Ссылка на Scratch-программирование https://bosova.ru/metodist/authors/informatika/3/scratch.php РЕКОМЕНДУЕМ!!! В марте 2023 года ученики 4А класса «Гимназия» продолжили знакомство с робототехникой! В этом году им предстоит изучить Робоплатформу фирмы ROBBO. Первое занятие прошло 10 марта 23 года:
В январе 2022 года состоялась долгожданная встреча учеников 3А «Гимназия» класса с программой РОББО Scratch — это робоплатформа для обучения как детей робототехнике и программированию. С одной стороны, это простой конструктор, который позволяет за несколько минут собрать робота и и ещё за 10 минут написать для него первую программу. Ученикам очень заинтересованы. Они с удовольствием фантазируют и составляют программы своим спрайтам (главным героям)
Ученики 9 класса продолжают подготовку проекта на тему «Роббоплатформа. Мои открытия». Всего проект по робототехнике выбрали 4 ученика 9 класса 2021-2022 учебного года! Ждем результат на защите проекта в мае 2022 года.
22 апреля 2022 года ученики Борщев Глеб, ученик 9 класса, провел с учениками 4А кадетского класса познавательный урок «Робототехника». Глеб показал несколько трюков с робоплатформой, чем очень заинтересовал учеников в изучении Робототехники. Данный урок выпускник 9 класса провел в рамках своего итогового индивидуально проекта, который Глеб сдал на отлично!
План работы инженерного класса РОББО на 2021-2022 учебный год 1. Статус участия в проекте: Участник 2. Ответственный за реализацию проекта:
5. Обучение педагогов на курсах повышения квалификации в рамках проекта
Название учебного курса
Организация, проводившая курсы
кол-во часов
предмет
кол-во учителей
«Теория и методика преподавания образовательной робототехники»
ГАУ ДПО ПК ИРО
72
РОББО
2
6. Мониторинг: не проводился 7. Участие педагогов, работающих в проекте: участие не принимали 8. Участие обучающихся проектных классов:
Название мероприятия для обучающихся
Организация, проводившая мероприятие
Дата проведения
Кол-во участников
кол-во победителей (при наличии)
кол-во призёров (при наличии)
Урок «Знакомство с РОББО платформой» в рамках изучения раздела «Алгоритмы и исполнители» в 8 классе
МОБУ СОШ №1 ЛГО
Ежегодно по программе 8 класса (декабрь-январь) в объеме 2 часа
54
—
—
Индивидуальная проектная работа «РОББО Scratch» во 2А классе
МОБУ СОШ №1 ЛГО
6, 13, 20, 27 апреля 2020
29
—
—
Индивидуальная проектная работа «РОББО Scratch» в 3А классе
МОБУ СОШ №1 ЛГО
7, 14, 21, 28 апреля 2021 года
27
—
Индивидуальная проектная работа учеников 9 класса + защита игра «Мини-футбол»
МОБУ СОШ №1 ЛГО
26 марта 2021
2
Оценка «5»
Урок информатики в 8-х класс в рамках изучения темы «Алгоритмы и исполнители»
МОБУ СОШ №1 ЛГО
08 февраля 2022 года
81
Подготовка и защита проектов на тему Робототехника (9 класс)
МОБУ СОШ№1 ЛГО
сентябрь-апрель 2022 года
4
Оценки 4,5,5,5
Урок «Знакомство с РОББО платформой» 3,4 классы в рамках предметной недели по информатике
МОБУ СОШ№1 ЛГО
03, 11 марта 2022
135
Вход на сайт
Календарь
« Апрель 2023 »
Пн
Вт
Ср
Чт
Пт
Сб
Вс
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
Архив записей
2021 Сентябрь
2021 Октябрь
Друзья сайта
Официальный блог
Сообщество uCoz
База знаний uCoz
Школа робототехники Роббо Академия в Дзержинском — отзывы, фото, цены, телефон и адрес — Для детей — Москва
/Нет отзывов
Закроется через 4 ч. 22 мин.
Описание
Вам малыш небезразличен к техническому творчеству? Тогда его могут заинтересовать занятия в Школе робототехники Роббо Академия. Здесь ребятишки экспериментируют с особыми конструкторами, исследуют работу моторов, механизмов, колес и пробуют создавать собственные модели роботов. В процессе занятий они познают основы электроники, программирования и механики, благодаря чему им потом легче учиться в школе.
Школа располагается по адресу: Россия, Московская область, Дзержинский, Томилинская улица, 8/2. Для получения информации об учебной программе позвоните по телефону +7 (985) 997-91-75 или загляните на веб-сайт academy.robbo.ru. Двери организации открыты Вт-сб: 10:00 — 20:00.
Обновлено 21 марта 2023
Телефон
+7 (985) 997-91-… — показать
+7 (495) 551-55-… — показать
+7 (903) 518-39-. .. — показать
Сообщите, что нашли номер на Зуне — компании работают лучше, если знают, что вы можете повлиять на их рейтинг Дозвонились?
— Нет: неправильный номер / не ответили — Да, все хорошо
Спасибо!
Проложить маршрут
На машине, пешком или на общественном транспорте… — показать как добраться
Время работы
Вт-сб: 10:00—20:00
Компания в сети
academy.robbo.ru
Вы владелец?
Получить доступ
Получить виджет
Сообщить об ошибке
Специалисты школы робототехники Роббо Академия в Дзержинском
Работаете здесь или знаете кто здесь работает? Добавьте специалиста, и он появится здесь, а еще в каталоге специалистов. Подробнее о преимуществах размещения
Другие детские учреждения, которые мы рекомендуем
Все отзывы подряд 1
Сортировать:
по дате по оценке по популярности
С фото
Похожие для детей
Часто задаваемые вопросы о Школе робототехники Роббо Академия
org/FAQPage»>
📍 Какой адрес у Школы робототехники Роббо Академия?
Адрес заведения: Россия, Московская область, Дзержинский, Томилинская улица, 8/2.
☎️ Как связаться с Школой робототехники Роббо Академия?
Официальный номер для связи: +7 (985) 997-91-75.
🕖 Каков график работы Школы робототехники Роббо Академия?
Двери заведения открыты: Вт-сб: 10:00 — 20:00.
org/Question»> ⭐ Как посетители заведения оценивают его на сайте Zoon.ru?
В среднем компания оценивается пользователями Zoon.ru на 2. Вы можете оставить свои впечатления о Школе робототехники Роббо Академия!
🧾 Где можно ознакомиться со списком услуг в этой организации?
Такую информацию можно найти в разделе услуг и цен Школы робототехники Роббо Академия.
✔️ Можно ли доверять информации на данной странице?
Zoon.ru делает всё возможное, чтобы размещать максимально точные и свежие данные о заведениях. Если вы видите неточность и/или являетесь владельцем этого заведения, то можете воспользоваться формой обратной связи.
Средняя оценка — 2,0 на основании 1 оценки
«Роббо был великолепен на поле и за его пределами»
Сэм Уильямс
@SamWilIiams
Легкость, с которой Энди Робертсон приспособился к жизни в «Ливерпуле» как на поле, так и за его пределами, впечатлила Джеймса Милнера.
После летнего перехода из «Халл Сити» в его карьере в «красных» началось с перерывов, а сейчас левый защитник прочно зарекомендовал себя в качестве жизненно важного члена команды Юргена Клоппа.
Травма, полученная Альберто Морено в начале декабря, дала Робертсону возможность регулярно играть, на что он ответил серией стабильных выступлений.
Игрок сборной Шотландии продолжил свою превосходную форму в победе со счетом 5:0 над «Уотфордом» в прошлый раз, и болельщики на «Энфилде» снова пели его имя после того, как он обеспечил точный навес Мохамеду Салаху, забившему второй гол из четырех цели в день.
Смотреть: Салах забивает после блестящего кросса Робертсона
А Милнер, который с апломбом выступал в качестве левого защитника «Ливерпуля» на протяжении большей части сезона 2016–17, считает, что его товарищ по команде заслуживает похвалы за то, как он устроился на «Энфилде».
«Я не думаю, что ему нужно много [советов] — он отыграл на этой позиции гораздо дольше, чем мой один сезон там. Но да, моя работа как «старшего государственного деятеля» — разговаривать с молодыми парнями», — сказал вице-капитан «красных» Premier League Productions.
«Он еще молод и учится. Переход в такой клуб, как «Ливерпуль», иногда может быть большой переменой и трепетом, но он пришел и проделал отличную работу. Ему пришлось выжидать на старте. Он и Альберто подталкивают друг друга к этому месту.
«Роббо был великолепен. Я помогу, чем смогу, но он хороший игрок – он показал это и в атаке, и в обороне. Иногда вы просто видите, как он идет вперед, но он также отлично работает в защите.
«Он отличный парень, чтобы иметь его в раздевалке. Он похож на то, как он играет на поле, игривый характер. Нам нравится это как группе, это фантастика».
Далее Милнер объяснил, что система и философия Клоппа означают, что крайние защитники команды должны вносить свой вклад как в нападении, так и в защите — в этом Робертсон преуспел.
«Я не видел его раньше. Я знал о нем, но ты не оценишь игрока по-настоящему, пока не увидишь его вблизи», — продолжил №7.
«Учитывая качество, которое у него есть в будущем — количество заездов, которые он совершает, и качество игры в штрафную — он является для нас важным игроком. Как мы играем, крайний защитник – важная позиция.
«Приезжая в Ливерпуль, не всегда легко взяться за дело. Иногда требуется сезон или 18 месяцев, чтобы показать свою лучшую форму, поэтому я был впечатлен тем, как он вписался. Но это заслуга атмосферы, которую парни создают в раздевалке, а также клуба и тренера хорошо.
«Посмотрите также на Мо [Салаха], который входит и сразу же бросается на землю. Я уже менял клубы и знаю, что первый сезон будет непростым, даже если это одна и та же страна.
«Это новое окружение, и не всегда легко сразу набрать форму. Мальчики, которые пришли, выступили блестяще, и это огромная честь для них, а также для мальчиков в раздевалке».
Статистика Милнера в Премьер-лиге 2017-18 гг. Джордан Хендерсон, Эмре Джан, Джорджинио Вейналдум, Алекс Окслейд-Чемберлен и Адам Лаллана за игровое время.
«Когда ты в команде и вне ее, не так просто набрать обороты, и я думаю, что это самое главное. Когда ты играешь неделю за неделей, ты привыкаешь к людям вокруг тебя и достигаешь максимальной скорости и остроты матча», — сказал бывший игрок сборной Англии.
«Когда вы входите и выходите, это немного сложнее.
«Я играл [в полузащите] большую часть своей карьеры; Я всегда чувствую, что мои силы идут вперед. Со стилем игры хорошо быть вовлеченным. Я просто хочу продолжать вносить свой вклад в «Ливерпуль» как можно больше, показывать выступления и наслаждаться своим футболом».
Джеймс Милнер
Энди Робертсон
Бэнкси против короля Роббо sepВойна граффити в картинках
Поиск
Главная Стрит-арт Бэнкси против короля Роббо
Бэнкси против короля Роббо | Еще в 19В 85 году художник-граффити Кинг Роббо нарисовал одно из самых ранних произведений Лондона в известном туннеле в Камдене. Вы можете увидеть произведение выше во всей его первоначальной красе.
К 2006 году произведение подверглось жестокому обращению. Нацарапано, замазано, помечено, оригинал был едва виден.
Декабрь 2009: Войдите на сцену Бэнкси справа. Внезапно рабочий заметил, что он «оклеивает» граффити обоями. Роббо возмущен, и начинается битва. Напоминая нелепые рэп-баттлы восточного и западного побережья прошлого, этот шаг разжигает конфликт между уличным искусством и граффити.
25 декабря 2009 г.: После многолетнего перерыва Король Роббо наносит ответный удар в Рождество. Оскорбленный и помолодевший, король вернулся, и он в бешенстве. Медиа-машина начинает выделять слюну. Возникает граффити-фольклор о встрече в конце 90-х между королем Роббо и Бэнкси. Подробности туманны, но, очевидно, когда Бэнкси представили Роббо, он заявил, что никогда о нем не слышал и понятия не имел, кто он такой. Легенда гласит, что Роббо нанес суровый удар слева тогдашнему неизвестному Бэнкси, заявив: «Возможно, вы никогда не слышали обо мне, но вы никогда меня не забудете»9. 0062
2010: Проходит несколько месяцев, и Бэнкси наконец возражает. Любопытные зрители оживляются, это будет пикантно…
2010: Король Роббо ничего не хочет. Тонкое опровержение, если хотите.
2010: переход в черный цвет. Анонимная третья сторона вступает в бой и затемняет все. Может быть, городской совет или, может быть, кто-то просто помешивает котел (или пытается покончить с мелочностью), кто знает.
Июль 2010: Король Роббо снова наносит удар! Все выигрывают.
2010: Вдалеке слышен грустный тромбон, когда появляется еще одно полностью черное вмешательство. Зрители коллективно грозят кулаками небу.
Январь 2011: Бэнкси возвращается с головокружительной золотой рыбкой. Какая-то гостиная, о которой никто не знает, что и думать. По крайней мере, он включил дряхлый стул.
2 апреля 2011 г .: Король Роббо снова оказался в центре внимания своей карьеры, но внезапно и трагически получил опасную для жизни травму головы. К сожалению, до его выставки в галерее Signal в Шордиче оставалось всего 5 дней: «Team Robbo — The Sell Out Tour». Считается, что он все еще находится в искусственной коме, и сторонники теории заговора взбесились в отношении причины. Но официально говорят, что это было случайное падение. В заявлении на его официальном веб-сайте Team Robbo говорится: «С большой грустью мы вынуждены сообщить, что король Роббо скончался 31 июля 2014 года из-за осложнений со здоровьем». Он добавил: Team Robbo — «До конца» — Robbo изменил мир искусства… навсегда!»
Ноябрь 2011: Бэнкси произносит оду оригиналу Короля Роббо. Один легковоспламеняющийся аэрозольный баллончик выставлен в качестве бдения. Как и в любом искусстве, интерпретация остается за зрителем.
В стиле «Сумерек» внезапно появляется Команда Роббо, и начинается война за порчу предметов Бэнкси. Все честно в…
Бэнкси против короля Роббо
вышел, я просто хотел сделать что-то иронично. Но когда он написал эти три буквы «Fuc», все изменилось.
Плазменная резка металла: особенности и преимущества метода
Существует множество способов раскроя металлоизделий. Если в приоритете оперативная обработка при относительно низких затратах, поможет плазменная резка металла. Мощность и, соответственно, производительность специализированного оборудования в 6–7 раз выше, чем у традиционной газопламенной горелки. Качество реза сопоставимо с передовой лазерной технологией, при этом цена более выгодная.
Резка металла плазмой — разновидность термического раскроя. В качестве резца выступает плазменная струя — скоростной поток ионизированного раскаленного газа. Если не вдаваться в научные тонкости, плазма представляет собой концентрированный источник тепла, температура которого может достигать 30 000 °С. За счет этого удается резать материалы, с которыми не справляется обычная кислородная горелка.
Основные преимущества плазменной резки
Универсально. Материалы — черные и цветные металлы, их сплавы, углеродистые, легированные и другие стали. Изделия — лист, труба, профиль, заготовки, детали.
Оперативно. При резке элементов малой и средней толщины (до 50 мм) скорость работ в 25 раз выше, чем у газопламенной резки.
Качественно. Одновременно с резкой плазма выдувает излишки расплава. Локальный нагрев исключает тепловую деформацию вокруг зоны воздействия.
Точно. С помощью профессионального оборудования можно выполнять прямые и криволинейные резы, делать отверстия, в том числе сложной формы.
Выгодно. Цена плазменной резки металла во многом зависит от применяемого газа, для большинства металлоизделий подходит абсолютно бесплатный воздух.
Особенности технологии
Для образования высокотемпературной и высокоскоростной плазменной дуги (или струи) применяется плазмотрон — генератор плазмы. Сначала оборудование формирует рабочую электрическую дугу — ее температура составляет около 5000 градусов. Затем в сопло аппарата поступает газ — при взаимодействии с электрической дугой он ионизируется и преобразуется в плазму с температурой около 30 000 градусов. В дополнение к высокой температуре поток имеет высокую скорость — 500–1500 м/с. Дуга (или струя) с такими характеристиками справляется с резкой металла толщиной до 200 мм.
Эффективность сочетается с качеством — поток плазмы выдувает из полости реза излишки расплава, поэтому на кромках почти нет окалины и грата (наплава). К тому же за счет высокой концентрации плазмы металл нагревается локально, даже в непосредственной близости от линии реза нет теплового напряжения и деформации.
Оборудование для плазменной резки
По принципу действия плазмотроны делятся на два вида:
дуговой плазменный резак прямого действия формирует дугу между своим электродом и токопроводящим металлическим изделием. У прямой дуги максимально высокий КПД, поэтому плазменно-дуговая резка оптимальна в промышленных масштабах;
струйный плазменный резак косвенного действия образует собственную рабочую дугу между электродом и соплом. Обрабатываемая поверхность в цепь не включена, поэтому резка плазменной струей менее эффективна. Основные сферы применения — тонкие металлоизделия, материалы с низкой проводимостью, диэлектрики.
Также оборудование различается по назначению:
бытовые плазмотроны легкие и компактные, но производительность невысокая. Мощности хватает на резку деталей толщиной 15–20 мм. Средняя скорость распила — 6 м/мин. Держать ручной аппарат приходится на весу — даже опытному оператору сложно добиться высокого качества кроя. Зачастую на краях видны неровности, наплывы, следы рывков;
промышленные плазмотроны представляют собой мощные высокопроизводительные агрегаты. Как правило, они входят в состав автоматических линий, где с помощью ЧПУ можно программировать самый сложный раскрой. Благодаря гибким настройкам на одном аппарате возможна осуществлять плазменную резку листа, трубы и других прокатных изделий. Точная обработка позволяет соблюсти регламенты ГОСТ по всем основным критериям — перпендикулярности, угловатости, оплавлению верхнего края, шероховатости.
Ясно, что кустарная резка ручным аппаратом не дает гарантии качества. Если нужна точная и оперативная металлообработка (особенно в больших масштабах), стоит обратиться в специализированную фирму с мощной технической базой.
Плазменная резка металла в NAYADA
Наша компания — профессионал в сфере обработки металла, в комплекс услуг входит и плазменная резка. Сотрудничаем с клиентами из Москвы, Подмосковья и других регионов страны — готовые изделия развозим по столице и области (есть свой автотранспорт), организуем доставку по России через надежную ТК.
Работаем со всеми металлами, сплавами, сталями. Режем листовые, трубные и другие изделия толщиной до 100 мм. Техническая база — мощный плазморез прямого действия КЕДР CUT-60G. Оборудование подходит для особо твердых сталей толщиной до 20 мм, может кроить сетчатые и перфорированные изделия. Работы ведутся оперативно — за счет мощного воздушного охлаждения аппарату не требуются длительные перерывы. Для сложного раскроя плазморез подключается к автоматической системе с ЧПУ.
Чтобы заказать услуги плазменной резки или проконсультироваться с технологом, позвоните нам, закажите обратный звонок или заполните форму обратной связи на сайте.
Все о плазменной резке металла
В данной статье мы бы хотели подробно рассказать Вам об устройстве плазменной резки и сферах ее применения. Также подробно рассмотрим ее преимущества и недостатки.
Как работает плазменный резак?
Данный тип резки использует плазму, так что для начала нужно понимать, что это такое.
Плазма – это ионизированный квазинейтральный газ, образующий нейтральные молекулы и заряженные частицы. Возникает при сильном нагреве, например, кислорода и активной ионизации. Плазма также имеет свойство проводить электрический ток.
Простыми словами, чтобы получить плазму – достаточно нагреть газ до 10000 градусов по Цельсию, создать давление и ионизацию.
Плазменная резка – это способ раскроя металла, который использует плазму в качестве режущего инструмента. В режущей головке образуется электрическая дуга, через которую проходит газ. Он нагревается до 5000-30000 градусов по Целсию и превращается в плазменную струю.
Станок плазменной резки
Изначально был изобретен ручной портативный плазменно-дуговой аппарат для резки металлов. Он состоит из: основного аппарата, силового кабеля, шлангопакета и плазматрона. Такой аппарат хорошо себя зарекомендовал и со временем стали производить большие автоматические станки с ЧПУ (числовое программное управление). Такие станки позволяют резать листовой металл и тубы с точностью до 0,25мм. А скорость реза достигает 7м/мин. Максимально возможная толщина металла зависит от станка. Станок средней мощности может резать металл толщиной примерно до 30мм. Более мощные аппараты могут резать до 70мм. На нашем предприятии установлен станок автоматической плазменной резки с ЧПУ Multicam 6000, который может резать металл толщиной до 60мм.
Применение в различных сферах
Сейчас плазменная резка металла используется чуть-ли не на каждом более-менее крупном предприятии, занимающимся металлообработкой. Она позволяет выполнять большой объем работ за достаточно короткое время и при этом обеспечивает хорошее качество среза.С применением плазменной резки изготавливают: заборы, ворота, калитки, двери, решетки, лестницы, водостоки и многие другие металлоизделия.
Преимущества и недостатки
Для лучшего понимания плюсов и минусов – нужно сравнить данный тип резки с основными ее конкурентами. К ним можно отнести лазерную и гидроабразивную резку.Относительно них можно выделить следующие преимущества:
Возможный диапазон толщины металла 0,5 – 60мм;
Раскрой абсолютно любых металлов в отличном качестве;
Точность резки в районе 0,25мм;
Скорость раскроя, которая составляет 7 метров в минуту;
Нет необходимости в дополнительной обработке изделий после резки.
К недостаткам можно отнести лишь большую стоимость, как самого станка, так и расточников.
Читайте также
Сколько стоит резка металла
Хотите понять из чего формируются цены на качественную резку металла? Тогда прочитайте эту статью! Вы узнаете основные нюансы от которых зависит итоговая стоимость Вашего заказа.
Читать статью
Где применяется рубка металла гильотиной?
Интересует рубка металла гильотиной? Прочитайте эту статью чтобы узнать как она работает и где применяется. В случае необходимости будем рады оказать Вам данную услугу на индивидуальных условиях!
Читать статью
Где заказать лазерную резку?
В данной статье Вы узнаете почему лазерная резка обрела такую популярность, а также почему стоит заказать лазерную резку у нас и почему мы считаемся одними из лучших на рынке.
Читать статью
Как работает плазменная резка? Преимущества и недостатки
Резка металла может быть разделена на две категории – механическая и термическая резка. Плазменная резка — это метод термической резки, при котором для резки металла используется ионизированный газ .
Это один из наиболее широко используемых методов резки толстых металлических листов, но он также доступен и для листового металла. Прежде чем углубиться в преимущества и возможности плазменной резки, следует решить еще один вопрос.
Что такое плазма?
Вы наверняка слышали о трех основных состояниях материи – твердом, жидком и газообразном. Но есть и четвертый. Да, это плазма.
Плазму можно найти в природе, но в основном в верхних слоях атмосферы Земли. Знаменитое полярное сияние — результат действия солнечных ветров, состоящих из плазмы. Освещение и высокотемпературный огонь также включают плазму. И наши тела тоже.
В целом он составляет около 99% видимой части Вселенной.
В повседневной жизни мы можем встретить плазму в телевизорах, люминесцентных лампах, неоновой вывеске и, конечно же, плазменных резаках.
Плазма представляет собой электропроводящее ионизированное газообразное вещество . Это означает, что у некоторых атомов отсутствуют электроны, а также есть свободные электроны.
Газ можно превратить в плазму, подвергнув его интенсивному нагреву. Поэтому плазму часто называют ионизированным газом.
Плазма похожа на газ, поскольку атомы не находятся в постоянном контакте друг с другом. В то же время он ведет себя аналогично жидкостям с точки зрения своей способности течь под действием электрического и магнитного полей.
Процесс плазменной резки — это метод термической резки. Это означает, что он использует тепло для плавления металла, а не для его механической резки.
Общая механика системы всегда одинакова. Плазменные резаки используют сжатый воздух или другие газы, такие как азот. Происходит ионизация этих газов с образованием плазмы.
Обычно сжатые газы вступают в контакт с электродом, а затем ионизируются, создавая большее давление. Когда давление возрастает, поток плазмы направляется к режущей головке.
Режущий наконечник сужает поток, создавая струю плазмы. Затем наносится на заготовку. Поскольку плазма является электропроводной, заготовка соединяется с землей через режущий стол.
Когда плазменная дуга контактирует с металлом, его высокая температура плавит его. В то же время высокоскоростные газы выдувают расплавленный металл.
Запуск процесса резки
Не все системы работают одинаково. Во-первых, есть вообще малобюджетная версия под названием высокочастотный контакт . Это недоступно для плазменных резаков с ЧПУ, поскольку высокая частота может мешать работе современного оборудования и вызывать проблемы.
В этом методе используется искра высокого напряжения и высокой частоты. Создание искры происходит, когда плазмотрон касается металла. Это замыкает цепь и создает искру, которая, в свою очередь, создает плазму.
Другим вариантом является метод вспомогательной дуги . Во-первых, искра создается внутри горелки с помощью цепи высокого напряжения и слабого тока. Искра создает вспомогательную дугу, которая представляет собой небольшое количество плазмы.
Режущая дуга создается, когда вспомогательная дуга касается заготовки. Теперь оператор может начать процесс резки.
Третий способ заключается в использовании подпружиненной головки плазменной горелки . Прижатие горелки к заготовке создает короткое замыкание, в результате чего начинает течь ток.
Сброс давления устанавливает вспомогательную дугу. Дальнейшее аналогично предыдущему способу. Это приводит дугу в контакт с заготовкой.
Преимущества и недостатки
Преимущества
Может резать все токопроводящие материалы. Газовая резка, хотя и подходит для резки толстых металлов, ограничивается только черными металлами.
Отличное качество для толщины до 50 мм.
Максимальная толщина до 150 мм.
Относительно дешев для пропилов средней толщины.
Лучший способ резки нержавеющей стали и алюминия средней толщины.
Доступны станки с ЧПУ
, обеспечивающие высокую точность и повторяемость.
Может резать в воде, что приводит к уменьшению ЗТВ. Также снижает уровень шума.
Меньший пропил по сравнению с газовой резкой.
Более высокая скорость резки, чем при кислородной резке.
Путем изменения параметров тот же аппарат можно использовать для плазменной сварки.
Недостатки
ЗТВ большего размера по сравнению с лазерной резкой.
Качество более тонких листов и пластин не такое хорошее, как при лазерной резке.
Допуски не такие точные, как при лазерной резке.
Не достигает такой толщины, как пламенная или гидроабразивная резка.
Оставляет ЗТВ, чего не делает гидроабразивная резка.
Более широкий пропил, чем при лазерной резке.
Выбор метода резки
Выбор между различными методами резки зависит от материала, его толщины и применения деталей.
Рекомендуемая толщина реза для плазменной резки составляет от 15 до 50 мм .
Рекомендуемый верхний предел толщины материала для плазменной резки составляет около 50 мм для углеродистой и нержавеющей стали. Алюминий не должен превышать 40 мм.
Все вышеперечисленное относится к области гидроабразивной и газовой резки.
Услуги лазерной резки должны быть предпочтительным вариантом для листового металла и более тонких пластин из-за более высокого качества и скорости резки. Но верхний предел лазерной резки где-то в районе 25…30 мм.
Кроме того, плазменная резка выполняется быстрее и, следовательно, дешевле для пластин толщиной от 15 мм. Опять же, вопрос упирается в требуемое качество. Тем не менее, всегда можно получить хороший и плавный результат с помощью постобработки.
Как работают плазменные резаки?
Невероятная прочность металла сделала его идеальным материалом для изготовления многих вещей, от которых мы все зависим как в производстве, так и в нашей повседневной жизни. Однако его сила может также удвоиться как слабость, потому что его нелегко формовать, резать или манипулировать. Плазменные резаки призваны помочь в решении этой задачи.
Что такое плазменный резак?
Плазменный резак посылает электрическую дугу через газ, проходя через суженное отверстие. Используя сильное тепло, плазменные резаки повышают температуру газа и переводят его в четвертое состояние материи, называемое плазмой. В сочетании с совместимым плазменным резаком этот инструмент может проходить через такие металлы, как сталь, алюминий, латунь и медь, практически без сопротивления. Этот острый процесс сварки позволяет получить более четкие, четкие линии и более прочную конструкцию.
Совершенствование производственного процесса
Плазменные резаки необходимы в обрабатывающей промышленности, от строительных компаний и автомастерских до слесарей. По мере развития технологий менялись и дизайн, и возможности этого инструмента. Плазменные резаки и горелки обычно делятся на две категории: ручные и машинные.
Ручные резаки универсальны и часто портативны, что делает сварочные работы более удобными. Они обеспечивают высокую силу тока при резке, но обычно используются при обработке легких металлов для обрезки лишнего материала.
С другой стороны, механизированные плазменные резаки используются для крупномасштабных работ. Они включают в себя больше функций и используются вместе с раскройными столами. Эти системы не могут быть легко перемещены, так как для их работы требуется более мощный источник питания. Выбор между механизированным или ручным резаком зависит от размера, формы и толщины материала, который необходимо разрезать.
Столы для резки с ЧПУ включают программное обеспечение, которое можно запрограммировать для выполнения сложных конструкций.
Газокислородная горелка, вариант
Машины для газокислородной резки также используются в механической обработке и производстве для резки твердых материалов. Эти машины работают с использованием пламени кислорода / топливного газа для предварительного нагрева стали до температуры воспламенения. Затем на металл направляется мощная струя кислорода, вызывая химическую реакцию с образованием оксида железа, также известного как шлак. Затем струя удаляет шлак из разреза.
Ручные резаки, также называемые газокислородными резаками, также используются для резки твердых материалов, таких как металл, и используются чаще, чем режущие машины.
Покажем товар по видеосвязи, камеру включать не нужно
Предназначен для производства цементно-песчаных кладочных, штукатурных растворов и бетонов с фракцией заполнителя до 30 мм. Имеет зубчатый чугунный венец. Поставляется в разобранном виде, в картонной упаковке.
Комплектация
поставляется с проводом (длина сетевого шнура 1,8 м), инструкцией по эксплуатации, гарантийным талоном.
Детали
Гарантия
12 месяцев.
Документы:
pdfскачать
pdfскачать
Характеристики
Артикул
CM120-N
Тип товара
Бетоносмеситель
Бренд
No name
Тип двигателя
Электрический
Объем бака, л
120
Объем готовой смеси, л
65
Скорость вращения, об/мин
28
Материал бака
Сталь
Материал кольца вращения
Чугун
Обороты двигателя, об/мин
2800
Мощность (кВт), кВт
0,55
Толщина верхней части бака, мм
1,5
Толщина нижней части бака, мм
1,8
Напряжение, В
220
Тип ручки
Круглая
Габариты в упаковке, мм
730х580х425
Габариты в собранном виде (ДхШхВ), мм
1120х710х1250
Страна-производитель
Китай
Вес, кг
49
Отзывы покупателей
Станьте первым, кто оставил отзыв об этом товаре
Вопросы и ответы
02 сентября 2018
1 Сможет ли замесить за 1 раз : 1 ведро цемента + вода по норме + 3 ведра песка? 2 И вообще какой минимальный объём бака под такую смесь?Ответить
Сергей
05 августа 2018
А в собранном виде какие габариты?Ответить
Роман Грановский
02 июля 2018
А могут ли доставить в собранном виде ? что б я только воткнул в разетку и работала . Ответить
Михаил
18 июня 2018
Какая ширина колеи?Пройдёт ли в дверной проём 80 см?Ответить
24 марта 2018
Подскажите пожалуйста габариты упаковки(коробки) в которой поставляется данный товар.Информация нужна для расчёта остающегося свободного пространства в легковом а/м для покупки большего количества стройматериалов.Ответить
Сертификаты
Фотографии покупателей
Цемент
Добавки в растворы
Песок
Керамзит
Мел, гипс, глина, известь
Щебень, отсев, асфальт
Лопаты
Средства для швов плитки
Строительные емкости
Тачки и комплектующие
Укрывные пленки
Очистители
Защита рук
Защита лица, глаз, головы
Защита органов дыхания
Сетевые фильтры
Удлинители бытовые
Демисезонная спецодежда
Зимняя спецодежда
Рабочая обувь, наколенники
Защита органов слуха
Переносные светильники
Фонари налобные
602320
Доставим
Сегодня
2670 шт
Смотреть на карте
Цемент М500 Д0 ЦЕМ I 42,5 50 кг
Цена за шт
За баллы:
111
В корзину
149143
Доставим
Сегодня
20370 шт
Смотреть на карте
Цемент Евроцемент М500 Д0 ЦЕМ I 42,5 50 кг
Цена за шт
За баллы:
119,50
В корзину
109217
Доставим
Сегодня
6272 меш.
Смотреть на карте
Цемент М400 Д20 ЦЕМ II А-Ш 32,5 50 кг
Цена за меш.
За баллы:
96,75
В корзину
109215
Доставим
Сегодня
5110 шт
Смотреть на карте
Цемент Евроцемент М400 Д20 ЦЕМ II А-Ш 32,5 50 кг
Цена за шт
За баллы:
117
В корзину
Бетоносмеситель CM 0,55 кВт 120 л в Санкт-Петербурге представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить бетоносмеситель CM 0,55 кВт 120 л в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар бетоносмеситель CM 0,55 кВт 120 л действительны в Санкт-Петербурге.
Продолжая работу с сайтом, вы даете согласие на использование сайтом cookies и
обработку персональных данных в целях функционирования сайта, проведения ретаргетинга, статистических исследований, улучшения сервиса и предоставления релевантной рекламной информации на основе ваших предпочтений и интересов.
12CBM Стандартный бетоносмеситель G12
Похоже, в вашем браузере отключен JavaScript. Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
ПОИСКИ МЕСТНЫХ АГЕНТОВ
Имя *
Номер *
Электронная почта *
Какой продукт вы ищете*
* Обязательные поля
Являетесь ли вы местным торговцем с существующими клиентами в строительной, горнодобывающей или сельскохозяйственной отраслях в вашей стране? Пожалуйста, выберитеДаНет
Готовы ли вы сотрудничать с нами, чтобы помочь своим клиентам приобрести качественное оборудование из Китая? Пожалуйста, выберитеДаНет
Бетономешалка является незаменимым оборудованием практически во всех отраслях строительства. Хотя его использование может быть неэкономичным, когда вы выполняете очень небольшие строительные проекты, невероятно удобно и экономично иметь его, когда вы занимаетесь коммерческими строительными проектами. Одной из самых привлекательных особенностей этой машины для производства цемента является то, что она имеет гидравлическую систему. Редукторы, двигатель и масляные насосы — все это международные бренды, что делает их очень эффективными в работе. Другие особенности, которые делают бетоносмеситель 12CBM G12 наиболее подходящим для использования, перечислены ниже.
Повышенная производительность
Эта бетономешалка G12 объемом 12 куб. Эта машина для смешивания цемента и песка может смешивать объем 15 м3 за один раз. Это стало возможным благодаря размерам смесительного барабана. Диаметр смесительного барабана 2,4 м, длина 7 м, наклон барабана 10°. Все эти факторы помогают значительно повысить производительность микшера.
Двигатель
Эта продаваемая бетономешалка оснащена двигателем модели WP1O.375/WP1O.380E.32. Это очень мощный двигатель с номинальной мощностью 276 кВт/об/мин, а стандарт выбросов этого двигателя составляет GBIII. Все эти факторы двигателя гарантируют, что бетоносмеситель 12CBM G12 может выполнять работу даже в течение длительного времени без развития осложнений и повреждений.
Достаточное водоснабжение
Общеизвестно, что все бетономешалки нуждаются в водоснабжении. Способность машины подавать достаточное количество воды в нужное время определяет качество работы, которую производит машина. Этот бетоносмеситель G12 объемом 12 кубических метров имеет резервуар для воды емкостью 450 литров, а вода подается пневматически. Эти особенности гарантируют вам лучший продукт для строительных работ.
Смесительный барабан является неотъемлемой частью бетономешалки, потому что в нем смешивается бетон ??? чем лучше характеристики смесительного барабана, тем лучше общая производительность цементного оборудования. Получите бетоносмеситель G12 объемом 12 куб.
Почему вам стоит купить стандартный бетоносмеситель XCMG G12?
Стандартный бетоносмеситель XCMG G12 — один из самых надежных бетоносмесителей на рынке для строительных проектов. Поскольку бетоносмеситель имеет повышенную производительность, эта машина очень часто используется на строительных площадках. Кроме того, бетономешалка имеет достаточный запас воды, что выгодно отличает ее от других моделей! Наконец, благодаря интенсивным исследованиям XCMG, бетоносмеситель может смешивать объем 15 м3, что делает стандартный бетоносмеситель XCMG G12 одним из лучших цементных и бетонных машин, которые вы можете купить!
Пока ни о чем не жалею! обзор Гарри С. от 30.06.2021
Качество
Пока все хорошо! Наша работа была бы очень медленной, если бы мы не нашли этот автобетоносмеситель.
Напишите свой отзыв
mtd Запас масла yardman — Google
AlleShoppingBilderVideosMapsNewsBücher
suchoptionen
Объем моторного масла — MTD Канада
article › support.mtd9s.ca0007
При покупке масла для сезонного обслуживания большинство небольших двигателей (например, двигателей на самосвалах) имеют общую емкость менее одной кварты (32 унции) и большинство . ..
Ähnliche Fragen
Сколько масла требуется MTD во дворе машина держится?
Какой у меня объем моторного масла?
Могу ли я использовать 10w30 вместо SAE 30 в моей газонокосилке?
Сколько масла требуется газонокосилке?
Как проверить и заменить масло для газонокосилки — детали MTD
www.mtdparts.com › en_RU ›knowledge-riding-m…
Перед заменой масла в самоходной газонокосилке ознакомьтесь с руководством по эксплуатации относительно типа и количества необходимого масла. SAE 30 является наиболее распространенным, и …
Какой тип и сколько масла для моей газонокосилки? — Briggs & Stratton
www.briggsandstratton.com › поддержка › ответы на часто задаваемые вопросы › обзор
Самоходные косилки: Объем масла обычно составляет 48 унций или 64 унции*. Заменяйте моторное масло каждые 100 часов или ежегодно, в зависимости от того, что наступит раньше …
19.06.2020 · Оригинальный номер масляного фильтра 751-12690. Масляный фильтр заменяет части 951-12690, 751-12690 и … Масло
Емкость масла для газонокосилки Yard Machine составляет 1,5 литра. Убедитесь, что в вашей машине используется моторное масло SAE 30 или 10W-30. Различные размеры …
Какое масло использует газонокосилка? — Hunker
www.hunker.com › … › Садовые инструменты и принадлежности
Для всесезонного использования лучше всего приобретать 10W30 или синтетическое 5W30. Реклама. Не используйте масляные присадки для масла для дворовых машин. Это ненужные …
[PDF] Емкость масла для газонокосилок Yardman — Squarespace
Емкость масла для газонокосилок Yardman. Важно правильное количество моторного масла в косилке; слишком мало или слишком много может быть фатальным, и оба аннулируют ваш …
Как выбрать алмазный карандаш для правки наждачных кругов — РИНКОМ
Как выбрать алмазный карандаш для правки наждачных кругов — РИНКОМ
Главная
Статьи
Как выбрать алмазный карандаш для правки наждачных кругов
Как выбрать алмазный карандаш для правки наждачных кругов
12 июля 2017
Гирин Кирилл
Предназначенный для обработки металла электрический заточной станок нуждается в периодической правке наждачного круга. Необходимость восстановления формы вызвана неравномерным стачиванием поверхности (слева, справа или по центру). Для правки заточных кругов предназначен специальный инструмент — алмазный карандаш.
Фотография № 1: Заточной станок (слева и справа — абразивные круги)
Карандаш представляет собой изделие с высоким классом износостойкости, которое используется для шлифовки поверхности абразивного круга и восстановления заточных свойств инструмента. Поскольку синтетические и природные алмазы гораздо тверже материала, из которого выполнен заточной круг, инструмент с высокой степенью эффективности удаляет дефекты и неровности, восстанавливая свойства камня. В этой статье мы расскажем об особенностях строения и основных принципах выбора алмазного карандаша.
Фотография № 2: Алмазный карандаш для правки кругов в сопоставлении с линейкой
Как устроен алмазный карандаш?
Алмазный правящий карандаш имеет вид штыря из стали длиной в 5 см. В нижней части изделия размещены природные/синтетические алмазы. Функцию связующего звена выполняет металлический сплав с коэффициентом расширения, близким к аналогичному показателю у кристаллов алмаза.
В бытовых условиях наиболее часто используют инструмент диаметром 80–100 мм. При работе его фиксируют в специальных удерживающих приспособлениях. Для профильного шлифования и правки кругов больших диаметров рационально купить алмазный карандаш с большими кристаллами в оправе. Преимущество крупных алмазов состоит в наличии естественных граней, которые увеличивают стойкость инструмента к износу.
Изображение № 1: Схема устройства алмазных карандашей типов 01, 02, 03, 04 по ГОСТу
Оправа изделий бывает различных форм: цилиндр, ступени, конус. Есть алмазные карандаши с резьбой. Внутри изделия алмазы удерживаются методом пайки, чеканки или металлическими зажимами. Крепить карандаш в фиксатор следует таким образом, чтобы инструмент выступал за края оправы максимум на ¼ длины.
Как применяют алмазные карандаши?
Правка абразивных кругов алмазным карандашом — высокоточный способ восстановления свойств рабочей поверхности изделия. Инструмент позволяет править фасонный профиль и возвращать исходную геометрию на высоких скоростях. Процесс правки представляет собой обтачивание хрупкого материала более плотным абразивом.
Изображение № 2: Схема установки карандаша относительно обрабатываемого наждачного круга
Для получения оптимального результата рекомендуется устанавливать инструмент под углом в 10–15 градусов в сторону вращения круга с небольшим разворотом в направлении подачи. Такой способ позволяет периодически вращать инструмент по оси, уменьшая нагрузку и разрушение рабочей части карандаша.
Виды карандашей для правки кругов
На практике обычно применяют инструменты нескольких основных видов, различающиеся по расположению алмазов в рабочей части.
Тип Ц — расположение кристаллов цепочкой.
Тип С — камни идут слоями (с перекрытиями и без).
Тип Н — кристаллы не имеют определенной ориентации.
Также изделия относят к разным маркам по количеству алмазов и их массе, размеру оправы и другим параметрам.
Изображение № 3: Таблица соответствия типов карандашей и вариантов обработки поверхностей
К примеру, карандаш типа Ц выполняется из кристаллов массой 0,03–0,5 каратов. Изделия используют для восстановления кругов, предназначенных для бесцентрового фасонного, внутреннего и круглого шлифования.
Инструменты подвида С бывают двух марок:
мелкозернистые с 10 и более алмазами в одном слое;
малозернистые с 2–5 камнями на слой.
Изделия обоих типов подходят для чистового шлифования поверхностей.
Карандаш С-класса изготавливается из колотых и дробленых алмазов и используется для восстановления формы абразивных кругов мелкозернистой структуры.
Маркировка алмазных карандашей
Чтобы выбрать подходящий инструмент, обратите внимание на маркировку. Стандартные обозначения изделий прописаны в ГОСТ 607-80. В регламенте указаны такие параметры, как размер инструмента, разновидности, технические требования и т. п.
Обязательными становятся следующие пункты:
товарная марка компании, которая выпустила карандаш;
обозначение изделия без первых шести цифр;
виды алмазов (01, 02, 03), где буква А соответствует природным камням, С — синтетическим;
номер согласно маркировке производителя.
Пять первых цифр в шифре — стандартное обозначение расположения камней и их веса, который колеблется в пределах 0,5–2 карата.
Номера 0051–0055
Изображение № 4: Цепочное расположение природных алмазов
В этих изделиях камни размещены по цепочке. Сфера применения карандашей — правка абразивных кругов средней плотности. В составе — природные алмазы.
Масса алмаза по номерам:
0051–0053 — 0,5 карат;
0054 — 1 карат.
Номера 0081–0085
Изображение № 5: Слоистое расположение природных кристаллов
Кристаллы идут послойно. Изделия используют для правки кругов максимальной твердости. В составе — природные алмазы.
Масса алмаза по номерам:
0081–0083, 0085 — 1 карат;
0084 — 2 карата.
Номера 0086–0088
Изображение № 6: Послойное расположение технических камней
Алмазы в изделиях расположены слоями. Масса всех кристаллов — 1 карат. Камни синтетические, подходят для шлифовки кругов средней твердости диаметром до 600 мм.
Номера 0059–0068
Изображение № 7: Неориентированное расположение алмазов
Камни в изделиях идут без определенной ориентации. Масса алмазов — 1 карат. Карандаши подходят для правки кругов, которые используют в чистовой обработке инструментов из твердых сплавов.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
20 декабря 2022
Лучшие отвертки для домашнего и производственного использования
24 октября 2022
Лучшие автомобильные домкраты для бытового и профессионального использования
11 октября 2022
Токарные патроны
3 октября 2022
Клупп для нарезания резьбы
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Каталог
Корзина
Сравнить
Вход
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Алмазный карандаш для правки абразивных кругов
Всем доброго времени суток. Сегодня в обзоре будут два алмазных карандаша для правки абразивных кругов. С виду они практически одинаковы, брал их у одного продавца в магазине «GhPcd Official Store» на aliexpress. Всем кому интересна тема правки абразивных кругов и заточки режущего инструмента — добро пожаловать под кат.
Разумеется все знают, что наждачные круги нуждаются в периодической правке, они «засаливаются» (забиваются частицами обрабатываемого материала), теряют свою геометрическую форму и т.п. поэтому их периодически приходится править. Чаще всего для этой цели используют обычный обломок более твердого абразивного круга, например из зеленого карбида кремния на керамической связке и ему подобные (они по дефолту имеются на всех заточных участках). Но сегодня тереть «камнем о камень» добывая огонь трением «не наш метод» и мы рассмотрим другие — более профессиональные решения. Разумеется лучше всего это делать алмазом ибо это самый твердый (но увы хрупкий) минерал. Природный алмаз разумеется дорог и чаще всего для этой цели используют алмаз синтетический который стоит гораздо дешевле, правда и свойства у него немного хуже природного, но для правки обычных абразивных кругов его вполне достаточно. Наиболее распространенные инструменты из синтетического алмаза для этой цели — алмазная шарошка и алмазный карандаш. В шарошках как правило частицы алмаза очень мелкие — алмазный порошок чаще всего спекают с опилками из латуни (связка). В алмазные карандаши напротив чаще ставят более крупные алмазы (больше по каратам), в России их производство регламентировано ГОСТ 607-80.
Для тех, кто хочет ознакомиться с наиболее распространенной информацией по алмазным карандашам ссылки в спойлере (не люблю копирайт, да и «мыло» тоже):
Теперь немного о цене вопроса.
Начну с истории. Дело в том, что во времена СССР алмазные карандаши стоили очень дорого и поэтому на предприятиях их как правило выдавали только: шлифовщикам, заточникам и резьбошлифовщикам. А все остальные категории рабочих довольствовались обломками карбида кремния и (если очень повезет) алмазными шарошками.
Сейчас времена изменились и купить алмазный карандаш давно уже не проблема, а скорей «вопрос цены». Как правило что-то более-менее приличное обычно стоит от 1 тыс.руб и выше, но если этим не занимаешься каждый день, мало кто будет тратить на это даже такие небольшие деньги. Алмазные шарошки у меня давно были и покупать себе еще и алмазный карандаш не было даже в мыслях, пока я совершенно случайно не наткнулся на него на али. Цена вопроса шокировала — всего 2 бакса, в принципе тут и думать нечего, если товар годный можно смело брать. Почитал отзывы покупателей (а их немало — у продавца более 1700 заказов), посмотрел на другие товары данного продавца (не люблю «залетных» которые не специализированы на какой-либо конкретной тематике):
Оказалось что это не единственный лот и кроме него есть другие лоты, например те же пресловутые алмазные шарошки. Но заинтересовали меня разумеется только карандаши и из них я выбрал два лота: обычный прямой стержень ссылка на который в шапке поста и стержень с уступом (или буртиком, называйте эту «проточку» кому как нравится). Ну и сделал заказ, решил купить 2 штуки разных на пробу. Пришли карандаши в обычном конверте обмотанные пупыркой, индивидуально упакованы вот в такие герметичные пакетики:
Материал пакетов очень эластичный, мягкий, я бы даже назвал «силиконовый». Вскрываем упаковку и измеряем героев сегодняшнего обзора.
Длина прутков 48мм, посадочный под держатель: на ровном стержне 9,95мм, на стержне с проточкой 9,85мм (второй диаметр 11мм). Посмотрим сверху на сами кристаллы синтетических алмазов:
Поскольку я не ювелир, то и писать сколько они карат не буду, а напишу лишь приблизительный размер того, что видно сверху — 2мм, а уж насколько по весу отличается природный алмаз от синтетического (да и отличается ли он вообще) мне не известно, да и вовсе не интересно. Совсем другой вопрос… сколько их там? Ведь по нашему ГОСТу там должна быть целая цепочка, а не один кристалл:
Но это сами понимаете по нашему, а по китайски все что угодно может быть — даже 1 кристалл и не разбив первый никогда не узнаешь есть ли за ним второй. А разбивать их раньше времени желания разумеется нет))
Для начала лучше эти алмазные карандаши во что нибудь закрепить — сделать удобный для них держатель. Можно какую нибудь трубочку подыскать или например просверлить отверстие в чем угодно. Мне под руку подвернулся обычный дюралевый пруток 22мм его и просверлил с двух сторон на глубину 25мм, а для фиксации поставил сбоку обычные стопорные винтики М4.
В принципе инструмент уже подготовлен и можно начинать править абразивный диск, но мы немного отвлечемся. Во первых (на всякий случай) хочу предупредить ЧЕМ не стоит даже и пытаться это сделать (обведено красной рамкой):
Алмазный стеклорез времен СССР здесь точно не прокатит даже если пытаться делать съем всего по 0,02мм (например зажав его в резцедержатель). Фокус не пройдет — кристалл там слишком мелкий, его сразу выломает. Ну и надфиля алмазные и прочий подобный хлам не пойдет — это всего лишь «обсыпка» металлического бруска-основы который у них внутри, так что это можно считать почти напылением и не более того.
Внизу на фото обведено зеленым то, что подходит — пластины типа шарошек и карандаши. Пластинок этих у меня было достаточно много — взял как-то пару горстей уже даже не помню и где. Толщина пластин — 2мм, связка — латунь. За одну правку диска стирается (они сыплются) примерно 4-5мм. Где-то дома нечто подобное валяется и в форме болтов М8 с большой шляпкой на которой алмазный слой аж 8мм, но они еще хуже — связка на них медная, да и алмазная пыль видимо мельче, поэтому и сыплются больше. Одним словом: шарошки эти «не фонтан» ибо алмазная пыль намного хуже обычной абразивной — она очень летучая и если попадет на подшипники, механизмы или не дай бог на мерительный инструмент, то поверьте ничего хорошего от этого точно не будет. А вот карандаш у которого сыпаться нечему — всего то один кристалл это вещь. Правда эту «вещь» еще и правильно сориентировать нужно (чтоб случайно его не расколоть) вот так:
Теперь нам нужен подопытный кролик т.е. точило и круг. В квартире я точило давно уже не держу (слишком много от него пыли), у меня оно стоит на лоджии. Электродвигатель устаревшей серии АОЛ 21-2 (400 Вт 2800 об/мин) просто привинчен к бетонной плите на 4 анкерных болта через резиновую прокладку и все (разумеется он с оправками на 32мм). Проводить фотосессию на лоджии я естественно не буду, а просто возьму в качестве стенда его младшую версию АОЛ 12-2 (270 Вт 2800 об/мин) которая у меня давно без дела дома валяется — ребенок когда маленький был на нем цветные карандаши точил, а сейчас он вообще никому не нужен.
Того «огрызка» диска что стоял там для эксперимента вестимо мало, поэтому разумеется поставил новый диаметром побольше. С завода изготовителя все подобные круги очень сильно бьют — точность изготовления у них аховая. Забегая немного вперед, могу сказать что этот экземпляр «колбасил» по диаметру примерно 2,5-3мм да и торец у него тоже разумеется был не ровный.
Вот теперь почти все готово, осталось всего лишь надеть защитные очки и… Чуть не забыл, «простенькие» очки — вполне достаточно самой минимальной защиты, поэтому тех, что лежат на столе достаточно. Это я к тому, что «кабинетные» перестраховщики по ТБ как выглядит «среднестатистический рабочий» себе представляют несколько по иному, по их мнению это выглядит примерно так:
Применять такие (да еще и дома) крайне не советую — супруга может не признать и со страха перед инопланетянином в окно выпрыгнуть. А на производстве при хорошей вытяжке даже простые защитные очки не одевают вовсе предпочитая им привычные бинокуляры.
Теперь нужно решить как будем править т.е. чем держать. Здесь можно предложить 3 варианта:
1. Берем держатель карандаша в руки и гоняем им по приполку (столику).
2. Если требуется высокая точность — минимальный бой, особо точная геометрия диска и т. п. можно воспользоваться например… координатными тисками:
3. Ну и вариант №3 — править «по наглому» т.е. не используя ничего из выше озвученного, а пользуясь только руками. Что собственно я и сделал)) Могу даже сказать почему: во первых дело привычки, а во вторых — так не прочувствуешь ведь без этого инструмент как следует.
Заправил круг что называется «на ура» — убрал бой по диаметру и с одной из сторон убрал по быстрому и без проблем.
А впечатления от этого такие: тот алмазный карандаш, который гладкий (без проточки) в работе очень «жесткий» — чуть на него надавишь посильней он сразу «грызет» снимая довольно помногу. Человеку неопытному работать таким карандашом будет трудней. А вот тот алмазный карандаш который с проточкой правит очень «мягко» и удерживать его намного проще. С чем это в данном случае связано х.з. ведь это может быть даже не тип карандаша, а всего лишь кристалл такой формы попался (кстати я их оба крутил, пробовал в разных проекциях). Поэтому конкретней
пока
(заказал еще 4 штуки и опять разных) сказать не могу. Но то, что работать мягкими карандашами начинающим будет удобнее — это факт, а вот стабильная идентичность кристаллов в этих 2х лотах пока под вопросом. А мне так они понравились оба, можно сказать один другого дополняет. Какой из них нужен Вам (да и нужен ли он вообще) как всегда и решать только Вам, а я этой покупкой доволен — меньше пыли будет…
алмазной
, а вот что такое алмазная пыль (по моему личному опыту) я могу написать и в комментариях.
А пока, раз уж мы заправили абразивный круг, мне кажется нужно что нибудь попытаться на нем заточить. Что на нем можно заточить? ну если честно, то на мой взгляд… почти ничего, ну разве что обдиркой какой-нибудь заняться, «топорно выглядит», но и топор на нем не заточишь — маловат он для этой цели, даже ножик на нем не заточишь (их точат, вернее правят на другом, было дело как то занимался правкой ножей для рубанков в столярке на ЭТМ-66), да и выглядит пока ненамного лучше того, что в магазинах по дефолту продают (среднестатистический):
Из достоинств (у моего) пока разве что: приполков мне уже снимать не нужно, защитные кожуха со стеклами мне тоже не мешают, он у меня не сгорит если я буду работать на нем долго, а так же на валу у меня сразу запрессованы оправки с посадочным 32ммм в отличии от той пластиковой мишуры что вешают на валы 10мм толщины горе производители подобных точил. Кстати похожие модели бытовых точил предприятиями и организациями очень часто закупаются в небольших количествах и с ними делают именно то, что я сказал — снимают и выбрасывают с них все лишнее и на валы сразу ставят металлические оправки на 32мм (правда по скользящей посадке, а не на прессовке). Мне неоднократно приходилось этим заниматься на разных предприятиях, так что видел похожих моделей десятки. Что выбирают из бытовых когда их покупают? — «живучие» двигатели, обычно это Польша, Германия, вроде Чехия как-то встречалась.
Ну и что для начала нужно сделать с моим точилом? Ну разумеется в первую очередь избавится от этого круга и поставить нормальные чашки!
Вот теперь эту белую чашку можно заправить и на ней «по человечески» заточить инструмент. Какой? да почти любой, например можно затачивать метчики, сверла, фрезы, цековки, зенковки, развертки, гребенки и т.д и т.п.
Разумеется «прямым углом» к тем режущим инструментам что на фото выше Вы не подлезете, а вот чашка здесь в самый раз. В принципе на подобной чашке можно заточить и циркулярные пилы — т.н. в народе «дровянки» с крупным зубом:
Правда одной чашкой для заточки пильных дисков точно не обойдешься — ей тоже не везде подлезешь, нужна еще как минимум одна вот такой геометрии:
Разумеется на фото выше я имел в виду только геометрию камня, а не его тип — тут нужно смотреть конкретику. Кстати о той белой чашке которую я поставил: она мне не нравится. Самые лучшие камни (увы были) это мелкозернистые, оранжевые — «кирпичного цвета», но их к сожалению давно не выпускают, приходится старые по толкучкам разыскивать. У себя на рынках я их чаще всего нахожу производства «абразивный завод Ильича». Состояние как правило жуткое — все забиты, засалены, но как заправишь — вещь, они мелкозернистые, острие держат четко и затачивают мягко. Но в данный момент у меня такой чашки нет, поэтому возможности данной геометрии круга покажу на белой (фотографировать правда неудобно, так что извините что правильную поддержку снизу показать не могу).
А это правильная заточка обычного сверла — у них сначала протачивается сердцевина и только потом, после этого затачивают рабочую часть.
Вот так приблизительно выглядит после нормальной заточки сверло:
При желании можно вообще убрать сердцевину «в ноль» — она же не сверлит, ее только по недоразумению иногда называют третьей «режущей» кромкой, а на самом деле она только мешает. Кстати проверено даже на твердосплавных сверлах по бетону (они с магазина вообще тупые, ими разве что кирпич колоть), но если заточить их вот так, то они 400 марку бетона прошивают на глубину 40-50мм за считанные секунды.
Весь вопрос только в том, что соседям как правило за секунды не надо, они у меня любят 1-2 отверстия в стене с утра до вечера перфораторами долбить. А я лентяй, и мне проще сверло заправить))
Ну и напоследок по самой больной у народа теме: очень часто попадалось такое заблуждение на форумах — сверла точить нормально не умею, а надо. Вот накопить бы денег на покупку какого нибудь китайского бытового MRCM MR-20G и проблем бы не было, они бы сразу стали супер-пупер качества.
Уверяю Вас, что не стали бы. В подобных дорогих игрушках как правило стоит обычная мелкая алмазная чашка и затачивают они «мягко говоря» не профессионально. У Вас самих это намного лучше получится на обыкновенном домашнем точиле, стоит только слегка «набить руку» и его немного модернизировать. Если к этой теме есть интерес могу как нибудь обзор приспособления-самоделки для заточки спиралей на фрезах подготовить, ее не так и сложно сделать. На этом на сегодня у меня и все. Как обычно желаю всем бобра, успехов в творчестве и до новых встреч в обзорах.
Формовочные ножи, шлифовальные круги, промышленные алмазные правители, решения может быть немного запутанным относительно того, какой из них вы должны использовать для своего особый
тип шлифовального круга
что вы используете.
В этой статье мы опишем и полностью объясним два наиболее распространенных стили промышленных алмазных комодов, используемых в лепке из дерева промышленность, одноточечный, а также многоточечный алмазный шлифовальный круг комоды.
Обычно одна точка
алмазные комоды
состоят из цельного куска алмазного кристалла промышленного качества используется для придания формы или правки шлифовальных материалов на основе алюминия или оксида хрома колеса. Обычная стоимость одноточечного алмазного комода составляет около 20 долларов США. — $30.00 за штуку, в зависимости от производителя формовочного ножа профильная шлифовальная машина. Много формовочные производства, которые шлифуют и производить собственные формовочные ножи, использовать одноточечный алмазный инструмент на формовочных ноже-шлифовальных кругах, используемых в производстве; они даже используют их на керамических шлифовальных кругах с успехом.
Одноточечный алмазный инструмент
Структура керамических шлифовальных кругов создает чрезмерное тепло. нарост на алмазном правящем устройстве по сравнению с стекловидным шлифовальные круги в процессе формовки или правки шлифовальный круг. Экстремальные накопления тепла, передаваемые в хвостовик сама по себе от перевязки может привести к расплавлению клея или связующее вещество, удерживающее алмаз в хвостовике. Это плавление или разрушение связующего может привести к фактическому кристаллу алмаза расшатываться и выпадать из сосуда.
Многоточечный алмазный инструмент
Это подводит нас к многоточечному инструменту для обработки алмазов; этот стиль алмазного комода содержит группу нескольких алмазных камней в гнезде для хвостовика. Средняя стоимость многогранного бриллианта комод стоит примерно 50,00-60,00 долларов. Эта многоточечная алмазная поверхность превосходно подходит для использования при правке и придании формы керамическому шлифованию колеса. Использование нескольких кристаллов алмаза рассеивает тепло от правка круга равномерно среди нескольких алмазных стружек, находящихся в хвостовик. Многоточечные комоды будут работать с керамикой, оксидом алюминия, оксид хрома и даже
CBN (кубический нитрид бора)
и алмазные шлифовальные круги, у вас будут хорошие результаты.
Производитель предложил скорость шлифовального круга во время правки или профильно-шлифовальные круги составляет около 2000 об / мин для обоих стилей алмазные комоды. Мы настоятельно рекомендуем использовать небольшой лист пластика. для покрытия узла каретки шпинделя и держателя формовочного шаблона радиальная регулировка во время процесса правки или формовки, это позволяет для легкой очистки после выполнения задачи.
Кратко подытоживая тему алмазного шлифовального круга, если вы в настоящее время мы используем керамические шлифовальные круги и/или шлифовальные круги CBN. порекомендуйте многоточечный алмазный комод. Используйте единую точку алмазный инструмент, если вы в настоящее время используете оксид алюминия или хром оксидный тип керамического шлифовального круга. Несмотря на то, что многоточечный алмазный комод будет стоить вам немного больше денег, по нашему мнению, это стоит разница в стоимости по отношению к сроку службы.
Мы надеемся, что добились лучшего понимания как отдельных точечные и многоточечные алмазные правители, если мы можем иметь какие-либо дополнительные помощь в вашей операции по изготовлению литья, пожалуйста, почувствуйте бесплатно связаться с нами.
Три типа инструментов для правки шлифовальных кругов
Перейти к основному содержанию
Брайан Чжао
Брайан Чжао
Абразивный инструмент | Алмазные и эльборовые шлифовальные круги | Менеджер по продажам в Forture Tools
Опубликовано 10 июня 2017 г.
+ Подписаться
Добро пожаловать в forturetools, я Брайан. Сегодня мы поговорим о «Трех типах инструментов для правки шлифовальных кругов»
Это три типа инструментов для правки шлифовального круга: алмазный правитель, вращающийся правитель и правящие камни.
Дрессер Damond имеет форму карандаша, это инструмент с промышленным алмазом для правки или правки поверхности шлифовального круга. Он бывает одноточечный, многоточечный и другие типы.
Ротационный правящий станок — это тип высокоточного шлифовального круга, который используется для профилирования кругов, а также используется в большинстве высокотехнологичных отраслей для производства высокоточных деталей машин и оборудования.
Правочные камни – это абразивные камни, изготовленные из оксида алюминия или карбида кремния, в которых могут использоваться даже алмазные зерна. Правочные камни используются для профилирования, правки и заточки шлифовальных кругов.
Нужна дополнительная помощь, найдите «forturetools» на youtube. com или посетите сайт www.forturetools.com
Как отличить разные шлифовальные круги | Популярные классификации абразивных инструментов
7 сентября 2021 г.
Почему алмазный круг подходит для шлифования карбида вольфрама?
2 сентября 2021 г.
Размер абразивного зерна, влияющий на эффективность работы и чистоту поверхности шлифовального круга.
16 авг.
2021 г.
Связка, второй материал воздействует на абразивный шлифовальный круг
9 августа, 2021 г.
Абразивное зерно один из элементов, влияющих на шлифовальные круги – forturetools
4 августа 2021 г.
4 типа плоскошлифовальных станков и их абразивный метод — Mrbrianzhao
19 июня 2021 г.
Как использовать алмазную правку для правки и настоящего шлифовального круга-Mbrianzhao
5 июня 2021 г.
Какой шлифовальный круг следует использовать?
16 января 2021 г.
Как правильно просверлить отверстие в стекле?
6 января 2021 г.
3 аспекта, которые пользователь больше всего заботит о шлифовальном круге
ТС16А16Ф3 Станок токарный патронно центровой с ЧПУ. Паспорт, схемы, характеристики, описание
Сведения о производителе токарного станка с ЧПУ ТС16а16ф3
Производитель токарного станка с ЧПУ ТС16а16ф3 — СтанкоМашКомплекс, АО.
Продукция АО СтанкоМашКомплекс
ТС16А16Ф3 — станок токарный с ЧПУ, Ø 360 х 350
ТС16А20Ф3 — станок токарный с ЧПУ, Ø 400 х 750
ТС16К20Ф3 — станок токарный с ЧПУ, Ø 450 х 750
ТС1625Ф3 — станок токарный с ЧПУ, Ø 520 х 1000
ТС1720ф4 — центр токарный с ЧПУ, Ø 320 х 615
ФС65МФ3 — станок фрезерный вертикальный с ЧПУ и АСИ, 780 х 360
ФС85МФ3 — станок фрезерный вертикальный с ЧПУ и АСИ, 1000 х 500
ТС16А16Ф3 Станок токарный патронно-центровой с числовым программным управлением (ЧПУ). Назначение и область применения
Токарный cтанок ТС16А16Ф3 предназначен для токарной обработки наружных и внутренних поверхностей деталей со ступенчатым и криволинейным профилем в осевом сечении в замкнутом полуавтоматическом цикле.
Принцип работы и особенности конструкции станка
Станок ТС16А16Ф3 может оснащаться различными системами ЧПУ: которые одновременно управляют двумя координатами, осуществляют изменение значений подач, переключение частот вращения шпинделя, индексацию резцовой головки и нарезание резьбы по программе.
высокопрочная станина, выполнена литьем из чугуна с термообработанными шлифованными направляющими обеспечивают длительный срок службы и повышенную точность обработки
привод главного движения, включающий главный двигатель 4,0 кВт и шпиндельную бабку обеспечивает наибольший долговременный крутящий момент.
высокоточный шпиндель с отверстием 48 мм, позволяющий обрабатывать детали из пруткового материала зона обработки может быть оснащена как линейной наладкой, так и револьверной головкой
Область применения: Мелкосерийное, серийное производство.
Класс точности Н по ГОСТ 8—82.
Вид климатического исполнения по ГОСТ15150—69: УХЛ4.
Базовая комплектация станка ТС16А16ф3
Система ЧПУ Siemens 808;
Цельнолитое основание;
Трехкулачковый патрон;
Резцедержка 4-х позиционная +4 лезвийных блока;
Направляющие качения;
Автоматическая система смазки;
Местное освещение зоны резания;
Подача СОЖ в зону резания;
Полностью закрытая зона резания;
Руководство по эксплуатации.
Опции за дополнительную плату
Гидравлический трехкулачковый патрон 6″;
Задняя бабка с пинолью
Задняя бабка с гидравлической пинолью
Цанговый патрон
Податчик прутка
Общий вид токарного станка с ЧПУ ТС16А16Ф3
Фото токарного станка с ЧПУ ТС16а16ф3
Фото токарного станка с ЧПУ ТС16а16ф3. Смотреть в увеличенном масштабе
Фото токарного станка с ЧПУ ТС16а16ф3
Фото токарного станка с ЧПУ ТС16а16ф3. Смотреть в увеличенном масштабе
Фото токарного станка с ЧПУ ТС16а16ф3
Фото токарного станка с ЧПУ ТС16а16ф3. Смотреть в увеличенном масштабе
Фото токарного станка с ЧПУ ТС16а16ф3
Фото токарного станка с ЧПУ ТС16а16ф3. Смотреть в увеличенном масштабе
Фото токарного станка с ЧПУ ТС16а16ф3
Фото токарного станка с ЧПУ ТС16а16ф3. Смотреть в увеличенном масштабе
Читайте также: Производство обрабатывающих центров в России
ТС16А16ф3 Станок токарный патронно центровой с ЧПУ. Видеоролик.
Локтева С.Е. Станки с программным управлением, 1986
Модзелевский А. А., и др. Токарные станки, 1973
Пекелис Г. Д., Гельберг Б.Т. Технология ремонта металлорежущих станков, 1970
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н. Н. Металлорежущие станки, 1988
Завгороднев П. И. Работа оператора на станках с программным управлением, 1981
Косовский В.Л. и др. Программное управление станками и промышленными роботами 1989
Сергиевский Л. В. Пособие наладчика станков с ЧПУ 1991
Связанные ссылки. Дополнительная информация
Продукция
Заказать
Новости
Токарный станок мод. ТС16А16Ф3 с ЧПУ Siemens 808D — цена, отзывы, характеристики с фото, инструкция, видео
Токарный станок ТС16А16Ф3 с ЧПУ предназначен для мелко и средне-серийной обработки деталей небольшой массы и габаритов. Высокие обороты вращения шпинделя и сервопривода по осям позволяют производить обработку цилиндрических, конических и сферических поверхностей, торцов, канавок и фасок, нарезания различных видов цилиндрических и конических резьб. Возможна обработка черных, цветных металлов и пластмасс.
Современная система ЧПУ с цветным дисплеем и информацией ни русском языке. Сервомоторы по осям X и Z, безлюфтовые муфты, подшипники и ШВП обеспечивают быстрое перемещение суппорта с высокой точностью позиционирования. Автоматическая система смазки направляющих и ШВП увеличивает срок эксплуатации станка. 4-х позиционная резцедержка позволяет обрабатывать детали сложных форм. Система подачи СОЖ в зону резания помогает обеспечить режимы обработки, теплоотведение и чистоту поверхности.
Основание и станина
В основе конструкции — цельнолитое основание и широкая чугунная станина с высокими показателями жесткости и устойчивости к деформациям во время работы, что увеличивает срок службы станка.
Шпиндельная бабка
Передняя бабка станка имеет один диапазон скорости вращения шпинделя, в пределах которого скорость регулируется бесступенчато, с помощью частотного преобразователя. Высокоскоростной шпиндель (до 3000 об/мин) подходит для изготовления небольших деталей и деталей из цветных металлов. В базе укомплектован 3-х кулачковым стальным патроном с проходным диаметром 48 мм.
Задняя бабка
Даже при таком, относительно небольшом РМЦ, зачастую, использование задней бабки является желательным или даже необходимым.Задняя бабка имеет жесткую конструкцию. В ней используется эксцентриковый механизм быстрого зажима с помощью рычага, который прост в управлении, имеет достаточно большую силу зажима.
Преимущества ЧПУ Siemens 808
Надежность и максимальная защита:
Закрытые панели для максимальной защиты от влажности и загрязнений. Защита IP65 для всей фронтальной панели;
Разработана и собрана по жестким немецким нормам качества.
Компактность и производительность:
Небольшие габариты вмещают много мощных функций, что обеспечивает максимальную производительность; — USB интерфейс на передней панели;
7.5” цветной дисплей.
Простота и интеллект:
Удобное редактирование программ;
Текстовый редактор ЧПУ как на ПК;
Функция копирования / вставки;
Эффективное фоновое редактирование;
Организация программ обработки деталей во вложенные папки;
Программы обработки деталей и папки с удобочитаемыми именами.
Характеристика
Значение
Наибольший диаметр заготовки, мм
360
Макс. диаметр изделия типа диск, мм
360
Наибольший диаметр заготовки, обрабатываемый над суппортом, мм
160
РМЦ, мм
350 *
Макс. вес заготовки, кг
130
Оси
Максимальное перемещение по оси Х, мм
250
Макс перемещение по оси Z, мм
250
Быстрые перемещения по оси Х, мм/мин
12 000
Быстрые перемещения по оси Z, мм/мин
12 000
Рабочая подача, мм/мин
0. 01~8000
Диаметр ШВП/шаг ось Х, мм
24/6
Диаметр ШВП/шаг ось Z, мм
32/6
Тип мотора и мощность по оси X, кВт
серво 1 кВт
Тип мотора и мощность по оси Z, кВт
серво 1 кВт
Тип направляющих Х
качения
Тип направляющих Z
качения
Точность позиционирования по осям X/Z, мм
±0,005
Повторяемость позиционирования осей X/Z, мм
±0,003
Угол наклона станины, град
0
Ширина направляющих, мм
Z 275, X 180
Шпиндельная бабка
Диаметр 3х кулачкового патрона, мм
160 (6″ для гидро)
Диапазон скоростей шпинделя, об/мин
200-3000
Диаметр отверстия шпинделя, мм
48 (36 с гидро)
Максимальный диаметр прутка, мм
40 (34 с гидро)
Торец шпинделя
А2-5
Конус отверстия шпинделя
Внутренний диаметр подшипника шпинделя
80
Момент на шпинделе (до 30 минут), Нм
Момент на шпинделе (продолжительно), Нм
Мощность э/д шпинделя (до 30 минут), кВт
4
Мощность э/д шпинделя (продолжительно), кВт
4
Тип э/д шпинделя
асинхронный э/д
Резцедержка
Число инструментов, шт
4 + 5 в лезвийные блоки
Тип резцедержки
э/мех
Размер хвостовика режущего инструмента, мм
20х20
Время смены инструмента – верт. револьверная головка, с
0,6
Время смены инструмента – гориз. револьверная головка, с
При изготовлении форм из жидкого силикона часто возникает вопрос: Какой силикон выбрать – силикон для заливки или обмазочный силикон? Ниже мы рассмотрим оба варианта, чтобы было проще понять, какой силикон лучше подойдет для вашей работы.
Силикон для заливки
Удобно использовать, если мастер-модель:
Плоская, двухмерная (форма открытая)
Небольшая, трехмерная (форма разрезная или двухсоставная)
Краткое описание работы:
Строится или подбирается опалубка, внутри нее закрепляется мастер-модель. Далее компоненты силикона смешиваются, и смесь заливается в опалубку. После отверждения опалубка разбирается, и мастер-модель извлекается из готовой формы.
Заливочный силикон отлично подойдет как новичкам, так и профессионалам. Он прост в применении, главное соблюдать рекомендуемые производителем пропорции смешивания и условия работы.
За счет большого времени жизни силиконовый компаунд можно подвергнуть вакуумированию перед заливкой. Если вакуумной камеры нет, первый слой на мастер-модель рекомендуется наносить кистью, чтобы избежать пузырей на лицевой стороне формы.
Также следует учитывать размеры опалубки, чтобы верно рассчитать требуемое количество силикона. Если силикона не хватило, его можно будет долить позднее сверху – силикон к силикону прилипает. Только нужно накрыть свежую отливку от попадания пыли.
Заливочные силиконы на олове: ToolDecor T20, Эластолюкс, Силифлекс.
Крепится к вертикальной (например, к стене) или к горизонтальной (например, к потолку) поверхности
Краткое описание работы:
Компоненты силикона смешиваются, силикон наносится на мастер-модель кистью или шпателем слоями. После застывания силикона сверху делается кожух для фиксации формы. Далее, кожух разбирается, мастер-модель извлекается из готовой формы.
Обмазочный силикон сложнее в использовании. Надо тщательно наносить каждый слой силикона, избегая пробелов. Для этого рекомендуется каждый новый слой окрашивать колером. Также следует учитывать, что время жизни обмазочного силикона небольшое, поэтому рекомендуется делать небольшие замесы на каждый слой. Расход обмазочного силикона меньше, чем заливочного. Очень важно заранее продумать и правильно изготовить кожух, иначе при заливке материала в форму нарушится геометрия конечного изделия.
Обмазочные силиконы: Копи-Паста (на олове) и Rebound 25 (на платине).
При добавлении в силиконы серии ToolDecor на платине загустителя Stabilizer 43 или в силиконы производства Smooth-On загустителя THI-VEX, можно из заливочных силиконов получить обмазочные.
Предыдущая статья
Акриловый гипс
Следующая статья
Чем окрасить силикон, жидкий пластик, эпоксидную смолу?
Как сделать молды из силиконового герметика 👉 виды и их плюсы
Многие хозяйки считают силикон настоящим чудом. Данный материал позволяет создать множество полезного инструментария для кухни, прихваток, кисточек и прочих нужных предметов типа коврика для духовки (его целесообразно применять вместо пергаментной бумаги при выпекании). Но наибольшую популярность среди рукодельниц получили силиконовые молды, которые позволяют изготавливать разнообразные фигуры для украшения блюд, оригинальное мыло и свечки. В чем специфика их изготовления и какими они бывают? В нашей статье вы найдете ответы на эти вопросы.
Силиконовые молды
Содержание статьи
Понятие
Разновидности
Преимущества
Специфика использования
Как сделать силиконовые молды в домашних условиях
Делаем «домашний» молд
Итог
Понятие
Молды представляют собой специальные формочки, которые позволяют получить оттиски из любого вещества. Внешне они похожи с формами из песочных наборов для детей. Поскольку силикон весьма прочный и пластичный, он позволяет создать плоскую и объемную фигурку.
Кулинары предпочитают использовать их для создания карамельных, желейных и шоколадных украшений. Так же они позволяют делать красивые оригинальные вещи из мастики. Кроме кулинарии, молды дают возможность делать:
оригинальные свечки;
фигурное мыло;
фигурки из гипса;
изделия из эпоксидной смолы и полимерной глины.
Разновидности
Поскольку молды универсальны в применении и просты в изготовлении, сегодня в магазинах они представлены в весьма широком ассортименте. Все молды отличаются между собой по определенным категориям.
Прежде всего, разнятся молды по веществу, которое использовалось при их изготовлении. Они могут создаваться из пищевого и непищевого силикона. За формочки, созданные из пищевого силикона, придется немного больше доплатить. Их сфера применения почти не ограничена: от съедобных фигур до мыла. Дешевые молды, основанные на непищевом силиконе, разрешается применять исключительно для непищевых веществ.
Такие формы позволяют создать односторонние и трехмерные фигурки. Бывают цельными и разборными (представляют собой несколько элементов, которые между собой соединяются).
Помимо вышеперечисленных разновидностей, существует отдельный тип молдов – вайнер. Для их изготовления используют более твердый силикон, похожий на резину. Вайнеры придумали для создания текстур. В большинстве случаев вайнер состоит из нескольких частей. Между ними зажимают мастику или фоамиран, и придают им требуемую текстуру.
Вайнер
Преимущества
Не имея под рукой молдов хозяйки научились обходится другими подручными элементами. Например:
пластиковым плунжером;
металлической формой для теста;
кондитерским шприцом с множеством насадок;
пластиковой или деревянной скалкой, помогающей придать текстуру мастике и т.д.
Бесспорно, эти приспособления имеют множество достоинств, но силиконовые молды в некоторых аспектах намного лучше.
К примеру, силикон устойчив к холоду и жаре, его невозможно сломать, ему не страшна ржавчина или коррозия, его легко мыть, транспортировать и хранить. Поскольку он очень мягкий, из него просто вытягивать готовое изделие.
👷♂️ Не менее важная информация по теме: Как сделать форму из силиконового герметика в домашних условиях
Специфика использования
Несмотря на большое количество форм для оттиска, все они применяются по одному принципу:
Перед пользованием важно проверить, чтобы состояние молда было чистое и сухое. Если проигнорировать капельки воды, на их месте могут возникнуть пустоты, из-за которых на готовом оттиске будут видны дефекты.
Перед началом процедуры молд внутри надо хорошенько смазать – это облегчит вытягивание оттиска. Если он применяется при приготовлении съедобных фигур, для смазки формочек можно использовать жир или растительное масло. Для других материалов лучше применять вазелин. В случаях использования вайнера и фоамирана, смазывать формы не нужно.
Фоамиран
То, как долго нужно держать вещество вформе, зависит от особенностей самого вещества. К примеру, мастику надо на 20 минуток поместить в морозильную камеру, чтобы ее оттиск застыл. По окончанию этого временного промежутка готовые фигурки можно извлечь и продолжать с ними работу. Если силиконовые формы используются для создания фигурок, свечек, изделий из гипса и смолы, для затвердения оттиска требуется 2-3 часа. Период, который требуется оттиску для застывания, обязательно прописывается с прилагаемой инструкции.
Как сделать силиконовые молды в домашних условиях
Учитывая факт, что рукоделие – это занятие для творческих людей, то у таких персон может возникнуть желание сделать молды самостоятельно, а не использовать покупные. Специально для этого создали силиконовую пасту. Чтобы создать пищевые молды, можно использовать стоматологическую силиконовую пасту для слепков. Цена этих материалов достаточно высокая, поэтому большинство рукодельниц делает формочки из подручных материалов.
Основной компонент, который используется народными умельцами – это технический силиконовый герметик, который можно купить в любом строительном магазине. Некоторые рукодельницы предпочитают использовать полимерную глину (ПМ).
Полимерная глина
Формочки, изготовленные из вышеперечисленных средств, уступают по качеству заводским, но они идеально подходят для создания оттисков.
Важно! Запрещено использовать технический силикон для создания молд, которые будут применяться в работе с продуктами питания. Данное ограничение связано с токсичностью этих материалов.
Единственным подручным материалом, из которого разрешается делать кулинарные молды, является желатин. Его нужно смешать в одинаковых пропорциях с глицерином и проваривать на водяной бане. После полученную массу выливают в требуемый предмет. Полученный молд из желатина обладает хорошей пластичностью и подходит для работы с пищей. Но в отличие от формочек из силикона и глины, он начнет плавиться под воздействием высоких температур.
Желатин
Делаем «домашний» молд
Узнав, из чего можно сделать молды дома, не будут лишним узнать принцип их изготовления.
Чтобы изготовить молд, потребуется силикон, крахмал и лекало для формочки.
Пошаговая инструкция:
Приготовьте рабочее место. Работать нужно на чистой, ровной и сухой поверхности. Идеальным вариантом будет стол, предварительно покрытый клеенкой.
Высыпьте на стол крахмал и силикон в равных количествах.
Из этих компонентов создайте однородную массу. Как правило, процедура длится не более 15 минут. Замес массы делайте как можно быстрее, поскольку силикон под воздействием воздуха, особенно теплого, начнет твердеть.
Полученную массу раскатайте. В готовый пласт вдавите предметы для оттисков и оставьте так минимум на три часа. Лучше всего часов на 12.
После этого достаньте из заготовок все предметы. Все, молд сделан.
Зарубежные компании при изготовлении молдов, обрабатывают материал по-другому. Чтобы не тратить силы для создания однородной массы, они помещают силикон в воду, в которой предварительно растворили глицериносодержащее моющее средство.
Итог
Узнав, какими способами создаются молды, вы можете подобрать для себя наиболее подходящий и попробовать его на досуге.
Изготовление силиконовых форм своими руками без беспорядка — простое руководство
Перед созданием руководства я обычно успешно завершал проект несколько раз и знаю, как добавить свои собственные указатели, чтобы помочь вам получить отличный результат. .
Не в этот раз, друзья.
Последовательность, запечатленная в силиконовой форме «Сделай сам». Создание фотографий не совсем получилось так, как мне нужно, но я решил пойти дальше и поделиться своим процессом, потому что я думаю, что это сработало бы для большинства , и, вероятно, сработал бы для моего проекта (литье из смолы), если бы у меня было немного больше терпения в процессе отверждения. После этого убийственного введения, вот мой учебник и рецепт для создания этого быстросохнущего материала для изготовления силиконовых форм своими руками с гладкой консистенцией.
Следующий раздел может содержать партнерские ссылки. Как партнер Amazon, мы зарабатываем на соответствующих покупках.
Создание собственной силиконовой формы
Любой силиконовый герметик с пометкой «100% силикон» подойдет для создания формы для предметов малого и среднего размера, фиксируя детали в многоразовой, легко чистящейся, гибкой форме.
Проблема ? Чистый силиконовый герметик очень толстый и очень липкий. Такая консистенция затрудняет отливку формы без каких-либо пузырьков или зазоров в силиконе. Представьте себе, что вы пытаетесь отлить форму из арахисового масла, и вы поймете, что это такое. Эта текстура создает зазоры и пузыри в форме, которые оставляют уродливые волдыри на поверхности отлитых предметов, когда они не формуются.
Решение: Интернет предоставил мне несколько решений: силиконовый герметик можно смешивать с другими ингредиентами, чтобы изменить консистенцию, не влияя на удобство использования формы, которую вы изготавливаете.
Что вам понадобится для изготовления силиконовых форм своими руками (список поставки):
Одноразовые перчатки для приготовления пищи – держите их подальше от кожи!
Очень хорошо проветриваемая рабочая зона (например, на открытом воздухе, см. примечание ниже)
Скипидар
Акриловая краска (акриловая краска для рукоделия подойдет и может работать лучше из-за высокого содержания воды)
Прочные пакеты с застежкой-молнией объемом галлон для замораживания
ножницы
100% силиконовый герметик (Если вы делаете большую форму и покупаете силиконовые трубки подрядчика, вам также понадобится пистолет для герметика)
Деревянные палочки для творчества
Внимание! Этот метод изготовления форм выделяет потенциально опасные пары. Работайте только на открытом воздухе или в помещении с механической вентиляцией. Не пытайтесь в закрытом помещении. При необходимости наденьте противогазовую маску. Будьте готовы к двойному мешку и утилизации мешка для смешивания и любого лишнего материала формы. Готовые формы будут иметь запах и должны храниться в двойных мешках или в герметичных контейнерах.
Шаг 1. Добавьте краску (катализатор + пигмент) в пакет для смешивания
Начните с большого количества акриловой краски, насыпав ее в прочный пакет на молнии. Не существует сложного и быстрого рецепта, но в этом уроке я буду работать с пропорциями, поэтому используйте краску «одна часть». Чтобы увеличить или уменьшить масштаб, просто рассмотрите одну «часть» как меньшую или большую единицу измерения, то есть чайную ложку, столовую ложку, чашку, пинту.
Я добавляю краску по двум причинам: 1. добавленный пигмент облегчает визуальную оценку, когда материал формы замешан и готов к заливке, и облегчает определение толщины силикона в определенной области формы. форма. 2. Обычно отверждение силикона катализируется под воздействием влаги воздуха. Добавление ремесленной краски интегрирует влагу непосредственно в смесь, что означает, что ваша силиконовая форма затвердеет всего за один час, вместо 24 часов, которые обычно требуются для чистого силикона.
Шаг 2. Добавьте силикон
Добавьте 8 частей 100% силиконового герметика в мешок для смешивания. Отверните часть сумки с застежкой-молнией, чтобы сохранить чистоту шва.
Этап 3. Скипидар в качестве разбавителя
Работая на открытом воздухе или в хорошо проветриваемом помещении , с помощником, который держит мешок (или используя прочную опору и зажим, чтобы держать его в вертикальном положении), добавьте 2 части скипидара в Ваша смесь в сумке. Для более текучего силиконового материала формы добавьте дополнительную часть скипидара и проверьте консистенцию после смешивания (можно добавить больше скипидара).
Здесь я использую шприц для клея, чтобы отмерить и добавить нужное количество скипидара
Шаг 4. Смешать
Добавив краску, силикон и скипидар, запечатайте пакет и слегка сдавите, чтобы смешать материалы. Для этого наденьте перчатки и работайте в защищенном и хорошо проветриваемом помещении — даже тяжелые сумки могут протекать!
Добавление краски (катализатор для ускорения затвердевания) также помогает отслеживать, насколько хорошо смешана смесь для силиконовой формы, сделанная своими руками:
смешивание…
Шаг 5. Разрежьте пакет
Когда вы будете готовы сделать форму, отрежьте кончик одного угла пакета. (В этом раунде я смешиваю небольшую партию, но ниже вы можете увидеть, как таким же образом собирается большая партия)
Шаг 6. Нанесите материал для силиконовой формы своими руками на объект для лепки
Теперь вы можете используйте прочный пакет на молнии в качестве кондитерского мешка. Это поможет вам точно нанести силикон на предмет, для которого вы отливаете форму.
На этом изображении я демонстрирую несколько маленьких, но очень детализированных игрушек.
Разбавленный силикон и легкое применение мешка для смешивания, превращенного в кондитерский мешок, позволяют легко аккуратно нанести силикон на деликатные детали и хрупкие участки моего изделия, которое нужно отлить.
Шаг 7. Покройте объект смесью для формования
Тщательно покройте все поверхности и разгладьте, чтобы создать форму. Вы должны тщательно проверить наличие зазоров в силиконе (яркий контрастный цвет облегчает это!), чтобы, когда вы позже будете заливать материал для формовки, он не вытекал.
Шаг 9. Отверждение формы
Дать полностью отвердеть. В зависимости от влажности, толщины отливки и количества ингредиентов это может занять от 1 часа до 1 дня. Когда вы можете осторожно прикоснуться к поверхности, и она твердо отскочит назад при прикосновении без малейшего намека на липкость, вы готовы расформовать отлитый объект.
Дайте высохнуть СНАРУЖИ в герметичном пакете, чтобы свести к минимуму запах. Силикон отверждается влагой, а не теплом или воздухом, поэтому добавление краски на водной основе обеспечивает все необходимое для затвердевания смеси.
Шаг 10. Разрежьте силиконовую форму
Когда силикон станет твердым и упругим, его можно будет разрезать. Я оставил этот участок формы снаружи на три дня, чтобы он высох, прежде чем разрезать его и вытащить игрушку, чтобы показать идеальную, детализированную форму. В зависимости от сложности вашего литья и материала, который вы будете использовать в форме, вы можете разрезать форму пополам, как показано здесь, или просто сделать надрез в верхней части и вытащить отформованный объект. Последний метод работает особенно хорошо, если вы будете использовать форму для работы с жидкими средами, такими как смола, цемент или гипс.
Быстрый совет для легкого извлечения вашего произведения искусства:
Вам понадобится (для отливки предметов):
средство для мытья посуды
вода
кукурузный крахмал
кисть
бумажный фильтр для кофе или сложенное бумажное полотенце
Для облегчения извлечения предметов начните с смешивания 2–3 капель средства для мытья посуды с 2–3 столовыми ложками воды и тщательно перемешайте. Нанесите эту смесь на объект, который нужно отлить, с помощью чистой кисти. Дать высохнуть. После высыхания поверхность должна иметь слегка текстурированную липкую поверхность. (если нет, нанесите еще один слой мыльной воды и дайте высохнуть).
Затем поместите 1-2 столовые ложки кукурузного крахмала в пористую упаковку (сложенное бумажное полотенце, кофейный фильтр и т. д.) и постучите ею по поверхности предмета. Это должно создать очень легкое и равномерное напыление кукурузного крахмала на поверхность, что позволит большинству предметов легко выскользнуть из формы после отливки.
Спасибо за прочтение!!!
Надеюсь, вы можете сказать, что я люблю делать своими руками, искать лучшие доступные решения для повседневных проблем возможности и документирование / обмен решениями!🙌 Hawk-Hill.com поддерживается читателями.
☕ Сайт Hawk-Hill.com поддерживается читателями. Если эта статья сэкономила вам время или деньги, подумайте о том, чтобы пожертвовать 1 доллар, чтобы помочь мне покрыть расходы на хостинг этого веб-сайта ИЛИ Если вы цените эту информацию и хотите сказать «Спасибо!» мой путь, купив мне кофе — я был бы, конечно, признателен! :]
Вопросы и рекомендации читателей
Читатели, есть ли у вас любимые темы/сообщения? О чем бы вы хотели узнать больше в будущем? Надеюсь, вы поняли из этой и других статей на моем сайте, что мне очень нравится «сделай сам» / хороший вызов, и я не боюсь засучить рукава, чтобы найти отличное и, надеюсь, простое 😁 решение. Поэтому, пожалуйста, дайте мне знать в комментариях ниже (или свяжитесь через социальные сети)!
Хорошо, правда, сейчас я постараюсь закончить😂
Наконец, если вы хотите продолжить узнавать об интересных вариантах DIY, а также о том, как ВЫ можете заняться новыми творческими проектами, рассмотрите последние и самые популярные статьи, перечисленные на домашней странице Hawk-Hill. Я всегда стараюсь получать удовольствие и писать о творческой стороне жизни, поэтому, пожалуйста, не будьте чужим — заходите почаще! эти статьи тоже!
💡4 простых шага, чтобы сделать собственное морское стекло 🌊
❤️Идеи украшения спальни для главной спальни одинокой женщины 🛏️
🏡Стоимость кухни Ikea: сколько я потратил на ремонт кухни 9×12 💵
4 простых шага, чтобы сделать собственное морское стекло
«Сделай сам»: мой метод покраски рамы в античную золотую патину
Как навсегда декристаллизовать мед с помощью простой химии
10,7 тыс. акции
Поделиться
Твит
Лучшие силиконовые шпаклевки – ARTnews.com
Что не может сделать качественная силиконовая шпаклевка? Это лучший выбор для изготовления подробных форм для таких материалов, как смола, глина или гипс, и многие версии могут делать гораздо больше, от создания захватов для инструментов до устранения утечек. Шпаклевки для литья возглавляют наш список, но вы обнаружите, что наши четыре выбора можно использовать не только для рукоделия и скульптуры. Вот лучшие силиконовые шпаклевки на рынке.
1. Силиконовая пластмасса Marvelous Molds
По своей цене, уровню удовлетворенности клиентов и статусу одобрения FDA эта замазка от Marvelous Molds занимает первое место. Приблизительно за 25 долларов вы можете купить три четверти фунта замазки — больше, чем у других брендов в нашем списке, — и с ее помощью вы можете сделать одни из самых подробных и надежных форм. Активируйте его, помассировав две замазки вместе; тогда у вас будет от 15 до 20 минут рабочего времени, чтобы сформировать форму. Через час с лишним при комнатной температуре он будет готов к заливке.
Силиконовые формы Marvelous Plastique
24,95 $
Купить на Amazon
2. Силиконовая шпатлевка Castin Craft Easy Mold
Мы вернулись на территорию, одобренную FDA, с этой формовочной массой. Унция за унцией, это немного дороже, чем два наших лучших выбора, но он затвердевает намного быстрее, чем его конкуренты. По словам производителя, ваши формы затвердеют менее чем за полчаса. (Если вы заливаете смолу или другой материал, столь же чувствительный к пузырям, некоторые покупатели советуют дать шпаклевке целый день на всякий случай.) Просто имейте в виду, что время ее работы также намного короче: у вас будет около трех минут. чтобы сформировать эту замазку по желанию вашего сердца. Наконец, это ни то, ни другое, но эта замазка темно-фиолетового оттенка, которая может навеять приятные воспоминания о возне с глиной Cranium.
Силиконовая шпатлевка Castin Craft Easy Mold
24,13 $ 29,77 $ Скидка 19%
Купить на Amazon
3. Формовочная силиконовая резина Versimold
Эта линия поставляется в карманной упаковке по 6 унций, но выслушайте нас: это единственная замазка в нашем списке, способная выдерживать химические вещества и температуру до 900 °F, что делает ее лучше всего подходит для тяжелых проектов. Это незаменимый помощник для решения сложных задач, таких как ремонт электрического шнура или изготовление термостойких ручек для кухонной техники. Некоторые покупатели даже использовали Versimold для создания полной замены резиновых деталей двигателя. Это плесень, это месиво — нет, это супер замазка. Серьезно.
Триммеры — адаптированную к российским условиям по адекватным ценам
Акция
Акция
Бензокоса Champion Т256
Дополнительные категории:
Печатать
Артикул: T256
Есть в наличии
Характеристики
Тип двигателя: 2-х тактный
Мощность двигателя (л. с.): 0.9
Привод (вал): Жесткий вал
Легкий запуск двигателя: Нет
Вес (кг. ): 6.7
Все характеристики
Добавить к сравнению
Сравнить (0)
Бесплатная предпродажная подготовка
Доставка в пределах МКАД — БЕСПЛАТНО (при сумме заказа от 10 000 руб)
Возможен самовывоз!Наш адрес и условия доставки
8 700 руб
Предложить свою цену
Характеристики и описание: Бензокоса Champion Т256 (T256)
Champion Т256 пригодится вам, если вы имеете
небольшой земельный участок, за которым
нужен постоянный уход. Бензиновый
триммер хоть и имеет компактные размеры,
но он легко справляется с большими
нагрузками. Такая модель сможет
проработать долгое время без перерыва.
Поэтому всю работу вы сделаете гораздо
быстрее. Бензокоса порадует вас своим
качеством и производительностью. Этот
бензиновый триммер относится к моделям
эконом-класса. Но на его производительности
это никак не сказывается. Мощный двигатель
способен долго проработать без перерывов. Бензокоса Чемпион предназначена
для обработки небольших участков земли.
За счет компактных размеров косы, вы сможете
привести в порядок даже самые трудные
места: возле деревьев, возле изгородей,
между рядов и тому подобное.
Бензокоса
работает на топливе. Объем топливного
бака у нее равен 0,75 л.
Производитель постарался сделать эту
модель максимально удобной для
пользователя. Он оснастил бензокосу
удобным плечевым ремнем. Такой ремень
снижает нагрузку и предотвращает
травмирование во время работы. Благодаря
ему вы не будете сильно уставать во
время работы.
Дополнительное удобство
обеспечивает и штанга. Она имеет прямую
конструкцию, поэтому работать с ней
удобно. При необходимости вы сможете за несколько минут сложить штангу. Эта функция пригодится вам в том случае, если вы будете ее куда-либо транспортировать. Так же в сложенном положении агрегат занимает очень мало места, поэтому вам не придется выделять большую площадь для его хранения.
Ручки управления обрезиненные.
Такая простая деталь просто незаменима
для такой техники. Ведь она предотвращает
скольжение рук при работе и обеспечивает
удобный захват.
Тип
двигателя у техники двухтактный, а его
мощность 0,95 л.с.
Бензокоса Т256 имеет в комплекте режущую леску
с катушкой. Режущий инструмент
износостойкий и качественный. Он
прекрасно справляется с различными
кустарниками, сорняками и травой.
Вес
агрегата чуть меньше 6 кг. Такой вес
обеспечит вам комфортное использование.
Даже выполнив большой объем работы, вы
не устанете.
Гарантия и сервис: Бензокоса Champion Т256
Отзывы о товаре: Бензокоса Champion Т256 (T256)
Рейтинг товара:
(0)
Написать отзыв:
Оцените товар:
Внимание!Ваш отзыв будет опубликован после предварительной проверки администратором сайта.
Ознакомиться с правилами публикации отзывов
Аксессуары : Бензокоса Champion Т256
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила STIHL MS 193 С-Е 14″
26 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензопила STIHL MS 462 RHD 20″
153 990 руб
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила STIHL MS 211 16″
36 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензопила Champion 254 18″
12 300 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензопила STIHL MS 201 TC-M 12″
69 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила STIHL MS 880 без шины
67 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензопила Husqvarna 572 XP 18″
76 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила Husqvarna 545 15″
38 990 руб
Уточняйте наличие
Добавить к сравнению
Сравнить (0)
Бензопила Husqvarna 120 Mark II 16″
19 990 руб
Добавить к сравнению
Сравнить (0)
Бензопила Husqvarna 130 14″
23 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила Oleo-Mac 952 18″
30 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила STIHL MS 250 16″
36 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензопила Husqvarna 565 18″
71 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензопила STIHL MS 210 14″
31 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила Husqvarna 353 15″
57 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила STIHL MS 230 C-BE 16″
36 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензопила STIHL MS 500i 20″
159 990 руб
Добавить к сравнению
Сравнить (0)
Бензопила Husqvarna 120 Mark II 14″
19 790 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензопила Champion 240 16″
9 200 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила STIHL MS 362 C-M 16″
88 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила Oleo-Mac GS 650 18″
72 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила Oleo-Mac GS 35C PS 16»
17 990 руб
Уточняйте наличие
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила Oleo-Mac 937 PS 16″
17 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бесплатная предпродажная подготовкаКликните по иконке, чтобы читать подробнее
Бензопила STIHL MS 230 16″
33 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Рекомендуем этот товарНа основе показателей продаж и отзывов покупателей
Бензопила Oleo-Mac 932C-14″
38 990 руб
Уточняйте наличие
Добавить к сравнению
Сравнить (0)
Рекомендуем посмотреть
Бензокоса Champion Т256-2
8 100 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензокоса AL-KO BC 4125 II Comfort
8 790 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензокоса Champion T523-2
9 650 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Ранцевая бензокоса STIHL FR 131 T
89 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Бензокоса STIHL FS 55 C
28 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Чемпион № 4 Комбинированная косилка и самосгребающая жатка
Чемпион в поле.
Чемпион № 4 Комбинированная косилка и самосгребающаяся жатка: реставрация
Чарльза Бруковера
Некоторые люди любят восстанавливать спортивные автомобили, я бы предпочел работать с сельскохозяйственной техникой. Развитие сельскохозяйственных технологий и способы изготовления орудий так же интересны мне, как и то, как они функционируют. Моя позиция в качестве исторического фермера на исторической ферме Slate Run Living Historical Farm, построенной в 1880-х годах недалеко от Колумбуса, штат Огайо, дает возможность изучить методы строительства конца XIX века.Сельскохозяйственный инвентарь века. XIX век был поразительным десятилетием быстрой трансформации сельскохозяйственных орудий и компаний, которые их производили. Историк сельского хозяйства Р. Дуглас Херт в своей книге «Американские сельскохозяйственные инструменты» (1982 г.) пишет: «На рубеже двадцатого века… кто-то, родившийся в конце войны 1812 года, мог бы рассказать о сборе урожая пшеницы с помощью серпа, колыбели. , жнец и связующее. Можно вспомнить обмолот цепом и сепаратором, а также борозду деревянным, стальным и угрюмым плугом». [Hurt, Дуглас Р. American Farm Tools, Journal of the West Inc. , 1989, с. 6.]
В Slate Run месяц или два в течение зимы часто отводится персоналу и волонтерам для восстановления сельскохозяйственного инвентаря из нашей коллекции. Часто эти инструменты используются для просмотра посетителями в течение года и добавляют ферме новый уровень интерпретации.
Подход фермы к восстановлению состоит из трех частей. Первая документация. Как реставратор музея, ферма обязана документировать процесс реставрации измерениями, фотографиями, исследованиями и документацией. Этот подход обеспечивает отправную точку на протяжении всего процесса, а также свидетельствует об исходных деталях. Во-вторых, точность. Для достижения целей сайта мы прилагаем все усилия, чтобы спасти или реконструировать оригинальное оборудование, использовать ту же древесину, что и оригинал, а также покрасить, нанести полосу и трафарет на инструмент в его оригинальные цвета и дизайн. Наконец, требуется удобство использования. Ценность сельскохозяйственных орудий для нас заключается в демонстрации их использования. Возможность посетителей увидеть 19Инструмент века в использовании может открыть разговор о сельском хозяйстве и технологии. Поскольку большинство сельскохозяйственных орудий конца 19 века были построены в основном из дерева, многие предметы, купленные на распродаже, находятся в плохом состоянии из-за многолетнего использования и ветхости. Сельскохозяйственные орудия этого периода в хорошем состоянии не принадлежат Слейт-Ран, а скорее сельскохозяйственной выставке или музею. Поэтому мы часто приобретаем инструменты, которые больше подходят в качестве образцов, чем музейные экспонаты.
Проектом на зиму 2010 года была косилка Champion No. 4, изготовленная примерно в 1878 году компанией Champion Machine Works из Спрингфилда, штат Огайо. Косилка Champion была подарена Slate Run в ноябре 2010 года и была признана хорошим кандидатом на реставрацию той зимой. Машина была разработана в первую очередь как косилка, но за дополнительную плату можно было добавить жатку. К сожалению, на подаренной косилке сохранилось лишь несколько частей жатки.
Вид на комбинированную косилку и жатку Champion — американский земледелец, май 1878 г.
Косилка была в очень хорошем состоянии для своего возраста. Типичные области износа, такие как режущий брус, зубчатое колесо и т. д., были минимальными. Очистив шестерни от грязи и смазав маслом, мы поставили машину на блоки и обнаружили, что ни одна из деталей не примерзла и все двигается. Персонал оценил газонокосилку, и было установлено, что большинство металлических деталей (за исключением нескольких гаек и болтов) можно восстановить. Деревянные части, включая палубу, платформу для ног, ящик для инструментов и валковую доску, нуждались в восстановлении. Достаточное количество дерева было неповрежденным, чтобы эти куски использовались для получения точных узоров.
История
Уильям Уайтли основал компанию Champion Reaper and Mower Works в Спрингфилде, штат Огайо, в 1855 году. Уайтли вырос на ферме за пределами Спрингфилда. Интерес и способности к проектированию и эксплуатации машин привели его к экспериментам с жатками. В возрасте 22 лет Уитли принял участие в местных испытаниях жатвенных машин и продемонстрировал в поле превосходную машину. Отклонив предложения продать патент на свою машину, он вступил в бизнес с Джеромом Фасслером и О.С. Келли для финансирования производства своего Champion Reaper. С началом Гражданской войны спрос на сельскохозяйственную технику увеличился, и компания Champion расцвела. В конце концов компания столкнулась с другой фирмой из Спрингфилда: Warder, Bushnell, Glessner & Co., которая также производила косилки. В конце концов две компании объединились. К 1870-м годам компания была одной из крупнейших мануфактур такого типа в стране. Конкурировать только с Чикаго по размеру операций. В брошюре компании 1877 года, озаглавленной «Чемпионские уборочные машины», говорится, что компанией управляли три фирмы: Warder, Mitchell & Co., снабжавшие северо-западные штаты из своего офиса продаж в Чикаго, а также европейский рынок, Мичиган, Северный Огайо. Индиана, Западная Пенсильвания и Нью-Йорк. Фирма Whiteley, Fassler & Kelly продавала товары в ближневосточные штаты из своих филиалов в Балтиморе, штат Мэриленд, и Скенектади, штат Нью-Йорк, а Champion Machine Co. продавала в южные и западные штаты из своих офисов в Цинциннати, Сент-Луис, & Канзас-Сити. [Публикация Champion Machine Works — Champion Harvesting Machines, 1877 г.]
К 1877 году компания продавала три основные модели, включая комбинированные жатки и косилки №4, одинарные косилки и одинарную жатку №1. Комбинированные жатки и косилки были либо «самоуборщиками» (подметающим рычагом на платформе, сбрасывающим зерно в кучу после срезания), либо «дропперами» (срезает и сбрасывает), однако эти приспособления можно было снять, и их можно было использовать. как одиночная косилка. Одиночные косилки предназначались для скашивания травы, а одиночные жатки — только для зерна. Все оборудование, производимое для фирмы, производилось исключительно в Спрингфилде, штат Огайо. Вспомогательные компании Champion Bar & Knife Co. и Литейный завод по производству ковкого чугуна Champion также располагались в Спрингфилде.
Косилка Champion № 4 — американский земледелец, 1878 г.
На изображении выше показана косилка Champion № 4 (вверху) и с жаткой (внизу).
Компания изменилась в начале 1880-х годов, когда поселение в США переместилось дальше на запад. Спрингфилд, когда-то западный город, оказался в более жесткой конкуренции с чикагскими компаниями по производству сельскохозяйственных орудий и системой распределения. Чикаго имел большое преимущество благодаря железнодорожным и морским путям. Решение Уайтли состояло в том, чтобы создать фабрику, которая превзошла бы остальные. Как писал один историк: «Построить такой огромный магазин и настолько эффективно производить жатки, что это более чем уравновесило бы географическое преимущество Чикаго». [Стаффорд, Том Жемчужина промышленной короны города сгорела , Springfield News-Sun. 7 декабря 1999 г., стр. 22] Завод в конечном итоге увеличился в размерах до более чем 1 миллиона квадратных футов, что дало Спрингфилду название «Чемпион-Сити». Несмотря на огромные расходы, фабрика после завершения строительства производила в одном месте — от сырья до готовой продукции — линейку Champion.
Новый завод Champion, завершенный в 1884 году, уступал по размеру только сельскохозяйственным заводам Krupp в Германии, чей завод в том году произвел машин на сумму более 4 миллионов долларов. К 1887 году Champion была одной из самых прибыльных компаний в Америке… когда она рухнула.
Уайтли имел деловые отношения с Э.Л. Харпер — вице-президент Национального банка Fidelity в Цинциннати, который руководил «синдикатом», тайно пытавшимся захватить рынок пшеницы на Чикагской товарной бирже. Используя стратегию удержания цен на пшеницу на высоком уровне, заполнив все хранилища, сертифицированные Советом по торговле, они заработали миллионы, пока угол не рухнул и цена на пшеницу не упала на 20 центов за бушель за два дня. Торговые дома обанкротились, Fidelity National Bank обанкротился, а Харпер сел в тюрьму на 10 лет. Кредиторы нацелились на Уайтли, который подписал некоторые бумаги Харпера, в своих усилиях по взысканию долгов. В сочетании с ужесточением ограничений и давлением со стороны «Рыцарей труда» в конечном итоге компания уступила давлению. [Стаффорд, Том Жемчужина промышленной короны города сгорела , Springfield News-Sun. 7 декабря 1999 г., стр. 23] После краха 1887 года деловые партнеры Уайтли, фирма Warder, Bushnell & Glessner, безуспешно пытались сохранить линию Champion. «Харвестерные войны» конца 19 века, эпоха беспрецедентного соперничества между конкурирующими лесозаготовительными компаниями, в конечном итоге привели к созданию McCormick Harvesting Machine Co., Deering Company, Milwaukee Harvesters, Plano Mfg. Co. и Warder, Bushnell & Glessner Co. слияние с созданием International Harvester Co. в 1902.
Альберт Крелл из Krell-French Piano Company купил и реконструировал фабрику Champion в рамках подготовки к началу производства фортепиано, когда фабрика загорелась 10 февраля 1902 года. Сообщается, что Уильям Уайтли был замечен у огня. сцена плач. Уайтли умер в 1911 году, оставив после себя 125 патентов на конструкцию машин и методы их производства.
Исследования
Восстановление Чемпиона №4 началось с изучения истории компании. Сотрудники фермы отправились в Историческое общество округа Кларк, чтобы проверить их архивы на наличие материалов Champion. Из-за сильного пожара 1902 заводских записей было мало. Однако в архивах округа Кларк было обнаружено несколько рекламных брошюр, газет (компания выпускала газету под названием «Чемпион») и бухгалтерская книга, принадлежащая инженеру, который работал с Чемпионом с середины 1880-х годов.
Кроме того, сотрудники посетили архивы и специальные коллекции Исторического общества Огайо, чтобы осмотреть свои фонды Champion, и получили две брошюры о продуктах Champion.
Статья о косилках и жатках Champion была найдена в журнале American Agricultureist за 1878 год, в которой косилка Champion № 4 изображена на гравюрах. Исследования в конечном итоге показали, что косилка, подаренная ферме, была моделью Champion № 4, произведенной компанией в 1870-х годах. Машина выпускалась с небольшими доработками в течение нескольких лет.
Реставрация
Были сделаны документальные фотографии косилки до проведения с ней каких-либо работ. Исследования, легкая очистка проволочной щеткой и свидетельства того, что под болтами и гайками скрывалась краска, показали, что большая часть косилки была ярко-оранжевой. Почти цвет строительных бочек — это был чемпионский оранжевый.
Косилка до реставрации.
В январе 2011 года мы перевезли косилку в отапливаемое здание технического обслуживания парка для разборки, осмотра и очистки. Первой целью было получить доказательства наличия краски и полос на всех частях. Большая часть мейнфрейма была оранжевой. Колеса, кронштейн сиденья и зубчатая передача жатки были кремового цвета с черными и оранжевыми полосами. После тщательного осмотра режущего бруса краска не была обнаружена. Различные источники периода указали, что он мог быть черным. Вся деталь была покрыта грунтовкой по металлу, которая сохранила остатки краски на машине; однако краска была в таком плохом состоянии, что после документирования она была полностью содрана. Для этого процесса мы отправили колеса, шестерни, корпуса редукторов, седло и режущий брус на местную пескоструйную очистку. Все остальные металлические детали очищались проволочными щетками.
Изделия из дерева
В отличие от более поздних косилок, многие косилки до 1880-х годов имели множество деревянных деталей. Многие из них были сделаны с открытой передачей, а водитель сидел на сиденье, прикрепленном к деревянной платформе, поддерживаемой над главной ведущей осью. Деревянные части машины были перестроены с использованием новых материалов. В качестве лекал использовались оригинальные деревянные детали машины. Основной настил косилки был сделан из дуба на оригинале и воспроизведен. Валковая доска была сделана из ясеня. Ручка подъема режущего бруса была сделана из гикори. Ящик для инструментов был изготовлен из тополя.
Вид на платформу сиденья и ящик для инструментов.
Краска
После пескоструйной обработки металлических деталей, восстановления деревянных деталей и полной разборки косилки пришло время грунтовки и покраски. Воспроизведение оригинального цвета краски оказалось проще, чем ожидалось. Компания One Shot производит краску для художников по вывескам, которая представляет собой краску на масляной основе, очень похожую по внешнему виду и текстуре на старинную краску. К счастью для нашего проекта One Shot производит краску, которую они называют Vermillion, очень близкую к оранжевому Champion без какой-либо подкраски. В качестве грунтовки использовалась автомобильная грунтовка марки NAPA. Для колес мы использовали One Shot «Ivory», а для режущего бруса и штифтовой разметки использовали их Black. Машина получила один слой грунтовки и два слоя краски, в основном нанесенных кистью, как и оригинал. Пистолет-распылитель использовался для более сложных деталей.
Косилка после завершения окраски One Shot Vermillion.
Штыревые полосы
В ходе анализа мы обнаружили, что машина имела черные штифтовые полосы на колесах, палубе, монтажном кронштейне сиденья и ящике для инструментов. Штриховка нанесена краской. Из пенопласта были изготовлены шаблоны для изогнутых полос на колесах. Полосы на кронштейне сиденья, ящике для инструментов и настиле наносились с помощью малярной ленты в качестве направляющей.
Штриховка на колесах.
Трафареты были изготовлены на основе гравюр легкой косилки Champion и жнеца № 4, датируемых 1875-1878 годами. Трафареты были сделаны в Publisher, распечатаны и вырезаны из плотной бумаги бритвенным ножом.
Последний слой герметика TWP был нанесен поверх краски в качестве защитного слоя.
Достопримечательности
Смазка машины
Масла во время создания косилки Champion в основном состояли из животных жиров. Хотя нефтяная забастовка полковника Уильяма Дрейка в Титусвилле, штат Пенсильвания. в 1859 г.ускорило рождение нефтяной эры, нефтяные масла до 1880 года были сырыми по сравнению с сегодняшними маслами. Разработка подходящих масел для расширяющейся паровой промышленности стимулировала переработку нефти в последней четверти 19 века. В Centennial Handbook of Champion Harvesting Machines, опубликованном в 1876 году, говорится, что фермер должен «держать все подшипники и рабочие части хорошо смазанными жиром номер один или сперматозоидным (китовым) маслом». Масло спермы — стандарт для машинной смазки и освещения — быстро исчезло с появлением нефтяного и газового освещения. Очевидно, что многие фермеры того периода разбавляли лярдовое масло другими маслами, такими как масло для ног, керосин или хлопковое масло. В руководстве по сбору урожая Champion от 1878 года особо подчеркивается опасность использования керосина для смазки из-за его плохих смазочных качеств, а также возможности воспламенения. В руководстве говорится: «Если используется угольное масло или то, что называется машинным маслом, гарантия на машину аннулируется». Интересно, что восстановленный колхозом «Чемпион № 4» имел обуглившуюся древесину на нижней стороне деревянной платформы прямо над главной конической передачей. Керосин использовали?
В годы, предшествовавшие появлению масленок или масленок, масляные порты с крышками использовались на главных приводных валах сельскохозяйственной техники, заключенных в литые корпуса. Идея редуктора в масляной ванне на сельскохозяйственных машинах была в зачаточном состоянии. Смазка машины в основном производилась с помощью простых открытых иллюминаторов или смазки, наносимой на открытые шестерни. При восстановлении Champion было обнаружено, что все масляные каналы главного приводного вала были заполнены овечьей шерстью, которая служила фильтром для грязи и мусора.
У ящика с инструментами Чемпиона была интересная особенность. В ящике для инструментов, расположенном позади сиденья водителя, в крышке было вырезано круглое отверстие, а над отверстием устанавливалась чугунная крышка в форме колокола. При осмотре выяснилось, что это крышка масленки, когда она хранилась в ящике для инструментов. Эта особенность проявилась на некоторых гравированных иллюстрациях косилок Champion того времени.
Ящик для инструментов с крышкой масленки.
Другое использование для Champion
Американский земледелец – апрель 1881 года.
Когда его дни в качестве косилки прошли, колеса косилки часто повторно использовались в качестве колес тележек, якорей для лодок или чего-либо вообразимого. Вскоре после завершения проекта я искал запчасть в одном из наших других машинных цехов и случайно взглянул на наш полевой каток. Вот они! Два колеса Champion № 4 используются в качестве внутренней рамы катка. В колесах были просверлены отверстия, прикручены деревянные доски, а через колеса в раму катка вставлена длинная ось. У них были точные номера литья, как у косилки, которую мы только что восстановили.
Полевой каток из колес Champion.
Radius E-Series Dayton OH | Оборудование Champion
Серия Radius E
Так же низко, как 6 599 долларов США или 175 долларов в месяц долларов США
Запросить оценку
Новая газонокосилка Exmark Radius E-Series с нулевым радиусом поворота, разработанная для обеспечения профессиональных функций по доступной цене, является отличным вариантом как для специалистов по уходу за ландшафтом, так и для владельцев домов. Доступные с 48-, 52- или 60-дюймовыми режущими деками UltraCut Series 3 на выбор, Radius E-Series обеспечивает ожидаемое качество резки, меньшее техническое обслуживание и долговечность, на которую вы можете рассчитывать.
Оснащенные двухцилиндровым коммерческим двигателем Exmark, модели Radius серии E обеспечивают непревзойденный комфорт оператора благодаря изолированной подножке, подвеске сиденья и новой конструкции боковой стойки (модели 2023), благодаря которой жизненно важные органы управления находятся прямо у оператора.
Если вы ищете большую и мощную коммерческую косилку с нулевым поворотом, обратите внимание на модели Radius S-Series и Radius X-Series.
Ширина деки косилки:
48 дюймов 52 дюйма 60 дюймов
Сравнить
Дилер
Предложения
Финансы
Купить запчасти
Подержанный
Запланировать демонстрацию
Характеристики серии Radius E
Большие шины
Модели Radius серии E оснащены 23-дюймовыми ведущими шинами с плавным ходом и большими колесными шинами размером 13×6,5 дюймов. (Доступно весной 2023 г.)
Технология UltraCut Deck
Эксклюзивные деки Exmark UltraCut используются в моделях Radius. Каждая режущая дека UltraCut оснащена эксклюзивными необслуживаемыми шпиндельными узлами Exmark с герметичными подшипниками, которые обеспечивают повышенную надежность и сокращение времени простоя в сочетании с нулевым обслуживанием.
Сборная рама для тяжелых условий эксплуатации
Благодаря полностью сварной раме, изготовленной из труб рамы размером 2×3 дюйма, в конструкции Radius основные компоненты, включая двигатель, систему гидропривода и топливный бак, расположены ниже в раме. Более низкий центр тяжести и лучшая централизация массы приводят к увеличению тяги и устойчивости, а также к улучшению управляемости.
Регулируемая система защиты от опрокидывания (ROPS)
Новая регулируемая система ROPS легко складывается вверх-вниз и состоит из круглых трубок для удобного и гибкого размещения аксессуаров. (Доступно весной 2023 г. )
Высота среза Made Easy
Наша запатентованная система регулировки высоты среза удобна для пользователя и позволяет оператору быстро и точно выбирать высоту среза с рабочего места оператора.
Шпиндели лезвия Не требует обслуживания, герметичные и не смазываемые шпиндели; Корпус фрезы диаметром 7,30 дюйма содержит шпиндельный вал диаметром 17 мм (0,67 дюйма) и шестигранный привод.
Приводные шины 22 x 9,50–12 Super Turf (142–4261)
Передние колесные шины 13 x 6,5-6, гладкий протектор, пневматический. Втулки
Рама трактора Цельный сварной корпус из прочной прямоугольной стальной трубы размером 2 X 3 дюйма.
Рулевое управление Двойные рычаги с гидравлическим демпфированием, регулируемые вперед и назад. Также имеет 2-позиционную регулировку высоты.
Ручной тормоз Стопорный тормоз с рычажным приводом.
Сиденье Сиденье с высокой спинкой и подушкой из пеноматериала, подлокотниками и встроенным защитным выключателем.
Электрический Аккумулятор на 12 вольт с генератором на 15 ампер.
Стандартные функции Счетчик моточасов, подстаканник, прицепное устройство и домкрат
СКП 193308212371
specification-list»>
Марка двигателя Exmark
Инженерная модель LC2P77F
Объем двигателя 708
Серия двигателей V-образный твин
Топливная система Карбюраторный
Скорость двигателя 3600 об/мин
Воздушный фильтр Стандартный воздушный фильтр производителя двигателя
Тип топлива Газ Карбюраторный
Вместимость топливных баков Одиночный топливный бак емкостью 7 галлонов (26,5 л) с одной заправкой.
Индикатор топлива Прозрачный визуальный
Водить машину Гидропривод
Описание привода Dual Hydro Gear ZT2800, гидростатическая трансмиссия с подкачивающими насосами, предохранительными клапанами и независимыми сменными фильтрами.
Скорость Бесступенчатый выбор скорости от 0–8,0 миль/ч (12,9 км/ч) вперед, 0–5,0 миль/ч (8,0 км/ч) назад.
Соответствует углеводам Нет
Палубный подъемник стандарт; подъемник деки с ножным управлением изменяет высоту среза и поднимает деку для обхода препятствий или установки в транспортное положение.
Пакет безопасности Контроль присутствия оператора (OPC) и блокировка системы привода с индикаторами системы блокировки безопасности.
ROPS Стандартная двухстоечная складная конструкция ROPS с ремнем безопасности и защелкой.
ВОМ Электромагнитная муфта MagStop 125 ft-lb
Освобождение ведущего колеса Позволяет двигаться агрегату без работающего двигателя.
Спецификация двигателя К5045
Ширина / режущая дека 48 дюймов
Стиль колоды Плавающая палуба
Описание стиля колоды Полноповоротная серия UltraCut 3. Стандартная боковая выгрузка, с формованным разгрузочным желобом и опцией для мешков или мульчи.
Строительство палубы Верхняя часть из высокопрочного сплава 10-го калибра, формованная и сваренная сплошным швом, с боковой юбкой 7-го калибра.
Скорость кончика лезвия Примерно 18 500 футов в минуту.
Высота среза От 1,5 дюйма (3,8 см) до 5,0 дюйма (12,7 см) с шагом 0,25 дюйма (0,6 см), регулируется с сиденья оператора.
Лезвия 2 лезвия длиной 24,5 дюйма
Ширина 61 дюйм (155 см)
Длина 85 дюймов (216 см)
Высота 70 дюймов (178 см)
Снаряженная масса 850
Комплект для технического обслуживания двигателя — Exmark V-Twin
Содержит все, что нужно мастеру, чтобы его двигатель Exmark работал как новый. Включает в себя масло, масляный фильтр, топливный фильтр, воздушный фильтр, свечу зажигания и систему обработки топлива.
Система микромульчирования
Дека, перегородки и лезвия с аэродинамической конструкцией создают воздушные потоки, которые перемещают листья и траву для многократного срезания и даже рассеивания вглубь газона. Мульчирующие перегородки также поддерживают чистоту нижней стороны, что уменьшает скопление травы и комки.
Купить сейчас
Выброс, управляемый оператором (вручную)
Бесступенчато регулируемая блокирующая дверца открывается и закрывается, позволяя оператору быстро управлять выгрузкой при скашивании припаркованных машин и окон. Легко устанавливается и удаляется без инструментов.
Купить
Адаптер питания 12 В
Удобное расположение для простоты использования. Отлично подходит для зарядных устройств для телефонов или любого другого аксессуара для удобства оператора. (Телефон в комплект не входит.)
Купить сейчас
5-галлонный ковш
Носите 5-галлонный ковш на газонокосилке, чтобы собирать ненужный мусор во время скашивания. Крепление в комплект не входит.
Купить сейчас
Упаковщик на 3 бушеля
Легкий и простой в установке, этот травосборник на 3 бушеля подходит для большинства райдеров, стоячих и мотокультиваторов. Для некоторых моделей требуется комплект переходников.
Чехол для оборудования
Защитите косилку с нулевым поворотом от непогоды с помощью этого прочного водонепроницаемого чехла. Он изготовлен из прочного полиэстера плотностью 600 денье, что делает его устойчивым к истиранию и разрыву. Его эластичное отверстие обеспечивает надежную плотную посадку.
Купить сейчас
Чехол на сиденье — стандартная спинка 18 дюймов
Защитите свое новое сиденье или сделайте так, чтобы старое выглядело как новое. Ткань с покрытием для максимальной водостойкости и водоотталкивающих свойств. Амортизация для дополнительного комфорта. Эластичный шнур в нижней кромке для индивидуальной подгонки. (Подходит для стандартного сиденья.)
Купить
Чехол на сиденье с подвеской 20 дюймов, спинка
Защитите свое новое сиденье или придайте старому вид нового. Ткань с покрытием для максимальной водостойкости и отталкивания. Мягкий для дополнительного комфорта. Эластичный шнур в нижней кромке для индивидуальной подгонки. (Подходит для подвесного сиденья.)
Купить
Комплект воздухоочистителя для тяжелых условий эксплуатации
КОМПЛЕКТ ВОЗДУХООЧИСТИТЕЛЯ HD
Купить
Домкрат
Простой в использовании домкрат Bulldog с ходом 15 дюймов, дает вам достаточно места для замены лезвий или выполнения обычной очистки террасы (приемник для крепления на домкрате не входит в комплект)
Купить
Комплект удлиненных приводных рычагов
Увеличьте пространство для локтей при работе с удлиненными приводными рычагами
Купить
Комплект для крепления ковша
Легко прикрепите 5-галлонное ведро к газонокосилке для сбора нежелательного мусора во время кошения Ковш в комплект не входит.
Купить сейчас
Комплект для обслуживания гидросистемы
В комплект входят: 5 бутылок гидравлического масла Exmark Premium и 2 гидрофильтра
Комплект светодиодных ламп
Лучше и ярче, чем когда-либо. ночь. Низкопрофильный и ударопрочный аксессуар, устанавливаемый на конструкцию ROPS, излучает мощный свет без использования значительной силы тока.
Купить
Солнцезащитный козырек (ROPS)
Легко крепится к системе защиты от опрокидывания (ROPS). Изготовлен из прочного водоотталкивающего холста для максимальной прочности. Легко снимается для транспортировки. Подходит для всех моделей Lazer Z и Pioneer. (Не подходит для Quest.) (Заменяет 116-0513)
Купить сейчас
Мусорный контейнер
Удобно расположенный в пределах легкой досягаемости оператора, этот мусорный контейнер имеет емкость 2,5 галлона и прочный, легко очищаемый сетчатый контейнер. Обратитесь к дилеру за информацией по установке.
Купить сейчас
Полупневматическая шина в сборе
Сделайте свою поездку индивидуальной с помощью подходящей самоустанавливающейся шины.
Комплект для откидывания опоры
Комплект для откидывания опоры
Купить сейчас
Крепления ISO для наклонной рамы и сиденья (требуется 135-7013)
Наклонная рама и крепления ISO для дополнительной подвески
Купить сейчас
Сиденье с полной подвеской и наклонная рама (требуется 135-7013)
Включает сиденье с полной подвеской и наклонную раму.
Купить сейчас
Комплект для разметки газона
Персонализируйте свой участок с помощью последовательной и профессиональной разметки с помощью ролика с плавным ходом. Быстро устанавливается, используя имеющиеся точки крепления, и легко настраивается в соответствии с различными настройками высоты стрижки.
Онлайн программа для симуляции готового G-Code для ЧПУ.
Я
уже рассказывал как можно сделать чертеж
в формате .svg: Inkscape где скачать русскую
версию. Настройка Inkscape. И потом из данного
файла сгенерировать G-code для ЧПУ станка:
Бесплатный онлайн генератор G-Code для
ЧПУ станка — MakerCAM.
Как же легко и
безболезнен проверить полученный код.
Можно воспользоваться управляющей
программой для ЧПУ станка. Например
universal g-code sender. Как скачать и установить
данную программу тоже рассказывал
Universal G-Code Sender программа для управления
ЧПУ станком.
Но что делать если
работать нужно с флешки. И у станка нет
монитора. Например как у моего последнего
ЧПУ станка. Или у станка стоит компьютер
без интернета или без возможности
редактировать G-Code. Также на производстве
нет времени на это.
Для проверки
G-code онлайн я использую вот такую
программу: G-Code Q’n’dirty toolpath simulator.
Данная
программа работает в любом браузере.
Для проверки кода достаточно перетащить
файл или скопировать код и вставить в
поле слева.
Ниже данного поля
указанны параметры: время обработки,
минимальное и максимальное перемещение
по осям. Что достаточно удобно при
проверке кода.
Справой стороны у
нас выводиться 3D модель. Которую можно
покрутить. Красными линиями обозначен
холостое перемещение. Белыми траектория
обработки.
Ниже приведен вид
сверху.
Вот
так будет выглядеть G-code, который
мы сделали в MakerCAM в статье: Бесплатный
онлайн генератор G-Code для ЧПУ станка —
MakerCAM.
Данная программа очень похожа
на universal g-code sender.
И пользоваться ей
на столько же просто.
Не забывайте подписываться на канал Youtube и вступайте в группы в Вконтакте и Facebook.
Всем Пока-Пока. И до встречи в следующем проекте.
Вернуться в раздел: Софт и прочее для Arduino, CNC Дата публикации 12 августа , 2019
Читайте также
Oled часы с выводом температуры на Arduino своими руками.
ЧПУ станок своими руками на базе arduino. Пошаговая инструкция + видео
Программа для симуляции (визуализации) УП — Вопросы по G-коду
#1
OFFLINE
zhuk
Отправлено 22 Январь 2013 — 15:19
Кто может подсказать непрехотливую прогу по верификации. Как активировать Meta Cut Utilities?
Похожие темы: Как лучше просматривать 3d модели Просмотрщик *.tap файлов
Наверх
#2
OFFLINE
MiG
Отправлено 22 Январь 2013 — 15:40
NC Corrector v4.0
Наверх
#3
OFFLINE
3D-BiG
Отправлено 22 Январь 2013 — 16:08
Здесь неоднократно выкладывал SEDIT — очень удобный текстовый редактор с ориентацией под NC-задачи с визуализатором… Установки НЕ требует, работает и на W-2000, XP, 7, 7-64bit…
Сообщение отредактировал 3D-BiG: 01 Март 2014 — 05:54
Наверх
#4
OFFLINE
Bender
Отправлено 02 Май 2013 — 19:46
NC Corrector v4.0
Спасибо, посмотрю программу.
Наверх
#5
OFFLINE
Digides
Отправлено 28 Февраль 2014 — 19:53
NC Corrector v4. 0 хороший вариант, но есть один существенный недостаток — на разных машинах и ОС может или работать или всегда вылетать с ошибкой «деление на ноль». У меня, например, не работает в основной системе (Win7Home), но работает в VirtualBox с неактивированной Win7Home. Автор к сожалению баг не знает как победить.
Наверх
#6
OFFLINE
CyberPunk
Отправлено 11 Апрель 2014 — 15:17
NC Corrector v4.0 хороший вариант, но есть один существенный недостаток — на разных машинах и ОС может или работать или всегда вылетать с ошибкой «деление на ноль». У меня, например, не работает в основной системе (Win7Home), но работает в VirtualBox с неактивированной Win7Home. Автор к сожалению баг не знает как победить.
Автор не знает как победить, но знает как обойти . Отключите сглаживание изображения.. Будет не так красиво, но вылетать перестанет. Связано это с OpenGL.. На некоторых (редко) видеокартах происходит вот такая проблема..
Наверх
#7
OFFLINE
MasterSplinter
Отправлено 02 Май 2014 — 22:36
Коллеги, посоветуйте, пожалуйста, бесплатную программу для симуляции УП в G-коде для Винды. Поиск работает медленно, плохой интернет на чужбине по случаю выходных, да еще в глубоком роуминге.
Наверх
#8
OFFLINE
MiG
Отправлено 02 Май 2014 — 22:40
а нс корректор не подойдет? http://www. nc-correc…nf.ua/index.htm
Наверх
#9
OFFLINE
MasterSplinter
Отправлено 02 Май 2014 — 22:58
Скачал, сейчас попробую. По описанию, вроде, то, что нужно. Спасибо.
Проверил. Отлично, то, что нужно. Еще раз спасибо.
Наверх
#10
OFFLINE
MiG
Отправлено 02 Май 2014 — 23:00
не за что, я от вас пользы тоже поимел …так что в расчете,вернее даже я еще в долгу остаюсь
Сообщение отредактировал MiG: 02 Май 2014 — 23:07
Наверх
#11
OFFLINE
ShadowVoice
Отправлено 02 Май 2014 — 23:14
Благодарю, коллега. Полезная штука.
Наверх
#12
OFFLINE
MiG
Отправлено 02 Май 2014 — 23:18
ShadowVoice
я не причем… киберпанк такую штуку смудрил удобную и при том красивую, помимо стандартных функций есть экспорт из g-кода в dxf, и можно назначить чтоб не экспортировал быстрые перемещения (g00), я на его программе уже времени и денег сэкономил немеряно
Сообщение отредактировал MiG: 02 Май 2014 — 23:20
Наверх
#13
OFFLINE
Deko
Отправлено 03 Май 2014 — 10:51
а нс корректор не подойдет? http://www. nc-correc…nf.ua/index.htm
Там вроде написано ,что бесплатна ,кроме РФ! Это так?
Наверх
#14
OFFLINE
yaso73
Отправлено 03 Май 2014 — 11:55
В глубине души,мы все пуэрториканцы,так что не переживайте. Прога забавная.Этакий «урэзанный» симко-эдит… При цене симки и при ейных возможностях — грех экономить(если уж интересуют честные варианты).Ценник там совершенно гуманный,а ништяков на порядок больше.
Наверх
#15
OFFLINE
lkbyysq
Отправлено 04 Май 2014 — 11:31
Коллеги, посоветуйте, пожалуйста, бесплатную программу для симуляции УП в G-коде для Винды.
NC Corrector v4.0 хороший вариант, но есть один существенный недостаток — на разных машинах и ОС может или работать или всегда вылетать с ошибкой «деление на ноль». У меня, например, не работает в основной системе (Win7Home), но работает в VirtualBox с неактивированной Win7Home. Автор к сожалению баг не знает как победить.
Если всплывают баги, как вариант можно использовать NCStudio 8 в режиме работы без платы.
Наверх
#16
OFFLINE
3D-BiG
Отправлено 04 Май 2014 — 16:23
Уже неоднократно здесь выкладывал SEDIT, у которого прекрасный визуализатор, синхронизованный с чтением кода. .. SEDIT.rar811,07К 19541 скачиваний
Наверх
#17
OFFLINE
31010
Отправлено 11 Ноябрь 2016 — 16:16
Скажите, пожалуйста, а есть ли программки для просмотра и симуляции УП с поворотной осью?
Или кто как преобразовывает УП для просмотра таких NC-шек в известных программках, например в NC-corrector&
Наверх
#18
OFFLINE
yaso73
Отправлено 18 Ноябрь 2016 — 04:59
Нет таких программ. Только интуиция, память предков, рефлексы, инстинкты и большой шаманский бубен. Камлай,камлай шибче!!!! P.S. симка,нажать больше двух кнопок. А если ещё и мануал почитать — вообще чудеса творить можно.
Наверх
#19
OFFLINE
Tel_Fir
Отправлено 20 Декабрь 2016 — 13:35
Добрый день, подскажите, какими средствами можно воспроизвести и посмотреть траекторию движения отечественного ЧПУ Н22, Н22-1М и так далее…
Сообщение отредактировал Admin: 21 Декабрь 2016 — 09:37
Перенесено
Наверх
#20
OFFLINE
rasta1
Отправлено 21 Декабрь 2016 — 15:00
Всем привет!
есть кто работающий в Cimco edit?
симку использую только работая с 3-д моделями. для остального достаточно Xilog.
вопрос есть по визуализации. не пойму как настроить, отображается все в инверсии по Z.
все виды встроенных стоек перепробовал, ничего не помогает.
есть там где-то кнопочка волшебная?
Наверх
5 лучших симуляторов G-кода для обработки и 3D-печати
Хороший симулятор G-кода может сделать разницу между успешным производственным процессом или дорогостоящим провалом. Вот некоторые из лучших симуляторов.
Отладка является важной частью любой задачи программирования. Это, безусловно, верно для программ, которые будут взаимодействовать с физическим миром, таких как те, которые используются для управления станками с ЧПУ, 3D-принтерами и робототехникой.
Любая ошибка в программировании этих физических машин может нанести реальный ущерб окружающей среде, самой машине и даже работникам-людям в случае некоторых роботов.
Симуляция G-кода, вероятно, лучший способ убедиться, что вы написали свою программу в соответствии с высокими стандартами. Хотя в наши дни очень немногие люди пишут G-код вручную — мы, как правило, используем CAM-программы — по-прежнему есть огромное преимущество в проверке вашей программы в симуляторе перед ее загрузкой на вашу физическую машину.
Вот список некоторых из лучших симуляторов G-кода, которые вы можете использовать в наши дни.
Что такое симулятор G-кода?
Симулятор G-кода — это тип программного инструмента, который обеспечивает виртуальное представление траектории движения инструмента на станке с ЧПУ, выполненное в соответствии с инструкциями в файле G-кода. Они варьируются от простых симуляторов, которые выводят одно изображение траектории инструмента, до сложных инструментов, которые могут обнаруживать столкновения и отображать траекторию в 3D.
Основная цель симулятора G-кода — дать вам возможность увидеть, как будет двигаться станок. Без этого единственный способ отладить вашу программу — протестировать ее на самой машине… и к тому времени будет уже слишком поздно, чтобы избежать катастрофы.
Популярность симуляторов G-кода в последние годы вновь возросла благодаря развитию 3D-печати. Любителям и профессионалам нужен способ увидеть напечатанный на 3D-принтере предмет, прежде чем тратить часы на его печать. Хороший симулятор обеспечивает быстрый и простой способ добиться этого.
5 лучших симуляторов G-кода для обработки и 3D-печати
Существует довольно много вариантов моделирования вашего G-кода. Некоторые из них в порядке, другие — пустая трата времени.
Вот 5 типов симуляторов G-кода, которые хороши в некоторых ситуациях. Что вы выберете, зависит от ваших уникальных потребностей в этом приложении для обработки или 3D-печати:
1. Автономный симулятор G-кода
Доступны несколько простых программных инструментов, которые быстро смоделируют ваш файл G-кода и покажут вам путь. . Как правило, они не взаимодействуют со станками с ЧПУ или 3D-принтерами, но, по крайней мере, дают вам уверенность в том, что ваша программа «рисует формы», которые должна.
Некоторые известные примеры включают:
NC Viewer удобный онлайн-инструмент для быстрой визуализации.
CAMotics симулятор с открытым исходным кодом для 3-осевой обработки.
G-Code Q’n’dirty — еще один веб-инструмент с открытым исходным кодом.
2. Программное обеспечение Slicer (для 3D-печати)
Если вы используете G-Code для программирования 3D-принтера, ваше программное обеспечение Slicer может дать вам визуализацию того, как будет выглядеть конечный напечатанный объект.
Слайсер — это программный инструмент, который превращает вашу CAD-модель в G-код.
Например, пользователи RoboDK часто используют бесплатный инструмент Slic3er, когда используют роботизированную 3D-печать. Этот инструмент позволяет им визуализировать элемент, который они собираются напечатать, прежде чем отправить его роботу.
Slic3r также может выполнять некоторые функции специального симулятора G-кода, такие как оценка времени, которое потребуется для печати объекта, и восстановление неполных 3D-файлов.
3. RoboDK для роботизированной обработки и 3D-печати
Если вы планируете использовать робота для обработки или 3D-печати, вероятно, лучшим вариантом будет RoboDK (конечно, мы бы сказали так, не так ли?… но это тоже верно).
Мастер обработки и печати RoboDK работает с G-кодом.
Вы можете загрузить файл G-кода в программное обеспечение, а затем легко смоделировать путь. Затем с помощью того же программного обеспечения вы можете отправить программу непосредственно на контроллер робота, вообще не программируя робота!
Не знакомы с роботизированной обработкой? Ознакомьтесь с нашим вступительным постом.
Не знали, что роботы умеют печатать в 3D? Вот видео:
4. Библиотеки (например, MATLAB или Python)
В некоторых ситуациях вам может понадобиться выполнить более сложный анализ вашего G-кода или связать его с вашим собственным программированием. Возможно, вы используете код как часть исследовательского проекта или разрабатываете свой собственный 3D-принтер.
В таких случаях может быть полезно использовать библиотеку G-Code для предпочитаемого вами языка программирования.
Например:
G-Code Reader — это расширение для MATLAB.
PyCNC — это библиотека для Python.
Gsim — это 2D-симулятор с открытым исходным кодом, написанный на Python.
5. Ваш любимый пакет CAM
Программы автоматизированного производства (CAM) — это то, что многие из нас создают файлы G-кода в первую очередь.
Популярные пакеты CAM (которые также включают плагины для RoboDK):
MasterCAM
Inventor
Fusion 360
Многие из ведущих пакетов CAM также имеют возможность моделирования вашего G-кода. Часто, если вы хотите связать программное обеспечение напрямую с вашим станком с ЧПУ или 3D-принтером, вам потребуется приобрести дополнительную дополнительную лицензию, поэтому заранее взвесьте все за и против. Однако простое моделирование обычно можно выполнить в самом программном обеспечении CAM.
Как выбрать лучшее программное обеспечение для вас
Очевидно, что существует несколько способов имитации G-кода!
Но какое программное обеспечение будет для вас лучшим? Ответ зависит от вашей ситуации.
Если вы любитель, который просто использует G-код для программирования своего домашнего 3D-принтера, например, один из автономных симуляторов с открытым исходным кодом или программное обеспечение Slicer, вероятно, будет лучшим вариантом.
Если вы исследователь или программист, желающий углубиться в моделирование, возможно, вам стоит попробовать одну из библиотек MATLAB или Python.
Наконец, если вы работаете в промышленности, вам понадобится программа, которая проста в использовании, надежна и не доставит вам ненужной головной боли. Для роботизированной обработки или 3D-печати RoboDK — хороший вариант. Для всех других ЧПУ посмотрите на приличный пакет CAM.
Какие у вас есть вопросы о моделировании G-кода? Расскажите нам в комментариях ниже или присоединяйтесь к обсуждению в LinkedIn, Twitter, Facebook, Instagram или на форуме RoboDK.
КАМотикс
Моделирование с открытым исходным кодом и компьютерная обработка
С CAMotics вы можете моделировать 3-осевой GCode. программы для ЧПУ и визуализировать результаты в 3D. CAMotics работает на Linux, OS-X или Окна. Это быстро, просто в использовании и лучше всего С открытым исходным кодом и бесплатно.
Имея возможность моделировать траектории движения инструмента с ЧПУ, вы избежите опасных и дорогие ошибки. Глядя на встроенные примеры и используя онлайн-документация, которую вы будете использовать самостоятельно симуляции в кратчайшие сроки. И, если вам нужна дополнительная помощь, мы будем рады ответьте на ваши вопросы в группе обсуждения.
Вы бы начали резать без предварительного измерения? Тогда зачем вам запускать Программа ЧПУ без моделирования? CAMotics сэкономит ваше время и деньги и откройте мир творческих возможностей, позволяя быстро визуализировать и улучшать проекты, не тратя материалы и не ломая инструменты. Если вы считаете CAMotics полезным, рассмотрите возможность пожертвования немного денег, в противном случае это совершенно бесплатно, так что вперед и Загрузите CAMotics прямо сейчас.
Нажмите на изображения ниже, чтобы начать:
Домашнее производство является одной из следующих крупных технологий революции. Как и ПК 30 лет назад. Там были достигнуты значительные успехи в настольной 3D-печати. (например, Maker Bot) однако внедрение настольных ЧПУ отстает, несмотря на наличие дешевых станки с ЧПУ. Одной из главных причин этого является отсутствие моделирования с открытым исходным кодом и САМ (преобразование 3D-модели в траекторию движения инструмента). Моделирование станков CAM и NC представить очень трудные, но не непреодолимые, проблемы программирования, о чем свидетельствует более 30 лет научных работ по этим темам. При этом 3D-печать симуляция и генерация траектории инструмента намного проще.
CAMotics стремится стать полезной платформой моделирования ЧПУ для Сообщество DIY и Open Source. CAMotics должна служить высоко техническим пользователем, но оставаться простым и достаточно удобным для пользователя, чтобы поддержка менее технических типов, а также. С этой целью CAMotics будет сосредоточиться на облегчении конкретных задач моделирования (например, вариантов использования) такие как гравировка и резка печатных плат, а также более продвинутые методы моделирования и программные интерфейсы.
Нажмите на скриншоты ниже, чтобы увеличить их.
Джозеф Коффленд из ООО «Котел Девелопмент», начал разработку CAMotics в начале 2011 г. Была выпущена альфа-версия программного обеспечения. впервые обнародован в апреле 2012 г. CAMotics имеет активное сообщество пользователей и активно разработка продолжается до 2019 года (и, надеюсь, вне!). Хотя в планах сделать гораздо больше, многие из его пользователей считают CAMotics очень полезным в своем Текущее состояние. Верный природе Open-Source программное обеспечение, и в отличие от наших коммерческих аналогов, увеличение номера версии и претензии к программному обеспечению стабильность остается консервативной.
Особенности
Быстрое 3-осевое моделирование резки заготовки с 3D-визуализацией.
Имитирует цилиндрический, конический, сферический, сфероидальный и курносый инструмент формы.
Трехмерная визуализация траектории инструмента.
Многопоточный рендеринг может использовать преимущества многопроцессорных ЦП.
Разбор GCode, моделирование, проверка и аннотация.
В приложении GCode и TPL просмотр и редактирование.
Поддерживает O-коды LinuxCNC (AKA EMC2).
Экспорт вырезанной заготовки в файл STL.
Редактирование таблицы инструментов.
Добавьте измерение высоты в файлы 2D GCode. Очень полезно для резки печатных плат и гравировки металла.
Оптимизация пути 2D GCode. (в процессе №11)
Работает в Windows и Linux.
Выпущено под Лицензия GPL v2+.
Ограничения
Нет 5-осевой симуляции. См. выпуск № 17.
Нет моделирования токарного станка.
Пока нет средств CAM, т.е. Преобразование 3D-модели в траекторию инструмента.
Еще не обнаруживает перерез/недорез, столкновения с вал инструмента или приспособления или быстрые движения в материале.
Не все из LinuxCNC Язык GCode пока не реализован.
Планы на будущее
Многие функции запланированы на будущее CAMotics. Много это зависит от наличия времени и финансирования разработчика.
Вот некоторые из текущих идей:
Ускоренное моделирование резки в реальном времени.
Моделирование вращения по 4-й оси.
5-осевое моделирование.
Моделирование токарного станка.
Обнаружение столкновения инструмента.
Обнаружение столкновения приборов.
Имитация резки заготовки с нескольких сторон.
Калькулятор подачи и скорости.
Описание станка: скорости, размеры, оси и т. д.
Пульт дистанционного управления ЧПУ.
Нарезка вида заготовки.
Несколько заготовок.
Композитные инструменты.
Моделирование 3D-принтера.
CAM-процедуры: карманы, смещения, массивы и т. д.
Шрифт V-образной резьбы.
Оптимизация траектории инструмента.
Этот проект финансируется за счет пожертвований. Если вы найдете CAMotics полезен, рассмотрите возможность пожертвования на сумму 25 долларов или больше. Ваши пожертвования сделают новые функции, исправления ошибок и дальнейшее развитие этого программного обеспечения возможно.
Сделать единовременное пожертвование
Чтобы сделать единовременное пожертвование с помощью Paypal, щелкните рисунок ниже:
Сделайте регулярное пожертвование
Хотите действительно помочь этому проекту? Сделайте регулярное пожертвование:
Адвокат: 5 долларов США в месяц Сторонник: 10 долларов США в месяц Щедрый: 25 долларов США в месяц Благотворитель: 50 долларов США в месяц Босс: 100 долларов США в месяц
BitCoin
Сделайте пожертвование, отправив на адрес или QR код ниже:
182aJsBrnmcWxqZ9VCACJyFYNWSH7eKS9R
Есть несколько способов принять участие в сообществе CAMotics.
Присоединяйтесь к списку рассылки: Это очень небольшой список рассылки для Объявления CAMotics.
Присоединяйтесь к форуму пользователей: обсуждайте CAMotics с другими пользователями.
Присоединяйтесь к разработке: Примите участие в разработке на GitHub, открыв вопрос или отправив запрос на вытягивание.
Лицензия
CAMotics с открытым исходным кодом программное обеспечение. Вы можете использовать его в соответствии с условиями ШИРОКАЯ ОБЩЕСТВЕННОСТЬ GNU ЛИЦЕНЗИЯ Версия 2.
Отказ от ответственности
Всегда соблюдайте осторожность при работе с опасными техника. Моделирование не заменит тщательного проверка точности и безопасности ваших программ ЧПУ. Это или любое другое программное обеспечение вполне может сделать ошибки.
Калибровку PID можно выполнить просто запустив на печать файл содержащий весь необходимый код. Новые значения PID будут сохранены в энергонезависимую память и применены автоматически. Перезагрузка не требуется.
В первую очередь предупреждение: код содержащийся в файле — не универсален. Он написан для владельцев принтера FlyingBear Ghost и будет работать на всех ревизиях принтера.
Для владельцев остальных принтеров: калибруется только экструдер E0. Учтите это, если у вас два экструдера и измените код . Само собой в прошивке должна быть включена возможность записи в EEPROM.
В Telegram существует группа, объединяющая владельцев принтеров FlyingBear Ghost (https://t.me/Ghostbustersss), насчитывающая сейчас 172 участника, и вопрос калибровки PID в ней не задавал только ленивый. Сначала на вопросы отвечали, потом создали инструкцию для начинающих, только иллюстрации нарисовать осталось. Мне кажется, что справиться с калибровкой поможет файл, содержащий весь необходимый код.
Как это работает:
Что бы файл не потерялся среди других предлагаю в корневой папке SD карты создать папку «Utilities» и поместить туда файл Autotune_PID_E0.gcode (Ссылка на файл).
Для уверенности с экрана заходим в «Инструменты» и нажимаем в правом нижнем углу на плашку с версией Marlin. Выбираем строку PID сопла и фотографируем текущие значения. Сверим потом с новыми и убедимся, что все прошло успешно.
При запуске файла сначала выполняется парковка, после этого стол опускается на 15 мм и хотэнд перемещается на 25 мм по оси X. Это сделано для того, чтобы дать возможность воздуху охлаждения хотэнда циркулировать достаточно свободно.
Выполняются команды:
G28
G1 Z15.0 F1500
G1 X25.0 F1500
После этого начинается процесс калибровки PID. При этом на экране принтера можно наблюдать за изменениями температуры хотэнда. Калибровка занимает около 5 минут. После завершения принтер сообщит об успешной печати файла.
Выполняются команды:
M303 E0 S200 C8 U
M500
M503
Как проверить, что значения PID обновились: на экране проходим весь путь «Инструменты»-«Marlin»-PID сопла и сравниваем с фотографией прошлых значений. После перезагрузки принтера можно снова проконтролировать, что значения сохранились.
Таким же образом можно калибровать и PID стола, нужно лишь немного поправить файл. Не даю этот код здесь по простой причине: в стоковых принтерах стол греется как bang-bang и процесс калибровки для стола не применим. Режим нагрева стола с PID включается в прошивке, и если вы с этим справились, то и поправить gcode в файле не составит труда.
Всем отличной печати!
Присоединяйтесь к Telegram-группе владельцев FlyingBear Ghost (https://t.me/Ghostbustersss)
(Есть решение) ПИД тюнинг картридж мощностью 50 Вт в Марлине
Недавно я решил обновить свой Geeetech A10 (плата GT2560 v3. 0) с помощью E3D Chimera, Marlin 2.0.3 и более мощного нагревательного картриджа мощностью 50 Вт. Я подключил все провода и попытался настроить ПИД на горячем конце, но у меня возникла проблема.
Когда настройка заканчивается и я использую значения с M301, они становятся слишком агрессивными, и hotend изначально превышает более 15 °C. После этого температура становится абсолютно постоянной.
Настроенные значения равны P=9,4 I=0,47 и D=46,4.
Я попытался изменить значения в соответствии с таблицей википедии, чтобы не было превышения (P=3,13 I=0,47 и D=123,7), но это просто сделало температуру нестабильной.
Я также попытался настроить значения вручную, но безуспешно. Я даже пытался использовать нули для всех трех коэффициентов усиления, но он просто колебался на ±10 °C и все равно промахивался.
Я предполагаю, что картридж слишком мощный для настройки ПИД-регулятора Marlin.
Есть ли настройка в прошивке, где я могу установить значение PWM для настройки PID? Чтобы замедлить нагрев? Я попытался использовать M301 E1 P0. 25 S200 C10, но, похоже, он не использовал параметр P.
Или есть способ вручную настроить значения без принтера? У меня есть Arduin Uno и RPi Zero. Или мне придется купить еще один менее мощный картридж?
▲ 3
Помимо значений P, I и D, вам также может потребоваться настроить PID_FUNCTIONAL_RANGE и PID_INTEGRAL_DRIVE_MAX.
В принципе, функциональный диапазон отключает ПИД-контроль, когда он находится более чем на заданное число градусов от заданной температуры, и просто переводит нагреватель в нулевую/максимальную мощность. Параметр integral drive max ограничивает значение интегрального члена ПИД-регулятора.
Вики-заметки RepRap wiki: (обратите внимание, что эта вики-страница датирована! некоторые варианты могут быть недоступны)
В Marlin параметры, управляющие и ограничивающие ПИД-контроллер, могут иметь более значительные эффекты, чем популярные ПИД-параметры. Например, PID_MAX и PID_FUNCTIONAL_RANGE и PID_INTEGRAL_DRIVE_MAX могут иметь драматические, неожиданные эффекты на поведение PID. Например, слишком большой PID_MAX на мощном нагревателе может сделать автонастройку невозможной; слишком маленький PID_FUNCTIONAL_RANGE может вызвать нечетное поведение сброса; слишком большой PID_FUNCTIONAL_RANGE может гарантировать превышение; и слишком маленький PID_INTEGRAL_DRIVE_MAX может вызвать падение.
Мое предчувствие заключается в том, что функциональный диапазон может быть слишком мал; PID не срабатывает до тех пор, пока не приблизится к желаемой температуре, в которой вы уже перевыполните цель (из-за высокой мощности нагревателя и задержки в измерениях). Как только вы превысите заданную температуру, интегральный член начнет расти (отрицательный), что приведет к массовой недоэкструзии.
, @Tom van der Zanden
Автонастройка PID Marlin: полное руководство
Автонастройка PID — это функция микропрограммы Marlin для 3D-печати, которая управляет настройками температуры нагреваемой платформы для печати и горячего конца .
Его можно изменить на любые настройки, соответствующие используемому принтеру или типу нити, и позволяет поддерживать постоянную температуру.
PID означает пропорциональный, интегральный и производный.
В этих настройках используются алгоритмы для конкретного управления тем, как ваш принтер обрабатывает регулировку температуры горячего конца и нагреваемой платформы.
Правильная калибровка этих параметров обеспечит правильную работу вашего принтера и, в свою очередь, даст стабильные результаты при следующих проектах печати.
В этой статье мы рассмотрим функцию автоматической настройки ПИД-регулятора в программном обеспечении Marlin. Но сначала давайте сделаем шаг назад и напомним себе, что такое Марлин.
Marlin, пожалуй, самое известное программное обеспечение в мире 3D-печати.
Впервые созданный в качестве проекта с открытым исходным кодом в 2011 году группой разработчиков во главе с Эриком ван дер Залмом, он изначально создавался как операционное программное обеспечение для машин RepRap и Ultimaker.
Однако сегодня компания Marlin выпускает подавляющее большинство домашних и любительских 3D-принтеров с конвейера.
Конечно, если у вас есть или вы использовали 3D-принтер для моделирования методом наплавления (FDM), вы будете знать о Marlin.
Само программное обеспечение управляет всеми функциями 3D-принтера, такими как шаговые двигатели, управление осями, нагреватели и т. д., и устанавливается непосредственно на материнскую плату вашего станка.
Элементы управления следуют командам G-кода и поэтому довольно просты с настройками «здравого смысла».
Это часть популярности Marlin среди пользователей и производителей, так как он выполняет свою работу без излишеств.
Итак, это лишь краткий обзор Marlin, а теперь давайте перейдем к делу и рассмотрим автонастройку ПИД-регулятора.
Но что означает PID?
Пропорциональный – Измеряет долю фактической температуры по отношению к запрошенной. Например, если целевая температура составляет 200 ° C, а она достигла 150 ° C, то пропорция будет равна 75% 9. 0040
Интеграл – Это мера так называемой исторической ошибки процесса нагрева. При этом мы смотрим на то, как нагреваемый элемент работал в предыдущих циклах нагрева. Это вернет значение корректировки, чтобы гарантировать, что будущие циклы будут более последовательными.
Производная – Измерение скорости изменения температуры выше или ниже заданного значения. Например, нагревательный элемент в духовке может быть установлен на 200 ° C, а затем отключится, как только он достигнет, но обычно превышает эту цель. Затем он будет продолжать нагреваться/охлаждаться/нагреваться и так далее, пока шкала находится на 200 ° C. Эта настройка известна как «взрыв-взмах» и не годится для нагреваемого элемента на 3D-принтере, поскольку он должен быть постоянно постоянным на всем протяжении.
Когда вы запускаете автоматическую настройку PID, вы отправляете команду на свой принтер, который затем выполняет эти действия и возвращает набор результатов.
Важность настройки PID в 3D-печати
Поскольку Marlin является программой с открытым исходным кодом , она позволяет изменять строки кода в соответствии с нужными настройками.
Отсюда следует, что вы можете изменить настройку PID на любую, которая вам нужна.
Неправильные настройки температуры и перепады температуры могут отрицательно сказаться на любом отпечатке, и поскольку все мы стремимся к совершенству, имеет смысл использовать все доступные инструменты.
Например, правильная температура горячего конца для использования стандартной нити PLA, вероятно, должна быть около отметки 190-220°C, но это зависит от марки и инструкций производителя.
Я обычно выбираю 200°C и 55°C для слоя большинства марок PLA, которые я использую.
Давайте сначала посмотрим на хот-энд.
Если температура неправильная или изменяется слишком сильно в процессе печати, это может вызвать проблемы, такие как недостаточное экструдирование, засорение, натяжение и т. д.
Любой из них может привести к сбою печати или, по крайней мере, к низкому качеству.
С нагревательным столом конечные результаты будут такими же, но вы можете даже не достичь этого, если температура стола неправильная или колеблется, так как ваш отпечаток может даже не прилипнуть к пластине.
Вы также можете столкнуться со смещением слоев по мере продвижения печати и даже повредить саму нагревательную платформу, если она перегреется.
Все это веские причины для использования автонастройки PID в Marlin.
Как выполнить автоматическую настройку ПИД-регулятора на Marlin
Как мы уже упоминали, Marlin работает, отправляя набор команд для управления машиной, которой он управляет.
Перед этими командами стоит буква «M», за которой следует число.
Опытные пользователи Marlin смогут прямо по используемому номеру определить, к какому параметру относится команда.
Впрочем, не важно, знаете ли вы их все, только те, которые вам нужны!
Прежде чем начать, вам необходимо загрузить Терминал G-кода , такой как Pronterface, который совместим с большинством 3D-принтеров, или, если вы знакомы с Octoprint, вы также можете использовать его.
Однако в этом объяснении мы будем использовать Pronterface.
Чтобы запустить автоматическую настройку ПИД-регулятора для вашего хотэнда в Marlin, введите следующую строку кода:
M303 E0 S200 C8
hotend (P), S200 — целевая температура (I) и C8 количество циклов (D).
Циклы относятся к количеству раз, когда температура приближается к целевому значению в 200°C и отправляет результаты обратно для определения правильного целевого значения: в данном случае 8.
Здесь проявляется аспект автонастройки команды. играть, так как циклическая установка температуры предназначена для поддержания постоянного тепла и автоматической регулировки или настройки по мере необходимости.
Очевидно, что эти настройки могут быть изменены в соответствии с вашими потребностями и не ограничиваются управлением только одним хот-эндом за раз.
Таким же образом можно управлять и настройками подогревателя, так что давайте подробнее рассмотрим, как это сделать.
Hotend
Когда мы имеем дело с хотэндом, мы, очевидно, имеем в виду рабочую часть вашего принтера, которая доставляет экструдированный и нагретый филамент на платформу печати.
Как мы уже говорили ранее, он должен иметь определенную температуру, соответствующую используемой нити накала, и должен поддерживать эту температуру на постоянном уровне.
Таким образом, автонастройка ПИД-регулятора будет установлена, как в приведенном выше примере.
1. Подключите Pronterface к принтеру
Откройте Pronterface на ноутбуке или ПК и убедитесь, что он подключен к принтеру.
Это должно вызвать список всех настроек Marlin, которые присутствуют для вашей машины.
2. Найдите строку «M303» и измените настройки на свои
Затем вам нужно отправить этот G-код на ваш принтер и подождать, пока он сделает свое дело. Возвращаемые результаты покажут вам новые значения PID с префиксом «k» в каждом случае (т.е. kP, kI, kD).
3. Повторно отправьте значения PID
Затем вам необходимо повторно отправить их на принтер в виде команды «M301», и это сбросит PID на новые параметры.
Распространенная ошибка при этом заключается в том, что люди забывают сохранить новые настройки, поэтому обязательно сделайте это с помощью команды «M500» .
После этого ваши настройки PID сохраняются на материнской плате и становятся частью микропрограммы.
Мы также затронули тот факт, что эти настройки могут управлять более чем одним хотэндом.
Если ваш принтер настроен на многократную экструзию (например, для нитей разного цвета), у вас может быть следующая строка кода:
M303 E0 E1 E2 S200 C8
Это показывает три горячих конца (0, 1 и 2) установить на 200°C с той же процедурой цикла. Процесс их установки будет таким же, но результаты будут немного отличаться.
Подогреваемый стол
Подогреваемый стол — это поверхность, на которую выдавливается нить для печати выбранной вами 3D-модели.
Процесс настройки автонастройки ПИД-регулятора для кровати почти такой же, как и для хот-энда, за исключением того, что обозначение для кровати отличается от .
Однако, и это важно, для обеспечения правильной работы PID вам необходимо убедиться, что параметр PIDBEDTEMP «раскомментирован» .
Это означает, что вы удаляете «//» перед командой в Marlin.
Как только вы это сделаете, ваша линия M303 на этот раз может выглядеть так:
M303 EBED S70 C8
Кроме того, когда вы получите возвращенные результаты, вам нужно будет отправить значения «k» обратно с помощью команды «M304».
Когда закончите, не забудьте снова сохранить с помощью M500.
Часто встречающиеся проблемы с автоматической настройкой ПИД-регулятора Marlin
Как и все остальное, Marlin не идеален, и время от времени возникают проблемы со многими его настройками.
Функция автоматической настройки ПИД-регулятора не единственная в этом отношении, и есть несколько часто встречающихся проблем, с которыми вы можете столкнуться при ее использовании.
Рассмотрим основные из них.
Тайм-аут автонастройки ПИД-регулятора
Это сообщение об ошибке, которое показывает, когда команда не работает должным образом и не выполняется из-за предварительно установленного параметра тайм-аута.
Примером этого может быть то, что целевая температура для вашей кровати с подогревом может быть установлена на 110 ° C, что вы сразу можете сказать, что это довольно много.
Поскольку нагреваемый слой обычно может нагреваться до максимальной температуры около 80°C, потребуется время, чтобы достичь гораздо более высокого целевого значения.
Любые внешние элементы, которые могут повлиять на процесс нагрева, неисправные или перегруженные вентиляторы или плохое электропитание могут замедлить этот процесс, что приведет к тому, что цель не будет достигнута в течение необходимого времени, что приведет к сбою тайм-аута.
Bad Extruder Number
Это еще одно сообщение об ошибке, возникающее при несоответствии информации в командной строке и основной настройке прошивки Marlin.
Например, вы ввели «E0» в качестве тепловой кровати, но этого значения еще нет в прошивке Marlin.
После этого команда M303 завершится ошибкой, так как не сможет найти нагревательную платформу, о которой вы говорите.
Чаще всего это происходит из-за того, что вы либо опечатались в командной строке, либо забыли включить параметр PIDTEMPBED.
Слишком высокая температура
Это может показаться очевидным, но может случиться.
Каждый принтер и его нагреваемые элементы (т. е. горячий конец и платформа для печати) имеют максимальную рабочую температуру.
Каждый диапазон принтеров может иметь разные верхние пределы, и довольно часто это будет зависеть от того, питается ли машина от источника питания 12 В или 24 В.
Очевидно, что при более высоких температурах требуется больше энергии, и потребуется время, чтобы PID сработал, когда он приблизится к цели.
Таким образом, если вы установите целевую температуру, скажем, 250°C, то процесс PID запустится только тогда, когда температура будет в пределах 10°C и, скорее всего, превысит целевое значение.
Это вызовет ошибку.
Решение этой проблемы состоит в том, чтобы либо изменить «PID_FUNCTIONAL_RANGE» с 10, скажем, на 50 или 60, чтобы дать PID больше времени для работы, либо; уменьшите мощность нагревателя, уменьшив настройку «PID_MAX».
Это замедлит процесс нагрева, но снова даст больше времени для правильной работы PID.
Заключение
Мы хорошо рассмотрели автоматическую настройку PID, и я думаю, вы согласитесь, что это важная настройка, если вы хотите поддерживать постоянные настройки нагрева и, в свою очередь, качественные отпечатки.
Настройки, которые мы прошли, являются основными командами Marlin для функции автоматической настройки ПИД-регулятора.
Мы также затронули другие настройки и команды, но, как вы, надеюсь, понимаете, в рамках одной статьи невозможно рассмотреть все настройки Marlin.
Однако я надеюсь, что это даст вам представление об изменении настроек Marlin и даст стимул узнать больше об этой важной части прошивки для 3D-печати.
калибровка — настройка ПИД и различные температуры нити накала
Задавать вопрос
спросил
Изменено 2 года, 2 месяца назад
Просмотрено 1к раз
$\begingroup$
Поскольку у меня много PETG, я настроил температуру 230 °C (средняя температура для моих нитей). Чем он хорош с точки зрения диапазона температур?
Для одной и той же конфигурации принтера и только с разными нитями мне нужно будет запускать его снова и снова? Предположим, я буду печатать при температуре от 200 °C до 240 °C.
калибровка
идентификатор
$\endgroup$
$\begingroup$
Настройка ПИД-регулятора может выполняться несколько раз, а результаты сохраняются для использования в будущем, поскольку вопрос касается «каких диапазонов применимых настроек ПИД-регулятора», исходя из моего опыта. более 2-3 градусов, что более чем достаточно для большинства традиционных филаментов
, если у вас диапазон температур 30-40 °C, вы, вероятно, можете оставить настройку посередине и покончить с этим
требуется точная настройка, если вы запускаете горячую часть при максимальной номинальной температуре: мой был рассчитан на 250 ° C, и без хорошей настройки PID температура зашкаливала на 2-3 градуса, чего было достаточно для срабатывания защиты от перегрева. неисправность. Использование принтера при температуре 245 °C не вызвало бы проблем даже при неоптимальной настройке ПИД-регулятора.
Конечно, людям с высокотемпературными горячими концами (до 270–300 °C и выше) потребуется настройка для обычного диапазона (200–240 °C) и настройка для более высокого диапазона температур для получения более качественных отпечатков.
$\endgroup$
1
$\begingroup$
Это не прямой ответ, но вам не нужно запускать настройку PID каждый раз, когда вы решаете печатать с другой температурой. (Пока вы не измените что-то в оборудовании рядом с хотэндом или связанное с ним.)
Вы можете настроить PID для разных температур и получить необходимые значения, например:
M303 C16 D1 E0 S190 22:14:31.872 > Автонастройка ПИД завершена! Поместите последние константы Kp, Ki и Kd снизу в Configuration.
Запчасть Насос-форсунка VOLVO 20381597 имеется также в каталоге восстановленных запчастей и ремонта: Восстановление, ремонт: Насос-форсунки
Категория
Насос форсунки
Производитель
VOLVO
Марки техники
VOLVO, RENAULT TRUCKS
ограничение производителя
BOSCH
Вид топлива
дизельное топливо
Толщина, мм
64
Внутренний диаметр
28
Внешний диаметр, мм
10,27
Материал
медь
Вес, кг
0,9
Подготовка топлива
Насос-распыление форсунка
Номера оригинальных (OE) и неоригинальных (OEM) аналогов
0414702010 BOSCH (0 414 702 010)
0986441006 BOSCH (0 986 441 006)
39127 FEBI BILSTEIN
20381597 VOLVO
20440409 VOLVO
21274700 VOLVO
21351717 VOLVO
3155044 VOLVO
3183368 VOLVO
8113408 VOLVO
8170569 VOLVO
85104134 VOLVO
85124276 VOLVO
7403183368 RENAULT TRUCKS
7485104134 RENAULT TRUCKS (74 85 104 134)
7485121085 RENAULT TRUCKS (74 85 121 085)
0414702003 LIZARTE (0 414 702 003)
0414702005 LIZARTE (0 414 702 005)
0414702010 LIZARTE (0 414 702 010)
0986441006 LIZARTE (0 986 441 006)
R0986441006 LIZARTE
210326 DT (2. 10326)
212207 DT (2.12207)
291219 DT (2.91219)
291280 DT (2.91280)
691210 DT (6.91210)
INS368 DT
Текущую стоимость новой детали Насос-форсунка VOLVO 20381597, а также стоимость восстановления и диагностики Насос-форсунка VOLVO 20381597 необходимо уточнять у менеджеров интернет-магазина. Цены, указанные на сайте, носят информационный характер.
Загрузка информации о применимости деталей…
Фактический вес детали Насос-форсунка VOLVO 20381597
0.90 кг.
Расчетный вес детали Насос-форсунка VOLVO 20381597
1 кг.
Расчет доставки Насос-форсунка VOLVO 20381597 компанией «Деловые линии»
Точка отправления: Санкт-Петербург
Точка прибытия:
АБВГДЕЁЖЗИЙКЛМНОПРСТУФКЦЧШЩЭЮЯ
Вес детали, кг:
Расчет доставки Насос-форсунка VOLVO 20381597 компанией «Энергия»
Форсунки Volvo S60 — описание процесса работы, типичные проблемы, способы устранения проблем
×
UNO-Service Партизанская
тел. 8 (985) 141 02 58
Название: Аякс Сервис
Время работы: 9 — 21
Дни работы: пн-вск
Метро: Партизанская
Улица: Окружной пр-д
Район: Измайлово
Округ: ВАО
Диагн. пост: да
Участок детейлинга: Да
Статус: Эконом
Wi-Fi: Да
Зона отдыха: есть
Время от метро: 5 мин.
Бл. шоссе: Измайловское
×
UNO-Service Ботанический сад
тел. 8 (985) 141 08 46
Название: UNO-Service
Время работы: 9-21
Дни работы: без вых
Метро: Ботанический сад
Улица: Ярославское ш
Район: Свиблово
Округ: САО
Диагн. пост: да
Участок детейлинга: нет
Статус: работает
Wi-Fi: нет
Зона отдыха: нет
Время от метро: 10 мин
Бл. шоссе: Ярославское
Если вы решили найти автосервис, где можно получить минимальные цены для корпоративов, то вы на правильном пути.
Мы работаем не только с клиентами от бордюра, но и обслуживаем частных лиц. Большинство наших клиентов – это государственные и бюджетные организации, которым требуется «белая» бухгалтерия и строгая отчетность.
Для нас это нормальная сфера деятельности, и мы готовы работать со всеми, кто желает качественный, быстрый и при этом недорогой (по разумным ценам) ремонт.
Все автозапчасти, которые у нас можно приобрести со склада или заказать, относятся к классу оригинальных или, как минимум, сертифицированных деталей. Мы не работаем с контрафактом и боремся за сарафанное радио.
×
UNO-Service Щелчок
тел. 8 (985) 143 05 51
Название: UNO-Service
Время работы: 9-21
Дни работы: с пон по воскр
Метро: Щелковская
Улица: Тагильская
Район: Гольяново
Округ: СВАО
Диагн. пост: да
Участок детейлинга: да
Статус: активен
Wi-Fi: да
Зона отдыха: да
Время от метро: 10 мин
Бл. шоссе: Щелковское
Имея положительный реальный опыт в ремонте иномарок коммерческого типа, кроссоверов и легковых авто, наш автосервис готов обеспечить технологически правильный процесс для вашего авто.
Специалисты, которые у нас занимаются выполнением работ, понимают все схемы, по которым рекомендуют ремонтировать любую марку и модельный ряд производители.
Помимо гарантировано профессиональных услуг, наше предприятие выгодно тем, кто хочет по минимальным расценкам или с оказанием скидки сделать ремонт ТС. Такие предложения у нас действуют для постоянно обслуживающихся клиентов, корпоративных и частных лиц по отдельной договоренности.
×
UNO-Service Северо-Запад
тел. 8 (985) 141 02 28
Название: UNO-Service
Время работы: 9-21
Дни работы: Всю неделю
Метро: Тушинская
Улица: Новопоселковая
Район: Покровское-Стрешнево
Округ: СЗАО
Диагн. пост: да
Участок детейлинга: да
Статус: раб
Wi-Fi: Есть
Зона отдыха: да
Время от метро: 5 минут
Бл. шоссе: Волоколамское
Ремонтом иномарок мы занимаемся не первый год. У нас работают только квалифицированные специалисты, которые знают, по какой последовательности должны проходить те или иные мероприятия. Они также четко осознают и действительно понимают, какой для этой цели потребуется инструмент.
Если вам необходимы скидки или бонусы, то напишите об этом нам по электронной почте, и мы обязательно рассмотрим ваше предложение.
В том случае, когда потребуется ремонт для юридического лица или же для ГУПов, то для нас это не составит никаких проблем. Мы принимаем платежи от государственных, бюджетных и иных организаций.
Считаем себя честным и «белым» автосервисом, который готов обслуживать любых корпоративных клиентов.
×
UNO-Service Автозаводская
тел. 8 (985) 138 15 64
Название: ЛЕКС-Сервис
Время работы: с 9 до 21
Дни работы: пн-вс
Метро: Автозаводская
Улица: Трофимова
Район: Даниловский
Округ: ЮЗАО
Диагн. пост: да
Участок детейлинга: да
Статус: работают
Wi-Fi: да
Зона отдыха: нет
Время от метро: 10
Бл. шоссе: Варшавское
×
UNO-Service г. Одинцово
тел. 8 (985) 143 05 89
Название: UNO-Service
Время работы: 9-21
Дни работы: пн-вс
Метро: Кунцевская
Улица: Транспортная
Район: Одинцовский
Округ: ЗАО
Диагн. пост: да
Участок детейлинга: да
Статус: да
Wi-Fi: да
Зона отдыха: да
Время от метро: 20 мин
Бл. шоссе: Минское
×
UNO-Service Каширка
тел. 8 (985) 138 07 17
Название: UNO-Service
Время работы: с 9 ч до 21 ч
Дни работы: без вых.
Метро: Каширская
Улица: Каширское ш.
Район: Нагатинский
Округ: ЮАО
Диагн. пост: нет
Участок детейлинга: да
Статус: работает
Wi-Fi: да
Зона отдыха: да
Время от метро: 10 мин
Бл. шоссе: Каширское
Мы гордимся нашим автоцентром и надеемся, что подход и понимание ваших проблем придется по душе, и вы сможете нас рекомендовать своим знакомым и друзьям.
Прежде чем понять, стоит ли проводить те или иные работы, мы неоднократно проведем оценку, выполним дефектовку, и только после этого скажем свой вердикт.
Мы не меняем исправные детали на новые и не проводим ремонт, который по определению не нужен.
Для нас очень важно, чтобы говорили то, что наша компания – это честный автосервис, где все по-правильному и без обмана.
Взаиморасчет в любой удобной форме. Вы можете рассчитаться и по кредитной карте, наценок не будет.
×
UNO-Service Запад
тел. 8 (985) 140 87 73
Название: UNO-Service
Время работы: 9-21
Дни работы: 7 дн.
Метро: Кунцевская
Улица: Верейская
Район: Можайский
Округ: ЗАО
Диагн. пост: да
Участок детейлинга: да
Статус: да
Wi-Fi: да
Зона отдыха: да
Время от метро: 5
Бл. шоссе: Можайское
Наш автосервис, который специализируется на ремонте иномарок, имеет потенциал, чей уровень позволяет ремонтировать любые кроссоверы, а также автомобили премиум-класса.
Чтобы узнать стоимость и цену ремонта и понять, какие сроки потребуются, чтобы исправить дефекты и неисправности на вашем авто, необходимо знать, какой перечень услуг предстоит выполнить нашим специалистам.
Наши механики и диагносты, которые при необходимости могут выехать на место поломки, гарантируют быстрый и качественный ремонт по недорогим ценам.
От метро Кунцевская к нам ехать не более 7 минут. Также мы очень удобны для тех, кто живет рядом с метро Молодежная, у м. Славянский бульвар, и часто передвигается по Можайскому шоссе и Кутузовскому проспекту.
×
UNO-Service Юго-Восток
тел. 8 (985) 141 06 41
Название: UNO-Service
Время работы: 9 до 21
Дни работы: пн-вскр
Метро: Дубровка
Улица: Угрешская
Район: Южнопортовый
Округ: ЮЗАО
Диагн. пост: да
Участок детейлинга: да
Статус: раб
Wi-Fi: нет
Зона отдыха: нет
Время от метро: 5 мин
Бл. шоссе: Волгоградский пр.
Чтобы быстро отремонтировать автомобиль и получить гарантию, обращайтесь в наш техцентр. Наша структура на рынке не первый год.
У нас все необходимое оборудование и при определенном ремонте бесплатно выезжает эвакуатор в любой район Москвы, который вы укажете диспетчеру. Единая справочная и работающий по алгоритму колл-центр смогут посоветовать, как и где лучше закрыть тот вопрос, который может возникнуть у любого владельца авто.
Мы из тех, кто стремится к качественному ремонту и дорожит мнением заказчиков о нашей СТО.
×
UNO-Service Люберцы
тел. 8 (985) 141 09 27
Название: UNO-Service
Время работы: с 9 до 21
Дни работы: без выходных
Метро: Котельники
Улица: Егорьевское ш.
Район: Люберцы
Округ: ЮВАО
Диагн. пост: да
Участок детейлинга: да
Статус: работает
Wi-Fi: да
Зона отдыха: да
Время от метро: 10 мин
Бл. шоссе: Егорьевское
Понять, стоит ли проводить какие-то ремонтные услуги, и подтвердить их необходимость можно в нашем техцентре. Для нас не проблема оказать стандартные услуги и решить проблемные работы, которые не смогли сделать в другом месте.
Современное оснащение, наличие профессионального инструментария и специальных приспособлений для тех или иных работ гарантирует надежность и быстроту ремонта.
На рынке мы много лет, и не первый год исправляем ошибки тех, кто не понимает, как правильно ремонтировать современное авто.
×
UNO-Service Наро-Фоминск
тел. 8 (985) 141 09 27
Название: UNO-Service
Время работы: 9-21 ч
Дни работы: пн-вс
Метро: Саларьево
Улица: Московская
Район: Наро-Фоминский
Округ: Наро-Фоминский
Диагн. пост: да
Участок детейлинга: да
Статус: да
Wi-Fi: да
Зона отдыха: да
Время от метро: 45 мин
Бл. шоссе: Киевское
×
UNO-Service Ленинградка
тел. 8 (985) 138 19 40
Название: UNO-Service
Время работы: 9-21
Дни работы: 7 дн/неделю
Метро: Речной вокзал
Улица: Адмирала Макарова
Район: Левобережный
Округ: СЗАО
Диагн. пост: да
Участок детейлинга: нет
Статус: работает
Wi-Fi: да
Зона отдыха: да
Время от метро: 10 мин
Бл. шоссе: Ленинградское
Для тех, кто живет в САО и в частности им удобно метро речной вокзал, то обращайтесь к нам, где есть все условия, чтобы ремонтировать автомобили различных производителей.
В независимости от марки и модели авто, которым вы владеете, ремонт будет не хуже, чем у официальных дилеров.
Однако, в отличие от дилерских структур, у нас более лояльные цены и нет очередей.
Запись осуществляется любой удобной форме, и когда вы решите нанести визит, при таком варианте индивидуальный подход вам гарантирован на 100 процентов.
×
UNO-Service Жулебино
тел. 8 (985) 141 09 54
Название: UNO-Service
Время работы: с 9 до 21
Дни работы: пн-вс
Метро: Жулебино
Улица: Привольная
Район: Выхино
Округ: ЮВАО
Диагн. пост: есть
Участок детейлинга: Есть
Статус: Работает
Wi-Fi: в наличии
Зона отдыха: есть
Время от метро: 10мин
Бл. шоссе: Лермонтовский пр.
Наш техцентр если не самый лучший, то может ориентироваться на данный статус среди компаний, которые ремонтируют автомобили на данном направлении.
Где бы вы не находились по указанному направлению, включая город Люберцы, вы сможете смело обратиться к нам, и мы уверены, что вы будет советовать нашу компанию своим знакомым.
У нас достаточно демократичные цены, полный спектр технической документации и электронных каталогов по запасным частям и схемам ремонта.
Мы можем смело оценить машину, расшифровать коды ошибок и дать рекомендации, как дальше поступать и что необходимо будет выполнить, чтобы восстановить автомобиль по заводским параметрам.
×
UNO-Service ЮГ
тел. 8 (985) 138 20 68
Название: UNO-Service
Время работы: с 9 до 21
Дни работы: да
Метро: Пражская
Улица: Дорожный проезд
Район: Чертаново
Округ: ЮАО
Диагн. пост: нет
Участок детейлинга: да
Статус: Работает
Wi-Fi: Да
Зона отдыха: нет
Время от метро: 5 минут
Бл. шоссе: Варшавское
Большинство наших клиентов находятся на юге Москвы. Чаще всего к нам приезжают те, кто живет или работает около метро Пражская или Южная.
Как говорят наши клиенты, их привлекает разумная цена, отсутствие очереди и индивидуальный подход.
Мы можем сотрудничать не только с частными лицами, но и работать и взаимовыгодно оказывать содействие с любыми видами юридических структур.
Если вы ищете, где можно ремонтироваться и обслуживаться для «юриков», то наш вариант рассмотрите как одно из предложений. Уверены, что подход и цены смогут соответствовать самым строгим требованиям.
×
UNO-Service Алтушка
тел. 8 (985) 140 78 58
Название: UNO-Service
Время работы: с 9 до 21
Дни работы: с пн по вск
Метро: Алтуфьево
Улица: Шереметьевская
Район: Биберево
Округ: СВАО
Диагн. пост: да
Участок детейлинга: нет
Статус: работает
Wi-Fi: да
Зона отдыха: нет
Время от метро: 10 мин
Бл. шоссе: Проспект мира
Чтобы понять, как правильно ремонтировать автомобиль, обращайтесь в наш техцентр. Мы можем оказать бесплатную консультацию по ремонту любого транспортного средства, включая отечественные автомобили.
Может быть, у нас не самые низкие цены на ремонт российских авто, но мы оказываем эти услуги и гарантируем их качество.
К нам можно обратиться за ремонтом коммерческих автомобилей и внедорожников, включая премиум-кроссоверы. У нас есть вся литература, которая позволяет качественно проводить все ремонтные мероприятия.
×
UNO-Service СВАО
тел. 8 (985) 143 12 25
Название: UNO-Service
Время работы: с 9 ч до 21 ч
Дни работы: с пн по воскр
Метро: Бульвар Рокоссовского
Улица: Тагильская
Район: Богородское
Округ: СВАО
Диагн. пост: да
Участок детейлинга: да
Статус: работает
Wi-Fi: да
Зона отдыха: да
Время от метро: 5 мин
Бл. шоссе: Открытое
Для автовладельцев данного района мы предлагаем самый широкий спектр услуг. Полный перечень мероприятий – это результат правильно подобранного персонала и наличия автосервисного оборудования.
Стоимость услуг, а также сроки их проведения позволят вам закрыть насущные вопросы. Любые проблемы мы решим, согласовав ценовую политику с вами до момента проведения ремонтных работ.
×
UNO-Service Бутово
тел. 8 (985) 138 08 95
Название: UNO-Service
Время работы: 9-21
Дни работы: пн-вск
Метро: Бул. Дмитрия Донского
Улица: Симферопольское ш.
Район: Бутово
Округ: ЮАО
Диагн. пост: Есть
Участок детейлинга: есть
Статус: активен
Wi-Fi: Есть
Зона отдыха: нет
Время от метро: 7 мин
Бл. шоссе: Варшавское
Наш автосервис гарантирует качественный ремонт любых автомобилей. Ремонтом иномарок мы занимаемся не один год. Чтобы отремонтировать любое ТС и получить качественные цены, укажите по телефону или по приезду, что вы являетесь посетителям данного портала.
Нас могут посоветовать и порекомендовать те, кто посещали наше предприятие и ремонтировали свои авто.
Для нас не проблема любая форма оплаты. Мы принимаем наличные деньги и можем принять расчет по безналичной форме.
Если находитесь у метро Бульвар Донского, то до нас от метро ехать не более 5 минут. Рядом расположенные метро – Улица Старокачаловская, Лесопарковая и метро Бульвар Адмирала Ушакова.
×
UNO-Service Кожуховская
тел. 8 (985) 143 05 89
Название: UNO-Service
Время работы: с 9 до 21
Дни работы: пон-воскр
Метро: Кожуховская
Улица: Южнопортовая
Район: Южнопортовый
Округ: ЮЗАО
Диагн. пост: да
Участок детейлинга: да
Статус: функционирует
Wi-Fi: есть
Зона отдыха: нет
Время от метро: 10 мин
Бл. шоссе: Волгоградский пр.
Обратившись в техцентр, в котором работают опытные специалисты, вы не будете больше задавать вопросы, где лучше и качественнее ремонтировать свое авто. На базе нашей СТО есть любое оборудование, которое позволяет оптимизировать и минимизировать сроки ремонта.
Мы используем сертифицированные электронные каталоги и имеем возможность рассчитывать стоимость ремонта по рекомендованному производителями нормо-часу.
Для постоянных клиентов существуют бонусы и скидки. Для корпоративных заказчиков и юридических лиц возможно получить минимальные цены на ремонт и даже рассчитывать на отсрочку платежа.
Любые варианты, которые может представить автоцентр для удобного обслуживания заказчика, мы гарантируем в независимости от формы взаиморасчета.
Удобное расположение – пять минут пешком от метро Кожуховская – и возможность без проблем подъехать от метро Дубровка, Печатник и Волжская, делают наш автосервис приемлемым для тех, кто живет в этом районе.
×
UNO-Service Дмитровка
тел. 8 (985) 140 96 81
Название: UNO-Service
Время работы: 9-21
Дни работы: без вых
Метро: Дмитровская
Улица: Костякова
Район: Савеловский
Округ: САО
Диагн. пост: да
Участок детейлинга: да
Статус: работает
Wi-Fi: да
Зона отдыха: нет
Время от метро: 7 мин
Бл. шоссе: Дмитровское
Автотехцентр, которым мы по праву гордимся, принимает в работу иномарки разных классов. У нас есть мастера с разной профильной подготовкой, которые могут помочь даже в случае некачественного предыдущего ремонта.
По большей части наших клиентов удовлетворяет соответствие между ценами и качеством оказываемых в техцентре услуг. Так как персонал работает на современном оборудовании и имеет для ориентира всю нужную техдокументацию, для нас просто обеспечить то, что авто будет отремонтировано на хорошем уровне.
Помимо работы с клиентами, которые к нам приезжают по рекомендации, мы готовы и имеем опыт в сотрудничестве с крупными компаниями и юрлицами. В таких случаях мы предоставим нужную документацию отчетного плана.
×
UNO-Service Авиамоторная
тел. 8 (985) 137 84 54
Название: UNO-Service
Время работы: 9 -21
Дни работы: с пн по вск
Метро: Авиамоторная
Улица: Старообрядческая
Район: Лефортово
Округ: ВАО
Диагн. пост: нет
Участок детейлинга: да
Статус: работают
Wi-Fi: да
Зона отдыха: нет
Время от метро: 10 мин
Бл. шоссе: Энтузиастов
Если вы хотите обслужить или подремонтировать свое транспортное средство в районе метро Авиамоторная и сопряженными с ним метро Римская (Площадь Ильича), а также с возможностью быстро подъехать от метро Шоссе Энтузиастов, обращайтесь в наш центр по ремонту иномарок.
Мы проводим ремонт обычных транспортных средств и коммерческого транспорта.
Там, где работают специалисты с многолетним стажем, нет проблем отремонтировать пикап или выполнить ремонт на минивэне или микроавтобусе.
Любая техническая документация, посты агрегатного, слесарного ремонта, а также диагностический участок гарантируют решение стандартных и нестандартных задач.
Партизанская8 (985) 141 02 58
Ботанический сад8 (985) 141 08 46
Щёлковская8 (985) 143 05 51
Тушинская8 (985) 141 02 28
Автозаводская8 (985) 138 15 64
Одинцово8 (985) 143 05 89
Каширская8 (985) 138 07 17
Кунцевская8 (985) 140 87 73
Дубровка8 (985) 141 06 41
Котельники8 (985) 141 09 27
Наро-Фоминск8 (985) 141 09 27
Речной вокзал8 (985) 138 19 40
Жулебино8 (985) 141 09 54
Пражская8 (985) 138 20 68
Алтуфьево8 (985) 140 78 58
Бульвар Рокоссовского8 (985) 143 12 25
Бул. Дм. Донского8 (985) 138 08 95
Кожуховская8 (985) 143 05 89
Дмитровская8 (985) 140 96 81
Авиамоторная8 (985) 137 84 54
Как их настроить
Практическое руководство: Настройка топливных форсунок Volvo для достижения максимальной производительности
Топливные форсунки Volvo — это компоненты двигателя, предназначенные для впрыскивания топлива в двигатель внутреннего сгорания . Эта система нагнетает жидкое топливо в камеру сгорания в соответствующий момент цикла поршня , в отличие от карбюраторов, которые используют смесь воздуха и топлива при ходе поршня вниз.
Система впрыска топлива — это не ракетостроение, но это достаточно чувствительный элемент двигателя, требующий настройки. Прежде чем вы начнете, имейте в виду, что существуют разные типы систем впрыска топлива Volvo. Вы захотите изучить свой год и модель, чтобы узнать подробности, но здесь вы найдете хороший обзор.
Топливная форсунка Volvo
Топливная форсунка в разрезе: что внутри?
Желтая форсунка Volvo, фотография в разрезе, показывающая внутренности. Это не очень сложные устройства. Фото Майкла Джингла.
Настройте свои топливные форсунки Volvo с помощью руководства, проверенного в полевых условиях, от MVS
Возможно ли, что гладкие прокладки, которые являются частью форсунок, нуждаются в замене (с ними все в порядке), и если да, то где я могу их получить?
Может ли кто-нибудь порекомендовать общедоступную смазку, которую я мог бы использовать для надежной посадки форсунок после того, как я получу новые нижние уплотнения/прокладки, поскольку, похоже, ни у кого нет силиконовой смазки?
Wagonizer
Я попросил QBM (Quickbrickmotorsports) прислать мне уплотнительные кольца для топливных форсунок Volvo за 12 долларов, и они не подошли. Внешний диаметр был слишком мал, поэтому форсунка могла выпасть прямо из рейки. Я послал им электронное письмо и никогда не слышал от них. Излишне говорить, что я не доволен ими.
Затем я нашел магазин инжекторов и карбюраторов, профессионально их почистил и восстановил. Я смотрел, как парень это делает. Новые уплотнительные кольца, игольчатый колпачок, и он сказал, что поставил фильтр в конце.
MadeInAmerica
Топливная форсунка Volvo с игольчатой крышкой обведена кружком
Топливные форсунки: как они работают, распространенные проблемы
Запах топлива под капотом кольца. Хотя это и не полная переделка, это покрывает большую часть возможностей Volvo S70 GLT 1998 года. Идеальное время для этого — когда у вас будет отключен впускной коллектор (например, обслуживание системы PCV), чтобы вы могли снять все колпачки / шайбы иглы, которые могут сломаться и упасть (подробнее ниже).
QuirkySwede
Замена уплотнительного кольца топливной форсунки
Мусорные форсунки — прочтите это перед покупкой форсунок
Оставьте в покое, верните оригинальные форсунки и съешьте небольшую потерю денег. Они выглядят как дешевые афтермаркеты. Оригинальные форсунки на весь срок службы автомобиля; беспокоясь о потоке, используйте морскую пену. Газ сам по себе является моющим средством, поэтому, если вы не используете газ очень низкого качества, вы постоянно очищаете их; да, поток может колебаться между ними, но если вы не участвуете в дрэг-рейсинге, это не имеет значения.
mecheng
К сожалению, я купил топливные форсунки
Утечка газа? Замена прокладок форсунок
Кажется, я создал другую. Так же, как я праздновал свою победу, теперь мои топливные форсунки теперь пропускают газ. Они казались в порядке, но, возможно, как только двигатель остыл, все существующие ненадежные уплотнения исчезли. Снял форсунки с рейки и поставил верхние прокладки — ту, что с насечкой внутри и снаружи.
Вагонайзер
Переустановка топливных форсунок Volvo
Топливные форсунки Volvo D13 OEM REMAN – Internet Diesel
Наведите курсор на изображение, чтобы увеличить его
Сэкономьте 100 долларов
Volvo
Поделитесь этим продуктом
Топливные форсунки Volvo D13, восстановленные OEM
Все комплекты дизельных форсунок в Интернете продаются с шестью форсунками по цене 349,95 долларов США за каждую форсунку.
Основная заправка на каждую форсунку + Фрахт — МИНИМУМ 6 ИНЖЕКТОРОВ
Сердечники не принимаются по истечении 30 дней с даты продажи.
ВОССТАНОВЛЕННЫЙ
Internet Diesel предлагает форсунки для тяжелых условий эксплуатации, восстановленные в нашей ультрасовременной лаборатории форсунок. Мы предлагаем восстановленные топливные форсунки Cummins для двигателей N-14, M11, ISX и ISM. Каждая форсунка полностью разбирается и очищается ультразвуком. Процесс восстановления включает в себя полную разборку и тщательную ультразвуковую очистку. Инжекторы тестируются на новейшем оборудовании, которое проверяет воздухомеры на утечку седла наконечника, работу клапана, утечку плунжера и цилиндра, а также работу плунжера газораспределения. Каждая форсунка полностью разбирается и очищается ультразвуком. Все сопрягаемые поверхности притерты. Форсунки отшлифованы для точного согласования потока. Подъем клапана и ход клапана настроены в соответствии со спецификациями оригинального оборудования. Каждая форсунка индивидуально тестируется на испытательных стендах с надежной подачей, временем отклика и пиковым давлением впрыска в соответствии со спецификациями оригинального оборудования.
Интернет Дизель отправляет все основные комплекты рамы или комплекты для капитального ремонта дизельных двигателей. Пожалуйста, не стесняйтесь звонить нам по любым комплектам для дизельных двигателей, которые не указаны на нашем веб-сайте.
Отказ от ответственности: Перечисленные производители, названия, номера, описания и символы используются только для справочных целей, и не подразумевается, что какой-либо предмет, указанный как совместимый с продукцией данного производителя, каким-либо образом произведен этим производителем. производитель. Свяжитесь с нами, указав свой серийный номер, номер аранжировки или номер CPL, чтобы узнать, соответствует ли он требованиям для этих специальных цен.
Важное уведомление: * Бесплатная доставка доступна в 48 штатах США для товаров со специальной распродажей. Нет налога с продаж для поставок за пределы Калифорнии и внутри Калифорнии с номером перепродажи. К каждому заказу будет добавлена комиссия за транзакцию в размере 3%-5%. Некоторые товары могут потребовать доставки и обработки. Мы не несем ответственности за задержки и проблемы, вызванные транспортными компаниями. 30% плата за пополнение запасов плюс доставка будут взиматься за любые возвраты. Пожалуйста, внимательно проверьте свой серийный номер, номер аранжировки или номер CPL при размещении заказа. Если у Вас есть вопросы, пожалуйста свяжитесь с нами. Все цены могут быть изменены без предварительного уведомления.
ОГРАНИЧЕНИЕ ОТВЕТСТВЕННОСТИ, АРБИТРАЖ И ПОЛОЖЕНИЯ КОНТРАКТА: Покупатель и продавец Internet Diesel («ID») соглашаются с учетом и на основании положений, содержащихся в настоящем документе, что в обмен на предоставление ID работ/услуг/восстановления/продукта («Работа ») по цене, указанной выше, что в отношении любой Работы, выполненной для Покупателя и проданной Покупателю, действуют следующие условия.
ОГРАНИЧЕННАЯ ГАРАНТИЯ : Авторизованный возврат; Возвраты. Покупатель имеет право вернуть Продукты компании ID в течение тридцати (30) дней в случае обнаружения дефекта при условии, что Продукты (а) доставлены компании ID в течение тридцати (30) дней с даты первоначального Заказа на продажу и (б) упаковка Продуктов не вскрыта и не повреждена. Если Покупатель соблюдает ограничения на возврат, установленные в этом разделе, Покупатель может иметь право на возврат чека с учетом корректировки сборов за пополнение запасов в размере 25%. Покупатель должен оплатить все расходы по доставке и доставке, а также расходы, связанные с возвратом таких Продуктов. Покупатель несет риск убытков, связанных с Продуктами, до тех пор, пока Продукты не будут фактически доставлены и находятся во владении ID.
ПОПОЛНИТЕЛЬНЫЙ СБОР. Если Покупатель отказывается принять доставку Продуктов или возвращает Продукты в ID по какой-либо причине, Покупатель должен оплатить ID транспортные расходы за такую доставку и возврат, а также сбор за пополнение запасов в размере двадцати пяти процентов (25%). в течение тридцати (30) дней после доставки счета-фактуры Покупателю на такие расходы и сборы.
ОГРАНИЧЕНИЕ ОТВЕТСТВЕННОСТИ : ID НЕ НЕСЕТ НИКАКОЙ ОТВЕТСТВЕННОСТИ ЗА КАКОЙ-ЛИБО ВРЕД ИЛИ УБЫТКИ, ПОНЕСЕННЫЕ ИЛИ ЗАЯВЛЕННЫЕ ПОНЕСЕННЫМИ ПОКУПАТЕЛЕМ, ЗА УПУЩЕННЫЙ ДОХОД, ЭКОНОМИЧЕСКИЕ ПОТЕРИ, УПУЩЕННУЮ ПРИБЫЛЬ, ПРЕРЫВАНИЕ ДЕЯТЕЛЬНОСТИ, НЕИСПРАВНОСТЬ ПРОДУКТА ИЛИ ОСОБЫЕ ПОВРЕЖДЕНИЯ ИЛИ ЛИЧНОМУ ТРАВМЕ УЩЕРБА В РЕЗУЛЬТАТЕ ЛЮБОЙ НЕБРЕЖНОСТИ ID В СВЯЗИ С РАБОТАМИ ИЛИ НЕВЫПОЛНЕНИЕМ ID, ИЛИ ЛЮБОЙ ЗАДЕРЖКОЙ В ВЫПОЛНЕНИИ ИЛИ СВЯЗАННОЙ С НАСТОЯЩИМ КОНТРАКТОМ, ЗА ИСКЛЮЧЕНИЕМ ВОЗВРАТА ДЕНЕГ, ВЫПЛАТЕННЫХ ID ПО ДАННОМУ КОНТРАКТУ. УЩЕРБ ПОКУПАТЕЛЯ ОГРАНИЧЕН И НЕ МОЖЕТ ПРЕВЫШАТЬ ПРИОБРЕТЕНИЕ ПРОДУКТА/РАБОТ, СВЯЗАННЫХ С ТАКИМ ПРОИСШЕСТВИЕМ, ЧТО ПЕРЕЧИСЛЕНО В СООТВЕТСТВУЮЩЕМ ЗАКАЗЕ НА ПРОДАЖУ. МАКСИМАЛЬНАЯ СОВОКУПНАЯ ОТВЕТСТВЕННОСТЬ ID ЗА ЭТИ И ВСЕ ПРЕТЕНЗИИ, ТРЕБОВАНИЯ, ОБЯЗАТЕЛЬСТВА, ЗАТРАТЫ, УЩЕРБ, РАСХОДЫ (ВКЛЮЧАЯ ГОНОРАРЫ АДВОКАТОВ, РАСХОДЫ И ЗАТРАТЫ НА РАССЛЕДОВАНИЕ) И ПРИЧИНЫ ДЕЙСТВИЯ ЛЮБОГО ХАРАКТЕРА, ВОЗНИКАЮЩИЕ ИЗ НАСТОЯЩИХ УСЛОВИЙ ИЛИ СВЯЗАННЫЕ С ними И/ИЛИ ЗАКАЗ НА РАБОТУ НИ ПРИ КАКИХ ОБСТОЯТЕЛЬСТВАХ НЕ ДОЛЖЕН ПРЕВЫШАТЬ ФАКТИЧЕСКУЮ СТОИМОСТЬ ПРОДУКТОВ, УЧАСТВУЮЩИХ В ТАКОМ ПРОИСШЕСТВИИ, УКАЗАННУЮ В СООТВЕТСТВУЮЩЕМ ЗАКАЗЕ НА РАБОТУ. НИ ПРИ КАКИХ ОБСТОЯТЕЛЬСТВАХ ID НЕ НЕСЕТ ОТВЕТСТВЕННОСТИ ЗА ПОТЕРЮ ПРИБЫЛИ ИЛИ ЛЮБЫЕ ДРУГИЕ ОСОБЫЕ, СЛУЧАЙНЫЕ, КОСВЕННЫЕ, ШТРАФНЫЕ ИЛИ КОСВЕННЫЕ УБЫТКИ, ВОЗНИКАЮЩИЕ В СВЯЗИ С НАСТОЯЩИМИ УСЛОВИЯМИ, ЗАКАЗАМИ НА РАБОТУ ИЛИ ИСПОЛЬЗОВАНИЕМ ПРОДУКТОВ, ПРОДАВАЕМЫХ И РАСПРОСТРАНЯЕМЫХ В СООТВЕТСТВИИ С НАСТОЯЩИМИ УСЛОВИЯМИ. И ЗАКАЗЫ НА ПРОДАЖУ, ОДНАКО ВЫЗВАННЫЕ И НЕЗАВИСИМО ОТ ТЕОРИИ ОТВЕТСТВЕННОСТИ. ДАННОЕ ОГРАНИЧЕНИЕ ПРИМЕНЯЕТСЯ, ДАЖЕ ЕСЛИ ID БЫЛО УВЕДОМЛЕНО ИЛИ ЗНАЕТ О ВОЗМОЖНОСТИ ТАКОГО УЩЕРБА. ЕСЛИ В КАКОЙ-ЛИБО ПРОДУКЦИИ БУДЕТ ОПРЕДЕЛЕН ДЕФЕКТ МАТЕРИАЛА ИЛИ ИЗГОТОВЛЕНИЯ, ID ДОЛЖНА ИМЕТЬ И СОХРАНЯТЬ ВОЗМОЖНОСТЬ, ПО СВОЕМУ ИСКЛЮЧИТЕЛЬНОМУ УСМОТРЕНИЮ, РЕМОНТ, ЗАМЕНУ ИЛИ ВОЗВРАТ СРЕДСТВ ЗА ПРОДУКТ, КОТОРЫЙ БЫЛ ОПРЕДЕЛЕН ДЕФЕКТОМ МАТЕРИАЛА ИЛИ КАЧЕСТВА.
ОБЯЗАТЕЛЬНОЕ АРБИТРАЖНОЕ РАЗБИРАТЕЛЬСТВО: Любой спор, возникающий в связи с настоящими Условиями, Контрактом на заказ или любой Работой/Продуктом, или в связи с ними, будет решаться в обязательном арбитраже перед ADR Services, Inc. в Сенчури-Сити, Лос-Анджелес. Анхелес, Калифорния. Понятно, что ID не ведет бизнес за пределами Commerce, Калифорния, и ей будет нанесен ущерб, если придется вести судебный процесс в другом месте. Арбитраж будет использовать действующие на тот момент правила коммерческого арбитража ADR Services, Inc. Претензии или разногласия, подпадающие под это положение, должны включать, помимо прочего, любые претензии, связанные с Работой/Продуктами. Покупатель соглашается с исключительной юрисдикцией в Сенчури-Сити, Лос-Анджелес, Калифорния, для обязательного арбитража и всех других вопросов, связанных или вытекающих из настоящих Условий и Заказов на продажу, включая, помимо прочего, любые претензии, связанные с Продуктами. Решение может быть вынесено по решению арбитра любым судом, имеющим юрисдикцию. Если Покупатель отказывается явиться или участвовать в обязывающем арбитражном разбирательстве или оплатить долю Покупателя в арбитражных сборах и расходах, арбитр имеет право принять решение по иску или спору в соответствии с представленными доказательствами. Покупатель должен осознавать, что, принимая положение об арбитраже, ПОКУПАТЕЛЬ ОТКАЗЫВАЕТСЯ ОТ ПРАВА ПОКУПАТЕЛЯ НА СУД ПРИСЯЖНЫХ И ПРАВА, ЗА ИСКЛЮЧЕНИЕМ ОГРАНИЧЕННЫХ ОБСТОЯТЕЛЬСТВ, НА ОБЖАЛОВАНИЕ РЕШЕНИЯ АРБИТРА .
ДОСТАВКА : Продукты должны быть отправлены в соответствии с положениями и условиями настоящих Условий и Заказов на продажу. ID приложит разумные коммерческие усилия для доставки в разумные сроки Продукции Покупателю в количествах, запрошенных в соответствии с Заказом на продажу, при этом Покупатель оплачивает расходы по доставке; при условии, однако, что Покупатель признает, что немедленная и своевременная доставка Продуктов не всегда возможна, и время от времени могут возникать недопоставки. ID не несет ответственности за любые повреждения Продуктов или задержки в доставке Продуктов, когда отправка и доставка осуществляются независимым сторонним перевозчиком/компанией по доставке. Покупатель несет ответственность за все фрахт, доставку и связанные с этим сборы и расходы, связанные с доставкой Товаров. ID отправляет все Продукты, перечисленные выше, на условиях фрахта «Предоплаченный фрахт» на склад ID в Лос-Анджелесе, Калифорния — это означает, что ID несет риск потери, связанный с Продуктами, только до тех пор, пока Продукты не будут размещены на складе. грузовики, которые будут использоваться для доставки продукции Покупателю. Страхование Продукции является исключительной ответственностью Покупателя. ПОКУПАТЕЛЬ НЕСЕТ ОТВЕТСТВЕННОСТЬ ЗА СТРАХОВАНИЕ ПРОДУКТА В СВЯЗИ С ДОСТАВКОЙ/ОТПРАВКОЙ, И ID НЕ НЕСЕТ ОТВЕТСТВЕННОСТИ ЗА КАКИЕ-ЛИБО ПОВРЕЖДЕНИЯ ИЛИ ЗАДЕРЖКИ В ОТНОШЕНИИ ДОСТАВКИ И ОТПРАВКИ.
ЦЕНЫ И УСЛОВИЯ ОПЛАТЫ : Покупатель соглашается приобрести Продукцию у ID в порядке, изложенном в настоящих Условиях и Заказах на продажу, в соответствии с информацией о ценах, указанной на веб-сайте ID, который находится по адресу www.internetdiesel.com и может изменяться время от времени по собственному усмотрению ID. Платежи должны быть доставлены от Покупателя в ID не позднее даты платежа, указанной в Заказе на продажу («Дата платежа»). На любые суммы, своевременно не уплаченные Покупателем компании ID, начисляются проценты за просрочку платежа по ставке 10% годовых или по максимально допустимой процентной ставке в соответствии с применимым законодательством, в зависимости от того, что меньше. Платежи Покупателя будут применяться к непогашенной основной сумме, причитающейся ID, а затем к любым процентным платежам или штрафам и сборам за просрочку платежа. Если Покупатель своевременно не платит ID, ID может принять решение, среди прочего, прекратить доставку Продуктов Покупателю. Если Покупатель не оплачивает ID своевременно, дебиторская задолженность Покупателя может быть передана агентству по сбору платежей, фирме, адвокату или другому юридическому или физическому лицу. Покупатель обязан оплатить все расходы, сборы и другие расходы, связанные с такими усилиями по взысканию, включая, помимо прочего, гонорары и расходы на адвокатов, а также любые расходы и сборы, связанные с принудительным исполнением таких усилий по взысканию.
КОМПЕНСАЦИЯ: ПОКУПАТЕЛЬ ДОЛЖЕН СОВМЕСТНО И ОТДЕЛЬНО ВОЗМЕЩАТЬ, ЗАЩИЩАТЬ И СОХРАНЯТЬ ID И ВСЕХ ВЛАДЕЛЬЦЕВ ID, ДИРЕКТОРОВ, ДОЛЖНОСТНЫХ ЛИЦ, ДИРЕКТОРОВ, АКЦИОНЕРОВ, ЧЛЕНОВ, СОТРУДНИКОВ, ПРЕДСТАВИТЕЛЕЙ И АГЕНТОВ («ЗАЩИЩЕННЫЕ СТОРОНЫ») ЛЮБЫЕ ПРЕТЕНЗИИ, ТРЕБОВАНИЯ, УБЫТКИ, ЗАТРАТЫ, РАСХОДЫ, ОБЯЗАТЕЛЬСТВА, ОТВЕТСТВЕННОСТЬ, УЩЕРБ, ВОЗМЕЩЕНИЕ И НЕДОСТАТКИ, ВКЛЮЧАЯ ПРОЦЕНТЫ, ШТРАФЫ И РАЗУМНЫЕ гонорары адвокатов, ОТ КОТОРЫХ НЕСЕТ ИЛИ ОТНОШАЕТСЯ ВОЗМЕЩАЕМЫЕ СТОРОНЫ, КОТОРЫЕ ВОЗНИКАЮТ ИЗ, СВЯЗАНЫ С ИЛИ РЕЗУЛЬТАТОМ ОТ ЛЮБОГО НАРУШЕНИЯ ИЛИ НЕВЫПОЛНЕНИЯ ЗАЩИЩЕННЫМИ СТОРОНАМИ ЛЮБЫХ СВОИХ ЗАЯВЛЕНИЙ, ГАРАНТИЙ ИЛИ ОБЯЗАТЕЛЬСТВ, СВЯЗАННЫХ С НАСТОЯЩИМИ УСЛОВИЯМИ, РАБОЧИМ ЗАДАНИЕМ ИЛИ В ЛЮБОМ ГРАФИКЕ, СЕРТИФИКАТЕ, ПРИЛОЖЕНИИ ИЛИ ДРУГОМ ИНСТРУМЕНТЕ, ПРЕДОСТАВЛЯЕМОМ ИЛИ ПОДЛЕЖАЩЕМ ПРЕДОСТАВЛЕНИЮ НЕЗАЩИЩЕННЫМИ СТОРОНАМИ НАСТОЯЩИЕ УСЛОВИЯ.
Применимое законодательство и согласие на юрисдикцию. Настоящие Условия и Заказы на продажу считаются заключенными, исполненными и доставленными в Лос-Анджелесе, штат Калифорния, и должны толковаться, толковаться и применяться в соответствии с внутренним законодательством штата Калифорния.
 Мои открытия». Всего проект по робототехнике выбрали 4 ученика 9 класса 2021-2022 учебного года! Ждем результат на защите проекта в мае 2022 года.
Мои открытия». Всего проект по робототехнике выбрали 4 ученика 9 класса 2021-2022 учебного года! Ждем результат на защите проекта в мае 2022 года. niura@ yandex.ru
niura@ yandex.ru Мониторинг: не проводился
Мониторинг: не проводился 22 мин.
22 мин. ..
.. org/FAQPage»>
org/FAQPage»> org/Question»> ⭐ Как посетители заведения оценивают его на сайте Zoon.ru?
org/Question»> ⭐ Как посетители заведения оценивают его на сайте Zoon.ru?  Если вы видите неточность и/или являетесь владельцем этого заведения, то можете воспользоваться формой обратной связи.
Если вы видите неточность и/или являетесь владельцем этого заведения, то можете воспользоваться формой обратной связи.


