1200 принтер: Принтер серии HP LaserJet 1200 Загрузки ПО и драйверов
111-243-002 Принтер HP LaserJet 1200 | Хламада
Описание
Техническое состояние
Внешний вид
Комплектация
Купить как юридическое лицо
Способы доставки
после оформления заказа
Забрать со склада в
_Шереметьево-1
,
г. Лобня МО, ул. Спортивная, 1А
Лобня МО, ул. Спортивная, 1А
Забрать с мобильной точки выдачи в Москве
расписание
Задать вопрос продавцу
А4/лазерн.чб/10000ppm/15ppm/1200dpi/USB/LPT
Подробнее
Описание
Техническое состояние
Внешний вид
Комплектация
Принтер A4 б/у лазерный монохромный HP LaserJet 1200
Производитель: HP
Модель: LaserJet 1200
Model No. : C7044A
: C7044A
Стандарты: CE, РСТ
Счетчик печати принтера: 160245 листов.
Картридж отсутствует в комплекте.
>>>Внешний вид принтера в целом:
> Пожелтевший пластик по всей поверхности.
> След от наклейки на фронтальной стороне.
> Отсутствует крышка разъёма для сканера.
> Мелкие незначительные потёртости на боковых сторонах.
> Отсутствует входной лоток.
Подробнее смотрите оценку внешнего вида.
>>>Техническое состояние в целом:
> Тест проводился с совместимым картриджем от аналогичного принтера.
> Проходит инициализацию без ошибок и посторонних шумов.
> По USB и Windows корректно определяет устройство, драйверы устанавливались в ручную.
> Блок печати принтера рабочий. Печатает тестовый лист тускло, присутствует тёмная полоса вдоль левого края листа.
> Механизм подачи бумаги принтера из лотка работает. Во время тестирования замятий и сбоев не было.
>>>Проверка функций устройства:
>Клавиши управления — ОК
>Индикаторы — ОК
>Печать тестового листа А4 — ОК
>Забор лотка 1 — ОК
>USB интерфейс — ОК
>LPT интерфейс — Не проверялся
Техническое состояние
Тест на включение:
Тест проводился с совместимым картриджем от аналогичного принтера. Проходит инициализацию без ошибок и посторонних шумов. Печатает тестовый лист чётко, насыщенно, без дефектов.
Проходит инициализацию без ошибок и посторонних шумов. Печатает тестовый лист чётко, насыщенно, без дефектов.
Внешний вид
Оценка внешнего вида
Верхняя часть
3
пожелтевший пластик, отсутствует заглушка разъёма для сканера
Левая сторона
3
пожелтевший пластик, мелкие незначительные потёртости
Правая сторона
3
пожелтевший пластик, мелкие незначительные потёртости
Фронтальная (лицевая часть)
3
пожелтевший пластик, след от наклейки, отсутствует лоток
Панель управления
3+
пожелтевший пластик
Задняя сторона
3+
пожелтевший пластик, интерфейсные разъёмы и разъём питания без повреждений и окислов
Комплектация
- Комплектующие
- Картридж
отсутствует в комплекте
(C7115A)
Тест на включение:
Тест проводился с совместимым картриджем от аналогичного принтера. Проходит инициализацию без ошибок и посторонних шумов. Печатает тестовый лист чётко, насыщенно, без дефектов.
Проходит инициализацию без ошибок и посторонних шумов. Печатает тестовый лист чётко, насыщенно, без дефектов.
Оценка внешнего вида
Верхняя часть
3
пожелтевший пластик, отсутствует заглушка разъёма для сканера
Левая сторона
3
пожелтевший пластик, мелкие незначительные потёртости
Правая сторона
3
пожелтевший пластик, мелкие незначительные потёртости
Фронтальная (лицевая часть)
3
пожелтевший пластик, след от наклейки, отсутствует лоток
Панель управления
3+
пожелтевший пластик
Задняя сторона
3+
пожелтевший пластик, интерфейсные разъёмы и разъём питания без повреждений и окислов
- Комплектующие
- Картридж
отсутствует в комплекте
(C7115A)
Описание
Принтер A4 б/у лазерный монохромный HP LaserJet 1200
Производитель: HP
Модель: LaserJet 1200
Model No. : C7044A
: C7044A
Стандарты: CE, РСТ
Счетчик печати принтера: 160245 листов.
Картридж отсутствует в комплекте.
>>>Внешний вид принтера в целом:
> Пожелтевший пластик по всей поверхности.
> След от наклейки на фронтальной стороне.
> Отсутствует крышка разъёма для сканера.
> Мелкие незначительные потёртости на боковых сторонах.
> Отсутствует входной лоток.
Подробнее смотрите оценку внешнего вида.
>>>Техническое состояние в целом:
> Тест проводился с совместимым картриджем от аналогичного принтера.
> Проходит инициализацию без ошибок и посторонних шумов.
> По USB и Windows корректно определяет устройство, драйверы устанавливались в ручную.
> Блок печати принтера рабочий. Печатает тестовый лист тускло, присутствует тёмная полоса вдоль левого края листа.
> Механизм подачи бумаги принтера из лотка работает. Во время тестирования замятий и сбоев не было.
>>>Проверка функций устройства:
>Клавиши управления — ОК
>Индикаторы — ОК
>Печать тестового листа А4 — ОК
>Забор лотка 1 — ОК
>USB интерфейс — ОК
>LPT интерфейс — Не проверялся
Техническое состояние
Тест на включение:
Тест проводился с совместимым картриджем от аналогичного принтера. Проходит инициализацию без ошибок и посторонних шумов. Печатает тестовый лист чётко, насыщенно, без дефектов.
Проходит инициализацию без ошибок и посторонних шумов. Печатает тестовый лист чётко, насыщенно, без дефектов.
Внешний вид
Оценка внешнего вида
Верхняя часть
3
пожелтевший пластик, отсутствует заглушка разъёма для сканера
Левая сторона
3
пожелтевший пластик, мелкие незначительные потёртости
Правая сторона
3
пожелтевший пластик, мелкие незначительные потёртости
Фронтальная (лицевая часть)
3
пожелтевший пластик, след от наклейки, отсутствует лоток
Панель управления
3+
пожелтевший пластик
Задняя сторона
3+
пожелтевший пластик, интерфейсные разъёмы и разъём питания без повреждений и окислов
Комплектация
- Комплектующие
- Картридж
отсутствует в комплекте
(C7115A)
Термоструйный принтер 1200
Термоструйный принтер 1200
Свяжитесь с нами по этому продукту
Имя *
Компания *
Почтовый индекс *
Фамилия *
Страна *
— Пожалуйста, выберите —
E-Mail *
Контактное лицо *
— Пожалуйста, выберите -Отдел продажСервис. Обучение
Обучение
Сообщение *
Барьерные пленки
Брикеты TetraPak
Герметичная пленочная упаковка
Готовые металлические детали
Гофрированная бумага
Декоративные этикетки
Картонные коробки
Колпачки
Контейнеры
Крышки из алюминиевой фольги
Металлические промышленные детали
Пакеты с застежкой
Пластмассовые пленки
Посылки и транспортная упаковка
Стик-упаковки
Другие решения
Термоструйный принтер 1050, предназначен для выполнения среднего объема печати. Он печатает тексты, логотипы, графические изображения и стопроцентно сканируемые штрихкоды высокого разрешения.
СКАЧАТЬ PDF
add
Простой в эксплуатации и обслуживании, крупносимвольный принтер Touch Dry® 5800 печатает стопроцентно считываемые тексты, логотипы и штрихкоды стандарта GS1-128 на гофрированной таре, пленке и полистироле с высоким разрешением.
СКАЧАТЬ PDF
add
-
SmartLase C600
май 17, 2022, 05:31
-
9750
апр 25, 2022, 07:19
-
SmartLase F250
апр 8, 2022, 13:35
-
5940 G
янв 18, 2022, 12:48
-
SmartDate OEM Connect
ноя 2, 2020, 08:40
-
SmartLase C340
окт 20, 2020, 23:00
-
9410
сен 22, 2020, 14:58
-
9330
сен 11, 2020, 14:03
-
SmartDate X30
июл 15, 2020, 16:17
-
CimPak
июл 10, 2020, 14:11
-
2200 Pallet
июл 10, 2020, 10:55
-
2200
июл 10, 2020, 09:24
-
CSAT ITS6
июн 25, 2020, 15:30
-
4700
июн 10, 2020, 13:46
-
4500
июн 10, 2020, 13:38
-
5800
июн 9, 2020, 12:36
-
5400 FG
июн 9, 2020, 12:26
-
5200 и 5400
июн 9, 2020, 12:11
-
1200
июн 8, 2020, 16:47
-
1050
июн 8, 2020, 16:00
-
SmartLase F500
май 28, 2020, 07:56
-
SmartLase F200
май 27, 2020, 15:52
-
SmartLase C350 HD и HD Plus
май 27, 2020, 13:52
-
Дымоуловители серии ES
май 27, 2020, 12:58
-
SmartLase C350 BOU
май 26, 2020, 16:21
-
SmartLase C150 и C350
май 26, 2020, 15:56
-
SmartDate X65 128
мар 11, 2020, 16:48
-
SmartDate X65
мар 11, 2020, 16:12
-
SmartDate X45
мар 10, 2020, 17:43
-
9450 S
мар 9, 2020, 15:34
-
9450 E
мар 9, 2020, 15:15
-
9450
мар 9, 2020, 14:56
-
9029
фев 12, 2020, 14:30
-
9018
фев 6, 2020, 10:23
keyboard_arrow_up
Quick Access Tools
Монохромный лазерный принтер HP LaserJet 1200 C7044A
Искать:
369,99 $
- Восстановлено до состояния нового
- продается отдельно
- Шнур питания входит в комплект
- Кабель принтера входит в комплект
- Бесплатная доставка
- Доставка в течение 48 часов
- 3 месяца гарантии
Картридж с тонером
Количество Монохромный лазерный принтер HP LaserJet 1200 C7044A
Описание
Отзывы (0)
Описание
Принтер hp LaserJet 1200 предлагает клиентам конфиденциальность личного лазерного принтера с исключительной скоростью печати и лазерным качеством.
Особенности
- Конфиденциальность с персональным компьютером
- Профессиональное качество изображения с монохромным лазером
- Надежность HP с разрешением 1200 точек на дюйм, что приводит к уменьшению полос и улучшению линейной печати
- Экономьте место на рабочем столе благодаря небольшому размеру
- Возможность расширения за счет модернизации сканера/копира
| Основные характеристики |
| Емкость автоподатчика документов | Дополнительно, 30 листов |
| Совместимые сетевые операционные системы | Дополнительный Mac и сети через сетевые серверы HP Jetdirect |
| Связь, опция | Внешние серверы печати HP Jetdirect, беспроводной сервер печати HP wp110 |
| Связь, стандартная | Двунаправленный параллельный порт, совместимый с IEEE 1284, USB-порт 2. 0 0 |
| Копир, максимальное количество копий | 99 копий |
| Копир Уменьшить/Увеличить | от 25 до 200 % |
| Разрешение копирования, черный текст | 600 x 600 т/д |
| Разрешение при копировании, графика черного цвета | 600 x 600 т/д |
| Настройки копира |
|
| Скорость копира, макс., черный | 12 имп/мин |
| Размеры, США (Ш x Г x В) | 16,3 х 19,2 х 10 дюймов |
| Размеры, метрические единицы | 253 х 486 х 415 мм |
| Двусторонняя печать | Руководство (обеспечена поддержка драйверов) |
| Рабочий цикл | 10 000 |
| Ввод конверта, стандартный | 30 конвертов |
Ввод конверта, макс. | 30 конвертов |
| Входная мощность, стандартная | 250 |
| Входная мощность, макс. | 250 |
| Размер носителя, нестандартный, США |
|
| Размер носителя, стандартный, международный |
|
| Размер носителя, стандарт США |
|
| Типы носителей | Бумага, карточки, конверты, плотные материалы, этикетки, прозрачная пленка |
Память, макс. | 72 МБ |
| Память, стандартная | 8 МБ |
| Выходная мощность, макс. | 125 |
| Выходная мощность, стандартная | 125 |
| Лотки для бумаги, макс. | 1 |
| Лоток для бумаги, стандартный | 1 |
| Скорость печати, черный | 15 частей на миллион |
| Скорость печати Черный, обычное качество | 15 частей на миллион |
| Разрешение печати, черный | 1200 x 1200 т/д |
| Картриджи для печати | 1 (черный) |
| Языки печати, стандартные | HP PCL 6, HP PCL 5e, эмуляция PostScript® Level 2 |
| Цвета для печати | № |
| Технология печати | Лазер HP |
| Масштабируемые гарнитуры |
|
Обзор 3D-принтера Projet 1200 2022
4,5
См. цену
цену
Взгляните на ProJet 1200; дорогая беда или рафинированная рабочая лошадка SLA? Давайте узнаем.
| Printing Area | 43 mm x 27 mm x 180 mm | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Layer Thickness | 30 microns | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Resolution | 56 Microns | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Printing Technology | SLA 14 мм/ч Внешний вид ProJet 1200 может отпугнуть тех, кто привык к духу «сделай сам», воплощенному в бюджетных 3D-принтерах, из-за его гладкого, полностью закрытого, профессионального вида. Двухцветная цветовая схема глянцевого черного и серого цветов украшает ProJet в его башнеобразном профиле, что делает его очень удобным для дизайнерской мастерской или модного офисного помещения. Принтер выглядит как серьезный комплект, и мы не ожидали ничего меньшего от соответствующей цены. Это также компактный принтер, не больше, чем ваша обычная кофемашина, а также весит 20 фунтов. Две дверцы на петлях обеспечивают доступ к внутренним частям устройства и хорошо блокируют звук и нежелательные запахи. Внутри — чудо изысканной инженерной мысли с аккуратно размещенными компонентами, явно самого высокого уровня. Разделенный дизайн означает, что все кажется упорядоченным и функциональным, а также невероятно прочным и, по сути, способным выполнять задачи по производству качественных отпечатков. В отличие от стандартных методов 3D-печати, ProJet 1200 использует SLA, или стереолитографию, при которой партия жидкой пластиковой смолы формуется или отверждается слой за слоем в 3D-модель при контакте с источником УФ-излучения. Фотополимеры, входящие в состав смолы, реагируют с УФ-светом посредством фотохимически индуцированного процесса, в результате которого она затвердевает. В соответствии со стандартом технологии SLA платформа для печати располагается в верхней части принтера и по мере отверждения слоев поднимается вверх, открывая задание на печать. SLA обычно зарезервирован для 3D-принтеров, стоящих намного выше в ценовой пирамиде, и обычно используется в современных лабораториях, производящих чрезвычайно точные прототипы, прежде чем начнется массовое машинное производство, литье или формование. С ProJet 1200 компания 3D Systems предлагает технологию среднему потребителю, открывая совершенно новый мир того, что является золотым стандартом качества в сфере 3D-печати. ProJet 1200 предлагает компактную площадь сборки размером 43 мм x 27 мм x 180 мм, что по стандартам 3D-печати чрезвычайно мало. Компания 3D Systems выбрала такой небольшой объем сборки, потому что принтер ориентирован на создание небольших точных прототипов, а не на более крупные декоративные модели. Это один из недостатков ProJet 1200, но он соответствует желанию 3D Systems выпускать высокоточные потребительские модели, идеально подходящие для ювелиров-любителей, разработчиков прототипов и даже стоматологов. Принтер может достигать разрешения слоя 30 микрон при исходном разрешении 56 микрон, намекая на то, насколько точным может быть этот принтер. Скорость вертикальной сборки составляет очень приличные 14 мм в час. Он также имеет встроенную станцию УФ-отверждения, которая находится рядом с камерой сборки для доработки и охлаждения после производства. Как ни странно, станция несколько меньше объема сборки, что кажется существенным упущением с точки зрения дизайна. Перевернутая рабочая пластина имеет шрамы и дефекты для дополнительной адгезии, и поэтому не требует специального клея или ленты для приклеивания моделей, хотя она должна быть чистой, чтобы механизм УФ-излучения работал должным образом. Набор материалов, из которых изготовлен ProJet 1200, поражает воображение: полипропилен, АБС-пластик, нейлон, керамика, материалы на основе металлов и многое другое. Все это представлено в различных цветах. Смолы поставляются в виде картриджей и, к сожалению, имеют закрытый исходный код, что означает, что вы можете получить их только напрямую от 3D Systems. Что касается подключения, ProJet 1200 предлагает подключение к ПК через USB, Ethernet и Wi-Fi. Экранные элементы управления управляются двухстрочным ЖК-экраном, который предоставляет информацию о том, что делает принтер: «инициализация», «ожидание» и т. д., но ничего существенного с точки зрения параметров. Принтер работает с собственной программой Geomagic Print компании 3D Systems, которая имеет встроенную функцию проверки STL, а также поддержку создания, инструменты нарезки и множество дополнительных опций, которые вы ожидаете от этого типа программного обеспечения. Нет поддержки стороннего программного обеспечения для нарезки. Geomagic Print совместим только с Windows, поэтому пользователи Mac, к сожалению, вообще не смогут использовать ProJet 1200. СборкаProJet 1200 поставляется хорошо упакованным в прочную картонную коробку со встроенной ручкой для легкого извлечения. Сам принтер размещен в большом количестве вырезов из пенополистирола, которые, по нашим оценкам, могут выдержать даже самое бурное транспортное путешествие. В комплект входят принтер ProJet 1200, краткое руководство, USB-кабель, шнур питания, платформа для печати, лампа полимеризации, картридж со смолой, адаптер питания, картридж с материалом. Несмотря на то, что принтер ProJet 1200 поставляется полностью собранным, он требует некоторой установки, а именно установки лампы закрепления и платформы для печати. Сам процесс прост и хорошо задокументирован, но меры предосторожности, такие как ношение защитных перчаток, использование безворсовой бумажной салфетки и запрет прикасаться к лампочке, на наш взгляд, немного привередливы. Однако весь процесс занимает не более 10 минут. Затем нам пришлось создать учетную запись в 3D Systems, что позволило нам зарегистрироваться и получить ссылку на страницу входа. Мы понимаем замкнутый цикл продуктов 3D Systems, но он показался нам излишним, и мы не ожидали, что ProJet 1200 будет вытащен из коробки в первый раз. Точно так же тот факт, что принтер нельзя носить с установленным картриджем из-за боязни повредить внутренности, ставит нас в яичную скорлупу. 3D-принтеры, как известно, являются точными машинами, но, как правило, они относительно хорошо выдерживают удары и удары. С другой стороны, руководство по эксплуатации ProJet 1200 заставляет нас обращаться с принтером так, как будто это новорожденный ребенок. Затем мы подключили USB-кабель к принтеру и ПК, что привело к распознаванию устройства и установке драйверов, которые прошли без проблем. На заключительном этапе установки мы снова надели пару латексных перчаток и защитные очки для установки картриджа со смолой. Процесс установки картриджа прост и включает в себя его подачу в гнездо для картриджа и зажим. У нас действительно были проблемы с Geomagic, распознающим, что картридж был загружен, и нам приходилось несколько раз вставлять и вытаскивать его, чтобы эта функция работала. ПечатьВ соответствии со своей заоблачной ценой ProJet 1200 производит отпечатки, соответствующие требованиям. Все маркетинговые разговоры о точной печати звучат правдоподобно. Наши многочисленные тесты прошли безупречно. Количество деталей на мелких объектах захватывает дух. Мы сразу увидели привлекательность для производителей ювелирных изделий, которым нужны надежные прототипы, полные сложных деталей. Разновидность прозрачной смолы — это удовольствие, с которым можно поиграть, и некоторые из тестов печати были настолько хороши, что мы даже получили несколько комплиментарных комментариев о том, насколько гладкими, детализированными и в целом потрясающими они выглядели. SLA на сегодняшний день является наиболее ориентированной на качество технологией 3D-печати и на голову превосходит любые конкурирующие аддитивные аналоги. Что касается производительности SLA, ProJet превосходно конкурирует с другими популярными моделями, такими как, например, Form 1 +. Что касается программного обеспечения Geomagic Print от 3D Systems, у нас был приятный опыт его использования. Загрузка файла STL, масштабирование его по размеру, разрешение программе автоматически генерировать опоры и выполнение нескольких изменений было интуитивно понятным, но достаточно мощным, чтобы избавиться от зуда механика. У него есть что предложить, и это хорошо. Единственная реальная проблема, с которой мы столкнулись с качеством печати, заключалась в ограниченном масштабе, вызванном маленькой рабочей пластиной, но опять же, мы во многом исходим из аддитивного фона, где более крупные модели являются обычной валютой. В качестве предостережения: не рассчитывайте, что с помощью этого принтера вы будете создавать внушительные фигурки или модели. См 12 316: Скрепа бандажная СМ (316)-12 (100шт) (Fortisflex)72038 Скрепы СМ(316)-12 (100шт) (Fortisflex)Описание Характеристики
Бренд Fortisflex Страна производства Россия Антиспам поле. Его необходимо скрыть через css Оценка Ваше имя Ваше сообщение Под заказ 49. В корзинe Под заказ 2.7 BYN В корзинe Под заказ 54.76 BYN В корзинe Под заказ 83. В корзинe Под заказ 12.98 BYN В корзинe Под заказ 10.25 BYN В корзинe Под заказ 29. В корзинe Под заказ 17.08 BYN В корзинe Под заказ 28.03 BYN В корзинe Под заказ 1. В корзинe Под заказ 3.52 BYN В корзинe Под заказ 91.25 BYN В корзинe Под заказ 176. В корзинe Под заказ 17.47 BYN В корзинe Под заказ 35.87 BYN В корзинe Под заказ 1. В корзинe Под заказ 318.23 BYN В корзинe Под заказ 17.28 BYN В корзинe Под заказ 19. В корзинe Под заказ 83.12 BYN В корзинe Под заказ 127.19 BYN В корзинe Под заказ 27. В корзинe Под заказ 3 028.1 BYN В корзинe Под заказ 5.98 BYN В корзинe Под заказ 5. В корзинe Под заказ 7.61 BYN В корзинe Под заказ 8.32 BYN В корзинe В наличии 57. В корзинe Под заказ 2.33 BYN В корзинe Под заказ 2.26 BYN В корзинe Под заказ 24. В корзинe Под заказ 3.88 BYN В корзинe Под заказ 13.9 BYN В корзинe Под заказ 28. В корзинe Под заказ 1.99 BYN В корзинe Под заказ 35.54 BYN В корзинe Под заказ 157. В корзинe Под заказ 67.15 BYN В корзинe Под заказ 1.13 BYN В корзинe Под заказ 12. В корзинe Под заказ 371.32 BYN В корзинe Под заказ 6.66 BYN В корзинe Под заказ 1. В корзинe В наличии 27.94 BYN В корзинe Под заказ 167.96 BYN В корзинe Под заказ 36. В корзинe Под заказ 6.49 BYN В корзинe Под заказ 16.37 BYN В корзинe В наличии 8. В корзинe Под заказ 2.92 BYN В корзинe Заказать Скрепы монтажные из нержавеющей стали СМ (316)-12Скрепы монтажные из нержавеющей стали СМ (316)-12 7 623,15 Тг. Под заказ Купить +7 (708) 850-30-27 менеджер Зарина
Описание Характеристики Информация для заказа Звоните нам по телефону +77775576868Или пишите в Whatsapp
Назначение: Крепление монтажной ленты ЛКС на опорах Цвет: стальной Единица измерения: упак Вес нетто: ,29 Длина ед.товара (см): — Ширина ед.товара (см): — Высота ед.товара (см): — Гарантийный срок эксплуатации (лет): 1 Технические характеристики: Тип: крепеж Фитинги | ФИТОК Дом FittingsValvesManifoldsFiltersQuick-ConnectsHoses and ConnectorsTubingSampling SystemsToolingSubsea ProductsOthers6 Series Tube Fittings20D Series Tube FittingsFace Seal Fittings60 Series High Pressure Fittings20M Series Medium Pressure Fittings6 Series Weld FittingsUHP Weld Fittings6 Series Pipe FittingsPMH Series Pipe FittingsGrease FittingsFusible PlugsVL Series Vacuum Tube FittingsVA Series Vacuum Adapter FittingsAMH Series Adapter Fittings37° Flared Трубные фитингиЦилиндрические соединения6 Серия трубных фитингов с одним обжимным кольцомПрямые соединителиОтводыТройникиКресты Union — CДругие Материал корпуса Нержавеющая сталь 316 Нержавеющая сталь 316L 321 нержавеющая сталь 304 нержавеющая сталь Нержавеющая сталь 904L Сплав С-276 Сплав 400 Сплав 600 Сплав 825 Супердуплекс 2507 Латунь ПТФЭ Все Порт 1, тип Метрический наконечник Дробный наконечник Метрическая трубка Дробная трубка Вспышка 37° Дробный фитинг с внутренней резьбой Все Порт 1 Размер 1/16 дюйма 1/8 дюйма 3/16 дюйма 1/4 дюйма 5/16 дюйма 3/8 дюйма 1/2 дюйма 5/8 дюйма 3/4 дюйма 7/8 дюйма 1 дюйм 1 1/4 дюйма 1 1/8 дюйма 1 1/2 дюйма 2 мм 3 мм 4 мм 6 мм 8 мм 10 мм 12 мм 14 мм 15 мм 16 мм 18 мм 20 мм 22 мм 25 мм 28 мм 30 мм 32 мм 38 мм Все Порт 2 Тип Метрический наконечник Дробный наконечник Метрическая трубка Дробная трубка Наружная резьба NPT Внутренний NPT Наружная коническая резьба ISO Внутренняя коническая резьба ISO Цилиндрическая резьба ISO (для RS) Цилиндрическая резьба ISO (для RP) Цилиндрическая резьба ISO (калибр) Цилиндрическая резьба ISO (ORS) Цилиндрическая резьба ISO (японский калибр) Цилиндрическая резьба ISO (для RG) Уплотнительное кольцо с резьбой NPT Уплотнительное кольцо с цилиндрической резьбой SAE/MS O-Seal с метрической резьбой Цилиндрическая резьба SAE/MS (ST) Прямая резьба SAE/MS (США) Цилиндрическая резьба SAE/MS (SH) Цилиндрическая резьба SAE/MS (OST) Цилиндрическая резьба SAE/MS Вспышка 37° Дробная трубная сварка враструб Сварка враструб с метрической трубой Дробный стыковой сварной шов Сварка встык с метрической трубой Сварка труб встык Трубная раструбная сварка Наружная метрическая резьба (для RS-M) Наружная метрическая резьба (для RG-M) Внутренняя метрическая резьба (MS) Мужская метрическая резьба (MS) Дробный фитинг с внутренней резьбой Санитарный фланец серии SC Фланец ANSI фланец трубы внахлестку Фланец JIS EN Фланец Фланец DIN Все Порт 2 Размер 1/16 дюйма 1/8 дюйма 3/16 дюйма 1/4 дюйма 5/16 дюйма 3/8 дюйма 1/2 дюйма 5/8 дюйма 3/4 дюйма 7/8 дюйма 1 дюйм 1 1/4 дюйма 1 1/8 дюйма 1 1/2 дюйма 2 дюйма 2 мм 3 мм 4 мм 6 мм 8 мм 10 мм 12 мм 14 мм 15 мм 16 мм 18 мм 20 мм 22 мм 25 мм 28 мм 30 мм 32 мм 38 мм 1 7/8-12 1 5/8-12 1 5/16-12 1 1/16-12 3/4-12 7/8-14 3/4-16 9/16-18 1/2-20 16/7-20 8/3-24 16-24 мая 1/4-28 М4×0,7 М5 х 0,8 М6 х 1 М8 х 1 М10 х 1 М12 х 1,5 М14 х 1,5 М16 х 1,5 М18 х 1,5 М20 х 1,5 М22 х 1,5 М24 х 1,5 М27 х2 М12 х 1 NPS 1/2 дюйма NPS 1 дюйм. NPS 2 дюйма. Ду 15 Ду 25 Ду 50 Все Сертификация Все Последняя 1 2 3 4 5 … 162 Следующая Всего 162 страницы страница Распространенный вариант гена FTO связан с индексом массы тела и предрасполагает к ожирению у детей и взрослых. 2007 11 мая; 316 (5826): 889-94. doi: 10.1126/наука.1141634. Epub 2007, 12 апреля. Тимоти М Фрайлинг Принадлежности принадлежность
Бесплатная статья ЧВК Тимоти М. Фрайлинг и др. Наука. . Бесплатная статья ЧВК . 2007 11 мая; 316 (5826): 889-94. doi: 10.1126/наука.1141634. Epub 2007, 12 апреля. Авторы Тимоти М Фрайлинг принадлежность
АбстрактныйОжирение является серьезной международной проблемой здравоохранения, которая увеличивает риск нескольких распространенных заболеваний. Генетические факторы, предрасполагающие к ожирению, плохо изучены. Полногеномный поиск генов предрасположенности к диабету 2 типа выявил распространенный вариант гена FTO (связанный с жировой массой и ожирением), который предрасполагает к диабету за счет влияния на индекс массы тела (ИМТ). Аддитивная ассоциация варианта с ИМТ была воспроизведена в 13 когортах с 38 759участники. 16% взрослых, гомозиготных по аллелю риска, весили примерно на 3 кг больше и имели в 1,67 раза больше шансов на ожирение по сравнению с теми, кто не наследовал аллель риска. Эта связь наблюдается с 7 лет и старше и отражает специфическое увеличение жировой массы. Цифры
Рис.
