Принтер вес и габариты: Характеристики принтера HP LaserJet P2015dn на сайте КНС
Характеристики принтера HP LaserJet P2015dn на сайте КНС
Описание
Характеристики
Общая информация
Производитель
HP
Общие характеристики
Тип печати
черно-белая
Технология печати
Лазерная
Размещение
настольный
Принтер
Максимальный формат
A4
Печать фотографий
нет
Автоматическая двусторонняя печать
есть
Количество цветов
1
Максимальное разрешение для ч/б печати
1200 x 1200 dpi
Скорость печати ч/б
26 стр/мин
Расходные материалы
Печать на
карточках, этикетках, глянцевой бумаге, конвертах, матовой бумаге
Ресурс ч/б картриджа/тонера
3000 страниц
Количество картриджей
1
Подача бумаги
550 лист.
Вывод бумаги
125 лист.
Память/Процессор
Объем памяти
32 Мб
Процессор
?
Motorola ColdFire V5
Частота процессора
400 МГц
Жесткий диск
?
нет
Интерфейсы
RJ45
есть
USB
есть
LPT
нет
RS-232
нет
Wi-Fi
нет
Bluetooth
нет
Инфракрасный порт (IRDA)
нет
FireWire (IEEE 1394)
нет
Card Reader
?
нет
Прямая печать
нет
Веб-интерфейс
нет
Дополнительная информация
Цветной ЖК-дисплей
нет
Потребляемая мощность (при работе)
350 Вт
Потребляемая мощность (в режиме ожидания)
7 Вт
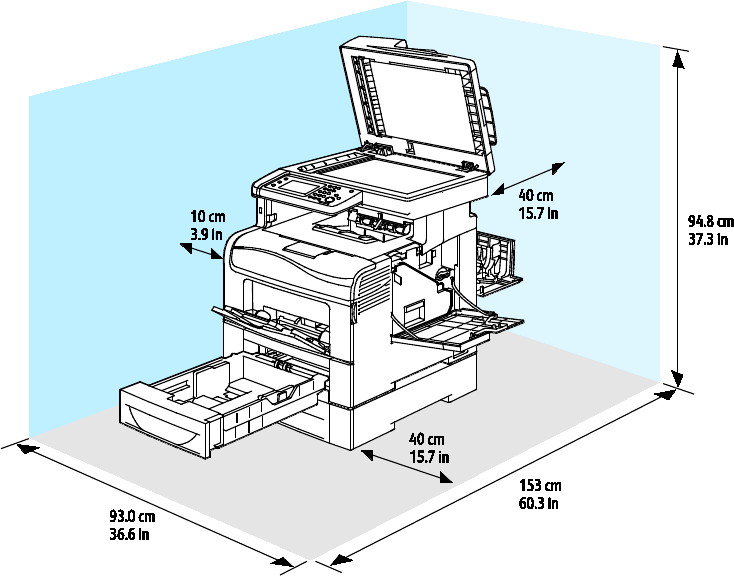
Физические параметры (нетто)
Размер (ШxВxГ)
350x256x362 мм
Вес (нетто)
11 кг
Вес (брутто, кг)
12. 6
6
Габариты
Размеры (брутто, см)
47×42.5×33
Отзывы 0
Обзоры 0
Гарантия
Принтер HP LaserJet P2015dn – цена, наличие, характеристики, отзывы и условия доставки по Москве и России. Купить принтер HP LaserJet P2015dn можно на сайте KNS Москва в 1 клик, указав телефон или заполнив форму заказа в корзине.
Технические характеристики — Canon Russia
Технические характеристики — Canon Russia
Печать документов и изображений в больших объемах
Печать без полей
Пополняемые емкости для чернил расположены во фронтальной части
Подключение к облачным сервисам и Wi-Fi
20-sheet Auto Document Feeder
Поддержка печати на носителях формата 13×13 см (5×5″)
Печать и сканирование со смартфонов и планшетов
Факс
Основные характеристики
Функции
Печать, копирование, сканирование, передача факсимильных сообщений, Wi-Fi и Cloud Link
Технические характеристики принтера
Разрешение печати
До 48001 x 1200 точек на дюйм
Технология печати
2 картриджа FINE (черный и цветной)
Принтер с СНПЧСкорость черно-белой печати
Прибл.
 8,8 изобр./мин2
8,8 изобр./мин2Скорость цветной печати
Прибл. 5,0 изобр./мин3
Скорость фотопечати
10×15 см без полей: прибл. 60 секунд4
Печать без полей
Да (A4, Letter, 20×25 см, 13×18 см, 13×13 см, 10×15 см)
 8,8 изобр./мин2
8,8 изобр./мин2Картриджи и ресурсы
Стандартные картриджи
GI-490 <PGBK>
GI-490 <C>
GI-490 <M>
GI-490 <Y>Ресурс картриджа (обычная бумага)
Цветная печать документов A45
Черный: 6000 страниц*
Цвет: 7000 страниц*
* При стандартном заполнении страницыРесурс картриджа (фото)
Печать цветных фотографий 10×15 см6
Цвет: 2000 фотографий*
* При стандартном заполнении страницы
Поддерживаемые типы бумаги
Типы бумаги
Обычная бумага
Бумага для печати с высоким разрешением High Resolution Paper (HR-101N)
Фотобумага Photo Paper Plus Glossy II (PP-201)
Профессиональная фотобумага Photo Paper Pro Luster (LU-101)
Полуглянцевая фотобумага Photo Paper Plus Semi-Gloss (SG-201)
Глянцевая фотобумага для повседневной печати «Everyday Use» (GP-501)
Матовая фотобумага Matte Photo Paper (MP-101)
КонвертыМаксимальная загрузка бумаги
Задний лоток: не более 100 листов (обычная бумага)
АПД: не более 20 листов (обычная бумага)Формат бумаги
A4, A5, B5, 10×15 см, 13×13 см, 13×18 см, 20×25 см, конверты (DL, COM10), Letter, Legal
Плотность бумаги
Обычная бумага: 64–105 г/м²
Фотобумага Canon: до 275 г/м²
ХАРАКТЕРИСТИКИ СКАНЕРА
Тип сканера
Планшетный сканер CIS для фото и документов
Скорость сканирования
Прибл.
прибл. 19 секунд7Разрешение при сканировании (оптическое)
600 x 1200 точек на дюйм 8
Глубина сканирования (на входе/на выходе)
Цвет: 48/24 бит
Оттенки серого: 16/8 битМаксимальный размер документов
A4/LTR (216 x 297 мм)
Автоматическая подача документов: A4, LTR, LGL
 прибл. 19 секунд7
прибл. 19 секунд7ХАРАКТЕРИСТИКИ КОПИРА
Скорость копирования
sFCOT: прибл. за 24 секунды9
sESAT: прибл. 3,5 изобр./мин10Качество копирования
Черновик, Стандартное, Высокое
Количество копий
99 копий (макс.)
Функции копирования
Копирование документа (обычная бумага), копирование без полей, копирование 2 и 4 листов на одной странице, сортировка копий (только АПД), копирование со стиранием рамки (только планшетный), предварительная отправка заданий копирования, копирование удостоверений личности
Копирование с увеличением
25–400%, по размеру страницы
Характеристики факса
Тип факса
Super G3 / Цветной
Разрешение факса
Монохромный режим: до 300 x 300 точек на дюйм
Цветной режим: 200 x 200 точек на дюймСкорость работы факса
Монохромный: прибл.
3 с (33,6 кбит/сек.)11
Цветной: прибл. 1 мин (33,6 кбит/сек.)12Память факса
До 50 страниц
Групповой набор
Макс. 19 номеров
 3 с (33,6 кбит/сек.)11
3 с (33,6 кбит/сек.)11Интерфейс
Тип и размер экрана
ЖК-экран Full dot
Языки дисплея
Возможность выбора из 32 языков: японский / английский (мм и дюймы) / немецкий / французский / итальянский / испанский / голландский / португальский / норвежский / шведский / датский / финский / русский / чешский / венгерский / польский / словенский / турецкий / греческий / китайский упрощенный / китайский традиционный / корейский / индонезийский / словацкий / эстонский / латышский / литовский / украинский / румынский / болгарский / хорватский / вьетнамский
Подключение
Стандартный интерфейс
Hi-Speed USB (порт B),
Wi-Fi: IEEE802.11 b/g/n
Диапазон частот беспроводной ЛВС: 2,4 ГГц
Безопасность связи Wi-Fi: WPA-PSK, WPA2-PSK, WEPМобильные приложения
PIXMA Cloud Link (со смартфона или планшета)
Приложение Canon PRINT Inkjet/SELPHY
Mopria (Android)
Apple AirPrint
Беспроводное прямое подключение Wireless Direct
Программное обеспечение
Поддерживаемые операционные системы
Windows 10
Windows 8. 1 (включая Windows 8.1 с обновлением),
Windows 8
Windows 7 SP1
Windows Vista SP2
Примечание: требуется .NET Framework 4.5.2 или .NET Framework 4.6
От Mac OS X v10.8.5 до Mac OS X v10.11Поддерживаемые мобильные системы
iOS
Android
Windows RT
Windows 10 MobileМинимальные системные требования
Windows: пространство на диске 3,1 ГБ, Internet Explorer 8
Mac: соединение с Интернетом, пространство на диске 1,5 ГБ, Safari 5
Монитор: 1024×768 XGAПО в комплекте
Драйвер принтера MP с утилитой Scanning Utility
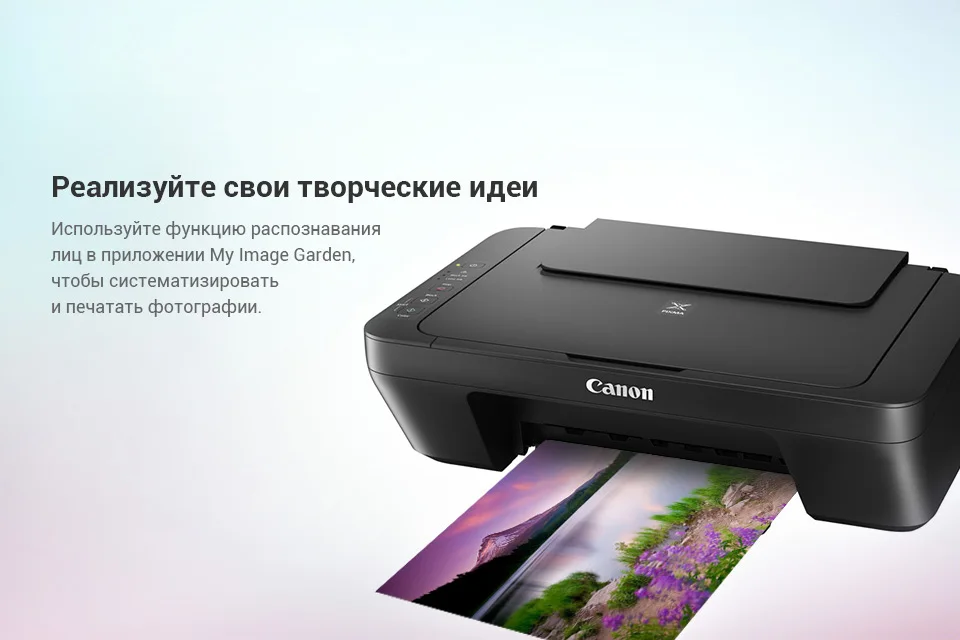
My Image Garden с печатью кадров видеозаписи в формате Full HD13
Quick Menu
Easy-WebPrint EX (загрузка)14
 1 (включая Windows 8.1 с обновлением),
1 (включая Windows 8.1 с обновлением),ФИЗИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Вес
прибл. 7,2 кг
Габариты (ШxГxВ)
прибл. 445 x 330 x 197 мм
Уровень акустического шума
прибл. 45,5 дБ(А)15
Питание
100–240 В перем.
тока, 50/60 ГцЭнергопотребление
Выключено: прибл. 0,3 Вт
Режим ожидания (подключение к ПК через порт USB): прибл. 1,1 Вт (лампа сканирования выключена)
Режим ожидания (все порты подключены): прибл. 1,1 Вт (при выключенной лампе сканирования)
Время перехода в режим ожидания: 11 минут
Копирование: прибл. 13 Вт16
 тока, 50/60 Гц
тока, 50/60 ГцЛюбые характеристики могут быть изменены без предварительного уведомления.
Скорость печати зависит от конфигурации системы, интерфейса, ПО, сложности документа, режима печати, степени заполнения страницы, типа используемой бумаги и т.д.
Расход чернил зависит от печатаемого текста/фото, используемого ПО, режима печати и типа используемой бумаги. Информацию о расходе чернил см. на веб-сайте www.canon-europe.com/ink/yield
Скорость сканирования зависит от конфигурации системы, интерфейса, ПО, настроек режима сканирования, размера документа и т.д.
Скорость копирования зависит от сложности документа, режима печати, степени заполнения страницы, типа используемой бумаги и т. д. Она не включает в себя время прогревания.
д. Она не включает в себя время прогревания.
Все бренды и названия продуктов являются товарными знаками соответствующих компаний.
Microsoft, Windows и логотип Windows являются товарными знаками или зарегистрированными товарными знаками корпорации Майкрософт в США и/или других странах.
- Минимальное расстояние между каплями составляет 1/4800 дюйма.
- Скорость печати документов формата A4 на простой бумаге определяется на основе стандарта измерения средней скорости печати цифровых устройств ISO/IEC 24734.
- Скорость печати документов формата A4 на простой бумаге определяется на основе стандарта измерения средней скорости печати цифровых устройств ISO/IEC 24734.
- Скорость фотопечати определяется на основе параметров драйвера по умолчанию с использованием стандарта ISO/JIS-SCID N2 на глянцевой фотобумаге Photo Paper Plus Glossy II без учета предварительной обработки на компьютере.
- Показатель объемов печати в страницах — расчетное значение по результатам тестирования в соответствии со стандартным методом Canon с использованием стандарта ISO/IEC 24712 и имитации непрерывной печати со сменными чернильными контейнерами после начальной настройки.
- Показатель объемов печати в страницах — расчетное значение по результатам тестирования в соответствии со стандартным методом Canon с использованием стандарта ISO/IEC 29103 и имитации непрерывной печати со сменными чернильными контейнерами после начальной настройки.
- Скорость сканирования цветного документа измеряется в соответствии с ISO/IEC 29183 Target A. Под скоростью сканирования подразумевается промежуток времени от нажатия кнопки сканирования в драйвере сканера и до момента отключения сигнала на экране
- Оптическое разрешение — показатель максимального аппаратного разрешения, измеряется в соответствии со стандартом ISO 14473. При сканировании с высоким разрешением, максимальный размер для сканирования ограничен.
- Значения скорости копирования — усредненные показатели sFCOT и sESAT, ISO/IEC 29183. Скорость копирования зависит от сложности документа, режима печати, степени заполнения страницы, типа используемой бумаги и т.д. Она не включает в себя время прогревания.
- Значения скорости копирования — усредненные показатели sFCOT и sESAT, ISO/IEC 29183. Скорость копирования зависит от сложности документа, режима печати, степени заполнения страницы, типа используемой бумаги и т.д. Она не включает в себя время прогревания.
- Скорость сканирования цветного документа измеряется в соответствии с ISO/IEC 29183 Target A. Скорость сканирования — время от нажатия кнопки сканирования в драйвере сканера и до момента отключения сигнала на экране. Скорость сканирования зависит от конфигурации системы, интерфейса, ПО, настроек режима сканирования, размера документа и т.д.
- Скорость сканирования цветного документа измеряется в соответствии с ISO/IEC 29183 Target A. Скорость сканирования — время от нажатия кнопки сканирования в драйвере сканера и до момента отключения сигнала на экране. Скорость сканирования зависит от конфигурации системы, интерфейса, ПО, настроек режима сканирования, размера документа и т.д.
- Печать кадров видеозаписей в формате Full HD доступна из видеофайлов, созданных цифровыми фото- или видеокамерами Canon. Для ОС Windows Vista требуется установка программного обеспечения для камеры Canon, на которую было снято видео. Canon ZoomBrowser EX (версия 6.5 или выше) или Canon ImageBrowser (версия 6.5 или выше): только формат MOV. Программное обеспечение Canon ImageBrowser EX (версия 1.0 или выше): форматы MOV и MP4
- Для Easy-Web Print EX требуется Internet Explorer 8, 9, 10 и 11* (для ОС Windows).
- При печати изображения ISO/JIS-SCID №2 на глянцевой фотобумаге Photo Paper Plus Glossy II 10×15 см с использованием настроек по умолчанию.
- При копировании изображения ISO/JIS-SCID N2 (отпечатанного на струйном принтере) на обычной бумаге формата A4 с настройками по умолчанию.


 Для ОС Windows Vista требуется установка программного обеспечения для камеры Canon, на которую было снято видео. Canon ZoomBrowser EX (версия 6.5 или выше) или Canon ImageBrowser (версия 6.5 или выше): только формат MOV. Программное обеспечение Canon ImageBrowser EX (версия 1.0 или выше): форматы MOV и MP4
Для ОС Windows Vista требуется установка программного обеспечения для камеры Canon, на которую было снято видео. Canon ZoomBrowser EX (версия 6.5 или выше) или Canon ImageBrowser (версия 6.5 или выше): только формат MOV. Программное обеспечение Canon ImageBrowser EX (версия 1.0 или выше): форматы MOV и MP4Если вы видите это сообщение, вы просматриваете веб-сайт Canon с помощью поисковой системы, которая блокирует необязательные файлы cookie. На вашем устройстве будут использоваться только обязательные (функциональные) файлы cookie. Эти файлы cookie необходимы для функционирования веб-сайта и являются неотъемлемой частью наших систем. Чтобы узнать больше, ознакомьтесь с нашим Уведомлением о файлах cookie.
Чтобы узнать больше, ознакомьтесь с нашим Уведомлением о файлах cookie.
Удалите элемент или очистите [category], поскольку существует ограничение на 8 продуктов. Нажмите «Изменить»
Сбросить весь выбор?
Технические характеристики принтера
Технические характеристики принтера
Справочное руководство |
| |||||||||||||||||||||||||||||||||
Информация о продукте
Печать
Область печати
Механическая часть
Электрическая часть
Окружающая среда
Инициализация
Стандарты и сертификаты
Бумага
Чернильные картриджи
Печать
Метод печати | Струйная печать по запросу |
Конфигурация сопла | Черный: 180 сопел |
Режим персонажа:
| |
10 символов на дюйм* | 437 |
| * символов на дюйм |
Режим растровой графики:
| | |
360 т/д* | 1112 мм | 15762 |
720 точек на дюйм | 1112 мм | 31524 |
1440 точек на дюйм | 1112 мм | 63048 |
| * точек на дюйм |
Разрешение | Максимум 1440 x 720 точек на дюйм |
Направление печати | Двунаправленный |
Код управления | ESC/P Растр |
Межстрочный интервал | 1/6 дюйма или программируется с шагом 1/720 дюйма |
Скорость подачи бумаги | 200 ± 10 мм секунд на линию 1/6 дюйма |
БАРАН | Внешний 128 МБ (фиксированный) |
Таблицы символов | PC 437 (США, стандартная Европа), |
Наборы символов | EPSON Courier 10 символов на дюйм |
[Верх]
Область печати
Рулонная бумага и нарезанные листы
А | Для рулонной бумаги минимальное верхнее поле составляет 3,0 мм (0,12 дюйма)*. |
Б-Л | Для рулонной бумаги минимальное левое поле составляет 3,0 мм (0,12 дюйма)*. |
Б-Р | Для рулонной бумаги минимальное правое поле составляет 3,0 мм (0,12 дюйма)*. |
С | Для рулонной бумаги минимальное нижнее поле составляет 3,0 мм (0,12 дюйма)*. |
* Для рулонной бумаги следующие ширины полей можно выбрать с помощью панели управления следующим образом. Для получения подробной информации см. «ПОЛЯ РУЛОНА» в МЕНЮ НАСТРОЙКИ ПРИНТЕРА. Для получения подробной информации см. «ПОЛЯ РУЛОНА» в МЕНЮ НАСТРОЙКИ ПРИНТЕРА. |
Параметр | А | Б-Л | Б-Р | С |
3 мм | 3 мм | 3 мм | 3 мм | 3 мм |
15 мм | 15 мм | 15 мм | 15 мм | 15 мм |
Т/В 15 мм (по умолчанию) | 15 мм | 3 мм | 3 мм | 15 мм |
| Примечание: |
|
 Данные печати, которые выходят за пределы области печати бумаги, не могут быть напечатаны.
Данные печати, которые выходят за пределы области печати бумаги, не могут быть напечатаны.[Верх]
Механический
Способ подачи бумаги | Трение |
Путь бумаги | Рулонная бумага или форматные листы с ручной вставкой |
Размеры (печать) | Ширина: 1865 мм (73,4 дюйма) |
Масса | прибл. 129 кг (284 фунта) с подставкой |
[Верх]
Электрика
| ||
Диапазон входного напряжения | от 90 до 264 В | |
Номинальный диапазон частот | от 50 до 60 Гц | |
Диапазон входных частот | от 49 до 61 Гц | |
Номинальный ток | 1,4 — 0,7 А | |
Потребляемая мощность | прибл. | |
 131 Вт (ISO10561 Letter Pattern)
131 Вт (ISO10561 Letter Pattern) | Примечание: |
|
[Верх]
Окружающая среда
Температура | Эксплуатация: | от 10 до 35°C (от 50 до 95°F) |
Влажность | Эксплуатация: | От 20 до 80 % относительной влажности** |
| * Хранится в транспортировочном контейнере |
| ** Без конденсата |
Условия эксплуатации (температура и влажность):
[Верх]
Инициализация
Аппаратная инициализация при включении питания: | |
Механизм принтера установлен в исходное состояние. | |
Инициализация программного обеспечения при получении команды ESC@ (инициализация принтера): | |
Буфер печати очищается. | |
Инициализация кнопки панели нажатием кнопки Пауза на панели управления в течение 3 секунд или посылается сигнал *INI: | |
Происходит закупорка печатающей головки. | |


