питомец Flexi Wiggle, печать на месте, фантазия
3,60 €
Шарнирная игрушка Leopard Gecko, корпус с возможностью печати на месте, голова с защелкой, симпатичная гибкая
3,14 €
Cute Flexi Print-in-Place Kitten
2,66 €
Stitch Love (Easy print без поддержки)
1,50 €
Шарнирная игрушка гремучая змея, тело с возможностью печати, голова с защелкой, милая гибкая
3,56 €
Шарнирная игрушка Bunny Rabbit, печатаемая на месте, симпатичная-гибкая
3,38 €
Baby Crystalwing Dragon, Cinderwing3D, Articulatory Flexi Wiggle Pet, Print in Place, Fantasy
3,60 €
Кусачий дракон
€3
Flexi Print-in-Place Phoenix
3,56 €
«Пох*й!» Пасхальное яйцо-сюрприз
1,79 €
Flexi Print-in-Place Skeleton Shark
2,66 €
💖 Хотели бы вы поддержать культы?
Вам нравятся культы и вы хотите помочь нам продолжить приключение самостоятельно ? Обратите внимание, что мы небольшая команда из 3 человек , поэтому поддержать нас до 9 очень просто. 0144 поддерживать деятельность и создавать будущие разработки . Вот 4 решения, доступные для всех:
РЕКЛАМА: Отключите блокировку баннеров (AdBlock, …) и нажмите на наши рекламные баннеры.
ПРИСОЕДИНЕНИЕ: Совершайте покупки в Интернете, нажав на наши партнерские ссылки здесь Amazon.
ПОЖЕРТВОВАНИЕ: Если хотите, можете сделать пожертвование через Ko-Fi 💜.
САРАФАН: Пригласите своих друзей, откройте для себя платформу и великолепные 3D-файлы, которыми делится сообщество!
STL файл TOGLIATTI BADGE_ DETACHABLE・Дизайн 3D-принтера для загрузки・Cults
Центральная вафельная втулка BBS
0,82 €
VAUXHALL_BADGE
0,67 €
эмблема шевроле
0,53 €
Колпак ступицы Fiat 500
0,82 €
Эмблема Шевроле
0,53 €
fiat_126_ polski_badge_kit
0,82 €
Передний значок Fiat 500
0,82 €
новый значок kia
0,66 €
Лучшие файлы для 3D-принтеров категории «Разное»
Palmiga Caresto Arkham Колпачок на руль автомобиля — жетон-брелок
Бесплатно
Среди нас
0,90 €
Дополнительный набор направляющих: прямые (№3, №4) — Euroreprap Railroad System
3,36 €
Реплика модели LKT 81 RC 1/10
30 €
STAR WARS VINTAGE WICKED WICKET, JASON VOORHEES HALLOWEEN SPECIAL, CUSTOM UNPRODUCED KENNER, HASBRO ACTION FIGURE, 3,75″, 1/18, 5POA
1,79 €
Держатель карты для кошек
1,13 €
Dodge WC-54 — комплект модели в масштабе 1/35
25 €
FortNite Battle Royale // Тактический дробовик
22,20 €
Лидеры продаж категории Разное
Squirtle Spinner — Flexi Articulated Pokémon (печать на месте, без опор)
1,50 €
гибкая улитка
2 €
Яйцо Dragon Ball Z
2 €
Планка Gremlin 640 мм FPV
0,90 €
Лошадь — гибкое шарнирное животное (печать на месте, без опор)
2 €
Charmander — Flexi Articulated Pokémon (печать на месте, без опор)
2 €
ЛЮМАЛИ СУПЕР МАРИО BROS_LUMA_NINTENDO
€2,51
-50%
€1,25
4-я планета Battleduke Pre-Olympian God
€12
Wolf — Flexi Articulated Animal (печать на месте, без опор)
2,50 €
Сочлененный Rayquaza Flexible Pokemon Dragon
1 €
Fox — Flexi Articulated Animal (печать на месте, без опор)
2 9 €0006
Dragon — Flexi Articulated Monster с подвижными крыльями и челюстью (печать на месте, без опор)
2,50 €
Bunny — Flexi Articulated Animal (печать на месте, без опор)
2 €
Charizard — Flexi Articulated Pokémon (печать на месте, без опор)
3 €
шарнирный шенрон
€3
Gengar Подставка для ручки
1,50 €
💖 Хотели бы вы поддержать культы?
Вам нравятся культы и вы хотите помочь нам продолжить приключение самостоятельно ? Обратите внимание, что мы небольшая команда из 3 человек , поэтому нам очень просто поддержать деятельность и создать будущие разработки .
ГУЛ-410-41 Гайковерт ударный ЗУБР 18В, 1 АКБ (4Ач), в кейсе
Описание Характеристики Отзывы
Гайковерт Зубр ГУЛ-410-41, предназначен для заворачивания/отворачивания крепежа (при сборке/разборке металлических конструкций, снятии/установке колес автомобиля и т.д.)
Ударная функция позволяет заворачивать крепеж большого диаметра и отворачивать приржавевшие метизы. 5 уровней регулировки предоставляют возможность настроить крутящий момент под предстоящую работу или используемый крепеж. Настройки максимального момента меняются в одно касание с наглядной индикацией. Литий-ионная технология ЗУБР нового поколения увеличивает производительность на 35%.
Достоинства гайковерта: электронная система защиты от перегрузки, перегрева и глубокой разрядки; отсутствие эффекта памяти; отсутствие потери мощности в процессе работы. Металлический корпус редуктора обеспечивает прочность при передаче большого крутящего момента. Патрон с квадратным хвостовиком позволяет устанавливать стандартные головки без переходников.
АКСЕССУАРЫ
ЗУБР 18В, 2,4А, тип С1, для Li-Ion АКБ, зарядное устройство БЗУ-С1-18 Мастер АРТ: БЗУ-С1-18
ЗУБР Li-Ion, 18В, тип С1, аккумуляторная батарея АКБ-С1-18-2 Мастер АРТ: АКБ-С1-18-2
ЗУБР Li-Ion, 18В, тип С1, аккумуляторная батарея АКБ-С1-18-4 Мастер АРТ: АКБ-С1-18-4
ЗАО «ЗУБР ОВК» Россия, Московская обл., 141052, городской округ Мытищи, д. Сухарево, д.133, каб. 13
Бренд
ЗУБР
Вес
1 штука весит 3,6 килограмма.
Страна производства
Китай
Антиспам поле. Его необходимо скрыть через css
Оценка
Ваше имя
Email
Ваше сообщение
Под заказ
23. 42 BYN
В корзинe
В наличии
11.35 BYN
В корзинe
Под заказ
3.62 BYN
В корзинe
Под заказ
3. 95 BYN
В корзинe
Под заказ
11.4 BYN
В корзинe
Под заказ
13.01 BYN
В корзинe
Под заказ
120. 55 BYN
В корзинe
Под заказ
33.47 BYN
В корзинe
Под заказ
76.63 BYN
В корзинe
Под заказ
77. 86 BYN
В корзинe
Новинка
В наличии
4.26 BYN
В корзинe
Под заказ
0.77 BYN
В корзинe
Под заказ
16. 4 BYN
В корзинe
Под заказ
29.06 BYN
В корзинe
Под заказ
12.78 BYN
В корзинe
В наличии
127. 93 BYN
В корзинe
Под заказ
5.06 BYN
В корзинe
Под заказ
8.1 BYN
В корзинe
Под заказ
23. 56 BYN
В корзинe
Под заказ
2.29 BYN
В корзинe
Под заказ
1 714.43 BYN
В корзинe
Под заказ
57. 42 BYN
В корзинe
Под заказ
404.63 BYN
В корзинe
Под заказ
14.65 BYN
В корзинe
Под заказ
54. 96 BYN
В корзинe
Под заказ
22.13 BYN
В корзинe
Под заказ
Цена по запросу
Под заказ
36.85 BYN
В корзинe
Под заказ
174. 4 BYN
В корзинe
Под заказ
7.48 BYN
В корзинe
Под заказ
13.97 BYN
В корзинe
Под заказ
4. 48 BYN
В корзинe
Под заказ
15.14 BYN
В корзинe
Под заказ
75.5 BYN
В корзинe
Под заказ
79. 57 BYN
В корзинe
Под заказ
15.34 BYN
В корзинe
Под заказ
12.07 BYN
В корзинe
Новинка
Под заказ
84. 1 BYN
В корзинe
Под заказ
157.44 BYN
В корзинe
Под заказ
24.72 BYN
В корзинe
Под заказ
29. 87 BYN
В корзинe
Под заказ
1.73 BYN
В корзинe
Под заказ
318.85 BYN
В корзинe
Под заказ
22. 62 BYN
В корзинe
Под заказ
40.02 BYN
В корзинe
Под заказ
1 468.34 BYN
В корзинe
Под заказ
4. 74 BYN
В корзинe
Под заказ
310.57 BYN
В корзинe
В наличии
21.05 BYN
В корзинe
Под заказ
1 558. 25 BYN
В корзинe
Гайковерт ударный ЗУБР 18В 1 АКБ 4Ач ГУЛ-410-41
Каталог товаров
Каталог товаров
Оплата заказа по номеру
Введите номер заказа для оплаты
Описание
Мощное изделие для заворачивания/отворачивания крепежа (при сборке/разборке металлических конструкций, снятии/установке колес автомобиля и т.д.) благодаря крутящему моменту 400 Нм. Огромный регулируемый крутящий момент и увеличенная емкость аккумулятора позволяет использовать его для самых тяжелых работ в любой области
Под заказ: доставка до 7 дней 14950 ₽
Бокситогорск
Выра
Заполье
Лосево
Романовка
Токсово
Черемыкино
В наличии 14950 ₽
Васкелово (1)
Великий Новгород (1)
Волхов (2)
Выборг (1)
Вырица (2)
Гатчина (1)
Грузино (1)
Зеленогорск (1)
Кингисепп (1)
Кириши (1)
Кировск (1)
Колпино (1)
Колтуши (1)
Коммунар (1)
Лодейное Поле (1)
Луга (1)
Морозова (1)
Мурино (1)
Ново-Токсово (1)
Отрадное (1)
Песочный (1)
Приозерск (1)
Псков (1)
Рощино (1)
Всеволожск (1)
Сестрорецк (1)
Сиверский (1)
Сланцы (1)
Сосново (1)
Сосновый Бор (1)
Тихвин (1)
Тосно (1)
Ульяновка (1)
Характеристики
Размеры
Длина:
320 мм
Ширина:
114 мм
Высота:
114 мм
Площадь в упаковке:
0 м²
Вес, объем
Вес нетто:
4. 14 кг
Другие параметры
Производитель:
ЗАО ‘ЗУБР ОВК’
Страна происхож.:
Китай
Торговая марка:
ЗУБР
Отзывы
Пока никто не оставил отзыв о товаре.
Авторизуйтесь! И будьте первым!
Характеристики
Торговый дом «ВИМОС» осуществляет доставку строительных, отделочных материалов и хозяйственных товаров. Наш автопарк — это более 100 единиц транспортных стредств. На каждой базе разработана грамотная система логистики, которая позволяет доставить Ваш товар в оговоренные сроки. Наши специалисты смогут быстро и точно рассчитать стоимость доставки с учетом веса и габаритов груза, а также километража до места доставки.
Заказ доставки осуществляется через наш колл-центр по телефону: +7 (812) 666-66-55 или при заказе товара с доставкой через интернет-магазин. Расчет стоимости доставки производится согласно тарифной сетке, представленной ниже. Точная стоимость доставки определяется после согласования заказа с вашим менеджером.
Уважаемые покупатели! Правила возврата и обмена товаров, купленных через наш интернет-магазин регулируются Пользовательским соглашением и законодательством РФ.
Возврат товара надлежащего качества
Возврат и обмен товара ненадлежащего качества
ВНИМАНИЕ! Обмен и возврат товара надлежащего качества возможен только в случае, если указанный товар не был в употреблении, сохранены его товарный вид, потребительские свойства, пломбы, фабричные ярлыки, упаковка.
Доп. информация
Цена, описание, изображение (включая цвет) и инструкции к товару Гайковерт ударный ЗУБР 18В 1 АКБ 4Ач ГУЛ-410-41 на сайте носят информационный характер и не являются публичной офертой, определенной п. 2 ст. 437 Гражданского кодекса Российской федерации. Они могут быть изменены производителем без предварительного уведомления и могут отличаться от описаний на сайте производителя и реальных характеристик товара. Для получения подробной информации о характеристиках данного товара обращайтесь к сотрудникам нашего отдела продаж или в Российское представительство данного товара, а также, пожалуйста, внимательно проверяйте товар при покупке.
Купить Гайковерт ударный ЗУБР 18В 1 АКБ 4Ач ГУЛ-410-41 в магазине Лодейное Поле вы можете в интернет-магазине «ВИМОС».
Сертификаты
ГУЛ-410-41.pdf
Статьи по теме
Выбираем веревку
Подольский аккумулятор: признанный лидер в своем сегменте
Fender Vintera ’60s Mustang Bass, 3 цвета Sunburst
Fender Vintera ’60s Mustang Bass, 3 цвета Sunburst | Друг музыканта Перейти к основному содержанию
правда
Воспроизвести видео
Скидка 10% в корзине при создании учетной записи
крыло
Вопросы и ответы
Артикул № L58810000001000
1149,99 1149,99 долл. США правда
Или
Специальное финансирование на 6 месяцев
Ограниченный срок Подробнее
Без процентов при полной оплате в течение 6 месяцев*
При соответствующих покупках до 31 декабря 2023 г., совершенных с помощью кредитной карты Musician’s Friend Platinum. Проценты будут начисляться на ваш счет с даты покупки, если рекламная покупка не будет оплачена полностью в течение 6 месяцев. Требуются минимальные ежемесячные платежи.
*Квалифицирующая сумма покупки должна быть указана в одном чеке, за исключением следующего: оборудование в открытой коробке и подарочные сертификаты. Не суммируется с промо-купонами. Проценты на остаток по акции не начисляются, если вы полностью погасите его в период действия акции. Если вы этого не сделаете, проценты будут начисляться на промо-остаток с даты покупки. Требуемые минимальные ежемесячные платежи могут или не могут погасить промо-остаток до окончания промо-периода, в зависимости от суммы покупки, продолжительности промо-акции и распределения платежей. Обычные условия учетной записи применяются к неакционным покупкам и, после окончания промо-периода, к акционному балансу. Новый аккаунт — 29 годовых.0,99% / Минимальная процентная ставка составляет 2 доллара США. Существующие держатели карт: см. условия соглашения о кредитной карте. При условии одобрения кредита.
Подать заявку быстро и просто!
Статус и сумма кредита при проверке!
Мгновенные решения, так что вы можете сделать покупку прямо сейчас!
*Квалифицирующая покупка (за исключением подарочных сертификатов) должна быть оформлена одним чеком. Специальное финансирование на 6 месяцев не распространяется на оборудование с открытой коробкой и не может сочетаться с рекламными купонами или скидками, предоставляемыми вручную. Проценты на покупку по акции не начисляются, если вы полностью оплачиваете сумму покупки по акции в течение периода действия акции. Если вы этого не сделаете, проценты будут начисляться на промо-покупку с даты покупки. В зависимости от суммы покупки, продолжительности акции и распределения платежей требуемые минимальные ежемесячные платежи могут окупить или не окупить покупку к концу периода акции. Обычные условия учетной записи применяются к покупкам, не связанным с рекламой, а после окончания акции — к балансу по акции. Для новых учетных записей: годовая цена покупки составляет 29 годовых.0,99%; Минимальная процентная ставка составляет 2 доллара. Существующие держатели карт должны ознакомиться с применимыми условиями соглашения о кредитной карте. При условии одобрения кредита.
Дополнительные способы оплаты:
true
Аренда с последующим выкупом с Progressive Leasing. Узнать больше
Воспользуйтесь программой Lease-to-Own, которая поможет вам приобрести необходимое снаряжение уже сегодня.
Оцените свой платеж
Применить сейчас
Рекламируемая услуга представляет собой договор аренды с выкупом или аренды или аренды с покупкой, предоставляемый Prog Leasing, LLC или ее аффилированными лицами. Приобретение права собственности путем лизинга стоит больше, чем цена наличными розничному продавцу. Подробнее об аренде см. Лизинг доступен только для некоторых товаров в участвующих точках. Недоступно в MN, NJ, VT, WI, WY. * Кредит не требуется — Progressive Leasing получает информацию от бюро кредитных историй. Не все кандидаты одобрены. *Первоначальный платеж (плюс налог) взимается при подписании договора аренды. Оставшиеся арендные платежи будут определены при выборе объекта. *9Вариант покупки с нулевым днем — стандартное соглашение предлагает 12 месяцев владения. Варианты покупки на 90 дней стоят больше, чем цена наличными у продавца (за исключением варианта на 3 месяца в Калифорнии). Чтобы купить ранний звонок 877-898-1970
Иконка «Очки лояльности»
Присоединяйтесь бесплатно и начните получать 8% с каждой покупки. Участники Rewards также получают предложения с двойными и тройными баллами, доступ к предложениям только для участников, а также выделенную телефонную линию для советников Gear и купон на 25 долларов в день вашего рождения — все от нас.
Регистрация бесплатно
site1skuL58810000001000 false MFI=7 true Изменить местоположение
90 032
Транспортная компания свяжется с вами, чтобы согласовать дату и время доставки
Кто-то должен быть дома, чтобы получить посылку
Убедитесь, что вы измерили свой вход и у вас есть помощь, чтобы нести предмет в
На складе, готово к отправке
Большинство заказов размещено до 15:00. Отправка в тот же день (кроме выходных и праздничных дней).
Новинка
Стиль: 3 цвета Sunburst
1234567891011121314151617181920
Просмотр корзины
Бесплатная доставка
Гибкое финансирование
Низшая цена
Защита золотого покрытия
60-МЕСЯЧНЫЙ
+ $339,99
36 МЕСЯЦЕВ
+ $184,99
24 МЕСЯЦА
+ $139,99
План не выбран
Защитите свое снаряжение
Gold Coverage выходит за рамки гарантии производителя и защищает ваше снаряжение от непредвиденных обстоятельств. поломки, случайные повреждения при обращении и неудачи. Этот план покрывает ваш продукт в течение одного, двух, трех или до пяти лет с вашей даты. из покупка, стоит всего копейки в день и дает вам комплексное решение, не требующее беспокойства, для защиты ваших инвестиций.
Золотое покрытие Включает:
Неожиданные и непреднамеренные разливы, падения и трещины
Нормальный износ
Скачки напряжения
Пыль, внутреннее тепло и влажность
Другие функции плана включают в себя:
Для продуктов стоимостью более 200 долларов США действует политика запрета лимонов. Если это не удается по одному и тому же дефекту 3 раза, это заменены на 4-й поломке. (Не относится к отказам из-за падений, разливов и трещин)
Для продуктов стоимостью менее 200 долларов США, в которых возникают описанные выше сбои, будет выдана подарочная карта Musician’s Friend. изданный за полную стоимость товара + налог.
Плата за доставку покрывается, если требуется ремонт или замена
Планы можно передавать в случае продажи товаров
Планы обновляются на новом снаряжении
*Применяются ограничения и исключения. См. условия и условия (Открывается в новом окне) для деталей программы
Срок действия New Gear начинается с даты покупки, но не заменяет политику возврата магазина или производитель покрытие.
Обзор
Для музыкантов, которым нужен стильный звук золотой эры Fender, компания Fender создала Vintera 60s Mustang Bass.
Оснащенный желанными характеристиками, которые определили десятилетие, включая точный профиль грифа и ощущение игры, а также звукосниматели с измененным голосом, этот бас обладает всем тем сейсмическим тоном, который сделал Mustang Bass легендой.
Для аутентичного звучания Fender Fender озвучил звукосниматель Mustang Bass 60-х годов с разделенной катушкой, чтобы он звучал как оригинал. Пробивной и рычащий, он имеет тон, который сделал Fender выбором электрических басистов.
Гриф в форме «Мустанга середины 60-х С» имеет накладку грифа радиусом 7,25 дюйма с 19лады в винтажном стиле для ощущения классической игры. Винтажный бридж с 4 седлами и резьбовыми седлами в винтажном стиле обеспечивает эстетику оригинальной эпохи, непревзойденную производительность и стабильность настройки.
Другие функции включают в себя основные регуляторы громкости и тембра, хромированную фурнитуру и гриф с 4 болтами.
Включает роскошную сумку для концерта.
Ознакомьтесь со всей коллекцией гитар и бас-гитар Fender Vintera.
Корпус из ольхи
Звукосниматель One ‘60s Mustang Bass со сплит-катушкой
С-образный кленовый гриф Mid 60s Mustang
Накладка грифа радиусом 7,25 дюйма с 19 ладами в винтажном стиле
4-седельный бридж с резьбовыми седлами
Колки в винтажном стиле
Включает роскошную сумку для гитары 9003 4
Получите лучшее из лучших функций. Закажите сегодня.
ПРЕДУПРЕЖДЕНИЕ: рак и репродуктивный вред www.P65Warnings.ca.gov.
Покупай с другом
Бесплатная доставка
Бесплатная стандартная наземная доставка (48 смежных штатов, за исключением некоторых товаров с избыточным весом и подержанных/винтажных товаров).
Заказы, размещенные до 15:00. ET обычно отправляется в тот же рабочий день.
Узнать больше
2 года бесплатной гарантии на гитары
Каждая гитара или бас-гитара, приобретенная вами в магазине Musician’s Friend (электрическая или акустическая, новая или открытая упаковка), имеет двухлетнюю защиту от дефектов производителя.
Свяжитесь с нами для получения подробной информации
Мы здесь для вас
Наши консультанты по Gear помогут вам на протяжении всего процесса совершения покупок. Позвоните или напишите в чат, чтобы получить экспертную консультацию и узнать о последних предложениях.
Свяжитесь с нами
Чат поддержки Proactive Advisor
Наши советники по Gear готовы помочь.
Позвоните нам Давайте поговорим (откроется в новом окне) Запросить обратный звонок
ПН-ПТ 6:00-20:00 (тихоокеанское время)
Суббота-воскресенье 7:00-19:00, тихоокеанское время
Ищете что-то другое? Найдите ответы в нашем Справочном центре
{«product»:{«rep_id»:»site1prodL58810″,»sku_rep_id»:»site1skuL58810000001000″,»download»:false,»price»:»1149,99″,»контрольная сумма»:»710014408042″,»name»:»Fender Vintera ’60s Mustang Bass»,»sku_id»:»L58810000001000″,»id»:»L58810″,»stock»:»instock»,»brand»:»Fender»},»dept»:»Bass»,»category «:»Electric Bass»,»subcategory»:»4-String Electric Bass»,»pageName»:»product_detail»}
Преподавательские работы, вакансии воспитателей, школьные вакансии
Преподавательские работы, педагогические вакансии, школьные вакансии | ШколаВесна
Выберите местоположение. .. Любое местоположениеТолько СШАМеждународныйОнлайнАлабамаАляскаАризонаАрканзасКалифорнияКолорадоКоннектикутДелавэрРасст. КолумбияФлоридаГрузияГавайиАйдахоИллинойсИндианаАйоваКанзасКентуккиЛуизианаМэнМэрилендМассачусетсМичиганМиннесотаМиссисипиМиссуриМонтанаНебраскаНевадаНью-ГэмпширНью-ДжерсиНью-МексикоНью-ЙоркСеверная КаролинаСеверная ДакотаОгайоОклахомаОрегонПенсильванияРод-АйлендЮжная КаролинаЮжная ДакотаTenne sseeТехасЮтаВермонтВирджинияВашингтонЗападная ВирджинияВисконсинВайомингВыберите категорию…Классный учительАдминистраторЛегкая атлетикаПрофессиональное образованиеУчебная поддержкаСпециальное образованиеУслуги для студентовЗаместительВспомогательный персоналПозиции на уровне штатаОнлайнДругое/СезонныеВыберите класс…Любой уровень класса …Любой тип работыПолная — или неполный рабочий деньПолный рабочий деньНеполный рабочий деньЛетоПосле школы/Вечернее
Расширенный поиск
Мой сохраненный поиск
Идентификатор задания
Соискатели
Продвиньте свою карьеру в области образования. Это бесплатно.
Если вы только начинаете или уже имеете опыт&запятая; SchoolSpring — лучшее место для управления вашей образовательной карьерой. Получите доступ к тысячам вакансий по всей стране со всего Интернета в одном , Удобная поисковая система. И это только начало. С SchoolSpring&запятая; доступ&двоеточие;
Карьера инструменты управления документами.
Централизованное агрегирование поиска работы.
Оповещения по электронной почте.
Комплексные приложения.
Найти работу Бесплатная регистрация
Мы обновили нашу Политику конфиденциальности, вступившую в силу 27 января 2020 г.
Щелкните здесь для получения дополнительной информации.
Работодатели
Увеличьте охват и расширьте круг кандидатов.
Найдите учителей, администраторов, вспомогательный персонал и любую промежуточную роль в сфере образования с помощью более чем 2 миллионов соискателей работы в сфере образования по всей стране.
Набор отверток Fusion на подвесной полке 18 шт, CrV Matrix
Главная
Каталог
Слесарный инструмент
Отвертки
Отвертки (наборы)
Артикул:
Скачать фото
Скачать все архивом
Группа товаров
Ручной инструмент
Бренд
MATRIX
Количество предметов
18
Тип наконечника
SL, PH, TR
Форма рукоятки
прямая
Станьте нашим партнером и получите уникальные условия сотрудничества
Стать партнеромВойти в аккаунт
С этим товаром покупают
Перчатки х/б, 10 класс Россия
Перчатки х/б, 10 класс Россия
Перчатка трикотажные с ПВХ точкой, 5 пар в упаковке, БОПП-пакет, 7 класс// Россия
Перчатка трикотажные с ПВХ точкой, 5 пар в упаковке, БОПП-пакет, 7 класс// Россия
Перчатки х/б, ПВХ покрытие, «Точка», 7 класс Россия
Перчатки х/б, ПВХ покрытие, «Точка», 7 класс Россия
Перчатки х/б, ПВХ покрытие, «Шахматный облив», 5 пар в упаковке, 10 класс Россия
Перчатки х/б, ПВХ покрытие, «Шахматный облив», 5 пар в упаковке, 10 класс Россия
Набор ключей имбусовых HEX-Torx , 18 шт: HEX 1. 5-10 мм, T10-T50, CrV, коротких, с сатиновым покрытием Matrix
Набор ключей имбусовых HEX-Torx , 18 шт: HEX 1.5-10 мм, T10-T50, CrV, коротких, с сатиновым покрытием Matrix
Набор торцевых головок, 1/4″, головки 4 — 13 мм, с трещот. ключом, CrV,11 предметов Stels
Набор торцевых головок, 1/4″, головки 4 — 13 мм, с трещот. ключом, CrV,11 предметов Stels
Рулетка Autostop,3 м х 16 мм,двухкомпонентный корпус,автоматическая фиксация,Pro Matrix
Рулетка Autostop,3 м х 16 мм,двухкомпонентный корпус,автоматическая фиксация,Pro Matrix
Перчатки универсальные комбинированные URBANE, L Gross
Перчатки универсальные комбинированные URBANE, L Gross
Похожие товары
Набор отверток «Point», CrV, двухкомпонентные рукоятки, 6 шт, Sparta
Набор отверток «Point», CrV, двухкомпонентные рукоятки, 6 шт, Sparta
Набор отверток, CrV, трехкомпонентные рукоятки, 6 предметов Сибртех
Набор отверток, CrV, трехкомпонентные рукоятки, 6 предметов Сибртех
Набор отверток, биты, двухкомпонентные рукоятки, 21 предмет Sparta
Набор отверток, биты, двухкомпонентные рукоятки, 21 предмет Sparta
135425
Набор отверток, 2 шт, PH, SL Sparta
Набор отверток, 2 шт, PH, SL Sparta
133566
Набор отверток, СrV, в пластмассовом боксе, 8 шт, Sparta
Набор отверток, СrV, в пластмассовом боксе, 8 шт, Sparta
135435
Набор отверток, PH, SL-5 шт, диэлектрические 2 шт, пробник на 220 В-1 шт, 8 шт Sparta
Набор отверток, PH, SL-5 шт, диэлектрические 2 шт, пробник на 220 В-1 шт, 8 шт Sparta
Набор отверток универсальный, CrV, трехкомпонентные рукоятки, 8 предметов Сибртех
Набор отверток универсальный, CrV, трехкомпонентные рукоятки, 8 предметов Сибртех
Набор профессиональных отверток Fusion, CrV, трехкомпонентная рукоятка antislip, 6 шт Matrix
Набор профессиональных отверток Fusion, CrV, трехкомпонентная рукоятка antislip, 6 шт Matrix
Набор отверток «Era», 5 шт, CrV, трехкомпонентная рукоятка Matrix
Набор отверток «Era», 5 шт, CrV, трехкомпонентная рукоятка Matrix
Набор отверток «Era», 8 шт, CrV, трехкомпонентная рукоятка Matrix
Набор отверток «Era», 8 шт, CrV, трехкомпонентная рукоятка Matrix
Набор отверток, сталь S2, двухкомпонентные рукоятки, 6 шт Matrix Professional
Набор отверток, сталь S2, двухкомпонентные рукоятки, 6 шт Matrix Professional
Набор отверток комбинированный 2 шт, S2, трехкомпонентная рукоятка Gross
Набор отверток комбинированный 2 шт, S2, трехкомпонентная рукоятка Gross
Набор отверток PH, 3 шт, S2, трехкомпонентная рукоятка Gross
Набор отверток PH, 3 шт, S2, трехкомпонентная рукоятка Gross
Набор отверток SL, 3 шт, S2, трехкомпонентная рукоятка Gross
Набор отверток SL, 3 шт, S2, трехкомпонентная рукоятка Gross
Набор отверток комбинированный 3 шт, S2, трехкомпонентная рукоятка Gross
Набор отверток комбинированный 3 шт, S2, трехкомпонентная рукоятка Gross
Набор отверток 6 шт, S2, трехкомпонентная рукоятка Gross
Набор отверток 6 шт, S2, трехкомпонентная рукоятка Gross
Набор отверток MATRIX Fusion 11452, 18 предметов
Главная » Оборудование для HoReCa » Инструменты » Отвертки и биты » Набор отверток MATRIX Fusion 11452, 18 предметов
Описание Характеристики Отзывы (0)
Набор отверток MATRIX Fusion 18 шт. 11452 предназначен для проведения монтажных работ. Он содержит несколько стандартных и прецизионных отверток, выполненных из хромованадиевой стали. Инструменты отличаются долгим сроком службы и оснащены удобными двухкомпонентными рукоятками. Набор поставляется на пластиковой подставке для более комфортного хранения.
Технические характеристики набора отверток MATRIX 11452
Трещоточный механизм нет
Намагниченный наконечник да
Количество в наборе, шт. 18
Тип наконечника набор
Форма ручки Прямая
Диэлектрическое покрытие нет
Ударная нет
Для точных работ нет
Материал рукояти двухкомпонентный
Тип шлица SL, PH, Torx
Материал стержня CrV
Вес, кг 1. 267
Комплектация *
Отвертка SL 8 x 150;
Отвертка SL 6 x 100;
Отвертка SL 5 x 75;
Отвертка SL 6 x 38;
Отвертка PH 3 x 150;
Отвертка PH 2 x 100;
Отвертка PH 1 x 75;
Отвертка PH 2 x 38;
Отвертка часовая Torx 5 x 40;
Отвертка часовая Torx 6 x 40;
Отвертка часовая Torx 7 x 40;
Отвертка часовая Torx 8 x 40;
Отвертка часовая Torx 9 x 40;
Отвертка часовая Torx 10 x 40;
Отвертка часовая SL 2.5 x 40;
Отвертка часовая SL 3,0 x 40;
Отвертка часовая PH 0 x 40;
Отвертка часовая PH 00 x 40.
Параметры упакованного товара
Единица товара: Штука
Вес, кг: 1,12
Габариты, мм: 415 x 310 x 80
Преимущества набора отверток MATRIX Fusion 11452
Прочность и долгий срок службы;
Твердость рабочей части — 47-52 HRC;
Двухкомпонентные рукоятки обеспечивают крепкий захват и не скользят в руке;
Подставку можно разместить на рабочем столе или прикрепить к стене для удобного хранения набора отверток MATRIX Fusion 18 шт. 11452.
Технические характеристики
Кол-во в упаковке
18 предметов
Ваше Имя:
Ваш отзыв:
Внимание: HTML не поддерживается! Используйте обычный текст.
Оценка: Плохо
Хорошо
Введите код, указанный на картинке:
Продолжить
Метки: отвертки +для точных работ, динамометрическая отвертка, набор отверток диэлектрических, отвертка плоская, инструменты отвертки, купить набор отверток, отвертка цена, купить отвертку, набор отверток, отвертка, набор бит под отвертку, отвертка под биты купить, наборы бит +и отверток насадок, отвертка +для бит магнитная, биты +для ударной отвертки купить, отвертка со сменными битами, отвертка +с торцевыми битами, набор бит +и головок +с отверткой, набор битов +с отверткой, отвертка +с битами
Трубка щупа моторного масла Toyota Matrix — 1145228040
Колеса TRD Внимание! Обновите свою поездку с помощью НОВОГО бронзового колеса Geniune TRD.
Купить сейчас
Выберите год:
2013
2012
2011
2010
2009 г.
2008 г.
2007 г.
2006 г.
2005 г.
2004 г.
2003 г.
«},»vehicleDescription»:null},»interpret»:{«exampleSearch»:»1145228040″,»searchSummary»:»»,»refineSearch»:»»,»searchWordList»:»»,»ukeyMake» :5775,»ukeyModel»:89480,»ukeyCategory»:0,»modelYear»:»ALL»,»nModelYear»:0,»ukeyTrimLevel»:0,»ukeyDriveLine»:0,»searchTerm»:»»,»introduction»:»Найдено точное совпадение для кода запаса \»1145228040\».для вашей Toyota Matrix»,»relatedSearchLink»:»Показать все детали Toyota Matrix, такие как \»Трубка масляного щупа двигателя\»,»ukeyModelRange»:0},»cart»:false,» производительность»: true, «accessory»: false, «isRelated»: false, «id»: «RelatedProductsComponent», «title»: «RelatedProductsComponent», «style»: «», «dataAttributes»: null, «ariaAttributes»: null,»shouldRenderVueComponent»:true,»message»:null,»localizedResources»:{}} };
Добавить в корзину
Выберите опции продукта
Рейтинг дилера:
4,6/5
924 Отзывы
См. отзывы
Твоя цена $ 19,26
Добавить в корзину
Выберите опции продукта
«},»vehicleDescription»:null},»interpret»:{«exampleSearch»:»1145228040″,»searchSummary»:»»,»refineSearch»:»»,»searchWordList»:»»,»ukeyMake»:5775 ,»ukeyModel»:89480,»ukeyCategory»:0,»modelYear»:»ALL»,»nModelYear»:0,»ukeyTrimLevel»:0,»ukeyDriveLine»:0,»searchTerm»:»»,»introduction»:»Найдено точное совпадение для кода запаса \»1145228040\».для вашей Toyota Matrix»,»relatedSearchLink»:»Показать все детали Toyota Matrix, такие как \»Трубка масляного щупа двигателя\»,»ukeyModelRange»:0},»cart»:false,» производительность»: false, «аксессуар»: false, «isRelated»: true, «id»: «AlsoBoughtComponent», «title»: «AlsoBoughtComponent», «style»: «», «dataAttributes»: null, «ariaAttributes»: null,»shouldRenderVueComponent»:true,»message»:null,»localizedResources»:{}} };
Стевинсон Тойота Вест
780 Denver West Colorado Mills Blvd. , Lakewood, CO, 80401
Трубка масляного щупа Toyota Matrix — 1145237011
Колеса TRD Внимание! Обновите свою поездку с помощью НОВОГО бронзового колеса Geniune TRD.
Купить сейчас
Выберите год:
2013
2012
2011
2010
2009 г.
2008 г.
2007 г.
2006 г.
2005 г.
2004 г.
2003 г.
«},»vehicleDescription»:null},»interpret»:{«exampleSearch»:»1145237011″,»searchSummary»:»»,»refineSearch»:»»,»searchWordList»:»»,»ukeyMake» :5775,»ukeyModel»:89480,»ukeyCategory»:0,»modelYear»:»ALL»,»nModelYear»:0,»ukeyTrimLevel»:0,»ukeyDriveLine»:0,»searchTerm»:»»,»введение «:»Найдено точное совпадение со складским кодом \»1145237011\». для вашей Toyota Matrix»,»relatedSearchLink»:»Показать все детали Toyota Matrix, такие как \»Трубка масляного щупа двигателя\»,»ukeyModelRange»:0}, «корзина»: false, «производительность»: true, «аксессуар»: false, «isRelated»: false, «id»: «RelatedProductsComponent», «title»: «RelatedProductsComponent», «стиль»: «», «dataAttributes» :null,»ariaAttributes»:null,»shouldRenderVueComponent»:true,»message»:null,»localizedResources»:{}} };
Добавить в корзину
Выберите опции продукта
Рейтинг дилера:
4,7/5
55 Отзывы
См. отзывы
Твоя цена $ 17,35
Добавить в корзину
Выберите опции продукта
«},»vehicleDescription»:null},»interpret»:{«exampleSearch»:»1145237011″,»searchSummary»:»»,»refineSearch»:»»,»searchWordList»:»»,»ukeyMake»:5775 ,»ukeyModel»:89480,»ukeyCategory»:0,»modelYear»:»ALL»,»nModelYear»:0,»ukeyTrimLevel»:0,»ukeyDriveLine»:0,»searchTerm»:»»,»introduction»:»Найдено точное совпадение для кода запаса \»1145237011\».
Как сделать форму из силиконового герметика в домашних условиях 👉 этапы создания матрицы
Силикон – это пластичный, очень мягкий материал. Его применяют для получения форм. Это несложный процесс, кроме того, его легко изготовить самостоятельно. Сначала важно детально изучить инструкцию, как сделать форму из силиконового герметика в домашних условиях.
Смешивание состава
Содержание статьи
Где применяют самодельный полимер
Как создать матрицу для отливки: несколько советов
Меры предосторожности
Необходимые материалы
Процесс смешивания составляющих
Отливаем форму
Использование герметика
Заключение
Где применяют самодельный полимер
Данный материал используется почти в каждой сфере жизни человека – для бытовых целей, в строительстве, производстве, медицине. Силикон заслужил популярность благодаря своим характеристикам, которые отсутствуют у аналогов. Вещество помогает снижать или наращивать процессы адгезии, добавлять предмету гидрофобность.
Вещество сохраняет свои основные свойства даже в экстремальных условиях – при высокой, низкой температуре, при сильной влажности. Следует отметить и такие качества материала:
биоинертность;
хорошая эластичность;
длительное время эксплуатации;
экологичность.
В промышленности жидкости, эмульсии на силиконе являются хорошими антиадгезионными смазками, которые применяются для пресс-форм большого размера, изготовления смазок, охлаждающих, амортизационных составов, герметиков. Большой популярностью пользуются силиконовые пеногасители.
Силикон применяется для создания втулок, прокладок, колец, манжетов, заглушек, а также других специальных деталей, которые можно применять при уровне температуры от минус 60 до плюс 200 градусов.
Еще несколько качеств, присущих составу – устойчивость к:
радиации;
морской воде;
солнечными лучам;
спирту;
щелочам, кислотам;
кипятку;
минеральным маслам;
электроразрядам.
Силиконы в большом ассортименте представлены в продаже, но некоторые мастера отдают предпочтение самостоятельному изготовлению. Это позволяет сократить расходы и проявить себя с творческой стороны.
Создание собственного силикона может происходить несколькими методами. Но получающееся вещество не идентично по свойствам покупному. Заводским образцам самодельные смеси уступают в качестве, а использоваться могут только в домашних условиях.
Читайте также: Как сделать молды из силиконового герметика
Как создать матрицу для отливки: несколько советов
Прежде чем приступать к созданию матрицы, потребуется подготовить контейнер для последующей работы. Сборная коробка упростит процесс вынимания детали. В контейнере не должно оставаться зазоров, потому что заливочный состав способен протечь.
Перед помещением состава в емкость ее покрывают разделителем – мыльным или жирным раствором. Если требуется матрица для вертикального изделия, сначала его крепят к дну емкости при помощи пластилина. Затем проводится заливка вещества вокруг. Материал нужно лить тонкой струей, пока он полностью не закроет фигуру. Затем контейнер герметично закрывается, требуется выждать так 15 минут. В итоге емкость разбирается, при этом силикон уже не должен липнуть к рукам.
Создание матрицы
В состав вещества для заливки входят:
отвердитель;
силиконовая паста.
Такой состав дает возможность отливки любых форм. Но получается не совсем силикон, а нечто, напоминающее резину.
👷♂️Не менее важная информация по теме: Как сделать лепнину
Меры предосторожности
Важно правильно подходить к процессу создания формы. Требуется проводить все манипуляции в резиновых перчатках. Масса силикона является токсичным веществом, поэтому следует также подумать о том, где проводить работы. Желательно делать это в помещении с хорошей циркуляцией воздуха – оптимально на балконе, лоджии, на улице.
Необходимые материалы
Для самостоятельного приготовления силиконового состава потребуются:
уайт-спирит;
ложка, пипетка, стаканчик из пластика;
краска акриловая;
раствор глицерина;
силиконовый герметик.
Все указанные ингредиенты соединяются в определенных пропорциях – их важно строго соблюдать:
30 г силикона;
150 г уайт-спирита;
1 капля красящего состава;
3 капли глицерина.
Процесс смешивания составляющих
При создании самодельного силикона процесс включает последовательные этапы:
Герметик помещается в пластиковый стаканчик.
К нему добавляется глицерин, краска. Если нет пипетки, можно воспользоваться соломкой.
Добавляется уайт-спирит.
Раствор перемешивается, пока не будет достигнута однородная структура.
Остается приблизительно 5 часов до момента затвердения.
Отливаем форму
Перемешав указанные компоненты в правильном соотношении, получается интересный состав, который позволит отличать любые формы. Катализатор не даст смеси затвердеть слишком быстро.
Процесс копирования необходимой формы на силикон также проводится в несколько этапов:
Взять емкость, в которой нет мелких дырочек и щелей.
В контейнере разместить модель формы из гипса, пластика.
Ящик с закрепленной моделью наполнить песком, чтобы рассчитать, сколько миллилитров силикона потребуется.
Обработать модель раствором на основе мыла или маслом, только потом заливать силиконовую смесь.
Заранее подготовить герметичную крышку для ящика.
Подождать около 15 минут.
Разобрать контейнер и проверить, чтобы материал перестал липнуть к рукам.
Отливка
Теперь благодаря наличию силиконовой формы можно сколько угодно повторять модель.
Использование герметика
Наиболее простой способ сделать форму – использовать герметик на основе силикона. Специалисты утверждают – это не самый лучший выбор, но иногда он незаменим. Из достоинств можно особенно выделить общедоступность герметика. Но важно отметить и недостатки:
быстрая потеря формы;
состав неудобно наносить по причине сильной липкости в чистом виде;
длительное время высыхания;
необходимость проработки только тонкими слоями, а перед каждым следующим ждать высыхания предшествующего – примерно сутки.
Процесс получения формы только на основе герметика затягивается на несколько дней. Для устранения липкости и упрощения нанесения вещество разводится с картофельным крахмалом. По консистенции такая смесь напоминает густое тесто, из которого намного проще сформировать необходимую модель.
Для изготовления любых форм требуется прочный каркас, чтобы в процессе заливки она не деформировалась. Герметик на основе акрила не актуален для указанной цели.
Заключение
Еще недавно совершенно неизвестный герметик на основе силикона оказался универсальной и очень интересной смесью, которая позволяет воплощать в жизнь интересные задумки. Созданные формы не подойдут для применения в кулинарии.
Как сделать форму для отливки гипсом из силикона своими руками
Из чего сделать форму для заливки гипса
Для создания гипсового лепного декора для украшения дома, а также для изго-товления различных сувениров методом литья, используются разнообразные формы. Умение самому создать такую пригодится и в бизнесе, и в реализации творческих идей.
Формы бывают деревянными, цементными, пластиковыми или металлическими, иногда их делают из смол или пластилина.
