Экзоскелет — что это за оборудование? Рассказывают в центре реабилитации на Труда, 36.
В дословном переводе с греческого экзоскелет – это внешний скелет. Автоматическая конструкция, которая восстанавливает утраченные или усиливает имеющиеся функции тела. Экзоскелет — российская разработка для реабилитации пациентов с проблемами ног и спинного мозга.
— Это оборудование мы получили по программе реабилитации в конце прошлого года. Ввели в эксплуатацию, прошли обучение, — рассказывает реабилитолог Ульяна Колодина.
Экзоскелет состоит из прочного каркаса и приводов, которые отвечают за перемещения. Такие системы дублируют работу опорно-двигательного аппарата, рассчитывают усилия и безопасность движений. Экзоскелеты делают пассивными и активными. Первые не увеличивают силу и не забирают на себя физическую нагрузку, а распределяют её по телу. У активных моделей есть свой упор на земле. Они берут часть нагрузки на себя. Так пользователь поднимает больше тяжестей – получается эффект увеличения силы.
Экзоскелет — устройство, предназначенное для восполнения утраченных функций, увеличения силы мышц человека и расширения амплитуды движений за счёт внешнего каркаса и приводящих частей, а также для передачи нагрузки при переносе груза через внешний каркас в опорную площадку стопы экзоскелета. Служит для реабилитации людей с ограниченными возможностями. Это могут быть пациенты с локомоторными (двигательными) нарушениями функций ног из-за травм, операций, заболеваний опорно-двигательного аппарата или нервной системы. Пассивные экзоскелеты работают без внешнего энергетического источника. Они функционируют на базе рычагов и противовесов, распределяя нагрузку на тело пользователя по заданным параметрам и до 30% уменьшают нагрузку на мышцы человека.
Интересные факты
КАК ПОЯВИЛСЯ ПЕРВЫЙ ЭКЗОСКЕЛЕТ?
Первым изобретателем экзоскелета считается русский инженер Николай Ягн – гениальный изобретатель-самоучка, который не имел специального технического образования. Работая на чугунно-литейном заводе в Симбирской губернии, Ягн применял свои технические знания, которые получал самостоятельно, и стремился облегчить и обезопасить труд работников этого предприятия. Однажды на заводе произошел несчастный случай, который и подтолкнул его к изобретению «друга кочегара» — приспособления для автоматического наполнения парового котла и поддержания в нем воды на определенном уровне. За свое изобретение Ягн получил золотую медаль на выставке в Филадельфии. После этого он переехал в США, где получил свои основные патенты на изобретения. Так, в 1890-х годах он запатентовал ряд технологий, которые облегчали ходьбу, бег и прыжки человека. Их он планировал направить в помощь военным.
Однако мы должны понимать, что созданный Николаем Ягном механизм был лишь прототипом современного экзоскелета, да и широкого распространения в промышленности он не получил. Но мысль захватила умы многих ученых и корпораций, поэтому работы по созданию промышленных экзоскелетов стали проводиться постоянно. Первый такой экзоскелет был разработан совместно General Electric и ВС США в 60-х годах. Он назвался – Hardiman. Это был станок с большим манипулятором, в который нужно было вставлять руку для управления. Его грузоподъёмность была 110 кг, но Hardiman не принёс серьёзной пользы. Он был слишком большим и тяжёлым (680 кг).С 1980-х – появились перспективные проекты. В 1990-х началось производство в разных странах. Костюмы по-прежнему были неуклюжими, но приближались к тому, чтобы использоваться в жизни. Сейчас большая часть экзоскелетов делается для медицины, армии или промышленности.Один из пилотов и амбассадоров ЭкзоАтлета – в России — параолимпийский чемпион по кёрлингу на колясках Виталий Данилов.
Последние новости
Published: 05 мая, 2023
СКАЖИ НЕТ ВЭЙПИНГУ
Published: 03 мая, 2023
ЕСТЬ ВАКАНСИЯ
Published: 03 мая, 2023
ВНИМАНИЕ, КЛЕЩИ!
Published: 02 мая, 2023
ДИСПАНСЕРИЗАЦИЯ С ДОСТАВКОЙ
Published: 01 мая, 2023
С ЮБИЛЕЕМ!
Казахстанец изобрёл экзоскелет для людей, прикованных к коляске — Forbes Kazakhstan
ФОТО: Личный архив
Испытания аппарата
Мы уже рассказывали о «биолокаторе» и «комбайне для подписи» — устройствах, облегчающих жизнь незрячим людям. Автор этих разработок Галымжан Габдрешов теперь взялся за людей с нарушениями опорно-двигательного аппарата, передвигающихся на инвалидной коляске. О результатах своих изысканий социальный инноватор рассказал Forbes.kz.
F: Галымжан, у вас есть несколько изобретений для незрячих, почему вы решили взяться за проект для людей, у которых совсем иные потребности?
— Мы активно работаем с председателем ОО «Молодежное общество инвалидов» Муратом Абдымомыновым, и в этом офисе также работают инвалиды-колясочники. Слушая их рассказы, я стал разбираться в их проблемах. Например, из-за недостатка движения они теряют мышечную массу, что влечет атрофию опорно-двигательного аппарата. Для того чтобы попытаться устранить эти проблемы, решил изобрести для них механический экзоскелет.
F: В мире существует целая индустрия экзоскелетов. В чем состоит инновационность вашего варианта? Что собой представляет ваше устройство? Из чего оно состоит?
— Задача с инженерной стороны оказалась очень интересной. Экзоскелеты на батарейках я отбросил сразу, так как, во-первых, таких в мире создано много. Они невероятно дороги, ресурс батарей крайне ограничен, да и его полезность для мышечного каркаса сомнительна. С таким же успехом можно нести человека на носилках, разница лишь в положении тела. Я хотел создать такой экзоскелет, который будет дешевым и простым в обслуживании. Он должен развивать мышечный каркас, а значит, работать только на силе мышц, как велосипед.
Правильно поставленная задача — это 50% решения. Далее я стал досконально изучать анатомию мышц верхней части человеческого тела с целью выявления их КПД. Результаты показали, что верхняя часть тела человека содержит около 220 мышц и их КПД более чем достаточно для замены всех мышц ног. А теперь главное — как преобразовать силу мышц верхней части тела в хождение на двух ногах? Испытал множество вариантов, пока не понял, что пока нативно (натурально, естественно — F) не испытаю на себе, не смогу решить эту задачу. Не без труда уговорил своего друга врача вколоть мне специальный укол, который обездвижил нижнюю часть моего тела. Только тогда я понял, что тело превращается в неуправляемую «субстанцию», которую только в кресле-коляске и можно удержать. Это привело меня к собственному пониманию состояния тела колясочников. Для фиксации тела я придумал «качельно-позвоночный каркас» тела, чтобы удерживать его в одном положении.
Следующая задача – как разработать преобразователь мышц верхней части тела в ходьбу? Я стал испытывать даже самые глупые предположения, от прыжков на пружине до колесного движения, и потерпел фиаско. Погрузившись заново в анатомию животных и в историю до самого Ивара Бескостного (легендарный вождь датских викингов, жил в IX веке — F), я заметил, что есть животные, не имеющие коленей. Попробуйте сами, не сгибая коленей, сделать несколько шагов. Не совсем удобно, но ходить можно. Получается, самая главная часть тела для ходьбы — это стопа. Стопа по факту управляет положением, устойчивостью и наклоном тела. Управлять стопой колясочник может через простой механизм, передающий движение от кисти руки. Так как движения рук и ног будут одинаковыми, я назвал изобретение «Иноходец». Но это было лишь частью решения.
Более важной задачей было, как передать энергию мышц торса в шаги. Скоро выйдет научная статья, где я распишу подробно, как каждая из 220 мышц используется и как она важна. В этом и состоит инновационность — преобразовать энергию мышц верхней части тела в ходьбу и даже бег для колясочников.
ФОТО: Личный архив
Галымжан Габдрешов
F: Какие отзывы дали испытатели механизма?
— Самую простую и грубую модель прототипа я стал испытывать на желающих из числа инвалидов на колясках. Для первых опытов мы подобрали подтянутых и достаточно крепких. После ряда испытаний и последующей модификации прототипа первый человек с нарушением работы опорно-двигательного аппарата наконец смог встать на нем и сделать несколько шагов. Для меня это была победа, а испытатель сиял от счастья!
Звёздный путь: как казахстанец помогает космонавтам выжить в невесомости
«Люди не предназначены для космоса. И наибольшая трудность в его освоении –… →
F: Кому предназначен экзоскелет? Сколько человек в Казахстане нуждаются в нем?
— Механический экзоскелет «Иноходец» предназначен для инвалидов со здоровыми руками, применяющих коляску, тех, кто хочет ходить. А со временем я надеюсь, что смогу придумать, как в нем бегать. В Казахстане ориентировочно около 20 тысяч таких инвалидов.
F: Какова себестоимость экзоскелета?
— Учитывая, что в этом изобретении в итоге не будет никаких батареек и электромоторов, стоимость составит порядка 120 тысяч тенге. По завершении всех работ мы выложим патентные лицензии в открытый доступ, чтобы в любой стране мира каждый инвалид, применяющий коляску, мог собрать это устройство самостоятельно и встать на ноги!
F: Кто предоставил инвестиции для проекта?
— Инвестиций не было, и затраты мы с командой покрыли из собственных зарплат, которые получаем на других работах.
F: Вы подавали заявку на грант в МОН РК. Вам отказали, но посоветовали обратиться на конкурс программы «Консорциумы инклюзивных инноваций». Вы последовали рекомендации?
— Позвольте рассказать с самого начала, как было дело. Как только мы убедились, что решение работает, наша команда инженеров произвела расчеты по необходимым работам, материалам и оборудованию для полноценной реализации изобретения. Расчет показал, что наших доходов не хватит для этого. Мы обратились за советом к депутату мажилиса Ирине Владимировне Смирновой и презентовали ей наши разработки, так как общеизвестно, что она активно поддерживает социальные проекты для людей с ограниченными возможностями. К примеру, она оказывает поддержку проекту незрячих велосипедистов «Спорт без границ».
ФОТО: Личный архив
Депутат Ирина Смирнова с командой изобретателя
Ирина Владимировна порекомендовала обратиться в АО «Фонд науки» Министерства образования РК. В фонде нам ответили, что мы должны были зарегистрировать нашу научную идею как готовое изделие в РГП на ПВХ. Это очевидно противоречит сути научных грантов, так как гранты выдаются на реализацию научной идеи – на НИОКР, а не на уже реализованные и продающиеся продукты. А так как решение принималось на закрытом заседании комиссии, то подавать на апелляцию было попросту некуда. В конце письма было рекомендовано обратиться на конкурс программы «Консорциумы инклюзивных инноваций». Но в 2017 году мы уже получили грант от консорциума для создания биолокационного устройства SEZUAL (альтернативное зрение). Поэтому подать на второй грант мы не имели права согласно правилам.
После данного случая мы решили обращаться только в открытые и прозрачные международные организации, чтобы не терять времени.
F: Кто внедряет ваши инновации? Кто содействует в этом инклюзивном проекте?
— Двигателями всех инноваций SEZUAL являются выпускники программы «Болашак» Нурбек Енсебаев и Абдильда Шаменов, имеющие обширный опыт по выводу и коммерциализации изобретений локально и за рубежом. При подготовке научных статей мы сотрудничаем с доктором наук Университета Пенсильвании Даулетом Магзымовым, базирующимся в США. По PR мы работаем с автором бестселлеров на «Амазоне», незрячим блогером из США Максвеллом Айви, который помогает выстраивать сотрудничество с американскими школами для незрячих детей, библиотеками и международными организациями.
F: Каковы ваши дальнейшие планы по проекту экзоскелета?
— Планы просты — довести экзоскелет до совершенства, чтобы с ним колясочники снова могли ходить, как обычные люди во всех отношениях. Например, легко вставать и садиться, бегать… Важнейшим в своем изобретении считаю то, что у определенного процента колясочников, благодаря постоянному физическому движению всего тела, может восстановиться функция спинного мозга, и они смогут ходить.
Мы планируем усиливать работу не только по экзоскелету, но и по остальным нашим изобретениям для особенных людей.
Мы здесь, в Hackaday, не просто кучка обезьян с пишущими машинками; мы надеваем нашу хакерскую шляпу всякий раз, когда позволяет наше расписание. Или, в случае собственного [Джеймса Хобсона] Хаккедея, также известного как [Хэксмит], вместо этого он надевает этот гладкий прототип экзоскелета, превращая себя в супергероя. Вдохновлен экзоскелетом из фильма Элизиум 9.0008 , этот проект приближает [Джеймса] на один шаг к более важной цели — созданию костюма в стиле Железного человека.
Пока экзоскелет сам по себе достаточно внушителен. Конструкция представляет собой комбинацию изготовленных на заказ перфорированных стальных труб и пневматических цилиндров, прикрепленных к своего рода распоркам спины. В демонстрационном видео [Джеймс] смотрит вниз 170 фунтов шлакоблока, прикрепленного к штанге, и, хотя он не легкий, вы можете сразу сказать, насколько большую помощь оказывает экзоскелет, когда [Джеймс] снова и снова сгибает импровизированные веса. . И это только при половинном давлении. [Джеймс] думает, что мог бы преодолеть отметку в 300 фунтов, если бы сначала не сломал ноги.
Есть много закулисных кадров процесса сборки, поэтому не забудьте задержаться после прыжка, чтобы посмотреть значительную порцию видео, и посетите веб-сайт [The Hacksmith’s], чтобы узнать больше о его проектах.
Окончательный тест экзоскелета:
Несколько видео журналов сборки экзоскелета. Больше на его канале!
Posted in Инструментальные хаки, Wearable HacksTagged экзоскелет, экзокостюм, железный человек, костюм железного человека, Пневматический цилиндр, powerexoskeleton
9Экзоскелетный костюм 0000 для инвалидов: кто подходит?
перейти к содержанию
Костюм экзоскелета для инвалидов: кто подходит?
В этой стране много людей с ограниченными возможностями, что влияет как на физическое, так и на эмоциональное качество жизни. По оценкам, 2,8 миллиона человек ежегодно получают черепно-мозговую травму (ЧМТ), 795 000 человек переносят инсульт и 17 000 человек получают травму спинного мозга. В целом, 61 миллион взрослых в Соединенных Штатах сегодня живут с ограниченными физическими возможностями. Все это может привести к снижению силы, выносливости и способностей, в зависимости от человека и травмы. В любом случае они остаются с ограниченной подвижностью.
Что, если бы существовал способ повысить утраченную силу, выносливость и способности инвалидов, чтобы позволить им совершать подвиги, которые они никогда не считали возможными? Есть, и называются они экзоскелетами. Эта развивающаяся отрасль переживает бум, особенно когда речь идет о костюмах-экзоскелетах для инвалидов. Фактически, по оценкам, к 2025 году рынок роботизированных экзоскелетов достигнет 1,8 миллиарда долларов по сравнению с 68 миллионами долларов в 2014 году. В прошлом году по всему миру было продано 6000 костюмов, в основном для целей реабилитации. Но к 2025 году, по оценкам, на рынке будет около 2,6 млн.
Многие передовые компании производят экзокостюмы для инвалидов, и Ekso Bionics лидирует в этом.
Что такое экзоскелеты?
Это механические носимые роботы, предназначенные для повышения силы и выносливости пользователя. Экзоскелеты, долгое время привлекавшие внимание в военных исследованиях, теперь привлекают больше внимания в гражданском мире, особенно для людей с ограниченными возможностями. Здесь, в Ekso Bionics, мы являемся экспертами в разработке прорывной клинической робототехники для решения проблемы потери подвижности и познания, помогая тысячам пациентов сделать более 130 миллионов шагов с помощью Ekso, вдохновляя совершенно новую индустрию медицинского оборудования. Цель экзокостюмов для инвалидов — помочь людям восстановить полную мобильность.
Помимо улучшения физических движений, такие роботизированные комбинезоны расширяют возможности пользователя, восстанавливая достоинство и свободу тем, кто страдает от проблем с подвижностью. Цель экзокостюмов для инвалидов состоит в том, чтобы убрать то, что вызывает психологические трудности, и, в конечном счете, возвысить человека, говорит футуризм.
Краткий урок истории
Самые первые экзоскелеты с электроприводом начинались не как вспомогательные устройства. Первый патент на этот вид изделия был получен русским изобретателем Николаем Ягном еще в 189 г.0. Ягн создал «аппарат для облегчения ходьбы», состоящий из длинных пружин, которые прикреплялись к каждой ноге, в первую очередь для того, чтобы солдаты русской армии могли бегать.
Перенесемся в 1960-е годы, когда изобретатели начали создавать сложные экзоскелеты с электроприводом, потребность в которых снова подпитывалась военными. В 1965 году компания General Electric разработала продукт под названием Hardiman, что расшифровывалось как «Исследования и разработки в области аугментации человека» и «МАНИпулятор» вместе взятые. Эта машина была довольно большой и весила колоссальные 1500 фунтов, сообщает The Atlantic. Он был разработан для увеличения силы и выносливости ног и рук человека, объединяя человека и машину в одно симбиотическое целое. Этот продукт так и не был реализован.
Только в 2000 году электрические экзоскелеты превратились из мечты в реальность. В том же году Агентство перспективных исследовательских проектов Министерства обороны профинансировало проект под названием Berkeley Lower-Extremity Skeleton, или BLEEX, разработанный инженерами Калифорнийского университета в Беркли. Он был разработан не для того, чтобы помочь людям с ограниченными возможностями снова ходить, а для того, чтобы переноска больших грузов на большие расстояния была менее утомительной. Но эта концепция дизайна продвинула экзоскелет в широкое применение, открыв дверь для современных экзокостюмов, которые могут помочь в строительстве, производстве и даже в сфере здравоохранения.
Как мы революционизируем отрасль
Мы предлагаем множество революционных продуктов, которые помогают людям восстановить подвижность конечностей после травм.
ЭкзоНР, предназначенный для того, чтобы помочь пациентам вставать и ходить во время реабилитации, представляет собой носимый экзоскелет, обеспечивающий мощность и поддержку ног. Это также способствует правильному движению на всех этапах выздоровления, бросая вызов пациентам на пути к самостоятельной ходьбе.
ЭксоУЭ, предназначенный для помощи поврежденной руке и плечу в период клинической реабилитации, помогает пациентам со слабостью или параличом верхних конечностей. Он помогает им восстановить силу, диапазон движений и выносливость.
В целом, Ekso предлагается в более чем 270 центрах с программами в более чем 30 странах мира. Наши продукты помогли десяткам тысяч пациентов пройти более 150 миллионов шагов!
Свяжитесь с Ekso Bionics
Чтобы узнать больше о том, как экзоскелетный костюм для инвалидов от Ekso Bionics может помочь вам в вашем реабилитационном путешествии, свяжитесь с нами по телефону 510-984-1761 или запросите бесплатную демонстрацию онлайн.
Что такое оптическое распознавание символов? – Описание оптического распознавания символов – AWS
Что такое оптическое распознавание символов?
Оптическое распознавание символов (OCR) – это процесс преобразования изображения текста в машиночитаемый текстовый формат. Например, при сканировании бланка или квитанции, компьютер сохраняет скан в виде файла изображения. Текстовый редактор невозможно использовать для редактирования, поиска или подсчета слов в файле изображения. OCR помогает преобразовать изображение в текстовый документ, содержимое которого хранится в виде текстовых данных.
В чем заключается важность OCR?
Большинство рабочих процессов связано с получением информации из печатных изданий. Любой бизнес-процесс предусматривает бланки, счета, отсканированные юридические документы и контракты, напечатанные на бумажном носителе. Такие большие объемы бумажной работы требуют много времени и места для хранения и обработки. Хотя безбумажный документооборот — это путь вперед, сканирование документа в изображение создает определенные трудности. Этот процесс требует ручного вмешательства и может быть утомительным и медленным.
При оцифровке содержимого документа создаются файлы изображений со скрытым в них текстом. Программы обработки текста не могут обработать текст в изображениях. Технология OCR решает эту проблему путем преобразования изображения в текстовые данные, которые могут быть проанализированы офисным ПО. Затем такие данные можно использовать для аналитики, оптимизации операций, автоматизации процессов и повышения производительности.
Как работает OCR?
Технология OCR включает следующие этапы:
Получение изображения
Сканер считывает документы и преобразует их в двоичные данные. ПО OCR анализирует отсканированное изображение и классифицирует светлые области как фон, а темные — как текст.
Предварительная обработка
Чтобы подготовить текст к распознаванию, ПО OCR очищает изображение и удаляет ошибочные области. Применяются следующие методы очистки:
Выравнивание и устранение уклона отсканированного документа для облегчения распознавания.
Сглаживание контраста или удаление пятен цифрового изображения и сглаживание краевых эффектов текстовых изображений.
Стирание рамок и линий на сканированном изображении.
Распознавание шрифтов для многоязычной технологии OCR
Распознавание текста
Существует два основных типа алгоритмов OCR или программных процессов, которые использует ПО OCR для распознавания текста: сопоставление шаблонов и выделение признаков.
Сопоставление шаблонов
Сопоставление шаблонов работает путем выделения изображения символа, называемого глифом, и сравнения его с аналогичным глифом, хранящимся в памяти. Распознавание образа произойдет только в том случае, если шрифт и масштаб хранящегося глифа совпадают со шрифтом и масштабом отсканированного глифа. Данный метод эффективен при работе со сканами документов, набранных известным шрифтом.
Выделение признаков
Выделение признаков разбивает или раскладывает глифы на такие признаки, как линии, замкнутые контуры, направление линий и пересечения линий. Затем признаки используются для поиска наилучшего или ближайшего подходящего соответствия среди различных хранящихся глифов.
Окончательная обработка
После анализа система преобразует извлеченные текстовые данные в компьютерный файл. Некоторые системы OCR могут создавать аннотированные PDF-файлы, включающие как предыдущую, так и последующую версии отсканированного документа.
Какие виды OCR существуют?
Специалисты по анализу данных классифицируют различные виды технологий OCR на основе их использования и применения. Ниже представлены лишь некоторые примеры:
Программы простого оптического распознавания символов
Простой механизм OCR применяет множество различных хранимых шаблонов шрифтов и изображений текста в качестве шаблонов. Программное обеспечение OCR использует алгоритмы сопоставления шаблонов для посимвольного сравнения изображений текста с внутренней базой данных. Подход, при котором система сопоставляет текст слово за словом, называется оптическим распознаванием слов. Он имеет свои ограничения, поскольку существует практически неограниченное количество шрифтов и стилей почерка, и каждый отдельный тип не может быть учтен и сохранен в базе данных.
Программы интеллектуального распознавания символов
Современные системы OCR используют технологию интеллектуального распознавания символов (ICR) для считывания текста так же, как это делает человек. Они используют передовые методы машинного обучения человеческим навыкам чтения. Система машинного обучения, называемая нейронной сетью, анализирует текст на многих уровнях, многократно обрабатывая изображение. Она ищет различные атрибуты изображения (кривые, линии, пересечения и петли) и объединяет результаты различных уровней анализа для получения окончательного результата. Несмотря на то, что ICR обрабатывает изображения по символам, процесс не занимает много времени, а результаты получаются за считанные секунды.
Интеллектуальное распознавание слов
Интеллектуальные системы распознавания слов работают по тому же принципу, что и ICR, но обрабатывают изображения целых слов без предварительного выделения символов в изображении.
Оптическое распознавание знаков
Оптическое распознавание знаков позволяет идентифицировать логотипы, водяные знаки и другие обозначения в документе.
В чем заключаются основные преимущества OCR?
Специалисты по анализу данных классифицируют различные виды технологий OCR на основе их использования и применения. Ниже представлены лишь некоторые примеры:
Программы простого оптического распознавания символов
Простой механизм OCR применяет множество различных хранимых шаблонов шрифтов и изображений текста в качестве шаблонов. Программное обеспечение OCR использует алгоритмы сопоставления шаблонов для посимвольного сравнения изображений текста с внутренней базой данных. Подход, при котором система сопоставляет текст слово за словом, называется оптическим распознаванием слов. Он имеет свои ограничения, поскольку существует практически неограниченное количество шрифтов и стилей почерка, и каждый отдельный тип не может быть учтен и сохранен в базе данных.
Программы интеллектуального распознавания символов
Современные системы OCR используют технологию интеллектуального распознавания символов (ICR) для считывания текста так же, как это делает человек. Они используют передовые методы машинного обучения человеческим навыкам чтения. Система машинного обучения, называемая нейронной сетью, анализирует текст на многих уровнях, многократно обрабатывая изображение. Она ищет различные атрибуты изображения (кривые, линии, пересечения и петли) и объединяет результаты различных уровней анализа для получения окончательного результата. Несмотря на то, что ICR обрабатывает изображения по символам, процесс не занимает много времени, а результаты получаются за считанные секунды.
Интеллектуальное распознавание слов
Интеллектуальные системы распознавания слов работают по тому же принципу, что и ICR, но обрабатывают изображения целых слов без предварительного выделения символов в изображении.
Оптическое распознавание знаков
Оптическое распознавание знаков позволяет идентифицировать логотипы, водяные знаки и другие обозначения в документе.
В чем заключаются основные преимущества OCR?
Ниже приведены основные преимущества технологии OCR:
Текст с возможностью поиска
Предприятия могут преобразовывать имеющиеся и новые документы в базу знаний с возможностью полноценного поиска. ПО для автоматической обработки текстовой базы позволяет совершенствовать базу знаний предприятия.
Эффективность работы
Применение ПО OCR позволяет повысить эффективность работы путем автоматической интеграции документооборота и цифровых рабочих процессов. Вот несколько примеров того, что может сделать ПО OCR:
Сканирование заполненных вручную форм для автоматизированной проверки, рассмотрения, редактирования и анализа. Такой подход сокращает время ручной обработки документов и ввода данных.
Поиск необходимых документов с помощью быстрого поиска термина в базе данных, вместо ручного перебора файлов в ящике.
Преобразование рукописных заметок в редактируемые тексты и документы.
Решения искусственного интеллекта
OCR часто является составляющей других решений в области искусственного интеллекта, которые могут внедрять предприятия. К примеру, OCR может применяться для сканирования и распознавания номерных знаков и дорожных указателей в самоуправляемых автомобилях, выявления логотипов брендов в сообщениях в социальных сетях или идентификации упаковки продукта в рекламных изображениях. Такие технологии искусственного интеллекта помогают предприятиям принимать более эффективные маркетинговые и операционные решения, которые позволяют сократить расходы и улучшить качество обслуживания клиентов.
Для чего применяется OCR?
Ниже перечислены некоторые распространенные случаи использования OCR в различных отраслях:
Банковская сфера
Банковская сфера использует OCR для обработки и проверки документов по кредитам, депозитных чеков и других финансовых операций. Такая проверка позволила повысить эффективность борьбы с мошенничеством и укрепить безопасность транзакций. Например, BlueVine, финансовая технологическая компания, предоставляющая финансирование малому и среднему бизнесу, использовала Amazon Textract, облачный сервис OCR, для разработки продукта, с помощью которого малые бизнесы в США могут быстро получить доступ к кредитам по Программе защиты заработной платы (PPP) в рамках пакета мер по стимулированию экономики в условиях COVID-19. Amazon Textract автоматически обрабатывал и анализировал десятки тысяч форм PPP в день, благодаря чему BlueVine смогла помочь нескольким тысячам предприятий получить средства и сохранить более 400 000 рабочих мест.
Здравоохранение
В системе здравоохранения OCR используется для обработки историй болезни пациентов, включая лечебные процедуры, анализы, больничные карты и страховые выплаты. OCR помогает оптимизировать рабочий процесс и сократить объем ручной работы в больницах, а также поддерживать актуальность записей. Например, компания nib Group обеспечивает медицинское страхование более 1 миллиона австралийцев и ежедневно получает тысячи заявок на выплату страхового возмещения за получение медицинских услуг. Клиенты компании могут сфотографировать свой медицинский счет и отправить его через мобильное приложение nib. Amazon Textract автоматически обрабатывает эти изображения, что позволяет компании гораздо быстрее рассматривать заявки.
Логистика
Логистические компании используют OCR для более эффективного отслеживания этикеток на упаковках, счетов, квитанций и других документов. Например, компания Foresight Group использует Amazon Textract для автоматизации обработки счетов в SAP. Ввод таких документов вручную отнимал много времени и приводил к ошибкам, поскольку сотрудникам Foresight приходилось вводить данные в несколько систем бухгалтерского учета. Благодаря Amazon Textract программное обеспечение компании Foresight стало более точно считывать символы на различных носителях и повысило эффективность ведения бизнеса компании.
Как AWS может помочь с OCR?
AWS предлагает две услуги, которые могут помочь внедрить OCR в бизнесе:
Amazon Textract – это сервис машинного обучения (ML), который с помощью OCR автоматически извлекает печатный и рукописный текст и данные из отсканированных документов (например, PDF-файлов). Сервис позволяет быстро считывать тысячи различных документов различных носителей и форматов. После извлечения информации из документов Amazon Textract присваивает уровень уверенности, что дает возможность принимать обоснованные решения о том, как использовать полученные результаты.
Amazon Rekognition может анализировать миллионы изображений и видеозаписей за считанные минуты и дополнять задачи визуальной проверки, выполняемые человеком, с помощью искусственного интеллекта. Для извлечения текста из изображений и видео можно использовать API Amazon Rekognition. В нем имеется возможность распознавать искаженный и деформированный текст из изображений и видеозаписей дорожных знаков, публикаций в социальных сетях и упаковок продуктов.
Создайте учетную запись AWS и начните работу с технологией OCR уже сегодня.
Лазерное 3D-сканирование — определение, характеристики
Ваш город: Москва
Верно?
× Выберите ближайший к вам город:
Москва Санкт-Петербург Владивосток Новосибирск Екатеринбург Казань Нижний Новгород Челябинск Омск Ростов-на-Дону Самара Красноярск Воронеж Пермь
Волгоград Краснодар Саратов Тюмень Тольятти Ижевск Барнаул Ульяновск Иркутск Хабаровск Махачкала Ярославль
▼ Показать больше
Отменить выбор
3D-сканирование — это метод, используемый для захвата формы объекта с помощью 3D-сканера. В результате получается 3D-файл объекта, который можно сохранять, редактировать и даже печатать в 3D. Некоторые 3D-сканеры могут одновременно собирать данные о форме и цвете. 3D-сканирование совместимо с программным обеспечением автоматизированного проектирования (CAD), а также с 3D-печатью после небольшой подготовки в соответствующих программах.
Технологии 3D-сканирования:
Фотограмметрия – 3D моделирование по фотографиям. Принцип фотограмметрии заключается в анализе нескольких фотографий статичного объекта, сделанных с разных точек обзора, и в автоматическом обнаружении пикселей, соответствующих одной и той же физической точке. Ввод данных, требуемых от пользователя, — это параметры камеры, такие как фокусное расстояние и искажение объектива. Фотограмметрическая технология также способна реконструировать объекты различного масштаба, сфотографированные с земли или с воздуха. Основными преимуществами технологии 3D-сканирования фотограмметрии являются ее точность и скорость сбора данных.
3D-сканирование с использованием структурированного света – технология 3D-сканирования структурированного света работает с проецированием серии линейных узоров на объект. Затем система способна исследовать края каждой линии в шаблоне и вычислять расстояние от сканера до поверхности объекта. Структурированный свет, используемый для 3D-сканирования, может быть белым или синим и генерироваться многочисленными типами проекторов, такими как технология цифровой обработки света (DLP). Спроецированный узор обычно представляет собой серию световых лучей, но также может быть случайной точечной матрицей. Основные преимуществае технологии структурированного света для 3D-сканирования: скорость, разрешение и возможность 3D-сканирования людей.
Технология трехмерного лазерного триангуляционного сканирования – 3D-сканеры на основе лазерной триангуляции используют либо лазерную линию, либо одну лазерную точку для сканирования объекта. При использовании этого метода оцифровка начинается с излучения прямолинейного лазерного луча, который деформируется при контакте с объектом. С помощью камеры 3D-сканер анализирует деформацию линии, испускаемой лазером на рельефах объекта, чтобы определить с помощью тригонометрических расчетов его положение в пространстве. Угол, образованный между камерой и лучом лазера, расстояние от камеры до объекта и расстояние от источника лазера до объекта (известное из расчета времени, затрачиваемого лазером на обход), являются параметрами. которые позволяют определять пространственные координаты объекта. Преимущества технологии лазерной триангуляции для 3D-сканирования – разрешение и точность.
Технология 3D-сканирования на основе лазерных импульсов – технология 3D-сканирования, основанная на вычислении времени, необходимого лазеру, чтобы достичь поверхности и вернуться. Каждое измерение, выполненное 3D-сканером, сообщает точку на поверхности, и операция должна выполняться сотни тысяч раз для всей поверхности. Эта технология 3D-сканирования включает в себя лазерные импульсные 3D-сканеры и 3D-сканеры с фазовым сдвигом. Они, помимо модуляции амплитуды лазерного луча, используемого для 3D-сканирования, также модулируют его фазу. Эти системы предлагают превосходные характеристики за счет сочетания двух типов модуляции. Преимущества лазерных импульсных 3D-сканеров: способность сканировать большие объекты и окружающую среду.
Контактное 3D-сканирование использует контакт между датчиком и объектом для выявления информации о поверхности, измеренной путем деформации датчика. Это делается с помощью контактного датчика, также называемого щупом или зондом, подключенного к 3D-сканеру. Зонд обычно соединяется с конструкцией (например, с роботизированной рукой), способной регистрировать ее деформации. Основными преимуществами контактной технологии для 3D-сканирования являются ее точность и возможность 3Д-сканирования прозрачных или отражающих поверхностей.
Рекомендуемое оборудование
3D оборудование
Аксессуары
3D оборудование
Аксессуары
Заявка на 3D-сканирование
Я ознакомлен(а) с Политикой конфиденциальности и даю согласие на обработку моих персональных данных.
Заявка на обслуживание
Я ознакомлен(а) с Политикой конфиденциальности и даю согласие на обработку моих персональных данных.
Меню
Категории
Наверх
Обратная связь
Сканер | Определение, типы и факты
Развлечения и поп-культура
География и путешествия
Здоровье и медицина
Образ жизни и социальные вопросы
Литература
Философия и религия
Политика, право и правительство
Наука
Спорт и отдых
Технология
Изобразительное искусство
Всемирная история
Этот день в истории
Викторины
Подкасты
Словарь
Биографии
Резюме
Популярные вопросы
Инфографика
Демистификация
Списки
#WTFact
Товарищи
Галереи изображений
Прожектор
Форум
Один хороший факт
Развлечения и поп-культура
География и путешествия
Здоровье и медицина
Образ жизни и социальные вопросы
Литература
Философия и религия
Политика, право и правительство
Наука
Спорт и отдых
Технология
Изобразительное искусство
Всемирная история
Britannica объясняет В этих видеороликах Britannica объясняет различные темы и отвечает на часто задаваемые вопросы.
Britannica Classics Посмотрите эти ретро-видео из архивов Encyclopedia Britannica.
Demystified Videos В Demystified у Britannica есть все ответы на ваши животрепещущие вопросы.
#WTFact Видео В #WTFact Britannica делится некоторыми из самых странных фактов, которые мы можем найти.
На этот раз в истории В этих видеороликах узнайте, что произошло в этом месяце (или любом другом месяце!) в истории.
Студенческий портал Britannica — это главный ресурс для учащихся по ключевым школьным предметам, таким как история, государственное управление, литература и т. д.
Портал COVID-19 Хотя этот глобальный кризис в области здравоохранения продолжает развиваться, может быть полезно обратиться к прошлым пандемиям, чтобы лучше понять, как реагировать сегодня.
100 женщин Britannica празднует столетие Девятнадцатой поправки, выделяя суфражисток и политиков, творящих историю.
Спасение Земли Британника представляет список дел Земли на 21 век. Узнайте об основных экологических проблемах, стоящих перед нашей планетой, и о том, что с ними можно сделать!
SpaceNext50 Britannica представляет SpaceNext50. От полета на Луну до управления космосом — мы изучаем широкий спектр тем, которые питают наше любопытство к космосу!
Содержание
Введение
Краткие факты
Факты и сопутствующий контент
Викторины
Компьютеры и операционные системы
Викторина по компьютерам и технологиям
Что такое оптический сканер? | Вебопедия
Поиск
Обновлено:
Устройство, которое может читать текст или иллюстрации, напечатанные на бумаге, и переводить информацию в форму, которую может использовать компьютер. Сканер работает, оцифровывая изображение — разделяя его на сетку ячеек и представляя каждую ячейку либо нулем, либо единицей, в зависимости от того, заполнена ли ячейка. (Для масштабирования цвета и серого применяется тот же принцип, но каждый Затем поле представляется до 24 бит.) Результирующая матрица битов, называемая битовой картой, затем может быть сохранена в файле, отображена на экране и обработана программами.
Оптические сканеры не отличают текст от иллюстраций; они представляют все изображения как растровые карты. Поэтому вы не можете напрямую редактировать отсканированный текст. Для редактирования текста, прочитанного оптическим сканером, вам потребуется система оптического распознавания символов (OCR ) для перевода изображения в символы ASCII. Большинство продаваемых сегодня оптических сканеров поставляются с пакетами OCR.
Сканеры отличаются друг от друга в следующих отношениях:
технология сканирования : В большинстве сканеров используются матрицы устройств с зарядовой связью (ПЗС), которые состоят из плотно расположенных рядов фоторецепторов, которые могут обнаруживать изменения интенсивности и частоты света. Качество матрицы ПЗС, вероятно, является самым важным фактором, влияющим на качество сканера. В промышленных барабанных сканерах используется другая технология, основанная на фотоумножителе (ФЭУ), но этот тип сканера намного дороже, чем более распространенные сканеры на основе ПЗС.
разрешение : Чем плотнее битовая карта, тем выше разрешение. Обычно сканеры поддерживают разрешение от 72 до 600 dpi.
битовая глубина : количество битов, используемых для представления каждого пикселя. Чем больше битовая глубина, тем больше цветов или оттенков серого может быть представлено. Например, 24-битный цветной сканер может отображать 2 цвета в 24-й степени (16,7 миллиона). Обратите внимание, однако, что большой цветовой диапазон бесполезен, если матрицы ПЗС способны обнаруживать только небольшое количество различных цветов.
размер и форма : Некоторые сканеры представляют собой небольшие ручные устройства, которые можно перемещать по бумаге. Эти ручные сканеры часто называют полустраничными сканерами , потому что они могут сканировать только от 2 до 5 дюймов за раз. Ручных сканеров достаточно для небольших изображений и фотографий, но их сложно использовать, если вам нужно отсканировать целую страницу текста или графики.
К сканерам большего размера относятся машины, в которые можно подавать листы бумаги. Они называются с листовой подачей 9сканеры 0158. Сканеры с листовой подачей отлично подходят для отдельных листов бумаги, но они не могут работать с переплетенными документами.
Второй тип большого сканера, называемый планшетным сканером , похож на фотокопировальный аппарат.
