Обзор компактного и недорогого шуруповерта Deko GCD12DU3 с хорошей энергоэффективностью
Интересный факт: производитель позиционирует этот инструмент как шуруповерт для… женщин. Но позвольте, это же беспардонный сексизм! Впрочем, есть в таком позиционировании здравое зерно: вес шуруповерта вместе с аккумулятором не достигает и килограмма, то есть женщинам с ним будет управляться комфортно.
Характеристики
Производитель
Deko
Модель
GCD12DU3
Тип устройства
ручная дрель-шуруповерт со съемным аккумулятором
Страна производства
Китай
Гарантия
1 год
Тип двигателя
постоянного тока с угольными щетками
Тип патрона, диаметр
быстрозажимной двухмуфтовый, 10 мм
Механизм реверса
есть
Функция удара
нет
Скорость
2 скорости от 400 до 1500 об/мин на холостом ходу
Крутящий момент
32 Н·м (по паспорту, максимальный)
6,87 Н·м (измерено, мягкий)
Встроенная подсветка
один белый светодиод
Габариты, масса (с аккумулятором)
190×180×50 мм, 0,935 кг
Аккумулятор
Тип
сменный литий-ионный
Напряжение
12 В
Емкость
1500 мА·ч
Время зарядки
около 3 часов
Эффективность, время работы (измерено)
30 минут работы средней интенсивности, 210 саморезов 50×3,5
Стоимость
Розничные предложения
узнать цену
Параметры, поддающиеся диагностике, непременно будут измерены в процессе тестирования. Мы попытаемся оценить емкость батареи, показав объем работы, который можно произвести. Также измерим крутящий момент шуруповерта: каков он в действительности, соответствует ли он паспортным значениям? Не забудем и о сравнении с другими шуруповертами. Ведь это, наверное, самое интересное.
Комплектация
Шуруповерт поставляется в небольшой плоской коробке, на которой напечатаны его полные технические характеристики. Ну, почти полные: не хватает сведений о емкости аккумулятора.
Комплектность прибора — это сбывшаяся мечта минималиста: шуруповерт с батареей, сетевой адаптер питания для зарядки аккумулятора и инструкция по эксплуатации.
На первый взгляд
Прочный пластик корпуса удачно сочетается с накладками из жесткой резины. Резина такая жесткая, что от пластмассы ее почти не отличишь. Однако благодаря этому покрытию инструмент прочно сидит в руке, как в незащищенной, так и с перчатками любого типа: тканевыми, спилковыми, обливными или нескользящими с резиновыми точками. К тому же резина эта оказалась еще и липкой: если шуруповерт некоторое время полежит на ткани или бумаге, то взять его в руку можно будет только вместе с этой тканью или бумагой. Вывод: материалы для корпуса подобраны идеально. То, что надо.
Дизайн a la Transformers давным-давно и прочно укрепился в сфере бытовой электрики и электроники: рубленые агрессивные формы и множество фальш-элементов, которые имитируют накладные панели, силовые элементы и даже органы управления. Эти оформительские творения не только играют развлекательную роль, но и препятствуют выскальзыванию инструмента из рук. Но еще они неплохо собирают пыль и грязь.
При внимательном разглядывании корпуса шуруповерта заметны огрехи изготовления деталей: кое-где имеются неточности отливки, но эти недостатки настолько незначительны, что обращать на них внимание попросту несерьезно. Не Lamborghini же выбираем. Главное — качество сборки, а оно на высоте. Никаких скрипов и люфта, инструмент ощущается как цельная увесистая деталь.
Отдельное сердечное спасибо хочется сказать за яркий окрас инструмента. Жалящие оранжевые вставки дают узор, который не встречается в природе. Благодаря этому шуруповерт всегда отыщешь в тени и на свету, в опилках и обрезках, в куче опавших листьев или даже в груде других инструментов (рубанков, фенов, утюжков, перфораторов, депиляторов).
Инструкция
Прилагаемая инструкция хоть и краткая, но довольно толковая, а это нынче большущая редкость. В ней не только перечисляются обязательные сертификаты и прочие скучные вещи, но и описывается конструкция инструмента, и даже приводятся практические советы, способы и основные приемы работы с шуруповертом, что совсем нехарактерно для нынешних скупых руководств.
Управление
Регулировка крутящего момента шуруповерта, когда срабатывает «трещотка» муфты, производится стандартно, поворотным кольцом с 18 положениями. На кольце напечатаны только четные цифры ряда. На нечетные не хватило места (ну не краски же).
Ползунок переключателя скоростей расположен наверху, сдвигается он при значительном усилии, издавая яркий щелчок. Выдавленные в оранжевом пластике цифры 1 и 2 практически невидимы, но это можно исправить: достаточно замазать их каким-нибудь лаком для ногтей, который наверняка отыщется у обладательницы шуруповерта.
Переключатель реверса имеет три положения: вращение шпинделя по часовой, нейтраль и вращение против часовой. Среднее (нейтральное) положение переключателя блокирует спусковой крючок (главный выключатель), препятствуя его нажатию. Этот выключатель имеет тугой 8-миллиметровый ход с плавной регулировкой скорости вращения шпинделя.
Светодиодный фонарик, встроенный в корпус, достаточно ярко освещает нижнюю часть рабочей области, а за счет рассеяния света неплохо освещается и зона сверления. Рядом с фонариком находятся три светодиода: красный, желтый и зеленый. Они, как нетрудно догадаться, информируют об оставшемся заряде аккумуляторной батареи. Точнее, должны информировать. На деле все оказалось гораздо интереснее, но об этом позже.
Автоматическая блокировка шпинделя отсутствует, поэтому применен двухмуфтовый патрон. Это означает, что при установке биты или сверла потребуются две руки: первая удерживает заднюю муфту, а второй рукой закручивается передняя. Конечно, это не так удобно, как с блокировкой и быстрозажимным одномуфтовым патроном, но за такую цену можно и потерпеть.
Патрон крепится к шпинделю болтом с левой резьбой (то есть откручивать его нужно по часовой стрелке, а не против), крестовую шляпку болта внутри патрона можно разглядеть на предыдущем фото. Крест — это не очень хорошо, такую насечку легко сорвать, после чего поменять патрон будет почти невозможно.
Наконец, десерт. Аккумулятор. Благодаря миниатюрной батарее, которая умещается в рукоятке, этот инструмент сумеет удержать даже ребенок. Вес аккумулятора — всего лишь 178 г, сравните его с весом стандартной никель-кадмиевой батареи обычного шуруповерта, 500-700 г.
Емкость батареи составляет 1500 мА·ч. Много это или мало? Увидим (нас ожидает сюрприз). Зарядить аккумулятор можно, вынув его из рукояти и подсоединив штекер адаптера к соответствующему разъему, который расположен в верхней части корпуса батареи. Здесь, на верхнем торце аккумулятора, находятся два светодиодных индикатора: красный светится в процессе зарядки, а светящийся зеленый сигнализирует о полном заряде батареи.
Эксплуатация
Под эксплуатацией прибора понимается его повседневное использование. А удобство эксплуатации — это совокупность таких факторов, как эргономичность, надежность и эффективность. Об эргономике мы уже рассказали: стандартная пистолетная конструкция шуруповерта вкупе с качественными материалами устроит любого пользователя. А малый вес инструмента устроит женщину и даже ребенка. Что еще?
Надежность? Увы, судить о надежности прибора можно, только если имеешь машину времени, а у нас ее нет. Вместо фантастических материй приведем несколько практических советов.
Например, режим работы шуруповерта всегда должен соответствовать поставленной цели. Если предполагается сверление, то следует переключиться на 2-ю скорость с обязательным поворотом трещоточного кольца в режим сверла.
Если планируется работа с саморезами, то следует выбирать 1-ю скорость, а чтобы не сорвать шляпки крепежа и не утопить его в древесине, кольцо крутящего момента нужно перевести в положение от 1 до 18 в зависимости от длины/толщины самореза и плотности материала.
Уход
Шуруповерт — простейший инструмент, но и он требует внимания. Необходимо следить за чистотой патрона, очищать его от песка или влаги. не допускать хранение шуруповерта во влажном и/или неотапливаемом помещении, во время хранения обязательно переводить переключатель реверса в нейтральное (среднее) положение. Также важно подзаряжать батарею.
Наши измерения
Какие факторы важны для шуруповерта, какие измерения помогут составить впечатление о таком типе инструмента? Во-первых, мощность. Во-вторых, расход энергии во время работы. Немаловажен и такой показатель, как длительность зарядки батареи. Попробуем получить ответы на эти вопросы.
Крутящий момент
В случае с шуруповертом единственная производная от его мощности — это крутящий момент. Сила, с которой вращается шпиндель с патроном. Этот параметр, без сомнения, ключевой для такого типа оборудования. Чем выше крутящий момент, тем лучше — и тем выше вероятность того, что вам удастся вогнать длинный саморез в дерево по самую шляпку.
Производитель честно указывает максимальный крутящий момент (rated torque) рассматриваемого шуруповерта: 32 Н·м (ньютон-метра). Но честно ли?
Читатель будет удивлен и даже, наверное, преисполнится негодованием, но вот факт: в нынешней системе сертификации товаров, в частности такого оборудования, как дрели/шуруповерты, нет места измерению крутящего момента. Примите это как данность. Согласно действующим ГОСТам, товар сертифицируется преимущественно по показателям безопасности. Думается, именно по этой причине, в угоду регистрирующим органам, помешанным на безопасности, сейчас нетрудно купить, например, сварочный аппарат-инвертор, который укомплектован кабелями длиной 1,5 (полтора!) метра (это личная практика автора). Ну а что, безопасно же? Да. Но неудобно! Тоже да. Но это уже проблемы не наши, а ваши, то есть покупателя.
При этом ключевые параметры, определяющие эксплуатационные характеристики оборудования, часто остаются за кадром. Точнее, на совести производителя. Который — так получается по логике сертифицирующих органов — может невозбранно печатать абсолютно любые характеристики, взяв цифры, как говорится, «от балды». В итоге так оно и происходит: блоки питания вместо 1 ампера выдают 0,5, а реальная мощность блендера едва дотягивает до 400 Вт вместо указанных 800. Ну а почему не соврать, кто проверит? Отсюда и непредвзятый интерес: насколько крутящий момент нашего шуруповерта соответствует заявленным значениям?
Но как его измерить? Поиск по словосочетанию «измерение крутящего момента» первым делом дает ссылки на специализированные стендовые устройства, которые называются тензометрическими станциями. Однако приобретение столь дорогостоящего оборудования для тестирования одного шуруповерта было признано нецелесообразным: вот когда протестируем сотню-другую…
Быть может, использовать динамометрический ключ? Нет, тоже не подходит: у него фиксированные неподходящие интервалы и слишком большая дискретность, да и с точностью наверняка не все гладко. Требуется инструмент поточнее. Придется обустраивать стенд своими руками.
Изобретать его сегодня нет необходимости: все, что не касается холодного термояда и межзвездных путешествий, давным-давно придумано и выложено в общий доступ. А поскольку все гениальное — просто, то к подобной конструкции придет любой, имеющий хотя бы воспоминания об инженерном образовании. Требуется прочная рама, электронные весы-безмен и… и всё.
Расшифруем это банальное сооружение. Главный элемент здесь — это рычаг (зеленого цвета), на ось которого передается вращение муфты шуруповерта. Другим концом рычаг давит на крюк безмена, который и показывает нужные нам значения. В следующем окошке модельку стенда можно разглядеть подробнее и даже покрутить в разные стороны.
Теперь подкрепим практику теорией.
Крутящий момент в 1 Н·м — это момент, который создает сила 1 ньютон, приложенная к плечу длиной 1 метр. Проще говоря, если на один конец рычага длиной 1 метр прикрепить груз весом 1 килограмм, то на другом конце рычага мы получим момент в 9,81 Н·м. Почему не 10? Очень просто: тут вмешивается сила тяжести m·g. В нашем случае m равняется одному килограмму, а g — это гравитационная константа, которая равна 9,81. Но рычаг длиной в метр нас не устраивает, хочется что-то менее грандиозное. Выход прост: рычаг нужно уменьшить в 9,81 раза. В таком случае вес в 1 кг, приложенный к концу плеча, на другом его конце создаст момент, близкий к 1 Н·м. Поэтому на схеме, приведенной выше, рычаг (плечо зеленого цвета) имеет нужную длину, 10,2 см. Но, разумеется, не от края до края, а от центра оси до центра отверстия, в которое продевается крюк безмена.
Сваренная конструкция в реальной жизни выглядит не так нарядно, как на рендере, но свою роль выполнить должна.
Конечно, абсолютной точности достичь не получится, какие-то погрешности обязательно появятся (но мы о них не узнаем). Взять хотя бы силу трения, возникающую при вращении оси рычага в пазах двух стоек. Но погрешности эти пренебрежимо малы, они измеряются жалкими процентами, если не долями процента. Тут гораздо важнее правдивость электронных весов, но и в ней сомневаться нет причин.
Наконец, важен режим работы тестируемого шуруповерта: очевидно, что измерения нужно производить в режиме сверления, чтобы исключить срабатывание «трещотки» муфты, или, по-научному, регулятора силы момента, конструкция которого напоминает устройство динамометрического ключа. Что касается скорости, то мы будем использовать самую низкую, первую. Дело в том, что вторая скорость, предназначенная для сверления, дает наибольший максимальный момент, который правильнее называть ударным. Он длится менее половины секунды, и измерить его в наших условиях не представляется возможным.
После нескольких неудачных попыток и двух поломанных безменов (нельзя подавать на весы ударный момент!) наконец-то был найден оптимальный способ измерения крутящего момента на нашем стенде. Вот они, простые приемы: включить режим сверления на 1-й скорости и, крепко прижав рукоять к поперечине стенда (она специально для этого и предназначена), плавно нажать включатель и удерживать его в нажатом состоянии несколько секунд, пока шуруповерт не сбросит мощность. За постоянно меняющимися значениями электронных весов следить бесполезно, тут поможет только видеокамера, снимающая с высокой частотой кадров. Впоследствии, при изучении снятого видео, нетрудно отыскать кадр, в котором запечатлено максимальное значение. Вот оно.
Результат — 6,87 Н·м. Сравним с паспортными значениями: 32 Н·м. Обман? Ничуть. Мы уже говорили, что производитель, скорее всего, показывает максимальный, ударный момент, который следует за резким нажатием включателя на полную скорость. Измерить его в бытовых условиях невозможно. Да и нужно ли? Ведь саморезы мы вворачиваем в дерево или металл совсем не с помощью ударного момента, который длится 0,2-0,5 секунды. Мы вворачиваем саморез исключительно благодаря длительному, мягкому моменту. Той силе, с которой муфта продолжает вращаться под нагрузкой.
Много это или мало — 6,87 Н·м? Не ответить, пока не сравним с другими шуруповертами. В качестве второго испытуемого был взят рабочий инструмент автора — почти новый, узнаваемого черно-зеленого бренда (это Makita). А для полноты картины у соседа был на полчасика выклянчен его потертый шуруповерт бренда Союз с полностью заряженной батареей. И вот настало время удивительных историй.
Makita, 30 Н·м по паспортуСоюз, 24 Н·м по паспорту
Похоже, что каждый производитель указывает крутящий момент не просто «от балды», а «от балды и с потолка». Так, рассматриваемый шуруповерт Deko по паспорту дает 32 Н·м, а по измерениям — 6,8 Н·м. Makita в паспорте показывает 30 Н·м, а на практике — 8,6 Н·м. Наконец, скромняга Союз говорит о 24 Н·м, которые в результате измерений превратились в 13,8 Н·м. Ну как так-то? Получается, Deko — самый хвастливый шуруповерт из всей троицы.
Но как же эти измеренные ньютон-метры проявляются на практике? А вот как: при использовании Makita с ее измеренными 8,6 Н·м при вворачивании кровельных саморезов в металл есть высокий риск сорвать шляпку самореза, поскольку такая операция производится в режиме сверления, ведь кровельный саморез — это, по сути, сверло с резьбой.
Знакомый автору владелец чрезвычайно мощного шуруповерта Союз неоднократно жаловался на срыв шляпок в режиме сверления. А вот с нашим шуруповертом Deko шляпки кровельных саморезов наверняка останутся целыми. Если, конечно, не подавать на второй скорости ударный момент на шляпку самореза, который уже ввернут в металл.
Самый ненаучный тест
Следующий тест — самый ненаучный из всех, какие только можно придумать. При этом он, как ни парадоксально, самый наглядный и практический. Правда, довольно трудоемкий. Тест призван ответить на вопрос: какой объем работы можно выполнить этим шуруповертом? В чем его измерить и как добиться повторяемости?
Очевидно, что шуруповерты чаще всего используются не для взбивания омлета, а для завинчивания или отвинчивания чего-либо. Хотя с омлетом тоже вариант. Но нам интересны саморезы, которые мы и станем вворачивать в дерево — сосну обыкновенную (она так называется, сосна обыкновенная) с влажностью около 20%. Влажность деревяшки мы измерили самостоятельно, это нетрудно сделать, зная вес куска дерева и его объем. Вес нужно поделить на объем, после чего обратиться к таблице удельных весов разных пород дерева разной влажности.
Эта информация дана лишь для обеспечения алиби тестировщика. Ведь получить абсолютно похожие исходные условия для повторения теста практически невозможно. Следующая деревяшка окажется другой плотности, будет иметь другую влажность, иное направление волокон. Наконец, само тестирование будет проводиться при другой температуре, что непременно повлияет на результат хотя бы из-за изменившейся емкости аккумулятора (литий-ионные батареи чрезвычайно не любят низких температур).
Итак, приступим. Этот короткий видеоролик содержит получасовой процесс работы с шуруповертом, скомканный до половины минуты. В кадре имеется счетчик ввернутых саморезов (крестовые 50×3,5 мм), а справа внизу отображается длительность работы в минутах. Разумеется, аккумулятор перед началом работы был полностью заряжен. Температура, при которой велась работа, составляла около 22 °C.
Великолепный результат. Субъективное мнение автора таково: его личный шуруповерт Makita с аккумулятором похожей емкости примерно на треть менее эффективен, чем рассматриваемый Deko. В чем тут дело? Может, в разном вольтаже аккумуляторов или в разном расходе энергии из-за разности конструкций двигателей и редукторов. Ну, зато Makita снабжается запасным аккумулятором, а в комплекте Deko его нет.
Кстати, неожиданное наблюдение: индикаторы уровня заряда аккумулятора, расположенные на корпусе нашего шуруповерта, практически бесполезны. Даже если энергии в батарее осталось чуть, все равно светится весь красно-желто-зеленый ряд. Еще интереснее прибор ведет себя при разряде аккумулятора. Обычно электроинструменты с севшей батареей работают неохотно, словно засыпая на ходу. Наш ведет себя иначе: он просто перестает работать, резко и неожиданно. Только что был успешно вкручен в дерево очередной (210-й по счету) саморез, берем, не задумываясь, 211-й, нажимаем включатель… и ничего не происходит! Двигатель не отвечает, светодиоды не светятся. Ничего не скажешь, оригинально.
Аккумулятор
Как мы уже убедились, энергии, которую хранит аккумулятор, хватает на полчаса довольно интенсивной работы. И все бы хорошо, но есть один серьезный недостаток: зарядка длится долго. Нет, не так: очень долго. Производитель в данном случае честно указал эту длительность: 3 часа. Почему так? А вот почему: прилагаемый адаптер питания выдает 13,5 В со смехотворной силой тока 400 мА.
И это даже не результаты измерений, а значения, указанные на самом адаптере. Которые по нехорошей, но, увы, устоявшейся традиции, следует делить как минимум на два. Например, упоминавшийся шуруповерт Makita снабжается зарядным устройством, которое выдает впятеро больший ток — 2 A. В результате чего аккумулятор, имеющий похожую емкость, заряжается впятеро быстрее.
Таким образом, если кто-то решит использовать рассматриваемый шуруповерт в таком греховном занятии, как, например, сборка мебели из Икеи, то необходимо заранее обзавестись одним-двумя дополнительными аккумуляторами. В противном случае сборщика ожидают занимательные трех-четырехчасовые перерывы в работе. Хотя, если подумать, это не так уж и плохо.
На деле же процесс полного заряда аккумулятора занял даже больше заявленных трех часов — 3 часа 13 минут.
Выводы
Компактный шуруповерт Deko GCD12DU3 запомнился грубоватым, но броским дизайном, долгим временем работы и необычным поведением при разряде аккумулятора. Пожалуй, единственное, что вызывает досаду — это крайне длительный процесс зарядки. Исходя из результатов наших измерений, такой инструмент нельзя рекомендовать тем, кто планирует долгую профессиональную работу.
Этот инструмент идеально подходит для срочных работ небольшого объема: им можно привернуть гардины, отвинтить раковину, разобрать или собрать полку или шкаф, покрыть кровлей беседку и т. д. Но хозяину, который пользуется им эпизодически, нельзя забывать об инструменте: ведь это не отвертка. Регулярная подзарядка аккумулятора позволит избежать ситуации, когда вдруг понадобившийся «шурик» вяло пискнет мотором, и на этом работа закончится, не начавшись.
Любая брендовая дрель-шуруповерт DeWalt (Деволт) зарекомендовала себя очень надежным инструментом в быту и отличным помощником на производстве. Мощный аккумуляторный 18 В шуруповерт Dewalt универсально применим в строительстве, ряде производств и особенно в деревообработке.
Фирма DeWalt — известная американская торговая марка, компания, которая за короткий промежуток времени вышла в лидеры среди конкурентов.
Аккумуляторный шуруповерт DeWalt подходит для широчайшего круга задач, там где необходимы ускорение и упрощение операций с крепежом, перфорация материалов. Девайс может закручивать саморезы, болты, шурупы, винты.
Он подходит для сборки или разборки мебели, а также аналогичных операций с иными конструкциями. Аккумуляторный 18 В шуруповерт способен проделывать отверстия в весьма твердых материалах. Надежная дрель-шуруповерт поможет без затруднений просверлить пенобетон для того, чтобы повесить полку или откидной столик в прихожую. Конечно, она пригодится для сборки металлических конструкций, стоек и т. д.
На сегодняшний день аккумуляторные шуруповерты можно найти во многих интернет-магазинах электроинструмента Украины, в том числе и на ресурсе DeWalt. top. В нашем магазине представлен обширный ассортимент аккумуляторных шуруповертов DeWalt (Деволт) по приемлемым ценам, всегда имеются выгодные акционные предложения.
Дрели-шуруповерты DeWalt представлены богатым выбором моделей и конфигураций.
Цена шуруповертов DeWalt варьируется от бюджетного сегмента до высокотехнологичных моделей, что позволяет покупателю выбрать наиболее походящий для себя вариант. Шуруповерт DeWalt условно разделен на бытовой и профессиональный. В зависимости от того, какой шуруповерт вы выберете, будет отличаться и его цена.
Промышленные электроинструменты обычно стоят дороже, чем бытовые, но они. конечно, на порядок мощнее и рассчитаны на гораздо более продолжительную непрерывную работу. Бытовые шуруповерты предназначены для выполнения работ дома. При выборе шуруповерта DeWalt необходимо смотреть на его характеристики, а именно крутящий момент, выносливость, производительность, функциональность.
Аккумуляторный шуруповерт DeWalt применяется для строительно-монтажных манипуляций на высоте или в местах, к которым сложно добраться. Может такое случиться, что у вас не будет под рукой розетки или удлинителя. Шуруповерт с аккумулятором удобнее сетевых аналогов.
Такой шуруповерт способен без проблем функционировать зимой. Мороз ему не помеха. После одной-двух минут работы батарея быстро восстанавливает свой заряд.
Основными рабочими характеристиками шуруповерта следует считать показатели крутящего момента, частоту вращения электродвигателя, выходную мощность, набор рабочих режимов.
Функциональность шуруповерта зависит от величины крутящего момента. Этот показатель обязан быть существенным, если шуруповертом предполагается выполнять операции с крупным, массивным крепежом, проводить перфорацию отверстий в легком бетоне. Также этот показатель, наряду с выходной мощностью, важен в случае необходимости оперировать с закисшим, «прикипевшим» крепежом.
Комплектация шуруповертов Девольт высокопрочными металлическими редукторами придает им прекрасную износостойкость.
Показатель точности высверливания отверстий определяется количеством регулируемых режимов скоростей в инструменте.
Мы решили представить вам лучшие аккумуляторные шуруповерты DeWalt по итогам нового года, которые пользуются неизменной популярностью и есть в наличии в нашем интернет-магазине.
Первая товарная позиция, которая будет интересна широкому кругу пользователей, — дрель-шуруповерт DeWalt DCD791NT. Это высокомощный 18 В электроинструмент, который может комплектоваться емким литиевым аккумулятором FLEXVOLT. Рассчитан на долгий срок эксплуатации благодаря наличию в нем бесщеточного двигателя. Компактный аппарат можно применять в условиях ограниченного пространства. Редуктор крутит на двух скоростях, которые регулируются, существует реверс. Имеется 15-уровневый настройщик крутящего момента, регулируемый в зависимости от материала. Полный контроль и управление аппаратом обеспечивает выключатель с вмонтированной электроникой.
У шуруповерта DCD791NT легкая установка и демонтаж литиевого аккумулятора, а также очень хорошая сбалансированность электроинструмента, который удобно удерживать строго вертикально. Также у шуруповерта имеется в наличии скоба-клипса под ремень для удобного ношения и набор насадок, сверл.Дрель-шуруповерт оснащена светодиодным ярким излучателем света для комфортного использования в темноте.
Дрель-шуруповерт DeWALT DCD771C2 — это высокотехнологичный инструмент с литиевой батареей со сравнительно новой технологией XR. Этот шуруповерт комплектуется 13-миллиметровым БЗП патроном, который позволяет эффективно использовать насадки. Редуктор прочный, металлический, с улучшенной износостойкостью, регулировкой скорости и функцией реверса. В нем целых 16 позиций настройки крутящего момента, что удобно для закручивания шурупов и саморезов. Данная дрель-шуруповерт также не лишена светодиодной подсветки, ею, как и предыдущей моделью, удобно подсвечивать рабочее место. Выходная мощность аккумуляторного шуруповерта 300 Ватт, а шум не превышает уровня 72 dB.
Следующим лучшим электроинструментом, имеющемся в нашем интернет-магазине, можно считать DCD778S2T, который предназначен для выполнения манипуляций в малодоступных местах. Невероятно удобный дизайн с превосходной эргономикой уменьшает нагрузку на пользователя, что не может не радовать мастера. Он очень хорошо себя проявил в сверлении кирпичной кладки, при проделывании отверстий в металле и завинчивании длинных саморезов. Комплектуется бесщеточным мотором с большим КПД. У DCD778S2T без затруднений меняются насадки одной рукой благодаря блокировке шпинделя. Удобство в работе обеспечивает анатомическая рукоятка. В комплекте идет литиевая батарея емкостью 1.5 Ач, но можно использовать всю линейку 18V аккумуляторов, включая FLEXVOLT.
Модель DCD777S2T может подойти для работы с множеством материалов. Бесщеточный двигатель с высоким КПД предназначен для продолжительной работы с инструментом. Первый фактор и наличие высокопрочных шестерней редуктора — основа огромной продолжительности работы шуруповерта. В этом шуруповерте есть блокировка шпинделя для молниеносной смены насадок. Он может очень долго работать на одном заряде, что делает его незаменимым при использовании на значительных высотах, где просто не обойтись без аккумуляторного инструмента. В нем устанавливается 13 мм одномуфтовый патрон с храповиком. Преимущества шуруповерта: хороший баланс по массе и удобная рукоятка для длительных работ.
И, напоследок, DCD996NT — мощный 18 В шуруповерт, у которого есть режим удара, способный работать с широкой линейкой «каменных» стройматериалов. Эта модель в ряду аккумуляторных шуруповертов не уступает предыдущим, а по ряду особенностей даже превосходит их, что не может не сказаться на цене. В нем применяется технология XRP для литиевых аккумуляторов, плюс совершенно новая 3-х позиционная LED подсветка. Вам понравится бесшумный редуктор и чемодан для транспортирования TSAK.
Самая маленькая в мире отвертка с двойным питанием (от Westminster)
Доставка по всему миру
Наведите курсор на изображение, чтобы увеличить Нажмите на изображение, чтобы увеличить
Самая маленькая в мире отвертка с двойным питанием (от Westminster) – Можно использовать 2 батареи AAA или подключать USB к компьютеру или адаптеру для зарядки.
(Примечание: батарейки и USB не входят в комплект)
Синий — настоящая рабочая отвертка. Поставляется с 2 битами (крестовая и плоская)
Эргономичный дизайн и отделения для хранения бит
Маленькие вещи, большое удовольствие!
Не для детей младше 3 лет
Способы оплаты
American ExpressApple PayDiners ClubDiscoverMeta PayGoogle PayMastercardPayPalShop PayVenmoVisa
Ваша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Безопасность
Возврат
У нас есть 30-дневная гарантия возврата денег.
Мы гарантируем, что вы останетесь довольны покупкой или ВЕРНУТЕ ВАШИ ДЕНЬГИ!
Мы вернем 100% стоимости покупки (за вычетом стоимости доставки) по любой причине в течение первых 30 дней с даты покупки. Ваш возврат будет обработан в течение 14 дней с момента получения нами возвращенного товара в оригинальной невскрытой упаковке. Расходы по возврату несет покупатель. (Пожалуйста, обрати внимание:).
Наш полис действует 30 дней. Если с момента покупки прошло 30 дней, к сожалению, мы не можем предложить вам возврат или обмен.
Чтобы иметь право на возврат, ваш товар должен быть неиспользованным и находиться в том же состоянии, в котором вы его получили. Он также должен быть в оригинальной упаковке.
Некоторые виды товаров не подлежат возврату: Смешанные открытые партии, такие как Doorables, Tsum Tsums и Shopkins, не подлежат возврату
Дополнительные невозвратные товары: Подарочные карты Загружаемые программные продукты Некоторые товары для здоровья и личной гигиены
Для оформления возврата нам потребуется квитанция или подтверждение покупки.
Пожалуйста, не отправляйте покупку обратно производителю.
Существуют определенные ситуации, когда предоставляется только частичное возмещение (если применимо) Любой товар не в своем первоначальном состоянии, поврежден или отсутствует по причинам, не связанным с нашей ошибкой, а также любой товар, возвращенный более чем через 30 дней после доставки
Возврат средств (если применимо) После того, как ваш возврат будет получен и проверен, мы отправим вам электронное письмо, чтобы уведомить вас о том, что мы получили ваш возвращенный товар. Мы также уведомим вас об одобрении или отклонении вашего возмещения. Если вы одобрены, ваш возврат будет обработан, и кредит будет автоматически применен к вашей кредитной карте или исходному способу оплаты в течение определенного количества дней.
Задержка или отсутствие возврата средств (если применимо) Если вы еще не получили возмещение, сначала проверьте свой банковский счет еще раз. Затем свяжитесь с компанией, выпустившей вашу кредитную карту, может пройти некоторое время, прежде чем ваш возврат будет официально отправлен. Далее обратитесь в свой банк. Часто перед отправкой возмещения требуется некоторое время на обработку. Если вы сделали все это, но до сих пор не получили возмещение, свяжитесь с нами по адресу [email protected].
Предметы со скидкой (если применимо) Возврат возможен только за товары по обычной цене, к сожалению, возврат за товары со скидкой невозможен.
Обмен (если применимо) Мы обмениваем товары только в том случае, если они не являются дефектными или поврежденными. Если вам нужно обменять его на тот же товар, отправьте нам электронное письмо по адресу [email protected] и отправьте товар по адресу: knick knack toy shack 3 Hemlock Road West Nyack New York 10994.
Подарки Если товар был помечен как подарок при покупке и доставке непосредственно вам, вы получите подарочный кредит на сумму вашего возврата. Как только возвращенный товар будет получен, подарочный сертификат будет отправлен вам по электронной почте.
Если товар не был помечен как подарок при покупке, или даритель отправил заказ себе, чтобы передать вам позже, мы отправим возврат дарителю, и он узнает о вашем возврате.
Доставка Чтобы вернуть товар, отправьте его по почте по адресу: безделушка магазин игрушек 3 Hemlock Road West Nyack New York 10994
Вы несете ответственность за оплату транспортных расходов при возврате товара. Стоимость доставки не возвращается. Если вы получите возмещение, стоимость обратной доставки будет вычтена из вашего возмещения.
В зависимости от того, где вы живете, время, которое может потребоваться для доставки товара по обмену, может различаться.
Если вы отправляете товар стоимостью более 75 долларов США, вам следует рассмотреть возможность использования службы доставки с возможностью отслеживания или приобретения страховки доставки. Мы не гарантируем, что получим ваш возвращенный товар.
из 2876 отзывов
Милашка!!!
Это было отправлено отважному родственнику, проходящему медицинский осмотр. Это было очень хорошо принято.
Мишель Стэнфилд
21.01.2023
Самые маленькие в мире мишки Care Bears Series 3 — Brave Heart Lion
Отличное качество, трудно найти предметы
Я недавно получил их, и очень быстро, учитывая, что они были отправлены в Великобританию. Товары высокого качества и соответствуют описанию. Нам особенно нравится счастливый огурец Дуглас. Большое спасибо за бесперебойную работу
Anonymous
20. 01.2023
Cats Vs Pickles — Bundle of 12 (Holiday)
Маленький миш
Прибыл в отличном состоянии
Нэнси Вандоски
12.01.2023
MushMeez Cat Medium Plush
Маленький миш
в отличном состоянии — Прибыл в отличном состоянии
Нэнси Вандоски
01/ 12/2023
MushMeez Narwhal Medium Plush
Small Mush Meez
Прибыл в отличном состоянии
Nancy Vandoski
12.01.2023
MushMeez 9 MushMeez Owl Medium Plush0003
Плюш Mush Meez
Этот большой плюш прибыл твердым, как камень, и, должно быть, в то время подвергался сильному холоду. Я отправил электронное письмо в службу поддержки клиентов и получил ответ в течение 24 часов с инструкциями, как сильно его замесить, что сработало!
Нэнси Вандоски
12.01.2023
Большая плюшевая лама MushMeez
Игрушки Mush meez
Эта большая плюшевая игрушка прибыла твердой, как камень, и я никогда раньше не видел ее. Я отправил электронное письмо в службу поддержки клиентов и получил ответ через 24 часа, в котором говорилось, что нужно размять его, чтобы смягчить игрушку. Потребовалась тяжелая рука и много работы, но в конце концов она смягчилась
Нэнси Вандоски
12.01.2023
Большой плюшевый пингвин MushMeez
Большой выбор, лучшая цена!
Мне нравится дарить игрушки всем, независимо от возраста. В магазине игрушек есть отличный выбор, чтобы удовлетворить мои личные потребности. Я доволен продуктом, и все прошло хорошо. Доставка проста, и бесплатная доставка не может быть проигнорирована. Спасибо Toy Shack, я с нетерпением жду продолжения бизнеса в будущем.
— Дерек Стивенс
10.01.2023
Самые маленькие в мире трансформеры 1-го поколения — Оптимус Прайм
Я случайно наткнулся на этот сайт. Счастливый несчастный случай!
Эрик Борст
09.01.2023
Knick Knack Toy Shack
Больше оригиналов 68 года?
Я надеялся, что будет больше миниатюр оригинальной серии автомобилей Hot Wheels 1968 года. Я получу их все равно.
Эрик Борст
09.01.2023
Самые маленькие в мире Hot Wheels — Series 5 — Mig Rig 2013
Итти — маленькая красная тележка.
Очень миленькая копия.
Эрик Борст
09.01.2023
Самый маленький в мире радиоуправляемый вагончик
Tiny
Маленькие аккуратные игрушки. Далее идет фронтальный погрузчик.
Эрик Борст
09.01.2023
Самый маленький в мире Самосвал Тонка, самый маленький в мире
Наполняй!
Как только я заполню его самыми маленькими в мире машинками Hot Wheels, я куплю еще один и заполню его тоже!
Эрик Борст
09.01.2023
Самый маленький в мире чемодан Hot Wheels Mini World Super Rally
Care Bears Series 3
Мне очень нравится этот набор! Они абсолютно очаровательны. Спасибо за быструю доставку и купон на скидку. Я вернусь за покупками.
— Ронда Хейвуд
08.01.2023
Самые маленькие в мире заботливые мишки. Серия 3 — (набор из 4)
Mchfgd errr
Мое 5-летнее солнышко, ему так весело
Koggd
08.01.2023
Самые маленькие игрушки в мире (набор из 7 новых поступлений — июнь 2022 г.)
Служба Knock Your Socks Off
Ознакомьтесь с нашими обзорами Google , чтобы понять, что мы имеем в виду.
Доставка по всему миру
Большинство заказов доставляются на почту всего за 1-2 дня. (Извините, марсиане, в настоящее время мы не можем отправить товар за пределы планеты.)
Возврат и возмещение
Потому что вы должны ЛЮБИТЬ игрушки, которые покупаете. См. правила ЗДЕСЬ.
Безопасные платежи
Все страницы и транзакции защищены с помощью 256-битного SSL, тот же уровень безопасности, что и банки.
SCS Отвертка для трещотки, короткая, L 15 мм, нержавеющая сталь | Straumann Group
Отвертка SCS, для трещотки, короткая, L 15 мм, нержавеющая сталь
REF 046.400
Отвертка SCS, для трещотки, короткая, L 15 мм, нержавеющая сталь
Категории:
Хирургические инструменты
Протезные инструменты
Инструменты и аксессуары
Драйверы
Драйверы
Скуловые нережущие инструменты
Детали и характеристики
Все варианты продукта
Детали и характеристикиВсе варианты продукта
Подробнее
Обратите внимание: этот продукт не совместим с системой скуловых имплантатов Straumann®.
Товар для продажи Текст Название
Отвертка SCS, для трещотки, x-короткая, L 15 мм, нержавеющая сталь
Видимо, вы попали на страницу, которой либо нет, либо давно удалили. Начните поиск сначала!
Заказать обратный звонок
Телефон
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Товар добавлен в корзину
Перейти в корзину
Товар добавлен в сравнение
Сравнить товары
В сравнении не может быть больше 4 товаров
Запрос счёта или коммерческого предложения
Название организации:
Ваш e-mail
Ваш телефон
Имя контакного лица:
Юридический адрес:
Комментарий:
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
В пути, узнайте когда поставка
Мы ответим по E-mail или Whatsapp
Ваше имя:
Ваш e-mail
Ваш телефон
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Связаться с нами
Как позвонить
По телефону +7(495)155-45-19. На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:
На странице товара, под названием товара 3 статуса:
В наличии – У нас на складе. Оформляйте покупку кнопкой Купить.
Предзаказ – В пути, скоро доставка. Узнайте о сроках поставки, кликнув на ‘Сроки поставки’ или оформите покупку кнопкой Купить.
Под заказ – Привозится по вашему заказу по частичной предоплате. Оформляйте заказ по кнопке Заказать.
Как получить счёт на оплату для юридических лиц
Добавьте товары в корзину, перейдите к оформлению заказа. Способ оплаты: Организация → Укажите реквизиты → Получите счет на оплату
Как получить коммерческое предложение
На странице товара кликните по ссылке Запросить КП
Сколько стоит доставка
На странице товара блок Доставка. С точным расчетом стоимости и сроков в ваш город. На странице Доставка и оплата более подробно о всех способах доставки.
Если вы не нашли среди вопросов своего, обратитесь к нам через Whatsapp или Telegam
Запрос
Контактное лицо (ФИО):
Контактный телефон:
Email:
Комментарий:
Упс.. кажется такой страницы нет
Видимо, вы попали на страницу, которой либо нет, либо давно удалили. Начните поиск сначала!
Заказать обратный звонок
Телефон
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Товар добавлен в корзину
Перейти в корзину
Товар добавлен в сравнение
Сравнить товары
В сравнении не может быть больше 4 товаров
Запрос счёта или коммерческого предложения
Название организации:
Ваш e-mail
Ваш телефон
Имя контакного лица:
Юридический адрес:
Комментарий:
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
В пути, узнайте когда поставка
Мы ответим по E-mail или Whatsapp
Ваше имя:
Ваш e-mail
Ваш телефон
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Связаться с нами
Как позвонить
По телефону +7(495)155-45-19. На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:
На странице товара, под названием товара 3 статуса:
В наличии – У нас на складе. Оформляйте покупку кнопкой Купить.
Предзаказ – В пути, скоро доставка. Узнайте о сроках поставки, кликнув на ‘Сроки поставки’ или оформите покупку кнопкой Купить.
Под заказ – Привозится по вашему заказу по частичной предоплате. Оформляйте заказ по кнопке Заказать.
Как получить счёт на оплату для юридических лиц
Добавьте товары в корзину, перейдите к оформлению заказа. Способ оплаты: Организация → Укажите реквизиты → Получите счет на оплату
Как получить коммерческое предложение
На странице товара кликните по ссылке Запросить КП
Сколько стоит доставка
На странице товара блок Доставка. С точным расчетом стоимости и сроков в ваш город. На странице Доставка и оплата более подробно о всех способах доставки.
Если вы не нашли среди вопросов своего, обратитесь к нам через Whatsapp или Telegam
Запрос
Контактное лицо (ФИО):
Контактный телефон:
Email:
Комментарий:
Как найти имя принтера на принтере
Как найти имя принтера на принтере — номер модели принтера
Пожалуйста, включите файлы cookie, чтобы получить наилучшие впечатления. Некоторые из важных основных функций могут не работать без него. Узнайте больше о том, как включить файлы cookie в вашем браузере.
Похоже, в вашем браузере отключен JavaScript.
Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
Поиск продукта
Поиск продукта
Поиск продукта
При наличии тысяч различных моделей принтеров очень важно знать номер или название модели вашего принтера. Знание точного имени принтера поможет при заказе сменных картриджей, загрузке драйверов принтера или программных утилит, а также при поиске поддержки.
Существует два типа маркировки для идентификации вашего принтера:
Название серии принтера: Название марки и группы похожих принтеров. Обычно это начинается с букв. Например:
Серия HP PhotoSmart
Серия Canon Pixma
Серия Epson Workforce
МФУ Brother серии
Номер модели принтера: Группа цифр или в сочетании с буквами, которые следуют после названия серии. Вместе с названием серии это даст вам правильный номер модели принтера или имя принтера. Например:
HP PhotoSmart 7520 (номер модели принтера HP)
Canon Pixma MX922 (номер модели принтера Canon)
Epson Workforce WF-3640 (номер модели принтера Epson)
Brother MFC-J480DW (номер модели принтера Brother)
Где найти имя или модель моего принтера?
Вы сможете найти модель своего принтера в одном из следующих мест:
Начните с поиска на передней панели вашего принтера . Модель принтера может быть расположена либо в верхней, либо в нижней части вашего принтера.
Модель принтера можно найти на верхняя часть вашего принтера ; обычно находится рядом с панелью управления.
Найдите на принтере панель управления . Ваша модель принтера может быть расположена либо сверху, либо снизу.
На некоторых моделях принтеров Epson серия принтера и номер модели могут быть расположены в разных местах. См. пример ниже:
Откройте верхнюю крышку принтера, чтобы получить доступ к держателю чернильного картриджа. Модель принтера может быть найдена внутри этой области. См. пример ниже:
Если ничего не помогает, модель принтера можно найти в руководстве пользователя, кратком руководстве по настройке, на установочном компакт-диске, входящем в комплект поставки принтера, или на самой упаковочной коробке. Хотя это вариант, мы настоятельно рекомендуем вам выполнить поиск вашего физического принтера, чтобы получить точную модель или имя.
Нужна помощь?
Служба поддержки доступна с понедельника по пятницу с 6:00 до 18:00 по тихоокеанскому времени
1-833-465-6888
Онлайн-чат
Создать учетную запись
Вы всего в нескольких секундах от персонализированных покупок, быстрых заказов и огромных сбережений.
Имя *
Пожалуйста, введите Ваше Имя
Фамилия *
Пожалуйста, введите вашу фамилию
Электронная почта * Пожалуйста, введите ваш действующий адрес электронной почты. Например. пример@mail.com
Пароль * Минимум 6 символов, по крайней мере, один в верхнем регистре, один в нижнем регистре, одна цифра и один специальный символ или символ (например, ! @ # ?).
Требуется пароль Введите правильный пароль
Введите пароль еще раз
Пароль должен совпадать.
Зарегистрируйтесь, чтобы получать эксклюзивные предложения по электронной почте.
Не волнуйся. Ваш адрес электронной почты никогда не передается и не продается. Смотрите нашу конфиденциальность Политика для деталей.
Уже есть учетная запись?
С возвращением!
Войдите в систему с вашими учетными данными ниже.
Забыли пароль?
Введите свой адрес электронной почты ниже, и мы вышлем вам ссылку для сброса пароля.
Адрес электронной почты
Пожалуйста, введите ваш действующий адрес электронной почты. Например. пример@mail.com
Знаешь свой пароль?
Список старых принтеров — принтеры по имени, модели, расположению и функциям
На данной странице представлен каталог ресурсов различного направления, которые могут представлять интерес для людей, которые увлекаются роботами и смежными с робототехникой областями.
Соревнования в России
Всероссийская робототехническая олимпиада (подробнее о ВРО…)
Международный фестиваль РобоФинист
Всероссийский технологический Робофест
Международные соревнования Роботов-футболистов RoboCup
Iskra JS — флагманська плата з вбудованим інтерпретатором JavaScript. Плата буде цікава электронщикам, дизайнерів, програмістів і всім допитливим умам, бажаючим зібрати власний гаджет: від автополивщика рослин до системи «Розумний дім». Iskra JS є розвитком платформи Espruino, а це значить, що весь код можна і потрібно писати на улюбленому JavaScript.
Відеоогляд
Загальні відомості
Iskra JS виконана на мікроконтролері STM32F405RGT6 з архітектурою ARM Cortex-M4 і тактовою частотою 168 МГц. Процесор оснащується двома блоками пам’яті:
Flash-пам’ять 1 МБ.
SRAM-пам’яті на 192 КБ.
Ресурсів плати з головою вистачить для обробки JS-коду і вирішення безлічі завдань на зразок управління роботами, промисловою автоматикою і системами розумного будинку.
Платформа виготовлена у форм-факторі Arduino R3, отже сумісна з платами розширення для Arduino.
Особливості
Сумісність з усіма платами формфактора Arduino R3.
Вбудований інтерпретатор мови JavaScript.
Підтримка HID-підключення для емуляції клавіатури, миші або джойстика.
Світлодіодні індикатори: BUSY, LED1 і ON
Кнопка Reset для скидання програми.
Кнопка BTN1 для переходу плати в режим завантажувача.
Напруга логічних рівнів 3,3 вольта, однак практично всі піни толератны до 5 вольт.
Терморегулятори
На платі розташовано 26 контактів вводу-виводу GPIO для підключення зовнішніх пристроїв: 22 — на колодках Arduino R3 і 4 — на ICSP-роз’ємі. Деякі піни володіють додатковими можливостями:
12× ADC з розрядністю 12 біт
22× PWM з розрядністю 12 біт
2× DAC з розрядністю 10 біт
Також передбачені апаратні інтерфейси:
2× SPI
3× I2C
4× UART
Логічне напруга рівнів GPIO на платі Iskra JS — 3,3 В: виходи логічної одиниці видають 3,3 В і в режимі входу очікують приймати 3,3 В. Однак практично всі піни толерантні до 5 вольтів, так що сміливо можете підключати свої улюблені датчики на цій платформі. Всі подробиці розпіновки читайте керівництві з використання.
Програмування
Для програмування платформи Iskra JS використовуйте середовище Espruino Web IDE. Всі подробиці по налаштуванню читайте в нашому посібнику JavaScript.
Харчування
Для живлення платформи використовуйте порт USB, контакт Vin або роз’єм DC Barrel Jack.
При живленні через USB знадобиться зарядник 5 разом з кабелем USB.
При живленні через пін Vin або роз’єм DC Barrel Jack — знадобиться джерело з вихідним напругою від 7 до 12 В, наприклад імпульсний блок живлення або складання з акумуляторів.
Комплектація
1× Платформа Amperka Iskra JS
1 x Джампер
Характеристики
Модель: Amperka Iskra JS / AMP-B046
Форм-фактор: Arduino R3
Мікроконтролер: STM32F405RGT6
Архітектура: ARM Cortex-M4 / 32 біт
Тактова частота: 168 МГц
Flash-пам’ять: 1 МБ
SRAM-пам’ять: 192 КБ
Контакти вводу-виводу:
26× GPIO
12× ADC / Розрядність 12 біт
22× PWM / Розрядність 12 біт
2× DAC / Розрядність 10 біт
Апаратні інтерфейси:
2× SPI
3× I2C
4× UART
Логічне напруга рівнів GPIO:
Вхід: 3,3 В (толлератны до 5)
Вихід: 3,3 В
Вхідна напруга живлення:
Через USB: 5 В
Через пін Vin або DC Barrel Jack: 7-12 В
Максимальний вихідний струм:
з піну 5V: 1000 мА
з піну 3.3 V: 300 мА
Розміри: 69×53 мм
Ресурси
Керівництво по використанню плати Iskra JS
Встановлення і налаштування середовища Espruino IDE
Навчальні та довідкові матеріали
Проекти
Виховуємо сусіда з перфоратором
Розумний лабіринт для щурів
Танцювальна битва
Документація
Datasheet на мікроконтролер STM32F405RGT6
Экосистема программного обеспечения
| AMPERE
AMPERE разрабатывает новое поколение вычислительного программного обеспечения и экосистемы проектирования систем для приложений в промышленных секторах с тесным взаимодействием между подсистемами Cyber-Physical Systems of Systems (CPSoS). Экосистема направлена на то, чтобы помочь разработчикам систем использовать низкоэнергетические, высокопараллельные и гетерогенные вычисления в своем процессе разработки, выполняя при этом нефункциональные ограничения, унаследованные от киберфизических взаимодействий.
Основная задача, решаемая в AMPERE, состоит в преодолении существующего в настоящее время разрыва между методами, используемыми для построения сложных CPSoS, и методами, используемыми для эффективного использования параллельных архитектур: для разработки сложных систем в основном по двум причинам: он позволяет формальную проверку функциональных и нефункциональных требований с функциями компонуемости и позволяет использовать инструменты генерации кода для процесса разработки, основанного на парадигме правильного построения.
Модели параллельного программирования (PPM)
являются обязательными для достижения производительности в параллельных архитектурах с точки зрения программируемости, переносимости и производительности.
Варианты использования AMPERE ориентированы на автомобильную и железнодорожную отрасли. CPSoS предлагает возможность использовать низкоэнергетические, высокопараллельные и гетерогенные системы, одновременно выполняя нефункциональные ограничения в этих областях, открывая дверь для разработки более эффективных и автономных мобильных решений. Тем не менее, разработки AMPERE также применимы к другим областям с такими же или подобными ограничениями, например, к промышленным системам управления и роботизированным системам.
Экосистема программного обеспечения
На приведенном ниже рисунке показано схематическое изображение стека экосистемы программного обеспечения AMPERE и набора интегрируемых слоев:
AMPERE разработает полную экосистему программного обеспечения для проектирования систем и вычислений, включая полный стек для проектирования, внедрения и эффективного выполнения надежных и физически запутанных систем на платформах, состоящих из самых передовых готовых коммерческих продуктов (COTS). энергоэффективные параллельные гетерогенные архитектуры.
Предметно-ориентированные языки моделирования
Модели параллельного программирования
Инструменты синтеза кода
Инструменты анализа и тестирования
Расширенные языки, управляемые моделями, такие как AMALTHEA и CAPELLA, способные выражать и проверять нефункциональные ограничения, включая производительность, энергопотребление, безопасность и предсказуемость времени в контексте параллельных гетерогенных вычислений.
Общая системная спецификация, соответствующая промышленным стандартам, упрощает интеграцию в процессы проектирования промышленных изделий. В то время как CAPELLA охватывает подходы к проектированию систем на основе компонентов, AMALTHEA фокусируется на динамической системной архитектуре. В Ampere мы объединили два подхода к проектированию. Ampere обеспечивает основанный на моделях подход от CAPELLA до AMALTHEA к исходному коду, который выполняется на платформе, чтобы упростить сертификацию для параллельных гетерогенных вычислений.
В контексте, подобном рассмотренному в AMPERE, чем раньше может быть определено требование безопасности, тем легче им управлять. CAPELLA позволяет разработчику формулировать требования безопасности уже на ранней стадии проекта, например, помечая «связанным с безопасностью» модуль, который считается инкапсулирующим требования безопасности. Позже система может проверить, соответствует ли модель AMALTHEA требованиям, выраженным в CAPELLA, и что компоненты Amalthea, полученные из «связанного с безопасностью» модуля CAPELLA, содержат более специализированные требования безопасности. Наконец, можно выполнить проверку на уровне генерации кода, чтобы убедиться, что код, реализующий требования безопасности, соответствует стандартам безопасности программного обеспечения.
Мы дополнительно расширили метамодель AMALTHEA, чтобы охватить современные общедоступные/подписные коммуникационные инфраструктуры, такие как ROS и AUTOSAR. Адаптивные и расширенные приложения, подходящие для параллельного выполнения на аппаратных платформах с гетерогенными ускорителями, которые используются (полу-)автоматическими инструментами синтеза кода.
Загрузка содержимого…
Загрузка содержимого…
Загрузка содержимого…
Компиляторы и инструменты аппаратного синтеза
Библиотеки времени выполнения
Операционные системы
Гипервизоры
Платформа компиляции LLVM была расширена для извлечения информации об управлении и потоке данных для создания полного представления параллельного приложения в форме графика зависимостей задач (TDG). Это представление служит интерфейсом между системой компиляции и различными инструментами анализа для выполнения многокритериальной оптимизации. Кроме того, LLVM также расширен для поддержки всех дополнений/модификаций, предлагаемых для OpenMP (например, репликация, статическое планирование), поэтому он может преобразовывать параллельные директивы в соответствующие вызовы времени выполнения. Наконец, экосистема компиляции включает в себя инструменты для компиляции и синтеза аппаратных блоков, которые будут развернуты на платформах с поддержкой FPGA.
Загрузка содержимого…
Загрузка содержимого…
Загрузка содержимого…
Новости и пресс-релизы | АМПЕР
В преддверии финишной черты партнеры по проекту AMPERE встречаются в Порту, чтобы обсудить последние месяцы проекта
AMPERE представляет на семинаре HiPEAC 2023 по адаптивной CPSoS
Уведомление о публикации: сопоставление задач и потоков на основе эвристики в многоядерных процессорах
AMPERE на Всемирном конгрессе Smart City Expo в Барселоне
Общее собрание Ampere в Барселоне
Исследователи AMPERE публикуют новую целостную структуру, помогающую разделять приложения реального времени на разнородных платформах.
Программная отказоустойчивость для отказоустойчивых параллельных систем
От DSML к OpenMP: многокритериальная автоматическая оптимизация
AMPERE 3-я Генеральная Ассамблея
Использование предсказуемого аппаратного ускорения на основе FPGA
Интервью «Женщины в STEM» с участием ученого AMPERE Дельфин Лонге
История успеха: AMPERE использует усовершенствования OmpS, разработанные в рамках проекта LEGaTO
Обучение AMPERE на ACACES 2021
Обучение AMPERE на Ада-Европа 2021
Интервью «Женщины в STEM» с участием ученого AMPERE Виолы Соррентино
Решение проблемы смешанной критичности для автомобильной промышленности
1-е интервью «Женщины в STEM» из серии интервью с ученым AMPERE Сарой Ройуэла
Статья ARTEMIS об AMPERE как истории успеха CPS
AMPERE и энергоэффективность в киберфизических системах, разработанных на основе моделей
Вышло первое видео AMPERE
AMPERE в журнале Scientific Computing World
AMPERE 2-я Генеральная Ассамблея
AMPERE на семинаре интеграции SoS с CPS
Достижения AMPERE в 2020 году
Система обнаружения и предотвращения препятствий (ODAS) AMPERE с использованием CAPELLA
Главная /
Вело / Диаметры стержней под нарезание резьбы
Резьба
метрическая
Резьба
дюймовая
Резьба
трубная
Диаметр
резьбы, мм
Шаг, мм
Диаметр стержня, мм
Диаметр резьбы, дюймы
Диаметр стержня, мм
Диаметр резьбы, дюймы
Диаметр стержня, мм
наим.
наиб.
наим.
наиб.
наим.
наиб.
М6
1
5,8
5,8
1/4
5.9
6
T1/8
9.4
9.5
М8
1,25
7,8
7,9
5/16
7. 5
7.6
T1/4
12.7
13
М10
1,5
9,75
9,85
3/8
9.1
9.2
T3/8
16.2
16.5
М12
1,75
11,76
11,88
T1/2
20. 4
20.7
М14
2
13,7
13,82
М16
2
15,7
15,82
1/2
12.1
12.2
T5/8
22. 4
22.7
М18
2,5
17,7
17,82
М20
2,5
19,72
19,86
5/8
15.3
15. 4
T3/4
25.9
26.2
М22
2,5
21,72
21,86
М24
3
23,65
23,79
3/4
18. 4
18.5
T7/8
29.9
30
М27
3
26,65
26,79
М30
3,5
29,6
29,74
7/8
21. 5
21.6
T1
32.7
33
М36
4
35,66
35,83
1
24.6
24.8
T11/8
37
37.3
Сайт управляется системой uCoz
Диаметры стержней под метрическую резьбу
Таблица 1. Диаметры стержней при нарезке внешней метрической резьбы
Диаметры
Допуски на
диаметр стержня
Диаметры
Допуски на
диаметр стержня
резьбы
стержня
резьбы
стержня
Резьба с крупным шагом
3
2,94
-0,06
12
11,88
-0,12
3,5
3,42
-0,08
16
15,88
-0,12
4
3,92
-0,08
18
17,88
-0,12
4,5
4,42
-0,08
20
19,86
-0,14
5
4,92
-0,08
22
21,86
-0,14
6
5,92
-0,08
24
23,86
-0,14
7
6,9
-0,1
27
26,86
-0,14
8
7,9
-0,1
30
29,86
-0,14
9
8,9
-0,1
33
32,83
-0,17
10
9,9
-0,1
36
35,83
-0,17
11
10,88
-0,12
39
38,83
-0,17
Резьба с мелким шагом
4
3,96
-0,08
24
23,93
-0,14
4,5
4,46
-0,08
25
24,93
-0,14
5
4,96
-0,08
26
25,93
-0,14
6
5,96
-0,08
27
26,93
-0,14
7
6,95
-0,1
28
27,93
-0,14
8
7,95
-0,1
30
29,93
-0,14
9
8,95
-0,1
32
31,92
-0,17
10
9,95
-0,1
33
32,92
-0,17
11
10,94
-0,12
35
34,92
-0,17
12
11,94
-0,12
36
35,92
-0,17
14
13,94
-0,12
38
37,92
-0,17
15
14,94
-0,12
39
38,92
-0,17
16
15,94
-0,12
40
39,92
-0,17
17
16,94
-0,12
42
41,92
-0,17
18
17,94
-0,12
45
44,92
-0,17
20
19,93
-0,14
48
47,92
-0,17
22
21,93
-0,14
50
49,92
-0,17
Таблица 2. Диаметры сверл для высверливания отверстий при нарезке внутренней метрической резьбы
Наружный диаметр
резьбы, мм
Диаметр сверла (мм) для
Чугуна, бронзы
Стали, латуни
1
0,75
0,75
1,2
0,95
0,95
1,6
1,3
1,3
2
1,6
1,6
2,5
2,2
2,2
3
2,5
2,5
3,5
2,9
2,9
4
3,3
3,3
5
4,1
4,2
6
4,9
5
7
5,9
6
8
6,6
6,7
9
7,7
7,7
10
8,3
8,4
Полное руководство по резьбовому стержню
Наше руководство по резьбовому стержню описывает его использование, типы, размеры, характеристики, грузоподъемность, материалы и многое другое.
Это экспертное руководство по винтовым стержням и резьбовым стержневым шпилькам разработано, чтобы точно объяснить, что такое резьбовой стержень. Мы также расскажем, как он используется, какие типы и размеры доступны, из каких материалов он обычно изготавливается, как резать и работать с резьбовым стержнем.
Что такое резьбовой стержень?
Резьбовой стержень, также известный как резьбовой стержень, резьбовая шпилька или винтовой стержень, является распространенным типом крепежа. Он используется почти так же, как очень длинный толстый болт или винт. Нарезка резьбового стержня может проходить по всей длине шпильки (с полной резьбой) или частично с обоих концов.
Резьбовые стержни и шпильки широко используются везде, где требуется крепеж большей длины и жесткости для соединения двух предметов вместе. Они часто используются для скрепления деревянных или металлических предметов или используются для придания дополнительной прочности конструкциям, поддерживаемым бетоном и другими материалами. Резьба позволяет легко прикрепить гайки и другие крепления к стержню по мере необходимости.
Вы найдете широкий выбор размеров, размеров и грузоподъемности, подходящих для всех видов работ. Некоторые разновидности могут иметь прорезь для привода на одном конце, что упрощает их установку, хотя у большинства шпилек нет головки, как у большинства болтов и винтов.
Просмотреть все Резьбовой стержень
Для чего используется резьбовой стержень?
В качестве популярного подтипа крепежных изделий и креплений резьбовой стержень используется во многих и разнообразных областях. Они обычно используются в профессиональных строительных работах, ремонте и техническом обслуживании, производстве и переработке, а также в различных других сложных промышленных приложениях.
К отраслям, наиболее часто связанным с регулярным использованием резьбовых шпилек, относятся:
Строительство
Сборка и ремонт автомобилей
Производственные, производственные и перерабатывающие предприятия
Электромонтаж
Сантехника и подрядные работы
Использование в сельском хозяйстве
Техническое обслуживание установки
Медицинское оборудование
Морское применение и техника
Одна из причин, по которой часто используется резьбовой стержень из стали и нержавеющей стали, заключается в том, что он, как правило, дешев, с ним легко работать, а также аккуратно и аккуратно устанавливать. Однако сталь подвергается коррозии при использовании на открытом воздухе. Нержавеющая сталь марки 316 устойчива к коррозии, что делает ее лучшим материалом для использования на открытом воздухе и в морской среде. Это также подходящий выбор для крепления и закрепления материалов в широком диапазоне влажных, влажных или неблагоприятных условий окружающей среды.
Типы и характеристики резьбовых стержней
Существует несколько стандартных типов резьбовых стержней, каждый из которых имеет свой собственный набор характеристик, особенностей и функций. Некоторые из наиболее широко используемых разновидностей шпилек включают:
Шпильки с полной резьбой
Они имеют резьбу, проходящую по всей длине стержня, что позволяет гайкам и другим креплениям полностью соединяться в любой точке стержня.
Купить Стержень с полной резьбой
Стержень с двухсторонней резьбой или двухсторонний стержень с резьбой
Имеют резьбу на обоих концах шпильки, но не до середины. Резьбовые сегменты имеют одинаковую длину на обоих концах.
Резьбовая шпилька
Похожа на двухстороннюю шпильку, но резьбовая часть на одном конце длиннее, чем на другом.
Полый стержень с резьбой
Этот тип является полым по всей длине шпильки с отверстиями на обоих концах. Это позволяет кабелям и другим компонентам проходить через корпус стержня, например, при использовании для крепления осветительного прибора.
Стержень с мелкой резьбой или стержень с мелкой резьбой
Этот термин обычно применяется к шипам, резьба которых тоньше и ближе друг к другу, чем у стандартных или крупных сортов. Это может быть преимуществом в местах установки, подверженных вибрации, что снижает вероятность того, что стержень начнет выходить наружу. Мелкая резьба также обеспечивает большую прочность на растяжение и сдвиг, чем грубая резьба.
Соединители с резьбовым стержнем
Соединитель с резьбовым стержнем представляет собой тип крепления, который очень похож на удлиненную гайку. Они имеют резьбу на внутренних стенках и могут быть закреплены на винтовом стержне так же, как стандартная гайка.
Соединительная муфта с резьбовым стержнем (иногда называемая концевым фитингом с резьбовым стержнем) располагается таким образом, что один конец шпильки вставляется примерно наполовину в крепление. Затем конец второй части винтового стержня вставляется в отверстие на другом конце соединителя, после чего две части надежно соединяются и удлиняются.
Подвески с резьбовым стержнем
Подвеска с резьбовым стержнем часто используется в установках, где сам стержень должен быть подвешен под твердой деревянной или каменной поверхностью, а не проходить сквозь нее. Бетонные потолки и полые полы являются обычными примерами мест, в которых может использоваться система подвесных кронштейнов с резьбовыми стержнями.
Эти вешалки работают как вставные анкерные точки и вбиваются в поверхность, под которой должен висеть стержень. На другом конце от наконечников для нарезания резьбы они обычно имеют ввинчиваемое или зажимное крепление, которое служит точкой крепления или фланцем для самого резьбового стержня.
Большинство подвесок с резьбовым стержнем являются самонарезающими, хотя для легких условий эксплуатации также доступен ряд защелкивающихся версий.
Купить подвески с резьбовым стержнем
Как использовать резьбовой стержень
Использование резьбового стержня просто для тех, кто ранее работал с различными типами больших винтов и болтов , особенно болтов с квадратным подголовком. Стад-бар работает так же, как и многие типы стандартных болтов, с небольшими отличиями.
Во-первых, резьбовой стержень обычно выбирают в тех случаях, когда требуемая длина намного превышает длину большинства обычных винтов или болтов. Нет ничего необычного в том, что резьбовой стержень длиной 2 фута или 3 фута используется в тяжелых условиях или в конструкциях. При покупке винтовых стержней, как правило, широко доступны гораздо более толстые калибры, чем даже самые большие коммерческие анкерные болты.
В то время как большинство болтов имеют резьбу только на одном конце, настоящий стержень с резьбой чаще имеет резьбу по всей длине или на обоих концах. В отличие от болтов, необходимые секции резьбового стержня обычно вырезаются по размеру из более длинного куска, а это означает, что в большинстве случаев резьбовой стержень не будет иметь головки для более легкого забивания или забивания секции.
Помимо этих отличий, фактический способ установки стержня с резьбой очень похож на способ установки болта или винта. Точный пошаговый метод установки резьбового стержня в качестве анкера или штифта будет зависеть от материала, в который вы его вбиваете. Для определенных материалов, таких как бетон и каменная кладка, вам обычно потребуется использовать перфоратор и клейкий анкер какой-либо формы, а также сам стержень.
Как отрезать резьбовой стержень
При работе с резьбовым стержнем и шпилькой всегда полезно знать, как аккуратно и безопасно отрезать резьбовой стержень до необходимой длины. Лучше всего это сделать с помощью специального резака для резьбовых стержней.
Они могут быть как ручными, так и механическими. В ручных версиях (с ручным управлением), как правило, используются губки с лезвиями, которые часто можно менять местами, чтобы аккуратно прорезать шпильки различной толщины. Версии с электроприводом чаще полагаются на какую-либо форму вращающегося диска, чтобы делать аккуратные разрезы. Резьбовой стержень также можно обрезать по длине на торцовочная пила или отрезная пила, при условии, что установлен подходящий диск для резки металла.
Размеры резьбовых стержней
Некоторые распространенные размеры резьбовых стержней (размер резьбы, длина и толщина) перечислены ниже. После покупки вам может понадобиться обрезать стержень с резьбой до нужной длины для конкретных проектов — стандартные длины для покупки стержня с резьбой в Интернете включают секции 3, 6, 10 и 12 футов.
Некоторые из наиболее распространенных размеров для покупки резьбового стержня в Интернете включают:
Резьбовой стержень M10
Резьбовой стержень M3
Резьбовой стержень M12
Резьбовой стержень M4
Резьбовой стержень M25
Резьбовой стержень M8 2 м
Резьбовой стержень M16 x 1,5
Резьбовой стержень m16
Резьбовой стержень M24
Большой резьбовой стержень
Прочность на растяжение резьбового стержня M10
Резьбовой стержень M19
Резьбовой стержень большого диаметра
Резьбовой стержень M9
Резьбовой стержень 24 мм
Резьбовой стержень 7 мм
12 мм цельная резьба
Резьбовой стержень 4 мм
Размер резьбового стержня M (метрический) относится к стандартному диаметру и обычно присутствует на большинстве крепежных элементов и фиксаторов шпилек в Великобритании.
Размер резьбы (количество и шаг резьбы)
Шаг резьбы – это расстояние, измеренное из стороны в сторону, между любыми двумя вершинами резьбы (самая широкая часть резьбы, выступающая наружу от сердцевины стержня). ).
Меньший шаг резьбы означает большее количество витков, поскольку резьбы физически расположены ближе друг к другу. Количество витков относится к количеству гребней на данном участке стержня и измеряется в TPI (количества витков на дюйм).
Обратите внимание, что резьба на винтовом стержне может быть нарезана как в правостороннем порядке (стандартное закручивание по часовой стрелке), так и в левостороннем варианте.
Threaded Rod Sizes Chart
This chart shows common metric thread sizes:
Thread Size
Major Diameter
Thread Pitch (mm)
Размер сверла для нарезания резьбы
M3
3
0. 5
2.5
M4
4
0.7
3.3
M5
5
0.8
4.2
M6
6
1
5
M8
8
1.25
5.8
M10
10
1.5
8.5
M12
12
1.75
10.2
M16
16
2
14
M20
20
2. 5
17.5
Threaded Rod Load Chart
The На приведенной ниже диаграмме показаны типичные минимальные допустимые нагрузки для стальных резьбовых стержней различных размеров. Обратите внимание, что минимальная пробная нагрузка рассчитана для резьбового стержня класса прочности 4.6.
Thread Size
Stress Area (mm²)
Minimum Proof Load (kg)
M3
5
112
M4
8.8
204
M5
14.2
326
M6
20.1
459
M8
36. 6
836
M10
58
1335
M12
84.3
1937
M16
157
3598
M20
245
5617
Threaded Rod Materials
Threaded rods come in several different materials, with the best choice depending on различные факторы. Обычно они включают в себя то, что вам нужно от шпильки, среду, в которой она будет установлена, и типы материалов, которые будет закреплять анкерный штифт.
Обратите внимание, что вам также необходимо четко осознавать несущие свойства и требования, которым анкеры, используемые в вашем проекте, должны соответствовать или превосходить их.
Резьбовой стержень из мягкой стали является одним из наиболее распространенных типов. При изготовлении винтовых стержней обычно используются различные виды стали и производных материалов. Нержавеющая сталь (резьбовой стержень из нержавеющей стали ) является еще одним распространенным типом, как и оцинкованный резьбовой стержень. Последний оцинкован для дополнительной защиты от коррозии, что делает его идеальным для использования в суровых условиях или во влажной среде в течение длительного времени.
Вы также можете купить латунный и нейлоновый стержень с резьбой , хотя он, как правило, используется для меньших калибров, где действуют меньшие усилия. Эти материалы не подходят для каких-либо важных структурных применений.
Пронумерованная резьба машинного винта (от № 1 до № 12)
1/4-20 1/4″-20 0,25-20
В
Дробная резьба UNC (от 1/4 до 1 дюйма)
1/2-20 1/2″-20 0,5-20
В
Дробная резьба UNF (от 1/4 до 1 дюйма)
М6 M6x1 6×1
мм
Метрическая крупная резьба (от M1 до M22)
M6x0,75 M6x. 75 6x.75 6мм х.75
мм
Мелкая метрическая резьба (от M1 до M22)
0,255-40 .255-40 0,255″-40
В
Нестандартная резьба (от 0,06 до 1,0 дюйма)
Уменьшение размера стержня, на который вы хотите нарезать резьбу, с помощью матрицы облегчает запуск матрицы, , но настоящий секрет заключается в добавлении 30-градусной фаски к концу стержня.
Размер заготовки штампа — это основной диаметр минус 10% шага. Это примерно то же самое, что и обычные болты.
ПРЕДЛОЖЕНИЕ НЕДЕЛИ
199,95 $
Дополнительная информация
Комплект удлинения кровати 16 дюймов
Ленточная пила, 4×6, горизонтальная/вертикальная
Напольная ленточная пила
Горизонтальное положение для точной резки и автоматического отключения
Вертикальное положение для ручной резки
3 скорости лезвия
Вместимость 4 x 6 дюймов
399,95 $
Регулярно $449,95
Больше таких продуктов
Набор метчиков и матриц, 39 цельных круглых плашек
Набор из 39 крепежных винтов, метчиков с дробным сечением и сплошных круглых матриц
Крепежные винты и метчики с неполными размерами, а также цельные круглые плашки размером 1 дюйм
Включает три рукоятки для метчиков и две матрицы
18-лепестковый измеритель шага стандартной резьбы и отвертка
LEITZ TM 100-0-03/310 Нож строгальный ширина обработки 310 мм
Нож строгальный.
Подходит для:
Древесина мягких пород сухая
Древесина мягких пород влажная
Древесина твердых пород влажная
Древесина твердых пород сухая
Материалы термопластичные
Древесно-полимерные композиты
Россия, Казахстан, Белоруссия, Узбекистан, Армения, Киргизия, Таджикистан — доставка в любой город и другие страны ЕАЭС и мира.
Ваше имя *
Обязательное поле
Имя должно быть не менее 4 символов.
Электронная почта *
Обязательное поле
Неправильный E-mail.
Название компании или физ.лицо *
Обязательное поле
Название должно быть не менее 4 символов.
Телефон
Сообщение *
Обязательное поле
Защита от спама reCAPTCHA Конфиденциальность и Условия использования
Сообщение отправлено
Пожалуйста, заполните форму правильно.
Отправка…
Капча недействительна.
Повторите попытку позже.
АССОРТИМЕНТ
LEITZ производит полный ассортимент изделий для профессиональной обработки древесины и пластиков. Стандартная программа охватывает более 8.000 наименований инструментов.
ЭКОНОМИЧНОСТЬ
Инструменты обладают большим сроком службы, высокой производительностью, и точностью обработки поверхности, на восстановление режущей способности потребуются небольшие затраты.
ИННОВАЦИИ
Инструменты изготавливаются из высоколегированной быстрорежущей стали, твердых сплавов с применением поликристаллических алмазов (PKD), синтетического монокристаллического алмаза.
Пилы дисковые по дереву
WK 150-2, WK 854-2, SK 199-2 и др.
Пилы дисковые специальные
WK 361-2, WK 381-2, WK 462-2 и др.
Строгание и профилирование
WM 501-2, WF 620-2, SF 540-2 и др.
Фрезы концевые
WO 160-2, WO 140-2-50 и др.
Сверление
WB 120-0-10, WB 101-0-02 и др.
Зажимные системы
PT 300, PM 350, TI 501 и др.
Ножи и бланкеты
АТ 103, AT 107, TM 100 и др.
Обработка плитных материалов
WM 230-2-01
Ваше имя *
Обязательное поле
Имя должно быть не менее 4 символов.
Электронная почта *
Обязательное поле
Неправильный E-mail.
Название компании или физ. лицо *
Обязательное поле
Название должно быть не менее 4 символов.
Телефон
Сообщение *
Обязательное поле
Защита от спама reCAPTCHA Конфиденциальность и Условия использования
Настоящее соглашение является официальным документом OOO «Новые Технологии», ОГРН 1131690023178, ИНН 1656069657 (далее – Администратор) и определяют порядок использования посетителями (далее — Посетитель) сайта Администратора и обработки информации, получаемой Администратором от Посетителя.
Соглашение может быть изменено Администратором в одностороннем порядке в любой момент, без какого-либо специального уведомления Посетителя Сайта.
В случае, если при использовании Посетителями Сайта Администратору будет сообщена какая-либо информация, относящаяся прямо или косвенно к определенному или определяемому физическому лицу (далее – Персональные данные), ее последующая обработка будет осуществляться в соответствии с законодательством Российской Федерации. В отношении всех сообщаемых Персональных данных Посетитель дает Администратору согласие на их обработку. Администратор обрабатывает персональные данные Посетителя исключительно в целях предоставления Посетителю функций Сайта, размещенного на нем контента, маркетинговой, рекламной, иной информации, в целях получения Посетителем персонализированной (таргетированной) рекламы, исследования и анализа данных Посетителя, а также в целях предложения Посетителю своих товаров и услуг. В отношении всех сообщенных Администратору Посетителем своих персональных данных Администратор вправе осуществлять сбор, систематизацию, накопление, хранение, уточнение (обновление, изменение), использование, распространение (в том числе передача любым третьим лицам, включая передачу персональных данных третьим лицам на хранение или в случае поручения обработки персональных данных третьим лицам), обезличивание, блокирование, уничтожение, трансграничную передачу, обработку с применением основных способов такой обработки (хранение, запись на электронных носителях и их хранение, составление перечней, маркировка) и иные действия в соответствии со статьей 3 Федерального закона от 27. 07.2006 № 152-ФЗ «О персональных данных».
Посетитель понимает и соглашается с тем, что предоставление Администратору какой-либо информации о себе, не являющейся контактной и не относящейся к целям, обозначенным Администратором Сайта (не относящейся к деятельности Администратора, к продвигаемым им товарам и/или услугам, к условиям сотрудничества Администратора и Посетителя Сайта), а равно предоставление информации, относящейся к государственной, банковской и/или коммерческой тайне, информации о расовой и/или национальной принадлежности, политических взглядах, религиозных или философских убеждениях, состоянии здоровья, интимной жизни Посетителя Сайта или иного третьего лица запрещено.
В случае принятия Посетителем решения о предоставлении Администратору какой-либо информации (каких-либо данных), Посетитель обязуется предоставлять исключительно достоверную и актуальную информацию. Посетитель Сайта не вправе вводить Администратора в заблуждение в отношении своей личности, сообщать ложную или недостоверную информацию о себе.
Администратор принимает меры для защиты Персональных данных Посетителя Сайта в соответствии с законодательством Российской Федерации.
Администратор не проверяет достоверность персональной информации, предоставляемой Посетителем Сайта, и не имеет возможности оценивать его дееспособность. Однако Администратор исходит из того, что Посетитель предоставляет достоверную персональную информацию и поддерживает эту информацию в актуальном состоянии.
Администратор вправе запрещать Посетителю доступ к Сайту или к отдельным частям Сайта.
Посетитель в соответствии с ч. 1 ст. 18 Федерального закона «О рекламе» дает Администратору свое согласие на получение сообщений рекламного характера.
Согласие может быть отозвано субъектом персональных данных или его представителем путем направления письменного заявления ООО «Новые Технологии» или его представителю по адресу: 420030 Казань, Адмиралтейская д. 3 к.4 п.1026.
В случае отзыва субъектом персональных данных или его представителем Согласия на обработку персональных данных, ООО «Новые Технологии» вправе продолжить обработку без разрешения субъекта персональных данных при наличии оснований, указанных в пунктах 2 — 11 части 1 статьи 6, части 2 статьи 10 и части 2 статьи 11 Федерального закона №152-ФЗ «О персональных данных» от 26.06.2006 г.
Настоящее Согласие действует все время до момента прекращения обработки персональных данных по причинам, указанным в п. 9 данного документа.
Ножи и строгальные станки из карбида и быстрорежущей стали Kinves, строгальные станки DeWalt
Поиск
Поиск
«Только наш сервис превосходит наше качество»
Посмотреть как Сетка
Список
6 шт.
Сортировать по
Позиция наименование товара Цена Бренд Установить нисходящее направление
Посмотреть как Сетка
Список
6 шт.
Сортировать по
Позиция наименование товара Цена Бренд Установить нисходящее направление
Infinity Cutting Tools с гордостью предлагает эксклюзивные сменные ножи для фуганка и рубанка по дереву. Мы предлагаем сменные строгальные и фуганочные ножи из высококачественной быстрорежущей стали (HSS) и с твердосплавными напайками для всех марок и моделей строгальных и фуганочных станков, включая портативные настольные строгальные станки DeWalt DW734 и DeWalt DW735.
Ножи для строгальных станков и фуганков из быстрорежущей стали
Каждый строгальный и фуганковый нож из быстрорежущей стали рассчитан на увеличенный срок службы между заточками, и качество является нашим главным приоритетом. Наши строгальные и фуганочные ножи выкованы из высококачественной европейской быстрорежущей инструментальной стали D2, которая производится на знаменитом сталелитейном заводе Bohler в Австрии. Мы указываем твердость по Роквеллу 60 HRC, чтобы максимизировать стойкость к истиранию, повысить способность стали удерживать режущую кромку и повысить ее устойчивость к деформации при повышенных температурах.
Но использование материалов ультра-премиум класса — это только начало. Производственный процесс, который мы используем для наших фуганочных и строгальных ножей, отличает нас от других. Мы закаляем эту специальную сталь в трехкамерной вакуумной печи, а затем закаливаем ее в масле, чтобы получить идеально однородный строгальный или фуганочный нож с повышенной прочностью и ударопрочностью. Этот эксклюзивный процесс является более дорогостоящим, чем методы более низкого качества, но он оптимизирует снижение напряжения и увеличивает срок службы каждого производимого нами строгального ножа и фуганка. Наконец, мы тщательно отшлифовываем каждый нож до бритвенного блеска, чтобы вы могли получить идеальный срез.
Фуговальные и строгальные ножи с твердосплавными напайками
Компания Infinity Cutting Tools с гордостью предлагает эксклюзивные строгальные и фуганочные ножи с твердосплавными напайками, которые прослужат примерно в 10 раз дольше, чем наши высококачественные строгальные и фуганочные ножи из быстрорежущей стали. Наши ножи с твердосплавными наконечниками изготовлены из высококачественного микрозернистого карбида, прочно связанного с прочным стальным корпусом. Эта комбинация стали и карбида на каждом строгальном ноже и фуганке обеспечивает сверхпрочность и способна выдерживать высокоскоростные нагрузки внутри вашего фуганка или строгального станка намного лучше, чем лезвия любой другой марки. Поскольку вам не придется затачивать эти ножи почти так же часто, как ножи из быстрорежущей стали, экономия времени сама по себе будет значительной.
Мы постоянно стремимся предлагать наилучшие условия для совершения покупок — это включает в себя лучшее в отрасли обслуживание клиентов, удобный для мобильных устройств дизайн, быструю и доступную доставку, неизменно доступные цены и доступ к самым востребованным продуктам на рынке. Не верьте нам на слово, вот несколько отзывов, которые оставили наши прошлые клиенты!
Сменные ножи для большинства строгальных станков и фуганков (прямые и h
Категории
Мы предлагаем большой выбор сменных ножей для большинства строгальных и фуганочных станков. Многие стандартные ножи для рубанков и фуганков также доступны из твердого сплава, который прослужит вам до 10 раз дольше, чем ножи из обычной стали (HSS).
Мы также предлагаем сменные ножи для большинства винтовых режущих головок.
Если вы не нашли то, что искали, или если у вас возникли вопросы, звоните нам по телефону 1-855-699-6635 или:
Уточнить поиск
Сравнение товаров (0)
Сортировать по:
Имя по умолчанию (A — Z) Название (Z — A) Цена (Низкая > Высокая) Цена (Высокая > Низкая) Рейтинг (Самый высокий) Рейтинг (Самый низкий) Модель (A — Z)Модель (Z — A)
Токарно-винторезные станки предназначены для обработки, включая нарезание резьбы, единичных деталей и малых групп деталей. Однако бывают станки без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом. Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее. На средних станках производится 70 — 80% общего объема токарных работ. Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов. Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации. Крупные и тяжелые токарные станки применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов, железнодорожных колесных пар, роторов турбин и др. Все сборочные единицы (узлы) и механизмы токарно-винторезных станков имеют одинаковое название, назначение и расположение. Смотри рисунок вверху.
16К20 Характеристики станка 16К20 завода «Красный пролетарий»
.
Типичный токарно-винторезный станок завода «Красный пролетарий» показан на рисунке внизу.
Общий вид и размещение органов управления токарно-винторезного станка мод. 16К20:
Рукоятки управления: 2 — сблокированная управление, 3,5,6 — установки подачи или шага нарезаемой резьбы, 7, 12 — управления частотой вращения шпинделя, 10 — установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 — изменения направления нареза-ния резьбы (лево- или правозаходной), 17 — перемещения верхних салазок, 18 — фиксации пиноли, 20 — фиксации задней бабки, 21 — штурвал перемещения пиноли, 23 — включения ускоренных перемещений суппорта, 24 — включения и выключения гайки ходового винта, 25 — управления изменением направления вращения шпинделя и его остановкой, 26 — включения и выключения подачи, 28 — поперечного перемещения салазок, 29 — включения продольной автоматической подачи, 27 — кнопка включения и выключения главного электродвигателя, 31 — продольного перемещения салазок; Узлы станка: 1 — станина, 4 — коробка подач, 8 — кожух ременной передачи главного привода, 9 — передняя бабка с главным приводом, 13 — электрошкаф, 14 — экран, 15 — защитный щиток, 16 — верхние салазки, 19 — задняя бабка, 22 — суппорт продольного перемещения, 30 — фартук, 32 — ходовой винт, 33 — направляющие станины.
