ПОСТАВКА СЕЛЬСКОХОЗЯЙСТВЕННЫХ МАТЕРИАЛОВ НАПРЯМУЮ ОТ ПРОИЗВОДИТЕЛЯ СТРАНЫ.
HYDROSEEDER UGP W1000 GREEN GRASS
Гидросеялка оснащена колесами Может быть легко доставлена в любую часть рабочей площадки
Насос Возможность забора воды из резервуара
Высокая износостойкость Изготовлен из высококачественных компонентов
Мобильный Устройство легко перевозится в кузове автомобиля или прицепа
Бак со скошенной кромкой Обеспечивает полный слив жидкости
Аутригеры Отличная устойчивость, разгрузка колес при заполнении бака
Качественное и быстрое перемешивание смеси путем подачи через верхний слив
Надежность конструкции Усиленная рама предназначена для эксплуатации в российских условиях
Стоимость В несколько раз дешевле импортных аналогов
Эффективность Крытая площадь от резервуара — 300 м 2
ХАРАКТЕРИСТИКИ
Модель
УГП W1000
Мотопомпа модель
Фубаг ПГ 950 Т
Тип двигателя
OHV, 4-тактный
Мощность, л. с.
7
Тип топлива
Бензин, АИ 92
Объем бака, л
1000
Материал бака
ХДПП
Тип смешивания
Гидродинамическая водометная
Время приготовления смеси, мин
с 15 мин
Покрываемая площадь с полного бака, м 2
200-300
Диаметр напорного шланга, мм
50
Длина напорного шланга, м
20
Производительность насоса, л/мин
1300
Ширина раздачи, м
3
Дистанция раздачи от орудия, м
до 20
Тип управления распределителем
Механический
Переход на напорный шланг
Механический
Регулятор потока на пистолете
+
Масса, кг
254
Масса с заполненным баком, кг
1185
Длина, м
1650
Ширина, м
1256
Высота, м
2020
Страна производитель
Россия
Руководство
+
Гарантийный срок
12 месяцев (30 дней для резинотехнических изделий)
Технические характеристики могут быть изменены в соответствии с вашими потребностями
Загрузить спецификации гидрозедер
Преимущества оборудования
Складная лестница для удобства одного рабочего
01
Удобная ручка для перемещения вокруг объекта
02
Стандартная вода и пожарная ручка
03
Резервуар для полного слива жидкости
04
Дополнительная платформа
05
Катушки для шлангов
06
Транспортные петли
07
Регулируемые аутриггеры
08
Поручни для безопасного технического обслуживания
09
Колеса для перемещения вокруг объекта
из емкости или емкости
12
Две насадки для гидродинамического перемешивания
13
Верхнее заполнение при наполнении из емкости или емкости
14
Надежность конструкции, усиленная рама для российских условий
15
Рабочий объем, площадь покрытия от бака — 300 м2
16
ОБЛАСТИ ПРИМЕНЕНИЯ ГИДРОСЕЯЛКИ быстродействующие области применения
6 90 и качественный посев травы в труднодоступных местах:
01. поля для гольфа
02. спортивные площадки
03. стадионы
04. parks
05. cemeteries
06. roadside verges
07. fixing slopes and hillsides
08. soil stabilization
09. slopes stabilization
10 укрепление склонов
11. улучшение дорог
12. восстановление почвы
13. производство и продажа рулонных газонов
14. Реультивация нарушенных почв
15. Восстановление почв
16. Реферация на землю
17. Рефелация почвы
18. Airfields
в добавлении. борьба с эрозией и борьба с сорняками путем посева травы, забивающей рост сорняков. На местах разливов нефти пробный посев используется для определения степени загрязнения земель.
КАК ВЫГЛЯДИТ ГАЗОН ПОСЛЕ ГИДРОПОСЕВА С ИСПОЛЬЗОВАНИЕМ НАШЕЙ ТЕХНИКИ
Гидропосев (гидромульчированный посев) – уникальная технология создания газона, которая успешно зарекомендовала себя по сравнению с обычными способами создания газона – посевом семян и укладкой раскатать газон.
Этот способ посева, кроме простоты засеивания труднодоступных мест, таких как горные склоны и обочины дорог, уникален тем, что создает на поверхности почвы особый слой, в котором семена находятся во влажной среде, обогащенной удобрения, благодаря которым трава быстро прорастает и надолго сохраняет привлекательный, свежий и богатый вид.
Чтобы узнать больше о характеристиках оборудования, свяжитесь с нашим специалистом.
Оставьте нам заявку и мы обязательно с вами свяжемся!
Река Темза Условия
Обновления услуг в 18:30 1 января 2023 г. свою позицию и в настоящее время покоится чуть выше Ромни Вейр.
Пожалуйста, игнорируйте эту отметку, пока она не будет спасена и не возвращена в нормальное положение
Шлюз Ромни временно открыт для прохода до возобновления строительных работ на объекте 3 rd января 2023 года. Проход необходимо бронировать по адресу [email protected] или по телефону 01753 860296.
. Шлюз Рэдкот — T Водопровод в шлюзе Рэдкот закрыт до дальнейшего уведомления.
Замок Molesey — Насос выведен из эксплуатации до дальнейшего уведомления.
Бенсон Лок — T h Общественный переход над плотиной Бенсон будет закрыт до дальнейшего уведомления.
St. John’s Lock — T H E Накача out не работает до дальнейшего уведомления.
Hurley Lock — Общественный туалет недоступен.
Шлюз Mapledurham — Откачивающие сооружения временно недоступны из-за замерзших труб.
Замок Boulters — Ворота со стороны пьедестала не открываются полностью. Пожалуйста, будьте осторожны при входе и выходе из замка.
Boveney Lock — T H E PU M P -OU PU M P -OU P -OU P -OU P -OU P -OU PU M .0014 t и Elsa n facilitie s не работают до дальнейшего уведомления.
Marsh Lock Horse Bridge — T he to w path b rid ge upstream of Marsh Lock will быть закрытым до дальнейшего уведомления по соображениям безопасности. Наши оперативные группы и специалисты по инфраструктуре будут проверять мост, чтобы определить необходимые действия для защиты пользователей моста. Приносим извинения за доставленные неудобства.
Часы работы сторожей шлюзов
Мы стремимся предложить нашим клиентам помощь в лодочном транспорте в течение лодочного сезона с 1 апреля по 30 сентября. Мы также обеспечим сопровождение во время пасхальных выходных и весенних и осенних полугодий, когда они выпадают вне сезона. Каждый шлюз будет обслуживаться резидентом, сменным или сезонным смотрителем шлюза и/или волонтерами, в зависимости от ситуации и, когда это возможно, для прикрытия перерывов персонала, работы плотины и технического обслуживания. Бывают случаи, когда мы не можем этого сделать из-за обстоятельств, не зависящих от нас, таких как болезнь персонала.
Вне сезона между 1 октября и 31 марта может быть доступен сопровождаемый переход, но это не может быть гарантировано.
Наш график обслуживания замков можно найти здесь: Река Темза: услуги по обслуживанию замков.
Июль и август: с 9:00 до 18:30
Май, июнь и сентябрь: с 9:00 до 18:00
Апрель и октябрь: с 9:00 до 17:00
с ноября по март: с 9:15 до 16:00
Один час обеденного перерыва между 13:00 и 14:00, когда укрытия нет.
Общественное электричество подается на шлюзы, за исключением шлюза Теддингтон и шлюзового шлюза выше по течению от Оксфорда.
Навигационные знаки
При движении вверх по течению держите красные навигационные буи слева, а зеленые — справа.
Двигаясь вниз по течению, держите красные буи справа, а зеленые — слева.
Одиночные желтые маркерные буи могут проходить с любой стороны.
Во всех случаях держитесь подальше от навигационных буев. Помните о возможных отмелях на внутренней стороне изгибов рек.
24-часовой и шлюзовый причалы
Эти причалы находятся в ведении Агентства по охране окружающей среды Lock and Weir Keepers. Уведомления размещаются на сайтах, и лодочники должны по прибытии явиться к дежурному хранителю шлюза, чтобы сообщить о своем пребывании.
Ссылки по теме
Река Темза: ограничения и перекрытия — Информация о любых перекрытиях и ограничениях на неприливной реке Темзе.
Река Темза: шлюзы и сооружения для яхтсменов. Информация о средствах для яхтсменов на шлюзах Агентства по охране окружающей среды на реках Темзе и Кеннет, не подверженных приливным явлениям.
Уровни рек и морей — Служба Агентства по охране окружающей среды, отображающая последние данные об уровне рек и морей со всей страны.
GaugeMap — интерактивная карта с расходами, уровнями грунтовых вод и другой информацией о реках Великобритании и Ирландии.
Агентство по охране окружающей среды — страницы о лодках по реке Темзе, включая руководство по регистрации лодок и общую информацию о реке.
Посетите Темзу. Все, что вам нужно знать о реке Темзе.
Управление лондонского порта (PLA) — руководство для прогулочных и коммерческих судов, желающих плавать по реке Темзе с приливами.
Многие наши клиенты, обращаясь к нам, не совсем понимают разницу между понятиями гравировка и фрезеровка. Поэтому эта статья посвящена объяснению понятий гравировка и фрезеровка.
Гравировка — нанесение рисунка, надписи, орнамента ручным или механическим способом на поверхности металла, камня, стекла, дерева. При гравировке обычно делаются неглубокие углубления в материале от нескольких микрон до 0,5- 1мм.
Существуют две основные техники гравировки — штриховая гравировка и обронная резьба.
В штриховой гравировке на поверхность металла наносят порезки в виде контурных линий и штрихов. Резцовую гравировку выполняют вручную штихелями.
Обронная резьба представляет собой рельеф с выбранным углубленным фоном и объемной обработкой изобразительных элементов.
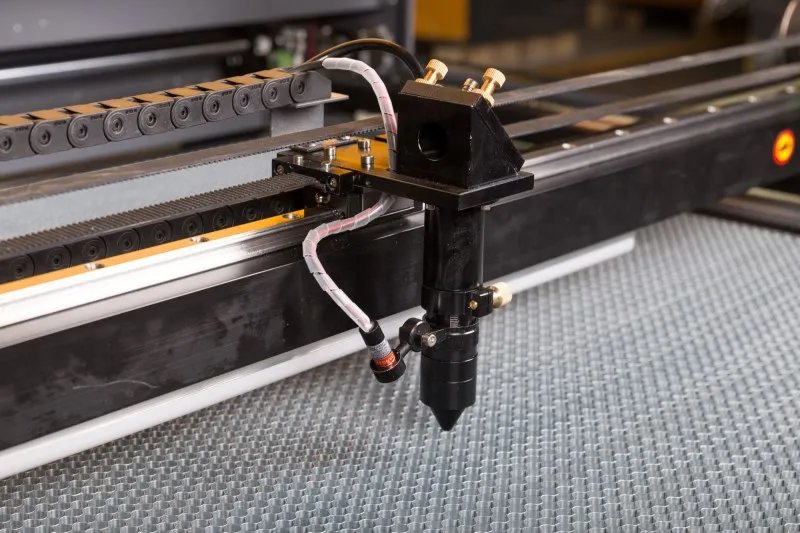
Гравировка может выполняться на настольных гравировальных станках Magic. Благодаря простоте в работе и быстрому обучению пользователя эти станки еще называют принтерами по металлу.
Гравировка на многофункциональном настольном гравировальном станке с чпу Magic 5
Гравировка может выполняться и на цилиндрических изделиях — например на обручальных кольцах. Для этого можно использовать гравировальный станок на кольцах Magic R или многофункциональный гравировальный станок по металлу Magic 5
Способом гравировки можно наносить, как векторные изображения, так и растровые. Настольные гравировальные станки с ЧПУ Magic могут делать фотогравировку на металле.
Для гравировки на металле можно использовать любой гравировальный станок с ЧПУ Magic. Следующие гравировальные станки могут делать только гравировку и фотогравировку.
Что такое фрезеровка?
Фрезерование(фрезерная обработка) — это процесс механической обработки, при котором режущий инструмент (фреза) совершает вращательное движение (для вращения используется мотор — шпиндель), а обрабатываемая заготовка — поступательное.
В настоящее время фрезерная резка (фрезеровка) является одним из лучших способов изготовления различной рекламной продукции. Она дает возможность раскраивать множество видов материалов.
При фрезеровании можно сделать углубления в металле или материале любой глубины или даже сделать сквозные отверстия.
Хорошее представление фрезеровки дает ниже представленное видео.
Фрезеровка плоских изделий на настольном фрезерном гравировальном станке с ЧПУ Magic 7 для Ювелиров
Фрезеровка металлической пластины на настольном гравировально-фрезерном станке Magic F30
Также фрезеровка может выполняться на цилиндрических изделиях. Для этого одна ось должна быть ротационной, то есть вращаться. Чаще всего станки с ротационной осью называются 4х осными.
4Х осные станки с возможностью фрезеровки нашли широкое распространение среди ювелиров и используются для изготовления восковок.
Изготовление восковки на многофункциональном настольном гравировальном фрезерном станке с ЧПУ Magic 7
Для фрезеровки можно использовать настольные гравировально-фрезерные станки с числовым программным управлением Magic. Эти станки могут выполнять как гравировку, так и фрезеровку.
Назад
Вперед
You have no rights to post comments
Гравировка на металле в СПБ — цены на гравировку по металлу от завода «Радиоприбор»
ПАО «Завод «Радиоприбор»» предлагает услуги гравировки на металле в СПб. Гравировка предполагает нанесение рисунка, изображения или надписи на поверхность любого материала механическим способом. Изображение может быть углубленным или рельефным.
В большинстве случаев услуги гравировки по металлу востребованы на заключительном этапе производства промышленных табличек, лицевых панелей и корпусов приборов, шильд.
Гравировка на металле недорого и при этом с гарантией качества может осуществляться несколькими методами, наиболее универсальным и доступным из которых является фрезерная механическая гравировка. Она обеспечивает максимальную точность, скорость, возможность серийной обработки деталей различных форм, в том числе – сферической.
ПАО «Завод «Радиоприбор»» располагает современными гравировально-фрезерными станками с ЧПУ немецкой фирмы Datron. Данные станки применяются для нанесения гравировки механическим способом на промышленные изделия, а также для фрезерной обработки деталей из алюминия, текстолита, стеклотекстолита и пластика.
Немецкие станки с ЧПУ позволяют обрабатывать даже сложные изделия с высокой производительностью. За счет автоматизации процесса минимизируется влияние человеческого фактора и ускоряется процесс обработки материала.
С помощью гравировально-фрезерных станков фирмы Datron возможно наносить на поверхность изделий рисунки, надписи, орнаменты, логотипы и узоры углубленного и выпуклого типа.
П-образный стол дает возможность закрепить и обработать изделия высотой до 900 мм
Имеется система оросительного охлаждения хладагентом или воздухом (сильную струю, охлаждающую нагретую поверхность, можно направить очень точно с помощью специальной форсунки и монтажной конструкции)
Дополнительно: Наличие вакуумного стола позволяет получать более точные размеры по Z, а также изготавливать несколько деталей из одной заготовки.
Зона обработки: 1000 х 740 х 240 мм, размер П-образной выемки 250х600 с максимальной высотой заготовки 900 мм.
Особенности:
Трёхосевое устройство
Магазин на 11 инструментов
Имеется возможность обработки в тисках и на столе
Можно подвесить деталь за счет П-образного стола
Система микрораспыления СОЖ в зону обработки
Сканирование плоскости обрабатываемой детали. Эта функция позволяет выполнять гравировку на сферических поверхностях с соблюдением глубины гравировки по всей плоскости
Наличие специализированного инструмента для высокоскоростной обработки и гравировки
Дополнительно: Обработка на станке DATRON характеризуется высоким качеством выполнения фрезерных работ, повышенным показателем шероховатости. Оборудование позволяет выполнять такие операции, как фрезерование, сверление, нарезание резьбы, гравировка.
Как мы работаем
1. Вы оставляете заявку на сайте или по телефону
2. Наши менеджеры предлагают варианты исполнения заказа
3. Заключается договор с ТОЧНОЙ стоимостью исполнения заказа
4. Оплачиваете работу по договору удобным способом
5. Наши специалисты изготавливают и доставляют заказ
Цена гравировки на металле
Стоимость гравировки зависит от типа и размера деталей, на которые необходимо нанести гравировку, типа заказа (крупно- либо мелкосерийное производство), материала, из которого изготовлена заготовка либо деталь, а также ее конструкционных особенностей.
Свяжитесь с нашим менеджером по телефону (812) 388-13-06, факсу (812) 369-20-56, электронной почте [email protected] или оставьте заявку в форме обратной связи. Мы выполняем гравировку любой сложности. Готовы принимать разовые заказы и на постоянной основе. Мы непременно выполним ваш заказ оперативно и в короткие сроки.
Metal Engraving — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность данных пользователей. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(более 1000 релевантных результатов)
Гравировка и маркировка металлов | Gravotech
Много лет назад люди открыли для себя способность формировать металл, мы маркировали его, будь то для артистизма, персонализации или отслеживания.
Металл сложен: проводящий, реактивный и состоит из химических веществ и сплавов, поэтому, когда вы ищете ротационную или лазерную маркировочную машину для металла, лучшее решение будет зависеть от типа металла, который вы будете гравировать:
Нержавеющая сталь Алюминий
Анодированный алюминий
Закаленные металлы
Стальной сплав
Титан и титановые сплавы
Карбиды
Латунь
Медь
Драгоценные металлы
Металлы с покрытием
Зачем маркировать металл? Гравировка металла используется для маркировки текста, логотипов, изображений, цифр, 2D-кодов, список можно продолжать бесконечно. Отрасли, маркирующие металл, еще больше, например, ювелирная, медицинская, автомобильная, авиационная и энергетическая.
Наша лазерная маркировка и гравировка выполняются бесконтактно и не требуют предварительной или последующей обработки. Результатом является постоянная, стойкая и высококонтрастная маркировка с очень высоким разрешением и, конечно же, без повреждения металла.
Ротационная гравировка вырезает металл с помощью гравировальной фрезы, похожей на дрель. Это позволяет выполнять как гравировку, так и резку (на некоторых металлах) и широко используется во всех отраслях промышленности, от гравировки ювелирных изделий до резки панелей управления.
Прямая маркировка деталей методом точечной вырубки или скрайбирования выполняется с помощью щупа из карбида вольфрама, который вступает в контакт с поверхностью и деформирует материал в полости благодаря последовательности ударов, формирующих окончательную маркировку.
Gravotech обладает обширным опытом в области маркировки металлов и делится своим опытом, чтобы помочь вам найти лучшее решение для гравировки металла, которое будет соответствовать вашим потребностям. Существует множество различных типов металлов, и у нас есть машинное решение для каждого из них.
Лазерная гравировка металла
Лазерное травление можно использовать для широкого спектра материалов. Лазерная гравировка происходит, когда тепло луча плавит только поверхность материала и не проникает в материал полностью.
Высокая мощность лазера использует высокую температуру для расплавления только поверхности материала. Оксиды иногда образуются в местах гравировки, что делает следы более четкими и заметными. Лазер изменяет его отражательную способность и улучшает контрастность. Удаляет очень мало материала .
Может выполняться на необработанных, анодированных или покрытых металлом поверхностях. Световая гравировка металлов и оксидов. Удаляет менее 0,001 дюйма материала. Высокоскоростная маркировка. Работает на всех металлах.
Посмотрите наши станки для лазерной гравировки металла!
Когда маркированные детали требуют доработки или дополнительной окраски, а материал шероховатый, лазерную гравировку необходимо нанести глубже в материал.
Лазер сильно нагревается в процессе гравировки, что приводит к испарению материала. Это создает полость на поверхности, которая заметна на глаз и на ощупь. Рекомендуется, когда лазерная маркировка подвергается стрессу после обработки (например, при пескоструйной обработке литья под давлением).
Быстрое плавление и испарение материала. Варьирование глубины достигается количеством проходов. Работайте только с заполненными шрифтами/фигурами.
Отжиг
При отжиге материал локально нагревается почти до температуры плавления. Это создает оксидные слои на поверхности заготовки, которые связаны с металлическими цветами отжига. Это также предпочтительный метод, когда требуется точная посадка или необходимо избежать вздутия материала.
Вы можете отжигать только те металлы, которые меняют цвет под воздействием тепла и кислорода, т.е. стали и титана, но не алюминий или цветные металлы. Как правило, оксидный слой черный, но может иметь и другие цвета отжига. Цвет зависит от температуры нагретых слоев. Поверхность материала сохраняется даже при отжиге, поскольку с нее ничего не удаляется. Изменение цвета достигается только за счет локального нагрева материала. Тепло обычно проникает в металлическую поверхность на глубину от 0,02 до 0,03 мм.
Черная маркировка
Черная маркировка — это процесс маркировки, при котором получаются очень контрастные темные маркировки. Эта структурированная поверхность уменьшает количество отраженного света, в результате чего маркировка становится глубоко матово-черной и выглядит одинаково под любым углом. Это делает маркировку неабразивной. Черная маркировка идеально подходит для нержавеющих сталей, титана, меди и латуни.
ЗАПРОСИТЬ ДЕМО
Лазерный станок для маркировки металла на производственной линии
Наружная гравировка кольца лазерным гравером по металлу
Прямая маркировка деталей на металле
Деталь выгравирована гравировальным станком по металлу
Лазерная маркировка Datamatrix на металлической детали
Гравировка металла на ротационном станке
С помощью гравировальных станков по металлу мы проводим алмазным инструментом по поверхности материала, чтобы получить легкую и очень эстетичную маркировку. В нет чипа, созданного , а потеря веса материала незначительна, что особенно важно в ювелирных изделиях.
Этот процесс маркировки можно использовать даже для очень твердых сплавов, таких как сталь, нержавеющая сталь или железо, и, конечно же, для более мягких металлов. Он идеально подходит для вывесок (тегов) и персонализации. Канавка, созданная в детали, также может быть заполнена лаком или воском для получения высокой контрастности или цвета.
Посмотрите наши станки для гравировки металла с ЧПУ!
Станки гравировальные по металлу с ЧПУ, материал снимается с помощью режущих инструментов, «граверных фрез» различных размеров и форм.
CNC используется для вырезания фигур в металле, например, для панелей управления, или для фрезерования 3D-форм, таких как создание горячих штампов, вкладышей в пресс-формы или производство мягких металлов в целом. Эта технология также может использоваться для получения текста, цифр или логотипов, глубоко выгравированных на детали, будь то для идентификации (прямая маркировка детали) в целях персонализации.
Этот процесс маркировки обеспечивает превосходные неконтрастные результаты как при резке , так и при фрезеровании , и даже наши небольшие граверы могут выполнять работу по мягким металлам, таким как алюминий или латунь.
Наши пневматические машины для точечной упрочняющей маркировки лучше всего подходят для маркировки, требующей очень короткого времени цикла для удовлетворения требований к скорости в промышленных секторах.
Электромагнитные маркировочные машины больше подходят для приложений, требующих высокой точности и постоянства. Он особенно эффективен для маркировки кода DataMatrix. Электромагнитная точечная маркировочная машина представляет собой высокоточное решение для маркировки, отвечающее требованиям прослеживаемости и идентификации.
Наши машины для маркировки металла методом точечной упрочняющей обработки отличаются экономичностью и обеспечивают четкую маркировку, которая наносится в два раза быстрее, чем другие машины для точечной маркировки.
Бесшумные с эстетичными и потрясающими результатами, разметочные машины используются во всех промышленных операциях с учетом ограничений по уровню шума: для маркировки крупных металлических компонентов (балки, рельсы, шасси, выхлопные трубы и т. д.) для маркировки V.I.N. номера (идентификационные номера транспортных средств) на автомобилях, мотоциклах и большегрузных транспортных средствах и т. д.
Это решение с наилучшим соотношением глубины маркировки/скорости. Обеспечивает высокое качество маркировки. Он был разработан для тяжелых промышленных применений, наши системы долговечны и требуют минимального обслуживания.
ЗАПРОСИТЬ ДЕМО
Точечная гравировка металла
Внутреннее кольцо с гравировкой на ротационном гравировальном станке
Идентификация и отслеживание металла — точечная гравировка
Гравировка металлических пластин на ротационном гравировальном станке
Gravotech — машина для маркировки металла
Откройте для себя гравировальные станки Gravotech по металлу
Наш полный ассортимент встроенных лазеров и лазерных станций позволит вам выполнять маркировку на всех типах металлических деталей с постоянным результатом, с превосходным качеством и контрастностью для полной идентификации и отслеживания.
Самая совершенная лазерная станция для перманентной маркировки. От штучного и мелкосерийного производства до интеграции в роботизированную ячейку. Совместимость с оптоволоконным, гибридным или зеленым источником.
…
LW2
ЛАЗЕРНАЯ СТАНЦИЯ
Откройте для себя этот продукт
Внедрение лазерной гравировки в ваш бизнес….
ДОБРО ПОЖАЛОВАТЬ
ЛАЗЕРНАЯ СТАНЦИЯ
Откройте для себя этот продукт
Наш мощный и высококачественный промышленный волоконный лазерный гравер быстро выполняет точную маркировку….
ВОЛОКОННЫЙ Лазер
ВСТРОЕННЫЙ ЛАЗЕРНЫЙ МАРКЕР
Откройте для себя этот продукт
Промышленный лазерный гравер LS900 поставляется с CO2, волокном или краем (двойные источники). Они идеальны, если вы ищете быстрый лазерный гравер или лазерный резак.
. ..
ЛС900
ЛАЗЕРНЫЙ СТОЛ
Откройте для себя этот продукт
Лазерный маркер HYBRID с длиной волны 1064 нм идеально подходит для областей применения, требующих большой универсальности с точки зрения маркировки материалов с максимальной скоростью, от лазерной маркировки металла до пластика.
…
ГИБРИДНЫЙ лазер
ВСТРОЕННЫЙ ЛАЗЕРНЫЙ МАРКЕР
Откройте для себя этот продукт
СО2-лазерный станок LS100EX — это станок среднего размера для гравировки и резки. Его площадь гравировки соответствует размеру ¼ листа, что делает его идеальной машиной для изготовления вывесок….
LS100EX
ЛАЗЕРНЫЙ СТОЛ
Откройте для себя этот продукт
Наш ассортимент ротационных станков может выполнять легкую алмазную гравировку, аккуратную глубокую гравировку, легкую фрезеровку и сверление. Решения Gravotech для точечного упрочнения и скрайбирования обеспечивают быструю неконтрастную глубокую маркировку, полученную путем нанесения близких ударов по поверхности нескольких типов металлов.
С момента изобретения технологии точечной маркировки 40 лет назад мы продолжаем вводить новшества, и пневматическая машина для маркировки точечным упрочнением XF510p получает корону за то, что она является самой маленькой и быстрой …
XF510p
ИНТЕГРИРУЕМАЯ ТОЧЕЧНАЯ УПЛОТНЕНИЕ
Откройте для себя этот продукт
Мастер маркировки кодов Data Matrix, эта электромагнитная машина для маркировки точечной гравировкой основана на наших основах с точечной маркировкой, чтобы соответствовать самым высоким стандартам точности….
XF510м
ИНТЕГРИРУЕМАЯ ТОЧЕЧНАЯ УПЛОТНЕНИЕ
Откройте для себя этот продукт
Эта система маркировки обеспечивает прямую маркировку деталей при одновременном снижении уровня шума. …
XF510r
ВСТРОЕННАЯ МАЧТА
Откройте для себя этот продукт
Этот промышленный гравер идеально подходит для вывесок, идентификации деталей, гравировки на пластике и идеально подходит для гравировки шрифтом Брайля ADA….
Объем IS400 и IS400
СТОЛ ДЛЯ ГРАВИРОВКИ С ЧПУ
Откройте для себя этот продукт
Будучи самым продаваемым ротационным гравировальным станком, M20 представляет собой гравировальный станок, изготовленный по индивидуальному заказу, который можно адаптировать для любых целей и выполнить любую работу….
М20
ГРАВИРОВАЛЬНАЯ СТАНЦИЯ
Откройте для себя этот продукт
Ударно-точечный гравировальный станок представляет собой автономный гравировальный станок по металлу, который легко настроить и освоить. Поднимите свой бизнес на новый уровень, независимо от его размера и опыта.
РЕГУЛЯРНАЯ ПАРОМНАЯ ЛИНИЯ С ЕЖЕНЕДЕЛЬНОЙ ПОГРУЗКОЙ В ПУСАНЕ И ВЫГРУЗКОЙ В РЫБНОМ И ТОРГОВОМ ПОРТАХ ВЛАДИВОСТОКА . ВОЗМОЖНОСТЬ ОБРАБОТКИ КАК ТРАДИЦИОННОГО ГРУЗА , ТАК И ПАЛЕТНЫЙ ГРУЗ , КОНТЕЙНЕРА , РАЗБОР КОРЕЙСКОЙ АВТОТЕХНИКИ .
Заводчик:Вознюк Ольга Питомник: Юниверс Фантазм Россия — Волгоград
Владелец:Вознюк Ольга Россия — Волгоград
Юниверс Фантазм Марико
Сh.Breed (Russia), Ch.UKR, JCh.UKR
Японский шпиц
Родилась: 2 марта 2010
Заводчик:Вознюк Ольга Питомник: Юниверс Фантазм Россия — Волгоград
Юниверс Фантазм Минако
Японский шпиц
Родилась: 2 марта 2010
Заводчик:Вознюк Ольга Питомник: Юниверс Фантазм Россия — Волгоград
Юниверс Фантазм Манами
Японский шпиц
Родилась: 2 марта 2010
Заводчик:Вознюк Ольга Питомник: Юниверс Фантазм Россия — Волгоград
Последним отредактировал: Omega
Почему LINE — самое популярное приложение для социальных сетей в Японии
Интернет-реклама / Yahoo! Япония
Для тех, кто не знаком с японским рынком, LINE — приложение для обмена сообщениями №1 в Японии с более чем 84 миллионами японских пользователей 1 . Есть несколько причин его успеха, в том числе уникальные анимированные стикеры и другие интегрированные сервисы. В отличие от WhatsApp, своего западного аналога, LINE — это суперприложение с рекламными возможностями для компаний, желающих продвигать свой продукт или услугу в Японии.
LINE широко используется не только в Японии, но и на Тайване, в Таиланде и Индонезии с более чем 165 миллионами MAU по всему миру 1 . Сейчас это приложение считается суперприложением, но знаете ли вы, что оно впервые появилось как приложение для реагирования на стихийные бедствия во время землетрясения и цунами в Тохоку в 2011 году? Компания, принадлежащая корейскому поисковому гиганту Naver, разработала систему связи для своих японских сотрудников во время катастрофы. Результатом стало приложение, которое использовало интернет-соединения, а не обычную телекоммуникационную инфраструктуру, разрушенную землетрясением. Позже в том же году LINE был открыт для публики, и в течение 18 месяцев у него было более 100 миллионов пользователей 9.0011 2 .
Наклейки
Что отличает LINE от других мессенджеров, так это знаменитые наклейки. Как вы можете себе представить, приложение приобрело огромную популярность в стране, которая любит аниме и смайлики. Хотя у них есть серия собственных наклеек с персонажами LINE, создатели также могут бесплатно делиться своими оригинальными наклейками или продавать их за монеты LINE, которые являются валютой, используемой в приложении для покупки наклеек и тем. Анимированные и звуковые стикеры с известными персонажами и знаменитостями, по нашему мнению, являются причиной популярности LINE. Кроме того, это отличный способ для компаний продвигать свой бренд, предоставляя бесплатные стикеры с собственными брендами и персонажами.
Изображение: LINE Corp.
Хотя это приложение является фантастическим инструментом для обмена сообщениями и видеочатами, LINE подходит не только для этого. LINE имеет множество других функций, которые делают их достойными названия суперприложений. Вот лишь некоторые из других основных функций:
Хронология
Как и в других социальных сетях, вы можете просматривать то, чем делятся ваши друзья, и обмениваться фотографиями, видео, ссылками и комментариями.
LINE Today
Это встроенная в приложение новостная лента с последними новостями, от текущих событий до спорта и развлечений.
LINE Pay
Япония, которая традиционно была обществом, основанным на наличных деньгах, теперь предлагает на рынке несколько вариантов безналичных платежей. LINE Pay похож на Paypay (от Yahoo! JAPAN и SoftBank) и R Pay (от Rakuten), поскольку все они основаны на штрих-кодах. Легко отправляйте деньги своим контактам и подключайте свою учетную запись к кредитной карте или банковскому счету по выбору.
LINE Games
Какое супер приложение без игр? Пользователи могут играть в широкий выбор игр и совершать покупки в приложении, используя монеты LINE.
LINE TV
Пользователи могут зарегистрироваться на LINE TV, онлайн-платформе потокового вещания, к которой можно получить доступ через смартфон, планшет или ПК. У них есть большой перечень сериалов, спортивных программ и многого другого.
LINE Manga
Это сервис цифровых комиксов, который позволяет пользователям читать мангу на своих смартфонах. Это манга-приложение №1 в Японии, в нем более 380 000 наименований от более чем 250 издателей 3 .
LINE Shopping
Еще одной особенностью приложения LINE является компонент электронной коммерции. С LINE Shopping пользователи имеют доступ к более чем 250 розничным продавцам и 100 миллионам товаров, которые они могут легко приобрести с помощью LINE Pay в приложении.
Проблемы с коронавирусом были учтены в приложении, чтобы помочь советовать и снабжать японских пользователей самой последней информацией и поддержкой во время продолжающегося распространения вируса. У LINE есть специальное меню для COVID-19 с быстрыми ссылками на последние новости и советы о том, как использовать LINE во время чрезвычайного положения в Японии. LINE Team рекомендует использовать такие функции приложения, как живое видео, для проведения виртуальных мероприятий.
Кроме того, приложение предлагает LINE Health Care, которое позволяет пользователям бесплатно консультироваться с врачами. Те, кто самоизолировался и испытывает проблемы со здоровьем, связанные с COVID-19симптомы или проблемы с психическим здоровьем из-за социального дистанцирования могут получить мгновенную профессиональную консультацию с помощью этой новой услуги. Кроме того, LINE сотрудничает с Министерством здравоохранения Японии в проведении регулярных опросов.
Вот демографические данные пользователей приложения LINE в Японии. Как видите, наблюдается равномерное распределение пользователей по всем возрастным группам. Женщин немного больше, чем мужчин, чаще всего LINE используют люди в возрасте 50 лет, и почти половина из них — сотрудники компаний.
Чтобы добавить к вышесказанному, число пользователей смартфонов, которые выходят в Интернет только через свое устройство, растет согласно собственному исследованию LINE.
Кроме того, при сравнении сервисов для смартфонов 19,1% опрошенных пользователей смартфонов используют только LINE. Зная приведенные выше демографические данные и данные о пользователях смартфонов в Японии, таргетинг на японскую аудиторию через LINE становится отличным способом привлечь пользователей, к которым вы обычно не имели бы доступа через Google или Yahoo! ЯПОНИЯ.
LINE предоставляет предприятиям множество возможностей для работы с пользователями смартфонов в Японии. Есть два основных способа использования LINE для бизнеса.
Официальная учетная запись LINE
Эта услуга доступна для компаний, которые хотят создать собственную учетную запись или «профиль» в LINE. Пользователи приложения смогут просматривать сообщения и взаимодействовать с официальными учетными записями так же, как со своими друзьями и семьей в LINE. Делясь контентом на временной шкале LINE (у которой 68 миллионов активных пользователей в месяц 4 ), бренды могут оставаться в центре внимания пользователей и предоставлять обновления, как и на других платформах социальных сетей. Другое использование официальной учетной записи — поддержка клиентов. Пользователи могут связываться с брендами через чат-комнату официальной учетной записи LINE, где они могут получать немедленные ответы чат-ботов.
LINE Ads
Если вы заинтересованы в показе рекламы PPC в LINE, вы попали в нужный раздел. Объявления LINE позволяют компаниям продвигать кампании в формате изображений и видео среди 84 миллионов пользователей LINE. Эти объявления могут появляться в хронике, новостях LINE, кошельке LINE, манге LINE, блоге LINE, покупках LINE и т. д. Кроме того, существуют возможности таргетинга, которые позволяют компаниям легко охватить желаемую аудиторию.
В DMFA мы предоставляем услуги по управлению корпоративными учетными записями в LINE для официальной учетной записи LINE и рекламы LINE. Если вы хотите продвигать свой бизнес в LINE, свяжитесь с нашими японскими экспертами по контекстной рекламе для получения дополнительной информации.
1 Источник: Line Corp. (апрель 2020 г.) 2 Источник: The Next Web (январь 2013 г.) 3 Источник: Line Corp. (май 2019 г.) авг 2019)
LINE Официальный аккаунт AdsLINE
Что такое приложение Line? Все, что нужно знать брендам
Приложение The Line пользуется большой популярностью в Японии. За 10 лет с момента запуска Line стала ведущей социальной платформой в стране, где приложением пользуется примерно 68% населения. Помимо YouTube, ни одна другая социальная сеть не смогла конкурировать с Line на японском рынке.
Line начиналась как мобильное приложение для обмена сообщениями, но с тех пор превратилась в своего рода «суперприложение», призванное стать «жизненной инфраструктурой» для своих пользователей.
Портфолио приложения включает в себя все, от новостей и социальных сетей до банковских и медицинских услуг.
До недавнего времени для зарубежных компаний было слишком сложно продвигать приложение. Но с учетом того, что его владельцы следят за глобальным ростом, это меняется. Официальные учетные записи были оптимизированы, и теперь больше информации доступно на английском языке.
Хотите охватить самую большую аудиторию в Японии? Узнайте больше о приложении Line и узнайте, подходит ли оно для вашего бизнеса.
Что такое приложение Line?
Как работает приложение Line?
Для чего используется приложение Line?
Кому принадлежит приложение Line?
Демография линии
Как использовать Line для бизнеса
Загрузите наш отчет о тенденциях в социальных сетях , чтобы получить все данные, необходимые для планирования соответствующей социальной стратегии и подготовки к успеху в социальных сетях в 2023 году.
Что такое приложение Line?
Line — это приложение для социальных сетей, созданное в Южной Корее, но особенно популярное в Японии. Он был запущен в июне 2011 года в ответ на землетрясение Тохоку и цунами, обрушившиеся на Японию тремя месяцами ранее. Приложение было создано, чтобы обеспечить людей надежной линией связи во время стихийных бедствий, но вскоре оно стало повседневным средством обмена сообщениями.
Line теперь считается «суперприложением». Подобно китайскому WeChat и южнокорейскому KakaoTalk, платформа превратилась из приложения для чата в центр развлечений, общения и повседневной деятельности. Представьте себе YouTube, Spotify, WhatsApp, Instagram, Reddit, Clubhouse и Uber вместе взятые… и еще кое-что.
Как сказал в недавней статье профессор медиа-исследований Марк Стейнберг: Line — это «приложение в швейцарском армейском стиле, которое делает практически все».
Как работает приложение Line?
Как и на других социальных платформах, в Line пользователи могут создавать профили, общаться с друзьями в частных или общедоступных каналах и переключаться между персонализированной временной шкалой и недавно добавленной вкладкой исследования.
Помимо публикации постов и видео, люди также могут создавать истории, как в Instagram и на других сайтах.
Источник: Line
Для чего используется приложение Line?
Что отличает Line от других социальных сетей, так это набор функций и инструментов, которые она предлагает.
Помимо обмена мобильными сообщениями, голосовых и видеозвонков, Line объединяет инструменты для банковских операций, покупок и многого другого. Приложение также централизует доступ к медицинским услугам, туристическим агентствам, ресторанам и магазинам, а также к доскам объявлений.
Line также работает как агрегатор новостей и служба потоковой передачи мультимедиа, предоставляя пользователям доступ к ежедневным статьям, более чем 70 миллионам песен, манге, живым видео, играм и многому другому.
Итак, подводя итог — вот неполный список того, для чего можно использовать Line:
SMS
Голосовые и видеовызовы
Обмен и создание стикеров
Форумы и темы OpenChat
Осуществление платежей или отправка денег с помощью Line Pay
Заказ доставки еды с Line Man
Получение предсказаний от гадалок Линии
Открытие и чтение манги
Консультации со специалистами здравоохранения
Отправка подарков друзьям с помощью Line Gift
Инвестиции в акции или криптовалюту
Потоковая музыка, живые концерты, спорт и многое другое
Просмотр и общение со стримерами на Line Live
Источник: Line
Полный список сервисов приложения Line можно найти здесь.
Кому принадлежит приложение Line?
Line является консолидированной дочерней компанией южнокорейского интернет-гиганта Naver и SoftBank Corp. Каждой компании принадлежит по 50% акций Line.
В марте 2021 года Line объединилась с дочерней компанией SoftBank Yahoo! Япония, которая была переименована в Z Holdings. Со своей стороны, Line была переименована в A Holdings Corporation, хотя по-прежнему носит бренд Line.
Объединение Line и Z Holdings создает важный союз между их материнскими компаниями. Softbank обязался инвестировать 500 миллиардов японских иен (4,7 миллиарда долларов США) и нанять 5000 ИИ. инженеров, чтобы сделать организацию более конкурентоспособной на мировом рынке.
«Ожидается, что интеграция приведет к существенному расширению пользовательской базы, поскольку LINE и Yahoo Japan обслуживают так называемое «поколение 10–20» и «поколение 40–50» соответственно», — говорится в ежегодном отчете Naver за 2020 г. Отчет.
Демографические данные Line
С 86 миллионами пользователей по всей стране Line может быть самым большим социальным приложением в Японии, но оно популярно и в других странах. Line также является самой популярной социальной сетью в Таиланде, где ежедневно публикуется 21 миллион историй, получающих 170 миллионов просмотров в день.
Согласно годовому отчету Naver за 2020 год, Line насчитывает 165 миллионов активных пользователей в месяц (MAU) в Японии и Юго-Восточной Азии. Во всем мире эта цифра возрастает до 182 миллионов MAU. Как и многие другие социальные платформы, Line заблокирована в материковом Китае, где безраздельно правит WeChat с 1,2 миллиардами активных пользователей в месяц.
Источник: Line Business Guide 2021
Что примечательно в демографических данных Line, так это то, насколько равномерно все распределяется.
Распределение по полу распределено ровно посередине. Использование по возрастным группам также стабильно по всем направлениям, снижаясь только до 52% в возрасте 60 лет и старше. Что касается рода занятий, то большинство пользователей Line (49,9%) работают в офисе.
Как использовать Line для бизнеса
Хотите знать, как использовать приложение Line для вашего бизнеса? Не смотрите дальше.
Открыть официальный счет
В Японии насчитывается более 3 миллионов официальных счетов, которыми управляют компании онлайн. Официальная учетная запись позволяет вашей компании отправлять до 500 целевых сообщений в месяц и предоставляет вам доступ к пользовательским тенденциям и аналитическим данным.
Чтобы создать официальную учетную запись:
1. Загрузите приложение LINE Official Account.
2. Нажмите Войти с помощью приложения LINE или Войти с помощью электронной почты .
3. Нажмите Создать новую учетную запись .
4. Заполните форму и нажмите Продолжить .
5. Нажмите Создать учетную запись .
Официальные аккаунты могут быть проверены по запросу.
Бизнес-аккаунты сначала предоставляются бесплатно, а затем переходят на модели с оплатой по мере использования (в зависимости от количества отправленных сообщений) или модели подписки.
По состоянию на март 2021 года премиум-аккаунты недоступны в США, Сингапуре и ЕС.
Создав бизнес-аккаунт, обязательно продвигайте его. Люди имеют высокую вероятность вовлечения в бизнес после того, как они подписались на него.
Источник: Бизнес-справочник Line
Воспользуйтесь преимуществами профиля
Официальная учетная запись в сети предоставляет бизнесу доступ к целому ряду функций.
Загрузите наш отчет о тенденциях в социальных сетях , чтобы получить все данные, необходимые для планирования соответствующей социальной стратегии и подготовки к успеху в социальных сетях в 2023 году.
Получите полный отчет прямо сейчас!
Все профили официальных аккаунтов включают:
Изображение профиля (640 x 640 пикселей)
Обложка (1080 x 878 пикселей)
Статус (20 символов)
Ссылка на сайт
Источник: Линия
Компании также могут включить настройки местоположения, чтобы люди могли находить магазины рядом с ними, и настроить инструменты чата в соответствии со своими предпочтениями.
Можно добавить плагины для включения цифровых карточек программы лояльности, меню или списков продуктов, вариантов доставки или встреч и т. д.
Обеспечение обслуживания и поддержки клиентов
В качестве приложения для обмена сообщениями Line зарекомендовала себя как ключевой канал обслуживания клиентов и поддержки для многих предприятий на платформе. У менеджеров по работе с клиентами есть возможность отключить чат, настроить автоматические ответы, организовать чаты с тегами и отслеживать историю и предпочтения клиентов. Официальные аккаунты Line также можно добавлять в групповые чаты.
Для более удобного подхода существует множество инструментов поддержки клиентов, в том числе чат-боты от Streamchat Enterprise. Этих ботов можно использовать в Line и Facebook Messenger. Они также подключаются прямо к панели управления Hootsuite, поэтому вы можете управлять всеми запросами клиентов в одном месте.
Источник: Hootsuite
Создавайте рекламные стикеры
Наклейки — это популярная функция на Line, и предприятия могут принять участие в акции, создав свои собственные.
Старайтесь создавать наклейки, которые будут достаточно красивыми, чтобы люди делились ими в своих чатах и добавляли вашу учетную запись в друзья.
Источник: Line Sticker Expression Guide
Line предлагает бесплатные и платные наклейки. Чтобы увеличить охват, компании могут выбрать Рекламные наклейки , которые появляются в категориях «новые» и «бесплатные» в магазине наклеек и могут быть доступны в течение 90–180 дней.
Наклейки, спонсируемые миссией — это еще один вариант, который, как следует из названия, требует, чтобы пользователи выполнили задачу, чтобы получить доступ к наклейке.
Наклейки Direct распространяются исключительно компаниями и не представлены в магазине наклеек.
Для получения дополнительной информации ознакомьтесь с руководством Line по выражению стикеров и часто задаваемыми вопросами о спонсируемых стикерах.
Предлагайте купоны и рекламные акции
Официальные учетные записи также имеют возможность создавать купоны, которые могут быть доступны всем, подписчикам или подписчикам и их друзьям.
Купоны отображаются в разделе рекламных акций вашего профиля и могут быть включены в публикации и сообщения на временной шкале в приложении.
Опросы Run Line
Line позволяет официальным учетным записям создавать опросы, которыми можно делиться с сообщениями, публикациями и другими трансляциями в приложении Line.
Вы можете провести опросы для получения отзывов о продуктах или просто узнать больше о своей аудитории в Интернете. В качестве поощрения за участие Line предлагает возможность предоставления благодарственных купонов.
Try Line Advertising
Line Ads предоставляет рекламодателям доступ к ряду форматов, инструментов таргетинга и вариантов размещения рекламы в рамках семейства услуг Line.
Будьте стратегическими. Имея так много доступных точек соприкосновения, бренды могут выбирать целевую аудиторию в зависимости от местоположения, интересов и поведения, а также размещать рекламу в наиболее релевантных областях.
Деревообрабатывающие станки и инструменты — Техника безопасности в деревообрабатывающем производстве
Деревообрабатывающие станки и инструменты
Категория:
Техника безопасности в деревообрабатывающем производстве
Деревообрабатывающие станки и инструменты
Одним из основных условий улучшения техники безопасности труда в деревообрабатывающем производстве является применение машин, станков и режущих инструментов рациональной конструкции, отвечающих технологическим принципам механической обработки древесины и требованиям техники безопасности.
Деревообрабатывающие станки относятся к опасным рабочим машинам ввиду высоких скоростей резания и подачи обрабатываемого материала. Например, число оборотов шпинделя универсальных фрезерных станков легкого типа при обычных работах достигает 12—15 тыс., а при внешнем и внутреннем фрезеровании, прорезных и фигурно-рельефных работах — 15—30 тыс. в минуту. Скорость резания круглопильных станков в обычных условиях составляет 60—80 м/сек, а при повышенных режимах — более 100 м/сек.
На подавляющем большинстве эксплуатируемых в настоящее время деревообрабатывающих станках применяется ручная подача материала. При работе на этих станках возможно непосредственное соприкосновение рук рабочего с режущим инструментом, удары рабочих обрабатываемой древесиной, ее осколками, отходами, частями разрушившегося инструмента.
Непременным условием безопасной работы на станках с ручной подачей является применение устройств, обеспечивающих надежное ограждение режущего инструмента, особенно его рабочей части. Эффективным мероприятием улучшения условий труда на этих станках является применение для подачи материалов приставных подающих механизмов — автоподатчиков.
На станках с механизированной подачей опасность непосредственного соприкосновения работающего с режущими инструментами в процессе работы исключена, если зона резания ограждена надежными устройствами.
Важным средством техники безопасности на станках с механизированной подачей являются устройства, устраняющие возможность выброса режущими инструментами обрабатываемого материала, осколков, обрезков, отходов.
Высокая скорость движения механизмов резания (шпинделей, валов, суппортов) деревообрабатывающих станков создает значительную инерцию — продолжительное вращение режущих инструментов после выключения электродвигателя. Это требует применения надежных и быстродействующих тормозных устройств. Однако многие из действующих и выпускаемых вновь деревообрабатывающих станков не оборудованы тормозными устройствами. Отсутствие, замедленное или ненадежное действие тормозного устройства вызывает опасность соприкосновения рабочего с режущим инструментом, продолжающим движение по инерции.
Анализ травматизма рабочих в деревообрабатывающем производстве, сделанный на основе статистического материала за период с 1950 по 1965 год, характеризуется показателями.
Из таблицы видно, что в деревообрабатывающем производстве большое число (64,3%) несчастных случаев вызвано непосредственно воздействием режущих инструментов. Много травм (21,7%) получено при выбросе из станков материалов и отходов.
Таким образом, подавляющее большинство (86,0%) несчастных случаев в деревообрабатывающем производстве связано с процессом обработки древесины режущими инструментами и Менее пятой части — с выполнением других видов работ.
Поэтому основными мероприятиями, способствующими улучшению условий труда на деревообрабатывающем оборудовании, являются; механизация подачи материала к режущим инструментам станков, применение эффективных оградительных устройств, устраняющих возможность соприкосновения работающих с режущим инструментом, оснащение станков предохранительными средствами для предотвращения выброса из станка обрабатываемого материала и отходов.
Режущие инструменты деревообрабатывающих станков, работающие с большой скоростью, должны максимально удовлет: ворять требованиям технологии и техники безопасности. Этого можно достигнуть рациональной формой, прочностью инструмента и его отдельных частей.
Большие размеры режущих инструментов некоторых деревообрабатывающих станков и высокие скорости движения механизмов резания в процессе работы вызывают значительные инерционные силы. Поэтому режущим инструментам следует придавать обтекаемую — круглую форму и осуществлять их балансировку. Они должны быть правильно налажены, хорошо заточены, прочно установлены и надежно закреплены на шпинделях, валах и суппортах станков.
В процессе обработки древесины на станках образуется большое количество отходов: опилок, стружек, древесной пыли. Удаление отходов от станков ручным способом может привести к травмам рабочих. Поэтому станки необходимо оснащать стружко-пылеприемниками рациональной конструкции и присоединять к ним трубопроводы.
Реклама:
Читать далее:
Технологические процессы в лесопильно-деревообрабатывающем производстве
Статьи по теме:
Снижение шума и сотрясений деревообрабатывающих станков и инструментов
Фрезерные шаблоны для скругления углов фрезером, R5-R30, алюминий набор, 3шт.
На складе в г. Ровно
Доставка по Украине
920 грн/набор
Купить
Double-Shop
Кутовий рубанок для зняття фаски з рівнем
Доставка по Украине
1 012 грн
Купить
Твой ШОП МЕГА полезных вещей «Механик»
Угловой рубанок для снятия фаски с уровнем.
Доставка по Украине
1 012 грн
Купить
Твой ШОП МЕГА полезных вещей «Механик»
Компания профессиональных деревообрабатывающих инструментов — Oliver Machinery
История Oliver Machinery восходит к 1890 году в городе Гранд-Рапидс, штат Мичиган. Компания, основанная Джозефом В. Оливером, первоначально разработала и произвела триммеры для дерева, которые сократили время работы с 15 минут до нескольких секунд, что принесло Оливеру золотую медаль за заслуги на Всемирной выставке 1900 года в Париже.
В 1908 году Оливер представил круглую режущую головку, гораздо более безопасную альтернативу стандартной квадратной режущей головке. Новая функция безопасности была настолько очевидной, что вскоре многие штаты потребовали ее установки.
В 1923 году Оливер представил Straitoplane, комбинированный рубанок и фуганок, который мог строгать искривленную доску идеально ровно и прямо на обеих поверхностях за один проход. В 1929 году Оливер продал более 9000 таких машин. С тех пор другие производители деревообрабатывающих станков скопировали этот дизайн, что свидетельствует о его качестве и самобытности.
На протяжении двадцатого века Оливер адаптировался к постоянно меняющейся американской экономике, производя хлеборезки во время Великой депрессии, пилы для резки алюминия, латуни, меди, стали и титана во время Второй мировой войны, а также упаковочное и полиграфическое оборудование. в течение 1950-х и 60-х годов.
К 1994 году компания Oliver произвела более 150 000 машин, 75 000 из которых по-прежнему ежедневно эксплуатируются по всему миру. Даже сегодня запасные части доступны для многих популярных моделей по соглашению с Eagle Machinery в Куперсвилле, штат Мичиган.
В 2000 году производство было перенесено в Сиэтл, штат Вашингтон, но стремление поставлять самые лучшие деревообрабатывающие станки для тяжелых условий эксплуатации продолжалось. Чтобы представить новое предложение, в 2002 году Оливер начал участвовать в Международной выставке деревообработки в Атланте, штат Джорджия. Это присутствие продолжается и сегодня, поскольку компания планирует провести свою десятую выставку в 2020 году. К 2004 году Oliver начал предлагать отдельные модели с двигателями Baldor американского производства, а также начал преобразование напряжения для удовлетворения потребностей нашей растущей клиентской базы. В 2005 году Oliver был одним из первых брендов, предложивших режущие головки BYRD Shelix в качестве производителя оригинального оборудования для некоторых моделей фуганков и строгальных станков. Дистрибьюторская сеть Oliver продолжала расти, и в 2012 году в Сиэтле прошел первый саммит дистрибьюторов, на котором присутствовало более 30 участников. Это стало ежегодным мероприятием, и количество дилеров, присутствовавших на нем, росло с каждым годом. В 2013 году Оливер начал сотрудничество с бельгийской компанией Robland и стал их эксклюзивным агентом в США. Благодаря своей приверженности деревообрабатывающей промышленности на всех уровнях, в 2016 году компания Oliver начала разработку и представила линейку доступных для небольших магазинов высококачественных моделей для любителей, которая продолжает расти и сегодня. Сверхмощные промышленные инструменты по-прежнему находятся в центре внимания. В конце 2019 года появится линейка фуганков для параллелограмма и формовочный станок с регулируемой скоростью.. Продолжая поддерживать свою общенациональную сеть местных дилеров, в 2019 году Оливер запустил веб-сайт электронной коммерции для прямых продаж, чтобы обслуживать более крупный рынок, предоставлять первоклассные услуги и делиться своей страстью к отрасли, которой Оливер с гордостью служит.
Oliver Machinery имеет давние традиции инноваций. С начала века, когда Оливер представил круглую ножевую головку, они постоянно совершенствуют и модернизируют свои машины, чтобы предоставить пользователю лучший продукт.
В духе американской изобретательности станки Oliver совершенствуют существующие технологии, используя такие функции, как твердосплавные винтовые ножевые головки, спиральные режущие головки, компьютеризированное управление и датчики, сегментированные подающие ролики и расширенные функции безопасности.
Помимо своей технологической решимости, Oliver остается верным традициям деревообрабатывающего оборудования. Это означает, что их станки неизменно более прочные, рассчитаны на большие нагрузки и лучше спроектированы, чем у конкурентов, а это означает, что ваша древесина выходит более прямой, более точной и лучше обработанной, чем на любом другом станке.
В машинах Oliver постоянно используются самые современные материалы, прецизионная инженерия и инновационные функции, которые ставят их вне конкуренции.
Просмотрите наши машины чтобы увидеть, что мы имеем в виду.
Деревообрабатывающее и металлообрабатывающее коммерческое оборудование
О компании
Общая информация
Наше надежное, высококачественное деревообрабатывающее и металлообрабатывающее оборудование, обеспечивающее исключительную ценность для поставщиков и потребителей, спроектировано таким образом, чтобы превосходить конкурентов. В нашем непрекращающемся стремлении к превосходному обслуживанию и постоянному совершенствованию мы приветствуем ваши отзывы и знаем, что вы оцените надежность наших продуктов и ресурсов поддержки.
Other Ventures
Что ждет нас в будущем
Металлообработка
В 2001 году, после частых отзывов и положительных отзывов от потенциальных клиентов в течение многих лет, мы начали предлагать список качественных металлообрабатывающих станков для малого и среднего бизнеса мастерская по размерам. Сегодня в нашем разделе металлообработки вы найдете более трех десятков предложений продукции, и мы планируем добавить еще больше.
Экскалибур
В 2003 году мы приобрели активы компании Sommerville Design, производителя спиральных пил и принадлежностей для деревообработки торговой марки Excalibur. Теперь переименованный бренд Excalibur by GENERAL является очень успешной и неотъемлемой частью нашей линейки продуктов.
Модернизация расклинивающего ножа
В 2009 году мы стали первым и на сегодняшний день единственным производителем настольных пил, разработавшим и предложившим настоящий комплект модернизации расклинивающего ножа для наших старых корпусных пил моделей 350 и 650. Предоставление владельцам более старых версий этих моделей возможности перейти на эту новую функцию безопасности без необходимости покупать совершенно новую пилу.
Глядя в будущее
Сегодня мы продолжаем развивать наше гордое наследие, и в то же время стремимся найти новые и инновационные способы предоставить вам качественную продукцию, на которую вы можете рассчитывать в своем магазине на долгие годы. Вы не найдете продукты GENERAL в каждом магазине, вместо этого мы сотрудничаем с избранными розничными продавцами, которые хранят и поддерживают продукты, которые они продают.
Самые популярные продукты
Машины и инструменты, которым люди доверяют
Непревзойденное качество
GENERAL
Наше надежное, высококачественное деревообрабатывающее и металлообрабатывающее оборудование, обеспечивающее исключительную ценность для поставщиков и потребителей, превосходит конкурентов. В нашем непрекращающемся стремлении к превосходному обслуживанию и постоянному совершенствованию мы приветствуем ваши отзывы и знаем, что вы оцените надежность наших продуктов и ресурсов поддержки.
Миссия
Наша миссия всегда заключалась в том, чтобы предоставить нашим клиентам, будь то профессиональные промышленные пользователи, образовательные учреждения или увлеченные любители, лучшее качество, надежность и долговечность.
Продукция
Продукция общей марки производится на нашем зарубежном производственном предприятии. Каждая машина проверяется и утверждается для отгрузки с нашего завода нашими инженерами по контролю качества.
Безопасность
Мы работаем с нашими партнерами-производителями, чтобы соответствовать или превосходить все стандарты безопасности, чтобы предложить вам одни из самых безопасных продуктов на рынке сегодня. Все наши продукты сертифицированы CSA или CSA International для использования на всей территории Северной Америки или, где это применимо, одобрены CE для использования в Европе.
Машины и инструменты, которым люди доверяют
Непревзойденное качество
Наша ведущая гарантия 3/5 года
Мы предлагаем 100% гарантию качества нашей продукции. Наша лидирующая в отрасли двухлетняя ограниченная гарантия является отражением уровня качества продукции General и нашего стремления предоставлять исключительную поддержку и обслуживание.
Отзывы о газонокосилке бензиновой Champion LM5127 от реальных покупателей
Всего отзывов: 39
Оставить отзыв
Средний рейтинг
5
30 отзывов
4
5 отзывов
3
4 отзыва
2
0 отзывов
1
0 отзывов
Имя скрыто
Оценка/рейтинг:
2022-08-14
Достоинства
Высокую траву неберет.Если не запускать участок справляется со своей задачей.Надо брать мощьней.
Недостатки
Забивается травой и глохнет.Переодически надо останавливать и чистьть на выходе.Предыдущая купленная в оби если сравнивать хоть и была дешевой и простенькой.Но что по мне была удобней и проворнее.
Общее впечатление
Тихая что радует
Алексей Терёхин
Оценка/рейтинг:
2022-07-24
Достоинства
простота в использовании
Недостатки
замена масла не совсем удобно. Но нормально.
Общее впечатление
отличная простая косилка. Легко заводится и шумит не очень сильно.
Николай Колочков
Оценка/рейтинг:
2022-07-07
Достоинства
Цена соответствует качеству, хороший 4х тактный мотор
Недостатки
Нет штуцера под мойку деки
Общее впечатление
Купили на участок 6 соток, для покоса примерно 4 соток остальное постройки, участок пока в процессе выравнивания, есть небольшие ямки. Мотор заводится отлично, справляется даже супруга, катится легко, долго думал брать самоходную или нет, взял эту и не жалею, за самоходом бегать надо, может конечно если футбольное поле косить, то самоход лучше, а небольшой участок проще катать так. Встроил в деку промывочный штуцер, дека промывается примерно на 50%, далее домываю из промывочного пистолета, до…
Сергей
Оценка/рейтинг:
2022-06-27
Достоинства
Ширрина 50см,боковой выброс
Недостатки
Хлипкий, корпус прогибается под весом двигателя
Общее впечатление
Для ровной поверхности и непереросшей траве хорош,но если на участке есть ямы с кочками или уклон, лучше взять самоходный вариант
Илюша Мачин
Оценка/рейтинг:
2022-06-20
Достоинства
Не очень шумная, маневренная, железный корпус, очень простая в использовании.
Недостатки
Пока нет. Если только нет уверенности, что веревка стартера протянет долго. После 5 заводов, как-то начинает уже лохматиться.
Общее впечатление
Очень простая в использовании, без дроссельной заслонки. Просто залил бензин, качнул пипку насосика и заводишь. Сразу нужные обороты. Масла, примерно, 600мл. Через каждые минут 30 кошения, нужно проверять протяжку винтов крепления ручки. Метал тонковат, но по этому она не особо тяжелая. Плюс несамоходности, что удобно обкашивать вокруг деревьев. На минимуме скашивает до земли, для меня не красиво. На фото с полем видно на заднем плане тропинку с тестовым покосом на минимуме. Кошу на максимуме…
Имя скрыто
Оценка/рейтинг:
2022-02-02
Достоинства
Отличная косилка,реально справляется с высокой травой
Недостатки
Нет
Дмитрий Антонов
Оценка/рейтинг:
2021-11-23
Достоинства
Обновленная модель. Учтены некоторые замечания. Более толстое железо деки, подшипники в колесах.
Общее впечатление
Легкая, маневренная. Простая рабочая лошадка, для быстрого покоса.
Константин Макеев
Оценка/рейтинг:
2021-11-04
Достоинства
Отличная бензиновая газонокосилка, хорошее соотношение цена/качество, удобна в эксплуатации, соответствует всем заявленным характеристикам, кошение травы стало занимать меньше времени и совсем не в тягость.
Недостатки
После первого сезона эксплуатации недостатков не обнаружил.
Общее впечатление
Очень доволен покупкой, однозначно рекомендую к приобретению.
Костя П.
Оценка/рейтинг:
2021-10-20
Достоинства
Мощность,цена,качество
Недостатки
Выброс травы
Александр В.
Оценка/рейтинг:
2021-10-14
Достоинства
Отличная газонокосилка, доступная цена
Газонокосилка бензиновая Champion LM 5127 — от официального дилера ЧЕМПИОН в Москве
Газонокосилка бензиновая Champion LM5127- это садовый инструмент с шириной скашивания до 51 см., предназначена для скашивания травы на газонах общей площадью до 800 кв.м. Модель оснащена мощным двигателем в 3.5 л.с. и воздушным охлаждением, рабочий объем — 146 куб.см. Используется для работы на открытом воздухе, поскольку его двигатель выбрасывает вредные для человека и животного выхлопные газы.
Преимущества Champion LM5127
Компактная и легкая
Простота в использовании
Прочная конструкция
Мульчирование
Боковой выброс
Автоматическая регулировка оборотов двигателя
Глушитель обеспечивающий пониженный уровень шума
Большая мощность
Складная рукоятка
Центральная регулировка высоты
Сбалансированный центр тяжести
Специальный протектор колес
Стальная дека
Подробнее про газонокосилку бензиновую Champion LM5127
Бензиновая газонокосилка CHAMPION LM5127 позволяет регулировать высоту обработки газона рычагом в диапазоне от 13 мм до 80 мм (6 положений). Режущий элемент изготовлен из прочного материала, благодаря чему нож долгое время остается острым и не изнашивается. Продлить эксплуатационный период косилки позволяет прочная стальная дека.
Для улучшения маневренности предусмотрены задние колеса со специальным протектором и широким профилем. Легкость запуска обеспечивается благодаря ручному стартеру.
Работает газонокосилка на бензине. Данная модель оснащена четырёхтактным двигателем, а также отличается низким уровнем шума и экономичным потреблением топлива. Бак для топлива достаточно большой и вмещает в себя до 0,8 литров смеси. Этого вполне хватает для долгой работы без необходимости дозаправки.
Бензиновые косилки считаются гораздо мощнее аккумуляторных или электрических, поэтому легко справятся с любым объёмом работы. Правильный и своевременный уход за инструментом, необходимые условия использования и хранения надолго продлят его трудовую жизнь.
Комплектация
газонокосилка — 1 шт.
рукоятка рабочая — 1 шт.
крепеж рабочей рукоятки — 1 шт.
заглушка для мульчирования — 1 шт.
боковой дефлектор — 1 шт.
руководство — 1 шт.
гарантийный талон — 1 шт.
коробка — 1 шт.
Наш магазин CHAMPION — официальный дилер в России. У нас вы найдете актуальную технику, которую можно купить по низкой цене и заказать быструю доставку по Москве и МО.
Все газонокосилки CHAMPION
Гарантия:
1 год
Страна производства:
Китай
Газонокосилки
Тип питания:
бензиновые
Тип двигателя:
одноцилиндровый, 4-тактный, с воздушным охлаждением
Принцип движения:
несамоходные
Выброс травы:
боковой выброс
Мульчирование:
с мульчированием
Мощность двигателя, кВт:
2. 6 кВт
Мощность двигателя, л.с.:
3.5 л.с.
Ширина скашивания, см:
50 см
Высота скашивания, мм:
25 мм — 75 мм
Регулировка высоты скашивания:
рычаг на каждом колесе
Количество положений высоты стрижки:
6
Колесный подшипник, передний/задний:
2 шариковых/2 шариковых
Рабочий объем двигателя, см3:
146 см³
Объем топливного бака, л:
0.8
Максимальный расход топлива, г/кВт•ч (л/ч):
395/1.1
Объем картера, л:
0. 5
Размер колес передних/задних, мм:
177 / 177
Материал режущей деки:
Сталь
Режимы стрижки:
мульчирование, выброс травы в сторону, выброс травы назад
производитель: Viking тип: газонокосилка тип ручка: регулируемая по высоте, складная комплектация: привод/нож, мусорная трава выбросы травы: сбор в мешок, назад тип травосборника: мягкий тип двигателя: бензин наличие моторного тормоза: да 0 рабочий объем (0 куб.см): 148.00 производитель двигателя: Briggs and Stratton высота скашивания, мин. (мм): 25.00 высота скашивания, макс. (мм): 25.00 ширина скашивания (см): 020930 количество колес 9 четырехколесный вес (кг): 28,00 антивибрационная система: нет
больше информации
Фото RYOBI OLM 1834 H
описание газонокосилка RYOBI OLM 1834 H
производитель: RYOBI тип: газонокосилка тип рукоятка: регулируемая по высоте, складная оборудование: привод/нож, мусорная трава выбросы травы: 0 сбор в мешки, назад0017 тип травосборника: мягкий тип двигателя: электрический наличие моторного тормоза: нет высота скашивания, мин (мм): 20,00 высота скашивания, макс 3 (мм): 2900,00 ширина кошения (см): 34,00 количество колес: четыре колеса вес (кг): 16,00 антивибрационная система: нет
больше информации
Фото ALPINA BL 380 E
описание газонокосилка ALPINA BL 380 E
производитель: Alpina тип: газонокосилка тип ручка: регулируемая по высоте, складная оборудование: привод/нож, мусорная трава выбросы травы: травосборник17, назад : жесткий тип двигателя: электрический наличие моторного тормоза: нет потребляемая мощность (Вт): 1400. 00 высота скашивания, мин. (мм): 25.00 высота скашивания, макс. (мм): 25.00 ширина скашивания (см): 38.00 количество колес: четыре колеса диаметр передних колес ( см): 14.00 диаметр задних колес (см): 14.00 уровень шума (дБ): 88.00 антивибрационная система: нет
больше информации
Фото ALPINA BL 320 E
описание газонокосилка ALPINA BL 320 E
производитель: Alpina тип: газонокосилка тип ручка: регулируемая по высоте, складная оборудование: привод/нож, мусорная трава выбросы травы: травосборник17, назад : жесткий тип двигателя: электрический наличие моторного тормоза: нет потребляемая мощность (Вт): 1000.00 высота среза, мин (мм): 25.00 высота скашивания макс. (мм): 25. 00 ширина скашивания (см): 32.00 количество колес: четырехколесный диаметр передних колес (см): 14.00 диаметр задних колес (см) ): 14.00 уровень шума (дБ): 88.00 антивибрационная система: нет
больше информации
Фото Чемпион EM3210
описание газонокосилки Champion EM3210
производитель: Champion тип: газонокосилка тип рукоятка: регулируемая по высоте, складная комплектация: привод/нож, мусорная трава выбросы травы: мешок для травы
тип 9002: травосборник тип двигателя: электрический наличие моторного тормоза: нет частота вращения двигателя: 3200.00 высота среза, мин (мм): 20,00 высота среза, макс (мм): 20.00 ширина скашивания (см): 32.00 количество колес: четырехколесный вес (кг): 7,50 антивибрационная система: нет
больше информации
Фото ПАТРИОТ ПТ 41 ЛМ
описание газонокосилки PATRIOT PT 41 LM
производитель: PATRIOT тип: газонокосилка тип ручка: регулируемая по высоте, складная комплектация: привод/нож, мусорная трава ширина (см): 72. 00 длина (см): 52.00 высота (см): 41.00 выбросы травы: травосборник, тип травосборника 17 Hard Тип двигателя: Бензин Присутствие тормоза двигателя: NO Смещение (CC): 123,00 Двигатель: 3000,00 Высота резания, мин (мм): 30,00
Высота резания, мин. высота, не более (мм): 30.00 ширина скашивания (см): 42.00 количество колес: четырехколесный диаметр передних колес (см): 15,20 диаметр задних колес (см): диаметр задних колес (см): 0 вес (кг) : 23.00 уровень шума (дБ): 98.00 антивибрационная система: нет
больше информации
Фото STIGA Combi 40 E
описание газонокосилка STIGA Combi 40 E
производитель: STIGA тип: газонокосилка тип рукоятка: регулируемая по высоте, складная комплектация: привод/нож, мусорная трава выбросы травы: травосборник, тип 7 7 жесткий тип двигателя: электрический наличие моторного тормоза: нет высота скашивания, мин (мм): 25,00 высота скашивания, макс (мм): 25,00 ширина скашивания (см) 7 90 : 38. 00 количество колес: четыре колеса вес (кг): 16.00 антивибрационная система: нет
больше информации
Фото Hitachi ML160E
описание газонокосилки Hitachi ML160E
производитель: Hitachi тип: газонокосилка тип рукоятка: регулируемая по высоте, складная оборудование: привод/нож, мусор травы выбросы травы: мешок тип травосборника: мягкий тип двигателя: бензин наличие моторного тормоза: нет рабочий объем (см): 1598.00 двигатель Britton 0 3 3 частота вращения двигателя: 2800.00 объем топливного бака (л): 0,80 объем масла (л): 0,60 высота реза, мин. (мм): 24,00 высота реза, макс.: 900 24.00 ширина реза (см): 42.00 количество колес: четырехколесный вес (кг): 26. 00 антивибрационная система: нет
больше информации
Фото Чемпион LM5127
описание газонокосилки Champion LM5127
производитель: Champion тип: газонокосилка тип ручка: регулируемая по высоте, складная комплектация: привод/нож тип двигателя: бензин наличие моторного тормоза: нет рабочий объем (куб.см): 139.00 высота среза, мин (мм): 28,00
высота среза, макс (высота среза, макс. ): 28.00 ширина скашивания (см): 51.00 количество колес: четыре колеса вес (кг): 24,70 антивибрационная система: нет
больше информации
Фото Worx WG785E
описание газонокосилка Worx WG785E
производитель: Worx тип: газонокосилка тип рукоятка: регулируемая по высоте, складная оборудование: привод/нож, мусорная трава выбросы травы: 092 тип
упаковка в мешок жесткий тип двигателя: электрический наличие моторного тормоза: нет высота среза, мин (мм): 20. 00 высота скашивания, max (мм): 20.00 ширина скашивания (см): 40.00 количество колес: четырехколесный вес (кг): 25.17 антивибрационная система нет
больше информации
Фото Honda HRX 426C SDE
описание газонокосилка Honda HRX 426C SDE
производитель: Honda тип: газонокосилка тип ручка: регулируемая по высоте, складная комплектация: привод/нож, мусорная трава выбросы травы: мешковая тип травосборника: мягкий тип двигателя: бензин наличие моторного тормоза производитель двигателя: Honda число оборотов двигателя: 3600.00 высота среза, мин (мм): 18,00 высота среза, макс (мм): 18,00 ширина среза (см): 0030 42.00 количество колес: четырехколесные диаметр передних колес (см): 20. 00 диаметр задних колес (см): 20.00 уровень шума (дБ): 0 : нет
больше информации
Фото AL-KO 127118 Solo от 4255 P-A
описание газонокосилка AL-KO 127118 Solo by 4255 P-A
производитель: AL-KO тип: газонокосилка тип рукоятки: регулируемая по высоте, складная комплектация: привод/нож, мусорная трава выбросы травы: мешок, назад тип травосборника: мягкий тип двигателя:
7 бензин тормоза двигателя: да рабочий объем (см): 140.00 высота скашивания, мин (мм): 30.00 высота скашивания, макс (мм): 30.00 ширина скашивания (см):
0 количество колес: четырехколесный диаметр передних колес (см): 18,00 диаметр задних колес (см): 20,00 вес (кг): 32,00 уровень шума 3 96. 00 антивибрационная система: нет
больше информации
Фото Viking MB 448
описание газонокосилка Viking MB 448
производитель: Viking тип: газонокосилка комплектация: привод/нож, мусорная трава выбросы травы: мешкование, назад тип травосборника: жесткий тип двигателя: бензин наличие моторного тормоза: 9 высота резки , min (мм): 25.00 высота среза, max (мм): 25.00 количество колес: четырехколесный вес (кг): 27,00 антивибрационная система: нет
больше информации
Фото Чемпион EMB360
описание газонокосилки Champion EMB360
производитель: Champion тип: газонокосилка тип рукоятка: регулируемая по высоте, складная оборудование: привод/нож, мусорная трава выбросы травы: улавливатель травы27 900 мешок1, назад : жесткий тип двигателя: электрический наличие моторного тормоза: да частота вращения двигателя: 3500. 00 высота скашивания, мин (мм): 30.00 высота скашивания, макс (мм): 30.00 ширина скашивания (см): 02 9 01170 3 колеса четырехколесный вес (кг): 12,50 антивибрационная система: нет
больше информации
Фото ПАТРИОТ ПТ 1132 Е
описание газонокосилки PATRIOT PT 1132 E
производитель: PATRIOT тип: газонокосилка тип рукоятка: регулируемая по высоте, складная комплектация: привод/нож, мусорная трава ширина (см): 57.07 9002): 36.00 высота (см): 28.00 выбросы травы: мешок, назад тип травосборника: жесткий тип двигателя: электрический наличие тормоза двигателя0017 потребляемая мощность (Вт): 1100.00 число оборотов двигателя: 3000.00 высота скашивания, мин (мм): 25.00 высота скашивания, макс (мм): 25. 00 7 ширина скашивания: 32.00 количество колес: четырехколесный вес (кг): 10.00 уровень шума (дБ): 92.00 антивибрационная система: нет
больше информации
Фото Bosch Rotak 43 LI (0.600.8A4.507)
описание газонокосилки Bosch Rotak 43 LI (0.600.8A4.507)
Производитель: BOSCH Тип: Газонокосилка Тип Руководство: Склад Оборудование: Привод / Нож, мусора Эмиссия Трава: Бэкс ТИП ГАРСЕР: .303017 . тип: электрический наличие моторного тормоза: нет высота среза, мин (мм): 20,00 максимальная высота скашивания (мм): 20.00 ширина скашивания (см): 43.00 количество колес: четырехколесный вес (кг): 13,90 уровень шума 3 80.00 антивибрационная система: нет
больше информации
Фото Oleo-Mac G 48 PK Comfort
описание газонокосилки Oleo-Mac G 48 PK Comfort
Производитель: Oleo-Mac тип: газонокосилка тип рукоятка: регулируемая по высоте, складная комплектация: привод/нож, мусорная трава выбросы травы: мешок тип двигателя: бензин наличие тормоза двигателя 0 № Рабочий объем (см3): 140,00 Производитель двигателя: Briggs and Stratton Минимальная высота среза (мм): 28,00 Максимальная высота среза (мм): 28,00 ширина кошения (см): 46. 00 количество колес: четыре колеса вес (кг): 25.40 антивибрационная система: нет
больше информации
Фото Oleo-Mac K 35 P
описание газонокосилки Oleo-Mac K 35 P
производитель: Oleo-Mac тип: газонокосилка тип рукоятка: регулируемая по высоте, складная комплектация: привод/нож, мусорная трава выбросы травы: мешок тип травосборника: мягкий тип двигателя: электрический наличие моторного тормоза: нет высота среза, мин (мм): 0 20.0020 макс. (мм): 20.00 ширина скашивания (см): 33.00 количество колес: четыре колеса вес (кг): 12.20 антивибрационная система: нет
больше информации
Фото Viking MA 339
описание газонокосилка Viking MA 339
производитель: Viking тип: газонокосилка тип рукоятка: регулируемая по высоте, складная оборудование: привод/нож, мусорная трава выбросы травы: 9002 тип 9 мешок жесткий тип двигателя: электрический наличие моторного тормоза: нет высота скашивания, мин. (мм): 30.00 высота скашивания, макс. (мм): 30.00 ширина скашивания (см): 37.00 количество колес: четыре колеса вес (кг)29 : 12.00 уровень шума (дБ): 90.00 антивибрационная система: нет
больше информации
Фото DDE LME4318
описание газонокосилки DDE LME4318
производитель: DDE тип: газонокосилка тип рукоятка: регулируемая по высоте, складная оборудование: привод/нож, мусорная трава выбросы травы: мешок, назад тип травосборника жесткий: 9 тип: электрический наличие моторного тормоза: нет потребляемая мощность (Вт): 1860.00 высота скашивания, мин (мм): 25,00 высота скашивания, макс (мм): 25,000017 ширина кошения (см): 43.00 количество колес: четыре колеса вес (кг): 12,50 антивибрационная система: нет
больше информации
Фото RYOBI OLM 1840 H
описание газонокосилка RYOBI OLM 1840 H
производитель: RYOBI тип: газонокосилка тип рукоятка: регулируемая по высоте, складная комплектация: привод/нож, мусорная трава выбросы травы: мешок, назад тип травосборника: мягкий тип двигателя: электрический наличие моторного тормоза: нет частота вращения двигателя: 35 мм, 35 мм, высота среза ): 20. 00 высота скашивания, max (мм): 20.00 ширина скашивания (см): 40.00 количество колес: четырехколесный вес (кг): 07030 антивибрационный система: нет
больше информации
Фото МТД 42
описание газонокосилки MTD 42
производитель: MTD тип: газонокосилка тип рукоятка: регулируемая по высоте, складная оборудование: привод/нож, мусорная трава выбросы травы: 9002 тип 3 9 улавливатель травы
мешок мягкий тип двигателя: бензин наличие моторного тормоза: № производитель двигателя: MTD объем масла (л): 0,60 высота реза, мин. (мм): 28,00 высота реза, макс. (мм): 28,00 ширина реза (см) 7 9 : 42.00 количество колес: четырехколесные диаметр передних колес (см): 18.00 диаметр задних колес (см): 18. 00 вес (кг): 9017 9010 антивибрационная система : нет
больше информации
Фото Чемпион LM4215
описание газонокосилки Champion LM4215
производитель: Champion тип: газонокосилка тип рукоятка: регулируемая по высоте, складная оборудование: привод/нож, мусорная трава выбросы травы: улавливатель травы27 900 мешок1, назад : мягкий тип двигателя: бензин наличие моторного тормоза: да рабочий объем (см): 99.00 число оборотов двигателя: 3000.00 объем топливного бака (л): 0,60 объем реза масла (л): 0,45 0
7 высота 25.00
максимальная высота скашивания (мм): 25.00 ширина скашивания (см): 42.00 количество колес: четыре колеса вес (кг): 22.00 7 уровень шума (dB): 81,00 антивибрационная система: нет
больше информации
Фото Viking MB 545
описание газонокосилка Viking MB 545
производитель: Viking тип: газонокосилка тип рукоятка: регулируемая по высоте комплектация: привод/нож, мусорная трава выбросы травы: тип 9030 улавливатель травы1, назад 900 жесткий тип двигателя: бензин наличие моторного тормоза: № высота скашивания, мин. (мм): 25.00 высота скашивания, макс. (мм): 25.00 ширина скашивания (см): 43.00 количество колес: вес (четыре колеса
кг): 31,00 антивибрационная система: нет
больше информации
Фото MTD Smart 46 ПБ
описание газонокосилки MTD Smart 46 PB
производитель: MTD тип: газонокосилка тип рукоятка: регулируемая по высоте, складная комплектация: привод/нож, мусорная трава выбросы травы: мешок тип травосборника: мягкий
тип: 900’s 3 двигателя наличие моторного тормоза: нет производитель двигателя: Briggs and Stratton частота вращения двигателя: 3000.00 объем масла (л): 0,60 высота среза, мин (мм): 28.00 высота скашивания, max (мм): 28.00 ширина скашивания (см): 42.00 количество колес: четырехколесные диаметр передних колес (см): 9 диаметр задних 18. 00 (см): 18,00 вес (кг): 29,00 антивибрационная система: нет
больше информации
Фото Huter ELM-1400T
описание газонокосилки Huter ELM-1400T
производитель: Huter тип: газонокосилка тип рукоятка: регулируемая по высоте оборудование: привод/нож, мусорная трава выбросы травы: тип улавливатель травы
: мягкий тип двигателя: электрический наличие моторного тормоза: нет потребляемая мощность (Вт): 1400.00 частота вращения двигателя: 3200.00 высота среза 9, мин (мм)0030 18.00 максимальная высота скашивания (мм): 18.00 ширина скашивания (см): 38.00 количество колес: четыре колеса антивибрационная система: нет
больше информации
Фото RedVerg RD-ELM103
описание газонокосилки RedVerg RD-ELM103
производитель: RedVerg тип: газонокосилка тип ручка: регулируемая по высоте, складная комплектация: привод/нож, мусорная трава выбросы травы: мешкование, назад тип травосборника: мягкий тип двигателя: электрический наличие моторного тормоза: мощность 0 нет (Ш): 1200. 00 высота скашивания, мин. (мм): 25.00 высота скашивания, макс. (мм): 25.00 ширина скашивания (см): 32.00 количество колес: 900 вес (кг): 10,00 антивибрационная система: нет
больше информации
Фото Elitech EK 1600H
описание газонокосилки Elitech EK 1600H
производитель: Elitech тип: газонокосилка тип рукоятка: регулируемая по высоте, складная оборудование: привод/нож, мусорная трава выбросы: травосборник 9 тип 92 мешок 0030 жесткий тип двигателя: электрический наличие моторного тормоза: нет высота скашивания, min (мм): 20.00 высота скашивания, max (мм): 20.00
9 ширина скашивания (см) : 38.00 количество колес: четыре колеса вес (кг): 13.20 антивибрационная система: нет
больше информации
Фото Viking ME 235
описание газонокосилка Viking ME 235
производитель: Viking тип: газонокосилка тип рукоятка: регулируемая по высоте, складная оборудование: привод/нож, мусорная трава выбросы травы: тип травосборника1, назад 9 : жесткий тип двигателя: электрический наличие моторного тормоза: нет потребляемая мощность (Вт): 1200. 00 высота среза, мин (мм): 25.00 максимальная высота кошения (мм): 25.00 ширина кошения (см): 33.00 количество колес: четырехколесный вес (кг): 13.00 нет антивибрационной системы
больше информации
Фото МТД 46 Б
описание газонокосилка MTD 46 B
производитель: MTD тип: газонокосилка тип ручка: регулируемая по высоте, складная комплектация: привод/нож, мусорная трава выбросы травы: сбор, назад тип двигателя: бензин наличие моторного тормоза: нет рабочий объем (см3): 0 148.09 обороты двигателя : 3000.00 объем топливного бака (л): 1,20 высота скашивания, мин. (мм): 28.00 высота скашивания, макс. (мм): 28,00 100 309 2 ширина скашивания (см): 90,0количество колес: четыре колеса вес (кг): 29. 00 антивибрационная система: нет
больше информации
Фото GARDENA 380 Li
описание газонокосилка GARDENA 380 Li
производитель: GARDENA тип: газонокосилка тип рукоятка: регулируемая по высоте, складная комплектация: привод/нож, мусорная трава выбросы травы: мешок тип травосборника: мягкий тип двигателя: электрический наличие моторного тормоза: нет высота скашивания, min (мм): 12.00 высота скашивания, max 12.00 ширина скашивания (см): 38.00 количество колес: двухколесный вес (кг): 14.00 антивибрационная система: нет
больше информации
Фото Huter GLM-4.0 G
описание газонокосилки Huter GLM-4.0 G
Производитель: Huter Тип: газонокосилка Тип Руководство: Установите высоту, складывание Оборудование: Drive / News Emissions Tras моторный тормоз: да частота вращения двигателя: 2800. 00 объем топливного бака (л): 1,50 высота скашивания, мин. (мм): 35.00 высота скашивания, макс. (мм): 35.00 ширина скашивания (см): 51.00 количество колес: четыре колеса : нет
больше информации
Фото Huter GLM-4.0
описание газонокосилки Huter GLM-4.0
производитель: Huter тип: газонокосилка тип ручка: регулируемая по высоте, складная комплектация: привод/нож, мусорная трава выбросы травы: мешок тип травосборника: жесткий тип двигателя: бензин наличие моторного тормоза: 0 число оборотов двигателя
9 2900.00 объем топливного бака (л): 1.20 объем масла (л): 0.60 высота реза, мин. (мм): 20.00 высота реза, макс. (мм): 30 20.029 (см): 46.00 количество колес: четыре колеса вес (кг): 33,90 антивибрационная система: нет
Электрикал, бензин на нагтутулак са сарили Чемпион
Нилаламан:
Lawnmower aparato Champion
Mga uri ng lawn mowers Champion
Mga tampok ng pag-andar at layunin ng mga yunit
Tungkol sa mga pakinabang at kawalan
Nangungunang Mga Pangalan ng Modelo ng Mower ng Lawn
Pag-aayos Новые
Устранение неполадок газонокосилки Champion
Вы можете использовать газонокосилку Chower
Компания Champion предлагает бензин и топливо для своих клиентов. Татак на это, это начало 2000 года и одно и то же время, которое имеет репутацию, как будто это тагагава. Nilalayon ng kumpanya на magbenta ng de-kalidad na produkto batay sa mga advanced teknolohiya and matugunan ang mga modernong uso.
Газонокосилка Champion
Купить газонокосилку Champion можно по номеру:
;
макина;
газовый баллон;
pingga na humihinto sa makina;
диск пингга;
является желобом для сброса остатков халамана;
leeg ng tagapuno ng langis;
является pingga na inaayos ang taas ng paggupit;
панимуланг аклат;
глушитель;
filter ng hangin
Mga uri ng lawn mowers Champion
Elektronikong tagagapas ng damuhan Champion
Lawn mower na Stiga
Karamihan sa mga lawn mower ay itinutulak ng sarili, alinman sa likuran ng gulong o sa harap ng гулонг. Полноприводные газонокосилки Rower лучше всего подходят для пересеченной местности, а передний привод обеспечивает лучшую маневренность. Mayroon ding malawak использует электрические газонокосилки на рынке.
Mga tampok ng pag-andar and layunin ng mga uninit
Vower косилка
Этот аппарат может быть использован для управления и ручного управления в соответствии с вашими пожеланиями. Кая, газонокосилка Champion имеет мощность 30 эктаров. Максимально возможное количество работ, которые вы можете получить, когда вы устанавливаете двигатель на конкретной модели, пати на диске.
Тандаан год. Новая газонокосилка Rider, работающая оператором, который может управлять машиной.
Всех косилок Champion косилка доступна в двух режимах:
звонка в этом режиме;
остаточное содержание halaman sa isang lalagyan na nangangalap ng damo;
режим мульчирования (включает режим мульчирования и улавливания остатков, которые используются в двух направлениях, а также во время работы).
Nakakainteres Дахил в сборе с малакасом нити на гавани из легкого нейлона, хинди махирап я-разгрузить, чтобы собрать несколько остатков.
Производит закалку из закаленной стали для изготовления режущей деки с 30-кратным интервалом.
Ang mga pangunahing bentahe ng mga lawn mower na ginawa ng kumpanyang ito ay may mataas na kalidad na mga materyales, isang malawak na hanay модели, и не очень хороший коллектор нг дамо. У вас есть несколько аппаратов, которые вы можете использовать в самых популярных моделях.
Nangungunang MGA Pangalan NG Modelo Ng Cown NG Lawn
Чемпион газонокосителей LM4215
ANG Nangungunang Sampung MGA MODELO NG ЧАГНА с 40-литровым коллектором и двигателем мощностью 2 лошадиных силы. Этот аппарат не имеет ничего общего с другими продуктами в зависимости от положения. Газонокосилка работает более 40 сантиметров в течение 40 часов;
Газонокосилка LM5127 является газонокосилкой с большим запасом бензина, который может потреблять больше 24 килограммов и больше, чем 24-килограммовый. nakikilala са знамя калахатинга метро на Lapad ng paggupit, nagbibigay это аним на позиции в taas ng paggupit. Уважаемые посетители, вы можете быть счастливы. Режим загрузки включает в себя загрузку и загрузку;
Бензиновая газонокосилка Champion LM5127BS с американским двигателем с высокой мощностью и высокой мощностью. Гаюнпаман, модель которого может весить 22,5 кг;
Бензиновая газонокосилка LM4622 имеет мощность 60 литров, мощность 3 лошадиные силы. Работайте с газонокосилкой в нескольких ореолах, расположенных в метро в нескольких местах. День рождения 7 мая. Этот гулонг в харапе tatlong pulgada на мас малиит Кайса са 10-дюймовый гулонг в likuran;
Газонокосилка Champion LM4627 представляет собой самоходную бензиновую машину с рабочим объемом 60 литров и мощностью 3,5 лошадиных силы. Макина используется в качестве ручного стартера, а затем начинается с самого начала. Лапад этой модели является НАСА только в одном метро. Он может быть использован в любой позиции;
Champion EM3110 – электрическая газонокосилка с двигателем мощностью 1 кВт с режимом травосборника. Лагьян на 30 литров для сбора остатков, содержащихся в матах, калидад на пластике. Ang taas ng pagsasaayos может иметь длинные позиции;
EM3111 Champion представляет собой электрическую косилку с двигателем той же модели, которая работает в течение 30 часов. Удобный апаратонг этого taas нг paggupit nadagdagan нг 7 часов;
Champion EM3313 – это электрическая газонокосилка с двигателем мощностью 1,3 кВт и объемом 35 литров с ловушкой для кошек. Более грубая растительность может появиться на вашем пути. Таас нг paggupit naaayos са liman posisyon;
Champion EM3616 представляет собой комбинированный кусторез с 45-литровым коллектором для среднего размера, который имеет малый цвет. Английский двигатель мощностью 1,6 кВт. Лапад нг paggapas более 35 часов с максимально возможной скоростью 7 отправленных часов. Травоуловитель поставляется с пластиковым пластиком по номеру — ;
Популярная газонокосилка EM3813 имеет двигатель мощностью 1,3 кВт, но весит не более 13 кг. Самоходная газонокосилка может быть очень удобной.
Pag-aayos ng mga bahagi
Ang listahan ng mga pinaka-pangunahing bahagi ng bahagi para sa nag-kampeon na mga lawn mower ay may kasamang:
nagtatrabaho hawakan;
заглушка;
люмипат нг такип;
катаванный тагасало нг дамо;
пантабы;
захват ловушки дамо;
гулонг;
Макина на электрик;
переходник для инструмента – , который является дополнительным баком для кустореза Champion;
стальная щетка для ножей.
Позвоните, если вы хотите, чтобы многие религиозные, вы можете получить его в любой день, чтобы сделать заказ, в Интернете на официальном веб-сайте или на официальном веб-сайте.
Kung kailangan среди множества различных bahagi, maaari mo itong bilhin sa isang dalubhasang tindahan.
Дапат пансинин! Все bahagi на ginawa ng kumpanya, pati na rin ang pangunahing unit, может иметь высокое качество и tibay.
Устранение неполадок газонокосилки Champion
Самая частая проблема, связанная с запуском двигателя. Maaari itong mangyari para sa bilang ng mga kadahilanan (para sa bawat madepektong paggawa, isang maikling tagubilin ay inilarawan para sa pag-aalis nito):
, где можно купить бензин в баке — в зависимости от того, сколько топлива в топливном баке;
dahil на хинди sapat, как щелчок мыши в обычном режиме — dapat gampanan ang buong pag-click;
двигатель, работающий на бензине — для того, чтобы включить дроссельную заслонку и включить стартер;
Яркость или высокое качество бензина — в зависимости от этого, бензин больше и больше других;
Свеча зажигания доступна в любой форме.
Гайундин, мотор может обслуживать пассажиров или обслуживать клиентов:
, если вы путешествуете по всему миру;
Воздушный или топливный фильтр, как правило, из натуральной кожи;
Кунг анг Санхи является сира на свечи зажигания, dapat itong mapalitan или maayos.
Купить газонокосилку Chower
Купить газонокосилку Chower, сделать акцент на любой другой модели, выбрать другую модель, которую можно купить — , все, что нужно, для того, чтобы сохранить остатки halaman и nakikilala са-мамагитан, это плохо tagakuha ng damo, другой является idinisenyo для paggapas ng halaman и magkaroon ng mas malakas на двигатель. Gayundin, это махалаган, который использует косилку, дамо анг газтос нито.
Чемпион имеет большое значение для всех, кто любит курить и бензина в Хардине, а не только из-за качества продукта. Газонокосилка, которую можно использовать, была получена в результате работы и в конечном счете, в том числе в России.
Гравировка на стекле сделать самому своими руками: творим чудеса!
Гравировка – это нанесение любого рисунка на поверхность путем изменения ее физической или химической структуры. На сегодняшний день достаточно популярными являются следующие методы – электродный, ультразвуковой и лазерный. Гравировка на стекле — очень красивое и стильное решение. С ее помощью можно придать обычной вещи оригинальность, такой подарок навсегда останется в памяти. Придумав и воплотив в жизнь уникальный рисунок или узор, вы проявите свою индивидуальность.
Самый простой способ — это использование специальной пасты для травления. В ее состав входит кислота, которая при соприкосновении с обработанными участками оставляет матовые следы. Это позволит вам создать уникальные рисунки на любой стеклянной поверхности. Попробуем рассмотреть вариант с посудой.
Гравировка на кубке – это старинное, но популярное искусство
Гравированный кубок-подарок стали вручать еще в античные времена. А сегодня мы выражаем им свое. ..
Для работы понадобятся следующие материалы и инструменты:
паста для травления стекла;
кисть-губка;
самоклеящаяся пленка;
канцелярский нож;
компьютерный рисунок;
самоклеящаяся лента;
ножницы;
стекло с ровной гладкой поверхностью.
Первое, что нужно сделать, это наклеить пленку, которая будет служить защитой поверхности изделия от повреждений. Её края должны на несколько сантиметров выступать за рисунок. Следите, чтобы при наклеивании не образовывались пузырьки, ибо поверх нее наносится рисунок. По контуру выбранного трафарета удаляются все ненужные остатки. Теперь настало время наносить пасту. Для этого берется кисть, посредством которой осторожно распределяем вещество по поверхности. Кислота не должна попасть на незащищенные участки изделия, исправить ситуацию будет невозможно. Снять пасту можно через 20 минут, после чего нужно ополоснуть изделие под проточной водой. Затем удаляется трафарет, смываются остатки.
Фьюзинг – что это? Так называют один из способов обработки стекла для витража. Название техники…
Как вы поняли, гравировка на стекле в домашних условиях — не такой уж сложный процесс, а значит, вам осталось только приобрести необходимые инструменты и приступать к работе.
Полезные советы
При работе с пастой для травления нужно соблюдать некоторые правила:
во время работы одевайте перчатки;
при смывании материала не используйте эмалированные емкости;
трафареты должны быть изготовлены из полипропиленовой пленки.
Советы для начинающих гравировщиков
А вот гравировка на стекле с использование специальных инструментов — весьма сложный процесс, который занимает много времени и состоит из различных технологических этапов, однако, если есть желание попробовать, вот несколько дельных советов:
Освещение рабочего места. Оно должно быть вашим главным помощником, ведь только при помощи света можно постоянно контролировать обработанную поверхность и следить за правильностью воспроизведения рисунка. Во время гравировки на стекле из-под бора постоянно будет лететь пыль, которая оседает на изделии и мешает, поэтому простая лампа будет не очень уместной, ведь нужно будет прерываться для очистки ее поверхности. Наиболее удачным вариантом будет светодиодная лента, которая отвечает всем требованиям.
Гравер. Если даже вы не собираетесь становиться профессиональным гравировщиком, не переплачивайте дважды: лучше сразу приобрести хороший инструмент, и уже с его помощью начинать творить. Среди людей, которые занимаются подобным делом, большим спросом пользуются граверы германских производителей. Они считаются наиболее подходящими для качественной работы.
Боры. Чтобы не тратить время и деньги, покупайте алмазные варианты с шарообразной головкой различных диаметров. Их можно использовать для создания любого рисунка.
Рабочее место. Механическое гравирование — процесс шумный и пыльный. Запомните это и постарайтесь уберечь окружающих от неприятных звуков и мусора. Дополнительно позаботьтесь о шумоизоляции стола, положите между ним и обрабатываемым предметом поролон, который не позволит изделию сползти и уменьшит звук.
Узоры на стекле: как изготовить? Делаем узоры по стеклу…
Витражи до сих пор поражают воображение наших современников наряду с каминами и креслами-качалками….
Гравировка на стекле своими руками
Освоение работы с гравером можно сравнить с обучением письму в школе. Первое, что нужно делать, — научиться писать слова, потом тексты и только после этого начинать воспроизводить рисунки. Во-первых, нужно привыкнуть к аппарату, понять, как он работает и что может. Для начала лучше заниматься до 2 часов каждый день на протяжение месяца. За это время вы должны достичь определенных умений и с легкостью наносить плавные линии. Постепенно можно изменять толщину обводок (для этого несколько раз пройдитесь по ней).
Переходим к практике: как украсить бокалы?
Гравировка на стекле бокалов производится при помощи следующих материалов:
гравер;
бокалы для шампанского;
бумага;
карандаш;
клейкая лента;
кристаллы Swarovski или бусинки для оформления.
Нарисуйте нужный узор на бумаге или распечатайте уже готовый. Закрепите клейкой лентой, при помощи гравера обозначьте контур изображения. Боковой поверхностью насадки закрасьте контур, постепенно избавляйтесь от образовавшейся пыли. Если вам нравится рисунок в рамке, можно сделать его при помощи овального трафарета. Теперь можно наклеить кристаллы или другие бусинки по вашему вкусу. Подарок готов, можно презентовать.
Гравировка лазером
Как известно, стекло является достаточно хрупким материалом. Разбить его не составляет труда, малейшее усилие — и трещина пошла. В связи с этим лазерная гравировка на стекле — наиболее подходящий вариант для его обработки. Лазерный луч позволит деликатно нанести нужное изображение на поверхность и не повредит само изделие, да и сам процесс не займет много времени. Такой вид гравировки наиболее точно передаст сюжет с большим количеством маленьких деталей. Процесс полностью автоматизирован, поэтому любые ошибки в самой работе исключены. Что он собой представляет? По сути, это распыление внешнего поверхностного слоя изделия при помощи специального оборудования. Именно благодаря лазерной установке можно предать самые мелкие и тонкие детали эскиза, что недоступно другим методам.
Примечательно, что лазером можно делать гравировку как на внешнем слое, так и на внутреннем. Эти методы существенно отличаются. При внутреннем гравировании используют сразу два луча, которые нагревают стекло, образуют пузырьки, которые и создают рисунок. Программа позволяет регулировать направление лучей, что дает волю фантазии. Если наблюдать за созданием такого рисунка, можно подумать, что находишься в сказке. Такая гравировка не меркнет и не стирается со временем, а значит, будет радовать вас долгое время.
Мастер класс по гравировке по стеклу: делаем в домашних условиях
Мастер-класс по гравировке самостоятельно быстро и просто по стеклу — довольно полезная вещь. Потому что, освоив это тонкое и изящное искусство, можно открыть для себя целый мир воздушных и элегантных надписей и рисунков. Опять же, открываются новые возможности – начиная с того, что можно будет радовать оригинальными и интересными презентам родных и близких, и заканчивая открытием собственного дела. Своими руками можно оформить свадебные стаканы, сделать памятную надпись на вазе, и многое другое.
Рассмотрим пошаговый мастер-класс по гравировке по стеклу своими руками
Гравировку по стеклу в домашних условиях можно сделать двумя способами – механическим и химическим. Механический способ заключается в деформации верхнего слоя стекла при помощи специального инструмента гравера. Как правило, в наборы с гравером входит множество насадок, меняя которые можно создавать на стекле настоящие шедевры.
Наносить линии гравировки лучше в одном направлении – во всяком случае, по контуру. Если же речь идет о заштриховываемой поверхности, то от направления штриховки зависит полнота картины. Меняя направления штриховки и насадки, можно добиваться игры теней и света на изображении.
Для химической гравировки используется специальная паста для травления, которая так же деформирует верхний слой стекла, и оставляет после себя ровный матовый след. Этот вариант подходит в тех случаях, когда нужно создать сплошной узор без переходов и тонких линий.
Техника безопасности.
Наносить гравировку на стекло нужно строго в защитной маске и защитных очках. Мельчайшая стеклянная пыль может послужить причиной страшных травм. Если же пыль попала в глаза, тереть его ни в коем случае нельзя, нужно закапать глазные капли и немедленно отправляться к врачу, иначе есть риск лишиться зрения.
Помимо этого, многие мастера рекомендуют работать «на мокрую». То есть после того, как рисунок будет переведен на стекло, его смачивают водой, и только после этого приступают к нанесению линий гравером.
При работе с травильной пастой так же необходимо позаботиться о своем здоровье. Работать нужно не только в маске и очках, но еще и в перчатках. Помещение должно быть оснащено вытяжкой, или очень хорошо проветриваться. Удалять остатки пасты можно в нержавеющей посуде, потому что фарфор или эмалированная чугунная утварь непоправимо пострадает.
Основы и шаблоны.
В качестве шаблонов, или трафаретов, можно использовать любые понравившиеся вам рисунки. Однако, новичкам лучше выбирать такие изображения, на которых нет мелких деталей, или деталей, требующих сложной штриховки. Простые лаконичные рисунки, монограммы и геометрические рисунки будут отличным тренажером и позволят вам быстро набить руку.
Так же для первых работ не стоит брать тонкое стекло, а поэкспериментировать с толстостенными банками, старыми оконными стеклами и тому подобными плоскостями. За тонкостенные бокалы можно будет браться, когда рука будет сама знать и понимать силу нажатия на инструмент.
Химическая гравировка.
Для работы потребуется:
паста для гравировки
кисть
канцелярский нож, ножницы
стекло
самоклеющаяся полипропиленовая пленка
рисунок
малярный скотч
перчатки, маска, очки
спирт и ватка
Первый шаг. Обезжирить поверхность спиртом. Вырезать кусок пленки, больший, чем рисунок на 3 см с каждой стороны минимум. Приклеить ее на стекло, тщательно разгладить, важно, чтобы не было никаких пузырьков. Поверх пленки поместить рисунок и зафиксировать его малярным скотчем. Аккуратно и равномерно нажимая на лезвие, канцелярским ножом вырезать изображение так, чтобы оно было прорезано и на пленке. Снять бумагу, малярный скотч и вырезанную внутреннюю часть пленки. Трафарет готов.
Второй шаг. На трафарет аккуратно кистью нанести травильную пасту и равномерно распределить ее. Оставить на десять минут, потом снять излишки той же кистью (можно отправить обратно в банку, паста своих свойств не потеряет). Еще через десять минут смыть остальную пасту и удалить трафарет. Гравировка готова.
Трафареты в широком ассортименте имеются в продаже, но и такой самодельный вариант прекрасно подходит для тренировок. Для начинающих граверов можно посоветовать использовать крупные изображения, и лишь потом переходить к более детальным.
Механическая гравировка.
Для работы потребуется:
набор для гравировки
стекло
рисунок
вода, губка, маска, защитные очки
спирт и ватный спонж
Первый шаг. Обезжирить поверхность ватным спонжем, смоченным в спирту. После этого нужно нанести рисунок на стекло. Это можно сделать маркером, или закрепив изображение с внутренней стороны стекла. Как вариант, изображение можно нанести на кальку и прикрепить с внешней стороны стекла. После этого его нужно равномерно намочить.
Второй шаг. Аккуратными, легкими движениями наносить гравировку сначала по внутренним линиям изображения, потом по внешним. Периодически нужно делать паузы и чистить насадку от стеклянной пыли. По мере необходимости смачивать кальку, или наносить воду губкой.
Третий шаг. Убрать кальку – или смыть губкой всю стеклянную пыль и тщательно промыть изделие. Готово.
Видео материалы помогут сориентироваться в этом искусстве.
Видео для наглядности
Как травить стекло в домашних условиях — практически функционально
FacebookPinEmailPrint
Я люблю травить стекло, и это удивительно легко сделать! Гравированная стеклянная посуда — отличный персональный подарок, который идеально подходит для свадьбы, дня рождения, праздника или любого другого случая, и это займет всего около десяти минут. Сегодня я покажу вам, как травить стекло в домашних условиях с помощью крема для травления, кисточки и трафарета!
Закрепить этот пост!
Как травить стекло в домашних условиях
Как только вы научитесь травить стекло, вы сможете сделать так много вещей! Попробуйте выгравировать стаканы для питья, бокалы для вина или бокалы для шампанского в качестве персонализированного свадебного подарка. Или графин с гравировкой или кастрюля станут отличным индивидуальным подарком к празднику; не стесняйтесь стать полностью творческим!
Я люблю покупать простую стеклянную посуду в комиссионных магазинах и приносить ее домой, чтобы превратить в нечто еще более потрясающее!
Оборудование
Машина Cricut или Силуэт ( или ножницы или нож X-Acto )
Маленькая кисть
Материалы
Кусок стеклянного стекла. ; вы можете сделать свой собственный трафарет из винила ( , если ваш дизайн сложный и состоит из нескольких частей, копировальная бумага поможет скрепить части вместе, или вы можете использовать ленту васи, малярную ленту или малярную ленту )
Сначала вы должны очистить свое стекло. Он должен быть очищен от грязи и масла, чтобы трафарет прилипал к нему, иначе протравочный крем будет подтекать под края трафарета.
Когда стекло будет чистым, вырежьте трафарет. Мне нравится вырезать свои трафареты из трафаретного винила с помощью режущего станка, потому что он может легко делать забавные и сложные вырезы, но если у вас есть ножницы или нож X-acto и твердая рука, вы можете вырезать свои собственные трафареты. рукой! Вы также можете использовать контактную бумагу, но я считаю, что трафаретная виниловая пленка держится лучше, а крем для травления не попадает под трафарет и не размывает края рисунка.
Если ваш трафарет состоит из нескольких отдельных частей, вы можете использовать копировальную бумагу, чтобы легко перенести трафарет с клейкой подложки на стекло, не потеряв ни одной из частей. Просто снимите подложку с копировальной бумаги, приклейте ее к клейкому трафарету и хорошо прижмите везде.
Затем снимите подложку с клейкого трафарета, оставив копировальную бумагу на месте. Приклейте трафарет, переводную бумагу и все остальное на стекло. Очень хорошо прижмите виниловый трафарет к стеклу, убедившись, что края вашего дизайна действительно прилипли к стеклу, чтобы крем для травления не просочился под края.
Кроме того, не забудьте оставить достаточное количество материала для трафарета вокруг внешних краев рисунка, чтобы крем для травления не вытекал за края трафарета. Вы можете использовать ленту васи или малярную ленту, чтобы добавить немного дополнительного материала по краям, если это необходимо.
После того, как ваш трафарет приклеится к стеклу, нанесите толстый слой травильного крема на все отверстия в трафарете. Убедитесь, что это хороший толстый слой, который покрывает все!
Оставьте крем для травления на стекло на некоторое время; прочитайте инструкции, прилагаемые к крему для травления, но я обычно оставляю свой на пять минут.
Когда время истечет, промойте стакан в раковине, чтобы избавиться от травильного крема. Возможно, вам придется немного потереть его, чтобы убрать все со стекла.
Затем снимите клейкий трафарет, высушите стекло, и у вас есть собственное травленое стекло!
Эти очки — свадебный подарок, но вы можете выгравировать любой рисунок для любого случая!
Хотите поделиться этим руководством с друзьями? Просто нажмите любую из кнопок «Поделиться» слева, чтобы поделиться с Facebook, Pinterest, Twitter и т. д.!
Как травить стекло в домашних условиях
5 от 1 голосов
Стеклянная посуда для травления станет отличным персонализированным подарком на свадьбу, день рождения, праздник или любое другое событие, и это удивительно легко сделать! Все, что вам нужно для этого забавного проекта по настройке, — это крем для травления, кисть, трафарет и около 15 минут.
ReviewPrint
Активное время 10 минут
Время ожидания 5 минут
Общее время 15 минут
Выход 1 травленого стекла
Стоимость $10
любая машина для резки Cricut
кисть
Очистите стекло от грязи и масла.
Создайте трафарет, используя трафаретный винил и режущий станок.
Снимите подложку с клейкого материала трафарета и приложите трафарет к стеклу. Очень хорошо прижмите виниловый трафарет к стеклу, убедившись, что края вашего дизайна действительно прилипли к стеклу, чтобы крем для травления не просочился под края.
Нанесите толстый слой крема для травления на все отверстия в трафарете так, чтобы вся область была полностью покрыта. Оставьте крем для травления на стекле примерно на пять минут (обязательно прочитайте инструкцию, прилагаемую к крему для травления, чтобы узнать точное время!)
Смойте крем для травления со стекла; возможно, вам придется немного потереть его, чтобы убрать все со стекла.
Снимите трафарет со стекла, и готово!
Сохраняйте свои любимые проекты!
Создайте бесплатную учетную запись, чтобы легко сохранять свои любимые проекты, учебные пособия и рецепты.
Создать учетную запись
Как травить стекло (и как имитировать вид с помощью ярлыка)
Фото: istockphoto.com
Если вы храните банки и канистры, потому что «никогда не знаешь, пригодится», этот проект для вас. Травление стекла может объединить все эти запасные несоответствующие стеклянные контейнеры с простым, но индивидуальным дизайном, будь то монограмма или геометрический узор.
Мы научим вас травить стекло и эффективно превращать старые вазы в подсвечники, но нет причин останавливаться на достигнутом: консервные банки могут стать новыми крутыми стаканами для питья. Черт возьми, вы можете нарядить старые винные бокалы, окна и даже зеркала. Продолжайте читать, чтобы узнать о двух простых способах травления стекла: традиционный метод с использованием крема для травления и более быстрый метод с использованием матовой краски для стекла, которая выглядит так же, как настоящая.
Прежде чем приступить к работе
Традиционный метод травления стекла использует крем на химической основе, который разъедает стекло, навсегда создавая потрясающий дизайн. Этот метод «сделай сам» хорошо подходит для создания индивидуальных стаканов для напитков, подарков и предметов домашнего обихода. Второй метод дает аналогичный вид, но на поверхности стекла используется матовая краска. Этот метод полезен при создании декоративных предметов, но не подходит для функциональных стаканов.
Травление стекла, особенно метод с использованием крема для химического травления, не предназначен для детей. Крем для травления следует использовать только взрослым, которые носят перчатки и работают осторожно, потому что при неосторожном использовании он может вызвать серьезные ожоги и проблемы с дыханием. Оба этих метода травления выделяют пары в воздух. Работайте в хорошо проветриваемом помещении, в идеале на улице, и надевайте защитные перчатки.
Как травить стекло с помощью крема для травления
Традиционный способ вытравливания рисунков на поверхности стекла заключается в использовании кислотного крема из разбавленных химикатов. Этот крем лучше всего использовать для небольших проектов, таких как гравировка рисунка на винных бокалах. Использование травильного крема на большей площади, например, на двери душа, может привести к слабому травлению или видимым мазкам.
Реклама
Травильный крем работает только на голом стекле без покрытия. Если вы декорируете другие виды стекла, лучше всего использовать второй метод, описанный в этом руководстве. Метод двойников, который мы объясним позже, не встраивает дизайн в саму стеклянную поверхность. Вместо этого он использует краску, чтобы создать иллюзию травленого стекла.
Травить стекло легко, если знать, что делаешь. Следуйте этим шагам, чтобы создать индивидуальную стеклянную посуду и декор для вашего дома.
Поставки
Стеклянная посуда
Стеклянная очиститель
Бесплатные чистящие ткани
Cricut или Silhouette Machine, или трафаретные или трафаретные винил
x-acto-нож или для Scissors
Stencil Stencil
X-Acto Neather или Scissors
Stencil
X-ACTO. или малярный скотч
Защитные перчатки
Маленькая кисть
Крем для травления
Фото: istockphoto.com
ШАГ 1: Тщательно очистите стеклянную посуду.
Какой бы стеклянной посудой вы ни пользовались, она должна быть чистой. Используйте средство для мытья стекол и чистящую ткань, чтобы удалить грязь и масло, чтобы трафарет прилипал. Неправильная очистка может привести к тому, что трафарет не приклеится должным образом, что приведет к просачиванию крема для протравки под края трафарета или неправильному протравливанию.
Поместить стеклянную посуду в посудомоечную машину — хорошая отправная точка, но посудомоечная машина может оставить на стекле остатки частиц. Стирать нужно вручную, чтобы удалить остатки моющего средства. Если вы перерабатываете стекло, на котором остались остатки клея или этикетки, замочите стекло в горячей воде с добавлением моющего средства для посуды, а затем потрите его нейлоновой губкой.
Фото: SmartScreenStencils на etsy.com
ШАГ 2: Подготовьте трафарет.
Используя машину Cricut или Silhouette, вы можете создавать точные виниловые рисунки для стеклянной посуды. Если у вас нет одной из этих машин, вы можете купить клейкие трафареты для травления стекла или вырезать свои собственные уникальные рисунки вручную с помощью трафаретного винила и универсального ножа или ножниц. Оставьте дополнительный слой винила вокруг трафарета, чтобы защитить остальную часть стекла от крема для травления.
Если вы выберете трафарет своими руками, края могут быть немного несовершенными, даже если у вас твердая рука. Для более профессионального результата подумайте о приобретении набора трафаретов. Если вы планируете использовать один и тот же трафарет для нескольких стекол, аэрозольный клей поможет трафарету надежно приклеиться к последующим стеклам.
Реклама
ШАГ 3: Нанесите трафарет и покройте им любое стекло, которое хотите защитить.
Важно ровно и ровно наносить клейкие трафареты на сухое стекло. Используйте инструмент с плоским тупым краем, чтобы разгладить трафарет и приклеить его всеми сторонами к стеклу. Если у вас дома нет трафаретных инструментов, подойдет палочка от эскимо или старая кредитная карта.
На стекле вокруг трафарета должно быть достаточно покрытия, чтобы, когда придет время споласкивать стекло водой, протравочный крем не просочился туда, где он не нужен. Если ваш трафарет недостаточно велик, чтобы покрыть все стекло, вы можете использовать ленту васи или малярный скотч, чтобы закрыть его.
Фото: SmartScreenStencils на etsy.com
ШАГ 4: Нанесите на трафарет толстый слой травильного крема и оставьте на несколько минут.
Проведите последнюю проверку размещения трафарета. После нанесения протравливающего крема пути назад нет. Выгравированные рисунки являются постоянными, и любые ошибки должны быть встроены в ваш дизайн, или вам придется начинать все сначала с другим стеклом.
Наденьте защитные перчатки и нанесите на кисть обильное количество крема для травления, но не слишком много, чтобы крем не стекал. Боритесь с желанием делать мазки, вместо этого наносите крем на стекло, пока на трафарете не останется четверть дюйма крема для травления. Крем для протравки, который вы используете, подскажет, как долго крем должен оставаться на стекле, обычно от одной до нескольких минут.
ШАГ 6: Промойте стекло и удалите трафарет.
Промойте стекло в раковине, чтобы удалить травильный крем. В инструкциях к крему для протравки указано, какую температуру использовать; обычно рекомендуется теплая вода. Постарайтесь, чтобы вода стекала в одном направлении, чтобы уменьшить вероятность того, что крем для травления попадет туда, куда вам не нужно, и избегайте слишком сильного напора воды. Не снимайте перчатки, так как вам, возможно, придется немного потереть, чтобы удалить весь травильный крем.
Advertisement
Когда весь крем будет удален, осторожно снимите клейкий трафарет и промойте его под водой, чтобы убедиться, что вы удалили весь крем.
Фото: SmartScreenStencils на etsy.com
ШАГ 7: Тщательно вымойте стекло и наслаждайтесь!
Поскольку в этом ремесленном проекте используются химические вещества, вы должны убедиться, что стекло чистое, прежде чем использовать его, особенно если это стакан для питья. После того, как вы удалите трафарет, используйте средство для мытья стекол, чтобы действительно очистить поверхность.
Травленое стекло можно мыть в посудомоечной машине, просто проверьте этикетку на марке, которую вы используете, чтобы убедиться, что это безопасно, иначе вам придется мыть его вручную. После того, как стекло прошло через посудомоечную машину, оно готово к использованию!
Как травить стекло краской по матовому стеклу
Фото: Ohoh Deco для Боба Вила
Благодаря сегодняшнему выбору красок эффект травленого стекла очень легко получить без травления. Секрет простоты заключается в отказе от традиционного травильного крема, состоящего из ряда разбавленных химикатов, в пользу аэрозольной краски по матовому стеклу. Работа с кремом для травления стекла подразумевает надевание рабочих перчаток и ожидание химикатов для травления стекла, но аэрозольная краска по матовому стеклу является более привычным средством.
Травильный крем рекомендуется только для небольших проектов, но этот метод распыления подходит как для больших, так и для маленьких кусочков стекла. С его помощью вы фактически наносите плоскую полупрозрачную краску, которую можно удалить, даже если вы передумаете.
ПРИНАДЛЕЖНОСТИ
Посуда
Средство для чистки стекол
Безворсовые чистящие салфетки
Машина Cricut или Silhouette, трафареты или виниловые трафареты
Нож X-Acto или ножницы для трафаретов 9 инструментов для прецизионных инструментов
00020
Лента Washi или малярная лента
Защитные перчатки
Аэрозольная краска для матового стекла
ШАГ 1: Очистите стекло.
Перед началом работы очистите стекло от пыли и отпечатков пальцев, затем протрите его безворсовой тканью. Чтобы увидеть, достаточно ли очищено ваше стекло, поднесите его к яркому свету. Если к стеклу прилипли крошечные кусочки мусора, они могут оторваться после покраски, оставив дефект в вашем дизайне. Это стекло — ваш холст; вы хотите, чтобы он был чистым и сухим, прежде чем продолжить.
Реклама
Фото: Ohoh Deco for Bob Vila
ШАГ 2: Создайте свой трафарет.
Теперь о дизайне! Вам не нужны специальные трафареты для травления стекла, хотя их легко найти в Интернете. Нарисуйте рисунок на стекле с помощью малярной ленты. Когда у вас есть базовый рисунок на стекле, вы можете разрезать полоски вдоль, чтобы сделать более тонкие и детальные линии.
СВЯЗАННЫЕ: 10 крошечных покрасочных работ, которые оказывают большое влияние
Фото: Ohoh Deco для Боба Вила
ШАГ 3: Закройте области, которые вы не хотите закрашивать.
Вы должны покрыть все области, которые вы хотите оставить свободными. Заполните пустые области большим количеством малярного скотча или васи-ленты. Наклейте кусок газеты на большие области, которые вы не хотите покрывать эффектом травления, для защиты. Как и в случае с травильным кремом, держите стекло под трафаретом в первозданном виде.
Фото: Ohoh Deco for Bob Vila
ШАГ 4: Равномерно распылите краску по матовому стеклу и дайте высохнуть.
Снаружи или в хорошо проветриваемом месте нанесите на стеклянную тару тонкий слой аэрозольной краски для матового стекла. Сначала краска почти незаметна, но она проявится, когда начнет высыхать в следующие 10 минут. Нанесите два или три тонких слоя (следуя рекомендациям производителя относительно времени высыхания между проходами), пока не будете удовлетворены результатом.
СВЯЗАННЫЕ С: Что можно и чего нельзя делать при окраске распылением
Фото: Ohoh Deco для Боба Вила
ШАГ 5: После высыхания снимите трафарет.
Когда краска высохнет, снимите ленту. На этом этапе вы можете создать еще более детальный дизайн, наклеив новую ленту в несколько слоев малярного скотча. Не бойтесь перекрывать засохшую краску; он не должен отслаиваться, когда вы его снимаете. Вместо этого, после того как вы повторите шаги с 1 по 4, вы откроете новый законченный дизайн с двумя уровнями травления: стекло будет наиболее непрозрачным там, где оно было травлено дважды, и лишь слегка матовым там, где вы травили только один раз.
Advertisement
Photo: Ohoh Deco for Bob Vila
ШАГ 6: Наслаждайтесь своей похожей на травленную посуду своими руками!
После того, как вы закончите, заставьте переделанные травленые стеклянные чашки работать. Мы поставили несколько свечей в эти вазы, чтобы осветить наш уютный внутренний дворик. Если вы используете свечи с цитронеллой, вы также избавитесь от жуков летними ночами на улице.
Стеклянные стаканы и подсвечники с гравировкой, наполненные цитронеллой, помогут преобразить вашу зону отдыха на свежем воздухе. Знаете, что еще преобразит пространство патио? Стол-холодильник своими руками для закусок и геометрическая решетка на стене. Вы можете увидеть, как они собрались вместе на фото ниже, а получить их уроки можно здесь.
Фото: Ohoh Deco for Bob Vila
Заключительные мысли
Гравированное стекло придает индивидуальность любому предмету в доме и является потрясающим персонализированным подарком. Два метода травления стекла, описанные выше, дают сенсационные результаты, но важно учитывать функцию предмета, который вы травите, прежде чем решить, какой метод использовать.
Крем для травления работает не со всеми типами стекла, однако химическое травление позволяет сохранить функциональность предметов домашнего обихода. Этот метод можно использовать на стаканах, из которых вы пьете, и это безопасный способ травления, который можно мыть в посудомоечной машине. Хотя это относительно просто, использование крема для травления стекла требует тщательной безопасности.
Использование краски для создания эффекта гравировки украсит ваш декор и может быть легко использовано для большинства изделий из стекла. Не рекомендуется использовать этот метод травления в проектах, где вы собираетесь хранить еду или напитки, или во влажных средах, таких как душевые двери.
Часто задаваемые вопросы о том, как травить стекло
Имея несколько способов травления стекла, у вас могут возникнуть неотложные вопросы о том, какую технику использовать, а также о мельчайших подробностях каждого метода. Чтобы получить дополнительную информацию о травлении стекла, ознакомьтесь с часто задаваемыми вопросами и ответами на них.
В. Как сделать трафарет для травления стекла?
Существует несколько способов изготовления трафарета для травления стекла. Если у вас дома есть машина Cricut или Silhouette, вы можете выбрать изображение из их дизайнерских библиотек или создать свое собственное, и машина нарежет трафарет на клейкий винил. В противном случае вы можете вырезать изображение на контактной бумаге, используя либо то, что вы найдете в Интернете, либо то, что вы нарисовали сами.
Реклама
В. Можно ли использовать дремель на стекле?
Вы можете использовать Dremel на стекле, и есть несколько различных проектов по стеклу, которые могут быть полезны. Вам нужно использовать правильное сверло Dremel, и метод, который вы используете для резки стекла, зависит от того, какую форму вы хотите придать стеклу, будь то просверливание отверстия, разрезание бутылки пополам, изменение формы зеркала или что-то еще.
В. Как выгравировать слова на стекле?
Лучший способ вытравить слова на стекле и добиться эффекта гравировки на стекле — это использовать трафарет с клейкой виниловой пленкой. Используйте компьютерную программу, чтобы найти шрифт, который вам нравится, и пусть ваша машина Cricut или Silhouette точно вырежет слова.
Вот вы знаете, что такое настоящий вселенский факап? Недавно я полностью ощутил это на своей шкуре. Надеюсь, текст будет полезен начинающим 3D печатникам, так как проблема не единичная, но найти решение было непросто и даже я, старый атеист, чуть не поверил в чудеса. Простите за изложение, так как я не писатель и не блогер, а простой инженер — фирмварщик.
Кроме того, текст рассчитан на людей, имеющих минимальный опыт с 3D печатью.
Исключительно по причине не раздувать статью и не объяснять назначение разных деталей и сленговых словечек. Начну с предыстории. Чуть меньше года назад купил себе недорогой 3D принтер. Один из самых популярных (не на правах рекламы, а что бы было понятно о чем речь) — Ender 3. Сборка была несложная, в Сети есть много рекомендаций. Конечно, собирая его по инструкции — получил бы нерабочий агрегат, но предварительно «покурив мануалы», удалось выполнить первую пробную печать на 5 с плюсом для такой простой машинки! Все было хорошо до определенного момента. Но дальше началось…
Если интересно что, добро пожаловать.
Для тех, кому лень читать:
Сломался рычаг прижимного ролика экструдера.
Принтер нужен был для конкретной задачи — печать нестандартных корпусов для различных мелкосерийных электронных поделок. После того, как наигрался с готовыми моделями и обеспечил дочку различными зверюшками и человечками, освоил «по верхам» FreeCAD и начал делать полезные вещи. Все шло хорошо… По большому счету, печать запускалась «с ноги», ставил и шел спать. Разве что первый слой контролировал. Но появились первые «звоночки».
Где то часть слоя выпадет, где то пластик подгорит. Калибровал стол «по бумажке», грешил на пластик и сопло, менял настройки в слайсере, пластики и сопла — проблемы исчезали. Пока…
В один «прекрасный» момент столкнулся с «неразрешимой» проблемой. Конец марта, плавный перевод на удаленку (я удачно переехал из Подмосковья в Минск 2 годами раньше), решил собрать отдельный компьютер для работы из того, что было. В загашниках лежала неплохая материнская плата, процессор, пару мониторов и 2 корпуса. Один — огромный полноценный ATX, другой — barebone. Решил собрать в маленьком, чтоб места меньше занимал. Корпус нестандартный. С кредлом на 1 CD привод и 3.5 дюймовый винчестер. У меня же нашлось 3x 2.5 SATA SSD небольшого объема, под систему и одного хватит «более чем» и 1x на 1Tb 2.5 HDD.
Вся эта «живность» размещалась в большом корпусе на самодельном переходнике из старых банковских карт. Но, раз уже появился принтер, неплохо бы им воспользоваться. Создал модельку держателя, поставил на печать и пошел заниматься своими делами. Когда посмотрел, как печатает — увидел только лапшу… С этого момента пошел путь ремонта, длинною в 2 месяца. Постараюсь расписать по полочкам, что помогало, а что нет и в чем была первопричина.
Шаг 1. Настройка роликов {профилактика — всегда полезно}
В очередной раз настроил стол «по бумажке», запустил — пластик не липнет. Менял настройки, пластики — без результата. Вместо того, чтоб клеиться к столу, загибается на сопло. Когда перепроверял настройки зазора сопла, обнаружил, что разболтались ролики и стол люфтит почти на 5мм по краям. Странно, как он вообще до этого печатал… Казалось, причина найдена. Отрегулировал. Но лучше почти не стало. С горем пополам напечатал деталь, но качество оставляло желать лучшего:
Видны явные пропуски в печати.
А вот и расслоения…
Шаг 2. Песнь о Зе[ль]де {неплохо, когда все идет, как по маслу}
Первое, что пришло в голову — проблема в приводе оси Z. И все советы на форумах по проблеме, похожую на мою, указывали на это. Разобрал, проверил плавность хода. Гайка немного закусывала резьбу и нашел «баг» в паре роликов. При перемещении без винта привода, рельса «X» немного залипала на 1 оборот ролика. Заказал приводную гайку, ролики (запчасти — всегда хорошо, но дело было не в этом). Методом комбинаторики и какой то матери распределил ролики оси по нагрузкам так, чтобы на бракованные приходилось минимальное усилие. «Закусывание» пропало. Очистил и смазал винт привода. Отрегулировал положение его двигателя. В результате — легкого прикосновения пальца хватает, чтобы опустить каретку вниз. Результат — отрицательный.
Шаг 3. Слайсер {тюнинг, но не решение проблемы}
Обновил слайсер. Тем более, что в новом релизе как раз было улучшение, связанное именно с качеством печати для моего принтера. Поигрался с потоком и скоростью, толщиной слоев и т. д. Даже успешно напечатал несколько простых небольших корпусов и деталей. Но настройки были откровенно дикие: поток — +10%, скорость — -5%. Учитывая, что после сборки получалась отличная печать на настройках «по умолчанию». Проблема печати сложных деталей не исчезла…
По мотивам этой статьи: https://habr.com/ru/post/494058/ сделал для дочки таймер чистки зубов. По нему готовлю отдельное описание. Спойлер: восьминогий контроллер, прошивка — 119 ассемблерных команд.
Шаг 3. Экструдер {а счастье было так близко…}
Логика подсказывает, раз по геометрии и приводам осей проблем нет, должно быть что то с подачей. Снял шестерню подачи филамента, почистил. Видимого износа не наблюдается. Вернул на место, немного сместив по вылету, для выравнивания износа. Результат — 0. Эх, посмотри я тогда чуть правее, сэкономил бы месяц нервов и 200$.
Шаг 4. Проверка драйверов ШД {без комментариев}
Отличная геометрия, нет проблем с механикой. На момент первой сборки все было гораздо хуже. Куча изученных материалов, доработок и настроек, а результат — нулевой. Я в чудеса не верю, осталась электроника. Тем более форумчане часто жалуются на сгоревшие драйверы. Понятно, что полностью выгоревшее плече моста можно обнаружить «на глаз» сразу, подумал про «плавающую» неисправность. Ведь пластик ложиться нормально, потом — пропуски, нить утончается, волосы и остальные прелести. Заказал улучшенную плату управления на ARMе, но, чтоб не терять время, решил проверить имеющуюся. Снял плату, двигатель оси Z в качестве индуктивной нагрузки, собрал стенд на столе, резистором установил температуру хотэнда, чтобы и экструдер можно было покрутить. Посмотрел осциллограммы на катушках ШД. Все отлично. Грел драйвер феном (дефект кристалла или разварки иногда проявляется), механически воздействовал на ИС драйвера, охлаждал пропан бутаном (газ для зажигалок). Примечание. Вполне себе неплохо охлаждает до -20, не обязательно для этого дорогой фризер покупать. Все отлично. Сбоев не видно!
Шаг 5. Обновление «прошивки» {а я почти поверил в чудо и теорию заговора}
Нет, я точно уверен, что чудес не бывает. Бывают баги, глюки, фокусы, недостаток информации, субъективное восприятие реальности, в конце концов. Но не чудеса! Но как объяснить, что при исправной механике и электронике печать ведет себя крайне странно? Китайцы сделали закладку в FW чтобы платами дополнительно барыжить? Делается элементарно, но, думаю, уже давно бы обнаружили и торговой марке пришла бы белая пушистая лисица. Баг в прошивке? Все может быть, только как то странно он проявился.
Сбились настройки в EEPROM или «подглючивает» FLASH*? Наиболее вероятно. Ладно, раз плата на столе, ничего не мешает ее перепрошить. Обновился до «ванильного» Марлина 1.1.9, собрал все обратно. Результат — чуда не произошло.
*Чисто теоретическое обоснование возможности связи проблемы с FLASH памятью:
Допустим, у нас есть следующий фрагмент кода:
…
const uint8_t step = 0x18;
…
position += step;
…
На каждой итерации к текущей позиции прибавляется уставка «step». Так так как программа выполняется на микроконтроллере (МК), код и константы размещены в ПЗУ и изменяться могут только при внешней процедуре программирования (опустим возможности перепрограммирования FLASH памяти внутренними средствами МК). Процедура эта выполняется 1 раз изготовителем. Теперь 2 важных момента: процессор контроллера каждый раз читает команды и константы из ПЗУ, забудем про кэши, у Атмеги их нет. То есть, если цикл прошел 1000000 итераций, то и константа была прочитана тот же миллион раз. При каждом чтении FLASH немного деградирует. Не знаю, каков критический порог чтений для NOR, думаю, десятки миллиардов, но TLC NAND уже неплохо так деградирует после 10-20К чтений… Второй момент — не факт, что наши узкоглазые друзья не использовали отбракованные контроллеры. Мне реально один раз пришли такие. PICи. Не паяные, но на корпусе — странные пометки. FLASH оказалась не стертой, при 3.6В ни стереться ни прошиваться не хотели. Пришлось до 5В поднимать, после чего запись / верификация стали проходить. Допустим, наша константа была записана в бракованную ячейку. Пока устройство новое — 0x18 стабильно читалось. Но от времени (а для Атмег гарантированное время сохранения данных не самое большое) и деградации, в какой то момент стало читаться не 0x18, а 0x08. Не каждый раз, но все же. Знаю, скорее не 1 в 0 деградирует, а наоборот, это — исключительно для примера. Так вот, пока стабильно читается нужное число, перемещение происходит корректно, но когда происходят сбои, к результату прибавляется неверная уставка, что приводит к сбоям подачи. Это самый простой и маловероятный пример. Могут быть другие глюки, например, в команде сложения источник R6 изменится на R7. Ассемблерная команда остается валидной, процессор ее выполнит, но результат будет неверен…
Шаг 6. Промываем «горло» {держи голову в холоде, а хотэнд — в чистоте, рекомендую сделать это сразу после покупки принтера}
Подарком «небес» была ссылка на одном из форумов на ролик от производителя. Там они честно признаются, что не все хотэнды одинаково полезны, то есть хорошо собраны.
Тефлоновая трубка не до конца запрессована, срез не ровный. Следствие — образование пробки и экструдер не может нормально продвигать пластик. Вот оно — мой случай!
Ненормальные значения потока и ретракта, все сходится. Несмотря на поздний вечер Субботы и посещение пивного ресторана, решил проверить. Точно. Гуана там немерено, вплоть до остатков пластика, которым печатал месяц назад (тот самый зеленый держатель). Очень вероятно — победа! Прочистил «горло», обрезал трубку ровно, запрессовал до упора, так же зафиксировал второй конец трубки поплотнее, многие используют изоленту, но я намотал немного провода 0. 7, что позволяет свободно откручивать держатель:
А вот и «убитый» конец трубки, видно, что обрезан криво:
Модель режется на слои с настройками по умолчанию. Печать… Кайма пошла, контур пошел, соплей при ретракте нет. Ура!!! Победа!!! Уже собрался написать статью, чтобы другие не мучились, но… Полное фиаско. Утончение и разрывы пластика, пропуски при печати. Уже готов сдаться. Жена подбадривает, да выкинь ты его, купи новый! Не могу так. Должна же быть причина. Вот только где??? Разумных (и цензурных) мыслей уже не было…
Ремарка про чистку «горла»:
Все операции с хотэндом делаются только «на горячее», иначе есть шанс все сломать. После прогрева, первым делом снимается сопло и очищается от остатков «пробки». Я делал это, нагрев сопло на пламени газовой плиты и аккуратно удалил пластик. Внутренности не чистил. Потом, так же на нагретом хотенде, откручивается фиксатор трубки. Двигаться он может только вверх. После отвода фиксатора, трубка аккуратно, но с усилием должна быть извлечена из «горла». Снимаем все фиксаторы, так как испорченный конец все равно не сохранить, аккуратно, возвратно — поступательным движением вычищаем всю грязь, постоянно снимая ее с трубки. В результате, трубка должна спокойно проходить через горло насквозь. Сборка производилась последовательности FIFO. Вначале установил сопло, потом фиксатор трубки в хотэнде, но не затягивал его полностью, оставив где то 1 оборот. Изношенная часть трубки обрезается под прямым углом и до упора устанавливается в горло. После чего затягивается держатель и устанавливается второй, на противоположную сторону «тефлона».
Шаг 7. Калибровка подачи {при исправной механике, скорее всего не понадобится, если только после замены деталей приводов или перепрошивке}
В инструкции по обновлению до «ванильного» Марлина было сказано, что для заводского принтера все настройки — идеальные, но может немного уйти точность подачи пластика. Ладно, будем калибровать. Вытащил пластик, разогрел хотэнд (в прошивке блокировка, на холодный не позволяет перемещать «E»). Открутил трубку от механизма подачи, обрезал пластик заподлицо и выполнил команду экструзии 300мм. Линейка у меня на 350. Экструзия длиться достаточно долго, по завершению измерил длину вышедшего филамента и глазам своим не поверил 226мм. Понимаю разницу в 3-5%, но не в 25%! попробую другой пластик…
Примечание. Видел, как подачу регулируют по нанесенным маркером отметкам на прутке, Но с отрезанием, ИХМО, точнее.
Подготовка к тестовой экструзии:
После экструзии:
Измеряем линейкой, в моем случае (после ремонта) получилось 292мм. Далее идем в меню: control / motion / step mm, смотрим, сколько шагов на мм установлено для экструдера. В моем случае — 93. Выполняем простое вычисление:
