Эксцентриковая шлифовальная машина ЭШМ-125/5Э Вихрь
Описание∧∨
Эксцентриковая шлифовальная машина ВИХРЬ ЭШМ-125/5Э предназначена для шлифовальных работ с помощью абразивного (шлифовального) круга различной зернистости.
Что-то выбрали? Хотите подешевле? Позвоните нам, мы предложим и проконсультируем! Приготовим товар к выдаче, а Вы заберете подешевле у нас в офисе.
Эксцентриковая шлифовальнаямашина ВИХРЬ ЭШМ-125/5Э предназначена для шлифовальных работ с помощью абразивного (шлифовального) круга различной зернистости.
Преимущества:
— Прорезиненная рукоятка
— Мешок для сбора опилок
— Регулировка скорости
— Дополнительная рукоятка с регулировкой угла наклона
— Высокая амплитуда колебаний (5 мм) подходит для грубого шлифования (удаление ржавчины, зазубрин и т.д.)
Эксцентриковая шлифовальная машина Вихрь ЭШМ-125/5Э – один из множества товаров, которые представлены в ассортименте интернет-магазина «Ресанта». Здесь представлены основное описание товара и его характеристики, но если у вас возникают вопросы или вы хотите узнать дополнительную информацию, то звоните нам по телефону: 8 (343) 382-19-61. Также на нашем сайте есть онлайн-консультанты, которые помогут в поиске ответа. Специалисты нашего магазина обязательно Вас проконсультируют!
Склад, магазин и сервисный центр компании «Ресанта» находятся в одном месте, что удобно для пользователя, если вы захотите забрать товар, купленный в интернет магазине, сами и подобрать к нему дополнительные товары или проконсультироваться с продавцами. Мы даем гарантии на продукт. Вы лично можете открыть, запустить и проверить купленный товар.
Предоставляем скидки ветеранам, именинникам и постоянным покупателям (кроме акционных товаров с подарками). Всю нашу продукцию (Эксцентриковая шлифовальная машина Вихрь ЭШМ-125/5Э, в том числе) можно оплачивать по безналичному расчёту (НДС учтено), если Вы являетесь юридическим лицом.
Общие характеристики
Амплитуда колебаний
5 мм
Диамет шлифовальной подошвы
125 мм
Напряжение сети
220-230В / 50 Гц
Номинальная мощность
450 Вт
Частота вращения
4000-13000 об / мин
Функции
Электронная регулировка
Есть
Размеры и вес
Вес нетто
2,1 кг
Написать отзыв
Ваше Имя:
Ваш отзыв:
Внимание: HTML не поддерживается! Используйте обычный текст.
Дорогой покупатель! Время от времени мы встречаемся с контрафактом нашей продукции.
Каждая единица оборудования в нашей компании имеет идентификационные данные, они регистрируются на всех этапах: при производстве, продаже и даже ремонте в СЦ.
Покупая у нас продукцию Ресанта, Huter и Вихрь, Вы можете быть уверены в её 100% подлинности!
Даем гарантию на все агрегаты и оборудование на этом сайте! Покупая у нас Вы можете быть уверены в том что получите 100% оригинальный товар, гарантию и обслуживание в нашем Сервисном центре
+ маска «Хамелеон» ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
Мы на карте. Как нас найти.
Подпишитесь на нашу группу! Будьте в теме!
Преимущества сотрудничества с нами
Мы рады представить Вам весь ассортимент продукции торговых марок РЕСАНТА, HUTER, ВИХРЬ — это стабилизаторы напряжения, тепловая техника, сварочное оборудование, а так же измерительный инструмент и электротехническая продукция очень хорошо известная своим качеством среди профессионалов и любителей. Бензотехника и техника для сада HUTER — это неоспоримо идеальные по цене и качеству бензогенераторы, триммеры, мотокосы, газонокосилки и мотопомпы, модельный ряд которых не оставит равнодушным даже самого искушенного потребителя.
Опорная тарелка StickFix Soft Sander для шлифмашины ETS 125, D125
1x
Систейнер SYS3 M 187
1x
Систейнер SYS-COMBI 2
1x
Кол-во в упаковке
1. 00 единиц
Показать детали
Сопоставимый продукт
Аккумуляторная эксцентриковая шлифмашина ETSC 125 Li 3,1 I-Set
665,00
Содержимое упаковки
2x
Аккумулятор BP 18 Li 3. 1 ERGO-I
быстрозарядное устройство TCL 6
1x
Адаптер питания ERGO ACA 18 В
1x
мешок для сбора чипсов
1x
Защитник
1x
Опорная тарелка StickFix Soft Sander для шлифмашины ETS 125, D125
1x
Систейнер SYS3 M 187
1x
Систейнер SYS-COMBI 2
1x
Кол-во в упаковке
1. 00 единиц
Показать детали
Показать детали
Закрывать
Функции
Легкий переход от проводного к беспроводному без ущерба для производительности. Сбалансированный с уникальной эргономичной батареей для оптимальной производительности и удобства использования. ETSC 125 обеспечивает ту же функциональность, что и его проводной аналог, но с гибридными вариантами питания — используйте его как с проводным, так и с беспроводным подключением. 18-вольтовая батарея Ergo обеспечивает до 30 минут работы на полной мощности. Встроенная съемная защитная накладка обеспечивает защиту стыкуемых поверхностей, а также подушечки при шлифовании с близкого расстояния.
Гибридный источник питания — проводной или беспроводной.
Аккумулятор Ergo для баланса и эргономики
Пылеудаление Jetstream® для очистки поверхностей и рабочей среды
30-минутная зарядка для 18-вольтовой батареи емкостью 3,0 А·ч (с зарядным устройством TCL 6)
Защитный кожух защищает площадку и прилегающие поверхности от повреждений
Информация о продукте
ETSC 125-Basic
Использование
Технические данные
Технические характеристики
Масса
1,98 фунта (0,9 кг)
Ход шлифования
5/64″ (2 мм)
Диаметр патрубка для удаления пыли
1-1/16″ (27 мм) сменная шлифовальная тарелка
5 .
5 дюймов (125 мм)
загрузок
Аксессуары
Вы можете просмотреть 8 из 18 возможных аксессуаров здесь.
Здесь вы можете просмотреть 4 из 18 возможных аксессуаров.
Опорная тарелка StickFix Soft Sander для шлифмашины ETS 125, D125
1x
Систейнер SYS3 M 187
1x
Систейнер SYS-COMBI 2
1x
Кол-во в упаковке
1. 00 единиц
Показать детали
Сопоставимый продукт
Аккумуляторная эксцентриковая шлифмашина ETSC 125 Li 3,1 I-Set
665,00
Содержимое упаковки
2x
Аккумулятор BP 18 Li 3. 1 ERGO-I
быстрозарядное устройство TCL 6
1x
Адаптер питания ERGO ACA 18 В
1x
мешок для сбора чипсов
1x
Защитник
1x
Опорная тарелка StickFix Soft Sander для шлифмашины ETS 125, D125
1x
Систейнер SYS3 M 187
1x
Систейнер SYS-COMBI 2
1x
Кол-во в упаковке
1. 00 единиц
Показать детали
Показать детали
Закрывать
Функции
Легкий переход от проводного к беспроводному без ущерба для производительности. Сбалансированный с уникальной эргономичной батареей для оптимальной производительности и удобства использования. ETSC 125 обеспечивает ту же функциональность, что и его проводной аналог, но с гибридными вариантами питания — используйте его как с проводным, так и с беспроводным подключением. 18-вольтовая батарея Ergo обеспечивает до 30 минут работы на полной мощности. Встроенная съемная защитная накладка обеспечивает защиту стыкуемых поверхностей, а также подушечки при шлифовании с близкого расстояния.
Гибридный источник питания — проводной или беспроводной.
Аккумулятор Ergo для баланса и эргономики
Пылеудаление Jetstream® для очистки поверхностей и рабочей среды
30-минутная зарядка для 18-вольтовой батареи емкостью 3,0 А·ч (с зарядным устройством TCL 6)
Защитный кожух защищает площадку и прилегающие поверхности от повреждений
Цикл сверления G83 Peck (глубокое сверление) для Fanuc
Цикл сверления глубоких отверстий G83 G-код является модальным, так что он активируется при каждом перемещении оси X и / или Y, и он будет быстро перемещаться в эту позицию, а затем выполняет этот постоянный цикл (сверление) снова, пока он не будет отменен (G80).
Поскольку G83 представляет собой цикл сверления с шагом сверления, глубина для каждого шага в цикле сверления G83 будет равна величине, определенной с помощью Q.
Инструмент принимает клевок (глубина Q). Затем инструмент ускоряется до плоскости R после каждого клевка, а затем возвращается для следующего клевка до тех пор, пока не будет достигнута глубина Z.
Используйте G98 и G99 для расположения зазора по оси Z для позиционирования между отверстиями.
Формат цикла сверления
G83 X_ Y_ Z_ R_ Q_ F_ K_;
XY — Данные положения отверстия Z — Глубина Z (подача на глубину Z, начиная с плоскости R) R — Положение плоскости R Q — Глубина резания для каждой подачи резания (глубина каждого выступа) F — Скорость подачи при резании K — Число повторов (при необходимости)
Цикл сверления G81 G83 Peck Drilling с G98 G99 Пример программы
Полная программа обработки деталей с ЧПУ, которая показывает, как G98 и G99 (уровень возврата постоянного цикла) работают с циклом сверления G81 и G83 для сверления компонента, имеющего разную высоту.
G98 G99 Резюме
G98 и G99 — это модальные команды, которые изменяют способ работы постоянных циклов (G81, G83 и т. д.). Когда G98 активен, ось Z вернется в начальную позицию (начальную плоскость), когда она завершит одну операцию. Когда G99 активен, ось Z будет возвращена в точку R (плоскость), когда постоянный цикл завершит одно отверстие. Затем машина перейдет к следующему отверстию.
Рабочий цикл сверления G81 — уровень возврата G98 G99Цикл сверления G81 G83 с G98 G99 G-код Пример программы
N20- Ускоренный ход до X10 Y30 Z12, шпиндель запущен по часовой стрелке (M03) с 1000 об / мин (S1000).
N30- Сверление начинается (G81) в X10 Y30 с режущей подачей (F75) сверло отводится в R-плоскость после операции сверления.
N40- Следующая позиция сверления Y10 (поскольку G99 является модальным, сверло при коде G, будет отводиться в плоскость R до тех пор, пока не будет задано G98).
N50- Следующее сверление на X30.
N60- Сверло на Y30
N70- Просверлить по X90 и отвести в исходную плоскость.
N80- Просверлить по Y10 и отвести до R-плоскости.
N90- Сверло на X110
N100- Просверлить по Y30 и отвести в исходную плоскость.
N110- Цикл сверления отменен (G80), возврат в референтную точку (G28) для смены инструмента, остановка шпинделя (M05).
N120- Смена инструмента (M06) на инструмент номер 2.
N130- Ускоренный переход к X60 Y28 Z12, пуск шпинделя на 750 об / мин (S750) по часовой стрелке (M03).
N140- G83 Сверление с шагом сверления начинается с X60 Y28, глубина сверления составляет Z-17, а размер шага сверла составляет Q6, подача сверления составляет F60
N150- Следующее глубокое сверление на Y12 (возврат в исходную точку).
N160- G83 Цикл сверления с шагом сверления отменен с помощью G80, инструмент вернулся в референтную точку (G28), шпиндель остановлен (M05).
N170- Конец программы обработки детали с возвратом к началу программы (M30)
Коды G и M
Код
Описание
Т
Инструмент № использовал.
M06
Команда смены инструмента.
G90
Абсолютные координаты
G00
Быстрый ход
S
Скорость вращения шпинделя
M03
Вращение фрезы по часовой стрелке
M08
Охлаждающая жидкость включена.
G81
Цикл сверления Fanuc.
G83
Цикл сверления Fanuc Peck.
G98
Возврат к исходной точке в постоянном цикле.
G99
Возврат к точке R в постоянном цикле.
F
Скорость подачи.
G80
Отмена стандартного цикла.
M09
Охлаждающая жидкость отключена.
G28
Возврат в исходное положение.
G91
Инкрементальное (относительное) программирование.
M05
Остановка вращения фрезы.
M30
Завершение программы обработки ЧПУ с возвратом к началу программы.
Цикл сверления G83 Peck для ЧПУ Haas
Цикл сверления G83 Peck
Система ЧПУ Haas дает нам больше гибкости при работе с глубоким сверлением отверстий (G83).
Haas CNC имеет два формата цикла сверления G83 с глубоким отверстием.
Первый и широко используемый формат аналогичен формату управления ЧПУ Fanuc, как указано выше.
Формат постоянного цикла сверления G83 Peck — Опции IJK
Цикл сверления G83 Peck с опциями IJK
Цикл сверления G83 Peck с опциями IJK
G83 X_ Y_ Z_ I_ J_ K_ R_ F_; XY — данные положения отверстия Z — глубина Z (подача на глубину Z, начиная с плоскости R) R — положение плоскости R I — размер первой глубины резания J — величина уменьшения глубины резания при каждом проходе K — минимальная глубина резания F — Скорость подачи при резке. Первый проход будет врезаться на I, каждый последующий проход будет уменьшаться на величину J, а минимальная глубина резания — K.
Настройка цикла сверления глубоких отверстий с ЧПУ Haas G83
Настройка 22 — По мере того, как инструмент углубляется в отверстие, с каждым клеванием он ускоряется до R-плоскости, а затем возвращается на постоянное заданное расстояние над дном отверстия, которое было создано предыдущим клеванием. Это указанное расстояние определяется в настройке 22.
Циклы сверления G73, G81, G82, G83
ЧПУ Fanuc предлагает возможность использования 4-х циклов сверления: два цикла глубокого сверления и два цикла сверления с однократным проходом. Каждый цикл сверления предлагает определенные возможности. Программист выбирает соответствующий цикл в зависимости от требований к выполняемой операции.
В цикле глубокого сверления ось Z реверсируется с определенными интервалами для обеспечения нужного удаления стружки. Обязанность программиста обеспечить выполнение запрограммированных параметров и последующее достаточное устранение стружки во время операции сверления.
В цикле с однократным проходом сверления ось Z выполняет непрерывное перемещение для сверления заготовки. Программист обязан гарантировать, что запрограммированные параметры обеспечивают выполнение цикла без перегрузки инструмента. Ось Z реверсируется после завершения сверления отверстия.
Способ программирования циклов сверления изменяется в зависимости от того, какое программирование используется – абсолютное (G90) или инкрементное (G91). Все типовые программы в этой главе подразумевают абсолютное программирование. Положение инструмента в конце каждого цикла сверления управляется программой обработки детали с помощью команды G98 или G99.
Команда G98 или G99 может быть активизирована перед выполнением цикла сверления или в том же информационном блоке цикла сверления. G98 подается инструменту для его отвода в начальную точку цикла, когда он завершен. G98 – модальная команда и остается действующей до ее отмены командой G99. G99 подается инструменту для его отвода в точку возврата, когда цикл сверления завершен. G99 – модальная команда и остается действующей до ее отмены командой G98.
Отмена циклов сверления
Циклы сверления ДОЛЖНЫ быть отменены сразу после завершения. Если цикл сверления не отменен и подана команда на перемещение оси, то оси будут перемещаться в новое положение координат и выполнять активный цикл сверления. Запрограммируйте команду G80 отдельно в каждом информационном блоке немедленно после последнего действующего блока. Блок команды G80 появляется сразу после информационного блока, дающего команду на цикл сверления, ЗА ИСКЛЮЧЕНИЕМ сверления нескольких отверстий.
Циклы глубокого сверления
G73 и G83 используют приращения постоянной глубины для расстояния подачи на резку. Цикл G73 называется “высокоскоростным” из-за короткого расстояния отвода после каждого прохода. Для сравнения – Цикл G83 отводит сверло в точку возврата после каждого прохода. Каждый из этих циклов имеет свои преимущества и должен быть выбран в соответствии с требованиями к операции.
Параметры циклов
G73 или G83 X Y Z R Q F К
X, Y = координаты положения отверстия.
Z = расстояние от точки R до дна отверстия.
R = расстояние от точки старта цикла до начальной точки сверления.
Q = шаг сверления по оси Z (глубина резания за проход).
F = скорость рабочей подачи.
К = количество повторных сверлений в случае симметрично расположенных отверстий.
При выполнении цикла G73 мы имеем следующую последовательность перемещений по оси Z рис. 10.
1. Быстрый перевод сверла в начальную точку.
2. Из начальной точки сверло быстро перемещается в точку возврата.
3. Сверло подается в значение “Q”.
4. Сверло быстро поднимается на одно приращение отвода.
5. Сверло подается в значение “Q+ Приращение отвода”.
6. Пункты 4-5 повторяются до последнего прохода. На последнем проходе сверло подается на окончательную глубину отверстия, затем быстро отводится в начальную точку или в точку возврата в зависимости от того, какая команда активна G98 или G99.
Рис. 10. Цикл высокоскоростного сверления с периодическим выводом сверла G73
При выполнении цикла G83 последовательность перемещения оси Z следующая рис. 11.
1. Сверло быстро перемещается в начальную точку.
2. Из начальной точки сверло быстро перемещается в точку возврата.
3. Сверло подается в значение “Q”.
4. Сверло быстро подается в точку возврата.
5. Быстрое перемещение сверла (вниз) в точку “Быстрая подачи”.
6. Сверло подается в “Q+ Быстрая подача”
7. Пункты 4-6 повторяются до последнего прохода. На последнем проходе сверло подается на окончательную глубину отверстия, затем быстро отводиться в начальную точку или точку возврата – в зависимость от того, какая команда активна, G98 или G99.
Рис. 11. Цикл сверления с периодическим выводом сверла G83
N40 G43 h2; Активация коррекции на длину инструмента
N50 G00 X5. Y3.; Быстрое перемещение в положение XY
N60 S1500 M3; Включение вращения шпинделя по ЧС со скоростью 1500 об/мин
N70 G00 Z1. M8; Быстрое перемещение в начальное положение Z, выключение охлаждения
N80 G73 или G83 G98 Z-2.125 R.1 Q.5 F3.67; Установка режима G98, определение и выполнение цикла G73 или G83.
N90 G80; Отмена цикла
…………
Циклы сверления с однократным проходом
Циклы сверления за один проход, G81 и G82, выполняются примерно одинаково, за исключением запрограммированной остановки в нижней части отверстия в цикле G82. Цикл G81 обычно применяется при полностью сквозном сверлении через заготовку, рис. 12. Цикл G82 обычно применяется для сверления таких глухих отверстий из-за того, что программируемая остановка позволяет более осуществить более качественную очистку в нижней части высверливаемого отверстия рис. 13. Каждый цикл необходимо выбирать в зависимость от требований к операции.
Рис. 12. Цикл сверления за один проход G81
Рис. 13. Цикл сверления за один проход с выдержкой времени G82
Параметры цикла
G81 X Y Z R F К
G82 X Y Z R Р F К
X, Y = координаты положения отверстия.
Z = расстояние от точки R до дна отверстия.
R = расстояние от точки старта цикла до начальной точки сверления.
Р = выдержка времени у дна отверстия.
F = скорость рабочей подачи.
К = количество повторных сверлений в случае симметрично расположенных отверстий.
N40 G43 h2; Активация коррекции на длину инструмента
N50 G00 X5. Y3.; Быстрое перемещение в положение XY
N60 S1500 M3; Включение вращения шпинделя по ЧС со скоростью 1500 об/мин
N70 G00 Z1. M8; Быстрое перемещение в начальное положение Z, выключение охлаждения
N80 G81 G98 Z-2.125 R.1 F3.67; Установка режима G98, определение и выполнение цикла G73 или G83.
или
N80 G82 G98 Z-2.125 R.1 Р500 F3.67; Установка режима G98, определение и выполнение цикла G73 или G83.
N90 G80; Отмена цикла
…………
Сверление нескольких отверстий
Все циклы, описанные выше, можно использовать для сверления нескольких отверстий. Цикл сверления остается действующим до отмены командой G80. Когда дана команда на выполнение цикла сверления, остается только запрограммировать положения X и Y в последовательных информационных блоках для того, чтобы дать команду станку выполнить сверление в каждом положении. Команда G80 программируется после завершения сверления всех отверстий для данного инструмента.
N40 G43 h2; Активация коррекции на длину инструмента
N50 S1200 M3; Включение вращения шпинделя по ЧС со скоростью 1200 об/мин
N60 G00 X.5 Y-3.; Быстрое перемещение в положение XY, включение охлаждения
N70 G82 G98 Z-3.265 R.1 P500 F3.67; Установка режима G98, определение и выполнение цикла G82 и сверление отверстия #1.
N80 Y-6.; Сверление отверстия #2
N90 Y-9.; Сверление отверстия #3
N100 X6.125; Сверление отверстия #4
N110 Y-6.; Сверление отверстия #5
N120 Y-3.; Сверление отверстия #6
N130 X10.75 Сверление отверстия #7
N140 Y-6.; Сверление отверстия #8
N150 Y-9.; Сверление отверстия #9
N160 G80; Отмена цикла
N170 G91 G28 X0 Y0 Z0;
N180 M9 M5;
N190 М1;
N200 G40 G49 G80 G90;
N210 G21 G54;
N220 T2 M6; (DRILL D22) Смена инструмента
N230 G43 h3; Активация коррекции на длину инструмента
N240 S950 M3; Включение вращения шпинделя по ЧС со скоростью 950 об/мин
N250 G00 X4. Y-1.5 М8; Активизирование абсолютного позиционирования, быстрое перемещение в положение XY, включение охлаждения
N260 G81 G99 Z-2.814 R.1 F3.3; Установка режима G99, Определение и выполнение цикла G81 и сверление отверстия #10
N270 Y-6.; Сверление отверстия #11
N280 Y-10.5; Сверление отверстия #12
N290 X8.25; Сверление отверстия #13
N300 Y-6.; Сверление отверстия #14
N310 Y-1.5; Сверление отверстия #15
N320 G80; Отмена цикла
N330 G91 G28 X0 Y0 Z0;
N340 M9 M5;
N350 М30;
Обработка с ЧПУ | Что не так с этим циклом клевания?? (Fanuc 0i — токарный станок Doosan) | Практик-механик
Ez_DuzIt123
Пластик
#1
У меня есть простая деталь, в которой я сверлю отверстия, и по какой-то причине она хочет просверлить только самое первое отверстие в постоянном цикле. Остальные отверстия сверлятся без проколов. Единственным способом проклевать все дыры было добавление значения Q к каждой строке постоянного цикла. Это правильно или я что-то пропустил здесь? Вот код:
У меня есть 18i на Mori и да… Q в каждой строке. Меня тоже удивил.
Дуглас Дж. Риццо
Титан
#3
Ez_DuzIt123 сказал:
У меня есть простая деталь, в которой я просверливаю отверстия, и по какой-то причине она хочет проклевать только самое первое отверстие в постоянном цикле. Остальные отверстия сверлятся без проколов. Единственным способом проклевать все дыры было добавление значения Q к каждой строке постоянного цикла. Это правильно или я что-то пропустил здесь? Вот код:
Я бы использовал зажим M89, а также поставил «Q3000 M89» на каждую линию. Буква «Q» в каждой строке указана правильно.
Раньше я был координатором обучения и инженером по приложениям в Doosan. Если вам нужны учебные пособия для класса, напишите мне в личку.
альфонсо
Титан
#4
Не знаю, будет ли это иметь значение, но мы делаем вот что:
G83 G98 Z-. 98965 R0 Q3000 F35.
Пробивает все отверстия без добавления Q в каждой строке.
18мс 0м, 0-мат-м
13 двигателей
Нержавеющая сталь
#5
Альфонсо сказал:
Я не знаю, будет ли это иметь какое-то значение, но вот что мы делаем:
G83 G98 Z-.98965 R0 Q3000 F35.
Пробивает все отверстия без добавления Q в каждой строке.
18мс 0м, 0-мат-м
Нажмите, чтобы развернуть…
Это модели управления мельницей. Он на токарном станке. Имеет значение. Просто говорю… 🙂
тонимор
Алюминий
#6
Я просто рад, что я не единственный, кто попался на этом.
альфонсо
Титан
#7
13engines сказал:
Это модели управления мельницей. Он на токарном станке. Имеет значение. Просто скажу… 🙂
Нажмите, чтобы развернуть…
Вы ожидаете, что я проснусь в 10 утра? Пропустил ссылку на токарный станок. Посмотрел сверление в моем руководстве по 0T, и там, ясно как день, Q в каждой строке. В мою защиту, однако, руководство также перечисляет G98/G99 с примерами.
Дуглас Дж. Риццо
Титан
#8
Альфонсо сказал:
Вы ожидаете, что я проснусь в 10 утра? Пропустил ссылку на токарный станок. Посмотрел сверление в моем руководстве по 0T, и там, ясно как день, Q в каждой строке. В мою защиту, однако, руководство также перечисляет G98/G99 с примерами.
Нажмите, чтобы развернуть…
G98 — режим IPM, G99 — режим IPR на токарном станке. Я бы этого не делал.
альфонсо
Титан
#9
DouglasJRizzo сказал:
G98 — режим IPM, G99 — режим IPR на токарном станке. Я бы этого не делал.
Нажмите, чтобы развернуть…
Но, но… но… в моем руководстве GFZ-61394E/08 показано G98 (ВОЗВРАТ НА ИСХОДНЫЙ УРОВЕНЬ) G99 (ВОЗВРАТ НА УРОВЕНЬ ТОЧКИ R) с иллюстрациями.
Хорошо, система A: G98/G99 IPM/IPR, система B и C: G94/G95 IPM/IPR, система A, похоже, не может обрабатывать возврат к начальному состоянию/возврат к R.
Делает ли это оба из нас правильно??
синха
Титан
#10
Альфонсо сказал:
Но, но… но… в моем руководстве GFZ-61394E/08 показано G98 (ВОЗВРАТ НА ИСХОДНЫЙ УРОВЕНЬ) G99 (ВОЗВРАТ НА УРОВЕНЬ ТОЧКИ R) с иллюстрациями.
Хорошо, система A: G98/G99 IPM/IPR, система B и C: G94/G95 IPM/IPR Система A, похоже, не может обрабатывать возврат в исходное положение/возврат к R.
Значит ли это, что мы оба правы??
Нажмите, чтобы развернуть…
В системе А отвод осуществляется до точки R или начального уровня, в зависимости от параметра.
синха
Титан
#11
Дополнительная информация (скопировано из моей книги)…
Окончательный отвод после обработки отверстия Существует некоторая разница в том, как эти циклы управляются и ведут себя в разных системах G-кода. Описание здесь относится к системе A. Циклы системы-B и системы-C аналогичны постоянным циклам на фрезерных станках с возможностью выбора между отводом в точке R и отводом на начальном уровне с помощью G99 и G98 соответственно. В системе A окончательный отвод осуществляется до начального уровня, если для параметра 5161#1 установлено значение 0 (значение по умолчанию). Когда этот параметр установлен на 1, окончательный отвод осуществляется до точки R.
Дуглас Дж. Риццо
Титан
#12
Альфонсо сказал:
Но, но… но… в моем руководстве GFZ-61394E/08 показано G98 (ВОЗВРАТ НА ИСХОДНЫЙ УРОВЕНЬ) G99 (ВОЗВРАТ НА УРОВЕНЬ ТОЧКИ R) с иллюстрациями.
Хорошо, система A: G98/G99 IPM/IPR, система B и C: G94/G95 IPM/IPR Система A, похоже, не может обрабатывать возврат к исходному состоянию/возврат к R.
Делает ли это оба из нас правильно??
Нажмите, чтобы развернуть…
Ваш Doosan настроен на использование системы G-кода A, поэтому в вашем случае, если вы ничего не изменили, G98 — это IPM, а G99 — это IPR. Команды начального уровня и уровня R НЕ присутствуют в системе G-кода A на токарных станках. Ваше руководство было бы правильным для МЕЛЬНИЦЫ.
альфонсо
Титан
№13
DouglasJRizzo сказал:
Ваш Doosan настроен на использование системы G-кода A, поэтому в вашем случае, если вы ничего не изменили, G98 — это IPM, а G99 — это IPR. Команды начального уровня и уровня R НЕ присутствуют в системе G-кода A на токарных станках. Ваше руководство было бы правильным для МЕЛЬНИЦЫ.
Нажмите, чтобы развернуть…
Я думаю, вы имеете в виду токарный станок ОП, а не мой. Мой токарный станок, а не Doosan, настроен на систему B.
Дуглас Дж. Риццо
Титан
№14
Альфонсо сказал:
Думаю, вы имеете в виду токарный станок ОП, а не мой. Мой токарный станок, а не Doosan, настроен на систему B.
Нажмите, чтобы развернуть…
Да, конечно, извините.
Мой токарный станок Mori Seiki также настроен на систему G-кода «B», поэтому G98/G99 будет работать как фрезерный станок.
Список M-кодов/G-кодов — Информационный центр TIE
Список M-кодов/G-кодов
Ниже вы найдете список общих кодов, которые используют многие строители. Помните, что все машины могут быть настроены по-разному, и приведенный ниже список может не полностью соответствовать вашей машине. Если на самом деле, практически все M-коды выше M79будет варьироваться от застройщика к застройщику. Пожалуйста, не забудьте связаться с производителем вашего станка, чтобы убедиться в этом.
Типичная команда G для обрабатывающего центра
(G — коды написаны Fanuc)
G00 Перемещает инструмент с ускоренным ходом (не обязательно по прямой)
G01 Перемещает инструмент с заданной скоростью подачи
G02 Перемещает инструмент по дуге по часовой стрелке
G03 Перемещает инструмент по дуге против часовой стрелки
G04 Задает время задержки в секундах или оборотах шпинделя
G10 Установка данных
G11 Отмена режима установки данных
G17 Устанавливает движение оси в плоскостях осей X и Y
G18 Устанавливает движение оси в плоскостях осей X и Z
G19 Устанавливает движение оси в осях Y и Z плоскости
G20 Значения в дюймах
G21 Значения в миллиметрах
G28 Возврат в референтную позицию
G30 Вторая референтная позиция
G33 Нарезание резьбы
G40 Отмена коррекции на инструмент
G41 Компенсация резака влево
G42 Компенсация резака справа
G43 Длина инструмента. Использовать смещение рабочей смены #2
G56 Использовать смещение рабочей смены #3
G57 Использовать смещение рабочей смены #4
G58 Использовать смещение рабочей смены #5
G59 Использовать смещение рабочей смены #6
G60 Single direction positioning
G65 Macro call
G66 Macro modal call
G67 Macro modal call cancel
G73 Peck drilling cycle
G76 Fine boring cycle
G80 Canned cycle cancel
G81 Drilling cycle or spot boring цикл
G82 Цикл сверления или цикл зенкерования
G83 Цикл сверления с засверливанием
G84 Цикл нарезания резьбы
G85 Цикл растачивания
G86 Цикл растачивания
G87 Back boring cycle
G88 Boring cycle
G89 Boring cycle
G90 Absolute measurements
G91 Incremental measurements
G94 Feed per minute
G95 Feed per revolution of the spindle
G96 Constant surface speed control
G97 Отмена управления постоянной скоростью поверхности
G98 Возврат в исходную точку в постоянном цикле
G99 Возврат в точку R в постоянном цикле
Типичные М-команды для обрабатывающего центра
M00 Программа Стоп
M01 Дополнительная остановка
M02 End of Program
M03 Spindle на часовой стрелке
M04 Spindle на противозачаточной часовой стрелке
M05 Stop
M06. off
M10 Зажать
M11 Разжать
M30 Конец программы и вернуться к началу программы
M98 Вызов подпрограммы
M99 Конец подпрограммы
Типовые команды MDI
М06 Т12; Выполняет замену инструмента на инструмент номер 12 S1000 M03; Вращает шпиндель по часовой стрелке до 1000 об/мин. G01 X10.5 F10.0: Перемещает ось X в положение 10,5 со скоростью подачи 10,0
G00 X……. Y…….. Z…….. ; G00 Ускоренное перемещение X….. Адрес оси X Y….. Адрес оси Y Z….. Адрес оси Z
G01 X……. Y…….. Z…….. F……. ; G01 Движение по прямой X….. Адрес оси X Y….. Адрес оси Y Z….. Адрес оси Z F….. Скорость подачи
G02 X……. Ю…….. З…….. Я……. Дж…….. К…….. Ф……. ; G02 Движение по круговой траектории по часовой стрелке X….. Адрес оси X Y….. Адрес оси Y Z….. Адрес оси Z I ….. Адрес оси I J….. Адрес оси J K ….. Адрес оси K F…. . Скорость подачи
G03 X……. Ю…….. З…….. Я……. Дж…….. К…….. Ф……. ; G03 Движение по круговой траектории против часовой стрелки X….. Адрес оси X Y….. Адрес оси Y Z….. Адрес оси Z I ….. Адрес оси I J….. Адрес оси J K….. Адрес оси K F….. Скорость подачи
G04 X….… ; G04 Пауза в работе станка X….… (Укажите время/скорость шпинделя с десятичной точкой)
G04 P….… ; (Укажите время без десятичной точки) G04 Пауза в работе станка P….… (Укажите время/скорость шпинделя без десятичной точки)
G28 G90 X10.0 Y3.0 ; G28 Возврат к референтной точке G90 Абсолютное позиционирование X10.0 Положение оси X Y3.0 Положение оси Y
Эта последовательность команд может использоваться для перемещения инструмента сначала из точки A в АБСОЛЮТНУЮ координату, а затем для перемещения инструмента в нулевую опорную точку. Г28 Г91 Х-4.0 У-3.0 ; G28 Возврат к референтной точке G91 Инкрементальное позиционирование X-4. 0 Местоположение оси X Y-3.0 Местоположение оси Y
Эта последовательность команд может использоваться для выполнения инкрементного перемещения из точки A , затем перемещения инструмента в референтную точку Ноль G28 G91 X0.0 Y0.0 ; Эта линия вернет инструмент обратно в референтную позицию прямо из текущего местоположения . G41 Д…. ИКС …… ; Коррекция резца G41 слева D….. Назначает номер коррекции радиуса X…. перемещение по оси X
G42 D….… X …… ; Корректировка резца G42 справа D….. Назначает номер смещения радиуса X…. перемещение по оси X
G40 X….. ; G40 Cancel Cutter Comp X….. Отменяет Comp на пути сюда
G43 H…. З …… ; G43 Добавить величину смещения H….. Номер смещения Z…. перемещение по оси Z
G44 H… Z …… ; G44 Вычесть величину смещения H….. Номер смещения Z…. перемещение по оси Z
G49 H….. Z…… ; G49 Отмена смещения h23 Назначает номер смещения 13 Z0. 0 Перемещение оси Z к нулю
G65 P……. Л…….. ; G65 Вызов макроса (модальный) P….. Номер макропрограммы L….. Количество повторений
G66 P……. ; G66 Вызов макроса (немодальный) P….. Программа макроса номер
G73 Х……. Ю…….. З…….. Р……. В…….. Ф…….. К……. ; G73 Цикл высокоскоростного сверления X….. Адрес оси X Y….. Адрес оси Y Z….. Адрес Z положение дна отверстия R ….. Плоскость отвода Q….. Расстояние для каждого ход F….. Скорость подачи K….. Количество повторов
G74 X……. Ю…….. З…….. Р……. П…….. Ф…….. К……. ; G74 Цикл левостороннего нарезания резьбы метчиком X….. Адрес оси X Y….. Адрес оси Y Z….. Адрес Z расположение дна отверстия Р …. Плоскость отвода F….. Скорость подачи K….. Количество повторов
G76 X……. Ю…….. З…….. Р……. В…….. П…….. Ф…….. К……. ; G76 Цикл чистового растачивания X….. Адрес оси X Y….. Адрес оси Y Z….. Адрес Z положение дна отверстия R ….. Плоскость отвода Q….. Расстояние для каждого шага отвода P….. Время пребывания на дне отверстия F….. Скорость подачи K….. Количество повторов
G81 X……. Ю…….. З…….. Р……. Ф…….. К……. ; G81 Цикл точечного сверления X….. Адрес оси X Y….. Адрес оси Y Z….. Адрес Z расположение дна отверстия R ….. Плоскость отвода F….. Скорость подачи K….. Количество повторений
G82 Х……. Ю…….. З…….. Р……. П…….. Ф…….. К……. ; G82 Цикл сверления Цикл встречного растачивания X….. Адрес оси X Y….. Адрес оси Y Z….. Адрес Z положение дна отверстия R ….. Плоскость отвода P….. Время ожидания в дно отверстия F….. Скорость подачи K….. Количество повторов
G83 Х……. Ю…….. З…….. Р……. В…….. Ф…….. К……. ; G83 Цикл сверления с периодическим сверлением X….. Адрес оси X Y….. Адрес оси Y Z….. Адрес Z положение дна отверстия R ….
Фильтры-поглотители ФП-300, ФП-300-1, ФП-300-А | ООО «НПП «ЦСО»
Назначение
Фильтр-поглотитель ФП-300 предназначен для очистки воздуха, подаваемого в объекты, от отравляющих веществ, радиоактивной пыли и аэрозолей, ядовитых и нейтральных дымов, бактериальных (биологических) веществ.
Фильтр-поглотитель ФП-300-1 обеспечивает дополнительную очистку от паров органических соединений радиоактивного йода.
Фильтр-поглотитель ФП-300А предназначен для очистки воздуха от паров люизита при концентрации не более 2х10-3 об. %.
Фильтры-поглотители ФП-300, ФП-300-1, ФП-300А поставляются с комплектом составных частей, при помощи которых собираются в установки, комплектуемые одним, двумя или тремя фильтрами-поглотителями. В зависимости от места расположения смонтированной на объекте установки и схемы подсоединения к системе вентиляции предусмотрены комплекты составных частей для подсоединения к верхнему или нижнему входному отверстию фильтра-поглотителя.
Фильтры-поглотители могут эксплуатироваться при температуре окружающего и входящего в объект воздуха от минус 50ºС до плюс 50ºС и относительной влажности воздуха до 95%, при исключении попадания в них капельножидкой влаги.
Основные комплектующие и принцип работы
Фильтры-поглотители ФП-300, ФП-300-1, ФП-300-А представляют собой металлический корпус 1 (см. рис. 1) цилиндрической формы с крышкой 2 и дном 3. В них находятся три отверстия диаметром 150мм: два торцевых – для входа, одно боковое – для выхода воздуха. Отверстия для входа и выхода воздуха перекрыты прокладками 7 и заглушками 8. Во внутренней части корпуса между торцевыми отверстиями находится каркас фильтра 4, вокруг которого размещен противодымный фильтр 5, а между двумя цилиндрическими сетками – поглотитель 6.
Рисунок 1 – Фильтр-поглотитель ФП-300
Обозначения на чертеже:
Корпус
Крышка
Дно
Каркас фильтра
Фильтр противодымный
Поглотитель
Кольцо ниппельное (прокладка)
Заглушка с ручкой
При работе фильтров ФП-300, ФП-300-1, ФП-300-А внешний воздух поступает в торцевое отверстие фильтра-поглотителя, проходит через противодымный фильтр 5, который проводит очистку воздуха от радиоактивной пыли, дыма и бактериальных аэрозолей, затем проходит через поглотитель 6, очищается от паров отравляющих веществ и выходит через боковое отверстие.
Воздух может подаваться как сверху, так и снизу, в зависимости от присоединения к системе вентиляции. Выход воздуха может быть направлен в любую сторону относительно фильтров-поглотителей ФП-300, ФП-300-1, ФП-300-А.
Фильтры формируются в колонки из одного, двух и трех штук (ФП -300-300, ФП-300-600, ФП-300-900). До и после колонки фильтров должны размещаться герметические клапаны (тип КГ).
Фильтры-поглотители ФП-300, ФП-300-1, ФП-300-А поставляются как отдельно, так и в комплекте с монтажными деталями. Состав монтажных деталей зависит от того, из какого количества фильтров будет составлена колонка. Поэтому при составлении заказа на приобретение фильтров-поглотителей ФП-300, ФП-300-1, ФП-300-А.
Необходимо указывать количество их в колонке.
Колонки могут эксплуатироваться в двух вариантах: под разряжением или под давлением. При работе под разряжением колонки размещают в помещении, не содержащим в воздухе отравляющих веществ, радиоактивной пыли и бактериальных аэрозолей, то есть внутри убежища (в «чистой зоне»). При работе под давлением их монтируют в специальной зоне, вне обитаемых отсеков защитного сооружения.
Монтируя колонки из двух или трех фильтров-поглотителей надо соблюдать условие: разница по сопротивлению между фильтрами-поглотителями должна быть не более 10 мм вод. ст.
Технические характеристики
