Чпу обрабатывающие центры: Обрабатывающие центры с ЧПУ: особенности конструкции и описание агрегатов
Что такое обрабатывающий центр с ЧПУ?
Обрабатывающий центр с ЧПУ представляет собой многофункциональный станочный комплекс с программной системой управления. Обрабатывающий центр оснащён подвижным рабочим столом (одним или несколькими) и системой автосмены инструмента. Центр способен обрабатывать заготовки из различных материалов. Станочный комплекс имеет очень широкие технологические возможности, благородя поворотному столу, большому набору инструментов и значительному диапазону изменений частот вращения шпинделя и скоростей подач.
Стоимость обрабатывающих центров с ЧПУ довольно высокая, что, однако, компенсируется производственными возможностями оборудования. Обрабатывающие центры позволяют выпускать изделия с высоким темпом — за счёт сокращения временных затрат на перенос заготовок между станками, приспособленными для разных технологических этапов. Тем не менее, использование такого оборудования оправдано прежде всего там, где требуется комплексная обработка с возможностью совмещать различные техпроцессы и получать «на выходе» готовое изделие. Поэтому обрабатывающие центры с ЧПУ широко применяются на мебельных предприятиях, при производстве оконных блоков, а также для обработки сложных корпусных деталей.
Поэтому обрабатывающие центры с ЧПУ широко применяются на мебельных предприятиях, при производстве оконных блоков, а также для обработки сложных корпусных деталей.
Особенности конструкции
Основой станочного комплекса является сварная несущая станина из высокопрочной стали, обеспечивающая достаточную степень устойчивости всей конструкции. За счёт особых решений, станина отличается повышенной жёсткость, что положительно сказывается на способности поглощать вибрации при работе. Станина является опорой для одного или нескольких рабочих столов, оснащённых механизмом поворота и предназначенных для размещения (и закрепления) обрабатываемой заготовки.
Параллельно станине размещается консоль, являющаяся основой всего инструментального комплекса обрабатывающего центра с ЧПУ. Консоль передвигается над рабочим столом в горизонтальном направлении, а установленный на консоли суппорт может дополнительно совершать поперечные и наклонные движения, обеспечивая возможность 5-ти координатной обработки заготовок. Мощный шпиндель с высокой частотой вращения позволяет справляться с любыми — даже самыми твёрдыми материалами заготовок. Магазин для набора режущих инструментов и механизм их автоматической смены дополнительно расширяют возможности оборудования.
Мощный шпиндель с высокой частотой вращения позволяет справляться с любыми — даже самыми твёрдыми материалами заготовок. Магазин для набора режущих инструментов и механизм их автоматической смены дополнительно расширяют возможности оборудования.
Прецизионная механика, качественные продольные направляющие с пониженным трением, мощные и точные исполнительные серводвигатели инструментального портала, высокопроизводительная система ЧПУ — все эти решения направлены на достижение высокой скорости и качества обработки.
Обрабатывающие центры рассчитаны на длительную эксплуатацию в напряжённых условиях промышленного производства. Применяемая система распределённой картриджной смазки позволяет обеспечивать подачу масла в строго дозированном количестве, в нужные узлы и пары трения. Это сокращает расход смазки, значительно снижает трудоёмкость облуживания станка и в то же время обеспечивает длительную работоспособность без потерь исходных характеристик точности.
В качестве дополнительного оборудования станочный комплекс может иметь систему СОЖ высокого давления, что позволяет, в частности, проводить высокоскоростную обработку твёрдых закалённых металлов. Благодаря высокой производительности управляющая система ЧПУ изначально «заточена» под оптимизацию траектории движения инструмента при высокоскоростной обработке деталей.
Благодаря высокой производительности управляющая система ЧПУ изначально «заточена» под оптимизацию траектории движения инструмента при высокоскоростной обработке деталей.
Технологические возможности
Обрабатывающие центры с ЧПУ сочетают в себе токарный и фрезерный станки. Это позволяет вести эффективную 5-ти координатную обработку всех поверхностей заготовки (торцевых, краёв, глухих и открытых пазов), выполнять сверление отверстий, обрабатывать рёбра, приливы и бобышки, снимать фаски, выполнять скругления, нарезать резьбу и т. д.
Обрабатывающие центры могут работать с заготовками из любых материалов, в том числе с древесинной, МДФ, ДВП, ДСП, фанерой, композитными алюминиевыми панелями (типа «Alucobond», «Dibond»), пластиками, органическим стеклом, искусственным и натуральным камнем, цветными металлами, сталями, алюминиевыми и дюралевыми сплавами, титаном и т. п.
Продуманная система крепления заготовки на рабочем столе сочетает преимущества вакуумных столов и механического зажима струбцинами под Т-образные пазы. Большой запас хода по вертикали позволяет устанавливать на рабочий стол специализированные приспособления для упрощения загрузки/выгрузки заготовок.
Большой запас хода по вертикали позволяет устанавливать на рабочий стол специализированные приспособления для упрощения загрузки/выгрузки заготовок.
Несмотря на сложность выполняемых задач, управление и программирование станка осуществляется сравнительно легко. Этому способствует система ЧПУ, позволяющая задавать программу обработки, в том числе импортирую готовые STL-файлы. Каждый обрабатывающий центр оснащён шкафом управления и стойкой ЧПУ. Благодаря отельному расположению, управляющая электроника надёжно защищена от вибраций и нагрева при работе оборудования. Пульт управления предоставляет доступ ко всем функциям станка и обеспечивает безопасность технологического процесса — за счёт дистанционного контроля оборудования.
Свежее:
- Как фрезеровать мебельные панели МДФ
- Виды станков с ЧПУ. Рассматриваем основные
- Из чего состоит фрезерный станок
- Подключение фрезерного станка
- Виды фрезерных станков с ЧПУ
Популярное:
- Плюсы 4-х координатных фрезерных станков
- DSP контроллер фрезерного станка с ЧПУ
- Особенности обработки камня повышенной твёрдости
- Гравировка листового двухлойного пластика на станке с ЧПУ
- Оптимальные режимы и инструмент для качественной резки ПВХ
-
 youtube.com/embed/_kQpKC1aNCI» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/_kQpKC1aNCI» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> В гостях у нашего постоянного клиента компании «Пластфактория», которые занимаются изготовлением POS-материалов и сотрудничают с крупными косметическими брендами.
Видеоотчет с посещения производства наших клиентов — компания «АЛЬТАИР». О работе на производстве, изготавливаемых изделиях и станках от компании Wattsan.
Популярные категории товаров
Фрезерные станки WATTSAN
Фрезерные станки по дереву
Фрезерные станки для дома
Настольные фрезерные станки
Фрезерные станки для рекламы
Фрезерный станок по камню
Многоцелевые фрезерные станки
Индивидуальный запрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях
оказания услуг
Оцените информацию на странице
Средняя оценка: 3,5
Голосов: 4
Получить консультацию специалиста
Оставьте свои контактные данные и наши специалисты ответят на любой интересующий вас вопрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях
оказания услуг
Универсальные обрабатывающие центры с ЧПУ для деревообработки и производства мебели
Имя *
Некорректное заполнение
Регион *МоскваСанкт-ПетербургКузнецк, Пензенская областьАмурская областьАрхангельская областьАстраханская областьБелгородская областьБрянская областьВладимирская областьВолгоградская областьВологодская областьВоронежская областьИвановская областьИркутская областьКалининградская областьКалужская областьКемеровская областьКировская областьКостромская областьКурганская областьКурская областьЛенинградская областьЛипецкая областьМагаданская областьМосковская областьМурманская областьНижегородская областьНовгородская областьНовосибирская областьОмская областьОренбургская областьОрловская областьПензенская областьПсковская областьРостовская областьРязанская областьСамарская областьСаратовская областьСахалинская областьСвердловская областьСмоленская областьТамбовская областьТверская областьТомская областьТульская областьТюменская областьУльяновская областьЧелябинская областьЧитинская областьЯрославская областьЕврейская автономная областьАлтайский крайЗабайкальский крайКамчатский крайКраснодарский крайКрасноярский крайПермский крайПриморский крайСтавропольский крайХабаровский крайУдмуртия РеспубликаЧечня РеспубликаБеларусь РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаЧечня РеспубликаБеларусь РеспубликаКиргизия РеспубликаЧечня РеспубликаЧечня РеспубликаЧувашия РеспубликаКиргизия РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаБеларусь РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКиргизия РеспубликаКиргизия РеспубликаУдмуртия РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаБеларусь РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаБеларусь РеспубликаКиргизия РеспубликаЧечня РеспубликаЧечня РеспубликаКиргизия РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКиргизия РеспубликаУдмуртия РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаБеларусь РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаАзербайджанБеларусь РеспубликаКиргизия РеспубликаЧечня РеспубликаЧечня РеспубликаКиргизия РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКиргизия РеспубликаУдмуртия РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаБеларусь РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаБеларусь РеспубликаКиргизия РеспубликаЧечня РеспубликаЧечня РеспубликаКиргизия РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКиргизия РеспубликаУдмуртия РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаБеларусь РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаБеларусь РеспубликаКиргизия РеспубликаЧечня РеспубликаЧечня РеспубликаКиргизия РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКиргизия РеспубликаЗапорожская областьУдмуртия РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаЭстонияЧечня РеспубликаБеларусь РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаБеларусь РеспубликаКиргизия РеспубликаЧечня РеспубликаЧечня РеспубликаКиргизия РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКиргизия РеспубликаУдмуртия РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаБеларусь РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаБеларусь РеспубликаКиргизия РеспубликаЧечня РеспубликаЧечня РеспубликаКиргизия РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКиргизия РеспубликаУдмуртия РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаБеларусь РеспубликаУдмуртия РеспубликаБеларусь РеспубликаКиргизия РеспубликаЧечня РеспубликаКиргизия РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаУдмуртия РеспубликаКиргизия РеспубликаУдмуртия РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаБеларусь РеспубликаУдмуртия РеспубликаБеларусь РеспубликаКиргизия РеспубликаЧечня РеспубликаКиргизия РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаКиргизия РеспубликаУдмуртия РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаУдмуртия РеспубликаБеларусь РеспубликаЧечня РеспубликаКиргизия РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаКиргизия РеспубликаУдмуртия РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаУдмуртия РеспубликаБеларусь РеспубликаЧечня РеспубликаКиргизия РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаКиргизия РеспубликаУдмуртия РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаБеларусь РеспубликаЧечня РеспубликаЧечня РеспубликаКиргизия РеспубликаБеларусь РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаКиргизия РеспубликаКиргизия РеспубликаУдмуртия РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаБеларусь РеспубликаЧечня РеспубликаЧечня РеспубликаКиргизия РеспубликаБеларусь РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаКиргизия РеспубликаКиргизия РеспубликаУдмуртия РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаБеларусь РеспубликаЧечня РеспубликаЧечня РеспубликаКиргизия РеспубликаБеларусь РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаКиргизия РеспубликаКиргизия РеспубликаУдмуртия РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаБеларусь РеспубликаЧечня РеспубликаЧечня РеспубликаКиргизия РеспубликаБеларусь РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаКиргизия РеспубликаКиргизия РеспубликаУдмуртия РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаБеларусь РеспубликаЧечня РеспубликаЧечня РеспубликаКиргизия РеспубликаБеларусь РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаКиргизия РеспубликаКиргизия РеспубликаУдмуртия РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаБеларусь РеспубликаЧечня РеспубликаЧечня РеспубликаТаджикистанКиргизия РеспубликаБеларусь РеспубликаБеларусь РеспубликаМолдавияКабардино-Балкария РеспубликаКиргизия РеспубликаКиргизия РеспубликаКиргизская РеспубликаУдмуртия РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаБеларусь РеспубликаЧечня РеспубликаЧечня РеспубликаКиргизия РеспубликаБеларусь РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаКиргизия РеспубликаКиргизия РеспубликаУдмуртия РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаБеларусь РеспубликаЧечня РеспубликаЧечня РеспубликаКиргизия РеспубликаБеларусь РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаКиргизия РеспубликаКиргизия РеспубликаУдмуртия РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаБеларусь РеспубликаЧечня РеспубликаЧечня РеспубликаКиргизия РеспубликаБеларусь РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаКиргизия РеспубликаКиргизия РеспубликаУдмуртия РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаБеларусь РеспубликаЧечня РеспубликаЧечня РеспубликаКиргизия РеспубликаБеларусь РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаКиргизия РеспубликаКиргизия РеспубликаУдмуртия РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаБеларусь РеспубликаЧечня РеспубликаЧечня РеспубликаКиргизия РеспубликаБеларусь РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаКиргизия РеспубликаКиргизия РеспубликаУдмуртия РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаБеларусь РеспубликаЧечня РеспубликаЧечня РеспубликаКиргизия РеспубликаБеларусь РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаКиргизия РеспубликаКиргизия РеспубликаУдмуртия РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаБеларусь РеспубликаЧечня РеспубликаЧечня РеспубликаКиргизия РеспубликаБеларусь РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаКиргизия РеспубликаКиргизия РеспубликаУдмуртия РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаБеларусь РеспубликаЧечня РеспубликаЧечня РеспубликаКиргизия РеспубликаБеларусь РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаКиргизия РеспубликаКиргизия РеспубликаУдмуртия РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаУдмуртия РеспубликаБеларусь РеспубликаЧечня РеспубликаКиргизия РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаКиргизия РеспубликаУдмуртия РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаУдмуртия РеспубликаБеларусь РеспубликаУдмуртия РеспубликаЧечня РеспубликаКиргизия РеспубликаЧечня РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаКиргизия РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаУдмуртия РеспубликаБеларусь РеспубликаУдмуртия РеспубликаЧечня РеспубликаКиргизия РеспубликаЧечня РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаКиргизия РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаУдмуртия РеспубликаБеларусь РеспубликаУдмуртия РеспубликаЧечня РеспубликаКиргизия РеспубликаЧечня РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаКиргизия РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаУдмуртия РеспубликаБеларусь РеспубликаУдмуртия РеспубликаЧечня РеспубликаКиргизия РеспубликаЧечня РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаКиргизия РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаУдмуртия РеспубликаБеларусь РеспубликаУдмуртия РеспубликаЧечня РеспубликаКиргизия РеспубликаЧечня РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаКиргизия РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаУдмуртия РеспубликаБеларусь РеспубликаУдмуртия РеспубликаЧечня РеспубликаАдыгея РеспубликаКиргизия РеспубликаЧечня РеспубликаБеларусь РеспубликаАлтай РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаКиргизия РеспубликаБашкортостан РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКабардино-Балкария РеспубликаБурятия РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаУдмуртия РеспубликаДагестан РеспубликаБеларусь РеспубликаУдмуртия РеспубликаЧечня РеспубликаИнгушетия РеспубликаКиргизия РеспубликаЧечня РеспубликаБеларусь РеспубликаКабардино-Балкарская РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаКиргизия РеспубликаКалмыкия РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКабардино-Балкария РеспубликаКарачаево-Черкесия РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаУдмуртия РеспубликаКарелия РеспубликаБеларусь РеспубликаУдмуртия РеспубликаЧечня РеспубликаКоми РеспубликаКиргизия РеспубликаЧечня РеспубликаБеларусь РеспубликаКрым РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаКиргизия РеспубликаМарий Эл РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКабардино-Балкария РеспубликаМордовия РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаУдмуртия РеспубликаСаха (Якутия) РеспубликаБеларусь РеспубликаУдмуртия РеспубликаЧечня РеспубликаСеверная Осетия — Алания РеспубликаКиргизия РеспубликаЧечня РеспубликаБеларусь РеспубликаТатарстан РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаКиргизия РеспубликаТыва РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКабардино-Балкария РеспубликаУдмуртская РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаУдмуртия РеспубликаХакассия РеспубликаБеларусь РеспубликаУдмуртия РеспубликаЧечня РеспубликаЧеченская РеспубликаКиргизия РеспубликаЧечня РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаКиргизия РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаУдмуртия РеспубликаБеларусь РеспубликаУдмуртия РеспубликаЧечня РеспубликаКиргизия РеспубликаЧечня РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаКиргизия РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаУдмуртия РеспубликаБеларусь РеспубликаУдмуртия РеспубликаЧечня РеспубликаКиргизия РеспубликаЧечня РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаКиргизия РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаУдмуртия РеспубликаБеларусь РеспубликаУдмуртия РеспубликаЧечня РеспубликаКиргизия РеспубликаЧечня РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаКиргизия РеспубликаУдмуртия РеспубликаКиргизия РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаУдмуртия РеспубликаКиргизия РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаУдмуртия РеспубликаКиргизия РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаКиргизия РеспубликаЧечня РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаБеларусь РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКиргизия РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаКиргизия РеспубликаЧечня РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаБеларусь РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКиргизия РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаЗапорожская областьКиргизия РеспубликаЧечня РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаБеларусь РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКиргизия РеспубликаЧечня РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаБеларусь РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКиргизия РеспубликаЧечня РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаБеларусь РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКиргизия РеспубликаЧечня РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаБеларусь РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКиргизия РеспубликаЧечня РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаБеларусь РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКиргизия РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаКиргизия РеспубликаЧечня РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКиргизия РеспубликаУдмуртия РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаБеларусь РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаБеларусь РеспубликаКиргизия РеспубликаЧечня РеспубликаЧечня РеспубликаКиргизия РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКиргизия РеспубликаУдмуртия РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаБеларусь РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаБеларусь РеспубликаКиргизия РеспубликаЧечня РеспубликаЧечня РеспубликаКиргизия РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКиргизия РеспубликаУдмуртия РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаБеларусь РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаБеларусь РеспубликаКиргизия РеспубликаЧечня РеспубликаЧечня РеспубликаКиргизия РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКиргизия РеспубликаУдмуртия РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаБеларусь РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаБеларусь РеспубликаКиргизия РеспубликаЧечня РеспубликаЧечня РеспубликаКиргизия РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКиргизия РеспубликаУдмуртия РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаЧечня РеспубликаБеларусь РеспубликаУдмуртия РеспубликаУдмуртия РеспубликаБеларусь РеспубликаКиргизия РеспубликаЧечня РеспубликаЧечня РеспубликаКиргизия РеспубликаКабардино-Балкария РеспубликаБеларусь РеспубликаБеларусь РеспубликаКабардино-Балкария РеспубликаУдмуртия РеспубликаКиргизия РеспубликаКиргизия РеспубликаУдмуртия РеспубликаЧечня РеспубликаКабардино-Балкария РеспубликаКабардино-Балкария РеспубликаРеспублика БеларусьНенецкий автономный округХанты-Мансийский автономный округ — ЮграЧукотский автономный округЯмало-Ненецкий автономный округАрменияКазахстанУзбекистан
Некорректное заполнение
Фамилия *
Некорректное заполнение
Телефон *
Некорректное заполнение
E-mail *
Некорректное заполнение
Нажимая кнопку «Отправить» вы соглашаетесь на обработку персональных данных
Спасибо за заявку!
Скоро с вами свяжется наш менеджер
Оперативное сервисное и техническое сопровождение. Качественное обслуживание и заточка – залог долговечной эксплуатации инструмента.
Качественное обслуживание и заточка – залог долговечной эксплуатации инструмента.
Компания ЛИГА оказывает полную техническую поддержку оборудованию KDT на территории России и Беларуси вне зависимости от срока его службы
Комплексная техническая поддержка
Повышение квалификации и постоянный контроль качества
Склад запчастей и расходных материалов СДЭК
Подробнее
С момента запуска в эксплуатацию и подписания акта приемки пусконаладочных работ на все оборудование предоставляется гарантия не менее 12 месяцев.
После истечения гарантийного срока возможно заключение договора на послегарантийное сервисное обслуживание.
Для оформления запроса на гарантийное обслуживание необходимо заполнить бланк.
Скачать бланк
Доставку осуществляют транспортные компании:
Подробнее
Наши специалисты окажут помощь в подборе инструмента и параметров работы.
Профессиональный подбор режимов работы – гарантия долговечности инструмента.
Специалисты компании ЛИГА обладают высокими компетенциями в области подбора инструмента и параметров работы.
Подробнее
Качественное обслуживание и заточка – залог долговечной эксплуатации инструмента.
Компания ЛИГА оказывает услуги по заточке и ремонту инструмента любой сложности.
Доступность сервисных центров и стоимость уточняйте у менеджеров компании ЛИГА.
Подробнее
Какова функция обрабатывающего центра с ЧПУ? также называется токарный центр с ЧПУ
обрабатывающий центр с ЧПУ (обрабатывающий центр с ЧПУ), можно сказать, интеграция функций машины. Обрабатывающий центр с ЧПУ охватывает множество возможностей обработки. Комплексное производство сокращает время замены оборудования и повышает эффективность производства.
Обрабатывающий центр с ЧПУ (токарный центр с ЧПУ) представляет собой передовой производственный станок. Станки могут выполнять различные операции механической обработки. Типы и функции обрабатывающих центров с ЧПУ представлены ниже.
Станки могут выполнять различные операции механической обработки. Типы и функции обрабатывающих центров с ЧПУ представлены ниже.
Обрабатывающий центр с ЧПУ (обрабатывающий центр) представляет собой передовой производственный станок, который может выполнять различные операции обработки с высокой точностью, высоким качеством и высокой чистотой поверхности. Станок с ЧПУ (токарный центр с ЧПУ) может выполнять сверлильные, фрезерные и токарные операции.
Производство призматических деталей в промышленности, таких как редукторы, перегородки, рамы, крышки и т. д., требует различных видов операций, таких как фрезерование, растачивание, сверление, нарезание резьбы и многие другие сопутствующие операции механической обработки. Раньше этот производственный процесс приходилось делить на множество рабочих стадий, и работа на различных станках позволяла производить готовый продукт, что приводило к большим затратам времени и средств на доставку. Для решения этой проблемы был разработан станочный центр с ЧПУ. Фрезерные, токарные и сверлильные операции на одном станке позволяют одному станку выполнять большее количество операций обработки.
Фрезерные, токарные и сверлильные операции на одном станке позволяют одному станку выполнять большее количество операций обработки.
Тип механизма обрабатывающего центра с ЧПУ:
Основной целью обрабатывающего центра с ЧПУ является сокращение времени производства и усовершенствованных механизмов в обрабатывающем центре с ЧПУ.
- АТС (автоматическая смена инструмента)
- APC (автоматическое устройство смены поддонов)
- Сервосистема ЧПУ
- Система обратной связи
- Шариковый винт с рециркуляцией и гайка
Тип классификации конфигурации обрабатывающего центра с ЧПУ:
- Горизонтальный обрабатывающий центр
- Вертикальные обрабатывающие центры
- Универсальные обрабатывающие центры
Горизонтальный обрабатывающий центр
Обрабатывающий центр (токарный центр) имеет горизонтальный шпиндель, и инструмент устанавливается на шпиндель станка, обычно это одношпиндельный станок с автоматической сменой инструмента. ATC состоит из сменного магазина, вмещающего от 16 до 100 инструментов, в котором можно хранить несколько инструментов. Для сокращения времени погрузки и разгрузки может быть установлена автоматическая смена паллет (APC). APC состоит из шести, восьми и более поддонов, заготовка может быть установлена на поддоне, а станок можно запрограммировать на завершение предыдущего поддона. После работы поменяйте еще один новый лоток. Для разных заготовок могут потребоваться разные программы. Из-за высокой скорости удаления материала в процессе объем режущего инструмента обычно велик, поэтому магазин инструментов требует большого положения на каждом инструменте, а относительный вес становится больше. Некоторые станки также имеют дополнительные функции для вращения всего шпинделя, так что горизонтальная ось шпинделя становится вертикальной, что позволяет использовать различные методы работы.
ATC состоит из сменного магазина, вмещающего от 16 до 100 инструментов, в котором можно хранить несколько инструментов. Для сокращения времени погрузки и разгрузки может быть установлена автоматическая смена паллет (APC). APC состоит из шести, восьми и более поддонов, заготовка может быть установлена на поддоне, а станок можно запрограммировать на завершение предыдущего поддона. После работы поменяйте еще один новый лоток. Для разных заготовок могут потребоваться разные программы. Из-за высокой скорости удаления материала в процессе объем режущего инструмента обычно велик, поэтому магазин инструментов требует большого положения на каждом инструменте, а относительный вес становится больше. Некоторые станки также имеют дополнительные функции для вращения всего шпинделя, так что горизонтальная ось шпинделя становится вертикальной, что позволяет использовать различные методы работы.Вертикальный обрабатывающий центр
На этом типе станка можно выполнять несколько операций за один установ. Большинство вертикальных обрабатывающих центров имеют три оси, а некоторые имеют функцию шпиндельной головки, которая может вращаться по одной или двум осям. Для обработки поверхности гравировки вертикальный обрабатывающий центр наиболее подходит для производства пресс-форм и обработки пресс-форм. Основные типы вертикальных обрабатывающих центров: шагающие колонны, портальные конструкции и многошпиндельные.Универсальный обрабатывающий центр
Универсальный обрабатывающий центр аналогичен горизонтальному обрабатывающему центру, но вал шпинделя может непрерывно наклоняться из горизонтального положения в вертикальное под управлением компьютера. Универсальный обрабатывающий центр состоит из пяти или более осей, которые позволяют устанавливать верхнюю поверхность заготовки на горизонтальный обрабатывающий центр, чтобы можно было обрабатывать разные стороны заготовки за один блок.
 ATC состоит из сменного магазина, вмещающего от 16 до 100 инструментов, в котором можно хранить несколько инструментов. Для сокращения времени погрузки и разгрузки может быть установлена автоматическая смена паллет (APC). APC состоит из шести, восьми и более поддонов, заготовка может быть установлена на поддоне, а станок можно запрограммировать на завершение предыдущего поддона. После работы поменяйте еще один новый лоток. Для разных заготовок могут потребоваться разные программы. Из-за высокой скорости удаления материала в процессе объем режущего инструмента обычно велик, поэтому магазин инструментов требует большого положения на каждом инструменте, а относительный вес становится больше. Некоторые станки также имеют дополнительные функции для вращения всего шпинделя, так что горизонтальная ось шпинделя становится вертикальной, что позволяет использовать различные методы работы.
ATC состоит из сменного магазина, вмещающего от 16 до 100 инструментов, в котором можно хранить несколько инструментов. Для сокращения времени погрузки и разгрузки может быть установлена автоматическая смена паллет (APC). APC состоит из шести, восьми и более поддонов, заготовка может быть установлена на поддоне, а станок можно запрограммировать на завершение предыдущего поддона. После работы поменяйте еще один новый лоток. Для разных заготовок могут потребоваться разные программы. Из-за высокой скорости удаления материала в процессе объем режущего инструмента обычно велик, поэтому магазин инструментов требует большого положения на каждом инструменте, а относительный вес становится больше. Некоторые станки также имеют дополнительные функции для вращения всего шпинделя, так что горизонтальная ось шпинделя становится вертикальной, что позволяет использовать различные методы работы. Большинство вертикальных обрабатывающих центров имеют три оси, а некоторые имеют функцию шпиндельной головки, которая может вращаться по одной или двум осям. Для обработки поверхности гравировки вертикальный обрабатывающий центр наиболее подходит для производства пресс-форм и обработки пресс-форм. Основные типы вертикальных обрабатывающих центров: шагающие колонны, портальные конструкции и многошпиндельные.
Большинство вертикальных обрабатывающих центров имеют три оси, а некоторые имеют функцию шпиндельной головки, которая может вращаться по одной или двум осям. Для обработки поверхности гравировки вертикальный обрабатывающий центр наиболее подходит для производства пресс-форм и обработки пресс-форм. Основные типы вертикальных обрабатывающих центров: шагающие колонны, портальные конструкции и многошпиндельные. Заводы токарных станков с ЧПУ (обрабатывающие центры с ЧПУ) в разных странах активно и постоянно совершенствуют производственные возможности, ожидая разработки более точных обрабатывающих центров с ЧПУ.
Если вы хотите получать больше мгновенных сообщений, подпишитесь на наши аккаунты в Instagram, Facebook, Twitter.
Обрабатывающие центры | Современный механический цех
Термин «обрабатывающий центр» относится практически к любому фрезерно-сверлильному станку с ЧПУ, который включает в себя устройство автоматической смены инструмента и стол, фиксирующий заготовку на месте. На обрабатывающем центре инструмент вращается, а работа нет. Ориентация шпинделя является наиболее фундаментальной определяющей характеристикой обрабатывающего центра с ЧПУ. Вертикальные обрабатывающие центры (VMC) обычно способствуют точности, в то время как горизонтальные обрабатывающие центры (HMC) обычно способствуют производству, но это неточные обобщения, и многие обрабатывающие центры выходят за их рамки. Другим распространенным типом обрабатывающих центров является 5-осевой обрабатывающий центр, который может поворачивать инструмент и/или деталь для фрезерования и сверления в различных направлениях.
Machining 101: Что такое обрабатывающие центры?
Обрабатывающие центры предлагают широкий спектр возможных операций, но эта адаптируемость связана с необходимостью оставаться гибким и выполнять успешные измерения в любое время.
Обрабатывающие центры: необходимая литература
Общие сведения об инструментах для фрезерования круговых сегментов
Кругло-сегментная фреза представляет собой класс фрезерных инструментов, в которых программное обеспечение CAM является ключевым для эффективного использования инструмента. Режущие профили, расположенные под нужными углами, обеспечивают сокращение времени цикла обработки контурных заготовок, таких как пресс-формы. Инженер компании CAM обсуждает роль этого инструмента.
Инженер компании CAM обсуждает роль этого инструмента.
Четыре вопроса, которые должен задать магазин, рассматривающий HMC
По сравнению с вертикальными обрабатывающими центрами горизонтальные обрабатывающие центры обладают потенциалом для увеличения времени безотказной работы шпинделя, времени цикла и производительности. Хотя они имеют более высокую цену, их более высокая производительность может иметь большое значение для магазинов любого размера, как показала компания Valley Tool.
Покупка Five-Axis: выбор опций и дополнений
Итак, вы остановились на пятиосном станке. Итак, какие варианты вы выбираете? Один, чтобы помнить: зондирование шпинделя.
Покупка пятиосного станка: выбор подходящего станка
Горизонтальный или вертикальный? Цапфа или поворотная головка? В чем эффективная разница между различными конфигурациями пятиосевых обрабатывающих центров?
Покупка пятиосного станка: затраты и преимущества сложного станка
При рассмотрении вопроса о переходе на пятикоординатный обрабатывающий центр полезно понимать основы компонентов станков, их стоимость и возможности, которые они предоставляют.
- ПОСЛЕДНИЙ
| - Горизонтальные обрабатывающие центры
| - Пятиосевой
| - Вертикальные обрабатывающие центры
ПОСЛЕДНИЕ ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ Новости и обновления
ПОСМОТРЕТЬ ВСЕ ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ СТАТЬИ
ANCA Machine совершенствует производство режущего инструмента
Fryer предлагает компактный HMC для обработки небольших партий
JTEKT запускает новую серию HMC
DN Solutions предлагает компактный пятиосевой VMC
Sunnen предлагает систему вертикального хонингования для тяжелых деталей
DN Solutions представляет высокопроизводительный вертикальный обрабатывающий центр
Многозадачный станок Mazak Integrex i-100HS для обработки сложных деталей
Объемная точность является ключом к обработке телескопа Джеймса Уэбба
10 способов, которыми аддитивное производство и механическая обработка идут рука об руку и влияют друг на друга
Бесстрашное пятиосевое программирование способствует росту магазина
Механический цех аддитивного производства
Okuma America запускает компактный двухколоночный VMC
ПОСМОТРЕТЬ ВСЕ СТАТЬИ О ОБРАБАТЫВАЮЩИХ ЦЕНТРАХ
ПОСЛЕДНИЕ ГОРИЗОНТАЛЬНЫЕ ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ Новости и обновления
БОЛЬШЕ В ГОРИЗОНТАЛЬНЫХ ОБРАБАТЫВАЮЩИХ ЦЕНТРАХ
Магазин заменяет две вертикали одной горизонталью
Четырехосевая горизонтальная обработка удваивает производительность цеха
Fryer предлагает компактный HMC для обработки небольших партий
JTEKT запускает новую серию HMC
Объемная точность является ключом к обработке телескопа Джеймса Уэбба
Готовы к победе: проектирование процессов вокруг людей
Горизонтальный токарный центр готов к высокой производительности
Дебют серии HMC
Цифровая демонстрация: Станок с ЧПУ серии X для экструзии
Широкий спектр приложений для горизонтального обрабатывающего центра
VMC обеспечивает надежное пятиосевое производство без участия человека
Магазин по трудоустройству — первая половина бизнеса
ПОСМОТРЕТЬ ВСЕ СТАТЬИ О ГОРИЗОНТАЛЬНЫХ ОБРАБАТЫВАЮЩИХ ЦЕНТРАХ
ПОСЛЕДНИЕ Новости и обновления FIVE-AXIS
БОЛЬШЕ В ПЯТИОСЯХ
DN Solutions предлагает компактный пятиосевой VMC
Многозадачный станок Mazak Integrex i-100HS для обработки сложных деталей
Бесстрашное пятиосевое программирование способствует росту магазина
Механический цех аддитивного производства
Почему стоит использовать пятиосевой станок: типы станков и преимущества
Выбор пятиосевого станка с учетом автоматизации
Цифровая демонстрация: Станок с ЧПУ серии X для экструзии
Двенадцать машин на одной платформе
Запуск обрабатывающих мощностей стимулирует американское производство
Обрабатывающий центр типа Trunnion, созданный для точного производства
Построение 5-осевой ячейки
VMC обеспечивает надежное пятиосевое производство без участия человека
ПОСМОТРЕТЬ ВСЕ СТАТЬИ О ПЯТИОСЯХ
ПОСЛЕДНИЕ ВЕРТИКАЛЬНЫЕ ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ Новости и обновления
БОЛЬШЕ В ВЕРТИКАЛЬНЫХ ОБРАБАТЫВАЮЩИХ ЦЕНТРАХ
DN Solutions предлагает компактный пятиосевой VMC
Sunnen предлагает систему вертикального хонингования для тяжелых деталей
DN Solutions представляет высокопроизводительный вертикальный обрабатывающий центр
10 способов, которыми аддитивное производство и механическая обработка идут рука об руку и влияют друг на друга
Okuma America запускает компактный двухколоночный VMC
Конструкция с двумя шпинделями удваивает производство мелких деталей
Цифровая демонстрация: люди и история управляют решениями
Готовы к победе: проектирование процессов вокруг людей
Серия VMC от Dynamic International обеспечивает поглощение силы резания
Вертикальный токарный станок выполняет тяжелую, длинную и непрерывную резку
VMC обеспечивает надежное пятиосевое производство без участия человека
Вертикальный обрабатывающий центр, созданный для гибкости
ПОСМОТРЕТЬ ВСЕ СТАТЬИ О ВЕРТИКАЛЬНЫХ ОБРАБАТЫВАЮЩИХ ЦЕНТРАХ
Часто задаваемые вопросы: обрабатывающие центры
Что такое вертикальный обрабатывающий центр?
Большинство обрабатывающих центров на рынке оснащены числовым программным управлением (ЧПУ) и служат более чем одной цели. Многие из них могут выполнять комбинации таких операций, как фрезерование, сверление, растачивание, нарезание резьбы и развертывание за один установ. Обрабатывающие центры бывают трех основных типов: горизонтальные трехосные, вертикальные трехосные и пятиосные (существуют четырех- и шестиосные станки, но они менее распространены).
Многие из них могут выполнять комбинации таких операций, как фрезерование, сверление, растачивание, нарезание резьбы и развертывание за один установ. Обрабатывающие центры бывают трех основных типов: горизонтальные трехосные, вертикальные трехосные и пятиосные (существуют четырех- и шестиосные станки, но они менее распространены).
Для вертикального обрабатывающего центра ось X управляет движением влево и вправо, параллельно рабочей поверхности; ось Y управляет движением вперед и назад, перпендикулярно осям X и Z; а ось Z управляет движением вверх и вниз. В большинстве станков используется фиксированный шпиндель и подвижный стол или фиксированный стол и подвижный шпиндель. Вращение шпинделя никогда не считается осью.
Пятиосевые (а также четырехосные и шестиосевые) станки вводят дополнительные оси, которые позволяют вращать и поворачивать стол или шпиндельную головку. Ось A включает вращение по оси X, тогда как ось B связана с осью Y, а ось C связана с осью Z.
Источник: Machining 101: Что такое обрабатывающие центры?
Что такое горизонтальный обрабатывающий центр?
Обрабатывающие центры бывают трех основных типов: горизонтальные трехосные, вертикальные трехосные и пятиосные (существуют четырех- и шестиосевые станки, но они менее распространены).
Горизонтальные и вертикальные трехосные станки различаются главным образом наклоном шпинделя, при этом шпиндели горизонтальных станков параллельны поверхности стола станка, а шпиндели вертикальных станков перпендикулярны поверхности, хотя отдельные конструкции сильно различаются по поддерживать различные приложения.
Источник: Machining 101: Что такое обрабатывающие центры?
Что такое точность и повторяемость обрабатывающего центра?
Точность и воспроизводимость являются жизненно важными, но эти характеристики могут быть особенно сложными для определения, поскольку разные производители используют разные определения. В общем, существует три стандарта точности: однонаправленное прямое, однонаправленное обратное и двунаправленное (что является средним из двух). Повторяемость, то есть расстояние между выборками точности, проверенными по всему диапазону точек данных, обычно имеет четыре стандарта: воспроизводимость в прямом направлении, повторяемость в обратном направлении, повторяемость в двух направлениях и разброс.
«Потерянное движение», также называемое «средней ошибкой реверсирования», представляет собой отклонение от центра, обнаруженное при сравнении отметок, сделанных с прямой и обратной повторяемостью. Сбор данных обычно повторяет процессы семь раз, а затем создает кривую нормального распределения результатов, вычисляя как стандартные отклонения, так и среднее значение. Различные стандарты измерения используют стандартные отклонения по-разному.
Источник: Machining 101: Что такое обрабатывающие центры?
Что такое дисбаланс?
Стандартные адаптеры и инструменты обычно удовлетворительны при скорости вращения шпинделя до 8000 об/мин. На более высоких скоростях специально сбалансированный инструмент может иметь решающее значение для высоких допусков и качества поверхности.
Дисбаланс – это произведение массы инструмента на его эксцентриситет (расстояние от центра вращения инструмента до его истинного центра масс). Эксцентриситет измеряется в микронах, а масса инструмента в килограммах, поэтому дисбаланс измеряется в граммах-миллиметрах. ISO 16084 — это стандарт для установления целевых показателей балансировки инструмента и держателя.
ISO 16084 — это стандарт для установления целевых показателей балансировки инструмента и держателя.
Чтобы оценить несбалансированность процессов, пользователи могут выполнять пробные запуски по одному с инструментами, сбалансированными по различным значениям. Такая оценка может начинаться с дисбаланса 10 г-мм, а затем проходить через ряд все более сбалансированных инструментов до тех пор, пока не будут достигнуты надлежащие допуски или точность, а качество поверхности не перестанет улучшаться.
Источник: Machining 101: Что такое обрабатывающие центры?
Как найти эксцентриситет?
Эксцентриситет — это расстояние от центра вращения инструмента до его истинного центра масс. Эксцентриситет измеряется в микронах, а масса инструмента в килограммах, поэтому дисбаланс измеряется в граммах-миллиметрах.
Источник: Machining 101: Что такое обрабатывающие центры?
Что такое энкодер?
Станки используют линейные и поворотные энкодеры для измерения собственных перемещений и определения цели. Существует три типа контактов энкодера — фотоэлектрические (также называемые оптическими), магнитные и механические — но наиболее распространены контакты фотоэлектрического энкодера.
Существует три типа контактов энкодера — фотоэлектрические (также называемые оптическими), магнитные и механические — но наиболее распространены контакты фотоэлектрического энкодера.
Датчики вращения измеряют приводы вращательного движения, но шпиндели и шарико-винтовые пары также могут использоваться для измерения линейных перемещений. Вращающиеся энкодеры могут быть инкрементными или абсолютными.
Инкрементальные поворотные энкодеры имеют выходные сигналы, которые оцениваются электронными счетчиками, измеряющими «приращения». Для обычных измерений длины — в частности, для измерения перемещений ползуна с использованием рециркуляционной шарико-винтовой передачи в качестве шкалы — энкодеры валов, включающие цифровую электронику, являются стандартными.
Абсолютные угловые энкодеры получают значение углового положения из шаблона кодированного диска, который предоставляет значения сразу после включения питания. Кодер Грея и кодеры, использующие естественный двоичный код, наиболее распространены, и многие современные компьютерные программы используют двоичную систему для поддержки высоких скоростей.
Источник: Machining 101: Что такое обрабатывающие центры?
Как повысить точность обрабатывающего центра?
1. Знайте шпиндель
2. Измеряйте процесс, а не деталь
3. Поднимите штангу на дышле. Внимание
4. Контрольная вибрация
5. Проверка со ссылкой
Источник: Как повысить точность обрабатывающего центра
Поставщики обрабатывающих центров
Сузить по категории обрабатывающих центров
Автоматизированные паллетные системы
Автоматизированная система и ячейки для сборки и испытаний
Автоматизированная система и ячейки для формовки и изготовления материалов
Автоматизированная система и ячейки для соединения материалов
Автоматизированная система и ячейки для удаления материала
Ячейки для обработки и FMS
Обработка гибких линий
Многостаночные системы хранения инструментов
Горизонтальные обрабатывающие центры, пятиосевые
Горизонтальные обрабатывающие центры, до четырех осей
Универсальные обрабатывающие центры
Вертикальные обрабатывающие центры, пятиосевые
Вертикальные обрабатывающие центры, до четырех осей
Расточные станки
Координатно-расточные станки
Станки фрезерные станочные
Фрезерные станки, графит
Фрезерные станки, колено и колонна, без ATC
Фрезерные станки, строгальные станки, портального и мостового типа
Фрезерные станки, универсальные
Оборудование для нано- и микрообработки
Оборудование для ультразвуковой обработки
Несколько станков, представленных на выставке технологий Okuma в 2023 году, включали в себя автоматизацию различных форм, от роботов до портальных загрузчиков и устройств смены поддонов.
Юлия Хайдер
Старший редактор, Современный механический цех
Почему стоит использовать пятиосевой станок: типы станков и преимущества
Несмотря на то, что преимущества пятиосевой обработки с каждым годом увеличиваются, входной барьер рушится.
Конструкция с двумя шпинделями удваивает производство мелких деталей
Столкнувшись с остановкой процесса на завершающей стадии производства, Bryan Machine Service разработала двухшпиндель с пневматическим приводом и индексируемое вращающееся основание, чтобы эффективно удвоить производство мелких деталей.
Цифровая демонстрация: люди и история управляют решениями
Bourn & Koch давно предлагает уникальные производственные решения. Однако люди, работающие в Bourn & Koch, позволяют компании приносить пользу каждому партнеру, с которым они работают. От обслуживания до сборки и проектирования — каждый шаг основывается на решении, помогая вам решать самые сложные производственные проблемы. (При поддержке)
Выбор пятиосевого станка с учетом автоматизации
В то время как большое внимание уделяется оборудованию, которое перемещает детали, функции, наиболее важные для автоматизации пятиосевой обработки, возможно, находятся в самом станке.
#Основы
Готовы к победе: проектирование процессов вокруг людей
Компания Stecker Machine Company показывает, что получение максимальной отдачи от сотрудников означает ценить своих сотрудников.


