Дровокол на дачном участке – это решение огромной проблемы. Рубить топором большой объем дров – занятие тяжелое, требующее много времени. Поэтому многие жители загородных поселков сегодня пользуются именно дровоколами. Правда, готовый заводской станок стоит немалых денег, поэтому умельцы сами изготавливают это оборудование, используя детали и узлы от других станков или бытовой техники.
Сегодня существует две разновидности дровоколов, в основе которых лежат два разных рабочих органа. Это колун (острая, в виде ножа, вертикально установленная пластина), на который деревянную чурку с усилием надвигает толкатель. Такой дровокол называют реечным. И конус, на котором нарезана винтовая резьба. Сделать тот и другой дровокол своими руками (чертежи используя) не проблема. Главное найти все необходимые детали, основными из которых являются двигатель и рабочий орган.
Винтовой дровокол
Из двух вышеобозначенных конструкций, самый простой – винтовой дровокольный станок. Если вы посмотрите на рисунок ниже, то вы поймете, из чего его собирают, и как он работает. Это на самом деле простая конструкция без сложных узлов. В его состав входят электродвигатель, конус винтовой, пара подшипников, вал и редуктор. Кстати, последний может быть в виде ременной передачи, цепной, может быть использован заводской редуктор с зубчатой передачей.
Что касается мотора, то оптимальный вариант – это электрический, хотя можно установить и бензиновый, если собирается большая дровокольная установка. Кстати, можно для небольшого станка использовать двигатель от старой стиральной машинки, работающего от напряжения 220 вольт. Он хоть и маломощный, но установив хороший редуктор, можно увеличить его мощность в два-три раза. Здесь главное – правильно подобрать оба элемента. К примеру, можно установить на валу двигателя малый по размерам шкив, а на вал, на который насажен конус, установить большого диаметра шкив. И чем разница между диаметрами шкивов будет больше, тем мощнее будет дровокол.
Внимание! Очень важный показатель – скорость вращения рабочего органа. Она не должна превышать 500 об/мин. Поэтому необходимо правильно подобрать редуктор к электрическому двигателю.
Теперь о выборе подшипников. В принципе, подойдут любые, главное, чтобы изготавливаемый под них вал соответствовал действующим на него нагрузкам. Для небольших дровоколов можно установить вал диаметром 25-30 мм. Соответственно под него подбираются подшипники с внутренним диаметром, соответствующим внешнему диаметру самого вала.
Сами подшипники устанавливаются на дровокол в специальном корпусе из чугуна или стали. Корпус может быть отдельным для каждого подшипника или единым для двух сразу. Можно заказать корпус токарю, но лучше приобрести б/у конструкции, которые всегда найдутся на любой свалке металлолома.
Крепятся подшипники к станине с помощью болтов. Сама станина в месте установки должна быть очень прочной, поэтому именно в местах крепления под корпуса подшипников устанавливается металлический профиль (уголок, швеллер), который к станине дровокола приваривается электросваркой. Сама основа станка собирается из труб или уголков.
И самый главный элемент дровокола винтового с двигателем 220 вольт – это конус. Начнем с того, что изготавливают его из инструментальной стали, очень прочной. Поэтому самостоятельно его сделать, даже токарю в домашних условиях, непросто. Но этого делать и не надо, потому что винтовые конуса сегодня продаются свободно. Важно – правильно его выбрать по размеру, потому что от этого будет зависеть, какие чурки можно резать. Вот соотношение размеров конуса с размерами разрезаемых бревен, при одинаковой длине инструмента.
Диаметр –70 мм, размер скоса – 1,1. При таких параметрах глубина раскола будет составлять 450 мм.
Диаметр – 80 мм, скос – 1,2, глубина раскола – 550 мм.
Диаметр – 100 мм, скос – 1,5, глубина раскола – 750 мм.
На фото выше показаны размеры конуса, а также описаны показатели винтовой резьбы. Особое внимание направлению нарезки резьбы. Она должна быть левой. То есть, при вкручивании конуса, он должен врезаться в полено, при этом тянуть его на себя. По сути, с помощью резьбы выполняется дополнительное движение заготовки – поступательное. При том, как сам рабочий орган вращается. Это очень важно для конусных дровоколов (220 вольт) бытового типа, потому что у них будет отсутствовать подающий узел. Все будет производиться вручную. Именно этот вариант создаст условия, при которых не нужно будет использовать большое давление на разрезаемую деревянную чурку.
Выбор конуса зависит от его конструкции. Их две: с хвостовиком и с внутренним посадочным отверстием. В первом случае в валу, на который конус будет устанавливаться, сверится с торца отверстие под размер диаметра хвостовика. Последний вставляется в отверстие вала и крепится в нем при помощи стопорного винта, который вкручивается сбоку вала. Во втором случае сам вал вставляется в посадочное отверстие конуса, где закрепляется двумя стопорными винтами (болтами). На фото ниже показана вторая конструкция винтового конуса.
Размеры дровокола
Схема расположения узлов и деталей дровокола может быть произвольной. Здесь нет каких-то строгих ограничений. Главное – удобство его эксплуатации, поэтому высота станка должна соответствовать росту человека. Есть, правда, средне рекомендованные габариты, которые можно взять за основу сборки.
Длина станка – 85 см.
Высота – 65 см.
Ширина – 45 см.
Специалисты еще рекомендуют устанавливать двигатель под столом, на котором будет производиться резка древесины. Во-первых, это уменьшит длину дровокольного станка, во-вторых, стол – это защита мотора от стружек и щепок, которые летят в процессе резки. Если в конструкции оборудования присутствуют открытые вращающиеся детали (ремни, цепи, полумуфты, соединяющие вращательные элементы двух узлов), то их необходимо обязательно закрыть. Таковы требования техники безопасности.
Что касается используемого для изготовления дровокола материала, то лучше всего для этого использовать металлические уголки размером 40х40 мм и листовую сталь толщиною 1 мм.
Кстати, данная конструкция дровокола позволяет не использовать электрический или бензиновый двигатель. Можно вообще отказаться от мотора, использовав силу человека. Для этого к редуктору надо прикрепить рукоятку, которой и надо будет крутить вал. Такой механический дровокол прост, но неудобен в эксплуатации, потому что для рубки дров придется участвовать двум людям: один крутит ручку, второй подает чурки.
Упрощенная конструкция винтового дровокола
Как вы сами смогли убедиться, изготовить винтовой дровокол своими руками несложно. Конечно, если есть возможность найти все вышеперечисленные детали к станку. Но есть вариант более простой. Для него нет необходимости использовать редуктор и подшипники, промежуточный вал и сложную станину. Все, что вам потребуется, это двигатель и винтовой конус. Чтобы вы поняли, о чем идет речь, посмотрите на фото ниже, где показан этот простой дровокол.
То есть, на вал электродвигателя насаживается конус, который крепится на нем двумя стопорными винтами. Их концы входят в пазовую канавку вала. И это очень надежное крепление. Единственное, на что необходимо обратить внимание, это на сам электродвигатель.
Его мощность должна быть в пределах 4 кВт. Мощнее не надо.
Скорость вращения вала должна быть в пределах 750 об/мин, лучше меньше.
Габариты двигателя значения не имеют, он может быть небольших размеров, но мотор можно приподнять, установив под него маленькую станину или подставки из металлического кругляка. На фото выше видно, что двигатель, наоборот, опустили, потому что высота вала была очень большой.
Выбирая тот или иной тип дровокола, необходимо основываться на деталях, которые в первую очередь доступны. Поэтому для кого-то изготовить реечный дровокол своими руками проще, чем винтовой. А для кого-то, наоборот. Но в любом случае свой станок для рубки дров на дачном участке – это возможность облегчить заготовку дров.
Обязательно ознакомьтесь с видео и фото в виде инструкций к изготовлению своими руками дровокола. На самом деле это не очень сложно, как может показаться на первый взгляд.
Как правильно выбрать дрель для дома
Как выбрать электролобзик
Какой перфоратор выбрать для дома
Выбираем электрические ножницы правильно
Винтовой дровокол Схемы
Винтовые дровоколы используют концепцию завинчивания дровокола наконечник, заостренный и сужающийся назад к широкой лопате, которая заставляет дерево врозь, так как оно вкручено в бревно. Это простая концепция, позволяет использовать множество вариантов питания для приведения устройства в движение.
Дровоколы с винтовым приводом
Там Есть несколько преимуществ использования дровокол винтового типа, а не обычная гидравлическая или электрическая система колки древесины.
Во-первых, они просты в использовании, безопасны, доступны по цене, просты в обслуживании, и иметь высокую производительность для выполнения работы. Этот тип сплиттера предлагает сменный наконечник, который рассчитан на вечную работу с тех пор, как они изготовлены из термообработанной стали.
Самодельный винтовой дровокол
Соберите свой собственный винтовой дровокол
Идея винтового проникающего устройства для колки дров был вокруг в течение длительного времени. Общий дизайн включает в себя большой стальной шнек со специальным стальным наконечником, чтобы врезаться в бревно. Это в свою очередь заставляет журнал разделяться.
Этот тип захвата мощности трактора В дровоколах винтового типа используется конический конусообразный единорог. разделительный бит, который работает совершенно иначе, чем обычный день гидрораспределители.
Основные компоненты: рама с трехточечным креплением, коробка отбора мощности универсальный узел крепления с валом, подшипником и битой, а также стопорная скоба, чтобы бревно не вращалось.
Типовая конструкция
Конструкция наконечника из высокопрочной твердой стали с глубокой прецизионной обработкой потоки. Развальцовка для обеспечения разделения по мере проникновения конуса делителя.
Наконечники из термообработанной стали для длительного срока службы со стандартными муфта диаметра, чтобы соответствовать типичным вращающимся приспособлениям.
Проще говоря, прецизионно обработанный винт с резьбой проникает в log заставляя его разбиваться. Прижимное усилие не требуется, так как винт наконечник втягивает бревно в шнек. Стальные наконечники заменяемы и могут заточить обычным напильником для цепной пилы!
нажмите, чтобы увеличить изображение дизайна разделителя единорога
Конструктивные особенности:
Конструкция из высокопрочной стали с прецизионной резьбой
Усиленный центральный стержень с толстостенной трубой
Сменный наконечник из хромированной легированной стали можно затачивать с помощью обыкновенный напильник для цепной пилы
Различные переходные пластины для тяжелых условий эксплуатации подходят практически для любых бытовых или иномарка или небольшой грузовик
Эффективный дровоколь ступица легкового или грузового автомобиля. Используя двигатель автомобиля для получения энергии, они могут расщеплять бревна намного быстрее и эффективнее, чем любой автономный разветвители гидравлические или винтовые.
Двигатель или привод вашего автомобиля больше не подвергаются нагрузке линии, чем неторопливая поездка по обычной ровной городской улице. Ты можешь расколоть большой запас древесины с очень небольшим усилием или топливом.
Стоимость разветвителя этого типа составляет лишь часть от стоимости менее эффективный гидравлический разделитель с автономным питанием. Прочная конструкция а дизайн делает раскалывание дров легким делом.
Дровоколы винтового типа могут питаться разными способами, в том числе электрическими. питанием или газом, как показано на миниатюрах выше. Другие варианты включать привод от ВОМ, как на погрузчике с бортовым поворотом выше, или другие механические варианты, включая устройства, такие как разветвитель Stickler, который прикрепляется к ступица колеса автомобиля. Эти варианты винтовых приводов дают вам множество выбора власти.
Конусы для раскалывания бревен
Вопросы и ответы о колке конусов в одном месте!
Бревна следует раскалывать в вертикальном или горизонтальном положении? — Бревна всегда должны стоять вертикально при раскалывании. Если попытаться расколоть бревна, уложенные горизонтально, конус заклинит, а нагрузка будет приложена к валу в вертикальном направлении, что вызовет медленную усталость материала (вала), что в конечном итоге приведет к поломке вала.
Неправильное размещение! (Рисунок 1 и 2)
Правильно! (3 и 4 фото)
Каково рекомендуемое положение конуса и устройства предотвращения поворота? — Расположение, показанное на рисунке, представляет собой простое практическое правило для приблизительного расположения конуса и блокирующего устройства. Во время фактического использования эти значения могут показывать минимальное отклонение от идеальной настройки.
Почему древесина не вращается при расколе? — Конус раскола обычно находится на 1/3 высоты бревна, т.е. если бревно высотой 30 см, острие конуса должно располагаться на высоте 8-10 см. Поворот также можно предотвратить, поместив клин (необходимый аксессуар) под колющий конус.
О чем следует помнить, каковы наиболее распространенные ошибки?
Если наконечник затупился и древесина не раскололась перед наконечником, чтобы освободить место для конуса, это может привести к застреванию конуса или к дереву потребуется приложить гораздо большее усилие. При использовании правильно спроектированных наконечников и профилей резьбы конус и резьба позволят практически без усилий натянуть древесину на конус.
Если кончик тупой и шаг резьбы слишком большой, возникает еще одна проблема. Вы не хотите бурить землю, вы хотите добиться колки конусом. Тупой наконечник и высокий шаг требуют значительно большей производительности, что приводит к повышенному энергопотреблению.
Конструкция отвертки хороша для пробок, но не идеальна для колки дерева. Проблема в том, что кончик легко отламывается. Поэтому лишь немногие производители дают гарантию на поломку и отколовшиеся наконечники. В этом случае мы бесплатно заменим насадку.
Слишком малый угол конуса может привести к поломке.
НИКОГДА не допускайте выступания винтов из тела вращения! Если только цель не причинить вреда.
Сколько энергии необходимо для расщепления? — Это зависит от типа древесины, хотим ли мы расколоть бревно или метры древесины, а также от того, хотим ли мы управлять конусом напрямую или с трансмиссией.
В каком диапазоне оборотов следует использовать расщепляющий конус? — При 250-500 об/мин, в зависимости от того, какие дрова и привод используются.
Почему двухзаходная резьба лучше одинарной? — Однозаходная резьба обычно сильнее врезается в древесину, чем двухзаходная, поэтому — чтобы можно было начать расщепление — они слишком сильно заточены, и поэтому кончик легче ломается. Кроме того, конусы резьбы с двойным заходом из-за поперечной кромки легче просверливают скрюченные части.
Что такое переменный шаг резьбы? — Начиная с начала конуса расщепления шаг резьбы постоянно увеличивается. Шаг резьбы: расстояние, пройденное за один виток, в данном случае в древесине, в миллиметрах.
В чем преимущество переменного шага резьбы? — На конце конуса шаг меньше, поэтому он легче входит в древесину, чем конусы с нормальным шагом. Следовательно, для начала расщепления требуется меньшее усилие.
Нужна ли глубокая яма для резьбы? — Нет, потому что древесина расщепляется до заполнения более глубоких ямок резьбы. Конусы со слишком глубокой резьбовой ямкой сильнее входят в древесину.
Если профиль резьбы слишком глубокий, наконечник будет иметь неправильную форму, что затруднит врезание конуса в древесину, а высокие значения оборотов и большой шаг заставят конус слишком быстро захватить древесину, что расщепление трудновыполнимо. Работать в этих условиях небезопасно; поэтому этого решения следует избегать! Выступающие винты и острые перегородки также могут представлять опасность.
Каков идеальный размер вала? — С точки зрения безопасности допустимы валы размером не менее 35 мм. Таким образом, вам придется меньше волноваться о расплывчатости или дроби из-за усталости.
Какой ременный шкив выбрать? — При выборе шкива следует учитывать обороты двигателя. Рекомендуется монтировать двухрядный (двойной) шкив, предотвращающий проскальзывание ремня при возникновении более высоких сопротивлений Меньший ременный шкив должен иметь диаметр 100 мм и более, таким образом мы можем увеличить срок службы ремня. Рекомендуемая ширина ремня: 13 мм и 17 мм. Вот простой пример для расчета числа оборотов в минуту: двигатель со скоростью 1440 об/мин, шкив 100 мм на двигателе и шкив 300 мм вверху. В этом случае оборот будет делиться на три: 1440/3 = 480 об/мин.
Почему проскальзывает клиновой ремень? — Вероятно, ремень неправильно надет на шкив (слишком широкий, высокий или узкий ремень). Чаще всего внутренняя поверхность фланца ремня садится на шкив, в результате чего боковые участки ремня не могут передавать надлежащую силу трения на шкив.
Правильная посадка показана на рисунке.
Какой клиновой ремень выбрать? — Вместо ремней с покрытием с нормальным профилем рекомендуется использовать зубчатые клиновые ремни, которые обеспечивают более точную посадку и позволяют лучше передавать крутящий момент. Эти ремни также более гибкие и, следовательно, имеют более длительный срок службы.
Необходима ли термообработка всего конуса? — Нет, так как наконечник вкручивается в древесину и начинает раскалывать древесину, эта часть подвергается большему напряжению, поэтому достаточно закалить только съемный наконечник или переднюю часть конуса. Конус закален. Это индуктивная поверхностная закалка, которая позволяет сохранить прочность сердечника и делает его намного более устойчивым к усталостным нагрузкам, поэтому вам не нужно опасаться, что какой-либо наконечник оторвется. (Конус не станет жестким во всем сечении!)
Рекомендуется ли устанавливать конус непосредственно на вал электродвигателя? — Нет, потому что это разрушает подшипники электродвигателя! Обороты будут слишком большими, поэтому это будет опасно, и расщепление также не будет идеальным. Вероятно, диаметр вала также не соответствует рекомендуемому размеру.
Какой шкив клинового ремня выбрать? — При выборе шкива следует учитывать обороты двигателя. Рекомендуется установить двухрядный (двойной) шкив, чтобы клиновой ремень не мог проскальзывать при большем сопротивлении. Предлагаемая ширина ремня составляет 13 и 17 мм. Простой пример для расчета оборотов: двигатель 1440 об/мин, шкив диаметром 100 мм на двигателе и шкив диаметром 300 мм вверху, что означает, что мы должны увеличить число оборотов на треть: . 1440/3 = 480 об/мин
Какой размер колющего конуса выбрать? — Это зависит от размера дерева. Мы рекомендуем самый маленький конус диаметром 60 для колки бревен до 30-40 см. Конус 80 предназначен для бревен и более тонкой древесины. Конус 110 предназначен для бревен и более толстого метра дерева.
Какой мощности электродвигатель выбрать? — Конус 60 рекомендуется от 2кВт, 80 от 3кВт и 110 от 4-5кВт.
Ø 60×270 мм конус 2 кВт рекомендуется
Ø 80×260 мм конус 3кВт
Ø 110×260 мм конус 4-5кВт
Могу ли я использовать разветвитель также и от одной фазы (230В)? — Да, мы рекомендуем самый маленький конус диаметром 60 для однофазного электродвигателя.
Мощный двигатель (1010 Вт) и большая рабочая поверхность (шлифлента – 76х610 мм) – основные составляющие высокой производительности ленточной шлифовальной машины Makita 9920. Несмотря на габариты (вес – 4.5 кг, длина – 334 мм) инструмент весьма комфортен в работе благодаря прекрасной балансировке и малому уровню шума. Скорость движения ленты (210-440 м/мин) при работе с ленточной шлифовальной машиной Макита 9920 регулируется встроенной электроникой.
Технические характеристики
Основные Подробные
Вес, кг
4.5
Мощность, Вт
1100
Регулировка оборотов
есть
Макс. скорость ленты, м/мин
440
Ширина ленты, мм
76
Длина ленты, мм
610
Длина кабеля, м
5
Плавный пуск
нет
Габариты, мм
длина 334
Возможность подключения к пылесосу
есть
Струбцина в комплекте
нет
Скорость движения ленты, м/мин
210-440
Диаметр патрубка пылесоса, мм
28
Рабочая поверхность, мм
75х100
Защита от перегрева двигателя
нет
Инструкция к Ленточная шлифовальная машина Makita 9920
Комплектация
Пылесборник
шлифовальная лента
графитовая пластинка
пробковая пластинка
Параметры упакованного товара
Вес брутто, кг: 5. 62
Единица товара: шт.
Длина, мм: 405
Ширина, мм: 200
Высота, мм: 165
Документация
Сертификат
Гарантийный талон
Сертификат соотвествия
Произведено
Япония — родина бренда
Япония — страна изготовителя*
Информация о производителе Makita – один из ведущих мировых производителей электро- и бензоинструмента. Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
*Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров! Указанная информация не является публичной офертой
Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.
Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя).
Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских.
Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро.
Графитовая подошва 9920 Makita (423316-0)
Графитовая подошва 9920 Makita 423316-0 для ленточной шлифовальной машины 9920.
Технические характеристики
Основные Подробные
Совместимость
ленточная шлифмашина
Комплектация
Графитовая подошва — 1 шт.
Документация
Сертификат
Гарантийный талон
Сертификат соотвествия
Произведено
Япония — родина бренда
Информация о производителе Makita – один из ведущих мировых производителей электро- и бензоинструмента. Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
*Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров! Указанная информация не является публичной офертой
Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.
Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя).
Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских.
Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро.
Обзор ленточной шлифовальной машины Makita 9920
Этот пост содержит партнерские ссылки. Если вы нажмете и купите, мы можем получить комиссию без дополнительной оплаты для вас. Пожалуйста, ознакомьтесь с нашей политикой раскрытия информации для получения более подробной информации.
0 акции
Поделиться
Твит
Если вы профессиональный столяр и ищете мощную шлифовальную машину для крупных проектов, вы, вероятно, столкнетесь с Makita 9.Ленточная шлифовальная машина 920.
И я предполагаю, что вы здесь, потому что хотите знать, действительно ли это стоит денег. Что ж, мы скажем вам именно это
Мы рассмотрели Makita 9920 на основе таких важных факторов, как долговечность, простота использования, мощность, а также учли отзывы различных столяров, которые работали с ним, чтобы вы могли сделать взвешенное решение о покупке.
Итак, давайте углубимся в это
Посмотреть цену и купить на Amazon
Содержание
Технические характеристики
Размер ленты: 3 дюйма x 24 дюйма
Скорость ленты (переменная): 690–1440 футов/мин.
А. стена: Да
Вес: 12,4 фунта
Ленточная шлифовальная машина Makita 9920: подробный обзор
Посмотреть цену и купить на Amazon
Я наткнулся на Makita 9920, когда моя шлифовальная машина сломалась в прошлом году после более чем 2 лет использования, и учитывая, что она была дешевле (стоимость меня менее чем за 100 долларов), я не был слишком удивлен.
Но я знал, что должен получить более мощную шлифовальную машину от более надежной марки, даже если за это придется заплатить более 200 долларов, и она вряд ли будет лучше, чем Makita.
Итак, после использования 9920 уже около 8 месяцев, вот что я об этом думаю.
Простота использования
Одна из причин, по которой я выбрал эту модель среди других, не только от Makita, но и других брендов, заключается в том, что она была очень проста в использовании.
И одна из причин этого — автоматическое слежение. Попрощайтесь с необходимостью постоянно регулировать ремень во время работы, Makita сделает это за вас, не останавливаясь и не нажимая никаких кнопок.
Он также поставляется с ручками на обоих концах, что обеспечивает хороший захват при перемещении шлифовальной машины по поверхности. И это действительно важно, учитывая, что шлифовальная машина весит 9.0,9 фунта и, таким образом, на более тяжелой стороне.
Кроме того, это не аккумуляторная шлифовальная машина, но, к счастью, у нее длинный шнур длиной 16,4 фута, что означает, что вы можете перемещать ее и работать с большими или длинными кусками дерева без необходимости постоянно переключать источник питания.
Единственное, что я ненавижу при шлифовании, это пыль. Очистка после шлифовки может занять несколько часов, и после всей этой тяжелой работы никто не хочет прилагать больше усилий для очистки, верно? Что ж, с этой Макитой это немного проще, так как она оснащена мешком для пыли.
И достаточно большой, чтобы не приходилось его постоянно опорожнять. В комплект поставки также входит ремень размером 3 x 24 дюйма.
Еще одна проблема, с которой Makita хорошо справилась в этой модели, — это шум. Да, если вы собираетесь использовать шлифовальную машину в течение нескольких часов, она вам нужна, так как она работает примерно на 84 дБ на полной скорости, что намного меньше по сравнению с некоторыми другими, гарантируя, что после этого у вас не будет головной боли.
Как я уже упоминал выше, он немного тяжеловат, поэтому носить его с собой немного сложнее, но, учитывая мощность и производительность, которые он обеспечивает и предназначен для коммерческого использования, я бы простил Makita за это.
Производительность
Одним из наиболее важных параметров шлифовальной машины является скорость. И Makita дает вам все необходимое управление с переменной скоростью. Это означает, что если вам нужна меньшая скорость для небольших задач или высокая скорость для больших задач, вы можете сделать все это с этим.
Шлифовальную машину приводит в действие двигатель мощностью 8,8 ампер, который позволяет ей развивать скорость до 690–1440 футов/мин. И вы можете легко отрегулировать скорость за считанные секунды с помощью электронного циферблата.
Даже кнопка запуска шлифовальной машины находится рядом с ручкой, поэтому вы можете легко включать и выключать шлифовальную машину, не отрывая ручки от ручки.
Конструкция Makita также позволяет осуществлять шлифование заподлицо, что означает, что у вас не должно возникнуть проблем при перемещении ее в угловых зонах стены носом.
Дизайн и долговечность
Учитывая, что шлифовальная машина стоит более 200 долларов, вы хотите, чтобы она прослужила вам несколько лет, верно? Что ж, с металлическим корпусом и деталями премиум-класса Makita 9920 легко даст вам 4+ года при регулярном использовании.
Makita утверждает, что все их инструменты перед продажей тестируются несколько раз, и, учитывая качество, которое они обеспечивают, у меня нет причин сомневаться в этом.
Но если у вас возникнут какие-либо проблемы или вы считаете, что шлифовальная машина вам не подходит, у них есть 30-дневная политика возврата. Да, вы можете либо вернуть шлифовальную машину, либо выбрать замену, без вопросов.
Имейте в виду, что политика не распространяется на аксессуары, носимые предметы, такие как биты, лезвия или резаки, и поэтому вы не сможете вернуть или заменить их.
Кроме того, на него распространяется годовая гарантия, что является стандартным гарантийным сроком для любой шлифовальной машины.
Что касается дизайна, если вы увидите другие шлифовальные машины Makita или использовали их в прошлом, вы сразу поймете, что дизайн очень похож. Но это не значит, что обновлений не было.
И, учитывая простоту использования и настройки шлифовальной машины, я не считаю преемственность дизайна недостатком.
Недостатки
Как я уже упоминал выше, шлифовальная машина весит 9,9 фунта и поэтому довольно тяжелая по сравнению с некоторыми другими. Это означает, что перемещение его из одного места в другое потребует тяжелой работы.
Другое дело, что лента имеет размер всего 3 дюйма, а это означает, что при работе с большими поверхностями для эффективной работы потребуется больше проходов по сравнению с лентой шириной 4 дюйма или выше.
Заключение
Я уверен, что это подробный обзор Makita 9Ленточная шлифовальная машина 920 ответит на все ваши вопросы о шлифовальной машине.
Подводя итог, можно сказать, что шлифовальная машина отлично подходит для серьезных столяров, независимо от того, делаете ли вы это профессионально или ремонтируете свой дом и любите строить для него строительные материалы.
Makita — один из ведущих брендов на рынке, и ленточная шлифовальная машина Makita 9920 — еще один пример того, почему.
Если у вас есть еще вопросы по этому поводу, не стесняйтесь оставлять комментарии ниже. Вы также можете написать им через контактную страницу, и наши специалисты свяжутся с вами как можно скорее.
До этого, счастливая шлифовка 😉
Вам также может понравиться:
Обзоры Dewalt Orbital Sander • Ключевые функции
10 Лучшие обзоры шпинделя
10 Лучшие случайные обзоры Sander
69
10 Лучшие случайные шестерни. 0 акции
Поделиться
Твит
Обзор ленточной шлифовальной машины Makita 9920
Эксперты в области электроинструментов с 1995 года
Редакторы Hphtools выбирают каждый продукт, который мы рассматриваем. Мы можем получить комиссию, если вы покупаете по ссылке. Подробнее ›
Сандерс
Автор: Daniel Smith
/
Обновлено:
Сравнение продуктов
12
Часы исследований
22
Комментарии пользователей
1
Проведены полевые испытания
Наконец, пришло время поближе познакомиться с одной из самых популярных ленточных шлифовальных машин на современном рынке. Настоящим мы представляем вам наш обзор ленточной шлифовальной машины Makita 9920 !
Эта удивительная компактная ленточная шлифовальная машина отлично подходит для финишной обработки практически любой поверхности. Нам нравится тот факт, что он относительно дешев и позволяет быстро выполнять шлифовальные работы. Позвольте нам рассказать вам, что нам нравится в этом инструменте и почему мы считаем, что Makita 9920 — одна из лучших ленточных шлифовальных машин на рынке сегодня.
Хотите сравнить все ленточные шлифмашины Makita? Ознакомьтесь с нашим руководством: Лучшие ленточные шлифовальные машины Makita
Ленточная шлифовальная машина Makita 9920
наша оценка: 8.9
Регулятор скорости
Система автоматического отслеживания лент
Инновационный дизайн для шлифования заподлицо со стеной
Конструкция с передней рукояткой для дополнительного комфорта
Купить на Amazon
Плюсы и минусы 90 8 по мнению наших экспертов
900
Makita — это надежный бренд, поэтому вы можете рассчитывать на отличное качество.
Цена этой шлифовальной машины не слишком высока, что делает ее выгодной.
Не очень хорошая гарантийная программа
Эта ленточная шлифовальная машина уже много лет является абсолютной классикой. Мы считаем, что это все еще отличный инструмент, и это подтверждается бесчисленными положительными отзывами. Делая этот обзор ленточной шлифовальной машины Makita 9920, мы почти не встречали только хороших слов об этой ленточной шлифовальной машине.
Имейте в виду, что этот обзор ленточной шлифовальной машины основан на нашем мнении. Покупая шлифовальный станок, вы всегда хотите провести тщательное исследование и выяснить, какой из них лучше всего подходит для вас.
Стоит ли это денег?
Makita 9920 — одна из самых дешевых ленточных шлифовальных машин, которая действительно хорошо работает. Поскольку это несколько более старая ленточная шлифовальная машина, цена значительно снизилась. К счастью для покупателей, это никак не связано с качеством продукта.
Если вы ищете более дешевую альтернативу этой ленточной шлифовальной машине, мы рекомендуем вам ознакомиться с нашим сравнением MAKITA 9903 VS 9920
Мы обнаружили, что эта ленточная шлифовальная машина очень прочная и при бережном обращении прослужит вам долго. . В целом мы обнаружили, что продукты Makita в целом не доставляют особых хлопот. Часто их высококачественные бесщеточные двигатели работают без сбоев и выдерживают испытание временем.
Так стоит ли эта ленточная шлифовальная машина своих денег? Да!
Makita 9920 – Характеристики
Это список со всеми характеристиками ленточной шлифовальной машины Makita 9920.
Belt width
3″ inch
Belt length
24″ inch
Motor
8.8 AMP
Speed control
Yes
Weight
12. 4 Pounds
Belt speed
8-1/4″ inch
Overall length
2 1/2″ inch
For sanding wood
True
Dust bag
24″ inch
Color
Синий/серый
Качество сборки
Первое, что вы заметите, когда попробуете Makita 9920, — это выдающееся качество сборки. Хотя мы привыкли видеть хорошо сделанные продукты от Makita, эта ленточная шлифовальная машина действительно берет корону.
Корпус ленточно-шлифовальной машины Makita 9920 изготовлен из прочного алюминия.
Предназначен для защиты электрических установок от перегрузок и коротких замыканий, а также для нечастых включений и отключений электрических цепей. Устанавливается только в сухих помещениях.
Расшифровка маркировки
3Р – трехполюсной (используется в трехфазных сетях), 50А – величина номинального тока в амперах (ток, который автомат способен пропускать долгое время без отключения цепи), тип С – автомат срабатывает при токе в цепи в 5-10 раз больше номинального и применяется для защиты цепей розеток и освещения, 4.5кА – рабочая отключающая способность в килоамперах, ИЭК – фирма производитель, ВА 47-29 – серия автоматов.
Производитель
Китай.
Детали
Гарантия
3 года.
Документы:
pdfскачать
Характеристики
Артикул
MVA20-3-050-C
Тип товара
Автоматический выключатель
Бренд
IEK
Количество полюсов
3
Количество фаз
3
Количество модулей
3
Номинальный ток, А
50
Номинальное напряжение (В)
400
Применение
Для переменного тока
Рабочая отключающая способность, кА
4,5
Тип конструкции
Модульный
Макс. сечение подключаемого провода, мм2
25
Страна-производитель
Китай
Монтаж
Встраиваемый
Крепление
на DIN-рейку
Степень защиты
IP20
Номинальная отключающая способность, кА
4,5
Климатическое исполнение
УХЛ4
Бытовой
Да
Селективный
Нет
Характеристика эл.магнитного расцепителя
Тип С
Вес, кг
0,298
Отзывы покупателей
Сначала показывать
Евгений
Петрозаводск 22 декабря 2021
Хороший автомат, цена качество, популярен у заказчиков при сборке вводного щитка учета
Максим
Петрозаводск 21 декабря 2021
Надежные автоматы. Часто приходится использовать в щитках продукцию IEK. Цена не завышена, качество достойное.
Евгений Ф.
Санкт-Петербург 28 ноября 2021
Используем их часто для сборки щитов. Цена и качество вполне устраивают
Вопросы и ответы
Станьте первым, кто задал вопрос об этом товаре
Сертификаты
Вам могут понадобиться
Дифавтоматы и УЗО
Соединители для кабеля
Плоскогубцы, бокорезы, клещи
Электротехнический инструмент
Отвертки
Защита рук
Мешки, пакеты, коробки, стретч
108924
Доставим
15/01
при заказе до 04/01 до 11:59
УЗО IEK ВД1-63 (MDV10-2-063-030) 63А 30 мА 2P тип АС 4,5 кА
Цена за шт
1 389 ₽
1 431 ₽
За баллы:
347
В корзину
108915
Доставим
15/01
при заказе до 04/01 до 11:59
УЗО IEK ВД1-63 (MDV10-2-032-030) 32А 30 мА 2P тип АС 4,5 кА
Цена за шт
1 054 ₽
1 086 ₽
За баллы:
263,25
В корзину
108910
Доставим
15/01
при заказе до 04/01 до 11:59
УЗО IEK ВД1-63 (MDV10-2-016-030) 16А 30 мА 2P тип АС 4,5 кА
Цена за шт
1 210 ₽
1 246 ₽
За баллы:
302,25
В корзину
102259
Доставим
15/01
при заказе до 04/01 до 11:59
Автомат дифференциальный IEK АД-12 (MAD10-2-016-C-030) 16А 30 мА 1P+N тип АС 4,5 кА
Цена за шт
919 ₽
947 ₽
За баллы:
229,50
В корзину
Похожие товары
667299
Доставим
15/01
при заказе до 04/01 до 11:59
Автоматический выключатель Dekraft ВА-101 (11083DEK) 3P 50А тип C 4,5 кА 400 В на DIN-рейку
Цена за шт
649 ₽
668 ₽
За баллы:
162
В корзину
Автоматический выключатель IEK ВА 47-29 (MVA20-3-050-C) 3P 50А тип C 4,5 кА 400 В на DIN-рейку в Санкт-Петербурге представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить автоматический выключатель IEK ВА 47-29 (MVA20-3-050-C) 3P 50А тип C 4,5 кА 400 В на DIN-рейку в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар автоматический выключатель IEK ВА 47-29 (MVA20-3-050-C) 3P 50А тип C 4,5 кА 400 В на DIN-рейку действительны в Санкт-Петербурге.
Продолжая работу с сайтом, вы даете согласие на использование сайтом cookies и
обработку персональных данных в целях функционирования сайта, проведения ретаргетинга, статистических исследований, улучшения сервиса и предоставления релевантной рекламной информации на основе ваших предпочтений и интересов.
Экспортные данные России по коду ТН ВЭД 8536508000
Дата
Код ТН ВЭД
Описание продукта
Товарный знак
Страна назначения
Количество
Блок
Вес нетто [KGS]
Общая стоимость [долл. США]
Имя экспортера
03.11.2017
8536508000
Выключатель бытовой разный на 250В и ток 16А, НЕ ОТХОД, НЕ КУЛЬТУРНАЯ ЦЕННОСТЬ, НЕ ВОЕННОЕ
САЙМОН
ГРУЗИЯ
***
***
62,22
878,67
24.11.2017
8536508000
Выключатель бытовой разный на 250В и ток 16А, НЕ ОТХОД, НЕ КУЛЬТУРНАЯ ЦЕННОСТЬ, НЕ ВОЕННОЕ
САЙМОН
ГРУЗИЯ
***
***
86,45
1483,57
30. 11.2017
8536508000
Выключатель бытовой разный на 250В и ток 16А, НЕ ОТХОД, НЕ КУЛЬТУРНАЯ ЦЕННОСТЬ, НЕ ВОЕННОЕ
САЙМОН
ГРУЗИЯ
***
***
47,975
665,76
30.11.2017
8536508000
ВЫКЛЮЧАТЕЛИ ЭЛЕКТРИЧЕСКИЕ, предназначены для коммутации цепей управления переменным напряжением до 660 В, частотой 50-60 Гц и постоянным напряжением до 440 В под действием рабочих напряжений в определенной точке ПУТИ
ЭЛЕКТРИК
УЗБЕКИСТАН
***
***
3,5
484
30. 11.2017
8536508000
Тумблер напряжения ДО200В ЭЛЕКТРОСНАБЖЕНИЕ ДО 5А, для коммутации электрических цепей СИСТЕМ ЭЛЕКТРОПИТАНИЯ гражданских самолетов Ан-158
ОТСУТСТВУЕТ
КУБА
***
***
1,2
2066,1
02.11.2017
8536508000
Выключатель на напряжение до 60 В. НОВИНКА. Используются как запчасти для А/М.
АВТОАРМАТУРА
ЛИТВА
***
***
0,34
52,51
03. 11.2017
8536508000
ПЕРЕКЛЮЧАТЕЛЬ пуска, остановки, реверса асинхронного двигателя на ЭГ. СТАРШЕ 60: КМИ, КМП ПРЕДНАЗНАЧЕНЫ ДЛЯ ИСПОЛЬЗОВАНИЯ в цепи управления пуском и остановом трехфазного асинхронного двигателя с короткозамкнутым ротором. ПТ
ИЕК
УКРАИНА
***
***
150,828
4199,37
03.11.2017
8536508000
Выключатели на напряжение свыше 60 В: КМ предназначены для работы в сетях переменного тока напряжением до 400 В, частотой 50 Гц и применяются для коммутации СЛАБОИНДУКТИВНЫХ нагрузок с номинальным током до 63 А. Изделия из
ИЕК
УКРАИНА
***
***
21.328
1066,54
03.11.2017
8536508000
ВЫКЛЮЧАТЕЛЬ ПУСК, СТОП ДЛЯ ЭЛЕКТРИЧЕСКОГО НАПРЯЖЕНИЯ. БОЛЕЕ 60: Панель управления, предназначенная для использования в качестве главных выключателей или групповых выключателей для управления приводами на базе однофазных и трехфазных двигателей, коммутация от
ИЕК
УКРАИНА
***
***
3,287
292,96
03. 11.2017
8536508000
Выключатели-разъединители: Предназначены для ручной коммутации цепей переменного тока на номинальное напряжение до 690 В. Номинальная частота 50 Гц. Используется для установки низковольтных комплексных устройств, таких как ВРУ ЖИЛОЙ
ИЕК
УКРАИНА
***
***
24.384
363,17
03.11.2017
8536508000
ПЕРЕКЛЮЧАТЕЛЬ пуска, остановки, реверса асинхронного двигателя на ЭГ. СТАРШЕ 60: КМИ ПРЕДНАЗНАЧЕН ДЛЯ ИСПОЛЬЗОВАНИЯ в цепи управления пуском и остановом трехфазного асинхронного двигателя с короткозамкнутым ротором. ПТ
ИЕК
УКРАИНА
***
***
7,41
96,62
10.11.2017
8536508000
ДАТЧИК ДВИЖЕНИЯ ИНФАКРАСНЫЙ: Предназначен для включения и выключения НАГРУЗКИ в заданный интервал времени в зависимости от наличия движущихся объектов в зоне обнаружения датчика и уровня освещенности. Это продукт Общества (
ИЕК
ЛАТВИЯ
***
***
56. 644
887,05
20.11.2017
8536508000
ПЕРЕКЛЮЧАТЕЛЬ пуска, остановки, реверса асинхронного двигателя на ЭГ. СТАРШЕ 60: КМИ, КМП ПРЕДНАЗНАЧЕНЫ ДЛЯ ИСПОЛЬЗОВАНИЯ в цепи управления пуском и остановом трехфазного асинхронного двигателя с короткозамкнутым ротором. ПТ
ИЕК
РЕСПУБЛИКА МОЛДОВА
***
***
132,383
1917,57
29 ноября 2017 г.
8536508000
ВЫШЕД. ПОВРЕЖДЕНИЕ ВЫКЛЮЧАТЕЛЯ НАПРЯЖ.250В, для медицинской диагностической аппаратуры, CET. НБ.:
СИМЕНС
ГЕРМАНИЯ
***
***
5.1
1830,56
10.11.2017
8536508000
ЭЛЕКТРООБОРУДОВАНИЕ для присоединения к электрическим цепям или в электрических ЦЕПЯХ- ВЫКЛЮЧАТЕЛИ ЗАПАСНЫЕ ЧАСТИ К СВАРОЧНЫМ АППАРАТАМ ИЭС-1202 и ИВС-604:
Общественный корпорация Михневский ремонтно-механический завод
Низковольтное оборудование
Автоматические выключатели
Single-phase
AE1031
AE2044
A63M
Two-phase
AP50B-2MT
Three-phase
A3716, А3726
А3790
АЭ20
ВА51, VA52
VA57f35
AP50B-3MT
Для устройств DIN
VA6026
ИЭК ВА4729
Контакторные выключатели
KT60
Размыкатели
Кнопочные выключатели
KE
Поворотные переключатели
PV, ПВП
Концевые (позиционные) выключатели
ВПК
ВПУ
Посты кнопочные
ПКТ
ПКЭ
Контакторные пускатели
PMA
ПМЛ
ПМЕ
РМ12
Реле
Термовыключатели
RTL, RTT
Промежуточные реле
РП-12
Рубильники
Переключатель разъединители
Разъединительные переключатели
Плавкие предохранители
ППН
PN2
Главная > Электрооборудование Оборудование > Низковольтное оборудование
|
A 3716 и A 3726 — автоматические выключатели, предназначенные для проведение тока в нормальных условиях и для его отключения в случае короткого замыкания или происходит перегрузка электрической цепи. Кроме того, его можно использовать для нечастых включение и выключение электрических цепей. А 3716 (Ж) и А 3726 Н (Ж) — трехполюсные токоограничивающие выключатели с электромагнитным и тепловым выпускные устройства. A 3716 B и A 3726 B также трехполюсные, токоограничивающие выключатели с электромагнитными и тепловыми расцепителями. А 3714 Б (С) и A 3724 B(S) — трехполюсные токоограничивающие выключатели с полупроводниковым и термические расцепители. S означает выборочное переключение (т.е. со временем отставание в зоне короткого замыкания). Уровни защиты от воздействия окружающей среды и защита от прикосновения к токоведущим частям: ИП30 — автоматический выключатель ИП-00 — внешние выводы проводника.
Исполнение:
автоматические выключатели могут быть как стационарными, так и выкатными конструкции и может управляться как электромагнитным, так и ручным способом. Если необходимо, могут быть встроены следующие дополнительные узлы: независимое расцепляющее устройство, устройство нулевого сброса, свободные контакты.
Вес:
А 3716 — 6 ¸ 8,5 кг
A 3726 — 8,0 ¸ 10,5 кг
Автоматический выключатель типа
Тип тока
Номинальное напряжение, В
Номинальный ток, А
Уставка тока срабатывания, А
Максимальная допустимая короткое замыкание ток
электромагнитный выпуск
термальный расцепитель
электромагнитный расцепитель
термальный расцепитель
A3716B
50 Гц переменного тока
660/380
160
16÷160
630; 1600
18÷185
5. 0÷75
A3726N(F)
50 Гц переменного тока
660/380
160
16÷160
630; 1600
18÷185
5,5÷25
A3726B
50 Гц переменного тока
660/380
250
160÷250
2500
185÷290
40÷75
A3726N(F)
50 Гц переменного тока
660/380
250
160÷250
2500
185÷290
35
Русский версия
gif»>
Поиск
Введите одно или несколько ключевых слов
Предлагаемые услуги нашим клиентам
Здесь вы можете оформить заказ или задать вопрос нашим специалистам.
Электронная почта адреса для отделов продаж: машиностроительный отдел [email protected] электротехнический отдел оборудования [email protected]
Заказать анимационные, рекламные видеоролики для бизнеса
производство анимационных роликов,изготовление анимационных роликов,рекламный видеоролик,рекламный видеоролик,заказать рекламный ролик,производство рекламных роликов,рекламный видеоролик цена,заказать рекламный видеоролик,изготовление рекламных ролико,стоимость рекламного ролика,Рекламный видеоролик,создание анимационных роликов,создание анимационных видеороликов,изготовление рекламных видеороликов,анимационные рекламные ролики,заказать презентацию компании,создание видеоролика,стоимость рекламного ролика,заказать видеоролик,создание видеоролика,видео презентация компании,заказать анимационный ролик,заказать видео презентацию,производство рекламных роликов,заказать рекламный ролик,создание рекламных видеороликов,заказать презентационный ролик,создание анимационных роликов,создание видео роликов,анимационный ролик цена,изготовление роликов,изготовление видеороликов,видеоролик цена,видеопроизводство,производство видеороликов,изготовление рекламных видеороликов,продающее видео,сколько стоит анимационный ролик,презентационные ролики,стоимость видеоролика,изготовление видеороликов цена,анимационные ролики для бизнеса,анимационный ролик на заказ,презентационный фильм,2D анимация цена,разработка рекламного ролика,рекламный видеоролик,заказать промо ролик,презентационный видеоролик,создать видео презентацию,2D анимация стоимость,презентационное видео,презентационный ролик,создание видеороликов на заказ,создание видеоролика цена,разработка рекламного видеоролика,купить рекламный ролик,анимационные рекламные ролики,анимационные ролики на заказ,изготовление рекламных роликов,заказать рекламный видеоролик,заказать презентацию компании,стоимость изготовления видеоролика,производство роликов,сделать рекламный ролик,создание видеороликов под ключ,рекламный продакшн,анимационный ролик стоимость,рекламный анимационный ролик,стоимость анимационного ролика,заказать видеоролик для бизнеса,производство рекламных видеороликов,стоимость рекламного видеоролика,изготовление анимационных роликов,создание анимационных видеороликов,заказать видеоролик для сайта,продающие видеоролики для бизнеса,рекламный видеоролик цена,создание видеопрезентации,изготовление видеороликов на заказ,производство продающих видеоролика,создание рекламного видеоролика цена,создание рекламного ролика цена,создание рекламных роликов цена,заказ видеоролика цена,создать рекламный видеоролик,заказать изготовление рекламного ролика,снять рекламный видеоролик,изготовление рекламного ролика цена,производство презентационных фильмов,производство видеопрезентаций,заказать видеопрезентацию,сколько стоит видеоролик на заказ,создание видеоролика стоимость,сколько стоит снять рекламный ролик,изготовление презентационных роликов,создание презентационных фильмов,изготовление презентационных фильмов,создать рекламный ролик,смета на производство рекламного ролика,заказать презентационный видеоролик,заказать создание видеоролика,заказать видеоролик цена,презентационное видео для компании,стоимость создания рекламного ролика,продающие видеоролики заказать,сколько стоит заказать видеоролик,анимационный видеоролик заказать,производство анимационных роликов,ghjbpdjlcndj fybvfwbjyys hjkbrjd,разработка анимационного ролика,
производство анимационных роликов,изготовление анимационных роликов,рекламный видеоролик,рекламный видеоролик,заказать рекламный ролик,производство рекламных роликов,рекламный видеоролик цена,заказать рекламный видеоролик,изготовление рекламных ролико,стоимость рекламного ролика,Рекламный видеоролик,создание анимационных роликов,создание анимационных видеороликов,изготовление рекламных видеороликов,анимационные рекламные ролики,заказать презентацию компании,создание видеоролика,стоимость рекламного ролика,заказать видеоролик,создание видеоролика,видео презентация компании,заказать анимационный ролик,заказать видео презентацию,производство рекламных роликов,заказать рекламный ролик,создание рекламных видеороликов,заказать презентационный ролик,создание анимационных роликов,создание видео роликов,анимационный ролик цена,изготовление роликов,изготовление видеороликов,видеоролик цена,видеопроизводство,производство видеороликов,изготовление рекламных видеороликов,продающее видео,сколько стоит анимационный ролик,презентационные ролики,стоимость видеоролика,изготовление видеороликов цена,анимационные ролики для бизнеса,анимационный ролик на заказ,презентационный фильм,2D анимация цена,разработка рекламного ролика,рекламный видеоролик,заказать промо ролик,презентационный видеоролик,создать видео презентацию,2D анимация стоимость,презентационное видео,презентационный ролик,создание видеороликов на заказ,создание видеоролика цена,разработка рекламного видеоролика,купить рекламный ролик,анимационные рекламные ролики,анимационные ролики на заказ,изготовление рекламных роликов,заказать рекламный видеоролик,заказать презентацию компании,стоимость изготовления видеоролика,производство роликов,сделать рекламный ролик,создание видеороликов под ключ,рекламный продакшн,анимационный ролик стоимость,рекламный анимационный ролик,стоимость анимационного ролика,заказать видеоролик для бизнеса,производство рекламных видеороликов,стоимость рекламного видеоролика,изготовление анимационных роликов,создание анимационных видеороликов,заказать видеоролик для сайта,продающие видеоролики для бизнеса,рекламный видеоролик цена,создание видеопрезентации,изготовление видеороликов на заказ,производство продающих видеоролика,создание рекламного видеоролика цена,создание рекламного ролика цена,создание рекламных роликов цена,заказ видеоролика цена,создать рекламный видеоролик,заказать изготовление рекламного ролика,снять рекламный видеоролик,изготовление рекламного ролика цена,производство презентационных фильмов,производство видеопрезентаций,заказать видеопрезентацию,сколько стоит видеоролик на заказ,создание видеоролика стоимость,сколько стоит снять рекламный ролик,изготовление презентационных роликов,создание презентационных фильмов,изготовление презентационных фильмов,создать рекламный ролик,смета на производство рекламного ролика,заказать презентационный видеоролик,заказать создание видеоролика,заказать видеоролик цена,презентационное видео для компании,стоимость создания рекламного ролика,продающие видеоролики заказать,сколько стоит заказать видеоролик,анимационный видеоролик заказать,производство анимационных роликов,ghjbpdjlcndj fybvfwbjyys hjkbrjd,разработка анимационного ролика,
производство анимационных роликов,изготовление анимационных роликов,рекламный видеоролик,рекламный видеоролик,заказать рекламный ролик,производство рекламных роликов,рекламный видеоролик цена,заказать рекламный видеоролик,изготовление рекламных ролико,стоимость рекламного ролика,Рекламный видеоролик,создание анимационных роликов,создание анимационных видеороликов,изготовление рекламных видеороликов,анимационные рекламные ролики,заказать презентацию компании,создание видеоролика,стоимость рекламного ролика,заказать видеоролик,создание видеоролика,видео презентация компании,заказать анимационный ролик,заказать видео презентацию,производство рекламных роликов,заказать рекламный ролик,создание рекламных видеороликов,заказать презентационный ролик,создание анимационных роликов,создание видео роликов,анимационный ролик цена,изготовление роликов,изготовление видеороликов,видеоролик цена,видеопроизводство,производство видеороликов,изготовление рекламных видеороликов,продающее видео,сколько стоит анимационный ролик,презентационные ролики,стоимость видеоролика,изготовление видеороликов цена,анимационные ролики для бизнеса,анимационный ролик на заказ,презентационный фильм,2D анимация цена,разработка рекламного ролика,рекламный видеоролик,заказать промо ролик,презентационный видеоролик,создать видео презентацию,2D анимация стоимость,презентационное видео,презентационный ролик,создание видеороликов на заказ,создание видеоролика цена,разработка рекламного видеоролика,купить рекламный ролик,анимационные рекламные ролики,анимационные ролики на заказ,изготовление рекламных роликов,заказать рекламный видеоролик,заказать презентацию компании,стоимость изготовления видеоролика,производство роликов,сделать рекламный ролик,создание видеороликов под ключ,рекламный продакшн,анимационный ролик стоимость,рекламный анимационный ролик,стоимость анимационного ролика,заказать видеоролик для бизнеса,производство рекламных видеороликов,стоимость рекламного видеоролика,изготовление анимационных роликов,создание анимационных видеороликов,заказать видеоролик для сайта,продающие видеоролики для бизнеса,рекламный видеоролик цена,создание видеопрезентации,изготовление видеороликов на заказ,производство продающих видеоролика,создание рекламного видеоролика цена,создание рекламного ролика цена,создание рекламных роликов цена,заказ видеоролика цена,создать рекламный видеоролик,заказать изготовление рекламного ролика,снять рекламный видеоролик,изготовление рекламного ролика цена,производство презентационных фильмов,производство видеопрезентаций,заказать видеопрезентацию,сколько стоит видеоролик на заказ,создание видеоролика стоимость,сколько стоит снять рекламный ролик,изготовление презентационных роликов,создание презентационных фильмов,изготовление презентационных фильмов,создать рекламный ролик,смета на производство рекламного ролика,заказать презентационный видеоролик,заказать создание видеоролика,заказать видеоролик цена,презентационное видео для компании,стоимость создания рекламного ролика,продающие видеоролики заказать,сколько стоит заказать видеоролик,анимационный видеоролик заказать,производство анимационных роликов,ghjbpdjlcndj fybvfwbjyys hjkbrjd,разработка анимационного ролика,
создание 3д анимации
Lavash machine lavash production line смотреть онлайн видео от Компания Roll-Line в хорошем качестве.
12+
3 месяца назад
Компания Roll-Line3 подписчика
Meet LEGENDUS — a brand new production line for thin lavash bread. It is the top model of the Roll-Line Company. Legendus delivers the world’s best quality, as if your lavash bread was made by hand. The technical specifications are as follows: • Productivity – 150 kg of ready-made lavash bread per hour • Power consumption – 120 kilowatts per hour • Support staff takes 2 specialists. Here you can see how dough is being prepared. Legendus operates with a soft dough which consists of: • flour – 50 kilograms, • water – up to 28 liters • salt – 1.4 kilograms The produced dough is as tender as the one made by hand. The softer it is, the more care it needs to be taken of while preparing, but eventually the better bread will be produced. This is the world’s only production equipment, that can make such kind of dough. The Legendus is equipped with three new-generation unrolling units, located horizontally. Each unit consists of 6 teflon covered multi shafts. These do not mesh the dough, but rather roll it out gently emulating handwork. After the rolling is complete the dough is moved to the cutting table. Now you can see the line making a round lavash bread 40 centimeters in diameter with weight of 80 grams. Shape and size of the lavash are regulated by the shaft that you can see right now. The line is supplied with two shafts made in accordance with the customer’s requirements. It allows to enhance the product mix with different sorts of lavash. Dough scraps are automatically moved back to the kneading unit it allows to create a non waste production circuit. Next, the lavash of the desired shape and weight is put into the oven. The line is equipped with five tunnel oven sections, it allows to make perfectly baked lavash bread. After the oven lavash is automatically sprinkled with water. Then these need to be placed aside and stay covered for 20 minutes. Then the time comes for lavash to be packed. Now you can see the line making peppered lavash bread for stores cafes and restaurants. Doesn’t it look delectable?! Legendus line operates autonomously. It does not need constant personnel’s assistance. It takes only two operators to keep it running. One of them is responsible for powering the line, controlling the operation indicators, making and laying the dough, and the other is taking the ready made lavash from the line. The control panel is simple and intuitive and does not require any technical background. Currently Legendus is the best automated line for thin lavash bread production. And simply has no competitors in the world. If you would like to become the number one lavash supplier in your neighbourhood, order your Lengendus production line. Beat the competition! More information about the line is available both on the website roll-line.ru and via phone numbers on your screen!
Производственная линия игры
Современный автомобильный завод является почти идеальным примером эффективности, управления процессами и потока. Огромная армия точно управляемых роботов танцует под миллиметровый балет инженерного мастерства в идеальном ритме. Детали автомобилей змеятся вдоль конвейерных лент в системе заказа «точно в срок» и системе поставок, которая устраняет паузы, задержки, путаницу и заторы. Не существует ничего, кроме совершенной эффективности высокотехнологичного автомобилестроения…
…теоретически.
На практике, конечно, производство автомобилей не так просто. Когда вы освоите свой первый заводской проект, он, конечно же, не будет чувствовать себя в состоянии чистого потока… или прибыли, если на то пошло. Сделать несколько автомобилей на заказ и выйти на уровень безубыточности — это одно… но конкурировать с крупными транснациональными корпорациями и выпускать тысячи автомобилей для массового рынка — это совершенно новая игра. Чтобы отвоевать долю рынка у крупных компаний, вам потребуется планирование, понимание технологий будущего, внимательное отношение к итоговым показателям и способность проектировать заводскую планировку, позволяющую использовать каждый квадратный метр и сокращать производственные затраты на единицу продукции. автомобиль до абсолютного минимума. У вас есть все, что нужно для победы?
Производственная линия — это новая игра об управлении/симуляции/магнате автомобильного завода от Positech games, разработчиков Democracy & Gratuitous Space Battles и издателя Big Pharma. Эта игра разработана, чтобы привлечь внимание всех нас к эффективности, человека, который не может не организовать вещи для максимальной производительности; скрытый предприниматель; специалист по статистике; игроки в такие игры, как Factorio и Sim City. Это ты? Если да… добро пожаловать в игру вашей мечты (мы надеемся!).
«Я запустил ее, поиграл некоторое время и подумал: «Это были два приятных часа веселья, пришло время заняться чем-то другим». Но потом я был потрясен, увидев, что прошло одиннадцать чертовых часов. сделал это со мной, я ни о чем не жалею». — Альфа-тестер.
Основная цель игрового процесса Production Line — спроектировать и построить свой автомобильный завод, используя тот же подход, который Генри Форд открыл при создании оригинальной модели автомобиля T. Система Форда стала образцом революции сборочных конвейеров и до сих пор используется на высокотехнологичных заводах. Он основан на принципе разделения сложной задачи (такой как сборка автомобиля) на все более мелкие, все более определенные и еще более простые задачи, которые обеспечат более эффективную производительность и, следовательно, более дешевые автомобили. Чтобы «выиграть» в «Производственной линии», вам нужно уметь выявлять и исправлять неэффективности в огромной производственной линии, которая с тщательно спланированной точностью змеится вокруг колоссального автомобильного завода.
Производственная линия
поступила в продажу! Закажите игру сегодня прямо у нас, если можете, так мы получим наибольшую скидку от продажной цены (вы по-прежнему получите ключ Steam). Нажмите кнопку «Купить сейчас» в верхней части этой страницы, чтобы начать. Мы ПРИВЕТСТВУЕМСЯ к отзывам, идеям и мнениям об игре!
Мы используем скромный виджет, чтобы принимать прямые продажи игры (вы также получаете ключ Steam, и мы зарабатываем больше всего денег с помощью этого метода):
ПРОИЗВОДСТВЕННАЯ ЛИНИЯ определение | Кембриджский словарь английского языка
Примеры производственной линии
производственной линии
Сотрудник проверяет качество стеклянных бутылок на производство линия .
От Гизмодо
Другие так и не вышли из производственной линии .
От CNN
Рассмотрим, например, производственное предприятие, оборудованное датчиками, которые контролируют детали линии производства .
От VentureBeat
И он сделал всю фабрику движущейся производство линия .
От Голоса Америки
Но опять же, это часть менталитета производства линии .
Из Атлантики
С линии производства сходит по две пинты за раз.
Из CNET
Измените продукт, и вам нужно перепроектировать свой производство линия .
От TechCrunch
К этому моменту производство линия больше походила на мастерскую художника, чем на завод по производству бутылок.
Из Хаффингтон Пост
Сложнее всего старым ритейлерам реагировать на фундаментальное переосмысление производства линии , дизайна продукта и цепочки поставок.
От VentureBeat
Ожидается, что производство Линия будет запущена в начале этого года.
Из проводного
Вы можете уменьшить слабину заполнения с помощью более низкой скорости производство линия , но это повысит стоимость продукта.
Из Балтимора Сан
В настоящее время он покрывает все потребности завода в электроэнергии, потому что работает только одна производственная линия .
Из Чикаго Трибьюн
Эти примеры взяты из корпусов и из источников в Интернете. Любые мнения в примерах не отражают мнение редакторов Кембриджского словаря, издательства Кембриджского университета или его лицензиаров.
Перевод производственной линии
на китайский (традиционный)
生產(裝配)線…
Подробнее
на китайском (упрощенном)
生产(装配)线…
Подробнее
на португальском языке
linha de produção…
Подробнее
Нужен переводчик?
Получите быстрый бесплатный перевод!
Как произносится производственная линия 9?0127 ?
Обзор
производство
производственная цепочка
производственный контроль
производственная база
производственная линия
менеджер по производству
заводской номер
БЕТА
производственная платформа
производственные ценности
БЕТА
Проверьте свой словарный запас с помощью наших веселых викторин по картинкам
{{randomImageQuizHook. copyright1}}
{{randomImageQuizHook.copyright2}}
Авторы изображений
Попробуйте пройти викторину
Слово дня
азбука Морзе
Соединенное Королевство
Ваш браузер не поддерживает аудио HTML5
/ˌmɔːs ˈkəʊd/
НАС
Ваш браузер не поддерживает аудио HTML5
/ˌmɔːrs ˈkoʊd/
система, используемая для отправки сообщений, в которой буквы и цифры представлены короткими и длинными знаками, звуками или вспышками света
Об этом
Блог
Скупиться и тратить деньги (Глаголы для траты денег)
Информация на сайте и цены — носят справочный характер и не является публичной офертой в соответствии с пунктом 2 статьи 437 ГК РФ.
Технические характеристики товара и изображение могут отличаться от указанных на сайте.
Описание
Отзывы
Производитель
Штекер соединительный D6,4/14 120°C 1000 Ом
1-контактный разъем винтовое / Ø6 мм
Соединение с кабелем — винтовая нарезка
Применимость: горелки WEISHAUPT серии MONARCH
Производитель: Max Weishaupt GmbH
Weishaupt была основана в 1932 г.
Программа Weishaupt охватывает газовые, жидкотопливные, комбинированные горелки с одноступенчатым, двухступенчатым, плавновухступенчатым и модулируемым регулированием. Это полностью автоматические горелки, предназначенные для сжигания дизельного и мазутного топлива, а также всех видов газа.
Исследования и развитие занимают ведущее место в компании Weishaupt. Открытый в 1962 году «Институт развития и исследования Weishaupt», благодаря своему уникальному оборудованию, имеет все возможности для дальнейшего совершенствования конструкции горелок.
В центре обучения Weishaupt на заводе в г. Швенди ежегодно более тысячи технических работников со всего мира проходят обучение и получают квалификацию специалистов по горелкам.
Weishaupt Group
Энергетические технологии
Системы отопления, горелки, тепловые насосы и солнечные коллекторы Weishaupt отличаются долговечной, экономичной и надежной работой. Они производятся в Германии и Швейцарии.
Управление энергопотреблением
Neuberger делает здания эффективными. Интеллектуальные сети и управление объектами большого здания могут снизить потребление энергии до минимума.
Восстановление энергии
BauGrund Süd является одной из ведущих компаний в области приповерхностной геотермальной энергии. С помощью пробуренных более двух миллионов метров и опыта работы более чем 10 000 объектов, а также парка более 30 буровых установок, они могут предложить полный пакет продуктов и услуг.
Weishaupt в цифрах
Weishaupt — мировой лидер в области горелок, отопительных и конденсационных котельных систем, солнечной технологии, тепловых насосов и автоматизации зданий.
