Сомоизоляция выдалась относительно продуктивной в плане разных 3D-принтерных развлечений.
Дошли, наконец, руки до перепрошивки моего Anycubic Chiron. Особенно хотелось попробовать так широко разрекламированную везде функцию Linear Advance. Ну и заодно попробовать какие-нибудь ещё функции Марлина.
Не буду ходить вокруг да около, исходники лежат в репозитории на GitHub: Landgraph/Marlin
Конечно, возможно я плохо искал, но я не нашёл Marlin для Anycubic Chiron. Поймите меня правильно — да, я тоже нашёл кастомные прошивки для Anycubic Chiron на базе Marlin. Во-первых, не всегда прошивки предоставляются в виде исходных кодов (отдельная беда). Во-вторых, даже те прошивки, что удалось найти в исходных кодах — это один-два коммита, значительно отличающихся от базовой прошивки доступной в репозитории Anycubic Chiron 1. 3.0 (ссылки будут в конце). И даже особо сравнить не получалось исходники между собой, чтобы понять что изменилось относительно базовой прошивки.
Собственно поэтому я решил собрать свой Marlin с необходимыми изменениями для работы на Anycubic Chiron (а также, полагаю, на Anycubic Mega, но нужны некоторые изменения и тесты). Кстати, недавно встречал подобные отзывы в одном из обзоров на ютюбе — автор также искал Marlin для тестов и, судя по контексту, не нашёл.
Итак, что я сделал?
Взяв исходную прошивку из репозитория Anycubic Chiron (v1.3.0) — нашёл коммит с минимальной, на мой взгляд, разницей с Marlin. У меня получилось, что прошивка для Chiron собрана на базе Marlin 1.1.0-RC8. Т.е. даже не релизная версия.
Немного поразбиравшись в прошивке сделал следующие выводы:
Сенсорный экран является отдельным и независимым устройством, осуществляющим коммуникацию с платой через один из доступных последовательных портов. Идея понравилась, есть потенциалИсходный код производителя тесно интегрирован в код Marlin
Поломана функциональность команды G5 (кривые Безье), на этот код повешена функциональность потери питания
Скорости, ускорения и т. п. настройки значительно ограничены прошивкой, поэтому все эксперименты с ускорениями 1800, 500 и т.п. — были впустую
Далее я вынес крупные блоки кода производителя в отдельные файлы VendorCode.cpp и VendorCode.h.
После этого приступил к чистке исходного кода от вкраплений кода производителя. Где-то удалось вырезать функционал в файлы с кодом производителя, где-то пришлось изолировать код с помощью define’ов, вернув при этом на место исходный код Marlin.
После предварительной чистки кода удалось подготовить патч и перенести изменения производителя на новую версию Marlin. Как это было — можете посмотреть в истории изменений. Также теперь можно легко использовать diff для просмотра разницы между разными версиями кода.
Теперь же и ребейз изменений на новую версию исходного кода Marlin стал менее ресурсоёмким.
Таким образом у меня получился код Marlin с изменениями для Anycubic Chiron, а не прошивка для Anycubic Chiron на базе Marlin, для меня это важно.
Пока что работа над чисткой кода ещё не закончена, кому интересно — можете посмотреть на текущий результат и присоединиться к работе. На данный момент я уже почти месяц сижу на новой прошивке и не вижу принципиальной разницы с родной прошивкой — т.е. у меня нет дискомфорта от того, что что-то работало в заводской прошивке, а в новой не работает. За исключением калибровки поверхности — не могу проверить.
Я не буду утверждать, что у меня получилось что-то совершенно новое или уникальное, но меня этот вариант устраивает значительно больше, чем те, что я находил.
Также появилась возможность плавно перенести изменения в Marlin 2.0. Только, если честно, я пока не уверен стОит ли. На мой взгляд — Marlin 2.0 получил много архитектурных изменений для поддержки разного железа, а на счёт функционала — не уверен.
Также теперь можно пользоваться всеми возможностями последней версии Marlin 1.1.* на Anycubic Chiron (включая, но не ограничиваясь Linear Advance).
Планы на будущее
Продолжить чистку исходных кодов от кода производителя
Нормально переименовать файлы
Рассмотреть возможность выкинуть лишние файлы типа дополнительной поддержки последовательного порта
Улучшить начальные настройки принтера. Было бы классно скооперироваться с другими владельцами принтера и подобрать лучшие настройки на базе общего опыта
Добавить поддержку Marlin 2.0 (если найдётся достаточное основание этого, ну или кто-нибудь поможет в разработке в том же ключе)
Проверить/отладить калибровку датчиком (сам датчик забыл в другом городе, не могу протестировать)
Добавить поддержку других принтеров от Anycubic (судя по исходникам — добавить пару файликов с обозначениями пинов). Но тут проблема — мне не на чем это тестировать. В первую очередь я бы добавил поддержку Anycubic Mega
В качестве заключения
Также, после переезда принтера в дом с честным заземлением выяснилось, что есть большая разница во включении вилки в розетку. Да-да, Вы не ослышались. Перевернув вилку в розетке я получил периодическое (раз в минуту-две) моргание дисплея/подсветки. Решилось переворачиванием вилки. Думаю, где-то подтекает между фазой и землёй.
А также выяснились проблемы с работой кода G5 (даже не родной прошивке): принтер периодически зависал в произвольном месте печати. Пока что отказался от данной функции.
Ссылки
Моя версия изменений для Marlin с поддержкой Anycubic Chiron — https://github.com/Landgraph/Marlin
Репозиторий Anycubic с прошивкой Chiron v1.3.0 — https://github.com/ANYCUBIC-3D/ANYCUBIC_CHIRON_V1.3.0
Кастомная прошивка на базе Marlin 1.1.9 — https://github.com/dkoch83/Marlin-1.1.9_Anycubic_Chiron
Кастомная прошивка на базе Marlin 2.0 — https://github.com/coolio986/Marlin_2.0.x_Anycubic_Chiron
Firmware
Marlin
прошивка
Chiron
1.1.9.1
Подпишитесь на автора
Подписаться
Не хочу
3
Техническая поддержка Anycubic | Гарантия и сервисное обслуживание
Гарантийным обслуживанием является бесплатное устранение недостатков продукции, возникших по вине изготовителя, при условии соблюдения правил хранения, транспортировки и эксплуатации, устанавливаемых изготовителем.
Гарантия на 3D принтеры Anycubic составляет 12 месяцев с момента приобретения (за исключением электронных модулей, на которые гарантийный срок составляет 90 дней).
Во избежание недоразумений, убедительно просим Вас изучить «Руководство пользователя», поставляемые с принтером или находящиеся у нас на сайте и условия гарантийных обязательств. Продавец оставляет за собой право отказать в гарантийном обслуживании, в случае несоблюдений описанных ниже условий.
Пожалуйста, не прибегайте к самостоятельной перепрошивке устройства без предварительных консультаций с нашим инженером
Установка оборудования, настройка, обучение персонала
Профилактические работы (чистка экструдера, если он засорился пластиком, замена сопла, калибровка стола, подтяжка ремней, юстировка осей, смазка направляющих, чистка ванны и принтера от полимера и т. д.)
Установка и восстановление программного обеспечения
Вышеперечисленные работы могут быть выполнены в рамках сервисного обслуживания.
ИЗГОТОВИТЕЛЬ И ПРОДАВЕЦ НЕ НЕСУТ ГАРАНТИйНЫЕ ОБЯЗАТЕЛЬСТВА В СЛЕДУЮЩИХ СЛУЧАЯХ:
при нарушении инструкции по эксплуатации, оставлении устройства включенным без контроля оператора печати и небрежном обращении; при случайных повреждениях, причинённых покупателем, третьими лицами или стихийными бедствиями; при неправильном подключении к сети и внешним источникам питания; при подключении к сети через феррорезонансный стабилизатор напряжения; при самостоятельной модификации и установке программного обеспечения (перепрошивке), без получения соответвующих инструкций от нашего сервис-центра при использовании некачественных носителей или расходных материалов, явившихся причиной выхода из строя; при использовании изделия в режимах, несоответствующим техническим условиям эксплуатации; при повреждениях, полученных в результате транспортировки, вызванных воздействием влаги, высоких или низких температур, коррозий, окислением, попаданием в изделие посторонних предметов, жидкостей, насекомых и тд. ; при наличии внутренних или внешних механических повреждений, следов вскрытия или ремонта, произведенного сторонними лицами или удаления гарантийных наклеек; при замене комплектующих или отдельных элементов, произведенной посторонними лицами;
ГАРАНТИЯ НЕ РАСПРОСТРАНЯЕТСЯ:
Упаковку и расходные материалы (шнуры, кабели, картриджи, SD карты, LCD — экран фотополимерного принтера, который является расходным материалом для данного типа принтеров), естественный износ изделия
Изготовитель и продавец снимает с себя ответственность за вред, прямо или косвенно причинённый людям, домашним животным, имуществу, в случае, если это произошло в результате несоблюдения правил и условий эксплуатации изделия, установки, умышленных или неосторожных действий владельца или третьих лиц.
Ответственность за выбор товара лежит на покупателе. Покупатель обязан проверить комплектацию, механические повреждения, а в случае их наличия при передаче транспортной компанией покупателю составить соответствующий акт, подписанный представителем транспортной компании, после чего передать его продавцу.
Купить лучшие файлы для 3D-принтеров онлайн
Делиться:
26 октября 2022 г.
Изучение того, как обновить/установить прошивку AnyCubic Chiron, необходимо, если вы заинтересованы в получении новых и расширенных функций для вашего принтера. Эти функции упрощают процесс 3D-печати и обеспечивают высокое качество работы.
Несмотря на то, что принтер AnyCubic Chiron производит фантастические материалы и является отличным принтером по своей цене, прошивка с лучшими улучшениями и дополнительными функциями была настроена и оптимизирована для принтера. Эта статья покажет вам лучшие варианты прошивки и способы их установки.
Прошивка AnyCubic Chiron Marlin 2.0.x
Эту прошивку можно найти на GitHub, созданную энтузиастом сообщества 3D-печати «Coolio986». Это новейшая версия прошивки Marlin, настроенная и оптимизированная для AnyCubic Chiron и основанная на репозитории Marlin 2.0.x создателя.
Существует множество преимуществ использования этой микропрограммы, вот некоторые из них:
Функция ручного выравнивания сетки сетки помогает принтеру создавать сетку плоскостности платформы и компенсирует ее по оси Z для получения идеальных отпечатков. без выравнивания с винтами.
Использование ПИД-регулятора для гораздо более эффективного нагрева кровати. Настоятельно рекомендуется для печати ABS, так как он потребляет меньше энергии и поддерживает температуру на постоянном уровне.
Исправлены довольно громкие вентиляторы.
Добавлено линейное продвижение, ускорение по S-образной кривой и некоторые корректировки рывков и ускорения для улучшения качества печати.
Защита от теплового разгона снижает риск возгорания за счет обнаружения неисправного или смещенного термистора.
Возможность протестировать прошивку с помощью одной команды Gcode без необходимости нарезки и загрузки пользовательских тестов выравнивания кровати.
Возможность регулировать параметры выравнивания кровати через «ДОПОЛНИТЕЛЬНЫЕ НАСТРОЙКИ».
Теперь можно легко запустить автоматическую настройку ПИД-регулятора или выравнивание сетчатого слоя через специальное меню.
Включена функция смены нити, т. е. вы можете переключать цвета/материалы во время печати и управлять ими с помощью дисплея.
Функциональные возможности выхода нити, паузы и остановки были переработаны и улучшены таким образом, что хотэнд теперь паркуется и втягивается при паузе или остановке и автоматически очищается при возобновлении работы.
Несмотря на то, что этот экземпляр предлагает широкий спектр функций и преимуществ, существуют также некоторые известные проблемы, с которыми вы можете столкнуться, если решите загрузить его на свой принтер. Некоторые из них включают невключение поддержки отключения электроэнергии, расчетное время печати с вашего слайсера немного отличается, а также зависание меню файла при наличии специальных символов в имени любого файла или папки на SD-карте.
Чтобы избежать последней проблемы, вы можете просто удалить или заменить все специальные символы, включая символы по умолчанию на SD-карте, которая поставляется вместе с принтером, такие как китайский, арабский, русский, акцент, немецкий, скандинавский и т. д., из имени . Другие символы, такие как тире или подчеркивание, можно оставить на месте, так как они не создают никаких проблем.
Как установить прошивку AnyCubic Chiron Marlin 2.0.x
Загрузите и установите Arduino IDE
Клонируйте или загрузите этот репозиторий прошивки
Перейдите в папку Marlin и запустите Marlin.ino
В среде IDE в разделе Tools -> Board выберите Genuino Mega 2560 и ATmega2560 .
Откройте Marlin.ino в каталоге Marlin этого репозитория прошивки.
При необходимости настройте: Направления стандартных двигателей см. в комментариях к 9.0009 INVERT_X_DIR , INVERT_Y_DIR , INVERT_Z_DIR , INVERT_E0_DIR и INVERT_E1_DIR определения в Configuration.h и Для стандартного типа двигателя см. комментарии для X_DRIVER_TYPE , Y_DRIVER_TYPE , Z_DRIVER_TYPE , Z2_DRIVER_TYPE , E0_DRIVER_TYPE и E1_DRIVER_TYPE определения в Configuration. h
В среде IDE выберите Инструменты -> Порт 9.0010 и выберите порт.
Нажмите Загрузить.
ИЛИ
В разделе Sketch выберите Экспортировать скомпилированный двоичный файл
Найдите файл .hex в каталоге Marlin. Обязательно используйте только Marlin.ino.hex, , а не Marlin.ino.with_bootleader.hex .
Прошить шестнадцатеричный файл с помощью Cura, OctoPrint и т. д.
Используйте инструмент с терминалом, такой как OctoPrint, Pronterface, Repetier Host и т. д., для отправки команд на принтер.
Прошивка Th4D AnyCubic Chiron/прошивка Unified 2
Созданная Th4D, эта прошивка работает только с использованием комплекта обновления ЖК-дисплея Th4D Chiron, поскольку стандартный ЖК-дисплей не поддерживается из-за ограничений, связанных с его прошивкой с закрытым исходным кодом. Чтобы получить комплект, просто перейдите на веб-сайт AnyCubic Chiron LCD Upgrade Kit — Th4D Studio LLC .
Компания Th4D также рекомендует загрузить пакет Unified 2 STL, здесь , так как он имеет такие функции, как крепления EZABL, блоки выравнивания портала, сплошные крепления для станины и тестовые файлы уровня кровати.
Как установить прошивку Th4D
После чего вы должны подготовить свой USB-кабель, так как эти принтеры обновляются через USB-кабель от вашего ПК к принтеру, загрузите прошивку.
После загрузки извлеките файлы в папку на вашем компьютере.
Откройте папку с надписью «Прошивка» в VSCode.
Откройте файл Configuration.h . Он находится в папке «Marlin» в левой части экрана VSCode.
В файле Configuration.h раскомментируйте (уберите 2/ перед #define) строку CHIRON и любые другие параметры, которые вы собираетесь использовать в прошивке.
Нажмите «галочку» внизу VSCode, чтобы скомпилировать прошивку. В зависимости от скорости вашего компьютера и интернет-соединения, компиляция прошивки может занять 1-5 минут.
После успешного завершения сборки подключите принтер к компьютеру с помощью USB-кабеля.
Затем щелкните стрелку, указывающую вправо, чтобы загрузить на плату принтера. Перед попыткой загрузки на принтер убедитесь, что все слайсеры или другие программы, которые подключаются к плате принтера, закрыты.
Микропрограмма будет загружена на плату принтера через USB. Не отключайте принтер от сети и не перезагружайте компьютер на этом этапе, так как прерывание прошивки может привести к поломке платы. Если это произойдет, вам нужно будет перепрошить загрузчик с помощью программатора, такого как Arduino UNO, прежде чем вы сможете снова прошить.
При загрузке принтера на ЖК-дисплее появится логотип Th4D. Обязательно сбрасывайте EEPROM на принтере после перепрошивки любой прошивки.
Вывод
Чтобы получить новейшие и лучшие функции, которые сделают процесс 3D-печати более качественным и простым, вы всегда можете обновить/установить прошивку AnyCubic Chiron любым из перечисленных выше вариантов. Вы также можете ознакомиться с дополнительными прошивками и поддержкой на GitHub, Youtube, Reddit и т. д.
Делиться:
Предыдущая статья
Как исправить недостаточную экструзию — что вызывает недостаточную экструзию на ваших 3D-принтах и как их исправить
Прошивка AnyCubic Chiron — Справочный центр Th4D Studio
Начало работы #
Перепрограммировать прошивку вашего принтера довольно просто, если вы пройдете этапы установки один или два раза. Мы максимально упростили настройку прошивки, поэтому вам не нужно быть экспертом в кодировании. Наша прошивка позволяет вам получить больше контроля над вашим принтером, упростить ремонт, добавить обновления и действительно настроить вашу машину, чтобы она работала лучше.
Обновление микропрограммы состоит из загрузки самой микропрограммы, открытия ее в Visual Studio Code, установки параметров для вашей машины, ее компиляции и последующей загрузки на принтер.
Совместимость с платой #
Эта прошивка предназначена для стандартной платы TriGorilla.
ТРЕБУЕТСЯ комплект ЖК-дисплея #
Эта прошивка работает ТОЛЬКО при использовании комплекта обновления ЖК-дисплея Chiron. Стандартный ЖК-дисплей не поддерживается из-за ограничений прошивки с закрытым исходным кодом. Вы можете приобрести его на нашем веб-сайте здесь: AnyCubic Chiron LCD Upgrade Kit — Th4D Studio LLC
Setup Visual Studio Code First #
Если вы еще не установили и не настроили Visual Studio Code для компиляции прошивки, ознакомьтесь с нашим руководством о том, как сделать это, прежде чем продолжить. Нажмите здесь, чтобы открыть руководство, которое мы написали для вас.
Загрузить #
При загрузке прошивки ниже вы получите ZIP-файл. Извлеките это в папку на вашем ПК
Загрузить
Мы также рекомендуем вам загрузить пакет Unified 2 STL. Он содержит крепления EZABL, блоки выравнивания портала, сплошные опоры и тестовые файлы уровня основания.
Загрузить
Облачное хранилище Примечание: Распаковать в папку, которая НЕ находится в папке «облачного» хранилища. Многие пользователи сообщали о проблемах с использованием прошивки, когда папка находится в папке облачного хранилища.
Использование встроенного ПО #
Видеоруководство #
Теперь у нас есть видеоруководство, которому вы также можете следовать.
Открытие прошивки в Visual Studio Code #
После извлечения файлов вам нужно будет открыть папку в Visual Studio Code. Вы должны открыть папку с именем Firmware, а не какую-либо другую. Невозможность открыть прошивку на правильном уровне папки приведет к тому, что она не будет работать.
Впервые используете нашу прошивку или возникли проблемы? Посмотрите наше видео, предназначенное для того, чтобы прояснить распространенные ошибки, которые люди допускают при открытии и использовании прошивки, здесь: Unified 2 VSCode Советы для новичков | EZTip № 8 — YouTube
После открытия папки вы развернете папку Marlin слева и сбоку, а затем дважды щелкните файл с именем «Configuration.h». В этом файле вы будете устанавливать прошивку для вашего конкретного принтера.
Редактирование файла Configuration.h #
В файле configuration.h есть модели принтеров, которые вы можете раскомментировать, чтобы сообщить прошивке, для какой машины вы ее настраиваете. Раскомментировать означает удалить // перед параметром, и вы останетесь с #define XXXXXX, если параметр включен.
В прошивке есть много других опций для установки обновлений, настройки и других функций. Прочтите раздел конфигурации файлов, чтобы увидеть все функции, которые мы добавили для вас в прошивку.
У нас есть статья с более подробной информацией об использовании файла configuration.h.
Тестирование настроек микропрограммы #
После того, как у вас есть все необходимые параметры и раскомментирована настройка модели вашего принтера, пришло время убедиться, что она компилируется без проблем. Для этого просто нажмите ✓ в левом нижнем углу кода Visual Studio, и он создаст прошивку.
Если сборка выполнена успешно, ее можно загрузить на принтер. Вы узнаете, была ли она успешно построена, потому что внизу окна Visual Studio Code будет отображаться SUCCESS зеленым цветом.
Пример того, как выглядит успешная компиляция. Имя вашей среды может отличаться от того, что показано выше.
Прошивка микропрограммы #
Загрузите микропрограмму на плату (метод USB-кабеля) #
Теперь, когда микропрограмма протестирована, мы можем загрузить ее на принтер. Ваш конкретный принтер использует USB-кабель для загрузки его на плату принтера. Убедитесь, что вы закрыли ВСЕ слайсеры и любые другие открытые программы, которые могут подключаться к COM-порту вашего принтера. После подключения принтера вы можете загрузить прошивку на плату, щелкнув стрелку вправо в нижнем левом углу Visual Studio Code.
Обратите внимание, что на машинах с несколькими COM-портами вам может потребоваться выбрать COM-порт вручную. Пожалуйста, ознакомьтесь с нашей статьей о выборе COM-порта VSCode , чтобы узнать, как это сделать.
Теперь микропрограмма будет загружена на плату вашего принтера. Он отобразит сообщение об успехе, как мы видели на шаге тестовой компиляции выше, когда он закончит мигать. Обычно это занимает около 30-60 секунд в зависимости от скорости вашего компьютера и/или платы управления.
НЕ ОТСОЕДИНЯЙТЕ ПРИНТЕР ИЛИ ПЕРЕЗАГРУЗИТЕ КОМПЬЮТЕР. Прерывание прошивки может «заблокировать» вашу плату, и если это произойдет, вам нужно будет перепрошить загрузчик с помощью программатора (например, Arduino UNO), прежде чем вы сможете снова прошить.
При загрузке принтера вы можете увидеть логотип Th4D на ЖК-дисплее, принтеры с более старыми 8-битными платами или младшими процессорами могут не отображать логотип Th4D, но все они будут отображать экран Marlin с Th4D Studio, отображающим информацию о версии.
Ваза на 3D принтере: 10 лучших моделей ваз для 3D печати
Цветочный горшок из полигонов
Маленький, но идеальной формы, в целом простой, но максимально эффективный. Этот небольшой цветочный горшок, созданный дизайнером Clement C на базе моделей полигонов, станет отличным стартом для любителей функциональной 3D печати. Показанная здесь версия была напечатана в масштабе 125%.
Скачать эту 3D модель можно на MyMiniFactory.
Ваза в форме капли
Этот элегантный дизайн от нью-йоркского энтузиаста Victoria Crettenand на самом деле представляет собой довольно простую модель для 3D печати. Однако помните, что добиться гладкой поверхности, показанной на изображении выше, не так то просто. Вместо этого конечный результат без пост обработки будет более фасетным и текстурированным, если вы печатаете PLA пластиком. Если вы хотите добиться гладкой поверхности, печатая PLA пластиком, обратите внимание на наши рекомендации по сглаживанию 3D моделей из PLA. Альтернативой для более опытных пользователей 3D принтера может стать печать из ABS пластика, а затем использование ацетоновой ванны для сглаживания поверхности. Но в целом, если не клиниться на качестве поверхности, эта 3D модель подойдет даже для новичков в области 3D печати.
Скачать эту 3D модель можно на Thingiverse.
Извилистая ваза
Это необычное решение от дизайнера Либеро Рутило сочетает в себе 3D печать и переработку. Контейнерная часть вазы — старая PET бутылка объемом 0,5 л. Трехмерная напечатанная модель размещается над бутылкой как внешняя сетка и удерживается на месте с помощью внутренней горловины, которая навинчивается на бутылку, как крышка. В результате внутренняя пластиковая бутылка искусно маскируется и создается впечатление довольно стильного и современного предмета искусства.
Вы можете заказать распечатанную вазу или скачать файл 3D модели, чтобы распечатать его самостоятельно, по цене 10 евро.
Скачать эту 3D модель можно на Tessa’s Curated Boutique.
Aqua (Вода)
Этот сказочный экзотический стиль пришел от голландского дизайнера Virtox, также известного как Stijn van der Linden. 3D модель вазы была создана с использованием алгоритма морфинг-анимации, который затем складывается и преобразуется в форму вазы. Эта конкретная модель называется Aqua и является частью коллекции Julia Vase.
Сложная, органичная и плавная форма этой модели означает, что это, вероятно, не идеальная первая ваза для выбора, если вы новичок в 3D печати. Возможно, даже для более опытных пользователей 3D принтеров эта модель вызовет трудности при печати. Однако ее невероятная и уникальная эстетика того стоит.
Скачать эту 3D модель можно на Thingiverse.
Ваза из лампочки в стиле Арт Деко
Это 3D модель вазы в стиле Арт Деко от Конора Дивайна — еще один пример 3D печати в сочетании с вторичной переработкой. В этом случае красивая простота лампочки интегрирована в органическую подставку для создания очень элегантного результата. Доступна конструкция для подключения как стандартных байонетных, так и ввинчиваемых ламп. Модель бесплатная, так что стоит попробовать.
Скачать эту 3D модель можно на MyMiniFactory.
Автор также выложил инструкцию о том, как опустошить стеклянную лампочку.
Ваза из плиток на шнуровке
Это необычное дизайнерское решение от Clockspring состоит из множества связанных между собой треугольных плиток, которые можно распечатать на 3D принтере. Ваза не совсем водостойкая и требует немного больше усилий по сравнению с другими моделями, чтобы собрать окончательную конструкцию. Но если вы готовы принять вызов, это определенно выдающийся образец. Перед печатью внимательно прочтите инструкцию дизайнера!
Скачать эту 3D модель можно на MyMiniFactory.
Спиральная ваза
Еще один набор дизайнов, обыгрывающих тему скручивания, эти вазы от YSoft_be3D — поистине прекрасные примеры 3D печати как искусства. Однако это не самые простые примеры, поэтому стоит прочитать рекомендации по 3D печати, а также комментарии тех, кто напечатал их ранее, если вы хотите получить хороший результат. Но настойчивость и немного проб и ошибок приведут к качественной 3D печати, которая полностью соответствует этому потрясающему дизайну.
Скачать эту 3D модель можно на Thingiverse.
Цветочная ваза в виде малыша Грута
А теперь очень интересная модель: данная модель вазы основана на персонаже малыша Грута из Marvel Стражи Галактики (или, может быть, в текущем контексте это должны быть «Сады Галактики»?)! В любом случае, это очень популярная модель. Настолько популярная, что, по всей видимости, китайский производитель выпустил коммерческую пластиковую версию для продажи (проблема авторских прав, похоже, их не беспокоит, хотя Marvel вполне может думать иначе…). По словам тех, кто ее уже напечатал, модель, кажется, хорошо масштабируется и может использоваться как общий контейнер для ручек, карандашей или чего угодно другого, в дополнение к функциям обычной вазы.
Скачать эту 3D модель можно на MyMiniFactory.
Ваза из сот
Эта превосходная 3D модель вазы от художника, инженера и производителя Алексея Грищенко выглядит так, как будто она вышла прямо из мира Minecraft. Но 3D печать этой модели может вызвать некоторые трудности. Эта модель также потребует дополнительной обработки, если вы захотите ее как вазу с водой. Некоторые пользователи отмечали, что использование прозрачного эпоксидного покрытия как внутри, так и снаружи поможет довести эту модель до идеала. С или без дополнительной постобработки, в любом случае этот дизайн привлекает внимание.
Скачать эту 3D модель можно на Thingiverse.
Мини ваза с цветами
Ну а приз за самую маленькую вазу для 3D печати в этой тщательно отобранной коллекции получает эта очень симпатичная модель от дизайнера из Атланты Коллин Джордан. Так как размер небольшой напечатать. эту вазу можно довольно быстро. Коллин также предоставила полезный набор инструкций о том, как поместить суккулент (небольшое растение) в напечатанную вазу. Выглядит это классно, а растение живет и цветет!
Скачать эту 3D модель можно на Thingiverse.
максимизация эффективности и эстетики — подробное руководство.
Преимущества режима Vase.Как работает режим Vase.Когда использовать режим Vase.Режим вазы (Vase Mode) или заполнение (Infill)?Активация режима «Ваза» в программном обеспечении для 3D-печати.
Активация режима «Ваза» в Cura. Активация режима «Ваза» в PrusaSlicer.
Вывод.
Вы ищете способ создавать красивые полые 3D-напечатанные объекты быстрее? Если да, то вам стоит исследовать «режим вазы» в 3D-печати. В этом посте мы рассмотрим преимущества, техники и советы использования режима вазы для создания потрясающих 3D-напечатанных объектов.
Режим вазы — популярная техника 3D-печати, которая позволяет печатать полый объект с одной непрерывной стенкой, создавая форму, напоминающую вазу. Используя эту технику, вы можете сократить время печати и использование материала, а также получить гладкую, полированную поверхность.
В этом посте мы рассмотрим детали режима вазы, включая то, как он работает, как его активировать в популярных слайсерах, таких, как Cura и PrusaSlicer, и предоставим советы по оптимизации ваших печатных объектов. Мы также обсудим преимущества использования режима вазы по сравнению с традиционными методами 3D-печати и предоставим примеры потрясающих объектов, которые можно создать с помощью этой техники.
Независимо от того, являетесь ли вы начинающим или опытным энтузиастом 3D-печати, этот пост предоставит ценные идеи о том, как использовать режим вазы для создания потрясающих полых объектов, которые наверняка впечатлят. Давайте погрузимся и исследуем мир режима вазы в 3D-печати!
Преимущества режима Vase.
Режим «ваза» — популярная техника 3D-печати, которая предлагает множество преимуществ по сравнению с традиционными методами печати. Одно из наиболее значительных преимуществ режима «ваза» — более быстрое время печати. С помощью этого режима можно печатать полые объекты с одной непрерывной стенкой, устраняя необходимость в заполнении и значительно сокращая время печати. Это особенно полезно для печати больших объектов, которые иначе заняли бы длительное время.
Еще одно преимущество режима «ваза» заключается в том, что он обеспечивает лучшую эстетику. Поскольку режим «ваза» печатает объекты с одной непрерывной стенкой, он создает гладкую, полированную поверхность, которая визуально привлекательна. В дополнение, режим «ваза» позволяет печатать сложные дизайны с легкостью, что делает его идеальным для создания изящных декоративных объектов.
Вдобавок, поскольку в режиме «ваза» нет Z-шва, конечный печатный объект не имеет видимых вертикальных линий или следов, которые могут влиять на эстетическую привлекательность.
Кроме более быстрого времени печати и лучшей эстетики, режим «ваза» также снижает расход материала. Без необходимости заполнения вы можете использовать меньше филамента, что может сэкономить вам деньги в долгосрочной перспективе. В режиме «ваза» также проще печатать, поскольку он требует меньше настроек и корректировок по сравнению с традиционными методами печати.
Попробуйте напечатать вазу с нашим SILK от Devil Design. Экспериментируя с настройками скорости и температуры, вы можете добиться самых разных эффектов от глянцевого до почти матового внешнего вида.
В целом, режим «ваза» — отличная техника для тех, кто ищет способ сэкономить время, уменьшить расход материалов и достичь гладкой, полированной поверхности своих 3D-печатных объектов.
Как работает режим Vase.
Режим Vase достигает своих уникальных результатов, путем печати модели в одном непрерывном спиральном движении без перерывов между слоями. Это означает, что принтер выдавливает одну непрерывную стенку вокруг модели, что позволяет печатать полые объекты с одним внешним слоем. Такой подход обеспечивает более быстрое время печати и более гладкую, полированную отделку.
В традиционной 3D-печати объекты печатаются с использованием серии слоев, каждый слой печатается поверх предыдущего.
В отличие от этого, режим Vase работает с помощью непрерывной экструзии, что означает, что сопло принтера не отрывается от печатной поверхности между слоями. Вместо этого сопло принтера поднимается, продолжая экструзию филамента, создавая одну непрерывную спираль, которая образует внешнюю стенку объекта.
Техника непрерывной экструзии, используемая в режиме Vase, обусловлена тем, что печатаемый объект не имеет внутренней структуры или заполнения. Это означает, что принтер может непрерывно печатать одну стенку без перерывов, что приводит к более быстрой печати и более гладкой поверхности.
Этот режим настолько прост, что вы можете печатать декоративные объекты вместе со своими детьми, купив простой 3D-принтер для детей, или набор для сборки 3D-принтера, например из серии Ender-3 или Artillery. Покупая в 3D4U.com.ua вы всегда получаете грамотную консультацию, гарантию и быструю доставку.
В целом, режим Vase — это простая, но эффективная техника, которая использует непрерывную экструзию и однослойную печать для быстрого и эффективного создания красивых полых объектов.
Когда использовать режим Vase.
Vase — отличная техника для создания полых объектов цилиндрической формы, таких как вазы, чашки и другие подобные объекты. Однако она также может использоваться для других форм, которые не требуют внутренней структуры или поддержки.
Один из ключевых факторов, который следует учитывать при принятии решения о том, следует ли использовать режим Vase, это дизайн объекта. Если объект можно распечатать с одной непрерывной стенкой и без внутренней структуры, то режим Vase — отличный выбор. Кроме того, если важна эстетическая привлекательность конечной печати, то Vase может производить гладкую, полированную поверхность, которая визуально привлекательна.
Еще одним фактором является экономия времени и материалов, которую можно достичь с помощью режима Vase. Без заполнения режим Vase значительно сокращает время печати и использование материалов, делая его отличным выбором для больших объектов или при работе с дорогими или редкими материалами.
Вообще, режим Vase — отличный выбор для создания полых объектов цилиндрической формы или других конструкций, которые не требуют внутренней структуры или поддержки. Он может экономить время, уменьшать использование материалов и производить красивую, полированную поверхность.
Режим вазы (Vase Mode) или заполнение (Infill)?
Хотя режим вазы (Vase Mode) и заполнение (infill) являются техниками, используемыми в 3D-печати, они существенно отличаются друг от друга в подходе и результатах.
Заполнение — это техника, которая заключается в заполнении внутренней части 3D-напечатанного объекта серией взаимосвязанных узоров или конструкций. Этот подход добавляет прочность и стабильность и полезен для создания объектов, которые требуют внутренних опор, таких как механические детали.
Для 3D-печати механических и инженерных деталей рекомендуем вам купить филамент ABS+, PETG или нейлон (PA12).
С другой стороны, режим Vase — это техника, которая создает полый объект с одной непрерывной стенкой без необходимости внутренней поддержки. Это позволяет ускорить время печати и уменьшить использование материалов по сравнению с традиционным способом печати с заполнением.
Используя заполнение, вы можете создавать прочные объекты с высоким уровнем детализации и точности. Однако при этом варианте вы получите видимые линии и шов на поверхности объекта, который более заметен на круглых объектах, что может быть нежелательно для некоторых приложений.
Однако на объектах с гранями и полигонами вы можете спрятать шов на одной из граней.
В целом этот режим используется, если вам недостаточно толщины в одну стенку и необходимо добавить прочности деталям.
В конечном итоге выбор между режимом «вазы» и заполнением зависит от конкретных требований объекта, который будет печататься. Если гладкая и полированная поверхность — главный приоритет, то режим «вазы» может быть лучшим вариантом. Однако, если требуется прочность и внутренняя поддержка, то лучшим вариантом будет заполнение.
Активация режима «Ваза» в программном обеспечении для 3D-печати.
Если вы хотите использовать режим «Ваза» в своих проектах по 3D-печати, важно знать, как его активировать в вашем программном обеспечении. В этом разделе мы предоставим пошаговые инструкции по активации режима «Ваза» в двух популярных программных средах нарезки: Cura и PrusaSlicer.
Активация режима «Ваза» в Cura.
Откройте Cura и импортируйте свою 3D-модель.
Нажмите на «стрелочку вниз» в верхней панели меню, чтобы открыть «Print Settings» (настройка печати).
В окне «Print Settings» (настройки печати) нажмите на «Special Modes» (специальные режимы).
Выберите «Spiralize Outer Contour» (режим «Ваза») из списка специальных режимов.
Нажмите на «Slice» (нарезать) для предварительного просмотра печати в режиме «Ваза».
Сохраните файл gcode и передайте его на свой 3D-принтер, чтобы начать печать.
После активации режима автоматически настраиваются различные параметры печати. Например, плотность заполнения будет установлена на 0%, количество линий стенок будет установлено на 1, а в фоне будет применяться спиральное движение для единственной внешней поверхности.
Активация режима «Ваза» в PrusaSlicer.
Откройте PrusaSlicer и импортируйте свою 3D-модель.
В левом меню выберите «Layers and perimeters» (Слои и периметры).
Активируйте чекбокс «Spiral Vase» (режим «Ваза»)
Нажмите на «Slice now» (нарезать) для предварительного просмотра печати в режиме «Ваза»
Сохраните файл gcode и передайте его на свой 3D-принтер, чтобы начать печать.
Следуя этим шагам, вы можете легко активировать режим «ваза» в Cura или PrusaSlicer и начать создавать полые объекты с гладкой, отполированной поверхностью.
Перед началом печати убедитесь, что ваша 3D-модель может быть напечатана в режиме «ваза», т. е. без заполнения, в одну стенку, и без верхнего слоя.
Вывод.
Режим «ваза» — отличная техника для создания полых объектов с гладкой, полированной поверхностью. Активируя режим «ваза» в слайсере, вы можете легко создавать вазы, чашки и другие декоративные объекты. Режим «ваза» особенно полезен для объектов с простыми формами и без внутренних структур.
При выборе режима «ваза» или заполнения (Infill) важно учитывать конкретные требования к объекту, который будет распечатываться. Режим «ваза» создает более гладкую и полированную поверхность, а заполнение добавляет прочность и стабильность объекту, а также позволяет печатать более сложные формы с внутренними структурами.
Если вы новичок в 3D-печати или только начинаете работать с режимом «ваза», обязательно экспериментируйте с различными настройками, чтобы достичь желаемого качества и поверхностной отделки.
В целом, режим «ваза» — отличный инструмент для энтузиастов 3D-печати и любителей, которые хотят создавать декоративные объекты с уникальной, полированной отделкой. Поэтому попробуйте режим «ваза» и посмотрите, какие творческие объекты вы сможете создать!
💐 Лучшие stl файлы ваз・Культы
💐 Лучшие stl файлы ваз
Скачать вазы для 3D печати.
На этой странице мы отобрали большое количество файлов для 3D принтера ваз . Эти превосходные творения наших дизайнеров идеально подходят, если вы хотите украсить свой дом или офис. Вы можете найти различные стили дизайна, геометрические, высокодетализированные, низкополигональные и т.д. Вы обязательно найдете там свое счастье.
Рейтинг популярности
Изогнутая ваза
Бесплатно
Ваза
Бесплатно
Центральная часть спирали Вороного / ваза
Бесплатно
Ваза 68 — Пульсация
Бесплатно
Круглая ваза (закрученная или нет)
Бесплатно
Коллекция ваз
Бесплатно
Лампа Koch Fractal Snowflake
Бесплатно
Симпатичный цветочный горшок
Бесплатно
Полиэтиленовая ваза 3
Бесплатно
Многоугольная ваза
Бесплатно
Ваза «Шестерёнка»
Бесплатно
Vasemania: Низкополигональные вазы
Бесплатно
Геометрическая ваза
Бесплатно
Ваза для бутылок Klien
Бесплатно
Ваза со спиральным ребром
Бесплатно
Вращающаяся ваза
Бесплатно
Одно- и двухцветная ваза
Бесплатно
Тестовая ваза
Бесплатно
Ваза ZYYX
Бесплатно
Простая изогнутая ваза 1
Бесплатно
Чашка кубиков
1,14 €
Кубистическая ваза
Бесплатно
Еще одна фабрика ваз
Бесплатно
Ваза Flexi # 001
Бесплатно
ВАЗА FACET
Бесплатно
Художественная ваза
Бесплатно
Две простые вазы
Бесплатно
Ваза 180
Бесплатно
Ваза для ПЭТ-бутылок Voronoi
Бесплатно
Изогнутая ваза
Бесплатно
Сфера Случайная ваза
Бесплатно
Вазы Zortrax
Бесплатно
Ваза с бугорками
Бесплатно
Обычная случайная ваза
Бесплатно
Витые вазы и подсвечник
Бесплатно
Пятигранная ваза
Бесплатно
Кувшинка в виде вазы
2,73 €
Цветочная китайская бутылка
Бесплатно
Ваза для листьев 4
0,83 €
Ваза с пропеллером
Бесплатно
Ripple Vase 3
0,50 €
ВАЗА1
Бесплатно
Ваза 8
0,50 €
ВАЗА со снежинками
Бесплатно
Вихревой горшок
Бесплатно
Спиральная ваза
0,91 €
Ваза для жидкости для Йозефа Прусы
Бесплатно
Ваза Starelt 3
0,50 €
Ваза 68 — пульсация
Кувшинка в виде вазы
Ваза
Кувшинка в виде вазы
В этой коллекции вы можете скачать несколько 3D планов полезных ваз для обустройства дома или офиса. Все эти вазы 100% пригодны для 3D-печати , через персональную 3D-печать (FDM) или через профессиональную 3D-печать . Некоторые файлы можно распечатать сразу, другие потребуют сборки с помощью клейких точек, а некоторые потребуют комбинирования с другими элементами и материалами (стекло, дерево и т. д.). В любом случае, не стесняйтесь тратить время на отделку благодаря шлифовка и покраска . Тогда все, что вам нужно сделать, это выбрать правильные цветов , чтобы ваша цветочная композиция была самой красивой.
Благодаря 3D-принтерам теперь можно спроектировать свой интерьер и создать объектов из дома . Вы также можете настроить вазы , чтобы сделать их уникальными и на свой вкус. Не нужно идти в магазин или заказывать в интернете. Создавайте все, что вам нужно, с помощью 3D-печати , технологии, которая является частью производитель и механизм DIY .
Мы надеемся, что вам понравилась наша подборка из лучших 3D файлов ваз . Все эти файлов STL можно распечатать в 3D, поэтому просто загрузите их и нагрейте свой 3D-принтер. Эта коллекция была создана путем выбора лучших 3D-моделей из библиотеки 3D-объектов Cults .
Vase лучшие файлы для 3D-принтеров・Культы
Фильтровать по:
Безопасно
Бесплатно
Лучшее
В продаже
С маркой
Сортировать по:
ДатаЦенаЗагрузкиНравится
💡
Помощь в поиске
Слишком много результатов? Вы можете попробовать еще раз:
написав ключевые слова между кавычками "…" чтобы уточнить поиск
, написав дефис - перед термином, чтобы удалить конкретный термин из поиска
, написав от: и имя дизайнера, чтобы отфильтровать поиск по имени дизайнера
, написав номер конструкции для поиска конкретной конструкции
Среди этих результатов вы обнаружили один или несколько дизайнов, которые не соответствуют вашему запросу или не имеют отношения к нему? Пожалуйста, свяжитесь с нами, чтобы сообщить об этой проблеме, чтобы мы могли вмешаться.
Работа оператором лазерного станка в Москве, свежие вакансии оператора лазерного станка от прямых работодателей и агентств
Оператор станка лазерной резки
65 000 — 80 000 ₽/месяц
Добавить в избранное
ПК ТокоМет
Москва
11 минутПражская
Изготовление деталей по готовым программам. Настройка и корректировка режимов резания Реальный опыт работы на лазерном или плазменном станке с ЧПУ (большой сортамент материалов и толщин). Умение читать чертежи
Скрыть
8 апреля
Оператор станка ЧПУ (лазерная резка, труборез)
66 700 — 73 400 ₽/месяц
Добавить в избранное
ВАЛЬЦМАТИК
Москва
Планерная
и ещё 2 станции
Будьте первым
Резка листового металла: Запуск программы резки; Загрузка листа металла в установку и снятие листа металла с установки. Работа… Опыт работы от 1 года; Опыт работы на лазерных установках, умение запускать программу резки металла; Пунктуальность…
Смотрят
2
человека
Скрыть
7 апреля
Оператор лазерного станка
65 000 — 75 000 ₽/месяц
Добавить в избранное
Стройстанкомаш
Москва
Выполнение программ по резке изделий из листового металла. Загрузка, раскрой, выгрузка, упаковки и т.п. Настройка оборудования… Опыт работы на лазерных или плазменных станках. Желание обучаться и развиваться. Чтение…
Смотрят
2
человека
Скрыть
Разместите резюме, и мы подберем вам подходящие вакансии
Сегодня в 14:42
Оператор лазерной гравировки и резки
50 000 — 70 000 ₽/месяц
Добавить в избранное
ЭвордсКрафт
Москва
5 минутШаболовская
Лазерная гравировка и маркировка сувенирной продукции на лазерных станках RMI, Trotec и GCC. Раскрой оргстекла и фанеры на… Профессионализм, ответственность, аккуратность. Опыт работы на лазерных…
Смотрят
4
человека
Скрыть
6 апреля
Оператор листогибочного станка ЧПУ
от 70 000 ₽/месяц
Добавить в избранное
СиМП Телеком
Москва
Выполнение резки различных материалов на чпу станках Опыт работы на лазерном станке с ЧПУ станки mecanumeric king rabbit argus»
Смотрят
2
человека
Скрыть
Хотите получать новые вакансии первым?
Лучшие вакансии закрываются быстрее остальных. Подпишитесь на новые актуальные вакансии
В Telegram
Сегодня в 20:07
Оператор-наладчик станков с ЧПУ
130 000 — 160 000 ₽/месяц
Добавить в избранное
БИЗНЕС РЕСУРС
7.5
Москва
Установка инструмента в инструментальные блоки. Подбор и установка инструментальных блоков с заменой и юстировкой инструмента Желателен опыт работы на оборонном предприятии, разряд 4-6
Скрыть
Сегодня в 15:15
Оператор камнеобрабатывающего станка (ЧПУ)
от 70 000 ₽/месяц
Добавить в избранное
Jobers
Москва
Будьте первым
Резка и обработка натурального камне на итальнском станке Donatoni Jet 625. Раскрой деталей из натурального камня на станке… Опыт работы не менее 1 года на аналогичных станках. Грамотность, ответственность…
Проектирование мебели в программе Базис-Мебельщик. Проектирование по эскизам заказчика/менеджера в программе Базис-Мебельщик Профессиональное знание программы для проектирования мебели Базис-Мебельщик
Смотрят
4
человека
Скрыть
Сегодня в 13:16
Оператор станков с программным управлением
от 145 000 ₽/месяц
Добавить в избранное
Группа Компаний МРК
Москва
Окончательное изготовление деталей из легированных и нержавеющих сталей на токарно-револьверном станке с ЧПУ СКЕ1650 (Fanuk… Опыт
работы. Разряд 4. Запись
в ТК , квалификационные документы -Обязательно
Работа за станком по изготовлению картонных стаканчиков для попкорна (5 видов размеров). Контроль качества готовой продукции Добросовестное отношение к работе, внимательность. Опыт работы приветствуется
Скрыть
Сегодня в 11:07
Оператор фрезерных станков с ЧПУ
По договорённости
Добавить в избранное
ПромСервис
Москва
Установка инструмента в инструментальные блоки. Подбор и установка инструментальных блоков с заменой и юстировкой инструмента Среднее специальное образование. Опыт работы от 2-х лет. Чтение…
Смотрят
1
человек
Скрыть
Сегодня в 10:20
Оператор-наладчик станка с ЧПУ
79 000 ₽/месяц
Добавить в избранное
МКПК Универсал
Москва
Алтуфьево
Работа на фрезерных и токарных станках с ЧПУ (стойка Fanuc, Simens). Осуществление привязки инструмента, корректировка программы… Навык написания программ со стойки по G-кодам. Чтение чертежей, знание…
Смотрят
4
человека
Скрыть
Сегодня в 9:48
Оператор-наладчик ЧПУ станков
100 000 — 120 000 ₽/месяц
Добавить в избранное
Кадровое агентство уникальных специалистов
Москва
Войковская
и ещё 7 станций
Отклик без резюме
Работа на токарно-фрезерном станке ЧПУ со стойкой MAZATROL Smooth или токарном станке со стойкой Fanuc. Настройка ЧПУ. Обработка… От 2-х лет на аналогичной должности. Желательно знание стойки ЧПУ MAZATROL Smooth…
Смотрят
1
человек
Скрыть
Сегодня в 8:41
Оператор станка ЧПУ (НЦ 210)
120 000 — 150 000 ₽/месяц
Добавить в избранное
ООО»ГАНЕША»
Москва
Управление процессом обработки деталей, контроль работы станка, корректировка управляющих программ Опыт работы — требуется. Удостоверение или подтверждение в трудовой книжке
Смотрят
3
человека
Скрыть
Оператор станков (токарных) с программным управлением 3-4 разряда
от 110 000 ₽/месяц
Добавить в избранное
Радиофизика
Москва
4 минутыПланерная
Изготовление деталей на токарных станках с программным управлением методом точения вплоть до 6-го квалитета, расточка отверстий… Среднее образование. Знание ГОСТов, умение читать чертежи
Смотрят
4
человека
Скрыть
По договорённости
Добавить в избранное
ЧЕТЫРЕ ВИДА
Москва
Обслуживание многоцелевых станков с числовым программным управлением (ЧПУ). Создание компонентов для выставочных стендов… Знание компьютера. Знание программ Corel Draw, ArtCam. Увернное пользование…
Смотрят
2
человека
Скрыть
Оператор станка с ЧПУ (металлообработка)
от 50 000 ₽/месяц
Добавить в избранное
ДВ ЛЮКС
Москва
15 минутПражская
15 минутЮжная
Фрезерование металлических изделий. Определение по чертежам и 3D модели последовательности обработки детали Знание способов установки, выверки и закрепления деталей и приспособлений. Знание режимов резания. Умение работать…
Смотрят
4
человека
Скрыть
Оператор гибочного станка с ЧПУ
70 000 — 100 000 ₽/месяц
Добавить в избранное
АЛЬЯНС ЭНЕРГО ГРУПП
Москва
Выполнение работ по гибке листового металла. Настройка оборудования для изготовление деталей по заданным параметрам. Поддержка… Чтение чертежей и умение пользоваться средствами измерений
Скрыть
Оператор станков ЧПУ
от 75 000 ₽/месяц
Добавить в избранное
Энергоресурс
Москва
Кузьминки
Котельники
Выполнять установку и закрепление заготовки на станке с ЧПУ ( токарная, фрезерная группа станков). Изготовление деталей различной… Опыт работы в аналогичной должности от года. Умение писать программы…
Скрыть
Оператор станков ЧПУ
от 90 000 ₽/месяц
Добавить в избранное
Квантово-оптические системы
Москва
Знать принципы обслуживаемых станков с программным управлением. Наименование, назначение, устройство и условия применения… Знание нормативных документов, чтение чертежей
Смотрят
4
человека
Скрыть
Оператор станка
50 000 — 55 000 ₽/месяц
Добавить в избранное
Пласт дизайн
Москва
Опыт не нужен
Литье пластиковых изделий на термопластоавтоматах, подготовка сырья, съем изделий, складирование. Работа в цеху, мелкогабаритные… Внимательность, стрессоустойчивость. Можно без опыта работы
Смотрят
2
человека
Скрыть
Оператор станков ЧПУ (металлообработка)
от 60 000 ₽/месяц
Добавить в избранное
ТЗК Техоснастка
Москва
Работа на станках с ЧПУ токарной или фрезерной группы (металлообработка). Обслуживание станка. Изготовление деталей согласно… Аккуратность, исполнительность, ответственность за результат
Смотрят
2
человека
Скрыть
9 апреля
Операторов фрезерных станков с ЧПУ, фрезеровщик
117 260 — 135 300 ₽/месяц
Добавить в избранное
Эксперт
Москва
Работа на средне размерных фрезерных станках МСГ1200, 65А80, ИСБ800, ВМС1580. Обработка , изготовление деталей разного класса… Документальное подтверждение опыта работы. Опыт от 4 лет, разряд не ниже 4
Смотрят
1
человек
Скрыть
Разместите резюме, и мы подберем вам подходящие вакансии
9 апреля
Оператор-наладчик станков с ЧПУ
120 000 — 170 000 ₽/месяц
Добавить в избранное
Вертикаль
Москва
Будьте первым
Вахта
Токарная и фрезерная группа, стойки: FANUC, SIEMENS, HAAS. NC. Корректировка программ, привязка инструмента Опыт работы от 2 лет, разряд не ниже 4-го
Скрыть
8 апреля
Оператор станка с ЧПУ
до 100 000 ₽/месяц
Добавить в избранное
ВИТРИНА А ГРУП
Москва
Работа на прямолинейном кромкооблицовочном станке Felder tempora 60-12/ обрабатывающем центре с ЧПУ BIESSE Rover 27. Очистка… Опыт работы от 1 года. Образование не ниже среднее специального (профильное или техническое)
В компании есть ещё 1 похожая вакансия
Смотрят
2
человека
Скрыть
8 апреля
Оператор-наладчик станков с ЧПУ фрезерной группы (металлообработка)
70 000 — 110 000 ₽/месяц
Добавить в избранное
Рэндматес
Москва
Авиамоторная
Андроновка
Разработка пооперационных процессов обработки деталей. Подготовка наладочных карт и управляющих программ для четырехосевого… Высшее техническое образование. Желание учиться и совершенствовать свои профессиональные навыки
Скрыть
8 апреля
Оператор фрезерного станка с ЧПУ / Фрезеровщик
55 000 — 80 000 ₽/месяц
Добавить в избранное
Эм Джи Групп
Москва
Работа на фрезерно-гравировальных станках Multicam. Изготовление деталей по предоставленному заданию. Используемые материалы… Знание устройства и принципов работы фрезерных станков Multicam, и основные свойства обрабатываемых материалов
Смотрят
4
человека
Скрыть
8 апреля
Оператор-наладчик станков с ЧПУ
от 123 000 ₽/месяц
Добавить в избранное
Гарант-Сервис
Москва
Будьте первым
Вахта
Выполнение работ на станках, стойки Haas VF-3. Обслуживание многоцелевых станков с числовым программным управлением (ЧПУ) и Опыт работы, запись в ТК. Умение читать чертежи
В компании есть ещё 1 похожая вакансия
Скрыть
7 апреля
Оператор станков с ЧПУ (3D принтеры)
до 90 000 ₽/месяц
Добавить в избранное
Аддитех
Москва
Опыт не нужен
Запуск 3D-принтера в соответствии с планом производства. Мониторинг процесса 3D-печати. Отчистка поддерживающих структур Чтение управляющих программ. Умение работать с 3D-принтерами по технологии FDM и SLA (DLP)
Ученик оператора зуботехнического станка CAD/CAM технологии
от 30 000 ₽/месяц
Добавить в избранное
Т. ДЕНТ
Москва
Опыт не нужен
Работа на фрезерных станках и 3D принтерах Знание софта. Развитая моторика рук для мелкой работы
Скрыть
5 апреля
Оператор кромкооблицовочного станка
60 000 — 80 000 ₽/месяц
Добавить в избранное
Концепт
Москва
Юго-Западная
и ещё 2 станции
Работа на кромкооблицовочном станке SCM OLIMPIC S 1000 TERS. Выполнение поставленных задач. Ежедневное ТО. Проверка качества… Опыт работы от 3-х лет. Приветствуется опыт работы на кромкооблицовочном станке SCM OLIMPIC S 1000 TERS
Смотрят
3
человека
Скрыть
5 апреля
Оператор-наладчик станков с ЧПУ
90 000 — 150 000 ₽/месяц
Добавить в избранное
ПНФ «ЛГ автоматика»
Москва
Изготовление деталей по чертежам различной сложности. Самостоятельное написание программ со стойки Siemens, Fanuc, NC Образование средне-специальное. Опыт работы не менее 2-х лет на станках токарной/фрезерной группы
Смотрят
3
человека
Скрыть
5 апреля
Оператор ЧПУ (лазерная резка листового металла)
По договорённости
Добавить в избранное
Московский завод ФИЗПРИБОР
Москва
Раскрой тонколистового металла на установке лазерной резки. Написание (составление) программ раскроя. Обеспечение своевременной… Опыт работы с листообрабатывающим оборудованием с ЧПУ. Приветствуется…
Смотрят
4
человека
Скрыть
8 апреля
Оператор токарного станка с ЧПУ
83 000 — 90 000 ₽/месяц
Добавить в избранное
ВАЛЬЦМАТИК
Москва
Работа на токарно-фрезерном станке с ЧПУ HAAS ST10Y, написание программ со стойки Умение работать по чертежам, писать программы; Умение пользоваться таблицей полей допусков; Умение пользоваться мерительным…
Смотрят
2
человека
Скрыть
7 апреля
Оператор листогибочного станка с ЧПУ
65 000 — 75 000 ₽/месяц
Добавить в избранное
Стройстанкомаш
Москва
Выполнение работ по гибке листового металла. Настройка оборудования для изготовление деталей по заданным параметрам. Поддержка… Чтение чертежей и умение пользоваться средствами измерений
Смотрят
4
человека
Скрыть
7 апреля
Оператор-наладчик станков с ЧПУ
140 000 — 165 000 ₽/месяц
Добавить в избранное
Группа Компаний МРК
Москва
Окончательное изготовление деталей из легированных и нержавеющих сталей на токарно-револьверном станке с ЧПУ СКЕ1650 (Fanuk… От 5 разряда. Запись ТК, Квалификационные документы -ОБЯЗАТЕЛЬНО
В компании есть ещё 1 похожая вакансия
Скрыть
Сегодня в 14:05
Оператор станков на мебельное производство
45 000 — 60 000 ₽/месяц
Добавить в избранное
JOBCART.RU
Москва
Работа на мембранно-вакуумном прессе, на присадочно-сверлильном станке. Изготовление заготовок для сборки мебели согласно… Опыт не менее 1 года
Смотрят
2
человека
Скрыть
6 апреля
Оператор станков ЧПУ
75 000 — 100 000 ₽/месяц
Добавить в избранное
Москва
Щелковская
Отклик без резюме
Работа на листогибочных станках (гибочные прессы) марки Amada, FinPower, Darley. Замена и наладка рабочего инструмента Чтение чертежей. Знание Excel, Word, SolidWorks. Знание операционной системы Delem
Смотрят
4
человека
Скрыть
Оператор-наладчик станков с ЧПУ 5 разряд
от 80 000 ₽/месяц
Добавить в избранное
JOBCART.RU
Москва
Южная
Постановка, закрепление, смена деталей на станки с ЧПУ, устанавливание технологической последовательности обработки деталей Ответственность
Смотрят
2
человека
Скрыть
Попробуйте уточнить запрос
Оператор лазерного станка с ЧПУ
12Дальше
5 признаков отличного оператора лазерного станка
Вы провели исследование, подсчитали цифры, проехали через всю страну, посещая демонстрационные и выставочные залы, и разговаривали с клиентами каждого производителя. Вы сделали выбор и оплатили свой волоконный лазерный резак, представляя себе высокую производительность. Но через шесть месяцев фактическая производительность оказалась вдвое ниже обещанной. Что пошло не так?
Проблема, скорее всего, не в вашем станке. Вы потратили часы на выбор правильной технологии, но сколько времени вы потратили на рассмотрение человека, который работает на вашем дорогостоящем оборудовании?
Выбор квалифицированного оператора для лазерного оборудования не менее важен, чем выбор лучшего станка. Высококлассный оператор — это ключ к достижению оптимального производства, которого вы ожидаете. Лучшие операторы в отрасли — это не просто нажиматели кнопок. Они являются чемпионами процесса лазерной резки, и самые элитные из них обладают пятью основными чертами.
1. Движущая сила амбиций
Тот, кто просто заинтересован в том, чтобы отработать свои часы, — это не тот человек, которого вы хотите видеть за своим станком. Вам нужен человек, который стремится освоить профессию. Лазер — это такой же станок, как токарный станок, шлифовальный станок или обрабатывающий центр. Операторы этого оборудования являются квалифицированными машинистами, потому что для того, чтобы стать квалифицированным специалистом, требуется время, усилия и знания. Ваш оператор лазера должен мыслить в тех же терминах. Найдите человека, который стремится достичь высокого уровня мастерства в работе с лазером.
Мастерство оператора становится еще более важным, поскольку производители вкладывают средства во все более производительное и мощное оборудование. Производительность сверхмощных волоконных лазеров и связанной с ними автоматики может быть феноменальной — до тех пор, пока не сломается лазерная головка или не заклинит вилы автоматики перемещения материалов при попытке поднять лист вырезанных деталей, прилипших к планкам, покрытым шлаком. Когда лазерная система выходит из строя, весь завод может остановиться.
Операторы лазерного оборудования — это первая линия обороны компании, их зоркие глаза помогают обнаружить и предотвратить проблемы. Они знают о важности поддержания оптимальных условий резки, которые могут уменьшить деформации, а также минимизировать или даже устранить необходимость во вторичных операциях, таких как снятие заусенцев и выравнивание деталей. Они знают о важности стратегий предотвращения столкновения головок, например, когда головка проходит вокруг, а не над ранее вырезанными участками, которые склонны к опрокидыванию.
Они также знают, что замена защитного стекла в режущей головке должна производиться с максимальной осторожностью и вниманием к чистоте. И замена защитных стекол, конечно, не должна происходить ежедневно. Если в цехе сгорает больше защитных стекол, чем можно сосчитать, значит, что-то в отделе лазерной резки не в порядке.
Были ли скорректированы параметры резки по умолчанию? Например, некоторые операторы могут следить за температурой защитного стекла в режущей головке. В соответствии с этим они могут точно настроить фокус или, возможно, поток вспомогательного газа, чтобы сохранить кромки реза как можно более чистыми. Конечно, после нескольких месяцев использования защитное стекло необходимо заменить. Но когда это происходит, возвращаются ли параметры резки к установленным по умолчанию, или эти параметры были изменены? Даже машина с безупречным защитным стеклом может резать с некачественной кромкой только потому, что операторы не сбросили параметры резки.
Контролируется ли разбрызгивание и оптимизируется ли положение головки, чтобы защитное стекло служило как можно дольше? Насколько эффективно и легко можно денатурировать детали? Все эти и другие переменные требуют неустанного внимания к деталям — опять же, подобно высококвалифицированному машинисту, работающему на фрезерном или токарном станке.
2. Механические способности
Ваш лазер — сложное оборудование. Операторы должны обладать знаниями работы с таким оборудованием, чтобы как запускать, так и обслуживать лазер. Они должны уметь устранять возникающие неполадки на определенном уровне детализации, а не просто звонить в отдел технического обслуживания.
Лучший оператор лазера, которого я знаю, управляет двумя 10-киловаттными волоконными лазерами, подключенными к общей системе автоматизации, и он поддерживает их в рабочем состоянии весь день. Он принимает близко к сердцу, если они выходят из строя, и он — главный специалист по устранению неполадок на втором заводе компании.
Лучшие операторы лазеров связывают детали в контексте общей системы: раскрой и программирование, чистота и состояние станка, состояние газов и охлаждения. Рассмотрим систему охлаждения станка. Операторам не нужно быть физиками или мастерами гидродинамики, но они должны понимать необходимость обслуживания чиллеров и тот факт, что вода, протекающая через станок, должна обладать определенным уровнем проводимости при прохождении через компоненты. Если состав охлаждающей жидкости не соответствует требованиям, она может начать разъедать компоненты волоконного лазера.
Многие современные машины оснащены системами, которые контролируют охлаждение и выдают предупреждения и сигналы тревоги. Хорошие операторы знают, что волоконные лазеры не должны работать долгое время в предупредительном диапазоне. И они также знают, что если бы было время для очистки (подробнее об этом позже), состояние системы охлаждения не вошло бы в зону предупреждения в первую очередь.
Хорошие операторы также понимают роль газа, будь то продувочный газ в лазерной головке (если только головка не полностью герметична) или вспомогательный газ, удаляющий расплавленный материал из зоны реза. Рассмотрим ситуацию, когда кажется, что все идет как по маслу, но вдруг все останавливается. Оператор знает, что программа резки была отлажена. Планки чистые, в сильфонах нет отверстий, приводы очищены и хорошо смазаны. Лазерная головка герметична, поэтому нет необходимости в продувочном газе. Защитное стекло новое, и процедура установки была тщательно соблюдена, чтобы уменьшить вероятность загрязнения.
Что осталось? Вспомогательный газ, который в данном случае поступает из системы генерации азота. После некоторого расследования оператор обнаруживает следы компрессорного масла в линиях вспомогательного газа. Он уже видел подобное в другой системе волоконного лазера, режущей ультрасухим цеховым воздухом. Любая система, использующая компрессор, использует масло, и если это масло попадает в линии вспомогательного газа, вы можете попрощаться с отличными показателями лазерной резки.
Обратите внимание, что я не осуждаю генерацию азота или резку с помощью осушенного и отфильтрованного цехового воздуха. И то, и другое может быть отличным источником вспомогательного газа, и у производителей могут возникнуть проблемы с жидким азотом, кислородом и смешанными газовыми системами. Этот пример просто показывает, что ни одна механическая система не является совершенной. У каждой технологии есть свои проблемы, и в лучших цехах по обработке стали работают операторы, которые обладают способностями в механике, чтобы справиться с возникающими проблемами.
Сверхмощный лазер выполняет контурный разрез. Обратите внимание на состояние планок под ним. Регулярная очистка минимизирует накопление шлака, повышая качество и стабильность резки.
3. Организационные способности
Волоконный лазер может выдавать продукцию с чрезвычайно высокой скоростью, но это не только результат скорости машины. Ваш оператор должен быть достаточно организован, чтобы обеспечить максимальное время безотказной работы станка.
Во многом это зависит от того, как организовано рабочее место лазера и какие принадлежности выдаются операторам. Все рабочие места на станке нуждаются в некоторых основных инструментах, таких как шестигранные ключи для снятия сильфона для очистки; магниты для извлечения деталей и проверки кромок; а также молотки, которые пригодятся, если операторам потребуется выбить проблемную деталь из гнезда и осмотреть кромки.
Вашим операторам не нужно делиться инструментами со всем цехом. Они управляют, вероятно, самым дорогим станком в цехе, и он не должен простаивать, пока операторы тратят 20 минут на блуждание по цеху в поисках необходимых инструментов.
Операторы должны постоянно следить за объемом работы, быть готовыми загрузить следующий лист и подготовить следующую программу, пока машина выполняет текущее задание. Они также должны уметь планировать необходимое профилактическое обслуживание в соответствии с рабочей нагрузкой, чтобы максимизировать производство и поддерживать оптимальную работу машины.
Еще один инструмент, необходимый операторам на их рабочем месте, обеспечивает легкую связь между оператором, техническим персоналом и внешним миром: либо стационарная линия, либо хорошая сотовая связь. Последнее, чего вы хотите, это чтобы звонок прервался, когда оператор осматривает внутреннюю часть машины в поисках проблем, разговаривая по телефону с техническим специалистом. Корпус машины может препятствовать сигналу сотовой связи, что может серьезно замедлить процесс поиска и устранения неисправностей. В итоге операторы выходят за пределы предприятия в поисках лучшего сигнала, возвращаются к станку, затем снова выходят на улицу, чтобы позвонить технику — и все это в то время, когда самый дорогой станок в цехе простаивает. Инвестиции в удлинитель мобильного телефона в цехе стоят копейки по сравнению с простоем, вызванным слабым сигналом сотовой связи.
4. Готовность испачкаться
Лазерные станки в процессе работы становятся грязными. Вот почему очень важно найти оператора, который знает, насколько важно содержать машину в чистоте. Лучшие операторы не брезгуют использовать пылесосы в цеху. Волоконные лазеры с линейными приводами работают на системе подшипников каретки, которая имеет центральную точку смазки. Ферромагнитная пыль и грязь скапливаются на этих подшипниках, что может быть губительно для быстро движущихся компонентов. Сильфоны необходимо проверять на наличие отверстий, а подшипники — регулярно чистить.
Даже если в вашей компании есть бригада для регулярной очистки лазера (что настоятельно рекомендуется), операторы все равно являются первой линией обороны против натиска разрушительной для машины грязи.
Режимы очистки включают в себя никем не любимую работу: очистку планок. Грязные пластины могут влиять на все — от производительности автоматики до качества резки. При резке по планкам, покрытым шлаком, повышается риск приваривания каркаса или деталей к находящейся под ними грязи. Когда подъемные вилы системы автоматизации пытаются снять разрезанный каркас, они могут поднять этот лист, а вместе с ним и весь стол с планками. Когда это происходит, автоматика отключается, а затраты возрастают.
Но очистка планок не обязательно должна быть тяжелой, особенно если она выполняется регулярно. Если она выполняется один раз в смену, операторы должны быть в состоянии очистить комплект планок стола менее чем за 15 минут. В большинстве случаев они могут выполнять эту работу, пока лазер режет материал на другом столе, особенно если это касается длительного цикла резки (например, при резке листа из множества мелких деталей).
Цель — поддержание времени работы, и в идеале лазер должен простаивать только тогда, когда операторам и бригадам уборщиков требуется доступ к рабочему пространству станка. (Опять же, очистка планок раз в смену может происходить во время работы станка). И если очистка происходит регулярно, время простоя должно быть коротким.
Некоторые из самых продуктивных и успешных цехов проводят пятницу после обеда за чисткой своих лазеров. Несколько коротких часов простоя предотвращают дни и недели удручающей непредсказуемости, которая возникает при эксплуатации грязной, плохо обслуживаемой машины. Операторы и бригады уборщиков чистят подшипники и поверхность линейных магнитов. Они снимают сильфоны, осматривают их на наличие отверстий и удаляют пыль пылесосом.
У каждой компании свой подход к техническому обслуживанию. Регулярные чистки в пятницу после обеда могут не подойти для каждого предприятия. И график уборки можно подкорректировать, чтобы учесть случайную горячую работу или непредвиденные обстоятельства. Но чистка должна проводиться когда-то и регулярно. Самое главное, чтобы хорошие операторы лазерного оборудования поддерживали эти усилия.
5. Мотивация к обучению
Оптоволоконный лазерный станок — это сложное оборудование, способное приносить значительный доход вашей фирме. Он работает при определенных параметрах, которые усложняются из-за множества переменных, таких как давление газа, фокус, скорость подачи и т. д. Успешные и продуктивные операторы всегда хотят узнать, как сделать так, чтобы лазер выдавал самые лучшие результаты.
Лазеры не требуют гениев для управления ими, но им нужен человек, который постоянно хочет совершенствовать навыки, необходимые для освоения оборудования. Поставщики оборудования могут подготовить вашего оператора к успешной работе с помощью базовой программы обучения и постоянной поддержки, когда это необходимо. Но уровень знаний и успех, которого достигнет оператор, во многом зависит от его готовности постоянно изучать оборудование.
Эта тряпочка используется во время плановой глубокой чистки. Она не так заметна как, как первый рез лазера, но так же важна.
Думайте о новом лазере как о музыкальном инструменте. Он может быть самого высокого качества и тонко настроен, но получение прекрасной музыки зависит от приверженности и мастерства музыканта, которого вы выберете для игры на нем.
Ваш волоконный лазер может обеспечить производство и доходы, на которые вы рассчитываете, но он не может сделать это в одиночку. Целеустремленные, любознательные и добросовестные операторы позволяют вашему оборудованию полностью раскрыть свой потенциал.
Мы советуем вам прочитать в нашем блоге такие статьи как: «Основы лазерной резки — знания, которые вам пригодятся» и «Лазерная резка толстых пластин: методы и навыки отладки процесса».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Что делает оператор лазера: обязанности и ответственность
Оператор лазера отвечает за работу машины и устройств, используемых для лазерных целей. Они выполняют гравировку и резку металлических или пластиковых частей лазерного устройства. Они настраивают и регулируют линзу машины, чтобы она соответствовала правильной спецификации. Они также гарантируют отсутствие проблем до и после эксплуатации лазерного устройства, регулярно проверяя оборудование. Им также необходимо контролировать и проводить инвентаризацию инструментов и инструментов, необходимых, если есть операции или когда они требуются.
Потратьте несколько минут, чтобы создать или обновить свое резюме. Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме. Затем выберите один из 10+ шаблонов резюме, чтобы создать свое резюме оператора лазера.
Обязанности оператора лазера
Ниже приведены примеры обязанностей из резюме реального оператора лазера, представляющие типичные задачи, которые они могут выполнять на своих должностях.
Рассчитать требования, используя базовую математику, геометрию.
Следуйте и соблюдайте правила GMP, FDA и ISO.
Соблюдайте все стандарты ISO и OSHA, применимые к приведенному выше списку обязанностей.
Заполните таблицы SPC для отслеживания возможностей инструмента и соблюдения жестких допусков для мелких деталей.
Использовались микрометры и транспортиры для проверки размеров и угла детали во время всех наладок и проверок качества.
Проведение контроля качества с использованием штангенциркуля/манометров/микрометров и цифровых компараторов.
Поддерживайте и устраняйте неполадки, а также вносите незначительные коррективы для поддержания производительности.
Техническое обслуживание оборудования путем выполнения требований по профилактическому обслуживанию; следуя инструкциям производителя; устранять неисправности; запросить ремонт.
Установка красителя и настройка машины.
Оператор многоцветной печати Heidelberg и Komori
Требуется идеальное резюме оператора лазерной печати?
Наш конструктор резюме на основе искусственного интеллекта поможет вам составить привлекательное и релевантное резюме для работы, которую вы хотите.
Оператор лазера Описание работы
Ожидается, что в период с 2018 по 2028 год число рабочих мест оператора лазера будет расти с темпом роста, описываемым как «снижение», на уровне -8%, согласно данным Бюро статистики труда. Так что если мысль «стоит ли мне стать оператором лазера?» Вам пришло в голову, может быть, вы должны принять во внимание скорость роста. Кроме того, количество вакансий для операторов лазерной техники, которые, по прогнозам, станут доступными к 2028 году, составляет -83 800 человек.
Годовая зарплата оператора лазера составляет в среднем 34 813 долларов, что составляет 16,74 доллара в час. Однако операторы лазеров могут зарабатывать от 27 000 до 44 000 долларов в год. Это означает, что самые высокооплачиваемые операторы лазеров зарабатывают на 12 000 долларов больше, чем самые низкооплачиваемые.
Как и в случае с большинством профессий, чтобы стать оператором лазера, нужно потрудиться. Иногда люди меняют свое мнение о своей карьере после работы в профессии. Вот почему мы рассмотрели некоторые другие профессии, которые могут помочь вам найти следующую возможность. Эти профессии включают в себя оператора числового программного управления, оператора станка/слесаря, оператора шлифовального станка и оператора штамповочного пресса.
Узнайте больше о должностных инструкциях оператора лазерной установки
Находите лучшие кадры за меньшее время
Разместите вакансию на Zippia и выберите лучшее из более чем 7 миллионов ежемесячно ищущих работу.
Вакансии оператора лазера, которые могут вам понравиться
Создайте резюме профессионального оператора лазера за считанные минуты. Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме. Затем выберите один из 5+ шаблонов резюме, чтобы создать свое резюме оператора лазера.
Производственные установки для экструзионных систем для роботов Palletic.
Изготовление и модификация насосных штанг с помощью станка с числовым программным управлением (ЧПУ).
Управляемые машины для сборочных линий Линии P552, УФ-линия, вспомогательные ручки и механическая линия.
Оператор гидроабразивной резки
2017–2019
ManpowerGroup
Луисвилл, Кентукки
Ручная пила для резки двутавровых балок по чертежам.
Эксплуатируемое тяжелое оборудование для внутреннего канала для оптоволокна
Комплектация заказов по спецификации заказчика с использованием радиочастот сканер бортовой компьютер и стоячий электрический подъемник с глубоким вылетом.
Эксплуатируемое тяжелое оборудование * Установлены водопроводные, канализационные, оптоволоконные, газовые и нефтяные линии
Работал в новом сервисном отделе серии А, занимаясь подбором и доставкой деталей на сборочные линии.
Б/у циферблат, цифровые штангенциркули и микрометры для измерения размеров деталей.
Покажите и проинструктируйте других, как проверять детали.
Работал на прессе, сгибающем листовой металл под определенным углом и под определенным углом. Осмотр деталей по чертежам. Очистите зону вокруг станка.
Оператор фрезерного станка2019–2020
Staffmark Holdings•Питтсбург, Пенсильвания
Работающие токарные станки Okuma, управляемый горизонтальный обрабатывающий центр
Изменены настройки машины в рамках подготовки к следующему производственному циклу на экструзионном оборудовании и роботизированных системах паллетирования.
Изготовление и модификация насосных штанг с помощью станка с числовым программным управлением (ЧПУ).
Управляемые машины для сборочных линий Линии P552, УФ-линия, вспомогательные ручки и механическая линия.
Оператор водомета2017–2019
ManpowerGroup•Louisville, KY
Ручная пила для резки двутавровых балок по чертежам.
Эксплуатируемое тяжелое оборудование для внутреннего канала для оптоволокна
Комплектация заказов по спецификации заказчика с использованием радиочастот сканер бортовой компьютер и стоячий электрический подъемник с глубоким вылетом.
Эксплуатируемое тяжелое оборудование * Установленные водопроводные, канализационные, оптоволоконные, газовые и нефтяные линии
Стройте профессиональную резюме в считанном счете.
Навыки и личностные качества оператора лазера
Мы подсчитали, что 13% операторов лазера владеют лазерной резкой, штангенциркулем и лазерным станком. Они также известны своими мягкими навыками, такими как навыки работы с компьютером, ловкость и физическая сила.
Мы разбиваем процент операторов лазеров, у которых эти навыки указаны в их резюме, здесь:
Лазерная резка, 13%
Выполнение операций лазерной резки в соответствии со спецификациями, при необходимости регулируя точку фокусировки.
Штангенциркули, 8%
Измерение готовых деталей с помощью микрометров, высотомеров, циферблатных индикаторов, штангенциркулей, штифтовых калибров и других высокоточных инструментов.
Лазерный станок, 7%
Периодическое техническое обслуживание лазерного станка, чтобы он работал должным образом и не прерывал производство.
Математика, 6%
Составление и ведение точной документации для производственных отчетов с использованием математических и компьютерных навыков.
Ручной инструмент, 5%
Работа с металлообрабатывающими станками и ручным инструментом (автоматы, тумблеры, ручные отделочные инструменты, шлифовальные машины и т. д. )
Лазер с ЧПУ, 4% деталей из металла и синтетических материалов, сохраняя при этом чистую и благоприятную рабочую среду.
Выберите из более чем 10 настраиваемых шаблонов резюме оператора лазера
Создайте профессиональное
резюме оператора лазера
за считанные минуты. Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме.
Затем выберите один из 10+ шаблонов резюме, чтобы создать свое резюме оператора лазера.
Некоторые из навыков, которые мы нашли в резюме оператора лазера, включали «лазерную резку», «калиперы» и «лазерный станок». Ниже мы подробно описали наиболее важные обязанности оператора лазера.
Компьютерные навыки можно считать самой важной чертой характера оператора лазера. Согласно резюме оператора лазера, «рабочие станков по металлу и пластику часто должны иметь возможность использовать программируемые устройства, компьютеры и роботов в заводских условиях». Операторы лазеров могут использовать навыки работы с компьютером в следующем примере, который мы взяли из резюме: «проверили дефекты лазера и диаметра трубок компьютерного принтера * удостоверились, что продукция соответствует стандартам качества * подготовили товары к отправке»
Возможно, это не самый важный навык, но мы обнаружили, что многие обязанности оператора лазера зависят от ловкости. Этот пример от оператора лазера объясняет, почему: «Рабочие станков по металлу и пластику, которые работают в производстве изделий из металла и пластика, используют точные движения рук, чтобы сделать необходимые формы, вырезы и края, которые требуются для дизайна». Этот пример резюме — лишь один из многих способов, которыми операторы лазеров могут использовать свою ловкость: «запрограммировать и управлять лазером с ЧПУ, работать полный рабочий день по 8–12 часов в неделю и иметь опыт работы на вилочном погрузчике».0014
Операторы лазеров также известны своей физической силой, которая может иметь решающее значение при выполнении своих обязанностей. Пример того, почему этот навык важен, показан в следующем фрагменте, который мы нашли в резюме оператора лазера: «Рабочие станков по металлу и пластику должны быть достаточно сильными, чтобы направлять и загружать тяжелые и громоздкие детали и материалы в машины». Мы также нашли этот пример резюме, в котором подробно описывается, как этот навык подвергается испытанию: «выполнены проверки качества для проверки веса, прочности и долговечности готовой продукции».
Для выполнения определенных обязанностей оператора лазера требуется навык «механические навыки». Согласно резюме оператора лазера, «рабочие по металлу и пластмассе настраивают и эксплуатируют оборудование». Например, этот фрагмент был взят непосредственно из резюме о том, как применяется этот навык: «опыт работы с тормозным прессом amada, механическими тормозами Pacific, дрелью прессы и мельницы и все связанные с ними ручные инструменты.»
См. полный список навыков оператора лазера.
Мы обнаружили, что 16,2% операторов лазеров имеют степень бакалавра. Кроме того, 1,1% получили степень магистра, прежде чем стать оператором лазера. Хотя это правда, что некоторые лазерные операторы имеют высшее образование, обычно можно стать таковым, имея только диплом средней школы. На самом деле каждый второй оператор лазера не тратил дополнительные деньги на учебу в колледже.
Те операторы лазеров, которые учатся в колледже, обычно получают дипломы в области бизнеса или общего образования. Менее распространенные степени для операторов лазеров включают степени точной металлообработки или степени электротехники.
Когда вы будете готовы стать оператором лазера, вам следует изучить компании, которые обычно нанимают операторов лазера. Судя по резюме операторов лазеров, которые мы просмотрели, больше всего операторов лазеров нанимают компании Olympic Steel, Express Employment Indy South и Aerotek. В настоящее время в Olympic Steel открыто 10 вакансий оператора лазерной техники, 9 в Express Employment Indy South и 8 в Aerotek.
Поскольку для некоторых операторов лазеров важна заработная плата, приятно отметить, что они получают самые высокие зарплаты в Kloeckner Metals, Complete Prototype Services и Olympic Steel. Если бы вы внимательно посмотрели на Kloeckner Metals, то обнаружили бы, что средняя зарплата оператора лазера составляет 41 875 долларов. Затем в Complete Prototype Services операторы лазеров получают среднюю зарплату в размере 40,79 долларов США.2, а зарплата в Olympic Steel составляет 40 503 доллара.
Подробнее о зарплатах операторов лазеров в США.
Если вы получили образование в 100 лучших учебных заведениях США, возможно, вам стоит обратить внимание на ManpowerGroup, Verizon Communications и Kelly Services. Эти три компании наняли значительное количество операторов лазеров из этих учреждений.
По большей части операторы лазеров зарабатывают на жизнь в профессиональной и производственной отраслях. Операторы лазеров, как правило, зарабатывают больше всего в технологической отрасли со средней зарплатой в 36 571 доллар. Годовая зарплата оператора лазера в производственной и профессиональной отраслях обычно составляет 35 000 и 34 160 долларов США соответственно. Кроме того, операторы лазеров, работающие в сфере высоких технологий, зарабатывают на 8,2% больше, чем операторы лазеров в розничной торговле.
Три компании, которые нанимают самых престижных операторов лазеров:
Olympic Steel10 Работа операторов лазеров
Express Employment Indy South9 Работа операторов лазеров
Aerotek8 Работа операторов лазеров
Что делают операторы числового программного управления9
оператор отвечает за мониторинг оборудования и управление компьютерным оборудованием для производства инструментов и компонентов из различных механических ресурсов. Операторы ЧПУ должны иметь обширные знания в области технологий и машиностроения, чтобы выполнять основные действия по поиску и устранению неисправностей и обнаружению неисправностей во время операций. В обязанности оператора числового программного управления также входит проверка настройки оборудования и готовой продукции, обеспечение высокого качества деталей, проверка чертежей, соблюдение спецификаций клиента для внесения корректировок и соблюдение правил и процедур безопасности, требуемых бизнесом.
Мы посмотрели на среднюю годовую зарплату оператора лазера и сравнили ее со средней зарплатой оператора ЧПУ. Вообще говоря, операторы числового программного управления получают на 3467 долларов больше, чем операторы лазеров в год.
Несмотря на то, что их зарплаты могут различаться, у операторов лазера и операторов ЧПУ есть одна общая черта — несколько навыков, необходимых для каждого ремесла. В обеих карьерах сотрудники развивают такие навыки, как лазерная резка, штангенциркуль и математика.
Что касается сходства, то на этом оно заканчивается, потому что ответственность оператора лазера требует таких навыков, как «лазерный станок», «лазер с ЧПУ», «правила техники безопасности» и «трудовая этика». В то время как оператор ЧПУ хорошо разбирается в «микрометрах», «токарных станках», «стандартах безопасности» и «устранении неполадок». Так что, если вы ищете, что действительно разделяет эти две профессии, вы это нашли.
Операторы ЧПУ действительно блестят в автомобильной промышленности со средней зарплатой 41 888 долларов. В то время как операторы лазеров, как правило, зарабатывают больше всего денег в технологической отрасли со средней зарплатой в 36 571 доллар.
Уровни образования, которые получают операторы числового программного управления, немного отличаются от уровней образования операторов лазеров. В частности, у операторов ЧПУ на 0,1% больше шансов получить степень магистра, чем у оператора лазера. Кроме того, у них на 0,1% меньше шансов получить докторскую степень.
Каковы обязанности оператора станка/машиниста?
Далее у нас есть профессия оператора станка/механика. Эта карьера приносит более высокую среднюю заработную плату по сравнению с годовой зарплатой оператора лазера. На самом деле, разница в зарплате оператора станка/машиниста на 1458 долларов выше, чем годовая зарплата оператора лазера.
Сходство между двумя карьерами оператора лазера и оператора станка/механика заключается в некоторых навыках, связанных с обеими ролями. Мы использовали резюме представителей обеих профессий и обнаружили, что в обеих профессиях используются такие навыки, как «калипер», «математика» и «процедуры безопасности». В то время как обязанности оператора лазера могут включать такие навыки, как «лазерная резка», «лазерный станок», «ручные инструменты» и «лазер с ЧПУ», некоторые операторы станков / машинисты используют такие навыки, как «токарные станки с ЧПУ», «шлифовальные станки», «станки с ЧПУ, » и «микрометры».
Когда дело доходит до различий в образовании между двумя профессиями, операторы станков/механики, как правило, достигают того же уровня образования, что и операторы лазеров. На самом деле, у них на 0,8% больше шансов получить степень магистра и на 0,1% меньше шансов получить докторскую степень.
Чем отличается оператор шлифовального станка
Профессия оператора шлифовального станка обычно приносит больше денег по сравнению со средней зарплатой оператора лазера. Разница в зарплатах заключается в том, что операторы шлифовальных станков зарабатывают на 2475 долларов больше, чем операторы лазеров.
Просмотрев несколько резюме операторов лазерных станков и операторов шлифовальных станков, мы обнаружили, что обе роли используют схожие навыки, такие как «калиперы», «ручные инструменты» и «основы математики». Но помимо этого карьеры выглядят очень по-разному.
Как уже упоминалось, эти две профессии различаются между собой другими навыками, которые необходимы для выполнения работы чрезвычайно хорошо. Например, собирая резюме операторов лазера, они, скорее всего, будут обладать такими навыками, как «лазерная резка», «лазерный станок», «математика» и «лазер с ЧПУ». Но оператор шлифовального станка может иметь такие навыки, как «шлифовальные станки», «шлифовальные круги», «микрометры» и «чпу».
Операторы шлифовальных станков очень хорошо зарабатывают в технологической отрасли со средней годовой зарплатой 40 910 долларов. Принимая во внимание, что операторы лазеров получают самую высокую зарплату в технологической отрасли, в среднем 36 571 доллар.
Что касается образования, то операторы шлифовальных станков, как правило, имеют такой же уровень образования, как и операторы лазеров. На самом деле, у них на 0,0% меньше шансов получить степень магистра и на 0,1% меньше шансов получить докторскую степень.
Описание оператора штамповочного пресса
Теперь давайте посмотрим на операторов штамповочного пресса, которые обычно получают в среднем более высокую заработную плату по сравнению с годовой зарплатой операторов лазеров. На самом деле разница составляет около 3164 долларов в год.
Судя по резюме операторов лазерных и штамповочных станков, некоторые навыки, необходимые для выполнения обязанностей на каждой должности, схожи. Эти навыки включают «лазерную резку», «калиперы» и «математику». в резюме оператора лазера. В то время как оператор штамповочного пресса может включать в себя такие навыки, как «револьверный штамповочный пресс», «микрометры», «штамповочный пресс» и «графики производства».
Операторы штамповочных прессов получают более высокую зарплату в обрабатывающей промышленности, в среднем 43 262 доллара. Принимая во внимание, что операторы лазеров получают самую высокую зарплату в технологической отрасли.
Среднее резюме операторов штамповочного пресса показало, что они имеют такой же уровень образования, как операторы лазера. Настолько, что вероятность получения ими степени магистра на 0,4% меньше. Кроме того, у них меньше шансов получить докторскую степень на 0,1%.
Pololu — Оператор лазерной резки
Эта публикация актуальна на 17 января 2020 года.
Компания
Pololu является производителем электроники и интернет-магазином, обслуживающим образовательные, производственные и профессиональные инженерные отрасли, предлагая продукты, начиная от датчиков и электроники управления движением, заканчивая двигателями и колесами. роботы. Мы небольшая, развивающаяся компания, и мы всегда ищем умных и целеустремленных людей, которые присоединятся к нашей команде.
Вы можете узнать больше о нас и увидеть другие открытые вакансии на нашей странице вакансий.
Вакансия
Ищем оператора лазерной резки на постоянную работу. Опыт работы с закрытыми лазерными резаками CO2 или волоконным лазером является плюсом, но мы обучим нужного человека, который имеет хорошие компьютерные и математические навыки, механические способности и внимание к деталям.
неисправности пилы Хускварна 142, 365, 240, инструкция по ремонту и разборке
Бензопила является незаменимым помощником для каждого настоящего хозяина.
С момента появления инструмента его популярность стремительно возрастала.
Так, бензопила Хускварна 142 обладает высокой функциональностью. Она широко используется не только в лесном хозяйстве, но и на приусадебных участках.
Выбрать бензопилу довольно легко. Так, лучше всего обратить внимание на известные бренды, такие как Хускварна. Эта компания производит широкую линейку такого инструмента. Хускварна 240 и другие модели обладают высоким качеством и функциональностью. Но, к сожалению, даже такие инструменты не застрахованы от поломок.
Возможные неисправности
После того как в доме появилась бензопила, многие хозяева с облегченностью вздохнули.
Ведь, этот инструмент позволяет решать сложные задачи довольно быстро и легко.
Но, здесь стоит учитывать, что бензопила часто выходит из строя. Это связано с тем, что она подвергается большим нагрузкам во время эксплуатации. Поэтому нужно всегда быть готовым к устранению поломок.
Сегодня есть большое количество мастерских, которые предлагают свои услуги по ремонту бензопил и других инструментов. Но, это не значит, что при возникновении неисправности нужно сразу же бежать в ремонтную мастерскую.
Некоторые неисправности можно устранить своими руками. Для этого нужно просто знать основные причины возникновения поломок и способ их устранения.
Так, в процессе частого использования инструмента могут возникать поломки:
карбюратора;
глушителя;
масляного насоса;
системы зажигания и подачи топлива.
Каждую из этих поломок можно устранить собственными руками. Главное – это знать последовательность работ при устранении той или иной неисправности.
Система зажигания
Если инструмент вдруг перестал работать, то первое, что нужно проверить, так это систему зажигания. И начать нужно со свечи.
Выполнять работы нужно очень аккуратно. Для этого используется специальный крючок. Для начала нужно отсоединить провод и извлечь свечу.
Если она сухая, то это значит, что в цилиндр не поступает топливо.
Если же на ней есть брызги, то поломка может крыться в карбюраторе или в правиле запуска. Чтобы устранить поломку, нужно протереть свечу и перекрыть подачу топлива. После этого запускается стартер.
Таким образом, выполняется проветривание камеры сгорания и удаление излишков топлива. После этого свеча устанавливается на место и бензопила запускается.
Если на свечи есть нагар, то это свидетельствует о том, что бензопила хускварна 137 работает на низкокачественном топливе. Также нагар образуется в результате неправильного соотношения топлива и масла. Для того чтобы инструмент проработал как можно дольше, нужно тщательно изучить инструкцию по эксплуатации.
Если на свече есть нагар, то его нужно аккуратно удалить. Для этого можно использовать шило. Электроды аккуратно натираются шкуркой. После этого ее устанавливают на место. Также нужно залить топливо, которое рекомендуется использовать для данной модели бензопилы.
Неполадки в системе подачи топлива
Если инструмент не работает, то это может быть связано с тем, что в цилиндр не поступает топливо.
Прежде всего, нужно проверить топливный фильтр на уровень загрязненности. Чтобы проверить это, нужно снять топливный шланг и проверить насколько быстро течет топливо.
Если оно подается под небольшим напором, то проблема заключается именно в фильтре.
В этом случае нужно очистить фильтр. Он достается непосредственно через бак. Фильтр очищается и устанавливается назад. Его промывают под струей чистой воды.
После этого фильтр высушивается и аккуратно устанавливается назад. Чтобы в дальнейшем предотвратить возникновение такой неполадки, необходимо периодически проводить очистку фильтра.
Если очистка фильтра не дала положительного результата, то стоит обратить внимание на сапун. Засорение этого отверстия приводит к тому, что в карбюратор поступает недостаточное количество воздуха.
Совет специалиста: при устранении таких неисправностей необходимо использовать инструкцию, это позволит предотвратить возникновение более серьезных поломок.
Неисправность глушителя и карбюратора
При частом использовании бензопилы могут возникнуть неисправности глушителя. Определить это очень просто.
Если инструмент работает нормально, а при увеличении оборотов начинает глохнуть, то причина заключается в искрогасителе.
Чаще всего поломка этого элемента в результате засорения отходами сгорания. Решить эту проблему можно легко собственными руками.
Прежде всего, нужно снять глушитель и разобрать его. Здесь стоит учесть, что в некоторых моделях искрогасители не разбираются. После этого глушитель чиститься от нагара. Для этого используют специальные моющие средства.
Когда нагар будет устранен, искрогаситель высушивается с помощью фена. На завершающем этапе глушитель устанавливается на место.
Что касается карбюратора, то его настройку и ремонт можно провести в домашних условиях. Но, чтобы выполнить такие работы качественно, необходимо знать строение карбюратора и принцип его ремонта.
Некачественный ремонт может привести к серьезным повреждениям устройства. Поэтому специалисты рекомендуют выполнять его настройку и ремонт в специальных мастерских.
Как видно, многие неисправности бензопилы модно устранить собственными руками. Но чтобы сделать это, нужно обладать определенной информацией. Если вы не уверены в своих силах, то лучше обратиться за помощью к специалистам.
Смотрите видео, в котором специалист подробно показывает процесс разборки-сборки для ремонта своими руками бензопилы Хускварна 142:
Автор: DmitriiG
Распечатать
Оцените статью:
(11 голосов, среднее: 2. 9 из 5)
Поделитесь с друзьями!
Ремонт бензопил Husqvarna в Новосибирске — адреса и цены на ремонт бензопил Хускварна
Сервисные центры
Ищем подходящие сервисные центры. секундочку…
Найдено 13 сервисных центров
АБСОЛЮТ+
8 (913) 705-13-00
Ремонт бензопил Husqvarna
оплата картой
срочный ремонт
выезд мастера
вызов курьера
«> бесплатная диагностика
ул.Восход 20
МСЦ Север
8 (913) 773-31-30
Ремонт бензопил Husqvarna
бесплатная диагностика
ул. 2-я, Ракитная, 134/2
Эластика
8 (953) 888-65-15
Ремонт бензопил Husqvarna
Высоцкого, 39 к2
РемСити
8 (383) 303-41-77
Ремонт бензопилы Хускварна
оплата картой
срочный ремонт
Если вам нужна доставка на авто, обращайтесь в нашу службу доставки заказов в любое время. Для этого потребуется связаться с оператором РемСити, позвонив по номеру телефона +7(383) 303-41-77, либо оставить ваши контактные данные в заявке, после чего вам оформят, определят по стоимости и сформируют заказ, назначат на определённое время для забора или доставки вашего инструмента.»>вызов курьера
Тополевая 3
Бензогенератор сервис
8 (913) 706-38-65
Ремонт бензопилы Хускварна
оплата картой
срочный ремонт
выезд мастера
вызов курьера
Часть видов диагностики БЕСПЛАТНО»> бесплатная диагностика
ул. Белинского 123
НООСФЕРА
8 (923) 153-15-54
Ремонт бензопил Husqvarna
Ватутина, 42А
АсИС
8 (383) 349-57-73
Ремонт бензопилы Хускварна
оплата картой
срочный ремонт
выезд мастера
вызов курьера
ул. Станционная 54
СтройСервис
8 (383) 375-42-33
Ремонт бензопил Husqvarna
оплата картой
срочный ремонт
выезд мастера
Вы можете заказать доставку инструмента на дом, а также выезд мастера-ремонтника на дом. Работаем без выходных!»>вызов курьера
бесплатная диагностика
Островского, 101а
Ремонт
Ремонт бензопил Husqvarna
Карла Маркса проспект, 30
AM Service
Ремонт бензопилы Хускварна
оплата картой
срочный ремонт
выезд мастера
вызов курьера
Фадеева 66
Авиастроителей 4
Ремонт бензопил Husqvarna
оплата картой
срочный ремонт
вызов курьера
ул. Волочаевская, д.64, корпус 1
Средние цены на ремонт бензопил в Новосибирске
Профилактика (чистка, продувка и т.п.)
от 500 до 3 500 pyб.
Регулировка или ремонт карбюратора
от 500 до 3 200 pyб.
Замена поршневой или коленвала
от 900 до 3 900 pyб.
Замена винтов, гаек, свечи, фильтров и т.п.
от 300 до 5 300 pyб.
Указанные цены приблизительны. Окончательная стоимость зависит от многих факторов: распространённости модели, наличия запчастей, ремонтопригодности конкретной модификации и т.п. Также обязательно нужно уточнять у сервисного центра, включена ли стоимость запчастей в итоговую сумму: некоторые компании публикуют на сайте только стоимость работ, без учёта стоимости запчастей, а некоторые пишут полную стоимость.
Универсальный совет: всегда просите согласовывать с вами полную стоимость ремонта до начала любых работ. По закону сервисные центры и мастера обязаны это делать, но в стремлении заработать нечестно, игнорируют это требование. Честные работают только так: сначала согласованная сумма и состав работ, потом ремонт, потом оплата (возможно, частичная предоплата).
Учитывайте, что бесплатная диагностика бензопилы может оказаться платной, если вы откажетесь от ремонта в данном сервисном центре. Уточняйте этот момент отдельно до начала диагностики.
Ещё немного о ценах
Ремкомплект Husqvarna | Детали Husqvarna
Ремонтные комплекты Husqvarna — идеальное решение для ремонта любого продукта Husqvarna. Наши ремонтные комплекты, состоящие из оригинальных деталей и принадлежностей, разработаны, чтобы помочь вам получить максимальную отдачу от вашего продукта Husqvarna. Если вам нужно отремонтировать бензопилу, триммер, газонокосилку или любое другое изделие Husqvarna, в наших ремонтных комплектах есть детали, необходимые для качественного выполнения работы. С помощью ремонтных комплектов Husqvarna вы можете поддерживать работу вашего продукта Husqvarna в отличном состоянии.
Когда дело доходит до ремонта Husqvarna, важно использовать только оригинальные детали Husqvarna. Оригинальный ремонтный комплект Husqvarna — идеальное решение для любого ремонта Husqvarna. Этот комплект содержит детали и компоненты высочайшего качества, благодаря которым ваш Husqvarna будет работать как новый. Оригинальные запасные части Husqvarna не только обеспечивают превосходную производительность и надежность, но и имеют гарантию, обеспечивающую дополнительное спокойствие. Инвестируйте в оригинальный ремонтный комплект Husqvarna, и ваш Husqvarna снова будет работать как новый.
www.husqvparts.com — это лучшее место, где можно приобрести ремонтный комплект для рамы Husqvarna, ремонтный комплект для ограничительного провода, ремонтный комплект или ремонтный комплект для топливопровода. Благодаря широкому выбору запчастей и аксессуаров вы обязательно найдете именно то, что вам нужно. Вся продукция отличается высочайшим качеством и имеет гарантию производителя. Цены непревзойденные, а обслуживание клиентов на высшем уровне. Покупки на сайте www.husqvparts.com — это быстро, легко и безопасно. Благодаря широкому выбору, непревзойденным ценам и превосходному обслуживанию клиентов сайт www.husqvparts.com является лучшим местом для покупки запчастей и аксессуаров Husqvarna.
Если вы не нашли здесь необходимый вам ремонтный комплект Husqvarna, найдите руководство по запчастям для вашей модели или загляните в наш раздел быстросъемных запчастей, и вы быстро восстановите работоспособность своего оборудования.
Сортировать по: Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
товаров на странице: 812162040100
Столбцы: 1 2 3 4 6
Специальный заказ
Husqvarna 501424327 — Ремкомплект стартера в сборе
HUSQVARNA
25,99 $
23,99 $
501424327 HUSQVARNA Ремкомплект Husqvarna Стартер в сборе Комплект для ремонта стартера Husqvarna 501424327 — идеальное решение для тех, кому необходимо отремонтировать или заменить узел стартера Husqvarna. Этот комплект включает в себя все необходимое для…
Кол-во в корзине: 0
Количество:
Цена:
25,99 $
23,99 $
Итого:
Специальный заказ
Добавить в корзину
Husqvarna 501424332 — Ремкомплект воздушной коробки в сборе
HUSQVARNA
14,99 $
13,84 $
501424332 HUSQVARNA Ремкомплект Husqvarna Воздушная коробка в сборе Husqvarna 501424332 — ремонтный комплект для воздушной коробки в сборе. Этот комплект разработан, чтобы помочь вам быстро и легко отремонтировать сборку воздушной камеры. Это высококачественный, надежный продукт, который прослужит долго и…
Кол-во в корзине: 0
Количество:
Цена:
14,99 $
13,84 $
Итого:
В корзину
Добавить в корзину
501424347 Комплект для ремонта шарнирного соединения Husqvarna OEM
HUSQVARNA
6,99 $
6,46 $
501424347 Ремкомплект шарнирного соединения Husqvarna OEMКомплект для ремонта шарнирного соединения Husqvarna 501424347 — это идеальный набор компонентов для вашего оборудования Husqvarna. техническое обслуживание. Этот комплект OEM Husqvarna поставляется с правильными компонентами, которые оставят ваш…
Кол-во в корзине: 0
Количество:
Цена:
6,99 $
6,46 $
Итого:
В корзину
Добавить в корзину
580699901 Ремкомплект Husqvarna OEM
HUSQVARNA
27,99 $
25,83 $
580699901 Ремонтный комплект Husqvarna OEMРемонтный комплект Husqvarna 580699901 — это идеальный набор компонентов для обслуживания вашего оборудования Husqvarna. Этот комплект OEM Husqvarna поставляется с правильными компонентами, которые сделают ваш Husqvarna Outdoor Power…
Кол-во в корзине: 0
Количество:
Цена:
27,99 $
25,83 $
Итого:
В корзину
Специальный заказ
Husqvarna 577666101 — Ремкомплект
HUSQVARNA
30,99 $
28,60 $
577666101 HUSQVARNA Ремкомплект Husqvarna Ремонтный комплект Husqvarna 577666101 — идеальное решение для всех ваших потребностей в ремонте. Если вам нужно отремонтировать сломанную деталь или просто убедиться, что ваше оборудование работает без сбоев, в этом наборе есть все…
Кол-во в корзине: 0
Количество:
Цена:
30,99 $
28,60 $
Итого:
Специальный заказ
Добавить в корзину
530035300 Ремкомплект Husqvarna K20-Wat OEM
HUSQVARNA
22,99 $
21,22 $
530035300 Ремонтный комплект K20-Wat Husqvarna OEMРемонтный комплект Husqvarna K20-Wat 530035300 — идеальный набор компонентов для вашего Husqvarna sqvarna Текущий ремонт наружного энергетического оборудования. Этот OEM-комплект запчастей Husqvarna поставляется с необходимыми компонентами, которые…
Кол-во в корзине: 0
Количество:
Цена:
22,99 $
21,22 $
Итого:
В корзину
Добавить в корзину
Husqvarna 530035260 — Ремкомплект
HUSQVARNA
21,99 $
20,30 $
530035260 HUSQVARNA Ремкомплект Husqvarna Если вы ищете надежный и простой в использовании ремонтный комплект для своего Husqvarna 530035260, вы пришли в нужное место. Наш ремонтный комплект предназначен для обеспечения бесперебойной работы вашего Husqvarna 530035260. Мы…
Кол-во в корзине: 0
Количество:
Цена:
21,99 $
20,30 $
Итого:
В корзину
Добавить в корзину
501424335 Ремкомплект Husqvarna Volute OEM
HUSQVARNA
89,99 $
83,03 $
501424335 Ремонтный комплект Volute Husqvarna OEMРемонтный комплект Husqvarna Volute 501424335 — идеальный набор компонентов для ландшафтного дизайна Husqvarna. Текущий ремонт инструмента. Этот OEM-комплект запчастей Husqvarna поставляется с необходимыми компонентами, которые оставят…
Кол-во в корзине: 0
Количество:
Цена:
89,99 $
83,03 $
Итого:
В корзину
Добавить в корзину
Husqvarna 501424336 — Ремкомплект вентилятора
HUSQVARNA
29,99 $
27,68 $
501424336 HUSQVARNA Ремонтный комплект Husqvarna Вентилятор Ремонтный комплект Husqvarna 501424336 Вентилятор — идеальное решение для всех ваших потребностей в ремонте вентилятора. Выполняйте работу быстро и легко с помощью этого первоклассного ремонтного комплекта. Являетесь ли вы профессионалом или любителем…
Кол-во в корзине: 0
Количество:
Цена:
29,99 $
27,68 $
Итого:
Добавить в корзину
Добавить в корзину
Husqvarna 501424339 — Ремкомплект Сеть
HUSQVARNA
3,99 $
3,69 $
501424339 HUSQVARNA Ремкомплект Husqvarna Net Ремонтный комплект Husqvarna 501424339 Сетка — идеальная деталь, позволяющая вашему оборудованию Husqvarna работать как новое. Этот комплект предназначен для поддержания вашего оборудования Husqvarna в отличном состоянии и поможет вам получить максимальную отдачу…
Кол-во в корзине: 0
Количество:
Цена:
3,99 $
3,69 $
Итого:
В корзину
Добавить в корзину
501424341 Ремонтный комплект Husqvarna Pad Assy OEM
HUSQVARNA
8,99 $
8,31 $
501424341 Ремкомплект колодки в сборе Husqvarna OEMРемонтный комплект 501424341 Husqvarna Pad в сборе — это идеальный набор компонентов для вашего Husqvarna Outdoor Power Текущий ремонт оборудования. Этот OEM-комплект запчастей Husqvarna поставляется с необходимыми компонентами, которые…
Кол-во в корзине: 0
Количество:
Цена:
8,99 $
8,31 $
Итого:
В корзину
Добавить в корзину
Husqvarna 530035049 — Ремкомплект
HUSQVARNA
30,99 $
28,60 $
530035049 HUSQVARNA Ремкомплект Husqvarna Ремонтный комплект Husqvarna 530035049 незаменим для всех, кто ищет надежное и эффективное решение для ремонта. Он разработан, чтобы помочь вам поддерживать вашу продукцию Husqvarna в отличном состоянии и предоставить вам…
Кол-во в корзине: 0
Количество:
Цена:
30,99 $
28,60 $
Итого:
В корзину
Добавление товаров в корзину
Просмотр корзины Продолжить покупки
Ремонт бензопилы Husqvarna 445 | Форум лесоводов, бензопил и работ по дереву
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Автор темы ГэриCSaw
Дата начала
Помощь Форум лесоводов:
ГариCSaw
Новый член
#1
Нужен совет. У меня ограниченный опыт в ремонте небольших двигателей, поэтому извините за любые ошибки ниже.
У вас есть бензопила Husqvarna 445, которую очень трудно запустить. В конце концов, после многих рывков, он смог завестись. Но потом, когда я завел его, он заглох. Там хорошая топливно-масляная смесь. Топливопроводы и лампочка вроде в порядке. Заменил свечи, воздушный и топливный фильтры. Симптомы остались. Так что пошел вперед и купил новый карбюратор и установил его. Теперь начинается легко. Но, к сожалению, теперь он не будет набирать обороты. Потратил много времени на настройку с помощью холостого хода, высоких / низких винтов, но все еще не мог приблизиться к тому, чтобы пила правильно вращалась. При полном дросселировании он пытается увеличить обороты, но не приближается к оборотам правильно работающей пилы.
Любые предложения относительно того, что я мог сделать неправильно и/или возможных дальнейших действий? Заранее спасибо!
Гэри
Майк515
Оператор ArboristSite
#2
Подсоедините тягу дроссельной заслонки к карбюратору. Вероятно, он сидит на той части, за которую его нужно зацепить, поэтому он немного сдвинется, когда вы нажмете на газ. Есть маленькое отверстие, в которое его нужно зацепить.
ГариCSaw
Новый член
#3
mike515 сказал:
Подсоедините дроссельную заслонку к карбюратору. Вероятно, он сидит на той части, за которую его нужно зацепить, поэтому он немного сдвинется, когда вы нажмете на газ. Есть маленькое отверстие, в которое его нужно зацепить.
Нажмите, чтобы развернуть…
Спасибо за ответ, но дроссельная заслонка подключена правильно. Когда крышка снята, вы можете видеть, как рычаг дроссельной заслонки двигается, когда вы нажимаете на «спусковой крючок». Кажется, у меня хорошая компрессия, значит, я что-то напортачил, что мешает топливно-воздушной смеси, поступающей в цилиндр…
Майк515
Оператор ArboristSite
#4
Это может показаться глупым, но убедитесь, что топливный фильтр в топливном баке подсоединен к топливопроводу. Это фильтр, но это также груз, который остается в самой нижней части бака, независимо от того, под каким углом вы его используете. Они не очень часто отрываются, но когда это происходит, конец топливопровода может выскочить и выйти из топливного бака. Кроме того, убедитесь, что защитный кожух карбюратора установлен правильно и не поврежден. Я видел это много раз. В противном случае, это, вероятно, регулировка карбюратора.
Изменить, чтобы сказать…..может быть, вы погнули тягу дроссельной заслонки, и это укоротило ее совсем немного.
Дж Д
Зависимость от ArboristSite
#5
Утечка воздуха? Или повреждена импульсная линия? Топливные магистрали могут выглядеть нормально, но быть заклеенными или сплющенными внутри или иметь отверстия от штифтов
Как работает бензопила?
Хипастор
Бензопила
234
Ответы
70
просмотров
4К
chilipeppermaniac
Цепь Echo cs-310 движется на холостом ходу, глохнет после сброса газа
TreyJ45
Бензопила
Ответы
1
просмотров
802
SXSBenzie
Соло 633
застрял1016
Бензопила
Ответы
2
просмотров
339
застрял1016
Husqvarna 51 действительно беспокоит, нет запуска
pcguy2u
Бензопила
2
Ответы
22
просмотров
1К
thenne1713
Stihl 009L — Слишком много топлива или недостаточно искры?
зрение976
Бензопила
Ответы
1
просмотров
305
видение976
Делиться:
Фейсбук
Твиттер
Реддит
Пинтерест
Тамблер
WhatsApp
Электронная почта
Делиться
Связь
М
2023 садовый сезон
Последнее: Безумный профессор
Форум по сельскому хозяйству и садоводству
Б
У какой старой модели бензопилы самый надежный двигатель?
Последнее: циркулярная пила
Бензопила
Добыча дров (и прочего)
Последнее: фермер Стив
Дрова, отопительное и дровяное оборудование
М
Нужен эксперт по топливу
Последнее: Безумный профессор
Бензопила
Соотношения топлива для двухтактных двигателей
Последние: рулеты
Бензопила
Б
Еще 35 пил и луковых брусьев последовали за мной домой.
Аккумуляторный пильный диск для строительной обрезки 184 x 20 мм x 24T 9№ 0001
Аккумуляторный пильный диск DEWALT для строительной обрезки имеет ударопрочные твердосплавные зубья, которые помогают снизить вероятность сколов или поломок зуба. Сверхострые твердосплавные зубья означают, что при проталкивании диска через древесину требуется меньшее усилие.
Его лезвие с тонким пропилом обеспечивает больше разрезов на одной зарядке, сводя к минимуму разряд батареи, а тройной процесс заточки делает кончик лезвия бритвенно острым, обеспечивая гладкую поверхность. Быстрое и плавное резание, а также прочная конструкция делают его идеальным для выполнения сложных работ на строительной площадке.
Этот аккумуляторный пильный диск DEWALT для строительной обрезки был разработан для быстрой резки древесины и подходит для моделей DW935 и DW936.
Спецификация:
Диаметр лезвия: 184 мм Отверстие лезвия: 20 мм Количество зубьев: 24 Конфигурация зубьев: ATB Ширина пропила: 1,79 мм Толщина пластины: 1,13 мм
Лезвие Диаметр: 184 мм Отверстие полотна: 20 мм Количество зубьев: 24 Конфигурация зубьев: ATB Ширина пропила: 1,79мм Толщина пластины: 1,13 мм Угол крюка: +18°
Имя
Диаметр x Отверстие
Зубья
Грабли
Цена
Аккумуляторный пильный диск для строительной обрезки 136 x 10 мм x 16 зуб. DEWDT1946QZ DEWALT
136 х 10 мм
16
АТБ
47,96 фунтов стерлингов
Аккумуляторный пильный диск для строительной обрезки 136 x 10 мм x 24 зуб. DEWDT1947QZ DEWALT
136 х 10 мм
24
АТБ
53,28 фунтов стерлингов
Аккумуляторный пильный диск для строительной обрезки 165 x 20 мм x 24 зуб.
Самодельные направляющие из того, что нашлось под рукой
В конструкции станка с ЧПУ используется несколько типов направляющих. Самодельные устройства нередко комплектуются рельсами из каретки печатной машинки, принтера или покупными. Качество и характеристики направляющих влияют на возможности станка с ЧПУ и точность обработки, поэтому экономить на их покупке не стоит.
Валы круглого сечения
круглые полированные валы
Наиболее широко применяемый и недорогой тип направляющих это полированные валы. Они просто монтируются, обрабатываются, купить такие детали не проблема. Валы производят из высокопрочной стали, в основном, шарикоподшипниковой, марок ШХ15 СГ, ШХ15, 95Х18-Ш. Они дополнительно подвергаются индукционному закаливанию верхних слоев, после чего полируются. Закалка индукционным методом повышает срок эксплуатации и снижает степень износа. Полированная поверхность позволяет двигаться каретке с минимальным трением за счет идеальной гладкости. Фиксируются валы своими руками, с двух концов, очень просто и быстро.
В продаже множество подделок, выполненных из металла низкого качества. Ведь проверить твердость стали на месте не представляется возможным.
Эта модель направляющих обладает рядом недостатков:
нет фиксации на основании. Вал удерживается лишь за счет двух концевых крепежей, что значительно облегчает установку своими руками, но делает направляющие независимыми от столешницы. Это увеличивает вероятность неточностей при обработке, направляющие может повести, со временем они искривляются.
провисают на длинных отрезках. В связи с провисанием валы длиннее 100 см в станкостроении не применяют. Следует также учитывать соотношение толщины и длины вала. Оптимальным считается соотношение 0,05, а лучше от 0,06 до 0,1.
Линейные подшипники на круглый вал
Используется два типа линейных подшипников для направляющих:
шариковые втулки;
подшипники скольжения.
Шариковые втулки или подшипники качения по сравнению с каретками рельс обладают двумя большими недостатками: малая грузоподъемность, большой люфт. Чтобы каретка не разворачивалась, нужно на каждую ось ставить по паре валов. Минусы шариковых подшипников качения:
выдерживают малую нагрузку;
невысокий ресурс работы — шарик прилегает к валу лишь в единой точке, поэтому здесь образуется высокое давление. Постепенно в месте соприкосновения пробивается канавка и вал необходимо своими руками менять;
большой люфт — дешевые подшипники (а их большинство) производятся со значительным люфтом;
легко забиваются опилкой и пылью.
Подшипники скольжения. Подшипники этого типа изготавливают из мягких металлов, капролона, они работают по принципу трения скольжения. Если при эксплуатации выдерживаются все допуски, грузоподъемность и точность такого подшипника не меньше, чем качения. Вместе с тем, ему не страшны опилки и пыль. Но это касается лишь бронзовых деталей, грамотно обработанных.
Постепенно изделие изнашивается и его необходимо периодически подгонять, чтобы убрать зазоры. Чаще всего при изготовлении направляющих своими руками, используются более доступные шариковые подшипники.
Шлицевые валы
шлицевые валы
Вал круглого сечения имеет продольные пазы, по которым двигаются шарики втулки. Конструкция обладает повышенной жесткостью по сравнению простыми шлифованными валами, более длительным сроком эксплуатации, способна воспринимать с втулки усилия кручения.
При этом они также просто устанавливаются на два крепления по концам. Благодаря конструкции можно обеспечивать натяжение вала, поэтому их используют при необходимости крепежа направляющих по концам.
Один из основных минусов шлицевых направляющих — их высокая цена, поэтому в обычных станках с ЧПУ они используются редко.
Цилиндрические валы
цилиндрический вал на основании
Конструкция цилиндрических валов позволяет удерживать уровень по всей длине, полностью исключая провисание под весом каретки или своим собственным. Такие направляющие называются еще линейными опорными валами, фиксируются они прямо к корпусу станка с ЧПУ через предусмотренные в опорах резьбовые отверстия. По таким направляющим могут двигаться каретки большого веса без провисания.
Минусы цилиндрических валов:
малый срок эксплуатации;
заметный люфт втулок.
Если подшипники линейного типа одинаково работают с нагрузками разного направления, то на цилиндрических валах каретки показывают меньшую стабильность. Это объясняется замкнутой поверхностью втулок, которой не обладают каретки. Поэтому следует быть готовым к тому, что аппарат с ЧПУ малого размера с увесистой кареткой на опорных валах будет работать с большей погрешностью, нежели такой же станок с ЧПУ на обычных круглых рельсах.
Технология изготовления цилиндрических рельс очень проста, поэтому их производят и известные фирмы, и кустарные мастерские. Этим объясняется разброс технических характеристик и цен. Зачастую каретки и рельсы одного изготовителя «ноу нэйм» не совпадают.
Профильные рельсовые направляющие
линейные направляющие
Такие направляющие устанавливаются в станках ЧПУ особой точности, фиксируются прямо к станине, они могут быть шариковыми и роликовыми.
Шариковые профильные направляющие
На профильных направляющих есть дорожки, по которым перемещается каретка. Поэтому нагрузка распределяется равномерно по длине дорожки: шарик каретки прилегает к рельсу по дуге. Рельсы-направляющие характеризуются геометрической точностью. При перемещении тяжелой каретки их прямолинейность не нарушается. Служат они долго и практически не дают люфт.
Минусы шариковых рельс:
к местам крепления существуют высокие требования по прямолинейности и шероховатости;
достаточно сложно монтируются на станок с ЧПУ.
В продаже можно найти модели кареток и направляющих с разными грузоподъемностью и преднатягом. Производство рельс дорого, технология сложна. Поэтому кустари не занимаются их изготовлением, а представленная на рынке продукция достаточно качественная. Достойные направляющие выпускают, например, под марками ТНК и Hiwin.
Роликовые профильные направляющие
Это одна из разновидностей профильных рельс с плоскими пазами качения. Опорные модули вместо шариков оснащаются роликами. Благодаря этой разнице направляющие получаются еще более жесткими, выдерживающими большие грузы и длительный срок эксплуатации. Такие рельсы устанавливают на интенсивно работающее оборудование для фрезеровки камня, прочных марок стали и чугуна.
Призматические рельсы и «ласточкин хвост»
Их устанавливают на металлообрабатывающих производствах, где требуется повышенная жесткость. Рельсы «ласточкин хвост» представляют собой два скользящих друг по другу, плоских элемента. Отличие конструкции в большой плоскости соприкосновения. Такие рельсы нельзя демонтировать, они являются частью станины. Их производство и ремонт довольно сложны, поменять их своими руками вообще невозможно. Поэтому конструкция используется только в профессиональных станках с ЧПУ.
Самодельные направляющие из того, что нашлось под рукой
направляющие из стального уголка
Простейшие направляющие можно собрать своими руками из металлического уголка, подшипников, гаек и болтов. Алюминиевые уголки для направляющих использовать не стоит — деталь придется менять очень часто. Ведь шарикоподшипники каретки будут выедать в ней дорожки. Предпочтительнее стальной уголок или кругляк. В зависимости от интенсивности использования его можно закалить или оставить, как есть. Но непременно следует отшлифовать, уменьшив трение. Наиболее простой и бюджетный вариант это направляющие из старого принтера.
Не следует подбирать слишком широкие подшипники, это бесполезно. Ширина «выедаемой» дорожки на направляющей не зависит от габаритов подшипника. Диаметр болтов должен совпадать с внутренним поперечником подшипника.
Чертежи, схемы и презентация самодельных направляющих в видеороликах:
Направляющие — одна из важнейших составляющих станка, по ним осуществляется перемещение подвижных частей механизма по осям X и Y. Они бывают различных видов и каждый имеет свои отличительные особенности. Однако как их различать и выбрать то, что нужно именно вам? Давайте разбираться.
Виды и отличительные особенности
Направляющие бывают разных видов, отличающихся своими характеристиками и ценовыми категориями. Также должны тщательно проверяться на качество материала и совместимость с остальным станком, ведь от этого зависит качество будущих изделий.
Теперь же рассмотрим каждый из них отдельно:
Полированные валы — самый бюджетный, оттого и самый распространенный вид подобных деталей. Может похвастаться низкой стоимостью, а также простотой обработки и установки в общий механизм. Обычно для их изготовления используют высоколегированные стали, т.е. из металла, созданного специально для выдерживания длительных механических воздействий. Также сталь проходит закалку, что повышает ее долговечность. Монтаж производится довольно просто, ведь вал крепится с двух концов.
Но если длина вала превышает 1 метр, то могут возникнуть провисания в его середине, что мешает работе аппарата.
Валы, использующие опору — те же самые, что и выше. Но есть отличительная особенность — специальные рельсы, служащие подпоркой направляющей по ее длине, что предотвращает прогиб в середине, и увеличивает грузоподъемность.
Недостатком является низкая долговечность такого механизма.
Недостатком является низкая долговечность такого механизма.
Профильные рельсовые направляющие, использующие шарики. Применяются там, где важна тонкость и точность работы. В них реализованы неординарные дорожки движения, поэтому нагрузка на каретку распределяется равномерно.
Зачастую используются в профессиональных станках из-за высокой грузоподъемности, долговечности, отсутствием расшатанности и, как было сказано, очень высокой точности.
Профильные рельсовые направляющие, использующие ролики. Являются подвидом конструкции выше, у которых дорожка качения плоские, а вместо шариков используются ролики.
Это дополнительно увеличивает жесткость конструкции, что позволяет их использовать в высоконагруженных металлообрабатывающих станках.
Мы рассмотрели основные виды данных приспособлений стоит разъяснить один важный момент, который может испортить впечатления от работы всего аппарата в целом.
Особенности места, куда устанавливаются направляющие
Для максимального снижения люфта у конструкции, повысить срок годности механизма нужно тщательно позаботиться о месте, куда она будет устанавливаться. В идеале поверхность должна быть обработана на станке, чтобы снизить шанс неровностей.
Если не позаботиться о месте, куда будет установлена такая важная, отвечающая за все точные движения, деталь, то качество изготовляемых изделий также упадет.
Надежные производители, изготавливающие детали по всем стандартам качества
Если вы решили выбирать направляющие для фрезерного станка ЧПУ, то стоит отталкиваться от предназначения всего механизма и требуемых от него характеристик.
Но сейчас мы рассмотрим отдельный продукт от известного производителя, на него можно ориентироваться.
Роликовая каретка HIWIN RGW25HCZAH:
Класс точности: H — Высокий, что является средним значением среди всех классов прочности.
Тип нагрузки: Сверхвысокий, означает что станок способен работать с тяжело обрабатываемыми материалами.
Тип крепления: Сверху и снизу, что обеспечивает надежное соединение с рельсом.
Вывод
По итогу этой статьи мы разобрали, какие виды направляющих бывает и какие у них есть плюсы и минусы, а также разобрали один определенный продукт от надежного производителя, у которого всегда только качественные детали.
Наши акции
Алексей Бойцов
Автор
Линейная направляющая HIWIN Spec
Введение:
Эти направляющие соответствуют спецификациям Hiwin и взаимозаменяемы с направляющими производства Hiwin.
Описание:
Примечание: Максимальная длина одного рельса HIWIN составляет 1400 мм или 55,12 дюйма.
Функция этой направляющей состоит в том, чтобы обеспечить стабильную направляющую, чрезвычайно жесткую и позволяющую этой оси движения сохранять свое положение в линейном пространстве.
Направляющая устраняет или сводит к минимуму любое движение вбок или вверх/вниз и допускает только линейное движение.
Как правило, эти направляющие HIWIN имеют обозначение ширины направляющей, которая в данном случае составляет 20 мм. Монтажная конфигурация сверху. В верхней части рельса расположены острые точки. Крепление от верхнего винта идет вниз. Для крепления направляющей можно использовать винт №8, №10 или M5.
Расстояние от края до первого отверстия составляет 10 мм, если у вас неразрезанная версия. Размер между каждым отверстием составляет 60 мм. Толщина рейки 17,5 мм.
Информация для заказа : добавьте желаемую длину в дюймах в корзину (КОЛ-ВО 1 = 1″), если требуется несколько длин, свяжитесь с нами, чтобы сообщить нам об этом.
Эти линейные направляющие HIWIN являются отраслевым стандартом, когда речь идет о высокое качество, низкий уровень шума и превосходная точность. Цена указана за дюйм.
Эти направляющие HIWIN сочетаются с направляющими HIWIN
Технические характеристики:
0036
Ширина направляющей: 20 мм
Крепежный болт: M5x16
Расстояние между центрами монтажных отверстий: 60 мм
Направляющий блок: Ширина блока: 63 мм
Длина блока: 77,5 мм
Расстояние монтажных отверстий по ширине: 53 мм
Расстояние между монтажными отверстиями по длине: 40 мм
Оба: От низа рельса до верха блока: 30 мм
От низа блока до низа рельса (зазор): 4,6 мм
Задать вопрос о Линейная направляющая HIWIN Spec:
Ранее отвеченные вопросы:
Нажмите на вопрос, чтобы открыть ответ.
Нет предыдущих вопросов. Будьте первым, кто задаст вопрос об этом товаре.
Связанные учебники
Этап 1 — линейные подшипники скольжения Этот учебник устарел, если вы рассматриваете ЧПУ для личного использования, мы настоятельно рекомендуем приобрести очень стабильный комплект из нашего широкого спектра доступных станков. Если вы ищете отличные линейные подшипники скольжения, посмотрите здесь.
В результате многих моих исследований самодельных станков с ЧПУ я обнаружил, что механизм, обеспечивающий линейное скольжение, представляет собой простое использование уголка («L-образный кусок металла»), болтов или винтов (5/16 дюйма на 3/4 дюйма). длина), гайки (5/16 дюйма) и стандартные подшипники коньков (я использую ABEC7/608Z). Конструкция на самом деле очень эффективна и не имеет беспорядка. не засорит эти подшипники. Подшипники скольжения или подшипники с втулками, я полагаю, будут иметь тенденцию получать материал внутри корпуса подшипника, создавая эффект связывания. Если вам интересно, что такое втулка подшипника, представьте себе цилиндрическую трубку с маленькими шариками, размещенными на внутренняя поверхность трубы.Метод скейт-подшипника похож на создание нового типа гибридных роликовых коньков и тех коньков, которые вы использовали в 80-х с четырьмя колесами (возвращение в моду, почему?!?).
Шаг 5 — Подшипник оси Y и опора рельса Этот учебник устарел, если вы рассматриваете ЧПУ для личного использования, мы настоятельно рекомендуем приобрести очень стабильный комплект из нашего широкого спектра доступных станков.
Наконец мы подошли к оси Y. В этом видео вы увидите, как я построил опору линейного подшипника оси Y и рельсовую опору. Во-первых, рельсовая опора похожа на рельсовую опору для оси Z, но шире. Эта ширина несет большую часть нагрузки, а ширина определяет длину перемещения по оси Z. Если вам нужно большее перемещение по оси Z, выберите более широкую ширину опоры оси Y. В данном случае ширина, о которой я говорю, — это короткая сторона изделия. То есть… если бы вы сделали перемещение по оси Z длиннее, чем длина рельса по оси Y, то ширина была бы больше, чем длина. Я еще не запутал вас? Думаю, я сам запутался. Ну… приступим к сборке.
Шаг 13: Опора направляющей оси Y портала Этот учебник устарел, если вы рассматриваете ЧПУ для личного использования, мы настоятельно рекомендуем приобрести очень стабильный комплект из нашего широкого спектра доступных станков.
После этого видео портал будет полностью поддерживаться нижней опорой, а ось Y будет служить верхней опорой. Разве не приятно, что все эти части неразрывно связаны между собой. Опора рельса оси Y будет выполнять две функции. Его основная функция — служить направляющей для узла оси Z. Второстепенная, но очень важная функция заключается в том, чтобы помочь опоре гентри затянуться вокруг опоры направляющей по оси x поверхности резания.
Как прецизионные контурные направляющие помогают в обработке
Автор:
Категория:
Плазменные станки с ЧПУ
Фрезерные станки с ЧПУ
Технологии ЧПУ прошли долгий путь за последние несколько десятилетий, а постоянные отраслевые достижения меняют как выполняется работа и расширяя объем того, что возможно в магазине.
Среди этих достижений — разработка линейных направляющих (также известных как прецизионные контурные направляющие), которые открыли совершенно новую дверь в мир высокоскоростной обработки.
Вот взгляд на эволюцию направляющих рельсов и то, как прецизионная система направляющих рельсов помогает операторам ЧПУ добиваться более точного и эффективного процесса в каждом проекте.
Эволюция направляющих
Осевое движение является важной концепцией конструкции станка, в которой станок перемещается вдоль осей x, y или z, как определено системой направляющих.
Сначала направляющие были довольно простыми и имели V-образную направляющую и ролик, который двигался только вперед и назад. Позднее эта концепция была преобразована в круглые прутки, которые работали хорошо, но не могли выдерживать большие нагрузки или выполнять тяжелую механическую обработку, что особенно актуально в металлообрабатывающей промышленности, где вес определенных компонентов для рам машин и многое другое приводил к использованию шлифованных деталей. квадратные рельсы. Они также хорошо работали какое-то время.
V-образная направляющая и ролик
Круглые прутки
Затем появилась высокоскоростная обработка, и ни одна из этих предыдущих технологий не могла эффективно выполнять работу. Промышленность достигла своих ограничений скорости с точки зрения ускорения и замедления (разгон и торможение).
Затем произошла пара вещей.
Производители начали использовать конструкционную сталь для проектирования машин, которая была очень предсказуема по своим характеристикам и, таким образом, открыла дверь для компьютерного дизайна как средства проектирования различных компонентов.
Из-за этого производители также должны были создать совместимую систему направляющих, которая сохраняла бы жесткость, обеспечивая при этом быстрое ускорение и снижение.
Решением стали прецизионные контурные направляющие.
Прецизионные направляющие рельсы
Система прецизионных направляющих рельсов основана на двух компонентах – рельсе и несущей дорожке, но ни один компонент не является более важным, чем шарикоподшипник. Внутри системы шарикоподшипники с рециркуляцией соединяют рельс и тележку с подшипниками, подобно тому, как работает шарико-винтовая передача. Это то, что обеспечивает повышенную точность этих машин при минимальном люфте и люфте во время работы.