 Кроме того, станок предназначен для выполнения таких действий, как выравнивание поверхности или же обкатка.
Кроме того, станок предназначен для выполнения таких действий, как выравнивание поверхности или же обкатка. Однако, это совершенно иное юридическое лицо. Предприятие относительно молодое. Следует отметить, что производство было начато совершенно с нуля. Основное направление работы – производство и поставка плоскошлифовальных станков.
Однако, это совершенно иное юридическое лицо. Предприятие относительно молодое. Следует отметить, что производство было начато совершенно с нуля. Основное направление работы – производство и поставка плоскошлифовальных станков.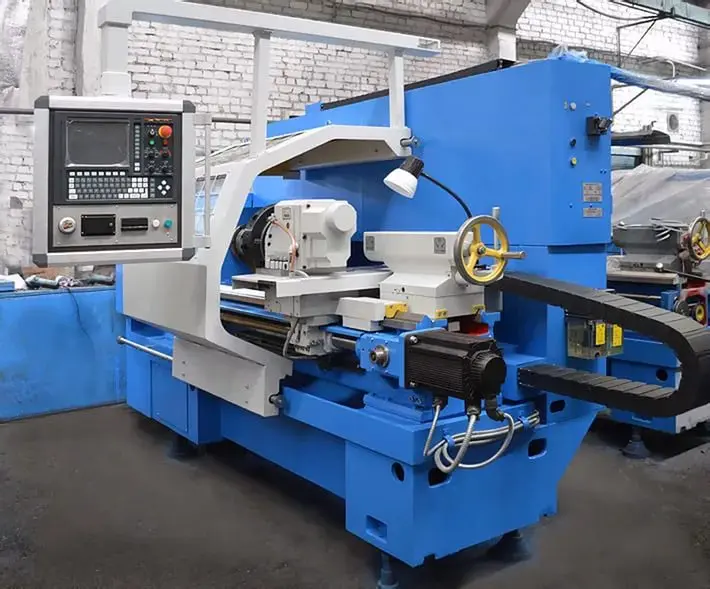