Ножницы листовые гильотинные по металлу электрические
Гильотинные ножницы предназначены для резки листового и профильного металла на заготовки необходимых размеров или полосы разной ширины. Резка гильотиной является заготовительной операцией.
Сортировать по:
Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
Код товара: 59162
В наличии 7 шт.
Электромеханическая гильотина METAL MASTER ETG 1315E
Толщина реза1.5 мм
Ширина реза1300 мм
Мощность 3.00 кВт
Масса400 кг
Код товара: 34127
Нет в наличии
Гильотина электромеханическая для резки листового металла STALEX GM 1000/1,5
Толщина реза1.3 мм
Ширина реза1050 мм
Напряжение380В
Масса520 кг
Код товара: 59165
В наличии 1 шт.
Электромеханическая гильотина METAL MASTER ETG 2015E
Толщина реза1. 5 мм
Ширина реза2000 мм
Мощность 3.00 кВт
Масса510 кг
Код товара: 38696
В наличии 1 шт.
Гильотина электромеханическая Stalex Q11-3×1300
Толщина реза3.0 мм
Ширина реза1300 мм
Мощность 3.00 кВт
Напряжение380В
Масса1300 кг
Код товара: 34682
В наличии 5 шт.
Кривошипная гильотина METAL MASTER ETG 1330
Толщина реза3.0 мм
Ширина реза1300 мм
Мощность 3.00 кВт
Напряжение380В
Масса1300 кг
Код товара: 11624
Гильотинные ножницы кривошипные НА3214
Толщина реза2.5 мм
Ширина реза1600 мм
Мощность 3.20 кВт
Напряжение380В
Масса2000 кг
Код товара: 11623
Гильотинные ножницы кривошипные НД3314
Толщина реза2.5 мм
Ширина реза1600 мм
Напряжение380В
Масса2020 кг
Код товара: 59163
Нет в наличии
Электромеханическая гильотина METAL MASTER ETG 1330E
Толщина реза3. 0 мм
Ширина реза1300 мм
Мощность 4.50 кВт
Масса860 кг
Код товара: 38757
В наличии 1 шт.
Гильотина электромеханическая для резки листового металла Stalex GM 1250/1,5
Толщина реза1.3 мм
Ширина реза1250 мм
Напряжение380В
Масса561 кг
Код товара: 41490
В наличии 3 шт.
Гильотина электромеханическая Stalex Q11-3×1250
Толщина реза3.0 мм
Ширина реза1250 мм
Мощность 3.00 кВт
Напряжение380В
Масса980 кг
Код товара: 11625
Гильотинные ножницы кривошипные НА3216
Толщина реза4.0 мм
Ширина реза2000 мм
Мощность 5.60 кВт
Напряжение380В
Масса3200 кг
Код товара: 34125
В наличии 3 шт.
Гильотина электромеханическая Stalex Q11-2×2050
Толщина реза2.0 мм
Ширина реза2050 мм
Мощность 3.00 кВт
Напряжение380В
Масса1360 кг
Код товара: 59164
В наличии 3 шт.
Электромеханическая гильотина METAL MASTER ETG 1530E
Толщина реза3.0 мм
Ширина реза1500 мм
Мощность 4.50 кВт
Масса920 кг
Код товара: 34128
Нет в наличии
Гильотина электромеханическая для резки листового металла STALEX GM 1500/1,5
Толщина реза1.3 мм
Ширина реза1550 мм
Напряжение380В
Масса580 кг
Код товара: 59495
Электромеханические гильотины EMGA 1320×2,5
Толщина реза2.5 мм
Ширина реза1320 мм
Мощность 3.00 кВт
Напряжение380В
Масса900 кг
Код товара: 34129
В наличии 1 шт.
Гильотина электромеханическая для резки листового металла STALEX GM 2000/1,5
Толщина реза1.3 мм
Ширина реза2050 мм
Напряжение380В
Масса670 кг
Код товара: 59166
В наличии 2 шт.
Электромеханическая гильотина METAL MASTER ETG 2030E
Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
«
1
2
3
4
5
»
Станок гильотина применяется не только на крупных промышленных предприятиях, но и на небольших производствах. Оборудование отличается износостойкой конструкцией, достаточно простым в управлении и обслуживании.
Оно не требует тщательной подготовки листа металла для рубки, но обеспечивает приличную производительность, качество и точность реза в течение всего технологического процесса.
Наиболее часто в производстве распространена резка листов на кривошипных или гидравлических гильотинных ножницах, в зависимости от толщины металла.
Основными параметрами оборудования являются:
Мощность, кВт
Размер и толщина разрезаемого металла
Тип привода: ручной, электрический, гидравлический, механический
Питаемое напряжение
Габариты станка
Вес
Процесс резки листового материала состоит из трех стадий:
упругой;
пластической;
скалывания.
На срезанной кромке листа выделяются две зоны: узкая блестящая полоска (пластическая стадия) и более широкая матовая зона (скалывание).
Доставка гильотинного станка в Москве и по России, возможен самовывоз. Детали поставки можно уточнить по телефону +7 (495) 249-49-90!
Отзывы
Изготовители
STALEX
Россия
Белоруссия
Metal Master
Holzmann (Австрия)
ЮМЗ
Применение, преимущества и виды гильотинных ножниц по металлу
Резка металла необходима почти на всех предприятиях, связанных с машиностроением и металлообработкой: от миниатюрной мастерской до крупного завода. В этом случае гильотинные ножницы по металлу – удобный и практичный способ быстро раскроить материал, при этом сохранив его первоначальные характеристики. В статье мы поговорим о том, какие виды гильотинных ножниц применяются для резки, а также о том, как происходит рубка листа на гильотине.
Классификация
Гидравлические
Электромеханические
Пневматические
Ручная гильотина
Нюансы и преимущества рубки на гильотине
Классификация
Крупные предприятия по металлообработке и небольшие цеха снабжены оборудованием для гильотин, которые отличается по следующим параметрам:
типу привода;
производительностью;
уровню мощности;
максимальными показателями толщины листа металла;
представленным прокатом;
числом проделываемых операций.
Изделия для резки функционируют по принципу воздействия на заготовку давлением и острой кромкой гильотинных ножниц. Два элемента устройства перемещаются по отношению друг к другу. Такой процесс включает в себя две операции сразу – резку и ломание. Качественное оборудование выполняет работу в соотношении 90:10. Стоит заметить, что рез в результате ровный, не нуждающийся в дополнительной обработке.
Важно! Не забывайте про ТБ – при работе с инструментом обязательно надевайте рукавицы из очень плотной ткани или с нашивками из кожи.
Теперь рассмотрим подробнее виды гильотинных ножниц в зависимости от привода.
Гидравлические
Станочное оборудование для резки/рубки металлических листов со специальным гидравлическим приводом является высокопроизводительной и мощной разновидностью промышленных гильотин. Они используются как при серийном, так и штучном выпуске металлоизделий с прямыми краями из материала, толщина которого от 2 до 20 мм, а длина реза от 1 до 3 метров.
Для крупных компаний, специализирующихся на машиностроении, изготавливается гидравлическое оборудование, технические показатели которого выше: толщина листа – от 20 мм, а длина реза – до 6 метров. Они характеризуются значительным весом и габаритами, поэтому выпускается поштучно. Часто применяют современные автоматизированные установки С ЧПУ, снабженные гидравлическими гильотинными ножницами. Настройка системы минимальна по времени, а для управления станком необходимо нажатие только одной кнопки.
Из нюансов отмечают абсолютную бесшумность при работе, чего нельзя сказать про другие типы устройств. В гидравлической установке ножи совершают плавные нерезкие движения, полностью отсутствуют ударные воздействия. Такие станки оснащены различными фотодатчиками и защитными экранами, поэтому рабочий процесс безопасен.
Электромеханические
По степени производительности этот тип гильотин схож с предыдущим, но отличается высоким уровнем шума при воздействии ножа на металлический лист. Электромеханическая установка используется в крупных или средних цехах, где необходима высокоточная резка заготовок, имеющих значительный размер и толщину. Такое оборудование актуально и для серийного изготовления, только в качестве инструмента выбираются ножницы с меньшей мощностью. Электромеханические гильотины занимают немного рабочего пространства, но позволяют работать с разным материалом: сталь, медь, пластик, алюминий и т. п.
Некоторые устройства способны функционировать автоматизированы – они оснащены ЧПУ, что способствует ускорению процесса. Они отличаются простотой, невысокой стоимостью и широкой областью применения. Использовать подобное оборудование можно даже в условиях домашней мастерской или маленького цеха.
Пневматические
Для работы на этой гильотине необходим компрессор, как аналог используют центральную магистраль, в которой присутствует сжатый воздух. Это оборудование актуально для больших заводов по металлообработке, занимающихся преимущественно крупносерийным производством.
Пневматические гильотины относятся к стационарному типу. К основной конструкции добавляют просторные рабочие столы, конвейеры выдвижного вида и автоматизированную систему контроля. Нередко станки оборудуются специальной системой ЧПУ, с помощью которой металлоизделия обрабатываются быстрее, а точность конечного результата максимальна.
Ручная гильотина
Такие устройства снабжаются редуктором, который позволяет проводить обработку металлических листов с толщиной 1 мм и выше. Существуют три варианта станков: ручной – приводится в действие рычагом, ножной – начинает функционировать благодаря педали, комбинированный – сочетание вышеописанных видов.
Мобильную установку для рубки листового металла возможно монтировать на разную поверхность, где станок будет устойчив. Их используют на стройплощадках для нарезки профлиста (профнастила) или кровельной стали.
Нюансы и преимущества рубки на гильотине
Резка гильотинными ножницами значительно упрощает стандартный рабочий процесс, который происходит на предприятиях по металлообработке. Конвейерный способ позволяет обработать множество металлоизделий, придав им необходимую форму и размер. Инструмент режет максимально точно и быстро, позволяя за один удар разрубить 20-тимиллиметровый металлический лист.
Гильотинная рубка ножницами широко применяется из-за своих преимуществ:
высокоточный результат;
низкая энергоемкость;
отсутствие отходов в виде опилок и стружки;
создание ровного края металлоизделия;
в результате получается выверенный срез.
Этот метод обработки часто используют при изготовлении нестандартных и закладных деталей, полос и косынок. Рекомендуют применять устройства, снабженные ЧПУ – так процесс автоматизируется, при необходимости указывается режим, задаются нужные параметры и характеристики.
Ручные гильотинные ножницы с рычажным механизмом — EBR по металлу
×
Ручные гильотинные ножницы идеально подходят для резки листового металла толщиной до 2,00 мм. Стандартное оборудование включает в себя узел прижима листа с возможностью непрерывной резки и угловой упор 90° с миллиметровой шкалой. Подпружиненный упор и регулировка шпинделя входят в стандартную комплектацию и позволяют резать очень узкие ленты.
КОД КАТЕГОРИИ: KM
ОБЩИЕ ХАРАКТЕРИСТИКИ РУЧНЫХ ГИЛЬОТИННЫХ НОЖНИЦ
Ниже перечислены основные характеристики производимых нами ручных гильотинных ножниц.
Большой рабочий стол
Моноблочные нижний и верхний ножи из закаленной специальной стали
Ручной задний упор для резки узких и тонких листов
Механическая система зажима листа
ФОТОГРАФИИ
РУЧНЫХ ГИЛЬОТИННЫХ НОЖНИЦ
Все изображения и фотографии приведены только для иллюстрации. Фактические продукты могут отличаться из-за усовершенствований продукта.
МОДЕЛЬ
Длина среза
Прочность на сдвиг
Диапазон заднего упора
Ширина ленты
Длина стола
Ширина
Длина
Высота
Приблизительный вес
мм
мм
мм
мм
мм
мм
мм
мм
кг
КМД 1020
1050
2,0
0-600
600
1300
1040
1920
1350
500
КМД 1270
1280
2,0
0-600
600
1565
1040
2360
1630
600
МОДЕЛЬ
Длина среза
Прочность на сдвиг
Диапазон заднего упора
Ширина ленты
Длина стола
Ширина
Длина
Высота
Приблизительный вес
мм
мм
мм
мм
мм
мм
мм
мм
кг
КМП 1020
1050
2,0
0-600
600
1300
1040
1920
1350
450
КМП 1270
1280
2,0
0-600
600
1565
1040
2360
1630
550
МОДЕЛЬ
Длина среза
Прочность на сдвиг
Диапазон заднего упора
Ширина ленты
Длина стола
Ширина
Длина
Высота
Приблизительный вес
мм
мм
мм
мм
мм
мм
мм
мм
кг
КМХ 1020
1050
1,5
0-600
600
1315
1040
1920
1350
350
КМХ 1270
1280
1,5
0-600
600
1590
1040
2330
1600
370
МОДЕЛИ
РУЧНЫЕ ГИЛЬОТИННЫЕ НОЖНИЦЫ
Мы регулярно производим 3 различных типа ручных гильотинных ножниц.
В зависимости от запроса заказчика могут быть внесены изменения в технические характеристики машины.
KMD
РУЧНЫЕ ГИЛЬОТИННЫЕ НОЖНИЦЫ (ЧУГУННЫЕ)
Чугунный стол и рама. Эта модель спроектирована как тяжелая чугунная конструкция для резки твердых материалов, таких как нержавеющая сталь, и резки толстого листового металла.
KMP
РУЧНЫЕ ГИЛЬОТИННЫЕ НОЖНИЦЫ (ТЯЖЕЛОГО ТИПА)
Стальная сварная конструкция Данная модель представляет собой сварную стальную конструкцию. Он подходит для резки мягкой стали, нержавеющей стали и т.д.
KMH
РУЧНЫЕ ГИЛЬОТИННЫЕ НОЖНИЦЫ (ЛЕГКОГО ТИПА)
Стол и рама из гнутого стального листа. Эта модель, которую легко носить с собой благодаря небольшому весу, обеспечивает превосходную стабильность цены и качества при резке тонких листов. Эта модель идеально подходит в основном для промышленности HVAC.
Почему вы не получили предложение на ручные гильотинные ножницы?
Узнать ценуПозвоните нам
Получите от нас предложение о ваших потребностях в металлообрабатывающем оборудовании. Расскажите нам все подробности.
ВЕРШИНА
Гильотинные ножницы для листового металла X-Cut
home
Гильотинные ножницы X-Cut
Выбор ведущих мировых сталелитейных заводов
Высокая производительность позволяет точно и экономично резать большие объемы деталей. .
Пропорциональный масляный гидравлический контур был полностью разработан Gasparini. Он оптимизирован для каждого размера гильотинных ножниц и , с высококачественными и надежными деталями.
Гильотинные ножницы X-Cut доступны в широком диапазоне моделей и мощностей. Длина и толщина среза могут быть настроены на самые высокие уровни в этой категории.
Свобода выбора
С широким набором принадлежностей (пневматическая опора для листового металла, установка положения начала резки, устройство подачи полосы, контейнер для металлолома/мелких деталей, пневматический передний защитный кожух, функция ожидания, устройство защиты от царапин и т. д.) , с индивидуальным подходом, мы всегда гарантируем лучшее решение для каждой производственной потребности и любого набора технических и экономических ограничений.
Контролируемое усилие
Гильотинные ножницы Gasparini X-Cut имеют независимые гидравлические держатели листового металла: благодаря переключателю ими можно управлять либо в автоматическом режиме во время цикла резки, либо отдельно от цикла резки. Регулировка держателей пластин осуществляется с помощью пропорциональных клапанов и связана с усилием резания. Таким образом, мы избегаем чрезмерного давления, которое может повредить особенно тонкий листовой металл.
Эргономика и комфорт
Идеальное освещение рабочей зоны станка обеспечивается эффективным светодиодным освещением. Световой поток в три раза выше, чем у обычных систем, при этом обеспечивается меньшее потребление энергии. Система светодиодного освещения не требует обслуживания; он нечувствителен к вибрациям и не создает раздражающего теплового излучения.
Выбрать одну универсальную фрезу под все задачи нельзя, даже если она будет самая лучшая. Важно по максимуму укомплектовать станок инструментом, требующимся для решения всех задач, которые стоят перед мастером.
Продолжаем тему фрезерования. Для тех, кто пропустил, первая часть про фрезы здесь.
Разобраться в видах фрез по металлу не так-то просто. Одни необходимы для выборки металла, вторые пригодятся для обработки наклонных поверхностей, третьими – прорезаются канавки… Ясно одно: любой уважающий себя фрезеровщик имеет в арсенале самые популярные типы этого инструмента, чтобы реализовывать любой заказ. Исходя из того, какую форму требуется придать детали, мастер и будет подбирать фрезу. Пройдемся по основным.
Концевые фрезы
Если нужно создать контурный выступ или выемку, то фрезеровщику понадобится инструмент концевого типа. Благодаря ему также можно легко обработать любые плоскости. Среди концевых фрез выделяют:
торцевые фрезы. Они просто необходимы для вытачивания плоских или ступенчатых деталей. Основной съём металла производится боковой частью фрезы при продольной подаче, а обработка горизонтальной плоскости ведётся вершинами режущих элементов и считается дополнительной;
сферические, которыми легко обработать криволинейную поверхность;
радиусные, предназначающиеся для фрезеровки пазов с внутренними и внешними закруглениями.
T-образные фрезы
Их еще называют грибковыми за характерную геометрию режущей поверхности. Инструмент применяется для изготовления в заготовках т-образного паза или фигурных выступов.
Дисковые фрезы
Если вам нужно отрезать лишнюю часть заготовки, прорезать канавку или снять фаску, то дисковые фрезы подойдут для этой работы как нельзя лучше! Несмотря на непривычную форму это режущий инструмент довольно часто используется в металлообработке.
Зубцы дисковых фрез оснащены дополнительными рабочими кромками на торцах (или одном из них). А размер инструмента и его режущих элементов зависит от типа выполняемой обработки – от черновой до финишной.
Этому виду фрез под силу работа в самых тяжёлых условиях – с вибрацией, зажатием, плохим отведением металлической стружки.
Угловые фрезы
Это разновидность дискового инструмента, которая отличается наличием угла наклона режущей кромки относительно горизонтальной оси.
При помощи углового инструмента фрезеровщик обработает любую угловую выемку, наклонную поверхность и даже «латочкин хвост».
Фасонные фрезы
Фасонные фрезы нашли своё предназначение для фрезеровки заготовок, у которых слишком сильная разница между длиной и шириной.
Зубья фасонных фрез встречаются как острозаточенные, так и затылованные.
Этот инструмент несильно истирается во время фрезеровки, при этом отличается качеством обработки. Единственная проблема – заточка, произвести которую можно лишь используя особые приспособления. Поэтому фасонные фрезы используют в основном только на больших производствах.
Червячные фрезы
Довольно специфичный, а оттого не сильно распространенный тип металлорежущего инструмента. Он применяется для нарезания зубьев на звездочках, валах и прочих изделиях.
Выборка металла осуществляется за счёт точечного воздействия на заготовку.
Исходя из технологического задания фрезеровщику может пригодится сразу несколько фрез. К счастью, все виды и размеры этого инструмента для металлообработки имеются в продаже, что позволит мастеру сделать станок максимально оснащённым.
что это такое, какие бывают разновидности и классификации, для чего нужны
23.03.2020
Конструкция и принцип работы
Классификация фрез: по каким параметрам
Типы фрез по металлу
Классификация фрез по некоторым характеристикам
Нюансы выбора
Правила хранения и эксплуатации
Широкие возможности фрезерных станков
Во время фрезерной металлообработки важно, какой вид фрезы по металлу выбрал мастер. В статье мы расскажем о многочисленных разновидностях и особенностях их применения – это понадобится как новичку, так и для повторения профессионалу.
Данный инструмент повсеместно используется на современном оборудовании с целью создания на заготовке среза любой формы. Это довольно оптимальное устройство, позволяющее делать отверстия, канавки, а также убирать лишний слой стали.
Инструментная единица создается из прочного инструментального сплава с соблюдением максимальной точности. Чтобы выполнить параметры, которые заявлены в ТУ, используется обработка торцовым инструментом с большим набором зубцов – резцовые вставки регулируют параметры до 1 мк.
Конструктивно резец имеет несколько рабочих острых граней. Вставки часто делаются из алмаза, керамики и кардной проволоки для прочности.
Конструкция состоит из:
• Части для работы.
• Хвостика.
• Центрового отверстия.
• Торцовых зубьев и канавок между ними.
• Шейки посередине.
Каждый зубец обладает, в свою очередь, передней и задней поверхностью, режущей кромкой.
Принцип работы заключается в том, что инструмент быстро вращается. Одновременно движется заготовка. При соприкосновении механически под воздействием давления срезается верхний слой стали.
Во время классифицирования ориентируются на следующие основные признаки:
• как расположены зубцы;
• сборная или цельная конструкция;
• направление режущих кромок;
• как крепятся насадки;
• материал изготовления.
Кроме того, важен типоразмер и максимальное напряжение.
Обычно при разносторонней деятельности и многочисленных задачах фрезеровщик имеет полный набор, причем сам он отлично знает, как они работают. Но новичкам нужно сделать небольшой обзор.
Дисковые
Они представляют собой диск с зубьями. При этом срезающие кромки бывают или с одной стороны, или с обеих – в зависимости от назначения. В ходе этапов металлообработки (от черновой до финишной) может изменяться размер зазубрин. Твердосплавный инструмент применяется при сложных условиях резки, когда очень сложно выводить стружку из зоны работы. Когда применяют эту разновидность фрез:
• для обрезки краев или распиловки;
• для прорезки пазов;
• для снятия фасок и пр.
Соответственно, среди дисковых можно встретить отрезные, прорезные и другие подвиды. Расскажем о некоторых из них, которые имеют конструктивные отличия.
Двусторонние
Зубья таких дисков оснащены двумя режущими кромками – классической на торцевой части, а также на прямой поверхности. Такая модификация дороже и производительнее.
Трехсторонние
Еще более опасные зубцы – теперь их оснащают тремя лезвиями, то есть с каждой из сторон – по краям, с торцов и сверху.
Пазовые
Здесь только одна кромка, располагающаяся на рабочей поверхности. Инструмент подходит для не очень глубокой и точной выборки стали. Он может быть с различным количеством зубьев и глубиной выемок. Одно распространенное название фрезы этого типа – «ласточкин хвост». Почему? Потому что зона резки имеет форму усеченного конуса, как перья ласточки.
Торцевые
Из наименования уже понятно, что работает такой инструмент своей боковой частью. Именно торцы цилиндра (разной ширины) наделены лезвиями, которые обрабатывают плоскость металлической заготовки. Устанавливается деталь, соответственно, перпендикулярно стальной детали.
Очень часто они бывают со съемными пластинами, что экономит расходные материалы фрезеровщика. Это возможно, благодаря общей массивности конструкции. К преимуществам следует отнести:
• Легкость работы с плоскими элементами, листами и ступенчатыми поверхностями.
• Высокая скорость металлообработки.
• Плавность процесса.
Цилиндрические фрезы по металлу – что это такое
Форма – цилиндр. Довольно массивный инструмент, которым удобно делать обработку плоскостей. Это основной вид оснастки станков как классических механических, так и с ЧПУ. На сайте https://stanokcnc.ru/ большой выбор фрезерного оборудования с числовым пультом управления. Современная модификация позволяет увеличить скорость и производительность одного рабочего места, а также снизить риск ошибок из-за человеческого фактора.
Цилиндрические инструменты могут быть с разной формой зубьев.
Прямые
Менее востребованные и универсальный, даже редко встречающейся. Он хорош и удобен, но при очень узком профиле работ: оснастка должна располагаться параллельно заголовки, а сам участок металлообработки должен иметь легкий доступ, ровную поверхность. В целом такие идеальные условия встречаются редко – это только узкие плоскости.
Винтовые
Наиболее многофункциональные, универсальные и, соответственно, востребованные. Линии реза идут не прямо, а по закрученной спирали. Заданный угол наклона может быть различным. В зависимости от выбранных граней можно проводить фактически любую выборку – на различных деталях. Особенности:
• Высокое усилие при работе.
• Возможность использования сдвоенных инструментов, когда грани находятся в противоположных направлениях – это уменьшает силу, воздействующую на кромки.
Отдельный вид фрезы – «кукуруза», которая находит применение в обработке уступов и создании канавок и их шлифовании. Они интересно выглядят.
Угловые
Это усеченный конус, который имеет острые внешние края и торцы зубьев. Основное назначение использования – металлообработка углов и неровных поверхностей, снятие прямоугольных фасок. Также с их помощью делают стружечные желобки и много дополнительных операций. Кромки резания сделаны с наклоном, что позволяет добиться любого угла работы. Посмотрим, какие есть подвиды.
Монолитные
Второе название – цельнометаллические. Их суть в том, что вся конструкция выполняется из одного прочного материала. Дополнительное усовершенствование – наличие кольцевых канавок, которые позволяют беспрепятственно убирать образованную стружку.
Снапаянными режущими пластинами (коронками)
Здесь все просто, наконечники выбираются, а затем припаиваются к основанию. Сами зубцы изготавливаются из твердых сплавов, их модификаций многочисленное множество, распространенной является корончатый.
Для предварительной обработки
Это фрезы, которые не отличаются высокой точностью, а предназначены именно для грубого среза сразу большого объема металла.
Для финишной стадии
Они имеют более мелкие, неглубокие зубья из твердого сплава с добавлением других прочных абразивных веществ. Их не стоит путать со шлифовкой. Задача – достигнуть максимальной чистоты при металлообработке.
С хвостовиком цилиндрического типа
Хвостовая часть не является рабочей, она не взаимодействует с заготовкой, а служит для надежного крепления в крепеже основания. Когда хвост создан в форме цилиндра, то есть бочонка, то возможности довольно ограничены – движение может быть осуществлено только под одним углом, поэтому обрабатываются только прямые поверхности.
Для чего нужны фрезы с хвостовиком конического вида
Такая модификация имеет намного большую свободу действий только за счет приспособленности к наклону. За счет этого они более распространены, особенно при оснастке станков с ЧПУ. Современное высокотехнологичное оборудование можно заказать на сайте https://stanokcnc.ru/.
Концевые
Их также называют пальчиковыми из-за аккуратного внешнего типа – вытянутый цилиндр напоминает палец. Их основное предназначение – врезка пазов, создание выемки, работа с контурными уступами. Очень хорошо они подходят для металлообработки двух перпендикулярных плоскостей. Они делятся аналогично угловым на:
• монолитные или со сменными пластинами;
• разную форму хвостовиков;
• степень обработки – от начальной до финишной.
Фасонные
Подходит для производства фасок и обточки протяжных фасонных деталей. Если они короткие, то обычно фрезеровка не применяется, а используется протягивание. Интересен внешний вид оснастки – два круга с зазубринами. Есть несколько разновидностей.
Острая заточка
Второе название – остроконечные. Их режущий край хорошо виден, а также прекрасно поддается повторной заточке. Их просто корректировать при необходимости.
Затылованные инструменты
Ими очень удобно обрабатывать закрытые канавки и фаски, кромки. Режущие ножи у них немного выступают за пределы основного диска, поэтому их сложно затачивать.
Какие червячные фрезы бывают по металлу
Это многолезвийный инструмент. Его назначение – нарезание зубчатых колес, а также шлицевых валов, которые имеют эвольвентный профиль. Металлообработка заключается в точечном касании лезвий поверхности.
Цельные и сборные
Монолитные инструменты выполнены полностью из инструментальных сплавов – они крепкие и более надежные. Зато вторая модификация отличается тем, что можно менять наконечники, а также заменять их при порче, производить более удобную заточку.
Однозаходные и многозаходные
Это число витков, которые есть на червячной фрезе. Чем их больше, тем выше производительность, но вот точность начинает хромать. Поэтому большое количество заходов применяется в основном только при черновой отделке.
Со шлифовальными и не шлифованными зубьями
Проще говоря – это степень исправности. Чем она выше (тонкая обработка), тем лучше происходит шлифовка. В то время как обдирная, черновая, промежуточная и даже чистовая стадия – это инструменты, которые не предназначены для шлифования.
Корончатые сверла
Их используют для создания отверстий. Можно применять классическую спиральную разновидность, но по степени точности они в 4 раза уступают рассматриваемому варианту. Их назначение – для станков с ЧПУ.
Можно услышать название борфрез. Это аналогичная оснастка, но крепится она в ручной электродрели, выполняет аналогичную функцию.
Шпоночные
Удобный небольшой цилиндр с очень плавно расположенными витками режущих кромок на рабочей части. Особенность заключается в том, что есть специальные выемки, которые предназначены для легкого отвода стружки.
Конические
Или конусные. Имеют вид усеченного конуса и подходят не для прямых участков, а для округлых деталей. Одна из разновидностей – пальчиковая.
Сферические
Не самые популярные, применяются при однопроходной металлообработке с целью создать довольно качественные пазы и фигурные уступы. Маленькие лезвия находятся со всех сторон рабочей сферы.
Фреза под Т-образные выемки
Такая форма необходима при создании углублений в головке крепежных изделий или при подготовке валов со шлицевыми соединениями. Иногда их называют грибком, действительно, они имеют похожую конфигурацию, но перевернутую.
Сборные
Это очень удобный и многогранный инструментальный комплект, который состоит из основания и нескольких отверстий для крепежей нужных резцов. С одной стороны, это крайне эффективно, можно совместить в одном наконечнике массу функций. Но, как и любая универсальная вещь, она уступает узкоспециализированной.
Конечно, приведенные выше разграничения (по конфигурации, назначению) – это не единственные способы различать оснастку. Настоящий фрезеровщик имеет такой большой ассортимент изделий, что не без труда сможет его разложить. Какие еще бывают причины для классифицирования.
Разное число заходов
Стандартными считаются:
• Однозаходные.
• Двухзаходные.
• Четырехзаходные.
Но может быть любое количество витков.
Чем меньше заходов, тем больше отведенная площадь под канавки. Особенностью работы с таким инструментом является то, что в каждое мгновение на заготовку оказывает воздействие только одна конкретная режущая кромка. Это очень положительно сказывается на создании продукта на высоких оборотах и при большой скорости, поскольку это позволяет беспрепятственно удалять отходы.
Также это актуально при осуществлении деятельности с мягкими металлами и другими веществами, например, с пластиком или ПВХ,акрилом. Еще их применяют при черновой и обдирочной процедуре, когда качество и точность – это не самые главные показатели.
Многозаходные используются при работе с материалом, имеющим твердую и хрупкую структуру. Движение будет плавным, без ударов, потому что одновременно поверхности касается несколько зубьев.
Тип удаления стружки
Здесь все просто — отход летит либо вверх, с таким направлением привыкли обращаться все фрезеровщики, либо вниз. Первый вариант наиболее удобен, если создаются пазы или глухое отверстие, поскольку металл не скапливается там. Но есть и минус – из всего «вылетевшего» часть может приземлиться опять на рабочую зону и препятствовать хорошему резанию. Второй вариант, соответственно, имеет более узкие возможности, но при некоторых видах работ более рекомендован.
Мы рекомендуем отталкиваться от:
• поставленной задачи;
• прочности обрабатываемого материала;
• потенциала механизма.
На все инструментальные единицы нанесена классическая маркировка, поэтому в типоразмере вы не ошибетесь.
Обязательно необходимо следить за:
• Остротой заточки.
• Отсутствием ржавчины или прочих загрязнений.
• Надежной фиксацией в суппорте.
Лучше всего использовать специальные сухие и освещенные шкафы для складирования.
Если у вас есть оборудование с ЧПУ от компании https://stanokcnc.ru/, вы сможете совершать практически любые операции – от обычной распиловки до фигурного вырезания отверстий и нарезания внутренней резьбы.
В статье мы рассказали про виды фрез и их назначение по металлу. Будьте внимательны во время работы за станковым оборудованием!
Типы фрез, используемых в процессе обработки
Вам интересно узнать о типах фрез? Что ж, эта статья даст вам информацию обо всех фрезах. И так, чего же ты ждешь? Давайте начнем.
Давайте начнем с того, что узнаем, что такое фрезерование? Фрезерование — это процесс резки, при котором мы используем фрезу для удаления материала с поверхности металла или заготовки. Этот резак, который мы используем, имеет несколько вращающихся режущих поверхностей. Фрезы играют важную роль в процессе фрезерования и используются в нескольких фрезерных станках. Фрезы бывают разных размеров и форм.
Ниже приведены типы фрез, которые мы используем на различных фрезерных станках:
Концевая фреза для черновой обработки
Слябовый стан
Концевая фреза
Полая фреза
Резак шаровой мельницы
Фреза для эвольвентных зубьев
Торцевая фреза
Нож для резки ерша
Резьбовая фреза
Резак для мух
Направляющие и торцевые фрезы
Зубофрезерная фреза
Кусачки типа «ласточкин хвост»
Некоторые фрезы с описанием
1.
Черновая концевая фреза
Этот тип резака используется, когда вам нужно удалить больше материала с заготовки. Используя черновые концевые фрезы, мы получаем черновую чистовую обработку поверхности. Черновые концевые фрезы также известны как фрезы «риппа». Они более выгодны с коммерческой точки зрения и используются в различных промышленных целях.
2. Слябовый стан
Этот тип резака используется, когда вам нужно удалить больше материала с заготовки. Используя черновые концевые фрезы, мы получаем черновую чистовую обработку поверхности. Черновые концевые фрезы также известны как фрезы «риппа». Они более выгодны с коммерческой точки зрения и используются в различных промышленных целях.
3. Концевая фреза
Эти типы фрез имеют режущие зубья с обеих сторон. Мы больше используем концевую фрезу в процессах вертикального фрезерования. Быстрорежущая сталь или цементированный карбид используются для создания концевых фрез. Быстрорежущая сталь также называется HS или HSS. Быстрорежущая сталь не теряет своей твердости при повышении температуры. Следовательно, из-за лучшей твердости для изготовления концевых фрез используется быстрорежущая сталь. Концевые фрезы в основном используются при плунжерном, копировальном, торцевом фрезеровании и т. д. Торцовые фрезы и т. д. — это различные фрезы, которые используются в термине «концевая фреза».
4. Полая фреза
Их также называют полыми фрезами. Они выглядят как труба с более толстыми стенками. Вы найдете режущие зубья полых фрез на внутренних поверхностях. Полые фрезы используются в винтовых станках.
5. Резак шаровой мельницы
Шаровые фрезы также известны как фрезы со сферическим концом. Вы можете быть легко идентифицированы как шаровые резаки, так как их конец имеет полусферическую форму. Шаровые фрезы используются для уменьшения концентрации напряжений и также известны как шаровые концевые фрезы. Всякий раз, когда возникает необходимость вырезать трехмерные формы, используются шаровые резаки, чтобы идеально вырезать эти трехмерные формы.
Университет Мадхав предлагает все типы инженерных курсов-
— Машиностроение
— Гражданское строительство
— Информатика и инженерия
— Компьютерные приложения
— Электротехника
9009 & Коммуникационная техника 0036 — Электроника 0000 Объяснение инструментов фрезы — типы и руководство по выбору
Фреза — это режущий инструмент, используемый для удаления материала с поверхности заготовки. Эти инструменты бывают разных форм и размеров. Их различия обусловлены их использованием в различных целях для достижения различных типов конструкций. В результате фрезерный инструмент требует точности и тщательного выбора правильных типов для достижения наилучших возможных результатов.
В этой статье мы представляем вам различные типы фрез, материалы, используемые для этих фрез, а также рекомендации по выбору правильного фрезы для ваших операций фрезерования.
Как фреза используется во фрезерных станках?
Фрезерные станки представляют собой ротационные, широко используемые субтрактивные производственные инструменты, необходимые для процесса изготовления металлов и пластмасс. Более того, при фрезеровании целесообразна смена инструмента для получения требуемой конструкции.
Фрезерные станки выполняют процесс резания, удаляя материал с заготовки путем вращения фрезы и перемещения ее в заготовку. Подайте заготовку во вращающуюся многоточечную фрезу фрезерного станка, который быстро вращается, чтобы быстро разрезать металл или пластик. Фрезерный станок может удерживать одну или несколько фрез одновременно, чтобы ускорить процесс резки и быстро создать желаемую форму.
Типы фрез
Существуют различные типы и категории фрез, каждая из которых имеет свое назначение и режущую способность. Вот распространенные типы фрезерных инструментов.
Категории#1: Концевые фрезы
Концевые фрезы — это инструменты для фрезерования, которые режут во всех направлениях, что отличает их от сверл, которые режут только в осевом направлении. Производители используют концевые фрезы для резки инструментальной стали и других процессов фрезерования, включая врезание, развертывание, прорезание пазов, сверление, торцевое фрезерование, профильное фрезерование и т. д. Существуют распространенные типы концевых фрез.
1.1 Фрезы для шаровых фрез
Эти фрезы для концевых фрез имеют сферическую головку. Благодаря круглой режущей поверхности они идеально подходят для фрезерования контурных поверхностей.
1.2 Квадратные концевые фрезы
Используемые для кругового фрезерования, эти концевые фрезы имеют профиль под углом 90 градусов. Также известные как фрезы с плоским концом, они идеально подходят для операций фрезерования, таких как врезание, профилирование и прорезание пазов.
1.3 Радиусные концевые фрезы
Эти концевые фрезы имеют закругленные углы. Эти углы идеально подходят для более равномерной резки заданного радиуса, предотвращения износа инструмента и продления срока службы инструмента.
1.4 Концевые фрезы для подрезки
Этот многофункциональный режущий инструмент с ЧПУ, также известный как резак для леденцов, обеспечивает максимальную универсальность. Их форма делает их идеальным выбором для обработки поднутрений.
1.5 Концевые фрезы для закругления
Концы этой фрезы усилены. Их основное назначение — фрезерование круглых кромок.
1.6 Концевые фрезы с угловым радиусом
Имея несколько канавок, этот инструмент, известный как боровая фреза, оставляет черновую поверхность. Его способность быстро удалять большое количество материала выделяет его.
Категория#2: Инструмент для торцевого фрезерования
Этот инструмент используется для торцевого фрезерования. Так что же такое торцевая фрезеровка? Это удаление частей заготовки. Торцевой фрезерный инструмент используется для достижения превосходной чистоты поверхности. По бокам этого инструмента у него есть режущие кромки, которые режут в горизонтальном направлении, в отличие от концевых фрез, которые режут вертикально. Кроме того, торцевая фреза в основном используется для резки внешней стороны заготовки.
Категории#3: Фрезы для Т-образных пазов
Фрезы для Т-образных пазов имеют зубья, расположенные перпендикулярно внешнему диаметру. Эти фрезы, также известные как фрезы для дерева, наиболее известны тем, что прорезают Т-образные пазы в деталях и заготовках. Эти типы фрез идеально подходят для вырезания пазов, используемых для головок болтов и подвесных кронштейнов в стеновых панелях.
Категория#4: Инструмент для продольной резки металла
Эти пилы находят применение в различных отраслях промышленности благодаря своей уникальной геометрии и жесткости. Однако такие отрасли, как автомобилестроение, точное машиностроение и строительство, обычно используют их для резки цветных и стальных материалов. Вот различные типы пил по металлу.