В Weishaupt Group работают более 3400 человек по всему миру.
Почти 1000 человек работают на главном заводе в Швенди, Германия.
Центр исследований и разработок в Швенди занимает площадь более 54 000 кв.
Оборудование для испытаний охватывает огромный диапазон мощностей от 6,5 до 70000 МБ / ч.
Weishaupt имеет сеть из 29 филиалов и агентств в Германии.
В мире действует 21 дочернее предприятие Weishaupt Group. Weishaupt имеет офисы и агентства в 38 странах.
Weishaupt очень серьезно относится к своим обязанностям по обслуживанию: более 400 сотрудников по обслуживанию клиентов и многочисленные партнеры находятся в Германии по вызову 24 часа в сутки, 7 дней в неделю.
В парке Weishaupt по всему миру насчитывается более 1000 автомобилей.
Уральская Строительная Теплоэнергетическая компания — официальный Партнер
Для данного товара действуют ограничения: Общая сумма заказа должна быть более 2 000 ₽
Наличие:
Наличие и срок поставки уточняйте у менеджеров
Оставить отзыв
Описание
10″>Доставка
Документация
Отзывы
Консультация
Кабель соединительный 1 BNC (штекер) х 1 BNC (штекер), длина 100 см., тип кабеля RG59. Материал разъёмов-цинк, изолятор-полиоксиметилен. Покрытие разъёмов корпус-никель, центральный контакт-позолоченная латунь.
Документация:
Паспорт WC111
Сертификат соответствия
Консультация
Задайте вопрос специалисту о WC111 Кабель соединительный 1 BNC х 1 BNC
Самовывоз из офиса:
Пункт выдачи:*
Доставка курьером:*
Транспортные компании:
Почта России:*
* Срок доставки указан для товара в наличии на складе в Москве
Отзывы о WC111:
Ваш отзыв может быть первым!
С этим товаром часто покупают:
AEC 3101 Соединительная вилка кабеля
AEC 3101 — это коммерческая версия разъема MS3101 .
Штепсельные разъемы, которые постоянно присоединяются к кабелю, чтобы его можно было подключить к другому штекеру или стационарному прибору. Часто используемые для удлинителей, кабельные крепления также используются, когда ящики с оборудованием недоступны. Доступны встроенные защитные кожухи.
* Доступны варианты индивидуального дизайна. Учить больше. * Характеристики продукта могут отличаться. Свяжитесь с нами для получения подробной информации.
Доступны варианты индивидуальной конструкции
Несмотря на то, что стандартные соединители удовлетворяют потребности многих приложений, во многих случаях решения, разработанные по индивидуальному заказу, являются наиболее подходящим вариантом. Мы предлагаем стандартные и нестандартные соединители под одной удобной крышей, чтобы мы могли удовлетворить любые потребности с гарантией качества и эффективности.
Станки гидроабразивной резки с чпу являются идеальным решением для водоструйной резки металлов, стали, алюминия, титана, латуни и многих других материалов.
Гидроабразивная резка — это быстрое, точное, надежное, безопасное и идеально чистое решение для создания чистой околошовной зоны и срезов без заусенцев на высокой скорости.
Преимущества водоструйной резки
Компания KMT Waterjet Systems является пионером в технологии водоструйной резки, накопив более чем 40 лет опыта. Это развитие обусловлено тяжелым трудом KMT Waterjet Systems за прошедшие четыре десятилетия в направлении развития технологии ультравысокого давления.
Технология водоструйной резки это уникальный, модернизированный метод повышения уровня автоматизации для сокращения себестоимости почти всех материалов.
Какими преимуществами обладает водоструйная резка перед другими видами резки?
Чрезвычайно быстрый переход от начертания к порезке
Быстрая установка – низко тангенциальные силы часто избавляет от необходимости зажатия
Высокая точность – устраняет необходимость повторной порезки
Высокая скорость порезки
Избавляет от необходимости точения инструмента
Безопасность для операторов и окружающей среды – не выделяет пара, пыли и дыма и не требует дорогих хладагентов
Холодный процесс порезки – исключает зоны подверженности нагреванию, отвердевание материала и интенсивное воздействие на материал
Чистое готовое изделие исключает необходимость повторной очистки
Гладкая обработка поверхности – избавляет от необходимости повторной обработки поверхности
Небольшая ширина линии разреза
Идеально для быстрого изготовления опытного образца, гибкого и объемного производства
Оптимальное использование материалов с программным обеспечением CAD/CAM
Настроенные системные решения
Технология водоструйной резки
Самое большое преимущество этой технологии перед другими технологиями порезки материала состоит в том, что это процесс холодной порезки. Эта технология могла бы использоваться там, где обрезка, механическая обработка и термические процессы дали бы плохой результат. В противоположность термическим процессам, водоструйная порезка материалов не подвергается тепловому воздействию. Поэтому нет никакого поверхностного укрепления и деформирования, капающего шлака или таяния и никаких потенциально разрушительных газообразных выделений. Ядовитые газы могут образовываться вследствие лазерной порезки пластмасс и должны устраняться или нейтрализовываться. Для пластмасс покрытых металлом эта технология — часто единственный метод резки, так как он не влияет на поверхность отрицательно. Кроме того, едва ли стоит пытаться порезать определенные материалы большой толщины при помощи обычной тепловой порезки. Например, титан, нержавеющая сталь, медь и алюминий вызывают много проблем с лазерным резаком. Лазер не может порезать определенные волоконные материалы или камень.
Требования к промышленной резке значительно возросли за последние годы. Требования выдвигаются не только к улучшению производительности или скорости порезки — необходимо умение порезать сложные формы с высокой точностью, в то же время, сохраняя качество обработки обрезанных краев. Водоструйная порезка не оказывает давления на деталь; механическая реакция, скорее, имеет место на микроуровне. Несмотря на высокую кинетическую энергию при водоструйной порезке, деформация детали отсутствует, а высокая точность порезки достигается без потертых краев или неровностей. Края порезки имеют превосходное качество и не требуют дальнейшей обработки. На поверхности детали отсутствуют повреждения. Водяная струя оставляет минимальные следы на поверхности. Это приводит к меньшей потере материала, чем при использовании обычных технологий. Эта особенность делает возможным использование программ раскроя, чтобы сделать процесс еще более привлекательным.
Водоструйная порезка особенно удобна для порезки сложных форм. Возможно порезать материалы почти любой формы, используя холодный процесс. Работая с водоструйной порезкой, вы приобретаете свободу, работая с непрерывным изменением контуров и материалов. Эта технология может использоваться со множеством методов порезки. Возможна обработка острых углов и скосов, а также минимальных внутренних радиусов. Способность начать порезку в любой части детали, а также глубокая резка являют собой универсальный инструментом порезки для любого материала.
Экологические аспекты особенно «дружны» с водоструйной резкой. Процесс обработки чистый, не создает пыли, перемола, щепок, и не загрязняет воздух химически. Масла или эмульсии для резки не требуются. В наше время высоких цен на сырье и ограниченных ресурсов, оптимальное использование материала благодаря узким режущим бороздам и раскрою – это долгожданные дополнительные преимущества для того, чтобы выбрать технологию водоструйной резки.
Функциональный принцип создания давления.
Водяная резка — технология на подъеме
Подготовленная вода со сложным полимерным составом сжимается под давлением до 7 бар при помощи нагнетательного насоса. Вода стекает в цилиндр высокого давления через водяной фильтр. Принцип усилителя давления состоит из первичного циркуляции, которая функционирует при 200 бар при помощи электрически управляемого гидравлического насоса. Жидкость накачивается попеременно в правую или левую сторону гидравлического цилиндра при помощи клапана с четырьмя проходами.
Поршневые стержни, установленные в гидравлических поршнях вторичной водяной циркуляции также перемещаются. Соответствующие необратные клапаны для входа и выхода воды контролируют заполнение и сброс герметичной воды в цилиндре высокого давления. Гидравлическое давление 4.136 бар создается через поверхностное отношение 20:1 гидравлического поршня к поршневому стержню. Аккумулятор давления (гаситель колебаний) установлен, чтобы минимизировать пики давления во время переключения от одной стороны цилиндра к другой. Насос высокого давления связан с режущей головкой через высокие трубы нержавеющей стали высокой прочности. Сапфировый или алмазный носик преобразовывают давление в струю воды высокой скорости (приблизительно 800 — 1000 м\с).
Абразив добавляется, чтобы увеличить эффективность струи воды. После добавления абразива, вода, воздух и абразив смешиваются в специальном отделении, сводятся в параллельный пучок в фокусирующем носике и ускоряются. Результат этой технологии — высокоэнергетическая струя, который способна к микроразрушению, то есть сверлению и резке материалов больших толщин и самых разнообразных консистенций, таких как металл, керамика, камень и пуленепробиваемое стекло.
Рис. Принцип усилителя: Электромотор управляет гидравлическим насосом, сжимая масляную циркуляцию в усилителе, где давление увеличивается в 20 раз и подается в систему.
Режущие головки Waterjet KMT — Надежность в экстремальных условиях.
Основные моменты удобства в обслуживании.
Комплектация:
Режущая головка.
Как работают водоструйно режущие головки
Вода для резки подается через специальный частично гибкий трубопровод высокого давления, делая возможным движения режущей головки. Головка состоит из пневматически управляемого иглового клапана и насадки, в конце которой установлен специальный конус с отверстием из драгоценного камня (обычно алмаз или сапфир), который установлен при помощи специальной гайки. Именно в этой насадке достигаются скорости Машины 2-3.
Для абразивных применений, под отверстием для воды имеется специальная абразивная головка, которая используется для того, чтобы смешать песок-абразив с водой высокого давления. Движение режущей головки обычно управляется ЧПУ контроллером раскроечного стола.
Дренажные отверстия защищают корпус насадки, трубку насадки и гайку насадки от повреждений и точно показывают, какая деталь должна быть зажата, или какая прокладка должна быть заменена. Уникальное строение позволяет заменить прокладку менее чем за 5 мин.
Несмотря на экономичность абразивной режущей головки компании KMT Waterjet, в дополнение к ее легкому обслуживанию и надежности, она все же нуждается в замене. Простой дизайн позволяет произвести свободную замену насадки без инструмента в течение секунд – трудоёмкие процедуры центрирования — дело прошлого. Поскольку три главные части изнашивания отличаются друг от друга, они разработаны, чтобы быть заменены отдельно. ACTIVE AUTOLINE™ I – это цельная единица, которая включает в себя клапан насадки и трубку насадки.
Система управления абразивом.
Продвинутые решения для автоматизированного процесса резки.
Лучшие результаты, от фильтрации абразива к резке — начиная с фильтрации абразива, до очень точного, очень экономичного результата порезки материала, система AMS I (Система управления абразивом) гарантирует постоянно контролируемый процесс резки. Продвинутое решение для автоматизированного сокращающегося процесса.
Сокращение затрат за счет оптимизации потребления абразива – потребление абразива является одним из наибольших факторов, влияющих на стоимость при использовании водоструйного агрегата. KMT Waterjet понимает, что это — важная проблема, и оптимизация параметров резки – это главная особенность нашей работы над дальнейшим развитием. В результате был создана система AMS III.
В состав входят:
— ABRALINE III – Система передачи абразива
— FEEDLINE — Подача абразива
— ACTIVE AUTOLINE™ II — Абразивная режущая головка
или
— ACTIVE IDE™ — Абразивная режущая головка
Система передачи абразива.
ABRALINE III
Непрерывный контроль для эффективности процесса производства
Надежность производства требует постоянного внимания во время всего режущего процесса. Экономичный и успешный процесс резки очень зависит от стабильного уровня расхода абразива. Этот фактор становится еще более важным при порезке хрупких материалов, таких как камень, мрамор или стекло.
Контроль абразивного потока экономит время и затраты – Наша система подачи абразива ABRALINE III точно контролируют наличие достаточного количества абразива во время всего процесса резки. Это защищает Ваш ценный расходный материал от повреждения и экономит ненужные затраты и время. Система гарантирует стабильность процесса, безопасность и очень высокую степень надежности.
Цельная единица или интегральная система — ABRALINE III обеспечивает все особенности, чтобы стабилизировать процесс резки. Система может быть установлена двумя различными способами – как автономная единица или как интегрированный компонент, связанный с системой централизованного управления. Во время использования в одной или многократных операциях изменения автоматизированных систем резки, система подачи ABRALINE III делает свой вклад в экономичное использование всей гидроабразивной системы.
200-литровый резервуар хранения с фильтрующей решеткой — полная система состоит из 2 резервуаров. Верхний резервуар негерметичен, его емкость 200 литров (приблизительно 400 кг) абразива. Он легко доступен, и абразив можно загружать даже во время резки, сняв верхнюю крышку. Интегрированная решетка предотвращает попадание загрязненных частиц.
24-литровый сосуд высокого давления подает абразив к измерительным системам — нижний 24-литровый резервуар находится непосредственно под верхним. Он представляет собою сосуд, содержащий абразивный песок, который нагнетается под давление при помощи сжатого воздуха. Подсоединенный гибкий шланг ведет абразив непосредственно к системе измерения абразива FEEDLINE IV каждой режущей головки. Датчики контролируют присутствие абразива, каждый из резервуаров содержат датчики уровня в выходных отверстиях для абразива. Их сигналы постоянно проверяются станцией контроля, расположенной в электрическом шкафу.
Контрольная лампа показывает статус системы — цветная лампа контроля, которая расположена на лицевой части пульта управления, и табло ниже этой лампы постоянно показывает статус системы. Как только уровень абразива ниже датчика, сосуд под давлением открывается, автоматически позволяя попадание абразива из верхнего резервуара.
Мигающая лампа напоминает Вам, что нужно заполнить отсек хранения — Если уровень абразива в верхнем резервуаре ниже, чем требуется, световой индикатор начинает мигать, и соответствующее сообщение появляется на дисплее. Эти два индикатора сообщают оператору, что необходимо пополнить отсек хранения абразивным песком.
Измерительная система абразива.
FEEDLINE IV
Оптимизированное абразивное потребление согласно потребностям клиента
Стабильные и повторяемые операционные параметры — фундаментальное требование, необходимое для высокого качества гидроабразивной резки. Это особенно актуально для абразивных применений и резки хрупких материалов, где постоянный поток абразива — просто необходимость. FEEDLINE IV был разработан, чтобы точно гарантировать это. Со встроенным ЧПУ контроллером или управляемым потенциометром, система всегда обеспечивает подачу постоянного потока и позволяет Вам экономить абразив и сокращать затраты.
Для чего необходима система FEEDLINE IV? – При гидроабразивной резке используется эффект Вентури, чтобы обеспечить подачу определенного количества абразива на выходе из фокусирующей трубы. Без системы подачи смеситель засорился бы из-за переполнения абразивом, подающегося головке. Это делает необходимость использования точной и полностью приспосабливаемой системы FEEDLINE IV бесспорной.
Как работает FEEDLINE IV? – Абразивный песок подается к 0,8-литровому резервуару с помощью сжатого воздуха. У основания резервуара передачи абразив выходит на колесо подачи с переменной скоростью вращения. Размер песчинок, так же как расстояние между выходом и колесом, так же как обороты в минуту определяет норму подачи единицы.
Автономное или интегрированное использование — стандартные нормы подачи могут быть сохранены в ЧПУ контроллерах машины, и переданы FEEDLINE IV через карту электронного управления. Уровень может также быть скорректирован через внешний потенциометр. Точная работа каждой режущей головки управляется отдельной FEEDLINE IV единицей.
Пропорциональные настройки экономят затраты – постоянно изменяемый контроллер полностью приспосабливается линейным способом до уровня подачи 1000 г/минут (для наиболее широко используемых «80 меш» песчинок). Этот максимальный расход может быть легко увеличен при замене прокладки. Эта особенность особенно важна для операторов машины, которые имею дело с разнообразными материалами и толщинами, так как она существенно сокращает затраты. Тонкие материалы требуют низких норм подачи абразива, для более толстых — количество абразива повышается пропорционально. Вы управляете абразивным потоком, необходимым для качества работы.
Компактный дизайн обеспечивает легкую установку — компонент весит лишь 2.8 кг. Легкий дизайн позволяет устанавливать FEED LINE IV непосредственно на системе движения, чтобы минимизировать длину абразивного шланга, которая непосредственно способствует качеству края заготовки.
Метод гидроабразивной резки
Абразивная резка используется для более твердых материалов, таких как металлы, стекло, камень, бетон, стеклянные соединения, керамика, окись силикона или алюминия.
В случае использования материалов, для которых метод чистой воды достигает своих пределов, используется абразивный метод. При абразивном процессе, к воде добавляются режущие абразивные агенты. После добавления абразива вода, воздух и абразив смешиваются в специальном отсеке, сводиться в поток в фокусирующей насадке и ускоряется. Результат этой технологии — высокоэнергетический гидропоток, который способен к микроразрушению, то есть, сверлит и режет материалы больших толщин и самых разнообразных консистенций, таких как металлы, керамика, камень и пуленепробиваемое стекло.
Насос высокого давления KMT-Jetline.
Классическая надежность и функциональность.
Наша модель JETLINE отображает требование рынка полностью автономной, легко настраиваемой и доступной в цене технологии насосов высокого давления. Абсолютно самостоятельная адаптированная система. Вы можете использовать этот насос в обоих направлениях: либо как самостоятельную единицу, либо подключить его к нескольким станкам.
Новая прочная герметизированная защита колпачка (HSEC) Новая герметизированная защита теперь установлена на всех моделях насосов высокого давления JETLINE. Очень компактный дизайн позволяет держать высокое давление при помощи защитных валов с каждой стороны насоса.
Защита цикла низкого давления. Общее состояние низкого давления воды влияет на срок службы всех компонентов в насосе высокого давления. Температура и уровень давления на входе и выходе из насоса постоянно контролируется для предотвращения повреждения насоса. Использование с чистой водой или с абразивом. Модель JETLINE предназначена для работы с чистой водой, а также в работе с абразивом. Эта модель пригодна для материалов, которые необходимо резать с давлением до 3.800 бар / 55,000 фунтов на квадратный дюйм. Высокая надежность и срок использование равны нашим другим моделям серии «Плюс». Система управления MOELLER работает с 7-ю языками. Система управления Moeller предоставляет вам все классические функции, которые необходимы для запуска насоса и надежного и экономичного управления. У вас есть возможность выбрать до 7 различных языков. Идеальное решение для начинающих. В частности маленькие компании, которые работают в одну смену. Модель JETLINE превосходно поможет компании войти на рынок резки материалов. Используя данный насос компании, могут позволить применить высокие технологии, предоставленные фирмой KMT. Плавный запуск, это экономия расходов на электроэнергию. Плавный запуск не только позволяет вам уменьшит затраты на электроэнергию, так нет необходимости в усилении источника питания при использовании насосов высокого давления серии JETLINE.
Технология водоструйной резки – от специалистов для профессионалов. KMT Waterjet Systems — первопроходец и новатор в технологии водоструйной резки. Всеобъемлющие технологические ноу-хау, обширная палитра высококачественной продукции, сервисные услуги и представительство по всему миру делают KMT Waterjet идеальным партнером для всех, кто использует резку струей воды. KMT Waterjet – непостижимая гибкость и разносторонность в технологиях резки.
Далее приведены примеры промышленного применения, при которых водоструйная резка зарекомендовала себя чрезвычайно эффективно:
Портальный станок гидроабразивной резки HEAD WaterJet ❇ Компания ТЕМИР
Станок портального типа, стол открыт для загрузки с двух сторон, раздельная конструкция несущего стола-резервуара и станины станка, разумная структура проектирования рабочего станка резки, модульная сборка.
Используется серводвигатель и приводы YASKAWA, что обеспечивает стабильную и надежную работу станка.
Новая режущая головка с усовершенствованным дизайном соответствует современным международным стандартам. Замкнутый цилиндр, стабильная структура, концентричность фиксирующей трубки и сопла продлевают срок службы оборудования. Воду можно переключать на стандартную режущую головку, режущую головку для очищенной воды, динамическую режущую головку, многофункциональную режущую головку и т.д.
Станина оси Y выполнена из термообработанной стали, внутри заполнена бетоном, что обеспечивает стабильность её формы. Усиленная конструкция станины гарантирует высокую жесткость против сгибания, кручения и вибраций.
Ванна постоянно наполнена водой и предназначена для гашения остаточной энергии водяной струи, а также снижения шума. Разумная структура ванны (толщина стенки резервуара достигает 5мм) и станины, не мешает шарико-винтовой передаче (ШВП) и направляющим.
Поперечина Х оси рабочего стола выполнена из прессованного алюминиевого сплава. Её характеристики – лёгкий вес, высокая интенсивность, хорошее сопротивление давлению и высокая точность. Компания использует алюминиевый сплав номер 6063, толщина станины достигает 8мм.
Опоры на осях Y имеют съёмное смотровое окно, благодаря которому удобно осуществлять техническое обслуживание и ремонт серводвигателя.
Станок оснащен ЧПУ, что значительно повышает производительность труда и расширяет возможности применения и сложность выполняемых операций.
Резка выполняется гидроабразивной консистенцией, подаваемой с высочайшей скоростью и под большим давлением. За базу станка взята рабочая станина и поперечная балка, к которой крепятся режущие головки. Материалы разрезаются с высокой точностью (до одной тысячной миллиметра), что позволяет производить самые замысловатые изделия и сложные декоративные элементы.
Принцип работы гидроабразивного станка
С помощью насоса высокого давления, который является ключевым узлом оборудования, давление воды доходит до показателя свыше 4 тысяч атмосфер. Вода проходит сквозь сопло, формирующее струю диаметром порядка 0,2 мм, и подается в смесительную камеру.
В смесительной камере вода перемешивается с абразивом, в роли которого выступает чаще всего гранатовый песок, а потом проходит сквозь твердосплавное сопло диаметром примерно в 1мм.
Струя воды, смешанная с абразивом, выходит со скоростью порядка 1 тысячи метров в секунду и ударяется о поверхность изделия, которое обрабатывается.
Процесс не сопровожден нагреванием участка заготовки, поэтому резка считается холодной.
Рабочий процесс сам по себе является полностью взрыво- и пожаробезопасным, поэтому не требует создания особенных условий труда
Данный станок универсален за счёт множества материалов обработки и сфер применения. Гидроабразивная резка имеет очень высокую точность – до 0,001 мм, а поэтому преимущественно задействуется в научных и производственных отраслях. В авиастроении этот тип станков позволяет работать с такими материалами, как титан и углепластик, которые требуют определенных условий обработки. В зоне реза температура не превышает 90 градусов, что не способствует изменению структуры заготовок, поэтому гидроабразивный процесс широко применяется для нарезки металла самых разных типов и характеристик.
Преимущества станка гидроабразивной резки
Оборудование может работать как с твердыми, так и хрупкими, вязкими и композитными материалами. За счет этого подобные станки можно встретить на производствах легкой и пищевой промышленности.
Например, резка замороженных брикетов и заготовок осуществляется только водой, но принцип работы тот же, лишь без подводки песка. Универсальность гидроабразивных изделий дает возможность задействовать технологию для обработки камня, плитки, керамогранита и прочих строительных материалов.
Высокая точность используется не только для аккуратного нарезания заготовок, но и для создания сложных по исполнению фигур, воспроизведение которых другими инструментами требует больше усилий. Среди прочих областей применения можно выделить деревообработку, стекольное производство, создание различных инструментов, прочных пластмассовых заготовок и многое другое. Рабочий диапазон гидроабразивных станков, действительно, крайне широк, так как резка происходит гладко, эффективно и не приспособлена только к определенному материалу.
Параметры станков HEAD WaterJet
Модель
HEAD 1520
HEAD 1530
HEAD 1540
HEAD 2030
HEAD 2040
Рабочая зона оси Х
Модель
1500 мм
HEAD 1520
1500 мм
HEAD 1530
1500 мм
HEAD 1540
2000 мм
HEAD 2030
2000 мм
HEAD 2040
Рабочая зона оси Y
Модель
2000 мм
HEAD 1520
3000 мм
HEAD 1530
4000 мм
HEAD 1540
3000 мм
HEAD 2030
4000 мм
HEAD 2040
Рабочая зона оси Z
Модель
150 мм
HEAD 1520
150 мм
HEAD 1530
150 мм
HEAD 1540
150 мм
HEAD 2030
150 мм
HEAD 2040
Модель
HEAD 2060
HEAD 3020
HEAD 3040
HEAD 3060
HEAD 4020
Рабочая зона оси Х
Модель
2000 мм
HEAD 2060
3000 мм
HEAD 3020
3000 мм
HEAD 3040
3000 мм
HEAD 3060
4000 мм
HEAD 4020
Рабочая зона оси Y
Модель
6000 мм
HEAD 2060
2000 мм
HEAD 3020
4000 мм
HEAD 3040
6000 мм
HEAD 3060
2000 мм
HEAD 4020
Рабочая зона оси Z
Модель
150 мм
HEAD 2060
150 мм
HEAD 3020
150 мм
HEAD 3040
150 мм
HEAD 3060
150 мм
HEAD 4020
Основные характеристики
Максимальное давление
420 МПа
Максимальный расход потока
3,7 л/мин
Источник электричества
3 фазы, 380 В, 50/60 Гц, 37 КВт, 50 л. с.
Максимальный диаметр сопла
0,33 мм
WAZER — первый настольный станок для гидроабразивной резки
ПОСМОТРЕТЬ ПОЛНОЕ ВИДЕО
Инженерное дело
Выполняйте итерации быстрее, чем когда-либо прежде. Представьте себе дизайн, вырежьте его на гидроабразивной струе, а затем соберите на месте.
Производство
Производите то, что раньше отдавали на аутсорсинг. Решите проблемы с водометом, которые не могут решить другие станки с ЧПУ.
Art & Craft
Сосредоточьтесь на своем искусстве, позволяя струе воды WAZER выполнять ручную работу. Это как если бы в вашей студии был еще один человек.
Образование
Подготовьте учащихся к современному рабочему месту с ЧПУ. Дайте им практический опыт работы с современным промышленным оборудованием для гидроабразивной резки.
Металл
Стекло
Пластик
Композиты
Плитка
Резина/пробка
Пена
Расчет скорости резания
Проверьте, как быстро WAZER режет материалы, необходимые для работы
ПОСМОТРЕТЬ ВСЕ МАТЕРИАЛЫ
Подходит для вашего верстака. И ваш бюджет.
Начиная с
9 999 долларов США
Первый малый гидроабразивный резак в компактном корпусе. Тем не менее, это все еще достаточно промышленного класса для резки стали, камня, плитки и стекла с ЧПУ. Лучше всего то, что он также разработан для вашего бюджета. В наличии и готовы к отправке!
Начиная с
9 999 долл. США
УЗНАТЬ БОЛЬШЕ О WAZER WATERJET
РЕЗКА БРЕНДОВ С WAZER
Производство на заказ, быстро и собственными силами нужный материал.
Индивидуальные молдинги,
по требованию и повторение
Гидроабразивная резка WAZER помогает ЧПУ вырезать каждую архитектурную деталь с идеальной точностью, сохраняя многовековое ремесло.
Автоматизация утомительной резки стекла
Гидроабразивная резка — это все равно что помощник в мастерской, который может резать по 8 часов в день без остановки.
Подготовка учащихся к работе в реальном мире
Учащиеся получают ценный опыт, выполняя практические проекты с использованием современного водоструйного станка с ЧПУ.
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ
Веб-программное обеспечение WAZER быстрое и простое. Посмотрите, как ваши дизайны вырезаются на гидроабразивной машине WAZER за считанные минуты.
УЗНАЙТЕ НАШЕ ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ
Гидроабразивная резка позволит вам резать то, что вы никогда раньше не могли сделать.
Технология гидроабразивной резки позволяет резать практически все. Так что теперь вы можете прототипировать, производить, экспериментировать или производить почти все, что только можете себе представить. Узнайте, что делает гидроабразивную резку с ЧПУ самой универсальной технологией резки.
См. Преимущества резания водяных варджетов
о — Wazer
Наши Миссия
Наша миссия
водяные струи традиционно были недоступны для большинства предприятий из -за их высоких затрат и массовых размеров.
Наша миссия — сделать технологии промышленного производства доступными, чтобы малые предприятия и предприниматели имели современные инструменты, необходимые им для инноваций и самодостаточности.
ПОЧЕМУ ВОДЯНЫЕ СТРУИ?
Это означает изготовление вещей из реальных материалов — сложных материалов, таких как металл и стекло, — для точной резки которых традиционно требовалось дорогое промышленное оборудование.
Введите малый водомет WAZER. С самого начала WAZER проектировался таким образом, чтобы его можно было использовать где угодно и где угодно без ущерба для качества или долговечности. Сегодня тысячи водометов WAZER работают на заводах, в инженерных лабораториях, студиях и учебных классах по всему миру.
ПОЧЕМУ ВОДЯНЫЕ СТРУИ?
НАША ИСТОРИЯ
То, что началось как проект университетской диссертации, теперь стало глобальным промышленным успехом.
Компания WAZER начала свою деятельность в 2012 году в качестве исследовательской программы бакалавриата в Penn Engineering, где Нисан (соучредитель и генеральный директор) руководил группой студентов, разрабатывающих недорогие технологии гидроабразивной резки. Первоначальная идея заключалась в том, чтобы сделать малоформатный гидроабразивный станок для школьного механического цеха, потому что ученикам нужно было вырезать точные детали из листового металла. Мэтт (соучредитель и технический директор) руководил командой Penn Formula SAE, каждый год производя полностью индивидуальную гоночную машину, где в кампусе производилось наибольшее количество практических работ.
В начале 2015 года, после нескольких лет развития своих инженерных навыков в более авторитетных компаниях, Нисан и Мэтт уволились с работы, чтобы полностью посвятить себя созданию первого настольного гидроабразивного станка.
В январе 2016 года компания WAZER получила инвестиции от SOSV для запуска компании. Сотрудники-основатели Дэн и Кристиан (также инженеры Penn из команды гоночных автомобилей) присоединились к команде, и четверка временно переехала в Шэньчжэнь, Китай, в рамках программы HAX, предоставляя практический венчурный капитал для хард-тек.
В течение восьми месяцев команда прошла путь от инженерного прототипа до машины, которая выглядит, как работает, и публично запустила ее на Kickstarter в сентябре 2016 года, собрав более 1,3 миллиона долларов и продемонстрировав широкую потребность в этой технологии.
На разработку готовой к производству машины ушло еще два года, но команда проявила настойчивость и начала отгружать готовую продукцию клиентам летом 2018 года. К тому моменту команда выросла почти до 20 человек на двух континентах с команда в Китае для работы напрямую с нашими поставщиками компонентов и производственная группа в Нью-Йорке для сборки и тестирования каждой машины перед тем, как она покинет наш завод.
WAZER продолжает расти и развиваться как компания, но ее акцент на качество, креативность и процесс остается основополагающим принципом, который приносит пользу нашему продукту и клиентам.
Разработано пользователями WAZER
Наши опытные инженеры — талантливые производители, которые использовали все виды оборудования с ЧПУ. Поэтому мы понимаем болевые точки работы в магазине и знаем, как заставить WAZER работать на наших клиентов.
Мы знаем нашу цепочку поставок
Наша производственная группа имеет прямые отношения с более чем 150 поставщиками, детали которых составляют каждую машину. Мы посещаем фабрики, где производятся детали, чтобы убедиться, что они соответствуют нашим предопределенным стандартам.
Внимание к качеству
Каждый компонент проверяется и измеряется на соответствие нашим спецификациям. У нас есть более 300 проверенных производственных чертежей, в которых указано более 10 000 критических размеров. Мы обращаем внимание на детали.
Собирается на нашем заводе
Мы не передаем производство на аутсорсинг. Каждый WAZER собирается вручную на нашем собственном заводе собственным производственным персоналом. Прежде чем мы отправим каждую единицу, каждый WAZER должен пройти 120 тестов качества на нашем заводе, чтобы подтвердить работу насоса, водяных уплотнений, управления движением и многое другое.
Служба поддержки клиентов в реальном времени
Если у вас есть вопросы или вам нужна помощь, на наши телефоны и электронные письма ответят настоящие живые инженеры на нашем предприятии в Нью-Йорке. Мы знаем нашу машину вдоль и поперек.
Стоимость доставки рассчитывается при оформлении заказа.
Заголовок по умолчанию — продано Количество
№
Настоящая профессиональная пила среднего класса, созданная для очень сложных задач. Оснащен двигателем X-TORQ с уменьшенным расходом топлива и выбросами выхлопных газов. Картер и коленчатый вал очень прочные, а карбюратор имеет гашение вибрации, чтобы выдерживать высокие скорости и высокие нагрузки. Пила сочетает в себе малый вес, высокую мощность и быстрое ускорение с гибким управлением.
Air Injection®
Центробежная система очистки воздуха удаляет крупные частицы пыли и мусора до того, как они попадут в воздушный фильтр. Это приводит к уменьшению очистки воздушного фильтра и увеличению срока службы двигателя.
X-Torq®
Мощный и эффективный двигатель X-Torq® снижает как выбросы двигателя, так и расход топлива, улучшая условия труда и экономя деньги на заправке.
Регулируемый масляный насос
Позволяет регулировать подачу масла в зависимости от области применения и погодных условий.
Быстросъемный воздушный фильтр
Облегчает очистку и замену воздушного фильтра.
Боковой натяжитель цепи
Более легкий доступ к устройству натяжения цепи.
Магниевый картер
Прочный картер выдерживает высокие обороты и жесткое профессиональное использование, обеспечивая длительный срок службы.
Быстросъемная крышка воздушного фильтра
Быстросъемная крышка экономит время при очистке или замене свечи зажигания или фильтра.
Трехкомпонентный коленчатый вал
Кованый коленчатый вал, состоящий из трех частей, для максимальной прочности для самых тяжелых условий эксплуатации.
LowVib®
Система предназначена для снижения уровня вибрации оператора, что снижает утомляемость.
Smart Start®
Конструкция двигателя и стартера обеспечивает быстрый запуск машины с минимальными усилиями.
Эргономика передней рукоятки
Улучшенный захват и смещенная под углом 7° рукоятка снижают утомляемость.
Тормоз цепи с инерционным приводом
Снижает вероятность получения травмы из-за отдачи.
Двигатель
Объем цилиндра — 70,7 см³
Рабочий объем цилиндра — 4,31 куб. дюйма
Выходная мощность — 5,5 л.с.
Максимальная скорость вращения — 10200 об/мин
Объем топливного бака — 1,62 пинты США
Расход топлива — 426 г/кВтч
Скорость холостого хода — 2700 об/мин
Свеча зажигания — Champion RCJ7Y, NGK BPMR7A
Межэлектродный зазор — 0 в
Крутящий момент, макс. — 3,8 Н·м
Оборудование
Рекомендуемая длина шины, макс. — 28 дюймов
Рекомендуемая длина шины, мин. — 16 дюймов
Размеры
Вес (без режущего оборудования) — 14,6 фунта
Размер продукта, ДхШхВ — 17,1×9,7×12,6 дюйма
Ограниченная гарантия
Гарантия для домовладельца — 2 года
Коммерческая гарантия — 1 год
Смазочная смазка
Объем масляного бака — 0,89 US Pint
Тип масляного насоса — Автоматический
емкость масляного насоса MAX — 20 мл
МИНА
Звук и шум
Уровень звуковой мощности, гарантированный (LWA) — 119 дБ(А)
Уровень звуковой мощности, измеренный — 118 дБ(А)
Уровень звукового давления на ухе оператора — 110 дБ(А)
Вибрация
Эквивалентный уровень вибрации (ahv, eq) передней рукоятки — 5,7 м/с²
Эквивалентный уровень вибрации (ahv, eq) задней рукоятки — 8,0 м/с²
Представьте, если бы вы были довольны доволен своей покупкой. Это может стать вашей реальностью с бензопилой Husqvarna 372XP X-Torq — 20-дюймовая шина.
Последнее обновление инвентаря: 17 января 2023 г.
Комбинации пильной цепи и направляющей шины
Нажмите — или +, чтобы показать или скрыть атрибуты
Комбинации Бар/Цепь (57 товаров)
AdvanceCut™ (27 товаров)
ControlCut™ (15 товаров)
PowerCut™ (5 товаров)
СпидКут™ (5 товаров)
PowerSharp® (4 товара)
16 (18 товаров)
18 (16 товаров)
20 (13 товаров)
14 (7 товаров)
12 (3 продукта)
. 325″ (18 товаров)
(17 товаров)
3/8″ (11 товаров)
3/8-дюймовый низкопрофильный™ (11 товаров)
0,050 (45 товаров)
0,063 (6 товаров)
0,058 (4 товара)
0,043 (2 продукта)
(18 товаров)
91 пиксель (17 товаров)
95ТСЛ (6 товаров)
20BPX (5 товаров)
21BPX (2 продукта)
72LGX (2 продукта)
90 пикселей (2 продукта)
22BPX (1 товаров)
72LPX (1 товаров)
73LGX (1 товаров)
91 л. с. (1 товаров)
E72DP (1 товаров)
72 (9 товаров)
66 (5 товаров)
0 (4 товара)
60 (4 товара)
78 (4 товара)
52 (3 продукта)
62 (3 продукта)
45 (2 продукта)
49 (2 продукта)
50 (2 продукта)
54 (2 продукта)
55 (2 продукта)
56 (2 продукта)
59 (2 продукта)
68 (2 продукта)
70 (2 продукта)
74 (2 продукта)
44 (1 товаров)
53 (1 товаров)
67 (1 товаров)
81 (1 товаров)
86 (1 товаров)
Низкая отдача
(47 товаров)
Профессиональный
(10 товаров)
К095 (11 товаров)
А041 (10 товаров)
А074 (8 товаров)
Д025 (5 товаров)
Д176 (4 товара)
К041 (4 товара)
А318 (3 продукта)
А061 (2 продукта)
Д009 (2 продукта)
Д096 (2 продукта)
Z095 (2 продукта)
А095 (1 товаров)
7 (18 товаров)
10 (12 товаров)
12 (7 товаров)
11 (6 товаров)
9 (6 товаров)
Нет
(47 товаров)
Да
(6 товаров)
Нет
(53 товара)
Нет
(52 товара)
(50 товаров)
Небольшой (36 товаров)
Большой (14 товаров)
Показаны продукты 1 – 20 из 57
12-дюймовая шина для бензопилы Oregon и цепь S45, подходит для Echo, Makita, Craftsman, Poulan, Husqvarna, Skil, Chicago и др. (PN 27792)
Деталь № 27792
Шаг:
| Длина стержня: 12 дюймов
| Калибр: .050″
| Ссылки привода: 45
| Хвостовое крепление: A041
| Статус ANSI:
20-дюймовая шина для бензопилы Oregon и цепь D70, подходит для Echo, McCulloch, Poulan, Craftsman, Skil, Shindaiwa и других (27850)
Деталь № 27850
Шаг: 3/8″
| Длина стержня: 20 дюймов
| Калибр: . 050″
| Ссылки привода: 70
| Хвостовое крепление: D176
| Статус ANSI:
16-дюймовая шина для бензопилы Oregon и цепь D60, подходит для Echo, McCulloch, Poulan, Craftsman, Skil и др. (27851)
Деталь № 27851
Шаг: 3/8″
| Длина стержня: 16 дюймов
| Калибр: .050″
| Ссылки привода: 60
| Хвостовое крепление: D176
| Статус ANSI:
14-дюймовая шина для бензопилы Oregon и цепь S52, подходит для Echo, Craftsman, Poulan, Homelite, Makita, Husqvarna, Ryobi и других (27856)
Деталь № 27856
Шаг:
| Длина стержня: 14 дюймов
| Калибр: . 050″
| Ссылки на привод: 52
| Хвостовое крепление: A041
| Статус ANSI:
16-дюймовая шина для бензопилы Oregon и цепь S56, подходит для Craftsman, Echo, Poulan, Homelite, Makita, Husqvarna, Ryobi и других моделей (27857)
Деталь № 27857
Шаг: 3/8″ Low Profile™
| Длина стержня: 16 дюймов
| Калибр: .050″
| Ссылки на Диск: 0
| Хвостовое крепление: A041
| Статус ANSI:
16-дюймовая шина бензопилы Oregon и цепь S54, подходит для моделей McCulloch, Troy-bilt и Wen (509535)
Деталь № 509535
Шаг:
| Длина стержня: 16 дюймов
| Калибр: . 050″
| Ссылки привода: 54
| Хвостовое крепление: Z095
| Статус ANSI:
16-дюймовая шина для бензопилы Oregon и цепь R56, подходит для Echo, Craftsman, Poulan, Homlite, Husqvarna, Ryobi и других (623000)
Деталь № 623000
Шаг:
| Длина стержня: 16 дюймов
| Калибр: .043″
| Ссылки привода: 56
| Статус ANSI:
20-дюймовая шина бензопилы Oregon и цепь H78, подходит для Echo, Craftsman, Homelite, Poulan, Ryobi, John Deere и других (37977)
Деталь № 37977
Шаг: 0,325″
| Длина стержня: 20 дюймов
| Калибр: . 050″
| Ссылки на привод: 78
| Статус ANSI:
Oregon 18-дюймовая цепная пила и цепь S62, подходит для Echo, Craftsman, Poulan, Homelite, Makita, Ryobi, Husqvarna и других (39272)
Деталь № 39272
Шаг:
| Длина стержня: 18 дюймов
| Калибр: .050″
| Ссылки привода: 62
| Статус ANSI:
Oregon PowerSharp Starter Kit 16 дюймов, подходит для Stihl, пильной цепи PS55, направляющей шины и точильного станка PowerSharp с креплением на шину (541655)
Деталь № 541655
Шаг: 3/8″ Low Profile™
| Длина стержня: 16 дюймов
| Калибр: . 050″
| Ссылки на привод: 55
| Хвостовое крепление: A074
| Статус ANSI:
Стартовый комплект Oregon PowerSharp 16 дюймов, подходит для Echo, Craftsman, Homelite, пильная цепь PS56, направляющая шина и точилка на шине (541656)
Деталь № 541656
Шаг: 3/8″ Low Profile™
| Длина стержня: 16 дюймов
| Калибр: .050″
| Ссылки на привод: 50
| Хвостовое крепление: A041
| Статус ANSI:
Цепная пила Oregon 20 дюймов и цепь E72, подходит для моделей Husqvarna, Makita, Poulan, Craftsman и Jonsered (584271)
Деталь № 584271
Шаг:
| Длина стержня: 20 дюймов
| Калибр: . 050″
| Ссылки привода: 72
| Хвостовое крепление: K095
| Статус ANSI:
18-дюймовая шина бензопилы Oregon и цепь D66, подходит для Echo, McCulloch, Poulan, Craftsman, Skil, John Deere и других (30159)
Деталь № 30159
Шаг: 3/8″
| Длина стержня: 18 дюймов
| Калибр: .050″
| Ссылки привода: 66
| Хвостовое крепление: D176
| Статус ANSI:
18-дюймовая шина бензопилы Oregon и цепь S62, подходит для моделей McCulloch, Craftsman и Poulan (100461)
Деталь № 100461
Шаг:
| Длина стержня: 18 дюймов
| Калибр: . 050″
| Ссылки на привод: 60
| Хвостовое крепление: A318
| Статус ANSI:
Цепная пила Oregon 14 дюймов и цепь S50, подходит для различных моделей Stihl (105667)
Деталь № 105667
Шаг:
| Длина стержня: 14 дюймов
| Калибр: .050″
| Ссылки на привод: 50
| Хвостовое крепление: A074
| Статус ANSI:
Цепная пила Oregon 16 дюймов и цепь S55, подходит для различных моделей Stihl (105668)
Деталь № 105668
Шаг:
| Длина стержня: 16 дюймов
| Калибр: . 050″
| Ссылки на привод: 55
| Хвостовое крепление: A074
| Статус ANSI:
20-дюймовая шина бензопилы Oregon и цепь L81, подходит для различных моделей Stihl (105671)
Деталь № 105671
Шаг:
| Длина стержня: 20 дюймов
| Калибр: .063″
| Ссылки привода: 81
| Хвостовое крепление: D025
| Статус ANSI:
18-дюймовая шина бензопилы Oregon и цепь L74, подходит для различных моделей Stihl (105670)
Деталь № 105670
Шаг: 0,325″
| Длина стержня: 18 дюймов
| Калибр: 0,063 дюйма
| Ссылки привода: 74
| Хвостовое крепление: D025
| Статус ANSI:
14-дюймовая шина бензопилы Oregon и цепь S49, подходит для McCulloch, Craftsman, Remington и Poulan (100453)
Это производительное оборудование, которое позволяет изготавливать небольшие партии деталей высокого качества без использования дорогой оснастки.
Автоматическая вакуумно-литьевая машина FVC – это ювелирная точность, высочайшая производительность и долгие годы службы. Оборудование разработано специально для литья небольших партий деталей из полиуретанов. Никогда еще вакуумное литье не было таким простым! Для работы на вакуумно-литьевой машине FVC не нужно быть высококлассным специалистом. Работа FVC полностью автоматизирована – оператору остается разместить форму внутри машины и нажать «Старт». Все остальное она сделает сама! Прогрессивный подход в вакуумном литье полиуретана не только позволяет уменьшить выбраковку, но и ускорить процесс изготовления.
Ювелирная точность
Высокая производительность
Простая настройка
Автоматический процесс
Многообразие материалов
Долгий срок службы
Точность
Позволяет с высокой точностью изготовить прототип, максимально приближенный к серийной модели.
Производительность
Автоматизированная система литья и простое управление дают возможность повысить производительность машины в 2 раза.
Надежность
Продуманное инженерное решение и качество изготовления нашего оборудования гарантируют надежность эксплуатации.
Быстрое прототипирование
Технологии быстрого прототипирования нашли свое применение во множестве сфер и будут всегда актуальны для большинства компаний в области приборостроения, исследования и прототипирования.
Подробнее
Кому будет полезна
Вакуумно-литьевая машина FVC позволяет оперативно изготовить небольшую партию опытных образцов для презентации и демонстрации потенциальным заказчикам, при запуске нового продукта.
Машина для вакуумного литья дает возможность быстро создавать полнофункциональные модели, как для проверки собираемости, так и для оценки эргономики и потребительских качеств будущего товара.
Чтобы в кратчайшие сроки создавать высококачественные прототипы нужной формы, размера и цвета методом вакуумного литья.
Качественное прототипирование
Как сделать такую продукцию быстро, качественно и по доступной цене?
Для реализации этой задачи и существует технология вакуумного литья пластиков в силиконовые формы. Благодаря ей по всему миру выпускаются детали без особых затрат на подготовку производства. Силиконовая форма максимально проста в изготовлении и позволяет произвести порядка 25 деталей. Особенность таких форм заключается в том, что силикон дает возможность скопировать фактуру изделия с ювелирной точностью. Также можно выпускать продукцию любого цвета, с глянцевой, шероховатой или матовой поверхностью и даже прозрачные. Изделие может быть твердым, гибким, термостойким (до 140°C).
Преимущества
Современность
Машина разработана для Индустрии 4. 0 — проста в освоении и использовании
Автоматизация
Процессы подачи компонентов, перемешивания и заливки полностью автоматизированы
Производительность
Производительность в 2 раза выше, чем у полуавтоматических машин
Удобство
Контроль более чем 10 параметров, 100 ячеек памяти для программ заливки
Продуманность
Специальные реакторы для компонентов: подогрев, перемешивание, вакуумирование
Оптимизация
В работе можно использовать любой двухкомпонентный материал для заливки
Образцы изделий
Хотите узнать стоимость?
Получить предложение с ценами
FVC-2A
800х650х1490
Размер камеры (ШхГхВ), мм
750х600х650
Макс. размер формы (ШхГхВ), мм
3000
Макс. объем заливки, мл
100
Объем реакторов для компонентов, л
110
Время набора вакуума, сек
100
Производительность вакуумного насоса, м3/ч
FVC-3A
1000х800х1490
Размер камеры (ШхГхВ), мм
950х750х700
Макс. размер формы (ШхГхВ), мм
3000
Макс. объем заливки, мл
100
Объем реакторов для компонентов, л
140
Время набора вакуума, сек
150
Производительность вакуумного насоса, м3/ч
FVC-4A
1200х800х1490
Размер камеры (ШхГхВ), мм
1150х750х830
Макс. размер формы (ШхГхВ), мм
5000
Макс. объем заливки, мл
100
Объем реакторов для компонентов, л
190
Время набора вакуума, сек
150
Производительность вакуумного насоса, м3/ч
вакуумное литье пластмасс в силикон / Хабр
Для тех, кто не смог посетить Top 3D Expo, рассказываем о мелкосерийном производстве пластиковых деталей методом вакуумного литья в силикон, мастер-класс по которому был организован на конференции с помощью наших друзей из «Фолипласт».
Видео
Схема мелкосерийного производства из пластмассы
Сначала производится 3D-сканирование необходимой детали, далее — создается 3D-модель и, с помощью одного из методов 3D-печати, изготавливается прототип/мастер-модель, на основании которой уже можно получить, с помощью вакуумно-литьевых систем и силиконовой оснастки, партию готовых полиуретановых деталей.
Назначение технологии вакуумного литья
На текущий момент серийность всех изделий по России снижается и находится в области мелких/средних серий. Таким образом, технология вакуумного литья стала востребована для производства таких серий.
Преимущества вакуумного литья
Главное преимущество — очень короткие сроки изготовления, после создания 3D-модели, и использование материалов с различными свойствами, в том числе и двухкомпонентных полиуретанов, которые имитируют основные пластмассы и резину. При этом изделия не имеют внешних отличий и полностью соответствуют изделиям изготовленным на традиционном термопластавтомате (ТПА) из классичего материала, и подойдут для отработки технологии. Фактура поверхности зависит от технологии 3D-печати прототипа. Соответственно, если вы хотите получить качество как после ТПА, то необходима доводка прототипа. В большинстве случаев это ручной труд и для его сокращения мы используем технологию стереолитографии в 3D-печати прототипов.
Оборудование
Мы сосредоточились на двух производителях вакуумных литьевых систем — это немецкая компания KLM и китайская компания WINGS TECHNOLOGY. В таблице выделены зеленым цветом самые основные/важные параметры, на которые следует обратить внимание при подборе оборудования.
Вакуумные литьевые системы KLM, Германия
Вакуумные литьевые системы WINGS TECHNOLOGY, Китай
Вспомогательное оборудование
При изготовлении силиконовых форм и литье в них используется вспомогательное оборудование — термошкаф (нагревание материалов до 40 градусов перед заливкой, полимеризация при 60/70/80 градусах), вакуумный миксер (для изготовления силиконовой оснастки — одновременное вакуумирование и перемешивание силикона, удаление пузырьков воздуха из силикона), дозатор силикона (автоматическая дозировка и подача силикона).
Материалы
Используются полиуретаны и силиконы для литья. На рынке достаточно большое количество компаний предлагающих материалы, основные производители представлены ниже.
Вакуумно-литьевая машина изнутри
Машина состоит из следующих основных элементов:
Вакуумный шкаф. Конструкция из нержавеющей стали, выкачивает воздух из рабочей камеры.
2. Литьевая система, состоящая из двух чашек, А и Б, каждая для своего компонента, а также системы подачи и смешивания.
Устройство литьевой системы:
Технология
Технология вакуумного литья состоит из следующих основных этапов:
1. Мастер-модель, подготовка:
2. Создание линии разъема:
3. Литниковая система:
4. Сборка контейнера:
5. Заливка мастер-модели силиконом
6. Разборка контейнеров
7. Разрезание формы, извлечение мастер-модели
Необходимо использовать вакуумирование для извлечения влаги из компонентов, иначе полиуретан может начать кипеть. Используются практически безусадочные компоненты мы можем получить 14 квалитет точности на изделиях. Пока ни один из видов 3D-печати не может предложить такое качество изделий из пластмассы, как вакуумное литье при мелком или серийном выпуске. Начиная от 3-5 изделий, экономически более выгодно использовать вакуумное литье вместо 3D-печати.
Демонстрация технологии
Демонстрируем изготовление изделия на компактной машине HVC-M.
В термопечи разогреваем силиконовую форму.
Обрабатываем силиконовую форму разделительным составом (силиконовый спрей).
Закладываем в форму металлические стержни, для формирования достаточно точных отверстий на изделии.
Собираем и закрепляем форму металлическими скобами с помощью степлера. Стойкость формы — порядка 25 циклов, можно увеличить количество циклов до 50-70, если не так важна геометрическая точность размеров изделий.
Наносим скотч, для предотвращения вытекания излишков полиуретана из формы через линию разъема.
Размещаем воронку.
Подготавливаем требуемое количество необходимых компонентов (масса заливки составляет 120 грамм — для этого необходимо 40 грамм компонента А и 80 грамм компонента Б.
Закладываем чашку с компонентом А в камеру и монтируем смесительную лопатку.
Готовим компонент Б и закладываем чашку с компонентом в камеру.
Закрываем камеру и включаем вакуум (вакуумирование продолжается около 10 минут).
Процесс подготовки завершен. Производим смешивание компонентов и засекаем 2,5 минуты.
Смесь готова к заливке в форму. Переворачиваем чашу с компонентом Б вниз с помощью поворота тумблера и компоненты через воронку поступают в форму.
Выключаем вакуум и наблюдаем как воздух выходит из формы, компоненты заполняют ее.
Нагнетаем воздух в камеру.
Процесс заливки закончен.
Открываем вакуумный шкаф и размещаем форму в термошкафу для последующей полимеризации, которая занимает около 30 минут для данного материала.
Наша отливка готова. В идеале, ее необходимо обдуть холодным воздухом, так как она еще эластична.
Мы получили функциональное готовое изделие с необходимой фактурой поверхности, необходимого нам цвета, необходимыми физико-механическими свойствами, у которой осталось удалить облой и элементы литниковой системы.
Различия между классическим и автоматизированным вакуумным литьем
Классическая схема вакуумного литья
Автоматизированная схема вакуумного литья
На текущий момент широко используется автоматизированная схема вакуумного литья. Дозировка, подача, подготовка, вакуумирование смеси и заливка в форму происходят в автоматическом режиме, в одном узле. Такая схема позволяет в разы сократить цикл заливки, то есть — 4 минуты в автоматическом варианте, против 12 минут в классическом. Весь процесс сокращается, примерно, в 1,6 раза.
Автоматизированные литьевые машины:
Полностью автоматизированная линия вакуумного литья. В России пока таких линий нет, но можно заказать:
Схема автоматической линии вакуумного литья:
Вакуумное литье пластика в силикон — оптимальный способ производства малых и средних партий изделий, твердо занимающий свои позиции между 3D-печатным прототипированием и фабричным серийным производством и обеспечивающий разумную стоимость изделий при сохранении высокого качества.
Заказать штучное и малосерийное вакуумное литье пластика в силикон, а также приобрести оборудование и материалы для него можно в Top 3D Shop — подберем оптимальный вариант под любые задачи.
Введение в вакуумную формовку
Несколько современных удобств, которыми мы пользуемся каждый день, стали возможными благодаря вакуумной формовке. Без этого универсального производственного процесса спасательные медицинские устройства, упаковка для пищевых продуктов и автомобили могли бы выглядеть совсем по-другому.
Читайте дальше, чтобы узнать, как низкая стоимость и эффективность вакуумного формования делают его отличным вариантом для коммерческих производителей, независимых мастеров и домашних мастеров.
В этом руководстве вы найдете подробное введение в вакуумную формовку, в том числе:
Обзор процесса вакуумной формовки.
Как создавать формы для вакуумной формовки.
Преимущества и недостатки вакуумной формовки.
Как вакуумное формование используется как в коммерческих целях, так и самостоятельно.
Краткий кейс по вакуумному формованию и 3D-печати.
Вакуумное формование — это производственный метод, используемый для придания формы пластиковым материалам. В процессе вакуумного формования лист пластика нагревается, а затем вытягивается вокруг одной формы с помощью всасывания.
Вакуумное формование используется для широкого спектра производственных применений, начиная от небольших нестандартных деталей, изготавливаемых на настольных устройствах, и заканчивая крупными деталями, изготавливаемыми на автоматизированном промышленном оборудовании.
Термоформование — это производственный процесс, при котором лист пластика нагревают, чтобы он стал гибким, затем ему придают форму или форму с помощью пресс-формы, а затем обрезают для создания конечной детали или изделия. Вакуумное формование и формование под давлением являются двумя наиболее популярными типами процессов термоформования. Основное различие между вакуумным формованием и другими процессами термоформования заключается в методах, используемых для формирования деталей, а также в количестве и типе используемых форм.
Вакуумное формование — это простейший тип термоформования пластмасс, при котором используется одна форма и вакуумное давление для получения детали желаемой геометрии. Он идеально подходит для деталей, которые должны быть точно сформированы только с одной стороны, например, контурная упаковка для продуктов питания или электроники.
Существует два основных типа слепков: охватываемые, или позитивные (выпуклые), и охватывающие, или негативные, вогнутые. В формах с выступами лист пластика помещается поверх формы, чтобы очертить внутренние размеры пластиковой детали. В женских формах лист термопласта помещается внутрь формы для точного формирования внешних размеров детали.
При формовании под давлением нагретый лист пластика вдавливается (отсюда и название) между двумя формами вместо того, чтобы затягиваться вокруг одной формы с помощью всасывания. Формование под давлением идеально подходит для изготовления пластиковых деталей или деталей, которые должны иметь более точную форму с обеих сторон и/или требуют более глубокой вытяжки (они должны проходить дальше/глубже в форму), например, корпусов приборов, которые должны выглядеть эстетично. на внешней стороне и защелкнуть или подогнать по размеру на внутренней стороне.
Процесс поэтапной вакуумной формовки работает следующим образом:
Зажим: лист пластика помещается в открытую раму и фиксируется на месте.
Нагрев: пластиковый лист размягчается с помощью источника тепла до тех пор, пока он не достигнет соответствующей температуры формования и не станет гибким.
Вакуум: Каркас, содержащий нагретый гибкий лист пластика, опускается на форму и втягивается на место с помощью вакуума с другой стороны формы. Женские (или выпуклые) формы должны иметь крошечные отверстия, просверленные в щелях, чтобы вакуум мог эффективно вытягивать термопластический лист в соответствующую форму.
Охлаждение: После того, как пластик сформировался вокруг формы или в форме, ему необходимо охладиться. Для более крупных изделий иногда используются вентиляторы и/или охлаждающий туман, чтобы ускорить этот этап производственного цикла.
Высвобождение: После того, как пластик остынет, его можно извлечь из формы и освободить от каркаса.
Обрезка: готовую деталь нужно будет вырезать из лишнего материала, а края, возможно, придется обрезать, отшлифовать или сгладить.
Вакуумное формование — это относительно быстрый процесс, при котором этапы нагрева и вакуумирования обычно занимают всего несколько минут. Однако, в зависимости от размера и сложности изготавливаемых деталей, охлаждение, обрезка и создание пресс-форм могут занять значительно больше времени.
Многие производители, дизайнеры и другие специалисты выбирают вакуумную формовку, поскольку она предлагает сочетание гибкости конструкции при относительно низкой стоимости по сравнению с другими методами производства. К преимуществам вакуумного формования относятся:
Вакуумное формование, особенно для небольших производственных циклов (250-300 единиц в год), обычно более доступно, чем другие методы производства, такие как литье пластмасс под давлением. Доступность вакуумного формования во многом обусловлена более низкой стоимостью оснастки и прототипирования. В зависимости от площади поверхности изготавливаемых деталей и размеров зажимной рамы оснастка для литья под давлением может стоить в два-три раза дороже, чем оснастка для термоформования пластмасс или вакуумформования.
Вакуумное формование занимает меньше времени, чем другие традиционные методы производства, поскольку инструменты можно изготавливать быстрее. Время производства инструментов для вакуумной формовки обычно вдвое меньше времени, необходимого для производства инструментов для литья под давлением. Когда для создания пресс-форм используются 3D-принтеры, время обработки может быть еще меньше. Повышая эффективность производственного процесса, вакуумное формование позволяет предприятиям быстрее передавать потребителям новые конструкции.
Вакуумное формование дает разработчикам и производителям возможность тестировать новые конструкции и создавать прототипы без значительных накладных расходов или задержек. Формы могут быть изготовлены из дерева, алюминия, конструкционного пенопласта или пластика, напечатанного на 3D-принтере, поэтому их легче заменять и/или модифицировать по сравнению с другими производственными процессами.
Дик Тил использовал вакуумную формовку для испытаний прототипов деталей снегоходов John Deere в конце 1970-х и начале 80-х, в основном потому, что это сделало инструменты недорогими. В книге «Снегоходы John Deere: разработка, производство, конкуренция и эволюция, 1971–1983 годы» авторы объясняют, что «беспроигрышная ситуация была создана с более дешевыми деталями и меньшими инвестициями в производство инструментов».
Вакуумное формование также дает дизайнерам возможность предлагать клиентам больше вариантов цвета и индивидуальной настройки. Это дает многим предприятиям свободу предлагать уникальные конструкции и производить индивидуальные продукты, такие как зубные фиксаторы, для клиентов по доступной цене.
Производители часто используют вакуумное формование для производства пищевых контейнеров и деталей для медицинской промышленности, поскольку оно совместимо с пластмассами, которые можно стерилизовать или сохранять свободными от загрязнений. Например, полиэтилен высокой плотности (HDPE) часто используется для вакуумного формования контейнеров для хранения пищевых продуктов.
Устойчивость полиэтилена высокой плотности к кислотным соединениям делает его подходящим материалом для вакуумной формовки контейнеров для чистящих средств. Пластмассы медицинского назначения используются в вакуумной формовке для создания деталей, которые могут выдерживать процессы стерилизации и соответствовать строгим медицинским и/или фармацевтическим нормам.
Хотя вакуумное формование имеет ряд преимуществ, оно имеет некоторые ограничения. Вакуумная формовка подходит только для деталей с относительно тонкими стенками и простой геометрией. Готовые детали могут иметь разную толщину стенок, а вогнутые детали с глубокой вытяжкой трудно изготовить с помощью вакуумного формования.
Кроме того, в то время как вакуумное формование часто является наиболее рентабельным выбором для малых и средних объемов производства, другие процессы производства пластмасс могут быть более доступными для очень больших производственных циклов.
В современном обществе было бы проблемой прожить целый день, не соприкоснувшись хотя бы с одной деталью, изготовленной методом вакуумной формовки. Этот производственный процесс используется для производства широкого спектра деталей в самых разных отраслях промышленности, в том числе:
Производители используют вакуумное формование для создания ряда деталей автомобилей, автобусов, лодок и самолетов. В автомобилях все, от бамперов до напольных ковриков и даже кузовов грузовиков, изготавливается методом вакуумной формовки.
Посмотрите, как работает крупнейшая в мире ротационная вакуум-формовочная машина.
Вакуумное формование позволяет автомобильным компаниям производить различные варианты цвета и деталей для потребителей и дает дизайнерам свободу тестировать новые прототипы в процессе разработки.
Производители также используют вакуумное формование для производства многих промышленных ящиков и контурных контейнеров для машин.
Посмотрите, как акриловые вывески или световые люки производятся с помощью вакуумной формовки,
Вакуумная формовка — отличный способ изготовления деталей, которые в основном используются снаружи или могут вступать в контакт с источником тепла, поскольку промышленные производители могут использовать различные огнестойкие и устойчивые к ультрафиолетовому излучению материалы. Например, огнестойкий поливинилхлорид (ПВХ) UL 94 V-0 и акриловый фильтр с УФ-фильтром (ПММА) могут формоваться в вакууме.