Основные виды колонок и их технические характеристики приведены в таблице 1.
Таблица 1 – Основные виды колонок и их технические характеристики
Наименование
Объемный расход воздуха через фильтр, м3/ч
Подсоединение к системе вентиляции
Катализатор
Сопротивление Па (мм вод. ст.), не более
ФП-300-300
300
верхнее
К-5М
835 (85)
ФП-300-600
600
ФП-300-900
900
ФП-300-300Н
300
нижнее
ФП-300-600Н
600
ФП-300-900Н
900
Состав и количество составных частей для каждой колонки приведены в таблице 2.
Таблица 2 – Составные части колонок
Наименование составных частей
ФП-300-300
ФП-300-300Н
ФП-300-600
ФП-300-600Н
ФП-300-900
ФП-300-900Н
Фильтр-поглотитель ФП-300
1
1
2
2
3
3
Патрубок угловой II
1
1
1
1
1
1
Стакан I
1
—
1
—
1
—
или стакан нижний
—
1
—
1
—
1
Тройник II
—
—
1
1
2
2
Хомут стяжной 4
4
4
6
6
8
8
Муфта ФП 150х198х6
2
2
3
3
4
4
Основные технические характеристики фильтров-поглотителей ФП-300, ФП-300-1, ФП-300-А приведены в таблице 3.
Таблица 3 – Основные технические характеристики фильтров-поглотителей ФП-300, ФП-300-1, ФП-300-А.
Параметр
Единица измерения
Значение
Номинальный объемный расход воздуха
м3/ч
300
Сопротивление постоянному потоку воздуха
Па (кгс/м2)
835 (85)
Степень негерметичности (коэффициент подсоса), не более
%
0,1
Габариты: диаметр
мм
580
Габариты: высота
мм
550
Масса
кг
Важная информация
Срок хранения фильтров-поглотителей ФП-300, ФП-300-1, ФП-300-А – 10 лет на складах в упаковке предприятия-изготовителя (8 лет – при консервации (без продувки) в смонтированном виде).
Срок небоевой эксплуатации (периодическая продувка чистым воздухом с суммарным временем не более 100ч в год) фильтров-поглотителей ФП-300, ФП-300-1, ФП-300-А — 5 лет.
Минимальное расстояние от пола до низа фильтра не менее 50мм.
Фильтры-поглотители ФП-300, ФП-300-1, ФП-300-А допускаться устанавливать на ящик-подставку.
В мирное время не используется.
Фильтр-поглотитель ФП-300-1 — Оптово-материальная часть по снабжению «РЕЗЕРВ». Фильтры-поглотители ФПУ-200, ФП-300
0
Ваша корзина пуста
Товаров в корзине 0
Перейти в корзину
Узнать цену
Главная
Оборудование
Оборудование для защитных сооружений
Фильтры-поглотители
Фильтр-поглотитель ФП-300-1
Объекты гражданской обороны, лаборатории, помещения хранения резервуаров с водой, водоочистные сооружения, различные типы убежищ, оборудованные источником автономного электропитания, и оснащаются фильтрами-поглотителями типа ФП-300, входящими в состав воздухоочистительной системы.
Все фильтры-поглотители ФП-300, ФП-300-1, ФП-300-А, ФП-300 Б предназначены для очищения воздуха от отравляющих веществ, радиоактивной пыли, бактериологических аэрозолей, а также от нейтральных и ядовитых дымов. Фильтр-поглотитель ФП-300-1 обеспечивает дополнительную защиту от радиоактивного йода
Конструктивно ФП-300-1 не отличается от обычного ФП-300 и представляет собой металлический кожух в форме цилиндра, имеющий дно и крышку, внутри которого размещается противоаэрозольный фильтр и вещество-поглотитель. Поглотитель очищает воздух от отравляющих веществ, а фильтр – от частиц пыли, аэрозолей и дыма.
Фильтр-поглотитель рассчитан на номинальный расход воздуха – 300 м3/час при нормальном атмосферном давлении и
может работать, как при разрежении, так и при повышенном давлении. В случае работы установки под давлением, ее монтируют за пределами объекта, а для эксплуатации по разрежением – внутри объекта, в «чистой» зоне.
ФП-300-1 характеристики его рассчитаны на эксплуатацию в диапазоне температур от – 50°С до + 50°С, при относительной влажности воздуха до 95%. Может использоваться во всех климатических зонах, кроме тропической.
Размеры 580 х 610 х 620, масса не более 71 кг.
ФП-300-1 цена завода-производителя указывается при электронном запросе или поступлении заявки по телефону, факсу.
Для того, чтобы ФП-300-1 купить необходимо заранее обговорить сроки поставки и определиться с транспортной компанией.
Срок хранения фильтра-поглотителя ФП-300 1 аналогичны ФП-300 и составляет 10 лет (8 лет консервации в смонтированном виде). Срок небоевой эксплуатации фильтра-поглотителя ФП-300-1 всего 5 лет.
НОВЫЙ СОВРЕМЕННЫЙ ПРОТИВОЗАЩИТНЫЙ ФИЛЬТР FP 211 NBC 40 ММ АБСОРБЕР ДЛЯ БОЛЬШИНСТВА МОДЕЛЕЙ ГЕРМЕТИЧНЫЙ
Skip до основного контента
Магазин по категории
До 5% от Multi-Buy 9003
До 5% с Multi-Buy 9003
до 5% с Multi-Buy 9003
.
Нажмите, чтобы увеличить
Наведите курсор, чтобы увеличить
Покупайте с уверенностью
Информация о продавце
beastore27 (6159)
98,6% положительных отзывов
Зарегистрирован как продавец
НОВЫЙ СОВРЕМЕННЫЙ ПРОТИВОЗАЩИТНЫЙ ФИЛЬТР FP 211 NBC 40 ММ АБСОРБЕР ДЛЯ БОЛЬШИНСТВА МОДЕЛЕЙ ГЕРМЕТИЧЕСКИЙ
4 или более по 15,83 фунтов стерлингов каждаяКупите 4 или более по 15,83 каждая
Количество:
Более 10 в наличии / 10 продано
Цена:
16,66 фунтов стерлингов за штуку
Связаться с продавцом:
07873907926
Связаться с продавцом
Имя
Пожалуйста, введите корректное Имя
Фамилия
Пожалуйста, введите действительную фамилию
Адрес электронной почты
Неверный адрес электронной почты
Номер телефона
Неправильный номер телефона
Почтовый индекс
Неверный почтовый индекс
Привет
Введите ваше сообщение Осталось 1000 символов
Когда вы купите свой автомобиль?
в неопределенные срокив течение следующих 3 днейв течение неделив течение месяцав течение 3 месяцевболее чем в течение 3 месяцев
Я хотел бы узнать больше о возможностях финансирования
У меня есть автомобиль для продажи
Для дополнительной безопасности введите код подтверждения, показанный на изображении:
Введите цифры на картинке Введенные вами числа не соответствуют изображению. Пожалуйста, попробуйте еще раз.
Сменить изображение
Отмена
Примечание: Продавец может включить ваш вопрос в описание товара. Ваш идентификатор пользователя не будет отображаться. Мы отправим ваше сообщение на адрес электронной почты.
Произошла ошибка, повторите попытку.
Почтовая оплата:
23,80 фунтов стерлингов Эконом-доставка. См. Подробности для почтовых расходов
, расположенные в: Норвич, Норфолк, Великобритания
Доставка:
Оценка между
вт, 25 апреля
и
Чт, 11 мая
до
40599
Оценка. Доставка. в новом окне или вкладке включают время отправки продавца, почтовый индекс пункта отправления, почтовый индекс пункта назначения и время приема и будут зависеть от выбранной службы доставки и получения подтвержденного платежа. Очищенный платеж — открывается в новом окне или вкладке. Сроки доставки могут варьироваться, особенно в пиковые периоды.
Продавец отправляет товар в течение 2 дней после получения оплаты.
Возврат:
Возврат в течение 14 дней. Покупатель оплачивает возврат почтовых отправлений. Подробнее о возврате см.
Платежи:
Получите больше времени для оплаты. См. платежную информацию для PayPal Credit — открывается в новом окне или на вкладке
Продавец берет на себя всю ответственность за это объявление.
Номер товара на eBay: 265026905599
kizurts rtoip
daoR dleifneerG 56
tropweN
tropweN
TB9 01PN
modgniK detinU
:enohP62970937870
:liamElp.2o@01xsp
Item specifics
Condition
Militaria
Item description from the seller
bea27store
Петр Струзик
65 Greenfield Road
Ньюпорт
Ньюпорт
NP10 9BT
Великобритания
Регистрационный номер компании:
8162633512
Returns policy
After receiving the item, cancel the purchase within
Return postage
14 days
Buyer pays for return postage
The покупатель несет ответственность за возврат почтовых расходов.
Детали политики возврата
Возвраты принимаются
Большинство покупок у коммерческих продавцов защищены Положениями о потребительских договорах 2013 года, которые дают вам право отменить покупку в течение 14 дней после получения товара. Узнайте больше о своих правах покупателя и исключениях.
Продавец берет на себя всю ответственность за это объявление.
Change country:-Select-AlbaniaAndorraAnguillaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijan RepublicBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBermudaBhutanBoliviaBosnia and HerzegovinaBrazilBritish Virgin IslandsBrunei DarussalamBulgariaCambodiaCanadaCayman IslandsChileChinaColombiaCosta RicaCyprusCzech RepublicDenmarkDominicaDominican RepublicEcuadorEl SalvadorEstoniaFalkland Islands (Islas Malvinas)FinlandFranceFrench GuianaGeorgiaGermanyGibraltarGreeceGreenlandGrenadaGuadeloupeGuatemalaGuernseyGuyanaHaitiHondurasHong KongHungaryIcelandIndiaIndonesiaIraqIrelandIsraelItalyJamaicaJapanJerseyJordanKazakhstanKuwaitKyrgyzstanLaosLatviaLebanonLiechtensteinLithuaniaLuxembourgMacauMacedoniaMalaysiaMaldivesMaltaMartiniqueMexicoMoldovaMonacoMongoliaMontenegroMontserratNepalNetherlandsNetherlands AntillesNicaraguaNorwayOmanPakistanPanamaParaguayPeruPhilippinesPolandPortugalPuerto RicoQatarRepublic of CroatiaRomaniaSaint Kitts-NevisSaint LuciaSaint Pierre and MiquelonSaint Vincent and the GrenadinesSan MarinoSaudi ArabiaSerbiaSingaporeSlovakiaSloveniaSouth KoreaSpainSri LankaSurinameSwedenSwitzerlandTaiwanTajikistanThailandTrinidad and TobagoTurkeyTurkmenistanTurks and Caicos IslandsUnited Arab EmiratesUnited KingdomUnited StatesUruguayUzbekistanVatican City StateVenezuelaVietnamVirgin Islands (U. S.)
Postage and packaging
Each additional item
To
Service
Delivery*See Delivery notes
£23.80
£11.90
Germany
Economy Delivery (Economy Int’l Почтовые расходы)
Приблизительно между вторником, 25 апреля и четвергом, 11 мая до 40599
Продавец отправляет товар в течение 2 дней после получения оплаты.
Время отправки
Обычно отправляется в течение 2 рабочих дней с момента получения оплаты.
Детали платежа
Способы оплаты
Принято. Право на получение кредита PayPal определяется при оформлении заказа.
Репрезентативный пример
Цена покупки в год (переменная)
21,9%
Представитель APR (переменная)
21,9% годовых
Предполагаемый кредитный лимит
1 200 фунтов стерлингов
eBay (UK) Limited является назначенным представителем компании eBay Commerce UK Ltd (по адресу Hotham House, 1 Heron Sq, Richmond Upon Thames, Greater London, TW9 1EJ), уполномоченной и регулируемой Управлением по финансовому надзору (FCA) ( с регистрационным номером фирмы 968972). eBay (UK) Limited выступает в качестве кредитного брокера, а не кредитора. eBay (UK) Limited может получить комиссию, если ваша заявка на кредит будет успешной, комиссия не влияет на сумму, которую вы заплатите по вашему соглашению.
Финансы предоставляются PayPal Credit (торговое название PayPal (Europe) S.à r.l. et Cie, S.C.A. Société en Commandite par Actions, зарегистрированный офис: 22-24 Boulevard Royal L-2449, Люксембург). Чтобы получить доступ к нашему первоначальному документу с раскрытием информации, нажмите здесь. Подробнее о Product Partnerships Limited — открывается в новом окне или вкладке.
Узнать большеОзнакомиться с условиями кредита PayPal — открывается в новом окне или вкладке
НОВЫЙ СОВРЕМЕННЫЙ ПРОТИВОЗАЩИТНЫЙ ФИЛЬТР FP 211 NBC 40 ММ АБСОРБЕР… НОВЫЙ СОВРЕМЕННЫЙ ПРОТИВОЗАЩИТНЫЙ ФИЛЬТР FP 211 NBC 40 MM АБСОРБЕР F…
Новый,
Купите сейчас — НОВЫЙ СОВРЕМЕННЫЙ ПРОТИВОЗАЩИТНЫЙ ФИЛЬТР FP 211 NBC 40 ММ АБСОРБЕР ДЛЯ БОЛЬШИНСТВА МОДЕЛЕЙ ГЕРМЕТИЧЕСКИЙ
Добавить в список наблюдения
Добавлено в ваш список наблюдения
KS FP E10 490x592x300 мм
Похоже, в вашем браузере отключен JavaScript. Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Компактный фильтр KS FP E10 – это современный фильтр для фильтрации микрочастиц с классом фильтрации E10. Фильтр KS FP E10 рассчитан на большие объемы воздушного потока, что соответствует стандартным размерам карманных фильтров. Фильтр может быть размещен в стандартных корпусах климатических установок с повышенными требованиями к чистоте.
Волоконный лазерный станок (Лазерный 3D маркер YLP-MDF-152)
Длина волны излучения станка, нм: 1064
Выходная мощность станка, Вт: 20/30/50
Площадь обработки станка, мм: 160 мм х 160 мм
Глубина фокуса станка, мм: 20
Качество излучения станка, M2: <1.3
Минимальная ширина линии станка, мм: 0,05
Повторяемость станка, мм: 0,003
Частота след. импульсов станка, кГц: 1<F<1000
Охлаждение станка: Воздушное
Габариты станка (ДxШxВ, мм): 840x800x1400
Вес станка, кг: 260
Применение: Маркировка металлов и неметаллов
Тип управления станка: чпу
Тип лазера: Оптоволоконный
Волоконный лазерный станок YLP-F10/20/30/50
Длина волны излучения станка, нм: 1064
Выходная мощность станка, Вт: 10/20/30/50
Площадь обработки станка, мм: 100х100 (160х160, 300х300)
Качество излучения станка, M2: <1,3
Частота следующих импульсов станка ,кГц: 20<F<200
Охлаждение станка: Воздушное
Габариты станка (ДxШxВ, мм): 920x740x1415
Вес станка, кг: 260
Применение: Маркировка металлов и некоторых неметаллов
Тип управления станком: чпу
Тип лазера: Оптоволоконный
Маркировка станет намного проще с оборудованием, представленным в этом разделе сайта. Здесь Вы сможете выбрать станок для лазерной маркировки, оптимально подходящий под задачи вашего производства. У нас представлено различное оборудование, помогающее в обработке различных материалов:
ультрафиолетовые лазеры – подходят для обработки органики, требующей деликатного подхода (мягкие пластики, глазурь, стекло, зеркало), они не дают нагрева материала во время обработки и позволяют получать эффект без удаления материала за счет фото химической реакции;
волоконные лазеры – оборудование широкого спектра применения, чаще используемое для нанесения маркировки на металл и твердые пластики;
углекислотные лазеры (СО2) – хорошо себя проявляют в работе с кожей, деревом и прочими неметаллическими материалами;
лазеры инфракрасного диапазона – для прецизионно чистой маркировки металлов и пластиков.
В дополнении к маркирующему оборудованию Вам может понадобиться вспомогательный инструмент и материалы. Из них: вращательные механизмы для маркировки цилиндрических изделий, вытяжные системы для удаления продуктов горения, специальные лаки и пластики для получения нужного эффекта и другое.
Выбирая оборудование для лазерной маркировки под нужды вашего промышленного производства или завода, внимательно ознакомьтесь с описанием заинтересовавших моделей, которое дает понимание о нюансах эксплуатации, габаритах, возможностях и преимуществах. Также характеристики каждого маркера сопровождаются рекомендациями, касающимися сферы применения оборудования – это поможет выбрать аппарат, который максимально закроет поставленные задачи.
Если хотите получить больше информации о той или иной модели лазерного аппарата, а также узнать цену оборудования с учетом доставки в любой регион России, обратитесь к нашим менеджерам. Сделать это можно, позвонив по указанным здесь телефонным номерам или задав интересующие вопросы в онлайн-форме. Наш сотрудник порекомендует оптимальный вариант маркера с учетом ваших требований к его производительности, а также сферы, в которой хотите его использовать. Мы продаем только качественное оборудование, производимое с применением актуальных разработок компаний из Европы, США, Китая и России.
НОВОСТИ 2023 2022 Архив
Новостей, за даный год не обнаруженно.
Новостей, за даный год не обнаруженно.
Работаем по всем городам России: Москва, Санкт-Петербург, Новосибирск, Екатеринбург, Казань, Нижний Новгород, Челябинск, Самара, Омск, Ростов-на-Дону, Уфа, Красноярск, Воронеж, Пермь, Волгоград, Краснодар, Саратов, Тюмень, Тольятти, Ижевск, Барнаул, Ульяновск, Иркутск, Хабаровск, Махачкала, Ярославль, Владивосток, Оренбург, Томск, Кемерово, Новокузнецк, Рязань, Набережные Челны, Астрахань, Киров, Пенза, Севастополь, Балашиха, Липецк, Чебоксары, Калининград, Тула, Ставрополь, Курск, Улан-Удэ, Сочи, Тверь, Магнитогорск, Иваново, Брянск и других.
НАШИ КЛИЕНТЫ
ПАРТНЕРЫ
Лазерная маркировка что это такое и анализ областей ее применения
В этой статье в основном анализируется применение новой технологии лазерной маркировки, представлены характеристики техники лазерной маркировки табличек и лазерной маркировки проводов, а также описаны вопросы безопасности связанные с лазерными маркерами.
Обзор технологии маркировки
В традиционном производстве технология маркировки всегда была важным звеном.
Этот процесс может непосредственно отражать информацию о продукции на промышленных изделиях, например, табличка оборудования отражает основные параметры изделия, этикетка провода отражает название компании и модель, а этикетка напитка — дату производства.
Эти коды удобны для пользователей, чтобы иметь базовое представление о продукте.
Существует несколько традиционных технологий маркировки, а именно:
струйная маркировка;
гравировка и маркировка стальной иглой;
наклейка логотипа и т.д.
Но эти методы имеют соответствующие дефекты процесса.
Например:
Для струйной маркировки необходимы расходные материалы. После распыления чернила не высыхают и могут обесцвечиваться при других процессах.
Подробнее:
Скорость гравировки и эффективность обработки стальной иглой низкая.
Новой технологией, появившейся на свет, является технология лазерной маркировки.
Рисунок 1. Система лазерной маркировки
Технология лазерной маркировки
Принцип технологии лазерной маркировки
Технология лазерной маркировки использует лазер с короткой длиной волны для изменения молекулярной структуры внешней поверхности материала, так что заданное информационное содержание отображается на соответствующей позиции маркировки, не вызывая механической деформации и тепловой деформации обрабатываемого материала.
Технология лазерной маркировки используется для изменения свойств поверхности материала. Маркировочную информацию нелегко соскоблить. Его нужно только подключить к сети без специальных расходных материалов, а эффективность обработки очень высока. Максимальная линейная скорость маркировки может достигать более 10000 мм/с.
Эта технология идеально компенсирует различные технологические недостатки традиционной технологии маркировки, и в последние годы ей отдают предпочтение различные предприятия легкой и тяжелой промышленности.
Два варианта применения технологии лазерной маркировки
Технология лазерной маркировки шильдиков
Технология лазерной маркировки шильдиков широко используется для обработки шильдиков в различных отраслях промышленности.
Для генерации лазера в основном используются углекислый газ и волоконно-оптические материалы.
Лазерные лучи используются для постоянной маркировки различных поверхностей.
Эффект маркировки заключается в обнажении глубинных веществ путем испарения поверхностных веществ, или в создании следов путем химических и физических изменений поверхностных веществ с помощью световой энергии, или в выжигании некоторых веществ с помощью световой энергии, показывая рисунок, текст, штрих-код и другую графику, подлежащую травлению.
Технические характеристики
Технология лазерной маркировки шильдиков использует лазер вместо традиционной гравировки стальной иглой, и материал поверхности шильдика из нержавеющей стали изменяется волоконным лазером для гравировки соответствующей информации о настройке.
Скорость обработки лазерной маркировки на шильдиках более чем в 10 раз превышает скорость обработки традиционным методом гравировки стальной иглой, а традиционная гравировка стальной иглой применима только для материалов с более мягкими материалами, таких как алюминиевые шильдики.
Для материалов высокой твердости, таких как нержавеющая сталь, эффект гравировки слабый, четкость почерка низкая, и его трудно определить невооруженным глазом, а лазерная маркировка решает этот недостаток процесса, и операция может быть выполнена с высокой четкостью (рис. 2).
Рисунок 2. Маркировка заводской таблички из нержавеющей стали
Характеристики станка для лазерной маркировки шильдиков сводятся к следующему:
(1) Выходная мощность лазера стабильна, а четкость маркировки высока;
(2) Высокая эффективность обработки, скорость маркировки в 10 раз или выше, чем у традиционного гравировального станка;
(3) Отсутствие ограничений операционной системы, удобное управление и программирование, полностью закрытый и стабильный оптический путь, не требуется техническое обслуживание;
(4) Необходимо только электричество, не требуются другие расходные материалы, оборудование имеет длительный срок службы. Лазерная маркировочная машина на рынке имеет срок службы более 100 000 часов, указанный производителем;
(5) Низкий уровень шума, может использоваться в офисе, а потребление энергии ниже, чем у традиционных моделей;
(6) Супер высокая точность, разрешение лазерной маркировочной машины на рынке достигает около 2500dpi;
(7) По сравнению с традиционным оборудованием, поскольку используется лазерная маркировка, нет необходимости в механическом контакте с табличкой, поэтому нет необходимости устанавливать пневматические таблички или механические приспособления для фиксации таблички;
(8) Подходит для большинства металлических материалов (рис. 3).
Технология лазерной маркировки шильдиков также имеет новую возможность применения по сравнению с традиционной технологией гравировки — маркировка штрих-кодов/двумерных кодов.
Поскольку программное обеспечение для программирования технологии лазерной маркировки может принимать файлы формата BMP, JPG, DXF, PLT, AI а также другие и автоматически генерировать различные серийные номера, даты производства, одномерные коды, двухмерные коды и т. д., возможности обработки изображений являются передовыми, поэтому добавление штрих-кодов, QR-кодов и других изображений на табличку может облегчить управление исходящими, входящими и исходящими производственными материалами, полками, оборотными транспортными средствами и т.д., так что информация на табличке улучшается от текста до комплексного отражения текста и изображений.
Программирование технологии маркировки
По сравнению с традиционным программным обеспечением для гравировки и маркировки стальной иглой, программное обеспечение для лазерной маркировки является более упрощенным и легким в управлении.
Что касается позиционирования информации, добавлен дисплей лазерной рамки. Пользователь может непосредственно открыть лазерную рамку, непосредственно наблюдать за положением запрограммированной информации на табличке и непосредственно управлять кнопками со стрелками на клавиатуре для регулировки положения информации. По сравнению с позиционированием традиционного программного обеспечения, это намного удобнее и быстрее.
В то же время, программное обеспечение также добавляет множество функций, таких как вставка изображений, преобразование штрих-кодов, двумерных кодов, а также может принимать файлы форматов BMP, JPG, DXF, PLT, AI и других.
Эти обновления программного обеспечения также дают устройству больше пространства и возможностей.
Технология лазерной маркировки проводов
Рисунок 4. Лазерная маркировка проволоки
Как показано на рисунке 4, технология лазерной маркировки проволоки в основном использует ультрафиолетовый лазер для прямого прерывания молекулярной цепочки на поверхности материала с помощью лазера с короткой длиной волны, тем самым отображая информацию на соответствующей траектории.
Кроме того, он подходит для нанесения тонкой маркировки на изогнутую поверхность проволоки, которая не повредит сердечник проволоки и не вызовет механическую и тепловую деформацию самой проволоки.
Технические характеристики
Технология лазерной маркировки проволоки использует лазер вместо традиционной струйной маркировки, и при различных сравнениях видно, что лазерная маркировка лучше, чем струйная.
Преимущества лазерной маркировки в сравнении со струйной:
(1) Четкость.
Благодаря разрешению и цветовому контрасту, лазерная маркировка имеет более высокую четкость, чем струйная маркировка, а при струйной печати необходимо выбирать разные краски для разных цветов проволоки, чтобы подчеркнуть контраст, а это более хлопотно для замены и эксплуатации;
(2) Эффективность обработки.
Скорость лазерной маркировки намного быстрее струйной, потому что максимальная линейная скорость лазерной маркировки может достигать более 10000 мм/с, а время маркировки на проволоке находится в пределах 1 с.
Для массового производства обработки проволоки преимущество скорости лазерной маркировки особенно очевидно;
(3) Адаптивность процесса.
Лазерная маркировка подходит для тонкой маркировки на поверхности проволоки или маркировки на специальных материалах, которые не могут быть наклеены чернилами для струйного кодирования, и оборудование для лазерной маркировки может быть использовано с автоматическим режущим оборудованием для формирования линии обработки проволоки.
А струйное кодирование не может быть связано с автоматическим режущим оборудованием, потому что проволока разрезается сразу после струйной резки, и должна пройти через механическую структуру направляющего колеса, выпрямляющего колеса и т.д., что сотрет чернила.
(4) Стоимость процесса.
Цена оборудования для лазерной маркировки на рынке немного выше, чем цена оборудования для струйной маркировки, но струйная маркировка требует покупки чернил.
Для таких масштабных заготовок, как обработка проволоки, годовая стоимость расходных материалов для чернил также является существенным фактором.
Во всех аспектах применимость лазерной маркировки для кодирования проволоки намного выше, чем струйной маркировки.
В последние годы крупные электротехнические компании также постоянно покупают машины лазерной маркировки для замены традиционного технологического оборудования.
Вопросы безопасности оборудования для лазерной маркировки
Обзор проблемы
Хотя технология лазерной маркировки имеет много технологических преимуществ, большая часть этой технологии применяется в промышленных лазерах.
Промышленные лазеры относятся к четвертой категории лазерных изделий, которые могут нанести определенные повреждения для глаз и кожи. Поэтому во время их использования необходимо принимать меры предосторожности, чтобы избежать воздействия излучения от прямого света, рассеянного выходным оптическим зеркалом.
В то же время необходимо принять соответствующие меры предосторожности, чтобы предотвратить прямое попадание выходного или отраженного луча на тело человека.
Как рассеянный, так и отраженный свет может привести к повреждению кожи и глаз.
Во время работы всегда надевайте соответствующие защитные щитки для глаз. Вы также можете установить экранирующие инструменты в пределах области лазерной обработки, чтобы изолировать излучаемый свет и предотвратить повреждение глаз и кожи.
Меры безопасности при работе с лазерными маркерами:
Лазерная маркировочная машина относится к мощному лазерному оборудованию класса IV.
Большинство оборудования излучает свет с длиной волны около 1060 нм мощностью более 10 Вт, 20 Вт, 30 Вт и 50 Вт.
Этот уровень света может вызвать повреждение глаз и кожи.
Этот излучаемый свет невидим, и луч может нанести непоправимый ущерб роговице глаза.
При работе с интеллектуальными лазерами всегда надевайте защитные очки.
(1) Не устанавливайте прицел во время работы оборудования для лазерной маркировки;
(2) При работе с оборудованием не смотрите прямо на выходную головку и всегда надевайте защитные очки;
(3) За исключением управления, регулировки или работы, упомянутых в оборудовании, другие операции могут вызвать опасность облучения.
Внешняя среда и профилактические меры
Меры по защите окружающей среды для оборудования лазерной маркировки могут эффективно избежать проблем безопасности во время использования.
Конкретные меры следующие:
(1) Лазерное оборудование всегда должно работать от правильно заземленного источника питания с номинальным напряжением;
(2) Данное устройство имеет выходную оптическую головку, подключенную через оптический кабель, поэтому необходимо осторожно обращаться с выходной головкой;
(3) При использовании прицела (например, когда прицел установлен на приспособлении или при использовании торцевой поверхности оптического инструмента) необходимо убедиться, что интеллектуальный лазер выключен;
(4) Не подвергайте устройство воздействию среды с высокой влажностью;
(5) Перед вскрытием оборудования убедитесь, что температура и влажность окружающей среды находятся в указанных диапазонах;
(6) Запрещается смотреть прямо на выходную головку, при работе с устройством убедитесь, что надеты лазерные очки;
(7) При маркировке на высокоотражающих материалах, используйте расфокусировку маркировки, иначе смарт-лазер будет непосредственно поврежден;
(8) Прерывание напряжения питания очень опасно для оборудования, и необходимо обеспечить непрерывное и бесперебойное питание;
(9) За исключением управления, регулировки или работы, упомянутых в руководстве по эксплуатации оборудования, другие операции могут вызвать риск облучения;
(10) Для выходной коллимирующей линзы самым главным является поддержание чистоты линзы. После использования установите защитную крышку прицела, не прикасайтесь к выходной линзе и не используйте растворитель для очистки, для очистки можно использовать папиросную бумагу для линз.
Заключительные размышления
Технология лазерной маркировки оптимизирует многие недостатки традиционных процессов маркировки.
Всестороннее расширение аппаратного и программного обеспечения делает применение технологии маркировки все более широким, но вопросы безопасности также должны быть усовершенствованы.
Советуем вам прочитать статью опубликованную в нашем блоге ранее: «Как настроить фокус лазерного станка? (3 разных способа)».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
На нашем сайте вы можете приобрести лазерный маркер:
Лазерные маркировочные машины
для алюминия, нержавеющей стали, латуни, титана и меди от Epilog Laser Машины для лазерной маркировки металлов
для алюминия, нержавеющей стали, латуни, титана и меди от Epilog Laser
США (английский)
США (английский)
Лазерная гравировка и нанесение штрих-кодов, серийных номеров, текста и логотипов на металл с помощью станка для маркировки металла Epilog Laser. Наши волоконные лазерные станки могут гравировать или маркировать все типы металлов, включая нержавеющую сталь, алюминий, инструментальную сталь, латунь, титан и многое другое, что позволяет вам создавать различные типы меток в кратчайшие сроки! Независимо от того, гравируете ли вы одну этикетку продукта за раз или стол, полный компонентов, простой процесс настройки Epilog, функции обработки заданий и возможности точной маркировки делают наши станки с волоконным лазером идеальным выбором для ваших требований к маркировке металла и пластика.
Волоконные лазеры Epilog Fusion Edge и Fusion Pro
Волоконные лазерные станки Fusion Edge и Fusion Pro оснащены планшетными машинами Epilog Laser, набором программного обеспечения Epilog для улучшения и повышения 7-дюймовый (18 см) светодиодный сенсорный экран на лазере и нашу систему SafeGuard™, не требующую особого обслуживания.
Планшетные волоконные лазерные граверы Epilog — универсальный выбор для маркировки металлических и инженерных пластиковых деталей. С включенным IRIS™ Камера, вы можете легко и быстро выгравировать штрих-коды, серийные номера, информацию и логотипы на одной металлической детали или использовать всю рабочую зону для лазерной маркировки нескольких деталей, загрузив приспособление, полное ваших компонентов.0016
Маркировочная машина для металла Особенности и преимущества
Глубокая гравировка металла на клапанной крышке двигателя лазерным станком Epilog.
Запросить брошюру и образцы
Часто задаваемые вопросы о лазерной маркировке и гравировке металла
ЧТО ТАКОЕ ИСТОЧНИК ЛАЗЕРА?
Источник волоконного лазера создает лазерный луч с длиной волны 1062 нм, что идеально подходит для травления металла и маркировки пластика.
МОЖЕТ ЛИ ЛАЗЕР ГРАВИРОВАТЬ НЕСКОЛЬКО ДЕТАЛЕЙ ОДНОВРЕМЕННО?
Создайте приспособление, на которое вы сможете поместить свои детали и выгравировать сотни штрих-кодов за один раз. Выделенный оператор не требуется.
программное обеспечение службы поддержки
Станки для лазерной маркировки и гравировки металлов
youtube.com/embed/wVsl3BdxmzM?rel=0″/>
Практически для любых металлов волоконные лазерные станки быстро и эффективно наносят читаемую маркировку. Они идеально подходят для гравировки всех типов металлических поверхностей. Примеры включают алюминий, анодированный алюминий, сталь, нержавеющую сталь, магний, свинец и титан.
Волоконные лазерные станки не требуют особого обслуживания, не требуют расходных материалов и создают высококонтрастные метки. Вы можете использовать их для постоянной маркировки матричных кодов данных, QR-кодов, серийных номеров, штрих-кодов, логотипов и многого другого.
Расскажите нам о своей заявке
Нам доверяют…
Гравировальные станки по металлу для производственных линий
Машины производства Laserax представляют собой решения для маркировки под ключ, готовые к интеграции в производственные линии. Загружаемые вручную или полностью автоматизированные, они включают лазерную безопасность, удаление пыли, проверку штрих-кода и удаленную поддержку.
Перейти к:
Лазерные станки Преимущества лазеров
Алюминий Сталь Нержавеющая сталь Анодированный алюминий Магний Свинец Цинк Другие материалы
Лазерная гравировка Лазерная гравировка Лазерный отжиг Глубокая лазерная гравировка Часто задаваемые вопросы
Лазерные маркировочные машины с ручной загрузкой
Рабочая станция Flex
Flex — это наша самая простая готовая машина, поскольку она включает в себя наименьший объем автоматизации, но ее можно в любое время автоматизировать с минимальным обновлением. Это идеальный вариант, когда быстрое время маркировки не является приоритетом или когда загрузка деталей составляет незначительную часть общего времени маркировки.
Просмотр машины
Рабочая станция с поворотным столом
Разработанный для минимизации влияния загрузки деталей на время цикла, этот станок использует поворотный стол для одновременного выполнения нескольких операций. Оператор может загружать и выгружать детали, запускать вращение стола и запускать лазерную маркировку.
Просмотр машины
Полностью автоматизированные машины для лазерной маркировки
Машина с поворотным столом
В условиях сложных требований ключом к предотвращению узких мест является маркировка в скрытое время. Эта машина достигает этого с помощью поворотного стола. Пока манипулятор загружает деталь, одновременно гравируется другая деталь.
Просмотр машины
Машина под открытым небом
Роботы, используемые для выполнения нескольких операций, можно использовать, выбрав конструкцию под открытым небом, когда робот перемещает детали между станциями и удерживает их во время маркировки. Эта конструкция легко поддерживает несколько деталей и полостей.
Просмотр машины
Дверная машина
Благодаря гибкой конструкции дверной машины маркировку можно размещать в любом месте, а манипуляторы робота могут загружать детали с любого направления. Эти машины идеально подходят, когда роботу необходимо выполнять другие задачи во время операции маркировки.
Просмотр машины
Конвейерная машина
Конвейерные машины могут учитывать все типы изменений позиционирования, возникающие на конвейерах. Они могут маркировать детали на лету или во время остановки конвейера для других процессов, таких как контроль качества, упаковка или взвешивание.
Просмотр машины
Почему для маркировки металлов следует выбирать станки с волоконным лазером?
Улучшение прослеживаемости
С системой лазерной маркировки вы получаете высокоточные маркировки и практически идеальную читаемость. В отличие от струйной печати и точечной обработки, читаемость ваших кодов не ухудшается со временем из-за механического износа или засорения. Полученные метки являются постоянными и легко читаемыми, обеспечивая решение для отслеживания, на которое вы можете положиться.
Предотвращение узких мест
При мощности лазера от 20 Вт до 500 Вт лазерная маркировка не создаст узких мест в производственном цикле. Наша команда также оптимизирует параметры лазера для вашего конкретного применения (частота повторения, расстояние между линиями, энергия импульса, размер пятна и т. д.). Благодаря этим настройкам мы добиваемся более высокой скорости маркировки и лучшей контрастности ваших меток.
Сокращение затрат на техническое обслуживание
Лазерная технология отличается высокой надежностью и адаптирована для самых сложных промышленных применений. Поскольку оптоволоконные системы не имеют движущихся частей или расходных материалов, они требуют минимального обслуживания. Компоненты волоконного лазера также очень долговечны: лазерный источник имеет среднее время наработки на отказ 100 000 часов.
Гарантия полной безопасности
С Laserax ваша рабочая среда на 100 % безопасна для лазера. Наши машины разработаны экспертами, которые следят за тем, чтобы они соответствовали всем применимым стандартам безопасности. Таким образом, вы можете быть уверены, что ваша машина надежно интегрирована в вашу производственную линию, и вам не нужно беспокоиться о дополнительных мерах безопасности.