Поскольку контакт между рельсом и опорной дорожкой довольно ограничен, машина может быстро разгоняться и снижаться и достигать повышенной производительности в малых и крупных проектах. Линейные направляющие делают все предсказуемым, поэтому пользователи могут использовать инженерное программное обеспечение, помогающее в процессе проектирования.
ShopSabre использует прецизионные контурные направляющие
В станках ShopSabre используются 25-миллиметровые линейные направляющие с блоками подшипников линейных направляющих с тройным грязесъемником. Использование двух подшипниковых блоков на каждом рельсе обеспечивает равномерное распределение усилий резания по рельсу, что снижает износ и шум.
Подшипниковые блоки с тройным уплотнением гарантируют, что скопление мусора и пыли на направляющих не приведет к преждевременному выходу их из строя, при этом важно выполнять обычную уборку. Грязесъемники продлевают срок службы и производительность подшипников. Конструкция также эффективно превращает машину в самоочищающуюся систему, уменьшая необходимость протирать рельсы или следить за отложениями как во время, так и после работы.
Наши машины, оснащенные большими линейными направляющими и подшипниками, помогают сократить техническое обслуживание и уменьшить износ по сравнению с системами подшипников меньшего размера.
Испытайте ЧПУ таким, каким оно должно быть, с ShopSabre
ShopSabre производит ведущие в мире фрезерные станки с ЧПУ и плазменные станки с ЧПУ, чтобы предоставить любителям и владельцам магазинов непревзойденную точность, эффективность и универсальность.
⚙️ Лучшие STL-файлы механических деталей для изготовления на 3D-принтере・Cults
⚙️ Лучшие STL-файлы механических деталей для изготовления на 3D-принтере
Скачать 3D-файлы механических творений
В этой коллекции вы найдете не просто 3D-печати, а настоящие проекты. Каждая конструкция состоит из нескольких механических частей, которые соединяются вместе и образуют функциональное целое. Эти шестеренки позволят вам оживить игрушки, автоматы или даже часы!
Рейтинг популярности
ПРУЖИННАЯ КОРОБКА ДЛЯ ПЕЧАТИ НА МЕСТЕ
Бесплатно
Механическая быстросъемная подставка для телефона
Бесплатно
ДЕРЖАТЕЛЬ ДЛЯ ТЕЛЕФОНА PRINT-IN-PLACE — ДЛЯ КОСМОСА?!
Бесплатно
Печать на месте — рулонный инструмент для измерения расстояний
Печать на месте — рулонный инструмент для измерения расстояний
Cool Squeeze — захват вентилятора
Differential Gears
7 сегментов
Вот наша подборка лучших механических STL файлов, все эти прекрасные творения взяты из библиотеки Cults 3D file library и легко 3D printable. Все, что вам нужно сделать, это распечатать различные STL-детали этих проектов, собрать их и наслаждаться суперудовлетворительным результатом идеально работающего механизма!
Долгое время 3D-печать ограничивалась очень простыми объектами, но 3D-дизайнеры все чаще предлагают сложные творения — которые, конечно, требуют некоторой работы после печати — но которые позволяют реализовать очень успешные проекты. Чаще всего эти механизмы представлены в виде простых шестеренок, но в некоторых случаях добавление нескольких шестеренок и особенно их особая форма позволяют создавать настоящие маленькие диорамы.
3D-печать, безусловно, является невероятным техническим достижением, но проекты с шестеренками добавляют дополнительный уровень: сборку. Таким образом, вы действительно приложите руку к проекту и испытаете настоящее чувство удовлетворения, когда сборка будет завершена. Затем просто включите механизм и наслаждайтесь рендерингом!
Компания Техно Принт 3D
Это наш первый обзор на самые популярные и недорогие 3D принтеры за 2020 год. В список войдут самые продаваемые устройства в двух ценовых диапазонах (до 30 т.р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн
Подробнее→
Китайская компания Dazz3D анонсирует запуск проекта на KickStarter и принимает предварительные заказы на 3D принтеры Dazz3D Basic и Dazz3D Pro. Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.
Подробнее→
Все мы знаем, что точная калибровка рабочего стола 3D принтера — это фундамент и залог успешной печати, на любом FDM-принтере. В этой статье мы расскажем об основных и самых популярных способах выравнивания «кровати».
Итак, как уже было сказано выше, 3D-печать без калибровки рабочего стола — невозможна. С этим процессом мы сталкиваемся посто
Подробнее→
Сегодня трудно прожить день, ни разу не услышав о технологии 3D печати, которая с невероятной скоростью врывается в нашу жизнь. Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо
Подробнее→
FormLabs Form 2 и Ultimaker 3 — сегодня, пожалуй, самые популярные 3D принтеры, способные осуществлять высококлассную печать, с невероятным качеством детализации поверхности. Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или
Подробнее→
Компания XYZprinting, популярная благодаря линейке настольных 3D принтеров daVinci, выводит в профессиональную и промышленную среду пять новых устройств. Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
Подробнее→
Чистка сопла 3D принтера — это достаточно частый процесс, с которым приходится сталкиваться любому пользователю такого устройства. Это совершенно не сложная процедура, справиться с которой сможет любой. Выполнить эту задачу можно за 15 минут, использую лишь сподручные инструменты и присобления.
Подробнее→
Паровая полировка ацетоном ABS пластика — это процесс сглаживания поверхности моделей, напечатанных на 3D принтере. Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью.
Ацето
Подробнее→
Механизм лучшие файлы для 3D-печати・Культы
Фильтровать по:
Безопасный
Бесплатно
Лучший
В продаже
С марками
Сортировать по:
ДатаЦенаЗагрузкиНравится
💡
Помощь в поиске
Слишком много результатов? Вы можете попробовать еще раз:
написав свои ключевые слова между кавычками "…" для уточнения поиска
, написав прочерк - перед термином, чтобы удалить конкретный термин из поиска
, написав по: и имя дизайнера, чтобы отфильтровать поиск по имени дизайнера
, написав номер конструкции для поиска конкретной конструкции
Среди этих результатов вы обнаружили один или несколько дизайнов, которые не соответствуют вашему запросу или не имеют отношения к нему? Пожалуйста, свяжитесь с нами, чтобы сообщить об этой проблеме, чтобы мы могли вмешаться.
HO локомотивная шестерня
1,85 €
Коробка с вращающимися дверями с редуктором Печать на месте
Бесплатно
Файл Fusion360 для роботов Strandbeest
2 €
Молот Тора (Головоломка)
2,60 €
Модульная механика — ШРУС
1,13 €
Прокатный метр
0,95 €
Крышка кабельного вывода Celiane с механизмом Legrand
1 €
Подставка для мозаики Celiane с механизмом Legrand
1 €
Кабельный вывод Celiane с механизмом Legrand
1 €
Алмазный кейс с шестернями
€3,15
-25%
€2,36
Трокола
4,51 €
Цепочка для очков SYNCHRO
5,68 €
Цепочка для очков INFINITY
5,68 €
Милый счастливый кот, печатаемый на месте
2,70 €
Кронштейн газораспределительного механизма
3 €
Губная помада
1,95 €
РОБОТИЧЕСКИЙ ЗАХВАТ- ЗАХВАТ, ЗАХВАТ, ЗАХВАТ, РУКА РОБОТА
1,36 €
Модуль бетономешалки с печатью на месте
Бесплатно
Планетарная передача
0,75 €
WALL KEY HOLDER — забавная и симпатичная вешалка для ключей в виде кролика и органайзер
1,90 €
Пасхальный кролик S
Бесплатно
Коробка для откидных дверей с редуктором
3,50 €
Модульная механика — Муфта Шмидта
1,80 €
Кролик Вешалка для ключей с подвижными ушками, очень милая вешалка для полотенец
1,90 €
детали замка оконного механизма
5,41 €
Пасхальный кролик в яйце
Бесплатно
Пасхальный кролик в яйце L
5,41 €
Игра для вечеринок Пиринола
2,11 €
-60%
€0,84
Модульная механика — Женевский механизм
0,90 €
Тонкие и быстрые тиски T.
O.R-V
5,68 €
цепь
Бесплатно
Коробочка-сюрприз для влюбленных
1 €
Робот Шасси Ровер 2WD-Domo robot
3,05 €
LG Холодильник_Диспенсер для льда_MEA418670
1,25 €
Мотор М-22 — мотор-редуктор+колесо.Высокий крутящий момент и скорость.
1,75 €
Коробка T.O.R-B4
5,86 €
Коробка T.O.R-B2
5,86 €
Отвертка
0,90 €
Коробка-сюрприз для влюбленных.
0,50 €
Распечатываемая на месте игрушка-каталка с курицей
€1,40
-50%
€0,70
Подарочная коробка с зубчатым сердцем
2,80 €
Асимметричная маска с механизмом открывания
6,22 €
Крышки маски2 с открывающимся механизмом
6,22 €
Крышки маски1 с открывающимся механизмом
6,22 €
Лацканы маски2 с механизмом открывания
6,22 €
Лацканы маски с механизмом открывания
6,22 €
Петли для масок с механизмом открывания
6,22 €
Клыки маски с открывающимся механизмом
6,22 €
вращающихся устройств, напечатанных на 3D-принтере, могут чувствовать, как они движутся | MIT News
Интеграция датчиков во вращательные механизмы может позволить инженерам создавать умные петли, которые знают, когда дверь была открыта, или шестерни внутри двигателя, которые сообщают механику, с какой скоростью они вращаются. Инженеры Массачусетского технологического института разработали способ простой интеграции датчиков в механизмы такого типа с помощью 3D-печати.
Несмотря на то, что достижения в области 3D-печати позволяют быстро изготавливать вращательные механизмы, интеграция датчиков в конструкции по-прежнему остается сложной задачей. Из-за сложности вращающихся частей датчики обычно встраиваются вручную после того, как устройство уже изготовлено.
Однако интегрировать датчики вручную — непростая задача. Вставьте их внутрь устройства, и провода могут запутаться во вращающихся частях или препятствовать их вращению, но установка внешних датчиков увеличит размер механизма и потенциально ограничит его движение.
Вместо этого новая система, разработанная исследователями Массачусетского технологического института, позволяет производителю печатать датчики 3D непосредственно в движущихся частях механизма, используя проводящую нить для 3D-печати. Это дает устройствам возможность определять свое угловое положение, скорость вращения и направление вращения.
С помощью своей системы под названием MechSense производитель может изготавливать вращательные механизмы со встроенными датчиками всего за один проход с использованием 3D-принтера, работающего с несколькими материалами. Эти типы принтеров используют несколько материалов одновременно для изготовления устройства.
Чтобы упростить процесс изготовления, исследователи создали плагин для программы автоматизированного проектирования SolidWorks, который автоматически интегрирует датчики в модель механизма, которую затем можно отправить непосредственно на 3D-принтер для изготовления.
MechSense может позволить инженерам быстро создавать прототипы устройств с вращающимися частями, такими как турбины или двигатели, встраивая датчики непосредственно в конструкции. Это может быть особенно полезно при создании осязаемых пользовательских интерфейсов для сред дополненной реальности, где восприятие имеет решающее значение для отслеживания движений пользователя и взаимодействия с объектами.
«Многие исследования, которые мы проводим в нашей лаборатории, включают использование методов изготовления, которые создают фабрики или специализированные учреждения, а затем делают их доступными для людей. 3D-печать — это инструмент, который многие люди могут позволить себе иметь дома. Итак, как мы можем предоставить среднему производителю инструменты, необходимые для разработки таких типов интерактивных механизмов? В конце концов, все это исследование вращается вокруг этой цели», — говорит Марва Аль-Алави, аспирант машиностроения и ведущий автор статьи о MechSense.
Соавторы Аль-Алави включают Майкла Вессели, бывшего постдока в Лаборатории компьютерных наук и искусственного интеллекта Массачусетского технологического института (CSAIL), который сейчас является доцентом в Орхусском университете; и старший автор Стефани Мюллер, доцент кафедры электротехники, компьютерных наук и машиностроения Массачусетского технологического института и член CSAIL; а также другие сотрудники Массачусетского технологического института и сотрудники Accenture Labs. Исследование будет представлено на конференции ACM CHI по человеческому фактору в вычислительных системах.
Встроенный датчик
Чтобы включить датчики во вращательный механизм таким образом, чтобы не нарушать движение устройства, исследователи использовали емкостные датчики.
Конденсатор состоит из двух пластин из проводящего материала, между которыми зажат изолирующий материал. Если площадь перекрытия или расстояние между проводящими пластинами изменяется, возможно, путем вращения механизма, емкостный датчик может обнаруживать результирующие изменения электрического поля между пластинами. Затем эту информацию можно использовать, например, для расчета скорости.
«При емкостном считывании вам не обязательно иметь контакт между двумя противоположными проводящими пластинами, чтобы отслеживать изменения в этом конкретном датчике. Мы воспользовались этим для разработки нашего датчика», — говорит АлАлави.
Вращательные механизмы обычно состоят из вращающегося элемента, расположенного выше, ниже или рядом с неподвижным элементом, например шестерня, вращающаяся на неподвижном валу над плоской поверхностью. Прядильное устройство является вращающимся элементом, а плоская поверхность под ним является неподвижным элементом.
Датчик MechSense состоит из трех накладок из проводящего материала, отпечатанных на неподвижной пластине, причем каждая накладка отделена от соседних непроводящим материалом. Четвертая накладка из проводящего материала, имеющая ту же площадь, что и три другие накладки, впечатывается во вращающуюся пластину.
Воспроизвести видео
Когда устройство вращается, участок на вращающейся пластине, называемый плавающим конденсатором, по очереди перекрывает каждый из участков на неподвижной пластине. По мере того, как перекрытие между вращающимся пятном и каждым неподвижным пятном изменяется (от полностью закрытого до полузакрытого или вообще не покрытого), каждое пятно индивидуально определяет результирующее изменение емкости.
Плавающий конденсатор не подключен к какой-либо схеме, поэтому провода не запутаются с вращающимися компонентами.
Стационарные патчи связаны с электроникой, которая использует программное обеспечение, разработанное исследователями для преобразования необработанных данных датчика в оценки углового положения, направления вращения и скорости вращения.
Включение быстрого прототипирования
Чтобы упростить пользователю процесс интеграции датчиков, исследователи создали расширение SolidWorks. Производитель указывает вращающиеся и неподвижные части их механизма, а также центр вращения, а затем система автоматически добавляет сенсорные патчи в модель.
«Это совершенно не меняет дизайн. Он просто заменяет часть устройства другим материалом, в данном случае проводящим материалом», — говорит АлАлави.
Исследователи использовали свою систему для создания прототипов нескольких устройств, в том числе умной настольной лампы, которая меняет цвет и яркость света в зависимости от того, как пользователь поворачивает нижнюю или среднюю часть лампы. Они также изготовили планетарную коробку передач, подобную той, что используется в манипуляторах, и колесо, измеряющее расстояние при движении по поверхности.
Печатные платы с помощью фотополимерного 3D-принтера / Хабр
3D-принтерами сейчас уже никого не удивишь. А в последние год-два благодаря сильному снижению стоимости бурно расцветает и их фотополимерный подвид. Сейчас такой принтер доступен уже практически каждому и число их моделей на рынке множится каждый месяц.
Еще когда я несколько лет назад только узнал о появлении нового типа фотополимерных принтеров — у которых изображение слоя для засветки формируется ЖК-дисплеем, у меня уже тогда мелькнула мысль «Хм, а если им подставить фоторезист на текстолите?». Но тогда это был чисто теоретический вопрос — цены на них были немалыми, а разрешение и площадь дисплея оставляли желать лучшего. Однако на сегодня эти принтеры уже могут похвастаться и приличным разрешением — от 30 мкм пиксель, и вполне нормальной площадью дисплея.
И как оказалось, с помощью недорогого современного фотополимерного принтера вполне можно делать платы с дорожками/промежутками от 0.15 мм.
Заранее приношу извинения за такую объемную графоманию, я сам не ожидал, что заметка так растолстеет. ..
Предвижу вопрос «Но зачем? В Китае же за копейки сделают нормальные платы с маской и шелкографией!». Отвечаю: сейчас скорее всего предстоит несколько итераций доводки платы до удовлетворяющего состояния. Сделал плату — испытал ее — внес исправления. И так несколько раз. Ждать каждый раз по 2-3 недели из Китая не вариант 🙂 А вот когда определится окончательная конструкция платы — тогда конечно же нормальное производство в Китае или на Резоните.
А теперь к делу.
Кто не знает — вот вкратце принцип работы такого принтера
Главная часть такого принтера — LCD-дисплей. Под этим дисплеем находится источник УФ с длиной волны 405 нм. Над дисплеем находится ванна с фотополимером, у которой в качестве дна тонкая прозрачная FEP-пленка. В ванну опускается платформа, на которой «выращивается» модель. В начале печати платформа опускается на высоту одного слоя от пленки, на дисплей выводится изображение первого слоя и на заданное время включается УФ-засветка. Засветка, попадая через «открытые» пиксели дисплея и пленку на фотополимер отверждает его, так получается затвердевший слой. Первый слой прилипает к платформе. Затем засветка выключается, платформа приподнимается на высоту следующего слоя, на дисплей выводится изображение этого слоя и включается засветка. Второй слой отверждается, свариваясь с предыдущим слоем. И так повторяется раз за разом, пока не будет напечатана вся модель.
Идея попробовать изготовить печатную плату с помощью такого принтера появилась у меня вновь года три назад, когда я приобрел себе принтер Anycubic Photon S. Но сначала меня не устраивало его качество (в оригинальном виде он сильно мылит засвечиваемые изображения), потом закрутился по работе, потом просто забыл про эту идею, т.к. и необходимости в изготовлении плат не было. Но на днях вот как раз появилась нужда в изготовлении нескольких небольших плат, причем с высокой вероятностью, что по мере проб в эти платы будут вноситься изменения и нужно будет за короткое время пройти несколько итераций «изготовил-проверил-изменил». И идея вновь всплыла на поверхность.
Честно говоря, я думал, что интернет к настоящему времени будет уже заполнен результатами таких опытов, идея-то лежит на поверхности 🙂 Но к своему удивлению обнаружил, что в сети почти полная тишина по этому вопросу. Есть отдельные заметки, но в них нет никакой целостности и завершенности. Поэтому я и решил опубликовать этот пост — может быть он кому-то поможет пройти весь путь быстрее, чем мне, и с меньшим количеством граблей 🙂
Во-первых, в чем преимущество засветки на принтере перед традиционной засветкой через шаблон на пленке?
Ну, самое главное — не нужна пленка и не нужно биться над повышением контрастности шаблона. Так же не нужен отдельный источник УФ с местом под его установку. Ну и, конечно же, это стильно, модно, молодежно.
Есть и недостатки — разрешение большинства современных 3D-принтеров все же пока не вызывает особого восторга — размер пикселей у всех колеблется в районе 0.05 мм. Но этого уже достаточно для уверенного изготовления плат с дорожками от 0.2 мм и довольно высокими шансами на успех с дорожками от 0.15 мм. Из-за растровости такого вывода шаблона положение и размеры элементов на нем могут гулять +-1 пиксель, поэтому на дорожки 0.1 мм и меньше рассчитывать, я думаю, даже не стоит.
Пойдем по порядку.
Задача
Необходимо изготовить в домашних условиях печатную плату с помощью фоторезиста. Вместо шаблонов и лампы засветки использовать фотополимерный 3D-принтер, который будет служить и тем и другим одновременно.
Разобьем задачу на отдельные шаги-решения по каждому моменту.
Разработка платы
Вывод слоев в понятный для принтера формат
Подготовка текстолита с фоторезистом
Засветка на принтере
Проявление фоторезиста, травление платы
1. Разработка печатной платы
Ну, тут вопросов не возникает. Кто в какой программе предпочитает работать — в той и делает платы. Главное, чтобы программа умела в каком-то общеупотребимом виде выводить результат. Самый простой путь, который я нащупал — это вывод слоев платы в файлы gerber, которые можно скормить онлайн-сервису. Но можно так же вывести и в PDF или в картинки.
2. Преобразование вывода CAD в вид, понятный принтеру
Вот тут уже начинаются сложности. Если практически все CAD умеют выводить в общепринятые форматы — герберы, DXF, печать в PDF, то производители 3D-принтеров пока что категорически отказываются принимать какой-то стандарт файлов. Каждый извращается как может. Ситуацию во многом спасает то, что многие производители используют в своих принтерах материнские платы одной китайской компании — Chitu Systems. Благодаря этому многие принтеры на таких платах способны понимать один из базовых форматов, разработанных этой же компанией. И даже зачастую если файл имеет какое-то уникальное расширение, то на поверку он имеет тот же базовый формат, просто с другим расширением. Но может и отличаться какими-то деталями.
В любом случае, существует известная в кругу фотополимерщиков бесплатная утилита UVtools, которая умеет открывать файлы в одном формате и конвертировать их в другой формат. Она понимает практически все форматы на рынке 🙂
Я попробовал два способа подготовки файлов со слоями для принтера и опишу оба.
2.1 Вывод в Gerber и преобразование в .
photon
Формат файлов с расширением .photon понимается старыми принтерами компании Anycubic — Photon и Photon S. Это как раз тот случай, когда производитель принтеров взял формат у Chitu и изменил ему расширение. В оригинале это Читувский формат .cbddlp, так что можно смело менять расширения у этих типов файлов между собой и принтеры их сожрут как родные.
Так как у меня как раз принтер, понимающий этот формат, то мне этот способ подошел идеально. Ограничения этого способа — принтер должен понимать файлы .photon или .cbddlp и иметь стандартный для большинства немонохромных принтеров дисплей с расширением 2560х1440 и диагональю 5.5″.
Выводим слои платы из CAD в герберы. Как это делается — зависит от программы, в интернете полно руководств как это сделать для любой CAD, которая это в принципе умеет. Зеркалить слои или нет — разницы нет, их можно отзеркалить и в утилите в процессе конвертации.
Теперь открываем онлайн-утилиту преобразования гербер-файлов — https://pcbprint. online/ и загружаем в нее герберы. Это, кстати, утилита от российского разработчика, который обитает тут.
В ней несложно разобраться, хотя там и отсутствует какая-либо информация или помощь. Но приведу короткий гайд:
Для односторонней платы
Загружаем в главном окне свой гербер кнопкой «Upload file»:
Убедились, что все нормально и изображение соответствует ожиданиям, при необходимости сделали негатив или отзеркалили изображение кнопками сверху в центре, и жмем кнопку «Render layout»:
Теперь жмем «Lauout» справа вверху и попадаем в другой экран:
Здесь сначала нужно зайти в настройки (кнопка-шестеренка справа вверху) и там выбрать формат выходного файла «photon»:
Время в «Exposition» можно оставить по умолчанию и менять его на нужное уже непосредственно в принтере. Но можно и сразу поставить нужное, если его значение уже известно 🙂
Закрываем настройки и возвращаемся в предыдущий экран. Тут выводимое изображение находится на черном пространстве, показывающем рабочее поле принтера. Изображение можно двигать, выравнивать. Когда все устраивает, нажимаем сначала «Render», и когда находящаяся с ней рядом кнопка «Download result» станет активной — жмем и ее. И сохраняем предложенный файл .photon в удобное место на компе 🙂
Для двухсторонних плат все немного сложнее из-за необходимости их совмещать. Следовательно, нужно очень точно знать положение изображения, выводимого на дисплей принтера, чтобы очень точно положить в соответствии с ним плату на дисплей.
У меня было несколько вариантов решения этого вопроса, но в конечном счете я решил остановиться на самом простом из них, не требующем никаких механических кондукторов. Для этого я еще в CAD в отдельном слое (можно в слое border или в любом другом «ненужном») рисую рамку вокруг платы линией 0.15 мм и с отступом от краев платы 0.25 мм. В итоге у меня получаются три гербера — верхний слой, нижний слой и отдельная пустая рамка.
Все три гербера я загружаю на указанный выше сайт и затем в несколько шагов получаю три файла для принтера.
Двухсторонняя плата в pcbprint.online/
Итак, загрузили все три гербера. Все они скучкованы вперемешку, но это не страшно:
Теперь скрываем верхний и нижний слои, оставляя только рамку (нажимая на глазики в названиях герберов).
Жмем «Render layout» и переходим в экран «Layout» кнопкой в правом верхнем углу. Видим пустую рамку, вытягиваем ее в нужное положение на черном поле дисплея, жмем «Render» и «Download». Первый файл для принтера готов.
Переходим обратно в экран герберов кнопкой «PCB comose». Вновь отображаем первый слой (слой рамки при этом так же остается видимым), при необходимости зеркалим и снова жмем «Render layout». Опять переходим в экран вывода и теперь там на поле дисплея висят две картинки — отдельная рамка и первый слой с рамкой. Рамка так и осталась на том месте, куда мы ее вытянули в прошлый раз. И теперь наша задача — точно совместить рамку первого слоя и пустую рамку:
Жмем «Увеличить» и совмещаем по одному из углов. При этом ни в коем случае нельзя сдвигать пустую рамку, которую мы выставили в прошлом шаге!
Совместили, жмем «Render» и «Download», и у нас есть второй файл для принтера. Перед тем как вернуться в экран герберов, удаляем рендер слоя с рамкой, у нас опять должна остаться пустая рамка. И теперь возвращаемся к герберам, скрываем первый слой и отображаем второй, смотрим необходимость зеркалить, жмем «Render layout» и снова переходим в этот экран. Точно так же совмещаем рамку слоя с пустой рамкой (которую нельзя сдвигать!), дальше «Render» и «Download».
Все, все три нужных файла для принтера готовы.
Весь этот геморрой позволяет сформировать для принтера файлы пустой рамки и слоев с рамкой в одном и том же месте дисплея принтера с высокой точностью. Пустая рамка служит для прицеливания платы, об этом еще будет сказано ниже.
При необходимости полученные файлы .photon можно сконвертировать в нужный формат с помощью UVtools 🙂
2.2 Вывод слоев в PDF или картинки
Второй способ, пожалуй, более замороченный, но его большое преимущество — универсальность, он подходит для любых принтеров, чьи форматы поддерживает утилита UVtools. Я опишу его только в общих чертах, т. к. инструментариев и конкретных путей его реализации довольно много и каждый может выбрать их по своим предпочтениям.
Итак, цель первого шага — получить картинку размером, равным разрешению дисплея принтера, желательно в формате без потерь сжатия. При этом изображение слоя на картинке должно соответствовать в масштабе дисплея реальным размерам.
Если CAD позволяет вывести сразу в картинку — отлично, выводим в нее. Если разрешение выводимой картинки настраивается — указываем разрешение дисплея принтера. Посчитать его элементарно — количество пикселей по ширине дисплея делим на ширину рабочей области в мм и умножаем результат на 25.4, получаем разрешение в пикселях на дюйм. Если разрешение не настраивается, то выставляем размер картинки как можно больше, чтобы на 1 мм платы приходилось не менее 15-20 пикселей.
Если вывод в картинку в CAD недоступен, то выводим в PDF. Этот PDF нужно будет открыть в другой программе и преобразовать в картинку. Фотошоп, Корел, может быть и другие программы умеют это. .. Требования к разрешению картинки те же. К примеру, в Фотошопе можно при импорте PDF сразу указать с каким разрешением преобразовать в изображение. К примеру, для распространенных дисплеев разрешением 2560х1440 и диагональю 5.5″ разрешение составляет примерно 537.566 PPI (размер пикселя — 0.04725 мм).
Полученную картинку нужно будет изменить в каком-либо редакторе изображений, приведя ее размер к разрешению дисплея принтера. Изображение слоя при этом нужно отмасштабировать к реальному (с учетом размера пикселя дисплея принтера) либо сохранить без масштабирования, если при импорте картинки указали PPI дисплея.
UPD: в комментариях @0x3f00 дал ссылку на свой конвертер изображений PNG в файлы для принтера .photon — https://github.com/0x3f00/PhotonCpp/releases/tag/v1.0.0 . Там же инструкция по его использованию как раз в целях изготовления плат — https://github.com/borelg/PhotonPCB .
2.3 Есть и еще один способ, но очень уж ресурсозатратный
Можно вывести слои в PDF, затем открыть этот PDF в Кореле, преобразовать, сохранить в DXF, из этого DXF вытянуть трехмерный объект, который и запихнуть в слайсер принтера.
Необходимые преобразования в векторном редакторе:
Соединить все кривые.
Преобразовать абрисы в объекты.
Выполнить объединение пересекающихся объектов.
Вытянуть из DXF трехмерный объект позволяет, например, SolidWorks. Fusion360 тоже вроде может. Кто еще способен на это — я, честно говоря, не знаю, но по идее любая CAD, которая может импортировать DXF как эскиз.
Таким образом я, например, сделал модель для определения времени засветки фоторезиста.
3. Подготовка текстолита с фоторезистом
На эту тему интернет просто завален статьями, но ради целостности и ради некоторых специфических моментов я опишу и такие широко известные этапы как подготовка и травление текстолита.
Мой первый опыт такого изготовления был пару дней назад с отечественным фоторезистом ПФ-ВЩ. С учетом последнего вчерашнего опыта я категорически советую не тратить время на этот фоторезист, а сразу брать приличный — Ordyl Alpha 350(330) 🙂 Говорят, еще Kolon приличный, но его я не пробовал. С фоторезистом Ordyl результаты получаются гораздо более стабильные и точные, он проще проявляется и гораздо крепче держится на фольге. И он может простить те ошибки, которые будут критичными для ПФ-ВЩ. И что немаловажно — продается в куче мест довольно недорого.
3.1 Подготовка текстолита
Начну с того, что текстолит должен быть ровным, очень желательно с гладкой фольгой без царапин и вмятин. Иначе шансы на успех снижаются.
Если изготавливается двухсторонняя плата, то нужно сразу вырезать из текстолита плату точно в размер. Если есть какой-нибудь CNC-фрезер, то можно за одну установку сразу и просверлить все отверстия и вырезать по контуру, как это делаю я. Если нет, то сверловку лучше оставить на потом, когда плата будет вытравлена.
После этого заготовку текстолита необходимо очень тщательно почистить и обезжирить. Это можно сделать кухонной абразивной губкой (но только не использованной для мытья посуды, на которой уже накопились жиры) и чистящим порошком наподобие Пемолюкса. Очень тщательно, не спеша трем каждый квадратный миллиметр фольги, не трогая ее пальцами. Вообще, фольгу после начала чистки трогать пальцами категорически не советую, на ней не должно быть ни малейшего даже самого слабого жирного пятнышка. После чистки тщательно промыть в проточной воде, стряхнуть излишки воды и дать ей высохнуть. Промакать или протирать чем-либо не советую, т.к. можно нанести жировые загрязнения, даже с новой салфетки.
3.2 Нанесение фоторезиста
Тоже довольно изъезженная в интернетах тема, поэтому пройдусь коротко.
Фоторезист обычно идет в листах или рулонах. Состоит он из трех слоев — две защитные пленки и сам фоторезист между ними. От фоторезиста отрезается кусочек по размеру платы +5 мм по длине и ширине, затем с него снимается матовая (полиэтиленовая) защитная пленка.
вторая, глянцевая (лавсановая) должна оставаться на нем вплоть до этапа травления.
Проще всего снять пленку с помощью кусочка скотча. Он клеится краем на уголок фоторезиста и затем отгибается назад, утягивая за собой и защитную пленку.
После снятия матовой пленки фоторезист прикладывается к краю платы и приглаживается по этому краю пальцем. Остальной фоторезист держится на весу, без натяга, но так, чтобы как можно меньшая его площадь ложилась на фольгу.
Учтите, что если фоторезист Ordyl упадет на хорошо подготовленный текстолит, то он может намертво приклеиться к нему, и без пузырей его уже не накатаешь. Придется отскребать его и повторять все заново. А ПФ-ВЩ может падать сколько угодно — он точно не приклеится 🙂
Теперь сама накатка. Если у Вас есть ламинатор, в который по толщине пролезет текстолит, то просто замечательно. Делаем из сложенной вдвое полоски бумаги типа конвертика, кладем текстолит с прилепленным краем фоторезиста в него, и подаем этот бутерброд в ламинатор, нагретый до 100-110 градусов. При этом продолжаем придерживать фоторезист, чтобы он соприкасался с фольгой текстолита только непосредственно на входе ламинатора.
Для Ordyl на этом все, для ПФ-ВЩ будет невредным прокатать еще пару раз.
Если ламинатора нет, то приглаживаем фоторезист к текстолиту пальцем от края до края, постепенно опуская его на текстолит. Главное — не поймать пузыри. После того как весь фоторезист лег на фольгу, берем фен и прогреваем текстолит градусов до 70, после чего еще раз хорошенько проглаживаем весь фоторезист.
После накатки даем текстолиту с фоторезистом отлежаться минут 15-20, или как минимум пока они не остынут до комнатной температуры — по рекомендации производителя фоторезиста.
И теперь все готово для засветки рисунка слоя 🙂
4. Засветка на принтере
Сразу хочу предупредить: смотреть прямо в светящийся дисплей фотополимерного принтера может быть не очень полезным для глаз. Хоть там и не настоящий УФ (405 нм), но яркость довольно ощутима и может оказать вредное воздействие на глаза. Поэтому рекомендую использовать цветные или затемненные защитные очки. Полагаю, что даже солнцезащитные подойдут.
Для начала, с принтера необходимо снять ванну и платформу, они для этого дела совершенно не нужны и даже мешают. На этом подготовка принтера заканчивается 🙂
В засветке тоже есть разные варианты. Если у Вас односторонняя плата и заготовка больше необходимого для платы размера, то все просто — закидываете в принтер файл, полученный на этапе подготовки и, зная примерное место вывода изображения на дисплей, кладете на это место текстолит с фоторезистом. Затем запускаете печать файла и ждете пока она завершится. Все, фоторезист засвечен, можно проявлять.
Если заготовка по размерам равна изготавливаемой плате и ошибка с положением заготовки на дисплее недопустима, то в этом случае нужно при подготовке вывести и рамку, как в случае для двухсторонней платы. Засветка тоже происходит с использованием рамки, аналогично двухсторонней плате, только без второй стороны и второго слоя.
Итак, засветка двухсторонней платы. Закидываем в принтер все три файла — с рамкой, с первым слоем и со вторым слоем. Кладем рядом с принтером в быстрой доступности заготовку. Если она уже предварительно засверлена, то полезно будет убедиться, что она лежит в правильном положении, чтобы можно было ее быстро взять и сразу положить на дисплей. Для этого запускаем файл со слоем, планируемым к засветке, и сравниваем рисунок слоя на дисплее и ориентацию платы рядом с принтером.
Запускаем на печать файл с одной рамкой. Как только рамка засветилась на дисплее принтера, берем заготовку и кладем примерно внутрь рамки. Пока рамка засвечивается, выравниваем заготовку так, чтобы она была точно в рамке, с одинаковым отступом рамки от краев заготовки по всем сторонам.
На фото я привел пример с уже готовой платой, т.к. в процессе ее изготовления не фотографировал. Ну и отражения мешают довольно сильно, увы… Но думаю, понятно и так 🙂
Все, положение заготовки выверено, печать файла рамки можно прервать или дождаться ее окончания. Не сдвигая заготовку, запускаем файл с первым слоем и дожидаемся его окончания. Второй слой (вторую сторону) засвечиваем аналогично — запускаем рамку, кладем и выравниваем заготовку, не двигая ее запускаем второй слой. Перед этим на всякий случай можно удостовериться, что заготовка ляжет в правильной ориентации, как перед первым слоем.
Если заготовка не совсем ровная и не прилегает всей площадью к дисплею, то можно придавить ее сверху какой-нибудь тяжелой плоской железякой. Нужно только убедиться, что эта железяка не помешает рычагу платформы, который будет опускаться вниз с началом печати — принтер-то думает, что это обычная печать фотополимером и нужно опустить платформу к дну ванны 🙂
Время засветки может быть разным от принтера к принтеру. Это зависит и от мощности излучателя, и от оптической системы засветки, и от того какой тип дисплея стоит — монохромный или RGB. Тут уже надо подбирать каждому индивидуально. Для ориентировки могу сказать, что у меня наилучший результат с фоторезистом Ordyl получился на времени засветки около 90-110 секунд. С фоторезистом ПФ-ВЩ — около 10-13 минут. Принтер с параледом, мощность засветки чуть менее 50 ватт.
После засветки заготовке надо дать отлежаться минут 15 — это по рекомендации производителя фоторезиста. Ordyl довольно заметно меняет цвет засвеченных участков, так что довольно легко проконтролировать засветку. К сожалению, на фото это плохо передалось, глазами видно лучше.
5. Проявление, травление
Тут все по рекомендации производителя фоторезиста и по классике интернетов.
Вся необходимая химия была недорого закуплена в Ашане. Даже перекись водорода 6% — вот это для меня была неожиданность, никогда раньше не видел ее в гипермаркетах, да еще в литровых бутылках.
Для одного сеанса нужно:
Кальцинированная сода — 1.5 грамма
Перекись водорода — 150 мл для 3% (или 75 мл для 6% + 75 мл воды)
Лимонная кислота — 45 грамм
Соль — 7.5 грамма
Щелочь (едкий натр, гидроксид натрия) 5-7% — 100 мл (покупается самое дешевое средство для прочистки канализации и разбавляется водой в пропорции 1:1, только при покупке убедиться, что оно на основе гидроксида натрия)
При дешевизне и легкости покупки за ближайшим углом всех компонентов я сторонник того, чтобы для каждой платы готовить новый раствор. Хотя раствор для травления, как пишут, и так не хранится. А раствор кальцинированной соды заметно «беднеет» в процессе проявки. Разве что едкий натр можно использовать многоразово, но стоит ли это того, чтобы хранить еще одну бутылку…
И Ordyl и ПФ-ВЩ проявляются в слабом растворе кальцинированной соды. Для ПФ-ВЩ — 1-2%, для Ordyl — 0.8-1.2%. Для Ordyl берем 150 мл воды и разбавляем в ней 1.5 грамма соды. Раствор можно подогреть градусов до 30, это ускорит проявление, но важно не перестараться, иначе могут начать повреждаться и засвеченные участки.
Проявляется Ordyl довольно быстро. Уже через 10-15 секунд засвеченный рисунок начинает становиться все контрастнее, незасвеченные участки постепенно растворяются, утоньшаются и становятся все бледнее.
Для ускорения процесса рекомендуется покачивать ванночку, чтобы продукты реакции смывались с поверхности заготовки. Я для этого приспособил свой старый 3D-принтер, его столик и покачивал и подогревал ванночку с раствором во время проявки и травления 🙂
А вот ПФ-ВЩ у меня проявлялся совсем не так бодро. Минуты две проходило прежде чем появлялись хоть какие-то признаки того, что проявка началась. Кроме того, если Ordyl именно растворяется, то ПФ-ВЩ сначала набухал как желатин и обесцвечивался, и только потом начинал медленно растворяться.
Под конец проявки можно несколько раз пройтись жесткой малярной кистью (или мягкой зубной щеткой) по платам в разных направлениях, чтобы помочь вымыться остаткам фоторезиста из узких мест. Ordyl держится крепко, его эта процедура не должна сорвать, а вот с ПФ-ВЩ нужно быть очень нежным, он и без щетки так и норовит отслоиться на тонких дорожках.
После окончания травления заготовку нужно промыть в холодной воде, чтобы остатки соды не продолжали свое воздействие на фоторезист, и чтобы не засорять ими раствор для травления.
Результат должен получиться получился примерно вот такой, а может даже лучше 🙂
Подробнее
Масштаб квадрата сетки — 0.2 мм:
Масштаб тот же. Тут видна растровая составляющая засветки, пиксели торчат:
Травление тоже делалось по традиционному рецепту, популярному в сети:
Раствор лучше подогреть до 40-50 градусов, тогда травление идет гораздо быстрее. Это мой первый опыт с таким раствором. Раньше я травил перхлоратом аммония, а совсем раньше — классическим хлорным железом. Честно говоря, не могу определенно выразить свои ощущения от этого раствора. С одной стороны, он травит довольно быстро, прозрачный, не пачкается, сравнительно безопасен. С другой стороны, мне показалось, что он довольно сильно подтравливает… Но может быть просто показалось, я изготовлением плат не занимался уже лет 10 и забыл как оно все работало когда деревья были большими 🙂
После травления необходимо удалить с заготовки засвеченный фоторезист, и делается это в едком натре. На моей бутылке средства для очистки про концентрацию написано «не менее 5%, но не более 15%», для удаления фоторезиста требуется 5-8%. Я разбавил средство водой 1:1 и этот раствор прекрасно справился с задачей. Фоторезист в нем не растворяется, он просто через 2-3 минуты отслаивается от фольги и начинает плавать лохмотьями в растворе.
После этого плата тщательно промывается под краном и. .. Плата готова!
Итоги моего опыта
В целом я доволен. Я не рассчитывал получить дорожки/зазоры в 0.1 мм и я их не получил. Тут и возможности принтера сильно ограничивают (размер пикселей), да и вообще для таких результатов нужен неплохой опыт. Но я надеялся получить хотя бы 0.2 мм, а если повезет, то и 0.15 мм — и я это получил. 0.2 мм уверенно, 0.15 мм — ну так себе… Если постараться, то можно добиться 🙂
Не обошлось без огрехов — это и непротрав в некоторых участках, и неидеальное совмещение слоев и отверстий. Но и то и другое не критично. По непротраву — я думаю, что просто поспешил вынуть из проявки, боялся после ПФ-ВЩ, что начнут отслаиваться тонкие дорожки. Хотя в отзывах народ пишет, что перепроявить этот Ordyl довольно сложно, нужно постараться для этого. Неидеальное совмещение слоев и отверстий — это ожидаемо. От такого простейшего способа совмещения я и ожидал погрешности в 0.1-0.2 мм, что и получил, но меня это устраивает.
Спасибо тем, кто дочитал.
И напоследок несколько фотографий моих результатов.Тест времени засветки, от 1 до 2 минутВидны смещенные относительно отверстий площадкиТут целый букет огрехов — и смещение отверстий, и непротрав, и пятна там, где я покоцал фоторезист во время проявкиНепротравы вблизи
Принтер для изготовления печатных плат
Разное
ГлавнаяРадиолюбителюРазное
5 лет назад
Принтер применяется для нанесения рисунка печатных проводников в домашних условиях. При лазерно-утюжной технологии производства печатной платы, рисунок распечатывается на бумаге, как правило, фотобумаге или на листе журнала. Распечатанный образец при этом заранее отзеркаливается, чтобы при переносе рисунка на стеклотекстолит дорожки соответствовали схеме устройства.
Принтер для ЛУТ
Принтер, для изготовления печатных плат таким образом, применяется лазерный. Струйный не подойдет, ввиду своей специфики. Но, если в наличии лишь струйный принтер, то обойтись можно и с его помощью. Образец с распечатанным рисунком печатной платы нужно отксерить. А копию, таким образом, уже переносить на медь текстолита. Стоит быть очень осторожным при этом способе и лучше предусмотреть несколько копий. Нужно дольше прогревать бумагу утюгом, а отмачивать в теплой воде необходимо на протяжении получаса. При этом даже лучше будет, если вода будет проточная. Бумагу снимать либо мягкой зубной щеткой, либо легкими нажатиями пальца.
Принтер для фоторезиста
А вот для печати рисунка платы на прозрачную пленку или бумагу, если планируется изготовления платы методом фоторезиста, отлично подойдет струйный принтер. Использование лазерного также не будет ошибочным, но отмечается улучшенное качество получаемого рисунка именно при печати на струйном принтере.
Принтер, для печати плат напрямую
Не так давно, начали рассматривать и реализовать на практике возможность печати рисунка платы напрямую, без промежуточного звена в виде бумаги. Это дает преимущества:
экономия времени, затрачиваемого на изготовление, как одной платы, так и небольшой серии;
качество печатных проводников несравнимо выше, чем при ЛУТ и сравнимо с фоторезистом;
не нужно использовать бумагу и пленку.
Единственный недостаток метода – это то, что придется переделать принтер непосредственно под подачу листа текстолита или гетинакса вместо бумаги. У каждого принтера свои особенности. Если в одних принтерах для этого понадобится лишь вынуть задний лоток для бумаги, то для других придется раскрутить почти всё устройство, лишнее выкинуть и еще обмануть микроконтроллер. Подробных инструкций достаточно в сети Интернет, вплоть до каждой модели принтера. Кстати, принтеры, в основном переделываются старые струйные, но в последнее время применяют и лазерные. Для определенных принтеров применяют сублимационные чернила, для остальных, как правило, пигментные. После произведения печати нужно запечь краску. Для этого используют либо термо-фен либо утюг, прогревая плату со стороны текстолита.
Заключение
Каждый способ хорош по своему, а главное – позволяет добиться конечной цели. В зависимости от своих возможностей, практически любой радиолюбитель сможет получить печатную плату с использованием принтера в домашних условиях.
Автор: RadioRadar
Мнения читателей
Нет комментариев. Ваш комментарий будет первый.
Вы можете оставить свой комментарий, мнение или вопрос по приведенному выше материалу:
V-One — настольный принтер для печатных плат
Закажите звонок Технические характеристики
Прототип и сборка печатных плат за час и мгновенное получение отзывов о новых проектах.
Цена: от 5 199,98 долларов США*
*Доставка и региональные налоги не включены в стоимость
Заказать звонок Технические характеристики
Знакомство с V-One — настольный принтер для печатных плат
Функциональность «4 в 1» 9 0005
V-один имеет все необходимое для прототипирования печатных плат. Сверление сквозных и переходных отверстий, печать дорожек, дозирование паяльной пасты и оплавление — все в одном компактном форм-факторе.
Быстрое создание прототипов в малых объемах
Быстрая итерация и немедленное получение отзывов о новых разработках. Распечатайте и соберите функциональные печатные платы за час. Раннее выявление ошибок проектирования и сокращение времени выхода на рынок.
Интуитивно понятный пользовательский интерфейс
V-One разработан для всех уровней квалификации. От студентов в классе до инженеров-электриков в промышленности, V-One упрощает создание прототипов печатных плат на каждом этапе разработки электрооборудования.
Защита интеллектуальной собственности
Защита патентов, авторских прав и товарных знаков важна. Создание прототипа электроники с помощью V-One означает полное сохранение интеллектуальной собственности внутри компании.
Обзор функций V-One
Печать схем
Печать токопроводящими чернилами для создания следов и контактных площадок.
Сверление
Сверление отверстий для сквозных компонентов и переходных отверстий для двухслойных печатных плат.
Дозатор паяльной пасты
Паяльная паста без трафарета улучшает качество паяного соединения по сравнению с нанесением вручную.
Встроенная функция оплавления
Оплавление печатных плат непосредственно на месте сборки без специальной печи для оплавления.
Доступное прототипирование печатных плат
Более быстрое время разработки
Быстрая итерация и немедленное получение отзывов о новых проектах.
Креативное решение проблем
Воспользуйтесь преимуществами собственного прототипирования и быстро протестируйте новые идеи, которые в противном случае были бы слишком рискованными.
Практическое обучение
Привлекайте студентов и молодых специалистов новыми возможностями для развития технических навыков при реализации проектов.
<1 часа
Время печати
4,5 x 5 дюймов
Область печати
До 2
Многослойные платы
9 0016 Доступное прототипирование печатных плат
Более быстрое время разработки
Быстрая итерация и получение немедленная обратная связь о новых проектах.
Креативное решение проблем
Воспользуйтесь преимуществами собственного прототипирования и быстро протестируйте новые идеи, которые в противном случае были бы слишком рискованными.
Практическое обучение
Привлекайте студентов и молодых специалистов новыми возможностями для развития технических навыков при реализации проектов.
<1 часа
Время печати
4,5 x 5 дюймов
Область печати
До 2
Многослойные платы
Улучшите сборку печатных плат с помощью дозатора паяльной пасты и встроенных функций оплавления
Больше никаких трафаретов
Нанесите паяльную пасту прямо на плату и оставьте дорогой дизайн -конкретные трафареты позади. Это означает, что больше нет места для хранения трафаретов!
Благодаря встроенному нагревателю нет необходимости в отдельной духовке.
До 0,5 мм
Шаг выводов
Максимум 240°C
Температура оплавления
Улучшение сборки печатных плат за счет дозирования паяльной пасты и встроенных функций оплавления
Никаких трафаретов
Дозирование припоя наклейте прямо на доску и оставьте дорогие трафареты для конкретного дизайна. Это означает, что больше нет места для хранения трафаретов!
Благодаря встроенному нагревателю нет необходимости в отдельной духовке.
До 0,5 мм
Шаг штифта
Максимум 240°C
Температура оплавления
Интуитивный пользовательский интерфейс
9 0005
Простота в использовании
Входящее в комплект приложение для настольных ПК поддерживает рабочие процессы печати и видео справки в приложении.
Универсальные форматы файлов
Поддерживает стандартные файлы Gerber, экспортированные из любого программного обеспечения ECAD.
Беспроблемное обновление
Узнайте о новых функциях и улучшениях благодаря автоматическим обновлениям программного обеспечения.
Совместимость с файлами Gerber
Живой чат в приложении
Интуитивный пользовательский интерфейс
Простота использования
Входящее в комплект приложение для настольных ПК включает в себя рабочие процессы печати и видео справки в приложении.
Универсальные форматы файлов
Поддерживает стандартные файлы Gerber, экспортированные из любого программного обеспечения ECAD.
Беспроблемное обновление
Узнайте о новых функциях и улучшениях благодаря автоматическим обновлениям программного обеспечения.
Совместимость с файлами Gerber
Живой чат в приложении
Упрощение проектов в области электроники
с готовыми шаблонами дизайна
Подробнее
Анатомия V-One
V‑OneDrillProbeDispenser
Область печати
Область печати 4,5 x 5 дюймов оснащена зажимами для фиксации печатных плат во время процесс печати. Вся область печати нагревается для отверждения проводящих красок и оплавления компонентов припоя.
1 из 4
Присоединяйтесь к тысячам пользователей V-One
Dyson
Как инженер я знаю, как тяжело ждать платы, и Voltera V-One элегантно решает эту проблему.
Сэр Джеймс Дайсон, изобретатель и основатель Dyson
Западный университет
Я преподаю в университете, где много студентов и аспирантов. Их очень интересуют проекты, требующие быстрого выполнения работ, циклического проектирования и изготовления, поэтому V-One идеально подходит для этого.
Дэвид Холдсворт, научный сотрудник Института Робартса Западного университета и профессор медицинской биофизики Школы медицины и стоматологии им. Шулиха Западного университета Voltera V-One, наш принтер для печатных плат. Это сокращает время разработки так низко. Например, мы можем взять разработанную печатную плату и примерно за час полностью ее собрать.
Дэн О’Мара, главный операционный директор Circuit Launch
Dyson
Как инженер, я знаю разочарование, связанное с ожиданием печатных плат, и Voltera V-One элегантно решает эту проблему.
Сэр Джеймс Дайсон, изобретатель и основатель Dyson
Западный университет
Я преподаю в университете, где много студентов и аспирантов. Их очень интересуют проекты, требующие быстрого выполнения работ, циклического проектирования и изготовления, поэтому V-One идеально подходит для этого.
Дэвид Холдсворт, научный сотрудник Института Робартса Западного университета и профессор медицинской биофизики Школы медицины и стоматологии им. Шулиха Западного университета
1 из 3 V‑One для быстрого создания прототипов печатных плат прямо за рабочим столом. Этот инструмент 4-в-1 позволяет пользователям экономить время и деньги, а быстрее создавать оборудование.
Этот веб-сайт использует файлы cookie для повышения удобства пользователей опыт. Используя наш веб-сайт, вы соглашаетесь на все файлы cookie в соответствии с нашей Политикой использования файлов cookie.
Четыре лучших настольных принтера для печатных плат — Блог SnapEDA
Посмотреть сообщение
Дедлайны — неприятная часть жизни электронщика. В то время как проектирование печатной платы (PCB) может быть выполнено внутри компании, производство обычно осуществляется на стороне. Эта зависимость часто приводит к неконтролируемым и неожиданным задержкам. Только представьте, если бы вам пришлось ждать несколько дней или недель, чтобы получить собранную печатную плату, только для того, чтобы обнаружить одну маленькую ошибку. Затем, зная, что после исправления ошибки вам снова придется ждать дни или недели. Именно здесь настольные принтеры для печатных плат стремятся прийти на помощь.
О настольной печати печатных плат
Уже сейчас сменные зубы и даже суставы тела можно распечатать на 3D-принтере, так почему бы не использовать печатные платы? Настольные печатные платы — это (в некоторой степени) применение 3D-печати (также известной как аддитивное производство). Эти принтеры могут печатать различные печатные платы и даже размещать компоненты с различными вариантами пайки. После загрузки файла программного обеспечения будет доставлена готовая к тестированию печатная плата. Имейте в виду, однако, что качество плат больше ориентировано на прототипирование.
При выборе принтера для печатных плат следует оценить такие характеристики, как минимальное межстрочное расстояние или размер упаковки, количество слоев, материалы подложки, возможность установки компонентов, скорость , связь и стоимость. Мы кратко оценили пять лучших машин на рынке на основе этих функций, поэтому давайте посмотрим. (Принтеры перечислены в произвольном порядке)
#1 – Nano Dimension DragonFly 2020
Принтер для печатных плат Nano Dimension DragonFly 2020 позиционируется как первый в мире 3D-принтер для печатных плат и первый настольный принтер, отвечающий требованиям IPC. Он может производить печатные платы с нуля с минимальными размерами элементов 80 мкм и максимальными 1,5 мм. Минимальная толщина слоя составляет 30 мкм или 0,03 мм. Точность позиционирования составляет 25 мкм по любой оси. Максимальный размер сборки 200 х 200 х 3 мм. Он может производить многослойные печатные платы общей толщиной до 3 мм. Принтер поддерживает множество различных проводящих и диэлектрических чернил.
Цена: 50 000–100 000 долл. США
Voltera V1 — экономичная машина, достаточная для производства прототипов печатных плат. Печатные платы размером до 135 мм на 113,5 мм можно печатать дорожками минимальной ширины 200 мкм. Минимальный шаг между контактами составляет 0,8 мм для проводящих чернил и 0,6 мм для паяльной пасты. Он совместим с несколькими пакетами САПР.
Цена: 2199 долларов
многослойные печатные платы на различных жестких и гибких подложках. Однослойные схемы могут быть изготовлены до 15,2 x 15,2 см, а многослойные — до 8,4 x 15,2 см. Минимальный размер элемента может быть 0,254 мм, но рекомендуется 0,508. У него три головки: одна для печати, другая для склеивания или нанесения паяльной пасты, а третья для захвата и установки. Он может собираться со скоростью 4 детали в минуту, при наименьшем размере упаковки 15,4 мм. Автоматическое размещение сквозных компонентов может стать доступным позже.
Стоимость: 3199 долларов США
#4 – Othermill Pro
Othermill Pro по сути, портативный фрезерный станок, приспособленный для производства быстрых двусторонних печатных плат с шириной дорожки до 150 мкм. Точность позиционирования составляет около 75 мкм. Размер заготовки может быть до 140×114 мм. Одним из ограничений является то, что нельзя использовать более твердые материалы, такие как стекло и FR-4. Othermill Pro работает с несколькими операционными системами и программным обеспечением для печатных плат.
виды, характеристики, назначение и выбор. Узнать как?
При работе с грунтом и сыпучими материалами, кроме специализированной техники, используется простейший ручной инструмент – лопата.
Многие хозяева не придают ее выбору должного значения, считая, что в ее конструкции нет ничего сложного, а значит, для работы подойдет любая.
Да и внешне каждый инструмент похож для неопытного пользователя.
Но производители делают лопаты различной формы и размеров не для того, чтобы они выглядели красиво.
Каждая из них создана для вполне конкретной задачи, и слабо пригодна для выполнения иных работ.
Содержание статьи
1 Назначение лопаты
2 Устройство и характеристики
2.1 Полотно
2.2 Черенок (держак, рукоять)
2.3 Тулейка
2.4 Материал полотна
2.5 Материал черенка
2.6 Размеры и вес
3 Виды лопат, их назначение
3.1 Штыковые
3.2 Совковые
3.3 Копальные лопаты
3. 4 Подборочные
3.5 Растворные (для бетона)
3.6 Перекопочные лопаты
3.7 Выкопочные
3.8 Универсальные
3.9 Песочные
3.10 Зерновые
3.11 Угольные
3.12 Металлургические
3.13 Породные
3.14 Горно-рудные
3.15 Снеговые
3.16 Щитовые
3.17 Хлебные
3.18 Дренажные
3.19 Садовые лопатки
3.20 Малая пехотная лопата (МПЛ)
3.21 Саперная лопата
3.22 Туристические лопаты
3.23 Автомобильные лопаты
3.24 Пневмолопата
3.25 Электролопата
3.26 Чудо лопаты
4 Как выбрать лопату?
5 Что нужно знать о лопатах?
6 Заключение
Назначение лопаты
Лопата – это инструмент, при помощи которого выполняются разные виды работ.
Этим приспособлением можно копать, расчищать, переносить грунт и другие сыпучие материалы.
И это далеко не полный перечень возможностей, так как все зависит от типа инструмента.
Даже спецтехника не способна полностью заменить лопату.
Ее используют дворники, строители, военные.
Она незаменима у пожарных, металлургов, археологов и представителей множества других профессий.
Для лопат был разработан ГОСТ 19596-87 с техническими условиями, в котором подробно расписаны типы и все размеры погрузочных, садовых и строительных видов инструмента до мельчайших подробностей.
На самом же деле классификаций этих изделий намного больше, чем по ГОСТу.
Устройство и характеристики
Стандартная лопата состоит из следующих элементов: полотно, черенок, тулейка.
Полотно
Это рабочая часть, форма, размеры и параметры которой указывают на вид работ, для которых предназначен инструмент.
Так, например, обычная копальная лопата имеет практически плоское остроконечное полотно с заточкой.
А у зернового инструмента рабочая часть изогнута в форме ковша, длиннее и шире.
Используется он для подбора и погрузки сыпучих материалов с небольшим удельным весом.
Острый край полотна называется лезвием.
Его острота соответствует назначению лопаты.
Загиб вверху полотна именуют наступом (есть не у каждого инструмента).
Именно на него надавливают ступней ноги при вводе полотна в твердую среду.
Черенок (держак, рукоять)
Часть инструмента, за которую его держат при работе.
Для удобства на конце черенка некоторые модели имеют, так называемые, вильчатую или Т-образную ручку.
Держак может быть изготовлен из единого куска материала (монолитными), либо же состоять из нескольких трубок — колен, которые, при транспортировке инструмента, складываются, подобно современным рыболовным удилищам.
Телескопические варианты хороши тем, что позволяют регулировать длину черенка для повышения удобства работы с инструментом.
Тулейка
Деталь, удерживающая черенок в жестком сцеплении с полотном.
Может быть конструктивно неотъемлемой частью полотна, и отдельной деталью в виде втулки.
Последним вариантом оснащаются преимущественно складные модели.
Материал полотна
Полотно лопаты всегда делают легким, при этом оно должно быть и достаточно прочным.
Единственный материал, который отвечает таким характеристикам, но при этом имеет невысокую себестоимость – сталь.
По этой причине стальные изделия являются самыми распространенными.
Существует магазинная классификация характеристик этого материала:
Рельсовая (пружинная) сталь, близкая по характеристикам к той, из которой изготавливают железнодорожные рельсы. Инструмент не подвержен коррозии, прочный и долговечный.Сравниться с ним могут лишь титановые лопаты, которые, ко всему прочему, еще и намного легче.
Каленая – используется преимущественно для огородных и садовых целей.
Полированная – отличный выбор при работе с липкими материалами, например, глиной. Полировка полотна заметно снижает трение на его поверхности.
Нержавейка – встречается достаточно редко, она незаменима при работе с агрессивными материалами (цементом и другими растворами).
С тефлоновым покрытием или порошковым напылителем. К полотну с таким покрытием не липнет ни глина, ни вязкий грунт. Часто встречается на “американках”.
Металлические лопаты используются для тех работ, где требуется повышенная прочность инструмента.
Там, где не предполагается серьезных нагрузок на полотно, но нужна легкость, например, при расчистке снега, используются алюминиевые изделия.
Дешевый и при этом вполне пригодный для использования аналог – деревянные лопаты, где полотно изготовлено из листа толстой фанеры.
Такой инструмент можно изготовить самостоятельно, а заводские модификации используются в пекарнях.
Еще один материал, пригодный для подобных целей – пластик.
Прочные пластиковые лопаты используются как для расчистки снега, так и для уборки различного мелкого мусора.
Домашние совки, кстати, изготавливаются именно из такого пластика.
В отличие от железных вариантов, к пластику ничего не прилипает, т.к. по его поверхности все хорошо скользит.
Материал черенка
Для изготовления черенка в основном используют всего два материала:
Металл. Трубка из стали или легковесного сплава алюминия, надежная и удобная, имеет небольшой вес.Тем не менее, стоит дорого, ремонту не подлежит, на холоде “леденит” руки, имеет всего 3 размерности.
Дерево. Черенок имеет диаметр 45 мм, его легко заменить при поломке, стоит дешево.
А еще дерево легко подрезать под нужную длину.
С другой стороны, черенок может быть только прямым, а его вес чаще всего больше, чем у металлического варианта.
Некоторые черенки для лопат производят из полимеров, которые являются более продвинутым материалом, с характеристиками отвечающими всем современным требованиям.
Размеры и вес
В быту встречаются чаще других следующие лопаты, стандартизированные по ГОСТу:
Копальная остроконечная. Ширина, высота и толщина полотна – 210 / 285 / 1,6 мм. Вес – до 0,98 кг.
Растворная: 240 / 270 / 1,6 мм. Вес – до 1,3 кг.
Совковая зерновая: 235 / 305 / 1,0 мм. Вес – до 0,75 кг.
Угольная: 340 / 350 / 1,6 мм. Вес – до 1,64 кг.
Породная: 325 / 350 / 1,5 мм. Вес – до 1,29 кг.
Снегоуборочная: 330 / 375 / 1,0 мм. Вес – до 1,4 кг.
Виды лопат, их назначение
Инструмент настолько широко используется, что каждая его характеристика оптимизирована под конкретные цели.
Это касается и формы рабочей части, и типа тулейки, размеров, покрытия, многих других параметров.
Итак, каждый инструмент относится к конкретному типу, в зависимости от его формы и назначения.
По форме
Форма лопаты является определяющей характеристикой инструмента по его назначению.
Штыковые
Штыковые – практически плоское полотно с клинообразным или скругленным заточенным лезвием.Основное назначение – копание вглубь с прорезанием почвы и отделением ее слоев. На полотне также расположены наступы, при надавливании ногой на которые, инструмент легче заглубляется в почву.
Совковые
Совковые (подборные). Держак находится под некоторым углом относительно полотна.
Прямоугольные лопаты выполнены в форме лотка – плоское днище с закругленными боковинами, образующими бортики.
Если полотно округлое, например, как у породной лопаты, оно имеет вогнутую форму.
Предназначение – подбор грунта и различных сыпучих материалов. Не имеет заточку.
Некоторые виды современных лопат имеют комбинированную форму, совмещая черты и функции штыкового и совкового варианта.
По назначению
Согласно ГОСТу, лопаты делятся на 3 большие категории по назначению: строительные, садово-огородные, погрузочно-разгрузочные.
Строительные:
К числу строительных лопат относится инструмент, которым можно копать, нагружать или разгружать различные строительные материалы, например: песок, щебень, грунт.
Копальные лопаты
Копальные лопаты – используются в основном для копания грунта.
Выполняется в двух вариантах: прямоугольном со скругленным лезвием, или остроконечным (штыковая).
Подборочные
Подборочные лопаты – предназначены для перемещения любых сыпучих материалов, включая грунт.
Ковш такого инструмента может быть гладким или граненым.
Растворные (для бетона)
Растворные лопаты (для бетона) – используется в строительных целях.
Таким инструментом подают, перекладывают и разравнивают цементный раствор.
Прямоугольная рабочая часть изготовлена в форме лотка, которым легко подхватить строительную смесь.
Край ковша выполнен с закруглениями, это сделано для того, чтобы лопата не прилипала под воздействием вакуума, образующегося при подъеме раствора.
Садово-огородные: в основном их используют на садовых и огородных участках для обработки плодородной почвы.
Перекопочные лопаты
Используются на грунтах низкой и средней твердости, имеют клиновидную форму полотна с небольшим изгибом.
Выкопочные
Выкопочные лопаты – это аналог перекопочного инструмента, но с прямоугольным полотном и закругленным лезвием.
Универсальные
Универсальные лопаты – производят в 2-х пополнениях (с широким закругленным или острым клиновидным лезвием).
Погрузочно-разгрузочные:
Песочные
Песочные лопаты предназначены для работы с различными сыпучими материалами, включая песок, уголь, щебень, асфальт. Почти квадратный совок с изогнутой под 35 градусов ручкой относительно рабочей части.Часто используется для сгребания навоза на домашних фермах.
Зерновые
Зерновые лопаты используют при работе с легкими сыпучими материалами и зерном.
Угольные
Угольные лопаты – используется для извлечения отходов угледобычи и при погрузо-разгрузочных работах с углем.
Этот инструмент горняка изготавливается в двух вариантах
: с трапециевидным и широким закругленным полотном.
Металлургические
Металлургические лопаты – используют в металлургической промышленности.
Полотно такого инструмента выполняется в виде трапеции с закругленной частью со стороны тулейки.
Породные
Породные лопаты – используют при погрузке угля, щебня, руды и, конечно различных земляных пород.
Такой инструмент для горных пород в народе более известен, как “чирва”. Еще одно название – щебеночная лопата.
Горно-рудные
Горно-рудные лопаты – используют как и предыдущий вариант.
Формой этот инструмент напоминает обычный копальный остроконечный вид лопат, но с бортиками по типу совка.
Снеговые
Снегоуборочные лопаты (снеговые) представляют собой широкий совкообразный прямоугольный инструмент, используемый преимущество для уборки снега.
Кроме стандартизированных по ГОСТу лопат, существуют их специальные подвиды.
Специальные подвиды лопат:
Щитовые
Щитовые лопаты (движок, скрепер, полотно в виде широкого щита) – используется для уборки от снега мостовых, катков и т.д., его сгребания.
Рабочая часть выполнена в виде плоского широкого полотна.
Также щитовыми называют лопаты, расположенные на пожарном щите и предназначенные для пожарных работ.
Хлебные
Хлебные лопаты – это полностью деревянный инструмент с плоским полотном.Используется для извлечения из печи и помещения в нее различных хлебобулочных изделий и подобных продуктов, включая пиццу.
Дренажные
Дренажные лопаты – это инструмент с узким и длинным полотном, наступом и заточенным лезвием.Используется для выкапывания и очистки узких траншей. Дренажные лопаты имеют закругленный кончик, отлично подходят для пересадки небольших кустарников.
Садовые лопатки
Садовые лопатки – это штыковой инструмент компактный размеров, длиной около 40 см и весом всего 300 г.
Используются для посадки и пересаживания растений с небольшой длинной корня.
Малая пехотная лопата (МПЛ)
Малая пехотная лопата (МПЛ) – это шанцевый инструмент, часть снаряжения военнослужащих различных армейских войск. Другое название – лопата Линнеманна, а ошибочное – саперная.
Саперная лопата
Большая саперная лопата – возимый шанцевый армейский инструмент.
Выглядит, как обыкновенная штыковая лопата, но с меньшей общей длиной, шириной и более тонким черенком.
Туристические лопаты
Туристические лопаты – это инструмент, напоминающий МПЛ.Некоторые модели складываются пополам по тулейке.Такая складная лопатка часто незаменима не только в туристических походах, но и на приусадебном участке.
Автомобильные лопаты
Автомобильные лопаты – это инструмент с разной формой и размерами лотка, но имеющий либо изначально короткую, либо телескопическую ручку.
Легко укладывается даже в небольшой багажник и используется в случаях, когда нужно освободить застрявший автомобиль.
Кроме обыкновенного ручного инструмента, на рынке можно встретить его различные модификации:
Пневмолопата
Пневмолопата (пневмоковш, хоппер-ковш, штукатурная лопата) – это устройство для нанесения штукатурки.
Представляет собой рукоять, на которой закреплен контейнер для зачерпывания. Внутри него находятся сопла для подачи раствора, и воздушные сопла.В рукояти установлена трубка, подающая сжатый воздух от подключенного компрессора.
Электролопата
Электролопата – это небольшая снегоуборочная машина с электроприводом и рукоятью, подобной держаку.Внешне имеет схожесть с ручным снегоуборочным инструментом, однако, не требует каких-либо физических усилий для уборки снега, т.е. это один из видов снегоуборщика.
Про все разновидности снегоуборщиков читайте тут
Чудо лопаты
Чудо лопаты — это отдельная категория инструмента, отличающаяся от стандартных вариантов различными доработками, модификациями и усовершенствованиями, подробности читайте в нашей статье «Чудо-лопата. Виды, устройства и характеристики«.
Как выбрать лопату?
Кроме формы и назначения лопаты, следует обратить внимание на материал полотна.
Сталь имеет относительно большой вес и подвержена коррозии, но при этом справляется с твердыми грунтами.
Стальной инструмент должен иметь защитное покрытие в виде специальной краски (обычно черного цвета).
Считается, что самые качественные изделия производятся из кованой стали.
Еще один материал, который заслуживает внимание – титан.
Такой инструмент очень легкий и не подвержен коррозии, но при этом очень прочный.
Недостаток титановых вариантов – высокая стоимость.
Для работы с рыхлыми грунтами подойдет инструмент ковшеобразной формы.
В случае с твердой глинистой почвой необходимо смотреть в сторону штыковых лопат с лезвием округлой или клиновидной формы.
Лопатой будет удобно работать, если ее рукоять будет расположена относительно полотна под небольшим углом.
Такая конструкция заметно снижает нагрузку на мышцы спины.
Что нужно знать о лопатах?
К лопатам еще относятся совки для уборки мусора.
Черенок такого инструмента закреплен поперек плоскости полотна с бортиками.
В качестве материала для изготовления используется пластик и металл.
Первый вариант является монолитным.
Иными словами, пластиковый совок имеет неразборную литую конструкцию.
Для уборки картофеля используется специальная лопата, внешне схожая с вилами.
На конце расположена перегородка с роликами.
Используется вместе с деревянным инструментом на овощных базах.
Еще лопатами называют различные скребки для очистки труднодоступных мест от мусора и грязи, предназначенные для сгребания.
Современные туристические лопаты оснащаются дополнительными насадками.
Их конструкция позволяет снять стандартное полотно с черенка, прикрепить на его место топор, пилу или другой полезный туристический инструмент, который идет в наборе.
Заключение
Лопата — это инструмент, предназначенный для копки, вскопки, очищения, накладывания, насыпания, переноса, загрузки, выгрузки и многих других задач, которые без такого приспособления были бы невозможны или крайне затруднительны.
1.1 Назначение и характеристика изделия — лопатка турбины высокого давления.
Конструктивно-технологический анализ.
Основной раздел.
Лопатка – это деталь лопаточных машин, предназначенная для изменения параметров жидкости или газа.
Направляющие и рабочие лопатки по своему служебному назначению являются основными деталями паровых и газовых турбин как лопаточных двигателей. В совокупности они образуют проточную часть турбины, в которой происходит преобразование тепловой энергии рабочей среды (пара, газа) в механическую работу вращающегося ротора. Совокупность направляющих и рабочих лопаток называют лопаточным аппаратом турбины.
Газовые турбины применяются во многих областях для приведения в действие генераторов или рабочих машин. При этом внутренняя энергия топлива используется для создания вращательного движения вала турбины. Для этого топливо сжигается в нескольких горелках, причем сжатый воздух подается воздушным компрессором. В результате сжигания топлива создается находящаяся под высоким давлением рабочая среда с высокой температурой. Эта рабочая среда направляется в последующий турбинный блок, где она расширяется, совершая работу.
Лопатки турбин работают в очень тяжелых условиях. Они подвергаются сильному воздействию центробежной силы, изгибающему и пульсирующему воздействию рабочей среды, вызывающему вибрации лопаток, в которых легко могут быть возбуждены резонансные колебания. Все это происходит в первых ступенях турбины при высоких температурах рабочей среды, воздействующей на лопатки как химически, так и механически; в последних ступенях имеет место разъедание (эрозия) входных кромок лопаток частицами воды, содержащейся во влажном паре.
Как правило, направляющая лопатка имеет также называемую хвостовиком лопатки полку, которая для фиксации соответствующей направляющей лопатки расположена на внутреннем корпусе турбины в виде стенового элемента и которая формирует внешнюю границу канала горячего газа для проходящей через турбину рабочей среды. Перо лопатки представляет собой лопасть переменного сечения, ограниченную поверхностями сложного очертания и точно ориентированную в пространстве по отношению к замку. Точность изготовления пера находится в пределах 0,050,15 мм. Замковую часть, при помощи которой лопатки крепятся к дискам, изготовляют с точностью 0,010,02 мм.
Для эффективного направления потока рабочей среды, в направлении примыкающего к ряду направляющих лопаток ряда рабочих лопаток принадлежащая ряду направляющих лопаток направляющая лопатка обычно имеет изогнутый, крыловидный профиль поперечного сечения, так что при удерживаемых максимально незначительными потерях на трение на соответствующей направляющей лопатке устанавливается предусмотренное направление потока и таким образом ряд направляющих лопаток или, соответственно, согласованная с ним ступень турбины имеет максимально высокий коэффициент полезного действия. Для этого передняя кромка направляющей лопатки имеет круглое поперечное сечение, которое сужается в остро сходящуюся заднюю кромку направляющей лопатки. Рабочая лопатка выполнена аналогично, причем, как правило, специфические параметры, как например, максимальная толщина профиля, радиус кривизны на передней кромке и тому подобное, согласованы с соответствующей целью применения, т. е. оптимизированы для особенно эффективной импульсной передачи рабочей среды на соответствующую рабочую лопатку.[17]
Рабочая лопатка турбины высокого давления расположена на листе №1 графической части работы.
Клинок | Блэйд Вики | Fandom
Чтобы узнать о других значениях, см. Blade (значения)
Альтернативные версии Blade см. в разделе Blade’s Character Hub
Лезвие
Настоящее имя
Эрик Брукс
Псевдоним(ы)
Клинок Дневной бродяга Охотник Темный рыцарь Отец Оуэна Оуэн Спид
«Забудьте о том, что вы думаете, что знаете. Вампиры существуют. Меня зовут Блэйд . Я родился получеловеком, полувампиром. слабости, кроме жажды. Двадцать лет назад я встретил человека, который изменил это. Уистлер. Он научил меня, как сдерживать жажду. Обучил меня правилам. Дал мне оружие для охоты: серебро, чеснок, солнечный свет.
― Blade [src]
Эрик Брукс — гибрид человека и вампира, который охотится на вампиров. Перед его рождением на его мать напал и укусил вампир, который умер при родах. Когда он достиг половой зрелости, он начал проявлять различные вампирские наклонности без их слабостей. В конце концов его нашел Авраам Уистлер, охотник на вампиров, который научил его контролировать свои способности и охотиться на вампиров. Теперь, как Клинок , Эрик работает над выслеживанием и предотвращением заговоров вампиров по всему миру. Он известен как легендарный Daywalker вампирам, которые его очень боятся.
Содержание
1 Биография
1. 1 Ранняя жизнь
1,2 Лезвие
1,3 Лезвие II
1,4 Лезвие: Тринити
2 Личность
3 силы и способности
3.1 Полномочия
3.2 Способности
3.3 Слабые стороны
4 Оборудование
4.1 Оружие
5 Отношения
5.1 Семья
5.2 Союзники
5.3 Враги
6 появлений
7 Общая информация
8 За кулисами
9 Каталожные номера
10 внешних ссылок
Биография[]
Молодость[]
Ванесса, медсестра, подверглась нападению и укусу вампира, когда была беременна. Эрик родился, когда его мать умирала, унаследовав силы вампира, не развивая их слабостей, кроме жажды. Какое-то время отец кормил Эрика кровью мясника и кровью, украденной из больницы. Когда стало очевидно, что Эрика невозможно сдержать и его жажду не утолить, Роберт позвал Авраама Уистлера, опытного охотника на вампиров. Эрик осознал природу своей жажды после того, как спас человека от преступников в задней комнате своего магазина, где, как он полагал, его отец умер из-за огнестрельного ранения. Эрик сломал Уистлеру ногу и убежал.
Некоторое время спустя Эрика забрала уличная банда, известная как Плохая кровь. Но; из-за его кровожадности; Эрик развернул членов банды и ушел. Затем он снова столкнулся с Авраамом Уистлером, который стал его помощником, наставником и другом на всю жизнь. Уистлер разработал сыворотку, которая позволила Эрику сдерживать свою вампирскую жажду и научила его всему, что он знал об охоте, борьбе и убийстве вампиров. Эрик решил изменить свое имя на Блэйд и с тех пор приобрел дурную славу среди вампиров за свою способность ходить при свете дня, часто его называют Девяткой.0006 Дневной бродяга .
Блэйд []
Годы спустя Блэйд охотится на Дьякона Фроста, могущественного молодого вампира, и уничтожает его ночные клубы с вампирами. Во время нападения на один из клубов Блэйд тяжело ранил Куинна, одного из вассалов Фроста. Его прервала полиция, и он не добил вампира, решив вместо этого выследить его. Выследив вампира до больницы, Блэйд обнаружил, что Куинн уже укусил двух докторов, осматривавших существо. Увидев доктора Карен Дженсон и увидев сходство со своей матерью, он воздержался от ее уничтожения и вместо этого взял ее с собой.
Блейд решил использовать Дженсон в качестве приманки для Фрост и отпустил ее домой. Там на нее напал один из Фамильяров Фроста, полицейский. Блейд вмешался и безжалостно избил его, просто чтобы снова последовать за ним в убежище архивариуса-вампира по имени Перл. Блэйд и Карен допросили его и узнали планы Фроста относительно Ла Магры, легендарного бога крови вампиров. Затем на этих двоих напали Куинн и Меркьюри, но им удалось сбежать благодаря прибытию Уистлера.
Затем Блэйд хочет получить сыворотку от одного из своих союзников, но когда он возвращается на базу, он узнает, что Фрост похитил Карен, а Уистлер был укушен. Блэйд не может застрелить своего наставника и поэтому дает ему пистолет, позволяя ему покончить жизнь самоубийством. В ярости Блейд атакует особняк Фроста с новым оружием, подаренным Карен, ЭДТА, разбавителем крови, который оказывается смертельным для вампиров. Здесь Блэйд узнает, что его мать все еще жива, будучи вампиром, и что она стала одной из любовниц Фроста. Потрясенный, он легко схвачен людьми Фроста и доставлен в храм Ла-Магра. Здесь его помещают в специальный саркофаг, в котором сливается вся его кровь, являющаяся ключом к освобождению Ла Магры. Измученного Блэйда спасает Карен, которой тоже удалось освободиться. Женщина позволяет Блейду укусить ее за то, что он восстановил свои силы, как раз вовремя для драки с его матерью, которую он убивает.
Вернув все свои способности, Блэйд убил большинство прислужников Фроста, включая Куинна. В конце концов, он столкнулся с Фростом, который стал сосудом Ла Магры. Когда его меч оказался бесполезным против бога крови, Блэйд напал на него с ЭДТА, убив его. Наконец, Блейд и доктор Карен Дженсон вышли из храма, и Карен спросила Блейда, хочет ли он вылечиться. Лекарство покончило бы с жаждой крови Блэйда, но ценой потери его вампирских сил. Блэйд отказался, желая продолжить битву. Позже его видели в России преследующим вампира: он преследовал вампиров, которые преобразовали Уистлера и похитили его.
Блэйд II []
После двух лет исследований Блэйд наконец выследил вампиров, похитивших Уистлера в Праге: он убивает их всех и освобождает своего старого друга, забирая его на базу для лечения. Вместе со Скадом, своим новым помощником, Блейд вводит Уистлеру лекарство и ему удается исцелить его, получив своего наставника. Во всяком случае, Блэйд, кажется, не очень ему доверяет.
В ту же ночь к Блэйду приходят два посыльных, которые оказываются еще и искусными бойцами. Они представляются как Нисса Дамаскинос и Асад, которые просят Блэйда и его товарищей следовать за ними к дому Эли Дамаскина. Трое охотников встречают пожилого лорда-вампира, который, поблагодарив Блэйда за убийство дьякона Фроста, просит их о помощи: по всей Праге распространяется чума, называемая вирусом Жнеца, которую несет Джаред Номак, первый представитель новой расы. Номак кусает как людей, так и вампиров, и вирус распространяется намного быстрее, чем обычный вампирский. Блэйд соглашается и встречает Кровавую Стаю, элитный отряд вампиров, созданный для охоты на Блэйда, но теперь вынужденный стать его союзником. Чтобы Кровавая стая боялась, если не уважала его, Блейд реагирует на провокации Райнхардта, вживляя ему в голову дистанционно управляемую взрывчатку.
Команда отправляется в Дом Боли, ночной клуб вампиров. Здесь они находят группу Жнецов: вскоре они узнают, что новый вид вампиров намного сильнее обычных и что их оружие против них бесполезно. Жрец убит, но другим членам команды, благодаря Уистлеру, удается захватить Жнеца живым. Нисса после того, как Жнец умер от голода, произвела его вскрытие и обнаружила, что их единственное слабое место — солнечный свет, так как их сердце покрыто костями. В это время Блейд и Нисса начинают ладить, и Нисса пытается убедить Блейда принять его истинную природу.
Команда находит базу врагов в канализации Праги и спускается вниз с новым оружием, разработанным Уистлером и Скадом, солнечными гранатами. Вскоре на охотников нападают Жнецы. Блейд успевает активировать гранаты, убивая всех Жнецов, но истощается в конце ожесточенной битвы, в которой остались, как и выжившие из Кровавой стаи, Блэйд, Рейнхардт и Нисса. Всех троих отправляют во дворец Дамаскина, где они обнаруживают, что Номак — не мутант, а генетический эксперимент Дамаскина, и что Рейнхардт и Скад были шпионами. Рейнхардт издевается над Блейдом и говорит ему, что бомба была подделкой, собранной Скадом, и дает бомбу мальчику; Блейд говорит им, что он с самого начала знал, что Скад был предателем, и что бомба на самом деле настоящая и заставляет ее взорваться, убивая крота. Позже Блейда доставляет в лабораторию Карл Кунен, который хочет убить и препарировать его, но вмешивается Уистлер и спасает своего друга.
Блэйд впадает в ярость и убивает всех людей Дамаскина, включая Райнхардта, и достигает крыши, желая предотвратить бегство Дамаскина. Оказавшись там, он узнает, что Номак тоже был в здании, и что он уже убил Эли и укусил Ниссу. Номак предлагает Блейду и союз, но тот отказывается и начинает драку, во время которой Блейд испытывает большие трудности против Жнеца. Когда его вот-вот убьют, Блейд использует осколок своего разбитого меча и пронзает Номака, достигая единственной точки без костяной брони его сердца. Затем Блэйд берет умирающую Ниссу на крышу, где он смотрит ей в глаза за мгновение до рассвета, сжигая ее.
Блейд и Уистлер покидают Прагу, но не раньше, чем Блэйд убивает Раша, вампира, которого он оставил в живых во время спасения Уистлера.
Блэйд: Тринити []
Во время охоты Блэйд нападает на группу вампиров и убивает их всех. Последнему удается бежать, но Блейд достигает его и пронзает. Вскоре он узнает, что он был Хранителем, изображающим из себя вампира, а Даника Талос снимала сцену издалека. Блэйд попал в ловушку вампиров: мир, фактически не подозревающий о существовании вампиров, считает его серийным убийцей, и теперь у ФБР есть улики против него.
Блейд и Уистлер выслеживаются двумя агентами ФБР, Уилсоном Хейлом и Рэем Камберлендом, которые атакуют их базу с помощью группы спецназа. Уистлер убит во время боя, а Блэйд арестован. Позже его допрашивает психиатр Эдгар Вэнс, который на самом деле является фамильяром Дома Талоса. Он заявляет, что Блейд психически неуравновешен, и вызывает кого-то из криминального приюта, Данику и ее приспешников, чтобы забрать его. Блэйда спасают в последний момент Ганнибал Кинг и Эбигейл Уистлер, два охотника из Ночных охотников. Его доставили на их базу, где он узнал о существовании Дракулы и о планах Даники воскресить его. Блейд, хотя и одиночка, соглашается сражаться на стороне Ночных охотников, направляя их в битве против Дракулы.
Вместе с Кингом и Эбби Блэйд начинает масштабную охоту, добираясь до последнего офиса Вэнса. Здесь они узнают, что Дрейк уже убил психиатра и выдает себя за него. Кинг ранен, и Блейд следует за Дрейком по крышам, где получает от него официальный вызов. Спасая новорожденного, Блейд позволяет Дрейку сбежать, обещая бой в будущем.
Позже Блэйд узнаёт о биологическом оружии, разработанном Соммерфилдом, одним из Ночных охотников: Daystar, особый вирус, который, слившись с кровью Дрейка, уничтожит расу вампиров. Есть риск, что Блэйда тоже убьют, но он заявляет, что готов к этому. Затем он выходит на охоту с Эбигейл, а Кинг выведен из строя в постели. Эти двое узнают из вампирского «Последнего решения», которое является настоящим апокалипсисом для человечества: многие мужчины и женщины находятся в плену в коматозном состоянии и используются в качестве бесконечных источников крови. Блейд убивает Мартина Вриде, начальника полиции, фамильяра, и уничтожает хранилище Окончательного решения. Когда он и Эбигейл возвращаются на базу, они узнают, что Дрейк убил всех Ночных охотников и похитил Ганнибала Кинга и Зои, маленького ребенка Соммерфилда. Взяв единственный существующий образец Daystar, они готовятся отправиться к Талосу, чтобы спасти своих товарищей и убить Дрейка.
Оказавшись во дворце, после короткой схватки с Ярко Гримвудом, Блэйд достигает Дрейка и вступает с ним в захватывающий бой на мечах. Эти двое идеально подходят друг другу, и ни одному из них не удалось победить. В конце концов, Дрейк принимает свою истинную форму, форму огромного демона, который оказывается намного лучше Блэйда. Daywalker побежден и вот-вот будет убит, когда Эбби пытается выстрелить в вампира заряженной стрелой Daystar. Дрейк хватает его в воздухе и позволяет ему упасть на землю. Когда он собирается пронзить Блейда своим мечом, Блэйд хватает стрелу и пронзает его, освобождая вирус. Измученный, он ложится на землю рядом с Дрейком, который говорит ему, что больше не боится будущего своей расы, поскольку Блэйд может быть для него настоящим наследником, и говорит ему, что у него есть последний подарок для него. Дрейк превращается в Блейда, позволяя настоящему сбежать, в то время как агенты ФБР забирают не то тело. Поскольку Daystar не был таким смертоносным, как должен был быть, Блэйд продолжает свою затяжную битву с вампирами.
Личность[]
Блэйд — циничный человек, который решительно настроен избавить Землю от вампиров. Известно, что он стоик, холоден и вспыльчив. Как и многие в сообществе охотников на вампиров, Блейд глубоко обижен на вампиров, в основном из-за смерти его матери, Ванессы Брукс; когда она была убита Дьяконом Фростом и, будучи наполовину вампиром, у него была неутолимая жажда крови, которая доставляла ему большие проблемы, поскольку в юности он убивал и истощал людей. Несмотря на свое холодное поведение, Блэйд не лишен сердца; он спас Карен Дженсон, блестящего гематолога; когда ее чуть не убил вампир, а позже взял ее в партнеры. Блэйд с огромным уважением относится к своему наставнику, оружейнику и отцу Аврааму Уистлеру. Его дружба с Уистлером была настолько сильна, что Блейд не мог покончить с ним из-за его страданий, когда Фрост и его люди жестоко пытали его. Когда Уистлер пожертвовал собой, Блейд переживает эмоциональный срыв и впадает в депрессию после того, как его арестовывает ФБР, опустошенный смертью своего любимого наставника.
Хотя большую часть времени Блэйд лишен эмоций, он улыбается и редко показывает свои чувства. Доказательства — это когда Уистлер излечивается от своего вампирского вируса и играет с другими вампирами. Он также несколько сочувствовал Ниссе Дамаскинос из Кровавой Стаи, признавая в ней человека с чувством чести, подобным его собственному; несмотря на то, что она вампир. Он даже был явно опечален ее смертью, держа ее на руках, когда она испепелялась солнечным светом.
Блейд известен как «волк-одиночка», поскольку он выполняет свои миссии в одиночку и не любит использовать помощников, если только ситуация не становится ужасной. Единственным исключением является Карен, которая весьма пригодилась ему и Уистлеру. Блейд был относительно и по понятным причинам неудобен в работе вместе с Кровавой Стаей, поскольку они изначально были обучены убивать его и Ночных Сталкеров, потому что большинство участников были молоды и не очень серьезно относились к своей работе охотников на вампиров.
Силы и способности[]
«На мать Блэйда напал вампир, когда она была беременна. Она умерла, но он выжил. К сожалению, он претерпел определенные генетические изменения. Он может противостоять чесноку, серебру и даже солнечному свету. … И у него их сила».
― Авраам Уистлер
Силы[]
Гибридная физиология человека и вампира одна слабость. У него сверхчеловеческая сила, скорость, выносливость, чувства, фактор ускоренного исцеления, почти бессмертие и иммунитет к солнечному свету, серебру, чесноку и ЭДТА. У него все еще есть тяга к крови, которой он противостоит либо сильной силой воли и банками крови, либо даже сывороткой, чтобы утолить свой аппетит.
Сверхчеловеческие чувства : Чувства Блэйда острее, чем у человека. Он способен видеть объекты с идеальной четкостью на гораздо больших расстояниях, чем обычный человек. Он сохраняет тот же уровень четкости даже в почти полной темноте. Слух Блейда также улучшен, что позволяет ему обнаруживать звуки, которые не может услышать обычный человек, и иметь возможность слышать звуки, которые может слышать обычный человек, но на больших расстояниях. Обоняние Блэйда такое же острое, как у волка или собаки, что позволяет ему выслеживать свою добычу на многие мили только по запаху крови жертвы. В целом, острые чувства Блейда дают ему несколько преимуществ при охоте или уклонении от врагов.
Сверхчеловеческая сила : Блейд обладает нечеловеческой силой, эквивалентной силе десяти сильных мужчин; примерно достаточно сильный, чтобы выжать 5 тонн. Он может прыгать на большие расстояния и наносить мощные удары; достаточно, чтобы бросить взрослого человека через комнату с большой скоростью и силой. За годы строгих тренировок и опыта сила Блэйда развилась за пределы обычных вампиров, и у него всегда есть преимущество в виде подавляющей грубой физической силы против любого противника-человека.
Сверхчеловеческая ловкость : Блейд способен двигаться с большой ловкостью, быстротой и гибкостью. Он может подпрыгнуть на несколько футов в воздух и может двигаться, прыгать, карабкаться, переворачиваться и бегать на невероятно высоких скоростях без труда и усталости. Он также может выполнять сверхчеловеческие трюки паркура и практически всегда приземляться на ноги.
Сверхчеловеческая выносливость : Мускулатура Блэйда вырабатывает меньше токсинов усталости во время физической активности, чем мускулатура обычного человека. Он может работать на пределе своих возможностей в течение нескольких часов, прежде чем усталость начнет его ослаблять.
Сверхчеловеческая выносливость: Блэйд очень способен принять наказание, которое может нанести серьезный вред или убить нормального человека. Например, получение ударов от более сильных сверхчеловеческих / сверхъестественных существ, бросание в такие материалы, как бетон и мрамор, многократное поражение электрическим током с помощью высоковольтных электрошокеров / пистолетов, пронзание несколькими кольями и многократное вывих костей. Pure Blood еще больше увеличит его пределы, но его можно сокрушить и даже убить, когда он идет против более сильных противников.
Регенеративный исцеляющий фактор : Блэйд, как и полноценные вампиры, обладает расширенными регенеративными способностями, что позволяет ему регенерировать от смертельных ран гораздо быстрее, чем обычные люди. Как и вампиры, он также способен к регенерации конечностей, кроме головы; однако потребуется несколько часов, чтобы его потерянные части тела выросли заново. Его регенеративные целебные способности также увеличивают продолжительность его жизни до гораздо большего предела, чем у обычных людей.
Сверхъестественное Обнаружение: Из-за того, что Блейд является гибридом вампира, он может чувствовать различных сверхъестественных существ, таких как Дракула/Дрейк, в своей области.
Способности[]
Мастер боевых искусств : Блейд — мастер боевых искусств, с юных лет обученный сражаться с вампирами. Он мог сражаться на равных с такими, как Дьякон Фрост, Джаред Номак и Дрейк, используя свое исключительное боевое мастерство (которые в то время физически превосходили его). Он также может выстоять против нескольких нападающих, будь то люди, вампиры или даже жнецы. Основная форма боя Блейда представляет собой смесь шотокан карате, хапкидо, ушу, шаолиньского кунг-фу, бразильского джиу-джитсу, айкидо, силата, капоэйры и про-рестлинга. Кроме того, он также освоил все существующие виды оружия боевых искусств, а мечи и кинжалы были его основной специальностью.
Одаренный интеллект : Блэйд обладает обширными знаниями о стратегической охоте на вампиров, а также о том, как ловить, запугивать и допрашивать их для получения информации. Он может говорить на разных языках, включая чешский, русский и, в некоторой степени, язык вампиров. Блейд также хорошо разбирается в знаниях о вампирах и сверхъестественном.
Стрельба: Блэйд очень талантливый стрелок и метатель. Он может использовать любое оружие, которое увидит, и мгновенно использовать его с высокой точностью.
Многоязычность: Блейд может говорить и переводить на английский, русский, румынский, чешский, немецкий, японский и язык вампиров. Неизвестно, что он может говорить намного больше, чем эти языки.
Тактик: Блейд — опытный тактик, он может строить различные планы, даже когда у него очень мало времени. Он также отличный исследователь, способный обнаружить малейшие детали. Например, Он мгновенно узнал Предательство Скада, План нации вампиров и Воскрешение Дракулы.
Слабости[]
Жажда крови: Блейд должен постоянно пить кровь, чтобы выжить, иначе он умрет. Он также станет более агрессивным, чем дольше он будет обходиться без крови. Он создал несколько сывороток крови, чтобы бороться с употреблением чистой крови и поддерживать свое тело в отличной форме. Но есть одна загвоздка: каждый раз, когда он использует сыворотку, его тело постепенно полностью отвергает сыворотку, и ему придется найти способ сделать сыворотку более сильной.
Обезглавливание: Хотя у Блэйда есть иммунитет к слабостям вампира и исцеляющий фактор; но если ему отрубить голову, его исцеляющий фактор не сработает, и он умрет.
Снаряжение[]
Оружие[]
Меч Блейда: Меч Блэйда представляет собой специально разработанный титановый клинок с травлением кислотой. Он состоит из прямого обоюдоострого лезвия, похожего на клинок длинного меча, оканчивающегося металлической рукоятью, выполненной в стиле мечей Юго-Восточной Азии. Внутри рукояти спрятано защитное устройство, состоящее из четырех небольших убранных лезвий, расположенных на одинаковом расстоянии вокруг рукояти, которые выдвигаются, чтобы серьезно покалечить любую руку, сжимающую их, если устройство не отключено.
Пистолеты: Blade использует различные пистолеты со специальными боеприпасами. Его наиболее распространенное огнестрельное оружие — полуавтоматический пистолет с лазерным прицелом, установленным под стволом. К крупному оружию относятся дробовик (оснащенный устройством для запуска кольев), автоматы и штурмовые винтовки. Боеприпасы, которые он использует, обычно самодельные, с металлическими компонентами, отлитыми из серебра, и пулями, заточенными до полого острия.
Чеснок: Лезвие, как известно, использует чеснок против вампиров; который он использует в боеприпасах для своего пистолета, помимо серебра; для более смертоносного эффекта.
Серебряные колья: Блэйд носит несколько серебряных кольев, привязанных к его бедру. Поскольку серебро способно вызывать аллергическую реакцию у вампиров, их иногда используют в целях допроса при пронзании конечностей вампира, хотя чаще они используются для летального эффекта при ударах по голове или груди.
ЭДТА: Этилендиаминтетрауксусная кислота — это соединение, разработанное доктором Карен Дженсон. Это антикоагулянт, который бурно реагирует при попадании в кровоток вампира. Раннее оружие с ЭДТА представляло собой ампулы, которые можно было бросить в цель, а позже Блейд использовал перезаряжаемые картриджи с ЭДТА, устанавливаемые на руку, которые могли впрыскивать вещество с помощью удара.
Ультрафиолетовый свет: Ультрафиолетовый свет редко использовался в арсенале Блэйда из-за его необходимости быстро двигаться, но известно, что он экипировал ультрафиолетовые лампы и устройства ультрафиолетовой вспышки для случайных миссий.
Отношения[]
Семья[]
Роберт Брукс — Отец
Ванесса Брукс † — Мать
Авраам Уистлер † — наставник и приемный отец
Союзники[]
Карен Дженсон
Пакет с кровью
Скад † — стал врагом и жертвой
Нисса Дамаскинос † — Любовный интерес
Ночные охотники
Криста Старр
Шен
врагов[]
Дьякон Фрост † — Сир вампиров
Питер Куинн † —
Эли Дамаскинос † —
Джаред Номак † —
Дрейк † —
Внешний вид[]
Появления Эрика Брукса
В хронологическом порядке:
Лезвие
Лезвие II
Лезвие: Тринити
Лезвие: серия
Первый сезон
Пилот
Смерть продолжается
Спуск
Родословные
Зло внутри
Доставка
Жертва
Поворот винта
Ангелы и демоны
Охотники
Монстры
Конклав
Общая информация[]
Будет добавлено
За кулисами[]
LL Cool J, Denzel Washington и Laurence Fishburne рассматривались на роль Блэйда.
Ссылки[]
В Blade Wiki есть коллекция изображений и медиафайлов, связанных с Blade .
В Blade Wiki есть коллекция цитат, связанных с Blade .
Внешние ссылки[]
Blade в Википедии
Блейд (персонаж франшизы New Line) в Википедии
Блэйд на вики Marvel
Блэйд (Эрик Брукс) В комиксах Силы, враги, история терроризировал человечество.
стойкость
энергия
боевые навыки
интеллект
сила
Биография
Биография
В мире мало мужчин и женщин, которые охотятся на кровь, как вампиры как они делать ставки. Блэйд — это больше, чем просто убийца нежити, это бугимен бугимен, вещь, которая заставляет гулей и монстров терять сон.
Родившийся от матери, опустошенной вампиризмом и одаренной сверхчеловеческими способностями благодаря укусу Морбиуса, Живого Вампира, Блэйд — Дневной Бродяга — искусный мастер боевых искусств, обладающий большинством вампирских сил и ни одной из их слабостей. Его жизнь — это неустанное стремление искоренить в мире зверей, стремящихся уничтожить невинную жизнь.
Трагическое начало
Блэйд, урожденный Эрик Брукс, имел сложное начало. Его отцом был Лукас Кросс, член Ордена Тираны, древнего тайного общества. Кросс находился в плену в Латверии, когда его возлюбленная Тара была беременна его сыном, поэтому он дал ей четкие инструкции бежать в Англию и найти убежище у члена Ордена мадам Вэнити. Там Тара взяла фамилию Брукс, но столкнулась с осложнениями во время беременности, ища помощи у мужчины, который утверждал, что он врач. Предполагаемый врач, Дьякон Фрост, оказался вампиром, который питался Тарой во время ее родов, передавая определенные ферменты в кровоток ребенка.
Эрик вырос в борделе мадам Вэнити сиротой, отравленным поцелуем вампира, но еще не полностью обращенным. В детстве он столкнулся с фигурой, которая изменила его жизнь. Брукс бросился в рукопашную с вампирами, напавшими на старика, которым оказался Джамал Афар, джазовый трубач и профессиональный враг нежити. Афар взял юношу под свое крыло, обучив его, чтобы он стал идеальной машиной для убийств. Спустя годы Брукс случайно убил невиновного человека во время патрулирования, в результате чего Афар и мадам Вэнити отправили его в Нью-Йорк, чтобы он присоединился к банде Тирианы под названием «Кровавые тени». Эрик вырвет контроль над группой у их лидера, а затем приведет своих новых союзников с собой в Англию в качестве своей личной боевой силы вампиров.
Он также украл девушку свергнутого лидера Кровавых Теней, Глори, но когда вампир по имени Ламия обратила его возлюбленную, Бруксу пришлось убить их обоих, вновь посвятив себя миссии, а не межличностным отношениям. Последняя трагедия, которая привела Эрика к тому, чтобы стать тем, кем ему суждено было стать, произошла, когда сам Дракула обратил наставника Брукса Афара, оставив протеже убить человека, который помог ему, когда никто другой этого не сделает. Его жажда отомстить Дракуле привела Брукса в Китай, где он присоединился к команде охотников на вампиров Орджи Джонса, среди которых были Азу М’Даммен, Мусенда и Огун Стронг. Группа стала называть его Блэйдом из-за его умения обращаться с холодным оружием. Когда команда, наконец, нашла Дракулу, темный лорд убил почти каждого из них, нарочно пощадив жизнь Брукса, чтобы когда-нибудь в будущем его враг был обязан вернуть долг. Мусенда тоже выжил, но ушел с охоты. Чтобы почтить память своих павших товарищей, Брукс сохранил имя Блейд и включил элементы каждого человека в свое снаряжение и обычную одежду, включая фирменные оттенки Афара, и, наконец, стал легендарным и печально известным охотником на вампиров.
Сверхъестественные навыки
Блэйд обладает всеми сильными сторонами вампира без их слабостей. Он обладает сверхчеловеческой силой, выносливостью и чувствами, а также ускоренным лечебным фактором, но невосприимчив к солнечному свету и укусам вампиров. Помимо своих сверхъестественных способностей, он еще и невероятно опытный боец. Блэйд — мастер большинства боевых искусств с особым умением обращаться с оружием, а именно с мечами и кинжалами.
Ravenous Rivals
За свою карьеру врага темного оккультизма Блэйд сражался почти со всеми грозными кровопийцами, от самого Дракулы до Морбиуса Живого Вампира и бессмертного, который проклял его в первую очередь, Дьякона Фроста. . Он также сражался с Бароном Бладом, Блэкаутом и бесчисленным множеством других существ ночи.
Надежные товарищи по команде
На протяжении всей своей долгой жизни Блэйд часто был одиночкой, доверяя только себе в своих пожизненных поисках, но у него было немало союзников. С первых дней обучения у Джамала Афари и совместной работы с охотниками на вампиров Ноя Ван Хельсинга, до его более поздних выступлений с Ганнибалом Кингом и Ночными охотниками и даже его забав с Сынами полуночи, он доказал, что может быть как способным соотечественником, так и одиноким. воин. В последние годы он также был связан с MI:13 и Могучими Мстителями.
Вселенная, Другие псевдонимы, Образование, Место происхождения, Личность, Известные родственники, Полномочия, Принадлежность к группе
Путешествие Дневного Бродяги в Ночь
Блэйд провел начало своего личного крестового похода в одиночестве, прежде чем привлечь внимание Куинси Харкера, товарища-вампира охотник, чьи методы старой школы расстроили его нового союзника. Поначалу их различие в стилях было еще одним доказательством того, что Блейд лучше всего работал в одиночку, но после того, как ему не удалось превзойти Дракулу в одиночку, он начал уважать полезность работы с единомышленниками. Объединившись с Фрэнком Дрейком, Рэйчел ван Хельсинг, Тадж Нитал и Харкер, Блэйд смог успешно выследить Дракулу, где он сделал ставку на своего заклятого врага, которому все же удалось выжить. В их следующей встрече Дракула укусил своего противника за горло, заставив его повернуться, но Блейд исцелился от раны, обнаружив в результате, что он невосприимчив к вампиризму из-за своей уникальной биологии.
Это новое знание вдохновило Блейда покинуть группу Харкера, чтобы выследить убийцу его матери, Дьякона Фроста. Его поиски были сорваны, когда Мадам Вэнити, его суррогатная матриарх, была убита Легионом Проклятых, культом вампиров, возглавляемым Маргаритой Д’Алессио, одним из человеческих агентов Дракулы. Блэйду пришлось тесно сотрудничать с инспектором Кейт Фрейзер, чтобы найти Легион и помешать им создать сыворотку солнечного света, химическое соединение, позволяющее вампирам ходить днем. В дополнение к победе над Легионом, Блэйд спас свою возлюбленную Саффрон Колдер и получил записанные на пленку улики, которые очистили его имя от многочисленных ложных обвинений, в которых его подставили вампиры. Позже поиски Блейда Фроста привели его в Бостон, где он обнаружил, что команда Харкера работает бок о бок с самим Дракулой.
Блэйд, поначалу испытывавший отвращение к такому развитию событий, не имел другого выбора, кроме как присоединиться к этому непростому союзу, чтобы уничтожить большую угрозу, злодейского доктора Сана. Во время последовавшей битвы Блейд мельком увидел Фроста и был вынужден покинуть Харкера и компанию, чтобы выполнить свою личную миссию. Именно тогда Блэйд впервые встретился с Ганнибалом Кингом, частным сыщиком, которого Фрост превратил в вампира. Двое мужчин не очень любили друг друга, но их объединяла общая жажда покончить с Фростом. Объединив свои ресурсы, они смогли найти Фроста и уничтожить его в кульминационном взрыве.
Смерть Куинси Харкера привела к тому, что его группа охотников разошлась, но Рэйчел ван Хельсинг была превращена Дракулой в вампира, прежде чем ее уничтожил Росомаха. После этого Блэйд, Дрейк и Кинг работали с доктором Стрэнджем, чтобы наложить заклинание, которое он назвал Формулой Монтези, которое, казалось, уничтожило всех вампиров, оставшихся на Земле. Не имея кровопийц, трое мужчин сформировали Borderline Investigations, но агентство просуществовало недолго, как из-за финансовых проблем, так и из-за неспособности партнеров поладить. После распада их официального партнерства Дрейку понадобилась помощь Блэйда в личном вопросе. Его новая жена, Марлен МакКенна, слила свой дух с покойной Рэйчел ван Хельсинг благодаря Грегору Смирноффу, демонологу, который принес в жертву множество студентов колледжа в культе под названием «Принадлежность», чтобы усилить силу Дракулы. Дракула был возрожден демоном Асмодеем, поэтому Блэйд использовал Марлен как приманку, чтобы выманить его.
Это противостояние с Дракулой сломало Блэйда, у которого, сильно избитого, случился психический срыв. Возвращение Дракулы вкупе с существованием брата-вампира доктора Стрэнджа Виктора Стрэнджа ослабили Формулу Монтези. Безумие Блэйда стало опасным для окружающих, поскольку он убедился, что его друзья стоят между ним и победой над Дракулой. Дрейк временно поместил Блэйда в больницу, но в конечном итоге ему помог выздороветь другой тип целителя, поскольку доктор Стрэндж мистическим образом преобразовал сверхспецифическую ненависть Блэйда к вампирам в более общее отвращение к оккультизму. Это не было полностью альтруистическим шагом со стороны доброго доктора, поскольку Стрэндж знал, что Блэйду и его союзникам суждено помочь в борьбе с матерью-демоном, Лилит.
С новым взглядом на жизнь Блэйд снова объединился с Дрейком и Кингом в качестве Ночных охотников. Вскоре сама Лилит наняла троицу для нападения на Призрачного гонщика (Дэнни Кетч) и Джонни Блейза, при этом двое мужчин были представлены как угроза человечеству. Блейд бросился в новое дело, так стремясь уничтожить мистический мир, но их деятельность привлекла внимание DOA, Департамента оккультных вооружений, подразделения Гидры, возглавляемого лейтенантом Грегори Белиалом. Этот новый союз был проверен, когда Блэйд чуть не пожертвовал Дрейком ради DOA, но в конце концов пришел в себя, поставив свою жизнь на карту, чтобы спасти своего партнера.
Затем Ночные Сталкеры помогли Карателю, оказавшемуся втянутым в мистическую войну между Шивом и Адамом Касимом. Затем Блейд оказался в конфликте с Морбиусом, который изо всех сил пытался найти способ положить конец своему псевдо-вампирскому существованию, что привело их к контакту с древним алхимиком по имени Стоунколд и его союзником-вампиром Виком Слотером. Магическая помощь доктора Стрэнджа в области психического здоровья не сильно повлияла на личность Блэйда, поскольку его жажда уничтожить оккультизм была такой же саморазрушительной, как и его прежнее стремление отомстить вампиру. Его ярость все еще держала его в опасной близости от того, чтобы причинить вред невинным, пытаясь сделать то, что он считал правильным. Блэйд использовал пажа из проклятого Даркхолда, чтобы стать живым воплощением Демогорга, мистически могущественного существа, изгнавшего Старших Богов с Земли. Блэйд надеялся, что эта новая сила поможет ему уничтожить всех сверхъестественных существ. У него не было намерения причинить вред кому-либо без мистических способностей, но он охотился на многих, кого когда-то называл соотечественниками.
Назвав себя Switchblade, чтобы еще больше дистанцироваться от своего существования до Demogorge, Блэйд преследовал Сыновей полуночи, разрозненную группу мистически одаренных людей, в которую входили его бывшие товарищи по команде Ночные охотники, уничтожая их всех одного за другим. В конце концов, заклинание было разрушено Искупительницей Даркхолда Луизой Гастингс, которая пожертвовала своей душой, чтобы вернуть Блэйда к его прежнему статус-кво. Ущерб, который он нанес, был возмещен, но не стерт из его памяти. Раздираемый чувством вины из-за того, как далеко зашли его поиски, Блэйд использовал мистический нож, известный как Лезвие Интрадоса, чтобы вызывать и пересматривать видения своей жизни. Он, наконец, начал понимать, насколько опасен он был, когда им управляли его навязчивые идеи, продвигаясь вперед с новым взглядом на свою цель.
Вскоре последовала битва с ребенком Лилит, известным как Короткое замыкание, и растущий разрыв между Кингом и Блэйдом, по-видимому, был отложен навсегда, поскольку последний поклялся не дать Ганнибалу когда-либо потерять контроль над своей вампирской сущностью. К сожалению, формула Монтези начала ослабевать. Варна, изначальный Повелитель вампиров, вернулся к жизни, а Гидра создала клона Дракулы по имени Кровавый шторм. Жена Дракулы Домини обратилась за помощью, чтобы вернуть своего похищенного сына Януса. В то время как остальные Ночные охотники приступили к реализации плана по выслеживанию Кровавой бури, Блэйд взял на себя задачу найти Януса. Его расследование привело его в аэропорт Кеннеди, где человек, стоящий за похищением, садился в самолет, направлявшийся в Нью-Дели. Сердце Блэйда было разбито, когда он обнаружил, что его старый союзник, Тадж Нитал, превратился в вампира и теперь служит Варне, организовавшей похищение.
Во время масштабной битвы между Варней, Бладстормом и Ночными охотниками все, кроме Блэйда, были уничтожены. Блэйд чувствовал крайнюю вину за то, что его единственные друзья теперь мертвы, оставив его вести войну в одиночку. Он поклялся продолжить поиски Януса, но так и не нашел ребенка, который через некоторое время появился изменившимся. Вскоре он приобрел нового союзника в Библии Джона Карика, члена мистической секты катаров, хранителя древней мистической библиотеки. Вместе с Кариком Блэйд сражался со странным образом возродившимся Дракулой и ложным дьяконом Фростом. Он также пытался наладить для себя нормальную жизнь вне охоты на вампиров. Подружившись с женщиной по имени Джулия Суарес, он снял у нее квартиру под именем Фрэнк Блейд. Он столкнулся с Marie Laveau, Steppin’ Razor и Night Terror, пока трио снова возрождало Varnae. Дух Блэйда ненадолго перенесся в прошлое, пережив жизнь охотника на вампиров 17-го века Джонаса Крея. Позже Лаво послала своих агентов, вампиров, убить Библейского Джона, но Блейд снова помешал ее планам.
Между тем, видения Кэрик о Ганнибале Кинге и Фрэнке Дрейке в конце концов завершились откровением о том, что двое мужчин каким-то образом слились с Кровавым Штормом, чтобы сформировать этого нового Дракулу. Кэрик, Блейд и будущая версия Блэйда, известная как Арбалет, сыграли важную роль в том, чтобы помочь Кингу и Дрейку вернуться из этого состояния, хотя истинная душа Дракулы сохранила владение телом, которое они когда-то делили. Вскоре Блэйда вызвала в Новый Орлеан загадочная красавица Доминик Левант, которая привела его в разгар своего рода вампирского переворота с участием живого вампира Морбиуса и могущественного Улисса Соджорнера. Соджорнер стремился объединить всех вампиров на Восточном побережье, но Блейд остановил план. Оставаясь активным в Новом Орлеане, Блэйд объединился с Братом Вуду, чтобы помешать Мари Лаво и Дьякону Фросту создать армию нежити. Позже Блэйд и Человек-паук столкнулись с вампиром Генри Сейджем и узнали о разработке формулы Daywalker, эволюции сыворотки солнечного света.
Продолжая совершенствовать свою технику и снаряжение, Блэйд помог Человеку-Пауку поймать их бывшего союзника Морбиуса, который попал под влияние вампира, известного как Голод. Во время их противостояния Морбиус укусил Блейда, который вскоре понял, что ферментов его крови недостаточно, чтобы защитить его от уникальной формы вампиризма его врага. Хотя Блейд якобы был дневным бродягой с рождения, теперь он полностью превратился в то, что он ненавидел больше всего, проявляя вампирские клыки и жажду крови.
Вскоре после того, как этот Клинок был захвачен Серебряным Глазом, сотрудник Щ.И.Т. секта, занимающаяся созданием собственных кадров вампиров-солдат. Подразделение Silvereye частично было прикрытием для схемы, разработанной Darius Venginian, вампиром, который стремился получить политическую власть в США. Он также пытался запрограммировать Блейда, чтобы он стал пешкой Серебряного глаза, но этот план провалился, когда охотник на вампиров вырвался из своего программирования с помощью близнецов Моши и Микадо. Братья и сестры помогали Блейду против Серебряного Глаза, а также демона-вампира, известного как Жнец (Гракул), вызванного одним из Древних Сарацинов. Миша и Мокадо сопровождали Блэйда, когда он скрылся с места происшествия, поклявшись больше не иметь ничего общего с Щ.И.Т. в будущем. Партнерство Блэйда с близнецами было недолгим, и он снова остался один, когда столкнулся с ужасающей породой многостадийных вампиров, известных как Трики.
Блэйд оказался вовлеченным в сложный заговор, когда его отец снова появился, став вампиром много лет назад, находясь в Латверии, чтобы спастись от неизлечимой болезни в надежде однажды воссоединиться со своей женой и сыном. Все еще работая с Орденом Тираны, Лукас Кросс надеялся привести в действие пророчество о своем сыне, которое намекало, что вампиры могут вернуть свои души. В союзе с Кроссом Дракула воскресил из могилы вампира Джамала Афари. Афари и Дракула столкнулись с Человеком-пауком, причем первый укусил Ползуна, ненадолго наделив его вампирскими способностями. Появился Блейд и победил Человека-паука, а затем снова убил Дракулу. Он не знал об участии Афари, вместо этого отвлекся, когда команда Щ.И.Т. агенты, превращенные в вампиров, пытались оживить Дракулу на борту корабля ЩИТ. геликарриер; Блэйд уничтожил весь корабль, чтобы избавиться от своих врагов.
Доктор Дум завербовал Блэйда, чтобы отправиться в путешествие во времени и спасти его мать, Синтию фон Дум, из тюрьмы, когда она была беременна своим сыном; во время своего путешествия в прошлое Блейд освободил Лукаса Кросса из латверийской тюрьмы, не подозревая, что этот человек был его отцом. Когда Блэйд вернулся в настоящее, Дум вознаградил его, дав ему зелье, которое, как он утверждал, могло излечить его от жажды крови; дневной путник не был уверен, что хочет его использовать, но тем не менее сохранил зелье.
Поскольку сверхлюди Соединенных Штатов были вынуждены подписать Закон о регистрации сверхлюдей (SHRA), Блэйд оказался среди тех, с кем столкнулся Щ.И.Т. силы. Он охотно подчинился новому закону, видя ценность в возможности выманить Щ.И.Т. ресурсов за собственные средства.
Лукас наконец открылся Блэйду, заковав его в цепь и поместив в камеру с девушкой; наручники плененного охотника на вампиров были достаточно длинными, чтобы дотянуться до его сокамерника, но не до двери. Лукас надеялся, что его пленница будет питаться ею, чтобы исполнить часть пророчества, в котором говорилось, что его сын будет питаться девственной кровью, но Блэйд удивил его, вместо этого откусив ему правую руку, чтобы снять наручники. Блэйд сбежал от Лукаса и вскоре столкнулся с Драконисом, вампиром, который сделал себя неуязвимым для большинства традиционных форм разрушения. Драконис, по-видимому, убил Блэйда в их первом столкновении, но наш герой обнаружил, что амулет, который он ранее забрал у вампира, сделал того, кто носил его, невосприимчивым к колу.
Заручившись помощью Ганнибала Кинга, Блэйд смог, наконец, убить Дракониса, укусив его в процессе — и таким образом непреднамеренно исполнив пророчество о том, что он отведает девственной крови. У Блэйда был Щ.И.Т. предоставить ему специальный пистолет, чтобы заменить его недостающую правую руку. Блейд и Кинг исследовали Орден Тираны, разыскивая Юнион Джека (Джоуи Чепмен), потому что его товарищи-рыцари Пендрагона были связаны с Орденом. Блейд был ошеломлен, узнав, что Орден якобы был героями. Продолжая свое расследование, он вернулся к Человеку-пауку и узнал, что именно Афари ранее вампирировал паутину. Наконец, Блейд и Кинг столкнулись с Лукасом и узнали, каковы их цели. Лукас привел их в Замок Дракулы, где он бросил вызов Блэйду, чтобы выпустить на землю осколок от кола, который он ранее использовал против Дракулы, и таким образом исполнить пророчество.
Когда Блэйд отказался, Кинг напал на него, желая вернуть его душу. Блейд был вынужден убить Кинга, а затем сразиться с Лукасом и Дракулой. Во время столкновения осколок наконец коснулся земли, но вместо того, чтобы вернуть вампирам души, он вернул вампиров к жизни — включая Кинга и практически всех других кровопийц на планете. Извиняясь перед Кингом за то, что убил его ранее, Блейд дал ему зелье против жажды крови, которое он выиграл у Дума. Теперь Блэйд больше нуждался в своей жажде крови, чем когда-либо, а популяция вампиров достигла рекордно высокого уровня.
Позже Блейд некоторое время работал в Vanguard, секретной команде супергероев, выполнявших задания на чужой земле. После вторжения Скруллов Блэйд присоединился к британскому MI:13, так как после поражения инопланетной расы на его родине возродились злые силы. Сначала ему было трудно приспособиться после попытки убить товарища по команде Спитфайра, который был наполовину вампиром, но в конце концов они уладили свои разногласия и, как ни странно, завязали романтические отношения.
Пила Dimar 2833. 125.45 алмазная подрезка D125x45x4,4/5,2 Z24 коническая для пильного центра
Толщина пропила, мм
4.4
Наружный диаметр, мм
125
Форма зуба пилы
K
Страна происхождения
Израиль
Пила Dimar 2833.180.30 алмазная подрезка D180x30x4,4-5,2 Z24 коническая для пильного центра
Толщина пропила, мм
4.4
Наружный диаметр, мм
180
Форма зуба пилы
K
Страна происхождения
Израиль
Алмазные пилы и инструменты
Поговорите со специалистом (800) 325-2337
Найди свой клинок
Росомаха
Премиум-производительность на асфальте
Больше информации
Мокрые лезвия Americut Pro Series
Наша линейка лезвий Americut Pro Series
Больше информации
Viper
Сегментированный турбонож для быстрого и чистого реза
Больше информации
Eagle
Отвал общего назначения от 4 до 20 дюймов
Больше информации
Празднование 36-летия
Только 1 неделя — купите (12) 14-дюймовых лезвий Americut Получите 13-е в подарок
Найди свой клинок
Резервуар для воды Mesto
Резервуар для воды №1 на рынке
Больше информации
Комбинированные лезвия Americut
Превосходная производительность на ВСЕХ материалах
Больше информации
DBW приобретает 4CoreBiz
Мы рады сообщить о нашем новом приобретении
4CoreBiz. com
Найди свой клинок
Росомаха
Премиум-производительность на асфальте
Больше информации
Мокрые лезвия Americut Pro Series
Наша линейка лезвий Americut Pro Series
Больше информации
Viper
Сегментированный турбонож для быстрого и чистого реза
Больше информации
Eagle
Отвал общего назначения от 4 до 20 дюймов
Больше информации
Празднование 36-летия
Только 1 неделя — купите (12) 14-дюймовых лезвий Americut Получите 13-е в подарок
Найди свой клинок
Бак для воды Место
Резервуар для воды №1 на рынке
Больше информации
Комбинированные лезвия Americut
Превосходная производительность на ВСЕХ материалах
Больше информации
DBW приобретает 4CoreBiz
Мы рады сообщить о нашем новом приобретении
4CoreBiz. com
Хардскейп
Асфальт
Бетон
Кирпичная кладка
Снос
Керн
Камень + Гранит
Коммунальные + Метро
Преднапряжение + Сборный железобетон
Зеленый бетон
рынок алмазных дисков и инструментов
Позвоните нам и присоединитесь к нашей клиентской базе более 100 000 удовлетворены клиенты
(800) 325-2337
Superblade G3
Супер G
Superblade Extreme
Верховный Росомаха
Дракон
Орел Высшая Каменная кладка
Верховный Дракон
Америкут Дуктайл Премиум
Высший Блэксмит
Отправьте нам сообщение, и один из наших опытных сотрудников отдела продаж свяжется с вами как как можно скорее
DBW приобретает 4CoreBiz
Кристиан Туска
Мы рады объявить о нашем новом члене семьи DBW: 4CoreBiz. Это приобретение делает DBW одним из крупнейших поставщиков специальных буровых долот в Северной Америке. 4CoreBiz, ООО. был создан для восполнения недостающего компонента на рынке. Несмотря на то, что существует множество производителей корончатых коронок хорошего качества, многие… Подробнее
Granite Creek Capital Partners и семья Фаррелл Назад Приобретение Diamond Blade
Кристиан Туска
08 июня 2021 г., 09:00 по восточному времени ЧИКАГО, 8 июня 2021 г. (GLOBE NEWSWIRE) — Частная инвестиционная компания Granite Creek Capital Partners, базирующаяся в Чикаго, сегодня объявила о партнерстве с Canterbury Ventures, LLC, инвестиционным подразделением Джеймса М. Фаррелла и У. Джеймса Фаррелла. приобрести Diamond Blade Warehouse, LLC («DBW»). DBW… Подробнее
Местный поставщик против оптового производителя
Кристиан Туска
На дворе 2020 год. Мир вращается вокруг графика доставки Amazon. Развлечения теперь транслируются в ваши гостиные и на смартфоны. Блокбастерное видео осталось в прошлом. То же самое и с местным поставщиком оборудования. Так почему же мы слышим: «Если вы не можете зайти и показать свой продукт… Подробнее
Подготовка к World of Concrete
Джефф Джонсон
Выставки – интересная и захватывающая часть нашего бизнеса. Для продавца это уникальная возможность встретиться с существующими клиентами, а также с более чем 60 000 НОВЫМИ потенциальными клиентами, посетившими выставку. Но с административной точки зрения это может обернуться логистической проблемой. Для нашей средней торговли… Подробнее
Разница между дисками для бетона и асфальта
Кристиан Туска
Один из самых частых вопросов, которые нам, продавцам, задают: «В чем разница между дисками… в частности, в чем разница между дисками для бетона и асфальта?» Самый простой ответ – СВЯЗЬ лезвия. Связь — это металлы, которые удерживают бриллианты на месте. Связка состоит из металлического порошка. Порошок… Подробнее
Будьте в курсе новостей Diamond Blade
Ленточные пилы | Алмазный лесопильный завод
С твердосплавным наконечником
Хромированная подложка — NXT-CT™
Тройной чип
Для высокопроизводительной резки труднообрабатываемых материалов, таких как инконель, хастелой и титан.
Набор зубьев, тройной чип
Для алюминиевого литья и литейного производства.
Узнать больше
Биметалл
M51 — Mach 12™
Для резки цельных или толстостенных экзотических материалов.
Узнать больше
M42 — Excel™
Зуб протяжки
Менее агрессивный нулевой передний угол, противостоит срыву зубьев на меньших поперечных сечениях из высоколегированных, термообработанных или нержавеющих сталей.
Позиция и крючок
Агрессивный передний угол, который обеспечивает более быстрое резание твердых заготовок, где срыв зубьев не является обычным явлением.
Узнать больше
M42 — Contour Band™
Крючок
Малая ширина с агрессивным передним углом для более быстрой резки алюминия и цветных металлов.
Протяжка и постоянный зуб
Узкие резцы с менее агрессивным углом, препятствующим срыву зубьев при резке высоколегированных, термообработанных или нержавеющих сталей.
Узнать больше
Matrix — New Wave™
Уникальный групповой набор зубьев в сочетании с конструкцией протяжных зубьев обеспечивает более плавный рез с меньшим уровнем шума и вибрации. Разработан специально для пил в отделе технического обслуживания.
Узнать больше
Matrix — Super Weld™
Крюк и зубья с позицией
Эти типы зубьев сочетают в себе агрессивный передний угол для более быстрого резания и являются отличным выбором для твердых заготовок и материалов с большим поперечным сечением.
Протяжка и постоянный зуб
Эти типы зубьев имеют менее агрессивный нулевой передний угол, что предотвращает срыв зубьев, особенно на небольших заготовках.
Узнать больше
Углерод
Hard Edge Hard Back — Tri-Temp
Полностью твердые зубья и закаленная спинка для более высоких давлений подачи. Это качество обеспечивает большее натяжение и дополнительную жесткость, что приводит к более прямым разрезам при резке по контуру.
Узнать больше
Hard Edge Flex Back — Carbon
Полностью твердые зубья и гибкая задняя часть делают его отличным выбором для «легкообрабатываемых» металлов, дерева и пластика. Хорошо подходит для машин с малым диаметром колес.
Узнать больше
Специальность
M42 — Cut Master™
Зубья уникальной формы для резки более крупных структурных форм, таких как двутавровые балки, уголки и толстостенные трубы. Профиль зуба обеспечивает агрессивную режущую способность, препятствуя срыву зуба.
Узнать больше
M42 — Kerf Plus™
Более широкий пропил помогает предотвратить повреждение лезвия из-за заедания при резке штабелированных или связанных балок и труб.
Узнать больше
Специальная сталь – фрикционная
Кремнистая углеродистая сталь
Для резки трением черных металлов толщиной до 1 дюйма. Диски работают при очень высокой скорости вращения в минуту, что создает сильный нагрев от трения, что позволяет лезвию сжигать или расплавлять материал.
Узнать больше
Специальная сталь — X-tra Duty .032™
Высокоуглеродистая сталь
Гибкая задняя часть с твердой кромкой и повышенной толщиной (0,032) для дополнительной жесткости, прочности и срока службы лезвия в деревообрабатывающей промышленности, в частности, при производстве мебели. Также для алюминия, магния, латуни и т. д.
Узнать больше
Специальная сталь — E.T.S. (Каждый набор зубьев)
Высокоуглеродистая сталь
Гибкая задняя часть с твердой кромкой рекомендуется для прямой и контурной резки дерева, ДСП, пластика и цветных металлов. Отсутствие передних зубьев увеличивает режущую кромку на треть, что увеличивает срок службы лезвия и устойчивость к истиранию.
Узнать больше
Timber Master TK™
Тройная стружка с твердосплавным наконечником
Для резки дорогих, абразивных, экзотических пород дерева. Установить зуб тройной чип.
Биметалл M42
Для увеличения срока службы инструмента между заточками. Сочетает гибкость опоры из пружинной стали с износостойкостью биметаллического зуба из быстрорежущей стали.
Профессиональная резка
Разработан с точно отшлифованными полностью закаленными зубьями и уникально закаленным корпусом, что делает ленту наиболее экономичной для пиления с тонким пропилом. Превосходный срок службы лезвия на портативных пилорамах и перепилах.
Узнать больше
Утилизация поддонов
Оба этих полотна для ленточной пилы поддонов специально разработаны для переработки и разборки поддонов.
Биметалл
ВЫСОКОПРОИЗВОДИТЕЛЬНОЕ биметаллическое ленточнопильное полотно для демонтажа поддонов Конструкция VARI-TOOTH прорезает гвозди и увеличивает срок службы полотна, одновременно снижая вибрацию. Сочетает гибкость опоры из пружинной стали с износостойкостью биметаллического зуба из быстрорежущей стали.
Углерод
НИЗКАЯ СТОИМОСТЬ, карбоновые ленточные пилы для демонтажа поддонов являются более экономичным выбором для тяжелых условий эксплуатации и эксплуатации, которые типичны для машин для демонтажа поддонов при резке гвоздей и скоб для поддонов. Эти ленточные пилы дешевле, что помогает снизить затраты на переработку.
 3.0 (ссылки будут в конце). И даже особо сравнить не получалось исходники между собой, чтобы понять что изменилось относительно базовой прошивки.
3.0 (ссылки будут в конце). И даже особо сравнить не получалось исходники между собой, чтобы понять что изменилось относительно базовой прошивки. п. настройки значительно ограничены прошивкой, поэтому все эксперименты с ускорениями 1800, 500 и т.п. — были впустую
п. настройки значительно ограничены прошивкой, поэтому все эксперименты с ускорениями 1800, 500 и т.п. — были впустую п. настройки значительно ограничены прошивкой, поэтому все эксперименты с ускорениями 1800, 500 и т.п. — были впустую
п. настройки значительно ограничены прошивкой, поэтому все эксперименты с ускорениями 1800, 500 и т.п. — были впустую На данный момент я уже почти месяц сижу на новой прошивке и не вижу принципиальной разницы с родной прошивкой — т.е. у меня нет дискомфорта от того, что что-то работало в заводской прошивке, а в новой не работает. За исключением калибровки поверхности — не могу проверить.
На данный момент я уже почти месяц сижу на новой прошивке и не вижу принципиальной разницы с родной прошивкой — т.е. у меня нет дискомфорта от того, что что-то работало в заводской прошивке, а в новой не работает. За исключением калибровки поверхности — не могу проверить. Было бы классно скооперироваться с другими владельцами принтера и подобрать лучшие настройки на базе общего опыта
Было бы классно скооперироваться с другими владельцами принтера и подобрать лучшие настройки на базе общего опыта Пока что отказался от данной функции.
Пока что отказался от данной функции.
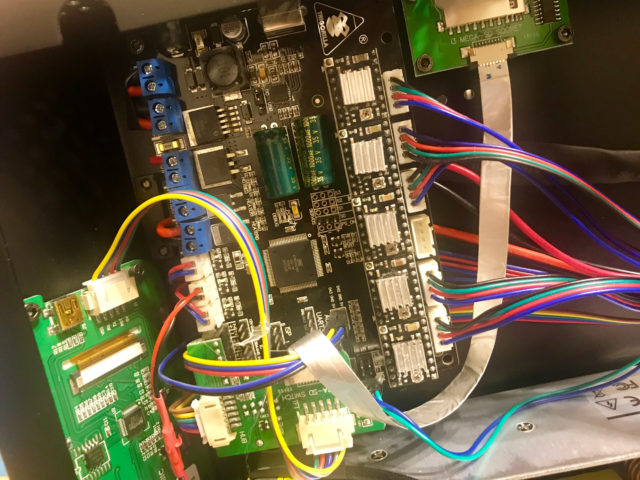 д.)
д.)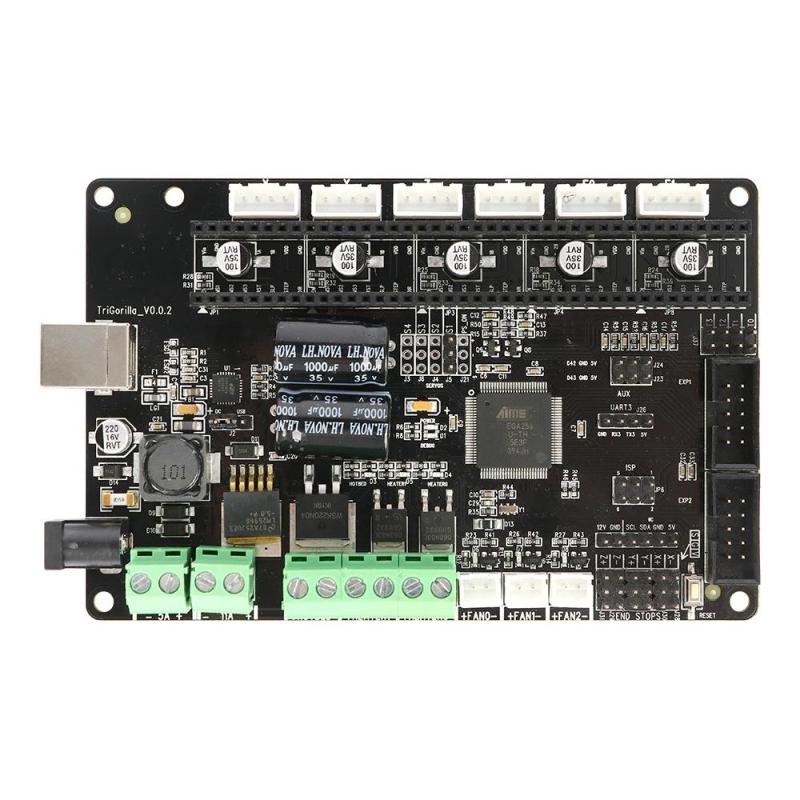 ;
;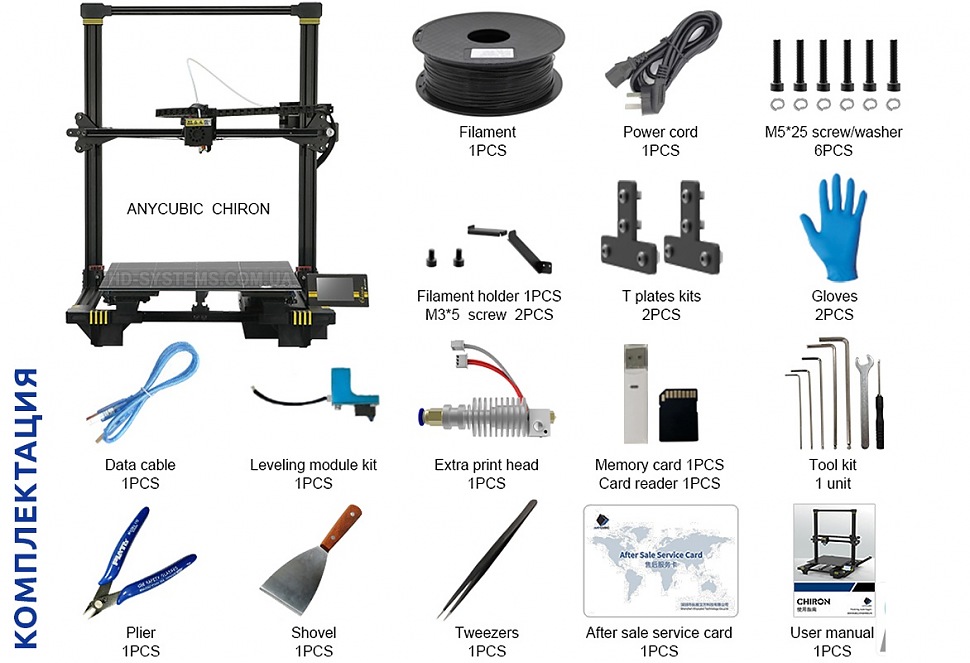
 без выравнивания с винтами.
без выравнивания с винтами.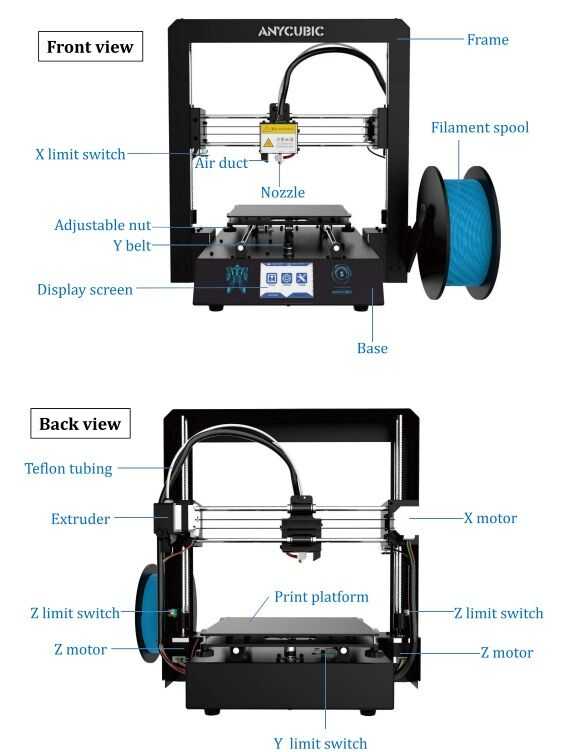 е. вы можете переключать цвета/материалы во время печати и управлять ими с помощью дисплея.
е. вы можете переключать цвета/материалы во время печати и управлять ими с помощью дисплея. д., из имени . Другие символы, такие как тире или подчеркивание, можно оставить на месте, так как они не создают никаких проблем.
д., из имени . Другие символы, такие как тире или подчеркивание, можно оставить на месте, так как они не создают никаких проблем.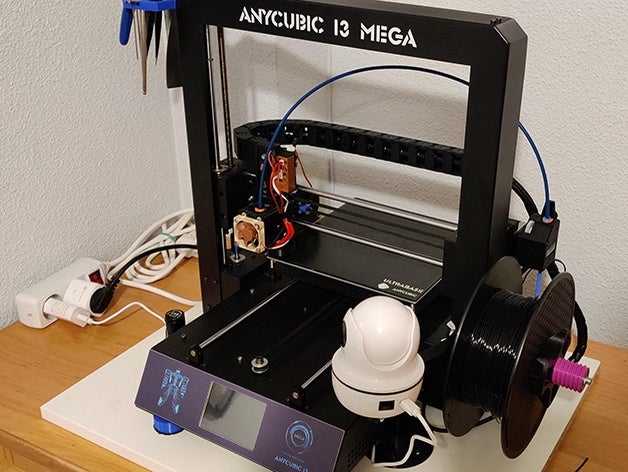 h
h 

