Ошибки при печати petg: 3D-печать: как печатать пластиком PETG
Основные ошибки при создании 3д-моделей для 3d-печати ?
Опубликовано: 25 апреля 2023
Создание 3D-моделей для 3D-печати является искусством. Это требует не только технических знаний, но и творческого подхода. К сожалению, даже опытные дизайнеры могут допустить некоторые ошибки при создании 3D-моделей. В этой статье мы рассмотрим основные ошибки, которые можно избежать при создании 3D-моделей для 3D-печати.
1. Не учет особенностей процесса печати
Один из наиболее распространенных ошибок при создании 3D-моделей для 3D-печати — это отсутствие учета особенностей процесса печати. Если вы не учитываете толщину стенок, вид материала, который вы используете, а также отверстия и выступы, можно получить 3D-модель, которая не будет работать или не будет напечатана вовсе.
2. Неправильный выбор программного обеспечения
Другая распространенная ошибка при создании 3D-моделей для 3D-печати — это использование неправильного программного обеспечения. Существует много программ для создания 3D-моделей, но не все они оснащены функциями, которые нужны для создания моделей для 3D-печати. Это может привести к проблемам во время печати, включая некачественный вывод и дефекты.
Существует много программ для создания 3D-моделей, но не все они оснащены функциями, которые нужны для создания моделей для 3D-печати. Это может привести к проблемам во время печати, включая некачественный вывод и дефекты.
3. Не проверка на наличие ошибок
Одним из самых больших препятствий, которые могут помешать вам получить качественную 3D-модель для 3D-печати, является отсутствие проверки на наличие ошибок. Важно понимать, что после того, как вы завершите модель, вы должны ее проверить на наличие ошибок и исправить их. Без проверки, вы можете получить неожиданный результат, такой как размытие деталей или некачественный вывод.
4. Нет оптимизации модели
Еще одна распространенная ошибка заключается в том, что дизайнеры не оптимизируют свою модель для процесса печати. Это может привести к дополнительной работе над моделью и даже к необходимости изменения ее параметров, что может отнять много времени. Оптимизация модели включает в себя уменьшение размера файла, проверку на наличие полостей и улучшение качества вывода.
5. Недостаточная поддержка и крепление
Еще одна из распространенных ошибок — это недостаточная поддержка и крепление модели. Если вы не добавите поддержку и крепление в свою модель, она может изогнуться или даже разрушиться во время печати. Кроме того, поддержка и крепление помогают избежать дефектов как на начальных, так и на конечных этапах печати.
Итак, когда вы создаете 3D-модели для 3D-печати, необходимо учитывать все вышеперечисленные ошибки и избегать их. Помимо этого, рекомендуется также использовать проверенное программное обеспечение и проводить оптимизацию и проверку моделей на наличие ошибок. С учетом этих факторов вы можете получить высококачественную 3D-модель для 3D-печати.
В любом случае, если у вас есть только чертёж или даже идея, Вы можете обратиться за помощью по созданию моделей как нашим специалистам
- по электронной почте [email protected]
- по телефону +7 800 775 2399
- отправить заявку через онлайн форму
12 частых ошибок 3D-печати от простых к сложным.
 Как их избежать?
Как их избежать?
1. Недооценка важности первого слоя. 2. Не обращаться за помощью к сообществам 3D-печати. 3. Случайное запутывание филамента. 4. Быстрая сборка вашего 3D-принтера. 5. Неправильная калибровка стола и высоты сопла. 6. Использование неверных настроек слайсера. 7. Использование большого % заполнения для усиления деталей вместо стен/оболочек. 8. Не использовать поддержки, когда это необходимо. 9. Никогда не заменять изношенные детали. 10. Отсутствие мониторинга 3D-печати. 11. Пренебрежение правилами безопасности при 3D-печати. 12. Покупка плохого 3D-принтера из-за чрезмерного энтузиазма. Вывод.
Нет ничего хуже, чем печатать на 3D-принтере днями, неделями, месяцами и годами только для того, чтобы узнать, что вы совершаете распространенные ошибки.
Уверены, что многим хорошо знакомо это чувство, поэтому мы написали этот пост, чтобы вернуть вас на путь успеха, описав некоторые распространенные ошибки, которых следует избегать в вашем путешествии по миру 3D-печати.
Здесь вы найдете как небольшие погрешности, на которые вы раньше не обращали внимания, так и серьезные ошибки, которые могут привести к полному прекращению 3D-печати.
Присоединяйтесь к нашему исследованию, чтобы определить самые частые ошибки 3D-печати, а также простые решения для их быстрого исправления.
1. Недооценка важности первого слоя.
Слишком часто 3D-печать выходит из строя в середине процесса из-за плохой адгезии первого слоя.
Однозначно не упускайте из виду этот важный фактор, если вы хотите получить успешный отпечаток.
Это ошибка, которую совершают чересчур часто, и это заставляет людей гоняться за призраками, пытаясь понять, в чем проблема.
Все это время причина была в плохих первых слоях, у которых не было достаточно прочной связи с рабочей платформой.
Несмотря на то, что ваш первый слой держится в начале печати, адгезия уменьшается по мере того, как печатающая головка перемещается. Вполне вероятно, что через несколько часов ваш отпечаток может сместиться или отвалиться, если первый слой не был хорошо экструдирован.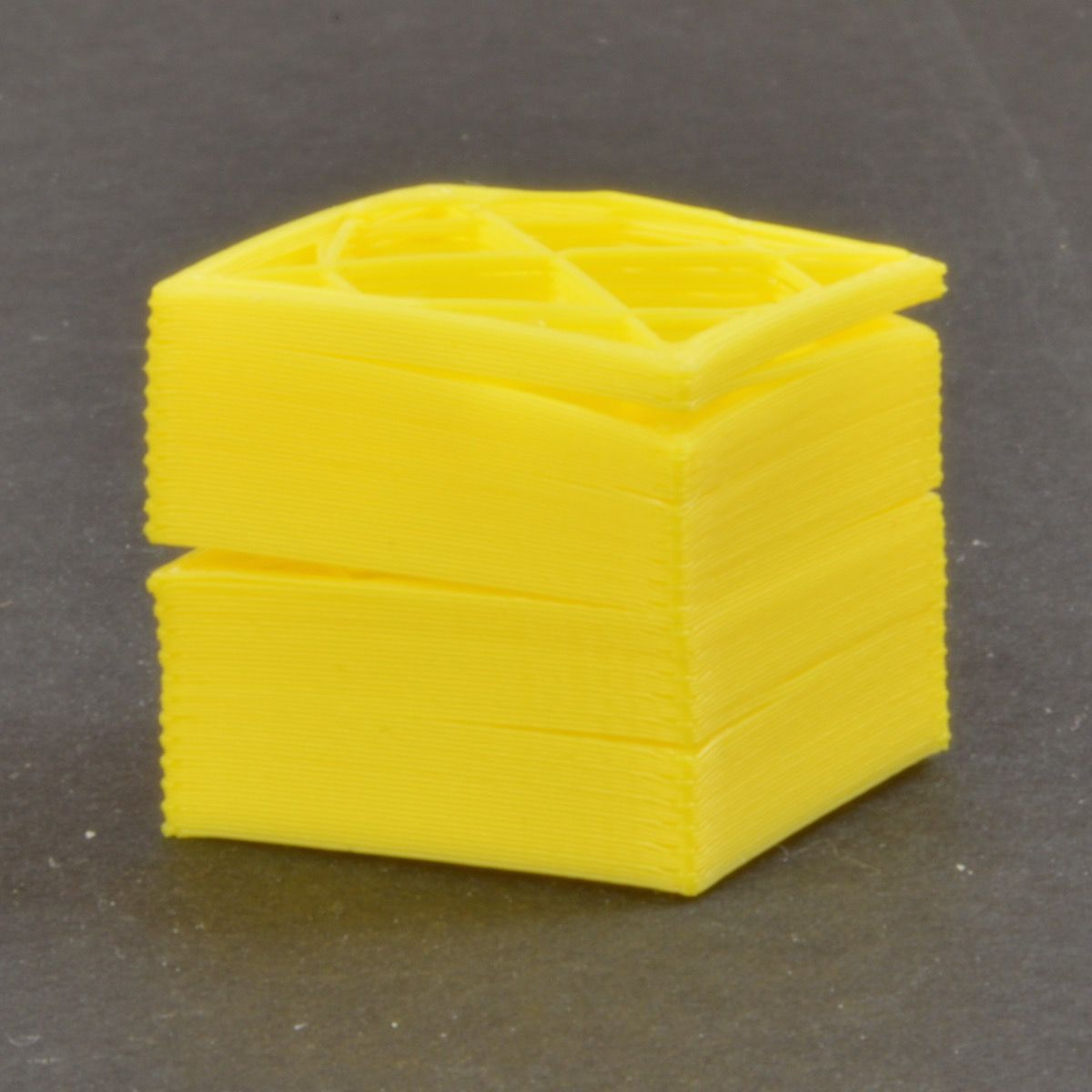
Решение.
- Заранее сделайте несколько тестовых отпечатков и посмотрите, насколько хорошо прилипает материал.
- Используйте адгезив, например, 3D Лак для принтеров или хотя бы клей-карандаш.
- Увеличьте скорость потока (множитель экструзии) для первого слоя, чтобы у материала было больше шансов приклеиться к столу принтера.
2. Не обращаться за помощью к сообществам 3D-печати.
Каждый пользователь 3D-принтера сталкивался с какой-либо проблемой, для устранения которой требовались определенные усилия. Некоторые люди брались за целые проекты только для того, чтобы решить проблему с 3D-принтером, тогда как решение можно было найти с легкостью.
Сообщества 3D-печати известны тем, что помогают людям решать их проблемы, поэтому обязательно воспользуйтесь этими бесплатными ресурсами. От форумов по 3D-печати до групп в Facebook и опросов других пользователей 3D-принтеров на YouTube — вариантов бесчисленное множество.
Когда мы только начали исследовать 3D-печать, то обратили внимание, что многие люди упоминают, насколько полезны другие пользователи 3D-принтеров, поэтому мы сразу же зарегистрировались на всевозможных русско- и англоязычных ресурсах, сообществах Facebook и Reddit и присоединились к этому пространству.
В большинстве случаев люди предлагают правильное решение и с удовольствием помогут вам попробовать различные варианты устранения неполадок.
Они могут не только помочь вам с устранением неполадок, но и обратить ваше внимание на несколько забавных проектов, которые стоит попробовать, а также на некоторые из последних инноваций в мире 3D-печати.
Решение.
- Присоединяйтесь к активным группам Facebook по 3D-печати и по вашему конкретному 3D-принтеру.
- Подпишитесь на ленту новостей авторитетных ресурсов по 3D-печати.
- Обязательно посетите YouTube-блогеров, занимающихся 3D-печатью, которые публикуют новый интересный контент на постоянной основе.
- Найдите группы в Viber и Telegram. Это самый быстрый способ получить ответ на ваш вопрос.
3. Случайное запутывание филамента.
Мы читали множество отзывов о 3D материалах для 3D-принтеров, включая PLA, ABS, PETG и т. д., и в некоторых негативных отзывах упоминается запутанная нить.
К сожалению, в большинстве случаев нить запутывается по вине пользователей.
Как правило, когда нить наматывается на катушку, вероятность ее запутывания очень незначительна, гораздо чаще это происходит после того, как вы вытащите катушку из упаковки.
Если вы ослабили витки в намотке, после чего снова намотали спущенные витки на катушку, вы могли случайно намотать их неравномерно и создать перехлест, который испортит ваши отпечатки.
Решение.
Когда вы храните филамент, убедитесь, что его конец надежно закреплен и его нельзя легко ослабить.
Если на катушке уже есть спутанные витки, размотайте достаточное количество нити и снова плотно намотайте ее таким образом, чтобы она не перекрещивалась.
Если вам все-таки не повезло, и вы приобрели пластик ненадлежащего качества, при производстве которого были нарушены все технологические карты, то вот наш совет: купить пластик для 3D-принтера от проверенных брендов. Разница в цене в 100 грн бесконечно мала на фоне всевозможных других затрат на 3D-печать.
Однако эти 100 грн избавят вас не только от проблем с перехлестами, но также обеспечат стабильный диаметр и цвет по всей длине, отсутствие овальностей и плавную подачу.
4. Быстрая сборка вашего 3D-принтера.
Мы все были очень взбудоражены, когда получили свой первый 3D-принтер и дело дошло до его сборки, но чрезмерное волнение может спровоцировать слишком быструю сборку вашего 3D-принтера, что приведет к плохим результатам печати.
Это может быть не сразу заметно, и в течение нескольких месяцев вы будете получать отпечатки хорошего качества.
То, что может произойти постепенно, — это износ из-за неправильной сборки.
Задайте себе эти вопросы, прежде чем запустить первую печать.
Ваш ремень был хорошо натянут? Вы правильно и надежно закрепили каждый провод? Правильно ли установлена трубка Боудена?
Когда дело доходит до 3D-принтера, каждая мелочь важна, поэтому не становитесь жертвой проблем с 3D-печатью из-за быстрой и не тщательной сборки.
Решение.
Найдите авторитетное видео-руководство на YouTube от опытного оператора 3D-принтера и следуйте его сборке.
Всегда есть несколько маленьких хитростей, которые они советуют вам сделать для долговечности и высокого качества отпечатков.
Даже если вы уже собрали свой 3D-принтер, вы можете исправить некоторые вещи, которые могли упустить.
Правильная и качественная сборка 3D-принтера фактически приводит к более высокому качеству отпечатков.
Читайте также: Как настроить ваш новый 3D-принтер.
5. Неправильная калибровка стола и высоты сопла.
Из всех слоев вашей 3D-печати первый слой является самым важным, и он во многом зависит от того, насколько хорошо вы выровняли свою платформу и установили высоту сопла.
Это не так просто, как загрузить 3D-модель, отправить ее на SD-карту и начать печать.
Программная сторона вещей важна, но не менее важна и аппаратная часть.
Многие 3D-принтеры выпускаются с ручной калибровкой платформы, поэтому вам нужно поднимать или опускать каждый угол самостоятельно.
Ваш 3D-принтер не имеет безупречной системы обратной связи, а это означает, что он не всегда может проверить, где находится печатающая головка.
Лучшее, что он может сделать, это использовать концевые выключатели X, Y и Z, чтобы убедиться, что печатающая головка находится на 0,00 мм по каждой оси.
То, в чем ваш 3D-принтер очень хорош, — это чрезвычайно точные движения по осям X, Y и Z, но если высота сопла не настроена должным образом в начале, все разваливается.
Ось Z — это высота, поэтому сопло должно быть правильно отрегулировано, чтобы оно плавно выдавливало филамент вдоль поверхности сборки, не слишком высоко и не слишком низко.
Решение.
- Изучите методы ручной калибровки стола.
- Как только ваш стол будет правильно откалиброван, а высота сопла отрегулирована, вы можете ожидать хорошие отпечатки.
- Возможно для вас будет хорошим решением инвестировать в систему автоматического выравнивания, такую как BLTouch.
 Мы в нашей студии 3D-печати в Одессе предпочитаем ручную калибровку.
Мы в нашей студии 3D-печати в Одессе предпочитаем ручную калибровку.
 Мы в нашей студии 3D-печати в Одессе предпочитаем ручную калибровку.
Мы в нашей студии 3D-печати в Одессе предпочитаем ручную калибровку.6. Использование неверных настроек слайсера.
Настройки слайсера, которые вы используете для печати, являются одними из самых важных вещей, когда дело доходит до успешной 3D-печати.
Из сотен изменений настроек, которые вы можете применить, достаточно одной неправильной настройки, чтобы испортить отпечаток.
К счастью, есть профили принтеров и настройки по умолчанию, которые дают людям базовую отправную точку для печати.
После нескольких отпечатков вы начнете экспериментировать с различными настройками, такими как температура, ширина линии, скорость потока и так далее.
Некоторые варианты ошибочного применения неправильных настроек связаны с изменением материалов.
Будь то PLA или ABS или PLA разных марок и/или цветов, рекомендации по температуре будут различаться.
Убедитесь, что вы правильно их настраиваете.
Настройки слайсера могут либо помочь вам, либо сломать вашу 3D-печать, поэтому используйте их с умом, желательно с помощью каких-либо руководств.
В большинстве случаев, когда вы загружаете модель, например, из Thingiverse, дизайнеры создают список настроек, которые, как правило, работают хорошо, но не следуйте им вслепую и будьте внимательны.
Например, если вы заменили сопло из латуни на закаленное стальное, вам необходимо немного увеличить температуру сопла, потому что закаленная сталь не так хорошо проводит тепло как латунь.
Другой пример — ваша рабочая поверхность.
Если вы добавили в свой 3D-принтер стеклянную подложку, вам стоит увеличить температуру стола, чтобы учесть дополнительный слой материала для теплопередачи.
Решение.
- Используйте калибровочные модели, такие как башни скорости и температуры, для каждого нового материала.
- Потратьте чуть больше времени на изучение параметров слайсера, чтобы убедиться, что вы знаете, к чему приведет изменение той или иной настройки.
- Повторение — мать учения. Чем чаще вы будете печатать, тем быстрее станете профессионалом.

Читайте также: Лучшие модели для тестирования 3D-печати.
7. Использование большого % заполнения для усиления деталей вместо стен/оболочек.
В течение многих лет большинство людей пытались укрепить свои напечатанные на 3D-принтере детали с помощью заполнения. Этот способ определенно делает свою работу, но есть гораздо более эффективный метод, который, как было доказано, работает намного лучше.
Вместо того чтобы тратить много материала и дополнительное время на печать заполнения, вы должны использовать оболочки / стенки для прочности 3D-печатной детали.
В некоторых случаях увеличение процента заполнения не обеспечивает необходимый запас прочности, в то время как увеличение толщины стенок позволяет изготавливать действительно надежные и ударопрочные изделия.
Решение.
- Вместо увеличения заполнения добавляйте к своим отпечаткам больше оболочек/стен, чтобы сделать их прочнее.
- Для функциональной напечатанной на 3D-принтере детали, требующей прочности, рекомендуется использовать около 4–6 стенок.