Механизм подач и коробка скоростей 16К20 токарного станка.
Главный привод станка. В передней бабке размещены коробка скоростей и шпиндель, которые приводят во вращение обрабатываемую деталь при выбранных глубине резания и подаче. На рисунке показано устройство коробки скоростей, которая работает следующим образом. Заготовка зажимается в кулачковом патроне, который крепится к фланцу шпинделя 13. Вращение от электродвигателя 1 через ременную передачу 2 и муфту включения 3 передается на вал 5.
Блок из трех шестерен 7, 8 и 9, расположенный на валу 5, с помощью реечной передачи связан с рукояткой 17. Этой рукояткой блок шестерен вводится в зацепление с зубчатым колесом 4 (или 10, или 11), жестко закрепленным на валу 6. Колеса 4 и 12 сопряжены соответственно с колесами 15 и 16, которые передают крутящий момент шпинделю через зубчатую муфту 14, соединенную с рукояткой 18. Если муфта передвинута вправо, то шпиндель получает вращение через зубчатое колесо 16, а если влево — через зубчатое колесо 15. Таким образом коробка скоростей обеспечивает шесть ступеней частоты вращения шпинделя. Механизм подач. Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Привод этого механизма осуществляется от коробки скоростей через трензель (смотри рисунок справа), который состоит из четырех зубчатых колес а, б, в, г, связанных с рукояткой 19, переключением которой осуществляется реверс (т. е. изменение направления вращения) вала 20 (приводного вала суппорта). Позиции а, б, в, г, 19 и 20 (см. рисунки). При крайнем нижнем положении рукоятки 19 (положение А) зубчатые колеса а, б, в, г соединены последовательно и направление вращения вала 20 совпадает с направлением вращения шпинделя. При верхнем положении рукоятки 19 (положение В) соединены только зубчатые колеса а, в, г и направление вращения вала 20 изменяется на противоположное. В среднем положении рукоятки 19 (положение Б) зубчатые колеса б и в не соединяются с зубчатым колесом а и вал 20 не вращается.
С помощью гитары устанавливают (настраивают) зубчатые колеса с определенным передаточным отношением, обеспечивающим необходимое перемещение суппорта на один оборот шпинделя. Расстояние L между валами 1 и 2 является постоянным. На валу 2 свободно установлен приклон 3 гитары, закрепленный болтом 4. Ось 5 промежуточных колес вис можно перемещать по радиальному пазу, тем самым изменяя расстояние А между центрами колес c и d. Дуговой паз приклона 3 позволяет регулировать размер В.
Коробка подач.
Назначение коробки подач — изменять скорости вращения ходового винта и ходового вала, чем достигается перемещение суппорта с выбранной скоростью в продольном и поперечном направлениях. Вал 14 в подшипниках 15 (сотри рисунок) коробки подач получает вращение от зубчатых колес гитары; вместе с ним вращается и имеет возможность перемещаться вдоль него зубчатое колесо П с рычагом 10. На одном конце рычага 10 вращается (на оси) зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом — рукоятка 9, с помощью которой рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений (по числу зубчатых колес в механизме 1 Нортона). В каждом из таких положений рычаг 10 поворачивается и удерживается штифтом 9, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1, в результате чего устанавливается выбранное число оборотов вала 2. Вместе с валом 2 вращается зубчатое колесо 3, которое можно перемещать вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 посредством кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево — входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
Суппорт
Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14. Устройство поперечного суппорта показано на рисунке внизу. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим — связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему. выбирается зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
Резцедержатель, фартук и разъемная гайка
Устройство резцедержателя показано на рисунке сверху. В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6. При вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От поворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхностями, образованными пазом на основании конической оправки 3 и отверстием в резцовой головке 6. При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 поворачивается и перемещается вверх по резьбе конической оправки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, фрикционно связанных с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7. При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливается в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для рабочего положение. Продольное и поперечное перемещение салазок суппорта производится через фартук 2 (смотри рисунок справа), который крепится к нижней поверхности продольного суппорта 1. Ручная продольная подача производится маховиком, который через зубчатую передачу сообщает вращение зубчатому колесу 4, катящемуся по рейке 3, закрепленной на станине 5 станка, и перемещает продольный суппорт вместе с поперечным суппортом и фартуком 2. Продольная подача суппорта 1 от ходового винта 2 производится включением разъемной гайки рукояткой 14 (смотри рисунок слева). Разъемная гайка состоит из двух частей (1 и 2), которые перемещаются по направляющим А при повороте рукоятки 5. При этом диск 4 посредством прорезей В, расположенных эксцентрично, перемещает пальцы 3, в результате чего обе части гайки сдвигаются или раздвигаются. Если обе части гайки охватывают ходовой винт, то производится продольная подача (перемещение) суппорта; если они раздвинуты, то подача отключается.
Задняя бабка 16К20
Устройство задней бабки показано на рисунке. В корпусе 1 (при вращении винта 5 маховиком 7) перемещается пиноль 4, закрепляемая рукояткой 3. В пиноли устанавливается центр 2 с коническим хвостовиком (или инструмент). Задняя бабка перемещается по направляющим станка вручную или с помощью продольного суппорта. В рабочем неподвижном положении задняя бабка фиксируется рукояткой 6, которая соединена с тягой 8 и рычагом 9. Сила прижима рычага 9 тягой 8 к станине регулируется гайкой 11 и винтом 12. Более жесткое крепление задней бабки производится с помощью гайки 13 и винта 14, который прижимает к станине рычаг 10.
Схема, паспорт токарного станка 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ, руководство по эксплуатации
Устройство токарно-винторезного станка модели 1К62
Устройство основных узлов токарно-винторезного станка. Фрикционная муфта. Суппорт. Резцедержатель. Задняя бабка.
… смотреть все ->
Виды токарных станков. Референция в Санкт Петербурге
Данная статья больше не поддерживается в актуальном состоянии. Новая статья 2020го года — по ссылке
Оглавление:
Токарно-винторезные станки
Токарно-револьверные станки
Токарные станки с ЧПУ
Токарно-карусельные станки
Лоботокарные станки
Токарно-затыловочные станки
Токарные автоматы и полуавтоматы
Многорезцовые токарные
Специализированные
Разные
Большую часть станочного парка составляют металлообрабатывающие токарные станки. Между собой они отличаются назначением, компоновкой, степенью автоматизации. Предназначены токарные станки для обработки внешних и внутренних поверхностей деталей различной формы, сверления отверстий и их обработки.
Токарные станки с ЧПУ могут дополняться устройствами для фрезерования, шлифования. По устройству шпинделя станки делятся на оборудование с вертикальной и горизонтальной компоновкой. Главные параметры токарных станков — максимальные диаметр заготовки и расстояние между центрами.
Также предлагаем широкий ассортимент режущего инструмента, предлагаемого в продажу в компании СтанкоМашКомплекс, можно ознакомится по ссылке.
Токарно-винторезные станки
Самая распространенная токарная группа станков предназначена для единичного и серийного выпуска продукции. На станках производятся все виды токарных работ. Нарезание всех видов резьбы выполняется специальными инструментами (метчиками, плашками, резцами).
Основными элементами токарно-винторезного станка являются: станина, передняя бабка с коробкой скоростей и вращающимся патроном, задняя бабка для закрепления обрабатывающего инструмента или поддерживания длинных заготовок, суппорт для зажима резцов, кинематика, обеспечивающая перемещение.
Установка заготовок возможна в патроне, патроне и удерживающем центре задней бабки, на оправке, в двух центрах. При зажиме в патроне, максимальный рекомендованный вылет заготовки составляет два-три диаметра. При большей длине выступающей части применяют задний центр. Обработка длинных валов, для обеспечения соосности нескольких сопрягаемых поверхностей, производится между двумя центрами. Оправки служат для обработки заготовки с предварительно выполненными центровыми отверстиями.
Недостатки: основным недостатком является зависимость от квалификации токаря, сложно обеспечивать выполнение серийности деталей
Токарно-револьверные станки
Служат для серийного производства деталей из штучных заготовок или пруткового материала. На направляющих станины установлен суппорт, на который устанавливается револьверная головка, предназначенная для установки режущего инструмента В зависимости от технологической карты обработки конкретной детали, инструменты расположены в определенной последовательности.
Револьверные головки могут быть с вертикальной или горизонтальной осью вращения. Револьверные головки с вертикальной осью вращения, как правило, обладают более высокой жесткостью. Револьверные головки с горизонтальной осью могут обладать более высокой скоростью смены инструмента и большим количеством позиций.
Токарно-револьверные станки с ЧПУ могут иметь две револьверные головки, способны вести обработку по четырем координатам. В револьверных головках, расположенные на верхнем и нижнем суппортах, может быть установлено большее количество инструментов для изготовления деталей сложной формы.
Обработка заготовок, ведущаяся по замкнутому циклу, полностью автоматизирована. Система ЧПУ, обрабатывая данные датчиков, вносит коррективы в технологический процесс, тем самым повышая точность изготовления деталей.
На текущий момент практически полностью заменены токарными автоматами или токарными станками с ЧПУ
Токарные станки с ЧПУ
Современные высокопроизводительные станки, постепенно вытесняют универсальные токарные станки. Упрощенная кинематика, высокоточные перемещения, возможность многоинструментальной обработки. Закрытая зона резания предотвращает разброс стружки и разбрызгивание СОЖ. Возможность установки гидравлического патрона повышает производительность. См ТС1625Ф3, ТС16К20Ф3
Опции противошпиндель, приводной инструмент, ось Y и прочее превращают станки в токарные обрабатывающие центры. Чаще всего выполнены в виде станков с наклонной станиной. См ТС1720Ф3, ТС1720Ф4
Токарно-карусельные станки
Такие станки обрабатывают детали весом в несколько тонн, имеющие большой диаметр при малой высоте. Горизонтально расположенный рабочий стол (планшайба) существенно облегчает загрузку и центрирование тяжелых заготовок.
На карусельных станках обработка цилиндрических и конических поверхностей (наружных и внутренних) проводится резцом. Установленная револьверная головка с инструментами позволяет высверливать и обрабатывать отверстия, нарезать резьбу.
Главным движением станка является вращение планшайбы. Два суппорта: вертикальный и боковой — осуществляют движения подачи инструментов. Основными характеристиками данных станков являются размеры обрабатываемых заготовок: диаметр и высота.
Токарно-карусельные станки изготавливаются промышленностью с одной или двумя стойками. На одностоечных обрабатывают детали до 2500 мм: выполняется обработка поверхностей, сверление, развертка и зенкование отверстий; прорезают канавки, обрабатывают торцы.
Установка системы ЧПУ позволяет вести обработку деталей, имеющих сложный, криволинейный профиль. Основные механизмы станков с ЧПУ имеют сходство со станками, имеющими ручное управление. Обычно с применением системы ЧПУ, цифровых приводов подач и многопозиционной резцедержки и защиты кабинетного типа станок переименовывается в вертикальный токарный станок
Лоботокарные станки
Для обработки заготовок, диаметр которых намного превышает их высоту (шкивы, железнодорожные колеса, маховики) используются лоботокарные станки. Поверхность обработки может быть как цилиндрической, так и конической. Есть возможность протачивать канавки, обрабатывать торцы.
Планшайба, диаметром до 4 метров, расположена вертикально, задняя бабка отсутствует. Станки для обработки особо крупных деталей состоят из двух частей, расположенных на разных основаниях: суппорт расположен обособленно. Планшайба у них имеет специальную выемку для закрепления заготовок с размерами, превышающими ее диаметр.
Токарно-затыловочные станки
Затылование — это специальный метод заточки задних поверхностей обрабатывающих инструментов: различного рода фрез, инструментов для сверления и нарезания резьбы. Такая операция проводится для сохранения формы инструмента при длительной эксплуатации.
По конструкции затыловочный станок похож на винторезный станок, но имеет свои особенности. Обрабатываемый инструмент вращается шпинделем. Режущий инструмент вместе с суппортом совершает линейные возвратно-поступательные движения в радиальном направлении, при этом проходит (затылует) обрабатываемый инструмент на один зуб.
Токарные автоматы и полуавтоматы
Современные токарные станки осуществляют обработку в автоматическом и полуавтоматическом режимах. В станках-полуавтоматах загрузка заготовок и снятие готовых изделий производится оператором.
Станки выпускаются с вертикально и горизонтально вращающимся шпинделем. Станки с вертикально расположенным шпинделем, благодаря отсутствию изгибающих сил на ось вращения шпинделя, обладают значительно большей точностью обработки.
Различают одношпиндельные и многошпиндельный автоматы. Современные многошпиндельные автоматы успешно выпускаются с ЧПУ и сервоприводами.
дата внесения изменений 29.04.2016
Генри Модслей — Библиотека Линды Холл
Пять машин Портсмутского блочного завода, спроектированных и построенных Генри Модслеем, выставлены в Музее науки в Лондоне (блог о расчетах на WordPress.com)
Ученый дня
22 АВГУСТА 2019
22 августа 2019
Генри Модслей, британский производитель станков, родился 22 августа 1771 года. Модслей, возможно, самый уважаемый конструктор станков современности, известный не только своими изобретениями, но и для обучения многих из следующего поколения разработчиков инструментов и изобретателей. Он наиболее известен своим токарно-винторезным станком, который он усовершенствовал примерно к 179 г.7. Машинисты веками нарезали винты на токарных станках, но это был трудоемкий и ненадежный процесс, когда режущий инструмент управлялся вручную и не было реального способа обеспечить постоянный шаг резьбы. Следовательно, каждая резьба немного отличалась, и гайка, сделанная для одной резьбы, вероятно, не подойдет ни для какой другой.
Генри Модслей, литографированный портрет, 1827 г. (Национальная портретная галерея, Лондон)
Модслей взял отдельные изобретения других, добавил несколько своих собственных и объединил их все в одну единую машину. Режущий инструмент не удерживался рукой, а фиксировался в ползунке. Подвижная опора была установлена на длинный ходовой винт, который шел параллельно ложе и приводился в движение токарным станком, так что инструмент автоматически перемещался при вращении детали. Наконец, для получения желаемого шага (количества витков на дюйм) имелся набор сменных шестерен, называемых сменными шестернями, которые приводили в движение ходовой винт. После того, как были вставлены нужные шестерни и резак зафиксировался на скользящей опоре, оператор мог нарезать резьбу на стержне, а затем он мог нарезать еще сотню таких же, и все они были действительно взаимозаменяемы. В Музее науки в Лондоне выставлен оригинальный токарно-винторезный станок Модслея (один из шести, которые, как известно, сохранились) (9).0015 третье изображение ).
Токарно-винторезный станок, построенный Генри Модслеем, ок. 1800 г. (Музей науки, Лондон) линии, за целый век до того, как Генри Форд сделал это в Соединенных Штатах. Корабли Королевского флота использовали «блоки» — шкивы, вставленные в деревянные корпуса — для подъема и опускания парусов, а типичному военному кораблю требовалось почти 1000 блоков: дорого производить
Станок для резки пазов ( левый ) и формовочный станок ( правый ) производства Portsmouth Block Mills, построенный Генри Модслеем, ок. 1808 г., выставлен в Музее науки в Лондоне (блог о расчетах на WordPress. com )
У Марка Брюнеля, который позже будет строить туннель под Темзой, возникла идея автоматизации процесса, и в 1802 году он обратился к Модслею за проектированием оборудования. Модслею понадобилось 6 лет, но он спроектировал и построил более 40 различных станков, каждый из которых выполнял одну конкретную функцию — резку корпусов, прорезку вырезов для шкивов или шкивов, придание формы шкивам, сверление отверстий для штифтов шкивов, и т. д. При установке в Портсмуте у ВМФ был первый в мире завод массового производства; машинами могли управлять всего 10 неквалифицированных операторов по сравнению с примерно сотней квалифицированных рабочих, которые требовались ранее, и завод мог легко поставлять 100 000 блоков трех разных размеров, необходимых военно-морскому флоту каждый год. Многие машины сохранились до наших дней и выставлены в Музее науки; они поистине прекрасны, как и все, что производилось на станкостроительном заводе Модслея (9).0015 первое, четвертое и пятое изображения ). Приближенный вид одной машины показывает несколько блоков вяза в процессе растачивания ( шестое изображение )
Вид нескольких блоков вяза, растачиваемых на одном из станков Portsmouth Block Mills (practicalmachinist.com)
У нас есть несколько раз в этих постах упоминалась гравюра, напечатанная в 1862 г., на которой якобы были изображены наиболее выдающиеся ученые, работавшие в Великобритании в 1807–1808 гг. (см. здесь или здесь). Примерно в то же время Модслей заканчивал машины для Портсмута, поэтому неудивительно, что он был включен в список. Копия гравюры хранится в Национальной портретной галерее. Из троицы сзади по центру, прямо под зеркалом, это Модслей слева, с круглым лицом.
Доктор Уильям Б. Эшворт-младший, консультант по истории науки, библиотека Линды Холл и доцент кафедры истории Университета Миссури-Канзас-Сити. Комментарии или исправления приветствуются; пожалуйста, направьте на [email protected].
Нарезание резьбы на токарном станке – производственные процессы 4-5
После прохождения этого модуля вы сможете:
• Определите глубину подачи.
• Опишите, как правильно нарезать резьбу.
• Объясните, как рассчитать шаг, глубину и внутренний диаметр, ширину плоскости.
• Опишите, как установить правильные обороты.
• Опишите, как правильно настроить быстросменный редуктор.
• Опишите, как правильно установить составной люнет.
• Опишите, как установить правильную насадку.
• Опишите, как установить нулевое значение для компаунда и перекрестной подачи на обоих циферблатах.
• Опишите операцию нарезания резьбы.
• Опишите развертывание.
• Опишите, как заточить насадку инструмента.
Нарезание резьбы на токарном станке — это процесс, при котором на заготовке образуется спиральный гребень одинакового сечения. Это выполняется путем выполнения последовательных надрезов резьбонарезным инструментом той же формы, что и требуемая форма резьбы.
Практическое упражнение:
1. Для этого практического упражнения по нарезанию резьбы вам понадобится кусок круглого материала, повернутый к внешнему диаметру протектора.
2. С помощью отрезного или специально заточенного инструмента сделайте надрез для протектора, равный его глубине плюс 0,005 дюйма.
3. Приведенная ниже формула даст вам единую глубину для выполнения унифицированных резьб:
d = Р х 0,750
Где d = одинарная глубина
P = Шаг
n = количество витков на дюйм (TPI)
Глубина подачи = 0,75 / n
Чтобы нарезать правильную резьбу на токарном станке, необходимо сначала произвести расчеты, чтобы резьба имела правильные размеры. Следующие диаграммы и формулы будут полезны при расчете размеров резьбы.
Пример. Рассчитайте шаг, глубину, внутренний диаметр и ширину лыски для резьбы ¾-10 NC.
P = 1 / n = 1 / 10 = 0,100 дюйма
Глубина = 0,7500 x Шаг = 0,7500 x 0,100 = 0,0750 дюйма
Ширина плоскости = P / 8 = (1/8) x (1/10) = . 0125 дюйма
Процедура нарезания резьбы:
1. Установите скорость примерно на четверть скорости, используемой для поворота.
2. Установите быстросменный редуктор на требуемый шаг резьбы. (количество резьб на дюйм)
Рисунок 1. Таблица резьбы и подачи
Рисунок 2. Настройка редуктора
3. Установите остаточную часть на 29 градусов вправо для правой резьбы.
Рисунок 3. 29 градусов
4. Установите насадку для нарезания резьбы под углом 60 градусов и отрегулируйте высоту до центральной точки токарного станка.
Рис. 4. Инструмент для нарезания резьбы под углом 60 градусов
5. Установите насадку и прямые углы на заготовку, используя резьбовой калибр.
Рисунок 5. Использование калибра центра для позиционирования инструмента для обработки резьбы
6. Используя раствор для компоновки, нанесите покрытие на участок резьбы.
Рисунок 6. Компоновка
7. Переместите резьбонарезной инструмент к детали, используя как компаунд, так и поперечную подачу. Установите микрометр на ноль на обоих циферблатах.
Рисунок 7. Соединение Рисунок 8. Поперечная подача
8. Переместите поперечную подачу на задний инструмент с заготовки, переместите каретку к концу детали и сбросьте поперечную подачу на ноль.
Рис. 9. Конец детали и поперечная подача до нуля
9. Используя только составной микрометр, подайте от 0,001 до 0,002 дюйма.
Рисунок 10: Комбикорм в 0,002 дюйма
10. Включите токарный станок и затяните полугайку.
Рисунок 11: Рычаг включения/выключения и полугайка
11. Сделайте надрез на детали без смазочно-охлаждающей жидкости. Отсоедините полугайку в конце реза, остановите токарный станок и выдвиньте инструмент, используя поперечную подачу. Верните каретку в исходное положение.
Рисунок 12. Исходное положение
12. С помощью калибра или линейки проверьте шаг резьбы. (количество резьб на дюйм)
13. Подайте компаунд размером от 0,005 до 0,020 дюйма для первого прохода, используя смазочно-охлаждающую жидкость. Когда вы приблизитесь к окончательному размеру, уменьшите глубину резания до 0,001–0,002 дюйма.
14. Продолжайте этот процесс, пока инструмент не окажется в пределах 0,010 дюйма от конечной глубины.
Рисунок 15. Операция нарезания резьбы
15. Проверьте размер с помощью микрометра резьбы, резьбомера или трехпроводной системы.
Рис. 16. Измерение по трем проводам
16. Срежьте фаску на конце резьбы, чтобы защитить его от повреждений.
Развертки
используются для быстрой и точной доводки просверленных отверстий или отверстий до отверстия заданного размера и для получения хорошего качества поверхности. Расширение может быть выполнено после того, как отверстие было просверлено или расточено с точностью от 0,005 до 0,015 дюйма от конечного размера, поскольку расширитель не предназначен для удаления большого количества материала.
Заготовка устанавливается в патрон на шпинделе передней бабки, а развёртка поддерживается задней бабкой.
Скорость токарного станка для машинного развертывания должна быть примерно 1/2 скорости, используемой для сверления.
Расширение с помощью ручного развертки
Отверстие, которое нужно развернуть вручную, должно быть в пределах 0,005 дюйма от требуемого готового размера.
Заготовка крепится к шпинделю передней бабки в патроне, и шпиндель передней бабки блокируется после точной настройки заготовки. Ручная развертка устанавливается в регулируемый ключ для развертки и опирается на центр задней бабки. Поскольку ключ вращается вручную, ручная развертка одновременно подается в отверстие путем поворота маховика задней бабки. Используйте большое количество смазочно-охлаждающей жидкости для развертывания.
Развёртка с помощью развёртки
Отверстие, подлежащее расширению с помощью машинной развертки, должно быть просверлено или рассверлено с точностью до 0,010 дюйма от конечного размера, чтобы машинной развертке оставалось только удалить следы режущего инструмента. Используйте большое количество смазочно-охлаждающей жидкости для развертывания.
Процедура:
1. Крепко возьмитесь за насадку, поддерживая рукой набор инструментов для шлифовальной машины.
2. Держите насадку под правильным углом, чтобы отшлифовать угол режущей кромки. При этом наклонить нижнюю часть резца к кругу и отшлифовать 10-градусный боковой затыльник или задний угол на режущей кромке. Режущая кромка должна быть около 0,5 дюйма в длину и должна быть примерно на ¼ ширины насадки.
3. Затачивая насадку, перемещайте насадку вперед и назад по поверхности шлифовального круга. Это ускоряет шлифование и предотвращает образование канавок на круге.
4. Во время заточки необходимо часто охлаждать насадку, опуская ее в воду. Никогда не перегревайте инструментальную насадку.
5. Отшлифуйте торцевой режущий угол так, чтобы он образовывал угол чуть меньше 90 градусов с боковой режущей кромкой. Держите инструмент так, чтобы угол торцевой режущей кромки и задний задний угол в 15 градусов были отшлифованы одновременно.
6. Проверьте величину торцевой разгрузки, когда насадка находится в держателе инструмента.
7. Держите верхнюю часть насадки примерно под углом 45 градусов к оси круга и отшлифуйте боковую переднюю часть примерно на 14 градусов.
8. Отшлифуйте кончик режущего инструмента по небольшому радиусу, сохраняя одинаковый передний и боковой задний угол.
Передняя шлифовка Боковая шлифовка Радиус заточки
Насадки для токарных станков обычно изготавливаются из четырех материалов:
1. Быстрорежущая сталь
2. Литейные сплавы
3. Цементированные карбиды
4. Керамика
Свойства, которыми обладает каждый из этих материалов, различны, и применение каждого из них зависит от обрабатываемого материала и состояния станка.
Насадки для токарных станков должны обладать следующими свойствами.
1. Они должны быть жесткими.
2. Должны быть износостойкими.
3. Они должны выдерживать высокие температуры, возникающие при резке.
4. Они должны выдерживать удары во время резки.
Режущие инструменты, используемые на токарных станках, обычно представляют собой однолезвийные режущие инструменты, хотя форма инструмента изменяется для различных применений. Та же номенклатура применяется ко всем режущим инструментам.
Процедура:
1. Основание: нижняя поверхность хвостовика инструмента.
6. Радиус носа: Радиус, до которого заточен нос. Размер радиуса будет влиять на отделку. Для черновой обработки используется радиус вершины 1/16 дюйма. Для чистовой обработки используется радиус вершины от 1/16 до ⅛ дюйма.
7. Острие: Конец инструмента, отшлифованный для резки.
8. Хвостовик: корпус насадки или часть, удерживаемая в держателе инструмента.
9. Углы и зазоры токарных резцов
Надлежащая работа насадки зависит от зазора и переднего угла, которые должны быть отшлифованы на насадке. Хотя эти углы различаются для разных материалов, номенклатура одинакова для всех насадок.
• Угол боковой режущей кромки: угол, который образует режущая кромка со стороной хвостовика инструмента. Этот угол может составлять от 10 до 20 градусов в зависимости от разрезаемого материала. Если угол превышает 30 градусов, инструмент будет вибрировать.
• Конечный угол режущей кромки. Угол, образованный концевой режущей кромкой и линией, расположенной под прямым углом к центральной линии насадки инструмента. Этот угол может составлять от 5 до 30 градусов в зависимости от типа огранки и желаемой отделки. Для черновой обработки под углом от 5 до 15 градусов, для токарных инструментов общего назначения используют угол от 15 до 30 градусов. Больший угол позволяет поворачивать режущий инструмент влево при выполнении легких пропилов вблизи упора или патрона или при повороте к плечу.
• Боковой задний угол: угол заточки на боковой поверхности инструмента ниже режущей кромки. Этот угол может быть от 6 до 10 градусов. Боковой зазор на инструментальной насадке позволяет режущему инструменту продвигаться вдоль вращающейся детали и предотвращает трение боковой поверхности о заготовку.
• Конечный задний угол (зазор): угол, отшлифованный ниже носовой части резца, который позволяет режущему инструменту входить в заготовку. Этот угол может составлять от 10 до 15 градусов для резки общего назначения. Этот угол необходимо измерять, когда насадка удерживается в держателе инструмента. Концевой задний угол зависит от твердости и типа материала, а также типа разреза. Концевой задний угол меньше для более твердых материалов, чтобы обеспечить опору под режущей кромкой.
• Боковой передний угол: угол, под которым торец отшлифован от режущей кромки. Этот угол может составлять 14 градусов для насадок инструментов общего назначения. Боковой передний центрирует более острую режущую кромку и позволяет стружке быстро стекать. Для более мягких материалов боковой передний угол обычно увеличивается.
• Задний (верхний) передний угол: обратный наклон поверхности инструмента от носика. Этот угол может составлять около 20 градусов и предусмотрен в держателе инструмента. Задний передний угол позволяет стружке стекать с острия режущего инструмента.
1. Что такое шаг для метчика ¼-20?
2. На какой угол нужно повернуть компаунд для Unified Thread?
3. Объясните, почему вы поворачиваете соединение в вопросе 2.
4. Какая глубина резьбы у винта UNF ½-20?
5. Как бы вы сделали левую резьбу? Об этом не говорится в чтении — подумайте об этом?
6. Какие насадки мы используем для нарезания резьбы?
Ультразвуковий теплолічильник MULTICAL® 602 DN40 (R1½) x 300 mm, різьблення G2B, Qном =10,0 м3/год, KAMSTRUP
Лічильник тепла KAMSTRUP A/S (Данія) Multical 602 Ду40резьбовое приєднання G2B, монтажна довжина 300 мм, Qном = 10 м3/год – самий надійний сучасний ультразвуковий теплолічильник від провідного європейського виробника, що володіє чудовою точністю вимірювань, призначений для комерційного обліку спожитої теплової енергії в системах теплопостачання та гарячого водопостачання відповідно до діючих правил обліку, відпуску і використання теплової енергії на промислових об’єктах і об’єктах комунального господарства, є загальнобудинковими теплолічильниками з витратомірами ULTRAFLOW® 54. Програмуються на опалення, охолодження або на комбіновану систему (тепло/холод). Універсальний лічильник тепла і охолодження з багатофункціональним обчислювачем з неограничеными можливостями. Тривалий термін служби автономної теплолічильника обмежений лише терміном працездатності батареї — до 16 років. Відсутність необхідності поточного обслуговування зводять до нуля експлуатаційні витрати.
Лічильники теплоти Kamstrup розроблені спільно з провідними європейськими постачальниками енергії і враховують думку абонентів теплових компаній. Сучасний високотехнологічний обчислювач MULTICAL® 602 працює в комплекті з ультразвуковими витратомірами ULTRAFLOW® 54 і спеціально підібраною парою температурних датчиків. Дані споживання зберігаються в глибоких архівах теплолічильника. Вважати показання можна з дисплея приладу або віддалено з використанням дротової або бездротової технології зв’язку.
Технічні дані теплолічильників Kamstrup MULTICAL® 602:
Підключаються основні витратоміри: ULTRAFLOW®;
Харчування: літієвий D-елемент 3,6 В (термін служби до 13 років), мережеве 24В або 230В змінного струму;
Вбудований архіватор: регістри за останні 1392 години, 460 доби, 24 місяці, 50 останніх помилок, 15 років;
Модулі розширення: LON, SIOX, M-Bus, RS232, BACnet MS/TP, Metasys N2 і Ethernet/IP, бездротовий M-Bus,ZigBee або модулі GSM/GPRS, 3G GSM/GPRS, імпульсні входи і виходи;
Інтервал повірки : 4 роки
Застосування тепломеров Kamstrup MULTICAL® 602:
MULTICAL® 602 — багатофункціональний обчислювач енергії тепла і охолодження. Експлуатується з витратомірами, оснащені імпульсним виходом, і 2-х і 4-х дротовими парами датчиків температури. Просунуті функції обчислювача доступні при експлуатації з витратомірами ULTRAFLOW®. Лічильник володіє чудовою точністю протягом усього терміну служби. Не вимагає сервісного обслуговування, що зводить витрати на його експлуатацію до мінімуму. MULTIСAL® 602 використовується для вимірювання енергії у водяних системах опалення, охолодження і комбінованих системах опалення/охолодження з температурами від 2°C до 150°C при опаленні і від 2°C до 50°C при охолодженні.
Функції і можливості лічильників тепла MULTICAL® 602:
Тепломер MULTICAL® 602 використовується для обліку тепла з витратомірами ULTRAFLOW® 54 і парою датчиків температури. Діапазон номінальних витрат від qp 0.6 м3/год до 1,000 м3/год. Для обліку охолодження MULTICAL® 602 застосовується в комплекті з парою датчиків температури і витратомірами ULTRAFLOW®14 (номінальною витратою до qp 100 м3/год) або витратомірами ULTRAFLOW® 54 (з номинальнымирасходами від qp 150 м3/год до qp 1,000 м3/год). Обчислювач може працювати з витратомірами з номінальною витратою до qp 3,000 м3/ч. MULTICAL 602 має величезний вибір комунікаційних модулів і вбудовані годинник реального часу (RTC), що дозволяє легко вбудовувати його в існуючі системи незалежно від способу передачі інформації. Якщо лічильник необхідно інтегрувати в систему телеметрії, то його можна оснастити як модулями забезпечують дротовий і бездротовий зв’язок. Система самотестування обчислювача та архіватори надають широкі можливості для виявлення несправностей і помилок в роботі приладу обліку та системи, а також аналізу енергоспоживання. Лічильник виробляє постійний моніторинг ключових робочих параметрів власних елементів і системи – правильність роботи приладу, наявність живлення, витоку і розриви в трубопроводі або неправильне напрям потоку теплоносія. У разі виявлення нештатної ситуації миготливий символ «INFO» з’являється на дисплеї. MULTICAL®602 зберігає параметри споживання у річній, помісячний, подобовий і погодинної архіви. Це забезпечує можливість повністю контролювати і аналізувати експлуатацію системи.
Оптимізація робочих процесів
У разі відключення живлення лічильника дані споживання будуть збережені. Це забезпечує надійні комерційні розрахунки за спожиті ресурси. Літієва батарея, якою оснащуються лічильники, має тривалий термін служби – більше 13 років з модулем бездротового M-Bus або Радіо. MULTICAL® 602 з ULTRAFLOW® і спеціально підібраною парою датчиків температури гарантує точність вимірювань навіть при мінімальних різницях температур. Довготривала стабільність і точність вимірювань датчиків витрат не піддається впливам швидкості потоку, турбулентності потоку або зносу. Цим досягається оптимізація робочих процесів і зниження витрат на експлуатацію теплолічильника.
Купити теплолічильник MULTICAL® 602 в Україні: Полтава, Харків, Київ, Синельникове, Дніпро, Кременчук – інтернет-магазин «ЭлМисто»
Склад теплолічильника MULTICAL 602:
Теплолічильники MULTICAL® 602складаються з трьох функціональних частин: перетворювача витрати (витратоміра муфтового або фланцевого) ультразвукового ULTRAFLOW, виробляє сигнал про обсяг проходить через нього теплоносія; підібраної пари термометрів опору Pt100 або Pt500, що виробляють сигнал про температурах теплоносія на вході і виході теплообмінної системи і теплолічильника MULTICAL 602, призначеного для обробки і обчислень кількості тепла і об’єму теплоносія за повідомленнями, що надходять на його вхід сигналів від датчиків температури і витратоміра. Витратомір встановлюється в подавальному або зворотному трубопроводі. Перетворювачі температури і витратомір пов’язані з обчислювачем кабелями довжиною до 10 м При відстанях від 10 до 50 метрів між обчислювачем і витратоміром ставиться імпульсний передавач. Обчислювач має дисплей, на якому відображається кількість тепла і додатково, шляхом натискання кнопок, накопичений обсяг, час роботи, температура в подавальному і зворотному трубопроводі. Результати вимірювань записуються в енергонезалежну пам’ять (EEPROM). Доступ до пам’яті можливий через інфрачервоний оптичний порт, розташований на лицьовій панелі обчислювача з використанням оптичної голівки і ручного терміналу (персонального комп’ютера). Для підключення до систем дистанційного збору даних обчислювач комплектується інтерфейсним модулем відповідного типу. Модулі встановлюються поза опломбованого відсіку обчислювача і не вимагають позачергової повірки.
Обчислювач MULTICAL 602 – втілення передових технологій в області обліку теплової енергії. У поєднанні з ультразвуковим витратоміром ULTRAFLOW®54, обчислювач забезпечує безпрецедентно точне вимірювання теплоенергії та енергії охолодження навіть при мінімальній різниці температур в подачею і обратку. Неперевершена надійність і точність ультразвукового принципу вимірювання доведена двадцятирічним досвідом експлуатації витратомірів ULTRAFLOW у складі приладів комерційного обліку Kamstrup. В ультразвукових витратомірах ULTRAFLOW®54 використовується транзитно-часовий принцип вимірювання об’єму: два приймача генерують ультразвуковий сигнал назустріч один одному – за напрямком потоку і проти, обчислювач фіксує різницю у часі проходження сигналів.
У тепловычислителях Multical 602 всі архіви вбудовані і не вимагають додаткових модулів. У разі комплектування теплолічильника блоком технологічного обліку, конфігурації теплолічильників не зміняться. Всі лічильники тепла залишаться на автономному живленні. Також в блок технологічного обліку входить GSM карта оператора Київстар для передачі даних, яку необхідно переоформити на замовника.
У складі теплолічильника MULTICAL 602 використовуються витратоміри ULTRAFLOW номінальною витратою від 0,6 до 100 м. куб./ч. MULTICAL 602 застосовується для обліку тепла, охолодження і комбінованого обліку енергії тепла/охолодження у водяних системах з температурою теплоносія від 2 до 130 градусів Цельсія. Діапазон робочих температур в системах теплопостачання: 15…130 градусів Цельсія, в комбінованих системах тепло/холодопостачання: 2…130 градусів Цельсія.
Даний товар також шукають як лічильник теплоенергії MULTICAL 602 різьбове приєднання G2B Qном = 10 м3/год, купити лічильник MULTICAL 602 Ду40 Qn 6,0, ціна лічильника MULTICAL 602 в Маріуполі, вартість MULTICAL 602 DN 40 різьблення, лічильник тепла MULTICAL 602 Ду40 10,0.
Модифікації моделей лічильників теплаKamstrup MULTICAL® 602:
Увага! Всі товари, представлені в магазині ЭлМисто, сертифіковані в Україні, проходять технічну перевірку на працездатність та забезпечуються гарантійним і післягарантійним обслуговуванням відповідно до чинної редакції Закону України «Про захист прав споживачів». З моменту покупки у нас товару ми надаємо всебічну технічну, інформаційну та сервісну підтримку. Доставка товару здійснюється у всі міста України транспортними компаніями.
ЭлМисто — найвигідніший інтернет-магазин теплолічильників за оптовою ціною.
Замовляйте теплолічильник MULTICAL® 602 Dn 40 Qn10,0 різьбовий за вигідною ціною в Харкові.
Ви можете подивитися технічні характеристики теплолічильника Kamstrup MULTICAL 602 перед оформленням замовлення. Також на сайті представлено опис і фото лічильника тепла MULTICAL® 402. Якщо Ви бажаєте придбати тепломер MULTICAL 602 Kamstrup (Данія) або задати питання про товар, то Ви можете зателефонувати нам за телефонами: (057) 712-03-91, (097) 319-09-29, (050) 788-388-6, написати на email : [email protected]
Все, что нужно для энергоэффективного и комфортного управления температурой. телефон для справок: (495) 774-12-86
Фото продукта
Пример установки
Описание
Габаритные размеры
Документация
Аксессуары
Двухходовые муфтовые клапаны SIEMENS VVG41
2-ходовые регулирующие седельные клапаны Siemens серии VVG41 предназначены для закрытых и открытых систем с горячей или холодной водой, для плавного регулирования воды в системах отопления. Данный клапан обладает высокой герметичностью (0,02% от KVs). Клапаны управляются с помощью электроприводов Siemens серий SAX, SKD, SKB со стандартными сигналами 0…10 В или по 2-х/3-х позиционной схеме. Ручное управление клапаном, без установленного электропривода, производителем не предусмотрено.
Клапаны VVG41 имеют муфтовые соединения (резьба наружная) и выпускаются в типоразмерах G 1B, G 1 1/4B, G 1 1/2B, G 2B, G 2 1/4B, G 2 3/4B. Номинальное давление клапанов данной серии составляет 16 бар.
Модель
Артикул
Присоединение
DN
Kv, м3/ч
PN
Вес, кг
VVG41.11
BPZ:VVG41.11
G 1B
15
0,63
16
1,25
VVG41. 12
BPZ:VVG41.12
1,0
1,25
VVG41.13
BPZ:VVG41.13
1,6
1,25
VVG41.14
BPZ:VVG41.14
2,5
1,25
VVG41.15
BPZ:VVG41.15
4,0
1,25
VVG41.20
BPZ:VVG41.20
G1¼B
20
6,3
16
1,30
VVG41.25
BPZ:VVG41.25
G1½B
25
10
16
1,60
VVG41. 32
BPZ:VVG41.32
G2B
32
16
16
2,20
VVG41.40
BPZ:VVG41.40
G2¼B
40
25
16
2,70
VVG41.50
BPZ:VVG41.50
G2¾B
50
40
16
3,90
Технические характеристики:
Среда: вода, вода с
антифризом, соленая вода Температура среды: -25 °С … +150°С Рабочее давление: 16 бар Характеристика потока: 0. ..30% —линейная; 30…100% — равнопроцентная; ngl = 3 в соотв. с / VDE 2173 Уровень утечки: 0…0,02% от KVs Номинальный ход штока: 20 мм Трубное присоединение: наружная резьба G…B в соотв. с ISO 228-1 Положение установки: любое, кроме положения приводом вниз
Вы можете уточнить цену, наличие на складе или срок поставки на регулирующие седельные клапаны Siemens VVG41, обратившись к нашим менеджерам по телефону (495) 774-12-86 или отправив запрос по электронной почте на адрес [email protected]
Габаритные размеры SIEMENS VVG41
DN
G
B мм
L1 мм
L2 мм
L3 мм
h2 мм
h3 мм
H мм
15
G 1B
10
100
50
57
26
122,5
> 601
20
G1¼B
10
100
50
57
26
122,5
> 601
25
G1½B
14
105
52,5
59
34
130,5
> 609
32
G2B
14
105
52,5
60
34
130,5
> 609
40
G2¼B
15
130
65
73
46
142,5
> 621
50
G2¾B
16
150
75
83
46
142,5
> 621
Документация
Техническое описание RU
Инструкция по установке
Аксессуары
Резьбовые соединительные детали (комплект из 2 шт. )
Артикул
DN клапана
G
Rp
Материал
ALG152
DN 15
G 1
Rp½
чугун
ALG152B
DN 15
G 1
Rp½
латунь
ALG202
DN 20
G1¼
Rp¾
чугун
ALG202B
DN 20
G1¼
Rp¾
латунь
ALG252
DN 25
G1½
Rp1
чугун
ALG252B
DN 25
G1½
Rp1
латунь
ALG322
DN 32
G2
Rp1¼
чугун
ALG322B
DN 32
G2
Rp1¼
латунь
ALG402
DN 40
G2¼
Rp1½
чугун
ALG402B
DN 40
G2¼
Rp1½
латунь
ALG502
DN 50
G2¾
Rp2
чугун
ALG502B
DN 50
G2¾
Rp2
латунь
06. 03.17
15.03.16
09.02.16
BSPP Трубная резьба Whitworth DIN ISO 228 (DIN 259)
BSPP Трубная резьба Whitworth DIN ISO 228 (DIN 259)
Спецификации международных стандартов на резьбу
Трубная параллельная резьба по британскому стандарту, с герметиком, (параллельная, цилиндрическая), наружная = G. Угол между сторонами 55°.
Реклама:
Номинальный Диаметр
Основной Диаметр Дюймы
Основной Диаметр мм
Второстепенный диаметр Гайка мм
Нарезание резьбы Размер сверла мм
TPI
Шаг мм
G 1/16″
0,304
7,722
6,843
6,561
28
0,907
G 1/8″
0,383
9,72 8
8,848
8,565
28
0,907
G 1/4″
0,518
13,157
11,890
11,445
19
1,337 90 007
G 3/8″
0,656
16,662
15,395
14,950
19
1,337
G 1/2″
0,825
20,955
19,172
18,633
9002 0 14
1,814
G 5/8″
0,902
22,911
21. 128
20.587
14
1.814
G 3/4″
1.041
900 20 26.441
24.658
24.120
14
1.814
G 7/8″
1,189
30.201
28.418
27.877
14
1.814
G 1″ 900 07
1.309
33.249
30.931
30.292
11
2.309
G 1 1/8″
1,492
37,897
35,579
34,939
11
2,309
G 1 1/4″
1,650
41,910
39,592
38,9 53
11
2,309
G 1 3/8″
1,745
44,323
42,005
41.365
11
2.309
G 1 1/2″
1.882
47.803
45.485
44.846
11
2.309
G 1 5/8″
2. 082
52.883
50.566
49.926
11
2.309
900 03
Г 1 3 /4″
2.116
53.746
51.428
50.788
11
2.309
9000 4
G 1 7/8″
2,244
56,998
54,681
54,041
11
2.309
G 2″
2.347
59.614
57.296
56.657
11
2.309
G 2 1/4″
2.587
65.710
9 0020 62,752
63.392
11
2.309
G 2 1/2″
2.960
75.184
73.391
72.227
11
2.309
G 2 3/4″
3,210
81,534
78,576
79,216
11
2,309
G 3″
3,460
87,884
86,289
84,927
11
2,309
G 3 1/2″
3,950
100,330
97,372
98,012
1 1
2. 309
G 4″
4.450
113.030
111.733
110.073
11
2.309
G 4 1/2″
4.950
125.730
122.772
123.412
11
2.309
G 5″
9 0020 5.450
138.430
137.332
135.473
11
2.309
G 5 1/2″ 90 007
5.950
151.130
148.172
148.812
11
2.309
G 6″
6.450
163.830
162.732
160.87 3
11
2.309
Реклама:
Реклама:
ISO 228 — Трубная резьба, в которой не выполнены герметичные соединения на резьбе
Требования к форме резьбы, размерам, допускам и обозначениям крепления трубной резьбы, размерам резьбы.
Рекламные ссылки
Стандарт ISO 228 «Трубная резьба с негерметичными соединениями на резьбе» состоит из следующих частей:
ISO 228-1:2000 Размеры, допуски и обозначения
ISO 228-2 :1987 Проверка с помощью предельных калибров
Размер G (дюймы)
Большой (внешний) диаметр (мм)
Второстепенный (гайка) диаметр (мм)
Диаметр основного отверстия (мм) 905 13
Число резьб (TPI)
Шаг резьбы (мм)
G 1/8
9,73
8,85
8,80
28
0,907
G 1/4
13,16
11,89
11,80
19
1,337
G 3/8
16,66
15,39
15,25
19
1,337
G 1/2
20,95
19,17
19. 00
14
1.814
G 5/8
22,91
21,13
21,00
14
1,814
Г 3/4
26,44
24,66
24,50
14
1,814
G 7/8
30,20
28,42
28,25
14
1,814
G 1
33,25
30. 93
30,75
11
2,309
G 1 1/8
37,90
35,58
35,30 900 07
11
2.309
G 1 1/4
41,91
39,59
39,25
11
2,309
G 1 3/8 9000 7
44,32
42,00
41,70
11
2,309
G 1 1/2
900 20 47,80
45,48
45,25
11
2,309
G 1 3/4
53 74
51,43
51,10
11
2,309
G 2
59,61
57,29
57,00
11
2,309
90 003
G 2 1/4
65,71
63,39
63,10
11
2,309
9 0020 Г 2 1/2
75,18
72,86
72,60
11
2,309
G 2 3/4
81,53
79,21
78,90
11
2,309
G 3
87,88
85,56
85,30
11
2. 309
G 3 1/4
93,98
91,66
91,50
11
2,309 9 0007
G 3 1/2
100,33
98,01
97,70
11
2,309
90 020 G 3 3/4
106,68
104,30
104,00
11
2.309
G 4
113.03
110.71
110.40
11
2,309
TPI означает число витков на дюйм и представляет собой число витков на дюйм. . TPI используется для американского крепежа.
Шаг резьбы представляет собой расстояние между витками резьбы и используется для метрических крепежных изделий.
Резьба G имеет параллельную форму в соответствии со стандартом DIN-EN-ISO 228-1 с боковым углом 55 или .
G/R/Rp — трубная резьба Уитворта (BSPP/BSPT)
ISO 7-1 Герметичные резьбовые соединения
Пример — типовое обозначение резьбы согласно ISO 228
ISO 228 G 3 1/ 4″
Рекламные ссылки
Связанные темы
Связанные документы
Engineering ToolBox — Расширение SketchUp — 3D-моделирование в режиме онлайн! , пиломатериалы, трубопроводы, лестницы и многое другое — в вашу модель Sketchup с помощью Engineering ToolBox — расширения SketchUp, которое можно использовать с потрясающими, веселыми и бесплатными приложениями SketchUp Make и SketchUp Pro.
Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!0015
Перевести
О Engineering ToolBox!
Мы не собираем информацию от наших пользователей. В нашем архиве сохраняются только электронные письма и ответы. Файлы cookie используются только в браузере для улучшения взаимодействия с пользователем.
Некоторые из наших калькуляторов и приложений позволяют сохранять данные приложения на локальном компьютере. Эти приложения будут — из-за ограничений браузера — отправлять данные между вашим браузером и нашим сервером. Мы не сохраняем эти данные.
Google использует файлы cookie для показа нашей рекламы и обработки статистики посетителей. Пожалуйста, прочитайте Конфиденциальность и условия Google для получения дополнительной информации о том, как вы можете контролировать показ рекламы и собираемую информацию.
AddThis использует файлы cookie для обработки ссылок на социальные сети. Пожалуйста, прочитайте AddThis Privacy для получения дополнительной информации.
изготовление чехлов для телефонов. Оборудование для производства чехлов для телефонов :: BusinessMan.ru
Современный человек не мыслит своей жизни без мобильного телефона. Некоторые приобретают для себя даже два подобных средства связи. Разумеется, все мы хотим, чтобы наши мобильники выглядели оригинально, привлекательно, а также были защищены от возможных повреждений.
Именно поэтому изготовление чехлов для телефонов может стать весьма удачной и перспективной бизнес-идеей, тем более что заниматься подобным делом можно даже в домашних условиях. О том, как организовать производство и реализовывать готовую продукцию, мы и поговорим далее.
Бизнес-продажа чехлов для телефонов: документальное оформление
Для того чтобы ваше небольшое предприятие функционировало на законных основаниях, прежде всего, необходимо зарегистрироваться в качестве ИП (индивидуального предпринимателя). Также не забудьте поинтересоваться в налоговой инспекции о сроках и формах сдачи необходимых отчетов и уплате положенных сборов.
Разновидности чехлов для телефонов
Для того чтобы дело быстро пошло на лад, необходимо сразу определиться с ассортиментом производимой продукции. Сегодня существуют следующие разновидности чехлов для мобильников: пластиковые (изготавливать их в домашних условиях невозможно), кожаные (с тиснением или без него), тканевые, бисерные (могут иметь в качестве основы изделие из кожи или ткани, украшенное бисером), вязаные (вручную или при помощи специальной машины).
Как видим, выбрать есть из чего. Но чтобы ваш бизнес на чехлах для телефонов развивался как можно быстрее, необходимо постараться предоставлять потенциальным клиентам максимально широкий ассортимент продукции. Также имейте в виду, что наибольший спрос будут иметь товары средней ценовой категории, рассчитанные на массового потребителя.
Изготовление аксессуаров для iPhone
Очень удачной идеей может стать изготовление чехлов для телефонов фирмы Apple. Ведь ни для кого не секрет, что сегодня iPhone, iPad и iPod являются очень модными и востребованными гаджетами. Их, так же, как и аксессуары к ним, можно встретить практически во всех магазинах электроники.
Как правило, владельцы таких модных вещиц хотят, что называется, быть в тренде, и всегда будут рады воспользоваться возможностью украсить свой смартфон стильным аксессуаром. Для этой цели как нельзя лучше подходят дизайнерские чехлы для iPhone, которые могут с успехом войти в ассортимент изготавливаемых вами товаров.
Как шьют чехлы для телефонов?
В целом, этот процесс является достаточно простым и состоит из следующих этапов:
Проектировка чехла. Как правило, начинающие производители товаров данного типа просто покупают аналогичное готовое изделие и распарывают его, чтобы понять, как оно сделано. Однако этим дело не ограничивается, так как вам необходимо решить не только проблемы технического характера, но и удовлетворить потребности потребителей. Именно на данном этапе следует определиться с тем, какой материал и какую цветовую гамму вы будете использовать, как планируете дополнительно украшать изделие и т. д.
Выбор материала. Данный этап во многом зависит от технических возможностей. К примеру, если вы решили начать изготовление чехлов для телефонов из кожи, то сразу же нужно задуматься и о том, как вы будете выполнять тиснение.
Изготовление выкройки.
Тиснение (если в качестве исходного материала вы выбрали кожу).
Пошив чехла или же его вязание.
Необходимое оборудование
Если вы планируете поставить на поток производство чехлов для телефонов, то вам не обойтись без швейной машинки. Разумеется, можно осуществлять такую работу и руками, но это будет лишь замедлять процесс. Приобрести можно дешевую машинку за 130-150 долларов. Однако следует иметь в виду, что придется иметь дело с кожей и плотными тканями.
На них очень заметна машинная строчка, поэтому выполнять ее необходимо очень аккуратно. В связи с этим рекомендуется обзавестись более дорогой моделью машинки, подходящей для работы с кожей и плотной тканью. Ее покупка обойдется вам дороже, примерно в 350-400 долларов. Однако результат будет говорить сам за себя. Не стоит бросаться и в другую крайность, покупая дорогую швейную машинку, способную выполнять множество разнообразных видов строчки, так как по факту вы будете использовать лишь несколько основных режимов.
Если вы планируете наносить на чехлы вышивку, то имеет смысл приобрести машинку с компьютерным управлением. Для выполнения несложных работ достаточно будет купить самую простую модель. Стоить такая вышивальная машина будет порядка 450-500 долларов.
Если в ваши планы входит производство вязаных чехлов для мобильников, то лучше отказаться от ручной вязки, требующей больших затрат времени на выполнение и уступающей по качеству машинному аналогу. Вязальная машина стоит гораздо дороже швейной или вышивальной. Она обойдется вам в сумму от тысячи долларов.
Материалы
Планируя изготовление чехлов для телефонов, необходимо подумать и о том, где вы будете приобретать необходимое для работы сырье. Как правило, большую часть материалов можно без труда приобрести в магазинах тканей и фурнитуры. Кроме того, поставщиков можно найти и посредством сети Интернет. Что касается стоимости сырья, то, к примеру, кожзаменитель обойдется вам в 13-15 долларов за квадратный метр.
Стоимость натуральной кожи, как правило, в несколько раз выше. Метр качественной плотной импортной ткани с нанесенным рисунком обойдется в 30 долларов и выше. Стоимость бисера составляет порядка 3-5 долларов за 5 граммов. Помимо перечисленных материалов в магазинах швейной фурнитуры можно найти тесьму, бусины, перья, стразы, аппликации, кружева и другие декоративные элементы, которые используются при создании телефонных чехлов.
Сбыт готовой продукции
Если вы разобрались в технологии производства чехлов для мобильников, а также определились с материалами и оборудованием, самое время подумать о том, как же вы будете продавать готовые изделия. Как правило, предприниматели в данной сфере идут двумя путями.
Прежде всего, они налаживают контакты с продавцами мобильных телефонов, предлагая им на реализацию свою продукцию под выгодный процент. Разумеется, в этом случае ваша прибыль с одного проданного чехла будет меньше, нежели при продаже напрямую конечному потребителю, но количество клиентов будет гораздо больше, что скажется и на уровне дохода.
Второй вариант сбыта готовой продукции – реализация ее посредством всемирной паутины. Для этой цели можно использовать социальные сети. Кроме того, имеет смысл выйти на интернет-магазины, занимающиеся продажей мобильных телефонов и разнообразных аксессуаров к ним.
Финансовая сторона вопроса
Довольно сложно даже приблизительно подсчитать прибыль, которую вы сможете получать, занимаясь подобным делом. А все потому, что трудно сказать, какие модели и в каких количествах вы планируете производить. В целом, следует ориентироваться на следующий расчет.
При сбыте чехлов через магазины по продаже мобильных телефонов и сопутствующих аксессуаров примерно третья часть от продажной стоимости будет приходиться на саму себестоимость товара. Еще пятьдесят процентов будет брать себе торговая точка. Соответственно, ваш чистый доход составит около двадцати процентов.
Изготовление декоративных чехлов для сотовых телефонов
Современный мир сложно представить без использования гаджетов и портативных устройств. Сотовые телефоны, планшеты, электронные книги, плееры – практически у каждого человека имеется куча девайсов, которыми он пользуется ежедневно. При частом использовании достаточно хрупких портативных приборов возникает потребность в их дополнительной защите при эксплуатации от царапин, падений. Так же пользователю всегда хочется придать некоторую уникальность и индивидуальность своему карманному другу.
Рынок сегодня предлагает громадный выбор различных накладок и чехлов для телефонов и др. Но не всегда они отвечают требованиям конечного пользователя и практически всегда лишены своей индивидуальности.
С задачей изготовления индивидуальных чехлов отлично справляется ЧПУ станок. При грамотном подходе к делу станок позволяет изготовить чехол телефона с уникальной геометрией и рисунком. Чехлы из древесины, изготовленные на ЧПУ можно украшать фигурной инкрустацией из перламутра, драгоценных металлов, уникальных пород дерева. Дополнительная установка лазера на станок позволит выжигать на поверхности заготовки надписи и рисунки. Поверхность чехла можно отделать шпоном, для дополнительного украшения.
Практически любой ЧПУ станок прекрасно справится с обработкой дерева.
Научиться изготавливать чехлы на ЧПУ станке достаточно несложно. Нужно лишь знать некоторые нюансы и технологические секреты.
Древесина
В качестве материала для чехлов используются твердые породы древесины. Твердая древесина отлично обрабатывается на ЧПУ, дает возможность изготавливать чехлы с тонкими стенками, наносить текстуры и рисунки с высокой детализацией. Отличным выбором станет использование таких пород как бук, ясень, дуб, красное дерево, орех, клен и др. На просторах интернета очень много фирм продающих заготовки из экзотических пород дерева с красивыми текстурами. В качестве примера можно привести такие породы как венге, множество видов клена, зебрано, бубинга, палисандр, карельская береза и др.
Особое внимание следует уделить качеству древесины. Ведь от качества подобранного материала напрямую зависит конечный результат. Древесина должна быть правильно высушена, до определенной влажности, не иметь сучков, трещин и сколов. Древесина не должна иметь грибка и плесени.
Лаки, краски, покрытия.
Для защиты конечного изделия от атмосферного воздействия, эксплуатации и придания красивого внешнего вида, подчеркивания текстуры дерева можно использовать огромное количество различных материалов. Рынок сегодня предлагает широкий выбор лаков, морилок, колеров, пигментов, масляных пропиток и др.
При подготовке к резке чехла в первую очередь необходимо отталкиваться от геометрии сотового телефона, и от того какой результат требуется получить. Подготовка модели для резки одна из самых сложных задач в данном деле. Но однажды подготовленная модель для конкретного телефона может быть использована многократно, с такой моделью просто работать и производить корректировки. Разберем один из простых способов изготовления чехла на ЧПУ, на примере телефона iphone 5s.
Данный телефон до сих пор есть у многих и достаточно популярен. Имеет простую геометрию корпуса. Все мерки легко снимаются вручную.
На просторах интернета находим картинку:
Рисунок 1
В любом удобном для работы векторном редакторе рисуем «заготовку»:
Рисунок 2
Внутренний вектор рисуется в точности повторяя размеры посадочного место для телефона. Внешний по желаемой границе чехла с учетом толщины. Дополнительно рисуются векторы для выборки под кнопки, камеру и динамики. По завершению работы чертеж сохраняется в формате DXF/DWG для дальнейшей работы в программе ArtCAM. Открываем чертеж в ArtCAM:
Рисунок 3
Рисунок 4
Рисунок 5
После открытия чертежа создаем траектории обработки.
Все операции по изготовлению основы чехла логично производить одним режущим инструментом. В конкретном случае это будет двухзаходная концевая фреза диаметром 3мм. Начнем с выборки пазов для кнопок и динамиков. Выделяем соответствующие векторы:
Рисунок 6
Создаем траекторию их обработки:
Рисунок 7
Глубина выборок должна составлять приблизительно 7,5 мм
Создаем траекторию, выбрав режущий инструмент и указав необходимые параметры и производим вычисление:
Рисунок 8
Далее делаем выборку «ложе» под телефон. Выделяем внутренний вектор. Толщина нашего телефона составляет приблизительно 8,5 мм. Выборку производим на глубину порядка 9мм, чтобы над экраном торчали небольшие бортики. Внутренний вектор, по которому будет производится фрезеровка посадочного места под телефон желательно заранее нарисовать несколько меньшего размера, для плотной посадки телефона в чехол.
Рисунок 9
Рисунок 10
Последним этапом изготовления основы для чехла является вырезание его из заготовки. Выделяем векторы Внешнего контура и контура выреза под камеру, выбираем траекторию «Профиль»:
Рисунок 11
Толщина нашего чехла и заготовки пускай будет 10 мм. Устанавливаем значение конечной глубины 10,5мм с «перерезанием». При создании траекторий с перерезанием необходимо использовать подложку или жертвенный стол.
Рисунок 12
После вычисления всех траекторий в программе ArtCAM можно посмотреть визуализацию всех операций, для этого правой кнопкой мыши кликаем по списку траекторий и выбираем «Визуализация всех траекторий:
Рисунок 13
Разрешающую способность выбираем в зависимости от вычислительной мощности компьютера. Нажимаем «Имитировать траектории».
Рисунок 14
Визуализация должна выглядеть примерно следующим образом:
Рисунок 15
Если не допущено ошибок при вычислении, сохраняем наши траектории в файл УП (G-code):
Рисунок 16
Рисунок 17
Следим за правильностью последовательности выполнения траекторий.
Объемный рисунок для задней стенки чехла готовится отдельно. Для этого в ArtCAM создаем модель с внешними габаритными размерами чехла, и загружаем 3D рисунок (формат stl):
Рисунок 18
После выбора файла модели во вкладке «Вставка 3D модели» корректируем размеры и положение нашего рисунка. По окончанию всех действий нажимаем Вставить/Применить/Закрыть:
Рисунок 19
Данную модель нам требуется «немного углубить в чехол». Для этого создадим вектор границу вокруг рельефа:
Рисунок 20
Несколько увеличим диаметр окружности для создания в дальнейшем плавного «рельефа в тарелке»:
Рисунок 21
Рисунок 22
Далее воспользуемся редактором формы. Для этого дважды кликаем мышью в свободной области. Откроется окно редактора формы. Выбираем вектор окружности. Переходим во вкладку 3D вида. С помощью настроек редактора формы готовим рельеф к обработке, в зависимости от задач:
Рисунок 23
После подготовки и визуализации вычисляем траекторию инструмента для обработки рельефа.
Рисунок 24
Рисунок 25
Для обработки только рельефа, а не модели целиком выберем вектор границу вокруг рельефа. В окне настройки обработки рельефа укажем «Выбранные векторы». Далее выбираем режущий инструмент и стратегию обработки. Вычисляем траекторию, создаем файл УП.
Рисунок 26
Сохраняем. Для фрезеровки 3D рельефа отлично подойдет конусная фреза с радиусом закругления режущего кончика 0,25мм. Тонкий режущий кончик обеспечит отличную детализацию обрабатываемого объекта.
Для изготовления чехлов сложной формы, необходимо иметь 3D модель чехла с учетом всех геометрических особенностей телефона:
Рисунок 27
Такой чехол изготавливается комбинацией методов с помощью 2D и 3D режимов резания.
Пример пробника изготовленного чехла из ясеня:
Машина для изготовления чехлов для телефонов и производственный процесс литья под давлением
Мобильный телефон: (0086) 181 9895 1483
Поиск:
Многие модели чехлов для мобильных телефонов, представленные на рынке, нравятся многим людям. Они могут не только защитить свои телефоны, но и сделать их стильными и уникальными. Как правило, производители чехлов для мобильных телефонов производят мобильные телефоны из сырья до конца. Готовые изделия из оболочки должны пройти основные этапы производства открытия формы, испытания формы, подтверждения образца, производства литья под давлением, обработки поверхности распылением и сборки. Как правило, пластиковые чехлы для мобильных телефонов производятся на машинах для изготовления чехлов для телефонов — оптимизированных машинах для литья под давлением. Как насчет готовых решений для изготовления чехлов для телефонов?
ТПУ, поликарбонат, полипропилен, чаще всего используется
Сталь пресс-формы:
С50К, 718Х, 738, СКД61, СКМ435, ЭТК
Производство пресс-форм Обработка:
Обработка с ЧПУ, резка проволоки, шлифовка, сверление, полировка и т. д.
Машина для изготовления чехлов для телефонов Введение
Машина для изготовления чехлов для мобильных телефонов Guanxin представляет собой специализированную оптимизированную машину для литья под давлением для производства защитных чехлов для мобильных телефонов. Эта машина для изготовления чехлов для телефонов оптимизирована с помощью шнека и цилиндра для впрыска из биметаллического материала для ПК, поставщика силикона для мягкого силиконового чехла для телефона, гидравлической системы привода, более высокой скорости впрыска и давления. Этот производитель корпусов для телефонов в основном используется для производства чехлов для мобильных телефонов из поликарбоната, эластомеров и другого сырья. Мы пытаемся предложить производителям корпусов для телефонов легкий, высокоточный чехол для мобильного телефона и защитную пленку.
Процесс производства пластикового корпуса мобильного телефона
Корпуса мобильных телефонов обычно изготавливаются из ПК (поликарбоната) или ПК+АБС. Из-за плохой текучести ПК (физические свойства показаны в таблице ниже) в процессе обычно используется высокая температура формы и высокая температура материала для заполнения; Используемые ворота Обычно это точечные ворота. Для заполнения требуется дозирующая инъекция. Определение положения шибера и положения переключения VP (давление удержания впрыска) будет очень полезно при устранении аномалий, таких как газовые метки на шибере и вспышка недостаточного заполнения.
Ниже приведены ключевые моменты условий формования изделий для мобильных телефонов, в которых особое внимание уделяется настройке параметров формования, таких как температура расплава, температура формы, скорость впрыска, противодавление и т. д.
Процесс литья под давлением корпуса телефона
Метод контроля производственного процесса пластикового корпуса телефона
Температура плавления
Оптимальная установка температуры формования связана со многими факторами, такими как размер машины для литья под давлением, конфигурация шнека, конструкция пресс-формы и формованного изделия, а также время цикла формования. Вообще говоря, для постепенного расплавления пластика в задней части/зоне подачи материала трубы устанавливается более низкая температура, а в передней части трубы материала устанавливается более высокая температура. Однако, если конструкция винта неподходящая или значение L/D слишком мало, возможна и обратная установка температуры.
температура формы
Что касается температуры формы, высокотемпературные формы могут обеспечить лучший внешний вид поверхности, с меньшим остаточным напряжением, и их легче заполнить для более тонких или длинных формованных изделий. Низкая температура пресс-формы может сократить цикл формования.
Скорость вращения шнека
Рекомендуется от 40 до 70 об/мин, но это зависит от машины и конструкции шнека.
Давление впрыска
Чтобы заполнить форму как можно быстрее, чем выше давление впрыска, тем лучше, обычно от 850 до 1400 кг/см2, максимальное значение может достигать 2400 кг/см2.
Скорость впрыска
Скорострельность во многом зависит от конструкции ворот. При использовании прямых ворот или боковых ворот следует использовать меньшую скорострельность, чтобы предотвратить солнечные блики и следы волнового потока. Кроме того, если толщина готового продукта превышает 5 мм, медленное впрыскивание поможет избежать образования пузырей или вмятин. Вообще говоря, принцип скорострельности таков, что тоньше быстрее, а толще медленнее.
При переходе от литья под давлением к выдержке давление выдержки должно быть как можно ниже, чтобы избежать остаточного напряжения в формованном изделии. Остаточное напряжение можно снять или уменьшить путем отжига; условие составляет от 120°C до 130°C в течение приблизительно от 30 минут до одного часа.
Противодавление
Как правило, чем ниже настройка, тем лучше, но для равномерной подачи рекомендуется использовать от 3 до 14 кг/см2.
Пластиковый корпус для мобильных телефонов Неисправности литья под давлением и их решение
Причины
Решения по устранению неисправностей
Короткий впрыск:
увеличивает давление впрыска, скорость, увеличивает температуру материала, температуру формы и увеличивает количество клея.
Газовая маркировка
Уменьшите расход расплава через шибер и увеличьте температуру кристаллизатора.
Черная точка
1. Слишком высокая доля сырья 2. Шнек не очищен 3. Плохая рабочая среда
1. Контролировать долю некачественных материалов и запретить смешивание гетерохроматического сырья и некачественных материалов 2. Разработать техническое обслуживание, заправку и очистку, проверку и аудит 3. Изменить среду мастерской и улучшить чистоту мастерской
Отлив, трубопровод
1. Слишком высокое давление впрыска 2. Недостаточное усилие зажима машины для литья под давлением 3. Низкая точность машины для литья под давлением 4. Из-за того, что работники относились к своей работе несерьезно и товар не вывозили, штамп и форма были повреждены, в результате чего товар убежал.
1. Повысьте точность пресс-формы и используйте сталь высокой твердости в качестве профиля пресс-формы для предотвращения облоя. Прецизионная пресс-форма с закалкой и шлифовкой (комбинированный тип блочной плиты) более надежна против облоя. Если твердость достигает HRC60. Обычные формы (сталь 45) подлежат ремонту около 100 000 форм, и они серьезно повреждены после примерно 300 000 форм. 2. С точки зрения процесса формования условия процесса в основном устанавливаются в направлении снижения текучести. Уменьшите давление впрыска, снизьте температуру расплава и температуру формы, уменьшите скорость впрыска и уменьшите объем подачи.
Линия сварки
Если используется избыточное количество разделительного агента, линия сплавления станет толще, разделительный агент выталкивается расплавом вперед, и разделительный агент смешивается между передними частями двух потоков, блокируя сплавление передних частей и ослабляя механическую прочность. .
1. Контроль температуры пресс-формы и температуры материала 2. Регулировка потока клея каждой секции и добавление вытяжки.
Большие ворота
1. Температура пресс-формы слишком низкая; 2. Текучесть материала низкая. 3. Клей на изделии тонкий и его трудно удалить. 4. Плохой выхлоп пресс-формы
1. Увеличить температуру пресс-формы 2. Улучшить текучесть материала 3. Изменить положение шибера, как правило, рассчитанного на толстую стенку 4. Увеличить вентиляционные отверстия|
Деформированный
1. Неравномерная температура 2. Неравномерное давление 3. Молекулярная ориентация 4. Неправильное положение ворот
Контроль температуры пресс-формы для предотвращения разницы температур пресс-формы Сокращение неравномерной деформации, регулировка давления после процесса
термоусадка
А. Неправильные условия процесса формования (при недостаточном давлении впрыска, недостаточном охлаждении формы) B. Стенка продукта слишком толстая или неровная C. Слишком большая усадка сырья (проблема с материалом) D. Усадка, вызванная неравномерной толщиной стенки продукта: часто наблюдается усадка на обратной стороне элемент жесткости. Из-за неравномерной толщины стенки элемента жесткости, когда толщина составляет менее 50% от толщины стенки соседнего материала, ситуация с усадкой, очевидно, улучшается, но ширина элемента жесткости составляет не менее 1 мм, в противном случае изготовление пресс-формы будет затруднено. будет сложно, и у босса в пластиковой части будет аналогичная ситуация
1. Увеличить давление впрыска 2. Увеличить время выдержки (задержать обратный поток золя на шибере) 3. Большая усадка вызвана неразумной конструкцией желобов и литников. Чтобы справиться с такой усадкой, необходимо модифицировать форму, чтобы уменьшить усадку. 4. Для сложных и тонкостенных изделий некоторым необходимо использовать газовую технологию для контроля усадки при проектировании и изготовлении пресс-форм
Ваше имя (обязательно)
Ваш адрес электронной почты (обязательно)
Ваша страна (обязательно)
Ваше сообщение (обязательно)
* Мы никогда не спамим. Ваша информация безопасна с нами.
Martin_Chen 22 июня 2021 г. / Блог, Как и что, Самый популярный пост
машина для изготовления чехлов для телефонов|TikTok Search
TikTok
Загрузить
zymachines
Zymachines
машина для изготовления силиконовых чехлов для телефонов #silionce #machines #phonecase #siliconeproducts
Видео TikTok от Zymachines (@zymachines): «машина для изготовления силиконовых чехлов для телефонов#silionce #machines #phonecase #siliconeproducts». силиконовый чехол для телефона создание машинного оригинального звука — Zymachines.
1039 просмотров|
оригинальный звук — Zymachines
zhengyingken
ZhengyingKen
#phonecase #macking #machine #может сэкономить время и #усилия #автоматически
Видео в TikTok от ZhengyingKen (@zhengyingken): «#phonecase#макинг #машина#может сэкономить время и #усилия #автоматически». Машина для изготовления чехлов для телефонов Adventure — Андре Бранни.
498 просмотров|
Приключения — Андре Бранни
rockspaceworld
rockspaceofficial
Персонализируйте свое устройство и сделайте его уникальным с помощью нашего стильного дизайна. 🎨💥 #чехол для телефона #phonecasebusiness #phonecasediy #techtok #machine #foryou
3,5 тыс. лайков, видео TikTok от rockspaceofficial-arock-it-of-it-of-it-of-it с нашим стильным дизайном. 🎨💥#phonecase #phonecasebusiness #phonecasediy #techtok #machine #foryou». оригинальный звук — rockspaceofficial.
221,4 тыс. просмотров|
оригинальный звук — rockspaceofficial
liaoaqxyytc
phonecasemachine
подгонять заказ phonecase | четыре phonecase #custommachine #phonecasemachine #forwardmachine
26 отметок «Нравится», видео TikTok от phonecasemachine (@liaoaqxyytc): «настроить порядок чехлов | четыре чехла для телефонов #custommachine #phonecasemachine #forwardmachine». Телефонный аппарат Love You So — The King Khan & BBQ Show.
670 просмотров|
Love You So — The King Khan & BBQ Show
shopofandom
Shopsofandom
Как сделать чехол #iphone с использованием #cricut 🎨✂ #cricutprojects #diy #smallbusiness #DIY . от ShopSoFandom (@shopsofandom): «Как сделать чехол для #iphone с помощью #cricut 🎨✂️📲 #cricutprojects #diy #smallbusiness #disney #christmas». КАК СДЕЛАТЬ ОБЫЧАЙ ЧЕХОЛ ДЛЯ IPHONE | ДЛЯ ЭТОГО ПРОЕКТА, ВАМ ПОТРЕБУЕТСЯ… | ✂️CRICUT/РЕЗКА МАШИНЫ 🎨ВИНИЛ 📝ТРАНСФЕРНАЯ ЛЕНТА 🖌️CRICUT РЕМЕСЛЕННЫЕ ИНСТРУМЕНТЫ 📲ЧИСТЫЙ ЧЕХОЛ ДЛЯ IPHONE ✨ТВОРЧЕСТВО | … BGM в стиле фанфар в стиле Диснея — harryfaoki.
706 лайков, 29 комментариев. Видео TikTok из бутика Орианы 🤍 (@orianasboutique): «сублимация — это так весело! . как я делаю сублимацию чехлы для телефонов!! | как я делаю чехлы для телефонов сублеммации!! | 1. найти нужный дизайн | …Цветы — Майли Сайрус.
1,8 тыс. лайков, 88 комментариев. Видео TikTok от Dollux (@dollux_au): «Чехлы для iPhone скоро будут запущены 💜#sublimation #sublimationprinting #cosmosink #cosmosinkforthewin #sublimationiphonecase #customcases #epsonecotank #convertedepson #sublimationprinter #craftymumma #bossbabe #smallbiz #handmadegifts #craftsupplies». Давайте сделаем несколько сублимационных чехлов для iphone | Дизайн полиграфии и приклейте обложку к бумаге | Нажмите на 200 градусов в течение 60 секунд | …Случаи сублимации Touch X Dougie Remix Challenge — Джошуа Михарес.
67,9 тыс. просмотров|
Touch X Dougie Remix Challenge — Joshua Mijares
fifteenandfifteen
FifteenAndFifteen
Make a #phonecase with me!📱 #sew #sewing #sewingtutorial #sewingtiktok #sewingroom # fyp #розовый #желтый #швейная машина #шитье для начинающих #промышленный
49Лайки, видео TikTok от FifteenAndFifteen (@fifteenandfifteen): «Сделай со мной #чехол для телефона! Сделай со мной чехол для телефона! Ленивое воскресенье — Официальная звуковая студия.
График работы: пн — пт: с 09.00 — 20.00, суббота: с 09.00 — 18.00, воскресенье: с 09.00 — 18.00
Автозапчасти, запчасти для иномарок оптом и в розницу
Касимов
Клиентам
Каталоги
Контакты
VIN запрос
Каталоги
Главная
Личный кабинет
Регистрация
Оригинальные каталоги
Запчасти для ТО
Специальное предложение
Задний фонарь
Купить
Фара передняя
Купить
Компрессор, наддув
Купить
Стартер
10 200. 00 р.
Купить
Колодки тормозные
Купить
Фильтр масляный
Купить
Фильтр тонкой очистки топлива
Купить
Комплект сцепления
Купить
Моторное масло Castrol Power 1 Racing 4T 10W-30 синтетическое, 4 л
2 850.00 р.
2 850.00 р.
Купить
Присадка для топлива
601.00 р.
601.00 р.
Купить
Рычаг независимой подвески колеса
2 400. 00 р.
Купить
Ремкомплект ГРМ
Купить
Аккумуляторная батарея
5 200.00 р.
4 500.00 р.
Купить
Компрессор автомобильный
2 899.00 р.
Купить
Ксеноновые лампы D2S
1 500.00 р.
Купить
Продажа Футболка унисекс Mercedes
3 500.00 р.
Купить
Высококачественный зеленый антифриз
Купить
Насадка на глушитель
1 700.00 р.
1 550. 00 р.
Купить
Автокресло детское
4 800.00 р.
3 700.00 р.
Купить
Цифровое зарядное устройство
5 600.00 р.
Купить
Наша компания на рынке по продаже автозапчастей работала под известным брендом свыше 8 лет. За это время был накоплен бесценный опыт, и мы решили начать работать самостоятельно – и с успехом справились с поставленными задачами. Широкая клиентская база и опытные сотрудники позволяют оперативно принять заказ и выполнить его точно в срок. Все, что вам необходимо сделать – это выбрать нужную марку автомобиля, модель, двигатель, чтобы затем найти нужные запчасти и аксессуары именно для вашего автомобиля. Если у вас есть вопросы – звоните нашим менеджерам по указанным телефонам либо пишите в чат прямо на сайте. Наши сотрудники оперативно и профессионально ответят на все ваши вопросы.
Наш девиз — индивидуальный подход к каждому клиенту и оперативная поддержка!
Богатый ассортимент запчастей и аксессуаров позволит вам выбрать оптимальный из всех предложенных вариантов. Купить практически любые автозапчасти в кратчайшие сроки по низким ценам и отправить в любой регион – все это возможно в нашем интернет-магазине. При этом мы работаем только с проверенными поставщиками – качество для нас превыше всего!
Почему именно мы?
Потому что у нас:
Автозапчасти для всех автомобилей;
Цены от производителя без накруток!
Простой и удобный поиск автозапчастей;
Подробная консультация клиентов.
Клиентам
Каталоги
Контакты
VIN запрос
Название:
Номер:
Примечание:
Касимов
Касимов 50 лет СССР 28
Сасово
Сасово Ново-Елатомская 41
Ваш телефон или Email
Пароль
Запомнить меня
Зарегистрироваться
Восстановить пароль
ОК Отмена
KM Parts-запчасти для швейных машин,запасные части для швейных машин, Dongyang League Trade Co.
,Ltd.
Запчасти KM Your Location:Home > Product > Запчасти KM
км
км
М-003
М-008
М-009
М-021
М-027
М-028
М-030
М-031
М-032
М-034/М-035
М-036
М-039
М-041
М-048 и М-049
М-050
М-051
М-055
М-064
Предыдущий 1 2 3 4 5 Следующий Последний Текущий:1/5
ПРОДУКТ
Запчасти и аксессуары
Главная
Поддержка
Запчасти и аксессуары
Покупая оригинальные запасные части и аксессуары Miele, вы можете быть уверены, что они идеально подходят для вашего прибора. Наши запасные части доступны до 15 лет, но не менее 10 лет с момента окончания серийного производства.
Запчасти
Поддерживайте высокую производительность вашего прибора, используя при необходимости оригинальные запасные части Miele.
Запасные части для кухонной техники
Запасные части для стиральных машин
edge-delivery.org/esi/1.0″ xmlns:rde=»http://www.reddot.de/rde/ns» xmlns:rde-dm=»http://www.reddot.de/rde/ns/dm» xmlns:rde-rd=»http://www.reddot.de/2000/rde/rd» xmlns:xlink=»http://www.w3.org/1999/xlink»> Запасные части для пылесосов
Аксессуары
Официальные аксессуары Miele имеют такое же высокое качество, как и наша бытовая техника, и гарантируют совместимость.
Аксессуары для кухонной техники
Аксессуары для стиральных машин
w3.org/2005/xpath-functions» xmlns:esi=»http://www.edge-delivery.org/esi/1.0″ xmlns:rde=»http://www.reddot.de/rde/ns» xmlns:rde-dm=»http://www.reddot.de/rde/ns/dm» xmlns:rde-rd=»http://www.reddot.de/2000/rde/rd» xmlns:xlink=»http://www.w3.org/1999/xlink»> Аксессуары для пылесосов
Не нашли нужную запчасть?
Посетите каталог запасных частей
Из соображений безопасности и материального ущерба компания Miele настоятельно рекомендует не пытаться ремонтировать продукцию Miele самостоятельно и не обращаться к неавторизованным поставщикам услуг; Miele не несет ответственности за ремонт или работу, выполненную неавторизованным поставщиком услуг. Пожалуйста, ознакомьтесь с ОГРАНИЧЕННОЙ ГАРАНТИЕЙ ПРОИЗВОДИТЕЛЯ НА БЫТОВУЮ ТЕХНИКУ.
Причины использования оригинальных запчастей и аксессуаров Miele
Безопасность, долговечность, эффективность и функциональность
Покупая оригинальные запасные части и аксессуары Miele, вы можете быть уверены, что они идеально подходят для вашего прибора. Мы применяем те же стандарты качества ко всем оригинальным запчастям и аксессуарам Miele, что и к нашей бытовой и встроенной технике. Покупая бытовую технику Miele, вы сознательно делаете выбор в пользу высочайшего качества. Вот почему вам следует покупать запчасти и аксессуары только у Miele. Только при использовании оригинальных запасных частей и принадлежностей Miele вы можете быть уверены в надежной работе вашего бытового прибора. Наш широкий ассортимент оригинальных аксессуаров Miele делает использование нашей бытовой техники проще, эффективнее и удобнее.
Заказ оригинальных запчастей и аксессуаров Miele
Хотите заказать запчасти или аксессуары для бытовой техники по телефону? Тогда позвоните нам! Мы будем рады Вам помочь. Вы также можете связаться с нами в любое время, используя нашу контактную форму. В нашем интернет-магазине вы найдете широкий ассортимент оригинальных запасных частей и аксессуаров Miele.
 Мы попытаемся оценить емкость батареи, показав объем работы, который можно произвести. Также измерим крутящий момент шуруповерта: каков он в действительности, соответствует ли он паспортным значениям? Не забудем и о сравнении с другими шуруповертами. Ведь это, наверное, самое интересное.
Мы попытаемся оценить емкость батареи, показав объем работы, который можно произвести. Также измерим крутящий момент шуруповерта: каков он в действительности, соответствует ли он паспортным значениям? Не забудем и о сравнении с другими шуруповертами. Ведь это, наверное, самое интересное. К тому же резина эта оказалась еще и липкой: если шуруповерт некоторое время полежит на ткани или бумаге, то взять его в руку можно будет только вместе с этой тканью или бумагой. Вывод: материалы для корпуса подобраны идеально. То, что надо.
К тому же резина эта оказалась еще и липкой: если шуруповерт некоторое время полежит на ткани или бумаге, то взять его в руку можно будет только вместе с этой тканью или бумагой. Вывод: материалы для корпуса подобраны идеально. То, что надо.
 Выдавленные в оранжевом пластике цифры 1 и 2 практически невидимы, но это можно исправить: достаточно замазать их каким-нибудь лаком для ногтей, который наверняка отыщется у обладательницы шуруповерта.
Выдавленные в оранжевом пластике цифры 1 и 2 практически невидимы, но это можно исправить: достаточно замазать их каким-нибудь лаком для ногтей, который наверняка отыщется у обладательницы шуруповерта. Это означает, что при установке биты или сверла потребуются две руки: первая удерживает заднюю муфту, а второй рукой закручивается передняя. Конечно, это не так удобно, как с блокировкой и быстрозажимным одномуфтовым патроном, но за такую цену можно и потерпеть.
Это означает, что при установке биты или сверла потребуются две руки: первая удерживает заднюю муфту, а второй рукой закручивается передняя. Конечно, это не так удобно, как с блокировкой и быстрозажимным одномуфтовым патроном, но за такую цену можно и потерпеть. Здесь, на верхнем торце аккумулятора, находятся два светодиодных индикатора: красный светится в процессе зарядки, а светящийся зеленый сигнализирует о полном заряде батареи.
Здесь, на верхнем торце аккумулятора, находятся два светодиодных индикатора: красный светится в процессе зарядки, а светящийся зеленый сигнализирует о полном заряде батареи.