[Верх]
Стандарты и сертификаты
| UL 1950
|
| FCC, часть 15, подраздел B, класс A
|
| Предупреждение: |
|
 В бытовых условиях это изделие может вызывать радиопомехи, и в этом случае от пользователя может потребоваться принять соответствующие меры.
В бытовых условиях это изделие может вызывать радиопомехи, и в этом случае от пользователя может потребоваться принять соответствующие меры.[Верх]
Бумага
| Примечание: |
|
Рулонная бумага:
| от 210 до 1118 мм (Ш) x 45000 мм (Д) от 210 до 1118 мм (Ш) x 202000 мм (Д) |
| 103 мм (4,05 дюйма) максимум для стандартного/дополнительного 2-дюймового вала рулонной бумаги |
| Обычная бумага, специальная бумага, распространяемая EPSON |
| от 0,08 до 0,11 мм (от 0,003 до 0,004 дюйма) |
| от 64 гф/м 2 (17 фунтов) до 90 гф/м 2 (24 фунта) |
Вырезанные листы:
| Super B0 (1118 x 1580 мм) |
| Обычная бумага, специальная бумага, распространяемая EPSON |
| от 0,08 до менее 0,11 мм |
| от 64 гф/м 2 (17 фунтов) до 90 гф/м 2 (24 фунта) |
| Примечание: |
|
 При возникновении проблем переключитесь на бумагу более высокого качества.
При возникновении проблем переключитесь на бумагу более высокого качества.
|
Используйте бумагу при следующих условиях: | ||
Температура От 15 до 25°C (от 59 до 77°F) | ||
EPSON Photo Quality Glossy Film следует хранить при следующих условиях: | ||
Температура от 15 до 30°C (от 59 до 86°F) | ||
[Верх]
Чернильные картриджи
Ультрахром
| Photo Black | T549100 |
ColorFast
| Черный | T511011 |
Краситель
| Черный | T499011 |
Срок службы картриджа (UltraChrome) | 2 года с даты изготовления, если не вскрыта; | |
Срок службы картриджа (ColorFast) | 2 года с даты изготовления, если не вскрыта; | |
Срок службы картриджа (краситель) | 2 года с даты изготовления, если не вскрыта; | |
Температура | Хранилище (удалено): | от -30 до 40°C (от -22 до 105°F) |
Хранилище (установлено): | от -20 до 40°C (от -4 до 104°F) | |
Размеры | 168 мм (Ш) x 344 мм (Г) x 30,3 мм (В) | |
Масса | прибл. | |
Емкость | 500 мл | |

 860 г (1,9 фунта)
860 г (1,9 фунта)| Осторожность: |
|
|
 Другие продукты, произведенные не EPSON, могут привести к повреждению вашего принтера, на которое не распространяется гарантия EPSON.
Другие продукты, произведенные не EPSON, могут привести к повреждению вашего принтера, на которое не распространяется гарантия EPSON.
|
[Верх]
| Предыдущий | Следующий |
| Версия 1.10E, Copyright © 2002, SEIKO EPSON CORPORATION |
Технические характеристики принтера
Главная >
Информация о товаре
механический
Электрический
Относящийся к окружающей среде
Бумага
Выравнивание бумаги
Рекомендуемая область печати
Механический
Способ печати: | 24-контактная ударно-точечная матрица | |
Скорость печати: | Высокоскоростная тяга | 480 символов в секунду при 10 символах на дюйм |
Проект | 360 символов в секунду при 10 символах на дюйм | |
Качество письма | 120 символов в секунду при 10 символах на дюйм | |
Направление печати: | Двунаправленный логический поиск для печати текста и графики. | |
Межстрочный интервал: | 1/6 дюйма или программируется с шагом 1/360 дюйма | |
Печатаемые столбцы: | 136 столбцов (при 10 значках на дюйм) | |
Разрешение: | Максимум | 360 × 180 dpi (качество Letter) |
Интерфейсы: | Один стандартный двунаправленный 8-разрядный параллельный интерфейс с поддержкой полубайтового режима IEEE 1284, один интерфейс USB2.0 (Full Speed) и один дополнительный интерфейсный слот | |
Способы подачи бумаги: | Трение (передний или верхний вход бумаги) | |
Скорость подачи бумаги: | Непрерывный | 5 дюймов/сек |
Прерывистый | 45 мс/строка при межстрочном интервале 1/6 дюйма | |
Буфер: | 128 КБ или 0 КБ | |
Встроенные шрифты: | Растровые шрифты: EPSON Draft 10, 12, 15 cpi | |
масштабируемых шрифтов: EPSON Roman 10. | ||
шрифтов штрих-кода: EAN-13, EAN-8, чередование 2 из 5, UPC-A, UPC-E, код 39, код 128, POSTNET | ||
Таблицы символов: | Одна таблица курсивных и 12 графических символов. (В некоторых странах доступны 34 таблицы графических символов.) Дополнительную информацию о доступных таблицах символов см. в разделе Таблицы символов. | |
наборов символов: | 14 международных наборов символов и один допустимый набор символов | |
Надежность: | Общий объем печати | 40 миллионов строк (кроме печатающей головки) |
Срок службы печатающей головки | 400 миллионов ходов/проволока | |
Размеры и вес: | Высота | При использовании отдельных листов: При использовании непрерывной бумаги: |
Ширина | 670 мм (26,4 дюйма) | |
Глубина | При использовании отдельных листов: При использовании непрерывной бумаги: | |
Вес | ок. | |
Лента: | Картридж с черной лентой (S015086) | |
Срок службы ленты | 15 миллионов знаков | |
 Однонаправленная печать текста или графики может быть выбрана с помощью программных команд.
Однонаправленная печать текста или графики может быть выбрана с помощью программных команд. 5, 8-32 pt (каждые 2 pt)
5, 8-32 pt (каждые 2 pt)  12,6 кг (5,67 фунта)
12,6 кг (5,67 фунта)Электрический
Модель 120 В | 220–240 В Модель | |
Диапазон входного напряжения | от 103,5 до 132 В | от 198 до 264 В |
Номинальный диапазон частот | от 50 до 60 Гц | |
Диапазон входной частоты | от 49,5 до 60,5 Гц | |
Номинальный ток | 1,0 А (максимум 4 А в зависимости от типа символа) | 0,6 А (максимум 2 А в зависимости от типа символа) |
Потребляемая мощность | Прибл. Прибл. 3,0 Вт в режиме пониженного энергопотребления Прибл. 0 Вт в выключенном состоянии | |
 46 Вт (буквенный шаблон ISO/IEC 10561)
46 Вт (буквенный шаблон ISO/IEC 10561)Этот продукт также предназначен для энергосистем ИТ с межфазным напряжением от 220 до 240 В.
Примечание:
Проверьте наклейку на задней панели принтера, чтобы узнать напряжение вашего принтера. |
Экологический
Температура | Влажность | |
Операция | от 5 до 35°C (от 41 до 95°F) | От 10 до 80 % относительной влажности |
Хранение | от –30 до 60°C (от –22 до 140°F) | От 0 до 85 % относительной влажности |
Бумага
Примечание:
Используйте переработанную бумагу и этикетки только при нормальной температуре и влажности, а именно: Не загружайте согнутую бумагу или поврежден, сморщен или скручен. |
Обычные отдельные листы: вход спереди и сверху
Ширина | Спереди и сверху: |
Длина | Спереди: Верх: |
Толщина | от 0,065 до 0,14 мм (от 0,0025 до 0,0055 дюйма) |
Вес | от 52 до 90 г/м2 (от 14 до 24 фунтов) |
Одностраничные многоэкземплярные формы: ввод спереди и сверху
Ширина | Спереди и сверху: |
Длина | Спереди: Верх: |
Копий | 1 оригинал + до 5 копий |
Толщина | от 0,12 до 0,46 мм (от 0,0047 до 0,018 дюйма) |
Вес | 40–58 г/м2 (12–15 фунтов) |
Переплет | Линейный клей в верхней части формы (ввод как спереди, так и сверху) |
Конверты: только верхний ввод
Размер | № 6:165 × 92 мм (6,5 × 3,6 дюйма) № 10:241 × 105 мм (9,5 × 4,1 дюйма) |
Толщина | от 0,16 до 0,52 мм (от 0,0063 до 0,0197 дюйма) |
Вес | от 45 до 90 г/м2 (от 12 до 24 фунтов) |
Открытки: вход спереди и сверху
Ширина | от 100 до 200 мм (от 3,9 до 7,8 дюйма) |
Длина | Спереди: от 148 до 200 мм (от 5,8 до 7,8 дюймов) Верх: от 148 до 200 мм (от 5,8 до 7,8 дюймов) |
Толщина | 0,22 мм (0,0087 дюйма) |
Вес | 192 г/м2 (51 фунт) |
Непрерывная бумага (стандартная и многоэкземплярная): ввод спереди, сзади и снизу
Ширина | от 101,6 до 406,4 мм (от 4,0 до 16,0 дюймов) |
Длина | от 101,6 до 558,8 мм (от 4,0 до 22,0 дюймов) |
Копий | 1 оригинал + до 5 копий |
Толщина | Рекомендуемая область печати от 0,065 до 0,46 мм (от 0,0025 до 0,018 дюйма) Перфорированные края до 0,9 мм (0,035 дюйма) |
Вес | 52–82 г/м2 (14–22 фунта) |
Вес | 40–58 г/м2 (12–15 фунтов) |
Переплет | Точечный клей или скобы для бумаги с обеих сторон |
Примечание:
Поскольку для толстых многоэкземплярных форм требуется прямой тракт бумаги, загружайте их в переднюю прорезь. |

Непрерывная бумага с этикетками: вход спереди и снизу
Размер этикетки | 23,8 × 63,5 мм (15/16 × 2,5 дюйма) минимум Минимальный радиус закругления 2,5 мм (0,1 дюйма) |
Ширина подложки | от 101,6 до 406,4 мм (от 4,0 до 16,0 дюймов) |
Длина подложки | от 101,6 до 558,8 мм (от 4,0 до 22,0 дюймов) |
Толщина подложки | от 0,07 до 0,09 мм (от 0,0028 до 0,0035 дюйма) |
Общая толщина | от 0,16 до 0,19 мм (от 0,0063 до 0,0075 дюйма) |
Вес этикетки | 64 г/м2 (17 фунтов) |
Рулонная бумага: вход сзади только с дополнительным держателем рулонной бумаги
Ширина | 216 ± 3 мм (8,5 ± 0,12 дюйма) |
Толщина | от 0,07 до 0,09 мм (от 0,0028 до 0,0035 дюйма) |
Вес | 52–82 г/м2 (14–22 фунта) |
Выравнивание бумаги
Вход спереди
Печать начинается с отметки стрелки. Непечатаемая область находится слева от стрелки.
Непечатаемая область находится слева от стрелки.
Вход сзади
Печать начинается с «0» на шкале. Непечатаемая область находится слева от «0».
Рекомендуемая область печати
Примечание:
Для достижения наилучших результатов печатайте в пределах рекомендуемой области печати. Принтер может не печатать за пределами этой области. |
Отдельные листы, конверты и открытки:
А | Минимальная ширина верхнего поля составляет 4,2 мм (0,17 дюйма). |
Б | Минимальное левое поле составляет 3,0 мм (0,12 дюйма). |
С | Минимальная ширина нижнего поля составляет 4,2 мм (0,17 дюйма). |

