Как осуществляется автоматическая смена инструмента на станке с ЧПУ — MULTICUT
Обновлено: 05.12.2022
Развитие числового программного управления привело к появлению многоцелевых станков и универсальных обрабатывающих центров. Системы ЧПУ позволяют производить сверление, фрезерование, расточку в любых направлениях. Многооперационная обработка в трех или четырех координатных осях на одном станке вместо нескольких значительно сократила время производства одной детали. Установка заготовки на универсальный обрабатывающий центр выполняется один раз, и на выходе мы получаем готовое изделие.
Возможности современных управляющих систем практически не ограничены в количестве одновременно выполняемых операций. В современных токарно-фрезерных станках конфигурация «шпиндель-задняя бабка» заменена на «шпиндель-противошпиндель». При этом даже такое усовершенствование оставляет большой запас вычислительных мощностей числового программного управления.
Пройти тест
Схема использования режущего инструмента в станках с ЧПУ
Автоматическая смена инструмента на станках с ЧПУ стала следующим шагом производителей по оптимизации их работы. За счет этого удалось ускорить процесс обработки, обеспечить высокую точность позиционирования, снизить вероятность ошибки оператора и, соответственно, процент брака.
В зависимости от вида изделия частота смены инструмента составляет до 25 раз в час.
Общая схема установки и смены инструмента на станках с ЧПУ выглядит следующим образом:
Подбор необходимых фрез, граверов, резцов в соответствии с программой обработки.
Установка в инструментальный магазин.
Определение вылета (размерная настройка).
Кодирование.
Замена изношенного или поломанного инструмента.
Последний пункт стоит рассмотреть подробнее. У любого режущего инструмента есть расчетный ресурс. Но иногда режущая кромка изнашивается раньше положенного срока, твердосплавная напайка выкрашивается или происходит поломка хвостовика.
Причинами этого могут быть и качество инструмента, и состояние заготовки (избыточная твердость, инородные включения).
Во многих станках с ЧПУ есть системы слежения за состоянием обработки. При повышении нагрузки на шпиндель или поломке фрезы происходит остановка программы, и оператору необходимо выполнить ручную замену и, при необходимости, заточить, повторно определить вылет и запустить обработку. Проблема решается увеличением количества идентичного инструмента в механизме автоматической смены, но это требует повышения емкости последнего.
Виды устройств автоматической смены инструмента
Устройства автоматической смены инструмента на ЧПУ различаются конструктивным исполнением. Каждый производитель использует собственные технические решения, механизмы, комплектующие.
В настоящее время используется 4 алгоритма:
Изменение положения револьверной головки.
Непосредственная передача инструмента из магазина в рабочее положение (шпиндель).
Передача через промежуточный накопитель (поворотную головку).
Передача и установка в шпиндель автооператором.
Рассмотрим самые распространенные виды механизмов.
Револьверная головка
Использование поворотной револьверной головки считается самым простым способом организации автоматической смены инструмента на ЧПУ. Он используется на большинстве одношпиндельных токарных станков. Резцы, сверла, центровки и другой неподвижный относительно станины инструмент устанавливается вручную. Смена инструмента осуществляется поворотом на определенное количество шагов и фиксацией револьверной головки.
Существуют механизмы с вертикальной, горизонтальной и наклонной осями вращения. Номера ячеек чаще всего совпадают с номерами инструментов в управляющей программе.
Главное преимущество такого способа состоит в простоте его реализации. Но ряд существенных недостатков ограничивает его применение:
Револьверная головка имеет ограниченное количество гнезд. Часто их оказывается недостаточно для изготовления детали за один цикл.
Способ неприменим для фрезерных и гравировальных станков, где инструмент должен вращаться.
Резцы и сверла находятся в непосредственной близости от шпинделя, загромождают рабочую зону.
В процессе работы и износа револьверной головки наблюдается снижение точности позиционирования инструмента.
Некоторые производители устранили основные недостатки револьверных головок. Для повышения точности поворотные механизмы были снабжены шаговыми двигателями, добавлены асинхронные приводы вращения рабочего инструмента с частотной регулировкой. В некоторых моделях время смены инструмента было снижено до 0,2 с. Однако такие модели оказались более материалоемкими и дорогими.
Магазин инструментов типа «Зонтик»
Магазин представляет собой вращающийся диск с гнездами для фрез и сверл. При помощи таких механизмов выполняется смена режущего инструмента на фрезерных станках с ЧПУ с вертикально расположенным шпинделем. Алгоритм работы устройства выглядит следующим образом:
По команде управляющей программы шпиндель перемещается в определенную точку, расположенную над магазином.
Поворотный механизм подводит под шпиндель пустую ячейку.
Цанговый патрон разжимается и освобождает инструмент.
Поворотный механизм помещает следующую фрезу под патроном.
Цанга зажимает хвостовик, после чего шпиндель поднимется вверх и вынимает инструмент из ячейки.
На станках с рабочими полями больших размеров используются подвижные магазины типа «Зонтик». Они перемещаются по направляющим и встречаются со шпиндельной головкой в любом месте стола. За счет этого удается сократить время на подготовку следующей операции.
Магазин инструментов типа «Рука»
Специфика применения таких механизмов состоит в том, что поворотный магазин чаще всего имеет боковую установку и используется на станках с горизонтально расположенным шпинделем. В устройстве используется двухзахватная рука — манипулятор, который извлекает фрезу из шпинделя, проворачивается на 180° и устанавливает инструмент для выполнения следующей операции. Одно из базовых преимуществ механизма — возможность смены фрез с коническим хвостовиком (Морзе, ISO). При составлении управляющей программы инструменты можно обозначить как «большие», тогда соседние с ним ячейки в магазине будут оставаться свободными. При установке «тяжелых» фрез движение «руки» замедляется.
Устройства такого типа размещаются вне рабочей зоны станка, при этом время смены остается минимальным.
Код автоматической смены инструмента
При создании управляющей программы для ЧПУ для смены инструмента используется код M06.
Команда обычно выглядит следующим образом: M06 T5. Адрес T и следующая за ним цифра обозначают, из какой ячейки вызывается инструмент. В данном случае это № 5. В большинстве современных систем порядок слов данных в кадре может быть любым: станок поймет, если вначале будет указан номер ячейки, а затем команда автоматической смены. Но в некоторых ЧПУ адрес ячейки T и команда M06 должны находиться в разных кадрах.
Сразу же после смены необходимо выполнить коррекцию длины инструмента. Если этого не сделать обработка будет проведена неправильно, а фреза или резец могут столкнуться со станиной или деталью. Для этого используется код G43, затем слово данных с соответствующим номером и точку, в которую перемещается инструмент. Часть программы будет выглядеть следующим образом:
N10 T5 M06
N15 G43 H5 Z50.0
В данном случае инструмент был смещен по оси Z.
Некоторые старые системы ЧПУ требовали указывать положительную и отрицательную компенсацию длины разными кодами: G43 и G44.
После выполнения операции перед вызовом следующего инструмента компенсацию длины предыдущего нужно отменить. Несмотря на то, что большинство современных станков делают это автоматически перед исполнением кода M06, для безопасности многие наладчики и программисты возвращают шпиндель или револьверную головку в исходное положение отдельной командой.
Станки MULTICUT с автоматической сменой режущего инструмента
В линейке продукции компании MULTICUT оборудование ЧПУ со сменой инструмента представлено серией 5000. Эти портальные фрезерно-гравировальные станки с вертикальным шпинделем разработаны для серийного промышленного производства. Восемь ячеек в инструментальном магазине расположены в ряд параллельно балке портала. Благодаря такой конструкции смена фрез производится за пределами рабочего поля и занимает не более 10 секунд.
Станки выполняют следующие операции:
фрезерование внешних и внутренних поверхностей деталей сложной конфигурации;
раскрой фанеры, МДФ, ДСП, листов из цветных металлов и сплавов;
гравировка;
объемное фрезерование.
В настоящее время серия 5000 поставляется с системой MULTICUT, позволяющей управлять всеми основными и вспомогательными функциями станка, работать в 4-х координатных осях, контролировать перемещение шпинделя и поворот заготовки.
Получить консультации можно у наших сотрудников, позвонив по контактным телефонам.
Читайте также
Обновлено: 10. 04.2023
Гравировка на станках с ЧПУ
В числе других видов декоративной обработки гравировка занимает одно из самых почетных мест. Она позволяет создавать неповторимые рисунки и орнаменты на материалах различной твердости и структуры.
Подробнее
Обновлено: 05.04.2023
Системы ЧПУ
Огромное количество предметов бытового и промышленного назначения, которые мы используем ежедневно, изготовлено на станках с числовым программным управлением. Автоматизированное управление вывело производственное оборудование на качественно новый уровень. Оно позволяет строить сложные технологические линии на базе одного универсального станка или нескольких единиц оборудования.
Подробнее
Обновлено: 05.04.2023
Привязка инструмента на станках с ЧПУ
Чтобы управляющая программа станка отработала корректно, нужно выполнить следующий этап наладки — привязку инструмента, которая заключается в определении вылетов фрезы, сверла или резца по осям и занесении полученных значений в УП. Для понимания важности операции предлагаем рассмотреть её подробнее.
Подробнее
Обновлено: 29.03.2023
Все о станках: комплектующие и системы ЧПУ
Статья освещает исключительно правильный, на наш взгляд, подход к производству станков — её обязательно стоит прочитать накануне приобретения фрезерно-гравировального оборудования.
Подробнее
Обновлено: 13.04.2023
Диагностика станков ЧПУ
Диагностика станков с ЧПУ представляет собой комплекс мероприятий, направленных на выявление причин отказов и сбоев. Конечная цель диагностики – поиск оптимального пути устранения проблем, составление технологической карты ремонта, коррекция управляющих программ.
Подробнее
Возврат к списку
Поделиться:
Как осуществляется автоматическая смена инструмента на станке с ЧПУ
Как можно автоматически менять инструменты на станке с ЧПУ?
Современные обрабатывающие станки, оснащенные ЧПУ, имеют специальную функцию, которая позволяет заменить рабочий инструмент без участия оператора. Специальные устройства имеют различное конструктивное исполнение. Благодаря им повышается производительность, так как сокращается время простоев. Также снижается риск поломки оборудования, после которого вам понадобится ремонт станков.
Использование поворотной головки
Это простейший метод, позволяющий организовать автоматическую замену инструментов. Он нередко используется на станках, предназначенных для токарных работ, с одним шпинделем. Все инструменты, являющиеся по отношению к станине неподвижными, необходимо устанавливать вручную. А их замена производится посредством разворота головки на несколько позиций и ее фиксации. Устройство может иметь вертикальные, наклонные или горизонтальные оси вращения.
Основным преимуществом данного способа замены считается его простая реализация. Однако его использование не всегда является целесообразным, так как метод имеет и недостатки:
головка со временем изнашивается, а это приводит к тому, что точность расположения сверл и резцов снижается;
инструменты занимают часть рабочей зоны, так как располагаются неподалеку от шпинделя;
для гравировального или фрезерного станка данный метод не подходит, потому что у них инструмент вращается;
количество гнезд в головке ограниченно, из-за чего некоторые детали невозможно изготовить за 1 цикл.
Механизм зажима типа «Зонтик»
Механизм выполнен в форме диска, имеющего гнезда для размещения необходимых инструментов. Вращающийся магазин позволяет заменять режущее оборудование на станках, используемых для проведения фрезерных работ, шпиндель которых ориентирован вертикально. Принцип работы механизма простой:
программа для управления посылает сигнал, заставляющий шпиндель перемещаться и остановиться в конкретной точке, которая находится над магазином;
при помощи поворотного устройства пустая камера подводится под шпиндель;
используемый инструмент освобождается после разжатия цангового патрона;
элемент, необходимый для проведения следующего этапа работ, устанавливается под патроном при помощи поворотного механизма;
хвостовик зажимается цангой;
шпиндель поднимается, вынимая при этом из ячейки новую фрезу.
Механизм зажима типа «Рука»
Особенность этого механизма в том, что его поворотная установка, в основном, расположена сбоку. Механизмы подходят для станков, шпиндель которых установлен горизонтально. Прибор для автоматической замены инструментов оснащен манипулятором (двухзахватной рукой), при помощи которой можно извлечь из шпинделя фрезу. После этого механизм описывает полный полукруг и, совершив поворот, захватывает элемент, который понадобится для проведения следующих работ.
Основным достоинством магазина является наличие возможности менять фрезы, имеющие хвостовики в форме конуса (ISO и Морзе). Составляя управляющую программу, есть возможность отметить рабочие инструменты как тяжелые и большие. В этом случае ячейки, расположенные рядом с ними, останутся пустыми, а движение механизма замедлится.
Стоит помнить, что даже при использовании специальных устройств, которые позволяют облегчить работу, вам может понадобиться ремонт станков с ЧПУ . Если какая-то деталь вышла из строя, необходимо сразу же обращаться к мастеру, чтобы избежать возникновения более серьезных поломок.
Стоимость ремонта станков с НДС
Устройство автоматической смены инструмента | Преимущества и принципы работы
Автор:
Категория:
Плазменные станки с ЧПУ
Фрезерные станки с ЧПУ
или качество.
Ручное выполнение операций с несколькими инструментами — одна из особо трудоемких задач, которая может значительно замедлить работу, если вам приходится оставаться поблизости и присматривать за фрезерным станком с ЧПУ. Необходимость присутствия не только замедляет производство, но и необходимость приостанавливать работу для ручной смены инструментов также приводит к пустой трате времени, которое лучше было бы потратить в другом месте.
Здесь устройство автоматической смены инструмента может оказать серьезное влияние. Автоматическое устройство смены инструмента — или ATC — это одна из наиболее выгодных форм автоматизации, которую вы можете внедрить в свою работу с ЧПУ, помогая вам плавно менять инструменты за считанные секунды без необходимости приостанавливать работу.
Подробно рассмотрим, что такое устройство автоматической смены инструмента, как оно работает и какие преимущества дает его добавление в процесс ЧПУ.
Что такое устройство автоматической смены инструмента?
Устройство автоматической смены инструмента повышает производительность и грузоподъемность станка с ЧПУ за счет очень быстрой смены инструментов без помощи ручного оператора. При этом ATC значительно сокращает время простоя данного проекта.
ATC обычно используются для повышения способности машины работать с несколькими инструментами одновременно, но их также можно использовать для замены изношенных или сломанных инструментов. Как правило, существует два типа автоматических устройств смены инструмента — ротационного типа и линейного типа, которые различаются по количеству инструментов, присутствующих в устройстве смены.
Устройство автоматической смены инструмента обычно состоит из:
Как работает устройство автоматической смены инструмента?
После настройки на станке с ЧПУ устройство автоматической смены инструмента следует быстрому набору шагов для замены и замены инструментов. Вот как это работает.
Команда смены инструмента подается на станок через компьютер.
Заменяемый инструмент занимает фиксированное положение, известное как «позиция смены инструмента».
Шпиндель ATC перемещается в это положение для захвата инструмента.
Ось Z перемещается между станочной стойкой/поворотным устройством для подъема/опускания инструмента.
Внутри шпиндель открывает или закрывает патрон для замены инструмента, прежде чем вернуться к работе.
За считанные секунды ATC позволяет автоматически переключать инструменты без участия человека (кроме программирования смены).
Каковы преимущества устройства автоматической смены инструмента?
Устройство автоматической смены инструмента с ЧПУ имеет множество существенных преимуществ в мастерской, в том числе:
Возможность переключения между большим количеством инструментов без участия оператора
Повышенная точность
Повышенная эффективность
Снижение стоимости рабочей силы
Сокращение времени простоя и общего времени производства
Увеличенная емкость для хранения инструментов
Повышенная универсальность станка
Повышенная безопасность для сотрудников и оборудования
Возможность простой замены больших и тяжелых инструментов
Улучшенная обработка кромок благодаря более подходящему инструменту для каждого процесса
Повысьте эффективность и качество продукции с помощью ShopSabre
В ShopSabre наш штат инженеров обладает обширным опытом в области управления движением и всегда стремится предоставить любителям и владельцам магазинов непревзойденную точность, эффективность и универсальность.
Мы предлагаем различные автоматические устройства смены инструмента для станков с ЧПУ, а также множество аксессуаров, совместимых с ATC, включая пылезащитные доки, защитные юбки, насадки для агрегатов и оси C и многое другое. Наши устройства смены инструмента доступны как в линейном, так и в поворотном исполнении с 5 или 10 позициями на большинстве моделей, с возможностью начать с 5 и обновить до 10 позднее, если это необходимо.
Какими бы ни были ваши цели, мы стремимся помочь вам добиться выдающихся результатов с меньшими трудозатратами и затратами.
Вот несколько причин, по которым ShopSabre может разрабатывать и производить такую революционную технологию ЧПУ:
Опытный штат инженеров
Возможность полностью изготавливать и тестировать конструкции на месте
Возможность запуска конструкций в производство
Приобретите нашу широкую коллекцию фрезерных станков с ЧПУ и плазменных станков с ЧПУ в Миннеаполисе сегодня, чтобы испытать ЧПУ таким, каким оно должно быть.
G-код смены инструмента и смещения инструмента
Учебное пособие по G-коду CNCCookbook
G-код смены инструмента
В большинстве программ G-кода ЧПУ будет запрограммирована одна или несколько смен инструмента G-кода. Это справедливо даже в том случае, если на вашем станке нет устройства автоматической смены инструмента. Это потому, что программирование смены инструмента служит двум целям. Во-первых, в случае станка с автоматическим устройством смены инструмента (ATC) G-коды смены инструмента сообщают ATC о необходимости загрузить конкретный инструмент в шпиндель или, в случае токарного станка, повернуть этот инструмент в положение на револьверный станок. Вторая роль этих кодов заключается в настройке другого смещения длины инструмента. Коррекция длины инструмента сообщает станку с ЧПУ, насколько длина текущего инструмента отличается от длины инструмента №1. Он изменит свое представление о том, где находится кончик инструмента, когда вы сделаете свой следующий шаг, основываясь на этом.
Для выполнения этих двух функций может потребоваться от одного до нескольких G-кодов. Давайте рассмотрим каждый возможный g-код и стиль его использования.
T Выбор инструмента и M06 Смена инструмента
Слово «T» обычно используется для выбора инструмента. На VMC с ATC обычно слово «T» сообщает фрезерному станку о выборе этого инструмента, но для фактической смены инструмента требуется выполнить слово M06. Это дает ATC немного заблаговременного предупреждения, позволяя ему повернуть новый инструмент в нужное положение, пока станок занят чем-то другим, что может ускорить смену инструмента. На большинстве токарных станков и даже на некоторых фрезерных станках М06 не нужен. На этих машинах использование M06, скорее всего, будет ошибкой.
Пример смены инструмента с помощью T + M06
N10 T12 (Выбор инструмента №12)
N20 M06 (Перейти к выбранному инструменту)
Если машина не использует M06, образец будет выглядеть так:
Н10 Т12
Если вы хотите воспользоваться отдельными T и M06, чтобы дать вашему станку максимальное время для подготовки к быстрой смене инструмента, вы должны сделать что-то вроде этого:
Т12
М06
Т14
(Обработка с T12 в шпинделе, но T14 готов для следующего M06)
М06
(Теперь Т14 загружен)
T02 (настройка T02 на потом)
(Обработка с T14)
М06
(Теперь Т02 в шпинделе)
(и т. д.)
Случайный выбор инструмента из памяти
Один из приемов, который используют некоторые станки для еще более быстрой смены инструмента, заключается в настройке инструмента таким образом, чтобы ему не приходилось возвращаться в определенный карман на устройстве смены. Вместо этого машина просто втыкает инструмент в ближайший карман, поэтому не нужно много времени, чтобы повернуть карман в нужное положение. Машина отслеживает, например, в каком слоте фактически находится T02, и вы всегда можете указать его как «T02» независимо от того, в каком слоте он окажется.
Коррекция инструмента: геометрия и корректировка износа
А как насчет выбора коррекции инструмента, чтобы станок знал длину инструмента?
Первое, что следует отметить, это то, что на самом деле существует 2 разных смещения длины — смещение геометрии и смещение износа. Смещение геометрии связано с каждым инструментом по номеру и именно оно определяет длину инструмента. Смещение износа — это точная настройка изменения общей длины инструмента, которая используется для компенсации износа и дает оператору возможность точно настроить то, что происходит от детали к детали. Например, вы можете обтачивать деталь по диаметру и обнаружить, что после измерения диаметра микрометром он немного отличается. Возможно, он слишком велик на 0,0013″. Чтобы исправить это, вы можете ввести смещение износа -0,0013, чтобы машина вышла намного ближе к желаемому допуску.
На данный момент проигнорируем смещение износа. Когда вы меняете инструмент, ваш контроллер станка автоматически применяет смещение геометрии на основе информации, содержащейся в его таблице инструментов о каждом инструменте.
Комбинированный номер инструмента и смещение в стиле Fanuc для токарной обработки
Теперь, когда мы знаем об этих смещениях, давайте рассмотрим определение смены инструмента на токарном станке с использованием синтаксиса Fanuc. Это довольно просто. Чтобы выбрать инструмент № 2, мы должны использовать:
Т0202
«Почему «02» повторяется дважды?» Вы задаетесь вопросом.
GBH 2-28 Перфоратор с патроном SDS plus | Bosch Professional
Перфораторы
Перфоратор с патроном SDS plus
Функции и основные характеристики
Ваш выбор
с дополнительной рукояткой
Показать вариант
Проверьте наличие в выбранном месте
Найти дилера поблизости
Перфораторы
GBH 2-28
Подробнее
Дополнительная рукоятка 2 602 025 141
Ограничитель глубины 210 мм
Салфетка
L-Case
Номер заказа: 0611267500
Рекомендованная розничная цена с НДС
Выбранный вариант
Выбранный вариант
с дополнительной рукояткой
0 611 267 500
Найти дилера поблизости
GBH 2-28 Professional
Ваш выбор
с дополнительной рукояткой
Номер заказа: 0 611 267 500
Выбрать вариант
Найти дилера поблизости
GBH 2-28
Подробнее
Дополнительная рукоятка 2 602 025 141
Ограничитель глубины 210 мм
Салфетка
L-Case
Номер заказа: 0611267500
0,00
Рекомендованная розничная цена с НДС
Этот продукт содержит
Дополнительная рукоятка 2 602 025 141