 В итоге так оно и происходит: блоки питания вместо 1 ампера выдают 0,5, а реальная мощность блендера едва дотягивает до 400 Вт вместо указанных 800. Ну а почему не соврать, кто проверит? Отсюда и непредвзятый интерес: насколько крутящий момент нашего шуруповерта соответствует заявленным значениям?
В итоге так оно и происходит: блоки питания вместо 1 ампера выдают 0,5, а реальная мощность блендера едва дотягивает до 400 Вт вместо указанных 800. Ну а почему не соврать, кто проверит? Отсюда и непредвзятый интерес: насколько крутящий момент нашего шуруповерта соответствует заявленным значениям? А поскольку все гениальное — просто, то к подобной конструкции придет любой, имеющий хотя бы воспоминания об инженерном образовании. Требуется прочная рама, электронные весы-безмен и… и всё.
А поскольку все гениальное — просто, то к подобной конструкции придет любой, имеющий хотя бы воспоминания об инженерном образовании. Требуется прочная рама, электронные весы-безмен и… и всё. Но рычаг длиной в метр нас не устраивает, хочется что-то менее грандиозное. Выход прост: рычаг нужно уменьшить в 9,81 раза. В таком случае вес в 1 кг, приложенный к концу плеча, на другом его конце создаст момент, близкий к 1 Н·м. Поэтому на схеме, приведенной выше, рычаг (плечо зеленого цвета) имеет нужную длину, 10,2 см. Но, разумеется, не от края до края, а от центра оси до центра отверстия, в которое продевается крюк безмена.
Но рычаг длиной в метр нас не устраивает, хочется что-то менее грандиозное. Выход прост: рычаг нужно уменьшить в 9,81 раза. В таком случае вес в 1 кг, приложенный к концу плеча, на другом его конце создаст момент, близкий к 1 Н·м. Поэтому на схеме, приведенной выше, рычаг (плечо зеленого цвета) имеет нужную длину, 10,2 см. Но, разумеется, не от края до края, а от центра оси до центра отверстия, в которое продевается крюк безмена. Что касается скорости, то мы будем использовать самую низкую, первую. Дело в том, что вторая скорость, предназначенная для сверления, дает наибольший максимальный момент, который правильнее называть ударным. Он длится менее половины секунды, и измерить его в наших условиях не представляется возможным.
Что касается скорости, то мы будем использовать самую низкую, первую. Дело в том, что вторая скорость, предназначенная для сверления, дает наибольший максимальный момент, который правильнее называть ударным. Он длится менее половины секунды, и измерить его в наших условиях не представляется возможным. Вот оно.
Вот оно. Так, рассматриваемый шуруповерт Deko по паспорту дает 32 Н·м, а по измерениям — 6,8 Н·м. Makita в паспорте показывает 30 Н·м, а на практике — 8,6 Н·м. Наконец, скромняга Союз говорит о 24 Н·м, которые в результате измерений превратились в 13,8 Н·м. Ну как так-то? Получается, Deko — самый хвастливый шуруповерт из всей троицы.
Так, рассматриваемый шуруповерт Deko по паспорту дает 32 Н·м, а по измерениям — 6,8 Н·м. Makita в паспорте показывает 30 Н·м, а на практике — 8,6 Н·м. Наконец, скромняга Союз говорит о 24 Н·м, которые в результате измерений превратились в 13,8 Н·м. Ну как так-то? Получается, Deko — самый хвастливый шуруповерт из всей троицы. При этом он, как ни парадоксально, самый наглядный и практический. Правда, довольно трудоемкий. Тест призван ответить на вопрос: какой объем работы можно выполнить этим шуруповертом? В чем его измерить и как добиться повторяемости?
При этом он, как ни парадоксально, самый наглядный и практический. Правда, довольно трудоемкий. Тест призван ответить на вопрос: какой объем работы можно выполнить этим шуруповертом? В чем его измерить и как добиться повторяемости?Наконец, само тестирование будет проводиться при другой температуре, что непременно повлияет на результат хотя бы из-за изменившейся емкости аккумулятора (литий-ионные батареи чрезвычайно не любят низких температур).
 Наконец, само тестирование будет проводиться при другой температуре, что непременно повлияет на результат хотя бы из-за изменившейся емкости аккумулятора (литий-ионные батареи чрезвычайно не любят низких температур).
Наконец, само тестирование будет проводиться при другой температуре, что непременно повлияет на результат хотя бы из-за изменившейся емкости аккумулятора (литий-ионные батареи чрезвычайно не любят низких температур).
 Почему так? А вот почему: прилагаемый адаптер питания выдает 13,5 В со смехотворной силой тока 400 мА.
Почему так? А вот почему: прилагаемый адаптер питания выдает 13,5 В со смехотворной силой тока 400 мА. Пожалуй, единственное, что вызывает досаду — это крайне длительный процесс зарядки. Исходя из результатов наших измерений, такой инструмент нельзя рекомендовать тем, кто планирует долгую профессиональную работу.
Пожалуй, единственное, что вызывает досаду — это крайне длительный процесс зарядки. Исходя из результатов наших измерений, такой инструмент нельзя рекомендовать тем, кто планирует долгую профессиональную работу. Мощный аккумуляторный 18 В шуруповерт Dewalt универсально применим в строительстве, ряде производств и особенно в деревообработке.
Мощный аккумуляторный 18 В шуруповерт Dewalt универсально применим в строительстве, ряде производств и особенно в деревообработке. top. В нашем магазине представлен обширный ассортимент аккумуляторных шуруповертов DeWalt (Деволт) по приемлемым ценам, всегда имеются выгодные акционные предложения.
top. В нашем магазине представлен обширный ассортимент аккумуляторных шуруповертов DeWalt (Деволт) по приемлемым ценам, всегда имеются выгодные акционные предложения. Может такое случиться, что у вас не будет под рукой розетки или удлинителя. Шуруповерт с аккумулятором удобнее сетевых аналогов.
Может такое случиться, что у вас не будет под рукой розетки или удлинителя. Шуруповерт с аккумулятором удобнее сетевых аналогов.
 Также у шуруповерта имеется в наличии скоба-клипса под ремень для удобного ношения и набор насадок, сверл.Дрель-шуруповерт оснащена светодиодным ярким излучателем света для комфортного использования в темноте.
Также у шуруповерта имеется в наличии скоба-клипса под ремень для удобного ношения и набор насадок, сверл.Дрель-шуруповерт оснащена светодиодным ярким излучателем света для комфортного использования в темноте. Невероятно удобный дизайн с превосходной эргономикой уменьшает нагрузку на пользователя, что не может не радовать мастера. Он очень хорошо себя проявил в сверлении кирпичной кладки, при проделывании отверстий в металле и завинчивании длинных саморезов. Комплектуется бесщеточным мотором с большим КПД. У DCD778S2T без затруднений меняются насадки одной рукой благодаря блокировке шпинделя. Удобство в работе обеспечивает анатомическая рукоятка. В комплекте идет литиевая батарея емкостью 1.5 Ач, но можно использовать всю линейку 18V аккумуляторов, включая FLEXVOLT.
Невероятно удобный дизайн с превосходной эргономикой уменьшает нагрузку на пользователя, что не может не радовать мастера. Он очень хорошо себя проявил в сверлении кирпичной кладки, при проделывании отверстий в металле и завинчивании длинных саморезов. Комплектуется бесщеточным мотором с большим КПД. У DCD778S2T без затруднений меняются насадки одной рукой благодаря блокировке шпинделя. Удобство в работе обеспечивает анатомическая рукоятка. В комплекте идет литиевая батарея емкостью 1.5 Ач, но можно использовать всю линейку 18V аккумуляторов, включая FLEXVOLT. В нем устанавливается 13 мм одномуфтовый патрон с храповиком. Преимущества шуруповерта: хороший баланс по массе и удобная рукоятка для длительных работ.
В нем устанавливается 13 мм одномуфтовый патрон с храповиком. Преимущества шуруповерта: хороший баланс по массе и удобная рукоятка для длительных работ.
 Расходы по возврату несет покупатель. (Пожалуйста, обрати внимание:).
Расходы по возврату несет покупатель. (Пожалуйста, обрати внимание:). Мы также уведомим вас об одобрении или отклонении вашего возмещения.
Мы также уведомим вас об одобрении или отклонении вашего возмещения.  Если вам нужно обменять его на тот же товар, отправьте нам электронное письмо по адресу [email protected] и отправьте товар по адресу:
Если вам нужно обменять его на тот же товар, отправьте нам электронное письмо по адресу [email protected] и отправьте товар по адресу: 
 01.2023
01.2023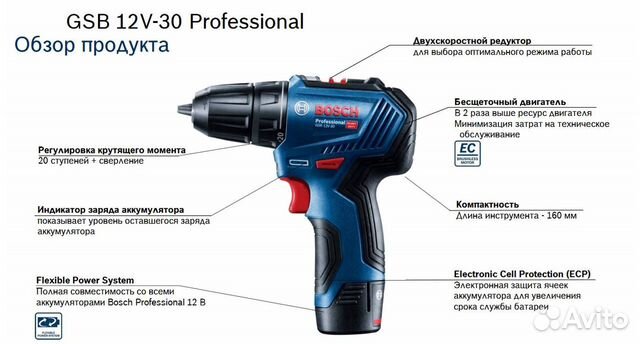 Я получу их все равно.
Я получу их все равно. Серия 3 — (набор из 4)
Серия 3 — (набор из 4)
 hasOwnProperty(~opt) && ~classifications[~opt] !== »}}
hasOwnProperty(~opt) && ~classifications[~opt] !== »}} formattedValue}}
formattedValue}}