 Джордан Хендерсон, Эмре Джан, Джорджинио Вейналдум, Алекс Окслейд-Чемберлен и Адам Лаллана за игровое время.
Джордан Хендерсон, Эмре Джан, Джорджинио Вейналдум, Алекс Окслейд-Чемберлен и Адам Лаллана за игровое время. Вы можете увидеть произведение выше во всей его первоначальной красе.
Вы можете увидеть произведение выше во всей его первоначальной красе. 0062
0062 0062
0062 Считается, что он все еще находится в искусственной коме, и сторонники теории заговора взбесились в отношении причины. Но официально говорят, что это было случайное падение.
Считается, что он все еще находится в искусственной коме, и сторонники теории заговора взбесились в отношении причины. Но официально говорят, что это было случайное падение.
 В дополнение к высокой температуре поток имеет высокую скорость — 500–1500 м/с. Дуга (или струя) с такими характеристиками справляется с резкой металла толщиной до 200 мм.
В дополнение к высокой температуре поток имеет высокую скорость — 500–1500 м/с. Дуга (или струя) с такими характеристиками справляется с резкой металла толщиной до 200 мм. Основные сферы применения — тонкие металлоизделия, материалы с низкой проводимостью, диэлектрики.
Основные сферы применения — тонкие металлоизделия, материалы с низкой проводимостью, диэлектрики.
 Для сложного раскроя плазморез подключается к автоматической системе с ЧПУ.
Для сложного раскроя плазморез подключается к автоматической системе с ЧПУ.