8. Не использовать поддержки, когда это необходимо.
Большинство людей стараются избегать использования вспомогательных опор, чтобы сэкономить время и материал, но бывают случаи, когда их использование необходимо.
Вы можете попробовать наклонить отпечатки определенным образом и перемещать их по печатной платформе, но рано или поздно наступит момент, когда этот подход не сработает.
Многие модели специально спроектированы таким образом, чтобы не использовать поддержки для успешной печати, и это очень удобно.
С другой стороны, некоторые модели слишком сложны и печатать их без поддержки невозможно.
3D-принтеры не могут печатать в воздухе и большие выступы определенно нуждаются в опорных структурах, на которые материал будет экструдироваться.
Чаще всего вы можете обойтись без поддержек на свесах под углом 45°и ниже, но для всего, что выше, рекомендуется использовать опоры.
Это скорее визуальный навык, который со временем и накоплением опыта позволяет вам понять, когда модели нуждаются в поддержках, а когда можно обойтись без них.
Некоторые слайсеры могут не отображать поддержки в предварительном просмотре, поэтому вам придется судить об этом самостоятельно.
Решение.
- Убедитесь, что вы не избегаете саппортов, когда они необходимы, потому что в этом случае вы просто проиграете в целом.
- Используйте правильную ориентацию деталей, чтобы в ваших отпечатках использовалось как можно меньше поддерживающего материала.
9. Никогда не заменять изношенные детали.
Несмотря на то, что профиль, блок питания и шаговые двигатели вашего 3D-принтера рассчитаны на несколько лет, другие детали являются расходными материалами.
Это такие детали, как ремни, сопла и подшипники. Убедитесь, что вы заменяете эти детали по мере износа.
Вы можете заметить снижение качества печати с течением времени, и износ отдельных запчастей определенно может быть этому причиной, поэтому проверьте эти расходные материалы и замените их по мере необходимости.
Если вы печатаете такими материалами, как ABS, PA12, PC или пластиком, светящимся в темноте, латунные сопла истираются значительно быстрее, чем при печати традиционными материалами.
Переход на сопло из закаленной стали — хорошая идея, если вы хотите печатать абразивными материалами.
Недостатком является то, что оно не имеет такого же уровня теплопроводности, как латунные сопла.
Вот краткий список деталей 3D-принтера, которые со временем изнашиваются:
- Термобарьер;
- PTFE трубка;
- Вентиляторы;
- Провода/разъемы;
- Термисторы;
- Ремни;
- Стеклянные платформы;
- Подшипники;
- Нагревательный блок;
- Материнская плата.
Вы можете купить аксессуары для 3D-принтеров в соответствующем разделе нашего каталога.
Решение.
- Имейте в виду, что некоторые детали не будут служить вечно, поэтому время от времени проверяйте эти детали и заменяйте их по мере необходимости.
- Убедитесь, что эти компоненты установлены таким образом, чтобы уменьшить их износ.
- Держите под рукой комплект сменных деталей на случай их выхода из строя (сопла, ремни, проводка, ПТФЭ трубка).
- Приобретайте высококачественные детали, рассчитанные на длительный срок службы.

10. Отсутствие мониторинга 3D-печати.
Независимо от того, у вас премиальный или бюджетный 3D-принтер, любой их них может выйти из строя. Они могут выйти из строя в течение первых нескольких минут, когда плохо печатается первый слой, или через несколько часов после начала печати.
В нашей практике было несколько случаев, когда проверяя наши принтеры после ночной смены, мы обнаруживали бардак на рабочей поверхности и принтер, продолжающий выдавливать спагетти пластика.
Мониторинг — не панацея для всех проблем, но с его помощью вы сможете вовремя остановить процесс и избежать перерасхода пластика и электроэнергии.
Рекомендуется постоянно контролировать ваши 3D-принтеры на протяжении всего процесса печати, чтобы убедиться, что все в порядке.
Что мы делаем в обязательном порядке, так это следим за первым слоем, а затем возвращаемся через 15 минут, чтобы убедиться, что все идет по плану.
После этого проверять принтеры каждый час или около того — хорошая идея для контроля ваших отпечатков.
Решение.
- Время от времени контролируйте 3D-печать, чтобы убедиться, что все идет гладко.
- Используйте камеру для удаленной проверки отпечатков совместно с удаленным контролем питания.
- Обязательно научите окружающих как в случае необходимости остановить ваш 3D-принтер.
11. Пренебрежение правилами безопасности при 3D-печати.
Основные меры предосторожности основаны на рисках ожогов и возгорания, механических рисках и травмах от инструментов или расплавленного пластика.
Риск возгорания в наши дни очень редок, потому что 3D-принтеры обычно оснащены защитой от перегрева.
На что следует обратить внимание, так это на ожоги от горячего сопла или от платформы для печати.
Мы также слышали истории о травмах об острые края скребка для снятия отпечатка с поверхности принтера.
Этого можно легко избежать, если вы будете осторожны в своих действиях.
Удаление поддержек не самое приятное и интересное занятие, но получение порезов или царапин при очистке деталей еще хуже.
Рекомендуется время от времени проверять проводку, болты, ремни и все подвижные части, чтобы в будущем можно было обнаружить потенциальную неисправность.
Соединители иногда могут выйти из строя, поэтому обязательно проверьте эти аспекты, чтобы процесс 3D-печати прошел гладко и безопасно.
Решение.
- Следите за тем, что вас окружает, и помните о безопасности.
- Не подносите руку слишком близко к соплу.
- Не держите руку на рабочей поверхности, когда снимаете отпечаток.
- Обеспечьте хорошую систему вентиляции.
12. Покупка плохого 3D-принтера из-за чрезмерного энтузиазма.
К нам регулярно обращаются клиенты, которые на волне энтузиазма купили дешевый 3D-принтер на Aliexpress или другом маркет плейсе, и этот принтер не работает.
Спонтанные покупки по дешевке не дают вам время на анализ и сравнение моделей 3D-принтеров. Другими словами, вы делаете свой выбор неосознанно.
Другими словами, вы делаете свой выбор неосознанно.
Люди сталкивались с целым рядом проблем, такими как, неработающий слот для SD-карты наряду с серьезными трудностями передачи файлов по Wi-Fi.
К другим вариантам относились некачественно изолированные провода, кривые рамы и платформы.
Деформированные резьбовые винты, дешевые хот-энды, сломанные детали, плохая упаковка при доставке, плохая сборка на заводе тоже являются распространенным случаем при покупке дешевых “NoName” принтеров.
В конечном итоге вы можете потратить большую часть своего времени на ремонт, устранение проблем с плохим качеством печати и просто разочароваться в 3D-печати.
Если вы были одним из тех, кому не повезло, вы, вероятно, научились не торопиться при покупке 3D-принтера.
Одним из самых популярных производителей недорогих 3D-принтеров по всему миру по праву считается компания Creality, и их топ-продукт Ender-3 v2.
Этот 3D-принтер был неоднократно протестирован пользователями по всему миру, а его распространенность доказывает идеальное сочетание цены и качества.
Каждая 3D-компания — это команда, которая покупает детали и собирает принтер, но некоторые делают это намного лучше, чем другие, и более последовательно.
Некоторые люди, купившие плохой принтер, либо отказываются от 3D-печати, либо делают полную дорогостоящую перестройку, либо гораздо позже покупают более качественный 3D-принтер. С таким же успехом можно начать с покупки хорошего 3D-принтера!
Решение.
Выбирайте надежный 3D-принтер с хорошей репутацией и избегайте 90 % проблем, которых можно избежать. Мы знаем много историй о людях, переживших то же самое, так что избавьте себя от хлопот.
Мы ни разу не видели, чтобы кто-то назвал Ender 3 Pro или Voxelab Aquila X2 плохими первыми 3D-принтерами, потому что это действительно очень выгодная покупка.
Вывод.
Надеемся, что наши советы помогут вам избежать самых распространенных ошибок при 3D-печати и вы будете получать полезный опыт, изучая настройки вашего принтера и реализовывая качественные отпечатки.
Удачной печати!
Как добиться успеха при 3D-печати с использованием нити PETG
Это подробное руководство содержит все необходимое для успешной печати с использованием нити PETG. Оцените фантастические свойства долговечной и простой в печати нити PETG!
Обновлено 2 ноября 2022 г.
автор:
MatterHackers
PETG стал очень популярным материалом для 3D-печати благодаря простоте печати, механической прочности, термостойкости и невероятным цветовым возможностям благодаря прозрачности натурального PETG. Есть несколько вещей, которые нужно знать перед тем, как начать, например, необходимость цельнометаллического хотэнда и необходимость хорошо настроенного втягивания, поэтому мы вложили в эту статью весь наш опыт в области PETG, чтобы вы могли выйти из ворот сильными. и начните делать потрясающие 3D-принты из PETG уже сегодня. Давайте углубимся в это!
Что такое пластик PETG?
PETG – чрезвычайно распространенный сегодня полимер, с которым вы, вероятно, столкнетесь, даже не подозревая об этом. По сути, любая прозрачная пластиковая бутылка будет сделана из ПЭТ (полиэтилентерефталата) или ПЭТГ (полиэтилентерефталата с модификатором гликоля), и на самом деле многие потребительские 3D-принтеры используют PETG или его производные для изготовления своих 3D-печатных структурных компонентов. При использовании в качестве нити для 3D-печати PETG нашел свое место в качестве более доступной «прочной нити для 3D-печати» благодаря своим относительно стабильным свойствам для 3D-печати, которые облегчают печать и при этом способны работать в условиях низкой температуры или высокой прочности. среды.
По сути, любая прозрачная пластиковая бутылка будет сделана из ПЭТ (полиэтилентерефталата) или ПЭТГ (полиэтилентерефталата с модификатором гликоля), и на самом деле многие потребительские 3D-принтеры используют PETG или его производные для изготовления своих 3D-печатных структурных компонентов. При использовании в качестве нити для 3D-печати PETG нашел свое место в качестве более доступной «прочной нити для 3D-печати» благодаря своим относительно стабильным свойствам для 3D-печати, которые облегчают печать и при этом способны работать в условиях низкой температуры или высокой прочности. среды.
Вы часто будете видеть ссылки на PETG в одной из следующих форм: PET, PETG, PETT и многие другие. Из-за этого может показаться, что это множество разных нитей, хотя на самом деле это всего лишь небольшие вариации формулы для создания более прозрачного, прочного или гибкого материала. Что касается настроек печати, во всех этих вариантах они будут примерно одинаковыми, с небольшими изменениями здесь и там, чтобы уменьшить натяжение или улучшить сцепление слоев.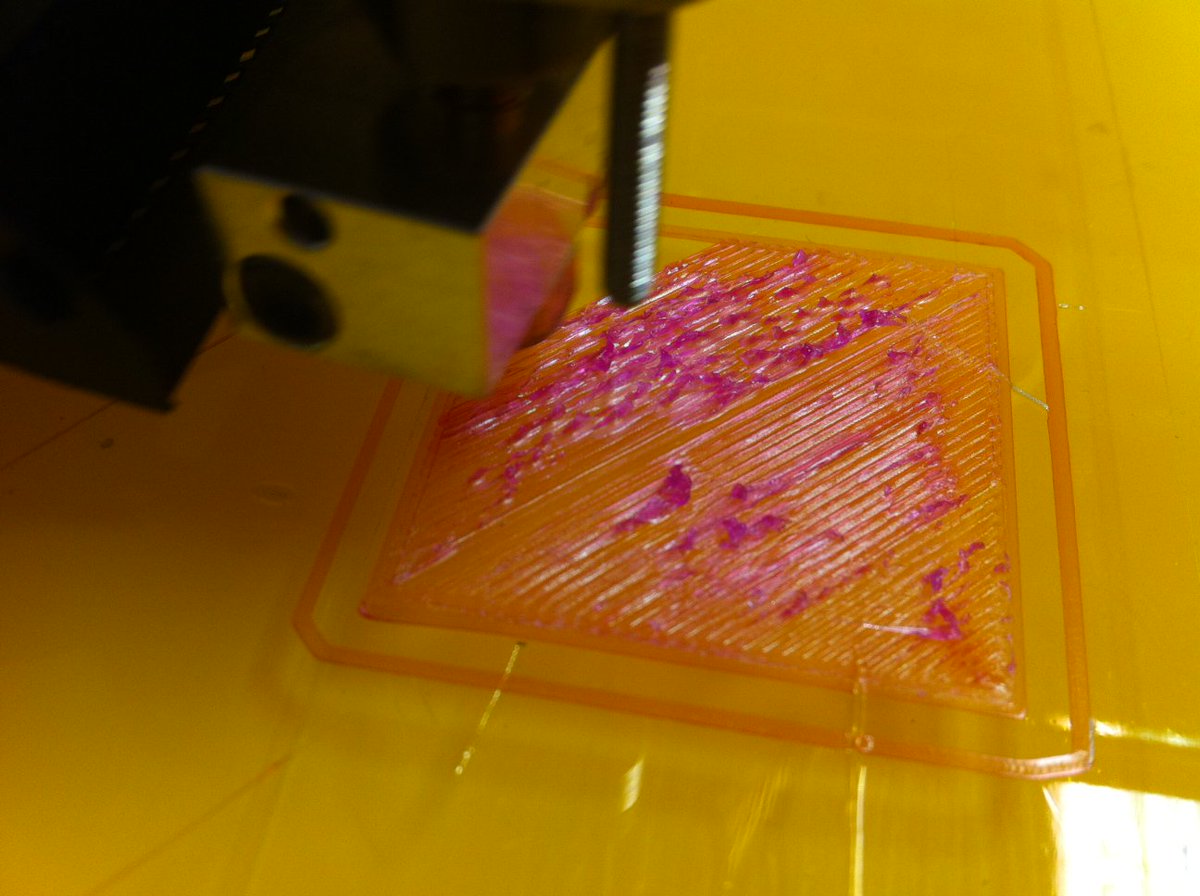
Если вы привыкли печатать из PLA, то, возможно, вы не рассматривали уникальное свойство PETG: его пластичность. Там, где PLA может выдержать большую силу без разрушения, когда он достигает порога, при котором он сломается, это происходит очень внезапно и без предупреждения. Напротив, PETG немного сгибается, прежде чем сломается, поэтому вы можете увидеть неисправность до того, как она произойдет. Это отличается от печати полочного кронштейна из PETG, который начинает провисать, и полочного кронштейна из PLA, который сбрасывает ваши книги на стол и мониторы.
Используя PETG, вы также можете взять эту пластичность и использовать ее для создания целенаправленно гибкой геометрии. Корпуса с защелкой, в которых маленькие выступы отгибаются и защелкиваются в канале, как только крышка полностью прижимается на место, представляют собой прекрасную возможность использовать PETG. Или вы можете спроектировать деталь, которая должна жестко удерживать что-то еще, не будучи слишком сложной для вставки, например, держатель подшипника на детали 3D-принтера.
Нить
PETG для 3D-печати — отличный материал для функциональных прототипов и деталей конечного использования.
Требования к оборудованию
Hotends
Существует множество вариантов формулы PETG, что затрудняет указание одной температуры для печати при заявлении. Некоторые из них имеют добавки, которые значительно снижают температуру печати, в то время как другие значительно повышают температуру. По сути, начинается с 245°C и поэкспериментирует с 5°C выше или ниже, чтобы найти идеальное качество печати для вас.
В некоторых 3D-принтерах используется хотэнд с покрытием из ПТФЭ (тефлон), поскольку его проще изготовить, чем хотэнд, цельнометаллический от радиатора до сопла. Температура печати PETG находится на пороге температуры, при которой PTFE начинает разлагаться, поэтому некоторые 3D-принтеры могут обойтись низкотемпературными нитями PETG, идеальная температура которых составляет 240°C или ниже. По большей части PETG требует цельнометаллического хотэнда , чтобы иметь возможность настроить нить накаливания в полной мере, так как, хотя у вас могут быть успешные отпечатки при 240 ° C, вы не достигаете полной прочности до 255 ° C.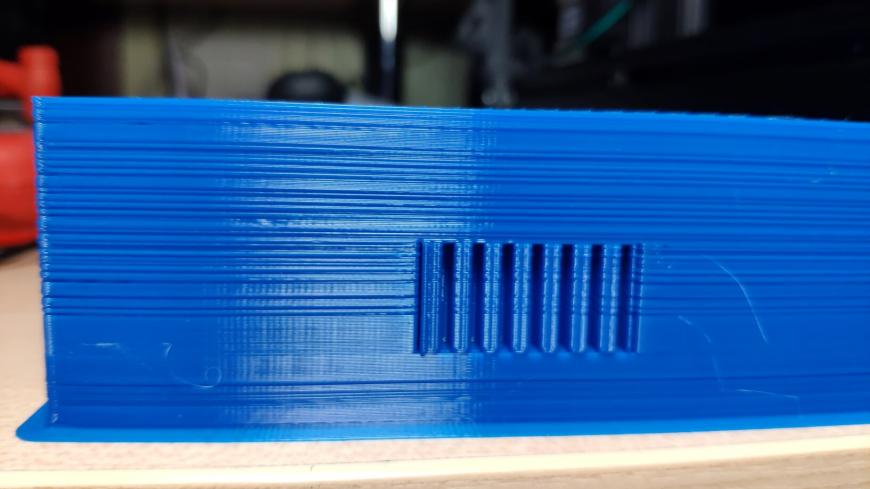
В общем, PETG неабразивный , но как только вы начинаете играть с добавками, это становится основой для каждого конкретного случая. Блестящая нить не является абразивной, несмотря на то, что в ней есть материал, отличный от PETG, но обычно добавляют углеродное волокно для повышения жесткости и прочности готовых 3D-отпечатков, которые чрезвычайно абразивны. Простой способ избежать этих проблем — перейти на сопло Olsson Ruby или Nozzle X, когда вы хотите использовать эти материалы.
Охлаждение слоя требуется лишь изредка. Это действительно зависит от печатаемых 3D-моделей, так как модели среднего размера можно печатать без охлаждения и получать прекрасные результаты, но высокие и тонкие модели с коротким временем нанесения слоя могут нуждаться в небольшом охлаждении, чтобы сохранить свою форму. 50% — это максимум, который вам понадобится для экстремальных нависаний или коротких слоев, в противном случае вы можете оставить вентилятор выключенным для наилучшего сцепления слоев.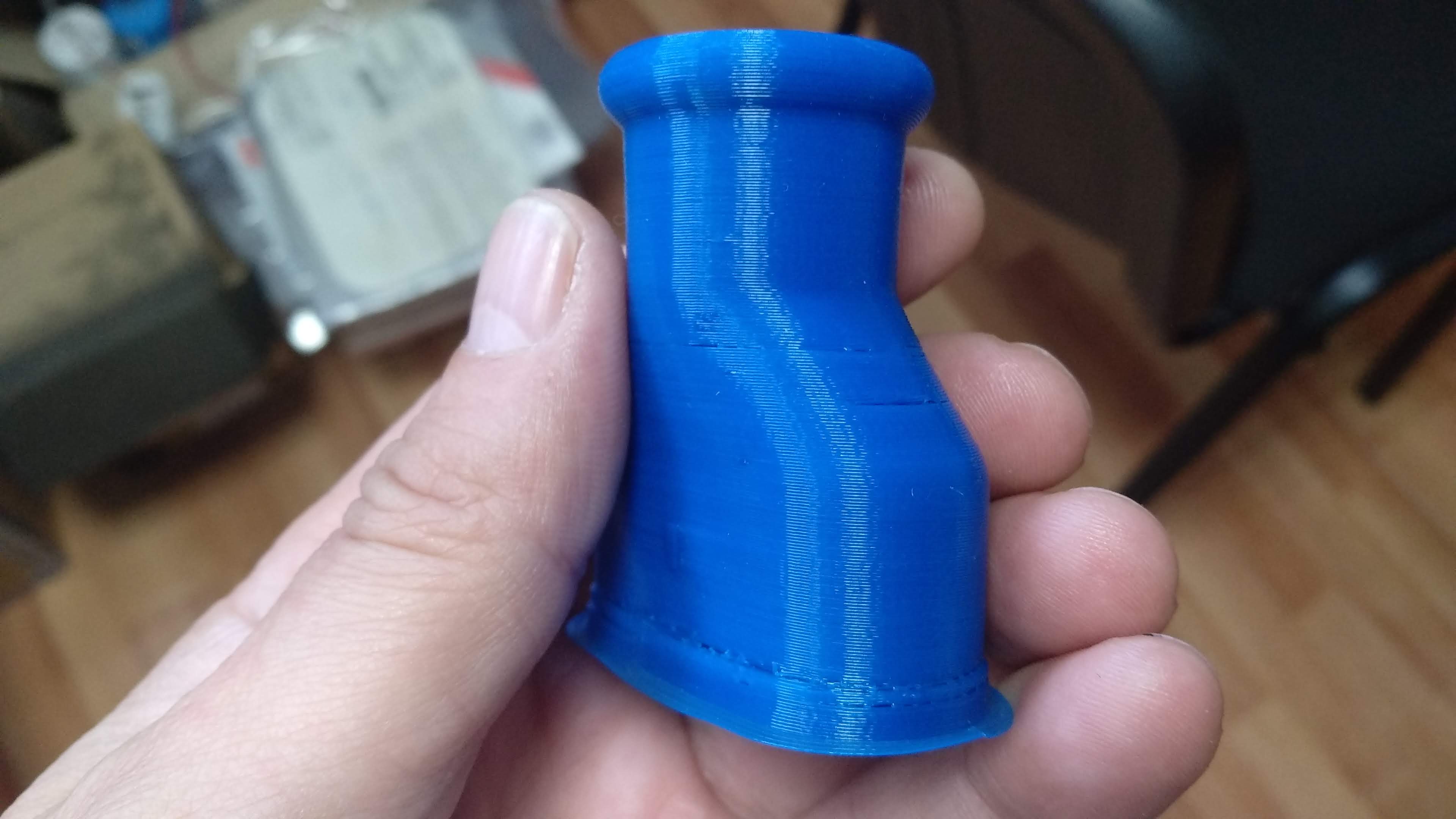
E3D v6 Цельнометаллический Hotend
Требования к кровати
Чтобы получить наилучшие шансы на успех, убедитесь, что у вас есть кровать с подогревом , настроенная на 65°C. Некоторые PETG более склонны к деформации, чем другие, поэтому могут потребоваться более высокие температуры, чтобы обеспечить достаточную адгезию к основанию. Если у вас возникли трудности, повышайте температуру на 5°C за раз, пока не улучшится адгезия.
Что касается самой поверхности кровати, у вас есть довольно много вариантов для работы, имейте в виду, что это не исчерпывающий список, а только крупные игроки. Рассмотрим каждую поверхность по отдельности:
- LayerLock PEI с порошковым покрытием — текстурированная гибкая поверхность, которая может придать вашим 3D-отпечаткам уникальный вид. Убедитесь, что у вас уже есть магнитная система, чтобы она работала должным образом, и держите ее в чистоте с помощью самого высокого процентного содержания изопропилового спирта, который вы можете найти. Возможно, вам придется «размазать» первый слой немного больше, чем вы привыкли, чтобы он приклеился, но как только он остынет, он обычно выскакивает, не касаясь его.
- LayerLock Garolite. Несмотря на то, что это идеальная поверхность для 3D-печати нейлоном, LayerLock Garolite по-прежнему достаточно универсален и может использоваться для поддержки 3D-печати PETG. Вы можете использовать любой из клеев, перечисленных ниже, чтобы получить дополнительную адгезию к слою и зафиксировать ваши 3D-отпечатки PETG. Небольшая шероховатость наждачной бумагой с высокой зернистостью также может освежить ваш гаролит и придать ему больше прочности, чтобы ваши 3D-отпечатки держались.
- . Если вы хотите, чтобы ваши 3D-отпечатки имели глянцевое гладкое дно, это то, что вам нужно. Тем не менее, вы можете использовать какой-либо клей (см. список ниже) в качестве разделительного агента, поскольку некоторые пользователи отрывают куски стекла от своей кровати, когда оно прилипает к первому слою их чистой печати PETG.
- BuildTak — клейкий лист, который можно наклеить непосредственно на платформу вашего 3D-принтера или поверх гибкой пластины. Нет необходимости в клейком растворе, просто подождите, пока ваша кровать остынет, и используйте шпатель BuildTak или поверните Flexplate, чтобы удалить отпечаток. Тем не менее, предостережение, так как печать слишком близко к BuildTak может навсегда связать их вместе и оторвать куски от платформы вашего принтера.
- BuildTak PEI — клейкий лист, который можно наклеить непосредственно на платформу вашего 3D-принтера или поверх гибкой пластины. В основном магия. В горячем виде крепко держится, а в остывшем легко снимается легким постукиванием. Возможно, вам придется немного поднять температуру, чтобы получить достаточную адгезию (около 70 ° C должно быть достаточно). Настоятельно рекомендуется нанести тонкий слой клея, чтобы предотвратить постоянное прикрепление PETG к PEI.
- GeckoTek — клейкий лист, который можно наклеить непосредственно на платформу 3D-принтера или поверх гибкой пластины. Доступен как в горячем, так и в холодном варианте, чтобы лучше соответствовать возможностям вашего 3D-принтера.
- Wham Bam PEX — целая гибкая система станины, прикрепленная к станине 3D-принтера. Сильный магнит удерживает пружинную сталь с нанесенным на нее клейким листом PEX, прикрепленным к платформе принтера во время печати, но его можно легко снять и согнуть, чтобы снять отпечаток.
 Возможно, вам придется «размазать» первый слой немного больше, чем вы привыкли, чтобы он приклеился, но как только он остынет, он обычно выскакивает, не касаясь его.
Возможно, вам придется «размазать» первый слой немного больше, чем вы привыкли, чтобы он приклеился, но как только он остынет, он обычно выскакивает, не касаясь его.Стекло