Тем не менее самыми распространенными благодаря удобству и практичности считаются полиуретановые и силиконовые формы.
Полиуретановые и силиконовые формы для заливки гипса имеют несколько отличий, но нельзя сказать, что одна лучше другой, каждая подходит для решения определенных задач. Первая прочнее и долговечнее, но токсична и сложнее в обращении: нужно много разделительной смазки, иначе изделие прилипнет к форме. С силиконом работать проще, он мягкий и эластичный, то есть он одновременно и долговечен, и «дружелюбнее» по отношению к гипсу, который к нему не прилипает. Это значит, во-первых, что получившееся в итоге изделие будет идеальной формы, во-вторых, вы легко отделите его от силикона, специальная смазка вообще не нужна.
Как выбрать силикон для отливки гипсом
Почти всегда для работы используется Двухкомпонентный силикон, состоящий из основы и катализатора (вещества, отвечающего за отвердевание). Ка-тализаторы бывают оловянными или платиновыми. Силикон на олове благодаря оптимальному соотношению «цена-качество» популярнее. Кроме того, силикон на платиновой основе вступает в реакцию почти со всеми природными объектами.
Другим параметром, который стоит выбрать, является твердость. Существует несколько вариантов твердости по специальной шкале (шкала Альберта Шора), но обычно вещества для работы с мягкими материалами обозначают буквой А, для работы с твердыми – буквой D.
Также разделяют и числовое значение показателя твердости. Силикон с показателем от 10 до 15 подойдет для работы с небольшими легкими формами, показатель от 20 до 70 значит, что из такого силикона можно отлить форму для тяжелой статуи или другого крупного изделия. Буквенные и цифровые обозначения присутствуют в названии силикона, обращайте на них внимание при выборе.
Где купить силикон
Поиск материала не составляет проблемы, популярное вещество найти легко. Тем не менее выбор поставщика важен и если вы не находите подходящей марки или вида силикона, то не стоит исключать заказ материал, так как стоимость его доставки относительна невысока и можно заказать компаунд у качественного поставщика.
Например:
@23stroi_msk
@23stroi.ru
https://www.lenkapenka.ru/
Изготовление силиконовых форм для гипса, процесс
При подготовке к созданию изделия важно также понимать, какой будет ваша модель: плоской или объемной (3d). Для плоской нет никаких особенных требований, объемную же собирают из двух частей (половин). Затем вокруг модели устанавливается опалубка. Или модель/фигуру можно положить в подходящую емкость, если позволяют размеры. Заливается силикон, отсчитывается нужное время, которое указывается на упаковке или в инструкции. Оптимальным временем затвердевания считается от 30 до 50 минут.
Также модель можно обмазать компаундом, такой способ годится для крупных фигур: высоких статуй или колонн. Некоторые специалисты рекомендуют применять обмазку при обилии мелких узоров/деталей для лучшей прорисовки.
Пример 1 — Заливаем силиконом: https://www.youtube.com/watch?v=aeeitOYrNPc&fea-
Пример 2 — Обмазываем силиконом: https://www.youtube.com/watch?v=EW-
Где купить и как искать формы для заливки гипсом
Разумеется, делать форму самостоятельно не обязательно, существует множество готовых вариантов, начиная от имеющихся дома предметов на выбор, заканчивая иностранными поставщиками.
Многие используют формы, предназначенные для изготовления мыла. Охотно продают формы их прямые поставщики, в том числе и через Instagram и другие соцсети. Например:
@betoforma
@form3d.ru
https://vk.com/album-98743363_245301419
Формы продаются в специализированных магазинах и у производителей продукции.
ЛАЙФХАК:
Также мы советуем обратиться к иностранным производителям, которые не воспринимают такие заказы как угрозу на рынке и без проблем продают формы. Например:
@siliconmoulds
@mostafaroman
Mold Star™ 15 SLOW Информация о продукте
Инструкции
Примечание. Этот продукт не отверждается на поверхностях, содержащих серу, даже в запечатанном виде.
Безопасность — Используйте в хорошо проветриваемом помещении (вентиляция размером с комнату). Носите защитные очки, одежду с длинными рукавами и резиновые перчатки, чтобы свести к минимуму риск загрязнения. Надевайте только виниловые перчатки. Латексные перчатки препятствуют отверждению резины. Храните и используйте материал при комнатной температуре (73°F/23°C). Более высокие температуры значительно сокращают рабочее время и время отверждения. Хранение материала при более высоких температурах также сократит полезный срок годности неиспользованного материала. Эти продукты имеют ограниченный срок годности и должны быть использованы как можно скорее.
Ингибирование отверждения — Силиконовый каучук, отвержденный добавкой, может быть ингибирован некоторыми загрязняющими веществами в моделируемой модели или на ней, что приводит к липкости на границе раздела модели или к полному отсутствию отверждения по всей форме. Латекс, сернистые глины, некоторые деревянные поверхности, недавно отлитый полиэфирный, эпоксидный или уретановый каучук могут вызвать ингибирование. Если совместимость между резиной и поверхностью вызывает беспокойство, рекомендуется провести небольшой тест. Нанесите небольшое количество резины на некритическую область рисунка. Ингибирование произошло, если каучук стал липким или не отвержденным по истечении рекомендуемого времени отверждения. Для предотвращения ингибирования обычно эффективно нанесение одного или нескольких слоев прозрачного акрилового лака на поверхность модели. Перед нанесением резины дайте любому герметику полностью высохнуть.
Даже с герметиком силиконы Mold Star™ не отверждаются на поверхностях, содержащих серу. Если вы не уверены, содержит ли ваша глина серу, проведите небольшой тест на совместимость, прежде чем использовать ее для важного проекта.
Нанесение разделительного состава — Хотя это обычно не требуется, разделительное средство облегчает извлечение из формы при литье на большинство поверхностей. Ease Release™ 200 — проверенный антиадгезив для отделения силикона от силикона или других поверхностей. Продукты Mann Ease Release™ можно приобрести у Smooth-On или у вашего дистрибьютора Smooth-On.
Поскольку нет двух совершенно одинаковых приложений, рекомендуется небольшое тестовое приложение для определения пригодности для вашего проекта, если производительность этого материала вызывает сомнения.
Измерение и смешивание — Прежде чем начать, предварительно смешайте компоненты A и B по отдельности. После дозирования требуемых количеств частей A и B в емкость для смешивания (1A:1B по объему) тщательно перемешайте соскребая со стенок и дна емкости для смешивания несколько раз. Резина должна быть однородного цвета без полос.
Опционально… Вакуумная дегазация — Вакуумная дегазация, хотя и не обязательна, помогает удалить любой захваченный воздух в текучем силиконовом каучуке. После смешивания компонентов A и B вакуумируйте материал в течение 2-3 минут при 29 дюймах ртутного столба, убедившись, что в контейнере осталось достаточно места для расширения продукта.
Заливка — Для достижения наилучших результатов выливайте смесь в одно место в самой нижней точке защитного поля. Пусть резина ищет свой уровень. Равномерный поток поможет свести к минимуму захваченный воздух. При использовании в качестве материала формы жидкая резина должна выровняться не менее чем на 1/2 дюйма (1,3 см) над самой высокой точкой поверхности модели.
Отверждение — Дайте силиконовому каучуку Mold Star™ 15 SLOW отвердеть в течение 4 часов при комнатной температуре (73°F/23°C) перед извлечением из формы.
Термическое отверждение — Время извлечения из формы можно сократить, применяя мягкое нагревание. Пример: После заливки каучука Mold Star™ 15 при комнатной температуре поместите форму в горячий бокс или промышленную печь при температуре 140°F (60°C). Это сократит время извлечения из формы секции толщиной 1/2 дюйма (1,3 см) примерно до 10 минут. Примечание: Время зависит от толщины формы.
Добавление соответствующего количества ускорителя отверждения Plat-Cat™ также сократит время извлечения из формы. Жизнеспособность и время отверждения можно увеличить, используя замедлитель отверждения Slo-Jo™ . Не отверждайте резину при температуре ниже 65°F/18°C.
Производительность и хранение пресс-формы — Физический срок службы пресс-формы зависит от того, как вы ее используете (материалы литья, частота и т. д.). Отливка абразивных материалов может быстро разрушить детали формы, в то время как отливка неабразивных материалов (воск) не повлияет на детали формы. Перед хранением форму необходимо очистить мыльным раствором и вытереть насухо. Формы из двух частей (или более) должны быть собраны. Формы должны храниться на ровной поверхности в прохладном, сухом месте.
Mold Star™ 30 Информация о продукте
Характеристики
Силиконы Mold Star™ при отверждении превращаются в мягкие, прочные каучуки, которые устойчивы к разрыву и демонстрируют очень низкую усадку в течение длительного времени. Формы, изготовленные из Mold Star™ , долго сохранятся в вашей библиотеке форм и подходят для литья воска, гипса, смол и других материалов. Вулканизированная резина Mold Star™ обладает термостойкостью до 450°F (232°C) и пригодна для литья сплавов металлов, плавящихся при низких температурах. Примечание. Каучуки Mold Star™ не предназначены для изготовления форм кистью.
Примечание. Этот продукт не отверждается на поверхностях, содержащих серу, даже в запечатанном виде.
› Щелкните здесь, чтобы просмотреть другие силиконовые изделия Mold Star™.
Инструкции
Безопасность — Используйте в хорошо проветриваемом помещении (вентиляция размером с комнату). Носите защитные очки, одежду с длинными рукавами и резиновые перчатки, чтобы свести к минимуму риск загрязнения. Надевайте только виниловые перчатки. Латексные перчатки препятствуют отверждению резины. Хранить и использовать материал при комнатной температуре (73°F/23°C). Более высокие температуры значительно сокращают рабочее время и время отверждения. Хранение материала при более высоких температурах также сократит полезный срок годности неиспользованного материала. Эти продукты имеют ограниченный срок годности и должны быть использованы как можно скорее.
Ингибирование отверждения — Силиконовый каучук, отвержденный добавкой, может быть ингибирован некоторыми загрязняющими веществами в моделируемой модели или на ней, что приводит к липкости на границе раздела модели или к полному отсутствию отверждения по всей форме. Латекс, сернистые глины, некоторые деревянные поверхности, недавно отлитый полиэфирный, эпоксидный или уретановый каучук могут вызвать ингибирование. Если совместимость между резиной и поверхностью вызывает беспокойство, рекомендуется провести небольшой тест. Нанесите небольшое количество резины на некритическую область рисунка. Ингибирование произошло, если каучук стал липким или не отвержденным по истечении рекомендуемого времени отверждения. Для предотвращения ингибирования обычно эффективно нанесение одного или нескольких слоев прозрачного акрилового лака на поверхность модели. Перед нанесением резины дайте любому герметику полностью высохнуть.
Даже с герметиком силиконы Mold Star™ не отверждаются на поверхностях, содержащих серу. Если вы не уверены, содержит ли ваша глина серу, проведите небольшой тест на совместимость, прежде чем использовать ее для важного проекта.
Нанесение разделительного состава — Хотя это обычно не требуется, разделительное средство облегчает извлечение из формы при литье на большинство поверхностей. Ease Release™ 200 — проверенный антиадгезив для отделения силикона от силикона или других поверхностей. Продукты Mann Ease Release™ можно приобрести у Smooth-On или у вашего дистрибьютора Smooth-On.
Поскольку нет двух совершенно одинаковых приложений, рекомендуется небольшое тестовое приложение для определения пригодности для вашего проекта, если производительность этого материала вызывает сомнения.
Измерение и смешивание — Прежде чем начать, предварительно смешайте компоненты A и B по отдельности. После дозирования требуемых количеств частей A и B в емкость для смешивания (1A:1B по объему) тщательно перемешайте , убедившись, что вы несколько раз очищаете стенки и дно емкости для смешивания. Резина должна быть однородного цвета без полос.
Опционально… Вакуумная дегазация — Вакуумная дегазация, хотя и не обязательна, помогает удалить любой захваченный воздух в текучем силиконовом каучуке. После смешивания компонентов A и B вакуумируйте материал в течение 2-3 минут при 29 дюймах ртутного столба, убедившись, что в контейнере осталось достаточно места для расширения продукта.
Заливка — Для достижения наилучших результатов выливайте смесь в одно место в самой нижней точке защитного поля. Пусть резина ищет свой уровень. Равномерный поток поможет свести к минимуму захваченный воздух. При использовании в качестве материала формы жидкая резина должна выровняться не менее чем на 1/2 дюйма (1,3 см) над самой высокой точкой поверхности модели.
Отверждение — Mold Star™ 30 необходимо дать отвердеть в течение 6 часов при комнатной температуре (73°F/23°C) перед извлечением из формы.
Термическое отверждение — Время извлечения из формы можно сократить, применяя мягкое нагревание. Пример: После заливки каучука Mold Star™ 16 при комнатной температуре поместите форму в горячий бокс или промышленную печь при температуре 140°F (60°C). Это сократит время извлечения из формы секции толщиной 1/2 дюйма (1,3 см) примерно до 10 минут. Примечание: Время зависит от толщины формы.
Добавление соответствующего количества ускорителя отверждения Plat-Cat™ также сократит время извлечения из формы.
Сенсорный цветной дисплей 9” с высоким разрешением – для отображения информации и управления
Интуитивно понятный графический интерфейс
Цифровой штурвал управления миксером и манипулятором с контейнерами для компонентов полимера
Полностью пропорциональное управление манипулятором
Бесколлекторные индустриальные электродвигатели в приводе манипулятора и миксера обеспечивают надёжную работу этих узлов в условиях вакуума
Миксер выполнен по орбитальной схеме, что обеспечивает максимальное удобство работы с ним оператора.
При остановке миксера, его смесительная лопасть всегда принимает одно и то же положение, что бы во время процесса заливки, обеспечить однозначную траекторию течения пластика
Манипулятор с миксером и контейнерами для компонентов полимера, выдвигаются из рабочей зоны наружу, для удобного проведения всех необходимых подготовительных операций
Все двери вакуумных литьевых машин CT-02 оснащаются специальными «плавающими» петлями и магнитными замками для равномерной и надёжной герметизации
Назначение
Вакуумные литьевые машины серии CT-02 предназначены для дегазации, смешивания и заливки в форму любых двухкомпонентных полимеров, таких как жёсткие и эластичные полиуретаны, эпоксидные и полиэфирные смолы, силиконы. Эти литьевые машины адаптированы для переработки полимеров с очень широким диапазоном вязкостей компонентов.
Минимальный объём полимера, который может быть залит с помощью вакуумных литьевых машин серии CT-02, составляет 300г. Максимальный объём заливки составляет от 3000г до 9000г, в зависимости от конкретной модели вакуумной литьевой машины серии CT-02.
Дополнительные опции
Дополнительно, все вакуумные литьевые машины серии CT-02 могут оснащаться следующими опциями:
Система дифференциального литья – эффективна при заливке полимеров повышенной вязкости и тонкостенных отливок с большими дистанциями течения полимера в форме.
Боковая дверь для установки форм максимально возможных габаритов, облегчения перемещения формы внутри машины, и улучшения обзора процесса заливки.
Подогрев контейнеров с компонентами «А» и «В», для возможности литья восков и парафинов, а так же для полимеров, дегазация, смешивание и литьё которых рекомендовано при повышенной температуре их изготовителем.
Модификации вакуумных литьевых машин серии CT-02
ВаЛМ CT-02/11 Максимальный объём заливки — 3500 см3. Максимальные габариты формы 620х939х550 мм (ШхДхВ)
ВаЛМ CT-02/21 Максимальный объём заливки — 3500 см3. Максимальные габариты формы 620х1797х550 мм (ШхДхВ)
ВаЛМ CT-02/22 Максимальный объём заливки — 2х3500 см3. Максимальные габариты формы 620х1797х550 мм (ШхДхВ)
ВаЛМ CT-02/31 Максимальный объём заливки — 3500 см3. Максимальные габариты формы 620х2655х550 мм (ШхДхВ)
ВаЛМ CT-02/32 Максимальный объём заливки — 2х3500 см3. Максимальные габариты формы 620х2655х550 мм (ШхДхВ)
ВаЛМ CT-02/33 Максимальный объём заливки — 3х3500 см3. Максимальные габариты формы 620х2655х550 мм (ШхДхВ)
Вакуумные Литьевые Машины CT-01
CT-0111DS tn
Стандартное оснащение
Сенсорный цветной дисплей 9” с высоким разрешением – для отображения информации и управления
Интуитивно понятный графический интерфейс
Цифровой штурвал управления миксером и манипулятором с контейнерами для компонентов полимера
Полностью пропорциональное управление манипулятором
Бесколлекторные индустриальные электродвигатели в приводе манипулятора и миксера обеспечивают надёжную работу этих узлов в условиях вакуума
Миксер выполнен по орбитальной схеме, что обеспечивает максимальное удобство работы с ним оператора.
При остановке миксера, его смесительная лопасть всегда принимает одно и то же положение, что бы во время процесса заливки, обеспечить однозначную траекторию течения пластика
Манипулятор с миксером и контейнерами для компонентов полимера, выдвигаются из рабочей зоны наружу, для удобного проведения всех необходимых подготовительных операций
Все двери вакуумных литьевых машин CT-01 оснащаются специальными «плавающими» петлями и магнитными замками для равномерной и надёжной герметизации
Назначение
Вакуумные литьевые машины серии CT-01 предназначены для дегазации, смешивания и заливки в форму любых двухкомпонентных полимеров, таких как жёсткие и эластичные полиуретаны, эпоксидные и полиэфирные смолы, силиконы. Эти литьевые машины адаптированы для переработки полимеров с очень широким диапазоном вязкостей компонентов.
Минимальный объём полимера, который может быть залит с помощью вакуумных литьевых машин серии CT-01 составляет 20г. Максимальный объём заливки составляет от 1000г до 3000г, в зависимости от конкретной модели вакуумной литьевой машины серии CT-01.
Дополнительные опции
Дополнительно, все вакуумные литьевые машины серии CT-01 могут оснащаться следующими опциями:
Система дифференциального литья – эффективна при заливке полимеров повышенной вязкости и тонкостенных отливок с большими дистанциями течения полимера в форме.
Боковая дверь для установки форм максимально возможных габаритов, облегчения перемещения формы внутри машины, и улучшения обзора процесса заливки.
Подогрев контейнеров с компонентами «А» и «В», для возможности литья восков и парафинов, а так же для полимеров, дегазация, смешивание и литьё которых рекомендовано при повышенной температуре их изготовителем.
Модификации вакуумных литьевых машин серии CT-01
ВаЛМ CT-01/11 Максимальный объём заливки — 1200 см3. Максимальные габариты формы 910х420х440 мм (ШхДхВ)
ВаЛМ CT-01/21 Максимальный объём заливки — 1200 см3. Максимальные габариты формы 1670х420х440 мм (ШхДхВ)
ВаЛМ CT-01/22 Максимальный объём заливки — 2х1200 см3. Максимальные габариты формы 1670х420х440 мм (ШхДхВ)
ВаЛМ CT-01/31 Максимальный объём заливки — 1200 см3. Максимальные габариты формы 2434х420х440 мм (ШхДхВ)
ВаЛМ CT-01/32 Максимальный объём заливки — 2х1200 см3. Максимальные габариты формы 2434х420х440 мм (ШхДхВ)
ВаЛМ CT-01/33 Максимальный объём заливки — 3х1200 см3. Максимальные габариты формы 2434х420х440 мм (ШхДхВ)
Литье под давлением в сравнении с вакуумным формованием
Существует множество способов изготовления пластиковых деталей.
Двумя наиболее популярными методами формования пластмасс являются литье под давлением и вакуумное формование.
Оба процесса предлагают уникальные преимущества в зависимости от конкретного применения. Вакуумное формование, также называемое термоформованием, обычно используется для крупномасштабных проектов и более коротких производственных циклов, тогда как литье под давлением лучше подходит для небольших, сложных деталей и больших производственных циклов.
Что такое вакуумная формовка?
Одной из самых экономичных технологий термоформования является вакуумное формование. Для вакуумной формовки пластмассового изделия:
Лист термопласта нагревают в печи.
Нагретый лист устанавливается на пресс-форму.
Вакуум вытягивает воздух из формы, притягивая лист к форме, придавая ему форму.
После того, как отформованный пластик остынет и затвердеет, его извлекают из формы и обрезают.
Преимущества вакуумной формовки
Гибкость дизайна
Время производства
Более низкие затраты на оснастку по сравнению с литьем под давлением
Прототипы могут быть изготовлены быстро и точно
Что такое литье под давлением?
Из методов формования пластмасс наиболее распространенным является литье под давлением. Для литья под давлением пластмассового изделия:
Горячий расплавленный пластик впрыскивается под высоким давлением между полостью пресс-формы и стержнем.
После того, как пластик остынет и затвердеет, полость пресс-формы открывается, и деталь выталкивается.
Преимущества литья под давлением
Автоматизация для снижения производственных затрат
Эффективное использование материалов и небольшое количество брака после производства
Точная и эффективная обработка больших объемов мелких деталей
Высокодетализированная и спроектированная оснастка с многогнездными пресс-формами
Предпочитают ли люди один процесс другому?
Не обязательно. Однако один из них используется — и преподается — больше, чем другой. На самом деле, большинство колледжей готовят инженеров-конструкторов по литью под давлением. Из всего, что сделано с использованием пластика, от 60 до 70% изготавливается методом литья под давлением, поэтому потребность в нем велика.
При этом существуют ограничения. Изготовление деталей очень больших размеров становится проблемой из-за процесса литья под давлением. Например, вы не стали бы делать каноэ методом литья под давлением, но вы можете сформировать его вакуумным способом.
С точки зрения дизайна, литье под давлением может проявить немного больше творчества. Когда большинство людей смотрят на кусок пластика, будь то в их машине или на столе, есть большая вероятность, что он был создан с помощью литья под давлением.
Итог
На самом деле все сводится к отделке и второстепенным операциям.
Вакуумное формование пластиковых деталей не так бесшовно, как литье под давлением. Есть некоторые второстепенные операции, которые необходимы, чтобы детали выглядели хорошо.
В то время как процесс вакуумной формовки немного сложнее, инструменты дешевле, время производства меньше, а эстетика достигается относительно одинаково.
Но литье под давлением не имеет смысла, пока вы не занимаетесь крупносерийным производством.
Производство инструментов для литья под давлением занимает много времени (от 12 до 16 недель), в то время как производство инструментов для вакуумной формовки занимает от шести до восьми недель. Однако себестоимость изготовления деталей, изготовленных методом вакуумного формования, выше, чем у деталей, изготовленных методом литья под давлением.
Сегодня отношения в бизнесе изменились и стали больше думать о том, «Как быстро вы можете мне это достать?» Люди не любят покупать сразу много вещей, которые им не нужны. Людям нравится менталитет: «Я возьму это, когда мне это понадобится». Люди обычно любят покупать то, что им нужно, и не более того. В производстве борьба заключается в следующем: «Как мне быстро вывести свой продукт на рынок и как мне покупать только то, что мне нужно?» С литьем под давлением вы не сможете сделать это легко. С вакуумным формованием вы можете сделать это очень легко.
Есть дополнительные вопросы об этих методах формовки пластмасс? Пожалуйста свяжитесь с нами.
Темы: Вакуумная формовка пластика, Вакуумная формовка, Литье под давлением, Методы пластического формования
Термопластавтомат с вакуумной камерой
Главная
Продукция
Термопластавтомат
Вертикальный тип
Термопластавтомат с вакуумной камерой
Продукты
PrevNext
TIP-V-1000-2RT-L-150-PCD
Усилие зажима: 150 тонн Объем впрыска: 1000 куб.
Особенности:
Прекрасная защита от потерь тепла для повышения энергоэффективности.
Вакуумная дверца для лучшего потока смеси и отсутствия пузырей, что повышает качество продукции.
Вернуться к списку
Запрос
Вспомогательный дизайн:
Вакуумная система: для лучшего потока смеси и выпуска воздуха для повышения производительности.
Насос погружной вибрационный PATRIOT VP 40В, верхний забор, кабель 40 м, 250 вт, 18 л/мин, H-60 м, D-96 мм. термозащита.
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию: Все Галантерея и товары для дома» Автопринадлежности» Ароматерапия, свечи, подсвечники» Банные принадлежности»» Лекус» Бытовая химия»» Гигиена полости рта»» Дезодоранты, Товары для бритья»» Косметика декоративная, краска и лаки для волос»» Мыло»» Освежители и ароматизаторы»» Средства для стирки»» Уходовая косметика»» Фармацевтика»» Шампуни,бальзамы, гели д/душа, средства для ванной»» Чистящие и моющие средства» Вешалки плечики» Для выпечки: фольга, пергамент» Для питомцев» Доски гладильные и чехлы» Дождевики зонты» Комплекты для обивки дверей, утеплители» Маникюр, заколки и пр» Косметички, кошельки и футляры для очков» Лупы» Мешки для мусора» Мультидом» Пленка самоклеящаяся» Прищепки пылевыбивалки» Расчески,резинки,заколки и бигуди» Ролики для чистки одежды» Салфетки д/стола , подставки под горячее» Салфетки для уборки, губки, тряпки для пола» Совки для мусора» Спорт» Одноразовая посуда» Сумки, пакеты, тележки хозяйственные» Сушилки для белья» Термометры» Товары для хранения одежды и обуви» Туалетная бумага, салфетки, однор. посуда» Фильтры для воды» Швабры, щетки для пола, насадки для швабры» Швейная фурнитура» Щетки д/одежды и обуви, товары д/обуви» Щетки для мытья окон» Щетки для посуды Текстиль» Для кухни текстиль» Колготки, носки и пр.» Головные уборы» Новогодний текстиль» Постельные принадлежности»» Комплекты постельного белья»» Пледы и покрывала» Полотенца» Пряжа» Скатерти» Шторы Детские товары» Ванночки для купания и горки» Горшки детские, накладки на унитаз» Детская литература» Игрушки» Канцтовары, открытки, аксессуары для детей» Каталки, велосипеды ,самокаты» Наборы детской мебели и мольберты» Санки,санки-коляски, снегокаты, ледянки, тюбинги» Столы детские» Стульчики, табуреты детские» Ящики, корзины, полки для игрушек Пластмасса» Полимербыт» Комоды» Кашпо опрыскиватели,ограждения для клумб» Баки, бидоны, бочки, фляги, канистры» Ведра и крышки к ведрам» Ведра-туалет» Контейнеры и ящики для хранения» Контейнеры для стирального порошка» Корзинки и лотки для хранения» Корзины для белья» Корзины и контейнеры для пикника» Мусорные ведра, контейнеры» Мухобойки» Решетки и сеточки в раковину» Сушилки для столовых приборов» Табуреты из пластмассы» Тазы и ковши» Шкатулки» Щетки для унитаза» Формы для тротуарной плитки» Этажерки и полки пластмассовые» Ящики для инструментов Замки врезные, навесные, накладные» Алюр Авангард»» Замки с ручками для дер дверей» Лечинки Механизмы замков» Двери металлические Инструмент» Валики, шубки для валиков» Веревки, тросы. шпагаты» Весы Безмены» Гвоздодеры» Диски, круги отрезные» Заклепочники» Изолента, скотчи, серпянка, бинты» Кисти» Ключи, наборы ключей» Мастерки, шпателя, мешалки, шлифовальщики» Молотки, топоры, кувалды» Мультиметры» Наборы инструментов, головок и клупов» Напильники» Ножи канцелярские» Ножницы бытовые, ножницы по металлу» Ножовки» Отвертки» Перчатки, рукавицы, очки защитные, респираторы» Пистолеты для клея, герметиков, пены, степлеры мебельные+ скобы» Плиткорезы, резаки труб» Плоскогубцы, кусачки, бокорезы» Рубанки» Рулетки» Сверла, буры для перфоратора» Стамески, долото, наборы» Стеклорезы» Стремянки» Уровни» Шкурка шлифовальная» Штангенциркули» Щетки-карцовки, щетки по металлу» Электроды» Гвозди саморезы крепеж»» Гвозди»» Саморезы»» Скобы строительные»» Перфор крепеж»» Хомуты Карнизы Пороги Уголки Плинтуса» Жалюзи» КАРНИЗЫ» Плинтуса с кабель-каналом и мягким краем Чайка» Плинтуса с кабель-каналом и мягким краем Комфорт» Пороги Лука» Потолочные карнизы» Профиля для панелей ПВХ» Решетки для радиаторов» Ролшторы» Уголки Клеенка столовая, кожа искусственная» Клеенка столовая пр. » Клеенка "Sanem Plastik" Турция» Клеенка ажурная» Клеенка силиконовая с лазер.печатью» Клеёнка "Dekorama" на нетканной основе» Клеенка столовая ПО "Колорит" г.Тверь Коврики» Коврики мерные для ванной комнаты» Коврики мерные для улицы и прихожих» Коврики для ванной комнаты» Коврики в прихожую Краска, монтажная пена, герметики» Бытовая химия» Герметики, жидкие гвозди» Затирка для кафельной плитки» Клей» Клей обойный, клей для плитки» Краска аэрозольная» Лакокрасочная продукция «Позитив»»» Грунты и грунтовки»» Защитные составы, пропитка для дерева»» Краска водно-дисперсионная»» Краска МА-15»» Краска НЦ-132»» Краска ПФ-115»» Средства для бани и сауны» Монтажная пена, очистители» Сухие смеси, клей для плитки, шпаклевки» Химия» Эмали для реставрации ванны Мебель для дома и дачи» Вешалки настенные, напольные» Подставки для обуви» Раскладушки» Стулья и табуреты» Этажерки Мебельная фурнитура» Дверные доводчики» Колесо мебельное, опора для мебели» Крючки» Мебельные ручки, ручки-кнопки» Направляющие для ящиков» Номера для дверей» Петли, навесы, стрелы» Рейлинги и метал сушки д/посуды» Ручки дверные» Ручки для межкомнатных дверей» Шпингалеты, задвижки Посуда» Половники, Шумовки, Толкушки» Лопатки и ложки для кухни» Воронки» Доски разделочные» Дуршлаг и сита» Емкости Контейнеры и Банки для продуктов» Кастрюли и казаны» Кружки мерные» Крышки для СВЧ» Кувшины, подставки для молока» Кухоннные принадл из нерж стали» Кухоннные принадл из термост пластика» Ложки подстановочные» Масленки» Мельницы и перцемолки» Мясорубки ручные» Ножи ножеточки, аксессуары д/ножей Овощечиски Штопор Чеснокодавка и др» Одноразовая посуда» Перцемолки и солонки» Подносы» Посуда из керамики» Посуда из силикона» Посуда из стекла» Салфетницы» Салатники Миски и Менажницы» Сахарницы» Скалки» Сковороды и противни»» Ломоносовская керамика» Соковыжималки» Сушилки для столовых приборов» Столовые приборы» Терки, овощерезки,измельчители» Термоса и фляжки» Формы для выпечки, Противни» Хлебницы,тортницы и сухарницы» Чайники, френч-прессы» Эмалированная посуда САД и ОГОРОД» Баки ванны ведра тазы канистры фляги вазоны Оцинковка» Веники Метлы Щетки для улицы» галоши» Грунты, субстраты для растений»» Грунты Гера»» Мир грунтов»» Грунты СЗТК (Санкт-Петербург)»» Кокосовые субстраты и прочие грунты»» Фаско» Удобрения и пр химия»» Регуляторы роста»» Септики и биоактиваторы»» Средства от болезней растений (фунгициды)»» Средства от насекомых-вредителей (инсектициды)»» Средства от сорняков (гербециды)»» Удобрения»»» Агрикола»»» Агробизнес»»» Буйские удобрения»»» Гера»»» Здравень»»» Фарт»»» Фаско»»» Прочее»» Средства для дымоходов» Корм для животных» КОСЫ СЕРПЫ» Крышка для косервирования Машинки закаточные» Лопаты , скребки, движки» Лопаты садовые» Межвенцовый джут утеплитель» Опоры для цветов, кустов» Парники Теплицы Дуги» Пленка, укрывной материал» Полив и опрыскивание» ПРУДЫ» Рассадники, парники» Рукомойники и умывальники» Сад Инструм Чудо лопаты Вилы Грабли Совки Секаторы Плоскорез» Самогонные аппараты и аксессуары» Сетки Славрос» Сетки от насекомых» Средства от КОМАРОВ, ТАРАКАНОВ, КРЫС, ВРЕДИТЕЛЕЙ» Стойки для цветов металлические» Тачки носилки тележки садовые» Товары для ПИКНИКА и туризма»» Бассейны»» Зажигалки, Бензин и Газ для зажигалок»» Качели Шатры Гамаки Палатки»» Надувные матрасы Коврики д/кемпинга»» Товары для барбекю»» Столы Стулья Кресла Скамейки Шезлонги Зонты» Черенки Печное литье Сантехническое оборудование» Аксессуары для ванной»» Аксессуары Fonten» Бордюры для плитки» Вантузы» Вентиляционные решетки» Лейки для душа и шланги» Мебель для ванной комнаты»» Мебель БЕСТЕКС»» Мебель Орио»» ОМК Санфлор» Мойки нержавеющие, эмалированные» Мыльницы,стаканчики, футляры д/зубн. принадлежностей» Наборы для ванны с зеркалом» Подводка гибкая Шланги заливные для стир машин» Сидения для унитаза, для ванны» Сифоны Орио» Смесители»» G-lauf»» Смесители»» Смесители «ВариоЛюкс» Россия» Шторки для Ванны» Экраны под ванну»» Экраны ОРИО»» Экраны АляВанн Рыбалка Сувениры» Подарочная упаковка» Зеленые приколы» Копилки и ключницы» Новогодние товары»» Ёлки» Фото» Цветы искусственные и декор»» Искуственные цветы серия Эконом»» Искусственные цветы серия Декор» Шары воздушные» Картины» Вазы» Часы Электротовары» Бытовая техника Scarlett» Бытовая техника LEBEN» Бытовая техника Sakura» Батарейки» Выключатели» Звонки» Инструмент эл.»» Вихрь»» Ермак»» Патриот» Кабель-каналы» Кипятильники» Компьютерные аксессуары» Лампочки» Лампочки зеркальные» Лампочки энегосберегающие» Лампы диодные, галогенные» Патроны» Паяльники» Переходники, тройники» Плитки электрические и газовые» Розетки» Самовары электрические» Светильники, ночники» Спирали» Удлинители» Флеш-диски» Фонарики Продукты питания 119383206 239815606 119364806
Производитель: ВсеDemiNikaVilinaАкцентАльтернативаЗМИ Завод металлических изделийИталияМ-ПластикаМартикаОРИОПОЛИМЕРБЫТРестолСлаврос
Новинка: Всенетда
Спецпредложение: Всенетда
Результатов на странице: 5203550658095
Насос вибрационный PATRIOT VP 40В 315302496
Насосы и мотопомпы
Погружные насосы
Дренажные насосы
ХарактеристикиОписаниеГарантияЗапасные части
Макс. высота подъема (напор): 60 м
Макс. глубина погружения: 7 м
Макс. производительность: 18 л/мин
Макс. мощность: 300 Вт
Макс. температура воды: 40 °C
Характеристики
Макс. высота подъема (напор): 60 м
Макс. глубина погружения: 7 м
Макс. производительность: 18 л/мин
Макс. мощность: 300 Вт
Макс. температура воды: 40 °C
Класс защиты: IP68
Трубное соединение: елочка 3/4 дюйм
Бренд: Patriot
Скачать инструкцию
Насос вибрационный PATRIOT VP 40В 315302496 — предназначен для подачи воды из колодцев, различных емкостей и естественных водоемов. Возможно использование в скважинах с глубиной до 10-15 метров и диаметром от 100 мм.
Комплектация:
Упаковка
Насос
Инструкция по эксплуатации
Заводская гарантия
Гарантия покрывает дефекты в изделиях, поставляемых компанией ТССП Казахстан, причиненные дефектным материалом или исполнением. Гарантия покрывает только дефекты, выявленные в пределах гарантийного периода определенного Договором, но не более 12 (двенадцати) месяцев с даты поставки. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
Гарантия покрывает исправление квалифицированным обслуживающим персоналом, уполномоченным ТССП Казахстан, любого попадающего под гарантию завода-изготовителя дефекта. Гарантия также покрывает затраты на запасные части и непосредственно труд, необходимый для замены или ремонта дефектного изделия.
Специальные гарантийные условия, исключения и ограничения
На ряд типов и моделей оборудования действуют специальные гарантийные условия от заводов-изготовителей или от компании ТССП Казахстан.
Уточните перед покупкой, действуют ли специальные условия, исключения или ограничения на выбранный вами продукт.
Кредо нашего сервиса крайне простое и емкое: «Техника должна работать».
В Астане, Алмате, Шымкенте, Атырау и в Усть-каменогорске находятся сервисные центры с мастерами для проведения ремонтных работ в мастерской и на выезде. Разделение по специализации, позволяет нам растить и развивать профильных сервисных специалистов, способных оперативно решать вопросы по ремонту и обслуживанию техники.
При подготовке к продвижению линейки оборудования, мы проводим предварительную работу по подбору и формированию склада запасных частей для технического обслуживания и ремонта. На складах ТССП Казахстан хранится более 5000 наименований запчастей и мы неустанно работаем над повышением качества склада и обеспечением постоянного наличия критичных позиций для бесперебойной работы наших клиентов.
Основная технология применяется тысячей различных способов.
Особенности продукта
Надежность, подтвержденная испытаниями
Высоконадежные решения
Сделано в США
Встроенное качество
Обслуживание клиентов мирового класса
Гибкие валы Elliott предназначены для передачи мощности или вращательного движения по криволинейной траектории либо между неподвижными валами, либо между валами, имеющими относительное движение.
Они могут решить проблемы несоосности, поглощать и изолировать вибрацию, а также упрощать конструкцию и применение силовой передачи. Гибкие валы Elliott легко выдерживают удары внезапных изменений нагрузки при пуске и остановке. Они будут эффективно и надежно передавать мощность ведомому элементу, который должен перемещаться во время работы, даже при поворотах или в машинах, при этом обеспечивая высокую степень свободы в расположении источников привода, будь то механические, такие как электродвигатели или ручные.
Использование гибких валов для решения сложных проблем с приводом может сократить время проектирования, снизить затраты на первоначальную сборку и техническое обслуживание без использования открытых универсальных шарниров, шестерен, шкивов или муфт. Рассмотрите возможность использования гибких валов Elliott на раннем этапе проектирования, чтобы в полной мере воспользоваться преимуществами этой уникальной технологии для эффективного, экономичного и гибкого решения сложных проблем с приводом. Заставьте Elliott e-novation работать, но свяжитесь с нами.
Полезные ссылки
Часто задаваемые вопросы
Что такое гибкий вал?
Это полный механизм, способный передавать вращательную силу или движение между двумя точками, которые не обязательно должны быть коллинеарными. Они доступны в широком диапазоне конфигураций и материалов для удовлетворения ваших потребностей. Гибкие валы очень долговечны и могут работать в сложных условиях, некоторые из которых требуют непрерывной работы на очень высокой скорости. Существует два основных типа гибких валов:
Силовой привод: Предназначен для непрерывной работы на скоростях, превышающих 100 об/мин, когда крутящий момент передается в одном направлении вращения. Его также можно использовать, когда прерывистая работа является требованием приложения.
Пульт дистанционного управления: Предназначен для прерывистой работы со скоростью 100 об/мин или меньше. Гибкие валы с дистанционным управлением обычно имеют более высокий крутящий момент, чем гибкие валы силового привода, и могут вращаться как по часовой стрелке, так и против часовой стрелки без побочных эффектов.