 Плазменная резка — это метод термической резки, при котором для резки металла используется ионизированный газ .
Плазменная резка — это метод термической резки, при котором для резки металла используется ионизированный газ .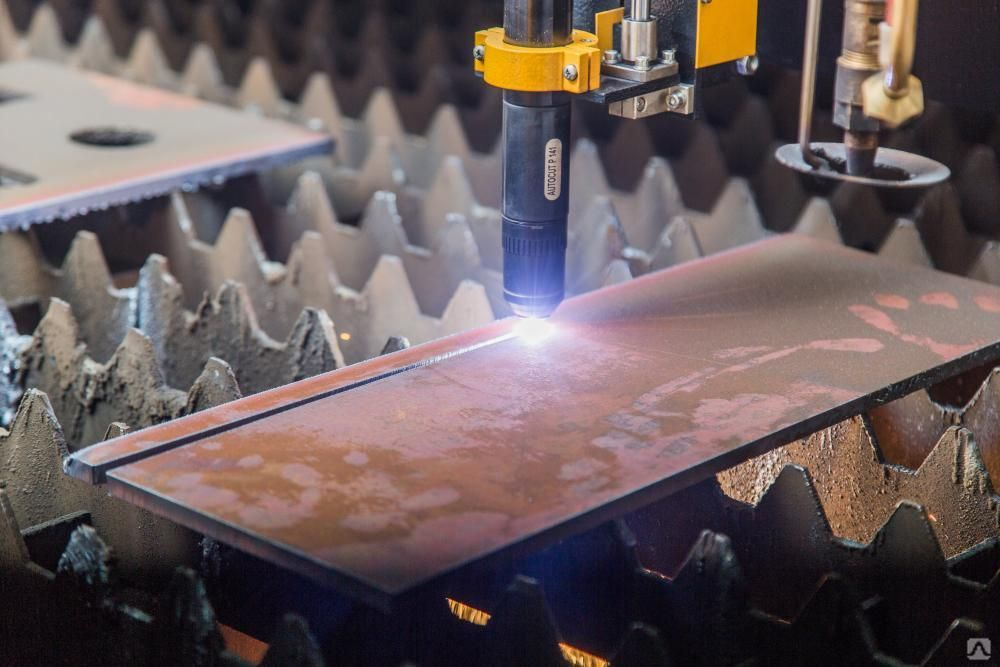
 youtube.com/embed/e7xwhaSAAks?start=14&feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»How plasma cutting works»/>
youtube.com/embed/e7xwhaSAAks?start=14&feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»How plasma cutting works»/>  В то же время высокоскоростные газы выдувают расплавленный металл.
В то же время высокоскоростные газы выдувают расплавленный металл.
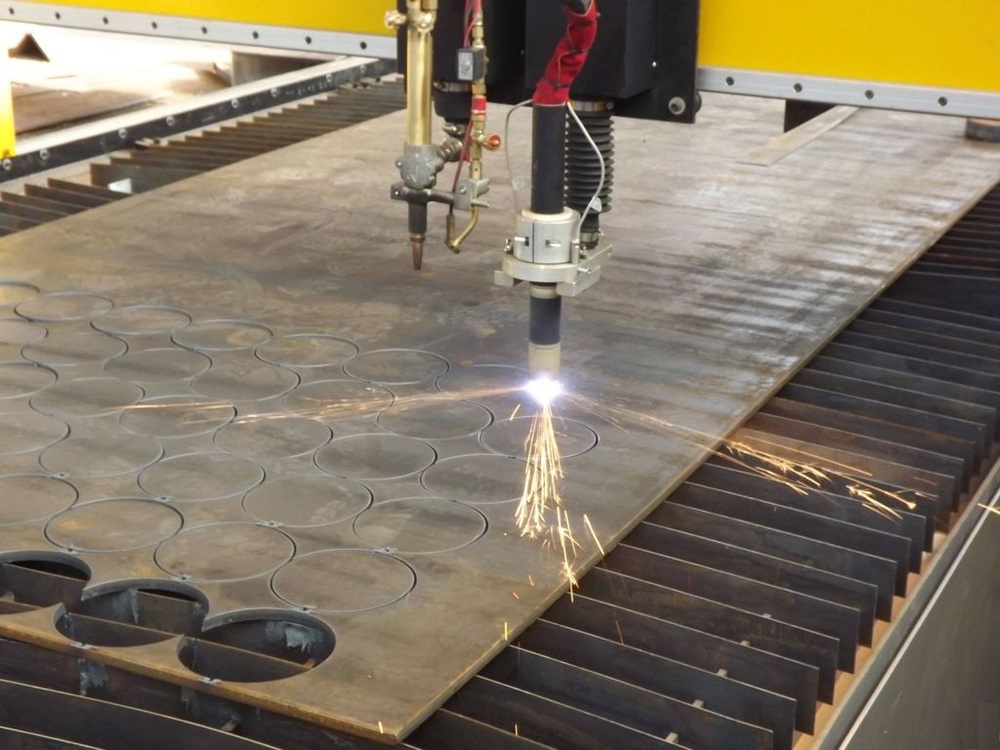
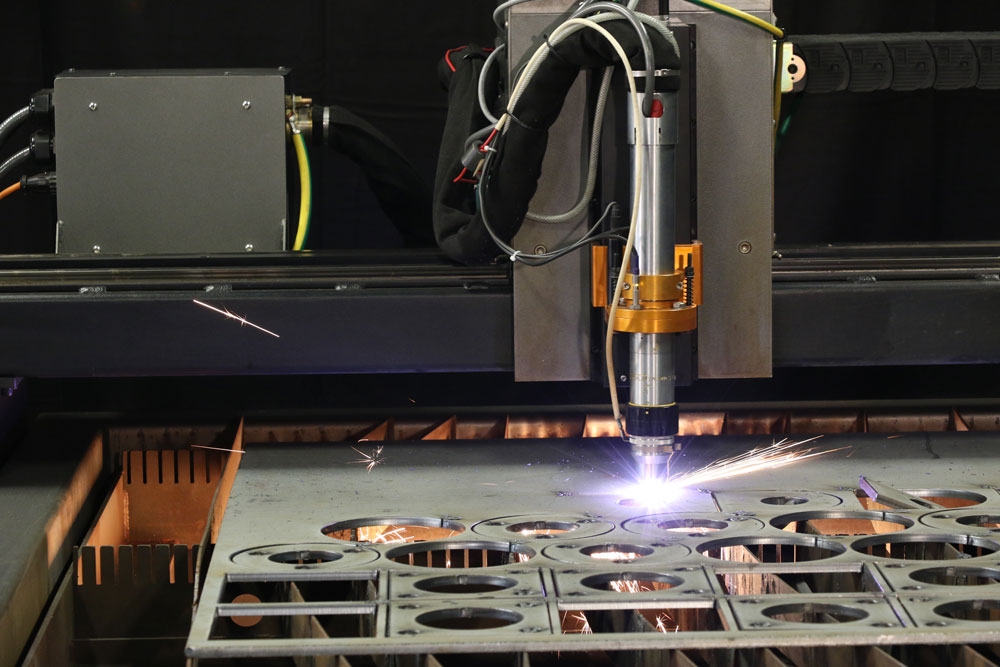 Алюминий не должен превышать 40 мм.
Алюминий не должен превышать 40 мм. Используя сильное тепло, плазменные резаки повышают температуру газа и переводят его в четвертое состояние материи, называемое плазмой. В сочетании с совместимым плазменным резаком этот инструмент может проходить через такие металлы, как сталь, алюминий, латунь и медь, практически без сопротивления. Этот острый процесс сварки позволяет получить более четкие, четкие линии и более прочную конструкцию.
Используя сильное тепло, плазменные резаки повышают температуру газа и переводят его в четвертое состояние материи, называемое плазмой. В сочетании с совместимым плазменным резаком этот инструмент может проходить через такие металлы, как сталь, алюминий, латунь и медь, практически без сопротивления. Этот острый процесс сварки позволяет получить более четкие, четкие линии и более прочную конструкцию.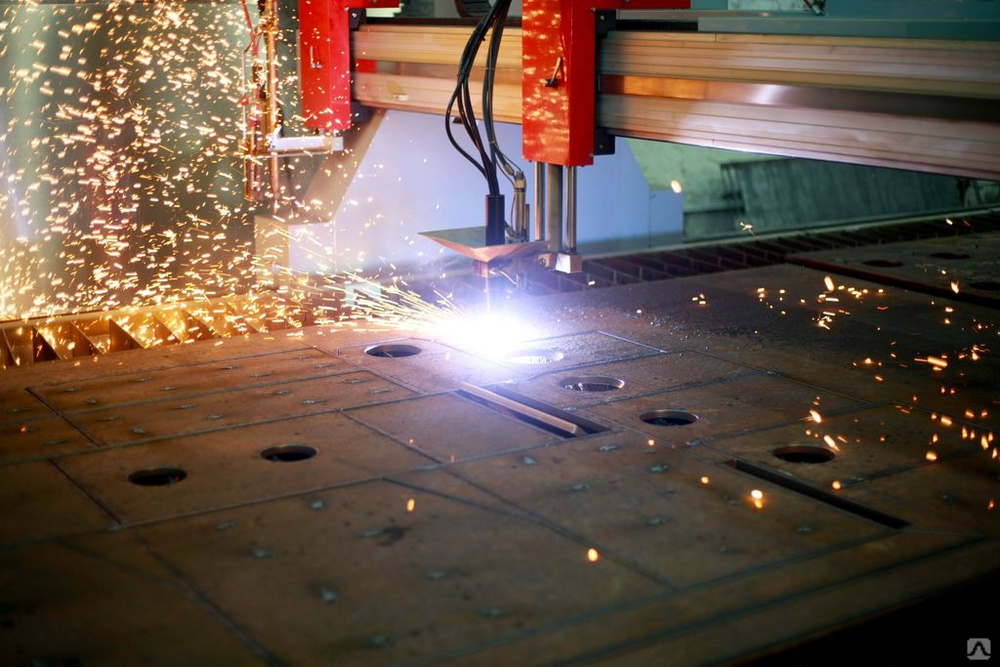 Они включают в себя больше функций и используются вместе с раскройными столами. Эти системы не могут быть легко перемещены, так как для их работы требуется более мощный источник питания. Выбор между механизированным или ручным резаком зависит от размера, формы и толщины материала, который необходимо разрезать.
Они включают в себя больше функций и используются вместе с раскройными столами. Эти системы не могут быть легко перемещены, так как для их работы требуется более мощный источник питания. Выбор между механизированным или ручным резаком зависит от размера, формы и толщины материала, который необходимо разрезать.