Если вы покупаете продукт из пластика, который соответствует дизайну этого продукта, есть большая вероятность, что упаковка была изготовлена путем вакуумного формования. Бритвы, зубные щетки, электроника, косметика и чистящие средства часто поставляются в вакуумной упаковке.
Этот лоток изготовлен с использованием вакуумной формовки. (источник)
Кроме того, с помощью вакуумного формования часто изготавливаются рекламные дисплеи, дисплеи для торговых точек (POP) и торцевые крышки продуктовых проходов.
Вакуумное формование часто используется для упаковки пищевых продуктов, поскольку оно совместимо с пищевым пластиком и позволяет производить детали, которые легко дезинфицировать.
Эти богато украшенные шоколадные конфеты были изготовлены в формах вакуумной формовки и лежат в прозрачном лотке вакуумной формовки. Прочтите наше руководство, чтобы узнать, как создавать нестандартные формы для шоколада с помощью 3D-печати.
Контейнеры для фруктов, пластиковые коробки для яиц и лотки для крекеров часто изготавливаются под вакуумом.
Перечень товаров народного потребления, изготовленных методом вакуумной формовки, обширен. Производители могут создавать продукты, в том числе детские игрушки, дорожные аксессуары и предметы домашнего декора, используя вакуумное формование.
Посмотрите это видео, чтобы узнать, как изготавливаются чемоданы с жестким корпусом с помощью вакуумной формовки.
Медицинские детали и компоненты, которые должны быть антимикробными или устойчивыми к загрязнениям, часто изготавливаются методом вакуумного формования.
Эти вакуумно-формованные лотки обеспечивают безопасность медицинских компонентов. (источник)
Это включает медицинскую упаковку, фармацевтические лотки, в которые упакованы таблетки, компоненты больничных коек, а также внешние детали аппаратов МРТ и КТ.
Вакуумное формование используется в различных отраслях промышленности для создания нестандартных и уникальных деталей, таких как реквизит для спецэффектов.
Посмотрите это видео, в котором Адам Сэвидж объясняет, как работает вакуумная формовка, и создает нестандартную опору.
Вакуум-формовочные машины сильно различаются по размеру, стоимости, сложности и возможностям, что означает, что независимые дизайнеры, любители и коммерческие производители с любым уровнем квалификации могут найти подходящую машину. Вакуум-формовочные машины варьируются от небольших настольных моделей, которые стоят несколько сотен долларов, до промышленных машин, которые стоят тысячи.
Вот несколько примеров ассортимента вакуум-формовочных машин:
Промышленные вакуум-формовочные машины , такие как промышленные вакуум-формовочные машины от Ridat или Belovac, идеально подходят для коммерческого применения и производства крупных деталей.
Настольные вакуум-формовочные машины , такие как Mayku FormBox, в которых для создания вакуума используется стандартный пылесос, отлично подходят для малого бизнеса и профессионалов на дому.
Самодельные вакуум-формовочные машины также могут справиться с работой, а процесс сборки станет отличным образовательным проектом для детей и подростков.
При использовании вакуум-формовочной машины всегда соблюдайте инструкции производителя, надевайте защитное снаряжение и используйте машину только в хорошо проветриваемом помещении.
Различные термопласты совместимы с вакуумным формованием. Некоторые из наиболее часто используемых пластиков включают:
Акрил (ПММА)
Акрилонитрилбутадиенстирол (АБС)
Поликарбонат (ПК)
Полиэтилен (ПЭ)
Полиэтилентерефталатгликоль (PETG)
Полипропилен (ПП)
Полистирол (ПС)
Поливинилхлорид (ПВХ)
У дизайнеров и производителей есть несколько вариантов изготовления оснастки для производства вакуумной формовки. Гибкость является основным преимуществом вакуумного формования как производственного метода, и каждый тип производственного процесса пресс-формы предлагает уникальные преимущества и ограничения. Вот некоторые из наиболее популярных:
Многие предприятия обращаются к 3D-печати для создания пресс-форм для вакуумной формовки, потому что она предлагает быстрое время выполнения работ и низкую цену, особенно для небольших тиражей, нестандартных деталей и прототипов. 3D-печать также предлагает непревзойденную свободу дизайна для создания сложных и замысловатых форм.
Прочтите наше подробное руководство по созданию 3D-печатных форм для вакуумной формовки или загрузите нашу белую книгу, чтобы узнать больше о быстром термоформовании малых объемов с помощью 3D-печатных форм.
Любители, домашние мастера и дизайнеры, желающие быстро вылепить прототип, могут использовать пластилин для лепки, чтобы создать форму для вакуумной формовки. Однако следует отметить, что формы, изготовленные из пластилина для лепки, вряд ли прослужат дольше нескольких использований. Тепло, связанное с вакуумным формованием, может привести к растрескиванию и быстрому разрушению глиняных форм.
Кроме того, важно дать глиняным формам достаточно времени для высыхания, прежде чем использовать их для вакуумной формовки. Вся вода должна быть полностью выпарена или высушена из глины, чтобы она не препятствовала вакууму и не повредила оборудование для вакуумной формовки.
Деревянные формы значительно более долговечны, чем глиняные, и могут выдерживать от нескольких сотен до нескольких тысяч запусков, прежде чем испортятся. Как независимые дизайнеры, так и коммерческие производственные линии используют деревянные формы для создания своей продукции. Выбор более прочной древесины, такой как дуб, может еще больше увеличить срок службы деревянной формы. Деревянные формы — отличный выбор для более толстых форм с минимальным количеством мелких деталей.
Ограничение этого типа пресс-формы заключается в том, что она будет немного расширяться и сжиматься в процессе вакуумного формования. В конце концов, это может привести к растрескиванию, расщеплению или деформации деревянной формы. Тем не менее, древесина является отличным выбором для многих дизайнов форм, и с помощью этого материала легко создавать конструкции с помощью нескольких простых инструментов для деревообработки.
Алюминиевые формы дороже и требуют больше времени для производства (время выполнения работ может составлять от двух недель до двух месяцев), чем другие варианты оснастки. Из-за этого литые или обработанные алюминиевые формы не так часто используются для небольших тиражей или прототипов, но часто используются для крупносерийного производства. Промышленные вакуум-формовочные машины часто включают алюминиевые инструменты, поскольку считается, что эти формы имеют один из самых продолжительных сроков службы инструментов, доступных для вакуумного формования.
Формы из конструкционной пены могут быть экономичной альтернативой формам из литого алюминия, обеспечивая сопоставимую долговечность. Детали из конструкционного пенопласта легче, чем литой алюминий, что также может быть большим преимуществом на некоторых производственных линиях.
Ashford Orthodontics, крупнейшая специализированная ортодонтическая лаборатория в Великобритании, является пионером в производстве стоматологических приспособлений с использованием сочетания 3D-печати и вакуумного формования. Используя оба этих метода производства, они сократили общее время производства по сравнению с конкурентами и позволили клиницистам обеспечить более быстрое и беспрепятственное обслуживание пациентов.
Компания Ashford Orthodontics может доставить ретейнеры и другие приспособления врачам-клиницистам всего через 48 часов после получения цифровых сканов, и все это благодаря точно организованному круглосуточному производственному циклу. Когда лаборатория получает новый заказ, они просматривают цифровые сканы, проектируют движения зубов в стоматологическом программном обеспечении САПР, а затем отправляют их на мощный парк 3D-принтеров лаборатории для ночной печати. На следующий день распечатанные копии зубов пациентов используются в качестве форм для вакуумного формования прозрачных ретейнеров и элайнеров.
Техник Ashford Orthodontics использует вакуум-формовочную машину для изготовления прозрачных элайнеров.
Формех | Вакуумно-разборные машины | Vakuumformen von Kunststoff
Термоформование — один из старейших методов обработки пластмасс. Изделия вакуумной формовки окружают нас повсюду и играют важную роль в нашей повседневной жизни. Процесс включает в себя нагревание пластикового листа до мягкости, а затем надевание его на форму. Применяется вакуум, всасывающий лист в форму. Затем лист выталкивается из формы.
1- Является ли вакуумное формование важным процессом/технологией?
Вакуумное формование зародилось в 1930-х годах, но сегодня оно остается все более актуальным.
Никакой альтернативный процесс не может сравниться с низкой стоимостью, простотой инструментов, эффективностью и скоростью тиражирования для прототипирования и небольших серий определенных форм. Одним из основных преимуществ вакуумного формования является скорость, с которой можно производить инструменты, а стоимость по сравнению с литьем под давлением значительно дешевле.
Сочетание вакуумного формования с новыми технологиями, такими как 3D-печать для проектирования инструментов, технология термоформируемых чернил и декорирование в форме, открывает новые возможности и преимущества, используемые крупнейшими мировыми брендами и учреждениями. Formech сотрудничает с Dupont, BASF, Кембриджским университетом и многими другими международными технологическими центрами для проведения исследований новых передовых композитных материалов, которые откроют новые возможности вакуумного формования для высокотехнологичных отраслей. Ведущие мировые компании в области материаловедения продолжают инвестировать в разработку термоформуемых пластиков, которые более эффективны в обработке и безопаснее для окружающей среды. Инженерные и композитные пластики, как правило, гораздо более требовательны к формованию или требуют промышленного оборудования. В настоящее время Formech предлагает ряд высокопроизводительных и компактных машин, обеспечивающих возможности промышленной обработки в лабораторных условиях для эффективного тестирования и исследований новых материалов.
2- Вакуумное формование, 3D-печать и литье под давлением
Каждый процесс существует по уважительной причине, и обычно каждый процесс занимает свое место в полном производственном спектре. Вакуумное формование является реальной альтернативой 3D-печати и литью под давлением, если смотреть на общую картину, принимая во внимание время и стоимость инструментов, сложность требуемой детали, отделку, количество и время доставки. Когда вы рассмотрите все эти важные аспекты, станет ясно, что вакуумное формование, 3D-печать и литье под давлением играют свою роль.
Для создания одноразовых прототипов сложной формы 3D-печать дает определенные преимущества по сравнению с вакуумным формованием и большинством других процессов благодаря возможности создавать завершенные готовые компоненты без конструктивных ограничений и необходимости обрезки.
В Formech мы используем 3D-печать как дополнительный процесс вакуумного формования для решения большинства дизайнерских задач. 3D-печать открывает новые возможности для творчества и универсальности в конструировании инструментов с экономичным и простым тиражированием при использовании в сочетании с вакуумным формованием. Большинство ведущих мировых дизайн-лабораторий используют оба метода последовательно.
3- Области применения вакуумной формовки
Не каждая конструкция или форма подходит для вакуумной формовки, но она остается наиболее экономичным и эффективным методом обработки самого разнообразного спектра операций по переработке пластмасс. Вакуум-формовочные машины Formech используются крупными клиентами, такими как Apple, Google, Disney, Большой балет, Ford, Tesla, Ferrero Rocher, Nestle, Makita, Royal Air Force, Philips, Йельский университет, Dupont и многими другими в области электроники, кино и театр, автомобильная, аэрокосмическая, кондитерская, упаковочная, образовательная и многие другие сферы применения. Постоянно растущая популярность вакуумного формования среди этих ведущих компаний и учреждений демонстрирует, что этот процесс остается выбором номер один для самых разнообразных применений.
4- Этическое использование пластмасс
Использование пластмасс в дизайне продукции, упаковке и крупносерийном производстве остается деликатным вопросом и часто вызывает споры. Выбор любого материала, будь то бумага, пластик или металл, первичный или переработанный, оказывает воздействие на окружающую среду. Для некоторых применений до сих пор нет подходящих альтернатив использованию термопластичных материалов, когда речь идет о стоимости, сроке службы и сохранении содержимого. Подобно источникам энергии, полученным из атомной энергии, ископаемого топлива, ветра и солнца, каждый метод имеет свои преимущества и недостатки, если принять во внимание все факты.
Компания Formech стремится свести к минимуму воздействие обработки термопластичных материалов на окружающую среду, применяя кварцевый нагрев с эффективным управлением энергопотреблением во всех наших машинах. Все станки Formech могут быть легко оснащены точными редукционными окнами, чтобы свести к минимуму использование и отходы пластика, где это возможно. Тесно сотрудничая с ведущими мировыми компаниями и учреждениями в области материаловедения, мы полностью поддерживаем разработку и использование материалов, снижающих воздействие на окружающую среду.
Машины для вакуумной формовки и формовки широко используются в учебных программах высших учебных заведений наиболее технически развитых колледжей и университетов по всему миру. Даже спустя более 80 лет вакуумное формование является постоянно развивающейся технологией, и мы рады быть в авангарде новых исследований и возможностей.
Производительность червячный мотор-редуктор NMRV050. Каталог и цены на редукторы NMRV050.
Инструкция по эксплуатации червячных-редукторов
Технические характеристики червячных-редукторов NMRV
Описание и эксплуатация NMRV050
Червячный мотор-редуктор NMRV представляет собой электродвигатель со встроенным червячным редуктором. Его преимуществом являются компактные размеры, плавность и бесшумность работы. Унифицированные присоединительные размеры позволяют использовать червячный редуктор NMRV вместо мотор-редукторов других фирм. Благодаря развернутому под 90 градусов расположению выходного вала и модернизированному универсальному корпусу, червячный редуктор NMRV может целиком расположиться там, где невозможно установить мотор-редуктор с соосным расположением вала. Современная технология литья под давлением позволяет изготавливать модернизированную линейку редукторов NMRV, чем достигается высокая надежность и доступная цена. Допускается работа при температуре окружающей среды от -40 С до +40 С.
Основные характеристики NMRV050:
Передаточные числа: от 5:1 до 100:1
Макс. выходной вращающий момент: 2700 Нм
Ресурс: Средний ресурс работы 15000 часов с сервис фактором FS=1
Материал корпуса: Литье под давлением, алюминий AISi12Cu2Fe (АК 12)
Материал крышки: Литье под давлением, алюминий AISi12Cu2Fe (АК 12)
Тип масла: Индустриальное синтетическое масло на весь срок службы, заливается при сборке. Вязкость в соответствии с ISO.
Габаритные размеры NMRV050:
NMRV030
NMRV040
NMRV050
NMRV063
NMRV075
NMRV090
NMRV110
NMRV130
NMRV150
A
80
100
120
144
172
206
252. 5
292.5
340
B
97
121.5
144
174
205
238
295
335
400
C
54
70
80
100
120
140
170
200
240
C1
44
60
70
85
90
100
115
120
145
D(H7)
14
18(19)
25(24)
25(28)
28(35)
35(38)
42
45
50
E(h8)
55
60
70
80
95
110
130
180
180
F
32
43
49
67
72
74
—
—
—
G
56
71
85
103
112
130
144
155
185
H
65
75
85
95
115
130
165
215
215
h2
29
36. 5
43.5
53
57
67
74
81
96
I
55
70
80
95
112.5
129.5
160
180
210
L1
63
78
92
112
120
140
155
170
200
M
40
50
60
72
86
103
127.5
147.5
170
N
57
71.5
84
102
119
135
167.5
187.5
230
O
30
40
50
63
75
90
110
130
150
P
75
87
100
110
140
160
200
250
250
Q
44
55
64
80
93
102
125
140
180
R
6. 5
6.5
8.5
8.5
11
13
14
16
18
S
21
26
30
36
40
45
50
60
72.5
T
5.5
6.5
7
8
10
11
14
15
18
V
27
35
40
50
60
70
85
100
120
PA
54.5
67
90
82
111
111
131
140
155
PB
6
7
9
10
13
13
15
15
15
PC
4
4
5
6
6
6
6
6
6
PE
M6x11 (n=4)
M6x8 (n=4)
M8x10 (n=4)
M8x14 (n=8)
M8x14 (n=8)
M10x18 (n=8)
M10x18 (n=8)
M12x21 (n=8)
M12x21 (n=8)
PM
68
75
85
150
165
175
230
255
255
PN(H8)
50
60
70
115
130
152
170
180
180
PO
6. 5(n=4)
9(n=4)
11(n=4)
11(n=4)
14(n=4)
14(n=4)
14(n-4)
16(n=8)
16(n=8)
PP
80
110
125
180
200
210
280
320
320
PQ
70
95
110
142
170
200
260
290
290
b
5
6
8
8
8
10
12
14
14
t
16.3
20.8(21.8)
28.3(27.3)
28.3(31.3)
31.3(38.3)
38.3(41.3)
45.5
48.5
53.8
a
0°
45°
45°
45°
45°
45°
45°
45°
45°
a1
45°
45°
45°
45°
45°
45°
45°
22. 5°
22.5°
масса
1.2
2.3
3.5
6.2
9
13
35
48
84
Эксплуатационный характеристики редуктора NMRV050:
ir
n1=2800, об/мин
n1=1400, об/мин
n1=900, об/мин
n2,
об/мин
T2M,
Н*м
P,
кВт
RD
%
n2,
об/мин
T2M,
Н*м
P,
кВт
RD
%
n2,
об/мин
T2M,
Н*м
P,
кВт
RD
%
5
560
9
0. 59
89
280
12
0.40
87
180
14
0.31
85
7,5
373
13
0.56
88
187
17
0.39
86
120
20
0.31
84
10
280
14
0.47
85
140
18
0.32
83
90
20
0.24
81
15
187
12
0.35
81
93
18
0.23
78
60
21
0.17
76
20
140
11
0.23
70
70
14
0. 15
67
45
16
0.12
64
25
112
15
0.23
75
56
19
0.16
70
36
21
0.12
67
30
93
12
0.16
72
47
15
0.11
67
30
16
0.08
64
40
70
12
0.15
57
35
14
0.10
52
23
17
0.08
49
50
56
13
0.12
62
28
16
0.08
57
18
17
0. 06
53
60
47
13
0.11
57
23
15
0.07
52
15
19
0.06
50
80
35
9
0.07
47
18
11
0.05
42
11
13
0.04
38
Редуктор NMRV 050 червячный — Цена
Редуктор NMRV 050 — это червячный одноступенчатый мотор-редуктор производства Motovario Италия или Китай с межосевым расстоянием 50 мм. Состоит из редукторной части NRV 050 и асинхронного электродвигателя стандарта DIN/ГОСТ, жестко смонтированных между собой фланцами. Маркировка турецкого аналога – PMRV/PRV 050, китайского – RV 050 (технические характеристики, габаритные размеры по чертежам совпадают, отличие цена, качество, масса). Номинальный крутящий момент выходного вала – 35-83 Нм, диапазон частоты вращения 9 – 373 об/мин. У Систем качества можно купить итальянские и китайские редукторы NMRV-50 с передаточными числами: 7,5; 10; 15; 20; 25; 30; 40; 50; 60; 80; 100.
Цена
от 3264 грн
Хочу узнать больше о ценах
Технические характеристики редуктора NMRV 050
В таблице технические характеристики редуктора NMRV050, взяты из паспорта производителя. Подбирайте модель редуктора NMRV 050 по передаточному числу и номинальному крутящему моменту. Корпус изготовлен из алюминия, вес – 3,5 кг. Объём заправляемой смазки – 0,15 л.
Модель мотор-редуктора
Частота вращения двигателя, об/мин
Передаточное число
Обороты выходного вала, об/мин
Мощность электродвигателя, кВт
Крутящий момент, Нм
КПД
Сервис-фактор
NMRV 050
2800
7,5
373
1,5
35
0,91
1,57
10
280
46
0,90
1,23
15
187
1,1
49
0,86
1,22
20
140
0,75
42
0,83
1,40
25
112
52
0,81
1,09
30
93
58
0,76
1,13
40
70
0,55
55
0,73
1,16
50
56
65
0,69
0,98
60
47
0,37
52
0,68
1,09
80
35
0,25
42
0,61
1,25
100
28
48
0,56
0,96
1400
7,5
187
0,92
41
0,88
1,90
10
140
54
0,85
1,40
15
93
78
0,83
1,0
20
70
0,75
83
0,81
1,0
25
56
0,55
71
0,76
1,0
30
47
83
0,73
1,0
40
35
0,37
71
0,70
1,20
50
28
81
0,64
1,00
60
23
0,25
61
0,60
1,20
80
18
0,18
53
0,54
1,30
100
14
0,12
41
0,50
1,00
900
7,5
120
0,55
38
0,87
2,23
10
90
49
0,84
1,72
15
60
68
0,78
1,24
20
45
0,37
60
0,76
1,34
25
36
72
0,73
1,05
30
30
80
0,68
1,13
40
23
0,25
67
0,63
1,29
50
18
79
0,60
1,07
60
15
0,18
64
0,56
1,23
80
11
0,12
50
0,49
1,41
100
9
56
0,44
1,07
Чертеж габаритно-присоединительных размеров NMRV-050
На чертеже указаны габаритные и присоединительные размеры редуктора NVRV-050: длина, высота, ширина, диаметр полого выходного вала, крепежные размеры.
Присоединительные размеры под электродвигатель
Присоединительные размеры редукторной части NMVR-050 Motovario соответствуют стандарту DIN, подходят для монтажа через фланец с электродвигателями серии АИС и АИР. В таблице указаны размеры посадочных мест фланцев и диаметры валов.
Редуктор
Габарит электродвигателя
Диаметр фланца
Диаметр вала в зависимости от передаточного числа
по замку
по центру крепежных отверстий
наружный
7,5
10
15
20
25
30
40
50
60
80
100
NMRV-050
80В5
130
165
200
19
19
19
19
19
19
–
–
–
–
–
80В14
80
100
120
71В5
110
130
160
14
14
14
14
14
14
14
14
14
14
–
71В14
70
85
105
63В5
95
115
140
–
–
–
–
–
–
11
11
11
11
11
Варианты сборки
Редукторную часть NMRV050 производят с такими монтажными исполнениями – В3, В8, V5, В6, B7, V6. Пример схемы сборки ниже.
Расшифровка обозначения маркировки
Условное обозначение названия модели содержит информацию о габарите, передаточном отношении и варианте сборки.
NRV – тип редуктора
050 – межосевое расстояние
10 – передаточное число
В3 – монтажное исполнение
Цены на червячные редукторы NRV 050
У нас можно купить червячный редуктор NMRV 050 производства Китай и Италия Мотоварио с передаточными числами: 7,5; 10; 15; 20; 25; 30; 40; 50; 60; 80; 100. Подходят на замену червячным редукторам отечественного производства. Цена на заправленный маслом червячный редуктор NMRV050:
Итальянский NMRV 050 стоит от 7310 грн;
Китайский NMRV050 стоит от 3200 грн;
Отечественный 2Ч-63 стоит от 6120 грн.
Цена указана за редукторную часть без электродвигателя – для просчета стоимости в сборе обратитесь к менеджеру по телефону или отправьте запрос на почту. Гарантия – 12 месяцев. Оплата с НДС или без НДС, наложенным платежом на почте по предоплате за доставку. Отправка перевозчиками: Новая Почта, Деливери, САТ, самовывоз со склада.
€1,764.13 Купить излишки как можно ниже 1 058,67 евро
1 058,67 евро
Починить свои предметы 879,23 €
Китай Индивидуальный червячный редуктор NRV NMRV Китайская коробка передач 30 40 50 63 Редуктор скорости Производители, поставщики — Прямая оптовая продажа с завода
Название: Червячный редуктор NMRV Скорость: 1: 7,5 ~ 60 Напряжение по оси: 50 кг Люфт: 0,18-0,25 Уровень шума: менее 80 дБ. Сила самоблокировки: 1,5 ~ 10 Н.м. Монтаж: rv30-t rv30-z. происхождения: Китай; Выходной крутящий момент Цзя: 50 кг. Скорость на входе: 1400 об/мин Скорость на выходе: 14-280 об/мин
Червяк: внутри из чугуна с шаровидным графитом, снаружи из бронзы #94
Внутренняя упаковка: используйте пластиковый пакет и пенопластовую коробку. Внешняя упаковка: картонная или деревянная коробка в соответствии с набором
или по запросу клиента.
PACKAGE:
Standard export carton packing.
ВРЕМЯ ДОСТАВКИ:
3-20 дней после подтверждения заказа, точная дата доставки должна быть определена в соответствии с сезон производства и количество заказа.
1. Являются ли поставляемые вами продукты новыми и оригинальными?
1. Являются ли поставляемые вами продукты новыми и оригинальными?
Все детали, которые мы предоставляем, на 100% произведены оригинальным производителем.
2. Каково время выполнения вашего запаса?
Обычно нам требуется 2-3 дня, чтобы отправить небольшой пакет. Если посылка превышает 50 тыс. или более 5 коробок. Нам требуется 1 неделя, чтобы подготовить запас.
изготовление с помощью ручного фрезера, циркулярной пилы
Вагонка – популярный материал для отделки. Стоимость зависит от многих факторов. Доски из хорошего красивого дерева стоят заметно выше. Однако вагонку можно изготовить самостоятельно.
Содержание
Определение и разновидности вагонки
Сфера применения
Популярные размеры
Промышленное производство
Особенности самодельной вагонки
От чего зависит качество
Выбор материала
Породы древесины
Набор инструментов и оборудования
Подготовка материала
Распиливание доски
Фугование доски
Изготовление вагонки
С помощью фрезера
С помощью циркулярки
Что делать с остатками доски
Определение и разновидности вагонки
Вагонка — доска для отделки стен внутри и снаружи здания
Вагонка – отделочная доска. Первоначально от обычной она ничем и не отличалась, кроме небольшой толщины. Позднее в боковых сторонах стали прорезать пазы и выступы, чтобы при монтаже материал образовал более ровную и прочную поверхность.
Различают обычную вагонку и евровагонку. Первый вариант чаще изготавливается из древесины с влажностью до 25%, что приводит к усыханию и короблению материала. Шипы и пазы не слишком выражены, так что под нагрузкой доски расходятся. Евровагонка производится из сухой древесины – не более 15%, размеры ее более точны, а шипы и пазы больше. Кроме того, на внутренней стороне ламелей есть вентиляционные канавки, что снижает риск появления конденсата.
Вагонка выпускается разной конфигурации. С лицевой стороны выбираются фаски – скругленные или угловатые, что придает ламелям более интересный вид. Различают следующие профили:
softline – возле шипа выбирается древесина, фаска имеет скругленную форму, что помогает стекать воде и конденсату;
штиль – имеет большую толщину – до 25 мм, возле шипа древесину не убирают, но верхняя часть профиля имеет скругленные углы;
ландхаус – лицевая сторона фрезеруется, здесь формирует несколько выступов и углублений, чтобы собранная отделка образовывала определенный узор;
блокхаус – вся лицевая часть равномерно скруглена и имитирует оцилиндрованное бревно;
американка или корабельная вагонка – с лицевой стороны срезана под углом.
Выпускают также двухстороннюю вагонку. Обе ее стороны являются лицевыми. Материал используется для сборки тонких межкомнатных перегородок.
Характеристики и внешний вид вагонки зависят от сортности используемого дерева. По этому признаку различают следующие классы.
Экстра – или бессучковый. Трещины, сколы, пятна или смоляные кармашки на лицевой стороне исключены. Допускается 1 здоровый светлый сучок на 1 погонный метр.
Класс А – допускается 2–3 здоровых сучка на 1 погонный метр, а также микротрещины и мелкие непростроги. Некоторые производители подобные дефекты зашпаклевывают. Количество досок, сделанных из сердцевины ствола, не превышает 30% от общего объема.
Класс В – разрешается 2 выпадающих сучка и трещины длиной в 30 мм на лицевой стороне на 1 погонном метре. Допускаются и смоляные кармашки. Если материал сделан из хвойных пород, могут встречаться участки со следами повреждения насекомыми, но не более чем 10% от объема.
Класс С – допускает очень большое количество дефектов, кроме гнили, плесени, сколов глубже половины толщины. Здесь могут встречаться выпавшие сучки, сквозные трещины, засмоленность.
Классифицируют ламели также по породе дерева.
Сфера применения
OLYMPUS DIGITAL CAMERA
Вагонка изначально разрабатывалась для отделки транспортных средств. Однако ее удобство, привлекательность и простота в монтаже обеспечили более широкое применение. Ламели используют:
для обшивки стен и даже потолка в жилых помещениях и некоторых офисных, где допускается такая отделка;
для облицовки балконов и лоджий, где выбор материалов ограничен;
для отделки сауны, бани, предбанника и других помещений в банном комплексе;
для облицовки фасадов зданий;
для обшивки подвальных помещений, гаражей, мастерских;
вагонку нередко берут и для сооружения заборов и красивых ограждений.
Материал применяют не совсем традиционным образом. Из вагонки делают фасады шкафов, реечные или глухие двери, тонкие межкомнатные перегородки, декоративные ширмы и прочее.
Популярные размеры
Изготовление вагонки промышленным методом подразумевает стандартизацию размеров. ГОСТом регламентируется только ширина и толщина. Длина изменяется от 2100 до 6000 мм и больше. Длинные встречается редко, поскольку работать с такими длинными досками неудобно.
Типовые размеры:
ширина – 80, 100, 110, 120, 150 мм;
толщина – 12,5, 13, 16, 19, 25 мм.
Валера
Голос строительного гуру
Задать вопрос
Габариты ламелей влияют на свойства. Чем шире вагонка, тем выше вероятность коробления и усадки. Узкие ламели в целом лучше сохраняют геометрию и более устойчивы к механическим повреждениям. Толщина определяет долговечность. Для внутренних работ чаще берут тонкие ламели – 12,5, 13 мм. Для наружных работ, особенно при обшивке утепленных стен, нужны ламели более толстые – в 16–25 мм.
Промышленное производство
Производственный цех
Производственная технология получения ламели включает несколько этапов. Поскольку речь идет о крупных партиях, используют мощное профессиональное оборудование.
Сначала изготавливают обрезную доску.
Затем ламели высушивают на открытом воздухе или в камере. Влажность качественного материала не превышает 12–15%.
Доски обстругивают с лицевой стороны и придают нужную форму.
На станках подвергают материал фальцовке и шпунтовке, формируя не только шипы и пазы на боковых сторонах, но и специфический профиль вагонки: ланхудахус, штиль, американка.
Материал очищают от грязи и пыли. Доски проходят стандартную проверку и сортируются по качеству и сортности.
Оборудование, используемое для разделки и формовки ламелей мощное, но не сложное. В домашних условиях можно выполнить те же работы на фрезерном станке, несколько его модифицировав.
Особенности самодельной вагонки
Вагонка своими руками выполняется именно из того дерева, какое требуется потребителю. Самостоятельно можно подобрать не только цвет и рисунок, но даже такое расположение сучков и пятнышек, чтобы подчеркнуть особенность материала.
Простота обработки дерева
Можно сделать ламели с разной структурой
Ламели можно изготавливать из расчета на будущую обработку: брашинг, состаривание, покрытие лаком или краской
Стоимость вагонки своими руками ниже, несмотря на приличный расход электричества при изготовлении
В домашних условиях сложно точно соблюдать размеры и конфигурацию доски
Сложный профиль потребует намного больше времени и усилий
Для изготовления потребуется сухое дерево
Работа требует квалификации и опыта
От чего зависит качество
Для изготовления вагонки нужно брать качественный материал
Качество материала, сделанного своими руками, определяется следующими факторами.
Для вагонки нужно брать хорошую обрезную доску. Иначе корректировать толщину изделия будет весьма сложно.
Дефекты материала – сучки, кармашки, трещины – весьма затрудняют работу. Следует распланировать раскрой так, чтобы дефекты не оказывались на участках обработки.
Доски с гнилью, черными сучками, очень кривые покупать нельзя, в домашних условиях с такими повреждениями не справиться.
Все инструменты, используемые в работе, должны быть в идеальном состоянии.
Во время работы следует следить за чистотой на станке. Мелкую древесную пыль и стружки периодически сдувают, циркулярную пилу остужают. В противном случае срезы и пропилы получаются менее ровными.
Предпочтительнее сухая доска. Она режется лучше и не дает усадки. Ламели из древесины естественной влажности имеют неточные размеры, а после монтажа отделку может повести.
На качество обшивки влияет и выбранный профиль. Вырезание вентиляционных бороздок существенно облегчает вывод влаги. Такая отделка прослужит намного дольше.
Выбор материала
Вагонку своими руками можно изготовить из любой древесины. Но если нужно получить отделку высокого качества, к выбору материала следует подходить тщательно.
Сортность – чем выше класс доски, тем более высокого качества получаются ламели. Сучки, кармашки, трещины портят внешний вид и существенно снижают его прочность, стойкость к действию влаги и к износу. От несортового материала стоит сразу отказаться.
Влажность – предпочтительнее сухая древесина с влажностью в 12–15%. Если показатель выше, придется в процесс изготовления вагонки включить и сушку.
Размеры досок ограничены. На домашнем станке можно обрабатывать материал толщиной не более 2 см и шириной не более 10 см.
Важно подобрать породу дерева, так как ее характеристики определяют назначение обшивки.
Породы древесины
Сосна
Изготавливают вагонку из хвойных и лиственных пород.
Сосна – самый распространенный материал, так как дешев, доступен и позволяет подобрать большой объем первосортного материала. Древесина сосны довольно устойчива к гнили, так как содержит большое количество смол. Тем не менее ее нужно защищать от действия влаги, а пар она переносит совсем плохо. Сосновые ламели чаще идут на внешнюю обшивку. При этом вагонку следует окрашивать, прогрунтовывать, покрывать лаком.
Лиственница – более дорогой материал, но обладающий очень высокой стойкостью к действию воды. Такие ламели в защите не нуждаются и служат десятилетиями, поэтому тоже обычно применяются для обшивки фасада. Лиственница содержит больше сучков и кармашков, однако такие дефекты мало влияют на ее качество.
Кедр – дорогой вариант. Кедровая древесина очень красива, тверда, прочна, устойчива к воде и пару. Обладает лечебными свойствами. Применятся для отделки жилых комнат и особенно рекомендуется для обшивки бани или сауны.
Дуб – элитный первоклассный вариант. Древесина твердая, очень прочная, необычайно красивая и долговечная. Однако самостоятельно изготовить дубовую вагонку сложно.
Липа – прекрасный вариант для бани и детской. Дерево светлое, шелковистое на ощупь, чудесно пахнет. Липа устойчива к действию пара и плохо проводит температуру, поэтому даже в финской сауне она чрезмерно не нагревается.
Ольха – тоже рекомендуется для обшивки сауны и парилки. Плохо проводит тепло, не накапливает влагу, обладает очень хорошими звукоизоляционными свойствами. По внешнему виду уступает липе. Кроме того, ольха не столь долговечна.
Береза – красивая древесина, но склонная к короблению и растрескиванию. Работать с березой на домашнем станке очень сложно.
Береза Дуб Кедр Липа Лиственница Ольха
Использовать можно и другие породы: вишню, тополь, ясень. Не рекомендуется брать древесину фруктовых деревьев: она слишком мягкая и быстро приходит в негодность.
Набор инструментов и оборудования
Станок для производства вагонки своими руками
Чтобы изготовить ламели своими руками, необходимо сделать станок или модифицировать фрезер. Потребуется для этого следующие материалы и инструменты.
Уголок и трубы квадратного сечения для стола и рамы. Стол делают нешироким и длинным, но массивным, чтобы снизить вибрацию.
Лист железа для столешницы – его прикручивают болтами. В столешнице проделывают 2 отверстия, в которых располагают вальцовочные валики. Размещаются они так, чтобы не возвышать над уровнем столешницы. Вал соединяют с валом двигателя ременной передачей.
Ножевой вал – предпочтительнее готовый промышленный. Выбирают модель со ступенчатыми шкивами, чтобы можно было регулировать число оборотов.
Прижимные ролики – можно изготовить из устройства любого типа, например, снять со стиральной машинки.
Асинхронный двигатель мощностью в 2–5 кВт.
Болгарка, сварочный аппарат для резки и сварки станка.
Дрель с набором сверл.
Циркулярная пила, рубанок.
Линейка и специальный угольник с метками.
Комплект фрез для изготовления вагонки.
Для отделки доски могут понадобиться столярные инструменты, кисти для лакировки или окраски.
Подготовка материала
Правильное складирование досок
Порядок изготовления вагонки следующий:
подготовка и распиливание досок;
фугование поверхности;
формирование элементов профиля.
Предварительные мероприятия просты:
выбирают расходный материал, следя за тем, чтобы толщина обрезной доски не превышала 2 см, а ширина – 10 см;
сортируют доски и сразу же избавляются от материала с пятнами гнили или выпавшими сучками;
готовят место для складирования – обычно это навес, где доски перекладывают деревянными прокладками.
Заготовки тоже желательно укладывать в одно место, чтобы проще было передавать их на станок.
Распиливание доски
Для распиловки используют циркулярную пилу с большими зубьями. Перед работой обязательно проверяют, насколько хорошо закреплена пила и запорные устройства. Технология следующая.
Включают прибор. Заводят разрезаемую доску торцом вперед между направляющими роликами.
Чтобы предупредить случайные движения, используют упоры.
Распиливают доски на нужное количество ламелей.
Складывают подготовленный материал в штабеля.
Запрещается снимать с пилы защитные приспособления – клин и кожух. Они предупреждают обратный вынос деревянной плашки.
Фугование доски
Прежде чем сформировать профиль вагонки, нужно добиться точной прямолинейной поверхности доски. Процесс этот называется фугование.
Для работы заменяют циркулярную пилу цилиндрическими валами.
Доску прогоняют в одном направлении с каждой стороны.
Величину нажима регулируют с помощью прижимных устройств.
Количество проходов с каждой стороны должно быть одинаковым для всех заготовок.
Изготовление вагонки
Профиль изделия составляют пазы и выступы с боковых сторон доски, вентиляционные желобки с внутренней стороны и элементы профиля с наружной – скругленные вырезы, выборка дерева и прочее.
Нарезку осуществляют с помощью фрез или циркулярной пилы.
С помощью фрезера
Для формирования вагонки ручным фрезером нужно брать только подготовленные доски. Все операции выполняются при жесткой фиксации материала и режущего инструмент. Поэтому точность размеров имеет огромное значение.
Начинают работы с настройки: регулируют положение доски по отношению к ограничителю, фиксируют прижимными роликами с внутренней стороны.
Выставляют фрезу по высоте. Важно добиться того, чтобы обе фрезы находились на одинаковой высоте.
Заготовку ведут вдоль фрезы, вырезая паз с одной сторон доски. Затем меняют фрезу и формируют с другой стороны выступ такой же формы и размера.
Ни в коем случае нельзя удерживать доску вручную во время работы.
С помощью циркулярки
Вагонку своими руками можно сделать и на циркуляре. Технология несколько сложнее. Здесь важно следить за углом наклона диска.
Регулируют положение диска так, чтобы можно было сделать зеркальные выборки на двух сторонах доски. При толщине доски в 20 мм выход диска составляет 10 мм, а дистанция до линейки тоже достигает 10 мм.
Первый проход выполняют плашмя. Заготовку прижимают к боковому упору и прорезают канавку на половину толщины.
Затем доску ставят на ребро и повторяют ту же операцию.
Те же действия совершают с другой стороны торца.
Обработку лицевой части доски не выполняют. На циркуляре делают только достаточно грубую вагонку.
После изготовления вагонки остается не только древесная пыль и стружка, но и обрезки досок разного вида и размера. Используя тот же станок и ручные инструменты, из них можно сделать немало полезных вещей:
тонкие небольшие рейки идут для заделки сидений стульев, садовой мебели, детских качелей;
из мелких дощечек выполняют кухонные разделочные доски и деревянные «салфетки»,
крупные фрагменты подойдут для изготовления полок и ящиков;
красивые куски дерева можно использовать даже для декоративной обшивки стены, например, кухонного фартука.
Как сделать вагонку своими руками
Только на специализированном складе лиственницы «Лес-Про» лучшие цены на следующие товары:
Масло для наружных и внутренних работ
Крепёж
Вагонка штиль
Смотрите предложения в нашем магазине. Наши цены могут вас заинтересовать!
Вагонка является одним из самых популярных материалов для отделки стен дома как снаружи, так и внутри. Удобство монтажа, красота создаваемого покрытия, простота ухода позволяют использовать ее в разных областях. Единственный минус данного пиломатериала – достаточно высокая цена.
Многие мастера задумываются, как сделать вагонку своими руками? Материал можно изготовить из обрезной доски, используя фрезер, циркулярную пилу или станок. Расскажем о разных способах в нашей статье.
Какая обрезная доска подойдет для вагонки?
Можно взять стандартную по размеру доску 100х25х6000 мм, влажность должна составлять до 16%. Естественно, для отделочного материала требуется 1 или 2 сорт, без дефектов, пятен гнили, повреждений и пр.
В качестве породы подбираются, как правило, недорогие экземпляры: сосна, ель или липа. Однако выбор должен основываться на предназначении материала. Если предстоит изготовить вагонку для внутренней отделки, то можно взять менее устойчивую к внешним воздействиям древесину. Если же вы собираетесь обшивать фасад дома, стоит подумать о более стойком дереве и защите от влаги и насекомых.
Обработка доски
Для придания правильной геометрической формы доску обстругивают на фуговальном станке и рейсмусе. Можно вручную пройтись рубанком и наждачкой или шкуркой. Обязательно нужно избавиться от обзола, сняв его острым шпателем или ножом, а также убрать ребра доски.
Нужно добиться гладкой поверхности доски перед фрезеровкой, поэтому она обрабатывается абразивом. Для фрезеровки подойдет или станок, или ручной фрезер. Вам потребуется комбинированная фреза – набор из двух штук. Можно использовать разные отдельные детали, но тогда процесс создания вагонки займет больше времени.
Набор профилей подходит для разных пород древесины, первая фреза позволяет создать шип для стыковки и кантик на лицевой стороне доски, вторая – паз и кантик на изнанке.
Процесс создания профилей следующий:
Фрезы устанавливают в устройство и подбирают глубину обработки;
Доска кладется на специальные стойки, обзолом вниз;
В качестве фиксации на доску кладут рейку;
Сначала выполняется пропил для стыковочного шипа;
После смены фрезы делаются пропилы на другой стороне для паза.
Чтобы проверить, правильно ли подобраны расстояния (высота фрезы), нужно совместить две доски. Между ними не должно быть щели. Стыковка должна быть выполнена вплотную.
Преимуществом использования фрезера является надежный замок на досках. Готовую вагонку можно использовать не только для внутренней отделки, но и для внешней обшивки фасада дома.
Кроме фрезера, для изготовления вагонки своими руками можно использовать циркулярную пилу или электрорубанок.
Размеры под циркулярную пилу следующие: шип 4х10 мм, паз 5х10 мм. По такому шаблону вырезают обе части замка. Работая с пилой, нужно тщательно следить за размерами и корректировать их по шаблону.
Проверку качества пиломатериалов осуществляют стыковкой. Паз должен полностью входить в шип, но при этом с изнаночной стороны доски должен быть зазор в 1 мм.
Сделанная своими руками вагонка при соответствующем качестве древесины будет иметь привлекательный внешний вид и надежные замки, а вы сможете сэкономить на материале.
4 способа делать прямые пропилы с помощью циркулярной пилы
Узнайте, как использовать циркулярную пилу для выполнения прямых пропилов с лазерной точностью! Вот четыре надежных способа вырезать точные прямые линии на досках и фанере!
Прямые пропилы циркулярной пилой
Мы все пытались делать ровные пропилы циркулярной пилой. Несмотря на все наши усилия, лезвие всегда отклоняется от линии карандаша. Затем лезвие застревает, когда мы пытаемся вернуть пилу в нужное русло. Теперь мы только зря потратили время, деньги и фанеру. Циркулярные пилы не умеют двигаться по прямой. У меня есть решение. Сегодня я поделюсь четырьмя надежными способами резки прямых линий с помощью циркулярной пилы.
Спасибо моим друзьям из Kreg Tool за то, что они прислали мне несколько инструментов, которые я включил в этот пост. Инструменты были отправлены в обмен на мой честный отзыв. Все мысли и мнения мои собственные.
Этот пост содержит партнерские ссылки на расходные материалы или инструменты, которые я использовал для завершения этого проекта. Покупки, сделанные по этим ссылкам, помогают поддерживать веб-сайт Saws on Skates и позволяют мне делиться другими проектами, сделанными своими руками. и советы DIY с вами. Вы не платите за использование этих ссылок. Нажмите здесь, чтобы ознакомиться с политикой моего сайта.
Прежде чем мы перейдем к как делать прямые пропилы с помощью циркулярной пилы , не забудьте нажать кнопку подписки внизу этой страницы, чтобы подписаться на мой БЕСПЛАТНЫЙ еженедельный информационный бюллетень, наполненный полезными трюками карманных отверстий , экономия места идей для мастерских , умных советов по рукоделию и многое другое!
Содержание
Что такое циркулярная пила?
Типы дисковых пил
Как правильно резать фанеру?
Как сделать прямой рез циркулярной пилой?
4 способа выполнения прямых пропилов циркулярной пилой
Насадки для прямого пропила циркулярной пилой
Больше подобных
Что такое циркулярная пила?
Циркулярная пила представляет собой ручной инструмент с вращающимся лезвием, используемый для резки древесины.
Связанный: Как заменить полотно на циркулярной пиле
Вернуться к оглавлению
Типы пропилов дисковыми пилами
Наиболее распространенными типами пропилов, которые мы делаем с помощью циркулярной пилы, являются продольные, поперечные и косые пропилы.
Продольный пропил делается вдоль волокон древесины или по длине доски.
Распил делается поперек волокон древесины или по ширине доски.
Косой пропил делается по диагонали поперек волокон древесины или через ширина платы.
Вернуться к оглавлению
Как правильно резать фанеру?
Домашние мастера часто хотят знать «Как сделать прямые пропилы в фанере?» Мы можем резать фанеру с помощью настольной пилы.
При использовании настольной пилы для резки фанеры необходимо учитывать несколько моментов. Во-первых, некоторые домашние мастера боятся использовать настольную пилу. Во-вторых, поднять тяжелый кусок фанеры на настольную пилу может быть непросто. В-третьих, попытка разрезать большой лист фанеры на небольшой настольной пиле может быть опасной.
Связанный: Руководство для начинающих по технике безопасности при работе с настольной пилой
Еще один способ, которым мы можем вырезать прямую линию на фанере, — это циркулярная пила. Но все мы пытались на глазок сделать прямой разрез с помощью циркулярной пилы, и это никогда не удавалось. Циркулярные пилы не умеют двигаться по прямой. Несмотря на все наши усилия, лезвие всегда отклоняется от линии карандаша. Затем лезвие застревает, когда мы пытаемся вернуть пилу в нужное русло. Теперь мы только зря потратили время, деньги и фанеру.
Наша циркулярная пила не может делать такие прямые пропилы сама по себе. Ему понадобится небольшая помощь от забора или направляющей для резки.
Вернуться к оглавлению
Как сделать прямой рез циркулярной пилой?
Когда мы покупаем циркулярную пилу, она обычно не включает упор. Обычно это означает, что нам нужно использовать пилу от руки. Ограничитель или направляющая для резки помогают пиле делать прямые и точные пропилы.
Изготовление направляющей для резки своими руками или покупка забора в магазине поможет нашей циркулярной пиле каждый раз выполнять точные прямые пропилы с лазерной точностью.
Вернуться к оглавлению
4 способа выполнения прямых пропилов циркулярной пилой
Скоростной угольник
Скоростной угольник — один из самых простых способов выполнения коротких прямых пропилов с помощью циркулярной пилы. А скоростной квадрат — это не пони с одним трюком. Его можно использовать для многих других работ в магазине. Я также использую свой квадрат скорости, чтобы настроить свою торцовочную пилу для точных разрезов.
ПРИМЕЧАНИЕ: Обычно я размещаю квадрат скорости на ближайшей ко мне стороне заготовки. Для ясности я перевернул квадрат скорости на противоположную сторону, чтобы вы могли видеть, как он прилегает к заготовке. Для достижения наилучших результатов поместите квадрат скорости с той же стороны, с которой вы начинаете резку. Таким образом, вы вдавливаете квадрат скорости в заготовку.
Как это работает
Измерьте и отметьте места для разреза
Расположите диск на отметке и приложите угольник к основанию пилы
Прижмите основание пилы к угольнику и сделайте надрез
Где использовать
Поперечные и продольные пропилы, длина которых меньше длины угольника
Угловые пропилы под углом 45 градусов
Направляющая для самостоятельной резки циркулярной пилой
Направляющая для циркулярной пилы или приспособление для поперечной резки помогают нам делать точные поперечные пропилы поперечные и косые распилы. Он действует как упор или направляющая для резки для нашей циркулярной пилы. Опорная плита пилы упирается в ограждение приспособления. Забор заставляет пилу делать пропилы именно там, где мы хотим.
Я сделал направляющую примерно за десять минут всего из двух обрезков фанеры толщиной 1/4″. Вместо фанеры также можно использовать МДФ.
Большой кусок фанеры служит основой для приспособления. Это также направляющая для пильного диска. Край зажимного приспособления размещается именно там, где мы хотим сделать разрез.
Узкий кусок фанеры приклеивается к большему куску. Эта узкая деталь действует как ограждение для опорной пластины пилы.
Я сделал направляющую для резки длиной около 12 дюймов. Вы также можете сделать приспособление длиннее для более длинных разрезов. 9
Как это работает
Измерьте и отметьте места для пропила
Поместите край приспособления на метки и зажмите в нужном положении
5
Приложите опорную плиту пилы к направляющей и сделайте пропил
Где использовать
Поперечные и косые пропилы
Резы ограничены длиной направляющей
Kreg Rip-Cut
Kreg Rip-Cut позволяет нам легко резать прямые линии с помощью нашей циркулярной пилы. Универсальные салазки Rip-Cut подходят к большинству популярных циркулярных пил. Направляющая Rip-Cut следует за прямым краем нашей заготовки, что каждый раз обеспечивает точный разрез. Забор регулируется и может делать пропилы шириной до 24 дюймов. Мы можем установить забор один раз, а затем делать повторяющиеся разрезы для наших проектов «сделай сам».
Как это работает
Измерьте и отметьте места для разреза
Отрегулируйте упор так, чтобы лезвие резало по отметке
Используйте ручку продольного реза, чтобы прижать упор к заготовке и сделать разрез
Где Чтобы использовать его
Любая длина разрывы до 24 дюймов в ширину
повторяющихся порезов
Разрушение листов фанеры или MDF
KREG ACCU-CUT
KREG ACCU-CUT
KREG ACCU-CUT
KREG. нам резать прямые линии с нашей циркулярной пилой. Accu-Cut подключается к большинству популярных циркулярных пил. По сути, это превращает нашу циркулярную пилу в гусеничную.
Думайте о гусеничной пиле как о железнодорожном пути для нашей циркулярной пилы. Во время резки пила перемещается по направляющей или гусенице. Это позволяет нам делать длинные, прямые и точные разрезы.
Accu-Cut отличается от Rip-Cut тем, что с его помощью можно резать доску любой ширины или фанеру. Максимальная длина Rip-Cut составляет 24 дюйма. Accu-Cut также может выполнять разрезы под любым углом.
Существует две версии Accu-Cut. Accu-Cut делает разрезы длиной до 50 дюймов. Accu-Cut XL делает разрезы длиной до 100 дюймов. Пакет расширения для Accu-Cut добавляет 50 дюймов, поэтому он может резать до 100 дюймов в длину.
Accu-Cut крепится к циркулярной пиле так же, как и Rip-Cut. В нижней части Accu-Cut есть направляющие планки, препятствующие скольжению, которые удерживают его на месте. Это означает, что Accu-Cut не нужно закреплять на месте. Пила просто следует по направляющей, что позволяет ей каждый раз делать прямые и точные пропилы.
Как это работает
Измерьте и отметьте места для пропила
Поместите край Accu-Cut на отметки
Поместите пилу на направляющую и сделайте пропил
Where to Use It
Long straight crosscuts and rip cuts
Any degree miter cuts
Cuts up to 100” long
Breaking down sheets of plywood or MDF
Tips for Прямая резка циркулярной пилой
Расположите скоростной угольник, направляющую для циркулярной пилы «Сделай сам» или Kreg Accu-Cut так, чтобы она закрывала ту сторону заготовки, которую вы хотите сохранить. Таким образом, пила пилит с обратной стороны, и вы не повредите кусок, который хотите сохранить, если пила отклонится от линии реза.
Сделайте надрезы на куске жесткого пенопластового утеплителя.
Пенопласт отлично подходит для резки больших листов фанеры и МДФ
Пенопласт предотвращает случайное разрезание пильным диском верстака или тротуара/бетона при работе на земле
Вернуться к оглавлению
Заключительные мысли
Циркулярная пила сама по себе не может сделать идеально прямой пропил. Ему нужна небольшая помощь от забора или направляющей для резки. Циркулярной пилой можно делать прямые пропилы четырьмя способами. Четыре способа: со скоростным угольником, направляющей для циркулярной пилы «Сделай сам», Kreg Rip-Cut или Kreg Accu-Cut.
Спасибо, что заглянули. Если вам понравился этот урок, не могли бы вы воспользоваться моментом и прикрепить его к Pinterest? Я был бы очень признателен!
Рекомендуется для вас
Закрепить на потом
4102 акции
Как пользоваться циркулярной пилой — семейный мастер на все руки
Советы по ровному и точному резу
1 / 23
Семейный мастер на все руки
Начните с точных отметок
Чтобы получить точный разрез, вы должны начать с точной отметки. Растяните рулетку, поместите карандаш в правильное измерение и сделайте две отметки, образующие букву «V», так, чтобы кончик «V» указывал на точное измерение. Буква «V» более точна, чем одна линия, которая может немного отклоняться вправо или влево и искажать метку разреза.
С помощью угольника отметьте линию разреза над кончиком буквы «V». Наконец, поставьте «X» на стороне «лома» доски; это сторона линии, которую вы хотите разрезать. Резка на неправильной стороне вашей линии может сделать 1/8 дюйма. разница в длине вашей доски; иногда это имеет большое значение, иногда нет.
2 / 23
Семейный мастер на все руки
Острые меловые линии
Самый быстрый способ сделать прямые линии реза на фанере — использовать меловую линию. Но прежде чем положить леску на фанеру, дайте ей быстрый звук в воздухе. Этот первый гнусавый звук избавит вас от лишнего мела, и ваша отметка будет менее размытой и ее будет легче отслеживать. Это особенно важный шаг, который нужно сделать сразу после заполнения линии мелом.
3 / 23
Семейный мастер на все руки
Освещение реза
Идеальная линия реза не принесет вам пользы, если вы ее не видите. Поэтому, прежде чем нажать на курок, потратьте две секунды, чтобы проверить освещение. Даже в хорошо освещенных мастерских или на открытом воздухе вы или ваша циркулярная пила можете отбрасывать тени, из-за которых будет трудно увидеть вашу метку. Измените угол доски или переместите рабочий свет, чтобы линия не исчезала в тени во время резки.
4 / 23
Семейный мастер на все руки
Следите за лезвием, а не за направляющими
У каждой пилы есть насечки или метки на передней части колодки, указывающие, где лезвие будет резать, но их не очень легко отследить. Они забиваются опилками или весь башмак выгибается из строя, что сбивает направляющую.
Вы добьетесь лучших результатов, если будете следить за лезвием и леской во время резки. Проблема, конечно, в том, что опилки закрывают леску. Некоторые пилы имеют встроенные воздуходувки для удаления пыли. Если ваша циркулярная пила не использует собственный встроенный вентилятор — ваш рот. Все, что нужно, это легкая затяжка каждые несколько секунд, чтобы ваш взгляд оставался ясным и открытым.
5 / 23
Семейный мастер на все руки
Зажим перед обрезанием углов
Защита лезвия имеет тенденцию зависать, когда они касаются доски под любым углом, кроме 90 градусов. Поскольку вам нужна одна рука, чтобы толкать циркулярную пилу, а другая, чтобы убрать защитный кожух, зажмите заготовку, чтобы она не двигалась, даже если этот зажим окажется вашим коленом. Когда вы режете углы или фаски, держите большой палец левой руки на рычаге втягивания кожуха диска и начинайте втягивать кожух, когда почувствуете, что пила немного колеблется.
6 / 23
Семейный мастер на все руки
Лента перед маркировкой
При резке темного дерева или ламината отмечайте линию реза на малярной ленте, а не непосредственно на заготовке. Вы сможете лучше видеть свою линию, а в некоторых случаях, например, при резке фанеры из твердой древесины, малярная лента может свести к минимуму расщепление.
7 / 23
Семейный мастер на все руки
Безопасный = точный
Какое отношение наушники, защитные очки и пылезащитные маски имеют к точности резки? Что ж, трудно смотреть на линию реза, щурясь и моргая, сквозь бурю опилок. И давайте смотреть правде в глаза: защита от шума, пыли и осколков сделает вас более удобными и терпеливыми, а также снизит вероятность небрежного выполнения разреза.
8 / 23
Семейный мастер на все руки
Плечевой шнур
На большинстве пил электрическая вилка идеально спроектирована так, чтобы цепляться за край фанеры. И это сбросит ваш разрез. Чтобы не зацепиться, накиньте шнур на плечо. Этот трюк также снизит скорость перерезания шнура на 9.0 процентов!
9 / 23
Семейный мастер на все руки
Быстрый одинаковый рез
Когда вам нужно распилить десятки досок одинаковой длины, не измеряйте и не отмечайте их по одной. Вместо этого сделайте простое приспособление. На его сборку уходит менее пяти минут, и он гарантирует, что каждый из 100 отрезанных вами заборных штакетников будет одинаковой длины.
Чтобы сделать один, прикрутите забор к длинному куску фанеры и проведите пилой вдоль забора, чтобы обрезать лишнюю фанеру. Затем отмерьте расстояние от обрезанного конца и прикрутите планку. Расположение планки определяет длину пропила, а упор каждый раз направляет вашу пилу для получения идеально ровных пропилов.
10 / 23
Семейный мастер на все руки
Оценка за чистый срез
Циркулярные пилы обычно расщепляют древесину, обращенную вверх, и аккуратно режут на стороне, обращенной вниз. Поэтому, когда вы режете шпонированную фанеру, всегда располагайте материал «хорошей стороной вниз», чтобы зубья диска прижимали шпон к сердцевине, а не отрывали его. Более медленное толкание пилы, чем обычно, также помогает уменьшить количество сколов. Если вам нужно, чтобы обе стороны были без заноз, отметьте разрез, надрезав шпон острым канцелярским ножом, а затем отрежьте всего лишь волосок до «отходной стороны» линии. Любые осколки произойдут на отходах. Быстрая протирка наждачной бумагой очистит все оставшиеся мелкие ворсинки.
11 / 23
Семейный мастер на все руки
Подставка для резки фанеры
Только у игроков НБА руки достаточно длинные, чтобы протолкнуть пилу по всему листу фанеры. Фанеру проще положить на лист экструдированного пенопласта, а потом ползать на коленях, делая пропил. Вам не нужно тянуться так далеко, и у вас будет лучший обзор. Разрежьте пенопласт на две или три части и соедините их клейкой лентой. Лента образует петли, которые позволяют складывать поролон и убирать его, когда он не используется.
12 / 23
Семейный мастер на все руки
Помощник по распиловке 8d
Всякий раз, когда вам нужно распилить доски, а под рукой нет настольной пилы, прибейте доску к верхней части лошадей гвоздями 8d. Просто держите ногти подальше от разреза. Это намного безопаснее, чем держать доску одной рукой, а другой резать. И вы получите более ровный срез. Когда резка будет завершена, вытащите доску, выбейте гвозди, чтобы обнажить головки, и выдерните их.
13 / 23
Семейный мастер на все руки
Работа вне штабеля
Не поднимайте листы фанеры и не кладите их на лошадей каждый раз, когда вам нужно распилить. Сохраните свою спину и свое время. Встаньте на колени и работайте над стеком. Подсуньте пару 2×4 под простыню, на которой проводится операция, сделайте отметки, а затем разрез. Это так просто. Кстати, угольник для гипсокартона — идеальный инструмент для разметки поперечных пропилов на фанере.
14 / 23
Семейный мастер на все руки
Резка камня и каменной кладки
Забудьте об одноразовых абразивных лезвиях для каменной кладки. Алмазные диски упали в цене в последние годы, и они являются ключом к решению этой задачи. Найдите добровольца, который будет держать медленно движущийся садовый шланг прямо у среза, пока вы прокладываете себе путь. Это сохранит лезвие прохладным, ускорит рез и устранит пыль. И не волнуйтесь. Это безопасно, если вы подключены к розетке с защитой GFCI.
15 / 23
Семейный мастер на все руки
Мини-циркулярные пилы
Если вам нужна дополнительная циркулярная пила, рассмотрите возможность выбора мини-пилы с лезвием диаметром от 5 до 6 дюймов. диапазон. Тебе это понравится. Он намного легче стандартного 7-1/4 дюйма. пилы, но вы все еще можете резать материал толщиной 1-1/2 дюйма под углом 90 градусов. Но вот большая причина. На большинстве мини-пил полотно находится с левой стороны двигателя (так называемая «пила с левым наклоном»). Иногда эта пила подходит для мест, где пила большего размера не подходит. В других случаях он понадобится вам для резки фасок, которые неудобны или невозможны с помощью обычных пил с правым наклоном.
16 / 23
Семейный мастер на все руки
Необязательные составные пропилы
Резка крутых углов, особенно если они составные (резы со скосом и углом), требует одного специального шага. Это оттягивает защиту от лезвия, когда вы начинаете резать. Пропустите этот шаг, и ваш охранник свяжется, когда вы войдете в разрез, что сделает невозможным продолжение.
17 / 23
Семейный мастер на все руки
Ваша нога как козла
Освойте этот трюк, и вам не придется тащить пиломатериалы к козлам для каждого распила. Это просто и экономит бесчисленное количество поездок туда и обратно. Это также совершенно безопасно, если вы держите ногу на расстоянии не менее 12 дюймов от пореза. Просто поднимите доску ногой, а другой конец положите на пол или землю. Наклоните доску вверх и сделайте надрез.
18 / 23
Семейный мастер на все руки
Резка тонкого металла
Диск для резки металла в циркулярной пиле позволяет резать металлическую кровлю так же легко, как алюминиевую фольгу. Никакого волшебства — просто положите лицевой стороной вниз, чтобы получить более красивый результат. Если у вас есть металл, от которого нужно избавиться, например, старые наружные двери или даже старые металлические баки, вы можете разрезать их на небольшие куски, которые поместятся в мусорное ведро или облегчат вывоз на свалку.
19 / 23
Семейный мастер на все руки
Крутые косые пропилы
Большинство циркулярных пил делают косые пропилы только под углом 45 градусов. Вот трюк для резки скосов, которые превышают 45 градусов. Допустим, вам нужен скос под углом 55 градусов. Вычтите 55 (или любой другой скос) из 9.0 и установите пилу на этот скос (в данном случае 35 градусов). Затем зажмите или привинтите блок к концу доски, чтобы поддерживать основание пилы во время резки. Лезвие, вероятно, не завершит разрез, но его легко закончить ручной пилой или сабельной пилой. Этот прием работает и для составных разрезов. Сначала отрежьте угол пилой под углом 90 градусов, а затем используйте обрезки для поддержки пилы во время резки.
20 / 23
Семейный мастер на все руки
Резка кривых
Если вы хватаетесь за лобзик всякий раз, когда нужно резать кривую, в следующий раз попробуйте вместо этого циркулярную пилу. Он безукоризненно справится с длинными плавными изгибами за гораздо меньшее время, чем лобзик. Кроме того, вы получите гораздо более гладкий срез. Если вы режете фанеру, установите пилу на глубину, достаточную для того, чтобы прорезать древесину. Чем глубже лезвие, тем труднее будет сделать надрез, потому что оно застрянет в пропиле. Если вы режете более толстый материал, прорежьте его наполовину при первом проходе, а затем сделайте второй, более глубокий окончательный разрез после первоначального разреза. Однако этот трюк не для суперкрутых кривых. Если слишком сложно протолкнуть пилу через разрез, вам придется использовать лобзик — извините.
21 / 23
Семейный мастер на все руки
Работа с трубами
Циркулярная пила легко справляется с трубами любого типа, кроме чугунных. Используйте твердосплавный диск с мелкими зубьями для ПВХ, АБС или меди. Выберите полотно для резки металла для резки стали, такой как столбы забора и металлические водопроводные трубы.
22 / 23
Семейный мастер на все руки
Одноступенчатая резка крыши
Иногда вам нужно вырезать отверстие в крыше для вентиляционных отверстий, дымоходов, световых люков и т. д. Вам не нужно снимать черепицу перед тем, как резать. Просто вставьте старое твердосплавное полотно в пилу и врежьте прямо сквозь черепицу и настил.
23 / 23
Семейный мастер на все руки
Идеальный, безболезненный рез сайдинга
Резка сайдинга внахлест – это сложная задача, потому что пилу внахлест неудобно крутить по нахлестам. В следующий раз, когда вам придется резать сайдинг, сделайте приспособление для резки фанеры. Прикрутите забор 1×3 или 1×4 к 12-дюймовому забору. полоса фанеры около 6 дюймов от края. Затем срежьте лишнюю фанеру. Привинтите направляющую прямо к сайдингу так, чтобы край фанеры находился прямо над желаемой линией реза, и установите глубину пропила, чтобы прорезать только сайдинг, включая толщину приспособления.

