Электродвигатель 5АИ200М6. Цена. Характеристики. Серия 5АИ
Описание
Подробности
Электродвигатели асинхронные трехфазные серии 5АИ200 имеют короткозамкнутый ротор, рассчитаны на продолжительный режим работы S1 по ГОСТ 183—74 от сети переменного тока частотой 50 Гц, напряжением 220/380/660 В. Данные двигатели используются в сельском хозяйстве, промышленности, производстве и т.д. Главными особенностями двигателей данной серии являются лёгкость монтажа, простата конструкции, а также простое обслуживание.
Характеристики:
Мощность — 22 кВт
Синхронная частота вращения — 1000 об/мин
Ток статора — 44,7 А
КПД — 90 %
Масса (IM1081) — 233 кг
Степень защиты IP55 по ГОСТ 17494—87;
Способ охлаждения 1С 0151 по ГОСТ 20459—87;
Класс вибрации трехфазных двигателей 2,8 мм/с по ГОСТ 20815—93;
Уровень звука двигателей в режиме холостого хода соответствует 2 классу ГОСТ 16372—93;
Асинхронные 3-х фазные электродвигатели имеют систему изоляции класса нагревостойкости «F» по ГОСТ 8865—93
Габаритные размеры электродвигателя серии 5АИ
Число полюсов
Габаритные размеры, мм
Установочные и присоединительные размеры, мм
l30
l33
h41
d24
l1
l2
l10
l31
d1
d2
d10
d20
d22
d25
b1
b2
b10
h2
h3
h5
h6
h20
h
6
800
—
500
450
140
—
267
133
60
—
19
400
19
350
18
—
318
11
—
—
—
25
200
Характеристики
Характеристики
Вес агрегата
233
Мощность
22
Напряжение (В)
380/660
Режим работы
S1
Способ монтажа, (IM)
IM1001
Климатическое исполнение
У2
Класс изоляции
F
Тип двигателя
Общепромышленный
Отзывы
Напишите ваш собственный отзыв
Оставлять отзывы могут только зарегистрированные пользователи. Пожалуйста, войдите или зарегистрируйтесь
Метки товара
Используйте пробелы для отделения меток. Используйте одинарные кавычки (‘) для фраз.
Напишите ваш собственный отзыв
Оставлять отзывы могут только зарегистрированные пользователи. Пожалуйста, войдите или зарегистрируйтесь
Насос Д200-36 — Все характеристики, чертежи и Цены
Характеристика
Значение
Q м³/час
200
Напор, м
36
Р, кВТ
37
N, об/мин
1500
КПД, %
74
Кавит. запас, м
<4,3
Утечка л/час
0,1 … 2
Цена: от 45000 грн
Уточняйте характеристики, цены, размеры, сроки, получайте счёт на оплату
Заводские сетевые насосы Д200-36 с рабочим колесом двустороннего входа – «Слобожанский Завод». Подобрать по характеристикам и купить помогут эксперты «СЛЭМЗ».
Технические характеристики насоса Д200-36
Двусторонний насос Д 200-36 – самый маломощный из линейки двусторонних насосов. Обеспечивает быстродействие 200 м³/ч и давление 36 метров. Электропривод – двигатель 37 кВт или 30 кВт в зависимости от обточки крыльчатки. Производители насоса Д200-36 – Украина, Россия. Маркировка до 1982 г. — 4НДВ.
Таблица паспортных технических характеристик насоса Д 200-36 для воды. Сравнение параметров водяного насоса Д200-36а и Д200-36б с подрезкой рабочего колеса.
Насос
Q , м³ /час
H, м
Р, кВТ
N, об/мин
КПД, %
Кавит. запас, м
Утечка л/час
Вес, кг
Диаметр раб. колеса, мм
насоса
агрегата
Д200-36
200
36
29
1500
74
4,3
0,1 … 2
240
630
350
Д200-36а
190
30
25
71
5,3
550
320
Д200-36б
180
25
18
66
6
460
300
Характеристики рабочей жидкости
Таблица предельно-допустимых показателей воды для двусторонних насосов Д200-36.
Содержание частиц по массе, %
Размер частиц, мм
Микротвердость, ГПа
рН
Плотность, кг/м³
Вязкость, м² /с
t max, ⁰С
< 0,05
< 0,2
< 6,5
< 8,5
1000
36х10 -6
85
Габаритно-присоединительный чертеж с размерами
Чертежи габаритно-присоединительных размеров насоса Д200-36 и агрегата на его базе. Установочные размеры по станине согласно технического паспорта.
Насос
LxBxH
L1
l
l1
l2
l3
l4
l5
B1
h2
h3
h4
A1
A2
A3
Д200-36
830x800x620
458
510
300
340
160
340
160
373
350
224
162
430
260
260
Двигатель с насосом
LxBxH
L1
L2
L3
L4
L5
B1
B2
h2
h3
h4
h5
Д 200-36
1590x570x700
1255
930
458
760
170
490
370
806
190
340
200
Д 200-36а
1523x570x610
1185
860
458
760
170
490
364
806
190
360
180
Д 200-36б
1523x570x610
1150
832
458
760
170
490
364
806
190
360
180
Размеры всасывающего и напорного патрубка
Чертеж с диаметрами патрубков водяного насоса Д, необходимых для изготовления ответных фланцев и монтажа трубопровода.
D
D1
D2
D3
D4
D5
D6
D7
d
d1
d2
n
n1
260
225
202
150
235
200
178
125
18
18
23
8
8
Графические характеристики
На графике из технического паспорта насоса Д200-36 рабочий интервал и рабочая точка. Также приведены графики рабочих характеристик насосов Д200-36а и Д200-36б.
Подобрать по цене, надежности и производителю
Аргументы к покупке насоса Д200-36 у СЛЭМЗ:
несколько вариантов цены насоса Д200-36 в зависимости от формы оплаты и года выпуска
каждый насос Д 200-36 поставляется с гарантией, проходит испытания на стенде, жесткий ОТК
выбор по производителям, редкие и устаревшие модели, ремонт, запчасти и производство по спецзаказу
Купить насос Д 200-36
Купить насос Д 200-36 у Слобожанского завода безопасно и легко. Проверенные насосы и надежные электродвигатели. Отправка с ближайшего склада (Харьков, Запорожье, Киев, Кировоград, Сумы). Гарантия – 12 месяцев. Любые виды ремонта насосов типа Д в наших сервисных центрах, в том числе и восстановление корпуса. 100% запчастей к стандартным и редким моделям насосов Д200-36.
Ознакомится с техническими характеристиками насоса Д200-90.
Легкий спортивный авиационный двигатель Continental O-200-D
Continental Motors O-200-A или Легкий авиационный двигатель O-200-D
Teledyne Continental Motors в настоящее время производит облегченная версия двигателя О-200 специально для легкого спорта самолет. Новый двигатель американского производства может похвастаться « 199 фунтов Сухой вес »
В качестве альтернативы, доступен двигатель O-200-A, а также множество старых (подержанных) Continental. установки двигателя.
Другие характеристики двигателя включают в себя: облегченный коленчатый вал, двигатель, смоделированный в САПР. конструкция, навинчиваемый масляный фильтр, легкая конструкция цилиндра, прецизионная балансировка коленчатый вал, облегченный генератор, сбалансированные шатуны, облегченный клапанные крышки, сбалансированные поршни, легкий стартер с высоким крутящим моментом, двойной зажигание от магнето, облегченный распределительный вал, гарантия Continental на новый двигатель и Континентальный сервис и доступность запасных частей.
Двигатель Технические характеристики
О-200-Д Легкий
О-200-А
С75
С85
С90
Рабочий объем (куб. дюйм):
201
201
188
188
201
Отверстие:
4 — 1/16″
4 — 1/16″
3 — 7/8″
3 — 7/8″
4 — 1/16″
Ход поршня:
3 — 7/8″
3 — 7/8″
3 — 5/8″
3 — 5/8″
3 — 7/8″
Сжатие:
8,5 : 1
7 : 1
6. 3 : 1
6.3 : 1
7 : 1
Номинальная мощность:
100
100
75
85
90
Нормальная номинальная скорость вращения:
2750
2750
2275
2575
2475
Континентальный производит авиационные двигатели с 1930-х годов. Компания Первоначально построил двигатель A40, 4-цилиндровый горизонтально-оппозитный двигатель мощностью 38 л.с. двигатель с воздушным охлаждением, используемый в Piper Cub. Оригинальный двигатель превратился в различные модели на протяжении многих лет, в том числе A65, A75, C75, C85 и C90, и, наконец, превратился в двигатель O-200, используемый в популярной Cessna. 150. За прошедшие годы тысячи небольших континентальных автомобилей были произведено (Continental производила более 10 000 двигателей в год в конце семидесятых). Сегодня двигатель О-200 все еще доступен заводские новые от Continental, а бывшие в употреблении доступны во многих источники.
Двигатели Continental
— это история производительности и надежность, с доступными во всем мире запасными частями и сервисной поддержкой. Много производители комплектов установили подержанные и / или отремонтированные двигатели Continental. Существует большой рынок бывших в употреблении авиадвигателей Continental. многочисленные источники для бывших в употреблении двигателей, запчастей и послепродажных обновлений и улучшения. Если при использовании более старого двигателя Continental мы рекомендуем модернизировать двигатель с более легкой (и более современной) электрической системой.
Подробнее информация:
STOL CH 750: Информация об установке двигателя
Теледайн Континенталь Моторы
Информация о двигателе Continental O-200
STOL CH 701: Информация о двигателе
ЗОДИАК: Информация о двигателе
Фото двигателей ZODIAC
Фото СТОЛ СН 701 Двигательные установки
Информация выше взята из Континенталь Моторс. Возможны изменения или пересмотры без предварительного уведомления.
Указанные выше ресурсы предоставляются только в информационных целях. Альтернативные двигатели повлияют летно-технические характеристики и летно-технические характеристики самолета. Кроме того, на вес и балансировку самолета могут отрицательно повлиять альтернативные двигатели, а оригинальная топливная система может быть неадекватной или подходит для некоторых двигателей. Для большинства альтернативных двигателей потребуется специальный подвеска двигателя и капот двигателя. Авиакомпания Зенит не производит или напрямую поддерживать двигатели.
[Назад]
Авиакомпания Зенит 06.10.2010
Zenith Aircraft за работой и отдыхом … Нажмите здесь, чтобы посмотреть фотографии и истории со всего мира
Зенит Самолет Компания Мемориальный аэропорт Мексики, почтовый ящик 650 Мексика, Миссури, 65265-0650 США. Тел.: 573-581-9000 (пн-пт, 8-5 Центральная), Факс: 573-581-0011 Комментарии или вопросы? Нажмите здесь
Технические характеристики Land Rover Defender 110 D200 200 л.с. 8-ступенчатая автоматическая система полного привода
Предназначен для сверления, сверления с ударом и долбления (три режима) в таких материалах какбетон, природный камень, дерево, металл. Имеет электронную регулировку числа оборотов двигателя, предохранительную муфту, блокировку вращения для долбления, реверс.
Расшифровка маркировки: GBH 2 –категория легких перфораторов, 26 – максимальный диаметр сверления в бетоне, D – блокировка вращения (функция долбления), F – сменный сверлильный патрон, R– реверс.
Производитель: Германия.
Вес брутто:5,26 кг.
Вес инструмента (нетто)
2,9 кг
Количество режимов
3
Максимальный диаметр сверления
металл 13 мм, дерево 30 мм
Максимальный диаметр сверления буром (бетон)
26 мм
Максимальный диаметр сверления коронкой (бетон)
68 мм
Мощность
800 Вт
Обороты
0-900 об/мин
Сила удара
2,7 Дж
Тип крепления хвостика
SDS-Plus
Число ударов
0-4000 уд/мин
Производитель:
Германия
Модель:
Перфоратор Bosch GBH 2-26 DFR
Наличие:
В наличии
Артикул: Notice: Undefined variable: sku in /home/u373138/m-krep. ru/www/catalog/view/theme/newDesign/template/module/similar.tpl on line 15
Перфоратор Bosch GBH 2-24 D
Артикул: Notice: Undefined variable: sku in /home/u373138/m-krep.ru/www/catalog/view/theme/newDesign/template/module/similar.tpl on line 15
Перфоратор Bosch GBH 2-20 D
Артикул: Notice: Undefined variable: sku in /home/u373138/m-krep.ru/www/catalog/view/theme/newDesign/template/module/similar.tpl on line 15
Перфоратор Bosch GBH 12-52 D
Артикул: Notice: Undefined variable: sku in /home/u373138/m-krep. ru/www/catalog/view/theme/newDesign/template/module/similar.tpl on line 15
Перфоратор Bosch GBH 2-26 DRE
Перфоратор Bosch GBH 2-26 DFR Professional патрон:SDS-plus уд.:2.7Дж 800Вт (кейс в комплекте)
Перфоратор Bosch GBH 2-26 DFR Professional патрон:SDS-plus уд.:2.7Дж 800Вт (кейс в комплекте)
Дистрибуция
Проектная ИТ-дистрибуцияШирокопрофильная дистрибуцияИмпортозамещение в MERLION
ИТ-услуги
Сеть компьютерных клиник
Ритейл и e-commerce
СитилинкПозитроника
Производство
БюрократСобственные торговые марки
B2B
Возможность закупки товаров через интернет и оптимизации логистических и финансовых ресурсов
API
Прямой доступ к данным о наличии товара на складе, автоматизация заказов и отгрузок
EDI
Простая, унифицированная технология оформления и обработки заказа
ГарантияMerlion Academy
Характеристики, внешний вид и комплектация товара могут быть изменены фирмой-производителем без предварительного уведомления.
патрон:SDS-plus уд.:2.7Дж 800Вт (кейс в комплекте)
id 610482
Купить в розницу
citilink.ru
positronica.ru
Купить оптом
b2b.merlion.com
Сохранить PDF Отложить
Вендор
Вендор
BOSCH
EAN код
3165140353366
Основные характеристики
Тип инструмента
Перфоратор
Потребляемая мощность
800 Вт
Тип основного патрона
SDS-plus
Тип дополнительного патрона
быстрозажимной
Количество патронов в комплекте
2
Количество скоростей
1
Максимальная энергия удара
2. 7 Дж
Минимальный диаметр сверления (бетон)
4 мм
Максимальный диаметр сверления (бетон)
26 мм
Максимальный диаметр сверления (сталь)
13 мм
Максимальный диаметр сверления (дерево)
30 мм
Макс. диаметр сверления полыми коронками
68 мм
Функции
Наличие функции «сверление с ударом»
ДА
Наличие функции «удар без сверления»
ДА
Наличие функции «сверление»
ДА
Наличие функции «реверс»
ДА
Режимы
Число оборотов
900 об/мин
Частота удара
4000 уд/мин
Питание
Тип электропитания
от электросети
Длина сетевого кабеля
4 м
Комплектация
Жесткий кейс в комплекте
ДА
Корпус
Вес инструмента
2. 9 кг
Высота инструмента
210 мм
Длина инструмента
407 мм
Особенности
Наличие предохранительной муфты
ДА
Дополнительная рукоятка
ДА
Ограничитель глубины сверления
ДА
Срок гарантии
12 мес.
Используя наш сайт, вы даете согласие на обработку файлов cookie и пользовательских данных. Оставаясь на сайте, вы соглашаетесь с политикой их применения. Подробнее
Подробнее
Хорошо
Перфоратор Bosch GBH 4-32 DFR с SDS plus
Наведите курсор на изображение, чтобы увеличить Нажмите на изображение, чтобы увеличить
Перфоратор Bosch GBH 4-32 DFR с SDS plus | Модель : B-GBh5-32DFR
Характеристики :
Широкий спектр применения при долблении и сверлении, а также при работе с коронкой
Сверлит до 30% быстрее (диаметр 25 мм), чем другие инструменты этого класса
Низкий уровень вибрации всего 12 м/с² для менее утомительной работы благодаря Bosch Vibration Control
Технические характеристики:
Номинальная потребляемая мощность
900 Вт
Энергия удара
4,2 Дж
Частота ударов при номинальной скорости
0–3 600 ударов в минуту
Номинальная скорость
0 – 800 об/мин
Вес
4,7 кг
Держатель инструмента
Паспорт безопасности плюс
Диапазон сверления
Диам. бетон, перфораторы
6 – 32 мм
Доп. приложение диапазон бетон, перфораторы
14 – 25 мм
Макс. диаметр сверления кирпичной кладки, коронки
90 мм
Макс. диаметр сверления в металле
13 мм
Макс. диаметр сверления в дереве
32 мм
Суммарные значения вибрации (Ударное бурение в бетоне)
Уровень вибрации ah
12 м/с²
Неопределенность К
1,5 м/с²
Суммарные значения вибрации (Долбление)
Уровень вибрации ah
9 м/с²
Неопределенность К
1,5 м/с²
Принадлежности в комплекте:
в кейсе с патроном, аксессуар
Чемодан2 605 438 651
Быстросменный патрон 13 мм2 608 572 212
Напряжение 240 В
Ограничитель глубины 310 мм1 613 001 003
SDS plus быстросменный патрон2 608 572 213
Дополнительная рукоятка2 602 025 176
American ExpressApple PayGoogle PayMastercardPayPalShop PayVisa
Ваша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Страна
Сингапур
Почтовый индекс
Возврат Наш полис действует 7 дней. Если с момента покупки прошло 7 дней, к сожалению, мы не можем предложить вам возврат или обмен.
Чтобы иметь право на возврат, ваш товар должен быть неиспользованным и находиться в том же состоянии, в котором вы его получили. Он также должен быть в оригинальной упаковке.
Пожалуйста, сфотографируйте ваш товар, который нужно вернуть, и отправьте его через WhatsApp по номеру +65 8923 2880 вместе со счетом или доказательством покупки, чтобы мы могли его проверить.
На основании нашей оценки, если товары приемлемы, мы попросим вас принести их в наш главный филиал по адресу: 5022 Ang Mo Kio Industrial Park 2 #01-31 Singapore (569525).
Некоторые виды товаров не подлежат возврату. Скоропортящиеся товары, такие как шлифовальные круги, защитная обувь, защитные каски, ремни безопасности, привязные ремни, сварочные электроды, силиконовые/акриловые герметики, сверла и т. д. возврату не подлежат. Мы также не принимаем товары интимного или санитарного назначения, опасные материалы, легковоспламеняющиеся жидкости или газы. Машины, работающие на бензине или дизельном топливе, также не подлежат возврату.
Дополнительные невозвратные товары: Подарочные карты Загружаемые программные продукты Некоторые товары для здоровья и личной гигиены
Для оформления возврата нам потребуется квитанция или подтверждение покупки.
Пожалуйста, не отправляйте покупку обратно производителю.
Существуют определенные ситуации, когда предоставляется только частичное возмещение (если применимо) — Машины или инструменты с явными признаками использования — Шлифовальные круги, отрезные диски, которые были вскрыты недостающие детали по причинам, не связанным с нашей ошибкой — Любой товар, который возвращается более чем через 7 дней после доставки
Возврат средств
Пожалуйста, сфотографируйте ваш товар, который нужно вернуть, и отправьте его в WhatsApp по номеру +65 8923 2880 вместе со счетом или доказательством покупки, чтобы мы могли проверить Это.
На основании нашей оценки, если товары приемлемы, мы попросим вас доставить их в наш главный филиал по адресу: Блок 5022 Индустриальный парк Анг Мо Кио 2 #01-31 Сингапур (569525).
Если вы будете одобрены, ваш возврат будет обработан, и кредит будет автоматически применен к вашей кредитной карте или первоначальному способу оплаты в течение определенного количества дней.
Задержка или отсутствие возмещения Если вы еще не получили возмещение, сначала проверьте свой банковский счет еще раз. Затем свяжитесь с компанией, выпустившей вашу кредитную карту, может пройти некоторое время, прежде чем ваш возврат будет официально отправлен. Далее обратитесь в свой банк. Часто перед отправкой возмещения требуется некоторое время на обработку. Если вы сделали все это, но до сих пор не получили возмещение, свяжитесь с нами по телефону +65 8923 2880.
Предметы со скидкой Возврат возможен только за товары по обычной цене, к сожалению, возврат за товары со скидкой невозможен.
Обмен Мы заменяем товары только в том случае, если они неисправны или повреждены. Если вам нужно обменять его на тот же товар, отправьте нам электронное письмо по адресу [email protected] и отправьте свой товар по адресу: Aik Chin Hin Pte Ltd, 5022 ANG MO KIO INDUSTRIAL PARK 2 , #01-31, Сингапур 569525, Сингапур. .
Доставка Чтобы вернуть товар, отправьте его по почте: Aik Chin Hin Pte Ltd, 5022 ANG MO KIO INDUSTRIAL PARK 2 , #01-31, Singapore 569525, Singapore
Вы будете нести ответственность за оплату своего товара. стоимость доставки для возврата вашего товара. Стоимость доставки не возвращается. Если вы получите возмещение, стоимость обратной доставки будет вычтена из вашего возмещения.
В зависимости от того, где вы живете, время, которое может потребоваться для доставки товара по обмену, может различаться.
Если вы отправляете товар на сумму более 75 долларов США, вам следует рассмотреть возможность использования отслеживаемой службы доставки или приобретения страховки доставки. Мы не гарантируем, что получим ваш возвращенный товар.
Недорогие восстановленные перфораторы Bosch и долота
Сверлильный станок на магнитном основании RUKO RS120
₽0.00 В корзину
Магнитный сверлильный станок BDS MAB 2000
₽0.00 В корзину
Магнитный сверлильный станок BDS MAB 150
₽0.00 В корзину
Магнитный сверлильный станок BDS MAB 1500 — AUTOMAB SE
₽0.00 В корзину
Магнитный сверлильный станок BDS MAB 1300
₽0.00 В корзину
По популярностиПо рейтингуПо новизнеЦены: по возрастаниюЦены: по убыванию
Отображение единичного результата.
Магнитный сверлильный станок помогает упростить сложные операции по сверлению в самых труднодоступных местах. И они будут прекрасной заменой стационарным установкам. Данные агрегаты можно фиксировать на поверхности для точного формирования необходимых отверстий, операций фрезеровки или выполнения резьбы. Очень часто оборудование с основой типа магнитной подушки или плиты используются в строительстве, в монтажных работах или при ремонте крупных машин.
Применение сверлильного станка на магнитном основании
Ознакомимся с областями применения. Во всех таких инструментах разработчики продумывают концепцию безопасного использования, поэтому приборы оснащаются всеми необходимыми регуляторами и защитой от сильных перегрузок. Например, большинство сверлилок оснащены контроллером для слежения за оборотами и параметрами вращения. Сверлильный станок на магнитном основании крайне востребован и его цена полностью оправдана при реализации следующих задач:
Нештатные ситуации и экстремальные операции на производстве или при обслуживании железнодорожных путей, а также при ремонте судов.
Сверление толстых листов конструкции или объемных изделий.
Точные и высокопроизводительные работы в труднодоступных местах.
В местах, где невозможно использование стационарных установок для сверления.
Устройство и принцип работы сверлильного станка на магните
Магнитные станки имеют основания со встроенными постоянными магнитами или мощными электромагнитами. Такая конструкция подошвы позволяет исключить ненужные перемещения основания плиты во время рабочего процесса, в различных плоскостях. В конструкции сверлильной установки присутствует рабочий вал с вертикальным размещением. Шпиндель регулируется при помощи рукояток. Основание с электромагнитным держателем крепится к таким поверхностям, как балки, трубы, металлические элементы конструкции, двутравры и другим. При размещении в нужной плоскости используется ремень, он надежно фиксирует машину перед выполнением операций.
Важные характеристики переносного сверлильного станка
Перед тем, как купить переносное оборудование с основанием на магните в СПБ, определитесь со следующими параметрами:
Мощность.
Диапазон значений – диаметра сверления.
Скоростные вращательные характеристики шпинделя
Сила прижима магнита
Конструкция и типы магнитных станков
Переносной магнитный станок можно купить в СПб следующих видов, отличающихся по типу привода:
электрические;
пневматические;
гидравлические.
Наиболее распространены электрические модели дрелей. Привод в таких агрегатах – это электродвигатель питаемой от сети. Так же в каталоге представлен переносная сверлильная установка который питается от аккумулятора.
Можно купить дрель на магните пневматического плана, тогда вращение в агрегате будет выполнятся за счет сжатия воздуха. Машины с магнитом в основании такого вида необходимо использовать во взрывоопасных местах.
Гидравлическая машинка с магнитом в основании имеет гидравлический привод сверлящей головки что позволяет ее использовать даже под водой. Гидравлические модели защищены от коррозии, поэтому оборудование такого типа нужно купить для использования в условиях повышенной влажности и местах агрессивного воздействия климатических факторов внешней среды.
Какой магнитный сверлильный станок купить в СПб
В нашем каталоге Вы сможете приобрести магнитное оборудование по приемлемой цене следующих марок:
RUKO
Terrax
Magtron
Rotabroach
Unibor
BDS Maschinen
Цена на сверлильный оборудование на магнитном основании или подошве непосредственно зависит от технических характеристик и компании-производителя. Наша компания занимается продажей техники только известных и проверенных временем фирм-производителей.
Сделать правильный выбор и купить переносной магнитный сверлильный станок в СПб по доступной цене вам помогут менеджеры нашей компании. Квалифицированные сотрудники помогут определиться с выбором нужной модели для выполнения ваших производственных задач.
Сверлильный станок на магните купить по выгодной цене Вы сможете, оформив заказ на нашем сайте. Для получения более подробной консультации вы можете позвонить по телефонам: +7 (812) 30-90-585 в городе Санкт-Петербург или +7 (499) 70-31-684 в городе Москва. Так же вы можете заказать звонок через форму обратной связи.
Magtron
(10)
Rotabroach
(5)
Terrax
(4)
UNIBOR
(9)
Вектор
(7)
|110х220|
(12)
80х160
(13)
80х190
(1)
84х168
(3)
85х170
(2)
90х180
(4)
90х190
(9)
92х216
(1)
98х200
(1)
100×200
(3)
100х180
(1)
114х220
(1)
114х228
(1)
120х240
(3)
220×220
(1)
Weldon 19
(48)
Weldon 32
(3)
Автоматический
(4)
Аккумуляторный
(1)
Гидравлический
(1)
Классический
(52)
Пневматический
(1)
Угловой
(2)
Как выбрать магнитный сверлильный станок?
Сверлильный магнитный станок, так же его называют станок на магнитной подошве, подушке; на магнитном основании; магнитная дрель — используется в различных отраслях промышленности — там, где неудобно применять стационарное оборудование, где нужна мобильность и высокая производительность — для сверления, зенкования, развертывания, нарезания резьбы. Преимущество магнитных станков заключается в том, что благодаря своим небольшим размерам и мобильности они значительно превзошли громоздкие стационарные станки.
Рассмотрим основные параметры, на которые следует обращать внимание при выборе магнитного станка:
диаметр сверления корончатым сверлом. Для выполнения небольших отверстий от 12-35 мм вполне подойдут станки небольших размеров, мощностью до 1000 Вт. Если необходимо выполнять работы с диаметрами до 60 мм, нужно выбирать станки среднего класса мощностью до 1600 Вт. Сверление больших диаметров и толщин, необходимо производить более мощными и производительными станками, способными просверлить отверстие диаметром до 130 мм и толщиной металла до 110 мм.