Металлы, которые можно маркировать
Каждый тип металла по-разному поглощает свет и проводит тепло. Таким образом, ваша металлическая деталь является основой выбора правильного лазерного гравера для вашего приложения.
Алюминий
Поскольку алюминиевые поверхности обладают высокой теплопроводностью, волоконные лазеры могут маркировать их при высокой температуре для высокоскоростных применений. В то время как лазерное травление является самым быстрым процессом, лазерная гравировка является наиболее стойким.
Алюминий 380 и 6061 являются наиболее распространенными сплавами с лазерной маркировкой, но маркировать можно все типы алюминия. Это включает литой под давлением, универсальный, чистый и анодированный алюминий.
Детали из алюминия : Литье под давлением, рулоны, экструзии, заготовки, слитки, прокатные плиты и т. д.
Узнать больше
Сталь
Сталь – это твердый материал, для которого требуется более длительное время маркировки, чем для других металлов. Однако скорость маркировки можно увеличить, создав белые метки вместо черных. Белые метки хорошо контрастируют с цветом голой стали для большинства типов стали.
Для высокоскоростной маркировки лучше всего подходит лазерное травление стальных поверхностей. Для получения наиболее стойких меток следует использовать лазерную гравировку. Для повышения коррозионной стойкости лазерный отжиг создает следы под поверхностью. Вы можете маркировать лазером любой стальной сплав, включая анодированную сталь, углеродистую сталь и штампованную сталь.
Стальные детали : пружины подвески, тормозные колодки, катушки, заготовки, пластины, трубы, трубы, листовая сталь и т. д.
Узнать больше
Нержавеющая сталь
Лазерная маркировка чаще всего используется для маркировки нержавеющей стали марок 304 и 316, но ее можно использовать для маркировки любой марки. Предпочтительным методом маркировки нержавеющей стали является лазерный отжиг, поскольку он защищает слой оксида хрома на поверхности металла. В результате вы получаете качественную маркировку и предотвращаете образование ржавчины на поверхности.
Нержавеющая сталь не требует мощного лазера. Это связано с тем, что лазерный отжиг работает при более низких уровнях энергии, чем другие процессы маркировки.
Детали из нержавеющей стали : Топливные баки, выхлопные трубы, подвески и другие автомобильные детали
Узнать больше
Анодированный алюминий
Маркируя анодированный алюминий, вы можете маркировать либо голый алюминий (до процесса анодирования), либо анодированный слой (после процесса). В обоих случаях сохраняется естественная стойкость детали к коррозии и абразивному износу.
Лазерные гравировальные станки создают глубокие метки на голом алюминии, чтобы маркировку можно было прочитать после анодирования. С другой стороны, машины для лазерной гравировки быстро вытравливают высококачественные метки на оксидном слое.
Узнать больше
Магний
Магний имеет меньшую плотность, чем другие металлы, и поэтому используется для изготовления деталей, которые должны быть легкими. Лазерные установки могут быть специально настроены для травления магния и магниевых сплавов. Часть материала удаляется с поверхности, создавая контрастные черно-белые метки.
Детали из магния : Рулевые колеса, картеры трансмиссии, кожухи двигателей, блоки двигателей, другие автозапчасти, слитки магния, связки, заготовки, редукторы, заготовки и отливки под давлением.
Узнать больше
Свинец
Свинец и свинцовые сплавы обладают низкой теплопроводностью, что означает, что большая часть тепла, выделяемого при лазерной маркировке, остается на поверхности. Свинцовые материалы также имеют низкую температуру плавления, что позволяет лазерам легко создавать метки на локализованной поверхности. По этим причинам для травления свинца требуется меньше энергии, чем для травления других металлов.
Примеры свинцовых деталей : стержневые аноды с сердечником, слитки и противовесы
Узнать больше
Цинк
Цинк используется не только из-за его коррозионной стойкости, но и из-за возможности литья под давлением. Лазерное травление — это единственный процесс лазерной маркировки, который создает высокую контрастность на цинковых деталях. Его можно использовать вне зависимости от сплава цинка, в том числе и из латуни.
Примеры деталей из цинка : пакеты слитков, большие блоки, литые слитки, анодные слитки, плиты, отливки под давлением, автомобильные детали и т. д.
Узнать больше
Вам нужно выгравировать другой материал?
Свяжитесь с нами
Как это работает: Лазерные процессы для маркировки металлов
Как только вы получите машину, наши специалисты уже настроят ее на определенный процесс маркировки. Его конфигурация в основном зависит от маркируемого металла. Для будущих применений одну и ту же машину можно настроить для маркировки различных металлов.
Конфигурация машины зависит от параметров ее лазера. Примерами параметров, которые можно изменить, являются мощность лазера, скорость движения, длительность импульса и количество проходов лазера. Вот возможные процессы маркировки, возникающие в результате этих конфигураций.
Лазерное травление
Станки для травления металлов обеспечивают максимально возможную скорость маркировки. Например, Laserax способен наносить высококачественные матричные коды данных на алюминиевые детали всего за 1,40 секунды (для DMC 16×16 и 10×10 мм; узнать больше о скорости маркировки алюминия можно здесь).
Этот процесс является лучшим выбором для большинства применений, если только вам не требуется повышенная устойчивость к обработке поверхности, коррозии или износу. В таких случаях гравировка или отжиг лучше подходят для вашего применения.
Лазерные гравировальные станки создают метки, которые достаточно глубоки, чтобы противостоять истиранию и большинству видов обработки поверхности. При гравировке металлов с помощью этого процесса вы можете реализовать прослеживаемость на более ранних этапах производственного процесса. Примерами лазерной гравировки металла являются маркировка VIN и маркировка, защищающая от дробеструйной обработки.
Возможна лазерная гравировка : сталь, алюминий, анодированный алюминий (до анодирования)
Лазерный отжиг
Лазерный отжиг используется, чтобы избежать повреждения поверхности детали, поскольку это единственный процесс, в котором не используется лазерная абляция. Вместо этого он запускает химическую реакцию, которая создает следы под поверхностью материала. Этот метод полезен для таких деталей, как выхлопные трубы из нержавеющей стали, которые должны сохранять высокую устойчивость к коррозии.
Как следует из названия, глубокая гравировка создает маркировку с гладкими краями, которая намного глубже, чем при обычной гравировке. Этот процесс обычно используется для приложений, которые имеют требования к глубине и эстетике. Некоторые примеры включают логотипы, штамповочные пластины и вставки для пресс-форм. Скорость гравировки зависит от мощности лазера, материала и ширины линии.
Можно выполнять глубокую гравировку : сталь, нержавеющая сталь, алюминий
Часто задаваемые вопросы о лазерном станке
В чем разница между CO2-лазером и волоконным лазером?
Машины для маркировки лазером CO2
имеют длину волны, отличную от длины волны волоконных лазеров. В результате волоконные лазеры достаточно эффективны для маркировки большинства металлических поверхностей, в то время как CO2-лазеры лучше маркируют неметаллические (органические) материалы, такие как дерево и пластик.
Узнайте больше по теме : CO2 или волоконный лазер — какой лучше купить?
Может ли CO2-лазер гравировать металлы?
СО2-лазеры
не могут гравировать металлы, но могут оставлять неизгладимые следы. Это связано с тем, что длины волн CO2 не реагируют с металлическими материалами. В результате поверхность необходимо покрыть специальным маркировочным спреем, образующим прочную химическую связь с металлом при попадании лазерного луча.
Операторы должны наносить спрей вручную и дать ему высохнуть перед нанесением маркировки, добавляя к операции дополнительные этапы и расходные материалы. По этим причинам производители деталей обычно предпочитают волоконные лазерные граверы — решение, предлагаемое Laserax для гравировки металла.
В чем разница между лазерной резкой и лазерной гравировкой?
Лазерная резка использует лазерную технологию для резки материалов, тогда как лазерная гравировка предназначена для маркировки. Лазерные резаки используют лазеры непрерывного действия, тогда как лазерные граверы используют импульсные лазерные лучи. Процесс гравировки редко превышает 100 Вт, но достигает более высоких пиков энергии. Станки для лазерной резки могут непрерывно работать при мощности лазера 6000 Вт, а лазерные граверы могут создавать пики мощностью 10000 Вт.
Должен ли я гравировать QR-коды или матричные коды данных?
Лазерная маркировка QR-кодом
используется во многих областях. Тем не менее, матричные коды данных имеют важное преимущество по сравнению с QR-кодами. Они способны кодировать больше символов в одном и том же пространстве, что часто означает более высокую скорость маркировки.
Узнайте больше по теме : Матричные коды данных и QR-коды — в чем разница?
Сколько стоит лазерный станок?
На ценовой диапазон лазерного станка влияет множество факторов, таких как лазерная система, лазерная головка, уровень автоматизации, опции лазера, мощность лазера и лазерное оборудование.
«ЗУБР» – двукратный победитель премии Марка №1 в России!
20192021
СМОТРЕТЬ
НОВИНКИ
посмотреть все новинки
Реноватор аккумуляторный
Мойка высокого давления
Перфоратор SDS-Max
Мотоблок бензиновый с понижающей передачей
Настольный станок распиловочный циркулярный
Каски защитные
Тележка для сварочных аппаратов
Садовый измельчитель
Дрель-шуруповерт, 2 АКБ (4 Ач), в кейсе
Бесщеточная УШМ, без АКБ, в коробке
Отвертка аккумуляторная
Трубогибы рычажные
Алюминиевые рифленые листы Квинтет
Воздушный спиральный шланг ЗУБР с фитингами рапид 8х12 мм
Пластиковые канистры серия
Полотна для лобзика
Щитки защитные лицевые
Наконечники для накачки шин ЗУБР
Колеса пневматические для мотоблоков
Основание столба U-образное ОС-U, инд наклейка
Насос скважинный, центробежный
Каталог
Механизированные инструменты
Аккумуляторный инструмент Электроинструменты Станки Силовое оборудование Строительное оборудование Насосное оборудование Тепло и клининговое оборудование (уборка) Пневматика
Расходные инструменты
Расходные инструменты по металлу Расходные инструменты по бетону Расходные инструменты по кафелю и стеклу Расходные инструменты по дереву Полотна для лобзиков и сабельных пил Расходные абразивные инструменты Масла и смазки Принадлежности для сварочных работ
Ручные инструменты
Столярно-слесарные инструменты Интеллектуальные измерительные инструменты Измерительные инструменты Инструменты для крепления листовых материалов Ножи технические Автомобильные инструменты Грузоподъёмное оборудование Паяльное оборудование Инструменты по кафелю и стеклу Электромонтажный инструмент
Инженерная сантехника и инструменты
Сантехника Сантехнические инструменты
Хозяйственные принадлежности
Хозяйственные товары Системы хранения Веревки, шнуры, шпагаты, стяжки Режущие инструменты
Химия, крепеж, СИЗ
Строительная химия Инструменты для строительной химии Средства индивидуальной защиты Крепеж
Малярно-штукатурные инструменты
Малярные инструменты Штукатурный инструмент Принадлежности для малярно-штукатурных работ
Электрика и свет
Осветительное оборудование Стабилизаторы напряжения Элементы питания и зарядные устройства Удлинители электрические
Сад и огород
Садовая техника Инструменты для почвы Инструменты для полива Товары для отдыха и пикника
О НАС
Компания «Зубр ОВК» – известный российский производитель и поставщик широкого спектра качественного инструмента, материалов и оборудования. Ручные и механизированные инструменты «ЗУБР» пользуются популярностью у специалистов благодаря высокой надежности и отличной эргономике.
Сегодня компания «Зубр ОВК» является участником мирового рынка и производителем качественных товаров, используемых как внутри, так и вне дома, а также для промышленного применения. Модельные ряды продукции компании занимают ведущее положение в соответствующих секторах рынка России и за ее пределами.
ЧИТАТЬ
ПС31-2А | 12 В Макс. 3/8 дюйма. Набор сверл/шуруповертов
Совместно с
Обзор 360°
Включает
Преимущества
Технические данные
Аксессуары и приспособления
Отзывы
Описание продукта
Bosch PS31 12 В, макс. 3/8 дюйма. Drill/Driver обладает мощностью профессионального уровня для выполнения 90 процентов задач, но весит чуть более двух фунтов. Идеальный инструмент для работы на любом рабочем месте, этот инструмент обеспечивает 265 дюймов-фунтов. максимального крутящего момента. Имея две скорости (0-350 об/мин и 0-1300 об/мин) и 20+1 настроек крутящего момента, это решение идеально подходит для выполнения таких работ, как монтаж и электромонтажные работы, требующие большого количества сверления и вождения над головой. Он имеет размер 3/8 дюйма. одногильзовый трехкулачковый патрон, который надежно удерживает биты. Он имеет встроенную светодиодную подсветку, встроенный указатель уровня топлива и легкую систему питания Bosch 12 В Max, которая обеспечивает более длительное время работы без увеличения веса.
Включает
Количество
Включить
1
PS31 12 В Макс. 3/8 дюйма. Дрель/шуруповерт
2
Литий-ионные аккумуляторы 12 В макс. 2,0 Ач
1
Максимальное зарядное устройство 12 В
2
Биты для отверток
1
Сумка для переноски
Преимущества
Легкая электростанция весом всего 1,80 фунта. для комфорта в течение всего дня
Лучшее соотношение производительности и размера в классе
Полезен для сложных задач с 7-дюймовым. длина головки
Мощный, с 265 дюймо-фунтами. максимального крутящего момента
Встроенный светодиод позволяет пользователю видеть в темных рабочих местах
Две настройки 0-350 об/мин и 0-1300 об/мин для соответствия скорости задаче
20+1 настроек сцепления для более точной регулировки крутящего момента
Технические характеристики
Технические характеристики
Аккумулятор
Литий-ионный аккумулятор 12 В
Химия аккумуляторов
Литий-ионный
Аккумулятор/зарядное устройство
Зарядное устройство на 1 час
Зарядное устройство
BC330 — Зарядное устройство на 60 минут
Конструкция патрона
без ключа
Размер патрона
3/8 дюйма
Длина
7,0″
Число оборотов без нагрузки
0-350 / 0-1300
Реверс
Да
Крутящий момент (дюйм-фунт)
265
Переменная скорость
Да
Вес
1,8 фунта
Ширина
2,5 дюйма
Работает с
Колпак для удаления/сбора пыли HDC200
Включает
(1) PS31 12 В Макс. 3/8 дюйма. Дрель/шуруповерт, (2) литий-ионных аккумулятора 12 В макс. 2,0 Ач, (1) зарядное устройство макс. 12 В, (2) биты для отверток, (1) сумка для переноски
Читать далее
Показывай меньше
Руководство пользователя
PS31 Дрель-шуруповерт Руководство пользователя по эксплуатации 2610056733 02-21 Зарядное устройство GAL12V-20 Руководство пользователя по эксплуатации 2610050572 01-1812V Max Перечень аккумуляторов и зарядных устройств 2610067274 07-21
3 Скачать
3
Включает
(1) PS31 12 В Макс. 3/8 дюйма. Дрель/шуруповерт, (2) литий-ионных аккумулятора макс. 12 В 2,0 Ач, (1) зарядное устройство макс. 12 В, (2) биты для отверток, (1) сумка для переноски
Масса
1,8 фунта
Включает
(1) PS31 12 В Макс. 3/8 дюйма. Дрель/шуруповерт, (2) литий-ионных аккумулятора 12 В макс. 2,0 Ач, (1) зарядное устройство макс. 12 В, (2) биты для отверток, (1) сумка для переноски
Вес
1,8 фунта
-140FC Дрель-шуруповерт с системой Flexiclick® 5-в-1, (1) насадка для бесключевого патрона, (1) насадка для держателя фиксирующих бит, (1) угловая насадка, (1) угловая насадка со смещением, (2) 12 В макс. литиевая -Аккумуляторы Ion 2,0 Ач, (1) зарядное устройство макс. 12 В, (1) сумка для переноски
Масса
1,4 фунта
Включает
(1) GSR12V-300 Макс. 12 В EC Бесколлекторный 3/8 дюйма. Дрель/шуруповерт, (2) литий-ионных аккумулятора 12 В макс. 2,0 Ач, (1) зарядное устройство макс. 12 В, (1) держатель бит с четырьмя наконечниками, (4) биты Impact Tough™, (1) зажим для ремня, (1) переноска Сумка
Вес
—
Включает
(1) GSR12V-300FC 12V Max Дрель-шуруповерт с системой 5-в-1 Flexiclick®, (1) Насадка для бесключевого патрона, (1) Насадка для держателя бит с фиксатором, (1) ) Угловое крепление, (1) Угловое крепление, (2) Литий-ионные батареи 12 В макс. 2,0 Ач, (1) Зарядное устройство 12 В макс., (1) Сумка для переноски
Вес
—
Включает
(1) GSR12V-300 Макс. 12 В EC Бесколлекторный 3/8 дюйма. Дрель/шуруповерт, (1) магнитный держатель бит с четырьмя наконечниками, (4) биты Impact Tough™, (1) зажим для ремня
Вес
1,6 фунта
Включает
(1) GSR18V-1330C PROFACTOR 18V Connected-Ready 1/2 дюйма Дрель/шуруповерт, (1) литий-ионный аккумулятор GBA18V80 18 В CORE18V 8,0 Ач PROFACTOR Performance, (1) быстрое зарядное устройство BC1880 18 В, (1) держатель для 4 бит, (1) набор бит из четырех предметов, (1) зажим для ремня, ( 1) Сумка для переноски
Масса
4,6 фунта
Включает
(1) GSR18V-1330C PROFACTOR 18 В, готов к подключению, 1/2 дюйма. Дрель/шуруповерт, (1) держатель для 4 бит, (1) набор из четырех бит, (1) зажим для ремня
Вес
4,6 фунта
Включает
(1) GSR18V-190 18V Compact 1/2 дюйма. Дрель/шуруповерт, (2) литий-ионных аккумулятора 18 В 1,5 А·ч SlimPack, (1) зарядное устройство 18 В, (1) сумка для переноски
Вес
2,8 фунта
2 В. Дрель/шуруповерт, (1) литий-ионный аккумулятор BAT612 18 В 2,0 А·ч SlimPack, (1) зарядное устройство 18 В, (1) зажим для ремня, (1) сумка для переноски
Масса
1,95 фунта
Включает
(2) GSR18V-400 18 В Компактный бесщеточный 1/2 дюйма. Дрель/шуруповерт, (2) литий-ионных аккумулятора BAT612 18 В 2,0 А·ч SlimPack, (1) зарядное устройство 18 В, (1) зажим для ремня, (1) сумка для переноски
Вес
1,95 фунта
-535 18 В EC Бесколлекторный, готовый к подключению, компактный, прочный, 1/2 дюйма. Дрель/шуруповерт, (1) 4 держателя бит, (4) биты, (1) зажим для ремня
Вес
2,5 фунта
Включает
(1) GSR18V-535FC 18V EC Бесщеточная дрель-шуруповерт Flexicclick® 5-в-1, готовая к подключению, (1) Металлическая насадка для быстрозажимного патрона, (1) Угловая насадка, (1) Угловая насадка со смещением, (1) ) 18V CORE18V Lithium-Ion 4.0 Ah Compact Battery, (1) Зарядное устройство 18V, (1) Держатель для 4 бит, (4) Биты, (1) Зажим для ремня, (1) Сумка для переноски
Вес
2,1 фунта
(1) GSR18V-755C 18 В Бесколлекторный EC Готовый к подключению Brute Tough 1/2 дюйма. Дрель/винтоверт, (2) компактных аккумулятора 18V CORE18V Lithium-Ion 4.0 Ah, (1) зарядное устройство 18V, (1) дополнительная рукоятка, (1) держатель для 4 бит, (4) биты, (1) зажим для ремня, (1) Сумка для переноски
Масса
—
Включает
(1) GSR18V-975C 18 В безщеточный, готовый к подключению 1/2 дюйма. Дрель/шуруповерт, (2) компактных аккумулятора GBA18V40 18V CORE18V Lithium-Ion 4.0 Ah, (1) зарядное устройство 18V, (1) 4 держателя бит, (1) набор из четырех битов, (1) зажим для ремня
Вес
3,4 фунта
Включает
(1) GSR18V-975C 18 В безщеточный, готовый к подключению 1/2 дюйма. Дрель/шуруповерт, (1) 4 держателя бит, (1) набор из четырех бит, (1) зажим для ремня
(1) PS31 12 В макс. 3/8 дюйма. Дрель/шуруповерт, (2) биты
Вес
1,8 фунта
аксессуары и вложения для PS31-2A
12 В макс.
Служба поддержки
Служба поддержки клиентов
У вас есть вопрос по инструменту, аксессуару, приложению или обслуживанию? Позвоните нам по телефону 1-877-BOSCH99 (1-877-267-2499) или посетите раздел часто задаваемых вопросов.
Схема поиска деталей
Найдите и загрузите схему деталей для своего инструмента.
Регистрация продукта
Защита ваших инвестиций в электроинструменты Bosch поможет вам сэкономить время и деньги в будущем.
Заказ запасных частей
Закажите оригинальные запчасти Bosch здесь.
Отправьте нам SMS
Введите свой номер телефона
Предоставляя информацию в этой форме, я даю свое согласие на то, чтобы связаться со мной по СМС/СМС для решения этого вопроса.
Отправить успешно
Ваше сообщение было успешно отправлено
Ошибка
Ошибка
Bosch 12V MAX беспроводной литий-ионный набор для кармана, Bosps22-02
9
59959959959959959959959995995995995995999599959
9
9
.
Главная > Беспроводные инструменты > 12,0 В > Беспроводной карманный литий-ионный бесщеточный драйвер Bosch 12 В Max, BOSPS22-02
Рекомендуемая производителем розничная цена: 268,00 долларов США
149,00 долларов США
Вы экономите: 119,00 долларов США (44 %)
Производитель: Bosch Tool Corp
Номер детали производителя: PS22-02
Номер PHTS: BOSPS22-02
Количество: * Всего только
ДЕТАЛИ
Компания Bosch доказывает, что хорошие вещи бывают в небольших упаковках, представив свои новые бесколлекторные карманные драйверы 12V Max. Карманный драйвер PS22 — самый легкий и компактный инструмент в своем классе, предлагающий непревзойденную простоту использования в расширенных приложениях. Благодаря инновационному бесщеточному двигателю EC с цельнометаллическим редуктором и улучшенной электронике, карманный шуруповерт PS22 12V Max обеспечивает увеличенное время работы и вдвое больший срок службы по сравнению с дрелями предыдущего поколения. Легкая конструкция PS22 делает ее идеальным выбором как для любителей, так и для профессионалов, выполняющих непрерывную работу над головой, а ее вес составляет 1,6 фунта, что на 45% меньше, чем у конкурирующих шуруповертов на рынке.
PS22 также обеспечивает оптимальную производительность при использовании в углах или других ограниченных пространствах. Карманный шуруповерт PS22 с длиной головки 5-5/16 дюймов является самым коротким в своем классе. PS22 оснащен шестигранным патроном 1/4 дюйма, обеспечивающим быструю и простую замену бит, набором наконечников из четырех частей и магнитным держателем бит, что упрощает хранение и доступ к наиболее часто используемым битам. Для повышения универсальности и контроля при бурении и вождении, PS22 может работать в двух режимах скорости: от 0 до 400 об/мин и от 0 до 1300 об/мин. PS22 также оснащен встроенным светодиодным фонарем, который помогает освещать плохо освещенные рабочие поверхности для максимальной точности сверления.
Особенности:
Технология бесщеточного двигателя обеспечивает увеличение срока службы до 2 раз, превосходную эффективность для увеличения времени работы и отсутствия обслуживания
Быстросменная шестигранная головка 1/4 дюйма обеспечивает быструю и простую замену насадок
20+1 настроек сцепления и двухскоростной редуктор обеспечивают точную регулировку крутящего момента для различных операций завинчивания
Съемный зажим для ремня и встроенный держатель бит
Легкая конструкция всего 1,6 фунта. идеально подходит для непрерывной работы над головой
Включает:
Аккумуляторный литий-ионный бесколлекторный карманный драйвер, макс. 12 В — PS22
(2) 12 В 2 литий-ионных аккумулятора
Зарядное устройство
Магнитный держатель бит
Набор из 4 насадок
Зажим для ремня
Держатель наконечника для бит 4X
Мягкий футляр для переноски
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Серия:
12 В Макс.
Беспроводной:
Да
Длина:
5,6 дюйма.
Высота:
7 дюймов
Батарейки в комплекте:
2
Тип батареи:
литий-ионный
Размер патрона:
1/4 дюйма.
Тип патрона:
Шестнадцатеричный
Параметры сцепления:
20 + 1
Стиль ручки:
Пистолетная рукоятка
Тип питания:
Электрический
об/мин:
0–400/0–1 300
Момент затяжки:
179 дюйм-фунтов.
Напряжение:
12 В
Избранные категории
Электроинструменты
Ручные инструменты
Анкеры и крепежные детали
Безопасность
Выставочный зал системных специалистов
ПОСЕТИТЕ НАШ ВЫСТАВОЧНЫЙ ЗАЛ BOSCH!
ТОЛЬКО ОДИН В МЭРИЛЕНДЕ, Округ Колумбия, ОБЛАСТЬ ВИРДЖИНИЯ!
Powerhouse Tool Supply, Inc была награждена Bosch званием системного специалиста Bosch в Мэриленде, Вашингтоне, округ Колумбия, Вирджинии и прилегающих районах, что также позволяет нам предоставлять новым и постоянным клиентам лучший выбор, обслуживание и опыт для продуктов Bosch.
Уход и обслуживание токарных и ЧПУ станков: виды, правила, выбор смазки
Соблюдение правил ежедневного ухода и грамотное техобслуживание станков обеспечивает их безаварийную работу и длительный срок службы, улучшает качество обработки деталей.
Содержание
Общие правила ухода за станком
Виды технического обслуживания станков
Правила проведения техобслуживания, выбор масла
Обслуживание токарных станков
Техобслуживание станков с ЧПУ
Особенности технического обслуживания иных видов станков:
фрезерных
лазерных
гибочных
форматно-раскроечных
сверлильных
шлифовальных
станка-качалки
Выбор смазки для направляющих
Замена СОЖ и промывка системы
Общие правила ухода за станками
Основные правила ухода за станком перед началом работы:
проверить системы смазки и охлаждения, натяжение приводных ремней, надежность затяжки зажимных элементов, исправность управляющих механизмов, инструмента, вспомогательных приспособлений, защитных ограждений, зануляющих и заземляющих устройств;
смазать трущиеся пары, к которым нет централизованной подачи масла;
убрать из рабочей зоны посторонние предметы.
Уход за станком после окончания смены:
сложить инструмент, оснастку, готовые изделия и заготовки в отведенные для их хранения места;
удалить с поверхностей и из пазов стружку, загрязнения;
нанести смазку на направляющие (правила ухода за токарным станком предусматривают также смазывание пиноли, ходового винта, винта задней бабки, ходового валика с подшипниками).
Виды технического обслуживания станков
Согласно ГОСТ 18322, техобслуживание станков подразделяется на следующие виды:
На производстве техобслуживание оборудования принято делить на:
текущее (чистка и смазка доступных снаружи узлов и механизмов, контроль нагрева трущихся деталей и т.д.), которое возлагается на станочника;
плановое (чистка и смазка требующих разборки узлов и механизмов, замена масла и фильтров, наладка, регулировка) – его выполняет служба механика.
Периодичность и правила проведения техобслуживания, выбор масла и смазки для металлорежущих станков
Главным документом, определяющим правила ухода и периодичность техобслуживания, является паспорт станка. Смазываемые точки, вид и количество смазочного материала для каждой из них указываются в карте и таблице смазки.
Если условия эксплуатации требуют изменения интервалов между техобслуживанием и/или использования смазок других марок, службой главного механика предприятии составляются собственные карты ТО.
Масла для металлорежущих станков должны иметь высокую моющую способность – мелкая металлическая стружка и пыль, образующаяся при обработке заготовок, ускоряет износ трущихся пар. Их вязкость выбирается с учетом скоростного режима работы и степени нагрузки механизмов.
Отличные эксплуатационные характеристики имеют станочные масла марок ZIC, Mobil, Mannol.
Масляные СОЖ образуют на поверхностях станков трудноудаляемую пленку. Применение синтетических составов сокращает затраты времени на уход за оборудованием.
Техобслуживание токарных станков
Система смазки токарного станка устроена непросто: множество пар трения работают при неодинаковых нагрузках и скоростях, поэтому требуют применения разных смазочных материалов и способов их подачи.
Какое масло заливать в токарный станок и чем смазывать направляющие? В масляный бачок льется индустриалка И-20А, в коробку подач и фартук – И-30А, в шпиндельную бабку – И-12А. Для смазывания направляющих рекомендуется применять масла с антискачковыми присадками.
Во время ежедневного технического обслуживания токарного станка следует проверять уровень масла по всем смотровым глазкам, при необходимости доливать.
Специфика техобслуживания станков с ЧПУ
Кроме общих правил ухода, ежедневное техническое обслуживание станков с программным управлением включает в себя:
тщательную очистку считывающих головок;
проверку исправности пневмо- и гидросистем, устройств ЧПУ;
контроль состояния наиболее уязвимых деталей и узлов;
регулировку точности выполнения операций.
При плановом техобслуживании станков с ЧПУ особое внимание уделяется очистке от пыли электронной и электрической частей оборудования – пылевые перемычки могут приводить к утечкам тока, снижающих точность его работы, короткому замыканию плат.
Чем смазывать станок с ЧПУ при отсутствии смазочных материалов, рекомендуемых производителем оборудования, решает служба главного механика.
Наиболее часто применяемые масла для станков с ЧПУ: для малонагруженных высокоскоростных механизмов – И-5А, И-8А, по мере снижения скорости и возрастания нагрузки – И-12А, И-20А, И-30А, И-40А, И-50А.
Особенности технического обслуживания других видов станков
Фрезерных
При техническом обслуживании вертикально-фрезерного станка нужно следить за уровнем масла в циркуляционной системе и гидросистеме, два-три раза в смену дозаправлять масленки направляющих салазок, стола, фрезерной головки, винтов подъема и перемещения стола.
Лазерных
Техническое обслуживание лазерного станка состоит не только в своевременной смазке трущихся пар. Кроме этого, нужно:
перед началом работы проверить, полностью ли заполнена водой лазерная трубка, очистить от загрязнений отражатели и фокусирующую линзу, выполнить проверку оптической траектории;
каждые две недели чистить линейные направляющие и чиллер, менять воду;
при ухудшении выкачивания воздуха очищать от пыли гофры и вытяжку изнутри.
Гибочных
В гибочные станки льют редукторное или трансмиссионное масло с антикоррозийными присадками, вязкость которого зависит от температуры окружающей среды. Например:
Гибочные станки, установленные на открытом воздухе, требуют проведения сезонного технического обслуживания с заменой «летнего» масла на «зимнее» или наоборот.
Перед тем, как заливать в гибочный станок новое масло, необходимо тщательно очистить бак и трубопроводы.
Форматно-раскроечных
Техническое обслуживание форматно-раскроечного станка, как и любого другого деревообрабатывающего оборудования, предусматривает регулярный уход за его наружными и внутренними поверхностями – накапливающиеся на них опилки и пыль пожаро- и взрывоопасны.
Выбирая, чем смазывать форматно-раскроечный станок, отдавайте предпочтение составам, предотвращающим налипание смолы, пыли, стружки на металл.
Сверлильных
Во время технического обслуживания сверлильного станка необходимо исключить попадание смазки на контактные поверхности шпинделя и патрона – это может привести к несчастному случаю.
Шлифовальных
При ежедневном уходе за шлифовальным станком необходимо тщательно очищать его поверхности от абразивной пыли и удалять шлам из бака-отстойника СОЖ, во время текущего техобслуживания контролировать состояние фильтра тонкой очистки масла, не реже раза в три месяца чистить бак и магнитный сепаратор.
Станка-качалки
Техническое обслуживание станка-качалки проводится дважды в год с целью подготовки к работе в осенне-зимний и весенне-летний период, совмещается с плановым ремонтом.
Выбор смазки для направляющих
Лучшая смазка для направляющих – та, которая указана в паспорте оборудования. В случае его утери выбирать, чем смазывать направляющие станка, следует с учетом:
их типа;
расположения в пространстве;
материала трущихся поверхностей;
диапазона рабочих температур.
Для смазки горизонтальных направляющих скольжения используются антискачковые масла 68 класса вязкости по ISO, вертикальных – 220 класса.
Какая смазка лучше для направляющих качения, зависит от скоростного режима работы и степени нагрузки – чем меньше скорость и выше нагрузка, тем более вязким и плотным должен быть смазочный материал.
Решая, чем смазывать линейные направляющие станка, необходимо учитывать особенности их конструкции, скорость перемещения, удельные рабочие нагрузки. Тяжелонагруженные механизмы требуют применения высоковязких противозадирных смазок, скоростные – масел малой вязкости с улучшенными антифрикционными свойствами.
Масла серии Mobil Vactra Oil существенно облегчают подбор смазочного материала для направляющих: они подходят для любых комбинаций материалов трущихся пар.
Замена СОЖ и промывка системы
Чтобы свежая СОЖ имела долгий срок службы, перед последним запуском станка в резервуар рекомендуется влить системный очиститель, например, OILCOOL XR. Он эффективно растворяет загрязнения и отложения на поверхностях. По истечении 8 – 24 часов необходимо слить всю жидкость из системы и промыть ее водой.
Системный очиститель полностью удаляет остатки старой эмульсии, поэтому после промывки с его использованием допускается заливать в станок СОЖ другой марки.
В заключение статьи, предлагаем посмотреть видеоурок о правилах технического обслуживания токарного станка:
Техническое обслуживание станка ЧПУ. График ТО
Периодичность проведения технического обслуживания станка ЧПУ, как правило, определяется технической документацией станка и инструкцией по эксплуатации. В некоторых случаях «официальные представители» производителей станков ЧПУ предоставляют лишь обобщенную информацию по срокам проведения ТО, необходимым операциям по обслуживанию станка ЧПУ, его агрегатов и сопутствующего оборудования. Однако и в первом и во втором случаях бывает сложно разобраться, когда именно проводить ТО станка ЧПУ, какие операции при этом следует выполнять, какие инструменты и принадлежности, а также смазочные средства, использовать.
В первую очередь следует разобраться с составлением графика проведения технического обслуживания станка ЧПУ. Ниже приведена сводная таблица с рекомендуемыми ключевыми производителями деревообрабатывающих станков ЧПУ сроками выполнения тех или иных операций на основных частях станка ЧПУ. Периодичность ТО рассчитана исходя из 8-ми часовой рабочей смены и 5-ти дневной рабочей недели при максимальной загруженности оборудования.
Таблица периодичности проведения технического обслуживания станка ЧПУ
Периодичность ТО
Часть станка
Операции
Ежедневно
Весь станок
Общая чистка станка
Контроль давления вакуума, давления сжатого воздуха, уровня масла в маслораспылительном блоке и централизованной системе смазки
Визуальная проверка
Рабочий стол
Проверка состояния уплотнительных шнуров, прокладок, присосок и прочих зажимных приспособлений
Устройства безопасности
Визуальная проверка состояния аварийных выключателей, концевиков, контактных ковриков, фотореле
Оперативный блок
Проверка состояния защитных кожухов
Контроль блокировки инструмента в электрошпинделе
Внешний осмотр и очистка фрезерного шпинделя
Внешний осмотр и очистка инструмента сверлильно-присадочного блока
Вакуумный насос
Чистка каналов охлаждения
Блок управления
Резервное копирование и архивирование баз данных, системных конфигураций и файлов управляющих программ
Устройства смены инструмента
Очистка устройств смены инструмента
Чистка оптики датчиков свободного места
Еженедельно
Весь станок
Контроль и чистка направляющих и зубчато-реечных механизмов станка
Вакуумная система
Чистка фильтров вакуумных магистралей рабочего стола, кареток присосок
Оперативный блок
Чистка оси C
Каждые 100 часов (2-3 недели)
Весь станок
Смазка механизмов, движущихся по осям X, Y и Z (зубчато-реечные механизмы, ШВП, ползуны линейных направляющих), в том числе осей Z фрезерного шпинделя и сверлильного редуктора
Оперативный блок
Смазка редуктора сверлильно-присадочной группы
Смазка головки циркулярной пилы
Вакуумный насос
Чистка воздушных фильтров вакуумного насоса
Блок подготовки воздуха
Чистка фильтров грубой и тонкой очистки
Каждые 200 часов (или ежемесячно)
Рабочий стол
Смазка ползунов консольного рабочего стола
Оперативный блок
Проверка соединений фрезерного электрошпинделя и электрошпинделя сверлильно-присадочной группы
Чистка и смазка устройства быстрой смены инструмента главного шпинделя
Чистка и смазка устройства быстрой смены инструмента главного фрезерного шпинделя ЧПУ
Блок подготовки воздуха
Замена фильтра предварительной очистки
Замена фильтра тонкой очистки
Вакуумный насос
Замена масла в масляном пластинчато-роторном вакуумном насосе
Замена масляного фильтра
Каждые 2000 часов (или ежегодно)
Вакуумный насос
Контроль износа лопастей пластинчато-роторного вакуумного насоса
Смазка подшипников
Электрический шкаф
Замена фильтра воздушного охлаждения
Очистка электрического шкафа
Сроки проведения технического обслуживания станка ЧПУ могут изменяться в зависимости от загруженности оборудования, условий окружающей среды (в том числе температуры и влажности воздуха, загрязненности помещения), использования сырья и типов обработок с высоким уровнем пылеобразования, качества смазочных материалов, изношенности оборудования или по другим причинам. Например, если станок недостаточно загружен и работает только половину смены, то период проведения техобслуживания можно увеличить в два раза.