 00R20
00R20 Одной из самых привлекательных особенностей этой машины для производства цемента является то, что она имеет гидравлическую систему. Редукторы, двигатель и масляные насосы — все это международные бренды, что делает их очень эффективными в работе. Другие особенности, которые делают бетоносмеситель 12CBM G12 наиболее подходящим для использования, перечислены ниже.
Одной из самых привлекательных особенностей этой машины для производства цемента является то, что она имеет гидравлическую систему. Редукторы, двигатель и масляные насосы — все это международные бренды, что делает их очень эффективными в работе. Другие особенности, которые делают бетоносмеситель 12CBM G12 наиболее подходящим для использования, перечислены ниже.
 Кроме того, бетономешалка имеет достаточный запас воды, что выгодно отличает ее от других моделей! Наконец, благодаря интенсивным исследованиям XCMG, бетоносмеситель может смешивать объем 15 м3, что делает стандартный бетоносмеситель XCMG G12 одним из лучших цементных и бетонных машин, которые вы можете купить!
Кроме того, бетономешалка имеет достаточный запас воды, что выгодно отличает ее от других моделей! Наконец, благодаря интенсивным исследованиям XCMG, бетоносмеситель может смешивать объем 15 м3, что делает стандартный бетоносмеситель XCMG G12 одним из лучших цементных и бетонных машин, которые вы можете купить! ..
.. ..
..
 Есть алмазные карандаши с резьбой. Внутри изделия алмазы удерживаются методом пайки, чеканки или металлическими зажимами. Крепить карандаш в фиксатор следует таким образом, чтобы инструмент выступал за края оправы максимум на ¼ длины.
Есть алмазные карандаши с резьбой. Внутри изделия алмазы удерживаются методом пайки, чеканки или металлическими зажимами. Крепить карандаш в фиксатор следует таким образом, чтобы инструмент выступал за края оправы максимум на ¼ длины.