наличие плавной регулировки и реверса. Такие особенности имеют значение, когда необходимо выполнять универсальные задачи: для нарезания резьбы, для сверления в широком диапазоне диаметров, для выполнения операций зенковки и развертывания, расточных работ. Такими возможностями, как правило могут обладать станки большого и среднего класса.
зажимное приспособление оснастки. Распространенными хвостовиками на сегодняшний день являются быстрозажимные, универсальные (One-touch) и weldon ( как правило с помощью винтов)
посадочное гнездо шпинделя. Помимо штатного патрона с хвостовиком Weldon, в гнездо можно установить резьбонарезной патрон, расточную головку, цилиндрическое сверло, под хвостовик Конус Морзе.
масса и размеры станка – очень важны при выполнении монтажных работ, при работах на высоте, для работ на производстве, где требуется постоянно переносить оборудование.
автоматическая подача СОЖ. Станки на магнитном основании, оснащенные автоматической подачей очень удобны, когда требуется выполнять сверление отверстий в большом количестве. А также, в неудобных положениях, когда трудно обеспечить равномерную подачу сверла.
мощность станка, расход электроэнергии и производительность. Небольшого размера сверлильный станок может потреблять до 1000 Вт электроэнергии, а мощный станок, способный выполнять самые трудные и разнообразные задачи– около 3 кВт.
Как правило в названии станка прописываются цифры ( 30, 32, 35, 40, 50, 70, 100) которые указывают на максимальный диаметр сверления корончатым сверлом, ограниченный габаритами магнитного основания и мощностью мотора.
Для выполнения несложных работ рекомендуется выбирать легкие магнитные станки, которые способны просверлить на глубину 30-55 мм.
При работах на высоте, а также в труднодоступных местах важным становится мобильность станка и небольшой вес, также дополнительным удобством здесь будет автоматическая подача СОЖ.
В промышленном производстве, там, где сверление становится массовым и на станок приходятся большие нагрузки, рекомендуется применять станки среднего класса с автоматической подачей СОЖ.
Если необходимо нарезать резьбу, просверлить глухие отверстия, рекомендуется выбирать универсальные станки на магнитной подошве, оснащенные плавной регулировкой скорости, реверсом, а также посадочным гнездом шпинделя Конус-Морзе. Такие опции позволяют использовать станок в различных операциях.
Кольцевые фрезы – коронки с твердосплавными напайками и коронки по металлу
Кольцевые фрезы и коронки с твердосплавными напайками CS Unitec производят отверстия в 3 раза быстрее, чем спиральные сверла, и оставляют чистые отверстия без заусенцев. Канавки проходят по всей длине фрезы для эффективного удаления стружки, уменьшения вибрации, уменьшения поломки фрезы и повышения производительности сверления без предварительного или ступенчатого сверления. Кольцевые фрезы изготавливаются из закаленной быстрорежущей инструментальной стали, нитрида титана-алюминия (TiAlN), карбида вольфрама, карбида и кобальта.
Посмотрите, как производятся кольцевые фрезы CS Unitec/BDS:
Преимущества конструкции кольцевой фрезы CS Unitec:
Геометрия зуба двойного действия позволяет более эффективно резать, расщеплять и удалять стружку
Более точные отверстия с повышенной скоростью резания
Минимальная нагрузка на зубья и износ инструмента для увеличения срока службы
Коническая внутренняя стенка для плавного и легкого выброса шлака
Центральный направляющий штифт для внутренней смазки и удаления шлака
Имеются адаптеры и удлинители, подходящие для большинства моделей дрелей и магнитных дрелей, представленных на рынке. По вопросам, касающимся кольцевых фрез, кольцевых пил по металлу и совместимости материалов, звоните по телефону 1-800-700-5919 или 203-853-9522.
Посмотрите нашу полную линейку магнитных дрелей.
Высокоскоростные стальные фрезы 6-й серии
Размеры фрез диаметром до 6 дюймов и глубиной 8 дюймов
Сверление отверстий в 3 раза быстрее, чем спиральными сверлами
Фрезы глубиной до 4 дюймов поставляются с соответствующим направляющим штифтом
Прецизионная шлифовка с ЧПУ для быстрого проникновения, точности и долговечности
Изготовление отверстий без заусенцев и цельных заготовок
Устранение дорогостоящих пилотных отверстий и ступенчатого сверления
Доступны все размеры — дробные и метрические
ARMOR- PLATED TiAlN Фрезы — серия 8
Выдерживают более высокие рабочие температуры и предотвращают холодную сварку
До 4-кратного увеличения срока службы инструмента благодаря покрытию из карбида TiAlN
Сверло с меньшим трением и более высоким давлением подачи
Идеально подходят для обработки конструкционной стали и твердых металлов
Доступны все размеры — дробные и метрические
Кольцевые фрезы с твердосплавными напайками TCT — фрезы Hornet серии 9
Размеры фрез диаметром до 6 дюймов и глубиной 10 дюймов
Идеально подходит для отверстий большого диаметра и сверления стали с ржавчиной или краской
Сверла для стали, нержавеющей стали и твердых металлов
Фрезы глубиной до 4 дюймов поставляются с соответствующим направляющим штифтом
Доступны все размеры — дробные и метрические
Однотушевая карбид-карбид-наконечники-10 серии
Однотушевая хвостовика
В вольфраме
Без замены резака
диаметр и глубина 150 мм
Качественные развёрнутые отверстия без заусенцев и сплошные заготовки
Перетачиваемые режущие кромки
Прецизионная заточка с ЧПУ для быстрого проникновения, точности и долговечности
Исключение дорогостоящих направляющих отверстий и ступенчатого сверления
Фрезы с глубиной резания до 100 мм поставляются с соответствующим направляющим штифтом
Кольцевые фрезы UNIBROACH® 7-й серии
Доступны для отверстий диаметром до 5 дюймов. износ
Отличные результаты при сверлении высокопрочной стали
Фрезы глубиной до 4 дюймов поставляются с соответствующим направляющим штифтом
Наборы кольцевых фрез
Три типа наборов кольцевых фрез Доступно:
Комплекты из быстрорежущей стали (серия 6)
Глубина 1″ и 2″
Комплекты наконечников из карбида вольфрама (серия 9)
Глубина 1-3/8″ и 2-3/8″
Комплекты с титановым покрытием и армированным покрытием (серия 8)
Глубина 1 и 2 дюйма
Железнодорожные кольцевые режущие коронки с твердосплавными наконечниками — серия 4 прорезание ржавчины и коррозии
Круглые, чистые отверстия без заусенцев – лучше, чем перовые сверла
Быстрорежущие кольцевые фрезы Unibreach® из быстрорежущей стали — серия 6
Быстрорежущая сталь (HSS)
Предназначены для резки нескольких слоев штабелированного материала
Предлагаются глубиной 1, 2 и 3 дюйма
Фрезы TCT с наконечниками из карбида вольфрама — Фрезы Hornet серии 9
С наконечниками из карбида вольфрама
Предназначены для резки нескольких слоев штабелированного материала
Доступны варианты глубиной 2″, 3″ и 4″
900 Рельсовые резаки серии Lightning
Кобальт для повышения износостойкости
Круглые, чистые отверстия без заусенцев – лучше, чем перовые сверла
Поворотный монтаж для быстрой установки без инструментов
Твердосплавные фрезы для сверл — корончатые кольцевые пилы — вырезание отверстий в стальном листе
1-серия: 9/16″ — 4-1/2″ диам. ; Эффективная длина 1 дюйм
2-я серия Extra Heavy Duty: диаметр 9/16–1-3/8 дюйма; эффективная длина 9/16 дюйма
Удлинители для кольцевых фрез
Увеличение радиуса действия фрезы до 18 дюймов
Для магнитных сверл с отверстием на оси 3/4 дюйма или 1-1/4 дюйма или MT2, MT3, MT4
Смазочные материалы для кольцевых фрез
Смазочные материалы для оптимизации резания срок службы до 50 %
Жидкости для оптимального охлаждения в системах гравитационной и нагнетательной подачи
Пасты для спиральных сверл, нарезания резьбы, развертывания, зенкования, вертикального и потолочного сверления
Легко подходит для стандартных магнитных сверлильных держателей
Направляющие штифты для фрез
9
от 7/16″ до 4″ DOC
Фрезерованный канал обеспечивает внутреннюю смазку
1
2
следующий ›
последний »
-9 Станки для колонкового бурения0001
Сверлильный станок с магнитным основанием является основным продуктом BDS Maschinen®. Мы специализируемся на производстве сверлильных станков с магнитным основанием с 1989 года, поэтому основное внимание мы уделяем этой линейке продуктов.
В настоящее время у нас самый широкий ассортимент магнитных дрелей в мире. С более чем 27 моделями магнитных дрелей в качестве стандартных моделей, а также заказать магнитные сверла специального назначения.
Что делает сверлильные станки с магнитным основанием BDS «Премиумом», так это технологии нового поколения, такие как:
Полноволновая электроника управления для стабильной мощности, поэтому даже во время сверления мощность магнитных сверл не падает.
Сверлильные патроны KEYLESS для замены инструментов без потери времени и усилий.
Индикатор контроля износа угольных щеток.
Светодиод нового поколения включает новые модели, потому что BDS всегда обновляет свою продукцию, чтобы оставаться технологическим лидером.
Полная внутренняя разводка кабеля двигателя.
Почти все магнитные дрели доступны с поворотным основанием.
Редуктор в масляной ванне для прочной, тяжелой и долговечной магнитной дрели.
Магнитный индикатор прилипания для безопасности; и многое другое другие преимущества
Сверлильный станок с магнитным основанием Категория
Кроме того, сверлильные станки с магнитным основанием от BDS Maschinen подразделяются на четыре класса производительности, чтобы нашим клиентам было легко выбрать правильный сверлильный станок с магнитным основанием для своих требований. Эти четыре категории называются ProfiPLUS, ProfiSTART, ProfiBASIC, и ProfiSPEZIAL.
Магнитные сверла ProfiPLUS предназначены для сверления, нарезания резьбы, зенкования и развертывания. Эти четыре операции возможны с помощью магнитных дрелей ProfiPLUS, поскольку эти модели оснащены «реверсивными двигателями». Реверсивный двигатель может вращаться как по часовой, так и против часовой стрелки. BDS Maschinen — один из немногих в мире производителей магнитных дрелей с реверсивными двигателями.
ПрофиСТАРТ 9Сверлильные станки с магнитной опорой модели 0024 предназначены для тяжелых буровых работ. Эти станки имеют преимущества перед конкурентами благодаря таким функциям, как полная внутренняя проводка, магнитный индикатор, надежный редуктор в масляной ванне и наиболее важные сверлильные патроны KEYLESS для моделей с конусом Морзе 2.
Магнитные дрели ProfiBASIC — это недавно представленные магнитные дрели для пользователей, которым требуется меньше сверления и которые хотят иметь более экономичный станок. Эти магнитные сверла, как и другие наши магнитные сверла, также производятся в Германии. Эти машины сделаны экономичными по цене за счет уменьшения дополнительных функций машины и максимально простой конструкции. Эти магнитные дрели имеют прочную коробку для смазки, имеют внешние кабели и не имеют индикаторов и датчиков. Эти магнитные дрели стали очень популярны среди пользователей, которые хотели купить недорогой станок, но не хотели идти на компромисс в отношении качества.
Husqvarna LC 153P — это простая в использовании газонокосилка, подходящая для средних садов. Ширина кошения составляет 53 см. Дека газонокосилки выполнена из прочной стали. Выброс травы расположен сбоку. Эргономичная и удобная складная рукоятка, удобное снятие поручней и простая регулировка высоты резания делают каждую косилку проще.
Система резки «3 в 1»
Эта газонокосилка обладает универсальностью благодаря нескольким способам стрижки травы. Выберите режим стрижки для получения оптимальных результатов — используйте травосборник для повышения чистоты газона, функцию BioClip(r) (мульчирование) для удобрения почвы или выброс для стрижки редко обрабатываемых участков.
Удобное управление
Интуитивно понятные органы управления, легкодоступные рычаги включения привода делают наши газонокосилки легкими и удобными в использовании.
Складная рукоятка
Для упрощения хранения и транспортировки.
Центральная регулировка высоты стрижки
Быстрая и легкая регулировка высоты стрижки травы. Один рычаг обеспечивает изменение положения всей деки.
Травосборник с защитой от пыли
Спроектирован так, чтобы пыль оставалась внутри и не попадала в сторону пользователя при кошении.
Husqvarna LC 153P — это простая в использовании газонокосилка, подходящая для средних садов. Ширина кошения составляет 53 см. Дека газонокосилки выполнена из прочной стали. Выброс травы расположен сбоку. Эргономичная и удобная складная рукоятка, удобное снятие поручней и простая регулировка высоты резания делают каждую косилку проще.
Система резки «3 в 1″
Эта газонокосилка обладает универсальностью благодаря нескольким способам стрижки травы. Выберите режим стрижки для получения оптимальных результатов — используйте травосборник для повышения чистоты газона, функцию BioClip(r) (мульчирование) для удобрения почвы или выброс для стрижки редко обрабатываемых участков.
Удобное управление
Интуитивно понятные органы управления, легкодоступные рычаги включения привода делают наши газонокосилки легкими и удобными в использовании.
Характеристики
Характеристики
Вес, кг
29.5
Выброс травы
Боковой
Модель двигателя
Series 650EXi
Мощность двигателя, кВт
2.4
Мощность двигателя, л.с.
3.2
Мульчирование
Опция
Объем топливного бака, л
1. 0
Производитель двигателя
Briggs & Stratton
Рабочий объем цилиндра, см³
163
Размер упаковки, ДxШxВ, мм
1040*570*450
Самоходная
Нет
Складывающаяся рукоятка
Да
Тип двигателя
Бензиновый
Тип трансмиссии
Нет
Уровень вибраций рукоятки, м/с2
6.5
Фильтры
Высота скашивания, мм
25-75
Режимы стрижки
Травосборник / BioClip®Сбор в травосборник (65л) / Выброс вбок
Мощная, есть боковой выброс, хорошая ширина скашивания.
Минусы
Нет пока
Отзыв
Долго искал с боковым выбросом. Почти все делают только самоходные, а я не готов бегать за ней. Тут все отлично. Мощная, широкая. Хожу спокойно выравниваю участок. Чуть позже опробую измельчающую насадку для бокового выброса.
Анатолий 22.05.2019
Плюсы
Высокая надёжность
Минусы
пока не нашёл
Отзыв
Много работаю данной газонокосилкой, что то плохо ничего не могу сказать. Удобная, лёгкая, красивая газонокосилка. Привлекло прежде всего то, что там мотор Американский стоит. Рекомендую!
Обнаружив ошибку или неточность в тексте или описании товара, выделите ее и нажмите Shift+Enter.
Husqvarna LC 153P цена, характеристики, видео обзор, отзывы
Ширина скашивания 51 см
Травосборник мягкий, объем 65 л
Тип колесная (несамоходная) , привод задний
Уровень шума 84. 1 дБ
Выброс травы в травосборник , вбок, назад
Возможность установки мульчирующей насадки
Регулировка высоты скашивания есть, центральная, число уровней — 5
Бесплатно на СЛЕДУЮЩИЙ ДЕНЬ Доставка в континентальную Великобританию. *При заказе до 15:00 (при наличии на складе)
£419,00 (включая НДС)
Обычно доставка осуществляется в течение 7-10 рабочих дней.
Артикул: 14-970488401
Сопутствующие товары
Будьте первым, кто оставит отзыв.
37,79 фунтов стерлингов (включая НДС)
Доставка обычно занимает от 7 до 10 рабочих дней.
Добавить в корзину
Будьте первым, кто оставит отзыв.
9,44 фунтов стерлингов (включая НДС)
Обычно доставка осуществляется в течение 7-10 рабочих дней.
Добавить в корзину
Rated 5.00 из 5 на основе 1 рейтинга покупателей
(1 отзыв клиента)
22,04 £ (включая НДС)
В наличии (может быть недозаказ)
Добавить в корзину
Описание
Дополнительная информация
Husqvarna LC 151 — это простая в использовании самоходная газонокосилка с функцией сбора, Bioclip® (мульчирование) и возможностью бокового выброса, идеально подходящая для газонов среднего и большого размера. Прочная стальная режущая дека шириной 51 см и надежный двигатель Husqvarna с легким запуском предназначены для скашивания в сложных условиях с отличными результатами кошения, а эргономичная рукоятка с мягкой накладкой обеспечивает меньшее напряжение во время кошения. Легкая складная рукоятка, удобная конструкция дуги и простая регулировка высоты стрижки упрощают стрижку. Собирайте лезвия, оставляя меньше скошенной травы на газоне, чтобы добиться аккуратного профессионального вида. Husqvarna LC 151 — это простая в использовании самоходная газонокосилка с функциями сбора, Bioclip® (мульчирование) и функцией бокового выброса, идеально подходящая для газонов среднего и большого размера. Прочная стальная режущая дека шириной 51 см и надежный двигатель Husqvarna с легким запуском предназначены для скашивания в сложных условиях с отличными результатами кошения, а эргономичная рукоятка с мягкой накладкой обеспечивает меньшее напряжение во время кошения. Легкая складная рукоятка, удобная конструкция дуги и простая регулировка высоты стрижки упрощают стрижку. Собирайте лезвия, оставляя меньше скошенной травы на газоне, чтобы добиться аккуратного профессионального вида. Система резки 3-в-1
Эта газонокосилка отличается универсальностью благодаря нескольким вариантам стрижки. Выберите режим резки, необходимый для достижения оптимальных результатов; сбор для аккуратного газона, BioClip® (мульчирование) для удобрения газона и выброса для менее часто косимых участков.
Эргономичная рукоятка Эргономичный угол рукоятки в сочетании с легкодоступными дужками облегчают работу. Легко регулируемая ручка Быстрая и простая регулировка ручки по двум разным высотам. Удобный захват для подъема спереди Удобная рукоятка для переноски на хранение, в машину или по лестнице.
Центральная регулировка высоты скашивания Быстрая и простая регулировка высоты скашивания травы. Один рычаг управляет всей колодой. Ручка Easy foldble Ручка легко складывается, чтобы минимизировать пространство, необходимое для хранения и транспортировки.
Вам также может понравиться
Будьте первым, кто оставит отзыв.
£494,32 (включая НДС)
В наличии
В корзину
Будьте первым, кто оставит отзыв.
735,00 £ (включая НДС)
Нет в наличии
Добавить в корзину
Будьте первым, кто оставит отзыв.
477,00 £ (включая НДС)
В наличии
Добавить в корзину
Будьте первым, кто оставит отзыв.
525,00 £ (включая НДС)
Нет в наличии
Добавить в корзину
Будьте первым, кто оставит отзыв.
329,00 £ (включая НДС)
В наличии осталось только 2 шт.
Добавить в корзину
Будьте первым, кто оставит отзыв.
629,00 £ (включая НДС)
В наличии только 1 шт.
Добавить в корзину
Ссылка для загрузки страницы
Перейти к началу
Husqvarna Газовая машина Husqvarna LC 153P, 2,4 кВт, 163 куб. de tuns iarba potrivita pentru peluze de dimensiuni medii si mari.
Маса де тайер дин отель си моторул Briggs & Stratton 650EXI фиабил си usor де порно сант construite pentru a facefata cositului dificil cu rezultate excelente de tiere.
Модули для использования с газом Husqvarna LC 153P, 2,4 кВт, 163 см3, 51 см, 65 л:
Masina de tuns gazonul este usor de utilizat, are un motor puternic sio inaltime de taiere reglabila.
Beneficii client:
simplu si usor de folosit
manevrare usoara
asigura o tundere uniforma a gazonului
Avantaje produs:
Reglare centralizata a inaltimii de taiere pentru setare usoara si comoda
Cu ajutorul manerului de ghidare pliabil reduceti spatiul necesar pentru depozitare si transport
Unghiul ergonomic al manerului de ghidare permite accesul rapid la maneta de functionare, pentru utilizare usoara si confortabila
Masina este echipata cu masa de taiere robusta din otel
Sac colector cu dispozitiv de blocare a prafului
Дата Техническая машина для газонокосилки Husqvarna LC 153P, 2,4 кВт, 163 см3, 51 см, 65 л:
3D-печать металлами можно считать одним из наиболее заманчивых и технологически сложных направлений аддитивного производства. Попытки печати металлами предпринимались с ранних дней развития технологий 3D-печати, но в большинстве случаев упирались в технологическую несовместимость. В этом разделе мы рассмотрим технологии, опробованные для печати как композитными материалами, содержащими металлы, так и чистыми металлами и сплавами.
1 Струйная трехмерная печать (3DP)
2 Печать методом ламинирования (LOM)
3 Послойное наплавление (FDM/FFF)
4 Выборочное лазерное спекание (SLS) и прямое спекание металлов (DMLS)
5 Выборочная лазерная (SLM) и электронно-лучевая плавка (EBM)
6 Прямое лазерное аддитивное построение (CLAD)
7 Произвольная электронно-лучевая плавка (EBFȝ)
Струйная трехмерная печать (3DP)
Схема работы трехмерных струйных принтеров (3DP)
Струйная 3D-печать является не только одним из старейших методов аддитивного производства, но и одним из наиболее успешных в плане использования металлов в качестве расходных материалом. Однако необходимо сразу же пояснить, что это технология позволяет создавать лишь композитные модели ввиду технологических особенностей процесса. Фактически, этот метод позволяет создавать трехмерные модели из любых материалов, которые могут быть переработаны в порошок. Связывание же порошка осуществляется с помощью полимеров. Таким образом, готовые модели нельзя назвать полноценно «металлическими».
В то же время, существует возможность преобразования композитных моделей в цельнометаллические за счет термической обработки с целью выплавки или выжигания связующего материала и спекания металлических частиц. Получаемые таким образом модели не обладают высокой прочностью ввиду пористости. Увеличение прочности возможно за счет пропитки полученной цельнометаллической модели. Например, возможна пропитка стальной модели бронзой с получением более прочной конструкции.
Получаемые подобным образом модели, даже с металлической пропиткой, не используются в качестве механических компонентов ввиду относительно низкой прочности, но активно используются в ювелирной и сувенирной промышленности.
Печать методом ламинирования (LOM)
Схема работы 3D-принтеров, использующих технологию ламинирования (LOM)
3D-печать методом ламинирования подразумевает последовательное нанесение тонких листов материала с формированием за счет механической или лазерной резки и склеиванием для получения трехмерной модели.
В качестве расходного материала может использоваться и металлическая фольга.
Получаемые модели не являются полностью металлическими, так как их целостность основана на применении клея, связующего листы расходного материала.
Плюсом же данной технологии является относительная дешевизна производства и высокое визуальное сходство получаемых моделей с цельнометаллическими изделиями. Как правило, этот метод используется для макетирования.
Послойное наплавление (FDM/FFF)
Модель, изготовленная из BronzeFill до и после полировки
Наиболее популярный метод 3D-печати также не обошел стороной попытки использования металлов в качестве расходных материалов. К сожалению, попытки печати чистыми металлами и сплавами на данный момент не привели к значительным успехам. Использование тугоплавких металлов натыкается на вполне предсказуемые проблемы с выбором материалов для конструкции экструдеров, которые, по определению, должны выдерживать еще более высокие температуры.
Печать же легкоплавкими сплавами (например, оловом), возможна, но не дает достаточно качественной отдачи для практического применения.
Таким образом, в последнее время внимание разработчиков расходных материалов переключилось на композитные материалы по аналогии со струйной печатью. Типичным примером служит BronzeFill – композитный материал, состоящий из термопластика (детали не разглашаются, но, по всей видимости, используется PLA-пластик) и бронзового порошка. Получаемые модели имеют высокую визуальную схожесть с натуральной бронзой и даже поддаются шлифовке до глянца. К сожалению, физические и химические свойства готовых изделий ограничены параметрами связующего термопластика, что не позволяет классифицировать такие модели, как цельнометаллические.
Тем не менее, подобные материалы могут получить практическое применение не только в создании макетов, сувениров и предметов искусства, но и в промышленности. Так, эксперименты энтузиастов показали возможность создания проводников и экранирующих материалов с использованием термопластиков с металлическим наполнителем. Развитие этого направления может сделать возможной печать электронных плат.
Выборочное лазерное спекание (SLS) и прямое спекание металлов (DMLS)
Наиболее распространенный метод создания цельнометаллических трехмерных моделей подразумевает использование лазерных установок для спекания частиц металлического порошка. Данная технология именуется «выборочным лазерным спеканием» или SLS. Стоит отметить, что SLS используется не только для работы с металлами, но и с термопластиками в порошковом виде. Кроме того, металлические материалы зачастую покрываются более легкоплавкими материалами для снижения необходимой мощности лазерных излучателей. В таких случаях готовые металлические модели требуют дополнительного спекания в печах и пропитки для повышения прочности.
Разновидностью технологии SLS является метод прямого лазерного спекания металлов (DMLS), ориентированный, как понятно из названия, на работу с чистыми металлическими порошками. Данные установки зачастую оснащаются герметичными рабочими камерами, наполняемыми инертным газом для работы с металлами, подверженными оксидации – например, с титаном. Кроме того, DMLS-принтеры в обязательном порядке применяют подогрев расходного материала до точки чуть ниже температуры плавления, что позволяет экономить на мощности лазерных установок и ускорять процесс печати.
Схема работы SLS, DLMS и SLM установок
Процесс лазерного спекания начинается с нанесения тонкого слоя подогретого порошка на рабочую платформу. Толщина наносимых слоев соответствует толщине одного слоя цифровой модели. Затем производится спекание частиц между собой и с предыдущим слоем. Изменение траектории движения лазерного луча производится с помощью электромеханической системы зеркал.
По завершении вычерчивания слоя лишний материал не удаляется, а служит опорой для последующих слоев, что позволяет создавать модели сложной формы, включая навесные элементы, без необходимости построения дополнительных опорных структур. Такой подход вкупе с высокой точностью и разрешением позволяет получать детали, практически не требующие механической обработки, а также цельные детали уровня геометрической сложности, недосягаемого традиционными производственными методами, включая литье.
Лазерное спекание позволяет работать с широким ассортиментом металлов, включая сталь, титан, никелевые сплавы, драгоценные материалы и др. Единственным недостатком технологии можно считать пористость получаемых моделей, что ограничивает механические свойства и не позволяет добиться прочности на уровне литых аналогов.
Выборочная лазерная (SLM) и электронно-лучевая плавка (EBM)
Несмотря на высокое качество моделей, получаемых лазерным спеканием, их практическое применение ограничивается сравнительно низкой прочностью ввиду пористости. Подобные изделия могут быть использованы для быстрого прототипирования, макетирования, производства ювелирных изделий и многих других задач, но малопригодны для производства деталей, способных выдерживать высокие нагрузки. Одним решением это проблемы стало преобразование технологии прямого лазерного спекания металлов (DMLS) в технологию аддитивного производства методом лазерной плавки (SLM). Фактически, единственным принципиальным различием этих методов является степень термической обработки металлического порошка: технология SLM основана на полной плавке для получения гомогенных моделей, практически неотличимых по физическим и механическим свойствам от литых аналогов.
Пример титанового имплантата, полученного с помощью технологии электронно-лучевой плавки (EBM)
Параллельным методом, достигшим прекрасных результатов, стала электронно-лучевая плавка (EBM). На данный момент существует лишь один производитель, создающий EBM-принтеры – шведская компания Arcam.