 Начните поиск сначала!
Начните поиск сначала! На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:
На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:
 Некоторые из важных основных функций могут не работать без него. Узнайте больше о том, как включить файлы cookie в вашем браузере.
Некоторые из важных основных функций могут не работать без него. Узнайте больше о том, как включить файлы cookie в вашем браузере. Обычно это начинается с букв. Например:
Обычно это начинается с букв. Например: Модель принтера может быть расположена либо в верхней, либо в нижней части вашего принтера.
Модель принтера может быть расположена либо в верхней, либо в нижней части вашего принтера. Хотя это вариант, мы настоятельно рекомендуем вам выполнить поиск вашего физического принтера, чтобы получить точную модель или имя.
Хотя это вариант, мы настоятельно рекомендуем вам выполнить поиск вашего физического принтера, чтобы получить точную модель или имя. Например. пример@mail.com
Например. пример@mail.com 
 107
107 103 PS
103 PS
 )
) Процесор оснащується двома блоками пам’яті:
Процесор оснащується двома блоками пам’яті: Деякі піни володіють додатковими можливостями:
Деякі піни володіють додатковими можливостями:
 Экосистема направлена на то, чтобы помочь разработчикам систем использовать низкоэнергетические, высокопараллельные и гетерогенные вычисления в своем процессе разработки, выполняя при этом нефункциональные ограничения, унаследованные от киберфизических взаимодействий.
Экосистема направлена на то, чтобы помочь разработчикам систем использовать низкоэнергетические, высокопараллельные и гетерогенные вычисления в своем процессе разработки, выполняя при этом нефункциональные ограничения, унаследованные от киберфизических взаимодействий.
 энергоэффективные параллельные гетерогенные архитектуры.
энергоэффективные параллельные гетерогенные архитектуры.