>>> (300*93)/292
95.54794520547945
Изменяем уставку и сохраняем настройку. Повторная экструзия — погрешность на уровне измерения.
Шаг 8. Победа!
Вначале я проверял на PETG, решил поменять на PLA. Первый я немного перегрел при сушке, неадекватный разброс списал на возможное залипание на катушке. Обрезание, экструзия. И ничего. Пластик вообще не подается. Ось привода вращается, медленно, но по винтам видно, что движение есть. Посмотрел, пруток неправильно лег между шестерней и прижимным роликом. Ладно, правлю. Что то ролик немного болтается. Надо подтянуть. А фиг! Вот он виновник всех моих бед:
Рычаг прижимного ролика треснул. При этом сила прижима осталась достаточной для частичного продвижения прутка. Следы от шестерни оставались и прижимной ролик вращался.
Соответственно, все игры с настройкой прижимной пружины оказались безуспешны. Проскоки прутка были незаметны на глаз, а трещину невозможно было увидеть на собранном механизме. Все! Экстаз инженера получен! Рычаг был склеен, заказан алюминиевый механизм, на всякий случай напечатан запасной (если сломается, пока буду ждать новый). Вот ссылка на модель. Конечно, неприятно из за такой мелочи столько времени и денег потратить, но это помогло мне намного более глубоко погрузиться в процессы печати и отлова глюков.
Собственно, первая деталь после ремонта. Прижимной рычаг:
Наконец, мой датчик присутствия обрел «морду». Корпус печатался еще до поломки:
Попытки напечатать «морду» на неисправном принтере (после чистки «горла»):
Надеюсь, данный материал хоть кому то поможет не совершить столько глупых попыток поиска примитивной неисправности и сэкономит деньги. Конечно, я не каждый вечер занимался проблемой, но в общей сложности — сутки, наверное, были потрачены. По деньгам — около 200$ на запчасти. Цена устранения неисправности — 15 минут и пару капель «суперклея». Обидно? Скорее нет, так как опыт и запчасти останутся со мной!
Всем гладкой печати и отменной адгезии!
Cуда река-море плавания на онлайн конференции «Философия проектирования судов»
Философия создания судов река-море плавания в выступлениях Геннадия Егорова, Юрия Исупова, Дениса Самсикова, Андрея Батина, Игоря Ганина, Алексея Таразанова, Сергея Прусикова, Софьи Каткововой, Александра Судеревского, Игоря Ивашина и Сергея Преснова на он-лайн конференции, организованной ИАА «ПортНьюс» и Морским Инженерным Бюро, посвященная научным и практическим проблемам проектирования, строительства, модернизации и эксплуатации судов, подготовки технических кадров отрасли под названием «Философия проектирования судов».
В работе третьего дня конференции приняли участие 134 специалиста и студента, в том числе представители шести отраслевых вузов: Санкт-Петербургского государственного морского технического университета («Корабелка», Санкт-Петербург), ГУМРФ им. адмирала С.О. Макарова (Санкт-Петербург), МГУ имени адмирала Г.И. Невельского (Владивосток), Российского университета транспорта — РУТ (МИИТ), Москва, Волжского государственного университета водного транспорта (Нижний Новгород), Сибирского государственного университета водного транспорта (Новосибирск).
Спикеры по теме «Философия проектирования судов река-море плавания»:
• Егоров Геннадий Вячеславович, генеральный директор Морского Инженерного Бюро, д.т.н., профессор. • Исупов Юрий Иванович, эксперт, экс вице-президент крупной судоходной компании. • Самсиков Денис Евгеньевич, директор по работе с судостроительными и судоремонтными предприятиями АО «Волжское пароходство». • Батин Андрей Викторович, генеральный директор судоходной компании Shipmar. • Ганин Игорь Александров, генеральный директор судоходной компании «Прайм Шиппинг» • Таразанов Алексей Петрович, глава судоходной компании Marlin Shipmanagement. • Прусиков Сергей Викторович, генеральный директор судоходной компании Метшип. • Каткова Софья Викторовна, руководитель проектов проектной компания «Морстройтехнология». • Судеревский Александр Федорович, заместитель генерального директора по проектированию АО «ЦНИИМФ». • Ивашин Игорь Вениаминович, заместитель директора департамента по работе с клиентами ПАО «Государственная транспортная лизинговая компания». • Преснов Сергей Вячеславович, эксперт, кандидат технических наук.
Из выступления профессора Геннадия Егорова, генерального директора Морского Инженерного Бюро:
О река – море плавания и речных судах. В действительности есть очень простой признак: если судно зимой становится на отстой — это речное судно, если судно не становится на отстой, то это судно смешанного река-море плавания или морское судно.
О коастерах. Сейчас в мире под этим классом понимают суда относительно небольшого дедвейта в масштабе морского флота, а именно 10 000 тонн и меньше. Грузовых судов, которые нас интересуют, дедвейтом 5000 тонн и меньше сейчас около 22 000 единиц. Судов дедвейтом от 5 000 до 10 000 тонн около 6000 единиц. Понятно, что вы скажете, что это же не река-море … ничего подобного: RSD59 — 8000 тонн и RST27 — 8000 тонн дедвейта. Соответственно, они уже идут в этом диапазоне дедвейтов.
Итак, вот сегодня есть новое поколение судов, которые мы называем смешанного река-море плавания, хотя это не так, как правило, у них второй морской ограниченный район плавания. Картина вот такая — RST27 пришли на смену Волгонефтей, RSD59 и RSD49 должны менять Волго-Доны. Нефтерудовозы меняются комбинированными RST54. Как видите, везде есть общий признак у этих судов. Это то, что они обладают достаточно странными для классики сверхполными обводами.
Современный этап развития судов смешанного река-море плавания начался в девяностые годы и начался он с того, что массово суда, которые относились по неформальной классификации к речным, пошли зимой в море. Для того, чтобы обеспечить соответствующие решения — конвенционные, прочностные, по остойчивости, по надводному борту и так далее, была проведена масса работ по выводу этих судов в морскую эксплуатацию. Это как раз и был тот толчок, который в итоге привел к появлению сегодняшних новых судов смешанного река-море плавания.
Наши судовладельцы любят суда типа «Волго-Дон макс» и типа «Омские». Это не случайно. Определяется чисто экономическими причинами («максы» могут брать с реки максимальное количество груза, а «Омские» 3000 тонн при осадке 3,2 м, что позволяет работать даже тогда, когда наблюдается маловодье).
Основной метод обеспечения прочности в то время был за счет применения накладных полос (практически на всю длину грузовой зоны), которые увеличивали стандарт прочности и позволяли работать этим судам в море. Этот способ был самым простым, который тогда широко использовался.
Однако нам стало понятно, что наиболее эффективным способом решения проблемы общей прочности/грузоподъемности является увеличение высоты поперечного сечения. Вот пример доведения судна типа «Волжский» по требованиям для работы в море: третий, который тогда запустило Морское Инженерное Бюро — поднятие продольного комингса. Такое решение требует меньше металлоемкости, то есть увеличение высоты сечения приводит к более эффективному решению с точки зрения повышения стандарта прочности по сравнению с полосами. И это идея — увеличения высоты сечения и легла в основу всего нового флота судов река-море плавания.
Это, по сути, элементарно, но с учетом других решений дало грандиозный эффект.
Конечно бесконечно «сидеть» на старых судах невозможно. Пример наших исследований, которые показывают ресурс классического судна советского типа река-море плавания типа «Волгонефть» в море… ресурс снижается до 10 лет. Это и происходит и происходило явным образом, и все наши судовладельцы хорошо знают, что суда старого типа достаточно быстро изнашиваются в море. Это не значит, что они все сразу будут списаны, нет, альтернатива списанию — массовые ремонты.
Поэтому и запустился процесс нового судостроения.
У нас есть традиционные вопросы клиентов — можно ли построить с флагом России, но с другими классами. Построить можно, но, как правило, это приводит к утяжелению корпуса. Именно поэтому подавляющее большинство судов смешанного река-море плавание для отечественных заказчиков строится с классами РС или РРР.
Определяющими параметрами для судов ограниченного морского и смешанного река-море плавания являются путевые ограничения. Плюс конечно коммерция, потому что у каждого клиента свои представления о грузовой базе и свои представления о партионности грузов.
В первом десятилетии XXI века заказчики выбирали разные размеры судов, я возвращаюсь к нашей классификации — Азов Максы, Волго-Дон Максы, Азовские пятитысячники, Азовские трехтысячники, суда взамен Волго-Балтов и Сормовских, такое разнообразие было возможно только на хорошем рынке. А когда был хороший рынок, тогда каждому классу грузовых судов находилась своя ниша и своя тема и в тот момент «расцвели все цветы», заметьте, практически все эти типы (судов) строились. Сейчас ситуация кардинально изменилась. Рынок стал очень тяжёлым и начал играть фактор масштаба, то есть суда большей грузоподъемности стали лучше зарабатывать, чем суда меньшей грузоподъемности и это вполне объяснимо (на таком «низком» рынке).
Об удлинениях судов. Поэтому эти самые, в принципе, очень хорошие суда, а именно «Каспиан экспрессы» проекта 003RSD04 и «Карелии» проекта 005RSD03 наши заказчики начали удлинять. Обратите внимание – по нашему проекту для 003RSD04 было добавлено 24 м длины, что обеспечило увеличение дедвейта на 1200 тонн на максимальной осадке, а в реке плюс 1000 тонн. Я думаю, что это очень красивое решение, с учетом того, что скорость в принципе почти не поменялось. Судно перевозит больше груза, судно большего размера (по длине, конечно), но при этом тратит топлива, примерно столько же, сколько и раньше. Это вполне ясный ответ на то, как влияет размер судна на экономику.
сухогруз проекта RSD49
Потому что есть общие принципы, а есть решения другого уровня, которые влияют на отдельные моменты. Опять же, когда говорят, что мы с Юрием Исуповым совершили страшный грех и «подсадили» отечественное судостроение на полноповоротные винто-рулевые колонки. Так вот, Северо-Западное пароходство на RSD49 вполне обошлось обычной пропульсией. Так что в действительности все это — решение клиента – «на вкус и цвет товарищей нет».
Я сталкиваюсь с публикациями под названием оптимизация металлоемкости судов смешанного река-море плавания. А при этом в действительности, если правильно считать конструкцию корпуса судна, то оптимизации нет, а есть выполнение требований правил и рациональный алгоритм получения толщин и размеров балок. То есть, если вы правильно проектируете, вы получаете одно-единственное решение, всё остальное будет неправильным.
Когда мы работали в конце 90-х с существующим флотом, мы сталкивались с самыми разнообразными проявлениями воздействий окружающего пространства, то есть деформациями, трещинами, истираниями, посадками на мель. Соответственно, что такое воздействие грунта, грейфера, шлюза на судно мы достаточно ясно и четко представляли и это позволило сформировать наши представления о том, какие должны быть безопасные толщины. Последствия всего, что вы сейчас видите — есть последствия применения принципа «9 мм». В итоге все наши расчеты показали, что нам нужно иметь построечную толщину наружного контура и большинства судовых конструкций из стали толщиной 9 мм.
Рациональный алгоритм проектирования корпуса судна смешанного плавания. Высота сечения в целом должна быть такой, при которой все связи должны иметь минимальные толщины, а та часть связей, которая в итоге является определяющей с точки зрения общей прочности, например, это, как правило, верхний связь – это тронк, это комингс, они должны иметь такую площадь, которая бы позволила обеспечить общую продольную прочность. Поэтому ещё раз говорю, это не оптимизация, это рационализация конструкции, которая дает минимальную металлоемкость.
Когда начинается обсуждение новых проектов, наши коллеги практически всегда начинают с поиска оптимальных обводов: а вдруг где-то, что-то есть такое, что до них никто не заметил? В действительности такие исследования были проведены, причем по всем аспектам.
Применение CFD моделирования вполне разумно и экономит средства и, главное, время по сравнению с испытаниями модели в бассейне.
Для «Волго-Дон макса» наиболее рациональным оказался (как, собственно говоря, это и можно было предположить) вариант с двумя винтами фиксированного шага в насадках. Два винта фиксированного шага без насадок давали по сравнению с первым вариантом увеличение затрат на топливо на 6%. Винт регулируемого шага без насадки давал плюсом почти 9%. Винт регулируемого шага в насадке давал плюсом 5%. Я понимаю, что коллеги, те, которые сталкиваются с морскими судами, удивятся, а как это может быть один винт регулируемого шага хуже, чем два винта. Ведь известно, что у него будет лучше взаимодействие с корпусом. Да действительно будет, но при наличии одной «детальки», о который «классики» забывают – при наличии достаточной осадки.
Какие делать носовые обводы. Если вы обратите внимание на Армадовские обводы, на «Армадах» был небольшой бульб, потом на наших промежуточных (по времени) проектах 007RSD07 и RSD12 использовались цилиндрические носовые обводы, на RST25 был применена «ложкообразная» носовая оконечность (как на «Волгонефтях») с наклонным форштевенем, а вот на RST27-х бульб снова появился и, соответственно, была длительная дискуссия о том, как делать обводы носовой оконечности.
Танкер проекта RST25
Исследования, которые были проведены 12 лет назад. Варианта, как всегда, было 3. Первый. Классический наклонный форштевень, например, как на старых советских судах, а у нас всё ещё очень любят поговорить о классике, о том, как это красиво. Второй. Это, конечно, бульб. Третий. Цилиндр ближе к обводам а-ля морские супертанкера. Результат — нужно либо делать бульб, либо делать цилиндр.
Далее, мы попытались спроектировать обводы, имеющие коэффициент общей полноты больше, чем на «Армадах», то есть больше, чем 0,90. Александр Егоров определил оптимальный коэффициент общей полноты судна с позиций экономики, исследуя вполне конкретные модели эксплуатации судов (причем, как самоходных, так и составов) и задавая стоимость топлива. Это были суда с коэффициентом полноты 0,93. Конечно, все эти исследования были для Волго-Дон Максов, для 140-метровых судов с соответствующим соотношением длины к ширине. Сегодня мы четко видим, что эти обводы себя полностью оправдали, мы проводили натурные мореходные испытания и испытания в ледовых условиях.
Одним из выигрышных моментов «Каспиан Экспрессов» проекта 003RSD04 был длинный 60 метровый трюм, который позволял грузить самые различные проектные грузы. Это было очень важный фактор, который категорически влиял на реальные доходы, получаемые судовладельцем.
Это «сподвигло» наших коллег к дальнейшему движению вперед, а именно чтобы соединить две возможности — Волго-Дон Макса, именно, как Макса, у которых максимально возможные габариты с возможностью перевозки негабаритных грузов в длинном трюме. Результат — появился RSD49-й проект типа «Нева-Лидер» с 52 метровым трюмом. Это был первый шаг в этом движении. Следующий шаг был более простой – соединить новые «сверхполные» обводы тоже с длинным трюмом — так появился RSD59-й типа «Пола», у которого трюм стал уже почти 80 метров.
Вот, в результате всего этого 20 апреля 2018 года был спущен первый «сверхполный» сухогруз проекта RSD59 река-море плавания типа «Пола Макария». Опять же, условно говоря, я называю его река-море плавания, хотя это судно морского ограниченного второго района. Я на это обращаю внимание — это было очень недавно. Сравним, например, RSD59-й и 006RSD05 типа «Гейдар Алиев», а именно с 006RSD05 начинались сухогрузные Волго-Дон Максы нового поколения. На максимальной осадке у RSD59 плюс 1211 тонн, при осадке 4,20 м (такая характеристическая осадка под азовские порты) плюс 900 тонн, при осадке 3,80 м в реке в Ростове плюс 820 тонн, при осадке 3,6 м в реке плюс 784 тонн.
Какие дальнейшие возможности развития? По поводу рационализации конструкции корпуса «выжато» всё. Поэтому пути развития простые — это добавочные возможности.
Сухогруз проекта RSD59
Вот одна из добавочных возможностей — подъемные рубки с ними, как я вам уже говорил — можно увеличивать палубный груз и контейнерную вместимость.
Вторая тема — это добавление барж приставок. Ничего нового в этом вообще нет. Вот пример такого составного судна на Рейне — сухогруз, который толкает баржу, такие же решения по Днепру, когда сухогруз толкает баржу и такие же решения на Лене. Наша идея достаточно понятна, когда вот RSD59 толкает соответствующую баржу, то в реки это будет уже не 5000 тонн грузоподъемности, а 10000 тонн. Соответственно требуется новая логистическая схема, при которой по Волге такой состав идёт вместе, по ВДСК идёт раздельно и соответственно необходимо будет иметь толкач на входе в ВДСК. В порту Азов сухогруз снова принимает эту баржу и на перевалку идёт вместе.
Третья тема — это варьирование трюмов и люковых закрытий.
Наконец четвертая, самая главная тема — это смена материалов. В массе порожнем сухогрузного судна заметную роль играют люковые закрытия. Если попытаться сделать их из композитного материала или из алюминиевого сплава, то можно добиться снижения массы судна примерно на 100 тонн. Соответственно увеличить дедвейт на те же 100 тонн.
Существует два типа судов, которые мало списываются — это Волго-Дон Максы советского типа – Волго-Доны, Волжские и Волгонефти и суда типа Омские.
С чем это связано? Сколько можно делать суда одного размера, мы всё время сидит в одном сегменте бизнеса. Получается мы всех как бы, загоняем в «одно стойло». Беда то в том, что есть же еще более свободный рынок, есть не только массовые перевозки, есть ещё «трёшки» (так называемая 3000 тонная партия) и вот тут как раз и возникла та мысль, которая мучила меня уже не первый год. Ещё раз говорю востребованные Максы, то есть Волго-Дон Максы и востребованы «трёшки», но «трёшки» при малой осадке. Не Волго-Балты и Сормовские с Амурами, которые берут «трёшку» при 3,6 м, соответственно, как только глубина падает они уже трёшку, не берут.
Необходимы параметры нового типа и вот эти вот параметры были реализованы в проекте RSD34.
А что это за параметры другого типа? Это суда типа взамен Омских, которые позволяют перевозить грузы на осадках от 3,2 м до 4,10 м и при этом они как «омские» при 3,2 м гарантированно брать на борт 3000 тонн груза.
Комментарий Юрия Исупова. Конечно, стереотип нашего мышления он остается — чтобы «взять побольше и перевести подальше», чтобы заработать, наверное, побольше денег и здесь я думаю эту составляющую никак не убрать. Но всё-таки то, что мы много рассуждали на эту тему, что есть партии груза трехтысячные и в этом тоже есть смысл и востребованность таких судов, я думаю, что она будет довольна высока, и в ближайшее время, судя по рынку такие суда будут востребованы.
Комментарий Андрея Батина
Моё мнение такое — учитывая перспективы выбытия стареющего флота я предвижу, что конечно, старые суда, трехтысячники будут выбывать быстрее, чем старые пятитысячники. При этом спрос на партии 3000 тонн, которые будут перевозиться из речных портов Российской Федерации бассейна реки Волги, Дона, Камы всё равно будет.
Судно проекта RSD34 интересно тем, что в реке оно обеспечивает экономические характеристики в плане эксплуатационных расходов соответствующие старым судам, которые мы сейчас эксплуатируем, проекты Омский, Волго-Балт, Сормовский. Да, это достойная замена.
А в межнавигационный период, зимой, за счет того, что судно может работать с грузоподъемностью 5000 тонн, оно также будет давать неплохие экономические результаты в результате свой эксплуатации.
Что касается главных двигателей — мощность тоже выбрана и достаточно оптимальна, и я полагаю, что у такого судна расход топлива должен быть порядка 3 тонн в сутки, не более.
Конечно, можно бесконечно строить суда Волго-Дон Максы и грузы для них будут, но всё равно заказчики, которым требуется суда грузоподъемностью 3000 тонн они все равно останутся и никуда не денутся. Не каждая партия товара может быть продана, не каждый покупатель может купить партию товара в 5000, 6000 тонн.
Соответственно, разнообразие судов разной грузоподъемности и вместимости должно сохраняться.
Я начинал работать в начале двухтысячных. Тогда объемы перевозок из речных портов на Волге были колоссальными, мы практически летом никогда не грузились ни в Ростове не в Азове.
Грузов было много. Сейчас, к сожалению, в настоящее время мы подошли к тому, что отгрузки экспортных грузов из речных портов сократились только из-за того, что нет предложения тоннажа.
Некоторые грузовладельцы отказываются от этого, потому что сталкиваются с такой проблемой, что они могут продать товар, а потом в итоге может оказаться, что они не найдут тоннаж для вывоза.
Я думаю, если у нас появится такой новый тоннаж на рынке, то и спрос на перевозки летом из речных портов значительно возрастет, потому что это на самом деле это дешевле и проще — груз в пути меньше испытывает стресс, связанный с перегрузкой с перевалкой, с промежуточным хранением и так далее.
Комментарии Алексея Таразанова. Андрей совершенно верно подметил, что возможности трейдеров они сильно ограничены. Далеко не каждый может осилить большую судовую партию в 6000 тонн. И действительно, если будет возможность тоннажа вывозить вот такие трехтысячные партии из речных портов — это сможет хорошо простимулировать работу трейдеров, рынок и внутренние перевозки.
Геннадий Егоров, заключение:
проект сухогруза RSD34
Итак, вот зачем мы сделали RSD34. Обратите внимание, мы сделали сухогрузное судно, которое имеет:
а) гарантированную грузоподъемность 3000 тонн при любых вариантах развития ситуации на реке, то есть это «новый Омский»; б) при 4,10 м берёт 5000 тонн в) при этом весит он в два раза меньше RSD59, а мощность у него 2 х 600 кВт, то есть в сумме 1200 кВт (в два раза меньше, чем на RSD59).
В принципе, у него совокупная мощность главных двигателей в два раза меньше чем у Волго-Дон Максов. В два раза легче, в два раза меньше при этом он пятёрка / трёшка.
Мы, собственно говоря, подгоняли под новую классику, то есть мы действительно хотели создать некий аналог именно новый Омский — это не случайное название использовано такое.
Видимо, в этом и есть «фишка». Помните мою фразу на китайском вебинаре — «пусть расцветают все цветы». Да, понятно, что они должны быть в рамках некой экономики, но как бы с точки зрения самого рынка требуется разные суда.
RSD34 — это ещё одна опора на рынке сухогрузных судов смешанного плавания в дополнении к RSD59, это раз и второе — это «трёшка», и третье — это судно, которое подходит для менее крупных компаний с точки зрения строительной стоимости.
Вы не забывайте у нас это большая беда с тем, что «расцветать все цветы» могут, но не у всех цветов корни достаточные для того чтобы расцвести.
Понимаете, кому-то всё-таки нужны суда поменьше, которые они смогут потянуть по финансам, может они подрастут и до Максов, но им нужно суда, которые более дешевые, не то, что они хуже, нет, они просто меньшего размера с меньшей металлоемкостью, меньшей мощностью.
Идея в том, чтобы сделать судно более доступным и дешевым. Да, он должен вписываться в рыночную нишу, но он должен быть дешевле и вот это жизненно важно для средних и малых частных судоходных компаний.
Линейное продвижение | Прошивка Marlin
В условиях по умолчанию движение оси экструдера обрабатывается так же, как линейные оси XYZ. Двигатель экструдера перемещается линейно пропорционально всем остальным двигателям, поддерживая точно такой же профиль ускорения и точки начала/остановки. Но экструдер не является линейной системой, поэтому такой подход, скорее всего, приводит к выдавливанию дополнительного материала в конце каждого линейного движения.
В качестве примера возьмем обычный тестовый куб. Даже при самой лучшей настройке углы обычно не острые, а размытые. Верхнее сплошное заполнение имеет шероховатости в местах изменения направления печати по периметру. Эти проблемы незначительны или даже незаметны при низкой скорости печати, но они становятся более заметными и проблематичными по мере увеличения скорости печати.
Настройка потока может помочь, но это может привести к недостаточной экструзии при запуске новых линий. Некоторые слайсеры включают возможность преждевременного завершения экструзии на каждом шаге, но это усложняет G-код и требует перенастройки для разных температур и материалов.
Поскольку основной причиной является давление, LIN_ADVANCE отделяет экструзию от других осей, чтобы создать правильное давление внутри сопла, адаптируясь к скорости печати. Как только Linear Advance правильно настроен, кровоточащие края и шероховатая твердая заливка должны быть почти устранены.
Повышенная точность размеров благодаря уменьшению кромок стекания.
Возможна более высокая скорость печати без потери качества печати, если ваш экструдер может обрабатывать необходимые изменения скорости.
Видимое и осязаемое качество печати повышается даже при более низких скоростях печати.
Нет необходимости в высоких значениях ускорения и рывка для получения острых краев.
Список изменений
K теперь является значимым значением с единицей [мм сжатия нити, необходимой для скорости экструзии 1 мм/с] или [мм/мм/с].
Нагрузка внутри шагового ISR уменьшена, так как там больше не нужны вычисления. Вместо этого экструдер работает с фиксированной скоростью во время регулировки давления. Поэтому эта версия работает быстрее.
LIN_ADVANCE теперь учитывает аппаратные ограничения, установленные в Configuration.h, а именно рывок экструдера. Если для коррекции давления требуется более быстрая регулировка, чем разрешено пределом рывков экструдера, ускорение для этого движения печати ограничивается значением, которое позволяет использовать скорость рывков экструдера в качестве верхнего предела.
Движения регулировки давления не приводят к дребезжанию экструдера, как это было в версии 1.0: теперь экструдер работает с плавной скоростью, а не рывками между кратными скоростями печати экструдера.
Эта плавная работа экструдера и соблюдение ограничений по рывкам гарантируют, что ни один шаг экструдера не будет пропущен.
Требуется новое значение К
Поскольку единица измерения К изменилась, необходимо повторить процедуру калибровки К. Подробнее см. следующую главу. В то время как старые значения K v1 для PLA могли быть между 30-130, теперь вы можете ожидать, что K будет около 0,1-2,0.
LIN_ADVANCE может снизить ускорение печати
В v1, если для K было установлено высокое значение, которое не может быть обработано вашим принтером, то принтер терял шаги и/или использовал всю свою вычислительную мощность для выполнения шагов экструдера . В версии 1.5 это реализовано гораздо умнее. LIN_ADVANCE теперь будет проверять, может ли он выполнить дополнительные шаги по мере необходимости. Если необходимая скорость экструдера превышает предел рывка экструдера, это уменьшит ускорение печати для напечатанной строки до значения, которое удерживает скорость экструдера в пределах ограничения.
Хотя вы, скорее всего, не столкнетесь с этим на принтерах с прямым приводом с филаментами, такими как PLA, это, скорее всего, произойдет на боуденовских принтерах, поскольку им требуются более высокие значения K и, следовательно, более быстрая адаптация скорости. Если это произойдет с суммой, которую вы не хотите принимать, у вас есть следующие варианты:
Проверьте настройку рывка экструдера. Если вам кажется, что для него установлено очень консервативное значение, попробуйте увеличить его.
Поддерживайте низкое ускорение экструдера. Этого можно добиться, уменьшив высоту слоя или ширину линии, например,
Держите K как можно ниже. Может укоротить боуденовскую трубку?
Замечание о боуденовских принтерах по сравнению с LIN_ADVANCE
При разработке LIN_ADVANCE довольно часто отмечалось, что боуденовские системы (и особенно дельта-принтеры) должны работать быстрее из-за меньшей движущейся массы. Поэтому снижение ускорения печати, как описано выше, было бы неадекватным решением. С другой стороны, боуденовские системы больше всего нуждаются в функции повышения давления, поскольку они обычно имеют больше всего проблем с изменением скорости.
Ну, LIN_ADVANCE был разработан, потому что я (Sebastianv650) не был удовлетворен качеством печати, которое я получил от своего принтера с прямым приводом. Хотя можно сказать, что снижение ускорения на боуденовском принтере (который должен быть быстрым) — это плохо, я вижу это по-другому: если вы удовлетворены качеством печати, которое дает вам установка боудена, вы не будет читать о способе коррекции давления, не так ли? Так что, возможно, в этом случае максимально возможная максимальная скорость совершенно бесполезна. Боудены — это вариант для поддержания низкой движущейся массы и, следовательно, обеспечения более высоких скоростей движения, но не ожидайте, что они дадут такую же точную способность укладки нити, как прямой привод. . Это как рисовать картину: попробуйте рисовать кистью длиной 1 метр, взявшись за задний конец резиновой ручки. Даже если вы попытаетесь компенсировать шаткий кончик кисти (а это, в принципе, и есть LIN_ADVANCE ), это никогда не будет так хорошо, как использование обычной кисти. С другой стороны, если вам нужно быстро распечатать деталь без особых требований к качеству, нет причин вообще включать LIN_ADVANCE . Для этих отпечатков вы можете просто установить K равным 0.
Генерация тестового шаблона
Документация Marlin содержит генератор калибровочного шаблона K-Factor. Этот скрипт сгенерирует файл G-кода, который поддерживает определение правильного значения К-фактора. Сгенерированный G-код напечатает тестовый шаблон, как показано на следующем рисунке:
Начиная с выбранного начального значения для K , отдельные строки будут печататься слева направо. Каждая линия состоит из 20 мм экструзии с использованием Slow Printing Speed , за которой следуют 40 мм Fast Printing Speed и, наконец, завершаются еще 20 мм Slow Printing Speed .
Для каждой новой строки K-Factor будет увеличиваться на значение K-Factor Stepping до предоставленного End Value для K .
Общие сведения о настройках тестового шаблона
Боуденовским экструдерам требуется более высокий К-фактор, чем прямым экструдерам. Рассмотрим начальное значение для K примерно от 0,1 до конечного значения для K примерно 2,0 для LIN_ADVANCE v1.5 или примерно от 30 до конечного значения для K примерно 130 для v1.0.
От чего зависит наилучшее соответствие К-фактора для использования в производстве.
Тип нити. Чрезвычайно гибкие нити, такие как Ninjaflex, могут вообще не работать.
Температура печати.
Характеристики экструдера: Боуден по сравнению с прямым экструдером, длина Боудена, длина свободной нити в экструдере и т. д.
Размер и геометрия сопла.
Значение шагов/мм экструдера должно быть точно откалибровано. Калибровка рекомендуется на низких скоростях, чтобы избежать дополнительных воздействий.
Свести к минимуму люфт, вызванный зубчатым зацеплением экструдера или нажимными фитингами. Поскольку это не повлияет на К-фактор, это может привести к странным шумам экструдера из-за контроля давления.
Повторите калибровку, если какой-либо из вышеуказанных параметров изменится.
Оценка шаблона калибровки
Переход между фазами Slow Printing Speed и Fast Printing Speed представляет интерес для определения наилучшего соответствия К-фактора. На следующем рисунке показано увеличенное изображение линии со слишком низким К-фактором:
Фаза
Описание
1
Низкая скорость печати
2
Начало Высокая скорость печати . Повышение давления в сопле (= количество экструдированного материала) отстает от ускорения печатающей головки. Это приводит к тому, что материала становится слишком мало, а линия истощается. К концу этой фазы давление достигает заданного значения.
3
Выдавливание и движение печатающей головки синхронизированы. Номинальная ширина линии экструдирована
4
Начало замедления до Низкая скорость печати . Здесь можно наблюдать противоположность фазы 2: снижение давления в сопле отстает от замедления печатающей головки. В результате экструдируется слишком много материала.
5
Начало фазы Низкая скорость печати . Тем не менее, давление в сопле не синхронизировано с предполагаемой величиной экструзии, и линия страдает от чрезмерной экструзии.
6
Низкая скорость печати стабилизировалась.
Слишком высокий К-фактор существенно меняет вышеприведенную картину на противоположную. Объем выдавливания будет превышен в начале ускорения и остановится в фазе замедления.
Тестовая линия, которая имеет плавный и едва заметный или даже невидимый переход между различными фазами скорости, представляет собой наилучшее соответствие К-фактора.
Рекомендации перед использованием Linear Advance
Некоторые слайсеры имеют опции для управления давлением сопла. Общие названия: Повышение давления , Выбег в конце , Дополнительная длина перезапуска после отвода . Отключите эти параметры, так как они будут мешать линейному продвижению.
Также отключите такие параметры, как стирание при втягивании или расчесывание . Как только будет найден правильный К-фактор, тины почти не должно быть.
Повторно проверьте расстояние отвода после того, как линейное продвижение откалибровано и работает нормально. Оно может быть даже равно 0, поскольку контроль давления снижает давление материала в конце линии почти до нуля.
Следующие соображения больше не являются проблемой для LIN_ADVANCE версии 1.5
Эта функция увеличивает нагрузку на ЦП (и, возможно, увеличивает износ экструдера). Рекомендуется использовать скорость связи 115200 бод или ниже, чтобы предотвратить ошибки связи и «странные» движения.
Программное обеспечение узла печати должно использовать номера строк и контрольные суммы. (по умолчанию отключено, например, в Simplify3D)
Теоретически не должно быть «лишних» движений, создаваемых LIN_ADVANCE . Если бы производились дополнительные движения, это привело бы к увеличению износа более хрупких деталей, таких как печатные шестерни экструдера Wade.
Сохранение К-фактора в прошивке
Если используется только один материал нити, лучше всего установить К-фактор внутри Configuration_adv.h и перепрошить прошивку:
/**
* Реализация линейного контроля давления
*
* Предположение: продвижение = k * (дельта-скорость)
* K=0 означает, что продвижение отключено.
* Инструкции по калибровке см. в документации Marlin.
*/
#define LIN_ADVANCE
#если ВКЛЮЧЕН(LIN_ADVANCE)
#define LIN_ADVANCE_K <ваше_значение_здесь>
Добавление K-фактора в сценарий запуска G-кода
Стартовые сценарии G-кода поддерживаются различными слайсерами. Большим преимуществом установки К-фактора с помощью этих методов является то, что его можно легко изменить, например, при переходе на другой материал. K-фактор определяется путем добавления команды M900 Kxx в конец сценария запуска, где xx — это значение, определенное с помощью приведенного выше тестового шаблона.
В следующей главе кратко описано, где найти соответствующие настройки в популярных слайсерах.
Примечание 1:
При использовании метода сценария запуска G-кода эту функцию необходимо активировать в прошивке, как описано в разделе Сохранение коэффициента К в прошивке. Рекомендуется установить для #define LIN_ADVANCE_K значение 0, что эффективно отключает жестко заданное значение микропрограммы. В этом случае используется только K-Factor, установленный через сценарий запуска.
Примечание 2:
Показанные стартовые сценарии G-кода индивидуальны для каждого принтера и личного вкуса. Это предназначено только для демонстрации того, где можно применить настройку К-фактора.
Редактировать настройки процесса —> Показать дополнительные —> Скрипты —> Пользовательский G-код
, от скорости, с которой материал проталкивается в сопло. Если материал проталкивается быстрее (=быстрая печать), нить необходимо сжать сильнее, прежде чем давление внутри сопла станет достаточно высоким, чтобы начать выдавливание материала.
Для одиночной линии с быстрой печатью это приводит к недостаточной экструзии в начальной точке линии (нить сжимается, но давление недостаточно велико) и чрезмерной экструзии с образованием пятна в конце линии ( нить все еще сжимается, когда двигатель E останавливается, что приводит к просачиванию).
Для полной печати это приводит к просвечиванию краев в углах (углы являются точками остановки/конечными точками линий) и, в крайних случаях, даже к зазорам между периметрами из-за недостаточной экструзии в их начальных точках.
Версия 1.5
Версия 1.5 корректирует давление немного по-другому для достижения следующих целей:
учитывать рывки экструдера
обеспечивать плавное движение экструдера без дребезжания
снижает нагрузку внутри шагового двигателя ISR
4 это путем расчета смещения скорости экструдера в планировщике для данного сегмента. Если у нас есть истинное линейное ускорение, то это выполнит необходимые шаги продвижения как раз вовремя, поэтому мы достигли всех наших необходимых шагов продвижения как раз, когда часть ускорения закончилась. Поскольку Marlin использует приближение для расчета ускорения внутри ISR, это не совсем так, мы вернемся к этому позже. Если необходимое смещение скорости превышает допустимый рывок экструдера, ускорение печати для этого сегмента уменьшается до более низкого значения, чтобы рывок экструдера больше не превышался. Это сравнимо с проверкой, которую Marlin делает для каждой оси, например, если у нас есть ускорение печати 2000 мм/с², но ось X макс. ускорение установлено на 500 мм/с², ускорение печати снижено до 500 мм/с². При расчете трапеции LIN_ADVANCE вычисляет необходимое количество шагов опережения на крейсерской скорости и на конечной скорости (= скорость в блоке и блока).
Когда этот блок выполняется шаговым ISR, экструдер устанавливается на частоту, которая представляет расчетное смещение скорости. Шаг продвижения выполняется вместе с обычными шагами e. Во время выполнения блока давление будет увеличиваться до тех пор, пока не будет достигнуто предварительно рассчитанное необходимое количество дополнительных шагов или не начнется замедление. Во время замедления мы уменьшаем величину шага продвижения до тех пор, пока не достигнем величины для конечной скорости или пока блок не подойдет к концу. Эти проверки необходимы, поскольку Marlin использует аппроксимацию для расчета ускорения, как указано выше. Поэтому, например, мы можем не достичь конечного давления в конце движения идеально, но это не важно, так как эта ошибка не будет накапливаться.
Следующее обновление может включать улучшенную обработку перемещений переменной ширины. На пути с переменной шириной возможно, что нам нужно истощить давление во время ускорения, например, когда следующая линия намного уже, чем предыдущая. Следовательно, LIN_ADVANCE должен проверить фактическое необходимое направление экструдера. Другой случай, который следует рассмотреть, — это заполнение зазора до вершины треугольника: в этом случае Марлин будет двигаться с постоянной скоростью, но скорость экструдера и, следовательно, необходимое давление становятся все меньше и меньше, когда мы приближаемся к вершине треугольника. Мы должны адаптировать давление форсунки к макс. возможная скорость (скорость рывка экструдера) тогда. Поскольку большинство слайсеров заполняют промежутки на довольно низких скоростях, мы должны решить, стоит ли эта дополнительная нагрузка эффекта. На 32-битных платах, где производительность вычислений, скорее всего, не проблема, в любом случае это имеет смысл.
Версия 1.0
Регулятор давления LIN_ADVANCE обрабатывает эту свободную длину нити как пружину, где K — жесткость пружины. Когда сопло начинает печатать линию, в качестве эталона используется скорость экструзии. В дополнение к необходимой длине экструзии для сегмента линии, которая определяется слайсером, он вычисляет необходимое дополнительное сжатие нити для достижения необходимого давления в сопле, так что длина экструзии, определенная слайсером, действительно экструдируется. Это делается в каждом цикле шагового ISR.
Во время замедления сжатие нити снова снимается по той же формуле: шагов продвижения = дельта_скорости_экструзии * K . Во время замедления delta_extrusion_speed имеет отрицательное значение, поэтому значения advance_steps являются отрицательными, что приводит к втягиванию (или замедлению) движения, снова расслабляя нить.
Основная формула ( шагов продвижения = дельта_скорость_экструзии * K ) такая же, как и в знаменитом контроле давления JKN, но с одним важным отличием: JKN вычисляет сумму всех необходимых шагов продвижения экструдера внутри цикла планировщика и равномерно распределяет их по каждое ускорение и замедление шагового ISR-цикла. Это приводит к неправильному распределению шагов продвижения, что приводит к несовершенному результату печати. LIN_ADVANCE вычисляет дополнительные шаги на лету в для каждого цикла шагового ISR , поэтому требуемые шаги применяются именно там, где это необходимо.
Более подробную информацию и графики см. в этой презентации, слайды 7-9.
В Marlin вся работа выполняется в степпере .* и планировщик .* файлов. В цикле планировщика LIN_ADVANCE проверяет, нуждается ли перемещение в контроле давления. Это относится только к перемещениям печати, а не к перемещениям и перемещениям только экструдера (например, втягиванию и заправке).
В методе Stepper::isr параметр LIN_ADVANCE вычисляет количество дополнительных шагов, необходимых для достижения требуемого давления в сопле. Чтобы избежать пропуска шагов, он не выполняет их все сразу, а распределяет их между будущими вызовами процедуры обслуживания прерывания.
В v1.0 нет проверки превышения ускорения, скорости или рывка экструдера пределов, установленных в Configuration.h!
Используйте эту форму для создания G-кода, который можно использовать для калибровки К-фактора линейного продвижения. Значения по умолчанию применяются к стандартному PLA с соплом 0,4 мм.
Нажмите кнопку Generate G-code , а затем Download as file , чтобы сохранить результат.
Settings
G-code
Printer Info
Printer Name
Filament
Filament Diameter
Diameter of the used filament (mm)
Nozzle Diameter
Diameter of the nozzle (mm)
Nozzle Temperature
Nozzle Temperature (° C)
Температура стола
Температура стола (°C)
Расстояние втягивания
Расстояние втягивания (мм)
Layer Height
Layer Height (mm)
Extruder
Extruder Index (0. ..)
Fan Speed
Fan Speed (%)
Print Кровать
Форма кровати
ПрямоугольнаяКруглая
Прямоугольная или круглая кровать. Круглые кровати активируют Origin Bed Center
Размер кровати X
Размер (мм) кровати в X
Размер кровати по оси Y
Размер (мм) кровати по оси Y
Исходное положение по центру кровати
Установить исходное положение (X0 Y0) по центру кровати вместо переднего левого угла
Speed
Use mm/s
Use mm/s instead of mm/min
Slow Printing Speed
Slow printing speed
Fast Printing Speed 92)
Рывок X
Установите Рывок для оси X. -1 для использования прошивки по умолчанию
Jerk Y
Установите Jerk для оси Y. -1 для использования прошивки по умолчанию
Jerk Z
Установите Jerk для оси Z. -1 для использования прошивки по умолчанию
Jerk E
Установите Jerk для экструдера. -1 для использования прошивки по умолчанию
Шаблон
Lin Advance Version
1.01.5
Выберите версию 1.0 для Marlin 1.1.8 и более ранних версий. Выберите 1,5 для Marlin 1.1.9 / 2.0 и выше
Тип типа
Стандарт
Выбрать стандартную или переменную картину
Начальное значение для K
9989
. Famity для K
для K
48
для K
148
для K
8
. Значение для K
Конечное значение К-фактора
Шаг К-фактора
Шаг К-фактора в тестовом образце. Должен быть точным делителем диапазона К-фактора (конец-начало)
Длина медленной скорости
Длина тестовой линии низкой скорости (мм)
Длина быстрой скорости
Длина тестовая линия Fast Speed (мм)
Расстояние между тестовыми линиями
Расстояние между тестовыми линиями. Это повлияет на размер печати
Рамка привязки печати
Добавляет рамку вокруг начальной и конечной точек тестовых линий. Может улучшить адгезию
Направление печати
Слева направо (0°)45°Спереди назад (90°)135°Справа налево (180°)225°Сзади наперед (270°)315°
Поворот печать с шагом 45°
Нумерация строк
Печатает значение К помимо каждой второй тестовой строки
Дополнительно
Соотношение линии сопла
Соотношение между шириной экструдированной линии и диаметром сопла. Должно быть от 1,05 до 1,2
Z-Offset
Смещение оси Z для ручной настройки слоя
Use Bed Leveling
NoLevel bed (G29)Leveling ONLoad UBL mesh Сетка UBL 3
Выровняйте поверхность или загрузите сохраненную сетку (например, для UBL) перед печатью. Выравнивание кровати должно быть активировано в Configuration. h! Загрузка сетки требует активации UBL!
Использовать втягивание FW
Использовать втягивание прошивки. Должен быть активирован в Marlin
Мультипликатор экструзии
Обычно 1,0
Prime
ПРИМОН. примерно 1 мм нити для линии длиной 10 мм
Основная скорость печати
Speed of the prime move
Dwell Time
Inserts a pause of x seconds before starting the test pattern to bleed off any residual nozzle pressure
Filename
Notes on настройки:
Быстрая скорость печати и Медленная скорость печати должны существенно различаться, иначе эффект К-фактора будет едва заметен.
Используйте функцию выравнивания кровати , для которой требуется датчик.
Для круглых кроватей опция Origin Bed Center активируется автоматически.
Общая ширина (в направлении X) отпечатка зависит от параметров Fast Speed Length и Slow Speed Length плюс 5 мм для линии грунтовки. Длина (направление Y) зависит от настроек К-фактора и межстрочного интервала .
Скрипт проверяет, помещается ли отпечаток на кровати. Проверьте это с помощью программного обеспечения хоста, такого как Printrun или Repetier Host.
Начальное значение и Конечное значение для К-фактора определяет диапазон, который будет охватывать тестовый шаблон. Например, начальное значение , равное 50, и конечное значение , равное 150, будут тестировать диапазон 100.
Шаг К-фактора определяет, сколько тестовых строк печатается для вышеуказанного диапазона. Например, шаг 10 и диапазон 100 приводят к 10 тестовым строкам.
Госкорпорация Ростех объединяет сотни тысяч высококлассных профессионалов с большим опытом, уникальными навыками и компетенциями, которые используются в создании сложных научно-технологических проектов. На предприятиях Корпорации работают без малого 600 тыс. сотрудников, среди которых есть представители самых редких и необычных специальностей.
Но в этот раз наш рассказ о вполне распространенной профессии – наладчик. Во всяком случае, это слово многим на слух знакомо и никаких загадок, на первый взгляд, не таит. Правда, люди, далекие от техники, вряд ли смогут сразу сказать, чем конкретно занимаются, к примеру, наладчики станков. А ведь без них никакое предприятие не сможет работать.
Сегодня у нас только девушки, и поэтому мы будем употреблять феминитив «наладчицы». Представительницы одной из самых мужских специальностей, наладчицы КАМАЗа, рассказывают о тонкостях управления станками. Ну и о том, как пришли в профессию.
Альфия Шайхутдинова, наладчик автоматических линий и агрегатных станков в цехе блоков 103-го завода двигателей – настоящий технарь и по призванию, и по способностям.
По первому образованию Альфия – специалист по разработке нефтяных и газовых месторождений. Закончила нефтяной колледж сразу по трем специальностям: оператор по добыче нефти и газа, оператор по поддержанию пластового давления 4-го разряда и оператор по исследованию скважин 4-го разряда. Но что делать, если в «нефтянке» слишком высока конкуренция и очень тяжело устроиться, особенно девушке? Главное, не изменять призванию, машинам и механизмам, решила Альфия.
– Я с детства очень увлекалась всякими механизмами, постоянно находилась в гараже у отца, – рассказывает она.
Поэтому останавливаться и тем более сворачивать со своего пути Альфия не стала, а наоборот, решила пойти дальше и выше. В 2019-м девушка поступила в КНИТУ-КАИ на специальность «Конструкторско-технологическое обеспечение машиностроительных производств». И сразу после сдачи экзаменов устроилась работать на КАМАЗе. Как говорится, решила подкрепить теорию практикой. На заводе сообразительную и искренне увлеченную Альфию без внимания не оставили – обучили сначала профессии оператора автоматических линий, а затем и наладчика.
– На мне парк из пяти агрегатных станков: два станка токарной группы черновой обработки, один протяжной станок, токарный станок чистовой обработки и сверлильный станок. В моем понимании они максимально простые – не нужно управлять программой, все размеры держишь и контролируешь вручную, самостоятельно, – делится подробностями своей работы Альфия. – Я слежу за размером, делаю наладку-переналадку, если что-то выходит из-под контроля и надо оперативно решить эту проблему. Меняю инструменты и работаю с измерительными приборами.
Конечно, не обошлось и без традиционного недоверия: справится ли молодая студентка с такой серьезной мужской работой?
– Бывало, слышала: «Да разве она сумеет?» Но я доказала, что могу справиться со всем! Люди постарше все-таки привыкли, что профессии строго делятся на мужские и женские, но молодежь уже знает, что в этом нет необходимости. Все зависит от желания – если хочешь что-то делать, то сделаешь, – уверена Альфия. – Знаете, мое кредо: работа должна предоставлять ту свободу, которую ты хотел получить. И КАМАЗ мне это дает.
Когда работа в радость, когда выбор специальности был по-настоящему свободный, движение вверх идет неуклонно. В мае этого года Альфия получила 5-й разряд, причем всего через год после присвоения 4-го. В иерархии ее профессии осталась последняя, высшая ступень. Но девушка не торопится: «Нужно сначала полноценно отработать по новому разряду. Посмотреть, что получается, а что нет, узнать как можно больше. А там видно будет».
Совершенствование навыков в профессии наладчика нисколько не мешает большой мечте. Впрочем, она, конечно же, связана с техникой:
– Меня очень привлекает робототехника. Хочу попытаться выучить хотя бы один язык программирования и сконструировать своего собственного робота, – улыбается Альфия.
Следующая наша героиня – Светлана Казакова родом из Удмуртии, переехала в Набережные Челны вслед за мужем. В поисках стабильной работы пришла на КАМАЗ. Рабочая карьера Светы стартовала с должности оператора автоматических линий 3-го разряда цеха передних осей.
– Поначалу было непросто, конечно. Но я считаю, что в человеке должно быть упорство, стремление развиваться. Никогда не боялась пытаться освоить что-нибудь новое, даже сейчас с удовольствием помогаю «соседям» на других станках, учусь и с ними работать, – делится Света секретами успеха.
Ее наставник, наладчик Фаяз Фархутдинов, отдает должное технической хватке Светланы и всегда поддерживает желание двигаться дальше. Наоборот, не дает засиживаться на одном месте, постоянно учит чему-то новому.
– Сначала мне удалось повысить разряд до 4-го, а с июля этого года я из оператора автоматических линий стала наладчиком 4-го разряда, – говорит Света.
Как и Альфия, Света очень довольна своей работой и намерена не останавливаться и достигнуть 6-го разряда.
– Уже пять лет здесь работаю и не жалела ни дня, – улыбается девушка. – Мне нравится темп и ритм работы, возможность постоянно учиться. Я такой человек – не люблю медлительность, сидячий образ жизни. Работа за станком как раз по мне, здесь постоянно в движении, обрабатываешь детали. И я вижу, что можно и расти, и развиваться – это очень важно.
Но сначала Светлана намерена детально разобраться во всех тонкостях своей нынешней работы. Дело это очень серьезное и ответственное, и, несмотря на солидный уже опыт, порой без помощи наставника не обойтись.
– Мы изготавливаем рычаг поворотного кулака для передних осей «КАМАЗа», – объясняет Света. – Сначала выгоняем деталь с линии на промежуточную обработку. Затем черновая и чистовая обработка на токарных станках, шлифовка, фрезеровка, сверловка и нарезание резьбы. Все делается с помощью станков. Я слежу за тем, чтобы работа шла правильно, меняю инструменты и выставляю необходимые размеры. Потом готовые рычаги промываются и отправляются на сборку ступицы.
Столько операций и запомнить непросто, а на практике, как известно, все сложнее, чем в теории. Чтобы освоить эту сложную технологическую цепочку, необходимы трудолюбие, терпение и стрессоустойчивость, уверена Светлана.
– Самое главное – желание работать. У тех, у кого оно есть, дело спорится. Человек должен приходить на работу с желанием что-то делать, обучаться чему-то новому, развиваться. Еще очень важен коллектив, мне с ним повезло. Мы всегда помогаем друг другу, я могу задать любой вопрос любому наладчику – никто не откажет.
Розу Сабирову – наладчицу станков и манипуляторов с программным управлением – 16 лет назад прямо со школьной скамьи привел на завод отец, Раиф Флюрович Исхаков, слесарь механосборочных работ. Дочь хотела работать, самостоятельно зарабатывать, а тут и вакансия подвернулась вполне себе «женская» – распределителя работ. Только вот на «женских» должностях Роза не усидела: сначала стала оператором токарного станка с ЧПУ, а после декрета, когда выяснилось, что в «токарке» операторов хватает, освоила и фрезерные станки.
Уже через несколько месяцев она стала многостаночницей, обслуживала и два, и три станка, а когда людей не хватало, и все четыре. Потом как-то мастер Сергей Савельев предложил ей выучиться на наладчицу.
– Это решение далось мне нелегко, – рассказывает Роза. – Если честно, я всегда боялась перехода на новую модель кронштейна или крестовины – вдруг пойдет что-то не так, – признается Роза. – Вся ответственность за возможный брак на тебе. Поначалу отнекивалась. А тут мальчишки, наладчики наши, подбадривают – не переживай, мы же рядом, всегда поможем. И я решилась. Нашла курсы наладчиков, три месяца занималась по вечерам, изучала программирование. Учиться я люблю, это интересно, но, когда приходит новая документация на детали, до сих пор волнуюсь, – смущенно улыбается молодая наладчица. – Иногда прошу кого-нибудь из ребят постоять рядом, проследить, все ли я правильно делаю. Деталь в порядке – и на душе радость, все получилось!
– Это все женское кокетство, – уверен мастер Савельев. – Роза с лёту все знания схватывает, она профессию наладчика освоила, еще будучи оператором, надо было пройти курс, чтобы теорию подтянуть и получить документ, удостоверяющий ее право работать по новой профессии.
Наладчики на производстве всегда требуются, но не каждая женщина решается освоить эту профессию. Больше всего и претенденток, и окружающих мужчин-специалистов волнует, а справится ли женщина с электронным оборудованием. Но наши героини в себе уверены, главное – постоянно учиться, постоянно совершенствоваться, повышать квалификацию – и все будет по плечу. Это, кстати, универсальное правило и для начинающего, и для опытного наладчика, независимо от пола и возраста.
Возбуждение девушки-станочницы. Ким Чен Ир находит точку смазки: juche_songun — LiveJournal
Вот что произошло между ним и девушкой-работницей в период производственной практики юного Ким Чен Ира на заводе. Пусть этот рассказ всего лишь небольшой эпизод, но и в нем проявилась незаурядность Ким Чен Ира.
Проводился день профилактики и проверки оборудования, с этим Ким Чен Ир столкнулся впервые после прихода на завод. С раннего утра рабочие были заняты приведением в порядок оборудования. Ким Чен Ир вместе со всеми приводил в порядок токарный станок № 26, на котором работал. Он осматривал каждую деталь, каждый узел, на что ушло много времени и усилий.
Протирая тряпкой станок, он вдруг заметил, что девушка, обслуживавшая поперечно-строгальный станок, приведя его в порядок, заливала масло. Самая молодая в цехе, она всегда проявляла ловкость в работе и сейчас первой заканчивала наладку.
Ким Чен Ир, закончив осмотр станка, подошел к ней с замасленной тряпкой в руке. Станок блестел как стекло. Улыбаясь, он внимательно оглядывал агрегат. Затем протер тряпкой те места, до которых трудно дотянуться рукой, а затем попробовал повернуть рукоятку.
— А почему вращение рукоятки так затруднено? — Спросил он.
Девушка ответила, что так давно.
— Не может быть. Если она смазана, то должна легко вращаться. Когда заливали масло?
— У этой рукоятки нет точки смазки, — уверенно сказала девушка.
— Нет? А сколько точек смазки у этого станка?
— Двадцать одна.
Ответ девушки был уверенным, как это случается у тех, кто в совершенстве знает свой станок.
— Двадцать одна точка… А это правда? — спросил он еще раз с улыбкой на лице.
Сверкая своими темными глазами, она что-то подсчитывала в уме и снова ответила, что это правда.
— Не может быть! Ну-ка, посмотрим! — И он стал вращать рукоятку, внимательно следя за каждым движением. Затем, указывая на ось, сказал, что здесь обязательно должна быть точка смазки.
Станочница покачала головой. Сколько ни ищи, точки смазки не было видно. Ким Чен Ир достал из инструментального ящика скребок для паза и начал счищать жирную грязь. По мере того, как исчезал слой грязи, постепенно стала появляться точка смазки. Девушка диву давалась, увидя новую точку смазки.
Глядя на станочницу с широкой улыбкой, Ким Чен Ир мягко сказал:
— Все вращающиеся части машин должны быть смазаны. Точно соблюдая это правило, можно улучшить уход за станком.
Девушка покраснела. Она уже несколько лет обслуживала этот станок, но так и не знала точно, сколько точек смазки на нем. Ей было стыдно.
Поглядывая на растерявшуюся девушку, он проговорил:
— Хорошо, что мы нашли точку смазки, пока станок не пришел в негодность.
И сам стал заливать в нее масло. Затем он попросил девушку повращать рукоятку. Она вращалась теперь легко, без приложения особых усилий. Девушка от радости захлопала в ладоши, будто произошло нечто необычное. Он долго со светлой улыбкой смотрел на нее, а затем с серьезным видом тихо сказал:
— Среди других рабочих могут быть такие люди, которые проводят технический уход, не понимая принципов работы станка. А что, если вы покажете пример образцового ухода за станком и выступите инициатором движения «За образцовое обслуживание и содержание станков»? Когда товарищи последуют вашему примеру, в эксплуатации оборудования в цехе произойдет перелом.
Девушка на миг задумалась, а затем взволнованно ответила:
— Да, так и будет сделано. Обязательно.
Но ее охватили сомнения. А вправе ли она выступать инициатором такого массового общественного движения, как борьба «За образцовое обслуживание и содержание станков»? Угадав ее мысли, Ким Чен Ир посоветовал ей смело взяться за дело и пообещал всячески помочь.
Воодушевленная его советом и большим доверием, молодая станочница приложила много усилий, чтобы показать образцы обслуживания станка. Каждый день Ким Чен Ир следил за состоянием ее станка и подсказывал, какие недостатки надо устранить. Когда ему не удавалось это сделать из-за занятости, он обязательно просил одного из студентов-практикантов помочь ей.
Шли дни, и девушка стала образцовой станочницей. Слава о ней шла по всему заводу. В день, когда ей впервые на заводе было присвоено звание «Образцовой станочницы», она поблагодарила Ким Чен Ира за его большое доверие.
Но он, человек скромный и простой, от всей души поздравил ее с успехом, прикрепляя к ее станку вымпел с надписью «Образцовый станок».
Примеру молодой станочницы последовал весь цех. Так развернулось массовое движение за образцовое обслуживание оборудования, ставшее одним из звеньев движения за звание бригады Чхоллима. Оно с быстротой молнии распространилось по всему заводу.
Рассказ о поисках точки смазки быстро облетел весь завод. Движение за звание бригады Чхоллима вступило в новый этап развития.
Позже люди этого завода с душевной теплотой вспоминали этот случай. Все они восхищались тем, как была найдена новая точка смазки. Но еще больше их поразил тот факт, что Ким Чен Ир обладает незаурядными способностями руководителя, что он сумел коренным образом улучшить работу по уходу за оборудованием.
Смотрите музыкальный клип, для европейский поледователь идей чучхе бережно собрал кадры с молодым Великим Полководцем Ким Чен Иром:
Завершая конкурс, сообщаю, что победа присуждается читателю traveller_75 — он наиболее близко угадал правильный ответ. Ему требуется написать свой почтовый адрес на [email protected] для получения вещественного приза.
Девушка, о которой спрашивалось, действительно работает в Мангендэ, рядом с родным домом Великого Вождя товарища Ким Ир Сена. Если Вы стоите лицом к дому Полководца, то место ее работы позади Вас на 15 метров, за колодцем с родниковой водой. Это — палатка с книгами и иной другой чучхейской продукцией, где годами царит эта девушка. В конкурсном постовом материале дана ее фотография от этого месяца (августа 2010), а вот фото ниже — более чем 5-летней давности.
Сильно изменилась?
P.S.: Cамый большой и полный выбор корейской чучхейской продукции в Москве
Girls On Machines Stock-Fotos und Bilder
CREATIVE
EDITORIAL
VIDEOS
Beste Übereinstimmung
Neuestes
Ältestes
Am beliebtesten
Alle Zeiträume24 Stunden48 Stunden72 Stunden7 Tage30 Tage12 MonateAngepasster Zeitraum
Lizenzfrei
Lizenzpflichtig
RF и RM
Durchstöbern Sie 2.
346 девушки на машинах Stock-Photografie und Bilder. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
менеджер-мужчина, сверлящий металл во время обучения женщин-работников в металлургической промышленности — девушки на машинах стоковые фото и фотографии подросток-механик в своей работе — девушки на машинах стоковые фото и бильдерватер-точтер-коммуникация — девушки на машинах стоковые фото и фотографиистудент работает машина в мастерской — девушки на машинах стоковые фотографии и бильдеркиборг держатся за руки с девушкой — девушки на машинах стоковые фотографии и фотографии фрау, умирают в доме ессен цукерватте — девушки на машинах стоковые фотографии и бильдералле unsere aufgaben sind erledigt und verstaubt! — девушки на машинах стоковые фотографии и фотографии подростков-подростков с машинами и смартфонами — девушки на машинах стоковые фотографии и фотографиидевушка и машина для мыльных пузырей — девушки на машинах стоковые фотографии и фотографииучитель помогает учащимся с автомобильным двигателем — девушки на машинах стоковые фотографии и фото и изображения девушек на машинах для эспрессо-бариста — девушки на машинах стоковые фото и фотодевочки в школе изучают инженерное дело — девушки на машинах стоковые фото и фото девушки в школе изучают инженерное дело — девушки на машинах стоковые фото и фотостуденты с помощью сверлильных станков в мастерской колледжа — девушки на машинах сток-фото и фотографии helfen schüler mit auto-motor — девушки на машинах сток-фото и фотографии езда на механической лошади на открытом воздухе — девушки на машинах сток-фото и фотографии мать и ребенок девочка маленькая помощница загружает стиральную машину. — девушки на машинах стоковые фото и бильдерантская американская девушка позирует с робототехникой в школе — девушки на машинах стоковые фото и фотографии с машинами в родео — девушки на машинах стоковые фото и детские девочки играют с мыльными пузырями — девушки на машинах стоковые фото и фотография девушки, наливающей в чашку замороженного йогурта — девушки на машинах стоковые фотографии и фотографии лектора, обучающие студента работе с машиной в мастерской — девушки на машинах стоковые фотографии и фотографии улыбающегося инструктора с учениками у сверлильного станка — девушки на машинах стоковые фотографии и фотографии инструктора с женщина-стажер на сверлильном станке — девушки на станках стоковые фотографии и изображения и фотографии с geschirrspüler. — девушки на машинах стоковые фото и фотографии девушки держат гельда в банкомате — девушки на машинах стоковые фотографии и фотографиималенькая девочка достает плюшевого мишку из сушилки — девочки на машинах стоковые фотографии и фотографии дочь разговаривает с матерью, пока сын учится столярному делу у отца во дворе — девушки на машинах сток-фото и бильярдный миксер. — девушки на машинах стоковые фото и фото девушка смотрит на стиральную машину сзади — девушки на машинах стоковые фото и фотомолодая девушка занимается стиркой — девушки на машинах стоковые фото и фотодевушка в школе с помощью дрели в инженерной мастерской — девушки на машинах сток -fotos und bildergirl и дверь стиральной машины — девушки на машинах stock-fotos und bildersmiling мать и дочь загружают стиральную машину — девушки на машинах stock-fotos und bilderkleines mädchen macht frische erdbeere und anderen fruchtsaft zum frühstück — девушки на машинах stock-fotos und bildermother с сыном и дочерью (4-5 лет) кладут белье в стиральную машину — девочки на машинах стоковые фото и фотографиималенькая газонокосилка — девочки на машинах стоковые фото и фотографиидевушка с гаджетами читает книгу — девочки на машинах стоковые фото и фотографиибабушка учит внучку как шить — девушки на машинах стоковые фотографии и фотографии ist die süßeste assistentin — девушки на машинах стоковые фотографии и фотографии матери с дочь сидит на стиральной машине — девушки на машинах стоковые фото и изображения50-е годы МАЛЕНЬКАЯ ДЕВОЧКА С КУКЛОЙ, СМОТРЯЩАЯ НА МАЛЬЧИКА, ЧИТАЮЩЕГО ВЕЛОСИПЕД С ИНСТРУМЕНТОМ НА УЛИЦЕФранцузская реклама швейной машины Singer. Электрический, модель 15 К 71. Изображает девушку за швейной машинкой. Подпись гласит: «Современные… eine junge frau holt sauberes geschirr aus der spülmaschine und stellt es in die küchenschränke — девушки на машинах, стоковые фотографии и бильдеретинейджеры-механикерины и junge männliche mechanikerin, die in einer autowerkstatt arbeitet — девушки на станках -fotos und bildergiddy up, девушка на механической лошади c1945 — девушки на машинах стоковые фото и фотографииМолодые женщины кройки и подгонки одежды в классе, Сельскохозяйственный и механический колледж, Гринсборо, Северная Каролина, США, 1900.мать и дочь (7-9 лет) загружают стиральную машину, улыбаются — девушки на машинах сток -фотографии и изображения женщин, использующих устройство для приготовления смузи, а дочь смотрит на кухне — девушки на машинах стоковые фотографии и изображения, сделанные в стиральной машине — девушки на машинах стоковые фотографии и изображения изображений — девушки на машинах стоковые фотографии и изображения мать и дочь делают забавные лица о вонючих носках — девушки на машинах стоковые фото и бильдермуттер и тохтер, умирают wäscherei im haus. — девушки на машинах стоковые фото и фотографиимолодая девушка стоит и смотрит на сюрреалистический парящий куб с множеством открытых дверей — девушки на машинах стоковые фотографии и фотографииСельскохозяйственные рабочие с использованием ручных инструментов и машин, около 1890. Возможно, в Шотландии. Подростки перед сигаретным автоматом. Подростки перед сигаретным автоматом. Средний план фермера, подбрасывающего маленькую дочь в воздух на пшеничном поле во время летнего сбора урожая — девушки на машинах eine karte von schaltkreisen möglichkeiten — девушки на машинах стоковые фотографии и изображения 40
Rise of the Machine Girls — Девушка-Машина только по названию. Можно даже считать это перезагрузкой. Написанный и снятый Юки Кобаяси, он, казалось бы, отказался почти от всего, что делало оригинал Нобору Игучи таким замечательным. Как, скажем, связный сюжет.
Я насчитал ровно ОДИН хороший кровавый практический эффект. Да, это пахнет современной перезагрузкой. Хотя было несколько вещей, которые мне действительно нравились. Юные миниатюрные азиатские девушки, играющие главных героинь и выполняющие большую часть действия, были весьма компетентны (ну, по крайней мере, компьютерная графика сделает так, чтобы это выглядело именно так). Особенно Ами (Химена Цукимья), которая действительно надрала задницу. Также следует отдать должное ее дублеру, устроившему весь этот беспредел на заднем плане. Говоря об этом, есть довольно захватывающая 6-минутная последовательность боевых действий, которая является своего рода центральной частью этого фильма. Это потребовало некоторой работы и хореографии. IIRC, это происходит сразу после вступительных титров (вставлено . .. за 15 минут до конца фильма!).
Мне понравилось добавление дробовика Ами (похоже, там была пара дополнений, чтобы сделать ее оружие более сложным). Кажется, у нее был хороший удар с приятным звуковым эффектом «бум», который сопровождал его каждый раз, когда она нажимала на курок. Мне также очень понравился танец девушек, сопровождаемый песней, которую они исполняют в самом конце фильма.
Где-то здесь мог быть хороший фильм, если бы кто-то удосужился написать рассказ (или хотя бы неглупый) и не был так озабочен полнейшим безумием. Плюс практические эффекты. Давай, люди!
Сверлильно-фрезерные станки с ЧПУ по металлу в Москве и Екатеринбурге: цены, производители, характеристики
В числе наиболее универсальных станков для фрезерования заготовок и сверления отверстий, востребованных как на массовом, так и в мелкосерийном производствах – сверлильно-фрезерный станок по металлу с ЧПУ.
Универсальность сверлильно-фрезерного станка с ЧПУ заключается в том, что на одном и том же станке можно обрабатывать детали широкой номенклатуры с большой разницей в размерах, различные по конструкции и назначению, из различных материалов и сплавов (чугуна, стали, в том числе и высоколегированных, закаленных сталей, а также из алюминия, меди и других материалов) и при любом типе производства: от единичного и опытного до крупносерийного и массового.
Особенности и технологические аспекты использования оборудования
Сверлильно-фрезерный станок с ЧПУ может выполнять различные технологические операции: фрезерование, сверление и растачивание отверстий, нарезание резьбы, обработку различных канавок и пазов. За счет применения числового программного управления достигается высокая точность и производительность обработки деталей.
В целом, тенденция к совмещению множества функций в одном станке востребована в современном машиностроении, что стимулирует производителей металлообрабатывающего оборудования к выпуску многофункциональных моделей подобного типа.
Купить сверлильно-фрезерные станки с ЧПУ в компании «Пумори-инжиниринг инвест» можно как для массового, так и для мелкосерийного производства: в зависимости от задачи мы подберем подходящую модель от лидеров азиатского и европейского производителей металлообрабатывающего оборудования: Okuma (Япония), группы компаний Ace Micromatic (Индия), Danobat (Испания), KEN ICHI (Тайвань).
Преимущества сверлильно-фрезерных станков с ЧПУ:
многофункциональность;
простота управления и обслуживания;
быстрота перенастройки;
широкий диапазон цен в зависимости от уровня производимого оборудования
Почему выгодно заказывать у нас
ООО «Пумори-инжиниринг инвест» поставляет сверлильно-фрезерные станки по металлу с ЧПУ вместе с комплексом услуг по пусконаладке и запуску в производство.
При необходимости проведем оценку состояния станочного парка, дадим рекомендации по замене, ремонту, модернизации.
Подберем станки, соответствующие задачам производства, предложим оптимальное ПО и оснастку.
Проведем пуско-наладку, обучим персонал по работе и обслуживанию оборудования.
Возьмем на себя сервисное сопровождение.
Широкий выбор оборудования от эконом-класса до высококлассного и точного многофункционального оборудования с большим выбором дополнительных опций.
Решили купить сверлильно-фрезерные станки с ЧПУ?
Позвоните по телефону в Екатеринбурге , напишите на почту или оставьте заявку через форму на сайте.
Сверлильно-фрезерный станок с ЧПУ СЦ6018
Сверлильно-фрезерный станок СЦ6018 используется для изготовления множества однотипных гладких или резьбовых отверстий теплообменников, трубных решеток, фланцев и колец, выполняя по программе точное сверление по заданным координатам, рассверливание (увеличение диаметра), зенкерование, растачивание отверстий. В сверлильно-фрезерных центре по металлу портального типа СЦ6018 заготовка устанавливается на стол, а движение шпиндельной головки осуществляется по 3-м осям относительно неподвижно закрепленной детали. Такая компоновка станка позволяет обрабатывать заготовки больших весов и габаритных размеров.
Технические характеристики
Исполнение станка
подвижный портал
Перемещение по осям (X/Y/Z), мм
6000/1800/500
Точность позиционирования, мм
+/-0,05
Повторяемость позиционирования, мм
+/-0,05
Дискретность, мм
0,001
Конус шпинделя
BT-40
Максимальные обороты шпинделя, об/мин
6000
Мощность электродвигателя шпинделя, кВт
7,5
Мощность электродвигателей приводов (X/Y/Z), кВт (нМ)
5 (35/70)
Емкость магазина инструмента, шт
10
Рабочая скорость подачи, мм/мин
5–7000
Габариты станка, мм
7850x2900x3300
Масса, кг
12500
Базовая комплектация
Станина
Шпиндель с пневматическим зажимом инструмента
Сопла подачи СОЖ (расположены вокруг шпинделя)
Главный привод и привод подачи
Двигатели на оси X,Y,Z
Направляющие качения на оси
Масляное охлаждение шпинделя
Пневматический пистолет для удаления стружки с детали и станка
Задняя бабка к поворотному столу с задним центром и ручным зажимом пиноли
Контактные измерительные системы Renishaw
Измерительная головка
Устройство измерения заготовки
Увеличение высоты портала (ось Z)
Зажимные приспособления
Комплект вспомогательного и режущего инструмента
Крыша кабинетного ограждения
Устройство для сборки цанговых патронов
Цанговые патроны (переходники)
Цанги
Пакет безопасности для аварийного отключения сети включает: контроль напряжения с ускоренным торможением, источник бесперебойного питания (UPS) для системы ЧПУ
Постпроцессор
Инструменты и инструментальный ящик
Набор полезных аксессуаров: стол для записей, инструментальная полка, держатели
Купить сверлильно-фрезерный станок с ЧПУ СЦ6018 напрямую от производителя Вы можете приехав на наше предприятие для заключения Договора. Для предварительной консультации оставьте пожалуйста заявку на этом сайте в разделе КОНТАКТЫ. Оборудование мы можем поставить по России и странам СНГ, вот примерный перечень городов: Самара, Новосибирск, Иркутск, Киров, Курск, Владимир, Подольск, Мурманск, Комсомольск-на-Амуре, Люберцы, Рыбинск, Семей, Барановичи, Бухара, Кызыл-кия, Мары, Мингечевир, Лори.
Фрезерно-сверлильные станки с ЧПУ | Kadco Ceramics
Автор: Kadco Ceramics| Оставить комментарий
Фрезерование с числовым программным управлением (ЧПУ) — это процесс обработки, в котором используются вращающиеся многоточечные режущие инструменты и компьютеризированное управление для резки и формовки заготовок в компоненты, разработанные по индивидуальному заказу.
Производители используют фрезерование с ЧПУ для производства широкого ассортимента продукции из материалов, в том числе:
Металл
Пластик
Стекло
Дерево
В отличие от традиционного сверлильного оборудования, фрезерные станки с ЧПУ работают по нескольким осям, что позволяет создавать самые разные формы, пазы, отверстия и другие оттиски, необходимые для конкретного конечного применения.
Как работает фрезерный станок с ЧПУ?
Процесс фрезерования с ЧПУ соответствует тем же основным этапам производства, что и другие процессы обработки. Эти этапы включают:
Разработка модели САПР
Преобразование модели САПР в программу ЧПУ
Настройка фрезерного станка с ЧПУ
Выполнение операции фрезерования
Первоначальный проект САПР для желаемого продукта может быть представлен либо в 2D, либо в 3D. По завершении проекта инженеры переносят его в файл, совместимый с ЧПУ. Программное обеспечение CAM преобразует этот файл в программу станка с ЧПУ, которая будет управлять последующими движениями и действиями фрезерного станка.
Затем оператор станка с ЧПУ подготавливает фрезерный станок к выполнению программы. Соответствующие фрезерные инструменты крепятся к шпинделю станка, а заготовка закрепляется либо на прикрепленном рабочем столе, либо в тисках. Выбор между рабочим столом и тисками зависит от того, будет ли заготовка оставаться неподвижной во время операции фрезерования или будет медленно подаваться во вращающийся инструмент.
Когда начинается операция фрезерования, режущий инструмент с ЧПУ достигает скорости до тысячи оборотов в минуту. Во время работы станок с ЧПУ выполнит один из следующих трех методов резки:
Медленно подавайте материал во вращающийся инструмент, пока он остается неподвижным на месте
Перемещайте вращающийся инструмент над неподвижным целевым материалом
Используйте комбинацию из двух вышеперечисленных методов путем перемещения как целевого материала, так и вращающегося инструмента относительно друг друга
Дополнительно фрезерное оборудование работает одним из двух способов:
Попутное фрезерование, , при котором станок с ЧПУ подает целевой материал с вращением режущего инструмента
Обычное фрезерование, , при котором материал подается против вращения инструмента
Операторы часто пропускают целевой материал через станок с ЧПУ несколько раз, чтобы убедиться, что он соответствует заданным допускам. После завершения фрезерных операций изделие готово к финишной и постобработке.
Фрезерные станки с ЧПУ
Фрезерные станки обычно бывают горизонтальными или вертикальными. Горизонтально-фрезерное оборудование использует горизонтально ориентированные шпиндели, а вертикально-фрезерное оборудование использует вертикально ориентированные шпиндели.
Форма, размер и вес целевой заготовки, а также желаемый результат играют большую роль в определении того, какой тип фрезерного станка будет более эффективным для конкретной операции.
Например, горизонтально-фрезерные станки обычно более эффективны при резке тяжелых заготовок, тогда как вертикально-фрезерные станки идеально подходят для обработки сложных конструкций.
Некоторые распространенные типы фрезерных станков с ЧПУ включают следующие:
Коленчатые
В этих типах фрезерных станков используются фиксированные шпиндели, установленные на регулируемых по вертикали рабочих столах. «Колено» машины поддерживает ее «седло», которое, в свою очередь, поддерживает рабочий стол.
Колено машины крепится к основной колонне. Колено можно опускать и поднимать в зависимости от положения вращающегося инструмента. Эта категория станков с ЧПУ включает в себя горизонтальные фрезерные станки напольного и настольного типа.
Плунжерные фрезерные станки
Плунжерные фрезерные станки имеют подвижный корпус, или «ползун», прикрепленный к основной колонне. Шпиндель станка крепится к этому регулируемому корпусу. Это позволяет станку свободно перемещаться по осям x и y.
Напольные универсальные фрезерные станки с горизонтальной и поворотной режущей головкой являются двумя очень распространенными примерами этого типа станков с ЧПУ.
Станина
В этом типе фрезерного станка рабочие столы крепятся непосредственно к станине, что стабилизирует заготовку и предотвращает нежелательное перемещение по осям Y и Z. Оператор размещает заготовку под режущим инструментом, который часто может перемещаться по всем трем основным осям направления (x, y и z).
Некоторые фрезерные станки со станиной включают симплексные, дуплексные и тройные фрезерные станки. Основное различие между этими тремя машинами заключается в количестве используемых шпинделей: в симплексных машинах используется один шпиндель, в дуплексных машинах — два, а в триплексных — три.
Строгально-фрезерные станки
Строгально-фрезерные станки сравнимы со стационарными станками тем, что они имеют рабочие столы, закрепленные по осям Y и Z.
У них также есть шпиндели, которые могут перемещаться по всем трем основным осям направления. Строгальные станки обеспечивают одновременную поддержку нескольких станков (обычно до четырех).
Это может значительно сократить время производства сложных деталей.
Лучшие материалы для фрезерной обработки с ЧПУ
Фрезерная обработка с ЧПУ — это универсальный производственный процесс, в котором используются различные материалы. Выбор лучшего материала для конкретного заказа зависит от желаемого конечного применения продукта.
Некоторые из более твердых материалов, подходящих для фрезерной обработки с ЧПУ, включают:
Глинозем: Глинозем бывает разных видов. Производители используют 99,6% оксида алюминия для тонкопленочных СВЧ-схем, работающих на более высоких частотах. 92% глинозем эффективен для упаковки.
Гранат: Гранаты представляют собой силикаты чрезвычайно твердых металлов. Они находят применение в области электроники и оптики.
LiNbO 3 : LiNbO3 — это плотный синтетический кристалл, используемый в фотонике.
Вольфрам: Вольфрам — это твердый металл, который хорошо подходит для электронных устройств.
Что такое колонковое бурение?
Корончатые сверла удаляют цилиндрические керны из целевых областей на заготовке. В зависимости от желаемого применения конечным продуктом может быть новый полый материал или сам сердечник.
Примеры станков для колонкового бурения включают машины, используемые для разведки полезных ископаемых, а также строительные сверлильные станки, которые создают отверстия для труб и люков.
Фрезерование с ЧПУ и колонковое сверление в Kadco Ceramics
Kadco Ceramics имеет многолетний опыт работы в сфере фрезерования с ЧПУ и колонкового бурения. Мы применяем наш обширный опыт для детальной и точной обработки практически любого твердого материала, поддающегося механической обработке. Наши опытные операторы станков используют прецизионное фрезерное оборудование для изготовления сложных форм с учетом индивидуальных требований заказчика в кратчайшие сроки.
Если вы хотите узнать больше о том, как наши услуги по фрезерованию с ЧПУ и колонковому сверлению могут быть полезны для вашей компании, свяжитесь с нами сегодня для получения дополнительной информации.
Последние сообщения
Что такое колонковое бурение?
Обзор фрезерных станков с ЧПУ
Краткое введение в плоскошлифовальные станки
Краткое введение в датчики давления
Краткое введение в сверление с ЧПУ
Архив:
9 октября 2020 г. 0010
August 2021
June 2021
March 2020
May 2019
Categories:
Uncategorized
Difference Between CNC Milling And CNC Drilling
CNC machining is a computerized numeric control subtractive machining process. В основном используется для удаления материала с заготовки для получения требуемых параметров. В этой статье мы обсудим различия между процессами фрезерования с ЧПУ и процессов сверления с ЧПУ. Его применение, выбор инструментов, плюсы и минусы также обсуждаются в этой статье. DEK предоставляет услуги по механической обработке и производству для быстрого прототипирования, мелкосерийного и массового производства. Мы чрезвычайно обеспокоены качеством своей продукции и удовлетворенностью клиентов.
Процесс фрезерования с ЧПУ и процесс сверления с ЧПУ
Фрезерование с ЧПУ и сверление с ЧПУ являются наиболее часто используемыми процессами механической обработки в механическом цехе. Оба процесса используются для удаления материала с заготовки, но их применение и принцип работы различны. Понимание различий между этими двумя процессами важно при работе в обрабатывающей промышленности.
Преимущества и особенности фрезерования с ЧПУ
Фрезерование с ЧПУ обычно используется для изготовления плоских поверхностей, пазов, канавок, реек и других специальных профилей. Это помогает в разработке высококачественных, экономичных и устойчивых деталей с минимальным временем выполнения заказа. Ниже приведены некоторые преимущества и особенности фрезерной обработки с ЧПУ.
Идеально подходит для быстрого прототипирования и массового производства.
Требуется меньше времени на подготовку, и тысячи фрезерных деталей могут быть изготовлены за короткий период времени.
Он производит детали с предельной точностью и аккуратностью.
За счет автоматизации снижает трудозатраты и производственные затраты.
Его многоосевые операции помогают в разработке деталей со сложной геометрией.
Обладает высокой эксплуатационной надежностью, хорошей адаптируемостью и гибкостью.
Преимущества и особенности сверления с ЧПУ
Сверление с ЧПУ используется для выполнения различных операций сверления на заготовке. Это помогает в создании угловых, сферических, глухих, концентрических, сквозных и глубоких отверстий с плоским дном. Он также используется для сверления небольших отверстий. Ниже приведены некоторые преимущества и особенности сверления с ЧПУ.
Широко используется в производстве высококачественных пресс-форм.
Легко просверливает скважину глубиной до 2600 мм и диаметром от 3 до 32 мм.
Он способен сверлить сложные детали машин в соответствии с вашими потребностями.
Требуется меньше времени на подготовку по сравнению с ручным сверлением.
Это компьютеризированный станок с числовым программным управлением, который производит детали премиум-класса с предельной точностью.
В чем разница между фрезерованием с ЧПУ и сверлением с ЧПУ?
Оба процесса обработки используются в механическом цехе для разработки нестандартных деталей методом субтрактивного производства. Некоторые ключевые различия между этими двумя процессами описаны ниже.
Траектория движения операции резки
Одним из основных различий между этими двумя процессорами является их траектория движения для выполнения операций резки. При выполнении операции сверления режущее приспособление перемещается в вертикальном направлении для создания отверстий или удаления материала с заготовки. С другой стороны, фрезерование может выполняться как в вертикальном, так и в горизонтальном направлениях для резки определенных форм, расточки и чистовой обработки поверхности.
Положение заготовки
Позиционирование заготовки относительно режущего инструмента — еще одно существенное различие между фрезерованием с ЧПУ и сверлением с ЧПУ. При сверлении заготовка остается неподвижной, а режущий инструмент перемещается для выполнения операции резания. При выполнении операции фрезерования заготовка свободно перемещается по режущему инструменту, придавая ей желаемую форму.
Станки
Процесс сверления можно легко выполнить с высокой точностью на ручном сверлильном станке, тогда как фрезерование вручную затруднительно. Почти все фрезерные операции выполняются на станках с ЧПУ для поддержания качества продукции. Обе операции можно выполнять на одном станке с ЧПУ, регулируя рабочие параметры станка. Фрезерование с ЧПУ может выполняться на 3-осевых, 4-осевых или 5-осевых фрезерных станках с ЧПУ для изготовления сложных деталей с высокой точностью и аккуратностью. Он может работать с осями X, Y и Z, что позволяет выполнять фрезерование сложных деталей.
Гибкость
Прежде чем покупать какое-либо оборудование или выбирать какую-либо операцию обработки, убедитесь, что она соответствует требованиям вашего процесса обработки. Для выполнения сложного процесса обработки, кроме сверления заготовки, мы рекомендуем использовать фрезерный станок. Фрезерный станок позволяет выполнять следующие задачи:
Изготовление плоских поверхностей
Детали гравировального комплекса
Отделка поверхности
Резка неправильных форм
Вырезание пазов в заготовке
Разработка зубьев для шестерен.
Удаление стружки
Сверление было выполнено в узком отверстии таким образом, чтобы стружка выбрасывалась через канавку сверла. Некоторыми из распространенных типов стружки, образующейся в результате сверления, являются трубчатая стружка, спиральная стружка и чешуйчатая стружка. Непрерывная стружка образуется в процессе фрезерования. Удаление стружки помогает поддерживать высокий стандарт продукта и увеличивает срок службы инструмента.
Выбор инструмента для фрезерования и сверления с ЧПУ
Существует множество режущих инструментов, используемых для выполнения операций фрезерования и сверления. Два основных типа инструментов:
Двухточечный режущий инструмент – имеет только две режущие кромки и обычно используется для выполнения операций сверления. В этом инструменте две режущие кромки участвуют в удалении материала с заготовки. Инструмент с более чем двумя режущими кромками также можно использовать для операций сверления.
Многолезвийный режущий инструмент . В этой категории режущих инструментов более двух режущих кромок используются для удаления материала с заготовки. Большинство инструментов, используемых для выполнения фрезерных операций, представляют собой многоточечные режущие инструменты, такие как концевые фрезы и фрезы.
Каковы области применения фрезерных станков с ЧПУ и сверления с ЧПУ?
Фрезерование с ЧПУ
Это одна из наиболее часто выполняемых операций в механическом цехе. Некоторые из применений фрезерной обработки с ЧПУ:
Широко используется для обработки плоских деталей. Плоские детали легко обрабатываются, и этот процесс можно выполнять на 3-осевом фрезерном станке с ЧПУ.
Некоторые детали с переменным углом и криволинейные детали со сложной геометрией также можно обрабатывать с помощью 4-осевого фрезерного станка с ЧПУ.
Может производить сложные детали для искусственных костей, автомобильных и аэрокосмических изделий.
Сверление с ЧПУ
Выполняется почти в каждом производственном секторе для разработки отверстий, канавок и пазов в материале. Некоторые из применений сверления с ЧПУ:
Обычно используется для сверления глубоких и малых отверстий в заготовке.
Также используется для нарезания резьбы в крепежных элементах и фитингах.
Обычно используется в различных производственных отраслях, таких как аэрокосмическая, автомобильная, химическая, электронная, пищевая, текстильная и т. д.
Плюсы и минусы фрезерования и сверления с ЧПУ
Плюсы и минусы использования обеих этих операций следующие:
Фрезерование с ЧПУ
Плюсы:
Обеспечивает гибкость и простоту резки сложных форм.
Обеспечивает превосходную повторяемость за счет изготовления нескольких идентичных деталей одной конструкции.
Поскольку эта машина оснащена компьютеризированным программным управлением, она снижает трудозатраты и повышает производительность.
Минусы:
Фрезерный станок с ЧПУ стоит дорого и имеет тяжелую конструкцию.
Только высококвалифицированный персонал может управлять этой машиной.
В случае какой-либо неисправности ремонт машины может стоить больших денег и времени.
Сверление с ЧПУ
Плюсы:
Обеспечивает высокую точность и отличную повторяемость.
Позволяет сверлить отверстия в сложных конструкциях на высокой скорости с исключительной точностью и повышает производительность.
Из-за своей легкой конструкции его предпочтительно использовать для мелкосерийного производства.
Минусы:
Его ремонт и обслуживание сложны и затратны.
Поставляется с ограниченным режущим движением.
Заключение
После подробного обсуждения различий между фрезерованием с ЧПУ и сверлением с ЧПУ теперь вы можете легко выбрать подходящий процесс для требуемого продукта.
Вы провели исследование, подсчитали цифры, проехали через всю страну, посещая демонстрационные и выставочные залы, и разговаривали с клиентами каждого производителя. Вы сделали выбор и оплатили свой волоконный лазерный резак, представляя себе высокую производительность. Но через шесть месяцев фактическая производительность оказалась вдвое ниже обещанной. Что пошло не так?
Проблема, скорее всего, не в вашем станке. Вы потратили часы на выбор правильной технологии, но сколько времени вы потратили на рассмотрение человека, который работает на вашем дорогостоящем оборудовании?
Выбор квалифицированного оператора для лазерного оборудования не менее важен, чем выбор лучшего станка. Высококлассный оператор — это ключ к достижению оптимального производства, которого вы ожидаете. Лучшие операторы в отрасли — это не просто нажиматели кнопок. Они являются чемпионами процесса лазерной резки, и самые элитные из них обладают пятью основными чертами.
1. Движущая сила амбиций
Тот, кто просто заинтересован в том, чтобы отработать свои часы, — это не тот человек, которого вы хотите видеть за своим станком. Вам нужен человек, который стремится освоить профессию. Лазер — это такой же станок, как токарный станок, шлифовальный станок или обрабатывающий центр. Операторы этого оборудования являются квалифицированными машинистами, потому что для того, чтобы стать квалифицированным специалистом, требуется время, усилия и знания. Ваш оператор лазера должен мыслить в тех же терминах. Найдите человека, который стремится достичь высокого уровня мастерства в работе с лазером.
Мастерство оператора становится еще более важным, поскольку производители вкладывают средства во все более производительное и мощное оборудование. Производительность сверхмощных волоконных лазеров и связанной с ними автоматики может быть феноменальной — до тех пор, пока не сломается лазерная головка или не заклинит вилы автоматики перемещения материалов при попытке поднять лист вырезанных деталей, прилипших к планкам, покрытым шлаком. Когда лазерная система выходит из строя, весь завод может остановиться.
Операторы лазерного оборудования — это первая линия обороны компании, их зоркие глаза помогают обнаружить и предотвратить проблемы. Они знают о важности поддержания оптимальных условий резки, которые могут уменьшить деформации, а также минимизировать или даже устранить необходимость во вторичных операциях, таких как снятие заусенцев и выравнивание деталей. Они знают о важности стратегий предотвращения столкновения головок, например, когда головка проходит вокруг, а не над ранее вырезанными участками, которые склонны к опрокидыванию.
Они также знают, что замена защитного стекла в режущей головке должна производиться с максимальной осторожностью и вниманием к чистоте. И замена защитных стекол, конечно, не должна происходить ежедневно. Если в цехе сгорает больше защитных стекол, чем можно сосчитать, значит, что-то в отделе лазерной резки не в порядке.
Были ли скорректированы параметры резки по умолчанию? Например, некоторые операторы могут следить за температурой защитного стекла в режущей головке. В соответствии с этим они могут точно настроить фокус или, возможно, поток вспомогательного газа, чтобы сохранить кромки реза как можно более чистыми. Конечно, после нескольких месяцев использования защитное стекло необходимо заменить. Но когда это происходит, возвращаются ли параметры резки к установленным по умолчанию, или эти параметры были изменены? Даже машина с безупречным защитным стеклом может резать с некачественной кромкой только потому, что операторы не сбросили параметры резки.
Контролируется ли разбрызгивание и оптимизируется ли положение головки, чтобы защитное стекло служило как можно дольше? Насколько эффективно и легко можно денатурировать детали? Все эти и другие переменные требуют неустанного внимания к деталям — опять же, подобно высококвалифицированному машинисту, работающему на фрезерном или токарном станке.
2. Механические способности
Ваш лазер — сложное оборудование. Операторы должны обладать знаниями работы с таким оборудованием, чтобы как запускать, так и обслуживать лазер. Они должны уметь устранять возникающие неполадки на определенном уровне детализации, а не просто звонить в отдел технического обслуживания.
Лучший оператор лазера, которого я знаю, управляет двумя 10-киловаттными волоконными лазерами, подключенными к общей системе автоматизации, и он поддерживает их в рабочем состоянии весь день. Он принимает близко к сердцу, если они выходят из строя, и он — главный специалист по устранению неполадок на втором заводе компании.
Лучшие операторы лазеров связывают детали в контексте общей системы: раскрой и программирование, чистота и состояние станка, состояние газов и охлаждения. Рассмотрим систему охлаждения станка. Операторам не нужно быть физиками или мастерами гидродинамики, но они должны понимать необходимость обслуживания чиллеров и тот факт, что вода, протекающая через станок, должна обладать определенным уровнем проводимости при прохождении через компоненты. Если состав охлаждающей жидкости не соответствует требованиям, она может начать разъедать компоненты волоконного лазера.
Многие современные машины оснащены системами, которые контролируют охлаждение и выдают предупреждения и сигналы тревоги. Хорошие операторы знают, что волоконные лазеры не должны работать долгое время в предупредительном диапазоне. И они также знают, что если бы было время для очистки (подробнее об этом позже), состояние системы охлаждения не вошло бы в зону предупреждения в первую очередь.
Хорошие операторы также понимают роль газа, будь то продувочный газ в лазерной головке (если только головка не полностью герметична) или вспомогательный газ, удаляющий расплавленный материал из зоны реза. Рассмотрим ситуацию, когда кажется, что все идет как по маслу, но вдруг все останавливается. Оператор знает, что программа резки была отлажена. Планки чистые, в сильфонах нет отверстий, приводы очищены и хорошо смазаны. Лазерная головка герметична, поэтому нет необходимости в продувочном газе. Защитное стекло новое, и процедура установки была тщательно соблюдена, чтобы уменьшить вероятность загрязнения.
Что осталось? Вспомогательный газ, который в данном случае поступает из системы генерации азота. После некоторого расследования оператор обнаруживает следы компрессорного масла в линиях вспомогательного газа. Он уже видел подобное в другой системе волоконного лазера, режущей ультрасухим цеховым воздухом. Любая система, использующая компрессор, использует масло, и если это масло попадает в линии вспомогательного газа, вы можете попрощаться с отличными показателями лазерной резки.
Обратите внимание, что я не осуждаю генерацию азота или резку с помощью осушенного и отфильтрованного цехового воздуха. И то, и другое может быть отличным источником вспомогательного газа, и у производителей могут возникнуть проблемы с жидким азотом, кислородом и смешанными газовыми системами. Этот пример просто показывает, что ни одна механическая система не является совершенной. У каждой технологии есть свои проблемы, и в лучших цехах по обработке стали работают операторы, которые обладают способностями в механике, чтобы справиться с возникающими проблемами.
Сверхмощный лазер выполняет контурный разрез. Обратите внимание на состояние планок под ним. Регулярная очистка минимизирует накопление шлака, повышая качество и стабильность резки.
3. Организационные способности
Волоконный лазер может выдавать продукцию с чрезвычайно высокой скоростью, но это не только результат скорости машины. Ваш оператор должен быть достаточно организован, чтобы обеспечить максимальное время безотказной работы станка.
Во многом это зависит от того, как организовано рабочее место лазера и какие принадлежности выдаются операторам. Все рабочие места на станке нуждаются в некоторых основных инструментах, таких как шестигранные ключи для снятия сильфона для очистки; магниты для извлечения деталей и проверки кромок; а также молотки, которые пригодятся, если операторам потребуется выбить проблемную деталь из гнезда и осмотреть кромки.
Вашим операторам не нужно делиться инструментами со всем цехом. Они управляют, вероятно, самым дорогим станком в цехе, и он не должен простаивать, пока операторы тратят 20 минут на блуждание по цеху в поисках необходимых инструментов.
Операторы должны постоянно следить за объемом работы, быть готовыми загрузить следующий лист и подготовить следующую программу, пока машина выполняет текущее задание. Они также должны уметь планировать необходимое профилактическое обслуживание в соответствии с рабочей нагрузкой, чтобы максимизировать производство и поддерживать оптимальную работу машины.
Еще один инструмент, необходимый операторам на их рабочем месте, обеспечивает легкую связь между оператором, техническим персоналом и внешним миром: либо стационарная линия, либо хорошая сотовая связь. Последнее, чего вы хотите, это чтобы звонок прервался, когда оператор осматривает внутреннюю часть машины в поисках проблем, разговаривая по телефону с техническим специалистом. Корпус машины может препятствовать сигналу сотовой связи, что может серьезно замедлить процесс поиска и устранения неисправностей. В итоге операторы выходят за пределы предприятия в поисках лучшего сигнала, возвращаются к станку, затем снова выходят на улицу, чтобы позвонить технику — и все это в то время, когда самый дорогой станок в цехе простаивает. Инвестиции в удлинитель мобильного телефона в цехе стоят копейки по сравнению с простоем, вызванным слабым сигналом сотовой связи.
4. Готовность испачкаться
Лазерные станки в процессе работы становятся грязными. Вот почему очень важно найти оператора, который знает, насколько важно содержать машину в чистоте. Лучшие операторы не брезгуют использовать пылесосы в цеху. Волоконные лазеры с линейными приводами работают на системе подшипников каретки, которая имеет центральную точку смазки. Ферромагнитная пыль и грязь скапливаются на этих подшипниках, что может быть губительно для быстро движущихся компонентов. Сильфоны необходимо проверять на наличие отверстий, а подшипники — регулярно чистить.
Даже если в вашей компании есть бригада для регулярной очистки лазера (что настоятельно рекомендуется), операторы все равно являются первой линией обороны против натиска разрушительной для машины грязи.
Режимы очистки включают в себя никем не любимую работу: очистку планок. Грязные пластины могут влиять на все — от производительности автоматики до качества резки. При резке по планкам, покрытым шлаком, повышается риск приваривания каркаса или деталей к находящейся под ними грязи. Когда подъемные вилы системы автоматизации пытаются снять разрезанный каркас, они могут поднять этот лист, а вместе с ним и весь стол с планками. Когда это происходит, автоматика отключается, а затраты возрастают.
Но очистка планок не обязательно должна быть тяжелой, особенно если она выполняется регулярно. Если она выполняется один раз в смену, операторы должны быть в состоянии очистить комплект планок стола менее чем за 15 минут. В большинстве случаев они могут выполнять эту работу, пока лазер режет материал на другом столе, особенно если это касается длительного цикла резки (например, при резке листа из множества мелких деталей).
Цель — поддержание времени работы, и в идеале лазер должен простаивать только тогда, когда операторам и бригадам уборщиков требуется доступ к рабочему пространству станка. (Опять же, очистка планок раз в смену может происходить во время работы станка). И если очистка происходит регулярно, время простоя должно быть коротким.
Некоторые из самых продуктивных и успешных цехов проводят пятницу после обеда за чисткой своих лазеров. Несколько коротких часов простоя предотвращают дни и недели удручающей непредсказуемости, которая возникает при эксплуатации грязной, плохо обслуживаемой машины. Операторы и бригады уборщиков чистят подшипники и поверхность линейных магнитов. Они снимают сильфоны, осматривают их на наличие отверстий и удаляют пыль пылесосом.
У каждой компании свой подход к техническому обслуживанию. Регулярные чистки в пятницу после обеда могут не подойти для каждого предприятия. И график уборки можно подкорректировать, чтобы учесть случайную горячую работу или непредвиденные обстоятельства. Но чистка должна проводиться когда-то и регулярно. Самое главное, чтобы хорошие операторы лазерного оборудования поддерживали эти усилия.
5. Мотивация к обучению
Оптоволоконный лазерный станок — это сложное оборудование, способное приносить значительный доход вашей фирме. Он работает при определенных параметрах, которые усложняются из-за множества переменных, таких как давление газа, фокус, скорость подачи и т.д. Успешные и продуктивные операторы всегда хотят узнать, как сделать так, чтобы лазер выдавал самые лучшие результаты.
Лазеры не требуют гениев для управления ими, но им нужен человек, который постоянно хочет совершенствовать навыки, необходимые для освоения оборудования. Поставщики оборудования могут подготовить вашего оператора к успешной работе с помощью базовой программы обучения и постоянной поддержки, когда это необходимо. Но уровень знаний и успех, которого достигнет оператор, во многом зависит от его готовности постоянно изучать оборудование.
Эта тряпочка используется во время плановой глубокой чистки. Она не так заметна как, как первый рез лазера, но так же важна.
Думайте о новом лазере как о музыкальном инструменте. Он может быть самого высокого качества и тонко настроен, но получение прекрасной музыки зависит от приверженности и мастерства музыканта, которого вы выберете для игры на нем.
Ваш волоконный лазер может обеспечить производство и доходы, на которые вы рассчитываете, но он не может сделать это в одиночку. Целеустремленные, любознательные и добросовестные операторы позволяют вашему оборудованию полностью раскрыть свой потенциал.
Мы советуем вам прочитать в нашем блоге такие статьи как: «Основы лазерной резки — знания, которые вам пригодятся» и «Лазерная резка толстых пластин: методы и навыки отладки процесса».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Обучение оператора работе на лазерном станке по металлу в Москве, СПб
Покупка лазерного станка по металлу — это лишь часть производственной задач и важно найти человека и его обучить правильно и эффективно работать на нем. Резка металла технологически сложный процесс и оборудование позволяющее это производить эффективно и правильно требует хорошей квалификации. Обученный оператор станка умеющий правильно обслуживать оптоволоконный лазерный станок сократит расходы на простой в следствии поломки, а также быстро справится с поставленными задачами.
Вызвать специалиста |
На каких лазерах производим обучение?
Последние 10 лет Китай стал активно производить хорошие лазерные станки по металлу, а последнии 5 лет их стоимость снизилась и технологичность серьезно выросла. За счет стандартизации и унификации производимые станки стало легко обучать их эксплуатировать. Мы целенаправленно выбрали работы именно со станками производимых в Китае. За счет этого мы хорошо разобрались в работе систем управления CypCut, CypCut Tube, EnEditor, Bodor Pro и может компетентно передать опыт работы на соответствующем оборудовании. Марка станка и поставщик нам не важен для обучения, важно только получить от заказчика целеуказания и на что сделать акцент с ориентиром на специфику производства, чтобы передаваемый материал был более предметный.
Где проходит обучение оператора
Обучение производится на стороне заказчика и на его оборудовании. Если производственный процесс нельзя остановить и нет свободного доступа к станку, то мы разбиваем материал на теоретическую и практическую часть, тем самым минимально оказываем влияние на производственный процесс. Нам важно чтобы будущий оператор был максимально погружен в логику работы предприятия и возникло осознания причинно-следственных связей в его работе и предприятия в целом. Конечно мы ставим задачу, чтобы оператор в максимально короткие сроки стал эффективной производственной единицей и с первых минут обучение работаем и производил изделия заказчика и на практике это делать.
Что включает обучение
Обучение включает теоретическую и практическую части. До момента, когда начнется работа на станке проходим технику безопасности. Шаг за шагом мы от момента включения и до момента уборки станка после смены прорабатывается каждый этап работы. Оператор повторяет каждое действие наставника, и может задавать вопросы, если что-то ему не понятно, на которые получит ответы. Практические навыки за несколько дней обучения полностью не сформируются, но костяк принципов и логики возникнет и в процессе обрастет опытом. Программа обучения учитывает производственными задачами предприятия, чтобы оператор был максимально «заточен» на конкретную задачу, которую он начнет исполнять сразу по окончанию обучения.
Что будет знать и уметь оператор лазерного станка?
Технику безопасности,
Как включить и выключить станок,
Обслуживание лазерного станка по металлу (газы, защитные линзы, смазка, уборка)
Замена и установка дюз,
Установить материал и снимать заготовку,
Что делать если что-то пошло не так,
Загружать файл на станок,
Как вносить «легкие» изменения в программу.
Что включает обучение оператора станка?
Техника безопасности,
Обслуживание станка,
Работа на лазерном станке по металлу,
Взаимодействие с системой управления,
Базовые знания работы в CypCut, NcEditor.
Сопровождение
Мы осознаем, что освоить материал и сразу стать первоклассным оператором удается не многим, поэтому оператор может позвонить наставнику и спросить интересующие его вопросы.
Все торговые марки, приведенные на сайте, являются собственностью соответствующих компаний, и упоминаются исключительно для справок. IQCNC никоим образом не связана с вышеназванными производителями и зарегистрированными ими товарными знаками.
Оставьте заявку на сервис
15 основных навыков оператора лазера для вашего резюме и карьеры
Резюме исследования. Ниже мы составили список самых важных навыков для оператора лазера. Мы ранжировали лучшие навыки на основе процента резюме оператора лазера, в котором они фигурировали. Например, 13,4% резюме операторов лазерной резки содержали навык лазерной резки. Давайте выясним, какие навыки на самом деле необходимы оператору лазера, чтобы добиться успеха на рабочем месте.
Самый распространенный сложный навык для оператора лазера — лазерная резка. 13,4% лазерных операторов имеют этот навык в своем резюме.
Вторым наиболее распространенным сложным навыком для оператора лазера является штангенциркуль, фигурирующий в 7,5% резюме. Третьим по распространенности является лазерный станок в 7,0% резюме.
Три общих навыка межличностного общения для оператора лазера: компьютерные навыки, ловкость и физическая сила.
Принципы или положения, обеспечивающие защиту людей, объектов или окружающей среды, называются правилами техники безопасности. Эти правила могут управлять действиями, устройствами или процедурами, которые помогают свести к минимуму риски потерь, травм или повреждений.
Ниже мы составили список наиболее важных навыков для оператора лазера. Мы ранжировали лучшие навыки на основе процента резюме оператора лазера, в котором они фигурировали. Например, 13,4% резюме операторов лазерной резки содержали навык лазерной резки. Давайте выясним, какие навыки на самом деле необходимы оператору лазера, чтобы добиться успеха на рабочем месте.
15 основных навыков оператора лазера для вашего резюме и карьеры
Вот как лазерная резка используется в резюме оператора лазера:
Выполнение операций лазерной резки в соответствии со спецификациями, при необходимости регулируя точку фокусировки.
Может эффективно выполнять операции лазерной резки в соответствии со спецификациями.
Программирование, эксплуатация и профилактическое обслуживание станка для лазерной резки
Эксплуатация станка для лазерной резки с микрочипом
Выполнение демонтажа, разборки и повторной сборки лазерной режущей головки, осмотр и очистка режущей линзы.
Вот как штангенциркули используются в резюме оператора лазера:
Измерение готовых деталей с помощью микрометров, высотомеров, циферблатных индикаторов, штангенциркуля, штифтовых калибров и других высокоточных инструментов.
Используйте измерительные устройства, датчики и штангенциркули, чтобы убедиться, что продукт печатается в соответствии с заказом и остается в пределах допуска.
Читать чертежи и проводить контроль качества с помощью штангенциркуля, штифтовых калибров и дополнительных контрольных инструментов.
Использовать штангенциркули, микроскопы и рулетки для выполнения точных измерений в соответствии с определенными допусками печати и чертежей
Очистить и проверить размеры деталей с помощью рулетки, штангенциркуля и других измерительных инструментов.
Вот как лазерный станок используется в резюме оператора лазера:
Периодически проводил базовое техническое обслуживание лазерного станка, чтобы он работал должным образом и не прерывал производство.
Эксплуатируемые промышленные лазерные станки для изготовления фильтрующих элементов для промышленных, фармацевтических компаний и компаний по производству напитков.
Использование управляемого компьютером лазерного станка для производства заготовок для дополнительных производственных операций.
Управляемое лазерное оборудование: сварка небольших нескольких дистальных компонентов вместе в соответствии с лазерными швами и точечной сваркой в соответствии со спецификациями лазерной сварки.
Помощь грузчикам с загрузкой и заправкой рулона ткани на заднюю часть лазерной машины.
И если вы ищете работу, вот пять лучших работодателей, которые сейчас нанимают:
Olympic Steel Jobs (23)
Vishay Jobs (10)
Martinrea International Jobs (11)
Gestamp Chattanooga, LLC Вакансии (54)
Alro Steel Jobs (15)
Вот как математика используется в резюме оператора лазера:
Создавал и поддерживал точную документацию для производственных отчетов с использованием математических и компьютерных навыков.
Работа требовала различных навыков, включая общую математику и общение с руководством.
Использование передовой математической теории для определения точных или эффективных измерений для производства.
Подарите сильные математические знания и различные математические приложения.
Гарантия того, что детали машин соответствуют требованиям спецификации с использованием математических расчетов механического цеха.
Вот как ручные инструменты используются в резюме оператора лазера:
Работа с металлообрабатывающими станками и ручными инструментами (экономия времени, тумблеры, ручные отделочные инструменты, шлифовальные машины и т. д.)
Установка и выравнивание указанных материалов в машине кровать с помощью калибров, приспособлений и ручных инструментов.
Опыт работы с ручными инструментами, такими как пневматическая шлифовальная машина, горелка, сварочный аппарат и т. д.
Опыт работы с точечной сваркой, штамповкой, электроинструментами и ручными инструментами.
Лезвие, выбранное в соответствии со спецификациями, и установленное на машине с помощью ручных инструментов.
Вот как лазер с ЧПУ используется в резюме оператора лазера:
Использовал лазеры с ЧПУ для производства деталей из металла и синтетических материалов, сохраняя при этом чистую и позитивную рабочую среду.
Установка и эксплуатация лазера с ЧПУ для резки и сварки различных материалов в соответствии со спецификациями заказчика.
Настройка и запуск лазеров с ЧПУ для сверления и резки CO2- и YAG-лазеров.
Работал на производстве и выполнял лазерную резку различных металлов с помощью лазера с ЧПУ.
Работа с лазерами Beam Dynamics и LMI CNC на производственном рабочем месте.
Выберите один из 10+ настраиваемых шаблонов резюме оператора лазера
Zippia позволяет вам выбирать из различных простых в использовании шаблонов оператора лазера и предоставляет вам экспертные советы. Используя шаблоны, вы можете быть уверены, что структура и формат вашего резюме оператора лазерной техники будут на высшем уровне. Выберите шаблон с цветами, шрифтами и размерами текста, которые подходят для вашей отрасли.
Вот как профилактическое обслуживание используется в резюме оператора лазера:
Заказ материалов, обслуживание и организация ежедневных рабочих процессов, также ответственность за планирование профилактического обслуживания.
Проведение профилактического обслуживания для обеспечения максимальной долговечности и производительности машины
Выполнение предписанного профилактического обслуживания машин и оборудования.
Проведение профилактического обслуживания лазерных станций
Выполнение планового профилактического обслуживания всего оборудования, задействованного в производстве трафаретов.
Вот как используются правила техники безопасности в резюме оператора лазера:
Работайте безопасно и без вреда для здоровья, строго соблюдая все правила и нормы техники безопасности.
Носите защитное оборудование и соблюдайте все правила и процедуры безопасности, как это требуется и указано.
Применять методы и процедуры обеспечения безопасности в соответствии с установленными правилами и нормами безопасности и поддерживать безопасную и чистую окружающую среду.
Проведение инспекций по технике безопасности, соблюдение правил техники безопасности при эксплуатации станции и участие в совещаниях по безопасности.
Поддержание всего оборудования и рабочих мест в чистоте и порядке в соответствии с предписанными правилами и нормами безопасности.
Вот как базовая математика используется в резюме оператора лазера:
Следовала производственным инструкциям и использовала компьютер и калькулятор для помощи в основных математических вычислениях.
Точное измерение размеров с помощью микрометров, штангенциркуля и базовых математических навыков.
Расчетные требования с использованием базовой математики, геометрии и тригонометрии.
Требуется ручная настройка машины с использованием элементарных математических вычислений и измерительной ленты.
Расчет требований с использованием базовой математики.
Вакансии оператора лазера
Вот как трудовая этика используется при составлении резюме оператора лазера:
За время своей работы я неоднократно повышал зарплату благодаря своим достижениям и трудолюбию.
Вот как рулетка используется в резюме оператора лазера:
Использование рулеток, шлифовальных машин, микрометров и чертежей.
Измерьте детали штангенциркулем/микрометром и рулеткой, чтобы убедиться в правильности допусков.
Проверка соответствия материала спецификациям с использованием измерительных устройств, таких как микрометрические рулетки и/или штангенциркули.
Использовали чертежи и измеряли углы с помощью калькулятора, штангенциркуля и десятичной рулетки.
Осмотрите и измерьте материал, чтобы убедиться в его соответствии спецификациям, используя рулетку и микрометр.
Вот как процедуры безопасности используются в резюме оператора лазера:
Все работы выполнены в соответствии с установленными нормами и правилами техники безопасности.
Вождение вилочного погрузчика, соблюдение всех мер безопасности.
Соблюдайте все меры безопасности, правильные методы обращения с материалами, передовые методы ведения хозяйства и использования соответствующее оборудование для обеспечения безопасности.
Помощь посетителям при входе и выходе из аттракционов, наблюдение за действиями по обеспечению соблюдения правил техники безопасности, процедур отключения и экстренной эвакуации.
Осуществлял контроль за движением во дворе и сообщал водителям инструкции по обеспечению соблюдения всех правил эксплуатации и техники безопасности.
Вот как работа машины используется в резюме оператора лазера:
Контролировал работу машины и при необходимости вносил коррективы для обеспечения правильной работы.
Контролируйте работу машины, чтобы определить, нужны ли регулировки.
Определите последовательность операций станка и выберите правильные инструменты, необходимые для обработки продуктов для НАСА.
Обучайте и инструктируйте всех новых сотрудников по работе с машинами и протоколам производства.
Наблюдение за работой оборудования, чтобы убедиться, что мы производим качественный продукт.
Вот как используются проверки качества в резюме оператора лазерной печати:
Выполнение повторных проверок качества отпечатков в процессе печати на соответствие материалу, выравниванию и качеству печати.
Выполнение проверки качества, а также измерений.
Помощь в проверке качества дефектных деталей.
Проверки качества каждые 2 часа.
Проведены проверки качества всей производственной линии.
Вот как CAD используется в резюме оператора лазера:
Использование Windows, Auto Cad, Excel, Lotus Notes, Outlook Express и других программ.
Вырезание медали с помощью лазера с использованием ключа CAD; настроил и сделал приспособления для резки.
Используемая компьютерная программа САПР, прикрепленная к лазеру, для травления материала, предоставленного рабочей курткой.
Использование AutoCAD для создания программ для деталей, которые были запущены впервые.
Чтение чертежей и черновых спецификаций в САПР, чтобы пометить каждую деталь.
Расскажите нам, какую работу вы ищете, и мы покажем вам, какие навыки нужны работодателям. Начало работы
Восемь наиболее распространенных навыков, основанных на резюме оператора лазера в 2022 году. %
Лазер с ЧПУ, 4,1%
Профилактическое обслуживание, 3,9%
Другие навыки, 52,9%
навыки востребованы
Вакансии с актуальными навыками
Вакансии оператора лазерной установки, которые могут вам понравиться
Вакансии оператора лазера начального уровня
Практически не требуется опыта
Вакансии оператора лазера на неполный рабочий день
Вакансии на неполный рабочий день Сейчас нанимают
Активно нанимают
Вакансии оператора лазера, добавленные за последние 7 дней
Вакансии оператора лазера без степени
Поиск вакансий без степени требуется
Список навыков для добавления в ваше резюме оператора лазера соответствующий лазерный оператор Ключевые слова для вашего резюме:
Лазерная резка
Штангенциркули
Лазерный станок
Математика
Ручной инструмент
Лазер с ЧПУ
Профилактическое обслуживание
Правила безопасности
Основная математика
Рабочая этика
РИСКУСКАЯ РЕКРУЗКА
Процедуры безопасности
Операция машины
Проверки качества
CAD
CO2
TRUMPF
STAINLEAS Стандарты
YAG
Мостовые краны
Медицинские приборы
Amada
Лазерное оборудование
ISO
Mazak
Рутинное обслуживание
Fibre Laser
Лазерная работа
Тормозная пресса
Материалы для нагрузки
Deburr
Laser Coupters
Выполнение качества
. Манометры
Производственный процесс
Спецификации заказчика
MIG
Код G
Шаблоны
Кулачок
Лазерная сварка
Общее обслуживание
Лазерные принтеры
Программы загрузки
Реальные примеры резюме оператора лазера, использующего эти навыки
Создайте резюме профессионального оператора лазера за считанные минуты. Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме. Затем выберите один из 5+ шаблонов резюме, чтобы создать свое резюме оператора лазера.
Загрузите пресс правильными вставками и осмотрите детали на наличие дефектов.
Револьверные токарные станки с ЧПУ Okuma для производства гильз цилиндров дизельных двигателей.
Воздушные фильтры в сборе для различных заказчиков на основе чертежей, требований заказа и стандартов качества.
Эксплуатация и контроль всей линии сборки рулонной стали.
Получите необходимое сырье со склада и подтвердите предстоящий запуск.
Оператор производства
2016–2017
Truw Automotive
West Lafayette, IN
Изготовление антиблокировочных тормозных систем для автомобильной промышленности Запчасти на сборочной линии.
Эксплуатация нескольких линий сборки тормозных уголков.
Поездки в другие офисы TRW для изучения сборочных линий, чтобы помочь в перемещении и настройке.
Работал на сборочной линии, которая включала технологический процесс, контроль качества и машинные операции.
Производство, хранение и отгрузка автомобильных запчастей.
Оператор гидроабразивной резки (по совместительству)
2016–2016
CF Industries
West Lafayette, IN
Оператор листогибочного пресса — установка и эксплуатация листогибочного пресса Amada 50 и 100 тонн.
Большие ленточнопильные станки и вилочный погрузчик. Работа включала инвентаризацию продукции на заводе и склеивание деталей.
Education
Some College Courses Electrical Engineering Technology
2016 — 2016
Purdue University
West Lafayette, IN
Жаклин Грант
Оператор лазера
Контактная информация
Питтсбург, Пенсильвания
(310) 555-2986
jgrant@example. com
Навыки
Пластиковые уровни частиц. -Отдел серийного обслуживания комплектует и доставляет детали на сборочные линии.
Б/у циферблат, цифровые штангенциркули и микрометры для измерения размеров деталей.
Покажите и проинструктируйте других, как осматривать детали.
Работал на прессе, сгибающем листовой металл под определенным углом и под определенным углом. Осмотр деталей по чертежам. Очистите зону вокруг станка.
Оператор фрезерного станка
2019 — 2020
Staffmark Holdings
Питтсбург, Пенсильвания
Управляемые токарные станки Okuma, управляемые горизонтальные обрабатывающие центры, управляемые установки для горизонтального обрабатывающего центра на следующем производственном оборудовании и установках для экструзии для поддонов
Изготовление и модификация насосных штанг с помощью станка с числовым программным управлением (ЧПУ).
Машины с приводом для сборочных линий Линии P552, УФ-линия, вспомогательные ручки и механическая линия.
Оператор гидроабразивной резки
2017–2019
ManpowerGroup
Луисвилл, Кентукки
Ручная пила для резки двутавровых балок в соответствии со спецификациями чертежа.
Эксплуатируемое тяжелое оборудование для внутреннего канала для оптоволокна
Комплектация заказов по спецификации заказчика с использованием радиочастот сканер бортовой компьютер и стоячий электрический подъемник с глубоким вылетом.
Эксплуатируемое тяжелое оборудование * Installed Water, Sewer, Fiber, Gas, and Petroleum Lines
Работал в новом сервисном отделе серии А, занимаясь подбором и доставкой деталей на сборочные линии.
Б/у циферблат, цифровые штангенциркули и микрометры для измерения размеров деталей.
Покажите и проинструктируйте других, как осматривать детали.
Работал на прессе, сгибающем листовой металл под определенным углом и под определенным углом. Осмотр деталей по чертежам. Очистите зону вокруг станка.
Оператор фрезерного станка2019–2020
Staffmark Holdings•Питтсбург, Пенсильвания
Токарные станки Okuma, горизонтальный обрабатывающий центр
Изменены настройки станка в рамках подготовки к следующему производственному циклу на экструзионном оборудовании и роботизированных системах укладки на поддоны.
Изготовление и модификация насосных штанг с помощью станка с числовым программным управлением (ЧПУ).
Машины с приводом для сборочных линий Линии P552, УФ-линия, вспомогательные ручки и механическая линия.
Оператор гидроабразивной резки 2017–2019 гг.
ManpowerGroup•Louisville, KY
Ручная пила для резки двутавровых балок в соответствии со спецификациями чертежа.
Эксплуатируемое тяжелое оборудование для внутреннего канала для оптоволокна
Комплектация заказов по спецификации заказчика с использованием радиочастот сканер бортовой компьютер и стоячий электрический подъемник с глубоким вылетом.
Эксплуатируемое тяжелое оборудование * Установленные водопроводные, канализационные, оптоволоконные, газовые и нефтяные линии
Построить профессиональную резюме в с минуту, используя этот тром.
Готовы создать резюме оператора лазера?
Выберите свой текущий опыт работы, чтобы приступить к созданию резюме0005
Executive
Онлайн-курсы для операторов лазеров
Один из лучших способов приобрести навыки, необходимые оператору лазера, — это пройти онлайн-курсы. Мы нашли несколько онлайн-курсов от Udemy и Coursera, которые помогут вам продвинуться по карьерной лестнице. Поскольку операторам лазеров полезно иметь такие навыки, как лазерная резка, штангенциркуль и лазерный станок, мы нашли курсы, которые помогут вам улучшить эти навыки.
Рекламная информация
Светоизлучающие диоды и полупроводниковые лазеры
Этот курс также можно пройти для академического кредита как ECEA 5605, часть степени магистра наук CU Boulder в области электротехники. Светодиоды и полупроводниковые лазеры Введение в курс Вы узнаете о полупроводниковых светоизлучающих диодах (СИД) и лазерах, а также о важных правилах их анализа, планирования, проектирования и реализации. Вы также будете применять свои знания, выполняя сложные домашние задания, чтобы закрепить свое понимание материала и подготовиться к применению в вашей…
Подробнее на Coursera
MLOps (операции машинного обучения) Основы
Этот курс знакомит участников с инструментами MLOps и передовыми методами развертывания, оценки, мониторинга и эксплуатации производственных систем машинного обучения в Google Cloud. MLOps — это дисциплина, ориентированная на развертывание, тестирование, мониторинг и автоматизацию систем машинного обучения в производственной среде. Специалисты по машинному обучению используют инструменты для постоянного улучшения и оценки развернутых моделей. Они работают (или могут быть) с учеными по данным, которые разрабатывают модели, чтобы обеспечить скорость и точность при развертывании…
Подробнее на Coursera
Введение в CAD, CAM и практическую обработку с ЧПУ
Этот курс знакомит вас с фундаментальными знаниями в области автоматизированного проектирования, производства и практического использования станков с ЧПУ. В этом курсе мы начинаем с основ Autodesk® Fusion 360™ CAD, учась правильно создавать эскизы и моделировать 3D-детали. Прежде чем программировать какие-либо траектории, мы изучим основы обработки с ЧПУ, чтобы убедиться, что у нас есть базовые знания, необходимые для эффективного определения траекторий. Наконец, мы изучим основы настройки CAM-программы и определения. ..
Подробнее на Coursera
Операционные системы и вы: Станьте опытным пользователем операционной системы и как выполнять важные задачи, такие как управление программным обеспечением и пользователями, а также настройка оборудования. К концу этого курса вы сможете: ● перемещаться по файловым системам Windows и Linux с помощью графического пользовательского интерфейса и интерпретатора командной строки ● настраивать пользователей, группы и разрешения для доступа к учетным записям ● устанавливать, настраивать и удалять…
Подробнее на Coursera
Операции с цепочками поставок
Вы когда-нибудь задумывались, как тысячи раз создаются одни и те же продукты и услуги? И как компании могут сгладить операции, чтобы производить эффективно, результативно и без потерь? Как возможна такая точность? Ответ лежит в основе операций. В курсе «Операции с цепочками поставок» мы вводим и применяем необходимые инструменты улучшения процессов для достижения совершенства. После прохождения этого курса вы сможете применять методологию Six Sigma. ..
Подробнее на Coursera
Введение в аппаратное обеспечение и операционные системы
Если вы готовы окунуться в мир информационных технологий (ИТ), вам потребуются навыки, необходимые для работы. Этот курс позволяет вам развить навыки работы с компьютерным оборудованием и операционными системами и является вашим первым шагом к подготовке ко всем видам карьеры, связанной с технологиями, требующей базовых навыков в области ИТ. Во-первых, изучите основной программный мозг компьютера — его операционную систему, когда будете изучать Microsoft Windows. Затем откройте для себя ключевые внутренние аппаратные компоненты компьютера, в том числе…
Подробнее на Coursera
Операционные системы. Часть 3: Синхронизация и блокировка
(532)
Изучите концепции операционных систем с нуля, поскольку операционные системы составляют основу компьютерных наук…
Подробнее на Udemy
Fusion 360 CAD/CAM для фрезерных станков с ЧПУ
(367)
Изготовьте любую деталь с помощью фрезерного станка с ЧПУ с помощью Fusion 360. ..
Подробнее об Udemy
Операционные системы с нуля.0005
(873)
Изучите управление памятью в операционных системах, поскольку операционная система составляет основу информатики…
Подробнее об Udemy
Операционные системы Заключительная часть (4): Файловые системы и потоки
(384)
Изучите концепции операционных систем с нуля, поскольку операционные системы составляют основу компьютерных наук…
Подробнее об Udemy
Операционные системы с нуля — часть 1
(3,267)
Изучите концепции операционных систем с нуля, поскольку операционные системы составляют основу компьютерных наук…
Подробнее на Udemy
Управление операциями в малом бизнесе: ключевые методы
(1,149)
Набор инструментов для создания малого бизнеса операции эффективны и действенны…
Подробнее о Udemy
Управление операциями от А до Я: бизнес-процессы и системы
(2,661)
Управление операциями: цепочка поставок и бизнес-процессы в промышленности для производственных и сервисных организаций. ..
Подробнее об Udemy
Управление операционными рисками ORM
(420)
Управление операционными рисками ORM Практические примеры управления рисками, соответствия требованиям, аудита, безопасности информационных систем, банковских специалистов…
Подробнее об Udemy
CNC Программирование фрезерных станков с использованием G-кода
(296)
Обучение чтению и написанию программ ЧПУ с помощью G-кода FANUC еще никогда не было таким простым…0005
(315)
Обучение токарным станкам с ЧПУ с использованием FANUC G Code…
Подробнее о Udemy
Управление операциями: управление запасами
(277)
Программа обучения управлению операциями (курс 4 из 8). ..
Подробнее о Udemy
Управление операциями
Вы когда-нибудь задумывались о правильных методах повышения производительности, настройки цепочки поставок или удовлетворения спроса? В последние годы предприятия стремились повысить производительность и качество, сократить затраты и время доставки, а также использовать гибкость и инновации. Эти стратегии являются частью деятельности по управлению операциями (OM), которой занимаются сервисные и производственные организации. Управление операциями помогает вам понять роль OM в фирме и разработать…
Подробнее о edX
Предпринимательские операции: запуск стартапа
В этом курсе по управлению стартапами будут рассмотрены реальные операционные проблемы и риски, связанные с запуском нового предприятия. Мы рассмотрим стартапы в различных отраслях. Курс предоставит вам набор шагов, фреймворков и инструментов, которые можно использовать для понимания важных соображений по созданию операции запуска с нуля. В каждом модуле учащиеся будут знакомиться с различными концепциями, связанными с операциями. Конспект лекций,…
Подробнее о edX
Аппаратное обеспечение и операционные системы
Если вы готовы окунуться в мир информационных технологий (ИТ), вам необходимы навыки, необходимые для работы. Понимание основ компьютерного оборудования и операционных систем имеет решающее значение для любой должности, связанной с технологиями, такой как техническая поддержка или разработка программного обеспечения. Этот курс знакомит вас с мозгом компьютера — программным обеспечением его операционной системы, где вы познакомитесь с основами операционной системы Microsoft Windows. Вы получите навыки описания аппаратного обеспечения внутреннего ключа…
Подробнее о edX
9000+ вакансий оператора лазера в США (855 новых)
Перейти к основному содержанию
За последние 24 часа (855)
Прошлая неделя (2418)
Прошлый месяц (6 856)
В любое время (9 736)
Служба персонала Ллойда Ричардса (10)
ИнфраХайр (7)
Фирма по трудоустройству (6)
СинтерМет, ООО (3)
Кондекс Корпорейшн (3)
40 000 долларов США + (1790)
60 000 долларов США+ (64)
$80 000+ (8)
100 000 долларов США+ (3)
$120 000+ (2)
Талса, Оклахома (35)
Гринвилл, Южная Каролина (15)
Канзас-Сити, Канзас (13)
Олате, Канзас (10)
Кеноша, Висконсин (9)
Полный рабочий день (8824)
Неполный рабочий день (215)
Контракт (538)
Временный (203)
Волонтер (1)
Стажировка (84)
Начальный уровень (8400)
Ассоциированный (268)
Средний-старший уровень (314)
Директор (4)
На месте (9 526)
Гибрид (270)
Удаленный (9)
Получайте уведомления о новых вакансиях Оператор лазера в США .
 с.
с. поля для гольфа
поля для гольфа На местах разливов нефти пробный посев используется для определения степени загрязнения земель.
На местах разливов нефти пробный посев используется для определения степени загрязнения земель. Пожалуйста, игнорируйте эту отметку, пока она не будет спасена и не возвращена в нормальное положение
Пожалуйста, игнорируйте эту отметку, пока она не будет спасена и не возвращена в нормальное положение
 Наши оперативные группы и специалисты по инфраструктуре будут проверять мост, чтобы определить необходимые действия для защиты пользователей моста. Приносим извинения за доставленные неудобства.
Наши оперативные группы и специалисты по инфраструктуре будут проверять мост, чтобы определить необходимые действия для защиты пользователей моста. Приносим извинения за доставленные неудобства.
 Уведомления размещаются на сайтах, и лодочники должны по прибытии явиться к дежурному хранителю шлюза, чтобы сообщить о своем пребывании.
Уведомления размещаются на сайтах, и лодочники должны по прибытии явиться к дежурному хранителю шлюза, чтобы сообщить о своем пребывании.
 Следующие гравировальные станки могут делать только гравировку и фотогравировку.
Следующие гравировальные станки могут делать только гравировку и фотогравировку. com/v/Vf439nHhClw?version=3&hl=ru_RU» type=»application/x-shockwave-flash»>
com/v/Vf439nHhClw?version=3&hl=ru_RU» type=»application/x-shockwave-flash»>  Эти станки могут выполнять как гравировку, так и фрезеровку.
Эти станки могут выполнять как гравировку, так и фрезеровку. Она обеспечивает максимальную точность, скорость, возможность серийной обработки деталей различных форм, в том числе – сферической.
Она обеспечивает максимальную точность, скорость, возможность серийной обработки деталей различных форм, в том числе – сферической.
 Эта функция позволяет выполнять гравировку на сферических поверхностях с соблюдением глубины гравировки по всей плоскости
Эта функция позволяет выполнять гравировку на сферических поверхностях с соблюдением глубины гравировки по всей плоскости Оплачиваете работу по договору удобным способом
Оплачиваете работу по договору удобным способом Пожалуйста, обновите до последней версии.
Пожалуйста, обновите до последней версии.
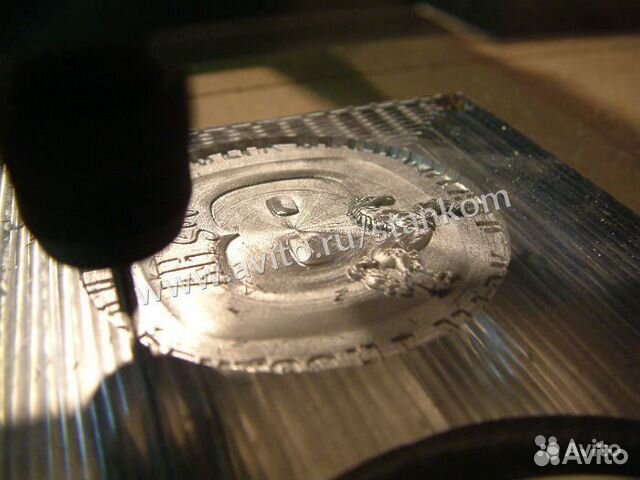 Результатом является постоянная, стойкая и высококонтрастная маркировка с очень высоким разрешением и, конечно же, без повреждения металла.
Результатом является постоянная, стойкая и высококонтрастная маркировка с очень высоким разрешением и, конечно же, без повреждения металла.

