3D печать на заказ в Нижнем Новгороде, стоимость услуг
Стоимость печати на 3d принтере позволяет пользоваться услугой не только коммерческим и государственным предприятиям, но и частным лицам – инновационные технологии производства стали широкодоступными. Прототипирование 3d моделей – это считывание специальным оборудованием информации с компьютерной программы и перевод в реальный объект последовательным наращиванием слой за слоем вплоть до образования готового изделия. ООО «ПроПласт-НН» осуществляет 3d печать на заказ – цена рассчитывается индивидуально в зависимости от размера объекта, количества заказываемых образцов, материала, из которого они будут выполняться и метода прототипирования.
3d печать и прототипирование – новейшие технологии на практике
Соединение компьютерных технологий с производством позволяет многократно увеличить скорость выпуска продукции, снизить затраты на создание необходимых предметов. Объемная печать развивается быстрыми темпами, из области фантастики она стала привычным производственным процессом, осуществить который можно различными методами. Заказать 3d печать в Нижнем Новгороде можно для одной модели или партии продукции достаточно позвонить в ООО «Про Пласт-НН» по телефонам, указанным на сайте. Заказчик получит объемную деталь из пластика, выполненную с высокой степенью точности по чертежам или на основе реального аналога. Возможен малосерийный выпуск продукции методом 3d печати и прототипирования.
Где применяются созданные 3d модели и прототипы
Изготовление прототипов на 3d принтерах позволяет быстро и с небольшими затратами получить образец нужной детали из полимерного материала, выполненный с высокой степенью точности, без шероховатостей или искажений. В зависимости от применяемой технологии и материала, из которого делается образец, изделие приобретает высокотехнологичные свойства: идеальную форму, прочность, пластичность, температурную устойчивость. Модели нашли применение во многих областях, поэтому делают 3d печать на заказ компании разных специализаций:
архитектуры – при создании макетов зданий и комплексов;
дизайна;
сувенирного производства.
Как осуществляется процесс 3d прототипирования
Основой для прототипирования является 3d изображение объекта, составленное компьютерной программой с функциями трехмерного моделирования. 3d прототипирование на заказ выполняется с высокой точностью перевода изображения в физический объект одним из нескольких возможных методов:
FDM (англ. Fused Deposition Modeling – формирование плавлением). Движущаяся расплавленная полимерная нить послойно формирует объект сложной геометрической формы, который впоследствии может выдерживать высокие механические и температурные нагрузки.
SLS (англ. Selective Laser Sintering). Это спекание порошка, находящегося в емкости, под целенаправленным воздействием лазерного луча.
MJM (от англ. Multi Jet Modelling – моделирование множеством форсунок). Многосопельное 3d принтер прототипирование, нанесение расплавленного материала множеством струйных головок, по принципу работы лазерного принтера.
LOM (от англ. Laminated Object Manufacturing – производство объекта ламинированием). Склеивание слой за слоем тонких пленок, как это делается при ламинировании. После достижения нужного объема лазерным инструментом из массы вырезается предмет нужной формы.
SLM (от англ. Selective Laser Melting – выборочное плавление лазером). Избирательное сплавление металла целенаправленным лазерным лучом, в результате которого получается цельный предмет.
EBM (от англ. Electron Beam Melting – плавление электронным лучом). Создание изделия из порошка, который расплавляется направленным пучком электронов.
STL (от англ. stereolithography – стереолитография). Целенаправленное формирование твердого объекта лазерным лучом, направленным в емкость с жидкой полимерной резиной.
Преимущества 3d печати и прототипирования
Какие преимущества и выгоды получает клиент, решивший заказать 3D печать на принтере?
Перед запуском нового изделия в серийное производство предприятие может приобрести опытный образец, протестировать его, внести изменения, что позволит избежать ошибок при конструкторской разработке изделия, сократить себестоимость продукции.
Если частному или государственному предприятию нужно произвести выпуск малой партии продукции, ему выгоднее обратиться за услугой малосерийного производства методом прототипирования, чем производить конструкторско-инженерные разработки и испытания опытных образцов, перенастраивать производство, задействовать трудовые ресурсы и оборудование. Печать на 3д принтере по ценам вполне доступным сэкономит предприятиям значительную сумму, снизит производственные расходы.
Нужные образцы можно получить за короткий период, несмотря на степень сложности создаваемого объекта. Обычно процесс прототипирования длится от одного до десяти дней в зависимости от специфики выбранного метода изготовления. Сделать заказ 3д печати можно в компании ООО «Про Пласт-НН» – мы ответим на вопросы, рассчитаем стоимость, заключим договор и напечатаем продукцию в короткие сроки.
Стоимость 3d печати на принтере невысокая, что позволяет заказчикам сокращать собственные расходы на конструкторские разработки, тестирование и производство образцов. ООО «Про Пласт-НН» делает высококачественную 3д печать – цена рассчитывается менеджерами индивидуально в зависимости от объема, сложности работ, выбранного метода изготовления и материала, из которого печатается образец.
Стоимость прототипирования и создания 3d моделей
Ответ на вопрос сколько стоит печать на 3d принтере зависит прежде всего от количества заказанных изделий, от материала, из которого делается изделие, размера предмета, технологии его изготовления.
Компания «Про Пласт-НН» имеет возможность малосерийного производства деталей – мы можем выпустить целую партию изделий. Стоимость единичного образца выше, чем изделий, выпускаемых партией.
Компания ООО «Про Пласт-НН» предлагает 3д печать в Нижнем Новгороде по ценам ниже рыночных. Множество предприятий и частных лиц, однажды обратившихся за услугой печати на 3d принтере на заказ, становятся нашими постоянными клиентами – качество получаемых изделий, быструю скорость изготовления, соблюдение сроков мы гарантируем.
3D печать в Минске — изготовление деталей на 3D принтере
URBANS
8(029)167-44-27
Услуги
Быстро и качественно разрабатываем модели по фотографии, прототипу, чертежу. Сотрудничество возможно на любом этапе.
Почему мы?
Итак, если Вы ищете компанию, которая занимается 3D печатью и моделированием, мы можем быть очень даже хорошим вариантом для Вас.
Что мы можем предложить?
Приемлемая стоимость. Оправданное соотношение цены и качества.
Изготовление изделий из пластика с нуля (по фотографии или образцу).
Быстрое прототипирование.
Чтобы избежать возникающих в процессе сомнений и неточностей, до печати консультируем по вопросу подбора необходимых параметров финального изделия.
Мы достаточно мобильные, а место выдачи заказа может оговариваться предварительно.
Оформление всех необходимых документов на продукцию.
Распечатка на 3D принтере осуществляется в сжатые сроки.
Мы не экономим на расходных материалах.
Портфолио
Больше примеров 3D печати в Instagram и по запросу.
Башня танка
Корпус
Корпус
Шестерня
Шестерня
Шестерня
Корпус
Корабль
Руль для Nintendo
Материалы
Для печати используем самые разные виды высококачественного пластика и фотополимер. А ещё мы поможем Вам определиться с выбором, задав всего пару вопросов.
PLA (Полилактид)
материал для FDM-печати
органический биоразлагаемый пластик
производится из кукурузы, сахарного тростника, крахмала, соевого белка, крупы из клубней маниоки, целлюлозы
достаточно универсален, но не долговечен
идеален для движущихся частей и механических моделей
ДЛЯ УТОЧНЕНИЯ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК ПЛАСТИКА, ПОЖАЛУЙСТА, ПЕРЕЙДИТЕ ПО ЭТОЙ ССЫЛКЕ.
AБС (акрилонитрилбутадиенстирол)
материал для FDM-печати
промышленный ударопрочный пластик
основные характеристики: износостойкость и эластичность
самая востребованная продукция — запчасти для автомобилей, велосипедов, бытовой техники
ДЛЯ УТОЧНЕНИЯ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК ПЛАСТИКА, ПОЖАЛУЙСТА, ПЕРЕЙДИТЕ ПО ЭТОЙ ССЫЛКЕ.