4.1 Плоские фрезы для продольной резки металла
Это режущие инструменты с ЧПУ только с периферийными режущими кромками, с вогнутой стороной для предотвращения затягивания реза.
как боковые, так и периферические зубы. Эта функция позволяет поддерживать постоянную ширину резания при удалении стружки.
4.3 Вогнутая фреза
Это продольная пила, используемая для получения истинного выпуклого радиуса. Этот резак придает бесшовную и гладкую полукруглую форму заготовкам.
4.4 Цилиндрическая фреза
Идеально подходит для операций, требующих высокой скорости съема материала. Эта продольная пила имеет зубья только на периферийной поверхности.
4.5 Плоская фреза
Этот тип фрезы, также известный как плитная или поверхностная фреза, имеет винтовые или прямые зубья. Кроме того, его зубья, нарезанные на цилиндрических или периферийных участках, фрезеруют плоские поверхности параллельно оси фрезы. Плоские фрезы идеально подходят для небольших проектов и тех, где требуется легкая фрезерная работа.
Категория#5: Fly Cutter
Эти плоские поверхности фрезерных инструментов используют один или несколько одноточечных вращающихся инструментов. Как и токарно-фрезерный инструмент, производители монтируют мухорез на специальном держателе. Также важно отметить, что летучие резаки не идеальны для тяжелых операций резки. Ниже приведены различные типы резаков для листовок.
5.1-точечный резак
Оснащен далеко идущими игольчатыми наконечниками, идеально подходящими для резки плотно расположенных кораллов. Срезы, производимые здесь, всегда чистые и точные.
5.2 Вращающийся инструмент для резьбы
Основное назначение этого инструмента — резка твердых материалов. Он находит применение в резьбе по дереву и гравировке на выдувном стекле.
5.3 Вращающийся режущий инструмент
Эти фрезерные режущие инструменты прорезают ткань материала, не искажая узорчатую линию разреза. Некоторые профессионалы используют этот инструмент для резки до восьми слоев материала за один сеанс фрезерования.
Категории#6: Фасонные фрезы
Эта фреза используется для формирования неправильных контуров, как 2D, так и 3D. Эти фрезы также бывают разных конфигураций и форм. Он идеально подходит для создания винтовых зубчатых колес и других сложных и замысловатых поверхностей. Он используется для обработки канавок, снятия фасок и фрезерования по всему радиусу. Существует три основных типа фасонных фрез.
6.1 Конвексная фреза
Это фасонная токарно-фрезерная фреза с ЧПУ, предназначенная для изготовления полукруга, изогнутого внутрь. Выпуклые фрезы облегчают изготовление вогнутых форм.
6.2 Фрезы для скругления углов
Эти фрезы используются индивидуально или парами. Эти фрезы для скругления углов, также известные как радиусные фрезы, облегчают фрезерование радиусов.
6.3 Фрезы со сменными зубьями
Фреза со вставными зубьями имеет зубья, припаянные в правильном месте с помощью винтов или механически добавленные к фрезе. Материал зубьев обычно карбид или инструментальная сталь. С другой стороны, обработанная сталь идеально подходит для изготовления корпуса фрезы.
Материалы, используемые для фрез
Существуют различные процессы резки, идеально подходящие для различных условий. Эта разница в процессах и условиях приводит к необходимости использования различных материалов для фрез. Вот наиболее распространенные материалы, используемые для изготовления фрез.
Углеродистая инструментальная сталь
Это недорогой металлический материал с хорошей обрабатываемостью для изготовления режущих инструментов. Этот материал содержит 0,6-1,5% углерода и обычно менее 0,5% марганца и кремния. Он также может включать такие металлы, как хром и ванадий, в зависимости от размера зерна и твердости, которых хочет достичь производитель.
Фрезы из углеродистой инструментальной стали долго сохраняют режущую кромку благодаря высокой стойкости к истиранию. Однако при температурах выше 250°C твердость этого материала быстро снижается. Это делает его идеальным для изготовления инструментов для низкоскоростной обработки, таких как спиральные сверла, фрезерные инструменты, формовочные и токарные инструменты. Он также отлично подходит для обработки материалов из мягких металлов, таких как магний, алюминий, латунь и т. д.
Быстрорежущая сталь (HSS)
Это углеродистая сталь, но с небольшим содержанием молибдена, вольфрама, хрома и других легирующих металлов, что значительно отличает ее от обычной углеродистой стали. С добавлением этих сплавов быстрорежущая сталь имеет более высокую вязкость, износостойкость и прокаливаемость, что обеспечивает более высокую скорость съема металла.
Чтобы увеличить срок службы этого инструмента, производители применяют как переточку, так и охлаждающие жидкости (поскольку он теряет свою твердость при температурах выше 650°C). Этот материал для фрезерных инструментов идеально подходит для изготовления сверл, протяжек и одноточечных токарных станков.
Инструмент из цементированного карбида и металлокерамика
Этот фрезерный инструмент, изготовленный методом порошковой металлургии, чрезвычайно твердый и может выдерживать операции резания на очень высокой скорости. Этот материал, состоящий из вольфрама, карбида титана и тантала, остается твердым до 1000°C. Существуют различные связующие, которые производители используют для связывания компонентов этого инструмента, в том числе кобальт, никель и молибден.
При использовании в качестве связующего материала никеля и молибдена этот инструмент называется кермет и используется для различных чистовых и получистовых фрезерных операций на различных материалах, в том числе на легированных и нержавеющих сталях. С другой стороны, инструменты с низким содержанием кобальта идеально подходят для чистовой обработки, а инструменты с высоким содержанием кобальта лучше всего подходят для черновой обработки.
Керамика
Этот материал не вступает в реакцию и тверже, чем его аналоги из кермета. Он также имеет лучшую устойчивость к нагреву, износу и разрыву, чем карбиды. Эта термостойкость делает керамические фрезы идеальными для фрезерования заготовок из жаропрочных сплавов. Для твердых материалов требуется высокая температура, чтобы керамика функционировала должным образом.
Стеллит
Это материал из сплава цветных металлов, изготавливаемый только шлифованием или литьем. Он содержит различные количества хрома и кобальта. Он также может содержать вольфрам или молибден. Режущие кромки с использованием этого материала сохраняют свое качество даже при экстремально высоких температурах и скоростях.
Производители прикрепляют стеллитовые зубья к стальному диску на больших фрезах; на резцах меньшего размера они используют твердый стеллит. Фрезы, изготовленные с использованием стеллита, идеально подходят для изготовления отливок автомобильных двигателей и других серийных деталей.
Советы по выбору правильного режущего инструмента для фрезы
Чтобы правильно выбрать фрезу для своего проекта, необходимо помнить о нескольких вещах. Вот несколько советов, которые могут вам помочь:
Размер и диаметр фрезы
Глубина и ширина фрезы определяют размер режущих инструментов фрезы. Увеличение ширины и глубины перед фрезерной оснасткой означает увеличение размеров фрезы. Тем не менее, Φ16~Φ630 мм является стандартным диапазоном диаметров индексных фрез.
При фрезеровании деталей с большой площадью поверхности рекомендуется использовать фрезы меньшего диаметра. В идеале при любой фрезерной операции в резании должно принимать участие 70% режущих кромок фрезы.
Другим фактором, который может определить диаметр фрезы, является диаметр шпинделя станка. Рекомендация по выбору диаметра торцевой фрезы D = 1,5d, где d — диаметр шпинделя.
Кроме того, при фрезеровании отверстий размер инструмента также требует большого внимания, поскольку слишком большой или слишком маленький диаметр фрезы по сравнению с отверстием может привести к повреждению заготовки или инструмента.
Мощность фрезы
При выборе правильной фрезы основными факторами, которые следует учитывать, являются мощность резания и размер обрабатываемой заготовки. Например, при выборе диаметра режущего инструмента торцевой фрезы требуемая мощность инструмента должна быть в пределах диапазона мощности режущего инструмента фрезерного станка.
Кроме того, для концевой фрезы малого диаметра максимальное число оборотов станка, соответствующее минимальной скорости резания инструмента (60 м/мин), должно быть главным соображением.
Выбор корпуса фрезы
При выборе фрезы большое значение имеет количество зубьев. Фреза с густыми зубьями может иметь 8 зубьев диаметром 100 мм, а инструмент с крупными зубьями того же диаметра имеет только 6 зубьев. Фрезы для грубого металла идеально подходят для черновой обработки благодаря большой стружечной канавке, которая снижает трение между заготовкой, корпусом фрезы и самой стружкой.
Кроме того, важно отметить, что режущая нагрузка на зуб фрезы с частыми зубьями меньше, чем у фрезы с крупными зубьями при одинаковой скорости подачи.
Выбор лезвия фрезерного инструмента
Использование шлифовального лезвия является лучшим вариантом для тонкой фрезерной обработки. Пластины этого типа обеспечивают повышенную точность размеров, повышая точность размещения режущей кромки во время фрезерования, что позволяет улучшить шероховатость поверхности и точность обработки. Однако предпочтительнее использовать прессованное лезвие для черновой обработки, поскольку это может снизить стоимость обработки.
Кроме того, использование твердосплавных пластин без острых передних углов может сократить срок службы инструмента, особенно при малых глубинах резания и малых подачах.
Инструменты фрезы важны для любого процесса фрезерования, потому что эти инструменты прикреплены к фрезерному станку для удаления или резки материалов в различные формы, используемые для различных операций. Эти фрезерные инструменты бывают разных типов для разных целей фрезерования. Рекомендуется обратиться к специалисту за профессиональной консультацией.
В WayKen у нас есть команда экспертов для всех ваших производственных потребностей, включая услуги фрезерной обработки с ЧПУ, токарную обработку с ЧПУ, 3D-печать, быструю оснастку и т. д. Обладая 20-летним опытом обработки, наши инженеры подберут правильные фрезы для ваших обрабатываемых деталей. части. Вы уверены, что получите качественную и стандартную продукцию.
Есть еще вопросы о фрезеровании или других процессах? Просто свяжитесь с нами и получите цитату сегодня!
В чем разница между концевой и торцевой фрезой?
Основное различие между торцовой фрезой и концевой фрезой заключается в том, что концевые фрезы используют как конец фрезы, так и стороны, тогда как торцевая фреза предназначена для горизонтальной резки.
Как используются концевые фрезы?
Концевые фрезы могут выполнять определенные формы и отверстия в заготовке во время таких промышленных процессов, как фрезерование, профилирование, контурная обработка, развертывание, прорезка пазов, зенковка и сверление.
Выполняется, основываясь на пробеге или времени в зависимости от того, что наступит первым.
Операции
месяцев
12, 36, 60, 84
24, 48, 96
72
Кол-во
тыс. км.
15, 45, 75, 105
30, 60, 120
90
ЗАМЕНА
Масло моторное 5W40
4,3 литра
З
З
З
Фильтр масляный
З
З
З
Шайба сливной пробки
З
З
З
Свечи зажигания
П
З
З
Воздушный фильтр
П
З
З
Фильтр внутрисалонной вентиляции воздуха автомобиля
З
З
З
Жидкость в тормозной системе (гидравлическом приводе сцепления) DOT 4
0,75 литра
З
З
Охлаждающая жидкость Первая замена производится при достижении 90000 км. пробега или 60 месяца эксплуатации, каждая последующая — через 60000 км. или 48 месяцев эксплуатации. Проверка и корректировка плотности при пробеге 45 тыс. км
6,7 литра
З
ПРОВЕРКА CONSULT III
Диагностика системы управления двигателя (включая кислородный датчик)
П
П
ПРОВЕРКА
Трансмиссионное масло в МКПП/Уровень жидкости CVT Проверяется при каждом техническом обслуживании.
Проверка кузова на отсутствие коррозии Проверяется ежегодно.
Приводные ремни
П
П
П
Система охлаждения двигателя
П
П
П
Топливопроводы и трубопроводы паров бензина
П
П
Направление света фар
П
П
П
Тормозные колодки, диски и другие компоненты тормозных механизмов
П
П
П
Рабочая и стояночная тормозные системы, сцепление
П
П
П
Вакуумные шланги, соединения и контрольный клапан усилителя тормозов
П
П
Тормозная система и гидравлический привод сцепления, проверка уровня жидкости, а также на предмет подтекания
П
П
П
Механизм и привод рулевого управления, детали осей и подвески (повреждения, течи)
З
З
З
Система выпуска отработавших газов двигателя
П
П
Приводные валы
П
П
CORIO C-B17 Термостат с открытой ванной
Габариты и объемы
Габариты (Ш × Д × В)
38 x 40 x 47 cm
Объем заполнения
13 . .. 17 l
Вес
9.3 kg
Диапазон рабочих температур
Диапазон рабочих температур
+20 … +100 °C
Стабильность температуры
±0.03 °C
Выбор точности отображаемой температуры
0.1 °C
Разрешение индикатора температуры
0.01 … 0.1 °C
допустимая температура окружающей среды
+5 … +40 °C
Эксплуатационные характеристики зависят от напряжения сети в стране использования. Пожалуйста, выберите:
Страна деятельности | сетевое напряжение | Штекер | JULABO voltage version code
Выберите страна установкиАвстралия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Австрия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | . 33Азербайджан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Албания | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Алжир | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Ангола | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Андорра | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Антигуа и Барбуда | 230V/60Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Аргентина | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Армения | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Аруба | 115V/60Hz | Nema N5-15 Plug | .22Афганистан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Багамские острова | 115V/60Hz | Nema N5-15 Plug | .22Бангладеш | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Барбадос | 115V/50Hz | Nema N5-15 Plug | .22Бахрейн | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Беларусь | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Белиз | 115V/60Hz | Nema N5-15 Plug | .22Бельгия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Бенин | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | . 33Берег Слоновой Кости | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Бермудские острова | 115V/60Hz | Nema N5-15 Plug | .22Болгария | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Боливия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Босния и Герцеговина | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Ботсвана | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Бразилия | 115V/60Hz | Nema N5-15 Plug | .22Бразилия | 230V/60Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Бруней-Даруссалам | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Буркина-Фасо | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Бурунди | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Бутан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Вануату | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Великобритания | 230V/50Hz | UK Plug Type BS1363A | .04Венгрия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Венесуэла | 115V/60Hz | Nema N5-15 Plug | .22Виргинские острова, США | 115V/60Hz | Nema N5-15 Plug | . 22Вьетнам | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Габон | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Гаити | 115V/60Hz | Nema N5-15 Plug | .22Гайана | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Гамбия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Гана | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Гватемала | 115V/60Hz | Nema N5-15 Plug | .22Гвинея | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Германия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Гибралтар | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Гондурас | 115V/60Hz | Nema N5-15 Plug | .22Гонконг | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Государство-государство Ватикан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Гренада | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Гренландия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Греция | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Грузия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | . 33Дания | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Джибути | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Доминика | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Доминиканская Республика | 115V/60Hz | Nema N5-15 Plug | .22Египет | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Замбия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Зимбабве | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Израиль | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Индия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Индонезия | 115V/50Hz | Nema N5-15 Plug | .22Индонезия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Иордания | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Ирак | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Иран | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Ирландия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Исландия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Испания | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | . 33Италия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Йемен | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Казахстан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Каймановы острова | 115V/60Hz | Nema N5-15 Plug | .22Камбоджа | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Камерун | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Канада | 115V/60Hz | Nema N5-15 Plug | .22Катар | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Кения | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Кипр | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Китай | 230V/50Hz | CN Plug | .33.chnКолумбия | 115V/60Hz | Nema N5-15 Plug | .22Конго | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Конго (Демократическая Республика) | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Косово | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Коста-Рика | 115V/60Hz | Nema N5-15 Plug | .22Куба | 115V/60Hz | Nema N5-15 Plug | .22Кувейт | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | . 33Кыргызстан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Лаосская Народно-Демократическая Республика | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Латвия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Лесото | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Либерия | 115V/50Hz | Nema N5-15 Plug | .22Либерия | 230V/60Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Ливан | 115V/50Hz | Nema N5-15 Plug | .22Ливия | 115V/50Hz | Nema N5-15 Plug | .22Литва | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Лихтенштейн | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Люксембург | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Маврикий | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Мавритания | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Мадагаскар | 115V/50Hz | Nema N5-15 Plug | .22Макао | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Македония | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Малави | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | . 33Малайзия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Мали | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Мальдивы | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Мальта | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Марокко | 115V/50Hz | Nema N5-15 Plug | .22Мексика | 115V/60Hz | Nema N5-15 Plug | .22Мозамбик | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Молдова | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Монако | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Монако | 115V/50Hz | Nema N5-15 Plug | .22Монголия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Мьянма | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Намибия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Непал | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Нигер | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Нигерия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Нидерландские Антильские острова | 115V/50Hz | Nema N5-15 Plug | .22Нидерландские Антильские острова | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | . 33Нидерланды | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Никарагуа | 115V/60Hz | Nema N5-15 Plug | .22Новая Зеландия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Новая Каледония | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Норвегия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Объединенные Арабские Эмираты | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Оман | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Острова Теркс и Кайкос | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Пакистан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Палестинские территории | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Панама | 115V/60Hz | Nema N5-15 Plug | .22Папуа — Новая Гвинея | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Парагвай | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Перу | 230V/60Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Польша | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Португалия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | . 33Пуэрто-Рико | 115V/60Hz | Nema N5-15 Plug | .22Реюньон | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Россия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Руанда | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Румыния | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Сальвадор | 115V/60Hz | Nema N5-15 Plug | .22Самоа | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Самоа | 115V/60Hz | Nema N5-15 Plug | .22Сан-Марино | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Саудовская Аравия | 230V/60Hz | UK Plug Type BS1363A | .04Свазиленд | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Сейшельские острова | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Сенегал | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Сент-Винсент и Гренадины | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Сент-Китс и Невис | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Сент-Люсия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Сербия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | . 33Сингапур | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Сирия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Словакия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Словения | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Соединенные Штаты | 115V/60Hz | Nema N5-15 Plug | .22Сомали | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Судан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Суринам | 115V/60Hz | Nema N5-15 Plug | .22Сьерра-Леоне | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Таджикистан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Таиланд | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Тайвань | 115V/60Hz | Nema N5-15 Plug | .22Танзания | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Того | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Тринидад и Тобаго | 115V/60Hz | Nema N5-15 Plug | .22Тунис | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Туркменистан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Турция | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | . 33Уганда | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Узбекистан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Украина | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Уругвай | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Фарерские острова | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Фиджи | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Филиппины | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Финляндия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Франция | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Французская Гвиана | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Французская Полинезия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Хорватия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Центральноафриканская Республика | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Чад | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Черногория | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Чешская Республика | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | . 33Чили | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Швейцария | 230V/50Hz | CH Plug Type SEV 1011 | .05Швеция | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Шри-Ланка | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Эквадор | 115V/60Hz | Nema N5-15 Plug | .22Эритрея | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Эстония | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Эфиопия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Южная Африка | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Ямайка | 115V/50Hz | Nema N5-15 Plug | .22Япония | 100V/50Hz | Nema N5-15 Plug | .22
Мощность
Мощность нагрева
2 kW
Вязкость макс.
1 cSt
Циркуляционная производительность насоса
6 l/min
Давление циркуляционной способности
0. 1 bar
потребляемая мощность
9 A
Водяная баня
Корпус бани
Нержавеющая сталь
Полезное отверстие бани (Ш x Д / В)
30 x 18 / 20 cm
Системы охлаждения
Охлаждающий змеевик
аксессуар
Прочее
Классификация согласно DIN12876-1
Класс I (NFL)
IP классификация по IEC 60529
IP 21
Тип насоса
Погружной насос
Электронное оборудование
Регулирование температуры
PID1
Абсолютная калибровка температуры
температуры по 1-й точке
Индикация температуры
LED
Настройка температуры
Клавиатура
Доступные значения напряжения
9011417. 22
100-115V/50-60Hz (Nema N5-15 Plug)
9011417.33.chn
230V/50-60Hz (CN Plug)
9011417.33
230V/50-60Hz (Schuko Plug — CEE 7/4 Plug Type F)
9011417.04
230V/50-60Hz (UK Plug Type BS1363A)
9011417.05
230V/50-60Hz (CH Plug Type SEV 1011)
2019 Honda Odyssey Elite Maintenance Code B17 …… Что необходимо и чего следует избегать
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Здравствуйте, Моей Honda Odyssey Elite 2019 года с пробегом 33 000 миль требуется код обслуживания B17. Что такое код B17 и для чего он нужен? Есть ли что-то, чего мне следует избегать, и какова приблизительная стоимость этой услуги? Будем признательны за любые советы. Стив
Ответить
Сохранить
Нравится
1 — 8 из 8 сообщений
Привет, Стив,
PDF по этой ссылке расскажет вам, что нужно сделать. Это все под «B», «1» и «7».
Ответить
Сохранить
Нравится
подсказка сказала:
Привет, Стив,
PDF-файл по этой ссылке расскажет вам, что нужно сделать. Это все под «B», «1» и «7».
Нажмите, чтобы развернуть…
Спасибо, А что именно подразумевается под «заменить тормозную жидкость»? Означает ли это, что они будут сливать всю тормозную систему, а затем снова заполнять ее, или просто откачивать тормозную жидкость, которая находится в бачке, и заменять именно это количество жидкости? Стив
Увидеть меньше
Узнать больше
Ответить
Сохранить
Нравится
автомобильный здравый смысл сказал:
Спасибо, А что именно подразумевается под «заменить тормозную жидкость»? Означает ли это, что они будут сливать всю тормозную систему, а затем снова заполнять ее, или просто откачивать тормозную жидкость, которая находится в бачке, и заменять именно это количество жидкости? Стив
Нажмите, чтобы развернуть. ..
Я предполагаю, что это смыв и заполнение, но я бы уточнил у кражи, что рекомендуется.
Увидеть меньше
Узнать больше
Ответить
Сохранить
Нравится
Реакции: 1
автомобильный здравый смысл сказал:
А что именно подразумевается под «заменить тормозную жидкость»? Означает ли это, что они будут сливать всю тормозную систему, а затем снова заполнять ее, или просто откачивать тормозную жидкость, которая находится в бачке, и заменять именно это количество жидкости?
Нажмите, чтобы развернуть…
Именно это и означает. Сначала отсосите то, что у вас есть в главном цилиндре, затем снова заполните главный цилиндр и идите от самого дальнего к задним колесам от главного цилиндра. Используя прозрачный пластиковый шланг, который наденется на винт для выпуска воздуха из заднего суппорта и прикрепится к противоположному концу, используйте стеклянную банку или что-то предпочтительно прозрачное для сбора отработанной тормозной жидкости, используя, я думаю, комбинированный ключ на 10 мм, чтобы ослабить винт для выпуска воздуха. , если в машине есть второй человек, попросите их прокачать тормоза, пока они прокачивают, цвет тормозной жидкости должен измениться на более чистый цвет, когда это произойдет, затяните винт для выпуска воздуха, и пусть они снова прокачают тормоза и убедитесь, что они нет пузырьков воздуха, когда вы снова открываете винт для выпуска воздуха, если не затянуть винт для выпуска воздуха, вернитесь к главному цилиндру и долейте тормозную жидкость. Перейдите на противоположную заднюю сторону и сделайте то же самое. Затем на перед и все повторить. Я обнаружил, что проще всего поднять ODY и поставить на 4 подставки, а также снять все шины для доступа к винту для выпуска воздуха.
Другие люди будут по-разному говорить о том, как долго ждать, прежде чем менять его, но большинство новых автомобилей за последние 10 лет добавили это в процедуру технического обслуживания. В некоторых местах только отсасывают из главного цилиндра и заменяют эту тормозную жидкость, но проблема заключается в ржавчине и отслаивании суппорта. Это ваш выбор, я следую рекомендациям производителя по безопасности, а не потому, что вам это не нужно.
Есть другие, которые скажут вам кровотечение в другом порядке порядок, хорошо. Я занимаюсь этим тормозом и другими вопросами более 44 лет профессионально, и лично я никогда не возвращался с неисправной тормозной системой, о которой мне сообщили.
Увидеть меньше
Узнать больше
Ответить
Сохранить
Как и
, я только что сдал свой EX-L 2020 года на краже. У меня был сервис B1 … но я думаю, что они собираются сделать B17, поскольку «консультант» посоветовал им заменить тормозную жидкость для всех сервисов B, поскольку они не хотят, чтобы тормоз застрял и т. Д. … в целом их сервис B стоит 228 долларов. … Это в 20 минутах езды … Я ждал 10 минут, чтобы поговорить с кем-нибудь, и это наша единственная машина … так что в этот момент я перестал задавать вопросы и просто согласился на обслуживание … Обязательно позвоните и узнайте цену пока ты не ушел. ..
Увидеть меньше
Узнать больше
Ответить
Сохранить
Нравится
Они великолепны и просты в использовании. Вы можете сделать это самостоятельно. Комплект прокачки тормозов и вакуумного насоса
Ответить
Сохранить
Нравится
Реакции: 1
https://external-content.duckduckgo…id=OIP.tUOu1XX5MjPr4VLhHPbiqgHaHa&pid=Api&f=1 Возьми это для моего BMW, от которого я только что избавился. Осталось заказать колпачок Хонда. Залейте жидкость, создайте давление, затем полностью слейте тормозной цилиндр самостоятельно
Ответить
Сохранить
Нравится
1 — 8 из 8 Сообщений
Это старая тема, вы можете не получить ответ и могли возродить старую ветку. Пожалуйста, рассмотрите возможность создания новой темы.
Верх
Напоминание об обслуживании
B17 всего за 12 тысяч миль?
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Привет, ребята,
Я новичок на форуме, только узнайте, что есть сервисное напоминание — B17 появляется в сервисном меню. Кажется, это напоминает мне о замене тормозной жидкости?
Мне интересно, не слишком ли рано использовать A17 для моего CRV, учитывая, что на нем всего 12 тысяч миль. Раньше у меня был F30 328, и только после 40 тысяч миль я получил напоминание об обслуживании тормозной жидкости.
Заранее спасибо.
Мой CRV 2019 модельного года Первый день эксплуатации: 3 января 2020 г. Дата изготовления: октябрь или ноябрь 2019 г. Текущий пробег: 12XXX миль
Увидеть меньше
Узнать больше
Ответить
Сохранить
Нравится
1 — 5 из 5 Сообщений
Тормозная жидкость чувствительна ко времени, а не к пробегу.
Ответить
Сохранить
Нравится
Реакции: 5
Рекомендуемый Хондой интервал замены составляет 3 года, так что, судя по дате изготовления, он должен скоро наступить.
Ответить
Сохранить
Нравится
Реакции: 1
Добро пожаловать на форум.
Перейдите к своему аватару и нажмите на него. Затем перейдите в «Настройки учетной записи» -> «Информация о транспортном средстве». Заполните это, и информация о вашем транспортном средстве будет появляться каждый раз, когда вы публикуете.
Сокращение пробега за последние пару лет делает проезд в одиночку довольно затруднительным. Как подтвердят многие на этом форуме, соблюдение MM позволит вашему автомобилю оставаться в наилучшем рабочем состоянии. В то время как любой марки тормозной жидкости достаточно, если она соответствует требованиям Honda, другие жидкости, такие как трансмиссионная жидкость, антифриз и задняя часть [при полном приводе], предназначены для Honda.
Если у вас есть вопросы по техническому обслуживанию, воспользуйтесь функцией расширенного поиска [в 3 точках рядом с вашим аватаром], чтобы получить массу информации.
Перспективные направления применения робототехники в бизнесе – Информационно-аналитическая система Росконгресс
Министерство цифрового развития, связи и массовых коммуникаций Российской Федерации совместно с экспертами Национальной Ассоциации участников рынка робототехники представляют исследование перспективных направлений применения робототехники в бизнесе. В материале собраны кейсы реализованных или разрабатываемых робототехнических комплексов (РТК) в различных отраслях.
Аналитики Фонда Росконгресс выделили основные тезисы данного исследования, сопроводив каждый из них подходящим по теме фрагментом видеотрансляций панельных дискуссий, состоявшихся в рамках деловых программ ключевых мероприятий, проведённых Фондом.
Робототехника инструмент с высоким потенциалом
Технологии робототехники зарекомендовали себя во многих сферах человеческой деятельности. Робототехнические комплексы (РТК) используются на предприятиях для автоматизации производственного процесса, во время чрезвычайных происшествий для оперативной и безопасной помощи.
Применение робототехники связано с оптимизацией процесса снижением издержек и сроков, а также с качественным улучшением результата. Например, применение роботов на автомобильных заводах сокращает производственный цикл, повышает качество продукции, устраняет фактор человеческой ошибки.
В зависимости от объёма продукции и размера заработной платы, автоматизация производственного процесса с использованием роботов может окупиться в течение
13 лет. Дополнительные средства, освободившиеся после оптимизации производства, могут быть использованы для расширения продуктовой линии, предоставления услуг, выхода на новые рынки.
Промышленность является одним из наиболее перспективных направлений применения робототехники
Промышленная робототехника зрелый рынок, технологии которого исследуются и используются уже более пятидесяти лет. За это время промышленная робототехника зарекомендовала себя как эффективный инструмент снижения эксплуатационных издержек и получила широкое распространение в автомобилестроении, электрике и электронике, металлообработке, машиностроении и других отраслях промышленности.
По данным Международной федерации робототехники (International Federation of Robotics, IFR), объём мирового рынка промышленных роботов в 2018 году составил 422 тыс. единиц, или 16,5 млрд долл. в денежном выражении. Рынок промышленной робототехники вырос на 6% в 20172018 гг.
В России промышленные роботы используются меньше, чем в среднем по миру. Одним из показателей, иллюстрирующих уровень использования промышленных роботов, является плотность роботизации. Этот показатель рассчитывается как количество промышленных роботов на 10 000 рабочих мест в отрасли и отражает насыщенность рынка и уровень автоматизации промышленности.
Для расширения спектра применения промышленной робототехники и технологий манипулирования необходимо преодолеть ряд вызовов:
• Снижение стоимости. В целом роботы становятся более простыми в управлении и программировании, что делает их использование доступным для многих компаний, в особенности для предприятий малого и среднего бизнеса.
• Расширение спектра процессов, где применяются роботы. Использование специализированного программного обеспечения, позволяющего автоматизировать программирование роботов, открывает новые ниши применения промышленной робототехники.
• Техническое зрение и системы захвата. На данный момент спектр операций, выполняемых роботами, ограничен однотипными задачами. Захват объектов, различных по форме и весу, является трудновыполнимой задачей, на решение которой в настоящее время направлены усилия ведущих разработчиков.
• Коллаборация. Оснащение роботов сенсорами позволяет делать использование роботов в одном пространстве с людьми безопасным. Кроме того, коллаборативные роботы могут быть оснащены режимом обучения через запоминание перемещения манипулятора, что упрощает взаимодействие человека и робота, так как не требует дополнительного программирования.
Важными факторами для развития робототехники являются готовность спроса и развитие компаний-интеграторов. Промышленная робототехника развивается не сама по себе, а как ответ на запросы, появляющиеся в индустрии. В связи с этим высока потребность в стимулировании заказчика через информирование о передовых практиках, программы переобучения и льготное финансирование.
Использование робототехники в сельском хозяйстве в последние годы набирает популярность
Повышенный интерес к применению роботов для сельского хозяйства связан с несколькими факторами, среди которых повышение уровня доступности технологий, расширение областей применения роботов, а также технологический прорыв развитие беспилотных технологий.
Мировой рынок роботов для сельского хозяйства вырос на 30% в 2018 году по сравнению с уровнем 2019 года. Было продано 477 единиц сельскохозяйственных роботов. Объём рынка составил 2,4 млн долл. По оценкам экспертов, в 2019 году объём мирового рынка сельскохозяйственных роботов увеличился вдвое по сравнению с уровнем 2018 года. Рост рынка в 20202022 гг. оценивается в 50% ежегодно.
Роботы для сельского хозяйства помогают прежде всего сокращать издержки, связанные с человеческим фактором. Для России актуальность данной сферы применения робототехники обуславливается следующими причинами:
• нехватка рабочей силы: роботы могут заменять трактористов и комбайнёров, заниматься удобрением полей и сбором урожая;
• издержки в связи с недобросовестным выполнением работы: робот не пропустит рабочую смену и не украдёт горючее или урожай;
• сложные условия работы: автопилот на комбайне или тракторе уже сегодня может освободить механизатора от вождения и позволить сконцентрироваться на контроле навесного оборудования;
• трудные погодные условия: робот может работать в условиях низкой видимости (туман), в холод и дождь.
Медицинская робототехника один из лидирующих по уровню технологий и востребованности сегментов профессиональной сервисной робототехники
Рынок медицинских роботов развивается уже на протяжении 25 лет. Медицинские роботы повышают качество медицинских манипуляций за счёт точного направления медицинских инструментов для диагностики и терапии, повышают точность и безопасность хирургических операций и сокращают срок реабилитации за счёт точности и возможности минимально инвазивной хирургии и исключения попадания инфекций.
Использование робототехники в медицине повышает экономическую эффективность ухода за пациентами, облегчает процесс подготовки и обучения персонала за счёт медицинских тренажёров. Информация, собранная роботами в процессе обслуживания и диагностики, может быть использована для анализа и прогнозирования на облачных серверах.
Продажи медицинских роботов выросли в 2018 году до 5 100 единиц, на 50% по сравнению с 2017 годом. Медицинские роботы составили в 2018 году 31% от общей стоимости продаж всех профессиональных сервисных роботов. Объём рынка увеличился на 27% и составил 2,8 млрд долл.
Медицинские роботы являются самыми дорогими сервисными роботами. Средняя цена медицинского робота составляет 548 тыс. долл., включая аксессуары и услуги.
Перспективные направления робототехники в смежных и прочих областях
Робототехника также применяется в таких областях, как горнодобывающая промышленность, логистика, клининг, контроль и обслуживание, аварийно-спасательные и охранные системы, системы обслуживания общественных мест, в сфере строительства, киноиндустрии, а также при создании экзоскелетов.
Зачастую схожие технологические решения могут применяться в разных отраслях. Например, промышленные манипуляторы и роботы могут использоваться не только в обрабатывающем производстве, но и в логистике, медицине. Дроны могут использоваться в горнодобывающей отрасли, логистике, мониторинге линий электропередач, строительстве. Большое значение имеет адаптация технологий под конкретное нишевое применение.
Также предлагаем вам ознакомиться с другими материалами, размещенными в разделах Информационно-аналитической системы Росконгресс Робототехника и Искусственный интеллект, которые посвящены развитию индустрии 4.0, инновациям и современным научным разработкам.
Роботы в человеческом обществе / Хабр
Роботы – это автоматизированные машины, которые способны выполнять функции человека при взаимодействии с окружающим миром. О них люди мечтали еще с древних времен, и вот сейчас эти механизмы входят в наше общество с огромной скоростью. Основное их предназначение – сделать нашу жизнь более комфортной, улучшить условия труда, освободить «руки» от сложных рабочих процессов и увеличить производительность.
Роботы чаще всего встречаются в промышленности, где с их помощью удалось полностью автоматизировать большинство производственных задач. Но, кроме того, умные машины все больше задействуются в военной отрасли, медицине, сфере обслуживания и потребительском секторе.
И если ранее они выполняли только повторяющиеся рутинные задачи по программе, то сейчас их уровень достиг новых вершин, позволяя взаимодействовать с нами, общаясь на своем машинном языке, понимать наши жесты и эмоции. Кроме того, используя специализированные площадки уже сейчас каждый желающий имеет возможность влиять на индустрию, создавать свои программы и добавлять новые функции к роботам. Таким образом, развиваясь от простых вспомогательных механизмов, роботы имеют все шансы влиться в наше общество и стать нашими друзьями.
История развития
Отметим несколько интересных фактов из истории развития роботов. Первые признаки робототехники наблюдались еще с античности, когда люди мечтали о гигантских бронзовых машинах, которые смогли бы помочь им сражаться с врагами и завоевывать новые земли. Есть свидетельства, что прообразами нынешних роботов были механические фигуры, найденные в записках арабского изобретателя Аль-Джазари примерно в 1136 – 1206 годах.
Первым, кто представил чертеж человекоподобного робота, был великий Леонардо да Винчи примерно в 1495 году. Чертеж представлял модель механического рыцаря, который может сидеть, стоять, двигать руками, головой и, возможно, захватывать предметы. Но так и неизвестно, пытался ли да Винчи воплотить в реальность этот механизм.
В 16-17 веке в Западной Европе инженеры начали конструировать автоматоны — заводные механизмы наподобие человека, которые могли выполнять довольно сложные действия. Самый известный из них – робот «испанский монах», который был изобретен примерно в 1560 году механиком Хуанело Турриано для императора Карла V. Автоматон был около 40 см в высоту, способный ходить, бить себя в грудь рукой, кивать головой и даже преподносить деревянный крест к губам.
Более заметный прогресс в робототехнике наблюдался в 18 веке. К примеру, в 1738 году французский инженер Жак де Вокансон собрал первого в мире андроида, способного играть на флейте.
С 19 века изобретения стали приобретать более практический смысл. В 1898 году известный физик Никола Тесла представил общественности миниатюрное радиоуправляемое судно. Первоначально это изобретение казалось немного причудливым. Но в дальнейшем его идеи стали воплощаться в жизнь и приобрели широкое применение.
1921 год – механизмы, наконец, обрели четкий термин «робот» благодаря чешскому писателю Карлу Чапеку и его пьесе под названием «Россумские Универсальные Роботы». Примечательно, что Чапек назвал этим словом не машины, а живых людей, создаваемых на специальной фабрике. Но термин закрепился в науке и дал жизнь всем автоматизированным устройствам.
В середине 20 века, в частности, в 1950-ых стали разрабатываться механические манипуляторы для взаимодействия с радиоактивными материалами. Эти роботы копировали движения рук человека, находящегося в безопасном месте.
В 1968 году японской компанией Kawasaki Heavy Industries, Ltd был произведен первый промышленный робот. С тех пор Япония начала вовсю стремиться стать мировой столицей робототехники, и ей это удалось. Несмотря на то, что роботы изначально разрабатывались в США, они импортировались в Японию в малых количествах, где инженеры изучали их и применяли в производстве.
Коммерческое распространение роботов началось с 1980-ых годов. Технический прогресс двигался в направлении совершенствования систем управления. Такие компании как Unimate, Hitachi KUKA, Westinghouse, FANUC развивали системы датчиков для своих роботов, делая их более чувствительными к задачам, которые они выполняют.
В конце 90-ых – начале 2000-ых начался активный рост и развитие отрасли с использованием новых контроллеров, языков программирования, запуска первых роботов в космос и возникновением машин, создающих роботов.
В это время также появились новые человекоподобные роботы, такие как канадский Aiko, имитирующий человеческие чувства (осязание, слух, речь, зрение), ASIMO – гуманоид японской фирмы Honda, робот-собака AIBO, созданная компанией Sony и другие.
В 2005 году вышел робот-гуманоид RoboThespian британской компании Engineered Arts. Пройдя несколько модификаций, он стал наилучшей платформой для общения и развлечений. В этом же году мир увидел BigDog – боевой четвероногий робот, созданный Boston Dynamics.