Ограничитель глубины 210 мм 1 613 001 010
Салфетка
L-Case 1 605 438 1CR
показать меньше
показать больше
Характеристики производительности
Число ударов при ном. числе оборотов*
0 – 4.000 уд/мин
Номинальное число оборотов*
0 – 900 об/мин
Дополнительные данные
Номинальная входная мощность*
880 W
Энергия удара (согласно EPTA 05/2016)
3,2 J
Вес*
2,9 кг
Зажим
SDS plus
Диапазон сверления
Диам. отверстия в бетоне, буры
4 – 28 мм
Опт. диапазон прим., буры
8 – 16 мм
Макс. Ø сверла по металлу
13 мм
Макс. диам. отверстия в древесине
30 мм
Диам. отверстия в бетоне при сверлении полыми сверлильными коронками
68 мм
Общие значения вибрации (Ударное сверление в бетоне)
Значение вибрации ah
11 м/с²
Неточность K
1,5 м/с²
Общие значения вибрации (Долбление в бетоне)
Значение вибрации ah
8,1 м/с²
Неточность K
1,5 м/с²
Ударное сверление в бетоне
Значение вибрации ah
11 м/с²
Неточность K
1,5 м/с²
Долбление в бетоне
Значение вибрации ah
8,1 м/с²
Неточность K
1,5 м/с²
Показать больше
* Подробнее о погрешности можно прочитать по следующей ссылке: Технические характеристики изделий
GBH 2-28 Professional: Дополнительные сведения
Основные характеристики продукта
GBH 2-28 2 Professional – самый мощный сетевой перфоратор Bosch SDS plus в категории 2 кг. Его мощный двигатель развивает энергию удара 3,2 Дж, достаточную для производительного сверления. Перфоратор также оснащен функцией KickBack Control для повышения защиты пользователя и функцией Vibration Control для легкой и продолжительной работы в трудных условиях.
EPTA Procedure 05: Энергия единичного удара
Европейской ассоциацией производителей электроинструмента (EPTA) был сформулирован общий метод определения энергии единичного удара для перфораторов и бетоноломов (Procedure 05).
В документе определяется стандартизированный метод измерения, который позволяет произвести сравнение различных инструментов и компаний, входящих в Ассоциацию.
Параметры, включенные в документ, стандартизированы, тогда как фактические параметры могут варьироваться, например, в зависимости от различных условий работы, величины долота, состояния заготовки.
Для того, чтобы страница отображалась корректно, ее необходимо перезагрузить. Нажмите на кнопку ниже, чтобы перезагрузить страницу.
Перезагрузить сейчас
Обратная связь
Обратная связь
цена за штуку, характеристики, фото
Предназначен для сверления, сверления с ударом и долбления (три режима) в таких материалах как бетон, природный камень, дерево, металл. Имеет электронную регулировку числа оборотов двигателя, предохранительную муфту, блокировку вращения для долбления, реверс.
Расшифровка маркировки
GBH 2 – категория легких перфораторов, 28 – максимальный диаметр сверления в бетоне, F – сменный сверлильный патрон.
Тяжелый режим Heavy duty. Режим работы 9-12 часов в день. 120 мин работы/10-15 минут отдых.
Гарантия
На все инструменты, проданные с 01.02.2023, действует стандартная гарантия:
Для профессиональных электроинструментов и измерительной техники гарантийный срок составляет один год.
Для садовой техники, электроинструментов и измерительной техники для домашних мастеров гарантийный срок составляет два года.
Продленная гарантия (12 мес. + 24 мес.) сохраняется для всех инструментов, приобретенных до 01.02.2023.
Для обладателей сертификата на продленную гарантию, полученного при регистрации инструмента, гарантия будет предоставлена по предъявлению сертификата.
Пользователям, приобретавшим инструменты в 2022 году, продление гарантии предоставляется автоматически. В случае необходимости воспользоваться гарантией достаточно предъявить чек о покупке или гарантийный талон с датой оформления в 2022 году.
Соответствующая информация для пользователей размещена на страницах сайта производителя. Приостановка действия услуги связана с технической невозможностью осуществлять необходимую регистрацию пользователей. Данная приостановка не влияет на основную гарантию, предоставляемую согласно законодательству РФ. Компания ООО «Роберт Бош» продолжает выполнять все гарантийные обязательства в полном объеме.
О возобновлении оказания услуги продленной гарантии будет сообщено дополнительно.
Документы:
pdfскачать
pdfскачать
pdfскачать
Характеристики
Артикул
00611267600
Тип товара
Перфоратор
Бренд
Bosch
Использование
Тяжелый режим Heavy duty
Мощность (Вт)
880
Сила удара, Дж
3,2
Число ударов, уд/мин
4000
Тип патрона
SDS-plus
Режимы
Сверление с ударом, Долбление, Сверление
Макс. обороты, об/мин
900
Макс. диаметр сверления (дерево), мм
30
Макс. диаметр сверления (кирпич), мм
68
Макс. диаметр сверления (металл), мм
13
Макс. диаметр сверления буром (бетон), мм
28
Количество режимов
3
Электронная регулировка числа оборотов
Да
Быстросменный патрон
Да
Наличие реверса
Да
Питание от аккумулятора
Нет
Система гашения вибрации
Нет
Гарантия, мес
12
Упаковка
Кейс
Страна-производитель
Германия
Вес, кг
5,57
Отзывы покупателей
Сначала показывать
Москва 18 октября 2021
Мощный, лёгкий.Достоинства: Съёмный+ сменный патрон в комплектеНедостатки: Кнопка туповата, не очень чувствительная к нажатию.
Сергей
Санкт-Петербург 25 октября 2020
Занимаюсь ремонтами с 2006 года. Весь инструмент фирмы Bosch, это к тому что есть с чем сравнить. Перфоратор отличный, сменный патрон стыкуется без люфта. Покупкой доволен, но решение за вами.Достоинства: Отличный перфоратор для своих размеров. Мощный удар. Подрозетники высверливаются в кирпиче без усилий.Недостатки: Не заметил.
Александр
Санкт-Петербург 18 августа 2019
Перфоратор купил про запас, так как 2-26 работает уже 13 лет в бетоне штробы делаю и гнезда под розетки ни один перфоратор столько времени не проработает.
Силламяэ, Эстония 01 июня 2019
В бетон входит как в масло. Супер!
Москва 17 декабря 2018
Отличный перфоратор по разумной цене. Сделан в Германии. Нужны специальные буры SDS-Plus.Достоинства: С лёгкостью делает отверстия в монолитной стене. Сменный патрон.
Вопросы и ответы
Виталий
23 мая 2018
Кто производитель?Ответить
Сертификаты
Фотографии покупателей
Вам могут понадобиться
Буры и зубила SDS-plus
Венчики для строительных миксеров
Коронки
Переходники, адаптеры, держатели
Насадки для электроинструмента
Смазки для инструмента
Защита рук
Товары для уборки
Защита лица, глаз, головы
Защита органов дыхания
Защита органов слуха
Маркеры, карандаши, мел
Рулетки
Уровни
Сетевые фильтры
Удлинители бытовые
Пояса, ремни, сумки
Демисезонная спецодежда
Рабочая обувь, наколенники
Автомобильное оборудование и аксессуары
Пылесосы
Метлы, щетки, совки
Мешки
Укрывные материалы
Укрывные пленки
815745
Доставим
Сегодня
420 шт
Привезем в партнерские пункты выдачи
05/06 после 10:00
при заказе до 03/06 до 10:59
Смотреть на карте
Зубило пикообразное SDS-plus КМ (815745) 250 мм
Цена за шт
В корзину
102936
Доставим
Сегодня
222 шт
Привезем в партнерские пункты выдачи
05/06 после 10:00
при заказе до 03/06 до 10:59
Смотреть на карте
Зубило плоское SDS-plus КМ / Shaft 40х250 мм
Цена за шт
В корзину
150122
Доставим
Сегодня
333 шт
Привезем в партнерские пункты выдачи
05/06 после 10:00
при заказе до 03/06 до 10:59
Смотреть на карте
Набор буров SDS-plus Практика (648-700) 6-10 мм (3 шт. )
Перфоратор электрический Bosch GBH 2-28 F (0611267600) 880 Вт 3,2 Дж SDS-plus в Санкт-Петербурге представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить перфоратор электрический Bosch GBH 2-28 F (0611267600) 880 Вт 3,2 Дж SDS-plus в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар перфоратор электрический Bosch GBH 2-28 F (0611267600) 880 Вт 3,2 Дж SDS-plus действительны в Санкт-Петербурге.
Продолжая работу с сайтом, вы даете согласие на использование сайтом cookies и
обработку персональных данных в целях функционирования сайта, проведения ретаргетинга, статистических исследований, улучшения сервиса и предоставления релевантной рекламной информации на основе ваших предпочтений и интересов.
Наведите курсор на изображение, чтобы увеличить его.
Идет загрузка…
Сравнить
Артикул
54EF82
Произв. Модель
GBh3-28L
Страница в каталоге
711
Положения вспомогательной рукоятки 9 0019
Непрерывный
Тип муфты
Муфта скольжения
Длина шнура
8 футов
Тип сверлильного патрона
Бесключевой 9002 1
Диаметр сверления в бетоне
1-1/8 дюйма
Материал корпуса
Композитный
Включает
Вспомогательная рукоятка; Чехол; Глубиномер
Максимальная скорость
1300 об/мин
Минимальная частота ударов
0 ударов в минуту
Тип двигателя
Коллекторный
Количество установок скорости
Непрерывная
Общая Высота
8-1/2 дюйма
Общая ширина
3-1/ 2 в
Источник питания
Проводной
Реверсивный
Да
Серия
Bulldog ™
Стандарты
Сертифицировано CSA
Тип переключателя
Триггер
Длина инструмента
17-3/8 дюйма
Вес инструмента
900 26 6,9 фунта
Защита от вибрации
Да
Тип патрона
SDS-Plus
Тип рукоятки
D-образная рукоятка
Вместимость цельной насадки по бетону
1-1/8 дюйма
Оптимальный диапазон бурения сплошным долотом
от 0 до 1-1/8 дюйма
Вместимость коронки
2-1/2 дюйма
Режимы работы
Удар и вращение; Только молоток; Только вращение
Энергия удара
2,4 фут-фунт
ударов в минуту
от 0 до 5 100 ударов в минуту
Макс. ударов в минуту
5100 ударов в минуту
Муфта с защитой от отдачи
Да
Содержимое набора
(1) Инструмент без инструментов
Ток
8,5 А
Напряжение
120 В перем. тока
9 0018 Бренд
BOSCH
Номер детали производителя
GBh3-28L
UNSPSC
27112705
Страна происхождения
Мексика (возможны изменения)
Описание продукта
Долота SDS-Plus (SDS+), которые бурят отверстия меньшего диаметра и обеспечивают более легкую работу. долг долбить, чем биты SDS-Max. Они обычно используются для анкеровки, формовки бетона, основания каменной кладки и контролируемого дробления. Их D-образная рукоятка образует закрытый захват, защищающий от шероховатых поверхностей и выступающих предметов. Он позиционирует руку за битой, чтобы удерживать инструмент в устойчивом положении и контролировать величину давления, прикладываемого к бите.
Перфоратор Bosch GBh3-28L 1-1/8 дюйма Bulldog™ Xtreme Max SDS-plus®
Перфоратор Bosch GBh3-28L 1-1/8 дюйма Bulldog™ Xtreme Max SDS-plus® Предлагает 8,5 А Мощность и эксклюзивная система Bosch KickBack Control
Bosch GBh3-28L 1-1/8″ Bulldog™ Xtreme Max SDS-plus ® Перфоратор с силой тока 8,5 А и эксклюзивной системой Bosch KickBack Control
Подробнее мощность сверления с энергией удара 2,4 футо-фунта и дополнительная защита от травм повышают общую производительность и защиту пользователя.0290
Маунт-Проспект, Иллинойс, 22 февраля 2017 г. – Для профессионалов, которым нужен инструмент для сверления бетона, который обеспечивает мощность каждый день, весь день – Bosch GBh3-28L 1-1/8″ SDS-plus ® Rotary Hammer — правильный инструмент для работы. С мощностью 8,5 А, обеспечиваемой двигателем 2,4 футо-фута, этот перфоратор сочетает в себе выдающуюся мощность и превосходную скорость. Перфоратор BoschToolsNA GBh3-28L 1-1/8″ Bulldog Xtreme Max SDS-plus — универсальный и мощный инструмент для обработки бетона #Bosch #Электроинструменты
Перфоратор Bosch GBh3-28L занимает свое место в длинной череде легендарных бульдогов Bosch. Он весит всего 6,9 фунта, но обеспечивает энергию удара 5100 ударов в минуту без нагрузки (взрывов в минуту) и 0-1300 об/мин без нагрузки для сверления и рубки кирпичной кладки и бетона. Возможность сверления диаметром 1-1/8 дюйма в сочетании с тремя режимами работы — только сверление, сверление с ударом и долбление — гарантирует, что Bosch GBh3-28L готов к выполнению различных работ, как больших, так и малых.
Эксклюзивная система Bosch KickBack Control активируется при неожиданном застревании перфоратора, и перфоратор немедленно отключается, чтобы уменьшить опасную отдачу инструмента. KickBack Control помогает лучше контролировать перфоратор и снижает риск получения травм.
«Рабочая площадка — трудное место, особенно для электроинструментов, работающих с бетоном и каменной кладкой», — сказал Майк Иецци, менеджер по продуктам для бетона, BOSCH POWER TOOLS. «Bosch GBh3-28L создан для успешного выполнения операций сверления и долбления, требующих максимальной мощности в легком инструменте. При частоте 5100 ударов в минуту без нагрузки это инструмент для работы».
Дополнительные функции защиты пользователя включают контроль вибрации, систему уравновешивания, которая перемещается в направлении, противоположном бойку, для оптимизации действия ударника. Все перфораторы Bosch оснащены предохранительной муфтой. В ситуации перегрузки инструмент продолжает работать, но муфта отключается, чтобы предотвратить опасное движение крутящего момента.
Для оптимального долбления Bosch GBh3-28L включает систему позиционирования Vario-Lock™, которая позволяет пользователю поворачивать и фиксировать долото под оптимальным рабочим углом. Многофункциональный переключатель позволяет легко переключать режимы только для сверления, сверления с ударом и долбления. Пользователи могут настраивать параметры инструмента в зависимости от области применения и материала.
Перфоратор имеет реверсивный спусковой крючок с регулируемой скоростью для точного запуска долота и повышения производительности. Он имеет крюк для молотка, который обеспечивает быстрое хранение инструмента во время работы. Эргономичная форма D-образной рукоятки идеально подходит как для сверления сверху, так и для сверления сверху вниз.
Пользователям в США этот инструмент следует использовать в соответствии с правилами OSHA по использованию диоксида кремния, предназначенными для ограничения воздействия кремнеземной пыли, а также в соответствии с руководством пользователя. Узнайте больше о решениях Bosch PRO+GUARD™ для защиты от пыли, посетив сайт www.boschtools.com/proguard.
Чтобы узнать больше о перфораторе Bosch GBh3-28 1-1/8″ Bulldog™ Xtreme Max SDS-plus ® или найти местного дилера, посетите сайт www.boschtools.com или позвоните по телефону 877-BOSCH-99. Посетите сайт www.bethepro.com для получения дополнительных советов и видеороликов. Блок фактов
Продукт
Макс. об/мин
Масса
Комплект включает
Рейтинг
Энергия удара
Цена
Bosch GBh3-28L 1-1/8“ Bulldog™ Xtreme Max SDS-plus ® Перфоратор
Нравится Bosch на Facebook: facebook. com/boschtoolsNA
Подпишитесь на Bosch в Твиттере: twitter.com/boschtoolsNA
Смотрите видеоролики Bosch на YouTube: youtube.com/boschtoolsNA
О компании Bosch
По состоянию на 31 декабря 2015 г., Bosch Group открыла региональное присутствие в Северной Америке в 1906 г. и насчитывает около 31 000 сотрудников в более чем 100 офисах. В 2015 г. Bosch создала консолидированную продажи 14 миллиардов долларов в США, Канаде и Мексике. Для получения дополнительной информации посетите www.boschusa.com , www.bosch.com.mx и www.bosch.ca .
Группа компаний Bosch является ведущим мировым поставщиком технологий и услуг. В компании работает около 375 000 сотрудников по всему миру (по состоянию на 31 декабря 2015 г.). В 2015 году объем продаж компании составил 78,3 миллиарда долларов (70,6 миллиарда евро). Ее деятельность разделена на четыре бизнес-сектора: мобильные решения, промышленные технологии, потребительские товары, а также энергетика и строительные технологии. Группа Bosch включает в себя Robert Bosch GmbH и около 440 дочерних компаний и региональных компаний примерно в 60 странах. Включая партнеров по продажам и обслуживанию, глобальная производственная и торговая сеть Bosch охватывает около 150 стран. Основой будущего роста компании является ее инновационная мощь. В Bosch работают 55 800 сотрудников, занимающихся исследованиями и разработками примерно в 118 точках по всему миру. Стратегическая цель группы компаний Bosch — предлагать инновации для подключенной к сети жизни. Bosch улучшает качество жизни во всем мире с помощью инновационных продуктов и услуг, вызывающих энтузиазм. Короче говоря, Bosch создает технологии, «изобретенные для жизни».
Дополнительную информацию можно получить в Интернете по телефону www.bosch.com , www.bosch-press.com и twitter.com/BoschPresse 9029 0 .
Обменный курс: 1 евро = 1,1095 доллара США
Bosch в Северной Америке
В США, Канаде и Мексике Группа Bosch производит и продает автомобильное оригинальное оборудование и послепродажное обслуживание, промышленные приводы и системы управления технологии, электроинструменты, системы безопасности и связи, упаковочные технологии, термотехника, бытовая техника, телемедицина в здравоохранении и программные решения. Для получения дополнительной информации, пожалуйста, посетите www.boschusa.com , www.bosch.com.mx и www.bosch.ca . www.boschusa.com .
О компании Robert Bosch Tool Corporation
Robert Bosch Tool Corporation, Североамериканское подразделение электроинструментов, было образовано в январе 2003 года, когда Robert Bosch GmbH объединила в одну организацию свои североамериканские предприятия по производству электроинструментов и принадлежностей. Как пионер производства с более чем вековым опытом, имя Bosch стало синонимом технического совершенства. Расположенные по всей Северной Америке как часть глобального подразделения электроинструментов, сотрудники Bosch сохраняют наследие мирового класса в области разработки, производства и продажи электроинструментов, вращающихся и осциллирующих инструментов, принадлежностей и измерительных инструментов. Для получения дополнительной информации позвоните по бесплатному телефону 877-BOSCH-9.
Как построить тяжёлый силовой экзоскелет своими руками
Это пневматический экзоскелет с очень прочным стальным каркасом. Для этого скелета нам понадобится сварка (совсем немного), дрель и отрезная. Обшивка была нарезана на чпу фрезе. Ну и немного стали.
Начнем мы с каркаса рук.
Весь каркас мы делаем из стального профиля. Он хорошо обрабатывается и благодаря многочисленным отверстиям очень удобен для соединения. Для первого элемента (на фото) нужно примерно 2 метра стального профиля, джойстик, кусок оргстекла и 18 болтов с гайками на 6мм.
Или же сбоку. Внизу будет установлена дуга из ПЭТа.
Все элементы подгоняются под конкретную руку поэтому о каких- то точных размерах сказать сложно. В моем случае основа этого элемента делалась из цельного куска в 1 метр и перегибалась под 90 градусов через 45-10-45 см.
Второй элемент идет от локтя до плеча. Его размеры также подгоняются под конкретного пилота, но важно учитывать что именно через это элемент будет одевать вся рука и поэтому его нужно сделать чуть свободней, чем нужно. Суставом и соединителем тут служит очень мощная петля. Само собой можно нагородить и нормальные локти из подшипников, но тут это будет лишнее. На каждую руку нужно будет по 2 петли. Крепятся они также на 6 мм болты.
Вот так выглядит это всё сверху.
Или сбоку. Если есть небольшие «перепилы» как у меня это не страшно. На сталь в слабых местах всегда можно наварить нужные элементы. Для этого участка понадобится примерно 1,5 метра стального профиля.
Вот так рука крепится к шаровой опоре, которая служит тут плечевым суставом. Довольно мощный и подвижный элемент. Крепится эта опора на 2 насквозь проходящие через весь каркас шпильки на 10 мм.
Сделаем 5-6 штук 20 см пневмомускул. Со стороны джойстика устанавливаем стальную пластину. Примерно на расстоянии 3 см от конца петли.
На эту пластину и на другой конец каркаса и крепим мускулы. Если отверстий будет не хватить — сверлим. Всё равно всё это будет ещё покрываться пластиком.
Сверху это выглядит вот так. Нужно так подобрать расположение пластины и длины мышц чтобы при полном их расслаблении рука была полностью прямой и дальше не двигалась. Только на изгиб и только при активации мускулов.
Также, при подборе элементов и нужного градуса изгиба, нужно учитываться что мускулы сокращаются примерно на 1/3.
Так же делается и вторая рука. Вместо двух штырей на конец можно приделать всё что угодно. Там место много и благодаря большому количеству отверстий на профиле можно приделать хоть манипулятор, хоть крюк.
Следующий элемент это грудная основа с пнематикой. Это наиболее сложный и тяжелый элемент т.к. очень много элементов. Сначала покажу как это должно выглядеть в конце.
Можно увидеть огромное количество зеленых трубок пневмопровода, мускулы, клапана, аккумуляторы.
Основу каркаса спины мы также делаем из стального профиля. Состоит он из 2 пропиленных и изогнутых элементов по 1 метру и одного «П» образного элемента 60-30-60. Всё это прошивается шпильками нужной длины. Я брал по 50 см плечевые и по 35 см которые сшивают по ширине. Вот так это выглядит спереди.
Сбоку это выглядит вот так. Все зажимается и соединяется болтами — никакой сварки. Так потом проще что-то снимать и подгонять, а это точно нужно будет делать не раз.
Бедра состоят из 4 элементов профиля длиной 20 см, 2 элементов из профиля длиной 10 см и 2 мощные шпильки на 12 мм, которые и соединяют все это. К спине бедра крепятся через очень мощную петлю.
Ноги также крепятся через шаровую опору. Она устанавливается через 5 см кусок профиля. Это элемент зажимается 20 см кусками профиля через шпильку. Должно быть что-то типа вот такого. Это прочно и подвижно получается.
А теперь самое сложное — пневматика.
Будем использовать стандартную полную схему. Она состоит из следующих элементов:16 пневмоклапанов, тройники, компрессор , пневмореле, ресивер, 8 групп пневмомускул, распределитель на все группы и 2 аккумулятора. Устанавливать её будем в спине.
Есть более простой, но менее эффективный вариант.
Приводы те же, но вся пневматика будет раз в 10 меньше…и во столько же раз неэффективней. Но мы делаем первый вариант. Сначала соединяем распределитель, ресивер, компрессор и пневмореле в 1 модуль. Так будет значительно удобней.
Ресивер сделан из обычного огнетушителя на 3 литра. Компрессор — двухцилиндровый для накачки шин. Клапана от полуавтоматической сварки для СО. Пневмореле -фреоновое. Давление на нем устанавливаем в пределах 2-5 атм. Больше давление — больше сила и резкость, но меньше стабильность. Это уже дело вкуса.
Питание выводим через пневмореле на какой-нибудь мощный переключатель (На 25А) и на аккумуляторы.
На передней части ставим 3 стальные пластины по 30 см. На них мы будем крепить компрессорный модуль и клапана. Также они дают дополнительную жесткость всей конструкции. Их можно наварить или же как я просто закрутить болтами дабы потом можно было снимать/подгонять.
Крепим на пластину клапана. Учитываем что на каждую группу мышц нужно 2 клапана — для активации и для спуска.
Все выходные трубки каждого активационного клапана подключаем к распределителю. Распределитель это по сути пневматический тройник. В него идет относительно толстый шланг от ресивера, а с него выходит много тонких трубок. Можно обойтись и без него, но понадобится просто огромное количество тройников от омывателя.
Кроме локтевого привода есть ещё привод на плече. Он позволяет ещё больше поднять руки. Для плеча нам понадобится 2 стальных уголка 10*10 см, 6 пневмомускул и небольшая стальная пластина для фиксации мышц. Первый уголок мы зажимаем между шаровой опорой и каркасом. На этот уголок крепим мышцы. Часть мышц крепим напрямую к каркасу. Это даст и дополнительную связку каркас-рука и не даст руке во время активации мышцы уехать в бок.
Второй уголок крепится уже на руку. Важно так подобрать длину мышц и расположение уголка чтобы при полностью расслабленных мышцах рука свободно висела. Удобно все сменные и подгоняемые элементы крепить на барашки. Это очень сильно ускорит первичную сборку,а потом уже можно и на обычные гайки.
Осталось сделать ноги с обшивкой и экзоскелет готов! Самая сложная часть ноги это коленный сустав. Вот так он выглядит. Их нужно сделать 4 шт. Соединяется он с помощью сварки.
Фотография несколько смазана, но принцип увидеть можно. Это просто подшипник в зажиме и ограничитель хода. К подшипнику навариваются, по сути, держатели и через них идет крепление к ноге.
Если не делать ограничение хода то появляется вероятность повреждения ноги пилота.
Каркас ноги состоит из 4 подковообразных элементов. Все их размеры также подгоняются под конкретного человека. Все 4 элемента имею разные размеры. Скрепляется всё шпильками 10-12 мм, причем выводим 2 шпильки на длину бедра. Через них нога и будет крепится к шаровой опоре бедра.