 Доступен как в горячем, так и в холодном варианте, чтобы лучше соответствовать возможностям вашего 3D-принтера.
Доступен как в горячем, так и в холодном варианте, чтобы лучше соответствовать возможностям вашего 3D-принтера.Постоянно разрабатываются новые и захватывающие методы адгезии к кровати, поэтому важно хорошо понимать, для чего лучше всего использовать каждый метод. Вы можете ознакомиться с нашей статьей «Основы 3D-печати» о поверхностях кровати, чтобы полностью понять плюсы и минусы каждой поверхности кровати, с которой вы можете столкнуться во время 3D-печати.
Помимо улучшения поверхности сборки, существует также широкий спектр клеев для 3D-принтеров, которые вы можете нанести на платформу вашего 3D-принтера, чтобы получить отличный первый слой. Эти клеи специально разработаны для индустрии 3D-печати, поэтому вы можете быть уверены, что они проверены и являются настоящими клеями для 3D-принтеров. Вот лучшие клеи для 3D-принтеров, которые вы можете использовать, чтобы получить лучший первый слой для нити PETG:
Вот лучшие клеи для 3D-принтеров, которые вы можете использовать, чтобы получить лучший первый слой для нити PETG:
- Stick Stick Клей для 3D-принтеров
- Клей для 3D-принтеров Magigoo
- 3DГлуп! Клей для 3D-принтера
Большинство клеев для платформ 3D-принтеров имеют одинаковые инструкции по применению: нанесите тонкий слой на поверхность сборки, где вы активно 3D-печатаете. Затем подождите, пока ваша деталь остынет, прежде чем снимать ее — ожидание остывания напечатанной на 3D-принтере детали значительно упрощает ее удаление, а некоторые клеи иногда даже «выталкивают» деталь из станины после остывания.
Высококачественная нить для 3D-печати PETG серии PRO — лучший выбор, когда вам нужна надежная печать для каждого проекта.
Замена нити PETG для 3D-печати
При переключении между двумя катушками PETG и цветами:
- Пока экструдер холодный, установите температуру на 245 °C и подождите, пока он нагреется.
- Когда вы достигнете 245°C, ослабьте натяжение экструдера (нажав на фиксатор, щелкнув защелку или полностью открутив регулируемый натяжитель), и быстро, но последовательно потяните за нить, чтобы снять ее с хотэнда, не ломая ее. .
- Продолжайте ослаблять натяжение экструдера и вставляйте новую нить, пока она не достигнет сопла.
- Пропускайте новый цвет через экструдер до тех пор, пока он не станет чистым и новый цвет не будет единственным, что выходит из экструдера. Если вы переключаетесь с темного цвета (например, черного) на светлый (например, белый или натуральный), поработайте еще немного, чтобы убедиться, что у вас нет темного загрязнения. Без этого шага можно сделать пару слоев и окончательно удалить последний кусочек нити.

Правильная подготовка первого слоя детали, напечатанной на 3D-принтере PETG
Первый слой — самая важная часть любой печати — он закладывает основу, на которой строится вся печать. Вы можете ознакомиться с подробной статьей о том, как получить идеальный первый слой здесь, или для краткого изложения того, что следует учитывать ниже, — это несколько вещей, которые вам нужно сделать, чтобы первый слой хорошо держался.
- Платформа печати должна быть ровной.
- В начале 3D-печати сопло должно находиться на правильном расстоянии от платформы.
- Вам нужен хороший базовый материал, к которому будет прилипать PETG.
Ниже представлено видео из серии «Основы 3D-печати» MatterHackers, которое поможет вам выбрать правильное направление для получения звездного первого слоя. В этом видео мы подробно расскажем вам о шагах, упомянутых выше, чтобы вы могли добиться успеха при 3D-печати с нитью PETG.
Сложно во влажном состоянии
Существуют материалы для 3D-печати, которые являются гигроскопичными, что означает, что они будут активно поглощать влагу из воздуха. Это фактор, который вы не можете изменить в материале, поэтому гигроскопичный материал, оставленный на достаточно долгое время, достигнет насыщения до тех пор, пока он больше не сможет поглощать воду. К счастью, это полностью обратимый процесс без какой-либо деградации материала. Перед 3D-печатью с любой нитью PETG рекомендуется тщательно высушить ее с помощью PrintDry PRO в течение нескольких часов (или в течение ночи, если у вас есть время) и сразу же печатать с ее помощью. Если вы не живете в месте с очень высокой влажностью и без каких-либо регуляторов температуры, ваша катушка PETG должна быть достаточно сухой, чтобы ее можно было использовать в течение нескольких недель, прежде чем ее нужно будет снова высушить.
Перед 3D-печатью с любой нитью PETG рекомендуется тщательно высушить ее с помощью PrintDry PRO в течение нескольких часов (или в течение ночи, если у вас есть время) и сразу же печатать с ее помощью. Если вы не живете в месте с очень высокой влажностью и без каких-либо регуляторов температуры, ваша катушка PETG должна быть достаточно сухой, чтобы ее можно было использовать в течение нескольких недель, прежде чем ее нужно будет снова высушить.
Влажная нить для 3D-печати не только влияет на внешний вид вашей 3D-печати, но и разрушает молекулярные цепи и создает значительно более слабую 3D-печать, поэтому так важно убедиться, что ваша нить сухая. Ознакомьтесь с нашей подробной статьей о том, как влажность влияет на вашу нить и как вы можете успешно высушить свою 3D-нить здесь.
Нить
PETG для 3D-печати — это прочный и простой в печати материал, который отлично подходит для изготовления функциональных деталей конечного назначения.
Что делать, если что-то пойдет не так при использовании нити PETG для 3D-печати.
Устранение неполадок с нитью PETG
Есть несколько ключевых моментов, которые следует проверить, если ваши отпечатки не работают. Но прежде чем мы рассмотрим решения, нам нужно кратко описать ваши симптомы.
«Я не могу определить правильную температуру печати» На что обратить внимание, если у вас возникли проблемы с определением правильной температуры нити PETG:
- Если температура слишком высокая
PETG становится более вязким при повышении температуры. Маленькая паутина, похожая на нити, будет переплетаться между различными частями 3D-печати, пока она в конечном итоге не свернется и не прилипнет к соплу, нагревательному блоку или стенке вашей прогрессирующей 3D-печати. Пока вы уверены, что ваша нить сухая, и вы все еще сталкиваетесь с натяжением, уменьшите температуру на 5 ° C и посмотрите, улучшит ли это ситуацию. Если нет, возможно, вам просто нужно настроить параметры ретракции для этого немного более плавного PETG. - Если температура слишком низкая
Вы либо увидите, что нить не прилипает к предыдущему слою, либо выдавливается меньше нити, чем необходимо. Вы получите деталь, которая не является прочной и легко разрывается или визуально имеет множество мелких пустот вдоль стенок, куда филамент не может быть достаточно хорошо выдавлен. В любом случае вам следует увеличить температуру на 5°C и повторять попытку до тех пор, пока вы не получите равномерную экструзию и слои, которые полностью прилипают друг к другу.
 Вы получите деталь, которая не является прочной и легко разрывается или визуально имеет множество мелких пустот вдоль стенок, куда филамент не может быть достаточно хорошо выдавлен. В любом случае вам следует увеличить температуру на 5°C и повторять попытку до тех пор, пока вы не получите равномерную экструзию и слои, которые полностью прилипают друг к другу.
Вы получите деталь, которая не является прочной и легко разрывается или визуально имеет множество мелких пустот вдоль стенок, куда филамент не может быть достаточно хорошо выдавлен. В любом случае вам следует увеличить температуру на 5°C и повторять попытку до тех пор, пока вы не получите равномерную экструзию и слои, которые полностью прилипают друг к другу.«Я не могу приклеить первый слой.»
- Убедитесь, что сопло находится на нужной высоте.
Ознакомьтесь с основами 3D-печати: выравнивание кровати, чтобы узнать, что нужно искать в идеальном первом слое. PETG, в отличие почти от любого другого материала, на самом деле предпочитает «ложиться» на поверхность, а не вмазываться в нее. Немного приподнимите насадку над кроватью, чтобы она не была такой сплющенной, как обычно. - Убедитесь, что платформа для печати выровнена.
Ознакомьтесь с рекомендациями по выравниванию кровати в разделе Основы 3D-печати: выравнивание кровати. Если часть слоя находится слишком далеко от сопла, а другая часть слоя слишком близко, нить может тянуться и создавать проблемы при компаундировании.
 Если часть слоя находится слишком далеко от сопла, а другая часть слоя слишком близко, нить может тянуться и создавать проблемы при компаундировании.
Если часть слоя находится слишком далеко от сопла, а другая часть слоя слишком близко, нить может тянуться и создавать проблемы при компаундировании.«Деталь имеет плохие внутренние слои и верхние поверхности».
- Проверьте температуру.
Убедитесь, что вы печатаете при правильной температуре и что ваша кровать имеет правильную температуру. Слишком холодно на любой из них, и между двумя поверхностями не будет достаточной адгезии. - Проверить натяжение нити .
Слишком слабое, и шестерни экструдера не будут иметь прикуса, необходимого для проталкивания нити, слишком сильное, и нить может деформироваться и не будет надежно выдавливаться. - Очистите шестерню привода нити (если она выглядит забитой).
Если у вас произошел сбой при печати, когда задание продолжалось, но нить не выдавливалась, значит, приводная шестерня, вероятно, прожевала участок нити и заполнила свои зубья нитью, что уменьшило ее общее сцепление.