Нейлон
материал для FDM-печати
высокопрочный пластик
устойчив к большинству органических растворителей
используется для изготовления пластиковых шестерён и других деталей, подверженных большой нагрузке
ДЛЯ УТОЧНЕНИЯ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК ПЛАСТИКА, ПОЖАЛУЙСТА, ПЕРЕЙДИТЕ ПО ЭТОЙ ССЫЛКЕ.
PETG (полиэтилентерефталат-гликоль)
материал для FDM-печати
износостойкий пластик
прочный и долговечный
пригоден для контакта с пищей
ДЛЯ УТОЧНЕНИЯ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК ПЛАСТИКА, ПОЖАЛУЙСТА, ПЕРЕЙДИТЕ ПО ЭТОЙ ССЫЛКЕ.
SBS (стиролбутадиенстирольный блок-сополимер)
материал для FDM-печати
упругий пластик
пригоден для контакта с пищей
рекомендован производителем для изготовления медицинских изделий и детских игрушек
ДЛЯ УТОЧНЕНИЯ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК ПЛАСТИКА, ПОЖАЛУЙСТА, ПЕРЕЙДИТЕ ПО ЭТОЙ ССЫЛКЕ.
SBS-PRO
материал для FDM-печати
отличается повышенной твердостью
может использоваться как полноценная замена ABS
ДЛЯ УТОЧНЕНИЯ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК ПЛАСТИКА, ПОЖАЛУЙСТА, ПЕРЕЙДИТЕ ПО ЭТОЙ ССЫЛКЕ.
Поликарбонат
материал для FDM-печати
высокопрочный термостойкий инженерный пластик
применяется как прочный заменитель стекла
ДЛЯ УТОЧНЕНИЯ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК ПЛАСТИКА, ПОЖАЛУЙСТА, ПЕРЕЙДИТЕ ПО ЭТОЙ ССЫЛКЕ.
Total-pro
материал для FDM-печати
ударопрочный пластик, используемый для печати шестерен, корпусов, деталей с механической нагрузкой
стойкий к растворам кислот, щелочей, бензину
является хорошей альтернативой нейлону
ДЛЯ УТОЧНЕНИЯ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК ПЛАСТИКА, ПОЖАЛУЙСТА, ПЕРЕЙДИТЕ ПО ЭТОЙ ССЫЛКЕ.
Фотополимер
материал для фотополимерной печати
материал, отвержаемый ультрафиолетом
используется для высокоточной печати
ДЛЯ УТОЧНЕНИЯ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК ПЛАСТИКА, ПОЖАЛУЙСТА, ПЕРЕЙДИТЕ ПО ЭТОЙ ССЫЛКЕ.
Контакты
МинскТашкентская улица, 7 — Яндекс.Карты
Промышленная 3D-печать производственных деталей
Тот факт, что металл подходит для изготовления деталей для конечного использования, не означает, что DMLS — правильный процесс для их изготовления. DMLS использует мощный лазер для расплавления и сплавления металлических частиц по одному тонкому, как бумага, слою за раз. Из-за сильного нагрева деформация и скручивание должны контролироваться с помощью поддерживающих конструкций, которые должны быть удалены после процесса сборки. Это дополнительное время и усилия делают DMLS наиболее рентабельным для сложных металлических деталей, которые нельзя изготовить с помощью другого процесса, такого как механическая обработка, или там, где существуют существенные возможности для упрощения сборки, такие как топливная форсунка GE, которая уменьшила количество деталей. оригинальная сборка из 20 отдельных деталей в одну деталь, напечатанную методом DMLS.
Выбор SLS
DMLS может быть главным претендентом на участие в конкурсе малосерийных компонентов для конечного использования, но SLS занимает второе место. С технологической точки зрения он очень похож на DMLS. Оба используют лазер для сплавления слоев материала в порошковом слое. Плавление пластика менее энергозатратно, чем металла, поэтому для SLS не требуются опорные конструкции. Это упрощает использование всего объема рабочей камеры, упрощая настройку деталей и постобработку и, следовательно, снижая затраты. SLS ограничен пластиками из семейства нейлонов, хотя также доступны материалы со стеклом и волокном. В отличие от DMLS, SLS предлагается только в одном разрешении при толщине слоя 0,004 дюйма. Посетите protolabs.com для получения дополнительной информации.
Другие рекомендации по использованию SLS
Многие клиенты выбирают ненаполненный нейлон, если в готовой детали требуется больше «податливости» (например, спинка стула), в то время как наполненный материал лучше подходит для зубчатых колес, шкивов и других механических деталей. Приложения. Нейлон можно стерилизовать в автоклаве, поэтому он часто используется для медицинских деталей, таких как ручки инструментов и корпуса устройств, но он также «гигроскопичен» (впитывает воду) и слегка пористый, что делает его менее применимым в очень влажных условиях.
Пластиковые основы, и нейлон не исключение. Те же методы проектирования, которые повышают стабильность и точность деталей, полученных литьем под давлением, — одинаковая толщина стенок, ребристость на больших плоских участках и т. д. — также улучшают качество деталей, изготовленных с использованием SLS. Нейлон широко используется для изготовления деталей, изготовленных методом литья под давлением, поэтому SLS является отличным временным решением для тех клиентов, которые ожидают доставки производственного инструмента или в тех случаях, когда инвестиции в такой инструмент не имеют смысла.
Не сбрасывайте со счетов SL
Если DMLS — новичок в аддитивном блоке, то стереолитография — его дедушка. Оригинальный и бесспорный король быстрого прототипирования, SL производит очень точные и детализированные детали, но, как правило, упускают из виду детали для конечного использования. Это связано с тем, что фотоотверждаемая смола, используемая с SL, плохо реагирует на длительное воздействие УФ-излучения, что приводит к деградации материала и смещению деталей. Однако покройте те же самые детали SLArmor, легким никелевым покрытием с керамическим наполнителем, предлагаемым Protolabs, и они будут такими же прочными, как гвозди, и достаточно стабильными, чтобы прослужить долгие годы.
Независимо от того, какой метод используется, при работе с любым проектом 3D-печати важно помнить, что сложность — это бесплатно. Это создает бесконечный потенциал для улучшения продукта. Легкий вес, упрощение сборки, снижение производственных затрат — список преимуществ обширен. По мере того, как дизайнеры продолжают изучать 3D-печать, будет открываться все больше приложений для конечного использования, что, в свою очередь, приведет к дополнительному росту 3D-печати и ее возможностей.
Хотите подробнее изучить свойства материалов SL, SLS и DMLS, прочитайте наш информационный документ о выборе подходящих материалов для 3D-печати. И если вам в настоящее время требуется небольшое количество функциональных деталей для конечного использования, ответом может стать 3D-печать. Свяжитесь с Protolabs по телефону 877.479.3680 или [электронная почта защищена], чтобы обсудить возможности, или просто загрузите 3D-модель CAD на protolabs.com, чтобы мгновенно рассчитать стоимость.
Материалы для 3D-печати производственных деталей | Stratasys Direct
Материалы для 3D-печати производственных деталей
Использование аддитивного производства (AM) или 3D-печати для производства готовых деталей становится все более популярным. AM создает нестандартные сложные производственные детали в небольших объемах быстрее, чем традиционные производственные процессы. Технология 3D-печати не требует инструментов и способна создавать сложные геометрические формы. Идеально подходящие для небольших объемов нестандартных деталей, AM может производить легкие конструкции и компоненты со сложными внутренними характеристиками из тех же прочных термопластов и металлических материалов, которые доступны при традиционных методах производства.
В отчете Wohler за 2018 год сообщается, что компании используют технологию AM для производства функциональных деталей чаще, чем для любого другого применения. На вопрос «Как ваши клиенты используют детали, созданные в ваших системах AM?» Опрошенные компании сообщили, что 33,1% используют 3D-печать для функциональных деталей конечного использования.