Вариантов как сделать ступни было 2. Первый состоял в использовании уже готового элемента.
Это был более простой и быстрый способ. Для такой ступни нужно было только 4 элемента: Один стальной держатель для бруса, стальная пластина под ступню и 2 уголка для крепление к ноге. Крепится все должно было с помощью обычных портфельных шлейфов и замков.
Второй вариант заключался в изготовлении из пластин более аэргономичной конструкции. На этом варианте мы и остановились.
В этой ступне все элементы это просто 4 мм сталь, изогнутая и подогнанная под ногу. Элементы провариваются.
Ноги также имеют приводы. По 2 на ногу. Они позволяют удерживать статичное состояние или же подняться. Одна группа мышц расположена в бедре и тянется от каркаса бедра к верхней подкове ног. Мышцы как бы тянет вперед ногу.
Вторая группа мышц расположена прямо в каркасе ноги. Эта группа при активации «стягивает» ногу. Шланги идут к спине, к клапанной группе.
Управление ногами осуществляется через кнопки расположенные в «лодыжке». Т.е. мы тянем ногу назад и нажимаем кнопку. Как и в случае с рукой ведем провода к клапанам. Руки используют только 2 из 5 контактов джойстиков поэтому можно приделать какое-то оборудование. Или же перевести управление ног на руки.
Для зашиты всей пневматики от повреждений и защиты пилота от пневматики весь экзоскелет покрывался противоударным ПЭТом.
ПЭТ это что-то типа толстого спрессованного полиэтилена. Является антивандальным покрытием. Покрываем пластиком места непосредственного расположения пневматики и участки контакта с пилотом. Крепим саморезами и болтами.
В обшивку ног устанавливаем кнопки для управления. Тут их лучше видно. Верхние кнопки управляют бедренными приводами. Провода и трубки лучше поместить в какую нибудь гофру или же другой шланг — их так много что велика вероятность случайно задеть.
Для того чтобы экзоскелет можно было легко одевать и снимать в качестве держателей пилота используем портфельные лямки.
Скелет готов! Само собой это не 146% точное руководство по сборке т. к. многое было не сфоткано, да и времени много прошло, но основные моменты для сборки я считаю освещены.
Собирали мы вот это
Источник
Если у вас есть производство или сервис, о котором вы хотите рассказать нашим читателям, пишите Аслану ([email protected]) и мы сделаем самый лучший репортаж, который увидят не только читатели сообщества, но и сайта Как это сделано
Еще раз напомню, что посты теперь можно читать на канале в Телеграме
и как обычно в инстаграме. Жмите на ссылки, подписывайтесь и комментируйте, если вопросы по делу, я всегда отвечаю.
Жми на кнопку, чтобы подписаться на «Как это сделано»!
Tags: мастерская
Как сделать экзоскелет своими руками в домашних условиях
Экзоскелет – это слово, слышали, пожалуй, многие, если не все. И, вероятно, видели его на картинках или в видеороликах. И этот внешний скелет (по-гречески «экзо» значит внешний) действительно впечатляет. Потому что с ним люди даже с ограниченными физическими возможностями могут ходить, многое делать.
Но как это бывало и с другими устройствами, агрегат оказался нужным не только для тех, кому он предназначался. В частности, им заинтересовались и специалисты строительных специальностей.
Содержание
Чем экзоскелет интересен для строителей и почему они не бросились его покупать
Особенности самодельного экзоскелета для строителей
Как правильно использовать самодельный экзоскелет
Чем экзоскелет интересен для строителей и почему они не бросились его покупать
Википедия определяет экзоскелет как устройство, восполняющее утраченные функции человека. Исходя из такого определения, у вас, вероятно, возникнет вопрос: зачем же он нужен строителям. Ведь среди них, в принципе, едва ли встречаются инвалиды. И это действительно так. Инвалидов среди них, пожалуй, не отыщешь.
Экзоскелет интересен строителям своей возможностью помогать выполнять тяжелые операции.
Но это устройство полезно не только для тяжелых работ. В частности, оно просто незаменимо для тех, кому при выполнении работы подолгу приходится держать руки в поднятом положении. Например, при выполнении электромонтажных работ, укладке плитки на стены и т.п. То есть он интересен людям многих строительных специальностей: отделочникам, электрикам, плиточникам и т.д.
Интерес, пожалуй, понятен и очевиден. Однако здесь имеется огромное «НО». Это цена. Если вы попытаетесь навести справки, то узнаете, что стоимость экзоскелета измеряется тысячами долларов. Поэтому-то умельцы и задумались, как сделать реплику этого устройства своими руками. Причем адаптировав его к потребностям строителя. То есть человека вполне здорового.
Читайте также: Что такое роборуки и зачем они нужны
Особенности самодельного экзоскелета для строителей
В результате изучения классического экзоскелета, народные умельцы пришли к выводу, что строительная версия этого устройства должна быть:
легкой;
не стесняющей движения;
только поддерживающей, но не дополняющей усилия пользователя;
обязательно недорогой.
Таким образом, чтобы удовлетворять этим требованиям, основу самодельного устройства должны составлять легкие тонкостенные трубки.
В его поддерживающих артикуляциях лучше устанавливать газлифты только небольшой мощности. Но достаточной, чтобы поддерживать руки в поднятом состоянии.
Чтобы специалисту было удобно работать с экзоскелетом, на теле он должен крепить с помощью удобных ремней. Причем их расположение должно быть четко выверенным.
В результате одному из умельцев удалось изготовить первую модель самодельного экзоскелета. Ее вы может увидеть на следующем фото:
Как правильно использовать самодельный экзоскелет
В принципе, понятно, что устройство действительно упрощает работу специалиста. Особенно, если ему приходится работать с постоянно поднятыми руками. Однако создатель самодельной разработки советует не увлекаться ею. Чтобы не лишать тело необходимой физической нагрузки. Хотя бы треть всей работы следует выполнять, не применяя экзоскелет. В принципе, с такой рекомендацией, по-моему, стоит согласиться.
Готовую самоделку вы можете увидеть в следующем видеоролике. Более того, вы найдете здесь и более подробную информацию на этот счет.
Если вы хотите найти подробную информацию о тонкостях изготовления самодельного устройства, то сделать это довольно просто. Для этого достаточно только в поисковик ввести поисковый запрос «самодельный экзоскелет». И вы получите огромное количество ссылок на эту тему. И целую кучу полезных сведений.
Нажмите, пожалуйста, на одну из кнопок, чтобы узнать понравилась статья или нет.
Как сделать экзоскелет руки за 100 долларов
Какой самый дешевый экзоскелет, который вы можете построить? Мы видели самодельные экзоскелеты, которые могут поднимать тяжелые веса, вплоть до подъема задней части автомобиля. Но эти носимые проекты хороши тем, что привлекают много просмотров, и не более того. Если поговорить с их строителями, то они более чем готовы признать, что экзоскелеты для поднятия тяжестей громоздки и мало толку.
Кристьян Берс, также известный как Tex Workshop, заинтересован не в том, сколько он может поднять, а в том, насколько дешево он может поднять? Мастерская Tex создала прототип руки-экзоскелета для помощи при подъеме всего за 100 долларов. Будет интересно посмотреть, решат ли другие ютуберы и мастера по ремонту последовать их примеру? Конкуренция за то, кто сможет произвести лучший экзоскелет за свои деньги, может привести к некоторым практическим открытиям и, возможно, даже к первым компьютерам HP или Apple в индустрии экзоскелетов.
Проект заявлен на приз Hackaday.io. Hackaday Prize 2017 состоит из шести раундов и имеет общий призовой фонд в размере 250 000 долларов. Существует специальная категория, посвященная вспомогательным технологиям. Конкурс продлится с 24 июля по 4 сентября. Проект должен продемонстрировать способность улучшать качество жизни людей с ограниченными возможностями, улучшая обучение, работу или повседневную жизнь. «Превратите « инвалидность » в « эту способность ».
Компоненты:
КОЛИЧЕСТВО
ИМЯ КОМПОНЕНТА
1
×
Датчик давления силы (резистор)
1
×
Алюминий 4 x 30 x не менее 2000 мм
1
×
Ардуино Уно/Нано
1
×
Мотор-драйвер ВНх3СП30
1
×
Двигатель стеклоочистителя автомобиля
1
×
Длинные провода
1
×
Потенциометр
1
×
Литий-полимерный аккумулятор 3S 5500 мАч
1
×
Папина ручная газонокосилка, которую вы надеваете вокруг себя и подвешиваете газонокосилку на
1
×
Винты и гайки. М4 и М6
1
×
Клейкая лента
1
×
Застежки-молнии
1
×
Веревка или старый собачий поводок
1
×
Деревянные тарелки
1
×
2 тактильные кнопки
1
×
Термоусадочная трубка
Источники:
Запись на Hackaday 2017: Вспомогательная экзоскелетная рука (ExoArm)
Дешевая экзоскелетная рука (ExoArm), которая поможет пожилым людям, инвалидам и рабочим выполнять повседневные задачи с меньшим утомлением. https://hackaday.io/project/20663-assistive-exoskeleton-arm-exoarm
YouTube:
Как сделать: экзоскелетную руку за 100 долларов
Желаем Tex Workshop удачи на Hackaday.io конкурс!
МеткиСнижение стоимости экзоскелетов
Управление экзоскелетом руки силой мысли
Исследователи разработали экзоскелет руки, которым можно управлять исключительно с помощью мыслей и движений глаз, согласно отчету, опубликованному вчера в первом выпуске журнала Science Robotics . Шесть человек с параличом нижних конечностей тестировали устройство в повседневных ситуациях; Исследователи сообщили, что они успешно брали кофейные чашки, ели пончики, выжимали губки и подписывали документы.
Тот факт, что система функционирует за пределами лаборатории, в загруженной, неконтролируемой среде, является значительным улучшением по сравнению с предыдущими роботизированными конечностями, управляемыми мозгом, говорит Сурджо Сукадар, нейробиолог и врач в Университетской больнице Тюбингена в Тюбингене, Германия. Соекадар руководил исследованием.
Система работает, переводя электрическую активность мозга в действия роботизированной руки. Пользователь в сетчатой шапочке с пятью электродами думает о том, чтобы схватить объект. Это создает модель активности мозга, обнаруженную с помощью электроэнцефалографии или ЭЭГ. Алгоритм на планшетном компьютере идентифицирует эти конкретные модели активности мозга и переводит их в управляющие сигналы. Затем блок управления и набор приводов дают команду экзоскелету руки выполнять набор скоординированных движений, которые в сумме составляют движение захвата.
Весь процесс — от намерения до захвата — занимает чуть больше секунды, — говорит Сокадар. Вероятно, этого недостаточно для того, чтобы поймать мяч, но для того, чтобы взять чашку или повернуть ручку, этого вполне достаточно. Сам экзоскелет руки был разработан Николой Витиелло и Марией Кьярой Карроцца в Институте биоробототехники Высшей школы Святой Анны в Пизе, Италия.
Итак, почему предыдущие демонстрации интерфейсов мозг-машина (ИМТ) заставляли участников застревать в лаборатории, а эта позволяла им использовать экзоскелет руки в реальных условиях, таких как рестораны? Отвлекающие факторы и неожиданные события в общественных местах мешали человеку сосредоточиться на мыслях, необходимых для активации такой системы.
Команда Соекадара преодолела это, добавив определенные произвольные движения глаз к технике управления системой. Эти движения были измерены с помощью электроокулографии или ЭОГ, которая представляет собой измерение электрического потенциала между электродами, расположенными рядом с глазом. Участники могли наложить вето на захват или разблокировать захват, перемещая глаза в крайнее правое или крайнее левое положение — необычное движение, которое вряд ли сработает алгоритмам.
Устройство было протестировано шестью людьми с травмами спинного мозга в области шейных позвонков C5 и C6 — обычное место травмы. Все могли двигать плечами и локтями, у некоторых была ограниченная подвижность запястий, но никто из них не контролировал свои пальцы.
Система не позволяет людям маневрировать отдельными пальцами, говорит Сокадар. Это требует более точной записи активности мозга, которая в настоящее время возможна только с использованием имплантируемых устройств ИМТ — инвазивной процедуры с рядом недостатков.
Соекадар говорит, что можно использовать экзоскелеты рук, чтобы полностью восстановить функции рук. Он указывает на широко разрекламированный эксперимент, в котором участники с параличом нижних конечностей, которые тренировались ходить с помощью ИМТ и роботизированного экзоскелета для нижней части тела, восстановили произвольные движения ног и ощущение боли после 12 месяцев тренировок.
По выбору левая или правая подвижная голова. Моторизированный привод перемещения головы и управление от ПК
Измерение положения головы при помощи магнитной ленты
Пневматический пневмо-поворот голов наружу на 45°и 90°
Цифровой дисплей
Горизонтальный пневмо-прижим профиля
Подключение к системе аспирации
Ручной упор для распила маленьких размеров
Опции:
Пневматический пневмо-поворот голов наружу и внутрь на 45°, 90° и 135°
Моторизированный привод поворота голов на любой угол в диапазоне от 22,5° до 135°
Электронный упор для распила маленьких размеров для пилы с поворотом голов внутрь и наружу , для углов в диапазоне от 45° до 135°
Устройство распыления СОЖ (стандартно для ZGS315/316)
ПО для реза V-образных торцев импостных профилей (для пил с поворотом голов внутрь и наружу)
Цифровой дисплей для промежуточных углов
Дополнительные вертикальные прижимы
Регулируемые профильные цулаги
Устройство измерения высоты профиля для пил с поворотом голов наружу
Устройство прижима уплотнителя
Дополнительный прижим для обрезков
Система аспирации
Различные варианты систем удаления обрезков
Упор для реза V-образных торцев импостных профилей (только ПВХ)
Рольганги
Этикет-принтер
ПК с сенсорным экраном, смонтированным на пульте управления
ПО оптимизации раскроя профиля
ПО для реза профиля превышающим максимальный размер на 2000 мм
Алмазные режущие диски (ZGS314 для ПВХ)
Скачать PDF
Особенности:
Гидро-пневмо подача пильных дисков
Подача профиля при помощи ЧПУ-привода
Загрузочный магазин на 10 или 20 профилей длиной до 6500 мм
Приемный стол на 10 профилей или выходной магазин на 10 или 20 профилей
Угол реза 45°, 90° и 135°
Управление с ПК
Вертикальные и горизонтальные пневмоприжимы
Подача профиля слева или справа
Опции:
Пильная голова с ЧПУ приводом поворота головы. С диапазоном поворота от 30° до 150°
Выгрузка профиля при помощи ЧПУ привода
Обрабатывающие модули для фрезерных и сверлильных операций в ZSA263, а также возможность установки пробивного пресса для маркировки положения ответных планок
Этикет принтер или принтер струйной печати
Программа оптимизации резки,опционально с измерением деловых отходов
Горизонтальный и вертикальный пневматический прижим профиля
Устройство подачи СОЖ для охлаждения и смазки диска гарантирует наивысшее качество реза
Опции:
Рольганги
Измерительные упоры
Цифровой указатель угла реза
Аналоговый контроль глубины резки (по шкале)
Цифровой контроль глубины резки
Пневматичесикй упор на поворот
Скачать PDF
Bar Wiser 22 N Multifeed / ХОМУТЫ / РЕЗКА & ГИБКА
Bar Wiser 22 N Multifeed / ХОМУТЫ / РЕЗКА & ГИБКА
Bar Wiser 22 N Multifeed
автоматический станок для гибки хомутов
Bar Wiser 22 N Multifeed
Двунаправленный автоматический скобо-гибочный станок позволяет производить скобы как из стержневой (до Ø22 мм — #7), так и из бухтовой (до Ø16 мм — #5) арматуры.
Приводится в действие электрическим сервомотором.
— Максимальная скорость вытягивания:100 м/мин
— Внешний и внутренний блоки выпрямления
— Виртуальный сердечник
— Дистанционная Вэб-поддержка
Техническиеданные
Посколькуоборудованиенаходится в постоянномразвитии, техническиехарактеристикии изображенияприведены исключительно� в качествепримера и неявляютсяобязательными.
Следите за новостями
ПОДПИШИТЕСЬ НА НАШУ НОВОСТНУЮ
РАССЫЛКУ
Получайте ежемесячную новостную рассылку, чтобы всегда быть в курсе всех новостей Schnell
АГЕНТЫ
Найдите и свяжитесь с нашим агентом или технической поддержкой, находящимися рядом с Вашей компанией
БЫСТРЫЙ ПОИСК
ПОДЕРЖАННЫЕ СТАНКИ
Покупка on-line, поиск подержанных станков с гарантией Schnell
Узнайте больше
Tweets di @SchnellSpa
Tutti i diritti riservati , Schnell Spa ®, 2023 Rea: 40302 della C. C.I.A.A. di Pesaro — PI 00112900410
Società soggetta all’attività di direzione e coordinamento di Schnell Holding Spa
Признания бывшего закройщика – SheKnows
Впервые я приложил лезвие к запястью, когда мне было 15 лет. Я не знаю, почему я это сделал. Я прошерстил старые журналы в поисках подсказок. Я прочел десятки листов тревожной поэзии в надежде найти ответы, и я снова и снова думал об этом. Но почему ускользает от меня — по крайней мере, когда дело доходит до того момента: мой первый раз.
Связанная история
Как разговаривать с родственниками, которые не «понимают» ваши потребности в психическом здоровье
Подробнее: 5 предупредительных признаков депрессии у подростков
Конечно, я не врезался достаточно глубоко, чтобы причинить реальный вред. Я просто хотел кое-что увидеть. Что-то чувствовать. Чтобы напомнить себе, что я еще жив. И вида крови было достаточно; это означало, что я все еще дышал, и мое сердце все еще билось. Несмотря на пустоту и оцепенение, я все еще был «там». И это успокаивало. Вначале визуализация, ощущение, прилив тепла и боль зацепили меня.
После первого раза мои методы изменились. На протяжении многих лет я пробовал множество «инструментов» — каждый со своим уникальным воздействием и эффектом. Я использовал ножи для стейков и масла, английские и прямые булавки, а также собственные гвозди. Почесывая, так сказать, зуд, которого я не мог видеть — и Я чесал этот зуд всякий раз, когда чувствовал себя слишком сильно — будь то печаль, разочарование, тревога, депрессия, вина или ненависть к себе — или мне просто нужно было релиз. Потому что для меня резка была освобождением.
Это был глаз в моем урагане, единственный новый способ успокоить свой разум и успокоить бурю.
Но, пожалуй, важнее самого акта был шрам, который он оставил после себя — потому что тогда, наконец, у меня появилось что-то осязаемое. Что-то реальное. После того, как я порезался, появилось физическое доказательство боли, в которой я находился, и это оживило мою невидимую болезнь. Каким-то образом это заставило меня чувствовать себя менее сумасшедшей и менее одинокой.
Конечно, в этом мало смысла, особенно для тех, кто никогда не боролся с психическими заболеваниями или никогда не причинял себе вреда. Но порезы — и членовредительство в целом — не связаны со смертью. Дело не в боли и не в травме. Не совсем. Не полностью. Вместо этого речь идет о бытии. Речь идет о дыхании, о том, как взять под контроль и ощутить себя живым — и многие исправившиеся куттеры разделяют схожие чувства.
Рэйчел рассказала The Hope Line, что для нее стрижка была «бегством от реальности. Каким бы временным это ни было… [было] облегчением избежать боли». И Mental Health America, некоммерческая организация, занимающаяся удовлетворением потребностей людей, живущих с психическими заболеваниями, соглашается: «Люди, которые наносят себе травмы, обычно сообщают, что они чувствуют внутреннюю пустоту, чрезмерную или недостаточную стимуляцию, неспособность выразить свои чувства, одинокий, непонятый окружающими и боящийся интимных отношений и взрослых обязанностей. Самоповреждение — это их способ справиться с болезненными или трудновыразимыми чувствами или облегчить их… Самоповреждение также может быть способом контролировать свое тело, когда вы не можете контролировать что-либо еще в своей жизни».
Подробнее: Не списывайте подростковую депрессию на тревогу
Но что делать, если вы, не дай Бог, обнаружите, что ваш собственный ребенок режет себя? Вы поддерживаете их, узнавая об их проблемах, пытаясь лучше понять их происхождение и слушая их.
Что такое резка?
Доктор Эллен Хендриксен, клинический психолог Центра тревожных расстройств и связанных с ними расстройств Бостонского университета и ведущая программы Savvy Psychologist , в Psychology Today написали, что порезы, также известные как несуицидальные членовредительства, — это любое «преднамеренное саморазрушение тканей тела».
Почему люди наносят себе травмы или режут себя?
Есть множество причин, по которым люди причиняют себе вред. Однако Хендриксен также писал, что есть четыре основные причины:
Физическая боль от порезов убирает эмоциональную боль.
Люди, которые режут, часто являются самыми суровыми критиками самих себя, и иногда они чувствуют необходимость вырезать свою критику — «толстый, глупый, уродливый» и т. д. — на своей шкуре.
Резка может ощущаться как способ взять под контроль свою жизнь и перестать чувствовать оцепенение.
Он предлагает людям альтернативный выход, чтобы справиться со своей эмоциональной болью, особенно когда они живут в среде, которая обесценивает их чувства.
Люди, причиняющие себе вред, «хотят умереть»?
Существует заблуждение, что люди, которые наносят себе вред, склонны к суициду и/или «хотят умереть». На самом деле, по определению, членовредительство — это акт «преднамеренного и неоднократного причинения себе вреда [самому себе]… импульсивным и непреднамеренным образом», согласно Mental Health America. Однако это не означает, что самоповреждение не может привести к смерти. MHA отмечает, что «взаимосвязь между самоубийством и членовредительством сложна. Хотя люди с несуицидальными самоповреждениями не намерены завершать самоубийство, они могут причинить больше вреда, чем предполагалось, что может привести к медицинским осложнениям или смерти». Более того, «в тяжелых или длительных случаях членовредительства человек может впасть в отчаяние из-за отсутствия контроля над своим поведением и его аддиктивной природы, что может привести к настоящим попыткам самоубийства».
Как вы можете помочь тому, кто режет?
Если вы узнаете, что кто-то, кого вы любите, причиняет себе вред, первое, что вы захотите сделать, это помочь, верно? Конечно. Это естественная реакция; это только имеет смысл. Но как вы поддерживаете того, кто режется, — действительно поддерживаете его?
Поговорите с ними. Признайте то, что вы видели. Спросите их о порезах и царапинах, так как уклонение от этой темы только порождает вину и стыд. И — самое главное — дайте понять другу, что вы его не осудите несмотря ни на что; вы просто хотите помочь, как и если можете.
Если ваш друг/член семьи готов поговорить, выслушайте. Просто послушай.
Если ваш друг/член семьи не готов к разговору, сообщите ему, что предложение в силе и что вы готовы поговорить в любое время.
Признайте боль близкого человека. Пусть вы можете только представить, что они чувствуют — т. е. «Прости. Должно быть, тебе сейчас так больно. Твои чувства должны быть непреодолимыми» — и избегайте утверждений, которые преуменьшают их мысли и чувства, например: «Все не так уж плохо» и/или «Но у вас такая замечательная жизнь».
Предложите помощь в поиске профессиональной помощи и/или ресурсов.
Самое главное, будьте реалистичны в отношении того, чего вы можете достичь. Хотя вы можете захотеть помочь своему другу, пожалуйста, поймите, что он может быть не готов к получению помощи, даже если вы принуждаете его к терапии и/или амбулаторной программе. (Поверьте мне. Я был там. Я бы знал.) Не ошибитесь. Это будет разочаровывающим, и вы можете расстроиться или разозлиться, но человек должен быть готов признать проблему, прежде чем он сможет остановиться.
Если вы или кто-то из ваших знакомых наносит себе ранения и/или порезы, свяжитесь с Crisis Text Line, отправив текстовое сообщение HOME на номер 741-741 или посетите www.selfinjury.com , чтобы получить направления к терапевтам и советы о том, как прекратить .
Хотите купить Резак для бумаги Creative 12-в-1?
7,3 3 отзыва
Выбрать вариант
Доставка в понедельник
Простая и безопасная оплата0058
Быстрая и надежная доставка
Заказ сделан сегодня до 23:00, доставка завтра!