Ассоциации SNP в…
Рис. 1
Ассоциации SNP в FTO/KIA1005 области хромосомы 16 с ( A… Ассоциации SNP в области FTO/KIA1005 хромосомы 16 с ( A ) диабетом 2 типа с использованием 1924 случаев и 2938 контролей и ( B ) ИМТ взрослых пациентов с диабетом 2 типа. ( C ) Неравновесие по сцеплению ( r 2 ) между ассоциированным SNP rs9939609 и всеми другими SNP в данных HapMap в образцах европеоидной расы. ( D ) Положения генов.
Рис. 2
( А и Б )…
Рис. 2
( A и B ) Графики метаанализа вероятности (A) избыточного веса и… ( A и B ) Графики метаанализа шансов (A) избыточного веса и (B) ожирения по сравнению с нормальным весом у взрослых для каждой копии аллеля A rs9939609. ( C и D ) Гистограммы, показывающие (C) жировую массу, измеренную с помощью DEXA, у 9-летних детей и (D) измеренную с помощью DEXA безжировую массу у 9-летних детей, обе из исследования ALSPAC. Столбики погрешностей представляют собой 95% доверительные интервалы См. это изображение и информацию об авторских правах в PMC Похожие статьи
Посмотреть все похожие статьи Цитируется
Как открыть окно перемотки в кс го: Как перематывать демку в CS:GO для анализа матчейКак включить и перематывать демку в КС ГОакция! дней 00 : : : Ищи подарок на баннере! Жми! 06.05.2022 Александр Шотов В КС ГО разработчиками была добавлена возможность самостоятельно просматривать реплеи с дополнительными инструментами контроля. Благодаря этому пользователь может проанализировать свои ошибки в матчах, проверить оппонента на читы или же записать короткий видеоролик своего клатча.
Однако не всем сразу удается разобраться в интерфейсе управления демки.Так у некоторых возникают ошибки, связанные с исчезновением мышки или же просто появляются трудности на стадии организации записи. Прочитав эту статью, вы узнайте, как перематывать демку в CS GO, регулировать скорость игры и какие лучше бинды для этого использовать. Что такое демка? Просмотр и перемотка Что такое демка?Демка — запись сыгранного матча, который можно пересмотреть, используя дополнительные инструменты видеопроигрывателя.
Особенно полезна эта возможность при выявлении нечестной игры. Наблюдая за подозреваемым от первого лица вы сможете лучше понять, использует ли он запрещённый софт или нет.
Чтобы вызвать интерфейс демки в КС ГО, необходимо включить консоль и вписать команду domoui. Или же воспользоваться комбинацией клавиш по умолчанию “SHIFT + F2”. Если вы хотите просмотреть сторонние демки, то в появившемся окне необходимо загрузить запись, нажав на кнопку «Load», далее выбрать нужный видеоряд. Посмотреть реплей последних ваших матчей можно во вкладке “Ваши матчи”. Для начала вам необходимо загрузить нужное игру, а потом уже перейти к ее просмотру.
Просмотр и перемоткаПеремотка — главный параметр в управлении реплеем, без которого нормальное взаимодействие с проигрывателем было бы просто невозможно. Как перемотать запись игры через шкалу прогресса?Чтобы быстро перемотать демку на определённое время достаточно использовать ползунок шкалы демки. Это самый легкий и логичный вариант, однако попасть на нужный раунд не всегда получается, поэтому дополнительно стоит управлять скоростью матча. Как сделать перемотку с помощью увеличения скорости?Другой вариант — осуществить прокрутку демки в КС с помощью увеличения скорости. Таким образом можно изменить значение со 100% до 1000% или уменьшить до 10%. Для этого, как по аналогии с прошлым вариантом, необходимо перетянуть специальный ползунок или же воспользоваться биндом, которые мы приведем ниже. Примечание: При работе с демкой иногда возникает проблема с исчезновением мышки. Этот вопрос решается с переходом на полноэкранный режим. Причина кроется в самих Valve, которые решили сделать проигрыватель отдельным окном, который и вызывает эти неполадки. Бинд на перемотку в демкахЕсли вам часто приходится работать с демкой, дополнительно можно установить бинды и привязать их к клавишам. Таким образом вы сможете легче и комфортнее работать с проигрывателем, используя только кнопки клавиатуры. Ниже мы приведем примерные значения, которые чаще всего используются игроками.
Использовав бинды, вы сможете лучше и быстрее взаимодействовать с интерфейсом управления, а кнопка F5, которая замедляет время, поможет рассмотреть самые яркие детали. Поставить значения можно на любые кнопки, однако стоит помнить, что часть клавиатуры уже используется в тех или иных биндах. Поэтому перед программированием клавиш лучше лишний раз убедиться, не активна ли она в игре. Как выдать себе оружие в CS:GO через консоль Для тренировок в КС:ГО может быть очень полезна функция выдачи оружия с помощью специальных консольных команд…. 05.08.2022 Как включить и отключить худ в CS:GO HUD — отображение деталей интерфейса, таких как количество патрон, тип оружия, здоровье и прочее. В некоторых… 28.07.2022 ТОП-7 карт для тренировки раскидок в CS:GO Эту статью можно начать со слов о том, что нельзя ни в коем случае преуменьшать значимость… 21.07.2022 Как поменять разрешение экрана в CS:GO Разрешение экрана в CS GO — важная игровая настройка, которая способна оказать влияние на множество факторов… 21.07.2022 Оставить свой комментарий: Имя * Email * Комментарий * Успех Как перематывать демку в CS GO?Обучение Часто поднимается вопрос, как записывать, пользоваться и перематывать демо запись в кс го. Как посмотреть демку в CS GO?Нам нужно управлять записью, а для этого, нужно открыть панель, которая будет помогать нам в этом. Чтобы её открыть, нужно вбить в консоли, вот такую вот команду «demoui». Чтобы не вводить её постоянно, можно закрепить эту команду, за какой либо кнопкой. Чтобы закрепить команду, за какой либо кнопкой, нам нужно снова обратиться за консолью. Открываем консоль и вводим туда следующую команду bind «l» demoui здесь значение «l», означает ту кнопку, которую вы хотите, у меня она, как вы поняли уже «l». Пользования demo в CS GO правильноПри использовании кнопок ¼x и ½X, можно выставлять скорость воспроизведения видео, а при помощи кнопок Drive, Smooth и Edit, мы можем создавать качественное длинное видео. С воспроизведением, мы разобрались, осталось дело за записью и сохранением. Все делается в несколько действий. Открываем консоль, вбиваем команду record и всё, запись пошла. Чтобы остановить эту запись, вам следует снова открыть консоль и вписать команду stop или demo_pause. Последняя команда, не заканчивает запись, а делает паузу в ней и восстановить запись можно при помощи команды demo_resume и запись продолжается. Вот, воспроизводить видео и как сохранять запись в кс го, мы уже научились, теперь дело за загрузкой видео. Чтобы загрузить видео, нам нужно открыть панель командой «demoui», в этой панели, жмём на кнопку Load, находим то, что нам нужно и нажимаем на кнопку Open. Всё просто. То, что вы сохранили, находится в папке с игрой, если смотреть на адрес по умолчанию, то папка будет находиться здесь C:\Program Files (x86)\Steam\SteamApps\common\Counter—Strike Global Offensive\csgo. Чёрный экран при проигрыванииБывают такие проблемы, что при воспроизведении демки, идёт чёрный экран и более ничего. Вы можете просто подождать, пока проблема исчезнет сама, или принять необходимые меры, которые указаны ниже.
Если ваша проблема не решилась, попробуйте понизить разрешение и снова повторить. Этого должно хватить. Если у вас есть ещё какие либо методы решения этой проблемы, пишите в комментарии, мы будем этому рады. Как использовать элементы управления воспроизведением CSGO — Полное руководство Что касается игрового процесса CSGO с момента его выпуска, то этого нельзя сказать о средстве просмотра демо. Это часть CS, которая не изменилась со времен Counter-Strike Source. Программа просмотра долго загружается, в ней сложно ориентироваться и она тормозит. Краткий ответ: Чтобы открыть элементы управления воспроизведением CSGO, нажмите Shift-F2 . Откроется окно воспроизведения демо. Окно воспроизведения демонстрации позволяет приостанавливать воспроизведение, изменять скорость воспроизведения, перемещать точку обзора камеры и пропускать части демонстрации. Нажатие X также включает и отключает рентген. Это позволяет видеть игрока сквозь стену во время воспроизведения. Окно воспроизведения демонстрации Существует два способа переключения окна воспроизведения демонстрации. Это нажать Shift-F2 или написать demoui в консоли. Это заставит окно появиться на экране. Окно воспроизведения демо — Инструмент воспроизведения CSGO
Использование консоли Консоль — это еще один инструмент для управления воспроизведением CSGO, который вы можете использовать при просмотре демоверсий. Во многих отношениях это более простой способ навигации в средстве просмотра демонстрации, чем в окне воспроизведения, но его сложнее освоить (поскольку вы должны помнить все команды). Это лучше, потому что оно меньше тормозит и позволяет использовать больше функций, чем позволяет окно воспроизведения демонстрации. Например, вы можете использовать команды для перехода к точному тику, это невозможно с помощью ползунка. 1.Включение консоли Во-первых, чтобы получить доступ к элементам управления воспроизведением CSGO, вам необходимо убедиться, что консоль разработчика включена. запустите игру из главного меню, затем выберите «Меню настроек» > «Игра» > «Игра», измените «Включить консоль разработчика» на «ДА». Csgo Enable Console Клавишей по умолчанию, с которой связана консоль, является ~, эта клавиша будет переключать и отключать консоль при нажатии. Если вы хотите изменить привязку, перейдите в «Меню настроек» > «Клавиатура/Мышь» > «Клавиши пользовательского интерфейса» и прокрутите вниз. Команды, которые помогут вам управлять демонстрационными версиями и перемещаться по ним.
Совет: привяжите команды к специальной клавише, чтобы упростить навигацию по демоверсии. Демонстрации Faceit и EASA Чтобы посмотреть игру с Faceit или ESEA (или любого другого стороннего сайта), вам необходимо выполнить следующие несколько шагов.
Вы также можете использовать сторонние сервисы, такие как CSGO Demo Manager. С помощью этого инструмента вы можете собирать информацию о своих демо-версиях, а также просматривать основные моменты любой игры в матче GOTV. Также вы можете отмечать игроков и оставлять заметки о матчах. Этот инструмент отлично подходит, если вы хотите проанализировать свои демонстрации, чтобы улучшить свой игровой процесс, и устали от элементов управления воспроизведением CSGO. Создание видео Даже если GOTV плохой, он все же предлагает некоторые хорошие функции. Если вы, например, хотите сделать монтаж ярких моментов, вы можете написать: запись (имя файла демо), и начнется запись демо. Затем вы можете написать, чтобы остановить, когда вы хотите остановить запись. И если вы хотите удалить пользовательский интерфейс для экрана, чтобы сделать его понятным, вы можете написать cl_draw_only_deathnotices 1. Это удалит все, что связано с пользовательским интерфейсом, кроме сообщения о смерти в правом верхнем углу, когда кто-то умирает. Дополнительную информацию об инструментах для записи демонстраций у Valve можно найти здесь. У MrTweeday также есть очень хорошее подробное видео на тему создания ярких видео в CSGO. Проблема с GOTV Проблема с GOTV заключается в том, как он читает демонстрационные файлы. Он пересматривает демонстрацию каждый раз, когда пользователь пытается перемотать ее вперед или назад, поэтому ее загрузка занимает так много времени. Это проблема не только CSGO, так работает любая игра, работающая на движке Source. Мы можем надеяться, что движок Source 2 когда-нибудь появится в CSGO. Другая проблема заключается в том, что движок недружелюбен к новым игрокам. Вы читаете это, потому что пытаетесь понять, как использовать элементы управления воспроизведением CSGO. В этом нет необходимости. Никаких команд не требуется, и окно воспроизведения демонстрации должно быть более очевидным в отношении того, как его открыть и использовать. Как я упоминал ранее, CSGO Demo Manager — очень хорошее стороннее программное обеспечение, которое вы можете использовать, если не хотите вмешиваться в GOTV. Это просто, плавно и быстро и показывает много дополнительной информации, которую вы иначе не увидели бы. Если вы хотите проанализировать свою игру, чтобы улучшить ее, воспользуйтесь одним из лучших инструментов. GO Как открыть меню повторовНекоторые игроки могут счесть элементы управления повторами в CS:GO немного устаревшими, хотя они по-прежнему популярны среди многих других. Это неудивительно, так как меню повторов позволяет игрокам анализировать свою игру, пересматривать старые матчи и создавать из них лучшие видео. Если вам интересно, как включить и использовать меню повторов CS: GO, мы вас поддержим. В этом руководстве объясняется, как отображать и использовать меню повторов в CS:GO. Мы также поделимся консольными командами меню повторов и инструкциями по записи видео лучших моментов матча. Как отобразить меню повтора CSGOЧтобы использовать элементы управления повтором, сначала необходимо включить средство просмотра демоверсии CS:GO через командную консоль. Вот как включить консоль:
После включения командной консоли выполните следующие действия, чтобы включить меню воспроизведения:
Как пользоваться меню повторов CSGOИнтерфейс меню повторов CS:GO относительно прост, но некоторая помощь в начале никогда не бывает лишней. Следуйте приведенным ниже инструкциям, чтобы управлять воспроизведением матча CS:GO:
Кроме того, вы можете управлять воспроизведением с помощью командной консоли. Вот как это сделать:
Совет: вы можете привязать каждую команду к определенной клавише, чтобы ускорить управление. FAQВ этом разделе вы найдете ответы на дополнительные вопросы, связанные с управлением просмотрщиком демо CS:GO. Как привязать элементы управления просмотра демо к клавишам?Вводить новую команду каждый раз, когда вы хотите приостановить или перемотать воспроизведение матча, неудобно. Привязка ключа к каждой из этих команд очень полезна и экономит время. Для этого выполните следующие действия: 1. Запустите CS:GO и откройте средство просмотра демо. 2. Нажмите клавишу тильды (~), чтобы открыть окно ввода команды. 3. Введите». Как создать выделение видео матча в средстве просмотра демоверсий CSGO? Одно из лучших применений демо-просмотра — создание видео лучших моментов ваших матчей. Конечно, с видимым меню воспроизведения видео будет выглядеть не так круто. Кроме того, он может скрывать важные моменты в матче. Чтобы удалить пользовательский интерфейс, выполните следующие действия: 1. Откройте командную консоль, нажав клавишу тильды (~). 2. Введите «cl_draw_only_deathnotices 1». После этого вы увидите только индикацию смерти в правом верхнем углу. 3. Чтобы снова включить меню воспроизведения, введите «cl_draw_only_deathnotices 0» в поле команды. Во время записи видео можно использовать те же элементы управления, что и во время просмотра матча; например, изменить скорость воспроизведения или приостановить его. Кроме того, вы можете добавить собственные команды, открыв демо-редактор. 1. Откройте демонстрационное меню и нажмите «Редактировать», расположенное в левом нижнем углу окна. 2. Нажмите «Создать» слева и дайте имя новой команде. 3. Выберите нужный тип команды и установите необходимые значения. 4. Нажмите «ОК», чтобы добавить команду. Вот типы команд GUI для выхода из Demo Editor: 1. 2. 3. 4. 5. 6. 7. Что делает демо более плавным?Кнопка «Сглаживание» находится рядом с кнопкой «Редактировать» в меню воспроизведения демо. Эта кнопка включает Demo Smoother, самый сложный инструмент в средстве просмотра демо. Это позволяет пользователям переопределять вид камеры в файлах совпадений. Вот краткая инструкция по использованию Demo Smoother: 1. Запустите игру и включите программу просмотра демо. 2. Нажмите «Сглаживание», расположенное в левом нижнем углу окна меню воспроизведения. 3. Приостановите воспроизведение и нажмите кнопку «Обновить», расположенную справа, чтобы загрузить данные текущего просмотра. 4. Нажмите «Показать все», чтобы просмотреть весь путь камеры в видео. 5. Введите значения в поля «Start Tick» и «End Tick», чтобы выбрать часть пути камеры для работы. Нажмите «Выбрать» для подтверждения. 6. Вы увидите выбранный путь, выделенный желтым цветом. Нажмите «Показать оригинал», чтобы просмотреть путь камеры в выбранный момент времени. Марк 2 обзор: Обзор Toyota Mark IIОбзор Toyota Mark II VIII (X100) | Toyota Mark ll — Большой тест-драйв (б/у) / Big Test Drive (Videoversion)Описание видео Тойота Марк 2 8 поколениеПодкаст «Большой тест-драйв» — https://itun.es/ru/UdTgS.c Сайт: http://btdrive.ru/ | Twitter: http://twitter.com/bigtestdrive | G+: http://google.com/+stillavinpro | Instagram: http://instagram.com/bigtestdrive | Facebook: http://facebook.com/stillavinpro | Vkontakte: http://vk.com/stillavinpro | LJ: http://btdrive.lj.ru Заряженный и опущенный Mark ll от Toyota в очередном выпуске б/у-версии «Большого тест-драйва». Сергей Стиллавин не успевал восторгаться машиной, а Рустам Вахидов несколько раз пожалел что находится в автомобиле, которым управляет Стиллавин. За что Вахидов поцеловал Toyota Mark ll и какая история связана с «марковником» у Стиллавина? Еще похожие обзоры для Toyota Mark II VIII (X100)JDM-легенда за 300 тысяч.
1994 Toyota Mark II (X90). Обзор (интерьер, экстерьер, двигатель).
Тест-драйв Toyota MARK II 110 кузов (Тойота марк 2)
Toyota Марк 2 «Самурай». 2.0, 135 л/с. 1G-FE Честный Тест-Драйв
Камри которая валит!)
Toyota RAV4 2016.
Крут, без вопросов. Toyota Land Cruiser 200 оффроад, дрифт и тест драйв Ленд Крузер 200 2016 Дизель
Бородатая Езда. Toyota Land Cruiser 200
Еще обзоры в кузове Седан E классInfiniti Q70 — тест-драйв InfoCar.ua (Инфинити Кью70)
Volvo S90 — тест-драйв InfoCar.ua (Вольво С90)
Настоящий Мерседес, несмотря на двигатель.
Тест драйв Cadillac CTS 2016 2.0 Turbo — НЕ КОНКУРЕНТ НЕМЦАМ
NEW CADILLAC CTS 2015-2016 — Большой тест-драйв
Jaguar XF 2016. «2 лошадиные силы».