Непрерывная бумага:
А | Минимальные верхнее и нижнее поля выше и ниже перфорации составляют 4,2 мм (0,17 дюйма) каждое. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Б | Минимальная ширина левого и правого полей составляет 13 мм (0,51 дюйма) каждое. Рснф: Реле контроля напряжения и сдвига фаз статическое РСНФ 12Реле контроля напряжения РСНФ 12, реле рснф-12, Реле РСНФ-12-1, РСНФ-12-2 — Реле контроля напряжения и сдвига фаз РСНФ 12, реле рснф-12, рснф, рснф-12 | реле напряженияМосква
Вход в личный кабинет Купить Реле контроля напряжения и сдвига фаз РСНФ 12, реле рснф-12, рснф, рснф-12 | реле напряжения | реле управления и защиты, Реле контроля и напряжений Реле РСНФ 12 предназначены для использования в схемах автоматического повторного включения линий электропередач с двусторонним питанием в качестве органа, контролирующего наличие и отсутствие напряжения на линии и шинах и угол сдвига фаз между ними, а также в схемах синхронизации генераторов для блокирования включения выключателя при ошибочных действиях персонала. реле, купить реле, куплю реле, реле цена, реле напряжения, реле тока. Климатическое исполнение и категория размещения по ГОСТ 15150-69 — УХЛ4, О4. Реле предназначены для работы в следующих условиях: температура окружающего воздуха — от — 20° С до + 55° С; внешние воздействующие факторы для группы механического исполнения М7 по ГОСТ 17516.1-90, при этом вибрационные нагрузки в диапазоне частот от 5 до 15 Гц с максимальным ускорением 3 g. посмотреть все (168) Другие товары и услуги компании:Реле сдвига фаз РН-55/90;120;130;160;200, Реле контроля напряжения, реле напряжения Реле сдвига фаз РН-55/90;120;130;160;200, Реле контроля напряжения, реле напряжения Реле напряжения РЭ15, Реле управления РЭ-15; РЭ-15Т, Реле контроля напряжения, реле напряжения Реле напряжения РЭ15, Реле управления РЭ-15; РЭ-15Т, Реле контроля напряжения, реле напряжения Реле повторного включения РПВ-01, РПВ-02, Реле повторного включения РПВ Реле повторного включения РПВ-01, РПВ-02 Реле РЭ-14, РЭ-17, РЭ-17Т, Реле управления РЭ, Реле напряжения Реле РЭ 14 предназначены для применения в качестве минимального реле напряжения в схемах НКУ постоянного тока. Реле РЭ 14, Реле напряжения РЭ 14, Реле управления РЭ-14 Реле РЭ14 разработано взамен реле электромагнитных типов РЭВ821, РЭВ825 при соблюдении условий эксплуатации, оговоренных в технических условиях ТУ Реле РЭВ-811, реле рэв-812, реле рэв-813, реле рэв-814, реле РЭВ-815, реле рэв-816, РЭВ-817, рэв-818 Реле РЭВ-811, рэв-812, рэв-813, рэв-814, РЭВ-815, рэв-816, РЭВ-817, рэв-818 Товары и услуги других компаний:Шкафы низкого напряжения ШРНН Шкафы низкого напряжения далее ШРНН предназначены для приема, распределения и учета электрической энергии, а также для защиты от перегрузок и токов короткого замыкания в трехфазных электрических сетях 800 000 р. Измерители сопротивления Измерители сопротивления (омметры, микроомметры т. РПГ-010411У3 -12В реле герконовое Реле промежуточное на герконах. Тип реле рпг-010411-у3. 0.01 р. Реле герконовое рпг-010611У3 -12в Реле промежуточное на герконах. Тип реле рпг-010611-у3. 0.01 р. Реле промежуточные рпк1-011, рпк1-021, рпк1-031 Реле промежуточные типа РПК1-011, РПК1-021, РПК1-031 предназначены для применения Реле температурное ТРМ 11-01 Термореле ТРМ-11 предназначено для применения в устройствах контроля температуры неагрессивной жидкой или газовой среды.
Электротехника Информация о продавце Монтаж-Электро
Продажа электро и сантехнического оборудования. Электромонтажные работы.
Реле контроля напряжения и сдвига фаз статическое РСНФ 12Чебоксары
Вход в личный кабинет Купить Реле предназначены для применения в схемах автоматического повторного включения линий электропередач с двусторонним питанием в качестве органа Реле контроля напряжения и сдвига фаз статическое РСНФ 12 Реле предназначены для применения в схемах автоматического повторного включения линий электропередач с двусторонним питанием в качестве органа, контролирующего наличие и отсутствие напряжения на линии и шинах и угол сдвига фаз между ними, а также в схемах синхронизации генераторов для блокирования включения выключателя при ошибочных действиях персонала. Условия эксплуатацииКлиматическое исполнение УХЛ или О, категория размещения «4» по ГОСТ 15150-69. Диапазон рабочих температур окружающего воздуха от -20 до +55°С для исполнений УХЛ4 и О4. Группа механического исполнения М7 по ГОСТ 17516.1-90, при этом вибрационные нагрузки в диапазоне частот от 5 до 15 Hz с максимальным ускорением 3g. Степень защиты оболочки реле IP40, а контактных заж посмотреть все (30) Другие товары и услуги компании:Реле сдвига фаз РН 55 Реле предназначены для применения в схемах автоматического повторного включения для линий электропередачи Реле напряжения переменного тока РН 53, 153, 54, 154 Реле предназначены для применения в схемах релейной защиты и автоматики энергетических систем Реле максимального тока трехфазное (УРОВ) РТ 40/Р Реле тока типа РТ 40/Р применяются в схемах устройств резервирования отказа выключателей, а также в специальных схемах токовой защиты на номинальные токи 1 или 5 А. 1 р. Реле напряжения постоянного тока РН 51, РН 151 Реле предназначены для применения в схемах релейной защиты и автоматики энергетических систем для контроля изоляции цепей постоянного тока напряжением до 220 V Реле тока дифференциальное с торможением статическое РСТ 23 Предназначены для использования в схемах дифференциальной защиты одной фазы силовых трансформаторов Реле напряжения обратной последовательности РНФ 1М Реле напряжения обратной последовательности предназначены для защиты различных электрических установок при несимметричных коротких замыканиях. Товары и услуги других компаний:Реле РЭВ-821, РЭВ-822, РЭВ-825, РЭВ-826 Реле электромагнитные постоянного тока применяются в схемах автоматического управления в качестве электромагнитных реле контроля напряжения. 2 160 р. Реле РЭВ, РЭВ-811, РЭВ-812, РЭВ-813, РЭВ-814, РЭВ-816, РЭВ-818, РЭВ-811Т, РЭВ-812Т, РЭВ-814Т Реле электромагнитные постоянного тока серии РЭВ-800 применяются в схемах автоматического управления в качестве электромагнитных реле времени, контроля тока, контроля напряжения и промежуточных. 2 160 р. Реле РЭВ-830 от 1,6а до 630а Реле электромагнитные постоянного тока РЭВ-830 применяются в схемах автоматического управления в качестве электромагнитных реле контроля тока. 2 280 р. Реле напряжения переменного тока статические малогабаритные РСН-14М, РСН-15М, РСН-16М, РСН-17М Предназначены для применения в схемах релейной защиты и автоматики энерг-х систем в качестве органов, реагирующих на повышение напряжения и понижение. Реле обратной последовательности РНФ-1М Реле напряжения обратной последовательности РНФ 1М предназначены для защиты различных электрических установок при несимметричных коротких замыканиях. Реле времени статическое РСВм-01-1, РСВм-01-4, РСВм-01-3 Предназначено для использования в промышленной аппаратуре различного назначения для получения выдержек времени в схемах автоматики и релейной защиты.
Промышленное оборудование Информация о продавце ООО «Энергоприбор»
Комплексные поставки продукции электротехнического назначения, низковольтное, крановое, высоковольтное оборудование. Архивы Королевского флота Саудовской Аравии — Военно-морские новостиАрхив тегов: Королевский флот Саудовской АравииНовости 01 фев 2023 Компания MBDA получила контракт ВМС США на производство ракет CAMM для многоцелевых надводных боевых кораблей (MMSC) Королевских ВМС Саудовской Аравии. Подробнее Новости 04 дек 2022 Испанская судостроительная компания Navantia передала Королевским военно-морским силам Саудовской Аравии (RSNF) третий из пяти корветов Avante 2200 «Hail». Подробнее Новости 01 дек 2022 Министерство обороны Саудовской Аравии и GAMI подписали меморандум о взаимопонимании с Navantia по строительству боевых кораблей для Королевских военно-морских сил Саудовской Аравии (RSNF). Подробнее Новости 28 сентября 2022 г. Западный военно-морской флот Саудовской Аравии впервые приступил к работе с Международной морской конструкцией безопасности (IMSC) в Красном море 27 сентября, что свидетельствует о расширении партнерства между многонациональной коалицией и Королевскими военно-морскими силами Саудовской Аравии. Подробнее Новости 26 июля 2022 г. Компания Navantia передала сегодня Королевским военно-морским силам Саудовской Аравии (RSNF) «Аль-Дирия», второй из пяти корветов класса Avante 2200… Подробнее Новости 31 марта 2022 г. Компания Navantia передала сегодня Королевским военно-морским силам Саудовской Аравии (RSNF) первый из пяти корветов класса Avante 2200, построенных на ее верфях в заливе Кадис, на церемонии, состоявшейся на объектах военно-морской базы Ла-Каррака в Сан-Фернандо (Кадис). ). Подробнее ВДС 2022 07 мар 2022 Французская кораблестроительная компания Couach представляет свой быстроходный патрульный катер проекта 2200 на выставке World Defense Show (WDS 2022). Подробнее ВДС 2022 07 мар 2022 Южнокорейская судостроительная компания Hyundai Heavy Industries (HHI) представила новый фрегат HDF-3800SA на выставке World Defense Show (WDS) 2022, которая в настоящее время проходит в Эр-Рияде, Саудовская Аравия. Подробнее Новости 05 дек 2021 4 декабря 2021 года Navantia спустила на воду пятый корвет, строящийся для Королевских военно-морских сил Саудовской Аравии (RSNF), названный «Унайза» в честь этого города, расположенного к северу от столицы Саудовской Аравии. Подробнее Новости 24 ноя 2021 Французская судостроительная компания Couach спустила на воду 19 ноября 2021 года первый из двенадцати 2200 FPB (быстрый патрульный катер) для Саудовской Аравии. Подробнее DVIDS — Новости — Центр бизнес-систем NAVSUP принимает делегацию Саудовской Аравии и обсуждает логистические ИТ-решенияDVDS Hub лучше всего работает с включенным JavaScript (МЕХАНИКСБУРГ, Пенсильвания) — Капитан Джин Кэш, командир Центра бизнес-систем (BSC) Командования систем снабжения ВМС (NAVSUP), принял делегатов из Министерства обороны Королевства Саудовская Аравия (KSA) (MOD) в NAVSUP BSC. , 14 июня по 16. Трехдневный визит предоставил возможность обсудить и продемонстрировать информационные технологии (ИТ) NAVSUP BSC и решения по управлению информацией с министерством обороны Саудовской Аравии и Королевскими военно-морскими силами Саудовской Аравии (RSNF). Эксперты в данной области из NAVSUP BSC представили краткие сведения и обзоры бизнес-решений для логистики, управления цепочками поставок и финансовых систем, таких как Платформа данных ВМС (NDP), Предприятие оперативной деловой логистики ВМФ (NOBLE), Система оперативного снабжения ВМФ (NOSS) , Планирование ресурсов предприятия ВМФ (ERP) и Система управления обслуживанием топливных активов (FAMMS). «Отношения строятся на готовности, и у нас прекрасные отношения с Королевскими военно-морскими силами Саудовской Аравии, — сказал Кэш. «Этот визит был прекрасной возможностью увидеть, можем ли мы поддержать Министерство обороны, стратегического партнера на Ближнем Востоке, с их готовностью и предложением возможностей, которые также принесут пользу силам США, действующим в регионе». МО KSA включает в себя пять родов войск своих вооруженных сил: RSNF, Королевские сухопутные силы Саудовской Аравии, Королевские военно-воздушные силы Саудовской Аравии, Королевские силы противовоздушной обороны Саудовской Аравии и Королевские ракетные силы стратегического назначения Саудовской Аравии. «Министерство обороны стремится разработать решение для планирования ресурсов предприятия, и мы встречаемся с экспертами по всему миру», — сказал уорент-офицер КСА Абдулла Мохаммед Алкахтани, функциональный аналитик министерства обороны. «NAVSUP BSC хорошо известна своим опытом, и поэтому мы хотели посетить и услышать мнение их экспертов». Визит был последним в отношениях, которые восходят к 1970-м годам с разработкой автоматизированной системы управления поставками (ASM). В 19В 80-х годах ASM был преобразован в систему на основе общего делового языка, и в 1990 году началось планирование того, что стало компьютеризированной системой снабжения, снабжения и снабжения (COMPASS). BSC обеспечивает управление данными, анализ, проектирование, разработку, документирование, тестирование и внедрение ИТ-решений для выполнения требований RSNF для системы COMPASS. COMPASS представляет собой комплексную логистическую систему, включающую в себя процессы снабжения, технические и финансовые процессы. Являясь единым хранилищем общих данных, система поддерживает наземных и развернутых логистических пользователей RSNF. Подсистемы COMPASS включают в себя автоматизированную централизованную систему заявок и распределения, техническое обслуживание в магазине и управление товарами, управление запасами и управление ремонтопригодностью. Специалисты NAVSUP BSC предоставляют техническую помощь, поддержку клиентов, необходимое техническое обслуживание и обучение пользователей COMPASS. В 2014 году NAVSUP BSC начал проводить четырехнедельные учебные занятия для офицеров RSNF в Механиксбурге, чтобы обеспечить межорганизационное обучение транзакциям, отчетам и пакетной обработке для всех подсистем COMPASS. «Учебная программа включает в себя общий обзор COMPASS, что он делает, как он поддерживает миссию RSNF, а также подробное введение в каждую функцию», — сказал Джон Шемас, бизнес-аналитик и предметный эксперт COMPASS для NAVSUP BSC. «Аналитик NAVSUP BSC дает практический опыт работы с функциями, проводя стажеров через реальные сценарии в учебной среде». В 2017 году NAVSUP BSC начал предлагать обучение в Саудовской Аравии и поддерживать группы технического обслуживания RSNF COMPASS (CMT), которые служат исходным контактным лицом для решения проблем пользователей. «CMT служат исходной точкой контакта для вопросов или запросов пользователей», — сказал Шемас. В дополнение к работе над COMPASS, NAVSUP BSC поддерживает RSNF в других областях, таких как консультации по инициативам по модернизации, обновления программ авиационного снабжения и технического обслуживания и автоматической печати, обучение кладовщиков и стажеров, а также обслуживание программы «Отчеты о неисправностях». и программы отчетов о неисправностях. Визит в Механиксбург состоялся после того, как члены команды NAVSUP BSC RSNF посетили Саудовскую Аравию в мае, чтобы обсудить новую инициативу по использованию инструментов Power Business Intelligence для разработки метрик и информационных панелей для быстрого анализа данных с использованием данных COMPASS. «Эти новые инструменты позволяют более полно взглянуть на цепочку поставок RSNF, чтобы руководство могло увидеть, насколько она эффективна», — сказал Мэтт Бонетти, руководитель ИТ-проекта RSNF, NAVSUP BSC. «Это напрямую поддерживает цели RSNF по обеспечению готовности, отображая информацию, необходимую им для принятия решений, с данными в режиме реального времени от COMPASS». Денежные кредиты команде NAVSUP BSC за растущие отношения с Королевством Саудовская Аравия. «Этот визит не состоялся бы, если бы у NAVSUP BSC не было исключительных людей и возможностей, которые мы потенциально могли бы предоставить им или проконсультироваться с ними», — сказал Кэш. «То, что наша репутация достаточно высока, говорит о многом, и они готовы пройти весь этот путь, чтобы узнать и увидеть больше возможностей, о которых мы могли бы им посоветовать». NAVSUP BSC обеспечивает военно-морскому флоту поддержку информационных систем путем проектирования, разработки и обслуживания систем в функциональных областях логистики, управления цепочками поставок, транспорта, финансов и бухгалтерского учета и является одним из 11 команд под командованием NAVSUP. Для получения дополнительной информации о NAVSUP BSC посетите https://www.navsup.navy.mil/NAVSUP-Enterprise/NAVSUP-Business-Systems-Center/. ВСЕОБЩЕЕ ДОСТОЯНИЕ Эта работа «Центр бизнес-систем NAVSUP принимает делегацию Саудовской Аравии, обсуждает ИТ-решения для логистики» Томаса Циммермана, идентифицированного DVIDS, должна соответствовать ограничениям, указанным на https://www. Станок чпу с лазерной резкой: Купить лазерные станки с ЧПУ по цене от 42000 руб.Станок лазерной резки металла с ЧПУСпецпредложение! Типовые линии порошковой покраски SALE Для окраски дисков и мелких деталей Цена: от 550 000 ₽ 550 000 ₽ SALE Г-образный участок Цена: от 650 000 ₽ 600 000 ₽ Полукольцевой участок Цена: от 1 130 000 ₽ Кольцевой участок Цена: от 1 100 000 ₽ Цена станка лазерной резки и раскроя металла: 69 000 USD Технические характеристики
Предлагаем купить станок лазерной резки по металлу с ЧПУ (Числовым Программным Управлением), который также с успехом может быть использован как раскроечный станок. Данный станок производится в Китае, по заказу нашей компании.
Работаем с данным оборудованием с 2010 года, и с этого времени станки показали себя только с хорошей стороны: надежная работа, удобные механизмы, недорогое обслуживание. Комплектация лазерного станкаСтанок состоит из четырех частей:
Особенности конструкции и функциональное оснащение
Описание станка 1.
2. Лазерная головка с Американским автофокусом позволяет с высокой точностью и чувствительностью поддерживать заданное расстояние между соплом лазерной головки и поверхностью обрабатываемых материалов. За счет этого достигается одинаковое расстояние фокусирования при резке и, соответственно, стабильно высокое качество реза.
3. В системе привода по осям X Y используются импортные шарико-винтовые передачи; система управления и оптимизации с Числовым Программным Управлением позволяет удовлетворять потребности обработки даже прецизионных деталей.
4. Японский серводвигатель Panasonic, линейные направляющие, и импортные шарико-винтовые передачи максимально увеличивают эффективность и скорость резки.
5. Данный лазерный режущий станок может быть использован для обработки различных металлов: углеродистая сталь, медь, нержавеющая сталь, титановая пластина, алюминий и т.
6. Система управления и программное обеспечение GOOGOL обеспечивает простое и удобное использование.
7. Станок широко используется в разных отраслях обработки металла — электронных компонентов, медицинском оборудовании, изготовлении автозапчастей, маркировки и т.д.
Примеры металлических изделий, изготовленных при помощи лазерного станка
Станок имеется в наличии, подключен для демонстрации. Отгрузка в течении 5-ти рабочих дней после предоплаты.
Доставку организуем в любой регион России.
Пуско-наладку и обучение осуществляем по все территории Российской Федерации. Работаем от Калининграда до Сахалина.
Требования к помещению для проведения пуско-наладочных работ:
Гарантийный срок: 12 месяцев с момента ввода оборудования в эксплуатацию, но не более 14 месяцев, с момента поставки оборудования. Поставляем лазерные станки во все города России: Москва, Санкт-Петербург, Нижний Новгород, Казань, Самара, Саратов, Киров, Ульяновск, Саранск, Липецк, Воронеж, Пермь, Пенза, Екатеринбург, Тюмень, Челябинск, Оренбург, Йошкар-Ола, Пенза, Уфа, Ижевск, Тула, Волгоград, Ростов-на-Дону, Краснодар, Ставрополь и др. Лазерная резка на ЧПУ станкахСовременный рынок металлоконструкций предъявляет все более высокие требования к точности сочленения деталей. Без привлечения современных инновационных технологий решить эту задачу невозможно. Широкое применение получила технология лазерной резки на станках с числовым программным управлением. Комбинация узко сфокусированного мощного когерентного излучения и точного позиционирования излучателя и детали, которую обеспечивает станок с ЧПУ, позволяет обрабатывать материал с разрезом шириной в несколько десятых долей миллиметра. ЧПУ позволяет добиться превосходной точности и снижает вероятность человеческой ошибки (т.н. «человеческий фактор»), что практически исключает возможность брака.
Виды лазеров для резки металлаРазличают твердотельный оптоволоконный, и газовый CO2 излучатели. Оба генерируют монохромное когерентное излучение высокой удельной мощности. Главное различие в степени фокусировки. Диаметр луча у оптоволоконного типа в десять меньше, чем у газового, что обусловлено меньшей длиной волны излучения. Соответственно, обеспечивается более тонкий разрез и высокая скорость обработки. При разрезании материала толщиной более 8 мм предпочтительнее газовый лазер, который обеспечивает более качественную кромку. Твердотельный излучатель позволяет резать латунь, серебро, медь, что недоступно для CO2 резака, к тому же у него выше КПД.
Из чего состоит лазерный станок с ЧПУСтанок с числовым программным управлением состоит из следующих узлов:
Подбирая тип и мощность излучателя можно обеспечить резку любых металлов толщиной до 30 мм, за исключением тех, которые обладают высокой отражающей способностью. Особого внимания заслуживает система позиционирования, которая позволяет изменять скорость прохода, угол наклона излучателя, регулирует перемещения стола.
Преимущества и недостатки лазерной резки на ЧПУ оборудованииСтанки с ЧПУ обладают рядом конкурентных преимуществ, таких как:
Особенно ярко достоинства лазерной резки станками с ЧПУ проявляются при выполнении индивидуальных заказов, где требуется раскрой по оригинальному контуру с кромками под заданным углом. К недостаткам можно отнести снижение производительности при толщине заготовки более 20 мм. Случаются сквозные прожоги, образование неровных краев. Почему необходимо обращаться в компанию «Риваль Лазер»Компания «Риваль Лазер» предоставляет услуги лазерной резки и обработки металлических материалов по предварительным заказам. Компания базируется в Екатеринбурге, но доставку осуществляет по всей Российской Федерации, в страны СНГ и Е xвропы. Сотрудники используют современное оборудование прогрессивной и высокотехнологичной немецкой компании TRUMPF, что гарантирует качество обработки и прецизионную точность при работе с контурами любой сложности. Широкоформатные листовые лазерные станки с ЧПУ — Kern Laser SystemsПосмотреть наши лазеры Посмотреть наши лазеры Широкоформатные системы лазерной резки и гравировки Kern Laser Systems является ведущим производителем современного оборудования для лазерной резки и гравировки. Применение и материалы Применение и материалы Лазерные системы Лазерные системы Проверьте свой материал Увидьте и почувствуйте точность лазеров Kern. Давайте обработаем ваш материал. Проверьте свой материал Проверьте свой материал Optiflex Lasercell Fibercell Ecoflex Optidual OptiFlex OptiFlex — это высокопроизводительная система широкоформатной лазерной резки и гравировки. Это самая популярная и универсальная машина в линейке продуктов Kern. OptiFlex идеально подходит для обработки металла, акрила, дерева, текстиля и пенопласта, а также обладает возможностями высокоскоростной гравировки. Узнайте больше об OptiFlex Узнайте больше об OptiFlex LASERCELLLaserCELL — это комплексная система лазерной резки и гравировки, в которой идеально сочетаются производительность и безопасность. Его полностью закрытая конструкция (Класс 2) позволяет размещать LaserCELL в местах с интенсивным движением, таких как оживленные заводские цеха и университетские классы. Узнайте больше о LaserCELL Узнайте больше о LaserCELL FIBERCELLFiberCELL — это компактная волоконная лазерная система для обработки листового металла, способная резать различные металлы, такие как нержавеющая сталь, мягкая сталь, алюминий, латунь и медь. Защитный кожух класса 2 позволяет размещать систему в местах с интенсивным движением, таких как оживленные заводские цеха и университетские классы. Узнайте больше о FiberCELL Узнайте больше о FiberCELL ECOFLEX EcoFlex — это широкоформатная система лазерной резки и гравировки начального уровня. Узнайте больше о EcoFlex Узнайте больше о EcoFlex Лазерная система начального уровня MICRO компании Kern отличается рабочей зоной небольшого формата. Тем не менее, он может быть оснащен такими же мощными CO2-лазерами, как и наши широкоформатные модели. Узнайте больше о MICRO Узнайте больше о MICRO OPTIDUALOptiDual — это высокопроизводительная система лазерной резки. Эта модель оснащена двумя лазерами, установленными на одном портале. Выходная мощность обоих лазеров может быть согласована в программном обеспечении KCAM. Это гарантирует, что производимые детали будут одинаковыми по размеру, точности и качеству. Узнайте больше об OptiDual Узнайте больше об OptiDual Текущие новости и события Kern LaserВАКУУМНАЯ НАДУВНАЯ СИСТЕМА Важной частью любой лазерной системы, которой часто пренебрегают, является вакуумная нагнетательная система. ПОДРОБНЕЕ ЛАЗЕР 650 Вт ВЫПУЩЕНKT650 может конкурировать с любым аналогичным CO2-лазером на рынке, поскольку он предлагает наиболее мощность, фунт за фунтом, в компактной, удобной упаковке. ПОДРОБНЕЕ ИМЕННО НАШИ СОТРУДНИКИ: ЗНАКОМЬТЕСЬ С НЕЙТОМ КОРКОВСКИЧто такое компания без сотрудников? Кто будет там, чтобы помочь клиентам? Чтобы создавать продукты? Чтобы упаковать и отправить запасные части? В Kern Laser Systems нам не нравится представлять… ПОДРОБНЕЕ Следующее событиеEASTEC
ВСЕ ШОУ ВСЕ ШОУ Лет в бизнесе 0 Сделано в США 0 Клиентов с 2+ системами 0 Сотрудники Сделано в США и импортировано: точка зрения клиента Личный и деловой выбор похож на людей. Лизинг и налоговые льготы Компания Kern объединилась с Geneva Capital, чтобы предоставить вам новые возможности финансирования. Финансирование позволяет легко получить необходимое оборудование, пользуясь при этом преимуществами лизинга и экономией на налогах. Раздел 179 Вычет Раздел 179 Вычет Что такое лазерный резак с ЧПУ? Как это работает, типы и преимущества Если мы хотим назвать одну вещь, которая была неизменной в обрабатывающей промышленности на протяжении многих лет, это потребность клиентов в более сложных технологиях обработки для удовлетворения их строгих требований к конструкции и производству. Лазерный резак с ЧПУ — это часть оборудования с числовым программным управлением (ЧПУ), которое использует сфокусированный мощный лазерный луч для маркировки, резки или гравировки материала для придания ему нестандартной формы. Его уникальная конструкция и работа делают его очень точным, особенно при резке сложных форм и небольших отверстий. В этой статье мы объясним основы лазерной резки с ЧПУ. Во-первых, мы объясним процесс лазерной резки с ЧПУ, прежде чем обсуждать его типы и преимущества по сравнению с обычной обработкой с ЧПУ. Содержание Что такое лазерный резак с ЧПУ и как он работает?Как и любой другой тип станков с ЧПУ, лазерный резак с ЧПУ использует числовое программное управление и компьютерные инструкции (G-код) для выполнения последовательности операций резки. Узнайте больше: Что такое обработка с ЧПУ? Однако станки для лазерной резки с ЧПУ несколько отличаются от обычных станков с ЧПУ по своей конструкции и способу резки. Лазерная резка с ЧПУ — это бесконтактный термический процесс. Лазерный резак с ЧПУ оснащен лазерной головкой, содержащей фокусирующую линзу и сопло. Через сопло этот узел головки и линз фокусирует лазерный луч — столб света очень высокой интенсивности ㅡ на заготовку, расплавляя и разрезая заготовку, придавая ей желаемую форму. Лазеры с ЧПУ используют сжатый газ (также проходящий через сопло, выбрасывающее лазерный луч) для охлаждения фокусирующей линзы и выталкивания испарившегося металла из заготовки. Посмотри на это с другой стороны. Когда вы фокусируете мощный лазерный луч в точке на металлической поверхности, плотность тепла в этой точке становится высокой, что приводит к быстрому нагреву и частичному (или полному) испарению этой точки на металле. Затем технология ЧПУ контролирует последовательность движений этой лазерной головки и лазерного луча на рабочей поверхности для формирования желаемых нестандартных форм и функций. Какие существуют типы станков для лазерной резки с ЧПУ? Лазерные резаки с ЧПУ обычно классифицируются в зависимости от состояния активной лазерной среды (твердая, жидкая или газообразная) и компонента активной лазерной среды (например, CO2, азот и т.
№1 CO2-лазерный резак с ЧПУCO2-лазерный резак представляет собой тип газового лазера, в котором в качестве активной лазерной среды используется углекислый газ. Они являются наиболее распространенным типом лазерных резаков, прежде всего из-за их высокой выходной мощности и эффективности. Газовые лазерные резаки имеют выходную мощность до 15 кВт и КПД до 30 % (самый высокий показатель среди всех газовых лазерных резаков). Они идеально подходят для резки мелких деталей и острых углов, особенно в листовом металле или металлах толщиной менее 10 мм. Более мощные лазерные резаки CO2 также могут обеспечить хорошее качество резки на более толстых металлических поверхностях. Узнайте больше: Что такое лазерная резка CO2? Волоконный лазерный резак с ЧПУ №2 Волоконный лазерный резак — это новейшая лазерная технология, в которой используется набор диодов для создания луча, который фокусируется через оптоволоконный кабель. Хотя волоконные лазеры совместимы с широким спектром материалов, особое внимание следует уделять серебру. Серебро удерживает тепло от лазера и начинает деформироваться во время операций резки, что затрудняет получение желаемой обработанной детали. В результате в механических мастерских высшего уровня обычно используется кронштейн в качестве радиатора для отвода тепла от серебряной заготовки во время операций резки волоконным лазером. Подробнее: Что такое волоконный лазерный резак? #3 Станок для лазерной резки кристаллов с ЧПУЛазерные станки для лазерной резки кристаллов с ЧПУ используют лучи, изготовленные из таких кристаллов, как иттрий-алюминиевый гранат, легированный неодимом (Nd:YAG), и ортованадат иттрия, легированный неодимом (Nd:YVO). Кристаллические лазерные резаки обычно имеют более высокую интенсивность (или мощность лазера), чем лазерные резаки CO2, что означает, что вы можете использовать их для резки более толстых металлов. Связанный пост: Пластмассы на станках с ЧПУ: как выбрать правильный тип? Преимущества лазерной резки с ЧПУВот список некоторых преимуществ процесса лазерной резки с ЧПУ по сравнению с обычными процессами обработки с ЧПУ:
Лазерная резка с ЧПУ Лазерные станки с ЧПУ Aurora блок охлаждения sl 1500: Блок охлаждения AuroraPRO SL-1500Станция охлаждения SL-1500/Aurora-ProОписаниеВысокомощная станция охлаждения увеличенной ёмкости. Станция охлаждения используется для охлаждения сварочной горелки для MIG/MAG или TIG сварки, предохраняет ее от перегорания и увеличивает срок службы. 
Станция не требует предпусковой подготовки, для работы необходимо только заполнить ее охлаждающей жидкостью. Охлаждающая жидкость должна быть чистой или дистиллированной водой.  Большой объем бака — 9 литров и большой вентилятор — 200мм позволяют эффективно работать с высокопроизводительной промышленной сварочной техникой. При отрицательных температурах необходимо использование спирта или специальных технических жидкостей для предотвращения замерзания воды. Использование автомобильных охлаждающих жидкостей и антифризов — запрещено! Едкие вещества разрушают уплотнители сварочных горелок.  Блок водяного охлаждения aurora pro sl-1500 в Одинцово: 101-товар: бесплатная доставка, скидка-14% [перейти]Партнерская программаПомощь Одинцово Каталог Каталог Товаров Одежда и обувь Одежда и обувь Стройматериалы Стройматериалы Продукты и напитки Продукты и напитки Детские товары Детские товары Текстиль и кожа Текстиль и кожа Здоровье и красота Здоровье и красота Мебель и интерьер Мебель и интерьер Дом и сад Дом и сад Электротехника Электротехника Промышленность Промышленность Сельское хозяйство Сельское хозяйство Все категории ВходИзбранное 41 200 Блок водяного охлаждения AURORA PRO SL-1500 ПОДРОБНЕЕ 39 300 AURORAPRO SL-1500 Производитель: Aurora ПОДРОБНЕЕ 39 400 Универсальная станция охлаждения AuroraPRO SL-1500 ПОДРОБНЕЕ 41 200 Блок охлаждения Aurora PRO SL-1500 ПОДРОБНЕЕ 38 100 Станция охлаждения Aurora SL-1500 ПОДРОБНЕЕ 32 501 Aurora Универсальная станция охлаждения AuroraPRO SL-1500 ПОДРОБНЕЕ 28 236 Блок водяного охлаждения TSS PRO COOLER-10 Производитель: ТСС ПОДРОБНЕЕ 35 460 Aurora SL-1500 станция охлаждения 12924 Тип: вентильный, Гарантия: 1 год, Вес нетто, кг: 1,3 ПОДРОБНЕЕ 104 516 Блок водяного охлаждения Telwin GRA 4000 Производитель: Telwin ПОДРОБНЕЕ 41 200 Aurora Универсальная станция охлаждения AuroraPRO SL-1500 ПОДРОБНЕЕ 40 735 Блок водяного охлаждения FLAMA для аппаратов 380в ПОДРОБНЕЕ Алюминиевый блок для водного охлаждения 40*160*12 ПОДРОБНЕЕ 32 838 Блок водяного охлаждения FLAMA для аппаратов 220в ПОДРОБНЕЕ 29 000 Блок водяного охлаждения Кедр Water Cooler SL-1500 Производитель: КЕДР ПОДРОБНЕЕ 38 500 Станция охлаждения AuroraPRO SL-1500 Рабочая жидкость: охлаждающая жидкость, Объем бачка: 9 л ПОДРОБНЕЕ 42 900 Станция охлаждения Aurora SL-1500 ПОДРОБНЕЕ Алюминиевый блок для водного охлаждения 40*120*12 ПОДРОБНЕЕ 35 460 AuroraPRO SL-1500 станция охлаждения 12924 Гарантия: 1 год, Вес, кг: 20, Габариты, мм: 850/400/500 ПОДРОБНЕЕ 27 075 Блок водяного охлаждения Кедр SL-1500 Производитель: КЕДР ПОДРОБНЕЕ 174 760 Сварочный аппарат полуавтомат Aurora PRO SKYWAY 350 DUAL PULSE, с водяным охлаждением, MIG&MAG/MMA/TIG, 380В В МАГАЗИН Блоки водяного охлаждения 526 800 Aurora PRO SKYWAY 500 DUAL PULSE с водяным охлаждением и выносным механизмом подачи проволоки В МАГАЗИН 266 400 Aurora PRO SKYWAY 500 с водяным охлаждением В МАГАЗИН 33 300 ТСС PRO COOLER -101 блок водяного охлаждения 026281 Тип: рычажный, Гарантия: 1 год, Вес нетто, кг: ПОДРОБНЕЕ 16 348 Водяное охлаждение Alphacool Eisbaer PRO Aurora 11772 Alphacool 11772 Производитель: Alphacool ПОДРОБНЕЕ 15 832 Двухтурбинное водяное охлаждение InWin SR24 PRO, рад. ПОДРОБНЕЕ 34 010 Блок водяного охлаждения TSS PRO COOLER-103 Рабочая жидкость: вода, Объем бачка: 9 л ПОДРОБНЕЕ 2 страница из 18 Блок водяного охлаждения aurora pro sl-1500 801C: Малый аппарат для интактных мышц – с возможностью установки на микроскопперейти к содержанию 801C: Аппарат для исследования малых интактных мышц – возможность установки в микроскопЭми Хентон2021-10-18T00:39:06-04:00 запросить расценки Аппарат 801C для исследования интактных мышц малого размера предоставляет исследователям-физиологам простой метод измерения механики мышц малых тканей . Устройство включает крепления для высокоскоростного регулятора длины Aurora Scientific (322C) и прецизионного датчика силы (серия 400A). Доступны ванны различных размеров и конфигураций, что является идеальным решением для исследователей, стремящихся изучить различные единицы и образцы мышц или тканей. От тканевых конструкций до рыбок данио, 801C — серьезный выбор для функциональных измерений мышц. Датчик силы крепится к мышце через уникальную прорезь в конце ванны. Это обеспечивает идеальную конфигурацию для искусственных мышечных конструкций или исследований потребления кислорода, которые требуют, чтобы камера была закрыта доступной крышкой. Ванна оптимизирована для плавного потока перфузата и имеет зоны перелива по обеим сторонам ванны, чтобы обеспечить хороший доступ к тканям и свести к минимуму вероятность перелива из ванны. Температуру тестовой пластины можно регулировать в диапазоне от 4 до 40°C с погрешностью +/- 0,1°C с помощью прилагаемого термоэлектрического контроллера Aurora Scientific 825A. Модель 825A также содержит малошумящий термопарный термометр с цифровой индикацией и выходом по напряжению. В комплект также входит водяной циркулятор Aurora Scientific модели 826A.
Горелка turboroofer 60: SIEVERT Turboroofer 60 | Оптово-розничный магазин строительных материалов для Кровли, Фасадов и ИзоляцииПропановая горелка Sievert TURBOROOFER 60 с титановым наконечником [346051]Каталог → Сварочное оборудование и зарядные устройства → Газосварочное оборудование → Горелки газовоздушные пропановые → SIEVERT Артикул: 346051 Отправить запрос Версия для печати Задать вопрос Нашли ошибку? Технические характеристики:
Описание:Пропановая горелка Sievert TURBOROOFER 60 предназначена для тяжелых работ. Имеет титановый наконечник. Это модель с очень сильной ветрозащитой и пламенем, способные выдерживать суровые погодные условия. Применяется для сушки, предварительного подогрева перед сваркой и иных работ, где нужно большое количество тепла. Отзывы:добавить отзыв Отзывов ещё нет. Ваш отзыв будет первым. Цена на товар Пропановая горелка Sievert TURBOROOFER 60 с титановым наконечником может отличаться от розничной (магазинной) цены. Похожие товары:Рукоятка пропановая с экономайзером Sievert Pro 88 артикул: 348841 рабочее давление 1,5-8 Бар, габариты 90х205 мм, масса 0,385 мм Отправить запрос Газовая горелка SIEVERT Powerjet 2535 артикул: 253511 мощность 2,2 кВт, диаметр сопла 14 мм, длина сопла 180 мм, расход газа 120гр/ч, масса 0,29 кг Отправить запрос Пропановая горелка Sievert TURBOROOFER 50 артикул: 344441 мощность 114 кВт, диаметр сопла 50 мм, длина сопла 180 мм, расход газа 8,25 кг/ч, масса 0,925 кг Отправить запрос Пропановая горелка Sievert TURBOROOFER 60 артикул: 346041 мощность 86 кВт, диаметр сопла 60 мм, длина сопла 500 мм, расход газа 6700 г/ч Отправить запрос Комплект Sievert FH 1630-Pie-MC 10 Отправить запрос Сообщить о поступленииX
сообщить о поступлении и цене Запрос отправлен. Мы свяжемся с вами, когда товар поступит на склад. Подписка на снижение ценыX Мы уведомим вас о снижении цены на этот товар.
отправить Ошибка или неточность на сайте?X Нашли ошибку или неточность в описании товара?
отправить 1 комплект горелок, турборуфер 60 Стоимость доставки включена (LD-331) — Аукцион PS — Мы ценим будущее
Устойчивое действие Климатический след соответствующего вновь произведенного изделия составляет приблизительно 307 кг CO 2 Информация Перевозки Выставка Подобрать Тип аукциона
Комплекты для изоляционных работ. Бесплатно в Швеции! Товар отправляется автоматически, обычно через 2-3 рабочих дня после совершения платежа на указанный адрес в вашей учетной записи (только в пределах Швеции). Альтернативный адрес доставки можно указать в реквизитах учетной записи. Используемые способы доставки: Postnord Collect (агент) и Postnord Varubrev. Об отгрузке сообщается по SMS (день 1 и 5) и письмом (день 7). Если вы не получили уведомление в течение 7 дней, свяжитесь с менеджером для получения информации. За несобранные посылки взимается плата за обратную доставку и новую доставку. Если у вас есть какие-либо вопросы о доставке, отправьте электронное письмо по адресу [email protected] и укажите номер объекта, адрес доставки и ваше имя пользователя. Просмотр невозможен Пикап невозможен. Отправили на указанный адрес после оплаты. Включена доставка в пункты обслуживания в Швеции. Иностранные покупатели могут предоставить этикетку с предоплатой, и мы организуем доставку. Излишки У некоторых компаний есть излишки товаров, таких как ручные инструменты, в продаже которых им нужна помощь. Затем PS выступает в качестве дополнительного канала продаж для этого клиента. История торгов
Комплект Т-образной горелки 60″ | Создание пламени Комплект Т-образной горелки 60″ Линейная горелка идеально подходит для уличных костровых ям, чаш для костра, каминных столов и нестандартных конструкций пламени Комплект газовой горелки Включает : горелку, клапан, ключ, декоративную крышку клапана, колена для газовых труб 1/2 дюйма Технический :
Переходной фитинг Стоимость эксплуатации :
Общая информация:
Комплекты ключевых клапанов Руководство покупателя для горелок, работающих на природном газе
Руководство покупателя газовых горелок, работающих на жидком пропане (LP)
Важно!
Ленточнопильный станок arg 230: Ленточнопильный станок Pilous ARG 130 SUPER (230 В) — цена, отзывы, характеристики с фото, инструкция, видеоЛенточнопильный станок Pilous ARG 130 SUPER (230 В) — цена, отзывы, характеристики с фото, инструкция, видеоУниверсальный ленточнопильный станок ARG 130 super малых размеров, находит широкое применение в слесарных и ремонтных работах, удобен при проведении местных монтажных работ. Жесткая конструкция отлита из серого чугуна. В отличие от базовой модификации ARG 130 подача рамы происходит под тяжестью собственного веса с возможностью регулирования усилия на ручке подачи за счет специальной пружинной системы. По окончании реза вращение пильной ленты прекращается автоматически. Для более быстрого распила заготовок малого сечения пружинная система настраивается для ручной работы, ослаблением усилия пружин. Рама станка поднимается вручную. Особенности
Модификации станков ARG 130
Комментарии и вопросы: Комментариев пока нет, но ваш может быть первым. Отзывы о Pilous ARG 130 SUPER (230 В): Отзывов пока нет, но ваш может быть первым. Ленточнопильный станок Pilous ARG 130 (230 В) — цена, отзывы, характеристики с фото, инструкция, видеоУниверсальный ленточнопильный станок ARG 130 малых размеров, предназначен для работы в мастерских и ремонтных цехах производств, удобен при проведении местных монтажных работах. Жесткая конструкция станка выполнена литьем из серого чугуна. Операции подачи пилы и зажима заготовок, а также подъем пильной рамы на станке осуществляются вручную. Станок оснащен разгрузочно-поддерживающими пружинами. Особенности
Модификации станков ARG 130 ARG 130 ARG 130 TK ARG 130 K