В 2008 году вышел гуманоидный дружелюбный робот NAO, предназначенный для работы в домах, университетах и лабораториях и предлагающий помощь в научных исследованиях и образовании.
В 2011 году на МКС был отправлен первый робот-космонавт НАСА Robonaut-2.
Последние пять лет наблюдается широкий всплеск робототехники во всех отраслях – от продвинутых манипуляторов до гуманоидов, которые выглядят как живые люди, имеют широкий спектр эмоций и полностью копируют нашу мимику.
Препятствия
Несмотря на всю полезность технологии, роботы пока не используются повсеместно, как это зачастую нам показывают во многих фантастических фильмах. Это связано с рядом факторов. Во-первых, для этого просто не готова наша инфраструктура: дороги, улицы, здания и наши дома. Роботы воспринимают мир иначе и пока неспособны даже отличить стул от стола, чего уж говорить о постоянно меняющихся условиях нашей жизни.
Во-вторых, не готова правовая система государств: использование роботов требует соответствующих законов, чтобы они «мирно» сосуществовали с нами. В конце концов, если не сами роботы, то кто-то другой должен нести ответственность за их действия.
В-третьих, некоторые исследователи утверждают, что нам необходимо опасаться этих механических рабочих, так как с дальнейшим активным развитием искусственного интеллекта они смогут в буквальном смысле поработить нас. Эти опасения слишком сильно сдерживают исследование и распространения робототехники.
Конечно, не стоит отрицать, что есть масса глобальных рисков, которые могут возникнуть при использовании сверхчеловеческого разума, не запрограммированного на безусловную лояльность к человеку. Но будущее пока что в наших руках, и мы в силах его изменить, тем более, что сейчас программирование роботов становится все более открытым и доступным для общественности. Нужно только научиться правильно пользоваться этими возможностями.
Роботы сегодня
Как уже упоминалось, наибольшей отраслью, где используется робототехника, является промышленность, в частности, автомобилестроение. Манипуляторы, работающие на заводах, варьируются от размеров и функциональности в зависимости от типа выполняющей задачи – сборочные, сварочные, режущие, красящие. Наряду с ними на производстве можно встретить разгрузочно-погрузочных роботов, упаковщиков, сортировщиков, формовщиков и прочие механизмы, заменяющие человека в рутинных повторяющихся задачах. Компаниями-лидерами в промышленной автоматизации являются – KUKA (Германия), Fanuc (Япония), Kawasaki (Япония), ABB (Швейцария), Denso (Япония) и другие.
Наряду с этим новых масштабов приобретает рынок совместных роботов, которые могут работать с людьми на одной производственной линии, не причиняя им вреда. Это манипуляторы компании Universal Robots, а также промышленные роботы нового поколения Baxter и Sawyer от Rethink Robotics.
В последние годы весь мир внимательно следит за разработкой автомобилей с автономным управлением, которые будут перевозить людей без их участия в процессе. Сейчас ближе всего к беспилотным машинам находится служба такси Uber. Но прогресс в разработке технологии регулярно демонстрируют такие производители, как Ford, Mercedes, Toyota, BMW и Tesla.
Роботы также активно используются в сельском хозяйстве. Зачастую, это радиоуправляемые тракторы и плуги, но все более широкого применения приобретают беспилотные летательные аппараты, которые аграрии используют для картографирования своих угодий и регулярного осмотра культур.
А какие роботы служат в быту? Безусловно, первое место здесь принадлежит роботам-пылесосам, которые стали незаменимыми помощниками по уборке в доме. Лидером среди производителей этих устройств является американская фирма iRobot и её пылесосы Roomba. Последние модели производителя отличаются улучшенной навигацией и сопряжением со смартфоном. Данное дополнение открывает новые возможности для обычных пользователей, которые могут через специальные приложения добавлять роботам больше функций.
Для ухода за газонами служат автоматизированные газонокосилки, которые оснащены массивом датчиков для безопасной езды и стрижки травы на больших площадях. За бассейнами ухаживают небольшие колесные роботы, которые самостоятельно передвигаются по дну водоема, чистят стены, ступени и фильтруют воду.
Кроме того, растущего числа набирают беспилотные летательные аппараты, которые давно перешли от исключительно военного применения к гражданскому. Дроны используются для самых различных задач – от развлечения до наблюдения и профессиональной видеосъемки. Лидерство в этом секторе за китайским производителем DJI. Их последний аппарат Spark считается самым совершенным селфи-дроном, запускаемым и управляемым жестами.
Все большего распространения также приобретают системы умного дома. Если раньше такая «автоматизация» заключалась в хлопанье ладошами чтобы включить свет, то сейчас человеку вообще не нужно ни за чем следить – вся власть в руках электронного управдома, роботизированного центра управления, которому подчинены все домашние устройства от систем безопасности и освещения до кофеварки и стиральной машины.
Более того, пользователь может сам добавлять функции в систему, которые ему нужны. К примеру, ему необходимо настроить работу стиральной машины на время, когда счетчики работают в режиме «ночь», чтобы экономить расходы на электроэнергию. Для этого нужно сконструировать соответствующее приложение для смартфона, который поможет оставаться на связи с домом и управлять домашней автоматизацией практически с любого места.
Вспомогательным гаджетом может выступать эхо-колонка (Amazon Echo, Google Home и другие), позволяющая с помощью голосовых команд управлять всей техникой в доме. Или роботы-помощники, которые выступают в роли органайзера, будильника, мультимедиа проигрывателя. Будучи подключенными к Интернету, они сообщают о погоде, рассказывают новости, предоставляют информацию о пробках в вашем городе и прочее. А благодаря открытому доступу к программированию, из них можно сделать отличных помощников для учебы детей, развлечения пожилых и даже игрушек для домашних животных.
Как видите, роботы уже вошли в нашу жизнь в виде разнообразных умных гаджетов, бытовых приборов и смарт-систем. Однако до идеального образа, созданного человеческим воображением, умным машинам еще очень далеко. Все что они могут – выполнять запрограммированные человеком команды. Но инженеры упорно стремятся к тому, чтобы сделать машины по-настоящему дееспособными, а взаимодействие с ними более легким, естественным и главное – доступным обычному человеку.
Прогнозы на будущее
С каждым годом эксперты и аналитики представляют нам новый мир, где на смену вере в сверхъестественное придет вера в науку и технику. Мир, в котором можно учиться и работать, не выходя из дома. Интернет размоет границы между странами, а роботы будут делать за нас практически все.
Если верить статистическим данным организации Tractica, число потребляемых человечеством роботов достигнет 31,2 млн единиц по всему миру к 2020 году. При этом, лидерство на рынке займут бытовые роботы, обогнав промышленных и военных.
Ученые прогнозируют, что уже к 2018 году Интернет вещей будет насчитывать около 6 млрд подключенных устройств. Эти устройства будут обращаться к сервисам и данным в Сети, что позволит людям строить новые бизнес-планы для обслуживания этих подключенных устройств. К 2020 году 40% взаимодействий с мобильными устройствами будут осуществляться через «умных» агентов. Этот прогноз основан на том, что наш мир движется к эпохе приложений, в которой такие сервисы, как Amazon Alexa, Microsoft Cortana и Apple Siri будут играть роль универсального интерфейса для взаимодействия человека с устройствами.
Технический директор Google Рэй Курцвейл в своих прогнозах по поводу развития робототехники и информационных технологий предполагает, что персональные роботы, способные на полностью автономные сложные действия, станут такой же привычной вещью, как холодильники или стиральные машины уже в 2027 году. А беспилотные автомобили заполнят полностью дороги в 2033 году.
Какими бы утешительными или наоборот пугающими не были прогнозы, перед учеными и инженерами стоит еще ряд проблем. Основная из них – жесткие ограничения правительств государств в принятии робототехники, которые сопровождаются нехваткой стандартов качества и безопасности продукции.
Еще одна проблема, которую нужно решить перед тем, как роботы будут массово внедрены в жизнь – это доступность программного и аппаратного обеспечения. Дороговизна материалов и оборудования для производства не позволяет производителям снижать цены на своих роботов. К примеру, очень дорого стоят такие медицинские устройства как экзоскелеты, которые помогли бы многим людям с ограниченными возможностями нормально жить и передвигаться.
Пока нам доступны только роботы-уборщики, дроны и персональные помощники, но радует тот факт, что вскоре у нас будет возможность делать эти устройства более функциональными, не завися от производителей.
Плюс ко всему, обычные люди пока не готовы морально к принятию роботов, похожих на них. Это связано в первую очередь с нехваткой информации о том, каких достижений добился научно-технический прогресс. Вдобавок к этому у людей сложилось ошибочное мнение о роботах, которые были неоднократно представлены в научно-фантастических фильмах. Некоторые до сих пор воспринимают слово «робот» как что-то вроде «Терминатора» или дроида из «Звездных войн». А ведь на самом деле, сейчас собрать и запрограммировать робота может даже ребенок.
Нужно расширять границы знаний, больше читать и смотреть интересные видео об устройствах из реального мира, которые могут иметь большое значение в нашей повседневной жизни.
Роботы в концепции IoT
Робототехника также затрагивает область столь нашумевшего сейчас направления – Интернета вещей. Это единая сеть, которая соединяет окружающие объекты реального мира с виртуальными.
Как это происходит: сенсоры вводятся во все подключенные к сети устройства, что позволяет им взаимодействовать с внешним миром. К примеру, «умные» шторы, которые сами регулируют свою прозрачность в зависимости от уровней внешнего и внутреннего освещения. Или холодильник, который самостоятельно регулирует температуру в разных отсеках, основываясь на том, какие продукты вы берете чаще всего. Таким образом, техника начинает подстраиваться под ежедневную жизнь пользователя и управляться исходя из его потребностей.
Интернет вещей – это не просто объединение различных приборов и датчиков через проводные и беспроводные каналы. Это более тесная интеграция реального и виртуального миров, в которых производится общение между людьми и устройствами.
Ученые уверены, что в будущем эти системы станут активными участниками информационных и социальных процессов, а также бизнеса, где они смогут взаимодействовать между собой, обмениваться информацией об окружающей обстановке, реагировать и влиять на внешние процессы без вмешательства человека.
На этом фоне появляется концепция Social IoT, которая предполагает объединение людей, роботов и устройств в одно информационно-правовое поле. Но что же нужно для осуществления этой концепции? Дело в том, что самой главной проблемой в данной области на сегодняшний день является отсутствие государственных стандартов, что затрудняет возможность применения предлагаемых на рынке решений, а также сдерживает появление новых.
Но кроме стандартов безопасности, необходимо создать доступные механизмы взаимодействия между роботами и людьми для управления и контроля. Это даст возможность полноценно управлять не одним роботом, а безопасно впустить в наше общество иную цивилизацию машин и жить в гармонии с ними.
Такие пользовательские программные сервисы, к счастью, скоро появятся и будут доступными, позволяя даже новичку добавлять к своему роботу новые интересные задачи. Хотите, чтобы робот-пылесос пел ваши любимые песни? Почему бы и нет. Для этого достаточно будет воспользоваться набором готовых базовых инструментов.
С помощью API программы каждый желающий сможет быстро создавать и комбинировать множество своих вариантов решений. При этом не нужно будет тратить свои ресурсы на создание базовых инструментов, а только фокусироваться на основной задаче.
Уже в ближайшем будущем вы сможете подключить программу, выбрать готовое приложение и сделать свой робот-пылесос говорящим и поющим. А если оснастить его видеокамерой, он сможет выступать в роли охранника. Но самое главное, что с помощью большого набора программных инструментов у вас появится возможность писать собственные уникальные приложения, чтобы добавлять бытовым роботам больше новых функций.
Стоит также отметить, что каждый отдельно взятый продукт стороннего разработчика на представленной базе будет иметь возможность привлекать к себе пользователей всей системы и распространять свой продукт. Таким образом, будет создана большая экосистема инструментов и возможностей, которые будут пользоваться ежедневно людьми со всего мира.
Заключение
В заключение стоит отметить, что по мере того как наш мир будет наполняться роботами, навыки общения с ними будут не менее полезны чем навыки общения с людьми. Мы видим, как современные технологии постепенно объединяют людей и умные машины в одну большую социально-аппаратную сеть. И это только начало сложного, но очень увлекательного путешествия в будущее.
Слово «робот» происходит от чешского слова «robota», что означает «принудительная работа или труд». Сегодня мы используем слово «робот» для обозначения любой искусственной машины, которая может выполнять работу или выполнять другие задачи либо автоматически, либо с помощью дистанционного управления человеком. Некоторые роботы работают в соответствии с заранее запрограммированными инструкциями, в то время как другие должны иметь человека, постоянно отдающего команды. Робототехника — это наука и изучение роботов.
Что делают роботы?
Роботов иногда считают устройствами далекого будущего или чем-то из научной фантастики. Но правда в том, что сегодня роботы являются частью нашей жизни. На самом деле роботы окружают нас повсюду! Наш мир населен машинами, которые могут говорить с нами, слушать нас, выполнять просьбы и даже решать проблемы без конкретных указаний со стороны человека. Однако наиболее распространенное использование роботов заключается в том, что они выступают в качестве заменителей человеческого труда, выполняя работу, которую могут выполнять люди, но для которой роботы лучше подходят.
Представьте, что вы работаете на фабрике, и ваша работа заключается в том, чтобы затянуть один винт на тостере. И представьте, что вы проделывали это действие снова и снова, тостер за тостером, день за днем, недели, месяцы или годы. С такой работой лучше справляются роботы, чем люди. Сегодня большинство роботов используются для выполнения повторяющихся действий или работы, которая считается слишком опасной для человека. Робот идеально подходит для входа в здание, в котором может быть бомба. Роботы также используются на фабриках для создания таких вещей, как автомобили, шоколадные батончики и электроника. Роботы теперь используются в медицине, для военной тактики, для поиска объектов под водой и для исследования других планет. Роботизированные технологии помогли людям, потерявшим руки или ноги. Роботы — отличный инструмент для помощи человечеству.
Краткая история роботов
Роботы кажутся современным изобретением, но на самом деле данные свидетельствуют о том, что в Древней Греции и Риме автоматизация создавалась для всего, от игрушек до деталей для религиозных церемоний. Леонардо да Винчи набросал планы гуманоидного робота в конце 1400-х годов. Жак де Вокансон прославился в 18 веке своей автоматизированной человеческой фигурой, играющей на флейте, и уткой, которая могла махать крыльями. Эти ранние автоматы часто управлялись веревками, колесами, воздухом или водой.
Многие автоматизированные изобретения, которые могли вести себя подобно человеку, были задокументированы на протяжении всей истории. Большинство из них были созданы в основном для развлекательных целей. Писатели-фантасты с большим успехом писали о роботах во всевозможных ситуациях, а это означало, что роботы были частью повседневных разговоров и воображения. Электро, первый говорящий гуманоидный робот, построенный в 1939 году, мог произносить 700 слов и выполнять такие задачи, как надувание воздушных шаров. В 1956 году Джордж Девол и Джозеф Энгельбергер основали первую в мире компанию по производству роботов. К 19Роботы 60-х годов были внедрены на автомобильном заводе General Motors в Нью-Джерси для перемещения деталей автомобилей. Роботы продолжали развиваться, и теперь их можно найти в домах в качестве игрушек, пылесосов и программируемых домашних животных. Сегодня роботы являются частью многих аспектов промышленности, медицины, науки, освоения космоса, строительства, упаковки пищевых продуктов и даже используются для проведения хирургических операций. Ватсон, робот с искусственным интеллектом от IBM, победил игроков-людей в эпизоде Jeopardy!. Есть социальные роботы с мимикой, беспилотные летательные аппараты (БПЛА), которые следят за ураганами, роботы-пчелы, помогающие опылять урожай, и многое другое. Наука о робототехнике будет продолжать развиваться способами, которые мы едва ли можем себе представить!
Так зачем использовать роботов?
Одна из причин, по которой используются роботы, заключается в том, что часто дешевле использовать их вместо людей. Роботы легче выполнять некоторые работы, а иногда использование роботов — единственный возможный способ выполнить некоторые задачи. Роботы могут исследовать бензобаки, глубоко под океаном или внутри вулканов. Они могут исследовать поверхность Марса, искать выживших после катастрофы или отправляться в опасные места, где существуют экстремальные температуры или загрязненная среда.
Роботы также могут делать одно и то же снова и снова, не скучая. Они могут сверлить, сваривать, красить, обращаться с опасными материалами, а в некоторых ситуациях роботы гораздо точнее человека ‐ которые могут сократить производственные затраты, ошибки или опасности. Роботы никогда не болеют, не нуждаются во сне, не нуждаются в еде, не нуждаются в выходных и, самое главное, они никогда не жалуются! Использование роботов имеет много преимуществ.
Части робота
В фильмах и комиксах роботы обычно выглядят и ведут себя как люди, общаются и делают то же, что и люди. Роботов, похожих на людей, называют роботами-гуманоидами. Но большинство роботов предназначены для конкретного промышленного использования и не похожи на людей.
Роботы могут быть изготовлены из различных материалов, включая металлы и пластмассы. Большинство роботов состоят из 3 основных частей:
Контроллер ‐ также известный как «мозг», которым управляет компьютерная программа. Часто программа очень детализирована, поскольку она дает команды для движущихся частей робота.
Механические части ‐ двигатели, поршни, захваты, колеса и шестерни, которые заставляют робота двигаться, захватывать, поворачиваться и подниматься. Эти части обычно питаются воздухом, водой или электричеством.
Датчики ‐ чтобы рассказать роботу о его окружении. Сенсоры позволяют роботу определять размеры, формы, расстояние между объектами, направление и другие отношения и свойства веществ. Многие роботы могут даже определить величину давления, необходимого для захвата предмета без его раздавливания.
Все эти части предназначены для совместной работы и управления работой робота. Помимо программирования роботов, чтобы они были максимально интеллектуальными, ученые также усердно работают над созданием роботов, которые могут выполнять ряд сложных движений, а также использовать различные датчики. Создание робота инженерами и учеными следует этапам процесса проектирования. Узнайте больше о процессе проектирования на сайте Science Trek Inventions.
Нанороботы
Нанороботы или нанороботы — это роботы, уменьшенные до микроскопических размеров, чтобы поместить их в очень маленькое пространство для выполнения определенной функции. В настоящее время наноботы все еще находятся в стадии разработки. Будущие нанороботы могут быть помещены в кровоток для выполнения хирургических процедур, которые слишком деликатны или слишком сложны для стандартной хирургии. Нанороботы могут бороться с бактериями, отслеживая и уничтожая каждую бактериальную клетку, или могут восстанавливать клетки отдельных органов в организме.
Представьте, если бы нанобот мог нацеливаться на раковые клетки и уничтожать их, не касаясь соседних здоровых клеток. Наноботы, вероятно, будут нести на борту лекарства и хирургические инструменты. Они должны были бы иметь возможность перемещаться по человеческому телу, а затем также находить выход. Нанороботы можно использовать и в других ситуациях. Крошечные механизмы и инструменты нанороботов могут позволить создавать объекты в мельчайших масштабах. Некоторые вещи, которые мы только воображаем в научной фантастике, однажды могут стать реальностью. Возможно, однажды вы станете ученым, работающим с нанороботами.
Роботы в космосе
Роботы особенно полезны при исследовании космоса, потому что, в отличие от людей-исследователей, они могут выживать в космосе в течение длительного периода времени и могут безопасно делать то, что люди не могут делать. Они могут быть созданы для выполнения вещей, которые были бы слишком рискованными или невозможными для астронавтов. Например, они могут выдерживать суровые условия, такие как экстремальные температуры на далеких планетах или высокий уровень радиации. Они могут собирать образцы, проводить измерения и отправлять фотографии на Землю.
Mars Rover — NASA
Роботизированные манипуляторы на космических кораблях, таких как Международная космическая станция, используются для перемещения крупных объектов в космосе. Марсоходы НАСА, такие как Curiosity или Perseverance, используются для исследования Марса. Постоянно разрабатываются новые роботы для освоения космоса. Складной робот под названием A-PUFFER был разработан для исследования районов Луны. BRUIE — это робот, предназначенный для исследования подледных поверхностей, таких как подземные океаны спутника Юпитера Европы. Робот под названием Hedgehog разрабатывается для исследования астероидов и комет.
Чтобы спроектировать и построить этих сложных роботов, требуется много людей. Инженеры-электрики разрабатывают схемы, инженеры-механики проектируют корпус или руку робота, а инженеры-компьютерщики разрабатывают системы программирования и связи. Возможно, когда-нибудь вы поможете изобрести новых роботов для исследования за пределами нашей планеты. Узнайте больше об использовании роботов в космосе.
Искусственный интеллект
Некоторые компьютеры и роботы были разработаны так, чтобы вести себя как человек. Машина с искусственным интеллектом — это машина, которая может воспринимать окружающую среду и соответствующим образом изменять свое поведение, используя подручные средства для решения проблем или достижения целей, для достижения которых она была запрограммирована. Программное обеспечение для распознавания лиц, сложное программное обеспечение для планирования или компьютерные игры, которые реагируют на действия игроков, — все это формы искусственного интеллекта. В настоящее время интеллект насекомых находится в центре внимания исследований и разработок, потому что насекомых и их поведение легче имитировать. Наноботы могут быть основаны на поведении насекомых, работающих вместе стаями для выполнения определенной функции.
Робот с искусственным интеллектом может выполнять простое решение проблем в процессе сбора фактов о ситуации, последующего сравнения этой информации с сохраненными данными, выполнения различных возможных действий и предсказания того, какое действие будет наиболее успешным. Одним из примеров такого рода машин являются шахматные роботы.
Другие виды роботов были разработаны с возможностью «обучения» различными способами. Некоторые роботы могут учиться, имитируя действия человека, и ученые научили их танцевать, демонстрируя танцевальные движения. Другие виды роботов могут научиться использовать информацию о предыдущих действиях для принятия будущих решений. Эти обучающиеся роботы распознают, достигло ли определенное действие (например, определенное перемещение ног) желаемого результата (обход препятствия). Робот сохраняет эту информацию и пытается выполнить успешное действие в следующий раз, когда столкнется с той же ситуацией. В других примерах робот, который наполняет коробку печеньем, может «подсчитать» количество печенья в коробке, или робот может определить интенсивность движения на улице, чтобы вычислить, когда менять свет. Эта наука находится на ранних стадиях, но разрабатываются роботы, которые могут принимать решения, чтобы подавать еду, переводить слова с одного языка на другой и получать информацию из внешних источников для решения проблем.
Ограничения робота
В отличие от фильмов, роботы не могут думать или принимать решения без участия человека; скорее, они являются инструментами, помогающими нам добиваться цели. Роботы — это машины с запрограммированными движениями, которые позволяют им двигаться в определенных направлениях или последовательностях. Искусственный интеллект позволил роботам обрабатывать информацию и учиться; электронные датчики позволяют им получать информацию об окружающей среде и выбирать действия на основе этой информации. Но они по-прежнему ограничены информацией, которую им дают, проблемами, которые им поручено решать, и функциями, на выполнение которых они запрограммированы. Важно помнить, что, поскольку люди являются источником интеллекта роботов, именно люди контролируют эти инструменты и решают, как их использовать для улучшения жизни людей.
Для чего используются роботы?
Когда вы слышите слово «робот», вы можете подумать о R2-D2 из «Звездных войн» или о каком-то другом научно-фантастическом персонаже. Однако по мере быстрого развития технологий в последние десятилетия роботы превратились из простых идей в реальные вещи, которые теперь можно использовать для впечатляющего диапазона приложений.
В настоящее время роботы могут использоваться во всех видах проектов автоматизации, которые могут помочь предприятиям улучшить свои производственные линии, повысить производительность и эффективность и, в свою очередь, прибыль. Ниже мы описали некоторые из наиболее популярных типов роботизированной автоматизации и то, для чего их можно использовать.
Настольные роботы
Представляют собой типы роботов, которые можно легко использовать для безопасной работы вместе с людьми без необходимости дополнительных мер предосторожности. Их также часто называют коботами. Настольные роботы — отличный выбор для повседневных задач и впечатляющее разнообразие приложений, что делает их идеальными для небольших проектов автоматизации, например, если вы хотите автоматизировать розлив пива или сборку мелких предметов.
Промышленные роботы
С другой стороны, промышленные роботы чрезвычайно полезны в крупных проектах по автоматизации. Их можно использовать во всех отраслях промышленности, от автомобильной промышленности до упаковки или других производственных областей. Промышленные роботы способны выполнять тысячи операций, от базовых задач захвата и размещения до более сложных, таких как покраска, укладка на поддоны, фрезерование с ЧПУ, сборка и многое другое. Мы наблюдаем, как промышленные роботы становятся все более популярным вариантом для предприятий всех размеров, которые стремятся увеличить свое производство и значительно увеличить свою прибыль.
Роботы для чистых помещений
Названные роботами для «чистых помещений», потому что они, как правило, используются специально для приложений, где контакт с человеком должен быть сведен к минимуму по разным причинам, этот тип роботов используется особенно в фармацевтической и медицинской промышленности. Их приложения также сильно различаются: они могут легко выполнять базовые приложения для захвата и размещения в производстве планшетов и копировать движения человека, находящегося в другой комнате.
Сибин 9 ступеней, высота 251 см Лестница приставная
Соединительные пластины могут применяться в домостроении при устройстве стропильно-подстропильной системы, сращивании пиломатериалов, сопряжении элементов и т.п. Также позволяют соединять края трещин; Наличие большого количества отверстий под гвоздь диаметром 5 мм позволяет легко и быстро осуществить крепление пластины в заданном месте; Изготовлены из высококачественной листовой стали; Цинковое покрытие обеспечивает длительный срок службы изделий. -Размер: 120 х 300 мм -Толщина: 2 мм -Диаметр отверстий под гвоздь: 5 мм -Материал: сталь -Покрытие: цинковое -Упаковка: 10 шт.
Лебедка рычажная ТУНДРА, двойное храповое колесо, тяга 4 т (подъем 1.6 т), трос 2 метра
21906 тг
Степлер мебельный ТУНДРА, регулируемый, металлический корпус, тип скоб 53, 4 — 14 мм
5740 тг
Диск пильный по дереву ТУНДРА, стандартный рез, 150 х 32 мм (кольца на 22,20,16), 48 зубьев
2212 тг
Сверло по дереву перовое ТУНДРА, шестигранный хвостовик, 36 х 152 мм
1034 тг
Щетка металлическая для УШМ ТУНДРА, «чашка», М14, 65 мм
864 тг
Сверло по дереву шнековое ТУНДРА, шестигранный хвостовик, 8 х 460 мм
1827 тг
Ножницы рельефные «Цветик» (набор 4 шт) 13 см МИКС
2205 тг
Секатор плоскостной, 8″ (20 см), c пластиковыми ручками
4549 тг
Кусторез, 18,8″ (48 см), с пластиковыми ручками
4681 тг
Максимальная высота подступенка лестницы и минимальная глубина проступи лестницы Коды
Определения глубины проступи и высоты подступенка
Глубина проступи лестницы, высота подступенка, минимальная глубина проступи лестницы и требования к максимальной высоте подступенка определяются OSHA и IBC.
Понимание требований OSHA к лестницам, а также требований IBC к лестницам может помочь обеспечить безопасность ваших лестниц и их соответствие требованиям.
Определение глубины ступени лестницы
Код глубины ступени лестницы определен в разделе 19 OSHA.10.21 и 1910.25 и в главе 10 IBC средства эвакуации.
Согласно OSHA 1910.21 ступень лестницы означает горизонтальный элемент лестницы или лестничного марша, но не включает площадки или платформы.
IBC 2018 гласит, что «глубина протектора измеряется по горизонтали между вертикальными плоскостями переднего выступа соседних протекторов и под прямым углом к передней кромке протектора». Это мера поверхности, на которую может опираться нога пользователя при подъеме или спуске по лестнице.
Определение высоты подступенка
Код высоты подступенка также определен в разделах OSHA 1910.21 и 1910.25 и в главе 10 IBC о средствах эвакуации.
OSHA 1910. 21 определяет подступенок как вертикальный (вертикальный) или наклонный элемент лестницы, который расположен в задней части проступи или платформы и соединяется близко к переднему краю следующей более высокой проступи, платформы или площадки.
Согласно IBC 1011.5.2 высота подступенка измеряется по вертикали между выступами (передней кромкой) соседних ступеней.
Минимальная высота проступи
OSHA и IBC предъявляют разные требования к высоте проступи для разных типов лестниц. OSHA ввела минимальную глубину протектора в своем обновлении 2017 года для стандартов пешеходных рабочих поверхностей. IBC уже много лет требует минимальной глубины протектора.
OSHA и IBC определяют минимальную глубину проступи и максимальную высоту подступенка на основе исследований лестниц с различными размерами проступи и подступенка. Одно важное исследование Джона Темплера в 1976 показал, что уменьшение глубины протектора до менее 11 дюймов приводит к большему количеству ошибок. Другие исследования показали, что по мере того, как глубина протектора сужается, количество ошибок увеличивается. Основываясь на этих и других результатах, основные строительные нормы и правила приняли стандарты минимальной глубины проступи и высоты подступенка.
Требования к высоте проступи стандартной лестницы
В соответствии с OSHA стандартная лестница означает стационарную или постоянно установленную лестницу, которая не является лестницей с чередующимися проступями, корабельной лестницей или винтовой лестницей.
OSHA 1910.25(c)(3) требует, чтобы стандартные лестницы имели минимальную глубину проступи 9,5 дюймов (24 см).
IBC 1011.5.2 требует, чтобы ступени лестницы составляли не менее 11 дюймов (279 мм) по горизонтали между вертикальными плоскостями переднего выступа соседних ступеней и под прямым углом к переднему краю ступеней.
В жилых помещениях группы R-3, в жилых единицах в жилых единицах R-2 и в жилых единицах группы U, которые являются дополнительными жилыми помещениями группы R-3 или дополнительными к отдельным жилым единицам в пределах жилых помещений R-2, минимальная глубина проступи должна быть 10 дюймов.
Минимальная глубина протектора 10 дюймов применяется к большинству постоянных жилых помещений с несколькими жилыми единицами.
Требования к глубине ступеней лестницы с чередующимися ступенями
Лестницы с чередующимися ступенями — это тип судового трапа, используемый для доступа в труднодоступные места. OSHA определяет лестницу с чередующимися ступенями как тип лестницы, состоящей из ряда ступеней, которые обычно прикрепляются к центральной опоре попеременно, так что работник обычно не ставит обе ноги на один уровень при использовании лестницы. лестница.
OSHA 1910.25(f)(3) требует, чтобы лестницы с чередующимися ступенями имели минимальную глубину ступени 8,5 дюймов (22 см).
IBC 1011.14.2 требует, чтобы сменные устройства протектора имели минимальную предполагаемую глубину протектора 8,5 дюймов (216 мм).
Корабельные лестницы Требования к глубине проступи
Корабельные лестницы — это очень крутые лестницы, используемые для доступа в труднодоступные места. OSHA определяет лестницу Ship (корабельную лестницу) как лестницу, которая оснащена ступенями, перилами и открытыми подступенками и имеет уклон от 50 до 70 градусов от горизонтали.
OSHA 1910.25(e)(3) требует, чтобы корабельные лестницы имели минимальную глубину проступи 4 дюйма (10 см).
IBC 1011.15.2 требует, чтобы судовые трапы имели минимальную глубину протектора 5 дюймов (127 мм).
Требования к высоте проступи винтовой лестницы
OSHA определяет винтовую лестницу как ряд проступей, прикрепленных к вертикальной опоре извилистым образом, обычно в цилиндрическом пространстве.
OSHA 1910.25(d)(4) требует, чтобы винтовые лестницы имели минимальную глубину проступи 7,5 дюймов (19см), измеренный в точке на расстоянии 12 дюймов (30 см) от более узкого края.
IBC 1011.10 требует, чтобы винтовые лестницы имели минимальную чистую глубину ступени 6 3/4 дюйма (171 мм) в точке на расстоянии 12 дюймов (305 мм) от узкого края.
Минимальная высота проступи лестницы Таблица
Стандартная лестница
9,5″
11 дюймов
Лестница с чередующимися ступенями
8,5″
8,5″
Винтовые лестницы
7,5″
6,75 дюйма
Судовые трапы
4 дюйма
5 дюймов
Глубина ступеней значительно различается в зависимости от типа лестницы. Исследования показывают, что адекватная глубина ступеней является основным фактором безопасности лестниц. Вы можете увидеть разницу в глубине проступи при спуске по чередующейся лестнице с глубиной проступи 8,5 дюймов по сравнению с крутой лестницей с глубиной проступи 4 дюйма.
OSHA и IBC также предъявляют различные требования к максимальной высоте подступенка в зависимости от типа лестницы.
Стандартные требования к высоте подступенка лестницы
OSHA 1910.25(c)(2) требует, чтобы стандартные лестницы имели максимальную высоту подступенка 9,5 дюймов (24 см).
IBC 1011.5.2 требует, чтобы высота подступенка составляла не более 7 дюймов (178 мм) и не менее 4 дюймов (102 мм).
В жилых помещениях группы R-3, в жилых единицах с жилыми помещениями R-2 и в жилых единицах группы U, которые являются дополнительными к жилым помещениям группы R-3 или дополнительными к отдельным жилым единицам в пределах жилых помещений R-2, максимальная высота подступенка должна быть 7-3/4 дюйма.
Максимальная высота стояка 7-3/4 дюйма применима к большинству постоянных жилых помещений с несколькими жилыми единицами.
Требования к высоте подступенка с чередующейся лестницей
OSHA не устанавливает конкретно максимальную высоту подступенка для лестниц с чередующимися ступенями. Для ступеней и подступенков лестниц с чередующимися ступенями OSHA требует, чтобы лестницы с чередующимися ступенями имели ряд ступеней, установленных под наклоном от 50 до 70 градусов от горизонтали, и чтобы они имели минимальную глубину ступеней 8,5 дюймов (22 см). Если глубина протектора меньше 9Лестницы с чередующимися ступенями диаметром 0,5 дюйма должны иметь открытый подступенок.
IBC 1011.14.2 требует, чтобы устройства с чередующимися ступенями имели максимальную высоту подступенка 9 1/2 дюйма (241 мм).
Загрузить информационный документ «Лестница с крутым углом»
Требования к высоте подступенка винтовой лестницы
OSHA 1910. 25(d)(2) требует, чтобы винтовая лестница имела максимальную высоту подступенка 9,5 дюймов (24 см).
IBC 1011.10 требует, чтобы высота подступенка винтовой лестницы не превышала 9 1/2 дюйма (241 мм). Подступенков должно быть достаточно, чтобы обеспечить зазор над головой не менее 78 дюймов (1981 мм).
Требования к высоте подступенка судового трапа
OSHA 1910.25(e)(2) требует, чтобы судовые трапы имели открытые подступенки с вертикальным подъемом между поверхностями ступеней от 6,5 до 12 дюймов (от 17 до 30 см).
IBC 1011.15.2 требует, чтобы судовые трапы имели максимальную высоту подступенка 9 м.1/2 дюйма (241 мм).
Таблица максимальной высоты подступенка
Стандартная лестница
9,5″
7 дюймов
Лестница с чередующимися ступенями
нет данных
9,5″
Винтовые лестницы
9,5″
9,5″
Судовые трапы
12 дюймов
9,5″
Заключение
Из диаграммы видно, что минимальная глубина проступи и максимальная высота подступенка сильно различаются для разных типов лестниц. Размеры проступи и высоты подступенка зависят от стандартного угла лестницы. Как правило, лестницы с более крутым углом, такие как корабельные лестницы или корабельные трапы, имеют меньшую глубину проступи, потому что по мере того, как лестница становится круче, проступь наверху становится препятствием для проступи внизу.
В обновлении 2017 года OSHA ввело собственные минимальные значения глубины протектора и высоты подступенка для пешеходных и рабочих поверхностей.
На основании кодов лестниц и исследований безопасности мы рекомендуем проектировать лестницы так, чтобы максимально увеличить глубину ступеней.
Для приложений без ограничений по пространству выберите стандартные лестницы с глубиной проступи как можно ближе к 11 дюймам.
Для приложений с ограниченным пространством выберите чередующиеся лестницы с более чем двукратной полезной глубиной проступи по сравнению с корабельными лестницами.
Часто задаваемые вопросы о кодах высоты и глубины проступи лестницы
Что такое стандартная проступь и подступенок?
Стандартная ступенька ступени — это горизонтальный элемент лестницы, служащий поверхностью для ходьбы.
Обзор Anisoprint Composer A4: 3D-печать композитов с непрерывными волокнами
Обзор Anisoprint Composer A4: 3D-печать композитов с непрерывными волокнами — обзор от Ирбиса Купить Anisoprint Composer A4 в Top 3D Shop — https://top3dshop.ru/kupit-3d-printer/anisoprint-composer-a4.html Всем привет. С Вами Top 3D Shop. И в очередном обзоре мы расскажем вам о 3D-принтере Anisoprint Composer A4. Компания Anisoprint специализируется на производстве очень интересных 3D-принтеров, способных печатать детали, усиленные непрерывным угле- или стекловолокном. В интернете вы можете найти какое-то количество обзоров и вебинаров про принтеры данной компании, но большинство из них сводятся к красивым цифрам и описанию невероятных возможностей данной технологии. В нашем же обзоре мы хотели бы рассмотреть данный принтер с точки зрения обычного пользователя, рассказать про специфику его использования, ограничения и нюансы. Не перегружая обзор большим количеством графиков, формул и терминов. Хотя немного теории рассказать все же придется. Изотропные материалы, обладают одинаковыми физическими свойствами во всех направлениях, независимо от угла нагрузки. Анизотропные материалы, напротив, имеют разные свойства в разных направлениях. Так, например, угле- и стекловолокна обладают очень высокой прочностью на растяжение вдоль волокон, но при этом, чтобы повредить их поперек, нужно приложить значительно меньше усилий. Казалось бы, анизотропичность материала можно считать недостатком. Но при правильном расчёте нагрузок и соответствующем алгоритме укладки волокон, можно получать очень легкие детали, высокая прочность которых будет сосредоточена в нужных участках и сохраняться под нужными углами нагрузок. В последние годы в 3D-печати стали популярными так называемые композитные, или правильнее сказать, наполненные филаменты. Они представляют из себя двухкомпонентные материалы, состоящие из термопластика и наполнителя из угле- или стекловолокна. Такие филаменты прочнее, жестче и обладают меньшей усадкой, чем обычный термопластик. Но угле- и стекловолокна в такие филаменты добавляются в измельченном виде. Таким образом, одно из самых полезных свойств волокон, высочайшая прочность на растяжение, в наполненных филаментах практически полностью утрачивается. В производстве уже довольно давно применяют композитные материалы из непрерывных волокон. Они представляют из себя что-то вроде тканей, у которых вместо нитей используется угле- или стекловолокно, соединенное между собой смолой или пластиком. Оно может быть как однонаправленное, так и уложенное под разными углами в несколько слоев. Не вдаваясь в подробности, такие материалы, естественно, обладают хорошими прочностными характеристиками, но и минусов у них тоже достаточно. Так, например, могут возникать сложности при созданий отверстий, а следовательно соединением деталей между собой. Могут быть сложности с изготовлением деталей сложной формы. А отношение веса к прочности у подобных деталей получается не таким уж и выдающимся. Кроме этого существует способ создания так называемых сетчатых конструкций из непрерывных волокон. Такой способ при правильном расчете нагрузок, позволяет создавать детали, обладающие прочностью, превышающей прочность подобных деталей, например, из алюминия. При этом вес таких деталей будет в разы меньше. Анизотропия при таком использовании волокон используется максимально возможным способом. Опираясь на опыт применения таких типов укладки угле- и стекловолокон, компания Anisoprint и создавала свою разновидность технологии 3D-печати, которую они называют anisoprinting. Те, кто давно следит за развитием аддитивных технологий, знают, что подобная технология уже была использована компанией Markforged. И она действительной похожа. Однако существует несколько отличий, которые для кого-то могут оказаться крайне важными. О них мы будем упоминать в процессе обзора. Ладно, достаточно теории, рассмотрим принтер поподробнее. К нам на тестирование попала самая компактная модель 3D-принтеров Anisoprint Composer A4. Сразу стоит отметить, данный принтер не новый и успел побывать на большом количестве выставок и отпечатать огромное количество деталей. Не удивляйтесь, что он выглядит немного использованным. Кроме этого, компания Anisoprint постоянно дорабатывает и улучшает свои принтеры, поэтому некоторые узлы могут немного отличаться от того, что производится в данный момент. Однако, принцип работы и основная идея остается неизменной. Итак, внешне Composer A4 мало чем отличается от привычных нам 3D-принтеров. Область печати составляет 297х210х140 мм.
