Источник бестперебойного питания Eaton Powerware 9390 разработан в соответствии с высокими требованиями, предъявляемыми пользователями к защите электропитания в центрах хранения данных, производственных процессах, медицинских центрах и других важнейших областях современной жизни. Данный ИБП может использоваться для защиты практически любого оборудования с повышенными требованиями к качеству электропитания в самых сложных условиях эксплуатации.
Созданный с учетом более чем сорокалетнего опыта компании в построении систем управления и защиты питания ИБП EATON 9390 объединяет в себе все лучшее, что характеризует современный ИБП: высокая производительность, эффективное управление батареями, изменяемая архитектура, масштабируемость, высокая плотность мощности, гарантийная поддержка и сервисное обслуживание. ИБП Powerware 9390, благодаря своим уникальным техническим характеристикам (в том числе и таким как система коррекции входного коэффициента мощности и IGBT-выпрямитель с чрезвычайно низким коэффициентом гармоник THD
Источники бесперебойного питания Powerware 9390 имеют трехфазный выход и трехфазный вход.
Номинальная выходная мощность ИБП (коэфф. мощности 0,9)
кВА
40
60
80
100
120
160
кВт
36
54
72
90
108
144
Общие характеристики
КПД в режиме двойного преобразования (при полной нагрузке)
94%
КПД в режиме двойного преобразования (при нагрузке 50%)
92,5%
КПД в режиме экономии (ESM)
до 99%
Параллельное подключение по технологии Hot Sync
6
Возможность обновления на месте
Присутствует
Топология инвертора / выпрямителя
ШИМ на IGBT-транзисторах
Уровень шума
Высота
1000 м без понижения характеристик (макс. 2000 м)
Входные характеристики
Вход
3 фазы + N + PE
Номинальное напряжение
220 /380, 230 /400, 240 /415 В, 50 /60 Гц
Диапазон входного напряжения
±15%, +20% от номинала при 100% нагрузке, -30%, +20% от номинала при нагрузке 50%
Диапазон частоты
45 — 65 Гц
Входной коэффициент мощности
0,99
КНИ потребляемого тока
Плавный наброс нагрузки
Присутствует
Защита от обратного напряжения
Присутствует
Выходные характеристики
Выход
3 фазы + N + PE
Номинальное напряжение
220 /380, 230 /400, 240 /415 В, 50 /60 Гц
Искажение выходного напряжения
Выходной коэффициент мощности
0,9 (т. е. 72 кВт при 80 кВА)
Диапазон коэффициента мощности нагрузки
0,7 индуктивного — 0,8 емкостного характера
Допустимая перегрузка
10 мин. — 100 -110%; 30 сек. — 110-125%; 10 сек. — 125 -150%; 300 мс > 150%
Допустимая перегрузка при работе на байпасе
Непрерывная — 100 -110%; 10 мин. — 110 -150%; 5 мин. > 1000%. Примечание! Перегрузка может быть огранчена номиналом предохранителя
Характеристики батарей
Тип
VRLA, NiCd
Метод зарядки
Технология ABM или Float
Температурная компенсация
Дополнительно
Номинальная мощность
480 В (40*12 В 240 ячеек)
Ток зарядки /модель По умолчанию, A Максимально, A*
40 10 20
60 20 40
80 20 40
100 30 60
120 30 60
160 40 80
*Ограничено макс. номиналом входного тока ИБП
Опции
Внешние батарейные модули с батареями с увеличенным сроком службы, разъем X-Slot (для подключения адаптеров Web /SNMP, ModBus /JBus, Relay, Hot Sync, удаленного дисплея ViewUPS), модуль параллельной работы Hot Sync, встроенный ручной байпас до 80 кВА, внешний сервисный байпас.
Коммуникационные возможности
X-Slot
4 коммуникационных разъема
Последовательные порты
1 шт.
Релейные входы /выходы
Программируемые, 5 /1
Сертификация
Безопасность (сертификация CB)
IEC 62040-1, IEC 60950-1
EMC
IEC 62040-2
Производительность
IEC 62040-3
В интересах совершенствования продукции компания оставляет за собой право изменения параметров спецификации без предварительного уведомления.
Стандартный ИБП
Код изделия
Наименование в каталоге
Мощность
Габариты Ш*Г*В (мм)
Масса (кг)
1028510
9390-40-N-4×0
40 kVA / 36 кВт
1879*519*808
257
1028511
9390-60-U-4×0
60 kVA / 54 кВт
1879*519*808
313
1028512
9390-80-N-4×0
80 kVA / 72 кВт
1879*519*804
313
1028513
9390-100-U-4×0
100 kVA / 90 кВт
1879*944*804
430
1028514
9390-120-N-4×0
120 kVA / 108 кВт
1879*944*804
430
1028515
9390-120-U-4×0
120 kVA / 108 кВт
1879*944*804
530
1028516
9390-160-N-4×0
160 kVA / 144 кВт
1879*944*804
530
Внешние батарейные модули
1025570
9390-BAT10-S-40×38Ач (250A)
38 Ач
1877*575*773
700
1025572
9390-BAT10-S-200 (250A)
200 Вт
1877*575*773
1176
1026327
9390-BAT10-S-205 (250A)
205 Вт
1879*1125*808
1270
1025467
9390-BAT10-280 (250A)
280 Вт
1879*1125*808
1444
1025468
9390-BAT10-500 (250A)
500 Вт
1879*1125*808
2188
1025469
9390-BAT10-280 (400A)
280 Вт
1879*1125*808
1444
1025470
9390-BAT10-330 (400A)
330 Вт
1879*1125*808
1625
1025471
9390-BAT10-500 (400A)
500 Вт
1879*1125*808
2188
Батарейные стойки
1026273
9390-RACK10-1x40x200W
200 Вт
1714*566*1246
985
1026274
9390-RACK10-1x40x280W
280 Вт
1726*690*1246
1228
1026275
9390-RACK10-1x40x330W
330 Вт
1726*690*1546
1431
1026276
9390-RACK10-1x40x390W
390 Вт
1729*690*1546
1587
1026277
9390-RACK10-1x40x500W
500 Вт
1789*690*1546
1995
1026278
9390-RACK10-2x40x500W
500 Вт
1714*866*1856
3879
1026279
9390-RACK10-3x40x500W
500 Вт
1789*690*3666
5865
См. время автономной работы в соответствующей спецификации.
Компания Eaton объявила о снятии с производства модельного ряда ИБП 9390 мощностью 40-160 кВА. Производство данной модели прекращается с 30 июня 2014г. Заменой линейки Eaton 9390 40-160 кВА является новый модульный ИБП Eaton 93PM 30-200 кВА. Eaton гарантирует сервисную поддержку и доступность ЗИП на модели 9390 в течение 10 лет с момента снятие с производства.
Online ИБП Eaton 9390 предназначен для защиты электропитания центров обработки данных (ЦОД), медицинского оборудования и другой критически важной нагрузки. Благодаря высокой производительности этот источник бесперебойного питания один из лидеров в своем классе.
Eaton 9390 удовлетворит самые высокие требования, предъявляемые к защите оборудования.
Преимущества ИБП Eaton powerware 9390
Компактный дизайн Eaton 9390 сокращает затраты на его транспортировку и размещение. Вместе с высоким КПД позволяет значительно снижать стоимость владения ИБП.
Высокий входной коэффициент мощности 0,99 делает этот ИБП максимально подходящим для работы с дизель-генераторами за счет снижения мощности ДГУ в системе электропитания.
Технология Hot Sync обеспечивает параллельную работу двух и более ИБП Eaton 9390, что гарантирует увеличение надежности всей системы защиты электропитания
Технология трехступенчатого заряда Advanced Battery Management (ABM™) управляет процессом подзарядки батарей и значительно продлевает срок их службы
Большой выбор дополнительных возможностей (расширенные коммуникационные опции, сервисное обслуживание) делают этот ИБП идеальным выбором при создании решений по максимальной защите электропитания критических нагрузок
X-слот, трансформатор гальванической развязки, модуль параллельной работы Hot Sync,
Маркировка
CE
Eaton 9390, предлагаемый Unified Power
Перейти к навигацииПерейти к содержимому
Общенациональное обслуживание всего оборудования ИБП
Круглосуточная поддержка 7 дней в неделю: (877) 469-4846
Ищи:
Отдел продаж: (240) 772-1710
Описание
Дополнительная информация
Описание
Система бесперебойного питания (ИБП) Eaton 9390® представляет собой ИБП двойного преобразования, который решает все проблемы с питанием от сети и обеспечивает чистое, непрерывное, бесперебойное питание для подключенного оборудования. 9Бестрансформаторная конструкция 390 включает в себя IGBT, чтобы обеспечить высочайший уровень мощности при меньшем потреблении места, чем конкурирующие системы ИБП. Независимо от того, выбираете ли вы ИБП для филиала, производственного цеха, медицинского учреждения или центра обработки данных, модель 9390 обеспечивает именно то сочетание и цену, которая соответствует вашим потребностям.
Брошюра о продукте
Основные характеристики и преимущества Powerware® 9390:
Передовая экологичность
Конструкция IGBT обеспечивает высокий КПД и снижение затрат на электроэнергию
Самая низкая совокупная стоимость владения и углеродный след в течение жизненного цикла
Наименьшая занимаемая площадь и вес
Минимальные затраты на транспортировку и установку
Превосходные характеристики мощности
Самый низкий коэффициент нелинейных искажений на входе (< 4,5 %) повышает совместимость с вышестоящими системами питания
Самый низкий выходной коэффициент гармоник
Бестрансформаторная конструкция обеспечивает оптимальное соотношение размеров генератора и ИБП
Конструкция инвертора ШИМ
поддерживает коэффициент мощности нагрузки до 0,9 опережающего без снижения номинальных характеристик
Совместимость с источниками питания PFC
Широкое окно входного напряжения
Высочайшая надежность и доступность
Беспроводная параллельная работа Powerware Hot Sync® использует цифровую обработку сигналов и усовершенствованный алгоритм управления для обеспечения автоматического распределения нагрузки и выборочного отключения в параллельной системе для обеспечения оптимальной надежности и гибкости.
Улучшенное управление батареями
Собственная избыточность
Масштабируемая архитектура адаптируется к растущим требованиям к питанию
Надежная управляемость
Превосходный контроль и связь
Круглосуточная служба экстренной помощи (877) 469-4846
Отдел продаж (240) 772-1710
Запрос коммерческого предложения
Запрос услуги
Наши инженеры по продажам будут рады предоставить бесплатное индивидуальное предложение для вашего критического источника питания.
Пожалуйста, используйте эту форму, чтобы сообщить нам, как мы можем помочь.
Если вы хотите поговорить с кем-нибудь прямо сейчас, воспользуйтесь онлайн-чатом в правом нижнем углу или позвоните 855.607.0202
.
Пожалуйста, оставьте это поле пустым.
Мы с гордостью предлагаем услуги ИБП, электрические решения «под ключ», замену аккумуляторов и конденсаторов, обслуживание установок постоянного тока и многое другое!
Пожалуйста, используйте эту форму, чтобы получить немедленный ответ!
Пожалуйста, оставьте это поле пустым.
Золотой тарифный план
Платиновый тарифный план
Генераторы Gold Service Plan
Платиновые генераторы планов обслуживания
Бронзовый план обслуживания
Быстрый расчет
Или позвоните по номеру (240) 772-1710, чтобы получить немедленную помощь.
Имя (и компания) * Фамилия * Адрес электронной почты * Телефон * Почтовый индекс * Критические потребности в энергоснабжении * Меня интересует Итон 9390 (20–160 кВА)».
Lakeshore IT Solutions — Home
Cisco — Cisco Catalyst 9300
Network Advantage — коммутатор — L3 — управляемый — 48 x 10/100/1000 (UPOE) — монтируемый в стойку — UPOE (822 Вт) Номер по каталогу: C9300-48U -AНа складе: 2
x 1 управляемый коммутатор 1000 (PoE+) + 4 x Gigabit SFP — настольный, для монтажа в стойку, для настенного монтажа — PoE+ Номер детали: J9772A #ABAIN Акции: 0
Удельный вес пластмассы, ее объемный вес и плотность
Статьи
Поиск Гугл
Прочие материалы
Пластмасса стала универсальным материалом, который используется повсеместно. Широкое применение она поучила за счет своих качественных преимуществ. Удивительная прочность пластмасс дала возможность заменить многие, более дорогие материалы.
Удельный вес и плотность пластмасс
Плотность пластмасс намного ниже чем плотность металла, каменных и бетонных конструкций. Однако, лишь один вид материалов может соревноваться с пластмассой по прочности – металл. В процессе изготовления различных конструкций и товаров, пластмасса принимает различные формы, прекрасно растягивается и изгибается. При использовании определенных видов связующих компонентов, пластмассы могут сравниться по прочности с древесными конструкциями.
Удельный вес пластмассы колеблется, в зависимости от используемого связующего компонента. Таким образом, объёмная плотность полиэтилена равна 0,9 кг/м3, а вес пластмассы из стекловолокна, будет значительно выше – 1,95 кг/м3.
Вес куба пластмассы в зависимости от единиц измерения
Наименование
Масса 1 м3 в тонне
Масса 1 м3 в киллограмах
Удельный вес (кг/м3)
Вес 1 куб пластмассы
0.85 — 1.8
850 — 1800
850 — 1800
Различают несколько видов пластмасс в зависимости от свойств упругости. Их функциональные особенности рассмотрены в таблице.
Свойства пластмассы в зависимости от жесткости
Показатель\Вид
Жесткая
Полужесткая
Мягкая
Проницаемость
Непроницаема
Поддается воздействию газов, испарений, водных и воздушных масс
Эластичность
Отсутствует
Маленькая
Очень высокая
Стойкость к перепадам температур
300 — 400˚С
>70˚С
>50˚С
Термическое расширение
В пределах 25 – 120-Ю-6
Стойкость к воздействию низких температур
Очень высокая
Не высокая
Низкая
Измерение твердости
40 НВ
2 – 20НВ
Защита от химических веществ
Высокая степень защиты
Способность сохранять тепло
Имеют способность хорошо сохранять тепло и плохо его проводить
Проводимость тока
Используются в роли диэлектрика или электроизолятора
Степень проницаемости света
Хорошо проводят свет, если не изготовлены из цветного наполнителя
Способность сохранять цвет
Очень большая, используя правильные красящие элементы (охра, сурик и т. п.)
Исходя и данных указанных в таблице, можно сделать вывод: пластмассы устойчивы к воздействию большинства химических веществ. Их часто используют в химической промышленности для защиты конструкционных элементов. Особенно стойкими пластмассами стали: тефлон, полиэтилен, полиизобутилен, полистирол, и поливинилхлорид.
Недостатки использования пластмасс
Значительные недостатки пластмасс – способность к быстрому возгоранию, неустойчивость к высоким температурам и отсутствие твердости. Наиболее мягкая сталь в 2 раза тверже пластмассы. При использовании пластмассовых конструкций внутри и снаружи жилых помещений, необходимо учитывать риски при возникновении пожара. Они не способны самостоятельно прекратить горение и могут нанести существенный вред.
Существует понятие – старение пластмассы, которое подразумевает потерю некоторых свойств материала при длительной эксплуатации. Кроме того, воздействие солнца и воздушных масс постепенно разрушает пластмассовые изделия и конструкции. Запускают процессы старения следующие причины:
Разрыв молекулярной цепи полимерного вещества.
Перегруппировка молекулярной структуры.
В конечном результате, снижаются параметры прочности, эластичности, меняется окраска и изделие становится хрупким. Наиболее неприятен процесс молекулярного распада, который сопровождается выделением токсичных паров.
Информация
Услуги
Товары
ПВХ пластик: характеристики ПВХ листа, листовой UNEXT и допуски по толщине
ПВХ листы UNEXT – полимерный материал, изготавливаемый методом экструзии из порошкообразной непластифицированной композиции с добавлением вспомогательных веществ.
ПВХ пластик UNEXT изготавливают в соответствии с требованиями технических условий ТУ 2246-001-14658737-2004 по технологической документации, утвержденной в установленном порядке.
Технические характеристики листового ПВХ пластика*
Наименование показателя
Норма для типов
Метод испытания
Compact (Жёсткий)
COMPACT ANTISTATic (Жёсткий)
Strong (Вспененный)
Fresh (Вспененный)
Color (Вспененный)
Плотность**, г/см³
1,6
1,6
0,55
0,5
0,55
По ГОСТ 15139 и п. 4.4 настоящих технических условий
Толщина, мм
1 — 10
1 — 10
1 — 24
1 — 24
1 — 24
По ГОСТ 13358
Ударная вязкость по Шарпи на образцах без надреза, кДж/м², ≥
60
60
12
12
12
По ГОСТ 4647 и п.4.5 настоящих технических условий
Прочность при разрыве, МПа, ≥
29(к)
30(п)
15(п)
9(п)
15(п)
(п)ISO 1926
(п)ГОСТ 17370(к)ГОСТ 11262 и п.4.6 настоящих технических условий
Относительное удлинение при разрыве, %, ≥
30(к)
40(п)
25(п)
25(п)
25(п)
(п)ISO 1926
(п)ГОСТ 17370(к)ГОСТ 11262 и п.4.6 настоящих технических условий
Температура размягчения по Вика, ºС, ≥
80
82
75
75
75
ISO 306; ГОСТ 15088 и п. 4.7 настоящих технических условий
Твердость по Шору ед.D, ≥
75
79
35
31
35
По ГОСТ 24621
Изменение размеров после прогрева, %, ≤
По ГОСТ 30673 и п.4.8 настоящих технических условий
* — Приведенные данные являются ориентировочными и не освобождают переработчика от собственной проверки пригодности материала для конкретного способа переработки. Отдельные характеристики могут варьироваться в зависимости от технологии переработки и влияния окружающей среды.
** — предельные отклонения от номинального значения ±0,05
Допуски
Предельные отклонения по толщине ПВХ листов UNEXT:
Толщина
Предельные отклонения
1 мм, 2 мм, 3 мм, 4 мм
± 0,20 мм
5 мм
± 0,25 мм
6 мм
± 0,30 мм
8 мм
± 0,40 мм
10 мм
± 0,50 мм
Предельные отклонения по длине, ширине и диагоналям — не более ± 10 мм.
Всегда на складе
Серия
Размеры, мм
Толщины, мм
Защитная пленка
UNEXT-STRONG
2030 * 3050
2
3
4
5
6
8
10
желтая
1560 * 3050
1
2
3
4
5
6
8
10
UNEXT-FRESH
2030 * 3050
2
3
4
5
6
8
10
белая
1220 * 2440
3
5
10
UNEXT-COLOR
1560 * 3050
3
5
белая
UNEXT-COMPACT
1500 * 3000
1
2
3
4
5
6
8
10
синяя
Не нашли нужный размер? Мы сделаем лист на заказ
Стойкость ПВХ листов UNEXT к действию химических веществ
ПВХ листы UNEXT имеют высокую стойкость к большинству химических веществ.
Листы устойчивы к различным моющим и дезинфицирующим средствам, содержащим кислоту или щелочь в обычной концентрации.
Листы не стойки к действию ароматических и хлорированных углеводородов, кетонов, сложных эфиров и концентрированной азотной кислоты.
Стойкость к действию химических веществ
справочных таблиц
Справочные таблицы плотности пластика, усадки и угла уклона
Значения усадки для различных смол
Материал
Термоусадочная в/в
Ударопрочный АБС-пластик
0,005 – 0,007
Термостойкий АБС-пластик
0,004 – 0,005
АБС средней ударопрочности
0,005
Ацеталь
0,020 – 0,035
Акрил общего назначения
0,002 – 0,009
Акриловый термостойкий
0,003 – 0,010
Ударопрочный акрил
0,004 – 0,008
Этиленвинилацетат
0,010 – 0,030
Иономер
0,003 – 0,020
Нейлон 6/6
0,010 – 0,025
Нейлон 6/6
0,007 – 0,015
Нейлон 6/10
0,010 – 0,025
Нейлон 11
0,010 – 0,025
Нейлон 12
0,008 – 0,020
Стеклонаполненный нейлон
0,005 – 0,010
Полибутилен
0,020 (формовой)
Полибутилен
0,040 (в возрасте)
Поликарбонат
0,005 – 0,007
ПЭТ (аморфный, петг, пктг)
0,003 – 0,005
Полиэстер 0,025 – 0,050 ТОЛЩИНА
0,006 – 0,012
Полиэстер 0,050 – 0,100 ТОЛЩИНА
0,012 – 0,017
Полиэстер 0,100 – 0,180 ТОЛЩИНА
0,016 – 0,022
Полиэстер ПБТ
0,010 – 0,020
Полиэстер ПЭТ 30% GF
0,001 – 0,002
Полиэстер ПБТ 30% GF
0,003 – 0,005
ПОЛИЭТЕРИМИД
0,005 – 0,007
Полиэтилен низкой плотности
0,015 – 0,035
Полиэтилен высокой плотности
0,015 – 0,030
ПФО/стирол CO (NORYL)
0,005 – 0,007
Полипропилен
0,010 – 0,030
ПФО/стирол Г. П.
0,002 – 0,008
Термостойкий ПФО/стирол
0,002 – 0,008
Ударопрочный модификатор PPO/стирол
0,003 – 0,006
Полисульфон
0,008
Полиуретан
0,010 – 0,020
Жесткий ПВХ
0,002 – 0,004
ПВХ полужесткий
0,005 – 0,025
Гибкий ПВХ
0,015 – 0,030
САН
0,002 – 0,006
Значения плотности – выбранные смолы
Материал
ПЛОТНОСТЬ 70°F
г/куб.см
ПЛОТНОСТЬ РАСПЛАВА
г/куб.см
ABS (литье под давлением)
1,05
0,97
АБС 30% ГР
1,28
Ацеталь
1,42
1,17
Ацеталь 20% GF
1,55
Акрил общего назначения)
1,16
1,04
Ацетат целлюлозы
1,26
1,13
Бутират целлюлозы
1,20
1,07
Пропионат целлюлозы
1,22
1. 10
Этиленвинилацетат
0,95
Иономер
0,95
0,73
Нейлон 6/6
1,14
0,97
Нейлон 6
1,13
0,97
Нейлон 6/10
1,08
0,97
Нейлон 6/12
1,07
0,97
Нейлон 11
1,04
0,97
Нейлон 12
1,02
0,97
Нейлон 30% GF
1,36
Полибутилен
0,92
Поликарб/эфирный сплав
1,20
Поликарбонат
1,20
1,02
Поликарбонат 30% GF
1,42
Сополиэстер PETG
1,27
1.12
Сополиэстер PCTG
1,24
1,08
Полиэстер ПБТ
1,34
1. 11
Полиэстер PBT/PET 30% GF
1,58
Полиэстер ПЭТ (бутылка)
1,40
1,20
Политеримид
1,27
Полиэтилен низкой плотности
0,92
0,76
Полиэтилен средней плотности
0,92-0,94
0,74
Полиэтилен высокой плотности
0,94-0,97
0,72
Политил 30% GF HDPE
1,18
ПФО/стирол (NORYL)
1,07
0,90
Полифениленсульфид
1,35-1,80
Полифенсульфид 40% GF
1,65
Полипропилен
0,90
0,70
Полипропилен 30% GF
1,13
ПОЛИСТИРОЛ GP
1,05
0,97
Ударный мод ПОЛИСтирол
1,04
0,96
Полисульфон
1,25
1,16
Полиуретан
1,20
1,13
ПВХ – жесткий
1,39
1,30
ПВХ – труба
1,44
1,32
ПВХ – гибкий
1,29
1,20
САН
1,08
1,00
Т/П Рубер (сантопрен)
1,08
1,00
Т/П эластомер (уретан)
0,97
0,93
0,83
0,82
Общие сокращения для различных смол
Смола Общее название
Общий ABBR
Акрилонитрил-бутадиен-стирол
АБС
Ацетат целлюлозы
СА
Ацетат целлюлозы Бутират
КАБ
Ацетатпропионат целлюлозы
КРЫШКА
Хлорированный полиэтилен
CPE
Хлорированный поливинилхлорид
ХПВХ
Этилен-пропилен-диеновый каучук
ЭПДМ
Вспенивающийся полистирол
EPS
Этиленвинилацетат
Ева
Пластик, армированный волокном
ФРП
Полиэтилен высокой плотности
ПЭВП
Ударопрочный полистирол
БЕДРА
Полиэтилен низкой плотности
ПЭНП
Линейный полиэтилен низкой плотности
ЛПЭНП
Малеиновый ангидрид
МА
Полиэтилен средней плотности
МДПЭ
Полиамид (нейлон)
ПА
Полиакрилонитрил
ПАН
Полибутилен
ПБ
Полибутилентерефаликат
ПБТ
Поликарбонат
ПК
Полиэтилен
ПЭ
Полиэфирэфиркетон
ПЭЭК
Полиэфиримид
ПЭИ
Полиэфиркетон
ПЭК
Полиэтилентерефаликат
ПЭТ
Полиэтилентерефаловый гликоль
ПЭТГ
Полиимид
ИП
Полиметилметакрилат
ПММА
Полиоксиметилен
ПОМ
Полипропилен
ПП
Хлорированный полипропилен
КПП
Полифениленоксид
РРО
Полифениленсульфид
ППС
Полифениленсульфон
ППСУ
Полистирол
ПС
Полисульфон
БП
Полиуретан
УЕ
Полиуретан
ПУР
Поливинилхлорид
ПВХ
Усиленный полибутилентерефталат
РПБТ
Усиленный полиэтилен терефалик
РПЭТ
Реакционное литье под давлением
ОБОД
Стирол акрилонитрил
САН
Стирол-бутадиен-каучук
СБР
Стирол Малеиновый ангидрид
СМА
Формовочная масса для листов
SMC
Термопластичный эластомер
ТПЭ
Какой угол наклона нужен для пластиковой детали? Ниже приведены обычно используемые углы уклона от 1/32″ до 1″, указанные в градусах в таблице ниже. Каждый блок представляет собой сумму осадки с соответствующим углом и глубиной полости.
ГЛУБИНА
1/2°
1°
2°
3°
4°
5°
ГЛУБИНА
1/32
.0003
.0005
.001
.0016
.002
.0027
1/32
1/16
.0005
.0011
.002
.0033
.004
.0055
1/16
3/32
.0008
.0017
.003
.0049
.006
.008
3/32
1/8
.0011
.0022
.004
.0066
.009
.0109
1/8
5/32
. 0014
.0028
.005
.008
.011
.014
5/32
3/16
.0016
.0033
.006
.0098
.013
.016
3/16
7/32
.0019
.0039
.008
.011
.015
.019
7/32
1/4
.0022
.0043
.009
.013
.018
.022
1/4
32 сентября
.0025
.005
.010
.014
.020
.024
32 сентября
5/16
.0027
.0055
.011
.016
.022
.027
5/16
32/11
.003
.006
.012
.018
.024
.030
32. 11
3/8
.0032
.0066
.013
.020
.026
.033
3/8
13/32
.0035
.007
.014
.021
.028
.035
13/32
7/16
.0038
.0077
.015
.023
.031
.038
16.07.
15/32
.0041
.008
.016
.024
.033
.041
15/32
1/2
.0044
.0088
.018
.026
.035
.044
1/2
17/32
.0046
.009
.019
.028
.037
.046
17/32
16 сентября
.0049
.0099
.020
.03
. 039
.049
16 сентября
19/32
.0052
.010
.021
.031
.042
.052
19/32
5/8
.0055
.011
.022
.033
.044
.055
5/8
21/32
.0057
.011
.023
.035
.046
.057
21/32
16/11
.006
.012
.024
.036
.048
.060
16.11
23/32
.0063
.013
.025
.038
.050
.063
23/32
3/4
.0065
.013
.027
.039
.053
.066
3/4
25/32
.0068
.014
. 028
.040
.055
.068
25/32
13/16
.0071
.014
.029
.043
.057
.071
13/16
27/32
.0074
.015
.030
.045
.059
.074
27/32
7/8
.0076
.015
.031
.046
.061
.077
7/8
29/32
.0079
.016
.032
.048
.063
.079
29/32
15/16
.0082
.017
.033
.050
.066
.082
15/16
31/32
.0085
.017
.034
.051
.068
.084
31/32
1
. 0087
.0175
.035
.052
.070
.087
1
Плотность пластмасс Материал: таблица технических свойств
в себе новейшие технологии Sony в области ультравысокого разрешения
Возможности FDR-AX100
4К — это обозначение разрешающей способности в цифровом видео с соотношением по горизонтали и вертикали кадра, вдвое превосходящим видео высокой четкости HD (1980 X 1080), стандарт в пикселях составляет 3840 Х 2160. Поскольку горизонтальное разрешение равняется приблизительно 4000 пикселям (в 4К, к — обозначение тысяч), за этим стандартом закрепилось название 4К. Изображение сверхвысокой четкости 4К позволяет отображать контент в мельчайших деталях. Каждый тонкий волосок или мелкий винтик, который сложно разглядеть и обычным глазом, отображается ясно и четко, что дает возможность воспроизводить подробное изображение в таком же качестве, как при наблюдении в реальности невооруженным глазом или даже четче.
Свои повседневные события вы можете теперь сохранить в 4К качестве
FDR-AX100 — небольшая и легкая камера, включающая в себя датчик изображения (матрицу) Exmor R CMOS с задней подсветкой типа 1.
0 и объектив с 12-кратным увеличением и диапазоном диафрагм 2.8-4.5. По сравнению с родственной моделью FDR-AX1 на 1/4 компактнее и на 1/3 легче. Как была реализована идея использования большого датчика изображения и крупного, по сравнению с предыдущим поколением любительских камер, корпуса? Об этом нам рассказали пять специалистов, участвовавших в разработке камеры: Такао Канадзава, Косукэ Судзуки, Нобукэй Онай, Кадзухиро Икута и Такэси Хатакэяма.
Такао Канадзава
Руководитель проекта FDR-AX100
Нобукэй Онай
Руководитель группы оптического дизайна FDR-AX100
Такэси Хатакэяма
Руководитель группы оптического дизайна FDR-AX100
Косукэ Судзуки
Специалист по товарному планированию FDR-AX100
Кадзухиро Икута
Руководитель группы по дизайну объективов
FDR-AX100 является продолжением линейки камер, начатой моделью FDR-AX1, но стала значительно компактнее по размеру. Насколько повлияло изменение размера камеры FDR-AX100 на качество съемки?
Косукэ Судзуки (специалист по товарному планированию): Когда осенью 2013 года мы выпустили модель FDR-AX1, то это стало настоящим прорывом в новый мир видеоизображения, ведь теперь свой видеоролик можно было создать в супервысоком качестве формата 4К. Однако очень непросто ответить на потребности пользователей, для которых удобство и легкость в использовании важнее, чем большое количество ручных функции, при этом сохранив небольшой размер камеры.
В модели FDR-AX100, позволяющей наслаждаться повседневной съемкой видео в высоком разрешении 4К и обладающей обширным набором ручных настроек, мы сделали акцент на легкость ее переноски. Кроме того, для максимизации тщательной цветопередачи в условиях слабого освещения или, например, съемки предзакатных пейзажей в красных тонах мы использовали датчик изображения (матрицу) Exmor R CMOS, который за счет большой площади собирает больше света, а также светосильный объектив с двенадцатикратным увеличением.
Такао Канадзава (руководитель проекта): С первых дней и до самого конца этапа разработки я просил специалистов по дизайну объектива сделать его как можно меньше (смеется), но я и представить себе не мог, что камера в результате получится такой компактной. При использовании комбинации матрицы типа 1. 0, принадлежащей к топ-классу среди видеокамер с фиксированными объективами, и оптического объектива с зумом, позволяющим в полной мере передавать выразительность изображения, нам было сложно сохранить небольшой размер видеокамеры. Однако, несмотря ни на что, мы не отступили от своей концепции «компактная, но высококачественная».
В результате нам удалось убедить всех участников проекта в том, что наша цель — «создать маленькую камеру 4К», а благодаря революционным технологиям, включающим асферические линзы (advanced aspherical) категории АА, мы смогли воплотить в жизнь идею создания компактной камеры, которая помещается на ладони.
Объектив с двенадцатикратным увеличением FDR-AX100 очень большой, и именно использование большого объектива стало акцентом в дизайне данной модели.
Такэси Хатакэяма, руководитель группы оптического дизайна: По нашим расчетам на момент начала совместной разработки с компанией Carl Zeiss объектив должен был получиться намного больше, чем тот, который есть у нас сейчас. Когда мы симулировали дизайн объектива с десятикратным увеличением, соответствующим матрице Exmor R CMOS типа 1.0, опираясь на дизайн видеокамер предыдущего поколения, то один только объектив у нас получился больше, чем целая камера из предыдущих линеек (смеется).
Кадзухиро Икута, руководитель группы по дизайну объективов: Кроме того, когда мы уже приближались к кульминационному моменту в разработке, руководитель проекта господин Камидзава предложил «увеличить оптический зум с десятикратного на двенадцатикратный» … Тогда мы решили, что нам необходимо реализовать идею светосильного объектива компактного размера, подходящего для формата 4К, который соединяет в себе все достижения разработчиков Sony.
Такэси Хатакэяма, руководитель группы оптического дизайна: Особенность данной линзы заключается в том, что при относительно толстых краях у нее тонкая центральная часть. Для компенсации всех оптических аберраций необходимо, чтобы обе стороны линзы с высокими техническими характеристиками были выполнены с предельной точностью, что в свою очередь при массовом производстве требует высокоточной технологии их изготовления.
Кадзухиро Икута, руководитель группы по дизайну объективов: Мы использовали комбинацию асферических линз, позволяющих нейтрализовать сферическую аберрацию, создающую дефект расфокусировки, и специальных рассеивающих линз, позволяющих уменьшить хроматическую аберрацию с визуальной цветовой окантовкой по краям изображения, при этом мы минимизировали общий размер конструкции объектива и в результате чего получили четкое изображение от самого широкого угла (wide end) до телеположения (tele end). Однако, когда я узнал, что первоначальное решение о десятикратном зуме на финальной стадии разработки изменилось на двенадцатикратный зум, то честно признаюсь, что я был обескуражен (смеется).
Если посмотреть на камеру спереди, то становится понятно, что этот большой объектив по сравнению с предыдущими моделями стоит уже на следующей ступени развития.
Тонкие асферические линзы нового поколения типа АА (advanced aspherical), производство который стало возможно благодаря высокоточным технологиям оптического литья.
Стандартная оптическая линза
Фокальная (фокусная) плоскость
Линза
Специальная рассеивающая линза
Фокальная (фокусная) плоскость
Используя специальные рассеивающие линзы, мы смогли значительно уменьшить хроматическую аберрацию, возникающую из-за физических особенностей, присущих любому стеклу. Как результат мы получили изображение, практически сводящее на нет визуальную цветовую окантовку по краям изображения.
Модель HDR-HC1 — цифровая видеокамера высокого разрешения, поступившая в продажу в 2005 году. Для записи изображения использовалась пленка Mini Dv.
Такао Канадзава (руководитель проекта): По нашим первоначальным расчетам для реализации компактной камеры с объективом, необходимым для съемки в формате 4К, десятикратный зум был пределом наших возможностей. Однако проводя один тест за другим, стало ясно, что мы можем добиться меньшего размера и еще более высоких оптических характеристик, чем мы ожидали в самом начале. И тогда мы решили, а может у нас получится пойти еще дальше!
Кадзухиро Икута, руководитель группы по дизайну объективов: Мы знали, что потребность в более чем десятикратном зуме достаточно острая, и, если такая возможность появится, нельзя ее упустить. Повторяя раз за разом высокоточные настройки каждой из линз с шагом в микронах и оценку качества изображения, мы провели огромное количество тестов для получения максимальных технических характеристик наших линз.
Такао Канадзава (руководитель проекта): Когда при помощи опытного образца FDR-AX100 мы сделали первое видео, то коллеги из группы разработки объективов сказали: «Что-то мы перестарались». (смеется)
Такэси Хатакэяма, руководитель группы оптического дизайна: Честно сказать, я просто ахнул, когда увидел изображение. Сложно было поверить, что такое четкое видеоизображение можно снять с помощью этой небольшой камеры. По результатам симуляции объектива и матрицы я представлял, что у нас должно получиться что-то в таком духе, ведь именно такой мы ставили перед собой цель, однако, когда видишь видео собственными глазами, не устаешь удивляться, как такое красивое изображение получается с помощью компактной камеры.
Нобукэй Онай, руководитель группы конструктивного дизайна: В 2005 году мы выпустили модель HDR-HC1, которая после камер HD должна была стать настоящим прорывом в плане компактности, однако, когда я увидел изображение, снятое опытным образцом модели FDR-AX100, я удивился гораздо сильнее, чем, когда мы перешли с формата изображения SD на HD.
Косукэ Судзуки (специалист по товарному планированию): Я для себя заново открыл, что стоит за словами убедительность и сила видеоизображения.
Видеоизображение с высоким разрешением 4К характеризуется большим объемом данных и серьезной нагрузкой на схемы обработки видеоизображения. Наряду с мощной обработкой данных необходимо минимизировать нагрев схемы и платы. Не являлось ли это большим препятствием при создании компактной видеокамеры?
Такао Канадзава (руководитель проекта): В связи с тем, что формат изображения 4K оперирует данным, в четыре раза превосходящими по объему HD, один только процесс считывания сигналов с матрицы влечет значительной расход питания. На начальном этапе разработки мы беспокоились, сможет ли аккумулятор для видеокамер в течение необходимого времени гарантировать работу камеры. Кроме того, при большом расходе питания увеличивается также и нагрев. Поэтому на уровне чипов и микросхем мы стремились к тому, чтобы уменьшить потребление питания.
Но даже и это нам не позволило окончательно решить проблему нагрева. В результате проблема нагрева наряду с вопросом уменьшения расхода питания была решена комплексным методом путем рассеивания тепла от чипов и плат внутри больших объемов корпуса.
Кроме компактности данная модель отличается удобством эксплуатации, позволяющей пользователю быстро осуществлять собственные задумки, на объективе имеется переключатель регулировочного кольца для выбора режима фокуса и зума и переключатель ND — фильтра, отвечающий за активацию нейтрально-серого фильтра плотности.
С левой стороны с торца форма корпуса под ручкой повторяет изгиб ладони для удобства при удерживании камеры, однако внутри эта полость используется для установки одной из плат.
Нобукэй Онай, руководитель группы конструктивного дизайна: Мы провели очень много тестов пока не нашли ту конструкцию, которую вы сейчас видите. Кажется, что в модели FDR-AX100 объектив продолжается до жидкокристаллического монитора, однако на самом деле до области аккумулятора объектива нет. В видеокамерах предыдущего поколения с задней стороны объектива устанавливалась основная плата, однако в такой модели как FDR-AX100 это бы чрезмерно удлинило корпус.
Разместить платы вокруг объектива оказалось задачей, схожей с решением трехмерного пазла. Если разместить плату с боковой стороны от объектива, то на корпусе пришлось бы сделать выступ, и одной рукой держать такую камеру было бы нелегко, кроме того, это бы ухудшило баланс веса. В результате основную плату мы разместили под объективом, а остальные платы по внешнему периметру объектива, что позволило добиться компактности и легкости в обращении.
Такэси Хатакэяма, руководитель группы оптического дизайна: Объектив данной модели и по форме, и по размеру очень похож на фонарик, поэтому мы так его и прозвали «наш фонарик». (смеется). Создается такое впечатление, что большая часть внутреннего пространства занята объективом.
Такэси Хатакэяма, руководитель группы оптического дизайна: Да, так оно и есть, почти все пространство занял объектив (смеется). Однако если разместить плату под объективом, то получается, что теперь объектив становится объектом непосредственного теплового излучения платы. Поэтому мы меняли местоположение других плат, придумывали каналы для отвода тепла, чтобы не нагревать объектив. Раз за разом мы проводили тесты по симуляции распределения тепла и испытания опытного образца, и все это на фоне работы по уменьшению общего размера камеры. В результате мы нашли оптимальное местоположение плат, схему и материал для отвода тепла, позволяющий делать это наиболее эффективно.
Например, с правой стороны модели FDR-AX100 на уровне ладони на корпусе есть округлый выступ, но внутри там не полость, а электронная плата.
Такао Канадзава (руководитель проекта): В таких больших проектах как этот есть такой момент, когда одна команда не может начать свою часть работы, пока другая команда не закончит свою. Однако в случае с FDR-AX100 все команды разработчиков, включая конструктивный дизайн и линзы, четко и ясно говорили «нам этого не сделать» о том, что сделать было невозможно, а то, что они считали «возможным», они непременно воплощали в жизнь. Когда сотрудники четко понимают, что они могут сделать, а что нет, работа может плавно и параллельно проходить в разных командах. Результатом этого стало создание компактной камеры FDR-AX100, которая превзошла все наши ожидания.
Камера обладает уникальной функцией Trimming Playback, которая во время воспроизведения видеозаписи 4К позволяет одним касанием жидкокристаллического экрана выделить нужный участок видеозаписи и вывести его изображение на весь экран.
Косукэ Судзуки (специалист по товарному планированию): Новая развлекательная функция в 4К позволяет просто нажать пальцем на тот фрагмент, который вас заинтересовал, увеличить его и просматривать в полноэкранном режиме. Выделенная часть проигрывается в Full HD, поэтому детали практически не теряют резкости.
Такао Канадзава (руководитель проекта): Возможно, эта функция окажется очень полезной для спортивных тренеров. Можно снять игру широким углом, и, выверяя общую технику ведения игры, при помощи функции Trimming Playback проверять мелкие движения спортсменов, давать свои комментарии. На фазе разработки эта функция помимо качества изображения вызвала наибольший интерес у разработчиков. В частности, при просмотре на телевизоре HD изменение разрешения изображения не особенно заметно, поэтому можно воспроизводить видеозапись, как это делается в прямой трансляции спортивных состязаний с переключением с одной камеры на другую. Часто говорят, что для изображения 4К нужны телевизоры 4К, но и на телевизоре HD это смотрится достаточно увлекательно.
Нобукэй Онай, руководитель группы конструктивного дизайна: Новая функция заключается в том, что в результате одной съемки можно просматривать изображения двух типов. Вместо того чтобы пытаться поймать в объектив то одно, то другое изображение можно просто заранее настроиться на то, что текущую съемку можно впоследствии просматривать при помощи функции Trimming Playback, а потом уже наслаждаться записью, увеличивая фрагмент, вызывающий интерес.
Функция Trimming Playback позволяет передавать изображение, снятое на камере 4К на телевизор HD, а потом, выбрав на сенсорной панели фрагмент записи, который вы хотите просмотреть, увеличить его на весь экран.
В завершении мы попросили разработчиков камеры сказать несколько слов нашим читателям.
Такэси Хатакэяма, руководитель группы оптического дизайна: Объектив FDR-AX100 – это совместная разработка компании Сони и Carl Zeiss. Мне очень бы хотелось, чтобы вы смогли насладиться выразительностью и четкостью изображения в формате высоко разрешения 4K.
Кадзухиро Икута, руководитель группы по дизайну объективов: Я надеюсь, что у вас будет возможность посмотреть изображение, снятой нашей камерой FDR-AX100 в выставочном зале Sony или ближайшем магазине электроники. В видеозаписях чувствуются физические характеристики снятых объектов, такие как жесткость или мягкость, вы несомненно удивитесь тому, что такую красивую запись можно сделать при помощи компактной камеры.
Нобукэй Онай, руководитель группы конструктивного дизайна: В модели FDR-AX100 мы преследовали цель сделать камеру компактной, но в то же время стремились к удобству, как видео, так и фотосъемки, начиная с ручки, которую приятно держать, и заканчивая алюминиевой кнопкой для фотосъемки. Я очень надеюсь, что вы будете снимать свои ролики нашей камерой 4К в самых разных местах.
Косукэ Судзуки (специалист по товарному планированию): Четкая как фотография видеозапись 4К, которая впечатляет гораздо больше, чем развитие видео от DVD до Blu-ray. Телевизоры 4К еще только начинают свое распространение среди покупателей, но я думаю, многие согласятся с тем, что 4К — это изображение будущего. Если те моменты, которые вы видели собственными глазами, вы сможете сохранить при помощи нашей камеры FDR-AX100, то я надеюсь, что 4К станет вам немного ближе.
Такао Канадзава (руководитель проекта): После завершения проекта по созданию FDR-AX100 у меня просто чешутся руки, чтобы снять еще что-нибудь на 4К, посмотреть еще один ролик в 4К (смеется). Над созданием этого продукта и правда работало много людей, в нем собраны самые разные надежды и мысли разработчиков. Мне бы очень хотелось, чтобы вы познакомились с видеозаписью камеры 4К в ближайшем магазине. Если вы хотя бы один раз это увидите, я уверен, вам это обязательно понравится.
формат 4R (102х152) — Фотовизуальные технологии
Бумага в формате 4R имеет правильные размеры – 102*152 мм. Поэтому при печати не возникают белые поля вдоль краев листа.
693 Bloomfield Avenue, Suite 101, Bloomfield, CT 06002
860. 243.6584
860.243.6591
ПОСМОТРЕТЬ УСЛУГИ
ДЭНИЕЛЬСОН
71 Westcott Road, Danielson, CT 06239
860.774.7179
860.779.6526
ПОСМОТРЕТЬ УСЛУГИ
ВОСТОЧНЫЙ ХАРТФОРД
474R School Street East Hartford, CT 06108
860. 730.8811
860.730.8813
ПОСМОТРЕТЬ УСЛУГИ
ПУТНАМ/ПУТИ
391 Pomfret Street, Putnam, CT 06260
860.963.4971
860. 963.4979
ПОСМОТРЕТЬ УСЛУГИ
ВИЛЛИМАНТИК
1310 Main Street., Willimantic, CT 06226
860.456.7200
860.456.7202
ПОСМОТРЕТЬ УСЛУГИ
ВИЛЛИМАНТИК
1491 West Main Street, Willimantic, CT 06226
860. 456.3215
860.423.3351
ПОСМОТРЕТЬ УСЛУГИ
Нет амбулаторных услуг
ХАРТФОРД
999 Asylum Avenue, Suite 502, Hartford, CT 06105
860. 422.8384
860.422.8382
ПОСМОТРЕТЬ УСЛУГИ
МАНЧЕСТЕР
Центральная улица 1
497 Center Street 1, Манчестер, Коннектикут 06040
860.432.8775
860.432.8581
ПОСМОТРЕТЬ УСЛУГИ
МАНЧЕСТЕР
Центральная улица 2
469 Center Street, Манчестер, Коннектикут 06040
860. 730.8788
860.645.4080
ПОСМОТРЕТЬ УСЛУГИ
МИДЛТАУН
955 South Main Street, Миддлтаун, Коннектикут 06457
860,894.2399
860.894.2444
ПОСМОТРЕТЬ УСЛУГИ
НОРИЧ
55 Main Street, Suite 410, Norwich, CT 06360
860. 885.6054
860.885.6062
ПОСМОТРЕТЬ УСЛУГИ
PUTNAM/ЦЕНТР ПЕРЕСОВЕРШЕНСТВА ДЛЯ ЖЕНЩИН И ДЕТЕЙ
391 Pomfret Street, Putnam, CT 06260
860.928.1860 (Веха) 860.963.6763 (Новая жизнь)
860,963. 3305 (Веха) 860.963.6764 (Новая жизнь)
ПОСМОТРЕТЬ УСЛУГИ
ВЕНДЗОР
Административные офисы
2 Waterside Crossing, Suite 401 Windsor, CT 06095
860.731.5522
860.731.5536
ПОСМОТРЕТЬ УСЛУГИ
Партнеры сообщества
ЗДРАВООХРАНЕНИЕ ГЕНУИ
153 Hazard Ave, Suite 100 Enfield, CT 06082
860. 253.2605
860.749.7134
ПОСМОТРЕТЬ УСЛУГИ
ЗДРАВООХРАНЕНИЕ ГЕНУИ
444 Centre St, Suite 117 Manchester, CT 06040
860.288.2119
860.533.9064
ПОСМОТРЕТЬ УСЛУГИ
ОЗДОРОВИТЕЛЬНЫЕ ЦЕНТРЫ FIRST CHOICE
444 Centre St, Манчестер, Коннектикут 06040
860. 528.1359
ПОСМОТРЕТЬ УСЛУГИ
ЧАРТЕР ДУБ ЗДОРОВЬЕ ЦЕНТР
693 Блумфилд Авеню, Блумфилд, Коннектикут 06002
860.550.7500
860.550.7529
ПОСМОТРЕТЬ УСЛУГИ
Чтобы получить общую информацию об агентстве или получить доступ к услугам CHR, позвоните в наш Центр сортировки по телефону:
1. 877.884.3571 (1.877.88.ПОМОЩЬ.1)
О нас — CHR
Настоящая надежда здесь
CHR — это наиболее комплексный некоммерческий поставщик поведенческих медицинских услуг в Коннектикуте, предлагающий широкий спектр персонализированных услуг для детей, семей и взрослых, чью жизнь коснулись психические заболевания, зависимости или травмы. Наши крупнейшие амбулаторные отделения находятся в Манчестере и Энфилде, меньшие отделения расположены в центральном и восточном Коннектикуте, а также есть несколько программ на базе местных сообществ.
Миссия CHR состоит в том, чтобы помочь взрослым, детям и семьям найти Real Hope для решения проблем Real Life с помощью множества общественных программ психического здоровья, наркомании, защиты детей, поддерживающего жилья, патронатного ухода, профилактики и оздоровительные услуги и комплексный уход. Наше имя воплощает нашу приверженность заботе на уровне сообщества, вселяя надежду на здоровое, счастливое и продуктивное будущее и используя все доступные ресурсы для достижения изменений. CHR гордится тем, что предоставляет услуги, которые достигают Настоящее качество с реальными результатами .
История
CHR восходит к середине 1960-х годов, и с момента его создания мы стали надежным общественным ресурсом и уважаемым поставщиком услуг. На протяжении всей нашей истории мы добавляли новые программы, развивались в новых местах, сотрудничали с другими поставщиками медицинских услуг и нанимали исключительный персонал для удовлетворения потребностей клиентов, которых мы обслуживаем.
Сегодня у нас работает более 800 опытных специалистов, в том числе лицензированные терапевты, психиатры, детские психиатры, менеджеры по делам и люди с жизненным опытом, которые оказывают квалифицированную помощь более чем 19000 человек каждый год. Мы аккредитованы Совместной комиссией, лицензированы штатом и неоднократно входили в число лучших рабочих мест в Коннектикуте по версии Hartford Courant .
Трансляция нашего видения
Руководствуясь состраданием и уважением, CHR преображает жизнь, предлагая надежду. Команда исполнительного руководства CHR несет прямую ответственность за обеспечение этого. Являясь экспертами в своих областях, каждый из них привносит многолетнее обучение и опыт для предоставления услуг высочайшего уровня качества.
Разнообразие, равенство и инклюзивность
CHR стремится стать более справедливым и беспристрастным агентством и недавно запустила далеко идущую совместную программу обучения, направленную на повышение разнообразия, справедливости и интеграции (DE&I) во всем агентстве.
Наши краткосрочные цели включают в себя проведение ряда интерактивных обучающих мероприятий для всего персонала CHR. В долгосрочной перспективе наша цель — внедрить принципы DE&I в структуру культуры CHR. В конечном счете, мы хотели бы, чтобы все сотрудники, а также лица, которых мы обслуживаем, сообщали, что они чувствуют себя услышанными, оцененными и вовлеченными во все аспекты повседневной жизни в CHR.
Промышленный светодиодный светильник 110 вт LED IO-PROM110MD — цена, отзывы, характеристики с фото, инструкция, видео
Промышленные светодиодные светильники используются для освещения ангаров, производственных и складских помещений и других площадей промышленного назначения. Модель изделия с маркировкой MD имеет модульную структуру и поставляется для предприятий с долгим режимом эксплуатации и возможными высокими температурными окружающей среды.
Характеристика
Значение
Мощность, Вт
110
Световой поток светодиодного светильника, Лм
15200
Кривые силы света (КСС)
Д (120°)
Цветовая температура, К
5000K
Индекс цветопередачи, CRI
80
Коэффициент пульсации, %
0%
Марка светодиода
Lumileds LUXEON
Ресурс работы, от ч.
более 100 000 часов
Количество светодиодов, шт.
88
Время включения светильника, с
0,9 сек.
Напряжение питания, В
176-264AC/250-370DC
Частота, Гц
45-65 Гц
Коэффициент мощности ИП, cos φ
~ 0,98
Грозозащита
Грозозащита есть
Термозащита
Термозащита есть
Защита от 380, В
Защита есть
Защита от короткого замыкания
Защита от короткого замыкания есть
Защита от перенапряжения сети, В
Защита от перенапряжения есть
Электромагнитная совместимость
по ГОСТ, IEC
Гальваническая изоляция
Гальваническая изоляция есть
Пробивное напряжение, кВ АС
более 2 кВ
Сопротивление изоляции, МОм
более 200 МОм
Способ крепления светильника
Поворотное крепление
Степень защиты, IP
IP67
Температура эксплуатации, °С
от -50° до +60°
Класс защиты от поражения электрическим током
1
Вид климатического исполнения
УХЛ1
Индекс энергоэффективности (EEI)
А++
Класс опасности утилизации отходов
4
Гарантия, мес
Гарантия 60 месяцев
Рассеиватель
Монолитный поликарбонат
Количество светильников в коробке, шт.
1 светильник
Защита от перенапряжения по сети, В
более 290
Масса нетто, Кг
4,15
Масса брутто, Кг
4,35
Габариты светильника с креплением, мм
530х140х130
Габариты коробки, мм
570х150х150
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Отзывы о LED IO-PROM110MD:
Отзывов пока нет, но ваш может быть первым.
Оставить отзыв
Масса брутто: 5 кг. Габариты в упаковке ДхШхВ, мм: 570x150x150
Промышленный светодиодный светильник 110 вт LED IO-PROM110MD с доставкой в г. Москва: подробные условия и стоимость
Лазерная трубка Yongli R5 (100-110 Вт)
В связи с регулярным обновлением модельного ряда, станки могут отличаться от представленных на сайте
Лазерная трубка Yongli R5 100-110 Вт
Мощность трубки
100-110 Вт
Длина
1450 мм
Диаметр
80 мм
Рабочий ток
24-30 мА
Срок службы лазерной трубки
7500 ч
Все характеристики
Цена
под заказ
из наличия
38 335 ₽
33 825 ₽
под заказ
33 825 ₽
Описание Yongli R5 100-110 Вт
Трубка Yongli R5 используется в станках для резки и гравировки различных поверхностей с использованием сфокусированного лазерного потока.
Данный тип оборудования подходит для работы с любыми неметаллическими материалами, например, тканями, пластиками, деревом, резиной и тому подобными.
Отдельные преимущества Yongli R5 100-110 Вт
Преимущества
Yongli R5 100-110 Вт
Внутри колба контура принудительного охлаждения. Циркулирующая в отдельном отсеке жидкость не дает газам перегреваться и исключает деградацию смеси. Кроме того, водяная рубашка увеличивает срок службы трубки, тогда как изделия без системы терморегуляции выходят из строя в течение нескольких месяцев.
Контактные провода подключаются к трубке путем припаивания.
Стабильное, мощное излучение без потерь на рассеивание.
Охлаждение оптических резонаторов.
Демонстрация наших станков в более 50 городах России или Online
Подберем оборудование для вашей задачи с учетом всех тонкостей. 80% клиентов выбирали оборудование благодаря нашей консультации.
Демо-залы
Выставки
Онлайн
У клиентов
Укажите телефон
Характеристики
Yongli R5 100-110 Вт
Основные
Длина волны
10. 6
Рабочий ток
24-30 мА
Газ
СO2-N2-He
Габариты
Диаметр
80 мм
Длина
1450 мм
Механика
Охлаждение
Водяное
Оптика
Срок службы лазерной трубки
7500 ч
Мощность трубки
100-110 Вт
Порядок покупки
Выбор оборудования
Вы вместе с нашим специалистом выбираете оборудование и обсуждаете комплектацию станка.
Заключение договора
Согласовываем комплектацию станка и рассчитываем конечную стоимость оборудования.
Оплата
Если вы покупаете оборудование со склада, то вносите 100% оплату. Если берёте «под заказ», то вносите аванс 50%, а остаток после поступления станка на склад.
Трёхэтапная проверка качества
Оборудование проходит 3-х этапную проверку качества, сначала на заводе изготовителя в Китае, потом при поступлении на склад в России, и, наконец, перед отгрузкой в транспортную компанию.
Доставка или самовывоз
Доставляем все в любую точку России. Гарантируем лучшую стоимость доставки по всей РФ и СНГ!
Пусконаладочные работы. В процесс…
Сервис
В процессе проведения пусконаладочных работ, оборудование распаковывается, устанавливается, инженер устанавливает ПО, проверяется работоспособность станка.
Перевести 110 ватт в киловатты
Сколько мощности составляют 110 ватт? Сколько будет 110 ватт в киловаттах? Преобразование 110 Вт в кВт.
От БТЕ в часГигаватт Лошадиная силаКиловаттМегаваттметрическая Лошадиная силаТонны холодаВатт
То БТЕ в часГигаваттЛошадиные силыКиловаттыМегаваттМетрические Лошадиные силыТонны холодаВатт
обменные единицы ↺
Сумма
110 Вт =
0,11 киловатт
(точный результат)
Показать результат как NumberFraction (точное значение)
Ватт — стандартная единица мощности. Это мощность, необходимая для выполнения работы в один джоуль в секунду. Типичная лампа накаливания потребляет 40-100 Вт.
Киловатт равен 1000 Вт. Максимальная выходная мощность Усэйна Болта во время спринта составляла около 2,6 киловатт.
Преобразование ватт в киловатты
(некоторые результаты округлены)
Вт
кВт
110.00
0,11
110,01
0,11001
110,02
0,11002
110,03
0,11003
110,04
0,11004
110,05
0,11005
110,06
0,11006
110,07
0,11007
110,08
0,11008
110.09
0,11009
110,10
0,1101
110,11
0,11011
110,12
0,11012
110,13
0,11013
110,14
0,11014
110,15
0,11015
110,16
0,11016
110,17
0,11017
110. 18
0,11018
110,19
0,11019
110,20
0,1102
110,21
0,11021
110,22
0,11022
110,23
0,11023
110,24
0,11024
Ш
кВт
110,25
0,11025
110,26
0,11026
110,27
0,11027
110,28
0,11028
110,29
0,11029
110,30
0,1103
110,31
0,11031
110,32
0,11032
110,33
0,11033
110.34
0,11034
110,35
0,11035
110,36
0,11036
110,37
0,11037
110,38
0,11038
110,39
0,11039
110,40
0,1104
110,41
0,11041
110,42
0,11042
110. 43
0,11043
110,44
0,11044
110,45
0,11045
110,46
0,11046
110,47
0,11047
110,48
0,11048
110,49
0,11049
Ш
кВт
110,50
0,1105
110,51
0,11051
110,52
0,11052
110,53
0,11053
110,54
0,11054
110,55
0,11055
110,56
0,11056
110,57
0,11057
110,58
0,11058
110,59
0,11059
110,60
0,1106
110,61
0,11061
110,62
0,11062
110,63
0,11063
110,64
0,11064
110,65
0,11065
110,66
0,11066
110,67
0,11067
110,68
0,11068
110,69
0,11069
110,70
0,1107
110,71
0,11071
110,72
0,11072
110,73
0,11073
110,74
0,11074
Ш
кВт
110,75
0,11075
110,76
0,11076
110,77
0,11077
110,78
0,11078
110,79
0,11079
110,80
0,1108
110,81
0,11081
110,82
0,11082
110,83
0,11083
110,84
0,11084
110,85
0,11085
110,86
0,11086
110,87
0,11087
110,88
0,11088
110,89
0,11089
110,90
0,1109
110,91
0,11091
110,92
0,11092
110,93
0,11093
110,94
0,11094
110,95
0,11095
110,96
0,11096
110,97
0,11097
110,98
0,11098
110,99
0,11099
LFF110-AS — Вт
LFF110-AS — Вт 9Модулирующий поплавковый регулирующий клапан серии 0002 LFF110-AS, LFF1110-AS предназначен для поддержания постоянного уровня жидкости в баке или резервуаре. Он открывается при снижении уровня жидкости и закрывается при повышении уровня жидкости. Клапан также действует как соленоидный (двухпозиционный) регулирующий клапан, открываясь для регулирования уровня или герметично закрываясь по команде управляющего соленоида.
Особенности
Упрощенная и эффективная конструкция проста в обслуживании
Клапан двойного назначения также работает как электромагнитный регулирующий клапан для двухпозиционной функции
Корпус и крышка изготовлены из прочного и долговечного ковкого чугуна (ASTM A536)
Поддерживает постоянный уровень жидкости в баке или резервуаре
Литература
Прайс-лист — элементы управления и аксессуары Watts ACV
Спецификация — Шаровые краны ACV
Спецификация — шаровые краны ACV (на испанском языке)
Руководство по подготовке к вводу в эксплуатации AML3015 (2021 v1.7)
Руководства к установкам лазерной резки Mitsubishi Electric
Модели eX
Руководство по предпусковой подготовке ML3015eX
Блок управления серии eX. Окна экрана ЧПУ
Автоматическая система смены паллет
ML3015eX и ML3015SR. Поиск и устранение неисправностей
ML3015eX. Стандартная комплектация и запасные части, расходные материалы, детали и принадлежности для обслуживания
ML3015eX. Руководство по эксплуатации
ML3015eX. Руководство по техническому обслуживанию
ML3015eX. Обрабатывающая головка с автоматической предварительной фокусировкой (PH-XS). Руководство по эксплуатации
ML3015eX. Магнитное устройство защиты от повреждений. Руководство по эксплуатации
ML3015eX. Автоматическая система смены паллет. Руководство по эксплуатации
Блок управления. Руководство по эксплуатации. Основное
Блок управления. Руководство по программированию
Блок управления. Окна экрана ЧПУ
Руководство по эксплуатации. Применение
Блок управления. Функция загрузки данных по сети. Руководство по эксплуатации
Модели GX-F (D-Cubes Zoomhead)
Высокоимпульсный прокол (HPP). Руководство по эксплуатации
Модуль LA. Руководство по эксплуатации
Подсистема распыления масла. Руководство по эксплуатации
Поиск и устранение неисправностей. Руководство по эксплуатации
Тонкий прокол. Руководство по эксплуатации
ML-ZH ZOOM HEAD (ZH). Руководство по эксплуатации. D-CUBES
ML3015GX Сменщик паллет. Руководство по эксплуатации
ML3015GX-F Детали привода паллет. Руководство по эксплуатации
ML3015GX-F Интеллектуальная система контроля над состоянием сопел. Руководство по эксплуатации
ML3015GX-F Поиск и устранение неисправностей. Руководство по эксплуатации
ML3015GX-F. Руководство по подготовке ввода в эксплуатацию
ML3015GX-F Руководство по техническому обслуживанию
ML3015GX-F Система обработки. Руководство по эксплуатации
ML3015GX-F Система AI ASSIST. Руководство по эксплуатации
ML3015GX-F Сменщик сопел. Руководство по эксплуатации
ML3015GX-F Стандартные принадлежности, запасные части, расходные материалы и детали для технического обслуживания. Руководство по эксплуатации
ML3015GX-F AGR-eco. Руководство по эксплуатации
LC80EF. Руководство по программированию
LC80EF. Руководство по эксплуатации. Применение
LC80EF. Экран ЧПУ. Руководство по эксплуатации
Модели SR
ML3015SR. Руководство по эксплуатации
Блок управления серии eX. Окна экрана ЧПУ
Автоматическая система смены паллет
ML3015eX и ML3015SR. Поиск и устранение неисправностей
ML3015eX. Стандартная комплектация и запасные части, расходные материалы, детали и принадлежности для обслуживания
ML3015eX. Обрабатывающая головка с автоматической предварительной фокусировкой (PH-XS). Руководство по эксплуатации
ML3015eX. Магнитное устройство защиты от повреждений. Руководство по эксплуатации
ML3015eX. Автоматическая система смены паллет. Руководство по эксплуатации
Блок управления. Руководство по эксплуатации. Основное
Блок управления. Руководство по программированию
Блок управления. Окна экрана ЧПУ
Руководство по эксплуатации. Применение
Блок управления. Функция загрузки данных по сети. Руководство по эксплуатации
Модели SR-F
Автоматическая система смены паллет. Руководство по эксплуатации
Блок управления. Руководство по эксплуатации. Основное
Блок управления. Руководство по программированию
Блок управления. Окна экрана ЧПУ
Руководство по эксплуатации. Применение
Блок управления. Функция загрузки данных по сети. Руководство по эксплуатации
ML3015eX-F серия D-CUBES. Поиск и устранение неисправностей
ML3015SR-F20. Руководство по эксплуатации
ML3015SR-F20. Техническое обслуживание
Лазерная голова с автоматической фокусировкой (PH-F2). Руководство по эксплуатации
Магнитная защита от повреждений
Функция улучшения резки листов мягкой стали большой толщины
Модели eX-F (D-Cubes Zoomhead)
Руководство по предпусковой подготовке ML3015eX-F
ML3015eX-F серия D-CUBES. Подсистема распыления масла
LC80EF. Руководство по программированию
LC80EF. Руководство по эксплуатации. Применение
LC80EF. Экран ЧПУ. Руководство по эксплуатации
ML-ZH ZOOM HEAD (ZH). Руководство по эксплуатации. D-CUBES
ML3015eX-F D-CUBES. Руководство по эксплуатации
ML3015eX-F серия D-CUBES. Тонкий прокол. Руководство по эксплуатации
ML3015eX-F серия D-CUBES. Сменщик сопел
ML3015eX-F серия D-CUBES. Сменщик паллет
ML3015eX-F серия D-CUBES. Руководство по техническому обслуживанию
ML3015eX-F серия D-CUBES. Привод паллет
ML3015eX-F серия D-CUBES. Поиск и устранение неисправностей
ML3015eX-F серия D-CUBES. Высокоимпульсный прокол (HHP). Руководство по эксплуатации
ML3015eX-F серия D-CUBES ME (MEL’S EYE) функция
Руководства по резке
Руководство по резке. CO2 лазер
Руководство по резке. Опто-волоконный лазер
Инструкция по запуску CO2 лазерных станков VIRAND
Лазерные технологии
Сообщение от
VIRAND Техподдержка
24
Апр
ОБЯЗАТЕЛЬНО К ПРОЧТЕНИЮ
Меры безопасности
Лазерное оборудование имеет 4 класс опасности. Использование данного оборудования может привести к:
возгоранию обрабатываемых материалов
обрабатываемые материалы могут выделять опасные газы при воздействии лазерного излучения
лазерное излучение может нанести вред человеку
Перед обработкой, пользователь должен убедиться в том, что материал пригоден для обработки. Запрещается обрабатывать на лазерных CO2 станках тефлон, поливинилхлорид (ПВХ), так как газ, выделяемый при резке чрезвычайно вреден для здоровья человека и портит механику и оптику станка.
Запрещено обрабатывать материалы с высоким коэффициентом отражения в ИК спектре.
Помещение, в котором устанавливается лазерное оборудование должно быть оборудовано системами пожаротушения и пожарной сигнализацией.
Запрещается хранить в одном помещении с лазерным станком горючие и взрывчатые вещества.
Рекомендуется осуществлять сборку и запуск оборудования квалифицированным персоналом.
Запрещается оставлять работающее оборудование без присмотра. Оборудование необходимо выключать по окончанию работы.
Оборудование следует располагать в сухом месте с постоянным температурным режимом. Температура в помещении должна находиться в диапазоне 15 — 25 C. Следует избегать выпадения конденсата на оптике лазерного станка, так как это существенно увеличивает риск выхода из строя лазерной трубки, зеркал и линзы.
Перед запуском оборудование необходимо заземлить.
Использование оборудования без стабилизатора может вывести его строя.
Запрещается использовать лазерный станок с открытой крышкой без защитных очков.
Во избежание непроизвольного запуска оборудования детьми рекомендуется дополнительно устанавливать автовыключение оборудования при открытии крышки. Большинство корпусных моделей станков оборудованы ключом. Запрещается оставлять лазерный станок с установленным ключом во избежание включения оборудования детьми.
Подготовка помещения к установке лазерного станка
В помещении должно быть предусмотрено вентиляционное отверстие для удаления газов и частиц, выделяемых при работе лазерного оборудования.
В помещении должен быть установлен стабилизатор, соответствующий мощности оборудования.
В помещении должно быть проведено заземление.
Помещение должно быть оборудовано системой пожаротушения и пожарной сигнализацией.
Подключение лазерного станка
Подключите лазерный станок к заземлению. Заземление на станках VIRAND встроено в вилку. Также, с обратной стороны лазерного станка выходит дополнительный желто-зеленый провод.
Подключите компьютер к станку с помощью USB кабеля.
Подключите водяную помпу и компрессор в розетки, установленные с тыльной части станка. Если таковые отсутсвуют, то устройства следует подключить отдельно в сеть. Розетки, установленные в тыльной части станка рассчитаны на 800 Ватт нагрузки, поэтому к ним запрещается подключать коаксиальные компрессоры, компрессорные чиллеры (у них очень высокий пусковой ток).
Помпу следует подключить к шлангу, который помечен как «ПРИТОК ВОДЫ». Шланг «СЛИВ ВОДЫ» опускается в емкость с охлаждающей жидкостью. В случае с чиллером: выход OUTLET подключается к «ПРИТОК ВОДЫ», INLET к «СЛИВ ВОДЫ».
Компрессор подключается к шлангу «ПОДАЧА ВОЗДУХА».
Включите станок, вставив в разъем ключ (если имеется) и повернув его. Также необходимо включить кнопку лазера (при наличии) и повернуть красную кнопку экстренного выключения (при наличии).
Убедитесь, что вода в системе циркулирует нормально, проток через трубку должен быть не менее 1 л/мин. Температура охлаждающией жидкости на сливе с трубки должна быть менее 23 градусов.