EBM позволяет достигать точности и разрешения, сравнимых с лазерной плавкой, но обладает определенными преимуществами. Так, использование электронных пушек позволяет избавиться от деликатных электромеханических зеркальных систем, используемых в лазерных установках. Кроме того, манипулирование электронными пучками с помощью электромагнитных полей возможно на скоростях, несравнимых более высоких по сравнению с электромеханическими системами, что вкупе с увеличением мощности позволяет добиться повышенной производительности без существенного усложнения конструкции. В остальном же, конструкция SLM и EBM-принтеров схожа с установками для лазерного спекания металлов.
Возможность работы с широким диапазонам металлов и сплавов позволяет создавать мелкие партии специализированных металлических деталей, практически не уступающих образцам, получаемым с помощью традиционных методов производства. При этом отсутствует необходимость создания дополнительных инструментов и инфраструктуры – таких как, литейные формы и печи. Соответственно, возможна значительная экономия при прототипировании или мелкосерийном производстве.
Установки для лазерной и электронно-лучевой плавки успешно используются для производства таких предметов, как ортопедические титановые протезы, лопатки газовых турбин и форсунки реактивных двигателей среди прочих.
Прямое лазерное аддитивное построение (CLAD)
Схема работы установок, использующих технологию CLAD
Не столько технология 3D-печати, сколько технология «3D-ремонта». Технология применяется исключительно на промышленном уровне ввиду сложности и относительно узкой специализации.
В основе CLAD лежит напыление металлического порошка на поврежденные детали с немедленной наплавкой с помощью лазера. Позиционирование «печатной головки» осуществляется по пяти осям: вдобавок к перемещению в трех плоскостях, головка обладает способностью изменять угол наклона и поворачиваться вокруг вертикальной оси, что позволяет работать под любым углом.
Подобные устройства зачастую используются для ремонта крупногабаритных изделий, включая производственный брак. Например, установки французской компании BeAM используются для ремонта авиационных двигателей и других сложных механизмов.
Полноценные установки CLAD предусматривают использование герметичной рабочей камеры с инертной атмосферой для работы с титаном и другими металлами и сплавами, поддающимися оксидации.
Произвольная электронно-лучевая плавка (EBFȝ)
Схема работы EBFȝ принтеров
Технология, разрабатываемая специалистами НАСА для применения в условиях невесомости. Так как отсутствие гравитации делает работу с металлическими порошками практически невозможной, технология EBFȝ подразумевает использование металлических нитей.
Процесс построения схож с 3D-печатью методом послойного наплавления (FDM), но с использованием электронно-лучевой пушки для плавки расходного материала.
Данная технология позволит создание металлических запасных частей на орбите, что позволит существенно сократить затраты на доставку частей и обеспечит возможность быстрого реагирования на внештатные ситуации.
Перейти на главную страницу Энциклопедии 3D-печати
3Д печать металлом в Москве
3Д печать металлом
Наша компания СКАТ 3D располагает новой технологией печати металлами — SLM. Расшифровывается как селективное сплавление металлов. На данный момент широко применяется для печати деталей, изготовление которых по обычным технологиям невозможно. Плотность спекания достигает 99,5%, что вполне сопоставимо с классическим литьем в формы.
В нашем центре прототипирования находится 3Д принтер для печати на заказ порошком сплавов M2 Cusing от немецкой компании Concept Laser. Это промышленный станок с полем печати 250x250x280 миллиметров и возможностью печатать в инертной азотной или аргонной газовой среде.
Технология порошкового спекания металлов и их сплавов используется в металлургической промышленности уже много десятков лет. Способ лазерного селективного спекания в инертной среде дает гораздо больше возможностей по созданию деталей сложных форм и с внутренними полостями.
Примеры печати
Цены на 3D печать металлом
Технология
Оборудование
Область
Слой, мкм
Точность, мм
Материалы
Цена (р/см3)
SLM
Concept Laser M2
250x250x280
20-80
+-0,05
12Х18Н10Т (нерж.сталь)
03Х17Н12М2
AlSi10Mg (алюминий)
500р/см3
500р/см3
400р/см3
Ручная пост-обработка
Очистка от поддерживающего материала, шлифование и полировка поверхности, покрасочные работы
1500 руб/человеко-час
3D-моделирование
Создание трехмерных моделей по чертежам или образцу
2500 руб/человеко-час
Свяжитесь с нами и мы поможем подобрать вам подходящую по стоимости и свойствам технологию!
Быстро и качественно выполняем ваши заказы. Услуга 3Д печати предоставляется «от и до»: моделирование, печать, постобработка, приемка.
Обратная связь
Классические технологии отливки и запекания металлических изделий, применяемые в металлургической промышленности, имеют много ограничений. Рассматривать соседние технологии, типа печать песчаных форм или печать выжигаемых моделей для литья в гипсовые опоки или керамическую форму, мы сейчас не будем — это совершенно другие способы со своими плюсами и минусами. Так же как и печать металлосодержащими филаментами с последующим спеканием.
При печати порошком металла или сплава используется технология селективного плавления металла SLM, схожая с технологией прямого лазерного спекания DMLS. Отличие в том, что в SLM используется плавление, в отличие от спекания в DMLS, что делает детали сразу пригодными для использования в высоконагруженных местах. Зато в DMLS можно спекать компонентные порошки, состоящие из порошков разных металлов или даже металла и полимера.
Для 3д печати металлом на заказ используется металлический порошок с частицами 20-40 микрон. Чем мельче частицы, тем более качественная поверхность получается у деталей. В основном используется мелкодисперсный порошок нержавеющего сплава 12Х18Н10Т.
Сферы применения:
В медицинской отрасли печать металлами широко применяется в хирургии для изготовления протезов суставов, позвонков, в черепно-лицевой хирургии при повреждениях участков черепа или челюсти. В стоматологии печатаются импланты и коронки.
В ювелирном деле печатные титановые изделия произвели настоящий фурор. Технология позволяет создавать готовые украшения весьма сложных форм.
Аэрокосмическая промышленность. Список изготовляемых деталей непрерывно расширяется. Здесь и печатные ракетные двигатели, позволяющие снизить размеры и увеличить мощность. Еще в космической промышленности используются печатные антенны для спутников связи. Печатные титановые лопатки для авиационных турбин с внутренними каналами охлаждения.
Автомобильная промышленность — команды, участвующие в Formula 1 используют печать металлом для замены классических деталей. SLM позволяет при проектировании изделий использовать топологическую оптимизацию, что сильно снижает вес получаемой детали при той же расчетной прочности.
Преимущества печати металлом
Для быстрого изготовления небольших конструкционных деталей сложной формы из металлов и сплавов альтернативы технологий для SLM и DMLS просто не существует.
Прочность
Детали по технологии селективного спекания из порошкового метала получаются довольно высокой прочности, сравнимые с деталями, получаемыми методом литья. В этом огромный плюс — не все технологии печати позволяют сразу получить конструкционную деталь.
Качество печати
Учитывая, что в процессе 3D печати металлом на заказ происходит спекание/плавление частиц порошка, то получаемая деталь имеет небольшую шероховатость, которая убирается галтовкой. Чуть больше приложения сил в плане постобработки требуется местам соприкосновения со структурами поддержек. Если необходима деталь высокой точности, то необходимо закладывать при проектировании механическую обработку всех соприкасающихся поверхностей.
Сложность деталей
Технологии печати металлами позволяют работать с довольно сложными структурами, как формами, так и внутренними каналами и полостями. Никакая технология не позволит создать лопатки для турбин с внутренними каналами охлаждения, а SLM/DMLS — могут. Дополнительный плюс — получаемая прочность как у литья и возможность печатать сложные по форме детали позволяют использовать топологическую оптимизацию, что облегчает вес и уменьшает расход материала.
Услуга 3D-печати металлом для нестандартных деталей
Спинка
Материалы
Материалы по обслуживанию
Инъекционные формование. Мы создали подробное руководство по заменителям смолы для АБС, поликарбоната, полипропилена и других формованных термопластов.
Загрузить
Ресурсы
Советы по дизайну Руководства и отчеты о тенденциях Тематические исследования Вспомогательные средства дизайна Вебинары и выставки
Блог Ролики Часто задаваемые вопросы Педагоги и студенты Глоссарий
Отрасли Медицинский Аэрокосмическая промышленность Автомобильный Бытовая электроника Промышленное оборудование
О нас
Кто мы Почему Протолабс? Исследования и разработки Награда за крутую идею Партнерские отношения Устойчивое развитие и социальное воздействие
Карьера Инвесторы Места Нажимать Закупка
Свяжитесь с нами Proto Labs, Inc. 5540 Pioneer Creek Dr. Maple Plain, MN 55359 Соединенные Штаты
P: 877.479.3680 F: 763. 479.2679 .3680. Лучшее в своем классе онлайн-предложение
После загрузки проекта детали вы получите онлайн-предложение, включающее анализ производства, помогающее улучшить технологичность детали. В своем предложении вы также можете настроить количество и материал и увидеть изменения цен в режиме реального времени.
Узнать больше
Получить предложениеВойти
Получите качественные металлические прототипы и серийные детали, напечатанные на 3D-принтере. Запросите онлайн цитату сегодня.
ПОЛУЧИТЬ МЕТАЛЛИЧЕСКИЕ ЧАСТИ
Сертификаты
ISO 9001:2015 | AS9100D | Регистрация ITAR
Перейти к разделу
→ Возможности → Доступные сплавы → Сравнить свойства материалов → Отделка поверхности → Постобработка → Почему 3D-печать металлом?
Прямое лазерное спекание металлов (DMLS) — это промышленный процесс 3D-печати металлов, позволяющий создавать полнофункциональные металлические прототипы и промышленные детали менее чем за 7 дней. Ряд металлов производят конечные детали, которые можно использовать для конечных применений.
Технология 3D-печати металлом обычно используется для:
Прототипирования материалов производственного класса
Сложная геометрия
Функциональные детали конечного использования
Уменьшение металлических компонентов в сборке
Мы надеемся, что это руководство окажется для вас полезным. Если файл не скачался, его можно найти здесь.
Руководство по 3D-печати металлом
Приступите к 3D-печати металлом с помощью этого руководства, которое охватывает выбор материала, дизайн, постобработку и проверку качества.
United States of AmericaAfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia, Plurinational State ofBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo, the Democratic Republic of theCook IslandsCosta RicaCôte d’IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Мальвинские островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские южные территорииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГуин eaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Islamic Republic ofIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Democratic People’s Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia, the Former Yugoslav Republic ofMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldova, Republic ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana ОстроваНорвегияОманПакистанПалауПалестина, Государство ПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПиткэрнПольшаПортугалияПуэрто-РикоКатарРеюньонРумынияРоссийская ФедерацияРуандаСен-БартельмиСент-Элена, остров Вознесения и Тристан-да-Кунья aint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Dutch part)SlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSuriNameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, Объединенная Республика ТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияМалые отдаленные острова СШАУругвайУзбекистанВануатуВенесуэла, Боливарианская РеспубликаВьетнамВиргинские острова, Британские Виргинские острова, СШАЗамбабаУоллис и ФутунаЗападная Сага0005
Я согласен получать сообщения электронной почты, содержащие обновления службы и советы по дизайну от Protolabs и ее дочерних компаний.
Возможности 3D-печати металлом
Наши основные рекомендации по 3D-печати металлом включают важные аспекты проектирования, которые помогают улучшить технологичность деталей, улучшить внешний вид и сократить общее время производства.
Допуски для 3D-печати металлов
Для хорошо спроектированных деталей допуски + 0,003 дюйма (0,076 мм) плюс 0,1% от номинальной длины обычно может быть достигнуто. Обратите внимание, что допуски могут меняться в зависимости от геометрии детали.
Максимальные размеры
Толщина слоя
Минимальный размер элемента
Допуски
*В настоящее время Inconel 718 и алюминий являются единственными материалами, доступными для нашей широкоформатной машины X Line
Металл Варианты материалов для 3D-печати
Ниже представлены доступные металлические сплавы для 3D-печати. В зависимости от материала возможна различная термообработка.
Нержавеющая сталь (17-4 фазы)
Нержавеющая сталь 17-4 PH — это дисперсионно-твердеющая нержавеющая сталь, известная своей твердостью и коррозионной стойкостью. Если вам нужен вариант из нержавеющей стали, выберите 17-4 PH из-за ее значительно более высокой прочности на растяжение и предела текучести, но учтите, что она имеет гораздо меньшее удлинение при разрыве, чем 316L. Окончательные детали, построенные 17-4 PH, проходят термообработку в вакууме, а также H9.00 старение.
Основные преимущества
Термообработка для полной твердости и прочности
Коррозионная стойкость
УЗНАТЬ БОЛЬШЕ>
Нержавеющая сталь (316L)
Нержавеющая сталь 316L — это рабочий материал, используемый для изготовления кислотостойких и коррозионностойких деталей. Выберите 316L, если требуется гибкость нержавеющей стали; 316L является более податливым материалом по сравнению с 17-4 РН. Окончательные детали, изготовленные из стали 316L, получают приложение для снятия напряжения.
Основные преимущества
Кислотостойкость и коррозионная стойкость
Высокая пластичность
УЗНАТЬ БОЛЬШЕ>
Алюминий (AlSi10Mg)
Алюминий (AlSi10Mg) сопоставим со сплавом серии 3000, который используется в процессах литья и литья под давлением. Он имеет хорошее отношение прочности к весу, высокую термостойкость и коррозионную стойкость, а также хорошую усталостную прочность, сопротивление ползучести и разрыву. AlSi10Mg также обладает свойствами теплопроводности и электропроводности. Окончательные детали, изготовленные из AlSi10Mg, получают приложение для снятия напряжения.
Основные преимущества
Высокая жесткость и прочность по отношению к весу
Тепловая и электрическая проводимость
УЗНАТЬ БОЛЬШЕ>
Инконель 718
Инконель — это высокопрочный, устойчивый к коррозии никель-хромовый суперсплав, идеально подходящий для деталей, подвергающихся экстремальным температурам и механическим нагрузкам. Окончательные детали, изготовленные из Inconel 718, получают приложение для снятия напряжения. Также доступны решение и старение в соответствии с AMS 5663 для повышения прочности на растяжение и твердости.
Основные преимущества
Стойкость к окислению и коррозии
Высокая прочность на растяжение, усталостную прочность, ползучесть и прочность на разрыв
УЗНАТЬ БОЛЬШЕ>
Кобальт-хром (Co28Cr6Mo)
Хром кобальта (Co28Cr6Mo) — суперсплав, известный своим высоким отношением прочности к весу.
Основные преимущества
Высокая прочность на растяжение и ползучесть
Коррозионная стойкость
УЗНАТЬ БОЛЬШЕ>
Титан (Ti6Al4V)
Титан (Ti6Al4V) — сплав для рабочих лошадей. По сравнению с отожженным Ti сорта 23 механические свойства Ti6Al4V сравнимы с кованым титаном по прочности на растяжение, относительному удлинению и твердости. Окончательные детали, изготовленные из Ti6Al4V, подвергаются вакуумному снятию напряжений.
Основные преимущества
Высокая жесткость и прочность по отношению к весу
Высокая термостойкость и коррозионная стойкость
УЗНАТЬ БОЛЬШЕ>
Сравнить свойства материалов
20 мкм = высокое разрешение (HR) 30, 40 и 60 мкм = нормальное разрешение (NR)
US
Метрическая
Материалы
Разрешение
Состояние
Предел прочности на растяжение (тыс.фунтов/кв.дюйм)
Предел текучести (тыс.фунтов на кв. дюйм)
Удлинение (%)
Твердость
Нержавеющая сталь (17-4 фазы)
20 мкм
Раствор и старение (H900)
199
178
10
42 HRc
30 мкм
Раствор и старение (H900)
198
179
13
42 HRc
Нержавеющая сталь (316L)
20 мкм
снятие стресса
82
56
78
90 руб
30 мкм
снятие стресса
85
55
75
88 ХРБ
Алюминий (AlSi10Mg)
20 мкм
снятие стресса
39
26
15
42 ХРБ
30 мкм
снятие стресса
50
33
8
59 ХРБ
40 мкм
снятие стресса
43
27
10
50 руб
Кобальт-хром (Co28Cr6Mo)
20 мкм
Как построено
182
112
17
39 HRc
30 мкм
Как построено
176
119
14
38 HRc
Инконель 718
20 мкм
снятие стресса
143
98
36
33 HRc
30 мкм
снятие стресса
144
91
39
30 HRC
30 мкм
Раствор и старение в соответствии с AMS 5663
208
175
18
46 HRc
60 мкм
снятие стресса
139
83
40
27 HRc
60 мкм
Раствор и старение в соответствии с AMS 5663
201
174
19
45 HRc
Титан (Ti6Al4V)
20 мкм
снятие стресса
153
138
15
35 HRc
30 мкм
Снятие стресса
144
124
18
33 HRc
Материалы
Разрешение
Состояние
Предел прочности при растяжении (МПа)
Предел текучести (МПа)
Удлинение (%)
Твердость
Нержавеющая сталь (17-4 фазы)
20 мкм
Раствор и старение (H900)
1 372
1 227
10
42 HRc
30 мкм
Раствор и старение (H900)
1 365
1 234
13
42 HRc
Нержавеющая сталь (316L)
20 мкм
снятие стресса
565
386
78
90 руб
30 мкм
снятие стресса
586
379
75
88 ХРБ
Алюминий (AlSi10Mg)
20 мкм
снятие стресса
268
180
15
46 ХРБ
30 мкм
снятие стресса
345
228
8
59 ХРБ
40 мкм
снятие стресса
296
186
10
50 руб
Кобальт-хром (Co28Cr6Mo)
20 мкм
Как построено
1255
772
17
39 HRc
30 мкм
Как построено
1213
820
14
38 HRC
Медь (CuNi2SiCr)
20 мкм
Закалка от осадков
496
434
23
87 ХРБ
Инконель 718
20 мкм
снятие стресса
986
676
36
33 HRc
30 мкм
снятие стресса
993
627
39
30 HRC
30 мкм
Раствор и старение в соответствии с AMS 5663
1434
1207
18
46 HRc
60 мкм
снятие стресса
958
572
40
27 HRc
60 мкм
Раствор и старение в соответствии с AMS 5663
1386
1200
19
45 HRc
Титан (Ti6Al4V)
20 мкм
снятие стресса
1055
951
15
35 HRc
30 мкм
снятие стресса
993
855
18
33 HRc
Эти цифры являются приблизительными и зависят от ряда факторов, включая, помимо прочего, параметры машины и процесса. Таким образом, предоставленная информация не является обязательной и не считается сертифицированной. Когда производительность имеет решающее значение, также рассмотрите возможность независимого лабораторного тестирования дополнительных материалов или готовых деталей.
Варианты отделки поверхности
Стандартная отделка
Ожидаемые значения шероховатости от 200 до 400 микродюймов Ra (от 0,005 до 0,010 мм Ra) в зависимости от материала и разрешения. Опорные конструкции удалены, а линии слоев видны.
Индивидуальная отделка
Мы предлагаем шлифованные поверхности различной зернистости и полированные до зеркального блеска. Обязательно укажите, предназначена ли нестандартная отделка поверхности для функциональных или эстетических целей, чтобы мы могли лучше проконсультировать вас по нашим индивидуальным вариантам.
Возможности постобработки металлических деталей, напечатанных на 3D-принтере
Улучшите прочность, точность размеров и внешний вид готовых металлических компонентов с помощью DMLS для производства.
Обработка поверхности
3- и 5-осевое фрезерование
Токарная обработка
Полировка (зеркальная или матовая)
Пассивация
Проволочный электроэрозионный станок
Нарезание резьбы и развертывание
Термическая обработка
Снятие напряжения
Термическая обработка NADCAP
Горячее изостатическое прессование (HIP)
Отжиг на твердый раствор
Старение
Механические испытания
Растяжение
Твердость по Роквеллу
Анализ порошков и материалов
Прослеживаемость
Химия
Анализ размера и распределения частиц
Зачем использовать 3D-печать металлом?
Узнайте, как технология аддитивного производства металлов может использоваться для уменьшения количества компонентов в сборке, изготовления деталей сложной геометрии и, в конечном счете, для экономии времени и средств.
Нажмите, чтобы увеличить
Как работает 3D-печать металлом?
Машина DMLS начинает спекать каждый слой — сначала опорные конструкции для базовой пластины, затем саму деталь — с помощью лазера, направленного на слой металлического порошка. После микросварки поперечного слоя порошка платформа сборки смещается вниз, и лезвие устройства для повторного нанесения покрытия перемещается по платформе, чтобы поместить следующий слой порошка в инертную камеру сборки. Процесс повторяется слой за слоем, пока сборка не будет завершена.
Когда сборка завершена, сначала вручную проводится первоначальная чистка деталей щеткой для удаления большей части рассыпчатого порошка, после чего следует соответствующий цикл термообработки, пока они все еще закреплены в системах поддержки, чтобы снять любые напряжения. Детали снимаются с платформы, а опорные конструкции удаляются с деталей, а затем завершаются необходимой дробеструйной очисткой и удалением заусенцев. Конечные детали DMLS имеют почти 100-процентную плотность.
Широкоформатная 3D-печать металлом
Недавно мы добавили линию GE Additive X Line к нашему парку 3D-принтеров по металлу для изготовления крупных деталей из сплава Inconel 718 и алюминия (AlSi10Mg). У вас есть проект, который может подойти? Свяжитесь с нами, и мы сможем обсудить ваши требования.
Узнать больше >
3D-печать металлов для производства
Повышение прочности, точности размеров и внешнего вида металлических компонентов конечного использования с помощью вариантов постобработки, таких как обработка на станках с ЧПУ и термообработка.
Подробнее >
Ресурсы
Постобработка для 3D-печати металлов
Узнайте, как улучшить размерную точность, шероховатость поверхности и механические свойства металлических деталей в приложениях с высокими требованиями.
Прочтите совет по проектированию
Объединение сборок деталей с аддитивным производством для снижения затрат и повышения производительности
Как найти подходящие возможности для объединения сборок из нескольких деталей в отдельные компоненты с помощью промышленной 3D-печати
Прочитать информационный документ
Inconel 718: материал-рабочая лошадка для аддитивного производства
Inconel 718 — популярный материал для аддитивного производства металлических деталей.
Читать блог
Широкоформатная 3D-печать деталей из алюминия и инконеля
Когда вы печатаете очень большие детали из металла, здорово иметь выбор материалов. И алюминий, и инконель 718 имеют большой смысл, но какой из них лучше всего подходит для вашего применения?
Читать блог
Мгновенные расценки на детали, напечатанные на 3D-принтере
Получить предложение
Что такое 3D-печать металлом и как это работает?
Что такое 3D-печать металлом? Как работает эта аддитивная технология? В этой статье рассматриваются основные принципы SLM (селективное лазерное плавление) и DMLS (прямое лазерное спекание металлов), а также то, как они соотносятся с основными преимуществами и ограничениями 3D-печати.
Что такое 3D-печать металлом? Различия между SLM и DMLS
Селективное лазерное плавление (SLM) и прямое лазерное спекание металла (DMLS) — это два процесса аддитивного производства металлов, которые относятся к семейству 3D-печати методом сплавления в порошковом слое. Эти две технологии имеют много общего: обе используют лазер для сканирования и выборочного сплавления (или плавления) частиц металлического порошка, связывая их вместе и создавая деталь слой за слоем. Кроме того, материалы, используемые в обоих процессах, представляют собой металлы в гранулированной форме.
Различия между SLM и DMLS сводятся к основам процесса связывания частиц (а также к патентам): SLM использует металлические порошки с одной температурой плавления и полностью расплавляет частицы, тогда как в DMLS порошок состоит из материалов с переменной температуры плавления, которые плавятся на молекулярном уровне при повышенных температурах.
По существу, SLM производит детали из одного металла, в то время как DMLS производит детали из металлических сплавов.
Процесс 3D-печати металлом SLM и DMLS
Как SLM, так и DMLS используются в промышленных приложениях для создания конечных инженерных продуктов. В этой статье мы используем термин
3D печать металлом чтобы обратиться к обоим процессам в целом, и мы описываем основные механизмы производственного процесса, которые необходимы инженерам и дизайнерам для понимания преимуществ и ограничений технологии.
Существуют и другие процессы аддитивного производства, которые можно использовать для производства плотных металлических деталей, такие как электронно-лучевая плавка (EBM) и ультразвуковое аддитивное производство (UAM). Однако их доступность и применение ограничены, поэтому они не будут представлены здесь.
Хотите узнать больше о производстве металлических деталей?
Загрузите наше руководство по металлическим деталям Наши услуги 3D печати Наши услуги по обработке с ЧПУ
Как работает 3D-печать металлом?
Основной процесс изготовления одинаков для SLM и DMLS. Вот как это работает:
Камера сборки сначала заполняется инертным газом (например, аргоном) для минимизации окисления металлического порошка, а затем нагревается до оптимальной температуры сборки.
Тонкий слой металлического порошка распределяется по строительной платформе, и мощный лазер сканирует поперечное сечение компонента, расплавляя (или сплавляя) металлические частицы вместе и создавая следующий слой. Вся площадь модели сканируется, поэтому деталь строится полностью цельной.
Когда процесс сканирования завершен, рабочая платформа перемещается вниз на один слой толщины, а устройство для повторного нанесения покрытия наносит еще один тонкий слой металлического порошка. Процесс повторяется до тех пор, пока вся часть не будет завершена.
Когда процесс сборки закончен, детали полностью инкапсулируются в металлический порошок. В отличие от процесса сплавления полимерного порошкового слоя (например,
SLS или
MJF), детали крепятся к строительной платформе через опорные конструкции. Опора в 3D-печати металлом изготавливается из того же материала, что и деталь, и всегда требуется для смягчения деформации и искажений, которые могут возникнуть из-за высоких температур обработки.
Когда бункер остынет до комнатной температуры, излишки порошка удаляются вручную, а детали, как правило, подвергаются термообработке, пока они все еще прикреплены к платформе для сборки, чтобы снять любые остаточные напряжения. Затем компоненты отделяются от рабочей пластины с помощью резки, механической обработки или электроэрозионной обработки и готовы к использованию или дальнейшей постобработке.
Схема принтера SLM/DMLS
Хотите создавать более качественные детали для 3D-печати?
Загрузите наш плакат с правилами проектирования 3D-печати
Каковы характеристики 3D-печати металлом? Знакомство с SLM и DMLS
Параметры принтера SLM и DMLS
В SLM и DMLS почти все параметры процесса устанавливаются производителем машины. Высота слоя, используемого в 3D-печати металлом, варьируется от 20 до 50 микрон и зависит от свойств металлического порошка (сыпучести, гранулометрического состава, формы и т. д.).
Стандартный размер системы 3D-печати из металла составляет 250 x 150 x 150 мм, но также доступны машины большего размера (до 500 x 280 x 360 мм). Точность размеров, которой может достичь металлический 3D-принтер, составляет примерно ± 0,1 мм.
Металлические принтеры можно использовать для мелкосерийного производства, но возможности систем 3D-печати металлом больше напоминают возможности серийного производства
FDM или
Соглашение об уровне обслуживания машин, чем у принтеров SLS. Они ограничены доступной областью печати (направление XY), так как детали должны быть прикреплены к платформе сборки.
Металлический порошок в SLM и DMLS легко перерабатывается. Как правило, менее 5% тратится впустую. После каждого отпечатка неиспользованный порошок собирается, просеивается, а затем пополняется свежим материалом до уровня, необходимого для следующей сборки.