 youtube.com/embed/uV34Rm5HBYE» allowfullscreen=»» frameborder=»0″>
youtube.com/embed/uV34Rm5HBYE» allowfullscreen=»» frameborder=»0″>  Главное найти все необходимые детали, основными из которых являются двигатель и рабочий орган.
Главное найти все необходимые детали, основными из которых являются двигатель и рабочий орган. К примеру, можно установить на валу двигателя малый по размерам шкив, а на вал, на который насажен конус, установить большого диаметра шкив. И чем разница между диаметрами шкивов будет больше, тем мощнее будет дровокол.
К примеру, можно установить на валу двигателя малый по размерам шкив, а на вал, на который насажен конус, установить большого диаметра шкив. И чем разница между диаметрами шкивов будет больше, тем мощнее будет дровокол.


 Во втором случае сам вал вставляется в посадочное отверстие конуса, где закрепляется двумя стопорными винтами (болтами). На фото ниже показана вторая конструкция винтового конуса.
Во втором случае сам вал вставляется в посадочное отверстие конуса, где закрепляется двумя стопорными винтами (болтами). На фото ниже показана вторая конструкция винтового конуса. Таковы требования техники безопасности.
Таковы требования техники безопасности. Чтобы вы поняли, о чем идет речь, посмотрите на фото ниже, где показан этот простой дровокол.
Чтобы вы поняли, о чем идет речь, посмотрите на фото ниже, где показан этот простой дровокол. А для кого-то, наоборот. Но в любом случае свой станок для рубки дров на дачном участке – это возможность облегчить заготовку дров.
А для кого-то, наоборот. Но в любом случае свой станок для рубки дров на дачном участке – это возможность облегчить заготовку дров.