 Цвет зависит от температуры нагретых слоев. Поверхность материала сохраняется даже при отжиге, поскольку с нее ничего не удаляется. Изменение цвета достигается только за счет локального нагрева материала. Тепло обычно проникает в металлическую поверхность на глубину от 0,02 до 0,03 мм.
Цвет зависит от температуры нагретых слоев. Поверхность материала сохраняется даже при отжиге, поскольку с нее ничего не удаляется. Изменение цвета достигается только за счет локального нагрева материала. Тепло обычно проникает в металлическую поверхность на глубину от 0,02 до 0,03 мм. В нет чипа, созданного , а потеря веса материала незначительна, что особенно важно в ювелирных изделиях.
В нет чипа, созданного , а потеря веса материала незначительна, что особенно важно в ювелирных изделиях.


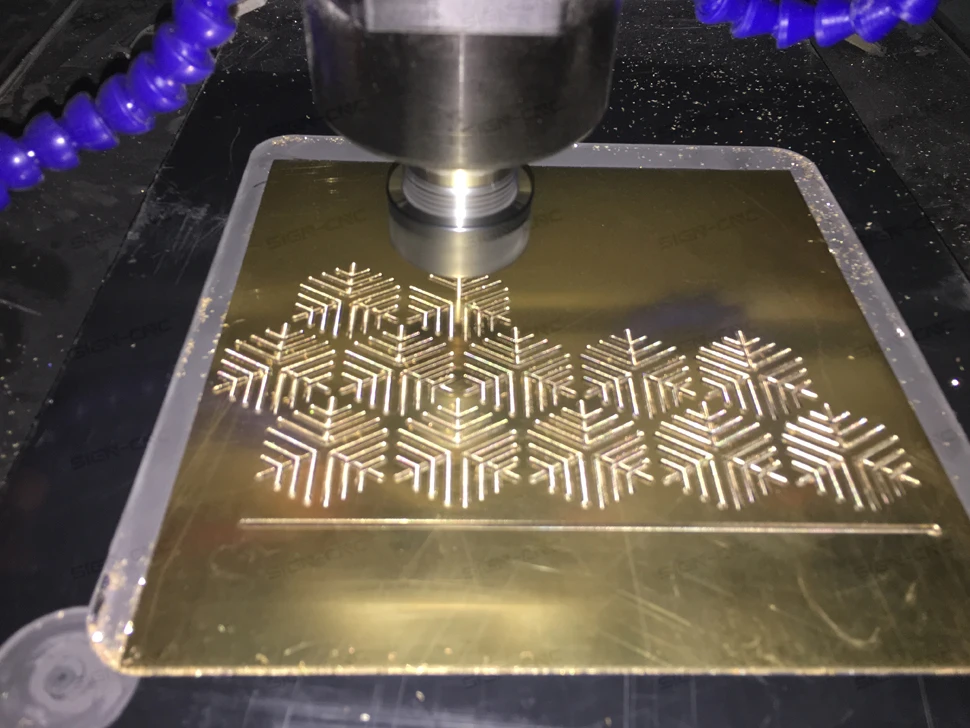 ..
..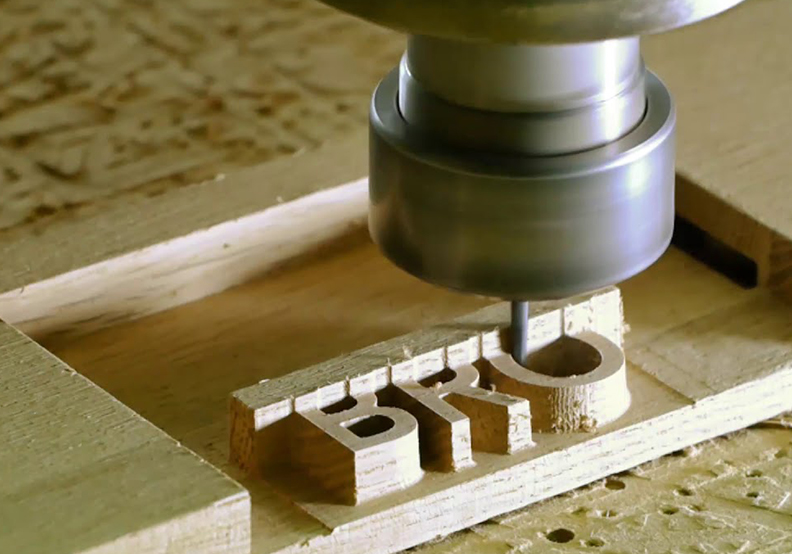 Решения Gravotech для точечного упрочнения и скрайбирования обеспечивают быструю неконтрастную глубокую маркировку, полученную путем нанесения близких ударов по поверхности нескольких типов металлов.
Решения Gravotech для точечного упрочнения и скрайбирования обеспечивают быструю неконтрастную глубокую маркировку, полученную путем нанесения близких ударов по поверхности нескольких типов металлов. …
…