В лазерной трубке не должно быть пузырей воздуха. Если они есть, то наклоните лазерный станок таким образом, чтобы воздух вышел через выходное отверстие лазерной трубки. Наличие пузырьков воздуха размерами менее 1 мм допускается.
Также необходимо периодически менять воду в емкости и прочищать датчик протока. В качестве охлаждающей жидкости разрешается использовать только дистиллированную воду.
Несоблюдение предыдущих 3-х пунктов может привести к быстрому выходу из строя лазерной трубки. Достаточно нескольких минут для того, чтобы лазерная трубка лопнула от перегрева.
Юстировка лазерного станка
Все станки VIRAND перед продажей обязательно проходят все пункты тестирования в разных режимах. Также обязательными пунктами являются юстировка и выравнивание геометрии лазерного станка (исключение составляет только набор для сборки VIRAND CONSTRUCTOR). Поэтому с проблемой юстировки наш клиент столкнется только через несколько месяцев, но в решении этой задачи поможет видео-инструкция.
Установка программного обеспечения лазерного станка
Данный раздел предназначен для пользователей станков на базе RuiDa. Если Ваш станок собран на базе M2 Nano, то Вам необходимо нажать на кнопку, расположенную ниже.
1. Скачайте и установите USB драйвер
Скачайте и установите USB драйвер. Это необходимо для успешной коммуникации между RuiDa и вашим компьютером.
2. Скачайте RDWorks
Скачайте RDWorks (запрещается устанавливать русификаторы или неоригинальный RDWorks, так как это зачастую приводит к некорректной работе станка).
3. произведите запуск лазерного станка согласно видео
Перед запуском еще раз убедитесь, что выполнены все вышеуказанные требования.
Скачивать и устанавливать файлы настроек, о которых говорится в видео, не нужно. Этот пункт уже произведен за Вас.
Задать вопрос по лазерному станку
Обязательно к прочтению
02
Фев
01
Июн
24
Фев
09
Сен
21
Ноя
24
Фев
пошаговое руководство по лазерной резке – SoAD Labs and Workshops
настройка станка
включение оборудования
включить лазерный резак и вытяжку дыма
загружаемый материал
выровняйте материал по левому верхнему углу стола для резки.
Используйте ленту, если материал слегка искривлен.
Максимальный размер материала и допустимые материалы см. в руководстве по материалам.
фокусирующий лазер
сфокусируйте лазер, отрегулировав высоту стола для резки с помощью панели управления. Отрегулируйте высоту стола для резки так, чтобы кончик фокусировочного штифта едва касался верхней поверхности материала.
настройка + запуск файла
скачать шаблон AutoCAD и импортировать линии
Загрузите самый последний файл шаблона AutoCAD.
импортируйте и масштабируйте свои линии, чтобы они соответствовали материалу, который вы гравируете.
Разместите файл на своем компьютере до назначенного времени лазера.
назначить линии для резки/гравировки слоев
назначьте все ваши линии одному из 5 слоев резки / гравировки. Все линии, отправляемые на лазер, ДОЛЖНЫ находиться на этих слоях, иначе задание не будет выполнено.
все векторы должны быть в состоянии ОТРЕЗАТЬ, СЧЕТ СВЕТЛОМ или СЧЕТНО ТЕМНОМ
вся сплошная штриховка и сплошной текст должны быть на РАСТР СВЕТЛОМ или РАСТР ТЕМНОМ
начертить файл + выбрать предустановку материала
Лазерные резаки настроены как плоттер. Все настройки для лазерных резаков применяются через диалоговое окно графика.
Выберите соответствующую предустановку для типа и толщины гравируемого материала.
выбор участка
Выберите размер и ориентацию бумаги.
Выделите окно, выровняв его по границам области вырезания. Это гарантирует, что ваши линии будут правильно зарегистрированы на столе для лазерной резки.
запустить файл
Нажмите кнопку пуска/остановки на панели управления.
Нажмите кнопку паузы, если вам когда-нибудь понадобится покинуть лазерную лабораторию по какой-либо причине [даже если это «всего лишь на мгновение»].
очистка
очистка металлолома
утилизируйте отходы в соответствующие контейнеры:
ЛОМ: крупный пластиковый и деревянный лом ПЕРЕРАБОТКА: бумага и картон МУСОР: мелкий неперерабатываемый мусор
Использование больших мусорных баков и корзин в коридоре для крупных отходов.
советы по достижению успеха / устранению неполадок
Если ваш файл не обрезается должным образом или останавливается на полпути, вот несколько советов:
подтвердите, что все линии в области графика установлены на:
Цвет объекта: послою
Вес линии: послою
Тип линии: послою
используйте команду очистки, чтобы очистить файл от неиспользуемой геометрии и геометрии нулевой длины [точек].
убедитесь, что все вычерчиваемые линии находятся на одном из предустановленных слоев резки, надрезки или растра в файле шаблона.
подтвердите, что объекты штриховки со сплошной заливкой и векторные объекты находятся на соответствующих слоях:
сплошная штриховка и текст со сплошной заливкой должны быть назначены РАСТР СВЕТЛЫЙ или РАСТР ТЕМНЫЙ
векторные объекты должны быть назначены РЕЗАТЬ, ОЧИСТИТЬ СВЕТЛО, ОЧИТЬ ТЕМНО
Проблемы остались? Несколько полезных советов при попытке локализовать проблему:
попробуйте рисовать по одному слою за раз.
попробуйте вывести только часть чертежа за раз. Иногда бывает сложно изолировать проблему в больших файлах с большим количеством геометрии.
Инструкции по подготовке к лазерной резке
UTDesignLabOur Stories Инструкции по подготовке к лазерной резке
Предыдущая статьяСледующая статья
Среда, 28 апреля 2021 г.
подготовьте рабочее место. Обычно размер нашего деревянного листа составляет 60×60, 60×120, фанера из тополя толщиной 4, 6, 8 и 10 мм. Мы не продаем материалы.
используйте ТОЛЬКО цвета RGB : КРАСНЫЙ для резки (255,0,0) или ЧЕРНЫЙ для растровой гравировки (0,0,0). Для векторной гравировки используется специальный цвет СИНИЙ (0,0,255). Другие цвета не распознаются машиной. Изображения могут быть сделаны в градациях серого или с размытыми изображениями, линии CYMK не будут хорошо работать.
Разместите свою 2D-модель разумно, чтобы тратить как можно меньше материала.
экспортируйте его в векторный формат (собственный формат CorelDraw, PDF, DXF).
давай резать!
Безопасные материалы
Лазер может резать или травить. Материалы, которые лазер может резать такие материалы, как дерево, бумага, пробка и некоторые виды пластика. Травить можно практически все: дерево, картон, алюминий, нержавеющую сталь, пластик, мрамор, камень, плитку и стекло (большинство из них, только с надлежащим покрытием).
Материалы, разрешенные для резки:
Материал
Максимальная толщина
Примечания
ПРЕДУПРЕЖДЕНИЕ!
Многие породы дерева
12 мм проверено
Избегайте маслянистой/смолистой древесины.
Будьте очень осторожны при резке маслянистой или очень смолистой древесины, поскольку они также могут загореться.
Фанера/триплекс/композитная древесина
12 мм проверено
Они содержат клей и не могут резаться лазером так же хорошо, как массивная древесина.
МДФ/композитная древесина
Их можно использовать, но при резке они могут обуглиться.
Вырабатывается слишком много дыма, поэтому он больше не разрешен в DesignLab
Бумага, картон
тонкая
Очень хорошо режется на лазерном резаке, а также очень быстро.
Картон, картон
толще
Хорошо режется, но может загореться.
Следите за огнем.
Пробка
10 мм проверено
Режет хорошо, но качество реза зависит от толщины и качества пробки. Инженерная пробка содержит много клея и может плохо резаться.
Избегайте более толстой пробки (> 1 см)
Акрил/Люцит/Плексиглас/ПММА
12 мм+ протестирован
Руки очень хорошо, оставляя красивую полиэк.
Чем толще материал, тем больше ошибка и выше вероятность плавления и возгорания, чем тоньше, тем лучше.
Тонкая поликарбонатная пленка (<1 мм)
Очень тонкий поликарбонат можно резать, но он имеет тенденцию сильно обесцвечиваться. Чрезвычайно тонкие листы (0,5 мм и менее) могут обрезаться с пожелтевшими/обесцвеченными краями. Поликарбонат сильно поглощает инфракрасное излучение и является плохим материалом для лазерной резки.
Образуется слишком много дыма, поэтому он больше не разрешен в DesignLab тяжелее Делрин имеет тенденцию работать лучше. Отлично подходит для передач!
Из-за высокого риска возгорания и выделения газа формальдегида мы режем только более тонкие листы.
Каптоновая лента (полимид)
не тестировалась
Хорошо работает в тонких листах и полосах, как лента.
Майлар
не тестировалось
Хорошо работает, если он тонкий. Толстый майлар имеет тенденцию деформироваться, пузыриться и скручиваться
Майлар с золотым покрытием не подойдет.
Твердый стирол
не тестировалось
Сильно дымится при разрезании, но его можно порезать.
Как можно тоньше.
Депроновая пена
не тестировалось
Много использовал для хобби, радиоуправляемых самолетов, архитектурных моделей и игрушек. 1/4″ режет хорошо, с ровным краем.
Необходимо постоянно контролировать.
Пена Gator
не тестировалось
Пенопластовый сердечник сгорает и разъедается по сравнению с верхней и нижней оболочкой из твердой бумаги.
Не фантастическая вещь, которую можно разрезать, но ее можно разрезать, если смотреть.
Ткань/фетр/конопля/хлопок
Все они хорошо режут.
Ткань без пластикового покрытия и пропитки!
Кожа/Замша
не тестировалось
Кожа очень трудно режется.
Только натуральная кожа! Не «кожа» или другие имитации!
Magnetic Sheet
not tested
Cuts beautifully
NON-CHLORINE-containing rubber
not tested
Fine for cutting.
Остерегайтесь хлорсодержащей резины, при резке выделяются токсичные пары.
Teflon (PTFE)
not tested
Cuts OK in thin sheets
Carbon fiber mats/weave that has not had epoxy applied
not tested
Можно резать, очень медленно.
Углеродное волокно с покрытием нельзя резать.
Коропласт («гофрированный пластик»)
не тестировалось
Сложно из-за вертикальных полос. (другие машины: три прохода при мощности 80 %, скорости 7 %, и она будет еще немного соединена внизу с вертикальными полосами)
Важно знать, какой тип вы планируете использовать. В журнале Make:zine есть руководство по идентификации неизвестного пластика с помощью простого процесса , а не , который можно выполнить в DesignLab.
Никогда не режьте этот материал, так как он испортит оптику, вызовет коррозию металла машины и испортит систему управления движением.
Толстый (>1 мм) поликарбонат/лексан
Очень плохо режется, обесцвечивается, загорается.
Поликарбонат часто встречается в виде плоского листового материала. Окно лазерного резака изготовлено из поликарбоната, так как поликарбонат сильно поглощает инфракрасное излучение. Это частота света, которую лазерный резак использует для резки материалов, поэтому он очень неэффективен при резке поликарбоната. Поликарбонат — плохой выбор для лазерной резки.
ABS
Выделяет цианистый газ и склонен к плавлению.
АБС плохо режется лазерным резаком. Он имеет тенденцию плавиться, а не испаряться, и у него больше шансов загореться и оставить расплавленные липкие отложения на векторной режущей решетке. Он также плохо гравируется и имеет тенденцию плавиться.
HDPE/пластиковая бутылка из-под молока
Воспламеняется и плавится.
Тает. Это становится липким.
Пенополистирол
Загорается.
Загорается, плавится, режут только тонкие кусочки. Это материал №1, вызывающий возгорание лазера.
Полипропиленовая пена
Загорается.
Подобно полистиролу, он плавится, загорается, а расплавленные капли продолжают гореть и превращаются в твердые капли и гальку.
Передняя бабка токарного станка | Основные узлы токарного станка
Узлы токарного станка
Передняя бабка служит для закрепления обрабатываемой детали и передачи ей главного движения — вращения. Наиболее ответственной деталью передней бабки является шпиндель, представляющий собой стальной пустотелый вал. На переднем конце шпинделя нарезана точная резьба, на которую можно навернуть кулачковый или поводковый патрон либо планшайбу. В этом же конце шпинделя имеется коническое отверстие, в которое можно вставлять передний центр.
Шпиндельный узел
Шпиндель вращается в подшипниках передней бабки. В передней бабке расположены также валы, зубчатые колеса и муфты, при помощи которых вращательное движение вала электродвигателя преобразуется в необходимое по скорости и направлению вращение шпинделя. Такое устройство называется коробкой скоростей. Имеются токарные станки с коробкой скоростей, расположенной как в корпусе передней бабки, так и вне его.
На рис. 3 показана шестискоростная простейшего токарно-винторезного станка. От электродвигателя 1 через плоскоременную передачу вращение передается на приводной шкив 2, который свободно сидит на валу 5 коробки скоростей. Внутри шкива находится муфта включения 3. Если посредством пусковой рукоятки (на рис. 3 не показана) включить муфту 3, то шкив 2 соединится с валом 5 коробки скоростей и приведет его во вращение.
На валу 5 сидит блок зубчатых колес 7, 8 и 9, который можно перемещать по шпонке вдоль вала 5 рукояткой 17. В правом положении блока колесо 9 сопрягается с колесом 11, в среднем положении — колесо 8 с колесом 10 и в левом положении — колесо 7 с колесом 4. Колеса 4, 10 и 11 сидят жестко на валу 6.
Передаточные отношения зубчатых колес во всех трех случаях различны. Поэтому, несмотря на то что вал 5 имеет постоянное число оборотов, валу 6 можно сообщить три различных числа оборотов в зависимости от того, какая пара зубчатых колес находится в сопряжении Колеса 4 и 12 сопряжены соответственно с колесами 15 и 16, свободно сидящими на шпинделе 13 Чтобы шпиндель получил вращение, нужно, чтобы находящаяся на нем двусторонняя 14 была сопряжена с одним из зубчатых колес 15 или 16, для чего торцы их снабжены зубьями (кулачками).
Муфта 14 перемещается рукояткой 18 по шпонке шпинделя 13, всегда соединена со шпинделем Следовательно, соединение муфты с любым из двух колес 15 или 16 обеспечивает соединение этого колеса со шпинделем.
Допустим, что муфта 14 включена вправо. Это значит, что вращение шпинделю передается через зубчатые колеса 12 и 16. При этом в соответствии с тремя положениями рукоятки 17 шпиндель получает три различных числа оборотов Если муфта 14 включена влево, то передача происходит через колеса 4 и 15. В соответствии с теми же тремя положениями рукоятки 17 шпиндель будет иметь три других числа оборотов. Таким образом, шпиндель получает всего шесть различных чисел оборотов путем переключения рукояток 17 и 18, расположенных на наружной стенке передней бабки.
В какое положение необходимо поставить рукоятки 17 и 18 для получения требуемого числа оборотов шпинделя, указано на металлической табличке, прикрепленной к стенке передней бабки.
Похожие материалы
Ремонт передней бабки токарного станка
восстановление
срочный ремонт
модернизация
реставрация
капитальный
диагностирование
замена
калибровка
ревизия
сборка
Возможные неисправности и их причины
Передняя бабка токарного станка является выполненной из чугуна коробкой литого типа, внутри которой находится механизм, переключающий скорости шпинделя. Это сложный узел, обеспечивающий бесперебойную работу всего оборудования. Его элементы могут ломаться, трескаться, получать вмятины, менять форму из-за трения, деформации металла, коррозии, перегрузок. Они подлежат износу при длительной эксплуатации, из-за чего в функционировании механизма скоростей появляются сбои, и управление станком становится затруднительным. В таких случаях передней бабке требуется ремонт.
Особенности ремонта, методы восстановления
Ремонтные работы передней бабки проводятся с целью восстановления ее эксплуатационных свойств, могут быть плановыми и срочными. В первом случае ремонт выполняется в соответствии с имеющимся графиком. Работы заключаются в осмотре элементов узла, выявлении его проблемных участков, их восстановлении с помощью замены, шлифовки. Проводится проверка работы бабки на холостом ходу, по возможности максимально восстанавливаются ее функции так, чтобы узел мог нормально функционировать до последующего капитального ремонта станка. Бабка в данном случае может частично или полностью разбираться. Срочный ремонт делается, если узел полностью выходит из строя из-за нарушения правил эксплуатации. Проводится диагностика, определяющая причину поломки, и она устраняется. Может понадобиться капитальный ремонт, при котором изготавливаются новые чертежи для создания поломанных деталей. Это трудоемкий, занимающий определенный промежуток времени процесс.
Звоните +7(499)390-03-33
или оставьте заявку
Опишите поломку
Контакты для связи
* Нажимая на кнопку «Отправить», Вы даёте согласие на обработку персональных данных
Обращаем ваше внимание на то, что данный Интернет-сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 ГК РФ. Цены на сайте приведены как справочная информация и могут быть изменены в любое время без предупреждения. Производитель может изменить комплектацию, характеристики и внешний вид товара без предварительного уведомления. Изображения могут отличаться от действительного вида товара. Для получения подробной информации о стоимости, комплектации, сроках и условиях поставки оборудования просьба обращаться к менеджерам компании.
Знать и уметь идентифицировать детали токарного станка по дереву очень важно, особенно в начале работы.
Помню, когда я не был уверен, что или где все находится или что оно делает на токарном станке по дереву. В этой статье будут рассмотрены основы токарного станка, а также многое другое.
Цель состоит в том, чтобы помочь вам идентифицировать детали и аксессуары для токарных станков по дереву. Итак, давайте углубимся.
Размер имени
Во-первых, существуют разные названия токарных станков в зависимости от размера.
Токарные мини-станки представляют собой небольшие версии токарных станков, предназначенные для небольших проектов, таких как токарная обработка ручек. Они обычно не используются для изготовления деревянных мисок. По крайней мере, не полноразмерные деревянные миски.
После категории мини-токарных станков следует следующее по размеру название — токарные станки Midi. Как вы могли догадаться, это токарные станки среднего размера, которые не очень маленькие, но и не слишком большие. Большинство токарных станков Midi можно разместить на скамейке, и они не поставляются с отдельно стоящим напольным блоком.
Помимо категорий Mini и Midi, идут все другие «обычные» токарные станки по дереву. Эти токарные станки, как правило, больше по размеру, отдельно стоящие и поставляются в комплекте с прочным прочным напольным основанием или системой поддержки ног.
Кажется, этикетки Mini и Midi были созданы производителями, чтобы отличать очень маленькие станки от станков среднего размера. Остальные полноразмерные токарные станки, пожалуй, не требуют дополнительной маркировки.
Более крупная категория токарных станков по дереву не имеет точной маркировки, но эти токарные станки обычно имеют номер в своем названии, например 1236. Эти числа соответствуют длине станины и диаметру поворота станка. Подробнее об этом через минуту.
В то время как некоторые токарные станки Midi, такие как токарный станок Jet 1221vs (см. полный обзор), идеально подходят для изготовления малых и средних чаш, токарные станки обычных размеров обычно используются для токарной обработки деревянных чаш.
Приятно то, что все токарные станки по дереву, независимо от размера, устроены примерно одинаково. И технически любой токарный станок можно использовать для изготовления деревянных чаш.
Определите детали станка по дереву
Когда мы впервые смотрим на станок по дереву, важно отметить, что мы всегда стоим на «рабочей» стороне станка. Хотя токарный станок имеет доступ к обеим сторонам, очень редко в игру вступает противоположная сторона.
Хотя, при этом, иногда может возникнуть необходимость повернуть с противоположной стороны, если вы делаете большую чашу с изогнутой стенкой, но это случается редко. В девяносто девяти процентах случаев токарная обработка выполняется только спереди станка.
В этом положении двигатель и приводной механизм находятся с левой стороны станка. Эта область называется головкой или передней бабкой токарного станка.
В некоторых документах я видел людей, работающих с противоположной стороны токарного станка. Я не уверен, является ли это специальной установкой или стандартом в другой стране. Если вы знаете больше об этом, пожалуйста, оставьте комментарий и поделитесь ниже.
Идентификация деталей токарного станка по дереву. Схема с маркировкой
Передняя бабка
Головка или передняя бабка токарного станка по дереву — это рабочий конец токарного станка, где начинается вся сила и действие. На этом конце станка мы найдем двигатель, натяжной ролик(и) и приводной ремень.
В зависимости от марки и модели токарного станка могут быть натяжные шкивы, которые позволяют пользователю вручную переключаться между различными размерами шкивов для увеличения или уменьшения скорости и крутящего момента. Обычно также имеется рычаг снятия натяжения, который во многих случаях физически поднимает двигатель, снимая натяжение с приводного ремня и позволяя легко переключить ремень на другой шкив.
Большинство токарных станков также имеют диаграмму и число оборотов в минуту. диаграмму для каждого шкива рядом с приводным ремнем. Если таблица или руководство отсутствуют, обратитесь за подробностями к руководству пользователя или производителю. Некоторые токарные станки имеют один приводной ремень, и ручная регулировка не требуется.
Резьбовой выступ передней бабки называется шпинделем передней бабки. Резьбовой шпиндель имеет два важных размера, которые следует запомнить.
Первым важным измерением является размер резьбы шпинделя передней бабки и количество резьб. Резьба шпинделя измеряется в диаметре, например, 1 дюйм или 1 1/4 дюйма, а затем следует количество резьб, например 12 TPI (нити на дюйм) или 8 TPI. Обычный размер шпинделя, например, составляет 1 дюйм x 8 TPI.
Вторым важным параметром шпинделя передней бабки является конус Морзе. Внутренняя часть шпинделя передней бабки полая для установки различных аксессуаров.
Существует два типичных размера конуса Морзе: MT-1 и MT-2. МТ-2 очень популярен.
Рекомендуется свериться с руководством по эксплуатации вашего токарного станка или с производителем, чтобы узнать, какой конус Морзе установлен на вашем токарном станке, когда вы покупаете принадлежности, использующие эту функцию.
Деталь передней бабки токарного станка по дереву
Важной характеристикой любого токарного станка является расстояние от шпинделя передней бабки до станины станка. Станина станка представляет собой две плоские горизонтальные направляющие, иногда называемые направляющими, которые проходят по всей длине станка.
Расстояние между центром передней бабки и верхом станины токарного станка является радиусом поворота станка. Расстояние поворота важно, потому что оно определяет, насколько большой может быть токарная деталь на этом конкретном токарном станке.
Поворот токарного станка измеряется как общий диаметр готовой выточенной детали, такой как деревянная чаша. Другими словами, токарный станок с 12-дюймовым поворотом может обработать 12-дюймовую чашу, а расстояние от центра передней бабки до верхней части станины составляет 6 дюймов или радиус самой большой токарной детали, с которой может справиться конкретный токарный станок.
С левой стороны передней бабки находится маховик передней бабки. Это удобный (каламбур) способ эффективно вращать токарный станок, когда он выключен, чтобы проверить, выйдет ли деревянная деталь из подручника.
Кроме того, маховик можно использовать для замедления токарного станка после его выключения, чтобы он быстрее останавливался. Использование маховика для замедления токарного станка является предпочтительным методом.
Никогда не пытайтесь замедлить токарный станок, удерживая другой конец шпинделя передней бабки, патрон или токарную древесину.
Делительное колесо
Большинство токарных станков имеют делительное колесо, расположенное где-то в передней бабке. Он может располагаться у маховика, рядом со шпинделем передней бабки или внутри самой области передней бабки.
Индексное колесо представляет собой измерительную направляющую с отметками компаса, указывающими градусы поворота. Каждый производитель делает их немного по-своему.
Примером могут служить 48 равномерно размеченных и пронумерованных черточек вокруг колеса передней бабки. Некоторые токарные станки могут иметь простые метки вокруг кольца без номеров.
В большинстве случаев шпиндель передней бабки можно зафиксировать на месте, соответствующем этим меткам, с помощью стопорного штифта, который обычно имеет резьбу.
Указательное колесо — это более продвинутая функция, которая используется для маркировки точеных деталей, когда они все еще прикреплены к токарному станку при выключенном токарном станке.
Лично я использую указательное колесо на своем токарном станке, чтобы равномерно отметить положение трех футов на дне некоторых чаш. Мой токарный станок имеет 48 меток, поэтому, чтобы отметить центр трех ножек, я делю 48 на 3, что равно 16, а затем перемещаю указательное колесо на 16 делений, чтобы отметить каждую ножку.
Обратите внимание: важно ослабить стопорный штифт перед включением токарного станка, так как это предотвратит вращение приводного ремня и может вызвать проблемы.
Деталь токарного станка по дереву с делительным колесом
Кроме того, на передней бабке находится замок шпинделя передней бабки. Этот механизм имеет пару фиксированных уставок блокировки, и его не следует путать с индексным штифтом.
Замок шпинделя передней бабки предназначен для надежной фиксации шпинделя, когда необходимо снять насадки с токарного станка. Это чаще всего используется, например, когда необходимо снять лицевую панель с помощью пары длинных плоскогубцев или когда необходимо снять патрон с помощью ключа для патрона.
Как и указательный штифт, замок передней бабки необходимо ослабить и вывести из зацепления перед включением станка.
Регулятор мощности и скорости
В зависимости от производителя переключатель включения/выключения и регулятора скорости может располагаться возле передней бабки в фиксированном положении.
Некоторые модели токарных станков снабжены проводным выключателем управления, чтобы он всегда находился рядом с вашим рабочим местом. Это избавляет от необходимости вставать перед токарным деревом, что является реальной проблемой безопасности, если что-то пойдет не так. В некоторых моделях регуляторы мощности расположены в другом месте на токарном станке.
Наряду с выключателем питания, большинство моделей также оснащены регулятором скорости. Регулятор скорости обычно представляет собой вращающийся циферблат с пронумерованными индикаторами или, на некоторых моделях, цифровую шкалу оборотов. отображать.
Кроме того, некоторые модели будут включать дополнительный переключатель для изменения направления вращения токарного станка.
Деталь панели управления токарным станком по дереву
Подручник
Отходя от передней бабки вправо, на станине станка будет опора подручника.
Опора подручника, прикрепленная к станине токарного станка, имеет несколько различных названий, в том числе; карета и банджо. Это опорная конструкция, которая удерживает все важные подручники.
Подручник и банджо имеют собственный стопорный рычаг для регулировки и фиксации практически в любом положении на станине станка.
Задняя бабка
В крайнем правом углу станка находится задняя бабка. Задняя бабка крепится к направляющим станины станка и скользит вперед и назад по станине станка.
Замок задней бабки надежно фиксирует заднюю бабку на направляющих или направляющих станка.
В левом верхнем углу задней бабки крепится подвижный центр, также называемый пинолью или центром. Это полое отверстие с конусом Морзе или приемное отверстие, в которое крепятся аксессуары с конусом Морзе, такие как приводные центры, патроны Джейкоба и т. д.
Замок шпинделя задней бабки удерживает шпиндель задней бабки на месте. На правой стороне задней бабки находится маховик подачи задней бабки. Это прецизионный винтовой привод, используемый для продвижения принадлежностей, размещенных на шпинделе задней бабки, к обрабатываемому деревянному материалу или от него.
Задняя бабка предназначена для удержания материала, который точится встык, но в нашем случае токарной обработки чаши задняя бабка и подвижный центр обеспечивают дополнительную поддержку во многих ситуациях токарной обработки.
В других случаях задняя бабка не должна мешать доступу внутрь чаши. В этих случаях заднюю бабку можно ослабить, снять с конца станины и убрать на хранение.
Лампа для токарного станка
Особенность, о которой я считаю необходимым упомянуть, но технически она не является частью всех станков, это хороший свет. Некоторые токарные станки имеют опорные конструкции для добавления осветительных приборов.
Независимо от того, прикреплен ли он непосредственно к токарному станку или стоит отдельно, хороший яркий источник света является важным аксессуаром в процессе токарной обработки чаши.
Пожалуйста, прочтите эту статью о важности хорошего освещения на токарном станке.
Токарный станок
Токарный станок является основой для устойчивости. Независимо от того, точите ли вы маленькие ручные чаши или большие декоративные полые формы, очень важна хорошая устойчивая опора для токарного станка.
Если токарный станок модели Midi и установлен на столе или скамье, эта опорная поверхность должна быть достаточно прочной, чтобы не вибрировать, когда токарный станок вращается на высоких скоростях, особенно когда деталь имеет несбалансированную конструкцию, например чаша с естественным краем или живым краем.
Аналогичным образом, если токарный станок представляет собой автономную модель, опорные ножки или основание должны обеспечивать устойчивость без вибраций при скорости вращения чаши, которая обычно составляет до 1000 об/мин. См. эту статью, посвященную остановке вибрации токарного станка.
Принадлежности
Принадлежности, которые могут поставляться с токарным станком, включают: планшайбу, выбивную планку, гаечный ключ(и) для установки определенных точек регулировки, приводной центр и приводной или вращающийся центр для задней бабки и, возможно, дополнительный упор для инструмента.
Стандартные аксессуары для токарного станка
Лицевая панель для токарного станка по дереву
Лицевая панель — это доступный и надежный способ быстро прикрепить древесину к токарному станку. Несколько отверстий для винтов позволяют надежно прикрепить шурупы к деревянной заготовке чаши.
Резьба снаружи передней бабки входит в резьбу в центре планшайбы. Лицевую панель можно легко снять и использовать по-разному в различных проектах.
Вот несколько моментов, о которых следует помнить при использовании лицевой панели.
Выбивной стержень
Выбивной стержень для токарного станка представляет собой металлический стержень с рукояткой и служит для выбивания, как следует из названия, приспособления, устанавливаемого в конус Морзе передней бабки.
Фрикционное соединение конических аксессуаров с конусом Морзе требует небольшого усилия, чтобы разъединить эти аксессуары. Выбивной стержень вставляется в центр полой передней бабки (или задней бабки) и используется для нарезания резьбы на конце любых принадлежностей конуса Морзе.
Аккуратно держите аксессуар, опасаясь острых краев, правой рукой, чтобы он не вылетел при смещении.
Специальные инструменты
Каждый токарный станок имеет определенные точки регулировки, для которых может потребоваться гаечный ключ. В этих случаях производитель обычно поставляет эти ключи, как правило, вместе с местом на токарном станке для хранения ключей.
Приводные и приводные центры
Приводные центры, такие как цилиндрические патроны, предназначены для передачи энергии привода передней бабки для токарной обработки древесины на токарном станке. Приводной центр вставляется и используется на конце конуса Морзе передней бабки.
Подвижный центр, также называемый вращающимся центром, используется со стороны задней бабки токарного станка и удерживает деревянную заготовку по центру при вращении вместе с древесиной.
Эти два инструмента обычно используются при сквозной обработке шпинделя, но их также можно использовать в начальном процессе токарной обработки чаши.
Дополнительные аксессуары
Теперь, когда вы можете определить детали токарного станка по дереву, пришло время взглянуть на аксессуары для токарного станка по дереву. Есть некоторые дополнительные приспособления для токарного станка, которые может использовать токарь деревянных чаш, чтобы сделать процесс токарной обработки более плавным и эффективным.
Важнейшим дополнительным аксессуаром для токарного станка по дереву является четырехкулачковый патрон (дополнительную информацию читайте в этой статье). Я рекомендую использовать четырехкулачковый патрон типа «ласточкин хвост» для надежной фиксации.
Вот ссылки на четырехкулачковый патрон 1 1/4” x 8 и вариант четырехкулачкового патрона 1” x 8. Перед заказом обязательно проверьте размер шпинделя передней бабки вашего токарного станка. Доступны и другие размеры.
Длинные плоскогубцы обеспечивают необходимый рычаг для ослабления лицевых панелей и других принадлежностей. Вот ссылка на Amazon для хорошей пары плоскогубцев.
Изогнутая подставка для инструмента
Изогнутая подставка для инструмента необходима для размещения инструментов близко к внутреннему дну чаши. Подручник с внутренним изгибом 12″ является обязательным, и я рекомендую сначала попробовать его.
Обязательно укажите диаметр вала правильного размера. Диаметр в один дюйм является обычным размером токарного станка в натуральную величину; однако на токарных станках меньшего размера может использоваться вал диаметром 5/8 дюйма, как на этой 9-дюймовой внутренней изогнутой опоре для инструмента.
Лицевые пластины
Лицевые пластины — это самый быстрый способ прикрепить деревянную заготовку чаши к токарному станку, и они отлично подходят для изготовления зажимных приспособлений и зажимных патронов. Единственная проблема в том, что их никогда не бывает достаточно.
Я рекомендую следующую лицевую панель 1 1/4” x 8 TPI (узнайте текущую цену на Amazon) или лицевую панель 1” x 8 TPI для изготовления деревянных чаш диаметром от 5 до 10 дюймов. Опять же, не забудьте заказать правильный размер, чтобы соответствовать шпинделю передней бабки вашего токарного станка.
Вот и все, детали токарного станка не слишком сложны, если понять их функции. Хотя каждый производитель делает свои небольшие вариации, в целом все токарные станки работают очень похоже. Определить детали токарного станка по дереву не так уж сложно.
Регулярное техническое обслуживание токарного станка по дереву является очень важной процедурой. Чтобы узнать больше о том, что нужно делать для ухода за токарным станком по дереву, ознакомьтесь с этой статьей об обслуживании токарного станка по дереву.
Если эта статья помогла вам немного лучше понять токарный станок или если вы хотите добавить что-то к этому сообщению, пожалуйста, оставьте мне комментарий ниже.
— Подробнее об оборудовании, упомянутом в этой статье, см. в моем Руководстве по рекомендуемому оборудованию.
Вы также можете ознакомиться с этими статьями: • КОНТРОЛЬНЫЙ СПИСОК ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ ТОКАРНОГО СТАНКА ПО ДЕРЕВО – 7 ОБЛАСТЕЙ ОБСЛУЖИВАНИЯ • ПОДСВЕТКА СТАНКА ПО ДЕРЕВО – ПОЧЕМУ ВАМ, ВОЗМОЖНО, НУЖНО БОЛЬШЕ • БЕЗОПАСНАЯ СКОРОСТЬ ТОКАРНОГО СТАНКА ПО ДЕРЕВОУ (РАССЧИТАТЬ, ОПРЕДЕЛИТЬ, ОТРЕГУЛИРОВАТЬ ОБОРОТЫ)
Спасибо и счастливого точения, Кент
Токарные операции
Токарные операции
Ваш номер посетителя с 30.03.02 Copyright 2000 Frank J. Hoose, Jr. Home
Если вы еще этого не сделали, прочтите Отказ от ответственности и страницы безопасности, прежде чем продолжить
Отказ от ответственности
Защита токарного станка
Токарная обработка – удаление металла с наружного диаметра вращающаяся цилиндрическая заготовка. Токарная обработка применяется для уменьшения диаметра заготовки, обычно до определенного размера и для получения гладкой поверхности металла. Часто заготовка будет повернута так, что соседние участки будут иметь разный диаметр.
Зажим заготовки
Мы будем работать с заготовкой диаметром 3/4 дюйма 6061 алюминия около 2 дюймов в длину. Такая заготовка относительно короткая по сравнению с к его диаметру достаточно жесткий, чтобы мы могли безопасно поворачивать его в трехкулачковом патроне без поддерживая свободный конец работы.
Для более длинных заготовок нам потребуется торцевое и центрирующее сверло. свободный конец и используйте мёртвый или подвижный центр в задней бабке для его поддержки. Без таких опора, сила инструмента на заготовке заставит ее отклониться от инструмента, производя результат странной формы. Существует также вероятность того, что работа может быть вынужден расшатываться в кулачках патрона и вылетать как опасный снаряд.
Вставьте заготовку в 3-х кулачковый патрон и затяните губки, пока они не начнут захватывать заготовку. Поверните заготовку, чтобы убедиться, что она сидит ровно и чтобы удалить любые стружки или песок с поверхности, которые могут помешать сидение ровно. Вы хотите, чтобы заготовка была максимально параллельна центральной линии токарного станка. Представьте преувеличенный пример, когда заготовка перекошена под углом в патрон, и вы можете легко представить, почему это важно. Затяните патрон, используя каждый из трех положений ключа патрона, чтобы обеспечить плотный и равномерный захват.
Регулировка насадки инструмента
Выберите насадку со слегка закругленным кончиком, как у описано выше в разделе заточки инструмента. Этот тип инструмента должен производить хороший гладкая отделка. Для более агрессивной резки, если вам нужно снять много металла, может выбрать инструмент с более острым наконечником. Убедитесь, что инструмент плотно зажат в держатель инструмента.
Отрегулируйте угол держателя так, чтобы инструмент примерно перпендикулярно стороне заготовки. Поскольку передний край инструмент заточен под углом, левая сторона острия должна задействовать работу, а не всю переднюю кромку инструмента. Угол соединения не критичен; я обычно держу мой в 90 градусов, чтобы составной циферблат продвигал работу на 0,001 дюйма на деление. по направлению к патрону.
Убедитесь, что рычаг полугайки отсоединен и, если у вас есть один, что замок каретки не затянут. При необходимости отведите поперечный суппорт пока кончик инструмента не окажется за пределами диаметра или заготовки. Переместите каретку до кончик инструмента находится рядом со свободным концом заготовки, затем переместите поперечный салазок пока кончик инструмента не коснется края изделия. Переместите тележку в до тех пор, пока кончик инструмента не окажется за свободным концом изделия.
Скорость резания
Если вы прочитаете много книг по механообработке, вы найдете много информация о правильной скорости резания для движения режущего инструмента в отношение к заготовке. Необходимо учитывать скорость вращения заготовки и движение инструмента относительно заготовки. По сути, чем мягче металл, тем быстрее резка. Не беспокойтесь слишком сильно об определении правильной скорости резания: рабочая с 7×10 для хобби вы быстро почувствуете, как быстро вы должны идти.
Пока вы не почувствуете правильную скорость, начните с относительно низкие скорости и работать до более высоких скоростей. Одна из замечательных особенностей 7×10 заключается в том, что вы можете регулировать скорость вращения, не останавливаясь, чтобы заменить ремни или шестерни. Большинство операций по резке на 7×10 будут выполняться на скорости в несколько сотен оборотов в минуту. регулятор скорости, установленный ниже положения «12 часов», и с передачей HI / LO в диапазоне LO. Более высокие скорости, и особенно диапазон HI, используются для таких операций, как полировка, не режет.
Установка скорости и подачи
Рычаг диапазона HI/LO на задней стороне передней бабки должен быть в диапазоне LO практически для всех операций механической обработки, кроме полировки. Установить направление ходового винта на задней части передней бабки в нейтральном (центральном) положении.
Если он еще не включен, включите токарный станок с помощью красный кулисный переключатель. Установите регулятор скорости на минимальную скорость и включите двигатель токарного станка. переместив серебряный тумблер в положение ВПЕРЕД. Продвиньте ручку управления скоростью примерно в положение «10 часов» (около 400–600 об/мин).
Токарная обработка с ручной подачей
Как всегда, наденьте защитные очки и держите лицо подальше от работы, так как эта операция отбрасывает горячую стружку и/или острые спирали металла.
Теперь переместите рукоятку поперечных салазок примерно на 10 делений или 0,010″ (десять тысячных или одна сотая дюйма). Поверните каретку маховик против часовой стрелки, чтобы медленно переместить каретку к передней бабке. Как инструмент начинает врезаться в металл, поддерживайте равномерное проворачивающее движение, чтобы получить хороший ровный рез. Вручную добиться гладкого и ровного реза трудно.
Продолжайте продвигать инструмент к передней бабке, пока он не находится на расстоянии около 1/4 дюйма от кулачков патрона. Очевидно, вы хотите быть осторожным, чтобы не допустить инструмент касается кулачков патрона!
Не перемещая поперечный суппорт или компаунд, поверните Маховик каретки по часовой стрелке, чтобы переместить инструмент назад к свободному концу заготовки. Ты заметит, что инструмент снимает небольшое количество металла на обратном проходе. продвигать перекрестите еще один 0,010 и повторяйте эту процедуру, пока не почувствуете ее. Пытаться продвижение поперечного суппорта на 0,020 за один проход. Вы почувствуете, что для этого требуется больше силы. маховик каретки, когда вы делаете более глубокий рез.
Токарная обработка с механической подачей
Одной из замечательных особенностей 7×10 является то, что он обладает мощностью ходовой винт с регулируемой зубчатой передачей. Ходовой винт может быть задействован для перемещения каретка под электроприводом для токарных и резьбонарезных работ. Поворот с механической подачей будет производят гораздо более гладкую и ровную поверхность, чем обычно достигается при ручной подаче. Автоматическая подача также намного удобнее, чем ручная рукоятка, когда вы делаете несколько проходит вдоль относительно длинной заготовки.
Силовая подача включается рычагом переключения передач с накаткой на задней части головного убора. Чтобы изменить положение рычага, вы должны потянуть его назад. накатанная втулка со значительным усилием. Когда рукав оттянут назад, вы можете двигать рычаг вверх и вниз, чтобы зафиксировать стопорный штифт в одном из трех положений. В центральном положении ходовой винт не зацеплен и не вращается. В верхнем положении ходовой винт вращается для перемещения каретки по направлению к передняя бабка и в нижнем положении ходовой винт перемещает каретку в сторону от передней бабки. Для поворота вы будете обычно хотите резать по направлению к передней бабке, поэтому переместите рычаг в верхнее положение и отпустите втулку, чтобы зафиксировать стопорный штифт.
В нижнем положении рычаг полугайки входит в зацепление с двумя половинками разрезной гайки вокруг ходового винта. Убедитесь, что рычаг полугайки находится в положении (верхнее) положение. Включите двигатель. Теперь ходовой винт должен вращаться против часовой стрелки. Когда ходовой винт включен, зубчатая передача издает раздражающий шум, но вы привыкнуть к этому. Смазка зубчатой передачи белой литиевой смазкой несколько уменьшит шум.
С инструментом, расположенным сразу за концом заготовку и продвинутый, чтобы сделать разрез 0,010, задействуйте рычаг полугайки. Карета должен медленно двигаться влево под действием ходового винта. Когда инструмент доберется до примерно на 1/4 дюйма от патрона, отсоедините полугайку, чтобы остановить движение каретки.
Теперь вы можете использовать маховик каретки, чтобы провернуть каретку. вернуться к исходной точке вручную. Если вы сделаете это, не втягивая предварительно режущего инструмента, вы увидите, что инструмент нарезает неглубокую спиральную канавку вдоль заготовки. Чтобы избежать этого, особенно во время чистовой обработки, обратите внимание на поперечный ползун, затем поверните рукоятку поперечной подачи примерно на пол-оборота против часовой стрелки. чтобы убрать инструмент. Теперь проверните каретку вручную в исходную точку, продвиньте вернитесь к исходной настройке циферблата плюс дополнительные 0,010 и повторите процесс. У вас должно получиться красивое, блестящее, гладкое покрытие.
Так же, как и при облицовке, вы обычно делаете один или несколько относительно глубокие (0,010-0,030) черновые проходы с последующим одним или несколькими неглубокими проходами (.001-.002) чистовая обработка разреза. Конечно, вы должны спланировать эти сокращения так, чтобы окончательный чистовая резка доводит заготовку точно до нужного диаметра.
При резке под напряжением будьте очень осторожны, чтобы не вставьте инструмент в патрон. Кажется, это случается со всеми в тот или иной момент, но это может разбить инструмент и повредить патрон и, вероятно, испортит заготовку. Там также может повредить полугайку, ходовой винт или другие части силовой передачи, поэтому обратите особое внимание и держите руку наготове на рычаге полугайки.
Измерение диаметра
В большинстве случаев токарная операция используется для уменьшения заготовки до заданного диаметра. Важно понимать, что при повороте операции, каждый проход удаляет дважды количество металла, указанное деления поперечной подачи. Это потому, что вы уменьшаете радиус заготовки на указанную величину, что уменьшает диаметр в два раза. Следовательно, при перемещении поперечного суппорта на 0,010 дюйма диаметр уменьшается на 0,020″.
Диаметр заготовки определяют штангенциркулем или микрометр. Микрометры более точны, но менее универсальны. Вам понадобится машинист штангенциркуль, способный измерять до 0,001 дюйма. Штангенциркули не имеют циферблата и требуют, чтобы вы интерполировали на выгравированной шкале. я предпочитаю циферблат штангенциркуль, который дает прямое легко читаемое и трудно неправильно истолкованное измерение. К счастью, качественные китайские 6-дюймовые суппорты теперь доступны менее чем за 20 долларов. от таких поставщиков, как Enco или J&L.
Должно быть очевидно, что вы не должны никогда попытаться измерить работу, когда она находится в движении. Когда токарный станок остановлен, принесите циферблат штангенциркуль до конца и с помощью роликовой ручки сомкните губки суппорта на заготовка. Я стараюсь использовать кончики штангенциркуля, так как они тоньше. Захват работы в более толстой части кулачков штангенциркуля может развести кулачки на несколько тысяч, если вы покрутите суппорт даже на небольшую величину.
Мне нравится снимать показания циферблата, пока он все еще захватывает работу, так как легко непреднамеренно повернуть суппорт при снятии это, тем самым изменив чтение. Вы можете использовать стопорный винт на суппорте, чтобы помочь предотвратить это. Сдвиньте губки прямо с заготовки, стараясь не перекрутить каверномер.
Рекомендуется провести как минимум два отдельных измерения просто чтобы убедиться, что вы поняли это правильно. Как оказалось (без каламбура) гораздо проще удалить металла, чем положить его обратно 😉
Поворот плеча
Уступ — точка, в которой диаметр заготовки меняется без конусности от одного диаметра к другому. Другими словами, угол 90 градусов. лицо перемещается от одного диаметра к другому, как вы можете видеть на следующей фотографии.
Сделаем плечо на нашей заготовке, уменьшив диаметр конца заготовки на расстоянии около 1/2″.
Переместите поперечный суппорт примерно на 0,020 и используйте силовую подачу для отогните конец заготовки примерно на 1/2 дюйма. Повторите это еще несколько раз. раз, пока не уменьшите диаметр концевой секции примерно до 1/2″.
Поскольку кончик инструмента закруглен, внутренний край плечо приобретает округлый профиль.
Чтобы получить красивый квадратный край, мы должны переключиться на инструмент с острый конец заточен под углом менее 90 градусов, чтобы он мог работать прямо в угол плеча.
Теперь мы будем использовать этот заостренный инструмент, чтобы сделать квадратную отделку. врезаться в угол плеча. Так как это такое короткое расстояние, мы будем использовать ручную подача, а не силовая подача. Вы можете использовать ручную подачу при вращении ходового винта — просто не зацепляйте полуорех.
Чтобы получить красивое квадратное лицо на плече, вам понадобится сделать лицевой срез. Это работает лучше всего, если вы сделали блокировку каретки на своем токарном станке. Замок каретку и очистите поверхность плеча, пока она не станет квадратной. Если вы используете остроконечный инструмент, вам нужно будет использовать довольно высокие обороты, скажем, 1500, и продвигать инструмент медленно, иначе вы получите небольшие бороздки на заостренном кончике вместо красивой гладкой поверхности. финиш.
Если вы еще не сделали каретный замок, вам понадобится использовать полугайку, чтобы зафиксировать каретку на месте для торцовки.
Полуавтоматический станок для тепловой резки и гибки балок Liberator от «Peddinghaus»
1
Ширина профиля до 1100 мм,
высота профиля до 600 мм
21
Сверлильно-фрезерный магнитный станок UA-5000
3
Автоматическая подача корончатое сверло 12-50 мм
22
Дробеметная установка TOR 10*25/12WX1M
1
Продукция: колонны, балки, фермы высота 2500 мм, ширина 1000 мм, длина 6000-12000, вес до 3 тн. Скорость очистки 0,6 м/мин
23
Инверторный импульсный сварочный полуавтомат Evo MIG 500 Didital
10
Сварочный ток до 500 А
24
Аппарат окрасочный безвоздушного распыления Ultra Max 695
2
Max. расход краски 7 л/мин
25
Гидравлическая гибочная машина R4C 235-20
1
Лист ширина до 2000 мм, толщина 3-10 мм.
Гибка цилиндра и конуса.
26
Транспортная система для передачи заготовок Peddinghaus
2
Система вальцов и поперечного транспортера
Цикл производства на предприятии начинается с поступления металлопроката непосредственно со склада. В цех сырье направляется благодаря козловому двухконсольному крану. Оборудование имеет грузоподъемность до 25 тонн. Модель А6-ПК12.5-25-5/6-9-У1 оборудована передаточными тележками, передвигающимися по рельсовому пути. Для производственных целей используется металлопрокат, который подвергается контролю на сертификат соответствия безопасности и надежности.
Осуществляется простое производство тавровых, а также двутавровых балок. Для этого используются станки KTAS-6080 южнокорейского изготовления. Это специальное оборудование, предназначенное для сборки или правки балок. Продукция соответствует техническим условиям.
Обратите внимание! Обрабатываемые балки ограничиваются только габаритами листового проката. Поэтому можно производить изделия высокого качества, соответствующие стандартным параметрам, включая максимальные габариты.
На производстве выполняется прямолинейный или фигурный раскрой листового плаката. Для этого используется методика термической резки. В производственном цеху применяется функциональный станок CNC GAS Citting KTS-420 южнокорейского производства.
Автоматическая установка применяется для создания прямолинейных или фигурных деталей, в которых могут быть технологические отверстия для установки крепежных элементов. Получаются готовые изделия высокого качества. Для качественной обработки стальных листов применяется ЧПУ марки Plasma HSFDB2500 американского производства. Аппарат выполняет плазменную резку проката, ширина которого ограничивается 200 см. Допускается выполнение отверстий методом сверления, диаметр которых составляет от 1,3 до 4 см.
.
Также предприятие использует специализированное оборудование для сверления отверстий:
магнитный сверлильно-переносный станок английского производства UA-5000 позволяет делать отверстия диаметром 12-50 мм;
радиально-сверлильный консольный станок украинского изготовления 2A-55, который создает отверстия 10-50 мм;
сверлильная установка американской компании Peddinghaus PCD 1100-3C создает отверстия 13-60 мм, отличается автоматической подачей заготовок.
.
Сортовой прокат также подвергается точной механической резке. Для этого используются немецкие станки Meba ленточно-пильного типа, относящиеся к последнему поколению. На регулярной основе используются модели 510, 560 ,1250S. Точность позиционирования здесь составляет 0,01 радиан, а углы резки равны 30-150 градусов. Станки отличаются достаточно широкими загрузочными отверстиями высотой 600 мм и шириной 1250 мм.
.
Также используются гильотинные ножницы НГ-13 российского производства. Применяется для нарезания листового проката с временным сопротивлением металла до 750 Мпа. После правильной обработки появляются листы толщиной 2-10 мм.
.
На предприятии используются пресс-ножницы Peddimax No 1 испанского производства. Это надежное устройство для обработки сортового проката, которые дают усилие до 140 тонн для пробивки и резки материала.
.
Также применяется гидравлическая гибочная машина французского производства R4C 235-20, которая используется для вальцовки и гибки конусных или цилиндрических заготовок. Ширина последних может составлять 2000 мм, а толщина 1-12 мм.
.
Мощные винтовые компрессоры VEGA 15 немецкого производителя KRAFTMANN выдают 2240 литров сжатого воздуха в минуту. Они используются вместе с пневматическими инструментами.
.
Предприятие используют двухбалочные мостовые краны для перемещения заготовок и металлоконструкций по всей территории. Используются установки на радиоуправлении с грузоподъемностью 5-10 тонн. Транспортная система Peddinghaus обеспечивает безопасную передачу деталей на производственный участок.
.
Применяется дробеметная проходная машина TOR 10[25/12WX1M словенского производства. Устройство используется для подготовки изделий из метала к покрытию лакокрасочным слоем. Обеспечивается обработка конструкций высотой 2500 мм, длиной 6000-12000 мм, шириной 1000 мм. Максимальный вес составляет 3 тонн, а скорость очистки доходит от 0,4 до 2 м/мин.
.
Красящий слой наносится на машинах безвоздушного распыления Ultra Max 695 американской компании GRACO. Максимальный расход красящего состава равен 7 литрам в минуту. Используется антикоррозийная обработка, лакокрасочные составы российского и зарубежного производства.
.
Также выполняется холодное оцинкование готовых металлоконструкций. Процедура обеспечивает долговечную защиту от развития процессов коррозии. В результате не потребуется дополнительная или регулярная обработка готовых изделий из металла.
Для качественной идентификации конструкций используется специальная несмываемая краска. Используется чертеж шифром МС и КМД. Для безопасной транспортировки используются особые пакеты, которые имеют дублирующую бирку с указанием веса и типа позиции, а также габаритов.
.
Мясной цех. Оборудование мясного цеха
На предприятиях общепита, реализующих мясные блюда (из свинины, говядины, баранины и т. д.), блюда из рыбы и птицы, должны быть предусмотрены мясной, рыбный и птице-гольевой цехи. Но в подавляющем количестве современных заведений нет такого большого объема обрабатываемого сырья, поэтому чаще всего предусматривают один – мясо-рыбный цех. На площади такого цеха производится обработка не только мяса, но также рыбы и птицы. Производственные цеха, и некоторые предприятия общепита, работающие на сырье и производящие довольно большой объем мясных полуфабрикатов (кусковые и фарш), наоборот — имеют достаточно большие площади и необходимое количество оборудования для оснащения именно мясного цеха. Рассмотрим именно такой случай. В состав такого производства могут входить несколько линий переработки различного пищевого сырья, разделенных по соответствующим цехам.
Мясной цех со всем оборудованием для обработки мяса должен располагаться на одной площади, разделенной на несколько помещений или отделений, в каждом из которых осуществляется ряд мероприятий, входящих в производственный процесс приготовления конечного мясного продукта. На производстве высокой мощности выделяют следующие помещения; 1) камера разморозки; 2) отделение чистки и мытья мясных туш; 3) непосредственно мясное отделение; 4) отделение с камерой охлаждения полуфабрикатов; 5) складская площадь под тару; 6) отделение по переработке костей; 7) мойка подручного инвентаря; 8) кабинет начальника цеха. В кафе и ресторанах при средней и малой мощности производства в мясном (или мясо-рыбном) цехе функционал всех этих помещений сведен к минимуму с максимальной механизацией, и часто цех занимает одно единственное помещение. В нем и выполняются все этапы работы по переработке мяса, рыбы и птицы.
Расчет количества и производственной мощности необходимого оборудования для мясного цеха производят, опираясь на схему технологических операций и планируемый объем выпуска готовой продукции. Технологический процесс делится на несколько этапов: разморозка, чистка, мытье, сушка, разделка туш, деление на отруба, обвалка отрубов, отделение жил и чистка, изготовление полуфабрикатов, раскладка в гастроемкости, непродолжительное хранение с охлаждением, отправка по месту назначения.
Сырье на складе в виде туш, полутуш или четвертин дожидается отправки к месту размораживания или обработки. Доставка осуществляется на подвесном пути, если мощность мясного цеха высокая, и на тележках в случае маломощного производства (мясо-рыбные цеха ресторанов и кафе, например). Мойка туш может быть осуществлена как в специальных помещениях, так и в ваннах мясного отделения. При большом объеме производства обвалку разделенных отрубов производят на конвейере, с установленными вдоль него и перпендикулярно к нему столами обвальщиков, при малых объемах конвейер отсутствует. Складирование готовой продукции осуществляют в гастроемкости, которые помещаются на передвижные стеллажи и отправляются в камеру охлаждения на непродолжительное хранение.
Все оборудование в мясном цехе комплектуют в технологические линии по типу производимого полуфабриката, в мясо-рыбном цехе по виду сырья (мясо, рыба, субпродукты и птица). Все техническое оснащение делится на холодильное, электромеханическое, нейтральное и вспомогательное. Например, в мясо-рыбный цех можно поставить следующее оборудование: универсальная машина, мясорубка, формовщик и панировщик котлет, холодильные шкафы, производственные столы, ванны для промывки, тележки, колода для разруба мяса, стеллажи.
Таким образом, расположение мясного цеха достаточно большой мощности должно быть связанным со складскими площадями для более удобной транспортировки со склада сырья и перемещения готовых полуфабрикатов на склад для хранения. Важно помнить, что в мясо-рыбном цехе помимо связи со складами, должно быть также сообщение с горячим цехом.
Другие статьи
Кейтеринг – выездное обслуживание. Оборудование для кейтеринга.
Горячий и холодный цехи. Необходимое оборудование. Краткие рекомендации по организации производства.
Кондитерский цех. Необходимое оборудование. Краткие рекомендации по оснащению кондитерских цехов.
Независимо от того, модернизируете ли вы старый верстак или строите новый, вам понадобятся тиски. Это могут быть плечевые тиски, передние (лицевые) тиски, хвостовые тиски или любая комбинация вышеперечисленного, в зависимости от ваших идей!
На этой странице мы предлагаем три линии продукции:
Слесарные винты немецкого производства — передние и задние тиски, используемые известными немецкими производителями верстаков. Они очень точные, прочные и, очевидно, являются продуктом многолетнего производственного опыта.
Фурнитура для передних тисков производства Чехии — хорошее качество и низкая цена. Они имеют накатанную резьбу, чугунные корпуса и точные двойные направляющие.
Комбинированные передние и задние тиски производства Швеции — легко устанавливаются!
Отверстие в тройнике для ручек не одинаково для всех продуктов. Убедитесь, что вы выбрали правильную ручку!
Мы настоятельно рекомендуем вам НЕ начинать установку, пока у вас не будет всего необходимого оборудования.
Фурнитура для передних и задних тисков производства Германии
Малые передние тиски
Длина, без тройника, 360 мм (14-3/16 дюйма) Диаметр шпинделя 25 мм Диаметр направляющего стержня 20 мм Отверстие для рукоятки 24 мм (15/16 дюйма) Вес 5,2 кг (11,5 фунта) Подробнее информация (PDF) Добавить деревянную челюсть
Код 300655Цена ∗ 71,71 €
Большие передние тиски
Длина, без тройника, 480 мм (18-7/8 дюйма) Диаметр шпинделя 30 мм Диаметр направляющего стержня 20 мм Отверстие для рукоятки 27 мм Вес 8,2 кг (18 фунтов) Дополнительная информация (PDF) Добавить деревянную губку
Код 300654Цена ∗ 107,83 €
Вилка для малых передних тисков
(подходит только для фурнитуры Код 300655) Эти хомуты обеспечивают точную параллельную регулировку направляющих и установку начального натяжения на любой желаемый уровень.
Подходит только для тисков, показанных выше. Тип винта — с шестигранной головкой или с внутренним шестигранником — может меняться в зависимости от наличия. Дополнительная информация (PDF)
Код 300665Цена ∗ 33,07 €
Передние быстросъемные тиски (торцевые тиски)
Длина, без тройника, 480 мм (прибл. 18-7/8 дюйма) Диаметр шпинделя 26 мм Диаметр направляющего стержня 20 мм Отверстие для рукоятки 27 мм Вес 9 кг/19,8 фунта Дополнительная информация (PDF) Меняйте размеры отверстия кулачков с большого на маленькое без утомительного проворачивания. Быстроразъемное действие простое, плавное и надежное, приводится в действие рукояткой тисков и не требует дополнительного механизма разблокировки. Добавить деревянную челюсть
Код 300651Цена ∗ € 149,00
Передние тиски повышенной прочности с цепными винтами/направляющими
Эти передние тиски также подходят для левшей и могут быть установлены с правой стороны станка. Вам нужно только повернуть переднюю крышку после ослабления 2 винтов с внутренним шестигранником. Отверстие для ручки 27 мм Вес: 13 кг/28,6 фунта Дополнительная информация (PDF)
Код 300653Цена ∗ 246,63 €
Короткие хвостовые тиски
Длина 350 мм Отверстие для рукоятки 24 мм Дополнительная информация (PDF) Для небольших или коротких верстаков Вес 7,5 кг/16,5 фунтов
Код 300656Цена ∗ 142,21 €
Хвостовые тиски большие
Длина 440 мм Отверстие под ручку 27 мм Дополнительная информация (PDF) Для полноразмерных тяжелых верстаков Вес 9 кг/19,8 фунта
Код 300650Цена * € 153,24
Установка передних тисков относительно проста и не требует пояснений. Установка хвостовых тисков значительно сложнее. Вы должны иметь некоторый опыт работы с деревом, прежде чем пытаться установить хвостовые тиски.