Как я могу узнать, выиграет ли моя система от использования Flex Shaft?
Свяжитесь с одним из наших инженеров по применению, чтобы определить, подходят ли крутящий момент, скорость и окружающая среда для вашего применения для гибкого вала. За последние 140 лет компания Elliott разработала гибкие валы буквально для ТЫСЯЧ применений, от военных и коммерческих до электростанций и т. д.
Есть ли другие варианты использования?
Компания Elliott производит широкий ассортимент тросов Push/Pull и элементов управления. Подобно нашим гибким валам, толкающие/тянущие кабели Elliott передают линейное движение из одного места в другое. Они просты в установке и являются одними из самых популярных в отрасли. Наши инженеры по применению работают с вами, чтобы определить наилучшие конфигурации монтажа, длину хода/хода и общую длину. Для дополнительной информации свяжитесь с нами.
Из каких частей состоит гибкий вал?
Как правило, гибкий вал состоит из следующих компонентов: сердечника, корпуса, соединения двигателя, фитинга и втулки. Некоторые системы будут иметь все эти компоненты, в то время как другие могут иметь только некоторые из них.
СЕРДЕЧНИК: Проволока, намотанная слоями в противоположных направлениях вокруг центральной проволоки.
Станина токарного станка по металлу:фото,виды,шабрение и шлифовка
Posted by Apostol65q28hd on Sunday, 21 February 2016
Устройство станины
Виды станин
Ремонт станины
Шлифовка станины
Токарные станки используются для обработки деталей цилиндрической формы. Они включают в себя множество разновидностей, которые отличаются по размеру и наличию дополнительных функций. Такие промышленные модели как, токарный станок 16К20 очень распространены и широко используются в современной промышленности. Чтобы устройство нормально функционировало, требуется знать все особенности его деталей.
Станина токарного станка служит для закрепления практически всех механизмов и узлов, которые применяются на данном оборудовании. Зачастую ее отливают из чугуна, чтобы получить массивную и прочную конструкцию, которая смогла прослужить длительный срок. Это связано с тем, что она будет подвергаться большим нагрузкам. Не стоит также забывать об устойчивости, так как массивные большие модели используют огромную энергию во время работы и основание должно хорошо сопротивляться нагрузкам.
фото:станина токарного станка
Станина и направляющие станка крепятся при помощи болтов к тумбам или парным ножкам. Если устройство короткое, то применяется две стойки. Чем оно длиннее, тем больше стоек может потребоваться. Большинство тумб имеет дверцы, что позволяет их использовать в качестве ящиков. К направляющим следует очень внимательно относиться и оберегать их возможности повреждения. Не желательно оставлять на них инструменты, заготовки и прочие изделия. если все же приходится располагать на них металлические предметы, то перед этим следует положить деревянную подкладку. Для лучшего ухода, перед каждым применением станка, станину требуется протирать и смазывать. Когда работа завершена, следует удалять с нее стружку, грязь и прочие лишние предметы.
Особенности конструкции станины металлорежущих станков могут отличаться в зависимости о конкретной модели, так как они разрабатываются для удобного и безопасного размещения всех узлов оборудования. Но основные положения во многих случаях остаются одинаковыми, так что на примере популярных моделей можно рассмотреть основы.
Устройство чугунной станины
фото:устройство чугунной станины
Продольное ребро;
Продольное ребро;
Поперечное ребро, служащее для связи продольных ребер;
Призматические направляющие продольных ребер;
Плоские направляющие, которые служат для установки задней и передней бабки, а также для передвижения по ним суппорта;
Стоит отметить, что у направляющих станины поперечное сечение может иметь различные формы. Обязательным правилом является соблюдение параллельного расположения, так что все должно быть равноудаленным от оси центров. Это требует точной фрезеровки или строгания. После этого осуществляется операция по шлифовке и шабрению. Все это обеспечивает точную обработку изделий, а также ликвидацию проблем с передвижением суппорта и возникновением толчков.
Виды станин станков
фото:виды станин станков
Станина токарного станка по металлу, которая представлена на рисунке «а» под номерами 1 и 2, имеет трапецеидальное сечение направляющих. В данном случае основной упор сделан на большую опорную поверхность. Они обладают большой износостойкостью, что позволяет долго оставлять свою точность. В то же время, для перемещения по ним суппорта нужно прилагать множество усилий, особенно, если он перекосился.
На рисунке «б» представлена станина с плоским прямоугольным сечением направляющих. В отличие от предыдущего, они имеют уже по два ребра жесткости, а не одному, что делает их крепче.
Рисунок «в» демонстрирует станину с направляющими треугольного сечения. С учетом того, что здесь используется достаточно малая опорная поверхность, с большим весом работать получается сложно, так что данный вид используется преимущественно для малых станков.
На рисунке «г» показана станина с треугольным сечением и опорной плоскостью. В данном случае она также применяется для станков мелких размеров.
Если станина предназначается для тяжелого станка, то она имеет не только большое сечение, но и большее сопротивление на изгиб. Одними из наиболее распространенных является такой вид, как представлен на рисунке «г». Здесь каретка суппорта делает упор на призму №3 спереди, а сзади упирается на плоскость №6. Чтобы не произошло опрокидывание, ее удерживает плоскость №7. При задаче направления основную роль играет призма №3, тем более, что она воспринимает на себя большую часть давления, осуществляемого резцом.
Если на станине возле передней бабки имеется выемка, то она служит для тог, чтобы обрабатывать изделия большого диаметра. Если же происходит обработка изделия, радиус которых меньше высоты центров, то выемку перекрывают специальным мостиком.
Ремонт станины токарного станка
Шабрение станины токарного станка является технологическим процессом во время которого станина выверяется для закрепления коробки подач при помощи рамного уровня. Благодаря этому можно будет в дальнейшем легко установить перпендикулярность поверхности крепления суппорта и фартука к коробке подач.
Первым делом станина устанавливается на жесткий фундамент и проверить продольное направление по уровню вдоль поверхности, а поперечное направление по рамному уровню. Допустимые отклонения составляют не более 0,02 мм на 1 метр длины изделия.
Шабрят верхние поверхности направляющей, сначала с одной стороны, используя поверочную линейку на краску. Во время этого процесса желательно периодически проверять извернутость направляющих.
Затем шабрят поверхность второй направляющей. Максимальный допуск отклонений здесь остается таким же 0,02 мм на 1 метр длины изделия.
Шлифовка станины токарного станка
Шлифовка станины токарного станка состоит из следующих процедур:
Необходимо провести зачистку и запиливание задиров и забоин имеющихся на поверхности;
Станина устанавливается на столе продольно-строгального станка и надежно закрепляются там;
Далее идет проверка извернутости направляющих, которая производится уложенного на мостике задней бабки уровня;
Во время установки станины получается небольшой прогиб изделия, который следует исправить путем максимально плотного соприкосновения со столом;
Повторно проверяется извернутость направляющих, чтобы результаты совпадали с тем, что было до закрепления;
Только после этого приступают к шлифовке всех контактных поверхностей изделия. Процедура проводится при помощи торца круга чашечной формы. его зернистость должна быть К3 46 или КЧ 46, а твердость соответствовать СМ1К.
Поделитесь информацией с друзьями в социальных сетях
Качество капитального или среднего ремонта при минимальном сроке исполнения зависит от степени подготовки станка к ремонту и правильной организации труда бригады слесарей.
Перед остановкой станка для ремонта производят проверку его работы на холостом ходу с целью выявления повышенных шумов и вибраций на каждой ступени оборотов шпинделя и также осуществляют обработку образца с целью определения состояния опор качения шпинделя. Проверяют радиальное и осевое биение шпинделя. Указанные проверки являются обязательными, так как при этом легче установить дефекты, которые в ряде случаев весьма сложно выявить у разобранного станка.
Результаты проверок учитывают при составлении ведомости дефектов и ремонте станка.
Другие проверки станка на точность по ГОСТ 42—56 (рекомендуемые в некоторых литературных источниках) проводить нецелесообразно, так как точность сборки станка обеспечивается на всех этапах технологического процесса ремонта.
В настоящей главе рассмотрено несколько вариантов технологических процессов, которые применяют для капитального или среднего ремонта корпусных (базовых) деталей и узлов большинства моделей токарно-винторезных станков, например, 1К62, 1601, 1610, 1613Д или 250, 1612В, 1615А, ТВ-320, 1А616, 1Е61 и др. соответствуют современному уровню ремонтного производства и могут быть использованы ремонтными базами с различным уровнем оснащенности.
Технические характеристики, фотографии и чертежи приведены на странице Токарно-винторезный станок 1К62.
Весьма важным мероприятием является организация ремонта станка по календарному графику. График ремонта станка определяет последовательность и сроки проведения ремонтных операций, комплектование узлов и окончательную сборку станка,
Кроме того, в первый день бригада осуществляет промывку деталей и дефектацию станка и приступает к ремонту других узлов станка.
Ремонт направляющих станины токарного станка
Направляющие станины восстанавливают при ремонте различными способами, например строганием, фрезерованием, шлифованием, протягиванием, шабрением. На некоторых заводах осуществляют поверхностное упрочнение направляющих станины способом накатывания роликом, а также закалкой т. в. ч., что значительно повышает износоустойчивость поверхностей.
Выбор способа ремонта зависит от степени износа и твердости направляющих станины, оснащенности ремонтной базы специальными станками и приспособлениями и т. п.
Наиболее распространенными способами ремонта направляющих станин являются шабрение, шлифование и строгание.
Ремонт направляющих шабрением даже при износе 0,05 мм отличается большой трудоемкостью и стоит дорого, поэтому следует механизировать этот процесс, а это дает большой экономический эффект.
Ремонт направляющих шлифованием обеспечивает высокую точность и чистоту обработки, этот способ практически незаменим при ремонте закаленных направляющих станин. Производительность труда при шлифовании в несколько раз выше по сравнению с шабрением. Однако при ремонте незакаленных направляющих станков предпочтение следует отдавать финишному строганию. При этом достигается высокая производительность, обеспечивается чистота поверхности V6 и точность в соответствии с техническими условиями.
Ремонт направляющих станины шабрением
Рис. 48. Выверка станины токарно-винторезного станка на стенде
Основание мостика
Резьбовая колонка
Уровень
Опора
Резьбовая колонка
Площадка для уровня
Резьбовая колонка
Опора
Подпятники
Уровень
Рамный уровень
Балочка
Поверхность станины для крепления коробки подач
Этот технологический процесс характеризуется тем, что станина (установленная на стенде или на жестком фундаменте) в поперечном направлении выверяется по поверхности для крепления коробки подач 13 (рис. 48) с помощью рамного уровня 11. Это позволяет в дальнейшем при ремонте суппорта легко определить и установить перпендикулярность поверхностей для крепления фартука на каретке суппорта к поверхности для крепления коробки подач на станине.
Горизонтальность направляющих в продольном направлении определяется обычным способом по уровню 10.
Другая особенность рассматриваемого типового технологического процесса заключается в том, что вместо изнашиваемых поверхностей направляющих под заднюю бабку (на станине), обычно принимаемых за базу, в данном случае за базу принимают поверхности для крепления зубчатой рейки, притом лишь участки (по 200—300 мм) этих поверхностей по обоим концам станины. Эти поверхности никогда не изнашиваются и находятся в одной плоскости с поверхностями для крепления коробки подач и кронштейна ходового вала. Восстановление параллельности направляющих станины к указанным поверхностям сокращает трудоемкость выверки параллельности осей ходового винта и ходового вала к направляющим станины.
Ремонт направляющих станин по этой технологии, внедренный в ремонтной службе ЛОМО, сводится к следующим операциям:
1. Устанавливают станину на стенд или жесткий фундамент по уровню с помощью клиньев и башмаков. В продольном направлении проверку необходимо вести по уровню 10 (рис. 48), в поперечном направлении — по рамному уровню, прикладываемому к плоскости 13.
Извернутость направляющих проверяется по уровню 4, установленному на универсальном приспособлении 3, перемещаемом по направляющим, или на мостике задней бабки.
Допускаются отклонения от горизонтальности направляющих в продольном направлении не более 0,02 мм на длине 1000 мм.
Извернутость направляющих допускается не более 0,02— 0,04 мм на длине 1000 мм.
Плоскость 9 (рис. 49) для крепления коробки подач должна располагаться вертикально. Допускается отклонение не более 0,04—0,05 мм на длине 1000 мм.
2. Шабрят поверхности 3, 4 и 5 по поверочной линейке на краску. В процессе шабрения периодически проверяют извернутость этих направляющих и параллельность их поверхностям 9 и 10 с помощью приспособления, уровня и индикатора (способ проверки — см. рис. 10, б).
Допускается непрямолинейность (в сторону выпуклости) не более 0,02 мм на длине 1000 мм. Извернутость — не более 0,02 мм на 1000 мм. Непараллельность 1 базовым поверхностям — не более 0,06 мм на длине направляющих. Количество отпечатков краски — не менее 10 на площади 25×25 мм.
3. Шабрят направляющие 1, 2 и 6 по поверочной линейке на краску. Периодически проверяют параллельность их поверхностям 3, 4 и 5, отклонение которой должно быть не более 0,02 мм на длине 1000 мм и не более 0,05 мм на длине 3000 мм.
Спиральная извернутость допускается не более 0,02 мм на длине 1000 мм. Количество отпечатков краски должно быть не менее 10 на площади 25 х 25 мм.
4. Шабрят поверхности 7 и 11 по поверочной линейке на краску. Периодически проверяют параллельность их поверхностям 1, 2 и 6 с помощью приспособления с индикатором. Допускается непараллельность не более 0,02 мм на длине направляющих.
Окончательная пригонка поверхностей 7 и 11 производится по каретке суппорта вместе с прижимными планками.
Ремонт направляющих станины шлифованием
Этот технологический процесс состоит из следующих операций:
1.Запиливают и зачищают все выступающие забоины и задиры на поверхности 8 станины (рис. 49).
2. Устанавливают станину на столе продольно-строгального станка поверхностью 8, при этом под наружные четыре угла между опорными плоскостями станины и поверхности стола подкладывают фольгу толщиной 0,1 мм. Закрепление станины осуществляют у внутренних углов (на рис. 50 показано стрелками) и выверяют ее на параллельность ходу стола по поверхностям 10 и 9 (рис. 49) с точностью 0,05 мм на всей длине поверхности.
3. Проверяют извернутость направляющих 3, 4 и 5 с помощью уровня, уложенного на мостике задней бабки, или специального приспособления (см. рис. 9).
4. Закрепляют станину на столе станка винтами и накладками, одновременно осуществляя прогиб станины на 0,05 мм. Как показывает практика, на точность механической обработки направляющих отрицательно влияет непрямолинейность движения стола строгального станка, на котором производится шлифование. Деформация станины, возникающая как в процессе установки и закрепления на столе станка, так и при обработке также увеличивает непрямолинейность. Из-за указанных недостатков направляющие станины после их обработки оказываются не только непрямолинейными (в сторону вогнутости), но и извернутыми. Поэтому установка и крепление станины на столе строгального станка являются важными моментами и требуют внимательного и умелого подхода к ним. Станину следует закрепить на столе строгального станка так, чтобы тумбы своей опорной поверхностью плотнее соприкасались с поверхностью стола.-
5. Дополнительно проверяют извернутость направляющих. Показания должны быть такие же, как при проверке до закрепления. При несовпадении показаний винты ослабляют и станину вновь закрепляют так, чтобы данные извернутости были с одинаковыми данными, полученными до закрепления станины на столе станка.
6. Шлифуют последовательно поверхности 3, 6, 11, 7, 2, 5, 1 и 4 (рис. 49). Шлифование производят торцом круга чашечной формы, зернистостью КЧ46 или К346 и твердостью СМ1К. Предварительное шлифование проводят при наклоне оси шпинделя относительно направления движения стола на 1—3°.
Окончательное шлифование производят при перпендикулярном положении оси шпинделя к шлифуемой поверхности. Режим шлифования: подача 6—8 м/мин, скорость — 35—40 м/сек. Нагрев обрабатываемых поверхностей во время шлифования не допускается.
Типовой технологический процесс ремонта направляющих станин шлифованием представлен в табл. 3. Этим технологическим процессом можно руководствоваться и при шлифовании направляющих, закаленных т. в. ч. Однако предварительно нужно выполнить все операции, указанные на стр. 72.
Читайте также: Описание конструкции токарно-винторезного станка 1К62
Ремонт направляющих станины финишным строганием
При ремонте направляющих строганием станину необходимо установить на стол продольно-строгального станка, выверить и деформировать, согласно операциям 1, 2, 3 и 4 табл. 3.
Типовой технологический процесс ремонта направляющих станины станка модели 1К62 шлифованием. Таблица 3
Номер операции
Содержание операции
Технические условия
Инструмент и приспособления
Способ проверки
01
Зачистить поверхность 8 (см. рис. 49) от забоин
Границы забоин не должны выступать над поверхностью
Напильник, шабер, поверочная линейка
Линейкой на краску
02
Установить станину на строгальный станок и выверить на параллельность по ходу стола
Непараллельность поверхностей 9 к 10 к направлению стола — не более 0,03 мм на длине станины
Индикатор, щуп
Индикатор закрепить в резцедержателе станка и подвести измерительный штифт к поверхностям 9 и 10. Замеры осуществлять на концах поверхностей при движении стола станка
03
Проверить (предварительно) извернутость направляющих 3 и 4 до закрепления станины на столе и зафиксировать отклонения, также проверить горизонтальность поверхности 3
—
Мостик и уровень с ценой деления 0,02 мм на длине 1000 мм
На средние направляющие 3, 4 и 5 (см. рис. 49) установить мостик с уровнем, расположив его поперек направляющих. Перемещая мостик, по уровню определить величину извернутости направляющих. Затем уровень установить на поверхности 3 поочередно на обоих концах, и зафиксировать положение станины в продольном направлении
04
Закрепить, деформировав, станину на столе станка в местах, показанных на рис. 50 стрелками, и проверить окончательно
Извернутость должна соответствовать показаниям проверки операции 3. Вогнутость должна быть на 0,05 мм больше вогнутости при операции 3
Мостик и уровень с ценой деления 0,02 мм на длине 1000 мм
То же
05,06,07
Шлифовать последовательно (предварительно и окончательно) поверхности 3 и 6; 7 и 11; 1, 4, 5 и 2 (рис. 49)
Чистота поверхностей V7
Шлифовальный круг ЧК ЭБ36, СМ2К (ГОСТ 2424—67)
Чистоту обработки определять визуально методом сравнения с эталоном
08
Проверить предварительно прямолинейность, параллельность, плоскостность и извернутость направляющих
Отклонение от прямолинейности (вогнутость) не более 0,03 мм на длине 1000 мм. Отклонение от параллельности — не более 0,02 мм по всей длине направляющих. Извернутость — не более 0,02 мм на длине 1000 мм
Поверочная линейка (ГОСТ 8026—64), щуп, набор, поверочная линейка (ГОСТ 8026—64), щуп (набор № 3), индикатор с ценой деления 0,01 мм, универсальный мостик и уровень
Непрямолинейность и извернутость проверять универсальным мостиком с уровнем (см. рис. 9), непараллельность — мостиком и индикатором (см. рис. 10, б)
09
Открепить станину и предъявить в ОТК
Отклонение от прямолинейности (выпуклость) — не более 0,02 мм на длине 1000 мм
То же
То же
В резцедержателе станка устанавливают широколезвийные резцы, режущие кромки которых предварительно должны быть доведены. Резец подводят к наименее изношенной части обрабатываемой поверхности и регулируют положение лезвия таким образом, чтобы оно плотно соприкасалось режущей кромкой с направляющей и перекрывало ее по ширине. Проверку расположения резца относительно поверхности можно производить щупом.
Строгание производится при скорости движения стола 8— 10 м/мин и глубине резания 0,03—0,05 мм. Для получения чистоты поверхности V 7 обрабатываемую поверхность необходимо смачивать керосином. Обработку поверхности следует вести за 3— 4 прохода. Проверка точности обработки производится так же, как после операций 8 и 9 (табл. 3).
Ремонт направляющих станины длиной более 3000 мм
Направляющие длиной более 3000 мм наиболее экономично ремонтировать с помощью переносных фрезерных или шлифовальных приспособлений. Однако для таких приспособлений необходимо предварительно подготовить поверхности, по которым перемещается приспособление, например шабрением. Такими поверхностями у станины токарного станка могут являться направляющие для задней бабки, концы которых выверяют на параллельность по отношению к концам поверхностей для рейки с точностью 0,05 мм, затем определяют непрямолинейность и устраняют извернутость направляющих.
Для правильного решения вопроса о способе ремонта поверхностей, а также для того, чтобы вести шабрение наиболее рациональным способом, нужно определить величину износа и непрямолинейности и составить графики, характеризующие состояние направляющих.
Измерения производятся уровнем и их следует начинать с определения формы плоской направляющей 3 (см. рис. 49). Для уменьшения случайных ошибок, возникающих вследствие погрешности контакта между корпусом уровня и проверяемой поверхностью, рекомендуется укреплять уровень на специальной подставке (см. рис. 24, в) с двумя платиками 5, расстояние между серединами которых принимается за «базу уровня».
Порядок измерения следующий.
1. Зачищают все выступающие места (границы) забоин, задиров направляющей, обнаруженные поверочной плитой покраске и тщательно промывают керосином и протирают насухо.
2. Проверяют прилегание опорных платиков к плоскости направляющей.
3. Направляющую разбивают на равные участки, длина которых должна соответствовать базе измерения. Для этого подставку устанавливают на край направляющей и отмечают на станине штрихами положение середины платиков. Затем последовательно от участка к участку подставку перемещают и устанавливают задний (по направлению перемещения) платик в том месте, где находился передний при разметке предыдущего участка. Контрольные штрихи на станине нумеруются по порядку слева направо, начиная от нуля.
Отсчет осуществляют по порядку на каждом участке, наблюдая за положением пузырька основной ампулы уровня в делениях его шкалы. Показания уровня записывают, указывая порядковый номер проверяемого участка и отклонения пузырька в делениях шкалы со знаком плюс или минус. Затем строится график, характеризующий форму направляющей относительно исходной прямой по показаниям уровня (в мкм), которые приводятся к горизонтальной прямой графическим методом.
По результатам измерений и построенному графику выбирают наиболее изношенный участок на направляющей и вышабривают «маяк» так, чтобы его поверхность равномерно покрывалась краской, нанесенной на платик контрольной подставки. Одновременно контролируется горизонтальность участка при помощи закрепленного на подставке уровня. Далее подставка с уровнем перемещается на следующий участок и вышабривается следующий «маяк» и т. д.
Имея такие «маяки», шабрят направляющую по поверочной линейке до тех пор, пока «маяки» не начнут равномерно закрашиваться, а направляющая не станет прямолинейной и горизонтальной.
Поверхности 4 и 5 (см. рис. 49) призматической направляющей также ремонтируют шабрением по поверочной линейке. Шабрение ведется по «маякам», полученным так же, как при ремонте плоской направляющей.
Непрямолинейность призматической направляющей в вертикальной плоскости целесообразно проверять методом измерения извернутости относительно аттестованной плоской направляющей с помощью уровня, используя приспособление (см. рис. 9), располагая его опоры так, как показано на рис. 10, б. При этом за базу уровня принимается расстояние между серединами плоской и призматической направляющих, а на одном из концов направляющей извернутость принимается равной нулю.
Непрямолинейность направляющей в горизонтальной плоскости можно проверять этим же приспособлением и автоколлиматором (см. рис. 9).
Допускается непрямолинейность (выпуклость) не более 0,02 мм на 1000 мм длины и извернутость направляющих не более 0,02 мм на длине 1000 мм.
Ремонт направляющих поверхностей 1, 2, 6, 7 и 10 (см. рис. 49) целесообразно производить с помощью переносного приспособления (см. рис. 32), которое устанавливается на восстановленные поверхности 3, 4 и 5 (см. рис. 49). При отсутствии такого или подобного приспособления обработку поверхностей можно вести шабрением по поверочной линейке, периодически проверяя их параллельность по индикатору, установленному на мостике (см. рис. 10, б) или на основании задней бабки, которые базируются на поверхностях 3, 4 и 2 станины (см. рис. 49). Допускается непараллельность не более 0,02 мм на длине 1000 мм.
Окончательная проверка точности направляющих поверхностей 1, 2 и 6 производится приспособлением, показанным на рис. 9.
Установка ходового винта и ходового вала
Эта операция исключается, если ремонт каретки выполнен согласно табл. 5.
Совмещение осей ходового винта и ходового вала, коробки подач и фартука проводят в соответствии со следующим типовым технологическим процессом.
1. Устанавливают корпус коробки подачи и укрепляют его на станине винтами и штифтами.
2. Устанавливают каретку в средней части станины и прикрепляют винтами заднюю прижимную планку каретки.
3. Устанавливают фартук и соединяют с кареткой винтами(фартук может быть установлен не полностью собранным).
4. В отверстия коробки подач и фартука для ходового винта или ходового вала устанавливают контрольные оправки. Концы оправки должны выступать на 100—200 мм и иметь одинаковый диаметр выступающей части с отклонением не более 0,01 мм (люфт оправок в отверстиях недопустим).
5. Придвигают каретку с фартуком к коробке подач до соприкосновения торцов оправок и замеряют величину их несоосности (на просвет) с помощью линейки и щупа.
6. Восстанавливают соосность отверстий для ходового винта и ходового вала в коробке подач и фартуке посредством установки новых накладок, шабрения направляющих или накладок каретки, переустановки коробки подач.
Допустимое отклонение от соосности отверстий коробки подач и фартука: в вертикальной плоскости — не более 0,15 мм (ось отверстия фартука может быть только выше отверстия коробки подач), в горизонтальной плоскости — не более 0,07 мм.
Переустановку коробки по высоте следует производить при ремонте направляющих каретки без компенсирующих накладок. При этом отверстия в коробке подач для винтов крепления ее к станине фрезеруют. При смещении коробки в горизонтальном направлении необходимо фрезеровать отверстия в каретке для винтов крепления фартука: последний необходимо также сместить, а затем заново штифтовать.
Локтева С.Е. Станки с программным управлением, 1986
Модзелевский А. А., и др. Токарные станки, 1973
Пекелис Г. Д., Гельберг Б.Т. Технология ремонта металлорежущих станков, 1970
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Полезные ссылки по теме
Станина токарного станка – ToolNotes
Перейти к содержимому
Введение
Направляющие
Стойка
Подающий стержень
Ходовой винт
Токарные станки с щелевой станиной
Токарные станки с наклонной станиной
90 020 Введение
Станина токарного станка является основным конструктивным элементом токарного станка. Станина обеспечивает основу для направляющих, которые, в свою очередь, несут каретку, заднюю бабку и другие компоненты, такие как люнеты и упоры каретки.
Станина является основным конструктивным элементом токарного станка.
Направляющие
Направляющие или просто направляющие представляют собой линейные несущие элементы, обеспечивающие траекторию движения каретки и задней бабки токарного станка. Направляющие могут иметь несколько конфигураций, включая коробчатые направляющие, V-образные направляющие, направляющие типа «ласточкин хвост», и могут использоваться с шариковыми или роликовыми подшипниками на некоторых токарных станках.
Bedway — это прецизионно отшлифованные поверхности, обеспечивающие траекторию движения каретки и задней бабки.
Рейка
Рейка представляет собой плоский зубчатый элемент, который используется вместе с шестерней для обеспечения движения каретки при токарных операциях. Мощность подается на ведущую шестерню через подающий стержень. На токарных станках с ЧПУ питание может подаваться непосредственно на ведущую шестерню через серводвигатель.
Подающий стержень
Подающий стержень представляет собой цилиндрический стержень с выточенным в нем шпоночным пазом. Червячная передача скользит по этому стержню и передает мощность либо на шестерню каретки, либо на шестерню поперечного скольжения, в зависимости от положения рычага выбора механической подачи.
Примечание. На некоторых токарных станках подающий стержень и ходовой винт встроены в один и тот же компонент.
Тяга подачи передает мощность от передней бабки к каретке для выполнения операций механической подачи в направлении каретки или поперечного суппорта.
Ходовой винт
Ходовой винт представляет собой стержень с резьбой, который используется для подачи энергии на каретку при нарезании резьбы. Ходовой винт часто имеет резьбу ACME. Ходовой винт передает мощность на каретку, когда рычаг полугайки задействован.
Токарные станки с гильзой
Максимальный диаметр заготовки, которую можно обработать на токарном станке, определяет поворот токарного станка. Некоторые токарные станки имеют функцию увеличения поворота токарных станков. Съемный (обычно) сегмент станины, известный как зазор, можно вынуть, чтобы вместить необычно большую заготовку. При определении размера токарного станка обязательно узнайте, является ли размер качания качанием над станиной, над зазором или над поперечным суппортом.
Поворот токарного станка — это заготовка самого большого диаметра, которую можно на нем обработать. Токарный станок с зазором может вместить заготовку большего диаметра с удаленным зазором.
Станина с подвижным зазором (видеопример)
Токарные станки с наклонной станиной
Токарные станки с наклонной станиной имеют наклонную станину. Наклонная ориентация позволяет стружке падать в сторону. Такое расположение может также увеличить расстояние между путями, чтобы обеспечить большую стабильность.
Токарный станок с наклонной станиной
Каталожные номера
Роджерс, Барри. «Покупка токарного станка: наклонные станины и многозадачные конфигурации». Современный механический цех. 17 августа 2018 г. По состоянию на 17 мая 2019 г. https://www.mmsonline.com/blog/post/buying-a-lathe-slant-beds-and-multitasking-configurations.
Этот веб-сайт использует файлы cookie для улучшения вашего опыта. Мы предполагаем, что вы согласны с этим, но вы можете отказаться, если хотите. ПринятьОтклонить Подробнее
Что такое станина токарного станка и для чего она используется?
Руководства / Чарльз Уилсон
Последнее обновление: Чарльз Уилсон, 20 декабря 2022 г. Это закрепленное положение, в котором монтируются все остальные компоненты токарного станка.
Этот прочный компонент является основой сборки и облегчает поворот заготовки.
Здесь я расскажу об этой важнейшей части токарного станка и о нескольких различных станинах токарного станка.
Ключевые выводы
Почти все токарные станки имеют станину.
Каретка, передняя и задняя бабки устанавливаются по всей длине этой поверхности.
Подручники и ходовой винт также крепятся к этой поверхности.
Этот фундамент также имеет люнеты и упоры каретки по всей длине.
Содержание
Для чего используется станина токарного станка?
Основное назначение станины токарного станка — облегчить работу станка за счет обеспечения устойчивого основания для обрабатываемой детали.
Большинство конструкций токарных станков имеют станину для устойчивости. Все подвижные части токарного станка, такие как задняя бабка и каретка, качаются по этой поверхности по мере необходимости.
Точные размеры станины токарного станка помогут обеспечить правильную обработку всех ваших заготовок.
Что такое токарный станок?
Станина токарного станка представляет собой плоскую горизонтальную поверхность, которая образует основную рабочую поверхность и раму токарного станка. Почти у всех токарных станков есть станина, будь то токарные станки по металлу или токарные станки по дереву .
Передняя бабка, задняя бабка и каретка крепятся к направляющим станины . Каретка и задняя бабка предназначены для скольжения по этим направляющим во время операций обработки.
Каретка вашего станка перемещается с помощью рейки, которая проходит вдоль станины станка. Стойка приводится в действие подающим стержнем или двигателем.
Передняя бабка фиксируется в одном положении в левой точке станины и не может скользить или откидываться.
Другие детали
Помимо ранее упомянутых компонентов, станина содержит такие детали, как ходовой винт и его резьбовой стержень.
Ходовой винт представляет собой стержень с резьбой , который приводит в движение каретку , если вам нужно нарезать резьбу. Не забудьте сначала зафиксировать рычаг полугайки!
Из чего сделана станина станка?
Эта плоская закаленная поверхность часто изготавливается из мелкозернистого или высококачественного чугуна или мягкой стали .
Должен быть изготовлен из чугуна, чтобы выдерживать вибрации и обеспечивать жесткость сборки.
Без этой жесткости вибрации, которые проходят через большинство токарных станков во время работы, могут вызвать вибрацию, что может привести к неровностям и дефектам обрабатываемой детали.
Что такое токарный станок с щелевой станиной?
Вам понадобится токарный станок с щелевой станиной, если у вас есть особенно большая заготовка, которую вы не можете нормально обработать.
Станина некоторых токарных станков может поворачиваться наружу, оставляя небольшой зазор возле передней бабки.
Функция зазора позволяет работать с более крупными заготовками , которые обычно не помещаются в вашу сборку.
Часто задаваемые вопросы (FAQ)
Если у вас есть вопросы о токарных станках, загляните в этот раздел, чтобы получить мои ответы!
Что такое перевозка?
Каретка токарного станка представляет собой крупный компонент, состоящий из фартука , поперечного суппорта и суппорта . Седло помогает поперечному суппорту перемещаться по длине станка.
 число оборотов холостого хода, об/мин
число оборотов холостого хода, об/мин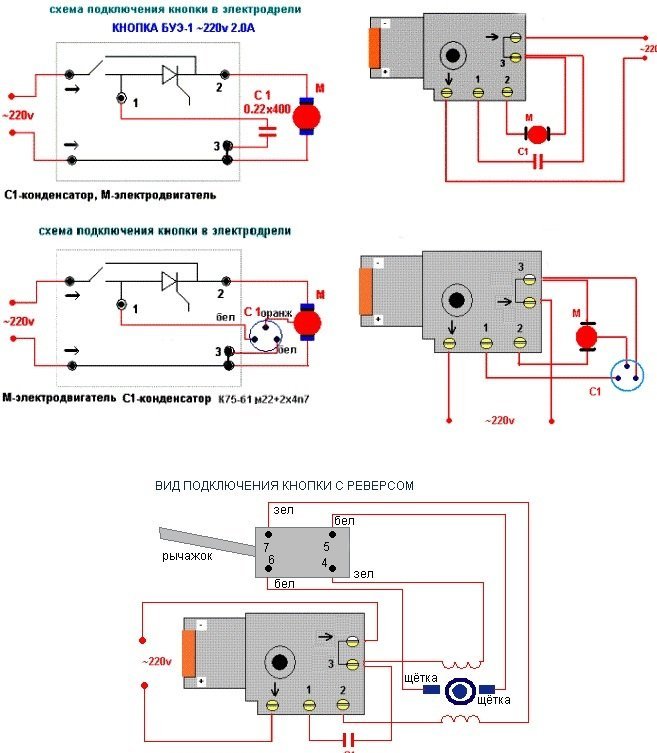 8-10
8-10 8×25.5×7
8×25.5×7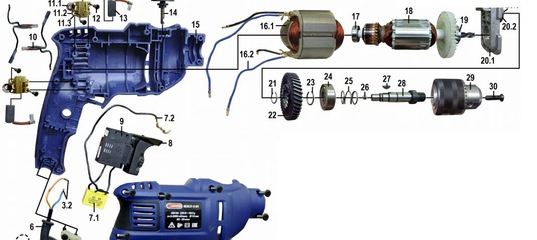 01 МБ)
01 МБ) Влажно-воздушная камнерезная пила может принимать лезвия 178 мм и может резать максимум 45-90 градусов. глубиной 30 мм для камней.
Влажно-воздушная камнерезная пила может принимать лезвия 178 мм и может резать максимум 45-90 градусов. глубиной 30 мм для камней. Подвижная платформа может использоваться с различными инструментами. Вы можете подключить больше треков, чтобы увеличить длину трека.
Подвижная платформа может использоваться с различными инструментами. Вы можете подключить больше треков, чтобы увеличить длину трека. с. (1,1 кВт) без дополнительного вакуумного насоса (вакуумного генератора). При использовании с электродрелью его можно быстро прикрепить к заготовке для сверления через встроенное фиксирующее основание с вакуумной присоской. Легко выполнять при выходе. Просверлите стороны после изменения угла через угловую насадку.
с. (1,1 кВт) без дополнительного вакуумного насоса (вакуумного генератора). При использовании с электродрелью его можно быстро прикрепить к заготовке для сверления через встроенное фиксирующее основание с вакуумной присоской. Легко выполнять при выходе. Просверлите стороны после изменения угла через угловую насадку.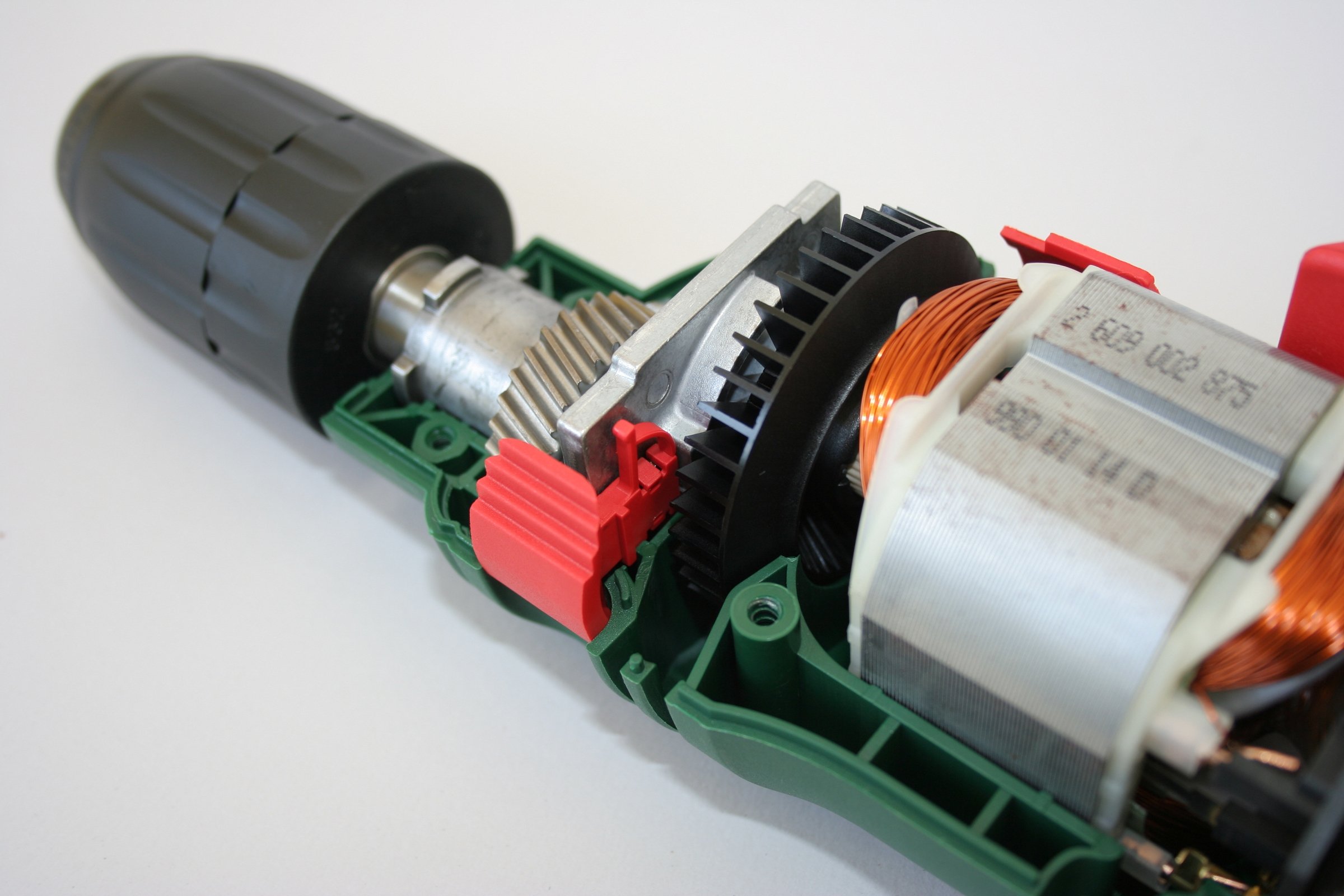 Для сверления/вырезания отверстий в камне/мраморе/граните/кварце (с помощью шаблона), напр. кухонные раковины или туалетные столики, общая резка, шлифовка / шлифовка / полировка поверхностей … и т. д.
Для сверления/вырезания отверстий в камне/мраморе/граните/кварце (с помощью шаблона), напр. кухонные раковины или туалетные столики, общая резка, шлифовка / шлифовка / полировка поверхностей … и т. д.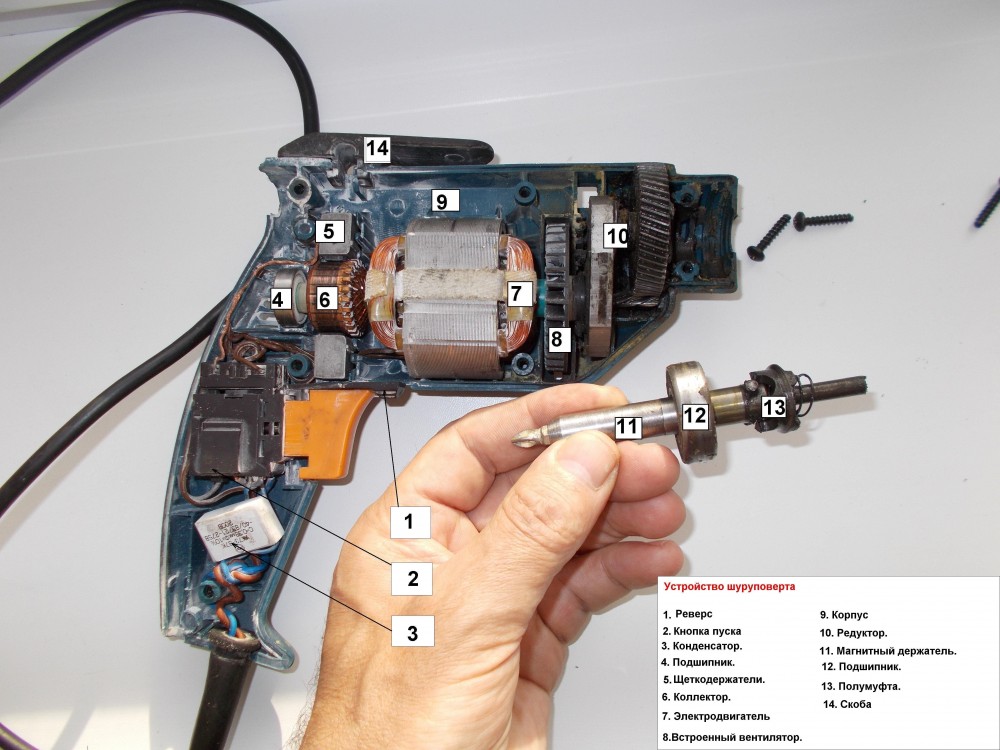 GPD-231 обеспечивает макс. Свободная скорость 1500 об/мин.
GPD-231 обеспечивает макс. Свободная скорость 1500 об/мин.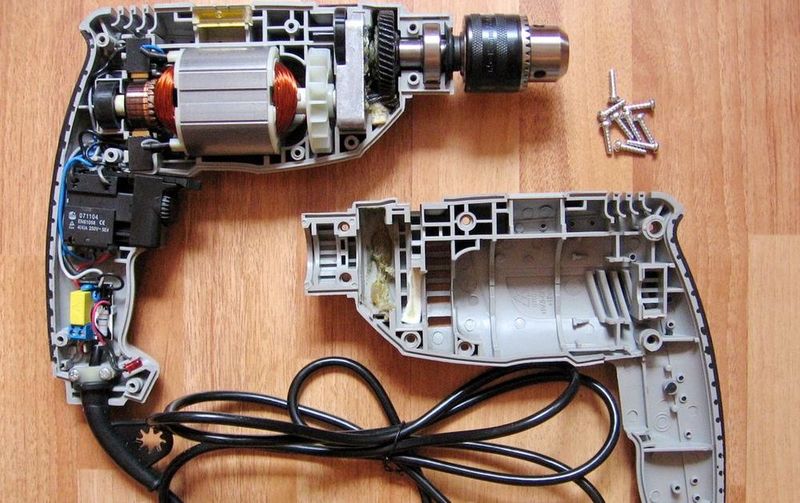 GPD-231B обеспечивает макс. Свободная скорость 1500 об/мин.
GPD-231B обеспечивает макс. Свободная скорость 1500 об/мин. Он может быстро подобрать и разместить любой плоский объект с шероховатой поверхностью.
Он может быстро подобрать и разместить любой плоский объект с шероховатой поверхностью. Он может быстро подобрать и разместить любой плоский объект с шероховатой поверхностью.
Он может быстро подобрать и разместить любой плоский объект с шероховатой поверхностью. Он может быстро подобрать и разместить любой плоский объект с шероховатой поверхностью.
Он может быстро подобрать и разместить любой плоский объект с шероховатой поверхностью. Он может быстро подобрать и разместить любой небольшой предмет с плоской шероховатой поверхностью.
Он может быстро подобрать и разместить любой небольшой предмет с плоской шероховатой поверхностью.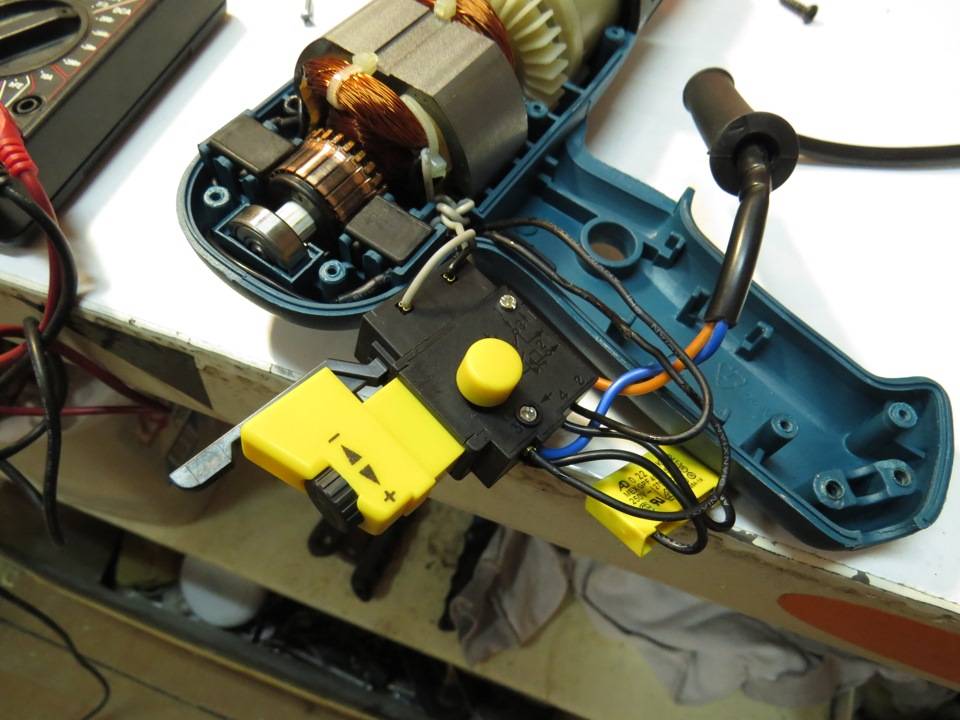 Он может быстро подобрать и разместить любой небольшой предмет с плоской шероховатой поверхностью.
Он может быстро подобрать и разместить любой небольшой предмет с плоской шероховатой поверхностью.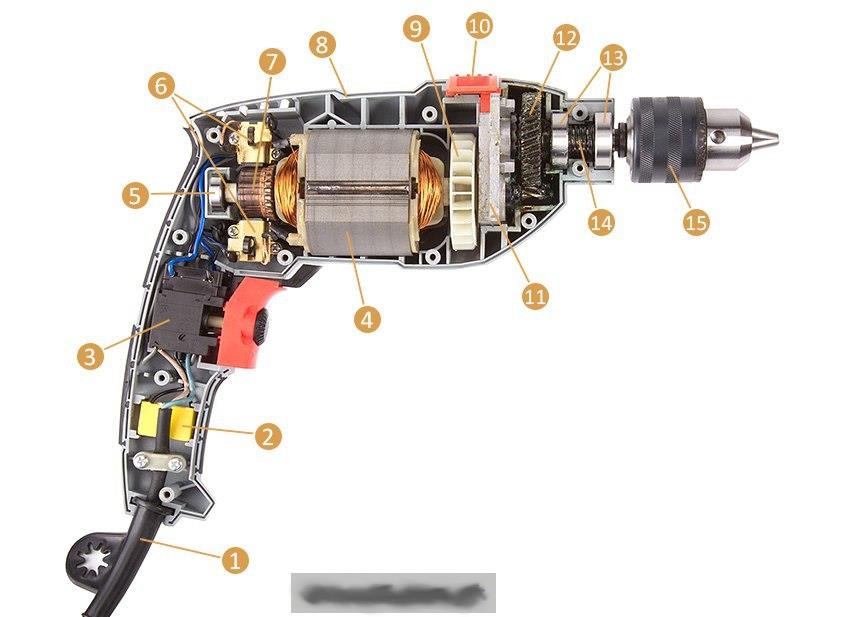
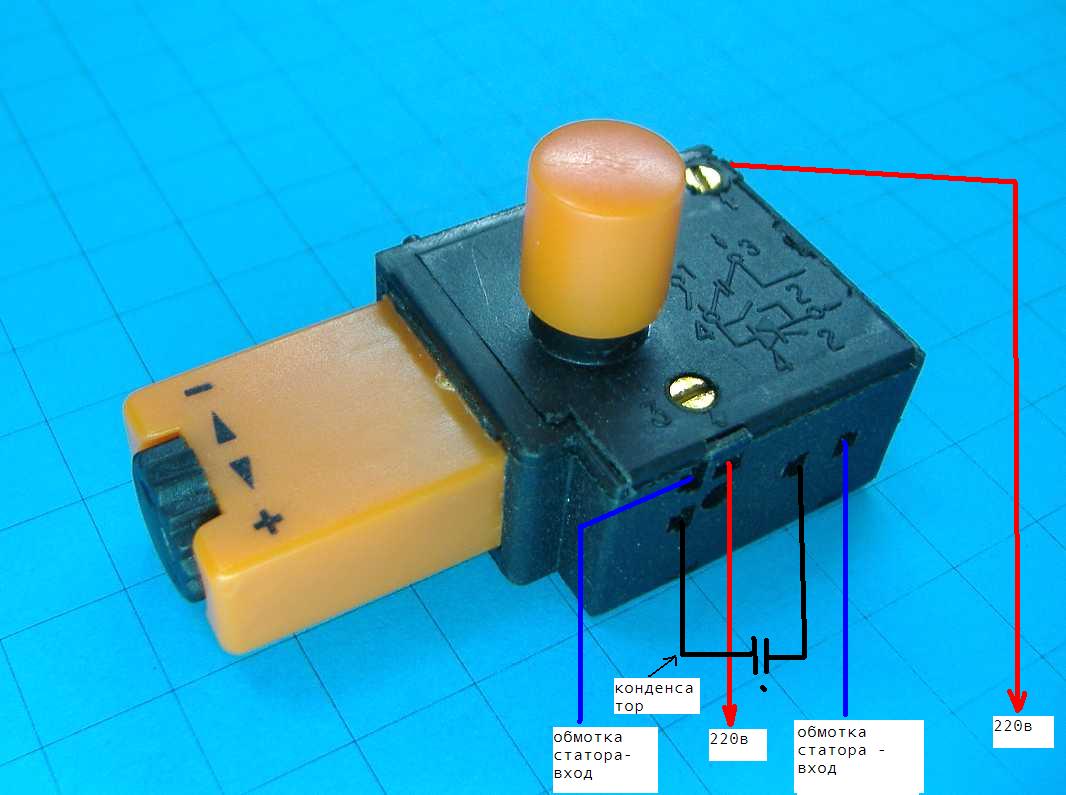
 с., реверсивный)
с., реверсивный) 09
09 .
. ..
.. ..
.. крутящий момент
крутящий момент крутящий момент
крутящий момент крутящий момент
крутящий момент крутящий момент
крутящий момент ..
.. ..
..