С другой стороны необходимо следить за качеством смазки станка ЧПУ, так как одни типы смазочных материалов имеют свойство со временем подсыхать, другие – растекаться под воздействием жары в летний период, третьи – впитывать пыль из окружающего воздуха. Поэтому, независимо от загруженности станка ЧПУ, при выявлении малейшей сухости на зубчато-реечных механизмах, ШВП, или затрудненного перемещения подвижных частей станка, временные промежутки между операциями смазки данных узлов следует сократить.
Периодичность проведения технического обслуживания некоторых устройств станка ЧПУ в приведенной таблице могут существенно отличаться у разных поставщиков. Например, чистка и смазка устройства быстрой смены инструмента согласно нормативным рекомендациям одного производителя станков ЧПУ выполняется через месяц. У другого производителя, обозначена периодичность 1000 часов. В данном случае следует обратить внимание на то, как часто используется устройство быстрой смены инструмента станка ЧПУ, и просчитать примерное количество смен инструмента. При достижении количества циклов смен 50 000, ТО следует проводить с полной разборкой, чисткой и смазкой устройства, а в остальной период достаточно выполнить операции обслуживания на доступных без разборки участках устройства смены инструмента.
Для удобства проведения техобслуживания станка ЧПУ некоторые операции можно объединить и выполнять их единовременно. Здесь следует учесть время, затрачиваемое на выполнение той или иной операции, и время подготовки к проведению ТО. Например, на консольных станках ЧПУ смазка ползунов консолей рабочего стола может выполняться теми же смазочными материалами, что и механизмы перемещения осей X, Y, Z, только с более длительной периодичностью. В этом случае можно объединить данные операции, уменьшив количество смазки, закладываемой в подшипники консолей рабочего стола.
Для своевременного выполнения операций технического обслуживания станка ЧПУ, а также планирования и организации бесперебойной работы цеха, необходимо построить график проведения ТО. В таком случае оператор станка ЧПУ не пропустит время проведения ТО, а руководство будет заблаговременно информировано об остановке станка и по мере необходимости сможет привлечь необходимых специалистов.
Если на предприятии не ведется, какая-либо, отчетная документация о выполнении техобслуживания производственного оборудования, то для составления графика проведения ТО станка ЧПУ оператору не нужно строить сложные схемы, а достаточно завести обычный настенный календарь и цветными маркерами сделать на нем отметки со сносками на ТО-1, ТО-2, ТО-3 и т.д. Соответственно нумерация ТО определяет, какие именно операции по обслуживанию станка ЧПУ следует выполнить, согласно нормативным документам.
Отметки о проведении технического обслуживания станка ЧПУ можно ставить здесь же, на календаре.
Правила профилактического обслуживания OSHA | Малый бизнес
Джо Стоун
Администрация по охране труда и технике безопасности (OSHA) считает профилактическое обслуживание формой контроля опасностей на рабочем месте, которая предотвращает травмы. Правила OSHA требуют от работодателей внедрить систему профилактического обслуживания, которая гарантирует, что оборудование для обеспечения безопасности остается эффективным и предотвращает развитие новых опасностей из-за неисправности оборудования, не связанного с безопасностью. В дополнение к выпуску инструкций по профилактическому обслуживанию, OSHA выпускает инструкции, чтобы помочь работодателям соблюдать их.
Стандарты OSHA
Основным источником правил OSHA является раздел 29 Свода федеральных правил, разделы с 1910 по 1910.1450, также известный как стандарты безопасности и гигиены труда. Положения принимаются и разрабатываются через министра труда и основаны на общенациональных согласованных стандартах или установленных федеральных стандартах.
Стандарты профилактического обслуживания встречаются во всех правилах, некоторые из которых обычно применяются к рабочим местам, а другие относятся к конкретной отрасли. Например, статья 19.10.22(a)(2) требует, чтобы «каждое рабочее помещение» содержалось «в чистоте и, насколько это возможно, в сухом состоянии». Раздел 1910.265(c)(18)(i) определяет процедуры профилактического обслуживания, применимые к конвейерам, используемым на лесопильных заводах.
Базовое техническое обслуживание
Управление OSHA выделяет определенные действия как основные для реализации программы профилактического обслуживания. Например, система технического обслуживания включает в себя письменные инструкции по регулярным проверкам оборудования для обеспечения безопасности, такого как мониторы, используемые для предотвращения вредных для здоровья уровней вредных газов, используемых на рабочем месте. Проверки должны быть задокументированы с указанием даты, времени и типа проверяемого оборудования, а также с указанием лица, проводившего проверку.
Система профилактического обслуживания небезопасного оборудования требует осмотра важных компонентов, чтобы убедиться, что они работают должным образом. Например, шины или гидравлические цилиндры вилочного погрузчика должны быть проверены на соответствие стандартам производительности, поскольку отказ любого из этих компонентов во время попытки подъема может привести к выходу из строя вилочного погрузчика и стать причиной травмы.
Обязательные процедуры
Правила Управления по охране труда требуют выполнения процедур профилактического обслуживания для определенных отраслей или оборудования. Например, раздел 19.10.272(m)–(m)(4) определяют процедуры технического обслуживания, применимые к объектам по обработке зерна. Обязательные процедуры включают регулярные плановые проверки оборудования, связанного с «сушилками, оборудованием для обработки потока зерна, оборудованием для сбора пыли, включая фильтрующие коллекторы и ковшовые элеваторы». Для всего оборудования необходимо соблюдать рекомендации производителей по техническому обслуживанию, и любое неисправное или неэффективное оборудование должно быть отремонтировано или заменено в кратчайшие сроки.
Правила также требуют внедрения программы профилактического обслуживания для всех операторов мостовых и козловых кранов. Работа должна выполняться в соответствии с рекомендациями производителя крана. Правила OSHA также устанавливают специальные процедуры для выполнения технического обслуживания мостового или козлового крана. К ним относятся удаление крана в месте, удаленном от других работающих кранов, перевод всех контроллеров в положение «выключено» и удержание аварийного выключателя в разомкнутом и заблокированном положении.
Добровольные инструкции по технике безопасности
В 1989 году OSHA выпустила добровольные инструкции для всех работодателей, направленные на повышение безопасности на рабочем месте. Руководящие принципы предназначены для предотвращения опасностей на рабочем месте в ситуациях, когда соблюдение работодателем конкретных правил OSHA не является проблемой. Информационный бюллетень, доступный в OSHA, обобщает рекомендации для работодателей. Среди них OSHA заявляет, что приверженность руководства и участие сотрудников необходимы для эффективного обеспечения безопасности на рабочем месте и здоровых условий труда.
Ссылки
OSHA: Стандарты безопасности и гигиены труда
OSHA: Руководство по управлению программой безопасности и здоровья; Выпуск добровольных руководящих принципов
Биография писателя
Джо Стоун — независимый писатель из Калифорнии, профессионально пишет с 2005 года. Его статьи были опубликованы на LIVESTRONG.COM, SFgate.com и Chron.com. Он также имеет опыт проведения расследований и провел почти два десятилетия в юридической практике. Стоун получил юридическую степень в Юридической школе Юго-Западного университета и степень бакалавра философии в Калифорнийском государственном университете в Лос-Анджелесе.
Понимание правил OSHA, влияющих на техническое обслуживание
Рабочие по техническому обслуживанию ежедневно подвергаются угрозам безопасности и суровым условиям труда. По закону организации обязаны снижать риски для обслуживающего персонала и других сотрудников, соблюдая стандарты охраны труда и техники безопасности, разработанные Управлением по охране труда (OSHA). В этой статье объясняется влияние правил OSHA на техническое обслуживание.
Что такое OSHA?
Управление по охране труда и здоровья (OSHA) — это правительственное агентство США, созданное Конгрессом для обеспечения безопасных и здоровых условий труда путем разработки и обеспечения соблюдения стандартов. Это включает в себя установление общеотраслевых стандартов, а также отраслевых норм и других правил. Чтобы помочь организациям соответствовать этим стандартам, OSHA предоставляет возможности обучения, информационно-просветительской работы и обучения, а также помощь в соблюдении требований.
Как создаются стандарты OSHA?
Разработка стандартов OSHA — это многоэтапный процесс, который может быть инициирован самим OSHA или в ответ на петиции третьих лиц, государственных и местных органов власти, признанных на национальном уровне организаций по стандартизации, работодателей, представителей по трудовым отношениям или любых других заинтересованных сторон. лица.
Иногда указы президента и последующие действия вызывают необходимость в новых стандартах OSHA. Например, в январе 2021 года президент Джо Байден издал указ, предписывающий OSHA принять меры, связанные с защитой работников от COVID-19.вирус.
На начальном этапе нормотворчества OSHA собирает информацию посредством симпозиумов, общественных обсуждений или опросов. Для вынесения рекомендаций могут быть привлечены специальные комитеты или организации. Как только составлены планы по предложению, изменению или отмене стандарта, OSHA приглашает общественность представить свои отзывы. После рассмотрения отзывов и других данных OSHA создает окончательное правило, которое вступает в силу.
Влияние OSHA на техническое обслуживание
Основным источником правил технического обслуживания OSHA является Раздел 29 Свода федеральных правил (CFR)., секции 1910 – 1910, 1450. Организации несут ответственность за создание системы, которая повышает осведомленность об опасностях, продвигает передовой опыт и обеспечивает безопасное и здоровое рабочее место. Для технического обслуживания это может повлиять на то, какие задачи выполняют технические специалисты; как хранятся запасы; и какие меры безопасности необходимо принимать до, во время и после ремонта.
Хотя существует множество стандартов, влияющих на техническое обслуживание, некоторые из наиболее часто упоминаемых нарушений техники безопасности OSHA в 2021 финансовом году включают: оповещение об опасности, блокировку/маркировку (LOTO) , и ограждение машины. Каждый из них описан ниже.
Правила информирования об опасностях
Стандарты информирования об опасностях (1910.1200) способствуют обеспечению химической безопасности, требуя, чтобы идентификаторы и опасности химических веществ были доступны и понятны сотрудникам. Одной из форм информирования об опасности является паспорт безопасности материала (MSDS).
Документация MSDS содержит указания техническим специалистам, что делать, если химикаты прольются, попадут на руки, попадут в глаза или будут случайно проглочены. Например, хотя может быть инстинктивно мыть открытые участки водой (или пить воду, если их проглотили), это не всегда правильно. Паспорта безопасности также описывают правильный способ хранения и использования химических веществ.
Правила блокировки/маркировки
Правила блокировки/маркировки (LOTO) (1910.147) охватывают обслуживание и техническое обслуживание оборудования, в котором неожиданное включение, запуск или высвобождение накопленной энергии могут нанести вред сотрудникам. Есть много типов опасной энергии, которая может быть в машине, включая химическую, электрическую, гидравлическую, механическую, пневматическую и тепловую.
Поэтому крайне важно, чтобы сотрудники выполняли надлежащие процедуры LOTO. Эти процедуры могут быть задокументированы в компьютеризированной системе управления техническим обслуживанием (CMMS) для легкого доступа. Несоблюдение процедур LOTO может привести к серьезным травмам, таким как ожоги, ампутация конечностей, размозжение конечностей или поражение электрическим током.
Узнайте о процессе блокировки/маркировки в нашем блоге Что такое блокировка/маркировка?
Стандарты защиты машин
Стандарты защиты машин (1910.212) касаются ограждений, которые защищают операторов и других сотрудников от опасностей, связанных с машиной. Бригады технического обслуживания несут ответственность за оснащение активов надлежащими предохранительными устройствами и проверку существующих средств защиты. Проверка ограждений машины должна быть частью стандартных плановых профилактических осмотров, если они еще не включены.
Руководство OSHA COVID-19
В отличие от ранее упомянутых обязательных стандартов, руководство OSHA COVID-19 носит рекомендательный характер. Это руководство предназначено для того, чтобы помочь организациям определить риски заражения COVID-19 для непривитых работников или тех, кто вакцинирован, но в других отношениях подвержен риску, например, с ослабленным иммунитетом. Руководящие принципы охватывают скрининг и мониторинг, физическое дистанцирование, лицевые покрытия и СИЗ (средства индивидуальной защиты), а также другие меры по обеспечению безопасности работников.
Посетите веб-сайт OSHA для получения дополнительной информации о последних рекомендациях по COVID-19.
Как обеспечивается соблюдение стандартов OSHA
Обеспечение соблюдения стандартов OSHA осуществляется посредством аудитов соответствия. Во-первых, офицеры по соблюдению требований должны предъявить свои полномочия, чтобы доказать, что они законны. Затем объясняют, почему организация была выбрана для проверки. Сотрудник расскажет о процессе, который включает в себя обход и визуальный осмотр машин, беседу один на один с сотрудником, который может представлять организацию в процессе, и опрос других сотрудников.
После того, как инспекторы по контролю за соблюдением норм осматривают рабочее место на наличие опасностей и сообщают работодателю о своих выводах, проверка завершается одним из двух способов. Если нарушений не обнаружено, проверка завершена. Если нарушения будут обнаружены, офицер может выписать предупреждения или штрафы. Цитаты предоставляют организациям возможность исправить любые нарушения к установленному сроку. Штрафы высоки и варьируются от десятков тысяч до сотен тысяч долларов в зависимости от серьезности нарушения.
Подробнее: Почему не стоит бояться аудитов технического обслуживания
Как отделы технического обслуживания способствуют соблюдению требований OSHA
Группы технического обслуживания способствуют соблюдению требований OSHA, устанавливая методы работы и политики, обеспечивающие безопасность себя и других. Например, своевременное выполнение профилактических работ создает более безопасную рабочую среду, поддерживая помещения, оборудование и средства индивидуальной защиты (СИЗ) в хорошем состоянии.
Организации используют компьютеризированную систему управления техническим обслуживанием (CMMS) как часть более крупной системы управления качеством (QMS) для документирования процедур, соответствующих OSHA, и хранения информации о здоровье и безопасности. Менеджеры по техническому обслуживанию также могут проводить постоянное обучение при инвентаризации новых химикатов, обновлении правил или установке новых активов. Когда проводится аудит соответствия, CMMS предоставляет доказательства того, что вы сказали то, что сделали, сделали то, что сказали, и может доказать это.
Использование программного обеспечения CMMS для обеспечения соответствия требованиям OSHA
Использование программного обеспечения компьютеризированной системы управления техническим обслуживанием (CMMS) для документирования и управления информацией о безопасности значительно упрощает соблюдение стандартов OSHA, применимых к вашей отрасли.
Программное обеспечение CMMS предоставляет инструменты для реализации программы безопасности на основе соответствующих операционных процедур технического обслуживания. Назначение связанных с безопасностью задач рабочим заданиям дает техническим специалистам пошаговые инструкции по выполнению работ по техническому обслуживанию в соответствии со стандартами OSHA. Цифровая документация по техническому обслуживанию, такая как паспорта безопасности, изображения и видео, также может быть прикреплена к записям по техническому обслуживанию для предоставления дополнительной информации.
Функция профилактического обслуживания программного обеспечения CMMS может использоваться для планирования повторяющихся задач, связанных с безопасностью, таких как проверки и калибровки. Эти действия особенно важны для критического оборудования пожарной безопасности и других аварийных систем.
В качестве системы документации технического обслуживания CMMS является полезным инструментом при подготовке к проверкам OSHA. Например, организации могут хранить важную информацию о здоровье, безопасности и сертификации вместе с записями сотрудников. Программное обеспечение CMMS также отслеживает выполнение таких задач, как процедуры блокировки/маркировки, гарантируя, что вы можете предоставить аудиторам доказательства того, что определенные шаги были выполнены и выполнены.
Наконец, отчеты CMMS предоставляют дополнительные доказательства того, что профилактическое обслуживание и критический ремонт были выполнены вовремя, безопасным образом и были высокого качества.
Подготовьтесь к проверкам OSHA с помощью FTMaintenance Select
FTMaintenance Select позволяет легко документировать, отслеживать и управлять операциями технического обслуживания.
Винт ШВП – это продольная стальная направляющая с резьбой, которая обычно наносится накаткой. Поэтому такие направляющие еще называют катанными винтами ШВП. Как правило, для их фиксации в горизонтальной плоскости используются специальные опоры для ШВП.
Собственно, вдоль направляющего вала и перемещается гайка ШВП, шарики которой находятся в совместных дорожках качения. Благодаря такой незамысловатой, на первый взгляд, конструкции достигается высокая точность перемещения узлов. Этот вид преобразования движения «винт-гайка» называется шарико-винтовой парой.
Преимущества конструкции
При использовании шарико-винтовой передачи вместо трения скольжения действует трение качения. В результате достигается:
износостойкость узла;
увеличение КПД до 90–98%;
создание преднатяга по необходимому классу;
возможность абсолютного устранения радиального и осевого зазора – благодаря сборке шарико-винтовой пары с предварительным натягом;
способность создавать большие осевые силы;
точное позиционирование в станках с ЧПУ – благодаря отличной жесткости и повторяемости;
малые размеры в сочетании с прекрасной несущей способностью;
плавное перемещение;
тихий ход даже при быстром вращении;
надежность конструкции;
снижение коэффициента трения;
износостойкость.
Области применения
Винты и гайки ШВП востребованы в механизмах линейного перемещения и позиционирования различных систем. Изначально они предназначались для оборудования с высоким уровнем точности. Но весомые преимущества обеспечили шарико-винтовым парам повсеместное использование.
Такие передачи применяются в 90% современных станков с ЧПУ. Они решают широкий круг задач разной сложности – от выполнения транспортных функций в механизмах линейного перемещения до создания кинематических схем управляемых осей в высокоточных установках.
В частности с применением шариковинтовых передач работает следующее оборудование:
лазерные и другие станки с ЧПУ;
3D принтеры;
граверы;
обрабатывающие центры;
промышленные роботы;
медицинское оборудование;
транспортные системы перемещения;
механизмы спуска и подъема шасси;
электронные и электротехнические устройства;
оборудование в автопроме, авиастроении, пищевой, текстильной и других отраслях промышленности.
Роль направляющего винта
Винт ШВП представляет собой вал с одной или несколькими каналами полукруглого сечения. Пару ему составляет гайка с такими же винтовыми каналами. Вместе они формируют дорожку качения круглого сечения. По нему перекатываются шарики, число и величина которых зависит от параметров винта и гайки ШВП. Канал в гайке выполнен замкнутым, чтобы они в нём циркулировали по кругу.
Винт ШВП приводится во вращательное движение валом сервопривода или шагового электродвигателя и преобразовывает его в поступательное движение гайки, которая зафиксирована на столе или в шпиндельной коробке. Взаимодействие винта с гайкой происходит через шарики, размещенные на дорожках качения. Такая конструкция является очень эффективной – с минимальным трением и высоким КПД.
Особенности производства винтов ШВП
Гайки и направляющие валы ШВП производят из высокоуглеродистых сплавов. В зависимости от технологии производства различают следующие виды:
Катаные винты ШВП – с канавками, выполненными по технологии холодной накатки. Они отличаются низкой ценой и средним классом точности – до 23 мкм на 300 мм хода. Заготовка подвергается пластической деформации с помощью 2 валков. В результате получается упрочненная поверхность со сглаженным расположением волокон и незначительной шероховатостью.
Шлифованные винты ШВП – с высоким классом точности (С0–С7). Такие изделия сложнее в производстве и дороже катаных аналогов. После нарезки они проходят индукционное закаливание и обработку на резьбошлифовальных станках. В результате достигается превосходная повторяемость и точность позиционирования, возрастает плавность перемещения ШВП и срок их службы.
Элементы, изготовленные по технологии высокопрецизионной накатки PSF. Она обеспечивает высокую точность, как при шлифовке, при более низкой цене – благодаря упрощенной технологии изготовления. После накатки изделия проходят индукционную закалку и обработку для снижения остаточного напряжения в поверхностном слое. Затем поверхности дорожек качения полируются. В результате они становятся более гладкими и твердыми. Такая доводка обеспечивает катаным ШВП плавную и бесшумную работу.
Концы винтов обрабатываются под посадочное место на заводе изготовителя в соответствии с чертежами заказчика.
Размеры винтов ШВП
Основные параметры шарико-винтовых пар – это номинальный диаметр d0 (на уровне которого находятся центры шариков), шаг резьбы Р и диаметр шариков Dw. Как правило, диаметр шариков равен 0,6 шага резьбы. Предпочтительным считается шаг резьбы 2.5, 5, 10 и 20 мм. Существующие размеры винтов ШВП по ГОСТ 25329-82 приведены в таблице.
Элементы привода ШВП с мелким шагом используются в низкоскоростных станках, рассчитаны на высокие нагрузки и имеют большой срок службы. С увеличением шага резьбы возрастает скорость перемещения шарико-винтовых пар, но уменьшается их способность воспринимать большие нагрузки.
Большой выбор типоразмеров позволяет купить винты ШВП с оптимально подходящими параметрами, в зависимости от условий их использования. Такие элементы востребованы и при изготовлении нового оборудования, и при ремонте или модернизации используемых станков.
Заказывайте – доставим!
В нашей компании вы можете купить направляющие винты ШВП для ЧПУ от немецкого производителя Bosch Rexroth любых стандартных размеров, полностью соответствующие ГОСТ. Нужные размеры винта ШВП вы можете найти в таблице на странице товара. А если возникнут трудности с подбором, то оставьте заявку – мы с радостью поможем вам подобрать вал для гайки конкретно под ваше оборудование по каталогу. Доставка в любой регион России и конкурентные цены.
ШВП, винты, направляющие валы
Сравнение товаров (0)
Сортировать: По умолчаниюПо имени (A — Я)По имени (Я — A)По цене (возрастанию)По цене (убыванию)По рейтингу (убыванию)По рейтингу (возрастанию)По модели (A — Я)По модели (Я — A)
Показывать: 15255075100
Внутренняя Т-гайка для профиля 2020/2040 под винт М3
Поворотная внутренняя Т-гайка для профиля 2020/2040 под винт М3 с никелированной стали. Основное назначение — соединение элементов ЧПУ станков, 3D-принтеров, плоттер..
3.00грн
Внутренняя Т-гайка для профиля 2020/2040 под винт М4
Поворотная внутренняя Т-гайка для профиля 2020/2040 под винт М4 с никелированной стали. Основное назначение — соединение элементов ЧПУ станков, 3D-принтеров, плоттер..
3.00грн
Внутренняя Т-гайка для профиля 2020/2040 под винт М5
Поворотная внутренняя Т-гайка для профиля 2020/2040 под винт М5 с никелированной стали. Основное назначение — соединение элементов ЧПУ станков, 3D-принтеров, плоттеров и ..
3.00грн
Концевая опора SHF10 для вала 10мм
Горизонтальная концевая опора SHF10 для крепления линейных направляющих (валов) диаметром 10мм.
Изготовлена из дюралюминия. Вал фиксируется затягиванием ви..
35.00грн
Концевая опора SHF12 для вала 12мм
Горизонтальная концевая опора SHF12 для крепления линейных направляющих (валов) диаметром 12мм.
Изготовлена из дюралюминия. Вал фиксируется затягивани..
40.00грн
Концевая опора SHF16 для вала 16мм
Горизонтальная концевая опора SHF16 для крепления линейных направляющих (валов) диаметром 16мм.
Изготовлена из дюралюминия. Вал фиксируется затягивани..
45.00грн
Концевая опора SHF8 для вала 8мм
Горизонтальная концевая опора SHF8 для крепления линейных направляющих (валов) диаметром 8мм.
Изготовлена из дюралюминия. Вал фиксируется затягиванием винт..
33.00грн
Концевая опора SK10 для вала 10мм
Т-образная концевая опора SK10 для крепления линейных направляющих (валов) диаметром 10мм.
Изготовлена из дюралюминия. Вал фиксируется затягиванием винта с пота..
30.00грн
Концевая опора SK12 для вала 12мм
Т-образная концевая опора SK12 для крепления линейных направляющих (валов) диаметром 12мм.
Изготовлена из дюралюминия. Вал фиксируется затягиванием винта с пота..
30.00грн
Концевая опора SK16 для вала 16мм
Т-образная концевая опора SK16 для крепления линейных направляющих (валов) диаметром 16мм.
Изготовлена из дюралюминия. Вал фиксируется затягиванием винта с пота. .
37.00грн
Концевая опора SK8 для вала 8мм
Т-образная концевая опора SK8 для крепления линейных направляющих (валов) диаметром 8мм.
Изготовлена из дюралюминия. Вал фиксируется затягиванием винта с потайн..
1
26.00грн
Латунная безлюфтовая гайка THSL T8 8мм
Латунная безлюфтовая гайка THSL T8 8мм (антилюфт) для установки на трапецеидальный винт с резьбой Т8. Гайка состоит из двух частей , между кото..
1
55. 00грн
Латунная гайка THSL T8-8мм
Латунная гайка THSL T8-8мм для установки на винт с трапецеидальной резьбой Т8. Резьба гайки — четырехзаходная, проход за один оборот — 8мм.
Разме..
28.00грн
Линейная направляющая (вал) D-10мм, длина-300мм
Линейная направляющая (вал) диаметром 10мм. Длина вала — 300мм.
Изготовлена из углеродистой стали, поверхность закалена. Фаска на боковых поверхностях нап..
95.00грн
Линейная направляющая (вал) D-10мм, длина-400мм
Линейная направляющая (вал) диаметром 10мм. Длина вала — 400мм.
Изготовлена из углеродистой стали, поверхность закалена. Фаска на боковых поверхностях нап..
105. 00грн
Шарико-винтовая передача 25 мм с шариковой гайкой, приблизительно 5 оборотов на дюйм
Введение:
Это шарико-винтовая передача и шариковая гайка с большим диаметром чуть меньше 1 дюйма (24,86 мм). Ход составляет примерно 5 витков на дюйм (24,91 мм после 5 витков). Этот шариковый винт обеспечит плавное, легкое и точное движение к фрезерным станкам с ЧПУ и станкам. Длина резьбовой части 1900 мм.
Описание:
Шарико-винтовые пары представляют собой тип винтов с особым профилем резьбы, который обеспечивает плавную циркуляцию набора шариков в шариковой гайке. Это обеспечивает чрезвычайно плавное движение с низким коэффициентом трения.
Шарико-винтовая передача имеет обработанные концы и включает по два подшипниковых блока на каждом конце. Кроме того, обработанный конец имеет стандартную резьбу для блокировки, обеспечивающую ограничение осевого перемещения. Гайка входит в комплект. Этот конец загнут на 17 мм, поэтому вам понадобится 17-мм муфта для этого конца.
На другом конце имеется канавка для стопорного кольца (также известного как С-образный зажим или стопорное кольцо), стопорное кольцо также включено). Этот конец загнут на 20 мм.
Убедитесь, что муфта имеет отверстие диаметром 17 мм на одном конце и отверстие диаметром вала двигателя на другом конце. Эта муфта не входит в комплект поставки, так как существует множество диаметров вала для двигателей.
Задайте вопрос о шарико-винтовой передаче 25 мм с шариковой гайкой и числом оборотов около 5 на дюйм:
Ранее отвеченные вопросы:
Нажмите на вопрос, чтобы открыть ответ.
Нет предыдущих вопросов. Будьте первым, кто задаст вопрос об этом товаре.
Связанные руководства
Станок с ЧПУ John S.C. и предложения Джон С. С. сделал то, чего я еще не видел. Он применил шарико-винтовую передачу к самодельной версии станка с ЧПУ, которую можно найти в пошаговом руководстве и в книге «Создай свой собственный станок с ЧПУ». Да, вы поняли меня правильно! ШВП. Почему я звучу взволнованно? Читай дальше.
Техника минимизации люфта Жерара К. Избавление от люфта кажется самой большой проблемой для любителей ЧПУ, особенно при фрезеровании печатных плат, поскольку используются медные дорожки для устройств поверхностного монтажа. Устройства для поверхностного монтажа представляют собой очень маленькие электронные детали, которые содержат выводы, расположенные очень близко друг к другу, или выводы находятся в нижней части компонента, а часть обычно лежит плоско на печатной плате (печатной плате).
Одиночные пуски, 2 пуска, 5 пусков, TPI, Lead, HUH?!? Думаю, пришло время поговорить о ходовых винтах. Итак, что же это за ходовой винт, который всегда упоминается на этом сайте. Свинцовые винты также имеют все эти термины и эзотерический язык, которые я демистифицирую. Возможно, вы также начнете понимать математику линейного движения и то, как разные ходовые винты обеспечивают различные характеристики линейного движения.
Делриновый антилюфт для трапецеидального ходового винта 8 мм ACME — T8x8 или T8x2
(пока отзывов нет)
Написать обзор
Делриновый антилюфт для трапециевидного ходового винта 8 мм ACME — T8x8 или T8x2
Рейтинг Обязательно
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Обязательно
Тема отзыва Обязательно
комментариев Обязательно
Артикул:
HW-SC-ДЕЛЬРИН-P
Описание
Делриновая противозазорная гайка для T8x8 или T8x2 8 мм трапециевидный ACME ходовой винт. Пожалуйста, укажите размер выше.
Обратите внимание: существует как минимум два распространенных типа 8-мм ходовых винтов. Один с шагом 2 мм, 4 захода (8 мм на виток), другой – с шагом 2 мм, одинарный пуск (2 мм на виток). У нас есть гайки с защитой от люфта для обоих типов; Пожалуйста, внимательно проверьте свой ходовой винт и ваш выбор выше перед покупкой.
Особенности:
Бесшумная работа — в отличие от латунных гаек, дельриновые гайки почти полностью бесшумны любое применение
Более жесткий допуск — гайки из делрина имеют более жесткий допуск, чем латунные гайки, как в радиальном, так и в осевом направлении. В некоторых случаях основная/передняя гайка может использоваться отдельно для обеспечения удовлетворительной точности.
Самокомпенсирующаяся — натяжение пружины сохраняет жесткий допуск даже после износа ходового винта или латунной гайки
Регулируемая предварительная нагрузка — регулируется от 4 Н до 8 Н со стандартной пружиной (более высокая предварительная нагрузка может быть достигнута заменой более жесткой пружины)
Модельный ряд токарного оборудования Optimum и TOPTECH
ФРЕЗЕРНЫЕ СТАНКИ
Фрезерные станки по металлу Optimum TOPTECH
СВЕРЛИЛЬНЫЕ СТАНКИ
Сверлильные станки по металлу Optimum TOPTECH
Настольные станки с ЧПУ
Настольный токарный или фрезерный станок по металлу с ЧПУ. Для универсальных токарных и фрезерных станков Оптимум, уже работающих на предприятиях Украины, предлагаются комплекты ЧПУ
Токарные станки с ЧПУ
Надежное и качественное оборудование с ЧПУ Siemens
Фрезерные станки с ЧПУ
Фрезерные станки по металлу с ЧПУ Optimum TOPTECH
ЛЕНТОЧНЫЕ ПИЛЫ
Ленточные пилы по металлу Optimum TOPTECH ручные и автоматические
Станки для заточки сверл, фрез, резцов
Станки имеют отличное качество, немецкую надежность и безопасность
Оснастка и инструмент
Широкая номенклатура высококачественных тисков, патронов, люнетов, планшайб, головок, центров, светильников, сверл, фрез, резцов, пил и другой оснастки и инструмента для металлорежущих станков
Гидравлические прессы
Высокая надёжность и производительность Optimum TOPTECH
Гибочное оборудование
Продуманная конструкция, отличное качество и удобство при работе
Днепропетровская компания ООО «ЕМ ГРУПП» уже несколько лет является эксклюзивным представителем немецкого производителя металлообрабатывающих станков Optimum TOPTECH. Любое предприятие в Украине или частное лицо может купить:
Настольный токарный станок по металлу Optimum, модельный ряд 20 единиц.
Промышленный токарно-винторезный станок по металлу, токарно-винторезные станки серии «PREMIUM» модельный ряд 38 единиц.
Ленточнопильный станок Optimum (модельный ряд «ленточная пила по металлу» – более 40 моделей).
Станок для заточки инструмента (модельный ряд: для заточки сверел, цепей, ножей, фрез).
Промышленный токарный станок с ЧПУ.
Промышленный фрезерный станок с ЧПУ.
Оснастка к токарному и фрезерному станкам.
Пневматический инструмент.
Компрессор.
Генератор.
Металлообрабатывающие станки – это различные виды оборудования, используемые для обработки металла. Они широко применяются в промышленности и позволяют выполнять множество работ по изготовлению деталей из металла.
Существует несколько типов металлообрабатывающих станков, каждый из которых предназначен для выполнения определенных задач. Рассмотрим наиболее распространенные типы станков:
Токарный станок – это металлообрабатывающий станок, который используется для обработки деталей, имеющих цилиндрическую или коническую форму. С помощью токарного станка можно выполнить множество операций, таких как нарезание резьбы, вытачивание отверстий, нарезание ручек и других элементов.
Фрезерный станок – это металлообрабатывающий станок, который используется для обработки деталей, имеющих сложную форму. Фрезерный станок может выполнять множество операций, таких как резание, сверление, нарезание резьбы, фрезерование и многое другое.
Гибочный станок – это металлообрабатывающий станок, который используется для изготовления деталей из листового металла. Гибочный станок может выполнять различные операции, такие как гибка, резка и выдавливание.
Сверлильный станок – это металлообрабатывающий станок, который используется для сверления отверстий в металлических деталях. В зависимости от конструкции станка можно выполнять сверление отверстий разного диаметра и глубины.
Шлифовальный станок – это металлообрабатывающий станок, который используется для шлифовки поверхностей металлических деталей. С помощью шлифовального станка можно достичь высокой точности обработки и получить гладкую поверхность детали.
Кроме того, существуют также числовые металлообрабатывающие станки, оснащенные компьютерной системой управления, что позволяет автоматизировать процесс обработки заготовок, ускорить производство и повысить точность и качество выпускаемых изделий.
Однако, при работе с металлообрабатывающими станками необходимо соблюдать все меры безопасности. Это может включать использование систем защиты, правильный выбор инструментов и настроек оборудования, обучение персонала правилам работы с оборудованием, а также проведение регулярных проверок на соответствие требованиям по охране труда и безопасности.
В целом, металлообрабатывающие станки представляют собой важное оборудование для промышленности обработки металла. Выбор конкретного типа станка зависит от потребностей производства и характеристик заготовок, а правильное использование оборудования позволяет добиться результата.
Металлообрабатывающие станки представляют собой ключевое оборудование в различных отраслях промышленности, таких как машиностроение, автомобильная промышленность, производство электроники, аэрокосмическая промышленность и другие. Они позволяют выполнять широкий спектр операций по обработке металла, начиная от резки и сверления, и заканчивая нарезанием резьбы, шлифовкой и гибкой.