Типы материалов AM для производства деталей
Материалы, отвечающие требованиям конечного применения, являются ключом к успешному производству деталей AM. Эти материалы должны соответствовать сертификатам и механическим свойствам для конкретных отраслевых требований, таких как класс огнестойкости для аэрокосмической промышленности, медицинская биосовместимость и энергетическая химическая стойкость. В различных отраслях промышленности существуют различные требования к долговечности, внешнему виду и допускам. В этой статье мы разбираем категории материалов AM, предлагаемых Stratasys Direct для 3D-печатных производственных деталей, и обсуждаем конкретные материалы, которые открыли дополнительные возможности для производственных приложений.
Термопласты AM
Термопласты AM позволяют создавать прочные, долговечные детали, которые являются точными, воспроизводимыми и стабильными с течением времени. В Stratasys Direct мы предлагаем ряд термопластов с тремя аддитивными технологиями: моделирование наплавления (FDM), лазерное спекание (LS) и Multi Jet Fusion (MJF).
FDM предлагает свободу дизайна 3D-печати в сочетании с прочными термопластами инженерного класса, такими как ABS и смола ULTEM™, для создания прочных деталей, идеально подходящих для функционального прототипирования и производства. Лазерное спекание и многоструйная сварка создают прочные и геометрически сложные компоненты из нейлоновых термопластичных материалов, которые хорошо подходят для мелкосерийного производства.
Примеры термопластов для производственных компонентов
Материалы для 3D-печати
AM Metals
Металлические материалы AM продолжают активно внедряться в производство готовых деталей. Металлы хорошо подходят для производственных применений, потому что они обладают механическими свойствами, аналогичными деталям, изготовленным с помощью обычных процессов, с возможностью получения сложной геометрии в одной сборке жидкости.
Металлы и сплавы, используемые в прямом лазерном спекании металлов (DMLS, тип технологии прямого лазерного плавления металлов), представляют собой распыленные порошки, некоторые из которых были специально разработаны для применений, требующих особых свойств, таких как биосовместимость или совместимость с жидким кислородом. DMLS точно формирует сложную геометрию, что невозможно с помощью традиционных методов. Прочные, плотные металлические детали изготавливаются за меньшее время, чем другие методы производства.
Примеры AM-металлов для производственных применений
Материалы для 3D-печати
Основные характеристики AM-материалов
FDM Antero 800NA обладает отличной термостойкостью, износостойкостью и химической стойкостью. Материал обладает сверхнизкими свойствами газовыделения и имеет самую высокую химическую стойкость, доступную для технологии FDM. Antero 800NA идеально подходит для быстрой доставки деталей на рынок, особенно когда существует неопределенность спроса, срока службы продукта или когда проектирование находится на ранней стадии и необходимы изменения.
FDM Nylon 12CF содержит 35% армирующего рубленого углеродного волокна для улучшения механических свойств материала Nylon 12. Полученный термопластик, наполненный углеродным волокном, обеспечивает самое высокое соотношение прочности и жесткости к весу среди всех FDM-пластиков. Этот материал является отличным вариантом для приложений с высокими функциональными требованиями, часто используется в качестве замены металлических приложений.
Медь (C18150), хромо-циркониевый медный сплав, является новейшим металлическим материалом, разработанным Stratasys Direct Manufacturing для AM. Добавка C18150, обладающая превосходной тепло- и электропроводностью, была разработана, чтобы заполнить нишу на рынке аддитивной меди и удовлетворить спрос на медные добавки. Stratasys Direct разработала процесс производства добавки C18150 и внедрила контролируемые процессы термообработки для оптимизации механических свойств и свойств материала. Добавка меди может быть использована для интегрированного регенеративного охлаждения ракетных двигателей с внутренними конформными каналами внутри сопла ракеты или изогнутых и наклонных тепловых труб, используемых в дальней космонавтике и малых спутниках.
Будущее аддитивных материалов для производства
Поставщики и разработчики аддитивных материалов неуклонно расширяют возможности существующих аддитивных технологий. В Stratasys Direct многолетний опыт работы с AM позволил нам сотрудничать с клиентами в разработке материалов. По мере появления новых рыночных требований и увеличения заинтересованности компаний в использовании аддитивного производства в своем производстве новые материалы будут продолжать появляться на сцене.
ULTEM™ является зарегистрированным товарным знаком компании SABIC или ее филиалов или дочерних компаний.
Рисование на 3D-принтере или Гефест примеряет берет Пикассо
Всем доброго вечера суток!
Ни для кого не секрет, что лучшее свойство DIY принтеров — это невероятно широкие возможности кастомизации и модификации ‘машинки’. Начиная от навешивания большего числа экструдеров и расширения области печати до превращения принтера в пищевой или музыкальный инструмент (серьёзно, парни на ютубе уже шаговиками двигают в такт музыке). Или, например, некоторые заставляют свой принтер рисовать. Этим же сегодня занялся и я!
Подготовка к.
Для претворения дерзкого плана в жизнь вам понадобится:
1) Принтер, которому в этом мероприятии отводится главная роль. Истово рекомендую Prusa i3 Hephestos (хотя бы по той простой причине, что я сам его использовал). Но, по идее, подойдёт любой DIY или Open Source принтер.
2) Софт. Вам понадобится программа Inkscape, которую можно скачать бесплатно и плагин gcodetools для неё. О том что, как и куда — дальше по тексту.
3) Позитивный настрой на борту и немного свободного времени.
Пункт А. Апгрейд, после которого ваш принтер почувствует себя ‘голеньким’.
Чтобы магия кино случилась, вам придётся ‘снять’ экструдер. Т.е. совсем, включая кронштейн. Если говорить на примере ‘Гефеста’, то у вас в итоге от экструдера на принтере должна остаться только отпечатанная платформа-держатель. настоятельно рекомендую делать это аккуратно, чтобы не паять потом провода на их законные места. После того как дело будет сделано (я в вас не сомневаюсь, в конце концов вы этот DIY как-то собрали в нынешнее состояние), на платформу нужно установить держатель для ручки.
Скачать их можно со всем известного сайта. Вот ссылки на держатель для
Лично я печатал держатель с заполнением 15% и толщиной слоя 0.3 — проблем не испытал. Сам держатель можно установить на те же болты, которые использовались для крепления экструдера. В результате получается такая вот симпатичная конструкция:
Немного слов о калибровке и об уровне на котором вы установите эту самую ручку. Лично я поступил крайне просто — через level plate довёл до пункта, когда принтер подводит экструдер к центру платформу и установил ручку так, чтобы был уверенный контакт кончика стержня и бумаги, предварительно установленной на платформу. Метод, понятное дело, работает только в том случае, если платформа предварительно откалибрована. Но крутые парни не смотрят на взрыв и не калибруют стол, так что с этим проблем возникнуть не должно.
Пункт Б. Подготовка к переносу красоток и не очень на бумагу.
Как сказано выше, вам нужно скачать Inkscape. Стянуть его можно с официального сайта по этой ссылке. А вот по этой можно скачать gcodetools. Содержимое архива нужно распаковать в *место установки Inkscape*shareextensions. Отдельную папку под плагин создавать НЕ НУЖНО. Когда все эти скучные пункты завершены, смело запускайте программу.
[IMG ID=3063 WIDTH=514 HEIGHT=289]
Изначально мне очень хотелось патриотично нарисовать пин-ап красавицу, но жизнь вносит свои коррективы. Следует отметить, что вообще gcodetools создавался для крайне серьёзных парней с ЧПУ, а потому я уже весь день в нём копаюсь, но некоторые функции всё ещё не даются падавану. Не сегодня, так завтра все пин-ап красотки будут отрисованы, но пока придётся поумерить аппетит — обведём вот этот чертёж!
Привычным движением кидаем этого парня в .jpg прямо с рабочего стола в рабочее пространство программы. Сразу, кстати, в file-> document properties рекомендую установить размеры области рисунка. Я установил 180 х 180 мм, хорошо попадающие в область печати hephestos.
Теперь приведём рисунок в то состояние, с которым сможет справиться наш принтер. Он, напомню, может оперировать только ручкой — вот и остаются нам только закрашенная и незакрашенная области. Заходим в Path->Trace Bitmap.