Обзор Anisoprint Composer A3 2023 (цена, характеристики, характеристики, качество печати)
Anisoprint Composer A3 — это широкоформатный профессиональный настольный 3D-принтер с непрерывным волокном, который может вывести ваши проекты прототипирования и серийного производства на новый уровень. Прочтите наш обзор, чтобы узнать характеристики, функции, качество печати и цену этого 3D-принтера. 100015
Когда ваш заказ будет доставлен, вот что вы получите в упаковке:
3D-принтер Composer A3
Руководство пользователя
Программное обеспечение Anisoprint Aura
SD-карта 4 ГБ
Комплект запасных частей
Средства индивидуальной защиты
Набор инструментов
Катушка с волокном Anisoprint CCF-1,5k
2 пластиковые катушки PETG
Технические характеристики 3D-принтера Anisoprint Composer A3
Связь
USB, SD-карта
Диаметр нити
1,75 мм
Производитель
Анизопринт
Страна производитель
Люксембург
Максимальная температура экструдера
270°С
Максимальная температура нагреваемого слоя
60°С (до 120°С с открытой печатной камерой)
Размер сопла, мм
0,4 мм
Количество экструдеров
2 (экструдер FFF; экструдер CFC с устройством для резки армирующего волокна)
Операционная система(ы)
Windows, Mac OS X, Linux
Внешние размеры в миллиметрах (xyz)
720 х 630 х 490 мм
Поверхность платформы
Стекло
Требования к питанию
220-240 В; 50/60 Гц
Скорость печати
для FFF: до 80 мм/сек; для CFC: до 10 мм/сек
Материал(ы) для печати
Нити с наполнителем PLA, ABS, PETG, PA (нейлон), TPU, PC, ASA SBS и CF/GF
Anisoprint Composer выполнен в черно-белой цветовой гамме. Принтер стильный и подойдет для любой промышленной мастерской или мастерской по прототипированию.
Этот принтер имеет размеры 720 x 630 x 490 мм (28,3 x 24,8 x 19,3 дюйма) и весит 65 кг (143,3 фунта). Держатели катушки с нитью расположены на задней стороне принтера.
Anisoprint Composer A3 Обзор
Производителям и небольшим мастерским, которые ищут 3D-принтер из углеродного волокна, следует ознакомиться с возможностями Composer A3. Этот профессиональный настольный 3D-принтер с непрерывным волокном оснащен стандартной технологией 3D-печати FFF и запатентованной технологией коэкструзии композитного волокна (CFC).
Это широкоформатный промышленный 3D-принтер с впечатляющим рабочим объемом 460 x 297 x 210 мм. Эта область печати достаточно велика для создания крупномасштабных оптимизированных композитных моделей с высокими механическими и физическими свойствами. Печатные детали легче и прочнее, чем аналогичные детали, изготовленные из термопластов, металла и неоптимизированных композитов.
Anisoprint Composer A3 также производит более дешевые детали. Например, стоимость производства непрерывного штампа из листового металла, армированного волокном, примерно на 75% дешевле, чем стоимость сопоставимого штампа из ULTEM.
В большинстве случаев использование этого 3D-принтера из непрерывного углеродного волокна сократит время производства.
Посмотрите на изображение приспособления для электрического привода инвалидной коляски, напечатанное Supreme Motors. Это приспособление, напечатанное с помощью Anisoprint Composer A3, легкое и очень прочное.
А вот и хорошая новость: светильник в 7 раз легче стального и в 3 раза дешевле. Это приспособление было изготовлено всего за 4 часа.
Благодаря интеграции технологий аддитивного производства, которые стали возможными благодаря Anisoprint Composer A3, вы можете производить такие детали небольшими партиями без дополнительных затрат на наем сторонних подрядчиков.
Anisoprint Composer A3 производит детализированные детали с гладкой поверхностью. Детали ниже были напечатаны анизопринтом из пластика, наполненного короткими волокнами. Детали получаются не только гладкими на внешней поверхности, но и обладают выдающимися механическими и термическими свойствами.
Что такое анизопринтинг?
Анизопринтинг относится к технологии изготовления композитных моделей с использованием 3D-печати непрерывным волокном. С помощью этой запатентованной технологии Composer A3 может затвердевать, отверждать или армировать различные термопластичные полимеры с помощью непрерывных нитей в рамках единого, полностью автоматизированного процесса, не требующего инструментов или постобработки.
Двухматричный подход (термопласт + термореактивный материал) обеспечивает низкую пористость и хорошую адгезию волокна к полимеру. Это приводит к отпечаткам с превосходными механическими свойствами.
Composer A3 печатает детали конечного использования, которые дешевле, легче и прочнее, чем другие, изготовленные из таких материалов, как пластик, металл и другие неоптимальные композитные материалы.
Посмотрите видео ниже, чтобы увидеть принтер в действии:
Печать соэкструзией композитных волокон (CFC)
В процессе печати термопластик армируется композитными волокнами. Экструдер CFC принтера имеет два входа: один для армирующего материала, а другой для термопласта. Печатать можно любым пластиком, температура плавления которого достигает 270°C (например, нейлон, PLA, PC, ABS, PETG и т. д.).
Прочность и прочность композитного материала определяются линиями волокон. Вот почему сетки, состоящие из одномерной сетки, представляют собой оптимальную форму для композитных материалов. Композитное наполнение гарантирует, что отпечатки получаются прочными без использования большого количества нити. Это означает, что время производства значительно меньше, вес также меньше, а печать в итоге дешевле.
Функции Anisoprint Composer A3
Качество печати
Anisoprint Composer A3 — это профессиональный принтер из углеродного волокна, способный печатать слоями толщиной 60 микрон. Это означает, что детали выходят с гладкими внешними поверхностями.
Принтер состоит из двух модулей; CFC и FFF.
При печати с модулем CFC скорость блока достигает 10 мм/с. Технология непрерывного волокна CFC позволяет машине печатать различными высокотемпературными материалами. Вы также получите наилучшие результаты при печати с использованием PETG в качестве матрицы.
При печати с печатающей головкой FFF принтер может развивать скорость печати до 80 мм/с.
Широкоформатный промышленный 3D-принтер из углеродного волокна имеет два сопла диаметром 0,4 мм, которые обеспечивают хороший баланс между детализацией и скоростью.
Что касается печатающих головок, машина оснащена печатающими головками CFC и FFF с системой двойного сопла. Экструдер CGC был усилен устройством, которое может прорезать волокнистые материалы.
Вот обзор возможностей принтера для печати:
Программное обеспечение для нарезки Aura дает вам полный контроль над созданием пути волокна
Два армирующих материала: CBF (на основе бальзама) и CFC (на основе углерода)
Система открытых материалов: принтер может использовать любой пластик, температура плавления которого достигает 270°
Формат A3: рабочий объем принтера составляет 420 мм x 297 мм x 210 мм
Оптимальные композитные конструкции: Отпечатки имеют решетчатое армирование, а значит, легкие и имеют минимальное производство и цену для требуемой прочности
Печать композитов, армированных непрерывным волокном. Этот материал в 30 раз прочнее чистого пластика и в 2 раза легче и прочнее алюминия
Материалы Anisoprint Composer A3
С помощью Composer A3 можно печатать нитями с температурой плавления до 270°C. Принтер также поддерживает нити диаметром 1,75 мм.
Два экструдера имеют собственные вентиляторы для печати материалами типа PLA. Вентиляторы помогают готовить модели во время процесса печати и, в свою очередь, уменьшают количество случаев натяжения, деформации и других распространенных проблем.
Этот настольный 3D-принтер из непрерывного углеродного волокна может печатать нитями с наполнителем PLA, ABS, ASA, SBS, PC, TPU, PA (нейлон), PETG и CF/GF.
Принтер имеет закрытую камеру печати и стеклянную платформу с подогревом, что делает его надежным для печати на АБС-пластике, поликарбонате, нейлоне и других высокотемпературных материалах.
Сопла могут нагреваться до 270°C, а съемная печатная пластина нагревается до 120°C.
Корпус помогает поддерживать равномерную температуру в камере во время процесса печати, чтобы свести к минимуму риск усадки или коробления отпечатков.
Anisoprint Composer A3 совместим с композитным базальтовым волокном (CBF) 1,5k и 3k и композитным углеродным волокном (CFC). Вы можете использовать эти армирующие волокна с нитями PLA, ASA, PC, TPU, PA, ABS, PETG, со стекловолокном и с волокном.
Anisoprint Composer A3 Build Volume
Composer A3 имеет большой объем сборки 460 x 297 x 210 мм (18,1 x 11,7 x 8,3 дюйма). Эта область печати достаточно велика для одновременного производства нескольких небольших деталей или единичное изготовление одной крупной детали
Элементы управления принтером
Вы можете управлять Composer A3 через встроенный 4,3-дюймовый сенсорный экран. Когда ваши модели будут готовы к печати, вы можете перенести их с ПК через порт USB или, в качестве альтернативы, на SD-карте или USB-накопителе.
Принтер работает с программным обеспечением Anisoprint Aura, которое поддерживает 3D-печать как CFC, так и FFF. Однако вы также можете использовать Slic3r и Cura, если хотите.
Anisoprint Aura работает в Windows 7 и более поздних версиях. Программное обеспечение имеет различные функции, позволяющие легко управлять печатью. Для каждого слоя программа генерирует траектории армирующих волокон. Также можно легко регулировать схему армирования для повышения конечной прочности детали. Наконец, программа также создает опорные структуры для ваших отпечатков и позволяет вам предварительно просмотреть окончательный отпечаток в режиме реального времени.
3D-принтер Anisoprint Composer A3 Цена
Anisoprint Composer A3 — доступное устройство, учитывая его ценность. Вы можете найти машину в Top3DShop
ПОСМОТРЕТЬ ЦЕНУ НА TOP3DSHOP
anisoprint | Композитор A3 и A4
Аддитивное производство композитов, армированных непрерывным волокном, для производства чрезвычайно прочных и легких деталей из композитных материалов. Технология анизопечати – это новое решение для производства чрезвычайно прочных и легких деталей и конструкций из композиционных материалов с широким диапазоном физико-механических характеристик. Решение Anisoprint основано на запатентованной технологии совместной экструзии композитных нитей (CFC). Различные термопластичные полимеры можно армировать непрерывными волокнами, консолидировать и отверждать в рамках одноэтапного полностью автоматизированного процесса, не требующего последующей обработки или инструментов.
Позвоните, чтобы узнать цену
Описание
Описание
Материалы
Дополнительное оборудование
НАСТОЛЬНЫЕ УСТРОЙСТВА
ПРОГРАММА ДЛЯ Слайсера AURA
Специальное программное обеспечение для слайсера Anisoprint Aura входит в комплект бесплатно для подготовки заданий на печать. Позволяет нарезать 3D-модель в заданном формате (STL, STEP, IGES), оптимизировать и настраивать пути армирования и объемные доли волокон в разных зонах модели.
Aura позволяет задавать разные температуры для пластиковых и композитных сопел, устанавливать микрослои с лучшими допусками по толщине, определять неармированные траектории печати, отделяемые или растворяющиеся опорные структуры для печати с пластиковым соплом.
КОМПОЗИТНОЕ УГЛЕРОДНОЕ ВОЛОКНО CCF
Anisoprint CCF представляет собой двухматричный материал, состоящий из армирующего волокна CCF, пропитанного термореактивным веществом, и термопластичной связующей матрицы.
Термореактивная матрица обеспечивает качественное пропитывание жгута армирующего волокна и хорошую адгезию к различным видам термопластичных материалов. Различные термопластичные связующие материалы могут использоваться для достижения желаемых физических свойств, термической, химической стойкости, устойчивости к окружающей среде или других свойств. Материал формируется в процессе совместной экструзии армирующего волокна CCF и термопластичного волокна для консолидации на месте.
Композитное волокно используется для армирования пластика при изготовлении детали, что делает деталь легче и тверже алюминия. Объемная доля углеродного волокна в конечном продукте составляет до 25%. Anisoprint CCF 1.5K поставляется в бобинах по 750 м, что достаточно для изготовления полностью композитного куба 56х56х56 мм или полностью композитной пластины формата А3 толщиной 2,9 мм.
В связи с регулярным обновлением модельного ряда, станки могут отличаться от представленных на сайте
Система управления
RuiDa RD6445
Лазерный станок Wattsan 6090 ST
Рабочее поле
900×600 мм
Мощность трубки
80-90 Вт
Скорость гравировки
до 500 мм/с
Скорость резки
до 500 мм/с
Точность позиционирования
до 0,03 мм
Все характеристики
Цена
под заказ
из наличия
367 000 ₽
359 000 ₽ под заказ
417 000 ₽
Описание Wattsan 6090 ST
Продуман до мелочей
Самый популярный среднеформатный лазерный станок WATTSAN 6090 ST с универсальным размером рабочего поля 900х600, подходит под большинство материалов, используемых в производстве. Станку не потребуется повторный раскрой заготовки, что сократит время и затраты на конечную продукцию.
Станок обеспечит высокоточную обработку, надежность и простоту в эксплуатации
WATTSAN поможет сделать продукцию лучшего качества, при минимальных затратах!
Станки WATTSAN работаютс материаломнеограниченнойдлины. Конструкция станка имеет выдвижную переднюю стенку, которая освобождает пространство для сквозной резки. Эта особенность станка позволит вам ускорить серийное производство до необычайно высокого уровня.
Такой станок станет мощной основой для малого и среднего производства и прекрасно дополнит крупный лазерный цех.
Узнайте в чем уникальность станков Wattsan
Описание преимуществ Wattsan 6090 ST
Надежная основа станка
Станок имеет рамную конструкцию. Рама снимает вибрации при работе станка, это особенно актуально во время гравировки, когда создается активная инерция.
Все рамы на станках Wattsan проходят термическую обработку, что гарантирует сохранение точности станка в течение нескольких лет.
Благодаря раме, станок служит в разы дольше, чем аналоги, что делает его уникальным на рынке РФ.
Преимущества Wattsan 6090 ST
Корпус
Отсек для сбора продуктов
Портал
Анодированные ламели
Увеличенная толщина корпуса
На станках Wattsan толщина корпуса составляет 2,9 мм и выше, в зависимости от размера станка. Помимо снижения вибраций, дополнительная толщина корпуса влияет на срок службы и исправную работу оборудования.
Чистота производства
Все станки Wattsan оборудованы воронкообразным контейнером для сбора продуктов резки. Отсек предназначен для того чтобы решать несколько задач:
Легкодоступность деталей.
Защита механических частей станка от попадания сторонних продуктов.
Улучшение дымоудаления.
Повышение жесткости конструкции и веса станка.
Усиленный портал
Портал значительно влияет на такие факторы как: точность станка, отсутствие вибраций, долговечность, скорость перемещения и инерционность оборудования.
Портал несет основную нагрузку во время работы, особенно во время гравировки или быстрых холостых перемещений. Порталы на лазерных станках Wattsan изготавливаются из алюминия толщиной 5мм и имеют дополнительные ребра жесткости, что обеспечивает долговечность работы.
Безопасность оператора и качество изделий
На лазерном станке должны использоваться исключительно анодированные ламели.Анодирование осуществляется для исключения обратного отстрела на материал или оператора станка, если ламели будут покрашены, то при резке фанеры на обратной стороне изделия будет образовываться нагар.
Некоторые компании осуществляют покраску ламелий черной краской, что является грубым нарушением в производстве станков.
Точность станка
Трехфазные шаговые двигатели и ременные редукторы ⅓
Мы специально заменили двухфазные шаговые двигатели на трехфазные. Это позволило уменьшить величину шага относительно аналогов и значительно увеличить качество гравировки, а также улучшить плавность хода, что особенно актуально при резке акрила и толстой фанеры. Как правило, данные двигатели служат у клиентов от трех лет и более, благодаря своей исключительной надежности.
На станках установлены ременные редукторы 1/3. Это соотношение предназначено для дробления шага при движении лазерной головы и снятия излишней нагрузки с шагового двигателя.
Для Wattsan используется только ремень 3M, он имеет более крупный зуб, не подвержен перегреванию и, как следствие, растяжению, дольше изнашивается.
Отдельные преимущества Wattsan 6090 ST
Индуктивные датчики
Wattsan 6090 ST
Описание преимуществ Wattsan 6090 ST
Удобство юстировки
Мы установили универсальные крепления для лазерной трубки, которые оборудованы регулировочным винтом и измерительной шкалой, что позволяет производить их быструю замену вне зависимости от диаметра/мощности трубки и оперативно осуществлять юстировку станка.
Европейское качество по доступной цене
Чистота реза
Сопло
Сопло с уменьшенной площадью сечения гарантирует максимально чистый рез на всех типах материалов, особенно, на таких как фанера и кожа. Что позволяет избегать вторичной обработки материала при использовании стандартного компрессора. Благодаря усиленным соединениям шлангов, конструкция предусматривает использование более мощного компрессора.
Сопла поставляются в двух модификациях, для гравировки и резки.
Сила бренда WATTSAN — накопленный опыт и технологии.
Описание преимуществ Wattsan 6090 ST
Запас прочности
В большинстве лазерных станков, трубки прикреплены к соплу без дополнительного крепления или же трубка зажимается хомутом, что вызвано использованием слабого компрессора в стандартной комплектации, и не рассчитано на давление больше двух атмосфер.
В станках Wattsan используются не силиконовые трубки, а полиуретановые. А крепление к соплу выполнено в виде вкручиваемой резьбы, что и называется воздушным коннектором.
Полиуретановые трубки позволяют работать с давлением до 6 атмосфер, а предельная нагрузка на разрыв составляет 8 атмосфер.
Демонстрация наших станков в более 50 городах России или Online
Подберем оборудование для вашей задачи с учетом всех тонкостей. 80% клиентов выбирали оборудование благодаря нашей консультации.
Демо-залы
Выставки
Онлайн
У клиентов
Укажите телефон
Характеристики
Wattsan 6090 ST
Габариты
Рабочее поле
900×600 мм
Вес (брутто)
256 кг
Вес (нетто)
230 кг
Сквозной стол
Да
Размер станка
1490x1030x1010(670) мм
Механика
Скорость гравировки
до 500 мм/с
Скорость резки
до 500 мм/с
Охлаждение
Водяное
Рабочий стол
Ламели
Двигатели
Шаговые двигатели (трехфазные)
Перемещение
Линейные направляющие PMI 15 мм
Оптика
Мощность трубки
80-90 Вт
Точность позиционирования
до 0,03 мм
Лазерная трубка
Lasea F2
Срок службы лазерной трубки
6000 ч
Линза
ZnSe D20 f50
Зеркала
D25
Мин. размер гравировки буквы
1,5×1,5 мм
ПО
Система управления
Ruida RDC 6445G
Потребляемая мощность
1200 Вт
Блок розжига
HY-T100-HX
Драйверы ШД
Leadshine 3DM580 (2)
Электропитание
220 В
Поддерживаемые графические форматы
AI, DXF, PLT, PDF, BMP, GIF, JPEG, PNG
Интерфейс подключения
LAN, USB-кабель, USB-накопитель
Программное обеспечение
RD Works
Комплектация
Кабель питания
1, 1 шт
Лазерный станок
1 шт
Лазерная трубка
1 шт
Программное обеспечение
1 комплект
Водяная помпа
1 шт
Воздушный компрессор
1 шт
Вытяжка
1 шт
Ламели
1 комплект
USB кабель
1 комплект
Силиконовые трубки
3 шт
Гофры (ПВХ армированные)
1 шт
Инструкции и паспорта
1 комплект
Поможем подобрать станок
Ваше имя
Ваш телефон *
нажав на кнопку вы даете согласие на обработку персональных данных
Порядок покупки
Выбор оборудования
Вы вместе с нашим специалистом выбираете оборудование и обсуждаете комплектацию станка.
Заключение договора
Согласовываем комплектацию станка и рассчитываем конечную стоимость оборудования.
Оплата
Если вы покупаете оборудование со склада, то вносите 100% оплату. Если берёте «под заказ», то вносите аванс 50%, а остаток после поступления станка на склад.
Трёхэтапная проверка качества
Оборудование проходит 3-х этапную проверку качества, сначала на заводе изготовителя в Китае, потом при поступлении на склад в России, и, наконец, перед отгрузкой в транспортную компанию.
Доставка или самовывоз
Доставляем все в любую точку России. Гарантируем лучшую стоимость доставки по всей РФ и СНГ!
Пусконаладочные работы. В процесс…
Сервис
В процессе проведения пусконаладочных работ, оборудование распаковывается, устанавливается, инженер устанавливает ПО, проверяется работоспособность станка.
Часто задаваемые вопросы
Да, мы поставляем все лазерное оборудование в Россию и страны Таможенного союза с китайских заводов, с которыми у нас подписаны долгосрочные договоры представительства. Наши специалисты контролируют все этапы производства и доставки.
org/Question»>
Вы можете заказать пусконаладку у нас. Эта услуга оплачивается дополнительно. Наши технические специалисты приедут к вам, профессионально настроят станок, обучат ваших специалистов работе.
Подробности можно прочитать здесь.
Да, можно. Если вы провели пусконаладочные работы правильно, то безусловно, это никак не отразится на гарантии вашего станка.
Но в любом случае рекомендуем вам воспользоваться услугами профессионалов, ведь вы не только получаете профессиональный ввод в эксплуатацию, но и индивидуальное обучение работе на станке.
Советуем лазерный станок-гравер WATTSAN 0503, он очень универсален: работает с любыми материалами (фанера, стекло, оргстекло) как режет, так и гравирует.Единственный нюанс, если вы хотите гравировать именно бокалы, то вам нужно специальное поворотное устройство.
Для гравировки стекла вам будет достаточно мощности в 50—60 Вт и точности позиционирования — 0,05 мм. Самое главное подобрать оптимальные настройки скорости гравировки. Вы можете посмотреть гравировку бокалов на этом станке в нашем видео.
Поможем подобрать станок
Ваше имя
Ваш телефон *
нажав на кнопку вы даете согласие на обработку персональных данных
✅ Лазерный станок Kimian 6090 ОТСРОЧКА платежа Выгодные условия
Надежный полупрофессиональный лазерный станок с многозадачной платой управления, позволяющей сэкономить много времени на создании изделий «под ключ» из широкого спектра материалов и снизить себестоимость продукции. Оригинальная модель. С пожизненной технической поддержкой.
В корзину
Консультация
Кредит
Технические
характеристики
Электропитание
220 ±10% 50Hz
Система управления
RuiDa 6445G
Программное обеспечение
RDWorks
Мощность лазерного источника
RECI W2 90 Вт
Тип излучателя
СО2
Количество рабочих лазеров
1 шт
Рабочий стол
Ламели / Соты
Высота подъема стола
250 мм
Привод подъема стола
Электрический
Сквозной стол
Да
Система перемещений / направляющие
Рельсы квадратные — 15 мм
Привод перемещений / ремни
3М
Разрешение
0,025 мм
Точность позиционирования
0,01 мм
Скорость гравировки
600 мм/сек
Рабочая температура
15-35 °C
Поддерживаемые графические форматы
BMP, PLT, CDR, DXF, AI, SVG и другие
Операционная система ПК
Windows XP/7/8/10
Поддерживаемое ПО
Любые векторные редакторы
Подключение к ПК
USB / LAN
Охлаждение лазера
Водяное
Потребляемая мощность
1,7 кВт
Корпус станка
Разборный
Габаритные размеры станка
1400/1015/1150 мм
Габаритные размеры упаковки
1630/1100/850 мм
Масса брутто
225 кг
Масса нетто
198 кг
Количество фаз двигателя
2 (57-я серия)
Максимальная толщина резки неметаллов
10 мм
Максимальная толщина резки металлов
мм
Габаритные размеры упаковки
мм
Ресурс излучателя
8000-12000 часов
Ресурс лазерного источника
8000-12000 часов
Система охлаждения
Один контур
Рабочее поле
900×600 мм
Описание
Надежный полупрофессиональный лазерный станок с многозадачной платой управления, позволяющей сэкономить много времени на создании изделий «под ключ» из широкого спектра материалов и снизить себестоимость продукции. Оригинальная модель.
Лазерный станок Kimian 6090 может использоваться для резки и гравировки в следующих сферах:
Обработка древесины (включая лазерный раскрой фанеры)
Производство рекламной продукции
Изготовление сувениров
Производство POS-материалов из оргстекла и пластика
Текстильная промышленность
Изготовление изделий из кожи
Изготовление упаковки из картона и бумаги
Лазерный станок Kimian 6090 обладает рядом преимуществ среди станков аналогичного класса, которые позволят вам быстро организовать производство изделий высокого качества с низкой себестоимостью. Размер рабочего поля 600х900 миллиметров, многозадачная система управления RuiDa, надежная и износостойкая механика и система перемещений лазерной головы, регулируемый по высоте рабочий стол на электроприводе, опускающийся на 25 сантиметров, опция «сквозной рабочий стол», позволяющая протягивать длинные материалы + большие возможности по модернизации этого аппарата, вот только часть технических характеристик, которые делают оригинальный лазерный станок Kimian 6090 оборудованием высокого класса в бюджетном сегменте. Да, это еще не промышленный станок, который можно смело загружать работой 24 часа в сутки, но уже и не резак или гравер для хобби. Некоторые наши клиенты используют его даже на крупных серийных производствах.
Лазерный станок Kimian 6090 в базовой комплектации оснащен излучателем мощностью 90 Вт. Он способен резать и гравировать фанеру, оргстекло и пластики, дерево, обрабатывать бумагу, картон, вырезая из них ту же упаковку или приглашения. Его можно использовать для резки ткани и текстиля, кожи и кожзама и многих других материалов.
Если вы хотите улучшить возможности этого оборудования и резать более толстые материалы, то мы можем установить на него лазерную трубку мощностью до 180 Вт. Для гравировки на цилиндрических заготовках мы можем поставить в комплекте со станком поворотное устройство.
Комплектация
Лазерный станок — 1 шт.
Программное обеспечение на русском языке — 1 шт.
Лазерный целеуказатель — 1 шт.
Воздушный компрессор — 1 шт.
Вытяжка — 1 шт.
USB кабель — 1 шт.
LAN кабель — 1 шт.
Силовой кабель — 1 шт.
Силиконовые трубки — 3 шт.
Гофры (ПВХ армированные) — 1 шт.
ЗИП — 1 шт.
Водяная помпа — 1 шт.
Сотовый рабочий стол — 1 шт.
Набор ламелей — 1 шт.
Дополнительное
оснащение
Чиллер CW-3000
Чиллер CW-5000
Чиллер CW-5200
Увеличение мощности до 130, 150 или 180 Вт
Поворотное устройство
Стабилизатор напряжения
Доставка, оплата,
гарантии
Гарантия 18 меяцев
Предоставляется при условии правильной эксплуатации оборудования.
Доставка
На условиях СО СКЛАДА сроки зависят от выбранного вами перевозчика + 3 рабочих дня на предпродажную подготовку.
На условиях ПОД ЗАКАЗ доставка с завода до нашего склада 60 рабочих дней + 3 рабочих дня на предпродажную подготовку + время доставки до вашего адреса, которое зависит от выбранного вами перевозчика.
На условиях ПО АКЦИИ доставка с завода до нашего склада 60 рабочих дней + 3 рабочих дня на предпродажную подготовку + время доставки до вашего адреса, которое зависит от выбранного вами перевозчика.
Доставляем ПЭК, Деловые линии и другими. Точную стоимость доставки узнавайте у менеджеров.
Самовывоз со склада в Санкт-Петербурге.
Оплата
Строго по договору БЕЗ СКРЫТЫХ ПЛАТЕЖЕЙ.
СО СКЛАДА — 100% предоплата.
ПОД ЗАКАЗ — предоплата 50%, оставшиеся 50% вы оплачиваете после поступления оборудования на наш склад.
ПО АКЦИИ — экономия до 25% — 100% предоплата.
Пусконаладка, обучение
и сервис
Поможем вам запустить оборудование, настроить его, а главное, обучим правильно с ним обращаться. Расскажем, как лучше резать, гравировать или маркировать.
Вы можете консультироваться у наших инженеров по всем вопросам эксплуатации станка, а также заказать сервисное обслуживание.
Да, с нами удобно и легко.
Лазерный станок Kimian 6090 подходит
для работы с материалами
Картон и бумага
резка и гравировка
Дерево
резка и гравировка
Фанера
резка и гравировка
МДФ и ДСП
резка и гравировка
Паронит
резка
Резина
резка
Акрил и оргстекло ПЭТ, полистирол
резка и гравировка
Двухслойные пластики
резка и гравировка
Монолитный поликарбонат
резка и гравировка
Мех, ткани, кожа, кожзам
резка и гравировка
Камень, гранит, мрамор
гравировка
Не нашли материал в списке? Задайте вопрос нашему инженеру
Не нашли материал в списке?
Задайте вопрос нашему инженеру
Мощный сервис и выгодные условия поставки
Мощный сервис и выгодные условия поставки
Полная техническая поддержка
От производителя и представительства в России. Настраиваем, консультируем, обслуживаем.
Профессиональное обучение
Показываем, как правильно обращаться с оборудованием, резать, гравировать и маркировать.
Демонстрация перед покупкой
Приходите и тестируйте оборудование на ваших материалах, пытайте инженеров каверзными вопросами.
Доступная цена
За счет прямых поставок с завода, снижения расходов на доставку и отсутствия посредников.
Отсрочка платежа и скидки
Хотите сэкономить на покупке до 25% или оплачивать оборудование частями? У нас есть для вас предложения.
Гарантия 18 месяцев
Предоставляется производителем и официальным представителем в России. Мы всегда рядом.
Оперативная надежная доставка
Отработанная схема поставки по всей России и странам ближнего зарубежья. Оборудование страхуется.
Запчасти в наличии и на заказ
Быстрая доставка. Доступные цены. Установка нашими специалистами. Гарантия.
Примечание: GeneID 6090 был неправильно аннотирован на хромосоме 12 в сборке NCBI 37.3. Этот ген расположен по адресу NT_007914.15:9234203 9234286 (+) в сборке NCBI 37.3. [17 июня 2014 г.]
НОВЫЙ
Попробуйте новую таблицу генов
Попробуйте новую таблицу расшифровки
См. RNY5 в средстве просмотра данных генома
Местоположение:
7q36.1
Количество экзонов:
1
Выпуск аннотации
Статус
Сборка
Хр
Местоположение
РС_2023_03
текущий
ГРЧ48.п14 (GCF_000001405.40)
7
NC_000007.14 (148941488..148941571)
РС_2023_03
текущий
T2T-CHM13v2.0 (GCF_009914755.1)
7
NC_060931.1 (150123725..150123808)
105.20220307
предыдущая сборка
ГРЧ47. п13 (GCF_000001405.25)
7
NC_000007.13 (148638580..148638663)
Хромосома 7 — NC_000007.14
Перейти к подробностям эталонной последовательности
Просмотрите данные об ассоциации eQTL и фенотипа в этом регионе, используя PheGenI.
Посмотреть варианты в ClinVar
См. исследования и варианты в dbVar
См. Средство просмотра вариантов (GRCh47.p13)
См. Средство просмотра вариантов (GRCh48)
НОВЫЙ Попробуйте новую таблицу расшифровки
RefSeq поддерживается независимо от Annotated Геномы
Эти эталонные последовательности существуют независимо от построения генома. Объясните
Эти эталонные последовательности курируются независимо от генома цикл аннотаций, поэтому их версии могут не совпадать с версиями RefSeq в текущем построение генома. Определите несоответствие версий, сравнив версию RefSeq в этот раздел к тому, о котором сообщается в геномных регионах, стенограммы и продукты выше.
РНК
NR_001571.2 Последовательность РНК
Статус: ПРЕДВАРИТЕЛЬНЫЙ
Исходная(ые) последовательность(и)
U64824
RefSeqs аннотированных геномов: GCF_000001405.
40-RS_2023_03
Следующие разделы содержат эталонные последовательности, принадлежащие конкретное построение генома. Объяснение
Ссылка GRCh48.p14 Основная сборка
Геномный
NC_000007.14 Ссылка GRCh48.p14 Первичная сборка
Диапазон
148941488..148941571
Скачать
GenBank, FASTA, средство просмотра последовательности (графика)
Альтернативный вариант T2T-CHM13v2.0
Геномный
NC_060931.1 Альтернативный T2T-CHM13v2.0
Диапазон
150123725..150123808
Скачать
GenBank, FASTA, средство просмотра последовательности (графика)
C11CD47201-NA | Принтер Epson WorkForce Pro WF-6090 с поддержкой PCL/PostScript | Струйный | Принтеры | For Work
* В этом изделии используются только оригинальные картриджи марки Epson. Чернильные картриджи и расходные материалы других марок несовместимы и, даже если они описаны как совместимые, могут работать неправильно.
† Скорость черно-белой и цветной печати измеряется в соответствии со стандартом ISO/IEC 24734. Фактическое время печати зависит от конфигурации системы, программного обеспечения и сложности страницы. Для получения дополнительной информации посетите веб-сайт www.epson.com/printspeed †† Максимальная скорость печати измеряется для текстовых шаблонов в черновом режиме на обычной бумаге. Фактическое время печати зависит от конфигурации системы, программного обеспечения и сложности страницы. 1 По сравнению с самыми продаваемыми цветными лазерными принтерами по цене не более 600 долларов США по состоянию на май 2015 г. Расчет основан на непрерывной печати с использованием картриджей максимальной емкости. Фактическая экономия зависит от задачи печати и условий использования. 2 748XXL Черный картридж позволяет напечатать около 10 000 страниц ISO. Цветные картриджи 748XXL печатают в среднем около 7000 страниц ISO. Ресурс сменных картриджей основан на тестах ISO/IEC 24711 в непрерывной печати в режиме по умолчанию. Ресурс картриджей значительно различается по причинам, включая напечатанные изображения, настройки печати, температуру и влажность. Ресурс может быть ниже при нечастой или преимущественной печати одним цветом чернил. Все цвета чернил используются для печати и обслуживания принтера, и все цвета должны быть установлены для печати. Что касается качества печати, часть чернил из прилагаемых картриджей используется для запуска принтера, а переменное количество чернил остается в картриджах после сигнала «замените картридж». Ресурс входящих в комплект картриджей составляет около 2000 страниц в черно-белом режиме и 1000 страниц в цвете после использования чернил для запуска принтера, что определяется с помощью тестовых шаблонов ISO/IEC 24712 и методологий тестирования Epson. Подробности см. на сайте www.epson.com/cartridgeinfo 9.0228 3 С дополнительными лотками для бумаги. 4 Включая PrintFleet, ECi (FMAudit) и Print Audit. 5 FPOT измеряется на бумаге формата Letter в соответствии со стандартом ISO/IEC 17629. FSOT измеряется на бумаге формата Letter в соответствии с ISO/IEC 24735. 6 Не все типы носителей поддерживаются для печати PCL. 7 Ежемесячный рабочий цикл до 75 000 — это максимальный рабочий цикл, который пользователь может ожидать за месяц, исходя из почти постоянной работы устройства такого типа. Не рекомендуется запускать устройство в этом режиме. Для наилучшей производительности устройства запустите устройство с рекомендуемой нагрузкой 5000 страниц в месяц. 8 Wi-Fi CERTIFIED™; уровень производительности зависит от диапазона используемого маршрутизатора. Для Wi-Fi Direct может потребоваться программное обеспечение принтера. 9 NFC требует использования устройства с поддержкой NFC и может потребовать дополнительного программного обеспечения. 10 В ОС Windows Server поддерживаются только печать и сканирование. 11 Некоторые приложения и/или функции могут не поддерживаться в Mac OS X. 12 Для работы большинства функций требуется подключение принтера к Интернету, а также устройство с доступом к Интернету и/или электронной почте. Список принтеров, совместимых с Epson Connect, а также совместимых устройств и приложений см. на веб-сайте www.epson.com/connect 9.0228 13 На основе методологии измерений ENERGY STAR TEC; 288 оттисков/день; фактическое потребление электроэнергии может варьироваться в зависимости от использования принтера. Для получения дополнительной информации посетите веб-сайт www.energystar.gov 14 Для установки драйверов и программного обеспечения OS X® требуется доступ в Интернет. 15 С 1 октября 2019 г. на этот продукт распространяется стандартная двухлетняя ограниченная гарантия. Посетите веб-сайт www.epson.com/support для получения более подробной информации.
Z-EDEG ZAI01 Насос для накачки воздуха Беспроводной и портативный нагнетатель для шин
Наведите курсор на изображение, чтобы увеличить Нажмите на изображение, чтобы увеличить
Сэкономьте $0.00
Нагнетатель воздухаАртикул: ZAI01-Черный
наполнитель
Поделитесь этим продуктом
Цифровой манометр и 4 предустановленных оптимизированных режима Разработанный с интеллектуальной функцией определения давления, воздушный насос может измерять текущее давление с точностью до 1 фунта на квадратный дюйм в широком диапазоне давлений и контролировать давление в шинах в любое время. Четыре предустановленных режима (велосипед/мотоцикл/автомобиль/мяч) для наилучшего соответствия вашим потребностям, экономя ваше время на настройку параметров перед каждым использованием.