 Много травм (21,7%) получено при выбросе из станков материалов и отходов.
Много травм (21,7%) получено при выбросе из станков материалов и отходов. Поэтому режущим инструментам следует придавать обтекаемую — круглую форму и осуществлять их балансировку. Они должны быть правильно налажены, хорошо заточены, прочно установлены и надежно закреплены на шпинделях, валах и суппортах станков.
Поэтому режущим инструментам следует придавать обтекаемую — круглую форму и осуществлять их балансировку. Они должны быть правильно налажены, хорошо заточены, прочно установлены и надежно закреплены на шпинделях, валах и суппортах станков. Мукачево
Мукачево С. Станки и инструменты деревообрабатывающих предприятий.
С. Станки и инструменты деревообрабатывающих предприятий. Мукачево
Мукачево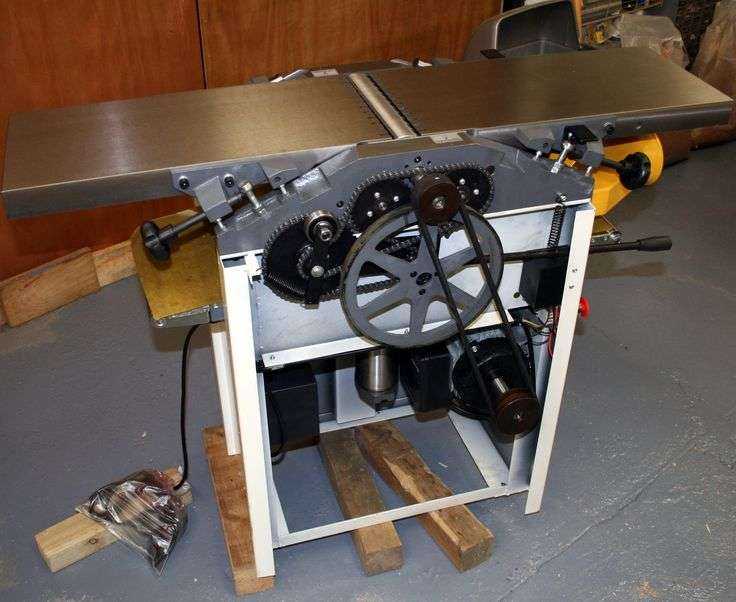 Днепр
Днепр Компания, основанная Джозефом В. Оливером, первоначально разработала и произвела триммеры для дерева, которые сократили время работы с 15 минут до нескольких секунд, что принесло Оливеру золотую медаль за заслуги на Всемирной выставке 1900 года в Париже.
Компания, основанная Джозефом В. Оливером, первоначально разработала и произвела триммеры для дерева, которые сократили время работы с 15 минут до нескольких секунд, что принесло Оливеру золотую медаль за заслуги на Всемирной выставке 1900 года в Париже. в течение 1950-х и 60-х годов.
в течение 1950-х и 60-х годов. Дистрибьюторская сеть Oliver продолжала расти, и в 2012 году в Сиэтле прошел первый саммит дистрибьюторов, на котором присутствовало более 30 участников. Это стало ежегодным мероприятием, и количество дилеров, присутствовавших на нем, росло с каждым годом. В 2013 году Оливер начал сотрудничество с бельгийской компанией Robland и стал их эксклюзивным агентом в США. Благодаря своей приверженности деревообрабатывающей промышленности на всех уровнях, в 2016 году компания Oliver начала разработку и представила линейку доступных для небольших магазинов высококачественных моделей для любителей, которая продолжает расти и сегодня. Сверхмощные промышленные инструменты по-прежнему находятся в центре внимания. В конце 2019 года появится линейка фуганков для параллелограмма и формовочный станок с регулируемой скоростью.. Продолжая поддерживать свою общенациональную сеть местных дилеров, в 2019 году Оливер запустил веб-сайт электронной коммерции для прямых продаж, чтобы обслуживать более крупный рынок, предоставлять первоклассные услуги и делиться своей страстью к отрасли, которой Оливер с гордостью служит.
Дистрибьюторская сеть Oliver продолжала расти, и в 2012 году в Сиэтле прошел первый саммит дистрибьюторов, на котором присутствовало более 30 участников. Это стало ежегодным мероприятием, и количество дилеров, присутствовавших на нем, росло с каждым годом. В 2013 году Оливер начал сотрудничество с бельгийской компанией Robland и стал их эксклюзивным агентом в США. Благодаря своей приверженности деревообрабатывающей промышленности на всех уровнях, в 2016 году компания Oliver начала разработку и представила линейку доступных для небольших магазинов высококачественных моделей для любителей, которая продолжает расти и сегодня. Сверхмощные промышленные инструменты по-прежнему находятся в центре внимания. В конце 2019 года появится линейка фуганков для параллелограмма и формовочный станок с регулируемой скоростью.. Продолжая поддерживать свою общенациональную сеть местных дилеров, в 2019 году Оливер запустил веб-сайт электронной коммерции для прямых продаж, чтобы обслуживать более крупный рынок, предоставлять первоклассные услуги и делиться своей страстью к отрасли, которой Оливер с гордостью служит.