 шестигран. Makita 266273-7
шестигран. Makita 266273-7 HR2450/ Makita 153284-0
HR2450/ Makita 153284-0 компресс.пружина 21-29 Makita 233916-6
компресс.пружина 21-29 Makita 233916-6
 ……….. 1 шт.
……….. 1 шт. 1)
1) НДС
НДС НДС
НДС 00023
00023 33 Без НДС
33 Без НДС НДС
НДС 16 Без НДС
16 Без НДС 49 Без НДС
49 Без НДС 99 Вкл. НДС
99 Вкл. НДС 16 Без НДС
16 Без НДС НДС
НДС 66 Без НДС
66 Без НДС 83 Без НДС
83 Без НДС 99 Вкл. НДС
99 Вкл. НДС НДС
НДС
 .99 Вкл. НДС
.99 Вкл. НДС 83 Без НДС
83 Без НДС 83 Без НДС
83 Без НДС НДС
НДС 99 Без НДС
99 Без НДС НДС
НДС

 5
5 4
4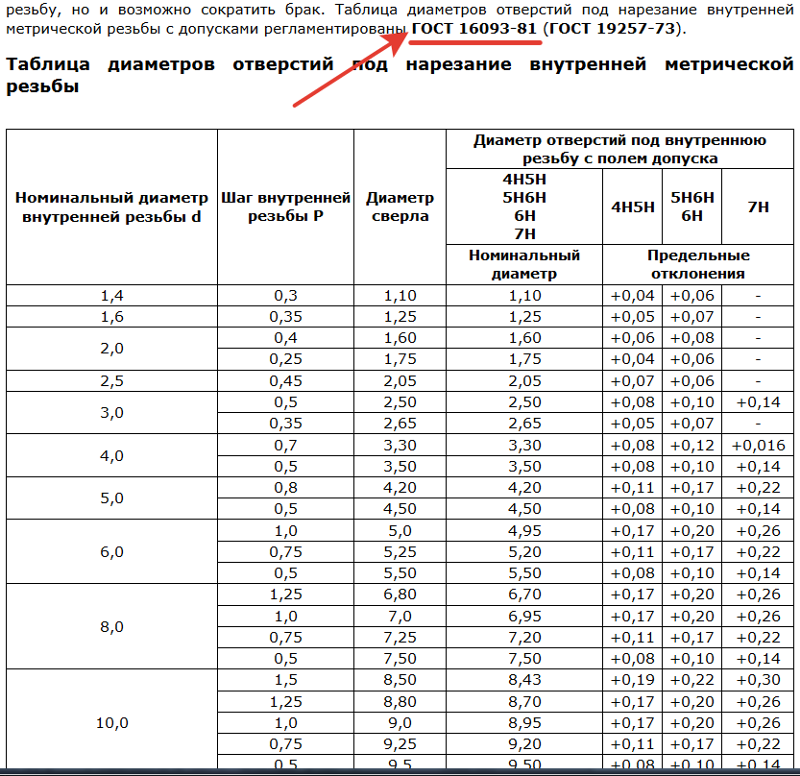 4
4 4
4 4
4 5
5 Диаметры стержней при нарезке внешней метрической резьбы
Диаметры стержней при нарезке внешней метрической резьбы Диаметры сверл для высверливания отверстий при нарезке внутренней метрической резьбы
Диаметры сверл для высверливания отверстий при нарезке внутренней метрической резьбы
 Резьба позволяет легко прикрепить гайки и другие крепления к стержню по мере необходимости.
Резьба позволяет легко прикрепить гайки и другие крепления к стержню по мере необходимости. Однако сталь подвергается коррозии при использовании на открытом воздухе. Нержавеющая сталь марки 316 устойчива к коррозии, что делает ее лучшим материалом для использования на открытом воздухе и в морской среде. Это также подходящий выбор для крепления и закрепления материалов в широком диапазоне влажных, влажных или неблагоприятных условий окружающей среды.
Однако сталь подвергается коррозии при использовании на открытом воздухе. Нержавеющая сталь марки 316 устойчива к коррозии, что делает ее лучшим материалом для использования на открытом воздухе и в морской среде. Это также подходящий выбор для крепления и закрепления материалов в широком диапазоне влажных, влажных или неблагоприятных условий окружающей среды.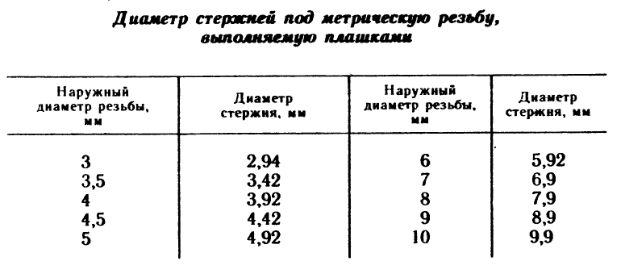 Резьбовые сегменты имеют одинаковую длину на обоих концах.
Резьбовые сегменты имеют одинаковую длину на обоих концах. Они имеют резьбу на внутренних стенках и могут быть закреплены на винтовом стержне так же, как стандартная гайка.
Они имеют резьбу на внутренних стенках и могут быть закреплены на винтовом стержне так же, как стандартная гайка.
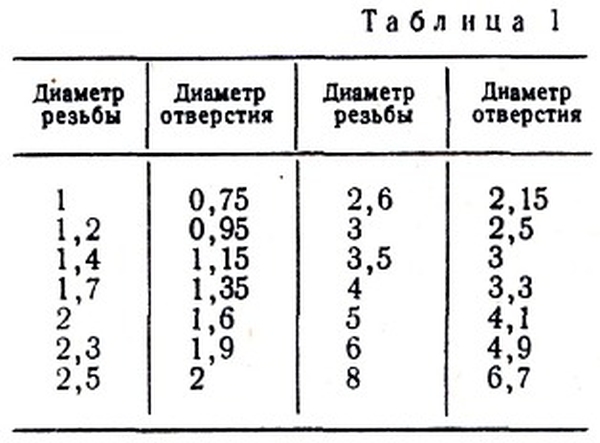 В отличие от болтов, необходимые секции резьбового стержня обычно вырезаются по размеру из более длинного куска, а это означает, что в большинстве случаев резьбовой стержень не будет иметь головки для более легкого забивания или забивания секции.
В отличие от болтов, необходимые секции резьбового стержня обычно вырезаются по размеру из более длинного куска, а это означает, что в большинстве случаев резьбовой стержень не будет иметь головки для более легкого забивания или забивания секции.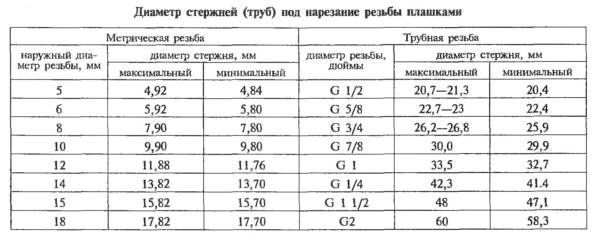 В ручных версиях (с ручным управлением), как правило, используются губки с лезвиями, которые часто можно менять местами, чтобы аккуратно прорезать шпильки различной толщины. Версии с электроприводом чаще полагаются на какую-либо форму вращающегося диска, чтобы делать аккуратные разрезы. Резьбовой стержень также можно обрезать по длине на торцовочная пила или отрезная пила, при условии, что установлен подходящий диск для резки металла.
В ручных версиях (с ручным управлением), как правило, используются губки с лезвиями, которые часто можно менять местами, чтобы аккуратно прорезать шпильки различной толщины. Версии с электроприводом чаще полагаются на какую-либо форму вращающегося диска, чтобы делать аккуратные разрезы. Резьбовой стержень также можно обрезать по длине на торцовочная пила или отрезная пила, при условии, что установлен подходящий диск для резки металла.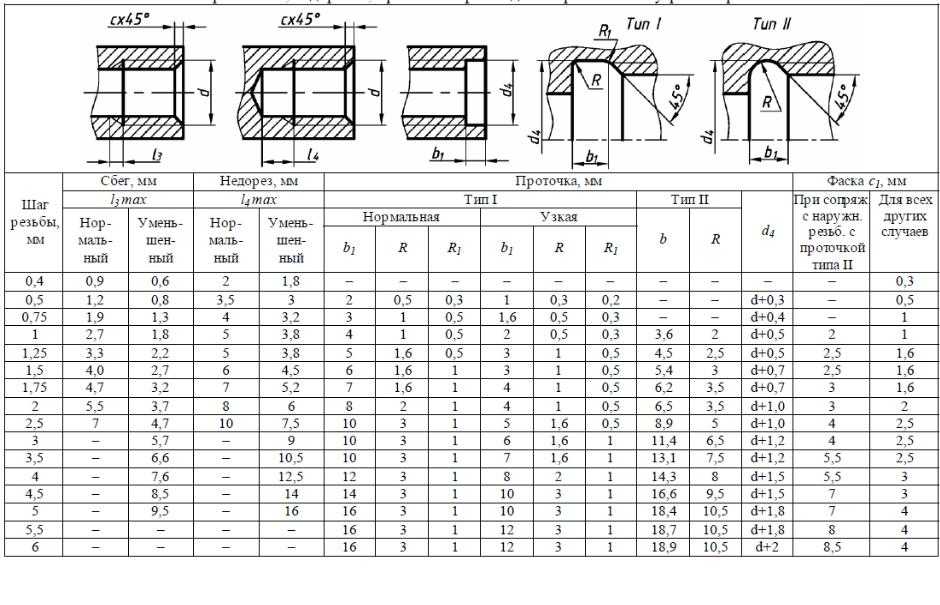
 5
5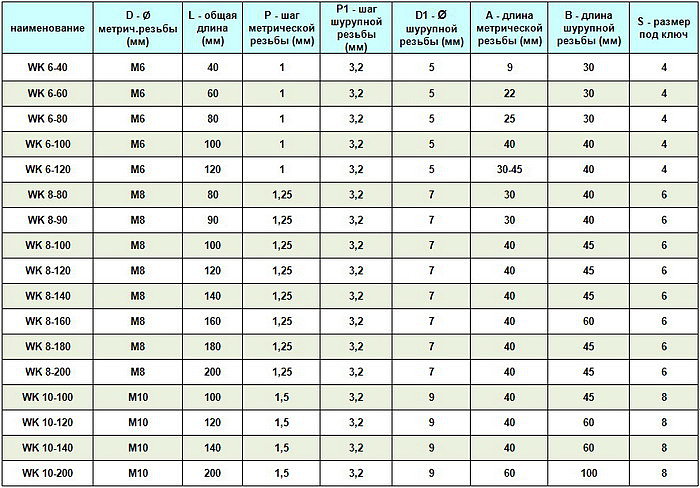 5
5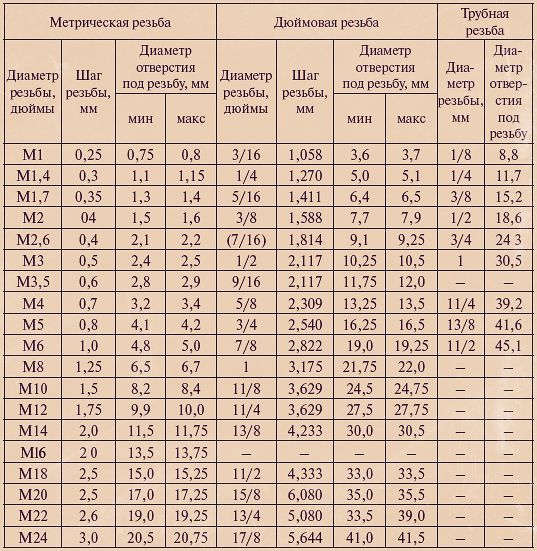 6
6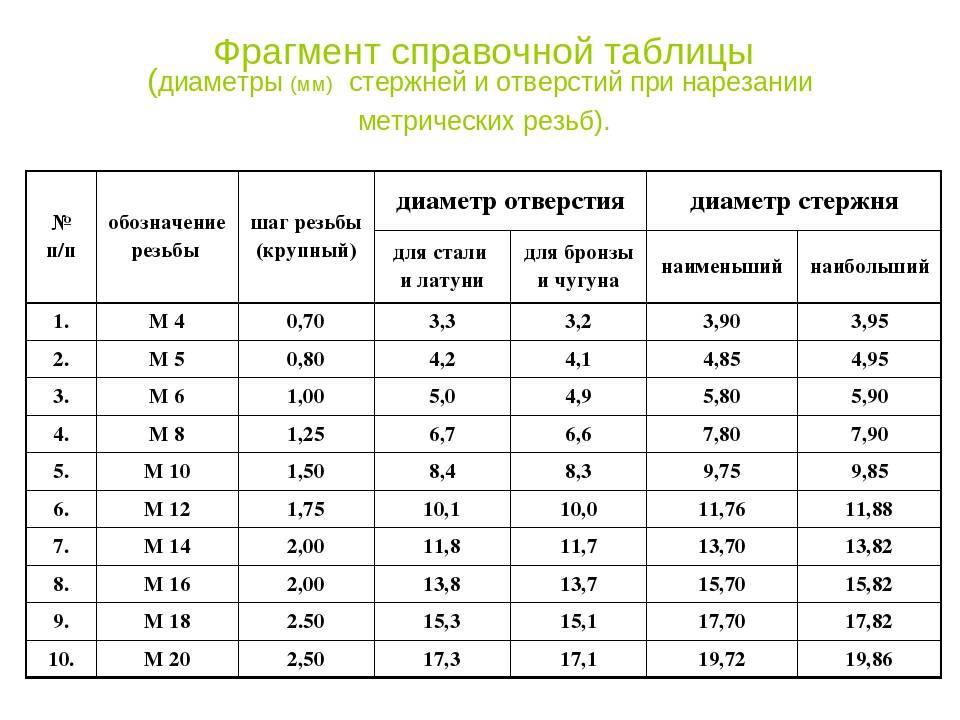 При изготовлении винтовых стержней обычно используются различные виды стали и производных материалов. Нержавеющая сталь (резьбовой стержень из нержавеющей стали ) является еще одним распространенным типом, как и оцинкованный резьбовой стержень. Последний оцинкован для дополнительной защиты от коррозии, что делает его идеальным для использования в суровых условиях или во влажной среде в течение длительного времени.
При изготовлении винтовых стержней обычно используются различные виды стали и производных материалов. Нержавеющая сталь (резьбовой стержень из нержавеющей стали ) является еще одним распространенным типом, как и оцинкованный резьбовой стержень. Последний оцинкован для дополнительной защиты от коррозии, что делает его идеальным для использования в суровых условиях или во влажной среде в течение длительного времени.
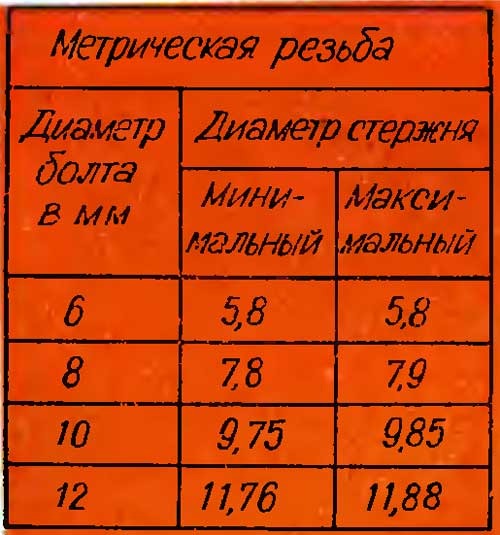 75
75 
 0
0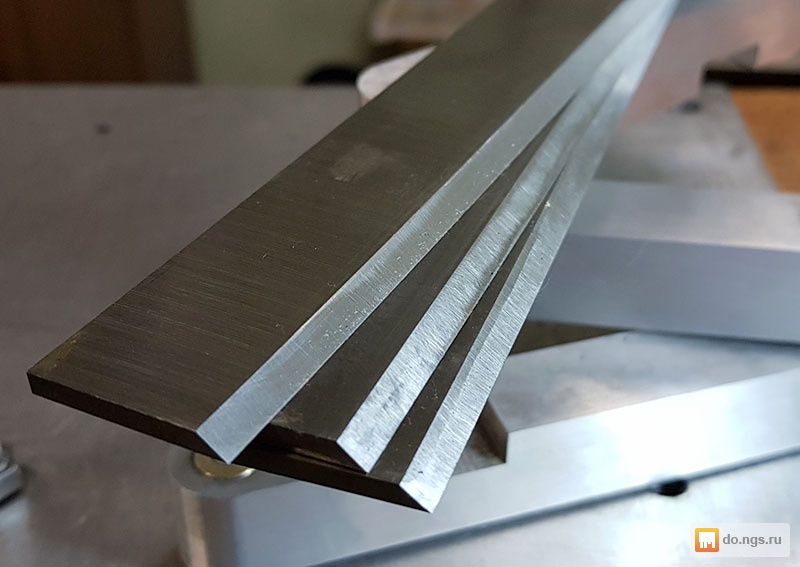 0
0 5
5