Тест-драйв Mercedes E200 2014
Тест-драйв Lexus GS460
Об автомобиле Toyota Mark II VIII (X100) (Тойота Марк 2 8 поколение) Автомобильная фирма из Японии представляет Вашему вниманию компанию «Тойота», которая входит в состав финансовой промышленной группы. Уже в 1936 году в производство был запущен первый автомобиль для пассажиров, под названием Model A1. И в это же время производится одна из первых экспортных поставок, на север в Китай отправились четыре грузовые машины Model G1. После окончания второй мировой войны, а точнее, в 1947 году фирма «Тойота» ставит на создание модели Toyota Model. Спустя некоторое время происходит выпуск модели Camry. Япония в 1999 году выпускает по счету сто миллионный автомобиль «Тойота». Спустя год происходит значительный успех, компания «Тойота» выставляет на рынки модели Prius, и продажи этой модели достигают до пятидесяти тысяч по всему миру. Запускается более новое поколение RAV4. В США в 2001 году продается пяти миллионная Camry. А в 2002 году заводская команда компании «Тойота» позволила себе принять участие в чемпионате мира по автомобильным гонкам Formula 1. Здесь Вы можете посмотреть обзор и тест-драйв «Toyota Mark ll — Большой тест-драйв (б/у) / Big Test Drive (Videoversion) — Тойота Марк 2», который выложен на Youtube. Canon EOS 5D Mark II. Обзор от читателя Радоживы.Обзор фотоаппарата Canon EOS 5D Mark II специально для Радоживы подготовил Роман Курбатов. Canon EOS 5D Mark II Довольно странно, что сайт Radojuva до сих пор обходится без обзора этой камеры, самое время исправить этот досадный недостаток. Итак, Canon EOS 5D Mark II. Легендарная камера по мнению одних (ох уж этот эзотерический ЦВЕТ), безнадежно устаревшая по мнению других. “Двойка” появилась 12 лет назад – целую вечность по меркам современных технологий. И, появившись, в каком-то смысле произвела революцию. Еще раньше не менее легендарная “единичка” (она же 5D Classic) ворвалась на рынок относительно доступного полного кадра, показав, что это прерогатива не только профессиональных студийных и репортажных камер. (В последствии линейка 5D все дорожала и усложнялась, пока ту же самую нишу – доступного FullFrame не занял уже 6D). А “двойка” уже задала тренд для полупрофессиональных решений, вместе со своими потомками став основным инструментом фотографов-“бомбил” – свадебщиков и корреспондентов, снимающих обычные сюжеты, не связанные со спортом, войной и стихийными бедствиями и не требующие топовых 1D. “Мыльницы” позволяли снимать короткие видеоролики и до того, а в зеркалках захват (не съемка) видео стала возможной при помощи внешних устройств благодаря режиму LiveView, но полноценная запись видео, да еще и в FullHD-формате, впервые появившаяся в 5D Mark II, очень приглянулась многим. Как тем же свадебщикам, которые могли заработать дополнительных денег, работая еще и операторами, так и киностудиям, получившим вполне приличную камеру за смешные, по меркам киноиндустрии, деньги. 5D Mark II использовался при съемке некоторых сцен для таких блокбастеров как “Капитан Америка” и “Железный человек 2”, отдельных эпизодов сериалов “Доктор Хаус” и “24”, а малобюджетный дебютный фильм “В поисках Сонни” впервые был снят целиком на эту камеру. Ограничение на длину ролика в 12 минут не является особой проблемой для кино, так как редко какой дубль длится больше этого времени. Такое признание у видеографов может сослужить плохую службу желающим купить б/у камеру сейчас, так как камера с минимальным “пробегом” в виде количества срабатываний затвора может обладать “убитой” любителями съемок видео матрицей. В принципе, линейка 5D продолжает использоваться в мире кинематографа до сих пор, если не для съемки видео, то для т.н. timelapse сцен – последовательности отдельных кадров, снятых с большими временными интервалами или в движении или stop-motion – с “облетом” застывшей сцены. В последнем случае используется большое количество камер, расставленных полукругом и снимающих сцену с разных ракурсов с небольшим отличием. Последовательное включение кадров, которые были сняты одновременно, создает иллюзию застывшей картинки. Нечто подобное делают и при съемке миниатюр. И если для сериала Мандалорец мы знаем только лишь то, что для съемки миниатюры космического корабля, использованного в фильме, задействовали лишь одну из камер линейки 5D (возможно и Mark II). Коротко о характеристиках камеры. Полнокадровый сенсор, честные 36 х 24 мм (у первой “пятерки” до полного кадра недоставало долей миллиметра, 35,8 х 23,9). 21.1 мегапиксель – при вполне приличном разрешении довольно жирный пиксель. Диапазон ISO – 100-6400 (первая пятерка имела 1600, чего явно мало по сегодняшним меркам), расширяется программно до 50-25600. 3200 и 6400 сложно назвать “рабочими”, но при определенной постобработке они вполне приемлемы. Дисплей несколько больше, чем у предшественника и по отзывам гораздо лучше. Возможно, мне не очень повезло с экземпляром, потому что дисплей моей камеры несколько холодит цвета. Так как я снимаю исключительно в RAW, это не имеет значения – всегда можно подправить цветовую температуру при постообработке, но для оценки цветов сцены на экран ориентироваться не стоит. Хотя сам цвет (точнее, цветовую температуру и оттенок – tint) поправлять приходится крайне редко, в основном, в художественных целях – датчик практически не ошибается. В отличие от предшественника, камера использует аккумулятор LP-E6, стандартный для всей полупрофессиональной линейки – с ним работают все двухциферные камеры, начиная с 60D, линейки 6D, 7D, а также новые беззеркалки EOS R. В свое время этот фактор стал для меня определяющим при выборе между 5D Classic и 5D II. Еще одним важным отличием является пылевлагозащита. Она не так хороша, как у последующих камер серии, но она есть, что делает двапятак вполне приличным вариантом походной полнокадровой камеры. Модуль автофокуса, похоже, не претерпел изменений в сравнении с предшественником. Это все тот же фазовый девятиточечный автофокус с 6 дополнительными (невыбираемыми точками). Я бы не назвал его проблемным, скорее неудобным в использовании и сильно проигрывающим современным профессиональным и полупрофессиональным моделям (в особенности роскошному модулю 7D Mark II, покрывающему практически весь кадр). Хотя для любителей съемки на мануальные объективы этот критерий вряд ли будет определяющим. Слот для карт памяти всего один, используются карты стремительно устаревающего формата CompactFlash. Здесь имеется важный нюанс. Моя камера зависла при попытке снять видео с карточкой SanDisk и позже на форумах мне попалась информация о несовместимости 5D Mark II с контроллерами карточек этого производителя именно при съемке видео. Фотографии снимаются без ограничений. Со второй картой – Transcend – подобного не произошло. Если собираетесь приобрести себе “двойку”, а к ней и карту памяти, этот момент стоит учесть. Опцией конкретно этой модели камеры является батарейный блок BG-E6, дублирующий все элементы управления, только уже для вертикальной ориентации. Он делает камеру похожей на репортажных монстров из линейки 1D и добавляет фотографу солидности в глазах окружающих, а кроме того позволяет удвоить емкость аккумуляторов или использовать вместо них пальчиковые батарейки формата AA (в количестве шесть штук). Для работы в студии может оказаться нелишним экзотический модуль WFT-E4 II, внешне похожий на батарейный блок, но помимо дополнительного аккумулятора и дублирующих кнопок дающий еще и возможность подключаться к камере по Wi-Fi и Ethernet. Учитывая тот факт, что экран всей линейки 5D не является поворотным, можно обратить внимание и на Canon Angle Finder – оптическое приспособление, вставляющееся в глазок видоискателя и позволяющее снимать, например, макро с уровня земли, смотря в окуляр сверху и увеличивая изображение для лучшей фокусировки. Сильно упростится с ним и работа со штатива. В целом, по совокупности характеристик можно сказать, что 5D Mark II обладает всем необходимым для того, чтобы стать первой полнокадровой камерой и даже сейчас представляет собой определенную ценность. Конкретно мой экземпляр, судя по всему, эксплуатировался довольно жестко. Спустя две недели после покупки занедорого б/у экземпляра, я обнаружил, что разъем USB (кстати, mini-USB, в форме трапеции, а не более новый плоский micro-USB) перестал работать. Я решил отнести камеру в сервис вместе со свежекупленным батарейным блоком с заедающим колесиком прокрутки и там после вскрытия обнаружилось, что камера, скорее всего, тонула. Часть платы была покрыта ржавчиной, а разъем USB паяли. Ничего не мешает использовать камеру и в бюджетной студии для постановочных статичных фото, а с каким-нибудь 17-40/4L камера вполне может стать основным инструментом пейзажного фотографа за очень скромные деньги. Для тех, чей бюджет ограничен, а хочется попробовать технику премиального класса, стоит посмотреть в сторону старых “элек” – 20-35/2.8L, 80-200/2.8L и даже обычных зумов. Недавно Аркадий размещал вызвавшую много откликов заметку о необходимом и достаточном для решения большинства фотозадач количестве объективов. Если не брать во внимание спорт и репортажи с места событий, где на первый план выходят скорость серийной съемки, цепкость и удобство использования автофокуса, а также работа на крайне высоких ISO, то 5D Mark II можно считать той самой минимальной полнокадровой камерой, достаточной для любых применений: от любительской астрофотографии до подводной съемки.
Обзор Canon EOS M50 Mark II Вердикт мира цифровых камер Хотя мы ни в коем случае не рекомендуем переходить на Canon EOS M50 Mark II, если вы являетесь владельцем оригинальной камеры, если вы впервые переходите к системе, в ней есть много вещей, которые вам могут понравиться. Он невероятно компактен и функционален, снимает отличные фотографии и видео в формате 1080p, что делает его идеальным для путешествий, повседневных изображений и видеоблогов, а также для создания контента, особенно для потоковой передачи и вертикальной съемки. Минусы
Револьверный станок с чпу: Токарно-револьверные станки с ЧПУ — купить в Москве, цена1В340Ф30 Станок токарно-револьверный с ЧПУ. Паспорт, схемы, характеристики, описаниеСведения о производителе токарно-револьверного станка модели 1В340Ф30Изготовитель токарно-револьверного станка модели 1В340Ф30 — Бердичевский станкостроительный завод «Комсомолец», г. Бердичев, Житомирской область, Украина. В 1929-1931 гг. на базе предприятия был основан трансмиссионный завод. В 1932 г. заводу присваивается имя «Комсомолец». В этот период завод освоил выпуск трубопроводно-запорной арматуры и запасных частей. С 1980 года завод осваивает выпуск новой гаммы токарно-револьверных станков, в состав которой входят автоматизированные станки модели 1Г340П, станки с цикловым программным управлением модели 1Г340ПЦ, станки с числовым программным управлением модели 1В340Ф30 и роботизированные комплексы на их базе. В 1984 году на заводе начинается выпуск многоцелевых токарно-револьверных станков модели 1П420ПФ40, которые кроме токарной обработки выполняют сверлильно-фрезерную доработку детали за одну установку в патроне. Станки, выпускаемые Бердичевским станкостроительным заводом
1В340Ф30 Станок токарно-револьверный повышенной точности с ЧПУ.
Станок токарно-револьверный 1В340Ф30 с вертикальной инструментальной головкой на крестовом суппорте предназначен для токарной обработки деталей с прямолинейным, ступенчатым и криволинейным профилем из прутка в автоматическом цикле и из штучных заготовок — в полуавтоматическом цикле в условиях серийного и мелкосерийного производств; на нем можно производить обточку, расточку, проточку канавок, подрезку торцов, сверление, зенкерование, развертывание, нарезку резьб плашками и метчиками, а также резцом по программе. Принцип работы и особенности конструкции станкаВосьмипозицнонная револьверная головка на крестовом суппорте в сочетании с однокоординатным поперечным гидрофицированным суппортом обеспечивает высокие технологические возможности станка, фиксируется с помощью зубчатых полумуфт и управляется гидравликой. Продольное и поперечное перемещения осуществляются высокомоментными двигателями постоянного тока через шариковые винтовые пары. Токарно-револьверный станок 1В340Ф30 оснащен оперативной системой управления типа «Электроника НЦ-31». Станок 1В340Ф30 изготавливается в двух исполнениях:
Зажим и подача прутков, а также зажим штучных заготовок осуществляются гидравлическим механизмом зажима и подачи прутка. В станке 1В340Ф30 реализована возможность быстрой переналадки с пруткового исполнения для обработки прутковых материалов и в патроне для обработки штучных заготовок, что значительно расширяет его технические возможности. Зажим и подача прутков, а также зажим штучных заготовок производятся гидравлическим механизмом зажима и подачи прутка. Наибольшее допускаемое колебание диаметра прутка ±1 мм, штучных заготовок ±3 мм. Станок обеспечивает точность обработки изделий по 8 квалитету с шероховатостью поверхностей Ra 2,5 мкм.
Станок предназначен для работы в условиях серийного и мелкосерийного производства. Корректированный уровень звуковой мощности LpA не должен превышать 96 дБА. Разработчик — Бердичевский станкостроительный завод «Комсомолец». 1В340Ф30 Габарит рабочего пространства станкаГабаритные размеры рабочего пространства станка 1в340ф30 1В340Ф30 Посадочные и присоединительные базы станка. ШпиндельПосадочные и присоединительные базы станка 1в340ф30 1В340Ф30 Посадочные и присоединительные базы станка. Инстументальная револьверная головкаПосадочные и присоединительные базы станка 1в340ф30 1В340Ф30 Фото токарного станка с ЧПУФото токарного револьверного станка 1в340ф30 1В340Ф30 Фото револьверной головки токарного станка с ЧПУФото токарного револьверного станка 1в340ф30 1В340Ф30 Пульт управления токарного станка с ЧПУПульт управления револьверного станка 1в340ф30 Пульт управления револьверного станка 1в340ф30. Управление станком может производиться с пульта и от устройства числового программного управления. Наличие напряжения на пульте станка (рис. 10.13) подтверждается свечением сигнальной лампы 14. Включение гидропривода осуществляется нажатием кнопки 5. Перед началом работы переключатель 20 режима работы станка ставится в требуемое положение: наладочный, полуавтоматический и автоматический режимы. В положении «наладочный режим» станок управляется с помощью кнопок и переключателей, расположенных на пультах станка. Например, переключателем 2 можно выбрать позицию револьверной головки, а нажатием кнопки 1 осуществить ее поворот; переключателем 18 установить требуемое направление вращения шпинделя, а кнопкой 17 осуществить пуск или кнопкой 15 — останов шпинделя. На пульте станка имеется кнопка 23 — аварийный стоп, при нажатии которой выключаются все системы станка. 1В340Ф30 Схема кинематическая токарного станка с ЧПУКинематическая схема токарного револьверного станка 1в340ф30 Кинематическая схема токарного револьверного станка 1в340ф30. Главное движение (вращение шпинделя) осуществляется от двухскоростного электродвигателя M1 мощностью 15 кВт с числом оборотов 4500 через ременную передачу на входной вал со шкивом D2 коробки скоростей 1. Коробка скоростей имеет четыре вала с зубчатыми колесами, которые попарно находятся в зацеплении, и электромагнитные муфты. Электромагнитные муфты включаются попарно, что обеспечивает ступенчатое изменение частоты вращения выходного вала коробки скоростей. Выходной вал коробки скоростей связан плоскозубчатой передачей со шкивом D1, который передает вращение на шпиндель станка 2. Ступенчатое изменение частоты вращения шпинделя 2 может производиться на холостом ходу и под нагрузкой. Торможение шпинделя осуществляется включением электромагнитных муфт коробки скоростей. Контроль за частотой вращения шпинделя при резьбонарезании осуществляется датчиком обратной связки К1. Движение подач — продольные и поперечные перемещения револьверного суппорта осуществляются электродвигателями постоянного тока с регулируемым числом оборотов от 0 до 1500 об/мин посредством пар винт — гайка качения с ходом винтов, соответственно, 10 и 5 мм. В продольном направлении он перемещается винтовой передачей с гайкой качения 7, которая получает вращение через ременную передачу от электродвигателя М2 с регулируемой частотой вращения. Контроль за частотой вращения винтовой пары качения осуществляется датчиком обратной связи КЗ; этим контролируется величина подачи револьверного суппорта. Поперечное перемещение револьверной головки 5 на револьверном суппорте 6 осуществляется винтовой передачей с гайкой качения 9, которая получает вращение от электродвигателя МЗ с регулируемой частотой вращения. При этом перемещение револьверной головки контролируется датчиком обратной связи К4. Поворот револьверной головки осуществляется гидродвигателем М4 через червячную передачу 4; контроль положения револьверной головки — датчиком обратной связи К2, который связан с ее осью вращения зубчатой передачей. Быстрые хода (в 8 м/мин) и рабочие подачи (5..600 мм/мин) отрезного суппорта осуществляются при помощи гидравлики. Гидроцилиндром 3 осуществляются подвод и рабочая подача отрезного суппорта, гидроцилиндром 5 — фиксация револьверной головки в рабочем положении. 1В340Ф30 Установочный чертеж токарного станкаУстановочный чертеж токарного револьверного станка 1в340ф30 Читайте также: Производители токарных станков в России Читайте также: Поколения систем ЧПУ. Термины и понятия систем ЧПУ 1В340Ф30 Станок токарно-револьверный с числовым программным управлением (ЧПУ). Видеоролик.Технические характеристики станка 1В340Ф30
Список литературы:Связанные ссылки. Дополнительная информация Револьверный станок: устройство и основные узлыГлавная / ЧПУ станок / Токарный станок / Револьверный станок: устройство и основные узлы
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 Точно так же этот метод является самым чистым методом 3D-печати с очень небольшим количеством беспорядка или отходов.
Точно так же этот метод является самым чистым методом 3D-печати с очень небольшим количеством беспорядка или отходов.
 Однако картриджи легко устанавливать и снимать, вставляя и вынимая их из отсека под резервуаром для смолы. Их покупка стоит довольно дорого, но ProJet 1200 достаточно экономичен со смолой, и с одного картриджа можно получить до двадцати моделей.
Однако картриджи легко устанавливать и снимать, вставляя и вынимая их из отсека под резервуаром для смолы. Их покупка стоит довольно дорого, но ProJet 1200 достаточно экономичен со смолой, и с одного картриджа можно получить до двадцати моделей.
 После входа в систему мы получили ссылку для скачивания программного обеспечения Geomagic Print, а также доступ к справочным руководствам и т. п. Для загрузки Geomagic Print также требуется еще один шаг входа в систему, который казался несколько излишним, и еще один обруч, который нужно пройти, прежде чем мы сможем получить полный доступ к принтеру.
После входа в систему мы получили ссылку для скачивания программного обеспечения Geomagic Print, а также доступ к справочным руководствам и т. п. Для загрузки Geomagic Print также требуется еще один шаг входа в систему, который казался несколько излишним, и еще один обруч, который нужно пройти, прежде чем мы сможем получить полный доступ к принтеру.


 12 BYN
12 BYN 64 BYN
64 BYN 45 BYN
45 BYN 89 BYN
89 BYN 54 BYN
54 BYN 56 BYN
56 BYN 85 BYN
85 BYN 78 BYN
78 BYN 72 BYN
72 BYN 85 BYN
85 BYN 84 BYN
84 BYN 78 BYN
78 BYN 35 BYN
35 BYN 7 BYN
7 BYN 37 BYN
37 BYN 99 BYN
99 BYN
 03344.120 от 12.07.2017 г
03344.120 от 12.07.2017 г
 Лоулор, Сьюзен М. Ринг, Йоав Бен-Шломо, Марджо-Ритта Джарвелин, Улла Совио, Аманда Дж. Беннетт, Дэвид Мельцер, Луиджи Ферруччи, Рут Дж. Ф. Лоос, Инес Баррозу, Николас Дж. Уэрхэм, Фредрик Карп, Кэтрин Р. Оуэн, Лон Р. Кардон, Марк Уокер, Грэм А. Хитман, Колин Н. А. Палмер, Алекс С. Ф. Дони, Эндрю Д. Моррис, Джордж Дэйви Смит, Эндрю Т. Хаттерсли, Марк Я Маккарти
Лоулор, Сьюзен М. Ринг, Йоав Бен-Шломо, Марджо-Ритта Джарвелин, Улла Совио, Аманда Дж. Беннетт, Дэвид Мельцер, Луиджи Ферруччи, Рут Дж. Ф. Лоос, Инес Баррозу, Николас Дж. Уэрхэм, Фредрик Карп, Кэтрин Р. Оуэн, Лон Р. Кардон, Марк Уокер, Грэм А. Хитман, Колин Н. А. Палмер, Алекс С. Ф. Дони, Эндрю Д. Моррис, Джордж Дэйви Смит, Эндрю Т. Хаттерсли, Марк Я Маккарти 1126/наука.1141634
1126/наука.1141634 Гроувс, Бриджит Найт, Энн-Мари Пэтч, Эндрю Р. Несс, Шах Эбрахим, Дебби А. Лоулор, Сьюзен М. Ринг, Йоав Бен-Шломо, Марджо-Ритта Джарвелин, Улла Совио, Аманда Дж. Беннетт, Дэвид Мельцер, Луиджи Ферруччи, Рут Дж. Ф. Лоос, Инес Баррозу, Николас Дж. Уэрхэм, Фредрик Карп, Кэтрин Р. Оуэн, Лон Р. Кардон, Марк Уокер, Грэм А. Хитман, Колин Н. А. Палмер, Алекс С. Ф. Дони, Эндрю Д. Моррис, Джордж Дэйви Смит, Эндрю Т. Хаттерсли, Марк Я Маккарти
Гроувс, Бриджит Найт, Энн-Мари Пэтч, Эндрю Р. Несс, Шах Эбрахим, Дебби А. Лоулор, Сьюзен М. Ринг, Йоав Бен-Шломо, Марджо-Ритта Джарвелин, Улла Совио, Аманда Дж. Беннетт, Дэвид Мельцер, Луиджи Ферруччи, Рут Дж. Ф. Лоос, Инес Баррозу, Николас Дж. Уэрхэм, Фредрик Карп, Кэтрин Р. Оуэн, Лон Р. Кардон, Марк Уокер, Грэм А. Хитман, Колин Н. А. Палмер, Алекс С. Ф. Дони, Эндрю Д. Моррис, Джордж Дэйви Смит, Эндрю Т. Хаттерсли, Марк Я Маккарти 1126/наука.1141634
1126/наука.1141634 1
1 2
2 , Блейкмор А.И., Эллиот П., Мейре Д., Балкау Б. , Ярвелин М.Р., Фрогуэль П.
, Блейкмор А.И., Эллиот П., Мейре Д., Балкау Б. , Ярвелин М.Р., Фрогуэль П.



 Чтобы мотать демку в КС ГО достаточно увеличить скорость, переключаться между раундами или перетянуть ползунок шкалы прогресса.
Чтобы мотать демку в КС ГО достаточно увеличить скорость, переключаться между раундами или перетянуть ползунок шкалы прогресса. 
 Demo — это запись игры. Найти и посмотреть демо, вы пожжете в формате Dem. Это будет не сложно. Такой файл, находится при помощи команд и расскажу я о них, немного ниже. При просмотре демки, мы можем смотреть игру, со стороны каждого игрока и даже противника, а вот если мы смотрим запись POV, то мы можем смотреть только то, что происходит на экране игрока.
Demo — это запись игры. Найти и посмотреть демо, вы пожжете в формате Dem. Это будет не сложно. Такой файл, находится при помощи команд и расскажу я о них, немного ниже. При просмотре демки, мы можем смотреть игру, со стороны каждого игрока и даже противника, а вот если мы смотрим запись POV, то мы можем смотреть только то, что происходит на экране игрока. Также, есть множество иных программ, которые могут в сотни раз больше, и вы можете их поискать в интернете.
Также, есть множество иных программ, которые могут в сотни раз больше, и вы можете их поискать в интернете. Заходим и берём свою запись.
Заходим и берём свою запись.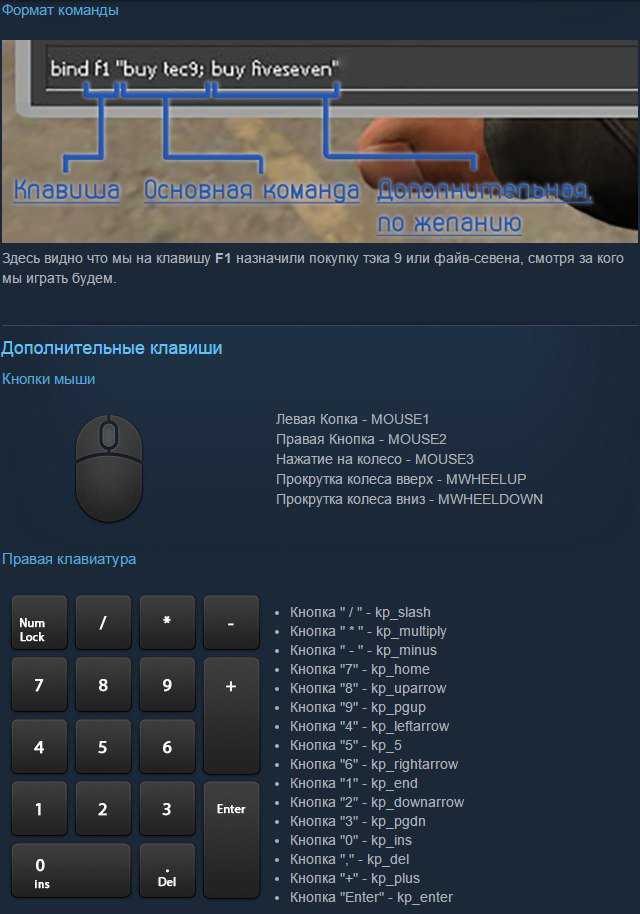 Тем не менее, с правильными командами и элементами управления его можно использовать, и это руководство научит вас, как работают элементы управления воспроизведением CSGO и как их использовать.
Тем не менее, с правильными командами и элементами управления его можно использовать, и это руководство научит вас, как работают элементы управления воспроизведением CSGO и как их использовать. 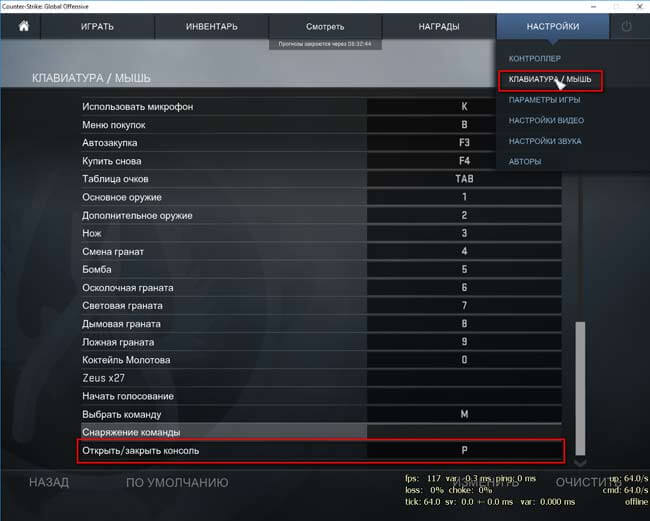 Левый перезапускает его, а правый завершает. Обычные стрелки по бокам от внешних стрелок будут перематывать демонстрацию назад/вперед на один тик (практически ничего). Центральная кнопка либо приостановит демонстрацию, либо возобновит ее.
Левый перезапускает его, а правый завершает. Обычные стрелки по бокам от внешних стрелок будут перематывать демонстрацию назад/вперед на один тик (практически ничего). Центральная кнопка либо приостановит демонстрацию, либо возобновит ее.
 Если она у вас не включена, сделайте следующее:
Если она у вас не включена, сделайте следующее:  10 ускоряет работу в 10 раз, а 0.1 — в 10 раз медленнее.
10 ускоряет работу в 10 раз, а 0.1 — в 10 раз медленнее.


 Читайте дальше, чтобы освоить программу просмотра демоверсий CS:GO.
Читайте дальше, чтобы освоить программу просмотра демоверсий CS:GO.
 Вы можете замедлить или ускорить воспроизведение.
Вы можете замедлить или ускорить воспроизведение.
 900
900 Чтобы начать запись, нажмите клавишу тильды (~) и введите «record [имя файла совпадения]» в поле ввода команды. Имя файла не должно содержать никаких специальных символов и пробелов. Чтобы остановить запись, снова откройте командную консоль и введите «stop [имя файла соответствия]».
Чтобы начать запись, нажмите клавишу тильды (~) и введите «record [имя файла совпадения]» в поле ввода команды. Имя файла не должно содержать никаких специальных символов и пробелов. Чтобы остановить запись, снова откройте командную консоль и введите «stop [имя файла соответствия]». Пробное видео в 360 градусов.
Пробное видео в 360 градусов. Отзыв владельца и тест драйв Mercedes E Сlass W212
Отзыв владельца и тест драйв Mercedes E Сlass W212 Она является одной из крупнейших автомобильных организаций в мире. Компания имеет различный ассортимент, который выпускается под разными названиями, в это число входит марка Дайхацу. Так же она имеет и штаб-квартиру, которая расположена в городе Тоета. Данная автомобильная компания «Тойота» создана в 1935 году, в виде отделения предприятия Toyoda Automatic, которое было занято созданием текстильных станков. Главой завода был Kiichiro Toyoda, являющийся старшим сыном директора компании Sakichi Toyoda — принял путь по созданию грузовых и легковых автомобилей по американской схеме. Стоило только немного подправить его фамилию, как она стала торговой маркой компании.