«На внешних краях моих частей много маленьких выпуклостей.»
- Убедитесь, что ваш принтер получает достаточно данных.
При печати с компьютера убедитесь, что компьютер не слишком занят для передачи команд принтеру. Если принтер делает паузу, это обычно происходит из-за того, что принтер слишком занят. - Печать с SD-карты .
Эту проблему можно обойти, распечатав с SD-карты. Иногда это означает, что вы теряете возможность управлять принтером со своего ПК, но это гарантированный способ исключить аппаратные возможности вашего ПК из уравнения. - Источник лучше PETG .
Мы обнаружили, что качество вашего материала для печати может иметь большое влияние на качество вашей детали. Улучшение PETG может помочь вам получать более качественные детали. Однако не спешите предполагать, что проблема в вашем PETG. При правильных настройках и терпении любителям удалось напечатать все виды материалов, многие из которых имеют очень низкую вязкость и непостоянство. Вы должны быть в состоянии получить, по крайней мере, пригодные для использования детали даже с нитью более низкого качества. - Параметры отвода требуют настройки.
Если ваши настройки отвода не установлены правильно, ваш принтер может чрезмерно экструдировать после каждого отвода, оставляя небольшие выпуклости в том месте, где он снова начал экструзию. Поиграйте с «дополнительной дистанцией перезапуска» и посмотрите, поможет ли это. - Ваша нить мокрая.
Многие нити могут поглощать воду из воздуха, и PETG является одним из самых печально известных. Поскольку PETG гигроскопичен, вам необходимо высушить катушку перед ее использованием, что можно легко сделать с помощью PrintDry PRO , чтобы удалить влагу из нити. Когда вы не используете катушку, вы также можете использовать пакеты с силикагелем, чтобы предотвратить повторное впитывание воды катушкой, но эти пакеты не будут втягивать влагу, которая уже присутствует в нити.
 Вы должны быть в состоянии получить, по крайней мере, пригодные для использования детали даже с нитью более низкого качества.
Вы должны быть в состоянии получить, по крайней мере, пригодные для использования детали даже с нитью более низкого качества.
«Высокие части моих отпечатков выглядят расплавленными или сплющенными.»
- Печать нескольких частей за раз.
Добавляя больше деталей на рабочий стол, вы увеличиваете общую площадь поперечного сечения каждого слоя, давая больше времени для охлаждения отдельных объектов, чем если бы они были напечатаны сами по себе. Поскольку вы не можете использовать слишком сильное охлаждение слоев без потери адгезии слоев, подходящим решением является добавление дополнительных деталей на рабочую пластину.
«Мой принтер не печатает никаких материалов.»
- Убедитесь, что ваш хот-энд сильно нагревается.
Убедитесь, что горячий конец вообще нагревается. Если это не так, вам нужно отдать принтер в сервисное обслуживание. Вполне вероятно, что у вас плохое соединение или ваша электроника сгорела (при условии, что принтер все еще подключен и отвечает на ваше хост-программное обеспечение :). - Очистите ведущую шестерню и отрегулируйте натяжение.
Первое, что мы собираемся сделать, это очистить приводную шестерню, касающуюся нити, и убедиться, что у нас есть надлежащее натяжение нити. Обычно неправильное натяжение или засорение ведущей шестерни делает отпечаток более похожим на изображение, которое мы имеем для низкотемпературной нити, но иногда это все вместе препятствует экструзии. Очистите прижимное колесо проволочной щеткой и убедитесь, что натяжение хорошее и надежное (слишком сильное также может предотвратить выдавливание и чаще встречается с прямыми приводами [двигатель напрямую соединен с ведущей шестерней], но реже с редукторными приводами). . - Удалите текущую нить.
Возможно, у вас есть небольшая частица в наконечнике экструдера, застрявшая в пластике. Используйте технику замены нити, описанную выше, чтобы вытащить любые частицы, которые находятся в наконечнике экструдера. - Проверьте и устраните застревание между экструдером и хотэндом.
Это самый экстремальный тип проблемы, потому что пришло время разобрать вещи. Иногда тепло может подниматься по филаменту в экструдере и вызывать вздутие, которое затем охлаждается и предотвращает дальнейшую экструзию. Обычно это место соединения экструдера и горячего конца. Снимите экструдер и удалите весь PETG, какой сможете (вам может понадобиться горячий конец (80–100 °C), чтобы извлечь весь материал. Если вы не можете извлечь всю нить, вытянув ее, возможно, вам придется попробовать и протолкните его через горячий конец. Обычно мы используем небольшой шестигранный ключ. Если это не поможет, вы можете попытаться высверлить экструдер или горячий конец, но вам может потребоваться заменить детали. Обязательно примите меры предосторожности, чтобы не получить удар током или ожог. Если вы не обладаете необходимой квалификацией для выполнения этой работы, найдите того, кто имеет соответствующую квалификацию, а не рискуйте получить травму.0063

 Иногда тепло может подниматься по филаменту в экструдере и вызывать вздутие, которое затем охлаждается и предотвращает дальнейшую экструзию. Обычно это место соединения экструдера и горячего конца. Снимите экструдер и удалите весь PETG, какой сможете (вам может понадобиться горячий конец (80–100 °C), чтобы извлечь весь материал. Если вы не можете извлечь всю нить, вытянув ее, возможно, вам придется попробовать и протолкните его через горячий конец. Обычно мы используем небольшой шестигранный ключ. Если это не поможет, вы можете попытаться высверлить экструдер или горячий конец, но вам может потребоваться заменить детали. Обязательно примите меры предосторожности, чтобы не получить удар током или ожог. Если вы не обладаете необходимой квалификацией для выполнения этой работы, найдите того, кто имеет соответствующую квалификацию, а не рискуйте получить травму.0063
Иногда тепло может подниматься по филаменту в экструдере и вызывать вздутие, которое затем охлаждается и предотвращает дальнейшую экструзию. Обычно это место соединения экструдера и горячего конца. Снимите экструдер и удалите весь PETG, какой сможете (вам может понадобиться горячий конец (80–100 °C), чтобы извлечь весь материал. Если вы не можете извлечь всю нить, вытянув ее, возможно, вам придется попробовать и протолкните его через горячий конец. Обычно мы используем небольшой шестигранный ключ. Если это не поможет, вы можете попытаться высверлить экструдер или горячий конец, но вам может потребоваться заменить детали. Обязательно примите меры предосторожности, чтобы не получить удар током или ожог. Если вы не обладаете необходимой квалификацией для выполнения этой работы, найдите того, кто имеет соответствующую квалификацию, а не рискуйте получить травму.0063Спасибо, что прочитали Как добиться успеха при печати в PETG .
Удачной печати! — MatterHackers
P. S. Ознакомьтесь с нашим Руководством по сравнению нитей, чтобы узнать обо всех новейших и лучших нитях! Или просмотрите Магазин MatterHackers , чтобы найти все, что вам нужно.
S. Ознакомьтесь с нашим Руководством по сравнению нитей, чтобы узнать обо всех новейших и лучших нитях! Или просмотрите Магазин MatterHackers , чтобы найти все, что вам нужно.
Метки статей
- 3D-печать
- Прошивка
- 3D-дизайн
- MatterControl
- Пресс-релизы
- Малый бизнес
- Автомобилестроение
- Э3Д
- Изготовление ювелирных изделий
- Машиностроение
- Индустрия развлечений
- MatterControl Touch
- Антистатические материалы
- НейлонX
- БКН3Д
- Открытый исходный код
- Мастерская ручка
- Анатомия цифрового изготовления
- Как
- Оборудование и обновления
- Советы и рекомендации
- Сборки выходного дня
- Первая десятка
- Образование
- Технический сбой
- Маркфорджед
- Женщины в 3D-печати
- Идеи проекта
- Передовые материалы
- Артикул
- Вакуумное формование
- Импульсная двойная экструзия
- Обзор продукта
- Аэрокосмическая отрасль
- Вакансии
- Военные и правительственные
- Многофункциональные станки
- Начало работы
- Здравоохранение
- Как добиться успеха с любым материалом для 3D-печати
- Creality3D
- Архитектура
- Обзоры 3D-принтеров
- Хакер месяца
Сопутствующие товары
Посмотреть все сопутствующие товары
11 способов исправить ломкость нити PETG — 3D Printerly
3D-печать PETG может быть довольно сложной задачей, особенно когда нить PETG становится хрупкой или слабой. Я решил написать статью с подробным описанием того, как исправить нить PETG, которая становится слабой, чтобы помочь пользователям.
Я решил написать статью с подробным описанием того, как исправить нить PETG, которая становится слабой, чтобы помочь пользователям.
Чтобы починить филамент PETG или 3D-отпечатки, которые становятся хрупкими, сначала убедитесь, что вы используете правильную температуру печати, поскольку низкие температуры могут привести к плохой адгезии слоя. Важно также высушить нить PETG, если она была оставлена без хранения в герметичном контейнере. Используйте нулевую или низкую скорость вращения вентилятора.
Это простой ответ, но есть и другие подробности, которые вы захотите узнать, поэтому продолжайте читать, чтобы узнать больше.
Почему нить PETG становится хрупкой?
PETG становится хрупким из-за ряда проблем во время печати, одной из которых является плохая адгезия платформы, а другой — неправильная температура печати платформы и хотэнда. Кроме того, если для вашего 3D-принтера не выполнена пошаговая калибровка или вы столкнулись с засорением сопла, ваши 3D-отпечатки могут стать хрупкими.
Кроме того, высокая скорость вращения вентилятора, который так быстро остывает, может привести к ломкости нити накала и использованию нити, подвергшейся воздействию влаги.
Как восстановить хрупкую нить PETG
- Увеличьте температуру печати
- Высушите нить PETG
- Улучшите первый слой – выровняйте постель и используйте настройки
- Калибровка шагов экструдера
- Используйте хорошую скорость вентилятора охлаждения
- Уменьшите скорость печати
- Увеличьте плотность заполнения
- Увеличьте толщину стенок
- Установите параметры втягивания
- Прочистите и очистите сопло
В случаях, когда вы испытываете хрупкие отпечатки с PETG, используйте одно или несколько из этих решений, чтобы попытаться исправить хрупкие 3D-отпечатки из PETG.
Я объяснил здесь каждый из этих способов решения проблемы хрупкого PETG.
1. Увеличьте температуру печати
Если вы обнаружите, что ваш PETG становится хрупким после 3D-печати, я сначала попытаюсь увеличить температуру печати и посмотреть, будет ли это иметь значение.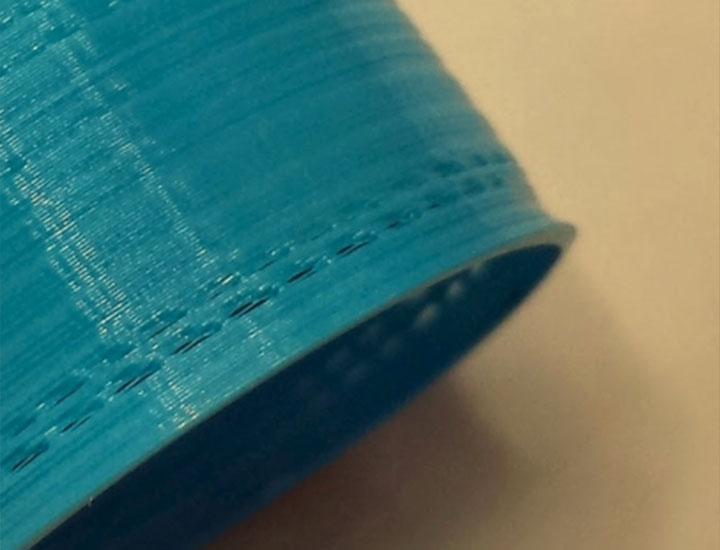 PETG печатает при относительно более высокой температуре, чем большинство нитей, поэтому из-за низкой температуры вы можете столкнуться с хрупкостью 3D-отпечатков PETG.
PETG печатает при относительно более высокой температуре, чем большинство нитей, поэтому из-за низкой температуры вы можете столкнуться с хрупкостью 3D-отпечатков PETG.
Многие пользователи столкнулись с этим и выяснили, что после повышения температуры печати у них появились более прочные и долговечные модели из PETG.
Причина, по которой это работает, заключается в том, что более высокая температура способствует лучшему плавлению нити, что приводит к лучшему прилипанию материала к предыдущему слою.
Убедитесь, что температура не слишком высока, потому что это может привести к сильному натяжению и просачиванию.
Обычно рекомендуемая температура для филамента PETG составляет от 240 до 260°C, а температура слоя 80°C. Рекомендуется провести собственное тестирование, поскольку между вашей средой и средой другого пользователя будут небольшие различия.
Соответствующие температуры для каждого филамента обычно включаются в описание филамента для каждой катушки.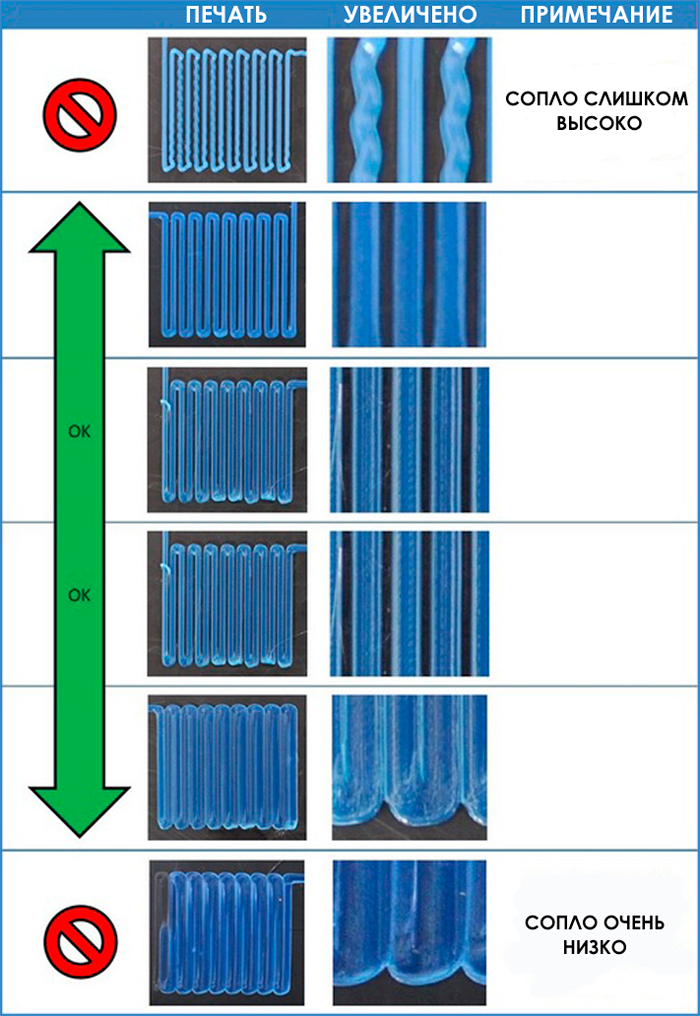 Как правило, рекомендуется придерживаться тех, которые указаны для вашей нити.
Как правило, рекомендуется придерживаться тех, которые указаны для вашей нити.
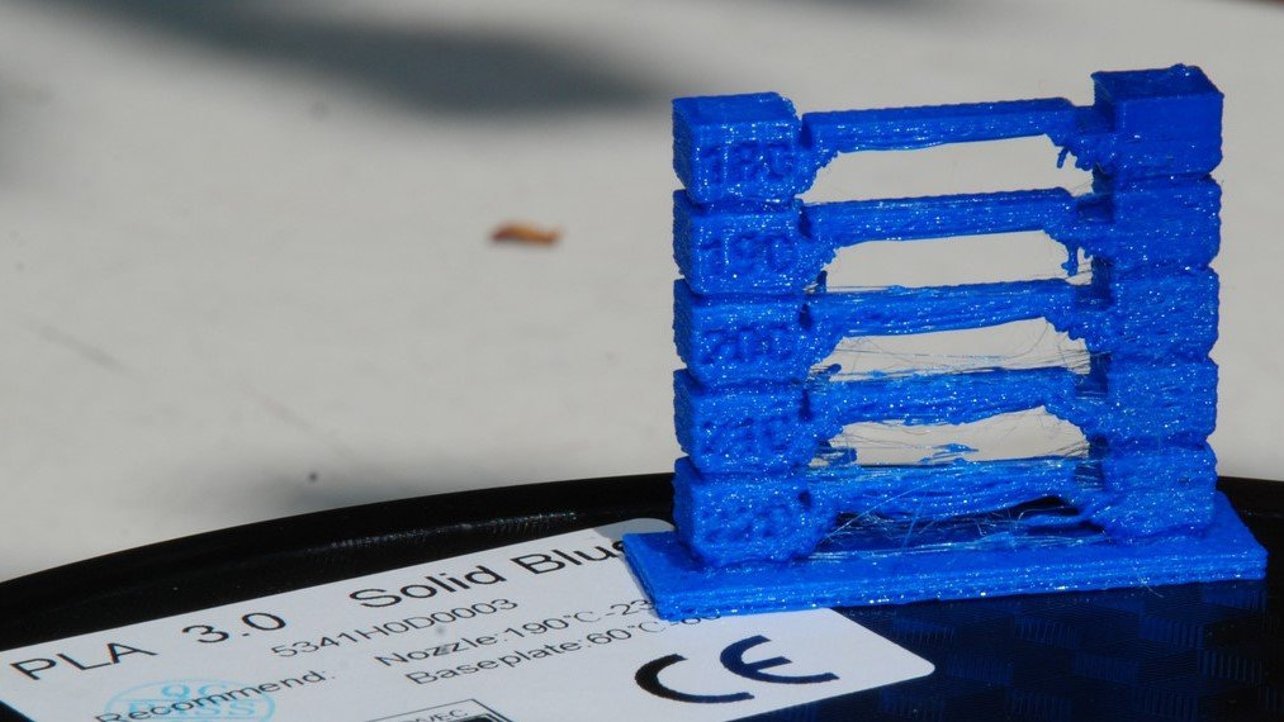
Один из лучших способов найти оптимальную температуру для вашего филамента — создать температурную башню, которую можно сделать прямо в Cura. Я сам использовал это много раз, и получил отличные результаты. Посмотрите видео ниже с простыми инструкциями.
Это просто напечатанная на 3D-принтере башня, в которой есть несколько башен, температура которых меняется по мере продвижения вверх по башне.
Если вы печатаете с помощью PETG, особенно на 3D-принтере, таком как Ender 3, не забудьте перейти на тефлоновые трубки Capricorn, поскольку они обладают более высокой термостойкостью, чем стандартный PTFE, который используется в большинстве 3D-принтеров.
2. Просушите нить PETG
Еще одно ключевое решение, которое вы можете попробовать, если обнаружите, что PETG стал хрупким, — высушить катушку с нитью. Многие люди не понимают, что легко поглощает влагу из окружающей среды после того, как ее оставили без присмотра, что приводит к проблемам с печатью и дефектам.
Влажная нить легко может быть разницей между слабой и хрупкой 3D-печатью PETG и прочной и долговечной моделью PETG. Это также может привести к плохой адгезии к слою, что приводит к плохой основе и неравномерной экструзии.
Влага в филаменте может сильно ухудшиться даже через 24 часа, если вы живете в очень влажном районе, поэтому рекомендуется сушить филамент вместе с надлежащим хранением.
Один из лучших способов высушить нить PETG — приобрести специализированную машину для сушки нити, такую как SUNLU Filament Dryer Box от Amazon. Он используется тысячами пользователей 3D-принтеров для сушки своих нитей с действительно хорошими результатами.
Вы можете установить температуру до 55°C и таймер до 24 часов, но для PETG обычно подходит 8 часов. Один пользователь, который провел тест с тремя разными нитями (PLA, ABS и PETG), обнаружил заметные улучшения, особенно в прочности 3D-отпечатков.
Возможна даже 3D-печать, когда нить находится в сушильной камере, благодаря отверстиям для подачи нити.
После того, как вы высушите нить, она должна быть готова к 3D-печати. Приобретите вакуумный комплект eSUN для хранения нитей на Amazon для хранения своих нитей, когда они не используются.
Этот конкретный комплект включает 10 вакуумных пакетов, 15 индикаторов влажности, 15 упаковок влагопоглотителя, ручной насос и два уплотнительных зажима.
ПЭТГ очень прочный материал, но для эффективной работы о нем нужно заботиться.
3. Улучшите свой первый слой — ровная кровать и настройки использования
Первый слой — это основа вашей 3D-модели, поэтому вам нужно убедиться, что ваш первый слой находится на правильном уровне. Одним из наиболее важных факторов хорошего первого слоя является ровная поверхность сборки. Это означает, что поток филамента будет равномерным и лучше прилипнет к печатной платформе.
Одним из наиболее важных факторов хорошего первого слоя является ровная поверхность сборки. Это означает, что поток филамента будет равномерным и лучше прилипнет к печатной платформе.
У вас будет либо автоматическое выравнивание, либо ручное выравнивание, поэтому убедитесь, что вы выравниваете свою кровать, используя обычные методы. Основной метод выравнивания вручную — это использование метода выравнивания бумаги, или вы можете попробовать «живое выравнивание», которое выравнивается, когда ваше сопло выдавливает нить.
Если вы регулируете ручки выравнивания во время выдавливания, вы должны защитить свои пальцы от движений платформы. Одна вещь, которую я люблю делать, это помещать довольно большой объект в Cura, нарезать его, но с 3-5 юбками.
Это позволяет регулировать уровень платформы, когда сопло выдавливается по краям печатной платформы до тех пор, пока первый слой не будет хорошо уложен.
Посмотрите представленное ниже видео CHEP о стандартной технике выравнивания кровати.
Для автоматического выравнивания используйте Z-смещение, чтобы получить хорошее выравнивание кровати.
После того, как вы выровняете свою кровать, вы также можете использовать хорошие настройки первого слоя.
Я бы рекомендовал сделать следующее:
- Установите начальную температуру печати на 5-10°C выше стандартной температуры
- Попробуйте увеличить исходный поток слоя до 105-110%
- Попробуйте увеличить начальную высоту слоя немного выше стандартной высоты слоя (с 0,2 мм до 0,24 мм). ).
- Вы также можете попробовать увеличить температуру рабочей пластины для начального слоя на 5–10 °C
- Поддерживайте скорость начального слоя в пределах 20–30 мм/с
4.
 Шаги калибровки экструдера
Шаги калибровки экструдера
хрупкие 3D-принты PETG калибруют шаги вашего экструдера или электронные шаги. Этот параметр в основном является мерой точности: когда вы говорите своему 3D-принтеру выдавливать 100 мм нити, на самом деле он выдавливает 100 мм нити, а не 9.5 мм или 105 мм.
Правильная калибровка экструдера для E-шагов и правильная скорость потока нити могут помочь вам получить четкую печать PETG.
Шаги довольно просты для выполнения, и есть много руководств, которым вы можете следовать, чтобы откалибровать свои электронные шаги.
Посмотрите видео ниже, чтобы сделать это.
5. Используйте хорошую скорость охлаждающего вентилятора
Если ваши 3D-отпечатки из PETG хрупкие, важно использовать оптимальную скорость охлаждающего вентилятора. Вы можете использовать охлаждающие вентиляторы с PETG на низкой или высокой скорости в зависимости от того, чего вы пытаетесь достичь.
Вы можете использовать охлаждающие вентиляторы с PETG на низкой или высокой скорости в зависимости от того, чего вы пытаетесь достичь.
Использование охлаждающего вентилятора на высокой скорости отлично подходит для улучшения выступов и общего качества печати, но при этом слои охлаждаются намного быстрее, что ухудшает адгезию слоев.
Чтобы исправить хрупкие 3D-отпечатки PETG, вы можете использовать более низкую скорость вращения вентилятора в диапазоне от 0 до 40%. Вы можете использовать низкую скорость вращения вентилятора и использовать хорошую ориентацию, чтобы уменьшить уровень выступов на ваших моделях, чтобы они не провисали и не провисали.
Один пользователь, у которого были проблемы с ломкими отпечатками PETG, обнаружил, что установка вентилятора охлаждения на 30% очень помогла. Другой пользователь сказал, что перешел с печати PLA на PETG и забыл выключить охлаждение. У него была плохая адгезия слоев и трещины просто от снятия модели.
После повторной 3D-печати детали без охлаждения она вышла прочной и гибкой.
Вот видео, в котором сравниваются скорости вращения вентиляторов для 3D-печати PLA и PETG.
6. Уменьшите скорость печати
Уменьшение скорости печати также может помочь исправить хрупкие 3D-отпечатки PETG. Скорость по умолчанию в Cura составляет 50 мм/с, что должно работать достаточно хорошо в большинстве случаев. Некоторые пользователи упомянули, что получают лучшие результаты, еще больше снижая скорость печати.
Вы можете попробовать несколько тестов с меньшей скоростью 20-40 мм/с, чтобы увидеть, как это работает, но это повлияет на время печати. Вы можете распечатать несколько тестовых моделей на 3D-принтере с разной скоростью печати и наблюдать за различиями.
Я бы не стал использовать скорость печати 70-80 мм/с, если у вас нет действительно хорошего хот-энда и стабильного 3D-принтера.
Посмотрите видео ниже с полезным руководством по успешной 3D-печати PETG. Замедление скорости печати является одним из ключевых предложений.
7. Увеличьте плотность заполнения
После того, как вы выполнили некоторые из описанных выше исправлений, вы можете попытаться увеличить плотность заполнения, чтобы сделать ваши 3D-отпечатки из PETG более прочными и менее ломкими. Плотность заполнения отлично подходит для внутренней прочности модели, имея процент от 20 до 60%.
Вы также можете попробовать увеличить процент перекрытия заполнения, чтобы улучшить связь между заполнением и стенами.
Кроме того, изменение шаблона заполнения на сетку или кубический вариант подходит для хрупких отпечатков PETG и меньшего количества полос.
Посмотрите это видео Стефана из CNC Kitchen, посвященное 3D-печати более прочных заполнителей.
8. Увеличьте толщину стенок
Как вы могли видеть в видео выше, в ваших 3D-отпечатках упоминаются оболочки, также известные как стены, для повышения прочности. Чтобы исправить хрупкую нить PETG, достаточно увеличить толщину стенки, поскольку это обеспечивает более прочный внешний вид.
Сочетание высокой плотности заполнения и большой толщины стенок значительно повысит прочность и долговечность вашей модели. Я бы рекомендовал иметь толщину стенки не менее 1,2 мм, до 2 мм+.
Я бы рекомендовал иметь толщину стенки не менее 1,2 мм, до 2 мм+.
9. Наберите настройки отвода
PETG склонен к натяжению, что может привести к снижению качества 3D-моделей. Вы можете исправить это, снизив температуру печати, а также настроив параметры отвода. Многие пользователи упускают из виду этот параметр, потому что он не является одним из основных параметров, о которых вы услышите.
Обычно вы узнаете о настройках отвода после того, как у вас будет немного больше опыта в 3D-печати.
На самом деле я написал статью о том, как получить наилучшие настройки длины и скорости отвода.
Настройки отвода по умолчанию в Cura обычно работают достаточно хорошо, но рекомендуется оптимизировать настройки с помощью чего-то, что называется Retraction Tower.
Это включало установку плагина непосредственно из Cura и добавление Retract Tower вместе с параметрами. Процесс довольно прост, о чем вы можете узнать из видео ниже.
 8 Plug-in» src=»https://www.youtube.com/embed/6LjbCIGCmd0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share» allowfullscreen=»»>
8 Plug-in» src=»https://www.youtube.com/embed/6LjbCIGCmd0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share» allowfullscreen=»»>
Сочетание низкой скорости и хороших настроек ретракции может решить многие ваши проблемы с PETG.
Убедитесь, что механизм подачи вашего экструдера не слишком тугой, чтобы он не перемалывал нить PETG во время втягивания.
10. Прочистите и очистите сопло
Другим потенциальным решением для хрупких отпечатков PETG является засорение или застревание сопла или канала экструдера. Со временем ваш 3D-принтер может начать накапливать пыль и мусор, а также тепло, которое может привести к засорению.
Вы хотите убедиться, что ваше сопло не засорено, так как это приводит к выдавливанию меньшего количества материала, чем вы указываете принтеру выдавливать.
Полезным методом очистки засоров форсунок является метод холодного протягивания. Посмотрите видео ниже, чтобы узнать, как это сделать. По сути, это установка специальной чистящей нити при относительно высокой температуре, дайте ей остыть, а затем вытащите нить вручную, чтобы очистить засоры.
Посмотрите видео ниже, чтобы узнать, как это сделать. По сути, это установка специальной чистящей нити при относительно высокой температуре, дайте ей остыть, а затем вытащите нить вручную, чтобы очистить засоры.
Чтобы проверить, частично или полностью забито сопло, попробуйте нагреть сопло примерно до 200°C и проверьте, как выдавливается нить. Он должен выдавливаться по довольно прямой линии, но если он немного загибается, у вас, вероятно, засор.
Иногда простое использование иглы для очистки сопла может помочь устранить любые засоры и застревания в сопле при нагреве.
Замена сопла также является хорошей идеей, если вы печатаете с его помощью в течение длительного времени и никогда не меняли его.
 Кулачки
Кулачки Кэм
Кэм 2 Классификация кулачковых механизмов
2 Классификация кулачковых механизмов 2.1 Конфигурация ведомого устройства
2.1 Конфигурация ведомого устройства
 translating.sim. Если вы
translating.sim. Если вы Он используется для генерации
Он используется для генерации