 Стальные наконечники заменяемы и могут
Стальные наконечники заменяемы и могут Ты можешь
Ты можешь Если попытаться расколоть бревна, уложенные горизонтально, конус заклинит, а нагрузка будет приложена к валу в вертикальном направлении, что вызовет медленную усталость материала (вала), что в конечном итоге приведет к поломке вала.
Если попытаться расколоть бревна, уложенные горизонтально, конус заклинит, а нагрузка будет приложена к валу в вертикальном направлении, что вызовет медленную усталость материала (вала), что в конечном итоге приведет к поломке вала.
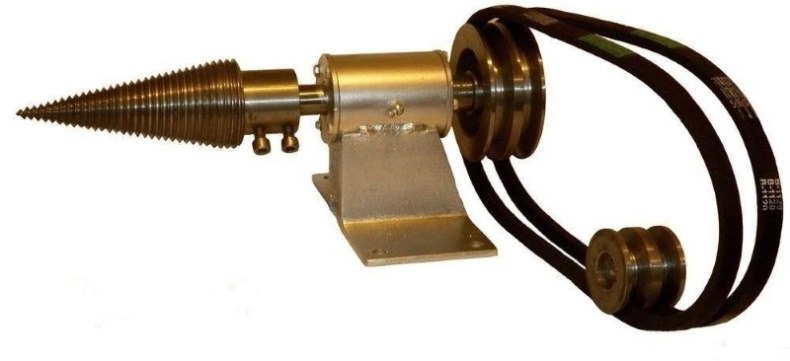 Вы не хотите бурить землю, вы хотите добиться колки конусом. Тупой наконечник и высокий шаг требуют значительно большей производительности, что приводит к повышенному энергопотреблению.
Вы не хотите бурить землю, вы хотите добиться колки конусом. Тупой наконечник и высокий шаг требуют значительно большей производительности, что приводит к повышенному энергопотреблению.
 Шаг резьбы: расстояние, пройденное за один виток, в данном случае в древесине, в миллиметрах.
Шаг резьбы: расстояние, пройденное за один виток, в данном случае в древесине, в миллиметрах. Работать в этих условиях небезопасно; поэтому этого решения следует избегать! Выступающие винты и острые перегородки также могут представлять опасность.
Работать в этих условиях небезопасно; поэтому этого решения следует избегать! Выступающие винты и острые перегородки также могут представлять опасность.