 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом. Но сегодня тереть «камнем о камень» добывая огонь трением «не наш метод» и мы рассмотрим другие — более профессиональные решения. Разумеется лучше всего это делать алмазом ибо это самый твердый (но увы хрупкий) минерал. Природный алмаз разумеется дорог и чаще всего для этой цели используют алмаз синтетический который стоит гораздо дешевле, правда и свойства у него немного хуже природного, но для правки обычных абразивных кругов его вполне достаточно. Наиболее распространенные инструменты из синтетического алмаза для этой цели — алмазная шарошка и алмазный карандаш. В шарошках как правило частицы алмаза очень мелкие — алмазный порошок чаще всего спекают с опилками из латуни (связка). В алмазные карандаши напротив чаще ставят более крупные алмазы (больше по каратам), в России их производство регламентировано ГОСТ 607-80.
Но сегодня тереть «камнем о камень» добывая огонь трением «не наш метод» и мы рассмотрим другие — более профессиональные решения. Разумеется лучше всего это делать алмазом ибо это самый твердый (но увы хрупкий) минерал. Природный алмаз разумеется дорог и чаще всего для этой цели используют алмаз синтетический который стоит гораздо дешевле, правда и свойства у него немного хуже природного, но для правки обычных абразивных кругов его вполне достаточно. Наиболее распространенные инструменты из синтетического алмаза для этой цели — алмазная шарошка и алмазный карандаш. В шарошках как правило частицы алмаза очень мелкие — алмазный порошок чаще всего спекают с опилками из латуни (связка). В алмазные карандаши напротив чаще ставят более крупные алмазы (больше по каратам), в России их производство регламентировано ГОСТ 607-80.
 Но заинтересовали меня разумеется только карандаши и из них я выбрал два лота: обычный прямой стержень ссылка на который в шапке поста и стержень с уступом (или буртиком, называйте эту «проточку» кому как нравится). Ну и сделал заказ, решил купить 2 штуки разных на пробу. Пришли карандаши в обычном конверте обмотанные пупыркой, индивидуально упакованы вот в такие герметичные пакетики:
Но заинтересовали меня разумеется только карандаши и из них я выбрал два лота: обычный прямой стержень ссылка на который в шапке поста и стержень с уступом (или буртиком, называйте эту «проточку» кому как нравится). Ну и сделал заказ, решил купить 2 штуки разных на пробу. Пришли карандаши в обычном конверте обмотанные пупыркой, индивидуально упакованы вот в такие герметичные пакетики: Совсем другой вопрос… сколько их там? Ведь по нашему ГОСТу там должна быть целая цепочка, а не один кристалл:
Совсем другой вопрос… сколько их там? Ведь по нашему ГОСТу там должна быть целая цепочка, а не один кристалл: Фокус не пройдет — кристалл там слишком мелкий, его сразу выломает. Ну и надфиля алмазные и прочий подобный хлам не пойдет — это всего лишь «обсыпка» металлического бруска-основы который у них внутри, так что это можно считать почти напылением и не более того.
Фокус не пройдет — кристалл там слишком мелкий, его сразу выломает. Ну и надфиля алмазные и прочий подобный хлам не пойдет — это всего лишь «обсыпка» металлического бруска-основы который у них внутри, так что это можно считать почти напылением и не более того. А вот карандаш у которого сыпаться нечему — всего то один кристалл это вещь. Правда эту «вещь» еще и правильно сориентировать нужно (чтоб случайно его не расколоть) вот так:
А вот карандаш у которого сыпаться нечему — всего то один кристалл это вещь. Правда эту «вещь» еще и правильно сориентировать нужно (чтоб случайно его не расколоть) вот так: Забегая немного вперед, могу сказать что этот экземпляр «колбасил» по диаметру примерно 2,5-3мм да и торец у него тоже разумеется был не ровный.
Забегая немного вперед, могу сказать что этот экземпляр «колбасил» по диаметру примерно 2,5-3мм да и торец у него тоже разумеется был не ровный. п. можно воспользоваться например… координатными тисками:
п. можно воспользоваться например… координатными тисками: Поэтому конкретней
Поэтому конкретней Кстати похожие модели бытовых точил предприятиями и организациями очень часто закупаются в небольших количествах и с ними делают именно то, что я сказал — снимают и выбрасывают с них все лишнее и на валы сразу ставят металлические оправки на 32мм (правда по скользящей посадке, а не на прессовке). Мне неоднократно приходилось этим заниматься на разных предприятиях, так что видел похожих моделей десятки. Что выбирают из бытовых когда их покупают? — «живучие» двигатели, обычно это Польша, Германия, вроде Чехия как-то встречалась.
Кстати похожие модели бытовых точил предприятиями и организациями очень часто закупаются в небольших количествах и с ними делают именно то, что я сказал — снимают и выбрасывают с них все лишнее и на валы сразу ставят металлические оправки на 32мм (правда по скользящей посадке, а не на прессовке). Мне неоднократно приходилось этим заниматься на разных предприятиях, так что видел похожих моделей десятки. Что выбирают из бытовых когда их покупают? — «живучие» двигатели, обычно это Польша, Германия, вроде Чехия как-то встречалась. В принципе на подобной чашке можно заточить и циркулярные пилы — т.н. в народе «дровянки» с крупным зубом:
В принципе на подобной чашке можно заточить и циркулярные пилы — т.н. в народе «дровянки» с крупным зубом: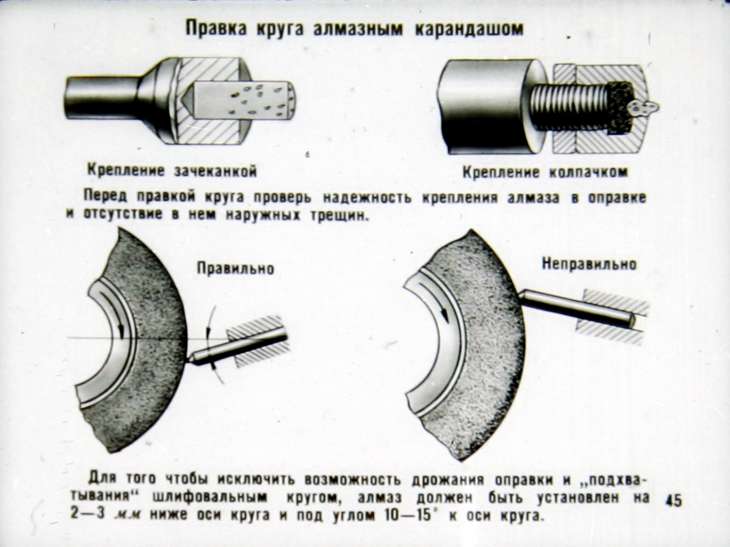
 Вот накопить бы денег на покупку какого нибудь китайского бытового MRCM MR-20G и проблем бы не было, они бы сразу стали супер-пупер качества.
Вот накопить бы денег на покупку какого нибудь китайского бытового MRCM MR-20G и проблем бы не было, они бы сразу стали супер-пупер качества.