 Данный процесс происходит посредством удаления слоя припуска.
Данный процесс происходит посредством удаления слоя припуска.
 На заводе, аналогично предыдущему, организован полный цикл работ.
На заводе, аналогично предыдущему, организован полный цикл работ.
 Для этого можно использовать обрабатывающие инструменты для выборочного удаления или окончательной обработки куска металла или изделия на основе металла. Современные станки традиционно работают от электричества; дополнительная автоматизация процесса обработки может быть достигнута за счет использования станка с ЧПУ, управляемого компьютерным программированием. Основным преимуществом современных обрабатывающих инструментов является исключительная однородность, которую они обеспечивают при изготовлении множества изделий с одинаковыми параметрами и требованиями. Многие современные инструменты для механической обработки являются просто усовершенствованием инструментов для ручной обработки, которые существовали веками. Другие относительно новые конструкции возможны благодаря последним достижениям в области технологий.
Для этого можно использовать обрабатывающие инструменты для выборочного удаления или окончательной обработки куска металла или изделия на основе металла. Современные станки традиционно работают от электричества; дополнительная автоматизация процесса обработки может быть достигнута за счет использования станка с ЧПУ, управляемого компьютерным программированием. Основным преимуществом современных обрабатывающих инструментов является исключительная однородность, которую они обеспечивают при изготовлении множества изделий с одинаковыми параметрами и требованиями. Многие современные инструменты для механической обработки являются просто усовершенствованием инструментов для ручной обработки, которые существовали веками. Другие относительно новые конструкции возможны благодаря последним достижениям в области технологий. Когда изделие вращается, используются различные инструменты для резки, накатки, сверления или иного изменения металла. Трение причин вращения обеспечивает простой механизм для обеспечения равномерного эффекта по всей окружности объекта, что делает токарные станки хорошим выбором для изделий, симметричных относительно оси вращения. Токарные станки различаются по размеру, самые маленькие из них — это ручные версии, используемые для изготовления ювелирных изделий и часов.
Когда изделие вращается, используются различные инструменты для резки, накатки, сверления или иного изменения металла. Трение причин вращения обеспечивает простой механизм для обеспечения равномерного эффекта по всей окружности объекта, что делает токарные станки хорошим выбором для изделий, симметричных относительно оси вращения. Токарные станки различаются по размеру, самые маленькие из них — это ручные версии, используемые для изготовления ювелирных изделий и часов. Современные типы сверлильных станков включают буровые станки с пьедесталом, настольные буровые станки и буровые станки на столбах.
Современные типы сверлильных станков включают буровые станки с пьедесталом, настольные буровые станки и буровые станки на столбах. Благодаря этой уникальной возможности зубофрезерная обработка идеально подходит для 3D-обработки, требующей одинаковых профилей зубьев. Нарезание зубьев – одно из наиболее распространенных применений современных зубофрезерных станков.
Благодаря этой уникальной возможности зубофрезерная обработка идеально подходит для 3D-обработки, требующей одинаковых профилей зубьев. Нарезание зубьев – одно из наиболее распространенных применений современных зубофрезерных станков.

 Однако по мере роста конкуренции и потребности в отзывчивости и ловкости то, что возможно «по-человечески», уже недостаточно хорошо. Производственные предприятия все больше внедряют технологии искусственного интеллекта (ИИ) в повседневную деятельность. Эта интеграция искусственного интеллекта не только помогает менеджерам проектов повышать эффективность, но и помогает современным производственным предприятиям всех типов (сборка, механическая обработка и обработка сырья) прогнозировать и предотвращать будущие сбои до того, как это повлияет на затраты или катастрофические события, намного лучше, чем это может сделать человек.
Однако по мере роста конкуренции и потребности в отзывчивости и ловкости то, что возможно «по-человечески», уже недостаточно хорошо. Производственные предприятия все больше внедряют технологии искусственного интеллекта (ИИ) в повседневную деятельность. Эта интеграция искусственного интеллекта не только помогает менеджерам проектов повышать эффективность, но и помогает современным производственным предприятиям всех типов (сборка, механическая обработка и обработка сырья) прогнозировать и предотвращать будущие сбои до того, как это повлияет на затраты или катастрофические события, намного лучше, чем это может сделать человек.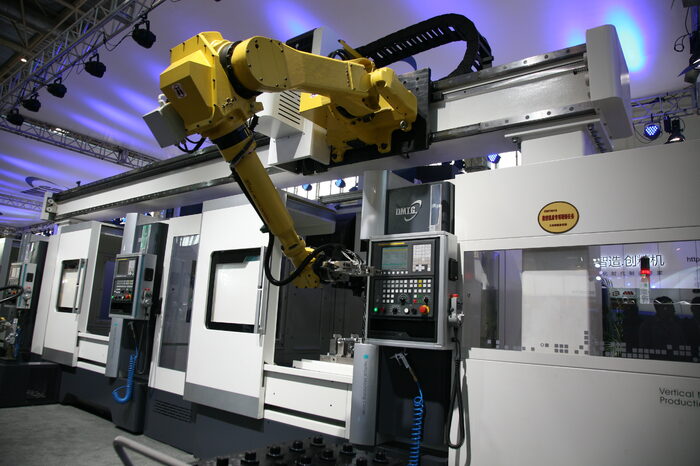 Это усугубляется, когда на заводе имеется нелокальная или удаленная инженерная поддержка с ограниченной видимостью эксплуатационного состояния (запасы, дизайн, поставщик, состояние оборудования, планирование).
Это усугубляется, когда на заводе имеется нелокальная или удаленная инженерная поддержка с ограниченной видимостью эксплуатационного состояния (запасы, дизайн, поставщик, состояние оборудования, планирование). У нас никогда не было технологий, способных критически мыслить за нас или, более того, способных продемонстрировать свои рассуждения.
У нас никогда не было технологий, способных критически мыслить за нас или, более того, способных продемонстрировать свои рассуждения. Проблема с конструкцией продукта привела к повреждению, которое могло привести к катастрофическому отказу, разрушившему компрессор и ротор. Машинный интеллект предсказал этот сбой до того, как он мог произойти. По оценкам оператора, стоимость этой неисправности составила бы более 100 миллионов долларов на запчасти и замену. Это легко в 50-100 раз окупает инвестиции.
Проблема с конструкцией продукта привела к повреждению, которое могло привести к катастрофическому отказу, разрушившему компрессор и ротор. Машинный интеллект предсказал этот сбой до того, как он мог произойти. По оценкам оператора, стоимость этой неисправности составила бы более 100 миллионов долларов на запчасти и замену. Это легко в 50-100 раз окупает инвестиции. Эти ограничения включают в себя такие вещи, как непомерно высокая планка стандартов безопасности, сопротивление внедрению облачных технологий или предпочтение утвержденных поставщиков перед новыми. Во-вторых, ИТ-организации борются с управлением промышленными данными из-за их большого разнообразия форматов и часто несовместимых систем.
Эти ограничения включают в себя такие вещи, как непомерно высокая планка стандартов безопасности, сопротивление внедрению облачных технологий или предпочтение утвержденных поставщиков перед новыми. Во-вторых, ИТ-организации борются с управлением промышленными данными из-за их большого разнообразия форматов и часто несовместимых систем. Например, дополненная реальность, управляемая обработкой естественного языка, может помочь техническому специалисту пройти этапы ремонта, выделить задействованные детали, отобразить инструкции и облегчить вызов удаленного эксперта.
Например, дополненная реальность, управляемая обработкой естественного языка, может помочь техническому специалисту пройти этапы ремонта, выделить задействованные детали, отобразить инструкции и облегчить вызов удаленного эксперта.
 Время высыхания до степени 3, ч, не более
Время высыхания до степени 3, ч, не более 402.
402. 80-100 мкм — 200-250 г/м²
80-100 мкм — 200-250 г/м² 
 Ярославль, ул.Б.Федоровская, д.96. (Российская Федерация)
Ярославль, ул.Б.Федоровская, д.96. (Российская Федерация)