Все ваши (хобби) проекты станут веселее с этим резаком для бумаги 12-в-1! Этот удобный резак имеет 12 различных шаблонов, с помощью которых вы можете вырезать красивые края на (фото) бумаге и картоне. Отличный инструмент, если вы часто работаете с бумагой, например, с журналами пуль, самодельными карточками или если вы часто создаете фотоальбомы. Подробнее
Резак для бумаги с 12 шаблонами
Включая удобную линейку
Для фотографий, тонкой бумаги и картона
Описание продукта: Creative Paper Cutter 12-in-1 Roll Former
Этот резак для бумаги с 12 различными рисунками очень прост в использовании и незаменим. инструмент для тех, кто любит возиться с бумагой.
Как вы используете рулонный резак?
Вы кладете лист бумаги, фотографию, открытку или кусок картона вдоль линейки.
Затем с помощью поворотной ручки вы выбираете рисунок, который хотите вырезать (например, волнистый или зубчатый).
После этого все, что вам нужно сделать, это двигать прилагаемое лезвие с надежной ручкой вперед и назад.
Вуаля: вы придали вашей бумаге или картону жизнерадостный вид!
Держите пальцы в целости
Режущее лезвие хорошо интегрировано в нож и, как уже упоминалось, защищено пластиковой ручкой, чтобы оно никогда не соприкасалось с вашими пальцами.
Удобные линейки и шаблоны
Резак для бумаги имеет две дополнительные складные линейки с шаблонами для рисования. Вы также можете использовать их для более точного позиционирования бумаги.
В коробке
Резак для бумаги 12 в 1
Ручной
Характеристики
Код товара
2343 2
Шаблоны для резки 0005
Дополнительно
Три линейки (2 складные) более 30 см
Общая поверхность для бумаги
66 x 31 см
Покупатели оценивают нас 9,0!
9,0
1704 Отзывы
9,0
Простая и безопасная оплата
Быстрая и надежная доставка
Заказ до 23:00 сегодня, доставка завтра!
Parthiban S
«Хороший продукт»
Parthiban S — 12-03-2023
sally devorsine
«Good»
72 0
-allydevors 2 3-2023
Привет, мы можем вам чем-то помочь? Вы можете отправить нам сообщение через (веб)-WhatsApp.
Щетка дисковая неплетенная RBU WIDE универсальное применение
D [мм]
WF [мм]
LT [мм]
DA [мм]
DAM [мм]
DF [мм]
Кол-во в упаковке
Опт. кол-во об/мин
Макс. кол-во об/мин
Наименование
EAN 4007220
Стальная проволока (ST)
100
20
25
12/14/18/22,2/25,4
30,0
0,30
956236
4,000-6,000
8,000
POS RBU 10020/14,0 ST 0,30
28
25
12/14/18/22,2/25,4
30,0
0,30
956243
4,000-6,000
8,000
POS RBU 10028/14,0 ST 0,30
125
20
30
12/14/18/22,2/25,4
30,0
0,30
956250
3,000-4,500
6,000
POS RBU 12520/14,0 ST 0,30
28
30
12/14/18/22,2/25,4
30,0
0,30
956274
3,000-4,500
6,000
POS RBU 12528/14,0 ST 0,30
150
25
25
AK 32-2
50,8
0,20
956281
3,000-4,500
6,000
POS RBU 15025/AK32-2 ST 0,20
25
25
AK 32-2
50,8
0,30
956304
3,000-4,500
6,000
POS RBU 15025/AK32-2 ST 0,30
38
25
AK 32-2
50,8
0,20
956298
3,000-4,500
6,000
POS RBU 15038/AK32-2 ST 0,20
38
25
AK 32-2
50,8
0,30
956311
3,000-4,500
6,000
POS RBU 15038/AK32-2 ST 0,30
180
25
40
AK 32-2
50,8
0,20
956335
3,000-4,500
6,000
POS RBU 18025/AK32-2 ST 0,20
25
40
AK 32-2
50,8
0,30
956342
3,000-4,500
6,000
POS RBU 18025/AK32-2 ST 0,30
38
40
AK 32-2
50,8
0,30
956359
3,000-4,500
6,000
POS RBU 18038/AK32-2 ST 0,30
200
25
50
AK 32-2
50,8
0,20
956366
2,300-3,400
4,500
POS RBU 20025/AK32-2 ST 0,20
25
50
AK 32-2
50,8
0,30
956373
2,300-3,400
4,500
POS RBU 20025/AK32-2 ST 0,30
38
50
AK 32-2
50,8
0,30
956380
2,300-3,400
4,500
POS RBU 20038/AK32-2 ST 0,30
Проволока из нержавеющей стали (INOX) Все щетки INOX обезжирены.
100
20
12/14/18/22,2/25,4
30,0
0,30
956397
3,200-5,200
8,000
POS RBU 10020/14,0 INOX 0,30
28
12/14/18/22,2/25,4
30,0
0,30
956403
3,200-5,200
8,000
POS RBU 10028/14,0 INOX 0,30
125
20
12/14/18/22,2/25,4
30,0
0,30
956410
2,400-3,900
6,000
POS RBU 12520/14,0 INOX 0,30
28
12/14/18/22,2/25,4
30,0
0,30
956434
2,400-3,900
6,000
POS RBU 12528/14,0 INOX 0,30
150
25
AK 32-2
50,8
0,20
956441
2,400-3,900
6,000
POS RBU 15025/AK32-2 INOX 0,20
25
AK 32-2
50,8
0,30
956465
2,400-3,900
6,000
POS RBU 15025/AK32-2 INOX 0,30
38
AK 32-2
50,8
0,20
956458
2,400-3,900
6,000
POS RBU 15038/AK32-2 INOX 0,20
38
AK 32-2
50,8
0,30
956472
2,400-3,900
6,000
POS RBU 15038/AK32-2 INOX 0,30
180
25
AK 32-2
50,8
0,20
956489
2,400-3,900
6,000
POS RBU 18025/AK32-2 INOX 0,20
25
AK 32-2
50,8
0,30
956496
2,400-3,900
6,000
POS RBU 18025/AK32-2 INOX 0,30
38
AK 32-2
50,8
0,30
956502
2,400-3,900
6,000
POS RBU 18038/AK32-2 INOX 0,30
200
25
AK 32-2
50,8
0,20
956519
1,800-2,900
4,500
POS RBU 20025/AK32-2 INOX 0,20
25
AK 32-2
50,8
0,30
956526
1,800-2,900
4,500
POS RBU 20025/AK32-2 INOX 0,30
38
AK 32-2
50,8
0,30
956533
1,800-2,900
4,500
POS RBU 20038/AK32-2 INOX 0,30
Пластиковая проволока с карбидом кремния (SiC)
150
25
25
AK 32-2
50,8
0,55
069707
2,400-3,900
6,000
POS RBU 15025/AK32-2 SiC 120 0,55
1,10
069691
2,400-3,900
6,000
POS RBU 15025/AK32-2 SiC 120 1,10
0,55
069714
2,400-3,900
6,000
POS RBU 15025/AK32-2 SiC 320 0,55
200
25
50
AK 32-2
50,8
1,10
069721
2,400-3,900
6,000
POS RBU 20025/AK32-2 SiC 120 1,10
febi | 26712 | Керамическая паста универсальное применение | bilstein group partsfinder
Адрес электронной почты
Телефон
Почтовый Индекс / Город
Страна
АвстралияАвстрияАзербайджанАландские о-ваАлбанияАлжирАмериканское СамоаАнгильяАнголаАндорраАнтарктидаАнтигуа и БарбудаАргентинаАрменияАрубаАфганистанБагамыБангладешБарбадосБахрейнБеларусьБелизБельгияБенинБермудские о-ваБолгарияБоливияБонэйр, Синт-Эстатиус и СабаБосния и ГерцеговинаБотсванаБразилияБританская территория в Индийском океанеБруней-ДаруссаламБуркина-ФасоБурундиБутанВануатуВатиканВеликобританияВенгрияВенесуэлаВиргинские о-ва (Британские)Виргинские о-ва (США)Внешние малые о-ва (США)Восточный ТиморВьетнамГабонГаитиГайанаГамбияГанаГваделупаГватемалаГвинеяГвинея-БисауГерманияГернсиГибралтарГондурасГонконг (САР)ГренадаГренландияГрецияГрузияГуамДанияДжерсиДжибутиДоминикаДоминиканская РеспубликаЕгипетЗамбияЗападная СахараЗимбабвеИзраильИндияИндонезияИорданияИракИранИрландияИсландияИспанияИталияЙеменКабо-ВердеКазахстанКаймановы о-ваКамбоджаКамерунКанадаКатарКенияКипрКиргизияКирибатиКитайКНДРКокосовые о-ваКолумбияКоморыКонго — БраззавильКонго — КиншасаКосовоКоста-РикаКот-д’ИвуарКубаКувейтКюрасаоЛаосЛатвияЛесотоЛиберияЛиванЛивияЛитваЛихтенштейнЛюксембургМаврикийМавританияМадагаскарМайоттаМакао (САР)МакедонияМалавиМалайзияМалиМальдивыМальтаМароккоМартиникаМаршалловы ОстроваМексикаМозамбикМолдоваМонакоМонголияМонтсерратМьянма (Бирма)НамибияНауруНепалНигерНигерияНидерландские Антильские островаНидерландыНикарагуаНиуэНовая ЗеландияНовая КаледонияНорвегияОАЭо-ва Питкэрно-ва Тёркс и Кайкосо-ва Херд и Макдональдо-в Бувео-в Мэно-в Норфолко-в Рождествао-в Св. ЕленыОманОстрова КукаПакистанПалауПалестинские территорииПанамаПапуа — Новая ГвинеяПарагвайПеруПольшаПортугалияПуэрто-РикоРеспублика КореяРеюньонРоссияРуандаРумынияСальвадорСамоаСан-МариноСан-Томе и ПринсипиСаудовская АравияСвазилендСеверные Марианские о-ваСейшельские ОстроваСен-БартелемиСенегалСен-МартенСен-Пьер и МикелонСент-Винсент и ГренадиныСент-Китс и НевисСент-ЛюсияСербияСингапурСинт-МартенСирияСловакияСловенияСоединенные ШтатыСоломоновы ОстроваСомалиСуданСуринамСьерра-ЛеонеТаджикистанТаиландТайваньТанзанияТогоТокелауТонгаТринидад и ТобагоТувалуТунисТуркменистанТурцияУгандаУзбекистанУкраинаУоллис и ФутунаУругвайФарерские о-ваФедеративные Штаты МикронезииФиджиФилиппиныФинляндияФолклендские о-ваФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские Южные территорииХорватияЦентрально-Африканская РеспубликаЧадЧерногорияЧехияЧилиШвейцарияШвецияШпицберген и Ян-МайенШри-ЛанкаЭквадорЭкваториальная ГвинеяЭритреяЭстонияЭфиопияЮжная Георгия и Южные Сандвичевы о-ваЮжно-Африканская РеспубликаЮжный СуданЯмайкаЯпония
Выбранный раздел
Легковой
Грузовой
Легковой и Грузовой
Предпочтительный способ оплаты
Онлайн
В ближайшем магазине
Политика конфиденциальности
UCA: Ресурсы
Формы первого года обучения
В заявке на первый год абитуриенты заполняют основную информацию, такую как контактные данные, академическая информация, внеклассные мероприятия и курсовая работа, среди других важных частей информации. Во многих колледжах также требуется личное Заявление (эссе) как часть заявки на первый год обучения.
Скачать
Рекомендация инструктора должна быть заполнена академическим инструктором, который хорошо знает заявителя. Преподавателю будет предложено оценить кандидата на определенные академические и личностные качества и, при желании, предоставить письменное оценка.
Скачать
Школьный отчет должен быть заполнен консультантом или другим знакомым с академическим образованием заявителя и способным также отправить высокий стенограмма школы. Консультанта попросят оценить кандидата по определенным параметрам. академические и личностные качества и, при желании, предоставить письменную оценку.
Загрузить
Отчет о первом контрольном периоде должен быть заполнен консультантом после подачи Школьного отчета. У консультанта будет возможность включить обновленную Стенограмма по завершении первого периода маркировки заявителя.
Скачать
Полугодовой отчет должен быть заполнен консультантом после подачи Школьного отчета. У консультанта будет возможность включить обновленную Стенограмма по завершении среднегодовой маркировки заявителя.
Скачать
Заключительный отчет должен быть заполнен консультантом после подачи Школьного отчета. У консультанта будет возможность включить обновленную выписка по окончании учебного года.
Скачать
Кандидаты, проявляющие значительный интерес или талант к искусству и/или музыке и желающие предоставить образцы, может сделать это в рамках Приложения по искусству.
Скачать
Кандидаты со спортивными интересами могут предоставить более подробную информацию, например, должности сыгранных, заработанных грамот и конкретных достижений в рамках Атлетического Добавка.
Загрузить
В соответствии с планом «Раннее решение» абитуриент может подать заявление только в один колледж. Рано Соглашение о решении позволяет заявителю, семье и консультанту представить подтверждение этих условий в колледж, выбранный заявителем в соответствии с Предварительным решением план.
Скачать
Формы перевода
В заявлении о переводе заявители указывают основную информацию, такую как контактные данные, академическая информация, внеклассные мероприятия и курсовая работа, среди других важных частей информации. Во многих колледжах также требуется личное Выступление (эссе) в составе Заявления о переводе.
Скачать
Рекомендация профессора должна быть заполнена академическим преподавателем, который хорошо знает заявителя. Преподавателю будет предложено оценить кандидата на определенные академические и личностные качества и, при желании, предоставить письменное оценка.
Скачать
Отчет колледжа должен быть заполнен научным руководителем или другим лицом, знакомым с академическим образованием заявителя и способным также отправить стенограмму колледжа. Консультанта попросят оценить кандидата по определенным академическим и личностным качествам. и, при желании, предоставить письменную оценку.
Скачать
Финансовая помощь
Как только вы поступаете в отличный колледж, вы должны заплатить за это. Используйте эти ресурсы узнать больше о том, как финансовая помощь может помочь сделать колледж доступным для тебя. Обязательно посетите веб-сайт финансовой помощи колледжа для получения более подробной информации. относительно права на получение финансовой помощи и требований.
Федеральная помощь студентам колледжа или профессиональной школы
Офис Министерства образования США Федеральная помощь студентам предоставляет гранты, ссуды и возможности для работы и учебы подходящие студенты, посещающие участвующие колледжи или профессиональные школы. федеральный Студенческая помощь является крупнейшим источником финансовой помощи в США. информацию и онлайн-приложение, посетите StudentAid.gov или позвоните в Федеральный информационный центр помощи студентам по бесплатному телефону: 1-800-4-FED-AID (1-800-433-3243). Телетайп для слабослышащих: 1-800-730-8913.
Центр расчета цен нетто
Чистая цена — это сумма, которую вы будете платить за обучение в колледже в течение одного года после учитываются стипендии и гранты. Ваша чистая цена может отличаться для каждого колледжа, поэтому обязательно посетите их веб-сайт и используйте их чистую цену. Калькулятор, чтобы увидеть, сколько студентов, как и вы, заплатили за участие в этом конкретном колледж. Посетите веб-сайт колледжа или Центр расчета чистых цен чтобы найти Калькулятор чистых цен конкретного колледжа.
Освобождение от платы
Отказ от платы — это форма, доступная для студентов, которые может не иметь финансовых ресурсов для оплаты экзаменационных сборов или подачи заявки плата за поступление в колледж. Посетите веб-сайт колледжа, чтобы определить освобождение от платы права и варианты, доступные для вас. Вы также можете посетить сайты ниже для получения дополнительной информации об освобождении от платы.
Освобождение от платы NACAC
College Board® SAT® и освобождение от платы за подачу заявления
Освобождение от комиссии ACT®
Однако не во все колледжи для поступления требуются стандартизированные результаты тестов. Перед подачей заявления важно понять политику колледжа в отношении тестирования. Вы можете узнать больше о политике тестирования колледжа на их веб-сайте или в 9Раздел 0080 Required Tests на их странице UCA℠.
TOEFL® — Тест по английскому языку как иностранному IELTS™ — Английский для международных возможностей MELAB — Cambridge Michigan Language Assessments
Получить техническую поддержку
Посетите сайт поддержки УЦА℠
У вас есть вопрос об УЦА или о том, как заполнить часть процесса подачи заявки В сети? Посетите сайт поддержки для поиска в базе знаний часто задать вопросы или отправить заявку, и член команды УЦА свяжется с вами быстро.
Посетите сайт поддержки
Сбросить пароль
Вы забыли пароль или хотите его сбросить? Перейди по ссылке ниже введите адрес электронной почты своей учетной записи и нажмите «Отправить мне инструкции по сбросу», чтобы электронное письмо для сброса пароля, отправленное на ваш почтовый ящик.
Сброс пароля
Создать учетную запись кандидата
Независимо от того, подаете ли вы заявку на первый год или переводите прием, первый шаг заключается в создании учетной записи Universal College Application®. Как только вы создадите свою учетную запись, заполните свой профиль и добавьте колледжи в список «Мои колледжи», чтобы начать подачу заявок.
Зарегистрироваться в качестве заявителя
Создать рекомендательную учетную запись
Если вы учитесь в средней школе или колледже, создайте учетную запись, чтобы начать рекомендательный процесс. После того, как вы создадите свою учетную запись, заполните свой профиль и перейдите по ссылке в электронном письме с запросом рекомендации, чтобы начать рекомендацию процесс.
Зарегистрироваться в качестве рекомендателя
Войдите в свой аккаунт
Независимо от того, являетесь ли вы абитуриентом или рекомендателем, войдите в свою заявку на участие в универсальном колледже. учетную запись в любое время, чтобы продолжить процесс подачи заявки или рекомендации. Если вы этого не сделаете запомните свой пароль, перейдите по ссылке выше, чтобы получить новый пароль.
Войти в свою учетную запись
Узнайте о колледжах
Посетите страницу Колледжи, чтобы узнать больше о 2 колледжах, которые принять заявление универсального колледжа. Отсюда вы можете просмотреть уникальные сроки и вступительные требования для каждого колледжа. Вы можете даже узнать о колледжах, которые вы изначально не рассматривали.
Узнайте о колледжах
UCA: Обзор
Благодарим вас за рассмотрение заявки Universal College Application® на первый год обучения и перевод!
Прежде чем приступить к процессу онлайн-приема, пожалуйста, прочтите приведенные ниже инструкции.
Профиль заявителя:
Первым шагом в процессе подачи заявки после регистрации является заполнение заявки. профиль . Ваш заявитель профиль содержит основную информацию о вас и вашем прошлом. Любые формы, которые вы запускаете, которым требуется эта информация автоматически предварительно заполнит ответы вашего кандидата профиль . Завершение вашего профиль экономит ваше время, необходимое для заполнения основной информации для каждой формы.
Контрольный список:
Контрольный список позволяет быстро проверить статус всех ваших форм с первого взгляда. Он обеспечивает представление в реальном времени статус ваших заявлений, приложений, дополнительных форм и оплаты (если колледж принимает онлайн оплата через УЦА℠).
Нажмите показать еще для определенного колледжа, чтобы просмотреть подробный прогресс для этого колледжа.
Мои колледжи:
Мои колледжи Страница позволяет просматривать все колледжи-члены УЦА по сроку, типу заявления и плану принятия решения. Здесь вы сможете добавлять и удалять колледжи, в которые вы подаете заявление. Убедитесь, что вы выбрали соответствующий тип заявки (первокурсник или перевод) для вашего академического статуса, так как вы не можете изменить их после добавления колледжа.
Вы можете узнать больше о каждом колледже, нажав на значок (
) рядом с их именем. Дополнительная информация включает в себя:
Контактная информация
Политика конфиденциальности
Дополнительные требования
Обязательные тесты
Применение:
Заявка страница содержит формы заявлений, требуемые колледжами, которые вы добавили в свой Мои колледжи страница. Щелчок Начать новый запустит версию формы заявки для каждого колледжа, который вы добавили. Если вы хотите подать другую версию формы для определенного колледжа, вы можете отделить эту копию приложения, щелкнув в Отключить кнопка.
Абитуриенты первого года обучения заполнит заявление о приеме на первый курс. Кандидаты на перевод заполнит Заявление о переводе. Обратите внимание, что прогресс, достигнутый за первый год Заявка на прием не может быть передана в заявку на перенос или из нее, поскольку они отдельные требования.
Некоторые колледжи требуют Личное заявление или эссе часть этих форм. Чтобы узнать, требуется ли колледжу эссе, нажмите на (
) рядом с их именем на Мои колледжи страница.
Дополнения:
Дополнения страница содержит все дополнительные формы, требуемые колледжами, которые вы добавили в свой Мои колледжи страница. Обратите внимание, что формы Части 2 каждого колледжа являются специфическими для этого колледжа, поэтому их нельзя связать с другие колледжи, и не каждый колледж потребует дополнения.
Классы:
Школьные формы страница содержит все формы рекомендаций и отчетов, требуемые колледжами, которые вы добавили в свой Мои колледжи страница. Вы не можете завершить свою собственную рекомендацию, и вы можете отправлять запросы рекомендаций только через система. Обратите внимание, что в каждом колледже могут потребоваться разные формы Части 3, а некоторые могут не требовать никаких форм. совсем.
Абитуриенты первого года обучения сможет запросить рекомендацию инструктора, школьный отчет, полугодовой отчет и итоговый отчет а также Соглашение о досрочном принятии решения или Отчет о первом периоде оценки, когда это применимо. Кандидаты на перевод сможет запросить отчет колледжа и рекомендацию профессора.
Чтобы попросить своего учителя, профессора, консультанта или сотрудника колледжа заполнить эти формы, используйте Запрос кнопку и введите свое имя и адрес электронной почты. Эта страница и Контрольный список будет обновляться автоматически по мере заполнения форм.
Оплата:
Оплата Страница предоставляет доступ к ссылкам для онлайн-платежей и формам освобождения от платы для тех колледжей, которые требуют плата за подачу заявки. Если колледж принимает онлайн-платежи через УЦА, это самый простой и безопасный способ. способ оплаты регистрационного взноса.
Мои консультанты:
Мои советники Страница позволяет вам пригласить одного или нескольких консультантов для помощи в наблюдении за ходом ваших приложений. Приглашение советник для доступа к вашим контрольным спискам даст им возможность просматривать статус всех ваших форм; они не сможет читать или редактировать формы. Вы можете пригласить советника или отозвать доступ у советника на в любое время в процессе подачи заявки.
Благодарим вас за рассмотрение заявки на поступление в Универсальный колледж и желаем вам всего наилучшего! Если у тебя есть вопросы, пожалуйста, посетите страницу справки после регистрации.
Прежде чем зарегистрироваться в качестве советника, пожалуйста, прочтите инструкции ниже.
Приглашение:
Процесс советника начинается с того, что кандидат отправляет запрос на консультирование. Предоставьте кандидату Ваш электронный адрес.
Мы предлагаем вам проверить папку со спамом и добавить [email protected] в свой список контактов, если у вас возникли проблемы с поиском электронного письма с запросом на консультацию.
Письмо с приглашением будет содержать две ссылки; один для регистрации нового советник учетная запись и одна для привязки советника к существующей советник счет. Обязательно нажмите соответствующую ссылку.
Управление консультированием:
После того, как вы перешли по ссылке электронной почты, чтобы войти в систему или создать новую учетную запись, предоставленный вам доступ должен быть виден на Приборная панель страница. Теперь вы сможете просматривать статус форм этого заявителя. Если несколько кандидатов предоставляют вам доступ к их контрольным спискам, вы можете отслеживать прогресс для всех из них в одном месте.
Мониторинг советника:
После того, как вы примете совет, на панели инструментов появится список советников. Каждый кандидат, которого вы консультируете будет отображаться полное имя, адрес электронной почты, общая интересы и контрольный список кандидатов.
Чтобы связаться с консультантом, пожалуйста, используйте любую личную контактную информацию, которая у вас есть, или адрес электронной почты. поставляется.
Ан проценты — это отношения между кандидатом и колледжем, в поступлении которого они заинтересованы. Каждый интерес будет представлен как пункт в контрольном списке консультанта.
Контрольный список кандидатов доступен только в том случае, если у заявителя есть хотя бы один интерес. Выбирать просмотреть контрольный список кандидатов для доступа к представлению контрольного списка.
Использование контрольного списка:
Контрольный список показывает в режиме реального времени статус подачи консультантом заявлений, дополнений, дополнительные формы и оплата, если выбранный колледж принимает онлайн-платежи через Universal College Приложение®.
Предназначен для выполнения прямолинейных и поперечных распилов древесных заготовок.
При использовании определенных дисков пила может распиливать алюминиевый профиль и пластмассу.
Идеально подходит для решения широкого спектра профессиональных задач.
Описание
Это инструмент Бош, который сочетает в себе высокую мощность и большую глубину пропила. Стальной стол толщиной 35 мм обеспечивает стабильность при работе и точность реза. Металлическая подставка поставляется в комплекте с инструментом. Специальные подножки обеспечивают устойчивость стола при работе и предотвращают падение инструмента. Удлинение рабочей поверхности на 265 мм позволяет обрабатывать широкие заготовки. Благодаря длине продольного пропила 545 мм, высоте реза до 80 мм (по прямой) и до 55 мм (под углом 45°) в твердой древесине и пластике,
Преимущества
Идеальный выбор там, где требуется производительное и точное резание;
Длина продольного пропила — 545 мм; высота реза — 80 мм по прямой и 55 мм под углом 45°;
Двигатель мощностью 1800 Вт с высоким крутящим моментом и отличной способностью к перегрузкам;
Точность – это просто: прочный стальной стол обеспечивает устойчивость при работе;
Удлинение рабочей поверхности до 265 мм для увеличения диапазона резания;
Поставляется с прочной и надежной металлической подставкой, обеспечивающей устойчивость.
Характеристики
Диаметр пильного диска 254 мм
Регулировка угла наклона 45 ° Л / 0 ° П
Размер стола 555 x 555 мм
Номинальная входная мощность 1 800 W
Частота вращения на холостом ходу* 4 300 Об/мин
Диам. отверстия пильного диска 30 мм
Вес* 24,4 кг
Размеры инструмента (ширина x длина x высота) 690 x 620 x 1000 мм
Высота резания 90° 80 мм