Чувствительный сенсорный экран и автоматический насос для накачки шин Этот портативный насос с сенсорным ЖК-дисплеем избавляет вас от необходимости нажимать кнопки. Легко управлять воздушным насосом одной рукой, все, что вам нужно сделать, это вытащить газовую трубку высокого давления, чтобы включить насос. Автоматически останавливает накачку, когда давление достигает заданного значения, избегая чрезмерного накачивания шины.
Поддержка макс. выходного давления 150 фунтов на кв. дюйм Поддерживает максимальное высокое давление до 150 фунтов на кв. дюйм/10,3 бар, что позволяет накачивать велосипеды, мотоциклетные шины или другие мелкие предметы за несколько минут. (Примечание: это может занять больше времени, если вы хотите накачать автомобильные шины) Нажмите и удерживайте кнопку «Режим», чтобы выбрать значения единиц из фунтов на квадратный дюйм и бар.
Легкий вес и режим аварийного освещения Портативный размер 5,51*2,75 дюйма, воздушный компрессор весит всего 1,03 фунта, его легко взять с собой и взять с собой в путешествие. Оснащенный встроенным светодиодным фонариком, он поможет вам справиться с чрезвычайными ситуациями ночью, коснитесь «кнопки освещения», чтобы переключиться между режимами белого / красного теплого / SOS-света. Встроенный литий-ионный аккумулятор емкостью 2600 мАч избавляет от утомительных кабелей, поэтому вы можете накачивать шины в любое время и в любом месте.
Универсальный функциональный воздушный насос Воздушный насос подходит для клапана Шредера, клапана Presta и шариковой иглы (входит в комплект), поэтому его можно использовать для накачивания нескольких предметов, таких как автомобильные шины, шины для мотоциклов, шины для электровелосипедов. , мячи, кольца для плавания и так далее. Зарядный кабель type-c и переносная сумка также входят в комплект поставки.
Технические характеристики
Модель №
ЗАИ01
Цвет
Черный/синий
Надувной диапазон давления
0,2~10,3 бар/3~150 фунтов на кв. дюйм
Рабочая температура
Зарядка: 0°C~45°C / Разрядка: -10°C~45°C
Температура хранения
10°С~45°С
Емкость аккумулятора
2600 мАч
Входной ток
5В/2А
Интерфейс зарядки
USB-Type-C
Точность манометра
35±1,5 фунтов на кв. дюйм
Особенности
American ExpressApple PayDiners ClubDiscoverMeta PayGoogle PayMastercardPayPalShop PayVenmoVisa
Ваша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Благодарим вас за выбор Z-EDGE. Ваше удовлетворение всегда является нашим главным приоритетом.
Всем покупателям Z-EDGE предоставляется 30-дневная гарантия возврата денег, чтобы ваши покупки были беззаботными.
По умолчанию гарантийный срок устройства составляет 12 месяцев с даты отгрузки устройства. Вы можете получить 18 месяцев для других продуктов (кроме мониторов) и 24 месяца для мониторов, зарегистрировав свой заказ и продукт на нашем официальном веб-сайте в течение 30 дней с момента получения продукта.
Неповрежденные продукты могут быть возвращены в течение 3 дней по любой причине с полным возвратом средств даты доставки товара по указанному адресу доставки. Как только возвращенный товар вернется на склад Z-Edge для проверки, начнется процесс возврата.
Внимание:
Возврат должен включать все аксессуары.
Товары должны иметь оригинальную упаковку.
В случае претензии по гарантии, не связанной с качеством, расходы по доставке несет покупатель.
В случае претензий по гарантии, не связанных с качеством, Z-Edge возмещает стоимость самого продукта.
Возврат может быть отклонен, если товары не соответствуют вышеуказанным требованиям.
Невозможно обработать запрос на возврат средств за некачественные товары, срок действия которых истек в течение этого 30-дневного окна. В случае покупок, совершенных не напрямую через интернет-магазины Z-EDGE, обратитесь к розничным продавцам для возврата средств.
Не покрываемые гарантией:
Изделия, гарантийный срок которых истек
Товары без достаточных доказательств покупки
Проблемы, не связанные с качеством (после 30 дней после покупки)
Утерянные или украденные товары
Бесплатные продукты
Ремонт через третьих лиц
Повреждение от внешних источников
Повреждения в результате неправильного использования продуктов (включая, но не ограничиваясь: падения, экстремальные температуры, попадание воды, неправильное использование устройств)
Покупки у неавторизованных реселлеров
ПРЕТЕНЗИИ ПО ГАРАНТИИ, СВЯЗАННЫЕ С КАЧЕСТВОМ
Процесс:
Покупатель должен предоставить достаточные доказательства покупки.
Z-Edge должен задокументировать, что происходит, когда покупатели устраняют неполадки продукта.
Требуется визуальное доказательство дефектного изделия с изображением дефекта.
Может потребоваться вернуть товар для проверки качества.
Для дефектных элементов, которые Z-Edge должна вернуть, гарантии на эти замены аннулируются, если в Z-EDGE возвращается неправильный элемент или если дефектный элемент не возвращается.
ПОЛИТИКА ВОЗВРАТА И ВОЗВРАТА
Если какие-либо товары не соответствуют вашим ожиданиям, вы можете вернуть товар в течение 30 дней с даты получения для полного возмещения стоимости самого продукта.
Чтобы иметь право на возврат, ваш товар должен быть в том же состоянии, в котором вы его получили. Ваш товар и все аксессуары должны быть в оригинальной упаковке. Покупатель должен предоставить достаточное подтверждение покупки, например, номер заказа при онлайн-покупках, сделанных через Z-Edge.
 Автоматическая конструкция, которая восстанавливает утраченные или усиливает имеющиеся функции тела. Экзоскелет — российская разработка для реабилитации пациентов с проблемами ног и спинного мозга.
Автоматическая конструкция, которая восстанавливает утраченные или усиливает имеющиеся функции тела. Экзоскелет — российская разработка для реабилитации пациентов с проблемами ног и спинного мозга. Служит для реабилитации людей с ограниченными возможностями. Это могут быть пациенты с локомоторными (двигательными) нарушениями функций ног из-за травм, операций, заболеваний опорно-двигательного аппарата или нервной системы. Пассивные экзоскелеты работают без внешнего энергетического источника. Они функционируют на базе рычагов и противовесов, распределяя нагрузку на тело пользователя по заданным параметрам и до 30% уменьшают нагрузку на мышцы человека.
Служит для реабилитации людей с ограниченными возможностями. Это могут быть пациенты с локомоторными (двигательными) нарушениями функций ног из-за травм, операций, заболеваний опорно-двигательного аппарата или нервной системы. Пассивные экзоскелеты работают без внешнего энергетического источника. Они функционируют на базе рычагов и противовесов, распределяя нагрузку на тело пользователя по заданным параметрам и до 30% уменьшают нагрузку на мышцы человека.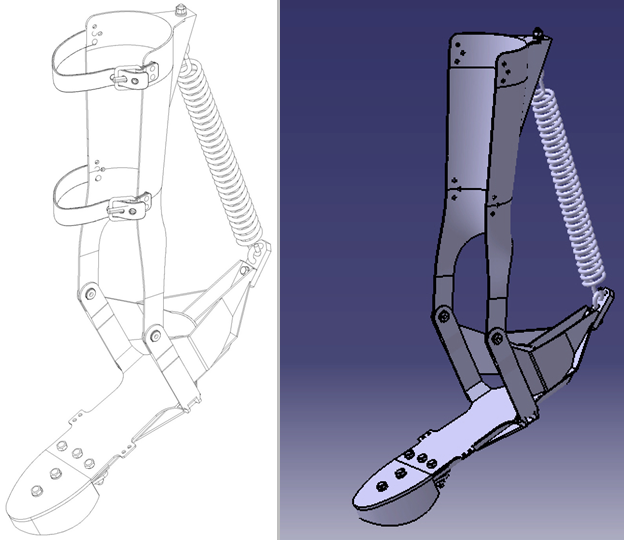
 Костюмы по-прежнему были неуклюжими, но приближались к тому, чтобы использоваться в жизни.
Костюмы по-прежнему были неуклюжими, но приближались к тому, чтобы использоваться в жизни. Автор этих разработок Галымжан Габдрешов теперь взялся за людей с нарушениями опорно-двигательного аппарата, передвигающихся на инвалидной коляске. О результатах своих изысканий социальный инноватор рассказал Forbes.kz.
Автор этих разработок Галымжан Габдрешов теперь взялся за людей с нарушениями опорно-двигательного аппарата, передвигающихся на инвалидной коляске. О результатах своих изысканий социальный инноватор рассказал Forbes.kz. Экзоскелеты на батарейках я отбросил сразу, так как, во-первых, таких в мире создано много. Они невероятно дороги, ресурс батарей крайне ограничен, да и его полезность для мышечного каркаса сомнительна. С таким же успехом можно нести человека на носилках, разница лишь в положении тела. Я хотел создать такой экзоскелет, который будет дешевым и простым в обслуживании. Он должен развивать мышечный каркас, а значит, работать только на силе мышц, как велосипед.
Экзоскелеты на батарейках я отбросил сразу, так как, во-первых, таких в мире создано много. Они невероятно дороги, ресурс батарей крайне ограничен, да и его полезность для мышечного каркаса сомнительна. С таким же успехом можно нести человека на носилках, разница лишь в положении тела. Я хотел создать такой экзоскелет, который будет дешевым и простым в обслуживании. Он должен развивать мышечный каркас, а значит, работать только на силе мышц, как велосипед. Только тогда я понял, что тело превращается в неуправляемую «субстанцию», которую только в кресле-коляске и можно удержать. Это привело меня к собственному пониманию состояния тела колясочников. Для фиксации тела я придумал «качельно-позвоночный каркас» тела, чтобы удерживать его в одном положении.
Только тогда я понял, что тело превращается в неуправляемую «субстанцию», которую только в кресле-коляске и можно удержать. Это привело меня к собственному пониманию состояния тела колясочников. Для фиксации тела я придумал «качельно-позвоночный каркас» тела, чтобы удерживать его в одном положении.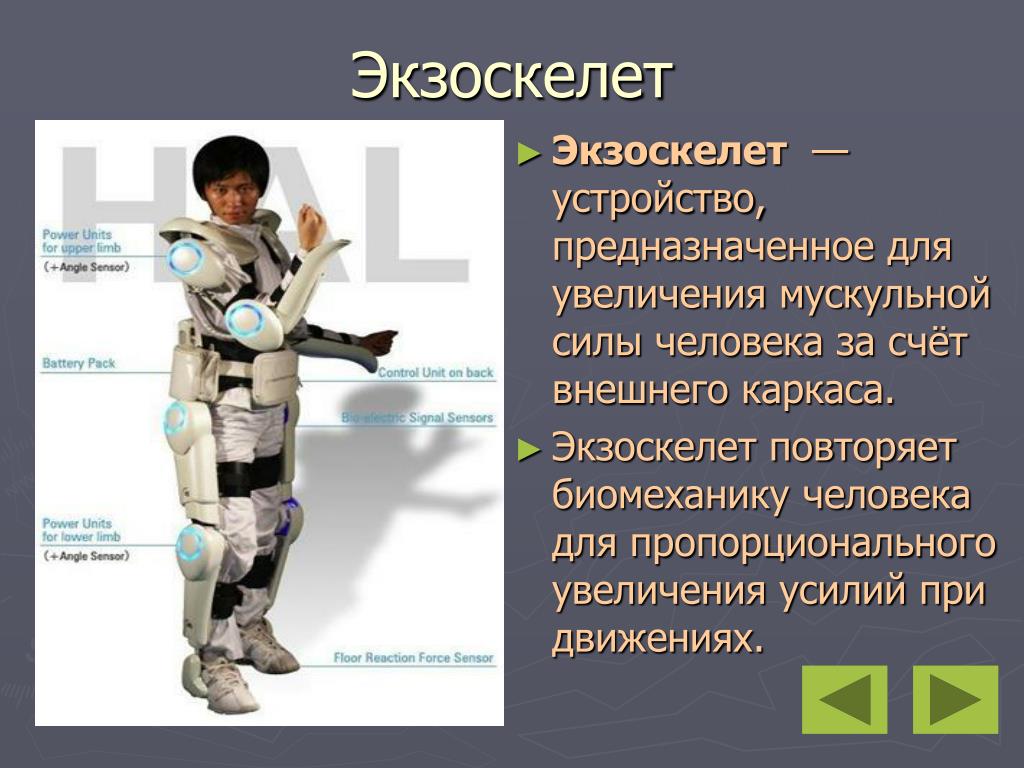 Так как движения рук и ног будут одинаковыми, я назвал изобретение «Иноходец». Но это было лишь частью решения.
Так как движения рук и ног будут одинаковыми, я назвал изобретение «Иноходец». Но это было лишь частью решения. И наибольшая трудность в его освоении –… →
И наибольшая трудность в его освоении –… →
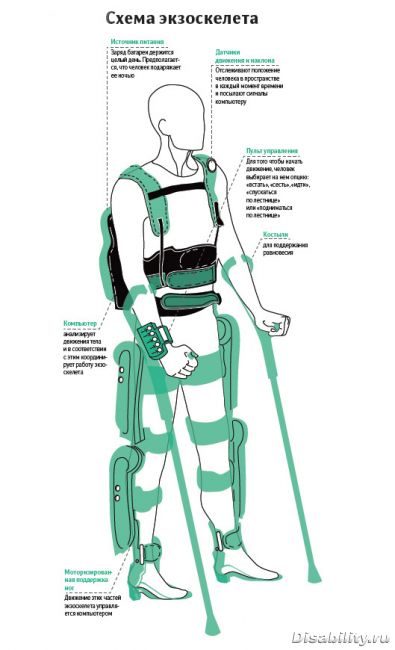 Это очевидно противоречит сути научных грантов, так как гранты выдаются на реализацию научной идеи – на НИОКР, а не на уже реализованные и продающиеся продукты. А так как решение принималось на закрытом заседании комиссии, то подавать на апелляцию было попросту некуда. В конце письма было рекомендовано обратиться на конкурс программы «Консорциумы инклюзивных инноваций». Но в 2017 году мы уже получили грант от консорциума для создания биолокационного устройства SEZUAL (альтернативное зрение). Поэтому подать на второй грант мы не имели права согласно правилам.
Это очевидно противоречит сути научных грантов, так как гранты выдаются на реализацию научной идеи – на НИОКР, а не на уже реализованные и продающиеся продукты. А так как решение принималось на закрытом заседании комиссии, то подавать на апелляцию было попросту некуда. В конце письма было рекомендовано обратиться на конкурс программы «Консорциумы инклюзивных инноваций». Но в 2017 году мы уже получили грант от консорциума для создания биолокационного устройства SEZUAL (альтернативное зрение). Поэтому подать на второй грант мы не имели права согласно правилам. При подготовке научных статей мы сотрудничаем с доктором наук Университета Пенсильвании Даулетом Магзымовым, базирующимся в США. По PR мы работаем с автором бестселлеров на «Амазоне», незрячим блогером из США Максвеллом Айви, который помогает выстраивать сотрудничество с американскими школами для незрячих детей, библиотеками и международными организациями.
При подготовке научных статей мы сотрудничаем с доктором наук Университета Пенсильвании Даулетом Магзымовым, базирующимся в США. По PR мы работаем с автором бестселлеров на «Амазоне», незрячим блогером из США Максвеллом Айви, который помогает выстраивать сотрудничество с американскими школами для незрячих детей, библиотеками и международными организациями. Или, в случае собственного [Джеймса Хобсона] Хаккедея, также известного как [Хэксмит], вместо этого он надевает этот гладкий прототип экзоскелета, превращая себя в супергероя. Вдохновлен экзоскелетом из фильма Элизиум 9.0008 , этот проект приближает [Джеймса] на один шаг к более важной цели — созданию костюма в стиле Железного человека.
Или, в случае собственного [Джеймса Хобсона] Хаккедея, также известного как [Хэксмит], вместо этого он надевает этот гладкий прототип экзоскелета, превращая себя в супергероя. Вдохновлен экзоскелетом из фильма Элизиум 9.0008 , этот проект приближает [Джеймса] на один шаг к более важной цели — созданию костюма в стиле Железного человека.
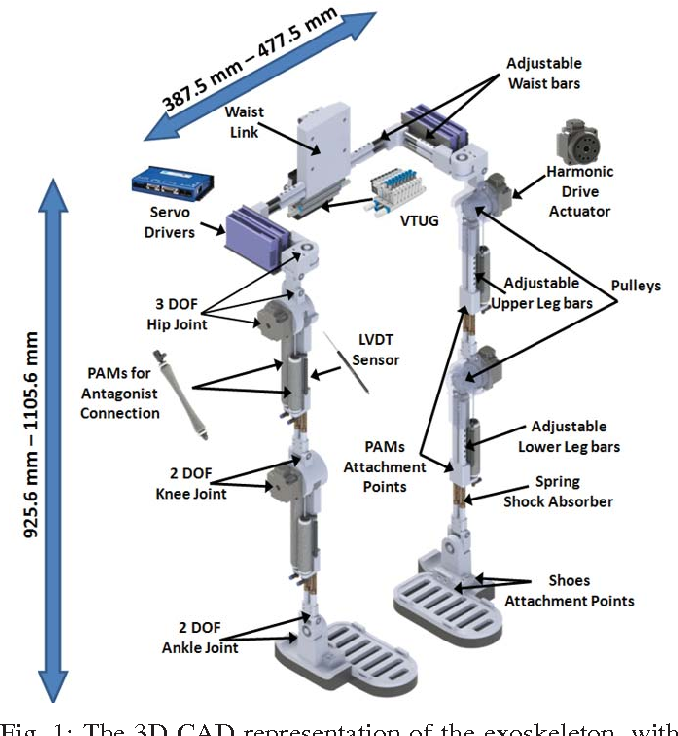 youtube.com/embed/nezNTs1EfmM?version=3&rel=1&showsearch=0&showinfo=1&iv_load_policy=1&fs=1&hl=en-US&autohide=2&wmode=transparent» allowfullscreen=»true» sandbox=»allow-scripts allow-same-origin allow-popups allow-presentation»>
youtube.com/embed/nezNTs1EfmM?version=3&rel=1&showsearch=0&showinfo=1&iv_load_policy=1&fs=1&hl=en-US&autohide=2&wmode=transparent» allowfullscreen=»true» sandbox=»allow-scripts allow-same-origin allow-popups allow-presentation»>  По оценкам, 2,8 миллиона человек ежегодно получают черепно-мозговую травму (ЧМТ), 795 000 человек переносят инсульт и 17 000 человек получают травму спинного мозга. В целом, 61 миллион взрослых в Соединенных Штатах сегодня живут с ограниченными физическими возможностями. Все это может привести к снижению силы, выносливости и способностей, в зависимости от человека и травмы. В любом случае они остаются с ограниченной подвижностью.
По оценкам, 2,8 миллиона человек ежегодно получают черепно-мозговую травму (ЧМТ), 795 000 человек переносят инсульт и 17 000 человек получают травму спинного мозга. В целом, 61 миллион взрослых в Соединенных Штатах сегодня живут с ограниченными физическими возможностями. Все это может привести к снижению силы, выносливости и способностей, в зависимости от человека и травмы. В любом случае они остаются с ограниченной подвижностью. Но к 2025 году, по оценкам, на рынке будет около 2,6 млн.
Но к 2025 году, по оценкам, на рынке будет около 2,6 млн.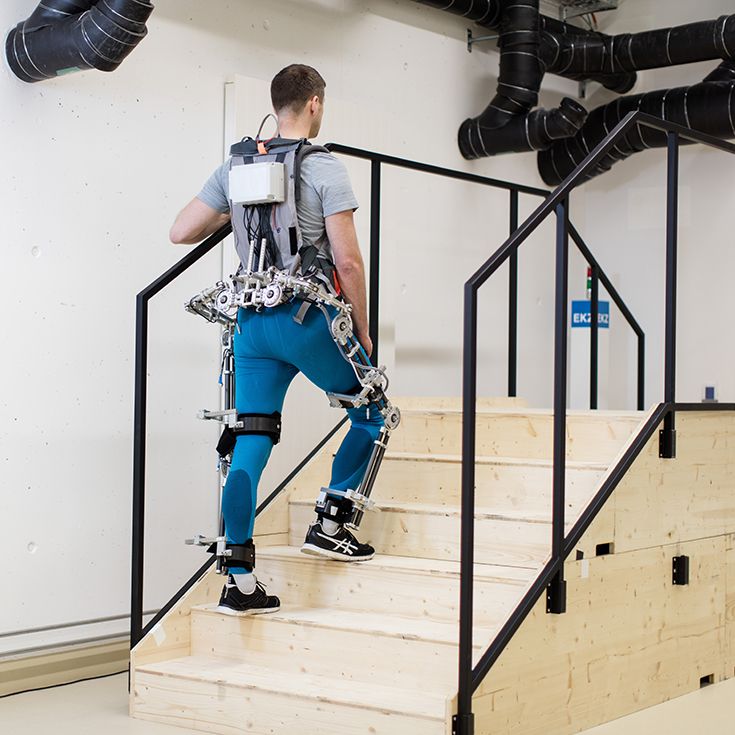 Цель экзокостюмов для инвалидов состоит в том, чтобы убрать то, что вызывает психологические трудности, и, в конечном счете, возвысить человека, говорит футуризм.
Цель экзокостюмов для инвалидов состоит в том, чтобы убрать то, что вызывает психологические трудности, и, в конечном счете, возвысить человека, говорит футуризм. Он был разработан для увеличения силы и выносливости ног и рук человека, объединяя человека и машину в одно симбиотическое целое. Этот продукт так и не был реализован.
Он был разработан для увеличения силы и выносливости ног и рук человека, объединяя человека и машину в одно симбиотическое целое. Этот продукт так и не был реализован.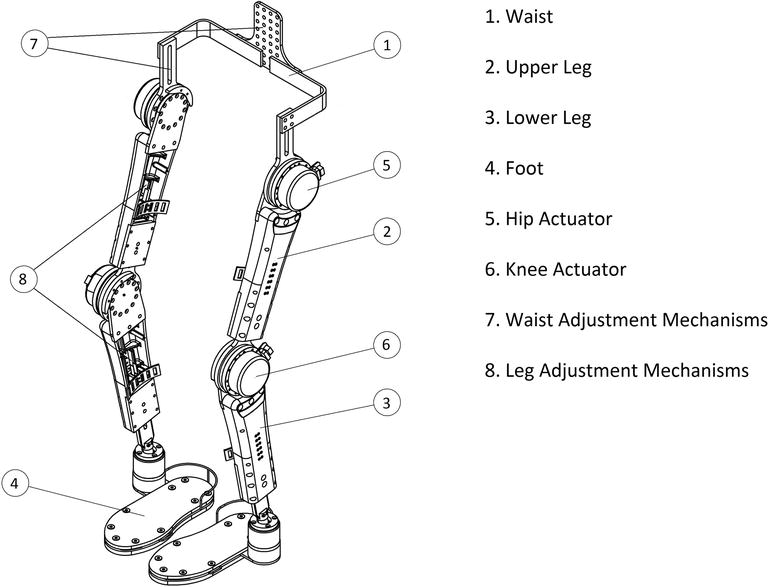
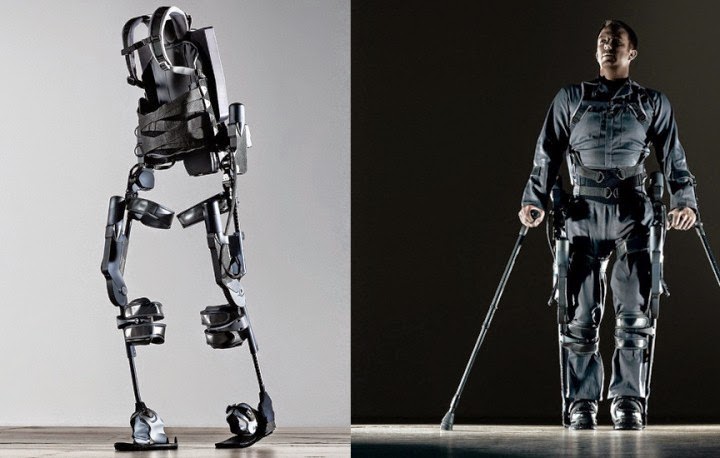
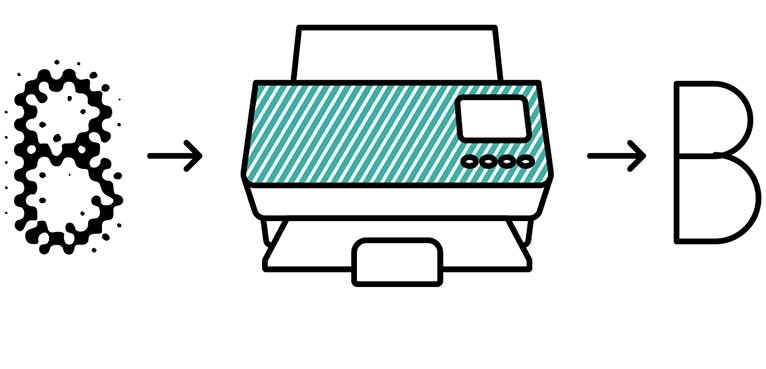
 Затем признаки используются для поиска наилучшего или ближайшего подходящего соответствия среди различных хранящихся глифов.
Затем признаки используются для поиска наилучшего или ближайшего подходящего соответствия среди различных хранящихся глифов.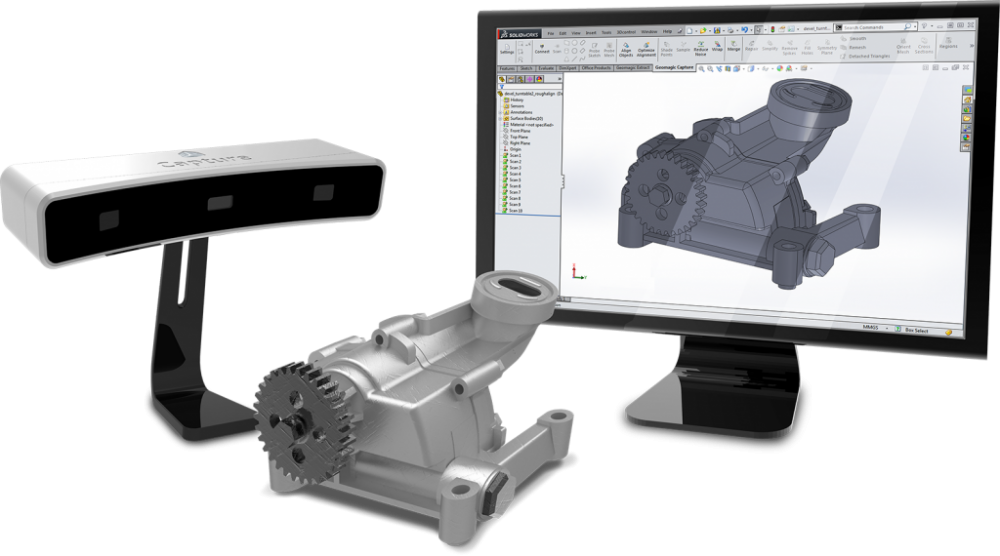 Он имеет свои ограничения, поскольку существует практически неограниченное количество шрифтов и стилей почерка, и каждый отдельный тип не может быть учтен и сохранен в базе данных.
Он имеет свои ограничения, поскольку существует практически неограниченное количество шрифтов и стилей почерка, и каждый отдельный тип не может быть учтен и сохранен в базе данных.
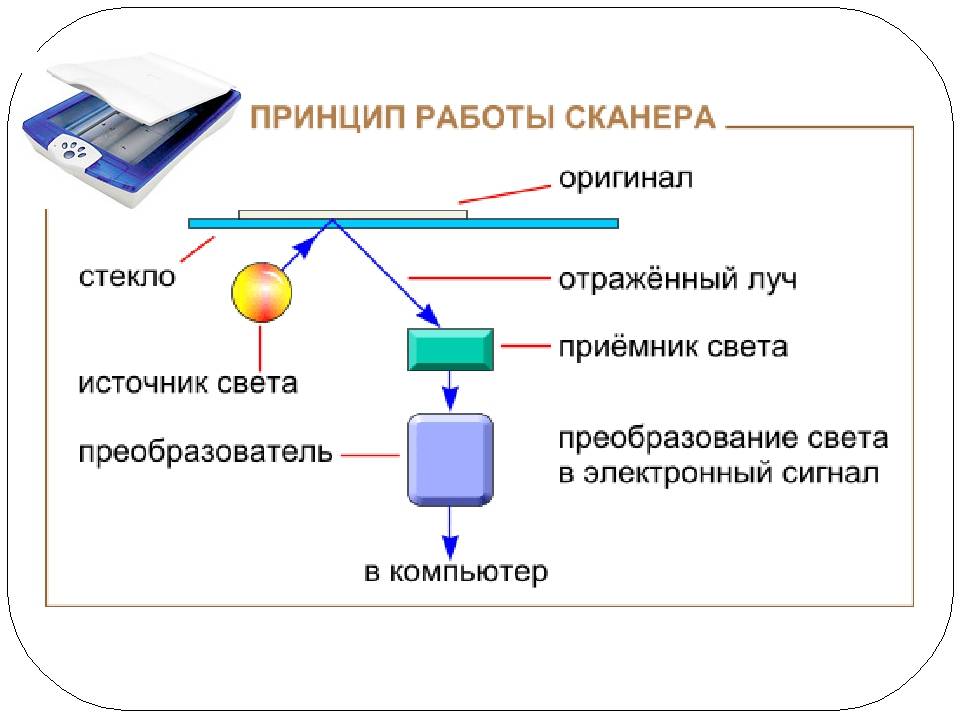
 Например, BlueVine, финансовая технологическая компания, предоставляющая финансирование малому и среднему бизнесу, использовала Amazon Textract, облачный сервис OCR, для разработки продукта, с помощью которого малые бизнесы в США могут быстро получить доступ к кредитам по Программе защиты заработной платы (PPP) в рамках пакета мер по стимулированию экономики в условиях COVID-19. Amazon Textract автоматически обрабатывал и анализировал десятки тысяч форм PPP в день, благодаря чему BlueVine смогла помочь нескольким тысячам предприятий получить средства и сохранить более 400 000 рабочих мест.
Например, BlueVine, финансовая технологическая компания, предоставляющая финансирование малому и среднему бизнесу, использовала Amazon Textract, облачный сервис OCR, для разработки продукта, с помощью которого малые бизнесы в США могут быстро получить доступ к кредитам по Программе защиты заработной платы (PPP) в рамках пакета мер по стимулированию экономики в условиях COVID-19. Amazon Textract автоматически обрабатывал и анализировал десятки тысяч форм PPP в день, благодаря чему BlueVine смогла помочь нескольким тысячам предприятий получить средства и сохранить более 400 000 рабочих мест. Клиенты компании могут сфотографировать свой медицинский счет и отправить его через мобильное приложение nib. Amazon Textract автоматически обрабатывает эти изображения, что позволяет компании гораздо быстрее рассматривать заявки.
Клиенты компании могут сфотографировать свой медицинский счет и отправить его через мобильное приложение nib. Amazon Textract автоматически обрабатывает эти изображения, что позволяет компании гораздо быстрее рассматривать заявки.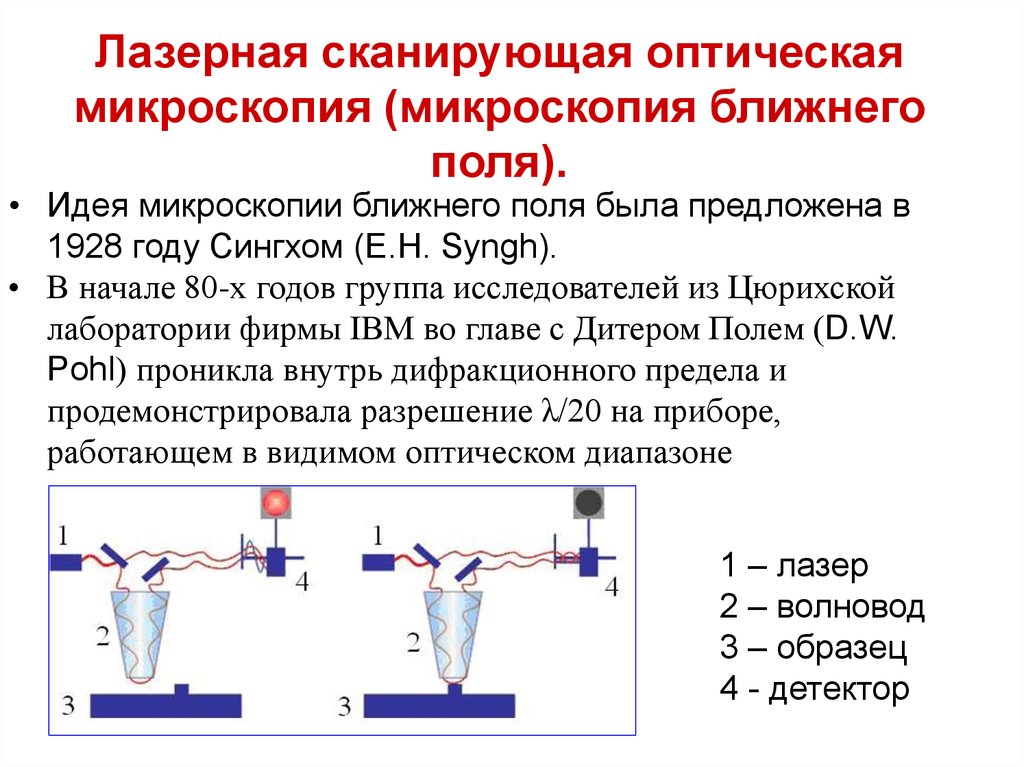 Сервис позволяет быстро считывать тысячи различных документов различных носителей и форматов. После извлечения информации из документов Amazon Textract присваивает уровень уверенности, что дает возможность принимать обоснованные решения о том, как использовать полученные результаты.
Сервис позволяет быстро считывать тысячи различных документов различных носителей и форматов. После извлечения информации из документов Amazon Textract присваивает уровень уверенности, что дает возможность принимать обоснованные решения о том, как использовать полученные результаты. В результате получается 3D-файл объекта, который можно сохранять, редактировать и даже печатать в 3D. Некоторые 3D-сканеры могут одновременно собирать данные о форме и цвете. 3D-сканирование совместимо с программным обеспечением автоматизированного проектирования (CAD), а также с 3D-печатью после небольшой подготовки в соответствующих программах.
В результате получается 3D-файл объекта, который можно сохранять, редактировать и даже печатать в 3D. Некоторые 3D-сканеры могут одновременно собирать данные о форме и цвете. 3D-сканирование совместимо с программным обеспечением автоматизированного проектирования (CAD), а также с 3D-печатью после небольшой подготовки в соответствующих программах.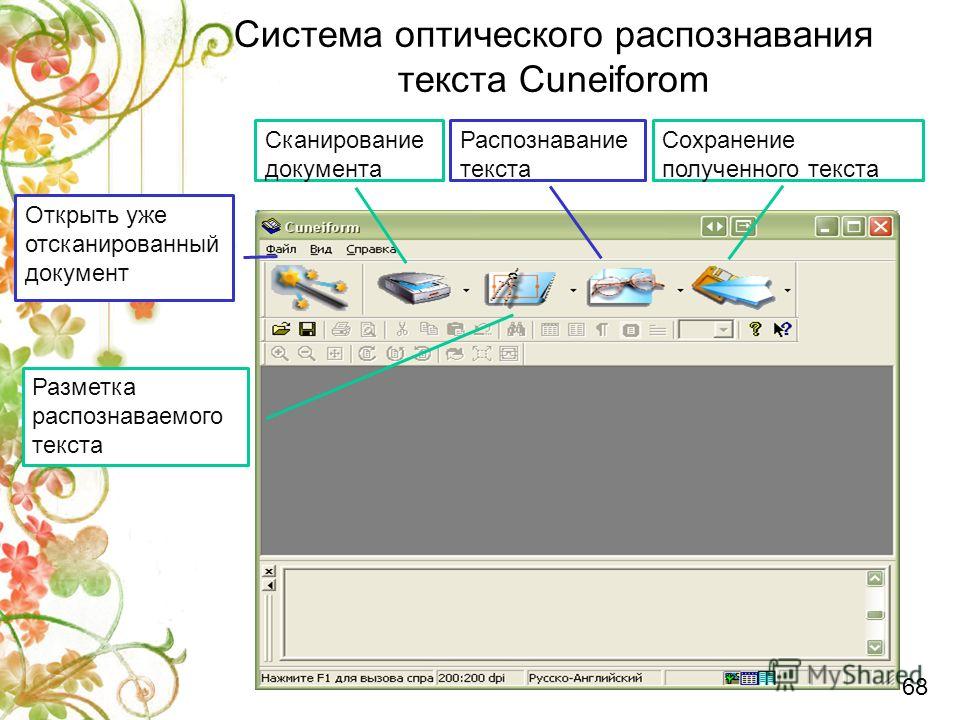
 С помощью камеры 3D-сканер анализирует деформацию линии, испускаемой лазером на рельефах объекта, чтобы определить с помощью тригонометрических расчетов его положение в пространстве. Угол, образованный между камерой и лучом лазера, расстояние от камеры до объекта и расстояние от источника лазера до объекта (известное из расчета времени, затрачиваемого лазером на обход), являются параметрами. которые позволяют определять пространственные координаты объекта. Преимущества технологии лазерной триангуляции для 3D-сканирования – разрешение и точность.
С помощью камеры 3D-сканер анализирует деформацию линии, испускаемой лазером на рельефах объекта, чтобы определить с помощью тригонометрических расчетов его положение в пространстве. Угол, образованный между камерой и лучом лазера, расстояние от камеры до объекта и расстояние от источника лазера до объекта (известное из расчета времени, затрачиваемого лазером на обход), являются параметрами. которые позволяют определять пространственные координаты объекта. Преимущества технологии лазерной триангуляции для 3D-сканирования – разрешение и точность.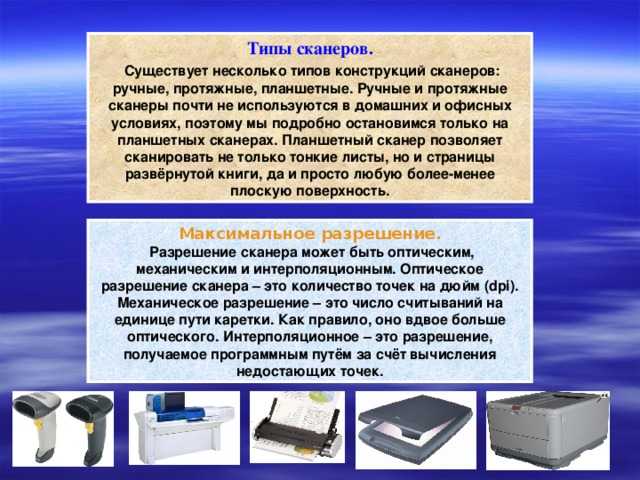 Они, помимо модуляции амплитуды лазерного луча, используемого для 3D-сканирования, также модулируют его фазу. Эти системы предлагают превосходные характеристики за счет сочетания двух типов модуляции. Преимущества лазерных импульсных 3D-сканеров: способность сканировать большие объекты и окружающую среду.