 Хорошо режутся также конструкционные углеродистые стали.
Хорошо режутся также конструкционные углеродистые стали.
 Однако, при мощности излучателя 800 Вт резка в среде осушенного воздуха эффективно только для тонких листов нержавеющих и конструкционных сталей — не более 1 мм.
Однако, при мощности излучателя 800 Вт резка в среде осушенного воздуха эффективно только для тонких листов нержавеющих и конструкционных сталей — не более 1 мм.
 АО СовПлим.
АО СовПлим. 2
2

 Через 4:30 минут масло становится чистым благодаря полностью автоматической фильтрации масла для жарки. VITO не требует присмотра и обеспечивает максимальную безопасность работы благодаря отсутствию контакта с горячей средой для жарки.
Через 4:30 минут масло становится чистым благодаря полностью автоматической фильтрации масла для жарки. VITO не требует присмотра и обеспечивает максимальную безопасность работы благодаря отсутствию контакта с горячей средой для жарки. ..VITO помогает нам поддерживать лучшее качество и одновременно экономить масло.. .»
..VITO помогает нам поддерживать лучшее качество и одновременно экономить масло.. .» ..Мы очень довольны VITO, срок службы масла увеличивается, когда мы регулярно его фильтруем…»
..Мы очень довольны VITO, срок службы масла увеличивается, когда мы регулярно его фильтруем…» ..Мы используем наш VITO уже много лет и довольны. Мы выигрываем от меньшего расхода масла и более высокого качества продукции…»
..Мы используем наш VITO уже много лет и довольны. Мы выигрываем от меньшего расхода масла и более высокого качества продукции…» .. Мы используем наш VITO 50 каждый день — мы экономим много масла для жарки и значительно улучшаем его качество для наших клиентов…»
.. Мы используем наш VITO 50 каждый день — мы экономим много масла для жарки и значительно улучшаем его качество для наших клиентов…» ..VITO — отличное оборудование. Мы достигаем 45% экономии масла, очень просты в использовании..
..VITO — отличное оборудование. Мы достигаем 45% экономии масла, очень просты в использовании.. ..Мы советуем всем поварам использовать VITO®. Это очень хороший продукт, который помогает получить продукт хорошего качества при меньших затратах…»
..Мы советуем всем поварам использовать VITO®. Это очень хороший продукт, который помогает получить продукт хорошего качества при меньших затратах…» Церемония прошла в Орландо, штат Флорида, где ежегодно проходит торговая ярмарка IAAPA. VITO Fryfilter, Inc., дочерняя компания VITO AG в Германии, США, ежегодно участвует в выставке, чтобы продемонстрировать свои новейшие продукты. Награда отмечает инновационность современного фильтра для фритюрного масла, который вышел на рынок кухонного оборудования в конце 2021 года.
Церемония прошла в Орландо, штат Флорида, где ежегодно проходит торговая ярмарка IAAPA. VITO Fryfilter, Inc., дочерняя компания VITO AG в Германии, США, ежегодно участвует в выставке, чтобы продемонстрировать свои новейшие продукты. Награда отмечает инновационность современного фильтра для фритюрного масла, который вышел на рынок кухонного оборудования в конце 2021 года.
 Типы 160, 240, 280 и 350 охватывают все потоки смазочного масла. Они также могут быть оснащены комбинацией Eliminator, которая обеспечивает лучшую защиту и продлевает срок службы масла.
Типы 160, 240, 280 и 350 охватывают все потоки смазочного масла. Они также могут быть оснащены комбинацией Eliminator, которая обеспечивает лучшую защиту и продлевает срок службы масла.