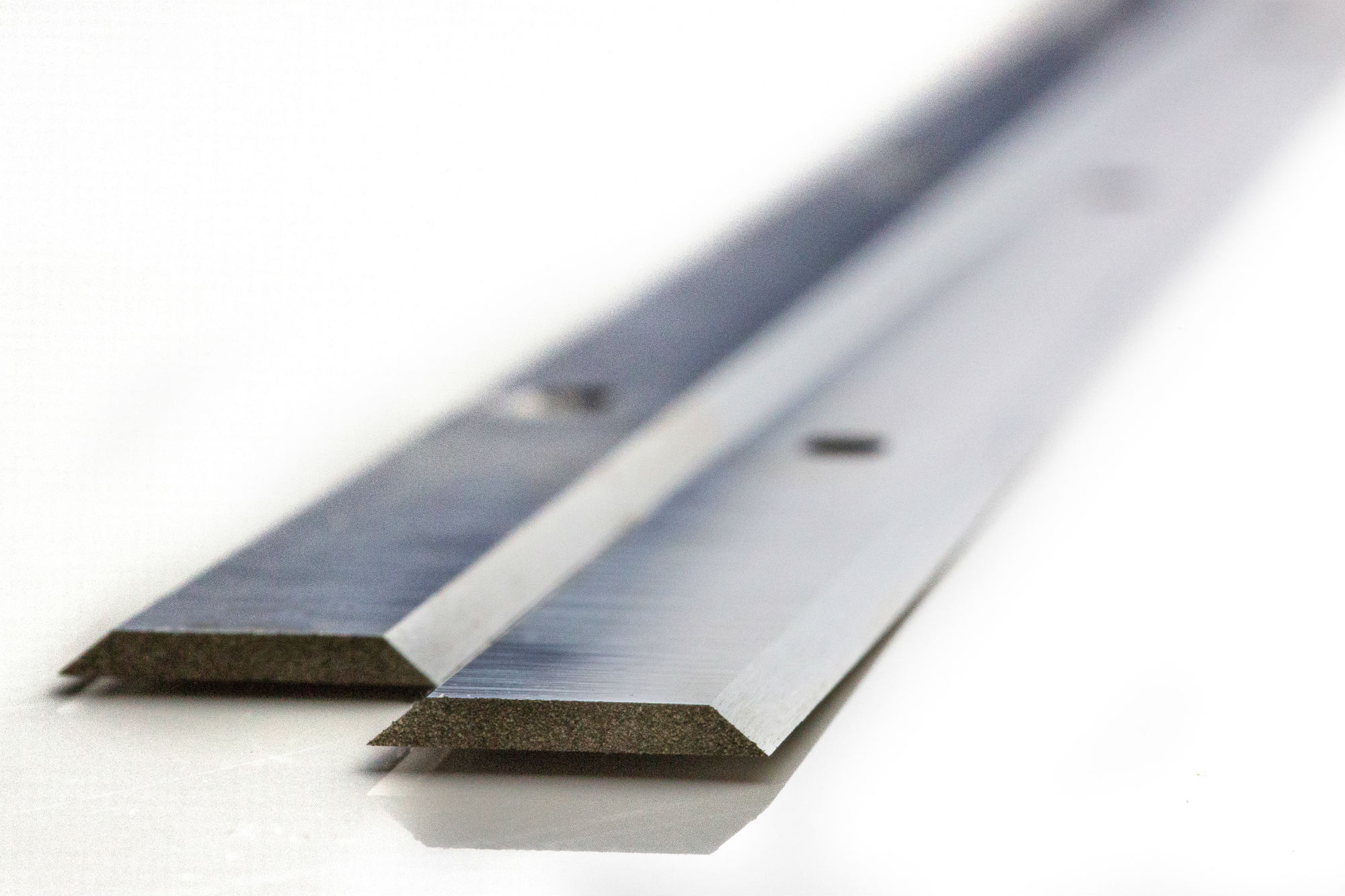
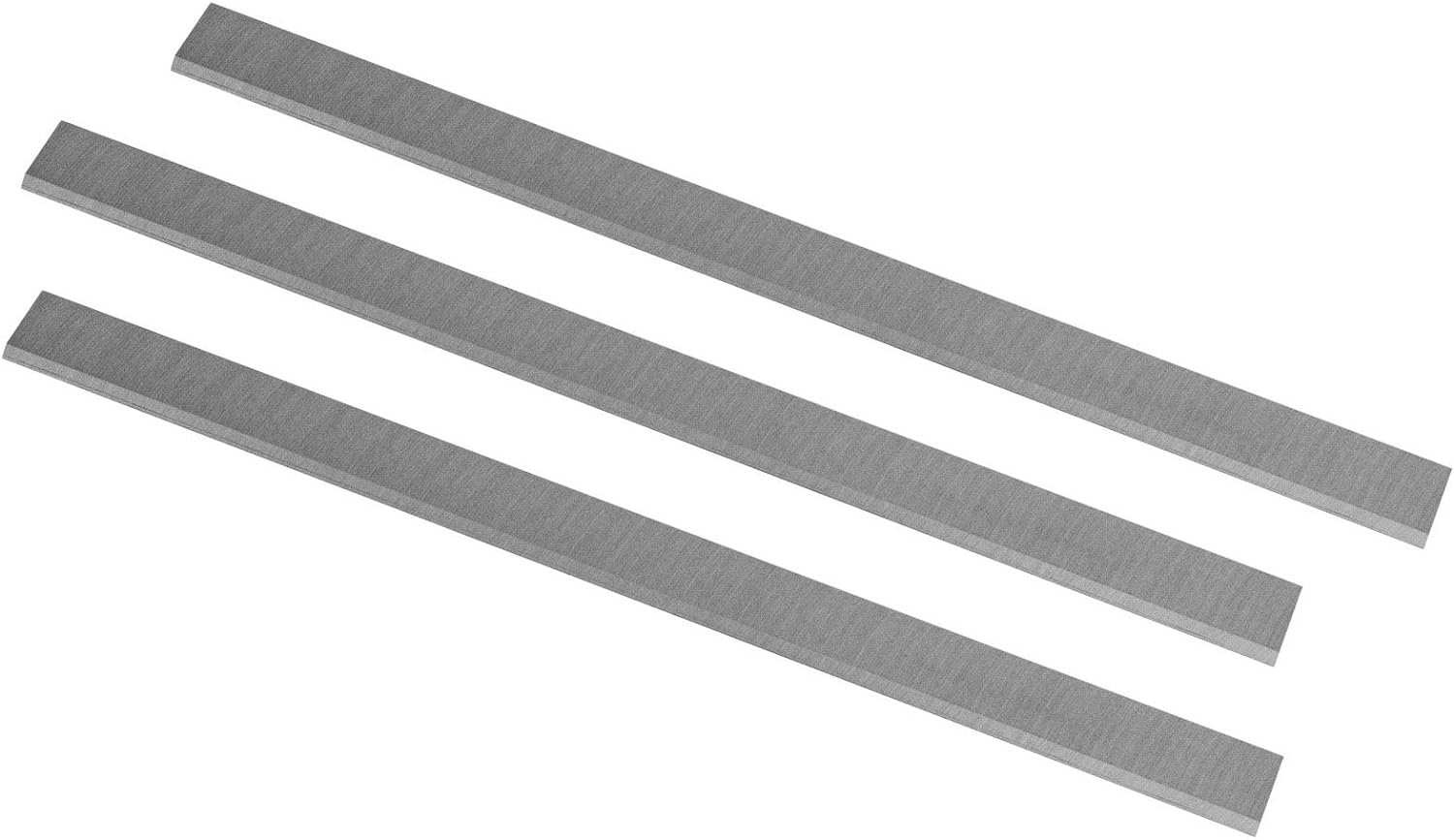
 лицо
лицо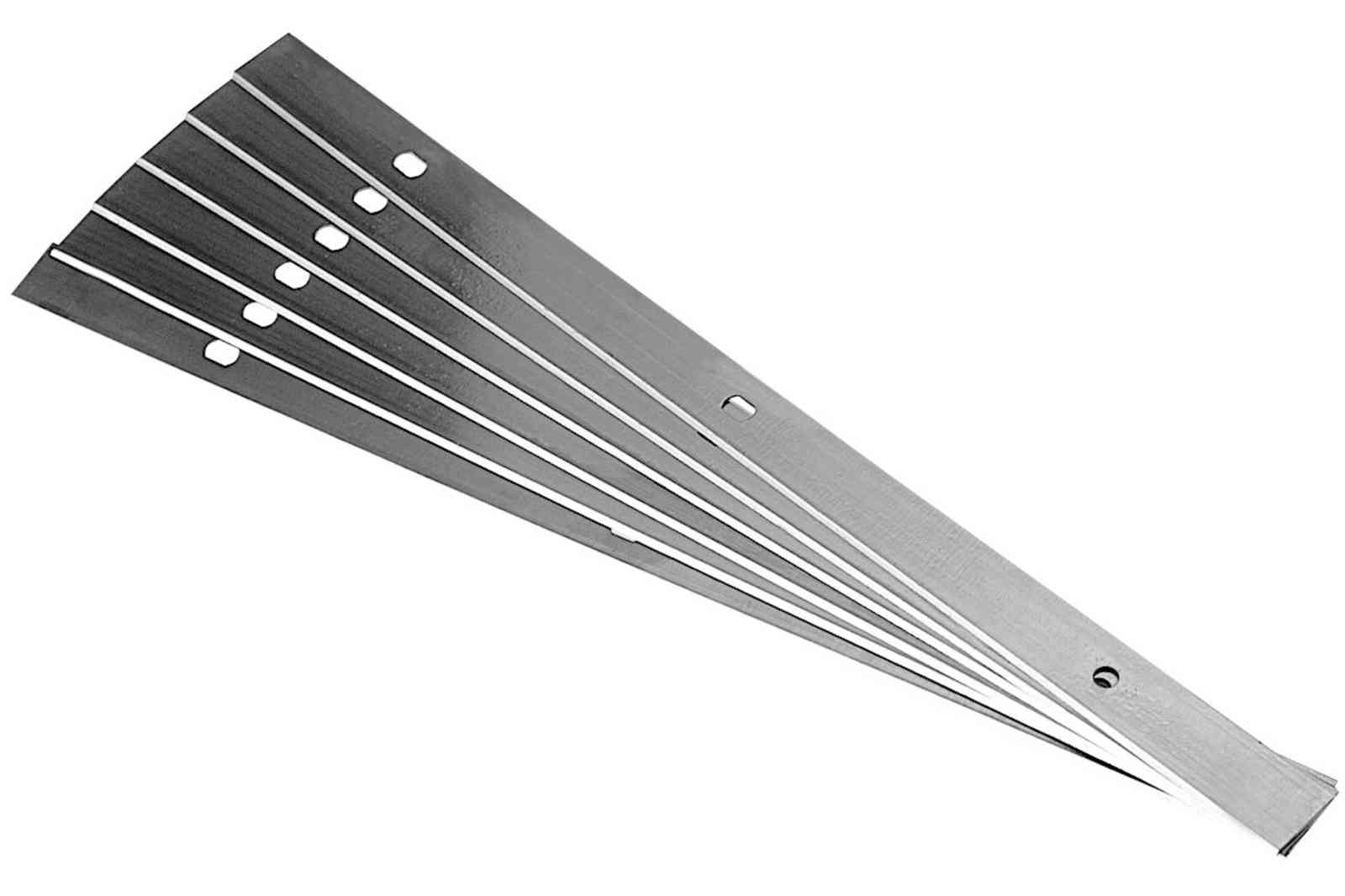