 9138611″ data-long=»-74.3587105″>
9138611″ data-long=»-74.3587105″> 837179″ data-long=»-66.095068″>
837179″ data-long=»-66.095068″> 4101732″ data-long=»-73.4746291″>
4101732″ data-long=»-73.4746291″> 8218585″ data-long=»-71.3131577″>
8218585″ data-long=»-71.3131577″> 62303″ data-long=»-74.595959″>
62303″ data-long=»-74.595959″> 3810354″ data-long=»-73.9933024″>
3810354″ data-long=»-73.9933024″> 4191702″ data-long=»-75.6185856″>
4191702″ data-long=»-75.6185856″> 662115″ data-long=»-87.7466917″>
662115″ data-long=»-87.7466917″> 9569596″ data-long=»-89.7041108″>
9569596″ data-long=»-89.7041108″> 3902644″ data-long=»-89.4028963″>
3902644″ data-long=»-89.4028963″> 4605458″ data-long=»-98.4575713″>
4605458″ data-long=»-98.4575713″> 7221426″ data-long=»-88.9892822″>
7221426″ data-long=»-88.9892822″> 5329563″ data-long=»-89.0186567″>
5329563″ data-long=»-89.0186567″> 1223091″ data-long=»-95.0397077″>
1223091″ data-long=»-95.0397077″> 3258188″ data-long=»-89.5376738″>
3258188″ data-long=»-89.5376738″> 8805963″ data-long=»-91.
8805963″ data-long=»-91. 7021449″ data-long=»-91.0165476″>
7021449″ data-long=»-91.0165476″> 1078892″ data-long=»-88.4892517″>
1078892″ data-long=»-88.4892517″> 0628757″ data-long=»-89.3082939″>
0628757″ data-long=»-89.3082939″> items.length»>
items.length»>

 Для получения дополнительной информации посетите сайт https://www.p65warnings.ca.gov.
Для получения дополнительной информации посетите сайт https://www.p65warnings.ca.gov.
 Возврат средств будет произведен на исходный способ оплаты в течение 30 дней с даты первоначальной отправки. Возвраты по заказам старше 30 дней до 365 дней будут обрабатываться как кредит магазина, который может быть применен к будущему заказу.
Возврат средств будет произведен на исходный способ оплаты в течение 30 дней с даты первоначальной отправки. Возвраты по заказам старше 30 дней до 365 дней будут обрабатываться как кредит магазина, который может быть применен к будущему заказу.


 , Лондон, Соединенное Королевство
, Лондон, Соединенное Королевство
 #игры #twitch #стример #live
#игры #twitch #стример #live  Frolic (Из «Умерь свой энтузиазм») — London Music Works.
Frolic (Из «Умерь свой энтузиазм») — London Music Works. лайков, 32 комментария. Видео TikTok от DieDevDie (@diedevdie). Что я взял???❄️❄️❄️❄️❄️ Смешно — Золотой Тигр.
лайков, 32 комментария. Видео TikTok от DieDevDie (@diedevdie). Что я взял???❄️❄️❄️❄️❄️ Смешно — Золотой Тигр. Видео TikTok от Mikaylah (@mikaylahau): «Я определенно был на правильном пути 💀😭 #twitchstreamer #twitchmoments #pickupline #шутки #texttospeech #gamergirl #tts #twitchclips #twitch». ГЛАЗА??? Голубая кровь — Хайнц Кисслинг.
Видео TikTok от Mikaylah (@mikaylahau): «Я определенно был на правильном пути 💀😭 #twitchstreamer #twitchmoments #pickupline #шутки #texttospeech #gamergirl #tts #twitchclips #twitch». ГЛАЗА??? Голубая кровь — Хайнц Кисслинг.

 Ограничение скорости, разрешенные весовые и габаритные параметры, требования к ТС в зимний период и особенности дорожного движения
Ограничение скорости, разрешенные весовые и габаритные параметры, требования к ТС в зимний период и особенности дорожного движения
 В остальных случаях максимальная длина — 15,50 м.
В остальных случаях максимальная длина — 15,50 м.



 Это примерно половина площади Техаса в США. Что касается населения, то в Германии проживает немногим более 80 миллионов человек.
Это примерно половина площади Техаса в США. Что касается населения, то в Германии проживает немногим более 80 миллионов человек. также: 9 лучших музеев автомобилей в Германии
также: 9 лучших музеев автомобилей в Германии
 также: Лучшие сайты для бронирования дешевых авиабилетов и отелей
также: Лучшие сайты для бронирования дешевых авиабилетов и отелей также: Государственный гимн Германии: Das Deutschlandlied
также: Государственный гимн Германии: Das Deutschlandlied


 Есть также около 50 небольших портов, жизненно важных для внутренних перевозок и судоходства.
Есть также около 50 небольших портов, жизненно важных для внутренних перевозок и судоходства.
 В сельской местности тепло и свет по-прежнему в основном обеспечиваются за счет сжигания дров.
В сельской местности тепло и свет по-прежнему в основном обеспечиваются за счет сжигания дров.
 Но если вам интересно узнать о населении этих стран, то я могу сказать вам, что в Техасе проживает на 55,1 миллиона человек меньше, чем в Германии. Это означает, что в Германии проживает примерно 78 миллионов (хотя по некоторым оценкам, 82) человек. Напротив, наш план американского штата Техас расположен недалеко от береговой линии Германии и имеет население более 27 миллионов человек, охватывая 6
Но если вам интересно узнать о населении этих стран, то я могу сказать вам, что в Техасе проживает на 55,1 миллиона человек меньше, чем в Германии. Это означает, что в Германии проживает примерно 78 миллионов (хотя по некоторым оценкам, 82) человек. Напротив, наш план американского штата Техас расположен недалеко от береговой линии Германии и имеет население более 27 миллионов человек, охватывая 6 Как моя любимая система поиска авиабилетов, Skyscanner просматривает веб-сайты и авиакомпании по всему миру, не оставляя камня на камне, чтобы помочь вам найти наилучшее предложение. И если вы действительно хотите поднять свои сбережения на новый уровень, объедините Skyscanner с Going (ранее Scott’s Cheap Flights). Имея доступ к эксклюзивным ошибочным тарифам, доставленным прямо на ваш почтовый ящик, вы соберете чемоданы и отправитесь в следующее приключение, прежде чем узнаете об этом.
Как моя любимая система поиска авиабилетов, Skyscanner просматривает веб-сайты и авиакомпании по всему миру, не оставляя камня на камне, чтобы помочь вам найти наилучшее предложение. И если вы действительно хотите поднять свои сбережения на новый уровень, объедините Skyscanner с Going (ранее Scott’s Cheap Flights). Имея доступ к эксклюзивным ошибочным тарифам, доставленным прямо на ваш почтовый ящик, вы соберете чемоданы и отправитесь в следующее приключение, прежде чем узнаете об этом.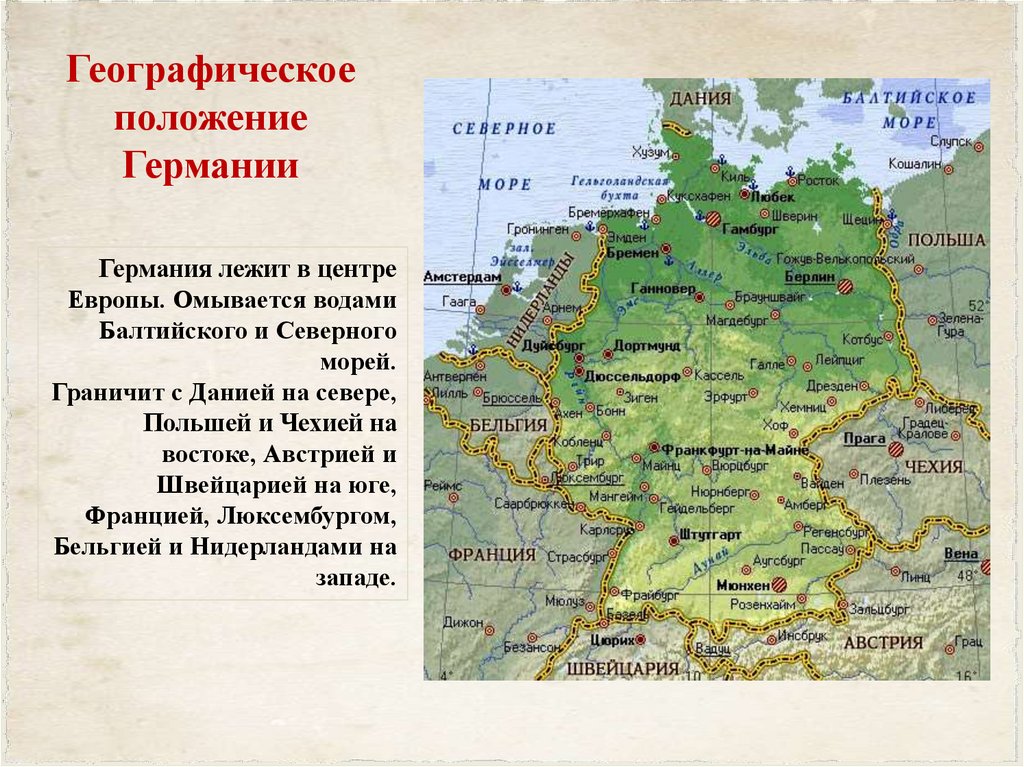 com, так как у них самые низкие цены на пансионы, отели, роскошные кондоминиумы, пансионы и многое другое.
com, так как у них самые низкие цены на пансионы, отели, роскошные кондоминиумы, пансионы и многое другое. Найдите всю необходимую информацию в разделе «Краткая информация», а затем используйте iVisa Photos, чтобы сделать фотографию, которую можно использовать в своем немецком паспорте.
Найдите всю необходимую информацию в разделе «Краткая информация», а затем используйте iVisa Photos, чтобы сделать фотографию, которую можно использовать в своем немецком паспорте.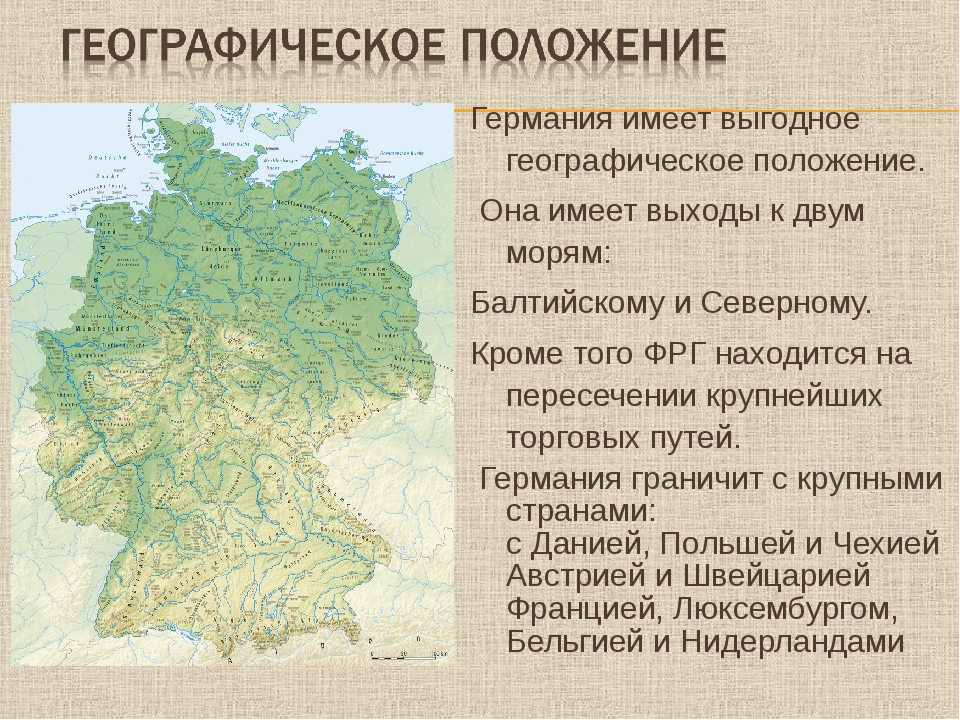
 Будь то внешние размеры или измерение головы, обязательно помните о ширине и длине.
Будь то внешние размеры или измерение головы, обязательно помните о ширине и длине. Единственным исключением являются головные уборы религиозного назначения. Однако он может вообще не закрывать лицо.
Единственным исключением являются головные уборы религиозного назначения. Однако он может вообще не закрывать лицо.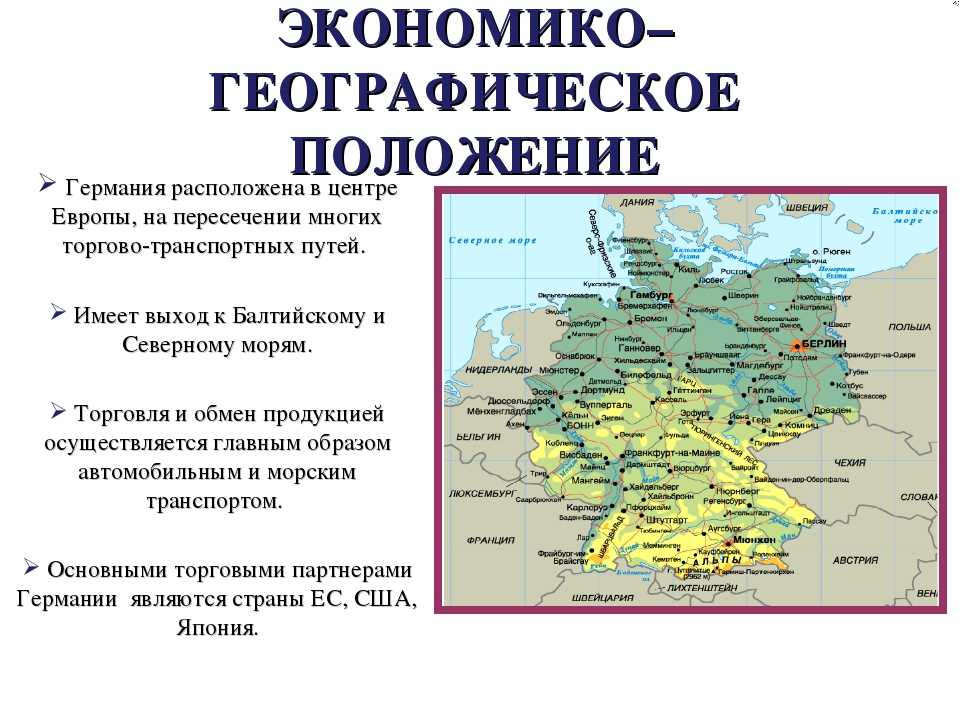 По этим причинам вот что вам нужно знать, прежде чем фотографировать своих детей для паспорта или визы:
По этим причинам вот что вам нужно знать, прежде чем фотографировать своих детей для паспорта или визы: Кроме того, для их выполнения требуется время, вырванное из вашего повседневного графика. Почтовое отделение может стоить около 15 евро за набор из двух фотографий. Выбор iVisa Photos может избавить вас от более высоких затрат. Две фотографии на паспорт или визу стоят 5,70 евро. Это экономия 10 евро, и когда вы заказываете больше, цена за фотографию снижается. Получение фотографии на паспорт в Интернете намного выгоднее, особенно для нескольких фотографий.
Кроме того, для их выполнения требуется время, вырванное из вашего повседневного графика. Почтовое отделение может стоить около 15 евро за набор из двух фотографий. Выбор iVisa Photos может избавить вас от более высоких затрат. Две фотографии на паспорт или визу стоят 5,70 евро. Это экономия 10 евро, и когда вы заказываете больше, цена за фотографию снижается. Получение фотографии на паспорт в Интернете намного выгоднее, особенно для нескольких фотографий.
 Обычно он либо красный, либо прозрачный, а краска для конкретных фрагментов добавляется в формовочные машины. Это емкость, наполненная жидким пластиком на основе акрилонитрила, бутадиена и стирола, с добавлением отдельных красителей.
Обычно он либо красный, либо прозрачный, а краска для конкретных фрагментов добавляется в формовочные машины. Это емкость, наполненная жидким пластиком на основе акрилонитрила, бутадиена и стирола, с добавлением отдельных красителей.