Она является одной из крупнейших автомобильных организаций в мире. Компания имеет различный ассортимент, который выпускается под разными названиями, в это число входит марка Дайхацу. Так же она имеет и штаб-квартиру, которая расположена в городе Тоета. Данная автомобильная компания «Тойота» создана в 1935 году, в виде отделения предприятия Toyoda Automatic, которое было занято созданием текстильных станков. Главой завода был Kiichiro Toyoda, являющийся старшим сыном директора компании Sakichi Toyoda — принял путь по созданию грузовых и легковых автомобилей по американской схеме. Стоило только немного подправить его фамилию, как она стала торговой маркой компании. А в 50-е годы фирма начала проводить собственные разработки конструкций, за счет этого расширился ассортимент в модельном ряде и совсем скоро появляется на свет Land Cruiser (внедорожник). В 1952 году гибнет создатель компании Kiichiro Toyoda. Впервые в 1957 году машины японского производства Toyota Crown экспортируются в США. Где, в свою очередь, компания «Тойота» принимается к своей деятельности. Япония в 1962 году выпускает за свою историю миллионный по счету автомобиль «Тойота».
А в 50-е годы фирма начала проводить собственные разработки конструкций, за счет этого расширился ассортимент в модельном ряде и совсем скоро появляется на свет Land Cruiser (внедорожник). В 1952 году гибнет создатель компании Kiichiro Toyoda. Впервые в 1957 году машины японского производства Toyota Crown экспортируются в США. Где, в свою очередь, компания «Тойота» принимается к своей деятельности. Япония в 1962 году выпускает за свою историю миллионный по счету автомобиль «Тойота». На сегодняшний день фирма «Тойота» является одним из крупнейших и главных производителей автомобилей.
На сегодняшний день фирма «Тойота» является одним из крупнейших и главных производителей автомобилей.
 Но главное, Mark II замахнулся на святое – на видеосъемку.
Но главное, Mark II замахнулся на святое – на видеосъемку. Кстати, по этой же причине я не рискую использовать свою “двойку” как веб-камеру. Да, качество изображения очень высокое, но камера при этом ощутимо нагревается и время жизни матрицы определенно сокращается. 5D Mark II не поддерживается недавно выпущенной EOS WebCam Utility напрямую, но благодаря наличию LiveView ее можно использовать для этих целей в Linux благодаря сторонним утилитам.
Кстати, по этой же причине я не рискую использовать свою “двойку” как веб-камеру. Да, качество изображения очень высокое, но камера при этом ощутимо нагревается и время жизни матрицы определенно сокращается. 5D Mark II не поддерживается недавно выпущенной EOS WebCam Utility напрямую, но благодаря наличию LiveView ее можно использовать для этих целей в Linux благодаря сторонним утилитам. 12 лет на службе Голливуда – камеру определенно рано списывать со счетов.
12 лет на службе Голливуда – камеру определенно рано списывать со счетов.


 Камеру привели в чувство и несмотря на подобное обращение в прошлом она продолжает работать без нареканий уже второй год. Старый Юпитер, Мир или Гелиос, а также любой древний объектив Canon EF типа 20/2.8, 24/2.8 (non IS), 28/1.8, 35/2 (non IS), 50/1.4, 85/1.8, 135/2.8SF, блинчик 40/2.8 или любой из многочисленных tilt-shift объективов, в общем, все то, что было рассчитано еще на плёнку благодаря большому пикселю будет на двапятаке очень уместным.
Камеру привели в чувство и несмотря на подобное обращение в прошлом она продолжает работать без нареканий уже второй год. Старый Юпитер, Мир или Гелиос, а также любой древний объектив Canon EF типа 20/2.8, 24/2.8 (non IS), 28/1.8, 35/2 (non IS), 50/1.4, 85/1.8, 135/2.8SF, блинчик 40/2.8 или любой из многочисленных tilt-shift объективов, в общем, все то, что было рассчитано еще на плёнку благодаря большому пикселю будет на двапятаке очень уместным. Это тот своеобразный водораздел “зеркалок”, где жизнь камеры прервет, скорее, физическая деградация, чем моральное устаревание, а покупка новой камеры потребует задаться вопросом о целесообразности вложений, особенно для любительских целей. Да, камеры следующих поколений привносили достаточно новшеств, значительно повышающих удобство работы с ними – мощный автофокус, информативный видоискатель с уровнями, более высокие рабочие ISO, но вряд ли каждая из этих новых возможностей или их совокупность позволит фотографу (а их отсутствие – помешает) снять достойный кадр.
Это тот своеобразный водораздел “зеркалок”, где жизнь камеры прервет, скорее, физическая деградация, чем моральное устаревание, а покупка новой камеры потребует задаться вопросом о целесообразности вложений, особенно для любительских целей. Да, камеры следующих поколений привносили достаточно новшеств, значительно повышающих удобство работы с ними – мощный автофокус, информативный видоискатель с уровнями, более высокие рабочие ISO, но вряд ли каждая из этих новых возможностей или их совокупность позволит фотографу (а их отсутствие – помешает) снять достойный кадр. Если вам нужно записывать 4K, то эта камера не для вас, но как доступная камера для съемки (почти) чего угодно, это наиболее рекомендуемая камера Canon EOS M.
Если вам нужно записывать 4K, то эта камера не для вас, но как доступная камера для съемки (почти) чего угодно, это наиболее рекомендуемая камера Canon EOS M. То же оборудование, та же эргономика, тот же сенсор, почти все то же самое. Это правильный шаг вперед по сравнению с базовой моделью Canon EOS M200 (откроется в новой вкладке), но так было и с оригиналом.
То же оборудование, та же эргономика, тот же сенсор, почти все то же самое. Это правильный шаг вперед по сравнению с базовой моделью Canon EOS M200 (откроется в новой вкладке), но так было и с оригиналом. обнаружение только в 4K) с 3975 положениями фокусировки
обнаружение только в 4K) с 3975 положениями фокусировки  Это означает, что вы получаете тот же 24,1-мегапиксельный датчик изображения APS-C с чувствительностью ISO 100–25 600 и максимальной скоростью серийной съемки 10 кадров в секунду.
Это означает, что вы получаете тот же 24,1-мегапиксельный датчик изображения APS-C с чувствительностью ISO 100–25 600 и максимальной скоростью серийной съемки 10 кадров в секунду. То, что здесь отличается от оригинала, полностью основано на программном обеспечении, и именно здесь кроются потенциальные большие различия.
То, что здесь отличается от оригинала, полностью основано на программном обеспечении, и именно здесь кроются потенциальные большие различия. Назначение, область применения
Назначение, область применения
 Основные преимущества станка:
Основные преимущества станка:
 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе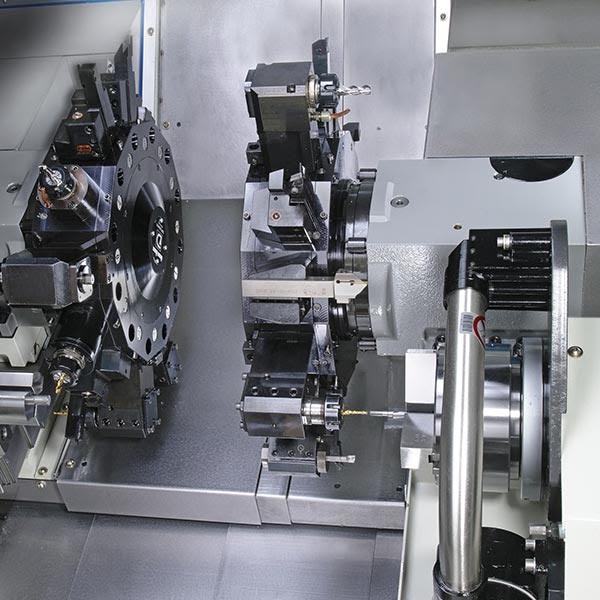 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе

 ..2000
..2000 .600
.600 Руководство по эксплуатации 1В340Ф30.00.000 РЭ, 1987
Руководство по эксплуатации 1В340Ф30.00.000 РЭ, 1987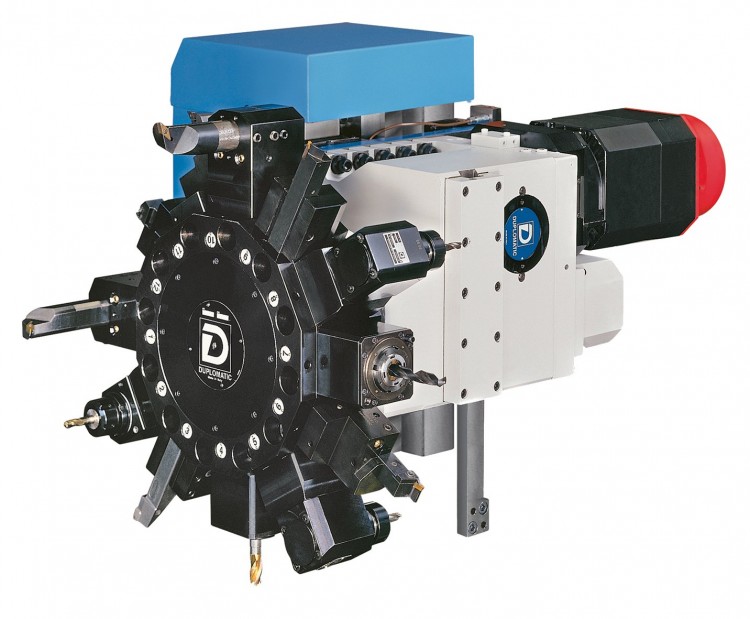 Н. Обработка на токарно-револьверных станках, 1989
Н. Обработка на токарно-револьверных станках, 1989 Иногда поперечная подача осуществляется медленным вращением револьверной головки или перемещением салазок с револьверной головкой в поперечном направлении. Вспомогательными движениями в револьверных станках являются: 1) повороты (индексирование) револьверной головки для последовательного ввода в работу инструментов; 2) подача и зажим материала; 3) быстрый подвод и отвод револьверного, поперечного суппортов и др.
Иногда поперечная подача осуществляется медленным вращением револьверной головки или перемещением салазок с револьверной головкой в поперечном направлении. Вспомогательными движениями в револьверных станках являются: 1) повороты (индексирование) револьверной головки для последовательного ввода в работу инструментов; 2) подача и зажим материала; 3) быстрый подвод и отвод револьверного, поперечного суппортов и др.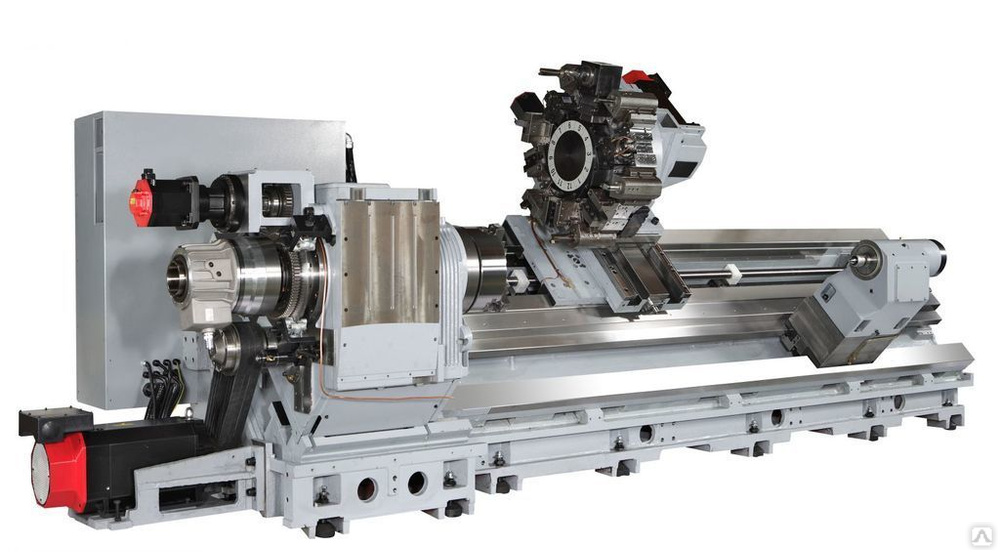 Продольные салазки имеют установочное перемещение вдоль направляющих станины.
Продольные салазки имеют установочное перемещение вдоль направляющих станины. В тяжелых револьверных станках, где машинное время, как правило, велико, система управления обеспечивает предварительный выбор скорости шпинделя и величины подачи необходимых для очередного перехода во время работы станка на предыдущем переходе. После механического или ручного поворота револьверной головки, одним движением рукоятки производится включение заранее выбранного режима резания (преселективное управление). В большинстве современных моделей это достигается с помощью встроенных в коробку скоростей, соответственно — в коробку подач фрикционных или зубчатых муфт, управляемых гидроцилиндрами. В некоторых моделях гидроцилиндры непосредственно перемещают скользящие блоки зубчатых колес.
В тяжелых револьверных станках, где машинное время, как правило, велико, система управления обеспечивает предварительный выбор скорости шпинделя и величины подачи необходимых для очередного перехода во время работы станка на предыдущем переходе. После механического или ручного поворота револьверной головки, одним движением рукоятки производится включение заранее выбранного режима резания (преселективное управление). В большинстве современных моделей это достигается с помощью встроенных в коробку скоростей, соответственно — в коробку подач фрикционных или зубчатых муфт, управляемых гидроцилиндрами. В некоторых моделях гидроцилиндры непосредственно перемещают скользящие блоки зубчатых колес.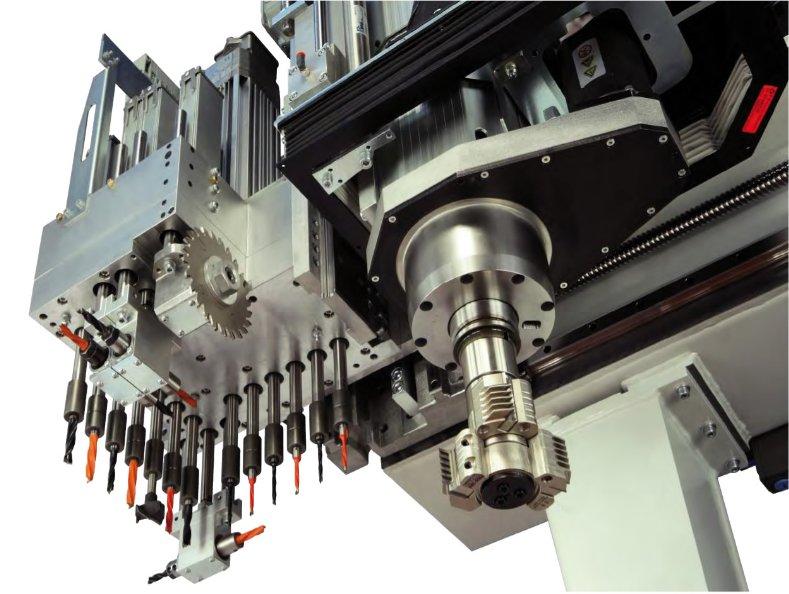 Это обеспечивается встроенными в коробку скоростей и коробку подач электромагнитными фрикционными муфтами, включение которых производится специальным командоаппаратом, связанным с револьверной головкой.
Это обеспечивается встроенными в коробку скоростей и коробку подач электромагнитными фрикционными муфтами, включение которых производится специальным командоаппаратом, связанным с револьверной головкой. Станина токарного станка малых и средних размеров монтируется на литом основании, у тяжелых револьверных станков — на двух опорах (тумбах).
Станина токарного станка малых и средних размеров монтируется на литом основании, у тяжелых револьверных станков — на двух опорах (тумбах).
 Таким образом валы коробки подач получают медленный поворот, что облегчает переключение скользящих блоков шестерен на ходу.
Таким образом валы коробки подач получают медленный поворот, что облегчает переключение скользящих блоков шестерен на ходу. Механизм быстрого перемещения. В станках малых и средних размеров от отдельного двигателя получает движение только быстрый отвода продольного суппорта.
Механизм быстрого перемещения. В станках малых и средних размеров от отдельного двигателя получает движение только быстрый отвода продольного суппорта. Однако суппорт консольного типа токарно револьверного станка обладает меньшей жесткостью и позволяет вести обработку меньшим количеством резцов.
Однако суппорт консольного типа токарно револьверного станка обладает меньшей жесткостью и позволяет вести обработку меньшим количеством резцов. Конический фиксатор 11 западает в одно из шести отверстий в торце головки.
Конический фиксатор 11 западает в одно из шести отверстий в торце головки. В конце прохода ползуном заданного пути один из упорных винтов 5 нажимает на упорный штифт 7, расположенный в салазках 1. Штифт валиком 8 действует на механизм выключения рабочего хода, расположенный в фартуке револьверного суппорта. Этот механизм посредством кулачковой муфты разрывает цепь механической подачи, и ползун 2 останавливается в заданном положении. Точность автоматического выключения 0,1 ÷ 0,2 мм.
В конце прохода ползуном заданного пути один из упорных винтов 5 нажимает на упорный штифт 7, расположенный в салазках 1. Штифт валиком 8 действует на механизм выключения рабочего хода, расположенный в фартуке револьверного суппорта. Этот механизм посредством кулачковой муфты разрывает цепь механической подачи, и ползун 2 останавливается в заданном положении. Точность автоматического выключения 0,1 ÷ 0,2 мм.
 Валик 6, закрепленный в барабане своим буртом, поворачивает расположенный в каретке суппорта рычаг 5, который, перемещая валик 6, действует на механизм выключения рабочего хода, находящийся в фартуке револьверного суппорта. В результате цепь механической подачи разрывается, и продольный суппорт останавливается в нужном положении.
Валик 6, закрепленный в барабане своим буртом, поворачивает расположенный в каретке суппорта рычаг 5, который, перемещая валик 6, действует на механизм выключения рабочего хода, находящийся в фартуке револьверного суппорта. В результате цепь механической подачи разрывается, и продольный суппорт останавливается в нужном положении. Управление механизмом фиксации осуществляется вручную рукояткой 15.
Управление механизмом фиксации осуществляется вручную рукояткой 15. Небольшие станки снабжены механизмом (рис. 14), закрепляемым на левом торце станины.
Небольшие станки снабжены механизмом (рис. 14), закрепляемым на левом торце станины. При перемещении трубы 6 влево цанга затягивается в коническое отверстие шпинделя, и под действием упругой деформации цанги пруток зажимается.
При перемещении трубы 6 влево цанга затягивается в коническое отверстие шпинделя, и под действием упругой деформации цанги пруток зажимается.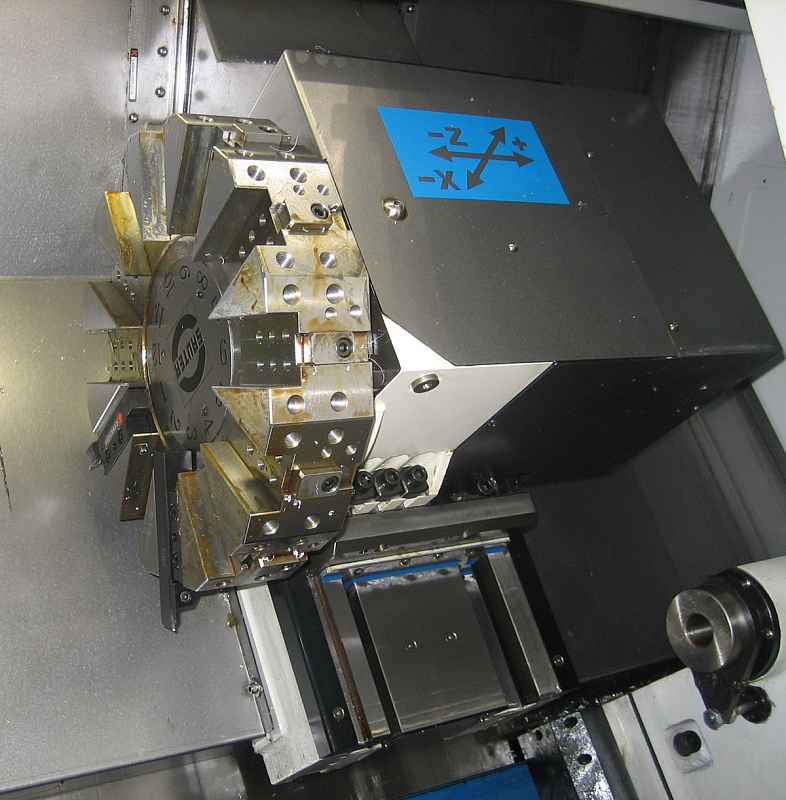 Винт 16 служит для установки величины хода подающей цанги.
Винт 16 служит для установки величины хода подающей цанги. При работе механизма вначале происходит захват прутка двумя рычагами, работающими от двух гидроцилиндров, затем гидроцилиндр подачи производит подачу прутка.
При работе механизма вначале происходит захват прутка двумя рычагами, работающими от двух гидроцилиндров, затем гидроцилиндр подачи производит подачу прутка.
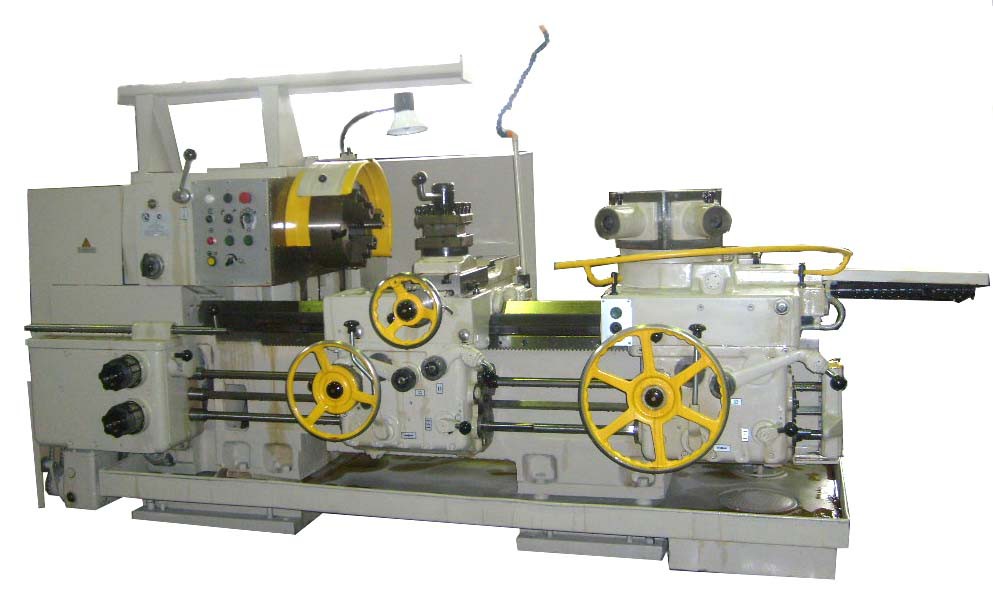 Он идеально подходит для массового производства металла и эффективно создает материал для всех ваших проектов, в том числе:
Он идеально подходит для массового производства металла и эффективно создает материал для всех ваших проектов, в том числе: Это идеально подходит для любого прототипа, обеспечивая максимальную гибкость проекта. Украсьте свои проекты в точном соответствии с вашими требованиями с нашей помощью.
Это идеально подходит для любого прототипа, обеспечивая максимальную гибкость проекта. Украсьте свои проекты в точном соответствии с вашими требованиями с нашей помощью.
 Мы хотим, чтобы вы добились успеха, поэтому мы посвятили нашу компанию тому, чтобы помогать другим создавать проекты их мечты. Предприятия полагаются на нас за нашу тщательную работу и отличное обслуживание клиентов на протяжении десятилетий, и теперь вы тоже можете это сделать.
Мы хотим, чтобы вы добились успеха, поэтому мы посвятили нашу компанию тому, чтобы помогать другим создавать проекты их мечты. Предприятия полагаются на нас за нашу тщательную работу и отличное обслуживание клиентов на протяжении десятилетий, и теперь вы тоже можете это сделать.
Наименование | Наладка металлорежущих станков на изготовление тест-детали после капитального ремонта механических узлов | Код | B/02.4 | Уровень (подуровень) квалификации | 4 |
Происхождение трудовой функции | Оригинал | X | Заимствовано из оригинала | ||
Код оригинала | Регистрационный номер профессионального стандарта |
Трудовые действия | Пробная эксплуатация металлорежущих станков на холостом ходу на всех скоростях и подачах после капитального ремонта |
Проверка станков на шум | |
Проверка станков на нагрев | |
Проверка станков после капитального ремонта на геометрическую точность и жесткость | |
Установка заготовок и оснастки на станки, необходимые для обработки тест-детали после капитального ремонта станков | |
Установка режимов резания, необходимых для обработки тест-детали | |
Ввод программы обработки в системы ЧПУ станков | |
Изготовление пробных деталей | |
Оценка соответствия качества обработки тест-деталей требуемому и принятие решения о качестве ремонта | |
Выявление нарушений нормальной работы станков | |
Регулировка опор шпинделя | |
Регулировка натяга в направляющих качения | |
Регулировка подшипников качения | |
Регулировка натяжения ременных передач | |
Регулировка работы муфт и тормозов | |
Регулировка ограничителей, переключателей, упоров | |
Регулировка зазоров в передаче винт — гайка | |
Необходимые умения | Читать чертежи |
Контролировать точность изготовления, шероховатость обработанной поверхности, точность формы | |
Эксплуатировать металлорежущие станки различных типов | |
Использовать измерительные инструменты (индикаторные головки, микрометры, нутромеры) для оценки качества тест-деталей | |
Регулировать натяг в подшипниках | |
Регулировать зазор между гайками и винтами в винтовых передачах | |
Регулировать зазор между каретками и направляющими | |
Вводить управляющую программу в системы ЧПУ станков | |
Необходимые знания | Система допусков и посадок |
Параметры шероховатости | |
Основные команды языка программирования оборудования с ЧПУ | |
Правила использования измерительных инструментов | |
Принцип работы, технические характеристики, конструктивные особенности металлорежущих станков и их узлов | |
Основные характеристики и требования к качеству тест-деталей | |
Методические, нормативные материалы по выполнению наладки металлорежущих станков | |
Требования охраны труда при выполнении наладки и эксплуатации металлорежущих станков | |
Другие характеристики | — |
История развития металлорежущего оборудования
Сегодня невозможно представить жизнь без металлообрабатывающих станков. Будь то автомобиль или обычный винт, все это невозможно было бы создать не имея станков. Никто точно не знает кто первый создал металлообрабатывающие станки. Известно, что первое упоминание о токарных металлорежущих станках было где-то в первой половине 18 века, но так как массовых заказов на изделия еще не было, эти станки не получили распространения. Историю развития металлообрабатывающих станков можно разделить на несколько этапов:
1. Начало эры металлорежущих станков.