Рене Б. использовал одни из наших хвостовых тисков при изготовлении своего выставочного стенда. Нажмите здесь, чтобы получить рабочий чертеж, изображения и инструкции, чтобы лучше понять проект, который вы собираетесь реализовать. Более полезные советы вместе с пояснительными фотографиями можно получить у Карла V., который также использовал наши хвостовые тиски для сборки своего верстака.
Слесарный винт для немецких и скандинавских L-образных передних тисков
Общая длина 400 мм (прибл. 15-3/4 дюйма) Отверстие для рукоятки 27 мм (1-1/16 дюйма) Вес 3 кг (6,6 фунта) Дополнительная информация (PDF)
Код 300659Цена ∗ € 57,87
Регулировочный винт для строгальных станков
Скоро будет переведено! Als Schutz vor Verkantungen der Vorderzange bei einseitigem einspannen der Werkstücke.
Die Befestigungsplatte wird in eine entsprechend zugefertigte Aussparung in der Holzbacke eingesetzt und zweifach verschraubt. Für die Spindel muss eine Bohrung in eine ggf. vorhandene Schürze bzw. die Bankplatte eingebracht werden.
Mit etwas Fantasie lässt sich mit zwei Stellschrauben auch leicht eine Mini-Moxon Aufsatzange fertigen.
Резьба M14 Длина резьбы 175 мм
Код 300675Цена ∗ 21,53 €
Слесарные винты и передние тиски производства Чехии
Малый верстак
Общая длина 400 мм (15-3/4 дюйма) Резьба 24 x 5 мм (диаметр резьбы 15/16 дюйма, глубина резьбы 3/16 дюйма) Отверстие для ручки 29 мм (1-1/16 дюйма) Приблизительный вес . 2,1 кг (4,6 фунта) Дополнительная информация (PDF)
Код 307754Цена ∗ 44,31 €
Большой слесарный винт
Общая длина 545 мм (21,47 дюйма) Резьба 28 x 5 мм (диаметр резьбы 1-3/32 дюйма, глубина резьбы -3/16 дюйма) Отверстие для рукоятки 29 мм (1-3/16 дюйма) Вес прибл. 3,4 кг (7,5 фунта) Дополнительная информация (PDF)
Код 307750Цена ∗ € 50,72
Малый слесарный винт для немецких и скандинавских L-образных передних тисков
Другое изображение Общая длина 250 мм Максимальный ход 110 мм Диаметр резьбы 24 мм Отверстие для ручки 29 мм Вес прибл. 1,9 кг Дополнительная информация (PDF)
Код 307755Цена * € 37,29
Большой слесарный винт для немецких и скандинавских L-образных передних тисков
Общая длина 330 мм Максимальный ход 170 мм Диаметр резьбы 28 мм Отверстие под ручку 29 мм Вес прибл. 2,6 кг Дополнительная информация (PDF)
Код 307756Цена ∗ 41,22 €
Малые передние тиски
Общая длина 390 мм (15-3/8 дюйма) Резьба 24 x 5 мм (диаметр резьбы 15/16 дюйма, глубина резьбы -3/16 дюйма) Отверстие для рукоятки 29 мм (1-5/32 дюйма) Вес прибл. 4,0 кг (8,8 фунта) Дополнительная информация (PDF)
Код 307757Цена ∗ € 55,72
Малые передние тиски с колесиком и рукояткой
Длина без колеса 305 мм Диаметр шпинделя 24 мм Диаметр направляющего стержня 14 мм Вес 4,7 кг Дополнительная информация (PDF)
Код 307759Цена ∗ € 120,75
Деревянная губка для малых передних тисков York Код 307757 или 307759
Этот деревянный брусок из бука с отверстиями для передних тисков York, код 307757, еще больше упрощает сборку верстака. Отверстия расположены так, что верхняя кромка деревянной губки оказывается заподлицо со стандартной столешницей толщиной 40 мм. Поскольку отверстия на несколько миллиметров больше, чем диаметр шпинделя и направляющих стержней, высота может быть точно выровнена, даже если верхняя часть больше или меньше до 3 мм. Примечание: также подходят для малых передних тисков немецкого производства, код 9.0028 300655 , но выравнивание по высоте вряд ли возможно из-за более толстой нити.
Подсказка: Плотно прикрутите деревянную губку к передним тискам только после того, как передние тиски будут закреплены на нижней стороне столешницы. Это позволяет точно выровнять высоту вплоть до последнего момента.
Размеры 356 x 90 x 60 мм Вес 1,4 кг Поверхность промаслена Передние тиски в комплект не входят! Дополнительная информация (PDF)
Код 328650Цена ∗ 37,23 €
Большие передние тиски
Общая длина 550 мм (21-5/8 дюйма) Резьба 28 x 5 мм (1-3/32 дюйма, глубина резьбы -3/16 дюйма) Отверстие для ручки 29 мм (1-5/32 дюйма) Вес ок. 8,6 кг (19 фунтов) Дополнительная информация (PDF)
Код 307758Цена ∗ € 95. 00
Примечание: Стопорное кольцо на одном из двух направляющих стержней предотвращает падение оборудования на землю, если вы полностью раскрутите тиски. Только один направляющий стержень оснащен стопорным кольцом. Одно стопорное кольцо эффективно предотвратит падение тисков на землю.
Деревянная губка для больших передних тисков York Код 307758
Этот деревянный брусок из бука с отверстиями для передних тисков York, код 307758, еще больше упрощает сборку верстака. Отверстия расположены так, что верхняя кромка деревянной губки оказывается заподлицо со стандартной столешницей толщиной 40 мм. Поскольку отверстия на несколько миллиметров больше, чем диаметр шпинделя и направляющих стержней, высота может быть точно выровнена, даже если верхняя часть больше или меньше до 3 мм. Примечание: Также подходит для больших передних тисков немецкого производства, коды 300651 и 300654 .
Подсказка: Плотно прикрутите деревянную губку к передним тискам только после того, как передние тиски будут закреплены на нижней стороне столешницы. Это позволяет точно выровнять высоту вплоть до последнего момента.
Размеры 470 x 120 x 80 мм Вес 3 кг Поверхность смазана Передние тиски в комплект не входят! Дополнительная информация (PDF)
Код 328651Цена ∗ € 41,04
Прижимной винт для пресса для шпона
Изготовьте собственные пресс-рамы для шпона или приспособления для склеивания с помощью этих сверхтяжелых и прочных пресс-винтов. Винт толщиной 28 мм (1-3/32 дюйма)! Длина резьбы 330 мм (12-3/16 дюйма) Резьба 28 x 8 мм (1-3/32 дюйма, глубина резьбы -3/8 дюйма) Вес прибл. 4,3 кг (10 фунтов) Дополнительная информация (PDF)
Код 307775Цена ∗ € 99,93
Комбинированные передние и задние тиски шведского производства
Комбинированные передние и задние тиски Sjöbergs
Эти тиски предназначены для использования в качестве передних или задних тисков. Вы можете использовать его на новом скамейке или установить на существующем скамейке. Тиски просты в установке и очень прочны для такой дополнительной степени зажимной способности. Примечание по конструкции: Деревянный лицевой блок для тисков должен быть на 25 мм больше по высоте, чем толщина столешницы вашего стола. Эти верстачные тиски очень просто установить с помощью прилагаемых винтов — они просто ввинчиваются под верстак. В комплект поставки тисков входит рукоятка тисков или задвижка. Монтажная длина под столешницей 320 мм Монтажная ширина под столешницей 380 мм Монтажная высота под столешницей 40 мм Длина уголка для деревянной лицевой панели 400 мм Максимальная глубина зажима 150 мм при толщине лицевой панели 65 мм Резьба 23 x 4 мм Материал Листовая сталь толщиной 4 мм Диаметр стержня Tommy Bar 27 мм Вес ок. 11,6 кг Дополнительная информация (PDF)
Код 303101Цена ∗ 379,32 €
Перекладины (рукоятки тисков)
Отверстие в тройнике для ручек не одинаково для всех продуктов. Убедитесь, что вы выбрали правильную ручку!
Бар автомат PINIE
Бук, деревянные накладки Длина 30 см Диаметр 28 мм Диаметр деревянных накладок 45 мм Этот зажимной брус подходит для всех типов тисков с Т-образным отверстием 29 мм и более. Примечание. Одна деревянная крышка не закреплена, и ее необходимо приклеить на место после сборки.
Код 328629Цена ∗ 18,15 €
Маленькая ручка ANKE
Бук, синтетические насадки Длина 26 см (прибл. 10 дюймов) Диаметр 22 мм (прибл. 7/8 дюйма) Эту рукоятку можно использовать только с небольшими тисками, изготовленными в Германии.
Код 303139Цена ∗ 9,62 €
Большая ручка ANKE
Бук, синтетические насадки Длина 31 см (прибл. 12-1/4 дюйма) Диаметр 26 мм (прибл. 1 дюйм) Эту рукоятку можно использовать с большими немецкими передними тисками).
Код 303142Цена ∗ 12,04 €
Ручка тисков VERITAS
Клен, деревянные навинчивающиеся колпачки Длина 31 см (около 12-1/4 дюйма) Диаметр 28,5 мм (1-1/8 дюйма) Эта рукоятка подходит для всех тисков производства Чешской Республики (Т-образная рукоятка 29 мм) и некоторые немецкие тиски (при Т-образной рукоятке 30 мм). Перед заказом ручек проверьте описание тисков!
Код 307974Цена ∗ 12,01 €
Тиски ULMIA
Бук, деревянные колпачки, закрепленные дюбелем (в комплекте) Длина 35 см (примерно 13-3/4 дюйма) Диаметр 27 мм Этот зажимной стержень подходит для всех больших тисков.
Код 300501Цена ∗ 17,48 €
Запасные части
Тройник T3
Отверстие для шпинделя 18 мм Отверстие для ручки 24 мм подходит для кода 300655
Код 300666Цена ∗ 14,96 €
Тройник T4
Отверстие для шпинделя 20 мм Отверстие для ручки 27 мм подходит для кодов 300654, 300651, 300653, 300656, 300650, 300659
Код 300669Цена ∗ 18,48 €
Чугунная гайка M32
для немецких и скандинавских тисков подходит для кода 300659 Примечание: M32 — это код производителя, а не размер резьбы! Основание 68 x 68 мм
Код 300671Цена ∗ 19,58 €
Нажимная деталь D1
для немецких и скандинавских тисков подходит для кода 300659
Код 300672Цена ∗ € 18,48
Гайка для быстросъемных передних тисков
Деталь корпуса Подходит для кода 300651
Код 300673Цена ∗ 20,88 €
Гайка для быстросъемных передних тисков
Полукруглая деталь с внутренней резьбой Подходит для кода 300651
Код 300674Цена ∗ 20,50 €
Вы находитесь здесь: Главная страница › Оборудование для мастерских › Настольные тиски, передние тиски, задние тиски, шпиндели
Апрельская акция
EXPERT DRY Карандаш для маркировки и сменный набор грифелей Basic
ручка с набором Basic-Mine-Set для маркировки практически на всех поверхностях.
Вместо 15,80 € только 13,00 € Только при наличии на складе
Зажимы типа «ласточкин хвост» MATCHFIT
Обеспечивайте универсальное зажимное усилие, не мешая работе, удерживая зажимную головку MATCHFIT «ласточкин хвост» в канавке типа «ласточкин хвост».
Вместо 54,06 € только 46,00 € Только при наличии на складе
Зажимы OTORO
Скользящий рычаг этих зажимов свободно перемещается, но у него нет обычной рукоятки со шпинделем и прижимной пластиной.
Вместо 23,79 € только 20,00 € Только до исчерпания запасов
Зажимы для стола Bessey
Deutsch
Français
Italiano
До сих пор зажимные элементы или прижимы для столярных станков и верстаков страдали тем недостатком, что хвостовик был неразъемным соединением с прижимным компонентом и поэтому мог использоваться только с одним размером отверстия. Это привело к нескольким взаимно несовместимым системам. У одного верстака отверстия 3/4 дюйма, у другого отверстия 20 мм, не говоря уже об экзотических конфигурациях с отверстиями 1 дюйм и более.
Компания Bessey решила эту проблему, разделив прижимной компонент и хвостовик. В настоящее время имеются зажимные элементы различных конструкций с фиксированной или переменной глубиной захвата, с составными рукоятками, такими как винтовые зажимы или Т-образные рукоятки и рычажные рукоятки. Все варианты подходят к адаптерам верстака (продаются отдельно), которых четыре с диаметром вала на 19мм, 20 мм, 25,4 мм и 30 мм отверстия. Если ваш верстак снабжен отверстиями только одного из этих диаметров, вы сможете использовать все зажимные элементы этой серии. Зажимные элементы просто вставляются в адаптер и фиксируются винтом с внутренним шестигранником.
Настольный зажим с фиксированной глубиной захвата и композитной рукояткой
Шпиндель с трапецеидальной резьбой с покрытием, плавно вращается и не изгибается.
Высота зажима макс. 200 мм Глубина зажима 100 мм Сечение рельса 22 x 8,5 мм Диаметр хвостовика 16 мм Длина хвостовика 20 мм Код Bessey TW16-20-10-2K Адаптер НЕ входит в комплект
Код 317460Цена ∗ 41,68 €
Настольный зажим с фиксированной глубиной захвата и Т-образной рукояткой
Шпиндель с трапецеидальной резьбой с покрытием, плавно вращается и не изгибается.
Высота зажима макс. 200 мм Глубина зажима 100 мм Сечение рельса 22 x 8,5 мм Диаметр хвостовика 16 мм Длина хвостовика 20 мм Код Bessey TW16-20-10K Адаптер НЕ входит в комплект
Код 317461Цена ∗ € 42,30
Настольный зажим с фиксированной глубиной захвата и рычажной рукояткой
В этой конструкции рычажной рукоятки используется естественное механическое преимущество рычага. Храповой механизм обеспечивает размеренный, быстрый и устойчивый к вибрации зажим. Износостойкий кулачок гарантирует долгий срок службы.
Высота зажима макс. 200 мм Глубина зажима 100 мм Сечение рельса 22 x 8,5 мм Диаметр хвостовика 16 мм Длина хвостовика 20 мм Код Bessey TW16-20-10H Адаптер НЕ входит в комплект
Код 317462Цена ∗ 73,71 €
Адаптеры для настольных зажимов
Эти адаптеры являются связующим звеном между зажимными элементами Bessey и рабочим столом. Монтажное отверстие на верхнем конце имеет диаметр 16 мм и подходит для всех шести зажимных элементов Bessey. Просто выберите переходник, соответствующий диаметру отверстия в вашем столярном или верстаке. Хвостовики адаптера (болты с головкой под торцевой ключ) имеют канавки, которые улучшают их сцепление со столешницей. Все они имеют длину 60 мм. В зависимости от размера они немного меньше на 0,1–0,2 мм, чтобы предотвратить их заедание в отверстии.
Отверстие для хвостовика Ø
Для отверстия верстака Ø мм
Для отверстия верстака Ø дюйм
Цена Кода
16 мм
19 мм
3/4 дюйма
Код 317470Цена ∗ € 14,71
16 мм
20 мм
13/16 дюймов
Код 317471Цена ∗ € 15,73
16 мм
25,4 мм
1 дюйм
Код 317472Цена ∗ € 17,60
16 мм
30 мм
1 3/16 дюйма
Код 317473Цена ∗ € 18,70
Настольные зажимы с переменной глубиной захвата
Полный ассортимент зажимных элементов также доступен с переменной глубиной захвата, что еще больше расширяет ваши возможности применения. Глубина горловины бесступенчато регулируется. Желаемая высота регулируется с помощью винта с накатанной головкой.
Настольный зажим с изменяемой глубиной захвата и композитной рукояткой
Шпиндель с трапецеидальной резьбой с покрытием, вращается плавно и не изгибается.
Высота зажима макс. 200 мм Глубина зажима 30–150 мм Сечение рельса 22 x 8,5 мм Диаметр хвостовика 16 мм Длина хвостовика 20 мм Код Bessey TWV16-20-15-2K Адаптер НЕ входит в комплект
Код 317465Цена ∗ 70,14 €
Настольный зажим с регулируемой глубиной захвата и Т-образной рукояткой
Шпиндель с трапецеидальной резьбой с покрытием, вращается плавно и не изгибается.
Высота зажима макс. 200 мм Глубина зажима 30–150 мм Сечение рельса 22 x 8,5 мм Диаметр хвостовика 16 мм Длина хвостовика 20 мм Код Bessey TWV16-20-15K Адаптер НЕ входит в комплект
Код 317466Цена ∗ € 68,28
Настольный зажим с регулируемой глубиной захвата и рычажной рукояткой
В этой конструкции рычажной рукоятки используется естественное механическое преимущество рычага. Храповой механизм обеспечивает размеренный, быстрый и устойчивый к вибрации зажим. Износостойкий кулачок гарантирует долгий срок службы.
Высота зажима макс. 200 мм Глубина зажима 60–150 мм Сечение рельса 22 x 8,5 мм Диаметр хвостовика 16 мм Длина хвостовика 20 мм Код Bessey TWV16-20-15H Адаптер НЕ входит в комплект
Код 317467Цена ∗ € 95,08
1
2
3
4
Зажимной элемент для многофункциональных столов TW KLI
Информация о продукте:
Усилие зажима до 500 Н
Для использования на многофункциональных столах, таких как Festool MFT и Sortimo WorkMo, с диаметром отверстия 20 мм и толщиной пластин мин. от 19 мм до макс. 25 мм
Стабильный скользящий рычаг из легкого магния для быстрого зажима с защитой от вибрации
Профиль из качественной холоднотянутой стали для гибкого и эластичного зажима
Глубина горловины 80 мм Отверстие 150 мм Болт Ø 20 мм Вес прибл. 0,31 кг Код Бесси TW20-15-8-KLI
Код 317455Цена ∗ € 35.00
Вы находитесь здесь: Главная страница › Оборудование для мастерских › Настольные зажимы Bessey
Апрельская акция
EXPERT DRY Маркировочный карандаш и сменный набор грифелей Basic
EXPERT DRY Маркировочная ручка All-IN-ONE с Basic-Mine-Set для маркировки практически на всех поверхностях.
Вместо 15,80 € только 13,00 € Только при наличии на складе
Зажимы MATCHFIT типа «ласточкин хвост»
Обеспечивайте универсальное зажимное усилие, не мешая работе, удерживая зажимную головку MATCHFIT «ласточкин хвост» в канавке типа «ласточкин хвост».
Стоило мне переехать, как в недалеко от моего родного района начали открываться мега-крутые проект, такие как Шамайка HOUSE, который открылся на ул.Краснопролетарская 2/4с13, что недалеко от метро Маяковская и Новослободская.
Шамайка HOUSE это рыбное и пивное кафе, московский филиал знаменитого ростовского бара с ростовской кухней. Я абсолютно не рыбный человек, но это заведение меня сильно впечатлило и сейчас расскажу почему и чем.
Шамайка House – исключительно ростовский гастрономический бренд, настоящий народный пивной ресторан, есть и крафтовое пиво собственного производства и классическая “пивная” кухня, которая включает традиционную донскую составляющую. Шамайкой на Дону называют рыбу Шемая, суперпопулярную у ценителей вяленых деликатесов, которая правда пока с 2006 года внесена в Красную книгу и запрещена к отлову.
Команда сплошь девчонки, которые вручную создали все в это баре. Цены демократичные для центра Москвы, а клиент тут скорее друг и товарищ, нежели кошелек. Кроме того, из Ростова сюда привозят таранку, леща и судака, а скоро будут и 15 видов собственных настоек.
Вот и сама Шамайка
Все знают питерский и московский диалект, а вот тут учат ростовскому.
Скоро можно будет звонить с этого телефона.
В лофтовом пространстве разместилось два зала с кучей интереснейших деталей. Тут и мотоцик, контактная барная стойка, около 20 столов, книги, которые можно почитать, кикер и много чего еще, столики тут кстати не бронируют, а «кидают якорь»(якоря настоящие)
В баре, кстати проживает рак Валера и Черепаха на барной стойке в клетке, с обоими можно выпить при желании.
Буквально через пару недель в Шамайка HOUSE появятся коктейли(классика и экстрим подачи, весла уже готовы принимать первые московские головы) крепыши, больше пива, пока на кранах классика: лагеры, Гиннесс разная Англия-Бельгия. Есть простой крафт, выбор которого будет расширяться. В планах у девчат открыть 10 заведений в Москве и сделать их на столько же народными, как и в родном Ростове.
Ребята, кстати еще и продают свой мерч, конечно же тут можно и нужно смотреть спортивные трансляции, а еще одной из фишек тут являются туалеты, тоже выполненные в оригинальном дизайне.
Вообще конечно весь бар сплошное место для инстаграмщиков и тиктокеров.
Ладно, детали интерьера можно тут рассматривать бесконечно, тем более будут еще дополнения. Поговорим о меню.
С едой тут полный порядок суп из акулы
Шикарная подача.
Мегаполезное блюдо, диетическое, причем в данном случае используется филе акулы, а не плавники. Суп просто невероятно вкусный, ароматный, наваристый, островат, но в меру. Совсем не удивительно, что он стал хитом в Ростове и уже тут в Москве тоже.
В меню полно различных салатов, закусок, раки, креветки, другая рыба, мясо и бургеры, паста, десерты, которые выпекаются тут. Меню очень вкусное и богатое. Есть и блюда для больших компаний. Также огромной популярностью пользуется тут настоящая казачья уха с шикарной подачей. Есть ланчи, которые меняются каждые две недели.
Впервые в жизни пробовал черноморский деликатес и классику барабульку.
Мое мнение эту рыбу тазами нужно есть и как я раньше не знал об этом шедевре природы? Очень рекомендую местную барабульку.
Ну и конечно «куриные крылья в соусе терьяки» — прямое попадание в цель по всем параметрам. Крылья не сухие, не пережаренные, хрустящие и сочные, в аппетитной островато-сладкой глазури. Мега-хит!
Небольшая видеозарисовка из бара:
Шамайка HOUSE MOSCOW точно рекомендую абсолютно всем, что называется «От души», очень буду рад расширению и успехам этого бара. Вкусно, органично, весело, интересно и дружелюбно. Я лично в ближайшее время точно поведу туда своих друзей оттянуться.
Адрес: Москва, ул.Краснопролетарская 2/4с13, метро Маяковская/Новослободская
Тел. +7 495 280-00-18
https://www.instagram.com/shamayka_house_moscow/
«Чисто Ростовский Бар» на московских Патриках [обзор] | Zаметки на салфетке
Когда в Москве открывается заведение с известным шефом от известного ресторатора, об этом трубят все профильные СМИ, авансом суля ему статус модного и успешного. Ну, а если не позолотить… ой, то есть, если редакторы посчитают, что событие не стоит внимания, о новичке никто не узнает, кроме районных мимокрокодилов.
Так вышло с «Чисто Ростовским Баром», открывшимся в авугсте-2022 прямо на Патриках рядом с Булгаковским домом, я просто увидел вывеску, проходя мимо, и это было для меня сюрпризом. Отмечу, что вниманием СМИ обделили проект уже известной команды из Ростова-на-Дону, создавшей «Шамайку House Moscow», т.е. «ЧРБ» их второе заведение в столице.
Как там пелось, «представить страшно мне теперь, что я не ту открыл бы дверь, другой бы улицей прошел…», и далее по тексту, пешком до Садовой-Кудринской улицы, к дому 32, стр. 1:
Мотив внутреннего убранства задают ещё стоящие у входа пластиковые подсолнухи — интерьер призван возвращать гостей с хмурых московских улиц — в беззаботное ростовское лето с посиделками на лавочках во дворе, с подушками под седалище и поясницу:
Изучать расписанный забор — отдельное удовольствие, на нём нашлось место названиям городов, признаниям в любви, поздравлениям с днями рождения и рисункам вроде наркоманского слоняры под официальной надписью «Я опять потерял себя в этом дворе». Вообще, развесёлых месседжей в интерьере много, нужно лишь быть чуть повнимательнее. На аквариуме написано что-то про «раком», но кажется, это не о его обитателях с клешнями, а в камере вызревания рядом висит ростовская сушеная рыбка, довольно недешёвая, цена на лещей в нижнем ряду начинается от 1700₽.
В 15:10 буднего дня посадка отсутствовала, не считая пары гостей за барной стойкой. Обедов нет, зато есть дневная 20% скидка на кухню.
Аналогично «Шамайке», столы пронумерованы для удобства брони, как и позиции меню для заказа. Меню, кстати, состоит в основном из общемировых гастрохитов, однако есть немало блюд с красной пометкой «Ростов», указывающей на происхождение рецептуры или ингредиентов, связанное с этим городом:
Глянул в барное меню и ощутил, как начало пригорать: настойки льют в 30 (тридцать!!!) миллилитров. Я бы понял, будь это демонстрашка в сете, но нет, регулярные позиции. Это точно Ростов? Не Львов, не Хайфа, не Нью-Йорк? Ну да ладно, я все-таки не напиваться пришёл. Хотя…
«Чисто светлое» пиво 0.5л за 260₽ и хреновуха 30мл за 160₽
Разумеется, это стилизованный бокал, но я даже не знаю, какая ассоциация более верная: то ли песня «Банка» в исполнении Юрия Хоя, то ли подготовленные к сдаче анализы на сахар, особенно в сочетании с цветом и отсутствием пены. Проще говоря, что хотели воспроизвести — понятно, но подкачала эстетика.
«Чисто Ростовский Бар», «Чисто светлое» пиво 0. 5л за 260₽ и хреновуха 30мл за 160₽
Расписывать вкусовые особенности недорогого пилснера не буду, они полностью соответствуют определению «недорогой» и «массмаркет», И да, в «Шамайке» к пиву давали мини-сухарики, думал — в «ЧРБ» тоже будут, облом. Зато хреновуха точно шамайская: такая же ароматная, можно не пить, а просто нюхать, сладость и ядрёность умеренные, и кажется, она с рассолом, в 30мл не распробовать.
Первая подача — через 7 минут. Цены и граммы указаны из меню, без дневной скидки.
Мини-чебуреки из судака, 210г за 280₽
Сразу вопрос: где пергамент? На картинке в меню он есть, и это уже не про эстетику, а санитарию с гигиеной.
Умеренно сочный рыбный фарш с луком под фритюрной скорлупой. Тесто сухое и толстое, и особенно это заметно на загрубевших краях, процесс поедания которых описывается словом «дробление» вместо жевания. В комплекте сметана с зелёным чесноком, компенсирует нехватку сочности, хотя по уму — должна охлаждать горячие чебуречеки. «3+»: тесто подкачало, представлял его нежнее, но за свои деньги сойдёт, кое-где за обычные гренки просят больше.
Уха Александровская тройная, 320г за 390₽
Местная ушица — полный аналог шамайской, такая же подача и состав.
«Чисто Ростовский Бар», уха Александровская тройная, 320г за 390₽
Бульон по-прежнему «природно-походный», без навара, зато каждая из трех рыб (карась, толстолобик и судак) звучит на свой лад, с икрой сазана и мелко порубленным помидором. Кстати, тузлук — штука крепкая, и добавлять его нужно крайне аккуратно, если ливануть от души, как в видео, может выйти пересол. У меня соль чувствовалась, скажем так, чуть больше, чем хотелось, благо не в степени «повар влюбился». «4», самая подходящая оценка: специально за блюдом не поедешь, но заказав, вряд ли разочаруешься. В «Шамайке» впечатление было бледнее, неужели из-за помидора?
Стейк чак-ролл, 200г за 890₽
При заказе уточняется прожарка, рекомендованная — medium.
«Чисто Ростовский Бар», стейк чак-ролл, 200г за 890₽
Недавно я демонстрировал утку из районного бара. Так вот, это блюдо — её чуть более успешный «родственник». Прожарку лучше бы не уточняли, по краям еле заметный medium well, середина — welldone, aka «подошва». Прикрытая розмариновыми «джунглями» нарезка — рваная, ошмётками, байтящая на неуместные шутки про коров и минное поле. Само собой, сочность и жевательность минимальные. «3-«: плохо, на грани возврата. А возвращаю блюда я крайне редко.
Продолжительность визита — 40 минут.
Итог
Как мне кажется, из-за антуража российского Юга «ЧРБ» будет востребован при клубно-тусовочных сценариях или спонтанных встречах, но с позиции гастрономии — вряд ли, кухня далека от идеальной. Также «ЧРБ» лишен главного козыря «Шамайки»-2021 в виде щедрого со всех сторон бара, здесь уже нет сетов из 5 настоек за 310₽, и либо вы довольствуетесь унылым пивом за 260₽ и водкой по 190₽, либо идёте осваивать местные дворы, изобилующие средствами видеонаблюдения. Я специально расписываю эконом-сценарий, поскольку при увеличении бюджета выбор логично расширяется в сторону качества, а выбор в районе Патриарших прудов богатый, только плати.
Международная федерация гимнастики
FIG Кубок мира 2023 AGF Trophy
18-19 февраля 2023
БАКУ (AZE)
tra
FIG Apparatus World Cup 2023
23-26 февраля 2023
COTTBUS (GER)
magwag
Кубок мира по предметам FIG 2023
01-04 марта 2023
DOHA (QAT)
магваг
FIG Apparatus World Cup 2023
09-12 марта 2023
BAKU (AZE)
magwag
Кубок мира FIG 2023
10-12 марта 2023
MAIA (POR)
acro
Кубок мира FIG 2023
17-19 марта 2023
PALAIO FALIRO (GRE)
рг
8-й Кубок мира по футболу в Кантанхеде 2023
24-26 марта 2023
CANTANHEDE (POR)
aer
2-й Чемпионат мира по спортивной гимнастике среди юниоров
29-02 апреля 2023
АНТАЛЬЯ (TUR)
magwag
Кубок мира FIG 2023
31-02 апреля 2023
СОФИЯ (BUL)
rg
Кубок мира FIG 2023
07-09 апреля 2023
PUURS-SINT-AMANDS (BEL)
acro
Кубок мира FIG 2023
14-16 апреля 2023
ТАШКЕНТ(УЗБ)
rg
FIG Кубок мира AGF Trophy 2023
21-23 апреля 2023
БАКУ (AZE)
рг
SUZUKI World Cup 2023
22-23 апреля 2023 г.
TOKYO (JPN)
aer
FIG Apparatus World Cup 2023
27-30 апреля 2023
CAIRO (EGY)
magwag
FIG World Challenge Cup 2023
05-07 мая 2023
PORTIMÃO (POR)
рг
Кубок мира по паркуру FIG
19-21 мая 2023 г.
MONTPELLIER (FRA)
уп.
FIG World Challenge Cup 2023
25-28 мая 2023
VARNA (BUL)
magwag
FIG World Challenge Cup 2023
01-04 июня 2023
ТЕЛЬ-АВИВ (ISR)
магваг
FIG World Challenge Cup 2023
08-11 июня 2023
OSIJEK (CRO)
magwag
Кубок мира FIG 2023
09-11 июня 2023
RZESZOW (POL)
acro
Кубок мира FIG 2023
01-02 июля 2023
SANTAREM (POR)
tra
Кубок мира FIG 2023
07-08 июля 2023
COIMBRA (POR)
tra
2-й Чемпионат мира по художественной гимнастике среди юниоров
07–09 июля 2023 г.
CLUJ-NAPOCA (ROU)
rg
FIG World Challenge Cup 2023
14-16 июля 2023
CLUJ-NAPOCA (ROU)
рг
Кубок мира FIG 2023
21-23 июля 2023
МИЛАН (ITA)
rg
17-я Всемирная гимнастика
30–05 августа 2023 г.
АМСТЕРДАМ (NED)
gfa
FIG TRA World CUP — Палм-Бич
03–05 августа 2023 г.
PALM BEACH, FL (США)
тра
40-й Чемпионат мира по художественной гимнастике
23-27 августа 2023
ВАЛЕНСИЯ (ESP)
rg
FIG World Challenge Cup 2023
01-03 сентября 2023
MERSIN (TUR)
magwag
Кубок вызова мира FIG 2023
08–10 сентября 2023 г.
СОМБАТЕЛИ (HUN)
магваг
Кубок мира по паркуру FIG
08–10 сентября 2023 г.
SOFIA (BUL)
уп.
FIG World Challenge Cup 2023
16-17 сентября 2023
ПАРИЖ(FRA)
magwag
52-й Чемпионат мира по спортивной гимнастике
30–08 октября 2023 г.
ANTWERP (BEL)
magwag
Кубок мира FIG 2023
07-08 октября 2023
VARNA (BUL)
tra
Кубок мира FIG 2023 RomGym Trophy
13-15 октября 2023
BUCHAREST (ROU)
aer
37-й Чемпионат мира по прыжкам на батуте
09–12 ноября 2023 г.
БИРМИНГЕМ (GBR)
tra
30-е Всемирные соревнования ФИЖ по прыжкам на батуте в возрастных группах
16–19 ноября 2023 г.
БИРМИНГЕМ (GBR)
tra
FIG Apparatus World Cup 2024
15-18 февраля 2024
CAIRO (EGY)
magwag
Кубок мира по предметам FIG 2024
22-25 февраля 2024
COTTBUS (GER)
magwag
Кубок мира по инвентарю FIG 2024
28-02 марта 2024
DOHA (QAT)
magwag
FIG Apparatus World Cup 2024
07-10 марта 2024
BAKU (AZE)
magwag
Кубок мира FIG 2024
15-17 марта 2024
PALAIO FALIRO (GRE)
rg
13-е Всемирные соревнования ФИЖ по акробатической гимнастике в возрастных группах
21–24 марта 2024 г.
HOLON (ISR)
acro
Кубок мира FIG 2024
22-24 марта 2024
PESARO (ITA)
rg
29-й Чемпионат мира по акробатической гимнастике
28-31 марта 2024
HOLON (ISR)
acro
Кубок мира FIG 2024
12-14 апреля 2024
SOFIA (BUL)
rg
Кубок мира FIG 2024
19-21 апреля 2024
БАКУ (AZE)
rg
Кубок мира FIG 2024
26-28 апреля 2024
ТАШКЕНТ(УЗБ)
rg
Игры XXXIII Олимпиады
26-11 августа 2024 года
ПАРИЖ(FRA)
magwagrgtra
11-е Всемирные соревнования ФИЖ по аэробной гимнастике в возрастных группах
20-22 сентября 2024 г.
PESARO (ITA)
aer
Предстоящие
Спортивные мероприятия
Фильтр по дисциплине
Все события
Дешевые авиабилеты Бар-Харбор — Ростов-на-Дону по самым низким ценам | БХБ — РОВ
×
Алжир
Ангола
Аргентина
Австралия
Бахрейн
Бангладеш
Ботсвана
Бразилия
Камерун
Канада
Чили
Китай
Колумбия
Конго
Берег Слоновой Кости
Египет
Эфиопия
Франция
Габон
Германия
Гана
Гонконг
Индия
Индонезия
Ирак
Ирландия
Италия
Япония
Иордания
Кения
Кувейт
Ливан
Ливия
Макао
Малайзия
Мали
Маврикий
Мексика
Марокко
Мозамбик
Намибия
Нидерланды
Новая Зеландия
Нигерия
Оман
Пакистан
Палестина
Филиппины
Польша
Португалия
Катар
Руанда
Саудовская Аравия
Сенегал
Сингапур
Южная Африка
Южная Корея
Испания
Шри-Ланка
Судан
Швеция
Швейцария
Тайвань
Танзания
Таиланд
Тунис
Турция
ОАЭ
Уганда
объединенное Королевство
Соединенные Штаты
Вьетнам
Замбия
Зимбабве
العربية
Английский
Дом >
Дешевые перелеты >
Бар-Харбор в Российскую Федерацию >
Бар-Харбор в Ростов-на-Дону >
COVID-19 Ограничения на поездки в Ростов-на-Дону
Я
и лечу с
Ростов-на-Дону, Российская Федерация
Большинству путешественников из Бар-Харбора разрешен въезд в Ростов-на-Дону.
Обновлено 07 января 2023 г.
Источник: Посольство Российской Федерации в США.
Нет рекомендаций по поездкам
На каком расстоянии Ростов-на-Дону от Бар-Харбор?
Расстояние рейса между Бар-Харбором и Ростовом-на-Дону составляет 7631км . Проверьте все доступные рейсы на Wego.
Популярные направления из Ростова-на-Дону
Ростов-на-Дону — Москва
Ростов-на-Дону — Каир
Ростов-на-Дону — Санкт-Петербург
Ростов-на-Дону — Стамбул
Ростов-на-Дону — Дубай
Ростов-на-Дону — Калининград
Ростов-на-Дону — Фритаун
Ростов-на-Дону — Шарм-Эль-Шейх
Ростов-на-Дону — Касабланка
Ростов-на-Дону — Саратов
Популярные направления из Бар-Харбора
Бар-Харбор в Сен-Пьер
Бар-Харбор в Нуакшот
Популярные отели Ростова-на-Дону
Маринс Парк Отель Ростов
Амакс Конгресс Отель
Рэдиссон Блю Отель, Ростов-на-Дону
Mercure Ростов На Дону
Дон Плаза Конгресс Отель
Отель Легенда
Парк Отель Надежда
Дон Кихот
Венеция Отель
Гостиница Мартон Стачки
Гостиницы в популярных направлениях
Отели в Каире
Отели в Стамбуле
Отели Бангкока
Отели в Дубае
Отели Кувейта
Отели в Исламабад
Отели в Лахоре
Отели Касабланки
Отели в Кожикоде
Отели в Абу-Даби
Wego ищет лучшие предложения на этих и многих других сайтах.
Комплект односторонних ножей Makita для рейсмуса 2012NB, 306 мм (793350-7)
Лезвие Makita 793350-7 предназначена для работы с рейсмусом Макита 2012NB. Ширина лезвия — 306 мм. В комплекте — 2 шт.
Технические характеристики
Основные Подробные
Совместимость
рейсмус
Ширина, мм
306
Кол-во в упаковке, шт.
2
Заточка
односторонняя
Комплектация
Ножи — 2 шт.
Документация
Сертификат
Гарантийный талон
Сертификат соотвествия
Произведено
Япония — родина бренда
Информация о производителе Makita – один из ведущих мировых производителей электро- и бензоинструмента. Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
*Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров! Указанная информация не является публичной офертой
Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.
Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя).
Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских.
Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро.
Лучшие предложения, выгодные комплектации, подарки и скидки от нашего магазина в этом разделе. ..
Узнать больше
Официальный дилер
Работая с нами, вы гарантированно приобретаете только оригинальный товар подлиного качества. Мы работаем по всем видам оплат. Только приобретая товар у официального дилера, вы застрахованы от подделок. Будем рады нашему долгосрочному сотрудничеству…
Узнать больше
100 летняя гарантия
Мы полностью уверены в качестве и надёжности профессионального электроинструмента Makita, обладая собственной авторизованной сервисной базой по ремонту электроинструмента, мы предлагаем нашим покупателям расширенную гарантию от сервисного центра ООО «Макита Веб» в Москве…
Узнать больше
Удобный ремонт
Сервисный центр ООО «Макита Веб» предлагает эксклюзивную услугу «Удобный ремонт». Располагая собственной службой доставки, компания ООО «Макита Веб» готова абсолютно бесплатно осуществлять доставку вышедшего из строя электро и бензоинструмента Makita в сервисный. ..
Узнать больше
Сервисная карта
Предлагаем всем нашим клиентам Сервисную карту Makita Online БЕСПЛАТНО…
Узнать больше
Отзывы клиентов
Залогом нашего успешного роста является качественныйтвенный и профессиональный уровень оказания услуг по продаже и обслуживанию инструментов Makita. Подтверждением тому, благодарственные и рекомендательные письма наших клиентовтвенный и профессиональный уровень оказания услуг по продаже и обслуживанию инструментов Makita. Подтверждением тому, благодарственные и рекомендательные письма наших клиентов и профессиональный уровень оказания услуг по продаже и обслуживанию инструментов Makita. Подтверждением тому, благодарственные и рекомендательные письма наших клиентов…
Узнать больше
Возврат 365 дней
Компания Макита Веб готова принять или обменять купленный у нас товар в течение 365 дней без объяснения причины, если товар надлежащего качества, не был в употреблении и сохранен товарный вид.
Узнать больше
Прокат инструмента
Если стоит задача произвести ремонт, монтажные, демонтажные или др. работы, то часто экономически выгодным является именно аренда электроинструмента. Использование качественной оригинальной продукции гарантирует выполнение работы в срок.
Узнать больше
Подарочные карты
Если Вы не знаете что купить своему любимому мужу, хорошему начальнику или лучшему другу, — закажите подарочную карту, и он сам выберет то, что ему действительно нужно. Владелец подарочной карты может заказать необходимый инструмент с доставкой на дом.
Узнать больше
JEU DE FERS 306 MM MAKITA — 7933507
Javascript деактивирован в вашей навигации. Javascript активен в вашей навигации для использования всех функций сайта.
L’Electroportatif
Высшие категории
Marques
L’Outillage à main
Высшие категории
Marques
L’atelier
Высшие категории
Marques
Le chantier
Высшие категории
Подсобные помещения в основном
Маркиза
EPI
Высшие категории
Marques
Le jardin
Высшие категории
Outils à main de jardin
Маркиза
Le transport
Высшие категории
Marques
маркизы
торговцы
A-letter»> A
B
C
D
E
F
G
H
I
J
K
L
M
N
P
R
S
Т
В
Вт
Исчезновение запасов
Меню
L’Electroportatif
Высшие категории
Marques
L’Outillage à main
Высшие категории
Marques
L’atelier
Высшие категории
Marques
Le chantier
Высшие категории
Подсобные помещения в основном
Маркиза
EPI
Высшие категории
Marques
Le jardin
Высшие категории
Outils à main de jardin
Маркиза
Le transport
Высшие категории
Marques
маркизы
торговцы
A-letter»> A
B
C
D
E
F
G
H
I
J
K
L
M
N
P
R
S
Т
В
Вт
Исчезновение запасов
Makita 80V Max (40V Max x2) XGT Бесщеточный 14-дюймовый аккумуляторный резак — Первоклассная резка
Описание
XGT® Makita Actacation 14 «Power Cutter
Каждый вариант поставляется с x2 бесплатными батареями — даже Bare Intulal!
Преимущества
Без масла и смешивания, низкий уровень шума, меньше обслуживания, нулевой уровень выбросов и отсутствие пуска с места. Это означает мгновенный запуск, экономию средств и возможность использовать бензорез в помещении.
Модель GEC01 разработана с использованием технологии активной обратной связи (AFT®), которая автоматически отключает двигатель, если вращение режущего диска внезапно прекращается.
Бесщеточный двигатель
производства Makita в сочетании с двумя батареями XGT® макс. 40 В обеспечивает производительность, эквивалентную модели с бензиновым двигателем объемом 75,6 см3.
Технология Active Feedback-Sensing (AFT®), которая электронным способом отключает двигатель, если вращение режущего диска внезапно принудительно останавливается
Встроенные полностью алюминиевые колеса, которые помогают снизить усталость и сохранить точность при резке пола.
Мягкий пуск, который подавляет реакцию запуска для более плавного пуска и увеличения срока службы редуктора.
Блокирующий выключатель питания требует двух действий для запуска питания
Прорезает до 15 футов бетона на одном заряде.
Разрезает до 115 арматурных стержней №5 за один заряд.
Разрезает до 63 футов металлического настила на одном заряде.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Отвал,
14 дюймов
Глубина резания, дюйм
5 дюймов
Мощность
80В
Вес с батареей
31 фунт
Скорость без нагрузки
5300 об/мин
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
Преимущества беспроводного резчика по сравнению с бензиновым включают отсутствие масла или смешивания, более низкий уровень шума, меньшее техническое обслуживание, отсутствие выбросов и отсутствие пуска с места. Это означает мгновенный запуск, экономию средств и возможность использовать бензорез в помещении.
Имеет встроенную систему подачи воды с ручкой регулировки расхода воды, которая непрерывно подает воду в соответствии с требованиями OSHA Таблица 1 Соответствие требованиям при резке бетона.
Конструкция с ременным приводом обеспечивает более плавную работу и меньшую вибрацию. GEC01 оснащен бесщеточным двигателем производства Makita в сочетании с двумя батареями XGT® макс. 40 В, что обеспечивает производительность, эквивалентную модели с бензиновым двигателем объемом 75,6 см3. Бесщеточный двигатель работает с меньшим нагревом и эффективнее, продлевает срок службы и может развивать скорость до 5300 об/мин.
Модель GEC01 оснащена технологией активного обнаружения обратной связи (AFT®), которая автоматически отключает двигатель, если вращение режущего диска внезапно прекращается. Он также оснащен технологией Extreme Protection (XPT™), разработанной для повышения пыле- и водонепроницаемости при работе в суровых условиях.
Удобные функции включают встроенный светодиод. легкая, большая кнопка блокировки шпинделя для облегчения замены круга в перчатках и блокирующий выключатель питания, который требует двух действий для запуска Power Cutter. Он также имеет функцию плавного пуска, которая подавляет пусковую реакцию для более плавного пуска и увеличения срока службы редуктора, а также защиту от перегрузки, предназначенную для защиты двигателя от перегорания в ситуациях с аномально высоким крутящим моментом.
Прочие особенности включают встроенные полностью алюминиевые колеса, которые помогают снизить усталость и сохранить точность при резке пола, регулируемый защитный кожух, облегчающий резку в нижней или верхней части стены, и прорезиненную переднюю рукоятку, которую можно держать в нескольких положениях для повышения комфорта. при различных направлениях резки.
XGT® — это система оборудования, инструментов, аккумуляторов и зарядных устройств, использующая литий-ионные аккумуляторы напряжением до 40 В.
Главная » Статьи » Статьи по металлообработке » Токарные станки по металлу » Бабки токарного станка: задняя и передняя. Что это такое?
05.02.2021
Токарные станки по металлу
Просмотров: 3329
За точность установки и обработки детали в токарных станках отвечают специальные узлы — токарные бабки.
Шпиндельная (передняя) бабка — устройство токарного станка, предназначенное для сообщения заготовке вращательного движения. Обрабатываемая деталь закрепляется в кулачки патрона, цангу, планшайбу установленные на переднем торце шпинделя или фиксируется центрами между передней и задней бабками. Частота вращения заготовки и направление могут регулироваться от системы управления.
Задняя (упорная) бабка — узел токарного станка для фиксации (поджатия) обрабатываемых заготовок с помощью упорного или вращающегося центра. На универсальных станках также используется для установки режущего инструмента: сверл, зенкеров, разверток.
Устройство бабки токарного станка (шпиндельный узел)
Передняя бабка состоит из корпуса (чаще всего чугунного) и шпинделя. В станках с коробкой скоростей добавляются валы, шестерни и устройство переключения диапазонов для обеспечения различных моментов резания для обработки заготовок, система смазки шпиндельной бабки. Усилие вращения на деталь передается через шкив на первом валу. При установке шпинделя «картриджного» типа — вращательное движение патрона передается от двигателя через ремни на шкив, установленный на шпинделе. При установке электрошпинделя — ременная передача и внешний двигатель не применяются.
Корпус шпиндельной бабки может иметь различную форму, отливается, как правило, из чугуна. В современных станках в жестком корпусе передней бабки имеются точные отверстия для установки передних и задних подшипников шпинделя, это достигается расточкой корпуса на расточном станке с борштангой, с последующим контролем на измерительной машине. Предусмотрена возможность регулировки оси шпинделя в плоскости движения оси Х (для станков с горизонтальной станиной это будет горизонтальная плоскость, направление «к оператору или от оператора»). В вертикальной плоскости точность достигается пришабриванием
Передача вращательного движения от двигателя к шпинделю, чаще всего, осуществляется посредством клиновых или поликлиновых ремней и шестерней зубчатой передачи. В станках токарной группы с ЧПУ для обеспечения функций нарезания резьбы и поддержания постоянства скорости резания устанавливается дополнительный датчик — энкодер шпиндель. Энкодер воспринимает вращение шпинделя и преобразует его в электрический импульс, посылаемый в модуль ЧПУ. В свою очередь, контроллер управляет работой серводвигателя привода для плавного(не дискретного) регулирования частоты оборотов шпинделя.
Шпиндельный узел, как правило, имеет систему циркуляционной смазки и может иметь систему охлаждения. В шпинделя «картриджного» типа консистентная смазка закладывается на весь срок службы подшипников.
Кинематическая схема шпиндельной бабки обычно приведена в документации на конкретный станок.
Шпиндель передней бабки
Шпиндель — полый внутри вал, изготовленный из углеродистой стали, в отверстие которого пропускают длинномерные заготовки. Установлен шпиндель в корпус передней бабки посредством переднего и заднего подшипниковых узлов.
Торец шпинделя токарных станков, в зависимости от исполнения, соответствует ГОСТ 12595-2003 или ГОСТ 26651-85. На современных станках ЧПУ, в зависимости от запросов потребителя, геометрия торца шпинделя может быть изменена. На торец устанавливается зажимное устройство: токарный патрон, цанга, планшайба, упорный центр.
Посадочные поверхности торца шпинделя имеют обработку не ниже 6 квалитета, при изготовлении поверхность подвергается закалке и шлифовке. В противном случае радиальное и торцевое биение установленного патрона или другого зажимного устройства, установленного на шпиндель, будут превышать допустимые значения. Это скажется на точности обработки заготовки. После установки шпиндель проверяется на наличие вибраций, и, при необходимости, производится балансировка
В связи с этим, при замене зажимной оснастки посадочные поверхности шпинделя необходимо оберегать от различного рода повреждений, не допускать наличия стружки и грязи, а также проверять биение вновь установленных патрона или цанги.
пример — шпиндель «картриджного» типа
пример — шпиндель с валами и шестернями коробки скоростей
Проверка точности
Геометрическую точность на токарных станках с ЧПУ проверяют по контрольным скалкам и оправкам. Проверка методом проточки не входит в проверки по ГОСТ(в токарный патрон зажимается заготовка диаметром не менее 80 мм длиной до трех диаметров и обтачивается цилиндрическая поверхность перемещением по оси Z без поджима задней бабкой), является неточной и не отражает реальное положение оси шпиндельной бабки. на результаты проточки влияет очень много факторов и погрешность измерения будет превышать величину допуска (режимы резания, высота режущей кромки и вылет оправки, состояние подшипников шпинделя и остальной кинематики . Допустимые отклонения указаны в приложении к свидетельству о приемке станка.
При неудовлетворительных результатах проверки точности выявляют и устраняют причину и проводят повторную проверку.
Задняя бабка
Задняя бабка входит в стандартную комплектацию любого токарного станка, производимого Тверским станкостроительным заводом.
Устройство задней бабки токарного станка
Упорная бабка состоит из плиты (основания, опирающегося на направляющие станины), корпуса, пиноли, штурвала перемещения пиноли) и рукояток фиксации пиноли и задней бабки. В левом торце пиноли имеется коническое отверстие, служащее для установки и фиксации приспособлений и инструмента.
Задняя бабка станка чаще всего перемещается вручную оператором. На некоторых моделях станков может присоединяться к суппорту и совместно перемещаться вдоль оси Z к месту зажима.
Пиноль задней бабки выдвигается и отводится, перемещением маховика. Возможна установка гидравлического или электро-механического устройства выдвижения
Для регулировки соосности оси шпинделя и оси пиноли задней бабки при обработке заготовок применяют поперечное смещение оси задней бабки (к оператору или от оператора).
В токарных обрабатывающих центрах задняя бабка может иметь управляемое от ЧПУ перемещение (ось W). Также возможно замена пиноли на противошпиндель.
Настройка и регулировка
Регулировка задней бабки токарного станка выполнена на заводе изготовителе. Дополнительная регулировка требуется при ухудшении точности станка. Заключается она в установке минимальных зазоров в передних и задних подшипниках пиноли (модели с вращающейся пинолью), компенсации люфта между опорными поверхностями упорной бабки и направляющими станины, исключению смещения относительно оси шпинделя.
Фиксация задней бабки станка к направляющим осуществляется при зажиме гаек 2, пиноль 1 фиксируется рычагом 5. Перемещение пиноли происходит при вращении штурвала 4. Для облегчения позиционирования задней бабки по направляющим станины может использоваться система разгрузки или механизм 3, при ослаблении болтов крепления 2 задняя бабка перемещается в направлении противоположном направлению вращения рукоятки механизма 3. В корпусе пиноли расположена масленка для выполнения ручной смазки. Регулировка оси пиноли в горизонтальной плоскости производится с помощью установочного винта (под штурвалом пиноли) и двух винтов А.
Геометрическую соосность передней и задней бабок проверяют, зажимая поверочную скалку (диаметр и длина зависит от РМЦ станка) в неподвижных центрах бабок токарного станка. Стойка с индикатором часового типа, установленная на суппорт или револьверную головку, перемещается вдоль осевой линии заготовки в вертикальной и горизонтальной плоскости. После проверки и при необходимости производится настройка задней бабки.
если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите [email protected] мы обязательно вам поможем!
Рекомендуем прочесть
Механизмы для закрепления деталей за наружную поверхность
27.08.2020
Просмотров: 907
Механизмы для закрепления деталей за наружную поверхность
Токарные станки по металлу
Токарные станки ТВ 4.
Значимый след в истории
01.09.2020
Просмотров: 763
Компактные и многофункциональные токарные станки ТВ 4 настольного типа оставили значимый след в истории советского станкостроения. Данное оборудование было специально создано для обучения школьников основам обработки деталей на уроках труда.
Токарные станки по металлу
Токарные станки по металлу. Общие сведения
27.08.2020
Просмотров: 428
Токарные станки по металлу предназначены для обработки главным образом тел вращения. При точении с них снимается стружка, и заготовка приобретает нужную форму. Доказано, что токарный станок является одним из древнейших, созданных человеком. Впоследствии именно на его основе были сконструированы сверлильные, расточные и другие станки.
Токарные станки по металлу
Задняя бабка токарного станка по металлу: устройство, принцип работы, ремонт
Задней бабкой токарного станка именуется опорная деталь, которая необходима для крепления будущей детали, ее надежной фиксации.
У нее имеется конусное отверстие, куда закрепляется оборудование для резки металла. Сама деталь фиксируется на станине, являющейся основой любого токарного станка.
Содержание:
1 История возникновения
2 Устройство
2.1 Принцип работы
2.2 Назначение узла
3 Устройство передней бабки
3.1 Как работает
3.2 Для чего она нужна?
4 Регулировка и ремонт
5 Передняя и задняя пиноль своими руками
История возникновения
Непосредственно аналоги современных токарных станков были изобретены еще в глубокой древности. Привод изначально был ручной, а затем — ножной.
На таком станке обычно обрабатывались деревянные изделия. Чтобы приступить к обработке металла пришлось усовершенствовать конструкцию.
Сначала придумали станок, в котором заменили необходимость вручную держать обрабатываемую деталь, на механический держатель.
Наиболее широким изготавливались токарные станки на оружейных заводах. Там же их и совершенствовали, изобрели суппорт, ходовой винт, шестеренчатый перебор. Непосредственно включение суппорта уже сделали автоматическим на некоторых моделях оборудования.
Так производили оборудование до начала 20 века, а после революции появилась коробка передач. Позволявшая менять скорость обработки заготовки.
Устройство
К станине прикреплена передняя бабка, а также все основные детали станка и задняя бабка. Основные элементы во всех станках имеют идентичное устройство и общий принцип работы.
Элементы конструкции:
фундаментальная основа, где размещены элементы управления и все остальные;
пиноль – крепежный компонент;
цельный корпус из металла;управленческий рычаг, позволяющая закреплять непосредственно пиноль и основу всей задней бабки;
маховик, отвечающий за перемещение пиноли;
винт, с помощью которого производят четкое закрепление элемента по отношению к остальному токарному станку и всем его деталям.
Поскольку все компоненты идентичны, не слишком различается и принцип работы.
Читайте также: что такое центр для токарного станка
Принцип работы
Центральная часть задней бабки присоединена к суппорту. Через него бабка получает поступательное движение, поскольку снабжена самостоятельным приводом передач.
В некоторых видах оборудования производится вращательное движение. Центр самой задней бабки не вращается. Конкретный способ привода зависит от модификации станка, а также от задач, которые необходимо решить.
Назначение узла
Основная функция — надежное закрепление заготовки. Также узел поддерживает второй край заготовки и контролирует стабильное вращение.
При осуществлении процесса сверления задняя бабка соединяется с суппортом, а в патрон пиноля вставляется сверло нужного размера.
Устройство передней бабки
Основным узлом передней баки является шпиндель. Шпиндельная бабка закреплена на левом краю станины. Это наиболее важная деталь из всей конструкции.
Во внутреннем коническом отверстии шпинделя фиксируются различные необходимые приспособления, инструменты, оправки.
Как работает
Движение шпинделю передается от шкива клиноременной передачи. Все валы и сам шпиндель токарного станка установлены на опорах качения.
При прямом направлении вращения у станка, необходимы большие крутящие моменты. Это возникает за счет большого числа дисков, которые расположены в левой части фрикционной муфты.
Если коробка передач закреплена в тумбе станины, то со шпинделем она связана ременной передачей. Такие модели оборудования названы станками с разделенным приводом.
Для чего она нужна?
Передняя бабка осуществляет основное движение и передает вращательный момент от приводного электродвигателя непосредственно к заготовке.
Если станок универсальный, то на нем передняя бабка с помощью конструктивных элементов осуществляет привод подачи суппорта с режущим инструментом.
Регулировка и ремонт
Регулировка включает обязательные этапы:
установка величины люфта, который образуется между направляющими у станины и основанием задней бабки;
минимальные зазоры в подшипниках пиноли, если она вращается;
устранения смещения центра по отношению к шпинделю.
Как часто необходимо совершать проверку и ее порядок указаны в паспортной документации к каждому станку.
Если возникла необходимость, то проводятся восстановительные или ремонтные работы. Восстанавливают следующие параметры:
точную стыковку станины с узлом задней бабки;
высоту расположения шпинделя и пиноли.
Также часто приходится восстанавливать точность отверстия, куда закреплена пиноль.
Передняя и задняя пиноль своими руками
Шпиндельная бабка — это априори наиболее сложный элемент всего оборудования. При изготовлении необходимо учесть, что понадобится блок из сменных шестеренок, которые передают и меняют скорость вращательного движения шпинделя и момента вращения непосредственно с вала коробки передач.
Заднюю бабку делают с подвижным или неподвижным центром вращения. Для подвижного варианта центра понадобится в отверстие пиноли установить пару подшипников: с переднего края с коническим роликом, он будет упорный и задний, радиальный, расточен под конус.
Установка и фиксация заднего центра у станка осуществляется за счет конусного отверстия втулки. Шпиндельная и упорная бабка являются основой конструкции любого токарного станка.
Поэтому мастер должен знать принцип их работы, как сделать такую деталь своими руками и как ее отрегулировать, а по возможности и отремонтировать.
Поделиться в социальных сетях
Процесс обработки с ЧПУ
— насколько важна задняя бабка?
Нужна ли задняя бабка при использовании токарного станка с ЧПУ для обработки заготовки? Ответ зависит от длины куска. Можно обойтись обработкой короткомерных заготовок без задней бабки. Тем не менее, задняя бабка имеет жизненно важное значение для процесса обработки с ЧПУ, чтобы обеспечить точную обработку длинных и тонких деталей, таких как ствол винтовки, без деформации или вибрации.
Что такое задняя бабка?
Расположенные напротив передней бабки токарного станка с ЧПУ, задние бабки используются для фиксации и поддержки свободного конца заготовки во время ее обработки. Задняя бабка обеспечивает устойчивое положение продольной оси вращения заготовки и ее фиксацию точно параллельно станине станка.
Положение задней бабки регулируется вдоль направляющих станины для установки заготовок разной длины. После фиксации на месте инструмент монтируется и перемещается в точное положение с помощью ходового винта.
Помимо удержания заготовки на месте, задние бабки также используются для сверления центров заготовок. Режущий инструмент, такой как сверло, метчик или развертка, содержащийся в задней бабке, используется для создания отверстия точной глубины, формы и диаметра. Однако, в отличие от сверления отверстий с помощью сверлильного станка или фрезерного станка, инструмент в задней бабке остается неподвижным, пока заготовка вращается.
Когда вам нужно использовать заднюю бабку в процессе обработки с ЧПУ?
Задние бабки не требуются для каждой работы, так когда же вам нужно их использовать? Задние бабки необходимы при обработке длинных тонких деталей, но они также полезны и для более коротких деталей.
Большинство производителей рекомендуют использовать заднюю бабку для поддержки любой детали, отношение длины к диаметру которой превышает 3:1. Чем выше отношение длины к диаметру, тем больше риск появления дефектов в готовом изделии.
Деталь с соотношением LTD 2:1, скажем, длиной 2 дюйма и диаметром 1 дюйм, может быть изготовлена без использования задней бабки. Тем не менее, задняя бабка может помочь предотвратить смещение этих деталей, закрепив их на месте во время обработки. Когда отношение LTD превышает 3:1, задняя бабка необходима для обеспечения качества готовой детали.
Выравнивание и жесткость имеют решающее значение для правильного функционирования
За задней бабкой необходимо правильно ухаживать, чтобы обеспечить ее точное выравнивание с передней бабкой. Когда задняя бабка не выровнена, возникают такие проблемы, как конусность и вибрация (отметины на заготовке из-за того, что деталь недостаточно плотно удерживается задней бабкой). Жесткость задней бабки, ее способность надежно удерживать заготовку по центру, также оказывает большое влияние на качество готовой детали. Сужение, неточности и другие искажения могут возникнуть, если задняя бабка не закреплена должным образом.
Ваш поставщик задних бабок и других принадлежностей для поворотных столов
CNC Indexing & Feeding Technologies — ваш поставщик высококачественных задних бабок и других принадлежностей для поворотных столов.
С момента своего основания в 2007 году компания CNC Indexing & Feeding Technologies превратилась в ведущего импортера/дистрибьютора качественных аксессуаров для станков с ЧПУ, таких как гидродинамические магазинные устройства подачи прутка, загрузчики коротких прутков и портальные автозагрузчики.
Наши поворотные и делительные столы TJR позволяют превратить любой 3-осевой обрабатывающий центр в 4- или 5-осевой. Кроме того, у нас есть много аксессуаров, включая задние бабки и элементы управления индексатора.
Системы подачи СОЖ под высоким давлением и маслоотделители Welltech собственной марки CNC Indexing повышают производительность и качество деталей, одновременно увеличивая срок службы ваших инструментов и станков.
Позвоните в CNC Indexing & Feeding Technologies по телефону 513-770-4200 или напишите нам по адресу [email protected], чтобы узнать, как наши продукты могут удовлетворить ваши производственные потребности!
Задняя бабка – определение и значение
Определение
Связать
Список
Обсудить
См.
Услышать
и Любовь
Определения
из Словаря английского языка American Heritage®, 5-е издание.
сущ. Подвижная часть токарного станка, поддерживающая мертвую точку.
из словаря века.
сущ. В токарном станке регулируемая задняя бабка перемещается по станине напротив передней бабки и несет мертвый шпиндель, в котором установлена мертвая точка. Также называется мертвой головой.
из версии GNU Collaborative International Dictionary of English.
сущ. Скользящий блок или опора в токарном станке, на котором закреплен неподвижный шпиндель или регулируемый центр. Передняя бабка поддерживает вращающийся шпиндель.
из Викисловаря, Creative Commons Attribution/Share-Alike License.
сущ. Часть токарного станка, удерживающая обрабатываемый объект вдоль оси вращения
из WordNet 3.0 Copyright 2006 Принстонского университета. Все права защищены.
сущ. опора, состоящая из подвижной части токарного станка, которая скользит по станине на одной линии с передней бабкой и фиксируется в положении для поддержки свободного конца заготовки
Этимологии
Извините, этимологии не найдено.
Служба поддержки
Помогите поддержать Wordnik (и освободите эту страницу от рекламы), приняв слово «задняя бабка».
Примеры
Устанавливается на конце передней бабки, обращенном к задней бабке . представляет собой шпиндель и центр шпоры или для торцевой токарной обработки, такой как чаши и тарелки, или другое. Это задняя бабка, кривошип на конце толкает центр чашки в конец заготовка.
не определено
Это снижает опасность раскалывания и, не встречая помех со стороны задней бабки , молоток может быть направлен к верхнему правому углу заготовки.
6. Токарная техника
Задняя бабка с центром задней бабки служит концевой опорой для зажимного устройства при обработке более длинных заготовок.
2. Сборка токарного станка
Заготовка зажимается между трифуркатом и центром задней бабки .
2. Сборка токарного станка
Служит для зажима коротких заготовок ствола без использования центра задней бабки .
2. Сборка токарного станка
Задняя бабка используется в качестве контрудерживающего устройства для токарной обработки длинных заготовок или сверления,
2. Конструкция токарного станка со штатным двигателем
Фартук и задняя бабка подвижны и перемещаются по станине токарного станка.
2. Конструкция токарного станка со штатным двигателем
· Задняя бабка пиноль приводится в рабочее положение (рис. 14), при этом особое внимание следует уделять чистоте пиноли.
3. Подготовка к нарезанию резьбы плашками и метчиками
Рисунок 55 Механическая намотка пружины сжатия на токарном станке 1 патрон токарного станка, 2 намоточная оправка, 3 пружина сжатия, 4 задняя бабка с подвижным центром
5. Методы гибки
— Для деталей, установленных на вылете, люнет (без использования задней бабки в качестве контропоры) позволяет выполнять торцевание и растачивание, если он используется для поддержки и направления свободно вращающегося конца детали (см.
 ИБП Powerware 9390, благодаря своим уникальным техническим характеристикам (в том числе и таким как система коррекции входного коэффициента мощности и IGBT-выпрямитель с чрезвычайно низким коэффициентом гармоник THD
ИБП Powerware 9390, благодаря своим уникальным техническим характеристикам (в том числе и таким как система коррекции входного коэффициента мощности и IGBT-выпрямитель с чрезвычайно низким коэффициентом гармоник THD 2000 м)
2000 м) е. 72 кВт при 80 кВА)
е. 72 кВт при 80 кВА) номиналом входного тока ИБП
номиналом входного тока ИБП
 время автономной работы в соответствующей спецификации.
время автономной работы в соответствующей спецификации.