Комментарии и вопросы: Комментариев пока нет, но ваш может быть первым. Отзывы о Pilous ARG 130 (230 В): Отзывов пока нет, но ваш может быть первым. Ленточная пила PILOUS ARG 230 по металлу Подержанные станки
шестерня, два запасных пильных ремня Имеет две скорости резания (40/80 м/мин.) Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Описаниешестерня, два запасных пильных ремня Имеет две скорости резания (40/80 м/мин.) Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнить детали у продавца перед покупкой. Технические характеристики
Об этом продавце
Ленточная пила PILOUS ARG 130 K, 230 В
Наименование: Спецификация:
ТЕХНИЧЕСКИЕ ДАННЫЕ:
СРЕДНЯЯ КАПАЦИТА:
Видео продуктАналогичные продукты Ручной патрубок FEMI 782 XL с максимальным разрезным конденсатором Ø 105 мм (кулатина), 100×85 мм (профиль). Чем обработать pla: Полировка и обработка изделий из PLA, ABS, HIPSПолировка и обработка изделий из PLA, ABS, HIPS, PETG, SBS растворитель дихлорметанИногда для доводки (полировки, обработки парами и даже склейки) изделий из ABS применяется ацетон. С таким же успехом для этих целей некоторыми используется метилэтилкетон и дихлорэтан (оба высоко токсичны). Но лучше всего с такого рода задачами справляется тетрагидрофуран и дихлорметан, с одной лишь разницей — тетрагидрофуран является прекурсором и запрещен к свободной продаже. Растворитель универсален, и подходит для всех видов пластика: ABS, PLA, HIPS, SBS и некоторые другие. Для сглаживания и плавления HIPS и SBS используется самый безопасный из известных нам растворитель D-Limonene, мало того он безвреден, он еще пахнет вкусными апельсинами. Часто спользуется как ароматизатор. Запомните: дихлорЭтан — сильный яд. ДихлорМетан — менее ядовитый. Тетрагидрофуран — относительно не токсичен, но свободно не продается. При работе с этим веществом, да и любой химией нужно принимать серьезные меры безопасности. ПРЕДУПРЕЖДЕНИЕ:Мы описываем методы, которые МОЖНО использовать, но которые подразумевают соблюдение разумной предосторожности. Пожалуйста, ознакомьтесь с главой «Меры безопасности», прочитайте паспорт безопасности химической продукции, и будем считать, что мы вас предупредили. Зачем нужна постобработка?В результате доводки сглаживаются неровности в местах соединения слоев, возникающие в процессе 3D-печати (методом послойного наплавления нитей), разного рода артефакты процесса (вроде точек соприкосновения с креплениями) и прочие мелкие недоработки. Деталь в конце концов выглядит менее «слоистой» и более аккуратной. Посмотрите на размещенные ниже фотографии или погуглите. ДихлорметанПолучить дополнительную информацию можно, например, в Википедии. Обратите внимание: Хотя он и является наименее ядовитым среди галогеналканов, но нужно быть осторожным при обращении, так как он очень летуч и может вызвать острое отравление. Его важным свойством является высокая летучесть. Класс опасности IV, также как у ацетона. Пахнет значительно слабее ацетона. Все работы желательно проводить в хорошо проветриваемом помещении! Не следует выливать дихлорметан в униаз, раковину или другую сантехнику, он не смешивается с водой и пластиковые трубы вашей канализации могут оказаться в опасности. D-LimoneneМенее вредный, можно сказать безопасный растворитель D-Limonene, сильно пахнет цитрусовыми. Но воздействует только на HIPS и SBS пластик. Рекомендуем работать с ним в хорошо проветриваемом помещении. При каких бы обстоятельствах вы ни работали с растворителями, делать это следует только в перчатках, потому что они могут быстро обезвоживать кожу, что потенциально опасно. При использовании сильных растворителей легко можно получить ожог кожи. Перчатки при этом должны быть не латексные (латекс он разъедает), а нитриловые или неопреновые. Самый простой способ — обработка погружениемОчень простая и быстрая обработка, на одну распечатку уходит не более 3 минут. Мы погружали Йоду в дихлорметан на 1-5 секунд, а за последующие 1-2 минуты растворитель полностью испарялся с поверхности. Чтобы сделать глянцевую поверхность, последний раз окуните деталь в растворитель на 0.5 секунды, он не успеет впитаться и сразу испарится, конфетный глянец обеспечен. Очень быстро, не нужна баня, не нужен ацетон. Дихлорметан универсален для PLA, ABS, HIPS, а также возможно и для многих других экзотических материалов.
Нанесение кистьюЛюбой чистой натуральной кисточкой наносите дихлорметан, пока слои не сгладятся. Этот растворить чрезвычайно летуч, так что долго ждать высыхания не придётся. Очевидное преимущество данного способа в том, что наносить растворитель можно выборочно, оставляя острые углы не тронутыми, а наиболее заметные дефекты печати обработать более тщательно. Наилучшие результаты обработки достигаются именно этим способом. Соблюдайте меры предосторожности, дышать химией не безопасно!
Обработка парамиПроцедура обработки PLA парами в сущности такая же, как в случае ABS и ацетона. Здесь используется тетрагидрофуран. Объект из PLA, который будет обрабатываться, располагается на нерастворимой подложке (алюминиевой фольге, проволочной сетке, деревянной подставке и др.) и помещается в герметичную емкость. При нагревании растворитель начнет испаряться и взаимодействовать с поверхностью объекта. Для примера этот акулий зуб был распечатан на Makerbot Replicator 2 коричневым PLA, был обработан парами тетрагидрофурана и высушен. Обратите внимание на неровность наверху. Здесь объект касался опоры во время доводки. Поэтому всегда важно обдумывать, что к чему какой частью прислонять. Также имейте в виду, что чем меньше объем вашей камеры, тем сложнее правильно подобрать время, чтобы газ внутри распределился равномерно. Из-за этой проблемы и само выравнивание может оказаться неравномерным. Теперь, пару слов о дополнительных мерах безопасности, о которых мы обещали упомянуть. Все процедуры следует на улице, и плотно закрывать колбу, банку, бутылку или иную емкость. Мыть изнутри шкаф-камеру до и после использования. Короче говоря, нужно работать осторожно и с умом, чтобы случайно что-нибудь не сжечь и не взорвать. Ручная полировкаВам не нравится обработка парами? Можно полировать вручную, нанеся растворитель на кусок ткани. Тряпочка должна быть белой (не окрашенной), без ворса и использоваться только для этой цели, потому что на ней будет скапливаться PLA и для чего-то другого она уже не годится. Когда вы нашли подходящую тряпочку, наденьте нитриловые или неопреновые перчатки, выйдите в хорошо проветриваемое помещение или на улицу и смочите ткань дихлорметаном. И теперь этой мокрой тряпочкой просто полируйте деталь. Конечный результат будет зависеть от направления ваших движений, прилагаемой силы и текстуры тряпочки, т.е. насколько она жесткая. Если нет каких-нибудь особых оговорок, лучше всего полировать круговыми движениями. Затем объект должен высохнуть (чтобы излишки дихлорметана испарились с поверхности) — и все готово. Вот образец отполированного акульего зуба, который был распечатан на Makerbot Replicator 2 с использованием PLA белого цвета. Эти фотографии в фокусе. Они были сделаны макросъемкой, глубина резкости относительно мала, так что выделяется только основной фокус, и можно разглядеть подробности, хотя по краям изображение и смазано. Полировалась только середина зуба, то, что выделяется. По фото не совсем хорошо понятно, но это очень гладко отполированная поверхность. Очевидно, что чем меньше ваш объект, чем выше разрешение печати (если все правильно откалибровано), тем меньше времени придется потратить на доводку, чтобы получить хорошо отполированную, гладкую поверхность. На фото можно также заметить, что обработанная поверхность немного обесцветилась. Но тут дело в умелых ручках. Тряпочка была не совсем белой, на ней был какой-то цветной узор, и краска вступила в реакцию с растворителем и заодно и с пластиком.
Дополнение: Другие методы постобработкиСледует также отметить, что PLA легко доводится обычной наждачкой. В некоторых случаях ее вполне достаточно, чтобы поверхность получилась такой, как надо, особенно если требуется только удалить следы от опоры или аналогичные дефекты. Зачистка очень полезна также перед химической обработкой. Просто пройдитесь наждачкой по проблемным местам и особенно крупным артефактам, а дальше действуйте, как описано выше. Чем склеить детали из PLA?Детали из PLA можно также склеивать различными клеями, у нас хорошо получалось эпоксидкой и с помощью Super Glue (суперклей секундный), который на самом деле всего лишь этилцианоакрилат. Удачи! Безопасной работы! Гладкой печати! Руководство для начинающих по сглаживанию 3D моделей3DPrintStory    Процесс 3D печати    Сглаживание PLA: Руководство для начинающих по сглаживанию 3D моделей Рано или поздно все владельцы 3D принтеров задумываются о сглаживании поверхности напечатанных 3D моделей. В этой статье мы рассмотрим как достичь гладкой поверхности напечатанной модели, если вы используете для 3D печати PLA пластик. Шлифовка напечатанной моделиПрактически в любой модели для сглаживания потребуется шлифовка. Лучше всего использовать наждачную бумагу с разным уровнем зернистости. Начать можно с зернистости 200, и продолжать увеличивать зернистость вплоть до 4000. Шлифовать лучше всего круговыми движениями против волокон линий слоя. Не поддавайтесь желанию использовать электроинструмент, потому что сильные вибрации, создаваемые электрическими инструментами, легко расплавят пластик, деформируя поверхность. Даже при шлифовании вручную помните, что трение вызывает нагревание, которое может повредить 3D модель, расплавив пластик. Лучшая наждачная бумага — водостойкая или «влажная/сухая», потому что вы можете намочить ее, чтобы охладить пластик. Также следует постоянно ополаскивать 3D модель, чтобы удалить любые частицы, образующиеся в процессе шлифовки. Дополнительным преимуществом является то, что вода предотвращает попадание мелких частиц пластика в воздух и их вдыхание. Варианты полировки пастами и специальными покрытиямиПри сглаживании PLA шлифование никогда полностью не устранит линии слоев. Один из эффективных методов — нанесение полировальной пасты на оставшиеся линии слоя. Полировальные пасты имеют разную степень качества по примеру наждачной бумаги. Эти составы обычно предназначены для использования с металлами, но достаточно хорошо работают с пластиком. Просто нанесите состав на шлифовальный круг или аналогичную насадку для вращающегося инструмента, затем нанесите его на пластик, чтобы получить гладкую и блестящую поверхность. Как и при шлифовании, помните, что при полировке возникает трение и, следовательно, тепло. При сглаживании PLA с помощью шлифовального круга лучше использовать более низкую скорость. Другой метод разглаживания PLA — использование шлифуемой грунтовочной краски с высоким содержанием наполнителя. При обоих процедурах всегда используйте грунтовку и краску одного производителя и никогда не смешивайте акрил и эмаль. Это может привести к растрескиванию краски и поставит крест на всей той тяжелой работе, которую вы проделывали до этого. Еще один продукт, о котором стоит упомянуть — покрытие для финишной обработки XTC3D от Smooth-On. В нем используются две жидкости, одна из которых катализирует другую, чтобы создать подобный смоле материал, который можно нанести кистью на 3D модель. Покрытие равномерно выравнивается, не оставляя мазков кисти. Хотя Smooth-On утверждает, что XTC3D не плавит пластик, смола определенно нагревается, когда смесь начинает схватываться. Конечный результат — гладкий и твердый внешний вид, который можно закрасить или использовать в качестве окончательного покрытия. Тепловой пистолетМенее популярным вариантом разглаживания PLA пластика является использование теплового пистолета. Этот метод требует определенной практики, потому что инструмент явно выделяет много тепла, которое может разрушить вашу 3D модель. Предварительное шлифование модели помогает обнажить пластик, делая окончательный эффект намного более эффективным. Главное — держать пистолет в движении по поверхности модели, никогда не позволяя пистолету задерживаться на одной области, которая может легко расплавить пластик. Хотя PLA, как правило, не выделяет неприятных запахов при экструдировании, нагрев, безусловно, приведет к образованию паров по мере размягчения пластика. Независимо от того, какой метод разглаживания PLA вы выберете, всегда старайтесь работать в хорошо вентилируемом помещении, потому что нагретый пластик, смолы и аэрозольные краски выделяют потенциально вредные пары. Использование Polisher от PolymakerХорошо известный метод получения гладких 3D моделей из ABS пластика заключается в помещении модели в герметичный контейнер, заполненный ацетоновым туманом. К сожалению, вы не можете выполнить ту же процедуру с PLA, потому что он не взаимодействует таким же образом с ацетоном. Некоторые другие химические вещества будут делать то же самое, но их сложно приобрести, и они очень опасны и токсичны в использовании. Компания Polymaker, наиболее известная своими материалами для 3D печати, представила собственное сглаживающее средство под названием Polysher. Используя собственную формулу PLA-подобной нити, 3D модель опускается в герметичную камеру, где распыляется изопропиловый спирт, создавая туман вокруг объекта, который нужно сгладить. 3D модель вращается в спиртовом тумане, который вступает в реакцию с пластиком и расплавляет его. Чем дольше процесс, тем более гладкой будет модель. Когда вы достаните 3D модель из Polysher, ее поверхность будет липкой, поэтому лучше оставить ее примерно на полчаса. Как и в случае с другими процедурами, описанными здесь, небольшая шлифовка помогает процессу, но в этом нет необходимости. Совет: подвергайте 3D модель более коротким сессиям обработки в Polysher и переворачивайте модель между сеансами. Удивительно также то, что этот метод позволяет получать почти прозрачные модели при использовании прозрачного материала PolySmooth от Polymaker. ВыводыСоздание гладких поверхностей 3D моделей потребует некоторой работы. Шлифовка либо подготовит вашу модель для других процессов, либо сама по себе создаст почти безупречную поверхность. Независимо от того, какую процедуру вы выберете, всегда есть некоторые предостережения в отношении любого процесса сглаживания PLA. Все процессы удаляют материал с вашей модели. Острые края будут сглаженными, и очень сложно обойти мелкие детали. Так что если разбить вашу модель на отдельные узлы, каждый из них можно будет сгладить с помощью наиболее подходящего процесса. Сглаживание 3D-печати PLA с помощью наждачной бумаги, растворителей и других материаловИспользование PLA с 3D-принтером FDM может привести к превосходным результатам. Этот процесс быстрый и доступный, а нить PLA позволяет производить функциональные печатные детали с хорошим уровнем прочности и жесткости. Но у FDM есть и свои недостатки. Например, он создает видимые линии слоев, которые могут ухудшить внешний вид и функциональность печатных деталей. Кроме того, с PLA может быть сложнее работать, чем с другими материалами для 3D-печати, поскольку его нельзя сгладить ацетоном. К счастью, существует несколько способов сглаживания 3D-отпечатков PLA, начиная от удобных для начинающих методов, таких как шлифование, и заканчивая передовыми методами, такими как нанесение растворителя. В этой статье рассматриваются лучшие способы сглаживания отпечатков PLA, и показывается, какая техника лучше всего подойдет в данной ситуации. Необработанные детали FDM имеют видимые линии слоев Хотя детали FDM не могут легко достичь гладкости, например, деталей SLA, существует ряд методов постобработки, которые могут преобразовать неровные отпечатки в гладкие, закругленные и глянцевые части. Некоторые из этих вариантов включают добавление материала к отпечатку (грунтовка, эпоксидная смола), а другие предполагают удаление материала (шлифование, химическое сглаживание). Конечно, добавление гладкой поверхности к деталям, напечатанным из PLA, увеличит время и стоимость проекта, но результаты часто того стоят. Сглаживание не только улучшает внешний вид отпечатков, но и позволяет использовать менее строгие параметры печати — например, большую высоту слоя, — что, в свою очередь, приводит к более быстрой печати. Ниже приведены некоторые из наиболее распространенных методов сглаживания отпечатков PLA. Их следует проводить после предварительных этапов постобработки, т. ШлифовкаНаиболее распространенным методом сглаживания отпечатков PLA является шлифовка. Этот метод очень практичен, так как он недорогой и не представляет опасности для здоровья. Тем не менее, это также один из наиболее трудоемких способов сглаживания отпечатка, который не особенно подходит для мелких деталей или проникновения в глубокие щели. К шлифованию можно подходить по-разному в зависимости от назначения деталей и желаемого уровня гладкости. Для больших деталей может потребоваться шлифовальный брусок (кусок дерева, обернутый вокруг него наждачной бумагой), а для мелких деталей и мелких деталей могут подойти пилочки для ногтей. Несмотря на высокую эффективность, электрические шлифовальные машины не рекомендуются для деталей из PLA, так как выделяемое ими тепло может расплавить PLA и деформировать деталь. Для шлифовки PLA-деталей требуется наждачная бумага с различной зернистостью Для большинства отпечатков шлифование начинается с грубой наждачной бумаги с зернистостью 200 или 400 — либо свободной, либо обернутой вокруг шлифовального блока — круговыми движениями по поверхности детали, чтобы удалить большую часть крайние выступы. Хотя это может показаться сложной задачей, стоит приобрести наждачную бумагу со следующими размерами зерна и шлифовать каждый размер в течение нескольких минут:
9 0029 3000 С Наждачная бумага с самой мелкой зернистостью, можно нанести небольшое количество воды, чтобы получить еще более гладкую поверхность. Полировка Для блестящих деталей из PLA за этапом шлифования (что дает гладкую, но матовую поверхность) может следовать этап полирования с использованием хлопчатобумажной ткани и жидкого полироля для пластика. Техника полировки напечатанных на 3D-принтере деталей аналогична шлифовке: с нанесенной полиролью влажную ткань следует проводить равномерными круговыми движениями по поверхности детали, пока она не станет гладкой и блестящей. ГрунтовкаОдно только шлифование может уменьшить появление линий слоев путем сбривания выпуклых «ступенек», но другой подход заключается в заполнении щелей спреем грунтовки, а затем отшлифовке излишков грунтовки. Этот метод хорошо работает, потому что грунтовка легче шлифуется, чем сам PLA. Грунтование — наиболее трудоемкий способ сглаживания деталей из PLA, поскольку грунтовку необходимо наносить между каждым циклом шлифования, а затем оставлять сохнуть. Тем не менее, он дает лучшие результаты, чем просто шлифование. При грунтовке PLA-печати деталь размещают в хорошо проветриваемом помещении и равномерно наносят очень тонкий слой грунтовки. Перед первым циклом шлифования можно добавить еще одно или два покрытия. За грунтовкой и шлифовкой обычно следует окраска распылением, так как непокрытая грунтовка будет чувствительна к ударам и повреждениям окружающей среды. Также обратите внимание, что очень глубокие полости следует заполнять пластиковым наполнителем, а не грунтовкой. Эпоксидная смолаДругим типом покрытия для сглаживания деталей из PLA является эпоксидная смола, которая состоит из двух частей (смола и отвердитель), которые перед использованием необходимо смешать. В отличие от грунтовки, которая продается в баллончике, эпоксидную смолу можно наносить на детали с помощью кисти, и она подходит для заполнения даже самых глубоких отверстий. Для обеспечения хорошей адгезии эпоксидной смолы рекомендуется сначала провести влажную шлифовку деталей из PLA мелкозернистой наждачной бумагой. Как только деталь высохнет, эпоксидную смолу можно нанести в больших количествах и равномерно распределить по поверхности детали. Обратите внимание, что покрытие из эпоксидной смолы может быть менее прочным, чем PLA под ним, и части покрытия могут со временем отслаиваться или откалываться. Можно использовать обычные эпоксидные смолы, но также существуют смеси, разработанные специально для сглаживания 3D-печати, например Smooth-On XTC-3D. РастворителиОдним из больших недостатков PLA является его устойчивость к разглаживанию ацетоном, относительно безопасному в использовании химическому процессу разглаживания, подходящему для таких материалов, как ABS.[1] Отпечатки из PLA можно сгладить только химически с использованием более сильных химикатов, для чего требуется лабораторное оборудование, такое как нитриловые перчатки, защитные очки, вытяжные шкафы и хорошо проветриваемая среда. Эти химические вещества растворяют верхний слой материала, в результате чего получается гладкая поверхность, но они могут растворять и другие вещи, такие как пластиковые контейнеры, рабочие поверхности и человеческую кожу. Опытные пользователи могут сглаживать детали из PLA такими химическими веществами, как тетрагидрофуран, дихлорметан или хлороформ.[2] Однако эти вещества трудно достать, и их использование может быть опасным. Более безопасным вариантом является этилацетат, растворитель, содержащийся в обычной жидкости для снятия лака. Жидкость для снятия лака можно наносить на детали из PLA с помощью ткани или ватного тампона, хотя ее эффективность ограничена. В общем, PLA не очень подходит для химического сглаживания. Сглаживание паромБезопасным и эффективным методом химического сглаживания деталей из PLA является использование автоматической машины для сглаживания паром, такой как Polymaker Polysher, которая создает туман спирта для аккуратного удаления верхнего слоя напечатанной детали.[3] К сожалению, Polysher совместим только с модифицированными PLA-продуктами Polymaker, PolySmooth и PolyCast, которые растворяются в спирте. Сглаживание термофеномХотя это и не самый точный метод сглаживания печатных объектов, использование термофена для расплавления внешней поверхности детали — это быстрый и простой способ удаления линий слоев. Тепловая пушка — это устройство, напоминающее фен, но способное достигать гораздо более высоких температур. При использовании фена для сглаживания деталей из PLA важно перемещать фен равномерно, чтобы обеспечить равномерный нагрев поверхности детали (или поместить деталь на вращающийся диск и держать фен неподвижно). Этот метод подходит только для деталей среднего или большого размера, не имеющих мелких деталей или полых участков. Как мы уже видели, существует несколько способов сгладить отпечатки PLA и уменьшить появление линий слоев. Выбор правильного метода (или методов) сглаживания зависит от характера проекта 3D-печати и ваших приоритетов. В целом, мы рекомендуем:
9002 9 Сглаживание паром или тепловым пистолетом для быстрых деталей — быстрый, наименее трудоемкий В качестве альтернативы, технологии 3D-печати смолой, такие как SLA и DLP, хотя и дороже, чем FDM, гораздо лучше подходят для производства гладких деталей без линий слоев. [1] Туазон Б.Дж., Эспино М.Т., Дизон Дж.Р. Исследование влияния полировки паров ацетона на разрушение печатных материалов из АБС-пластика при различных рабочих температурах. В Материаловедческом форуме 2020 (том 1005, стр. 141-149). Trans Tech Publications Ltd. [2] Чжан Б. Растворяет ли ацетон PLA? [Интернет]. ЭкоРепрап. 2021 [цитируется 1 марта 2022]. Доступно по адресу: https://ecoreprap.com/dissolve-pla/ [3] Kočí J. Улучшите свои 3D-отпечатки с помощью химического сглаживания [Интернет]. Блог PrusaPrinters. 2020 [цитировано 1 марта 2022]. Доступно по ссылке: https://blog.prusaprinters.org/improve-your-3d-prints-with-chemical-smoothing_36268/ 10 методов постобработки 3D-печати (PLA и др.)Расчетное время прочтения: 10 мин. Постобработка 3D-печати может улучшить внешний вид вашей работы и повысить ее прочность. Изучите 10 методов постобработки PLA, PETG и других материалов! Почти каждый 3D-принт требует некоторой постобработки после печати. Постобработка может улучшить эстетику печатной детали, а также улучшить прочность и другие свойства. Как только вы откроете для себя красоту постобработки, вы больше никогда не захотите оставлять свои 3D-отпечатки нетронутыми. Есть много методов на выбор, и мы разделили наш выбор на две категории: «очистка и подготовка» и «отделка». Без дальнейших церемоний, давайте углубимся в постобработку и улучшим ваши отпечатки FDM! Как очистить полимерные отпечатки — 3 простых шага ОЧИСТКА И ПОДГОТОВКА Мы начнем наше путешествие в постобработку с знакомства с методами очистки и подготовки, включая такие основы, как удаление поддержки и шлифование. В зависимости от применения предмета эти методы обычно являются первыми шагами в постобработке, но также могут быть и всем, что вы делаете, в зависимости от того, как далеко вы хотите или должны зайти. Удаление опорЧистое удаление этих опор будет сложной задачей (Источник: Slic3r Manual) Удаление поддержки — это основная форма постобработки. Обычно удаление опор не требует особых усилий, если только нет опор в узких углах или других труднодоступных местах. В зависимости от того, из чего они сделаны, носители могут быть нерастворимыми или растворимыми (способными растворяться в воде или другой жидкости). Нерастворимые опоры изготовлены из того же материала, что и основная часть. 3D-принтеры FDM с одним экструдером могут использовать только этот тип поддержки, так как деталь и ее опоры будут напечатаны из одной катушки с нитью. Удаление нерастворимых подложек обычно осуществляется путем их отщелкивания пальцами или разрезания плоскогубцами. Если вам посчастливилось иметь доступ к 3D-принтеру с двумя экструдерами, вы сможете использовать растворимые подложки. В то время как нерастворимые подложки может быть очень сложно удалить в труднодоступных местах, растворимые подложки можно просто растворить, замачивая деталь в воде или другой жидкости, практически не оставляя следов или следов. Двумя наиболее распространенными материалами для растворимых носителей являются HIPS и PVA. HIPS используется с ABS и растворяется в D-лимонене, а PVA отлично подходит для PLA и растворяется в воде. PROS
CONS
Подставки для 3D-печати — полное руководство ШлифованиеВсегда начинайте шлифование мелкозернистой наждачной бумагой (Источник: MakerBot) Помимо удаления поддержки, наиболее распространенной формой постобработки является шлифование. Как правило, 3D-отпечатки FDM могут иметь слегка шероховатую поверхность, и шлифование — самый простой способ ее сгладить. После печати на поверхности детали может остаться несколько пятен или после удаления опор могут остаться неприятные следы. Идеальный способ удалить такие пятна — использовать наждачную бумагу. Всегда лучше начинать с наждачной бумаги с низкой зернистостью (150-400) и переходить к наждачной бумаге с более высокой зернистостью (до 2000) в несколько этапов шлифования. Несколько ключевых приемов шлифования — это мокрое шлифование и круговое движение. Когда вы шлифуете деталь, трение между наждачной бумагой и поверхностью приводит к выделению тепла, что может отрицательно повлиять на мелкие детали отпечатка, особенно при использовании термочувствительных нитей. Чтобы избежать этого, просто намочите деталь перед шлифовкой, чтобы поглотить лишнее тепло. В особенности при работе с деталями FDM, где хорошо видны слои, важно шлифовать детали круговыми движениями. Если вы будете шлифовать детали параллельно или перпендикулярно слоям, вы можете испортить внешний вид деталей. PROS
ПРОТИВ
СваркаБудьте осторожны, не наносите слишком много ацетона! (Источник: The Lucky Needle через YouTube) Если вы хотите напечатать большой объект в 3D с использованием ABS, но объем печати вашего 3D-принтера слишком мал, сварка — идеальное решение для вас. Сварка в данном случае не имеет ничего общего с металлами. В 3D-печати FDM под сваркой понимается соединение деталей из АБС-пластика с использованием ацетона. Ацетон способен расплавить АБС-пластик, поэтому детали из АБС-пластика можно соединять с помощью сварки ацетоном. Процесс довольно простой, но требует спокойной руки. PROS
CONS
СклеиваниеПосле нанесения суперклей крепко держится (Источник: Geeetech) Хотя сварка является отличным методом слияния нескольких напечатанных на 3D-принтере деталей, это возможно только для деталей, напечатанных из АБС-пластика. К счастью, 3D-отпечатки, сделанные из других материалов, все еще можно соединить склеиванием. Подобно сварке, это обычно используется, когда что-то не может быть напечатано одним куском из-за ограничений размеров принтера. PLA и PETG — это примеры материалов, которые можно легко склеить с помощью связующих веществ, таких как суперклей, или специальных продуктов, таких как, например, 3D Gloop! PROS
CONS
Лучший клей для 3D-печати PETG в 2022 году ОТДЕЛКАТехника окончательной обработки — это последний этап постобработки 3D-печати. Мы объясним, как такие методы, как покраска, сглаживание, полировка и погружение, выполняются на 3D-отпечатках FDM. Дополнительные усилия, затраченные на выполнение техники отделки, в конце концов, безусловно, окупаются. Применяя эти методы, вы сможете избавиться от видимых слоев и создать максимально гладкую поверхность. Никто никогда не заподозрит, что ваши детали вышли из 3D-принтера! Грунтовка и покраскаОкраска распылением 3D-моделей — дело грязное (Источник: Fabbaloo) Грунтовка — это метод постобработки, который используется для подготовки поверхности к покраске. Перед нанесением грунтовки лучше сначала отшлифовать деталь мелкозернистой, а затем среднезернистой наждачной бумагой. Это удаляет линии слоя и сглаживает поверхность. После шлифовки детали нанесите два слоя грунтовки, давая возможность между ними попробовать. Когда все высохнет, вы можете начать раскрашивать 3D-принт с помощью кисти или распылителя. Если вы хотите добиться четких пересечений цветов, идеальным решением будет использование малярной ленты. Грунтование и покраску лучше всего проводить в хорошо проветриваемом помещении или на открытом воздухе и в маске, чтобы избежать вдыхания нежелательных паров. PROS
МИНУСЫ
Лучшая краска для PLA, PETG, ABS и нейлона. Сглаживание. Ацетон обладает способностью плавить ABS и, следовательно, сглаживать линии слоев, видимые на поверхности детали.Самый простой способ — налить ацетон в большую емкость (которая может быть пластиковой, но рекомендуется стеклянная), а затем поместить отпечатки на платформу над ацетоном. Закройте крышку контейнера на 10-20 минут, чтобы пары расплавили внешний слой деталей. Вы хотите, чтобы пар все еще мог выходить из контейнера, а не накапливаться, поэтому, если крышка плотно закрывается, подумайте о том, чтобы заранее просверлить несколько отверстий. Если у вас нет подходящего контейнера, вы можете нанести небольшое количество ацетона кистью на поверхность ваших 3D-отпечатков. Но предупреждение: ацетон легко воспламеняется и может взорваться. Поэтому при выполнении любого из этих процессов следует соблюдать надлежащие меры предосторожности. Даже просто пары могут быть вредными при вдыхании, вызывая раздражение и другие негативные последствия. Что касается PLA, то сглаживание с помощью ацетона невозможно, так как он его не плавит, и он может даже разрушить весь оттиск, сделав его «липким». PLA можно разгладить с помощью химикатов, таких как THF или MEK, но результаты не будут такими же хорошими, как при сглаживании ABS ацетоном. Если у вас есть 3D-отпечатки, сделанные из нити PVB, вы можете использовать изопропиловый спирт для сглаживания. PROS
CONS
Ацетон Сглаживание 3D-печати: 6 простых шагов ПолировкаКрасиво отполированный корпус камеры, напечатанный на 3D-принтере (Источник: juresnip через YouTube) Выделите свои 3D-отпечатки с помощью крутой графики, нанесенной с помощью гидроокунания (Источник: Adafruit) Несмотря на то, что гидроокунание в небольших масштабах обычно используется в больших масштабах для промышленных товаров, его можно легко применить к деталям, напечатанным на 3D-принтере, для придания им великолепного вида. После этого найдите достаточно большой контейнер, чтобы в него поместилась деталь, и наполните его горячей водой. Удалите обратную сторону бумаги, чтобы у вас остался только прозрачный ПВА с напечатанным изображением. Аккуратно положите его в воду и подождите, пока ПВА растворится, чтобы ваша графика плавала сама по себе. Затем медленно погрузите деталь в рисунок под углом 45 градусов. Вы можете либо держать его одной рукой, либо прикрепить палку, чтобы иметь возможность работать на расстоянии. Как только деталь будет полностью погружена в воду, встряхните ее несколько раз, и все готово, чтобы вытащить готовую деталь из контейнера. Гидравлическое погружение используется только для улучшения эстетики объекта и не изменяет тактильные ощущения или какие-либо размерные свойства. Если вам нужна дополнительная поддержка, эта инструкция будет очень полезна. PROS
ПРОТИВ
Эпоксидное покрытиеХотя поверхность гладкая и блестящая, линии слоев все же видны (Источник: MatterHackers) Эпоксидное покрытие ваших 3D-отпечатков повышает прочность, но оно также может герметизировать пористые части отпечатка и выступать в качестве отличного защитного слоя в целом. Эпоксидное покрытие состоит из двух разных химических веществ: самой эпоксидной смолы и отвердителя. Когда вы покупаете химикаты для нанесения эпоксидных покрытий, выбранная вами торговая марка будет содержать инструкции по смешиванию. Соотношение отвердителя и смолы должно быть правильным для достижения хороших результатов, иначе вы можете получить покрытие, которое никогда не высохнет! Когда смесь будет готова, пришло время нанести ее на 3D-печатную деталь. Для нанесения покрытия рекомендуется использовать пенопластовый аппликатор или губку. Когда вы нанесли первый слой, оставьте деталь сохнуть, а затем отшлифуйте ее наждачной бумагой с зернистостью 1000 или 2000. После этого вы готовы нанести второй и последний слой эпоксидной смолы. Если вы хотите попробовать эпоксидное покрытие, существуют специальные эпоксидные покрытия для 3D-печати, такие как XTC-3D. PROS
ПРОТИВ
Гальваническое покрытиеГальванопокрытие — отличный метод для деталей, которые должны быть прочными или проводящими (Источник: концентраторы) Гальваническое покрытие — это процесс, при котором металлическое покрытие наносится на другие металлы или детали с проводящей поверхностью. Гальванопокрытие — это перенос металлического покрытия с одного металла на другой (или на деталь с проводящей поверхностью). Гальваническое покрытие возможно благодаря химическому процессу, называемому электролизом. Двумя основными инструментами для электролиза являются источник питания (батарея или выпрямитель) и электролит. Электролит представляет собой смесь соли металла (металла, которым вы хотите покрыть деталь), кислоты и воды. Электрический ток необходим для инициирования реакции между катодом (подключенным к отрицательному полюсу источника питания) и анодом (положительным полюсом). Анод изготовлен из металла, который вы хотите использовать в качестве покрытия, а покрываемая часть действует как катод. Затем в электролит погружают и анод, и катод. Соль в электролите содержит катионы и анионы (положительно и отрицательно заряженные ионы), которые должны двигаться к катоду и аноду, чтобы обеспечить перенос металла. Aurora pro speedway 200 igbt 10039: Инверторный полуавтомат SPEEDWAY 200 IGBT AURORA PRO 10039 купить в Кирове по выгодным ценам в интернет магазине ДровосекAURORA PRO SPEEDWAY 200 IGBT. Честные отзывы. Лучшие цены.На этой странице вы найдёте описание, продавцов и цены, чтобы купить дешевле, видеообзоры и честные отзывы о сварочном аппарате AURORA PRO SPEEDWAY 200 IGBT. И можете оставить свой отзыв о модели в комментариях внизу страницы. Быстрый Переход к Нужному Месту: Технические характеристики
Особенности моделиСварочный инверторный полуавтомат Aurora PRO SPEEDWAY 200 IGBT 10039 применяется для проведения работ в полуавтоматическом (MIG/MAG) и инверторном (MMA) режимах. Широкий диапазон рабочих температур от -20 до +50 градусов, а также возможность продолжительной работы на максимальных токах (60%) позволяют использовать модель как в малом производстве, так и в строительстве, при монтаже металлоконструкций. Удобная транспортировка
Стандартная комплектацияПроизводитель оставляет за собой право без уведомления представителей менять характеристики, внешний вид, комплектацию товара и место его производства. Будьте внимательны при покупке!
ВидеоОтзывы и обзорыСмотрите видео (выше) и обзоры (ниже), они часто лучше текстовых отзывов. Прочитать больше отзывов или оставить свой вы можете в комментариях к этой странице. Спасибо за ваш отзыв или оценку!
Оцените эту модель: Рейтинг модели: 4.8 / 5. Количество оценок: 15 Цены и продавцы⬆️Все цены и скидки Инверторный сварочный полуавтомат Aurora SPEEDWAY 200 IGBTОбратная связь Вход Мой кабинет Логин Пароль Забыли пароль? Регистрация КАТАЛОГ Поиск Название Артикул Выберите категорию Все » Аппараты ручной сварки » Полуавтоматы » Аппараты аргонодуговой сварки » Автоматическая сварка » Точечная сварка » Лазерная сварка Плазменная резка Системы отведения сварочного дыма Материалы » Вольфрамовые электроды » Электроды » Проволока » Присадочные прутки » Припой » Химические материалы » Флюсы Комплектующие » Горелки MIG » Горелки TIG » Горелки PLASMA » Запасные части MIG » Запасный части TIG » Запасные части PLASMA » Ролики Газовое оборудование » Резаки » Горелки » Редукторы, регуляторы » Расходные части » Баллоны » Переходники, разъемы Защита сварщика » Маски, очки » Комплектующие для масок » Рукавицы, перчатки, краги сварщика Инструменты сварщика » Электрододержатели и клеммы заземления » Приспособления » Инструменты Абразивные материалы » Зачистка, резка » Финишная обработка » Борфрезы Компрессоры Генераторы » Бензиновые » Дизельные Пуско-зарядные устройства Производитель Все3MAbicor BinzelALUMATAuroraProBOSCHCastolinDRATECESABGCEKobelcoLincoln ElectricNortonNOVOGASRIFSenraSILICONIАВРОРАДЖЕТДонметМультиплазРесантаСварогФОРСАЖЯрпожинвест Новинка Вседанет Спецпредложение Вседанет Результатов на странице 5203550658095 Корзина Ваша корзина пуста Главная Сварочное оборудование Инверторный сварочный полуавтомат Aurora SPEEDWAY 200 IGBT
Напряжение сети 220 В Метод сварки MIG (п/а сварка) Максимальный ток 200 А Диаметр проволоки 0,6-1,0 мм Мощность потребления 5. Мощность генератора 8.2 кВА ПВ 60 % Габаритные размеры 467х243х447 мм Вес 23.8 кг Класс защиты IP 21S SPEEDWAY 200 предназначен для полуавтоматической сварки стальной проволокой в среде инертного/активного защитного газа MIG-MAG, а также для ручной дуговой сварки штучным электродом MMA. Благодаря продолжительному режиму работы на максимальных токах и возможности установки большой бобины сварочной проволоки, аппарат прекрасно подходит для работы на производстве, равно как и в профессиональном автосервисе. Наглядное управление всеми важными параметрами сварки на лицевой панели позволит настроить полуавтомат для выполнения широкого спектра сварочных работ на высшем уровне. Кроме того, СПИИДВЕЙ 200 способен работать в сетях с существенными просадками напряжения, а передовая инверторная технология IGBT собственной разработки гарантирует надежность работы данной техники на долгие годы. Особенности:
Применение:
Комплектация:
Гарантия — 2 года!
Назад Купить в один клик Мой город: * Телефон: * Комментарий: Оформить заказ Корзина пусто Сравнение Этот сайт использует cookie-файлы и другие технологии для улучшения его работы. Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Rd ss250 2000: Пила циркулярная RedVerg RD-SS250-2000 купить в Другом городе по низкой ценеРаспиловочный станок RedVerg RD SS250 2000, 2000 Вт сборка и тест ч 1 смотреть онлайн видео от Сделай сам12+ 10 месяцев назад Сделай сам — Своя мастерская27 подписчиков Распиловочный станок RedVerg RD SS250 2000, 2000 Вт сборка и тест ч 1 ᐅ Распиловочный станок RedVerg RD-SS250-2000 отзывы — 1 честных отзыва покупателей о Распиловочные станки Распиловочный станок RedVerg RD-SS250-2000
Достоинства
Недостатки
Комментарий
Оценка
Средний рейтинг Распиловочный станок RedVerg RD-SS250-2000 — 5 Ищете положительные и негативные отзывы о Распиловочный станок RedVerg RD-SS250-2000? Из 11 источников мы собрали 1 отрицательных, негативных и положительных отзывов. Мы покажем все достоинства и недостатки Распиловочный станок RedVerg RD-SS250-2000 выявленные при использовании пользователями. Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о Распиловочный станок RedVerg RD-SS250-2000, а также предлагаем альтернативные товары аналоги. Самые выгодные предложения по Распиловочный станок RedVerg RD-SS250-2000 Информация об отзывах обновлена на 28.04.2023
Производители
Редверг РД-СС250-2000 — — 319534
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
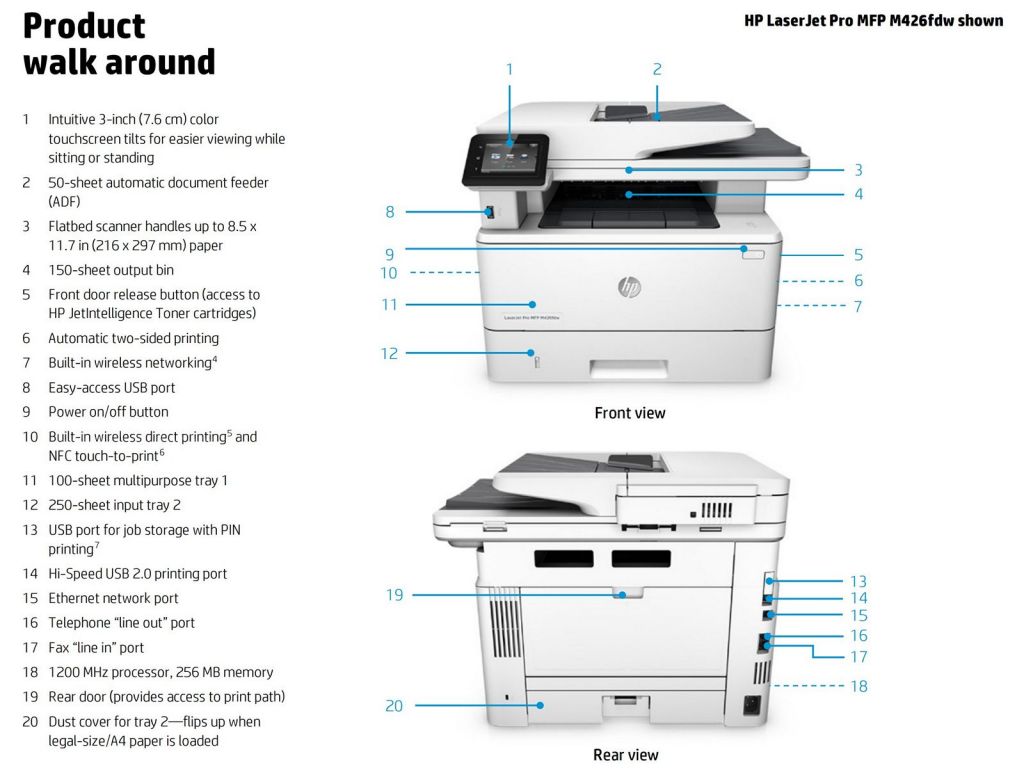
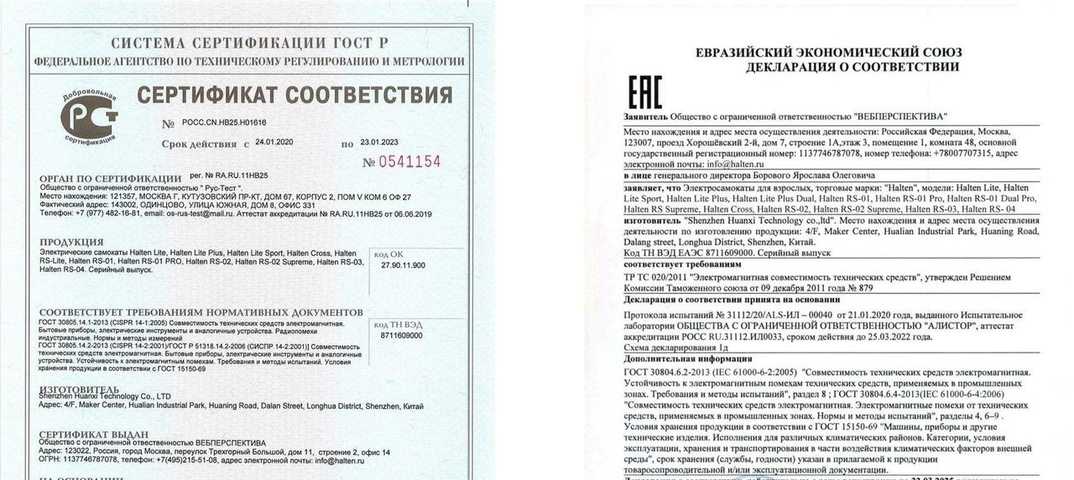
 п.). Измерения сопротивления изоляции заземления, проводов, кабелей, силового электрооборудования и аппаратов и оборудования.
п.). Измерения сопротивления изоляции заземления, проводов, кабелей, силового электрооборудования и аппаратов и оборудования.