 Диаграмма скоростей в точке h указывает на плавность хода.
Диаграмма скоростей в точке h указывает на плавность хода. Однако эти параметры достаточны только
Однако эти параметры достаточны только Не изменяя этой особенности их
Не изменяя этой особенности их В этот момент
В этот момент
 Как правило, последователь
Как правило, последователь В этот момент угол
В этот момент угол
 В момент, показанный на рис. 6-17, касательная
В момент, показанный на рис. 6-17, касательная 1 Введение
1 Введение cmu.edu
cmu.edu  эту главу
эту главу
 ) Поэтому скорость двигателя с малой выходной мощностью в большинстве случаев уменьшается с помощью шестерен для создания большего крутящего момента. Многие мотор-редукторы используются в автомобильных деталях, бытовой технике и двигателях промышленных машин.
) Поэтому скорость двигателя с малой выходной мощностью в большинстве случаев уменьшается с помощью шестерен для создания большего крутящего момента. Многие мотор-редукторы используются в автомобильных деталях, бытовой технике и двигателях промышленных машин. 
 2-6 представляет ведущую шестерню.
2-6 представляет ведущую шестерню. (Рисунок 2-8)
(Рисунок 2-8)
 Сейчас на сайте представлены силиконы двух типов:
Сейчас на сайте представлены силиконы двух типов: Жидкий силикон для изготовления форм под смолу, гипс или бетон пользуется спросом не только у профессиональных дизайнеров и скульпторов, строителей, но и у обычных любителей создавать декоративные украшения и формы своими руками.
Жидкий силикон для изготовления форм под смолу, гипс или бетон пользуется спросом не только у профессиональных дизайнеров и скульпторов, строителей, но и у обычных любителей создавать декоративные украшения и формы своими руками. Ассортимент товаров магазина широк, поэтому найти нужный материал или инструмент не составит труда.
Ассортимент товаров магазина широк, поэтому найти нужный материал или инструмент не составит труда. В готовом виде – это тягучая и липкая субстанция, которая нашла широкое применение практически во всех сферах жизни. Жидкий силикон используется для защиты и герметизации подвижных и неподвижных элементов от износа и старения, в качестве разделительной, теплопроводящей или электроизоляционной среды. Особый силиконовый компаунд широко применяется для изготовления простых и сложных форм. После отвердевания готовая структура напоминает резину и может использоваться при производстве конечных изделий (от декоративных до технических). Двухкомпонентный силикон бывает нескольких видов, каждый из которых имеет свои особенности и сферу применения.
В готовом виде – это тягучая и липкая субстанция, которая нашла широкое применение практически во всех сферах жизни. Жидкий силикон используется для защиты и герметизации подвижных и неподвижных элементов от износа и старения, в качестве разделительной, теплопроводящей или электроизоляционной среды. Особый силиконовый компаунд широко применяется для изготовления простых и сложных форм. После отвердевания готовая структура напоминает резину и может использоваться при производстве конечных изделий (от декоративных до технических). Двухкомпонентный силикон бывает нескольких видов, каждый из которых имеет свои особенности и сферу применения. Особый силиконовый компаунд широко применяется для изготовления простых и сложных форм. После отвердевания готовая структура напоминает резину и может использоваться при производстве конечных изделий (от декоративных до технических).
Особый силиконовый компаунд широко применяется для изготовления простых и сложных форм. После отвердевания готовая структура напоминает резину и может использоваться при производстве конечных изделий (от декоративных до технических).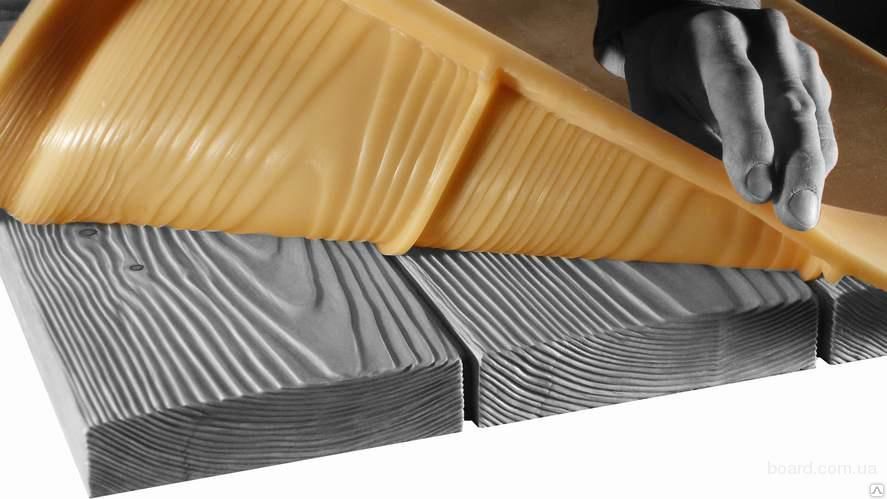 Такой формовочный силикон, как правило, используется для литья штукатурки, парафина, бетона, воска, жидких пластиков, полиэфирных смол.
Такой формовочный силикон, как правило, используется для литья штукатурки, парафина, бетона, воска, жидких пластиков, полиэфирных смол.
 Это способность материала противостоять внедрению в него другого объекта.
Это способность материала противостоять внедрению в него другого объекта.
 Чем она ниже, тем лучше материал может заливаться в сложные рельефы и узоры, принимая очерченную до мельчайших деталей форму.
Чем она ниже, тем лучше материал может заливаться в сложные рельефы и узоры, принимая очерченную до мельчайших деталей форму.
 Его более высокая цена может быть сглажена более длительным временем эксплуатации.
Его более высокая цена может быть сглажена более длительным временем эксплуатации. Если материал требуется, например, для создания игрушек или прокладок, подверженных высокой деформации, выбираются более эластичные смеси.
Если материал требуется, например, для создания игрушек или прокладок, подверженных высокой деформации, выбираются более эластичные смеси.
 Силикон обладает отличными атмосферостойкими свойствами, а также сохраняет свою форму в течение более длительного периода времени, чем другие резиновые материалы. Сложнее сопротивляться сжатию и разрыву
Силикон обладает отличными атмосферостойкими свойствами, а также сохраняет свою форму в течение более длительного периода времени, чем другие резиновые материалы. Сложнее сопротивляться сжатию и разрыву 48 1/16 дюйма / 12 дюймов / 12 дюймов — 265,17 долларов США 1/8 дюймов / 12 дюймов / 12 дюймов — 294,63 долларов США 3/16 дюймов / 12 дюймов / 12 дюймов — 41,36 долларов США 1/4 дюйма / 12 дюймов / 12 дюймов — 123,84 долларов США 3/8 дюйма / 12 дюймов / 12 дюймов — 371,49 долларов США 1/2 дюйма / 12 дюймов / 12 дюймов — 412,76 долларов США 1/16 дюймов / 1/4 дюйма / 10 футов — 80,22 долларов США 1/16 дюймов / 1/2 дюйма / 10 футов — 240,84 долл. США1/16″ / 3/4″ / 10 футов — 722,30 долл. США1/16″ / 1″ / 10 футов — 802,50 долл. США1/16″ / 1-1/4″ / 10 футов — 94,29 долл. США1/16″ / 1 -1/2 дюйма / 10 футов — 282,66 долл. США 1/16 дюйма / 1-3/4 дюйма / 10 футов — 847,77 долл. США 1/16 дюйма / 2 дюйма / 10 футов — 941,90 долл. США 1/16 дюйма / 1/8 дюйма / 10 футов — 78,02 долларов США 1/16 дюйма / 3/8 дюйма / 10 футов — 234,02 доллара США 1/2 дюйма / 1/4 дюйма / 10 футов — 701,9 долларов США4 1/2 дюйма / 1/2 дюйма / 10 футов — 779,90 долларов США 1/2 дюйма / 3/4 дюйма / 10 футов — 95,66 долларов США 1/2 дюйма / 1 дюйм / 10 футов — 287,06 долларов США 1/2 дюйма / 1-1/ 4 дюйма / 10 футов — 860,99 долларов США 1/2 дюйма / 1-1/2 дюйма / 10 футов — 956,64 долларов США 1/2 дюйма / 1-3/4 дюйма / 10 футов — 111,86 долларов США 1/2 дюйма / 2 дюйма / 10 футов — 223,70 долларов США 1/2 дюйма / 1/8 дюйма / 10 футов — 335,54 долларов США 1/2 дюйма / 3/8 дюйма / 10 футов — 359,40 долларов США 1/4 дюйма / 1/4 дюйма / 10 футов — 2476,50 долларов США 1/4 дюйма / 1/ 2 дюйма / 10 футов — 1 102,46 долл.
48 1/16 дюйма / 12 дюймов / 12 дюймов — 265,17 долларов США 1/8 дюймов / 12 дюймов / 12 дюймов — 294,63 долларов США 3/16 дюймов / 12 дюймов / 12 дюймов — 41,36 долларов США 1/4 дюйма / 12 дюймов / 12 дюймов — 123,84 долларов США 3/8 дюйма / 12 дюймов / 12 дюймов — 371,49 долларов США 1/2 дюйма / 12 дюймов / 12 дюймов — 412,76 долларов США 1/16 дюймов / 1/4 дюйма / 10 футов — 80,22 долларов США 1/16 дюймов / 1/2 дюйма / 10 футов — 240,84 долл. США1/16″ / 3/4″ / 10 футов — 722,30 долл. США1/16″ / 1″ / 10 футов — 802,50 долл. США1/16″ / 1-1/4″ / 10 футов — 94,29 долл. США1/16″ / 1 -1/2 дюйма / 10 футов — 282,66 долл. США 1/16 дюйма / 1-3/4 дюйма / 10 футов — 847,77 долл. США 1/16 дюйма / 2 дюйма / 10 футов — 941,90 долл. США 1/16 дюйма / 1/8 дюйма / 10 футов — 78,02 долларов США 1/16 дюйма / 3/8 дюйма / 10 футов — 234,02 доллара США 1/2 дюйма / 1/4 дюйма / 10 футов — 701,9 долларов США4 1/2 дюйма / 1/2 дюйма / 10 футов — 779,90 долларов США 1/2 дюйма / 3/4 дюйма / 10 футов — 95,66 долларов США 1/2 дюйма / 1 дюйм / 10 футов — 287,06 долларов США 1/2 дюйма / 1-1/ 4 дюйма / 10 футов — 860,99 долларов США 1/2 дюйма / 1-1/2 дюйма / 10 футов — 956,64 долларов США 1/2 дюйма / 1-3/4 дюйма / 10 футов — 111,86 долларов США 1/2 дюйма / 2 дюйма / 10 футов — 223,70 долларов США 1/2 дюйма / 1/8 дюйма / 10 футов — 335,54 долларов США 1/2 дюйма / 3/8 дюйма / 10 футов — 359,40 долларов США 1/4 дюйма / 1/4 дюйма / 10 футов — 2476,50 долларов США 1/4 дюйма / 1/ 2 дюйма / 10 футов — 1 102,46 долл. США 1/4 дюйма / 3/4 дюйма / 10 футов — 2 204,90 долл. США 1/4 дюйма / 10 футов — 3 307,35 долл. США 1/4 дюйма / 1-1/4 дюйма / 10 футов — 1 056,39 долл. США1 /4 дюйма / 1-1/2 дюйма / 10 футов — 2 112,77 долл. США 1/4 дюйма / 1-3/4 дюйма / 10 футов — 3 169 долл. США.16 1/4 дюйма / 2 дюйма / 10 футов — 1 409,88 долларов США 1/4 дюйма / 1/8 дюйма / 10 футов — 2 819,73 долларов США 1/4 дюйма / 3/8 дюйма / 10 футов — 4 229,61 долларов США 1/8 дюйма / 1/4 » / 10 футов — 615,23 долл. США 1/8 дюйма / 1/2 дюйма / 10 футов — 1 230,51 долл. США 1/8 дюйма / 3/4 дюйма / 10 футов — 1 845,74 долл. США 1/8 дюйма / 1 дюйм / 10 футов — 1 245,84 долл. США 1/8 дюйма / 1-1/4 дюйма / 10 футов — 2 491,83 долл. США 1/8 дюйма / 1-1/2 дюйма / 10 футов — 3 737,66 долл. США 1/8 дюйма / 1-3/4 дюйма / 10 футов — 1 287,81 долл. США 1/8 дюйма / 2 » / 10 футов — 2575,77 долларов США1/8″ / 1/8″ / 10 футов — 3863,58 долларов США1/8″ / 3/8″ / 10 футов — 1424,52 долларов США3/16″ / 1/4″ / 10 футов — 2849,19 долларов США3/ 16 дюймов / 1/2 дюйма / 10 футов — 4 273,71 долл.
США 1/4 дюйма / 3/4 дюйма / 10 футов — 2 204,90 долл. США 1/4 дюйма / 10 футов — 3 307,35 долл. США 1/4 дюйма / 1-1/4 дюйма / 10 футов — 1 056,39 долл. США1 /4 дюйма / 1-1/2 дюйма / 10 футов — 2 112,77 долл. США 1/4 дюйма / 1-3/4 дюйма / 10 футов — 3 169 долл. США.16 1/4 дюйма / 2 дюйма / 10 футов — 1 409,88 долларов США 1/4 дюйма / 1/8 дюйма / 10 футов — 2 819,73 долларов США 1/4 дюйма / 3/8 дюйма / 10 футов — 4 229,61 долларов США 1/8 дюйма / 1/4 » / 10 футов — 615,23 долл. США 1/8 дюйма / 1/2 дюйма / 10 футов — 1 230,51 долл. США 1/8 дюйма / 3/4 дюйма / 10 футов — 1 845,74 долл. США 1/8 дюйма / 1 дюйм / 10 футов — 1 245,84 долл. США 1/8 дюйма / 1-1/4 дюйма / 10 футов — 2 491,83 долл. США 1/8 дюйма / 1-1/2 дюйма / 10 футов — 3 737,66 долл. США 1/8 дюйма / 1-3/4 дюйма / 10 футов — 1 287,81 долл. США 1/8 дюйма / 2 » / 10 футов — 2575,77 долларов США1/8″ / 1/8″ / 10 футов — 3863,58 долларов США1/8″ / 3/8″ / 10 футов — 1424,52 долларов США3/16″ / 1/4″ / 10 футов — 2849,19 долларов США3/ 16 дюймов / 1/2 дюйма / 10 футов — 4 273,71 долл. США3/16 дюймов / 3/4 дюйма / 10 футов — 1 604,9 долл. США9 3/16 дюйма / 1 дюйм / 10 футов — 3 210,11 долларов США 3/16 дюймов / 1-1/4 дюйма / 10 футов — 4 815,08 долларов США 3/16 дюймов / 1-1/2 дюйма / 10 футов — 1 883,81 долларов США 3/16 дюймов / 1-3/4 дюйма / 10 футов — 3 767,72 долл. США 3/16 дюйма / 2 дюйма / 10 футов — 5 651,52 долл. США 3/16 дюйма / 1/8 дюйма / 10 футов — 1 559,76 долл. США 3/16 дюйма / 3/8 дюйма / 10 футов — 3 119,60 долларов США 3/8 дюйма / 1/4 дюйма / 10 футов — 4 679,34 долларов США 3/8 дюйма / 1/2 дюйма / 10 футов — 1 913,25 долларов США 3/8 дюйма / 3/4 дюйма / 10 футов — 3 826,58 долларов США 3/8 дюйма / 1 дюйм / 10 футов — 5 739,80 долларов США 3/8 дюйма / 1-1/4 дюйма / 10 футов — 4,91 доллара США 3/8 дюйма / 1-1/2 дюйма / 10 футов — 5,30 долларов США 3/8 дюйма / 1-3/4 дюйма / 10 фут — 5,61 доллара США3/8 дюйма / 2 дюйма / 10 футов — 6,03 доллара США3/8 дюйма / 1/8 дюйма / 10 футов — 6,84 доллара США3/8 дюйма / 3/8 дюйма / 10 футов — 7,56 доллара США1/16 дюйма / 12 дюймов / 10 футов — 33,80 долл.
США3/16 дюймов / 3/4 дюйма / 10 футов — 1 604,9 долл. США9 3/16 дюйма / 1 дюйм / 10 футов — 3 210,11 долларов США 3/16 дюймов / 1-1/4 дюйма / 10 футов — 4 815,08 долларов США 3/16 дюймов / 1-1/2 дюйма / 10 футов — 1 883,81 долларов США 3/16 дюймов / 1-3/4 дюйма / 10 футов — 3 767,72 долл. США 3/16 дюйма / 2 дюйма / 10 футов — 5 651,52 долл. США 3/16 дюйма / 1/8 дюйма / 10 футов — 1 559,76 долл. США 3/16 дюйма / 3/8 дюйма / 10 футов — 3 119,60 долларов США 3/8 дюйма / 1/4 дюйма / 10 футов — 4 679,34 долларов США 3/8 дюйма / 1/2 дюйма / 10 футов — 1 913,25 долларов США 3/8 дюйма / 3/4 дюйма / 10 футов — 3 826,58 долларов США 3/8 дюйма / 1 дюйм / 10 футов — 5 739,80 долларов США 3/8 дюйма / 1-1/4 дюйма / 10 футов — 4,91 доллара США 3/8 дюйма / 1-1/2 дюйма / 10 футов — 5,30 долларов США 3/8 дюйма / 1-3/4 дюйма / 10 фут — 5,61 доллара США3/8 дюйма / 2 дюйма / 10 футов — 6,03 доллара США3/8 дюйма / 1/8 дюйма / 10 футов — 6,84 доллара США3/8 дюйма / 3/8 дюйма / 10 футов — 7,56 доллара США1/16 дюйма / 12 дюймов / 10 футов — 33,80 долл. США 1/8 дюйма / 12 дюймов / 10 футов — 63,09 долл. США3/16 дюймов / 12 дюймов / 10 футов — 92,33 долл. США 1/4 дюйма / 12 дюймов / 10 футов — 6,90 долл. США 3/8 дюйма / 12 дюймов / 10 футов — 9,33 долл. США 1/2 дюйма / 12 дюймов / 10 футов — 11,84 долл. США 1/ 16 дюймов / 36 дюймов / 10 футов — 19,11 долларов США 1/8 дюймов / 36 дюймов / 10 футов — 24,02 долларов США 3/16 дюймов / 36 дюймов / 10 футов — 43,49 долларов США 1/4 дюйма / 36 дюймов / 10 футов — 63,03 долларов США 3/8 дюймов / 36 дюймов / 10 футов — 9,33 долл. США 1/2 дюйма / 36 дюймов / 10 футов — 14,27 долл. США Номер детали:
США 1/8 дюйма / 12 дюймов / 10 футов — 63,09 долл. США3/16 дюймов / 12 дюймов / 10 футов — 92,33 долл. США 1/4 дюйма / 12 дюймов / 10 футов — 6,90 долл. США 3/8 дюйма / 12 дюймов / 10 футов — 9,33 долл. США 1/2 дюйма / 12 дюймов / 10 футов — 11,84 долл. США 1/ 16 дюймов / 36 дюймов / 10 футов — 19,11 долларов США 1/8 дюймов / 36 дюймов / 10 футов — 24,02 долларов США 3/16 дюймов / 36 дюймов / 10 футов — 43,49 долларов США 1/4 дюйма / 36 дюймов / 10 футов — 63,03 долларов США 3/8 дюймов / 36 дюймов / 10 футов — 9,33 долл. США 1/2 дюйма / 36 дюймов / 10 футов — 14,27 долл. США Номер детали:
 ), квадратный корень (√), скобки и π (число пи), уже поддерживаются на настоящий момент.
), квадратный корень (√), скобки и π (число пи), уже поддерживаются на настоящий момент.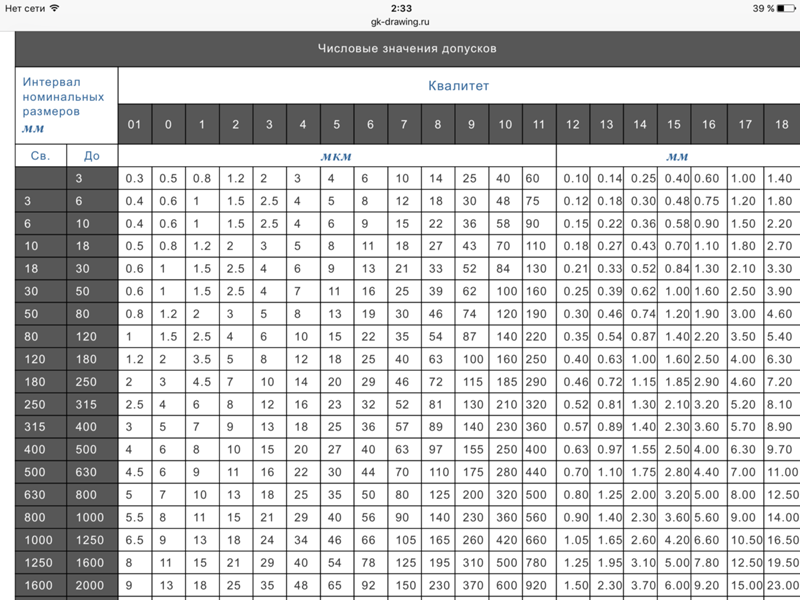 В списке результатов вы, несомненно, найдете нужное вам преобразованное значение. Как вариант, преобразуемое значение можно ввести следующим образом: ’41 мкм в мм‘ или ’76 мкм сколько мм‘ или ‘5 микрометр -> миллиметр‘ или ’40 мкм = мм‘ или ‘1 микрометр в мм‘ или ’63 мкм в миллиметр‘ или ’84 микрометр сколько миллиметр‘. В этом случае калькулятор также сразу поймет, в какую единицу измерения нужно преобразовать исходное значение. Независимо от того, какой из этих вариантов используется, исключается необходимость сложного поиска нужного значения в длинных списках выбора с бесчисленными категориями и бесчисленным количеством поддерживаемых единиц измерения. Все это за нас делает калькулятор, который справляется со своей задачей за доли секунды.
В списке результатов вы, несомненно, найдете нужное вам преобразованное значение. Как вариант, преобразуемое значение можно ввести следующим образом: ’41 мкм в мм‘ или ’76 мкм сколько мм‘ или ‘5 микрометр -> миллиметр‘ или ’40 мкм = мм‘ или ‘1 микрометр в мм‘ или ’63 мкм в миллиметр‘ или ’84 микрометр сколько миллиметр‘. В этом случае калькулятор также сразу поймет, в какую единицу измерения нужно преобразовать исходное значение. Независимо от того, какой из этих вариантов используется, исключается необходимость сложного поиска нужного значения в длинных списках выбора с бесчисленными категориями и бесчисленным количеством поддерживаемых единиц измерения. Все это за нас делает калькулятор, который справляется со своей задачей за доли секунды. 3′. Объединенные таким образом единицы измерения, естественно, должны соответствовать друг другу и иметь смысл в заданной комбинации.
3′. Объединенные таким образом единицы измерения, естественно, должны соответствовать друг другу и иметь смысл в заданной комбинации. Такой точности должно хватить для большинства целей.