 напряжения
напряжения 9Бестрансформаторная конструкция 390 включает в себя IGBT, чтобы обеспечить высочайший уровень мощности при меньшем потреблении места, чем конкурирующие системы ИБП. Независимо от того, выбираете ли вы ИБП для филиала, производственного цеха, медицинского учреждения или центра обработки данных, модель 9390 обеспечивает именно то сочетание и цену, которая соответствует вашим потребностям.
9Бестрансформаторная конструкция 390 включает в себя IGBT, чтобы обеспечить высочайший уровень мощности при меньшем потреблении места, чем конкурирующие системы ИБП. Независимо от того, выбираете ли вы ИБП для филиала, производственного цеха, медицинского учреждения или центра обработки данных, модель 9390 обеспечивает именно то сочетание и цену, которая соответствует вашим потребностям.


 : 3568,00
: 3568,00
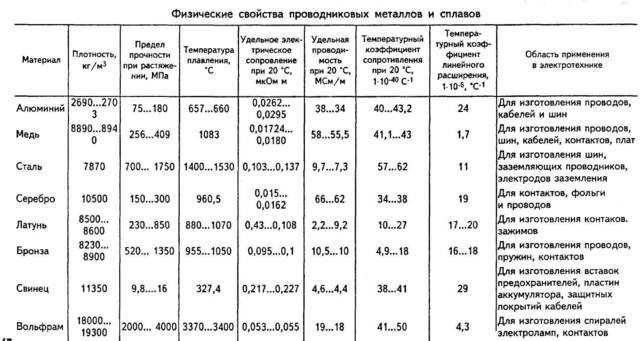 п.)
п.)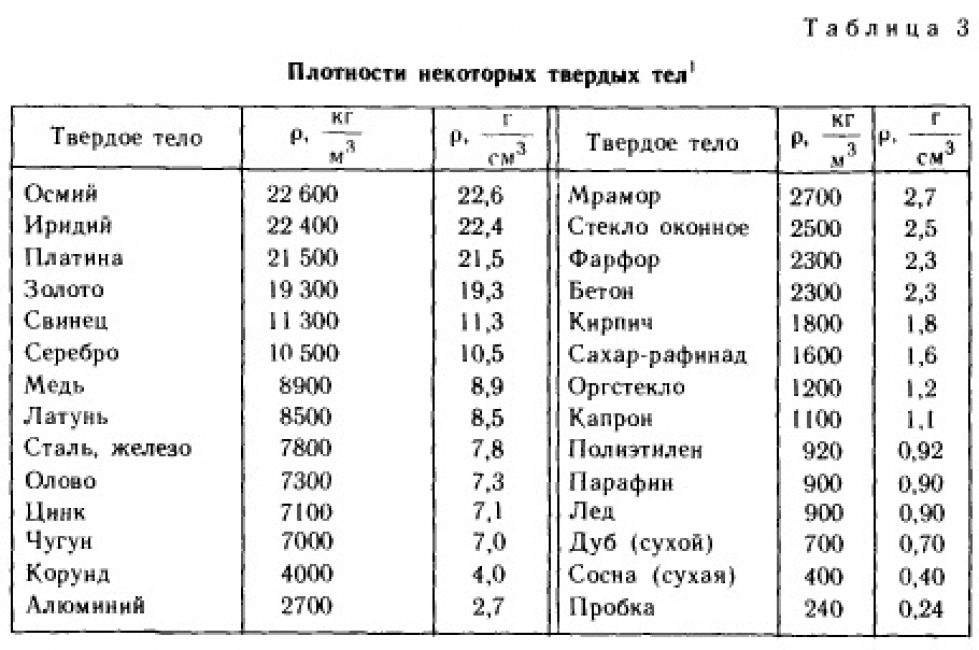 Запускают процессы старения следующие причины:
Запускают процессы старения следующие причины: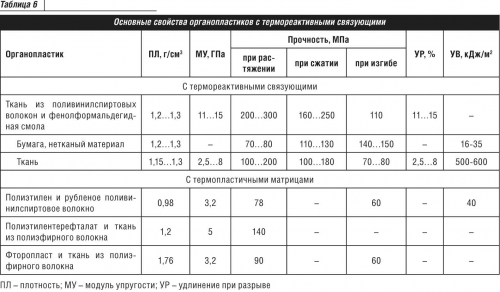 4.4 настоящих технических условий
4.4 настоящих технических условий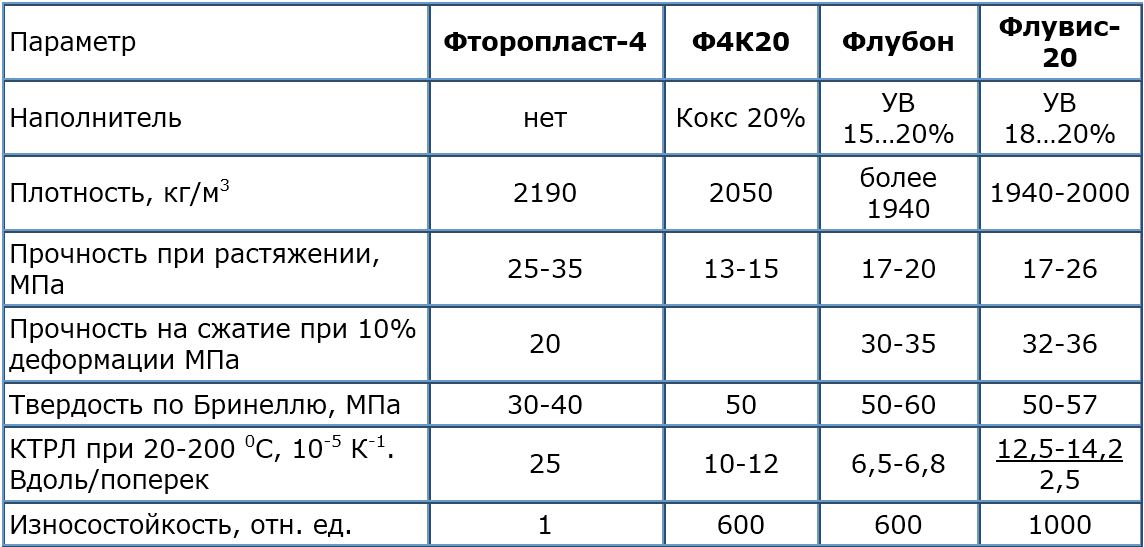 4.7 настоящих технических условий
4.7 настоящих технических условий Отдельные характеристики могут варьироваться в зависимости от технологии переработки и влияния окружающей среды.
Отдельные характеристики могут варьироваться в зависимости от технологии переработки и влияния окружающей среды.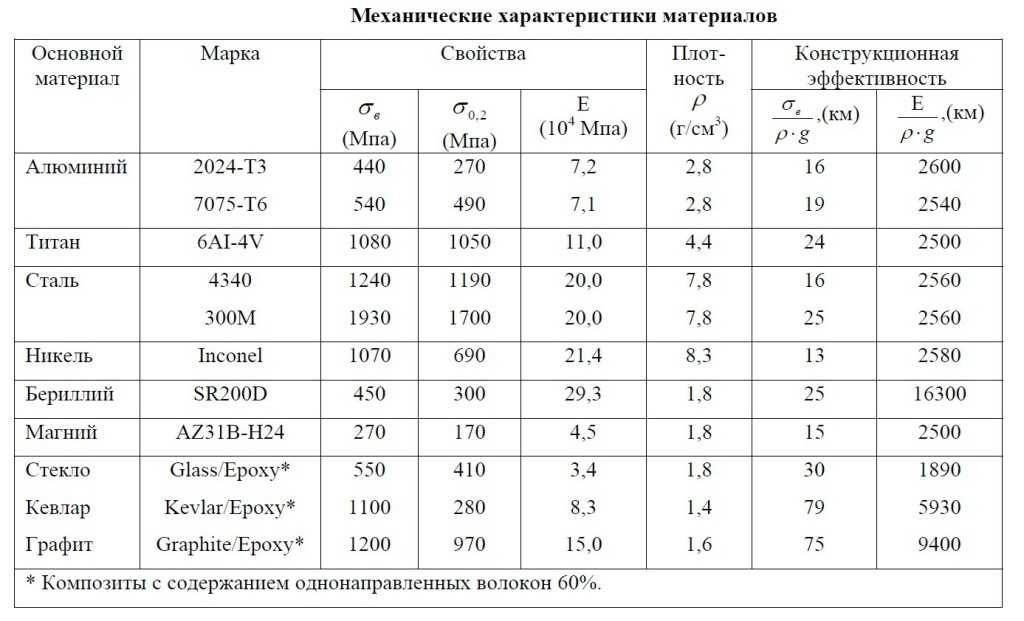
 П.
П.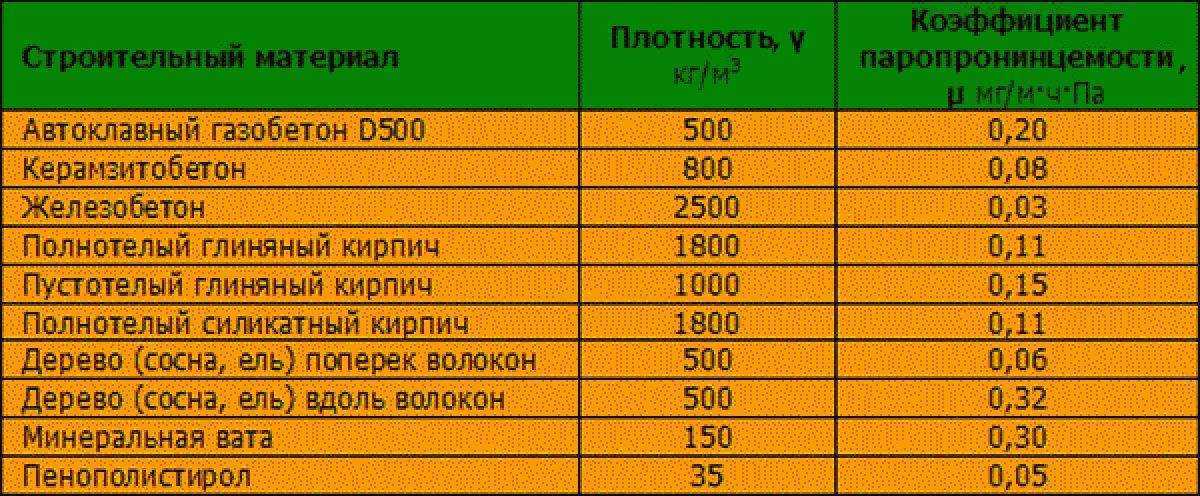 10
10 11
11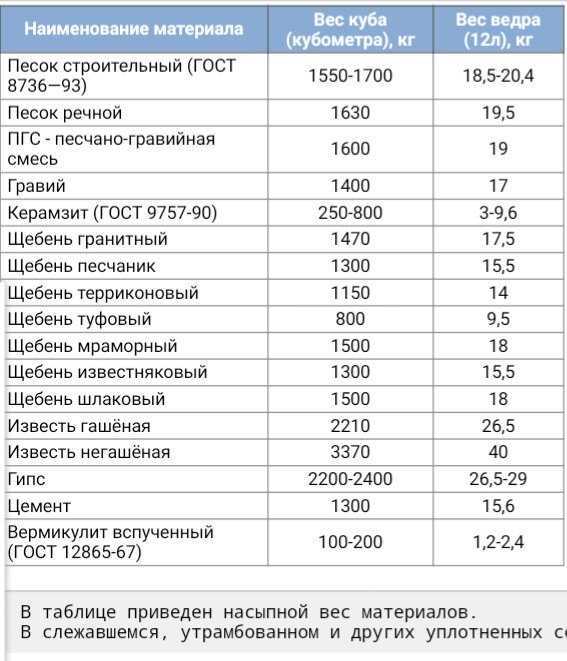
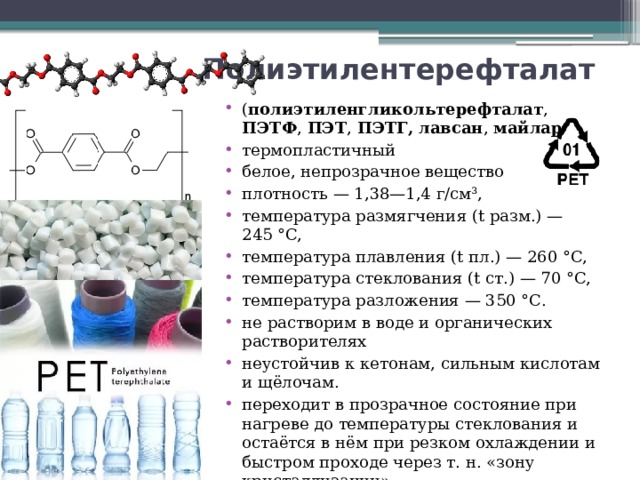 0014
0014 11
11 039
039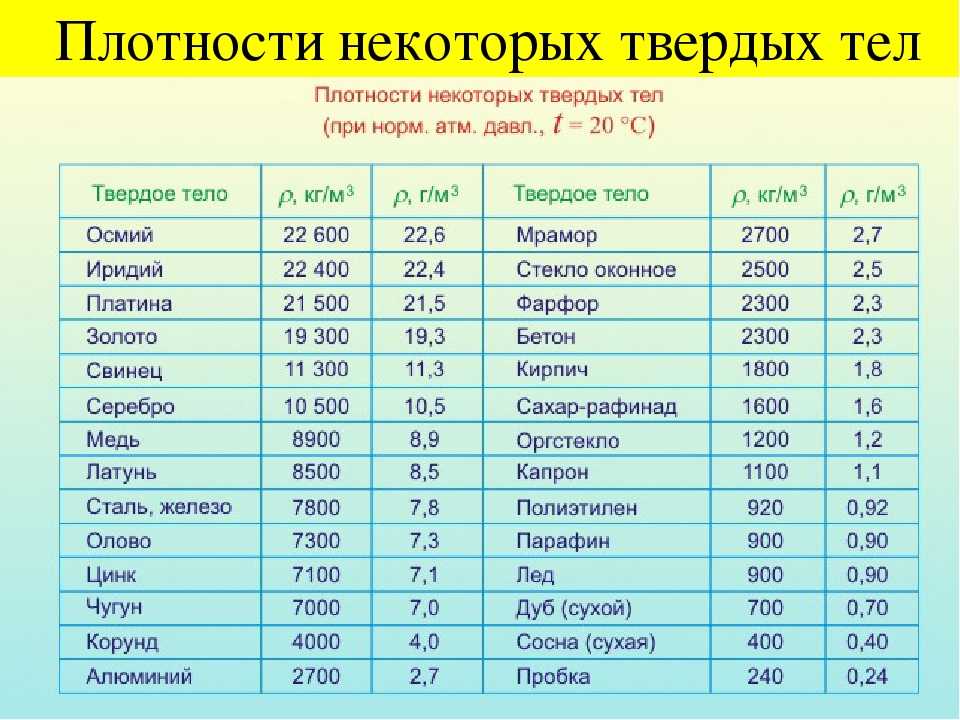 028
028 0087
0087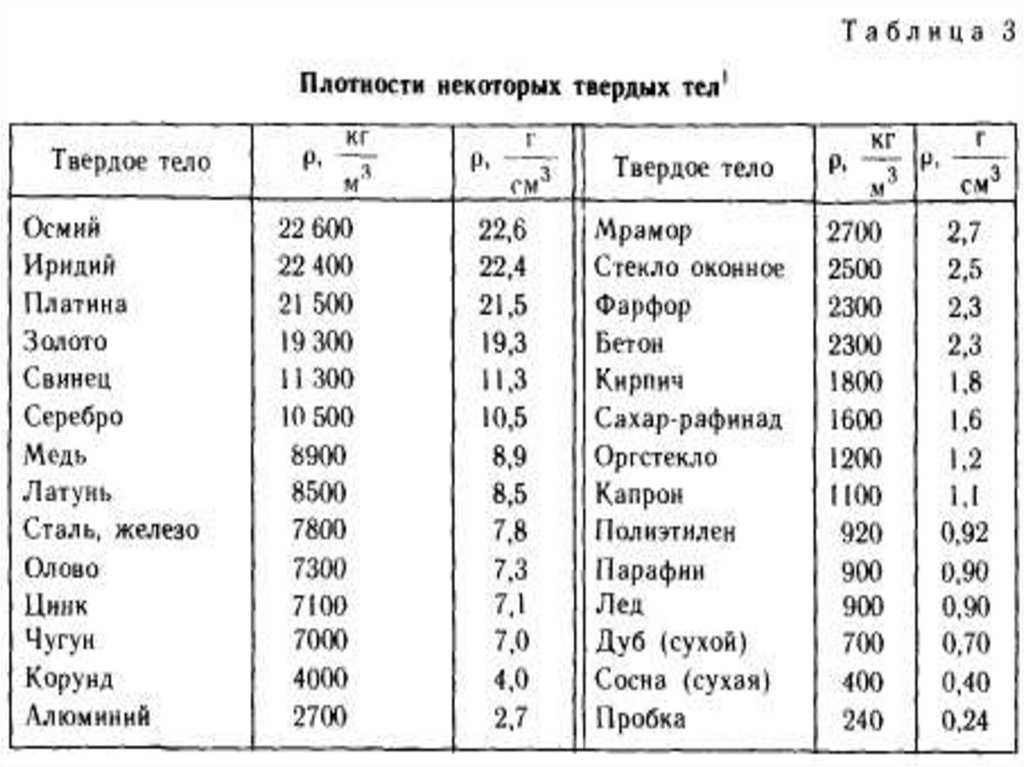 190
190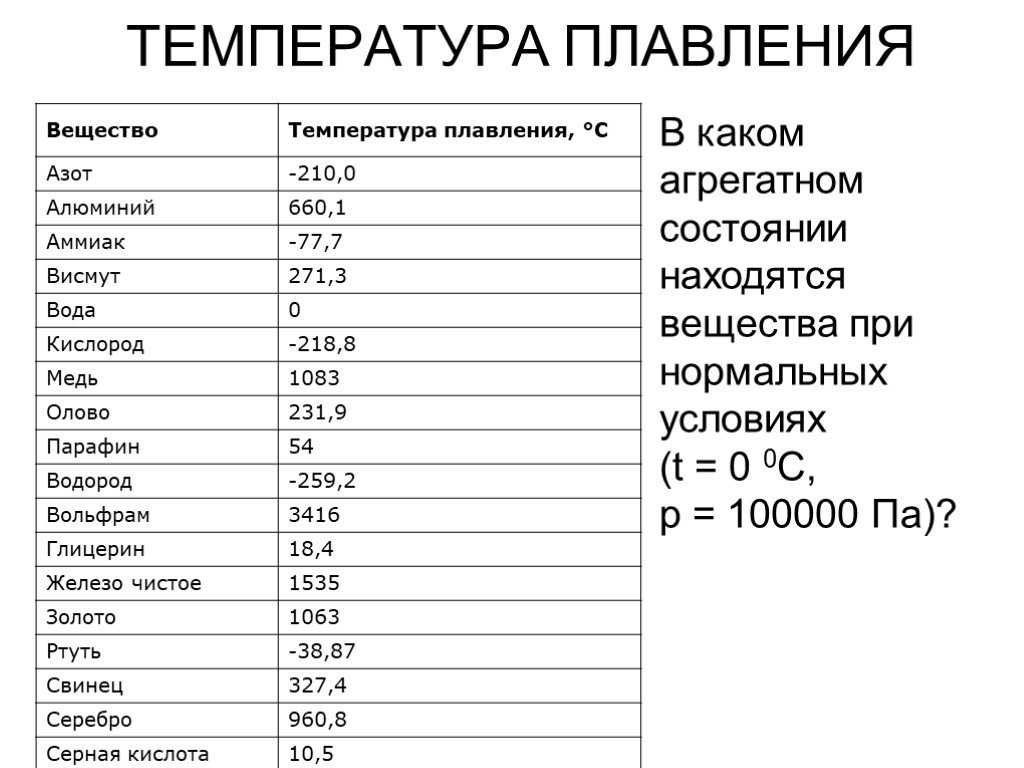 300
300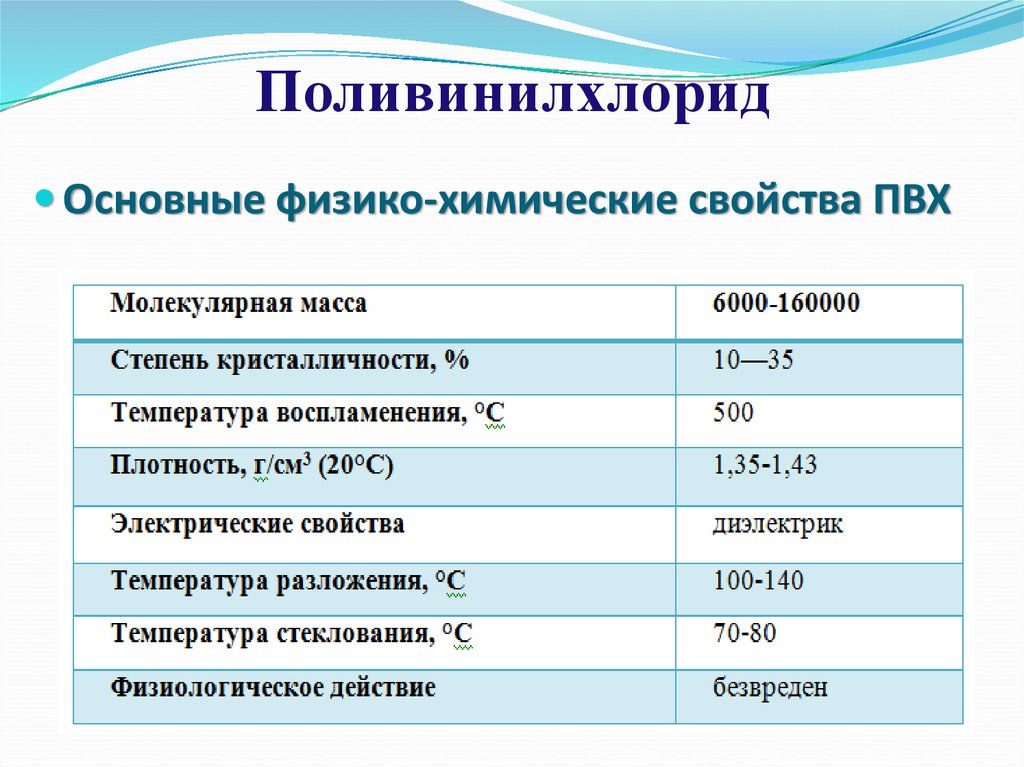 310
310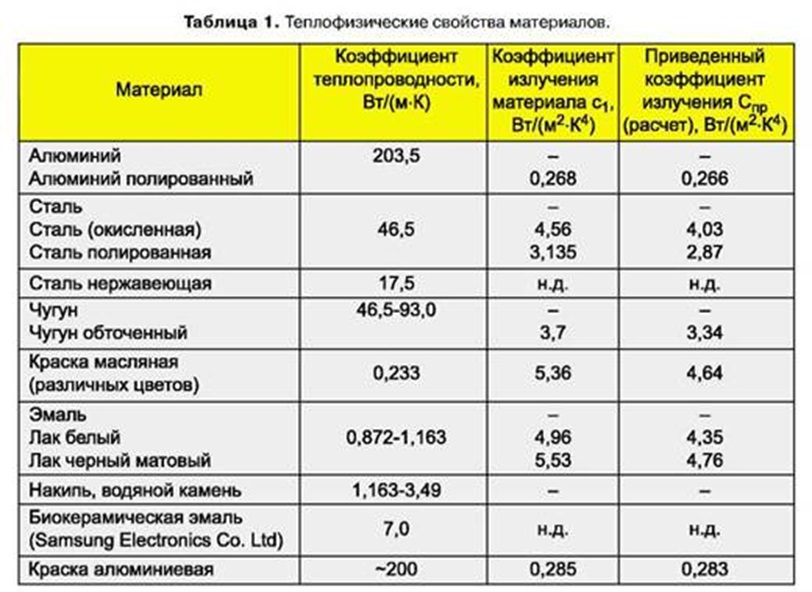 010
010 500
500 410
410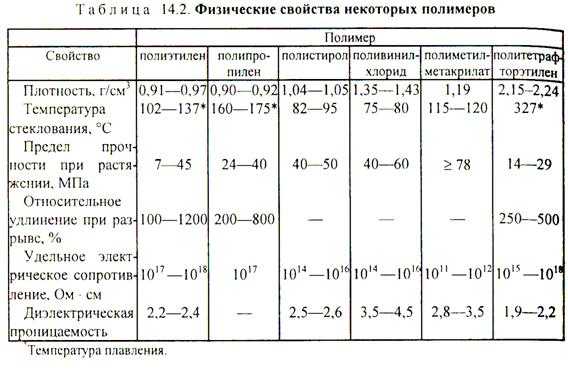 300
300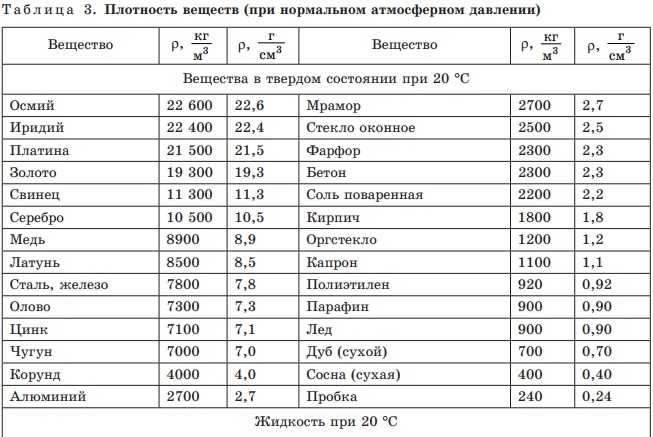 300
300 320
320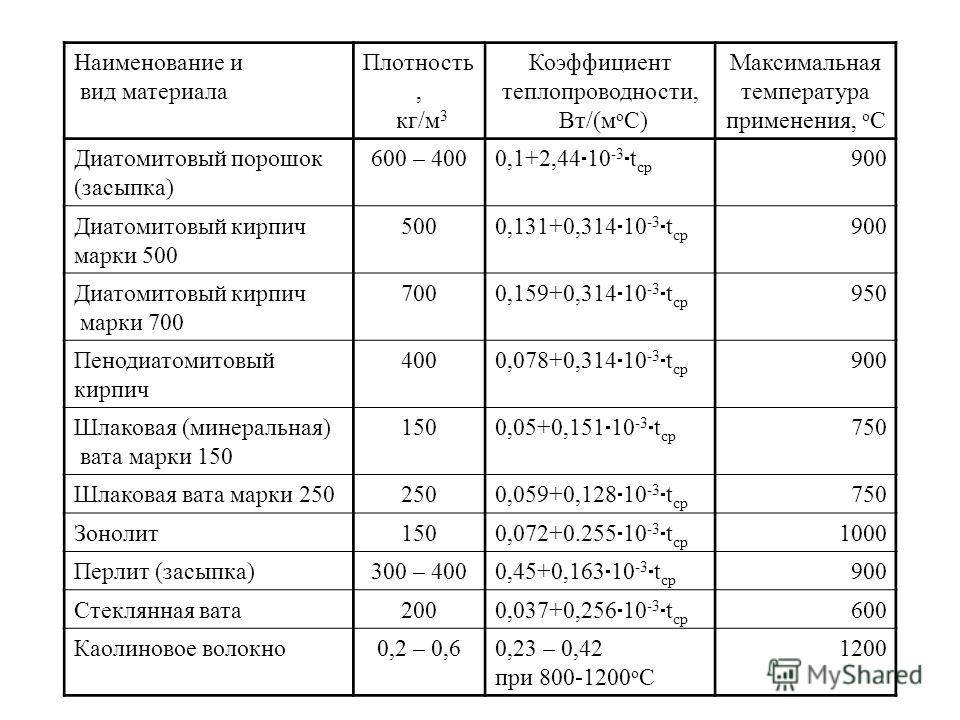 500
500 230
230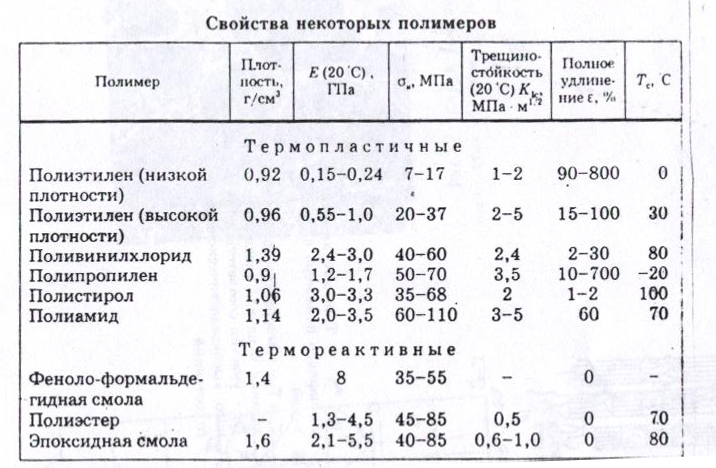 250
250 600
600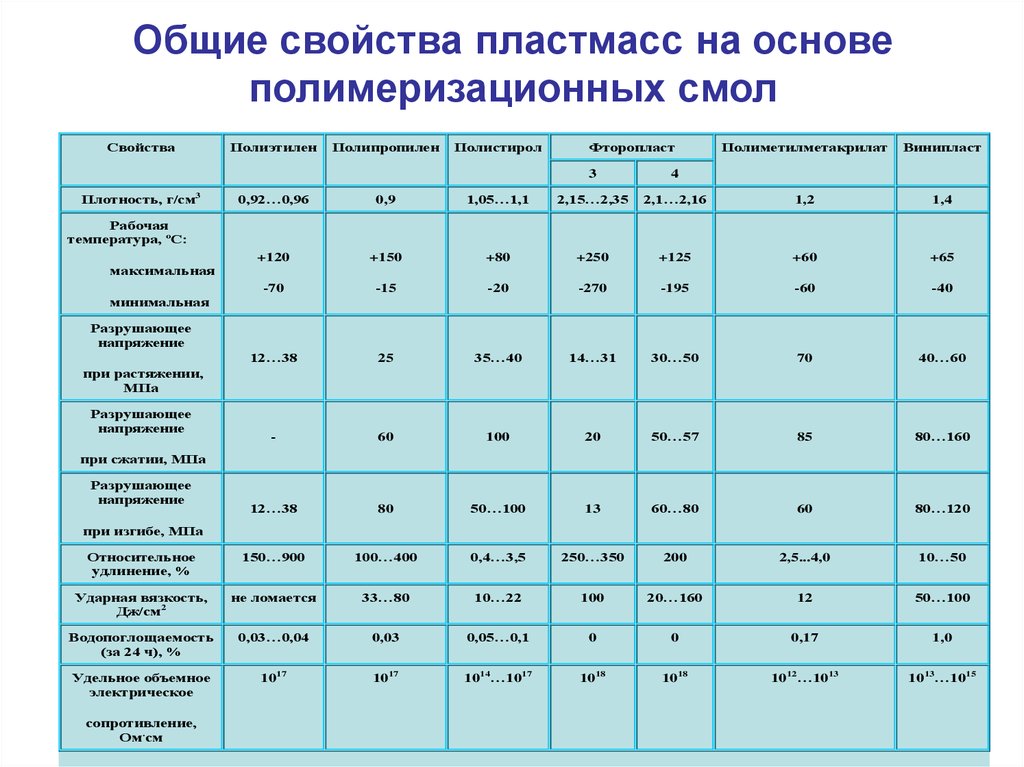 300
300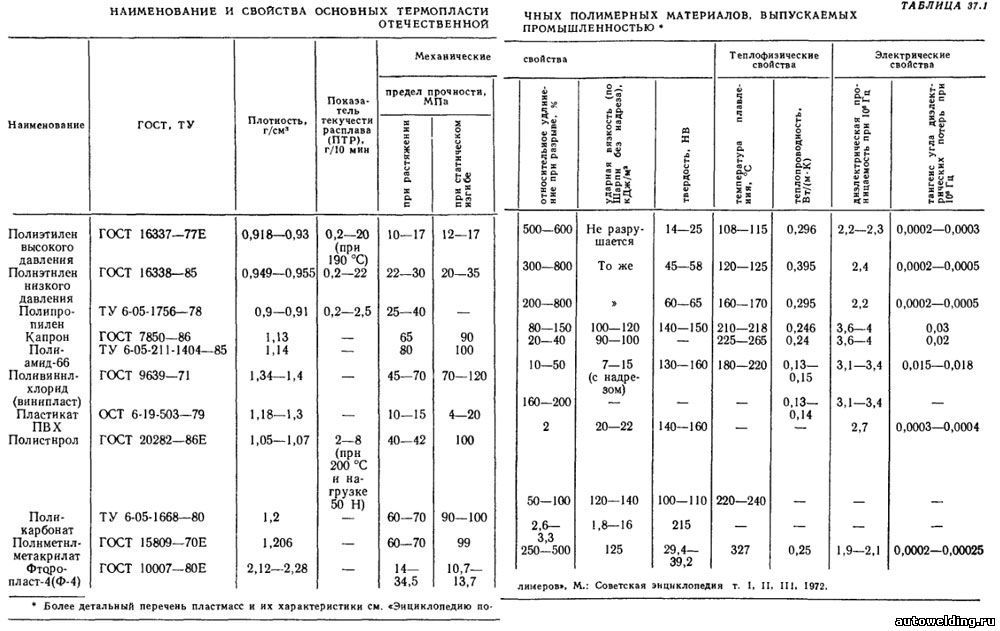 150
150
 Однако очень непросто ответить на потребности пользователей, для которых удобство и легкость в использовании важнее, чем большое количество ручных функции, при этом сохранив небольшой размер камеры.
Однако очень непросто ответить на потребности пользователей, для которых удобство и легкость в использовании важнее, чем большое количество ручных функции, при этом сохранив небольшой размер камеры. 0, принадлежащей к топ-классу среди видеокамер с фиксированными объективами, и оптического объектива с зумом, позволяющим в полной мере передавать выразительность изображения, нам было сложно сохранить небольшой размер видеокамеры. Однако, несмотря ни на что, мы не отступили от своей концепции «компактная, но высококачественная».
0, принадлежащей к топ-классу среди видеокамер с фиксированными объективами, и оптического объектива с зумом, позволяющим в полной мере передавать выразительность изображения, нам было сложно сохранить небольшой размер видеокамеры. Однако, несмотря ни на что, мы не отступили от своей концепции «компактная, но высококачественная». Когда мы симулировали дизайн объектива с десятикратным увеличением, соответствующим матрице Exmor R CMOS типа 1.0, опираясь на дизайн видеокамер предыдущего поколения, то один только объектив у нас получился больше, чем целая камера из предыдущих линеек (смеется).
Когда мы симулировали дизайн объектива с десятикратным увеличением, соответствующим матрице Exmor R CMOS типа 1.0, опираясь на дизайн видеокамер предыдущего поколения, то один только объектив у нас получился больше, чем целая камера из предыдущих линеек (смеется).