 Вес должен быть между 94,9 и 95,7 граммами. Вес этой предварительной тары составляет 94,94 грамм, так что она проходит проверку. Однако, как показывает дисплей, пять мешков оказались слишком легкими, и один был слишком тяжелым.
Вес должен быть между 94,9 и 95,7 граммами. Вес этой предварительной тары составляет 94,94 грамм, так что она проходит проверку. Однако, как показывает дисплей, пять мешков оказались слишком легкими, и один был слишком тяжелым.
 Жмите на ссылки, подписывайтесь и комментируйте, если вопросы по делу, я всегда отвечаю.
Жмите на ссылки, подписывайтесь и комментируйте, если вопросы по делу, я всегда отвечаю.
 Делают детали специальные автоматы, которые называются термопластавтоматами. Горячий термопласт заливается в формовочные машины, смешивается с выбранными красителями и распространяется в маленькие каналы, где под большим давлением и высокой температурой штампуется методом впрыскивания в заготовленные формы.
Делают детали специальные автоматы, которые называются термопластавтоматами. Горячий термопласт заливается в формовочные машины, смешивается с выбранными красителями и распространяется в маленькие каналы, где под большим давлением и высокой температурой штампуется методом впрыскивания в заготовленные формы. Если понравилось, оставляйте свои комментарии и делитесь с друзьями ссылкой на эту статью!
Если понравилось, оставляйте свои комментарии и делитесь с друзьями ссылкой на эту статью!
 После этого добавляются все необходимые украшения и собираются детали, которые нужно собрать, например, минифигурки.
После этого добавляются все необходимые украшения и собираются детали, которые нужно собрать, например, минифигурки. Короче говоря, кубики Lego созданы для того, чтобы на них было больно наступать.
Короче говоря, кубики Lego созданы для того, чтобы на них было больно наступать. В 2012 году группа Lego поставила перед собой цель найти и использовать более экологичное сырье для своей продукции к 2030 году. Ранее в этом году они сделали небольшой шаг к этой цели, объявив, что с этого года зеленые листья, кусты и деревья их продукция будет производиться из полиэтилена, полученного из экологически чистых источников сахарного тростника. Однако этот полиэтилен далеко не настолько прочен или долговечен, чтобы заменить АБС, поэтому поиски его замены продолжаются.
В 2012 году группа Lego поставила перед собой цель найти и использовать более экологичное сырье для своей продукции к 2030 году. Ранее в этом году они сделали небольшой шаг к этой цели, объявив, что с этого года зеленые листья, кусты и деревья их продукция будет производиться из полиэтилена, полученного из экологически чистых источников сахарного тростника. Однако этот полиэтилен далеко не настолько прочен или долговечен, чтобы заменить АБС, поэтому поиски его замены продолжаются. Кеннеди
Кеннеди По крайней мере, вы их видели и знаете, что они из себя представляют. Или, может быть, ваши дети, но мы редко задумываемся о процессе производства маленьких блоков LEGO.
По крайней мере, вы их видели и знаете, что они из себя представляют. Или, может быть, ваши дети, но мы редко задумываемся о процессе производства маленьких блоков LEGO. И они всегда приносят нам отличные новые продукты.
И они всегда приносят нам отличные новые продукты.

 6 кВт
6 кВт Двухручная рукоятка для удобства скашивания. Очень хорошо подходит для скашивания свалявшейся травы, камыша и крапивы. Оснащённая соответствующим режущим инструментом справляется даже с сучковатым кустарником и тонкими деревьями.
Двухручная рукоятка для удобства скашивания. Очень хорошо подходит для скашивания свалявшейся травы, камыша и крапивы. Оснащённая соответствующим режущим инструментом справляется даже с сучковатым кустарником и тонкими деревьями. Фильтр требует очистки, когда забито 80 % его поверхности. Это также позволяет долго работать без перерыва.
Фильтр требует очистки, когда забито 80 % его поверхности. Это также позволяет долго работать без перерыва. У мотокос и кусторезов двухручная рукоятка просто необходима при частом кошении травы на больших участках.
У мотокос и кусторезов двухручная рукоятка просто необходима при частом кошении травы на больших участках. Очень легкий. Может быть дополнен сумкой для инструмента. С удобным крючком для быстрого закрепления и снятия инструмента.
Очень легкий. Может быть дополнен сумкой для инструмента. С удобным крючком для быстрого закрепления и снятия инструмента. с.
с. Riding Shower Цены
Riding Shower Цены США
США  США
США  Самоходные косилки толкают сами себя, поэтому пользователям нужно только управлять ими. Высококачественные модели оснащены такими функциями, как двигатели с регулируемой частотой вращения, прочная конструкция и более широкие режущие деки.
Самоходные косилки толкают сами себя, поэтому пользователям нужно только управлять ими. Высококачественные модели оснащены такими функциями, как двигатели с регулируемой частотой вращения, прочная конструкция и более широкие режущие деки. Ручные барабанные косилки не требуют топлива или электричества, но они требуют больше усилий для толкания.
Ручные барабанные косилки не требуют топлива или электричества, но они требуют больше усилий для толкания. США
США  Стоимость бытовых косилок с нулевым поворотом зависит от марки, объема двигателя и ширины косильной деки. Косилки с нулевым поворотом управляются двумя рычажными рукоятками спереди, что обеспечивает большую маневренность.
Стоимость бытовых косилок с нулевым поворотом зависит от марки, объема двигателя и ширины косильной деки. Косилки с нулевым поворотом управляются двумя рычажными рукоятками спереди, что обеспечивает большую маневренность.




 Цены на газонокосилки в Home Depot, Lowe’s и Walmart часто ниже, чем у дилеров косилок.
Цены на газонокосилки в Home Depot, Lowe’s и Walmart часто ниже, чем у дилеров косилок.
 В верхней части спектра интеллектуальная косилка-робот со специальными функциями может стоить до 9 евро.0049 17 063 $ .
В верхней части спектра интеллектуальная косилка-робот со специальными функциями может стоить до 9 евро.0049 17 063 $ . являются наиболее доступным типом косилок со средней стоимостью 104 долларов. Самыми дорогими вариантами являются самоходные газонокосилки или газонокосилки-роботы, премиальные модели которых могут стоить почти 20 000 долларов.
являются наиболее доступным типом косилок со средней стоимостью 104 долларов. Самыми дорогими вариантами являются самоходные газонокосилки или газонокосилки-роботы, премиальные модели которых могут стоить почти 20 000 долларов.
 Мы подробно рассмотрим каждый из них, чтобы помочь вам решить, какой источник питания газонокосилки даст вам наилучшую отдачу от затраченных средств.
Мы подробно рассмотрим каждый из них, чтобы помочь вам решить, какой источник питания газонокосилки даст вам наилучшую отдачу от затраченных средств. 0
0 Из воскресенья
Из воскресенья 
 0042
0042 На рынке есть несколько надежных самоходных косилок с батарейным питанием, но они, как правило, дороже, чем сопоставимые бензиновые косилки с большей мощностью и более длительным временем работы. Бензиновая газонокосилка особенно подходит для больших газонов.
На рынке есть несколько надежных самоходных косилок с батарейным питанием, но они, как правило, дороже, чем сопоставимые бензиновые косилки с большей мощностью и более длительным временем работы. Бензиновая газонокосилка особенно подходит для больших газонов.
 Но райдеры с задним расположением двигателя обычно меньше, менее мощные и более маневренные (хотя все же не такие маневренные, как газонокосилка с нулевым поворотом).
Но райдеры с задним расположением двигателя обычно меньше, менее мощные и более маневренные (хотя все же не такие маневренные, как газонокосилка с нулевым поворотом). Эти приспособления позволяют использовать газонный трактор в качестве снегоочистителя, прицепа, аэратора или другого инструмента для ухода за газоном.
Эти приспособления позволяют использовать газонный трактор в качестве снегоочистителя, прицепа, аэратора или другого инструмента для ухода за газоном.

 Все косилки B+D электрические, и они бывают сетевыми и аккумуляторными. Меньшие косилки BLACK+DECKER всего около $80 , в то время как их самый большой и самый дорогой вариант стоит около $486 .
Все косилки B+D электрические, и они бывают сетевыми и аккумуляторными. Меньшие косилки BLACK+DECKER всего около $80 , в то время как их самый большой и самый дорогой вариант стоит около $486 . 0177
0177 Комбинация нескольких первоклассных характеристик приводит к гораздо более дорогим косилкам.
Комбинация нескольких первоклассных характеристик приводит к гораздо более дорогим косилкам. 0
0
 Их максимальная скорость движения вперед колеблется от 4 до 9 миль в час, с нулевыми поворотами на более быстром конце этого спектра.
Их максимальная скорость движения вперед колеблется от 4 до 9 миль в час, с нулевыми поворотами на более быстром конце этого спектра.







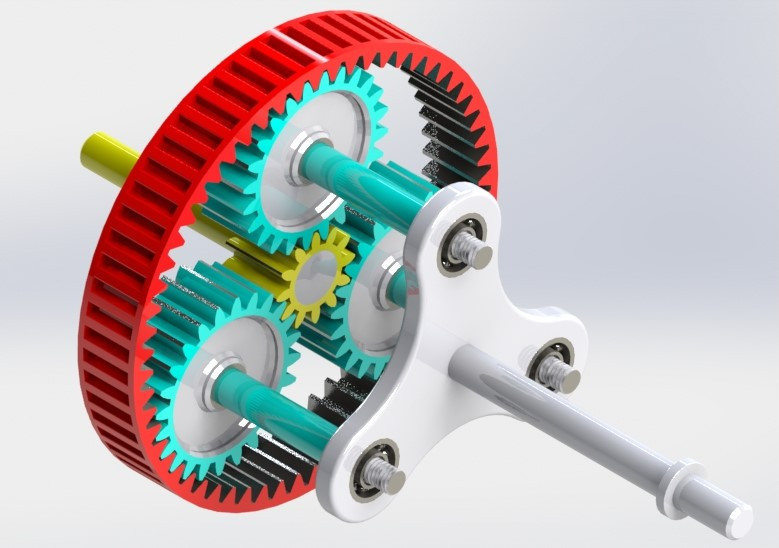 Во вращение приводится солнечная шестерня. Вместе с ней начинают поворачиваться сцепленные с ней сателлиты. По мере того как сателлиты поворачиваются, они перекатываются по солнечной шестерне и по эпициклу. Тем самым они перемещаются вокруг солнечной шестерни, приводя во вращение водило, на котором закреплены оси сателлитов.
Во вращение приводится солнечная шестерня. Вместе с ней начинают поворачиваться сцепленные с ней сателлиты. По мере того как сателлиты поворачиваются, они перекатываются по солнечной шестерне и по эпициклу. Тем самым они перемещаются вокруг солнечной шестерни, приводя во вращение водило, на котором закреплены оси сателлитов.
 Отличия могут заключаться в конструктивной схеме – несколько солнечных шестерён, водил или эпициклов, вместо одной солнечной шестерни, одного водила и одного эпицикла в простейшем варианте редуктора. В некоторых вариантах редукторов плоскости вращения различных планетарных колёс могут быть не параллельны друг другу (пространственные планетарные механизмы).
Отличия могут заключаться в конструктивной схеме – несколько солнечных шестерён, водил или эпициклов, вместо одной солнечной шестерни, одного водила и одного эпицикла в простейшем варианте редуктора. В некоторых вариантах редукторов плоскости вращения различных планетарных колёс могут быть не параллельны друг другу (пространственные планетарные механизмы).
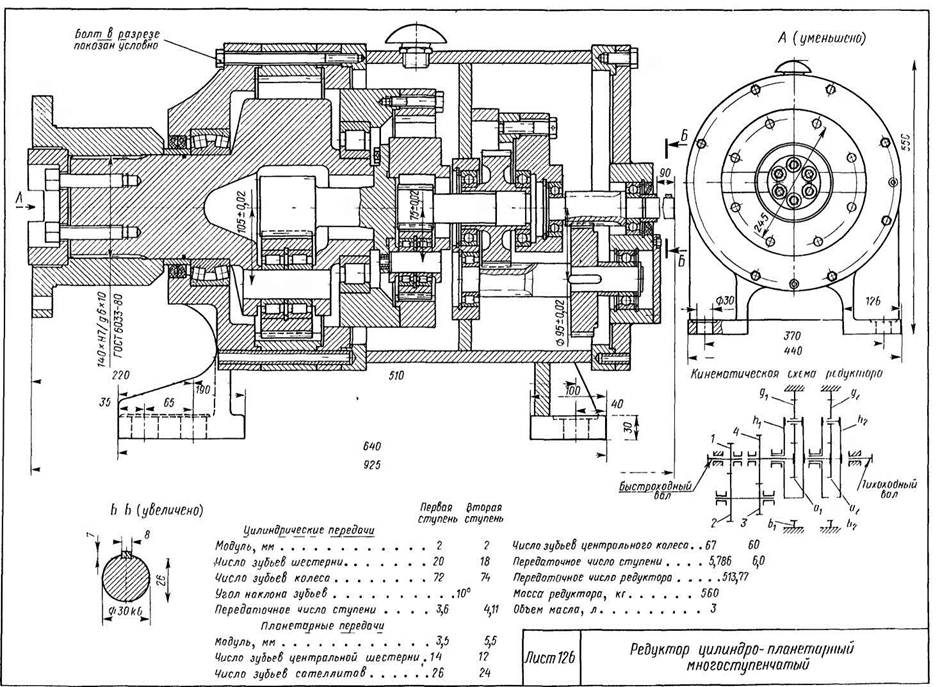 Особенно эффективно применение подобных узлов вместе с электродвигателем. Разберемся, что такое планетарный редуктор и в чем его отличия от других типов устройств.
Особенно эффективно применение подобных узлов вместе с электродвигателем. Разберемся, что такое планетарный редуктор и в чем его отличия от других типов устройств.

 Как мы уже отметили, для входа и выхода может применяться один из трех элементов передачи. Оставшийся третий – затормаживается. Изменение входа и выхода влияет на величину и знак передаточного числа. Всего возможно шесть различных способов включения передачи.
Как мы уже отметили, для входа и выхода может применяться один из трех элементов передачи. Оставшийся третий – затормаживается. Изменение входа и выхода влияет на величину и знак передаточного числа. Всего возможно шесть различных способов включения передачи.