 В отношении всех сообщаемых Персональных данных Посетитель дает Администратору согласие на их обработку. Администратор обрабатывает персональные данные Посетителя исключительно в целях предоставления Посетителю функций Сайта, размещенного на нем контента, маркетинговой, рекламной, иной информации, в целях получения Посетителем персонализированной (таргетированной) рекламы, исследования и анализа данных Посетителя, а также в целях предложения Посетителю своих товаров и услуг. В отношении всех сообщенных Администратору Посетителем своих персональных данных Администратор вправе осуществлять сбор, систематизацию, накопление, хранение, уточнение (обновление, изменение), использование, распространение (в том числе передача любым третьим лицам, включая передачу персональных данных третьим лицам на хранение или в случае поручения обработки персональных данных третьим лицам), обезличивание, блокирование, уничтожение, трансграничную передачу, обработку с применением основных способов такой обработки (хранение, запись на электронных носителях и их хранение, составление перечней, маркировка) и иные действия в соответствии со статьей 3 Федерального закона от 27.
В отношении всех сообщаемых Персональных данных Посетитель дает Администратору согласие на их обработку. Администратор обрабатывает персональные данные Посетителя исключительно в целях предоставления Посетителю функций Сайта, размещенного на нем контента, маркетинговой, рекламной, иной информации, в целях получения Посетителем персонализированной (таргетированной) рекламы, исследования и анализа данных Посетителя, а также в целях предложения Посетителю своих товаров и услуг. В отношении всех сообщенных Администратору Посетителем своих персональных данных Администратор вправе осуществлять сбор, систематизацию, накопление, хранение, уточнение (обновление, изменение), использование, распространение (в том числе передача любым третьим лицам, включая передачу персональных данных третьим лицам на хранение или в случае поручения обработки персональных данных третьим лицам), обезличивание, блокирование, уничтожение, трансграничную передачу, обработку с применением основных способов такой обработки (хранение, запись на электронных носителях и их хранение, составление перечней, маркировка) и иные действия в соответствии со статьей 3 Федерального закона от 27. 07.2006 № 152-ФЗ «О персональных данных».
07.2006 № 152-ФЗ «О персональных данных».
 3 к.4 п.1026.
3 к.4 п.1026.

 Этот эксклюзивный процесс является более дорогостоящим, чем методы более низкого качества, но он оптимизирует снижение напряжения и увеличивает срок службы каждого производимого нами строгального ножа и фуганка. Наконец, мы тщательно отшлифовываем каждый нож до бритвенного блеска, чтобы вы могли получить идеальный срез.
Этот эксклюзивный процесс является более дорогостоящим, чем методы более низкого качества, но он оптимизирует снижение напряжения и увеличивает срок службы каждого производимого нами строгального ножа и фуганка. Наконец, мы тщательно отшлифовываем каждый нож до бритвенного блеска, чтобы вы могли получить идеальный срез. Поскольку вам не придется затачивать эти ножи почти так же часто, как ножи из быстрорежущей стали, экономия времени сама по себе будет значительной.
Поскольку вам не придется затачивать эти ножи почти так же часто, как ножи из быстрорежущей стали, экономия времени сама по себе будет значительной.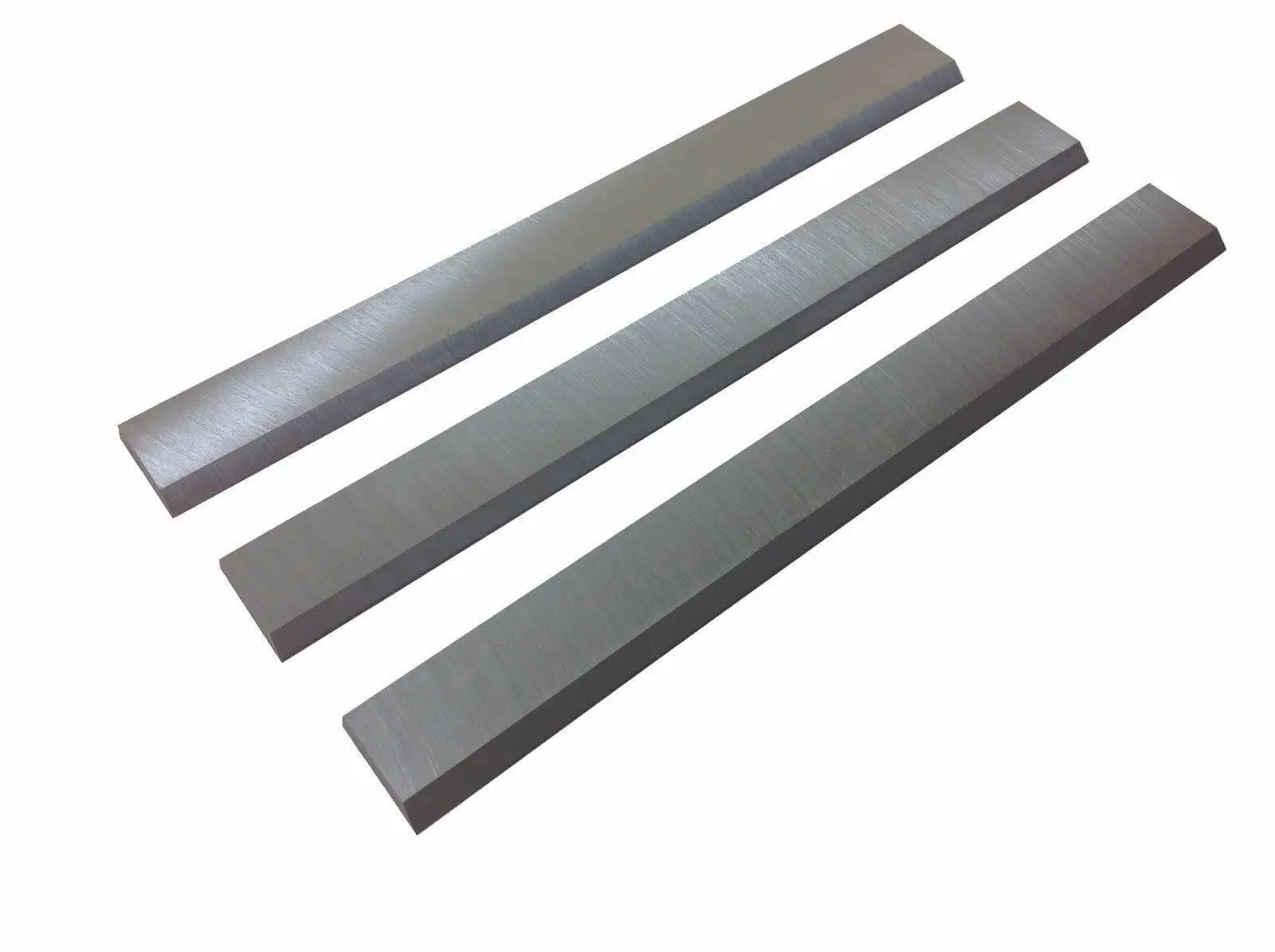
 США) $52,25
США) $52,25 США) $37,00
США) $37,00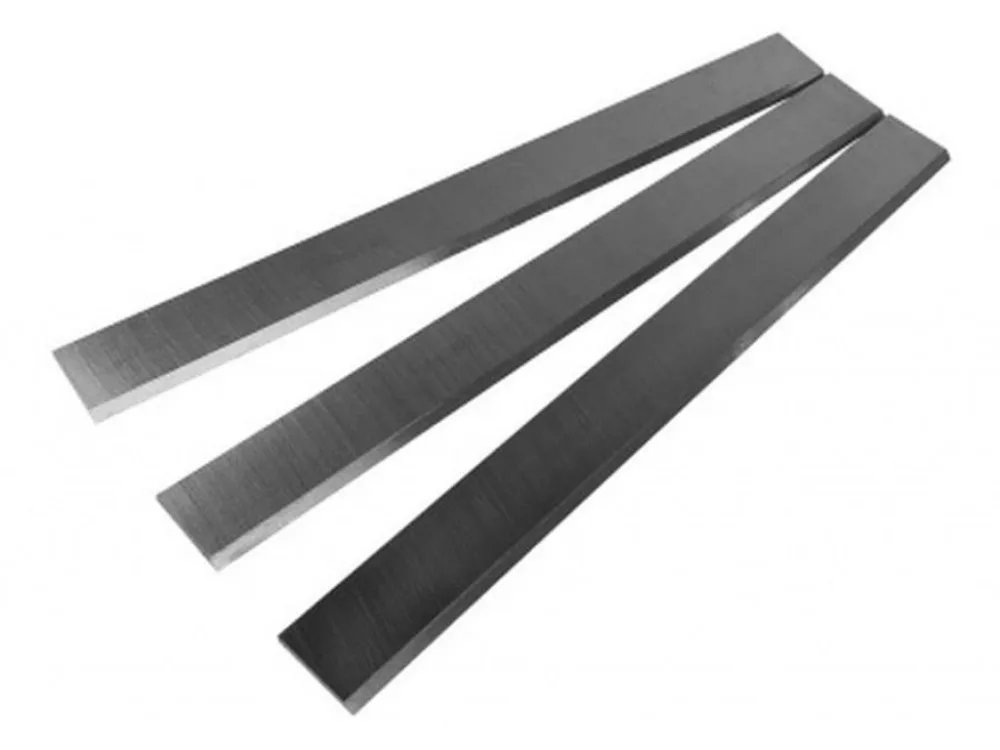 США) $37,00
США) $37,00 США) $52,25
США) $52,25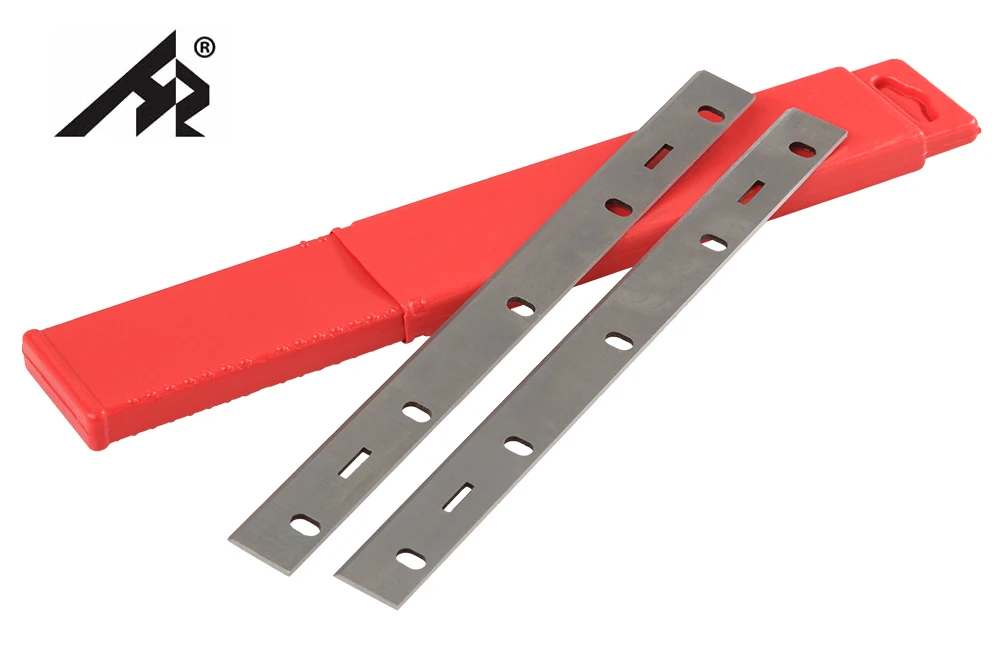
 Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации. Крупные и тяжелые токарные станки применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов, железнодорожных колесных пар, роторов турбин и др. Все сборочные единицы (узлы) и механизмы токарно-винторезных станков имеют одинаковое название, назначение и расположение. Смотри рисунок вверху.
Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации. Крупные и тяжелые токарные станки применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов, железнодорожных колесных пар, роторов турбин и др. Все сборочные единицы (узлы) и механизмы токарно-винторезных станков имеют одинаковое название, назначение и расположение. Смотри рисунок вверху.

 Таким образом коробка скоростей обеспечивает шесть ступеней частоты вращения шпинделя. Механизм подач. Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Таким образом коробка скоростей обеспечивает шесть ступеней частоты вращения шпинделя. Механизм подач. Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
 В среднем положении рукоятки 19 (положение Б) зубчатые колеса б и в не соединяются с зубчатым колесом а и вал 20 не вращается.
В среднем положении рукоятки 19 (положение Б) зубчатые колеса б и в не соединяются с зубчатым колесом а и вал 20 не вращается.
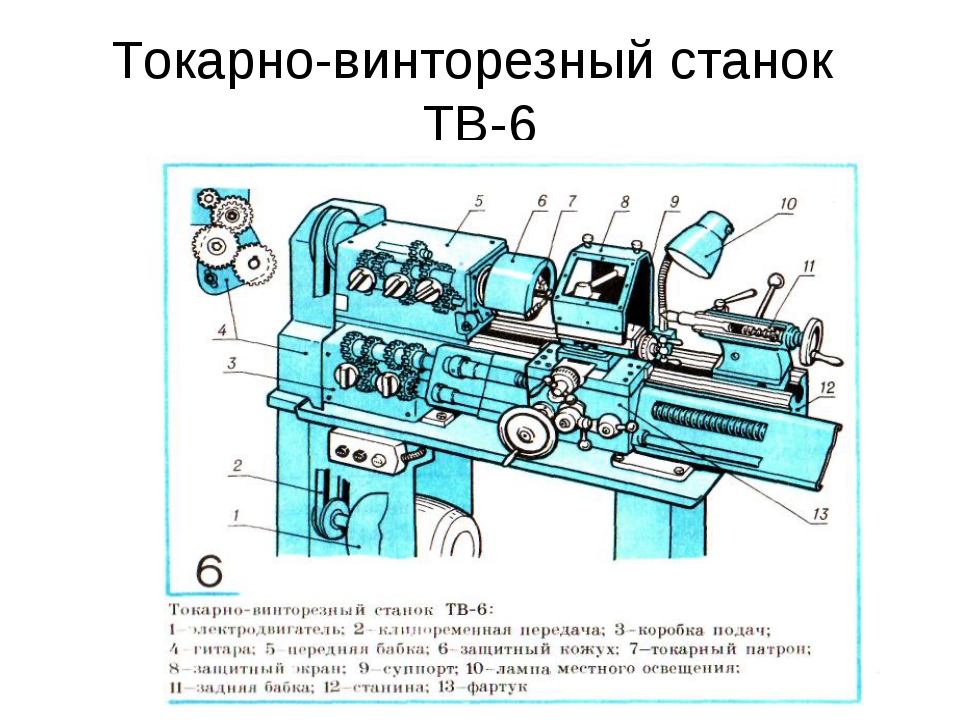 На одном конце рычага 10 вращается (на оси) зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом — рукоятка 9, с помощью которой рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений (по числу зубчатых колес в механизме 1 Нортона). В каждом из таких положений рычаг 10 поворачивается и удерживается штифтом 9, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1, в результате чего устанавливается выбранное число оборотов вала 2. Вместе с валом 2 вращается зубчатое колесо 3, которое можно перемещать вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 посредством кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево — входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
На одном конце рычага 10 вращается (на оси) зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом — рукоятка 9, с помощью которой рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений (по числу зубчатых колес в механизме 1 Нортона). В каждом из таких положений рычаг 10 поворачивается и удерживается штифтом 9, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1, в результате чего устанавливается выбранное число оборотов вала 2. Вместе с валом 2 вращается зубчатое колесо 3, которое можно перемещать вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 посредством кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево — входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
 Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14.
Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14. Устройство поперечного суппорта показано на рисунке внизу. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим — связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему. выбирается зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
Устройство поперечного суппорта показано на рисунке внизу. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим — связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему. выбирается зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
 В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6. При вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От поворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхностями, образованными пазом на основании конической оправки 3 и отверстием в резцовой головке 6. При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 поворачивается и перемещается вверх по резьбе конической оправки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, фрикционно связанных с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7.
В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6. При вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От поворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхностями, образованными пазом на основании конической оправки 3 и отверстием в резцовой головке 6. При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 поворачивается и перемещается вверх по резьбе конической оправки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, фрикционно связанных с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7. При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливается в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для рабочего положение. Продольное и поперечное перемещение салазок суппорта производится через фартук 2 (смотри рисунок справа), который крепится к нижней поверхности продольного суппорта 1. Ручная продольная подача производится маховиком, который через зубчатую передачу сообщает вращение зубчатому колесу 4, катящемуся по рейке 3, закрепленной на станине 5 станка, и перемещает продольный суппорт вместе с поперечным суппортом и фартуком 2. Продольная подача суппорта 1 от ходового винта 2 производится включением разъемной гайки рукояткой 14 (смотри рисунок слева). Разъемная гайка состоит из двух частей (1 и 2), которые перемещаются по направляющим А при повороте рукоятки 5.
При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливается в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для рабочего положение. Продольное и поперечное перемещение салазок суппорта производится через фартук 2 (смотри рисунок справа), который крепится к нижней поверхности продольного суппорта 1. Ручная продольная подача производится маховиком, который через зубчатую передачу сообщает вращение зубчатому колесу 4, катящемуся по рейке 3, закрепленной на станине 5 станка, и перемещает продольный суппорт вместе с поперечным суппортом и фартуком 2. Продольная подача суппорта 1 от ходового винта 2 производится включением разъемной гайки рукояткой 14 (смотри рисунок слева). Разъемная гайка состоит из двух частей (1 и 2), которые перемещаются по направляющим А при повороте рукоятки 5.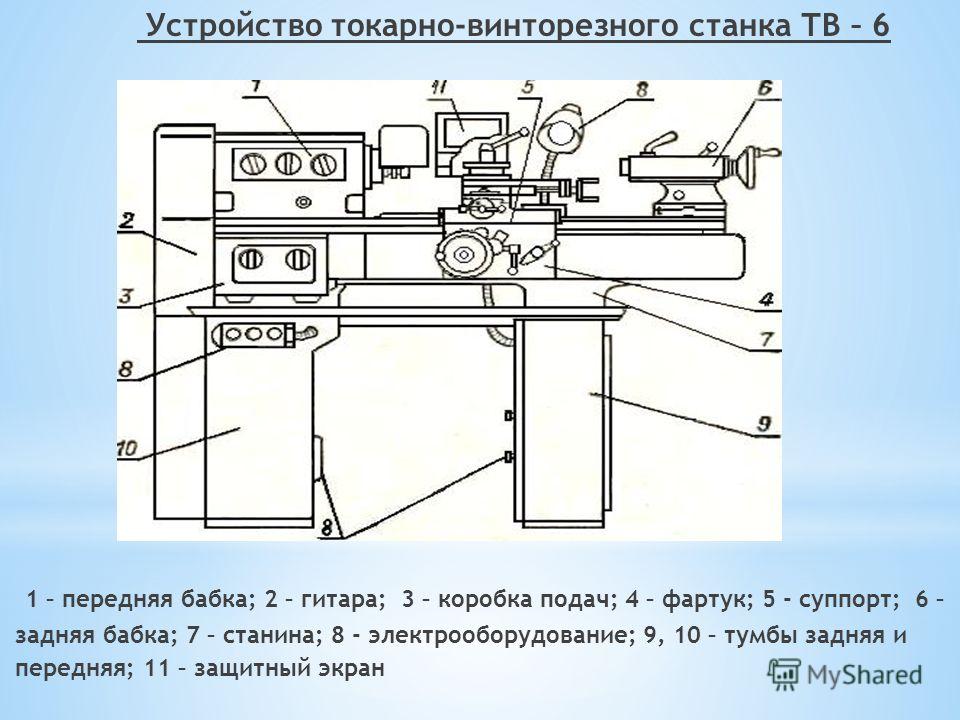 При этом диск 4 посредством прорезей В, расположенных эксцентрично, перемещает пальцы 3, в результате чего обе части гайки сдвигаются или раздвигаются. Если обе части гайки охватывают ходовой винт, то производится продольная подача (перемещение) суппорта; если они раздвинуты, то подача отключается.
При этом диск 4 посредством прорезей В, расположенных эксцентрично, перемещает пальцы 3, в результате чего обе части гайки сдвигаются или раздвигаются. Если обе части гайки охватывают ходовой винт, то производится продольная подача (перемещение) суппорта; если они раздвинуты, то подача отключается.
 Фрикционная муфта. Суппорт. Резцедержатель. Задняя бабка.
Фрикционная муфта. Суппорт. Резцедержатель. Задняя бабка. Между собой они отличаются назначением, компоновкой, степенью автоматизации. Предназначены токарные станки для обработки внешних и внутренних поверхностей деталей различной формы, сверления отверстий и их обработки.
Между собой они отличаются назначением, компоновкой, степенью автоматизации. Предназначены токарные станки для обработки внешних и внутренних поверхностей деталей различной формы, сверления отверстий и их обработки.
 На направляющих станины установлен суппорт, на который устанавливается револьверная головка, предназначенная для установки режущего инструмента В зависимости от технологической карты обработки конкретной детали, инструменты расположены в определенной последовательности.
На направляющих станины установлен суппорт, на который устанавливается револьверная головка, предназначенная для установки режущего инструмента В зависимости от технологической карты обработки конкретной детали, инструменты расположены в определенной последовательности.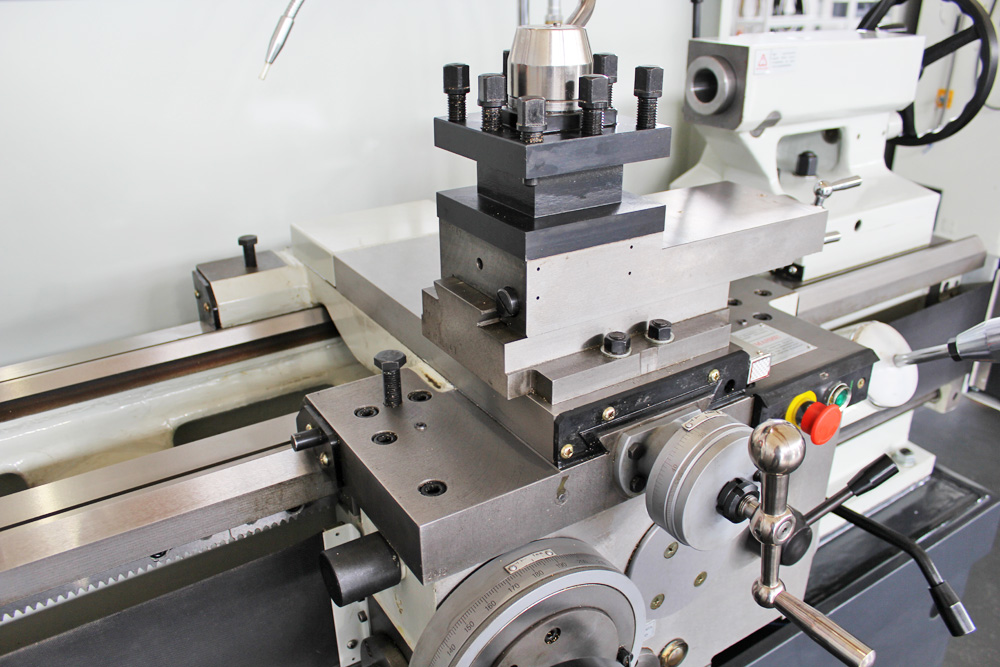 Система ЧПУ, обрабатывая данные датчиков, вносит коррективы в технологический процесс, тем самым повышая точность изготовления деталей.
Система ЧПУ, обрабатывая данные датчиков, вносит коррективы в технологический процесс, тем самым повышая точность изготовления деталей. Чаще всего выполнены в виде станков с наклонной станиной. См ТС1720Ф3, ТС1720Ф4
Чаще всего выполнены в виде станков с наклонной станиной. См ТС1720Ф3, ТС1720Ф4 На одностоечных обрабатывают детали до 2500 мм: выполняется обработка поверхностей, сверление, развертка и зенкование отверстий; прорезают канавки, обрабатывают торцы.
На одностоечных обрабатывают детали до 2500 мм: выполняется обработка поверхностей, сверление, развертка и зенкование отверстий; прорезают канавки, обрабатывают торцы. Планшайба у них имеет специальную выемку для закрепления заготовок с размерами, превышающими ее диаметр.
Планшайба у них имеет специальную выемку для закрепления заготовок с размерами, превышающими ее диаметр. В станках-полуавтоматах загрузка заготовок и снятие готовых изделий производится оператором.
В станках-полуавтоматах загрузка заготовок и снятие готовых изделий производится оператором. Он наиболее известен своим токарно-винторезным станком, который он усовершенствовал примерно к 179 г.7. Машинисты веками нарезали винты на токарных станках, но это был трудоемкий и ненадежный процесс, когда режущий инструмент управлялся вручную и не было реального способа обеспечить постоянный шаг резьбы. Следовательно, каждая резьба немного отличалась, и гайка, сделанная для одной резьбы, вероятно, не подойдет ни для какой другой.
Он наиболее известен своим токарно-винторезным станком, который он усовершенствовал примерно к 179 г.7. Машинисты веками нарезали винты на токарных станках, но это был трудоемкий и ненадежный процесс, когда режущий инструмент управлялся вручную и не было реального способа обеспечить постоянный шаг резьбы. Следовательно, каждая резьба немного отличалась, и гайка, сделанная для одной резьбы, вероятно, не подойдет ни для какой другой. После того, как были вставлены нужные шестерни и резак зафиксировался на скользящей опоре, оператор мог нарезать резьбу на стержне, а затем он мог нарезать еще сотню таких же, и все они были действительно взаимозаменяемы. В Музее науки в Лондоне выставлен оригинальный токарно-винторезный станок Модслея (один из шести, которые, как известно, сохранились) (9).0015 третье изображение ).
После того, как были вставлены нужные шестерни и резак зафиксировался на скользящей опоре, оператор мог нарезать резьбу на стержне, а затем он мог нарезать еще сотню таких же, и все они были действительно взаимозаменяемы. В Музее науки в Лондоне выставлен оригинальный токарно-винторезный станок Модслея (один из шести, которые, как известно, сохранились) (9).0015 третье изображение ). com )
com ) Приближенный вид одной машины показывает несколько блоков вяза в процессе растачивания ( шестое изображение )
Приближенный вид одной машины показывает несколько блоков вяза в процессе растачивания ( шестое изображение )