 И тогда мы решили, а может у нас получится пойти еще дальше!
И тогда мы решили, а может у нас получится пойти еще дальше!
 На начальном этапе разработки мы беспокоились, сможет ли аккумулятор для видеокамер в течение необходимого времени гарантировать работу камеры. Кроме того, при большом расходе питания увеличивается также и нагрев. Поэтому на уровне чипов и микросхем мы стремились к тому, чтобы уменьшить потребление питания.
На начальном этапе разработки мы беспокоились, сможет ли аккумулятор для видеокамер в течение необходимого времени гарантировать работу камеры. Кроме того, при большом расходе питания увеличивается также и нагрев. Поэтому на уровне чипов и микросхем мы стремились к тому, чтобы уменьшить потребление питания.

 (смеется). Создается такое впечатление, что большая часть внутреннего пространства занята объективом.
(смеется). Создается такое впечатление, что большая часть внутреннего пространства занята объективом. Однако в случае с FDR-AX100 все команды разработчиков, включая конструктивный дизайн и линзы, четко и ясно говорили «нам этого не сделать» о том, что сделать было невозможно, а то, что они считали «возможным», они непременно воплощали в жизнь. Когда сотрудники четко понимают, что они могут сделать, а что нет, работа может плавно и параллельно проходить в разных командах. Результатом этого стало создание компактной камеры FDR-AX100, которая превзошла все наши ожидания.
Однако в случае с FDR-AX100 все команды разработчиков, включая конструктивный дизайн и линзы, четко и ясно говорили «нам этого не сделать» о том, что сделать было невозможно, а то, что они считали «возможным», они непременно воплощали в жизнь. Когда сотрудники четко понимают, что они могут сделать, а что нет, работа может плавно и параллельно проходить в разных командах. Результатом этого стало создание компактной камеры FDR-AX100, которая превзошла все наши ожидания.