 org/Product»>
org/Product»>
 оборудование и программное обеспечение
оборудование и программное обеспечение



 0144 поддерживать деятельность и создавать будущие разработки . Вот 4 решения, доступные для всех:
0144 поддерживать деятельность и создавать будущие разработки . Вот 4 решения, доступные для всех:
 54
54 42 BYN
42 BYN 95 BYN
95 BYN 55 BYN
55 BYN 86 BYN
86 BYN 4 BYN
4 BYN 93 BYN
93 BYN 56 BYN
56 BYN 42 BYN
42 BYN 96 BYN
96 BYN 4 BYN
4 BYN 48 BYN
48 BYN 57 BYN
57 BYN 1 BYN
1 BYN 87 BYN
87 BYN 62 BYN
62 BYN 74 BYN
74 BYN 25 BYN
25 BYN 14 кг
14 кг Расчет стоимости доставки производится
Расчет стоимости доставки производится 2 ст. 437 Гражданского
2 ст. 437 Гражданского США правда
США правда  Обычные условия учетной записи применяются к неакционным покупкам и, после окончания промо-периода, к акционному балансу. Новый аккаунт — 29 годовых.0,99% / Минимальная процентная ставка составляет 2 доллара США. Существующие держатели карт: см. условия соглашения о кредитной карте. При условии одобрения кредита.
Обычные условия учетной записи применяются к неакционным покупкам и, после окончания промо-периода, к акционному балансу. Новый аккаунт — 29 годовых.0,99% / Минимальная процентная ставка составляет 2 доллара США. Существующие держатели карт: см. условия соглашения о кредитной карте. При условии одобрения кредита. В зависимости от суммы покупки, продолжительности акции и распределения платежей требуемые минимальные ежемесячные платежи могут окупить или не окупить покупку к концу периода акции. Обычные условия учетной записи применяются к покупкам, не связанным с рекламой, а после окончания акции — к балансу по акции. Для новых учетных записей: годовая цена покупки составляет 29 годовых.0,99%; Минимальная процентная ставка составляет 2 доллара. Существующие держатели карт должны ознакомиться с применимыми условиями соглашения о кредитной карте. При условии одобрения кредита.
В зависимости от суммы покупки, продолжительности акции и распределения платежей требуемые минимальные ежемесячные платежи могут окупить или не окупить покупку к концу периода акции. Обычные условия учетной записи применяются к покупкам, не связанным с рекламой, а после окончания акции — к балансу по акции. Для новых учетных записей: годовая цена покупки составляет 29 годовых.0,99%; Минимальная процентная ставка составляет 2 доллара. Существующие держатели карт должны ознакомиться с применимыми условиями соглашения о кредитной карте. При условии одобрения кредита. Приобретение права собственности путем лизинга стоит больше, чем цена наличными розничному продавцу. Подробнее об аренде см. Лизинг доступен только для некоторых товаров в участвующих точках. Недоступно в MN, NJ, VT, WI, WY. * Кредит не требуется — Progressive Leasing получает информацию от бюро кредитных историй. Не все кандидаты одобрены. *Первоначальный платеж (плюс налог) взимается при подписании договора аренды. Оставшиеся арендные платежи будут определены при выборе объекта. *9Вариант покупки с нулевым днем — стандартное соглашение предлагает 12 месяцев владения. Варианты покупки на 90 дней стоят больше, чем цена наличными у продавца (за исключением варианта на 3 месяца в Калифорнии). Чтобы купить ранний звонок 877-898-1970
Приобретение права собственности путем лизинга стоит больше, чем цена наличными розничному продавцу. Подробнее об аренде см. Лизинг доступен только для некоторых товаров в участвующих точках. Недоступно в MN, NJ, VT, WI, WY. * Кредит не требуется — Progressive Leasing получает информацию от бюро кредитных историй. Не все кандидаты одобрены. *Первоначальный платеж (плюс налог) взимается при подписании договора аренды. Оставшиеся арендные платежи будут определены при выборе объекта. *9Вариант покупки с нулевым днем — стандартное соглашение предлагает 12 месяцев владения. Варианты покупки на 90 дней стоят больше, чем цена наличными у продавца (за исключением варианта на 3 месяца в Калифорнии). Чтобы купить ранний звонок 877-898-1970