 Вы также можете ознакомиться с дополнительными прошивками и поддержкой на GitHub, Youtube, Reddit и т. д.
Вы также можете ознакомиться с дополнительными прошивками и поддержкой на GitHub, Youtube, Reddit и т. д.


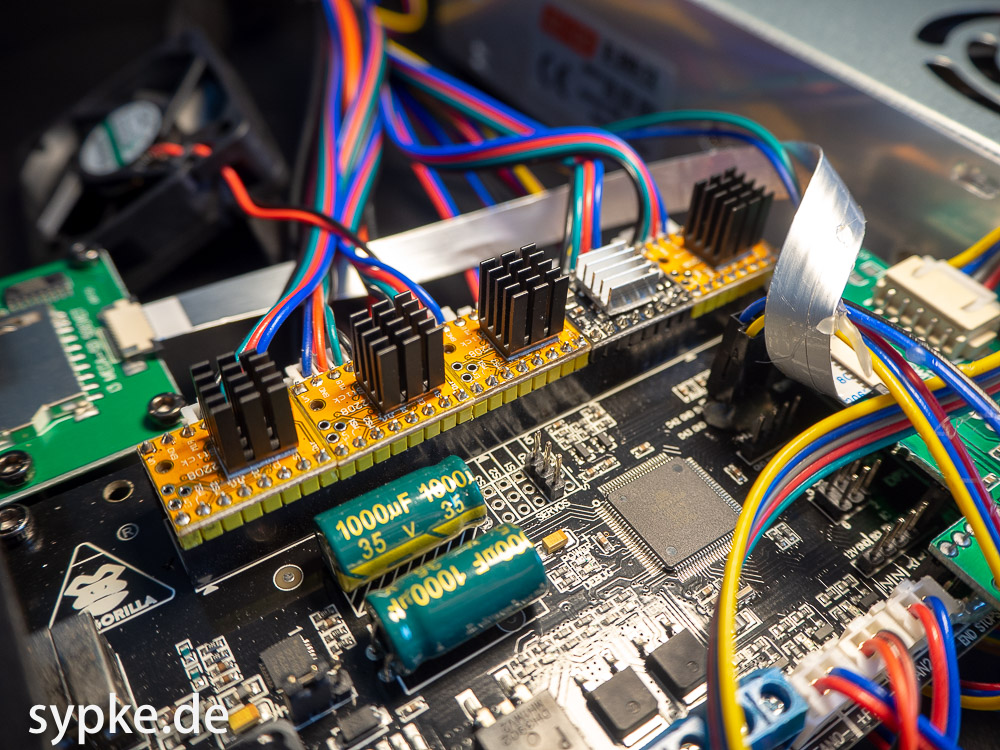
 После подключения принтера вы можете загрузить прошивку на плату, щелкнув стрелку вправо в нижнем левом углу Visual Studio Code.
После подключения принтера вы можете загрузить прошивку на плату, щелкнув стрелку вправо в нижнем левом углу Visual Studio Code.
 В результате внутренняя пластиковая бутылка искусно маскируется и создается впечатление довольно стильного и современного предмета искусства.
В результате внутренняя пластиковая бутылка искусно маскируется и создается впечатление довольно стильного и современного предмета искусства.
 Перед печатью внимательно прочтите инструкцию дизайнера!
Перед печатью внимательно прочтите инструкцию дизайнера! По словам тех, кто ее уже напечатал, модель, кажется, хорошо масштабируется и может использоваться как общий контейнер для ручек, карандашей или чего угодно другого, в дополнение к функциям обычной вазы.
По словам тех, кто ее уже напечатал, модель, кажется, хорошо масштабируется и может использоваться как общий контейнер для ручек, карандашей или чего угодно другого, в дополнение к функциям обычной вазы. Так как размер небольшой напечатать. эту вазу можно довольно быстро. Коллин также предоставила полезный набор инструкций о том, как поместить суккулент (небольшое растение) в напечатанную вазу. Выглядит это классно, а растение живет и цветет!
Так как размер небольшой напечатать. эту вазу можно довольно быстро. Коллин также предоставила полезный набор инструкций о том, как поместить суккулент (небольшое растение) в напечатанную вазу. Выглядит это классно, а растение живет и цветет!