В 1718 году русский учёный и механик Андрей Константинович Нартов был отправлен Петром I в страны Европы, для изучения токарного дела. Проанализировав и изучив методы обработки металлов, Нартов решает усовершенствовать станки, используемые в его мастерской и создает первый в мире токарно-винторезный станок (Рисунок 1) в мире, который имел механизированный суппорт и набор сменных зубчатых колёс [1].
Рисунок 1 — Токарно-винторезный станок Нартова.
Однако судьба этого изобретения (как и многих русских изобретений) была весьма печальна. Оно было забыто после смерти ученого и в 1800 году было вновь изобретено Генри Модсли (Рисунок 2) [2].
Рисунок 2 — Токарно-винторезный станок Модсли.
Чуть позже, изобретателем Эли Уитни был создан первый в мире фрезерный станок (Рисунок 3), благодаря которому ему удалось выполнить заказ правительства США на производство 15000 ружей за рекордное время (2 года) [3].
Рисунок 3 — Фрезерный станок Уитни.
Благодаря этим изобретениям появилась возможность создавать более сложные механизмы, паровые машины (в том числе и первые паровозы).
2. Появление массового производства.
Благодаря паровым машинам к середине 19 века группы токарных и фрезерных станков приводились в движение паровой тягой (Рисунок 4), что положило начало крупносерийному производству [4].
Рисунок 4 – Цех с фрезерным оборудованием.
Первое время промышленность удовлетворяла лишь военные нужды (огнестрельное оружие, артиллерия, паровые двигатели для боевых кораблей и т.д.). Однако к концу 19 го века и к началу 20 века активно развивается автомобилестроение и повсеместно проводится электрификация. Для того чтобы сделать автомобиль массовым и доступным все детали и узлы стали изготавливать на поточных линиях с металлообрабатывающими станками, что позволило в свое время Генри Форду выпустить 15 миллионов автомобилей марки «Ford T» [5].
После первой мировой войны в сфере обрабатывающей промышленности начался новый виток в развитии. Предприятия начинают массово применять револьверные станки (Рисунок 5).
Рисунок 5 – Токарно-револьверный станок.
На таких станках изготавливали детали с заранее настроенным инструментом, что позволило сэкономить время на смене инструмента. Что дало предпосылку для создания первых станков с числовым программным управлением (ЧПУ).
Что дало предпосылку для создания первых станков с числовым программным управлением (ЧПУ).
3. Эра автоматизации производства. Станки с ЧПУ.
В 50-х годах 20 века производительность универсальных станков уперлась в практический потолок. Перед человечеством встал вопрос об автоматизации производства. Помимо этого, стали появляться такие сложные агрегаты как реактивный двигатель, активно развивается самолетостроение, в котором используются детали сложной аэродинамической формы. Чтобы решить эти задачи, в США впервые появляется фрезерный станок с ЧПУ (Рисунок 6), созданный компанией Bendix Corp [6].
Рисунок 6 – Станок Bendix Corp.
Внедрение этих станков проходило весьма негладко. Предприниматели с недоверием относились к новой технике. Все управляющие программы вводились в станок и хранились с помощью с перфолент (Рисунок 7).
Рисунок 7 – Перфолента.
Первые станки ЧПУ были несовместимы друг с другом и перенос программы с одного станка на другой был весьма проблематичен. Для решения этой проблемы компанией Electronic Industries Alliance в начале 1960-х разрабатывается универсальный язык программирования G-code [7]. После 1965 года из-за быстрого износа устаревшего инструмента, были разработаны новые материалы для режущего инструмента, что увеличило время его эксплуатации.
В СССР станки с ЧПУ массовое распространение получили в 1980-х годах с разработкой блоков управления «Электроника НЦ-31» (для токарных станков) (Рисунок 8) и 2Р22 (для фрезерных станков).
Рисунок 8 – 16к20ф3с32 со стойкой «Электроника НЦ-31»
В 1990-х в связи с бурным развитием электроники и массовому внедрению сменных многогранных режущих пластин, станки получают новое развитие. Современный станок не имеет зубчатой коробки скоростей. Всем управляет электроника (Рисунок 9).
Рисунок 9 – Современный фрезерный станок DMC 1150 V.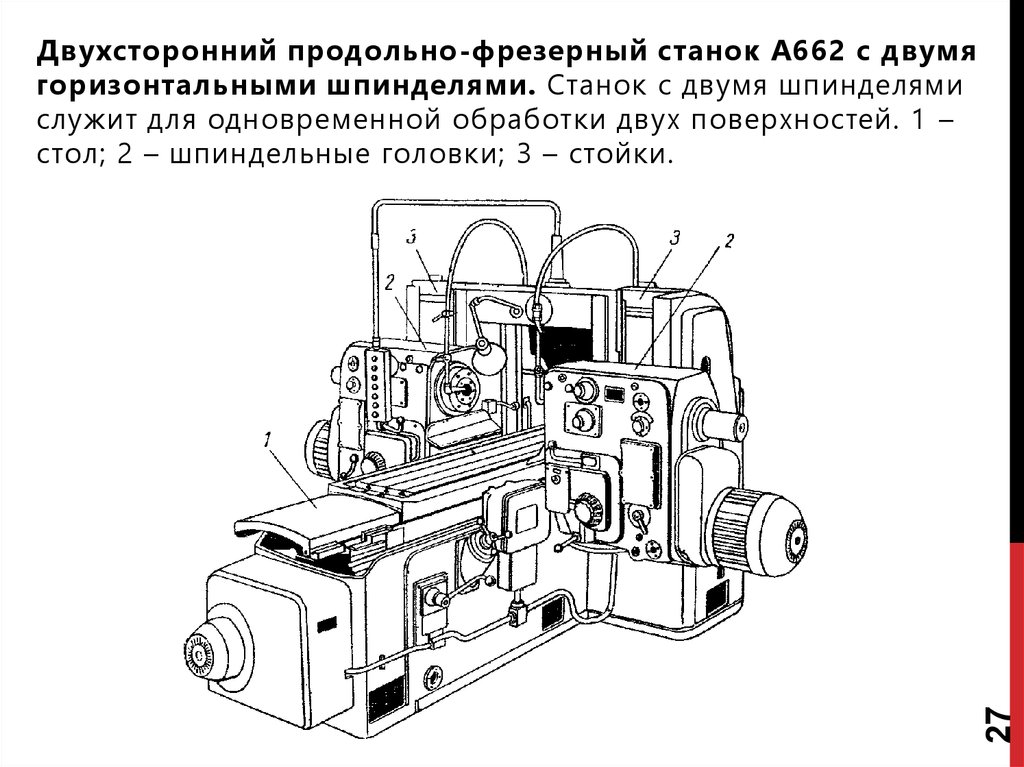
В данный момент времени процесс развития металлорежущего оборудования не останавливается и продолжает развиваться в направлении автоматизации, все больше заменяя универсальные станки и ручной труд.
Список используемых источников:
1. Интернет ресурс – «https://ru.wikipedia.org/wiki/Нартов,_Андрей_
Константинович».
2. Интернет ресурс – «https://stimul.online/articles/science-and-technology/stanok-dlya-promyshlennoy-revolyutsii/».
3. Интернет ресурс – «https://ru.wikipedia.org/wiki/Уитни,_Эли».
4. Интернет ресурс – «https://autohis.ru/par18.php».
5. Интернет ресурс – «https://www.sports.ru/tribuna/blogs/f1v3ttel/2544718.html».
6. Интернет ресурс – «https://en.wikipedia.org/wiki/Bendix_Corporation».
7. Интернет ресурс – «https://ru.wikipedia.org/wiki/G-code».
Каталог металлорежущего инструмента на онлайн-выставке Enex: https://enex. market/catalog/Raskhodnye_materialy/metallorezhushchiy_instrument/.
market/catalog/Raskhodnye_materialy/metallorezhushchiy_instrument/.
Код ТН ВЭД 84564000 — Машины, инструменты, рабочие
Станки для обработки любого материала путем удаления материала, работающие в плазменно-дуговых процессах.
Дополнения и исключения:
Глава 84
45 Торговые ограничения
Позиция 8456
26 Торговые ограничения
Субпозиция 845640
12 Торговые ограничения
Номер таможенного тарифа 84564000:
2017-01-01
ЭРГА ОМНЕС (1011)
Пошлина третьей страны
Положение 1821/16
3,500 %
2017-04-03
Иран, Исламская Республика (ИР)
Импортный контроль
Положение 0267/12
Cond: Y сертификат: Y-949 (29):; Сертификат Y: C-067 (29):; Д (09):
2017-04-03
ЭРГА ОМНЕС (1011)
Импортный контроль
Положение 0267/12
Cond: Y сертификат: Y-949 (29):; Сертификат Y: C-067 (29):; Сертификат Y: Y-069 (29):; Д (09):
2017-09-01
Северная Корея (Корейская Народно-Демократическая Республика) (КП)
Контроль импорта ограниченных товаров и технологий
Положение 1509/17
Cond: Y сертификат: Y-920 (29):; Д (09):
20. 09.2017
09.2017
Северная Корея (Корейская Народно-Демократическая Республика) (КП)
Импортный контроль
Положение 1509/17
Cond: Y сертификат: Y-963 (29):; Д (09):
2017-09-21
Канада (Калифорния)
Тарифная преференция
Решение 0037/17
0,000 %
2017-09-21
Соглашение между ЕС и Канадой: реимпорт товаров (1006)
Тарифная преференция
Решение 0037/17
0,000 %
2020-02-01
Япония (Япония)
Тарифная преференция
Решение 1907/18
0,000 %
2017-09-01
Северная Корея (Корейская Народно-Демократическая Республика) (КП)
Экспортный контроль за ограниченными товарами и технологиями
Положение 1509/17
Cond: Y сертификат: Y-920 (29):; Сертификат Y: C-052 (29):; Д (09):
20. 09.2017
09.2017
Северная Корея (Корейская Народно-Демократическая Республика) (КП)
Ограничение на вывоз
Положение 1509/17
Cond: Y сертификат: Y-963 (29):; Д (09):
2022-05-16
Российская Федерация (RU)
Экспортный контроль
Положение 0328/22
Условие: Y сертификат: X-990 (29):; Сертификат Y: X-991 (29):; Сертификат Y: Y-987 (29):; Сертификат Y: Y-995 (29):; Д (09):
2022-05-16
Беларусь (BY)
Экспортный контроль
Постановление 0355/22
Cond: Y сертификат: Y-801 (29):; Сертификат Y: Y-802 (29):; Сертификат Y: X-803 (29):; Сертификат Y: X-804 (29):; Y (09):
Изменения в пользу 84564000
2016:
84569080
➜
2017:
84564000
Код НАИКС 333515 — Режущий инструмент и станки.
 ..
..
Код NAICS 333515 Описание
Эта отрасль США включает предприятия, в основном занимающиеся производством принадлежностей и приспособлений для металлорежущих и металлообрабатывающих станков.
Подробнее
Код NAICS 333515 — Производство режущего инструмента и принадлежностей к станкам — это код конечного уровня сектора «Производство».
В США подтверждена активность 301 компании в этой отрасли, в которых занято 26 559 человек.люди.
Промышленный сектор
Производство
Всего компаний
455
Проверенные компании
301
Расчетное время Работа
26 559
Годовой фонд заработной платы
$1 513 531 000
Общий доход
5 186 446 000 долларов США
Стандартный размер SBA
Максимум 500 сотрудников
Использование данных для:
- Прямая рассылка
- Электронная почта
- Звонок
- Исследования
Включает бесплатный образец и отраслевой отчет
сообщить об этом объявлении
Иерархическая навигация для кода NAICS 333515
Отраслевые примеры NAICS 333515
Общие типы примеров в коде NAICS 333515 — Производство режущего инструмента и принадлежностей к станкам:
- Производство угловых колец (т.
 е. принадлежности станка)
е. принадлежности станка) - Производство оправок (т. е. принадлежности станка)
- Биты и ножи для металлообрабатывающих токарных, строгальных и строгальных станков
- Долота, сверла, металлообработка, производство
- Заготовки, режущий инструмент, производство
- Производство протяжек (т. е. принадлежности станка)
- Кулачков (т. е. принадлежности станка) производство
- Чеканки (т. е. станка принадлежности) производство
- Производство патронов (т. е. принадлежностей станков)
- Производство зажимов (т. е. принадлежностей станков)
- Производство хомутов (т. е. принадлежностей станков)
- Цанги (т. е. принадлежности станков) производство
- Зенковки (т. е. принадлежности станков), металлообработка, производство
- Зенковки (т. е. принадлежности станков) производство
- Фрезы, фрезерование металлов, производство
- Штампы производство метчиков (т. е. принадлежностей для станков)
- Сверла для металлообработки, производство
- Производство напильников (т. е. принадлежностей для станков)
- Производство червячных фрез (т. е. металлических зуборезных инструментов)
- Производство хонинговальных головок (т. е. принадлежностей станков)
- Производство устройств подачи бункера (т. е. принадлежностей станков)
- Делительно-поворотных столов (т. е. принадлежностей станков) производство
- Пластины, режущий инструмент, производство
- Ножи и насадки для металлообрабатывающих токарных и строгальных станков, производство
- Производство булавок (например, калибровочных, измерительных)
- Ножи для станков, резка металла, производство
- Производство приспособлений и принадлежностей к станкам
- Производство приспособлений и принадлежностей к станкам
- Производство оправок (т. е. принадлежностей к станкам)
- Измерительные приспособления (например, синусоидальные стержни) для производства станков
- Толкатели (т. е. станки производство принадлежностей
- Производство разверток (т. е. принадлежностей станков)
- Производство синусоидальных стержней (т. е. принадлежностей станков)
- Производство метчиков и плашек (т. е. принадлежностей станков)
- Резьбонарезные штампы (т. е. принадлежность станка) производство
- Державки (т. е. принадлежность станка) производство
- Инструменты и принадлежности для производства станков
- Инструменты и принадлежности для производства станков
- Копир и конусообразный станок производство приспособлений для инструментов
 е. принадлежности станка)
е. принадлежности станка) е. принадлежностей для станков)
е. принадлежностей для станков) е. принадлежностей станков)
е. принадлежностей станков)Промышленное изображение
Пример фотографии для промышленности NAICS 333515 — Производство режущего инструмента и принадлежностей к станкам. Это изображение представляет деятельность или продукт, найденный в этой отрасли.
сообщите об этом объявлении
Перекрестные ссылки
Для некоторых видов бизнеса может существовать отрасль, аналогичная коду NAICS 333515 — Производство режущих инструментов и принадлежностей к станкам, которая лучше соответствует классификации.
Предприятия, в основном занимающиеся производством пильных полотен и ручных пил или принадлежностей и принадлежностей для режущих и формовочных станков (кроме металлорежущих и формовочных машин), классифицируются в US Industry 332216, производство пильных полотен и ручного инструмента.
сообщите об этом объявлении
Компании
SICCODE.com собирает исчерпывающие бизнес-данные и контактные данные руководителей для предприятий в рамках кода NAICS 333515 — Производство режущего инструмента и принадлежностей к станкам. Некоторые из ведущих и наиболее известных компаний перечислены ниже. Чтобы заказать список компаний в рамках кода NAICS 333515 — Производство режущих инструментов и принадлежностей к станкам для маркетинга (почтовая рассылка, телемаркетинг, электронная почта) или аналитики, нажмите на ссылку ниже, чтобы
«Купить бизнес-лист». Наши аналитики данных готовы помочь в настройке вашего списка и целевом маркетинге.
сообщите об этом объявлении
Руководители отрасли
Хотите отправить электронное письмо руководителям NAICS Code 333515 — Производство режущего инструмента и принадлежностей к станкам? Ниже приведены некоторые из распространенных названий должностей, на которые можно ориентироваться.
- Развитие бизнеса
- Председатель
- C-уровень
- Директор
- Машиностроение
- Исполнительный директор
- Объекты
- Финансы
- Отдел кадров
- ИТ
- Менеджер
- Маркетинг
- Производство
- Операции
- Владелец
- Партнер
- Президент
- Директор
- Закупки
- Продажи
- Вице-президент
Для таргетинга на конкретные должности предоставьте подробные сведения в форме запроса списка предприятий.
Исполнительный список адресов электронной почты
США Импорт, экспорт и торговый баланс
Импорт (долл. США)
2 869 371 995 долл. США
Экспорт (долл. США)
1 277 526 461 долл. США
Торговый баланс (долл. США)
-$1,591,845,534
Лучшие страны по импорту США
| Германия | $564 164 626 |
| Китай | $542 016 287 |
| Япония | 363 538 877 долларов |
| Израиль | 284 819 822 $ |
| Швеция | 222 037 667 долларов |
Лучшие страны по экспорту США
| Канада | $317 115 607 |
| Мексика | 285 348 900 долларов США |
| Германия | 142 322 171 $ |
| Китай | $88 340 362 |
| Нидерланды | $68 779 509 |
Страны с наибольшим профицитом торгового баланса
| Канада | 241 822 340 долларов |
| Мексика | 229 914 479 долларов |
| Нидерланды | $53 129 565 |
| Сингапур | $30 299 288 |
| Индонезия | 13 353 445 долларов |
Страны с самым высоким торговым дефицитом
| Китай | -$453 675 925 |
| Германия | -$421 842 455 |
| Япония | -$317 356 018 |
| Израиль | -$263 390 840 |
| Швеция | -$218 623 050 |
Общая стоимость импорта в США для кода NAICS 333515 составляет 2 869 371 995 долларов США.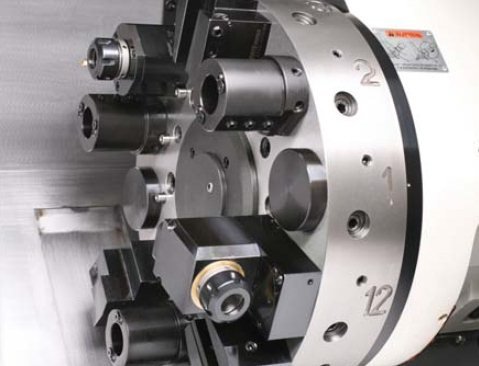 В 2018 году на Германию, Китай и Японию приходилось больше всего импорта режущих инструментов и принадлежностей для станков.
В 2018 году на Германию, Китай и Японию приходилось больше всего импорта режущих инструментов и принадлежностей для станков.
Общий объем экспорта США для этой отрасли составляет 1 277 526 461 доллар США. В 2018 году на Канаду, Мексику и Германию приходилось больше всего экспорта режущих инструментов и принадлежностей для станков9.0003
Вопросы и ответы
Каков стандарт размера SBA для NAICS 333515?
Предприятия с численностью сотрудников до 500 человек считаются SBA малыми предприятиями.
Сколько активных предприятий действует в коде NAICS 333515?
Существует 301 проверенный бизнес-центр, работающий в основном в этой отрасли.
Каков был общий доход для кода NAICS 333515?
В 2017 году общий доход подразделения «Производство режущих инструментов и принадлежностей к станкам» составил 5 186 446 000 долларов США
Какой была годовая заработная плата для кода NAICS 333515?
В 2017 году годовой фонд заработной платы по производству режущего инструмента и принадлежностей к станкам составил 1 513 531 000 долларов США
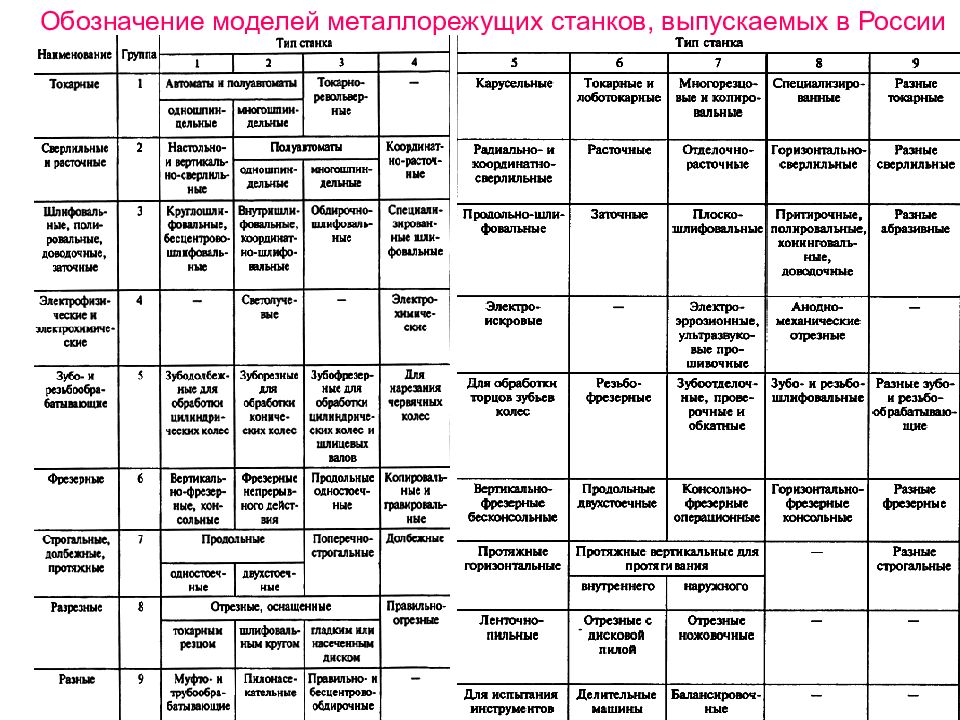

Сварочный аппарат саи 190 зубр: Сварочный аппарат инверторный, 190 А, ЗУБР купить в Тамбове цена отзывы характеристики|Зубр68
Сварочный аппарат инверторный, 190 А, ЗУБР (СА-190) (id 73438116)
Характеристики и описание
Основные
Производитель
Зубр
Вес
4.8 кг
Или пишите в Whatsapp
ЗУБР 190 А, MMA, сварочный аппарат, инверторный СА-190
Сварочный инвертор ЗУБР СА-190, предназначен для ручной электродуговой сварки постоянным током покрытым электродом (ММА). Сварочный инвертор по технологии IGBT: плавная регулировка сварочного тока в широком диапазоне; малое потребление электроэнергии, высокий КПД; простота работы и высокое качество сварного шва; сварка различных металлов; меньшее количество силовых. Система защиты от перегрузки и перегрева. Встроенные функции: функция «Горячий старт», функция «Форсаж дуги»; функция «Антиприлипание электрода». Качественные компоненты позволяют работать дольше, проще и качественнее. Сварка постоянным током обеспечивает лучшее качество сварочного шва по сравнению со сваркой переменным током. Устойчивая работа при колебаниях сетевого напряжения до 160 В. Защита от пыли. Принудительное охлаждение гарантируют увеличенную производительность.
Комплектация:
Габариты и вес в упаковке:
- Длина: 33 см
- Ширина: 21 см
- Высота: 19 см
- Вес в упаковке: 5.7 кг
Был online: Сегодня
Продавец Zubr-shop.kz
95% положительных отзывов
8 лет на Satu.kz
1000+ заказов
- Каталог продавца
- Отзывы
119
- Сайт продавца
Код: СА-190
В наличии
40+ купили
42 358 Тг.
Алматы ∙
Продавец Zubr-shop.kz
Доставка
Оплата и гарантии
Популярные производители в категории Инверторы сварочные
Ресанта
Сварог
ALTECO
Magnetta
Aurora
EUROLUX
DENZEL
Bestweld
У нас покупают
Сверла, буры
Малярно-штукатурный инструмент
Отрезные, зачистные, шлифовальные, пильные круги
Садовый инвентарь и освещение
Оборудование для полива
Инструмент для скашивания травы
Фитинги и краны для поливочных систем
Оборудование для плазменной сварки и резки
Шлифовальные шкурки, ленты
Фитинги для труб
Малярные кисти
Малярно-штукатурные валики
Комплектующие для освещения и электрики
Отверточные биты
Молотки, кувалды, киянки
Дрели, шуруповерты
Кровельные материалы
Шлифовальные машины
Технические щетки, корщетки
ТОП теги
Сварочный полуавтомат
Сварочный аппарат
Плазморез
Инвертор 12 220
Электроды по нержавейке
Умывальник для дачи
Сварочные маски хамелеон
Насколько вам
удобно на satu?