Основная интересующая нас настройка — Brightness cutoff. С этим параметром стоит поиграться. Устроившее меня значение — 0,450. У вас оно необязательно будет таким же. Прежде чем нажать ‘ок’ убедитесь, что у вас выделен рисунок, который вы желаете вот так вот конвертировать. Также заметьте, что полученный результат появится ПОВЕРХ оригинала.
Теперь переходим в extensions-> gcodetools-> Path to Gcode.
Здесь меняем, в первую очередь, cutting order на Pass by Pass. Таким образом ручка не будет совершать лишних телодвижений. Не до конца уверен что понимаю её, но знающие парни говорят ‘Поверь. а поймёшь потом’. Затем перейдите во вкладку preferences. Здесь всё просто — имя файла, путь, куда он будет сохранён, и z safe (как не сложно догадаться, это расстояние, на которое будет подниматься ручка, когда ей нужно будет переместиться — стандартных 5 мм хватает).
КРАЙНЕ ВАЖНО: обязательно на конце имени файла допишите . gcode. Иначе ‘кина не будет’.
Поиграв с этими параметрами, вернитесь во вкладку path to Gcode. С чувством максимального достоинства, жмите Apply. Выскочат предупреждения, что вы не установили точки ориентации и инструмент, поэтому всё это дело будет установлено ‘по дефолту’. Нас этот вариант устраивает, жмём ‘ок’.
Наконец, ваш файл готов. Заливаем его на флешку и отправляем принтеру на ‘рисование’.
Процесс, надо сказать увлекательный. Для тех, кому ‘долго’ — я выкрутил скорость до 300%. Дело пошло крайне бодро без каких-либо сопутствующих потерь. Рисунок свой принтер закончил примерно через полчаса:
Результатом лично я полностью доволен. Для тех, кто ждал пин-ап красотку, а не эту консервную банку — как хорошо видно, создавая файл таким образом, мы получаем ‘обводку’. Соответственно, залитые чёрным области принтер не закрашивает. Это без проблем решается, если покопаться плотнее в настройках плагина и Area в частности. Если потребуется, отдельным постом или комментарием покажу и расскажу подробнее.
Всем спасибо за внимание, оставайтесь с нами. Рисующие принтеры, взрослые парни в костюмах летучей мыши и учебные проекты гарантированы. Дальше — больше!
Как нарисовать 3d рисунок на бумаге
Рубрика: СтатьиАвтор: Профи (5+)
Содержание
1 Хорошая новость для любителей рисовать 3D рисунки.
2 ШАГ №1. Просто обведи.
3 ШАГ №2. Добавим объема.
4 Как нарисовать 3d рисунок на бумаге. Самый простой способ.
5 Еще один способ переводить 3д рисунки.
Содержание
Хорошая новость для любителей рисовать 3D рисунки.
Здравствуйте, уважаемые читатели блога RZ3d.ru с вами снова Рустам Закиров, и в этой статье я хочу поделиться с вами секретом, как нарисовать 3d рисунок на бумаге самым легким способом. Сегодня мы будем рисовать вот такие 3d кубики.
Эти кубики я вытащил вот из этой картинки, которую просто нашел в интернете. Вот она.
А затем с помощью специальной универсальной формы перевел ее в 3д. Так можно переводить в 3д почти любые изображения. Кто хочет научиться так же, жмите сюда ПОЛУЧИТЬ УНИВЕРСАЛЬНУЮ ФОРМУ ДЛЯ ПЕРЕВОДА В 3Д. А мы переходим к нашему рисунку.
ШАГ №1. Просто обведи.
Я даю вам готовый уже нарисованный 3d рисунок, а вы просто обводите его (или по другому «стеклите»). Все! Ниже вы видите готовый 3d рисунок, все что вам нужно это просто перевести его на листок бумаги.
Как это сделать. Вы просто прикладываете листок бумаги к экрану монитора, и просто переводите ваше изображение. Способ самый простой, хорошо подходит для разных 3d рисунков (простых и сложных).
Кстати, чуть не забыл сказать, что правильно смотреть на 3d кубики нужно через объектив фотоаппарата c одной определенной точки. Без этого он просто не будет выглядеть объемно.
ШАГ №2. Добавим объема.
Чтобы добавить вашему рисунку объема, просто обрежьте лишнюю часть примерно так.
КАК НАРИСОВАТЬ 3D РИСУНОК НА БУМАГЕ
Вот кстати выглядят те же кубики если их просто распечатать на принтере.
Как нарисовать 3d рисунок на бумаге. Самый простой способ.
Раньше для того, чтобы нарисовать правильный даже самый простой 3d со всеми построениями ушло бы как минимум пару часов (у меня бы точно). По моей технологии за это время вы сможете нарисовать пару десятков правильных и даже самых сложных 3d рисунков.
Ведь вся сложность создания 3d рисунков на бумаге упирается в построении правильной перспективы, а тут без линейки и знаний в этой области не справится.
Для своего же способа, я просто выбираю в интернете понравившуюся мне картинку (пусть даже самую сложную), потом на компьютере по специальной форме в течении 3-х минут перевожу ее в объем и получаю 3d рисунок на экране монитора. Вот он.
Потом с экрана монитора я просто перевожу его на листок бумаги. На все про все у меня уходит 10-15 минут.
И получаю вот такие рисунки.
Так можно переводить в 3d почти любые изображения. Кто хочет научиться так же, жмите сюда ПОЛУЧИТЬ УНИВЕРСАЛЬНУЮ ФОРМУ ДЛЯ ПЕРЕВОДА В 3d.
Еще один способ переводить 3д рисунки.
Если у вас какой-то большой или сложный рисунок экран лучше как-нибудь разместить горизонтально, чтобы было удобнее его переводить или воспользоваться следующим способом.
А следующий способ заключается в том,что готовый 3d рисунок сначала нужно распечатать, а потом уже с него переводить (по тому же принципу).
Минусом данного способа является то, что нужно распечатывать сам 3d рисунок. За то плюсом является то, что таким способом удобнее «стеклить» и качество передачи будет лучше.
Этот способ больше подходит для людей, кто занимаетcя или хочет заниматься 3d рисунками более профессионально и создавать даже вот такие 3д открытки.
А на этом у меня все. Те кто хочет получить 3д рисунки (на пробу) пишите в комментариях.
Понравилась статья? Поделиться с друзьями:
Как превратить ваш 3D-принтер в плоттер за один час | Ури Шакед
Научите свой 3D-принтер рисовать и писать на бумаге с помощью ручек, цветных карандашей, мелков и многого другого! 🖍
Создание плоттера давно было в моем списке. Плоттер — это устройство, которое может рисовать текст и изображения на бумаге с помощью пера. Несколько недель назад, после того как мои коллеги-израильские производители собрали небольшой плоттер из старых дисководов для компакт-дисков, я решил, что наконец-то пришло время собрать собственный плоттер.
Я сел и начал планировать железо, как вдруг понял, что может быть хороший ярлык — мой 3D-принтер уже включает в себя все необходимое мне железо и электронику, мне нужно только придумать, как прикрепить к нему ручку и как сказать ему рисовать.
Через час у меня был рабочий прототип. Это было гораздо проще , чем я изначально ожидал. В этом посте блога вы узнаете, как сделать принтер своими руками.
Это будет ваш первый рисунок на 3D-принтере! 📝
Превращение 3D-принтера в 2D-принтер 🖨
Вам может быть интересно, в чем польза превращения 3D-принтера во что-то, что может рисовать 2D-изображения на бумаге. Ведь обычные принтеры так делают уже несколько десятков лет, разве это не шаг назад?
Во-первых, кто сказал, что все, что я делаю, должно быть полезным?
Во-вторых, плоттер позволяет рисовать ручкой, цветными карандашами, мелками, фломастерами и даже пером. В основном все, что может оставить следы на листе бумаги. Вы даже рисуете на разных материалах, таких как картон или стекло. Вы также можете проявить творческий подход с уникальными типами чернил, такими как золотые, серебряные или светящиеся в темноте — вы называете это.