Высота резания 45° 55 мм
Макс. ширина пиления вправо 545 мм
Комплектация
Распиловочный стол
с 1 пильным диском, Optiline Wood, 254 x 2,8/1,8 x 30 мм, 24 (2 608 838 412)
Упаковка
Производство Bosch (Германия / Китай)
Группа компаний «Robert Bosch GmbH» (Бош) специализируются на изготовлении стационарного и электрического инструментария, бытовой техники и др. Существует с 1886 года. Центральный офис находится в немецком городе Герлинген. Большой опыт в сфере разработки и производства высококачественных инструментов. Зарегистрировано более 5000 патентов на уникальные технологии. Модели в синем корпусе – профессиональные, в зеленом – бытовые.
Рекомендация «Арсенал Мастера РУ»
Рекомендуем к покупке. Доставим в любой город России.
Посмотрите с ценами Все инструменты BOSCH
Посмотрите Все распиловочные станки
Посмотреть Электроинструмент / пилы
Посмотреть Все пилы аккумуляторные
Отзывы о Циркулярная пила настольная / распиловочный стол 1800 Вт Диск 254 / 30 мм BOSCH GTS 254 PROFESSIONAL 0601B45000
Отзывов пока не было. Вы можете оставить его первым
Bosch GTS-10 j Professional Циркулярная пила настольная. Паспорт, схемы, описание, характеристики
Поставщиком настольной циркулярной пилы GTS-10 j является компания Robert Bosch GmbH, Power Tools Division Германия г. Leinfelden-Echterdingen (Лайнфельден-Эхтердинген), которая является дочерним предприятием акционерного общества Robert Bosch GmbH г. Gerlingen (Герлинген).
На территории России продукцию компании эксклюзивно представляет Уполномоченная изготовителем организация: ООО «Роберт Бош» г. Москва. Адрес сайта: http://www.bosch-pt.ru, http://www.bosch-professional.com
Компания Bosch была основана немецким предпринимателем и инженером Робертом Бошем в 1886 году под названием «Мастерская точной механики и электротехники». Первоначальный штат фирмы состоял из одного механика и одного подмастерья, а уставный капитал в 10 000 немецких марок был взят из отцовского наследства.
Первое официальное представительство было открыто в Москве в 1997 г. В августе 2007 года Bosch стала первой иностранной компанией, которая начала производить свои электроинструменты в России. Сегодня на территории России расположены четыре собственных производства Bosch (три завода в Энгельсе и один завод в Самаре).
Станки, поставляемые ООО «Роберт Бош» г. Москва
GTS-10 J — пила циркулярная настольная
GTS-10 XC — пила циркулярная настольная
PTS-10 — пила циркулярная настольная
Bosch GTS-10 j Professional Циркулярная пила настольная. Назначение, область применения
Настольная циркулярная пила (синономы: пила дисковая, станок циркулярный, станок распиловочный дисковый) модели GTS-10 j предназначена для обработки древесины, древесностружечных и древесноволокнистых плит: продольного или поперечного, косого, наклонного и комбинированного пиления заготовок.
Пила дисковая Bosch GTS 10 xc выгодно отличается мощным двигателем 2,1 кВт, с числом оборотов холостого хода 3200 об/мин для выполнения пропилов глубиной до 79 мм.
Не допускается обработка: алюминия и другие цветных металлов, асбоцементных материалов, мягких пластмассовых и резиноподобных материалов. Пила не рассчитана на работу при непрерывном производстве.
Циркулярная пила GTS-10 j — предназначена для оснащения столярной мастерской, способна удовлетворить многих профессионалов, которым не требуется обрабатывать большие объемы древесины или массивные заготовки из нее. Сильные стороны модели – компактность, мобильность, высокая точность при работе с небольшими деталями, перенастраиваемая конструкция.
Компактная невысокая пила легко помещается на верстаке, но может устанавливаться и на пол: в комплект входит набор ног и уголков для сборки открытой подставки.
Особенности конструкции пилы GTS-10 j:
Функция Softstart обеспечивает плавный пуск двигателя
Система быстрого торможения двигателя после выключения, сокращающает время выбега на 80%
Плавная регулировка наклона пильного диска обеспечивает вертикальные углы распиливания от -2° до 47° (справа налево)
Угловой упор обеспечивают высокоточное пиление под углом (торцевание, раскрой) от –60° до +60°
Имеется саморегулирующийся параллельный упор для точных прямолинейных пропилов
Плавная регулировка пильного диска до 79 мм по высоте
Высота распила 79 мм при вертикальном угле распила и 56 мм при 45°
Рабочий стол из алюминиевого литья 642х572 мм. Ширина пиления вправо 460 мм, влево — 210 мм.
При использовании соответствующих дисков эта пила может пилить пластмассу и алюминиевые профили
Разъем для подключения пылесоса — гарантия чистоты рабочей зоны
Блокировка шпинделя при замене пильного диска
Малый вес и габариты
Станок работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
Станок может эксплуатироваться в нормальных климатических условиях:
температура окружающей среды от 1 до 35°C
относительная влажность воздуха до 80 % при температуре 25°C
Распиловочные станки аналогичной конструкции, представленные в России
Компания «Русские краски» — ведущее предприятие лакокрасочной отрасли России. «Русские краски» — наиболее устойчивое и динамично развивающееся предприятие лакокрасочной промышленности России, активно работающее на внутреннем и внешнем рынке. В 2023 году компании «Русские краски» исполнилось 185 лет.
Миссия компании и политика интегрированной системы менеджмента
Миссия компании
Политика интегрированной системы менеджмента
Конкурентные преимущества
Компания обладает сильными конкурентными преимуществами, которые позволяют ей сохранять положение лидера отечественного рынка.
Собственные связующие
Мощная научно-техническая поддержка
Большие производственные и инвестиционные возможности
Стратегия развития
Стратегия компании основывается на производстве и реализации высокотехнологичных материалов. Благодаря использованию передового опыта управления, современным технологиям производства, обладая собственной базой научных разработок, «Русские краски» повышают свою конкурентоспособность высоким качеством, новизной, эксклюзивностью и техническим сопровождением выпускаемых лакокрасочных материалов.
Интегрированная Система Менеджмента (ИСМ) компании соответствует требованиям ISO 9001, ISO 14001, ISO 45001.
Результатом инвестиционной политики компании стало полное техническое перевооружение, внедрение самых современных технологий производства и фасовки лакокрасочных материалов.
Все составные части процесса: логистика закупок, логистика складирования, транспортная логистика — в своей ежедневной деятельности соответствуют таким принципам, как FIFO (первый пришел — первый ушел), JIT (точно в срок).
Шесть научно-исследовательских лабораторий в составе более 100 научных сотрудников позволяют решать самые сложные вопросы не только наших клиентов, но и заниматься разработкой современных связующих и готовых лакокрасочных материалов на их основе.
место в мире
«Русские краски» заняли 73-позицию в сотне мировых лакокрасочных компаний, ежегодно публикуемой американским журналом Coatings World.
«Русские краски» — единственное российское предприятие, которое вошло в этот рейтинг.
Планы на будущее
Компания намерена наращивать свое присутствие на рынке лакокрасочных материалов. Существующая продукция, научный, производственный и маркетинговый потенциал уже сегодня позволяют нам уверенно конкурировать на территории России с известнейшими мировыми производителями лакокрасочных материалов.
Мы уверены, какие бы новые технологии окраски ни появились в ближайшее время, мы сможем предложить потребителю тот продукт, который необходим, и по той цене, которую он готов заплатить.
Мы сумеем сохранить позицию лидера. Это доказано опытом предприятия. Это подтверждает и новейшая история успеха компании.
ОАО «Русские краски» – Официальный турпортал Ярославской области
Компания «Русские краски» — ведущее предприятие лакокрасочной отрасли России. «Русские краски» — наиболее устойчивое и динамично развивающееся предприятие лакокрасочной промышленности России, активно работающее на внутреннем и внешнем рынке. В 2018 году компании «Русские краски» исполнилось 180 лет. Предлагается посещение музея предприятия, производственного участка. Ограничения: — по возрасту, — по состоянию здоровья
Компания «Русские краски» — ведущее предприятие лакокрасочной отрасли России. «Русские краски» — наиболее устойчивое и динамично развивающееся предприятие лакокрасочной промышленности России, активно работающее на внутреннем и внешнем рынке. В 2018 году компании «Русские краски» исполнилось 180 лет. Предлагается посещение музея предприятия, производственного участка. Ограничения: — по возрасту, — по состоянию здоровья
Музей сельского труженика
Музей «Сельского труженика» располагается в д. Алферово, в 2,5 км от районного центра п.Некрасовское. Здесь представлена экспозиция предметов труда и быта жителей ярославских деревень и сел.
Речной Вокзал
Невысокие здания вокзала не заслоняют панорамы древних памятников архитектуры, которыми богата ярославская Волжская набережная.
Музей «Дом ангелов»
Музей посвящен подвигу вятского крестьянина отходника Петра Телушкина, который в 1829 году без лесов по своей системе починил крыло ангела шпиля Петропавловской крепости в Санкт-Петербурге.
Соборный храм в честь Воздвижения Креста Господня
В окружении земляных валов стоит величественное здание Крестовоздвиженского собора, или просто «старого собора», как писал М. Рапов в своей книге «Каменные сказы». Откуда ни посмотри на собор, он всегда укрыт валами. Храмы — как люди. Есть храмы красавцы и щеголи, как храм Василия Блаженного. Есть храмы-лебеди, легкие и воздушные, как церковь Покрова на Нерли. Есть храмы богатыри, как Илья Муромец. Крестовоздвиженский собор, безусловно, богатырь.
Земская управа
Здание земской управы — памятник архитектуры федерального значения, возведенное в 1875 году по проекту архитектора И. Ф. Яровицкого. Но в 1912 году перестроено по проекту Н.Ю. Лермонтова.
Скульптурная композиция «Трал»
Скульптурная композиция установлена в 2010 году в канун празднования Дня города. Автор – А.В. Воробьев. Сварной динамически развитый скульптурный объект выполнен из металла, имеет вид спирали. Он изображает трал, в основании которого размещены рыбы. Заканчивается скульптура кованым корабликом. Высота – 4,5 м, диаметр основания – 1,5 м. Композиция символизирует бренд «Рыбинск – рыбный город».
Музей Святого праведного адмирала Федора Ушакова и Русского флота
Перед вами музей Святого праведного адмирала Фёдора Ушакова и Русского флота. Экспозиция музея состоит из двух разделов: «Адмирал Ушаков» и «История российского флота». Экспозиции дают возможность познакомиться с жизнью знаменитого русского флотоводца, с обычаями и традициями русского флота, с самыми известными морскими сражениями. Музей расположили в историческом здании, которое было построено в 1906 г. для […]
Брейтовский историко-краеведческий музей
Брейтовский народный историко-краеведческий музей расположен в центре поселка в обычном деревянном доме с резными наличниками. Экспозиция музея посвящена истории Сицкого края и быту местных жителей – сицкарей. В музее насчитывается более тысячи различных экспонатов материальной и духовной культуры.
База отдыха «Волковский ручей»
База отдыха «Волковский ручей» располагается вдали от городского шума и суеты, в окружении хвойного леса и чистого воздуха. Это место подойдет для семейного и рыболовного времяпрепровождения.
Ярославский центр научно-технической информации
Ярославский ЦНТИ основан в 1957 году распоряжениям Совета Министров РСФСР от 2 декабря 1957г. № 6378-р при организации Всесоюзной сети институтов и центров научно-технической информации и научно-технических библиотек. Цель создания — информационная поддержка научно-технической деятельности организаций и предприятий, а также подготовка информационных материалов и сведений о научно-техническом развитии страны.
Дом купца Воронина
Перед Вами дом владельца Воронина, построенный во второй половине 19 века, был составной частью городской усадьбы.
Рыбинская ГЭС
Рыбинское водохранилище — самое крупное искусственное озеро в Европе. Создание водохранилища позволило построить знаменитую рыбинскую ГЭС. Ее сооружение началось в 1936 году, силами специального лагеря репрессированных – Волголага, насчитывавшего более 100 тысяч человек.
Гостиничный комплекс «Любим»
Гостиничный комплекс “Любим” (с ударением на последнем слоге) назван в честь древнего городка на северо-востоке области, который был основан еще при Иване Грозном. Внутри комплекс и правда выглядит, как небольшой город: три корпуса для проживания, детская игровая зона, ресторан, бесплатная парковка и вертолетная площадка для рейсов из столицы. Вся территория комплекса охраняемая, что делает пребывание безопасным. “Любим” прекрасно подойдет для деловых поездок, семейного отдыха и путешествий на автомобиле.
Jotun защищает имущество
Jotun – один из ведущих мировых производителей красок и покрытий, сочетающий в себе лучшее качество с постоянными инновациями и творческим подходом. Уже почти век мы защищаем все виды собственности — от знаковых зданий до красивых домов.
Выберите свою отрасль
Jotun предлагает множество различных типов красок для внутренних и наружных работ, создавая цветовые комбинации и дизайнерские идеи для каждого дома.
Долговечные и красивые предметы дизайна, мебель, здания и знаковые мосты благодаря нашим порошковым, защитным и декоративным краскам.
Красивые и хорошо защищенные здания, гражданская инфраструктура, гавани, аэропорты и многое другое благодаря защитным, порошковым и декоративным продуктам.
Порошковые покрытия
Jotun обеспечивают долгий срок службы вашей бытовой техники, мебели и автомобильных компонентов.
Мы помогаем защитить ваши суда и улучшить характеристики корпуса с помощью нашего широкого ассортимента морских покрытий.
Порошковые и защитные покрытия для поддержания ваших наземных и морских нефтяных, газовых, нефтехимических и нефтеперерабатывающих объектов в наилучшем состоянии в течение длительного времени.
О компании Jotun
Присутствуя более чем в 100 странах на всех континентах, Jotun является по-настоящему глобальным игроком. Узнайте о нас все: от того, кто мы и где мы работаем, до нашей стратегии и инноваций.
Узнать больше
Устойчивое развитие в Jotun
Компания Jotun считает, что краски и покрытия играют ключевую роль в обеспечении устойчивого развития в будущем. Мы стремимся действовать ответственно во всем, что мы делаем, и защищать собственность с минимальным воздействием на окружающую среду.
Узнать больше
Карьера
Компания Jotun поощряет инициативу в создании будущего. Присоединяйтесь к нашей команде, чтобы оставить свой след и расти вместе с нами.
Узнать больше
Решения Hull Skating Solutions
Решения Jotun Hull Skating Solutions помогают операторам судов поддерживать чистоту корпуса в любое время и в самых сложных операциях
Исследовать
Проверенная всепогодная огнезащита из вспучивающихся углеводородов
Jotachar JF750 XT представляет собой шаг вперед в области пассивной огнезащиты объектов нефтегазовой и энергетической промышленности. Разработанный с использованием уникальной запатентованной технологии для обеспечения исключительной производительности в экстремальных условиях, Jotachar JF750 XT обеспечивает сертифицированную и проверенную работу в любых климатических условиях.
Исследовать
Насыщенный событиями год для Jotun
Сандефьорд, 14 февраля 2023 г.: Jotun успешно пережил трудный 2022 год. Операционная выручка составила 27 858 млн норвежских крон, а операционная прибыль составила 3 737 млн норвежских крон.
Исследовать
Jotun гордится тем, что является партнером проекта Hurtigruten «Sea Zero».
Sea Zero — это проект, который Hurtigruten Norway начала весной 2022 года с целью создания к 2030 году первого безэмиссионного корабля вместе с 13 партнерами. При финансировании в размере 67 миллионов норвежских крон от Grønn Plattform партнеры запланировали начать научно-исследовательскую часть проекта в начале 2023 года9.0003
Исследовать
Сильный рост, но более низкая рентабельность для Jotun
Сандефьорд, 6 октября 2022 г.: Jotun увеличил как операционную выручку, так и операционную прибыль с начала года. Однако на операционную маржу повлияли высокие цены на сырье и серьезные глобальные волнения.
Исследовать
Jotun Yachting выпускает верхнее покрытие MegaGloss Metallic
Jotun укрепляет свои позиции в качестве предпочтительного партнера по покрытиям в сегменте суперяхт, выпустив MegaGloss Metallic, систему верхнего покрытия с превосходным глянцем металлик.
Исследовать
Компания Jotun пожертвовала 1 миллион норвежских крон на помощь Пакистану.
Наводнение в Пакистане вызывает огромный гуманитарный кризис. Компания Jotun пожертвовала 1 миллион норвежских крон на деятельность Красного Креста/Красного Полумесяца в стране.
Исследовать
Покрытие из стеклянных чешуек
может означать прекращение ухода за поверхностью основания морской ветровой энергии.
Покрытие Jotun Baltoflake может обеспечить не требующую обслуживания защиту в зоне брызг в течение более 30 лет, согласно новому исследованию.
Исследовать
Jotun на ONS 2022
Jotun примет участие в ONS 2022, акцентируя внимание на проверенной долговечной стальной защите, позволяющей перейти на возобновляемые источники энергии. Приходите к нам на стенд 7540.
Исследовать
Jotun решил уйти из России
Jotun продал свою долю в России и покинул страну. Сотрудники сохранят свои рабочие места в компании при новом владельце.
Исследовать
Jotun запускает программу HullKeeper по всему миру
Программа проактивной оптимизации корпуса Jotun позволяет операторам судов полностью контролировать корпус своих судов и предоставляет им необходимые инструменты для повышения эффективности, снижения затрат и помощи в достижении целей обезуглероживания.
Исследовать
Jotun запустит производство лакокрасочных материалов в Алжире
Jotun Group (Норвегия) и Med Investment Holding Spa (Алжир) заключили и исполнили партнерское соглашение по производству красок и покрытий Jotun в Алжире через совместное предприятие с Technover P.
Исследовать
Рост в непростые времена
Компания Jotun увеличила выручку на 14% до 8 459 млн норвежских крон за первые четыре месяца 2022 года. Рекордно высокие цены на сырье снизили операционную прибыль по сравнению с аналогичным периодом прошлого года.
Исследовать
Почему Китай не пришел на помощь России
С 2014 года, когда западные страны ввели санкции против России в ответ на ее незаконную аннексию Крыма, Кремль заявлял, что российские компании обращаются к Китаю в поисках возможностей. Этот поворот на восток стал еще более актуальным после полномасштабного вторжения Москвы в Украину в феврале 2022 года. В прошлом году открылись два моста через реку Амур, которая отмечает границу между Россией и Китаем. А на встрече в марте 2023 года президент России Владимир Путин и председатель Китая Си Цзиньпин обязались углублять экономическое сотрудничество в рамках своего «безграничного» партнерства.
Но насколько большую руку помощи на самом деле протянул Китай России после начала войны на Украине? Оценить реальность экономического поворота России на восток непросто. В прошлом году Кремль засекретил свои торговые данные, что затруднило отслеживание поддержки Китаем России. Прочесывание данных китайской таможни теперь является единственным способом узнать, что продается (или не продается).
Эти данные не охватывают контрабанду и могут быть неполными, но они достаточно надежны, чтобы представить общую картину: Китай, похоже, опасается расширения торговли с Россией. И, вопреки расхожему мнению, Москве нечего предложить Пекину. Китай не покупает российскую нефть и газ с большой скидкой, и ему нужен разнообразный набор поставщиков энергии. Иными словами, столь хваленый поворот России в сторону Китая, вероятно, не так успешен, как утверждают Путин и Си.
PAPER PIVOT
В 2022 году западные санкции в основном были нацелены на российский импорт западной продукции, включая детали для автомобилей, самолетов и машин, что отражало нежелание Европы избавиться от своей зависимости от российской энергии. Россия также потеряла доступ к передовым полупроводникам, основанным на технологиях США. Это вызвало у Кремля головную боль: России нужны высокотехнологичные микросхемы для создания ракет, которые она использует в Украине. Западные страны знают, что Россия всегда найдет покупателей на экспорт углеводородов со скидкой, но найти альтернативных поставщиков для импорта передовых технологий сложнее, и китайские фирмы не спешат заполнить нишу, образовавшуюся после ухода западных фирм.
На бумаге китайско-российские торговые отношения, кажется, набирают обороты. Стоимость китайского экспорта в Россию в долларах США в 2022 году выросла на солидные 12,8 процента, чему отчасти способствовали колебания обменного курса: в прошлом году юань обесценился как по отношению к доллару, так и по отношению к рублю, что повысило конкурентоспособность китайского экспорта в Россию. Но этот, казалось бы, устойчивый рост китайских перевозок через Амур не был чем-то исключительным. Большинство из 20 крупнейших торговых партнеров Китая зафиксировали рост своего импорта из Китая на десять и более процентов в прошлом году. Например, в 2022 году стоимость китайского экспорта в Австралию и Индию — вряд ли союзники Китая — подскочила примерно на 20 процентов.
Долларовая стоимость экспорта Китая в Россию рисует более скромную картину торговых отношений. В 2022 году китайские фирмы отправили в Россию товаров на 76 миллиардов долларов, что примерно равно стоимости их поставок в Индонезию, Тайвань и Австралию. Это составляет всего два процента от общего объема экспорта Китая — наравне с китайскими поставками в Таиланд, экономика которого составляет четверть от экономики России. 2022 год также не стал исключением: с 2014 года экспорт Китая в Россию вырос всего примерно на 40 процентов в номинальном выражении по сравнению с более чем 200 процентами экспорта Китая в Индию, Вьетнам и Сингапур.
Китайские фирмы не спешат восполнить пробел, образовавшийся в России в результате ухода западных компаний.
Возникает вопрос, почему Россия не является привлекательным рынком для китайских фирм. Некоторые ответы очевидны. В прошлом году российская экономика зафиксировала рецессию. В этом году рост в лучшем случае остановится, и прогнозы предполагают, что ВВП России не восстановится до довоенного уровня до 2027 года. Решение Кремля в 2022 году отказаться от международных норм, защищающих интеллектуальную собственность, является еще одним сдерживающим фактором. Пекин, возможно, не известен уважением западной интеллектуальной собственности у себя дома, но китайские компании по-прежнему хотят, чтобы их ноу-хау были защищены, когда они ведут бизнес за границей. Кроме того, Пекин еще не распорядился о выходе своих госпредприятий на российский рынок. А учитывая, что население России традиционно с подозрением относилось к Китаю, китайские компании знают, что их могут не принять с распростертыми объятиями.
Но главная причина, по которой китайские фирмы так неохотно ведут дела через Амур, может быть больше связана с Вашингтоном, чем с Москвой. Китайские компании обеспокоены тем, что Соединенные Штаты могут ввести вторичные санкции против компаний из любой страны, ведущих бизнес с российскими компаниями. Пока Вашингтон ввел такие меры только в отношении сделок с российским военным сектором. Если бы Соединенные Штаты распространили эти меры на другие секторы экономики, все компании по всему миру были бы вынуждены выбирать между рынками США и России. Для большинства фирм остаться с Соединенными Штатами было бы несложно. В результате у китайских компаний мало стимулов вкладывать время и деньги в развитие отношений с российским бизнесом, от которых им, возможно, вскоре придется отказаться.