 Двенадцать кораблей заказаны для Королевских военно-морских сил Саудовской Аравии…
Двенадцать кораблей заказаны для Королевских военно-морских сил Саудовской Аравии…
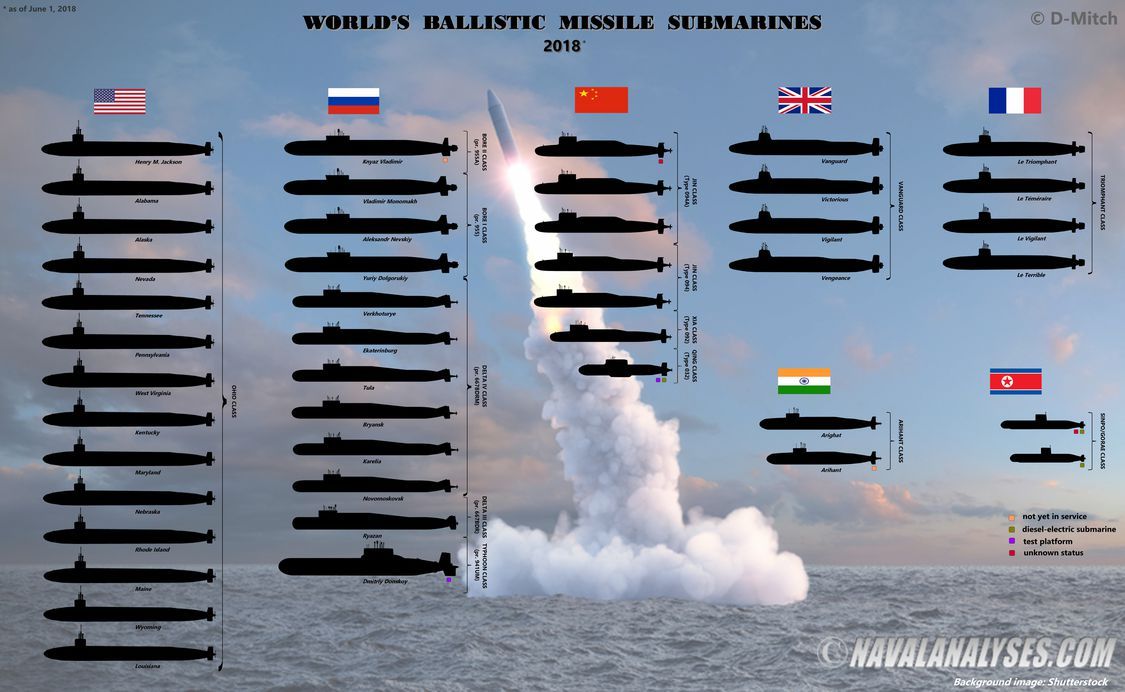