 Такой подход обеспечивает более быстрое время печати и более гладкую, полированную отделку.
Такой подход обеспечивает более быстрое время печати и более гладкую, полированную отделку. Покупая в 3D4U.com.ua вы всегда получаете грамотную консультацию, гарантию и быструю доставку.
Покупая в 3D4U.com.ua вы всегда получаете грамотную консультацию, гарантию и быструю доставку. Без заполнения режим Vase значительно сокращает время печати и использование материалов, делая его отличным выбором для больших объектов или при работе с дорогими или редкими материалами.
Без заполнения режим Vase значительно сокращает время печати и использование материалов, делая его отличным выбором для больших объектов или при работе с дорогими или редкими материалами.
 Однако, если требуется прочность и внутренняя поддержка, то лучшим вариантом будет заполнение.
Однако, если требуется прочность и внутренняя поддержка, то лучшим вариантом будет заполнение.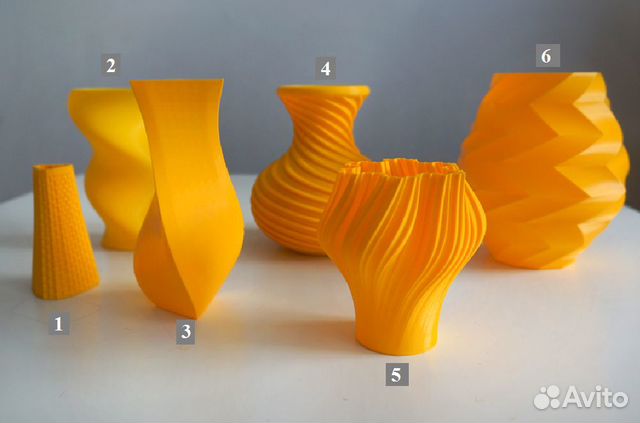
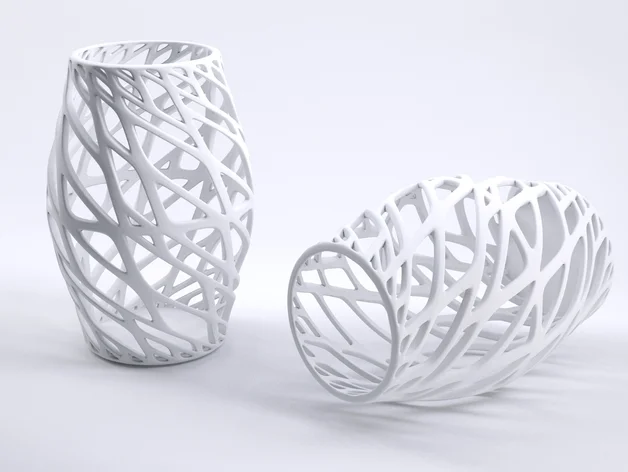 е. без заполнения, в одну стенку, и без верхнего слоя.
е. без заполнения, в одну стенку, и без верхнего слоя. Поэтому попробуйте режим «ваза» и посмотрите, какие творческие объекты вы сможете создать!
Поэтому попробуйте режим «ваза» и посмотрите, какие творческие объекты вы сможете создать! Все эти вазы 100% пригодны для 3D-печати , через персональную 3D-печать (FDM) или через профессиональную 3D-печать . Некоторые файлы можно распечатать сразу, другие потребуют сборки с помощью клейких точек, а некоторые потребуют комбинирования с другими элементами и материалами (стекло, дерево и т. д.). В любом случае, не стесняйтесь тратить время на отделку благодаря шлифовка и покраска . Тогда все, что вам нужно сделать, это выбрать правильные цветов , чтобы ваша цветочная композиция была самой красивой.
Все эти вазы 100% пригодны для 3D-печати , через персональную 3D-печать (FDM) или через профессиональную 3D-печать . Некоторые файлы можно распечатать сразу, другие потребуют сборки с помощью клейких точек, а некоторые потребуют комбинирования с другими элементами и материалами (стекло, дерево и т. д.). В любом случае, не стесняйтесь тратить время на отделку благодаря шлифовка и покраска . Тогда все, что вам нужно сделать, это выбрать правильные цветов , чтобы ваша цветочная композиция была самой красивой.