 Простой пример для расчета оборотов: двигатель 1440 об/мин, шкив диаметром 100 мм на двигателе и шкив диаметром 300 мм вверху, что означает, что мы должны увеличить число оборотов на треть:
Простой пример для расчета оборотов: двигатель 1440 об/мин, шкив диаметром 100 мм на двигателе и шкив диаметром 300 мм вверху, что означает, что мы должны увеличить число оборотов на треть: 
 сечение подключаемого провода, мм2
сечение подключаемого провода, мм2
 Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить автоматический выключатель IEK ВА 47-29 (MVA20-3-050-C) 3P 50А тип C 4,5 кА 400 В на DIN-рейку в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар автоматический выключатель IEK ВА 47-29 (MVA20-3-050-C) 3P 50А тип C 4,5 кА 400 В на DIN-рейку действительны в Санкт-Петербурге.
Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить автоматический выключатель IEK ВА 47-29 (MVA20-3-050-C) 3P 50А тип C 4,5 кА 400 В на DIN-рейку в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар автоматический выключатель IEK ВА 47-29 (MVA20-3-050-C) 3P 50А тип C 4,5 кА 400 В на DIN-рейку действительны в Санкт-Петербурге. США]
США] 11.2017
11.2017 11.2017
11.2017 11.2017
11.2017 Изделия из
Изделия из 11.2017
11.2017 ПТ
ПТ 644
644
 Кроме того, его можно использовать для нечастых
Кроме того, его можно использовать для нечастых
 0÷75
0÷75 gif»>
gif»>
 Each unit consists of 6 teflon covered multi shafts. These do not mesh the dough, but rather roll it out gently emulating handwork.
Each unit consists of 6 teflon covered multi shafts. These do not mesh the dough, but rather roll it out gently emulating handwork.
 Огромная армия точно управляемых роботов танцует под миллиметровый балет инженерного мастерства в идеальном ритме. Детали автомобилей змеятся вдоль конвейерных лент в системе заказа «точно в срок» и системе поставок, которая устраняет паузы, задержки, путаницу и заторы. Не существует ничего, кроме совершенной эффективности высокотехнологичного автомобилестроения…
Огромная армия точно управляемых роботов танцует под миллиметровый балет инженерного мастерства в идеальном ритме. Детали автомобилей змеятся вдоль конвейерных лент в системе заказа «точно в срок» и системе поставок, которая устраняет паузы, задержки, путаницу и заторы. Не существует ничего, кроме совершенной эффективности высокотехнологичного автомобилестроения… автомобиль до абсолютного минимума. У вас есть все, что нужно для победы?
автомобиль до абсолютного минимума. У вас есть все, что нужно для победы? сделал это со мной, я ни о чем не жалею». — Альфа-тестер.
сделал это со мной, я ни о чем не жалею». — Альфа-тестер.