Видео обзоры ЗУБР СА-220 на CMP24
 org/BreadcrumbList»>
org/BreadcrumbList»>Производитель: ЗУБР
- Модель: СА-220
- Тип товара: Сварочный инвертор
- ID:5410880
Где купитьКупить в кредит
{{message}}
{{message}}
Рейтинг:
(5/5)
Отзывы (1) Оставить отзыв
Описание Видео обзоры (3) Характеристики (59) Сравнить цены (10) Яндекс. Маркет Отзывы (1)
Маркет Отзывы (1)
Видео Обзоры (5)
Инвертор сварочный MMA ЗУБР СА-160, СА-190, СА-220, СА-250
Инвертор сварочный MMA ЗУБР СА-160К, СА-190К, СА-220К, СА-250К
Сварочный инверторный аппарат Зубр ЗАС М3 220 МАСТЕР Обзор Отзывы Купить Цена Красноярск
Сварочный инвертор ЗУБР ЗАС-165 и Ресанта САИ-220 отзыв мастера
Обзор Красной машины СА-190 от Зубра
Сравнить цены (10)
Последняя известная цена от 192 р. до 403 р. в 10 магазинах
В данный момент у нас нет информации о наличии данного товара в магазинах.
Вы можете поискать его на других площадках:
| Магазин | Цена | Наличие |
|---|---|---|
AliExpress | AliExpress – один из крупнейших мировых маркетплейсов, | |
Яндекс. Маркет
Маркет
Купить в кредит (0)
| Компания | Предложение |
|---|
Описание
Мощный сварочный аппарат предназначен для ручной электродуговой сварки с применением плавких электродов (ММА). Электронные компоненты и микропроцессорное управление сварочным током обеспечивают малые вес и габариты.
Характеристики (59)
| Параметр | Значение |
|---|---|
| Вес нетто | 5.100 |
| Макс. диаметр электрода | 5 мм |
| Макс. сварочный ток | 220 А |
| Мин. диаметр электрода | 1.6 |
| Мощность | 6,7 |
| Напряжение | 220 |
| Напряжение холостого хода | 70 |
| Тип сварки | MMA (дуговая, электродом) |
| Три фазы | нет |
| Тип сварочного аппарата | инверторный |
| Мин. входное напряжение | 160 В |
| Плазменная резка | нет |
| Степень защиты от пыли и влаги | IP 21S |
Режим работы ПН % на макс. токе токе | 70 |
| Коды товара производителя | СА-220 |
| Для алюминия | нет |
| Упакован в | коробке |
| Мощность (Вт) | 8400 Вт |
| Вес брутто | 1.7 кг |
| Высота коробки | 23 см |
| Длина коробки | 34 см |
| Ширина коробки | 19 см |
| Кейс | нет |
| Дисплей | нет |
| Антизалипание | да |
| Горячий старт | да |
| Форсаж дуги | да |
| Габариты без упаковки | 280х115х175 |
| Диаметр электр/провол | 1.6-5.0/- |
| Max мощность | 8.400 |
| Max ток | 220.000 |
| Min ток | 20.000 |
| ПВ на максимальном токе | 70.000 |
| Степень защиты | IP21 |
| Наличие сетевой вилки | нет |
| Работа при пониженном напряжении | до 190 В |
| Класс товара | Полупрофессиональный |
| Сертификат Накс | нет |
Мах. диаметр электрода диаметр электрода | 5.0 |
| Длина проводов | 1.6+1.8 |
| Тип | инвертор |
| Min входное напряжение | 160 |
| Максимальный диаметр электрода | 5 |
| Максимальная сила тока | 22 |
| Габариты | 29х11.5х18 |
| Вес | 5,1 |
| Изготовитель | Китай |
| Гарантия | 36 |
| Комплектация | кабель с электрододержателем, кабель с зажимом массы, ремень для переноски |
| Особенности | возможность работы от генератора, устойчивая работа при колебаниях сетевого напряжения до 160 В, защита от пыли |
| Потребляемая мощность | 672 |
| Функции | горячий старт, форсаж дуги антиприлипание электрода |
| Серия | СА |
| Тип охлаждения | принудительное |
| Диапазон рабочего напряжения | 160230 |
| Тип источника питания | инвертор |
| Тип тока | постоянный |
| Продолжительность нагружения | 7 |
| Метод сварки | ручная дуговая MMA |
Отзывы (1)
Зарегистрируйтесь и получайте бонусы за покупки!
Пожалуйста подождите. .
.
{{message}}
Ошибка! Повторите попытку позднее.
Подписаться на новинки, скидки и интересные предложения
Нажимая кнопку «Готово», я даю своё согласие cmp24.by на обработку моих персональных данных, в соответствии с Федеральным законом от 27.07.2006 года №152-ФЗ «О персональных данных», для целей регистрации на сайте, а также для целей и на условиях представленных в политике конфиденциальности.
Похожие товары
Все Сварочный инвертор ЗУБР »
Сварочные аппараты
Категория 154 р. — 231 р.
Сварочные аппараты: другие бренды
- Aurora
- Aurora pro
- AuroraPRO
- Bestweld
- Blue weld
- BlueWeld
- Bort
- Deko
- Denzel
- ELITECH
- Eurolux
- Foxweld
- Fubag
- Gigant
- Patriot
- Quattro elementi
- RedVerg
- Skiper
- Spec
- Start
- Tcc
- Wert
- Wester
- Барс
- ДИОЛД
- ЗУБР
- Интерскол
- Калибр
- Кедр
- Ресанта
- СВАРОГ
- Спец
- Ставр
- ТОРУС
- ТСС

Станок с числовым программным управлением это: Что такое станки с ЧПУ
Что такое ЧПУ станок? Основные типы и классы станков с ЧПУ
Содержание
01Что такое станки с ЧПУ
02Основные типы станков с ЧПУ
03Какие бывают классы станков с ЧПУ
04Преимущество станков с ЧПУ
05Автоматизация и станки ЧПУ
Чтобы быстрее найти подходящее оборудование с числовым программным управлением, узнайте больше о классификации ЧПУ-станков, автоматических линиях производства, признаках того или иного вида ЧПУ-станка.
Что такое станки с ЧПУ
Так называют промышленные приборы с автоматическим управлением, выполняющие программные команды без вмешательства человека. Станки с ЧПУ — составляющая автоматизации производства. Они поддерживают рентабельность предприятия, обеспечивают компании прибыль. Устройства обрабатывают материалы быстро и качественно.
Основные типы станков с ЧПУ
В зависимости от определенных признаков и свойств агрегаты относят к разным типам. Ключевые признаки, по которым классифицируют станки с ЧПУ:
- характер работы;
- уровень точности;
- расположение шпинделя;
- степень универсальности;
- вес прибора;
- величина станка;
- уровень автоматизации устройства;
- назначение.
Сверлильные
Обрабатывают детали за счет поворота и смещения сверла относительно детали.
Токарные станки с ЧПУ
Поворачивают деталь напротив головки бура.
Фрезерные станки с ЧПУ
Задействуют подвижные режущие инструменты для устранения материала из детали.
Устройства электрической и химической обработки
Применяют особые способы резки материала. Используют электронно-лучевое, электрохимическое, электроэрозионное, ультразвуковое, фотохимическое воздействия.
Иные средства резки
Применяют также лазерную, кислородную, плазменную, водоструйную резку. Определенный вид резки выполняет та или иная машина.
Станки с ЧПУ обрабатывают почти любое сырье — детали из алюминия, стали, латуни, дерева, меди, стекловолокна, титана, полипропилена, ПВХ.
Также устройства отличаются степенью универсальности. Она отражает диапазон доступных функций. В зависимости от параметра технику применяют в разных сферах и для решения разных задач. Выделяют универсальные приборы, специализированные, специальные. Вторые обрабатывают заготовки общего вида, третьи — конкретную модель.
Выделяют универсальные приборы, специализированные, специальные. Вторые обрабатывают заготовки общего вида, третьи — конкретную модель.
По расположению шпинделя станки тоже разные. Он может размещаться по горизонтали или вертикали, наклонно, смешанно.
Если станок весит до одной тонны, он считается легким, до 10 — среднего веса, до 100 — тяжелым. Модели с весом от 100 тонн уникальные.
Какие бывают классы станков с ЧПУ
По системе управления
Бывают агрегаты с замкнутой и разомкнутой системой управления. Управляющий модуль получает от устройств интерфейса команды. Далее он преобразует команды в электроимпульсы и поставляет в сервоусилитель, чтобы запустились сервомоторы.
Минус устройств с разомкнутой системой управления в том, что у них нет канала обратной связи для проверки скорости и прицела ножа. При зависимости производительности станка от нагрузки, смазки, климатических факторов мощность устройства может не совпадать с необходимой. Технику с разомкнутой системой управления применяют локально, где не требуется максимальная точность.
Устройства с замкнутым контуром обладают механизмом обратной связи. У них реализован контроль производительности и правка в случаях, когда реальные значения не совпадают с запрограммированными. Механизм обратной связи может быть аналоговый или цифровой. Первый измеряет показатели, соотнося с уровнями напряжения. Второй координирует смену производительной мощности посредством электроимпульсов. Расположение детали контролируют разнообразные датчики, позволяющие управлять динамическими свойствами и расположением станочного шпинделя. Агрегаты с ЧПУ в основном функционируют от сервомеханизма, с использованием замкнутого контура. При обнаружении несоответствия расположения инструмента заданным координатам датчик-измеритель сигнализирует приводу о необходимости исправления и переводит движущийся модуль в нужное положение. Преимущества станков с замкнутым контуром — высокая мощность и точность. Устройства могут координировать рабочие параметры и сразу автоматически исправлять рабочий процесс.
По количеству осей
- Двухосные приборы. Вдоль двух осей агрегата выполняется движение. Шпиндель смещается в продольном направлении вдоль станочной платформы, поперечный суппорт — под углом 90° к шпинделю.
- Трехосные агрегаты снабжаются осью, которая перпендикулярна двум другим. Все три оси управляются параллельно, с ними приборы могут обрабатывать заготовки с более сложной геометрией.
Устройства с 4 и 5 осями увеличивают спектр возможных операций по обработке деталей. У пятиосевого станка помимо осей X, Y, Z есть A для наклона и поворота шпинделя, B для поворота стола.
У станков с большим числом осей производственный цикл короче. Это позволяет экономить время и ресурсы, обеспечивая высокую точность обработки. такое оборудование автоматически корректирует расположения детали. Оно лучше обрабатывают поверхности и дольше служит, потому что обеспечивает наилучший контакт ножа и заготовки.
Многоосные устройства применяют ножи меньшей длины благодаря возможностям их позиционирования. Это ускоряет обработку, сокращает вибрацию станка.
Это ускоряет обработку, сокращает вибрацию станка.
По типу привода
Приводной модуль обеспечивает управляющее движение прибора с ЧПУ. Его составляют приводные двигатели, передачи из винтов и шариков. Управляющий модуль отправляет сигналы для запуска двигателей, и те поворачивают передачи. Таким образом, агрегат занимает необходимое положение или вращает шпиндель. Различают электро- пневмо-, гидравлические приводы.
Гидравлические модели более мощные, перемещают ножи плавней и точнее. Но их моторы сложны в обслуживании, крупных габаритов. Сами приводы требуют специального антикоррозийного покрытия. Масло для таких двигателей может воспламеняться, если агрегат работает при высоких температурах.
Электрические модели — серводвигатели постоянного, переменного тока. Ими просто управлять, они компактных размеров.
Пневматические приводы. Работают, эксплуатируя как рабочее вещество воздушную массу. Удобно, что воздух пожаробезопасен и доступен. Устройства сконструированы просто, стоят недорого.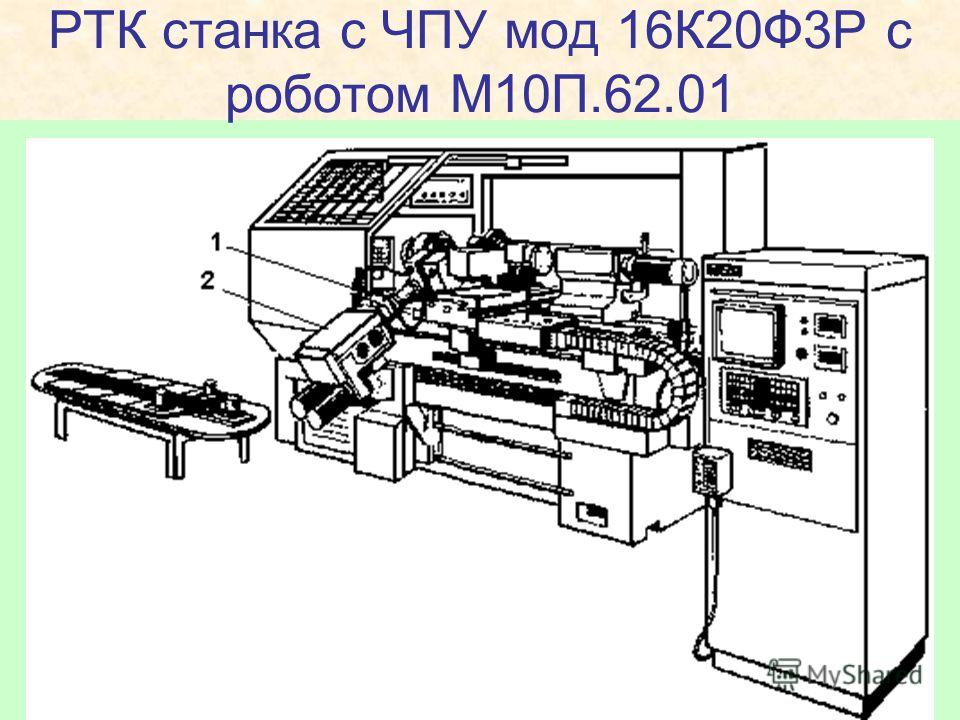 Но у них невысокая мощность. Они издают сильный шум при работе, позиционируют детали не так точно, как аналоги.
Но у них невысокая мощность. Они издают сильный шум при работе, позиционируют детали не так точно, как аналоги.
Преимущество станков с ЧПУ
Такие приборы существенно повышают эффективность производственных операций, качество выпускаемых изделий. С ними меньше накладные расходы и выше финансовые показатели предприятия. Ведь со станками с ЧПУ материал обрабатывается быстрее и качественнее. Запрограммированные устройства могут резать, полировать, обрабатывать заготовку так быстро и точно, на что не способны механизмы с ручным управлением, традиционного типа. Агрегаты не ограничены в сложности и геометрической форме деталей. При тиражном выпуске они позиционируют детали стабильно и наиболее точно.
Кроме того, станки с ЧПУ могут бесперебойно обрабатывать заготовки круглые сутки, автоматически менять инструменты. Их работа возможна сразу на нескольких осях. Благодаря таким приборам сроки поставки минимальны.
У агрегатов с ЧПУ высокий уровень безопасности, ведь оператор не контактирует с инструментами. Если нужно поменять ход производства, достаточно обновить программы. Не приходится дополнительно обучать персонал.
Если нужно поменять ход производства, достаточно обновить программы. Не приходится дополнительно обучать персонал.
Автоматизация и станки ЧПУ
Мониторить станки с ЧПУ и решать задачи по загруженности, простоям, управлению агрегатами помогает система «Диспетчер». Она оптимизирует производственные процессы и значительно повышает эффективность производства. При работе система оценивает нагрузку, выявляет критические участки в технологических цепочках, поставляет данные о производственных потерях, помогает определить их причины. Узнать больше о системе «Диспетчер» вы можете на сайте производителя.
Подпишитесь на нас в Telegram и ВКонтакте, чтобы быть в курсе новостей
История токарных станков с ЧПУ
Сегодня cтанки с ЧПУ (числовое программное управление) являются важнейшей частью производственного процесса, позволяя производить детали с высокой точностью обработки, в большом количестве и с большой легкостью. ЧПУ — это современная концепция в производстве и обрабатывающей промышленности. Однако следует помнить, что основой числового программного управления (ЧПУ) является числовое управления (ЧУ). До того, как токарный станок стал компьютеризированным его история уходит далеко в прошлое. Первое доказательство использования токарного станка относится к 1300 году до нашей эры в Древнем Египте.
Однако следует помнить, что основой числового программного управления (ЧПУ) является числовое управления (ЧУ). До того, как токарный станок стал компьютеризированным его история уходит далеко в прошлое. Первое доказательство использования токарного станка относится к 1300 году до нашей эры в Древнем Египте.
Первый токарный станок в Египте
Хотя история фрезерного станка немного туманна, некоторые историки приписывают появление станка Эли Уитни. Другие говорят о таких изобретателях как, Симеон Норт, капитан Джон Х. Холл, Роберт Джонсон, Розуэлл Ли и Томас Бланчард.
Фрезерный станок Эли Уитни
В 1938 году был впервые изобретен ручной фрезерный станок который обычно называют коленчато-колонным. Вскоре после этого, особенно в 40-х и 50-х годах, широко обсуждалась идея станков с числовым управлением, которая по итогу переросла в автоматизацию станков с использованием логики программирования в качестве основы. Пользователи начали модифицировать ручные станки в станки с ЧУ, используя двигатели для управления и перемещения станков. Машины использовали систему перфолент, благодаря чему ручки управления перемещались на необходимые позиции. Появление компьютерных технологий в числовом управлении — это то, что создало систему числового программного управления (ЧПУ).
Машины использовали систему перфолент, благодаря чему ручки управления перемещались на необходимые позиции. Появление компьютерных технологий в числовом управлении — это то, что создало систему числового программного управления (ЧПУ).
Ручной фрезерный станок разработанный в 1938 году.
Ранние исследования числового управления в MIT
Следующий этап развития произошел после Второй мировой войны, когда станки с числовым управлением стали использоваться повсеместно. Это было, когда Джон Парсонс искал способы улучшить самолеты, делая для них жесткую обшивку. Это привело к серии важнейших исследовательских проектов ВВС, которые были организованы в Массачусетском технологическом институте (MIT).
Исследования начались в 1949 году. После предварительных этапов исследований и планирования профессор Дж.Ф. Реинтьес вместе со своей командой разработал экспериментальный фрезерный станок. В 1952 году Ричард Кегг совместно с Массачусетским технологическим институтом создал первый фрезерный станок с ЧПУ Cincinnati Milacron Hydrotel. В 1958 году, через пять лет после этого, он запатентовал «устройство с моторным управлением для позиционирования станка». Это ознаменовало официальное коммерческое рождение технологии.
В 1958 году, через пять лет после этого, он запатентовал «устройство с моторным управлением для позиционирования станка». Это ознаменовало официальное коммерческое рождение технологии.
Первый фрезерный станок с ЧПУ Cincinnati Milacron Hydrotel
Уход от ручного управления
Это произошло, когда токарные станки стали более продвинутыми с появлением отдельных электрических двигателей, которые позволили повысить надежность и мощность в сочетании с небольшой площадью. По мере того как машины становились все более совершенными, G-код (G-код — условное именование языка программирования устройств с числовым программным управлением) заменил системы перфолент.
В 1958 году стандартный G-код был впервые использован в СЕРВОМЕХАНИЗМАХ MIT, а затем стандартизирован Альянсом электронной промышленности. В 60-е годы — появился САПР (система автоматизированного проектирования) для целей визуализации еще до того, как был актуализирован физический прототип. Автоматизированное производство (CAM) и САПР (CAD) были синонимами с момента их создания, учитывая, что дизайн G-кода, используемый для работы с ЧПУ, будет нуждаться в деталях, которые есть только у CAM-систем.
Интерфейс системы CAD/CAM
Первый станок с ЧПУ
Перед проектами Массачусетского технологического института, Parsons Corporation, расположенная в Траверс-Сити в Мичигане, создала систему, которая производит шаблоны для лопастей вертолетов. Джон Парсон был основателем компании и нашел способ вычисления координат аэродинамического профиля на множителе IBM 602A. Он моторизовал оси машин для изготовления этих лезвий. Он ввел данные в швейцарский кооординатно-расточный станок. Это считается отправной точкой метода обработки с ЧПУ.
Он изготавливал шаблоны лопастей вертолета путем подачи перфокарт, которые считывались и производились на основе уже запрограммированной информации. По мере того как технология численного управления продвинулась в 60-е и 70-е годы, стала появляться более знакомая нам форма станка с ЧПУ. В 60-х годах операторы вводили последовательности, используя буквенно-цифровые системы, записанные на дискетах и лентах. В 70-х годах цифровая вычислительная техника вступила в борьбу и появились более сложные элементы управления, в которых компьютерное управление ЧПУ может взаимодействовать непосредственно с оператором.
Сегодня люди могут приобрести или даже спроектировать свои собственные станки с ЧПУ. А с учетом того, насколько продвинутыми и необходимыми стали компьютеры в 21 веке, это обычное дело — находить станки с ЧПУ во всех отраслях промышленности. Наличие программного обеспечения с открытым исходным кодом и компьютерных систем позволило токарным станкам с ЧПУ быть разнообразными, эффективными, быстрыми, точными и иметь низкую стартовую цену.
С инструкцией по сборке собственного фрезерного станка с ЧПУ вы можете ознакомиться в нашем блоге.
Рабочий за швейцарским координатно-расточным станком 1959 г.
Основы технологии ЧПУ
Хотя в истории технологии ЧПУ произошли существенные изменения, есть некоторые краеугольные камни, которые все еще остаются неизменными. Все автоматизированные машины управления движением, начиная от простых и до высокоразвитых систем, все еще нуждаются в трех основных компонентах. Они представляют собой систему привода/движения, командную функцию и систему обратной связи.
Процесс механической обработки с ЧПУ
Теперь, когда мы рассмотрели раннюю историю токарных и
фрезерных станков, давайте поговорим о современном использовании этих инструментов. Станки с ЧПУ имеют программу, управляющую движением инструментов, которая определяет функцию обработки на обрабатываемом блоке. Во время точения она определяет ось вращения и ось вращения фрезы. Фрезерный станок с тремя или пятью осями управляется компьютером и полностью автоматизирован. Маршрут фрезы обозначается 3D-файлом, введенным в компьютер, вырезая нужную деталь из блока. Это один из методов «вычитания», который является недорогим и быстрым для производства от одной до десяти частей. Детали будут изготовлены с использованием подходящего материала и идентичных деталей. Существует множество видов отделки, которые могут быть выполнены.
Какой эффект оказывает ЧПУ на производство ?
Благодаря автоматизации процесса, время на производство деталей сокращается в разы. Также наличие ЧПУ позволяет добавить сложные элементы в проекты. Хотя сложные формы и кривые можно резать с помощью ручной фрезы, станок с ЧПУ позволяет оператору создавать эти формы с большей скоростью и точностью. Со временем, возможность изготовления деталей на станках с ЧПУ привела к разработке более экономичных и эффективных комплектующих.
Хотя сложные формы и кривые можно резать с помощью ручной фрезы, станок с ЧПУ позволяет оператору создавать эти формы с большей скоростью и точностью. Со временем, возможность изготовления деталей на станках с ЧПУ привела к разработке более экономичных и эффективных комплектующих.
Будущее с ЧПУ
В связи с тем, что доступ к системам CAD становится проще, проекты становятся все более индивидуальными и сложными. По мере того, как барьеров на пути проектирования деталей становятся все меньше, происходит некоторое упрощение производственного процесса (G-код, CAM, фрезерование и т.д.). Будущее ЧПУ, безусловно, светлое и выглядит довольно безгранично, а предоставление легкого доступа к нему поможет миру изобретений и производства расти. Таким образом, все больше и больше производителей смогут воспользоваться преимуществами технологии, а также интегрировать токарные станки с ЧПУ в своё производство.
ЧПУ, как правило, имеет впечатляющую и долгую историю, и по мере развития технологий в будущем, возможно, появятся более невероятные элементы, которые стоит добавить к его уже престижной истории. Только время покажет, когда рост производства дойдет до той ступени, что использование робототехники и автоматизированных систем будет практически в каждой области.
Только время покажет, когда рост производства дойдет до той ступени, что использование робототехники и автоматизированных систем будет практически в каждой области.
Машины с ЧПУ предназначены для производства широкого спектра изделий. По этой причине существует также несколько типов станков с ЧПУ, которые обычно используются. Они не являются вашими повседневными машинами и требуют много усилий и обучения, чтобы сделать высококачественную коммерческую продукцию. Все они используют G-код, который является стандартным языком станков с ЧПУ. Каждый отдельный тип станка с ЧПУ служит определенной цели. Вот лишь некоторые из них:
- Токарные станки с ЧПУ
- Фрезерный станок с ЧПУ
- Плазменные резаки с ЧПУ
- Электроэрозионные станки с ЧПУ
- Станки для лазерной резки с ЧПУ
P.S. Понравилась статья? Ставьте лайк и делитесь с друзьями!
Что такое машина с числовым программным управлением? Что такое станки с ЧПУ?
Что такое машина с числовым программным управлением?
Числовое управление, широко известное как ЧПУ, очень широко используется в станках. Числовое управление определяется как форма программируемой автоматизации, в которой процесс управляется числом, буквами и символами. В случае станков эта программируемая автоматизация используется для работы станков.
Числовое управление определяется как форма программируемой автоматизации, в которой процесс управляется числом, буквами и символами. В случае станков эта программируемая автоматизация используется для работы станков.
Другими словами, машина с числовым программным управлением определяется как машина, которая управляется набором инструкций, называемых программой. В методе числового программного управления числа образуют основные программные инструкции для различных типов работ; поэтому этому типу программирования дано название числового управления. При изменении типа задания изменяются и программные инструкции задания. Легче писать новые инструкции для каждого задания, поэтому ЧПУ обеспечивает большую гибкость в его использовании.
Технология ЧПУ может применяться для самых разных операций, таких как черчение, сборка, проверка, обработка листового металла и т. д. Но более широко она используется для различных процессов обработки металлов, таких как токарная обработка, сверление, фрезерование, формование и т. д. Благодаря ЧПУ все операции механической обработки могут выполняться с высокой скоростью, в результате чего массовое производство становится значительно дешевле.
д. Благодаря ЧПУ все операции механической обработки могут выполняться с высокой скоростью, в результате чего массовое производство становится значительно дешевле.