Возможно, Кремль больше беспокоит то, что китайские фирмы, ведущие бизнес за Амуром, не компенсируют уход западных поставщиков с российского рынка: китайские предприятия в основном отправляют основные мобильные телефоны, транспортное оборудование и компьютеры. Китайские компании не поставляют в Россию передовые технологии: по данным китайской таможни, экспорт китайских полупроводников в Россию в целом в 2022 году не изменился. Опять же, виноваты США: как и Россия, Китай в результате потерял доступ к передовым полупроводникам. ряда мер экспортного контроля США, которые были введены в конце 2022 года. Чипы, которые может производить Китай, в основном являются базовыми и, вероятно, имеют ограниченное применение в России.
Соединенные Штаты сделали ставку, когда они одновременно ограничили способность России и Китая импортировать сложные полупроводники в 2022 году. Вашингтон надеялся, что вместо того, чтобы сотрудничать, чтобы обойти эти меры, Пекин и Москва будут конкурировать за получение высокопроизводительных чипов — и по большей части эта ставка окупилась. Похоже, что Россия контрабандой ввозит некоторые полупроводники из Турции и, возможно, из Казахстана, Сербии и Объединенных Арабских Эмиратов. Но Россия, вероятно, не может обеспечить достаточное количество полупроводников, чтобы удовлетворить потребности своей большой экономики, что подрывает способность Москвы создавать технологическую экосистему с нуля и выстраивать цепочки поставок передовых продуктов. Со временем это сильно отразится на экономических перспективах России.
НЕ ТАК СПЕЦИАЛЬНЫЙ
С другой стороны торгового баланса рост российского экспорта в Китай выглядит более впечатляющим: стоимость российских поставок в Китай увеличилась на 43 процента в 2022 году. Но опять же, реальность может быть не такой розовый. Рост цен на сырьевые товары, вызванный войной, частично объясняет это повышение. Сырая нефть, газ и уголь составляют основную часть российского экспорта в Китай. В 2022 году цены на эти товары резко выросли. В результате многие товаропроизводители зафиксировали резкий скачок экспорта в Китай: Канада поднялась на 39процентов в 2022 году, например. Российский экспорт также вырос. И вопреки распространенному мнению, Китай не покупает российские товары со скидкой.
Опять же, абсолютный размер российского экспорта в Китай предполагает более скромную реальность. Экспорт России в Китай остается низким, составив в прошлом году 114 миллиардов долларов. Эта цифра составляет всего четыре процента китайского импорта — наравне с китайскими поставками из Малайзии, экономика которой составляет одну шестую от экономики России. Конечно, некоторая контрабанда имеет место, и российская нефть все чаще перевозится незаметно для растущего флота российских судов. Но Китай, вероятно, не скрывает большую часть своего импорта российской нефти. В этом нет необходимости; Соединенные Штаты и их союзники не ввели эмбарго на экспорт российской нефти, в основном из-за боязни поднять цены на нефть и спровоцировать негативную реакцию на санкции на глобальном Юге.
Забегая вперед, можно сказать, что экспорт энергоносителей из России в Китай, возможно, достиг плато. Пекин всегда старался поддерживать разнообразие поставщиков энергии. Инсайдеры судоходных компаний считают, что Китай ограничивает импорт нефти примерно двумя миллионами баррелей в день из любой страны — уровень, которого Саудовская Аравия достигла давно и который Россия, вероятно, достигла в конце 2022 года. Китайское руководство может проявить особую осторожность в отношении России в этом отношении, учитывая что Путин показал в 2022 году, что он без колебаний перекрывает газовый кран Европе. Нехватка мощностей также ограничит экспорт российских углеводородов в Китай. Лишь несколько китайских нефтеперерабатывающих заводов оснащены оборудованием для переработки российской нефти, богатой высокотоксичной ртутью.
Аналогичная картина для газа. Поставки по трубопроводу «Сила Сибири», основному каналу поставок российского газа в Китай, не могут значительно увеличиться, пока в 2025 году не будет завершена модернизация. Путин давно настаивает на строительстве нового газопровода «Сила Сибири-2», соединяющего Россию с Китаем. возлагал большие надежды на то, что визит Си Цзиньпина в Москву в марте 2023 года закрепит сделку. Тем не менее Си, похоже, не торопится выполнять обязательства, и на то есть веская причина: Китай уже согласился построить трубопровод, который свяжет российский остров Сахалин с материковым Китаем. Если бы «Сила Сибири-2» была построена, Россия обеспечила бы около половины импорта газа в Китай, что сделало бы Пекин таким же зависимым от российского газа, как раньше была Европа.
ПЕРЕКРЕПЛЕННАЯ ДРУЖБА
Взглянув на данные китайской таможни, становится ясно, что Китай сохраняет преимущество в своих экономических отношениях с Россией и что Пекин, похоже, не спешит предоставлять Кремлю экономический спасательный круг. В будущем китайский бизнес все еще может прийти на помощь России, нарастив там свои инвестиции. Пока нет никаких признаков того, что они готовятся к этому, но принятие инвестиционных решений обычно занимает от трех до пяти лет. Однако маловероятно, что китайские фирмы заполнят всю пустоту, оставшуюся после ухода западных компаний. Компании из стран, которые сейчас Россия считает «недружественными» и которые раньше приносили инновации в Москву, составили 90 процентов прямых иностранных инвестиций в Россию за последнее десятилетие. Сегодня эта доля, вероятно, близка к нулю (хотя российская классификация данных об иностранных инвестициях затрудняет точную цифру).
На Олимпийских играх 2022 года в Пекине, всего за несколько недель до начала вторжения Москвы в Украину, лидеры России и Китая заявили, что их дружба «не знает границ».
Набор Bi-M коронок (16,19,22,25,32,35,37,44,51,57,64,68,76мм, адаптеры А/В) Makita D-63993
D-63993
D-63993
Направяющее сверло BiM для адаптера Ezychange E-04070 HSS-G 85 мм Makita E-04086
E-04086
Глубина сверления, мм
85
E-04086
Коронка Makita BiM 152 мм (D-17164)
Биметаллические коронки Makita подходят для обработки стали, алюминия, бронзы, меди, пластиковых материалов и дерева. Диаметр 152 мм.
Технические характеристики
Основные Подробные
Диаметр, мм
152
Назначение
металл
Подходит для инструмента
дрель
Комплектация
Пильная коронка — 1 шт
Документация
Сертификат
Гарантийный талон
Сертификат соотвествия
Произведено
Япония — родина бренда
Информация о производителе Makita – один из ведущих мировых производителей электро- и бензоинструмента. Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
*Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров! Указанная информация не является публичной офертой
Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.
Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя).
Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских.
Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро.
Makita USA — Подробная информация о продукте -XTS01T
XTS01T
18V LXT® Lithium-Ion Cordless 3/8″ Набор для сшивания коронок (5,0 Ач)
О модели Особенности Включает в себя технические характеристики Ресурсы и материалы, связанные со СМИ
МОЩНОСТЬ: Мотор, созданный Makita, обеспечивает мощность, необходимую для крепления широкого спектра корончатых скоб 3/8 дюйма
УДОБСТВО: Подпружиненный приводной механизм позволяет использовать более компактный инструмент с меньшим весом
КОМФОРТ: Весит всего 5,3 фунта. с аккумулятором для снижения утомляемости оператора
УПРАВЛЕНИЕ: Простая настройка контроля глубины поворотом ручки регулировки
ВКЛЮЧАЕТ: Включает — (2) литий-ионных аккумулятора 18 В LXT® 5,0 Ач, устройство для быстрой зарядки и сумку
ОБЗОР
ПРИМЕНЕНИЕ
ХАРАКТЕРИСТИКИ
ВИДЕО О ПРОДУКТЕ
LXT® Lithium-Ion
Пользователи инструментов, которые отключают шнур с помощью Makita 18V LXT®, получают новый уровень удобства, эффективности и производительности. Makita создала категорию аккумуляторных инструментов на 18 В с литий-ионным аккумулятором в 2005 году, и сегодня это самая большая в мире линейка аккумуляторных инструментов на 18 В. Ведущая технология Makita дает пользователям инструментов непревзойденную производительность и широкий ассортимент, а инновации в технологии двигателей и аккумуляторов стирают отраслевые стандарты и оставляют позади старое мышление. Благодаря батареям с высокой емкостью в ампер-часах, эффективным щеточным и бесщеточным двигателям и технологии 36 В (18 В X2) LXT® инструменты Makita 18 В LXT® не только соответствуют требованиям проводных устройств, но и могут превосходить их по производительности, оставаясь при этом на одной беспроводной платформе. питается от самых быстрозаряжающихся литий-ионных аккумуляторов 18 В в отрасли. [Подробнее]
Компьютерные элементы управления Star Protection™
Аккумуляторные инструменты Makita разработаны для промышленного применения и для дополнительной защиты при выполнении самых сложных работ Компания Makita создала компьютерные элементы управления STAR Protection™. STAR — это коммуникационная технология, которая отслеживает условия во время использования, позволяя инструменту и аккумулятору обмениваться данными для защиты от перегрузки, чрезмерной разрядки и перегрева. Если STAR обнаруживает условия, которые угрожают перегрузкой, переразрядом или перегревом инструмента или аккумулятора, инструмент автоматически останавливается. В это время пользователь может перезапустить инструмент, заменить или зарядить аккумулятор и снова включить инструмент. Когда вы вставляете аккумулятор Makita 18V LXT® с символом STAR в инструмент Makita, который имеет либо символ STAR, либо желтую клемму, вы получаете преимущества от STAR Protection Computer Controls™.
Икс
Поделитесь своим списком пожеланий
Больше не показывать
La página que selecciono por el momento no está disponible en español.
Расписание:
¿Proceder con Esta Página en Inglés?
Степлер Makita 18V LXT, 10 мм, коронный степлер
Ваше имя
Ваш адрес электронной почты
Я прочитал и согласен с Условия и положения и Политика конфиденциальности.
Установите этот флажок, чтобы продолжить.
Описание
Технические характеристики
Отзывы
18V LXT 10 мм Корончатый степлер
Эргономичный дизайн для непрерывной работы без усталости
Быстрая и простая регулировка глубины с помощью ручки
Окно просмотра скоб
Используются стандартные скобы шириной 10 мм
Скобы Rapid модель 140 серии
Скобы Arrow T50
Дополнительные принадлежности
F-32647 СКОБЫ 10мм 5000шт
F-32650 СКОБКА 13мм 5000шт
F-32663 СКОБКА 16мм 5000шт
F-32676 СКОБКА 19мм 5000шт
F-32689 СКОБЫ 22мм 5000шт
Технические характеристики
Емкость
Длина 10-22 мм
Емкость магазина 98
Габаритные размеры 251 мм
Вес нетто 2,4 г
Напряжение 18 В
(ДСТ221З)
Артикул
ДСТ221З
Торговая марка
Макита
Транспортировочный вес
2,4000 кг
Будьте первым, кто оставит отзыв об этом продукте!
Помогите другим пользователям крепежа и строительных товаров GFC делать покупки разумнее, написав отзывы о приобретенных вами продуктах.
Написать отзыв о товаре
Сопутствующие товары
Эта политика конфиденциальности определяет, как мы используем и защищаем любую информацию, которую вы предоставляете нам при использовании этого веб-сайта.
Мы стремимся обеспечить защиту вашей конфиденциальности. Если мы попросим вас предоставить определенную информацию, по которой вас можно идентифицировать при использовании этого веб-сайта, вы можете быть уверены, что она будет использоваться только в соответствии с настоящим заявлением о конфиденциальности.
Время от времени мы можем изменять эту политику, обновляя эту страницу. Вам следует время от времени проверять эту страницу, чтобы убедиться, что вы довольны любыми изменениями.
Что мы собираем
Мы можем собирать следующую информацию:
имя и должность
контактная информация, включая адрес электронной почты
демографическая информация, такая как почтовый индекс, предпочтения и интересы
прочая информация, относящаяся к опросам клиентов и/или предложениям
Что мы делаем с собранной информацией
Нам нужна эта информация, чтобы понять ваши потребности и предоставить вам лучший сервис, в частности, по следующим причинам:
Ведение внутреннего учета.
Мы можем использовать эту информацию для улучшения наших продуктов и услуг.
Мы можем периодически отправлять рекламные электронные письма о новых продуктах, специальных предложениях или другой информации, которая, по нашему мнению, может показаться вам интересной, используя предоставленный вами адрес электронной почты.
Время от времени мы также можем использовать вашу информацию, чтобы связаться с вами в целях исследования рынка. Мы можем связаться с вами по электронной почте, телефону, факсу или почте. Мы можем использовать эту информацию для настройки веб-сайта в соответствии с вашими интересами.
Безопасность
Мы стремимся обеспечить безопасность вашей информации. Чтобы предотвратить несанкционированный доступ или раскрытие информации, мы внедрили подходящие физические, электронные и управленческие процедуры для защиты и защиты информации, которую мы собираем в Интернете.
Как мы используем файлы cookie
Файл cookie — это небольшой файл, который запрашивает разрешение на размещение на жестком диске вашего компьютера. Как только вы соглашаетесь, файл добавляется, и файл cookie помогает анализировать веб-трафик или сообщает вам, когда вы посещаете определенный сайт. Файлы cookie позволяют веб-приложениям реагировать на вас как на личность. Веб-приложение может адаптировать свои операции к вашим потребностям, симпатиям и антипатиям, собирая и запоминая информацию о ваших предпочтениях.
Мы используем файлы cookie журнала трафика, чтобы определить, какие страницы используются. Это помогает нам анализировать данные о трафике веб-страницы и улучшать наш веб-сайт, чтобы адаптировать его к потребностям клиентов. Мы используем эту информацию только для целей статистического анализа, после чего данные удаляются из системы. В целом файлы cookie помогают нам сделать веб-сайт лучше, позволяя нам отслеживать, какие страницы вы считаете полезными, а какие нет. Файл cookie никоим образом не дает нам доступа к вашему компьютеру или какой-либо информации о вас, кроме данных, которыми вы решили поделиться с нами. Вы можете принять или отклонить файлы cookie. Большинство веб-браузеров автоматически принимают файлы cookie, но обычно вы можете изменить настройки своего браузера, чтобы отказаться от файлов cookie, если хотите. Это может помешать вам воспользоваться всеми преимуществами веб-сайта.
Ссылки на другие сайты
Наш сайт может содержать ссылки на другие интересующие вас сайты. Однако, как только вы использовали эти ссылки, чтобы покинуть наш сайт, вы должны помнить, что мы не имеем никакого контроля над этим другим сайтом. Поэтому мы не можем нести ответственность за защиту и конфиденциальность любой информации, которую вы предоставляете во время посещения таких сайтов, и такие сайты не регулируются настоящим заявлением о конфиденциальности. Вам следует проявлять осторожность и ознакомиться с заявлением о конфиденциальности, применимым к рассматриваемому веб-сайту.
Управление вашей личной информацией
Вы можете ограничить сбор или использование вашей личной информации следующими способами: можете щелкнуть, чтобы указать, что вы не хотите, чтобы информация использовалась кем-либо в целях прямого маркетинга
, если вы ранее давали нам согласие на использование вашей личной информации в целях прямого маркетинга, вы можете изменить свое решение в любое время, написав нам или отправив электронное письмо.
Видимо, вы попали на страницу, которой либо нет, либо давно удалили. Начните поиск сначала!
Заказать обратный звонок
Телефон
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Товар добавлен в корзину
Перейти в корзину
Товар добавлен в сравнение
Сравнить товары
В сравнении не может быть больше 4 товаров
Запрос счёта или коммерческого предложения
Название организации:
Ваш e-mail
Ваш телефон
Имя контакного лица:
Юридический адрес:
Комментарий:
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
В пути, узнайте когда поставка
Мы ответим по E-mail или Whatsapp
Ваше имя:
Ваш e-mail
Ваш телефон
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Связаться с нами
Как позвонить
По телефону +7(495)155-45-19. На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:
На странице товара, под названием товара 3 статуса:
В наличии – У нас на складе. Оформляйте покупку кнопкой Купить.
Предзаказ – В пути, скоро доставка. Узнайте о сроках поставки, кликнув на ‘Сроки поставки’ или оформите покупку кнопкой Купить.
Под заказ – Привозится по вашему заказу по частичной предоплате. Оформляйте заказ по кнопке Заказать.
Как получить счёт на оплату для юридических лиц
Добавьте товары в корзину, перейдите к оформлению заказа. Способ оплаты: Организация → Укажите реквизиты → Получите счет на оплату
Как получить коммерческое предложение
На странице товара кликните по ссылке Запросить КП
Сколько стоит доставка
На странице товара блок Доставка. С точным расчетом стоимости и сроков в ваш город. На странице Доставка и оплата более подробно о всех способах доставки.
Если вы не нашли среди вопросов своего, обратитесь к нам через Whatsapp или Telegam
Запрос
Контактное лицо (ФИО):
Контактный телефон:
Email:
Комментарий:
STL формат и печать на 3D принтере
Категории
Список новостей
STL формат и печать на 3D принтере
Описание и особенности STL формата
Сегодня формат STL (файл моделирования для стереолитографии) приобретает все большую популярность. Его разработка велась под потребности стереолитографии (объемной литографии), и предназначалась для быстрого прототипирования и создания визуализации трехмерных моделей. Формат описывает треугольники, составляющие контуры любого объекта. Главное его отличие от других форматов – простота использования. Чтобы представить форму цифровой 3D модели STL, применяется последовательность треугольников.
Существует две структуры STL форматов: текстовая и бинарная. Бинарная структура файла STL модели более компактна, требует меньше места и обладает большей точностью. Зато использование текстовой структуры позволяет перенос файлов на компьютер с иным представлением чисел, причем количество знаков каждого числа может быть произвольным. В начале текстового файла программы STL необходимо присутствие ключевой фразы «solid». Далее предоставляется краткое пояснение об объекте и его изготовителе. Потом описываются сами треугольники, для чего используются единичные вектора нормали и декартовая трехмерная система координат. Конец файла обозначается «endsolid».
Конвертация в STL формат
Многие задаются вопросом, встречаясь с STL, чем открыть данный формат. Лучше всего использовать программу Microsoft Internet Information Services (IIS). Существует еще несколько программ: MeshLab, Geomagic Explorer, Dassault Systemes CATIA и другие. Для редактирования STL формата используются любые 3D редакторы и CAD-программы. 3D печать ведет нас к новой реальности, но для того, чтоб напечатать что-либо, любому 3D принтеру нужны инструкции. Для этого существуют STL файлы.
Все STL модели для принтера включают в себе сотни, или даже тысячи горизонтальных слоев, которые будут накладываться один на другой, пока печать 3D объекта не будет закончена. Обычно такие файлы либо пишутся «с нуля» самостоятельно, либо используются уже готовые, созданные с использованием различных программ 3D моделирования. Если вы еще не овладели построением трехмерных объектов с нюансами конвертации, проще обратиться к готовым 3D-моделям. Для этого в интернете существует несколько бесплатных сервисов, таких как: thingiverse.com., kraftwurx.com. и других.
Ошибки в STL файле
Ваш 3D принтер без проблем распечатает предложенный материал, только для получения качественного результата необходимо учитывать еще одну маленькую особенность технологии. Когда вы экспортируете для печати, выбранные или созданные модели в формате STL, на них часто возникают дырки, не дающие моделям стать цельными. Чтобы избежать этих проблем, пользуйтесь облачным сервером NetFabb. Отправляйте файл на него, а когда он исправится, проверяйте программой просмотра STLView, и только после этого прибегайте к печати. Желаем успехов!
‘;
}
html += ‘
‘;
html += ‘
‘ + json[i][‘label’] + ‘
‘;
html += ‘
‘ + json[i][‘special’] + ‘
‘;
if(json[i][‘special’]){
html += ‘
‘ + json[i][‘price’] + ‘
‘;
} else {
html += ‘
‘ + json[i][‘price’] + ‘
‘;
}
html += ‘
Купить профессиональные модели для 3D-печати
Наш веб-сайт использует файлы cookie для сбора статистических данных о посетителях и отслеживания взаимодействия с помощью прямой маркетинговой коммуникации / улучшения нашего веб-сайта и улучшения вашего просмотра. Пожалуйста, ознакомьтесь с нашим Уведомлением о файлах cookie для получения дополнительной информации о файлах cookie, данных, которые они собирают, о том, кто может получить к ним доступ, и о ваших правах. Узнать больше
Обзор 3D-печати Модель
Категории
Профессиональные 3D-модели, готовые для домашней печати на настольных FDM- или промышленных 3D-принтерах SLS, доступны во многих отраслевых форматах, включая OBJ, STL, WRL. Если вы являетесь любителем 3D-печати, производителем, преподавателем или бизнес-прототипом с помощью 3D-печати, наши украшения для дома, модные аксессуары для гаджетов, привлекательные модные вещи, уникальные украшения, механические детали и разнообразные миниатюры, несомненно, вдохновят вас.
Искусство Модели для 3D-печати
Вот куда идут художественные 3D-печати. Ищете причудливый дизайн скульптуры, воссоздающий классические произведения и статуи исторических личностей, или вдохновляющие статуэтки, может быть, даже логотипы для 3D-печати? Это категория.
Мода Модели для 3D-печати
Красивые и стильные вещи, которые можно носить, находятся в этой категории. Посмотрите, сможете ли вы найти применение необычной обуви космической эры, новым очкам и аксессуарам для косплея, найденным здесь.
Гаджеты Модели для 3D-печати
Все чехлы для iPhone, iPad (и других смарт-устройств) можно найти в категории гаджетов. От простых 3D-надстроек до сложных деталей и «хаков» для ваших предметов — это категория для креативщиков и любителей технологий.
Игры и игрушки Модели для 3D-печати
Игры и игрушки — категория, охватывающая печатаемые в 3D миниатюры пришельцев или монстров, крошечные танки, причудливые шахматные фигуры, шлемы персонажей фильмов, принадлежности для хобби и аксессуары. Это категория на вынос для всего вызывающего.
Хобби и сделай сам Модели для 3D-печати
Если вы наш следующий выдающийся изобретатель и хотите построить свой проект «сделай сам» или приобрести запасные части для своего дрона, это место для вас. Кроме того, в нем есть много вещей для людей, которые хотят сделать свои собственные фигурки или пластиковые копии оружия.
Дом Модели для 3D-печати
Здесь можно найти всевозможные безделушки. Лампы, художественные чаши и всевозможные держатели, если вы не можете найти подходящее место для телефона, следить за порядком зубочисток, кучи ручек или украшений на вашем столе.
Ювелирные изделия Модели для 3D-печати
Ювелирные изделия — это место, где вы можете купить браслеты, подвески или кольца с бриллиантами. Хотя 3D-принтеры недостаточно хороши для изготовления бриллиантов, тем не менее, вы все равно можете распечатать металлическое кольцо в качестве основы для кольца с предложением ИТ-специалиста.
Миниатюры Модели для 3D-печати
Персонажи для 3D-печати, известные люди, достопримечательности, животные, мужчины и женщины, монстры, инопланетяне — здесь есть все. Печатаете ли вы внедорожники, чтобы поставить их на стол, или создаете миниатюры для настольных игр, это ваша категория.
 За счет этого удалось ускорить процесс обработки, обеспечить высокую точность позиционирования, снизить вероятность ошибки оператора и, соответственно, процент брака.
За счет этого удалось ускорить процесс обработки, обеспечить высокую точность позиционирования, снизить вероятность ошибки оператора и, соответственно, процент брака.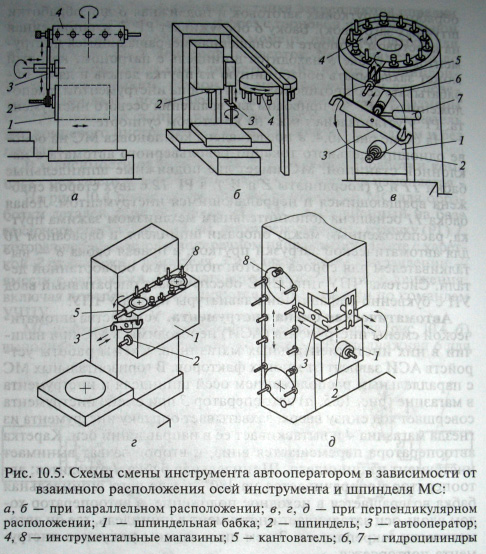