 Проектирование по эскизам заказчика/менеджера в программе Базис-Мебельщик
Проектирование по эскизам заказчика/менеджера в программе Базис-Мебельщик Контроль качества готовой продукции
Контроль качества готовой продукции Чтение чертежей, знание…
Чтение чертежей, знание… Удостоверение или подтверждение в трудовой книжке
Удостоверение или подтверждение в трудовой книжке Знание программ Corel Draw, ArtCam. Увернное пользование…
Знание программ Corel Draw, ArtCam. Увернное пользование…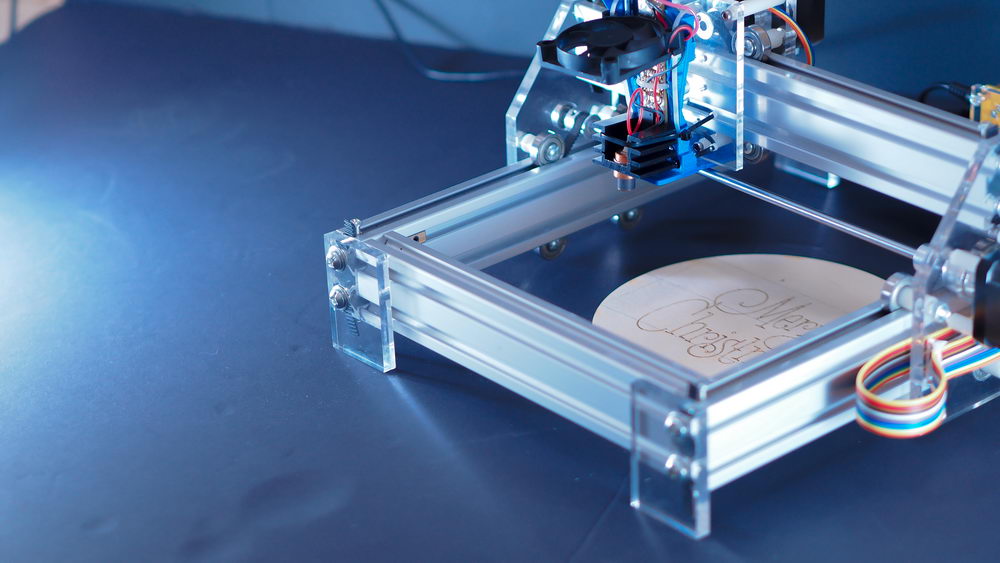 Настройка оборудования для изготовление деталей по заданным параметрам. Поддержка…
Настройка оборудования для изготовление деталей по заданным параметрам. Поддержка…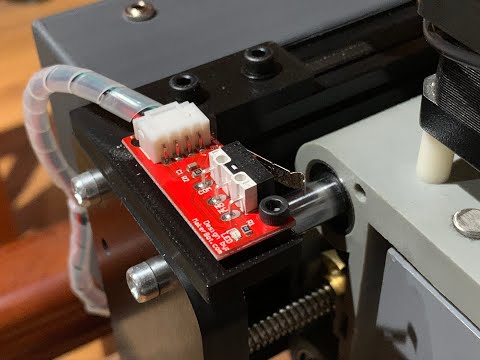 Работа в цеху, мелкогабаритные…
Работа в цеху, мелкогабаритные… Обработка , изготовление деталей разного класса…
Обработка , изготовление деталей разного класса… Образование не ниже среднее специального (профильное или техническое)
Образование не ниже среднее специального (профильное или техническое)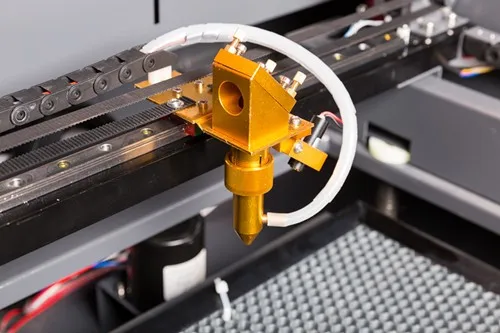 Используемые материалы…
Используемые материалы…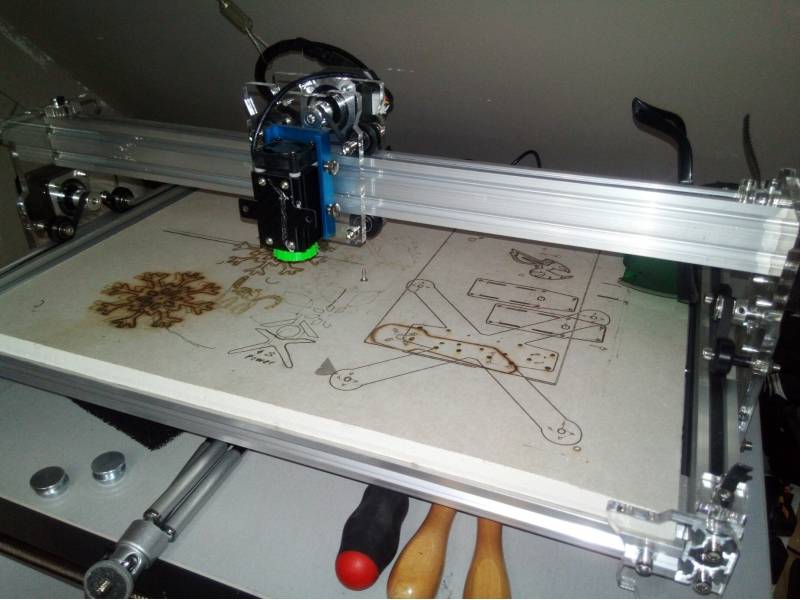 Умение работать с 3D-принтерами по технологии FDM и SLA (DLP)
Умение работать с 3D-принтерами по технологии FDM и SLA (DLP)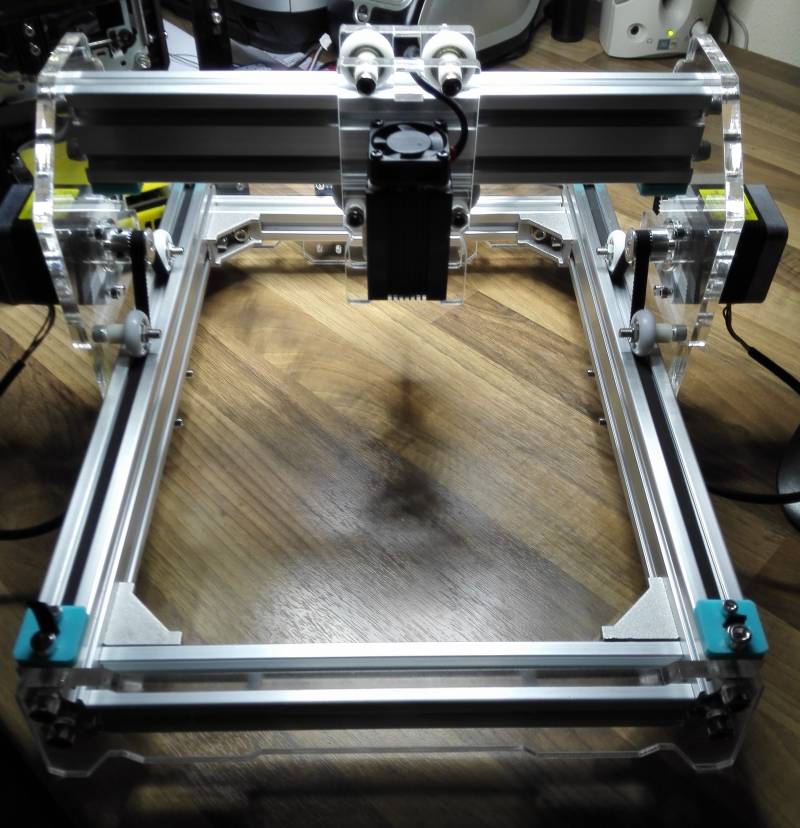 Выполнение поставленных задач. Ежедневное ТО. Проверка качества…
Выполнение поставленных задач. Ежедневное ТО. Проверка качества… Написание (составление) программ раскроя. Обеспечение своевременной…
Написание (составление) программ раскроя. Обеспечение своевременной… Настройка оборудования для изготовление деталей по заданным параметрам. Поддержка…
Настройка оборудования для изготовление деталей по заданным параметрам. Поддержка… Замена и наладка рабочего инструмента
Замена и наладка рабочего инструмента Вы сделали выбор и оплатили свой волоконный лазерный резак, представляя себе высокую производительность. Но через шесть месяцев фактическая производительность оказалась вдвое ниже обещанной. Что пошло не так?
Вы сделали выбор и оплатили свой волоконный лазерный резак, представляя себе высокую производительность. Но через шесть месяцев фактическая производительность оказалась вдвое ниже обещанной. Что пошло не так?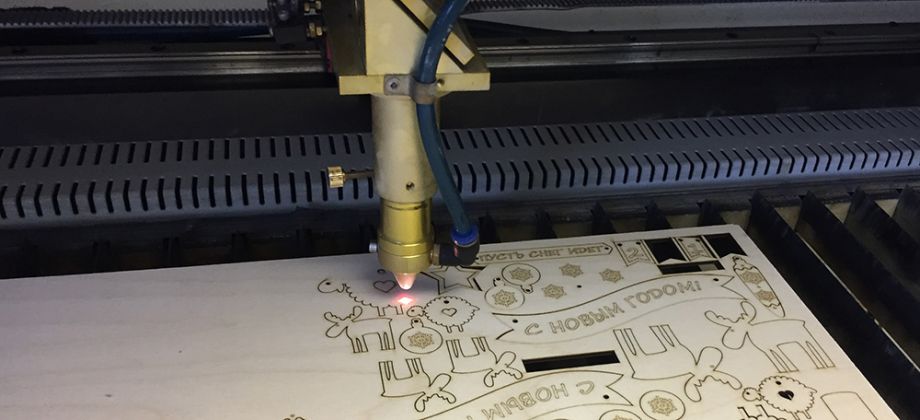 Лазер — это такой же станок, как
Лазер — это такой же станок, как Они знают о важности поддержания оптимальных условий резки, которые могут уменьшить деформации, а также минимизировать или даже устранить необходимость во вторичных операциях, таких как снятие заусенцев и выравнивание деталей. Они знают о важности стратегий предотвращения столкновения головок, например, когда головка проходит вокруг, а не над ранее вырезанными участками, которые склонны к опрокидыванию.
Они знают о важности поддержания оптимальных условий резки, которые могут уменьшить деформации, а также минимизировать или даже устранить необходимость во вторичных операциях, таких как снятие заусенцев и выравнивание деталей. Они знают о важности стратегий предотвращения столкновения головок, например, когда головка проходит вокруг, а не над ранее вырезанными участками, которые склонны к опрокидыванию. Конечно, после нескольких месяцев использования защитное стекло необходимо заменить. Но когда это происходит, возвращаются ли параметры резки к установленным по умолчанию, или эти параметры были изменены? Даже машина с безупречным защитным стеклом может резать с некачественной кромкой только потому, что операторы не сбросили параметры резки.
Конечно, после нескольких месяцев использования защитное стекло необходимо заменить. Но когда это происходит, возвращаются ли параметры резки к установленным по умолчанию, или эти параметры были изменены? Даже машина с безупречным защитным стеклом может резать с некачественной кромкой только потому, что операторы не сбросили параметры резки.
 Хорошие операторы знают, что волоконные лазеры не должны работать долгое время в предупредительном диапазоне. И они также знают, что если бы было время для очистки (подробнее об этом позже), состояние системы охлаждения не вошло бы в зону предупреждения в первую очередь.
Хорошие операторы знают, что волоконные лазеры не должны работать долгое время в предупредительном диапазоне. И они также знают, что если бы было время для очистки (подробнее об этом позже), состояние системы охлаждения не вошло бы в зону предупреждения в первую очередь. Он уже видел подобное в другой системе волоконного лазера, режущей ультрасухим цеховым воздухом. Любая система, использующая компрессор, использует масло, и если это масло попадает в линии вспомогательного газа, вы можете попрощаться с отличными показателями лазерной резки.
Он уже видел подобное в другой системе волоконного лазера, режущей ультрасухим цеховым воздухом. Любая система, использующая компрессор, использует масло, и если это масло попадает в линии вспомогательного газа, вы можете попрощаться с отличными показателями лазерной резки.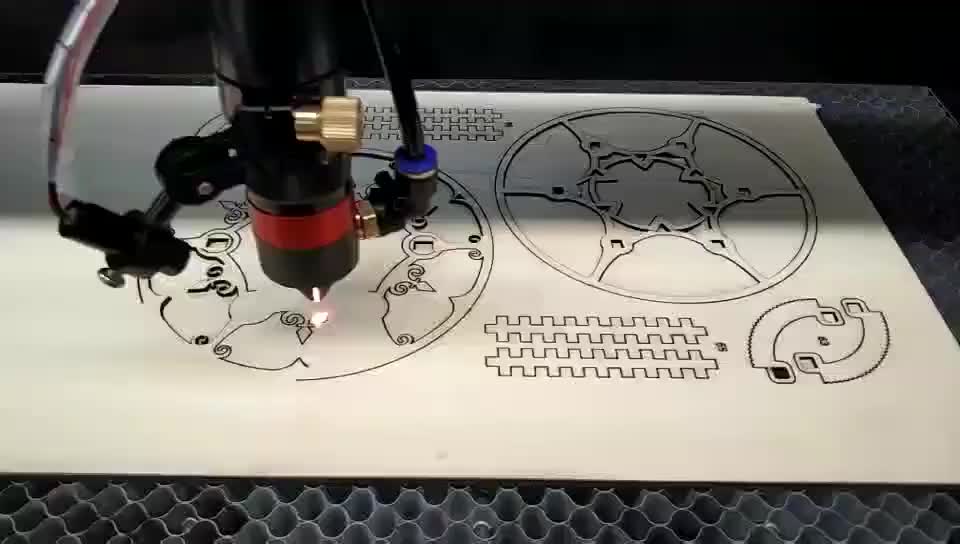
 Они также должны уметь планировать необходимое профилактическое обслуживание в соответствии с рабочей нагрузкой, чтобы максимизировать производство и поддерживать оптимальную работу машины.
Они также должны уметь планировать необходимое профилактическое обслуживание в соответствии с рабочей нагрузкой, чтобы максимизировать производство и поддерживать оптимальную работу машины.
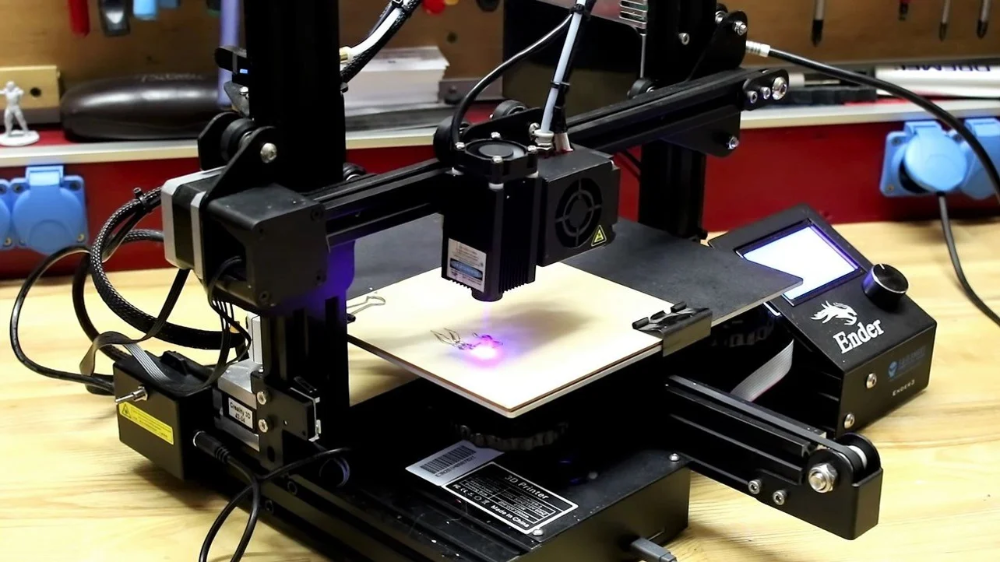 Когда подъемные вилы системы автоматизации пытаются снять разрезанный каркас, они могут поднять этот лист, а вместе с ним и весь стол с планками. Когда это происходит, автоматика отключается, а затраты возрастают.
Когда подъемные вилы системы автоматизации пытаются снять разрезанный каркас, они могут поднять этот лист, а вместе с ним и весь стол с планками. Когда это происходит, автоматика отключается, а затраты возрастают. Несколько коротких часов простоя предотвращают дни и недели удручающей непредсказуемости, которая возникает при эксплуатации грязной, плохо обслуживаемой машины. Операторы и бригады уборщиков чистят подшипники и поверхность линейных магнитов. Они снимают сильфоны, осматривают их на наличие отверстий и удаляют пыль пылесосом.
Несколько коротких часов простоя предотвращают дни и недели удручающей непредсказуемости, которая возникает при эксплуатации грязной, плохо обслуживаемой машины. Операторы и бригады уборщиков чистят подшипники и поверхность линейных магнитов. Они снимают сильфоны, осматривают их на наличие отверстий и удаляют пыль пылесосом. д. Успешные и продуктивные операторы всегда хотят узнать, как сделать так, чтобы лазер выдавал самые лучшие результаты.
д. Успешные и продуктивные операторы всегда хотят узнать, как сделать так, чтобы лазер выдавал самые лучшие результаты. Целеустремленные, любознательные и добросовестные операторы позволяют вашему оборудованию полностью раскрыть свой потенциал.
Целеустремленные, любознательные и добросовестные операторы позволяют вашему оборудованию полностью раскрыть свой потенциал.
 Кроме того, количество вакансий для операторов лазерной техники, которые, по прогнозам, станут доступными к 2028 году, составляет -83 800 человек.
Кроме того, количество вакансий для операторов лазерной техники, которые, по прогнозам, станут доступными к 2028 году, составляет -83 800 человек.




 )
)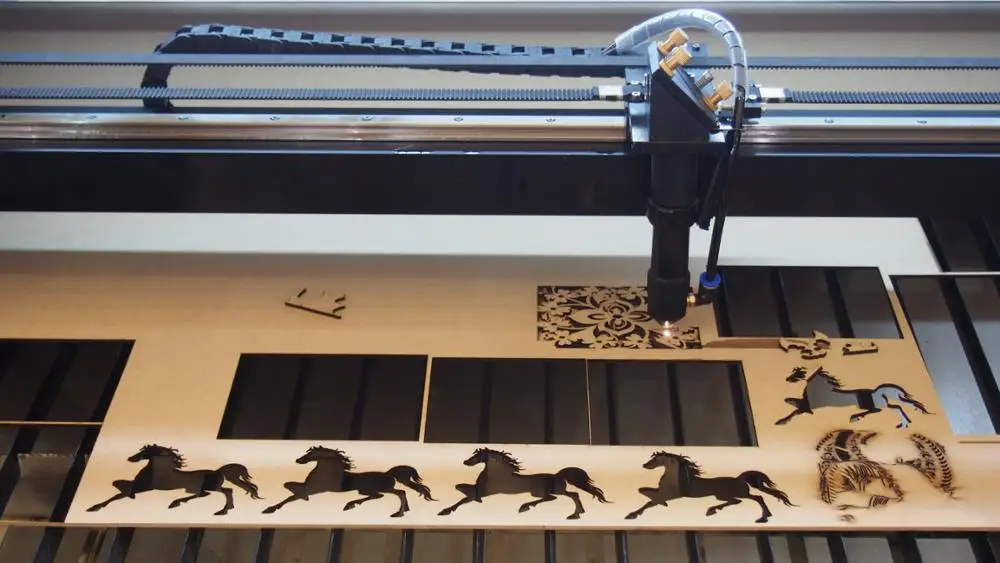 Операторы лазеров могут использовать навыки работы с компьютером в следующем примере, который мы взяли из резюме: «проверили дефекты лазера и диаметра трубок компьютерного принтера * удостоверились, что продукция соответствует стандартам качества * подготовили товары к отправке»
Операторы лазеров могут использовать навыки работы с компьютером в следующем примере, который мы взяли из резюме: «проверили дефекты лазера и диаметра трубок компьютерного принтера * удостоверились, что продукция соответствует стандартам качества * подготовили товары к отправке» Пример того, почему этот навык важен, показан в следующем фрагменте, который мы нашли в резюме оператора лазера: «Рабочие станков по металлу и пластику должны быть достаточно сильными, чтобы направлять и загружать тяжелые и громоздкие детали и материалы в машины». Мы также нашли этот пример резюме, в котором подробно описывается, как этот навык подвергается испытанию: «выполнены проверки качества для проверки веса, прочности и долговечности готовой продукции».
Пример того, почему этот навык важен, показан в следующем фрагменте, который мы нашли в резюме оператора лазера: «Рабочие станков по металлу и пластику должны быть достаточно сильными, чтобы направлять и загружать тяжелые и громоздкие детали и материалы в машины». Мы также нашли этот пример резюме, в котором подробно описывается, как этот навык подвергается испытанию: «выполнены проверки качества для проверки веса, прочности и долговечности готовой продукции». Кроме того, 1,1% получили степень магистра, прежде чем стать оператором лазера. Хотя это правда, что некоторые лазерные операторы имеют высшее образование, обычно можно стать таковым, имея только диплом средней школы. На самом деле каждый второй оператор лазера не тратил дополнительные деньги на учебу в колледже.
Кроме того, 1,1% получили степень магистра, прежде чем стать оператором лазера. Хотя это правда, что некоторые лазерные операторы имеют высшее образование, обычно можно стать таковым, имея только диплом средней школы. На самом деле каждый второй оператор лазера не тратил дополнительные деньги на учебу в колледже. Если бы вы внимательно посмотрели на Kloeckner Metals, то обнаружили бы, что средняя зарплата оператора лазера составляет 41 875 долларов. Затем в Complete Prototype Services операторы лазеров получают среднюю зарплату в размере 40,79 долларов США.2, а зарплата в Olympic Steel составляет 40 503 доллара.
Если бы вы внимательно посмотрели на Kloeckner Metals, то обнаружили бы, что средняя зарплата оператора лазера составляет 41 875 долларов. Затем в Complete Prototype Services операторы лазеров получают среднюю зарплату в размере 40,79 долларов США.2, а зарплата в Olympic Steel составляет 40 503 доллара. Кроме того, операторы лазеров, работающие в сфере высоких технологий, зарабатывают на 8,2% больше, чем операторы лазеров в розничной торговле.
Кроме того, операторы лазеров, работающие в сфере высоких технологий, зарабатывают на 8,2% больше, чем операторы лазеров в розничной торговле.
 В то время как операторы лазеров, как правило, зарабатывают больше всего денег в технологической отрасли со средней зарплатой в 36 571 доллар.
В то время как операторы лазеров, как правило, зарабатывают больше всего денег в технологической отрасли со средней зарплатой в 36 571 доллар. В то время как обязанности оператора лазера могут включать такие навыки, как «лазерная резка», «лазерный станок», «ручные инструменты» и «лазер с ЧПУ», некоторые операторы станков / машинисты используют такие навыки, как «токарные станки с ЧПУ», «шлифовальные станки», «станки с ЧПУ, » и «микрометры».
В то время как обязанности оператора лазера могут включать такие навыки, как «лазерная резка», «лазерный станок», «ручные инструменты» и «лазер с ЧПУ», некоторые операторы станков / машинисты используют такие навыки, как «токарные станки с ЧПУ», «шлифовальные станки», «станки с ЧПУ, » и «микрометры». Но помимо этого карьеры выглядят очень по-разному.
Но помимо этого карьеры выглядят очень по-разному.
 Настолько, что вероятность получения ими степени магистра на 0,4% меньше. Кроме того, у них меньше шансов получить докторскую степень на 0,1%.
Настолько, что вероятность получения ими степени магистра на 0,4% меньше. Кроме того, у них меньше шансов получить докторскую степень на 0,1%.
 Для этого используется специальный крючок. Для начала нужно отсоединить провод и извлечь свечу.
Для этого используется специальный крючок. Для начала нужно отсоединить провод и извлечь свечу. После этого ее устанавливают на место. Также нужно залить топливо, которое рекомендуется использовать для данной модели бензопилы.
После этого ее устанавливают на место. Также нужно залить топливо, которое рекомендуется использовать для данной модели бензопилы. Засорение этого отверстия приводит к тому, что в карбюратор поступает недостаточное количество воздуха.
Засорение этого отверстия приводит к тому, что в карбюратор поступает недостаточное количество воздуха. На завершающем этапе глушитель устанавливается на место.
На завершающем этапе глушитель устанавливается на место. 9 из 5)
9 из 5) «> бесплатная диагностика
«> бесплатная диагностика Если вам нужна доставка на авто, обращайтесь в нашу службу доставки заказов в любое время. Для этого потребуется связаться с оператором РемСити, позвонив по номеру телефона +7(383) 303-41-77, либо оставить ваши контактные данные в заявке, после чего вам оформят, определят по стоимости и сформируют заказ, назначат на определённое время для забора или доставки вашего инструмента.»>вызов курьера
Если вам нужна доставка на авто, обращайтесь в нашу службу доставки заказов в любое время. Для этого потребуется связаться с оператором РемСити, позвонив по номеру телефона +7(383) 303-41-77, либо оставить ваши контактные данные в заявке, после чего вам оформят, определят по стоимости и сформируют заказ, назначат на определённое время для забора или доставки вашего инструмента.»>вызов курьера Часть видов диагностики БЕСПЛАТНО»> бесплатная диагностика
Часть видов диагностики БЕСПЛАТНО»> бесплатная диагностика Вы можете заказать доставку инструмента на дом, а также выезд мастера-ремонтника на дом. Работаем без выходных!»>вызов курьера
Вы можете заказать доставку инструмента на дом, а также выезд мастера-ремонтника на дом. Работаем без выходных!»>вызов курьера Волочаевская, д.64, корпус 1
Волочаевская, д.64, корпус 1 Честные работают только так: сначала согласованная сумма и состав работ, потом ремонт, потом оплата (возможно, частичная предоплата).
Честные работают только так: сначала согласованная сумма и состав работ, потом ремонт, потом оплата (возможно, частичная предоплата).
 Покупки на сайте www.husqvparts.com — это быстро, легко и безопасно. Благодаря широкому выбору, непревзойденным ценам и превосходному обслуживанию клиентов сайт www.husqvparts.com является лучшим местом для покупки запчастей и аксессуаров Husqvarna.
Покупки на сайте www.husqvparts.com — это быстро, легко и безопасно. Благодаря широкому выбору, непревзойденным ценам и превосходному обслуживанию клиентов сайт www.husqvparts.com является лучшим местом для покупки запчастей и аксессуаров Husqvarna. Этот комплект включает в себя все необходимое для…
Этот комплект включает в себя все необходимое для… техническое обслуживание. Этот комплект OEM Husqvarna поставляется с правильными компонентами, которые оставят ваш…
техническое обслуживание. Этот комплект OEM Husqvarna поставляется с правильными компонентами, которые оставят ваш…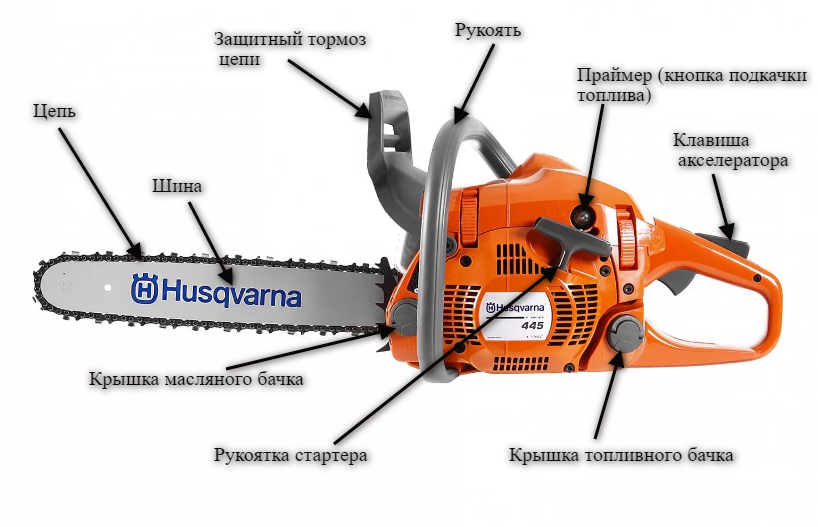 Если вам нужно отремонтировать сломанную деталь или просто убедиться, что ваше оборудование работает без сбоев, в этом наборе есть все…
Если вам нужно отремонтировать сломанную деталь или просто убедиться, что ваше оборудование работает без сбоев, в этом наборе есть все…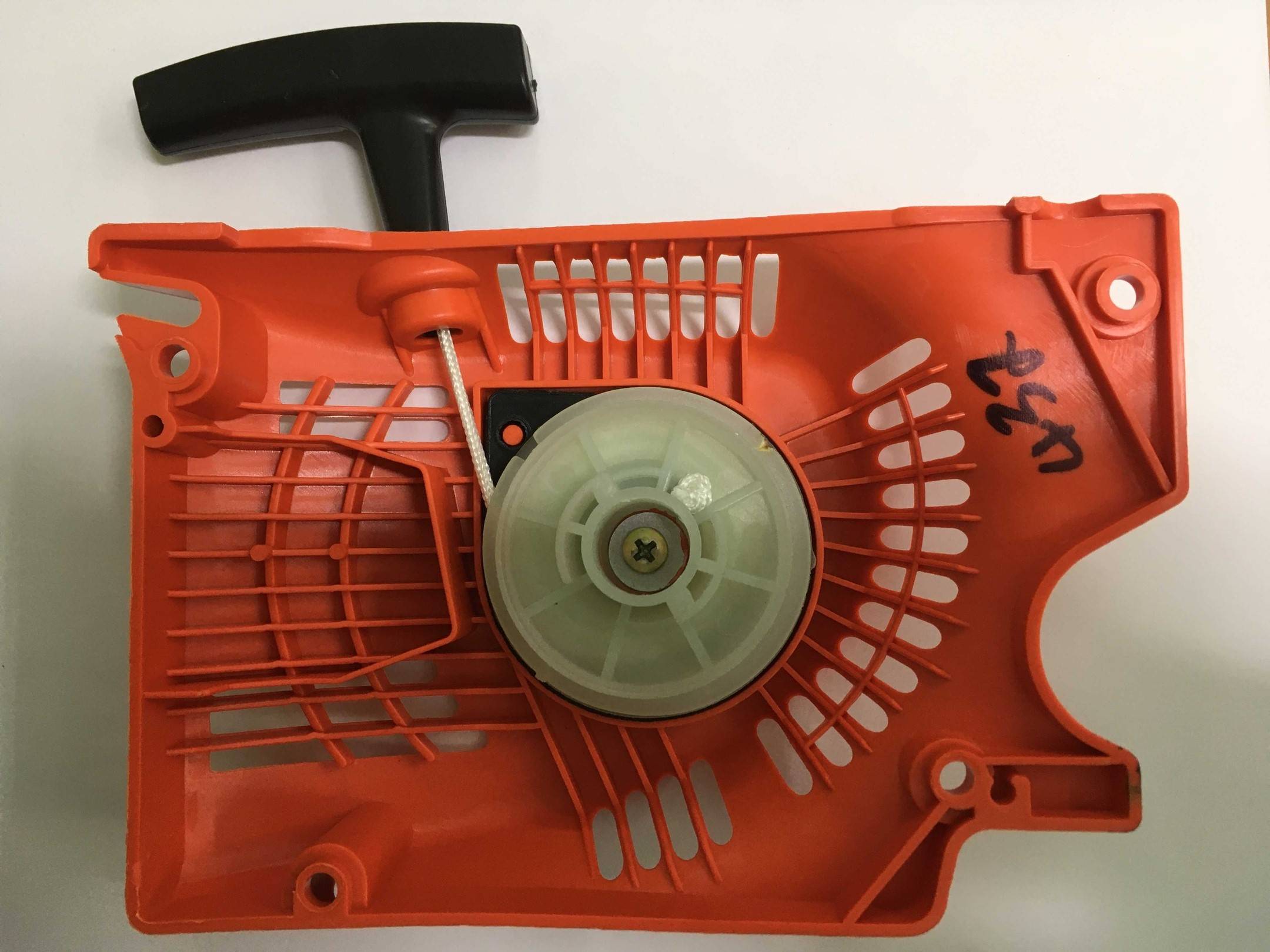 Наш ремонтный комплект предназначен для обеспечения бесперебойной работы вашего Husqvarna 530035260. Мы…
Наш ремонтный комплект предназначен для обеспечения бесперебойной работы вашего Husqvarna 530035260. Мы… Выполняйте работу быстро и легко с помощью этого первоклассного ремонтного комплекта. Являетесь ли вы профессионалом или любителем…
Выполняйте работу быстро и легко с помощью этого первоклассного ремонтного комплекта. Являетесь ли вы профессионалом или любителем… Этот OEM-комплект запчастей Husqvarna поставляется с необходимыми компонентами, которые…
Этот OEM-комплект запчастей Husqvarna поставляется с необходимыми компонентами, которые… Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
 Есть маленькое отверстие, в которое его нужно зацепить.
Есть маленькое отверстие, в которое его нужно зацепить. Это фильтр, но это также груз, который остается в самой нижней части бака, независимо от того, под каким углом вы его используете. Они не очень часто отрываются, но когда это происходит, конец топливопровода может выскочить и выйти из топливного бака. Кроме того, убедитесь, что защитный кожух карбюратора установлен правильно и не поврежден. Я видел это много раз. В противном случае, это, вероятно, регулировка карбюратора.
Это фильтр, но это также груз, который остается в самой нижней части бака, независимо от того, под каким углом вы его используете. Они не очень часто отрываются, но когда это происходит, конец топливопровода может выскочить и выйти из топливного бака. Кроме того, убедитесь, что защитный кожух карбюратора установлен правильно и не поврежден. Я видел это много раз. В противном случае, это, вероятно, регулировка карбюратора.
 2 мм Denzel
2 мм Denzel 64 шт.65 шт.66 шт.67 шт.68 шт.69 шт.70 шт.71 шт.72 шт. 73 шт.74 шт.75 шт.76 шт.77 шт.78 шт.79 шт.80 шт.81 шт.82 шт.83 шт.84 шт.85 шт.86 шт.87 шт.88 шт.89 90 шт.91 шт.92 шт.93 шт.94 шт.95 шт.96 шт.97 шт.98 шт.99 шт.100 шт.101 шт.102 шт.103 шт.104 шт.105 шт. 106 шт.107 шт.108 шт.109 шт.110 шт.111 шт.112 шт.113 шт.114 шт.115 шт.116 шт.117 шт.118 шт.119120 шт.121 шт.122 шт.123 шт.124 шт.125 шт.126 шт.127 шт.128 шт.129 шт.130 шт.131 шт.132 шт.133 шт.134 шт.135 шт. 136 шт.137 шт.138 шт.139 шт.140 шт.141 шт.142 шт.143 шт.144 шт.145 шт.146 шт.147 шт.148 шт.149 шт.150 шт.151 шт.152 шт. 153 шт.154 шт.155 шт.156 шт.157 шт.158 шт.159 шт.160 шт.161 шт.162 шт.163 шт.164 шт.165 шт.166 шт.167 шт.168 шт.169 170 шт.171 шт.172 шт.173 шт.174 шт.175 шт.176 шт.177 шт.178 шт.179 шт.180 шт.181 шт.182 шт.183 шт.184 шт.185 шт. 186 шт.187 шт.188 шт.189190 шт.191 шт.192 шт.193 шт.194 шт.195 шт.196 шт.197 шт.198 шт.199 шт.200 шт.201 шт.202 шт.203 шт.204 шт.205 шт. 206 шт.207 шт.208 шт.209 шт.210 шт.211 шт.212 шт.213 шт.
64 шт.65 шт.66 шт.67 шт.68 шт.69 шт.70 шт.71 шт.72 шт. 73 шт.74 шт.75 шт.76 шт.77 шт.78 шт.79 шт.80 шт.81 шт.82 шт.83 шт.84 шт.85 шт.86 шт.87 шт.88 шт.89 90 шт.91 шт.92 шт.93 шт.94 шт.95 шт.96 шт.97 шт.98 шт.99 шт.100 шт.101 шт.102 шт.103 шт.104 шт.105 шт. 106 шт.107 шт.108 шт.109 шт.110 шт.111 шт.112 шт.113 шт.114 шт.115 шт.116 шт.117 шт.118 шт.119120 шт.121 шт.122 шт.123 шт.124 шт.125 шт.126 шт.127 шт.128 шт.129 шт.130 шт.131 шт.132 шт.133 шт.134 шт.135 шт. 136 шт.137 шт.138 шт.139 шт.140 шт.141 шт.142 шт.143 шт.144 шт.145 шт.146 шт.147 шт.148 шт.149 шт.150 шт.151 шт.152 шт. 153 шт.154 шт.155 шт.156 шт.157 шт.158 шт.159 шт.160 шт.161 шт.162 шт.163 шт.164 шт.165 шт.166 шт.167 шт.168 шт.169 170 шт.171 шт.172 шт.173 шт.174 шт.175 шт.176 шт.177 шт.178 шт.179 шт.180 шт.181 шт.182 шт.183 шт.184 шт.185 шт. 186 шт.187 шт.188 шт.189190 шт.191 шт.192 шт.193 шт.194 шт.195 шт.196 шт.197 шт.198 шт.199 шт.200 шт.201 шт.202 шт.203 шт.204 шт.205 шт. 206 шт.207 шт.208 шт.209 шт.210 шт.211 шт.212 шт.213 шт. 214 шт.215 шт.216 шт.217 шт.218 шт.219 шт.220 шт.221 шт.222 шт. 223 шт.224 шт.225 шт.226 шт.227 шт.228 шт.229 шт.230 шт.231 шт.232 шт.233 шт.234 шт.235 шт.236 шт.237 шт.238 шт.239 240 шт.241 шт.242 шт.243 шт.244 шт.245 шт.246 шт.247 шт.248 шт.249 шт.250 шт.251 шт.252 шт.253 шт.254 шт.255 шт. 256 шт. 257 шт. 258 шт. 259260 шт.261 шт.262 шт.263 шт.264 шт.265 шт.266 шт.267 шт.268 шт.269 шт.270 шт.271 шт.272 шт.273 шт.274 шт.275 шт. 276 шт.277 шт.278 шт.279 шт.280 шт.281 шт.282 шт.283 шт.284 шт.285 шт.286 шт.287 шт.288 шт.289 шт.290 шт.291 шт.292 шт. 293 шт.294 шт.295 шт.296 шт.297 шт.298 шт.299 шт.300 шт.301 шт.302 шт.303 шт.304 шт.305 шт.306 шт.307 шт.308 шт.309 310 шт.311 шт.312 шт.313 шт.314 шт.315 шт.316 шт.317 шт.318 шт.319 шт.320 шт.321 шт.322 шт.323 шт.324 шт.325 шт. 326 шт.327 шт.328 шт.329330 шт.331 шт.332 шт.333 шт.334 шт.335 шт.336 шт.337 шт.338 шт.339 шт.340 шт.341 шт.342 шт.343 шт.344 шт.345 шт. 346 шт.347 шт.348 шт.349 шт.350 шт.351 шт.352 шт.353 шт.354 шт.355 шт.356 шт.357 шт.
214 шт.215 шт.216 шт.217 шт.218 шт.219 шт.220 шт.221 шт.222 шт. 223 шт.224 шт.225 шт.226 шт.227 шт.228 шт.229 шт.230 шт.231 шт.232 шт.233 шт.234 шт.235 шт.236 шт.237 шт.238 шт.239 240 шт.241 шт.242 шт.243 шт.244 шт.245 шт.246 шт.247 шт.248 шт.249 шт.250 шт.251 шт.252 шт.253 шт.254 шт.255 шт. 256 шт. 257 шт. 258 шт. 259260 шт.261 шт.262 шт.263 шт.264 шт.265 шт.266 шт.267 шт.268 шт.269 шт.270 шт.271 шт.272 шт.273 шт.274 шт.275 шт. 276 шт.277 шт.278 шт.279 шт.280 шт.281 шт.282 шт.283 шт.284 шт.285 шт.286 шт.287 шт.288 шт.289 шт.290 шт.291 шт.292 шт. 293 шт.294 шт.295 шт.296 шт.297 шт.298 шт.299 шт.300 шт.301 шт.302 шт.303 шт.304 шт.305 шт.306 шт.307 шт.308 шт.309 310 шт.311 шт.312 шт.313 шт.314 шт.315 шт.316 шт.317 шт.318 шт.319 шт.320 шт.321 шт.322 шт.323 шт.324 шт.325 шт. 326 шт.327 шт.328 шт.329330 шт.331 шт.332 шт.333 шт.334 шт.335 шт.336 шт.337 шт.338 шт.339 шт.340 шт.341 шт.342 шт.343 шт.344 шт.345 шт. 346 шт.347 шт.348 шт.349 шт.350 шт.351 шт.352 шт.353 шт.354 шт.355 шт.356 шт.357 шт. 358 шт.359 шт.360 шт.361 шт.362 шт. 363 шт.364 шт.365 шт.366 шт.367 шт.368 шт.369 шт.370 шт.371 шт.372 шт.373 шт.374 шт.375 шт.376 шт.377 шт.378 шт.379 380 шт.381 шт.382 шт.383 шт.384 шт.385 шт.386 шт.387 шт.388 шт.389 шт.390 шт.391 шт.392 шт.393 шт.394 шт.395 шт.396 шт.397 шт.398 шт.399 шт.400 шт.401 шт.402 шт.403 шт.404 шт.405 шт.406 шт.407 шт.408 шт 409 шт.410 шт.411 шт.412 шт.413 шт.414 шт.415 шт.416 шт.417 шт.418 шт.419 шт.420 шт.421 шт.422 шт.423 шт.424 шт.425 426 шт.427 шт.428 шт.429 шт.430 шт.431 шт.432 шт.433 шт.434 шт.435 шт.436 шт.437 шт.438 шт.439 шт.440 шт.441 шт. 442 шт.443 шт.444 шт.445 шт.446 шт.447 шт.448 шт.449 шт.450 шт.451 шт.452 шт.453 шт.454 шт.455 шт.456 шт.457 шт.458 шт 0,459460 шт.461 шт.462 шт.463 шт.464 шт.465 шт.466 шт.467 шт.468 шт.469 шт.470 шт.471 шт.472 шт.473 шт.474 шт.475 шт. 476 шт.477 шт.478 шт.479 шт.480 шт.481 шт.482 шт.483 шт.484 шт.485 шт.486 шт.487 шт.488 шт.489 шт.490 шт.491 шт.492 шт. .493 шт.494 шт.495 шт.496 шт.497 шт.498 шт.499 шт.500 шт.
358 шт.359 шт.360 шт.361 шт.362 шт. 363 шт.364 шт.365 шт.366 шт.367 шт.368 шт.369 шт.370 шт.371 шт.372 шт.373 шт.374 шт.375 шт.376 шт.377 шт.378 шт.379 380 шт.381 шт.382 шт.383 шт.384 шт.385 шт.386 шт.387 шт.388 шт.389 шт.390 шт.391 шт.392 шт.393 шт.394 шт.395 шт.396 шт.397 шт.398 шт.399 шт.400 шт.401 шт.402 шт.403 шт.404 шт.405 шт.406 шт.407 шт.408 шт 409 шт.410 шт.411 шт.412 шт.413 шт.414 шт.415 шт.416 шт.417 шт.418 шт.419 шт.420 шт.421 шт.422 шт.423 шт.424 шт.425 426 шт.427 шт.428 шт.429 шт.430 шт.431 шт.432 шт.433 шт.434 шт.435 шт.436 шт.437 шт.438 шт.439 шт.440 шт.441 шт. 442 шт.443 шт.444 шт.445 шт.446 шт.447 шт.448 шт.449 шт.450 шт.451 шт.452 шт.453 шт.454 шт.455 шт.456 шт.457 шт.458 шт 0,459460 шт.461 шт.462 шт.463 шт.464 шт.465 шт.466 шт.467 шт.468 шт.469 шт.470 шт.471 шт.472 шт.473 шт.474 шт.475 шт. 476 шт.477 шт.478 шт.479 шт.480 шт.481 шт.482 шт.483 шт.484 шт.485 шт.486 шт.487 шт.488 шт.489 шт.490 шт.491 шт.492 шт. .493 шт.494 шт.495 шт.496 шт.497 шт.498 шт.499 шт.500 шт. Сверхострые твердосплавные зубья означают, что при проталкивании диска через древесину требуется меньшее усилие.
Сверхострые твердосплавные зубья означают, что при проталкивании диска через древесину требуется меньшее усилие.