 «Если CMT не могут решить проблему, мы работаем с ними над разработкой нового решения».
«Если CMT не могут решить проблему, мы работаем с ними над разработкой нового решения».

 Станки лазерной резки производства России уступают по стоимости своим китайским аналогам.
Станки лазерной резки производства России уступают по стоимости своим китайским аналогам. Данный портальный станок по лазерной резке металла использует оптическую систему твердотельного лазера, обладающую существенными преимуществами при использовании: малая щель резки, высокая точность.
Данный портальный станок по лазерной резке металла использует оптическую систему твердотельного лазера, обладающую существенными преимуществами при использовании: малая щель резки, высокая точность. д
д
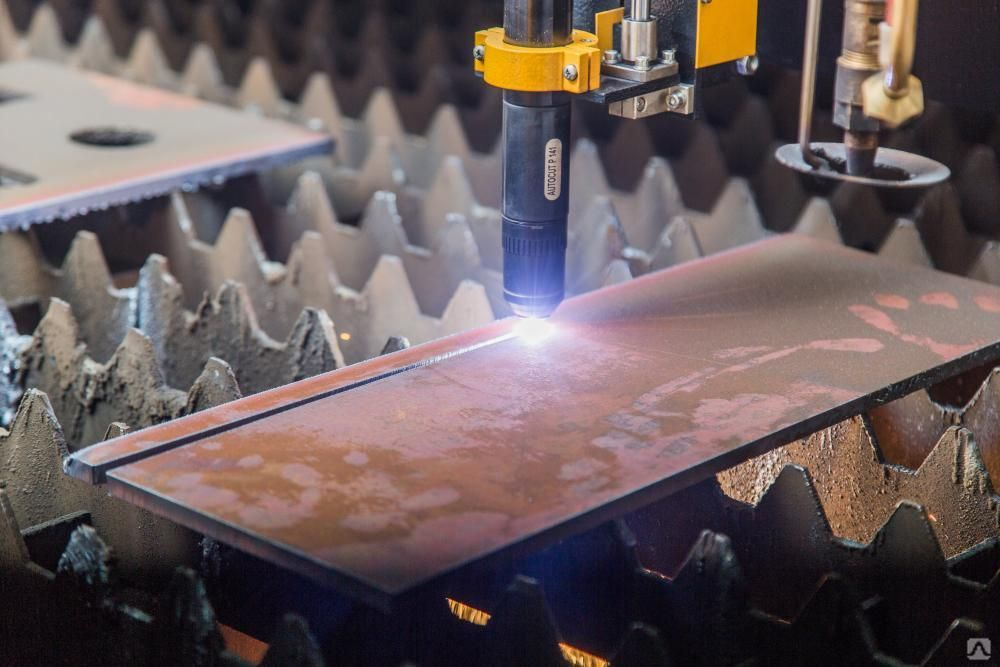 Резка осуществляется по контуру любой сложности и конфигурации. Обрабатываться могут не только плоские поверхности, но и изделия со сложным профилем, что обеспечивается трехмерной резкой.
Резка осуществляется по контуру любой сложности и конфигурации. Обрабатываться могут не только плоские поверхности, но и изделия со сложным профилем, что обеспечивается трехмерной резкой. Излучение значительно меньше рассеивается в оптоволоконном кабеле, чем в сложной оптике газового прибора.
Излучение значительно меньше рассеивается в оптоволоконном кабеле, чем в сложной оптике газового прибора. Высокая точность обеспечивается совершенной программой управления и качественными сервоприводами. Все происходит в автоматическом режиме, без вмешательства оператора.
Высокая точность обеспечивается совершенной программой управления и качественными сервоприводами. Все происходит в автоматическом режиме, без вмешательства оператора. Все они вызваны неверно выбранными параметрами процесса либо неисправностью оборудования. Правильно подобранные мощность излучателя, скорость прохода исключают подобные огрехи.
Все они вызваны неверно выбранными параметрами процесса либо неисправностью оборудования. Правильно подобранные мощность излучателя, скорость прохода исключают подобные огрехи. С тех пор, как мы открыли свои двери в 1982 году, Kern гордится тем, что установила тысячи широкоформатных лазерных систем по всему миру. Лазерные системы Kern с гордостью разрабатываются и производятся в США. Kern специализируется на широкоформатной лазерной обработке органических материалов и лазерах для резки металлов.
С тех пор, как мы открыли свои двери в 1982 году, Kern гордится тем, что установила тысячи широкоформатных лазерных систем по всему миру. Лазерные системы Kern с гордостью разрабатываются и производятся в США. Kern специализируется на широкоформатной лазерной обработке органических материалов и лазерах для резки металлов.
 EcoFlex хорошо известен как высокопроизводительная лазерная система CO2, предлагаемая по экономичной цене.
EcoFlex хорошо известен как высокопроизводительная лазерная система CO2, предлагаемая по экономичной цене. Соответствующая вакуумная система необходима для удаления образующихся паров и мелкого мусора…
Соответствующая вакуумная система необходима для удаления образующихся паров и мелкого мусора… Они бывают всех форм и размеров. При покупке лазера некоторые клиенты выбирают аппарат иностранного производства, в то время как другие выбирают лазерную систему Kern «Сделано в Америке». Выбор между лазерными системами иностранного и американского производства приходится делать многим предприятиям, но различия между этими двумя вариантами, откровенно говоря, огромны. Рич Домикис, управляющий партнер Cabin Digital LLC, довольный владелец Kern Laser, а также покупатель лазерных систем иностранного производства, делится своим опытом с обоими.
Они бывают всех форм и размеров. При покупке лазера некоторые клиенты выбирают аппарат иностранного производства, в то время как другие выбирают лазерную систему Kern «Сделано в Америке». Выбор между лазерными системами иностранного и американского производства приходится делать многим предприятиям, но различия между этими двумя вариантами, откровенно говоря, огромны. Рич Домикис, управляющий партнер Cabin Digital LLC, довольный владелец Kern Laser, а также покупатель лазерных систем иностранного производства, делится своим опытом с обоими. Одной из технологий обработки, которая сегодня помогает станочникам удовлетворить эти требования, является лазерный резак с ЧПУ.
Одной из технологий обработки, которая сегодня помогает станочникам удовлетворить эти требования, является лазерный резак с ЧПУ.
 д.). Вот три наиболее часто используемых типа лазеров сегодня:
д.). Вот три наиболее часто используемых типа лазеров сегодня: Резаки с волоконным лазером позволяют добиться более быстрого и чистого процесса резки, чем резка с помощью CO2-лазера, особенно в материалах толщиной менее 5 мм.
Резаки с волоконным лазером позволяют добиться более быстрого и чистого процесса резки, чем резка с помощью CO2-лазера, особенно в материалах толщиной менее 5 мм. Эти фрезы также совместимы с широким спектром материалов, включая металлы, стекло, дерево и пластик.
Эти фрезы также совместимы с широким спектром материалов, включая металлы, стекло, дерево и пластик.
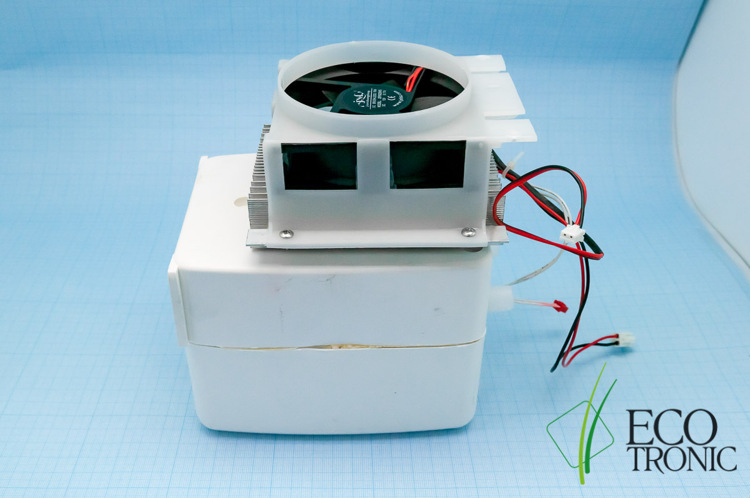
 277x120x27мм, блок+насос 68x68x100мм, SATA, 4-pin, 3-pin, PWM 550-2800 RPM, 2500 об/мин, LGA 1200/2066/2011-V3 /2011/1366/1156/1155/1151/1150, AM4 / AM3 + / AM3 / AM2 + / AM2 / FM2 + / FM2 / FM1 / TR4
277x120x27мм, блок+насос 68x68x100мм, SATA, 4-pin, 3-pin, PWM 550-2800 RPM, 2500 об/мин, LGA 1200/2066/2011-V3 /2011/1366/1156/1155/1151/1150, AM4 / AM3 + / AM3 / AM2 + / AM2 / FM2 + / FM2 / FM1 / TR4 Новая конструкция камеры имеет стеклянное дно со встроенными электродами для стимуляции и перфузии, что позволяет визуализировать образец, сохраняя при этом жизнеспособность ткани. Горизонтальная конструкция с открытым верхом также позволяет установить герметичную крышку для исследования потребления кислорода или гипоксии.
Новая конструкция камеры имеет стеклянное дно со встроенными электродами для стимуляции и перфузии, что позволяет визуализировать образец, сохраняя при этом жизнеспособность ткани. Горизонтальная конструкция с открытым верхом также позволяет установить герметичную крышку для исследования потребления кислорода или гипоксии.
 Измеритель термопары / контроллер TEC:
Измеритель термопары / контроллер TEC: 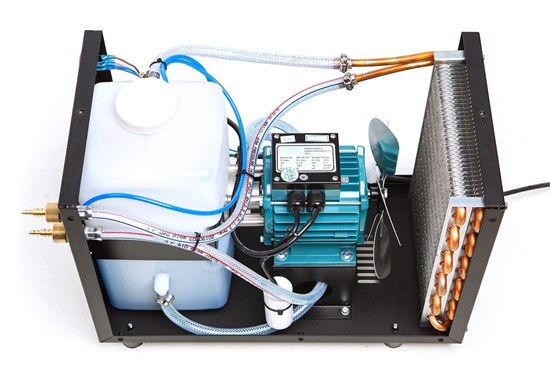 Картер Ральф из Университета Висконсина пытался измерить силу и сократительную способность своих тканевых конструкций в кислородонепроницаемой среде. Не имея времени на разработку индивидуального решения, доктор Ральф обратился за помощью к поставщикам оборудования. К сожалению, он потратил много времени и денег, пытаясь использовать оборудование других производителей, которое не работало. Хотя другой производитель, наконец, вернул свои деньги, потребовалось больше времени и усилий, чтобы заставить их согласиться забрать свой продукт.
Картер Ральф из Университета Висконсина пытался измерить силу и сократительную способность своих тканевых конструкций в кислородонепроницаемой среде. Не имея времени на разработку индивидуального решения, доктор Ральф обратился за помощью к поставщикам оборудования. К сожалению, он потратил много времени и денег, пытаясь использовать оборудование других производителей, которое не работало. Хотя другой производитель, наконец, вернул свои деньги, потребовалось больше времени и усилий, чтобы заставить их согласиться забрать свой продукт.
 Журнал биологической химии (2015) DOI: 10.1074/jbc.M114.628628
Журнал биологической химии (2015) DOI: 10.1074/jbc.M114.628628 1085/jgp.201311018
1085/jgp.201311018
 Я надеюсь, что ваш 2022 год проходит хорошо, и что у вас и ваших семей все хорошо.
Я надеюсь, что ваш 2022 год проходит хорошо, и что у вас и ваших семей все хорошо. Хотя это всегда было временной задержкой.
Хотя это всегда было временной задержкой.