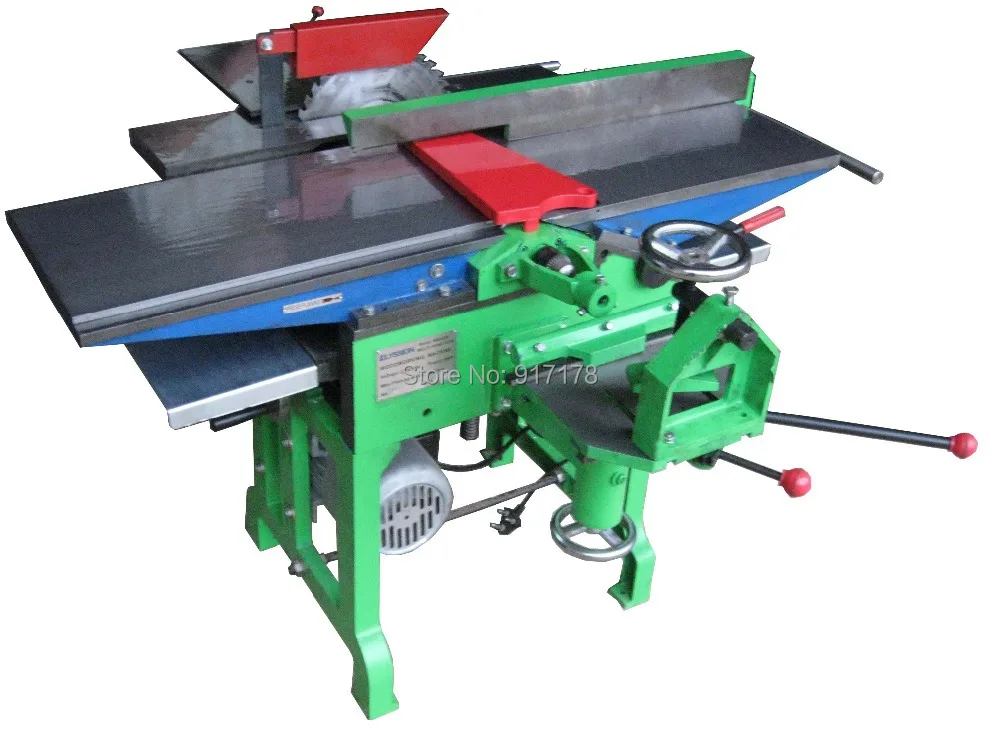 Сегодня в нашем разделе металлообработки вы найдете более трех десятков предложений продукции, и мы планируем добавить еще больше.
Сегодня в нашем разделе металлообработки вы найдете более трех десятков предложений продукции, и мы планируем добавить еще больше. Вы не найдете продукты GENERAL в каждом магазине, вместо этого мы сотрудничаем с избранными розничными продавцами, которые хранят и поддерживают продукты, которые они продают.
Вы не найдете продукты GENERAL в каждом магазине, вместо этого мы сотрудничаем с избранными розничными продавцами, которые хранят и поддерживают продукты, которые они продают.