Краткая история NC
Изобретение числового программного управления связано с новаторскими работами Джона Т. Парсонса в 19 году.40, когда он попытался создать кривую автоматически с помощью фрезы, обеспечивая координатное движение. В конце 1940-х годов Парсонс придумал метод использования перфокарт, содержащих систему координат, для управления станком. Машина направлена на то, чтобы двигаться небольшими шагами и генерировать желаемую отделку. В 1948 году Паронс продемонстрировал эту концепцию ВВС США, которые спонсировали серию проектов в лабораториях Массачусетского технологического института (MIT). После долгих исследований Массачусетский технологический институт смог продемонстрировать первый прототип NC в 19 году.52, а в следующем году они смогли доказать потенциальные возможности применения НК.
Вскоре производители станков начали свои собственные усилия по выводу на рынок коммерческих станков с ЧПУ. Тем временем исследования продолжались, поскольку Массачусетский технологический институт смог обнаружить автоматически программируемые инструменты, известные как язык APT, которые можно было использовать для программирования станков с ЧПУ. Основная цель языка APT заключалась в том, чтобы предоставить программисту средства, с помощью которых они могут более простым способом передавать инструкции по обработке станкам, используя операторы, подобные английскому языку. Язык APT до сих пор широко используется в производственной отрасли, и ряд современных языков программирования основан на концепциях APT.
Тем временем исследования продолжались, поскольку Массачусетский технологический институт смог обнаружить автоматически программируемые инструменты, известные как язык APT, которые можно было использовать для программирования станков с ЧПУ. Основная цель языка APT заключалась в том, чтобы предоставить программисту средства, с помощью которых они могут более простым способом передавать инструкции по обработке станкам, используя операторы, подобные английскому языку. Язык APT до сих пор широко используется в производственной отрасли, и ряд современных языков программирования основан на концепциях APT.
Появление станков с ЧПУ
В первые годы существования ЧПУ перфоленты предназначались для подачи инструкций на станки через блок управления. Язык APT также ознаменовал появление станков с числовым программным управлением, широко известных как станки с ЧПУ. Другой язык, PRONTO, был открыт Париком Хэнрэтти, который проводил различные эксперименты в GE и выпустил язык в 1958 году.
В станках с ЧПУ программы вводятся в компьютер и используются для управления работой станков. Таким образом, используемый блок управления, который считывал перфокарты в станках с ЧПУ, был заменен микрокомпьютером в станках с ЧПУ. ЧПУ произвело большую революцию в обрабатывающей промышленности. Следующей разработкой стала комбинация автоматизированного производства (CAM) и автоматизированного проектирования (CAD), получившая название CAD/CAM.
Справочник
Книга: CAD/CAM: автоматизированное проектирование и производство, Микелл П. Грувер и Эмори В. Циммерс мл., Printice Hall of India Private Limited.
Википедия
Книга: Дизайн станков С. К. Басу и Д. К. Пола, Oxford and IBH Publishing Co. Pvt. Ограниченное.
Этот пост является частью серии: Станки с ЧПУ. станки с ЧПУ. Система ЧПУ
Это серия статей, в которых описывается, что такое станок с числовым программным управлением или станок с ЧПУ, компоненты или части станка с ЧПУ, краткая история станка с ЧПУ и появление станков с ЧПУ.
- Что такое машина с числовым программным управлением?
- Компоненты системы ЧПУ
- Что такое станок с ЧПУ? Как работает станок с ЧПУ?
- Проблемы, связанные с обычными станками с ЧПУ, преимущества станков с ЧПУ
- Применение станков с ЧПУ
Автоматизация | Технология, типы, рост, история и примеры
Жаккардовый ткацкий станок
Смотреть все СМИ
- Ключевые сотрудники:
- Жак де Вокансон
- Похожие темы:
- компьютерно-интегрированные производства
гибкая автоматизация
стационарная автоматика
машинное программирование
промышленный робот
Просмотреть весь связанный контент →
Резюме
Прочтите краткий обзор этой темы
автоматизация , применение машин к задачам, которые когда-то выполнялись людьми или, все чаще, к задачам, которые иначе были бы невозможны. Хотя термин механизация часто используется для обозначения простой замены человеческого труда машинами, автоматизация обычно подразумевает интеграцию машин в самоуправляемую систему.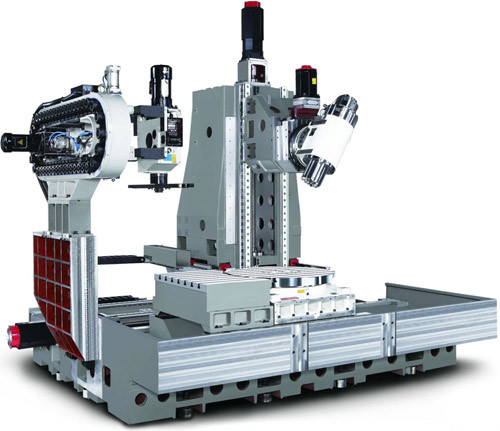 Автоматизация произвела революцию в тех областях, в которых она была внедрена, и едва ли найдется аспект современной жизни, на который она не повлияла.
Автоматизация произвела революцию в тех областях, в которых она была внедрена, и едва ли найдется аспект современной жизни, на который она не повлияла.
Термин «автоматизация» был придуман в автомобильной промышленности примерно в 1946 году для описания более широкого использования автоматических устройств и средств управления на механизированных производственных линиях. Происхождение слова приписывают Д. С. Хардеру, в то время техническому директору Ford Motor Company. Этот термин широко используется в производственном контексте, но он также применяется вне производства в связи с различными системами, в которых механическое, электрическое или компьютеризированное действие в значительной степени заменяет человеческие усилия и интеллект.
В общем случае автоматизацию можно определить как технологию, связанную с выполнением процесса с помощью запрограммированных команд в сочетании с автоматическим контролем обратной связи для обеспечения надлежащего выполнения инструкций. Полученная система способна работать без вмешательства человека. Развитие этой технологии все больше зависит от использования компьютеров и связанных с ними технологий. Следовательно, автоматизированные системы становятся все более изощренными и сложными. Усовершенствованные системы представляют собой уровень возможностей и производительности, которые во многих отношениях превосходят способности людей выполнять те же действия.
Полученная система способна работать без вмешательства человека. Развитие этой технологии все больше зависит от использования компьютеров и связанных с ними технологий. Следовательно, автоматизированные системы становятся все более изощренными и сложными. Усовершенствованные системы представляют собой уровень возможностей и производительности, которые во многих отношениях превосходят способности людей выполнять те же действия.
Технологии автоматизации развились до такой степени, что на их основе развился ряд других технологий, получивших признание и собственный статус. Робототехника — одна из таких технологий; это специализированная отрасль автоматизации, в которой автоматическая машина обладает определенными антропоморфными или человекоподобными характеристиками. Наиболее типичной человеческой характеристикой современного промышленного робота является его механическая рука с приводом. Рука робота может быть запрограммирована на выполнение последовательности движений для выполнения полезных задач, таких как загрузка и разгрузка деталей на производственной машине или выполнение последовательности точечных сварок на листовых частях кузова автомобиля во время сборки. Как показывают эти примеры, промышленные роботы обычно используются для замены людей в фабричных операциях.
Как показывают эти примеры, промышленные роботы обычно используются для замены людей в фабричных операциях.
В этой статье рассматриваются основы автоматизации, включая ее историческое развитие, принципы и теорию работы, применение на производстве и в некоторых сферах услуг и отраслях, важных в повседневной жизни, а также влияние на человека и общество в целом. В статье также рассматривается разработка и технология робототехники как важная тема в области автоматизации. Связанные темы см. в разделе Информатика и обработка информации.
Историческое развитие автоматизации
Технология автоматизации развилась из родственной области механизации, начало которой положила промышленная революция. Механизация относится к замене силы человека (или животного) механической силой той или иной формы. Движущей силой механизации была склонность человечества к созданию инструментов и механических устройств. Здесь описаны некоторые важные исторические разработки в области механизации и автоматизации, приведшие к созданию современных автоматизированных систем.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту.
Подпишитесь сейчас
Ранние разработки
Первые инструменты из камня представляли собой попытки доисторического человека направить свою физическую силу под контроль человеческого разума. Тысячи лет, несомненно, потребовались для разработки простых механических устройств и машин, таких как колесо, рычаг и шкив, с помощью которых можно было увеличить силу человеческих мышц. Следующим расширением стала разработка механических машин, для работы которых не требовалась человеческая сила. Примеры этих машин включают водяные колеса, ветряные мельницы и простые устройства с паровым приводом. Более 2000 лет назад китайцы разработали отбойные молотки, приводимые в движение проточной водой и водяными колесами. Первые греки экспериментировали с простыми реактивными двигателями, работающими от пара. Механические часы, представляющие собой довольно сложный узел с собственным встроенным источником питания (гирей), были разработаны около 1335 года в Европе. Ветряные мельницы с механизмами автоматического поворота парусов были разработаны в средние века в Европе и на Ближнем Востоке. Паровой двигатель стал крупным достижением в развитии механических машин и положил начало промышленной революции. В течение двух столетий, прошедших с момента появления паровой машины Уатта, были изобретены механические двигатели и машины, получающие энергию от пара, электричества, химических, механических и ядерных источников.
Ветряные мельницы с механизмами автоматического поворота парусов были разработаны в средние века в Европе и на Ближнем Востоке. Паровой двигатель стал крупным достижением в развитии механических машин и положил начало промышленной революции. В течение двух столетий, прошедших с момента появления паровой машины Уатта, были изобретены механические двигатели и машины, получающие энергию от пара, электричества, химических, механических и ядерных источников.
Каждая новая разработка в истории механических машин влекла за собой повышенные требования к устройствам управления для использования мощности машины. Самые ранние паровые двигатели требовали, чтобы человек открывал и закрывал клапаны, чтобы сначала впустить пар в поршневую камеру, а затем выпустить его. Позже был разработан механизм золотникового клапана для автоматического выполнения этих функций. Единственная потребность человека-оператора заключалась в том, чтобы регулировать количество пара, которое контролировало скорость и мощность двигателя. Это требование человеческого внимания при работе паровой машины было устранено регулятором летающих шаров. Это устройство, изобретенное Джеймсом Уаттом в Англии, состояло из утяжеленного шара на шарнирном рычаге, механически соединенного с выходным валом двигателя. По мере увеличения скорости вращения вала центробежная сила заставляла утяжеленный шар двигаться наружу. Это движение управляло клапаном, который уменьшал подачу пара в двигатель, тем самым замедляя двигатель. Регулятор летающего шара остается элегантным ранним примером системы управления с отрицательной обратной связью, в которой увеличение выходной мощности системы используется для снижения активности системы.
Это требование человеческого внимания при работе паровой машины было устранено регулятором летающих шаров. Это устройство, изобретенное Джеймсом Уаттом в Англии, состояло из утяжеленного шара на шарнирном рычаге, механически соединенного с выходным валом двигателя. По мере увеличения скорости вращения вала центробежная сила заставляла утяжеленный шар двигаться наружу. Это движение управляло клапаном, который уменьшал подачу пара в двигатель, тем самым замедляя двигатель. Регулятор летающего шара остается элегантным ранним примером системы управления с отрицательной обратной связью, в которой увеличение выходной мощности системы используется для снижения активности системы.
Отрицательная обратная связь широко используется как средство автоматического управления для достижения постоянного уровня работы системы. Типичным примером системы управления с обратной связью является термостат, используемый в современных зданиях для контроля температуры в помещении. В этом устройстве понижение температуры в помещении приводит к замыканию электрического выключателя, в результате чего нагреватель включается.
Ррк 1 90: Противопожарные клапаны
Противопожарные клапаны PPK-1
Название
Артикул
Выберите категорию
Все
Оборудование KORF
» Центральные кондиционеры ANR
» Центральные кондиционеры UTR
» Компрессорно-конденсаторные блоки KSA
» Компрессорно-конденсаторные блоки KSK
» Чиллеры HBA
» Чиллеры HBE
» Вентиляторы WRW
» Вентиляторы WNP
» Вентиляторы крышные KW
» Монтажные стаканы GTK
» Воздухонагреватели водяные WWN
» Воздухонагреватели электрические ELN
» Воздухоохладители водяные WLO
» Воздухоохладители фреоновые FLO
» Пластинчатые шумоглушители SG
» Перекрестноточные рекуператоры PR
» Секции бактерицидные SBOW
» Регулирующие заслонки ZR
» Заслонка утепленная ZUT
» Гибкие вставки WG
» Кассетные фильтры FK
» Кассетные фильтрующие вставки WKF
» Карманные фильтры FKR
» Карманные фильтрующие вставки WFR
» Карманные фильтры укороченные FKU
» Карманные фильтрующие вставки укороченные WFU
» Противопожарные клапаны OKL-1D
» Противопожарные клапаны OKL-1
» Противопожарные клапаны OKL-1K
» Воздушно тепловые завесы PWZ-C W
» Воздушно тепловые завесы PWZ-C E
» Воздушно тепловые завесы PWZ-C H
» Вентилятор дымоудаления KDS с выбросом в сторону
» Вентилятор дымоудаления KDV с выбросом вверх
» Осевой вентилятор подпора KSO
» Осевой вентилятор подпора крышный KSP
» Вентилятор радиальный дымоудаления KLR
» Комплектующие для Вентиляторов ДУ КОРФ
» Круглые вентиляторы WNK
» Воздухонагреватели водяные WWK
» Воздухонагреватели электрические ELK
» Кассетные фильтры FKS
» Заслонки регулирующие ZRK
» Клапаны обратные KOK
» Шумоглушители SGK
» Кронштейны KRK и Быстроразъемные хомуты SKL
» Блоки управления
» Смесительные узлы SURP
» Регулирующие клапаны и приводы
» Датчики и термостаты
» Защитное реле
» Обвязка ККБ
» Привода заслонок
» Регуляторы мощности
» Устройства управления Секциями бактерицидными
» Устройство пуска двигателя
» Циркуляционные Насосы
» Комплектующие Насосов
» Частотники
» Комплектующие для Частотников
Оборудование NED
» Центральные кондиционеры AIRNED
» Центральные кондиционеры LITENED
» Компрессорно-конденсаторные блоки NSA
» Компрессорно-конденсаторные блоки NSK
» Чиллеры NBA
» Вентиляторы VR
» Вентиляторы VRN
» Вентиляторы крышные VRK
» Монтажные стаканы KPN
» Воздухонагреватели водяные WH
» Воздухонагреватели электрические EA
» Воздухоохладители водяные RW
» Воздухоохладители фреоновые RF
» Пластинчатые шумоглушители NK
» Перекрестноточные рекуператоры REC
» Секции бактерицидные LB
» Регулирующие заслонки CHR
» Заслонка утепленная NCU
» Гибкие вставки FH
» Кассетные фильтры FRC
» Вставки кассетные фильтрующие DFC
» Карманные фильтры FRP
» Вставки карманные фильтрующие DFP
» Карманные фильтры FRU
» Вставки карманные фильтрующие укороченные DFU
» Противопожарные клапаны PPK-1D
» Противопожарные клапаны PPK-1
» Противопожарные клапаны PPK-1K
» Воздушно тепловые завесы CAP-N W
» Воздушно тепловые завесы CAP-N E
» Воздушно тепловые завесы CAP-N H
» Вентилятор дымоудаления VDNS с выбросом в сторону
» Вентилятор дымоудаления VDNV с выбросом вверх
» Осевой вентилятор подпора VOC
» Осевой вентилятор подпора крышный VOP
» Вентилятор радиальный дымоудаления VTR
» Комплектующие для Вентиляторов ДУ НЕД
» Круглые вентиляторы KVR
» Воздухонагреватели водяные KWH
» Воздухонагреватели электрические KEA
» Кассетные фильтры KFC
» Заслонки регулирующие KCH
» Клапаны обратные KOH
» Шумоглушители KNK
» Кронштейны KKV и Быстроразъемные хомуты HTK
» Блоки управления
» Смесительные узлы SMEX
» Регулирующие клапаны и приводы
» Датчики и термостаты
» Защитное реле
» Обвязка ККБ
» Привода заслонок
» Регуляторы мощности
» Устройства управления Секциями бактерицидными
» Устройство пуска двигателя
» Циркуляционные Насосы
» Комплектующие Насосов
» Частотники
» Комплектующие для Частотников
Оборудование REMAK
» Вентиляторы канальные RP
» Крышные Вентиляторы RF
» Пластинчатые Шумоглушители TKU
» Нагреватели водяные VO
» Нагреватели электрические EO
» Охладители водяные CHV
» Охладители фреоновые CHF
» Рекуператоры перекрестноточные HRV
» Смесительные узелы SUMX
Оборудование VTS
» Агрегаты VENTUS
Оборудование Русклимат
» Вентиляторы серии TUBE
» Вентиляторы серии CFk MAX
» Вентиляторы серии CFk VIM
» Вентиляторы серии CFs
» Вентиляторы серии ICF VIM
» Вентиляторы серии CMF
» Вентиляторы серии ECO
» Вентиляторы серии FLOW
» Вентиляторы серии RF
» Вентиляторы серии TORNADO
» Вентиляторы серии IRF VIM
» Вентиляторы серии LINE
» Вентиляторы серии RF-В VIM
» Вентиляторы серии WIND
» Вентиляторы серии RMV, IRMV
» Вентиляторы серии RMV-HT, IRMV-HT
» Вентиляторы серии EF Кухонные
» Вентиляторы серии IEF Кухонные
» Осевые вентиляторы AXW new
» Осевые вентиляторы AXW-B
» Вентиляторы осевые FN канальные (F-version)
» Вентиляторы осевые FN с монтажной панелью (Q-version)
» Вентиляторы осевые FRESH-K
Оборудование ГРЕЕРС
» Водяные Тепловентиляторы ВС
» Электрические Тепловентиляторы ЕС
» Дестратификаторы Д
» Смесительные камеры КС
» Воздушные завесы ЗВП
» Автоматика
Автоматика и Системы управления
» Датчики и термостаты
» Защитное реле
» Обвязка ККБ
» Привода заслонок
» Регуляторы мощности
» Устройства управления Секциями бактерицидными
» Трехходовые клапана и сервоприводы
» Устройство пуска двигателя
» Циркуляционные Насосы
» Комплектующие Насосов
» Частотники
» Комплектующие для Частотников
Производитель
ВсеDABDANFOSSESBEKORFNEDREMAKS+S REGELTECHNIKSIEMENSVTSZIEHL-ABEGGГРЕЕРСРУСКЛИМАТ
Новинка
Вседанет
Спецпредложение
Вседанет
Результатов на странице
5203550658095
Проект жилого дома 90 м² (вариант 1)
Руководствуясь действующим законодательством Российской Федерации (Федеральный закон РФ от 27 июля 2006 года № 152-ФЗ «О персональных данных»), а также предписаниями Федеральной службы по надзору в сфере связи, информационных технологий и массовых коммуникаций (Роскомнадзор), ООО «Континент» уведомляет Вас о порядке сбора, обработки и хранения персональных данных, полученных из сети интернет. В зависимости от использования Вами тех или иных функций сайта могут быть получены следующие персональные данные: ФИО, адрес электронной почты, номер телефона. Персональные данные собираются с целью консультации пользователей о предоставляемых услугах посредством обмена текстовыми сообщениями, телефонными звонками либо письмами электронной почты. Мы удаляем индивидуальные данные, предоставляемые Вами добровольным образом, включая имена, адреса электронной почты и телефонные номера.
Мы не передаём Ваши персональные данные третьим лицам. На сайте используются технологии, позволяющие собрать некоторые технические сведения о пользователе, в частности — адрес интернет-протокола; операционную систему Вашего устройства и его тип; интернет-браузер, используемый для просмотра нашего сайта, а также данные о веб-сайтах и других способах источников перехода на наш сайт. В эту группу собираемых данные не входят персональные данные, они собираются исключительно в целях отображения статистических данных об использовании нашего сайта. На пользователей сайта может быть направлен маркетинг на базе списков пользователей, с применением систем провайдеров услуг третьей стороны (например, Google). В маркетинге на базе списков пользователей используются списки, составленные по использованным на данном сайте файлам куки. При осуществлении маркетинга на базе списков пользователей соблюдается, в частности, политика персонализированной рекламы Google Inc., последнюю версию которой можно прочитать по адресу https://support.google.com/adwordspolicy/answer/143465?hl=ru. Управлять настройками рекламных инструментов Google-маркетинга Вы можете на странице: http://google.com/ads/preferences.
На пользователей сайта может быть направлен маркетинг на базе списков пользователей, с применением систем провайдеров услуг третьей стороны (например, Google). В маркетинге на базе списков пользователей используются списки, составленные по использованным на данном сайте файлам куки. При осуществлении маркетинга на базе списков пользователей соблюдается, в частности, политика персонализированной рекламы Google Inc., последнюю версию которой можно прочитать по адресу https://support.google.com/adwordspolicy/answer/143465?hl=ru. Управлять настройками рекламных инструментов Google-маркетинга Вы можете на странице: http://google.com/ads/preferences.
С персональными данными, предоставляемыми в добровольном порядке осуществляется совершение следующих операций: сбор, систематизация, накопление, хранение, уточнение (обновление, изменение), использование, передачу (предоставление, доступ), блокирование, удаление, уничтожение, осуществляемых как с использованием средств автоматизации (автоматизированная обработка), так и без использования таких средств (неавтоматизированная обработка). В соответствии с действующим законодательством предоставление какой-либо информации о не являющейся контактной и не относящейся к целям настоящего согласия, а равно предоставление информации, относящейся к государственной, банковской и/или коммерческой тайне, информации о расовой и/или национальной принадлежности, политических взглядах, религиозных или философских убеждениях, состоянии здоровья, интимной жизни запрещено. Мы не проверяем достоверность персональных данных, предоставляемых пользователем, и не имеем возможности оценивать Вашу дееспособность. Мы исходим из того, что Вы предоставляете достоверные персональные данные и поддерживаете такие данные в актуальном состоянии. Согласие на обработку персональных данных может быть отозвано мною в любое время на основании письменного заявления.
В соответствии с действующим законодательством предоставление какой-либо информации о не являющейся контактной и не относящейся к целям настоящего согласия, а равно предоставление информации, относящейся к государственной, банковской и/или коммерческой тайне, информации о расовой и/или национальной принадлежности, политических взглядах, религиозных или философских убеждениях, состоянии здоровья, интимной жизни запрещено. Мы не проверяем достоверность персональных данных, предоставляемых пользователем, и не имеем возможности оценивать Вашу дееспособность. Мы исходим из того, что Вы предоставляете достоверные персональные данные и поддерживаете такие данные в актуальном состоянии. Согласие на обработку персональных данных может быть отозвано мною в любое время на основании письменного заявления.
Интервью Google GCA: ключевой вопрос
Готовясь к собеседованию Google GCA, помните, что эта аббревиатура расшифровывается как «Общие когнитивные способности». Ваш интервьюер хочет увидеть, насколько хорошо вы можете решать проблемы. Они будут задавать открытые вопросы, а также могут задавать случайные вопросы, чтобы увидеть ваш ответ. Это пример вопроса GCA, заданного в Google:
Они будут задавать открытые вопросы, а также могут задавать случайные вопросы, чтобы увидеть ваш ответ. Это пример вопроса GCA, заданного в Google:
Как бы вы оценили эффективность нашей программы направления сотрудников?
Есть миллион разных путей, по которым вы можете ответить на этот конкретный вопрос. Сегодня я хотел бы рассказать вам, как бы я ответил на него. Как всегда, я буду говорить с моим гипотетическим интервьюером по имени Сью и использовать C.F.A.S. метод (Уточнить. Структура. Предположения. Решение.).
Пункт № 1 — Уточнить
Есть несколько пунктов, которые необходимо уточнить сразу:
- Мы когда-нибудь измеряли эффективность этой программы раньше?
- Я хочу понять охват и масштаб, так мы делаем это только внутри страны или мы хотим измерить эффективность в глобальном масштабе?
- Пытаемся ли мы найти нишу и посмотреть на какой-то конкретный отдел?
- Сосредотачиваемся ли мы на общей вовлеченности, осведомленности, показателях успеха или на всем вышеперечисленном?
Заявление о переходе:
«Сью, не могли бы вы прояснить для меня какие-либо из этих пунктов?»
Элемент № 2 — Платформа
В этом вопросе Google GCA я хотел бы сосредоточиться на нескольких ключевых элементах структуры:
- Цели и задачи
- Исторические данные — В частности, прошлые показатели
- Взаимодействие — От рекомендателей и кандидатов
- Осведомленность и удовлетворение
- Показатели — Изучение качества, скорости и рентабельности инвестиций
- Стимулы
- Прозрачность
- Хронология
- Важнейшие заинтересованные стороны
Заявление о переходе:
«Сью, я думаю, нам следует начать с изучения исторических данных, но есть ли еще одна область, на которой вы хотели бы, чтобы я сосредоточился?»
Пункт № 3 — предположения и решение № 1
Предположим, у вас есть необходимые данные. Предположим также, что вы не проводили недавний опрос и мы нацелены на глобальный рынок.
Предположим также, что вы не проводили недавний опрос и мы нацелены на глобальный рынок.
«Сью, сначала я хотел бы привлечь некоторых важных заинтересованных лиц, в частности, исследовательскую группу, группу анализа данных, отдел по подбору персонала, некоторых из лучших рекомендателей Google за последний год и некоторых людей, которые были рекомендованы. Я действительно хочу получить целостное представление об исторических данных. Одна конкретная часть данных, которую я хотел бы собрать, — это количество наймов по этой реферальной программе по сравнению с общим числом наймов. Другими факторами, которые следует учитывать, являются разнообразие наймов, общий показатель успешности собеседования, время найма и средний срок пребывания в должности.
«Мы определенно хотим рассматривать количество наймов по реферальному рейтингу как ключевой показатель успеха этой программы. Мы также хотим взглянуть на некоторые элементы с точки зрения взаимодействия. К ним относятся процент участия, процент осведомленности и процент удовлетворенности».