 Над созданием этого продукта и правда работало много людей, в нем собраны самые разные надежды и мысли разработчиков. Мне бы очень хотелось, чтобы вы познакомились с видеозаписью камеры 4К в ближайшем магазине. Если вы хотя бы один раз это увидите, я уверен, вам это обязательно понравится.
Над созданием этого продукта и правда работало много людей, в нем собраны самые разные надежды и мысли разработчиков. Мне бы очень хотелось, чтобы вы познакомились с видеозаписью камеры 4К в ближайшем магазине. Если вы хотя бы один раз это увидите, я уверен, вам это обязательно понравится. 4R 100 л.
4R 100 л. 4R 100 л.
4R 100 л. 243.6584
243.6584 730.8811
730.8811 963.4979
963.4979 456.3215
456.3215 422.8384
422.8384 730.8788
730.8788 885.6054
885.6054 3305 (Веха) 860.963.6764 (Новая жизнь)
3305 (Веха) 860.963.6764 (Новая жизнь) 253.2605
253.2605 528.1359
528.1359 877.884.3571
877.884.3571  Наше имя воплощает нашу приверженность заботе на уровне сообщества, вселяя надежду на здоровое, счастливое и продуктивное будущее и используя все доступные ресурсы для достижения изменений. CHR гордится тем, что предоставляет услуги, которые достигают Настоящее качество с реальными результатами .
Наше имя воплощает нашу приверженность заботе на уровне сообщества, вселяя надежду на здоровое, счастливое и продуктивное будущее и используя все доступные ресурсы для достижения изменений. CHR гордится тем, что предоставляет услуги, которые достигают Настоящее качество с реальными результатами .