 0125 дюйма
0125 дюйма Установите микрометр на ноль на обоих циферблатах.
Установите микрометр на ноль на обоих циферблатах. 14. Измеритель шага винтов(10)
14. Измеритель шага винтов(10)
 Используйте большое количество смазочно-охлаждающей жидкости для развертывания.
Используйте большое количество смазочно-охлаждающей жидкости для развертывания.

 Для чистовой обработки используется радиус вершины от 1/16 до ⅛ дюйма.
Для чистовой обработки используется радиус вершины от 1/16 до ⅛ дюйма. Для черновой обработки под углом от 5 до 15 градусов, для токарных инструментов общего назначения используют угол от 15 до 30 градусов. Больший угол позволяет поворачивать режущий инструмент влево при выполнении легких пропилов вблизи упора или патрона или при повороте к плечу.
Для черновой обработки под углом от 5 до 15 градусов, для токарных инструментов общего назначения используют угол от 15 до 30 градусов. Больший угол позволяет поворачивать режущий инструмент влево при выполнении легких пропилов вблизи упора или патрона или при повороте к плечу.

 Експлуатується з витратомірами, оснащені імпульсним виходом, і 2-х і 4-х дротовими парами датчиків температури. Просунуті функції обчислювача доступні при експлуатації з витратомірами ULTRAFLOW®. Лічильник володіє чудовою точністю протягом усього терміну служби. Не вимагає сервісного обслуговування, що зводить витрати на його експлуатацію до мінімуму. MULTIСAL® 602 використовується для вимірювання енергії у водяних системах опалення, охолодження і комбінованих системах опалення/охолодження з температурами від 2°C до 150°C при опаленні і від 2°C до 50°C при охолодженні.
Експлуатується з витратомірами, оснащені імпульсним виходом, і 2-х і 4-х дротовими парами датчиків температури. Просунуті функції обчислювача доступні при експлуатації з витратомірами ULTRAFLOW®. Лічильник володіє чудовою точністю протягом усього терміну служби. Не вимагає сервісного обслуговування, що зводить витрати на його експлуатацію до мінімуму. MULTIСAL® 602 використовується для вимірювання енергії у водяних системах опалення, охолодження і комбінованих системах опалення/охолодження з температурами від 2°C до 150°C при опаленні і від 2°C до 50°C при охолодженні.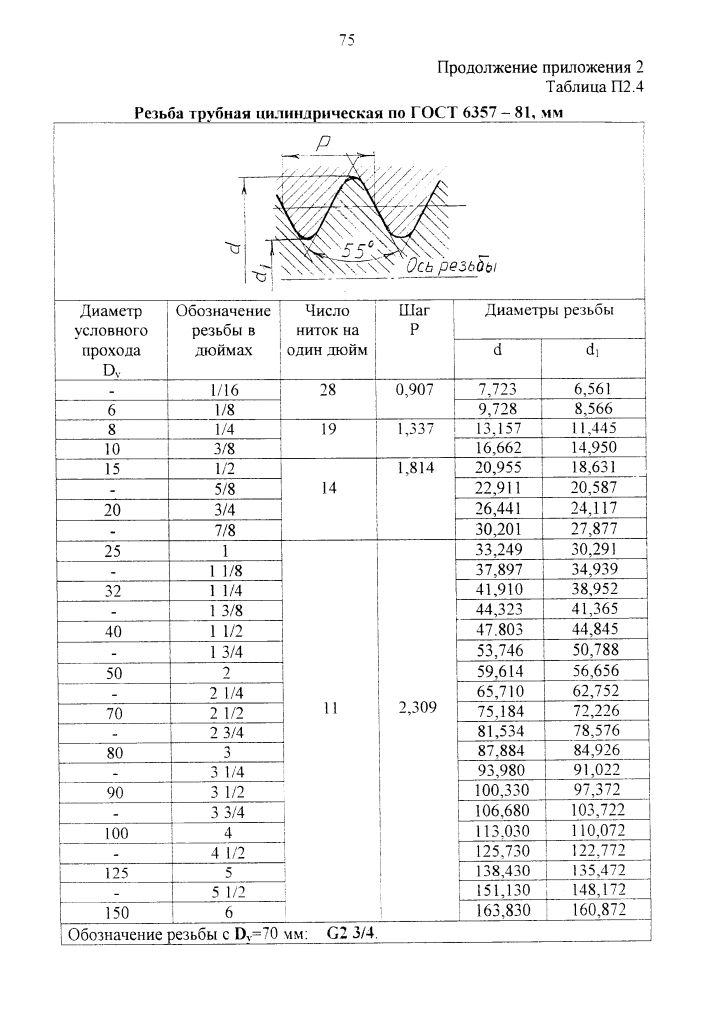 Обчислювач може працювати з витратомірами з номінальною витратою до qp 3,000 м3/ч. MULTICAL 602 має величезний вибір комунікаційних модулів і вбудовані годинник реального часу (RTC), що дозволяє легко вбудовувати його в існуючі системи незалежно від способу передачі інформації. Якщо лічильник необхідно інтегрувати в систему телеметрії, то його можна оснастити як модулями забезпечують дротовий і бездротовий зв’язок. Система самотестування обчислювача та архіватори надають широкі можливості для виявлення несправностей і помилок в роботі приладу обліку та системи, а також аналізу енергоспоживання. Лічильник виробляє постійний моніторинг ключових робочих параметрів власних елементів і системи – правильність роботи приладу, наявність живлення, витоку і розриви в трубопроводі або неправильне напрям потоку теплоносія. У разі виявлення нештатної ситуації миготливий символ «INFO» з’являється на дисплеї. MULTICAL®602 зберігає параметри споживання у річній, помісячний, подобовий і погодинної архіви.
Обчислювач може працювати з витратомірами з номінальною витратою до qp 3,000 м3/ч. MULTICAL 602 має величезний вибір комунікаційних модулів і вбудовані годинник реального часу (RTC), що дозволяє легко вбудовувати його в існуючі системи незалежно від способу передачі інформації. Якщо лічильник необхідно інтегрувати в систему телеметрії, то його можна оснастити як модулями забезпечують дротовий і бездротовий зв’язок. Система самотестування обчислювача та архіватори надають широкі можливості для виявлення несправностей і помилок в роботі приладу обліку та системи, а також аналізу енергоспоживання. Лічильник виробляє постійний моніторинг ключових робочих параметрів власних елементів і системи – правильність роботи приладу, наявність живлення, витоку і розриви в трубопроводі або неправильне напрям потоку теплоносія. У разі виявлення нештатної ситуації миготливий символ «INFO» з’являється на дисплеї. MULTICAL®602 зберігає параметри споживання у річній, помісячний, подобовий і погодинної архіви. Це забезпечує можливість повністю контролювати і аналізувати експлуатацію системи.
Це забезпечує можливість повністю контролювати і аналізувати експлуатацію системи. Витратомір встановлюється в подавальному або зворотному трубопроводі. Перетворювачі температури і витратомір пов’язані з обчислювачем кабелями довжиною до 10 м При відстанях від 10 до 50 метрів між обчислювачем і витратоміром ставиться імпульсний передавач.
Витратомір встановлюється в подавальному або зворотному трубопроводі. Перетворювачі температури і витратомір пов’язані з обчислювачем кабелями довжиною до 10 м При відстанях від 10 до 50 метрів між обчислювачем і витратоміром ставиться імпульсний передавач.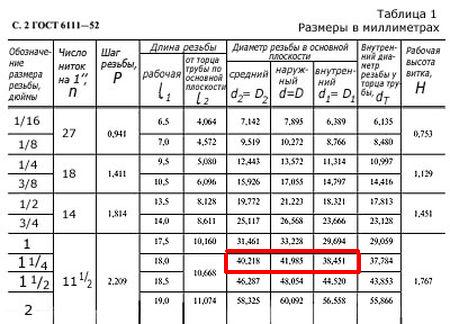 У поєднанні з ультразвуковим витратоміром ULTRAFLOW®54, обчислювач забезпечує безпрецедентно точне вимірювання теплоенергії та енергії охолодження навіть при мінімальній різниці температур в подачею і обратку.
У поєднанні з ультразвуковим витратоміром ULTRAFLOW®54, обчислювач забезпечує безпрецедентно точне вимірювання теплоенергії та енергії охолодження навіть при мінімальній різниці температур в подачею і обратку.
 З моменту покупки у нас товару ми надаємо всебічну технічну, інформаційну та сервісну підтримку.
З моменту покупки у нас товару ми надаємо всебічну технічну, інформаційну та сервісну підтримку.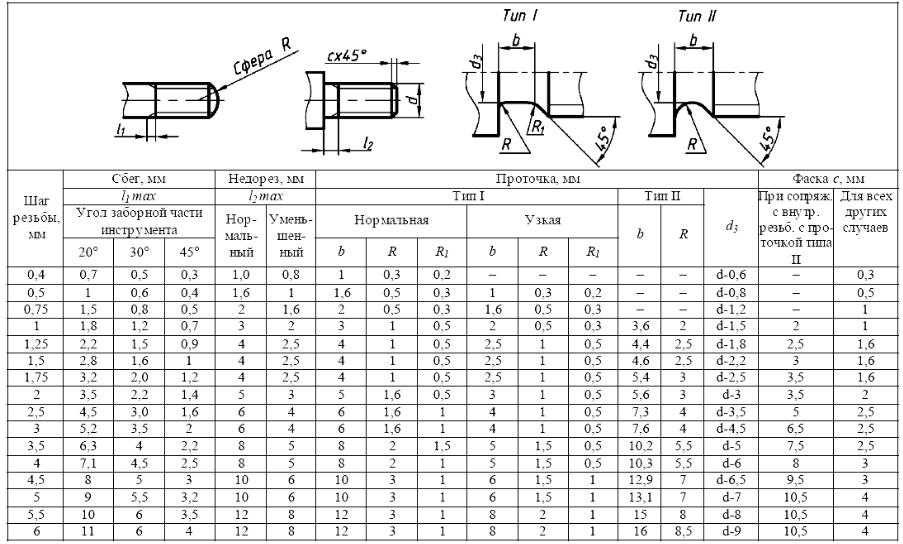
 12
12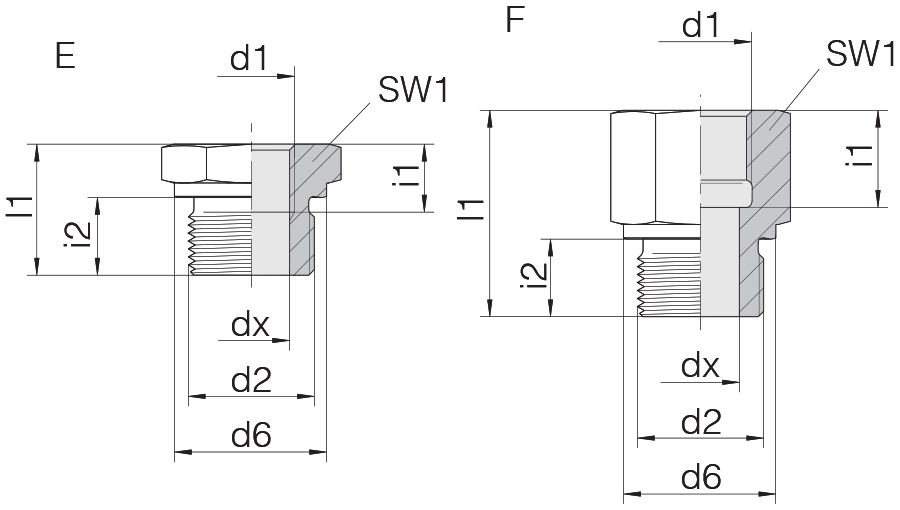 32
32 ..30% — линейная; 30…100% — равнопроцентная; ngl = 3 в соотв. с / VDE 2173
..30% — линейная; 30…100% — равнопроцентная; ngl = 3 в соотв. с / VDE 2173 )
) 03.17
03.17
 128
128 082
082 309
309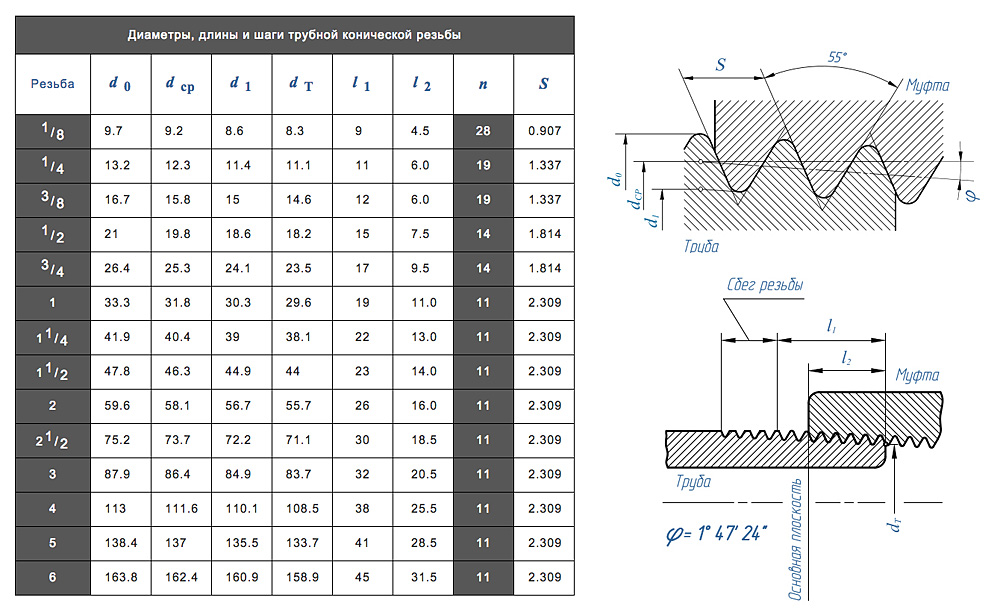
 00
00 309
309 Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!0015
Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!0015
 Их, так же, как и аксессуары к ним, можно встретить практически во всех магазинах электроники.
Их, так же, как и аксессуары к ним, можно встретить практически во всех магазинах электроники. д.
д. Ее покупка обойдется вам дороже, примерно в 350-400 долларов. Однако результат будет говорить сам за себя. Не стоит бросаться и в другую крайность, покупая дорогую швейную машинку, способную выполнять множество разнообразных видов строчки, так как по факту вы будете использовать лишь несколько основных режимов.
Ее покупка обойдется вам дороже, примерно в 350-400 долларов. Однако результат будет говорить сам за себя. Не стоит бросаться и в другую крайность, покупая дорогую швейную машинку, способную выполнять множество разнообразных видов строчки, так как по факту вы будете использовать лишь несколько основных режимов. Как правило, большую часть материалов можно без труда приобрести в магазинах тканей и фурнитуры. Кроме того, поставщиков можно найти и посредством сети Интернет. Что касается стоимости сырья, то, к примеру, кожзаменитель обойдется вам в 13-15 долларов за квадратный метр.
Как правило, большую часть материалов можно без труда приобрести в магазинах тканей и фурнитуры. Кроме того, поставщиков можно найти и посредством сети Интернет. Что касается стоимости сырья, то, к примеру, кожзаменитель обойдется вам в 13-15 долларов за квадратный метр.
 Еще пятьдесят процентов будет брать себе торговая точка. Соответственно, ваш чистый доход составит около двадцати процентов.
Еще пятьдесят процентов будет брать себе торговая точка. Соответственно, ваш чистый доход составит около двадцати процентов. Чехлы из древесины, изготовленные на ЧПУ можно украшать фигурной инкрустацией из перламутра, драгоценных металлов, уникальных пород дерева. Дополнительная установка лазера на станок позволит выжигать на поверхности заготовки надписи и рисунки. Поверхность чехла можно отделать шпоном, для дополнительного украшения.
Чехлы из древесины, изготовленные на ЧПУ можно украшать фигурной инкрустацией из перламутра, драгоценных металлов, уникальных пород дерева. Дополнительная установка лазера на станок позволит выжигать на поверхности заготовки надписи и рисунки. Поверхность чехла можно отделать шпоном, для дополнительного украшения.

 Выделяем внутренний вектор. Толщина нашего телефона составляет приблизительно 8,5 мм. Выборку производим на глубину порядка 9мм, чтобы над экраном торчали небольшие бортики. Внутренний вектор, по которому будет производится фрезеровка посадочного места под телефон желательно заранее нарисовать несколько меньшего размера, для плотной посадки телефона в чехол.
Выделяем внутренний вектор. Толщина нашего телефона составляет приблизительно 8,5 мм. Выборку производим на глубину порядка 9мм, чтобы над экраном торчали небольшие бортики. Внутренний вектор, по которому будет производится фрезеровка посадочного места под телефон желательно заранее нарисовать несколько меньшего размера, для плотной посадки телефона в чехол. Нажимаем «Имитировать траектории».
Нажимаем «Имитировать траектории». Для этого дважды кликаем мышью в свободной области. Откроется окно редактора формы. Выбираем вектор окружности. Переходим во вкладку 3D вида. С помощью настроек редактора формы готовим рельеф к обработке, в зависимости от задач:
Для этого дважды кликаем мышью в свободной области. Откроется окно редактора формы. Выбираем вектор окружности. Переходим во вкладку 3D вида. С помощью настроек редактора формы готовим рельеф к обработке, в зависимости от задач:

 Эта машина для изготовления чехлов для телефонов оптимизирована с помощью шнека и цилиндра для впрыска из биметаллического материала для ПК, поставщика силикона для мягкого силиконового чехла для телефона, гидравлической системы привода, более высокой скорости впрыска и давления. Этот производитель корпусов для телефонов в основном используется для производства чехлов для мобильных телефонов из поликарбоната, эластомеров и другого сырья. Мы пытаемся предложить производителям корпусов для телефонов легкий, высокоточный чехол для мобильного телефона и защитную пленку.
Эта машина для изготовления чехлов для телефонов оптимизирована с помощью шнека и цилиндра для впрыска из биметаллического материала для ПК, поставщика силикона для мягкого силиконового чехла для телефона, гидравлической системы привода, более высокой скорости впрыска и давления. Этот производитель корпусов для телефонов в основном используется для производства чехлов для мобильных телефонов из поликарбоната, эластомеров и другого сырья. Мы пытаемся предложить производителям корпусов для телефонов легкий, высокоточный чехол для мобильного телефона и защитную пленку. Определение положения шибера и положения переключения VP (давление удержания впрыска) будет очень полезно при устранении аномалий, таких как газовые метки на шибере и вспышка недостаточного заполнения.
Определение положения шибера и положения переключения VP (давление удержания впрыска) будет очень полезно при устранении аномалий, таких как газовые метки на шибере и вспышка недостаточного заполнения. Вообще говоря, для постепенного расплавления пластика в задней части/зоне подачи материала трубы устанавливается более низкая температура, а в передней части трубы материала устанавливается более высокая температура. Однако, если конструкция винта неподходящая или значение L/D слишком мало, возможна и обратная установка температуры.
Вообще говоря, для постепенного расплавления пластика в задней части/зоне подачи материала трубы устанавливается более низкая температура, а в передней части трубы материала устанавливается более высокая температура. Однако, если конструкция винта неподходящая или значение L/D слишком мало, возможна и обратная установка температуры.

 Прецизионная пресс-форма с закалкой и шлифовкой (комбинированный тип блочной плиты) более надежна против облоя. Если твердость достигает HRC60. Обычные формы (сталь 45) подлежат ремонту около 100 000 форм, и они серьезно повреждены после примерно 300 000 форм.
Прецизионная пресс-форма с закалкой и шлифовкой (комбинированный тип блочной плиты) более надежна против облоя. Если твердость достигает HRC60. Обычные формы (сталь 45) подлежат ремонту около 100 000 форм, и они серьезно повреждены после примерно 300 000 форм.  Температура пресс-формы слишком низкая;
Температура пресс-формы слишком низкая;  Усадка, вызванная неравномерной толщиной стенки продукта: часто наблюдается усадка на обратной стороне элемент жесткости. Из-за неравномерной толщины стенки элемента жесткости, когда толщина составляет менее 50% от толщины стенки соседнего материала, ситуация с усадкой, очевидно, улучшается, но ширина элемента жесткости составляет не менее 1 мм, в противном случае изготовление пресс-формы будет затруднено. будет сложно, и у босса в пластиковой части будет аналогичная ситуация
Усадка, вызванная неравномерной толщиной стенки продукта: часто наблюдается усадка на обратной стороне элемент жесткости. Из-за неравномерной толщины стенки элемента жесткости, когда толщина составляет менее 50% от толщины стенки соседнего материала, ситуация с усадкой, очевидно, улучшается, но ширина элемента жесткости составляет не менее 1 мм, в противном случае изготовление пресс-формы будет затруднено. будет сложно, и у босса в пластиковой части будет аналогичная ситуация Ваша информация безопасна с нами.
Ваша информация безопасна с нами. Машина для изготовления чехлов для телефонов Adventure — Андре Бранни.
Машина для изготовления чехлов для телефонов Adventure — Андре Бранни. Телефонный аппарат Love You So — The King Khan & BBQ Show.
Телефонный аппарат Love You So — The King Khan & BBQ Show. Видео TikTok из бутика Орианы 🤍 (@orianasboutique): «сублимация — это так весело! . как я делаю сублимацию
Видео TikTok из бутика Орианы 🤍 (@orianasboutique): «сублимация — это так весело! . как я делаю сублимацию Видео TikTok от Dollux (@dollux_au): «Чехлы для iPhone скоро будут запущены 💜#sublimation #sublimationprinting #cosmosink #cosmosinkforthewin #sublimationiphonecase #customcases #epsonecotank #convertedepson #sublimationprinter #craftymumma #bossbabe #smallbiz #handmadegifts #craftsupplies». Давайте сделаем несколько сублимационных чехлов для iphone | Дизайн полиграфии и приклейте обложку к бумаге | Нажмите на 200 градусов в течение 60 секунд | …Случаи сублимации Touch X Dougie Remix Challenge — Джошуа Михарес.
Видео TikTok от Dollux (@dollux_au): «Чехлы для iPhone скоро будут запущены 💜#sublimation #sublimationprinting #cosmosink #cosmosinkforthewin #sublimationiphonecase #customcases #epsonecotank #convertedepson #sublimationprinter #craftymumma #bossbabe #smallbiz #handmadegifts #craftsupplies». Давайте сделаем несколько сублимационных чехлов для iphone | Дизайн полиграфии и приклейте обложку к бумаге | Нажмите на 200 градусов в течение 60 секунд | …Случаи сублимации Touch X Dougie Remix Challenge — Джошуа Михарес.
 00 до 19.00
00 до 19.00

 00 р.
00 р. 00 р.
00 р. 00 р.
00 р..jpg) Если у вас есть вопросы – звоните нашим менеджерам по указанным телефонам либо пишите в чат прямо на сайте. Наши сотрудники оперативно и профессионально ответят на все ваши вопросы.
Если у вас есть вопросы – звоните нашим менеджерам по указанным телефонам либо пишите в чат прямо на сайте. Наши сотрудники оперативно и профессионально ответят на все ваши вопросы. ,Ltd.
,Ltd. Наши запасные части доступны до 15 лет, но не менее 10 лет с момента окончания серийного производства.
Наши запасные части доступны до 15 лет, но не менее 10 лет с момента окончания серийного производства. edge-delivery.org/esi/1.0″ xmlns:rde=»http://www.reddot.de/rde/ns» xmlns:rde-dm=»http://www.reddot.de/rde/ns/dm» xmlns:rde-rd=»http://www.reddot.de/2000/rde/rd» xmlns:xlink=»http://www.w3.org/1999/xlink»> Запасные части для пылесосов
edge-delivery.org/esi/1.0″ xmlns:rde=»http://www.reddot.de/rde/ns» xmlns:rde-dm=»http://www.reddot.de/rde/ns/dm» xmlns:rde-rd=»http://www.reddot.de/2000/rde/rd» xmlns:xlink=»http://www.w3.org/1999/xlink»> Запасные части для пылесосов w3.org/2005/xpath-functions» xmlns:esi=»http://www.edge-delivery.org/esi/1.0″ xmlns:rde=»http://www.reddot.de/rde/ns» xmlns:rde-dm=»http://www.reddot.de/rde/ns/dm» xmlns:rde-rd=»http://www.reddot.de/2000/rde/rd» xmlns:xlink=»http://www.w3.org/1999/xlink»> Аксессуары для пылесосов
w3.org/2005/xpath-functions» xmlns:esi=»http://www.edge-delivery.org/esi/1.0″ xmlns:rde=»http://www.reddot.de/rde/ns» xmlns:rde-dm=»http://www.reddot.de/rde/ns/dm» xmlns:rde-rd=»http://www.reddot.de/2000/rde/rd» xmlns:xlink=»http://www.w3.org/1999/xlink»> Аксессуары для пылесосов Мы применяем те же стандарты качества ко всем оригинальным запчастям и аксессуарам Miele, что и к нашей бытовой и встроенной технике. Покупая бытовую технику Miele, вы сознательно делаете выбор в пользу высочайшего качества. Вот почему вам следует покупать запчасти и аксессуары только у Miele. Только при использовании оригинальных запасных частей и принадлежностей Miele вы можете быть уверены в надежной работе вашего бытового прибора.
Мы применяем те же стандарты качества ко всем оригинальным запчастям и аксессуарам Miele, что и к нашей бытовой и встроенной технике. Покупая бытовую технику Miele, вы сознательно делаете выбор в пользу высочайшего качества. Вот почему вам следует покупать запчасти и аксессуары только у Miele. Только при использовании оригинальных запасных частей и принадлежностей Miele вы можете быть уверены в надежной работе вашего бытового прибора. 