Шаг 1 — Установка пера
Вы хотите надежно закрепить перо на головке принтера и убедиться, что кончик пера проходит немного ниже сопла. Я начал с проектирования небольшой части этой цели. Он крепится к головке принтера, и я использую небольшой винт M3, чтобы прикрепить к нему перо:
Вы можете получить модель здесь. Он должен подходить к любому принтеру Creality Ender-3 или CR-20 и, возможно, к другим принтерам Creality. Он также настраивается, поэтому вы можете изменить размеры (если вы хотите установить маркер большего размера или вам нужно более плотное прилегание к принтеру).
Для других принтеров вам потребуется разработать собственный механизм крепления (если вы это сделаете, поделитесь ссылкой в комментариях). Хотя для крепления пера также можно использовать винты, я лично предпочитаю зажимной механизм, поскольку он позволяет мне очень быстро переключаться между режимами 3D-принтера и плоттера, а также очень быстро менять ручки.
Шаг 2 — Калибровка
После того, как вы успешно подключили перо к принтеру, пришло время его откалибровать. Вам нужно будет прикрепить лист бумаги к станине вашего принтера:
Ручка установлена, бумага прикреплена, готово для вашей команды!
Далее вам нужно будет найти правильную высоту для печати. Я рекомендую для этого использовать Repetier Host (сначала я начал с Cura, но Repetier Host сделал все намного проще, поэтому я буду использовать его в этом уроке).
Перед запуском убедитесь, что платформа вашего принтера выровнена, а сопло и платформа принтера холодные.
После возврата принтера в исходное положение перейдите на вкладку «Ручное управление» в Repetier и переместите печатающую головку вверх, пока кончик пера не окажется над бумагой. Затем переместите ось X / Y к краю того места, где вы хотите, чтобы был ваш рисунок. Наконец, перемещайте ось Z вниз с шагом 0,1 мм, пока кончик пера не коснется бумаги. Затем вы можете немного подвигать X/Y и убедиться, что ручка действительно оставляет след на бумаге. Когда закончите, обратите внимание на значения X/Y/Z, которые появляются в верхней строке:
Калибровка положения пера в Repetier Host.
В моем случае значения были 47 для X, 40 для Y и 14,6 для Z. Мы будем использовать эти значения вскоре при создании файла GCode для печати.
Шаг 3. Выбор того, что печатать
Это сложный вопрос. Так много вариантов. Однако вам нужно будет получить его в векторном формате — поэтому, если вы используете Google Images, добавьте текст type:svg в конце вашего поискового запроса. Вы также можете конвертировать изображения JPEG и PNG в SVG, но я бы посоветовал начать с чего-то, что уже есть в виде вектора, чтобы упростить задачу.
Принтер-плоттер в действии!
Шаг 4 — Генерация GCode
Когда я начинал этот проект, я думал, что потрачу несколько часов на настройку оборудования. Я был удивлен, как быстро у меня заработала аппаратная часть. С программным обеспечением, однако, дело обстояло совсем иначе — как всегда, реальная сложность заключается в программном обеспечении.
Потратив несколько часов на исследования, я наконец нашел рабочий процесс, который работает довольно надежно, хотя и требует некоторой настройки. Помимо упомянутого выше Repetier Host, вам также необходимо установить Inkscape (который, кстати, также полезен, если вы хотите создавать рисунки для печатных плат!).
Внутри Inkscape создайте новый файл и перейдите в меню Файл → Свойства документа (сочетание клавиш: Ctrl+Shift+D). Затем установите размер документа немного меньше размера вашей печатной платформы, а также убедитесь, что вы используете мм для единиц измерения.
После того, как вы установили размер, вы можете импортировать любой файл SVG, который вам нравится, или просто нарисовать текст с помощью инструмента «Текст»:
Когда закончите, с выделенным текстом, нажмите Путь меню → Объект на пути (Shift+Ctrl+C). Это преобразует текст в серию точек, соединенных линиями, что необходимо для подачи в принтер. Вы можете добавить больше элементов, таких как спирали и формы звезды, повторяя операцию «Объект в контур» для каждого:
При печати объекты не будут заполнены, поэтому вы можете удалить цвет их заливки и установить цвет обводки на черный (или любого другого цвета, которым окрашено ваше перо), чтобы получить более точное представление о конечном результате. Выделите все объекты (Ctrl+A), а затем удалите заливку и примените черный цвет для обводки (Ctrl+Shift+F):
Установите цвет обводки на черный
Когда вы довольны результатом, пришло время сгенерировать GCode для принтера! Мы будем использовать расширение под названием «Gcodetools», которое поставляется в комплекте с Inkscape (если нет, у вас более старая версия и ее необходимо обновить).
Мы начнем с определения точек ориентации, которые сообщают принтеру, как отображать линии на экране на бумаге. Перейдите в меню Extensions → Gcodetools → Orientation Points… и, убедившись, что выбран режим «2 точки», нажмите Применить и затем Закрыть . Теперь вы должны увидеть два новых текстовых элемента, добавленных внизу вашего рисунка:
Это точки ориентации. Каждая точка представляет собой список координат X, Y, Z, указывающий целевое положение этой точки в системе координат принтера. Вам нужно отредактировать их, чтобы они соответствовали X/Y, которые вы нашли на этапе калибровки, и установить Z (третью координату) на 0.
Отредактируйте текст в левой точке и обновите его, чтобы он содержал координаты X/Y, которые ты нашел. В моем случае было (47; 40; 0) . Для правой точки добавьте 100 к значению X, скопируйте Y/Z из первого, например. (147; 40; 0) :
Далее нам нужно сгенерировать инструмент и настроить его скорость. Этот шаг необязателен, но если вы этого не сделаете, ваш принтер будет рисовать очень-очень медленно. Перейдите в меню Расширения → Gcodetools → Библиотека инструментов…, и выберите «по умолчанию» в «Типах инструментов»:
Нажмите Применить , а затем Закрыть, и вы должны увидеть зеленый прямоугольник с множеством настроек добавлено к вашему рисунку:
Вы можете отодвинуть этот прямоугольник (вместе со всеми значениями), чтобы он не заходил на ваш рисунок. Затем вы хотите отредактировать текст и изменить значения «Подача», «Проникновение подачи», «Проходная подача», чтобы установить скорость движения принтера при рисовании. Я использую 4500 для всех из них (единица измерения — мм/мин, поэтому это значение соответствует 75 мм/сек).
Наконец-то мы готовы сгенерировать GCode! Выделите все элементы на вашем чертеже (Ctrl+A) и перейдите к Extensions → Gcodetools → Путь к Gcode…
Там перейдите на вкладку Параметры и установите «Масштаб по оси Z» на 1, а «Смещение по оси Z» на значение Z, которое вы нашли на этапе калибровки, минус один (Я нашел 14.6, поэтому я установил здесь значение 13.6):
Затем перейдите на вкладку Preferences и установите имя выходного файла и путь к каталогу, когда вы хотите его сохранить. Вы также можете установить безопасную высоту Z на более низкое значение, чтобы ускорить печать (я использую 5):
Наконец, перейдите на вкладку Path to Gcode , установите Depth Function на 1 и нажмите Apply. Это займет несколько секунд и может выдать предупреждение о том, что пути не выбраны, которые можно спокойно игнорировать. Вы должны увидеть новый слой поверх вашего рисунка, показывающий движения печатающей головки в сгенерированном файле Gcode:
На этом этапе я предлагаю открыть файл .gcode в текстовом редакторе и убедиться, что он выглядит правильно. — тем более, что значения Z там совпадают с калибровочным значением, которое вы нашли:
Сгенерирован GCode! Обратите внимание, что значение Z равно 14,60000 здесь
. Я также предлагаю отредактировать первую строку G00 и добавить F4500 в конце, иначе ваш принтер может сделать начальное движение головки очень медленным:
Вот и все! Вы готовы к печати. Загрузите файл Gcode на хост Repetier, и вы должны увидеть свой рисунок на экране:
Ваш 3D-принтер теперь также работает как плоттер. Вы можете сделать еще один шаг вперед и поэкспериментировать с различными настройками Gcodetools — например, вы можете настроить его для изменения высоты пера в соответствии с цветом линии, что заставит плоттер рисовать более тонкие/толстые линии.