Отходы металлической печати имеют форму опорных конструкций, которые имеют решающее значение для успешного завершения сборки, но могут резко увеличить количество необходимого материала (и стоимость).
Мелкосерийное производство велосипедной рамы с использованием SLM. Спасибо Renishaw и Empire Cycles за фото.
Адгезия слоев
Металлические детали SLM и DMLS имеют почти изотропные механические и термические свойства. Они твердые с очень небольшой внутренней пористостью (менее 0,2–0,5% в состоянии после печати и почти нулевой после термической обработки).
Металлические печатные детали обладают более высокой прочностью и твердостью и часто более гибки, чем детали, изготовленные традиционным способом. Однако они более склонны к утомлению.
Например, взгляните на механические свойства металлического сплава AlSi10Mg EOS для 3D-печати и литого под давлением сплава A360. Эти два материала имеют очень похожий химический состав с высоким содержанием кремния и магния. Печатные детали имеют превосходные механические свойства и более высокую твердость по сравнению с кованым материалом.
Из-за гранулированной формы необработанного материала исходная шероховатость поверхности (Ra) металлической детали, напечатанной на 3D-принтере, составляет примерно 6–10 мкм. Эта относительно высокая шероховатость поверхности может частично объяснить более низкую усталостную прочность.
AlSi10Mg (сплав для 3D-печати)
A360 (литой под давлением сплав)
Предел текучести (деформация 0,2 %) *
XY: 230 МПа Z: 230 МПа
165 МПа
__Прочность на растяжение * __
XY: 345 МПа Z: 350 МПа
317 МПа
__Модуль * __
XY: 70 ГПа Z: 60 ГПа
71 ГПа
__Удлинение при разрыве * __
XY: 12 % Z: 11 %
3,5%
__Твердость** __
119 Вес
75 HBW
__Усталостная прочность ± __
97 МПа
124 МПа
* Термическая обработка: отжиг при 300°С в течение 2 часов ± Испытано на готовых образцах
Опорные конструкции и ориентация деталей
Опорные конструкции всегда требуются при печати металлом из-за очень высокой температуры обработки, и они обычно строятся с использованием решетчатого рисунка.
Опорные конструкции в металлической 3D-печати выполняют три различные функции:
Они предлагают подходящую платформу для следующего уровня.
Они прикрепляют деталь к рабочей пластине и предотвращают деформацию.
Они действуют как радиаторы, отводя тепло от детали и позволяя ей охлаждаться с более контролируемой скоростью.
Детали часто ориентированы под углом, чтобы свести к минимуму вероятность деформации и максимизировать прочность детали в критических направлениях. Однако это увеличит объем необходимой поддержки, время сборки, потери материалов и (в конечном счете) общую стоимость.
Деформация также может быть сведена к минимуму с помощью рандомизированных шаблонов сканирования. Эта стратегия сканирования предотвращает накопление остаточных напряжений в любом конкретном направлении и придает детали характерную текстуру поверхности.
Поскольку стоимость металлической печати очень высока,
симуляции часто используются для прогнозирования поведения детали во время обработки. Алгоритмы оптимизации топологии также используются не только для максимизации механических характеристик и создания легких деталей, но и для сведения к минимуму потребности в опорной конструкции и вероятности коробления.
Металлический кронштейн перед снятием опорных конструкций ориентируют под углом 45 градусов. Фото предоставлено компанией Concept Laser.
Полые профили и легкие конструкции
В отличие от процессов плавления полимерного порошкового слоя, таких как
SLS, большие полые профили обычно не используются в металлической печати, поскольку опорные конструкции не могут быть легко удалены.
Для внутренних каналов диаметром более 8 мм мы рекомендуем использовать ромбовидные или каплевидные сечения вместо круглых, так как они не требуют опорных конструкций. Дополнительные рекомендации по проектированию SLM и DMLS можно найти в
эта статья .
В качестве альтернативы полым профилям детали могут быть выполнены с обшивкой и стержнями. Кожа и сердцевины обрабатываются с использованием лазера различной мощности и скорости сканирования, что приводит к различным свойствам материала. Использование кожи и стержней очень полезно при изготовлении деталей с большими сплошными сечениями, так как они значительно сокращают время печати и вероятность коробления и позволяют получать детали с высокой стабильностью и отличным качеством поверхности.
Использование решетчатой структуры также является распространенной стратегией в 3D-печати металлом для уменьшения веса детали. Алгоритмы оптимизации топологии также могут помочь в разработке органических и легких форм.
Какие материалы обычно используются для 3D-печати металлом?
SLM и DMLS могут производить детали из широкого спектра металлов и металлических сплавов, включая алюминий, нержавеющую сталь, титан, кобальт-хром и инконель. Эти материалы удовлетворяют потребности большинства промышленных применений, от аэрокосмической до медицины. Драгоценные металлы, такие как золото, платина, палладий и серебро, также могут быть обработаны, но их применение в основном ограничивается изготовлением ювелирных изделий.
Порошок для 3D-печати металлом, как вы понимаете, очень дорогой. Например, килограмм
нержавеющая сталь 316L порошок стоит примерно 350-450 долларов. По этой причине минимизация объема деталей и потребность в поддержке являются ключом к максимально возможному снижению стоимости.
Основным преимуществом 3D-печати металлом является его совместимость с высокопрочными материалами, такими как никелевые или кобальт-хромовые суперсплавы, которые очень трудно обрабатывать традиционными методами производства. Значительная экономия средств и времени может быть достигнута за счет использования 3D-печати металлом для создания детали почти чистой формы, которая впоследствии может быть подвергнута постобработке до очень высокого качества поверхности.
| Материал | Материал |——————————| | Алюминиевые сплавы | Хорошие механические и термические свойства; Низкая плотность; Хорошая электропроводность; Низкая твердость | | Нержавеющая сталь и инструментальная сталь | Высокая износостойкость; Большая твердость; Хорошая пластичность и свариваемость | | Титановые сплавы | Устойчивость к коррозии; Отличное соотношение прочности и веса; Низкое тепловое расширение; Биосовместимый | | Кобальт-хромовые суперсплавы | Отличная износостойкость и коррозионная стойкость; Отличные свойства при повышенных температурах; Очень высокая твердость; Биосовместимый | | Никелевые суперсплавы (Инконель) | Отличные механические свойства; Высокая коррозионная стойкость; Термостойкость до 1200 градусов Цельсия; Используется в экстремальных условиях | | Драгоценные металлы | Используется в ювелирном деле; Не широко доступен
Методы постобработки для 3D-печати металлом
Для улучшения механических свойств, точности и внешнего вида металлических печатных деталей используются различные методы постобработки.
Обязательные этапы постобработки включают удаление рыхлого порошка и опорных структур, а термическая обработка (термический отжиг) обычно используется для снятия остаточных напряжений и улучшения механических свойств детали.
Обработка на станках с ЧПУ может использоваться для обработки важных по размеру элементов (таких как отверстия или резьба). Пескоструйная обработка, металлизация, полировка и микромеханическая обработка могут улучшить качество поверхности и усталостную прочность металлической печатной детали.
Спутниковая антенна изготовлена с использованием DMLS. Фото предоставлено компаниями Concept Laser и Optisys LLC.
Каковы преимущества и ограничения 3D-печати металлом?
Вот основные преимущества и недостатки процессов 3D-печати металлом:
Процессы 3D-печати металлом можно использовать для изготовления сложных деталей на заказ с геометрией, которую невозможно изготовить с помощью традиционных методов производства.
Металлические детали, напечатанные на 3D-принтере, можно топологически оптимизировать, чтобы максимизировать их производительность при минимальном весе и общем количестве компонентов в сборке.
Металлические детали, напечатанные на 3D-принтере, обладают превосходными физическими свойствами, а ассортимент доступных материалов включает труднообрабатываемые материалы, такие как металлические суперсплавы.
Материальные и производственные затраты, связанные с 3D-печатью металлом, высоки, поэтому эти технологии не подходят для деталей, которые можно легко изготовить традиционными методами.
Размер сборки систем 3D-печати металлом ограничен, так как требуются точные производственные условия и контроль процесса.
Уже существующие проекты могут не подходить для 3D-печати металлом и, возможно, потребуется изменить их.
Основные характеристики систем SLM и DMLS приведены в таблице ниже.
3D-печать металлом (SLM/DMLS)
__Материалы __
Металлы и металлические сплавы (алюминий, сталь, титан)
Точность размеров
± 0,1 мм
Стандартный размер сборки
250 x 150 x 150 мм (до 500 x 280 x 360 мм)
Общая толщина слоя
20 – 50 мкм
__Опорные конструкции __
Требуется всегда
Свяжитесь с [email protected] или посетите [Protolabs](https://www.protolabs.com/), чтобы начать 3D-печать металлических деталей. Для других технологий 3D-печати и обработки на станках с ЧПУ вы можете загрузить файл САПР в наш конструктор котировок, чтобы получить мгновенное бесплатное ценовое предложение.
8 июня 2022 года Blender Foundation и сообщество разработчиков представили Blender 3.2 — новую версию бесплатного трёхмерного графического редактора с открытым исходным кодом. В данной статье представлен перечень основных изменений и нововведений версии 3.2.
9 марта 2022 года Blender Foundation и сообщество разработчиков представили Blender 3.1 — новую версию бесплатного трёхмерного графического редактора с открытым исходным кодом.
Сериал Arcane это вершина художественного стиля и будучи немного связанным с творчеством трудно было пройти мимо. Граната Jinx яркий пример креатива и изобретательности. Так умело совместить игрушку с оружием в образе немного чокнутой девушки… В общем в этом уроке мы будем моделировать гранату и рисовать для нее текстуры.
Blender Foundation и сообщество разработчиков с гордостью представили новую версию Blender 3.0.
3D-графика является неотъемлемой частью современного дизайна и страх 3D сильно ограничивает ваш творческий потенциал. Надеемся, данный урок станет для вас отличным стартом в удивительный мир трехмерной графики!
В этом уроке вы научитесь генерировать процедурные ландшафты с различными объектами при помощи геометрических нодов и текстур (как процедурных, так и рисованных). Урок позволит понять принцип работы с некоторыми нодами (Point Separate, Attribute Separate XYZ…) и оценить невероятную пользу нового редактора Spreadsheet.
Blender Foundation и сообщество разработчиков с гордостью представили новую версию Blender 2.93.
С выходом версии 2.92 в Blender появились геометрические ноды. Это крутейшее событие со времен появления EEVEE и в этом уроке мы познакомимся с ними. С их помощью распределим объекты по поверхности другого объекта.
100 000 подписчиков на канале набралось уже давно, но сама кнопочка по техническим причинам дошла до меня лишь несколько недель назад. Как и было обещано, вместо банальной распаковки мы попробуем ее создать в Blender. Урок очень простой и каждый должен справится 😉
Моделирование персонажа в Blender
Моделирование персонажа в Blender
Найти:
Данная серия уроков научит Вас основам моделирования персонажей в Blender. В этом уроке (часть №1) показано детальное пошаговое моделирование лица женщины.
Настройка фонового изображения
Скачайте изображение лица женщины. С помощью любого графического редактора создайте из него два отдельных изображения: фас и профиль. Запустите Blender, удалите камеру и лампу из Вашей сцены.
Сейчас необходимо установить изображение на видах спереди и сбоку. Перейдите на вид спереди (NumPad1):
Нажмите клавишу N чтобы открыть панель свойств. Установите параметр Clip как показано на рисунке:
Отметьте пункт Background Images и нажмите кнопки Add Image — Open.
Найдите изображение лица женщины (фас) и загрузите его в качестве фона:
Затем нажмите All Views и выберите пункт Front, чтобы данное изображение отображалось лишь на виде спереди.
Проделайте такие же действия, только для вида сбоку: Ctrl + NumPad3 — Изображение лица женщины (профиль) — All Views — Left:
Начинаем моделирование лица
Перейдите на вид спереди, выделите куб и переключитесь в режим редактирования:
С помощью клавиши A выделите все вершины куба и удалите их (X):
Удалив все вершины, Вы заметите оранжевую точку в центре куба (его центр). Перейдите на вкладку модификаторов и добавьте модификатор Mirror:
Переключитесь в режим отображения Wireframe:
Оставьте настройки модификатора Mirror по умолчанию. Теперь можно приступать к моделированию.
Приблизьте камеру к правому глазу и с зажатой клавишей Ctrl кликайте вокруг глаза, чтобы придать ему форму как на изображении ниже:
С зажатой клавишей Shift выделите первую и последнюю вершины и соедините их между собой с помощью клавиши F:
Теперь нужно экструдировать ребра вокруг глаза. Включите режим выделения ребер:
Выделите все ребра (A или Shift + ПКМ):
Нажмите кнопку E (экструдирование), затем S (масштабирование) и с помощью мышки вытяните сетку немного наружу:
После этого снова вернитесь в режим выделения вершин:
Расположите внешние вершины так, как показано на изображении (расстояние между соседними вершинами должно быть одинаковым).
Выделив два правых верхних ребра проэкструдируте их как показано на изображении:
В режиме выделения вершин выровняйте их по центру:
Выделите все вершины и перейдите на вид слева:
Чтобы видеть одновременно фас и профиль, разделите окно 3D-вида на две части и выберите в каждой из них требуемый вид.
Выделите две крайние вершины и сместите их назад, опираясь на правое изображение (профиль):
Выделите следующие 4 вершины и также повторяйте форму глаза исходя из правого изображения:
Тоже самое проделайте с центральными вершинами. Повторите с их помощью форму носа.
Чтобы оценить результат работы, переключитесь на режим отображения Solid и перейди в перспективный вид (NumPad5).
Создание носа и губ
Экструдируйте нижнюю часть глаза в сторону к области носа:
Затем выделите следующие два ребра и экструдируйте их вниз к губам. Не забывайте ориентироваться на вид слева и подгонять вершины в соответствии с изображением.
Выделите верхние три ребра и подразделите их с помощью кнопки Subdivide (количество подразделений 3):
Таким же способом подразделите остальные части меша:
Выставите вершины находясь на виде спереди как показано на рисунке:
Чтобы соединить две соседние вершины выделите их и нажмите Alt + M — At Center.
Перейдите в режим перспективы (NumPad5) и добейтесь реалистичной глубины лица редактируя имеющиеся вершины или добавив новые:
Выделите два ребра по центру носа и проэкструдируйте их дважды вниз как показано на рисунке:
На виде спереди соедините соответствующие вершины вместе:
Повторите с помощью новых вершин форму носа, опираясь на изображение слева:
Проэкструдируте немного вниз два ребра верхней губы, чтобы создать для них тонкий контур:
Продолжая экструдирование создайте часть лица между носом и верхней губой как показано ниже:
Теперь создайте область кончика носа. Проэкструдируйте одно ребро вниз как на изображении:
Соедините вместе указные вершины:
Разделите выделенное ребро пополам (W — Subdivide):
Проэкструдируте два выделенных ребра вниз к области ноздри:
Соедините указанные вершины вместе:
Для большей детализации необходимо большее количество ребер. Выделите указанные 4 ребра и подразделите их один раз (W — Subdivide):
После разделения ребер расположите новые вершины в соответствии с формой носа:
Выберите инструмент нож (K) и с его помощью разрежьте указанные ребра (левой кнопкой мышки указываете нужные ребра, Enter — подтверждаете разрез):
Снова повторите форму носа исходя из фонового изображения:
Снова выберите инструмент нож и разрежьте указанные на изображении ребра. В результате получится треугольная грань, но мы еще вернемся к ней позже. Подтвердите разрез нажав клавишу Enter.
Отрегулируйте вершины так, чтобы они соответствовали форме носа.
Перейдите в режим перспективы и создайте еще один разрез с помощью инструмента нож для большей детализации меша:
Затем еще один разрез, чтобы добавить дополнительные детали в области ноздри:
Теперь создайте три ребра в нижней части носа как показано на изображении:
Отрегулируйте вершины, чтобы создать правильную форму ноздри. Затем переключитесь в режим выделения граней и выделите ноздрю:
Проэкструдируйте ее внутрь, чтобы создать углубление:
Добавление модификатора Subdivision Surface
Мы завершили создание носа и контура верхней губы и теперь можно перейти в объектный режим.
Добавьте для лица модификатор Subdivision Surface:
Установите значение View равным 2, чтобы увидеть результат работы:
Чем выше Вы выставите значение View, тем слаженнее будет лицо:
После проверки сглаженности меша установите значение View равным 0.
Первая стадия создания лица завершена! В следующей части мы завершим моделирование оставшейся его части.
источник урока
Моделирование, Продвинутый
STL-файл Логотип Blender (статуэтка Unibody)・Модель для 3D-печати для загрузки・Cults
Логотип блендера (3 детали + подставка)
1 €
Мыльница для душа (регулируемая)
3,43 €
Futuristic Сушилка для столовых приборов
2,50 €
Соединитель ручки метлы (обновлено)
Бесплатно
Futuristic Сушилка для столовых приборов
2,50 €
Логотип блендера (3 детали + подставка)
1 €
Мыльница для душа (регулируемая)
3,43 €
Винт [для стусла от HAN3DYMAN]
Бесплатно
Соединитель ручки метлы (обновлено)
Бесплатно
Кронштейн фоторамки
Бесплатно
Лучшие файлы для 3D-принтеров категории «Искусство»
Komugi — Hunter x Hunter — 3D FanArt —
Бесплатно
Reloj Queen Фредди Меркьюри
Бесплатно
Шлем Песочного человека ARTICULATED Шлем мечты Шлем мечты
4,80 €
FLEXI JUICY ZEN MONKE
3,12 €
«Пират и его крыса» — оригинал Eastman
4,99 €
GLADIOBOT — Печать на месте / БЕЗ ПОДДЕРЖКИ
0,63 €
Складной крокодил
4,23 €
Милая гибкая золотая рыбка — БЕЗ ПОДДЕРЖКИ
2,82 €
Бестселлеры категории Искусство
CUTE FLEXI КРОКОДИЛ ДЛЯ ПЕЧАТИ НА МЕСТЕ
2,78 €
ZOU GHOST — ПРИЗРАК С НОГАМИ
2,77 €
Милый ленивец Flexi Print-in-Place
2,78 €
Шарнирная игрушка «Бородатый дракон», корпус с возможностью печати на месте, голова с защелкой, симпатичный гибкий
3,28 €
Шарнирная игрушка Leopard Gecko, корпус с возможностью печати на месте, голова с защелкой, симпатичный Flexi
3,28 €
Эльф на полке из карбонита
€8,47
-50%
€4,24
РОЖДЕСТВЕНСКАЯ ЕЛКА НА НОЖКАХ
2,95 €
Симпатичный динозавр T-Rex с возможностью печати на месте Flexi
Baby Crystalwing Dragon, Cinderwing3D, шарнирное гибкое покачивающееся домашнее животное, печать на месте, фантазия
3,76 €
Flexi Print-in-Place Кенгуру и Джоуи
2,78 €
Cute Flexi Print-in-Place Skeleton
2,78 €
FLEXI PRINT-IN-PLACE STANDY YETI
2,78 €
Скелетная рука Flexi Print-in-Place
1,87 €
Кусачий дракон
€3
Хотели бы вы поддержать культы?
Вам нравятся культы и вы хотите помочь нам продолжить приключение самостоятельно ? Обратите внимание, что мы небольшая команда из 3 человек , поэтому очень просто поддержать нас, чтобы поддерживали деятельность и создавали будущие разработки . Вот 4 решения, доступные для всех:
РЕКЛАМА: Отключите блокировщик баннеров AdBlock и нажмите на наши рекламные баннеры.
ПРИСОЕДИНЕНИЕ: Совершайте покупки в Интернете, нажав на наши партнерские ссылки здесь Amazon.
ПОЖЕРТВОВАТЬ: Если вы хотите, вы можете сделать пожертвование через PayPal.
СВОБОДНЫЕ СВЕДЕНИЯ: Пригласите своих друзей, откройте для себя платформу и великолепные 3D-файлы, которыми делится сообщество!
Создание миниатюрных персонажей (моделирование в Blender и 3D-печать) — Моделирование
3Deploy (Джонни Ла Троб-Льюис)
#4
Я профессиональный художник по персонажам/дизайнер продуктов в индустрии варгеймов-любителей, поэтому постараюсь ответить на ваши вопросы и дать несколько советов. Чтобы сделать это в производственных масштабах, я считаю, что ZBrush необходим для моей работы, и использую Blender в качестве основного дополнительного инструмента для полигонального моделирования. Тем не менее, как новичок, я думаю, что Blender определенно можно использовать для создания готовой к 3D-печати миниатюры от начала до конца, но вам, возможно, придется перевести некоторые из моих шагов ZBrush в Blender.
Основная причина, по которой я не беспокоюсь о создании полностью детализированных моделей печати в Blender, заключается в том, что VBO еще не реализованы в режиме редактирования, поэтому Blender слишком медленный для правильного редактирования/логических очень тяжелых (многомиллионных полигонов) моделей. Он может обрабатывать пару миллионов полигонов одновременно в режиме Sculpt, но это не всегда удовлетворяет мои потребности. Вы можете обнаружить, что вам не нужно создавать безумно детализированные модели, и в этом случае Blender может быть достаточно. Одно очень важное различие между моделированием персонажей видеоигр/фильмов и моделированием персонажей в 3D-печати заключается в том, что модель персонажа в 3D-печати не может извлечь выгоду из визуальных трюков, таких как плавное затенение, запекание карт нормалей в низкополигональную ретопологизированную модель, разделение только во время рендеринга. и т. д. Все детали, которые вы хотите видеть в своей напечатанной 3D-модели, ДОЛЖНЫ присутствовать в самой геометрии, а это означает, что очень подробная, органичная 3D-модель, вероятно, будет намного, намного тяжелее, геометрически, чем другие модели. виды модели. Персонаж с высоким разрешением в видеоигре может иметь 10-15 тысяч полигонов после ретопологии. Очень подробный 3D-персонаж может состоять из 20-30 миллионов полигонов до прореживания и 500 000–1 М полигонов при отправке на принтер.
Отвечая на ваш вопрос о процессе, скажу, что на ранних стадиях существует много параллелей между моделированием персонажей для видеоигр и 3D-печатью, но на более поздних этапах процесса они расходятся, что, как я считаю, может дать художникам персонажей видеоигр много возможностей. горе в своих первых попытках моделирования для 3D-печати. Мой конвейер обычно выглядит примерно так: 1.) Грубый концептуальный набросок и коллекция эталонных изображений 2.) Геометрия с низким разрешением/заполнители/черновая обработка в 3D-объемах в ZBrush 3. ) Ресурсы для твердотельного моделирования с высоким разрешением в Blender, затем перенесите их в ZBrush, чтобы заменить геометрию-заполнитель 4.) Скульптинг органических объектов/персонажей/существ с высоким разрешением в Zbrush 5.) Детализация поверхностей/панелей с высоким разрешением в ZBrush 6.) Подготовка 3D-печати, состоящая из логического слияния/вычитания различные компоненты модели в твердотельные компоненты с одной оболочкой (без пересекающейся геометрии) в зависимости от того, как они будут отлиты (или просто объедините их в одно твердое тело, если вы только печатаете, а не отливаете дубликаты) 6.) Прореживание и экспорт файла STL из ZBrush, затем окончательная очистка/исправление ошибок STL в Netfabb (доступна бесплатная базовая версия) или Meshlab (меньше полигонов = меньше ошибок STL… для полностью детализированного персонажа в масштабе 32 мм я ориентируюсь примерно на 400-600 тысяч треугольников. модель, которую я разрешаю, превышает 1 миллион треугольников). 7.) Дважды проверьте физический размер вашего STL-файла в Netfabb/Meshlab… на удивление легко ввести неправильное число во время экспорта STL-файла и обнаружить, что ваша напечатанная модель слишком велика или мала.
Надеюсь, этого достаточно, чтобы дать вам представление о возможном рабочем процессе. По правде говоря, есть гораздо больше соображений, в которые я пока не буду вдаваться. Вам будет намного легче работать, если вы просто печатаете свою модель, а не отливаете ее, в противном случае вам придется иметь дело с линиями разделения, точками защемления, ловушками пузырьков, правильными углами уклона для выпуска из форм, толщиной детали, высотой деталей поверхности и так далее. на. Для простой печати вы должны просто обратить внимание на то, чтобы ваши детали не были слишком тонкими и тонкими, иначе они сломаются. Для самонесущих деталей (руки, оружие, копья и т. д.) я всегда стараюсь давать себе минимальную толщину 1 мм в качестве общего ориентира, независимо от предполагаемого масштаба модели. Бывают случаи, когда вы можете нарушить это правило, но потребуется опыт, чтобы понять, когда.
Кроме того, другой постер Ричард Марклью упомянул, что возможности 3D-принтера важны. Вот цифры, которые я люблю использовать. Для общих целей я считаю, что в большинстве случаев слоев печати 30 микрон достаточно. Когда вы создаете модели меньшего масштаба с более мелкими деталями, 20-25 микрон лучше подходят для того, чтобы мелкие детали были очень четкими. Очевидно, что если вы сможете печатать с еще более высоким разрешением, ваши результаты будут намного лучше, но эти цифры обеспечат вам профессиональные результаты. По моему мнению, более 30 микрон не режут горчицу … вы начнете видеть снижение детализации и, возможно, даже уродливую «ступенчатость» слоя. При моделировании выделение деталей поверхности относительно жирным шрифтом также поможет вашему конечному результату. Я стараюсь всегда выдавливать мелкие детали поверхности (болты, заклепки, молнии и т. д.) как минимум на 0,2 мм… меньше этого — и они исчезнут. Имейте также в виду, что ваши напечатанные детали также должны выдержать слой грунтовки, если вы собираетесь их красить, что еще больше смягчит детали. Эти детали могут показаться слишком жирными на экране, но напомните себе, какими маленькими они будут в реальном мире.
Физические параметры молекулярных сгустков в области звездообразования S254—S258
Please use this identifier to cite or link to this item: http://hdl.handle.net/10995/98966
Title:
Физические параметры молекулярных сгустков в области звездообразования S254—S258
Other Titles:
Physical parameters of molecular clumps in the S254—S258 star formation region
Authors:
Попова, Е. А. Ладейщиков, Д. А. Кирсанова, М. С. Соболев, А. М. Popova, E. A. Ladeyschikov, D. A. Kirsanova, M. S. Sobolev, A. M.
Issue Date:
2021
Publisher:
Издательство Уральского университета
Citation:
Физические параметры молекулярных сгустков в области звездообразования S254—S258 / Е. А. Попова, Д. А. Ладейщиков, М. С. Кирсанова, А. М. Соболев. — DOI 10.15826/B978-5-7996-3229-8. 39. — Текст : электронный // Астрономия и исследование космического пространства: Всероссийская с международным участием научная конференция студентов и молодых ученых, посвященная памяти Полины Евгеньевны Захаровой (Екатеринбург, Россия, 1—5 февраля 2021 г.) : сборник научных трудов. — Екатеринбург : Издательство Уральского университета, 2021. — С. 158-161.