 6
6
 Гарантируем лучшую стоимость доставки по всей РФ и СНГ!
Гарантируем лучшую стоимость доставки по всей РФ и СНГ! Это мощность, необходимая для выполнения работы в один джоуль в секунду. Типичная лампа накаливания потребляет 40-100 Вт.
Это мощность, необходимая для выполнения работы в один джоуль в секунду. Типичная лампа накаливания потребляет 40-100 Вт. 18
18 43
43 Он открывается при снижении уровня жидкости и закрывается при повышении уровня жидкости. Клапан также действует как соленоидный (двухпозиционный) регулирующий клапан, открываясь для регулирования уровня или герметично закрываясь по команде управляющего соленоида.
Он открывается при снижении уровня жидкости и закрывается при повышении уровня жидкости. Клапан также действует как соленоидный (двухпозиционный) регулирующий клапан, открываясь для регулирования уровня или герметично закрываясь по команде управляющего соленоида.
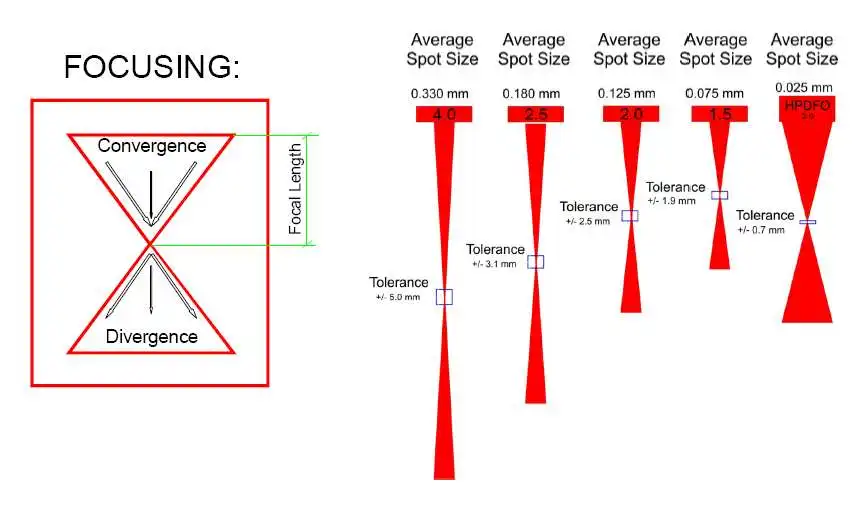 Руководство по эксплуатации
Руководство по эксплуатации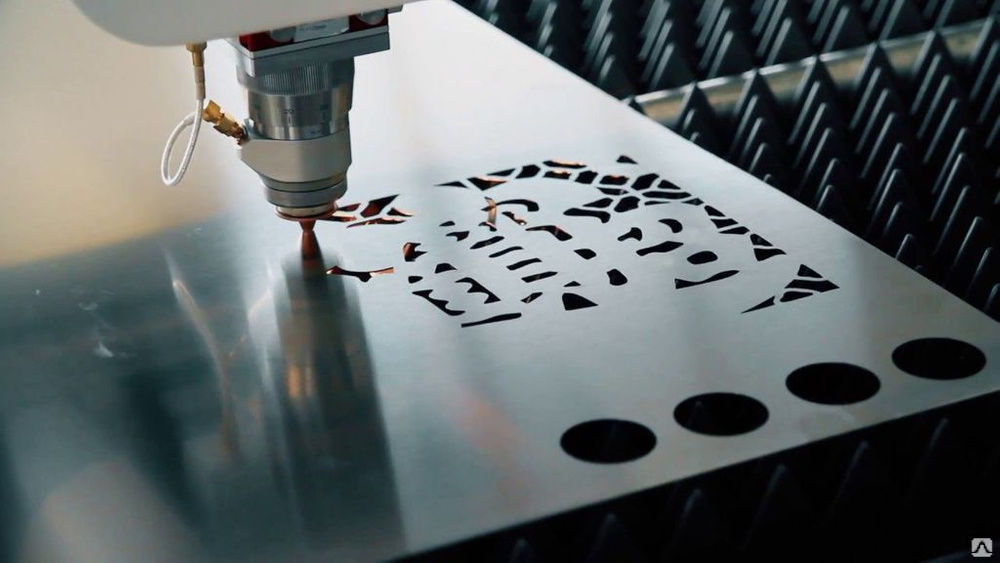 Поиск и устранение неисправностей
Поиск и устранение неисправностей Окна экрана ЧПУ
Окна экрана ЧПУ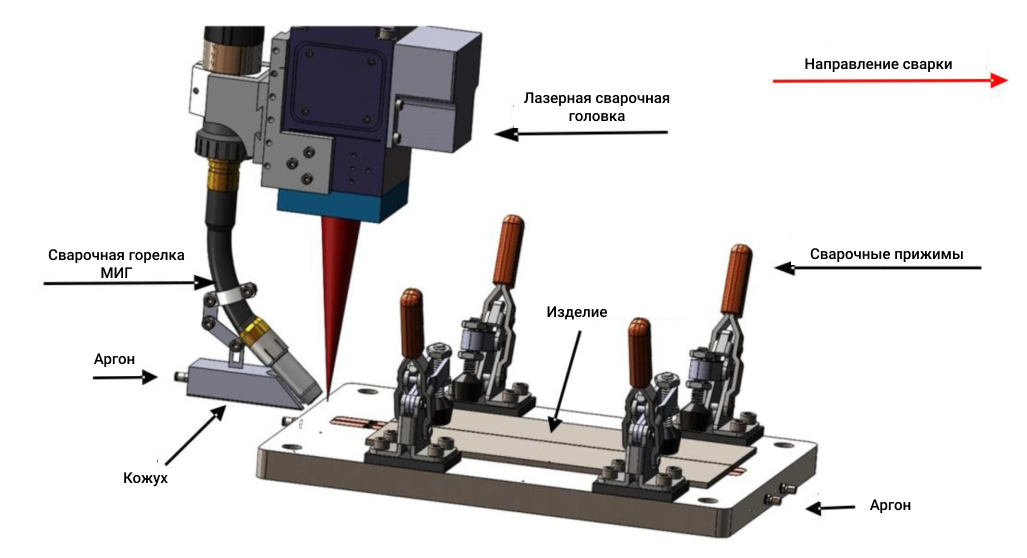 Руководство по эксплуатации
Руководство по эксплуатации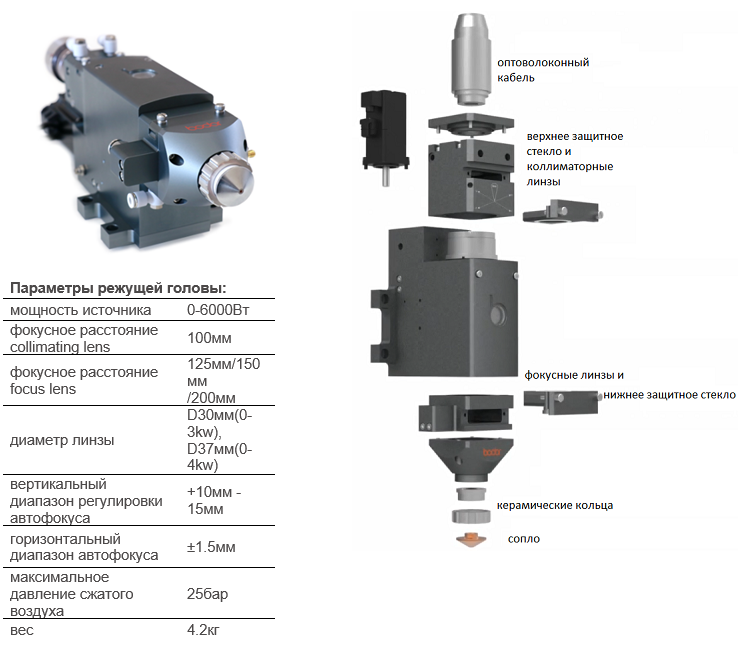 Использование данного оборудования может привести к:
Использование данного оборудования может привести к: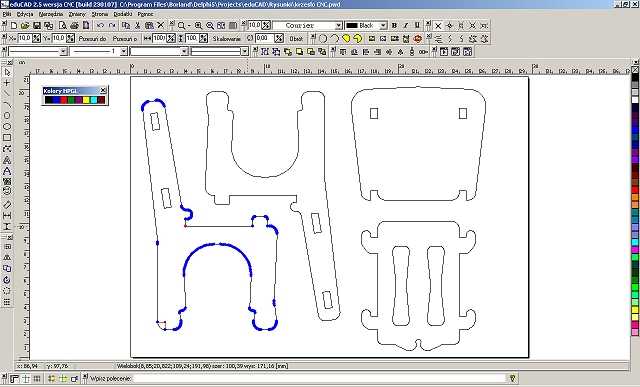 Оборудование необходимо выключать по окончанию работы.
Оборудование необходимо выключать по окончанию работы.
 В случае с чиллером: выход OUTLET подключается к «ПРИТОК ВОДЫ», INLET к «СЛИВ ВОДЫ».
В случае с чиллером: выход OUTLET подключается к «ПРИТОК ВОДЫ», INLET к «СЛИВ ВОДЫ». Достаточно нескольких минут для того, чтобы лазерная трубка лопнула от перегрева.
Достаточно нескольких минут для того, чтобы лазерная трубка лопнула от перегрева.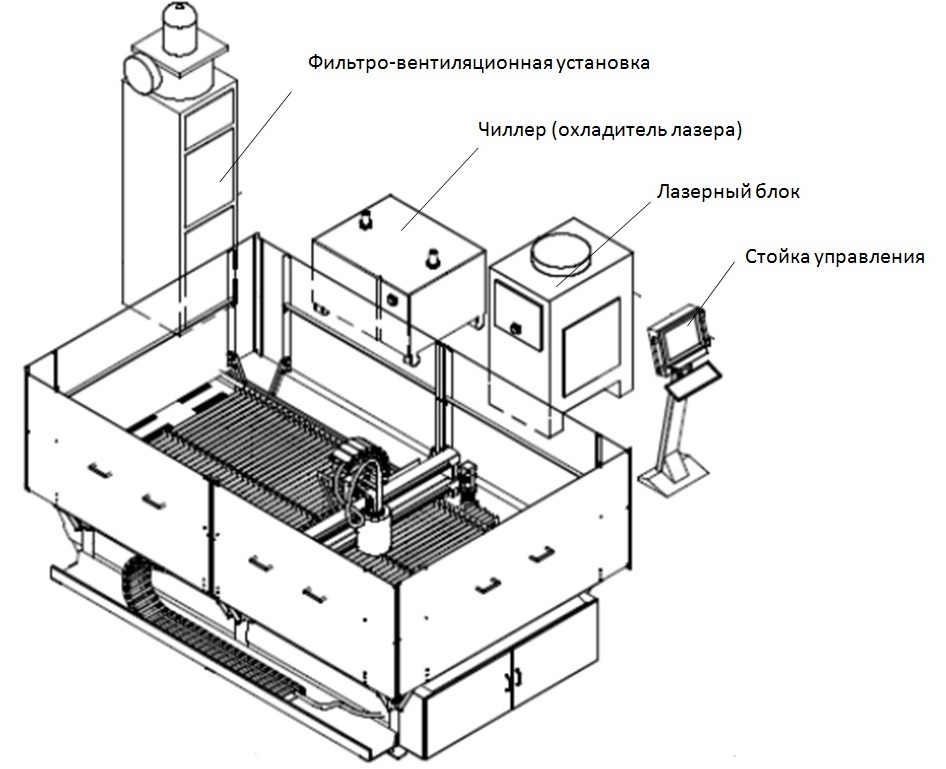