При выборе металлообрабатывающего станка необходимо учитывать такие факторы, как требуемый объем производства, размер и характеристики материала, сложность детали, требования к точности и многие другие. Также следует учитывать стоимость оборудования, его надежность и технические характеристики.
Важно отметить, что для эффективной работы металлообрабатывающих станков необходимы высококвалифицированные специалисты. Обучение персонала основам работы с металлообрабатывающими станками и повышение квалификации операторов позволяют максимально эффективно использовать оборудование и добиваться наилучших результатов в работе с ним.
Наконец, при работе с металлообрабатывающими станками необходимо соблюдать все меры безопасности. Это может включать использование защитного снаряжения, правильный выбор инструментов и настроек оборудования, обучение персонала правилам работы с оборудованием и проведение регулярных проверок на соответствие требованиям по охране труда и безопасности.
В целом, металлообрабатывающие станки представляют собой важное оборудование для производства деталей из металла. Выбор конкретного типа и модели оборудования должен основываться на тщательном анализе потребностей предприятия и его возможностей. Правильное использование металлообрабатывающих станков помогает ускорить производственный процесс, повысить точность и качество выпускаемых изделий и достичь максимальной отдачи от использования оборудования.
Еще одной важной характеристикой металлообрабатывающих станков является их автоматизация. Современные металлообработчики все чаще переходят на использование высокотехнологичных станков с компьютерным управлением, что позволяет автоматизировать процесс обработки заготовок и значительно повысить эффективность производства.
Числовые металлообрабатывающие станки, оснащенные компьютерной системой управления, могут выполнять широкий спектр операций, таких как сверление, фрезерование, резка, шлифовка, гибка и другие. Благодаря высокой точности и скорости работы, такие станки позволяют значительно сократить время производства и снизить количество ошибок, связанных с человеческим фактором.
Существуют также роботизированные металлообрабатывающие цеха, которые используются для автоматизации производственных процессов и снижения затрат на трудовые ресурсы. Роботы могут выполнять различные операции по обработке металла, такие как сверление, фрезерование, резка, сварка и другие.
Однако, автоматизация производства требует значительных инвестиций в оборудование, программное обеспечение и подготовку персонала. Кроме того, для эффективной работы автоматизированных систем необходимо проведение регулярного технического обслуживания и мониторинга состояния оборудования.
В целом, автоматизация производственных процессов с помощью металлообрабатывающих станков и роботизированных цехов является важным направлением развития промышленности. Она позволяет повысить эффективность производства, ускорить выпуск готовой продукции и улучшить ее качество. Однако, при выборе и использовании автоматизированных систем необходимо учитывать их технические характеристики, возможности персонала и меры безопасности, связанные с работой с таким оборудованием.
OPTIMUM (Германия)
Главная
Каталог
Магнитные сверлильные станки
OPTIMUM (Германия)
В наличии
Магнитный сверлильный станок Optimum DM 35
Коронка: до 35 мм
Сверло: до 13 мм
Резьба: —
Держатель: Weldon 19
Подробнее
УвеличитьОформить
В наличии
Магнитный сверлильный станок Optimum DM 35 V
Коронка: до 35 мм
Сверло: до 13 мм
Резьба: —
Держатель: Weldon 19
Подробнее
УвеличитьОформить
В наличии
Магнитный сверлильный станок Optimum DM 35 PF
Коронка: до 35 мм
Сверло: —
Резьба: —
Держатель: Weldon 19
Подробнее
УвеличитьОформить
В наличии
Магнитный сверлильный станок Optimum DM 36 VT
Коронка: до 36 мм
Сверло: до 18 мм
Резьба: до М 15
Держатель: Weldon 19
Подробнее
УвеличитьОформить
В наличии
Магнитный сверлильный станок Optimum DM 38 VF
Коронка: до 38 мм
Сверло: —
Резьба: —
Держатель: Weldon 19
Подробнее
УвеличитьОформить
В наличии
Магнитный сверлильный станок Optimum DM 50
Коронка: до 50 мм
Сверло: до 13 мм
Резьба: —
Держатель: Weldon 19
Подробнее
УвеличитьОформить
В наличии
Магнитный сверлильный станок Optimum DM 50 V
Коронка: до 50 мм
Сверло: до 13 мм
Резьба: —
Держатель: Weldon 19
Подробнее
УвеличитьОформить
В наличии
Магнитный сверлильный станок Optimum DM 50 PM
Коронка: до 50 мм
Сверло: до 13 мм
Резьба: —
Держатель: Weldon 19
Подробнее
УвеличитьОформить
В наличии
Магнитный сверлильный станок Optimum DM 60 V
Коронка: до 60 мм
Сверло: до 23 мм
Резьба: —
Держатель: Weldon 19
Подробнее
УвеличитьОформить
В наличии
Магнитный сверлильный станок Optimum DM 98 V
Коронка: до 98 мм
Сверло: до 28 мм
Резьба: —
Держатель: Weldon 19
Подробнее
УвеличитьОформить
Absolute Machine Tools, Inc.
| Дистрибьюторы станков
Комплексные предложения продуктов для различных процессов и применений
Выберите из полного набора машин и оборудования, подходящих для различных применений в производстве и механической обработке. Независимо от того, являетесь ли вы владельцем механического цеха или производственного предприятия, вы обязательно найдете именно то, что ищете, у Absolute Machine Tools — одного из ведущих дистрибьюторов станков.
Мы предлагаем инженерные решения от крупных известных брендов, включая, помимо прочего, Accutex EDM, Johnford, LICO, Nexturn, Mitsubishi Electric, Ocean Technologies, Precihole, Productive Robotics, Seiki и You Ji. Сложная глобальная экономика требует передового оборудования, чтобы оставаться конкурентоспособным. С этой целью мы предлагаем одни из самых производительных, сверхмощных, высокоточных и высокоточных станков, которые помогут значительно улучшить ваши производственные процессы.
Будь то услуги «под ключ» или «под ключ», наши решения гарантированно облегчат вашу работу при одновременном снижении затрат и повышении качества.
Компания Absolute Machine Tools является ведущим импортером и дистрибьютором станков с ЧПУ в Северной Америке. С 1988 года Absolute предоставляет передовые решения в области металлообработки и комплексные услуги производителям в таких отраслях, как аэрокосмическая, сельскохозяйственная, автомобильная, строительная/горнодобывающая, энергетическая, медицинская и военная/оборонная.
Наши глубокие и обширные знания станков в сочетании с нашей приверженностью к предоставлению лучших инженерных решений позволили нам занять позицию одного из самых всемирно признанных дистрибьюторов станков. Мы с гордостью можем сказать, что успешно завершили установку в Мексике, Сингапуре, Китае, Индии и Румынии, помимо Северной Америки.
Absolute Machine Tools сотрудничает с производителями, чтобы улучшить их производственные процессы, чтобы быть более конкурентоспособными в сегодняшних сложных глобальных условиях. С самого начала мы работали с несколькими нашими основными производителями станков, чтобы предлагать самые надежные, прочные и точные станки с ЧПУ в отрасли на сегодняшний день. Мы предлагаем широкий спектр станков и тяжелого оборудования, такого как расточные станки с ЧПУ, мостовые фрезерные станки с ЧПУ, электроэрозионные станки, сверлильные станки, швейцарские токарные станки, винтовые станки, пилы и некоторые другие, чтобы удовлетворить действительно разнообразные производственные требования.
Оптимизировать производственные операции легко благодаря нашим инновационным продуктам, отличающимся непревзойденным качеством и доступной ценой. Они воплощают в себе скорость, точность, надежность и производительность. Кроме того, вы можете рассчитывать на наше исключительное послепродажное обслуживание и техническую поддержку, которые сводят к минимуму время простоя.
Раздел 179 Налоговые льготы
для нового и подержанного капитального оборудования
узнать больше
Скучаете по нам В IMTS?
Посетите наш стенд виртуально!
узнать больше
Решения по автоматизации
для ваших производственных процессов
узнать больше
»
Подержанные и новые станки | Купить и продать оборудование | Поставка станков
Подержанные и новые станки | Купить и продать оборудование | Поставка станков | Орка Машин Тулз, Инк.
Orca продает новые и бывшие в употреблении станки, от точных медицинских инструментов до аэрокосмической, тяжелой промышленности и всего, что между ними.
Просмотр ассортимента
Фрезерные станки с ЧПУ, расточные станки с ЧПУ, токарные станки с ЧПУ и многое другое
Покупайте наши высококачественные новые станки, от фрезерных станков с ЧПУ до токарных станков с ЧПУ и многое другое!
Купить сейчас
Превратить излишки в золото
Orca — ваш надежный партнер по продаже станков и оборудования. Мы работаем с запасами и предприятиями любого размера.
Узнать больше
Рекомендуемые новые поступления
Ознакомьтесь с последними предложениями нашего ассортимента станков.
Miyano BND-51SY2 Токарный станок с ЧПУ, Fanuc 18i, Live Tooling, Sub Spdle, LNS Barfeed, 20HP, 2007
2007
Okuma MCR-B III 30/50 — 5-сторонний двухстоечный обрабатывающий центр с ЧПУ, 8000 об/мин, конус BT 50, 72 ATC, управление OSP-P300M Новый 2013 г.
2013 г.
Многозадачный токарный станок с ЧПУ OKUMA Multus B300II, OSP-P300S, всего 595 часов обработки, 10 тыс. об/мин, 40 ATC, 20 л.с., новый 2014 г.
Более 25 лет этот семейный бизнес стремится к совершенству, решая проблемы наших клиентов с помощью нашего опыта в области покупки, продажи, ликвидации, оценки, управления ликвидацией и аукционов.
Удобный и надежный инструмент для полировальных работ. Большой диаметр полировального круга снижает давление на обрабатываемую поверхность, а эксцентриковое движение, имитирующее ручное полирование, улучшает качество и уменьшает время работы. Комплектные насадки обеспечивают как предварительное, так и финишное полирование Внимание! Начиная с даты производства 11.2022, инструмент поставляется в красном цвете вместо серого. Без изменения уровня качества
Применение
Для полирования поверхностей с лакокрасочными покрытиями, а также дерева, фанеры и т.д.
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Техническая информация
Артикул
Мощность, Вт
140
Число оборотов, об/мин
3200
Диаметр диска, мм
240
Эксцентриковый ход
есть
Амплитуда эксцентрикового хода, мм
3
Электронная регулировка оборотов
нет
Плавный пуск
нет
Поддержание постоянных оборотов под нагрузкой
нет
Фиксация выключателя
нет
Быстрая замена щеток
нет
Крепление полировальных насадок
завязки
Напряжение, В/Гц
230 / 50
Длина кабеля, м
3
Габариты, см
26. 5x24x22.5
Масса изделия, кг
2.2
Масса в упаковке, кг
2.6
Комплектация
Машина полировальная
1
Насадка для нанесения полироли
1
Насадка полировальная
1
Руководство по эксплуатации
1
Документация
Инструкция (скачать pdf, 1. 06 МБ)
Рекламная брошюра (скачать pdf, 1.16 МБ)
Инструкция для печати (скачать pdf, 1.12 МБ)
ЗПМ-240_Приложение к инструкции (скачать pdf, 181.33 КБ)
ЗПМ-240_Приложение к инструкции (скачать pdf, 181.33 КБ)
Сопутствующие товары
Полировальные насадки
Отзывы о ЗУБР ЗПМ-240 5797559 на CMP24
Описание Видео обзоры (3) Характеристики (55) Сравнить цены (21) Яндекс. Маркет Отзывы (12)
Отзывы (12)
Анонимно — 25 Апреля 2014
так себе, а можно довести машинку до ума!
Достоинства: цена
Недостатки: неудобный демонтаж насадок, подошва не съемная(приклеена), нет регулировки оборотов, громкая надпись на коробке «+2насадки»
Период использования: менее месяца
Никонов Сергей — 7 Октября 2016
Работаю ей в гараже долго, нареканий нет. За такие деньги советую даже не думать о других моделях.
Достоинства: Цена. Качество на уровне дорогих профессиональных.
Недостатки: Вес бы полегче.
Период использования: более года
Калуцкий Виталий — 20 Октября 2016
Достоинства: Отличный инструмент. Удобный в обращении.
Недостатки: Не обнаружены.
Период использования: менее месяца
Анонимно — 15 Августа 2019
цена
Сергей Н. — 15 Августа 2019
Цена. Качество на уровне дорогих профессиональных.
Виталий К. — 15 Августа 2019
Отличный инструмент. Удобный в обращении.
Kola P. — 15 Августа 2019
Отличная машинка,проста в использовании и цена не высокая.
Максим Викторович Куделин , — 22 Марта 2018
Подскажите а круги марки ЗМ на нее подойдут?
Владимир, — 26 Марта 2018
Большой продукт
Николай, — 1 Апреля 2018
Здравствуйте! Можно ли аппаратом полировать оргстекло
Екатерина, — 22 Июля 2018
Есть ли сменные круги для этой машинки ?
Тимур, — 27 Марта 2019
Здравствуйте. Подскажите пожалуйста. Для полировки шпаклёвки она падойдет ???
Сравнить цены (21)
Цена от 109 р. до 109 р. в 21 магазинах
Магазин
Цена
Наличие
Imarket BY
Рассрочка до 5 мес.Халва,Карта покупок до 12 мес. Кэшбэк в Imarket BY до 5.4%
12.04.2023
AliExpress
AliExpress – один из крупнейших мировых маркетплейсов, предлагающий клиентам самые низкие цены
Яндекс.Маркет
Купить в кредит (0)
Компания
Предложение
Описание
Полировальная машина Зубр ЗПМ-240 предназначена для полировки различных поверхностей. Полировальный круг имеет достаточно большой диаметр — 240 мм, что значительно снижает давление на обрабатываемую поверхность. Особый тип эксцентрикового механизма имитирует полирование вручную, а также улучшает качество и и уменьшает время работы. Специальный водоотталкивающий верхний слой не позволяет полироли впитываться в полировальную тарелку. Это повышает качество полировки и уменьшает расход полироли.
Компактный инструмент бытового класса для полировки лакированных и деревянных поверхностей. Характеристики модели: надежный двигатель на 140 Вт; частота хода — 3200 об/мин; эксцентриковый механизм.
Видео Обзоры (5)
Полировальная машинка Зубр ЗПМ-240, испытываем .
СУПЕР полировочная ДЕШЁВАЯ машинка КАК с ней работать
Полировальная машина ЗУБР ЗПР 240. Самая дешёвая полировальная машина
Компактный инструмент бытового класса для полировки лакированных и деревянных поверхностей. Характеристики модели
надежный двигатель на 140 Вт; частота хода 3200 об/мин; эксцентриковый механизм.
Гарантия
6
Коды товара производителя
ЗПМ-240
Крепление оснастки на липучке (VELCRO)
нет
Мощность (Вт)
140 Вт
Питание от аккумулятора
нет
Подача воды
нет
Поддержание постоянного количества оборотов
нет
Профессиональный
нет
Упакован в
коробке
Цвет
5797559
Вес брутто
2.525 кг
Высота коробки
23 см
Длина коробки
26 см
Мин. обороты
0 об/мин
Ширина коробки
24 см
Электр. регулировка оборотов
нет
Плавный пуск
нет
Поддержание постоянных оборотов под нагрузкой
нет
Габариты без упаковки
265x240x225
Длина кабеля
3.000
Число оборотов
0-3200
Вес нетто
2.200
Max число оборотов
3200.000
Класс товара
полупрофессиональный
Комплектация
две полировальных насадки для нанесения полироли и финишной полировки
Диаметр диска
240
Тип двигателя
щеточный
Крепление полировальных насадок
на завязках
Макс. частота вращения диска
3200 об/мин
Питание
от сети
Размер хода платформы
3 мм
Регулировка частоты вращения
нет
Способ крепления
липучка
Вес
2,2
Высота
22,5
Ширина
26,5
Особенности
крепление полировальных насадок завязки, эксцентриковый механизм имитирует полирование вручную
Максимальный диаметр диска
24
Блокировка кнопки включения
есть
Изготовитель
Китай
Амплитуда колебаний
3
Глубина
24
Тип машины
полировочная
Потребляемая мощность
14
Работа от аккумулятора
нет
Максимальная частота вращения диска
32
Упаковка
коробка
Полезные онлайн-сервисы
Компания
Предложение
Авиасейлс
Инновационный нанопоиск авиабилетов найдет для вас не только самый лучший вариант на конкретные даты, но и предложит другие даты, когда стоимость перелета может быть ещё ниже. Выбирайте самые «дешёвые даты» в специальном разделе сайта Цены на авиабилеты
Яндекс.Путешествия
Выбирайте из более чем 3 000 000 гостиниц, санаториев, турбаз, хостелов и апарт-отелей. Собираем в одном месте все доступные варианты номеров, которые предлагают агрегаторы и владельцы отелей. Сравните цены и условия и выберите, где бронировать выгоднее.
Онлайн-доставка мяса и морепродуктов | Ящик для подписки на мясо
Введите свой почтовый индекс
Магазин по категориям
Японский вагью
Морепродукты
Цыпленок
Shinshu Wagyu: уже в продаже!
Shinshu Wagyu официально дебютировал в Crowd Cow, и вся коллекция теперь доступна для покупки! Количество этого уникального сорта А5 с яблочной отделкой крайне ограничено, поэтому не забудьте заявить о своей доле сегодня. Глубокий, нежный вкус и гладкая, мягкая текстура — это опыт, который вы не захотите пропустить.
Купить сейчас
3 фунта БЕСПЛАТНО в течение ограниченного времени!
Органический 100% говяжий фарш травяного откорма Воспользуйтесь преимуществами членства в Crowd Cow: в течение ограниченного времени вы получите 3 фунта бесплатного говяжьего фарша в своей первой коробке подписки на сумму более 149 долларов США (плюс бесплатная доставка)!
Претензия Предложение
Показаны 6 продуктов
Скидка 30%
Kagoshima Wagyu
Kagoshima Direct
4.7
42
Рейтинг 4,7 из 5 звезд
Доставка напрямую от поставщика
Скидка 30%
Kagoshima Wagyu
Kagoshima Direct
4.7
222
Рейтинг 4,7 из 5 звезд
84 Доставка напрямую от поставщика
Скидка 30%
Kagoshima Wagyu
Kagoshima Direct
4.6
450
Рейтинг 4,6 из 5 звезд
84 Доставка напрямую от поставщика
Скидка 30%
Kagoshima Wagyu
Kagoshima Direct
4. 4
82
Рейтинг 4,4 из 5 звезд
Доставка напрямую от поставщика
Скидка 30%
Несколько ферм
4.6
4185
Рейтинг 4,6 из 5 звезд
Купить все еженедельные предложения
Показаны 6 продуктов
Shinshu Wagyu
Shinshu Wagyu
5.0
1
Рейтинг 5.0 из 5 звезд
Shinshu Wagyu
Shinshu Wagyu
5.0
1
Рейтинг 5,0 из 5 звезд
Shinshu Wagyu
Shinshu Wagyu
5,0
1
Рейтинг 5,0 из 5 звезд
Магазин Все Shinshu Wagyu
Показаны 6 продуктов
100% Fed Grass Fed
Broadleaf Farms
4,4
438
Рейтинг 4,4 из 5 звезд
100% FED травы
Farms
4,4
415
.0003
Купить все бестселлеры
Показаны 6 продуктов
Kagoshima Wagyu
Kagoshima Farms
4.6
1168
Rating of 4.6 out of 5 stars
Kagoshima Wagyu
Kagoshima Farms
4. 2
121
Rating of 4.2 out of 5 stars
Kagoshima Wagyu
Фермы Кагосима
4.6
1298
Рейтинг 4,6 из 5 звезд
Кагосима Вагью
Фермы Кагосима
4.6
1281
Rating of 4.6 out of 5 stars
Kagoshima Wagyu
Kagoshima Farms
4.5
252
Rating of 4.5 out of 5 stars
Kagoshima Wagyu
Kagoshima Farms
4.5
523
Рейтинг 4,5 из 5 звезд
Купить все японские вагю
Отмеченная наградами японская вагю
Приобретите непревзойденную японскую вагю на фермах Кагосима. Победитель «Олимпийских игр Вагю 2022 года», известный в Японии как Зенкоку Вагю Норику Кёсин-кай (全国和牛能力共進会), говядина Кагосима A5 Вагю получила главный приз за лучший общий результат. Для нас большая честь и радость представить этот отмеченный наградами деликатес в США.
Магазин Кагосима Вагю
Наши основные принципы
Восхитительный вкус
В Crowd Cow мы вручную отбираем и тестируем каждый продукт, который продаем, от 100% говядины травяного откорма до японского вагью A5 и экологически чистых морепродуктов.
УШМ STURM AG9012TE 125 мм. 1100 Вт. с регулировкой оборотов
Описание шлифмашины Sturm AG9012TE
УШМ STURM AG9012TE 125 мм. 1100 Вт. с регулировкой оборотов используется домашними мастерами. Блокировка шпинделя служит для простой и безопасной смены шлифкругов. Дополнительная рукоятка упрощает управление инструментом. Установить ее можно слева или справа, в зависимости от предпочтения оператора. Кнопка включения фиксируется в положении пуска, что делает длительную работу неутомительной. Для того, чтобы избежать рывка инструмента в руках оператора, предусмотрен плавный пуск. Увеличенная стойкость к перегреву, усиленные шестерни редуктора и бронированный ротор гарантируют надежность инструмента.
Справочная информация
Всего в остатке по складам:
6 шт.
Доступно к заказу в интернет магазине:
1 шт.
Минимальная партия:
1 шт.
Внешний вид представлен на фото. Просим обращать Ваше внимание на то, что производитель оставляет за собой право менять внешний вид без уведомлений. Фотографии представляются производителем, если они есть в открытых источниках или мы их делаем сами.
УШМ STURM AG9012TE 125 мм. 1100 Вт. с регулировкой оборотов используется домашними мастерами. Блокировка шпинделя служит для простой и безопасной смены шлифкругов. Дополнительная рукоятка упрощает управление инструментом. Установить ее можно слева или справа, в зависимости от предпочтения оператора. Кнопка включения фиксируется в положении пуска, что делает длительную работу неутомительной. Для того, чтобы избежать рывка инструмента в руках оператора, предусмотрен плавный пуск. Увеличенная стойкость к перегреву, усиленные шестерни редуктора и бронированный ротор гарантируют надежность инструмента.
Характеристики шлифмашины Sturm AG9012TE
Характеристики шлифмашины Sturm AG9012TE приведены в таблице ниже
Модель:
AG9012TE
Мощность, Вт
1100
Диаметр резьбы шпинделя
М14
Максимальный диаметр диска, мм.
125
Обороты на холостом ходу, об/мин.
10000
Плавный пуск
есть
Посадочный размер, мм.
22,2
Поддержание оборотов под нагрузкой
есть
Регулировка положения кожуха без инструмента
есть
Регулировка оборотов двигателя
есть
Блокировка шпинделя
есть
Номинальное напряжение, В
220
Длина кабеля питания, м.
2
Измерено в Шукур в упаковке
Вес, брутто
2.3 кг
Длина
34.00 см
Ширина
13.00 см
Высота
12.00 см
Где купить шлифмашину AG9012TE
Наличие шлифмашины Sturm AG9012TE приведено в списке ниже. Обращаем внимание, что самостоятельно вы можете сами забрать товар с складов и розничных точек в нужном количестве. Отправка нами ограничена остатками основного склада.
Магазин
Количество, шт
Основной склад Склад-магазин на Рыбинской 25Ц
1 шт
Склад-магазин на 1-й пр. Рождественского 3Б
0 шт
Магазин на Рыбинской 25М
1 шт
Магазин с. Солянка, ул. Каспийская, д. 2А
1 шт
Магазин на Рыбинской 19в
2 шт
Магазин на Аксакова 7 Б
0 шт
Магазин с. Карагали, ул. Зеленая д.22/4
0 шт
Магазин на Соликамской 74
1 шт
Остаток всего
6
В резерве
0
ссылка на страницу с контактами, адресами и схемой расположения магазинов
Доставка
Мы осуществляем доставку по территории РФ силами различных транспортных компаний. Особой популярностью пользуются услуги «Почты России» для доставки мелких партий. Для удобства организуем доставку транспортной компанией или службами доставки
Как купить шлифмашину AG9012TE
Чтобы купить шлифмашину Sturm AG9012TE необходимо нажать на кнопку . Если это единственный необходимый вам товар, то можете перейти в корзину для оформления заказа или продолжить выбор товаров.
Оплата
Если вы хотите сэкономить на стоимости доставки, рекомендуем выбрать сразу несколько понравившихся или необходимых товаров в корзине и указать их количество. Мы товар весь взвешиваем в брутто. Поэтому, прямо в корзине онлайн (в режиме реального времени) вы можете рассчитать стоимость доставки до вашего почтового отделение или города. Данный расчет сохраниться в заказе если вы не будет переходить на другие страницы. В противном случае расчет нужно будет повторить. Занимает это минуту.
Оплатить можно только уже оформленный (сохраненный) заказ. Причем сразу. Но можете дождаться звонка (если указали номер телефона) оператора, который все еще раз пересчитает и зарезервирует за вами товары. Вы вместе можете изменить состав заказа.
Оформленный заказ будет виден в вашем личном кабинет (если вы регистрировались) и продублирован на электронную почту (если указали свою). В электронном письме заказа будет ссылка, по которой только вы можете вернуться на страницу заказа и отменить ваш заказ, в случае необходимости или переоформления состава.
Углошлифовальная машина Sturm! УШМ-125/1100 AG9012TE
Константная электроника в сочетании с надежным, долговечным механизмом и быстросъемным кожухом — залог безусловного лидерства AG9012TE. Компактная, удобная модель с улучшенным управлением, для уверенной работы в стесненных условиях и над головой. Инструмент способен выполнять любые задачи по резке, зачистке, шлифованию поверхностей из металла, керамической плитки, кирпича, а также обработке камня. Редкая возможность удержания инструмента одной рукой благодаря небольшому весу и эргономичной конструкции корпуса. Блокировка шпинделя обеспечивает быструю смену оснастки и повышает производительность. Дополнительная двухпозиционная рукоятка наклонена к корпусу редуктора для повышения удобства рабочего процесса. Безопасный двухполюсный включатель с фиксацией облегчает работу в непрерывном режиме и при необходимости обеспечивает мгновенное отключение инструмента одним нажатием. Усиленная защита от пыли, а также оптимизированная внутренняя аэродинамическая схема предохраняют мотор от перегрева и продлевают его ресурс. Система поддержания постоянного прижимного усилия на щётках «ClockSpring» создаёт стабильный контакт независимо от их износа, поэтому электродвигатель работает с большей отдачей в течении всего срока службы. Увеличенная стойкость к перегреву, усиленные шестерни редуктора и бронированный ротор гарантируют надежность инструмента. Эргономичный корпус выполнен с применением нейлона — стойкого к ударам и низким температурам материала.
Тип:
Углошлифовальная машина
Бренд:
Sturm!
Название:
УШМ-125/1100 AG9012TE
Страна:
Китай
Штрихкод:
4603010082996
Список
Карта
пр-т. Ленина, 217
Ежедневно с 09:00 — 20:00
Нет в наличии
пр. Комсомольский, 58, стр. 2
Ежедневно с 09:00 — 20:00
Доступность: 2
ул. Иркутский тракт, 61 стр.2
Ежедневно с 09:00 — 20:00
Доступность: 3
пр-т. Мира, 48/3
Ежедневно с 09:00 — 21:00
Нет в наличии
ул.Солнечная 2, стр.16/1
Ежедневно с 10:00 — 21:00
Доступность: 3
По вашему запросу ничего не найдено
пр-т. Ленина, 217
Ежедневно с 09:00 — 20:00
пр. Комсомольский, 58, стр. 2
Ежедневно с 09:00 — 20:00
ул. Иркутский тракт, 61 стр.2
Ежедневно с 09:00 — 20:00
пр-т. Мира, 48/3
Ежедневно с 09:00 — 21:00
ул.Солнечная 2, стр.16/1
Ежедневно с 10:00 — 21:00
Двигайте карту двумя пальцами
Угловая шлифовальная машина с регулировкой скорости • CIMFLOK.COM
Best
Скорость Угловая шлифовальная машина с регулируемой скоростью
Угловая шлифовальная машина Metabo WEVA 15-150 Quick в небольшой мастерской по своим техническим характеристикам послужит одним из лучших вариантов. Модель подходит для широкой работы Spectra благодаря диску 150 мм с регулировкой скорости, а также системе стабилизации скорости под нагрузкой. Модель получила узкий корпус без ярко выраженной основной рукоятки, компактные размеры, позволяющие работать в условиях ограниченного пространства. Точность работы повышается благодаря антивибрационной рукоятке и автоматической балансировке диска. За безопасность модели отвечает предохранительная муфта, быстрая замена оборудования осуществляется с помощью специализированной авторской системы с быстрозажимной гайкой.
Что касается регулировок УШМ , то скорость вращения ее шпинделя может быть установлена вручную в диапазоне 2,8-9,6 тыс. об/мин. Этот факт делает инструмент действительно универсальным, так как регулятор скорости позволяет выбрать наиболее подходящий режим для обработки того или иного материала.
Угловая шлифовальная машина TOTAL Tools (с функцией Speed
Control ).TG1121006-38
лучший
УШМ
В быту и на производстве УШМ выступает универсальным инструментом, способным решать широкий круг задач. УШМ проста в обращении, получила широкое распространение среди домашних мастеров, доступна широкому кругу пользователей.
Значение данного показателя находится в пределах 0,65-2,7 кВт в зависимости от диаметра оснастки. Мощный привод УШМ способен работать с большими дисками. Потребляемая мощность моделей 125 мм должна быть не менее 750 Вт. Варианты, предназначенные для интенсивной работы с оснасткой 230 мм, оснащены двигателем мощностью не менее 2,2 кВт.
УШМ с регулировкой скорости вращения
УШМ – наиболее распространенное название УШМ, которые широко используются как в производственной и профессиональной деятельности, так и в быту. Свое распространение УШМ получили благодаря своей универсальности, удобному использованию, а также дополнительным техническим и функциональным характеристикам, которыми их дополняют современные производители.
Угловые шлифовальные машины предназначены для резки поверхностей и деталей, зачистки, шлифовки (черновой и чистовой), полирования поверхностей. Среди материалов, с которыми может работать устройство, в первую очередь называют металл, бетон, дерево, камень, пластик и т. д.
अब अपने
Grinder की Контроль скорости करो || 100% работает || #ms_projects
На качество работы, выполняемой прибором, влияют его технические характеристики и показатели.
Обратите внимание
При покупке УШМ обратите внимание на следующие характеристики, которые будут свидетельствовать о возможностях устройства:
Мощность УШМ. Мощность зависит от того, как угол 9Измельчитель 0004 справляется с нагрузками. Для длительной и непрерывной работы отдавайте предпочтение более мощным устройствам. Таким образом, они не сломаются в процессе. Но для бытовых задач подойдут и устройства средней мощности, маломощные УШМ. Кроме того, УШМ большой мощности предназначены больше для профессиональной деятельности и их стоимость намного выше.
Диаметр рабочего отрезного диска. Этот показатель будет определять глубину отверстия и пропила, которые будут создаваться устройством.
Скорость вращения устройства. Влияет на производительность, а также на скорость задачи.
Дополнительные функции
Как было сказано выше, УШМ бывают профессиональные и бытовые. Профессиональные (как и некоторые бытовые) болгарки имеют дополнительные преимущества, помимо мощности, в использовании. Среди них возможность регулировать количество оборотов устройства. Эта функция важна как для профессионала, так и для домашнего мастера. Это позволяет выбрать правильный скорость для материала, толщины и условий резки. Так, для менее прочных поверхностей можно справиться с задачей с небольшим числом оборотов, а вот для металлической поверхности выбрать максимальную скорость и максимальное число оборотов.
Также УШМ дополнен функциями защиты устройства от скачков напряжения, поддержания постоянной скорости, защиты от повторного включения устройства, предохранителей от включения. Важным дополнением является плавный запуск и выключение устройства, за счет чего отсутствует дискомфорт в виде сильного удара при включении устройства.
Опорная тарелка для полировальных машин.
Может быть из твердой резины или состоять из трех частей: опорного фланца, в центре которого залита стальная гайка, промежуточного слоя из мелкопористого материала и липучки (контакт с кругами происходит при двух поверхностях микрокрючков и микропетель прилипают.) Трехкомпонентные капы имеют разные свойства и различаются по толщине, мягкости, пористости и материалу основы, форме края.
Твердые – для полировки плоских деревянных поверхностей; они плохо адаптируются к рельефу поверхности. Некоторые мягкие модели имеют толстые закругленные края и их диаметр больше установленного на нем оборудования, то есть при случайном касании торцом поверхности автомобиля царапины исключены.
Угловая шлифовальная машина Sturm AG9012TE
Новое дополнение к ассортименту угловых шлифовальных машин Sturm. модель AG9012TE. УШМ оснащена электродвигателем мощностью 1100 Вт, который вращается со скоростью от 4000 до 10000 об/мин. Для работы используется диск диаметром 125 мм. Диск закрыт специальным защитным кожухом, обеспечивающим максимальную безопасность оператора во время работы. УШМ оснащена кнопкой блокировки шпинделя для быстрой смены круга и имеет удобную 2-позиционную дополнительную рукоятку. Наличие 9Регулятор скорости 0003 поможет установить оптимальный режим работы для конкретной задачи. Sturm AG9012TE также имеет фиксацию кнопки выключателя, для удобства при длительной эксплуатации.
Регулятор скорости. оптимальные настройки для работы с различными материалами;
Постоянная электроника. поддержание постоянной скорости вне зависимости от нагрузки;
Ключ блокировки шпинделя. для быстрой замены оборудования;
Специальный высокопроизводительный двигатель. для работы в интенсивном режиме;
Плавный пуск;
Защелка включения. для удобства длительной работы;
Тонкая прорезиненная ручка, закручивается с левой и правой стороны;
Новая расширенная гарантия: 24 месяца.
Обзор:
Оснащение:
Угловая шлифовальная машина AG9012TE. 1шт.
Защитный кожух. 1 кусок.
Боковая ручка. 1 кусок.
Ключ 1 шт.
Руководство пользователя. 1 шт.
Документация:
Руководство пользователя;
Угловая шлифовальная машина Tex.AC TA-01-425 5 дисков
Угловая шлифовальная машина Tech.AS TA-01-425
5 отрезных дисков по металлу в подарок. Скорость управление
Регулятор скорости УШМ. после переделки УШМ в циркулярную пилу
Мощность (Вт) 1250
Число оборотов (об/мин) 0-11000
Диаметр круга (мм) 125
Корпус УШМ Тех. АС ТА-01-425 состоит из двух частей. Основная часть корпуса имеет продольную форму, благодаря чему УШМ удобно держать одной рукой, а другая представляет собой удлиненную ручку. УШМ, выполненные в таком исполнении, пользуются спросом у пользователей, которым необходимо выполнять различные длительные работы от шлифовки до резки металла.
Угловая шлифовальная машина Тех.АС ТА-01-425 оснащена системой плавного регулирования скорости . скорость регулируется пошаговым изменением скорости от 1 до 6. Установленное значение 1 включает электродвигатель с минимальным числом оборотов, а установленное значение 6 позволит использовать УШМ на максимальной скорости, достигая холостые обороты 11000 об/мин. Таким образом, пользователь задает необходимое количество оборотов для выполнения работ по обработке металла.
Для выполнения длительных работ по обработке металла в УШМ Тех.АС ТА-01-425 установлен электродвигатель мощностью 1250Вт . Для обеспечения длительного срока службы электродвигателя обмотка покрыта в несколько слоев специальным лаком. Многослойное лакирование обеспечивает механическую защиту якоря от расслоения обмотки, а также предохраняет изоляцию от механического воздействия частиц, попадающих в прибор.
Для увеличения срока службы узлов подвижного редуктора в УШМ Тех.АС ТА-01-425 используются только качественные комплектующие из специальных марок стали. Угол 9Болгарка 0003 выполняет работу на высоких скоростях, поэтому для снижения трения и выделения избыточного тепла используется смазка для быстроходных компонентов.
УШМ Тех.АС ТА-01-425 укомплектована всеми необходимыми принадлежностями для работы с инструментом. В комплектацию входит специальный защитный чехол и дополнительная рукоятка, с помощью которой оператору будет удобно выполнять работу, удерживая инструмент обеими руками. В комплект к УШМ также входит комплект отрезных дисков по металлу в количестве 5 шт. , руководство пользователя, гарантийный талон и специальный ключ, которым зажимается мойка высокого давления.
Угловая шлифовальная машина Sturm Ag9012te – оставайтесь на высоком уровне в электронном виде на Joom
Угловая шлифовальная машина Sturm Ag9012te. Värskendage oma brauserit või laadige alla mõni muu
Vali keel
Praegune Hind
Hind
88 €
Algne Hein
Kä ibemaksuga
EXTEGO DIY
Новинкой в модельном ряду УШМ торговой марки Sturm является модель AG9012TE. УШМ оснащена электродвигателем мощностью 1100 Вт, который обеспечивает скорость вращения от 4000 до 10000 об/мин. Для работы используется диск диаметром 125 мм. Диск закрыт специальным защитным кожухом, обеспечивающим максимальную безопасность оператора при работе. Болгарка оснащена кнопкой блокировки шпинделя для быстрой замены круга и имеет удобную 2-позиционную дополнительную рукоятку. Наличие регулятора скорости поможет установить оптимальный режим работы для конкретной задачи. Штурм AG9012TE также имеет блокировку ключа выключателя, для удобства при длительной работе. Особенности:
Регулятор скорости — оптимальные настройки для работы с разными материалами;
Постоянная электроника – поддержание постоянного числа оборотов вне зависимости от нагрузки;
Ключ для блокировки шпинделя — для быстрой замены принадлежностей;
Special High Performance
Оснащение
Дополнительная рукоятка x 1 Защитная крышка х 1 Ключ x 1
Основные характеристики Название продукта: Штурм AG9012ТЕ Торговая марка: Штурм Модель: AG9012TE Код производителя: AG9012TE Потребляемая мощность, Вт: 1100 Минимальное число оборотов холостого хода, об/мин: 4000 Максимальное число оборотов холостого хода, об/мин: 10000 Максимальный диаметр диска, мм: 125 Диаметр посадочного отверстия, мм: 22,2 Резьба шпинделя: M14 Тип двигателя: Щеточный Тип переключателя: Кнопка Возможность управления: Регулирование частоты вращения Безопасность: Блокировка кнопки питания Плавный пуск
Тип питания: Сеть Напряжение сети: 220 В Длина сетевого кабеля, м: 2 Цвет корпуса: Синий Цвет ручки: черный Материал корпуса: пластик Материал корпуса редуктора: металл Вес, кг: 1,7 Тип упаковки: Коробка Страна производитель: Китай Родина бренда: Германия.