 Однако для этого мне понадобился кабель SATA, который я взял с R7.
Однако для этого мне понадобился кабель SATA, который я взял с R7.



 Горелка и горловая трубка закреплены на ручке
Горелка и горловая трубка закреплены на ручке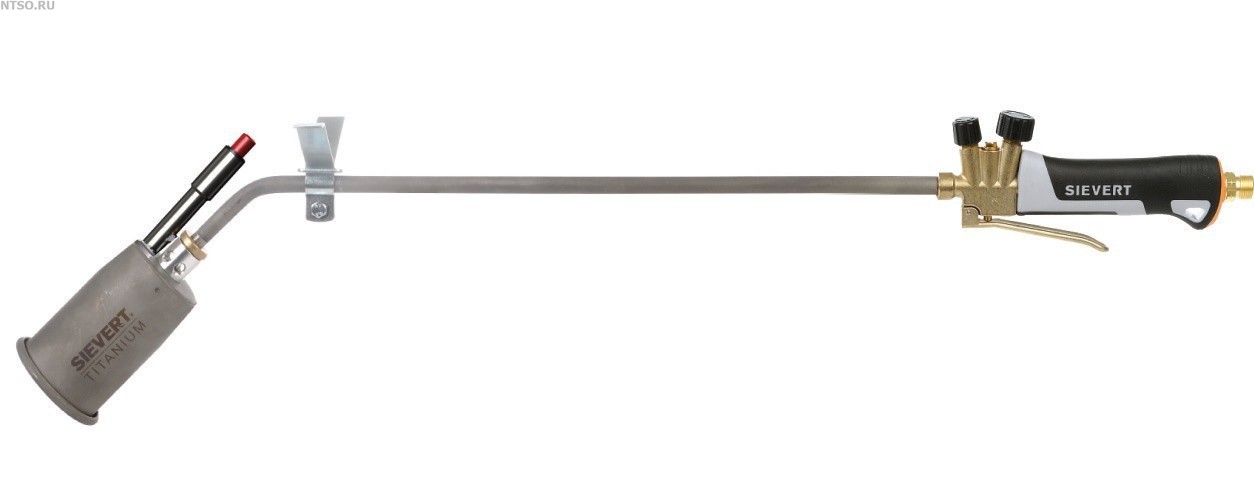
 user}}
user}} дюйм), пропан — 11 дюймов водяного столба)
дюйм), пропан — 11 дюймов водяного столба) Продолжайте делать покупки, чтобы просмотреть все наши расходные материалы для установки
Продолжайте делать покупки, чтобы просмотреть все наши расходные материалы для установки
 55 кВт
55 кВт


 55 кВт
55 кВт
 диаметр: 230 мм при резке перпендикулярно
диаметр: 230 мм при резке перпендикулярно 




 Работы следует проводить при работающей вытяжной вентиляции. Насколько нам известно, это наименее токсичный растворитель для PLA-пластика, однако при работе с ним следует проявлять повышенную осторожность, поскольку долговременный эффект его воздействия чрезвычайно опасен. Горюч, поэтому избегайте соприкосновения его паров с источниками открытого огня или искр. То же самое относится к ацетону, тетрагидрофурану и т.п.
Работы следует проводить при работающей вытяжной вентиляции. Насколько нам известно, это наименее токсичный растворитель для PLA-пластика, однако при работе с ним следует проявлять повышенную осторожность, поскольку долговременный эффект его воздействия чрезвычайно опасен. Горюч, поэтому избегайте соприкосновения его паров с источниками открытого огня или искр. То же самое относится к ацетону, тетрагидрофурану и т.п. 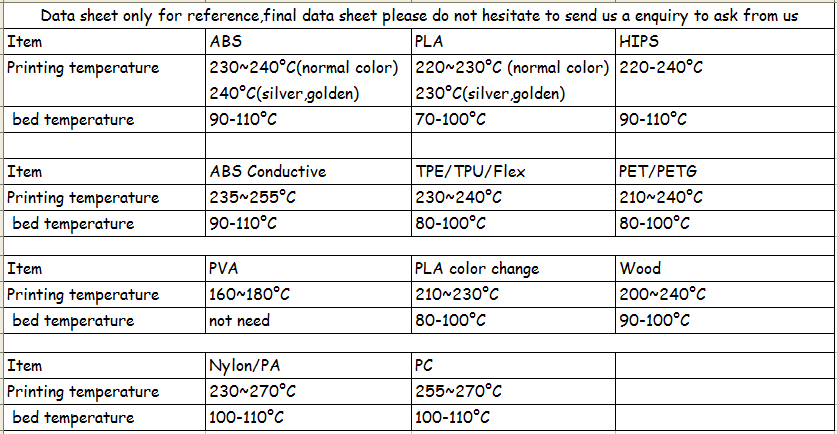 D-Limonene имеет основу масла, поэтому чтобы нейтрализовать рекацию пластика и растворителя, их надо промыть с мылом.
D-Limonene имеет основу масла, поэтому чтобы нейтрализовать рекацию пластика и растворителя, их надо промыть с мылом. Литра хватает надолго. Очень важна герметичность емкости для хранения раствора.
Литра хватает надолго. Очень важна герметичность емкости для хранения раствора.
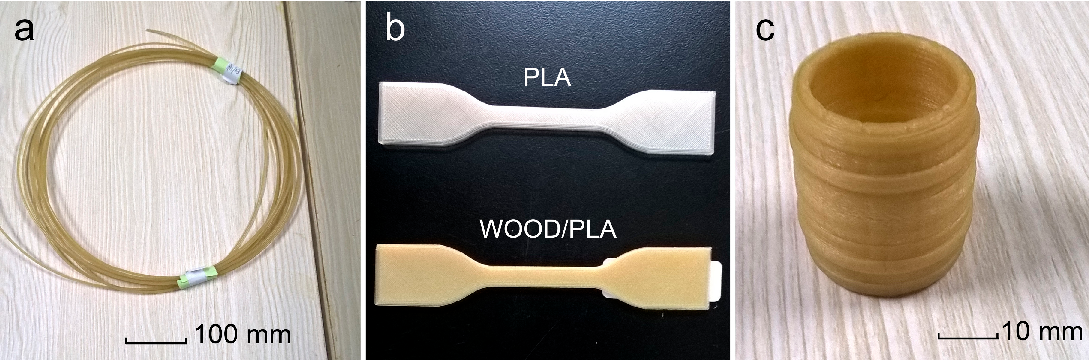
 Сравните ее с левым краем, который не полировался, где видно даже слои распечатки.
Сравните ее с левым краем, который не полировался, где видно даже слои распечатки. Это позволит сэкономить и время, и реактив, и доводка получится точнее, без значительных геометрических искажений.
Это позволит сэкономить и время, и реактив, и доводка получится точнее, без значительных геометрических искажений.
 Влажную/сухую наждачную бумагу можно отличить по цвету. Ее зерна черного цвета, а не коричневого или бежевого.
Влажную/сухую наждачную бумагу можно отличить по цвету. Ее зерна черного цвета, а не коричневого или бежевого. Тонкие ровные слои быстро сохнут, после чего можно отшлифовать грунтовку до пластика, чтобы она оставалась только в углублениях линий слоя. Повторяйте процесс до тех пор, пока все недостатки 3D печати не пропадут.
Тонкие ровные слои быстро сохнут, после чего можно отшлифовать грунтовку до пластика, чтобы она оставалась только в углублениях линий слоя. Повторяйте процесс до тех пор, пока все недостатки 3D печати не пропадут.
 Ацетон взаимодействует с ABS и медленно плавит пластик, создавая супергладкую модель. Примечание: обязательно ознакомьтесь с необходимыми мерами предосторожности, если решите попробовать этот способ.
Ацетон взаимодействует с ABS и медленно плавит пластик, создавая супергладкую модель. Примечание: обязательно ознакомьтесь с необходимыми мерами предосторожности, если решите попробовать этот способ. Это также улучшает окончательный внешний вид, который может показаться не таким гладким, как вы ожидали.
Это также улучшает окончательный внешний вид, который может показаться не таким гладким, как вы ожидали. И в результате можно будет собрать окончательную, гладкую и профессионально выглядящую модель.
И в результате можно будет собрать окончательную, гладкую и профессионально выглядящую модель.
 е. ручного удаления опор и больших участков лишнего материала.
е. ручного удаления опор и больших участков лишнего материала. После того, как вся деталь отшлифована, используется немного более мелкая наждачная бумага, увеличивающая зернистость до 3000.
После того, как вся деталь отшлифована, используется немного более мелкая наждачная бумага, увеличивающая зернистость до 3000.
 Затем поочередно грунтуют и шлифуют, заканчивая наждачной бумагой с зернистостью 3000.
Затем поочередно грунтуют и шлифуют, заканчивая наждачной бумагой с зернистостью 3000. Можно добавлять дополнительные слои эпоксидной смолы, пока не будет достигнут желаемый уровень гладкости.
Можно добавлять дополнительные слои эпоксидной смолы, пока не будет достигнут желаемый уровень гладкости.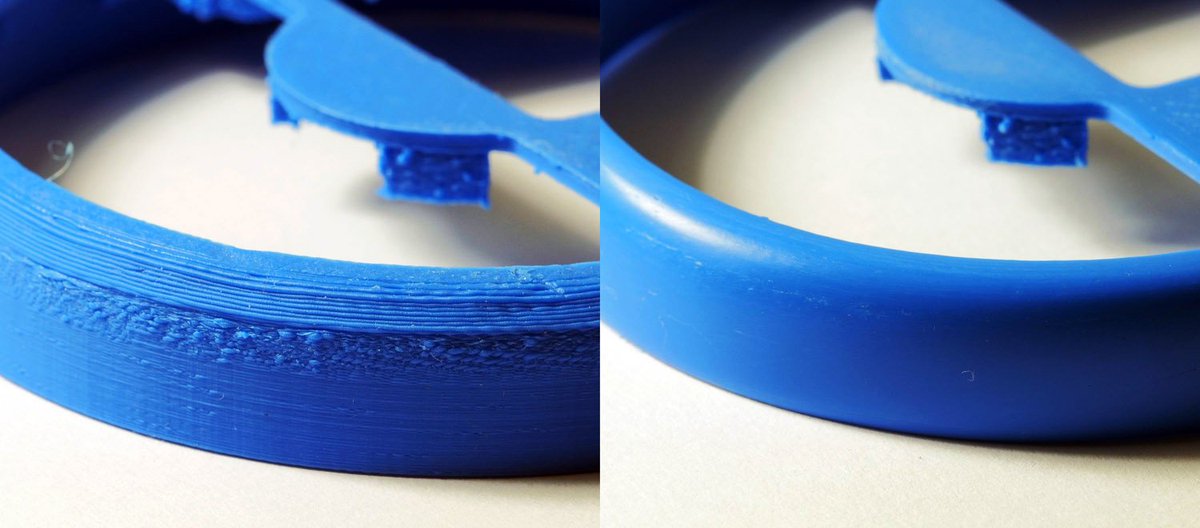