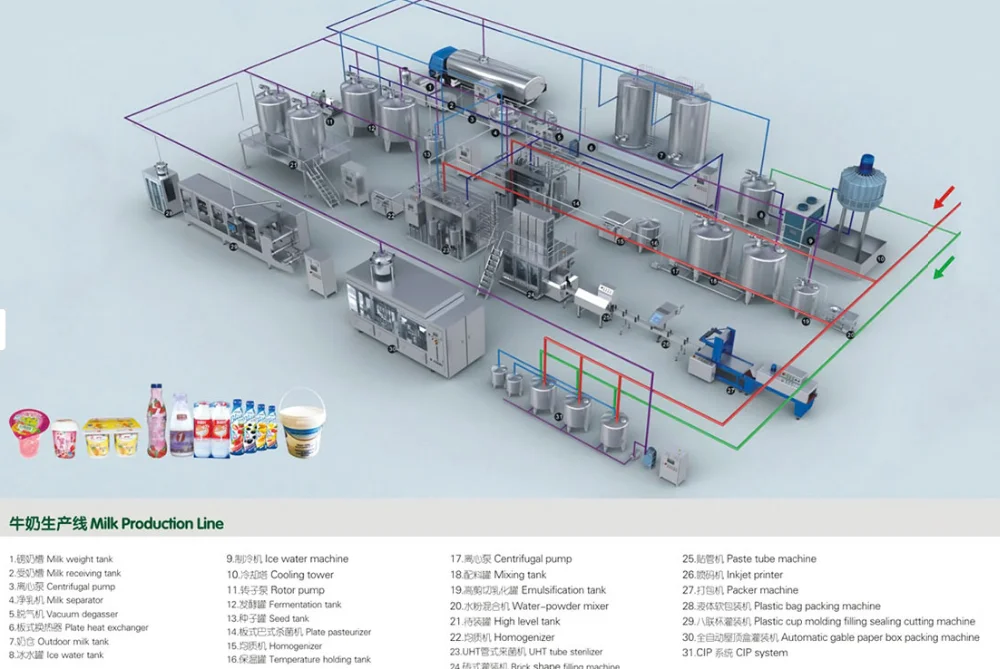

 Любые мнения в примерах не отражают мнение редакторов Кембриджского словаря, издательства Кембриджского университета или его лицензиаров.
Любые мнения в примерах не отражают мнение редакторов Кембриджского словаря, издательства Кембриджского университета или его лицензиаров. copyright1}}
copyright1}}

 org/BreadcrumbList»>
org/BreadcrumbList»> 10″>Доставка
10″>Доставка
 Учить больше.
Учить больше. 
 Требования выдвигаются не только к улучшению производительности или скорости порезки — необходимо умение порезать сложные формы с высокой точностью, в то же время, сохраняя качество обработки обрезанных краев. Водоструйная порезка не оказывает давления на деталь; механическая реакция, скорее, имеет место на микроуровне. Несмотря на высокую кинетическую энергию при водоструйной порезке, деформация детали отсутствует, а высокая точность порезки достигается без потертых краев или неровностей. Края порезки имеют превосходное качество и не требуют дальнейшей обработки. На поверхности детали отсутствуют повреждения. Водяная струя оставляет минимальные следы на поверхности. Это приводит к меньшей потере материала, чем при использовании обычных технологий. Эта особенность делает возможным использование программ раскроя, чтобы сделать процесс еще более привлекательным.
Требования выдвигаются не только к улучшению производительности или скорости порезки — необходимо умение порезать сложные формы с высокой точностью, в то же время, сохраняя качество обработки обрезанных краев. Водоструйная порезка не оказывает давления на деталь; механическая реакция, скорее, имеет место на микроуровне. Несмотря на высокую кинетическую энергию при водоструйной порезке, деформация детали отсутствует, а высокая точность порезки достигается без потертых краев или неровностей. Края порезки имеют превосходное качество и не требуют дальнейшей обработки. На поверхности детали отсутствуют повреждения. Водяная струя оставляет минимальные следы на поверхности. Это приводит к меньшей потере материала, чем при использовании обычных технологий. Эта особенность делает возможным использование программ раскроя, чтобы сделать процесс еще более привлекательным.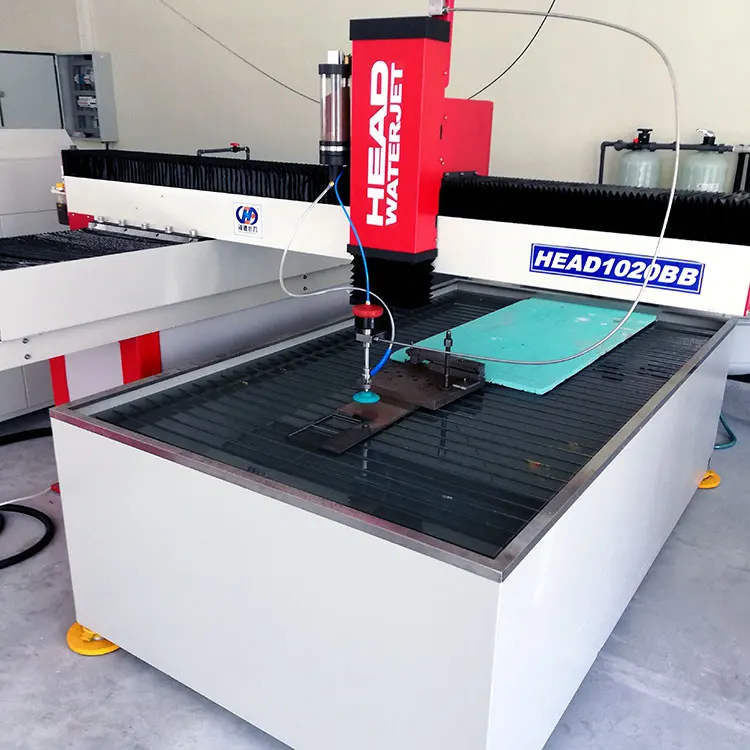 Работая с водоструйной порезкой, вы приобретаете свободу, работая с непрерывным изменением контуров и материалов. Эта технология может использоваться со множеством методов порезки. Возможна обработка острых углов и скосов, а также минимальных внутренних радиусов. Способность начать порезку в любой части детали, а также глубокая резка являют собой универсальный инструментом порезки для любого материала.
Работая с водоструйной порезкой, вы приобретаете свободу, работая с непрерывным изменением контуров и материалов. Эта технология может использоваться со множеством методов порезки. Возможна обработка острых углов и скосов, а также минимальных внутренних радиусов. Способность начать порезку в любой части детали, а также глубокая резка являют собой универсальный инструментом порезки для любого материала.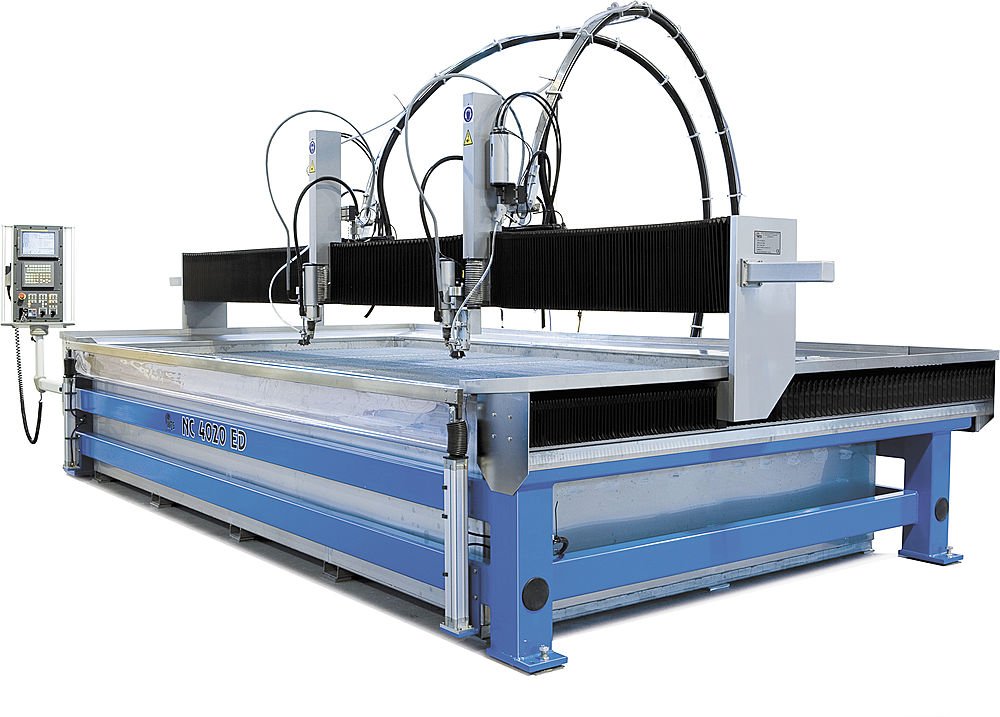 Вода стекает в цилиндр высокого давления через водяной фильтр. Принцип усилителя давления состоит из первичного циркуляции, которая функционирует при 200 бар при помощи электрически управляемого гидравлического насоса. Жидкость накачивается попеременно в правую или левую сторону гидравлического цилиндра при помощи клапана с четырьмя проходами.
Вода стекает в цилиндр высокого давления через водяной фильтр. Принцип усилителя давления состоит из первичного циркуляции, которая функционирует при 200 бар при помощи электрически управляемого гидравлического насоса. Жидкость накачивается попеременно в правую или левую сторону гидравлического цилиндра при помощи клапана с четырьмя проходами.
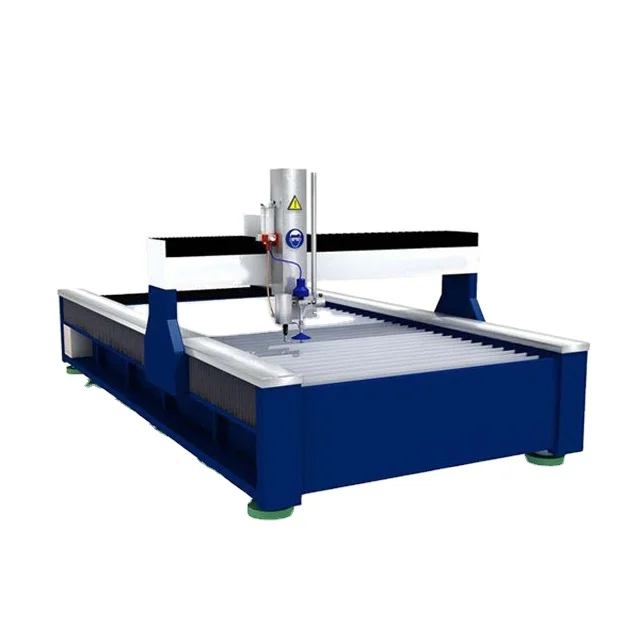
 Головка состоит из пневматически управляемого иглового клапана и насадки, в конце которой установлен специальный конус с отверстием из драгоценного камня (обычно алмаз или сапфир), который установлен при помощи специальной гайки. Именно в этой насадке достигаются скорости Машины 2-3.
Головка состоит из пневматически управляемого иглового клапана и насадки, в конце которой установлен специальный конус с отверстием из драгоценного камня (обычно алмаз или сапфир), который установлен при помощи специальной гайки. Именно в этой насадке достигаются скорости Машины 2-3. Простой дизайн позволяет произвести свободную замену насадки без инструмента в течение секунд – трудоёмкие процедуры центрирования — дело прошлого. Поскольку три главные части изнашивания отличаются друг от друга, они разработаны, чтобы быть заменены отдельно. ACTIVE AUTOLINE™ I – это цельная единица, которая включает в себя клапан насадки и трубку насадки.
Простой дизайн позволяет произвести свободную замену насадки без инструмента в течение секунд – трудоёмкие процедуры центрирования — дело прошлого. Поскольку три главные части изнашивания отличаются друг от друга, они разработаны, чтобы быть заменены отдельно. ACTIVE AUTOLINE™ I – это цельная единица, которая включает в себя клапан насадки и трубку насадки. Этот фактор становится еще более важным при порезке хрупких материалов, таких как камень, мрамор или стекло.
Этот фактор становится еще более важным при порезке хрупких материалов, таких как камень, мрамор или стекло.
 Как только уровень абразива ниже датчика, сосуд под давлением открывается, автоматически позволяя попадание абразива из верхнего резервуара.
Как только уровень абразива ниже датчика, сосуд под давлением открывается, автоматически позволяя попадание абразива из верхнего резервуара. FEEDLINE IV был разработан, чтобы точно гарантировать это. Со встроенным ЧПУ контроллером или управляемым потенциометром, система всегда обеспечивает подачу постоянного потока и позволяет Вам экономить абразив и сокращать затраты.
FEEDLINE IV был разработан, чтобы точно гарантировать это. Со встроенным ЧПУ контроллером или управляемым потенциометром, система всегда обеспечивает подачу постоянного потока и позволяет Вам экономить абразив и сокращать затраты. Уровень может также быть скорректирован через внешний потенциометр. Точная работа каждой режущей головки управляется отдельной FEEDLINE IV единицей.
Уровень может также быть скорректирован через внешний потенциометр. Точная работа каждой режущей головки управляется отдельной FEEDLINE IV единицей.