Заявление о переходе:
«Сью, мы могли бы углубиться в данные, обсудив больше вопросов инклюзивного найма или времени найма, или перейти к осведомленности и удовлетворенности, что вы предпочитаете?»
Пункт № 4 — Решение № 2
«Давайте сосредоточимся на опросе. Как быстро мы хотели бы получить этот опрос обратно? Допустим, 30 дней — это наш график. Второй вопрос, который я хотел бы задать, является ли этот опрос обязательным? Нам потребуется поддержка руководства, чтобы сделать это обязательным, но это моя рекомендация. Рефералы экономят организации кучу денег, и это важная инициатива.
«Вот мое решение: оно будет включать сообщение каждые пять дней. Следующим будет сообщение с копией вашего менеджера, и мы перейдем к ней по мере необходимости. Мы знаем, что это не будет 100% участие, поэтому мы должны нацелиться на 90%, чтобы дать нам правильный отзыв. Нам также нужно сделать опрос чистым и коротким, может быть, пять минут.
«Именно здесь возникает партнерство с исследовательской деятельностью. Я хотел бы положиться на их опыт, чтобы помочь определить вопросы, которые нужно задать в опросе. Я также хотел бы встретиться с ключевыми заинтересованными сторонами, чтобы получить больше данных о программе и общем процессе. Мы хотели бы просмотреть данные о тенденциях настолько далеко, насколько это возможно. Дополнительными вопросами для исследования будут удовлетворенность, осведомленность и прозрачность программы. Как мы можем получить истинную меру прошлого успеха этой программы?»
Заявление о переходе:
«Сью, самое время сделать паузу. Мы могли бы гораздо глубже погрузиться в отзывы об опросе, мы можем больше узнать об осведомленности или погрузиться в показатели».
Пункт № 5 — Решение № 3
«Я знаю, что мы пытаемся измерить эффективность. Один из лучших способов сделать это — измерить качественные и количественные результаты. С количественной стороны мы хотим поставить перед собой агрессивные цели. Я ищу годовой прирост. Одним из показателей успеха, который я хотел бы отслеживать в следующем году, является увеличение общего числа новых сотрудников по всему миру на 3-5%.
Я ищу годовой прирост. Одним из показателей успеха, который я хотел бы отслеживать в следующем году, является увеличение общего числа новых сотрудников по всему миру на 3-5%.
«Еще один показатель — время найма. Моей целью было бы увеличить скорость найма рефералов на 15-20%. Это может быть достигнуто за счет признания кандидатов высшего уровня из реферальной программы. Они могут обойти определенные этапы, такие как этап комитета по найму, чтобы ускорить процесс собеседования для лучших кандидатов.
«Что касается качественного аспекта, то мы собираемся принять этот отзыв и немедленно применить его. Это позволяет нашей аудитории и пользователям знать, что они были услышаны. Если вы еще этого не сделали, я рекомендую Google нанять послов бренда, посвященных реферальной программе. Они сосредоточатся на создании отличного бренда для этой программы, потому что деньги, сэкономленные в долгосрочной перспективе, будут значительными. Они должны не только продвигать программу, но и активно освещать ее успехи».
Заявление о переходе:
«Сью, есть так много разных областей, на которых мы можем сосредоточиться. Мы можем углубиться в любую из этих метрик или любые другие элементы, которые я упомянул. Что ты предпочитаешь?»
Я рекомендую вам посмотреть мою полную видеотему для более подробного ознакомления с приведенными выше решениями:
Чтобы получить дополнительные советы и информацию по коучингу на собеседованиях, следите за моим каналом на YouTube, загляните в мой блог или подпишитесь на практические интервью.
🚗 Кентекен 90-RRK-1: Renault Clio auto (90RRK1) · voertuig-zoeker.nl
89-RRK-192-RRK-1
На странице вы найдете всю информацию о 90–RRK–1 , а также 1,5-литровый силовой агрегат Renault Clio.
Het een witte
4-мер
хэтчбек 2011 фургон
€ 16.175,-.
Рычаг дизельного двигателя 65 кВт/88 шт.
Het kenteken van deze witte Renault vervallen.
LET OP: Op deze personenauto является экспортно-индикаторной деятельностью. Dat betekent dat de auto waarschijnlijk является geëxporteerd.
над дезе рено клио.
Что он сделает с 90-RRK-1?
infoverzekerenverkopentoolsnotities
Технические характеристики фургона де 90-РРК-1
Het kenteken van deze Renault Clio (90RRK1) не более чем активен.
Deze personenauto is geëxporteerd, gesloopt, gestolen, of om een andere reden geschorst.
| Фёртуйгсоорт | Personenauto (авто) |
| Обогащение | Хэтчбек |
| Мерк | Рено |
| Модель | Клио |
| Европейская категория | М1 |
| Кентекен | 90-RRK-1, 90–RRK–1, 90 RRK 1 (наречие: Negen Nul Rudolf Rudolf Karel Één) |
| Клеур(ан) | ВИТ |
| Plaats номер шасси | р. in kofferruimte by Reservewiel in kofferruimte by Reservewiel |
| Тип | Р |
| Номер типа | е2*2001/116*0327*40 |
| Уитворинг | BR2HDH |
| Вариант | BR2H |
| Шадеверледен | Шейдс фургон дезе витте Renault Clio opvragen |
| Datum aanvang tenaamstelling | 05-09-2018 (биджна 4½ дня геледена) |
| Datum eerste tenaamstelling в Нидерландах | 11-07-2011 (руим 11 января геледен) |
| Предварительное основание | 11-07-2011 (руим 11 января геледен) |
| Vervaldatum APK | 11-07-2019 (бийна 3½ часа геледен) |
Тейдлин Ван де 90RRK1 | |
07. 11.2011 11.2011 | Eerste tenaamstelling в Нидерландах |
| 07.11.2011 | Eerste Toelating |
| 09.05.2018 | Индивидуальный перевод |
| 07.11.2019 | Huidige vervaldatum apk |
| Вориге Эйгенарен | Vorige eigenaren van deze witte Renault Clio opvragen |
| Масса леег вертюйг | 1074 кг |
| Масса-Рийклаар | 1174 кг |
| Максимальная масса | 2550 кг |
| Максимальная техническая масса | 1665 кг |
| Тоегестан максимальная масса voertuig | 1665 кг |
| Велбасис | 258 см |
| Шадеверледен | Шейдс фургон дезе витте Renault Clio opvragen |
| Цилиндры Антал | 4 |
| Цилиндринхауд | 1461 куб. см см |
| Ретрофитроэтфильтр | Ни |
| Vermogen massarijklaar | 0,06 кВт/кг |
| Zuinigheidlabel | А |
| Шадеверледен | Шейдс фургон дезе витте Renault Clio opvragen |
| Брандстоф | Дизель |
| CO2-уитстоот gecombinerd | 94 г/км |
| Код эмиссии | 5 |
| Geluidsniveau gemeten bij (toerental) | 3000 т/мин |
| Желуидсниво Станция | 79 дБ(А) |
| Milieuklasse EG goedkeuring (свет) | 715/2007*692/2008А |
| Ротуйтсут | 0,51 г/км |
| Verbruik buitenweg | 3,2 л/100 км (1:31) |
| Verbruik gecombineerd | 3,6 л/100 км (1:28) |
| Verbruik stad | 4,3 л/100 км (1:23) |
| Вермоген | 65 кВт/88 шт. |
| Танкортинг через UnitedConsumers | Bestel de GRATIS tankpas en по цене € 51,84 за коробку . |
| Каталог товаров | € 16.175,- |
| Предварительный заказ | Uitgebreide waarde-check van deze witte Renault Clio doen |
| Анталь деурен | 4 |
| Анталь Велен | 4 |
| Антальская площадь | 5 |
| Шадеверледен | Шейдс фургон дезе витте Renault Clio opvragen |
| Индикатор экспорта | Я |
| Индикатор открытой теругроэпакти | Урожденная |
| Такси-указатель | Урожденная |
| WAM verzekerd geregistreerd | Я |
| Шадеверледен | Шейдс фургон дезе витте Renault Clio opvragen |
| Максимальная масса треккинга (geremd) | 1200 кг |
| Максимальная масса треккинга (ongeremd) | 535 кг |
| Шадеверледен | Шейдс фургон дезе витте Renault Clio opvragen |
Verbruik van de 90 RRK 1
Deze 1,5-литровый силовой агрегат Renault Clio verbruikt 3,6 л/100 км (1:28) с маркировкой энергопотребления A . Dat houdt в том, что deze auto minstens 20% zuiniger является dan een gemiddelde personenauto van deze grootte. De CO2-uitstoot равен 94 г/км .
Dat houdt в том, что deze auto minstens 20% zuiniger является dan een gemiddelde personenauto van deze grootte. De CO2-uitstoot равен 94 г/км .
A🠔 A
B
C
D
E
F
G
Лучший БЕСПЛАТНЫЙ бак на стоит € 51,84 за дизель на дизельном топливе (24 000 км)!
Бийверкдатум 90-RRK-1
Зарегистрированный фургон Renault Clio с номером 90RRK1 (с боковым кодом 7), дата выхода: 10-08-2022.
Что я буду делать с Renault Clio?
Goedkoopste Renault Clio Autoverzekering
Bij UnitedConsumers check je 100 Renault autoverzekeringen binnen 1 minuut.
Je voordeel kan oplopopen tot meer dan € 150,00 за ящик.
Doe de premie-check en zie direct je korting.
СОВЕТ! Dankzij het Consumer Collectief is de verzekeringspremie ook eens minimaal 5% goedkoper .
Проверьте свою премьеру
Liever je Renault Clio verkopen?
Op Ikwilvanmijnautoaf.nl verkoop je je auto veilig vanuit thuis. Зондер гедо. Verkocht.
Verkoop je auto
Schadeverleden van de 90 RRK 1
Benieuwd naar het schadeverleden van deze witte personenauto uit 2011?
Wil je de gedetailleerde waarde van 90RRK1 weten?
Из контроллера gewoon даже де vorige eigenaren .
Не ошибитесь!
Schadeverleden en vorige eigenaren
Opmerkingen свыше 90 RRK 1
Renault Clio opslaan?
Op Voertuig-zoeker.nl Кун je kentekens opslaan в je personoonlijke lijst.
Handig om op de hoogte van wijzigingen te blijven, notities op te slaan («mijn eerste auto», «vreemd gedrag» и т. д.), автоспотов.
Создать учетную запись
из
авторизоваться.
Инструменты для работы с Clio (90RRK1)
Kentekenreeks
Hieronder staat de kentekenreeks фургон 90-РРК-1. Dit zijn de 10 eerdere en 10 Latere personenauto’s, waarbij gecontroleerd de kentekens nog actief zijn. Geëxporteerde, gesloopte, gestolen, of om een andere reden geschorste personenauto’s staan er dus niet tussen.
Dit zijn de 10 eerdere en 10 Latere personenauto’s, waarbij gecontroleerd de kentekens nog actief zijn. Geëxporteerde, gesloopte, gestolen, of om een andere reden geschorste personenauto’s staan er dus niet tussen.
73-RRK-1: Дачия Логан
75-RRK-1: Дачия Логан
76-РРК-1: Рено Клио
77-РРК-1: Рено Клио
79-РРК-1: Рено Клио
82-РРК-1: Рено Клио
85-РРК-1: Рено Клио
86-РРК-1: Рено Клио
88-РРК-1: Рено Клио
89-RRK-1: Renault Clio
92-RRK-1: Renault Clio
93-РРК-1: Рено Клио
94-РРК-1: Рено Клио
95-РРК-1: Рено Клио
96-РРК-1: Рено Клио
97-РРК-1: Рено Клио
99-РРК-1: Рено Меган
00-РРК-2: Рено Меган
01-РРК-2: Рено Меган
03-РРК-2: Рено Меган
Кентекен-тасовка
Мы kunnen де письма en cijfers фургона 90RRK1 uit 2011 ook een beetje дверь elkaar schudden.
Zo krijg je kentekens с другими боковыми кодами.
Hier kun je ze zien, voor zover ze al bestaan en nog niet verlopen zijn:
- Боковой код 7:
90-РРК-1,
een witte Renault Clio personenauto uit 2011. - Боковой код 9:
РР-901-К,
юноша Mitsubishi Outlander 2018 года выпуска.
Кентекенбюрен
Als je elke letter en cijfer uit het kenteken 90–RRK–1 één hoger of lager maakt, zie je wie de buren van dit kenteken zijn.
Ook handig als je een typefout hebt gemaakt bij het opzoeken, of het kenteken niet helemaal goed hebt gelezen.
- Проверка пакета 1:
80-РРК-1,
2011 года выпуска Renault Clio. - Верандеринг оп 2:
91-РРК-1,
2011 года выпуска Renault Clio. - Проверка пакета 3:
90-ПРК-1,
een witte Renault Twingo personenauto uit 2011. - Проверка пакета 3:
90-СРК-1,
een grijze Opel Agila personenauto uit 2011. - Верандеринг оп 4:
90-РПК-1,
een witte Sea P250 personenauto uit 2006. - Верандеринг оп 4:
90-РСК-1,
een witte Citroen C1 personenauto uit 2011. - Верандеринг оп 5:
90-РРХ-1,
een grijze Renault Clio personenauto uit 2011. - Верандеринг оп 5:
90-РРН-1,
2011 года выпуска Honda Civic 4dr Hybrid 2011. - Верандеринг оп 6:
90-РРК-2,
een grijze Renault Megane personenauto uit 2011.


Эзельсбруггетье
Om 90–RRK–1 makkelijker te onthouden kun je een ezelsbruggetje gebruiken.
Zo kun je де письма beter onthouden als je er een woord mee maakt.
Van de letter R, R en K kun je de volgende woorden maken: эйеррек и ройрок .
Kies het woord je het opvallendst of makkelijkst vindt.
Nu hoef je alleen maar de cijfers 9, 0 en 1 встретился с этим словом, которое объединяется.
Ахтерстеворен
Als je 90RRK1 omdraait krijg je
1КРР09,
Оранжевый Ford B-max 2013 года выпуска.
Meer kentekens met R, R en K
Benieuwd welke voertuigen er nog meer zijn met R, R en K als de letters van het kenteken?
We hebben de cijfers 9, 0 en 1 in 90RRK1 vervangen door alle andere mogelijkheden.
Сделайте все RRK-kentekens.
Wat gebeurde er op 11-07-2011?
- Оверледен
- Сес Ваал (67), нидерландский политический юрист
- Оверледен
- Том Герелс (86), нидерландско-американская астрономия
Чек Kenteken
Wil Je een ander kenteken checken dan 90 RRK 1, gebruik dan onderstaande zoekbox:
Meer Renault Clio op voertuig-zoeker.
Bosch gdb 1600 we: Дрель для алмазного сверления BOSCH GDB 1600 WE [0601189608] — цена, описание, характеристики, отзывы, купить в Самаре в интернет-магазине
Bosch GDB 1600 WE в категории «Инструмент»
Шайба Bosch GDB1600WE 3600400025
Доставка по Украине
72.08 грн
Купить
Шестерня цилиндрическая Bosch GDB1600WE/DE 3606317047
Доставка по Украине
1 800.66 грн
Купить
Электроника Bosch GDB1600WE 1607233156
Доставка по Украине
1 454.02 грн
Купить
Дрель алмазного сверления Bosch GDB 180 WE Professional
Доставка по Украине
37 885 грн
Купить
Дрель алмазного сверления Bosch GDB 350 WE Professional
Доставка по Украине
64 900 грн
Купить
Дрель алмазного сверления Bosch GDB 180 WE Professional (2000 Вт) (0601189800)
Доставка по Украине
49 150 грн
Купить
Інтернет Магазин Ebosh
Дрель алмазного сверления Bosch GDB 350 WE (3.2 кВт) (0601189900)
Доставка по Украине
80 790 грн
Купить
Інтернет Магазин Ebosh
Дрель алмазного сверления Bosch GDB 180 WE
На складе
Доставка по Украине
по 63 009 грн
от 3 продавцов
63 009 грн
Купить
«Comfortno» интернет-магазин комфортного шоппинга
Щетки угольные Bosch GDB2200WE/GDB2500WE 3607014008
Доставка по Украине
975. 26 грн
Купить
Дрель алмазного бурения Bosch GDB 180 WE
Доставка по Украине
по 57 968 грн
от 2 продавцов
63 009 грн
57 968 грн
Купить
«Море инструментов»
Дрель алмазного бурения Bosch GDB 350 WE
Доставка по Украине
по 95 290 грн
от 2 продавцов
103 576 грн
95 290 грн
Купить
«Море инструментов»
Уплотнительное кольцо Bosch GBM16-2RE/GSB90-2E/GDB1600DE 3600290070
Доставка по Украине
316.88 грн
Купить
Дрель алмазного бурения 2000 Вт, 2800 об/мин, GDB 180 WE BOSCH
Доставка по Украине
63 009 грн
Купить
РАДИО SHOP
Дрель алмазного бурения 3200 Вт, 1250 об/мин, GDB 350 WE BOSCH
Доставка по Украине
103 576 грн
Купить
РАДИО SHOP
Направляющая прецизионная BOSCH FSN RA 32 1600 (1600Z0003W)(e1015178)
Под заказ
Доставка по Украине
4 470 грн
Купить
sigma-market. com.ua
com.ua
Смотрите также
Дриль алмазного свердління Bosch GDB 180 WE
Доставка по Украине
63 009 грн
Купить
Интех-МТЗ
Дрель алмазного сверления GDB 350 WE//Bosch
Под заказ
Доставка по Украине
89 290 грн
Купить
ТОВ»ПРОФПОСТАЧ»
Кнопка дрели алмазного сверления Bosch GDB 2500 WE оригинал 3607031559
Доставка по Украине
3 198.04 грн
Купить
Интернет магазин «Детали». Запчасти для электро и бензоинструмента
Колодки тормозные дисковые передние MB Sprinter 06-/Vito W639 03- (тип Bosch) (GDB1600) TRW
Под заказ
Доставка по Украине
2 100.88 грн
1 785.75 грн
Купить
Adetali
Дриль алмазного свердління Bosch GDB 350 WE (3.2 кВт, 1250 об/хв) (0601189900)
Доставка по Украине
103 576 грн
Купить
ПРОФІЦЕНТР КВІТКА
Дриль алмазного свердління Bosch GDB 180 WE (2 кВт, 2800 об/хв) (0601189800)
Доставка по Украине
63 009 грн
Купить
ПРОФІЦЕНТР КВІТКА
Дрель BOSCH GDB 180 WE (0601189800)
Доставка по Украине
63 009 грн
Купить
IN-GREEN
Bosch GDB 180 WE Professional 0601189800
Под заказ
Доставка по Украине
44 500 грн
43 610 грн
Купить
BatinDom24
Bosch GDB 350 WE Professional 0601189900
Под заказ
Доставка по Украине
78 130 грн
76 570 грн
Купить
BatinDom24
Дрель алмазного сверления Bosch Professional GDB 180 WE + кейс (0601189800)
Доставка по Украине
63 009 грн
Купить
Интернет-магазин электроинструмента MDBM ( МДБМ )
Дрель алмазного сверления Bosch Professional GDB 350 WE + кейс (0601189900)
Доставка по Украине
103 576 грн
Купить
Интернет-магазин электроинструмента MDBM ( МДБМ )
Дрель алмазного бурения Bosch Professional GDB 180 WE + кейс
Доставка по Украине
63 009 грн
Купить
TULLO
Шуруповерт Bosch GDB 180 WE Professional 0601189800
Под заказ
Доставка по Украине
54 870 грн
54 320 грн
Купить
Click24
Шуруповерт Bosch GDB 350 WE Professional 0601189900
Под заказ
Доставка по Украине
104 360 грн
103 320 грн
Купить
Click24
Видео обзоры Bosch Gdb 1600 we (0601189608) на CMP24
 org/BreadcrumbList»>
org/BreadcrumbList»>смотреть больше фото
Где купитьКупить в кредит
{{message}}
{{message}}
Рейтинг:
(5/5)
Отзывы (1) Оставить отзыв
Описание Видео обзоры (3) Характеристики (20) Сравнить цены (2) Отзывы (1)
Видео Обзоры (3)
BOSCH GDB 180 WE Дрель для алмазного сверления
Дрель для алмазного сверления BOSCH GDB 2500 WE
Bosch GDB 1600 WE + GDE 68 Anwendungsvideo
Сравнить цены (2)
Последняя известная цена от 1762 р. до 2755 р. в 2 магазинах
до 2755 р. в 2 магазинах
В данный момент у нас нет информации о наличии данного товара в магазинах.
Вы можете поискать его на других площадках:
| Магазин | Цена | Наличие |
|---|---|---|
21vek BY | Быстрая доставка. Мы доставляем товар по всей Беларуси в удобное для вас время | |
СберМегаМаркет | ||
AliExpress | AliExpress – один из крупнейших мировых маркетплейсов, |
Купить в кредит (0)
| Компания | Предложение |
|---|
Описание
Дрель алмазного сверления Bosch GDB 1600 WE 0. 601. 189. 608 — инструмент для сверления бетона с жидкостным охлаждением. Дрель оснащена защитой от перегрузок с индикацией и автоматическим снижением числа оборотов. Подача воды возможна из передвижного резервуара воды под давлением (принадлежность) или от стационарного водопровода. Почему именно этот инструмент? Патрон с внутренней резьбой G 1/2″ и наружной резьбой 1 1/4″ (подходит для обычных алмазных кольцевых буровых коронок).
Дрель оснащена защитой от перегрузок с индикацией и автоматическим снижением числа оборотов. Подача воды возможна из передвижного резервуара воды под давлением (принадлежность) или от стационарного водопровода. Почему именно этот инструмент? Патрон с внутренней резьбой G 1/2″ и наружной резьбой 1 1/4″ (подходит для обычных алмазных кольцевых буровых коронок).
Небольшой угловой размер (40 мм). Можно сверлить вручную и устанавливать стационарно. Возможность переоборудования для сухого сверления (с головкой для отвода пыли). Патрон с внутренней резьбой G 1/2″ и наружной резьбой 1 1/4″ (подходит для обычных алмазных кольцевых буровых коронок). Плавный пуск и регулировка числа оборотов для точного начала сверления и уверенной работы. Электроника постоянства. Термозащита от перегрузок с индикацией и автоматическим снижением числа оборотов.
Характеристики (20)
| Параметр | Значение |
|---|---|
| Мощность | 1600 |
| Скорости | 2 |
Макс. обороты обороты | 2400 |
| Обороты | 980/2400 |
| Быстрозажимной патрон | нет |
| Тип дрели | алмазное сверление |
| Макс. крутящий момент | 60 |
| Макс. диаметр сверления (камень) | 152 |
| Реверс | нет |
| Подсветка рабочей зоны | нет |
| Предохранительная муфта | есть |
| Система для защиты от вибрации | нет |
| Две и более механических скоростей | есть |
| Поддержание постоянного количества оборотов | есть |
| Электронная регулировка числа оборотов | есть |
| Ограничение пускового тока | нет |
| Шпиндель с шестигранным углублением под биты | нет |
| BOSCH Professional | есть |
| Вес нетто | 5.9 |
| Поставляется в | кейсе |
Отзывы (1)
Смотреть отзывы на СберМегаМаркет
Зарегистрируйтесь и получайте бонусы за покупки!
Пожалуйста подождите. .
.
{{message}}
Ошибка! Повторите попытку позднее.
Подписаться на новинки, скидки и интересные предложения
Нажимая кнопку «Готово», я даю своё согласие cmp24.by на обработку моих персональных данных, в соответствии с Федеральным законом от 27.07.2006 года №152-ФЗ «О персональных данных», для целей регистрации на сайте, а также для целей и на условиях представленных в политике конфиденциальности.
Похожие товары
Все Дрели алмазного бурения Bosch »
Электроинструмент
Категория 1409 р. — 2114 р.
- Главная »
- Каталог »
- Инструменты »
- Электроинструмент
 org/ListItem»>Для дома, дачи и ремонта »
org/ListItem»>Для дома, дачи и ремонта »Купить профессиональную алмазную дрель Bosch GDB 1600 WE в GZ Industries
(1 отзыв)
Написать рецензию
BOSCH GDB 1600 WE профессиональная алмазная дрель
Рейтинг
Обязательно
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Тема обзора
Обязательно
комментариев
Обязательно
₦319 866,25
- Артикул:
- инструмент 189603
- Вес:
- 5,90 сом
- Доставка:
- Рассчитано на кассе
Текущий запас:
Количество:
- Описание
Алмазная дрель Bosch GDB 1600 WE professional
Удобный инструмент для мокрого сверления
- Небольшая ширина по углам (40 мм) для работы вблизи стен
- Может использоваться как ручной инструмент, так и в качестве стационарного инструмента
- Также можно переоборудовать для сухого бурения (с пылеудаляющей головкой)
- Державка с внутренней резьбой G 1/2″ и внешней резьбой 1 1/4″ (совместима с имеющимися в продаже алмазными коронками)
- Плавный пуск и бесступенчатая регулировка скорости для точного начала сверления и управления кончиками пальцев во время работы
- Константа Электронная
- Электронная защита от перегрузки с индикацией сигнала и автоматическим снижением скорости
- Механическая предохранительная муфта отдельно подходит для 1-й и 2-й передачи
- Безинструментальное соединение со станиной S 500 A Professional
- Защитный выключатель, встроенный в кабель
1 отзыв
Скрыть отзывы
Показать отзывы
- сопутствующие товары
- Клиенты также просмотрели
Руководство пользователя Bosch GDB 1600 DE Professional (английский
Manualbosch GDB 1600 DE Professional
Bedienungsanleitung
Инструкции по эксплуатации
Инструкции D’EMPLOI
DE
Servicio
Manaulal DE DE ISTRICIONE
9000.