Современный мир, обусловленный широким развитием косметологических услуг, вводит новые требования к лечению пациента. Рынок косметологии сформировал «вторую волну», так называемых «постпроцедурных» пациентов. Лечение данной группы требует от врача тотального подхода к построению косметологической программы с учетом существующих изменений в процессе мягкотканого птоза, обусловленных проведенными ранее косметологическими и хирургическими вмешательствами. Как никогда, становятся актуальными для врача дополнительные методы диагностирования кожи: УЗИ, конфокальная микроскопия, гистологические исследования. Уже сегодня, в практике врача превалирует группа пациентов для которых новая косметологическая услуга должна в обязательном порядке сопровождаться не только стандартным протоколом подготовки к процедуре, но и специальной подготовительной терапией по видоизменению/разрушению или усилению эффекта уже существующего, изменённого состояния тканей.
Фиброз кожи – понятие все больше набирающее распространение в косметологии. В МКБ10 фиброз кожи отражен в разделе «Рубцовые состояния и фиброз кожи» — болезнь класса XII («Болезни кожи и подкожной клетчатки») и входит в блок L80-L99 «Другие болезни кожи и подкожной клетчатки», имеет код заболевания: L90.5. Единые, признанные медицинским сообществом определение и классификацию, найти сегодня сложно, что мешает разработке оптимальных (традиционных) методов лечения и ставит работу с лечением фиброза кожи в ряд актуальных нерешенных задач медицины, в частности дерматокосметологии.
Приведем определение, которое по нашему мнению, отражает суть происходящих изменений в коже — заболевание, которое характеризуется ускоренным процессом выработки коллагена и разрастанием вторичных морфологических элементов, возникающих после воспаления, операций или травмы. После деструкции кожа приобретает очаговое патологическое изменение в виде разросшейся соединительной ткани с несбалансированным распределением функциональных элементов. Степень фиброза обусловлена соотношением синтеза и распада коллагена. Обратимость процесса зависит от состояния макрофагов и химической природы основного вещества.
При этом, мы отдаем себе отчет, что большинство косметологических процедур по своей сути направлены на синтез коллагена. В своей практике врача, мы каждый день наблюдаем пациентов с постпроцедурными фиброзными видоизменениями: фиброзные каркасы после армирования нитями, фиброзные каналы после контурной пластики, а также рубцовые изменения различного генеза. Не стоит забывать, что в процессе старения мы наблюдаем сформированный фиброз в виде спаек в местах дермальных и гиподермальных заломов, который является непатологическим физиологическим изменением.
Традиционные методы лечения фиброза предусматривают работу с препаратами имеющими в своем составе компоненты, разрушающие соединительные волокна, а также применяется практика механической сепарации фиброзных изменений в виде заломов со спайкой, а также рубцовых изменений. Работа с препаратами в форме раствора зачастую осложнена неконтролируемым распределением, так в практике клинических обращений все чаще встречаются пациенты с осложнениями в виде различных атрофических изменений в следствии работы растворами с паталогической соединительной тканью. Важно еще одно понимание врача, что работа с традиционной сепарацией в условиях современного пациента приобретает дополнительный риск, поскольку у «постпроцедурного» пациента сепарация проводится в месте в котором уже сформирован фиброз и дополнительная травматизация может привести к активизации синтеза соединительной ткани и внутреннему рубцеванию.
Эффективным решением в работе с фиброзными изменениями в арсенале врача косметолога или хирурга является метод Иннофилл. Суть метода состоит в инвазивном воздействии RF –канюли или иглы на соединительную ткань, «разрыхляя» и видоизменяя состояние коллагеновых волокон.
Процесс сепарации осуществляется в режиме щадящего дефибразирования, когда на патологическую ткань оказывается не только механическое воздействие, а в сочетании с радиоволной. Принцип работы заключается в том, что в качестве проводника радиоволны является электрод-канюля или игла. Работа осуществляется инвазивно, путем погружения проводника на глубину залегания фиброза, как на дермальном так и гиподермальном уровнях.
Процесс сепарации осуществляется в режиме щадящего дефибразирования, когда на патологическую ткань оказывается не только механическое воздействие, а в сочетании с радиоволной. Принцип работы заключается в том, что в качестве проводника радиоволны является электрод-канюля или игла. Работа осуществляется инвазивно, путем погружения проводника на глубину залегания фиброза, как на дермальном так и гиподермальном уровнях.
— полипептидные цепи собираются в тройную спираль,
— молекулу проколагенна клетка секретирует во внеклеточное пространство, где и происходит специфический процесс – сборка молекул коллагена с формированием сложной надмолекулярной структуры. Данная структура состоит из волокон и пучков волокон, которые в процессе переплетения образуют соединительную ткань. Формирование тройной спирали идет под контролем белка теплового шока HSP47 (шаперон).
Молекулярный шаперон поддерживает структурное формирование коллагена .
Шапероны доставляют белковые молекулы к месту их назначения, предотвращают нежелательные контакты с другими клеточными компонентами. Присоединяясь в процессе формирования тройных комплексов коллагенна, молекулярные шапероны поддерживают структурное формирование белка.
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТЕЙ МОДЕЛЕЙ АППАРАТОВ:
I-е поколение аппарата ИННОФИЛЛ — это основа работы с фиброзом кожи.
Специальная RF-канюля или RF-игла позволяет разрушить патологически сформированную соеденительную ткань (спайки, рубцы, дермальные заломы, фиброзные каркасы). Режим щадящего дефибразирования (сепарации) не травматизирует ткань, что обеспечивает разрушение фиброза не стимулируя формирование нового. Данный инструмент позволяет работать, как с повседневными задачами (сепарация дермальных заломов со спайками в области носогубных складок, кисетных)
Аппарат также позволяет работать в режиме, где RF-энергия будет направлена на ретракцию тканей и сокращение кожного лоскута (не путать с лифтингом). Данный режим позволяет работать с задачами орбитальной зоны достигая положительных результатов в ретракции тканей верхнего и нижнего века.
Еще одной важной возможностью является формирование канала для четкого размещения наполнителя в зоне необходимой для восполнения объема. Суть техники состоит в возможности после сепарации используя туннельную технику поджать коллаген, тем самым обеспечив размещение наполнителя четко в необходимой зоне.
II-е поколение аппарата ИННОФИЛЛ — это расширенная модель, которая включает в себя работу с фиброзом кожи и дополнена специальной RF-ручкой.
Данное дополнение открывает для врача возможности в локальной коррекции пор (за счет сокращения стенок вокруг специальной иглы погруженной в пору) и позволяет работать с сосудистыми патологиями (склеротерапия).
Важно: данная модель обладает более высокой мощностью, в отличии от первого поколения аппарата, что позволяет работать со сложными (плотными) формированиями фиброза более эффективно, дает возможность более высокого сокращения кожного лоскута, при этом требует от врача большего внимания к рискам, связанным с коагуляцией тканей.
III-е поколение аппарата ИННОФИЛЛ — это расширенная модель, которая включает в себя все возможности I-го и II-го поколения (работу с фиброзом коди и RF-ручку) и дополнена модулем коррекции плазменной энергией, которая приобретает всё больше популярности в косметологической среде.
VII-е поколение аппарата ИННОФИЛЛ — это врачебная платформа, включающая в себя комплексную работу с пациентом на всех уровнях.
Аппарат включает в себя:
RF-канюлю/иглу для работы с фиброзом кожи, RF-ручку, фракционный игольчатый RF, фракционный неинвазивный RF и вагинальный RF.
Иннофилл.
Инвазивное RF-воздействие для коррекции возрастных изменений
Наконец-то это случилось! Блистательный прорыв в Косметологии! Эффект от процедуры Иннофилл как у Пластической Хирургии, но без травм. Возможность контролируемого, точного глубокого введения лекарственных средств и препаратов в нужное место на заданную глубину. Процедуры Иннофил — это метод, объединивший достоинства двух технологий: фракционного и радиочастотного омоложения.
подробнее
Современный мир, обусловленный широким развитием косметологических услуг, вводит новые требования к лечению пациента. В нашей Клинике сформировалась «вторая волна» постпроцедурных пациентов. Это пациенты, которым в прошлом неоднократно были проведены различного вида услуги по косметологии.