Такой точности должно хватить для большинства целей. Конвертер единиц измерения количества информацииКурсы валютРазмеры женской одежды и обувиРазмеры мужской одежды и обувиКонвертер угловой скорости и частоты вращенияКонвертер ускоренияКонвертер углового ускоренияКонвертер плотностиКонвертер удельного объемаКонвертер момента инерцииКонвертер момента силыИмпульс (количество движения)Импульс силыКонвертер вращающего моментаКонвертер удельной теплоты сгорания (по массе)Конвертер плотности энергии и удельной теплоты сгорания топлива (по объему)Конвертер разности температурКонвертер коэффициента теплового расширенияКонвертер термического сопротивленияКонвертер удельной теплопроводностиКонвертер удельной теплоёмкостиКонвертер энергетической экспозиции и мощности теплового излученияКонвертер плотности теплового потокаКонвертер коэффициента теплоотдачиКонвертер объёмного расходаКонвертер массового расходаКонвертер молярного расходаКонвертер плотности потока массыКонвертер молярной концентрацииКонвертер массовой концентрации в раствореКонвертер динамической (абсолютной) вязкостиКонвертер кинематической вязкостиКонвертер поверхностного натяженияКонвертер паропроницаемостиКонвертер плотности потока водяного параКонвертер уровня звукаКонвертер чувствительности микрофоновКонвертер уровня звукового давления (SPL)Конвертер уровня звукового давления с возможностью выбора опорного давленияКонвертер яркостиКонвертер силы светаКонвертер освещённостиКонвертер разрешения в компьютерной графикеКонвертер частоты и длины волныОптическая сила в диоптриях и фокусное расстояниеОптическая сила в диоптриях и увеличение линзы (×)Конвертер электрического зарядаКонвертер линейной плотности зарядаКонвертер поверхностной плотности зарядаКонвертер объемной плотности зарядаКонвертер электрического токаКонвертер линейной плотности токаКонвертер поверхностной плотности токаКонвертер напряжённости электрического поляКонвертер электростатического потенциала и напряженияКонвертер электрического сопротивленияКонвертер удельного электрического сопротивленияКонвертер электрической проводимостиКонвертер удельной электрической проводимостиЭлектрическая емкостьКонвертер индуктивностиКонвертер реактивной мощностиКонвертер Американского калибра проводовУровни в dBm (дБм или дБмВт), dBV (дБВ), ваттах и др.
Конвертер единиц измерения количества информацииКурсы валютРазмеры женской одежды и обувиРазмеры мужской одежды и обувиКонвертер угловой скорости и частоты вращенияКонвертер ускоренияКонвертер углового ускоренияКонвертер плотностиКонвертер удельного объемаКонвертер момента инерцииКонвертер момента силыИмпульс (количество движения)Импульс силыКонвертер вращающего моментаКонвертер удельной теплоты сгорания (по массе)Конвертер плотности энергии и удельной теплоты сгорания топлива (по объему)Конвертер разности температурКонвертер коэффициента теплового расширенияКонвертер термического сопротивленияКонвертер удельной теплопроводностиКонвертер удельной теплоёмкостиКонвертер энергетической экспозиции и мощности теплового излученияКонвертер плотности теплового потокаКонвертер коэффициента теплоотдачиКонвертер объёмного расходаКонвертер массового расходаКонвертер молярного расходаКонвертер плотности потока массыКонвертер молярной концентрацииКонвертер массовой концентрации в раствореКонвертер динамической (абсолютной) вязкостиКонвертер кинематической вязкостиКонвертер поверхностного натяженияКонвертер паропроницаемостиКонвертер плотности потока водяного параКонвертер уровня звукаКонвертер чувствительности микрофоновКонвертер уровня звукового давления (SPL)Конвертер уровня звукового давления с возможностью выбора опорного давленияКонвертер яркостиКонвертер силы светаКонвертер освещённостиКонвертер разрешения в компьютерной графикеКонвертер частоты и длины волныОптическая сила в диоптриях и фокусное расстояниеОптическая сила в диоптриях и увеличение линзы (×)Конвертер электрического зарядаКонвертер линейной плотности зарядаКонвертер поверхностной плотности зарядаКонвертер объемной плотности зарядаКонвертер электрического токаКонвертер линейной плотности токаКонвертер поверхностной плотности токаКонвертер напряжённости электрического поляКонвертер электростатического потенциала и напряженияКонвертер электрического сопротивленияКонвертер удельного электрического сопротивленияКонвертер электрической проводимостиКонвертер удельной электрической проводимостиЭлектрическая емкостьКонвертер индуктивностиКонвертер реактивной мощностиКонвертер Американского калибра проводовУровни в dBm (дБм или дБмВт), dBV (дБВ), ваттах и др. единицахКонвертер магнитодвижущей силыКонвертер напряженности магнитного поляКонвертер магнитного потокаКонвертер магнитной индукцииРадиация. Конвертер мощности поглощенной дозы ионизирующего излученияРадиоактивность. Конвертер радиоактивного распадаРадиация. Конвертер экспозиционной дозыРадиация. Конвертер поглощённой дозыКонвертер десятичных приставокПередача данныхКонвертер единиц типографики и обработки изображенийКонвертер единиц измерения объема лесоматериаловВычисление молярной массыПериодическая система химических элементов Д. И. Менделеева
единицахКонвертер магнитодвижущей силыКонвертер напряженности магнитного поляКонвертер магнитного потокаКонвертер магнитной индукцииРадиация. Конвертер мощности поглощенной дозы ионизирующего излученияРадиоактивность. Конвертер радиоактивного распадаРадиация. Конвертер экспозиционной дозыРадиация. Конвертер поглощённой дозыКонвертер десятичных приставокПередача данныхКонвертер единиц типографики и обработки изображенийКонвертер единиц измерения объема лесоматериаловВычисление молярной массыПериодическая система химических элементов Д. И. Менделеева rope)родрод (США, геодезический)перчполь (англ. pole)морская сажень, фатомсажень (США, геодезическая)локотьярдфутфут (США, геодезический)линклинк (США, геодезический)локоть (брит.)хендпядьфингернейльдюймдюйм (США, геодезический)ячменное зерно (англ. barleycorn)тысячнаямикродюймангстрематомная единица длиныикс-единицафермиарпанпайкатипографский пункттвиплокоть (шведский)морская сажень (шведская)калибрсантидюймкенаршинactus (Др. Рим.)vara de tareavara conuqueravara castellanaлокоть (греческий)long reedreedдлинный локотьладонь«палец»планковская длинаклассический радиус электронаборовский радиусэкваториальный радиус Землиполярный радиус Землирасстояние от Земли до Солнцарадиус Солнцасветовая наносекундасветовая микросекундасветовая миллисекундасветовая секундасветовой чассветовые суткисветовая неделяМиллиард световых летРасстояние от Земли до Луныкабельтов (международный)кабельтов (британский)кабельтов (США)морская миля (США)световая минутастоечный юнитгоризонтальный шагцицеропиксельлиниядюйм (русский)вершокпядьфутсаженькосая саженьверстамежевая верста
rope)родрод (США, геодезический)перчполь (англ. pole)морская сажень, фатомсажень (США, геодезическая)локотьярдфутфут (США, геодезический)линклинк (США, геодезический)локоть (брит.)хендпядьфингернейльдюймдюйм (США, геодезический)ячменное зерно (англ. barleycorn)тысячнаямикродюймангстрематомная единица длиныикс-единицафермиарпанпайкатипографский пункттвиплокоть (шведский)морская сажень (шведская)калибрсантидюймкенаршинactus (Др. Рим.)vara de tareavara conuqueravara castellanaлокоть (греческий)long reedreedдлинный локотьладонь«палец»планковская длинаклассический радиус электронаборовский радиусэкваториальный радиус Землиполярный радиус Землирасстояние от Земли до Солнцарадиус Солнцасветовая наносекундасветовая микросекундасветовая миллисекундасветовая секундасветовой чассветовые суткисветовая неделяМиллиард световых летРасстояние от Земли до Луныкабельтов (международный)кабельтов (британский)кабельтов (США)морская миля (США)световая минутастоечный юнитгоризонтальный шагцицеропиксельлиниядюйм (русский)вершокпядьфутсаженькосая саженьверстамежевая верста )морская лига (международная)лига (статутная)миляморская миля (брит.)морская миля (международная)миля (статутная)миля (США, геодезическая)миля (римская)1000 ярдовфарлонгфарлонг (США, геодезический)чейнчейн (США, геодезический)rope (англ. rope)родрод (США, геодезический)перчполь (англ. pole)морская сажень, фатомсажень (США, геодезическая)локотьярдфутфут (США, геодезический)линклинк (США, геодезический)локоть (брит.)хендпядьфингернейльдюймдюйм (США, геодезический)ячменное зерно (англ. barleycorn)тысячнаямикродюймангстрематомная единица длиныикс-единицафермиарпанпайкатипографский пункттвиплокоть (шведский)морская сажень (шведская)калибрсантидюймкенаршинactus (Др. Рим.)vara de tareavara conuqueravara castellanaлокоть (греческий)long reedreedдлинный локотьладонь«палец»планковская длинаклассический радиус электронаборовский радиусэкваториальный радиус Землиполярный радиус Землирасстояние от Земли до Солнцарадиус Солнцасветовая наносекундасветовая микросекундасветовая миллисекундасветовая секундасветовой чассветовые суткисветовая неделяМиллиард световых летРасстояние от Земли до Луныкабельтов (международный)кабельтов (британский)кабельтов (США)морская миля (США)световая минутастоечный юнитгоризонтальный шагцицеропиксельлиниядюйм (русский)вершокпядьфутсаженькосая саженьверстамежевая верста
)морская лига (международная)лига (статутная)миляморская миля (брит.)морская миля (международная)миля (статутная)миля (США, геодезическая)миля (римская)1000 ярдовфарлонгфарлонг (США, геодезический)чейнчейн (США, геодезический)rope (англ. rope)родрод (США, геодезический)перчполь (англ. pole)морская сажень, фатомсажень (США, геодезическая)локотьярдфутфут (США, геодезический)линклинк (США, геодезический)локоть (брит.)хендпядьфингернейльдюймдюйм (США, геодезический)ячменное зерно (англ. barleycorn)тысячнаямикродюймангстрематомная единица длиныикс-единицафермиарпанпайкатипографский пункттвиплокоть (шведский)морская сажень (шведская)калибрсантидюймкенаршинactus (Др. Рим.)vara de tareavara conuqueravara castellanaлокоть (греческий)long reedreedдлинный локотьладонь«палец»планковская длинаклассический радиус электронаборовский радиусэкваториальный радиус Землиполярный радиус Землирасстояние от Земли до Солнцарадиус Солнцасветовая наносекундасветовая микросекундасветовая миллисекундасветовая секундасветовой чассветовые суткисветовая неделяМиллиард световых летРасстояние от Земли до Луныкабельтов (международный)кабельтов (британский)кабельтов (США)морская миля (США)световая минутастоечный юнитгоризонтальный шагцицеропиксельлиниядюйм (русский)вершокпядьфутсаженькосая саженьверстамежевая верста Его длина составляет 319 метров или 1047 футов.
Его длина составляет 319 метров или 1047 футов. В странах, где не пользуются метрической системой, например в США и Великобритании, используют такие единицы как дюймы, футы и мили.
В странах, где не пользуются метрической системой, например в США и Великобритании, используют такие единицы как дюймы, футы и мили. Первоначально она измерялась как дуга в одну минуту по меридиану, то есть 1/(60×180) меридиана. Это облегчало вычисления широты, так как 60 морских миль равнялись одному градусу широты. Когда расстояние измеряется в морских милях, скорость часто измеряют в морских узлах. Один морской узел равен скорости движения в одну морскую милю в час.
Первоначально она измерялась как дуга в одну минуту по меридиану, то есть 1/(60×180) меридиана. Это облегчало вычисления широты, так как 60 морских миль равнялись одному градусу широты. Когда расстояние измеряется в морских милях, скорость часто измеряют в морских узлах. Один морской узел равен скорости движения в одну морскую милю в час. Один парсек — это расстояние от Солнца до другого астрономического объекта, например планеты, звезды, луны, или астероида, с углом в одну угловую секунду. Одна угловая секунда — 1/3600 градуса, или примерно 4,8481368 мкрад в радианах. Парсек можно вычислить используя параллакс — эффект видимого изменения положения тела, в зависимости от точки наблюдения. При измерениях прокладывают отрезок E1A2 (на иллюстрации) от Земли (точка E1) до звезды или другого астрономического объекта (точка A2). Шесть месяцев спустя, когда Солнце находится на другой стороне Земли, прокладывают новый отрезок E2A1 от нового положения Земли (точка E2) до нового положения в пространстве того же самого астрономического объекта (точка A1). При этом Солнце будет находиться на пересечении этих двух отрезков, в точке S. Длина каждого из отрезков E1S и E2S равна одной астрономической единице. Если отложить отрезок через точку S, перпендикулярный E1E2, он пройдет через точку пересечения отрезков E1A2 и E2A1, I. Расстояние от Солнца до точки I — отрезок SI, он равен одному парсеку, когда угол между отрезками A1I и A2I — две угловые секунды.
Один парсек — это расстояние от Солнца до другого астрономического объекта, например планеты, звезды, луны, или астероида, с углом в одну угловую секунду. Одна угловая секунда — 1/3600 градуса, или примерно 4,8481368 мкрад в радианах. Парсек можно вычислить используя параллакс — эффект видимого изменения положения тела, в зависимости от точки наблюдения. При измерениях прокладывают отрезок E1A2 (на иллюстрации) от Земли (точка E1) до звезды или другого астрономического объекта (точка A2). Шесть месяцев спустя, когда Солнце находится на другой стороне Земли, прокладывают новый отрезок E2A1 от нового положения Земли (точка E2) до нового положения в пространстве того же самого астрономического объекта (точка A1). При этом Солнце будет находиться на пересечении этих двух отрезков, в точке S. Длина каждого из отрезков E1S и E2S равна одной астрономической единице. Если отложить отрезок через точку S, перпендикулярный E1E2, он пройдет через точку пересечения отрезков E1A2 и E2A1, I. Расстояние от Солнца до точки I — отрезок SI, он равен одному парсеку, когда угол между отрезками A1I и A2I — две угловые секунды.
 В некоторых странах, например в Канаде, где принята метрическая система, ярды используют для измерения ткани и длины бассейнов и спортивных полей и площадок, например, полей для гольфа и футбола.
В некоторых странах, например в Канаде, где принята метрическая система, ярды используют для измерения ткани и длины бассейнов и спортивных полей и площадок, например, полей для гольфа и футбола. Перемещение и длина одинаковы по величине только если тело двигалось по прямой.
Перемещение и длина одинаковы по величине только если тело двигалось по прямой.
 Иногда термин «длина» относится только к определенному размеру объекта. Например, можно отрезать кусок каната, длина которого будет меньше его толщины. В физике термин «длина» обычно используется как синоним «расстояния».
Иногда термин «длина» относится только к определенному размеру объекта. Например, можно отрезать кусок каната, длина которого будет меньше его толщины. В физике термин «длина» обычно используется как синоним «расстояния». », то есть «…умножить на десять в степени…». Компьютерная экспоненциальная запись широко используется в научных, математических и инженерных расчетах.
», то есть «…умножить на десять в степени…». Компьютерная экспоненциальная запись широко используется в научных, математических и инженерных расчетах. com на YouTube
com на YouTube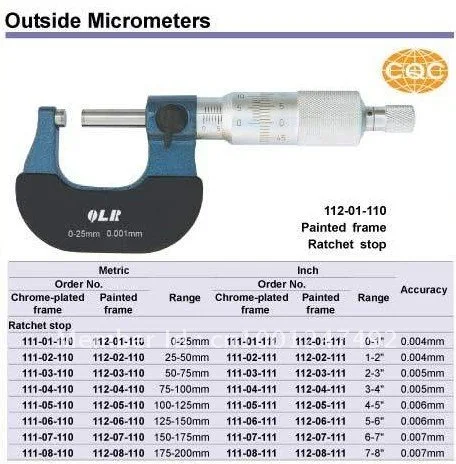
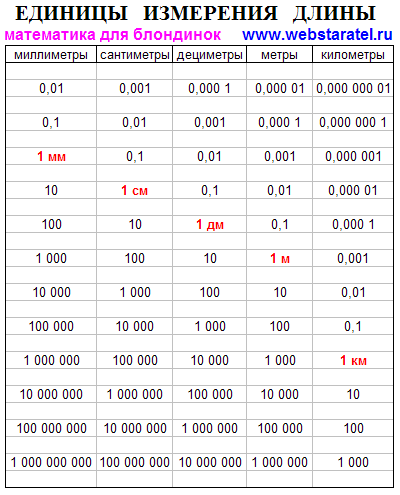 Он также широко известен как микрон, хотя этот термин официально устарел. Его можно записать в расширенной математической записи (1×10 -6 м)
Он также широко известен как микрон, хотя этот термин официально устарел. Его можно записать в расширенной математической записи (1×10 -6 м)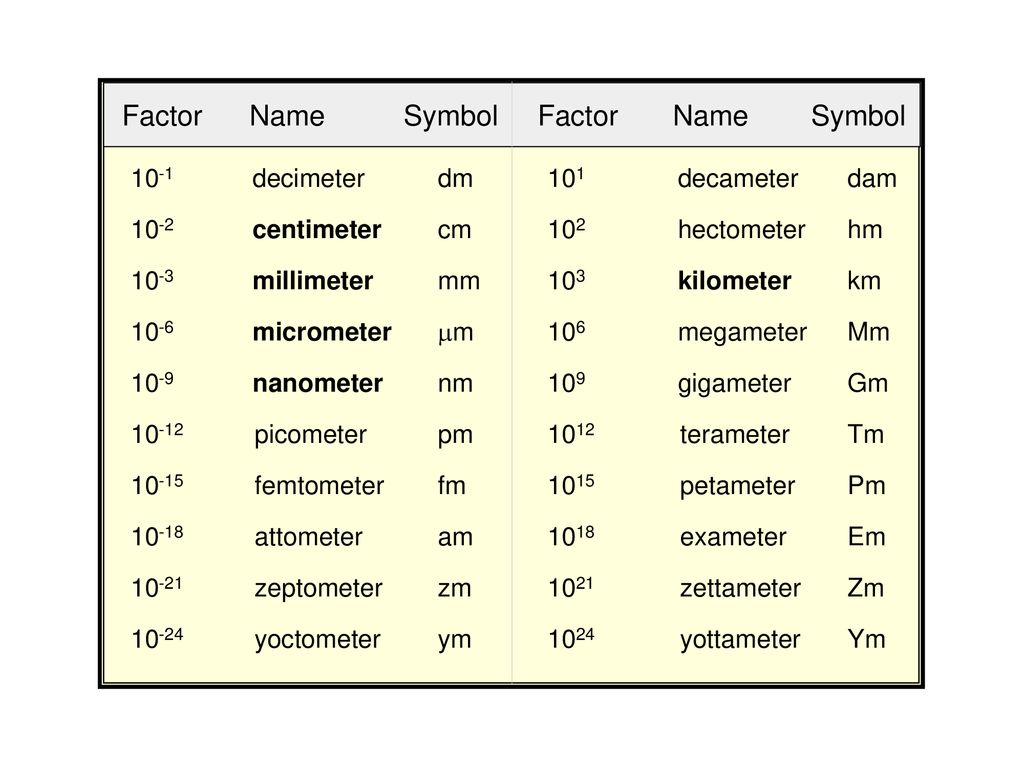 Миллиметр является частью метрической системы. Соответствующая единица площади — квадратный миллиметр, а соответствующая единица объема — кубический миллиметр.
Миллиметр является частью метрической системы. Соответствующая единица площади — квадратный миллиметр, а соответствующая единица объема — кубический миллиметр.