 65/54
65/54
 75/6/1
75/6/1
 75/12/2
75/12/2
 72/14/8
72/14/8
 900/72/6/4
900/72/6/4

 Мы даем гарантии на продукт. Вы лично можете открыть, запустить и проверить купленный товар.
Мы даем гарантии на продукт. Вы лично можете открыть, запустить и проверить купленный товар.
 лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
 1 ERGO-I battery pack»>
1 ERGO-I battery pack»> 00 единиц
00 единиц 00 единиц
00 единиц 1 ERGO-I
1 ERGO-I 00 единиц
00 единиц 1 ERGO-I
1 ERGO-I 00 единиц
00 единиц

 1 ERGO-I battery pack»>
1 ERGO-I battery pack»> 00 единиц
00 единиц 00 единиц
00 единиц 1 ERGO-I
1 ERGO-I 00 единиц
00 единиц


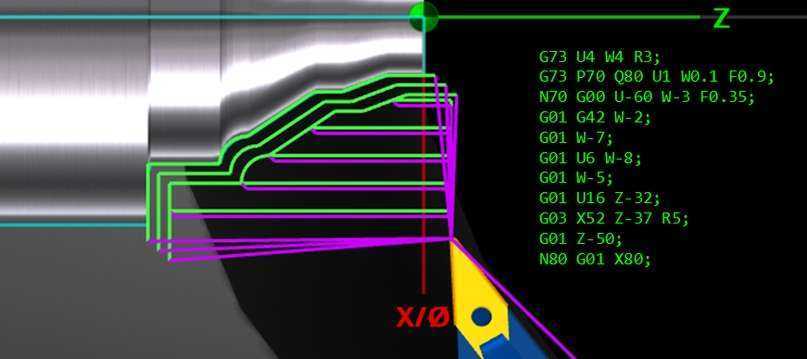

 Это указанное расстояние определяется в настройке 22.
Это указанное расстояние определяется в настройке 22.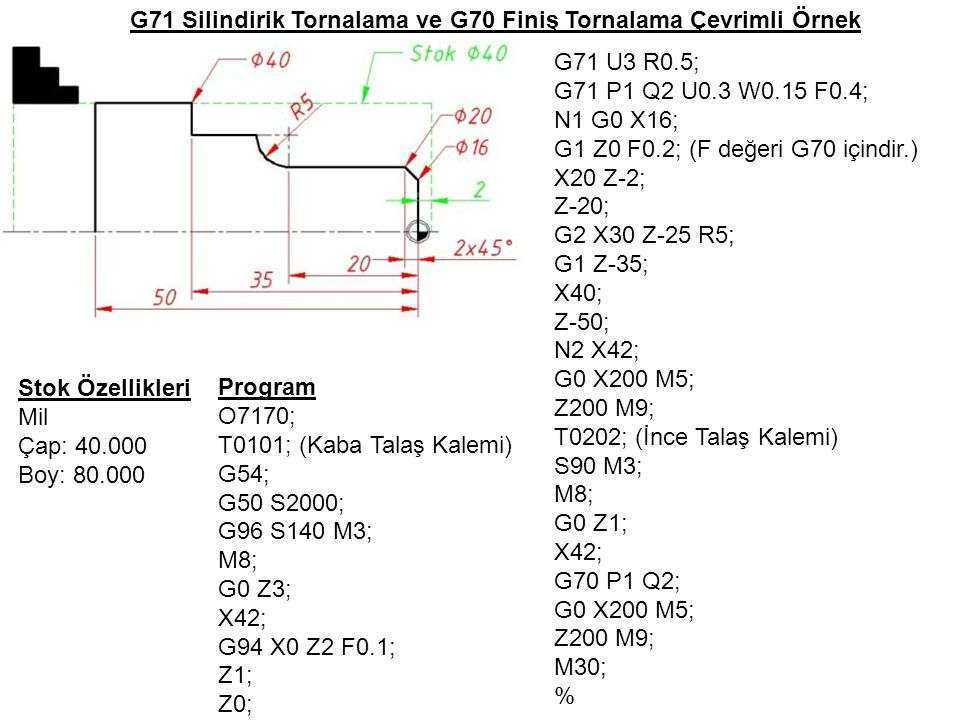 Все типовые программы в этой главе подразумевают абсолютное программирование. Положение инструмента в конце каждого цикла сверления управляется программой обработки детали с помощью команды G98 или G99.
Все типовые программы в этой главе подразумевают абсолютное программирование. Положение инструмента в конце каждого цикла сверления управляется программой обработки детали с помощью команды G98 или G99. Блок команды G80 появляется сразу после информационного блока, дающего команду на цикл сверления, ЗА ИСКЛЮЧЕНИЕМ сверления нескольких отверстий.
Блок команды G80 появляется сразу после информационного блока, дающего команду на цикл сверления, ЗА ИСКЛЮЧЕНИЕМ сверления нескольких отверстий. 10.
10.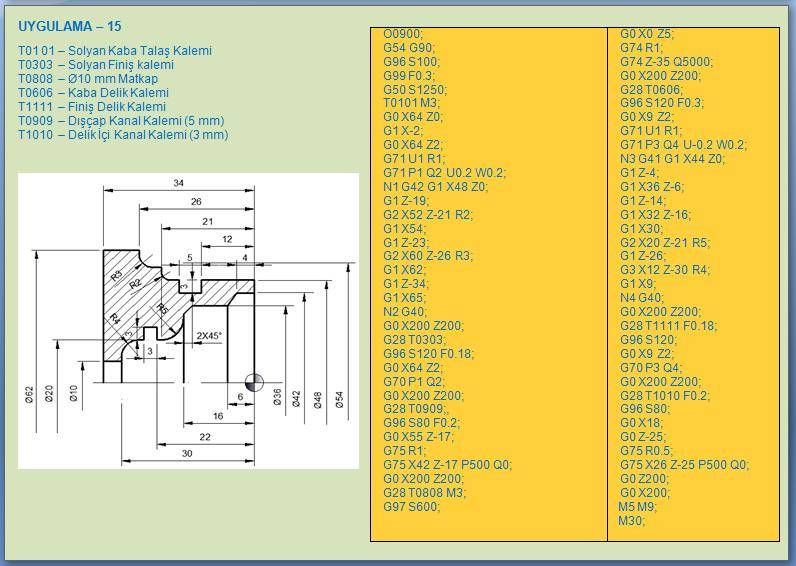
 Цикл G81 обычно применяется при полностью сквозном сверлении через заготовку, рис. 12. Цикл G82 обычно применяется для сверления таких глухих отверстий из-за того, что программируемая остановка позволяет более осуществить более качественную очистку в нижней части высверливаемого отверстия рис. 13. Каждый цикл необходимо выбирать в зависимость от требований к операции.
Цикл G81 обычно применяется при полностью сквозном сверлении через заготовку, рис. 12. Цикл G82 обычно применяется для сверления таких глухих отверстий из-за того, что программируемая остановка позволяет более осуществить более качественную очистку в нижней части высверливаемого отверстия рис. 13. Каждый цикл необходимо выбирать в зависимость от требований к операции.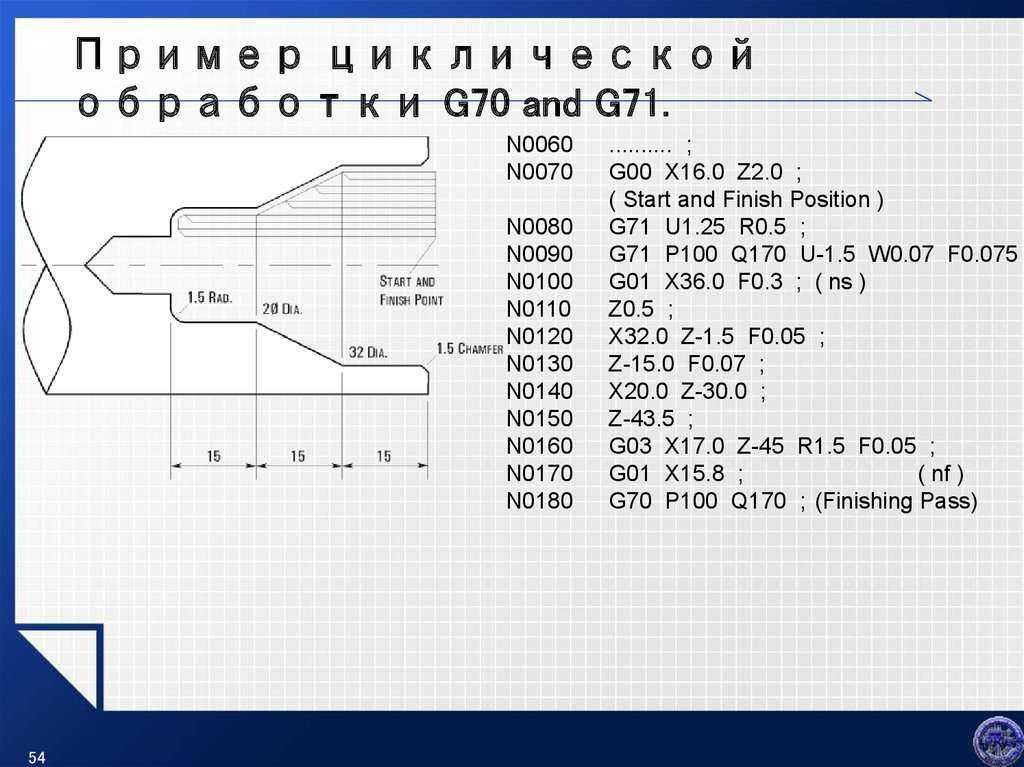 Y3.; Быстрое перемещение в положение XY
Y3.; Быстрое перемещение в положение XY
 Y-1.5 М8; Активизирование абсолютного позиционирования, быстрое перемещение в положение XY, включение охлаждения
Y-1.5 М8; Активизирование абсолютного позиционирования, быстрое перемещение в положение XY, включение охлаждения Остальные отверстия сверлятся без проколов. Единственным способом проклевать все дыры было добавление значения Q к каждой строке постоянного цикла. Это правильно или я что-то пропустил здесь? Вот код:
Остальные отверстия сверлятся без проколов. Единственным способом проклевать все дыры было добавление значения Q к каждой строке постоянного цикла. Это правильно или я что-то пропустил здесь? Вот код:
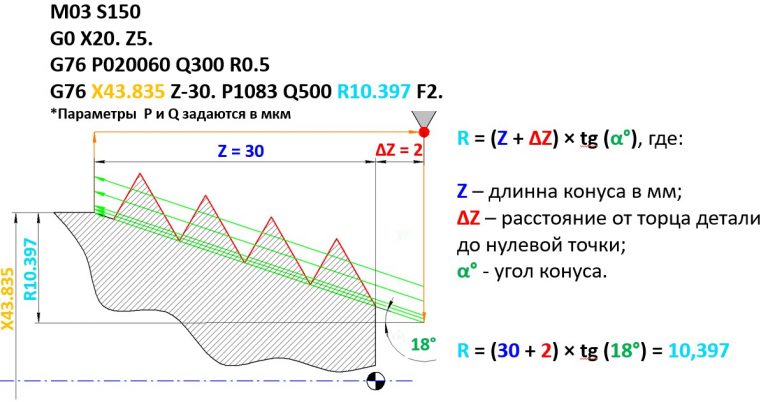 377)
М35
G97 S2000 M3 P12
М8
М90
С0.
Z.1
X-.43218 Y-.44871
G18
G83 Z-.98965 R0 Q3000 F35.
Х.43218
X.97109 Y-.11082
X.77875 Y.31052
Х0 Y.49803
X-.77875 Y.31052
X-.97109 Y-.11082
G80
377)
М35
G97 S2000 M3 P12
М8
М90
С0.
Z.1
X-.43218 Y-.44871
G18
G83 Z-.98965 R0 Q3000 F35.
Х.43218
X.97109 Y-.11082
X.77875 Y.31052
Х0 Y.49803
X-.77875 Y.31052
X-.97109 Y-.11082
G80 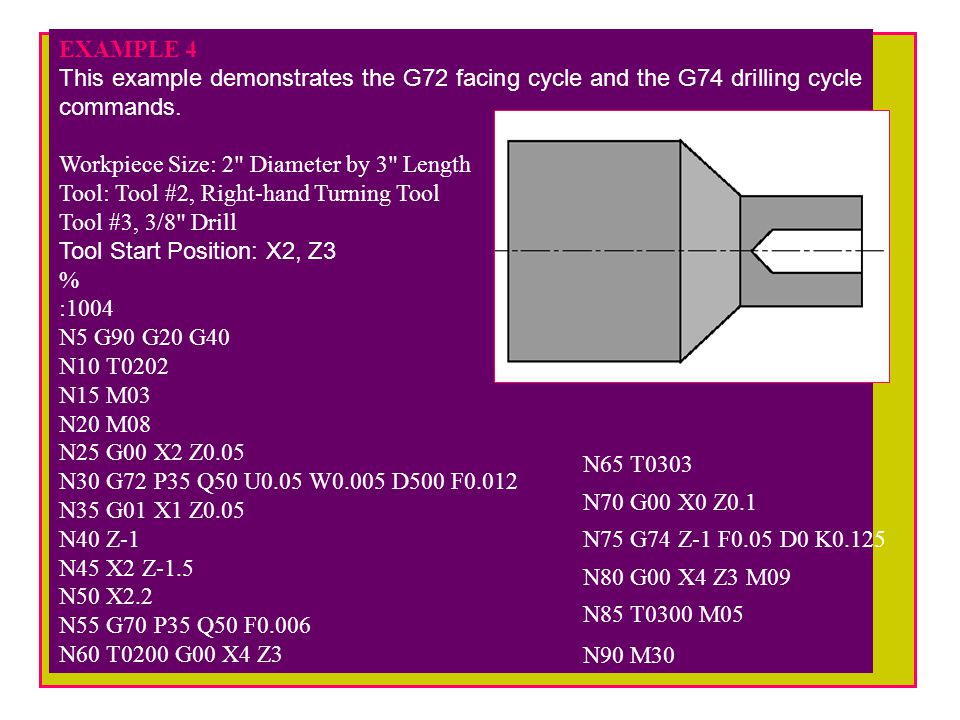 98965 R0 Q3000 F35.
98965 R0 Q3000 F35.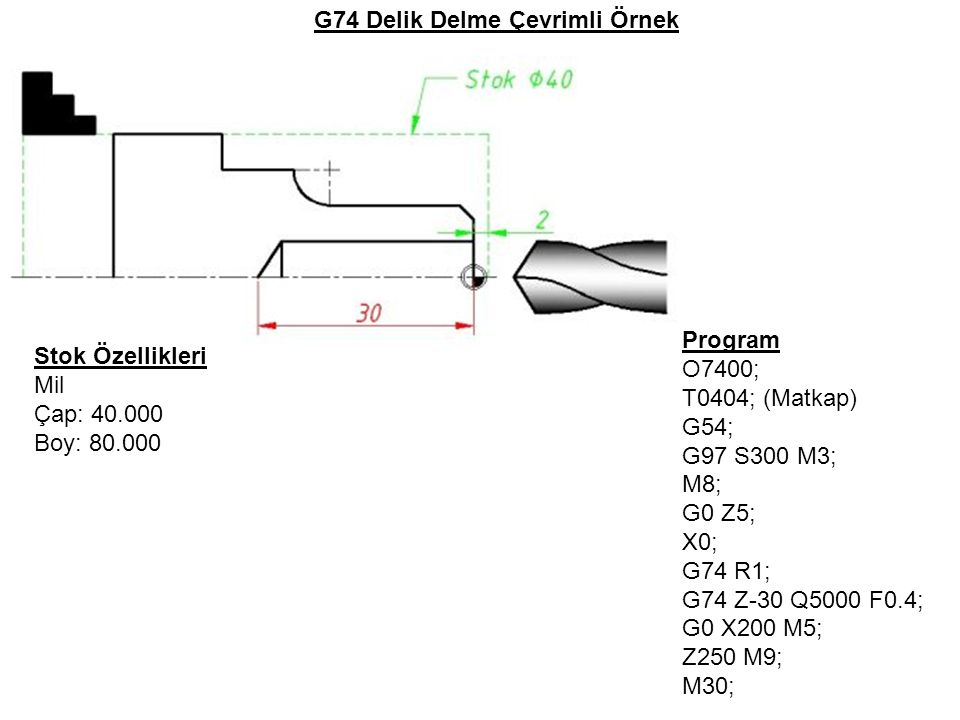 Он на токарном станке. Имеет значение. Просто говорю… 🙂
Он на токарном станке. Имеет значение. Просто говорю… 🙂 Он на токарном станке. Имеет значение. Просто скажу… 🙂
Он на токарном станке. Имеет значение. Просто скажу… 🙂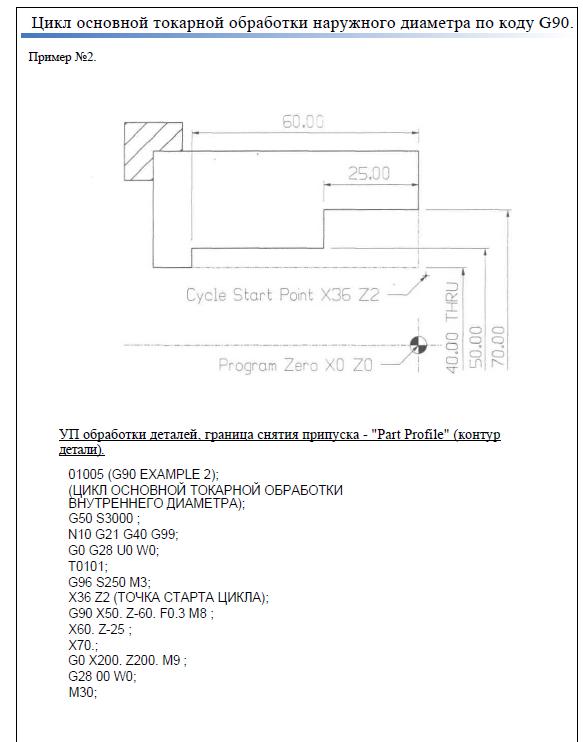 В мою защиту, однако, руководство также перечисляет G98/G99 с примерами.
В мою защиту, однако, руководство также перечисляет G98/G99 с примерами.

 В системе A окончательный отвод осуществляется до начального уровня, если для параметра 5161#1 установлено значение 0 (значение по умолчанию). Когда этот параметр установлен на 1, окончательный отвод осуществляется до точки R.
В системе A окончательный отвод осуществляется до начального уровня, если для параметра 5161#1 установлено значение 0 (значение по умолчанию). Когда этот параметр установлен на 1, окончательный отвод осуществляется до точки R.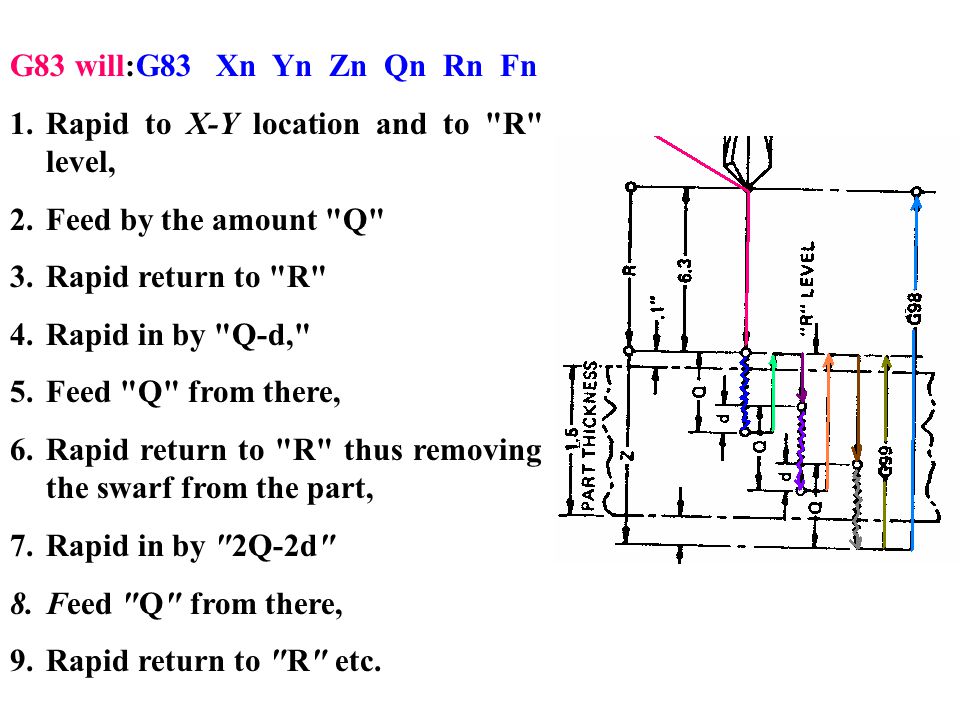
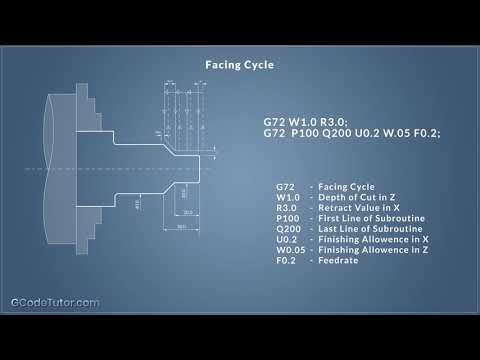
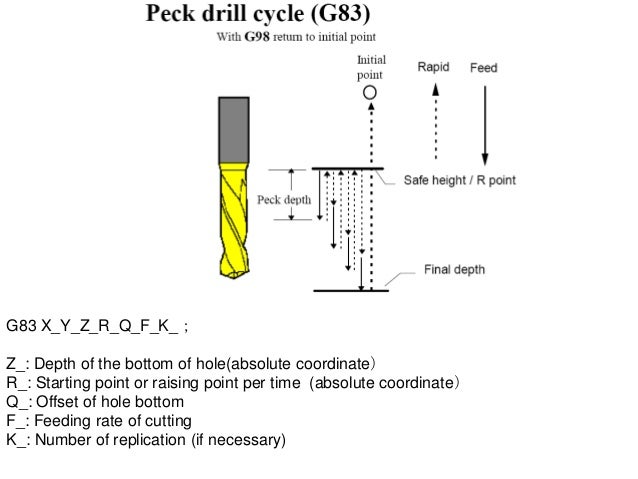
 Использовать смещение рабочей смены #2
Использовать смещение рабочей смены #2 off
off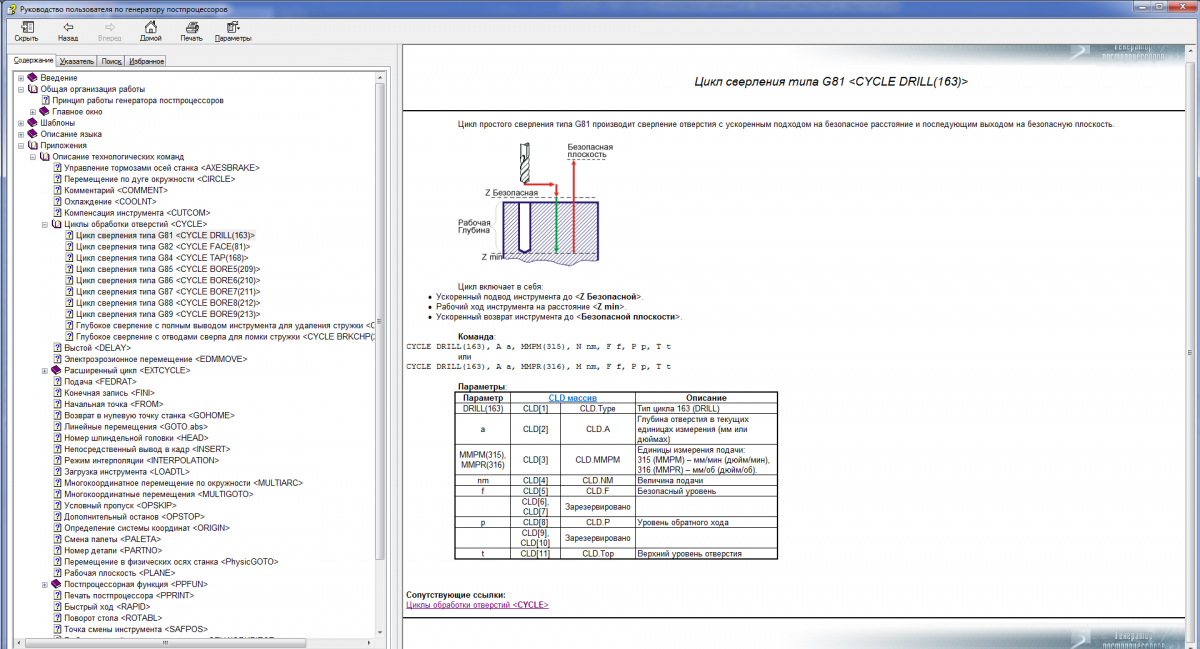 . Скорость подачи
. Скорость подачи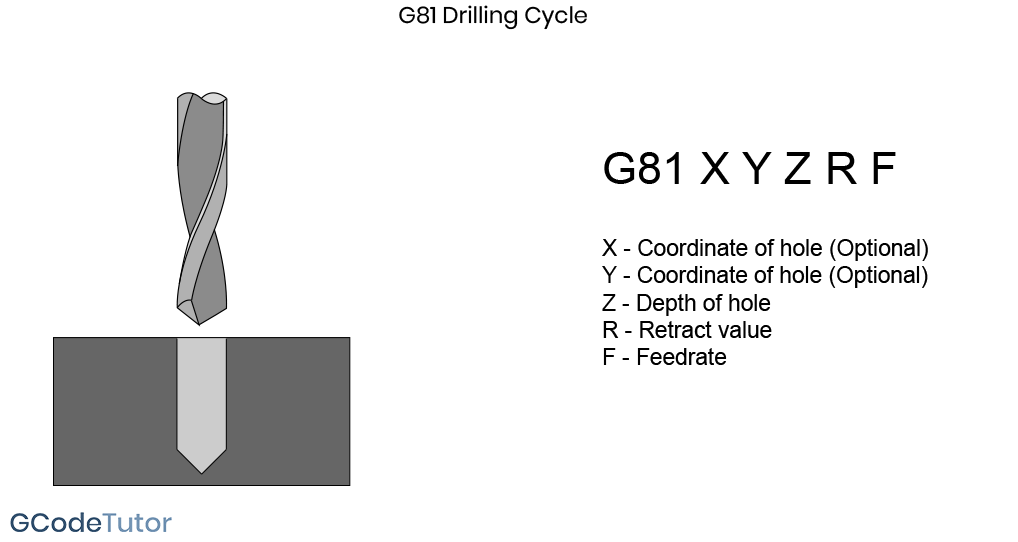 0 Местоположение оси X
0 Местоположение оси X 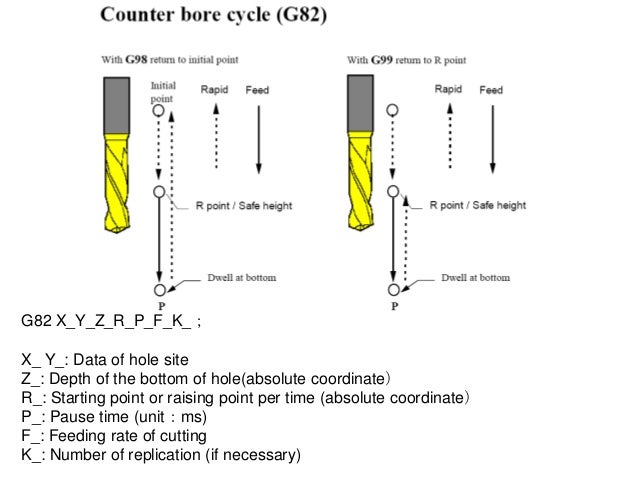 0 Перемещение оси Z к нулю
0 Перемещение оси Z к нулю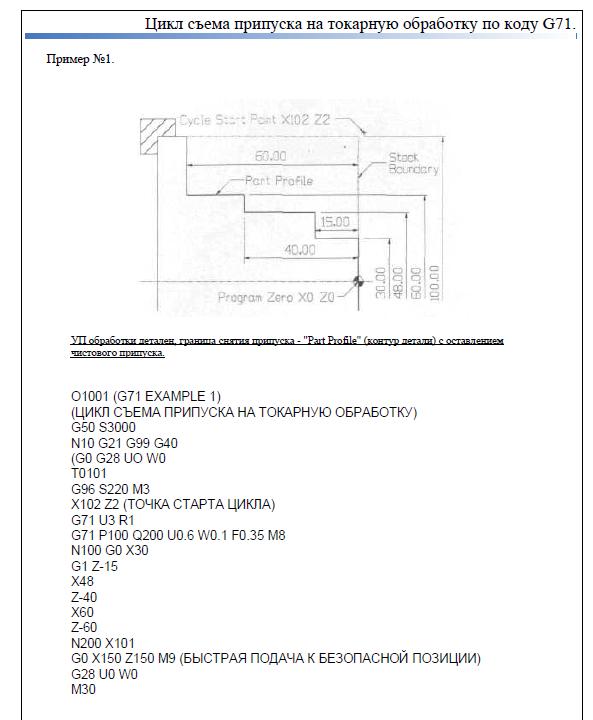 Адрес оси Y
Адрес оси Y 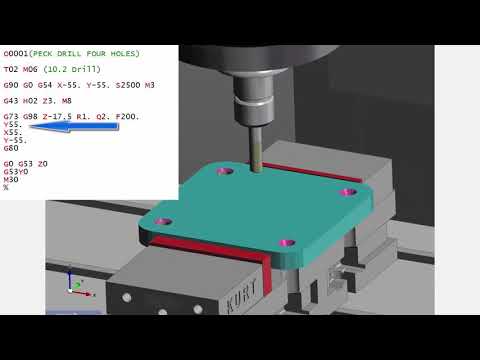

 При работе под давлением их монтируют в специальной зоне, вне обитаемых отсеков защитного сооружения.
При работе под давлением их монтируют в специальной зоне, вне обитаемых отсеков защитного сооружения.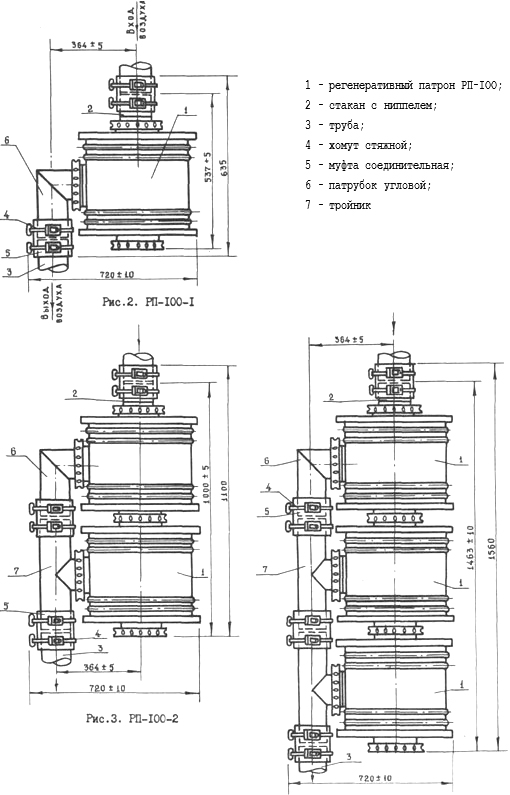



 Может использоваться во всех климатических зонах, кроме тропической.
Может использоваться во всех климатических зонах, кроме тропической.
 Пожалуйста, попробуйте еще раз.
Пожалуйста, попробуйте еще раз. Очищенный платеж — открывается в новом окне или вкладке. Сроки доставки могут варьироваться, особенно в пиковые периоды.
Очищенный платеж — открывается в новом окне или вкладке. Сроки доставки могут варьироваться, особенно в пиковые периоды.
 S.)
S.)
 eBay (UK) Limited выступает в качестве кредитного брокера, а не кредитора. eBay (UK) Limited может получить комиссию, если ваша заявка на кредит будет успешной, комиссия не влияет на сумму, которую вы заплатите по вашему соглашению.
eBay (UK) Limited выступает в качестве кредитного брокера, а не кредитора. eBay (UK) Limited может получить комиссию, если ваша заявка на кредит будет успешной, комиссия не влияет на сумму, которую вы заплатите по вашему соглашению.