 Существует много информации и советов по постобработке 3D-отпечатков, но здесь мы собрали самые важные методы в одном месте. Для каждого совета мы четко объясним, что делать, и дадим несколько советов о том, как каждый раз получать идеальные результаты.
Существует много информации и советов по постобработке 3D-отпечатков, но здесь мы собрали самые важные методы в одном месте. Для каждого совета мы четко объясним, что делать, и дадим несколько советов о том, как каждый раз получать идеальные результаты.
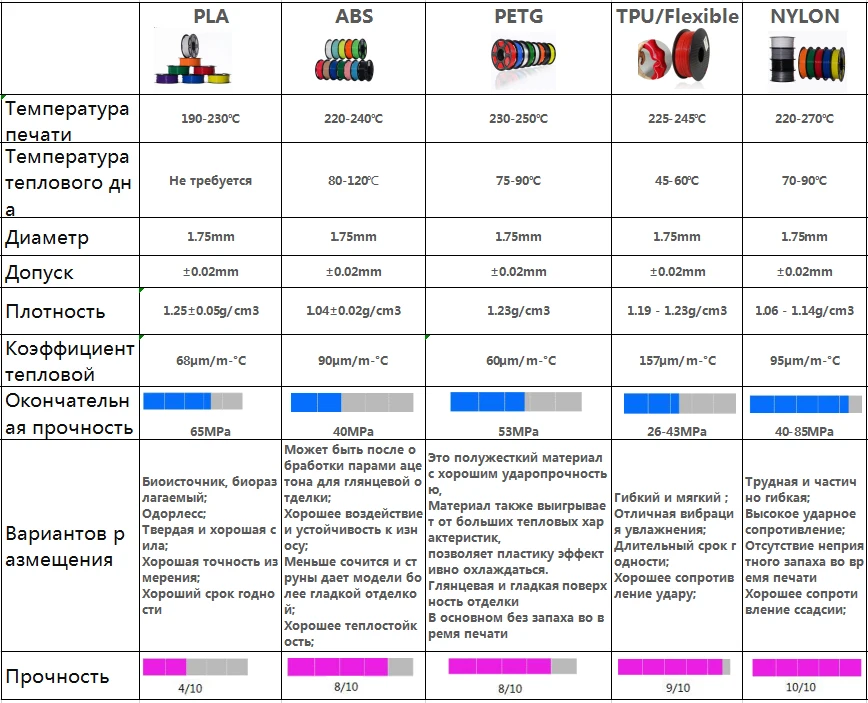

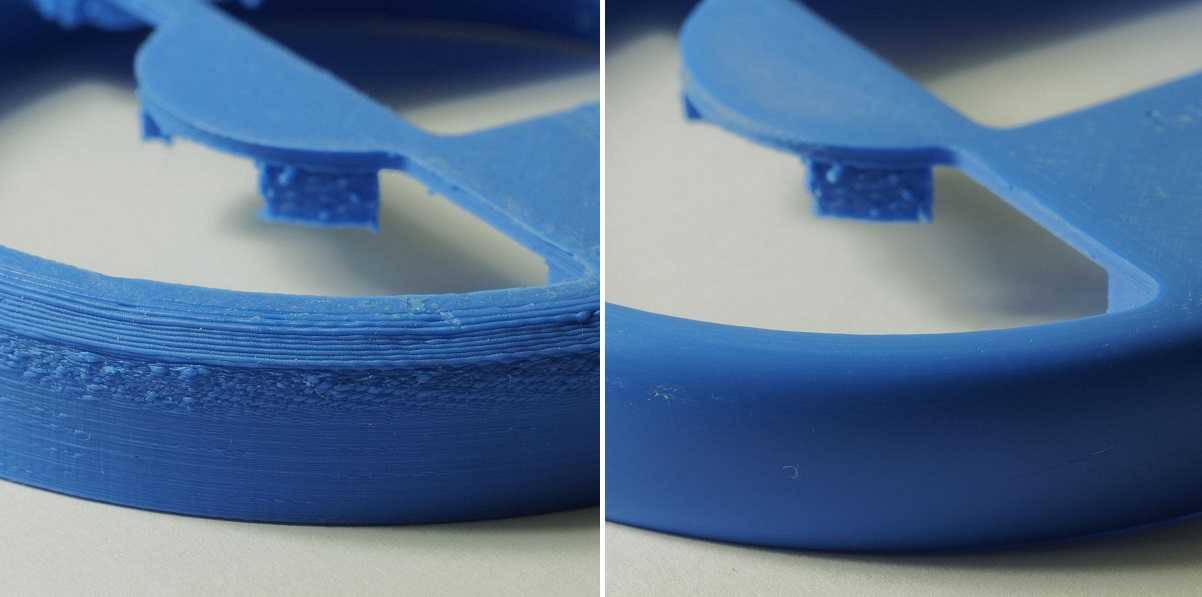
 Нанесите немного ацетона на ту часть, которую хотите «приклеить». Это слегка расплавит пластик, и в этот момент приложите к расплавленному краю другую часть, чтобы сварить их вместе.
Нанесите немного ацетона на ту часть, которую хотите «приклеить». Это слегка расплавит пластик, и в этот момент приложите к расплавленному краю другую часть, чтобы сварить их вместе.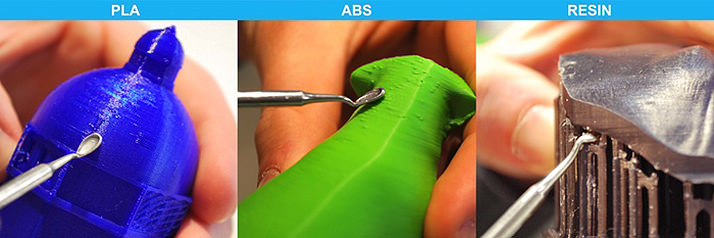
 Это просто означает покрытие детали либо грунтовочной краской, либо грунтовочным аэрозолем, который действует как базовый слой для краски, которая будет нанесена позже.
Это просто означает покрытие детали либо грунтовочной краской, либо грунтовочным аэрозолем, который действует как базовый слой для краски, которая будет нанесена позже.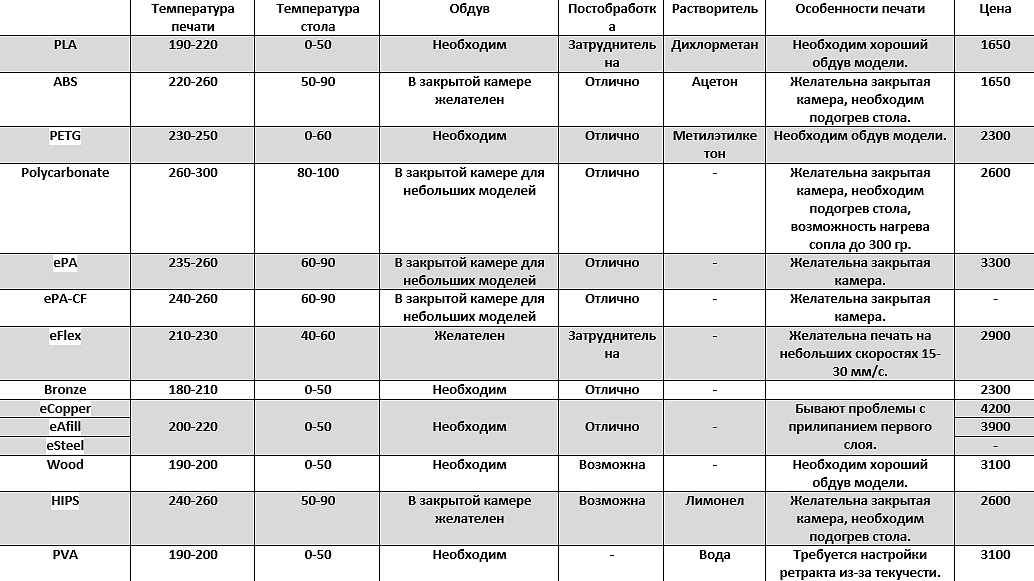
 Всегда работайте в хорошо проветриваемом помещении и обязательно надевайте перчатки и маску.
Всегда работайте в хорошо проветриваемом помещении и обязательно надевайте перчатки и маску. Гидравлическое погружение, также известное как печать с переносом воды или изображение с переносом воды, представляет собой процесс нанесения печатных графических изображений на твердые объекты с использованием специальной бумаги для переноса воды. Эта бумага имеет одну сторону из ПВА, на которую на струйном принтере печатается графика.
Гидравлическое погружение, также известное как печать с переносом воды или изображение с переносом воды, представляет собой процесс нанесения печатных графических изображений на твердые объекты с использованием специальной бумаги для переноса воды. Эта бумага имеет одну сторону из ПВА, на которую на струйном принтере печатается графика. Тем не менее, возможности графики, которую вы можете добавить к детали, безграничны, так что это один из лучших способов сделать ваши 3D-отпечатки привлекательными.
Тем не менее, возможности графики, которую вы можете добавить к детали, безграничны, так что это один из лучших способов сделать ваши 3D-отпечатки привлекательными.
 Это отличный метод постобработки, который может значительно улучшить как прочность, так и внешний вид. Сам процесс поначалу может показаться сложным, но он не такой технический, как кажется.
Это отличный метод постобработки, который может значительно улучшить как прочность, так и внешний вид. Сам процесс поначалу может показаться сложным, но он не такой технический, как кажется.
 Инверторная технология IGBT, которая применяется в данном аппарате, обеспечивает небольшие габариты и высокую эффективность работы. Контур реактора позволяет точно контролировать переключение короткого и смешанного замыкания. Благодаря устройству защиты от колебаний гарантируется стабильность работы при скачках напряжения питающей сети (до 15%). Возможность регулировки индуктивности позволяет регулировать жесткость дуги, глубину провара. Рекомендуемая мощность генератора составляет 8.2 кВА. Диапазон сварочного тока MIG/MAG — от 40 до 200 А, MMA — от 30 до 160 А.
Инверторная технология IGBT, которая применяется в данном аппарате, обеспечивает небольшие габариты и высокую эффективность работы. Контур реактора позволяет точно контролировать переключение короткого и смешанного замыкания. Благодаря устройству защиты от колебаний гарантируется стабильность работы при скачках напряжения питающей сети (до 15%). Возможность регулировки индуктивности позволяет регулировать жесткость дуги, глубину провара. Рекомендуемая мощность генератора составляет 8.2 кВА. Диапазон сварочного тока MIG/MAG — от 40 до 200 А, MMA — от 30 до 160 А.

 9 кВт
9 кВт

 Подходит для небольших по объёму и непродолжительных работ, которые могут потребоваться в частном хозяйстве. Электродвигатель обычно имеет встроенную защиту от перегрева. При её срабатывании необходимо дождаться остывания системы. Обычно это происходит через 15 – 20 минут работы под нагрузкой.
Подходит для небольших по объёму и непродолжительных работ, которые могут потребоваться в частном хозяйстве. Электродвигатель обычно имеет встроенную защиту от перегрева. При её срабатывании необходимо дождаться остывания системы. Обычно это происходит через 15 – 20 минут работы под нагрузкой.

 А стоит ли покупать — решение только за Вами!
А стоит ли покупать — решение только за Вами! 5 м
5 м org/ImageObject» ps_alt=»1″ alt=»»>
org/ImageObject» ps_alt=»1″ alt=»»>
 Технология SLA предлагает более высокое разрешение и качество, а также широкий выбор материалов для 3D-печати по немного более высокой цене. Но эта разница быстро нивелируется, когда вы печатаете сложные проекты или более крупные партии из-за менее трудоемкого процесса постобработки. Наконец, технология SLS — наиболее рентабельная для производства средних и больших объемов высококачественных функциональных моделей.
Технология SLA предлагает более высокое разрешение и качество, а также широкий выбор материалов для 3D-печати по немного более высокой цене. Но эта разница быстро нивелируется, когда вы печатаете сложные проекты или более крупные партии из-за менее трудоемкого процесса постобработки. Наконец, технология SLS — наиболее рентабельная для производства средних и больших объемов высококачественных функциональных моделей.
 Более дорогие модели способны обеспечить значительные объемы печати и работают с большим числом различных материалов, помимо низкотемпературных, таких как PLA.
Более дорогие модели способны обеспечить значительные объемы печати и работают с большим числом различных материалов, помимо низкотемпературных, таких как PLA. Есть и более дешевые альтернативы, однако они менее качественные.
Есть и более дешевые альтернативы, однако они менее качественные.




 Стоимость профессиональных 3D-принтеров FDM начинается с отметки 2500 долларов США, а крупноформатные профессиональные принтеры FDM доступны по цене от 4000 долларов США.
Стоимость профессиональных 3D-принтеров FDM начинается с отметки 2500 долларов США, а крупноформатные профессиональные принтеры FDM доступны по цене от 4000 долларов США.
 Как правило, чем выше производительность и эффективность использования вашего 3D-принтера, тем ниже стоимость владения оборудованием на одну модель.
Как правило, чем выше производительность и эффективность использования вашего 3D-принтера, тем ниже стоимость владения оборудованием на одну модель. Эти затраты в значительной степени зависят от количества производимых вами моделей.
Эти затраты в значительной степени зависят от количества производимых вами моделей.

 Одно из главных преимуществ 3D-печати — ее скорость по сравнению с традиционными методами производства. Но она заметно снижается, если доставка модели, произведенной привлеченной организацией, занимает несколько дней или даже недель. А по мере роста спроса и производственных мощностей затраты на привлечение сторонних компаний быстро растут.
Одно из главных преимуществ 3D-печати — ее скорость по сравнению с традиционными методами производства. Но она заметно снижается, если доставка модели, произведенной привлеченной организацией, занимает несколько дней или даже недель. А по мере роста спроса и производственных мощностей затраты на привлечение сторонних компаний быстро растут.



 Кроме того, прежде чем приобретать принтер, необходимо убедиться, что вы достаточно технически грамотны для его эксплуатации. Это связано с тем, что такие принтеры требуют регулярного обновления/модернизации, а кривая обучения может быть довольно крутой.
Кроме того, прежде чем приобретать принтер, необходимо убедиться, что вы достаточно технически грамотны для его эксплуатации. Это связано с тем, что такие принтеры требуют регулярного обновления/модернизации, а кривая обучения может быть довольно крутой. Поэтому рекомендуется приобрести высококачественный принтер с лучшими характеристиками, чтобы вам не пришлось время от времени проводить модернизацию.
Поэтому рекомендуется приобрести высококачественный принтер с лучшими характеристиками, чтобы вам не пришлось время от времени проводить модернизацию. Поскольку 3D-печать предполагает обучение созданию 3D-проектов, вы можете продавать свои проекты или создавать проекты для инженерных фирм.
Поскольку 3D-печать предполагает обучение созданию 3D-проектов, вы можете продавать свои проекты или создавать проекты для инженерных фирм. По сути, существует пять различных типов 3D-принтеров в зависимости от цены. Это принтеры начального уровня, для любителей, энтузиастов, профессиональные и промышленные принтеры. Цена машин в каждой категории зависит от функций, размера и возможностей машины. Давайте подробно рассмотрим каждую из этих категорий:
По сути, существует пять различных типов 3D-принтеров в зависимости от цены. Это принтеры начального уровня, для любителей, энтузиастов, профессиональные и промышленные принтеры. Цена машин в каждой категории зависит от функций, размера и возможностей машины. Давайте подробно рассмотрим каждую из этих категорий: Кроме того, самое высокое разрешение, которое предлагают большинство принтеров начального уровня, составляет 100 микрон.
Кроме того, самое высокое разрешение, которое предлагают большинство принтеров начального уровня, составляет 100 микрон. Отпечатки получаются более тонкими, чем на принтерах начального уровня, и, как правило, они имеют лучшее программное обеспечение.
Отпечатки получаются более тонкими, чем на принтерах начального уровня, и, как правило, они имеют лучшее программное обеспечение. Это большой скачок, который требует лучшего и более мощного оборудования, чем те, что относятся к категории «любитель». Принтеры этой категории отличаются надежностью и большим объемом сборки. Они работают тише и немного быстрее, чем машины для любителей. Кроме того, они могут печатать до 12 дюймов в любом измерении и позволяют более широкий выбор материалов.
Это большой скачок, который требует лучшего и более мощного оборудования, чем те, что относятся к категории «любитель». Принтеры этой категории отличаются надежностью и большим объемом сборки. Они работают тише и немного быстрее, чем машины для любителей. Кроме того, они могут печатать до 12 дюймов в любом измерении и позволяют более широкий выбор материалов. Сколько стоит 3D-принтер этой категории, спросите вы? Будьте готовы потратить от $1500 до $3500.
Сколько стоит 3D-принтер этой категории, спросите вы? Будьте готовы потратить от $1500 до $3500. Почитайте о том, как ее обслуживать, какие материалы лучше использовать, как лучше настроить и т.д. Составьте список важных факторов и пройдитесь по ним по очереди.
Почитайте о том, как ее обслуживать, какие материалы лучше использовать, как лучше настроить и т.д. Составьте список важных факторов и пройдитесь по ним по очереди.
 Наконец, 3D-печать SLS является наиболее экономически эффективным процессом для производства высококачественных функциональных деталей в средних и больших объемах.
Наконец, 3D-печать SLS является наиболее экономически эффективным процессом для производства высококачественных функциональных деталей в средних и больших объемах. Однако профессиональные и промышленные FDM-принтеры также популярны среди профессионалов.
Однако профессиональные и промышленные FDM-принтеры также популярны среди профессионалов.

 Напечатанные детали имеют высококачественную отделку сразу после печати и требуют лишь простой постобработки для удаления меток поддержки.
Напечатанные детали имеют высококачественную отделку сразу после печати и требуют лишь простой постобработки для удаления меток поддержки. В результате SLS является наиболее распространенным процессом 3D-печати пластиком для промышленных применений.
В результате SLS является наиболее распространенным процессом 3D-печати пластиком для промышленных применений.