 000 x 0.001°)
000 x 0.001°) 500 часов в эксплуатации
500 часов в эксплуатации
 скорость шпинделя
скорость шпинделя

 скорость шпинделя
скорость шпинделя
 Сосредоточьтесь на будущем.
Сосредоточьтесь на будущем. С HELLER4Industry мы предлагаем нашим клиентам усовершенствованные решения для оцифровки производства. HELLER создает индивидуальные комплексные решения для широкого спектра производственных требований. От отдельного станка до полностью автоматизированной производственной системы «под ключ» — от автономного станка до полностью автоматизированной производственной системы «под ключ» — от новой машины до соглашения о полном обслуживании до модернизации. Подробнее о машинах и решениях HELLER и услугах HELLER.
С HELLER4Industry мы предлагаем нашим клиентам усовершенствованные решения для оцифровки производства. HELLER создает индивидуальные комплексные решения для широкого спектра производственных требований. От отдельного станка до полностью автоматизированной производственной системы «под ключ» — от автономного станка до полностью автоматизированной производственной системы «под ключ» — от новой машины до соглашения о полном обслуживании до модернизации. Подробнее о машинах и решениях HELLER и услугах HELLER. Сегодня HELLER USA производит полный спектр обрабатывающих центров и инженерных решений «под ключ» для рынка Северной Америки. Местное производство в США и высококвалифицированные сервисные команды обеспечивают нашим клиентам наилучшую возможную поддержку.
Сегодня HELLER USA производит полный спектр обрабатывающих центров и инженерных решений «под ключ» для рынка Северной Америки. Местное производство в США и высококвалифицированные сервисные команды обеспечивают нашим клиентам наилучшую возможную поддержку.
 12.2021)
12.2021)