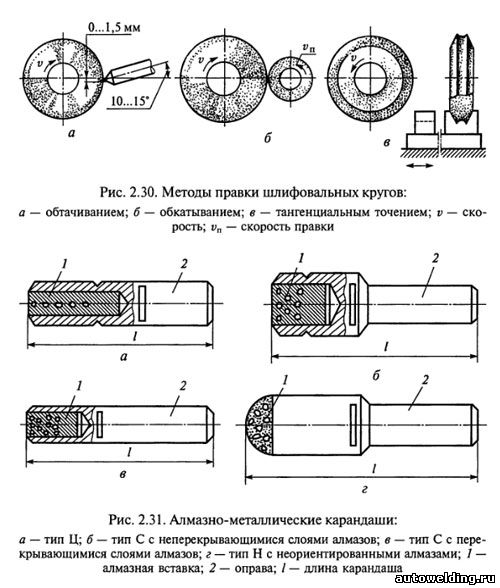 Использование нескольких кристаллов алмаза рассеивает тепло от
Использование нескольких кристаллов алмаза рассеивает тепло от

 com или посетите сайт www.forturetools.com
com или посетите сайт www.forturetools.com 2021 г.
2021 г.
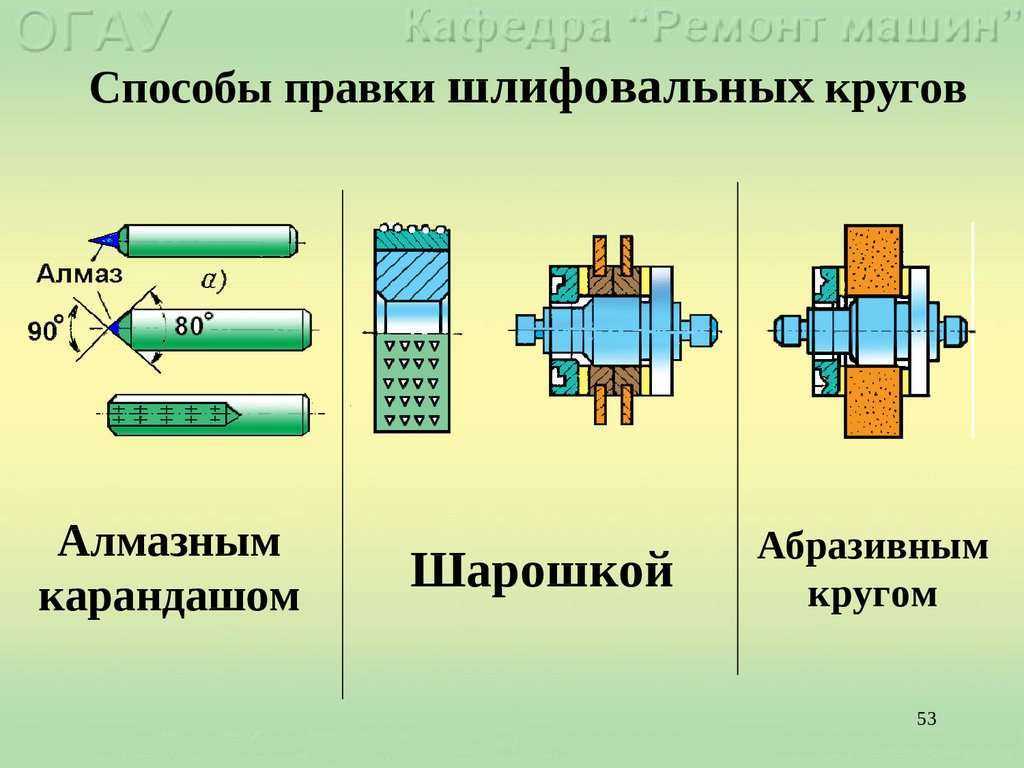

 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе youtube.com/embed/WmlzXAWJiz4″ title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/WmlzXAWJiz4″ title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  .3000
.3000 .8000
.8000 С. Металлорежущие станки, Том 1, 1965
С. Металлорежущие станки, Том 1, 1965 Н. Металлорежущие станки, 1988
Н. Металлорежущие станки, 1988 Возможна обработка черных, цветных металлов и пластмасс.
Возможна обработка черных, цветных металлов и пластмасс. В базе укомплектован 3-х кулачковым стальным патроном с проходным диаметром 48 мм.
В базе укомплектован 3-х кулачковым стальным патроном с проходным диаметром 48 мм.
 01~8000
01~8000 револьверная головка, с
револьверная головка, с
 После застывания силикона сверху делается кожух для фиксации формы. Далее, кожух разбирается, мастер-модель извлекается из готовой формы.
После застывания силикона сверху делается кожух для фиксации формы. Далее, кожух разбирается, мастер-модель извлекается из готовой формы. Данный материал позволяет создать множество полезного инструментария для кухни, прихваток, кисточек и прочих нужных предметов типа коврика для духовки (его целесообразно применять вместо пергаментной бумаги при выпекании). Но наибольшую популярность среди рукодельниц получили силиконовые молды, которые позволяют изготавливать разнообразные фигуры для украшения блюд, оригинальное мыло и свечки. В чем специфика их изготовления и какими они бывают? В нашей статье вы найдете ответы на эти вопросы.
Данный материал позволяет создать множество полезного инструментария для кухни, прихваток, кисточек и прочих нужных предметов типа коврика для духовки (его целесообразно применять вместо пергаментной бумаги при выпекании). Но наибольшую популярность среди рукодельниц получили силиконовые молды, которые позволяют изготавливать разнообразные фигуры для украшения блюд, оригинальное мыло и свечки. В чем специфика их изготовления и какими они бывают? В нашей статье вы найдете ответы на эти вопросы.
 Бывают цельными и разборными (представляют собой несколько элементов, которые между собой соединяются).
Бывают цельными и разборными (представляют собой несколько элементов, которые между собой соединяются). Поскольку он очень мягкий, из него просто вытягивать готовое изделие.
Поскольку он очень мягкий, из него просто вытягивать готовое изделие. По окончанию этого временного промежутка готовые фигурки можно извлечь и продолжать с ними работу. Если силиконовые формы используются для создания фигурок, свечек, изделий из гипса и смолы, для затвердения оттиска требуется 2-3 часа. Период, который требуется оттиску для застывания, обязательно прописывается с прилагаемой инструкции.
По окончанию этого временного промежутка готовые фигурки можно извлечь и продолжать с ними работу. Если силиконовые формы используются для создания фигурок, свечек, изделий из гипса и смолы, для затвердения оттиска требуется 2-3 часа. Период, который требуется оттиску для застывания, обязательно прописывается с прилагаемой инструкции.