Abstract:
Работа посвящена исследованию физических параметров газопылевых сгустков в области звездообразования S254—S258. Были определены лучевые концентрации молекулярного газа, массы сгустков и оптические толщины линий-трассеров плотного газа. Для вычисления физических параметров использованы различные линии молекулы CO, излучение в континууме на 1.1 мм и карты поглощения в ближнем ИК-диапазоне. Дополнительно использованы данные по излучению молекул CS и HCO+, охватывающие часть изучаемой области. В работе сделаны выводы о распределении плотного газа в области звездообразования. Значения физических параметров, полученных в разных трассерах газа и пыли, имеют различия, причины которых рассмотрены в работе. This research is focusing on studying of physical parameters in the S254—S258 star-formation complex. The following parameters were derived: column densities, clump masses, and highdensity tracers optical depth, including CS and HCO+ molecules. Different gas and dust tracers maps were used, including CO molecular lines, Bolocam 1.1 mm continuum emission and near-infrared extinction map. We also used the available CS and HCO+ data, which cover part of the S254-S258 region to make conclusions regarding the distribution of highdensity gas. The resulted values of physical parameters obtained through different tracers are slightly different. The discussion about the possible reason for the difference is provided.
URI:
http://hdl.handle.net/10995/98966
Conference name:
Всероссийская с международным участием научная конференция студентов и молодых ученых, посвященная памяти Полины Евгеньевны Захаровой «Астрономия и исследование космического пространства»
Conference date:
01. 02.2021-05.02.2021
ISBN:
978-5-7996-3229-8
DOI:
10.15826/B978-5-7996-3229-8.39
metadata.dc.description.sponsorship:
Работа выполнена при поддержке гранта РФФИ №18-02-00917.
Origin:
Астрономия и исследование космического пространства. — Екатеринбург, 2021
Appears in Collections:
Конференции, семинары
Show full item record Google Scholar
Items in DSpace are protected by copyright, with all rights reserved, unless otherwise indicated.
Ищете положительные и негативные отзывы о Felisatti S254/1800?
Из 11 источников мы собрали 1 отрицательных, негативных и положительных отзывов.
Мы покажем все достоинства и недостатки Felisatti S254/1800 выявленные при использовании пользователями. Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о Felisatti S254/1800, а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами!
Самые выгодные предложения по Felisatti S254/1800
Отзывы про Felisatti S254/1800
Информация об отзывах обновлена на 01. 01.2023
Написать отзыв
Гость, 25.04.2017
Достоинства: Мощная, конструкция станины и малка для резки под разными углами как у фестул, лазер (корявенький, но он есть)
Недостатки: С коробки была вся кривая, но это поправимо — все настраивается. Регулируемые упоры — если места мало, это большая проблема — при зарезке под углом приходится ворочать всю пилу вместе со станиной, тяжеловата
Комментарий: Используется в основном для резки потолочных плинтусов, редко для установки дверей, со своей задачей справляется
Подробные характеристики
Общие характеристики
Тип
торцовочная
Конструкция
настольная
Мощность
1800 Вт
Количество скоростей
1
Обработка
Высота пропила
66 мм
Ширина пропила
141 мм
Диаметр диска
254 мм
Диаметр посадочного отверстия
30 мм
Угол наклона
45 град.
Угол поворота
45 град.
Производительность
Скорость вращения
4800 об/мин
Дополнительная информация
Функции и возможности
плавный пуск, подключение пылесоса, пылесборник
Вес
13.9 кг
Перед покупкой уточняйте технические характеристики и комплектацию у продавца
Производители
Показать еще
Законопроект Сената штата Нью-Йорк S254
Пожалуйста, введите вашу контактную информацию
Имя *
Фамилия *
Адрес электронной почты *
Требуется действительный адрес электронной почты.
Поиск домашнего адреса или ввод адреса вручную *
Домашний адрес используется для определения сенатского округа, в котором вы проживаете. Затем ваша поддержка или несогласие с этим законопроектом немедленно доводится до сведения сенатора, представляющего вас.
Дополнительные услуги Сената штата Нью-Йорк:
Присылать мне уведомления об этом счете. Я могу отписаться в любой момент. Учить больше.
Создать учетную запись . Учетная запись позволяет вам официально поддерживать ключевые законы или выступать против них, подписывать петиции одним щелчком мыши и следить за важными для вас вопросами, комитетами и законопроектами. Когда вы создаете учетную запись, вы соглашаетесь с условиями участия этой платформы.
Включить индивидуальное сообщение для вашего сенатора? (Необязательно)
Введите сообщение для вашего сенатора. Многие жители Нью-Йорка используют это, чтобы рассказать о своей поддержке или несогласии с законопроектом. Другие могут рассказать личный анекдот о том, как законопроект повлияет на них или людей, которые им небезразличны.
Оставьте это поле пустым
S254 (АКТИВНЫЙ) — Детали
Текущий комитет:
Выборы в Сенат
Юридический отдел:
Закон о выборах
Затронутые законы:
Амд §5-708, Эл L
Версии, представленные на законодательной сессии 2019-2020 гг. :
S7983
S254 (АКТИВНЫЙ) — сводка
Изменяет период времени для ежегодной национальной проверки системы изменения адреса для зарегистрированных избирателей на январь.
S254 (АКТИВНЫЙ) — Памятка спонсора
S254 (АКТИВНЫЙ) — Текст счета
скачать pdf
С Т А Т Е О Ф НОВЫЙ Й О Р К
_____________________________________________________________
254
Очередные сессии 2021-2022 гг.
И Н С Е Н А Т Е
(ПРЕДВАРИТЕЛЬНО)
6 января 2021 г.
___________
Представлено сенатором МИРИЕ -- прочтите дважды и прикажите напечатать, а когда
напечатано для передачи в Комитет по выборам
АКТ о внесении изменений в закон о выборах в связи с изменением срока
od для ежегодной национальной проверки изменения адресной системы для регистрации
избиратели
НАРОД ШТАТА НЬЮ-ЙОРК, ПРЕДСТАВЛЕННЫЙ В СЕНАТЕ И АССАМБЛЕЕ
BLY, ДЕЙСТВУЙТЕ СЛЕДУЮЩИМ ОБРАЗОМ:
Раздел 1. Абзац а подпункта 5 статьи 5-708
закон о выборах в редакции главы 5 законов 2019 года, изменяется на
читать следующим образом:
а. Не реже одного раза в год в течение [февраля] ЯНВАРЯ,
каждая избирательная комиссия должна получить через Национальное изменение
Адресная система, адрес для пересылки для каждого избирателя, зарегистрированного в
такая избирательная комиссия, для которой Почтовая служба Соединенных Штатов
такой адрес для пересылки вместе с именем каждого такого избирателя,
записи почтовой службы показывают, что он переехал с адреса, по которому
он зарегистрирован без оставления адреса пересылки.
§ 2. Настоящий акт вступает в силу немедленно.
ОБЪЯСНЕНИЕ. Материал, выделенный курсивом (подчеркнутый), является новым; дело в скобках
[ ] старый закон, который следует опустить.
ЛБД02361-01-1
S 254 — Сенат Вермонта (2021-2022)
Резюме
Спонсоры законопроектов (4)
Дик Сирс
Демократическая партия
Сенатор
Беннингтон
Первичный
Бекка Балинт
Демократическая
Сенатор
Виндхэм
Первичный
Филип Барут
Демократическая/Прогрессивная
Сенатор
Читтенден
Коспонсор
Кеша Рам Хинсдейл
Демократическая партия
Сенатор
Читтенден
Коспонсор
голосов
15 апреля 2022 г.
Результаты поименного голосования пройдены — для прохождения необходимо 68 из 135 — Да = 95, Против = 40
Пропуск
Дом
24 марта 2022 г.
Прочитано в третий раз и пройдено по перекличке по просьбе сенатора Брока, пройдено — для прохождения требуется 15 из 30 — да = 19, Нейс = 11
Пропуск
Сенат
Действия
12 мая 2022 г.
Канцелярия губернатора
Подписано Губернатором 23 мая 2022 г.
Сенат
Доставлено губернатору 17 мая 2022 г.
Дом
Послание Сената, подписанное губернатором 23 мая 2022 г.
2 мая 2022 г.
Сенат
Принято Сенатом и Палатой представителей
Сенат
Сообщение Палаты представителей: Палата представителей согласилась с предложением Сената о поправке к предложению Палаты представителей о поправке
29 апреля 2022 г.
Дом
Предложение Сената о поправке к предложению Палаты представителей о поправке согласовано в
Дом
Календарь действий: предложение Сената о поправке
28 апреля 2022 г.
Дом
Календарь действий: предложение Сената о поправке
Дом
Представитель Лалонд из Южного Берлингтона предложил отложить действие до 29 апреля 2022 г., что было согласовано на
27 апреля 2022 г.
Дом
Календарь уведомлений: предложение Сената о поправках
26 апреля 2022 г.
Дом
Послание Сената, предложение Палаты представителей о поправке согласовано с дальнейшими поправками к нему
22 апреля 2022 г.
Сенат
Предложение Палаты представителей о поправке; текст
Сенат
Предложение Палаты представителей о поправке согласовано с дальнейшим предложением о поправке, внесенным сенатором(ами) Sears
Сенат
Незавершенный бизнес/дом Предложение о поправке
21 апреля 2022 г.
Сенат
Предложение о поправке нового бизнеса/дома
20 апреля 2022 г.
Сенат
Предложение Палаты представителей о поправке
Сенат
Внесено в календарь уведомлений
19 апреля 2022 г.
Сенат
Сообщение Палаты представителей: Палата представителей приняла законопроект в соответствии с предложением (предложениями) о поправке
15 апреля 2022 г.
Дом
Чтение в третий раз
Дом
Календарь действий: Третье чтение
Дом
Принято в соответствии с предложением о поправке
Дом
Результаты переклички пройдены — Для прохождения требуется 68 из 135 — Да = 95, Против = 40
Дом
Представитель Лаклер из города Барре потребовал да и нет
14 апреля 2022 г.
Дом
Отчет Комитета по судебным делам согласован
Дом
Календарь действий: Благоприятный с поправкой
Дом
Повторное чтение
Дом
Член палаты представителей Кристи из Хартфорда сообщила в Комитет по судебным делам
Дом
Третье чтение заказано
13 апреля 2022 г.
Дом
Календарь уведомлений: Благоприятный с поправкой
29 марта 2022 г.
Дом
Прочитано впервые и передано в Судебный комитет
24 марта 2022 г.
Сенат
Прочитано в третий раз и пройдено по перекличке, запрошенному сенатором Броком, Пройдено — Для прохождения требуется 15 из 30 — Да = 19, Против = 11
Сенат
Незавершенное дело/третье чтение
23 марта 2022 г.
Сенат
Незавершенное дело/третье чтение
22 марта 2022 г.
Сенат
Новый бизнес/третье чтение
18 марта 2022 г.
Сенат
Рекомендация о поправке, которая будет предложена сенатором(ами) Сирсом, Барутом и Уайтом
Сенат
Незавершенное дело/Второе чтение
Сенат
Положительный отчет с рекомендацией поправки Комитета по судебным делам
Сенат
3-е чтение заказано
Сенат
Рекомендация о поправке Комитета по судебным делам с поправками, согласованными с
Сенат
Рекомендация о поправке согласована
Сенат
Рекомендация сенатора(ов) Sears and White о поправке, текст
Сенат
Прочитано 2-й раз, получено положительное заключение с рекомендацией поправки Сенатором Сирсом для Комитета по судебным делам
17 марта 2022 г.
Сенат
Положительный отчет с рекомендацией поправки Комитета по судебным делам
Сенат
Рекомендация о поправке, которая будет предложена сенатором(ами) Сирсом, Барутом и Уайтом
Сенат
Новое дело/Второе чтение
16 марта 2022 г.
Сенат
Положительный отчет с рекомендацией поправки Комитета по судебным делам
Сенат
Новое дело/Второе чтение
15 марта 2022 г.
Сенат
Внесено в календарь уведомлений
Сенат
Положительный отчет с рекомендацией поправок Комитета по судебным делам
13 января 2022 г.
Сенат
Прочитано 1 раз и передано в Судебный комитет
Текст счета
Текстовые версии счетов
Формат
Как введено
PDF
Официальный
PDF
PDF
PDF
Неофициальный
PDF
PDF
PDF
Действующий
PDF
Краткое изложение акта
PDF
Связанные документы
Документ
Формат
Заседания комитетов
HTML
Список свидетелей
HTML
Источники
Данные об открытых штатах периодически обновляются в течение дня с официального сайта Генеральной Ассамблеи Вермонта.
Корвет-71 Станок токарный по дереву. Паспорт, схемы, описание, характеристики
Сведения о производителе токарного станка по дереву Корвет-71
Поставщиком токарного станка по дереву Корвет-71 является Энкор-Инструмент-Воронеж, ООО, основанное в 1992 году. Адрес сайта: http://www.enkor.ru/, сайт интернет-магазина www.enkor24.ru.
Производитель — компания Shanghai Joye Import & Export Co., Ltd., Китай, г. Шанхай, основанная в июле 2003 года.
Корвет 400 — станок токарно-винторезный настольный Ø 180 х 300
Корвет 401 — станок токарно-винторезный настольный Ø 180 х 300
Корвет 402 — станок токарно-винторезный настольный Ø 220 х 500
Корвет 403 — станок токарно-винторезный настольный Ø 220 х 750
Корвет 407 — станок токарно-фрезерный настольный Ø 220 х 750
Корвет-71 Станок токарный по дереву настольный.
Назначение, область применения
Токарный станок для работ по дереву с регулируемой скоростью модели Корвет-71 предназначена для токарной обработки заготовок из древесины максимальной длиной 455мм и максимальным диаметром 250 мм. Не допускается обработка металлов, асбоцементных материалов, камня и подобных материалов, мягких пластмассовых и резиноподобных материалов. Машина не рассчитана на работу при непрерывном производстве.
Токарный станок по дереву Корвет-71 предназначен для изготовления малогабаритных деталей из древесины, для выполнения легких токарных работ по дереву и в центрах, на планшайбе или в патроне, а также для выполнения несложных сверлильных работ:
точение цилиндрических и профильных тел вращения
торцевание, закругление и отрезание заготовок под различными углами
внутреннее точение по заданному профилю и сверление
профильную и декоративную обработку плоских поверхностей большого диаметра на планшайбе (типа тарелки, чашки)
Корвет-71 Общий вид токарного деревообрабатывающего станка
В соответствии с требованиями к заготовке можно легко регулировать скорости шпинделя машины. Перемещая приводной ремень можно задать скорости 760, 1100, 1600, 2200 и 3150 об/мин.
Откройте заднюю крышку (20) передней бабки (19). Ослабьте болт с круглой головкой (33), сместите плиту электродвигателя (31) и затем измените скорость, переместив приводной ремень (26) в нужную позицию (См.диаграмму скоростей).
По окончанию регулировки закрепите болт с круглой головкой (33) плиты двигателя (31), установите заднюю крышку (20) передней бабки (19) и затяните винты с полукруглыми головками (21).
Задняя бабка
Переместите заднюю бабку (10) путем ослабления фиксирующей ручки задней бабки (11) и переместите заднюю бабку в желаемую позицию на станине. Затяните фиксирующую ручку (11).
Пиноль может выходить на 60 мм из кожуха задней бабки.
Можно переместить пиноль задней бабки (7) путем ослабления ручки фиксации пиноли задней бабки (8) и последующего поворота маховика (9). Затяните ручки (8) и (11) перед началом работы машины.
Резцедержатель
Для перемещения опоры резцедержателя (16) ослабьте фиксирующую ручку опоры резцедержателя (14) и переместите опору резцедержателя вправо или влево и назад или вперед. Затяните фиксирующую ручку опоры резцедержателя (14) после того, как резцедержатель установлен в нужное положение.
Затяните фиксирующие ручки (13, 14) и убедитесь, что существует достаточный зазор между рабочей деталью и узлом резцедержателя перед включением машины.
ВНИМАНИЕ: УБЕДИТЕСЬ, ЧТО РЕЗЦЕДЕРЖАТЕЛЬ ОТРЕГУЛИРОВАН ТАК, ЧТО ОН НАХОДИТСЯ КАК МОЖНО БЛИЖЕ К ОБРАБАТЫВАЕМОЙ ДЕТАЛИ. ПОВОРАЧИВАЙТЕ ОБРАБАТЫВАЕМУЮ ДЕТАЛЬ РУКОЙ ДЛЯ КОНТРОЛЯ ЗАЗОРА ПЕРЕД ВКЛЮЧЕНИЕМ МАШИНЫ.
Подготовка заготовки
Если вы никогда не занимались обработкой древесины на токарной машине, рекомендуем вам попрактиковаться, используя разные инструменты. Начинайте с небольшой обточки.
Возьмите заготовку из древесины (брусок) размером 50х50х250мм.
Начертите диагональные линии на обоих торцах, чтобы определить центры (Рис.3).
На одном торце сделайте насечку пилой на глубину приблизительно 1,5 мм на каждой диагональной линии. Это для зубчатого центра.
На другом торце используется центр задней бабки. Определите точку центра задней бабки на заготовке в месте пересечения диагональных линий.
Введите центр задней бабки в заготовку, слегка ударив по торцу центра задней бабки киянкой или пластиковым молотком (Рис.4).
Вытащите центр задней бабки и введите зубчатый центр передней бабки в другой торец заготовки. Убедитесь, что зубцы попали в насечки, сделанные пилой. Вытащите зубчатый центр.
Убедитесь, что центры и отверстия в шпинделе и пиноли задней бабки чистые.
Вставьте зубчатый центр в переднюю бабку и центр задней бабки в заднюю бабку. Слегка постучите по ним пластиковым молотком. Не включайте машину.
Капните каплю масла или воска на заготовку, где она контактирует с центром задней бабки. Это смазывает заготовку во время обработки.
Установите заготовку между центрами и зафиксируйте заднюю бабку.
Переместите центр задней бабки в заготовку, поворачивая ручной маховик.
Убедитесь, что центр задней бабки и зубчатый центр передней бабки «сели» в заготовку в отверстия, сделанные ранее. Поверните заготовку вручную, поворачивая маховик.
Отрегулируйте резцедержатель приблизительно на 3 мм от углов заготовки и на 3 мм над линией центров (Рис. 5).
Заблокируйте опору резцедержателя и резцедержатель.
Поверните заготовку рукой, чтобы убедиться, что углы не ударяются о резцедержатель.
Скорость обработки данной заготовки должна быть около 1100 об/мин для «грубой обработки».
Корвет-71 станок токарный. Схема и детали сборки
Корвет-71 станок токарный. Схема и детали сборки. Смотреть в увеличенном масштабе
Детали сборки станка токарного Корвет-71 для работ по дереву
Деревянная модель автомобиля Corvette Stingray из красного дерева
Товар на фото в Варианты покупки: ТОЛЬКО модель
Вариант выбран!
Этот вариант продан.
Товар на фото в Варианты покупки: Индивидуальная заводская табличка
Вариант выбран!
Этот вариант продан.
Товар на фото в Варианты покупки: Гравировка на дереве
Вариант выбран!
Этот вариант продан.
Товар на фото в Варианты покупки: Гравировка и заводская табличка
Вариант выбран!
Этот вариант продан.
Нажмите, чтобы увеличить
9 530 продаж |
5 из 5 звезд
от €99,66
Загрузка
Мало на складе
Включая НДС (где применимо), плюс стоимость доставки
Варианты покупки
Выберите вариант
ТОЛЬКО модель (9 евро9.66)
Индивидуальная заводская табличка (111,39 евро)
Гравировка на дереве (111,39 €)
Гравировка и заводская табличка (117,25 €)
Выберите опцию
Введите здесь текст
1. Индивидуальная табличка: макс. 3 строки по 20 символов в строке
2. Гравировка на дереве: укажите, какая часть модели. Макс. 2 строки, 15 символов в строке
3. Гравировка и заводская табличка: введите оба текста. Используйте 1. для текста на паспортной табличке и 2. для текста на дереве.
100
Этого хотят другие люди. 3 человека сейчас держат это в своих корзинах.
Внесен в список 8 декабря 2022 г.
69 избранное
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении авторских прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручная работа
не винтаж (20+ лет)
не ремесленные принадлежности
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила. Расскажите нам больше о том, как этот элемент нарушает наши правила.
Corvette 1970 Деревянная модель автомобиля из красного дерева
Товар на фото в Варианты покупки: ТОЛЬКО модель
Вариант выбран!
Этот вариант продан.
Товар на фото в Варианты покупки: Индивидуальная заводская табличка
Вариант выбран!
Этот вариант продан.
Товар на фото в Варианты покупки: Гравировка на дереве
Вариант выбран!
Этот вариант продан.
Товар на фото в Варианты покупки: Гравировка и заводская табличка
Вариант выбран!
Этот вариант продан.
Нажмите, чтобы увеличить
9 530 продаж |
5 из 5 звезд
от €99,66
Загрузка
Мало на складе
С учетом НДС (где применимо) плюс стоимость доставки
Варианты покупки
Выберите вариант
ТОЛЬКО модель (99,66 евро)
Индивидуальная заводская табличка (111,39 евро)
Гравировка на дереве (111,39 €)
Гравировка и заводская табличка (117,25 €)
Пожалуйста, выберите опцию
Введите здесь текст
1. Индивидуальная табличка: макс. 3 строки по 20 символов в строке
2. Гравировка на дереве: укажите, какая часть модели. Макс. 2 строки, 15 символов в строке
3. Гравировка и заводская табличка: введите оба текста. Используйте 1. для текста на паспортной табличке и 2. для текста на дереве.
100
Внесен в список 11 октября 2022 г.
35 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами.
Роботы для сварки FANUC — оптимальное решение для автоматизации сварочных процессов. АЛЬФА ИНЖИНИРИНГ. Промышленный робот для дуговой сварки.
В настоящее время до половины всех промышленных роботов в мире используются для сварки. Это не удивительно, так как процесс сварки идеально приспособлен для выполнения промышленным роботом: он представляет собой ряд многократно повторяющихся однотипных движений по заранее определенной траектории. Роботы для сварки могут выполнять прямые, кольцевые, круговые и криволинейные швы. До недавнего времени ограничением для еще более широкого применения сварочных роботов была их относительно высокая цена, однако с появлением недорогих моделей промышленных роботов для сварки FANUC ситуация кардинально изменилась. Теперь роботизированная сварка стала доступна и небольшим компаниям.
Преимущества робота для сварки
Более высокая производительность. Рост производительности при использовании робота для сварки достигает 60-80%.
Уменьшение числа рабочих. Один сварочный робот заменяет собой от 2-х до 4-х сварщиков. Кроме того применение роботов для сварки обеспечивает значительную экономию энергии и расходных материалов.
Более высокое качество шва. Если при ручной сварки качество шва полностью зависит от квалификации сварщика, то робот для сварки всегда обеспечивает стабильно высокое качество сварки.
Повышение безопасности выполнения работ. При роботизированной сварке все работы протекают без участия человека, при этом место сварки всегда огорожено.
Однако нужно помнить, что если вам необходима частая переналадка робота для сварки, вам необходимо иметь в штате квалифицированного инженера, который должен пройти специальное обучение. Также необходимо тщательно следить за качеством поступающих на сварку деталей на предмет постоянства их толщины и геометрии.
Промышленные роботы для сварки FANUC
Компания FANUC разработала линейку промышленных роботов Arc Mate, предназначенную специально для выполнения операций дуговой сварки.Роботы для дуговой сварки FANUC имеют грузоподъемность до 20 кг и радиус рабочей зоны до 2 м. Они идеально подходят для выполнения большого спектра операций по дуговой сварке, сварки лазером, пайки мягким припоем и резки.
Роботы для сварки FANUC имеют тонкую руку с полым запястьем, что позволяет использовать их в ограниченном пространстве в самых различных отраслях. Применение полого запястья позволяет увеличить срок службы сварочных кабелей.
Сварочные роботы FANUC комплектуются не требующей настройки интерфейсной программой для подключения к источникам питания сварочных аппаратов, которая позволяет быстро и легко подключать робота ко всем распространенным источниками питания сварочных аппаратов. Кроме того использование цифровых интерфейсов позволяет отслеживать и регулировать параметры источников питания прямо с пульта Robot iPendant.
Роботы для дуговой сварки FANUC обладают продвинутой системой контроля качества выполнения работ. Благодаря передовой системе технического зрения FANUC iRVision роботы могут контролировать тип обрабатываемой детали, положение деталей и сварочного шва, производить послесварочный осмотр. Роботы для сварки FANUC могут быть укомплектованы устройством TorchMate, которое автоматически регулирует центральную точку инструмента и избавляет от необходимости повторной настройки траектории после столкновения робота с препятствием.
Кроме того необходимо отметить, что роботы для дуговой сварки FANUC сочетают в себе высокую грузоподъемность и большую досягаемость, что делает их идеальным решением для работы с крупногабаритными деталями.
Модельный ряд роботов для сварки FANUC
ARC Mate 0iB
Шестиосевой робот, стандартная версия
Оси: 6
Грузоподъемность: 3 кг
Досягаемость: 1437 мм
ARC Mate 100iC/7L
Шестиосевой робот, версия с длинной рукой
Оси: 6
Грузоподъемность: 7 кг
Досягаемость: 1632 мм
ARC Mate 100iC/8L
Шестиосевой робот, версия с длинной рукой
Оси: 6
Грузоподъемность: 8 кг
Досягаемость: 2028 мм
ARC Mate 100iC/12
Шестиосевой робот, стандартная версия
Оси: 6
Грузоподъемность: 12 кг
Досягаемость: 1420 мм
ARC Mate 100iC/12S
Шестиосевой робот, версия с короткой рукой
Оси: 6
Грузоподъемность: 12 кг
Досягаемость: 1098 мм
ARC Mate 120iC
Шестиосевой робот, стандартная версия
Оси: 6
Грузоподъемность: 20 кг
Досягаемость: 1811 мм
ARC Mate 120iC/12L
Шестиосевой робот, версия с длинной рукой
Оси: 6
Грузоподъемность: 12 кг
Досягаемость: 2009 мм
ARC Mate 50iD
Шестиосевой робот, стандартная версия
Оси: 6
Грузоподъемность: 7 кг
Досягаемость: 911 мм
M-710iC/12L
Шестиосевой робот малой грузоподъемности, версия с длинной рукой
Оси: 6
Грузоподъемность: 12 кг
Досягаемость: 3123 мм
M-710iC/20L
Шестиосевой робот, версия с длинной рукой
Оси: 6
Грузоподъемность: 20 кг
Досягаемость: 3110 мм
ARC Mate 100iD
Шестиосевой робот малой грузоподъемности, версия с длинной рукой
Оси: 6
Грузоподъемность: 12 кг
Досягаемость: 1420 мм
ARC Mate 100iD/10L
Шестиосевой робот
Оси: 6
Грузоподъемность: 10 кг
Досягаемость: 1636 мм
ARC Mate 100iD
Шестиосевой робот, версия с длинной рукой
Оси: 6
Грузоподъемность: 7 кг
Досягаемость: 911 мм
Сварочные роботы и роботизированные технологические комплексы
Автоматизация производства для безупречной работы
Когда не хватает рук, а объемы работ растут – требуется технологическое решение. Оптимизируйте производство и забудьте о нехватке персонала – предоставляем современное оборудование для бизнеса, который идет в ногу со временем.
Приобретайте роботизированные технологические комплексы на базе промышленных конструкций FANUC, KUKA, YASKAWA, HONYEN, CRP. Предоставляем функциональные решения для малых и крупных предприятий – с нашими сварочными роботами вы сможете проводить быстрые и точные производственные операции даже в трудных условиях.