Лечение данной группы требует от врача особого подхода к составлению программы с учетом существующих изменений, обусловленных проведенными ранее косметологическими и хирургическими вмешательствами. Как никогда, становятся актуальными для врача дополнительные методы диагностирования кожи: УЗИ, конфокальная микроскопия, гистологические исследования. Уже сегодня, в нашей клинике преобладает группа пациентов, для которых новая косметологическая услуга должна в обязательном порядке сопровождаться не только обычными методами подготовки, но и специальной подготовительной терапией по видоизменению/разрушению или усилению эффекта уже существующего, изменённого состояния тканей.
Мы знаем, что большинство косметологических процедур по своей сути направлены на синтез коллагена. В своей практике врача, мы каждый день наблюдаем пациентов с постпроцедурными фиброзными видоизменениями: фиброзные каркасы после армирования нитями, фиброзные каналы после контурной пластики и другие рубцовые изменения различного вида. Не стоит забывать, что в процессе старения мы наблюдаем сформированный фиброз в виде спаек в местах дермальных и гиподермальных заломов, который является непатологическим физиологическим изменением. Например, носогубные складки, носослезные борозды, морщины «марионетки», «гусиные лапки», «кисет».
Традиционные методы лечения — это работа с препаратами, имеющими в своем составе компоненты, которые разрушают соединительные волокна, а также применяется практика механической сепарации фиброзных изменений в виде заломов со спайкой, а также рубцовых изменений. Работа с препаратами в форме раствора зачастую осложнена неконтролируемым распределением. Так в практике клинических обращений все чаще встречаются пациенты с осложнениями в виде различных атрофических изменений в следствии работы растворами с паталогической соединительной тканью. Кроме того, работа с традиционной сепарацией в условиях современного пациента приобретает дополнительный риск, поскольку у «постпроцедурного» пациента сепарация проводится в месте в котором уже сформирован фиброз и дополнительная травматизация может привести к активизации синтеза соединительной ткани и внутреннему рубцеванию.
Эффективным решением в работе с фиброзными изменениями в арсенале врача косметолога или хирурга является метод Иннофилл. Суть метода состоит в инвазивном воздействии RF –канюли или иглы на соединительную ткань, «разрыхляя» и видоизменяя состояние коллагеновых волокон.
Процесс сепарации осуществляется в режиме щадящего дефиброзирования, когда на патологическую ткань оказывается не только механическое воздействие, а в сочетании с радиоволной. Принцип работы заключается в том, что в качестве проводника радиоволны является электрод-канюля или игла. Работа осуществляется инвазивно, путем погружения проводника на глубину залегания фиброза, как на дермальном, так и гиподермальном уровнях.
Задача 1. Коррекция дермальных заломов, носогубных складок, «морщин марионеток»,«гусиных лапок», «кисет», морщин в области лба и шеи
Механизм действия: Специально разработанная электрод-игла/канюля проводник радиоволны, вводится в кожу (дерма, гиподерма), обеспечивая сепарирование ткани (режим щадящего дефиброзирования) и формирование «сдерживающего» канала за счет уплотнения собственного коллагена вокруг электрода (режим стимулирования коллагено- и эластинообразования).
Задача 2. Коррекция кожи переорбитальной зоны
Механизм действия: При воздействии RF канюли на гиподерму в области нижнего и верхнего века происходит сокращение коллагеновых волокон, усиление локального кровообращения и выведение межклеточной жидкости. После курса процедур, происходит сокращение кожного лоскута в пределах 0.3-0.5 см уменьшается отёчность вокруг глаз, кожа в медиальном углу глаз становится светлее кожа.
Задача 3. Коррекция овала лица и жировых пакетов, подбородочной области и линии нижней челюсти
Механизм действия: При воздействии RF канюли на гиподерму и на жировой пакет, происходит разрыхление плотной соединительной ткани, за счет этого идет размягчения жирового пакета, после этого доступ вводимого препарата увеличивается в несколько раз. Также радиоволна благотворна влияет на процессы не прямого липолиза жировой ткани.
Задача 4. Моделирование формы носа
Механизм действия: При воздействии на гиподерму RF канюлей, происходит разрыхление и уменьшение гиподермы кожи, при воздействии RF на дерму происходит уплотнение дермы за счет прогревания коллагена.
IV-е поколение аппарата ИННОФИЛЛ — это врачебная платформа, включающая в себя комплексную работу с пациентом на всех уровнях.
Аппарат включает в себя: RF-канюлю/иглу для работы с фиброзом кожи, RF-ручку, фракционный игольчатый RF, фракционный неинвазивный RF и вагинальный RF.
ПОКАЗАНИЯ
Омоложение кожи, восполнение утраченных объемов мягких тканей лица (возраст, травма).
TTC » Поиск первых клиентов: инофилы против новаторов Много дискуссий было вокруг определения реальной потребности на рынке, определения первого клиента и того, как сегментировать ваш рынок, когда определение рынка еще не ясно. Недавно в качестве консультанта Shapeways и Ultimaker я занимался вопросом о том, кто наши клиенты на самом деле, какова наша основная цель и в каких сегментах мы можем задействовать для роста.
Будучи частью Lifestyle Incubator в Philips — корпоративной венчурной программы, которой, к сожалению, больше не существует — и после создания собственной независимой консалтинговой компании, я был на самом переднем крае стартапов. И одна из наиболее часто используемых моделей re. инновация — это кривая принятия инноваций Роджерса. Большинство, если не все маркетологи, полностью осведомлены о кривой принятия/инновации Роджерса.
Кривая принятия инноваций of Rogers — это модель, которая классифицирует последователей инноваций по различным категориям, основанная на идее о том, что одни люди неизбежно более открыты для адаптации, чем другие. Его также называют Теория многоступенчатого потока или Теория распространения инноваций .
Кратко о модели:
Новаторы Смелые люди, тянущие сдачу. Инноваторам очень важно общение.
Первые последователи Респектабельные люди, лидеры мнений, пробуют новые идеи, но осторожно.
Раннее большинство Вдумчивые люди, осторожные, но принимающие изменения быстрее, чем в среднем.
Позднее большинство Скептики будут использовать новые идеи или продукты только тогда, когда их использует большинство.
Отстающие Традиционные люди, заботящиеся о «старых путях», критически настроенные по отношению к новым идеям и только однажды примут мейнстрим или даже традицию.
Джеффри Мур предлагает в Преодолевая пропасть вариант исходной кривой: Эта адаптация была создана с точки зрения прорывных инноваций. По словам Мура, самый трудный шаг — это переход между ранними последователями (провидцами) и ранним большинством (прагматиками). Это пропасть, о которой он говорит.
При внедрении инноваций люди проходят несколько этапов, прежде чем фактически внедряют новую технологию. Эти шаги описаны в новаторской работе Била и Боэна.
Бил и Боэн определили пятиэтапный процесс, через который проходят люди, принимая решение внедрить инновацию. Каждый из этих шагов требует преобразования неявной или явной информации. Эта информация поступает либо извне, либо через влиятельных членов сообщества. Люди проходят эти этапы с разной скоростью. Пять шагов:
Осведомленность . Человек просто осознает, что инновации существуют. Деталей не хватает, и это очень пассивный этап. Эта осведомленность обычно обеспечивается источниками вне сообщества и скрытыми источниками информации.
Проценты . Человек хочет больше информации. Они начинают задаваться вопросом, может ли новшество помочь им, и активно ищут новую информацию, как явную, так и неявную. Об их поисках сообщают источники как за пределами, так и внутри сообщества.
Оценка . Человек мысленно исследует нововведение, используя собранную информацию, пытаясь определить, действительно ли оно повлияет на его работу и как облегчит или улучшит его усилия. Это критический этап и первый этап, когда голоса сообщества, т. е. лидеров мнений, коллег, друзей, семьи или соседей, часто оказывают наибольшее влияние на человека.