 При необходимости наденьте противогазовую маску. Будьте готовы к двойному мешку и утилизации мешка для смешивания и любого лишнего материала формы. Готовые формы будут иметь запах и должны храниться в двойных мешках или в герметичных контейнерах.
При необходимости наденьте противогазовую маску. Будьте готовы к двойному мешку и утилизации мешка для смешивания и любого лишнего материала формы. Готовые формы будут иметь запах и должны храниться в двойных мешках или в герметичных контейнерах. Добавление ремесленной краски интегрирует влагу непосредственно в смесь, что означает, что ваша силиконовая форма затвердеет всего за один час, вместо 24 часов, которые обычно требуются для чистого силикона.
Добавление ремесленной краски интегрирует влагу непосредственно в смесь, что означает, что ваша силиконовая форма затвердеет всего за один час, вместо 24 часов, которые обычно требуются для чистого силикона. Для этого наденьте перчатки и работайте в защищенном и хорошо проветриваемом помещении — даже тяжелые сумки могут протекать!
Для этого наденьте перчатки и работайте в защищенном и хорошо проветриваемом помещении — даже тяжелые сумки могут протекать!
 Я оставил этот участок формы снаружи на три дня, чтобы он высох, прежде чем разрезать его и вытащить игрушку, чтобы показать идеальную, детализированную форму. В зависимости от сложности вашего литья и материала, который вы будете использовать в форме, вы можете разрезать форму пополам, как показано здесь, или просто сделать надрез в верхней части и вытащить отформованный объект. Последний метод работает особенно хорошо, если вы будете использовать форму для работы с жидкими средами, такими как смола, цемент или гипс.
Я оставил этот участок формы снаружи на три дня, чтобы он высох, прежде чем разрезать его и вытащить игрушку, чтобы показать идеальную, детализированную форму. В зависимости от сложности вашего литья и материала, который вы будете использовать в форме, вы можете разрезать форму пополам, как показано здесь, или просто сделать надрез в верхней части и вытащить отформованный объект. Последний метод работает особенно хорошо, если вы будете использовать форму для работы с жидкими средами, такими как смола, цемент или гипс. Нанесите эту смесь на объект, который нужно отлить, с помощью чистой кисти. Дать высохнуть. После высыхания поверхность должна иметь слегка текстурированную липкую поверхность. (если нет, нанесите еще один слой мыльной воды и дайте высохнуть).
Нанесите эту смесь на объект, который нужно отлить, с помощью чистой кисти. Дать высохнуть. После высыхания поверхность должна иметь слегка текстурированную липкую поверхность. (если нет, нанесите еще один слой мыльной воды и дайте высохнуть). Поэтому, пожалуйста, дайте мне знать в комментариях ниже (или свяжитесь через социальные сети)!
Поэтому, пожалуйста, дайте мне знать в комментариях ниже (или свяжитесь через социальные сети)!
 Через час с лишним при комнатной температуре он будет готов к заливке.
Через час с лишним при комнатной температуре он будет готов к заливке.

 ): 6.7
): 6.7 Бензиновый
Бензиновый
 Такой ремень
Такой ремень


 , жнец и связующее. Можно вспомнить обмолот цепом и сепаратором, а также борозду деревянным, стальным и угрюмым плугом». [Hurt, Дуглас Р. American Farm Tools, Journal of the West Inc. , 1989, с. 6.]
, жнец и связующее. Можно вспомнить обмолот цепом и сепаратором, а также борозду деревянным, стальным и угрюмым плугом». [Hurt, Дуглас Р. American Farm Tools, Journal of the West Inc. , 1989, с. 6.] Наконец, требуется удобство использования. Ценность сельскохозяйственных орудий для нас заключается в демонстрации их использования. Возможность посетителей увидеть 19Инструмент века в использовании может открыть разговор о сельском хозяйстве и технологии. Поскольку большинство сельскохозяйственных орудий конца 19 века были построены в основном из дерева, многие предметы, купленные на распродаже, находятся в плохом состоянии из-за многолетнего использования и ветхости. Сельскохозяйственные орудия этого периода в хорошем состоянии не принадлежат Слейт-Ран, а скорее сельскохозяйственной выставке или музею. Поэтому мы часто приобретаем инструменты, которые больше подходят в качестве образцов, чем музейные экспонаты.
Наконец, требуется удобство использования. Ценность сельскохозяйственных орудий для нас заключается в демонстрации их использования. Возможность посетителей увидеть 19Инструмент века в использовании может открыть разговор о сельском хозяйстве и технологии. Поскольку большинство сельскохозяйственных орудий конца 19 века были построены в основном из дерева, многие предметы, купленные на распродаже, находятся в плохом состоянии из-за многолетнего использования и ветхости. Сельскохозяйственные орудия этого периода в хорошем состоянии не принадлежат Слейт-Ран, а скорее сельскохозяйственной выставке или музею. Поэтому мы часто приобретаем инструменты, которые больше подходят в качестве образцов, чем музейные экспонаты. Машина была разработана в первую очередь как косилка, но за дополнительную плату можно было добавить жатку. К сожалению, на подаренной косилке сохранилось лишь несколько частей жатки.
Машина была разработана в первую очередь как косилка, но за дополнительную плату можно было добавить жатку. К сожалению, на подаренной косилке сохранилось лишь несколько частей жатки. Уайтли вырос на ферме за пределами Спрингфилда. Интерес и способности к проектированию и эксплуатации машин привели его к экспериментам с жатками. В возрасте 22 лет Уитли принял участие в местных испытаниях жатвенных машин и продемонстрировал в поле превосходную машину. Отклонив предложения продать патент на свою машину, он вступил в бизнес с Джеромом Фасслером и О.С. Келли для финансирования производства своего Champion Reaper. С началом Гражданской войны спрос на сельскохозяйственную технику увеличился, и компания Champion расцвела. В конце концов компания столкнулась с другой фирмой из Спрингфилда: Warder, Bushnell, Glessner & Co., которая также производила косилки. В конце концов две компании объединились. К 1870-м годам компания была одной из крупнейших мануфактур такого типа в стране. Конкурировать только с Чикаго по размеру операций. В брошюре компании 1877 года, озаглавленной «Чемпионские уборочные машины», говорится, что компанией управляли три фирмы: Warder, Mitchell & Co., снабжавшие северо-западные штаты из своего офиса продаж в Чикаго, а также европейский рынок, Мичиган, Северный Огайо.
Уайтли вырос на ферме за пределами Спрингфилда. Интерес и способности к проектированию и эксплуатации машин привели его к экспериментам с жатками. В возрасте 22 лет Уитли принял участие в местных испытаниях жатвенных машин и продемонстрировал в поле превосходную машину. Отклонив предложения продать патент на свою машину, он вступил в бизнес с Джеромом Фасслером и О.С. Келли для финансирования производства своего Champion Reaper. С началом Гражданской войны спрос на сельскохозяйственную технику увеличился, и компания Champion расцвела. В конце концов компания столкнулась с другой фирмой из Спрингфилда: Warder, Bushnell, Glessner & Co., которая также производила косилки. В конце концов две компании объединились. К 1870-м годам компания была одной из крупнейших мануфактур такого типа в стране. Конкурировать только с Чикаго по размеру операций. В брошюре компании 1877 года, озаглавленной «Чемпионские уборочные машины», говорится, что компанией управляли три фирмы: Warder, Mitchell & Co., снабжавшие северо-западные штаты из своего офиса продаж в Чикаго, а также европейский рынок, Мичиган, Северный Огайо. Индиана, Западная Пенсильвания и Нью-Йорк. Фирма Whiteley, Fassler & Kelly продавала товары в ближневосточные штаты из своих филиалов в Балтиморе, штат Мэриленд, и Скенектади, штат Нью-Йорк, а Champion Machine Co. продавала в южные и западные штаты из своих офисов в Цинциннати, Сент-Луис, & Канзас-Сити. [Публикация Champion Machine Works — Champion Harvesting Machines, 1877 г.]
Индиана, Западная Пенсильвания и Нью-Йорк. Фирма Whiteley, Fassler & Kelly продавала товары в ближневосточные штаты из своих филиалов в Балтиморе, штат Мэриленд, и Скенектади, штат Нью-Йорк, а Champion Machine Co. продавала в южные и западные штаты из своих офисов в Цинциннати, Сент-Луис, & Канзас-Сити. [Публикация Champion Machine Works — Champion Harvesting Machines, 1877 г.] и Литейный завод по производству ковкого чугуна Champion также располагались в Спрингфилде.
и Литейный завод по производству ковкого чугуна Champion также располагались в Спрингфилде. Несмотря на огромные расходы, фабрика после завершения строительства производила в одном месте — от сырья до готовой продукции — линейку Champion.
Несмотря на огромные расходы, фабрика после завершения строительства производила в одном месте — от сырья до готовой продукции — линейку Champion. В сочетании с ужесточением ограничений и давлением со стороны «Рыцарей труда» в конечном итоге компания уступила давлению. [Стаффорд, Том Жемчужина промышленной короны города сгорела , Springfield News-Sun. 7 декабря 1999 г., стр. 23] После краха 1887 года деловые партнеры Уайтли, фирма Warder, Bushnell & Glessner, безуспешно пытались сохранить линию Champion. «Харвестерные войны» конца 19 века, эпоха беспрецедентного соперничества между конкурирующими лесозаготовительными компаниями, в конечном итоге привели к созданию McCormick Harvesting Machine Co., Deering Company, Milwaukee Harvesters, Plano Mfg. Co. и Warder, Bushnell & Glessner Co. слияние с созданием International Harvester Co. в 1902.
В сочетании с ужесточением ограничений и давлением со стороны «Рыцарей труда» в конечном итоге компания уступила давлению. [Стаффорд, Том Жемчужина промышленной короны города сгорела , Springfield News-Sun. 7 декабря 1999 г., стр. 23] После краха 1887 года деловые партнеры Уайтли, фирма Warder, Bushnell & Glessner, безуспешно пытались сохранить линию Champion. «Харвестерные войны» конца 19 века, эпоха беспрецедентного соперничества между конкурирующими лесозаготовительными компаниями, в конечном итоге привели к созданию McCormick Harvesting Machine Co., Deering Company, Milwaukee Harvesters, Plano Mfg. Co. и Warder, Bushnell & Glessner Co. слияние с созданием International Harvester Co. в 1902.

 Для этого процесса мы отправили колеса, шестерни, корпуса редукторов, седло и режущий брус на местную пескоструйную очистку. Все остальные металлические детали очищались проволочными щетками.
Для этого процесса мы отправили колеса, шестерни, корпуса редукторов, седло и режущий брус на местную пескоструйную очистку. Все остальные металлические детали очищались проволочными щетками. Воспроизведение оригинального цвета краски оказалось проще, чем ожидалось. Компания One Shot производит краску для художников по вывескам, которая представляет собой краску на масляной основе, очень похожую по внешнему виду и текстуре на старинную краску. К счастью для нашего проекта One Shot производит краску, которую они называют Vermillion, очень близкую к оранжевому Champion без какой-либо подкраски. В качестве грунтовки использовалась автомобильная грунтовка марки NAPA. Для колес мы использовали One Shot «Ivory», а для режущего бруса и штифтовой разметки использовали их Black. Машина получила один слой грунтовки и два слоя краски, в основном нанесенных кистью, как и оригинал. Пистолет-распылитель использовался для более сложных деталей.
Воспроизведение оригинального цвета краски оказалось проще, чем ожидалось. Компания One Shot производит краску для художников по вывескам, которая представляет собой краску на масляной основе, очень похожую по внешнему виду и текстуре на старинную краску. К счастью для нашего проекта One Shot производит краску, которую они называют Vermillion, очень близкую к оранжевому Champion без какой-либо подкраски. В качестве грунтовки использовалась автомобильная грунтовка марки NAPA. Для колес мы использовали One Shot «Ivory», а для режущего бруса и штифтовой разметки использовали их Black. Машина получила один слой грунтовки и два слоя краски, в основном нанесенных кистью, как и оригинал. Пистолет-распылитель использовался для более сложных деталей. Из пенопласта были изготовлены шаблоны для изогнутых полос на колесах. Полосы на кронштейне сиденья, ящике для инструментов и настиле наносились с помощью малярной ленты в качестве направляющей.
Из пенопласта были изготовлены шаблоны для изогнутых полос на колесах. Полосы на кронштейне сиденья, ящике для инструментов и настиле наносились с помощью малярной ленты в качестве направляющей. В Centennial Handbook of Champion Harvesting Machines, опубликованном в 1876 году, говорится, что фермер должен «держать все подшипники и рабочие части хорошо смазанными жиром номер один или сперматозоидным (китовым) маслом». Масло спермы — стандарт для машинной смазки и освещения — быстро исчезло с появлением нефтяного и газового освещения. Очевидно, что многие фермеры того периода разбавляли лярдовое масло другими маслами, такими как масло для ног, керосин или хлопковое масло. В руководстве по сбору урожая Champion от 1878 года особо подчеркивается опасность использования керосина для смазки из-за его плохих смазочных качеств, а также возможности воспламенения. В руководстве говорится: «Если используется угольное масло или то, что называется машинным маслом, гарантия на машину аннулируется». Интересно, что восстановленный колхозом «Чемпион № 4» имел обуглившуюся древесину на нижней стороне деревянной платформы прямо над главной конической передачей. Керосин использовали?
В Centennial Handbook of Champion Harvesting Machines, опубликованном в 1876 году, говорится, что фермер должен «держать все подшипники и рабочие части хорошо смазанными жиром номер один или сперматозоидным (китовым) маслом». Масло спермы — стандарт для машинной смазки и освещения — быстро исчезло с появлением нефтяного и газового освещения. Очевидно, что многие фермеры того периода разбавляли лярдовое масло другими маслами, такими как масло для ног, керосин или хлопковое масло. В руководстве по сбору урожая Champion от 1878 года особо подчеркивается опасность использования керосина для смазки из-за его плохих смазочных качеств, а также возможности воспламенения. В руководстве говорится: «Если используется угольное масло или то, что называется машинным маслом, гарантия на машину аннулируется». Интересно, что восстановленный колхозом «Чемпион № 4» имел обуглившуюся древесину на нижней стороне деревянной платформы прямо над главной конической передачей. Керосин использовали? Идея редуктора в масляной ванне на сельскохозяйственных машинах была в зачаточном состоянии. Смазка машины в основном производилась с помощью простых открытых иллюминаторов или смазки, наносимой на открытые шестерни. При восстановлении Champion было обнаружено, что все масляные каналы главного приводного вала были заполнены овечьей шерстью, которая служила фильтром для грязи и мусора.
Идея редуктора в масляной ванне на сельскохозяйственных машинах была в зачаточном состоянии. Смазка машины в основном производилась с помощью простых открытых иллюминаторов или смазки, наносимой на открытые шестерни. При восстановлении Champion было обнаружено, что все масляные каналы главного приводного вала были заполнены овечьей шерстью, которая служила фильтром для грязи и мусора. Вскоре после завершения проекта я искал запчасть в одном из наших других машинных цехов и случайно взглянул на наш полевой каток. Вот они! Два колеса Champion № 4 используются в качестве внутренней рамы катка. В колесах были просверлены отверстия, прикручены деревянные доски, а через колеса в раму катка вставлена длинная ось. У них были точные номера литья, как у косилки, которую мы только что восстановили.
Вскоре после завершения проекта я искал запчасть в одном из наших других машинных цехов и случайно взглянул на наш полевой каток. Вот они! Два колеса Champion № 4 используются в качестве внутренней рамы катка. В колесах были просверлены отверстия, прикручены деревянные доски, а через колеса в раму катка вставлена длинная ось. У них были точные номера литья, как у косилки, которую мы только что восстановили. Доступные с 48-, 52- или 60-дюймовыми режущими деками UltraCut Series 3 на выбор, Radius E-Series обеспечивает ожидаемое качество резки, меньшее техническое обслуживание и долговечность, на которую вы можете рассчитывать.
Доступные с 48-, 52- или 60-дюймовыми режущими деками UltraCut Series 3 на выбор, Radius E-Series обеспечивает ожидаемое качество резки, меньшее техническое обслуживание и долговечность, на которую вы можете рассчитывать. (Доступно весной 2023 г.)
(Доступно весной 2023 г.) )
)
 specification-list»>
specification-list»>

 Стандартная боковая выгрузка, с формованным разгрузочным желобом и опцией для мешков или мульчи.
Стандартная боковая выгрузка, с формованным разгрузочным желобом и опцией для мешков или мульчи. Включает в себя масло, масляный фильтр, топливный фильтр, воздушный фильтр, свечу зажигания и систему обработки топлива.
Включает в себя масло, масляный фильтр, топливный фильтр, воздушный фильтр, свечу зажигания и систему обработки топлива. (Телефон в комплект не входит.)
(Телефон в комплект не входит.) Ткань с покрытием для максимальной водостойкости и водоотталкивающих свойств. Амортизация для дополнительного комфорта. Эластичный шнур в нижней кромке для индивидуальной подгонки. (Подходит для стандартного сиденья.)
Ткань с покрытием для максимальной водостойкости и водоотталкивающих свойств. Амортизация для дополнительного комфорта. Эластичный шнур в нижней кромке для индивидуальной подгонки. (Подходит для стандартного сиденья.)
 Обратитесь к дилеру за информацией по установке.
Обратитесь к дилеру за информацией по установке.


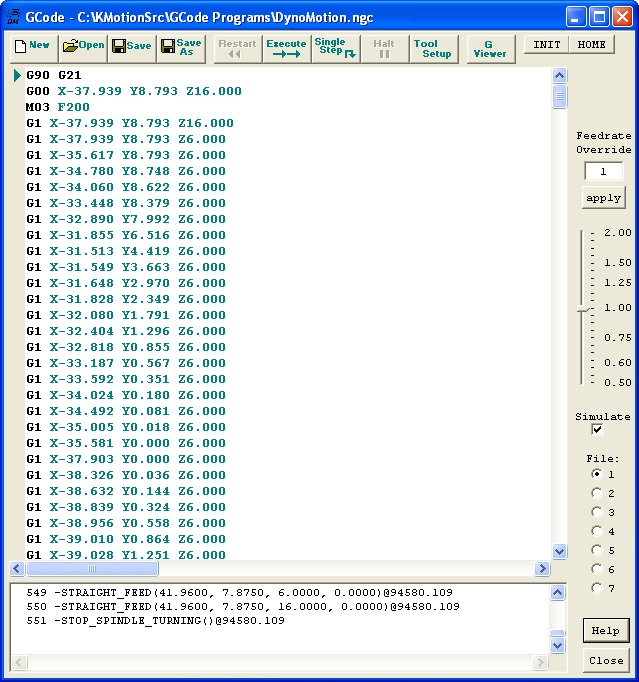 Установки НЕ требует, работает и на W-2000, XP, 7, 7-64bit…
Установки НЕ требует, работает и на W-2000, XP, 7, 7-64bit…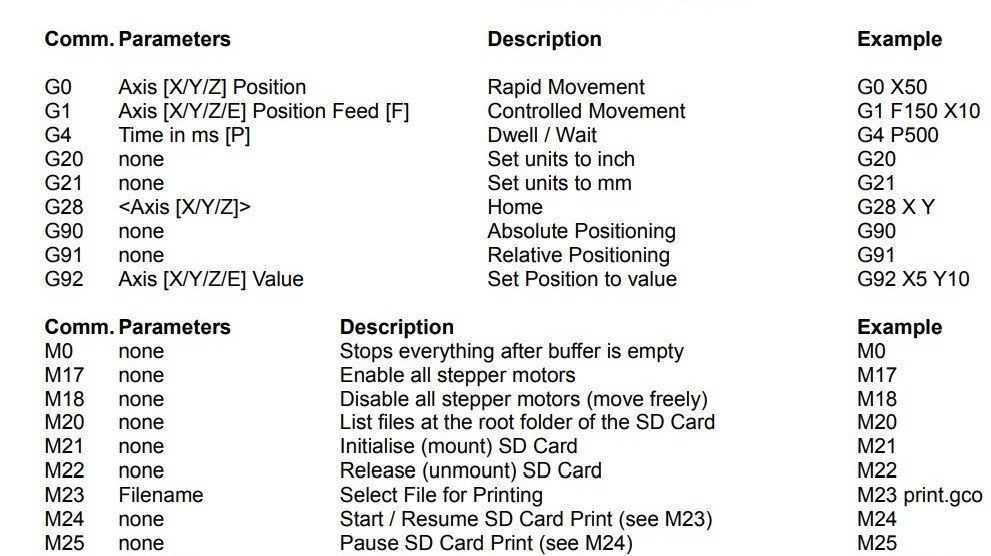 0 хороший вариант, но есть один существенный недостаток — на разных машинах и ОС может или работать или всегда вылетать с ошибкой «деление на ноль». У меня, например, не работает в основной системе (Win7Home), но работает в VirtualBox с неактивированной Win7Home.
0 хороший вариант, но есть один существенный недостаток — на разных машинах и ОС может или работать или всегда вылетать с ошибкой «деление на ноль». У меня, например, не работает в основной системе (Win7Home), но работает в VirtualBox с неактивированной Win7Home.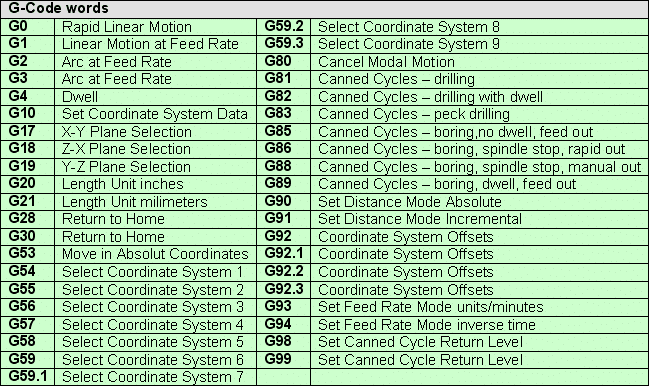
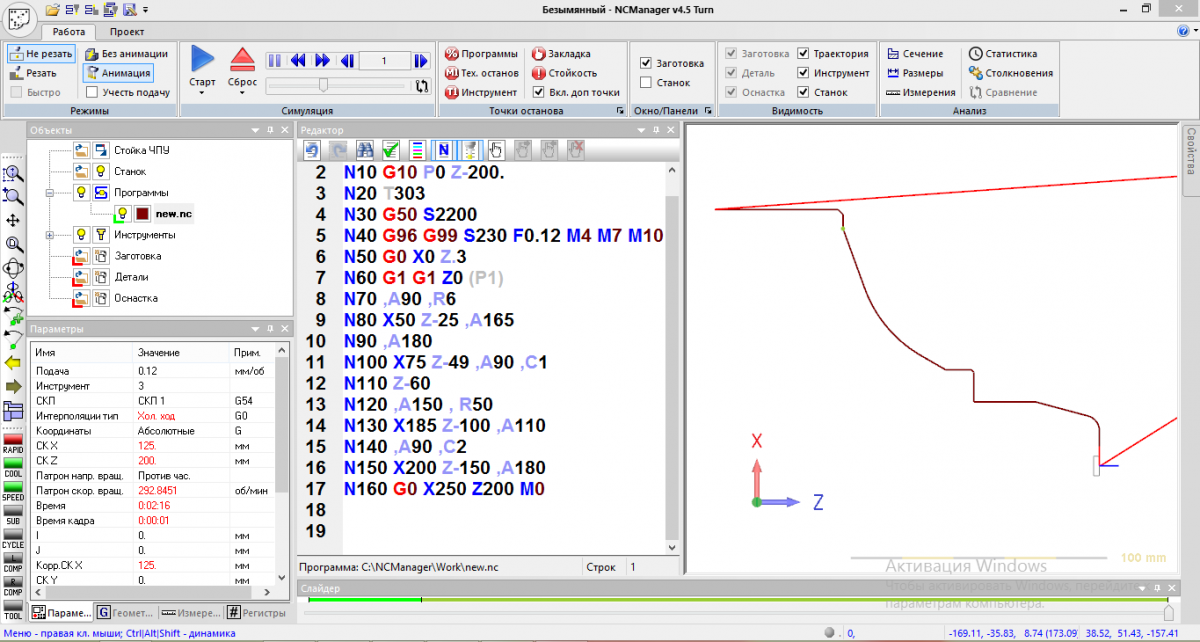 nc-correc…nf.ua/index.htm
nc-correc…nf.ua/index.htm Полезная штука.
Полезная штука.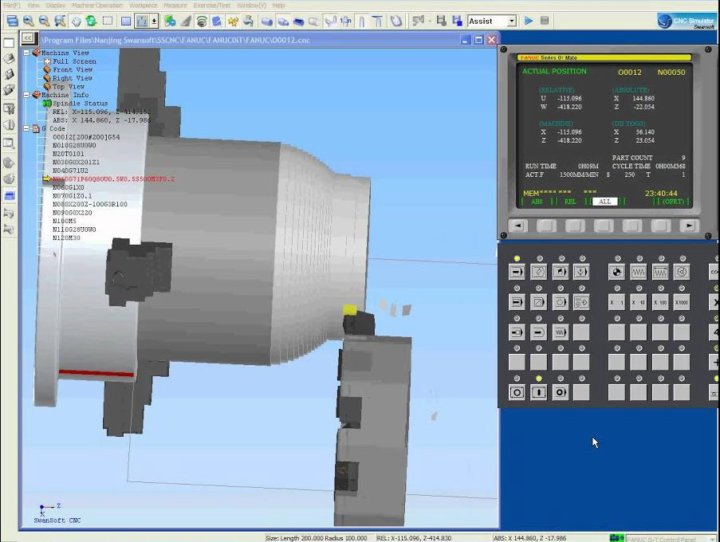 nc-correc…nf.ua/index.htm
nc-correc…nf.ua/index.htm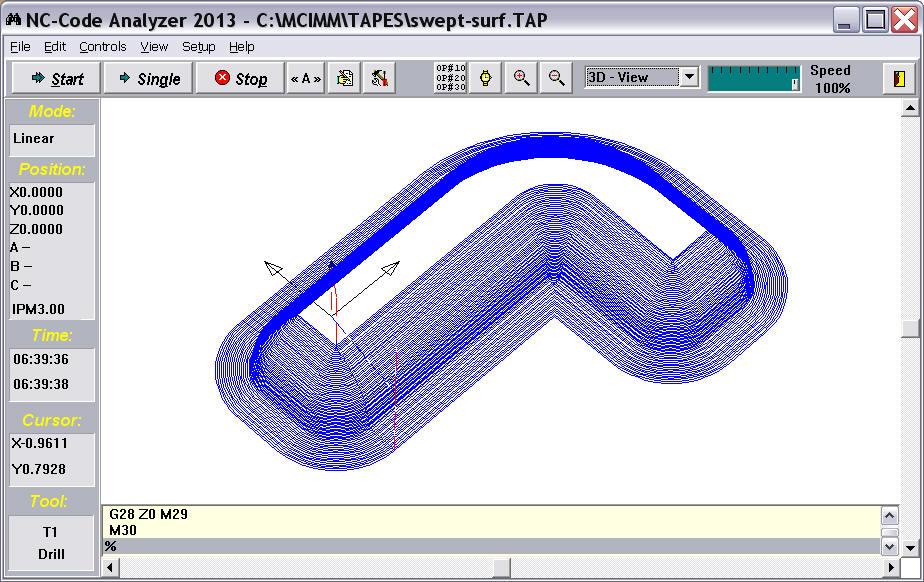
 ..
..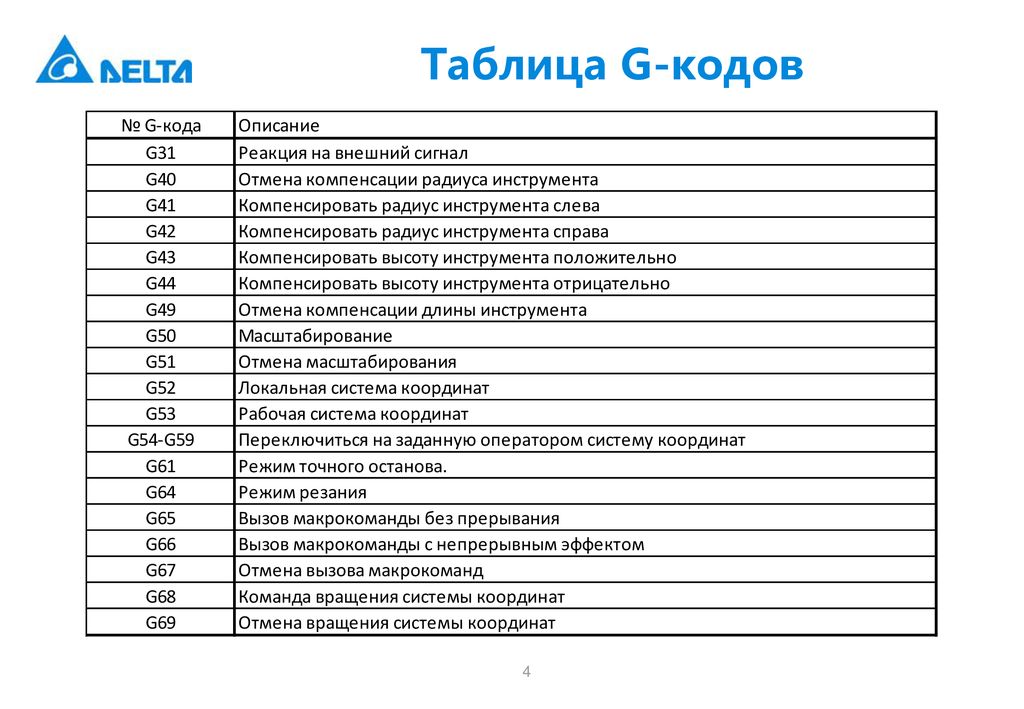
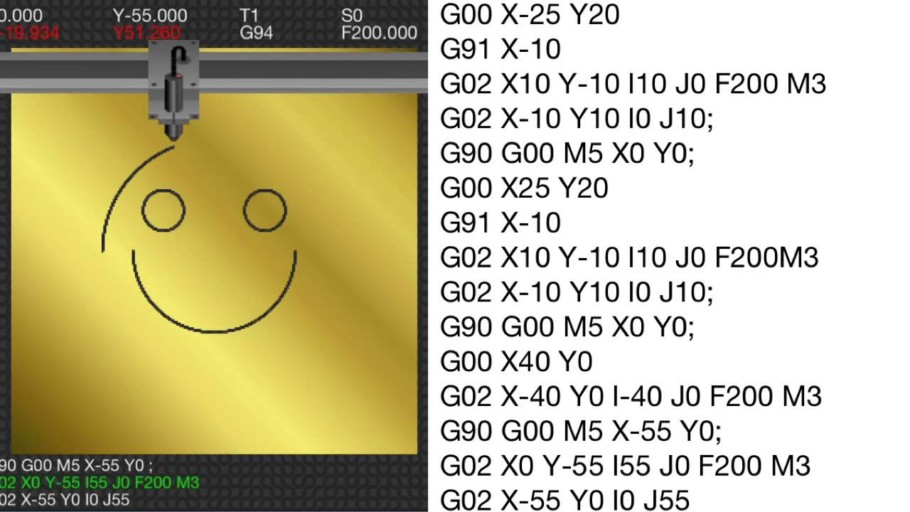 для остального достаточно Xilog.
для остального достаточно Xilog. Хотя в наши дни очень немногие люди пишут G-код вручную — мы, как правило, используем CAM-программы — по-прежнему есть огромное преимущество в проверке вашей программы в симуляторе перед ее загрузкой на вашу физическую машину.
Хотя в наши дни очень немногие люди пишут G-код вручную — мы, как правило, используем CAM-программы — по-прежнему есть огромное преимущество в проверке вашей программы в симуляторе перед ее загрузкой на вашу физическую машину.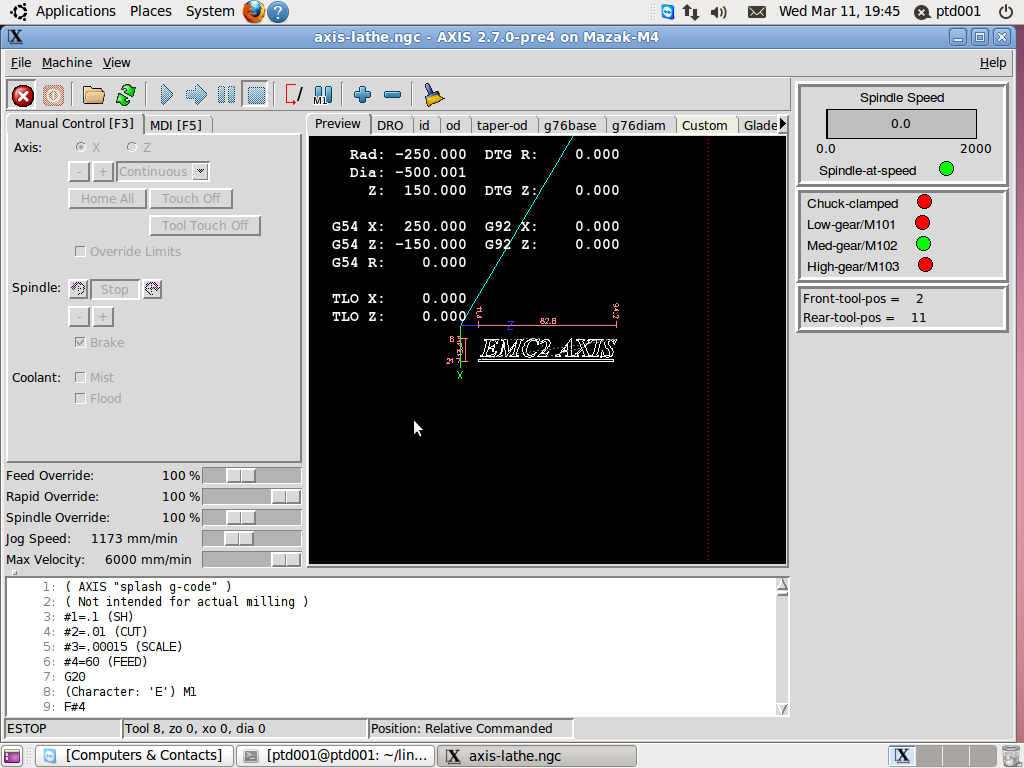
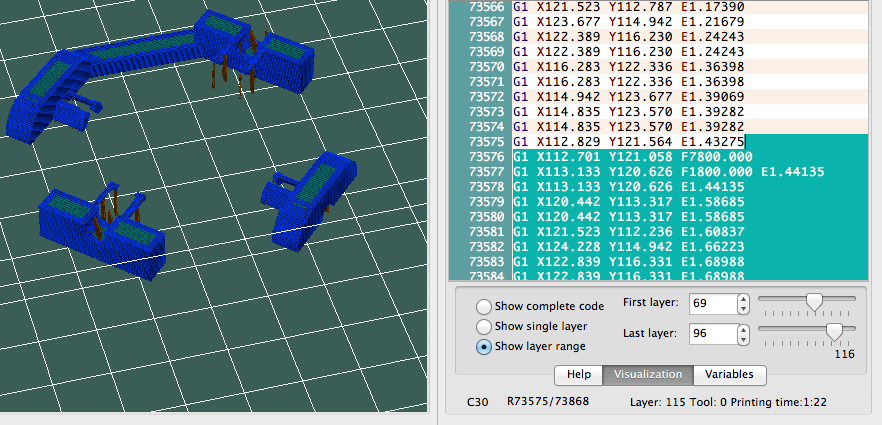