Проверенные технологии
Приобретайте роботизированные технологические комплексы от надежного поставщика – 500 компаний увеличили прибыль и сократили издержки благодаря нашей продукции. Отзывы>
Комплексный подход
Получайте решения для производства любых объемов –обеспечиваем сервисное обслуживание, а также обучаем работе с новыми сварочными роботами.
Гарантия результата
Купите сварочных роботов, которые успешно прошли все лабораторные испытания. Технические специалисты имеют высшее образование и регулярно проходят курсы повышения квалификации.
Мобильность
Связывайтесь удобным для вас способом – консультируем по ценам сварочных роботов через Skype и при личной встрече. Наши офисы находятся в Москве, Екатеринбурге и Челябинске.
Роботизированные технологические комплексы для эффективной работы
Сварка, механическая обработка, термическая резка, паллетирование и другие процессы
Оперативность
Увеличьте эффективность за счет сварочных роботов-манипуляторов – мощные приводы и быстрые движения сократят время цикла работ.
Эффективность
Купите сварочного робота и производите только качественную продукцию – комплексы функционируют даже в трудных условиях с соблюдением высоких требований. В наличии также модели для погрузок и разгрузок, сортировки, нанесения покрытий и обработки изделий. Точные механизмы и удобный и компактный пульт управления обеспечат легкую работу с крупногабаритными и труднодоступными заготовками.
Безопасность
Будьте защищены от рисков благодаря продуманной конструкции. Сварочный робот-манипулятор снабжен защитной платой аварийной остановки, также используются особо гибкие кабели для большей износостойкости. Строение механизмов призвано избежать ударных движений при переориентации.
Вариативность
Приобретайте роботизированные технологические комплексы с нужным набором опций – при необходимости могут быть установлены дополнительные кабели, датчики, подключены дополнительные внешние оси. Полые конструкции сварочных роботов позволяют работать с разными типами горелок, в том числе с жидкостным охлаждением.
Компактность
Заказывайте сварочных роботов с минимально возможными размерами и весом. Модели с небольшой опорной основой легко устанавливаются непосредственно в станки или на них. В наличии также конструкции, которые размещаются на полу или на потолке.
Есть идеи, но не знаете, с чего начать?
Напишите нам или закажите звонок, чтобы узнать цену сварочного робота Подберем оптимальное предложение для вашего бизнеса
Свяжитесь с нами, чтобы получить дополнительную информацию о любой серии роботов или запросить ценовое предложение. Мы будем рады ответить на любые ваши вопросы, просто нажмите ниже, чтобы начать.
Свяжитесь с нами
Благодаря самому большому ассортименту моделей роботов и самому простому в использовании программному интерфейсу роботы FANUC для дуговой сварки идеально подходят для ваших производственных операций. Серия роботов FANUC ARC Mate позволяет пользователям максимально повысить производительность, оптимизировать качество, минимизировать производственные затраты и повысить безопасность на рабочем месте.
Передовая технология роботизированной сварки FANUC America в сочетании со знаниями и опытом, которые стоят за каждым сварочным роботом ARC Mate, дает вам уверенность в автоматизации сложных сварочных проектов. Сотрудничая с FANUC и нашими авторизованными партнерами по системной интеграции, производители найдут решения для процессов дуговой сварки, которые повысят их конкурентоспособность в современной глобальной экономике.
FANUC ARC Mate 100 i Робот для дуговой сварки D
Получите максимум от процесса роботизированной сварки. Свяжитесь с нами сегодня , чтобы поговорить со специалистом по дуговой сварке.
Запросить предложение Роботы для совместной дуговой сварки FANUC CR-15 i A и CR-7 i A по своей сути созданы на основе нашего лидирующего в отрасли семейства роботов ARC Mate. Внедряя совместную работу, FANUC теперь предлагает нашим пользователям возможность более тесно работать с нашими коботами. Наши коботы для дуговой сварки, в том числе новый FANUC CRX, поставляются с проверенным и простым в использовании программным обеспечением FANUC ARC Tool, разработанным для повышения вашей прибыли за счет сокращения времени программирования. Простой в программировании интерфейс поддерживает простые приложения, а также дает возможность использовать расширенные функции FANUC, такие как Weaving, i RVision, слежение за швом, TAST и многопроходный режим.
Сварочные коботы
Роботы для дуговой сварки для присадок
Семейство роботов FANUC для дуговой сварки поддерживает новые области применения, такие как аддитивное производство. Все роботы для дуговой сварки в нашей серии ARC Mate призваны помочь нашим клиентам повысить гибкость и эффективность своих процессов аддитивного производства. Простая автономная генерация программ, а также возможность легкого импорта сторонних путей позволяют клиентам быстро брать твердые модели из цифрового мира и воплощать их в жизнь.
Запросить дополнительную информацию
Наш новейший сварочный кобот — FANUC CRX
Новый CRX-10 от FANUC i Коллаборативный робот для сварки — последнее дополнение к нашей линейке коботов, которые могут выполнять сварку с той же надежностью, что и остальные Наши промышленные роботы. Наши сварочные коботы чрезвычайно просты в настройке, программировании и эксплуатации, даже если это ваш первый робот.
Запросить цену FANUC CRX >
Роботы для дуговой сварки | Простая установка и программирование облегчают начало работы
Просто подключите и сварите
Роботы FANUC легко интегрируются практически со всеми сварочными комплектами, обеспечивая быструю установку горелки, механизма подачи проволоки и комплекта платьев, а также простой в использовании интерфейс источника сварочного тока благодаря встроенным библиотекам. Пользователи могут просто выбрать и сварить.
Простое программирование для ваших сварочных роботов
Программное обеспечение ArcTool предоставляет простой для понимания пользовательский интерфейс с использованием общепринятых сварочных терминов. Программы для роботов могут быть разработаны быстро, чтобы запустить робота в производство с минимальным временем простоя. Общий для всех роботов FANUC язык программирования облегчает работу всего персонала завода с любым роботом.
Бесшовная интеграция вспомогательных двигателей и позиционеров
Управление дополнительными двигателями FANUC расширяет возможности системы, сохраняя при этом простоту настройки и программирования. Сварочные позиционеры можно запрограммировать на независимое перемещение или согласование с движением робота для оптимизации скорости и качества сварки.
Мы используем несколько процессов роботизированной сварки
Выберите процесс сварки, который подходит для вашего применения, будучи уверенным, что робот ARC Mate может выполнять сварку MIG (GMAW), TIG (GTAW), плазменную (PAW) или лазерную сварку. FANUC работает с вами над созданием решений для сварки с низким уровнем разбрызгивания, чтобы обеспечить чистую отделку ваших деталей.
Интеллектуальные функции для интеллектуальной роботизированной дуговой сварки
Использование датчиков для настройки программ
При сварке несовместимых производственных деталей дополнительные датчики будут корректировать программу сварки для поддержания качества сварки. Такие опции, как Touch Sensing, сквозное дуговое отслеживание швов и лазерное зрение, добавят возможности поиска швов, отслеживания швов или измерения швов. Адаптивная возможность регулировки параметров сварки может использоваться для оптимизации размера сварного шва на основе обратной связи с датчиком.
Дуговая сварка с зрением
Интегрированное зрение позволяет роботам распознавать и находить объекты, сварные швы и элементы деталей, а также выполнять предварительные проверки или осмотры. Эта простая в использовании технология plug-and-play помогает повысить производительность при выполнении любых сварочных работ.
Автоматическое выравнивание TCP
Наши интеллектуальные роботы для дуговой сварки могут автоматически регулировать центральную точку инструмента (TCP) во время обслуживания горелки, чтобы максимизировать время безотказной работы системы и повысить производительность за счет обеспечения стабильных сварных швов.
Технология MultiARM
Используйте один обучающий пульт для программирования нескольких манипуляторов робота с простым управлением движениями для сварки и обработки, чтобы обеспечить постоянную скорость сварки и скоординированное движение всех манипуляторов.
Мощные роботы для дуговой сварки — большие преимущества
Самая высокая грузоподъемность в своем классе
Роботы FANUC обладают прочностью и надежностью для выполнения всех операций дуговой сварки, включая сварку под флюсом, тандемные горелки и несколько сварочных процессов на одном роботе. Дополнительная грузоподъемность позволяет использовать другое периферийное оборудование, такое как датчики или захваты, для погрузочно-разгрузочных работ.
Даже лучше, чем человеческая рука
Роботы сочетают в себе превосходную свободу движений с чрезвычайно высокой повторяемостью. Тонкие запястья и руки не только способны проникать в узкие места, но и достаточно сильны, чтобы носить тяжелые горелки и сварочные принадлежности.
Преимущества полого запястья
Конструкция с полым запястьем направляет сварочную горелку через манипулятор робота, чтобы снизить износ дорогих сварочных кабелей. Конструкция сквозного кронштейна также защищает кабель и позволяет программировать в автономном режиме без необходимости моделирования размещения кабеля.
Специалист по узким местам
Роботы с тонким запястьем хорошо подходят для дуговой сварки в труднодоступных местах. Они широко используются в производстве TIER 1 для сварки автомобильных осей, кронштейнов, сидений и выхлопных газов, а также для производства таких товаров, как балки и краны, а также базовых товаров для бизнеса, таких как резервуары, трубы и т. д.
Рельсовая ось не требуется. для крупных деталей
M-710 i C/12L — это самый длинный робот с полой рукой, доступный на рынке. Такой радиус действия позволяет сваривать очень большие детали и устраняет необходимость в оси рельса при дуговой сварке.
Вам не нужно покупать его, чтобы попробовать.
Пробное программное обеспечение WeldPRO
С помощью автономного программного обеспечения моделирования WeldPRO вы можете протестировать робота перед покупкой. Тестируйте роботов разного размера с помощью модели вашей детали, чтобы имитировать движение робота и рассчитать время цикла. Оптимизируйте размер рабочей ячейки и компоновку для ваших приложений.
Простое автономное программирование в WeldPRO
Функциональность CAD to PATH позволяет импортировать чертежи CAD одним щелчком мыши и может быть изменена в автономном режиме, даже во время работы роботов. Горелка и приспособление, автоматическое предотвращение столкновений и оптимизация цикла сварки делают применение дуговой сварки еще более эффективным.
У вас есть вопросы о наших роботах для дуговой сварки или вам нужно расценки? Мы здесь, чтобы помочь. Заполните форму ниже, и компетентный эксперт по автоматизации FANUC свяжется с вами.
Роботы для дуговой сварки | КУКА АГ
Максимальная производительность при минимальных эксплуатационных расходах: сварочные роботы KUKA обеспечивают максимальную эффективность и идеально обработанные сварные швы даже в непрерывном режиме.
Максимальная экономичность и гибкость: роботы для дуговой сварки для любых требований
Воспользуйтесь преимуществами специальных роботов для дуговой сварки с грузоподъемностью от 6 до 22 кг и радиусом действия до 3100 мм в двух различных исполнениях: линейные роботы для запястья или роботы с полым запястьем. Инновационное программное обеспечение для сварки, такое как KUKA.ArcTech, а также многочисленные позиционеры и линейные блоки дополняют широкий ассортимент KUKA — для идеальных комплексных решений в области автоматизации сварки и максимально возможной производительности вашей системы.
Найдите специалиста по сварке, идеально подходящего для вашей задачи:
Наши роботы оптимизированы для непрерывной работы с низкими эксплуатационными расходами и затратами на техническое обслуживание — идеально подходят для тяжелых условий сварки.
Больше, чем просто сварочные роботы
В дополнение к специальным приложениям для дуговой сварки, KUKA предлагает широкий спектр других моделей роботов для широкого спектра дополнительных технологических задач, например. погрузочно-разгрузочные с грузоподъемностью до 1300 кг.
KUKA поддерживает вас до, во время и после производственных операций, предоставляя уникальный спектр консультационных услуг и услуг поддержки.
Безупречное качество: роботы для дуговой сварки
Обучение роботов дуговой сварке KUKA вручную
Робот-навигатор повышает производительность за счет экономии времени и помогает избежать ошибок благодаря интуитивно понятному ручному управлению.
Вас интересуют наши роботы для дуговой сварки?
Мы будем рады проконсультировать вас и помочь вам найти оптимальные компоненты для ваших конкретных требований к сварке. Подержанные и отремонтированные сварочные роботы также доступны на складе.
Свяжитесь с нами
Эффективная дуговая сварка благодаря правильному программному обеспечению
KUKA.ArcTech: сочетание простоты, производительности и качества
Сварка автомобильных компонентов MIG/MAG
Программное обеспечение для сварки и сенсорные системы для максимальной производительности и гибкости вашего сварочного процесса
KUKA.ArcSense
Отслеживание шва сквозным датчиком (TAST): Доступный в качестве опции для KUKA.ArcTech, KUKA.ArcSense анализирует фактические параметры сварки и автоматически компенсирует допуски, такие как тепловая деформация или неточность заготовки. Сквозная сенсорная система гарантирует, что соединение будет выполнено в заданном положении. Программное решение KUKA.ArcSense, совместимое со всеми сварочными роботами KUKA, обеспечивает максимальное качество и повторяемость процесса сварки.
KUKA.ArcTech AdaptiveWelding
Автоматическая адаптация запрограммированных параметров сварки: Благодаря конфигурируемому интерфейсу параметры сварки адаптируются к допускам на заготовку и производственным неровностям между заготовками, напр. ширина сварного шва. При этом не имеет значения, возникают ли отклонения до или во время сварки. Непрерывная адаптация параметров обеспечивает постоянное и надежное качество сварного шва и повышает производительность приложения.
Узнайте больше.
KUKA.ArcTech MultiLayer
Простое программирование многослойных сварных швов: С помощью KUKA.ArcTech MultiLayer можно быстро создать программу робота для многослойного сварного шва, просто запрограммировав координаты точки корневого слоя . Адаптация координат точки многослойной программы сварки выполняется только в корневом слое, и изменения автоматически применяются к последующим слоям. В частности, для каждого наполнителя и покровного слоя параметры для значений смещения и предполагаемые параметры сварки могут быть сохранены в базе данных.
KUKA.SeamTech Finding
Обнаружение деталей и швов с помощью интеллектуального линейного лазерного датчика: При одном измерении лазерный датчик фиксирует данные геометрии нескольких компонентов, которые KUKA.SeamTech Finding использует для расчета коррекции компонента, шва или отдельные точки пути быстро и точно. Любые возникающие отклонения могут быть компенсированы в 6 измерениях.
Узнайте больше.
KUKA.SeamTech Tracking
Отслеживание кромок и швов во время сварки: Благодаря интеллектуальному линейному лазерному датчику и особенно высокопроизводительному интерфейсу реального времени EtherNet, KUKA. SeamTech Tracking может выполнять точную коррекцию запрограммированного пути сварки. Даже при высоких скоростях сварки робот может самостоятельно адаптировать положение и длину шва в зависимости от конкретного компонента.
Узнайте больше.
KUKA.TouchSense
Обнаружение компонентов и швов с помощью сварочной горелки или внешнего датчика: KUKA.TouchSense компенсирует отклонения формы или положения заготовок посредством сравнительных измерений перед сваркой. Любые возникающие отклонения могут быть компенсированы в 6 измерениях. Сочетание этого с быстрым вводом данных измерений обеспечивает более высокую скорость поиска и более точные результаты измерений. Положение компонента можно определить тактильным или бесконтактным методами.
Учить больше.
KUKA.Tracc TCP
Автоматическая проверка центральной точки инструмента (TCP): KUKA.Tracc TCP определяет фактические значения TCP и обеспечивает выполнение сварки в заданном положении. Это автоматически поддерживает производительность сварочной ячейки на самом высоком уровне и, таким образом, предотвращает трудоемкое ручное перепрограммирование, т.е. после столкновения или замены шейки горелки из-за износа. Особенность: во время высокоточной калибровки TCP KUKA.Tracc TCP определяет абсолютное значение и, следовательно, учитывает производственные допуски сварочной горелки.
KUKA.Sim
Автономное программирование сварочных систем и сварочных роботов: KUKA.Sim поддерживает моделирование и создание простых последовательностей роботов. Обширная библиотека компонентов и функциональность Plug&Play позволяют проводить концептуальные исследования и анализ достижимости без указания времени цикла. Подключение в режиме реального времени к KUKA.OfficeLite позволяет анализировать время цикла, создавать программы для роботов и определять кинематические системы. Моделирование можно сохранить и воспроизвести в виде видео или файла 3D PDF в любое время.
Введите символы (цифры и латинские буквы), которые видите на картинке.
Ваше имя
Телефон
— или —
E-mail
Распечатать
1250х730х1550 С вытяжным зонтом Столешница: ДСП+ТекстолитНагрузка на рабочую поверхность: 350 кгМасса: 86 кг
34 980 Р
+ 2 460 Р Упаковка
Цена указана с учетом НДС.
МОДЕЛЬ: СП-03
Кол-во:
+ −
+−
Купить в 1 кликОтложитьСравнить
Поделиться
Тех. характеристики
Описание
Назначение
Сопутствующие товары
Габаритные размеры стола (мм)
1250х730х1550
Размер рабочей поверхности стола (мм)
1250х600
Высота рабочей поверхности стола над уровнем пола (мм)
800
Мах равномерно распределенная нагрузка на столешницу (кг)
350
Регулируемые опоры (шт)
4
Ток питающей сети:
Род
Частота (Гц)
Напряжение (В)
Переменный
50
220
Суммарная мощность нагрузки на сетевой фильтр (Вт)
2000
Размер присоединительного фланца (мм)
180х180
Масса (кг)
86
Стол СП-03 состоит из: — сварного каркаса, выполненного из трубы квадратного сечения, обшитого стальным листом на регулируемых опорах; — столешницы, выполненной из плиты ДСП, обшитой текстолитом, с окантовкой из декоративного алюминиевого молдинга. Текстолит обладает электроизоляционными свойствами, стоек к воздействию кислот низкой и средней концентрации, выдерживает температуру от -40° до +105°; — вытяжного зонта, который через нижний воздуховод присоединяется к централизованной цеховой вентиляции; — выдвижного ящика для хранения инструмента, тумбы с двумя полками для хранения вспомогательного оборудования и комплектующих; — сетевого фильтра, расположенного над столешницей. Стол паяльщика оборудован одним миниатюрным светильником с лампой дневного освещения, находящимся в верхней части вытяжного зонта, который неподвижно закреплен на каркасе стола. Для более эффективного удаления газообразных продуктов пайки в верхней части вытяжного зонта смонтирован подвижный козырек, фиксируемый винтами в положении удобном для работы. Для исключения случаев поражения персонала электрическим током в нижней части каркаса установлен болт заземления.
Высококачественное порошковое покрытие стола паяльщика СП-03 обладает высокой износоустойчивостью, позволяет предохранить поверхность от коррозии и обеспечить эстетичный внешний вид в течение длительного периода времени.
По желанию Заказчика стол может комплектоваться любым видом измерительной техники, радиомонтажного инструмента, паяльного и др. вспомогательного оборудования.
По желанию Заказчика возможно левое и правое исполнение (присоединительного фланца и тумбы).
Столы СП-03 предназначены для выполнения работ, связанных с пайкой, подготовкой к пайке, а также для выполнения электромонтажных работ, наладки, сборки и ремонта электроаппаратуры и оборудования.
2 100 Р
+ 420 Р Упаковка
2 040 Р
+ 420 Р Упаковка
Подробнее
34 380 Р
+ 2 040 Р Упаковка
33 960 Р
+ 2 040 Р Упаковка
Подробнее
19 560 Р
+ 1 620 Р Упаковка
19 260 Р
+ 1 620 Р Упаковка
Подробнее
Для заказа серийной продукции или разработки модели по индивидуальным характеристикам
Вы можете отправить нам заявку. Действует гибкая система скидок!
Страховочная и удерживающая привязь СП-03
8(4742)70-38-85 8(4742)70-38-37 8(4742)40-00-20
Главная
Каталог
О нас
Контакты
Рекомендуется для страховки при проведении высотных работ в строительстве и различных отраслях промышленности: работы на опорах ЛЭП и телекоммуникационных мачтах, искусственных сооружениях, строительных площадках, при проведении кровельных работ, спуске/подъеме, работ в замкнутых пространствах. Верхние и нижние лямки имеют различные цвета, что помогает правильно одевать привязь. Точка крепления на спине для присоединения к системе защиты от падения. Две боковые точки крепления на поясе для работы в подпоре (при позиционировании). Эргономичный кушак для комфортной работы. Быстрозатягивающиеся разъемные регулировочные пряжки позволяют легко подогнать привязь под свой размер. Может комплектоваться спинным удлинителем для более удобного подключения карабинов. Инструкция содержит информацию об изделии, пользователе и сроках инспекционного контроля.
Аналог строительного пояса ППД
ТР ТС 019/2011 ГОСТ Р ЕН 361−2008 ГОСТ Р ЕН 358−2008
Количество точек крепления: 3 (полукольцо на спине для присоединения к системе защиты от падения, 2 боковые точки крепления на поясе для работы в подпоре)
Назначение: обеспечение страховки при проведении высотных работ, спуске/подъеме, работ в замкнутых пространствах
Металлическая фурнитура изготовлена из стали. Покрытие: порошковое — цвет любой, либо цинк
Эргономичный кушак
Быстрозатягивающиеся разъемные регулировочные пряжки позволяют легко подогнать привязь под свой размер
Материал: полиамид
Индикатор срыва: в количестве 4 шт.
Срок годности: 5 лет
Сертификат соответствия: есть
Есть вопрос? Оставьте телефон. Мы вам поможем.
ООО «Спец-Эль» (далее ООО «Спец-Эль» или Администрация) обязуется сохранять Вашу конфиденциальность в сети Интернет. Настоящая Политика Конфиденциальности, рассказывает о том, как собираются, обрабатываются и хранятся Ваши личные данные. Администрация уделяет большое внимание защите личной информации пользователей.
Пользуясь сайтом ООО «Спец-Эль», пользователь тем самым дает согласие на применение правил сбора и использования данных, изложенных в настоящем документе.
Если Вы не согласны с условиями нашей политики конфиденциальности, не используйте сайт ООО «Спец-Эль»!
Собираемая информация
Администрация сайта может собирать следующую информацию о пользователях сайта:
Фамилия, Имя, Отчество
Адрес электронной почты
Номер телефона
Прочая информация
Использование информации
Ниже описаны некоторые способы использования личной информации пользователя:
для предоставления информации и услуг, которые запрашивает пользователь
для ответа на запросы пользователя
Раскрытие информации
Администрация не продает личные данные пользователя и не передает их третьим лицам без согласия на то пользователя.
Передача данных третьим лицам возможна, если это требуется органам спецслужб или если это требует законодательство.
Прочая информация
Дети любых возрастов могут беспрепятственно пользоваться данным сайтом.
IP аудиодомофон BAS-IP SP-03
Вернись
Одно устройство – множество функций
Быстрая установка
Аварийное оповещение
Гибкая настройка системы
Консьерж по телефону
Вызов лифта на этаж
Режим «Не беспокоить»
Экстренное оповещение
Безопасность вашей квартиры всегда будет под контролем системы. В случае возникновения какой-либо непредвиденной ситуации вы сможете немедленно отреагировать.
Возможность отображения принудительного громкоговорящего информационного сообщения в режиме «Ожидание»
Возможность подключения датчиков сигнализации
Широкий модельный ряд квартирных станций
Большой выбор систем контроля доступа
Приложение для внутренней связи, которое работает где угодно
3 года гарантии
Множество вариантов связи
Устройство позволяет установить простую связь со всеми службами в вашем доме:
Вызов консьержа
Возможность вызова лифта на этаж
Подключить кнопку дверного звонка
При обрыве звонка возможность перезвонить на панель, с которой был сделан первоначальный звонок
Режим «Не беспокоить»
Сенсорные кнопки
Сенсорные кнопки на аппарате громкой связи IP audio SP-03 имеют практически неограниченный ресурс нажатий, в отличие от механических кнопок, ресурс которых всегда ограничен. Кнопки достаточно большие, имеют подсветку, пользоваться ими очень удобно.
SP-03 – устройство интуитивно понятное для любого поколения
Дизайн устройства идеально вписывается в любой интерьер и отвечает всем современным стандартам эргономики и удобства. Будет одинаково удобно и детям, и взрослым.
Легко заменить монитором
При необходимости установленный громкоговоритель IP audio SP-03 можно легко заменить монитором BAS-IP.
Возможна установка SP-03 в различные типы монтажных коробок.
Возможные типы встраиваемой розетки для монтажа СП-03
Квадрат (86×86 мм)
Круглый (60 мм)
Стена
Гибкие настройки и расширения
Галерея
Скачать
Общие характеристики
Количество поддерживаемых учетных записей VoIP 1
Поддерживаемый тип протокола IPv4
Сетевое соединение 1 порт PoE IEEE 802. 3af
Источник питания PoE, +12 В постоянного тока (+11%-6%)
Тип поддерживаемого кодека G.711μ/А
Дополнительная функция дверной звонок
Количество клавиш управления 6
Метод конфигурации и программирования Веб интерфейс
Способ установки настенное крепление
Материал корпуса Пластик
Размеры 106×184×28 мм
Размеры коробки 235×138,5×63 мм
Общий вес 0,58 кг
Цвета Черно-белый
Звонок на монитор консьержа Да
Переадресация вызова Да
Вызов лифта на этаж Да
Поддержка внутреннего протокола BAS-IP Да
Режим «Не беспокоить» (DND) Да
Открытие замка вызываемой панели Да
Поддержка протокола SIP 2. 0 Да
Беззвучный режим Да
Отображение различных состояний устройства с помощью светодиодов Да
Купить с этим товаром
Зарегистрироваться для подключения
Заполнение всей необходимой информации, чтобы ответить вам как можно быстрее
Полное имя
Телефон*
Электронная почта
IntegratorDeveloperEnd-User
Прикрепить файл
Чем мы можем помочь?
Выберите ниже тему, связанную с вашим запросом. Если вы не нашли то, что вам нужно, заполните нашу контактную форму.
Наши контакты
Политики — Академический Сенат — Нормандские острова CSU
2022–2023 академический год
2021–2022 академический год
SP 21-01 Политика мониторинга субреципиентов (PDF, 166 КБ)
Принято 2 Академическим Сенатом
Председатель Академического Сената подписан 01 октября 2021 г.
Президент подписан 19 октября 2021 г.
SP 21-02 Политика поиска и назначения вице-президентов и академических администраторов (PDF, 142 КБ)
Принят Академическим сенатом 26 октября 2021 г. рекомендовано
Подписано Президентом
СП 21-03 Политика в отношении студенческих записей учебных занятий (PDF, 111 КБ)
Принято Академическим сенатом 26 октября 2021 г.
В настоящее время рассматривается юрисконсультом
Утверждение Президента ожидает рассмотрения юрисконсультом
SP 21-04 Политика уведомления академиков и дисквалификации (PDF, 189KB)
Принята Академическим сенатом 30 ноября 2021 г.
Подписана Академическим сенатом
8 -05 Политика служебного обучения (PDF, 146 КБ)
Принята Академическим сенатом 01 февраля 2022 г.
Академическим председателем подписана 04 февраля 2022 г.
Президентом подписана 21 февраля 2022 г.