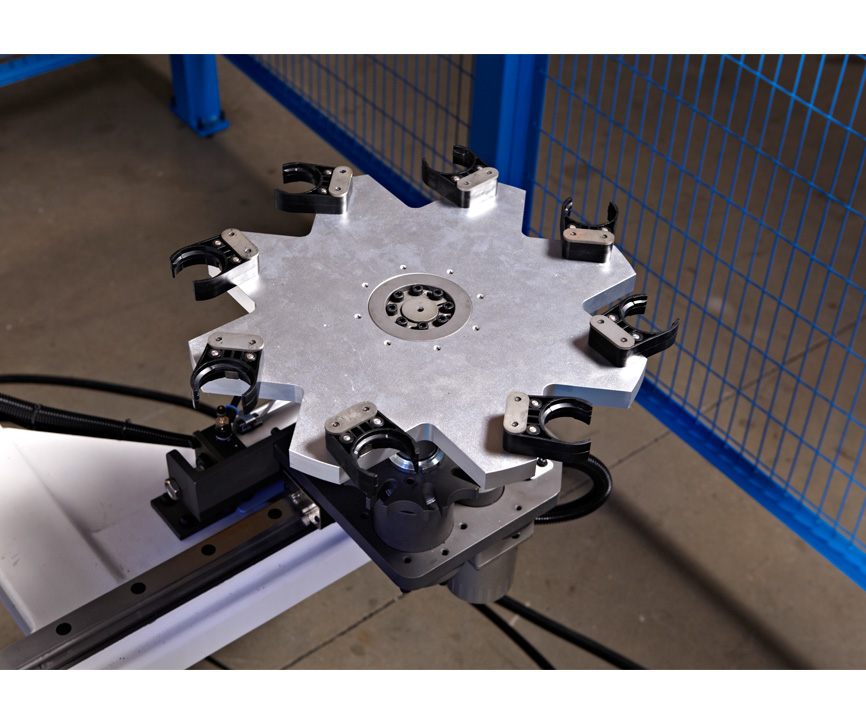


 Если этого не сделать обработка будет проведена неправильно, а фреза или резец могут столкнуться со станиной или деталью. Для этого используется код G43, затем слово данных с соответствующим номером и точку, в которую перемещается инструмент. Часть программы будет выглядеть следующим образом:
Если этого не сделать обработка будет проведена неправильно, а фреза или резец могут столкнуться со станиной или деталью. Для этого используется код G43, затем слово данных с соответствующим номером и точку, в которую перемещается инструмент. Часть программы будет выглядеть следующим образом: Эти портальные фрезерно-гравировальные станки с вертикальным шпинделем разработаны для серийного промышленного производства. Восемь ячеек в инструментальном магазине расположены в ряд параллельно балке портала. Благодаря такой конструкции смена фрез производится за пределами рабочего поля и занимает не более 10 секунд.
Эти портальные фрезерно-гравировальные станки с вертикальным шпинделем разработаны для серийного промышленного производства. Восемь ячеек в инструментальном магазине расположены в ряд параллельно балке портала. Благодаря такой конструкции смена фрез производится за пределами рабочего поля и занимает не более 10 секунд.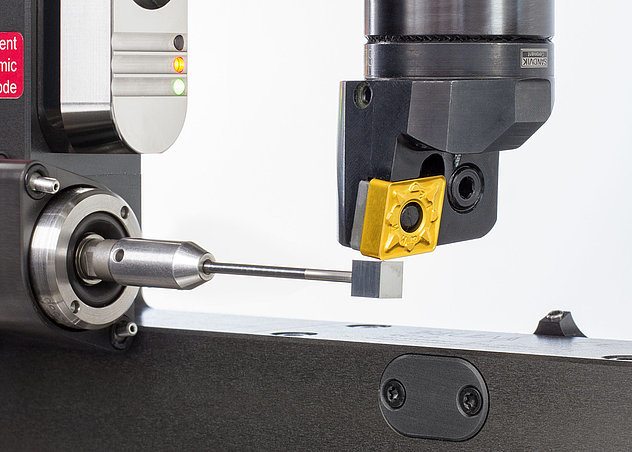 04.2023
04.2023 Для понимания важности операции предлагаем рассмотреть её подробнее.
Для понимания важности операции предлагаем рассмотреть её подробнее.
 Механизмы подходят для станков, шпиндель которых установлен горизонтально. Прибор для автоматической замены инструментов оснащен манипулятором (двухзахватной рукой), при помощи которой можно извлечь из шпинделя фрезу. После этого механизм описывает полный полукруг и, совершив поворот, захватывает элемент, который понадобится для проведения следующих работ.
Механизмы подходят для станков, шпиндель которых установлен горизонтально. Прибор для автоматической замены инструментов оснащен манипулятором (двухзахватной рукой), при помощи которой можно извлечь из шпинделя фрезу. После этого механизм описывает полный полукруг и, совершив поворот, захватывает элемент, который понадобится для проведения следующих работ.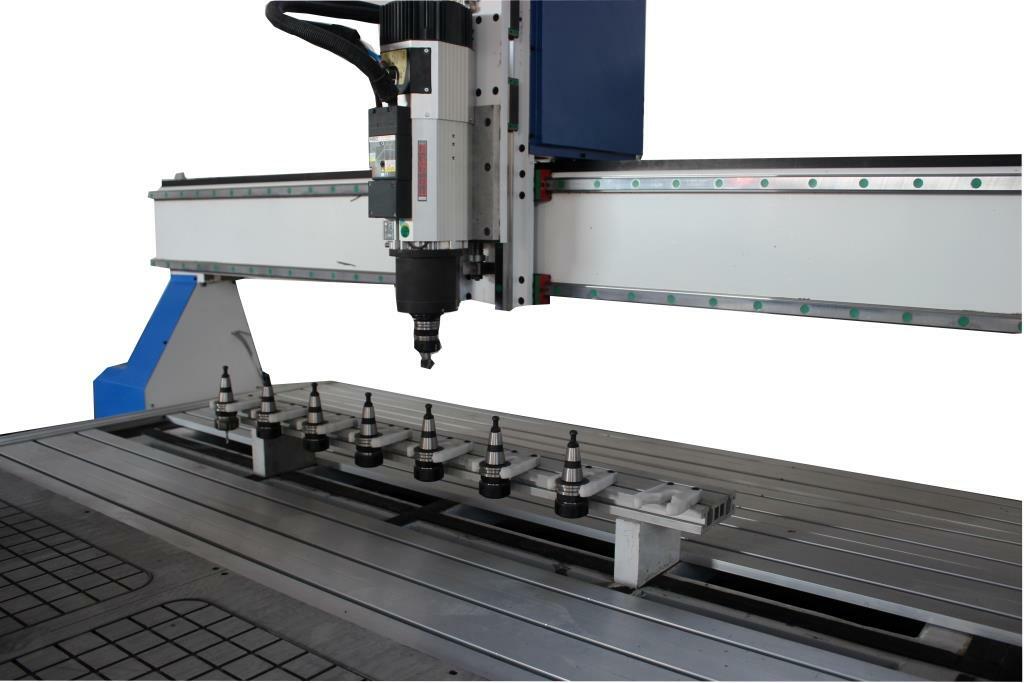
 При этом ATC значительно сокращает время простоя данного проекта.
При этом ATC значительно сокращает время простоя данного проекта.
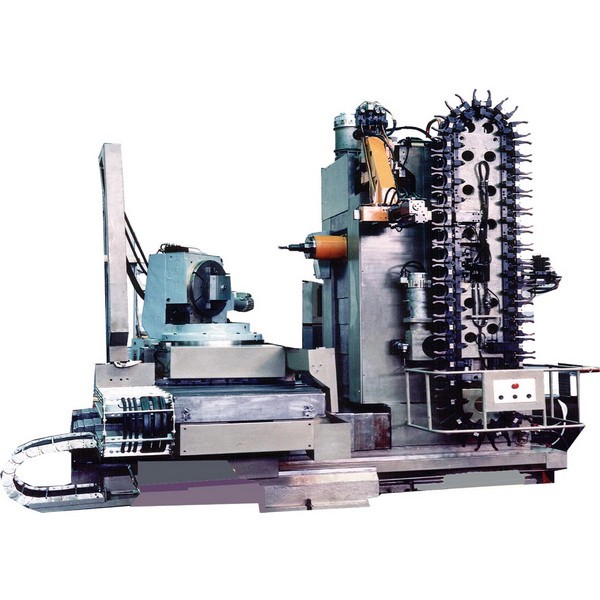

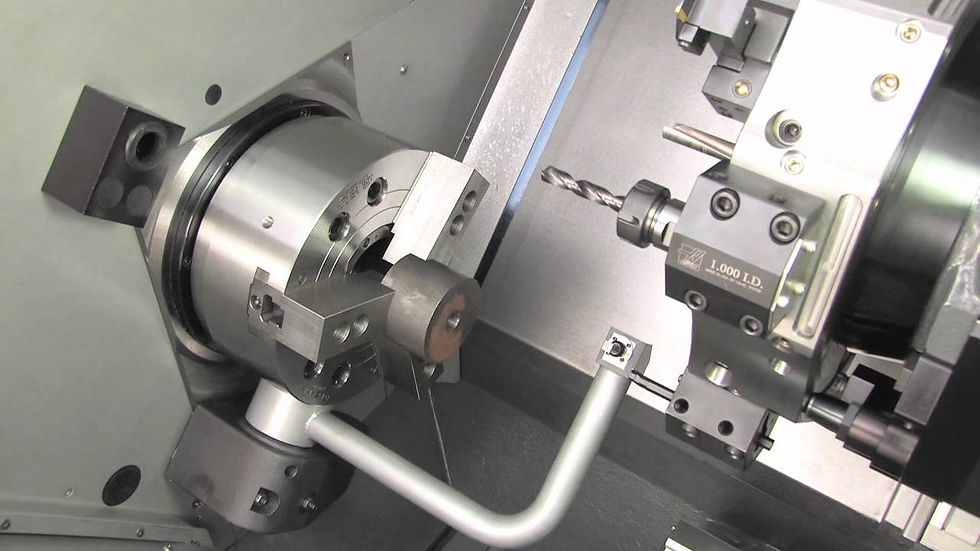
 д.)
д.) Смещение износа — это точная настройка изменения общей длины инструмента, которая используется для компенсации износа и дает оператору возможность точно настроить то, что происходит от детали к детали. Например, вы можете обтачивать деталь по диаметру и обнаружить, что после измерения диаметра микрометром он немного отличается. Возможно, он слишком велик на 0,0013″. Чтобы исправить это, вы можете ввести смещение износа -0,0013, чтобы машина вышла намного ближе к желаемому допуску.
Смещение износа — это точная настройка изменения общей длины инструмента, которая используется для компенсации износа и дает оператору возможность точно настроить то, что происходит от детали к детали. Например, вы можете обтачивать деталь по диаметру и обнаружить, что после измерения диаметра микрометром он немного отличается. Возможно, он слишком велик на 0,0013″. Чтобы исправить это, вы можете ввести смещение износа -0,0013, чтобы машина вышла намного ближе к желаемому допуску.
 отверстия в бетоне, буры
отверстия в бетоне, буры Его мощный двигатель развивает энергию удара 3,2 Дж, достаточную для производительного сверления. Перфоратор также оснащен функцией KickBack Control для повышения защиты пользователя и функцией Vibration Control для легкой и продолжительной работы в трудных условиях.
Его мощный двигатель развивает энергию удара 3,2 Дж, достаточную для производительного сверления. Перфоратор также оснащен функцией KickBack Control для повышения защиты пользователя и функцией Vibration Control для легкой и продолжительной работы в трудных условиях.


 Достоинства: Съёмный+ сменный патрон в комплектеНедостатки: Кнопка туповата, не очень чувствительная к нажатию.
Достоинства: Съёмный+ сменный патрон в комплектеНедостатки: Кнопка туповата, не очень чувствительная к нажатию. Сменный патрон.
Сменный патрон. )
) Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить перфоратор электрический Bosch GBH 2-28 F (0611267600) 880 Вт 3,2 Дж SDS-plus в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар перфоратор электрический Bosch GBH 2-28 F (0611267600) 880 Вт 3,2 Дж SDS-plus действительны в Санкт-Петербурге.
Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить перфоратор электрический Bosch GBH 2-28 F (0611267600) 880 Вт 3,2 Дж SDS-plus в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар перфоратор электрический Bosch GBH 2-28 F (0611267600) 880 Вт 3,2 Дж SDS-plus действительны в Санкт-Петербурге.
 ударов в минуту
ударов в минуту
 Перфоратор BoschToolsNA GBh3-28L 1-1/8″ Bulldog Xtreme Max SDS-plus — универсальный и мощный инструмент для обработки бетона #Bosch #Электроинструменты
Перфоратор BoschToolsNA GBh3-28L 1-1/8″ Bulldog Xtreme Max SDS-plus — универсальный и мощный инструмент для обработки бетона #Bosch #Электроинструменты
 Пользователи могут настраивать параметры инструмента в зависимости от области применения и материала.
Пользователи могут настраивать параметры инструмента в зависимости от области применения и материала. Посетите сайт www.bethepro.com для получения дополнительных советов и видеороликов. Блок фактов
Посетите сайт www.bethepro.com для получения дополнительных советов и видеороликов. Блок фактов  com/boschtoolsNA
com/boschtoolsNA Группа Bosch включает в себя Robert Bosch GmbH и около 440 дочерних компаний и региональных компаний примерно в 60 странах. Включая партнеров по продажам и обслуживанию, глобальная производственная и торговая сеть Bosch охватывает около 150 стран. Основой будущего роста компании является ее инновационная мощь. В Bosch работают 55 800 сотрудников, занимающихся исследованиями и разработками примерно в 118 точках по всему миру. Стратегическая цель группы компаний Bosch — предлагать инновации для подключенной к сети жизни. Bosch улучшает качество жизни во всем мире с помощью инновационных продуктов и услуг, вызывающих энтузиазм. Короче говоря, Bosch создает технологии, «изобретенные для жизни».
Группа Bosch включает в себя Robert Bosch GmbH и около 440 дочерних компаний и региональных компаний примерно в 60 странах. Включая партнеров по продажам и обслуживанию, глобальная производственная и торговая сеть Bosch охватывает около 150 стран. Основой будущего роста компании является ее инновационная мощь. В Bosch работают 55 800 сотрудников, занимающихся исследованиями и разработками примерно в 118 точках по всему миру. Стратегическая цель группы компаний Bosch — предлагать инновации для подключенной к сети жизни. Bosch улучшает качество жизни во всем мире с помощью инновационных продуктов и услуг, вызывающих энтузиазм. Короче говоря, Bosch создает технологии, «изобретенные для жизни».  Для получения дополнительной информации, пожалуйста, посетите www.boschusa.com , www.bosch.com.mx и www.bosch.ca . www.boschusa.com .
Для получения дополнительной информации, пожалуйста, посетите www.boschusa.com , www.bosch.com.mx и www.bosch.ca . www.boschusa.com . 
 Нужно так подобрать расположение пластины и длины мышц чтобы при полном их расслаблении рука была полностью прямой и дальше не двигалась. Только на изгиб и только при активации мускулов.
Нужно так подобрать расположение пластины и длины мышц чтобы при полном их расслаблении рука была полностью прямой и дальше не двигалась. Только на изгиб и только при активации мускулов. Я брал по 50 см плечевые и по 35 см которые сшивают по ширине. Вот так это выглядит спереди.
Я брал по 50 см плечевые и по 35 см которые сшивают по ширине. Вот так это выглядит спереди.

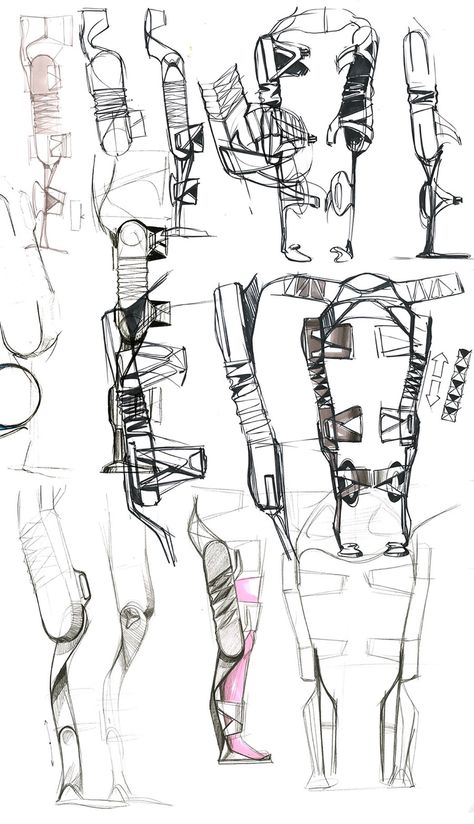 Удобно все сменные и подгоняемые элементы крепить на барашки. Это очень сильно ускорит первичную сборку,а потом уже можно и на обычные гайки.
Удобно все сменные и подгоняемые элементы крепить на барашки. Это очень сильно ускорит первичную сборку,а потом уже можно и на обычные гайки.
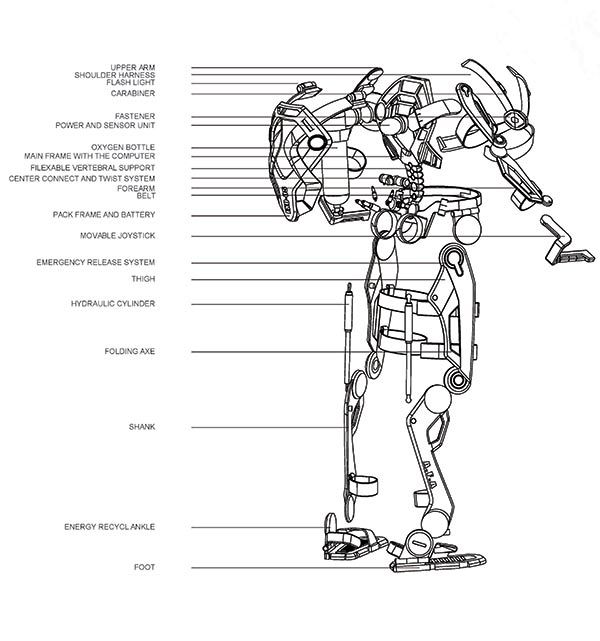
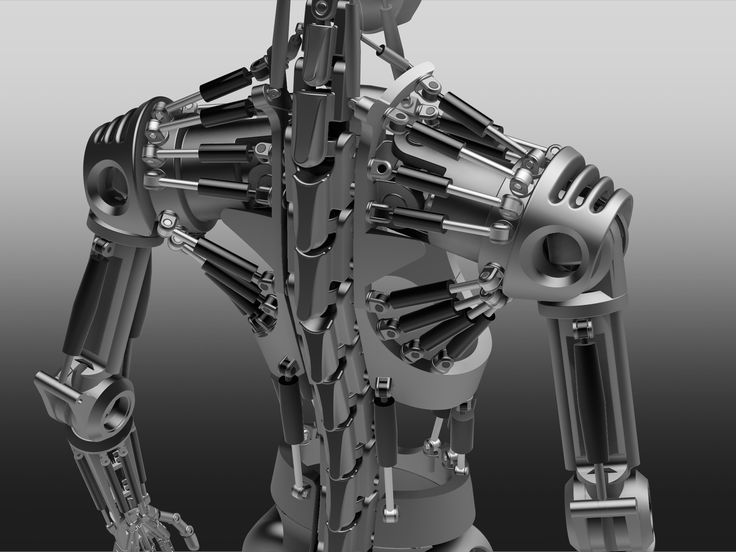 к. многое было не сфоткано, да и времени много прошло, но основные моменты для сборки я считаю освещены.
к. многое было не сфоткано, да и времени много прошло, но основные моменты для сборки я считаю освещены. Потому что с ним люди даже с ограниченными физическими возможностями могут ходить, многое делать.
Потому что с ним люди даже с ограниченными физическими возможностями могут ходить, многое делать.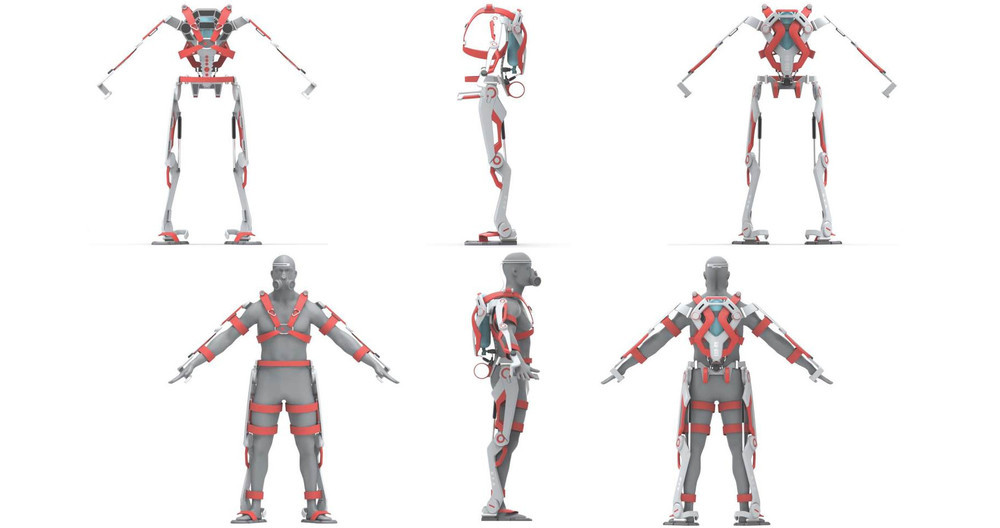
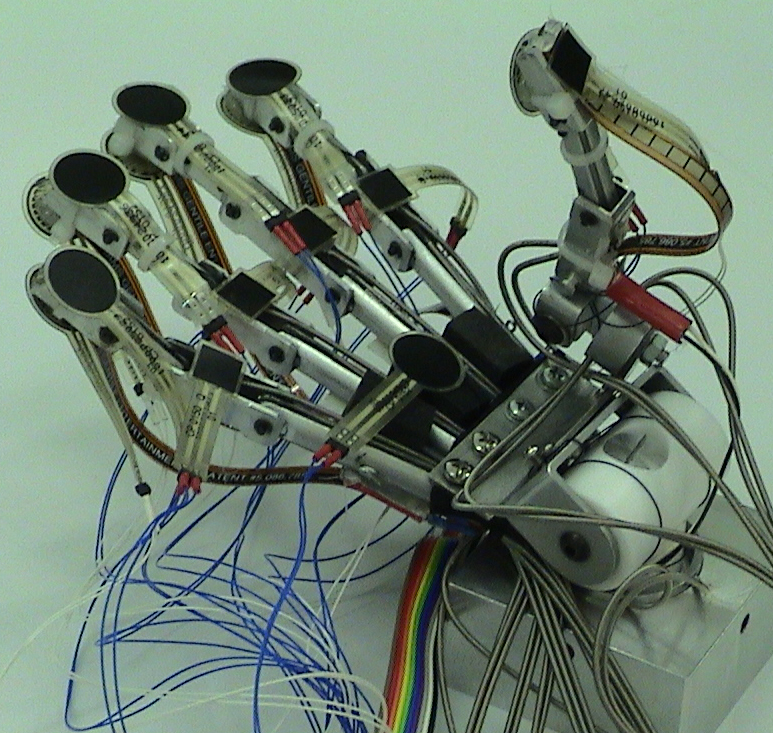
 В принципе, с такой рекомендацией, по-моему, стоит согласиться.
В принципе, с такой рекомендацией, по-моему, стоит согласиться.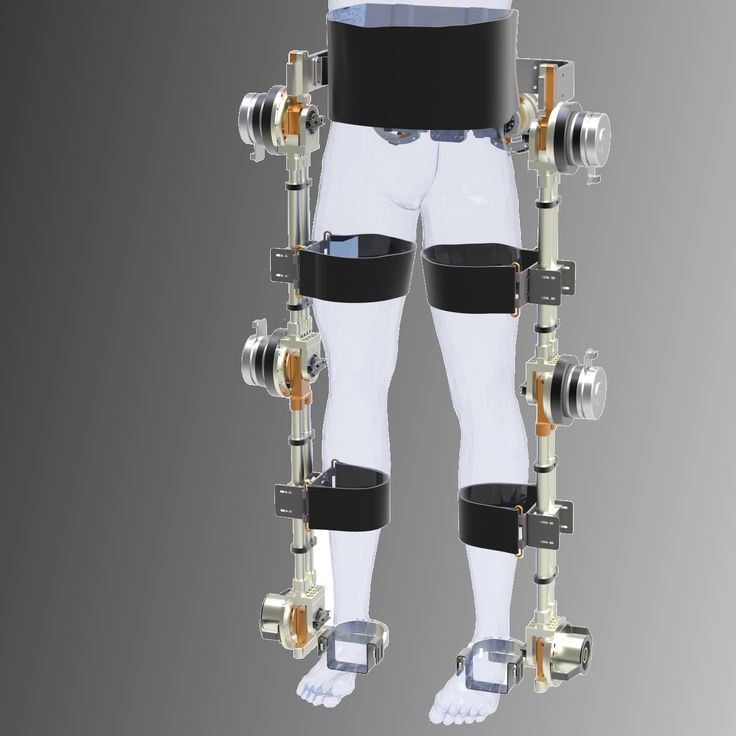 Если поговорить с их строителями, то они более чем готовы признать, что экзоскелеты для поднятия тяжестей громоздки и мало толку.
Если поговорить с их строителями, то они более чем готовы признать, что экзоскелеты для поднятия тяжестей громоздки и мало толку. Существует специальная категория, посвященная вспомогательным технологиям. Конкурс продлится с 24 июля по 4 сентября. Проект должен продемонстрировать способность улучшать качество жизни людей с ограниченными возможностями, улучшая обучение, работу или повседневную жизнь. «Превратите « инвалидность » в « эту способность ».
Существует специальная категория, посвященная вспомогательным технологиям. Конкурс продлится с 24 июля по 4 сентября. Проект должен продемонстрировать способность улучшать качество жизни людей с ограниченными возможностями, улучшая обучение, работу или повседневную жизнь. «Превратите « инвалидность » в « эту способность ». М4 и М6
М4 и М6 Шесть человек с параличом нижних конечностей тестировали устройство в повседневных ситуациях; Исследователи сообщили, что они успешно брали кофейные чашки, ели пончики, выжимали губки и подписывали документы.
Шесть человек с параличом нижних конечностей тестировали устройство в повседневных ситуациях; Исследователи сообщили, что они успешно брали кофейные чашки, ели пончики, выжимали губки и подписывали документы.
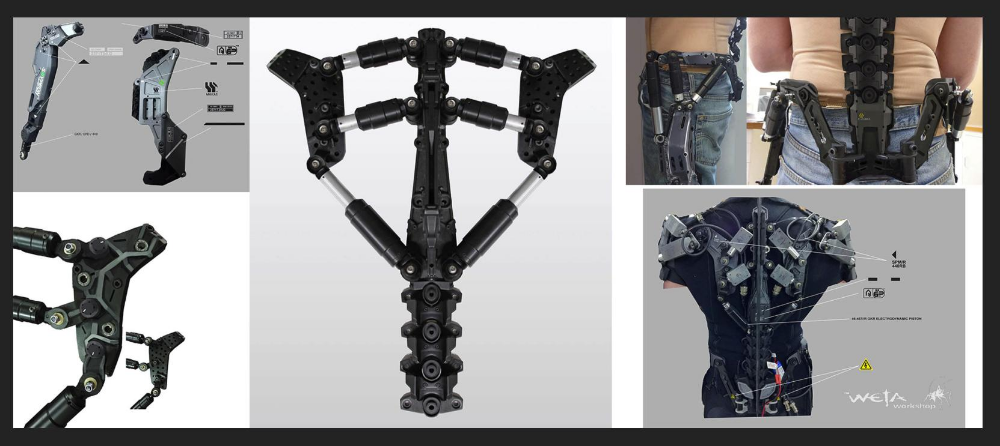 Участники могли наложить вето на захват или разблокировать захват, перемещая глаза в крайнее правое или крайнее левое положение — необычное движение, которое вряд ли сработает алгоритмам.
Участники могли наложить вето на захват или разблокировать захват, перемещая глаза в крайнее правое или крайнее левое положение — необычное движение, которое вряд ли сработает алгоритмам.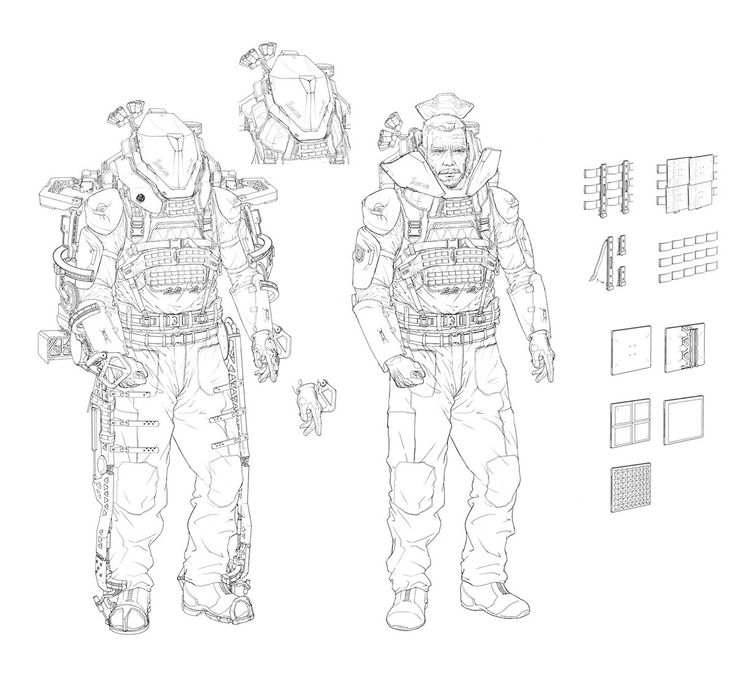
 С диапазоном поворота от 30° до 150°
С диапазоном поворота от 30° до 150° 25°
25° 65 мм), например для отреза уса, возникающего на углах при сварке рам разной высоты (UFS 931)
65 мм), например для отреза уса, возникающего на углах при сварке рам разной высоты (UFS 931)
 C.I.A.A. di Pesaro — PI 00112900410
C.I.A.A. di Pesaro — PI 00112900410 Что-то чувствовать. Чтобы напомнить себе, что я еще жив. И вида крови было достаточно; это означало, что я все еще дышал, и мое сердце все еще билось. Несмотря на пустоту и оцепенение, я все еще был «там». И это успокаивало. Вначале визуализация, ощущение, прилив тепла и боль зацепили меня.
Что-то чувствовать. Чтобы напомнить себе, что я еще жив. И вида крови было достаточно; это означало, что я все еще дышал, и мое сердце все еще билось. Несмотря на пустоту и оцепенение, я все еще был «там». И это успокаивало. Вначале визуализация, ощущение, прилив тепла и боль зацепили меня.
 Самоповреждение — это их способ справиться с болезненными или трудновыразимыми чувствами или облегчить их… Самоповреждение также может быть способом контролировать свое тело, когда вы не можете контролировать что-либо еще в своей жизни».
Самоповреждение — это их способ справиться с болезненными или трудновыразимыми чувствами или облегчить их… Самоповреждение также может быть способом контролировать свое тело, когда вы не можете контролировать что-либо еще в своей жизни».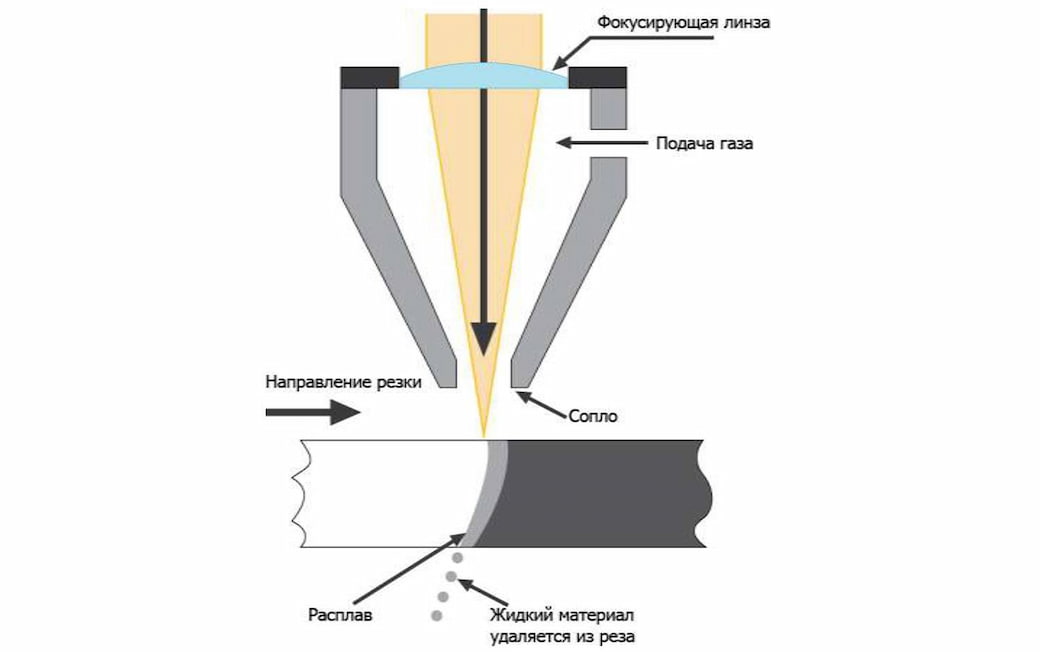 Однако Хендриксен также писал, что есть четыре основные причины:
Однако Хендриксен также писал, что есть четыре основные причины: MHA отмечает, что «взаимосвязь между самоубийством и членовредительством сложна. Хотя люди с несуицидальными самоповреждениями не намерены завершать самоубийство, они могут причинить больше вреда, чем предполагалось, что может привести к медицинским осложнениям или смерти». Более того, «в тяжелых или длительных случаях членовредительства человек может впасть в отчаяние из-за отсутствия контроля над своим поведением и его аддиктивной природы, что может привести к настоящим попыткам самоубийства».
MHA отмечает, что «взаимосвязь между самоубийством и членовредительством сложна. Хотя люди с несуицидальными самоповреждениями не намерены завершать самоубийство, они могут причинить больше вреда, чем предполагалось, что может привести к медицинским осложнениям или смерти». Более того, «в тяжелых или длительных случаях членовредительства человек может впасть в отчаяние из-за отсутствия контроля над своим поведением и его аддиктивной природы, что может привести к настоящим попыткам самоубийства».