 Все линии, отправляемые на лазер, ДОЛЖНЫ находиться на этих слоях, иначе задание не будет выполнено.
Все линии, отправляемые на лазер, ДОЛЖНЫ находиться на этих слоях, иначе задание не будет выполнено.

 Обычно размер нашего деревянного листа составляет 60×60, 60×120, фанера из тополя толщиной 4, 6, 8 и 10 мм. Мы не продаем материалы.
Обычно размер нашего деревянного листа составляет 60×60, 60×120, фанера из тополя толщиной 4, 6, 8 и 10 мм. Мы не продаем материалы.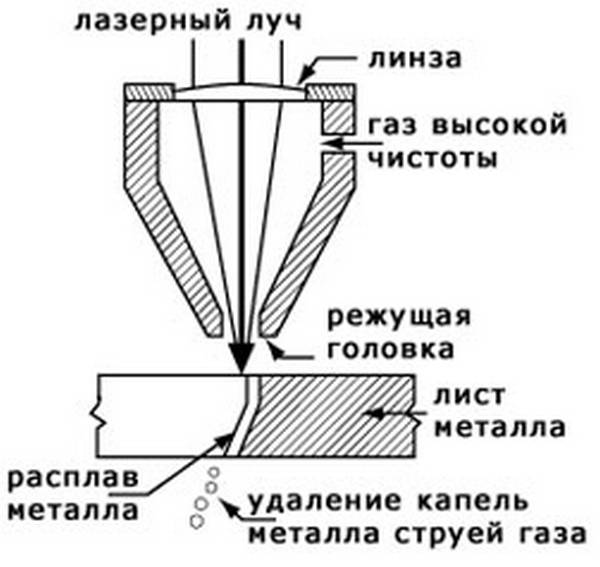

 Поликарбонат сильно поглощает инфракрасное излучение и является плохим материалом для лазерной резки.
Поликарбонат сильно поглощает инфракрасное излучение и является плохим материалом для лазерной резки.
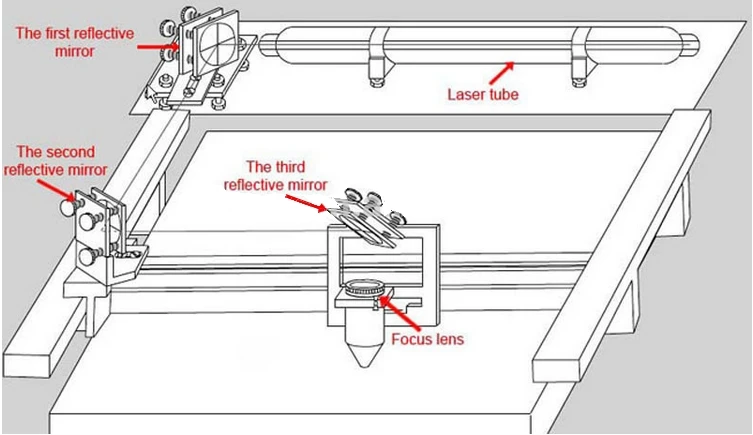
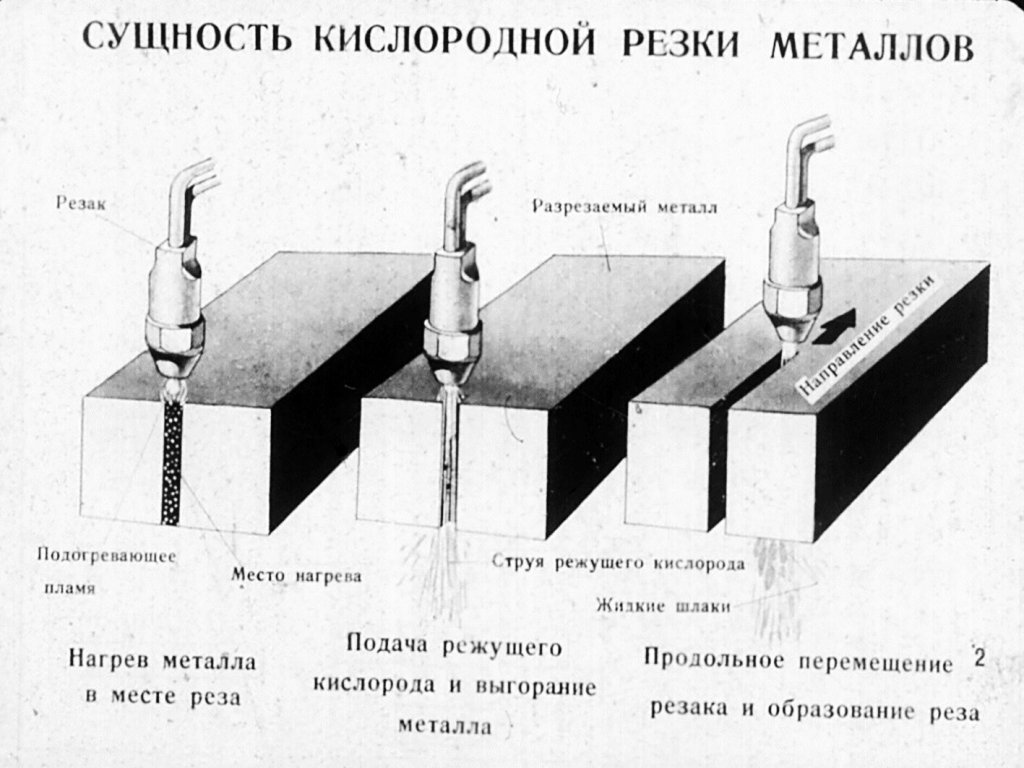
 Поликарбонат — плохой выбор для лазерной резки.
Поликарбонат — плохой выбор для лазерной резки.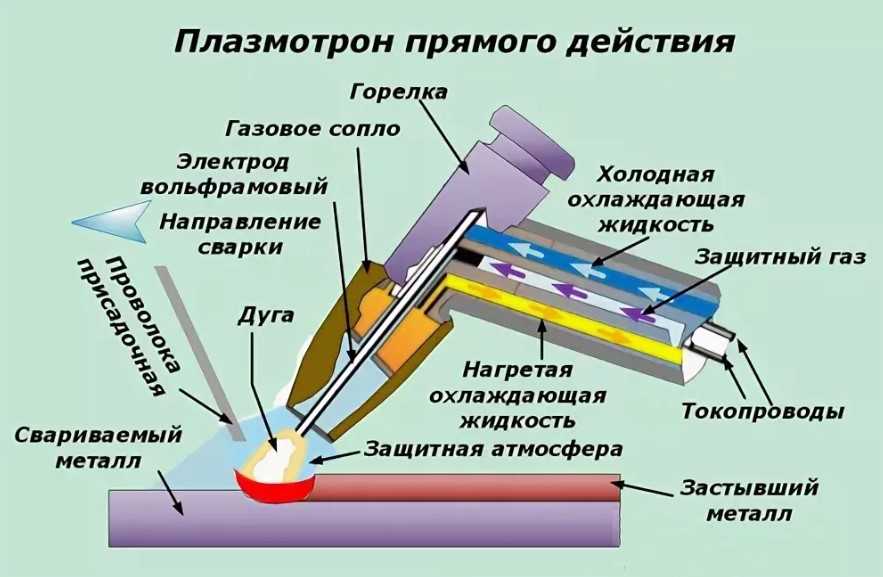

 Это сложный узел, обеспечивающий бесперебойную работу всего оборудования. Его элементы могут ломаться, трескаться, получать вмятины, менять форму из-за трения, деформации металла, коррозии, перегрузок. Они подлежат износу при длительной эксплуатации, из-за чего в функционировании механизма скоростей появляются сбои, и управление станком становится затруднительным. В таких случаях передней бабке требуется ремонт.
Это сложный узел, обеспечивающий бесперебойную работу всего оборудования. Его элементы могут ломаться, трескаться, получать вмятины, менять форму из-за трения, деформации металла, коррозии, перегрузок. Они подлежат износу при длительной эксплуатации, из-за чего в функционировании механизма скоростей появляются сбои, и управление станком становится затруднительным. В таких случаях передней бабке требуется ремонт. Бабка в данном случае может частично или полностью разбираться. Срочный ремонт делается, если узел полностью выходит из строя из-за нарушения правил эксплуатации. Проводится диагностика, определяющая причину поломки, и она устраняется. Может понадобиться капитальный ремонт, при котором изготавливаются новые чертежи для создания поломанных деталей. Это трудоемкий, занимающий определенный промежуток времени процесс.
Бабка в данном случае может частично или полностью разбираться. Срочный ремонт делается, если узел полностью выходит из строя из-за нарушения правил эксплуатации. Проводится диагностика, определяющая причину поломки, и она устраняется. Может понадобиться капитальный ремонт, при котором изготавливаются новые чертежи для создания поломанных деталей. Это трудоемкий, занимающий определенный промежуток времени процесс. Производитель может изменить комплектацию, характеристики и внешний вид товара без предварительного уведомления. Изображения могут отличаться от действительного вида товара. Для получения подробной информации о стоимости, комплектации, сроках и условиях поставки оборудования просьба обращаться к менеджерам компании.
Производитель может изменить комплектацию, характеристики и внешний вид товара без предварительного уведомления. Изображения могут отличаться от действительного вида товара. Для получения подробной информации о стоимости, комплектации, сроках и условиях поставки оборудования просьба обращаться к менеджерам компании.


 Если вы знаете больше об этом, пожалуйста, оставьте комментарий и поделитесь ниже.
Если вы знаете больше об этом, пожалуйста, оставьте комментарий и поделитесь ниже. Некоторые токарные станки имеют один приводной ремень, и ручная регулировка не требуется.
Некоторые токарные станки имеют один приводной ремень, и ручная регулировка не требуется.
 Это удобный (каламбур) способ эффективно вращать токарный станок, когда он выключен, чтобы проверить, выйдет ли деревянная деталь из подручника.
Это удобный (каламбур) способ эффективно вращать токарный станок, когда он выключен, чтобы проверить, выйдет ли деревянная деталь из подручника. Некоторые токарные станки могут иметь простые метки вокруг кольца без номеров.
Некоторые токарные станки могут иметь простые метки вокруг кольца без номеров. Этот механизм имеет пару фиксированных уставок блокировки, и его не следует путать с индексным штифтом.
Этот механизм имеет пару фиксированных уставок блокировки, и его не следует путать с индексным штифтом. В некоторых моделях регуляторы мощности расположены в другом месте на токарном станке.
В некоторых моделях регуляторы мощности расположены в другом месте на токарном станке. Задняя бабка крепится к направляющим станины станка и скользит вперед и назад по станине станка.
Задняя бабка крепится к направляющим станины станка и скользит вперед и назад по станине станка.






 Токарная обработка применяется для уменьшения диаметра заготовки,
Токарная обработка применяется для уменьшения диаметра заготовки,
 Убедитесь, что инструмент плотно зажат в
Убедитесь, что инструмент плотно зажат в


 продвигать
продвигать Чтобы изменить положение рычага, вы должны потянуть его назад.
Чтобы изменить положение рычага, вы должны потянуть его назад.

 Как оказалось (без каламбура) гораздо проще удалить
Как оказалось (без каламбура) гораздо проще удалить 

 расход краски 7 л/мин
расход краски 7 л/мин
 Скорость очистки 0,6 м/мин
Скорость очистки 0,6 м/мин
 В цех сырье направляется благодаря козловому двухконсольному крану. Оборудование имеет грузоподъемность до 25 тонн. Модель А6-ПК12.5-25-5/6-9-У1 оборудована передаточными тележками, передвигающимися по рельсовому пути. Для производственных целей используется металлопрокат, который подвергается контролю на сертификат соответствия безопасности и надежности.
В цех сырье направляется благодаря козловому двухконсольному крану. Оборудование имеет грузоподъемность до 25 тонн. Модель А6-ПК12.5-25-5/6-9-У1 оборудована передаточными тележками, передвигающимися по рельсовому пути. Для производственных целей используется металлопрокат, который подвергается контролю на сертификат соответствия безопасности и надежности.
 Для этого используется методика термической резки. В производственном цеху применяется функциональный станок CNC GAS Citting KTS-420 южнокорейского производства.
Для этого используется методика термической резки. В производственном цеху применяется функциональный станок CNC GAS Citting KTS-420 южнокорейского производства.


 Обеспечивается обработка конструкций высотой 2500 мм, длиной 6000-12000 мм, шириной 1000 мм. Максимальный вес составляет 3 тонн, а скорость очистки доходит от 0,4 до 2 м/мин.
Обеспечивается обработка конструкций высотой 2500 мм, длиной 6000-12000 мм, шириной 1000 мм. Максимальный вес составляет 3 тонн, а скорость очистки доходит от 0,4 до 2 м/мин.

 На производстве высокой мощности выделяют следующие помещения; 1) камера разморозки; 2) отделение чистки и мытья мясных туш; 3) непосредственно мясное отделение; 4) отделение с камерой охлаждения полуфабрикатов; 5) складская площадь под тару; 6) отделение по переработке костей; 7) мойка подручного инвентаря; 8) кабинет начальника цеха. В кафе и ресторанах при средней и малой мощности производства в мясном (или мясо-рыбном) цехе функционал всех этих помещений сведен к минимуму с максимальной механизацией, и часто цех занимает одно единственное помещение. В нем и выполняются все этапы работы по переработке мяса, рыбы и птицы.
На производстве высокой мощности выделяют следующие помещения; 1) камера разморозки; 2) отделение чистки и мытья мясных туш; 3) непосредственно мясное отделение; 4) отделение с камерой охлаждения полуфабрикатов; 5) складская площадь под тару; 6) отделение по переработке костей; 7) мойка подручного инвентаря; 8) кабинет начальника цеха. В кафе и ресторанах при средней и малой мощности производства в мясном (или мясо-рыбном) цехе функционал всех этих помещений сведен к минимуму с максимальной механизацией, и часто цех занимает одно единственное помещение. В нем и выполняются все этапы работы по переработке мяса, рыбы и птицы.

 Например, в мясо-рыбный цех можно поставить следующее оборудование: универсальная машина, мясорубка, формовщик и панировщик котлет, холодильные шкафы, производственные столы, ванны для промывки, тележки, колода для разруба мяса, стеллажи.
Например, в мясо-рыбный цех можно поставить следующее оборудование: универсальная машина, мясорубка, формовщик и панировщик котлет, холодильные шкафы, производственные столы, ванны для промывки, тележки, колода для разруба мяса, стеллажи.



 Вам нужно только повернуть переднюю крышку после ослабления 2 винтов с внутренним шестигранником.
Вам нужно только повернуть переднюю крышку после ослабления 2 винтов с внутренним шестигранником.  Установка хвостовых тисков значительно сложнее. Вы должны иметь некоторый опыт работы с деревом, прежде чем пытаться установить хвостовые тиски.
Установка хвостовых тисков значительно сложнее. Вы должны иметь некоторый опыт работы с деревом, прежде чем пытаться установить хвостовые тиски.
 3,4 кг (7,5 фунта)
3,4 кг (7,5 фунта)  4,0 кг (8,8 фунта)
4,0 кг (8,8 фунта) 
 00
00

 Убедитесь, что вы выбрали правильную ручку!
Убедитесь, что вы выбрали правильную ручку! 12-1/4 дюйма)
12-1/4 дюйма) 
 Это привело к нескольким взаимно несовместимым системам. У одного верстака отверстия 3/4 дюйма, у другого отверстия 20 мм, не говоря уже об экзотических конфигурациях с отверстиями 1 дюйм и более.
Это привело к нескольким взаимно несовместимым системам. У одного верстака отверстия 3/4 дюйма, у другого отверстия 20 мм, не говоря уже об экзотических конфигурациях с отверстиями 1 дюйм и более.
 Храповой механизм обеспечивает размеренный, быстрый и устойчивый к вибрации зажим. Износостойкий кулачок гарантирует долгий срок службы.
Храповой механизм обеспечивает размеренный, быстрый и устойчивый к вибрации зажим. Износостойкий кулачок гарантирует долгий срок службы.
 Глубина горловины бесступенчато регулируется. Желаемая высота регулируется с помощью винта с накатанной головкой.
Глубина горловины бесступенчато регулируется. Желаемая высота регулируется с помощью винта с накатанной головкой. Храповой механизм обеспечивает размеренный, быстрый и устойчивый к вибрации зажим. Износостойкий кулачок гарантирует долгий срок службы.
Храповой механизм обеспечивает размеренный, быстрый и устойчивый к вибрации зажим. Износостойкий кулачок гарантирует долгий срок службы. от 19 мм до макс. 25 мм
от 19 мм до макс. 25 мм
 Есть простой крафт, выбор которого будет расширяться. В планах у девчат открыть 10 заведений в Москве и сделать их на столько же народными, как и в родном Ростове.
Есть простой крафт, выбор которого будет расширяться. В планах у девчат открыть 10 заведений в Москве и сделать их на столько же народными, как и в родном Ростове. Меню очень вкусное и богатое. Есть и блюда для больших компаний. Также огромной популярностью пользуется тут настоящая казачья уха с шикарной подачей. Есть ланчи, которые меняются каждые две недели.
Меню очень вкусное и богатое. Есть и блюда для больших компаний. Также огромной популярностью пользуется тут настоящая казачья уха с шикарной подачей. Есть ланчи, которые меняются каждые две недели. +7 495 280-00-18
+7 495 280-00-18 1:
1:
 5л за 260₽ и хреновуха 30мл за 160₽
5л за 260₽ и хреновуха 30мл за 160₽









 У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
 ..
.. ..
..
 A-letter»> A
A-letter»> A A-letter»> A
A-letter»> A Это означает мгновенный запуск, экономию средств и возможность использовать бензорез в помещении.
Это означает мгновенный запуск, экономию средств и возможность использовать бензорез в помещении.
 Это означает мгновенный запуск, экономию средств и возможность использовать бензорез в помещении.
Это означает мгновенный запуск, экономию средств и возможность использовать бензорез в помещении.

 В вертикальной плоскости точность достигается пришабриванием
В вертикальной плоскости точность достигается пришабриванием Установлен шпиндель в корпус передней бабки посредством переднего и заднего подшипниковых узлов.
Установлен шпиндель в корпус передней бабки посредством переднего и заднего подшипниковых узлов.



 Значимый след в истории
Значимый след в истории
 Там же их и совершенствовали, изобрели суппорт, ходовой винт, шестеренчатый перебор. Непосредственно включение суппорта уже сделали автоматическим на некоторых моделях оборудования.
Там же их и совершенствовали, изобрели суппорт, ходовой винт, шестеренчатый перебор. Непосредственно включение суппорта уже сделали автоматическим на некоторых моделях оборудования.
 Это наиболее важная деталь из всей конструкции.
Это наиболее важная деталь из всей конструкции.



 Когда задняя бабка не выровнена, возникают такие проблемы, как конусность и вибрация (отметины на заготовке из-за того, что деталь недостаточно плотно удерживается задней бабкой). Жесткость задней бабки, ее способность надежно удерживать заготовку по центру, также оказывает большое влияние на качество готовой детали. Сужение, неточности и другие искажения могут возникнуть, если задняя бабка не закреплена должным образом.
Когда задняя бабка не выровнена, возникают такие проблемы, как конусность и вибрация (отметины на заготовке из-за того, что деталь недостаточно плотно удерживается задней бабкой). Жесткость задней бабки, ее способность надежно удерживать заготовку по центру, также оказывает большое влияние на качество готовой детали. Сужение, неточности и другие искажения могут возникнуть, если задняя бабка не закреплена должным образом. Кроме того, у нас есть много аксессуаров, включая задние бабки и элементы управления индексатора.
Кроме того, у нас есть много аксессуаров, включая задние бабки и элементы управления индексатора.