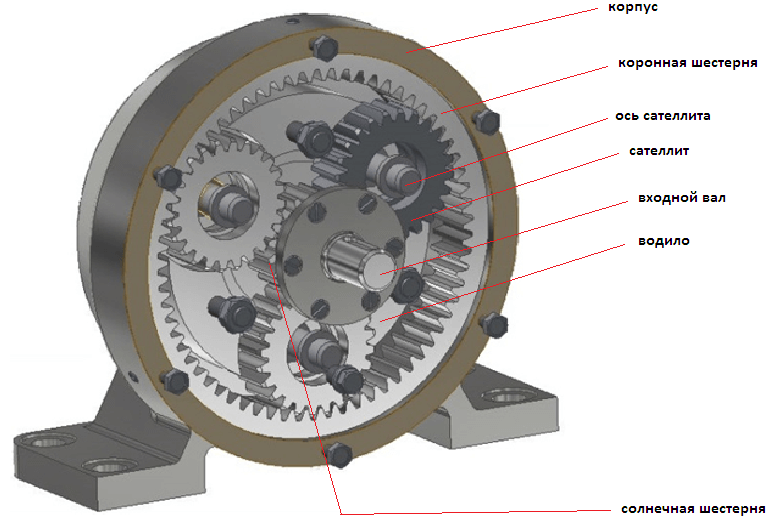 Например, некоторые виды планетарных редукторов имеют несколько солнечных шестерен, эпициклов и водил. Также нередко плоскости вращения элементов не параллельны друг другу (в так называемых пространственных механизмах), а располагаются под углом.
Например, некоторые виды планетарных редукторов имеют несколько солнечных шестерен, эпициклов и водил. Также нередко плоскости вращения элементов не параллельны друг другу (в так называемых пространственных механизмах), а располагаются под углом.
 Как показывает практика, такие механизмы обеспечивают оптимальное распределение нагрузки и высокую точность работы приводов. При необходимости специалисты «Ф и Ф» готовы ответить на оставшиеся вопросы и помочь вам с выбором агрегата такого типа!
Как показывает практика, такие механизмы обеспечивают оптимальное распределение нагрузки и высокую точность работы приводов. При необходимости специалисты «Ф и Ф» готовы ответить на оставшиеся вопросы и помочь вам с выбором агрегата такого типа!
 Планетарный редуктор используется для передачи самого большого крутящего момента в наиболее компактной форме (известной как плотность крутящего момента).
Планетарный редуктор используется для передачи самого большого крутящего момента в наиболее компактной форме (известной как плотность крутящего момента).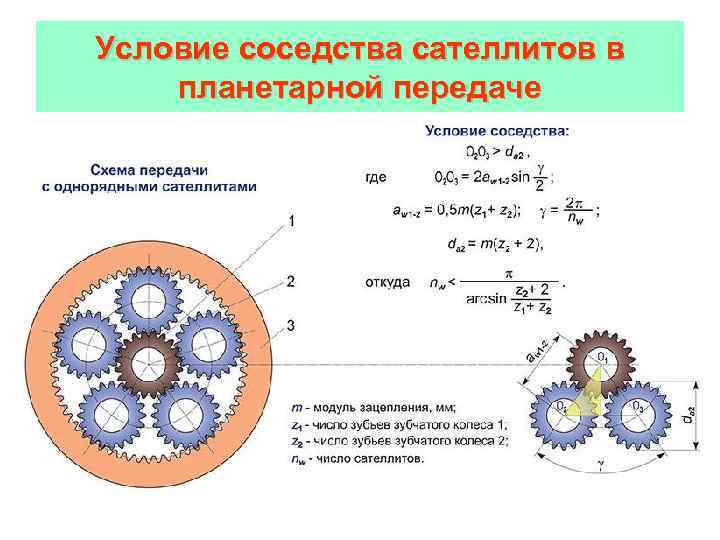

 Прежде всего, должны быть правильными первичные характеристики (например, крутящий момент, люфт, передаточное отношение), а затем вторичные (например, коррозионная стойкость, уровень шума, конструкция) и третичные (например, время доставки, цена, глобальные доступность, обслуживание) важны.
Прежде всего, должны быть правильными первичные характеристики (например, крутящий момент, люфт, передаточное отношение), а затем вторичные (например, коррозионная стойкость, уровень шума, конструкция) и третичные (например, время доставки, цена, глобальные доступность, обслуживание) важны.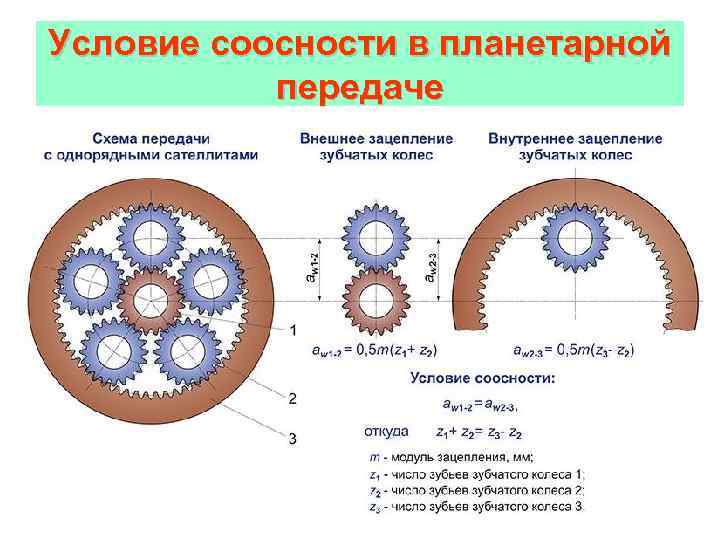 Кроме того, смазка часто также обеспечивает охлаждение и снижает шум или вибрацию. Apex Dynamics использует специальную смазку от компании Nye Lubricants, по сути это своего рода гель.
Кроме того, смазка часто также обеспечивает охлаждение и снижает шум или вибрацию. Apex Dynamics использует специальную смазку от компании Nye Lubricants, по сути это своего рода гель.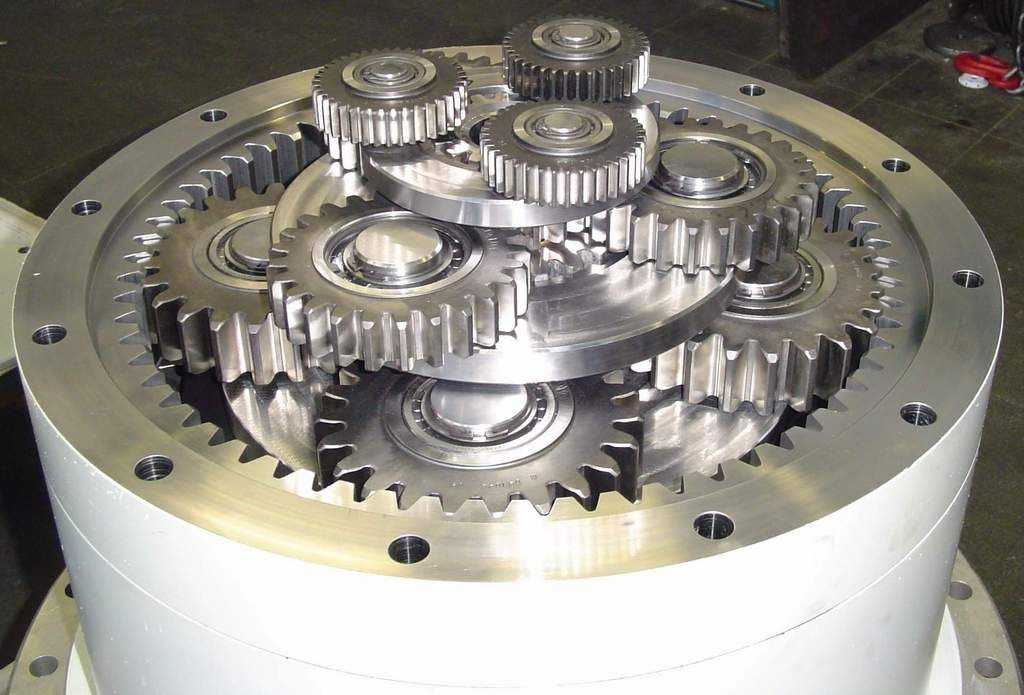 Мы предлагаем около 49 серий планетарных редукторов и предлагаем непревзойденный сервис, поддержку и местный склад. Это делает нас непревзойденным поставщиком редукторов с малым люфтом.
Мы предлагаем около 49 серий планетарных редукторов и предлагаем непревзойденный сервис, поддержку и местный склад. Это делает нас непревзойденным поставщиком редукторов с малым люфтом.
 Зубчатый венец окружает как центральную, так и планетарную шестерни.
Зубчатый венец окружает как центральную, так и планетарную шестерни. Как упоминалось выше, центральная «солнечная» шестерня обычно является входной шестерней. Вокруг него две или более планетарных шестерни вращаются внутри внешнего зубчатого венца и соединены с выходным валом через водило.
Как упоминалось выше, центральная «солнечная» шестерня обычно является входной шестерней. Вокруг него две или более планетарных шестерни вращаются внутри внешнего зубчатого венца и соединены с выходным валом через водило.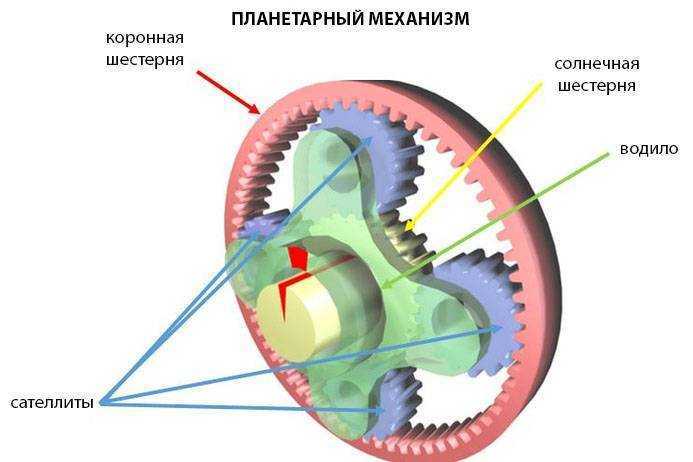 Они также составляют основу наиболее распространенного типа автоматической трансмиссии, известной как гидравлическая планетарная автоматическая трансмиссия. Большинство современных автоматических коробок передач в автомобильной промышленности используют планетарные передачи.
Они также составляют основу наиболее распространенного типа автоматической трансмиссии, известной как гидравлическая планетарная автоматическая трансмиссия. Большинство современных автоматических коробок передач в автомобильной промышленности используют планетарные передачи.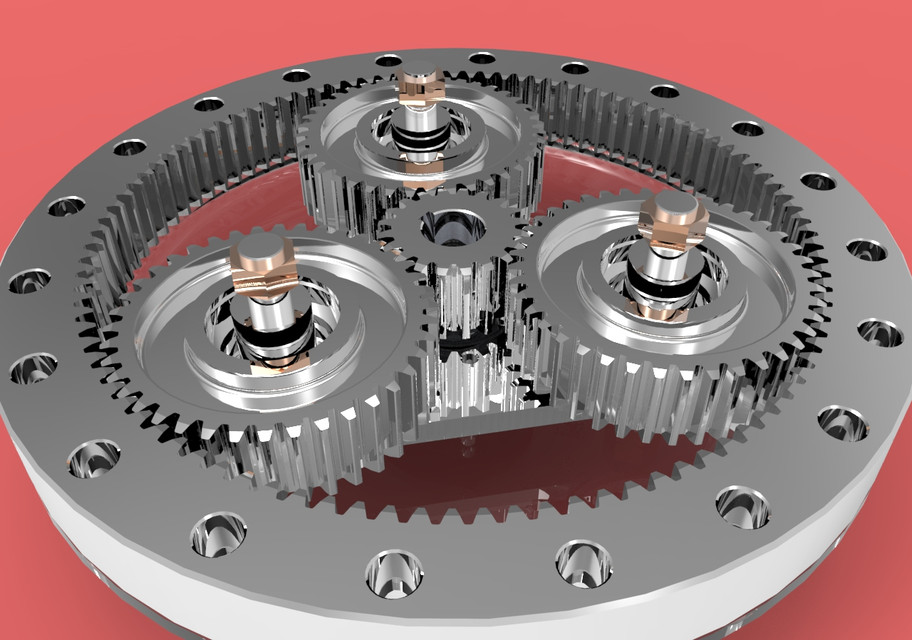 , Ford
, Ford  В таких транспортных средствах, как грузовик Mercedes-AMG G63 6×6 и Mercedes-Benz Unimog, используются портальные мосты. В этих приложениях используется планетарный (планетарный) редуктор, который позволяет полуосям вращаться быстрее, чем колесам.
В таких транспортных средствах, как грузовик Mercedes-AMG G63 6×6 и Mercedes-Benz Unimog, используются портальные мосты. В этих приложениях используется планетарный (планетарный) редуктор, который позволяет полуосям вращаться быстрее, чем колесам.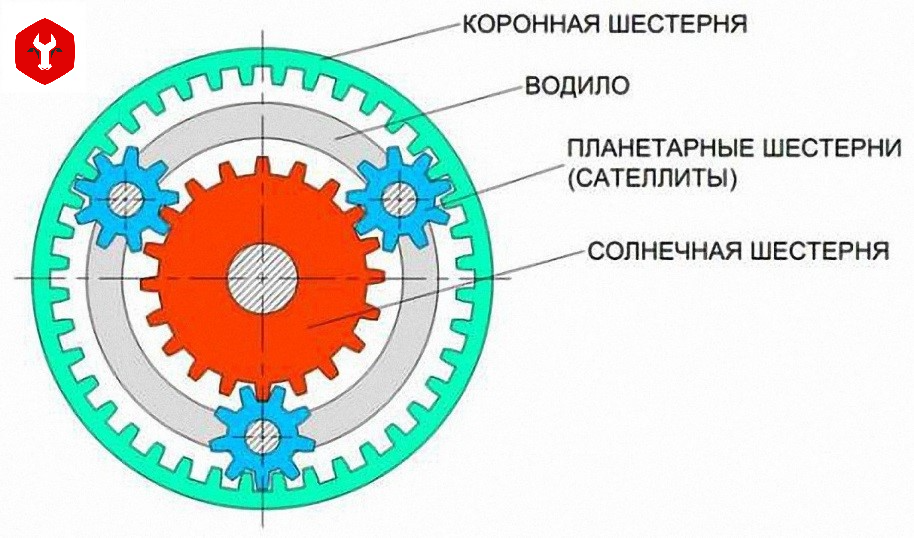 Если вы хотите это выяснить, обратитесь к руководству по техническому обслуживанию вашего автомобиля для получения информации о коробке передач, обратитесь в сервисный отдел вашего дилера или попробуйте всезнающую панель поиска, от которой мы все так зависим.
Если вы хотите это выяснить, обратитесь к руководству по техническому обслуживанию вашего автомобиля для получения информации о коробке передач, обратитесь в сервисный отдел вашего дилера или попробуйте всезнающую панель поиска, от которой мы все так зависим.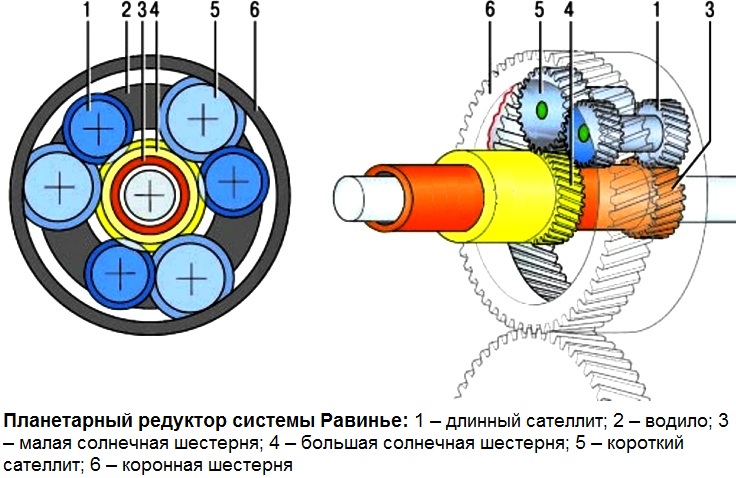
 США[36]
США[36] 5
5 5
5 6 900 03
6 900 03 2
2