 Вместе с тем, ему не страшны опилки и пыль. Но это касается лишь бронзовых деталей, грамотно обработанных.
Вместе с тем, ему не страшны опилки и пыль. Но это касается лишь бронзовых деталей, грамотно обработанных. Такие направляющие называются еще линейными опорными валами, фиксируются они прямо к корпусу станка с ЧПУ через предусмотренные в опорах резьбовые отверстия. По таким направляющим могут двигаться каретки большого веса без провисания.
Такие направляющие называются еще линейными опорными валами, фиксируются они прямо к корпусу станка с ЧПУ через предусмотренные в опорах резьбовые отверстия. По таким направляющим могут двигаться каретки большого веса без провисания.
 Достойные направляющие выпускают, например, под марками ТНК и Hiwin.
Достойные направляющие выпускают, например, под марками ТНК и Hiwin.
 com/embed/hHqodlYOOSc?wmode=transparent&fs=1&hl=en&modestbranding=1&iv_load_policy=3&showsearch=0&rel=1&theme=dark» frameborder=»0″ allowfullscreen=»»>
com/embed/hHqodlYOOSc?wmode=transparent&fs=1&hl=en&modestbranding=1&iv_load_policy=3&showsearch=0&rel=1&theme=dark» frameborder=»0″ allowfullscreen=»»> 

 В идеале поверхность должна быть обработана на станке, чтобы снизить шанс неровностей.
В идеале поверхность должна быть обработана на станке, чтобы снизить шанс неровностей.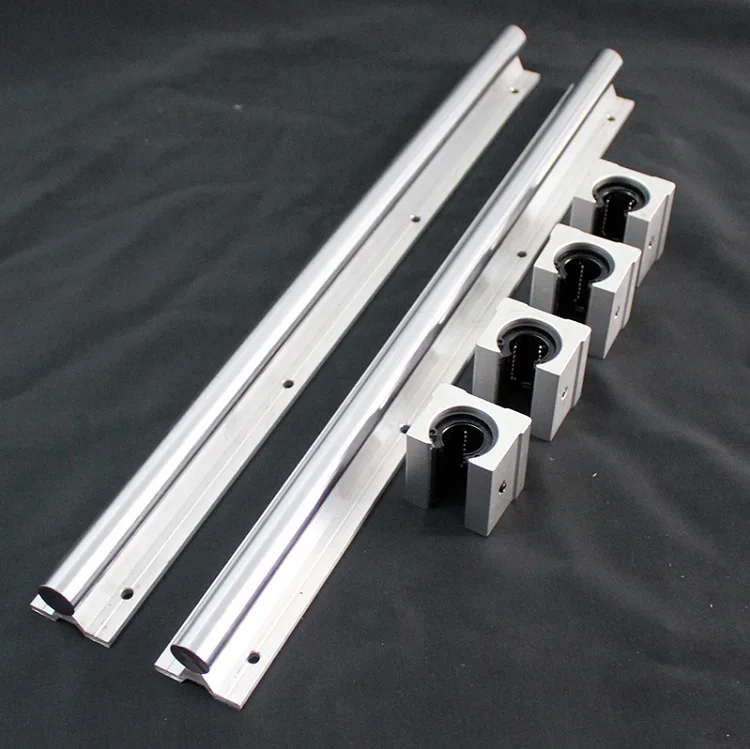


 Если вам интересно, что такое втулка подшипника, представьте себе цилиндрическую трубку с маленькими шариками, размещенными на внутренняя поверхность трубы.Метод скейт-подшипника похож на создание нового типа гибридных роликовых коньков и тех коньков, которые вы использовали в 80-х с четырьмя колесами (возвращение в моду, почему?!?).
Если вам интересно, что такое втулка подшипника, представьте себе цилиндрическую трубку с маленькими шариками, размещенными на внутренняя поверхность трубы.Метод скейт-подшипника похож на создание нового типа гибридных роликовых коньков и тех коньков, которые вы использовали в 80-х с четырьмя колесами (возвращение в моду, почему?!?).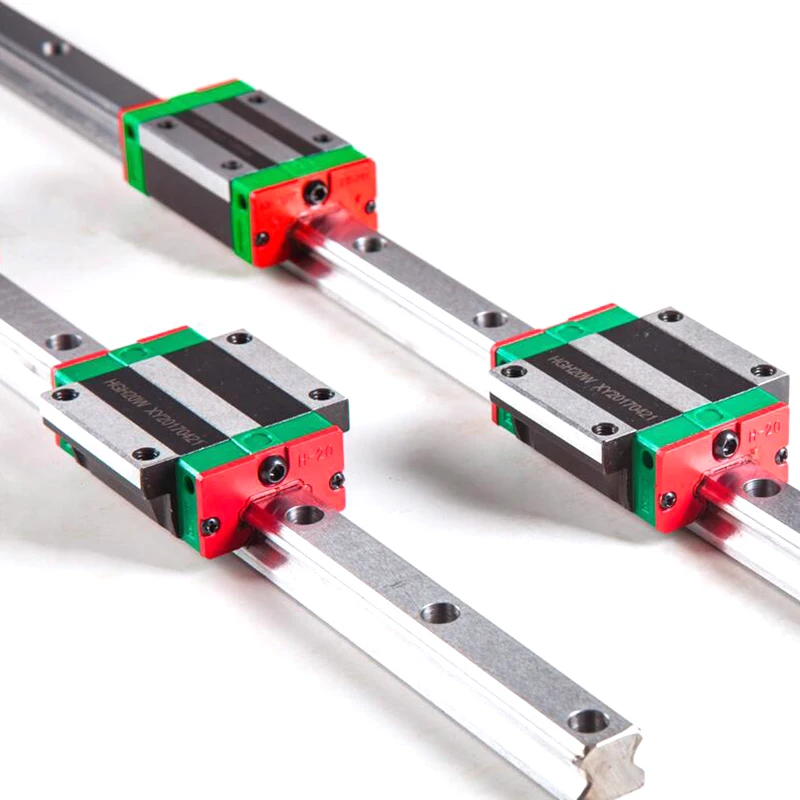 То есть… если бы вы сделали перемещение по оси Z длиннее, чем длина рельса по оси Y, то ширина была бы больше, чем длина. Я еще не запутал вас? Думаю, я сам запутался. Ну… приступим к сборке.
То есть… если бы вы сделали перемещение по оси Z длиннее, чем длина рельса по оси Y, то ширина была бы больше, чем длина. Я еще не запутал вас? Думаю, я сам запутался. Ну… приступим к сборке.
 квадратные рельсы. Они также хорошо работали какое-то время.
квадратные рельсы. Они также хорошо работали какое-то время. Внутри системы шарикоподшипники с рециркуляцией соединяют рельс и тележку с подшипниками, подобно тому, как работает шарико-винтовая передача. Это то, что обеспечивает повышенную точность этих машин при минимальном люфте и люфте во время работы.
Внутри системы шарикоподшипники с рециркуляцией соединяют рельс и тележку с подшипниками, подобно тому, как работает шарико-винтовая передача. Это то, что обеспечивает повышенную точность этих машин при минимальном люфте и люфте во время работы. Использование двух подшипниковых блоков на каждом рельсе обеспечивает равномерное распределение усилий резания по рельсу, что снижает износ и шум.
Использование двух подшипниковых блоков на каждом рельсе обеспечивает равномерное распределение усилий резания по рельсу, что снижает износ и шум.
 В список войдут самые продаваемые устройства в двух ценовых диапазонах (до 30 т.р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн
В список войдут самые продаваемые устройства в двух ценовых диапазонах (до 30 т.р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн  Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо
Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо 

 O.R-V
O.R-V Инженеры Массачусетского технологического института разработали способ простой интеграции датчиков в механизмы такого типа с помощью 3D-печати.
Инженеры Массачусетского технологического института разработали способ простой интеграции датчиков в механизмы такого типа с помощью 3D-печати.
 Исследование будет представлено на конференции ACM CHI по человеческому фактору в вычислительных системах.
Исследование будет представлено на конференции ACM CHI по человеческому фактору в вычислительных системах. Прядильное устройство является вращающимся элементом, а плоская поверхность под ним является неподвижным элементом.
Прядильное устройство является вращающимся элементом, а плоская поверхность под ним является неподвижным элементом.
 Первый слой прилипает к платформе. Затем засветка выключается, платформа приподнимается на высоту следующего слоя, на дисплей выводится изображение этого слоя и включается засветка. Второй слой отверждается, свариваясь с предыдущим слоем. И так повторяется раз за разом, пока не будет напечатана вся модель.
Первый слой прилипает к платформе. Затем засветка выключается, платформа приподнимается на высоту следующего слоя, на дисплей выводится изображение этого слоя и включается засветка. Второй слой отверждается, свариваясь с предыдущим слоем. И так повторяется раз за разом, пока не будет напечатана вся модель.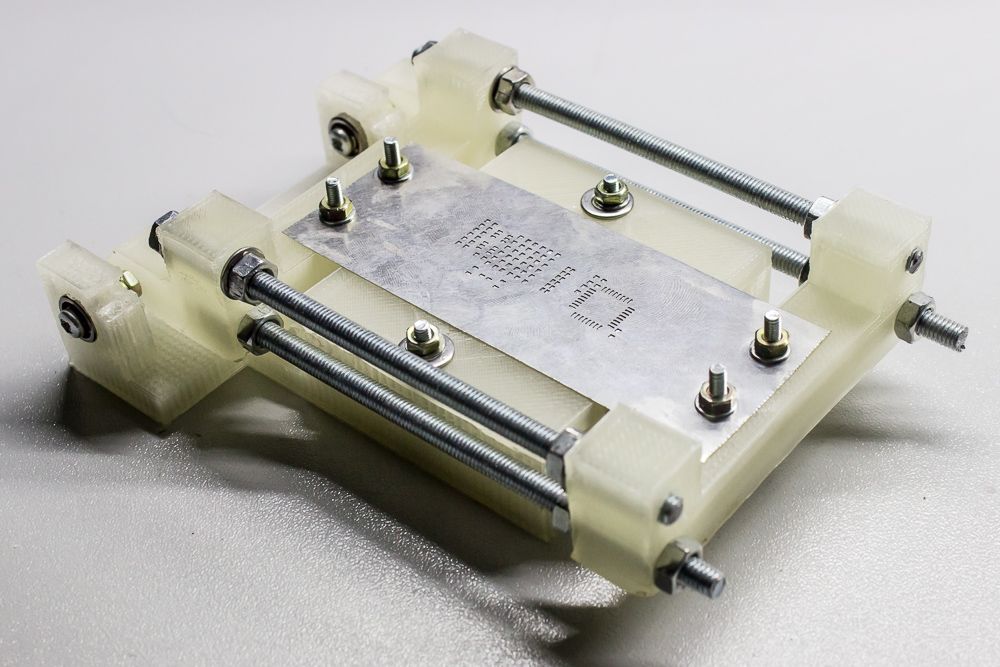 Есть отдельные заметки, но в них нет никакой целостности и завершенности. Поэтому я и решил опубликовать этот пост — может быть он кому-то поможет пройти весь путь быстрее, чем мне, и с меньшим количеством граблей 🙂
Есть отдельные заметки, но в них нет никакой целостности и завершенности. Поэтому я и решил опубликовать этот пост — может быть он кому-то поможет пройти весь путь быстрее, чем мне, и с меньшим количеством граблей 🙂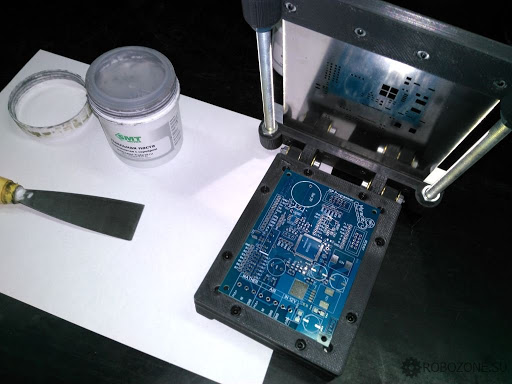
 Если практически все CAD умеют выводить в общепринятые форматы — герберы, DXF, печать в PDF, то производители 3D-принтеров пока что категорически отказываются принимать какой-то стандарт файлов. Каждый извращается как может. Ситуацию во многом спасает то, что многие производители используют в своих принтерах материнские платы одной китайской компании — Chitu Systems. Благодаря этому многие принтеры на таких платах способны понимать один из базовых форматов, разработанных этой же компанией. И даже зачастую если файл имеет какое-то уникальное расширение, то на поверку он имеет тот же базовый формат, просто с другим расширением. Но может и отличаться какими-то деталями.
Если практически все CAD умеют выводить в общепринятые форматы — герберы, DXF, печать в PDF, то производители 3D-принтеров пока что категорически отказываются принимать какой-то стандарт файлов. Каждый извращается как может. Ситуацию во многом спасает то, что многие производители используют в своих принтерах материнские платы одной китайской компании — Chitu Systems. Благодаря этому многие принтеры на таких платах способны понимать один из базовых форматов, разработанных этой же компанией. И даже зачастую если файл имеет какое-то уникальное расширение, то на поверку он имеет тот же базовый формат, просто с другим расширением. Но может и отличаться какими-то деталями.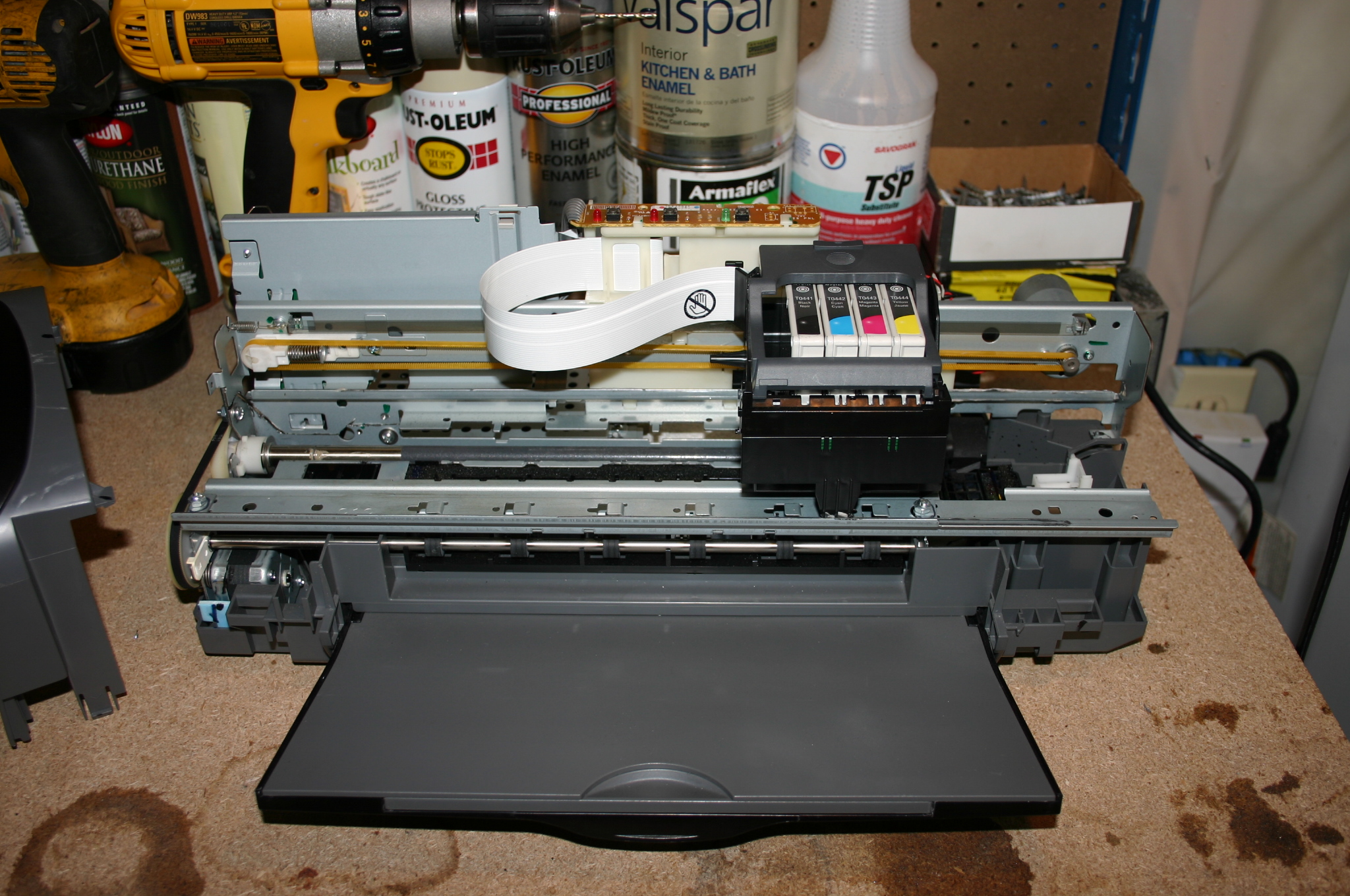 photon
photon online/ и загружаем в нее герберы. Это, кстати, утилита от российского разработчика, который обитает тут.
online/ и загружаем в нее герберы. Это, кстати, утилита от российского разработчика, который обитает тут.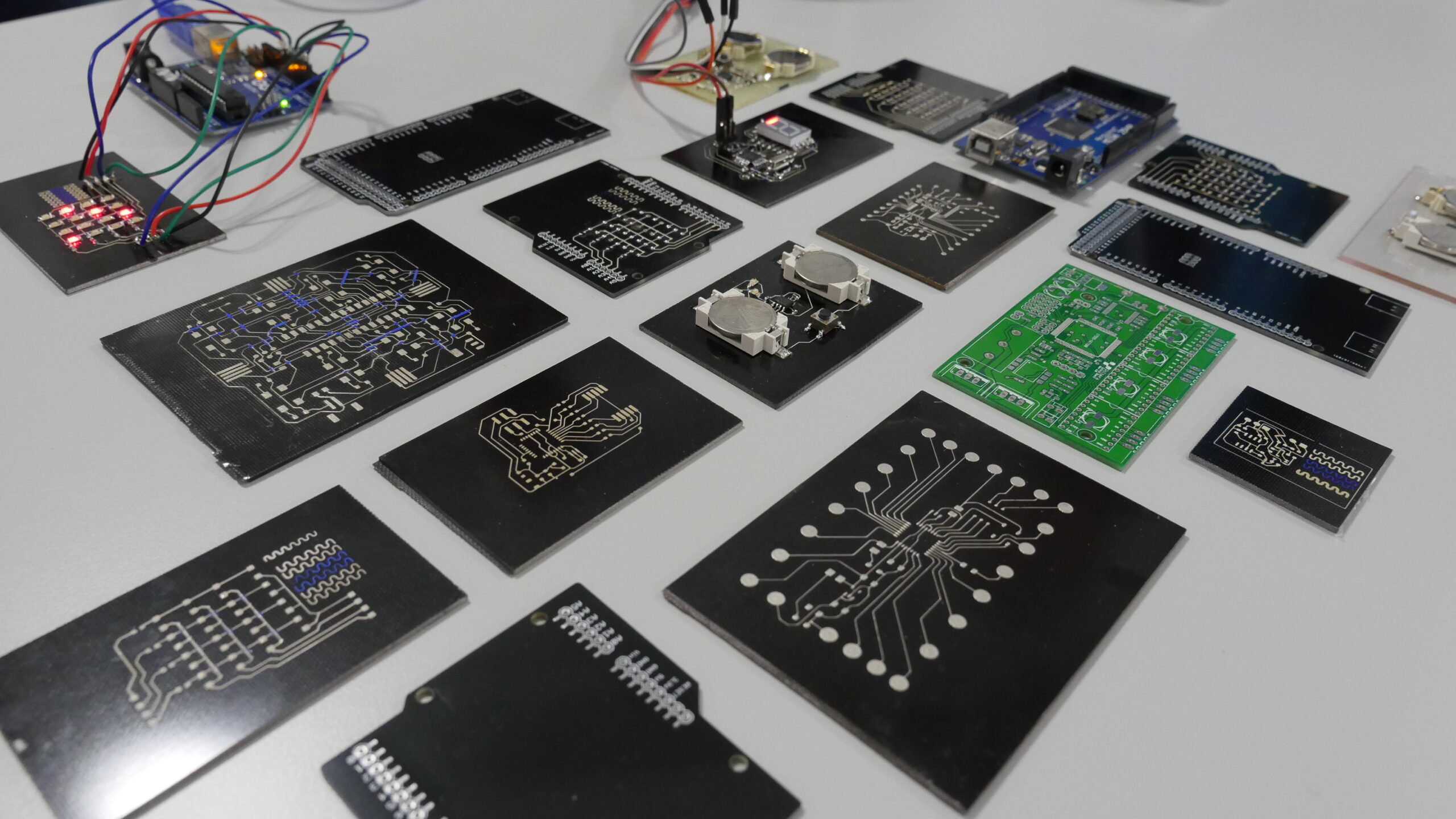 Изображение можно двигать, выравнивать. Когда все устраивает, нажимаем сначала «Render», и когда находящаяся с ней рядом кнопка «Download result» станет активной — жмем и ее. И сохраняем предложенный файл .photon в удобное место на компе 🙂
Изображение можно двигать, выравнивать. Когда все устраивает, нажимаем сначала «Render», и когда находящаяся с ней рядом кнопка «Download result» станет активной — жмем и ее. И сохраняем предложенный файл .photon в удобное место на компе 🙂
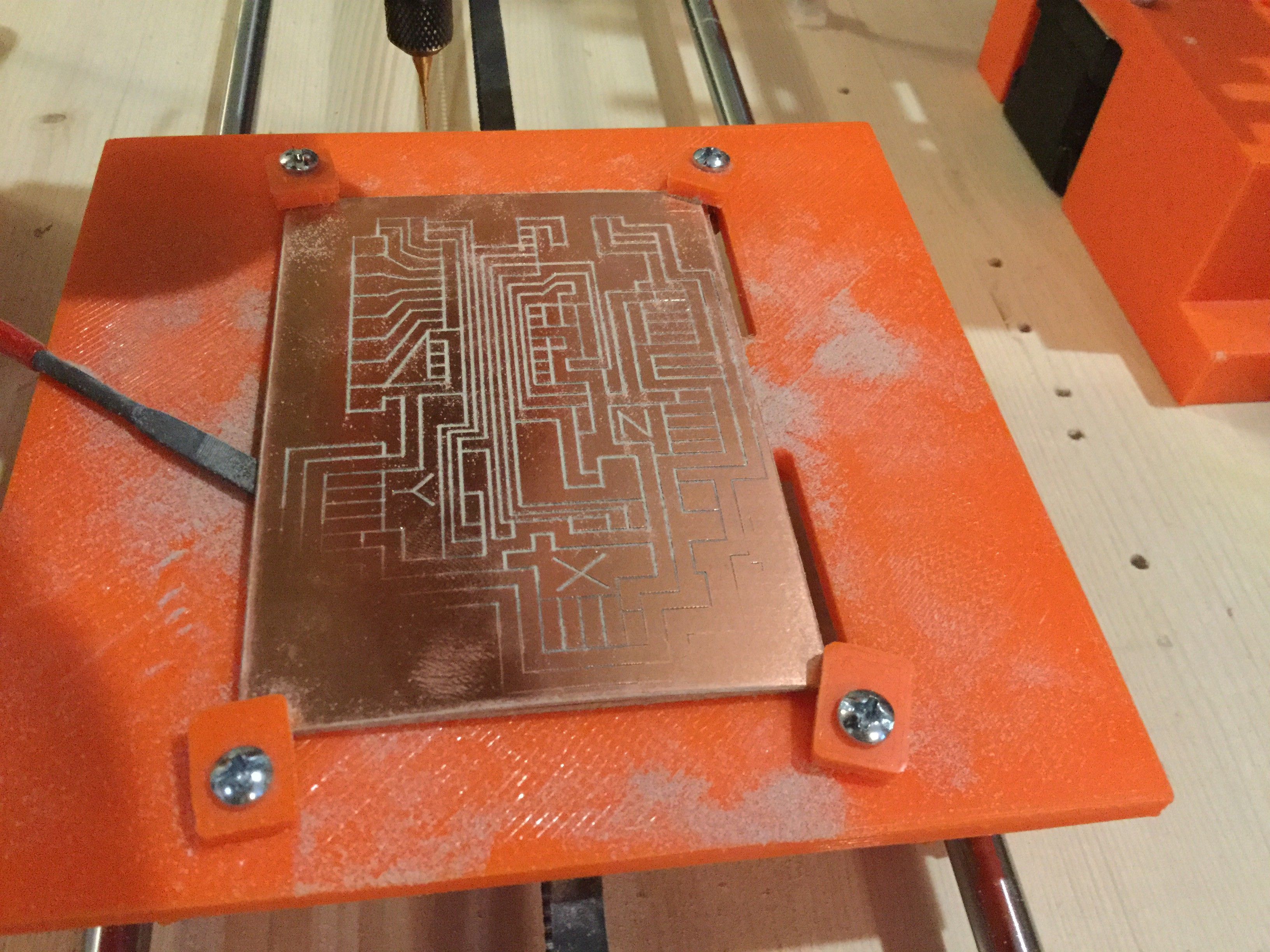 Перед тем как вернуться в экран герберов, удаляем рендер слоя с рамкой, у нас опять должна остаться пустая рамка. И теперь возвращаемся к герберам, скрываем первый слой и отображаем второй, смотрим необходимость зеркалить, жмем «Render layout» и снова переходим в этот экран. Точно так же совмещаем рамку слоя с пустой рамкой (которую нельзя сдвигать!), дальше «Render» и «Download».
Перед тем как вернуться в экран герберов, удаляем рендер слоя с рамкой, у нас опять должна остаться пустая рамка. И теперь возвращаемся к герберам, скрываем первый слой и отображаем второй, смотрим необходимость зеркалить, жмем «Render layout» и снова переходим в этот экран. Точно так же совмещаем рамку слоя с пустой рамкой (которую нельзя сдвигать!), дальше «Render» и «Download». к. инструментариев и конкретных путей его реализации довольно много и каждый может выбрать их по своим предпочтениям.
к. инструментариев и конкретных путей его реализации довольно много и каждый может выбрать их по своим предпочтениям. .. Требования к разрешению картинки те же. К примеру, в Фотошопе можно при импорте PDF сразу указать с каким разрешением преобразовать в изображение. К примеру, для распространенных дисплеев разрешением 2560х1440 и диагональю 5.5″ разрешение составляет примерно 537.566 PPI (размер пикселя — 0.04725 мм).
.. Требования к разрешению картинки те же. К примеру, в Фотошопе можно при импорте PDF сразу указать с каким разрешением преобразовать в изображение. К примеру, для распространенных дисплеев разрешением 2560х1440 и диагональю 5.5″ разрешение составляет примерно 537.566 PPI (размер пикселя — 0.04725 мм).
 С фоторезистом Ordyl результаты получаются гораздо более стабильные и точные, он проще проявляется и гораздо крепче держится на фольге. И он может простить те ошибки, которые будут критичными для ПФ-ВЩ. И что немаловажно — продается в куче мест довольно недорого.
С фоторезистом Ordyl результаты получаются гораздо более стабильные и точные, он проще проявляется и гораздо крепче держится на фольге. И он может простить те ошибки, которые будут критичными для ПФ-ВЩ. И что немаловажно — продается в куче мест довольно недорого. Очень тщательно, не спеша трем каждый квадратный миллиметр фольги, не трогая ее пальцами. Вообще, фольгу после начала чистки трогать пальцами категорически не советую, на ней не должно быть ни малейшего даже самого слабого жирного пятнышка. После чистки тщательно промыть в проточной воде, стряхнуть излишки воды и дать ей высохнуть. Промакать или протирать чем-либо не советую, т.к. можно нанести жировые загрязнения, даже с новой салфетки.
Очень тщательно, не спеша трем каждый квадратный миллиметр фольги, не трогая ее пальцами. Вообще, фольгу после начала чистки трогать пальцами категорически не советую, на ней не должно быть ни малейшего даже самого слабого жирного пятнышка. После чистки тщательно промыть в проточной воде, стряхнуть излишки воды и дать ей высохнуть. Промакать или протирать чем-либо не советую, т.к. можно нанести жировые загрязнения, даже с новой салфетки.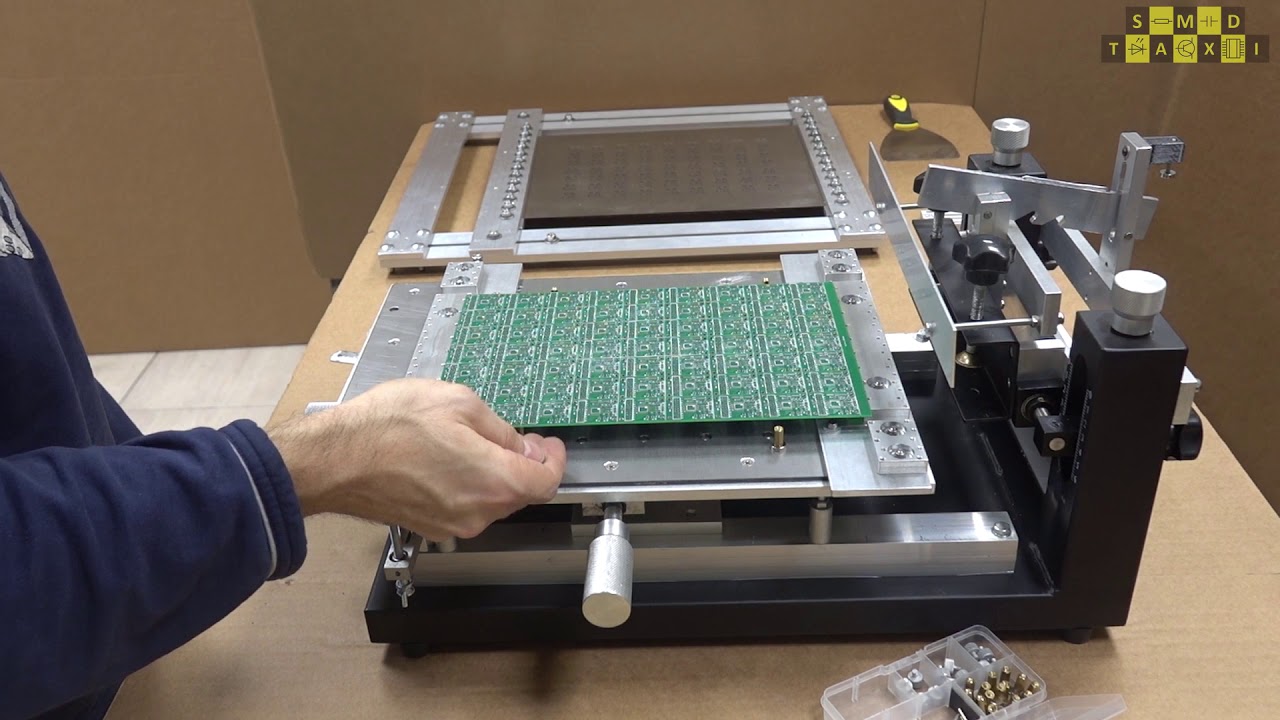
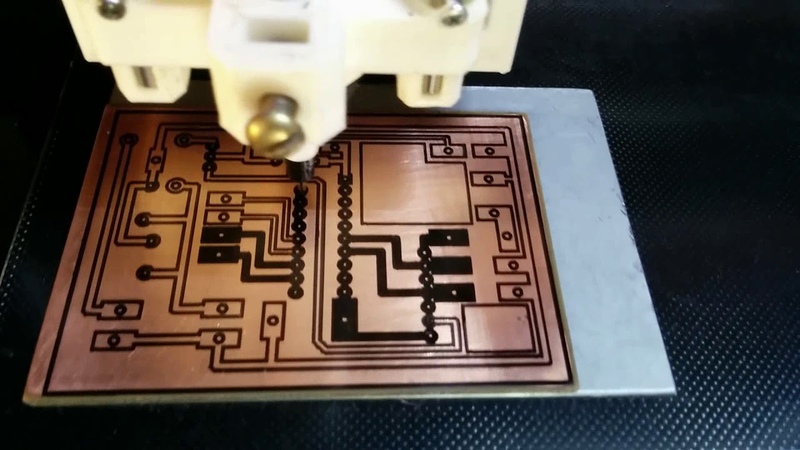
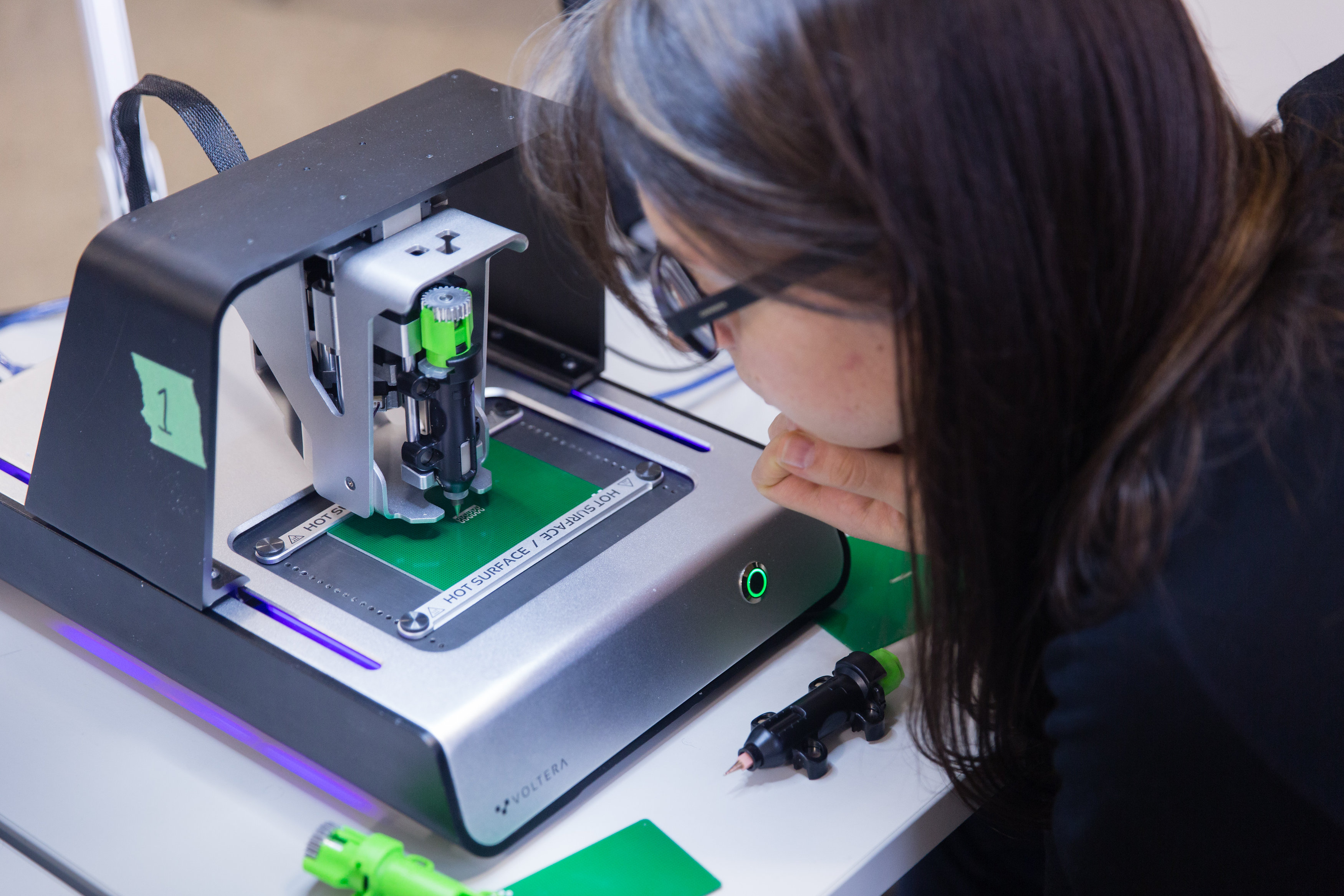 На этом подготовка принтера заканчивается 🙂
На этом подготовка принтера заканчивается 🙂 Для этого запускаем файл со слоем, планируемым к засветке, и сравниваем рисунок слоя на дисплее и ориентацию платы рядом с принтером.
Для этого запускаем файл со слоем, планируемым к засветке, и сравниваем рисунок слоя на дисплее и ориентацию платы рядом с принтером.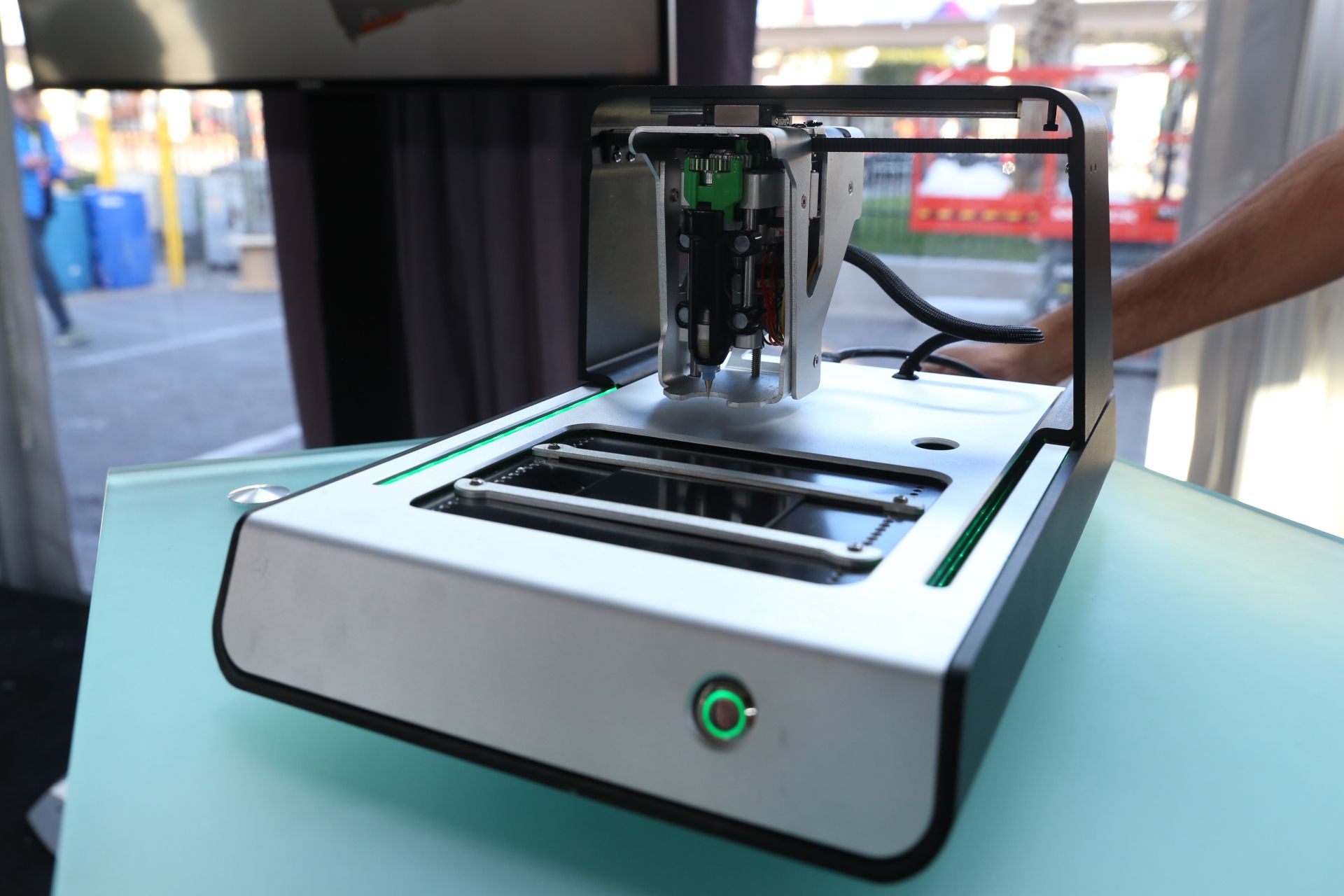
 К сожалению, на фото это плохо передалось, глазами видно лучше.
К сожалению, на фото это плохо передалось, глазами видно лучше. А раствор кальцинированной соды заметно «беднеет» в процессе проявки. Разве что едкий натр можно использовать многоразово, но стоит ли это того, чтобы хранить еще одну бутылку…
А раствор кальцинированной соды заметно «беднеет» в процессе проявки. Разве что едкий натр можно использовать многоразово, но стоит ли это того, чтобы хранить еще одну бутылку… Минуты две проходило прежде чем появлялись хоть какие-то признаки того, что проявка началась. Кроме того, если Ordyl именно растворяется, то ПФ-ВЩ сначала набухал как желатин и обесцвечивался, и только потом начинал медленно растворяться.
Минуты две проходило прежде чем появлялись хоть какие-то признаки того, что проявка началась. Кроме того, если Ordyl именно растворяется, то ПФ-ВЩ сначала набухал как желатин и обесцвечивался, и только потом начинал медленно растворяться. Это мой первый опыт с таким раствором. Раньше я травил перхлоратом аммония, а совсем раньше — классическим хлорным железом. Честно говоря, не могу определенно выразить свои ощущения от этого раствора. С одной стороны, он травит довольно быстро, прозрачный, не пачкается, сравнительно безопасен. С другой стороны, мне показалось, что он довольно сильно подтравливает… Но может быть просто показалось, я изготовлением плат не занимался уже лет 10 и забыл как оно все работало когда деревья были большими 🙂
Это мой первый опыт с таким раствором. Раньше я травил перхлоратом аммония, а совсем раньше — классическим хлорным железом. Честно говоря, не могу определенно выразить свои ощущения от этого раствора. С одной стороны, он травит довольно быстро, прозрачный, не пачкается, сравнительно безопасен. С другой стороны, мне показалось, что он довольно сильно подтравливает… Но может быть просто показалось, я изготовлением плат не занимался уже лет 10 и забыл как оно все работало когда деревья были большими 🙂 .. Плата готова!
.. Плата готова!
 А копию, таким образом, уже переносить на медь текстолита. Стоит быть очень осторожным при этом способе и лучше предусмотреть несколько копий. Нужно дольше прогревать бумагу утюгом, а отмачивать в теплой воде необходимо на протяжении получаса. При этом даже лучше будет, если вода будет проточная. Бумагу снимать либо мягкой зубной щеткой, либо легкими нажатиями пальца.
А копию, таким образом, уже переносить на медь текстолита. Стоит быть очень осторожным при этом способе и лучше предусмотреть несколько копий. Нужно дольше прогревать бумагу утюгом, а отмачивать в теплой воде необходимо на протяжении получаса. При этом даже лучше будет, если вода будет проточная. Бумагу снимать либо мягкой зубной щеткой, либо легкими нажатиями пальца.