 Режущий элемент изготовлен из прочного материала, благодаря чему нож долгое время остается острым и не изнашивается. Продлить эксплуатационный период косилки позволяет прочная стальная дека.
Режущий элемент изготовлен из прочного материала, благодаря чему нож долгое время остается острым и не изнашивается. Продлить эксплуатационный период косилки позволяет прочная стальная дека.
 6 кВт
6 кВт 5
5 00
00 3
3 00
00  00
00  00
00  00
00  00
00  00
00  00
00  00
00  00
00  00 7 ширина скашивания: 32.00
00 7 ширина скашивания: 32.00  00
00  (мм): 30.00
(мм): 30.00  00
00  00
00  (мм): 25.00
(мм): 25.00  00 (см): 18,00
00 (см): 18,00  00
00  00
00  00
00  00
00  org © 2021-2022 Декоративные растения, Цветущие кустарники и деревья, Комнатные цветы, Домашние кактусы и суккуленты
org © 2021-2022 Декоративные растения, Цветущие кустарники и деревья, Комнатные цветы, Домашние кактусы и суккуленты Полноприводные газонокосилки Rower лучше всего подходят для пересеченной местности, а передний привод обеспечивает лучшую маневренность. Mayroon ding malawak использует электрические газонокосилки на рынке.
Полноприводные газонокосилки Rower лучше всего подходят для пересеченной местности, а передний привод обеспечивает лучшую маневренность. Mayroon ding malawak использует электрические газонокосилки на рынке.
 Газонокосилка работает более 40 сантиметров в течение 40 часов;
Газонокосилка работает более 40 сантиметров в течение 40 часов;  Макина используется в качестве ручного стартера, а затем начинается с самого начала. Лапад этой модели является НАСА только в одном метро. Он может быть использован в любой позиции;
Макина используется в качестве ручного стартера, а затем начинается с самого начала. Лапад этой модели является НАСА только в одном метро. Он может быть использован в любой позиции;  Английский двигатель мощностью 1,6 кВт. Лапад нг paggapas более 35 часов с максимально возможной скоростью 7 отправленных часов. Травоуловитель поставляется с пластиковым пластиком по номеру — ;
Английский двигатель мощностью 1,6 кВт. Лапад нг paggapas более 35 часов с максимально возможной скоростью 7 отправленных часов. Травоуловитель поставляется с пластиковым пластиком по номеру — ; 



 Во время гравировки на стекле из-под бора постоянно будет лететь пыль, которая оседает на изделии и мешает, поэтому простая лампа будет не очень уместной, ведь нужно будет прерываться для очистки ее поверхности. Наиболее удачным вариантом будет светодиодная лента, которая отвечает всем требованиям.
Во время гравировки на стекле из-под бора постоянно будет лететь пыль, которая оседает на изделии и мешает, поэтому простая лампа будет не очень уместной, ведь нужно будет прерываться для очистки ее поверхности. Наиболее удачным вариантом будет светодиодная лента, которая отвечает всем требованиям.

 Что он собой представляет? По сути, это распыление внешнего поверхностного слоя изделия при помощи специального оборудования. Именно благодаря лазерной установке можно предать самые мелкие и тонкие детали эскиза, что недоступно другим методам.
Что он собой представляет? По сути, это распыление внешнего поверхностного слоя изделия при помощи специального оборудования. Именно благодаря лазерной установке можно предать самые мелкие и тонкие детали эскиза, что недоступно другим методам. Опять же, открываются новые возможности – начиная с того, что можно будет радовать оригинальными и интересными презентам родных и близких, и заканчивая открытием собственного дела. Своими руками можно оформить свадебные стаканы, сделать памятную надпись на вазе, и многое другое.
Опять же, открываются новые возможности – начиная с того, что можно будет радовать оригинальными и интересными презентам родных и близких, и заканчивая открытием собственного дела. Своими руками можно оформить свадебные стаканы, сделать памятную надпись на вазе, и многое другое. Этот вариант подходит в тех случаях, когда нужно создать сплошной узор без переходов и тонких линий.
Этот вариант подходит в тех случаях, когда нужно создать сплошной узор без переходов и тонких линий.
 Обезжирить поверхность спиртом. Вырезать кусок пленки, больший, чем рисунок на 3 см с каждой стороны минимум. Приклеить ее на стекло, тщательно разгладить, важно, чтобы не было никаких пузырьков. Поверх пленки поместить рисунок и зафиксировать его малярным скотчем. Аккуратно и равномерно нажимая на лезвие, канцелярским ножом вырезать изображение так, чтобы оно было прорезано и на пленке. Снять бумагу, малярный скотч и вырезанную внутреннюю часть пленки. Трафарет готов.
Обезжирить поверхность спиртом. Вырезать кусок пленки, больший, чем рисунок на 3 см с каждой стороны минимум. Приклеить ее на стекло, тщательно разгладить, важно, чтобы не было никаких пузырьков. Поверх пленки поместить рисунок и зафиксировать его малярным скотчем. Аккуратно и равномерно нажимая на лезвие, канцелярским ножом вырезать изображение так, чтобы оно было прорезано и на пленке. Снять бумагу, малярный скотч и вырезанную внутреннюю часть пленки. Трафарет готов.

 Или графин с гравировкой или кастрюля станут отличным индивидуальным подарком к празднику; не стесняйтесь стать полностью творческим!
Или графин с гравировкой или кастрюля станут отличным индивидуальным подарком к празднику; не стесняйтесь стать полностью творческим! рукой! Вы также можете использовать контактную бумагу, но я считаю, что трафаретная виниловая пленка держится лучше, а крем для травления не попадает под трафарет и не размывает края рисунка.
рукой! Вы также можете использовать контактную бумагу, но я считаю, что трафаретная виниловая пленка держится лучше, а крем для травления не попадает под трафарет и не размывает края рисунка. Вы можете использовать ленту васи или малярную ленту, чтобы добавить немного дополнительного материала по краям, если это необходимо.
Вы можете использовать ленту васи или малярную ленту, чтобы добавить немного дополнительного материала по краям, если это необходимо. д.!
д.!

 Метод двойников, который мы объясним позже, не встраивает дизайн в саму стеклянную поверхность. Вместо этого он использует краску, чтобы создать иллюзию травленого стекла.
Метод двойников, который мы объясним позже, не встраивает дизайн в саму стеклянную поверхность. Вместо этого он использует краску, чтобы создать иллюзию травленого стекла. Неправильная очистка может привести к тому, что трафарет не приклеится должным образом, что приведет к просачиванию крема для протравки под края трафарета или неправильному протравливанию.
Неправильная очистка может привести к тому, что трафарет не приклеится должным образом, что приведет к просачиванию крема для протравки под края трафарета или неправильному протравливанию. Оставьте дополнительный слой винила вокруг трафарета, чтобы защитить остальную часть стекла от крема для травления.
Оставьте дополнительный слой винила вокруг трафарета, чтобы защитить остальную часть стекла от крема для травления. Если ваш трафарет недостаточно велик, чтобы покрыть все стекло, вы можете использовать ленту васи или малярный скотч, чтобы закрыть его.
Если ваш трафарет недостаточно велик, чтобы покрыть все стекло, вы можете использовать ленту васи или малярный скотч, чтобы закрыть его.