 См. условия и
См. условия и Винтажный бридж с 4 седлами и резьбовыми седлами в винтажном стиле обеспечивает эстетику оригинальной эпохи, непревзойденную производительность и стабильность настройки.
Винтажный бридж с 4 седлами и резьбовыми седлами в винтажном стиле обеспечивает эстетику оригинальной эпохи, непревзойденную производительность и стабильность настройки. musiciansfriend.com/write-review/pdp?pr_page_id=___PAGE_ID___»,
musiciansfriend.com/write-review/pdp?pr_page_id=___PAGE_ID___»,
 .. Любое местоположениеТолько СШАМеждународныйОнлайнАлабамаАляскаАризонаАрканзасКалифорнияКолорадоКоннектикутДелавэрРасст. КолумбияФлоридаГрузияГавайиАйдахоИллинойсИндианаАйоваКанзасКентуккиЛуизианаМэнМэрилендМассачусетсМичиганМиннесотаМиссисипиМиссуриМонтанаНебраскаНевадаНью-ГэмпширНью-ДжерсиНью-МексикоНью-ЙоркСеверная КаролинаСеверная ДакотаОгайоОклахомаОрегонПенсильванияРод-АйлендЮжная КаролинаЮжная ДакотаTenne sseeТехасЮтаВермонтВирджинияВашингтонЗападная ВирджинияВисконсинВайомингВыберите категорию…Классный учительАдминистраторЛегкая атлетикаПрофессиональное образованиеУчебная поддержкаСпециальное образованиеУслуги для студентовЗаместительВспомогательный персоналПозиции на уровне штатаОнлайнДругое/СезонныеВыберите класс…Любой уровень класса …Любой тип работыПолная — или неполный рабочий деньПолный рабочий деньНеполный рабочий деньЛетоПосле школы/Вечернее
.. Любое местоположениеТолько СШАМеждународныйОнлайнАлабамаАляскаАризонаАрканзасКалифорнияКолорадоКоннектикутДелавэрРасст. КолумбияФлоридаГрузияГавайиАйдахоИллинойсИндианаАйоваКанзасКентуккиЛуизианаМэнМэрилендМассачусетсМичиганМиннесотаМиссисипиМиссуриМонтанаНебраскаНевадаНью-ГэмпширНью-ДжерсиНью-МексикоНью-ЙоркСеверная КаролинаСеверная ДакотаОгайоОклахомаОрегонПенсильванияРод-АйлендЮжная КаролинаЮжная ДакотаTenne sseeТехасЮтаВермонтВирджинияВашингтонЗападная ВирджинияВисконсинВайомингВыберите категорию…Классный учительАдминистраторЛегкая атлетикаПрофессиональное образованиеУчебная поддержкаСпециальное образованиеУслуги для студентовЗаместительВспомогательный персоналПозиции на уровне штатаОнлайнДругое/СезонныеВыберите класс…Любой уровень класса …Любой тип работыПолная — или неполный рабочий деньПолный рабочий деньНеполный рабочий деньЛетоПосле школы/Вечернее Это бесплатно.
Это бесплатно.
 11452 предназначен для проведения монтажных работ. Он содержит несколько стандартных и прецизионных отверток, выполненных из хромованадиевой стали. Инструменты отличаются долгим сроком службы и оснащены удобными двухкомпонентными рукоятками. Набор поставляется на пластиковой подставке для более комфортного хранения.
11452 предназначен для проведения монтажных работ. Он содержит несколько стандартных и прецизионных отверток, выполненных из хромованадиевой стали. Инструменты отличаются долгим сроком службы и оснащены удобными двухкомпонентными рукоятками. Набор поставляется на пластиковой подставке для более комфортного хранения. 267
267