2020-2021 учебный год
SP 20-01 Политика выборов в академический сенат (PDF, 172 КБ)
SP 20-02 Политика в отношении Постоянного комитета академического сената по вопросам справедливости и борьбы с расизмом (PDF, 163 КБ)
SP 20 -03 Политика Академического Сената в отношении курсов по аудиту (PDF, 193 КБ)
SP 20-04 Политика в отношении неправомерных действий в исследованиях, поддерживаемых HHS (PDF, 160 КБ)
SP 20-05 Политика в отношении оплачиваемых профессиональных отпусков (PDF, 326 КБ)
СП 20-06 «Положение о характеристике общеобразовательных курсов» (PDF, 236 КБ)
SP 20-07 Политика в отношении определения кредитного часа (PDF, 232 КБ)
SP 20-08 Политика в отношении найма и назначения штатных и штатных преподавателей (PDF, 318 КБ)
2019-2020 учебный год
SENATE ПОЛИТИКА
SP 19-01 Политика академической честности (PDF, 241 КБ)
Процедуры
Процедуры выделения ППС на 2019-2020 гг. — Единовременные средства (PDF, 89,6 КБ)
2019-2018 учебный год
ПОЛИТИКА СЕНАТА
SP 18-01 Добавить политику (MS Word, 66 КБ)
SP 18-02 Политика в отношении учебной программы: структура комитетов, сборы и выборы (MS Word, 73,1 КБ)
SP 18-02 Приложение 1: Блок-схема учебной программы
SP 18-03 Политика восстановления на работе (MS Word, 65 КБ)
SP 18-04 Политика в отношении отпуска (MS Word, 65,7 КБ)
SP 18-04 Приложение 1: Раздел 5, Раздел 40401( PDF, 38 КБ)
СП 18-05 Политика минимальных характеристик специальностей (MS Word, 66,5 КБ)
SP 18-06 Процесс академического планирования (MS Word, 69 КБ)
ПОСТАНОВЛЕНИЕ СЕНАТА
SR 18-01 Резолюция о студенческих исследованиях и RTP (MS Word, 68 КБ)
SR 18-02 Резолюция о цифровой стипендии и RTP ( MS Word, 69 КБ)
SR 18-03 Постановление об обслуживании и RTP (MS Word, 61,2 КБ)
SR 18-04 Постановление о найме на срок пребывания в должности (MS Word, 62 КБ)
2017–2018 учебный год
SP 17-01 Правила подачи апелляций при поступлении в бакалавриат (MS Word, 122 КБ)
SP 17-02 Академический мастер-план (MS Word, 23,3 КБ)
SP 17-03 Политика изменения основания для выставления оценок (MS Word, 117 КБ)
SP 17-04 Политика повторения курса (MS Word, 121 КБ) )
SP 17-05 Политика требований к оцениванию письма на выпускном (MS Word, 124 КБ)
Приложение 1. Передовые методы оценки интенсивных курсов письма (MS Word, 22,6 КБ)
Приложение 2. Передовые методы обучения интенсивным письмам курсы (MS Word, 19 КБ)
Приложение 3: EO 665 (MS Word, 120 КБ)
SP 17-06 Требования к окончанию языкового курса (MS Word, 58,2 КБ)
SP 17-07 Требования к окончанию поликультурного образования (MS Word, 57,4 КБ) Word, 91,5 КБ)
SP 17-09 Оценка временного преподавателя-консультанта (MS Word, 67,4 КБ)
SP 17-10 Политика ограничения нагрузки на бакалавриат (MS Word, 128 КБ)
2016–2017 академический год
SP 16-01 Добавить политику (заменяет SP 13-03) (MS Word, 120 КБ)
SP 16-02 Политика нумерации курсов (заменяет SP 01-03) (MS Word, 203 КБ)
SP 16-03 Политика академической ответственности в отношении стажировок (у президента на рассмотрение) (MS Word, 207 КБ)
SP 16-04 Политика в отношении отведенного времени для исключительного обслуживания учащихся (заменяет SP 14-12) (MS Word, 644 КБ)
SP 16-05 Политика продления академического обучения (MS Word, 69,9 КБ)
SP 16-06 Политика в отношении Курсы по составлению перекрестных списков (MS Word, 70,6 КБ)
SP 16-07 Пересмотр устава Сената для выборов должностных лиц в Сенат (MS Word, 122 КБ)
SP 16-08 Политика в отношении центров и институтов (MS Word, 332 КБ)
SP 16-09 Политика академической дисквалификации (MS Word, 121 КБ)
SP 16-10 Политика приоритетной регистрации (MS Word, 283 КБ)
SP 16-11 Политика общего образования (GE) Характеристики курса (Заменяет SP 01-45 и SP 02-03) (MS Word, 337 КБ)
SP 16-12 Политика общего образования (GE) Требования к курсу 01-08) (MS Word, 319 КБ)
Алфавитный указатель политик
Алфавитный указатель политик Сената
Архивы
Архивы предыдущих политик по академическим годам — с AY01-02 по AY15-16
Шаблон политики
Пересмотренный документ шаблона политики (MS Word, 127 КБ)
Эта страница содержит обе 03 веб-страницы 900 Файлы Microsoft Word (.
 Пожалуйста, войдите или зарегистрируйтесь
Пожалуйста, войдите или зарегистрируйтесь
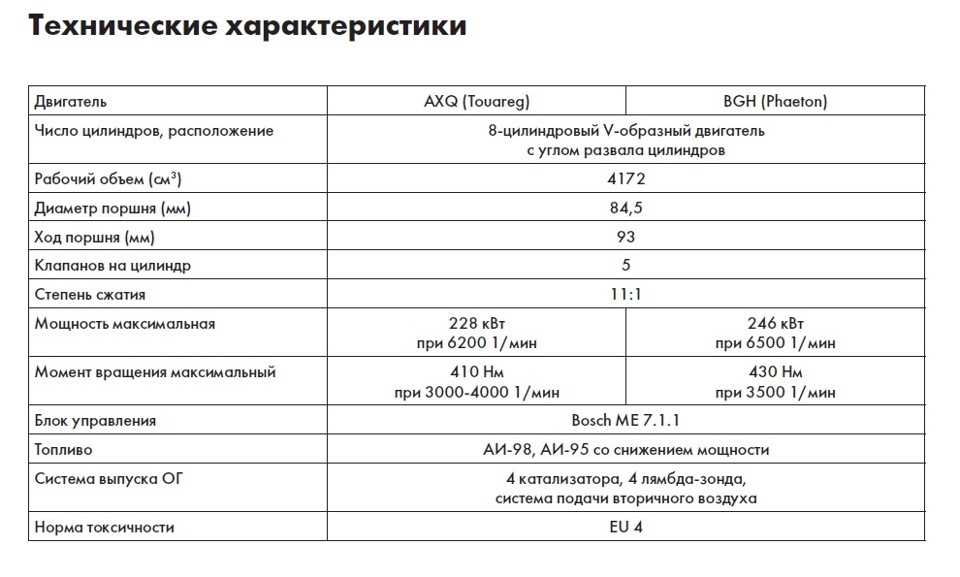
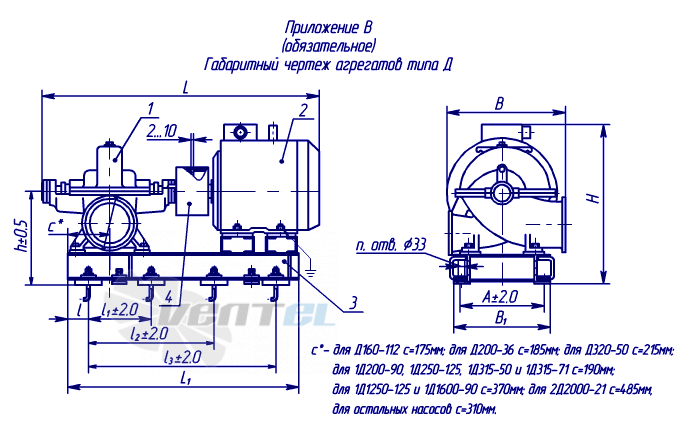
 Проверенные насосы и надежные электродвигатели. Отправка с ближайшего склада (Харьков, Запорожье, Киев, Кировоград, Сумы). Гарантия – 12 месяцев. Любые виды ремонта насосов типа Д в наших сервисных центрах, в том числе и восстановление корпуса. 100% запчастей к стандартным и редким моделям насосов Д200-36.
Проверенные насосы и надежные электродвигатели. Отправка с ближайшего склада (Харьков, Запорожье, Киев, Кировоград, Сумы). Гарантия – 12 месяцев. Любые виды ремонта насосов типа Д в наших сервисных центрах, в том числе и восстановление корпуса. 100% запчастей к стандартным и редким моделям насосов Д200-36.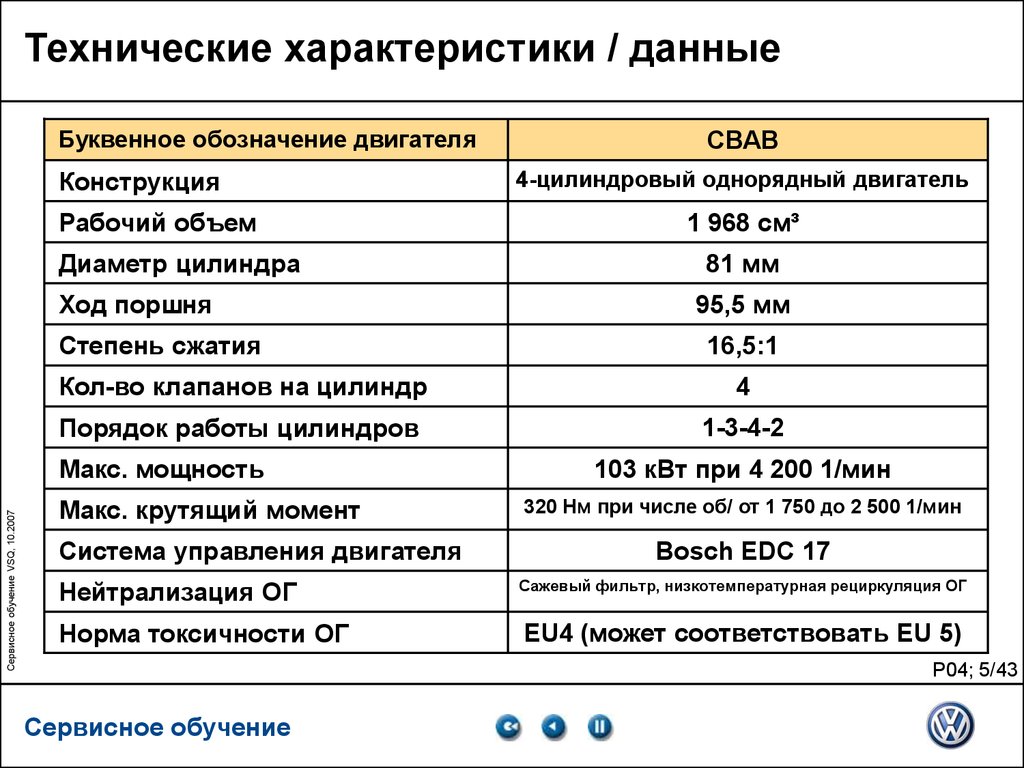
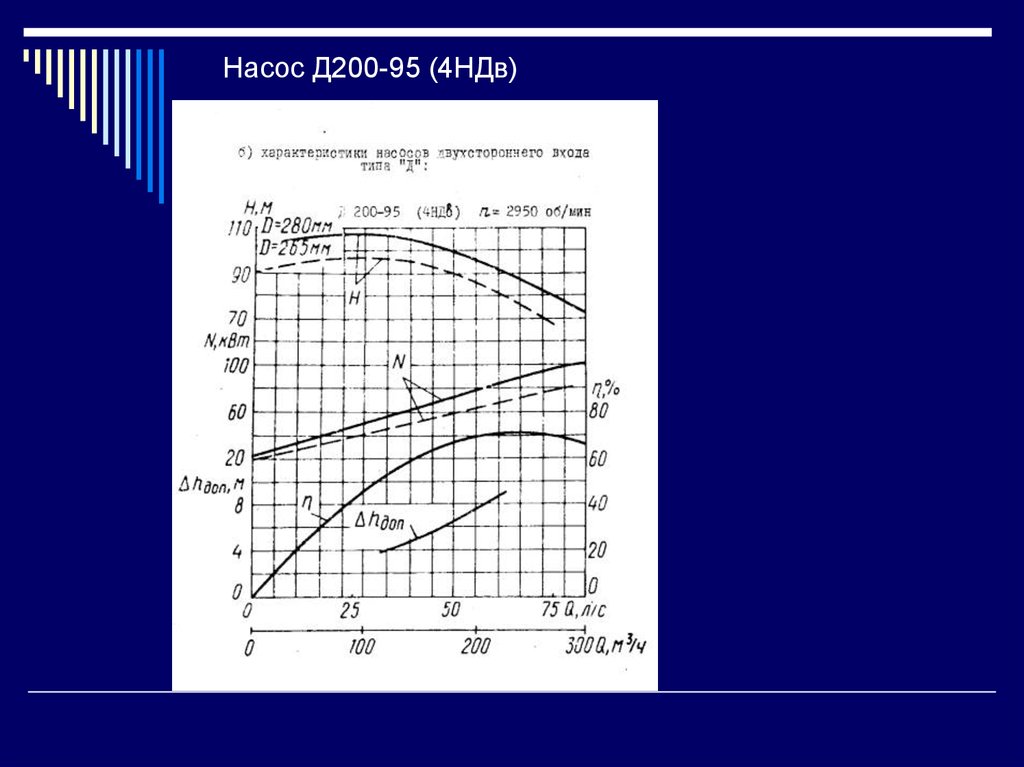 дюйм):
дюйм):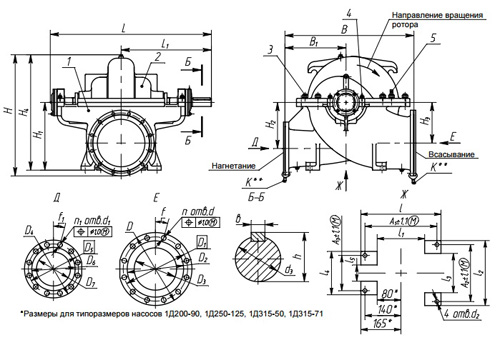 3
3 Оригинальный двигатель превратился в
Оригинальный двигатель превратился в Если
Если
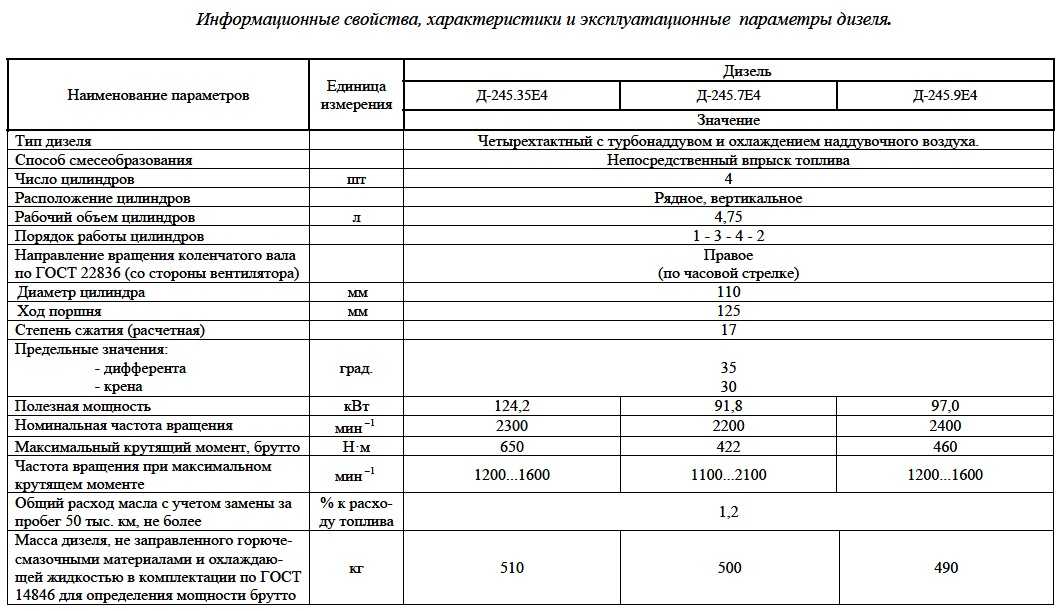
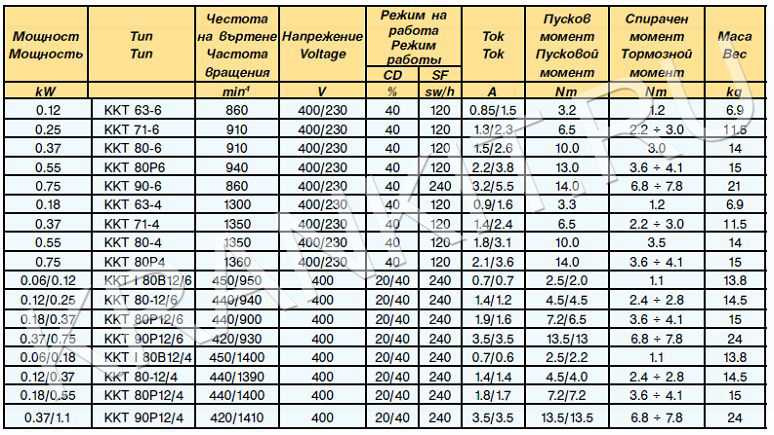 вывод
вывод допустимый вес
допустимый вес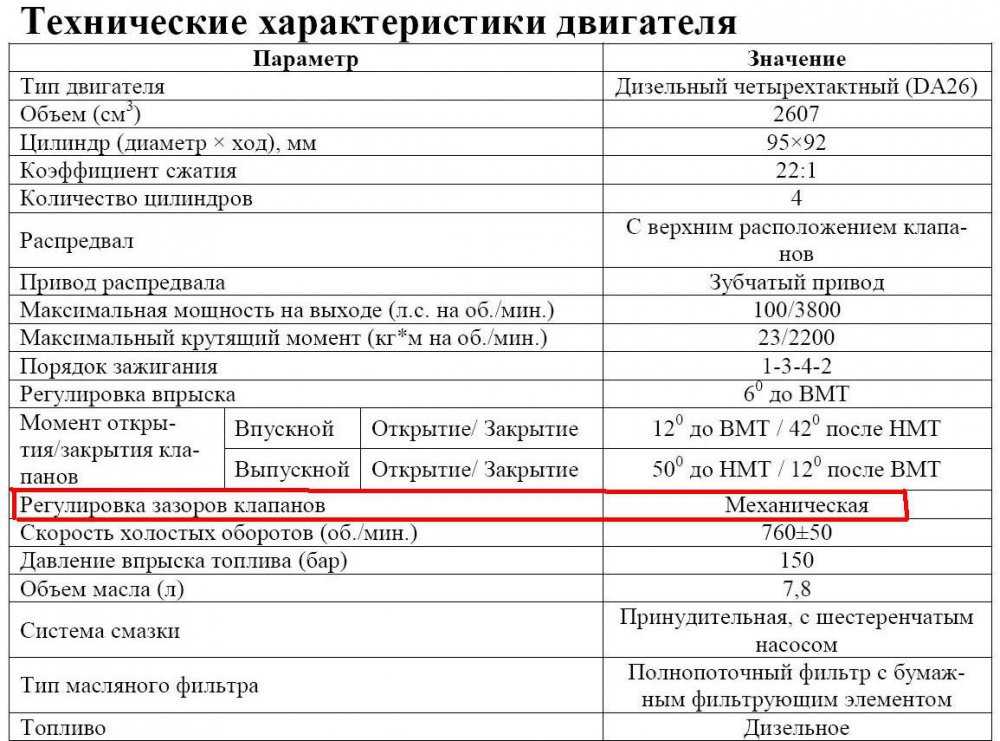

 Такая конструкция подошвы позволяет исключить ненужные перемещения основания плиты во время рабочего процесса, в различных плоскостях.
Такая конструкция подошвы позволяет исключить ненужные перемещения основания плиты во время рабочего процесса, в различных плоскостях.
 Наша компания занимается продажей техники только известных и проверенных временем фирм-производителей.
Наша компания занимается продажей техники только известных и проверенных временем фирм-производителей. Преимущество магнитных станков заключается в том, что благодаря своим небольшим размерам и мобильности они значительно превзошли громоздкие стационарные станки.
Преимущество магнитных станков заключается в том, что благодаря своим небольшим размерам и мобильности они значительно превзошли громоздкие стационарные станки.
 Такими возможностями, как правило могут обладать станки большого и среднего класса.
Такими возможностями, как правило могут обладать станки большого и среднего класса.


 износ
износ ; Эффективная длина 1 дюйм
; Эффективная длина 1 дюйм Мы специализируемся на производстве сверлильных станков с магнитным основанием с 1989 года, поэтому основное внимание мы уделяем этой линейке продуктов.
Мы специализируемся на производстве сверлильных станков с магнитным основанием с 1989 года, поэтому основное внимание мы уделяем этой линейке продуктов.


 Один рычаг обеспечивает изменение положения всей деки.
Один рычаг обеспечивает изменение положения всей деки.
 0
0 5
5 6
6 Почти все делают только самоходные, а я не готов бегать за ней. Тут все отлично. Мощная, широкая. Хожу спокойно выравниваю участок. Чуть позже опробую измельчающую насадку для бокового выброса.
Почти все делают только самоходные, а я не готов бегать за ней. Тут все отлично. Мощная, широкая. Хожу спокойно выравниваю участок. Чуть позже опробую измельчающую насадку для бокового выброса. 1 дБ
1 дБ 1 дБ
1 дБ 5 л
5 л 3 см
3 см 00 из 5 на основе 1 оценки покупателя
00 из 5 на основе 1 оценки покупателя Прочная стальная режущая дека шириной 51 см и надежный двигатель Husqvarna с легким запуском предназначены для скашивания в сложных условиях с отличными результатами кошения, а эргономичная рукоятка с мягкой накладкой обеспечивает меньшее напряжение во время кошения. Легкая складная рукоятка, удобная конструкция дуги и простая регулировка высоты стрижки упрощают стрижку. Собирайте лезвия, оставляя меньше скошенной травы на газоне, чтобы добиться аккуратного профессионального вида. Husqvarna LC 151 — это простая в использовании самоходная газонокосилка с функциями сбора, Bioclip® (мульчирование) и функцией бокового выброса, идеально подходящая для газонов среднего и большого размера. Прочная стальная режущая дека шириной 51 см и надежный двигатель Husqvarna с легким запуском предназначены для скашивания в сложных условиях с отличными результатами кошения, а эргономичная рукоятка с мягкой накладкой обеспечивает меньшее напряжение во время кошения. Легкая складная рукоятка, удобная конструкция дуги и простая регулировка высоты стрижки упрощают стрижку.
Прочная стальная режущая дека шириной 51 см и надежный двигатель Husqvarna с легким запуском предназначены для скашивания в сложных условиях с отличными результатами кошения, а эргономичная рукоятка с мягкой накладкой обеспечивает меньшее напряжение во время кошения. Легкая складная рукоятка, удобная конструкция дуги и простая регулировка высоты стрижки упрощают стрижку. Собирайте лезвия, оставляя меньше скошенной травы на газоне, чтобы добиться аккуратного профессионального вида. Husqvarna LC 151 — это простая в использовании самоходная газонокосилка с функциями сбора, Bioclip® (мульчирование) и функцией бокового выброса, идеально подходящая для газонов среднего и большого размера. Прочная стальная режущая дека шириной 51 см и надежный двигатель Husqvarna с легким запуском предназначены для скашивания в сложных условиях с отличными результатами кошения, а эргономичная рукоятка с мягкой накладкой обеспечивает меньшее напряжение во время кошения. Легкая складная рукоятка, удобная конструкция дуги и простая регулировка высоты стрижки упрощают стрижку. Собирайте лезвия, оставляя меньше скошенной травы на газоне, чтобы добиться аккуратного профессионального вида. Система резки 3-в-1
Собирайте лезвия, оставляя меньше скошенной травы на газоне, чтобы добиться аккуратного профессионального вида. Система резки 3-в-1



 К сожалению, попытки печати чистыми металлами и сплавами на данный момент не привели к значительным успехам. Использование тугоплавких металлов натыкается на вполне предсказуемые проблемы с выбором материалов для конструкции экструдеров, которые, по определению, должны выдерживать еще более высокие температуры.
К сожалению, попытки печати чистыми металлами и сплавами на данный момент не привели к значительным успехам. Использование тугоплавких металлов натыкается на вполне предсказуемые проблемы с выбором материалов для конструкции экструдеров, которые, по определению, должны выдерживать еще более высокие температуры.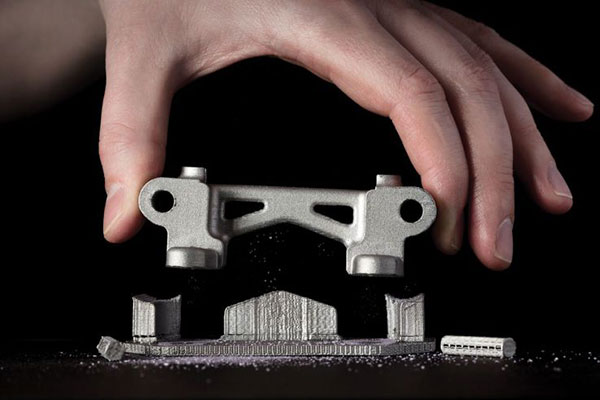
 В таких случаях готовые металлические модели требуют дополнительного спекания в печах и пропитки для повышения прочности.
В таких случаях готовые металлические модели требуют дополнительного спекания в печах и пропитки для повышения прочности. Изменение траектории движения лазерного луча производится с помощью электромеханической системы зеркал.
Изменение траектории движения лазерного луча производится с помощью электромеханической системы зеркал. Подобные изделия могут быть использованы для быстрого прототипирования, макетирования, производства ювелирных изделий и многих других задач, но малопригодны для производства деталей, способных выдерживать высокие нагрузки. Одним решением это проблемы стало преобразование технологии прямого лазерного спекания металлов (DMLS) в технологию аддитивного производства методом лазерной плавки (SLM). Фактически, единственным принципиальным различием этих методов является степень термической обработки металлического порошка: технология SLM основана на полной плавке для получения гомогенных моделей, практически неотличимых по физическим и механическим свойствам от литых аналогов.
Подобные изделия могут быть использованы для быстрого прототипирования, макетирования, производства ювелирных изделий и многих других задач, но малопригодны для производства деталей, способных выдерживать высокие нагрузки. Одним решением это проблемы стало преобразование технологии прямого лазерного спекания металлов (DMLS) в технологию аддитивного производства методом лазерной плавки (SLM). Фактически, единственным принципиальным различием этих методов является степень термической обработки металлического порошка: технология SLM основана на полной плавке для получения гомогенных моделей, практически неотличимых по физическим и механическим свойствам от литых аналогов. Так, использование электронных пушек позволяет избавиться от деликатных электромеханических зеркальных систем, используемых в лазерных установках. Кроме того, манипулирование электронными пучками с помощью электромагнитных полей возможно на скоростях, несравнимых более высоких по сравнению с электромеханическими системами, что вкупе с увеличением мощности позволяет добиться повышенной производительности без существенного усложнения конструкции. В остальном же, конструкция SLM и EBM-принтеров схожа с установками для лазерного спекания металлов.