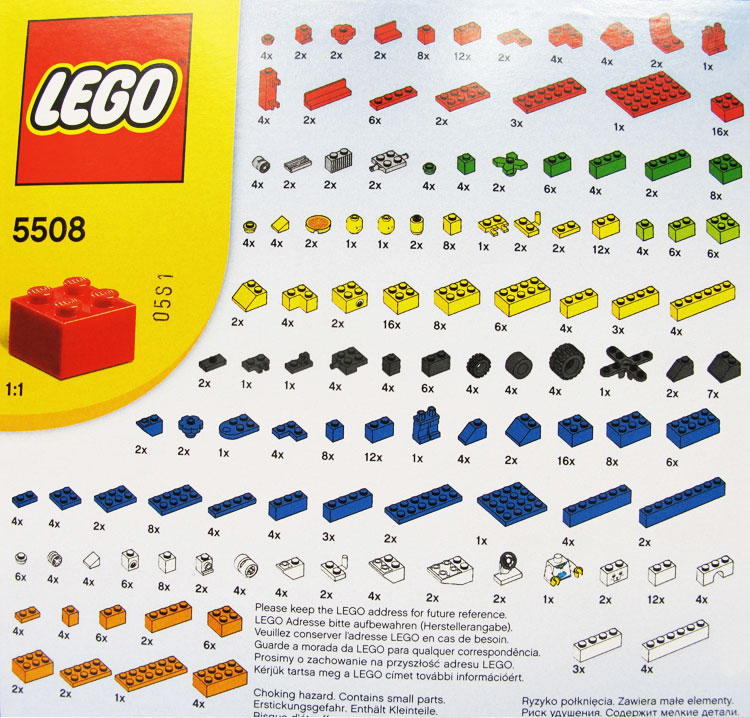
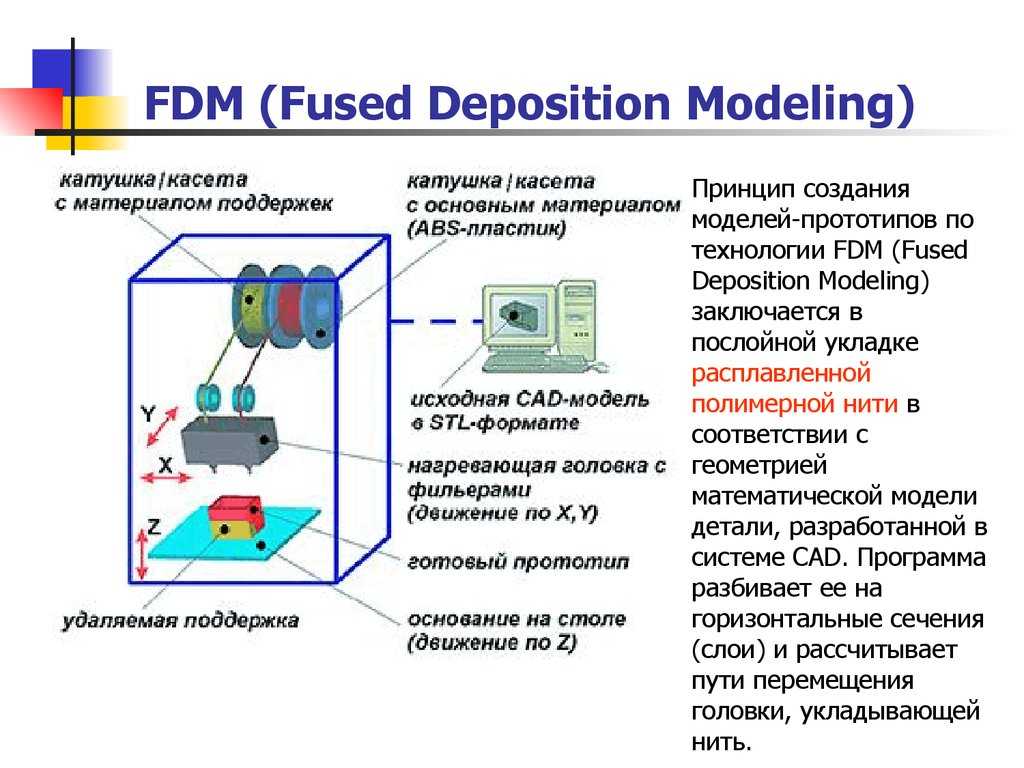 В блоке стоит ролик и шестерня, соединенная с электромоторчиком. Эти элементы тянут нить, и выводят ее вниз к соплу, где материал выходит на рабочую поверхность в плавленом виде. У сопла экструдера устанавливают термодатчик. Эта деталь принтера позволяет следить за температурами экструдера, так как исходные или пользовательские настройки могут сбиться. Как всем известно, у каждого материала свои температуры плавления, и при использовании любого из них необходимо установить подходящую температуру. Нагревательный элемент представляет из себя спираль из нихромовой проволоки и пару резисторов. Верхняя часть экструдера сильно нагревается в процессе печати, что недопустимо, так как материал преждевременно расплавляется. Для предотвращения этой неприятности между холодной и горячей частью экструдера устанавливают теплоизоляционную прокладку. Помимо этого, на блок с механизмом подачи нити устанавливают кулер и радиатор.
В блоке стоит ролик и шестерня, соединенная с электромоторчиком. Эти элементы тянут нить, и выводят ее вниз к соплу, где материал выходит на рабочую поверхность в плавленом виде. У сопла экструдера устанавливают термодатчик. Эта деталь принтера позволяет следить за температурами экструдера, так как исходные или пользовательские настройки могут сбиться. Как всем известно, у каждого материала свои температуры плавления, и при использовании любого из них необходимо установить подходящую температуру. Нагревательный элемент представляет из себя спираль из нихромовой проволоки и пару резисторов. Верхняя часть экструдера сильно нагревается в процессе печати, что недопустимо, так как материал преждевременно расплавляется. Для предотвращения этой неприятности между холодной и горячей частью экструдера устанавливают теплоизоляционную прокладку. Помимо этого, на блок с механизмом подачи нити устанавливают кулер и радиатор. Филамент в таком типе экструдера подается от блока подачи на корпусе принтера в сопло через трубку.
Филамент в таком типе экструдера подается от блока подачи на корпусе принтера в сопло через трубку. Этот технологический процесс раз за разом повторяется до возведения всего дома.
Этот технологический процесс раз за разом повторяется до возведения всего дома.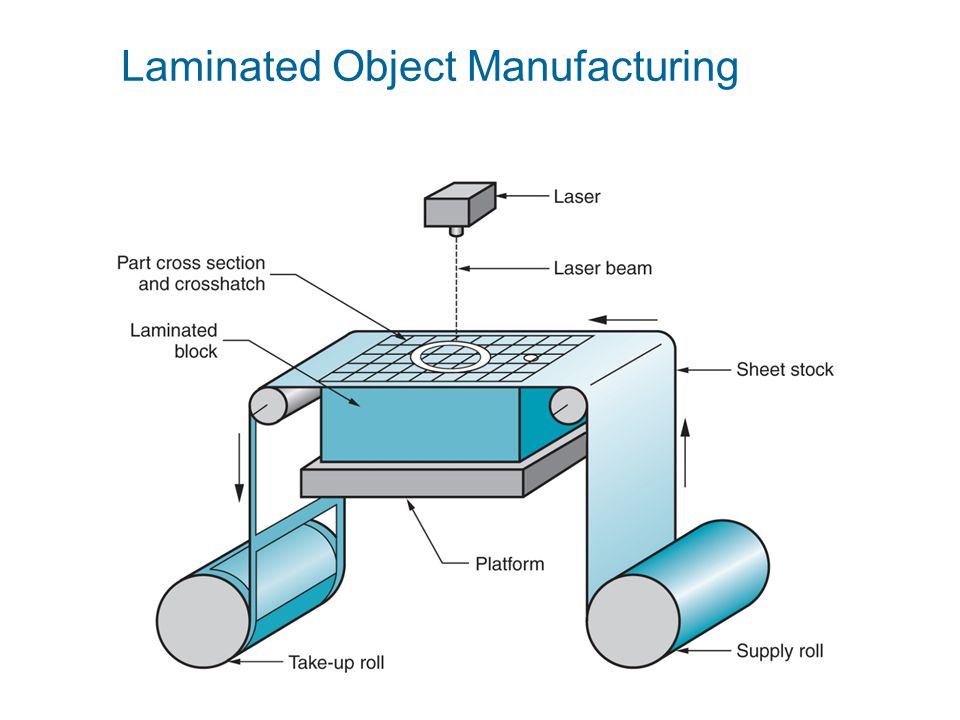
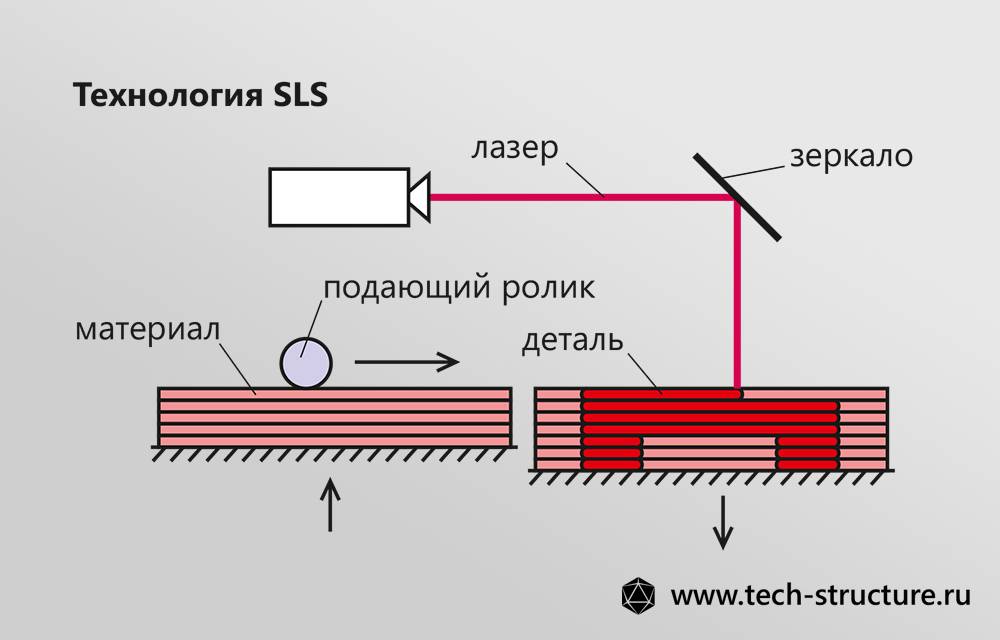 В SLA печати, объект создается путем селективного отверждения полимерной смолы, слой за слоем, с использованием ультрафиолетового (УФ) лазерного луча. Материалы, используемые в SLA печати, представляют собой светочувствительные термореактивные полимеры, которые выпускаются в жидкой форме.
В SLA печати, объект создается путем селективного отверждения полимерной смолы, слой за слоем, с использованием ультрафиолетового (УФ) лазерного луча. Материалы, используемые в SLA печати, представляют собой светочувствительные термореактивные полимеры, которые выпускаются в жидкой форме.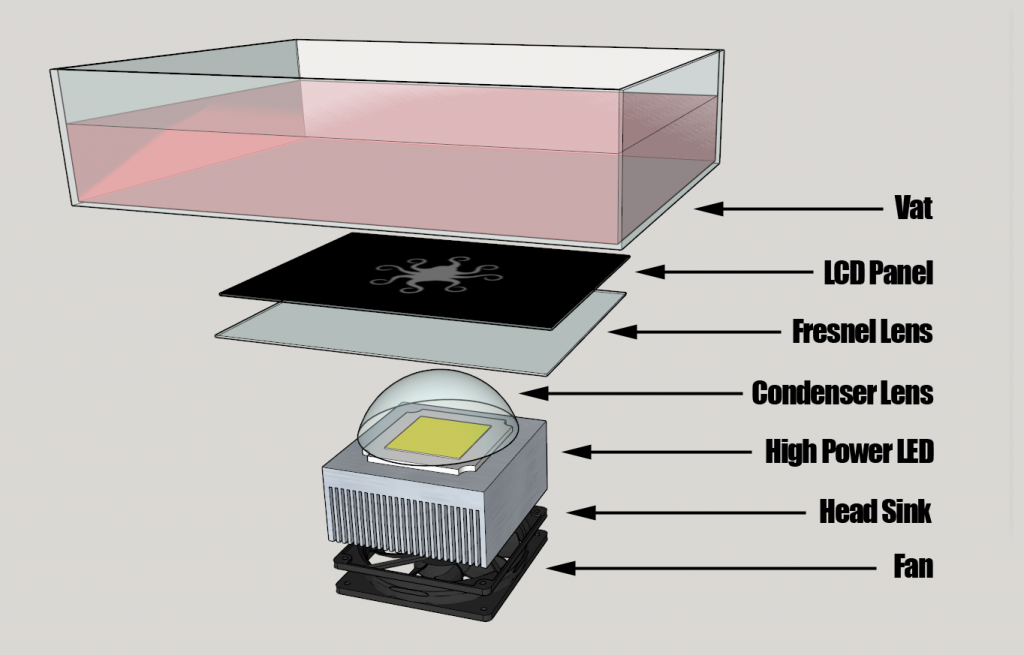
 После печати деталь находится в не совсем отвержденном состоянии и требует дальнейшей постобработки под УФ лампой. По окончании УФ засветки деталь приобретает очень высокие механические и термические свойства.
После печати деталь находится в не совсем отвержденном состоянии и требует дальнейшей постобработки под УФ лампой. По окончании УФ засветки деталь приобретает очень высокие механические и термические свойства.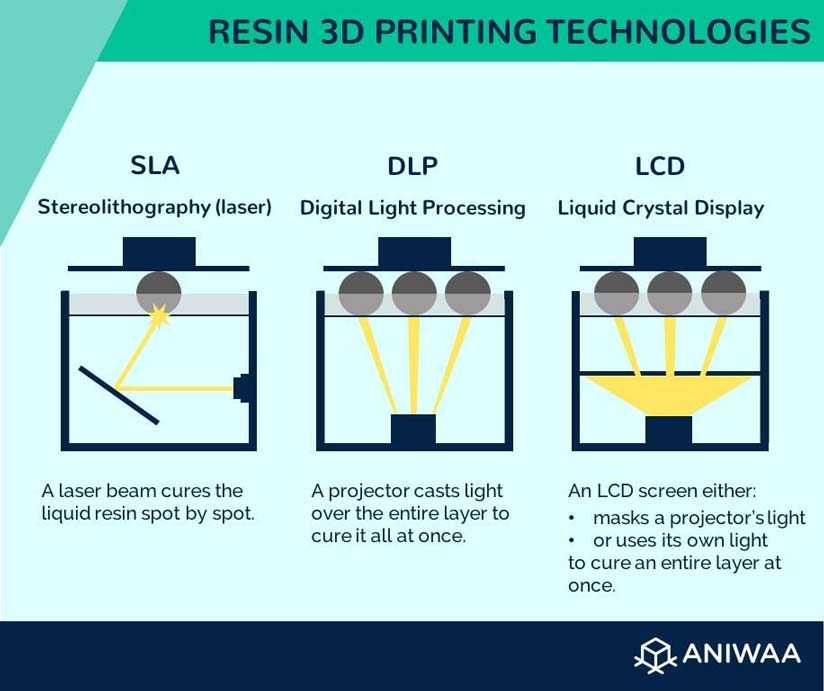 Единственными входными данными являются высота слоя и ориентация детали (последнее, определяет местоположение поддержек).
Единственными входными данными являются высота слоя и ориентация детали (последнее, определяет местоположение поддержек).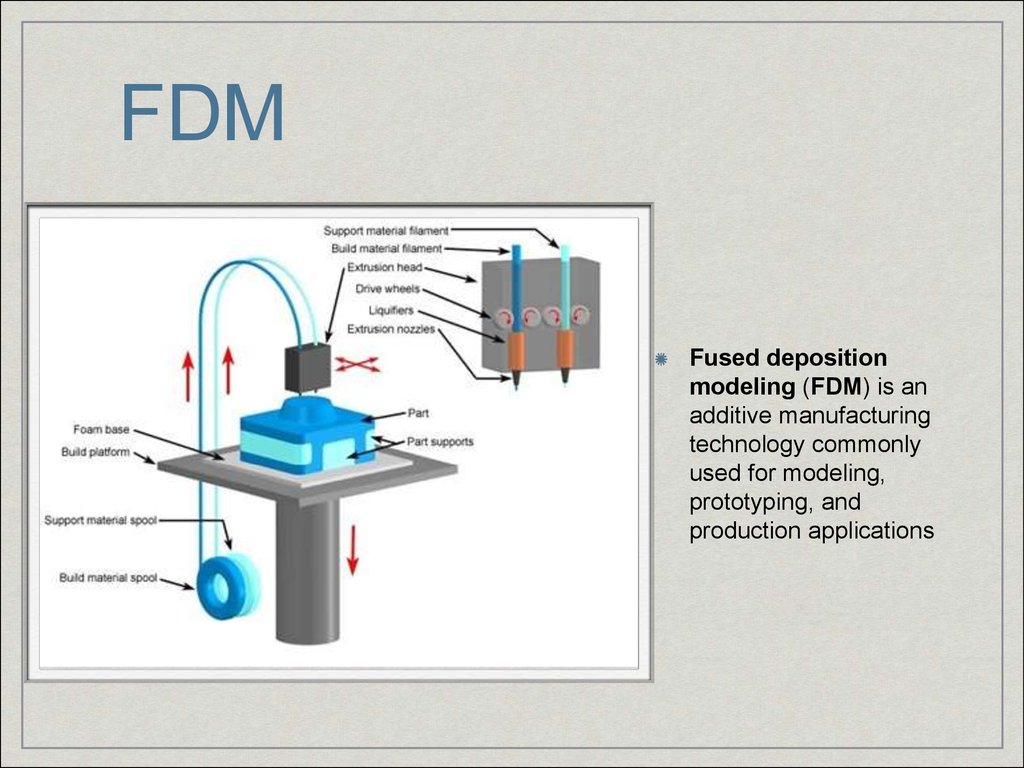 рисунок выше), и деталь строится вверх ногами.
рисунок выше), и деталь строится вверх ногами. 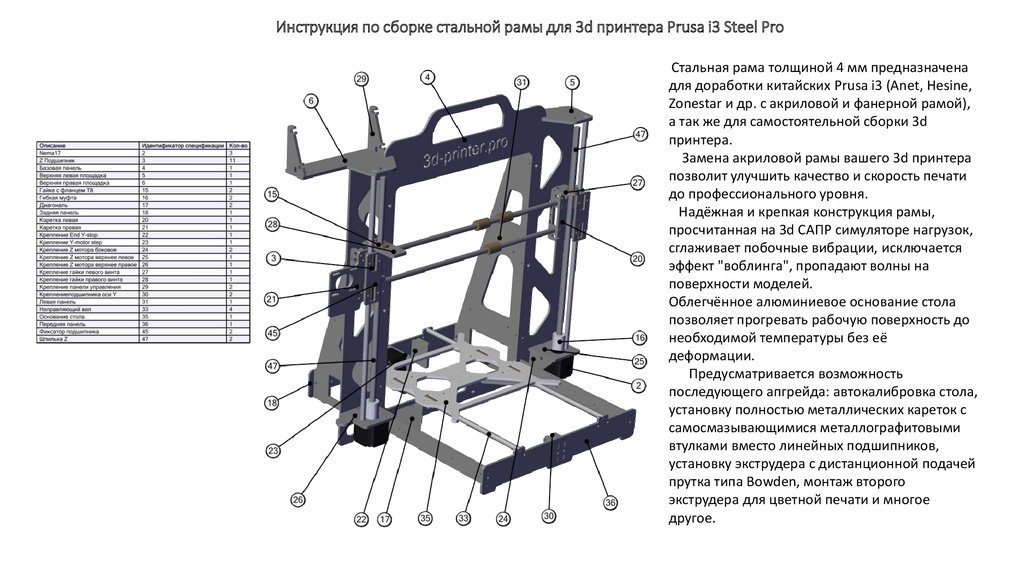
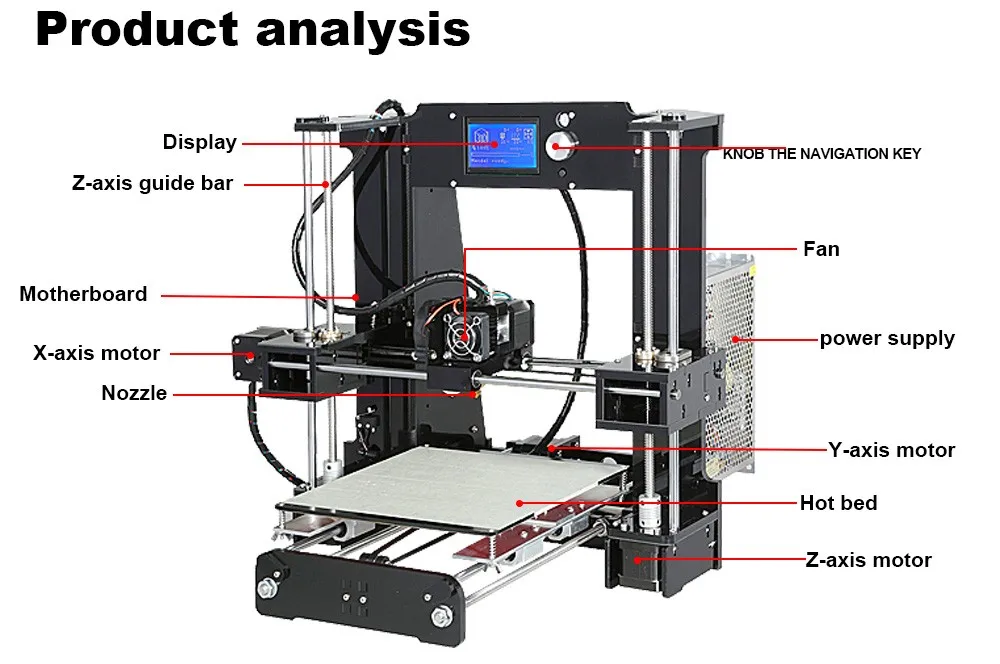 Несущие конструкции печатаются из того же материала, что и деталь, и после печати должны быть удалены вручную.
Несущие конструкции печатаются из того же материала, что и деталь, и после печати должны быть удалены вручную.  Эти силы пропорциональны площади поперечного сечения каждого слоя.
Эти силы пропорциональны площади поперечного сечения каждого слоя. 