 отзывы
отзывы , Lakewood, CO, 80401
, Lakewood, CO, 80401 для вашей Toyota Matrix»,»relatedSearchLink»:»Показать все детали Toyota Matrix, такие как \»Трубка масляного щупа двигателя\»,»ukeyModelRange»:0}, «корзина»: false, «производительность»: true, «аксессуар»: false, «isRelated»: false, «id»: «RelatedProductsComponent», «title»: «RelatedProductsComponent», «стиль»: «», «dataAttributes» :null,»ariaAttributes»:null,»shouldRenderVueComponent»:true,»message»:null,»localizedResources»:{}} };
для вашей Toyota Matrix»,»relatedSearchLink»:»Показать все детали Toyota Matrix, такие как \»Трубка масляного щупа двигателя\»,»ukeyModelRange»:0}, «корзина»: false, «производительность»: true, «аксессуар»: false, «isRelated»: false, «id»: «RelatedProductsComponent», «title»: «RelatedProductsComponent», «стиль»: «», «dataAttributes» :null,»ariaAttributes»:null,»shouldRenderVueComponent»:true,»message»:null,»localizedResources»:{}} };

 Затем проводится заливка вещества вокруг. Материал нужно лить тонкой струей, пока он полностью не закроет фигуру. Затем контейнер герметично закрывается, требуется выждать так 15 минут. В итоге емкость разбирается, при этом силикон уже не должен липнуть к рукам.
Затем проводится заливка вещества вокруг. Материал нужно лить тонкой струей, пока он полностью не закроет фигуру. Затем контейнер герметично закрывается, требуется выждать так 15 минут. В итоге емкость разбирается, при этом силикон уже не должен липнуть к рукам.


 Умение самому создать такую пригодится и в бизнесе, и в реализации творческих идей.
Умение самому создать такую пригодится и в бизнесе, и в реализации творческих идей.

 Буквенные и цифровые обозначения присутствуют в названии силикона, обращайте на них внимание при выборе.
Буквенные и цифровые обозначения присутствуют в названии силикона, обращайте на них внимание при выборе.
 Заливается силикон, отсчитывается нужное время, которое указывается на упаковке или в инструкции. Оптимальным временем затвердевания считается от 30 до 50 минут.
Заливается силикон, отсчитывается нужное время, которое указывается на упаковке или в инструкции. Оптимальным временем затвердевания считается от 30 до 50 минут.
 Например:
Например:
 Латексные перчатки препятствуют отверждению резины. Храните и используйте материал при комнатной температуре (73°F/23°C). Более высокие температуры значительно сокращают рабочее время и время отверждения. Хранение материала при более высоких температурах также сократит полезный срок годности неиспользованного материала. Эти продукты имеют ограниченный срок годности и должны быть использованы как можно скорее.
Латексные перчатки препятствуют отверждению резины. Храните и используйте материал при комнатной температуре (73°F/23°C). Более высокие температуры значительно сокращают рабочее время и время отверждения. Хранение материала при более высоких температурах также сократит полезный срок годности неиспользованного материала. Эти продукты имеют ограниченный срок годности и должны быть использованы как можно скорее. Ингибирование произошло, если каучук стал липким или не отвержденным по истечении рекомендуемого времени отверждения. Для предотвращения ингибирования обычно эффективно нанесение одного или нескольких слоев прозрачного акрилового лака на поверхность модели. Перед нанесением резины дайте любому герметику полностью высохнуть.
Ингибирование произошло, если каучук стал липким или не отвержденным по истечении рекомендуемого времени отверждения. Для предотвращения ингибирования обычно эффективно нанесение одного или нескольких слоев прозрачного акрилового лака на поверхность модели. Перед нанесением резины дайте любому герметику полностью высохнуть.
 Равномерный поток поможет свести к минимуму захваченный воздух. При использовании в качестве материала формы жидкая резина должна выровняться не менее чем на 1/2 дюйма (1,3 см) над самой высокой точкой поверхности модели.
Равномерный поток поможет свести к минимуму захваченный воздух. При использовании в качестве материала формы жидкая резина должна выровняться не менее чем на 1/2 дюйма (1,3 см) над самой высокой точкой поверхности модели. Жизнеспособность и время отверждения можно увеличить, используя замедлитель отверждения Slo-Jo™ . Не отверждайте резину при температуре ниже 65°F/18°C.
Жизнеспособность и время отверждения можно увеличить, используя замедлитель отверждения Slo-Jo™ . Не отверждайте резину при температуре ниже 65°F/18°C.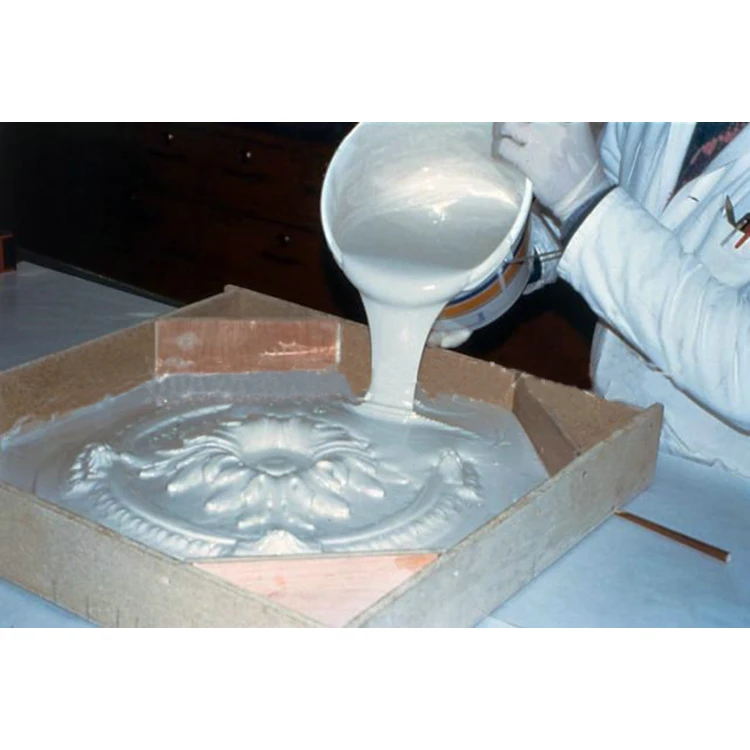 Формы, изготовленные из Mold Star™ , долго сохранятся в вашей библиотеке форм и подходят для литья воска, гипса, смол и других материалов. Вулканизированная резина Mold Star™ обладает термостойкостью до 450°F (232°C) и пригодна для литья сплавов металлов, плавящихся при низких температурах. Примечание. Каучуки Mold Star™ не предназначены для изготовления форм кистью.
Формы, изготовленные из Mold Star™ , долго сохранятся в вашей библиотеке форм и подходят для литья воска, гипса, смол и других материалов. Вулканизированная резина Mold Star™ обладает термостойкостью до 450°F (232°C) и пригодна для литья сплавов металлов, плавящихся при низких температурах. Примечание. Каучуки Mold Star™ не предназначены для изготовления форм кистью.  Хранить и использовать материал при комнатной температуре (73°F/23°C). Более высокие температуры значительно сокращают рабочее время и время отверждения. Хранение материала при более высоких температурах также сократит полезный срок годности неиспользованного материала. Эти продукты имеют ограниченный срок годности и должны быть использованы как можно скорее.
Хранить и использовать материал при комнатной температуре (73°F/23°C). Более высокие температуры значительно сокращают рабочее время и время отверждения. Хранение материала при более высоких температурах также сократит полезный срок годности неиспользованного материала. Эти продукты имеют ограниченный срок годности и должны быть использованы как можно скорее. Ингибирование произошло, если каучук стал липким или не отвержденным по истечении рекомендуемого времени отверждения. Для предотвращения ингибирования обычно эффективно нанесение одного или нескольких слоев прозрачного акрилового лака на поверхность модели. Перед нанесением резины дайте любому герметику полностью высохнуть.
Ингибирование произошло, если каучук стал липким или не отвержденным по истечении рекомендуемого времени отверждения. Для предотвращения ингибирования обычно эффективно нанесение одного или нескольких слоев прозрачного акрилового лака на поверхность модели. Перед нанесением резины дайте любому герметику полностью высохнуть.
 Равномерный поток поможет свести к минимуму захваченный воздух. При использовании в качестве материала формы жидкая резина должна выровняться не менее чем на 1/2 дюйма (1,3 см) над самой высокой точкой поверхности модели.
Равномерный поток поможет свести к минимуму захваченный воздух. При использовании в качестве материала формы жидкая резина должна выровняться не менее чем на 1/2 дюйма (1,3 см) над самой высокой точкой поверхности модели.



 Максимальный объём заливки составляет от 1000г до 3000г, в зависимости от конкретной модели вакуумной литьевой машины серии CT-01.
Максимальный объём заливки составляет от 1000г до 3000г, в зависимости от конкретной модели вакуумной литьевой машины серии CT-01.