 С его помощью вы фактически наносите плоскую полупрозрачную краску, которую можно удалить, даже если вы передумаете.
С его помощью вы фактически наносите плоскую полупрозрачную краску, которую можно удалить, даже если вы передумаете.
 Сначала краска почти незаметна, но она проявится, когда начнет высыхать в следующие 10 минут. Нанесите два или три тонких слоя (следуя рекомендациям производителя относительно времени высыхания между проходами), пока не будете удовлетворены результатом.
Сначала краска почти незаметна, но она проявится, когда начнет высыхать в следующие 10 минут. Нанесите два или три тонких слоя (следуя рекомендациям производителя относительно времени высыхания между проходами), пока не будете удовлетворены результатом. Мы поставили несколько свечей в эти вазы, чтобы осветить наш уютный внутренний дворик. Если вы используете свечи с цитронеллой, вы также избавитесь от жуков летними ночами на улице.
Мы поставили несколько свечей в эти вазы, чтобы осветить наш уютный внутренний дворик. Если вы используете свечи с цитронеллой, вы также избавитесь от жуков летними ночами на улице. Этот метод можно использовать на стаканах, из которых вы пьете, и это безопасный способ травления, который можно мыть в посудомоечной машине. Хотя это относительно просто, использование крема для травления стекла требует тщательной безопасности.
Этот метод можно использовать на стаканах, из которых вы пьете, и это безопасный способ травления, который можно мыть в посудомоечной машине. Хотя это относительно просто, использование крема для травления стекла требует тщательной безопасности. Если у вас дома есть машина Cricut или Silhouette, вы можете выбрать изображение из их дизайнерских библиотек или создать свое собственное, и машина нарежет трафарет на клейкий винил. В противном случае вы можете вырезать изображение на контактной бумаге, используя либо то, что вы найдете в Интернете, либо то, что вы нарисовали сами.
Если у вас дома есть машина Cricut или Silhouette, вы можете выбрать изображение из их дизайнерских библиотек или создать свое собственное, и машина нарежет трафарет на клейкий винил. В противном случае вы можете вырезать изображение на контактной бумаге, используя либо то, что вы найдете в Интернете, либо то, что вы нарисовали сами.
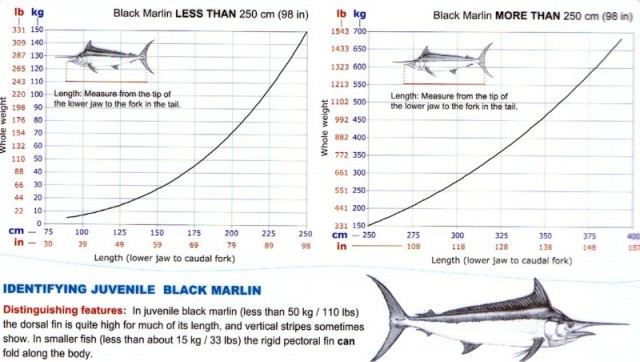 В загашниках лежала неплохая материнская плата, процессор, пару мониторов и 2 корпуса. Один — огромный полноценный ATX, другой — barebone. Решил собрать в маленьком, чтоб места меньше занимал. Корпус нестандартный. С кредлом на 1 CD привод и 3.5 дюймовый винчестер. У меня же нашлось 3x 2.5 SATA SSD небольшого объема, под систему и одного хватит «более чем» и 1x на 1Tb 2.5 HDD.
В загашниках лежала неплохая материнская плата, процессор, пару мониторов и 2 корпуса. Один — огромный полноценный ATX, другой — barebone. Решил собрать в маленьком, чтоб места меньше занимал. Корпус нестандартный. С кредлом на 1 CD привод и 3.5 дюймовый винчестер. У меня же нашлось 3x 2.5 SATA SSD небольшого объема, под систему и одного хватит «более чем» и 1x на 1Tb 2.5 HDD.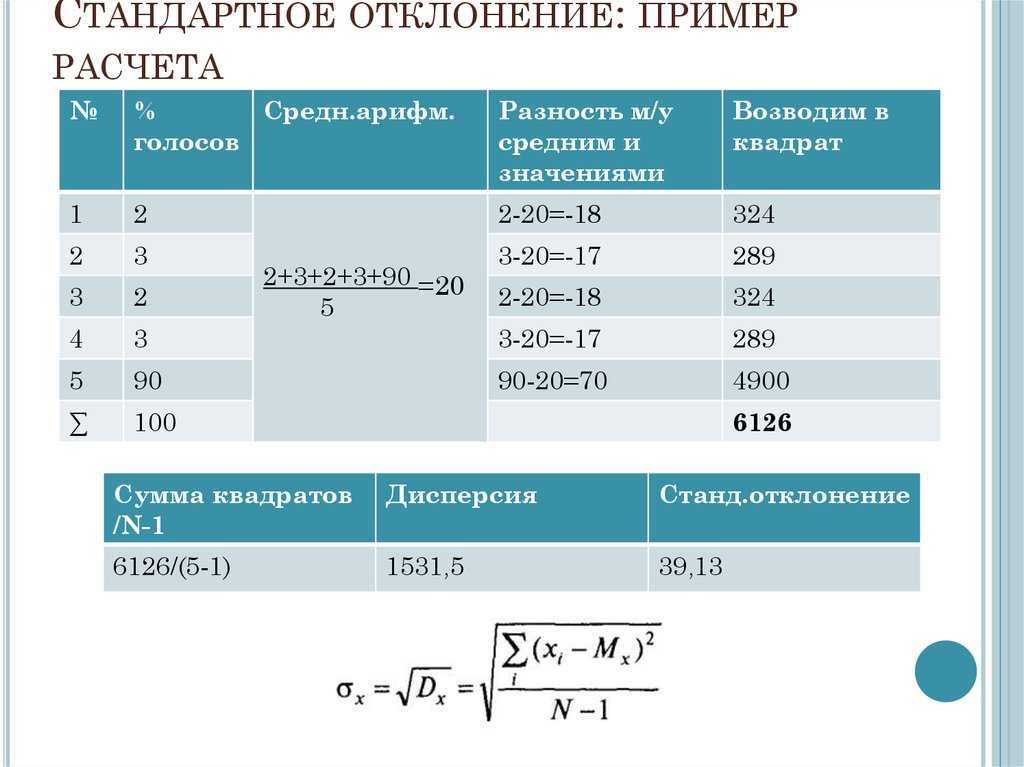 Менял настройки, пластики — без результата. Вместо того, чтоб клеиться к столу, загибается на сопло. Когда перепроверял настройки зазора сопла, обнаружил, что разболтались ролики и стол люфтит почти на 5мм по краям. Странно, как он вообще до этого печатал… Казалось, причина найдена. Отрегулировал. Но лучше почти не стало. С горем пополам напечатал деталь, но качество оставляло желать лучшего:
Менял настройки, пластики — без результата. Вместо того, чтоб клеиться к столу, загибается на сопло. Когда перепроверял настройки зазора сопла, обнаружил, что разболтались ролики и стол люфтит почти на 5мм по краям. Странно, как он вообще до этого печатал… Казалось, причина найдена. Отрегулировал. Но лучше почти не стало. С горем пополам напечатал деталь, но качество оставляло желать лучшего: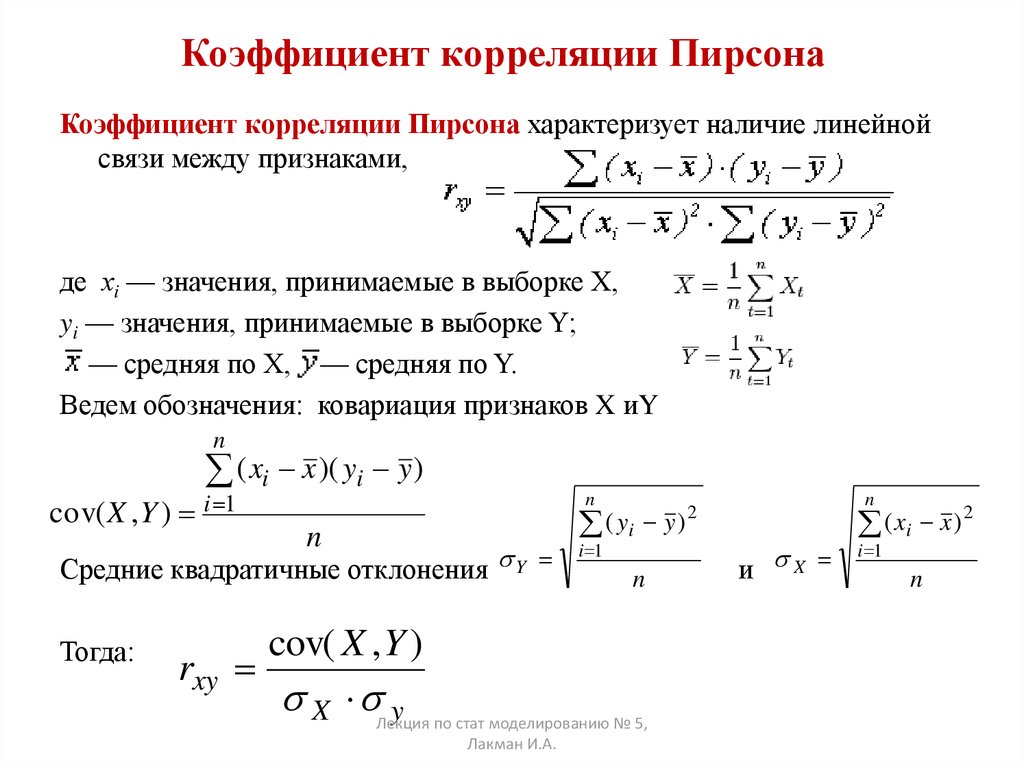 «Закусывание» пропало. Очистил и смазал винт привода. Отрегулировал положение его двигателя. В результате — легкого прикосновения пальца хватает, чтобы опустить каретку вниз. Результат — отрицательный.
«Закусывание» пропало. Очистил и смазал винт привода. Отрегулировал положение его двигателя. В результате — легкого прикосновения пальца хватает, чтобы опустить каретку вниз. Результат — отрицательный.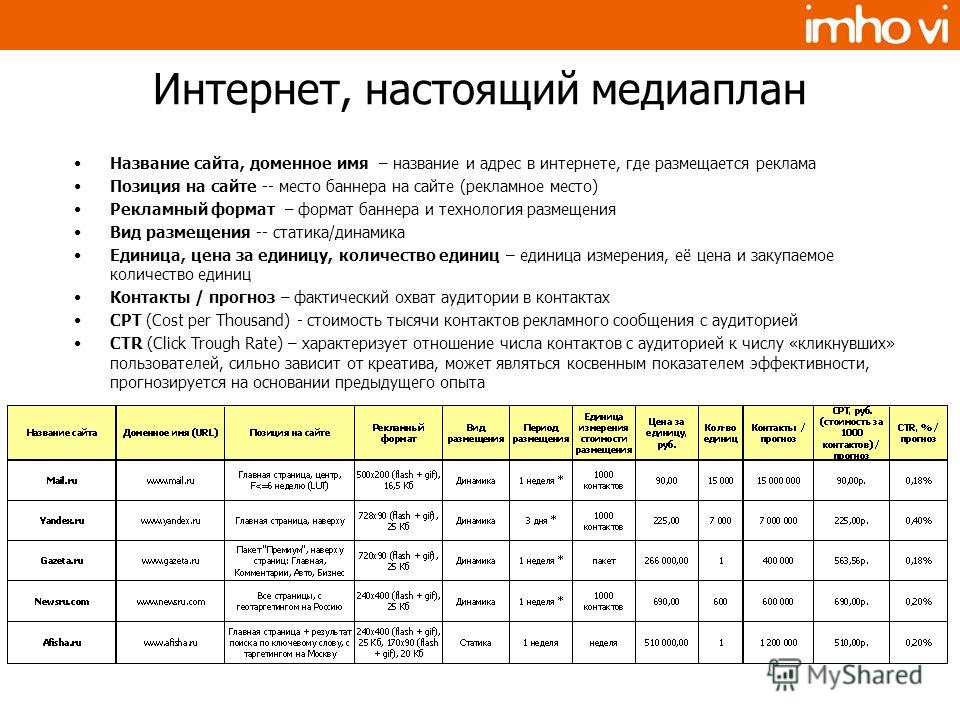 Снял шестерню подачи филамента, почистил. Видимого износа не наблюдается. Вернул на место, немного сместив по вылету, для выравнивания износа. Результат — 0. Эх, посмотри я тогда чуть правее, сэкономил бы месяц нервов и 200$.
Снял шестерню подачи филамента, почистил. Видимого износа не наблюдается. Вернул на место, немного сместив по вылету, для выравнивания износа. Результат — 0. Эх, посмотри я тогда чуть правее, сэкономил бы месяц нервов и 200$.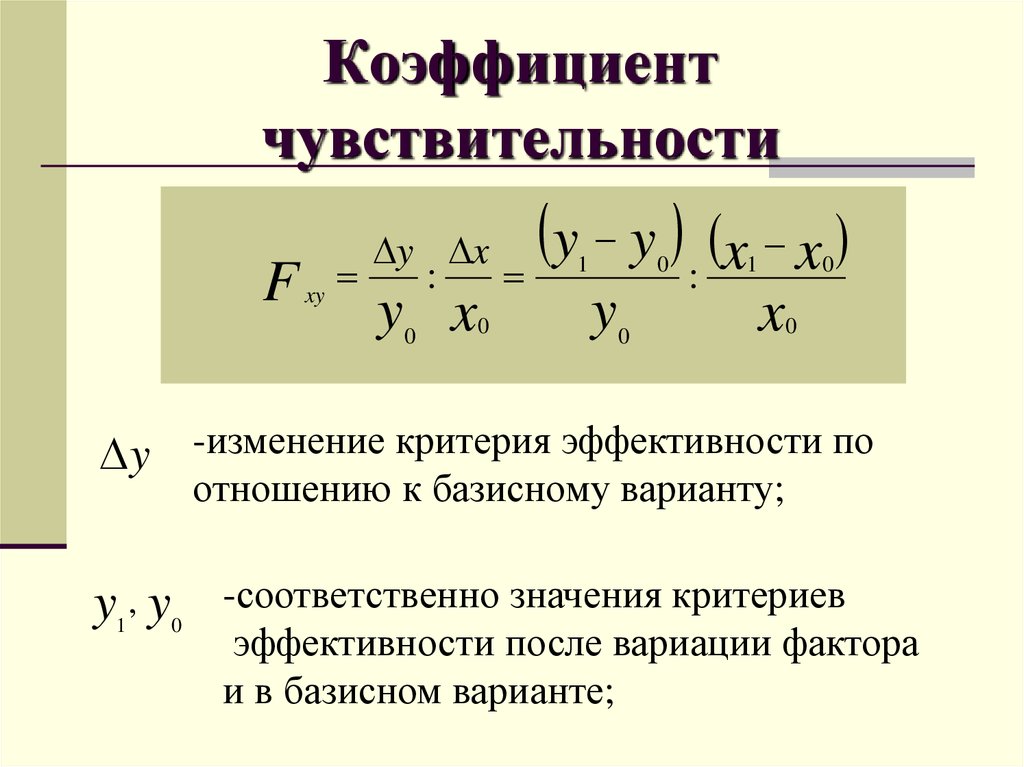 Посмотрел осциллограммы на катушках ШД. Все отлично. Грел драйвер феном (дефект кристалла или разварки иногда проявляется), механически воздействовал на ИС драйвера, охлаждал пропан бутаном (газ для зажигалок). Примечание. Вполне себе неплохо охлаждает до -20, не обязательно для этого дорогой фризер покупать. Все отлично. Сбоев не видно!
Посмотрел осциллограммы на катушках ШД. Все отлично. Грел драйвер феном (дефект кристалла или разварки иногда проявляется), механически воздействовал на ИС драйвера, охлаждал пропан бутаном (газ для зажигалок). Примечание. Вполне себе неплохо охлаждает до -20, не обязательно для этого дорогой фризер покупать. Все отлично. Сбоев не видно!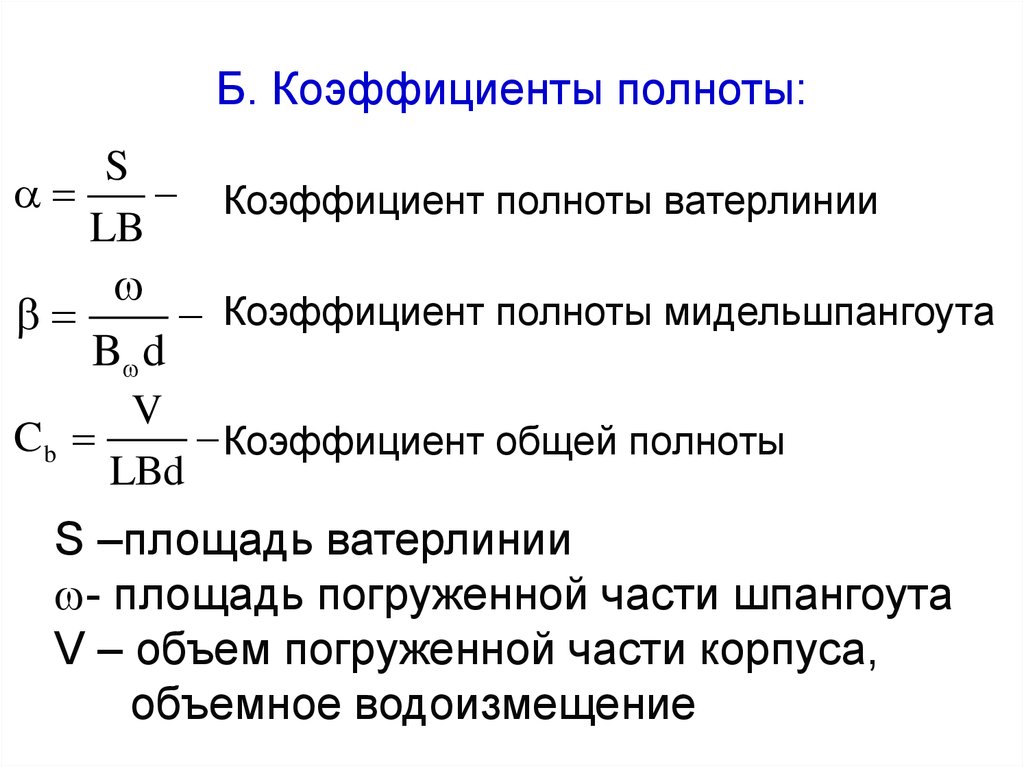 Ладно, раз плата на столе, ничего не мешает ее перепрошить. Обновился до «ванильного» Марлина 1.1.9, собрал все обратно. Результат — чуда не произошло.
Ладно, раз плата на столе, ничего не мешает ее перепрошить. Обновился до «ванильного» Марлина 1.1.9, собрал все обратно. Результат — чуда не произошло. При каждом чтении FLASH немного деградирует. Не знаю, каков критический порог чтений для NOR, думаю, десятки миллиардов, но TLC NAND уже неплохо так деградирует после 10-20К чтений… Второй момент — не факт, что наши узкоглазые друзья не использовали отбракованные контроллеры. Мне реально один раз пришли такие. PICи. Не паяные, но на корпусе — странные пометки. FLASH оказалась не стертой, при 3.6В ни стереться ни прошиваться не хотели. Пришлось до 5В поднимать, после чего запись / верификация стали проходить. Допустим, наша константа была записана в бракованную ячейку. Пока устройство новое — 0x18 стабильно читалось. Но от времени (а для Атмег гарантированное время сохранения данных не самое большое) и деградации, в какой то момент стало читаться не 0x18, а 0x08. Не каждый раз, но все же. Знаю, скорее не 1 в 0 деградирует, а наоборот, это — исключительно для примера. Так вот, пока стабильно читается нужное число, перемещение происходит корректно, но когда происходят сбои, к результату прибавляется неверная уставка, что приводит к сбоям подачи.
При каждом чтении FLASH немного деградирует. Не знаю, каков критический порог чтений для NOR, думаю, десятки миллиардов, но TLC NAND уже неплохо так деградирует после 10-20К чтений… Второй момент — не факт, что наши узкоглазые друзья не использовали отбракованные контроллеры. Мне реально один раз пришли такие. PICи. Не паяные, но на корпусе — странные пометки. FLASH оказалась не стертой, при 3.6В ни стереться ни прошиваться не хотели. Пришлось до 5В поднимать, после чего запись / верификация стали проходить. Допустим, наша константа была записана в бракованную ячейку. Пока устройство новое — 0x18 стабильно читалось. Но от времени (а для Атмег гарантированное время сохранения данных не самое большое) и деградации, в какой то момент стало читаться не 0x18, а 0x08. Не каждый раз, но все же. Знаю, скорее не 1 в 0 деградирует, а наоборот, это — исключительно для примера. Так вот, пока стабильно читается нужное число, перемещение происходит корректно, но когда происходят сбои, к результату прибавляется неверная уставка, что приводит к сбоям подачи.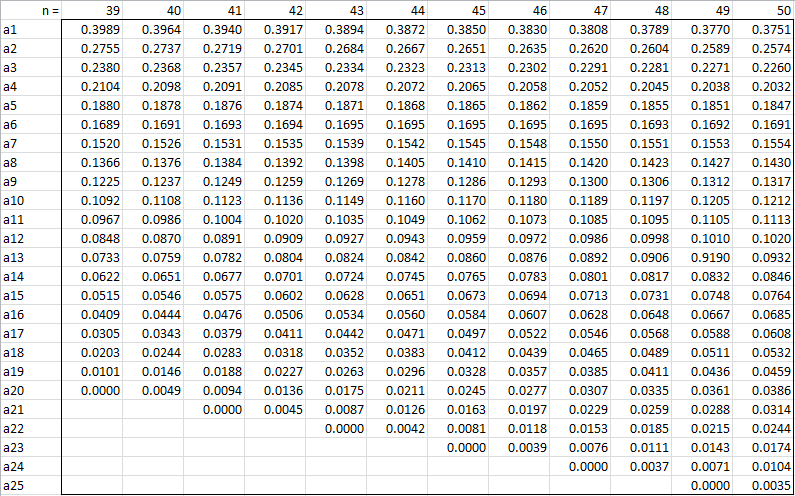 Это самый простой и маловероятный пример. Могут быть другие глюки, например, в команде сложения источник R6 изменится на R7. Ассемблерная команда остается валидной, процессор ее выполнит, но результат будет неверен…
Это самый простой и маловероятный пример. Могут быть другие глюки, например, в команде сложения источник R6 изменится на R7. Ассемблерная команда остается валидной, процессор ее выполнит, но результат будет неверен… 7, что позволяет свободно откручивать держатель:
7, что позволяет свободно откручивать держатель: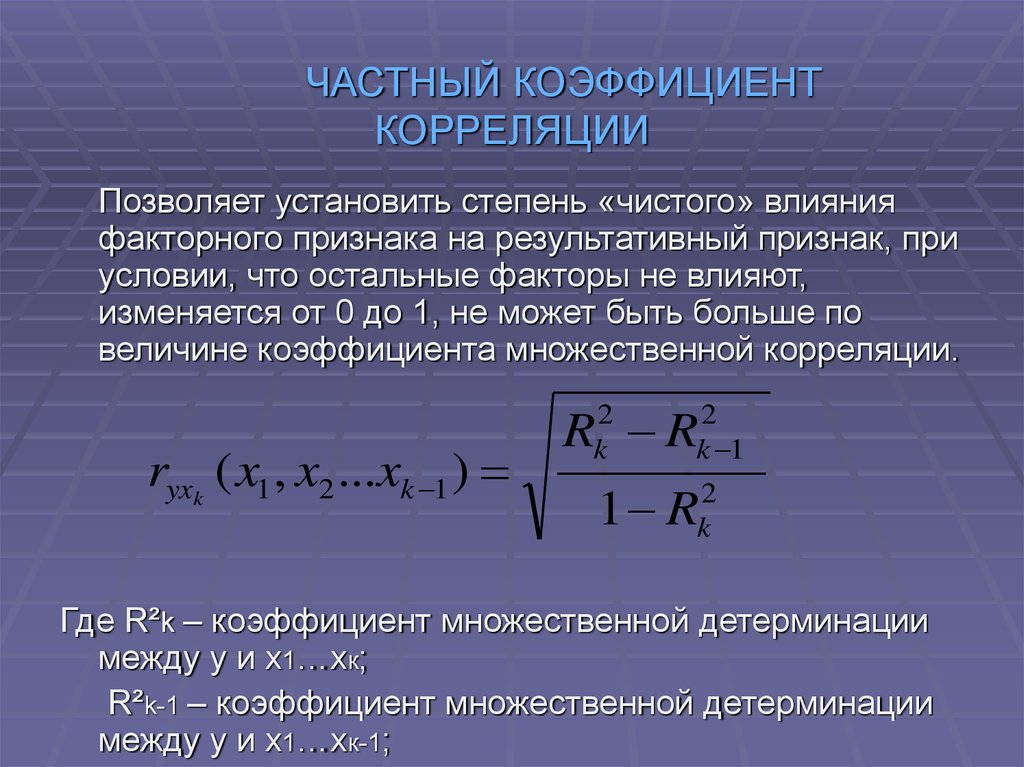 Снимаем все фиксаторы, так как испорченный конец все равно не сохранить, аккуратно, возвратно — поступательным движением вычищаем всю грязь, постоянно снимая ее с трубки. В результате, трубка должна спокойно проходить через горло насквозь. Сборка производилась последовательности FIFO. Вначале установил сопло, потом фиксатор трубки в хотэнде, но не затягивал его полностью, оставив где то 1 оборот. Изношенная часть трубки обрезается под прямым углом и до упора устанавливается в горло. После чего затягивается держатель и устанавливается второй, на противоположную сторону «тефлона».
Снимаем все фиксаторы, так как испорченный конец все равно не сохранить, аккуратно, возвратно — поступательным движением вычищаем всю грязь, постоянно снимая ее с трубки. В результате, трубка должна спокойно проходить через горло насквозь. Сборка производилась последовательности FIFO. Вначале установил сопло, потом фиксатор трубки в хотэнде, но не затягивал его полностью, оставив где то 1 оборот. Изношенная часть трубки обрезается под прямым углом и до упора устанавливается в горло. После чего затягивается держатель и устанавливается второй, на противоположную сторону «тефлона».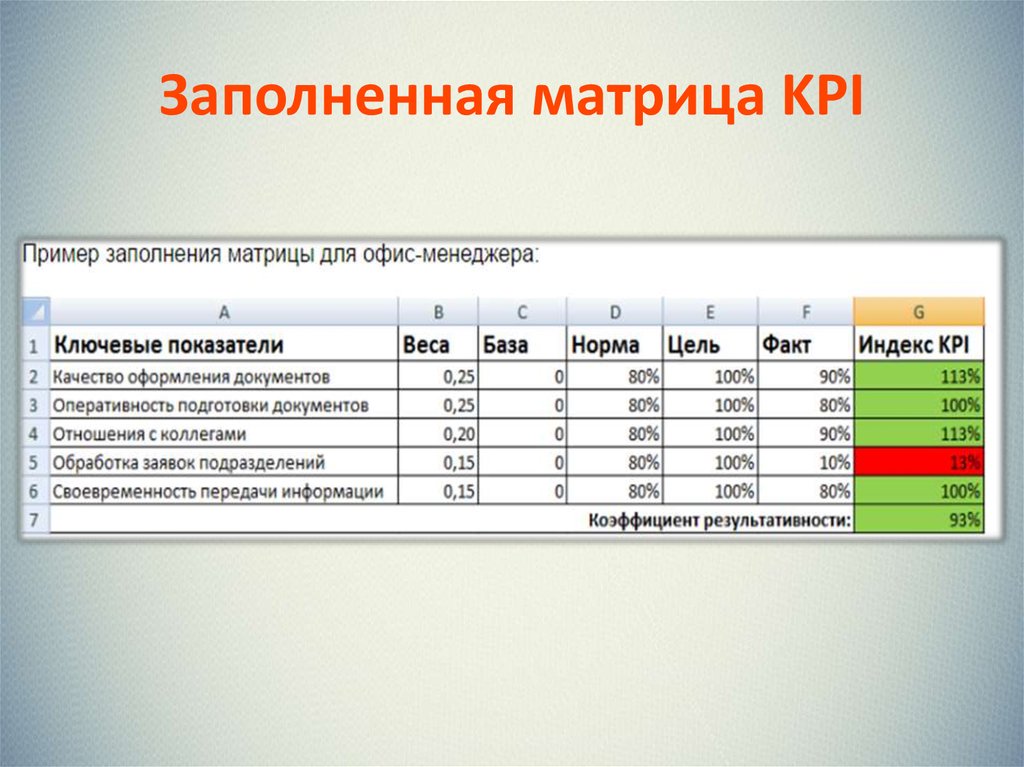 Открутил трубку от механизма подачи, обрезал пластик заподлицо и выполнил команду экструзии 300мм. Линейка у меня на 350. Экструзия длиться достаточно долго, по завершению измерил длину вышедшего филамента и глазам своим не поверил 226мм. Понимаю разницу в 3-5%, но не в 25%! попробую другой пластик…
Открутил трубку от механизма подачи, обрезал пластик заподлицо и выполнил команду экструзии 300мм. Линейка у меня на 350. Экструзия длиться достаточно долго, по завершению измерил длину вышедшего филамента и глазам своим не поверил 226мм. Понимаю разницу в 3-5%, но не в 25%! попробую другой пластик… Первый я немного перегрел при сушке, неадекватный разброс списал на возможное залипание на катушке. Обрезание, экструзия. И ничего. Пластик вообще не подается. Ось привода вращается, медленно, но по винтам видно, что движение есть. Посмотрел, пруток неправильно лег между шестерней и прижимным роликом. Ладно, правлю. Что то ролик немного болтается. Надо подтянуть. А фиг! Вот он виновник всех моих бед:
Первый я немного перегрел при сушке, неадекватный разброс списал на возможное залипание на катушке. Обрезание, экструзия. И ничего. Пластик вообще не подается. Ось привода вращается, медленно, но по винтам видно, что движение есть. Посмотрел, пруток неправильно лег между шестерней и прижимным роликом. Ладно, правлю. Что то ролик немного болтается. Надо подтянуть. А фиг! Вот он виновник всех моих бед: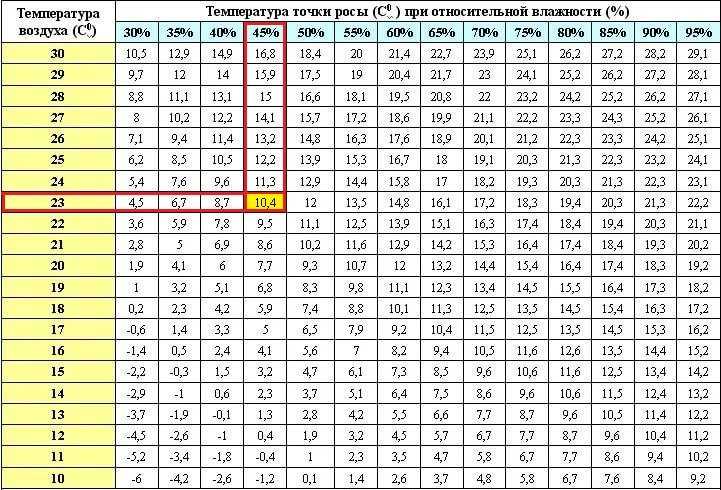
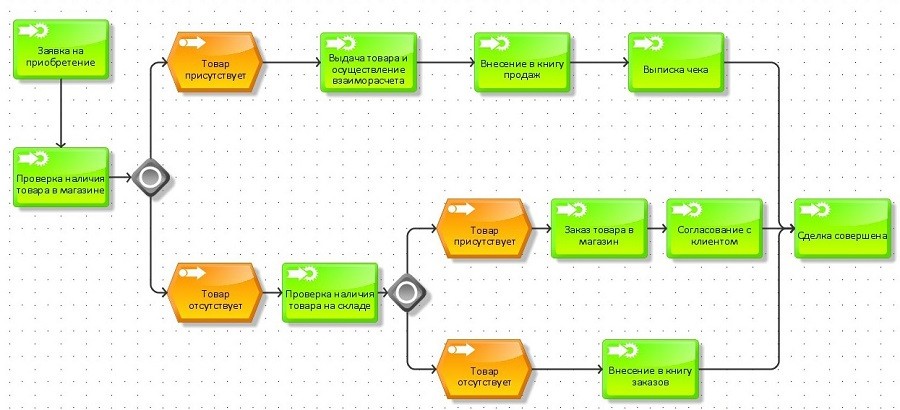


 Вот пример доведения судна типа «Волжский» по требованиям для работы в море: третий, который тогда запустило Морское Инженерное Бюро — поднятие продольного комингса. Такое решение требует меньше металлоемкости, то есть увеличение высоты сечения приводит к более эффективному решению с точки зрения повышения стандарта прочности по сравнению с полосами. И это идея — увеличения высоты сечения и легла в основу всего нового флота судов река-море плавания.
Вот пример доведения судна типа «Волжский» по требованиям для работы в море: третий, который тогда запустило Морское Инженерное Бюро — поднятие продольного комингса. Такое решение требует меньше металлоемкости, то есть увеличение высоты сечения приводит к более эффективному решению с точки зрения повышения стандарта прочности по сравнению с полосами. И это идея — увеличения высоты сечения и легла в основу всего нового флота судов река-море плавания.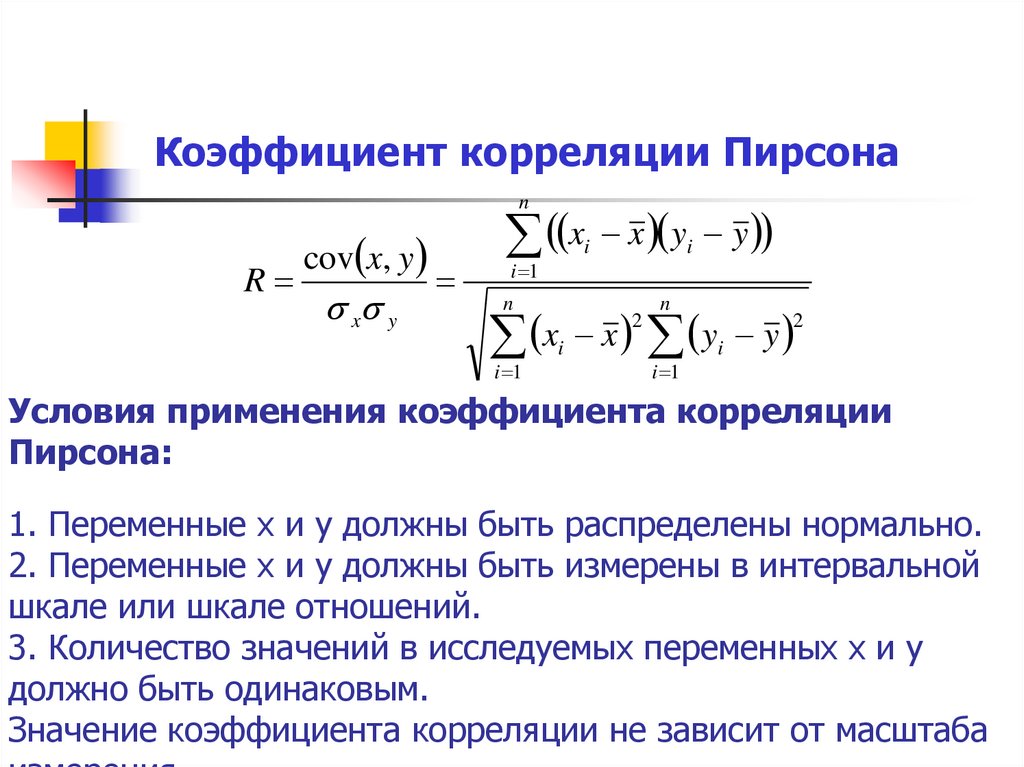
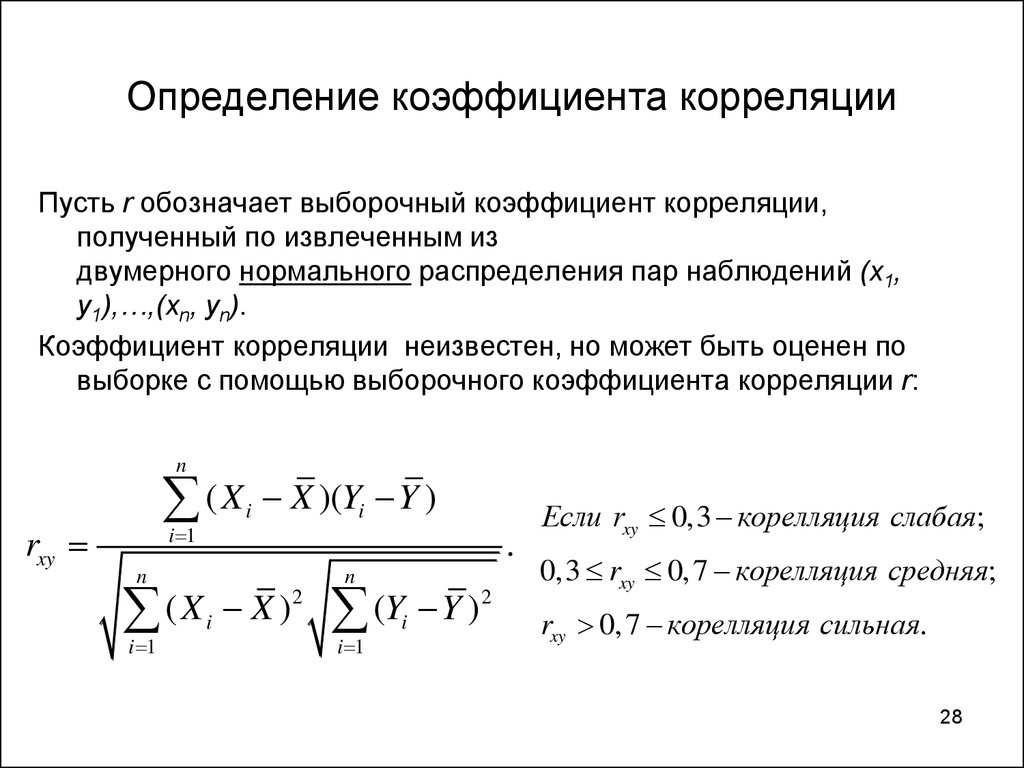 Сейчас ситуация кардинально изменилась. Рынок стал очень тяжёлым и начал играть фактор масштаба, то есть суда большей грузоподъемности стали лучше зарабатывать, чем суда меньшей грузоподъемности и это вполне объяснимо (на таком «низком» рынке).
Сейчас ситуация кардинально изменилась. Рынок стал очень тяжёлым и начал играть фактор масштаба, то есть суда большей грузоподъемности стали лучше зарабатывать, чем суда меньшей грузоподъемности и это вполне объяснимо (на таком «низком» рынке).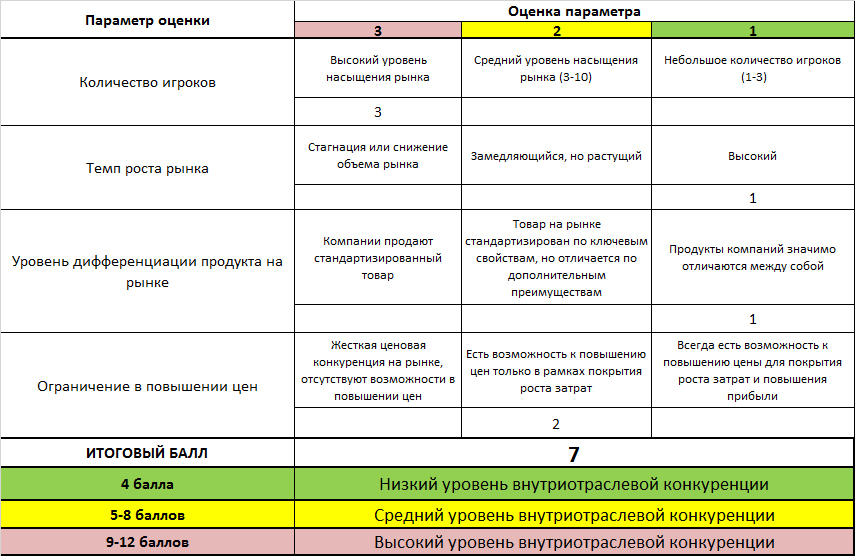 Опять же, когда говорят, что мы с Юрием Исуповым совершили страшный грех и «подсадили» отечественное судостроение на полноповоротные винто-рулевые колонки. Так вот, Северо-Западное пароходство на RSD49 вполне обошлось обычной пропульсией. Так что в действительности все это — решение клиента – «на вкус и цвет товарищей нет».
Опять же, когда говорят, что мы с Юрием Исуповым совершили страшный грех и «подсадили» отечественное судостроение на полноповоротные винто-рулевые колонки. Так вот, Северо-Западное пароходство на RSD49 вполне обошлось обычной пропульсией. Так что в действительности все это — решение клиента – «на вкус и цвет товарищей нет».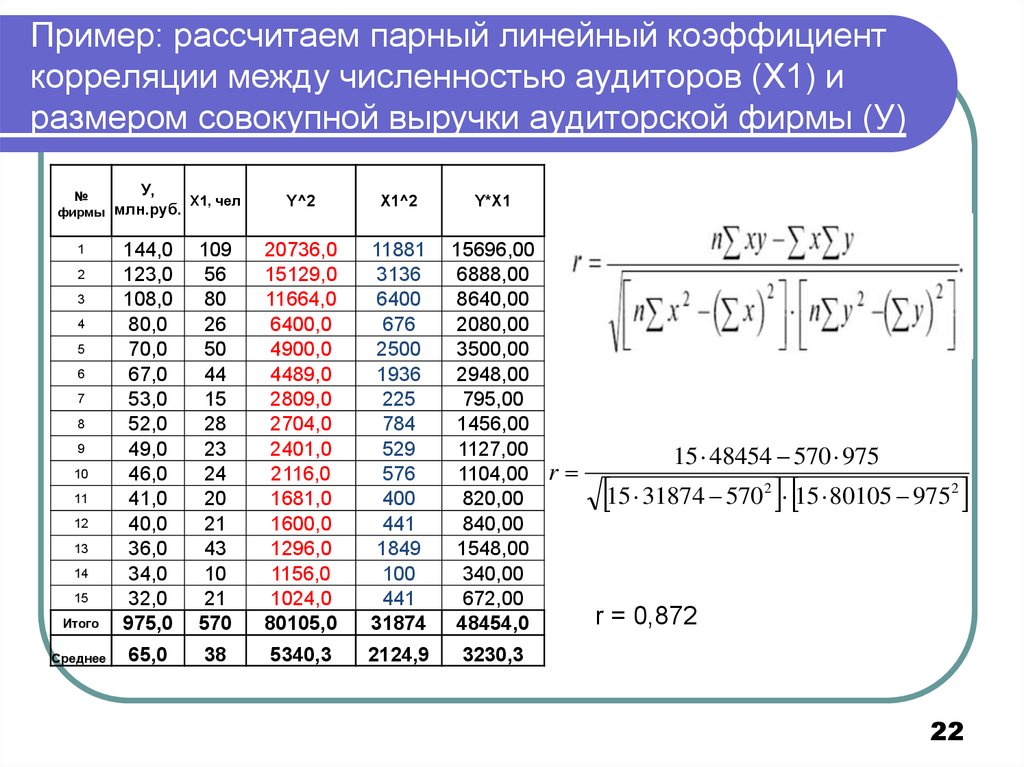 Последствия всего, что вы сейчас видите — есть последствия применения принципа «9 мм». В итоге все наши расчеты показали, что нам нужно иметь построечную толщину наружного контура и большинства судовых конструкций из стали толщиной 9 мм.
Последствия всего, что вы сейчас видите — есть последствия применения принципа «9 мм». В итоге все наши расчеты показали, что нам нужно иметь построечную толщину наружного контура и большинства судовых конструкций из стали толщиной 9 мм.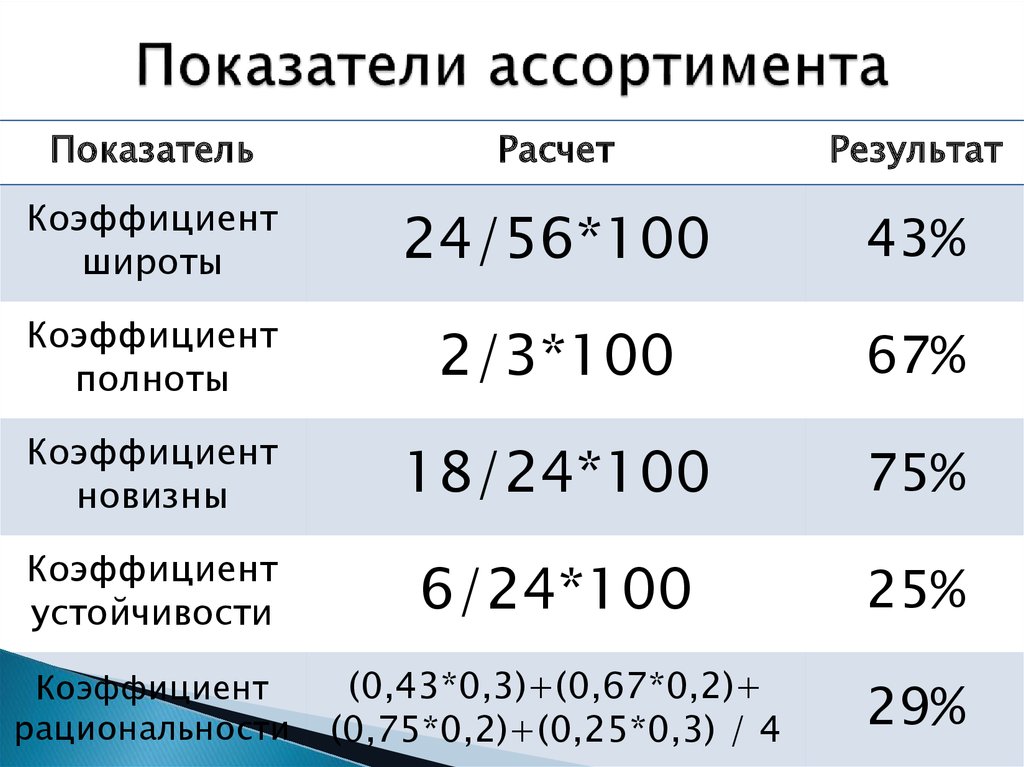
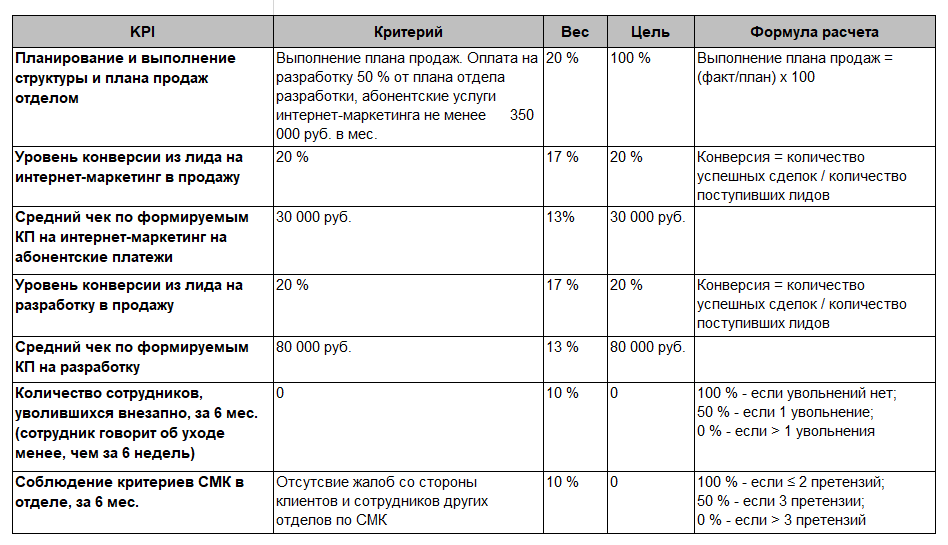
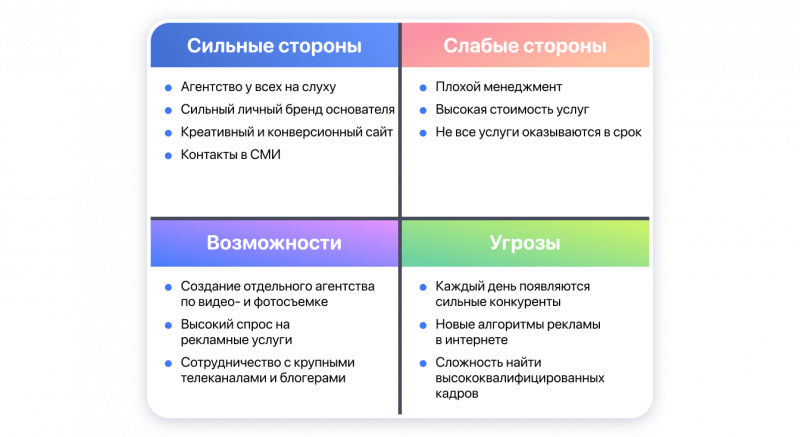
 Я на это обращаю внимание — это было очень недавно. Сравним, например, RSD59-й и 006RSD05 типа «Гейдар Алиев», а именно с 006RSD05 начинались сухогрузные Волго-Дон Максы нового поколения. На максимальной осадке у RSD59 плюс 1211 тонн, при осадке 4,20 м (такая характеристическая осадка под азовские порты) плюс 900 тонн, при осадке 3,80 м в реке в Ростове плюс 820 тонн, при осадке 3,6 м в реке плюс 784 тонн.
Я на это обращаю внимание — это было очень недавно. Сравним, например, RSD59-й и 006RSD05 типа «Гейдар Алиев», а именно с 006RSD05 начинались сухогрузные Волго-Дон Максы нового поколения. На максимальной осадке у RSD59 плюс 1211 тонн, при осадке 4,20 м (такая характеристическая осадка под азовские порты) плюс 900 тонн, при осадке 3,80 м в реке в Ростове плюс 820 тонн, при осадке 3,6 м в реке плюс 784 тонн.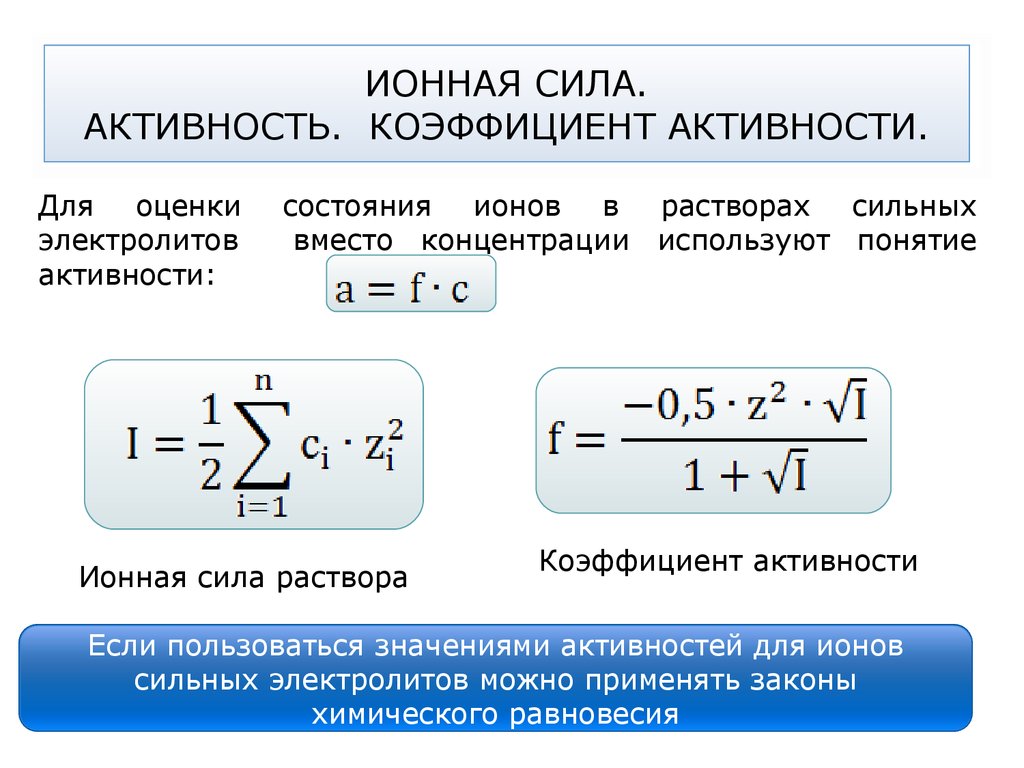 Наша идея достаточно понятна, когда вот RSD59 толкает соответствующую баржу, то в реки это будет уже не 5000 тонн грузоподъемности, а 10000 тонн. Соответственно требуется новая логистическая схема, при которой по Волге такой состав идёт вместе, по ВДСК идёт раздельно и соответственно необходимо будет иметь толкач на входе в ВДСК. В порту Азов сухогруз снова принимает эту баржу и на перевалку идёт вместе.
Наша идея достаточно понятна, когда вот RSD59 толкает соответствующую баржу, то в реки это будет уже не 5000 тонн грузоподъемности, а 10000 тонн. Соответственно требуется новая логистическая схема, при которой по Волге такой состав идёт вместе, по ВДСК идёт раздельно и соответственно необходимо будет иметь толкач на входе в ВДСК. В порту Азов сухогруз снова принимает эту баржу и на перевалку идёт вместе.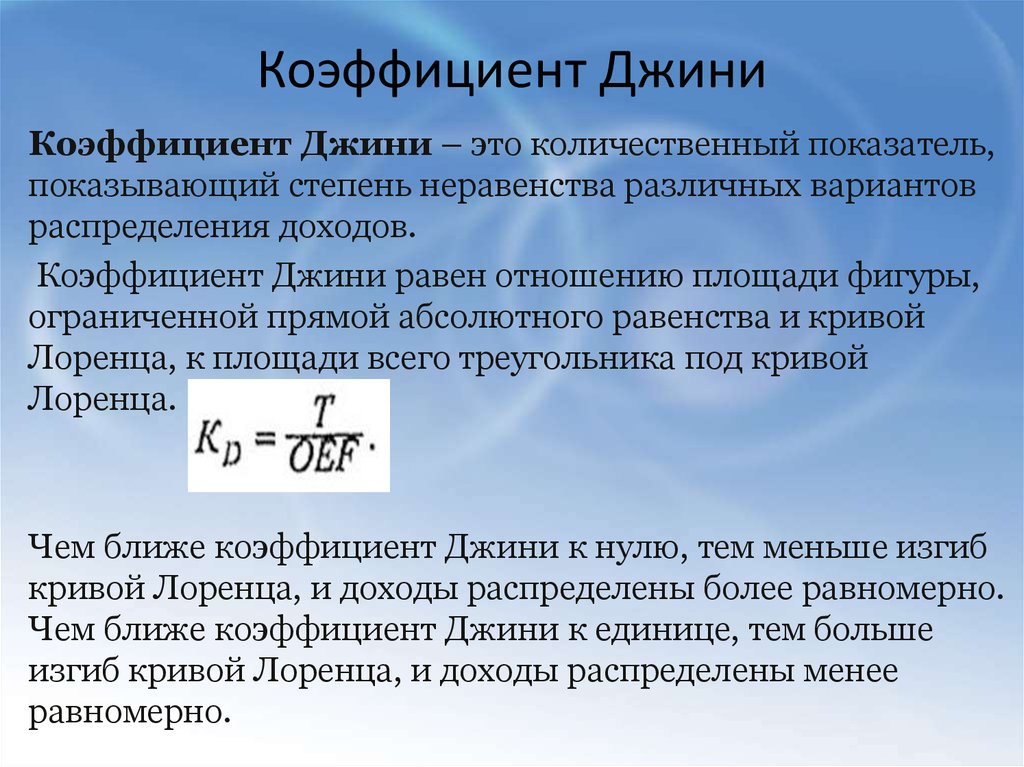 Но всё-таки то, что мы много рассуждали на эту тему, что есть партии груза трехтысячные и в этом тоже есть смысл и востребованность таких судов, я думаю, что она будет довольна высока, и в ближайшее время, судя по рынку такие суда будут востребованы.
Но всё-таки то, что мы много рассуждали на эту тему, что есть партии груза трехтысячные и в этом тоже есть смысл и востребованность таких судов, я думаю, что она будет довольна высока, и в ближайшее время, судя по рынку такие суда будут востребованы.
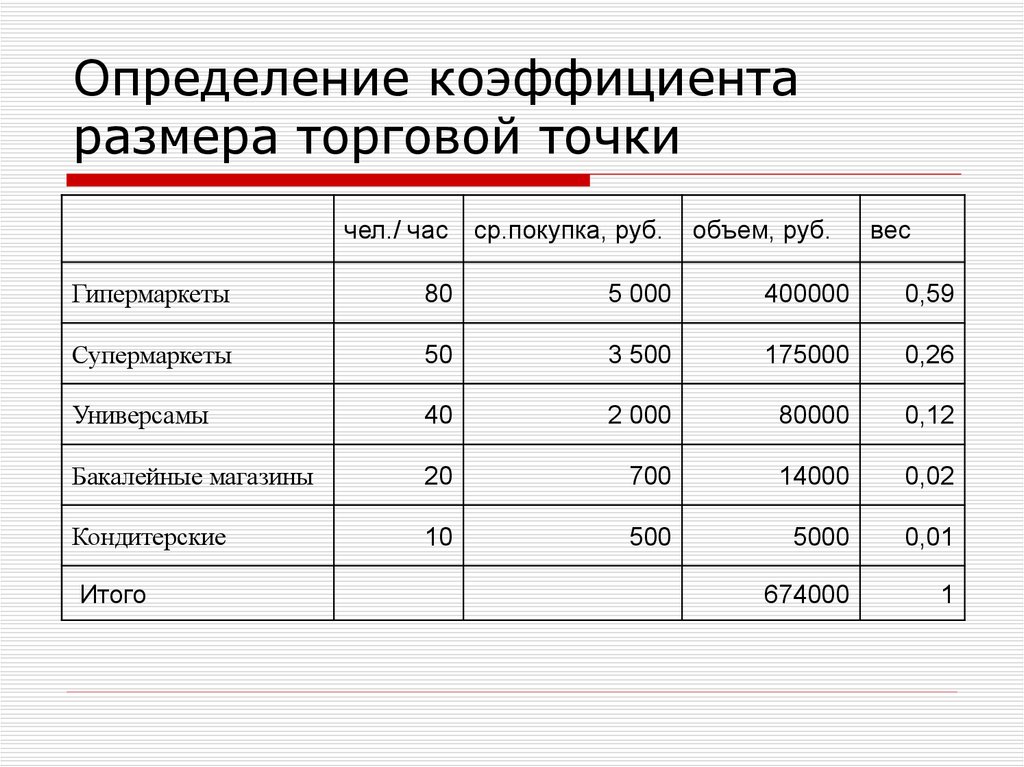
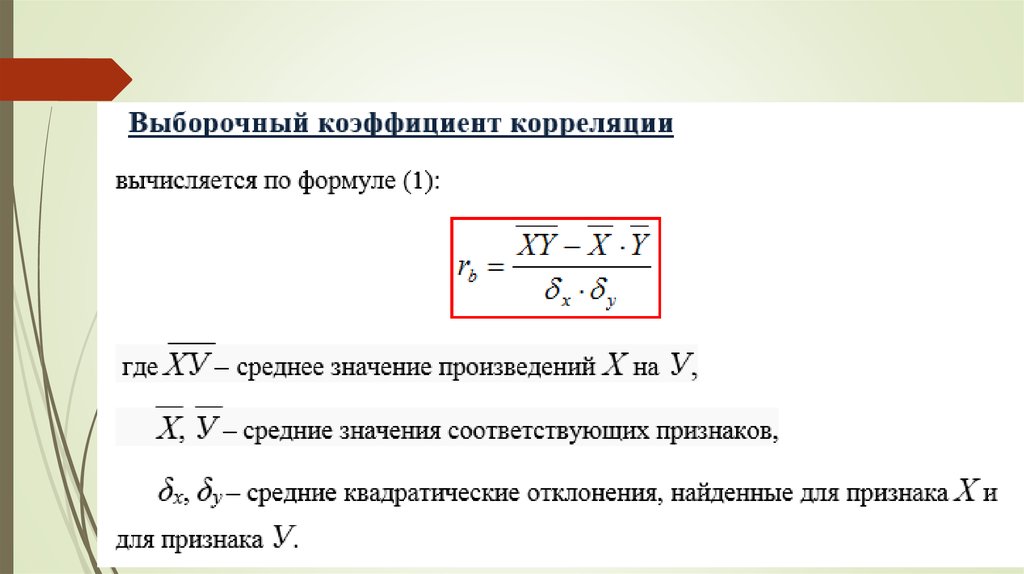
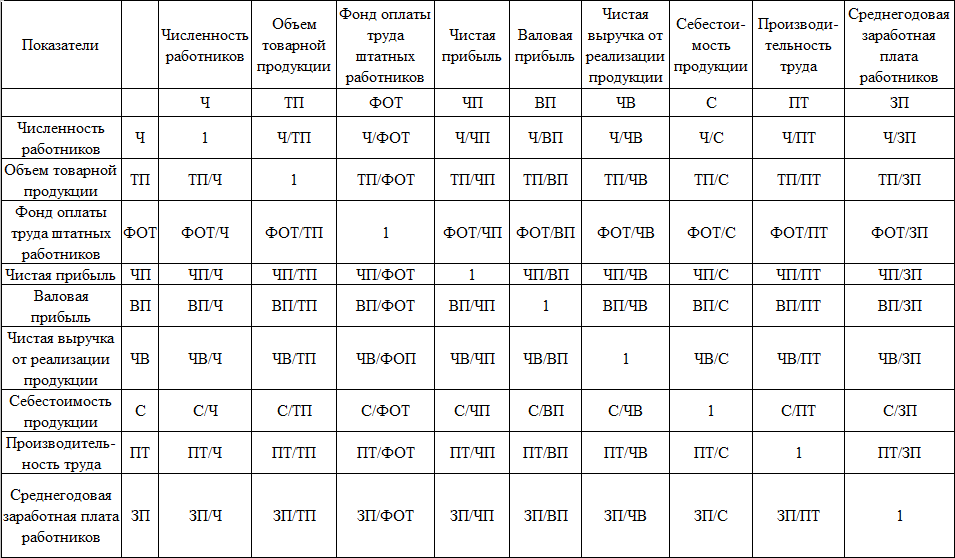
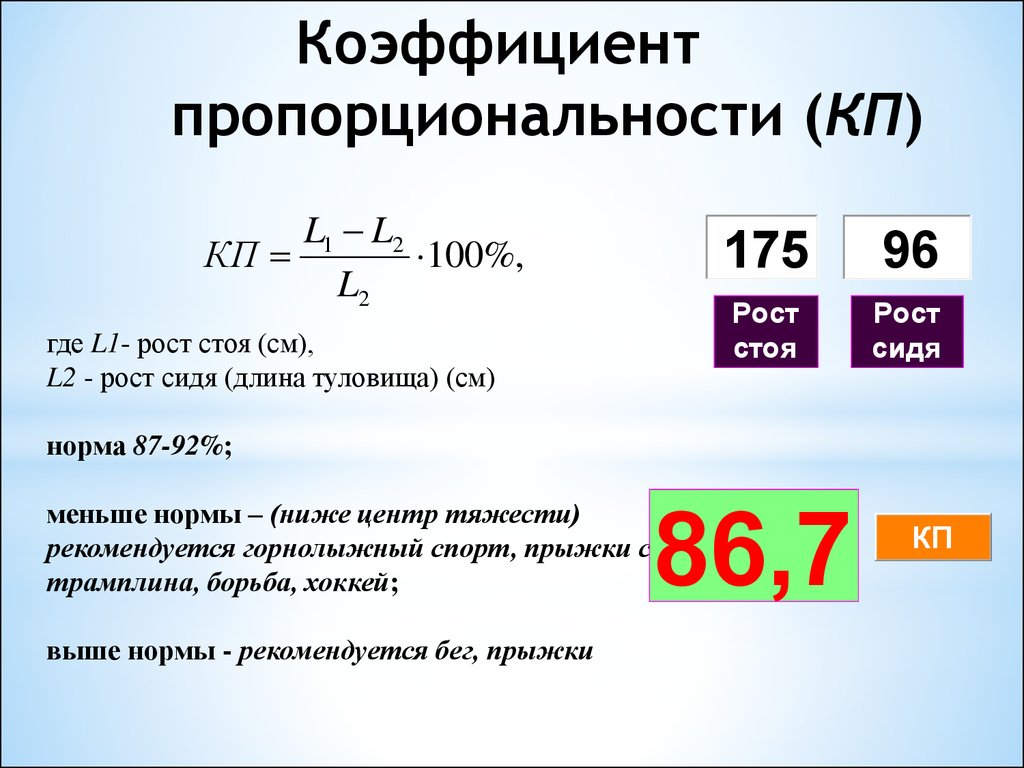
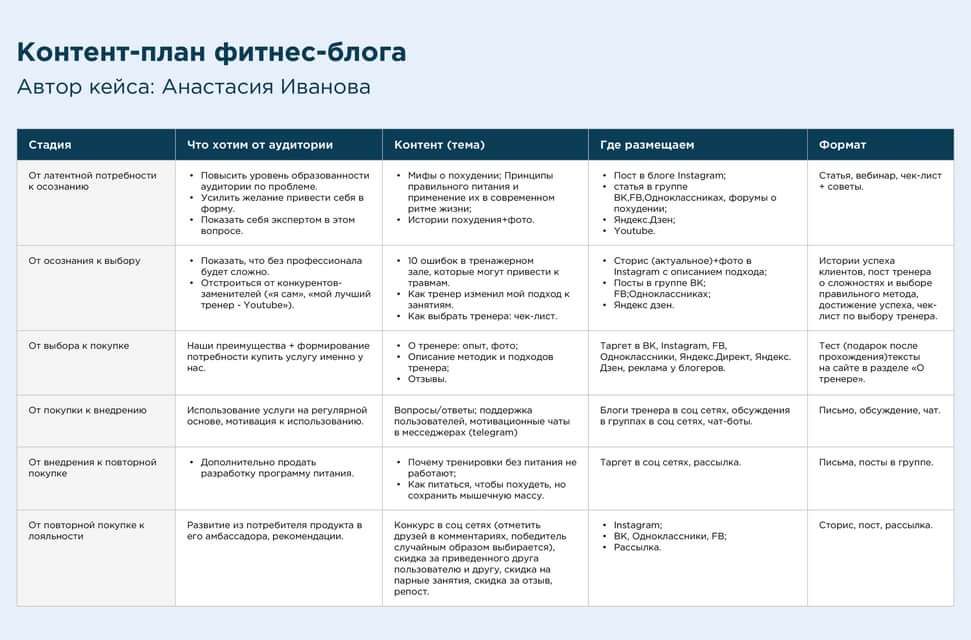