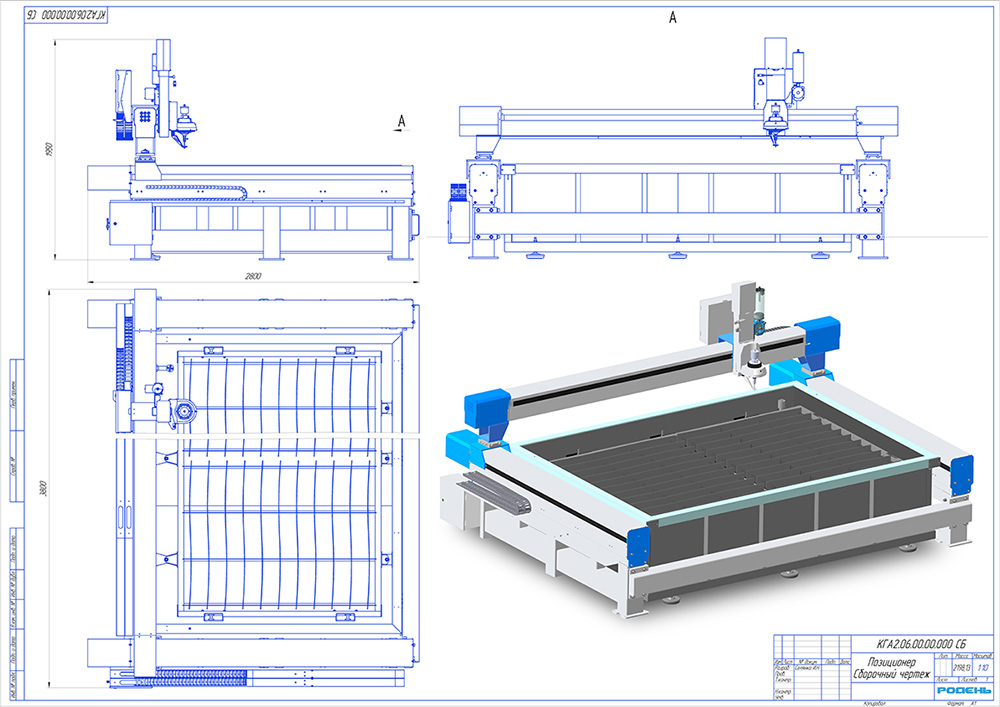 Используя данный насос компании, могут позволить применить высокие технологии, предоставленные фирмой KMT.
Используя данный насос компании, могут позволить применить высокие технологии, предоставленные фирмой KMT. 

 Вода проходит сквозь сопло, формирующее струю диаметром порядка 0,2 мм, и подается в смесительную камеру.
Вода проходит сквозь сопло, формирующее струю диаметром порядка 0,2 мм, и подается в смесительную камеру.
 В зоне реза температура не превышает 90 градусов, что не способствует изменению структуры заготовок, поэтому гидроабразивный процесс широко применяется для нарезки металла самых разных типов и характеристик.
В зоне реза температура не превышает 90 градусов, что не способствует изменению структуры заготовок, поэтому гидроабразивный процесс широко применяется для нарезки металла самых разных типов и характеристик.
 Рабочий диапазон гидроабразивных станков, действительно, крайне широк, так как резка происходит гладко, эффективно и не приспособлена только к определенному материалу.
Рабочий диапазон гидроабразивных станков, действительно, крайне широк, так как резка происходит гладко, эффективно и не приспособлена только к определенному материалу. с.
с.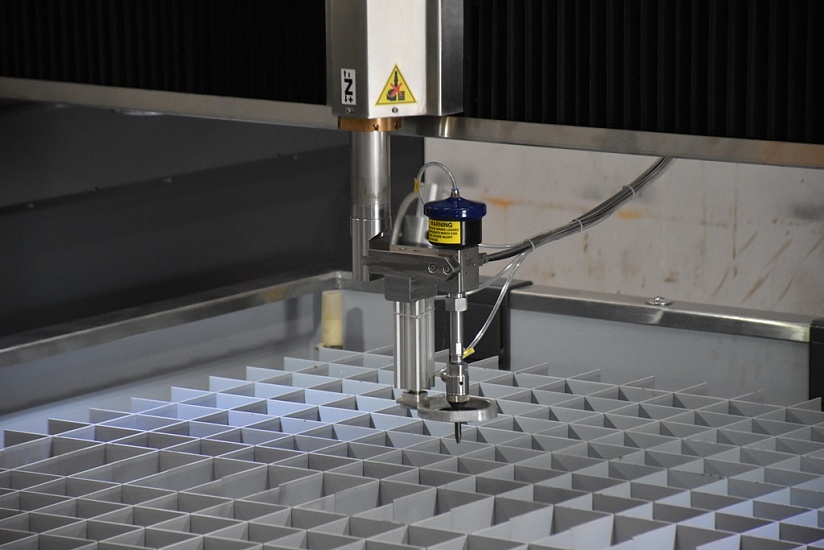


 Мэтт (соучредитель и технический директор) руководил командой Penn Formula SAE, каждый год производя полностью индивидуальную гоночную машину, где в кампусе производилось наибольшее количество практических работ.
Мэтт (соучредитель и технический директор) руководил командой Penn Formula SAE, каждый год производя полностью индивидуальную гоночную машину, где в кампусе производилось наибольшее количество практических работ.





 — 3,8 Н·м
— 3,8 Н·м  Это может стать вашей реальностью с бензопилой Husqvarna 372XP X-Torq — 20-дюймовая шина.
Это может стать вашей реальностью с бензопилой Husqvarna 372XP X-Torq — 20-дюймовая шина. 325″
325″ с.
с. (PN 27792)
(PN 27792) 050″
050″ 050″
050″ 050″
050″ 050″
050″ 050″
050″ 050″
050″ 050″
050″ 050″
050″


 0 — проста в освоении и использовании
0 — проста в освоении и использовании размер формы (ШхГхВ), мм
размер формы (ШхГхВ), мм размер формы (ШхГхВ), мм
размер формы (ШхГхВ), мм размер формы (ШхГхВ), мм
размер формы (ШхГхВ), мм
 Фактура поверхности зависит от технологии 3D-печати прототипа. Соответственно, если вы хотите получить качество как после ТПА, то необходима доводка прототипа. В большинстве случаев это ручной труд и для его сокращения мы используем технологию стереолитографии в 3D-печати прототипов.
Фактура поверхности зависит от технологии 3D-печати прототипа. Соответственно, если вы хотите получить качество как после ТПА, то необходима доводка прототипа. В большинстве случаев это ручной труд и для его сокращения мы используем технологию стереолитографии в 3D-печати прототипов.
 Используются практически безусадочные компоненты мы можем получить 14 квалитет точности на изделиях. Пока ни один из видов 3D-печати не может предложить такое качество изделий из пластмассы, как вакуумное литье при мелком или серийном выпуске. Начиная от 3-5 изделий, экономически более выгодно использовать вакуумное литье вместо 3D-печати.
Используются практически безусадочные компоненты мы можем получить 14 квалитет точности на изделиях. Пока ни один из видов 3D-печати не может предложить такое качество изделий из пластмассы, как вакуумное литье при мелком или серийном выпуске. Начиная от 3-5 изделий, экономически более выгодно использовать вакуумное литье вместо 3D-печати.

 В России пока таких линий нет, но можно заказать:
В России пока таких линий нет, но можно заказать:
 5
5 5
5 5
5 5(n=4)
5(n=4) 5°
5° 59
59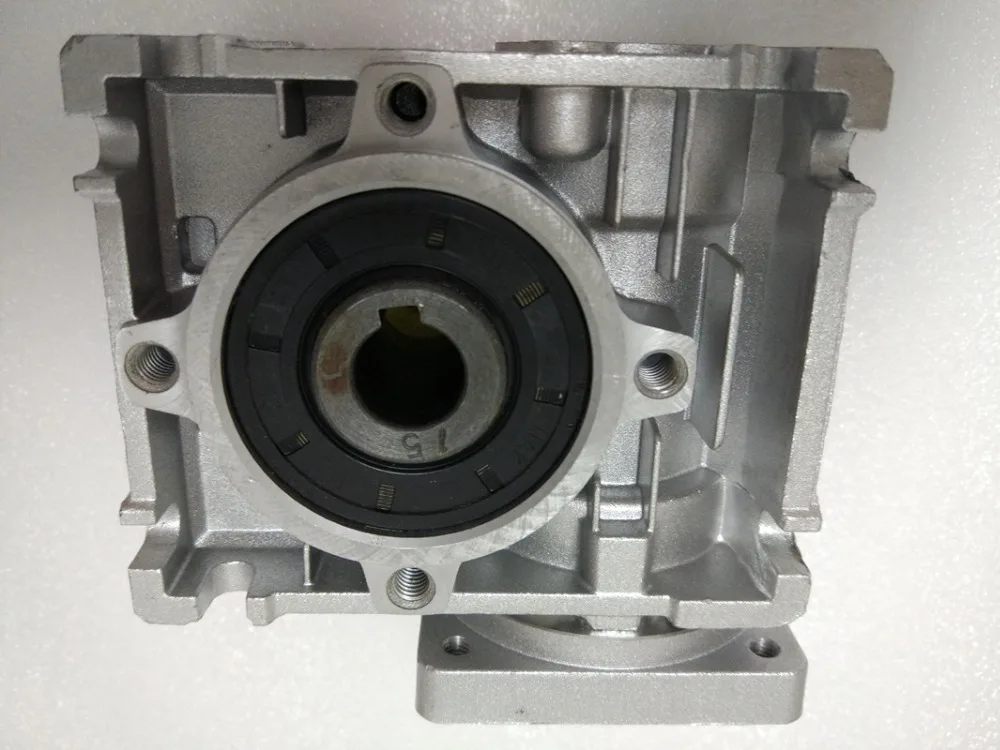 15
15 06
06 Номинальный крутящий момент выходного вала – 35-83 Нм, диапазон частоты вращения 9 – 373 об/мин. У Систем качества можно купить итальянские и китайские редукторы NMRV-50 с передаточными числами: 7,5; 10; 15; 20; 25; 30; 40; 50; 60; 80; 100.
Номинальный крутящий момент выходного вала – 35-83 Нм, диапазон частоты вращения 9 – 373 об/мин. У Систем качества можно купить итальянские и китайские редукторы NMRV-50 с передаточными числами: 7,5; 10; 15; 20; 25; 30; 40; 50; 60; 80; 100.
 Пример схемы сборки ниже.
Пример схемы сборки ниже. Гарантия – 12 месяцев. Оплата с НДС или без НДС, наложенным платежом на почте по предоплате за доставку. Отправка перевозчиками: Новая Почта, Деливери, САТ, самовывоз со склада.
Гарантия – 12 месяцев. Оплата с НДС или без НДС, наложенным платежом на почте по предоплате за доставку. Отправка перевозчиками: Новая Почта, Деливери, САТ, самовывоз со склада. 0003
0003 92
92
 !
! 0003
0003 46
46
 5.0003
5.0003
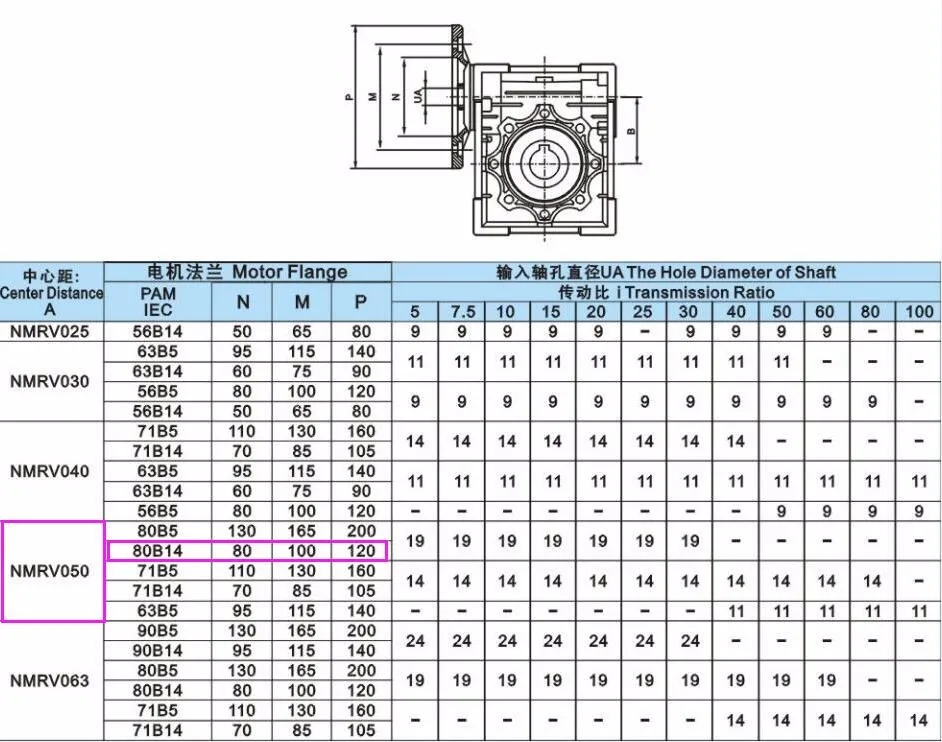 В сфере изготовителя, Gear Box Reducer, Ratio 100: 1
В сфере изготовителя, Gear Box Reducer, Ratio 100: 1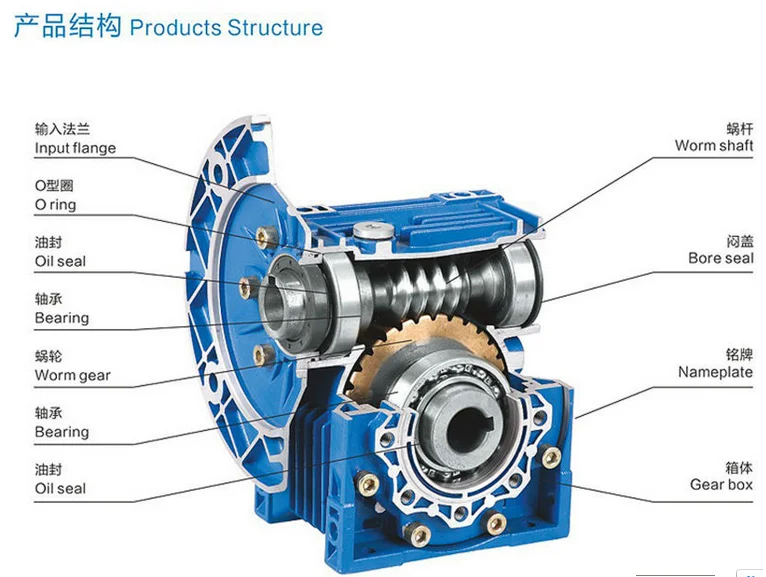 , ПОЛЫЙ ВЫХОД: 18 ММ
, ПОЛЫЙ ВЫХОД: 18 ММ
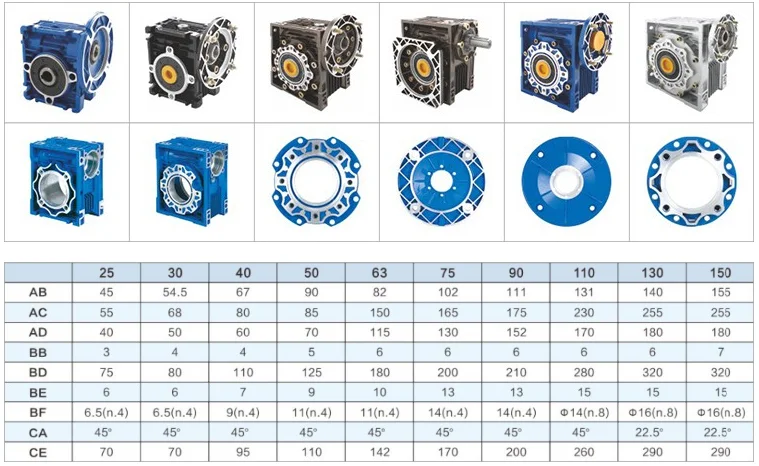 70
70 12kw-15kw
12kw-15kw Внешняя упаковка: картонная или деревянная коробка в соответствии с набором
Внешняя упаковка: картонная или деревянная коробка в соответствии с набором

 Допускаются и смоляные кармашки. Если материал сделан из хвойных пород, могут встречаться участки со следами повреждения насекомыми, но не более чем 10% от объема.
Допускаются и смоляные кармашки. Если материал сделан из хвойных пород, могут встречаться участки со следами повреждения насекомыми, но не более чем 10% от объема.
 Для наружных работ, особенно при обшивке утепленных стен, нужны ламели более толстые – в 16–25 мм.
Для наружных работ, особенно при обшивке утепленных стен, нужны ламели более толстые – в 16–25 мм. В домашних условиях можно выполнить те же работы на фрезерном станке, несколько его модифицировав.
В домашних условиях можно выполнить те же работы на фрезерном станке, несколько его модифицировав.


 Применятся для отделки жилых комнат и особенно рекомендуется для обшивки бани или сауны.
Применятся для отделки жилых комнат и особенно рекомендуется для обшивки бани или сауны. Не рекомендуется брать древесину фруктовых деревьев: она слишком мягкая и быстро приходит в негодность.
Не рекомендуется брать древесину фруктовых деревьев: она слишком мягкая и быстро приходит в негодность.




 Расскажем о разных способах в нашей статье.
Расскажем о разных способах в нашей статье. Для фрезеровки подойдет или станок, или ручной фрезер. Вам потребуется комбинированная фреза – набор из двух штук. Можно использовать разные отдельные детали, но тогда процесс создания вагонки займет больше времени.
Для фрезеровки подойдет или станок, или ручной фрезер. Вам потребуется комбинированная фреза – набор из двух штук. Можно использовать разные отдельные детали, но тогда процесс создания вагонки займет больше времени. Готовую вагонку можно использовать не только для внутренней отделки, но и для внешней обшивки фасада дома.
Готовую вагонку можно использовать не только для внутренней отделки, но и для внешней обшивки фасада дома.  Несмотря на все наши усилия, лезвие всегда отклоняется от линии карандаша. Затем лезвие застревает, когда мы пытаемся вернуть пилу в нужное русло. Теперь мы только зря потратили время, деньги и фанеру. Циркулярные пилы не умеют двигаться по прямой. У меня есть решение. Сегодня я поделюсь четырьмя надежными способами резки прямых линий с помощью циркулярной пилы.
Несмотря на все наши усилия, лезвие всегда отклоняется от линии карандаша. Затем лезвие застревает, когда мы пытаемся вернуть пилу в нужное русло. Теперь мы только зря потратили время, деньги и фанеру. Циркулярные пилы не умеют двигаться по прямой. У меня есть решение. Сегодня я поделюсь четырьмя надежными способами резки прямых линий с помощью циркулярной пилы.

 Во-первых, некоторые домашние мастера боятся использовать настольную пилу. Во-вторых, поднять тяжелый кусок фанеры на настольную пилу может быть непросто. В-третьих, попытка разрезать большой лист фанеры на небольшой настольной пиле может быть опасной.
Во-первых, некоторые домашние мастера боятся использовать настольную пилу. Во-вторых, поднять тяжелый кусок фанеры на настольную пилу может быть непросто. В-третьих, попытка разрезать большой лист фанеры на небольшой настольной пиле может быть опасной. Обычно это означает, что нам нужно использовать пилу от руки. Ограничитель или направляющая для резки помогают пиле делать прямые и точные пропилы.
Обычно это означает, что нам нужно использовать пилу от руки. Ограничитель или направляющая для резки помогают пиле делать прямые и точные пропилы. Для достижения наилучших результатов поместите квадрат скорости с той же стороны, с которой вы начинаете резку. Таким образом, вы вдавливаете квадрат скорости в заготовку.
Для достижения наилучших результатов поместите квадрат скорости с той же стороны, с которой вы начинаете резку. Таким образом, вы вдавливаете квадрат скорости в заготовку. Забор заставляет пилу делать пропилы именно там, где мы хотим.
Забор заставляет пилу делать пропилы именно там, где мы хотим. Универсальные салазки Rip-Cut подходят к большинству популярных циркулярных пил. Направляющая Rip-Cut следует за прямым краем нашей заготовки, что каждый раз обеспечивает точный разрез. Забор регулируется и может делать пропилы шириной до 24 дюймов. Мы можем установить забор один раз, а затем делать повторяющиеся разрезы для наших проектов «сделай сам».
Универсальные салазки Rip-Cut подходят к большинству популярных циркулярных пил. Направляющая Rip-Cut следует за прямым краем нашей заготовки, что каждый раз обеспечивает точный разрез. Забор регулируется и может делать пропилы шириной до 24 дюймов. Мы можем установить забор один раз, а затем делать повторяющиеся разрезы для наших проектов «сделай сам». нам резать прямые линии с нашей циркулярной пилой. Accu-Cut подключается к большинству популярных циркулярных пил. По сути, это превращает нашу циркулярную пилу в гусеничную.
нам резать прямые линии с нашей циркулярной пилой. Accu-Cut подключается к большинству популярных циркулярных пил. По сути, это превращает нашу циркулярную пилу в гусеничную. Это означает, что Accu-Cut не нужно закреплять на месте. Пила просто следует по направляющей, что позволяет ей каждый раз делать прямые и точные пропилы.
Это означает, что Accu-Cut не нужно закреплять на месте. Пила просто следует по направляющей, что позволяет ей каждый раз делать прямые и точные пропилы. Таким образом, пила пилит с обратной стороны, и вы не повредите кусок, который хотите сохранить, если пила отклонится от линии реза.
Таким образом, пила пилит с обратной стороны, и вы не повредите кусок, который хотите сохранить, если пила отклонится от линии реза. Растяните рулетку, поместите карандаш в правильное измерение и сделайте две отметки, образующие букву «V», так, чтобы кончик «V» указывал на точное измерение. Буква «V» более точна, чем одна линия, которая может немного отклоняться вправо или влево и искажать метку разреза.
Растяните рулетку, поместите карандаш в правильное измерение и сделайте две отметки, образующие букву «V», так, чтобы кончик «V» указывал на точное измерение. Буква «V» более точна, чем одна линия, которая может немного отклоняться вправо или влево и искажать метку разреза.
 Некоторые пилы имеют встроенные воздуходувки для удаления пыли. Если ваша циркулярная пила не использует собственный встроенный вентилятор — ваш рот. Все, что нужно, это легкая затяжка каждые несколько секунд, чтобы ваш взгляд оставался ясным и открытым.
Некоторые пилы имеют встроенные воздуходувки для удаления пыли. Если ваша циркулярная пила не использует собственный встроенный вентилятор — ваш рот. Все, что нужно, это легкая затяжка каждые несколько секунд, чтобы ваш взгляд оставался ясным и открытым. Вы сможете лучше видеть свою линию, а в некоторых случаях, например, при резке фанеры из твердой древесины, малярная лента может свести к минимуму расщепление.
Вы сможете лучше видеть свою линию, а в некоторых случаях, например, при резке фанеры из твердой древесины, малярная лента может свести к минимуму расщепление. Вместо этого сделайте простое приспособление. На его сборку уходит менее пяти минут, и он гарантирует, что каждый из 100 отрезанных вами заборных штакетников будет одинаковой длины.
Вместо этого сделайте простое приспособление. На его сборку уходит менее пяти минут, и он гарантирует, что каждый из 100 отрезанных вами заборных штакетников будет одинаковой длины. Любые осколки произойдут на отходах. Быстрая протирка наждачной бумагой очистит все оставшиеся мелкие ворсинки.
Любые осколки произойдут на отходах. Быстрая протирка наждачной бумагой очистит все оставшиеся мелкие ворсинки. И вы получите более ровный срез. Когда резка будет завершена, вытащите доску, выбейте гвозди, чтобы обнажить головки, и выдерните их.
И вы получите более ровный срез. Когда резка будет завершена, вытащите доску, выбейте гвозди, чтобы обнажить головки, и выдерните их. Это сохранит лезвие прохладным, ускорит рез и устранит пыль. И не волнуйтесь. Это безопасно, если вы подключены к розетке с защитой GFCI.
Это сохранит лезвие прохладным, ускорит рез и устранит пыль. И не волнуйтесь. Это безопасно, если вы подключены к розетке с защитой GFCI. Это оттягивает защиту от лезвия, когда вы начинаете резать. Пропустите этот шаг, и ваш охранник свяжется, когда вы войдете в разрез, что сделает невозможным продолжение.
Это оттягивает защиту от лезвия, когда вы начинаете резать. Пропустите этот шаг, и ваш охранник свяжется, когда вы войдете в разрез, что сделает невозможным продолжение. Если у вас есть металл, от которого нужно избавиться, например, старые наружные двери или даже старые металлические баки, вы можете разрезать их на небольшие куски, которые поместятся в мусорное ведро или облегчат вывоз на свалку.
Если у вас есть металл, от которого нужно избавиться, например, старые наружные двери или даже старые металлические баки, вы можете разрезать их на небольшие куски, которые поместятся в мусорное ведро или облегчат вывоз на свалку. Он безукоризненно справится с длинными плавными изгибами за гораздо меньшее время, чем лобзик. Кроме того, вы получите гораздо более гладкий срез. Если вы режете фанеру, установите пилу на глубину, достаточную для того, чтобы прорезать древесину. Чем глубже лезвие, тем труднее будет сделать надрез, потому что оно застрянет в пропиле. Если вы режете более толстый материал, прорежьте его наполовину при первом проходе, а затем сделайте второй, более глубокий окончательный разрез после первоначального разреза. Однако этот трюк не для суперкрутых кривых. Если слишком сложно протолкнуть пилу через разрез, вам придется использовать лобзик — извините.
Он безукоризненно справится с длинными плавными изгибами за гораздо меньшее время, чем лобзик. Кроме того, вы получите гораздо более гладкий срез. Если вы режете фанеру, установите пилу на глубину, достаточную для того, чтобы прорезать древесину. Чем глубже лезвие, тем труднее будет сделать надрез, потому что оно застрянет в пропиле. Если вы режете более толстый материал, прорежьте его наполовину при первом проходе, а затем сделайте второй, более глубокий окончательный разрез после первоначального разреза. Однако этот трюк не для суперкрутых кривых. Если слишком сложно протолкнуть пилу через разрез, вам придется использовать лобзик — извините.