 Однако один из них используется — и преподается — больше, чем другой. На самом деле, большинство колледжей готовят инженеров-конструкторов по литью под давлением. Из всего, что сделано с использованием пластика, от 60 до 70% изготавливается методом литья под давлением, поэтому потребность в нем велика.
Однако один из них используется — и преподается — больше, чем другой. На самом деле, большинство колледжей готовят инженеров-конструкторов по литью под давлением. Из всего, что сделано с использованием пластика, от 60 до 70% изготавливается методом литья под давлением, поэтому потребность в нем велика. Есть некоторые второстепенные операции, которые необходимы, чтобы детали выглядели хорошо.
Есть некоторые второстепенные операции, которые необходимы, чтобы детали выглядели хорошо. В производстве борьба заключается в следующем: «Как мне быстро вывести свой продукт на рынок и как мне покупать только то, что мне нужно?» С литьем под давлением вы не сможете сделать это легко. С вакуумным формованием вы можете сделать это очень легко.
В производстве борьба заключается в следующем: «Как мне быстро вывести свой продукт на рынок и как мне покупать только то, что мне нужно?» С литьем под давлением вы не сможете сделать это легко. С вакуумным формованием вы можете сделать это очень легко.
 см.
см.
 шпагаты» Весы Безмены» Гвоздодеры» Диски, круги отрезные» Заклепочники» Изолента, скотчи, серпянка, бинты» Кисти» Ключи, наборы ключей» Мастерки, шпателя, мешалки, шлифовальщики» Молотки, топоры, кувалды» Мультиметры» Наборы инструментов, головок и клупов» Напильники» Ножи канцелярские» Ножницы бытовые, ножницы по металлу» Ножовки» Отвертки» Перчатки, рукавицы, очки защитные, респираторы» Пистолеты для клея, герметиков, пены, степлеры мебельные+ скобы» Плиткорезы, резаки труб» Плоскогубцы, кусачки, бокорезы» Рубанки» Рулетки» Сверла, буры для перфоратора» Стамески, долото, наборы» Стеклорезы» Стремянки» Уровни» Шкурка шлифовальная» Штангенциркули» Щетки-карцовки, щетки по металлу» Электроды» Гвозди саморезы крепеж»» Гвозди»» Саморезы»» Скобы строительные»» Перфор крепеж»» Хомуты Карнизы Пороги Уголки Плинтуса» Жалюзи» КАРНИЗЫ» Плинтуса с кабель-каналом и мягким краем Чайка» Плинтуса с кабель-каналом и мягким краем Комфорт» Пороги Лука» Потолочные карнизы» Профиля для панелей ПВХ» Решетки для радиаторов» Ролшторы» Уголки Клеенка столовая, кожа искусственная» Клеенка столовая пр.
шпагаты» Весы Безмены» Гвоздодеры» Диски, круги отрезные» Заклепочники» Изолента, скотчи, серпянка, бинты» Кисти» Ключи, наборы ключей» Мастерки, шпателя, мешалки, шлифовальщики» Молотки, топоры, кувалды» Мультиметры» Наборы инструментов, головок и клупов» Напильники» Ножи канцелярские» Ножницы бытовые, ножницы по металлу» Ножовки» Отвертки» Перчатки, рукавицы, очки защитные, респираторы» Пистолеты для клея, герметиков, пены, степлеры мебельные+ скобы» Плиткорезы, резаки труб» Плоскогубцы, кусачки, бокорезы» Рубанки» Рулетки» Сверла, буры для перфоратора» Стамески, долото, наборы» Стеклорезы» Стремянки» Уровни» Шкурка шлифовальная» Штангенциркули» Щетки-карцовки, щетки по металлу» Электроды» Гвозди саморезы крепеж»» Гвозди»» Саморезы»» Скобы строительные»» Перфор крепеж»» Хомуты Карнизы Пороги Уголки Плинтуса» Жалюзи» КАРНИЗЫ» Плинтуса с кабель-каналом и мягким краем Чайка» Плинтуса с кабель-каналом и мягким краем Комфорт» Пороги Лука» Потолочные карнизы» Профиля для панелей ПВХ» Решетки для радиаторов» Ролшторы» Уголки Клеенка столовая, кожа искусственная» Клеенка столовая пр. » Клеенка "Sanem Plastik" Турция» Клеенка ажурная» Клеенка силиконовая с лазер.печатью» Клеёнка "Dekorama" на нетканной основе» Клеенка столовая ПО "Колорит" г.Тверь Коврики» Коврики мерные для ванной комнаты» Коврики мерные для улицы и прихожих» Коврики для ванной комнаты» Коврики в прихожую Краска, монтажная пена, герметики» Бытовая химия» Герметики, жидкие гвозди» Затирка для кафельной плитки» Клей» Клей обойный, клей для плитки» Краска аэрозольная» Лакокрасочная продукция «Позитив»»» Грунты и грунтовки»» Защитные составы, пропитка для дерева»» Краска водно-дисперсионная»» Краска МА-15»» Краска НЦ-132»» Краска ПФ-115»» Средства для бани и сауны» Монтажная пена, очистители» Сухие смеси, клей для плитки, шпаклевки» Химия» Эмали для реставрации ванны Мебель для дома и дачи» Вешалки настенные, напольные» Подставки для обуви» Раскладушки» Стулья и табуреты» Этажерки Мебельная фурнитура» Дверные доводчики» Колесо мебельное, опора для мебели» Крючки» Мебельные ручки, ручки-кнопки» Направляющие для ящиков» Номера для дверей» Петли, навесы, стрелы» Рейлинги и метал сушки д/посуды» Ручки дверные» Ручки для межкомнатных дверей» Шпингалеты, задвижки Посуда» Половники, Шумовки, Толкушки» Лопатки и ложки для кухни» Воронки» Доски разделочные» Дуршлаг и сита» Емкости Контейнеры и Банки для продуктов» Кастрюли и казаны» Кружки мерные» Крышки для СВЧ» Кувшины, подставки для молока» Кухоннные принадл из нерж стали» Кухоннные принадл из термост пластика» Ложки подстановочные» Масленки» Мельницы и перцемолки» Мясорубки ручные» Ножи ножеточки, аксессуары д/ножей Овощечиски Штопор Чеснокодавка и др» Одноразовая посуда» Перцемолки и солонки» Подносы» Посуда из керамики» Посуда из силикона» Посуда из стекла» Салфетницы» Салатники Миски и Менажницы» Сахарницы» Скалки» Сковороды и противни»» Ломоносовская керамика» Соковыжималки» Сушилки для столовых приборов» Столовые приборы» Терки, овощерезки,измельчители» Термоса и фляжки» Формы для выпечки, Противни» Хлебницы,тортницы и сухарницы» Чайники, френч-прессы» Эмалированная посуда САД и ОГОРОД» Баки ванны ведра тазы канистры фляги вазоны Оцинковка» Веники Метлы Щетки для улицы» галоши» Грунты, субстраты для растений»» Грунты Гера»» Мир грунтов»» Грунты СЗТК (Санкт-Петербург)»» Кокосовые субстраты и прочие грунты»» Фаско» Удобрения и пр химия»» Регуляторы роста»» Септики и биоактиваторы»» Средства от болезней растений (фунгициды)»» Средства от насекомых-вредителей (инсектициды)»» Средства от сорняков (гербециды)»» Удобрения»»» Агрикола»»» Агробизнес»»» Буйские удобрения»»» Гера»»» Здравень»»» Фарт»»» Фаско»»» Прочее»» Средства для дымоходов» Корм для животных» КОСЫ СЕРПЫ» Крышка для косервирования Машинки закаточные» Лопаты , скребки, движки» Лопаты садовые» Межвенцовый джут утеплитель» Опоры для цветов, кустов» Парники Теплицы Дуги» Пленка, укрывной материал» Полив и опрыскивание» ПРУДЫ» Рассадники, парники» Рукомойники и умывальники» Сад Инструм Чудо лопаты Вилы Грабли Совки Секаторы Плоскорез» Самогонные аппараты и аксессуары» Сетки Славрос» Сетки от насекомых» Средства от КОМАРОВ, ТАРАКАНОВ, КРЫС, ВРЕДИТЕЛЕЙ» Стойки для цветов металлические» Тачки носилки тележки садовые» Товары для ПИКНИКА и туризма»» Бассейны»» Зажигалки, Бензин и Газ для зажигалок»» Качели Шатры Гамаки Палатки»» Надувные матрасы Коврики д/кемпинга»» Товары для барбекю»» Столы Стулья Кресла Скамейки Шезлонги Зонты» Черенки Печное литье Сантехническое оборудование» Аксессуары для ванной»» Аксессуары Fonten» Бордюры для плитки» Вантузы» Вентиляционные решетки» Лейки для душа и шланги» Мебель для ванной комнаты»» Мебель БЕСТЕКС»» Мебель Орио»» ОМК Санфлор» Мойки нержавеющие, эмалированные» Мыльницы,стаканчики, футляры д/зубн.
» Клеенка "Sanem Plastik" Турция» Клеенка ажурная» Клеенка силиконовая с лазер.печатью» Клеёнка "Dekorama" на нетканной основе» Клеенка столовая ПО "Колорит" г.Тверь Коврики» Коврики мерные для ванной комнаты» Коврики мерные для улицы и прихожих» Коврики для ванной комнаты» Коврики в прихожую Краска, монтажная пена, герметики» Бытовая химия» Герметики, жидкие гвозди» Затирка для кафельной плитки» Клей» Клей обойный, клей для плитки» Краска аэрозольная» Лакокрасочная продукция «Позитив»»» Грунты и грунтовки»» Защитные составы, пропитка для дерева»» Краска водно-дисперсионная»» Краска МА-15»» Краска НЦ-132»» Краска ПФ-115»» Средства для бани и сауны» Монтажная пена, очистители» Сухие смеси, клей для плитки, шпаклевки» Химия» Эмали для реставрации ванны Мебель для дома и дачи» Вешалки настенные, напольные» Подставки для обуви» Раскладушки» Стулья и табуреты» Этажерки Мебельная фурнитура» Дверные доводчики» Колесо мебельное, опора для мебели» Крючки» Мебельные ручки, ручки-кнопки» Направляющие для ящиков» Номера для дверей» Петли, навесы, стрелы» Рейлинги и метал сушки д/посуды» Ручки дверные» Ручки для межкомнатных дверей» Шпингалеты, задвижки Посуда» Половники, Шумовки, Толкушки» Лопатки и ложки для кухни» Воронки» Доски разделочные» Дуршлаг и сита» Емкости Контейнеры и Банки для продуктов» Кастрюли и казаны» Кружки мерные» Крышки для СВЧ» Кувшины, подставки для молока» Кухоннные принадл из нерж стали» Кухоннные принадл из термост пластика» Ложки подстановочные» Масленки» Мельницы и перцемолки» Мясорубки ручные» Ножи ножеточки, аксессуары д/ножей Овощечиски Штопор Чеснокодавка и др» Одноразовая посуда» Перцемолки и солонки» Подносы» Посуда из керамики» Посуда из силикона» Посуда из стекла» Салфетницы» Салатники Миски и Менажницы» Сахарницы» Скалки» Сковороды и противни»» Ломоносовская керамика» Соковыжималки» Сушилки для столовых приборов» Столовые приборы» Терки, овощерезки,измельчители» Термоса и фляжки» Формы для выпечки, Противни» Хлебницы,тортницы и сухарницы» Чайники, френч-прессы» Эмалированная посуда САД и ОГОРОД» Баки ванны ведра тазы канистры фляги вазоны Оцинковка» Веники Метлы Щетки для улицы» галоши» Грунты, субстраты для растений»» Грунты Гера»» Мир грунтов»» Грунты СЗТК (Санкт-Петербург)»» Кокосовые субстраты и прочие грунты»» Фаско» Удобрения и пр химия»» Регуляторы роста»» Септики и биоактиваторы»» Средства от болезней растений (фунгициды)»» Средства от насекомых-вредителей (инсектициды)»» Средства от сорняков (гербециды)»» Удобрения»»» Агрикола»»» Агробизнес»»» Буйские удобрения»»» Гера»»» Здравень»»» Фарт»»» Фаско»»» Прочее»» Средства для дымоходов» Корм для животных» КОСЫ СЕРПЫ» Крышка для косервирования Машинки закаточные» Лопаты , скребки, движки» Лопаты садовые» Межвенцовый джут утеплитель» Опоры для цветов, кустов» Парники Теплицы Дуги» Пленка, укрывной материал» Полив и опрыскивание» ПРУДЫ» Рассадники, парники» Рукомойники и умывальники» Сад Инструм Чудо лопаты Вилы Грабли Совки Секаторы Плоскорез» Самогонные аппараты и аксессуары» Сетки Славрос» Сетки от насекомых» Средства от КОМАРОВ, ТАРАКАНОВ, КРЫС, ВРЕДИТЕЛЕЙ» Стойки для цветов металлические» Тачки носилки тележки садовые» Товары для ПИКНИКА и туризма»» Бассейны»» Зажигалки, Бензин и Газ для зажигалок»» Качели Шатры Гамаки Палатки»» Надувные матрасы Коврики д/кемпинга»» Товары для барбекю»» Столы Стулья Кресла Скамейки Шезлонги Зонты» Черенки Печное литье Сантехническое оборудование» Аксессуары для ванной»» Аксессуары Fonten» Бордюры для плитки» Вантузы» Вентиляционные решетки» Лейки для душа и шланги» Мебель для ванной комнаты»» Мебель БЕСТЕКС»» Мебель Орио»» ОМК Санфлор» Мойки нержавеющие, эмалированные» Мыльницы,стаканчики, футляры д/зубн. принадлежностей» Наборы для ванны с зеркалом» Подводка гибкая Шланги заливные для стир машин» Сидения для унитаза, для ванны» Сифоны Орио» Смесители»» G-lauf»» Смесители»» Смесители «ВариоЛюкс» Россия» Шторки для Ванны» Экраны под ванну»» Экраны ОРИО»» Экраны АляВанн Рыбалка Сувениры» Подарочная упаковка» Зеленые приколы» Копилки и ключницы» Новогодние товары»» Ёлки» Фото» Цветы искусственные и декор»» Искуственные цветы серия Эконом»» Искусственные цветы серия Декор» Шары воздушные» Картины» Вазы» Часы Электротовары» Бытовая техника Scarlett» Бытовая техника LEBEN» Бытовая техника Sakura» Батарейки» Выключатели» Звонки» Инструмент эл.»» Вихрь»» Ермак»» Патриот» Кабель-каналы» Кипятильники» Компьютерные аксессуары» Лампочки» Лампочки зеркальные» Лампочки энегосберегающие» Лампы диодные, галогенные» Патроны» Паяльники» Переходники, тройники» Плитки электрические и газовые» Розетки» Самовары электрические» Светильники, ночники» Спирали» Удлинители» Флеш-диски» Фонарики Продукты питания 119383206 239815606 119364806
принадлежностей» Наборы для ванны с зеркалом» Подводка гибкая Шланги заливные для стир машин» Сидения для унитаза, для ванны» Сифоны Орио» Смесители»» G-lauf»» Смесители»» Смесители «ВариоЛюкс» Россия» Шторки для Ванны» Экраны под ванну»» Экраны ОРИО»» Экраны АляВанн Рыбалка Сувениры» Подарочная упаковка» Зеленые приколы» Копилки и ключницы» Новогодние товары»» Ёлки» Фото» Цветы искусственные и декор»» Искуственные цветы серия Эконом»» Искусственные цветы серия Декор» Шары воздушные» Картины» Вазы» Часы Электротовары» Бытовая техника Scarlett» Бытовая техника LEBEN» Бытовая техника Sakura» Батарейки» Выключатели» Звонки» Инструмент эл.»» Вихрь»» Ермак»» Патриот» Кабель-каналы» Кипятильники» Компьютерные аксессуары» Лампочки» Лампочки зеркальные» Лампочки энегосберегающие» Лампы диодные, галогенные» Патроны» Паяльники» Переходники, тройники» Плитки электрические и газовые» Розетки» Самовары электрические» Светильники, ночники» Спирали» Удлинители» Флеш-диски» Фонарики Продукты питания 119383206 239815606 119364806 высота подъема (напор): 60 м
высота подъема (напор): 60 м Гарантия покрывает только дефекты, выявленные в пределах гарантийного периода определенного Договором, но не более 12 (двенадцати) месяцев с даты поставки. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
Гарантия покрывает только дефекты, выявленные в пределах гарантийного периода определенного Договором, но не более 12 (двенадцати) месяцев с даты поставки. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.

 Существует два основных типа гибких валов:
Существует два основных типа гибких валов: д.
д.

 После этого осуществляется операция по шлифовке и шабрению. Все это обеспечивает точную обработку изделий, а также ликвидацию проблем с передвижением суппорта и возникновением толчков.
После этого осуществляется операция по шлифовке и шабрению. Все это обеспечивает точную обработку изделий, а также ликвидацию проблем с передвижением суппорта и возникновением толчков.
 Благодаря этому можно будет в дальнейшем легко установить перпендикулярность поверхности крепления суппорта и фартука к коробке подач.
Благодаря этому можно будет в дальнейшем легко установить перпендикулярность поверхности крепления суппорта и фартука к коробке подач. Процедура проводится при помощи торца круга чашечной формы. его зернистость должна быть К3 46 или КЧ 46, а твердость соответствовать СМ1К.
Процедура проводится при помощи торца круга чашечной формы. его зернистость должна быть К3 46 или КЧ 46, а твердость соответствовать СМ1К.
 соответствуют современному уровню ремонтного производства и могут быть использованы ремонтными базами с различным уровнем оснащенности.
соответствуют современному уровню ремонтного производства и могут быть использованы ремонтными базами с различным уровнем оснащенности. в. ч., что значительно повышает износоустойчивость поверхностей.
в. ч., что значительно повышает износоустойчивость поверхностей.

 Непараллельность 1 базовым поверхностям — не более 0,06 мм на длине направляющих. Количество отпечатков краски — не менее 10 на площади 25×25 мм.
Непараллельность 1 базовым поверхностям — не более 0,06 мм на длине направляющих. Количество отпечатков краски — не менее 10 на площади 25×25 мм. Запиливают и зачищают все выступающие забоины и задиры на поверхности 8 станины (рис. 49).
Запиливают и зачищают все выступающие забоины и задиры на поверхности 8 станины (рис. 49). Деформация станины, возникающая как в процессе установки и закрепления на столе станка, так и при обработке также увеличивает непрямолинейность. Из-за указанных недостатков направляющие станины после их обработки оказываются не только непрямолинейными (в сторону вогнутости), но и извернутыми. Поэтому установка и крепление станины на столе строгального станка являются важными моментами и требуют внимательного и умелого подхода к ним. Станину следует закрепить на столе строгального станка так, чтобы тумбы своей опорной поверхностью плотнее соприкасались с поверхностью стола.-
Деформация станины, возникающая как в процессе установки и закрепления на столе станка, так и при обработке также увеличивает непрямолинейность. Из-за указанных недостатков направляющие станины после их обработки оказываются не только непрямолинейными (в сторону вогнутости), но и извернутыми. Поэтому установка и крепление станины на столе строгального станка являются важными моментами и требуют внимательного и умелого подхода к ним. Станину следует закрепить на столе строгального станка так, чтобы тумбы своей опорной поверхностью плотнее соприкасались с поверхностью стола.- Шлифование производят торцом круга чашечной формы, зернистостью КЧ46 или К346 и твердостью СМ1К. Предварительное шлифование проводят при наклоне оси шпинделя относительно направления движения стола на 1—3°.
Шлифование производят торцом круга чашечной формы, зернистостью КЧ46 или К346 и твердостью СМ1К. Предварительное шлифование проводят при наклоне оси шпинделя относительно направления движения стола на 1—3°. 3.
3. рис. 49) установить мостик с уровнем, расположив его поперек направляющих. Перемещая мостик, по уровню определить величину извернутости направляющих. Затем уровень установить на поверхности 3 поочередно на обоих концах, и зафиксировать положение станины в продольном направлении
рис. 49) установить мостик с уровнем, расположив его поперек направляющих. Перемещая мостик, по уровню определить величину извернутости направляющих. Затем уровень установить на поверхности 3 поочередно на обоих концах, и зафиксировать положение станины в продольном направлении Отклонение от параллельности — не более 0,02 мм по всей длине направляющих. Извернутость — не более 0,02 мм на длине 1000 мм
Отклонение от параллельности — не более 0,02 мм по всей длине направляющих. Извернутость — не более 0,02 мм на длине 1000 мм Проверку расположения резца относительно поверхности можно производить щупом.
Проверку расположения резца относительно поверхности можно производить щупом.
 Для этого подставку устанавливают на край направляющей и отмечают на станине штрихами положение середины платиков. Затем последовательно от участка к участку подставку перемещают и устанавливают задний (по направлению перемещения) платик в том месте, где находился передний при разметке предыдущего участка. Контрольные штрихи на станине нумеруются по порядку слева направо, начиная от нуля.
Для этого подставку устанавливают на край направляющей и отмечают на станине штрихами положение середины платиков. Затем последовательно от участка к участку подставку перемещают и устанавливают задний (по направлению перемещения) платик в том месте, где находился передний при разметке предыдущего участка. Контрольные штрихи на станине нумеруются по порядку слева направо, начиная от нуля. Одновременно контролируется горизонтальность участка при помощи закрепленного на подставке уровня. Далее подставка с уровнем перемещается на следующий участок и вышабривается следующий «маяк» и т. д.
Одновременно контролируется горизонтальность участка при помощи закрепленного на подставке уровня. Далее подставка с уровнем перемещается на следующий участок и вышабривается следующий «маяк» и т. д.
 9.
9.
 youtube.com/embed/8eMJ2u8SceA» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/8eMJ2u8SceA» frameborder=»0″ allowfullscreen=»»>  Д., Гельберг Б.Т. Технология ремонта металлорежущих станков, 1970
Д., Гельберг Б.Т. Технология ремонта металлорежущих станков, 1970
 Червячная передача скользит по этому стержню и передает мощность либо на шестерню каретки, либо на шестерню поперечного скольжения, в зависимости от положения рычага выбора механической подачи.
Червячная передача скользит по этому стержню и передает мощность либо на шестерню каретки, либо на шестерню поперечного скольжения, в зависимости от положения рычага выбора механической подачи. При определении размера токарного станка обязательно узнайте, является ли размер качания качанием над станиной, над зазором или над поперечным суппортом.
При определении размера токарного станка обязательно узнайте, является ли размер качания качанием над станиной, над зазором или над поперечным суппортом.

 Каретка и задняя бабка предназначены для скольжения по этим направляющим во время операций обработки.
Каретка и задняя бабка предназначены для скольжения по этим направляющим во время операций обработки.