Они, помимо модуляции амплитуды лазерного луча, используемого для 3D-сканирования, также модулируют его фазу. Эти системы предлагают превосходные характеристики за счет сочетания двух типов модуляции. Преимущества лазерных импульсных 3D-сканеров: способность сканировать большие объекты и окружающую среду.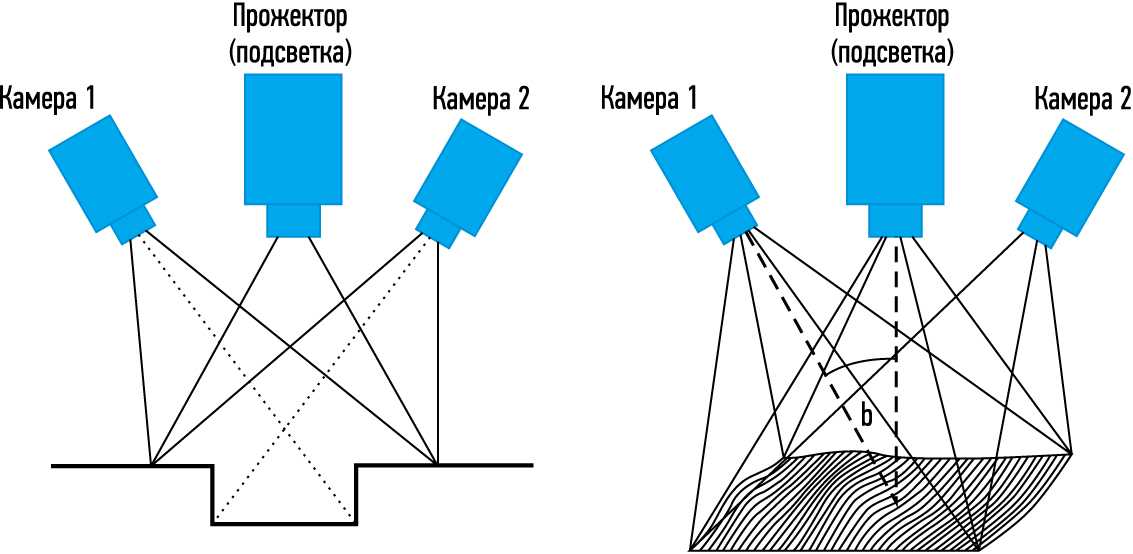


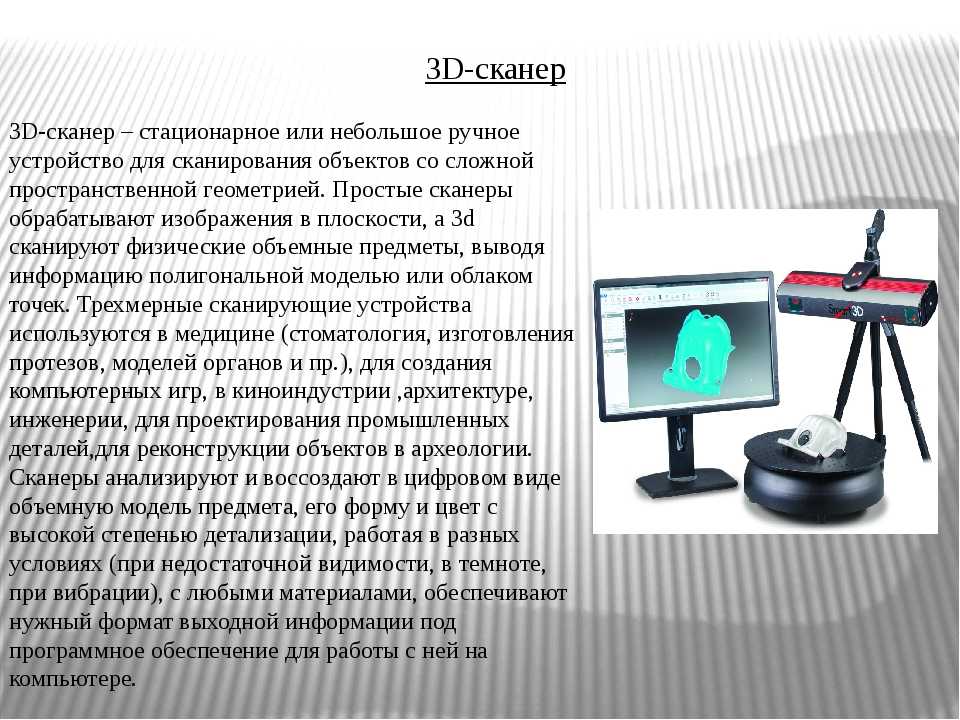 Большинство продаваемых сегодня оптических сканеров поставляются с пакетами OCR.
Большинство продаваемых сегодня оптических сканеров поставляются с пакетами OCR. Например, 24-битный цветной сканер может отображать 2 цвета в 24-й степени (16,7 миллиона). Обратите внимание, однако, что большой цветовой диапазон бесполезен, если матрицы ПЗС способны обнаруживать только небольшое количество различных цветов.
Например, 24-битный цветной сканер может отображать 2 цвета в 24-й степени (16,7 миллиона). Обратите внимание, однако, что большой цветовой диапазон бесполезен, если матрицы ПЗС способны обнаруживать только небольшое количество различных цветов.
 0 мм
0 мм
 50 кВт
50 кВт 50 кВт
50 кВт 3 мм
3 мм Оборудование отличается износостойкой конструкцией, достаточно простым в управлении и обслуживании.
Оборудование отличается износостойкой конструкцией, достаточно простым в управлении и обслуживании.



 Настройка системы минимальна по времени, а для управления станком необходимо нажатие только одной кнопки.
Настройка системы минимальна по времени, а для управления станком необходимо нажатие только одной кнопки. п.
п. Существуют три варианта станков: ручной – приводится в действие рычагом, ножной – начинает функционировать благодаря педали, комбинированный – сочетание вышеописанных видов.
Существуют три варианта станков: ручной – приводится в действие рычагом, ножной – начинает функционировать благодаря педали, комбинированный – сочетание вышеописанных видов.


 Расскажите нам все подробности.
Расскажите нам все подробности. д.) , с индивидуальным подходом, мы всегда гарантируем лучшее решение для каждой производственной потребности и любого набора технических и экономических ограничений.
д.) , с индивидуальным подходом, мы всегда гарантируем лучшее решение для каждой производственной потребности и любого набора технических и экономических ограничений.


 В статье мы расскажем о многочисленных разновидностях и особенностях их применения – это понадобится как новичку, так и для повторения профессионалу.
В статье мы расскажем о многочисленных разновидностях и особенностях их применения – это понадобится как новичку, так и для повторения профессионалу.

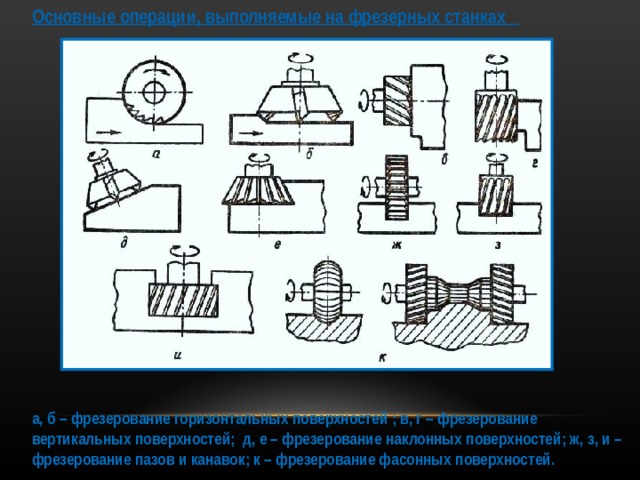



 Кромки резания сделаны с наклоном, что позволяет добиться любого угла работы. Посмотрим, какие есть подвиды.
Кромки резания сделаны с наклоном, что позволяет добиться любого угла работы. Посмотрим, какие есть подвиды.
 Их не стоит путать со шлифовкой. Задача – достигнуть максимальной чистоты при металлообработке.
Их не стоит путать со шлифовкой. Задача – достигнуть максимальной чистоты при металлообработке.
 Очень хорошо они подходят для металлообработки двух перпендикулярных плоскостей. Они делятся аналогично угловым на:
Очень хорошо они подходят для металлообработки двух перпендикулярных плоскостей. Они делятся аналогично угловым на:
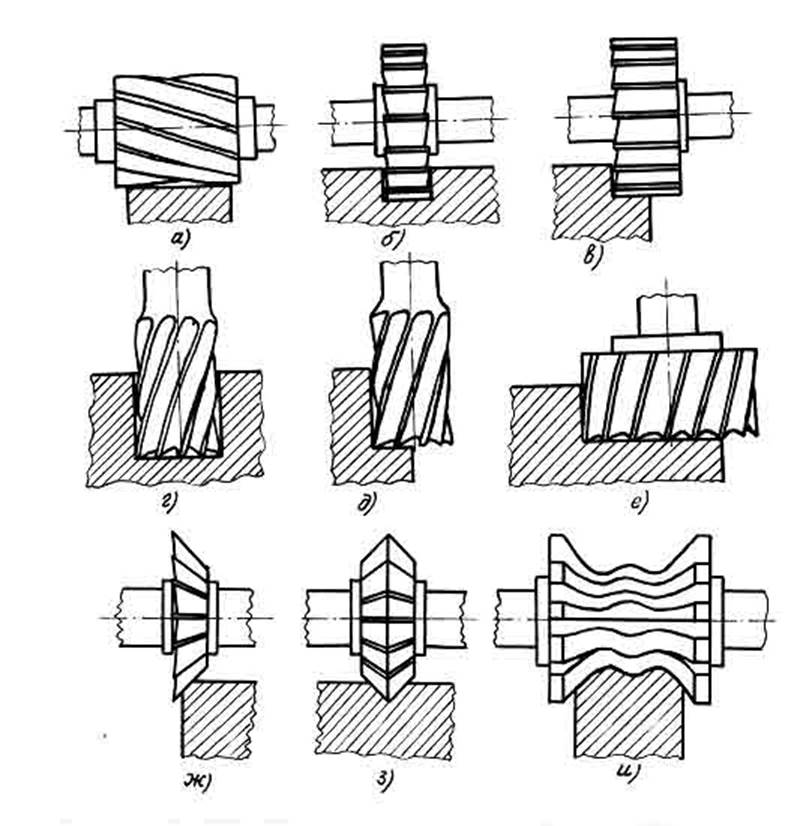
 В то время как обдирная, черновая, промежуточная и даже чистовая стадия – это инструменты, которые не предназначены для шлифования.
В то время как обдирная, черновая, промежуточная и даже чистовая стадия – это инструменты, которые не предназначены для шлифования.
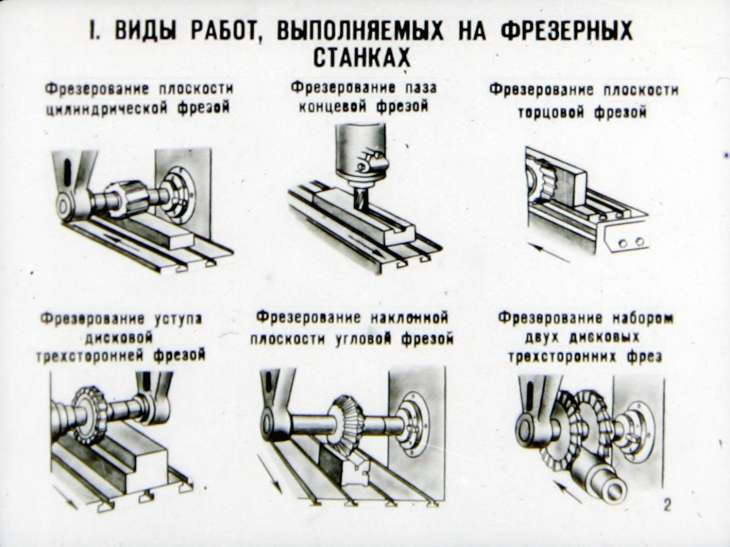 Маленькие лезвия находятся со всех сторон рабочей сферы.
Маленькие лезвия находятся со всех сторон рабочей сферы.

 Движение будет плавным, без ударов, потому что одновременно поверхности касается несколько зубьев.
Движение будет плавным, без ударов, потому что одновременно поверхности касается несколько зубьев.

 И так, чего же ты ждешь? Давайте начнем.
И так, чего же ты ждешь? Давайте начнем. Черновая концевая фреза
Черновая концевая фреза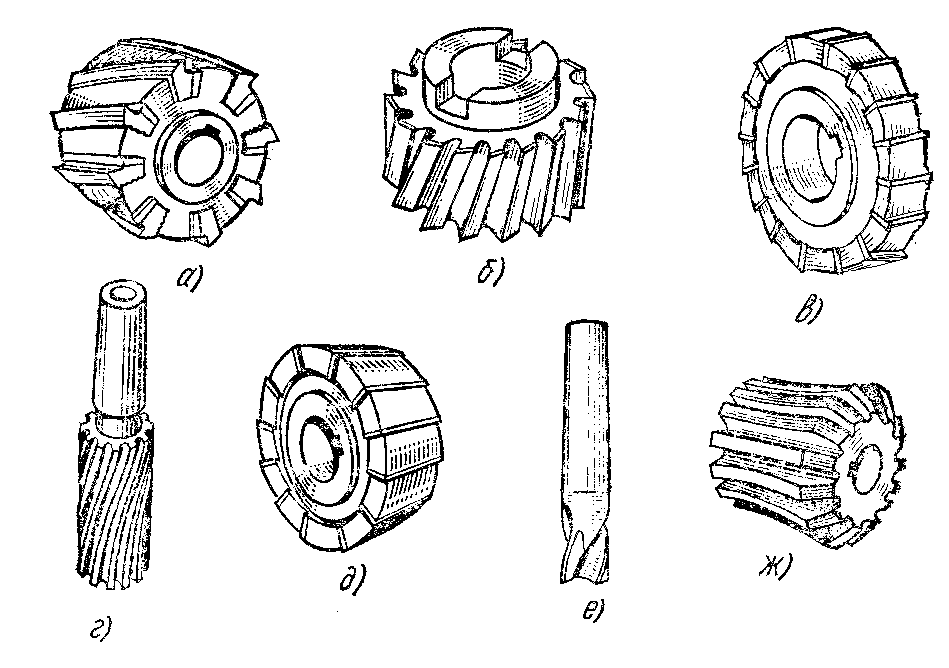 Быстрорежущая сталь также называется HS или HSS. Быстрорежущая сталь не теряет своей твердости при повышении температуры. Следовательно, из-за лучшей твердости для изготовления концевых фрез используется быстрорежущая сталь. Концевые фрезы в основном используются при плунжерном, копировальном, торцевом фрезеровании и т. д. Торцовые фрезы и т. д. — это различные фрезы, которые используются в термине «концевая фреза».
Быстрорежущая сталь также называется HS или HSS. Быстрорежущая сталь не теряет своей твердости при повышении температуры. Следовательно, из-за лучшей твердости для изготовления концевых фрез используется быстрорежущая сталь. Концевые фрезы в основном используются при плунжерном, копировальном, торцевом фрезеровании и т. д. Торцовые фрезы и т. д. — это различные фрезы, которые используются в термине «концевая фреза».
 Более того, при фрезеровании целесообразна смена инструмента для получения требуемой конструкции.
Более того, при фрезеровании целесообразна смена инструмента для получения требуемой конструкции. д. Существуют распространенные типы концевых фрез.
д. Существуют распространенные типы концевых фрез. Их форма делает их идеальным выбором для обработки поднутрений.
Их форма делает их идеальным выбором для обработки поднутрений.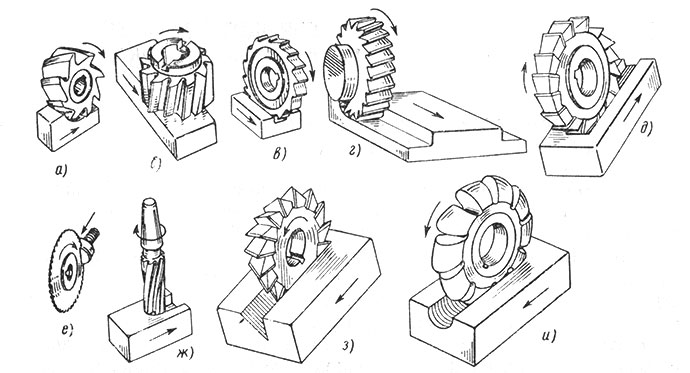 Эти фрезы, также известные как фрезы для дерева, наиболее известны тем, что прорезают Т-образные пазы в деталях и заготовках. Эти типы фрез идеально подходят для вырезания пазов, используемых для головок болтов и подвесных кронштейнов в стеновых панелях.
Эти фрезы, также известные как фрезы для дерева, наиболее известны тем, что прорезают Т-образные пазы в деталях и заготовках. Эти типы фрез идеально подходят для вырезания пазов, используемых для головок болтов и подвесных кронштейнов в стеновых панелях. Этот резак придает бесшовную и гладкую полукруглую форму заготовкам.
Этот резак придает бесшовную и гладкую полукруглую форму заготовкам.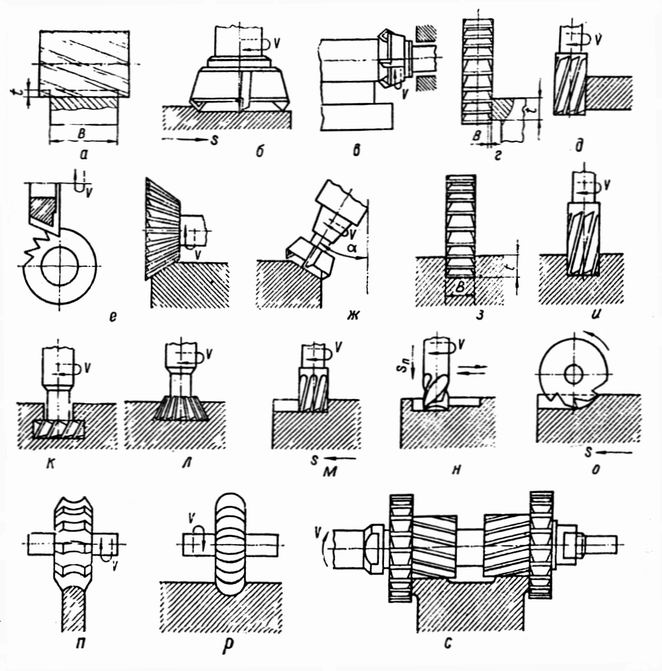
 Существует три основных типа фасонных фрез.
Существует три основных типа фасонных фрез. Вот наиболее распространенные материалы, используемые для изготовления фрез.
Вот наиболее распространенные материалы, используемые для изготовления фрез. С добавлением этих сплавов быстрорежущая сталь имеет более высокую вязкость, износостойкость и прокаливаемость, что обеспечивает более высокую скорость съема металла.
С добавлением этих сплавов быстрорежущая сталь имеет более высокую вязкость, износостойкость и прокаливаемость, что обеспечивает более высокую скорость съема металла. С другой стороны, инструменты с низким содержанием кобальта идеально подходят для чистовой обработки, а инструменты с высоким содержанием кобальта лучше всего подходят для черновой обработки.
С другой стороны, инструменты с низким содержанием кобальта идеально подходят для чистовой обработки, а инструменты с высоким содержанием кобальта лучше всего подходят для черновой обработки. Фрезы, изготовленные с использованием стеллита, идеально подходят для изготовления отливок автомобильных двигателей и других серийных деталей.
Фрезы, изготовленные с использованием стеллита, идеально подходят для изготовления отливок автомобильных двигателей и других серийных деталей.
 Фрезы для грубого металла идеально подходят для черновой обработки благодаря большой стружечной канавке, которая снижает трение между заготовкой, корпусом фрезы и самой стружкой.
Фрезы для грубого металла идеально подходят для черновой обработки благодаря большой стружечной канавке, которая снижает трение между заготовкой, корпусом фрезы и самой стружкой.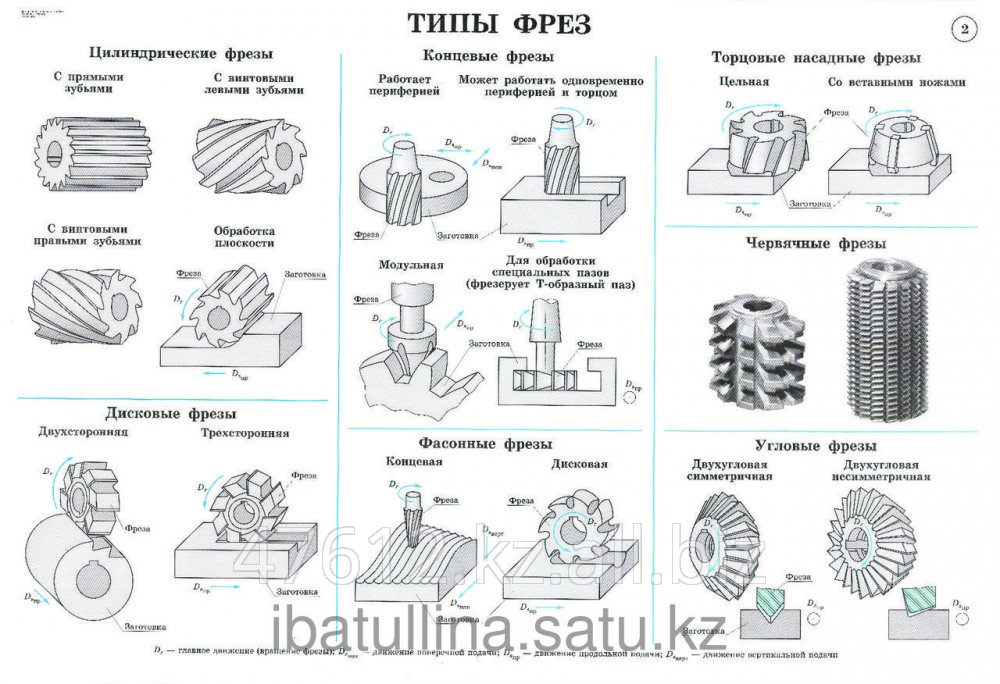 Эти фрезерные инструменты бывают разных типов для разных целей фрезерования. Рекомендуется обратиться к специалисту за профессиональной консультацией.
Эти фрезерные инструменты бывают разных типов для разных целей фрезерования. Рекомендуется обратиться к специалисту за профессиональной консультацией.
 .. 17 l
.. 17 l 33Азербайджан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Албания | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Алжир | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Ангола | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Андорра | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Антигуа и Барбуда | 230V/60Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Аргентина | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Армения | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Аруба | 115V/60Hz | Nema N5-15 Plug | .22Афганистан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Багамские острова | 115V/60Hz | Nema N5-15 Plug | .22Бангладеш | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Барбадос | 115V/50Hz | Nema N5-15 Plug | .22Бахрейн | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Беларусь | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Белиз | 115V/60Hz | Nema N5-15 Plug | .22Бельгия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Бенин | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .
33Азербайджан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Албания | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Алжир | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Ангола | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Андорра | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Антигуа и Барбуда | 230V/60Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Аргентина | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Армения | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Аруба | 115V/60Hz | Nema N5-15 Plug | .22Афганистан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Багамские острова | 115V/60Hz | Nema N5-15 Plug | .22Бангладеш | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Барбадос | 115V/50Hz | Nema N5-15 Plug | .22Бахрейн | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Беларусь | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Белиз | 115V/60Hz | Nema N5-15 Plug | .22Бельгия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Бенин | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | . 33Берег Слоновой Кости | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Бермудские острова | 115V/60Hz | Nema N5-15 Plug | .22Болгария | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Боливия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Босния и Герцеговина | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Ботсвана | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Бразилия | 115V/60Hz | Nema N5-15 Plug | .22Бразилия | 230V/60Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Бруней-Даруссалам | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Буркина-Фасо | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Бурунди | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Бутан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Вануату | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Великобритания | 230V/50Hz | UK Plug Type BS1363A | .04Венгрия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Венесуэла | 115V/60Hz | Nema N5-15 Plug | .22Виргинские острова, США | 115V/60Hz | Nema N5-15 Plug | .
33Берег Слоновой Кости | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Бермудские острова | 115V/60Hz | Nema N5-15 Plug | .22Болгария | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Боливия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Босния и Герцеговина | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Ботсвана | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Бразилия | 115V/60Hz | Nema N5-15 Plug | .22Бразилия | 230V/60Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Бруней-Даруссалам | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Буркина-Фасо | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Бурунди | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Бутан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Вануату | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Великобритания | 230V/50Hz | UK Plug Type BS1363A | .04Венгрия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Венесуэла | 115V/60Hz | Nema N5-15 Plug | .22Виргинские острова, США | 115V/60Hz | Nema N5-15 Plug | .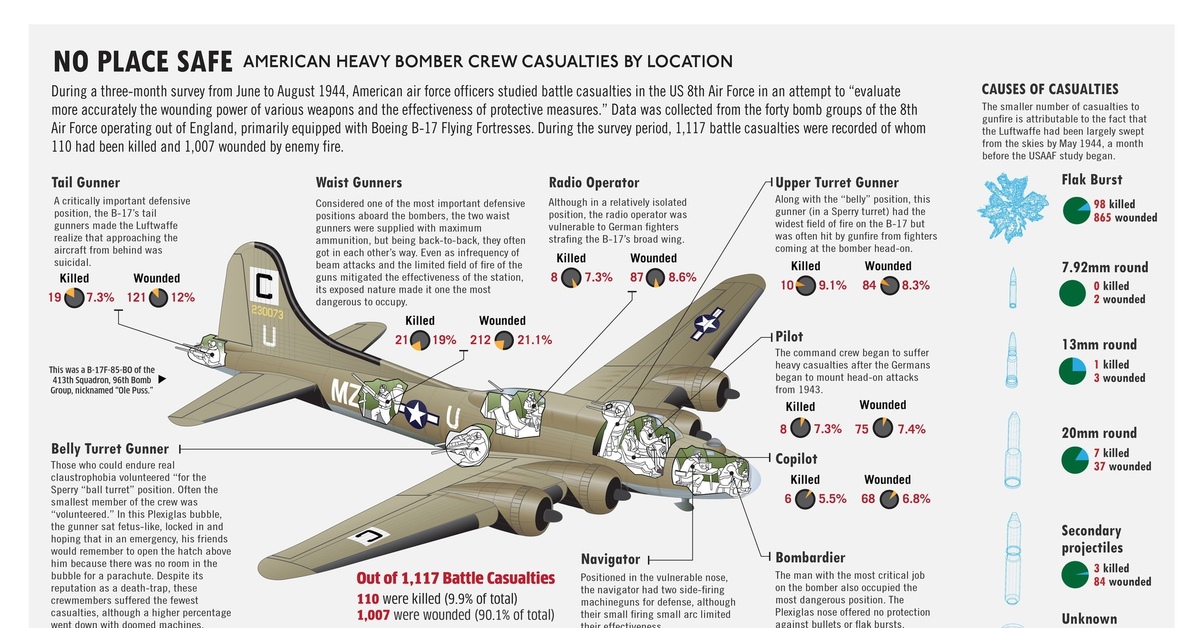 22Вьетнам | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Габон | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Гаити | 115V/60Hz | Nema N5-15 Plug | .22Гайана | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Гамбия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Гана | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Гватемала | 115V/60Hz | Nema N5-15 Plug | .22Гвинея | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Германия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Гибралтар | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Гондурас | 115V/60Hz | Nema N5-15 Plug | .22Гонконг | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Государство-государство Ватикан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Гренада | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Гренландия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Греция | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Грузия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .
22Вьетнам | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Габон | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Гаити | 115V/60Hz | Nema N5-15 Plug | .22Гайана | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Гамбия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Гана | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Гватемала | 115V/60Hz | Nema N5-15 Plug | .22Гвинея | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Германия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Гибралтар | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Гондурас | 115V/60Hz | Nema N5-15 Plug | .22Гонконг | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Государство-государство Ватикан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Гренада | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Гренландия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Греция | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Грузия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | . 33Дания | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Джибути | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Доминика | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Доминиканская Республика | 115V/60Hz | Nema N5-15 Plug | .22Египет | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Замбия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Зимбабве | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Израиль | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Индия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Индонезия | 115V/50Hz | Nema N5-15 Plug | .22Индонезия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Иордания | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Ирак | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Иран | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Ирландия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Исландия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Испания | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .
33Дания | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Джибути | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Доминика | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Доминиканская Республика | 115V/60Hz | Nema N5-15 Plug | .22Египет | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Замбия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Зимбабве | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Израиль | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Индия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Индонезия | 115V/50Hz | Nema N5-15 Plug | .22Индонезия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Иордания | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Ирак | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Иран | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Ирландия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Исландия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Испания | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | . 33Италия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Йемен | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Казахстан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Каймановы острова | 115V/60Hz | Nema N5-15 Plug | .22Камбоджа | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Камерун | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Канада | 115V/60Hz | Nema N5-15 Plug | .22Катар | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Кения | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Кипр | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Китай | 230V/50Hz | CN Plug | .33.chnКолумбия | 115V/60Hz | Nema N5-15 Plug | .22Конго | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Конго (Демократическая Республика) | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Косово | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Коста-Рика | 115V/60Hz | Nema N5-15 Plug | .22Куба | 115V/60Hz | Nema N5-15 Plug | .22Кувейт | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .
33Италия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Йемен | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Казахстан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Каймановы острова | 115V/60Hz | Nema N5-15 Plug | .22Камбоджа | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Камерун | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Канада | 115V/60Hz | Nema N5-15 Plug | .22Катар | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Кения | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Кипр | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Китай | 230V/50Hz | CN Plug | .33.chnКолумбия | 115V/60Hz | Nema N5-15 Plug | .22Конго | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Конго (Демократическая Республика) | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Косово | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Коста-Рика | 115V/60Hz | Nema N5-15 Plug | .22Куба | 115V/60Hz | Nema N5-15 Plug | .22Кувейт | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | . 33Кыргызстан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Лаосская Народно-Демократическая Республика | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Латвия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Лесото | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Либерия | 115V/50Hz | Nema N5-15 Plug | .22Либерия | 230V/60Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Ливан | 115V/50Hz | Nema N5-15 Plug | .22Ливия | 115V/50Hz | Nema N5-15 Plug | .22Литва | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Лихтенштейн | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Люксембург | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Маврикий | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Мавритания | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Мадагаскар | 115V/50Hz | Nema N5-15 Plug | .22Макао | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Македония | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Малави | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .
33Кыргызстан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Лаосская Народно-Демократическая Республика | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Латвия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Лесото | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Либерия | 115V/50Hz | Nema N5-15 Plug | .22Либерия | 230V/60Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Ливан | 115V/50Hz | Nema N5-15 Plug | .22Ливия | 115V/50Hz | Nema N5-15 Plug | .22Литва | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Лихтенштейн | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Люксембург | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Маврикий | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Мавритания | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Мадагаскар | 115V/50Hz | Nema N5-15 Plug | .22Макао | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Македония | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Малави | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | . 33Малайзия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Мали | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Мальдивы | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Мальта | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Марокко | 115V/50Hz | Nema N5-15 Plug | .22Мексика | 115V/60Hz | Nema N5-15 Plug | .22Мозамбик | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Молдова | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Монако | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Монако | 115V/50Hz | Nema N5-15 Plug | .22Монголия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Мьянма | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Намибия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Непал | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Нигер | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Нигерия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Нидерландские Антильские острова | 115V/50Hz | Nema N5-15 Plug | .22Нидерландские Антильские острова | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .
33Малайзия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Мали | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Мальдивы | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Мальта | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Марокко | 115V/50Hz | Nema N5-15 Plug | .22Мексика | 115V/60Hz | Nema N5-15 Plug | .22Мозамбик | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Молдова | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Монако | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Монако | 115V/50Hz | Nema N5-15 Plug | .22Монголия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Мьянма | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Намибия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Непал | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Нигер | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Нигерия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Нидерландские Антильские острова | 115V/50Hz | Nema N5-15 Plug | .22Нидерландские Антильские острова | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | . 33Нидерланды | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Никарагуа | 115V/60Hz | Nema N5-15 Plug | .22Новая Зеландия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Новая Каледония | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Норвегия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Объединенные Арабские Эмираты | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Оман | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Острова Теркс и Кайкос | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Пакистан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Палестинские территории | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Панама | 115V/60Hz | Nema N5-15 Plug | .22Папуа — Новая Гвинея | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Парагвай | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Перу | 230V/60Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Польша | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Португалия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .
33Нидерланды | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Никарагуа | 115V/60Hz | Nema N5-15 Plug | .22Новая Зеландия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Новая Каледония | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Норвегия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Объединенные Арабские Эмираты | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Оман | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Острова Теркс и Кайкос | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Пакистан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Палестинские территории | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Панама | 115V/60Hz | Nema N5-15 Plug | .22Папуа — Новая Гвинея | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Парагвай | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Перу | 230V/60Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Польша | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Португалия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | . 33Пуэрто-Рико | 115V/60Hz | Nema N5-15 Plug | .22Реюньон | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Россия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Руанда | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Румыния | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Сальвадор | 115V/60Hz | Nema N5-15 Plug | .22Самоа | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Самоа | 115V/60Hz | Nema N5-15 Plug | .22Сан-Марино | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Саудовская Аравия | 230V/60Hz | UK Plug Type BS1363A | .04Свазиленд | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Сейшельские острова | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Сенегал | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Сент-Винсент и Гренадины | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Сент-Китс и Невис | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Сент-Люсия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Сербия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .
33Пуэрто-Рико | 115V/60Hz | Nema N5-15 Plug | .22Реюньон | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Россия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Руанда | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Румыния | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Сальвадор | 115V/60Hz | Nema N5-15 Plug | .22Самоа | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Самоа | 115V/60Hz | Nema N5-15 Plug | .22Сан-Марино | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Саудовская Аравия | 230V/60Hz | UK Plug Type BS1363A | .04Свазиленд | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Сейшельские острова | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Сенегал | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Сент-Винсент и Гренадины | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Сент-Китс и Невис | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Сент-Люсия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Сербия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | . 33Сингапур | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Сирия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Словакия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Словения | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Соединенные Штаты | 115V/60Hz | Nema N5-15 Plug | .22Сомали | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Судан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Суринам | 115V/60Hz | Nema N5-15 Plug | .22Сьерра-Леоне | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Таджикистан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Таиланд | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Тайвань | 115V/60Hz | Nema N5-15 Plug | .22Танзания | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Того | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Тринидад и Тобаго | 115V/60Hz | Nema N5-15 Plug | .22Тунис | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Туркменистан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Турция | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .
33Сингапур | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Сирия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Словакия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Словения | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Соединенные Штаты | 115V/60Hz | Nema N5-15 Plug | .22Сомали | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Судан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Суринам | 115V/60Hz | Nema N5-15 Plug | .22Сьерра-Леоне | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Таджикистан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Таиланд | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Тайвань | 115V/60Hz | Nema N5-15 Plug | .22Танзания | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Того | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Тринидад и Тобаго | 115V/60Hz | Nema N5-15 Plug | .22Тунис | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Туркменистан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Турция | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | . 33Уганда | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Узбекистан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Украина | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Уругвай | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Фарерские острова | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Фиджи | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Филиппины | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Финляндия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Франция | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Французская Гвиана | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Французская Полинезия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Хорватия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Центральноафриканская Республика | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Чад | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Черногория | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Чешская Республика | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .
33Уганда | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Узбекистан | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Украина | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Уругвай | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Фарерские острова | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Фиджи | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Филиппины | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Финляндия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Франция | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Французская Гвиана | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Французская Полинезия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Хорватия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Центральноафриканская Республика | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Чад | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Черногория | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Чешская Республика | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | . 33Чили | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Швейцария | 230V/50Hz | CH Plug Type SEV 1011 | .05Швеция | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Шри-Ланка | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Эквадор | 115V/60Hz | Nema N5-15 Plug | .22Эритрея | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Эстония | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Эфиопия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Южная Африка | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Ямайка | 115V/50Hz | Nema N5-15 Plug | .22Япония | 100V/50Hz | Nema N5-15 Plug | .22
33Чили | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Швейцария | 230V/50Hz | CH Plug Type SEV 1011 | .05Швеция | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Шри-Ланка | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Эквадор | 115V/60Hz | Nema N5-15 Plug | .22Эритрея | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Эстония | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Эфиопия | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Южная Африка | 230V/50Hz | Schuko Plug — CEE 7/4 Plug Type F | .33Ямайка | 115V/50Hz | Nema N5-15 Plug | .22Япония | 100V/50Hz | Nema N5-15 Plug | .22 1 bar
1 bar 22
22 Что такое код B17 и для чего он нужен? Есть ли что-то, чего мне следует избегать, и какова приблизительная стоимость этой услуги?
Что такое код B17 и для чего он нужен? Есть ли что-то, чего мне следует избегать, и какова приблизительная стоимость этой услуги?  ..
.. , если в машине есть второй человек, попросите их прокачать тормоза, пока они прокачивают, цвет тормозной жидкости должен измениться на более чистый цвет, когда это произойдет, затяните винт для выпуска воздуха, и пусть они снова прокачают тормоза и убедитесь, что они нет пузырьков воздуха, когда вы снова открываете винт для выпуска воздуха, если не затянуть винт для выпуска воздуха, вернитесь к главному цилиндру и долейте тормозную жидкость. Перейдите на противоположную заднюю сторону и сделайте то же самое. Затем на перед и все повторить. Я обнаружил, что проще всего поднять ODY и поставить на 4 подставки, а также снять все шины для доступа к винту для выпуска воздуха.
, если в машине есть второй человек, попросите их прокачать тормоза, пока они прокачивают, цвет тормозной жидкости должен измениться на более чистый цвет, когда это произойдет, затяните винт для выпуска воздуха, и пусть они снова прокачают тормоза и убедитесь, что они нет пузырьков воздуха, когда вы снова открываете винт для выпуска воздуха, если не затянуть винт для выпуска воздуха, вернитесь к главному цилиндру и долейте тормозную жидкость. Перейдите на противоположную заднюю сторону и сделайте то же самое. Затем на перед и все повторить. Я обнаружил, что проще всего поднять ODY и поставить на 4 подставки, а также снять все шины для доступа к винту для выпуска воздуха. Это ваш выбор, я следую рекомендациям производителя по безопасности, а не потому, что вам это не нужно.
Это ваш выбор, я следую рекомендациям производителя по безопасности, а не потому, что вам это не нужно. ..
.. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
 За это время промышленная робототехника зарекомендовала себя как эффективный инструмент снижения эксплуатационных издержек и получила широкое распространение в автомобилестроении, электрике и электронике, металлообработке, машиностроении и других отраслях промышленности.