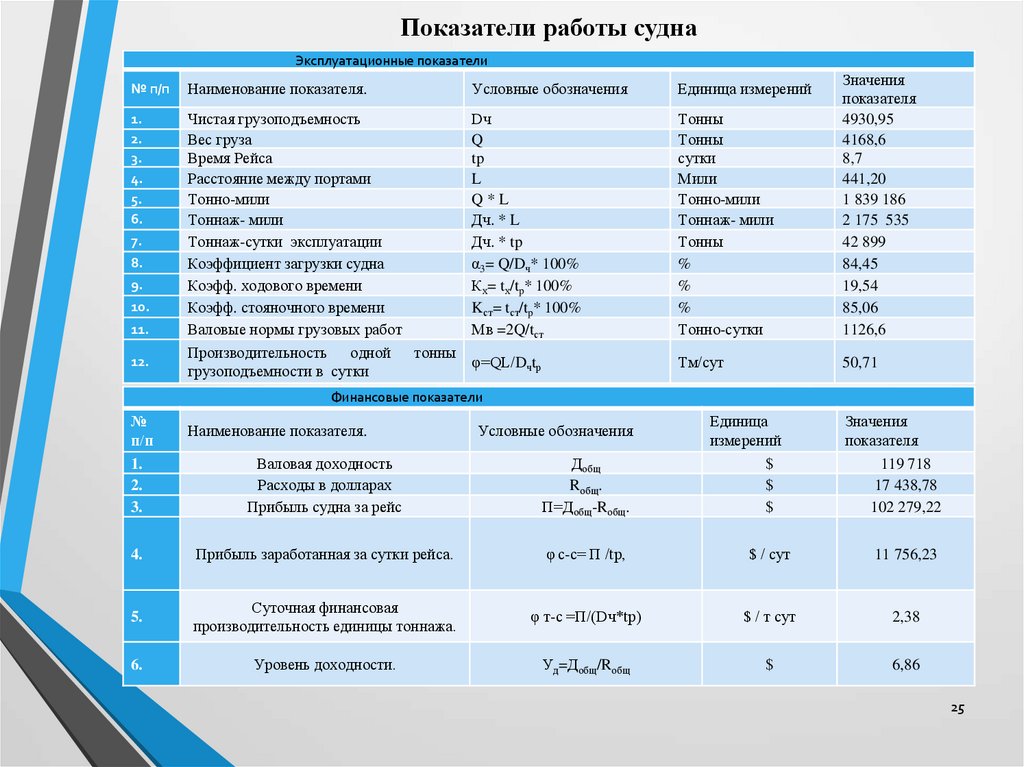 Если это произойдет с суммой, которую вы не хотите принимать, у вас есть следующие варианты:
Если это произойдет с суммой, которую вы не хотите принимать, у вас есть следующие варианты: Хотя можно сказать, что снижение ускорения на боуденовском принтере (который должен быть быстрым) — это плохо, я вижу это по-другому: если вы удовлетворены качеством печати, которое дает вам установка боудена, вы не будет читать о способе коррекции давления, не так ли? Так что, возможно, в этом случае максимально возможная максимальная скорость совершенно бесполезна. Боудены — это вариант для поддержания низкой движущейся массы и, следовательно, обеспечения более высоких скоростей движения, но не ожидайте, что они дадут такую же точную способность укладки нити, как прямой привод. . Это как рисовать картину: попробуйте рисовать кистью длиной 1 метр, взявшись за задний конец резиновой ручки. Даже если вы попытаетесь компенсировать шаткий кончик кисти (а это, в принципе, и есть
Хотя можно сказать, что снижение ускорения на боуденовском принтере (который должен быть быстрым) — это плохо, я вижу это по-другому: если вы удовлетворены качеством печати, которое дает вам установка боудена, вы не будет читать о способе коррекции давления, не так ли? Так что, возможно, в этом случае максимально возможная максимальная скорость совершенно бесполезна. Боудены — это вариант для поддержания низкой движущейся массы и, следовательно, обеспечения более высоких скоростей движения, но не ожидайте, что они дадут такую же точную способность укладки нити, как прямой привод. . Это как рисовать картину: попробуйте рисовать кистью длиной 1 метр, взявшись за задний конец резиновой ручки. Даже если вы попытаетесь компенсировать шаткий кончик кисти (а это, в принципе, и есть  Для этих отпечатков вы можете просто установить K равным 0.
Для этих отпечатков вы можете просто установить K равным 0.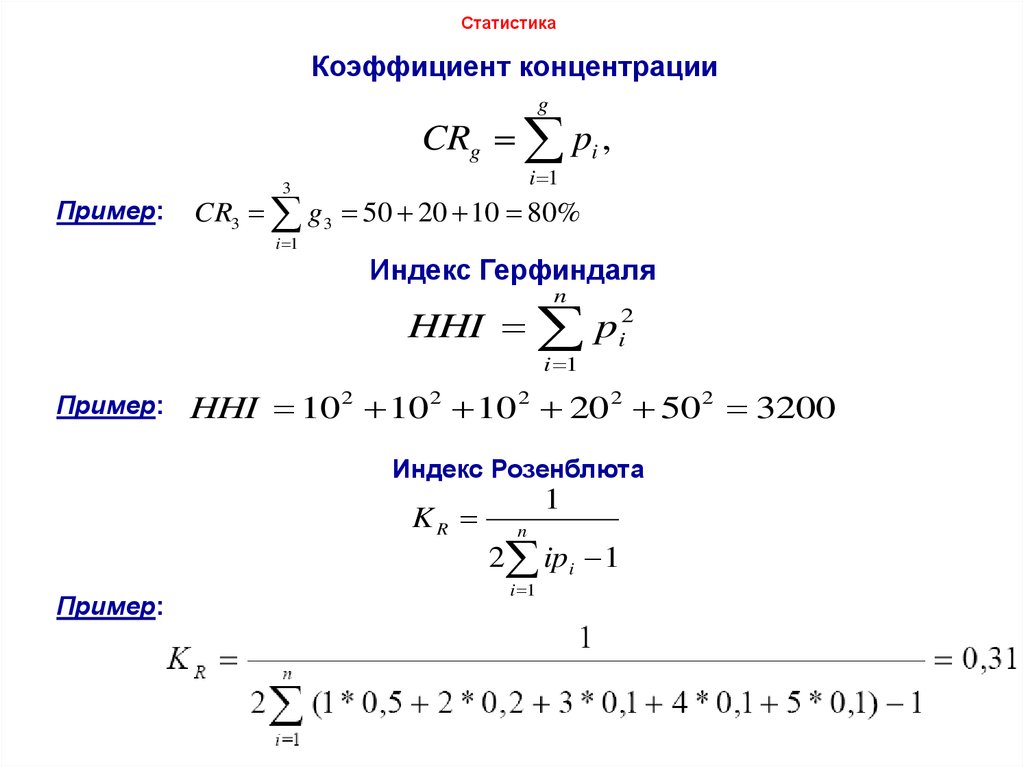 Рассмотрим начальное значение
Рассмотрим начальное значение 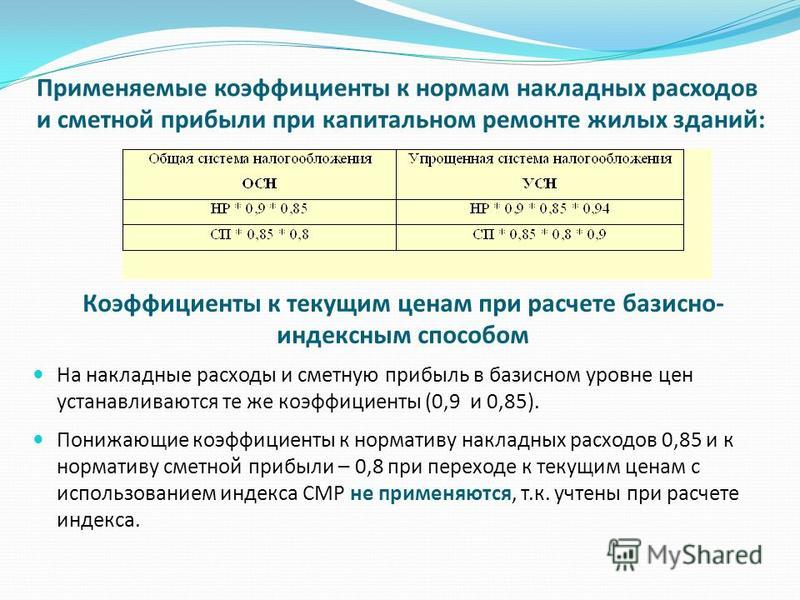 Номинальная ширина линии экструдирована
Номинальная ширина линии экструдирована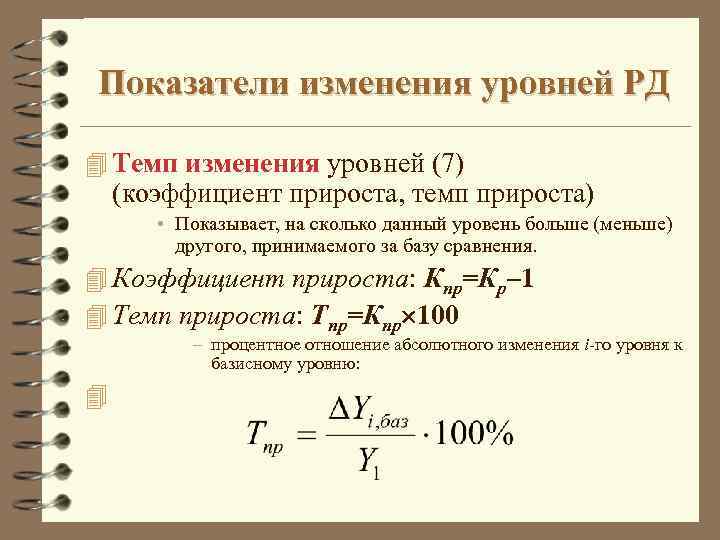
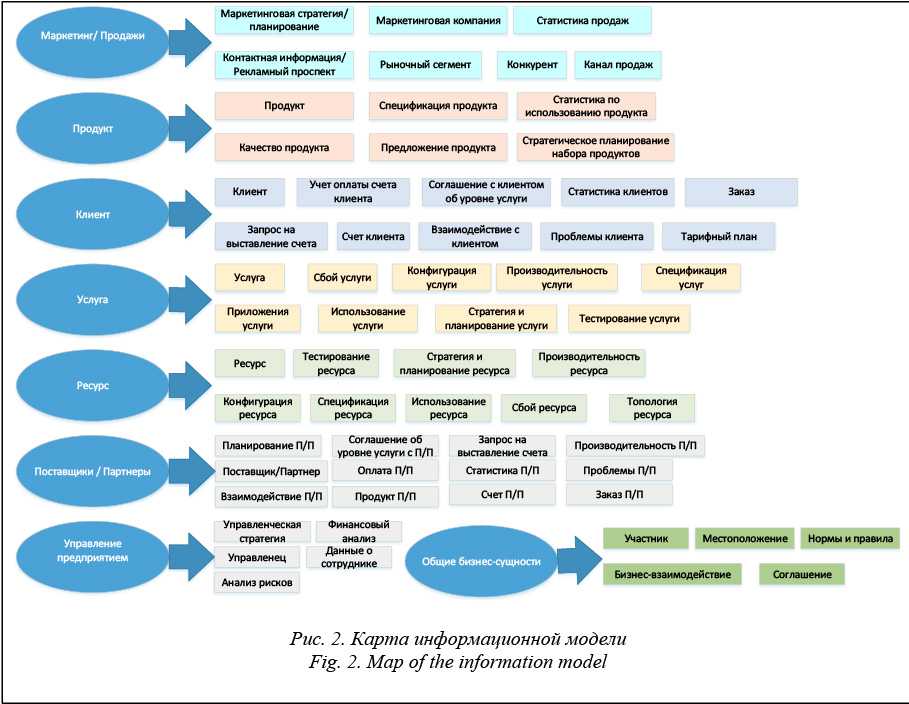
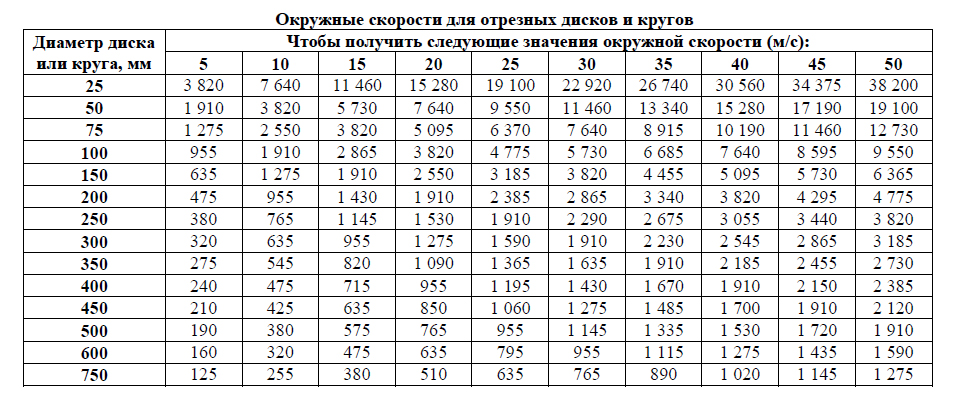 Большим преимуществом установки К-фактора с помощью этих методов является то, что его можно легко изменить, например, при переходе на другой материал. K-фактор определяется путем добавления команды
Большим преимуществом установки К-фактора с помощью этих методов является то, что его можно легко изменить, например, при переходе на другой материал. K-фактор определяется путем добавления команды  Это предназначено только для демонстрации того, где можно применить настройку К-фактора.
Это предназначено только для демонстрации того, где можно применить настройку К-фактора.
 Это сравнимо с проверкой, которую Marlin делает для каждой оси, например, если у нас есть ускорение печати 2000 мм/с², но ось X макс. ускорение установлено на 500 мм/с², ускорение печати снижено до 500 мм/с². При расчете трапеции
Это сравнимо с проверкой, которую Marlin делает для каждой оси, например, если у нас есть ускорение печати 2000 мм/с², но ось X макс. ускорение установлено на 500 мм/с², ускорение печати снижено до 500 мм/с². При расчете трапеции  Поэтому, например, мы можем не достичь конечного давления в конце движения идеально, но это не важно, так как эта ошибка не будет накапливаться.
Поэтому, например, мы можем не достичь конечного давления в конце движения идеально, но это не важно, так как эта ошибка не будет накапливаться. На 32-битных платах, где производительность вычислений, скорее всего, не проблема, в любом случае это имеет смысл.
На 32-битных платах, где производительность вычислений, скорее всего, не проблема, в любом случае это имеет смысл.
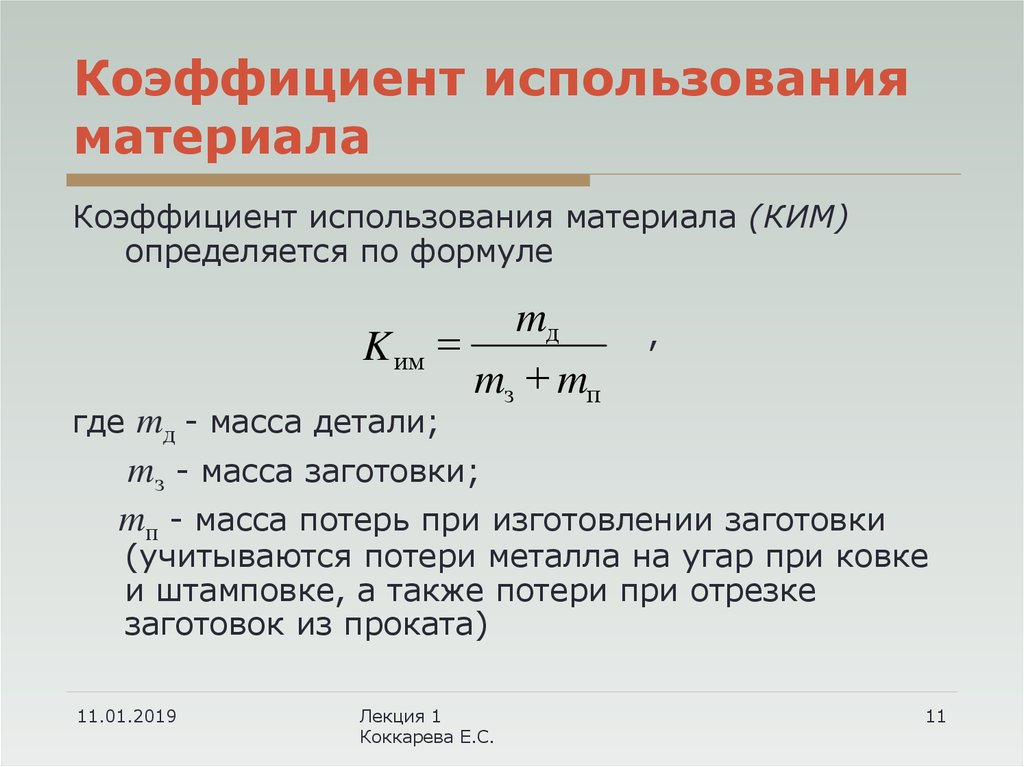
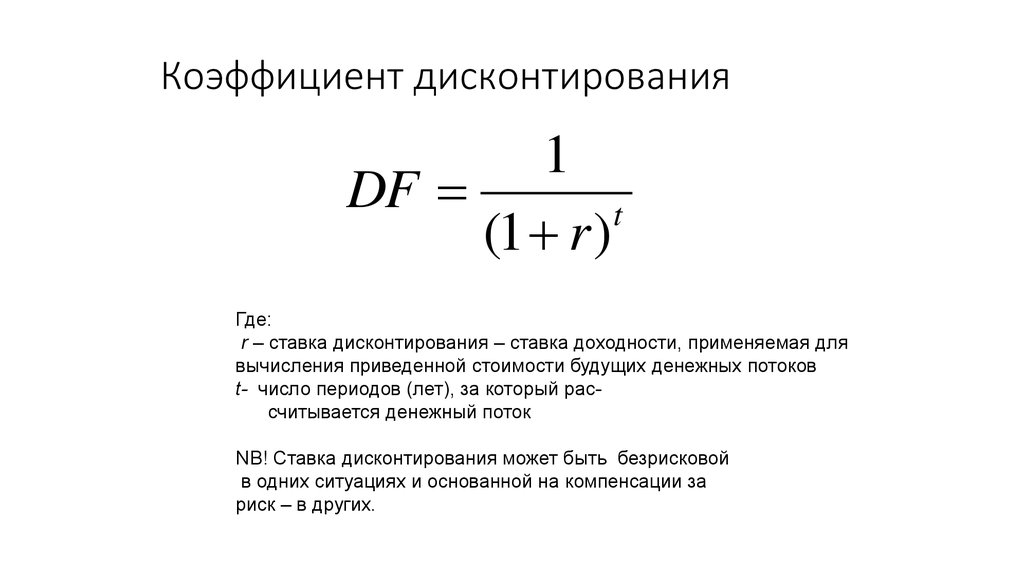 ..)
..)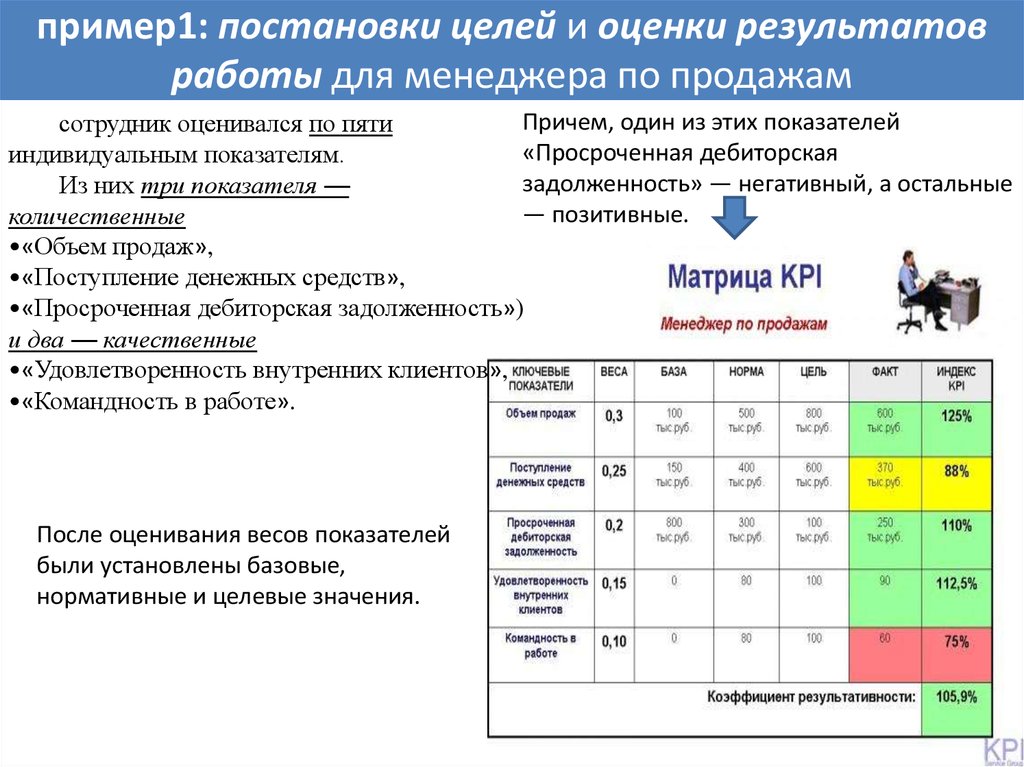 -1 для использования прошивки по умолчанию
-1 для использования прошивки по умолчанию Это повлияет на размер печати
Это повлияет на размер печати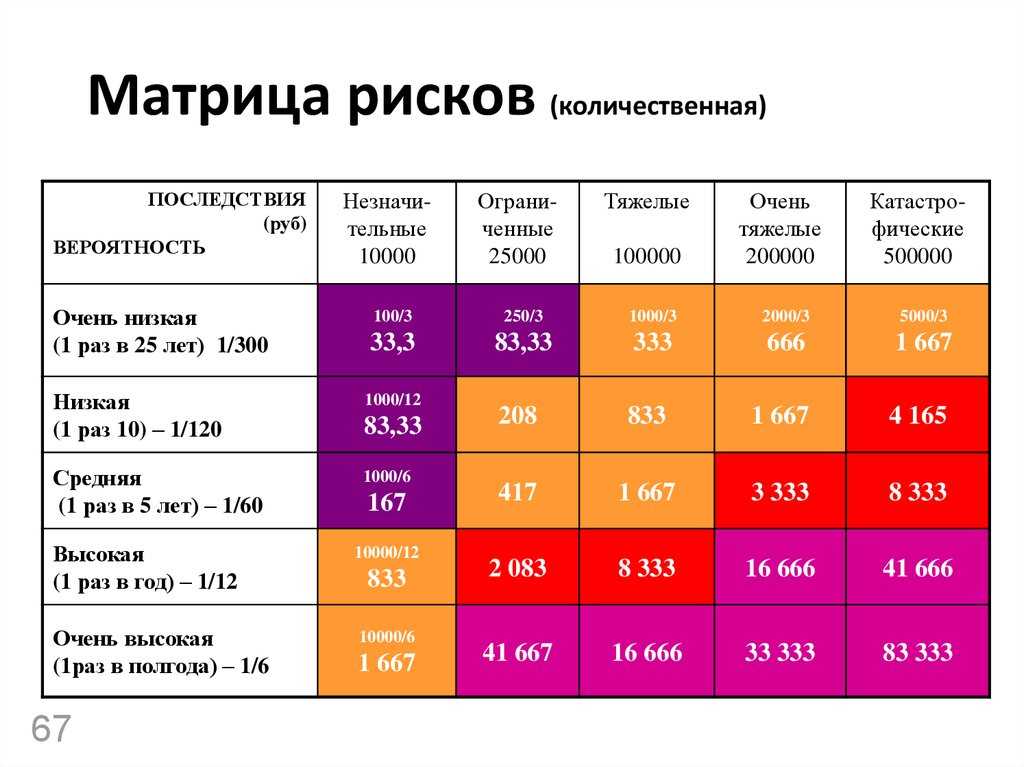 h! Загрузка сетки требует активации UBL!
h! Загрузка сетки требует активации UBL!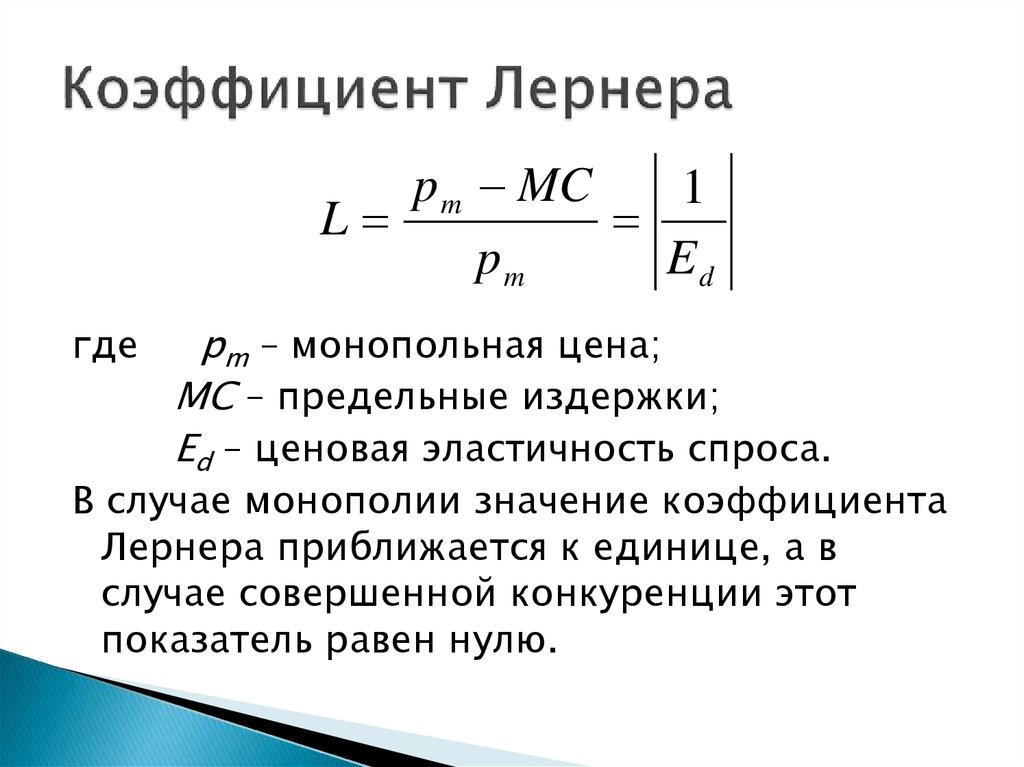

 В 2019-м девушка поступила в КНИТУ-КАИ на специальность «Конструкторско-технологическое обеспечение машиностроительных производств». И сразу после сдачи экзаменов устроилась работать на КАМАЗе. Как говорится, решила подкрепить теорию практикой. На заводе сообразительную и искренне увлеченную Альфию без внимания не оставили – обучили сначала профессии оператора автоматических линий, а затем и наладчика.
В 2019-м девушка поступила в КНИТУ-КАИ на специальность «Конструкторско-технологическое обеспечение машиностроительных производств». И сразу после сдачи экзаменов устроилась работать на КАМАЗе. Как говорится, решила подкрепить теорию практикой. На заводе сообразительную и искренне увлеченную Альфию без внимания не оставили – обучили сначала профессии оператора автоматических линий, а затем и наладчика.
 Все зависит от желания – если хочешь что-то делать, то сделаешь, – уверена Альфия. – Знаете, мое кредо: работа должна предоставлять ту свободу, которую ты хотел получить. И КАМАЗ мне это дает.
Все зависит от желания – если хочешь что-то делать, то сделаешь, – уверена Альфия. – Знаете, мое кредо: работа должна предоставлять ту свободу, которую ты хотел получить. И КАМАЗ мне это дает.
 В поисках стабильной работы пришла на КАМАЗ. Рабочая карьера Светы стартовала с должности оператора автоматических линий 3-го разряда цеха передних осей.
В поисках стабильной работы пришла на КАМАЗ. Рабочая карьера Светы стартовала с должности оператора автоматических линий 3-го разряда цеха передних осей.

 Потом готовые рычаги промываются и отправляются на сборку ступицы.
Потом готовые рычаги промываются и отправляются на сборку ступицы.

 – Роза с лёту все знания схватывает, она профессию наладчика освоила, еще будучи оператором, надо было пройти курс, чтобы теорию подтянуть и получить документ, удостоверяющий ее право работать по новой профессии.
– Роза с лёту все знания схватывает, она профессию наладчика освоила, еще будучи оператором, надо было пройти курс, чтобы теорию подтянуть и получить документ, удостоверяющий ее право работать по новой профессии.





 Ему требуется написать свой почтовый адрес на
Ему требуется написать свой почтовый адрес на  346 девушки на машинах Stock-Photografie und Bilder. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
346 девушки на машинах Stock-Photografie und Bilder. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken. — девушки на машинах стоковые фото и бильдерантская американская девушка позирует с робототехникой в школе — девушки на машинах стоковые фото и фотографии с машинами в родео — девушки на машинах стоковые фото и детские девочки играют с мыльными пузырями — девушки на машинах стоковые фото и фотография девушки, наливающей в чашку замороженного йогурта — девушки на машинах стоковые фотографии и фотографии лектора, обучающие студента работе с машиной в мастерской — девушки на машинах стоковые фотографии и фотографии улыбающегося инструктора с учениками у сверлильного станка — девушки на машинах стоковые фотографии и фотографии инструктора с женщина-стажер на сверлильном станке — девушки на станках стоковые фотографии и изображения и фотографии с geschirrspüler. — девушки на машинах стоковые фото и фотографии девушки держат гельда в банкомате — девушки на машинах стоковые фотографии и фотографиималенькая девочка достает плюшевого мишку из сушилки — девочки на машинах стоковые фотографии и фотографии дочь разговаривает с матерью, пока сын учится столярному делу у отца во дворе — девушки на машинах сток-фото и бильярдный миксер.
— девушки на машинах стоковые фото и бильдерантская американская девушка позирует с робототехникой в школе — девушки на машинах стоковые фото и фотографии с машинами в родео — девушки на машинах стоковые фото и детские девочки играют с мыльными пузырями — девушки на машинах стоковые фото и фотография девушки, наливающей в чашку замороженного йогурта — девушки на машинах стоковые фотографии и фотографии лектора, обучающие студента работе с машиной в мастерской — девушки на машинах стоковые фотографии и фотографии улыбающегося инструктора с учениками у сверлильного станка — девушки на машинах стоковые фотографии и фотографии инструктора с женщина-стажер на сверлильном станке — девушки на станках стоковые фотографии и изображения и фотографии с geschirrspüler. — девушки на машинах стоковые фото и фотографии девушки держат гельда в банкомате — девушки на машинах стоковые фотографии и фотографиималенькая девочка достает плюшевого мишку из сушилки — девочки на машинах стоковые фотографии и фотографии дочь разговаривает с матерью, пока сын учится столярному делу у отца во дворе — девушки на машинах сток-фото и бильярдный миксер. — девушки на машинах стоковые фото и фото девушка смотрит на стиральную машину сзади — девушки на машинах стоковые фото и фотомолодая девушка занимается стиркой — девушки на машинах стоковые фото и фотодевушка в школе с помощью дрели в инженерной мастерской — девушки на машинах сток -fotos und bildergirl и дверь стиральной машины — девушки на машинах stock-fotos und bildersmiling мать и дочь загружают стиральную машину — девушки на машинах stock-fotos und bilderkleines mädchen macht frische erdbeere und anderen fruchtsaft zum frühstück — девушки на машинах stock-fotos und bildermother с сыном и дочерью (4-5 лет) кладут белье в стиральную машину — девочки на машинах стоковые фото и фотографиималенькая газонокосилка — девочки на машинах стоковые фото и фотографиидевушка с гаджетами читает книгу — девочки на машинах стоковые фото и фотографиибабушка учит внучку как шить — девушки на машинах стоковые фотографии и фотографии ist die süßeste assistentin — девушки на машинах стоковые фотографии и фотографии матери с дочь сидит на стиральной машине — девушки на машинах стоковые фото и изображения50-е годы МАЛЕНЬКАЯ ДЕВОЧКА С КУКЛОЙ, СМОТРЯЩАЯ НА МАЛЬЧИКА, ЧИТАЮЩЕГО ВЕЛОСИПЕД С ИНСТРУМЕНТОМ НА УЛИЦЕФранцузская реклама швейной машины Singer.
— девушки на машинах стоковые фото и фото девушка смотрит на стиральную машину сзади — девушки на машинах стоковые фото и фотомолодая девушка занимается стиркой — девушки на машинах стоковые фото и фотодевушка в школе с помощью дрели в инженерной мастерской — девушки на машинах сток -fotos und bildergirl и дверь стиральной машины — девушки на машинах stock-fotos und bildersmiling мать и дочь загружают стиральную машину — девушки на машинах stock-fotos und bilderkleines mädchen macht frische erdbeere und anderen fruchtsaft zum frühstück — девушки на машинах stock-fotos und bildermother с сыном и дочерью (4-5 лет) кладут белье в стиральную машину — девочки на машинах стоковые фото и фотографиималенькая газонокосилка — девочки на машинах стоковые фото и фотографиидевушка с гаджетами читает книгу — девочки на машинах стоковые фото и фотографиибабушка учит внучку как шить — девушки на машинах стоковые фотографии и фотографии ist die süßeste assistentin — девушки на машинах стоковые фотографии и фотографии матери с дочь сидит на стиральной машине — девушки на машинах стоковые фото и изображения50-е годы МАЛЕНЬКАЯ ДЕВОЧКА С КУКЛОЙ, СМОТРЯЩАЯ НА МАЛЬЧИКА, ЧИТАЮЩЕГО ВЕЛОСИПЕД С ИНСТРУМЕНТОМ НА УЛИЦЕФранцузская реклама швейной машины Singer. Электрический, модель 15 К 71. Изображает девушку за швейной машинкой. Подпись гласит: «Современные… eine junge frau holt sauberes geschirr aus der spülmaschine und stellt es in die küchenschränke — девушки на машинах, стоковые фотографии и бильдеретинейджеры-механикерины и junge männliche mechanikerin, die in einer autowerkstatt arbeitet — девушки на станках -fotos und bildergiddy up, девушка на механической лошади c1945 — девушки на машинах стоковые фото и фотографииМолодые женщины кройки и подгонки одежды в классе, Сельскохозяйственный и механический колледж, Гринсборо, Северная Каролина, США, 1900.мать и дочь (7-9 лет) загружают стиральную машину, улыбаются — девушки на машинах сток -фотографии и изображения женщин, использующих устройство для приготовления смузи, а дочь смотрит на кухне — девушки на машинах стоковые фотографии и изображения, сделанные в стиральной машине — девушки на машинах стоковые фотографии и изображения изображений — девушки на машинах стоковые фотографии и изображения мать и дочь делают забавные лица о вонючих носках — девушки на машинах стоковые фото и бильдермуттер и тохтер, умирают wäscherei im haus.
Электрический, модель 15 К 71. Изображает девушку за швейной машинкой. Подпись гласит: «Современные… eine junge frau holt sauberes geschirr aus der spülmaschine und stellt es in die küchenschränke — девушки на машинах, стоковые фотографии и бильдеретинейджеры-механикерины и junge männliche mechanikerin, die in einer autowerkstatt arbeitet — девушки на станках -fotos und bildergiddy up, девушка на механической лошади c1945 — девушки на машинах стоковые фото и фотографииМолодые женщины кройки и подгонки одежды в классе, Сельскохозяйственный и механический колледж, Гринсборо, Северная Каролина, США, 1900.мать и дочь (7-9 лет) загружают стиральную машину, улыбаются — девушки на машинах сток -фотографии и изображения женщин, использующих устройство для приготовления смузи, а дочь смотрит на кухне — девушки на машинах стоковые фотографии и изображения, сделанные в стиральной машине — девушки на машинах стоковые фотографии и изображения изображений — девушки на машинах стоковые фотографии и изображения мать и дочь делают забавные лица о вонючих носках — девушки на машинах стоковые фото и бильдермуттер и тохтер, умирают wäscherei im haus. — девушки на машинах стоковые фото и фотографиимолодая девушка стоит и смотрит на сюрреалистический парящий куб с множеством открытых дверей — девушки на машинах стоковые фотографии и фотографииСельскохозяйственные рабочие с использованием ручных инструментов и машин, около 1890. Возможно, в Шотландии. Подростки перед сигаретным автоматом. Подростки перед сигаретным автоматом. Средний план фермера, подбрасывающего маленькую дочь в воздух на пшеничном поле во время летнего сбора урожая — девушки на машинах eine karte von schaltkreisen möglichkeiten — девушки на машинах стоковые фотографии и изображения 40
— девушки на машинах стоковые фото и фотографиимолодая девушка стоит и смотрит на сюрреалистический парящий куб с множеством открытых дверей — девушки на машинах стоковые фотографии и фотографииСельскохозяйственные рабочие с использованием ручных инструментов и машин, около 1890. Возможно, в Шотландии. Подростки перед сигаретным автоматом. Подростки перед сигаретным автоматом. Средний план фермера, подбрасывающего маленькую дочь в воздух на пшеничном поле во время летнего сбора урожая — девушки на машинах eine karte von schaltkreisen möglichkeiten — девушки на машинах стоковые фотографии и изображения 40 IMDbPro
IMDbPro Можно даже считать это перезагрузкой. Написанный и снятый Юки Кобаяси, он, казалось бы, отказался почти от всего, что делало оригинал Нобору Игучи таким замечательным. Как, скажем, связный сюжет.
Можно даже считать это перезагрузкой. Написанный и снятый Юки Кобаяси, он, казалось бы, отказался почти от всего, что делало оригинал Нобору Игучи таким замечательным. Как, скажем, связный сюжет. .. за 15 минут до конца фильма!).
.. за 15 минут до конца фильма!).

 В сверлильно-фрезерных центре по металлу портального типа СЦ6018 заготовка устанавливается на стол, а движение шпиндельной головки осуществляется по 3-м осям относительно неподвижно закрепленной детали. Такая компоновка станка позволяет обрабатывать заготовки больших весов и габаритных размеров.
В сверлильно-фрезерных центре по металлу портального типа СЦ6018 заготовка устанавливается на стол, а движение шпиндельной головки осуществляется по 3-м осям относительно неподвижно закрепленной детали. Такая компоновка станка позволяет обрабатывать заготовки больших весов и габаритных размеров. Для предварительной консультации оставьте пожалуйста заявку на этом сайте в разделе КОНТАКТЫ. Оборудование мы можем поставить по России и странам СНГ, вот примерный перечень городов: Самара, Новосибирск, Иркутск, Киров, Курск, Владимир, Подольск, Мурманск, Комсомольск-на-Амуре, Люберцы, Рыбинск, Семей, Барановичи, Бухара, Кызыл-кия, Мары, Мингечевир, Лори.
Для предварительной консультации оставьте пожалуйста заявку на этом сайте в разделе КОНТАКТЫ. Оборудование мы можем поставить по России и странам СНГ, вот примерный перечень городов: Самара, Новосибирск, Иркутск, Киров, Курск, Владимир, Подольск, Мурманск, Комсомольск-на-Амуре, Люберцы, Рыбинск, Семей, Барановичи, Бухара, Кызыл-кия, Мары, Мингечевир, Лори.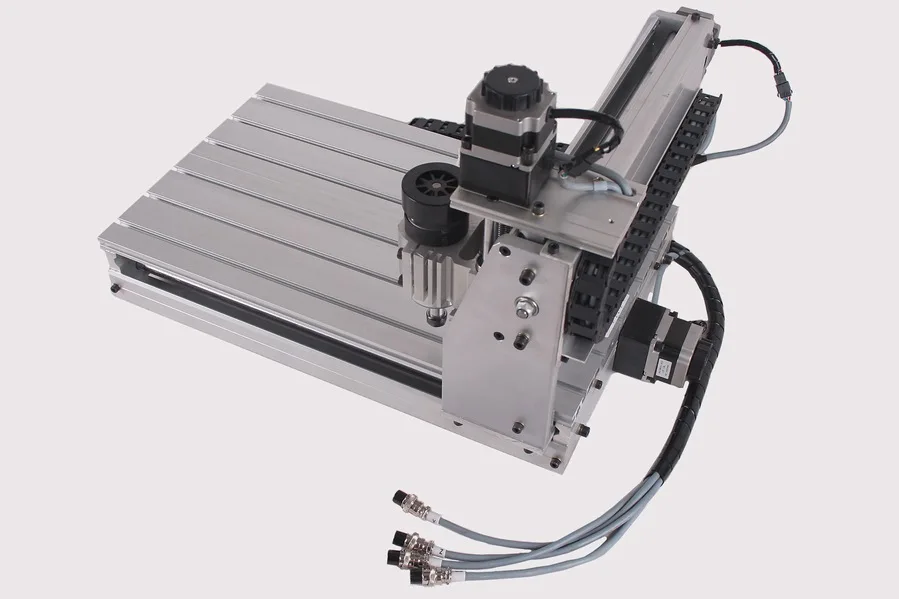

 После завершения фрезерных операций изделие готово к финишной и постобработке.
После завершения фрезерных операций изделие готово к финишной и постобработке. «Колено» машины поддерживает ее «седло», которое, в свою очередь, поддерживает рабочий стол.
«Колено» машины поддерживает ее «седло», которое, в свою очередь, поддерживает рабочий стол. Оператор размещает заготовку под режущим инструментом, который часто может перемещаться по всем трем основным осям направления (x, y и z).
Оператор размещает заготовку под режущим инструментом, который часто может перемещаться по всем трем основным осям направления (x, y и z).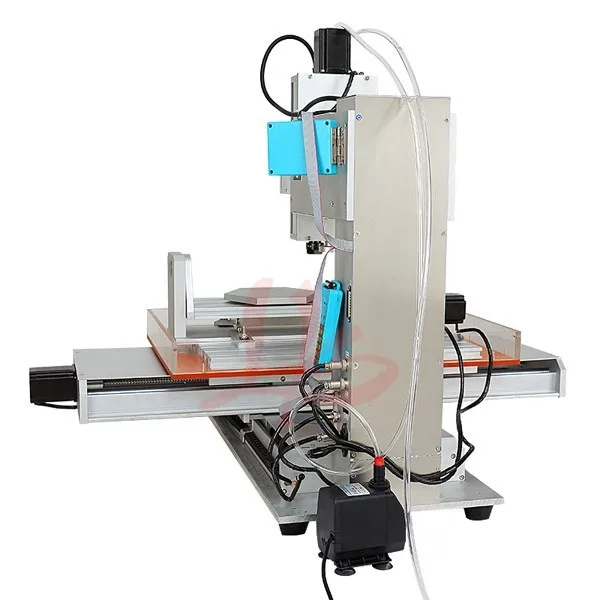 Выбор лучшего материала для конкретного заказа зависит от желаемого конечного применения продукта.
Выбор лучшего материала для конкретного заказа зависит от желаемого конечного применения продукта.
 0010
0010 Оба процесса используются для удаления материала с заготовки, но их применение и принцип работы различны. Понимание различий между этими двумя процессами важно при работе в обрабатывающей промышленности.
Оба процесса используются для удаления материала с заготовки, но их применение и принцип работы различны. Понимание различий между этими двумя процессами важно при работе в обрабатывающей промышленности.
 Некоторые ключевые различия между этими двумя процессами описаны ниже.
Некоторые ключевые различия между этими двумя процессами описаны ниже. Почти все фрезерные операции выполняются на станках с ЧПУ для поддержания качества продукции. Обе операции можно выполнять на одном станке с ЧПУ, регулируя рабочие параметры станка. Фрезерование с ЧПУ может выполняться на 3-осевых, 4-осевых или 5-осевых фрезерных станках с ЧПУ для изготовления сложных деталей с высокой точностью и аккуратностью. Он может работать с осями X, Y и Z, что позволяет выполнять фрезерование сложных деталей.
Почти все фрезерные операции выполняются на станках с ЧПУ для поддержания качества продукции. Обе операции можно выполнять на одном станке с ЧПУ, регулируя рабочие параметры станка. Фрезерование с ЧПУ может выполняться на 3-осевых, 4-осевых или 5-осевых фрезерных станках с ЧПУ для изготовления сложных деталей с высокой точностью и аккуратностью. Он может работать с осями X, Y и Z, что позволяет выполнять фрезерование сложных деталей.


 Когда лазерная система выходит из строя, весь завод может остановиться.
Когда лазерная система выходит из строя, весь завод может остановиться. В соответствии с этим они могут точно настроить фокус или, возможно, поток вспомогательного газа, чтобы сохранить кромки реза как можно более чистыми. Конечно, после нескольких месяцев использования защитное стекло необходимо заменить. Но когда это происходит, возвращаются ли параметры резки к установленным по умолчанию, или эти параметры были изменены? Даже машина с безупречным защитным стеклом может резать с некачественной кромкой только потому, что операторы не сбросили параметры резки.
В соответствии с этим они могут точно настроить фокус или, возможно, поток вспомогательного газа, чтобы сохранить кромки реза как можно более чистыми. Конечно, после нескольких месяцев использования защитное стекло необходимо заменить. Но когда это происходит, возвращаются ли параметры резки к установленным по умолчанию, или эти параметры были изменены? Даже машина с безупречным защитным стеклом может резать с некачественной кромкой только потому, что операторы не сбросили параметры резки.



 Инвестиции в удлинитель мобильного телефона в цехе стоят копейки по сравнению с простоем, вызванным слабым сигналом сотовой связи.
Инвестиции в удлинитель мобильного телефона в цехе стоят копейки по сравнению с простоем, вызванным слабым сигналом сотовой связи. Грязные пластины могут влиять на все — от производительности автоматики до качества резки. При резке по планкам, покрытым шлаком, повышается риск приваривания каркаса или деталей к находящейся под ними грязи. Когда подъемные вилы системы автоматизации пытаются снять разрезанный каркас, они могут поднять этот лист, а вместе с ним и весь стол с планками. Когда это происходит, автоматика отключается, а затраты возрастают.
Грязные пластины могут влиять на все — от производительности автоматики до качества резки. При резке по планкам, покрытым шлаком, повышается риск приваривания каркаса или деталей к находящейся под ними грязи. Когда подъемные вилы системы автоматизации пытаются снять разрезанный каркас, они могут поднять этот лист, а вместе с ним и весь стол с планками. Когда это происходит, автоматика отключается, а затраты возрастают. (Опять же, очистка планок раз в смену может происходить во время работы станка). И если очистка происходит регулярно, время простоя должно быть коротким.
(Опять же, очистка планок раз в смену может происходить во время работы станка). И если очистка происходит регулярно, время простоя должно быть коротким. Он работает при определенных параметрах, которые усложняются из-за множества переменных, таких как давление газа, фокус, скорость подачи и т.д. Успешные и продуктивные операторы всегда хотят узнать, как сделать так, чтобы лазер выдавал самые лучшие результаты.
Он работает при определенных параметрах, которые усложняются из-за множества переменных, таких как давление газа, фокус, скорость подачи и т.д. Успешные и продуктивные операторы всегда хотят узнать, как сделать так, чтобы лазер выдавал самые лучшие результаты.

 Нам важно чтобы будущий оператор был максимально погружен в логику работы предприятия и возникло осознания причинно-следственных связей в его работе и предприятия в целом. Конечно мы ставим задачу, чтобы оператор в максимально короткие сроки стал эффективной производственной единицей и с первых минут обучение работаем и производил изделия заказчика и на практике это делать.
Нам важно чтобы будущий оператор был максимально погружен в логику работы предприятия и возникло осознания причинно-следственных связей в его работе и предприятия в целом. Конечно мы ставим задачу, чтобы оператор в максимально короткие сроки стал эффективной производственной единицей и с первых минут обучение работаем и производил изделия заказчика и на практике это делать.

 Третьим по распространенности является лазерный станок в 7,0% резюме.
Третьим по распространенности является лазерный станок в 7,0% резюме.



 Используя шаблоны, вы можете быть уверены, что структура и формат вашего резюме оператора лазерной техники будут на высшем уровне. Выберите шаблон с цветами, шрифтами и размерами текста, которые подходят для вашей отрасли.
Используя шаблоны, вы можете быть уверены, что структура и формат вашего резюме оператора лазерной техники будут на высшем уровне. Выберите шаблон с цветами, шрифтами и размерами текста, которые подходят для вашей отрасли.




 Манометры
Манометры
 com
com
 — настоящее время
— настоящее время
 Мы нашли несколько онлайн-курсов от Udemy и Coursera, которые помогут вам продвинуться по карьерной лестнице. Поскольку операторам лазеров полезно иметь такие навыки, как лазерная резка, штангенциркуль и лазерный станок, мы нашли курсы, которые помогут вам улучшить эти навыки.
Мы нашли несколько онлайн-курсов от Udemy и Coursera, которые помогут вам продвинуться по карьерной лестнице. Поскольку операторам лазеров полезно иметь такие навыки, как лазерная резка, штангенциркуль и лазерный станок, мы нашли курсы, которые помогут вам улучшить эти навыки. MLOps — это дисциплина, ориентированная на развертывание, тестирование, мониторинг и автоматизацию систем машинного обучения в производственной среде. Специалисты по машинному обучению используют инструменты для постоянного улучшения и оценки развернутых моделей. Они работают (или могут быть) с учеными по данным, которые разрабатывают модели, чтобы обеспечить скорость и точность при развертывании…
MLOps — это дисциплина, ориентированная на развертывание, тестирование, мониторинг и автоматизацию систем машинного обучения в производственной среде. Специалисты по машинному обучению используют инструменты для постоянного улучшения и оценки развернутых моделей. Они работают (или могут быть) с учеными по данным, которые разрабатывают модели, чтобы обеспечить скорость и точность при развертывании… ..
.. ..
.. ..
.. ..
.. Эти стратегии являются частью деятельности по управлению операциями (OM), которой занимаются сервисные и производственные организации. Управление операциями помогает вам понять роль OM в фирме и разработать…
Эти стратегии являются частью деятельности по управлению операциями (OM), которой занимаются сервисные и производственные организации. Управление операциями помогает вам понять роль OM в фирме и разработать… Этот курс знакомит вас с мозгом компьютера — программным обеспечением его операционной системы, где вы познакомитесь с основами операционной системы Microsoft Windows. Вы получите навыки описания аппаратного обеспечения внутреннего ключа…
Этот курс знакомит вас с мозгом компьютера — программным обеспечением его операционной системы, где вы познакомитесь с основами операционной системы Microsoft Windows. Вы получите навыки описания аппаратного обеспечения внутреннего ключа…