Так, использование электронных пушек позволяет избавиться от деликатных электромеханических зеркальных систем, используемых в лазерных установках. Кроме того, манипулирование электронными пучками с помощью электромагнитных полей возможно на скоростях, несравнимых более высоких по сравнению с электромеханическими системами, что вкупе с увеличением мощности позволяет добиться повышенной производительности без существенного усложнения конструкции. В остальном же, конструкция SLM и EBM-принтеров схожа с установками для лазерного спекания металлов.
 Например, установки французской компании BeAM используются для ремонта авиационных двигателей и других сложных механизмов.
Например, установки французской компании BeAM используются для ремонта авиационных двигателей и других сложных механизмов.
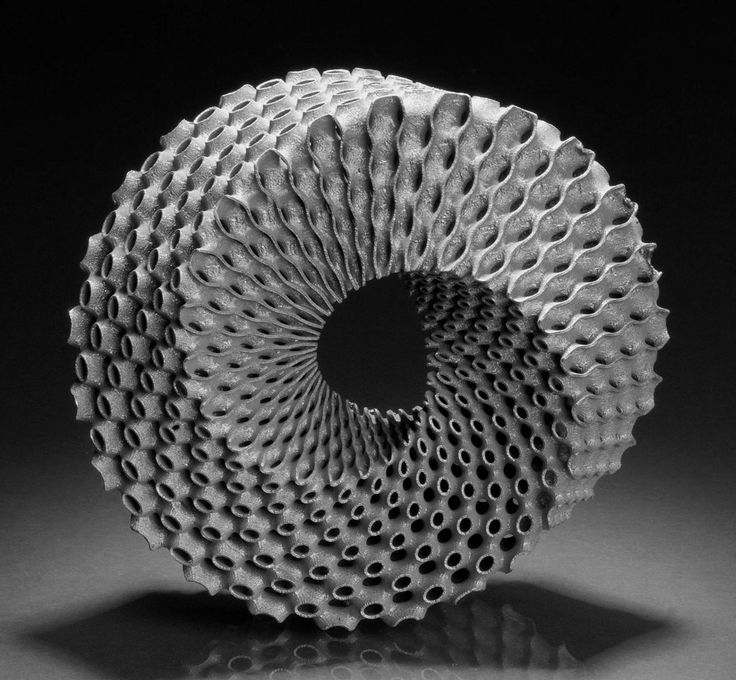
 Услуга 3Д печати предоставляется «от и до»: моделирование, печать, постобработка, приемка.
Услуга 3Д печати предоставляется «от и до»: моделирование, печать, постобработка, приемка.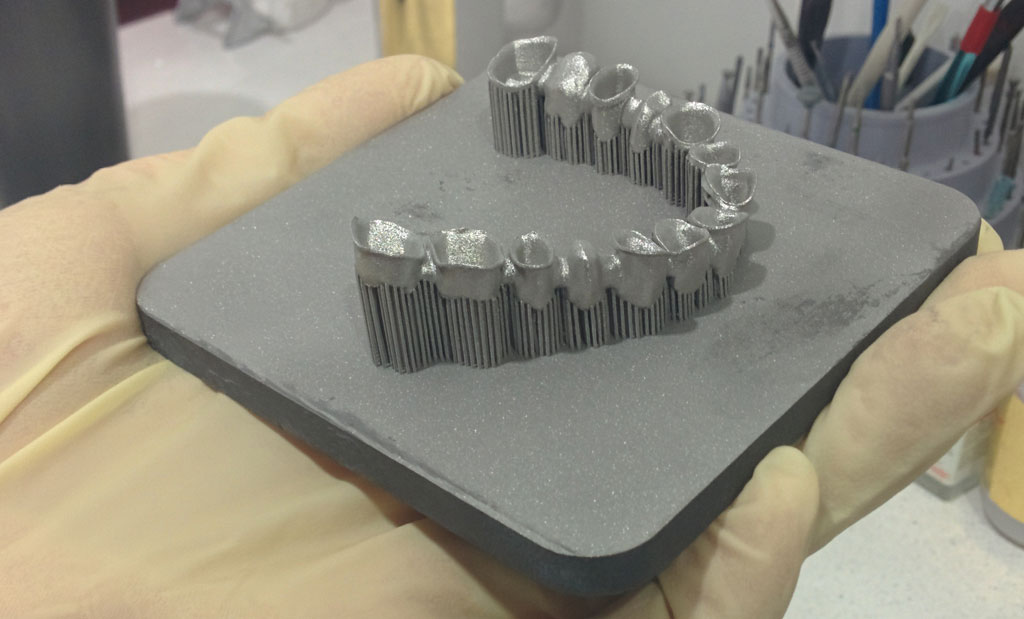

 Чуть больше приложения сил в плане постобработки требуется местам соприкосновения со структурами поддержек. Если необходима деталь высокой точности, то необходимо закладывать при проектировании механическую обработку всех соприкасающихся поверхностей.
Чуть больше приложения сил в плане постобработки требуется местам соприкосновения со структурами поддержек. Если необходима деталь высокой точности, то необходимо закладывать при проектировании механическую обработку всех соприкасающихся поверхностей.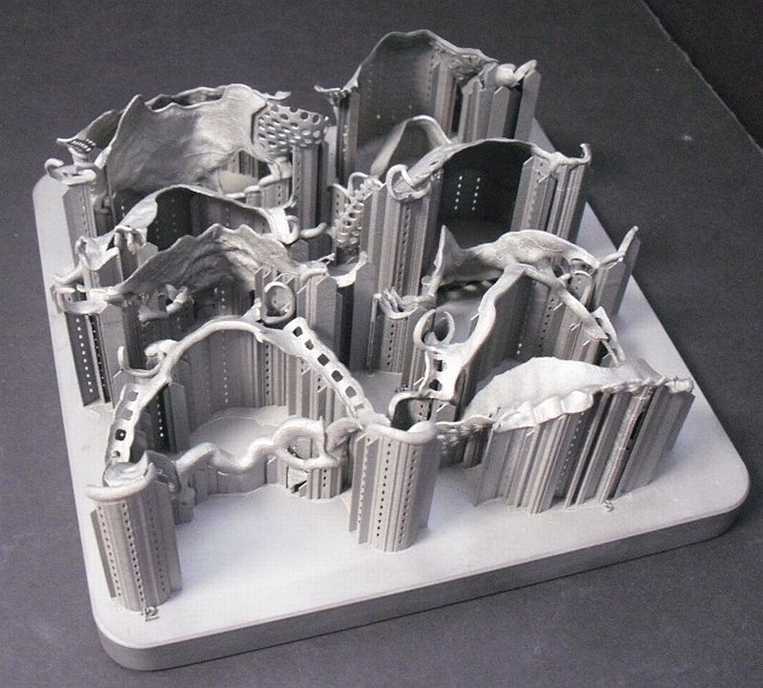 Мы создали подробное руководство по заменителям смолы для АБС, поликарбоната, полипропилена и других формованных термопластов.
Мы создали подробное руководство по заменителям смолы для АБС, поликарбоната, полипропилена и других формованных термопластов. 479.2679
479.2679 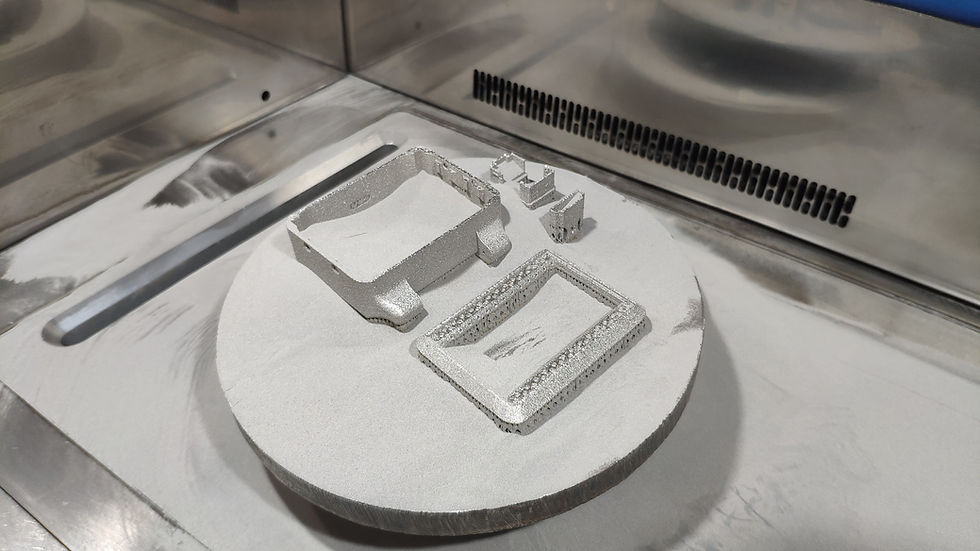 Ряд металлов производят конечные детали, которые можно использовать для конечных применений.
Ряд металлов производят конечные детали, которые можно использовать для конечных применений.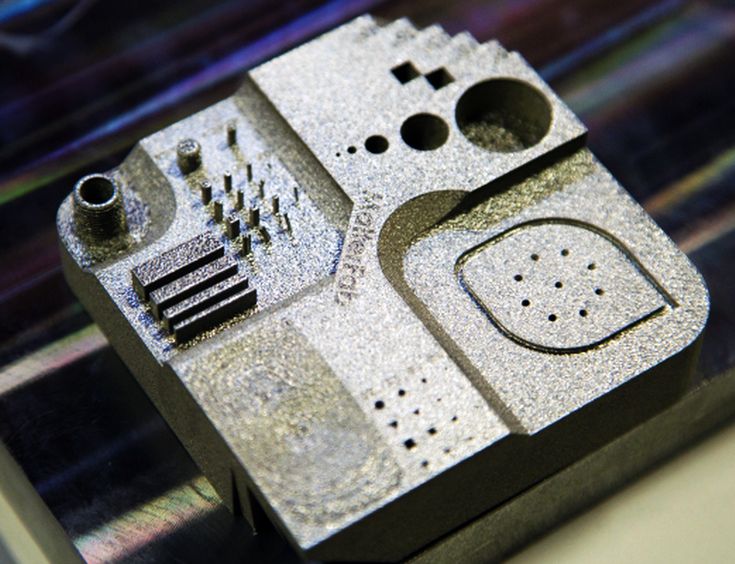
 В зависимости от материала возможна различная термообработка.
В зависимости от материала возможна различная термообработка. Окончательные детали, изготовленные из стали 316L, получают приложение для снятия напряжения.
Окончательные детали, изготовленные из стали 316L, получают приложение для снятия напряжения. Окончательные детали, изготовленные из Inconel 718, получают приложение для снятия напряжения. Также доступны решение и старение в соответствии с AMS 5663 для повышения прочности на растяжение и твердости.
Окончательные детали, изготовленные из Inconel 718, получают приложение для снятия напряжения. Также доступны решение и старение в соответствии с AMS 5663 для повышения прочности на растяжение и твердости. Окончательные детали, изготовленные из Ti6Al4V, подвергаются вакуумному снятию напряжений.
Окончательные детали, изготовленные из Ti6Al4V, подвергаются вакуумному снятию напряжений. Таким образом, предоставленная информация не является обязательной и не считается сертифицированной. Когда производительность имеет решающее значение, также рассмотрите возможность независимого лабораторного тестирования дополнительных материалов или готовых деталей.
Таким образом, предоставленная информация не является обязательной и не считается сертифицированной. Когда производительность имеет решающее значение, также рассмотрите возможность независимого лабораторного тестирования дополнительных материалов или готовых деталей. 

 В этом уроке (часть №1) показано детальное пошаговое моделирование лица женщины.
В этом уроке (часть №1) показано детальное пошаговое моделирование лица женщины. Перейдите на вкладку модификаторов и добавьте модификатор Mirror:
Перейдите на вкладку модификаторов и добавьте модификатор Mirror:
 Проэкструдируйте одно ребро вниз как на изображении:
Проэкструдируйте одно ребро вниз как на изображении:
 Вот 4 решения, доступные для всех:
Вот 4 решения, доступные для всех: Чтобы сделать это в производственных масштабах, я считаю, что ZBrush необходим для моей работы, и использую Blender в качестве основного дополнительного инструмента для полигонального моделирования. Тем не менее, как новичок, я думаю, что Blender определенно можно использовать для создания готовой к 3D-печати миниатюры от начала до конца, но вам, возможно, придется перевести некоторые из моих шагов ZBrush в Blender.
Чтобы сделать это в производственных масштабах, я считаю, что ZBrush необходим для моей работы, и использую Blender в качестве основного дополнительного инструмента для полигонального моделирования. Тем не менее, как новичок, я думаю, что Blender определенно можно использовать для создания готовой к 3D-печати миниатюры от начала до конца, но вам, возможно, придется перевести некоторые из моих шагов ZBrush в Blender. и т. д. Все детали, которые вы хотите видеть в своей напечатанной 3D-модели, ДОЛЖНЫ присутствовать в самой геометрии, а это означает, что очень подробная, органичная 3D-модель, вероятно, будет намного, намного тяжелее, геометрически, чем другие модели. виды модели. Персонаж с высоким разрешением в видеоигре может иметь 10-15 тысяч полигонов после ретопологии. Очень подробный 3D-персонаж может состоять из 20-30 миллионов полигонов до прореживания и 500 000–1 М полигонов при отправке на принтер.
и т. д. Все детали, которые вы хотите видеть в своей напечатанной 3D-модели, ДОЛЖНЫ присутствовать в самой геометрии, а это означает, что очень подробная, органичная 3D-модель, вероятно, будет намного, намного тяжелее, геометрически, чем другие модели. виды модели. Персонаж с высоким разрешением в видеоигре может иметь 10-15 тысяч полигонов после ретопологии. Очень подробный 3D-персонаж может состоять из 20-30 миллионов полигонов до прореживания и 500 000–1 М полигонов при отправке на принтер. ) Ресурсы для твердотельного моделирования с высоким разрешением в Blender, затем перенесите их в ZBrush, чтобы заменить геометрию-заполнитель 4.) Скульптинг органических объектов/персонажей/существ с высоким разрешением в Zbrush 5.) Детализация поверхностей/панелей с высоким разрешением в ZBrush 6.) Подготовка 3D-печати, состоящая из логического слияния/вычитания различные компоненты модели в твердотельные компоненты с одной оболочкой (без пересекающейся геометрии) в зависимости от того, как они будут отлиты (или просто объедините их в одно твердое тело, если вы только печатаете, а не отливаете дубликаты) 6.) Прореживание и экспорт файла STL из ZBrush, затем окончательная очистка/исправление ошибок STL в Netfabb (доступна бесплатная базовая версия) или Meshlab (меньше полигонов = меньше ошибок STL… для полностью детализированного персонажа в масштабе 32 мм я ориентируюсь примерно на 400-600 тысяч треугольников. модель, которую я разрешаю, превышает 1 миллион треугольников). 7.) Дважды проверьте физический размер вашего STL-файла в Netfabb/Meshlab… на удивление легко ввести неправильное число во время экспорта STL-файла и обнаружить, что ваша напечатанная модель слишком велика или мала.
) Ресурсы для твердотельного моделирования с высоким разрешением в Blender, затем перенесите их в ZBrush, чтобы заменить геометрию-заполнитель 4.) Скульптинг органических объектов/персонажей/существ с высоким разрешением в Zbrush 5.) Детализация поверхностей/панелей с высоким разрешением в ZBrush 6.) Подготовка 3D-печати, состоящая из логического слияния/вычитания различные компоненты модели в твердотельные компоненты с одной оболочкой (без пересекающейся геометрии) в зависимости от того, как они будут отлиты (или просто объедините их в одно твердое тело, если вы только печатаете, а не отливаете дубликаты) 6.) Прореживание и экспорт файла STL из ZBrush, затем окончательная очистка/исправление ошибок STL в Netfabb (доступна бесплатная базовая версия) или Meshlab (меньше полигонов = меньше ошибок STL… для полностью детализированного персонажа в масштабе 32 мм я ориентируюсь примерно на 400-600 тысяч треугольников. модель, которую я разрешаю, превышает 1 миллион треугольников). 7.) Дважды проверьте физический размер вашего STL-файла в Netfabb/Meshlab… на удивление легко ввести неправильное число во время экспорта STL-файла и обнаружить, что ваша напечатанная модель слишком велика или мала.
 Для общих целей я считаю, что в большинстве случаев слоев печати 30 микрон достаточно. Когда вы создаете модели меньшего масштаба с более мелкими деталями, 20-25 микрон лучше подходят для того, чтобы мелкие детали были очень четкими. Очевидно, что если вы сможете печатать с еще более высоким разрешением, ваши результаты будут намного лучше, но эти цифры обеспечат вам профессиональные результаты. По моему мнению, более 30 микрон не режут горчицу … вы начнете видеть снижение детализации и, возможно, даже уродливую «ступенчатость» слоя. При моделировании выделение деталей поверхности относительно жирным шрифтом также поможет вашему конечному результату. Я стараюсь всегда выдавливать мелкие детали поверхности (болты, заклепки, молнии и т. д.) как минимум на 0,2 мм… меньше этого — и они исчезнут. Имейте также в виду, что ваши напечатанные детали также должны выдержать слой грунтовки, если вы собираетесь их красить, что еще больше смягчит детали. Эти детали могут показаться слишком жирными на экране, но напомните себе, какими маленькими они будут в реальном мире.
Для общих целей я считаю, что в большинстве случаев слоев печати 30 микрон достаточно. Когда вы создаете модели меньшего масштаба с более мелкими деталями, 20-25 микрон лучше подходят для того, чтобы мелкие детали были очень четкими. Очевидно, что если вы сможете печатать с еще более высоким разрешением, ваши результаты будут намного лучше, но эти цифры обеспечат вам профессиональные результаты. По моему мнению, более 30 микрон не режут горчицу … вы начнете видеть снижение детализации и, возможно, даже уродливую «ступенчатость» слоя. При моделировании выделение деталей поверхности относительно жирным шрифтом также поможет вашему конечному результату. Я стараюсь всегда выдавливать мелкие детали поверхности (болты, заклепки, молнии и т. д.) как минимум на 0,2 мм… меньше этого — и они исчезнут. Имейте также в виду, что ваши напечатанные детали также должны выдержать слой грунтовки, если вы собираетесь их красить, что еще больше смягчит детали. Эти детали могут показаться слишком жирными на экране, но напомните себе, какими маленькими они будут в реальном мире.

 02.2021-05.02.2021
02.2021-05.02.2021
 01.2023
01.2023
 Затем ваша поддержка или несогласие с этим законопроектом немедленно доводится до сведения сенатора, представляющего вас.
Затем ваша поддержка или несогласие с этим законопроектом немедленно доводится до сведения сенатора, представляющего вас. :
: Абзац а подпункта 5 статьи 5-708
закон о выборах в редакции главы 5 законов 2019 года, изменяется на
читать следующим образом:
а. Не реже одного раза в год в течение [февраля] ЯНВАРЯ,
каждая избирательная комиссия должна получить через Национальное изменение
Адресная система, адрес для пересылки для каждого избирателя, зарегистрированного в
такая избирательная комиссия, для которой Почтовая служба Соединенных Штатов
такой адрес для пересылки вместе с именем каждого такого избирателя,
записи почтовой службы показывают, что он переехал с адреса, по которому
он зарегистрирован без оставления адреса пересылки.
§ 2. Настоящий акт вступает в силу немедленно.
ОБЪЯСНЕНИЕ. Материал, выделенный курсивом (подчеркнутый), является новым; дело в скобках
[ ] старый закон, который следует опустить.
ЛБД02361-01-1
Абзац а подпункта 5 статьи 5-708
закон о выборах в редакции главы 5 законов 2019 года, изменяется на
читать следующим образом:
а. Не реже одного раза в год в течение [февраля] ЯНВАРЯ,
каждая избирательная комиссия должна получить через Национальное изменение
Адресная система, адрес для пересылки для каждого избирателя, зарегистрированного в
такая избирательная комиссия, для которой Почтовая служба Соединенных Штатов
такой адрес для пересылки вместе с именем каждого такого избирателя,
записи почтовой службы показывают, что он переехал с адреса, по которому
он зарегистрирован без оставления адреса пересылки.
§ 2. Настоящий акт вступает в силу немедленно.
ОБЪЯСНЕНИЕ. Материал, выделенный курсивом (подчеркнутый), является новым; дело в скобках
[ ] старый закон, который следует опустить.
ЛБД02361-01-1







 Станок токарный в сборе
Станок токарный в сборе
 Затяните фиксирующую ручку (11).
Затяните фиксирующую ручку (11). Начинайте с небольшой обточки.
Начинайте с небольшой обточки.
 В. Деревообрабатывающие станки и инструменты, 2002
В. Деревообрабатывающие станки и инструменты, 2002 И. Рейсмусовые станки для обработки древесины, 1983
И. Рейсмусовые станки для обработки древесины, 1983 +7(81153) 3-71-20!
+7(81153) 3-71-20!




 Индивидуальная табличка: макс. 3 строки по 20 символов в строке
Индивидуальная табличка: макс. 3 строки по 20 символов в строке
 Расскажите нам больше о том, как этот элемент нарушает наши правила.
Расскажите нам больше о том, как этот элемент нарушает наши правила.

 Индивидуальная табличка: макс. 3 строки по 20 символов в строке
Индивидуальная табличка: макс. 3 строки по 20 символов в строке
 Роботы для дуговой сварки FANUC имеют грузоподъемность до 20 кг и радиус рабочей зоны до 2 м. Они идеально подходят для выполнения большого спектра операций по дуговой сварке, сварки лазером, пайки мягким припоем и резки.
Роботы для дуговой сварки FANUC имеют грузоподъемность до 20 кг и радиус рабочей зоны до 2 м. Они идеально подходят для выполнения большого спектра операций по дуговой сварке, сварки лазером, пайки мягким припоем и резки. Роботы для сварки FANUC могут быть укомплектованы устройством TorchMate, которое автоматически регулирует центральную точку инструмента и избавляет от необходимости повторной настройки траектории после столкновения робота с препятствием.
Роботы для сварки FANUC могут быть укомплектованы устройством TorchMate, которое автоматически регулирует центральную точку инструмента и избавляет от необходимости повторной настройки траектории после столкновения робота с препятствием. Оптимизируйте производство и забудьте о нехватке персонала – предоставляем современное оборудование для бизнеса, который идет в ногу со временем.
Оптимизируйте производство и забудьте о нехватке персонала – предоставляем современное оборудование для бизнеса, который идет в ногу со временем. Технические специалисты имеют высшее образование и регулярно проходят курсы повышения квалификации.
Технические специалисты имеют высшее образование и регулярно проходят курсы повышения квалификации.
 Мы будем рады ответить на любые ваши вопросы, просто нажмите ниже, чтобы начать.
Мы будем рады ответить на любые ваши вопросы, просто нажмите ниже, чтобы начать. Свяжитесь с нами сегодня , чтобы поговорить со специалистом по дуговой сварке.
Свяжитесь с нами сегодня , чтобы поговорить со специалистом по дуговой сварке. Все роботы для дуговой сварки в нашей серии ARC Mate призваны помочь нашим клиентам повысить гибкость и эффективность своих процессов аддитивного производства. Простая автономная генерация программ, а также возможность легкого импорта сторонних путей позволяют клиентам быстро брать твердые модели из цифрового мира и воплощать их в жизнь.
Все роботы для дуговой сварки в нашей серии ARC Mate призваны помочь нашим клиентам повысить гибкость и эффективность своих процессов аддитивного производства. Простая автономная генерация программ, а также возможность легкого импорта сторонних путей позволяют клиентам быстро брать твердые модели из цифрового мира и воплощать их в жизнь. Пользователи могут просто выбрать и сварить.
Пользователи могут просто выбрать и сварить. FANUC работает с вами над созданием решений для сварки с низким уровнем разбрызгивания, чтобы обеспечить чистую отделку ваших деталей.
FANUC работает с вами над созданием решений для сварки с низким уровнем разбрызгивания, чтобы обеспечить чистую отделку ваших деталей.

 д.
д.


 Программное решение KUKA.ArcSense, совместимое со всеми сварочными роботами KUKA, обеспечивает максимальное качество и повторяемость процесса сварки.
Программное решение KUKA.ArcSense, совместимое со всеми сварочными роботами KUKA, обеспечивает максимальное качество и повторяемость процесса сварки. Адаптация координат точки многослойной программы сварки выполняется только в корневом слое, и изменения автоматически применяются к последующим слоям. В частности, для каждого наполнителя и покровного слоя параметры для значений смещения и предполагаемые параметры сварки могут быть сохранены в базе данных.
Адаптация координат точки многослойной программы сварки выполняется только в корневом слое, и изменения автоматически применяются к последующим слоям. В частности, для каждого наполнителя и покровного слоя параметры для значений смещения и предполагаемые параметры сварки могут быть сохранены в базе данных. SeamTech Tracking может выполнять точную коррекцию запрограммированного пути сварки. Даже при высоких скоростях сварки робот может самостоятельно адаптировать положение и длину шва в зависимости от конкретного компонента.
SeamTech Tracking может выполнять точную коррекцию запрограммированного пути сварки. Даже при высоких скоростях сварки робот может самостоятельно адаптировать положение и длину шва в зависимости от конкретного компонента. Это автоматически поддерживает производительность сварочной ячейки на самом высоком уровне и, таким образом, предотвращает трудоемкое ручное перепрограммирование, т.е. после столкновения или замены шейки горелки из-за износа. Особенность: во время высокоточной калибровки TCP KUKA.Tracc TCP определяет абсолютное значение и, следовательно, учитывает производственные допуски сварочной горелки.
Это автоматически поддерживает производительность сварочной ячейки на самом высоком уровне и, таким образом, предотвращает трудоемкое ручное перепрограммирование, т.е. после столкновения или замены шейки горелки из-за износа. Особенность: во время высокоточной калибровки TCP KUKA.Tracc TCP определяет абсолютное значение и, следовательно, учитывает производственные допуски сварочной горелки.
 Текстолит обладает электроизоляционными свойствами, стоек к воздействию кислот низкой и средней концентрации, выдерживает температуру от -40° до +105°;
Текстолит обладает электроизоляционными свойствами, стоек к воздействию кислот низкой и средней концентрации, выдерживает температуру от -40° до +105°;
 Действует гибкая система скидок!
Действует гибкая система скидок! Инструкция содержит информацию об изделии, пользователе и сроках инспекционного контроля.
Инструкция содержит информацию об изделии, пользователе и сроках инспекционного контроля. Настоящая Политика Конфиденциальности, рассказывает о том, как собираются, обрабатываются и хранятся Ваши личные данные. Администрация уделяет большое внимание защите личной информации пользователей.
Настоящая Политика Конфиденциальности, рассказывает о том, как собираются, обрабатываются и хранятся Ваши личные данные. Администрация уделяет большое внимание защите личной информации пользователей.
 В случае возникновения какой-либо непредвиденной ситуации вы сможете немедленно отреагировать.
В случае возникновения какой-либо непредвиденной ситуации вы сможете немедленно отреагировать. Кнопки достаточно большие, имеют подсветку, пользоваться ими очень удобно.
Кнопки достаточно большие, имеют подсветку, пользоваться ими очень удобно. 3af
3af 0
0 

 — Единовременные средства (PDF, 89,6 КБ)
— Единовременные средства (PDF, 89,6 КБ) Передовые методы оценки интенсивных курсов письма (MS Word, 22,6 КБ)
Передовые методы оценки интенсивных курсов письма (MS Word, 22,6 КБ)