 Распечатайте и соберите функциональные печатные платы за час. Раннее выявление ошибок проектирования и сокращение времени выхода на рынок.
Распечатайте и соберите функциональные печатные платы за час. Раннее выявление ошибок проектирования и сокращение времени выхода на рынок.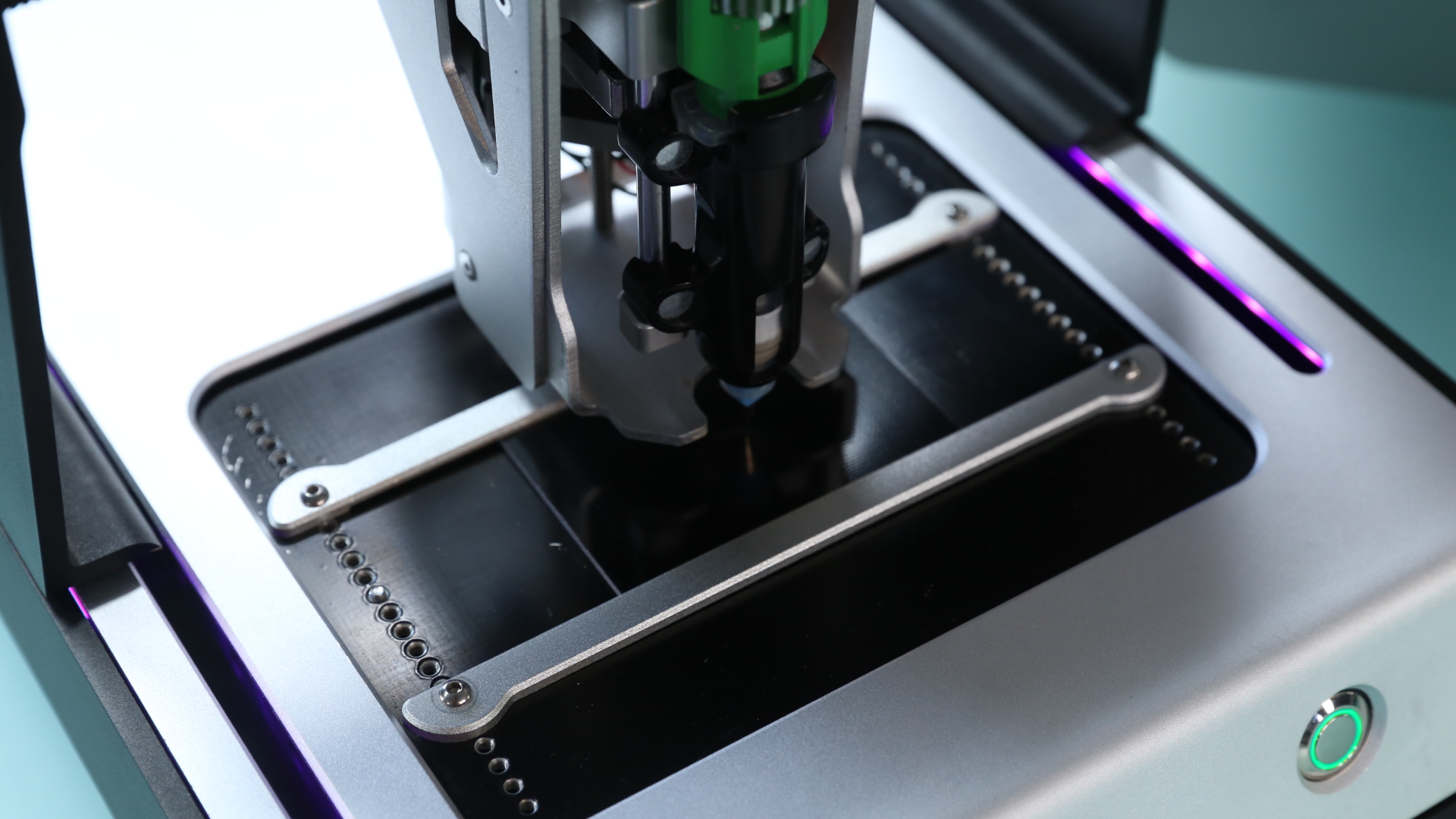
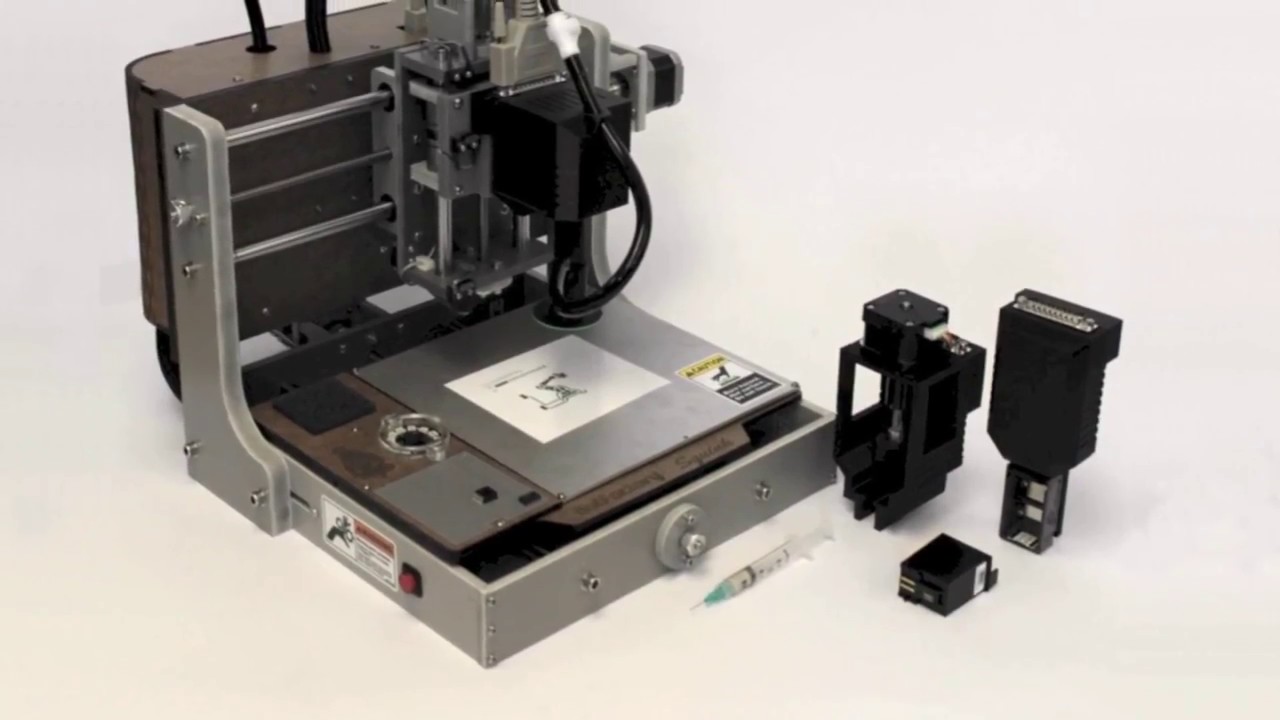
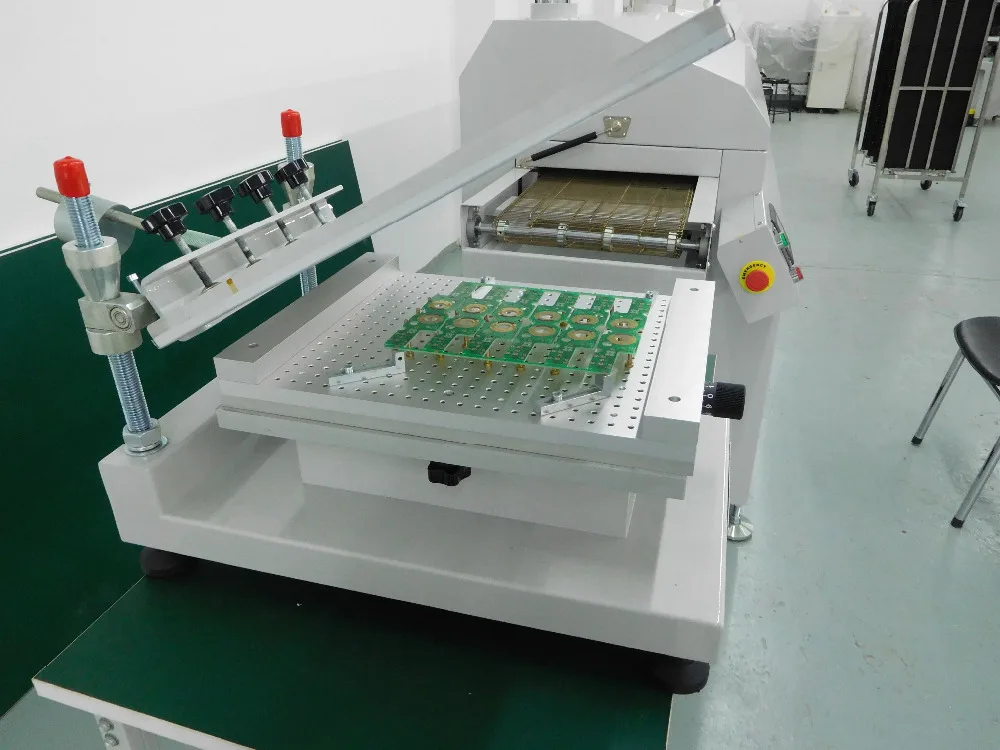 Вся область печати нагревается для отверждения проводящих красок и оплавления компонентов припоя.
Вся область печати нагревается для отверждения проводящих красок и оплавления компонентов припоя.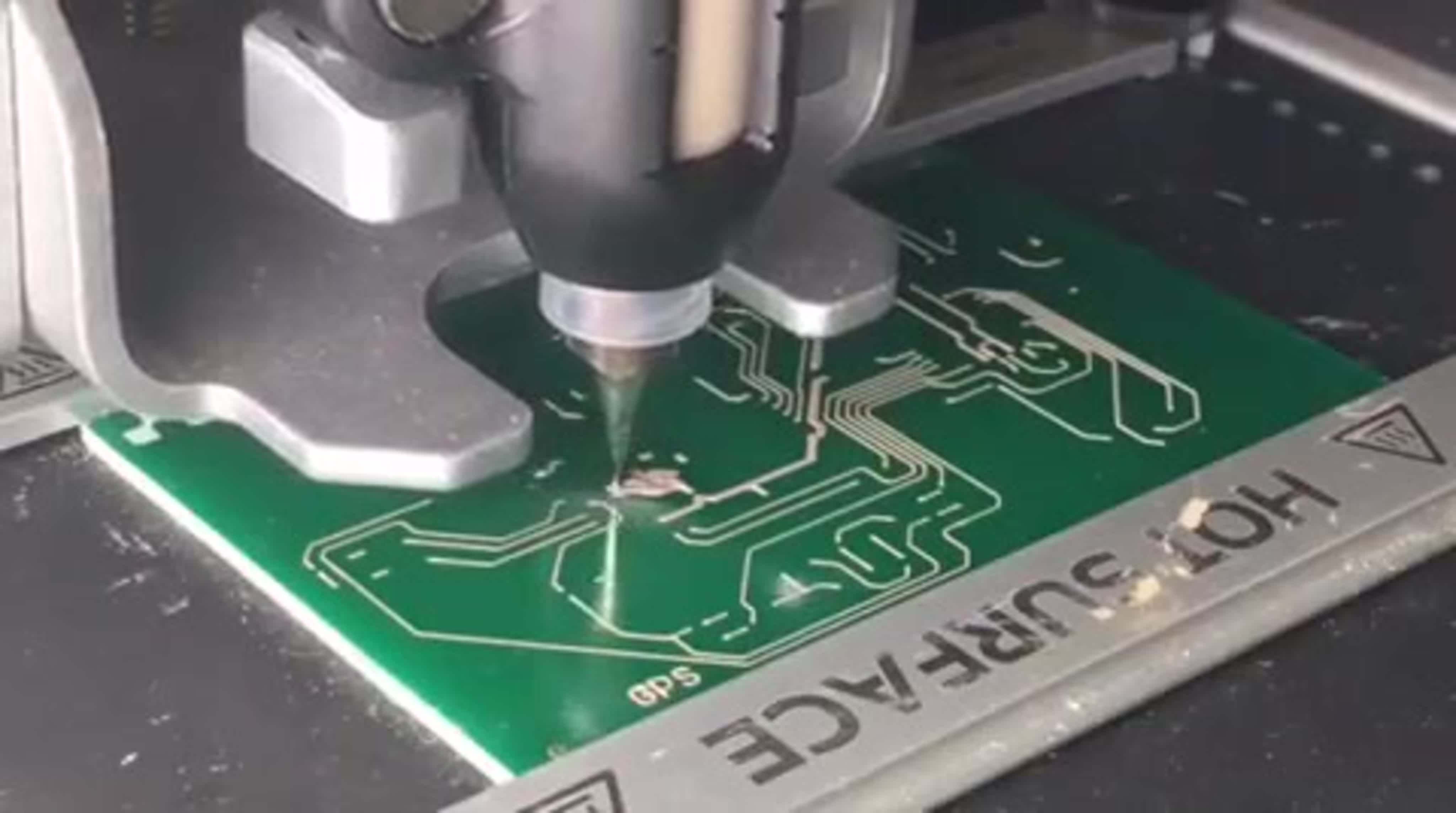
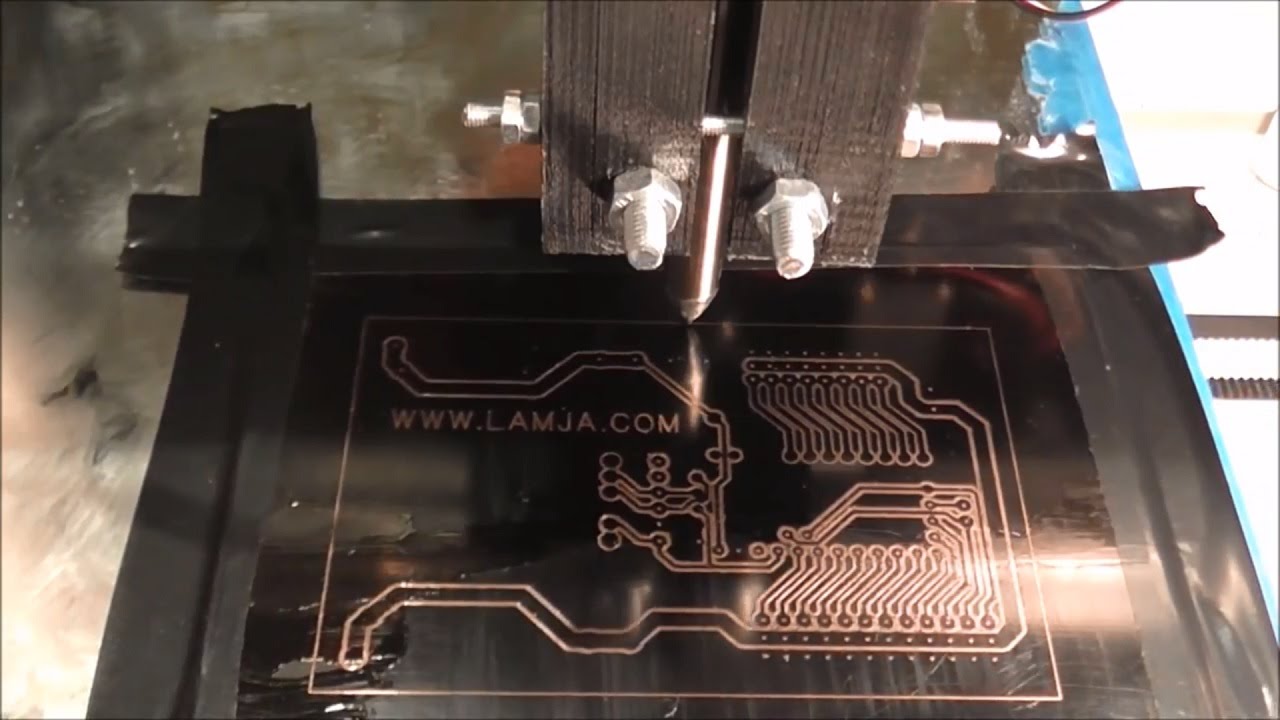 Шулиха Западного университета
Шулиха Западного университета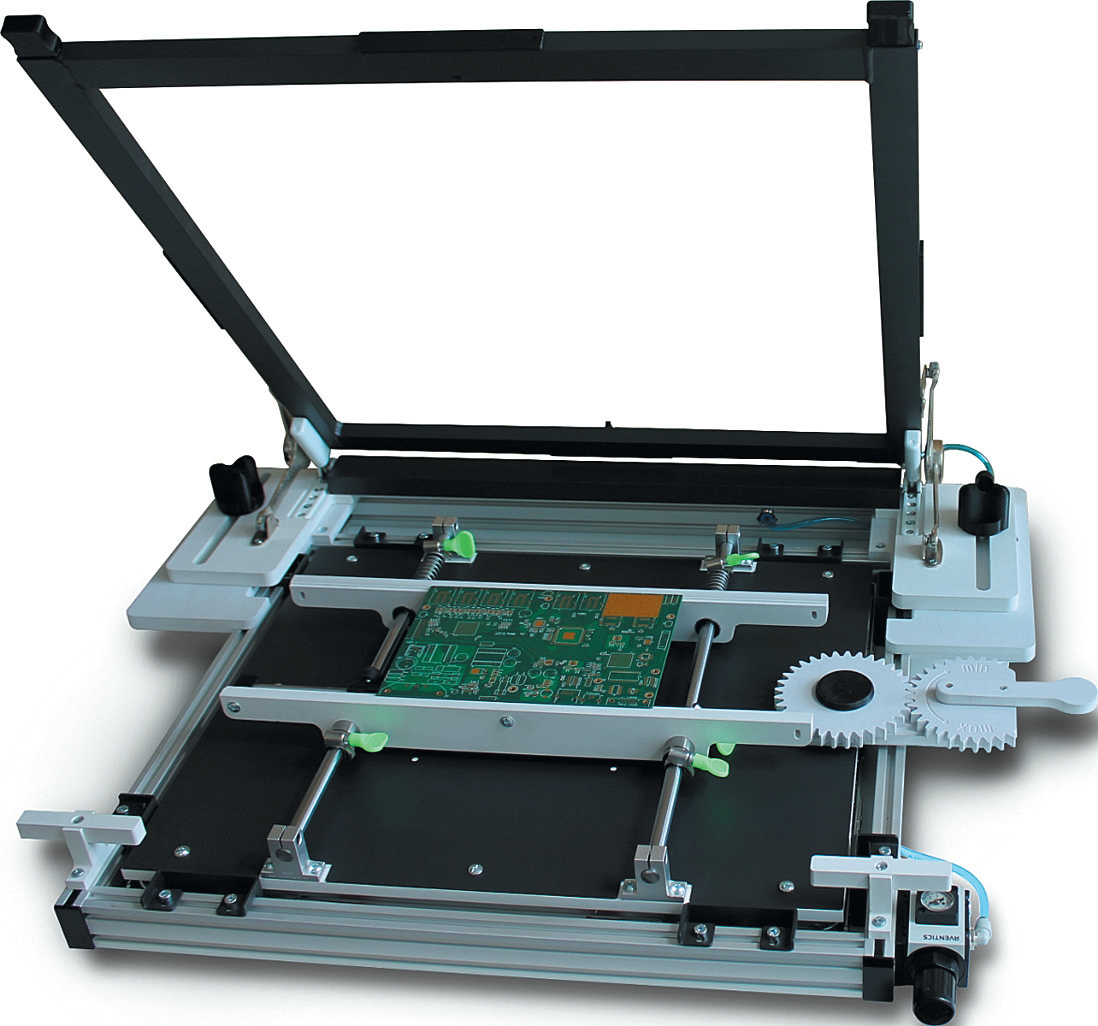 Эта зависимость часто приводит к неконтролируемым и неожиданным задержкам. Только представьте, если бы вам пришлось ждать несколько дней или недель, чтобы получить собранную печатную плату, только для того, чтобы обнаружить одну маленькую ошибку. Затем, зная, что после исправления ошибки вам снова придется ждать дни или недели. Именно здесь настольные принтеры для печатных плат стремятся прийти на помощь.
Эта зависимость часто приводит к неконтролируемым и неожиданным задержкам. Только представьте, если бы вам пришлось ждать несколько дней или недель, чтобы получить собранную печатную плату, только для того, чтобы обнаружить одну маленькую ошибку. Затем, зная, что после исправления ошибки вам снова придется ждать дни или недели. Именно здесь настольные принтеры для печатных плат стремятся прийти на помощь.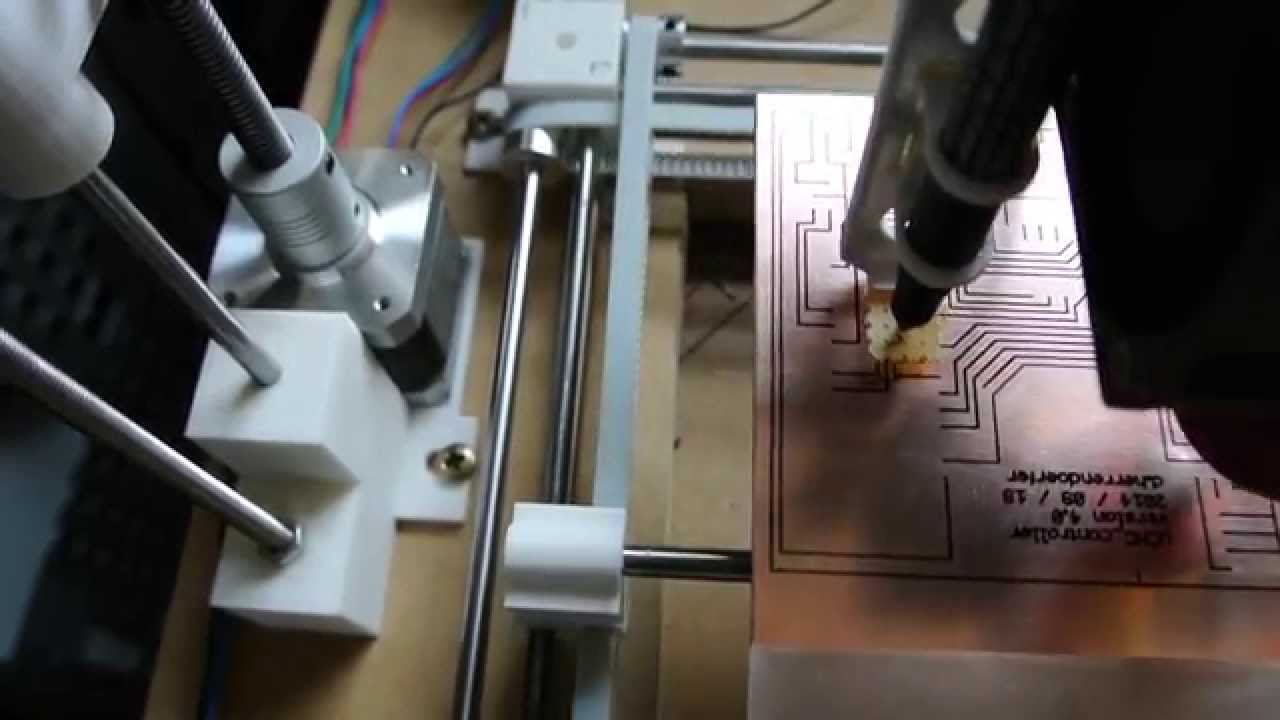 Имейте в виду, однако, что качество плат больше ориентировано на прототипирование.
Имейте в виду, однако, что качество плат больше ориентировано на прототипирование. Максимальный размер сборки 200 х 200 х 3 мм. Он может производить многослойные печатные платы общей толщиной до 3 мм. Принтер поддерживает множество различных проводящих и диэлектрических чернил.
Максимальный размер сборки 200 х 200 х 3 мм. Он может производить многослойные печатные платы общей толщиной до 3 мм. Принтер поддерживает множество различных проводящих и диэлектрических чернил.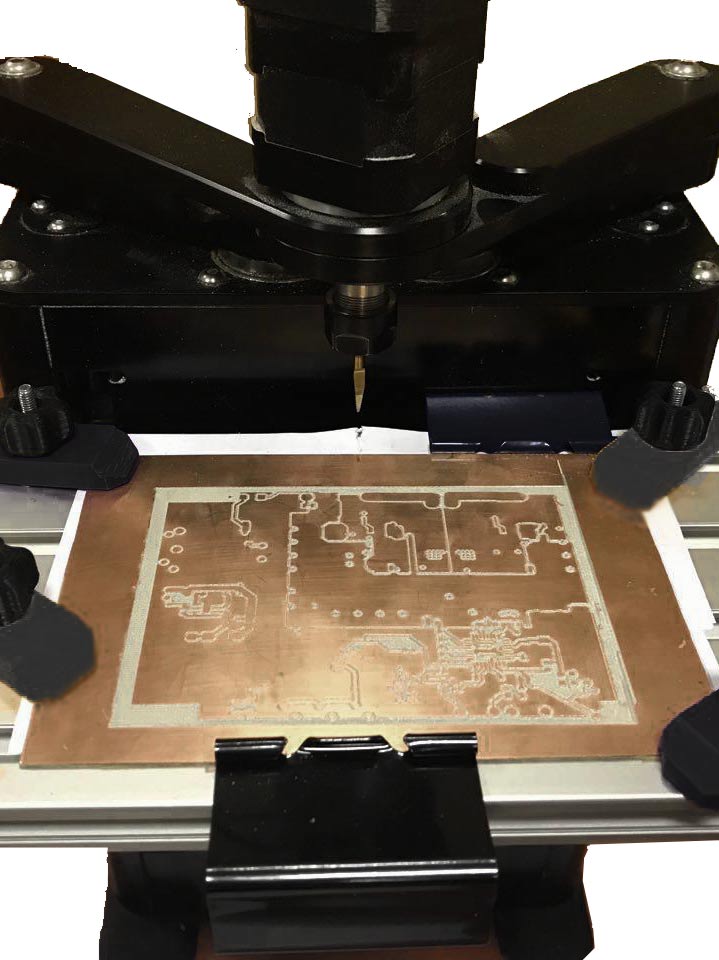 Минимальный размер элемента может быть 0,254 мм, но рекомендуется 0,508. У него три головки: одна для печати, другая для склеивания или нанесения паяльной пасты, а третья для захвата и установки. Он может собираться со скоростью 4 детали в минуту, при наименьшем размере упаковки 15,4 мм. Автоматическое размещение сквозных компонентов может стать доступным позже.
Минимальный размер элемента может быть 0,254 мм, но рекомендуется 0,508. У него три головки: одна для печати, другая для склеивания или нанесения паяльной пасты, а третья для захвата и установки. Он может собираться со скоростью 4 детали в минуту, при наименьшем размере упаковки 15,4 мм. Автоматическое размещение сквозных компонентов может стать доступным позже.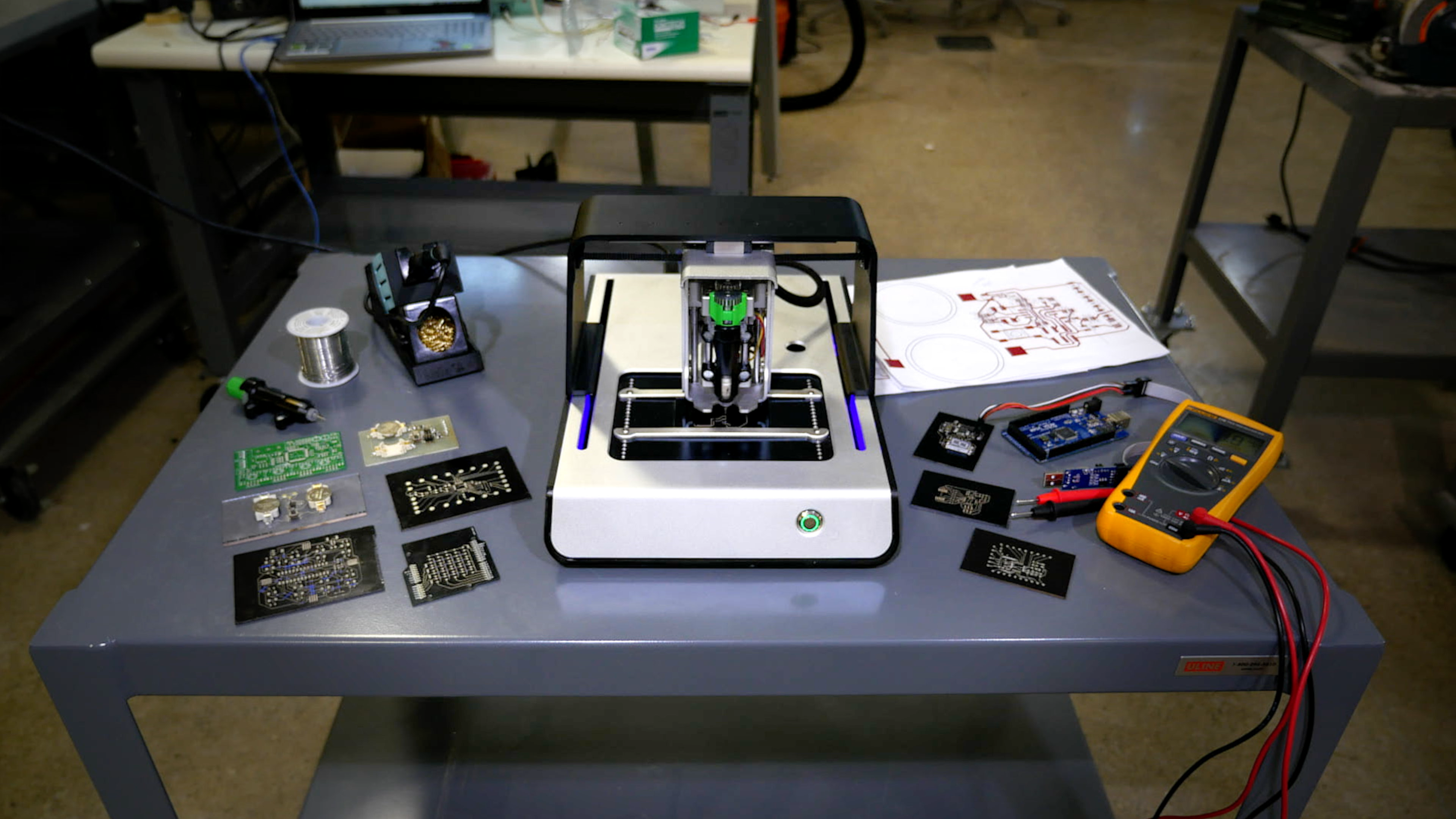
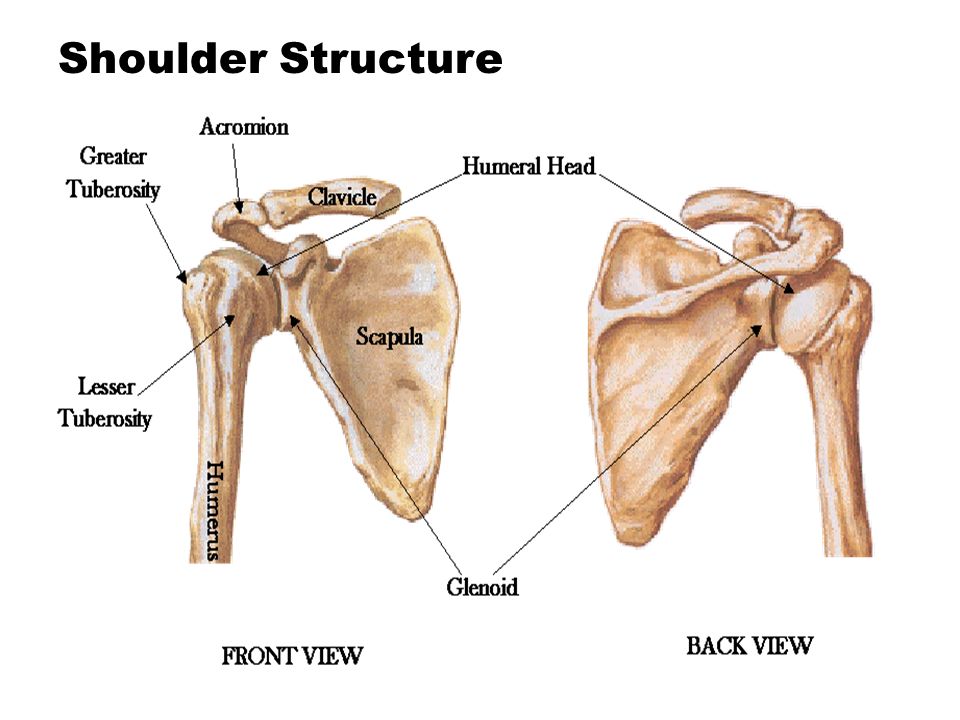
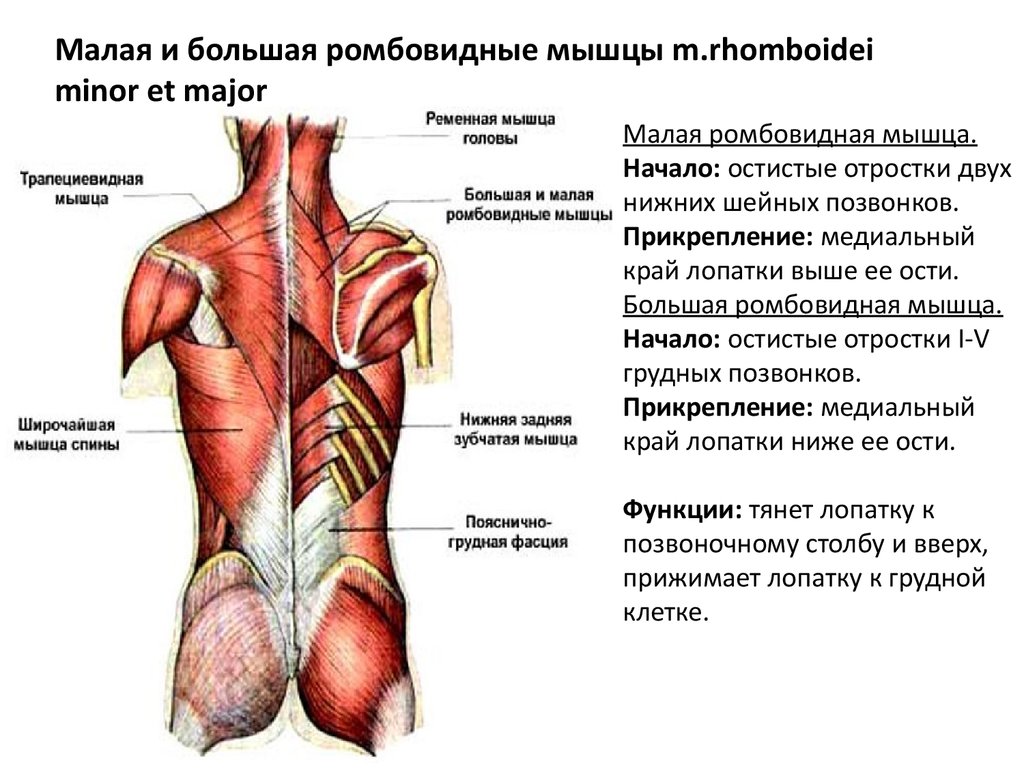
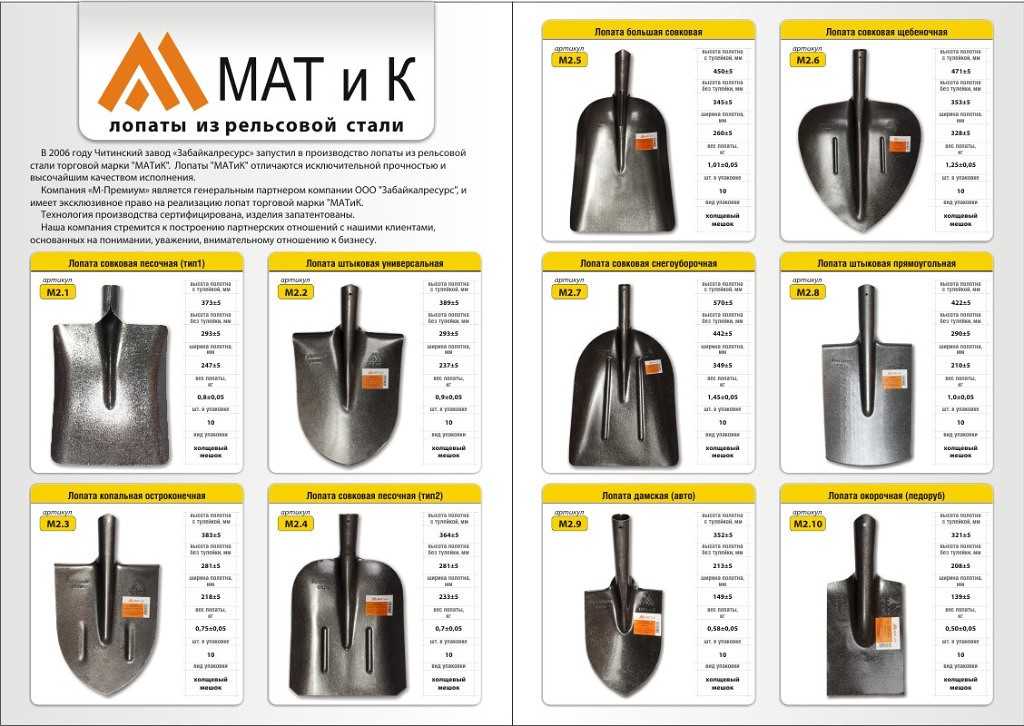

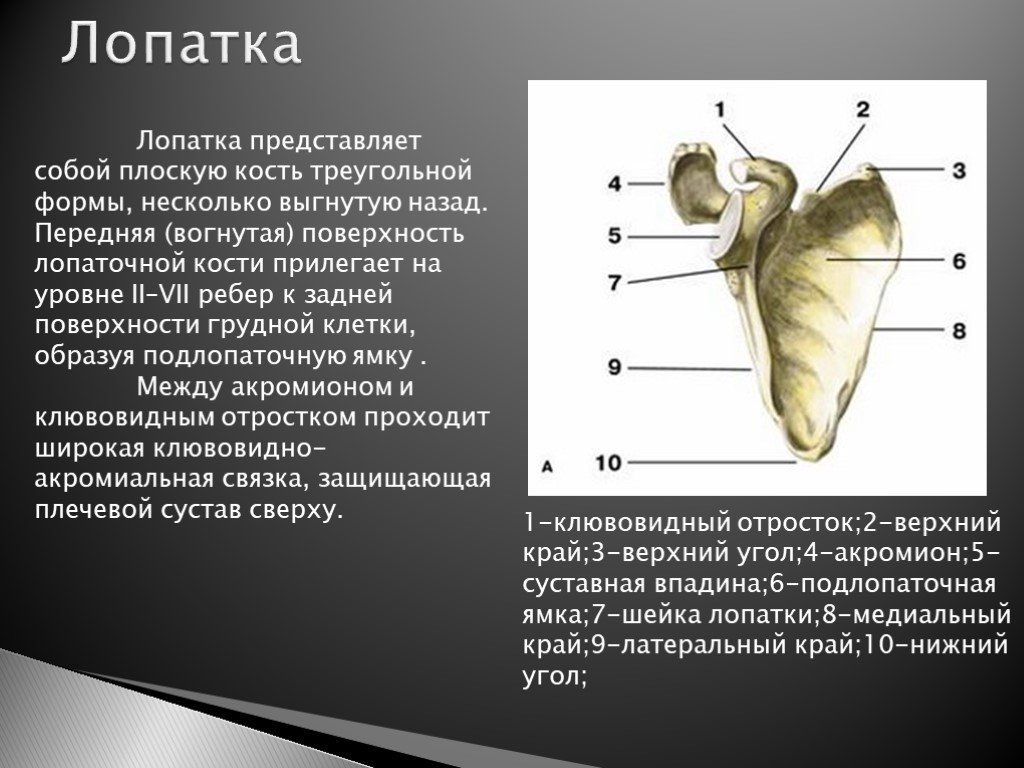
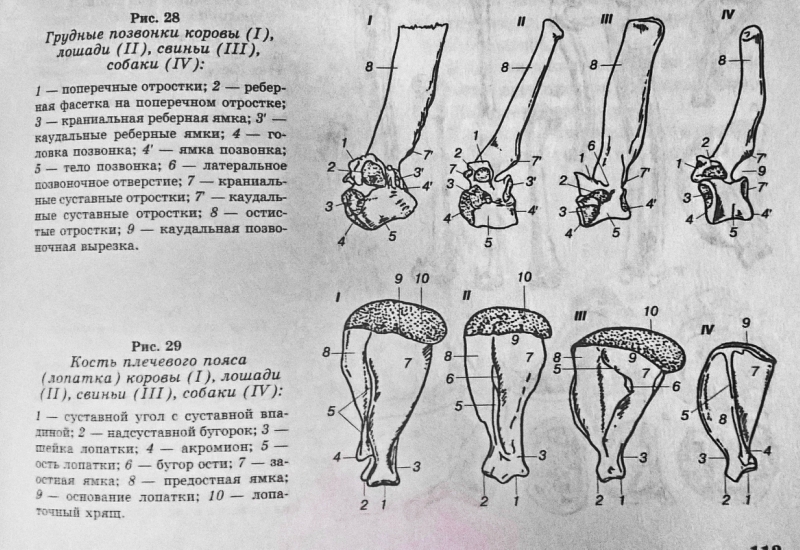 Вес – до 1,3 кг.
Вес – до 1,3 кг.


 Другое название – лопата Линнеманна, а ошибочное – саперная.
Другое название – лопата Линнеманна, а ошибочное – саперная.


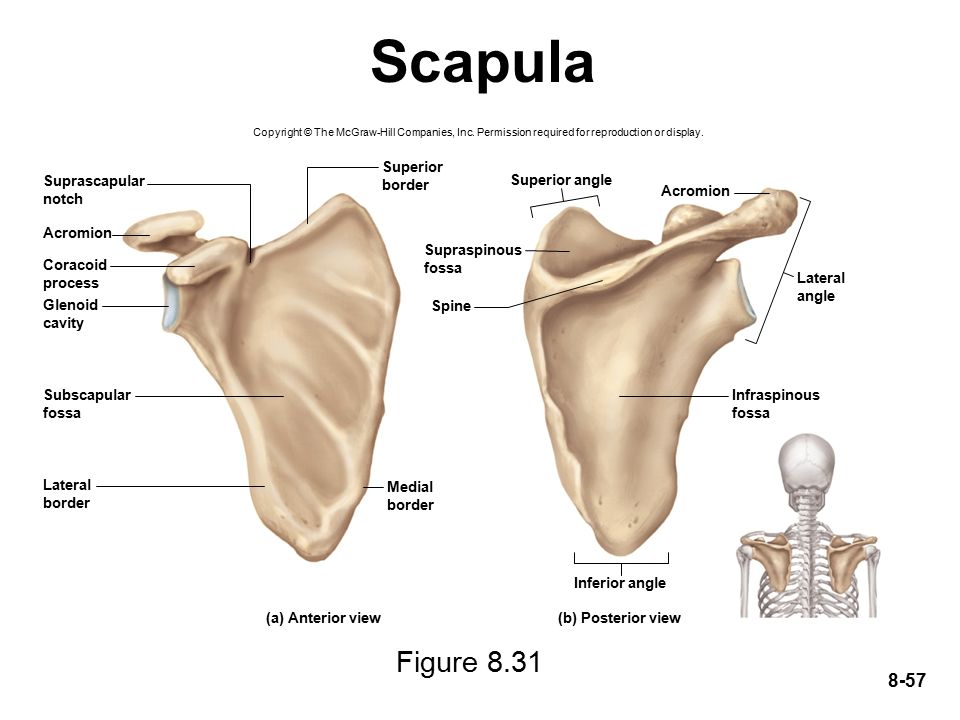 Конструктивно-технологический анализ.
Конструктивно-технологический анализ.
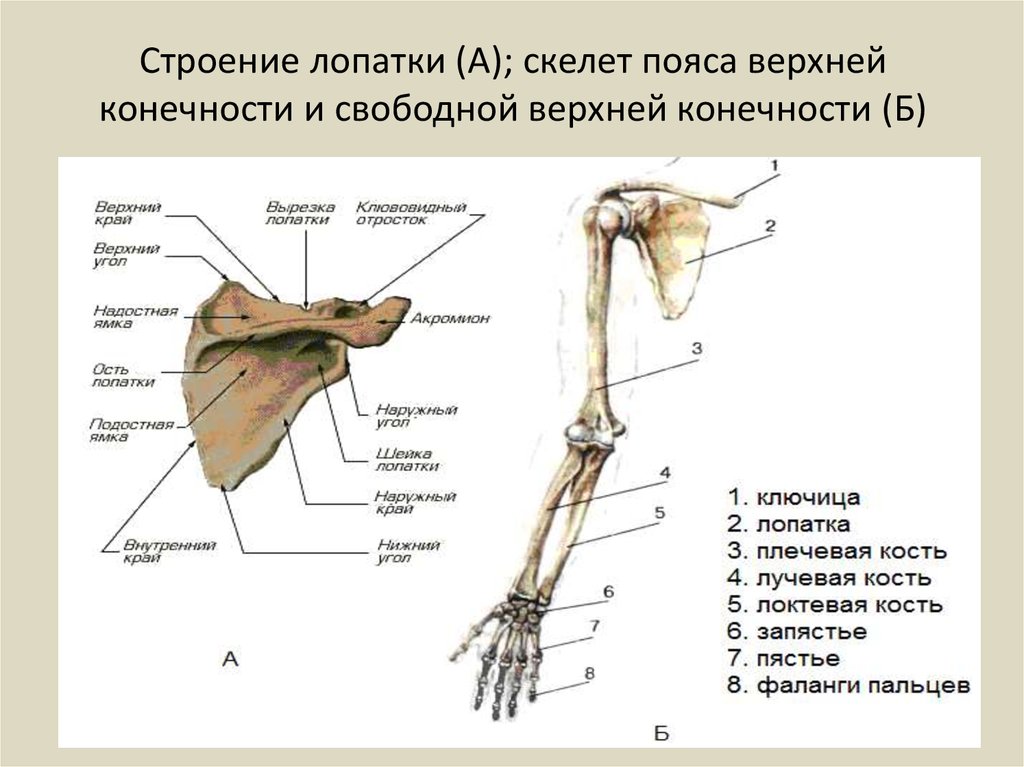 Точность изготовления
Точность изготовления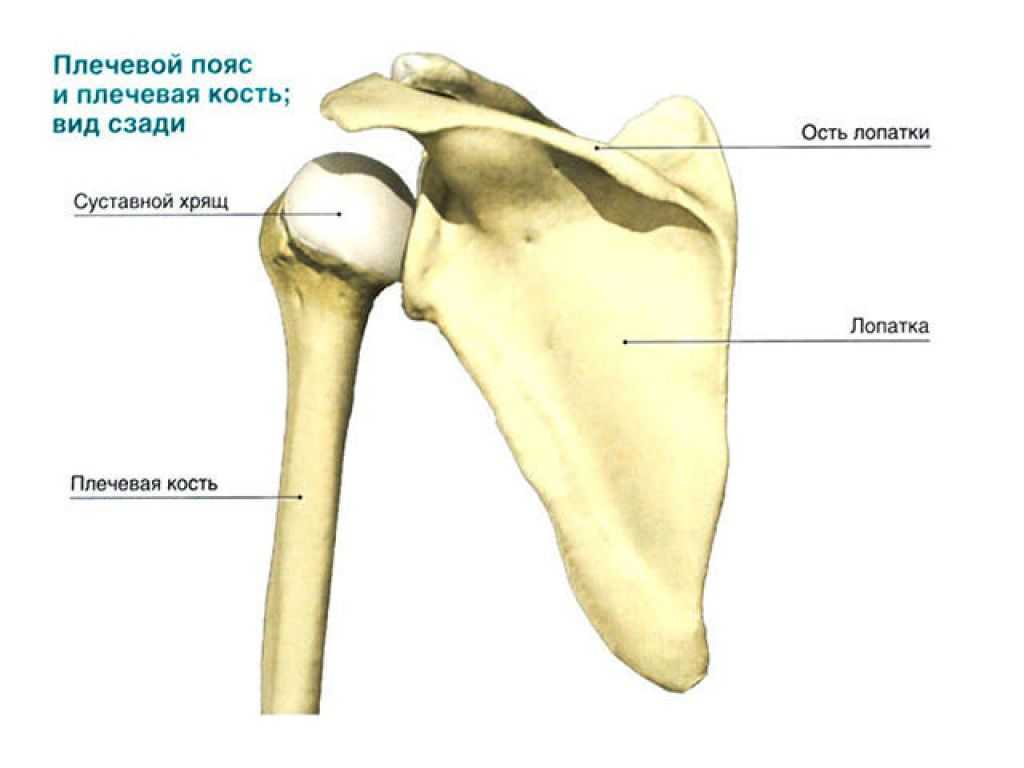 е. оптимизированы
е. оптимизированы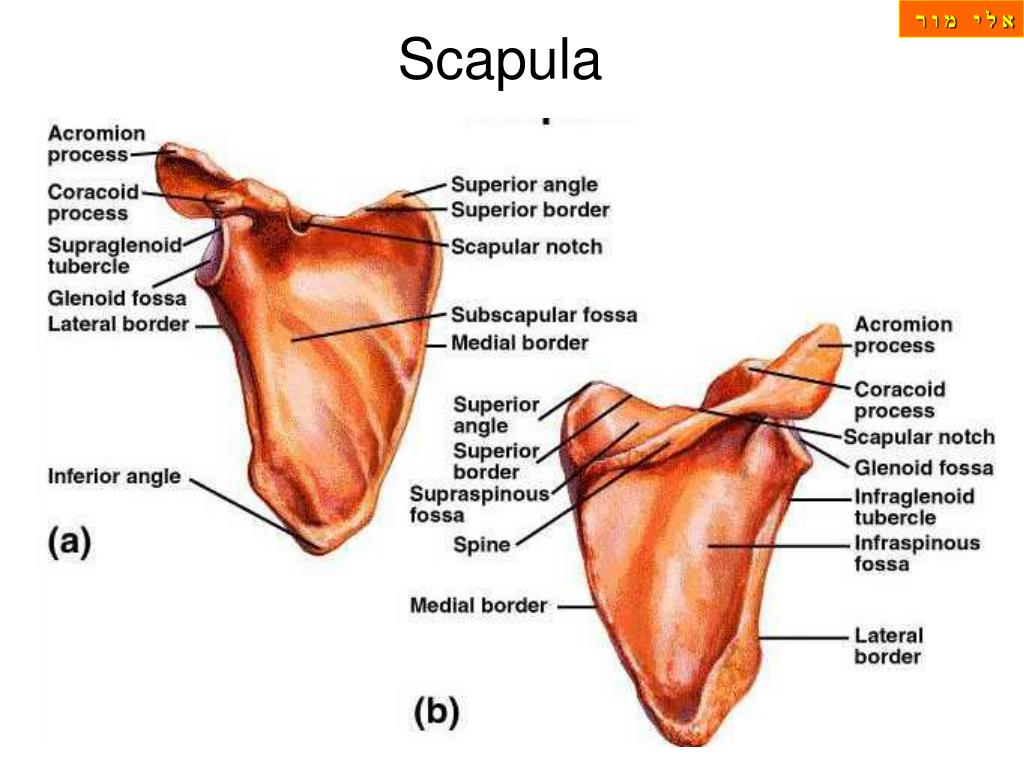 Вампиры существуют. Меня зовут Блэйд . Я родился получеловеком, полувампиром. слабости, кроме жажды. Двадцать лет назад я встретил человека, который изменил это. Уистлер. Он научил меня, как сдерживать жажду. Обучил меня правилам. Дал мне оружие для охоты: серебро, чеснок, солнечный свет.
Вампиры существуют. Меня зовут Блэйд . Я родился получеловеком, полувампиром. слабости, кроме жажды. Двадцать лет назад я встретил человека, который изменил это. Уистлер. Он научил меня, как сдерживать жажду. Обучил меня правилам. Дал мне оружие для охоты: серебро, чеснок, солнечный свет. 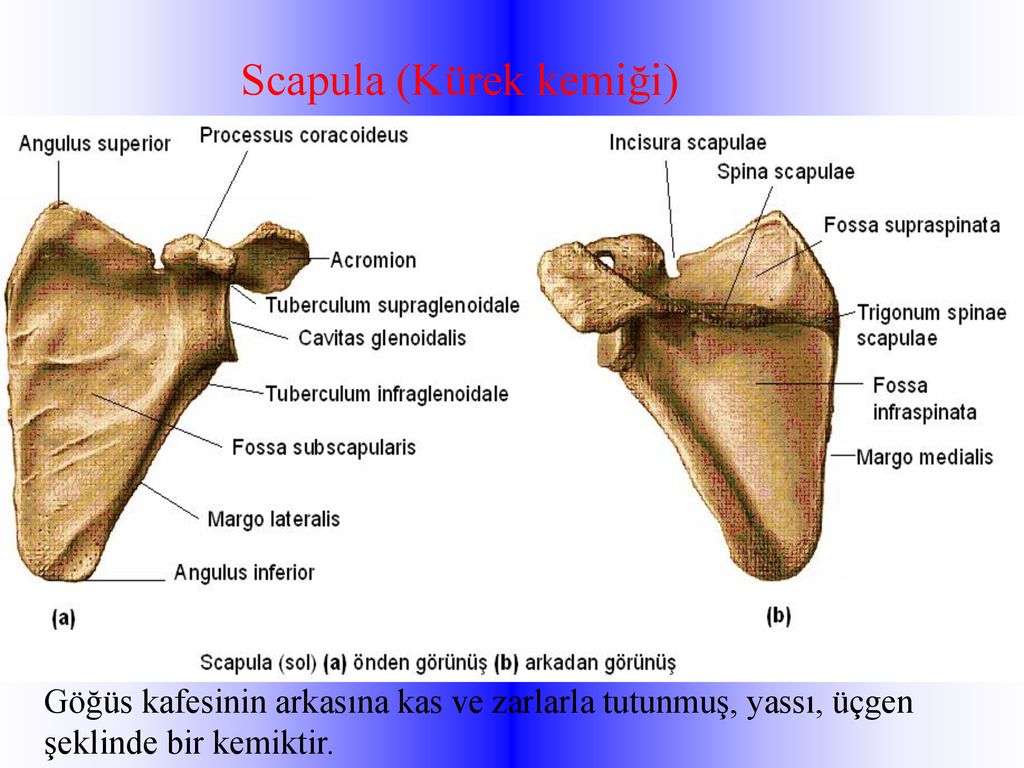 1 Ранняя жизнь
1 Ранняя жизнь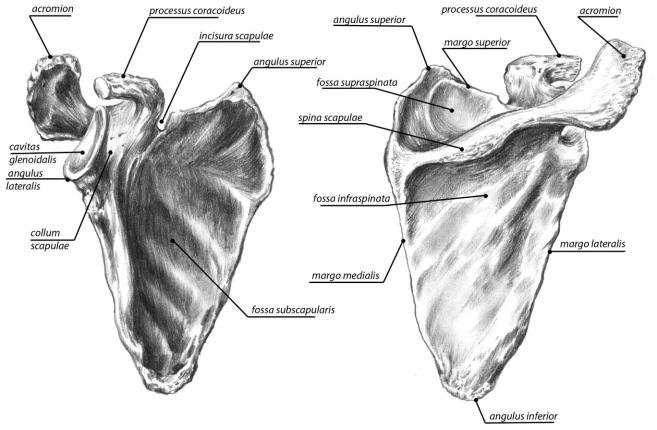 Эрик осознал природу своей жажды после того, как спас человека от преступников в задней комнате своего магазина, где, как он полагал, его отец умер из-за огнестрельного ранения. Эрик сломал Уистлеру ногу и убежал.
Эрик осознал природу своей жажды после того, как спас человека от преступников в задней комнате своего магазина, где, как он полагал, его отец умер из-за огнестрельного ранения. Эрик сломал Уистлеру ногу и убежал.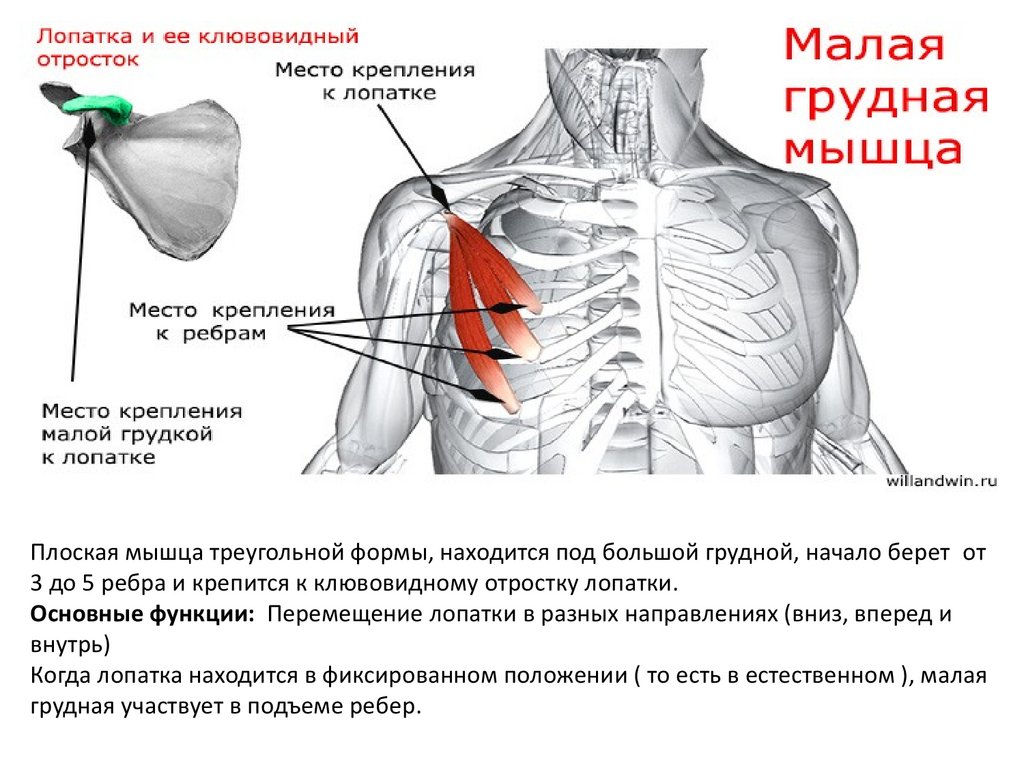 Его прервала полиция, и он не добил вампира, решив вместо этого выследить его. Выследив вампира до больницы, Блэйд обнаружил, что Куинн уже укусил двух докторов, осматривавших существо. Увидев доктора Карен Дженсон и увидев сходство со своей матерью, он воздержался от ее уничтожения и вместо этого взял ее с собой.
Его прервала полиция, и он не добил вампира, решив вместо этого выследить его. Выследив вампира до больницы, Блэйд обнаружил, что Куинн уже укусил двух докторов, осматривавших существо. Увидев доктора Карен Дженсон и увидев сходство со своей матерью, он воздержался от ее уничтожения и вместо этого взял ее с собой.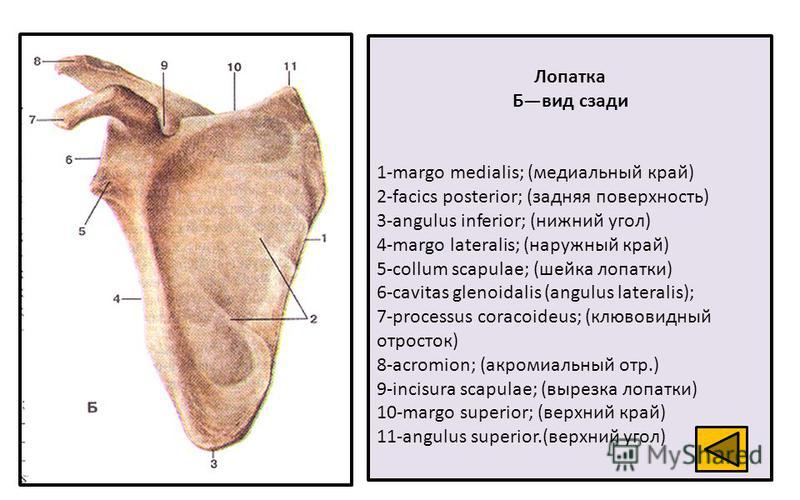 В ярости Блейд атакует особняк Фроста с новым оружием, подаренным Карен, ЭДТА, разбавителем крови, который оказывается смертельным для вампиров. Здесь Блэйд узнает, что его мать все еще жива, будучи вампиром, и что она стала одной из любовниц Фроста. Потрясенный, он легко схвачен людьми Фроста и доставлен в храм Ла-Магра. Здесь его помещают в специальный саркофаг, в котором сливается вся его кровь, являющаяся ключом к освобождению Ла Магры. Измученного Блэйда спасает Карен, которой тоже удалось освободиться. Женщина позволяет Блейду укусить ее за то, что он восстановил свои силы, как раз вовремя для драки с его матерью, которую он убивает.
В ярости Блейд атакует особняк Фроста с новым оружием, подаренным Карен, ЭДТА, разбавителем крови, который оказывается смертельным для вампиров. Здесь Блэйд узнает, что его мать все еще жива, будучи вампиром, и что она стала одной из любовниц Фроста. Потрясенный, он легко схвачен людьми Фроста и доставлен в храм Ла-Магра. Здесь его помещают в специальный саркофаг, в котором сливается вся его кровь, являющаяся ключом к освобождению Ла Магры. Измученного Блэйда спасает Карен, которой тоже удалось освободиться. Женщина позволяет Блейду укусить ее за то, что он восстановил свои силы, как раз вовремя для драки с его матерью, которую он убивает. Лекарство покончило бы с жаждой крови Блэйда, но ценой потери его вампирских сил. Блэйд отказался, желая продолжить битву. Позже его видели в России преследующим вампира: он преследовал вампиров, которые преобразовали Уистлера и похитили его.
Лекарство покончило бы с жаждой крови Блэйда, но ценой потери его вампирских сил. Блэйд отказался, желая продолжить битву. Позже его видели в России преследующим вампира: он преследовал вампиров, которые преобразовали Уистлера и похитили его. Номак кусает как людей, так и вампиров, и вирус распространяется намного быстрее, чем обычный вампирский. Блэйд соглашается и встречает Кровавую Стаю, элитный отряд вампиров, созданный для охоты на Блэйда, но теперь вынужденный стать его союзником. Чтобы Кровавая стая боялась, если не уважала его, Блейд реагирует на провокации Райнхардта, вживляя ему в голову дистанционно управляемую взрывчатку.
Номак кусает как людей, так и вампиров, и вирус распространяется намного быстрее, чем обычный вампирский. Блэйд соглашается и встречает Кровавую Стаю, элитный отряд вампиров, созданный для охоты на Блэйда, но теперь вынужденный стать его союзником. Чтобы Кровавая стая боялась, если не уважала его, Блейд реагирует на провокации Райнхардта, вживляя ему в голову дистанционно управляемую взрывчатку. Вскоре на охотников нападают Жнецы. Блейд успевает активировать гранаты, убивая всех Жнецов, но истощается в конце ожесточенной битвы, в которой остались, как и выжившие из Кровавой стаи, Блэйд, Рейнхардт и Нисса. Всех троих отправляют во дворец Дамаскина, где они обнаруживают, что Номак — не мутант, а генетический эксперимент Дамаскина, и что Рейнхардт и Скад были шпионами. Рейнхардт издевается над Блейдом и говорит ему, что бомба была подделкой, собранной Скадом, и дает бомбу мальчику; Блейд говорит им, что он с самого начала знал, что Скад был предателем, и что бомба на самом деле настоящая и заставляет ее взорваться, убивая крота. Позже Блейда доставляет в лабораторию Карл Кунен, который хочет убить и препарировать его, но вмешивается Уистлер и спасает своего друга.
Вскоре на охотников нападают Жнецы. Блейд успевает активировать гранаты, убивая всех Жнецов, но истощается в конце ожесточенной битвы, в которой остались, как и выжившие из Кровавой стаи, Блэйд, Рейнхардт и Нисса. Всех троих отправляют во дворец Дамаскина, где они обнаруживают, что Номак — не мутант, а генетический эксперимент Дамаскина, и что Рейнхардт и Скад были шпионами. Рейнхардт издевается над Блейдом и говорит ему, что бомба была подделкой, собранной Скадом, и дает бомбу мальчику; Блейд говорит им, что он с самого начала знал, что Скад был предателем, и что бомба на самом деле настоящая и заставляет ее взорваться, убивая крота. Позже Блейда доставляет в лабораторию Карл Кунен, который хочет убить и препарировать его, но вмешивается Уистлер и спасает своего друга.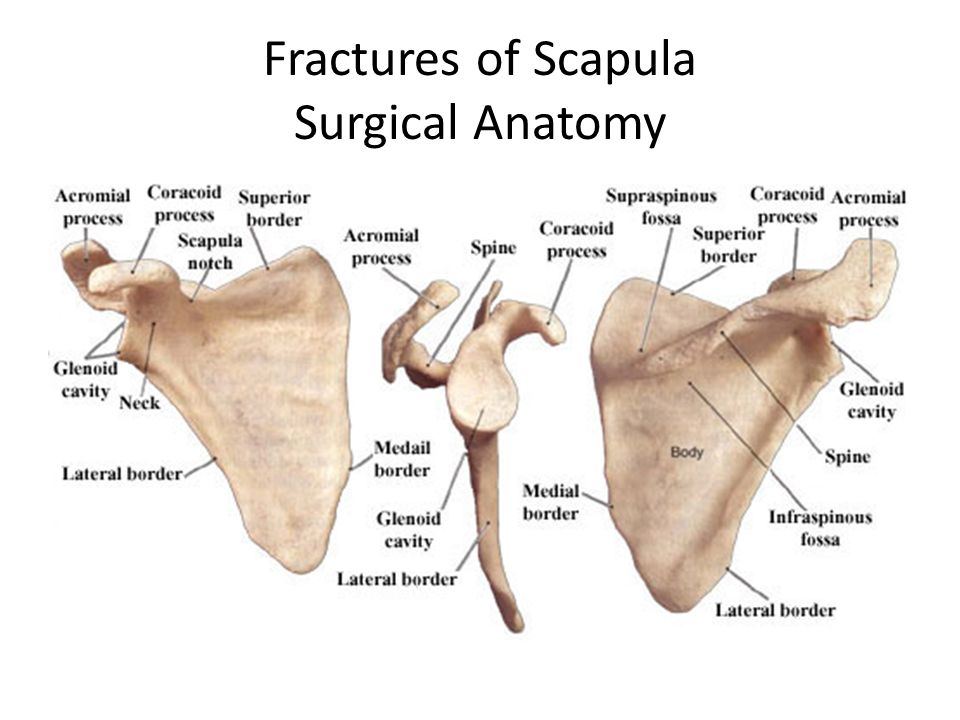 Номак предлагает Блейду и союз, но тот отказывается и начинает драку, во время которой Блейд испытывает большие трудности против Жнеца. Когда его вот-вот убьют, Блейд использует осколок своего разбитого меча и пронзает Номака, достигая единственной точки без костяной брони его сердца. Затем Блэйд берет умирающую Ниссу на крышу, где он смотрит ей в глаза за мгновение до рассвета, сжигая ее.
Номак предлагает Блейду и союз, но тот отказывается и начинает драку, во время которой Блейд испытывает большие трудности против Жнеца. Когда его вот-вот убьют, Блейд использует осколок своего разбитого меча и пронзает Номака, достигая единственной точки без костяной брони его сердца. Затем Блэйд берет умирающую Ниссу на крышу, где он смотрит ей в глаза за мгновение до рассвета, сжигая ее. Уистлер убит во время боя, а Блэйд арестован. Позже его допрашивает психиатр Эдгар Вэнс, который на самом деле является фамильяром Дома Талоса. Он заявляет, что Блейд психически неуравновешен, и вызывает кого-то из криминального приюта, Данику и ее приспешников, чтобы забрать его. Блэйда спасают в последний момент Ганнибал Кинг и Эбигейл Уистлер, два охотника из Ночных охотников. Его доставили на их базу, где он узнал о существовании Дракулы и о планах Даники воскресить его. Блейд, хотя и одиночка, соглашается сражаться на стороне Ночных охотников, направляя их в битве против Дракулы.
Уистлер убит во время боя, а Блэйд арестован. Позже его допрашивает психиатр Эдгар Вэнс, который на самом деле является фамильяром Дома Талоса. Он заявляет, что Блейд психически неуравновешен, и вызывает кого-то из криминального приюта, Данику и ее приспешников, чтобы забрать его. Блэйда спасают в последний момент Ганнибал Кинг и Эбигейл Уистлер, два охотника из Ночных охотников. Его доставили на их базу, где он узнал о существовании Дракулы и о планах Даники воскресить его. Блейд, хотя и одиночка, соглашается сражаться на стороне Ночных охотников, направляя их в битве против Дракулы. Есть риск, что Блэйда тоже убьют, но он заявляет, что готов к этому. Затем он выходит на охоту с Эбигейл, а Кинг выведен из строя в постели. Эти двое узнают из вампирского «Последнего решения», которое является настоящим апокалипсисом для человечества: многие мужчины и женщины находятся в плену в коматозном состоянии и используются в качестве бесконечных источников крови. Блейд убивает Мартина Вриде, начальника полиции, фамильяра, и уничтожает хранилище Окончательного решения. Когда он и Эбигейл возвращаются на базу, они узнают, что Дрейк убил всех Ночных охотников и похитил Ганнибала Кинга и Зои, маленького ребенка Соммерфилда. Взяв единственный существующий образец Daystar, они готовятся отправиться к Талосу, чтобы спасти своих товарищей и убить Дрейка.
Есть риск, что Блэйда тоже убьют, но он заявляет, что готов к этому. Затем он выходит на охоту с Эбигейл, а Кинг выведен из строя в постели. Эти двое узнают из вампирского «Последнего решения», которое является настоящим апокалипсисом для человечества: многие мужчины и женщины находятся в плену в коматозном состоянии и используются в качестве бесконечных источников крови. Блейд убивает Мартина Вриде, начальника полиции, фамильяра, и уничтожает хранилище Окончательного решения. Когда он и Эбигейл возвращаются на базу, они узнают, что Дрейк убил всех Ночных охотников и похитил Ганнибала Кинга и Зои, маленького ребенка Соммерфилда. Взяв единственный существующий образец Daystar, они готовятся отправиться к Талосу, чтобы спасти своих товарищей и убить Дрейка. Daywalker побежден и вот-вот будет убит, когда Эбби пытается выстрелить в вампира заряженной стрелой Daystar. Дрейк хватает его в воздухе и позволяет ему упасть на землю. Когда он собирается пронзить Блейда своим мечом, Блэйд хватает стрелу и пронзает его, освобождая вирус. Измученный, он ложится на землю рядом с Дрейком, который говорит ему, что больше не боится будущего своей расы, поскольку Блэйд может быть для него настоящим наследником, и говорит ему, что у него есть последний подарок для него. Дрейк превращается в Блейда, позволяя настоящему сбежать, в то время как агенты ФБР забирают не то тело. Поскольку Daystar не был таким смертоносным, как должен был быть, Блэйд продолжает свою затяжную битву с вампирами.
Daywalker побежден и вот-вот будет убит, когда Эбби пытается выстрелить в вампира заряженной стрелой Daystar. Дрейк хватает его в воздухе и позволяет ему упасть на землю. Когда он собирается пронзить Блейда своим мечом, Блэйд хватает стрелу и пронзает его, освобождая вирус. Измученный, он ложится на землю рядом с Дрейком, который говорит ему, что больше не боится будущего своей расы, поскольку Блэйд может быть для него настоящим наследником, и говорит ему, что у него есть последний подарок для него. Дрейк превращается в Блейда, позволяя настоящему сбежать, в то время как агенты ФБР забирают не то тело. Поскольку Daystar не был таким смертоносным, как должен был быть, Блэйд продолжает свою затяжную битву с вампирами. Несмотря на свое холодное поведение, Блэйд не лишен сердца; он спас Карен Дженсон, блестящего гематолога; когда ее чуть не убил вампир, а позже взял ее в партнеры. Блэйд с огромным уважением относится к своему наставнику, оружейнику и отцу Аврааму Уистлеру. Его дружба с Уистлером была настолько сильна, что Блейд не мог покончить с ним из-за его страданий, когда Фрост и его люди жестоко пытали его. Когда Уистлер пожертвовал собой, Блейд переживает эмоциональный срыв и впадает в депрессию после того, как его арестовывает ФБР, опустошенный смертью своего любимого наставника.
Несмотря на свое холодное поведение, Блэйд не лишен сердца; он спас Карен Дженсон, блестящего гематолога; когда ее чуть не убил вампир, а позже взял ее в партнеры. Блэйд с огромным уважением относится к своему наставнику, оружейнику и отцу Аврааму Уистлеру. Его дружба с Уистлером была настолько сильна, что Блейд не мог покончить с ним из-за его страданий, когда Фрост и его люди жестоко пытали его. Когда Уистлер пожертвовал собой, Блейд переживает эмоциональный срыв и впадает в депрессию после того, как его арестовывает ФБР, опустошенный смертью своего любимого наставника.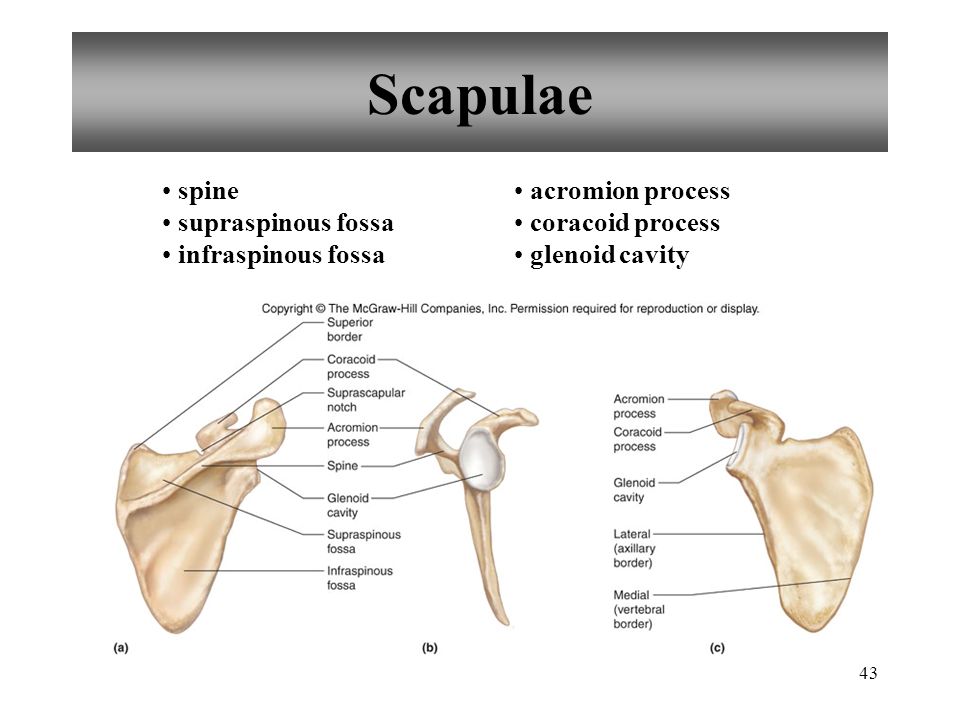
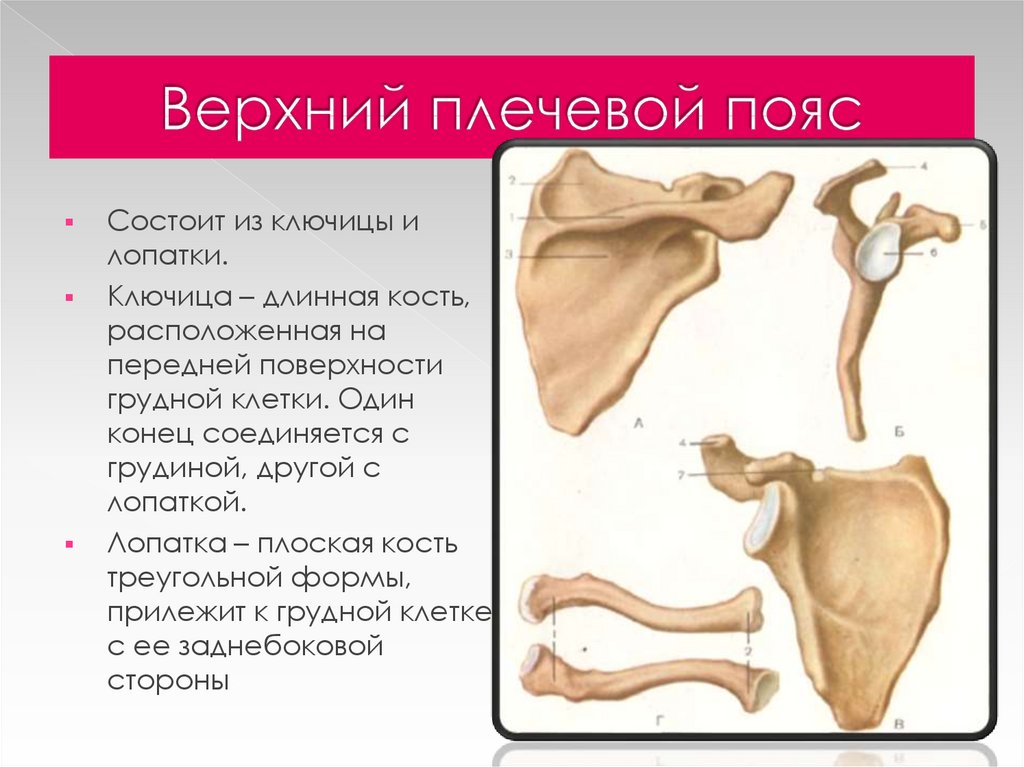 У него все еще есть тяга к крови, которой он противостоит либо сильной силой воли и банками крови, либо даже сывороткой, чтобы утолить свой аппетит.
У него все еще есть тяга к крови, которой он противостоит либо сильной силой воли и банками крови, либо даже сывороткой, чтобы утолить свой аппетит.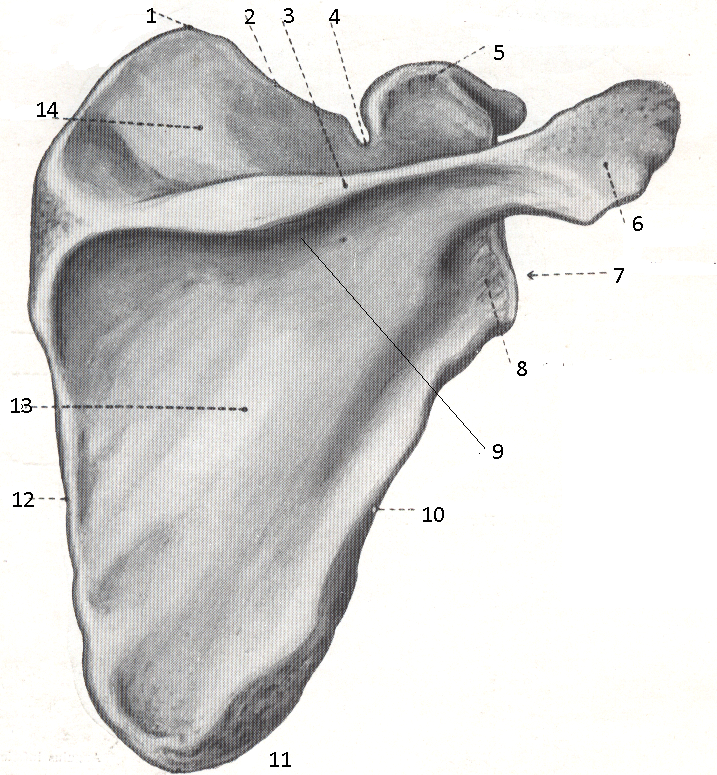 Он может прыгать на большие расстояния и наносить мощные удары; достаточно, чтобы бросить взрослого человека через комнату с большой скоростью и силой. За годы строгих тренировок и опыта сила Блэйда развилась за пределы обычных вампиров, и у него всегда есть преимущество в виде подавляющей грубой физической силы против любого противника-человека.
Он может прыгать на большие расстояния и наносить мощные удары; достаточно, чтобы бросить взрослого человека через комнату с большой скоростью и силой. За годы строгих тренировок и опыта сила Блэйда развилась за пределы обычных вампиров, и у него всегда есть преимущество в виде подавляющей грубой физической силы против любого противника-человека.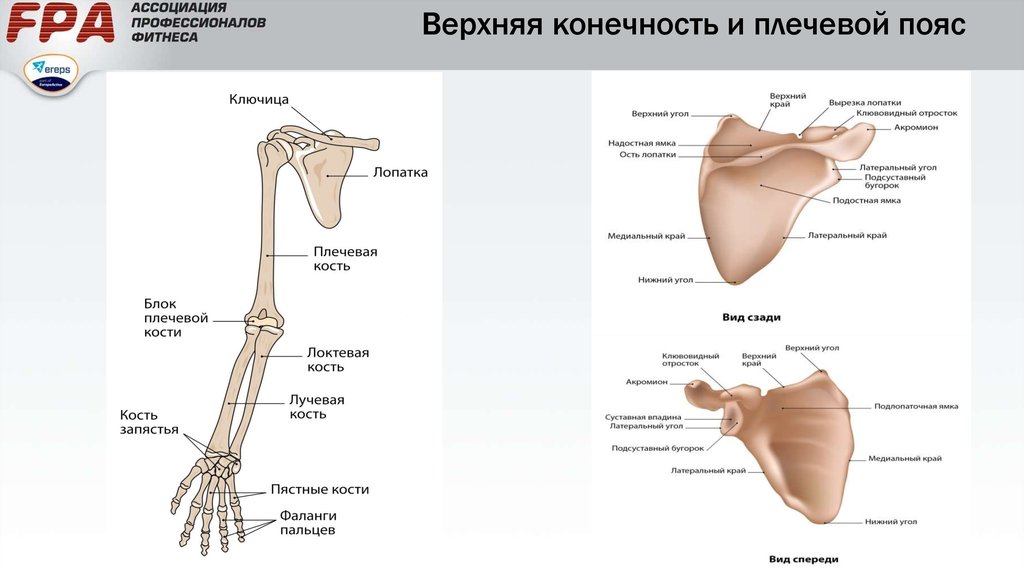