 Широко развёрнутые статьи о постобработке можно найти в интернете.
Широко развёрнутые статьи о постобработке можно найти в интернете.  На них пагубно влияет воздействие солнечного света.
На них пагубно влияет воздействие солнечного света.
 gov: Как работает энергетика.
gov: Как работает энергетика.  Точно так же, как струйный принтер добавляет отдельные точки чернил для формирования изображения, 3D-принтер добавляет материал только там, где он необходим, на основе цифрового файла.
Точно так же, как струйный принтер добавляет отдельные точки чернил для формирования изображения, 3D-принтер добавляет материал только там, где он необходим, на основе цифрового файла.
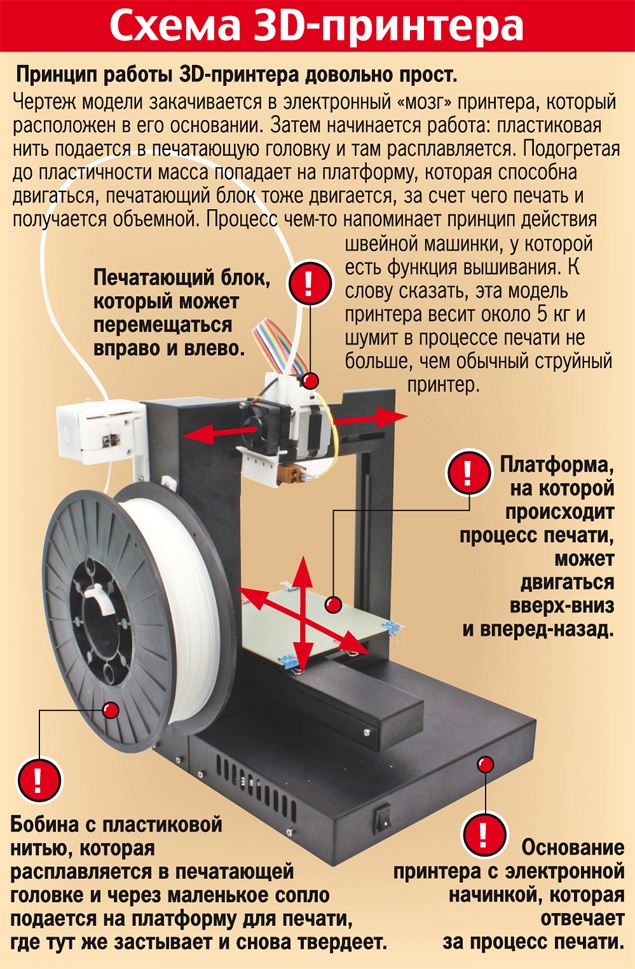 Национальная лаборатория Ок-Риджа даже сотрудничает с компанией для создания первого 3D-печатного автомобиля с использованием крупномасштабного 3D-принтера, а America Makes — институт пилотных производственных инноваций при президенте, специализирующийся на 3D-печати, — недавно объявил, что предоставляет финансирование для новый недорогой 3D-принтер по металлу.
Национальная лаборатория Ок-Риджа даже сотрудничает с компанией для создания первого 3D-печатного автомобиля с использованием крупномасштабного 3D-принтера, а America Makes — институт пилотных производственных инноваций при президенте, специализирующийся на 3D-печати, — недавно объявил, что предоставляет финансирование для новый недорогой 3D-принтер по металлу.
 Чтобы упростить этот язык, ASTM International — международная организация по стандартизации — выпустила в 2012 году стандартную терминологию, в которой технологии аддитивного производства классифицируются по семи широким категориям. Ниже приведены краткие сведения о различных типах 3D-печати (с экструзией материала, описанной в предыдущем разделе).
Чтобы упростить этот язык, ASTM International — международная организация по стандартизации — выпустила в 2012 году стандартную терминологию, в которой технологии аддитивного производства классифицируются по семи широким категориям. Ниже приведены краткие сведения о различных типах 3D-печати (с экструзией материала, описанной в предыдущем разделе).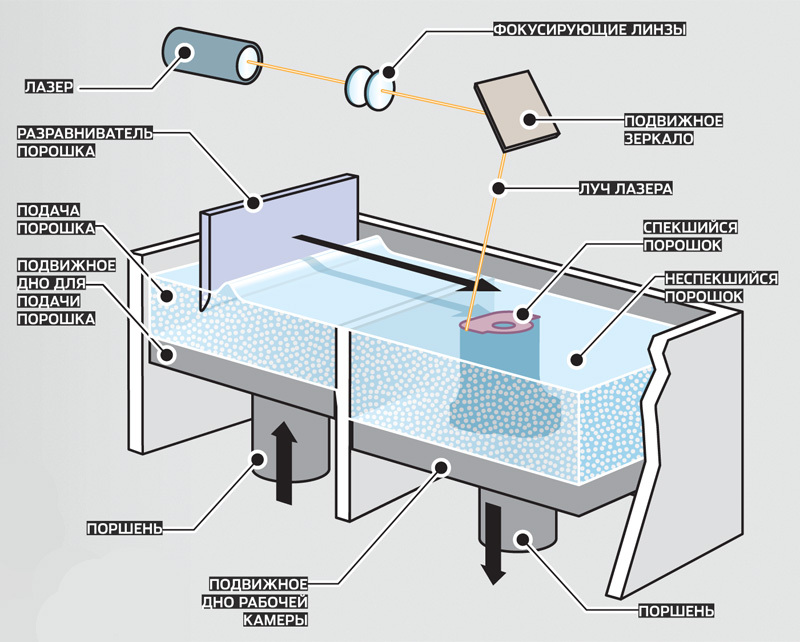 Затем головка принтера распыляет связующий раствор (похожий на клей), чтобы сплавить порошок только в местах, указанных в цифровом файле. Процесс повторяется до тех пор, пока объект не будет напечатан, а лишний порошок, который поддерживал объект во время сборки, удаляется и сохраняется для последующего использования. Струйное распыление связующего можно использовать для создания относительно крупных деталей, но это может быть дорого, особенно для больших систем.
Затем головка принтера распыляет связующий раствор (похожий на клей), чтобы сплавить порошок только в местах, указанных в цифровом файле. Процесс повторяется до тех пор, пока объект не будет напечатан, а лишний порошок, который поддерживал объект во время сборки, удаляется и сохраняется для последующего использования. Струйное распыление связующего можно использовать для создания относительно крупных деталей, но это может быть дорого, особенно для больших систем.

 Продукты больше не должны производиться массово — их можно производить небольшими партиями, печатать на месте или изготавливать по индивидуальному заказу в соответствии с индивидуальными потребностями.
Продукты больше не должны производиться массово — их можно производить небольшими партиями, печатать на месте или изготавливать по индивидуальному заказу в соответствии с индивидуальными потребностями.

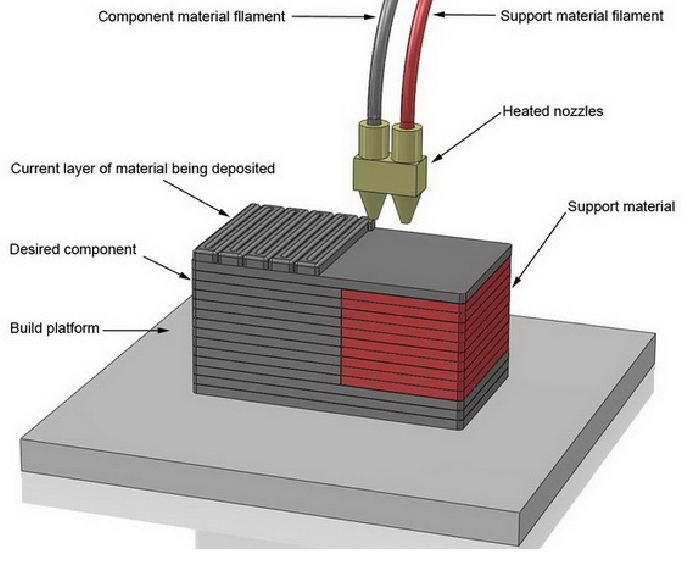
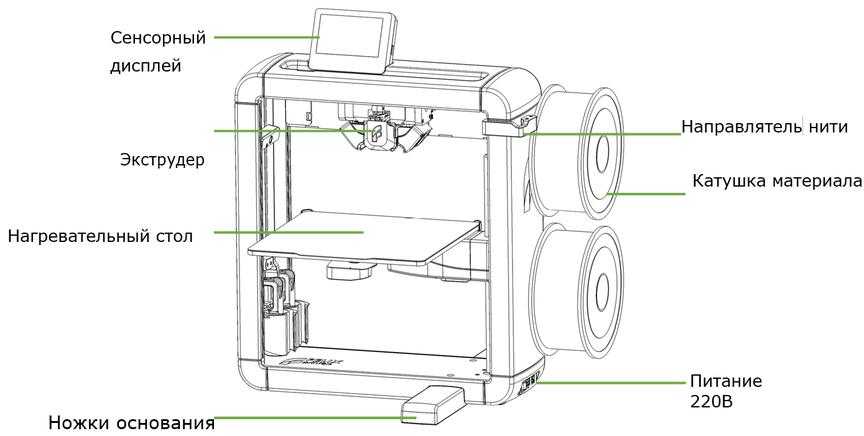 Также будет интересно увидеть особые сочетания материалов при создании объектов. Функциональность с использованием нескольких материалов позволяет оптимизировать дизайн: проблемы деформации можно решить с помощью более гибкого материала, а проблемы напряжения можно решить с помощью более жесткого материала. В настоящее время это можно сделать, если каждая часть выполняется в разных и отдельных областях, но в следующие пять-десять лет программное обеспечение для проектирования позволит проектировать объекты для смеси материалов. В то время как принтер FFM имеет широкий спектр доступных нитей, для печати SLA не так много различных смол, поэтому будет интересно посмотреть, какие смолы могут быть разработаны в ближайшие годы.
Также будет интересно увидеть особые сочетания материалов при создании объектов. Функциональность с использованием нескольких материалов позволяет оптимизировать дизайн: проблемы деформации можно решить с помощью более гибкого материала, а проблемы напряжения можно решить с помощью более жесткого материала. В настоящее время это можно сделать, если каждая часть выполняется в разных и отдельных областях, но в следующие пять-десять лет программное обеспечение для проектирования позволит проектировать объекты для смеси материалов. В то время как принтер FFM имеет широкий спектр доступных нитей, для печати SLA не так много различных смол, поэтому будет интересно посмотреть, какие смолы могут быть разработаны в ближайшие годы.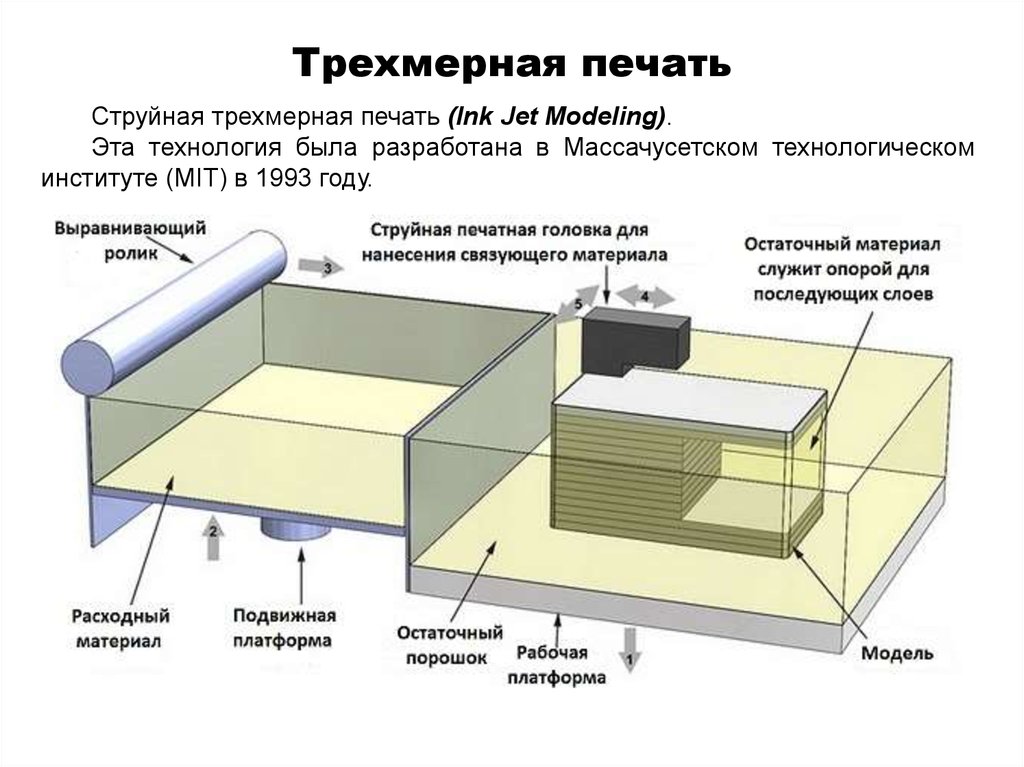
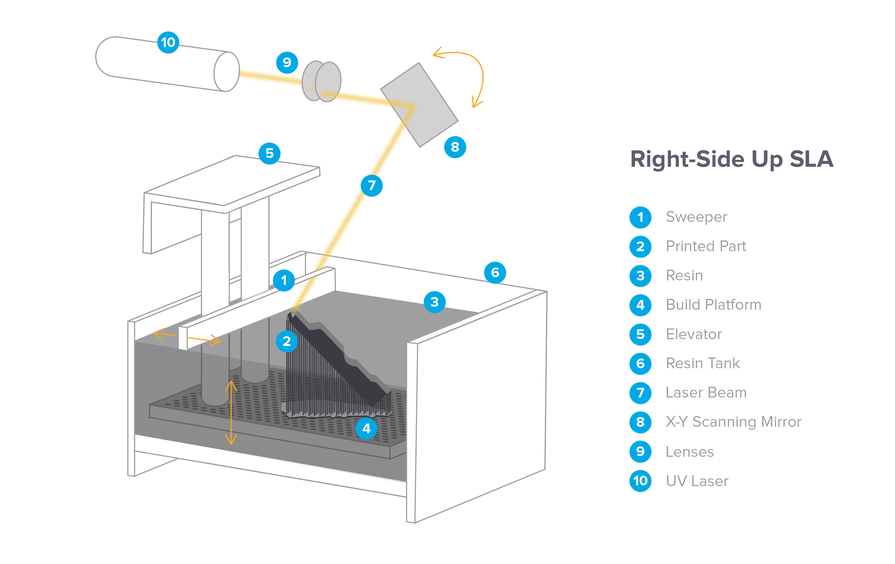 В зависимости от того, какие другие возможности постобработки доступны или в принтере, который поддерживает как аддитивное, так и субтрактивное производство, сложная деталь может быть переработана и завершена.
В зависимости от того, какие другие возможности постобработки доступны или в принтере, который поддерживает как аддитивное, так и субтрактивное производство, сложная деталь может быть переработана и завершена.