 Подробнее
Подробнее

 40067102134
40067102134 Деньгах
Деньгах

 ЕленыОманОстрова КукаПакистанПалауПалестинские территорииПанамаПапуа — Новая ГвинеяПарагвайПеруПольшаПортугалияПуэрто-РикоРеспублика КореяРеюньонРоссияРуандаРумынияСальвадорСамоаСан-МариноСан-Томе и ПринсипиСаудовская АравияСвазилендСеверные Марианские о-ваСейшельские ОстроваСен-БартелемиСенегалСен-МартенСен-Пьер и МикелонСент-Винсент и ГренадиныСент-Китс и НевисСент-ЛюсияСербияСингапурСинт-МартенСирияСловакияСловенияСоединенные ШтатыСоломоновы ОстроваСомалиСуданСуринамСьерра-ЛеонеТаджикистанТаиландТайваньТанзанияТогоТокелауТонгаТринидад и ТобагоТувалуТунисТуркменистанТурцияУгандаУзбекистанУкраинаУоллис и ФутунаУругвайФарерские о-ваФедеративные Штаты МикронезииФиджиФилиппиныФинляндияФолклендские о-ваФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские Южные территорииХорватияЦентрально-Африканская РеспубликаЧадЧерногорияЧехияЧилиШвейцарияШвецияШпицберген и Ян-МайенШри-ЛанкаЭквадорЭкваториальная ГвинеяЭритреяЭстонияЭфиопияЮжная Георгия и Южные Сандвичевы о-ваЮжно-Африканская РеспубликаЮжный СуданЯмайкаЯпония
ЕленыОманОстрова КукаПакистанПалауПалестинские территорииПанамаПапуа — Новая ГвинеяПарагвайПеруПольшаПортугалияПуэрто-РикоРеспублика КореяРеюньонРоссияРуандаРумынияСальвадорСамоаСан-МариноСан-Томе и ПринсипиСаудовская АравияСвазилендСеверные Марианские о-ваСейшельские ОстроваСен-БартелемиСенегалСен-МартенСен-Пьер и МикелонСент-Винсент и ГренадиныСент-Китс и НевисСент-ЛюсияСербияСингапурСинт-МартенСирияСловакияСловенияСоединенные ШтатыСоломоновы ОстроваСомалиСуданСуринамСьерра-ЛеонеТаджикистанТаиландТайваньТанзанияТогоТокелауТонгаТринидад и ТобагоТувалуТунисТуркменистанТурцияУгандаУзбекистанУкраинаУоллис и ФутунаУругвайФарерские о-ваФедеративные Штаты МикронезииФиджиФилиппиныФинляндияФолклендские о-ваФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские Южные территорииХорватияЦентрально-Африканская РеспубликаЧадЧерногорияЧехияЧилиШвейцарияШвецияШпицберген и Ян-МайенШри-ЛанкаЭквадорЭкваториальная ГвинеяЭритреяЭстонияЭфиопияЮжная Георгия и Южные Сандвичевы о-ваЮжно-Африканская РеспубликаЮжный СуданЯмайкаЯпония Во многих колледжах также требуется личное
Во многих колледжах также требуется личное У консультанта будет возможность включить обновленную
У консультанта будет возможность включить обновленную
 Используйте эти ресурсы
Используйте эти ресурсы Ваша чистая цена может отличаться для
Ваша чистая цена может отличаться для

 Ваш заявитель
Ваш заявитель
 Вы не можете завершить свою собственную рекомендацию, и вы можете отправлять запросы рекомендаций только через
Вы не можете завершить свою собственную рекомендацию, и вы можете отправлять запросы рекомендаций только через Если колледж принимает онлайн-платежи через УЦА, это самый простой и безопасный способ.
Если колледж принимает онлайн-платежи через УЦА, это самый простой и безопасный способ.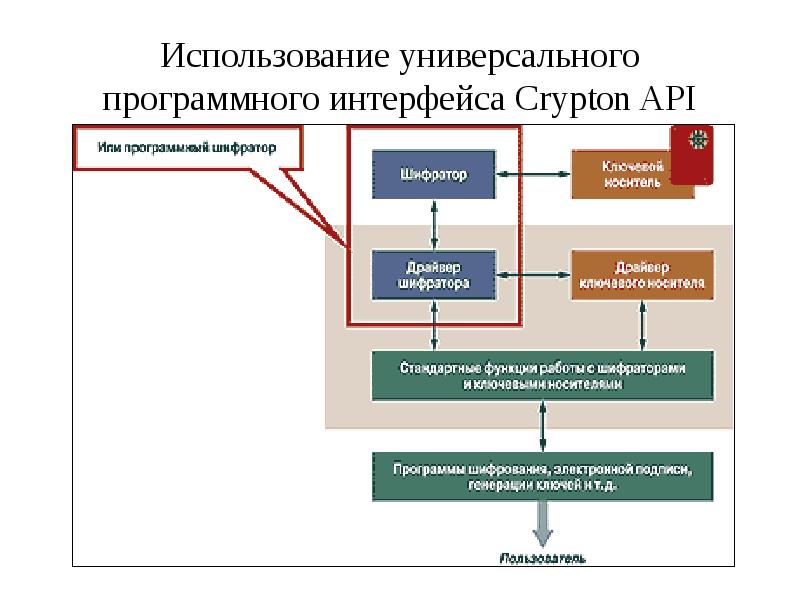 Предоставьте кандидату
Предоставьте кандидату Каждый кандидат, которого вы консультируете
Каждый кандидат, которого вы консультируете
 Зарегистрировано более 5000 патентов на уникальные технологии. Модели в синем корпусе – профессиональные, в зеленом – бытовые.
Зарегистрировано более 5000 патентов на уникальные технологии. Модели в синем корпусе – профессиональные, в зеленом – бытовые. Leinfelden-Echterdingen (Лайнфельден-Эхтердинген), которая является дочерним предприятием акционерного общества Robert Bosch GmbH г. Gerlingen (Герлинген).
Leinfelden-Echterdingen (Лайнфельден-Эхтердинген), которая является дочерним предприятием акционерного общества Robert Bosch GmbH г. Gerlingen (Герлинген).

 Ширина пиления вправо 460 мм, влево — 210 мм.
Ширина пиления вправо 460 мм, влево — 210 мм. x*
x*
 .45,5°
.45,5°


 Алферово, в 2,5 км от районного центра п.Некрасовское. Здесь представлена экспозиция предметов труда и быта жителей ярославских деревень и сел.
Алферово, в 2,5 км от районного центра п.Некрасовское. Здесь представлена экспозиция предметов труда и быта жителей ярославских деревень и сел. Есть храмы богатыри, как Илья Муромец. Крестовоздвиженский собор, безусловно, богатырь.
Есть храмы богатыри, как Илья Муромец. Крестовоздвиженский собор, безусловно, богатырь. Экспозиция музея состоит из двух разделов: «Адмирал Ушаков» и «История российского флота». Экспозиции дают возможность познакомиться с жизнью знаменитого русского флотоводца, с обычаями и традициями русского флота, с самыми известными морскими сражениями. Музей расположили в историческом здании, которое было построено в 1906 г. для […]
Экспозиция музея состоит из двух разделов: «Адмирал Ушаков» и «История российского флота». Экспозиции дают возможность познакомиться с жизнью знаменитого русского флотоводца, с обычаями и традициями русского флота, с самыми известными морскими сражениями. Музей расположили в историческом здании, которое было построено в 1906 г. для […] № 6378-р при организации Всесоюзной сети институтов и центров научно-технической информации и научно-технических библиотек. Цель создания — информационная поддержка научно-технической деятельности организаций и предприятий, а также подготовка информационных материалов и сведений о научно-техническом развитии страны.
№ 6378-р при организации Всесоюзной сети институтов и центров научно-технической информации и научно-технических библиотек. Цель создания — информационная поддержка научно-технической деятельности организаций и предприятий, а также подготовка информационных материалов и сведений о научно-техническом развитии страны. Внутри комплекс и правда выглядит, как небольшой город: три корпуса для проживания, детская игровая зона, ресторан, бесплатная парковка и вертолетная площадка для рейсов из столицы. Вся территория комплекса охраняемая, что делает пребывание безопасным. “Любим” прекрасно подойдет для деловых поездок, семейного отдыха и путешествий на автомобиле.
Внутри комплекс и правда выглядит, как небольшой город: три корпуса для проживания, детская игровая зона, ресторан, бесплатная парковка и вертолетная площадка для рейсов из столицы. Вся территория комплекса охраняемая, что делает пребывание безопасным. “Любим” прекрасно подойдет для деловых поездок, семейного отдыха и путешествий на автомобиле.

 Разработанный с использованием уникальной запатентованной технологии для обеспечения исключительной производительности в экстремальных условиях, Jotachar JF750 XT обеспечивает сертифицированную и проверенную работу в любых климатических условиях.
Разработанный с использованием уникальной запатентованной технологии для обеспечения исключительной производительности в экстремальных условиях, Jotachar JF750 XT обеспечивает сертифицированную и проверенную работу в любых климатических условиях.




 В прошлом году Кремль засекретил свои торговые данные, что затруднило отслеживание поддержки Китаем России. Прочесывание данных китайской таможни теперь является единственным способом узнать, что продается (или не продается).
В прошлом году Кремль засекретил свои торговые данные, что затруднило отслеживание поддержки Китаем России. Прочесывание данных китайской таможни теперь является единственным способом узнать, что продается (или не продается). Это вызвало у Кремля головную боль: России нужны высокотехнологичные микросхемы для создания ракет, которые она использует в Украине. Западные страны знают, что Россия всегда найдет покупателей на экспорт углеводородов со скидкой, но найти альтернативных поставщиков для импорта передовых технологий сложнее, и китайские фирмы не спешат заполнить нишу, образовавшуюся после ухода западных фирм.
Это вызвало у Кремля головную боль: России нужны высокотехнологичные микросхемы для создания ракет, которые она использует в Украине. Западные страны знают, что Россия всегда найдет покупателей на экспорт углеводородов со скидкой, но найти альтернативных поставщиков для импорта передовых технологий сложнее, и китайские фирмы не спешат заполнить нишу, образовавшуюся после ухода западных фирм. Например, в 2022 году стоимость китайского экспорта в Австралию и Индию — вряд ли союзники Китая — подскочила примерно на 20 процентов.
Например, в 2022 году стоимость китайского экспорта в Австралию и Индию — вряд ли союзники Китая — подскочила примерно на 20 процентов. Некоторые ответы очевидны. В прошлом году российская экономика зафиксировала рецессию. В этом году рост в лучшем случае остановится, и прогнозы предполагают, что ВВП России не восстановится до довоенного уровня до 2027 года. Решение Кремля в 2022 году отказаться от международных норм, защищающих интеллектуальную собственность, является еще одним сдерживающим фактором. Пекин, возможно, не известен уважением западной интеллектуальной собственности у себя дома, но китайские компании по-прежнему хотят, чтобы их ноу-хау были защищены, когда они ведут бизнес за границей. Кроме того, Пекин еще не распорядился о выходе своих госпредприятий на российский рынок. А учитывая, что население России традиционно с подозрением относилось к Китаю, китайские компании знают, что их могут не принять с распростертыми объятиями.
Некоторые ответы очевидны. В прошлом году российская экономика зафиксировала рецессию. В этом году рост в лучшем случае остановится, и прогнозы предполагают, что ВВП России не восстановится до довоенного уровня до 2027 года. Решение Кремля в 2022 году отказаться от международных норм, защищающих интеллектуальную собственность, является еще одним сдерживающим фактором. Пекин, возможно, не известен уважением западной интеллектуальной собственности у себя дома, но китайские компании по-прежнему хотят, чтобы их ноу-хау были защищены, когда они ведут бизнес за границей. Кроме того, Пекин еще не распорядился о выходе своих госпредприятий на российский рынок. А учитывая, что население России традиционно с подозрением относилось к Китаю, китайские компании знают, что их могут не принять с распростертыми объятиями. Пока Вашингтон ввел такие меры только в отношении сделок с российским военным сектором. Если бы Соединенные Штаты распространили эти меры на другие секторы экономики, все компании по всему миру были бы вынуждены выбирать между рынками США и России. Для большинства фирм остаться с Соединенными Штатами было бы несложно. В результате у китайских компаний мало стимулов вкладывать время и деньги в развитие отношений с российским бизнесом, от которых им, возможно, вскоре придется отказаться.
Пока Вашингтон ввел такие меры только в отношении сделок с российским военным сектором. Если бы Соединенные Штаты распространили эти меры на другие секторы экономики, все компании по всему миру были бы вынуждены выбирать между рынками США и России. Для большинства фирм остаться с Соединенными Штатами было бы несложно. В результате у китайских компаний мало стимулов вкладывать время и деньги в развитие отношений с российским бизнесом, от которых им, возможно, вскоре придется отказаться. ряда мер экспортного контроля США, которые были введены в конце 2022 года. Чипы, которые может производить Китай, в основном являются базовыми и, вероятно, имеют ограниченное применение в России.
ряда мер экспортного контроля США, которые были введены в конце 2022 года. Чипы, которые может производить Китай, в основном являются базовыми и, вероятно, имеют ограниченное применение в России.
 Конечно, некоторая контрабанда имеет место, и российская нефть все чаще перевозится незаметно для растущего флота российских судов. Но Китай, вероятно, не скрывает большую часть своего импорта российской нефти. В этом нет необходимости; Соединенные Штаты и их союзники не ввели эмбарго на экспорт российской нефти, в основном из-за боязни поднять цены на нефть и спровоцировать негативную реакцию на санкции на глобальном Юге.
Конечно, некоторая контрабанда имеет место, и российская нефть все чаще перевозится незаметно для растущего флота российских судов. Но Китай, вероятно, не скрывает большую часть своего импорта российской нефти. В этом нет необходимости; Соединенные Штаты и их союзники не ввели эмбарго на экспорт российской нефти, в основном из-за боязни поднять цены на нефть и спровоцировать негативную реакцию на санкции на глобальном Юге. Нехватка мощностей также ограничит экспорт российских углеводородов в Китай. Лишь несколько китайских нефтеперерабатывающих заводов оснащены оборудованием для переработки российской нефти, богатой высокотоксичной ртутью.
Нехватка мощностей также ограничит экспорт российских углеводородов в Китай. Лишь несколько китайских нефтеперерабатывающих заводов оснащены оборудованием для переработки российской нефти, богатой высокотоксичной ртутью.

 Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.

 с аккумулятором для снижения утомляемости оператора
с аккумулятором для снижения утомляемости оператора Благодаря батареям с высокой емкостью в ампер-часах, эффективным щеточным и бесщеточным двигателям и технологии 36 В (18 В X2) LXT® инструменты Makita 18 В LXT® не только соответствуют требованиям проводных устройств, но и могут превосходить их по производительности, оставаясь при этом на одной беспроводной платформе. питается от самых быстрозаряжающихся литий-ионных аккумуляторов 18 В в отрасли. [Подробнее]
Благодаря батареям с высокой емкостью в ампер-часах, эффективным щеточным и бесщеточным двигателям и технологии 36 В (18 В X2) LXT® инструменты Makita 18 В LXT® не только соответствуют требованиям проводных устройств, но и могут превосходить их по производительности, оставаясь при этом на одной беспроводной платформе. питается от самых быстрозаряжающихся литий-ионных аккумуляторов 18 В в отрасли. [Подробнее] Если STAR обнаруживает условия, которые угрожают перегрузкой, переразрядом или перегревом инструмента или аккумулятора, инструмент автоматически останавливается. В это время пользователь может перезапустить инструмент, заменить или зарядить аккумулятор и снова включить инструмент. Когда вы вставляете аккумулятор Makita 18V LXT® с символом STAR в инструмент Makita, который имеет либо символ STAR, либо желтую клемму, вы получаете преимущества от STAR Protection Computer Controls™.
Если STAR обнаруживает условия, которые угрожают перегрузкой, переразрядом или перегревом инструмента или аккумулятора, инструмент автоматически останавливается. В это время пользователь может перезапустить инструмент, заменить или зарядить аккумулятор и снова включить инструмент. Когда вы вставляете аккумулятор Makita 18V LXT® с символом STAR в инструмент Makita, который имеет либо символ STAR, либо желтую клемму, вы получаете преимущества от STAR Protection Computer Controls™.


 Как только вы соглашаетесь, файл добавляется, и файл cookie помогает анализировать веб-трафик или сообщает вам, когда вы посещаете определенный сайт. Файлы cookie позволяют веб-приложениям реагировать на вас как на личность. Веб-приложение может адаптировать свои операции к вашим потребностям, симпатиям и антипатиям, собирая и запоминая информацию о ваших предпочтениях.
Как только вы соглашаетесь, файл добавляется, и файл cookie помогает анализировать веб-трафик или сообщает вам, когда вы посещаете определенный сайт. Файлы cookie позволяют веб-приложениям реагировать на вас как на личность. Веб-приложение может адаптировать свои операции к вашим потребностям, симпатиям и антипатиям, собирая и запоминая информацию о ваших предпочтениях.

 Его разработка велась под потребности стереолитографии (объемной литографии), и предназначалась для быстрого прототипирования и создания визуализации трехмерных моделей. Формат описывает треугольники, составляющие контуры любого объекта. Главное его отличие от других форматов – простота использования. Чтобы представить форму цифровой 3D модели STL, применяется последовательность треугольников.
Его разработка велась под потребности стереолитографии (объемной литографии), и предназначалась для быстрого прототипирования и создания визуализации трехмерных моделей. Формат описывает треугольники, составляющие контуры любого объекта. Главное его отличие от других форматов – простота использования. Чтобы представить форму цифровой 3D модели STL, применяется последовательность треугольников. Конец файла обозначается «endsolid».
Конец файла обозначается «endsolid». Для этого в интернете существует несколько бесплатных сервисов, таких как: thingiverse.com., kraftwurx.com. и других.
Для этого в интернете существует несколько бесплатных сервисов, таких как: thingiverse.com., kraftwurx.com. и других. Пожалуйста, ознакомьтесь с нашим Уведомлением о файлах cookie для получения дополнительной информации о файлах cookie, данных, которые они собирают, о том, кто может получить к ним доступ, и о ваших правах. Узнать больше
Пожалуйста, ознакомьтесь с нашим Уведомлением о файлах cookie для получения дополнительной информации о файлах cookie, данных, которые они собирают, о том, кто может получить к ним доступ, и о ваших правах. Узнать больше
 Кроме того, в нем есть много вещей для людей, которые хотят сделать свои собственные фигурки или пластиковые копии оружия.
Кроме того, в нем есть много вещей для людей, которые хотят сделать свои собственные фигурки или пластиковые копии оружия.