 03.2023
03.2023 Это было чисто, удобно, была свободная тень от деревьев, чистые ванные комнаты (без мух), мусорные баки и большие грузовики. это было одно из самых тихих мест, где я когда-либо был… только изредка машина или грузовик, но ночью почти не было. плюс небо было очень темным…
Это было чисто, удобно, была свободная тень от деревьев, чистые ванные комнаты (без мух), мусорные баки и большие грузовики. это было одно из самых тихих мест, где я когда-либо был… только изредка машина или грузовик, но ночью почти не было. плюс небо было очень темным… com
com самый большой бонус — при абсолютно нулевом световом загрязнении темное небо позволило мне увидеть так много звезд… эффектно!
самый большой бонус — при абсолютно нулевом световом загрязнении темное небо позволило мне увидеть так много звезд… эффектно! Огорожено, чтобы не пускать тварей. Припаркуйтесь там, где вам нравятся столы, мусорные баки. Уровень. Красивый пейзаж. Плоский кустарник вокруг участка с горами дальше. Мы видели овец на склоне горы, несколько раз лошадей вдалеке и вилорогую антилопу, которая бродила…
Огорожено, чтобы не пускать тварей. Припаркуйтесь там, где вам нравятся столы, мусорные баки. Уровень. Красивый пейзаж. Плоский кустарник вокруг участка с горами дальше. Мы видели овец на склоне горы, несколько раз лошадей вдалеке и вилорогую антилопу, которая бродила… Участок рядом с ним предназначен для грузовиков, так что вы можете услышать один или два.
Участок рядом с ним предназначен для грузовиков, так что вы можете услышать один или два. Огорожено, чтобы не пускать тварей. Припаркуйтесь там, где вам нравятся столы, мусорные баки. Уровень. Красивый пейзаж. Плоский кустарник вокруг участка с горами дальше. Мы видели овец на склоне горы, несколько раз лошадей вдалеке и вилорогую антилопу, которая бродила…
Огорожено, чтобы не пускать тварей. Припаркуйтесь там, где вам нравятся столы, мусорные баки. Уровень. Красивый пейзаж. Плоский кустарник вокруг участка с горами дальше. Мы видели овец на склоне горы, несколько раз лошадей вдалеке и вилорогую антилопу, которая бродила… Участок рядом с ним предназначен для грузовиков, так что вы можете услышать один или два.
Участок рядом с ним предназначен для грузовиков, так что вы можете услышать один или два. 04.2017
04.2017

 com/photos/2/2/22886/48902/large/saulsbury-wash-rest-area.JPG?v=1633649754″]
com/photos/2/2/22886/48902/large/saulsbury-wash-rest-area.JPG?v=1633649754″]
 Мои мышцы засохли».
Мои мышцы засохли». или либриумы, когда я подозревал, что мне грустно, и плацидилы, или ноктеки, или милтауны, когда я подозревал, что мне одиноко».
или либриумы, когда я подозревал, что мне грустно, и плацидилы, или ноктеки, или милтауны, когда я подозревал, что мне одиноко». На самом деле она презирает азиатско-американского художника (рассказчик мало уважает азиатов), но в альтернативной реальности она является добровольным героем его следующего шоу «Большеголовые изображения красивой женщины».
На самом деле она презирает азиатско-американского художника (рассказчик мало уважает азиатов), но в альтернативной реальности она является добровольным героем его следующего шоу «Большеголовые изображения красивой женщины». Рассказчик отмечает: «Мы лучше всего ладили, когда спали». Поэтому неудивительно, когда ее мать говорит ей: «Знаешь, когда ты была ребенком, я подсыпала тебе валиум в бутылочку».
Рассказчик отмечает: «Мы лучше всего ладили, когда спали». Поэтому неудивительно, когда ее мать говорит ей: «Знаешь, когда ты была ребенком, я подсыпала тебе валиум в бутылочку».

 ru
ru лиц
лиц
 1
1
 onlypatriot.com/
onlypatriot.com/

 org/PropertyValue»>
org/PropertyValue»> Эта модель предназначена для бытового использования. Она небольшая в размерах и очень легкая в применении. Благодаря этому с ней очень удобно работать. Вот главные особенности и преимущества насоса:
Эта модель предназначена для бытового использования. Она небольшая в размерах и очень легкая в применении. Благодаря этому с ней очень удобно работать. Вот главные особенности и преимущества насоса:

 2 NVMe SSD Обзор: невероятная скорость с современным дизайном
2 NVMe SSD Обзор: невероятная скорость с современным дизайном Узнайте больше о том, как мы тестируем.
Узнайте больше о том, как мы тестируем. 2 2280
2 2280 Patriot оценивает последовательную производительность до 5,5/4,4 Гбит/с при чтении/записи, а случайную производительность достигает 800 000 операций чтения/записи в секунду.
Patriot оценивает последовательную производительность до 5,5/4,4 Гбит/с при чтении/записи, а случайную производительность достигает 800 000 операций чтения/записи в секунду.
 0 x4 NVMe 1.3. Контроллер E16 похож на контроллер E12 компании, но поддерживает более новый и быстрый интерфейс PCIe 4.0, имеет более новый алгоритм LDPC ECC и взаимодействует с Kioxia BiCS4 9.Вспышка 6L TLC. Кристаллы NAND в нашем образце объемом 2 ТБ имеют плотность 512 Гбит, в то время как 1 ТБ имеет кристалл меньшей плотности 256 Гбит. Это помогает сбалансировать производительность между двумя возможностями.
0 x4 NVMe 1.3. Контроллер E16 похож на контроллер E12 компании, но поддерживает более новый и быстрый интерфейс PCIe 4.0, имеет более новый алгоритм LDPC ECC и взаимодействует с Kioxia BiCS4 9.Вспышка 6L TLC. Кристаллы NAND в нашем образце объемом 2 ТБ имеют плотность 512 Гбит, в то время как 1 ТБ имеет кристалл меньшей плотности 256 Гбит. Это помогает сбалансировать производительность между двумя возможностями. Вот как это работает.
Вот как это работает. Узнайте больше о том, как мы тестируем.
Узнайте больше о том, как мы тестируем. 0, таких как Phison E18 и контроллеры с новейшими твердотельными накопителями Samsung и WD.
0, таких как Phison E18 и контроллеры с новейшими твердотельными накопителями Samsung и WD. Давайте проверим это.
Давайте проверим это. Каждый из них рассчитан на скорость до 7,4/6,8 Гбит/с при последовательном чтении/записи и до 800 000 произвольных операций чтения/записи в секунду. По цене 255 долларов за модель на 1 ТБ и 500 долларов за модель на 2 ТБ Viper VP4300 выходит по более высокой цене, чем WD Black SN850 и Samsung 9.80 про.
Каждый из них рассчитан на скорость до 7,4/6,8 Гбит/с при последовательном чтении/записи и до 800 000 произвольных операций чтения/записи в секунду. По цене 255 долларов за модель на 1 ТБ и 500 долларов за модель на 2 ТБ Viper VP4300 выходит по более высокой цене, чем WD Black SN850 и Samsung 9.80 про. 2 2280 двухсторонний форм-фактор и включает в себя два дополнительных тепловых решения («варианты теплозащиты», как они их называют) на выбор. Вы можете либо установить тонкий, но агрессивно выглядящий алюминиевый радиатор размером примерно 72 x 22 x 4 мм, либо использовать очень тонкую графеновую наклейку для установки в ограниченном пространстве, например, в ноутбуки.
2 2280 двухсторонний форм-фактор и включает в себя два дополнительных тепловых решения («варианты теплозащиты», как они их называют) на выбор. Вы можете либо установить тонкий, но агрессивно выглядящий алюминиевый радиатор размером примерно 72 x 22 x 4 мм, либо использовать очень тонкую графеновую наклейку для установки в ограниченном пространстве, например, в ноутбуки.
 Дизельные электростанции Wilson представлены в диапазоне мощностей от 8 до 2500 кВА, охватывая все ниши рынка и предлагая оборудования профессионального уровня, бытового, полупромышленного и промышленного назначения, на основе которого создаются надежные резервные или основные системы автономного энергоснабжения объектов, в том числе с максимальным уровнем автоматизации и времени автономной работы.
Дизельные электростанции Wilson представлены в диапазоне мощностей от 8 до 2500 кВА, охватывая все ниши рынка и предлагая оборудования профессионального уровня, бытового, полупромышленного и промышленного назначения, на основе которого создаются надежные резервные или основные системы автономного энергоснабжения объектов, в том числе с максимальным уровнем автоматизации и времени автономной работы.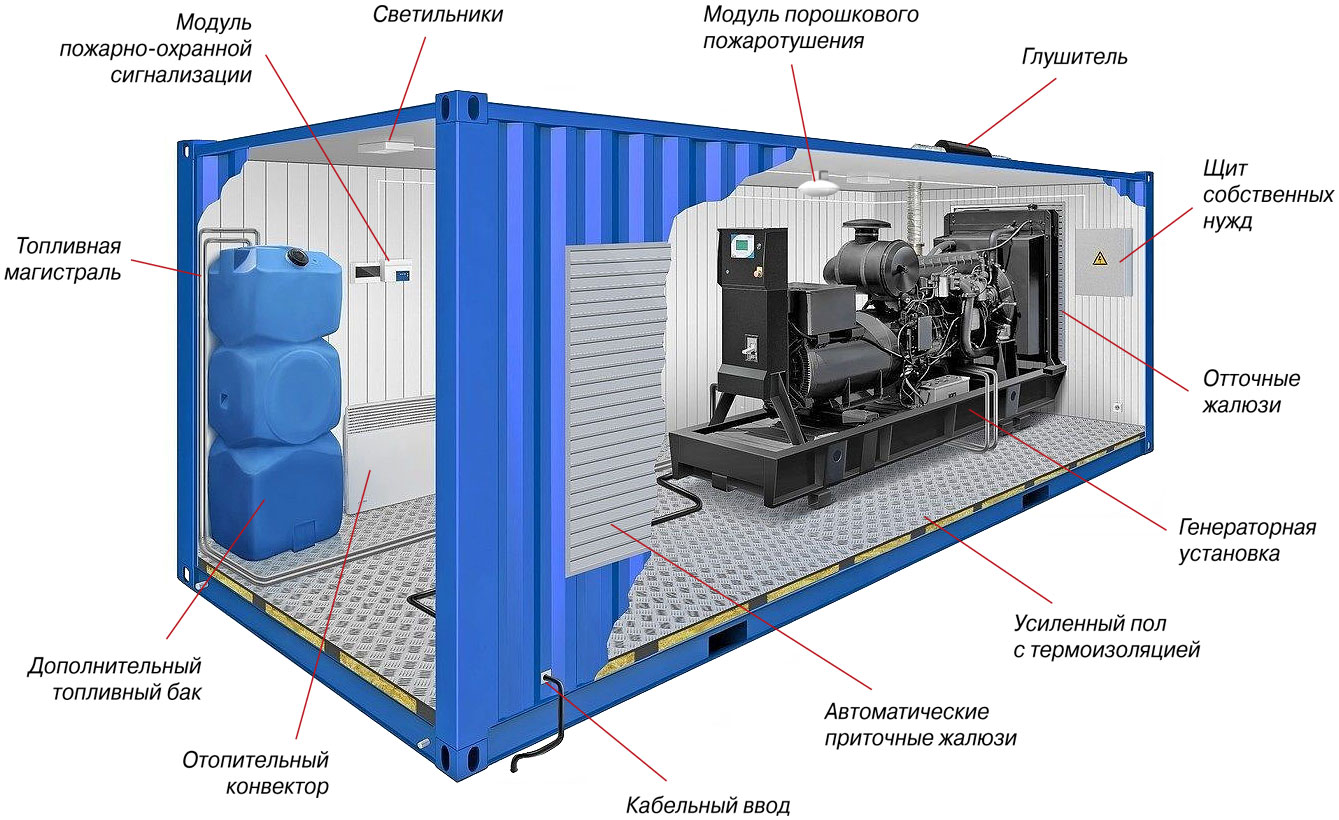
 Электростанция FG Wilson 240 квт, предлагаемая SG Energy, обеспечит надежное электроснабжение Ваших потребителей электроэнергии.
Электростанция FG Wilson 240 квт, предлагаемая SG Energy, обеспечит надежное электроснабжение Ваших потребителей электроэнергии.
 При необходимости проведем обучение эксплуатационного персонала эксплуатации оборудования.
При необходимости проведем обучение эксплуатационного персонала эксплуатации оборудования. Более точная информация предоставляется
Более точная информация предоставляется Мы обеспечиваем необходимое резервное питание для критически важных приложений, таких как больницы, аэропорты, центры обработки данных, телекоммуникационные сети, а также жилые дома и фабрики.
Мы обеспечиваем необходимое резервное питание для критически важных приложений, таких как больницы, аэропорты, центры обработки данных, телекоммуникационные сети, а также жилые дома и фабрики.
 качество, надежность и долговечность.
качество, надежность и долговечность.

 com/parts
com/parts youtube.com/embed/bw10zD1h4bo?wmode=opaque» scrolling=»no» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/bw10zD1h4bo?wmode=opaque» scrolling=»no» frameborder=»0″ allowfullscreen=»»>  Генератор: P150-5 132 кВт/165 кВА Обзор дизельного генератора с шумоподавлением
Генератор: P150-5 132 кВт/165 кВА Обзор дизельного генератора с шумоподавлением  Практическим решением проблемы станет установка электростанций и генераторов, например дизель-генераторов, работающих на дизельном топливе. Преимущество в том, что их можно использовать в качестве автономного источника электроэнергии в течение длительного периода времени.
Практическим решением проблемы станет установка электростанций и генераторов, например дизель-генераторов, работающих на дизельном топливе. Преимущество в том, что их можно использовать в качестве автономного источника электроэнергии в течение длительного периода времени. Капот защищает дизель-генератор от механических повреждений и непогоды. Кроме того, данная установка имеет низкий уровень шума. Дизель-генераторы в колпаке могут работать на открытых площадках без использования вспомогательных сооружений. Наружные генераторы могут быть установлены только в помещении.
Капот защищает дизель-генератор от механических повреждений и непогоды. Кроме того, данная установка имеет низкий уровень шума. Дизель-генераторы в колпаке могут работать на открытых площадках без использования вспомогательных сооружений. Наружные генераторы могут быть установлены только в помещении.
 Именно поэтому данный тепловая пушка denzel dhc 3 150 могу рекомендовать каждому.
Именно поэтому данный тепловая пушка denzel dhc 3 150 могу рекомендовать каждому. Среди особенностей — привлекательная цена. Также следует отметить надежность — держится уже более четырех лет. Следует отметить оперативную доставку товара при оформлении заказа онлайн. Низкое качество не обнаружено, за что спасибо производителю.
Среди особенностей — привлекательная цена. Также следует отметить надежность — держится уже более четырех лет. Следует отметить оперативную доставку товара при оформлении заказа онлайн. Низкое качество не обнаружено, за что спасибо производителю. Смонтировал все сам. тепловая пушка denzel dhc 3 150 удобные в работе. Было удобно работать с ним. Еще порадовала оперативная пересылка. Рекомендую и вам приобрести тепловая пушка denzel dhc 3 150.
Смонтировал все сам. тепловая пушка denzel dhc 3 150 удобные в работе. Было удобно работать с ним. Еще порадовала оперативная пересылка. Рекомендую и вам приобрести тепловая пушка denzel dhc 3 150. Наконец-то подобрал подходящий вариант для реализации данной цели. Хочется поделиться своими впечатлениями о тепловая пушка denzel dhc 3 150. Я уже достаточно долго занимаюсь самостоятельным строительством, поэтому изучил рынок досконально. Иногда достаточно сложно купить нужную тепловая пушка denzel dhc 3 150 онлайн без достаточного опыта. Данный товар я могу рекомендовать. тепловая пушка denzel dhc 3 150 достаточно идеальные за свою цену. При работе важно соблюдать все правила, чтобы достичь желаемого результата. В общем, результат меня приятно удивил.
Наконец-то подобрал подходящий вариант для реализации данной цели. Хочется поделиться своими впечатлениями о тепловая пушка denzel dhc 3 150. Я уже достаточно долго занимаюсь самостоятельным строительством, поэтому изучил рынок досконально. Иногда достаточно сложно купить нужную тепловая пушка denzel dhc 3 150 онлайн без достаточного опыта. Данный товар я могу рекомендовать. тепловая пушка denzel dhc 3 150 достаточно идеальные за свою цену. При работе важно соблюдать все правила, чтобы достичь желаемого результата. В общем, результат меня приятно удивил. Перед покупкой мне также показали сертификаты экологической безопасности. Я доволен продукцией компании. Уже более года тепловая пушка denzel dhc 3 150 служат у нас дома. Могу рекомендовать товары каждому покупателю.
Перед покупкой мне также показали сертификаты экологической безопасности. Я доволен продукцией компании. Уже более года тепловая пушка denzel dhc 3 150 служат у нас дома. Могу рекомендовать товары каждому покупателю..jpeg) Опираться на отзывы необходимо перед непосредственной покупкой какого-либо продукта, ведь на рынке присутствует большое количество товаров и порой не всегда можно определить тот, который подойдёт под ваши потребности. Если вы желали найти самые честные и правдивые обзоры на тепловая пушка denzel dhc 3 150, мы предоставляем вам нашу подборку данных со всего интернета.
Опираться на отзывы необходимо перед непосредственной покупкой какого-либо продукта, ведь на рынке присутствует большое количество товаров и порой не всегда можно определить тот, который подойдёт под ваши потребности. Если вы желали найти самые честные и правдивые обзоры на тепловая пушка denzel dhc 3 150, мы предоставляем вам нашу подборку данных со всего интернета. Узнать о новых фирмах и предприятиях возможно из уст аналогичный пользователей как Вы, из оставленных ими рекомендаций. Оставляйте свои рекомендации у нас, чтобы помочь в выборе другим людям.
Узнать о новых фирмах и предприятиях возможно из уст аналогичный пользователей как Вы, из оставленных ими рекомендаций. Оставляйте свои рекомендации у нас, чтобы помочь в выборе другим людям.
 29
29 



 д.! Этот энергосберегающий агрегат использует мощность до 3 кВт и эксклюзивный элемент с медным покрытием для мгновенного нагрева воды во время ее прохождения через машину, что полностью исключает потери тепла в режиме ожидания. Активируемый минимальным расходом 0,32 галлона в минуту, он оснащен датчиком расхода, который предотвращает сухое срабатывание и преждевременный выход из строя, а также отсечкой по верхнему пределу давления с ручным сбросом для оптимальной безопасности и спокойствия.
д.! Этот энергосберегающий агрегат использует мощность до 3 кВт и эксклюзивный элемент с медным покрытием для мгновенного нагрева воды во время ее прохождения через машину, что полностью исключает потери тепла в режиме ожидания. Активируемый минимальным расходом 0,32 галлона в минуту, он оснащен датчиком расхода, который предотвращает сухое срабатывание и преждевременный выход из строя, а также отсечкой по верхнему пределу давления с ручным сбросом для оптимальной безопасности и спокойствия. Для получения дополнительной информации посетите веб-сайт www.p65warnings.ca.gov.
Для получения дополнительной информации посетите веб-сайт www.p65warnings.ca.gov. Узнайте больше, чтобы узнать об этом продукте!
Узнайте больше, чтобы узнать об этом продукте!
 0003
0003
 Однако, если вы хотите провести двойное очищение, я думаю, что это отлично подходит для тех, у кого жирная кожа.
Однако, если вы хотите провести двойное очищение, я думаю, что это отлично подходит для тех, у кого жирная кожа. Тем не менее, могут быть определенные минусы для некоторых людей.
Тем не менее, могут быть определенные минусы для некоторых людей.