 Он может говорить на разных языках, включая чешский, русский и, в некоторой степени, язык вампиров. Блейд также хорошо разбирается в знаниях о вампирах и сверхъестественном.
Он может говорить на разных языках, включая чешский, русский и, в некоторой степени, язык вампиров. Блейд также хорошо разбирается в знаниях о вампирах и сверхъестественном.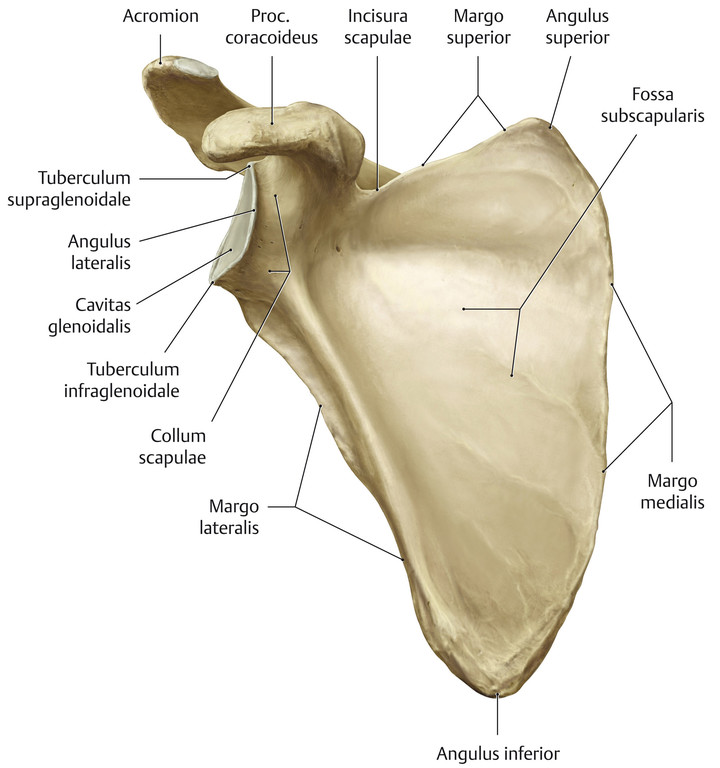 Он создал несколько сывороток крови, чтобы бороться с употреблением чистой крови и поддерживать свое тело в отличной форме. Но есть одна загвоздка: каждый раз, когда он использует сыворотку, его тело постепенно полностью отвергает сыворотку, и ему придется найти способ сделать сыворотку более сильной.
Он создал несколько сывороток крови, чтобы бороться с употреблением чистой крови и поддерживать свое тело в отличной форме. Но есть одна загвоздка: каждый раз, когда он использует сыворотку, его тело постепенно полностью отвергает сыворотку, и ему придется найти способ сделать сыворотку более сильной.
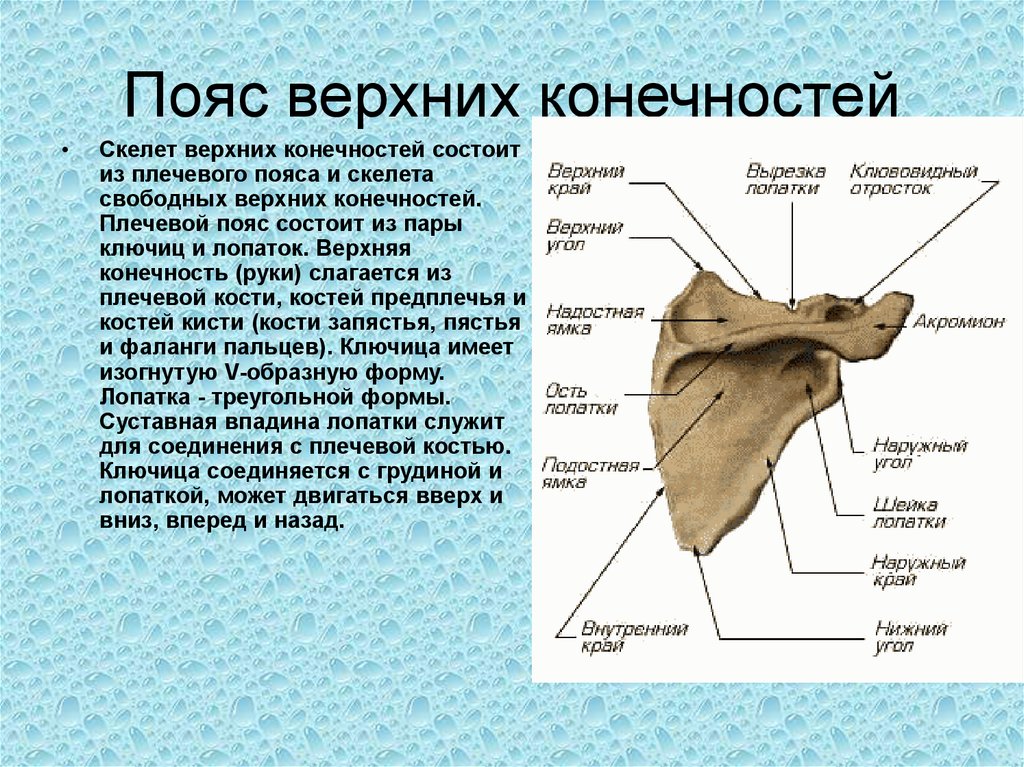
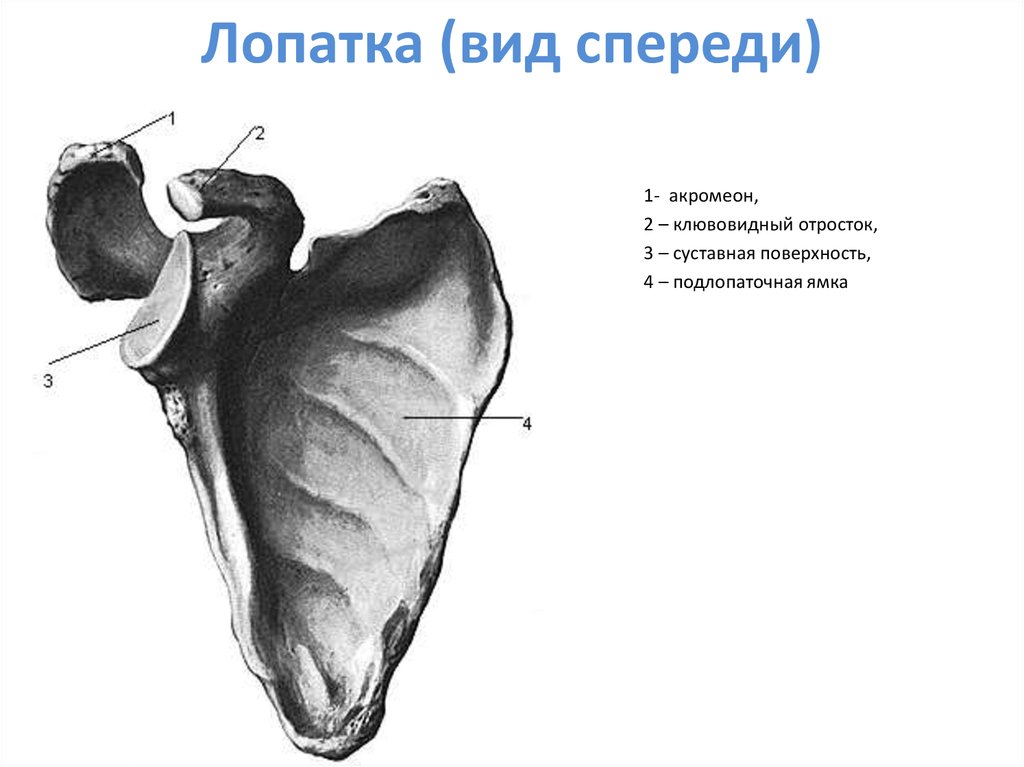
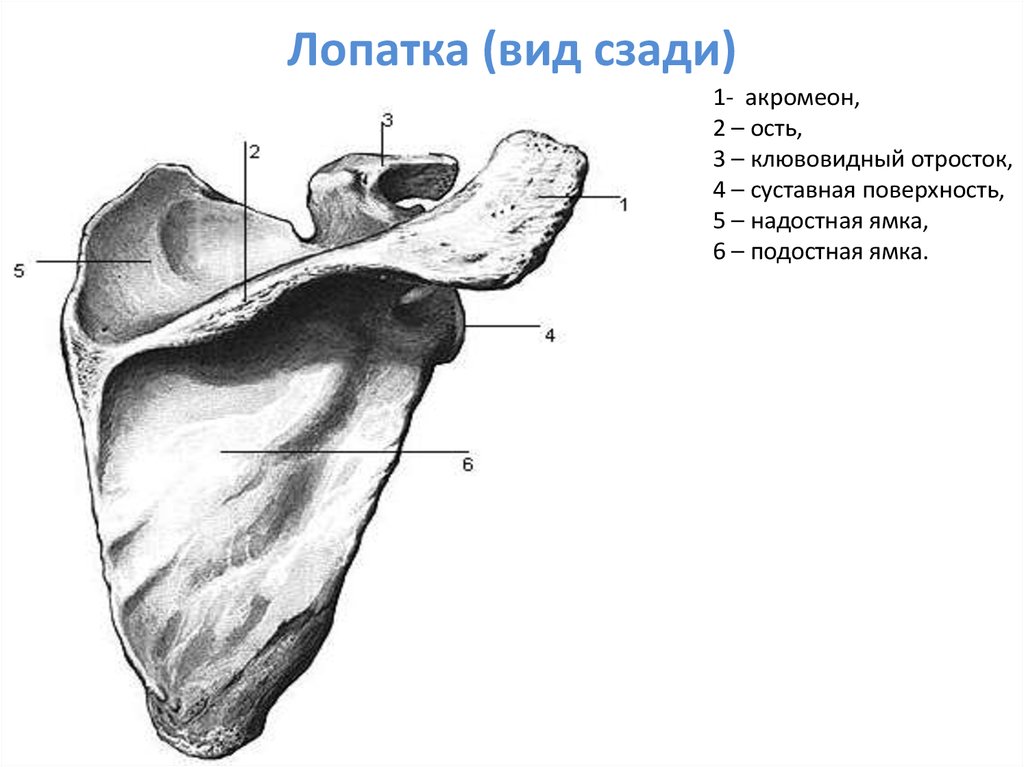 Его жизнь — это неустанное стремление искоренить в мире зверей, стремящихся уничтожить невинную жизнь.
Его жизнь — это неустанное стремление искоренить в мире зверей, стремящихся уничтожить невинную жизнь. Афар взял юношу под свое крыло, обучив его, чтобы он стал идеальной машиной для убийств. Спустя годы Брукс случайно убил невиновного человека во время патрулирования, в результате чего Афар и мадам Вэнити отправили его в Нью-Йорк, чтобы он присоединился к банде Тирианы под названием «Кровавые тени». Эрик вырвет контроль над группой у их лидера, а затем приведет своих новых союзников с собой в Англию в качестве своей личной боевой силы вампиров.
Афар взял юношу под свое крыло, обучив его, чтобы он стал идеальной машиной для убийств. Спустя годы Брукс случайно убил невиновного человека во время патрулирования, в результате чего Афар и мадам Вэнити отправили его в Нью-Йорк, чтобы он присоединился к банде Тирианы под названием «Кровавые тени». Эрик вырвет контроль над группой у их лидера, а затем приведет своих новых союзников с собой в Англию в качестве своей личной боевой силы вампиров.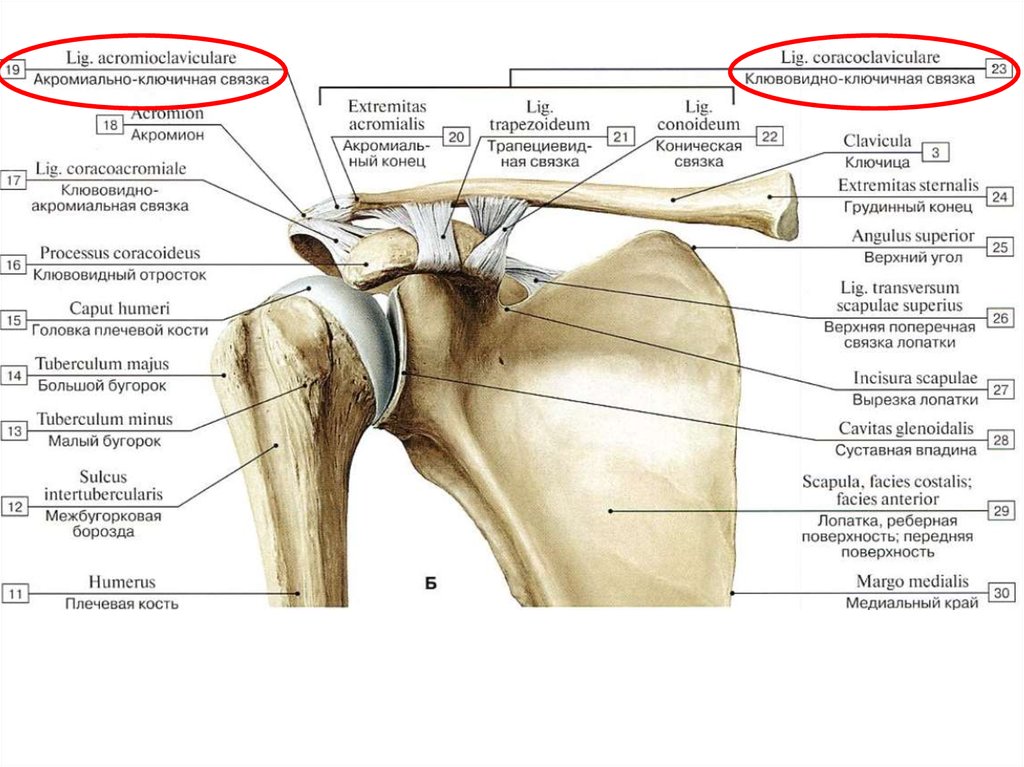 Группа стала называть его Блэйдом из-за его умения обращаться с холодным оружием. Когда команда, наконец, нашла Дракулу, темный лорд убил почти каждого из них, нарочно пощадив жизнь Брукса, чтобы когда-нибудь в будущем его враг был обязан вернуть долг. Мусенда тоже выжил, но ушел с охоты. Чтобы почтить память своих павших товарищей, Брукс сохранил имя Блейд и включил элементы каждого человека в свое снаряжение и обычную одежду, включая фирменные оттенки Афара, и, наконец, стал легендарным и печально известным охотником на вампиров.
Группа стала называть его Блэйдом из-за его умения обращаться с холодным оружием. Когда команда, наконец, нашла Дракулу, темный лорд убил почти каждого из них, нарочно пощадив жизнь Брукса, чтобы когда-нибудь в будущем его враг был обязан вернуть долг. Мусенда тоже выжил, но ушел с охоты. Чтобы почтить память своих павших товарищей, Брукс сохранил имя Блейд и включил элементы каждого человека в свое снаряжение и обычную одежду, включая фирменные оттенки Афара, и, наконец, стал легендарным и печально известным охотником на вампиров. . Он также сражался с Бароном Бладом, Блэкаутом и бесчисленным множеством других существ ночи.
. Он также сражался с Бароном Бладом, Блэкаутом и бесчисленным множеством других существ ночи.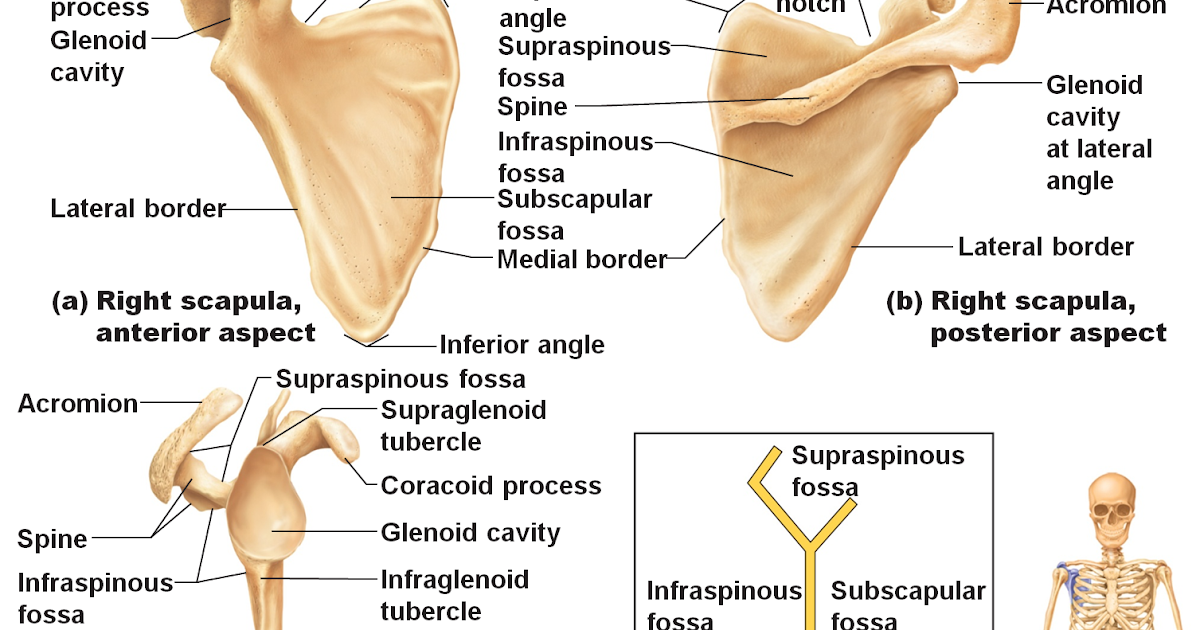 Поначалу их различие в стилях было еще одним доказательством того, что Блейд лучше всего работал в одиночку, но после того, как ему не удалось превзойти Дракулу в одиночку, он начал уважать полезность работы с единомышленниками. Объединившись с Фрэнком Дрейком, Рэйчел ван Хельсинг, Тадж Нитал и Харкер, Блэйд смог успешно выследить Дракулу, где он сделал ставку на своего заклятого врага, которому все же удалось выжить. В их следующей встрече Дракула укусил своего противника за горло, заставив его повернуться, но Блейд исцелился от раны, обнаружив в результате, что он невосприимчив к вампиризму из-за своей уникальной биологии.
Поначалу их различие в стилях было еще одним доказательством того, что Блейд лучше всего работал в одиночку, но после того, как ему не удалось превзойти Дракулу в одиночку, он начал уважать полезность работы с единомышленниками. Объединившись с Фрэнком Дрейком, Рэйчел ван Хельсинг, Тадж Нитал и Харкер, Блэйд смог успешно выследить Дракулу, где он сделал ставку на своего заклятого врага, которому все же удалось выжить. В их следующей встрече Дракула укусил своего противника за горло, заставив его повернуться, но Блейд исцелился от раны, обнаружив в результате, что он невосприимчив к вампиризму из-за своей уникальной биологии. В дополнение к победе над Легионом, Блэйд спас свою возлюбленную Саффрон Колдер и получил записанные на пленку улики, которые очистили его имя от многочисленных ложных обвинений, в которых его подставили вампиры. Позже поиски Блейда Фроста привели его в Бостон, где он обнаружил, что команда Харкера работает бок о бок с самим Дракулой.
В дополнение к победе над Легионом, Блэйд спас свою возлюбленную Саффрон Колдер и получил записанные на пленку улики, которые очистили его имя от многочисленных ложных обвинений, в которых его подставили вампиры. Позже поиски Блейда Фроста привели его в Бостон, где он обнаружил, что команда Харкера работает бок о бок с самим Дракулой.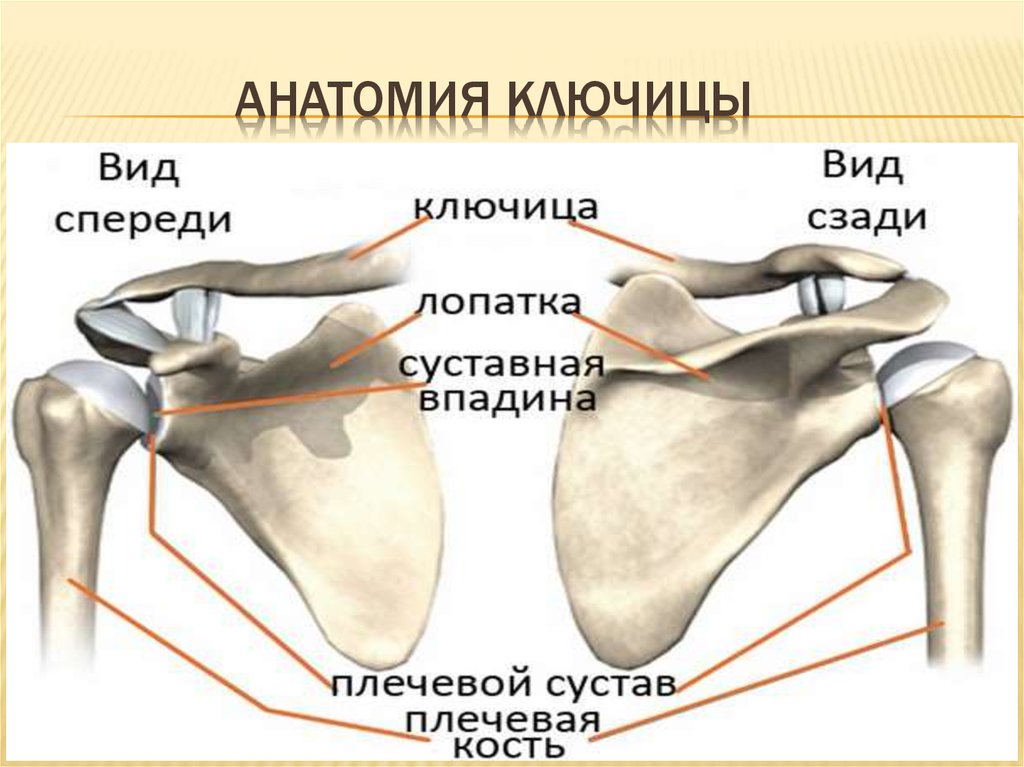 После этого Блэйд, Дрейк и Кинг работали с доктором Стрэнджем, чтобы наложить заклинание, которое он назвал Формулой Монтези, которое, казалось, уничтожило всех вампиров, оставшихся на Земле. Не имея кровопийц, трое мужчин сформировали Borderline Investigations, но агентство просуществовало недолго, как из-за финансовых проблем, так и из-за неспособности партнеров поладить. После распада их официального партнерства Дрейку понадобилась помощь Блэйда в личном вопросе. Его новая жена, Марлен МакКенна, слила свой дух с покойной Рэйчел ван Хельсинг благодаря Грегору Смирноффу, демонологу, который принес в жертву множество студентов колледжа в культе под названием «Принадлежность», чтобы усилить силу Дракулы. Дракула был возрожден демоном Асмодеем, поэтому Блэйд использовал Марлен как приманку, чтобы выманить его.
После этого Блэйд, Дрейк и Кинг работали с доктором Стрэнджем, чтобы наложить заклинание, которое он назвал Формулой Монтези, которое, казалось, уничтожило всех вампиров, оставшихся на Земле. Не имея кровопийц, трое мужчин сформировали Borderline Investigations, но агентство просуществовало недолго, как из-за финансовых проблем, так и из-за неспособности партнеров поладить. После распада их официального партнерства Дрейку понадобилась помощь Блэйда в личном вопросе. Его новая жена, Марлен МакКенна, слила свой дух с покойной Рэйчел ван Хельсинг благодаря Грегору Смирноффу, демонологу, который принес в жертву множество студентов колледжа в культе под названием «Принадлежность», чтобы усилить силу Дракулы. Дракула был возрожден демоном Асмодеем, поэтому Блэйд использовал Марлен как приманку, чтобы выманить его.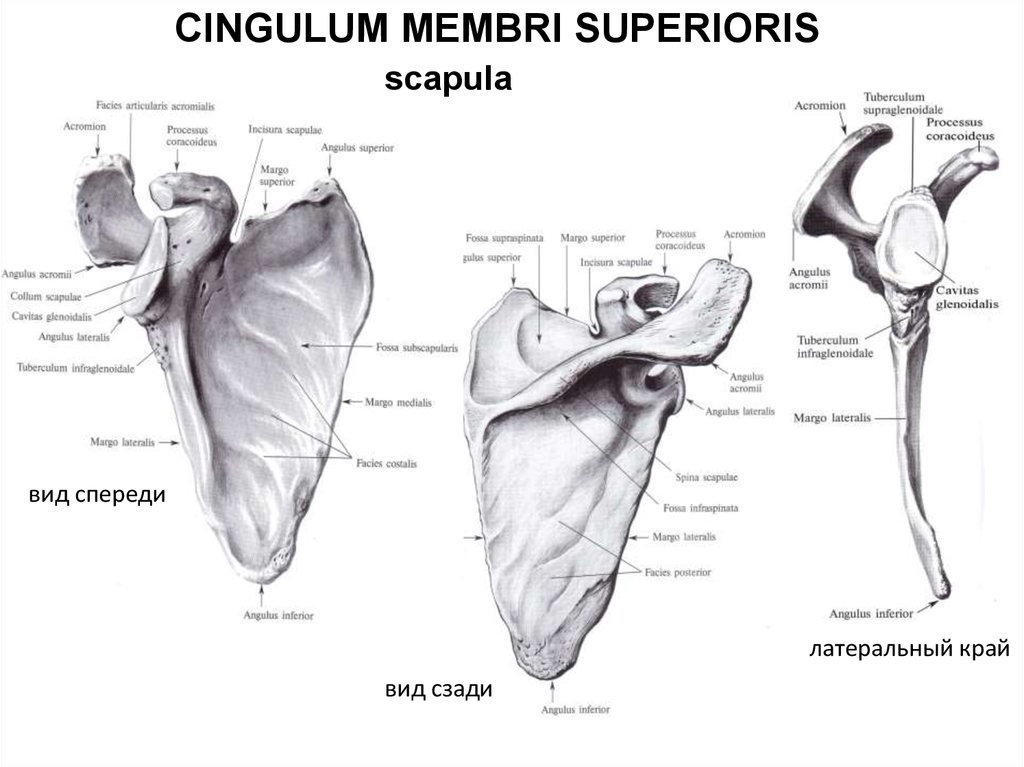 Безумие Блэйда стало опасным для окружающих, поскольку он убедился, что его друзья стоят между ним и победой над Дракулой. Дрейк временно поместил Блэйда в больницу, но в конечном итоге ему помог выздороветь другой тип целителя, поскольку доктор Стрэндж мистическим образом преобразовал сверхспецифическую ненависть Блэйда к вампирам в более общее отвращение к оккультизму. Это не было полностью альтруистическим шагом со стороны доброго доктора, поскольку Стрэндж знал, что Блэйду и его союзникам суждено помочь в борьбе с матерью-демоном, Лилит.
Безумие Блэйда стало опасным для окружающих, поскольку он убедился, что его друзья стоят между ним и победой над Дракулой. Дрейк временно поместил Блэйда в больницу, но в конечном итоге ему помог выздороветь другой тип целителя, поскольку доктор Стрэндж мистическим образом преобразовал сверхспецифическую ненависть Блэйда к вампирам в более общее отвращение к оккультизму. Это не было полностью альтруистическим шагом со стороны доброго доктора, поскольку Стрэндж знал, что Блэйду и его союзникам суждено помочь в борьбе с матерью-демоном, Лилит.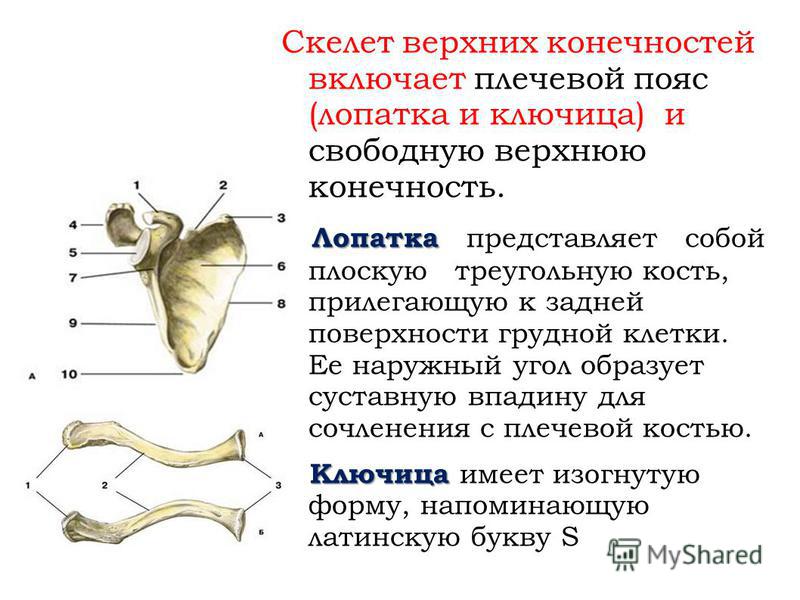 Этот новый союз был проверен, когда Блэйд чуть не пожертвовал Дрейком ради DOA, но в конце концов пришел в себя, поставив свою жизнь на карту, чтобы спасти своего партнера.
Этот новый союз был проверен, когда Блэйд чуть не пожертвовал Дрейком ради DOA, но в конце концов пришел в себя, поставив свою жизнь на карту, чтобы спасти своего партнера. Блэйд надеялся, что эта новая сила поможет ему уничтожить всех сверхъестественных существ. У него не было намерения причинить вред кому-либо без мистических способностей, но он охотился на многих, кого когда-то называл соотечественниками.
Блэйд надеялся, что эта новая сила поможет ему уничтожить всех сверхъестественных существ. У него не было намерения причинить вред кому-либо без мистических способностей, но он охотился на многих, кого когда-то называл соотечественниками.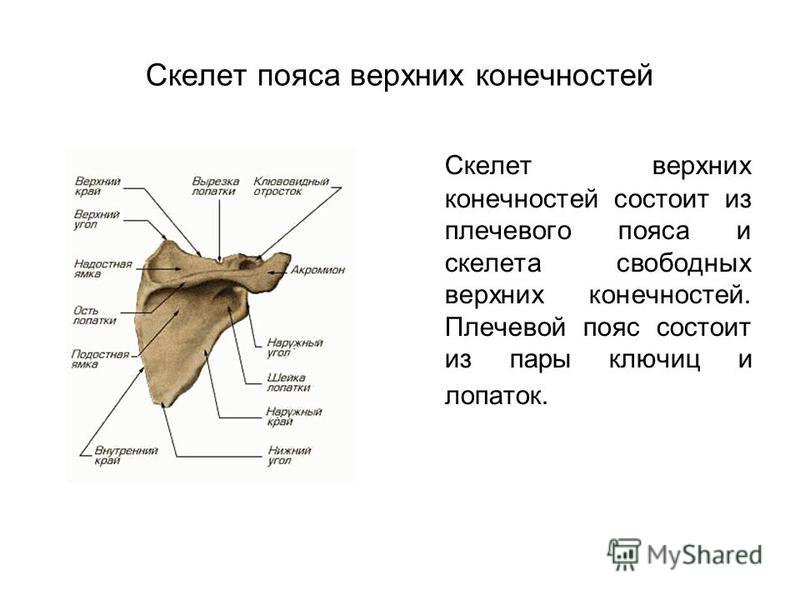
 Блэйд чувствовал крайнюю вину за то, что его единственные друзья теперь мертвы, оставив его вести войну в одиночку. Он поклялся продолжить поиски Януса, но так и не нашел ребенка, который через некоторое время появился изменившимся. Вскоре он приобрел нового союзника в Библии Джона Карика, члена мистической секты катаров, хранителя древней мистической библиотеки. Вместе с Кариком Блэйд сражался со странным образом возродившимся Дракулой и ложным дьяконом Фростом. Он также пытался наладить для себя нормальную жизнь вне охоты на вампиров. Подружившись с женщиной по имени Джулия Суарес, он снял у нее квартиру под именем Фрэнк Блейд. Он столкнулся с Marie Laveau, Steppin’ Razor и Night Terror, пока трио снова возрождало Varnae. Дух Блэйда ненадолго перенесся в прошлое, пережив жизнь охотника на вампиров 17-го века Джонаса Крея. Позже Лаво послала своих агентов, вампиров, убить Библейского Джона, но Блейд снова помешал ее планам.
Блэйд чувствовал крайнюю вину за то, что его единственные друзья теперь мертвы, оставив его вести войну в одиночку. Он поклялся продолжить поиски Януса, но так и не нашел ребенка, который через некоторое время появился изменившимся. Вскоре он приобрел нового союзника в Библии Джона Карика, члена мистической секты катаров, хранителя древней мистической библиотеки. Вместе с Кариком Блэйд сражался со странным образом возродившимся Дракулой и ложным дьяконом Фростом. Он также пытался наладить для себя нормальную жизнь вне охоты на вампиров. Подружившись с женщиной по имени Джулия Суарес, он снял у нее квартиру под именем Фрэнк Блейд. Он столкнулся с Marie Laveau, Steppin’ Razor и Night Terror, пока трио снова возрождало Varnae. Дух Блэйда ненадолго перенесся в прошлое, пережив жизнь охотника на вампиров 17-го века Джонаса Крея. Позже Лаво послала своих агентов, вампиров, убить Библейского Джона, но Блейд снова помешал ее планам.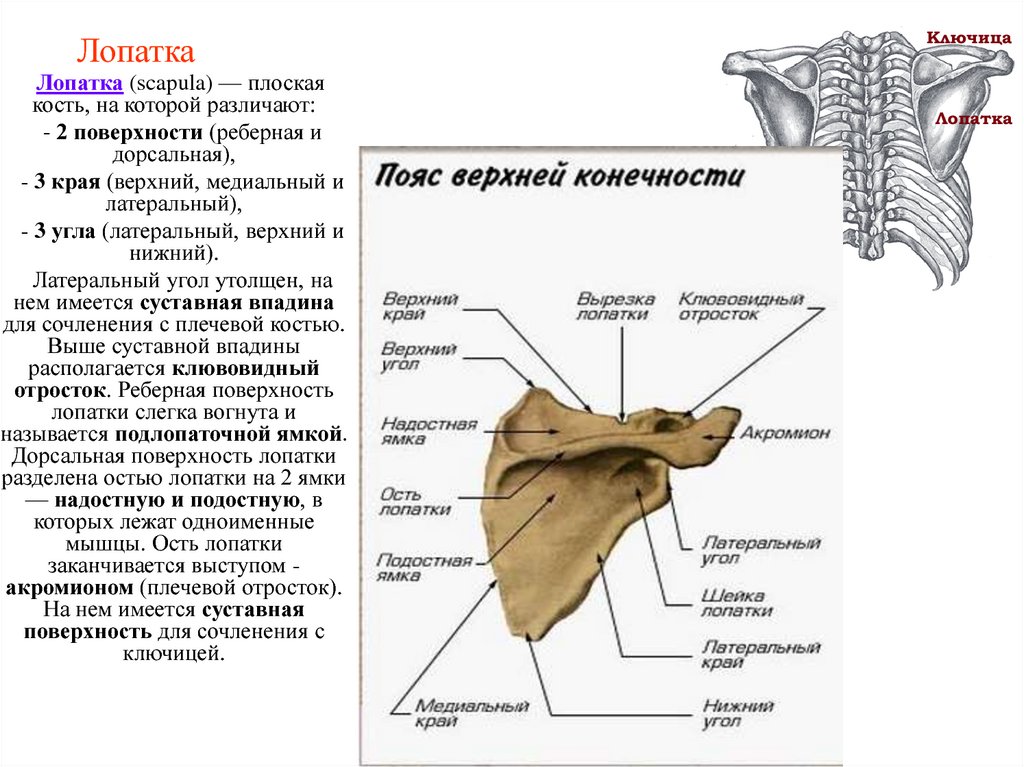 Кэрик, Блейд и будущая версия Блэйда, известная как Арбалет, сыграли важную роль в том, чтобы помочь Кингу и Дрейку вернуться из этого состояния, хотя истинная душа Дракулы сохранила владение телом, которое они когда-то делили. Вскоре Блэйда вызвала в Новый Орлеан загадочная красавица Доминик Левант, которая привела его в разгар своего рода вампирского переворота с участием живого вампира Морбиуса и могущественного Улисса Соджорнера. Соджорнер стремился объединить всех вампиров на Восточном побережье, но Блейд остановил план. Оставаясь активным в Новом Орлеане, Блэйд объединился с Братом Вуду, чтобы помешать Мари Лаво и Дьякону Фросту создать армию нежити. Позже Блэйд и Человек-паук столкнулись с вампиром Генри Сейджем и узнали о разработке формулы Daywalker, эволюции сыворотки солнечного света.
Кэрик, Блейд и будущая версия Блэйда, известная как Арбалет, сыграли важную роль в том, чтобы помочь Кингу и Дрейку вернуться из этого состояния, хотя истинная душа Дракулы сохранила владение телом, которое они когда-то делили. Вскоре Блэйда вызвала в Новый Орлеан загадочная красавица Доминик Левант, которая привела его в разгар своего рода вампирского переворота с участием живого вампира Морбиуса и могущественного Улисса Соджорнера. Соджорнер стремился объединить всех вампиров на Восточном побережье, но Блейд остановил план. Оставаясь активным в Новом Орлеане, Блэйд объединился с Братом Вуду, чтобы помешать Мари Лаво и Дьякону Фросту создать армию нежити. Позже Блэйд и Человек-паук столкнулись с вампиром Генри Сейджем и узнали о разработке формулы Daywalker, эволюции сыворотки солнечного света.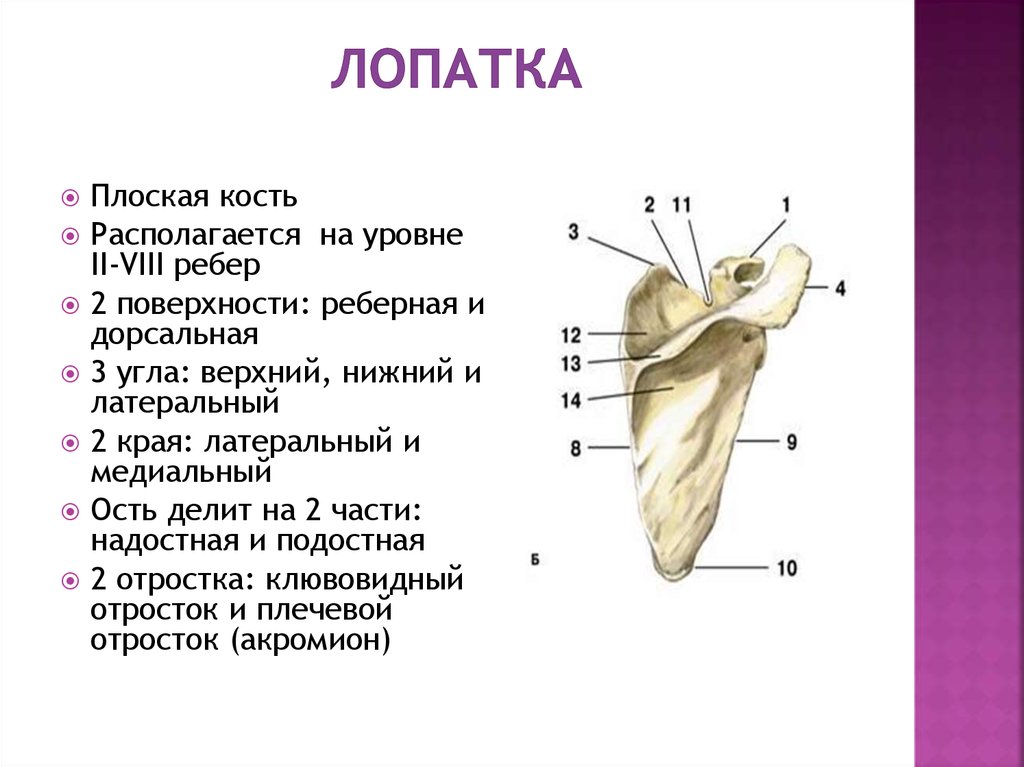 Хотя Блейд якобы был дневным бродягой с рождения, теперь он полностью превратился в то, что он ненавидел больше всего, проявляя вампирские клыки и жажду крови.
Хотя Блейд якобы был дневным бродягой с рождения, теперь он полностью превратился в то, что он ненавидел больше всего, проявляя вампирские клыки и жажду крови.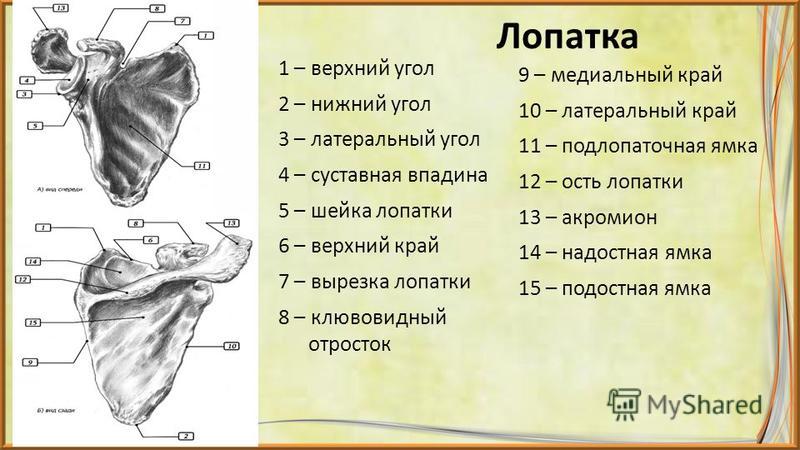
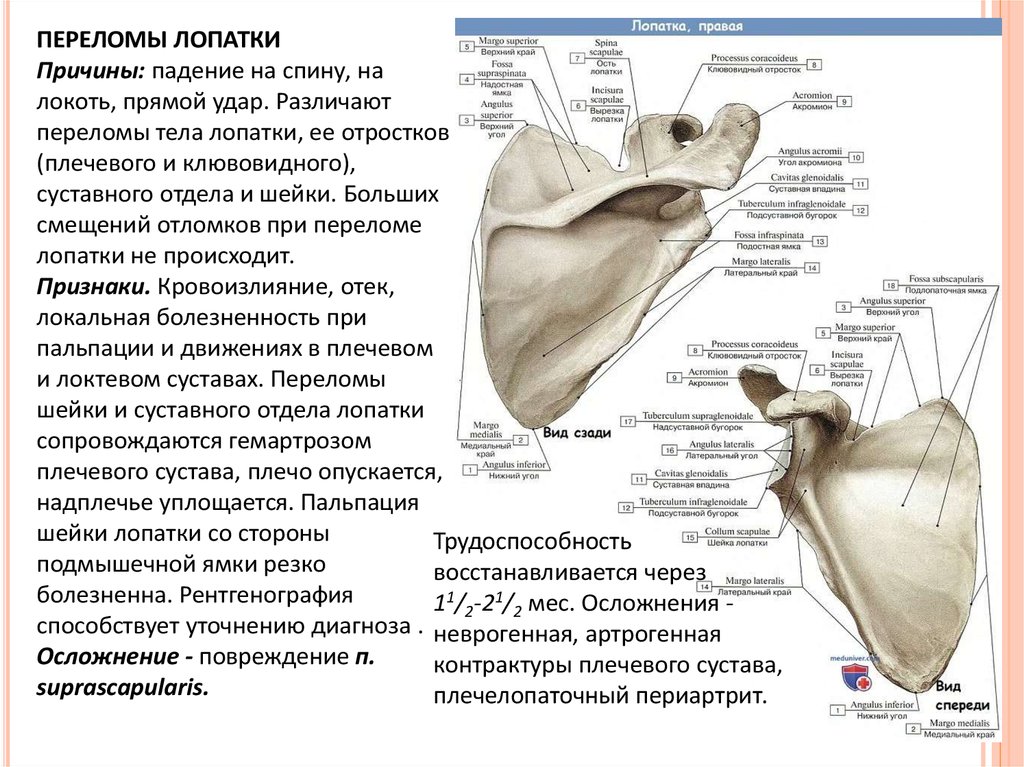 Когда Блэйд вернулся в настоящее, Дум вознаградил его, дав ему зелье, которое, как он утверждал, могло излечить его от жажды крови; дневной путник не был уверен, что хочет его использовать, но тем не менее сохранил зелье.
Когда Блэйд вернулся в настоящее, Дум вознаградил его, дав ему зелье, которое, как он утверждал, могло излечить его от жажды крови; дневной путник не был уверен, что хочет его использовать, но тем не менее сохранил зелье. Драконис, по-видимому, убил Блэйда в их первом столкновении, но наш герой обнаружил, что амулет, который он ранее забрал у вампира, сделал того, кто носил его, невосприимчивым к колу.
Драконис, по-видимому, убил Блэйда в их первом столкновении, но наш герой обнаружил, что амулет, который он ранее забрал у вампира, сделал того, кто носил его, невосприимчивым к колу.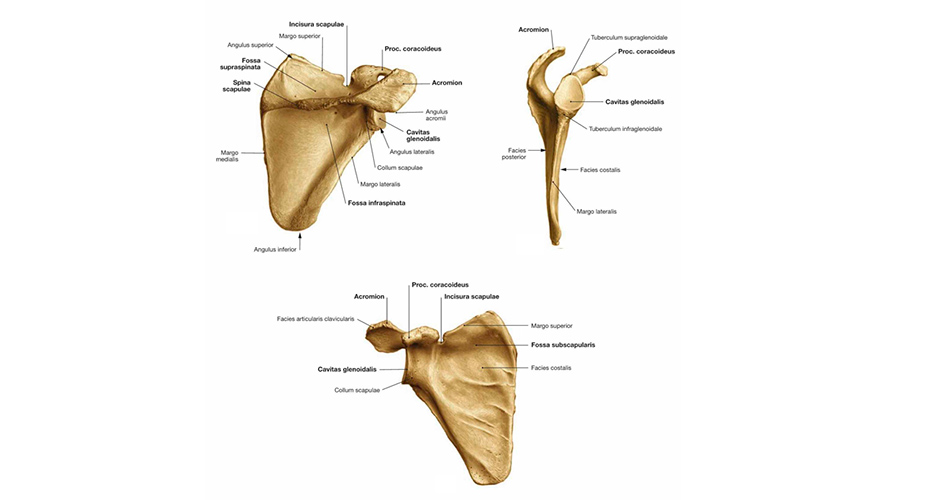
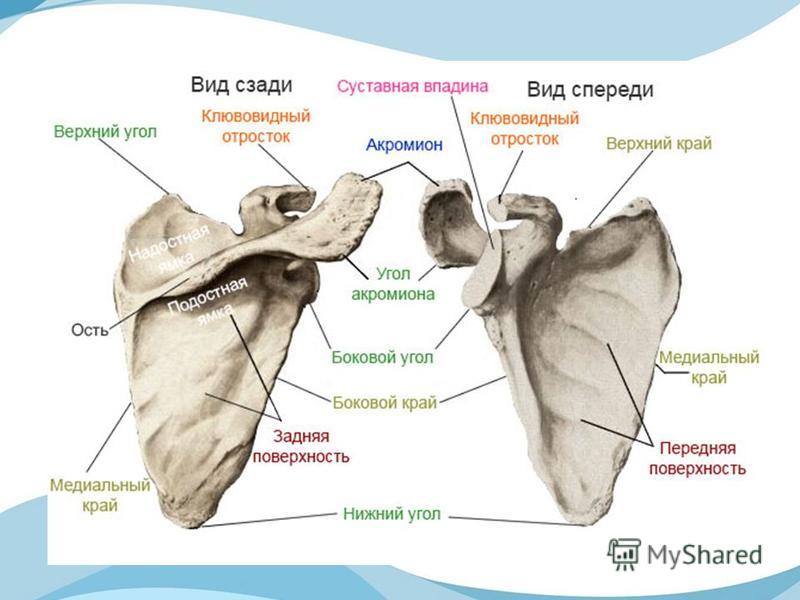
 190.30 алмазная D190x30x2,4 Z4 для дисковой пилы
190.30 алмазная D190x30x2,4 Z4 для дисковой пилы 250.30 алмазная D250x30x2,4 Z6 циркулярной пилы
250.30 алмазная D250x30x2,4 Z6 циркулярной пилы 120.20 алмазная подрезка D120x20x3,1/4,3 Z24 коническая
120.20 алмазная подрезка D120x20x3,1/4,3 Z24 коническая 125.45 алмазная подрезка D125x45x4,4/5,2 Z24 коническая для пильного центра
125.45 алмазная подрезка D125x45x4,4/5,2 Z24 коническая для пильного центра com
com com
com Это приобретение делает DBW одним из крупнейших поставщиков специальных буровых долот в Северной Америке.
Это приобретение делает DBW одним из крупнейших поставщиков специальных буровых долот в Северной Америке. Мир вращается вокруг графика доставки Amazon. Развлечения теперь транслируются в ваши гостиные и на смартфоны. Блокбастерное видео осталось в прошлом. То же самое и с местным поставщиком оборудования. Так почему же мы слышим: «Если вы не можете зайти и показать свой продукт… Подробнее
Мир вращается вокруг графика доставки Amazon. Развлечения теперь транслируются в ваши гостиные и на смартфоны. Блокбастерное видео осталось в прошлом. То же самое и с местным поставщиком оборудования. Так почему же мы слышим: «Если вы не можете зайти и показать свой продукт… Подробнее Связь — это металлы, которые удерживают бриллианты на месте. Связка состоит из металлического порошка. Порошок… Подробнее
Связь — это металлы, которые удерживают бриллианты на месте. Связка состоит из металлического порошка. Порошок… Подробнее

 Хорошо подходит для машин с малым диаметром колес.
Хорошо подходит для машин с малым диаметром колес. Также для алюминия, магния, латуни и т. д.
Также для алюминия, магния, латуни и т. д. Превосходный срок службы лезвия на портативных пилорамах и перепилах.
Превосходный срок службы лезвия на портативных пилорамах и перепилах.