 6
6 система: 55 С-ма управления: 105 С-ма охлаждения: 85
система: 55 С-ма управления: 105 С-ма охлаждения: 85 Здесь Вы сможете выбрать станок для лазерной маркировки, оптимально подходящий под задачи вашего производства. У нас представлено различное оборудование, помогающее в обработке различных материалов:
Здесь Вы сможете выбрать станок для лазерной маркировки, оптимально подходящий под задачи вашего производства. У нас представлено различное оборудование, помогающее в обработке различных материалов:





 Лазерная маркировочная машина на рынке имеет срок службы более 100 000 часов, указанный производителем;
Лазерная маркировочная машина на рынке имеет срок службы более 100 000 часов, указанный производителем; д., возможности обработки изображений являются передовыми, поэтому добавление штрих-кодов, QR-кодов и других изображений на табличку может облегчить управление исходящими, входящими и исходящими производственными материалами, полками, оборотными транспортными средствами и т.д., так что информация на табличке улучшается от текста до комплексного отражения текста и изображений.
д., возможности обработки изображений являются передовыми, поэтому добавление штрих-кодов, QR-кодов и других изображений на табличку может облегчить управление исходящими, входящими и исходящими производственными материалами, полками, оборотными транспортными средствами и т.д., так что информация на табличке улучшается от текста до комплексного отражения текста и изображений.


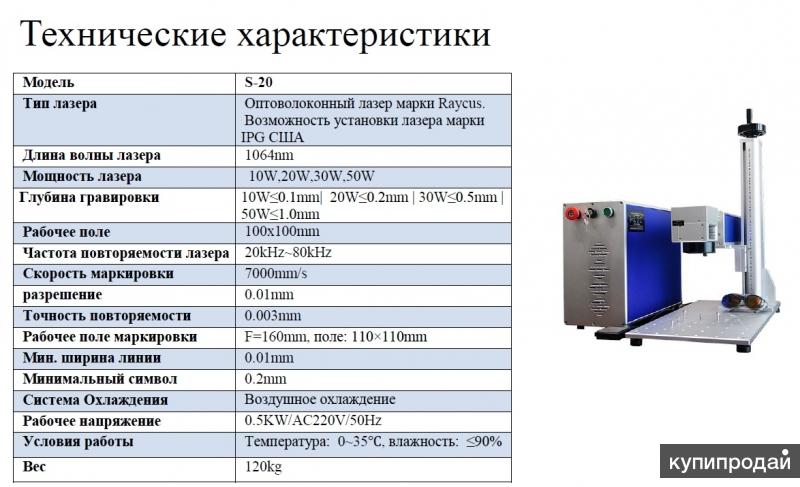

 После использования установите защитную крышку прицела, не прикасайтесь к выходной линзе и не используйте растворитель для очистки, для очистки можно использовать папиросную бумагу для линз.
После использования установите защитную крышку прицела, не прикасайтесь к выходной линзе и не используйте растворитель для очистки, для очистки можно использовать папиросную бумагу для линз.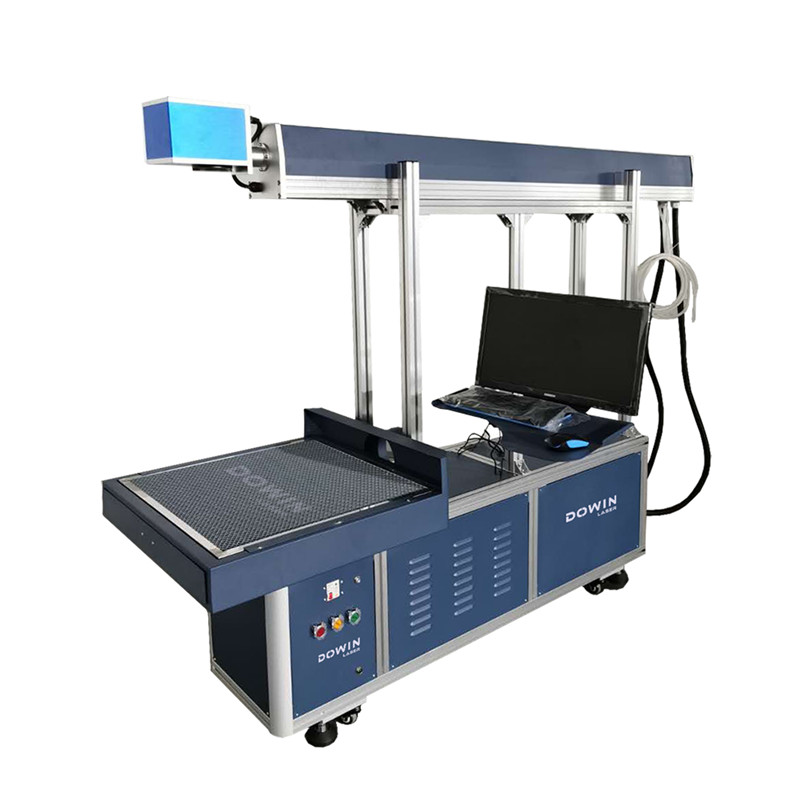 Наши волоконные лазерные станки могут гравировать или маркировать все типы металлов, включая нержавеющую сталь, алюминий, инструментальную сталь, латунь, титан и многое другое, что позволяет вам создавать различные типы меток в кратчайшие сроки! Независимо от того, гравируете ли вы одну этикетку продукта за раз или стол, полный компонентов, простой процесс настройки Epilog, функции обработки заданий и возможности точной маркировки делают наши станки с волоконным лазером идеальным выбором для ваших требований к маркировке металла и пластика.
Наши волоконные лазерные станки могут гравировать или маркировать все типы металлов, включая нержавеющую сталь, алюминий, инструментальную сталь, латунь, титан и многое другое, что позволяет вам создавать различные типы меток в кратчайшие сроки! Независимо от того, гравируете ли вы одну этикетку продукта за раз или стол, полный компонентов, простой процесс настройки Epilog, функции обработки заданий и возможности точной маркировки делают наши станки с волоконным лазером идеальным выбором для ваших требований к маркировке металла и пластика. С включенным IRIS™ Камера, вы можете легко и быстро выгравировать штрих-коды, серийные номера, информацию и логотипы на одной металлической детали или использовать всю рабочую зону для лазерной маркировки нескольких деталей, загрузив приспособление, полное ваших компонентов.0016
С включенным IRIS™ Камера, вы можете легко и быстро выгравировать штрих-коды, серийные номера, информацию и логотипы на одной металлической детали или использовать всю рабочую зону для лазерной маркировки нескольких деталей, загрузив приспособление, полное ваших компонентов.0016 youtube.com/embed/_9BR-kt_svg?rel=0&controls=0&showinfo=0&vq=hd720″ frameborder=»0″ allow=»encrypted-media» allowfullscreen=»»>
youtube.com/embed/_9BR-kt_svg?rel=0&controls=0&showinfo=0&vq=hd720″ frameborder=»0″ allow=»encrypted-media» allowfullscreen=»»> 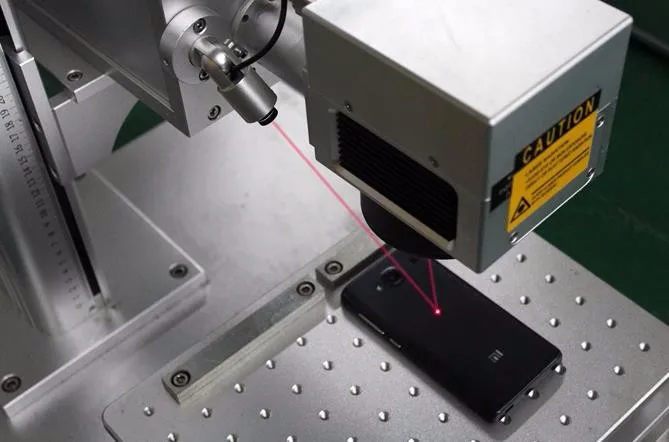 youtube.com/embed/wVsl3BdxmzM?rel=0″/>
youtube.com/embed/wVsl3BdxmzM?rel=0″/> 
 Оператор может загружать и выгружать детали, запускать вращение стола и запускать лазерную маркировку.
Оператор может загружать и выгружать детали, запускать вращение стола и запускать лазерную маркировку.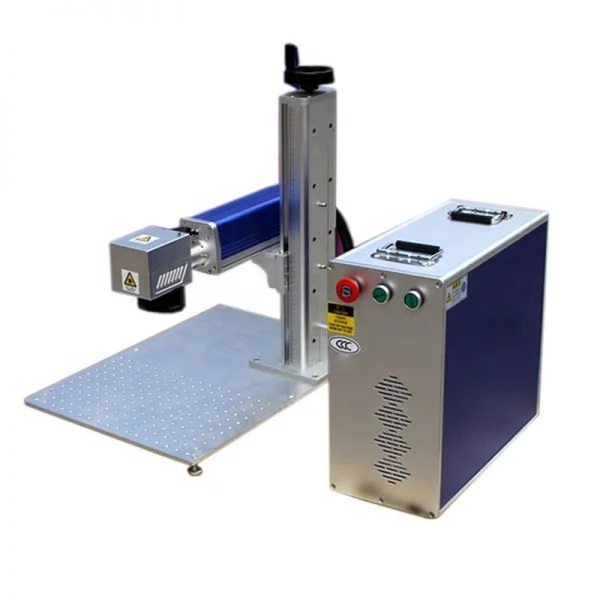 Эти машины идеально подходят, когда роботу необходимо выполнять другие задачи во время операции маркировки.
Эти машины идеально подходят, когда роботу необходимо выполнять другие задачи во время операции маркировки.
 Наши машины разработаны экспертами, которые следят за тем, чтобы они соответствовали всем применимым стандартам безопасности. Таким образом, вы можете быть уверены, что ваша машина надежно интегрирована в вашу производственную линию, и вам не нужно беспокоиться о дополнительных мерах безопасности.
Наши машины разработаны экспертами, которые следят за тем, чтобы они соответствовали всем применимым стандартам безопасности. Таким образом, вы можете быть уверены, что ваша машина надежно интегрирована в вашу производственную линию, и вам не нужно беспокоиться о дополнительных мерах безопасности. Это включает литой под давлением, универсальный, чистый и анодированный алюминий.
Это включает литой под давлением, универсальный, чистый и анодированный алюминий. В обоих случаях сохраняется естественная стойкость детали к коррозии и абразивному износу.
В обоих случаях сохраняется естественная стойкость детали к коррозии и абразивному износу. Свинцовые материалы также имеют низкую температуру плавления, что позволяет лазерам легко создавать метки на локализованной поверхности. По этим причинам для травления свинца требуется меньше энергии, чем для травления других металлов.
Свинцовые материалы также имеют низкую температуру плавления, что позволяет лазерам легко создавать метки на локализованной поверхности. По этим причинам для травления свинца требуется меньше энергии, чем для травления других металлов. Его конфигурация в основном зависит от маркируемого металла. Для будущих применений одну и ту же машину можно настроить для маркировки различных металлов.
Его конфигурация в основном зависит от маркируемого металла. Для будущих применений одну и ту же машину можно настроить для маркировки различных металлов.
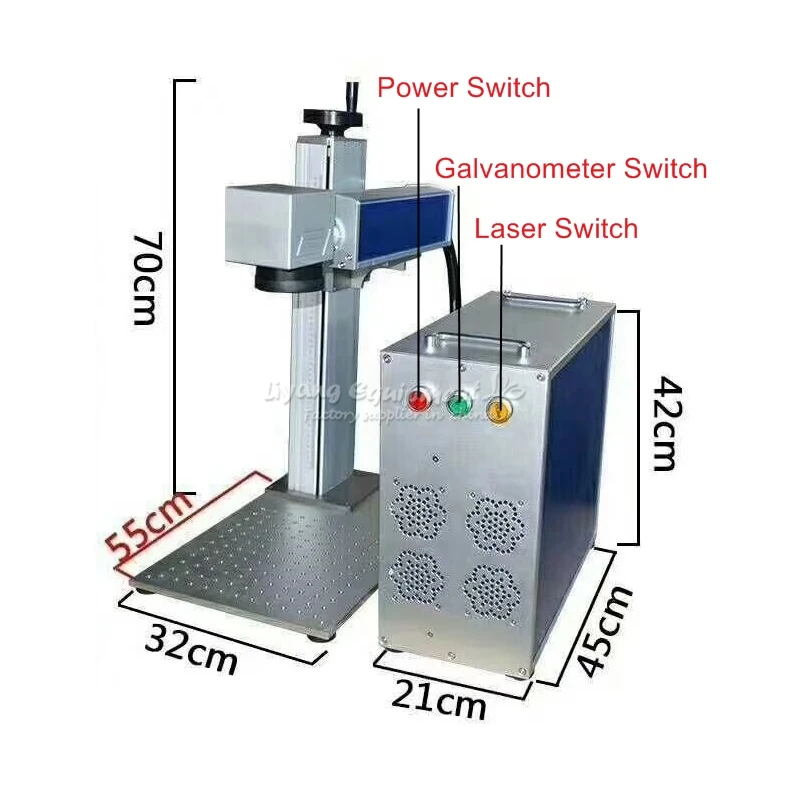
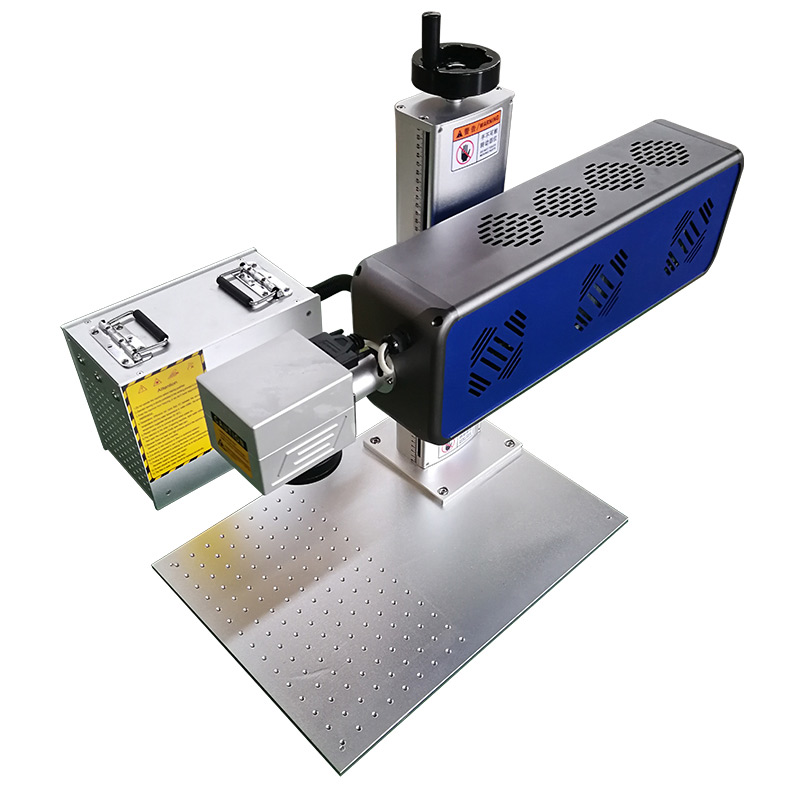
 Лазерные резаки используют лазеры непрерывного действия, тогда как лазерные граверы используют импульсные лазерные лучи. Процесс гравировки редко превышает 100 Вт, но достигает более высоких пиков энергии. Станки для лазерной резки могут непрерывно работать при мощности лазера 6000 Вт, а лазерные граверы могут создавать пики мощностью 10000 Вт.
Лазерные резаки используют лазеры непрерывного действия, тогда как лазерные граверы используют импульсные лазерные лучи. Процесс гравировки редко превышает 100 Вт, но достигает более высоких пиков энергии. Станки для лазерной резки могут непрерывно работать при мощности лазера 6000 Вт, а лазерные граверы могут создавать пики мощностью 10000 Вт.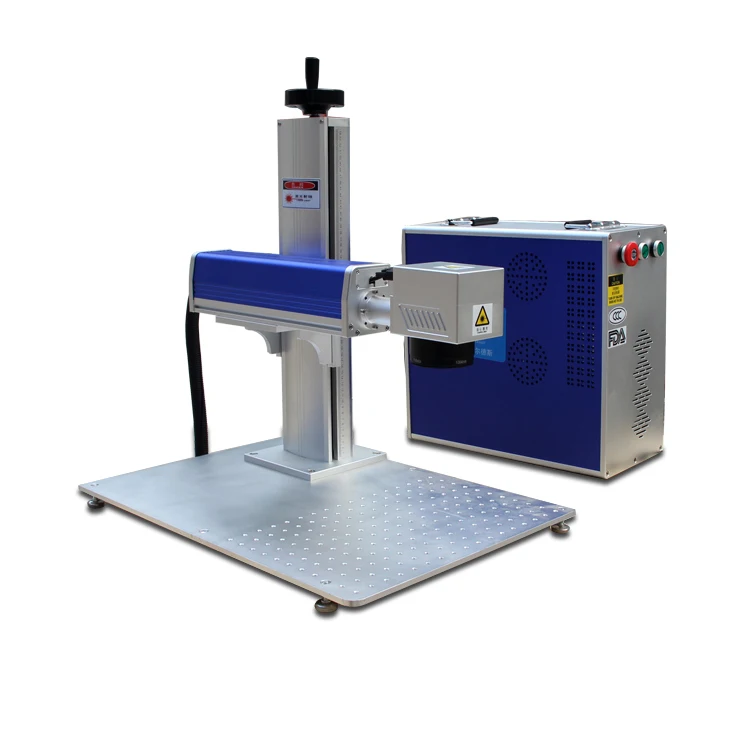
 частота вращения диска
частота вращения диска
 9 кг
9 кг
 частота вращения диска
частота вращения диска
 00
00
 0Ач х2 L-BOXX, 12 В, 76 мм отзывы
0Ач х2 L-BOXX, 12 В, 76 мм отзывы Ручные и механизированные инструменты «ЗУБР» пользуются популярностью у специалистов благодаря высокой надежности и отличной эргономике.
Ручные и механизированные инструменты «ЗУБР» пользуются популярностью у специалистов благодаря высокой надежности и отличной эргономике. 3/8 дюйма. Drill/Driver обладает мощностью профессионального уровня для выполнения 90 процентов задач, но весит чуть более двух фунтов. Идеальный инструмент для работы на любом рабочем месте, этот инструмент обеспечивает 265 дюймов-фунтов. максимального крутящего момента. Имея две скорости (0-350 об/мин и 0-1300 об/мин) и 20+1 настроек крутящего момента, это решение идеально подходит для выполнения таких работ, как монтаж и электромонтажные работы, требующие большого количества сверления и вождения над головой. Он имеет размер 3/8 дюйма. одногильзовый трехкулачковый патрон, который надежно удерживает биты. Он имеет встроенную светодиодную подсветку, встроенный указатель уровня топлива и легкую систему питания Bosch 12 В Max, которая обеспечивает более длительное время работы без увеличения веса.
3/8 дюйма. Drill/Driver обладает мощностью профессионального уровня для выполнения 90 процентов задач, но весит чуть более двух фунтов. Идеальный инструмент для работы на любом рабочем месте, этот инструмент обеспечивает 265 дюймов-фунтов. максимального крутящего момента. Имея две скорости (0-350 об/мин и 0-1300 об/мин) и 20+1 настроек крутящего момента, это решение идеально подходит для выполнения таких работ, как монтаж и электромонтажные работы, требующие большого количества сверления и вождения над головой. Он имеет размер 3/8 дюйма. одногильзовый трехкулачковый патрон, который надежно удерживает биты. Он имеет встроенную светодиодную подсветку, встроенный указатель уровня топлива и легкую систему питания Bosch 12 В Max, которая обеспечивает более длительное время работы без увеличения веса. 3/8 дюйма. Дрель/шуруповерт
3/8 дюйма. Дрель/шуруповерт 3/8 дюйма. Дрель/шуруповерт, (2) литий-ионных аккумулятора 12 В макс. 2,0 Ач, (1) зарядное устройство макс. 12 В, (2) биты для отверток, (1) сумка для переноски
3/8 дюйма. Дрель/шуруповерт, (2) литий-ионных аккумулятора 12 В макс. 2,0 Ач, (1) зарядное устройство макс. 12 В, (2) биты для отверток, (1) сумка для переноски Дрель/шуруповерт, (2) литий-ионных аккумулятора 12 В макс. 2,0 Ач, (1) зарядное устройство макс. 12 В, (2) биты для отверток, (1) сумка для переноски
Дрель/шуруповерт, (2) литий-ионных аккумулятора 12 В макс. 2,0 Ач, (1) зарядное устройство макс. 12 В, (2) биты для отверток, (1) сумка для переноски 2,0 Ач, (1) Зарядное устройство 12 В макс., (1) Сумка для переноски
2,0 Ач, (1) Зарядное устройство 12 В макс., (1) Сумка для переноски Дрель/шуруповерт, (1) литий-ионный аккумулятор BAT612 18 В 2,0 А·ч SlimPack, (1) зарядное устройство 18 В, (1) зажим для ремня, (1) сумка для переноски
Дрель/шуруповерт, (1) литий-ионный аккумулятор BAT612 18 В 2,0 А·ч SlimPack, (1) зарядное устройство 18 В, (1) зажим для ремня, (1) сумка для переноски Дрель/винтоверт, (2) компактных аккумулятора 18V CORE18V Lithium-Ion 4.0 Ah, (1) зарядное устройство 18V, (1) дополнительная рукоятка, (1) держатель для 4 бит, (4) биты, (1) зажим для ремня, (1) Сумка для переноски
Дрель/винтоверт, (2) компактных аккумулятора 18V CORE18V Lithium-Ion 4.0 Ah, (1) зарядное устройство 18V, (1) дополнительная рукоятка, (1) держатель для 4 бит, (4) биты, (1) зажим для ремня, (1) Сумка для переноски Шестигранная карманная отвертка, (2) 1-1/2 дюйма. Биты силового привода
Шестигранная карманная отвертка, (2) 1-1/2 дюйма. Биты силового привода
 Карманный драйвер PS22 — самый легкий и компактный инструмент в своем классе, предлагающий непревзойденную простоту использования в расширенных приложениях. Благодаря инновационному бесщеточному двигателю EC с цельнометаллическим редуктором и улучшенной электронике, карманный шуруповерт PS22 12V Max обеспечивает увеличенное время работы и вдвое больший срок службы по сравнению с дрелями предыдущего поколения. Легкая конструкция PS22 делает ее идеальным выбором как для любителей, так и для профессионалов, выполняющих непрерывную работу над головой, а ее вес составляет 1,6 фунта, что на 45% меньше, чем у конкурирующих шуруповертов на рынке.
Карманный драйвер PS22 — самый легкий и компактный инструмент в своем классе, предлагающий непревзойденную простоту использования в расширенных приложениях. Благодаря инновационному бесщеточному двигателю EC с цельнометаллическим редуктором и улучшенной электронике, карманный шуруповерт PS22 12V Max обеспечивает увеличенное время работы и вдвое больший срок службы по сравнению с дрелями предыдущего поколения. Легкая конструкция PS22 делает ее идеальным выбором как для любителей, так и для профессионалов, выполняющих непрерывную работу над головой, а ее вес составляет 1,6 фунта, что на 45% меньше, чем у конкурирующих шуруповертов на рынке. Для повышения универсальности и контроля при бурении и вождении, PS22 может работать в двух режимах скорости: от 0 до 400 об/мин и от 0 до 1300 об/мин. PS22 также оснащен встроенным светодиодным фонарем, который помогает освещать плохо освещенные рабочие поверхности для максимальной точности сверления.
Для повышения универсальности и контроля при бурении и вождении, PS22 может работать в двух режимах скорости: от 0 до 400 об/мин и от 0 до 1300 об/мин. PS22 также оснащен встроенным светодиодным фонарем, который помогает освещать плохо освещенные рабочие поверхности для максимальной точности сверления. 12 В — PS22
12 В — PS22

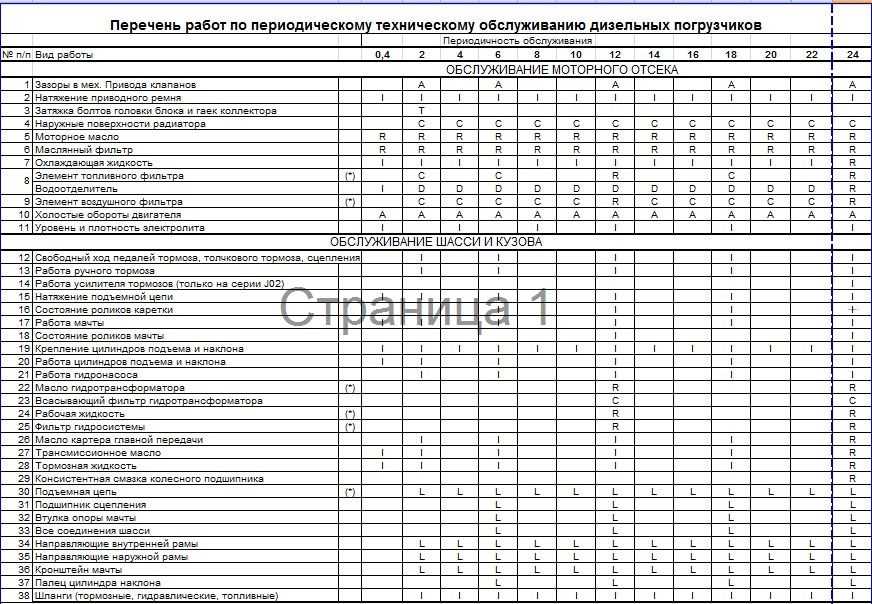
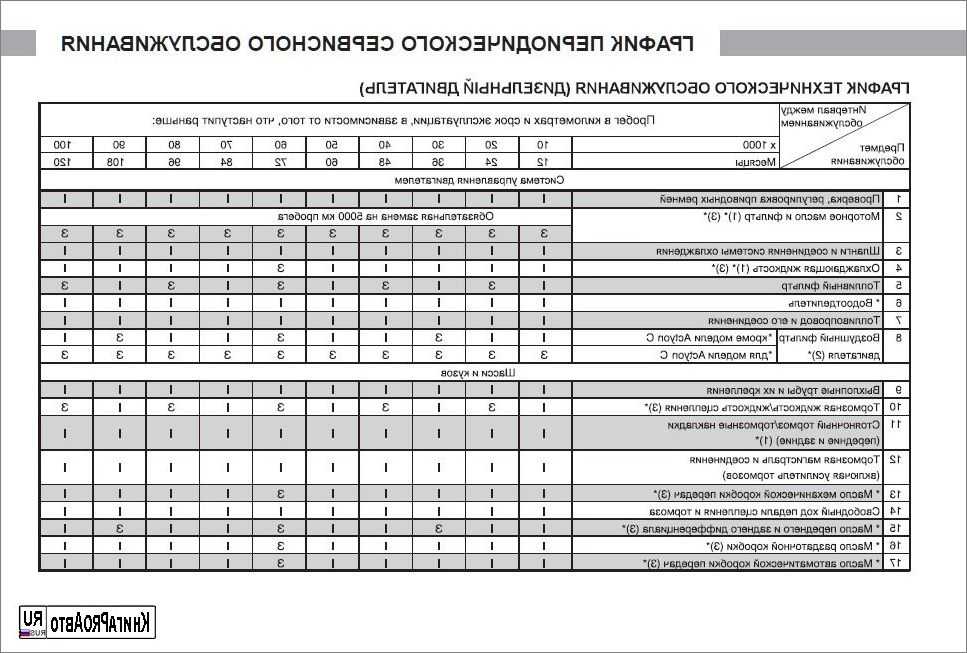 Применение синтетических составов сокращает затраты времени на уход за оборудованием.
Применение синтетических составов сокращает затраты времени на уход за оборудованием.
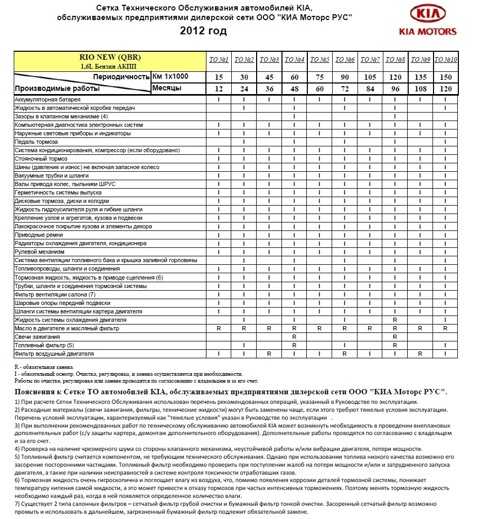

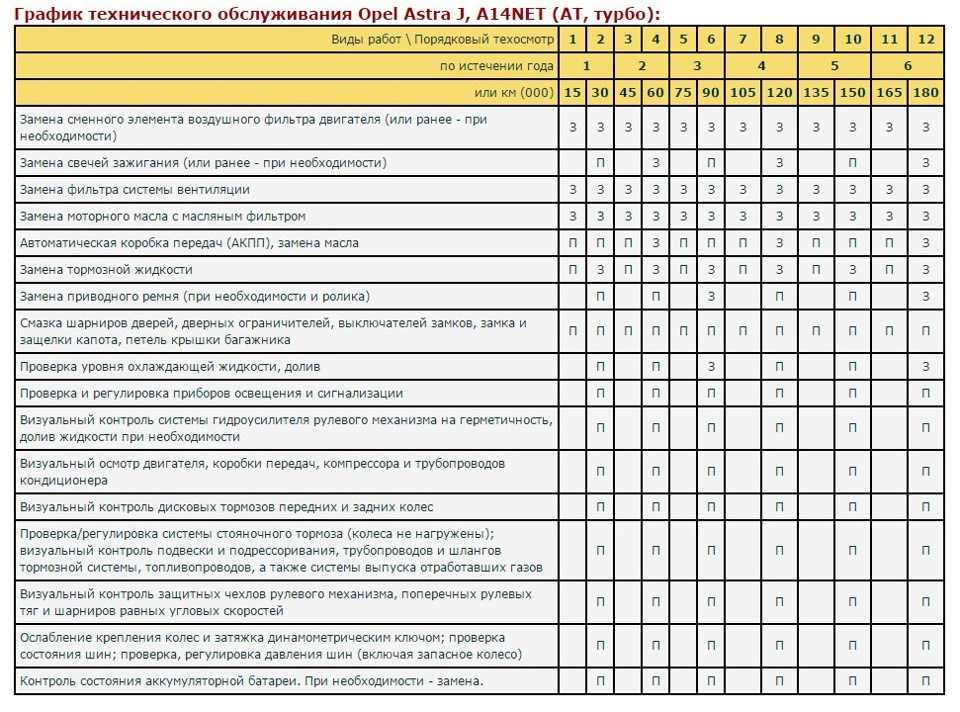

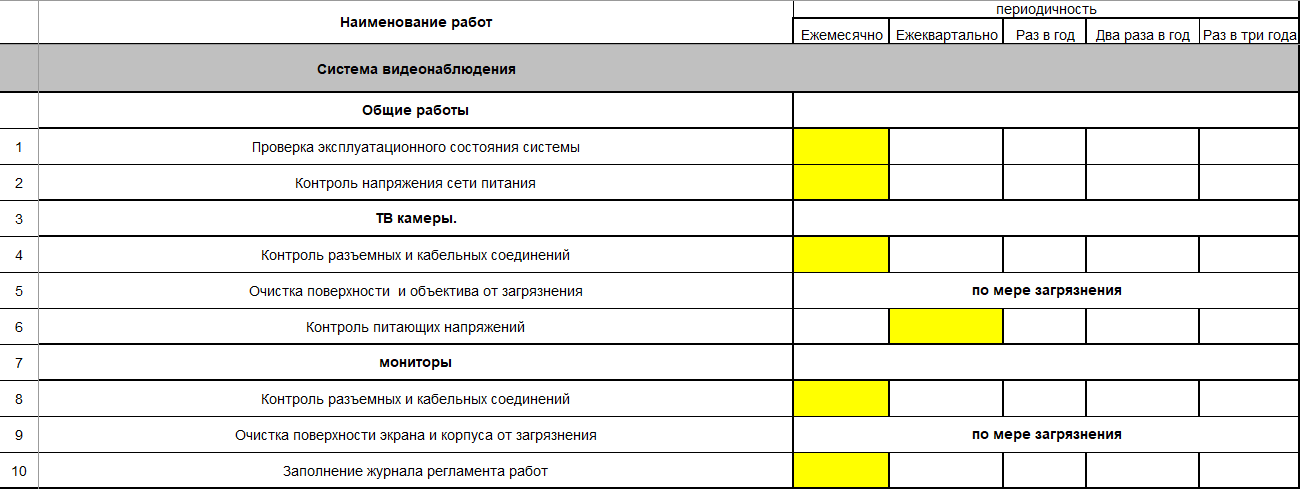
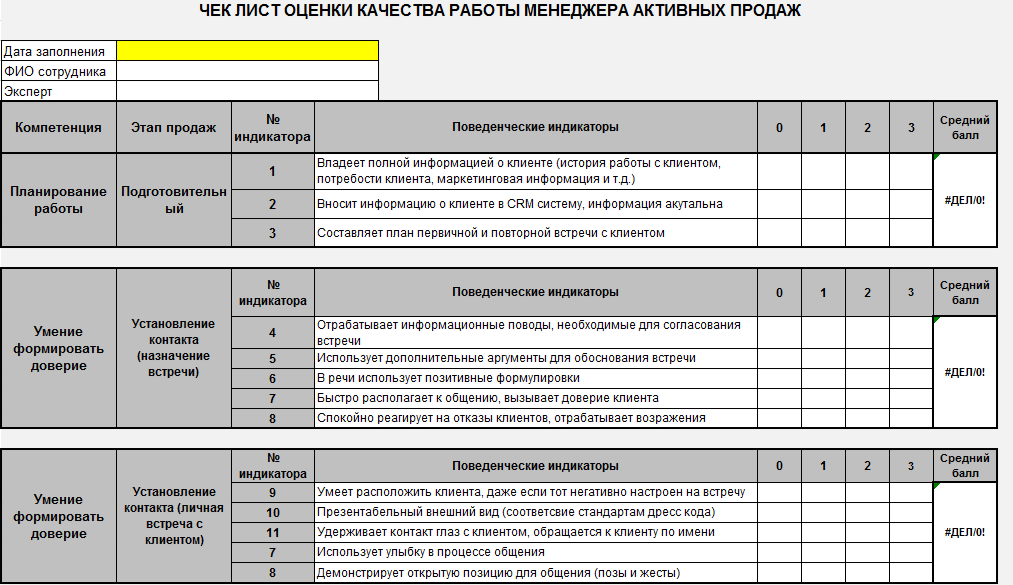

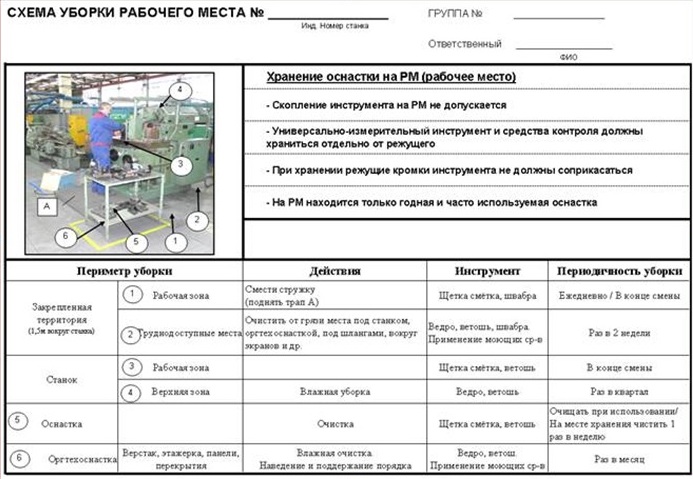 Например, если станок недостаточно загружен и работает только половину смены, то период проведения техобслуживания можно увеличить в два раза.
Например, если станок недостаточно загружен и работает только половину смены, то период проведения техобслуживания можно увеличить в два раза. У другого производителя, обозначена периодичность 1000 часов. В данном случае следует обратить внимание на то, как часто используется устройство быстрой смены инструмента станка ЧПУ, и просчитать примерное количество смен инструмента. При достижении количества циклов смен 50 000, ТО следует проводить с полной разборкой, чисткой и смазкой устройства, а в остальной период достаточно выполнить операции обслуживания на доступных без разборки участках устройства смены инструмента.
У другого производителя, обозначена периодичность 1000 часов. В данном случае следует обратить внимание на то, как часто используется устройство быстрой смены инструмента станка ЧПУ, и просчитать примерное количество смен инструмента. При достижении количества циклов смен 50 000, ТО следует проводить с полной разборкой, чисткой и смазкой устройства, а в остальной период достаточно выполнить операции обслуживания на доступных без разборки участках устройства смены инструмента.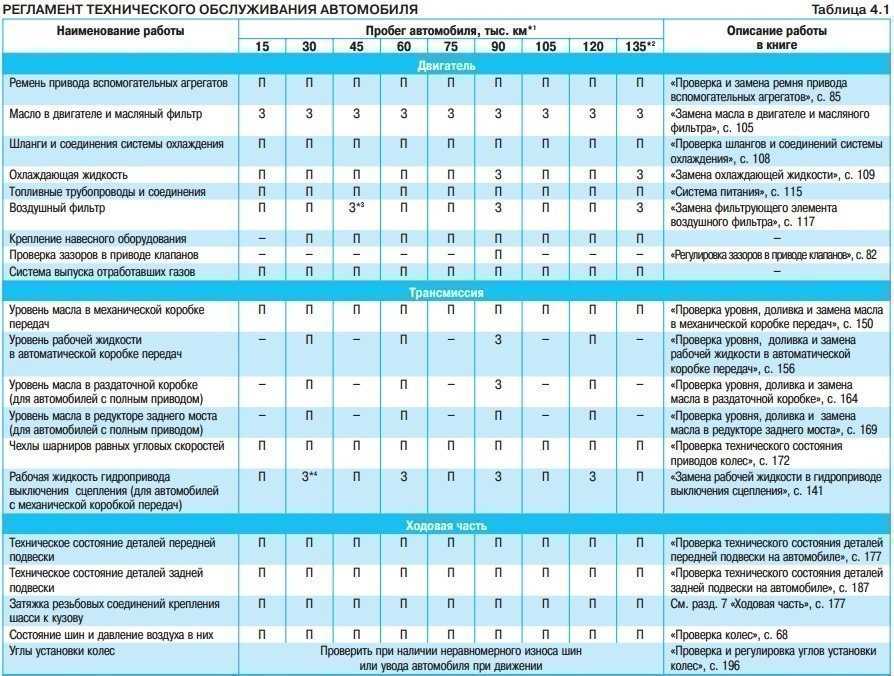