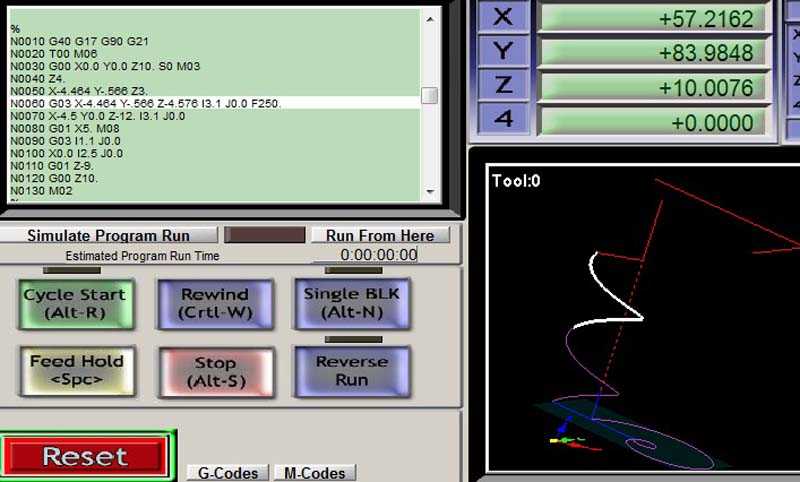
 Если вы считаете CAMotics полезным, рассмотрите возможность пожертвования
Если вы считаете CAMotics полезным, рассмотрите возможность пожертвования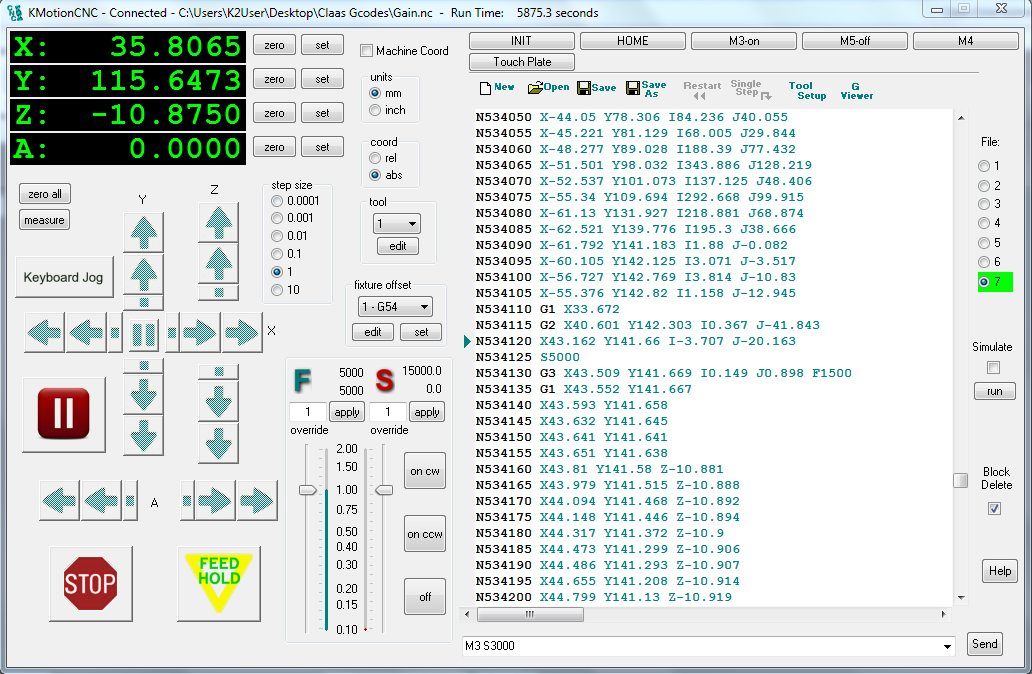 При этом 3D-печать
При этом 3D-печать
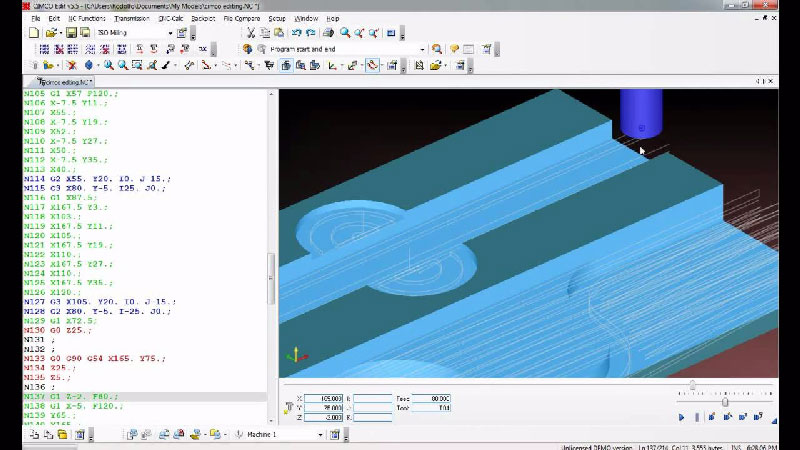
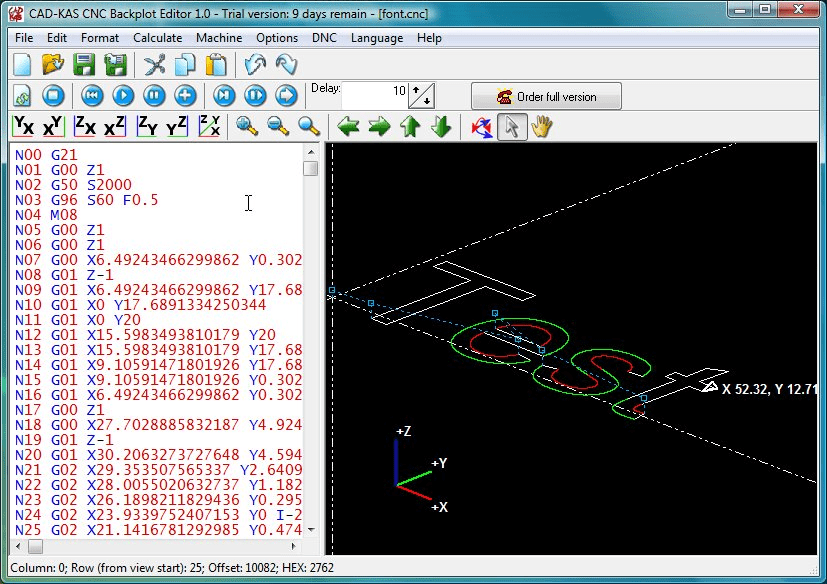


 Калибровка занимает около 5 минут. После завершения принтер сообщит об успешной печати файла.
Калибровка занимает около 5 минут. После завершения принтер сообщит об успешной печати файла.
 0) с помощью E3D Chimera, Marlin 2.0.3 и более мощного нагревательного картриджа мощностью 50 Вт. Я подключил все провода и попытался настроить ПИД на горячем конце, но у меня возникла проблема.
0) с помощью E3D Chimera, Marlin 2.0.3 и более мощного нагревательного картриджа мощностью 50 Вт. Я подключил все провода и попытался настроить ПИД на горячем конце, но у меня возникла проблема. 25 S200 C10
25 S200 C10 Например, PID_MAX и PID_FUNCTIONAL_RANGE и PID_INTEGRAL_DRIVE_MAX могут иметь драматические, неожиданные эффекты на поведение PID. Например, слишком большой PID_MAX на мощном нагревателе может сделать автонастройку невозможной; слишком маленький PID_FUNCTIONAL_RANGE может вызвать нечетное поведение сброса; слишком большой PID_FUNCTIONAL_RANGE может гарантировать превышение; и слишком маленький PID_INTEGRAL_DRIVE_MAX может вызвать падение.
Например, PID_MAX и PID_FUNCTIONAL_RANGE и PID_INTEGRAL_DRIVE_MAX могут иметь драматические, неожиданные эффекты на поведение PID. Например, слишком большой PID_MAX на мощном нагревателе может сделать автонастройку невозможной; слишком маленький PID_FUNCTIONAL_RANGE может вызвать нечетное поведение сброса; слишком большой PID_FUNCTIONAL_RANGE может гарантировать превышение; и слишком маленький PID_INTEGRAL_DRIVE_MAX может вызвать падение.
 0040
0040
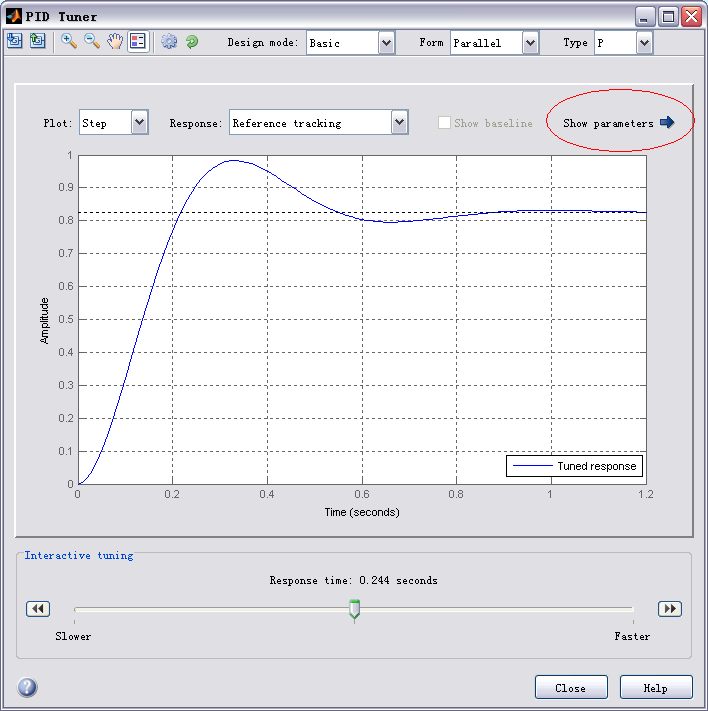 д.
д.
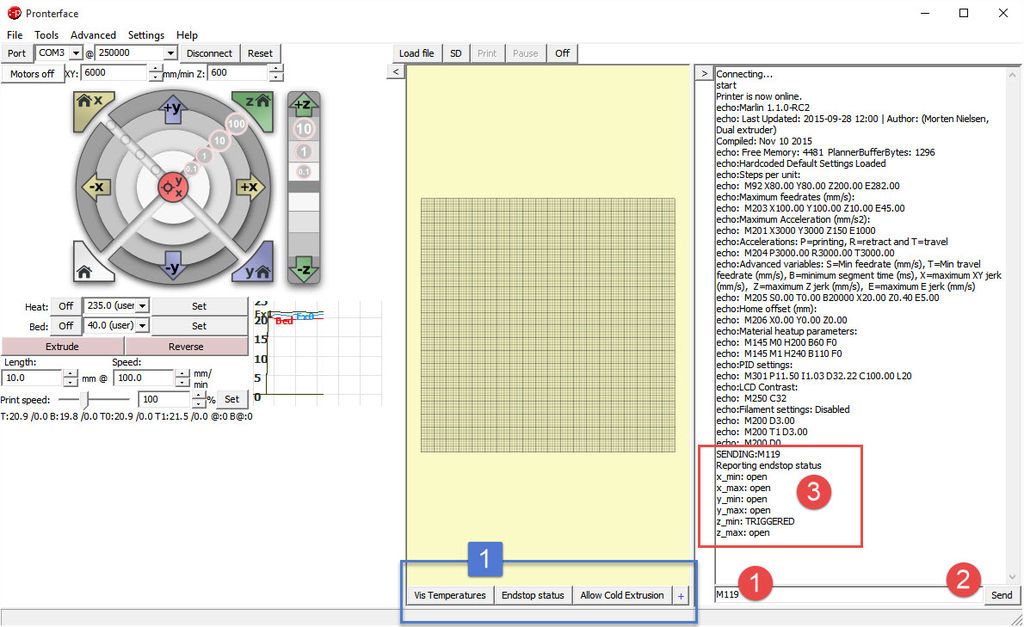
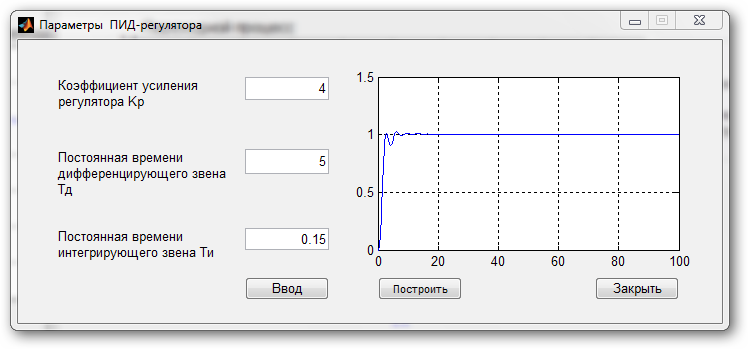



 неисправность. Использование принтера при температуре 245 °C не вызвало бы проблем даже при неоптимальной настройке ПИД-регулятора.
неисправность. Использование принтера при температуре 245 °C не вызвало бы проблем даже при неоптимальной настройке ПИД-регулятора.
 КузнецкийЛесосибирскЛучегорскМагнитогорскМариинскМеждуреченскМиассМинскМирный(Якутия)Могилев, BYМОСКВАНабережные челныНаходкаНевинномысскНерюнгриНижневартовскНижнекамскНижний НовгородНижний ТагилНовоалтайскНовокузнецкНовокуйбышевскНовороссийскНОВОСИБИРСКНовочебоксарскНогликиНорильскОмскОренбургОсинникиП.КамчатскийПавлодар, KZПартизанскПензаПермьПетропавловск, KZПоронайскПрокопьевскПятигорскРостов-на-ДонуРубцовскРязаньС.ПетербургСалаватСамараСаратовСаяногорскСвободныйСевастопольСемипалатинск (Семей), KZСимферопольСковородиноСлавгородСлавянск-на-КубаниСмоленскСоветская ГаваньСпасск-ДальнийСтавропольСтерлитамакСургутСызраньТаганрогТайгаТалды-Курган, KZТараз, KZТаштаголТверьТобольскТольяттиТомскТроицк (Урал)ТулаТулунТындаТюменьУлан-УдэУльяновскУральск, KZУсолье-СибирскоеУссурийскУсть-ИлимскУсть-Каменогорск, KZУсть-КутУфаФеодосияХабаровскЧайковскийЧебоксарыЧелябинскЧитаШадринскШахтыШуяШымкент, KZЭкибастуз, KZЭнгельсЮжно-СахалинскЮргаЯкутскЯлтаЯрославль
КузнецкийЛесосибирскЛучегорскМагнитогорскМариинскМеждуреченскМиассМинскМирный(Якутия)Могилев, BYМОСКВАНабережные челныНаходкаНевинномысскНерюнгриНижневартовскНижнекамскНижний НовгородНижний ТагилНовоалтайскНовокузнецкНовокуйбышевскНовороссийскНОВОСИБИРСКНовочебоксарскНогликиНорильскОмскОренбургОсинникиП.КамчатскийПавлодар, KZПартизанскПензаПермьПетропавловск, KZПоронайскПрокопьевскПятигорскРостов-на-ДонуРубцовскРязаньС.ПетербургСалаватСамараСаратовСаяногорскСвободныйСевастопольСемипалатинск (Семей), KZСимферопольСковородиноСлавгородСлавянск-на-КубаниСмоленскСоветская ГаваньСпасск-ДальнийСтавропольСтерлитамакСургутСызраньТаганрогТайгаТалды-Курган, KZТараз, KZТаштаголТверьТобольскТольяттиТомскТроицк (Урал)ТулаТулунТындаТюменьУлан-УдэУльяновскУральск, KZУсолье-СибирскоеУссурийскУсть-ИлимскУсть-Каменогорск, KZУсть-КутУфаФеодосияХабаровскЧайковскийЧебоксарыЧелябинскЧитаШадринскШахтыШуяШымкент, KZЭкибастуз, KZЭнгельсЮжно-СахалинскЮргаЯкутскЯлтаЯрославль







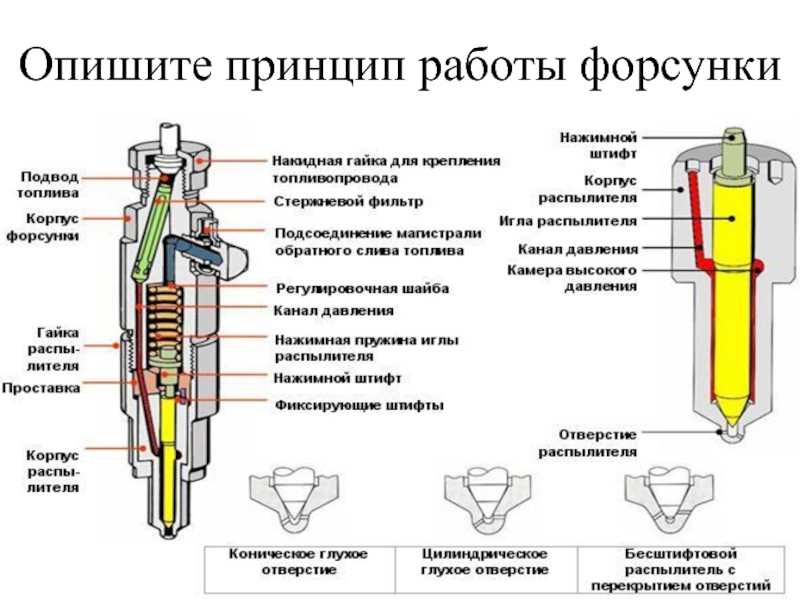



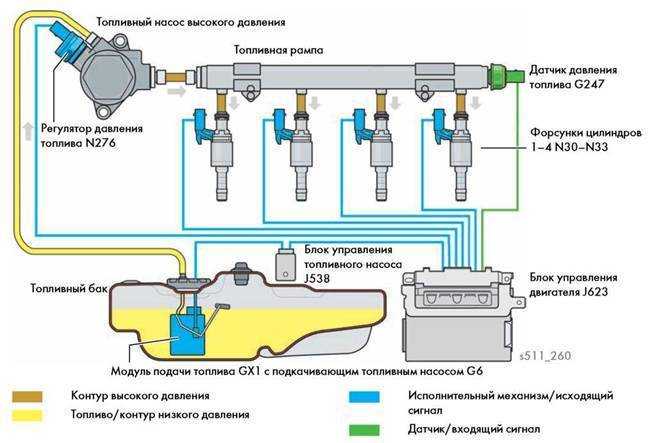

 8 (985) 141 08 46
8 (985) 141 08 46

 шоссе: Волоколамское
шоссе: Волоколамское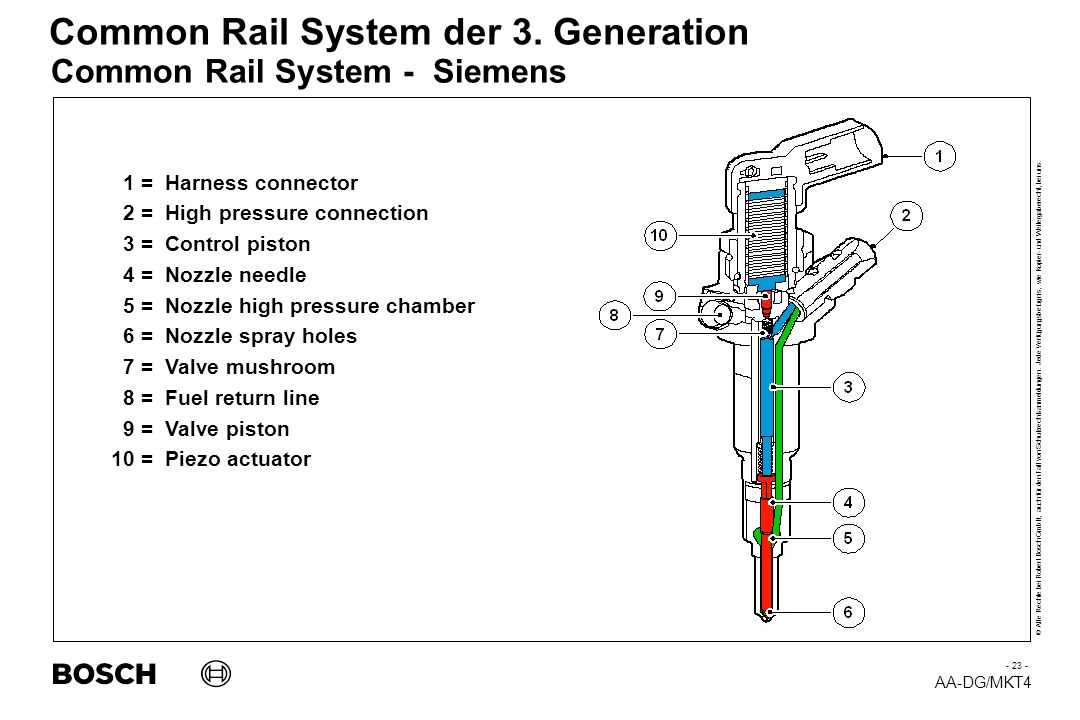 пост: да
пост: да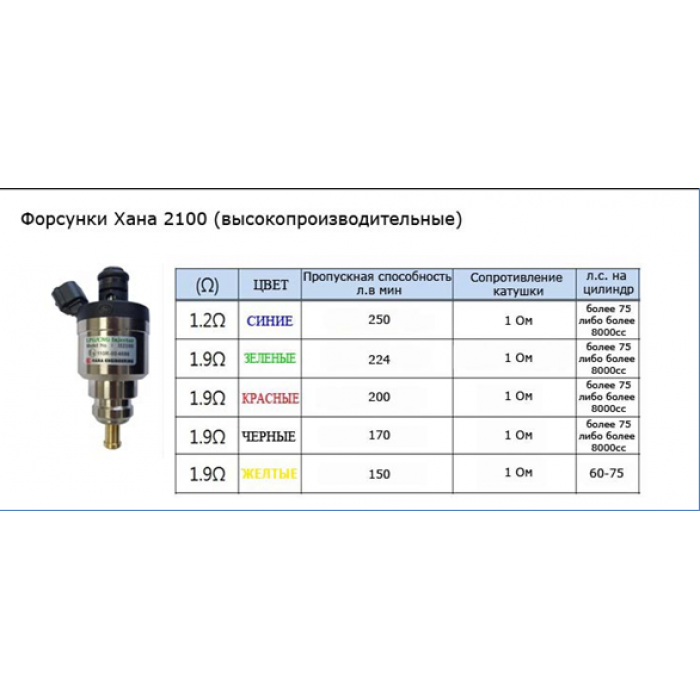


 шоссе: Волгоградский пр.
шоссе: Волгоградский пр. пост: да
пост: да пост: да
пост: да
 шоссе: Лермонтовский пр.
шоссе: Лермонтовский пр. пост: нет
пост: нет 8 (985) 140 78 58
8 (985) 140 78 58 У нас есть вся литература, которая позволяет качественно проводить все ремонтные мероприятия.
У нас есть вся литература, которая позволяет качественно проводить все ремонтные мероприятия. Любые проблемы мы решим, согласовав ценовую политику с вами до момента проведения ремонтных работ.
Любые проблемы мы решим, согласовав ценовую политику с вами до момента проведения ремонтных работ.


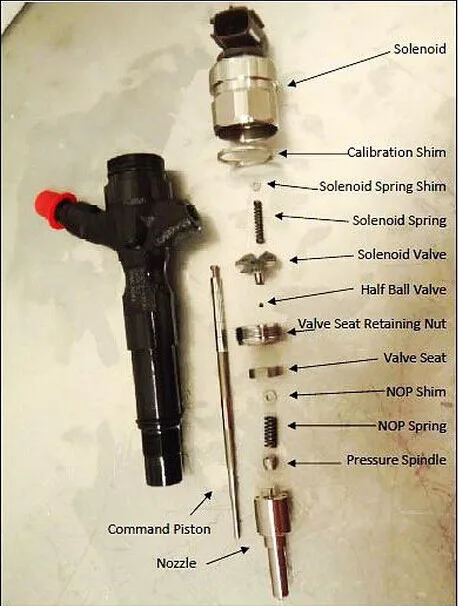

 Дм. Донского8 (985) 138 08 95
Дм. Донского8 (985) 138 08 95
 Внешний диаметр был слишком мал, поэтому форсунка могла выпасть прямо из рейки. Я послал им электронное письмо и никогда не слышал от них. Излишне говорить, что я не доволен ими.
Внешний диаметр был слишком мал, поэтому форсунка могла выпасть прямо из рейки. Я послал им электронное письмо и никогда не слышал от них. Излишне говорить, что я не доволен ими. Они выглядят как дешевые афтермаркеты.
Они выглядят как дешевые афтермаркеты. 
 Каждая форсунка индивидуально тестируется на испытательных стендах с надежной подачей, временем отклика и пиковым давлением впрыска в соответствии со спецификациями оригинального оборудования.
Каждая форсунка индивидуально тестируется на испытательных стендах с надежной подачей, временем отклика и пиковым давлением впрыска в соответствии со спецификациями оригинального оборудования. 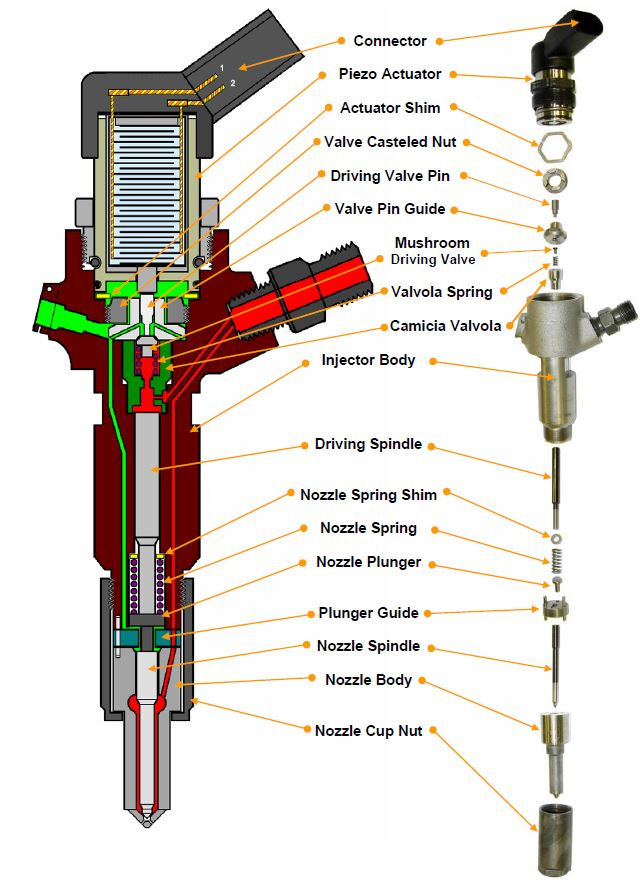 Нет налога с продаж для поставок за пределы Калифорнии и внутри Калифорнии с номером перепродажи. К каждому заказу будет добавлена комиссия за транзакцию в размере 3%-5%. Некоторые товары могут потребовать доставки и обработки. Мы не несем ответственности за задержки и проблемы, вызванные транспортными компаниями. 30% плата за пополнение запасов плюс доставка будут взиматься за любые возвраты. Пожалуйста, внимательно проверьте свой серийный номер, номер аранжировки или номер CPL при размещении заказа. Если у Вас есть вопросы, пожалуйста свяжитесь с нами. Все цены могут быть изменены без предварительного уведомления.
Нет налога с продаж для поставок за пределы Калифорнии и внутри Калифорнии с номером перепродажи. К каждому заказу будет добавлена комиссия за транзакцию в размере 3%-5%. Некоторые товары могут потребовать доставки и обработки. Мы не несем ответственности за задержки и проблемы, вызванные транспортными компаниями. 30% плата за пополнение запасов плюс доставка будут взиматься за любые возвраты. Пожалуйста, внимательно проверьте свой серийный номер, номер аранжировки или номер CPL при размещении заказа. Если у Вас есть вопросы, пожалуйста свяжитесь с нами. Все цены могут быть изменены без предварительного уведомления.
 в течение тридцати (30) дней после доставки счета-фактуры Покупателю на такие расходы и сборы.
в течение тридцати (30) дней после доставки счета-фактуры Покупателю на такие расходы и сборы. НИ ПРИ КАКИХ ОБСТОЯТЕЛЬСТВАХ ID НЕ НЕСЕТ ОТВЕТСТВЕННОСТИ ЗА ПОТЕРЮ ПРИБЫЛИ ИЛИ ЛЮБЫЕ ДРУГИЕ ОСОБЫЕ, СЛУЧАЙНЫЕ, КОСВЕННЫЕ, ШТРАФНЫЕ ИЛИ КОСВЕННЫЕ УБЫТКИ, ВОЗНИКАЮЩИЕ В СВЯЗИ С НАСТОЯЩИМИ УСЛОВИЯМИ, ЗАКАЗАМИ НА РАБОТУ ИЛИ ИСПОЛЬЗОВАНИЕМ ПРОДУКТОВ, ПРОДАВАЕМЫХ И РАСПРОСТРАНЯЕМЫХ В СООТВЕТСТВИИ С НАСТОЯЩИМИ УСЛОВИЯМИ. И ЗАКАЗЫ НА ПРОДАЖУ, ОДНАКО ВЫЗВАННЫЕ И НЕЗАВИСИМО ОТ ТЕОРИИ ОТВЕТСТВЕННОСТИ. ДАННОЕ ОГРАНИЧЕНИЕ ПРИМЕНЯЕТСЯ, ДАЖЕ ЕСЛИ ID БЫЛО УВЕДОМЛЕНО ИЛИ ЗНАЕТ О ВОЗМОЖНОСТИ ТАКОГО УЩЕРБА. ЕСЛИ В КАКОЙ-ЛИБО ПРОДУКЦИИ БУДЕТ ОПРЕДЕЛЕН ДЕФЕКТ МАТЕРИАЛА ИЛИ ИЗГОТОВЛЕНИЯ, ID ДОЛЖНА ИМЕТЬ И СОХРАНЯТЬ ВОЗМОЖНОСТЬ, ПО СВОЕМУ ИСКЛЮЧИТЕЛЬНОМУ УСМОТРЕНИЮ, РЕМОНТ, ЗАМЕНУ ИЛИ ВОЗВРАТ СРЕДСТВ ЗА ПРОДУКТ, КОТОРЫЙ БЫЛ ОПРЕДЕЛЕН ДЕФЕКТОМ МАТЕРИАЛА ИЛИ КАЧЕСТВА.
НИ ПРИ КАКИХ ОБСТОЯТЕЛЬСТВАХ ID НЕ НЕСЕТ ОТВЕТСТВЕННОСТИ ЗА ПОТЕРЮ ПРИБЫЛИ ИЛИ ЛЮБЫЕ ДРУГИЕ ОСОБЫЕ, СЛУЧАЙНЫЕ, КОСВЕННЫЕ, ШТРАФНЫЕ ИЛИ КОСВЕННЫЕ УБЫТКИ, ВОЗНИКАЮЩИЕ В СВЯЗИ С НАСТОЯЩИМИ УСЛОВИЯМИ, ЗАКАЗАМИ НА РАБОТУ ИЛИ ИСПОЛЬЗОВАНИЕМ ПРОДУКТОВ, ПРОДАВАЕМЫХ И РАСПРОСТРАНЯЕМЫХ В СООТВЕТСТВИИ С НАСТОЯЩИМИ УСЛОВИЯМИ. И ЗАКАЗЫ НА ПРОДАЖУ, ОДНАКО ВЫЗВАННЫЕ И НЕЗАВИСИМО ОТ ТЕОРИИ ОТВЕТСТВЕННОСТИ. ДАННОЕ ОГРАНИЧЕНИЕ ПРИМЕНЯЕТСЯ, ДАЖЕ ЕСЛИ ID БЫЛО УВЕДОМЛЕНО ИЛИ ЗНАЕТ О ВОЗМОЖНОСТИ ТАКОГО УЩЕРБА. ЕСЛИ В КАКОЙ-ЛИБО ПРОДУКЦИИ БУДЕТ ОПРЕДЕЛЕН ДЕФЕКТ МАТЕРИАЛА ИЛИ ИЗГОТОВЛЕНИЯ, ID ДОЛЖНА ИМЕТЬ И СОХРАНЯТЬ ВОЗМОЖНОСТЬ, ПО СВОЕМУ ИСКЛЮЧИТЕЛЬНОМУ УСМОТРЕНИЮ, РЕМОНТ, ЗАМЕНУ ИЛИ ВОЗВРАТ СРЕДСТВ ЗА ПРОДУКТ, КОТОРЫЙ БЫЛ ОПРЕДЕЛЕН ДЕФЕКТОМ МАТЕРИАЛА ИЛИ КАЧЕСТВА. в Сенчури-Сити, Лос-Анджелес. Анхелес, Калифорния. Понятно, что ID не ведет бизнес за пределами Commerce, Калифорния, и ей будет нанесен ущерб, если придется вести судебный процесс в другом месте. Арбитраж будет использовать действующие на тот момент правила коммерческого арбитража ADR Services, Inc. Претензии или разногласия, подпадающие под это положение, должны включать, помимо прочего, любые претензии, связанные с Работой/Продуктами. Покупатель соглашается с исключительной юрисдикцией в Сенчури-Сити, Лос-Анджелес, Калифорния, для обязательного арбитража и всех других вопросов, связанных или вытекающих из настоящих Условий и Заказов на продажу, включая, помимо прочего, любые претензии, связанные с Продуктами. Решение может быть вынесено по решению арбитра любым судом, имеющим юрисдикцию. Если Покупатель отказывается явиться или участвовать в обязывающем арбитражном разбирательстве или оплатить долю Покупателя в арбитражных сборах и расходах, арбитр имеет право принять решение по иску или спору в соответствии с представленными доказательствами.
в Сенчури-Сити, Лос-Анджелес. Анхелес, Калифорния. Понятно, что ID не ведет бизнес за пределами Commerce, Калифорния, и ей будет нанесен ущерб, если придется вести судебный процесс в другом месте. Арбитраж будет использовать действующие на тот момент правила коммерческого арбитража ADR Services, Inc. Претензии или разногласия, подпадающие под это положение, должны включать, помимо прочего, любые претензии, связанные с Работой/Продуктами. Покупатель соглашается с исключительной юрисдикцией в Сенчури-Сити, Лос-Анджелес, Калифорния, для обязательного арбитража и всех других вопросов, связанных или вытекающих из настоящих Условий и Заказов на продажу, включая, помимо прочего, любые претензии, связанные с Продуктами. Решение может быть вынесено по решению арбитра любым судом, имеющим юрисдикцию. Если Покупатель отказывается явиться или участвовать в обязывающем арбитражном разбирательстве или оплатить долю Покупателя в арбитражных сборах и расходах, арбитр имеет право принять решение по иску или спору в соответствии с представленными доказательствами. Покупатель должен осознавать, что, принимая положение об арбитраже, ПОКУПАТЕЛЬ ОТКАЗЫВАЕТСЯ ОТ ПРАВА ПОКУПАТЕЛЯ НА СУД ПРИСЯЖНЫХ И ПРАВА, ЗА ИСКЛЮЧЕНИЕМ ОГРАНИЧЕННЫХ ОБСТОЯТЕЛЬСТВ, НА ОБЖАЛОВАНИЕ РЕШЕНИЯ АРБИТРА .
Покупатель должен осознавать, что, принимая положение об арбитраже, ПОКУПАТЕЛЬ ОТКАЗЫВАЕТСЯ ОТ ПРАВА ПОКУПАТЕЛЯ НА СУД ПРИСЯЖНЫХ И ПРАВА, ЗА ИСКЛЮЧЕНИЕМ ОГРАНИЧЕННЫХ ОБСТОЯТЕЛЬСТВ, НА ОБЖАЛОВАНИЕ РЕШЕНИЯ АРБИТРА . ID отправляет все Продукты, перечисленные выше, на условиях фрахта «Предоплаченный фрахт» на склад ID в Лос-Анджелесе, Калифорния — это означает, что ID несет риск потери, связанный с Продуктами, только до тех пор, пока Продукты не будут размещены на складе. грузовики, которые будут использоваться для доставки продукции Покупателю. Страхование Продукции является исключительной ответственностью Покупателя. ПОКУПАТЕЛЬ НЕСЕТ ОТВЕТСТВЕННОСТЬ ЗА СТРАХОВАНИЕ ПРОДУКТА В СВЯЗИ С ДОСТАВКОЙ/ОТПРАВКОЙ, И ID НЕ НЕСЕТ ОТВЕТСТВЕННОСТИ ЗА КАКИЕ-ЛИБО ПОВРЕЖДЕНИЯ ИЛИ ЗАДЕРЖКИ В ОТНОШЕНИИ ДОСТАВКИ И ОТПРАВКИ.
ID отправляет все Продукты, перечисленные выше, на условиях фрахта «Предоплаченный фрахт» на склад ID в Лос-Анджелесе, Калифорния — это означает, что ID несет риск потери, связанный с Продуктами, только до тех пор, пока Продукты не будут размещены на складе. грузовики, которые будут использоваться для доставки продукции Покупателю. Страхование Продукции является исключительной ответственностью Покупателя. ПОКУПАТЕЛЬ НЕСЕТ ОТВЕТСТВЕННОСТЬ ЗА СТРАХОВАНИЕ ПРОДУКТА В СВЯЗИ С ДОСТАВКОЙ/ОТПРАВКОЙ, И ID НЕ НЕСЕТ ОТВЕТСТВЕННОСТИ ЗА КАКИЕ-ЛИБО ПОВРЕЖДЕНИЯ ИЛИ ЗАДЕРЖКИ В ОТНОШЕНИИ ДОСТАВКИ И ОТПРАВКИ. На любые суммы, своевременно не уплаченные Покупателем компании ID, начисляются проценты за просрочку платежа по ставке 10% годовых или по максимально допустимой процентной ставке в соответствии с применимым законодательством, в зависимости от того, что меньше. Платежи Покупателя будут применяться к непогашенной основной сумме, причитающейся ID, а затем к любым процентным платежам или штрафам и сборам за просрочку платежа. Если Покупатель своевременно не платит ID, ID может принять решение, среди прочего, прекратить доставку Продуктов Покупателю. Если Покупатель не оплачивает ID своевременно, дебиторская задолженность Покупателя может быть передана агентству по сбору платежей, фирме, адвокату или другому юридическому или физическому лицу. Покупатель обязан оплатить все расходы, сборы и другие расходы, связанные с такими усилиями по взысканию, включая, помимо прочего, гонорары и расходы на адвокатов, а также любые расходы и сборы, связанные с принудительным исполнением таких усилий по взысканию.
На любые суммы, своевременно не уплаченные Покупателем компании ID, начисляются проценты за просрочку платежа по ставке 10% годовых или по максимально допустимой процентной ставке в соответствии с применимым законодательством, в зависимости от того, что меньше. Платежи Покупателя будут применяться к непогашенной основной сумме, причитающейся ID, а затем к любым процентным платежам или штрафам и сборам за просрочку платежа. Если Покупатель своевременно не платит ID, ID может принять решение, среди прочего, прекратить доставку Продуктов Покупателю. Если Покупатель не оплачивает ID своевременно, дебиторская задолженность Покупателя может быть передана агентству по сбору платежей, фирме, адвокату или другому юридическому или физическому лицу. Покупатель обязан оплатить все расходы, сборы и другие расходы, связанные с такими усилиями по взысканию, включая, помимо прочего, гонорары и расходы на адвокатов, а также любые расходы и сборы, связанные с принудительным исполнением таких усилий по взысканию.