За это время промышленная робототехника зарекомендовала себя как эффективный инструмент снижения эксплуатационных издержек и получила широкое распространение в автомобилестроении, электрике и электронике, металлообработке, машиностроении и других отраслях промышленности. В целом роботы становятся более простыми в управлении и программировании, что делает их использование доступным для многих компаний, в особенности для предприятий малого и среднего бизнеса.
В целом роботы становятся более простыми в управлении и программировании, что делает их использование доступным для многих компаний, в особенности для предприятий малого и среднего бизнеса.
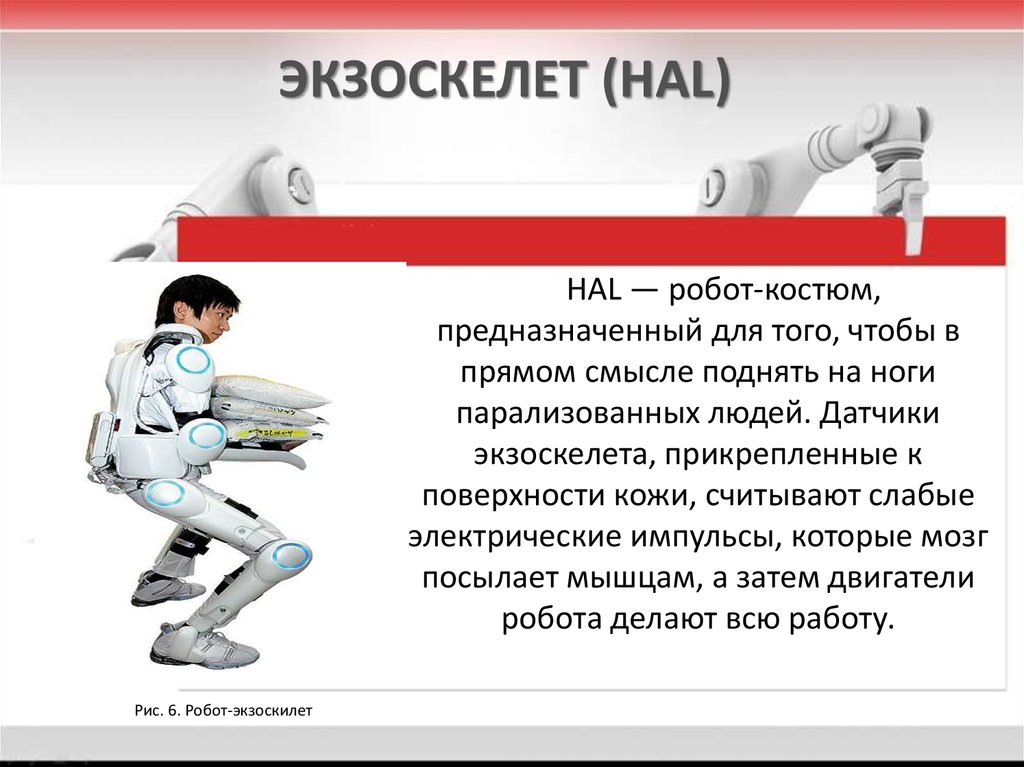 Было продано 477 единиц сельскохозяйственных роботов. Объём рынка составил 2,4 млн долл. По оценкам экспертов, в 2019 году объём мирового рынка сельскохозяйственных роботов увеличился вдвое по сравнению с уровнем 2018 года. Рост рынка в 20202022 гг. оценивается в 50% ежегодно.
Было продано 477 единиц сельскохозяйственных роботов. Объём рынка составил 2,4 млн долл. По оценкам экспертов, в 2019 году объём мирового рынка сельскохозяйственных роботов увеличился вдвое по сравнению с уровнем 2018 года. Рост рынка в 20202022 гг. оценивается в 50% ежегодно.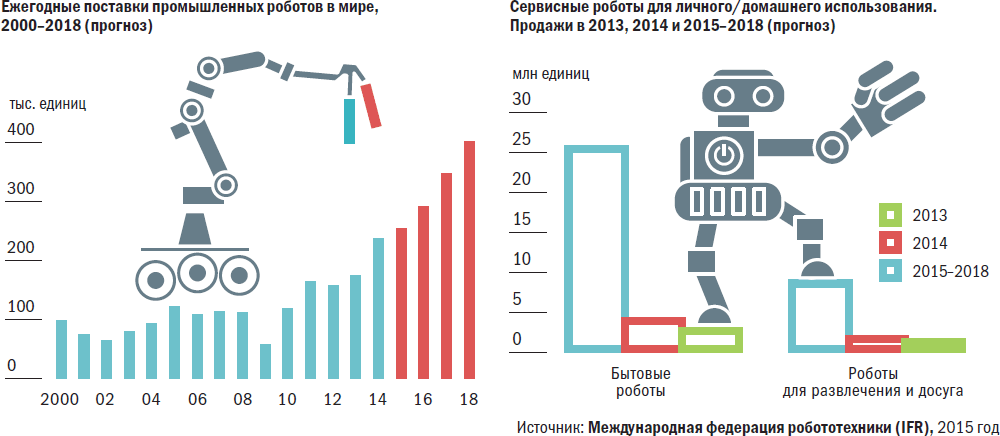

 Например, промышленные манипуляторы и роботы могут использоваться не только в обрабатывающем производстве, но и в логистике, медицине. Дроны могут использоваться в горнодобывающей отрасли, логистике, мониторинге линий электропередач, строительстве. Большое значение имеет адаптация технологий под конкретное нишевое применение.
Например, промышленные манипуляторы и роботы могут использоваться не только в обрабатывающем производстве, но и в логистике, медицине. Дроны могут использоваться в горнодобывающей отрасли, логистике, мониторинге линий электропередач, строительстве. Большое значение имеет адаптация технологий под конкретное нишевое применение. Основное их предназначение – сделать нашу жизнь более комфортной, улучшить условия труда, освободить «руки» от сложных рабочих процессов и увеличить производительность.
Основное их предназначение – сделать нашу жизнь более комфортной, улучшить условия труда, освободить «руки» от сложных рабочих процессов и увеличить производительность. Первые признаки робототехники наблюдались еще с античности, когда люди мечтали о гигантских бронзовых машинах, которые смогли бы помочь им сражаться с врагами и завоевывать новые земли. Есть свидетельства, что прообразами нынешних роботов были механические фигуры, найденные в записках арабского изобретателя Аль-Джазари примерно в 1136 – 1206 годах.
Первые признаки робототехники наблюдались еще с античности, когда люди мечтали о гигантских бронзовых машинах, которые смогли бы помочь им сражаться с врагами и завоевывать новые земли. Есть свидетельства, что прообразами нынешних роботов были механические фигуры, найденные в записках арабского изобретателя Аль-Джазари примерно в 1136 – 1206 годах. Автоматон был около 40 см в высоту, способный ходить, бить себя в грудь рукой, кивать головой и даже преподносить деревянный крест к губам.
Автоматон был около 40 см в высоту, способный ходить, бить себя в грудь рукой, кивать головой и даже преподносить деревянный крест к губам. Эти роботы копировали движения рук человека, находящегося в безопасном месте.
Эти роботы копировали движения рук человека, находящегося в безопасном месте.
 Это связано с рядом факторов. Во-первых, для этого просто не готова наша инфраструктура: дороги, улицы, здания и наши дома. Роботы воспринимают мир иначе и пока неспособны даже отличить стул от стола, чего уж говорить о постоянно меняющихся условиях нашей жизни.
Это связано с рядом факторов. Во-первых, для этого просто не готова наша инфраструктура: дороги, улицы, здания и наши дома. Роботы воспринимают мир иначе и пока неспособны даже отличить стул от стола, чего уж говорить о постоянно меняющихся условиях нашей жизни. Но будущее пока что в наших руках, и мы в силах его изменить, тем более, что сейчас программирование роботов становится все более открытым и доступным для общественности. Нужно только научиться правильно пользоваться этими возможностями.
Но будущее пока что в наших руках, и мы в силах его изменить, тем более, что сейчас программирование роботов становится все более открытым и доступным для общественности. Нужно только научиться правильно пользоваться этими возможностями. Это манипуляторы компании Universal Robots, а также промышленные роботы нового поколения Baxter и Sawyer от Rethink Robotics.
Это манипуляторы компании Universal Robots, а также промышленные роботы нового поколения Baxter и Sawyer от Rethink Robotics. Последние модели производителя отличаются улучшенной навигацией и сопряжением со смартфоном. Данное дополнение открывает новые возможности для обычных пользователей, которые могут через специальные приложения добавлять роботам больше функций.
Последние модели производителя отличаются улучшенной навигацией и сопряжением со смартфоном. Данное дополнение открывает новые возможности для обычных пользователей, которые могут через специальные приложения добавлять роботам больше функций. Если раньше такая «автоматизация» заключалась в хлопанье ладошами чтобы включить свет, то сейчас человеку вообще не нужно ни за чем следить – вся власть в руках электронного управдома, роботизированного центра управления, которому подчинены все домашние устройства от систем безопасности и освещения до кофеварки и стиральной машины.
Если раньше такая «автоматизация» заключалась в хлопанье ладошами чтобы включить свет, то сейчас человеку вообще не нужно ни за чем следить – вся власть в руках электронного управдома, роботизированного центра управления, которому подчинены все домашние устройства от систем безопасности и освещения до кофеварки и стиральной машины.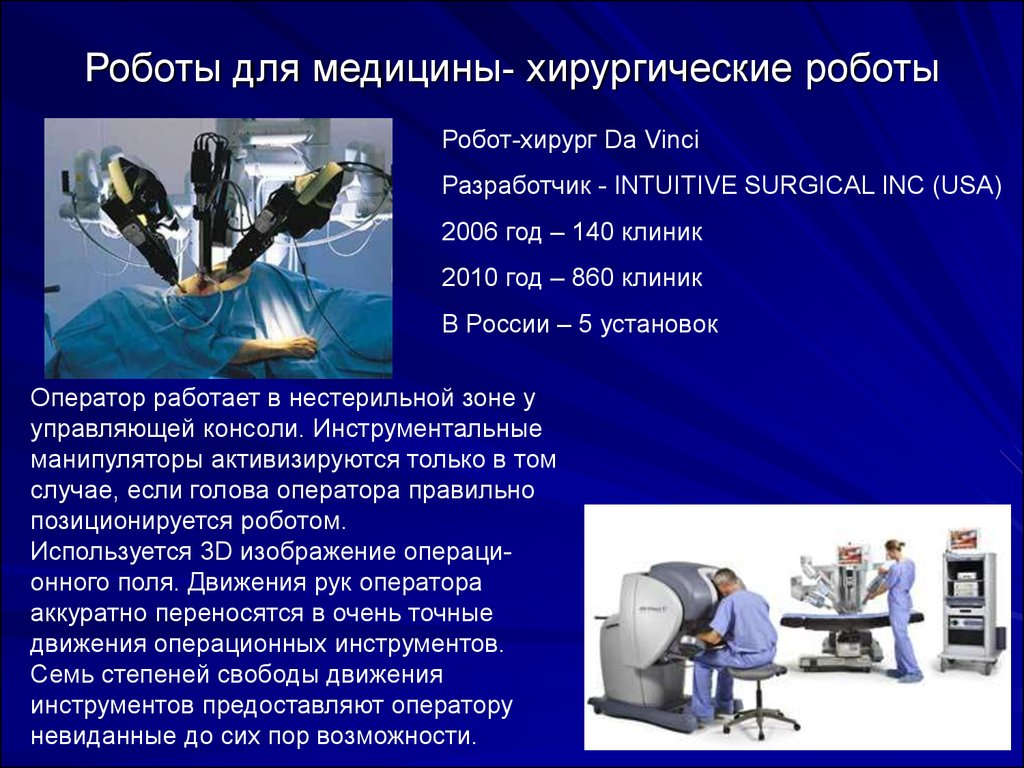 Будучи подключенными к Интернету, они сообщают о погоде, рассказывают новости, предоставляют информацию о пробках в вашем городе и прочее. А благодаря открытому доступу к программированию, из них можно сделать отличных помощников для учебы детей, развлечения пожилых и даже игрушек для домашних животных.
Будучи подключенными к Интернету, они сообщают о погоде, рассказывают новости, предоставляют информацию о пробках в вашем городе и прочее. А благодаря открытому доступу к программированию, из них можно сделать отличных помощников для учебы детей, развлечения пожилых и даже игрушек для домашних животных.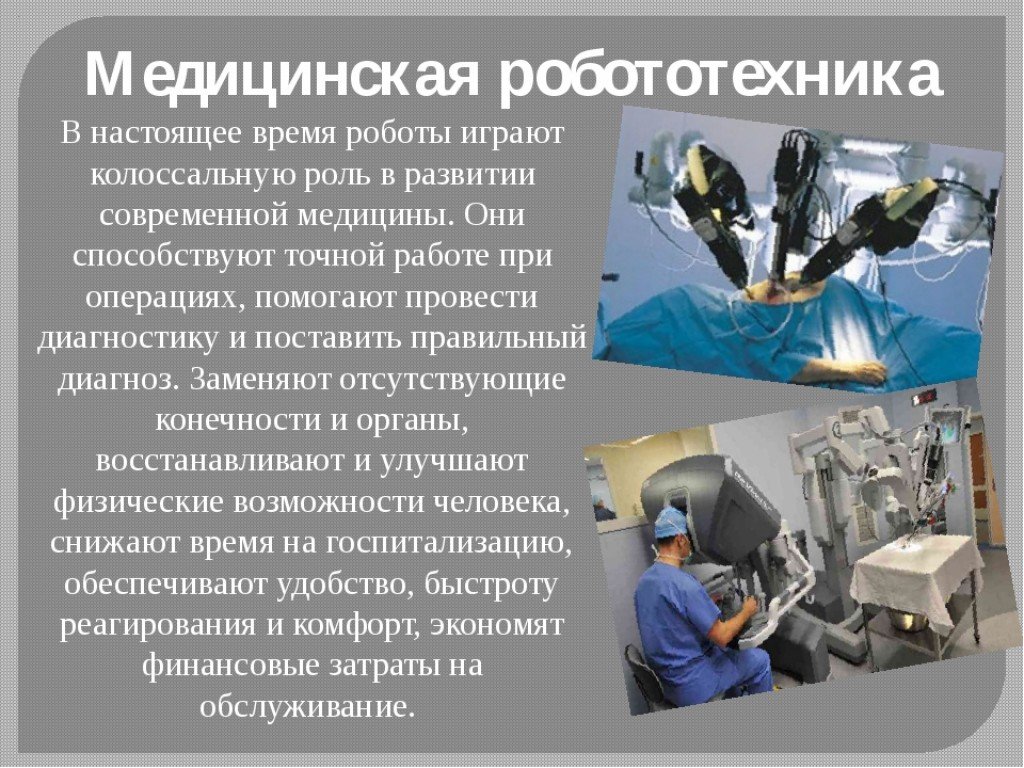 Интернет размоет границы между странами, а роботы будут делать за нас практически все.
Интернет размоет границы между странами, а роботы будут делать за нас практически все. А беспилотные автомобили заполнят полностью дороги в 2033 году.
А беспилотные автомобили заполнят полностью дороги в 2033 году.
 К примеру, «умные» шторы, которые сами регулируют свою прозрачность в зависимости от уровней внешнего и внутреннего освещения. Или холодильник, который самостоятельно регулирует температуру в разных отсеках, основываясь на том, какие продукты вы берете чаще всего. Таким образом, техника начинает подстраиваться под ежедневную жизнь пользователя и управляться исходя из его потребностей.
К примеру, «умные» шторы, которые сами регулируют свою прозрачность в зависимости от уровней внешнего и внутреннего освещения. Или холодильник, который самостоятельно регулирует температуру в разных отсеках, основываясь на том, какие продукты вы берете чаще всего. Таким образом, техника начинает подстраиваться под ежедневную жизнь пользователя и управляться исходя из его потребностей. Но что же нужно для осуществления этой концепции? Дело в том, что самой главной проблемой в данной области на сегодняшний день является отсутствие государственных стандартов, что затрудняет возможность применения предлагаемых на рынке решений, а также сдерживает появление новых.
Но что же нужно для осуществления этой концепции? Дело в том, что самой главной проблемой в данной области на сегодняшний день является отсутствие государственных стандартов, что затрудняет возможность применения предлагаемых на рынке решений, а также сдерживает появление новых. При этом не нужно будет тратить свои ресурсы на создание базовых инструментов, а только фокусироваться на основной задаче.
При этом не нужно будет тратить свои ресурсы на создание базовых инструментов, а только фокусироваться на основной задаче. Мы видим, как современные технологии постепенно объединяют людей и умные машины в одну большую социально-аппаратную сеть. И это только начало сложного, но очень увлекательного путешествия в будущее.
Мы видим, как современные технологии постепенно объединяют людей и умные машины в одну большую социально-аппаратную сеть. И это только начало сложного, но очень увлекательного путешествия в будущее.
 Робот идеально подходит для входа в здание, в котором может быть бомба. Роботы также используются на фабриках для создания таких вещей, как автомобили, шоколадные батончики и электроника. Роботы теперь используются в медицине, для военной тактики, для поиска объектов под водой и для исследования других планет. Роботизированные технологии помогли людям, потерявшим руки или ноги. Роботы — отличный инструмент для помощи человечеству.
Робот идеально подходит для входа в здание, в котором может быть бомба. Роботы также используются на фабриках для создания таких вещей, как автомобили, шоколадные батончики и электроника. Роботы теперь используются в медицине, для военной тактики, для поиска объектов под водой и для исследования других планет. Роботизированные технологии помогли людям, потерявшим руки или ноги. Роботы — отличный инструмент для помощи человечеству. Большинство из них были созданы в основном для развлекательных целей. Писатели-фантасты с большим успехом писали о роботах во всевозможных ситуациях, а это означало, что роботы были частью повседневных разговоров и воображения. Электро, первый говорящий гуманоидный робот, построенный в 1939 году, мог произносить 700 слов и выполнять такие задачи, как надувание воздушных шаров. В 1956 году Джордж Девол и Джозеф Энгельбергер основали первую в мире компанию по производству роботов. К 19Роботы 60-х годов были внедрены на автомобильном заводе General Motors в Нью-Джерси для перемещения деталей автомобилей. Роботы продолжали развиваться, и теперь их можно найти в домах в качестве игрушек, пылесосов и программируемых домашних животных. Сегодня роботы являются частью многих аспектов промышленности, медицины, науки, освоения космоса, строительства, упаковки пищевых продуктов и даже используются для проведения хирургических операций. Ватсон, робот с искусственным интеллектом от IBM, победил игроков-людей в эпизоде Jeopardy!.
Большинство из них были созданы в основном для развлекательных целей. Писатели-фантасты с большим успехом писали о роботах во всевозможных ситуациях, а это означало, что роботы были частью повседневных разговоров и воображения. Электро, первый говорящий гуманоидный робот, построенный в 1939 году, мог произносить 700 слов и выполнять такие задачи, как надувание воздушных шаров. В 1956 году Джордж Девол и Джозеф Энгельбергер основали первую в мире компанию по производству роботов. К 19Роботы 60-х годов были внедрены на автомобильном заводе General Motors в Нью-Джерси для перемещения деталей автомобилей. Роботы продолжали развиваться, и теперь их можно найти в домах в качестве игрушек, пылесосов и программируемых домашних животных. Сегодня роботы являются частью многих аспектов промышленности, медицины, науки, освоения космоса, строительства, упаковки пищевых продуктов и даже используются для проведения хирургических операций. Ватсон, робот с искусственным интеллектом от IBM, победил игроков-людей в эпизоде Jeopardy!. Есть социальные роботы с мимикой, беспилотные летательные аппараты (БПЛА), которые следят за ураганами, роботы-пчелы, помогающие опылять урожай, и многое другое. Наука о робототехнике будет продолжать развиваться способами, которые мы едва ли можем себе представить!
Есть социальные роботы с мимикой, беспилотные летательные аппараты (БПЛА), которые следят за ураганами, роботы-пчелы, помогающие опылять урожай, и многое другое. Наука о робототехнике будет продолжать развиваться способами, которые мы едва ли можем себе представить! Роботы никогда не болеют, не нуждаются во сне, не нуждаются в еде, не нуждаются в выходных и, самое главное, они никогда не жалуются! Использование роботов имеет много преимуществ.
Роботы никогда не болеют, не нуждаются во сне, не нуждаются в еде, не нуждаются в выходных и, самое главное, они никогда не жалуются! Использование роботов имеет много преимуществ. Эти части обычно питаются воздухом, водой или электричеством.
Эти части обычно питаются воздухом, водой или электричеством. В настоящее время наноботы все еще находятся в стадии разработки. Будущие нанороботы могут быть помещены в кровоток для выполнения хирургических процедур, которые слишком деликатны или слишком сложны для стандартной хирургии. Нанороботы могут бороться с бактериями, отслеживая и уничтожая каждую бактериальную клетку, или могут восстанавливать клетки отдельных органов в организме.
В настоящее время наноботы все еще находятся в стадии разработки. Будущие нанороботы могут быть помещены в кровоток для выполнения хирургических процедур, которые слишком деликатны или слишком сложны для стандартной хирургии. Нанороботы могут бороться с бактериями, отслеживая и уничтожая каждую бактериальную клетку, или могут восстанавливать клетки отдельных органов в организме.
 BRUIE — это робот, предназначенный для исследования подледных поверхностей, таких как подземные океаны спутника Юпитера Европы. Робот под названием Hedgehog разрабатывается для исследования астероидов и комет.
BRUIE — это робот, предназначенный для исследования подледных поверхностей, таких как подземные океаны спутника Юпитера Европы. Робот под названием Hedgehog разрабатывается для исследования астероидов и комет. Программное обеспечение для распознавания лиц, сложное программное обеспечение для планирования или компьютерные игры, которые реагируют на действия игроков, — все это формы искусственного интеллекта. В настоящее время интеллект насекомых находится в центре внимания исследований и разработок, потому что насекомых и их поведение легче имитировать. Наноботы могут быть основаны на поведении насекомых, работающих вместе стаями для выполнения определенной функции.
Программное обеспечение для распознавания лиц, сложное программное обеспечение для планирования или компьютерные игры, которые реагируют на действия игроков, — все это формы искусственного интеллекта. В настоящее время интеллект насекомых находится в центре внимания исследований и разработок, потому что насекомых и их поведение легче имитировать. Наноботы могут быть основаны на поведении насекомых, работающих вместе стаями для выполнения определенной функции. Другие виды роботов могут научиться использовать информацию о предыдущих действиях для принятия будущих решений. Эти обучающиеся роботы распознают, достигло ли определенное действие (например, определенное перемещение ног) желаемого результата (обход препятствия). Робот сохраняет эту информацию и пытается выполнить успешное действие в следующий раз, когда столкнется с той же ситуацией. В других примерах робот, который наполняет коробку печеньем, может «подсчитать» количество печенья в коробке, или робот может определить интенсивность движения на улице, чтобы вычислить, когда менять свет. Эта наука находится на ранних стадиях, но разрабатываются роботы, которые могут принимать решения, чтобы подавать еду, переводить слова с одного языка на другой и получать информацию из внешних источников для решения проблем.
Другие виды роботов могут научиться использовать информацию о предыдущих действиях для принятия будущих решений. Эти обучающиеся роботы распознают, достигло ли определенное действие (например, определенное перемещение ног) желаемого результата (обход препятствия). Робот сохраняет эту информацию и пытается выполнить успешное действие в следующий раз, когда столкнется с той же ситуацией. В других примерах робот, который наполняет коробку печеньем, может «подсчитать» количество печенья в коробке, или робот может определить интенсивность движения на улице, чтобы вычислить, когда менять свет. Эта наука находится на ранних стадиях, но разрабатываются роботы, которые могут принимать решения, чтобы подавать еду, переводить слова с одного языка на другой и получать информацию из внешних источников для решения проблем. Роботы — это машины с запрограммированными движениями, которые позволяют им двигаться в определенных направлениях или последовательностях. Искусственный интеллект позволил роботам обрабатывать информацию и учиться; электронные датчики позволяют им получать информацию об окружающей среде и выбирать действия на основе этой информации. Но они по-прежнему ограничены информацией, которую им дают, проблемами, которые им поручено решать, и функциями, на выполнение которых они запрограммированы. Важно помнить, что, поскольку люди являются источником интеллекта роботов, именно люди контролируют эти инструменты и решают, как их использовать для улучшения жизни людей.
Роботы — это машины с запрограммированными движениями, которые позволяют им двигаться в определенных направлениях или последовательностях. Искусственный интеллект позволил роботам обрабатывать информацию и учиться; электронные датчики позволяют им получать информацию об окружающей среде и выбирать действия на основе этой информации. Но они по-прежнему ограничены информацией, которую им дают, проблемами, которые им поручено решать, и функциями, на выполнение которых они запрограммированы. Важно помнить, что, поскольку люди являются источником интеллекта роботов, именно люди контролируют эти инструменты и решают, как их использовать для улучшения жизни людей.
 Их можно использовать во всех отраслях промышленности, от автомобильной промышленности до упаковки или других производственных областей. Промышленные роботы способны выполнять тысячи операций, от базовых задач захвата и размещения до более сложных, таких как покраска, укладка на поддоны, фрезерование с ЧПУ, сборка и многое другое. Мы наблюдаем, как промышленные роботы становятся все более популярным вариантом для предприятий всех размеров, которые стремятся увеличить свое производство и значительно увеличить свою прибыль.
Их можно использовать во всех отраслях промышленности, от автомобильной промышленности до упаковки или других производственных областей. Промышленные роботы способны выполнять тысячи операций, от базовых задач захвата и размещения до более сложных, таких как покраска, укладка на поддоны, фрезерование с ЧПУ, сборка и многое другое. Мы наблюдаем, как промышленные роботы становятся все более популярным вариантом для предприятий всех размеров, которые стремятся увеличить свое производство и значительно увеличить свою прибыль.
 org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> EC-123) металл/пластик, 54,5*48*83,5см, голубой 13650
EC-123) металл/пластик, 54,5*48*83,5см, голубой 13650 EC-123) металл/пластик, 54,5*48*83,5см, желтый 14177 теперь в вашей корзине покупок
EC-123) металл/пластик, 54,5*48*83,5см, желтый 14177 теперь в вашей корзине покупок org/Product»>
org/Product»> кол-во для заказа:
кол-во для заказа: 4
4 кол-во для заказа
кол-во для заказа 4
4 05.2023
05.2023
 21 определяет подступенок как вертикальный (вертикальный) или наклонный элемент лестницы, который расположен в задней части проступи или платформы и соединяется близко к переднему краю следующей более высокой проступи, платформы или площадки.
21 определяет подступенок как вертикальный (вертикальный) или наклонный элемент лестницы, который расположен в задней части проступи или платформы и соединяется близко к переднему краю следующей более высокой проступи, платформы или площадки. Другие исследования показали, что по мере того, как глубина протектора сужается, количество ошибок увеличивается. Основываясь на этих и других результатах, основные строительные нормы и правила приняли стандарты минимальной глубины проступи и высоты подступенка.
Другие исследования показали, что по мере того, как глубина протектора сужается, количество ошибок увеличивается. Основываясь на этих и других результатах, основные строительные нормы и правила приняли стандарты минимальной глубины проступи и высоты подступенка.
 OSHA определяет лестницу Ship (корабельную лестницу) как лестницу, которая оснащена ступенями, перилами и открытыми подступенками и имеет уклон от 50 до 70 градусов от горизонтали.
OSHA определяет лестницу Ship (корабельную лестницу) как лестницу, которая оснащена ступенями, перилами и открытыми подступенками и имеет уклон от 50 до 70 градусов от горизонтали.
 youtube.com/embed/GX7k1-NMdJU» frameborder=»0″ allowfullscreen=»» loading=»lazy» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» xml=»lang» data-mce-src=»https://www.youtube.com/embed/GX7k1-NMdJU» data-mce-style=»position: absolute; top: 0px; left: 0px; width: 100%; height: 100%; border: none;»>
youtube.com/embed/GX7k1-NMdJU» frameborder=»0″ allowfullscreen=»» loading=»lazy» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» xml=»lang» data-mce-src=»https://www.youtube.com/embed/GX7k1-NMdJU» data-mce-style=»position: absolute; top: 0px; left: 0px; width: 100%; height: 100%; border: none;»> 
 25(d)(2) требует, чтобы винтовая лестница имела максимальную высоту подступенка 9,5 дюймов (24 см).
25(d)(2) требует, чтобы винтовая лестница имела максимальную высоту подступенка 9,5 дюймов (24 см). Размеры проступи и высоты подступенка зависят от стандартного угла лестницы. Как правило, лестницы с более крутым углом, такие как корабельные лестницы или корабельные трапы, имеют меньшую глубину проступи, потому что по мере того, как лестница становится круче, проступь наверху становится препятствием для проступи внизу.
Размеры проступи и высоты подступенка зависят от стандартного угла лестницы. Как правило, лестницы с более крутым углом, такие как корабельные лестницы или корабельные трапы, имеют меньшую глубину проступи, потому что по мере того, как лестница становится круче, проступь наверху становится препятствием для проступи внизу.
 n2p`;BfAqґkg{B*-8|a’vU76\}gv4&
n2p`;BfAqґkg{B*-8|a’vU76\}gv4& Хотя немного теории рассказать все же придется.
Хотя немного теории рассказать все же придется. Но угле- и стекловолокна в такие филаменты добавляются в измельченном виде. Таким образом, одно из самых полезных свойств волокон, высочайшая прочность на растяжение, в наполненных филаментах практически полностью утрачивается.
Но угле- и стекловолокна в такие филаменты добавляются в измельченном виде. Таким образом, одно из самых полезных свойств волокон, высочайшая прочность на растяжение, в наполненных филаментах практически полностью утрачивается. Такой способ при правильном расчете нагрузок, позволяет создавать детали, обладающие прочностью, превышающей прочность подобных деталей, например, из алюминия. При этом вес таких деталей будет в разы меньше. Анизотропия при таком использовании волокон используется максимально возможным способом.
Такой способ при правильном расчете нагрузок, позволяет создавать детали, обладающие прочностью, превышающей прочность подобных деталей, например, из алюминия. При этом вес таких деталей будет в разы меньше. Анизотропия при таком использовании волокон используется максимально возможным способом. Не удивляйтесь, что он выглядит немного использованным. Кроме этого, компания Anisoprint постоянно дорабатывает и улучшает свои принтеры, поэтому некоторые узлы могут немного отличаться от того, что производится в данный момент. Однако, принцип работы и основная идея остается неизменной.
Не удивляйтесь, что он выглядит немного использованным. Кроме этого, компания Anisoprint постоянно дорабатывает и улучшает свои принтеры, поэтому некоторые узлы могут немного отличаться от того, что производится в данный момент. Однако, принцип работы и основная идея остается неизменной. Принтер стильный и подойдет для любой промышленной мастерской или мастерской по прототипированию.
Принтер стильный и подойдет для любой промышленной мастерской или мастерской по прототипированию.
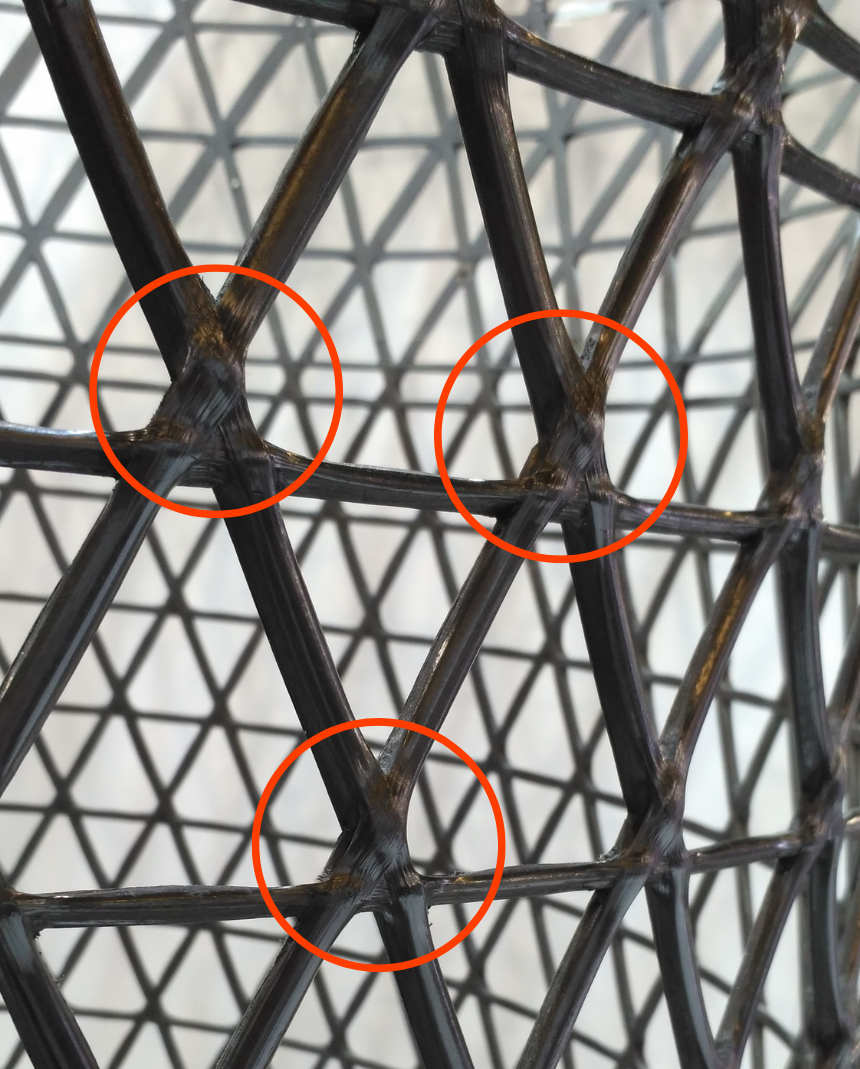 Детали ниже были напечатаны анизопринтом из пластика, наполненного короткими волокнами. Детали получаются не только гладкими на внешней поверхности, но и обладают выдающимися механическими и термическими свойствами.
Детали ниже были напечатаны анизопринтом из пластика, наполненного короткими волокнами. Детали получаются не только гладкими на внешней поверхности, но и обладают выдающимися механическими и термическими свойствами.
 Это означает, что время производства значительно меньше, вес также меньше, а печать в итоге дешевле.
Это означает, что время производства значительно меньше, вес также меньше, а печать в итоге дешевле. Экструдер CGC был усилен устройством, которое может прорезать волокнистые материалы.
Экструдер CGC был усилен устройством, которое может прорезать волокнистые материалы. Принтер также поддерживает нити диаметром 1,75 мм.
Принтер также поддерживает нити диаметром 1,75 мм. Вы можете использовать эти армирующие волокна с нитями PLA, ASA, PC, TPU, PA, ABS, PETG, со стекловолокном и с волокном.
Вы можете использовать эти армирующие волокна с нитями PLA, ASA, PC, TPU, PA, ABS, PETG, со стекловолокном и с волокном. Для каждого слоя программа генерирует траектории армирующих волокон. Также можно легко регулировать схему армирования для повышения конечной прочности детали. Наконец, программа также создает опорные структуры для ваших отпечатков и позволяет вам предварительно просмотреть окончательный отпечаток в режиме реального времени.
Для каждого слоя программа генерирует траектории армирующих волокон. Также можно легко регулировать схему армирования для повышения конечной прочности детали. Наконец, программа также создает опорные структуры для ваших отпечатков и позволяет вам предварительно просмотреть окончательный отпечаток в режиме реального времени.

 Рама снимает вибрации при работе станка, это особенно актуально во время гравировки, когда создается активная инерция.
Рама снимает вибрации при работе станка, это особенно актуально во время гравировки, когда создается активная инерция.
 Анодирование осуществляется для исключения обратного отстрела на материал или оператора станка, если ламели будут покрашены, то при резке фанеры на обратной стороне изделия будет образовываться нагар.
Анодирование осуществляется для исключения обратного отстрела на материал или оператора станка, если ламели будут покрашены, то при резке фанеры на обратной стороне изделия будет образовываться нагар.
 Что позволяет избегать вторичной обработки материала при использовании стандартного компрессора. Благодаря усиленным соединениям шлангов, конструкция предусматривает использование более
Что позволяет избегать вторичной обработки материала при использовании стандартного компрессора. Благодаря усиленным соединениям шлангов, конструкция предусматривает использование более 
 размер гравировки буквы
размер гравировки буквы
 Гарантируем лучшую стоимость доставки по всей РФ и СНГ!
Гарантируем лучшую стоимость доставки по всей РФ и СНГ! org/Question»>
org/Question»> Единственный нюанс, если вы хотите гравировать именно бокалы, то вам нужно специальное поворотное устройство.
Единственный нюанс, если вы хотите гравировать именно бокалы, то вам нужно специальное поворотное устройство. Оригинальная модель.
Оригинальная модель. Да, это еще не промышленный станок, который можно смело загружать работой 24 часа в сутки, но уже и не резак или гравер для хобби. Некоторые наши клиенты используют его даже на крупных серийных производствах.
Да, это еще не промышленный станок, который можно смело загружать работой 24 часа в сутки, но уже и не резак или гравер для хобби. Некоторые наши клиенты используют его даже на крупных серийных производствах.


 Настраиваем, консультируем, обслуживаем.
Настраиваем, консультируем, обслуживаем. соответствующий
соответствующий RNY5 в средстве просмотра данных генома
RNY5 в средстве просмотра данных генома п13 (GCF_000001405.25)
п13 (GCF_000001405.25) Средство просмотра вариантов (GRCh47.p13)
Средство просмотра вариантов (GRCh47.p13) 40-RS_2023_03
40-RS_2023_03 Чернильные картриджи и расходные материалы других марок несовместимы и, даже если они описаны как совместимые, могут работать неправильно.
Чернильные картриджи и расходные материалы других марок несовместимы и, даже если они описаны как совместимые, могут работать неправильно.
 Подробности см. на сайте www.epson.com/cartridgeinfo 9.0228 3 С дополнительными лотками для бумаги.
Подробности см. на сайте www.epson.com/cartridgeinfo 9.0228 3 С дополнительными лотками для бумаги. 

 Оснащенный встроенным светодиодным фонариком, он поможет вам справиться с чрезвычайными ситуациями ночью, коснитесь «кнопки освещения», чтобы переключиться между режимами белого / красного теплого / SOS-света. Встроенный литий-ионный аккумулятор емкостью 2600 мАч избавляет от утомительных кабелей, поэтому вы можете накачивать шины в любое время и в любом месте.
Оснащенный встроенным светодиодным фонариком, он поможет вам справиться с чрезвычайными ситуациями ночью, коснитесь «кнопки освещения», чтобы переключиться между режимами белого / красного теплого / SOS-света. Встроенный литий-ионный аккумулятор емкостью 2600 мАч избавляет от утомительных кабелей, поэтому вы можете накачивать шины в любое время и в любом месте. дюйм
дюйм