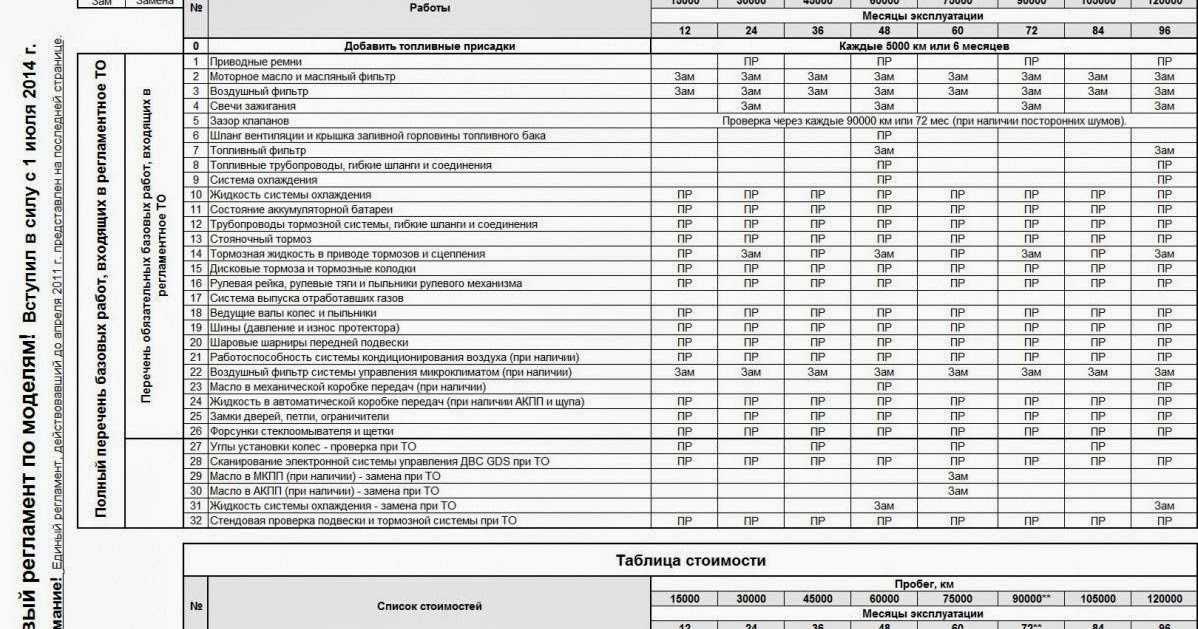

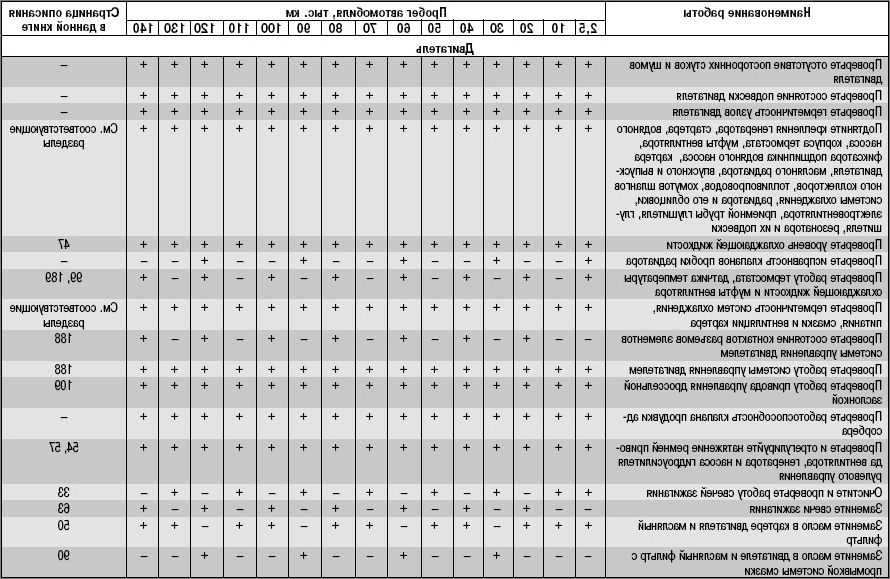
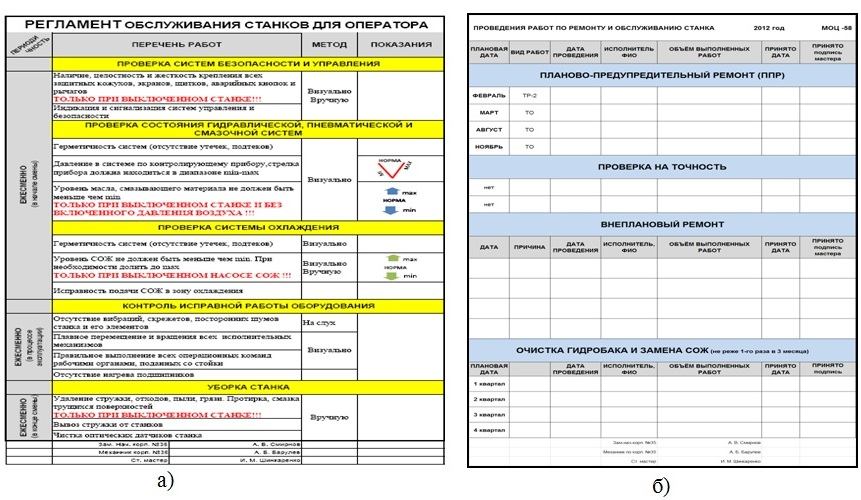 Среди них OSHA заявляет, что приверженность руководства и участие сотрудников необходимы для эффективного обеспечения безопасности на рабочем месте и здоровых условий труда.
Среди них OSHA заявляет, что приверженность руководства и участие сотрудников необходимы для эффективного обеспечения безопасности на рабочем месте и здоровых условий труда.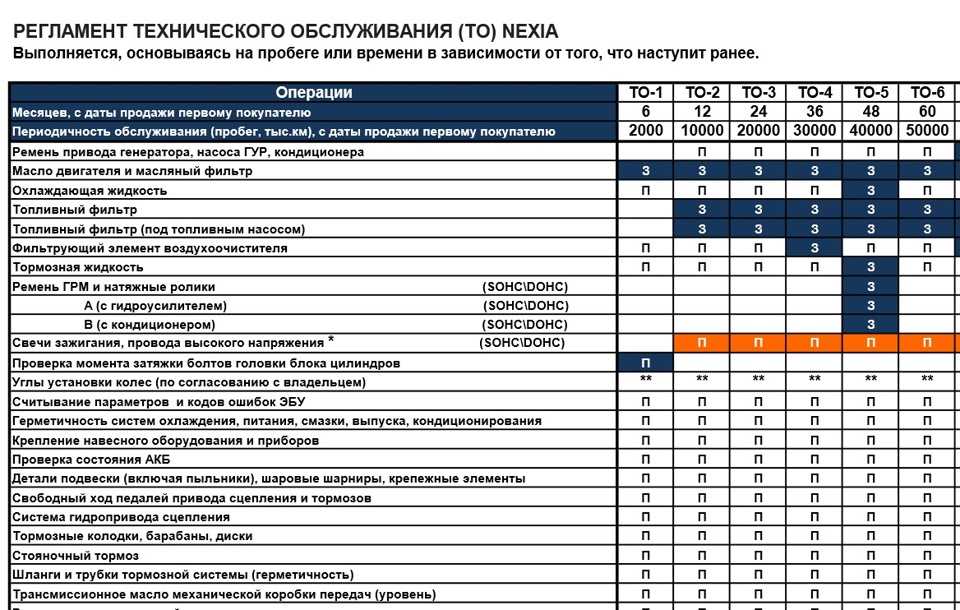 По закону организации обязаны снижать риски для обслуживающего персонала и других сотрудников, соблюдая стандарты охраны труда и техники безопасности, разработанные Управлением по охране труда (OSHA). В этой статье объясняется влияние правил OSHA на техническое обслуживание.
По закону организации обязаны снижать риски для обслуживающего персонала и других сотрудников, соблюдая стандарты охраны труда и техники безопасности, разработанные Управлением по охране труда (OSHA). В этой статье объясняется влияние правил OSHA на техническое обслуживание.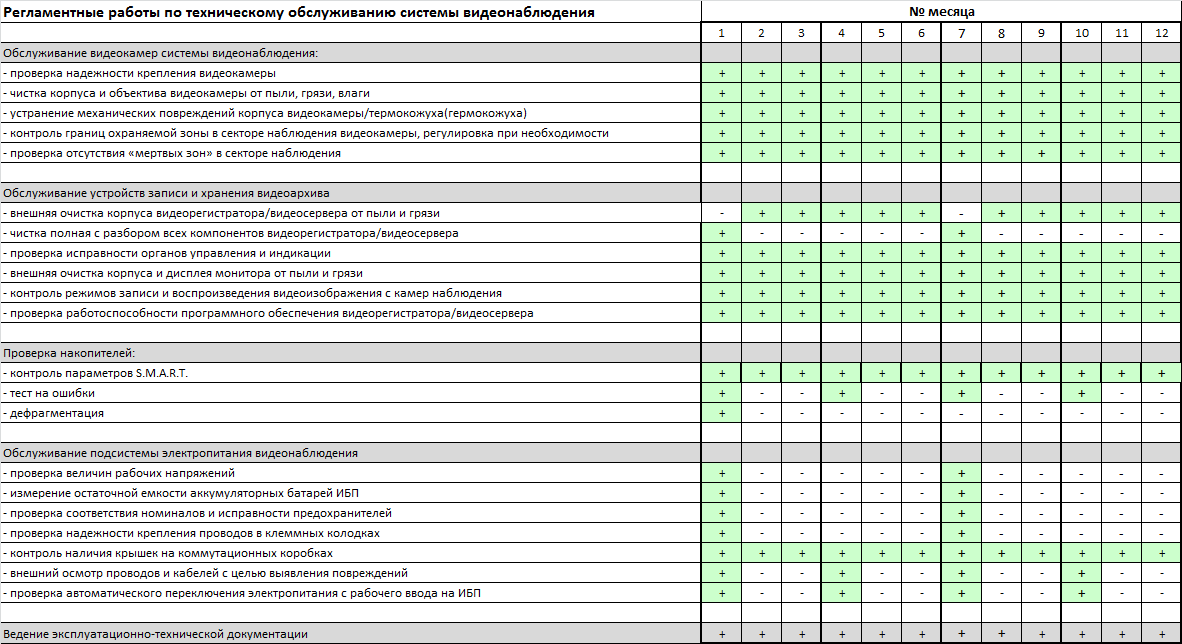 лица.
лица.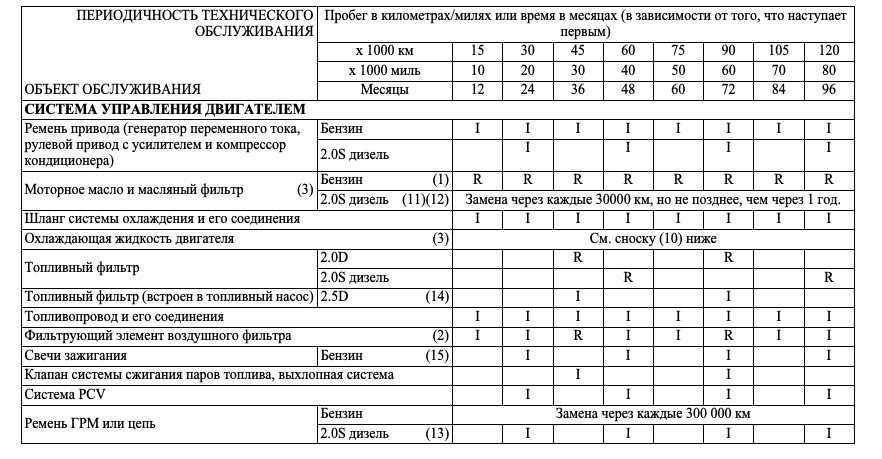 Для технического обслуживания это может повлиять на то, какие задачи выполняют технические специалисты; как хранятся запасы; и какие меры безопасности необходимо принимать до, во время и после ремонта.
Для технического обслуживания это может повлиять на то, какие задачи выполняют технические специалисты; как хранятся запасы; и какие меры безопасности необходимо принимать до, во время и после ремонта.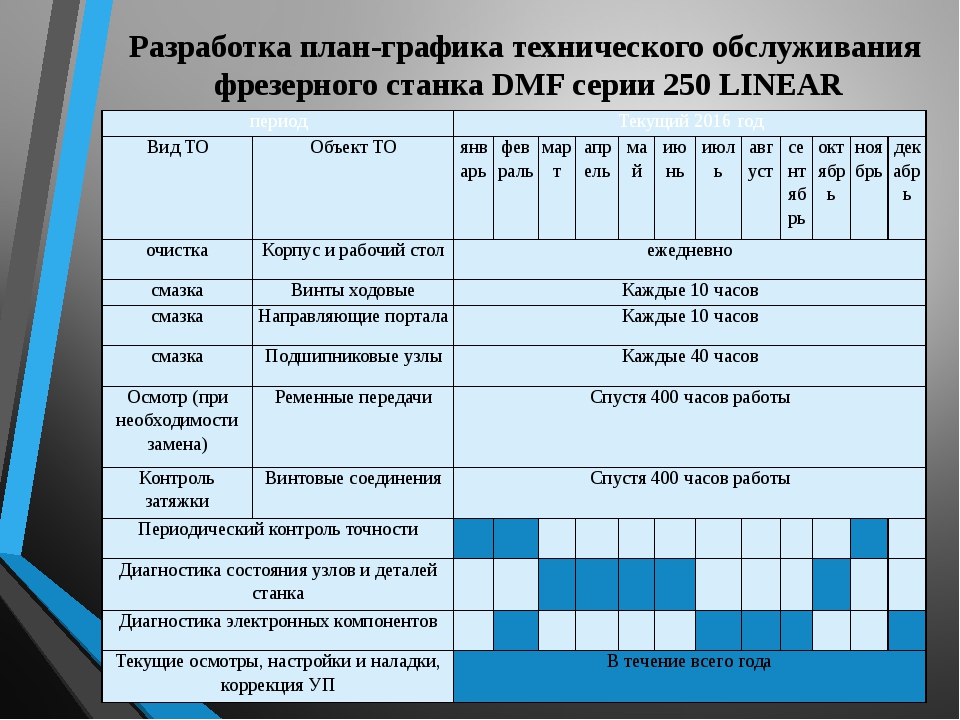 Например, хотя может быть инстинктивно мыть открытые участки водой (или пить воду, если их проглотили), это не всегда правильно. Паспорта безопасности также описывают правильный способ хранения и использования химических веществ.
Например, хотя может быть инстинктивно мыть открытые участки водой (или пить воду, если их проглотили), это не всегда правильно. Паспорта безопасности также описывают правильный способ хранения и использования химических веществ.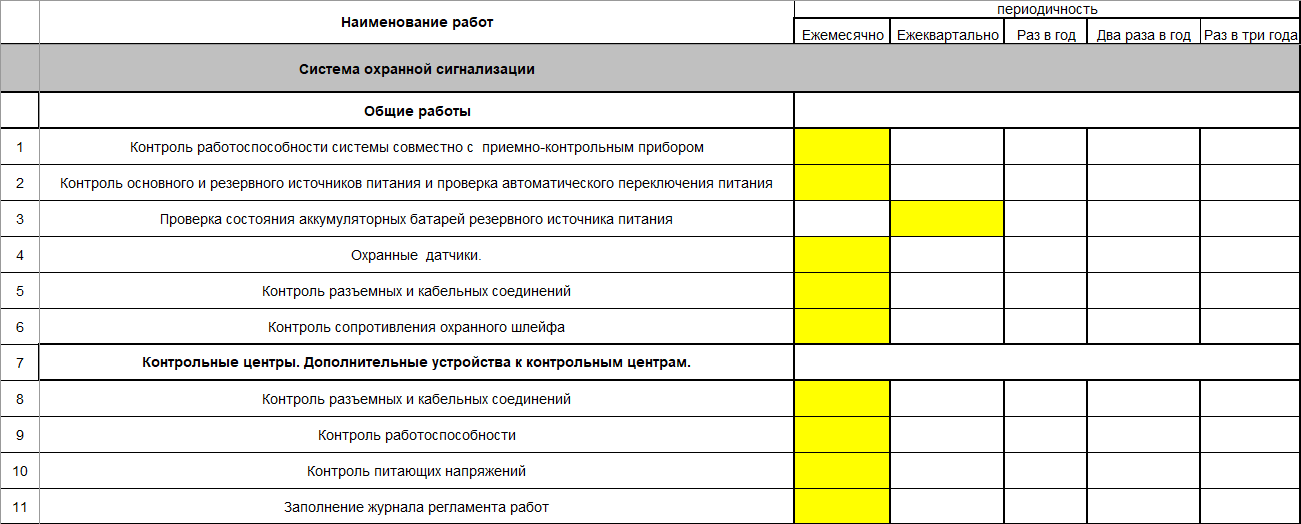
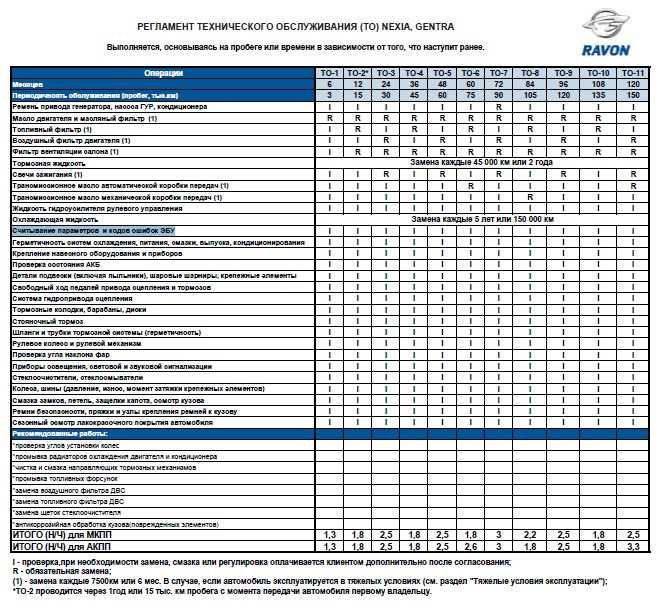
 Штрафы высоки и варьируются от десятков тысяч до сотен тысяч долларов в зависимости от серьезности нарушения.
Штрафы высоки и варьируются от десятков тысяч до сотен тысяч долларов в зависимости от серьезности нарушения.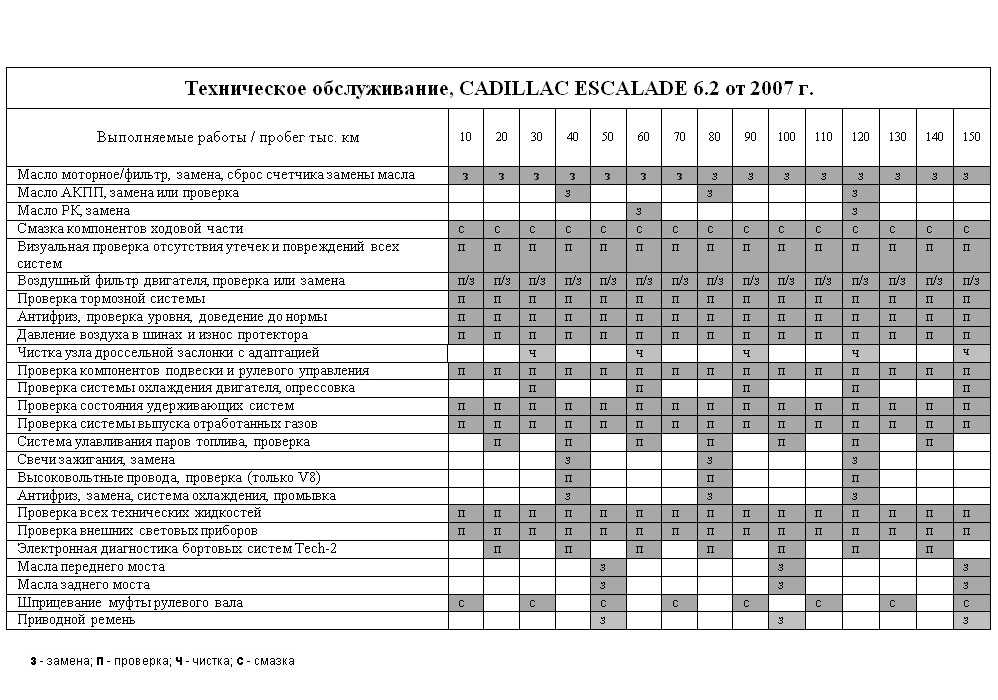 Когда проводится аудит соответствия, CMMS предоставляет доказательства того, что вы сказали то, что сделали, сделали то, что сказали, и может доказать это.
Когда проводится аудит соответствия, CMMS предоставляет доказательства того, что вы сказали то, что сделали, сделали то, что сказали, и может доказать это.

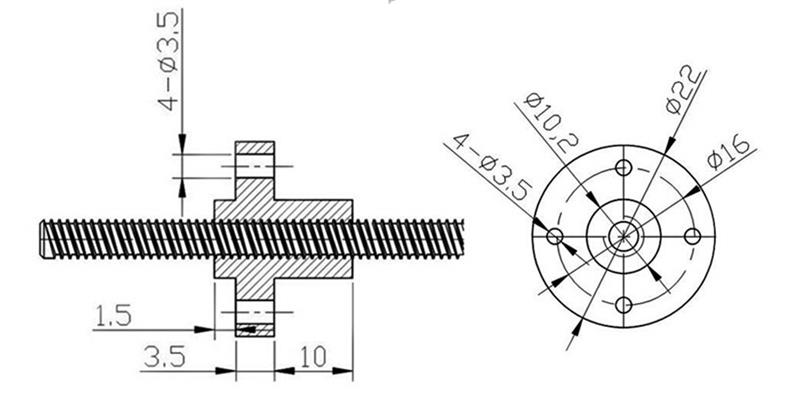
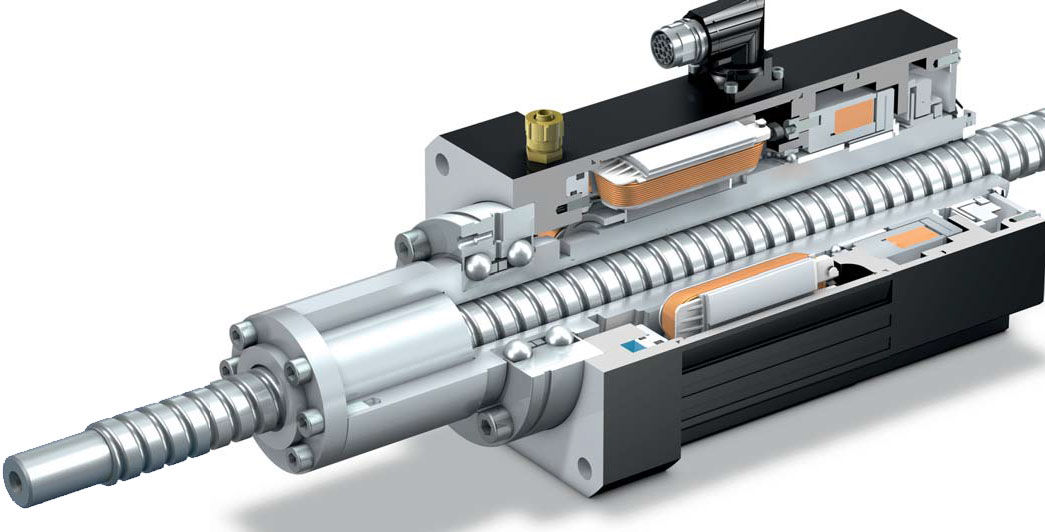
 Они отличаются низкой ценой и средним классом точности – до 23 мкм на 300 мм хода. Заготовка подвергается пластической деформации с помощью 2 валков. В результате получается упрочненная поверхность со сглаженным расположением волокон и незначительной шероховатостью.
Они отличаются низкой ценой и средним классом точности – до 23 мкм на 300 мм хода. Заготовка подвергается пластической деформации с помощью 2 валков. В результате получается упрочненная поверхность со сглаженным расположением волокон и незначительной шероховатостью.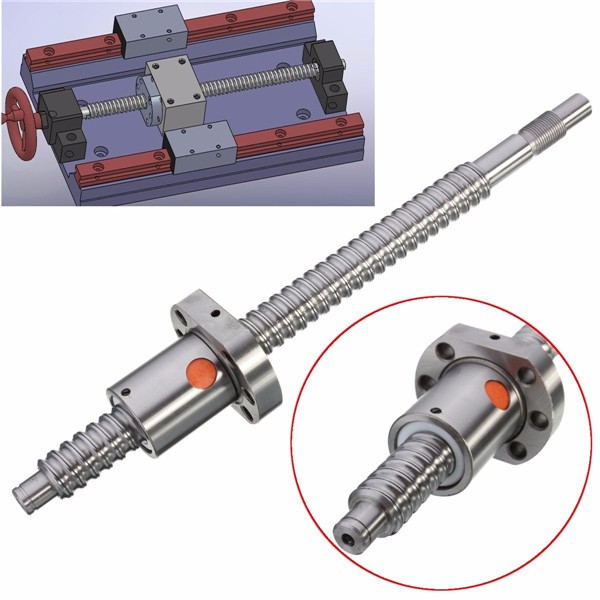 В результате они становятся более гладкими и твердыми. Такая доводка обеспечивает катаным ШВП плавную и бесшумную работу.
В результате они становятся более гладкими и твердыми. Такая доводка обеспечивает катаным ШВП плавную и бесшумную работу. Такие элементы востребованы и при изготовлении нового оборудования, и при ремонте или модернизации используемых станков.
Такие элементы востребованы и при изготовлении нового оборудования, и при ремонте или модернизации используемых станков.
 Основное назначение — соединение элементов ЧПУ станков, 3D-принтеров, плоттер..
Основное назначение — соединение элементов ЧПУ станков, 3D-принтеров, плоттер..
 Вал фиксируется затягиванием винт..
Вал фиксируется затягиванием винт.. .
. 00грн
00грн 00грн
00грн Этот конец загнут на 17 мм, поэтому вам понадобится 17-мм муфта для этого конца.
Этот конец загнут на 17 мм, поэтому вам понадобится 17-мм муфта для этого конца. Он применил шарико-винтовую передачу к самодельной версии станка с ЧПУ, которую можно найти в пошаговом руководстве и в книге «Создай свой собственный станок с ЧПУ». Да, вы поняли меня правильно! ШВП. Почему я звучу взволнованно? Читай дальше.
Он применил шарико-винтовую передачу к самодельной версии станка с ЧПУ, которую можно найти в пошаговом руководстве и в книге «Создай свой собственный станок с ЧПУ». Да, вы поняли меня правильно! ШВП. Почему я звучу взволнованно? Читай дальше. Свинцовые винты также имеют все эти термины и эзотерический язык, которые я демистифицирую. Возможно, вы также начнете понимать математику линейного движения и то, как разные ходовые винты обеспечивают различные характеристики линейного движения.
Свинцовые винты также имеют все эти термины и эзотерический язык, которые я демистифицирую. Возможно, вы также начнете понимать математику линейного движения и то, как разные ходовые винты обеспечивают различные характеристики линейного движения. Пожалуйста, укажите размер выше.
Пожалуйста, укажите размер выше. 
 Они широко применяются в промышленности и позволяют выполнять множество работ по изготовлению деталей из металла.
Они широко применяются в промышленности и позволяют выполнять множество работ по изготовлению деталей из металла.

 Обучение персонала основам работы с металлообрабатывающими станками и повышение квалификации операторов позволяют максимально эффективно использовать оборудование и добиваться наилучших результатов в работе с ним.
Обучение персонала основам работы с металлообрабатывающими станками и повышение квалификации операторов позволяют максимально эффективно использовать оборудование и добиваться наилучших результатов в работе с ним.
 Кроме того, для эффективной работы автоматизированных систем необходимо проведение регулярного технического обслуживания и мониторинга состояния оборудования.
Кроме того, для эффективной работы автоматизированных систем необходимо проведение регулярного технического обслуживания и мониторинга состояния оборудования. | Дистрибьюторы станков
| Дистрибьюторы станков
 Мы предлагаем широкий спектр станков и тяжелого оборудования, такого как расточные станки с ЧПУ, мостовые фрезерные станки с ЧПУ, электроэрозионные станки, сверлильные станки, швейцарские токарные станки, винтовые станки, пилы и некоторые другие, чтобы удовлетворить действительно разнообразные производственные требования.
Мы предлагаем широкий спектр станков и тяжелого оборудования, такого как расточные станки с ЧПУ, мостовые фрезерные станки с ЧПУ, электроэрозионные станки, сверлильные станки, швейцарские токарные станки, винтовые станки, пилы и некоторые другие, чтобы удовлетворить действительно разнообразные производственные требования.
 Мы работаем с запасами и предприятиями любого размера.
Мы работаем с запасами и предприятиями любого размера.
 06 МБ)
06 МБ) Маркет Отзывы (12)
Маркет Отзывы (12) — 15 Августа 2019
— 15 Августа 2019 до 109 р. в 21 магазинах
до 109 р. в 21 магазинах Особый тип эксцентрикового механизма имитирует полирование вручную, а также улучшает качество и и уменьшает время работы. Специальный водоотталкивающий верхний слой не позволяет полироли впитываться в полировальную тарелку. Это повышает качество полировки и уменьшает расход полироли.
Особый тип эксцентрикового механизма имитирует полирование вручную, а также улучшает качество и и уменьшает время работы. Специальный водоотталкивающий верхний слой не позволяет полироли впитываться в полировальную тарелку. Это повышает качество полировки и уменьшает расход полироли. обороты
обороты регулировка оборотов
регулировка оборотов Выбирайте самые «дешёвые даты» в специальном разделе сайта Цены на авиабилеты
Выбирайте самые «дешёвые даты» в специальном разделе сайта Цены на авиабилеты
 4
4 2
2

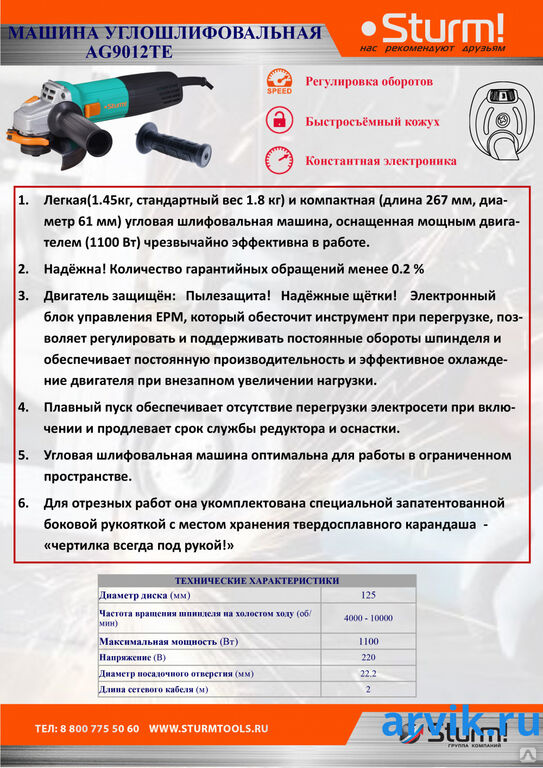 Обращаем внимание, что самостоятельно вы можете сами забрать товар с складов и розничных точек в нужном количестве. Отправка нами ограничена остатками основного склада.
Обращаем внимание, что самостоятельно вы можете сами забрать товар с складов и розничных точек в нужном количестве. Отправка нами ограничена остатками основного склада. Особой популярностью пользуются услуги «Почты России» для доставки мелких партий. Для удобства организуем доставку транспортной компанией или службами доставки
Особой популярностью пользуются услуги «Почты России» для доставки мелких партий. Для удобства организуем доставку транспортной компанией или службами доставки Но можете дождаться звонка (если указали номер телефона) оператора, который все еще раз пересчитает и зарезервирует за вами товары. Вы вместе можете изменить состав заказа.
Но можете дождаться звонка (если указали номер телефона) оператора, который все еще раз пересчитает и зарезервирует за вами товары. Вы вместе можете изменить состав заказа.
 Ленина, 217
Ленина, 217 Комсомольский, 58, стр. 2
Комсомольский, 58, стр. 2 Точность работы повышается благодаря антивибрационной рукоятке и автоматической балансировке диска. За безопасность модели отвечает предохранительная муфта, быстрая замена оборудования осуществляется с помощью специализированной авторской системы с быстрозажимной гайкой.
Точность работы повышается благодаря антивибрационной рукоятке и автоматической балансировке диска. За безопасность модели отвечает предохранительная муфта, быстрая замена оборудования осуществляется с помощью специализированной авторской системы с быстрозажимной гайкой.

 Кроме того, УШМ большой мощности предназначены больше для профессиональной деятельности и их стоимость намного выше.
Кроме того, УШМ большой мощности предназначены больше для профессиональной деятельности и их стоимость намного выше.

 для работы в интенсивном режиме;
для работы в интенсивном режиме; АС ТА-01-425 состоит из двух частей. Основная часть корпуса имеет продольную форму, благодаря чему УШМ удобно держать одной рукой, а другая представляет собой удлиненную ручку. УШМ, выполненные в таком исполнении, пользуются спросом у пользователей, которым необходимо выполнять различные длительные работы от шлифовки до резки металла.
АС ТА-01-425 состоит из двух частей. Основная часть корпуса имеет продольную форму, благодаря чему УШМ удобно держать одной рукой, а другая представляет собой удлиненную ручку. УШМ, выполненные в таком исполнении, пользуются спросом у пользователей, которым необходимо выполнять различные длительные работы от шлифовки до резки металла. Для обеспечения длительного срока службы электродвигателя обмотка покрыта в несколько слоев специальным лаком. Многослойное лакирование обеспечивает механическую защиту якоря от расслоения обмотки, а также предохраняет изоляцию от механического воздействия частиц, попадающих в прибор.
Для обеспечения длительного срока службы электродвигателя обмотка покрыта в несколько слоев специальным лаком. Многослойное лакирование обеспечивает механическую защиту якоря от расслоения обмотки, а также предохраняет изоляцию от механического воздействия частиц, попадающих в прибор. , руководство пользователя, гарантийный талон и специальный ключ, которым зажимается мойка высокого давления.
, руководство пользователя, гарантийный талон и специальный ключ, которым зажимается мойка высокого давления. Наличие регулятора скорости поможет установить оптимальный режим работы для конкретной задачи. Штурм AG9012TE также имеет блокировку ключа выключателя, для удобства при длительной работе.
Наличие регулятора скорости поможет установить оптимальный режим работы для конкретной задачи. Штурм AG9012TE также имеет блокировку ключа выключателя, для удобства при длительной работе.