Пробная версия . Человек фактически проверяет инновацию, чтобы увидеть, соответствует ли реальность ожиданиям, обычно с помощью небольших экспериментальных усилий. Часто на этом этапе будет использоваться любой источник информации, который считается полезным, хотя тесные связи с сообществом по-прежнему являются наиболее важными. Люди ищут конкретную помощь для своих конкретных потребностей.
Принятие . Человеку нравится нововведение, и он принимает его всем сердцем. Он применяется ко всем областям соответствующего использования, и человек часто становится активным сторонником инноваций в сообществе. Голоса сообщества очень важны на данном этапе. Суть здесь в том, что ваш истинный пользователь начинает рекомендовать ваш продукт/услугу.
Скорость, с которой каждый человек проходит эти 5 этапов, зависит от конкретного нововведения, его общей сложности, затрат и того, насколько оно мешает текущим рабочим процессам.
Необходимо понимать, что каждый сегмент кривой внедрения инноваций проходит через одни и те же этапы. Разница в скорости и поглощении определяет, в какую группу попадают люди. И даже в одном сегменте можно найти отклонения.
В первом сегменте новаторов все вышеперечисленное может двигаться с исключительной скоростью. Осведомленность и интерес могут опережать фактическое создание прототипа новой прорывной технологии. Простая идея о том, что что-то теоретически возможно, заставит новатора искать, где он может получить прототип или бета-версию продукта. Таким образом, в основном новаторы (и в некоторой степени первые последователи) могут опережать игру. Они стремятся к суду как можно быстрее. Это один из основных принципов роста компании: найти плацдарм новаторов, желающих опробовать ваш новый продукт. И здесь есть предостережение.
Для стартапа этот плацдарм может оказаться палкой о двух концах. Что вы на самом деле знаете об этой группе новаторов? Что побуждает этих людей так рано внедрять новую технологию или решение? А теперь, с вездесущностью социальных сетей и, следовательно, множества людей, влияющих на восприятие других людей, кто поддастся соблазну быть одним из первых, кто примет новую технологию (что будет успешным)?
Работая коучем нескольких стартапов, я обнаружил, что группа новаторов может состоять из двух групп: настоящих новаторов и иннофилов. Позвольте мне расширить это.
Новаторы перенимают функциональные возможности и ищут выгоду. Они стремятся решить свою конкретную проблему, в то время как иннофилы зациклены на том, чтобы получить в свои руки все новое и необычное. Оба очень рано внедряют новые технологии. Однако с точки зрения роста и непрерывности стартап хочет понимать своего первого настоящего клиента, а не «кукушку в гнезде». Это трудная задача для начинающих маркетологов. Начинающим маркетологам необходимо подобраться поближе к этой первоначальной группе и определить настоящего новатора, посла и лоялиста. Единственный способ идентифицировать этих людей — часто активно связываться с ними и прислушиваться к их личному опыту использования вашего продукта или услуги. Слушать и исследовать — вот два основных навыка, а не навязывать свое решение. Улучшение вашего продукта может быть лучше, чем просто обеспечение продаж. А сообщество истинных новаторов станет для вас источником информации, которая поможет улучшить работу с вашей прорывной технологией.
Имеют ли инофилы значение для стартапа? Абсолютно! Основная ценность, которую они предоставляют, — это наличные деньги. Иннофилы заплатят значительную цену, чтобы принадлежать к группе, первой принявшей новую технологию. Как пример, посмотрите на интернет-магазин Dynamism. Как говорится в одной из строк на их веб-сайте: « С 1997 года Dynamism предоставляет технологии нового поколения и роскошные услуги клиентам по всему миру ». Этот и многие другие сайты предлагают новейшие технологии людям, которые могут позволить себе премиальные цены. И сам факт их присутствия говорит о том, что это прибыльная ниша рынка.
Для стартапа денежный поток, конечно, важен. Долина смерти хорошо известна всем начинающим или венчурным экосистемам. Так что риск следования за деньгами в этом контексте, возможно, понятен, но также и риск для непрерывности и устойчивости бизнеса.
Разработка веб-сайтов и мобильных приложений
Все для школы
Система управления школами INZ предоставляет семейство веб-модулей программного обеспечения для управления школой.
Процесс поступления
Вместо того, чтобы просить родителей стоять в очереди на подачу заявлений, школам следует внедрить онлайн-приложение, чтобы избежать пустой траты времени и человеческих ошибок.
Управление студентами
Профиль каждого учащегося будет храниться в базе данных и доступен уполномоченным сотрудникам. Родители могут войти в родительскую зону, чтобы проверить информацию о классе, учебные материалы, фотографии и мультимедийный контент.
Связь с родителями
Система создала канал связи между школой и родителями. Родители могут отвечать на циркуляры напрямую в системе, а сотрудники школы могут просматривать результаты в режиме реального времени.
Другие функции
Подробнее о системе…
Готовый веб-дизайн для мобильных устройств
Адаптивный дизайн веб-сайта для мобильных устройств, созданный специально для посетителей с мобильных устройств и отделенный от сайта, предназначенного для пользователей настольных компьютеров.
Система управления контентом
Система программного обеспечения, позволяющая школьным учителям и персоналу создавать веб-сайты и управлять ими.
Профиль студента
Удобный и мощный инструмент управления учащимися для сотрудников школы, позволяющий установить имя учащегося, год, класс и другую основную информацию.
Родительская учетная запись
У каждого родителя будет собственное имя пользователя и пароль для входа в родительскую зону, что обеспечивает безопасный способ для учителей и родителей подключаться, получать информацию о классе, получать доступ к учебным материалам и отвечать на проспекты.
Циркуляры
Благодаря мощной круговой системе уведомлений родители могут просматривать последние и прошлые уведомления на веб-сайте. Родители также могут напрямую ответить на циркуляр. Это удобство и экономия времени для всех.
Отчет об ответах/статистика
Сотрудники школы могут видеть ответ каждого ученика и статистику циркуляров в режиме реального времени.
Календарь событий
С помощью нашей системы очень легко создать школьный календарь, заполненный школьный календарь можно опубликовать на школьном веб-сайте.
Вспомогательные приспособления позволяют более точно и качественно работать с ЧПУ-станками . При их наличии можно значительно повысить скорость и производительность. Без вспомогательных инструментов функции оборудования немного ограничены.
Классификация приспособления для станков с ЧПУ
Классификация приспособления выполняется исходя из их специализации. Есть две основные группы: специальные и переналаживаемые.
К переналаживаемым относятся такие приспособления:
универсально-безналадочные;
универсально-наладочные;
универсально-сборные;
специализированные наладочные;
сборно-разборные наладочные.
К специальным относят неразборные специальные приспособления. Их применяют на крупных производствах. Эти элементы проектируют специально под конкретную деталь, которую нужно производить. Для других работ они не подходят. Такие устройства целесообразны только в тех случаях, когда нет возможности применять при производстве другие инструменты.
Какие требования предъявляются?
К дополнительной оснастке станков выдвигают такие требования:
максимальное время на установку приспособления не должно превышать 10 % от времени, которое будет затрачено на работу с заготовкой;
большая жесткость конструкции;
крепежи не должны мешать обрабатывать заготовку;
элементы обязаны быть стандартизированы;
во время закрепления заготовки деформации детали должны быть незначительными;
надежность крепежа элементов;
необходимо, чтобы на станках с поворотными механизмами была исключена возможность обрыва шланга, если закрепление деталей происходит при помощи механизированного привода;
снятие приспособления обязано занимать минимальное количество времени.
Полезные приспособления
Среди самых полезных приспособлений, которые используются для станков, предназначенных для бытовых целей, можно выделить такие:
Крепежный элемент детали к рабочему столу.
Ванна для резки с подачей охлаждающей жидкости в зону реза.
Поворотная или 4-я ось.
Стол и накладка из оргстекла.
Подсветка рабочей зоны.
Одной из основных задач во время работы является правильное закрепление заготовки. Поэтому мастера обзаводятся различными техническими приспособлениями, например крепежным элементом детали к рабочему столу. В комплекте с крепежом идут болты и втулки М8 (их может быть от 4 штук) и планки для закрепления детали поперек стола. Также дополнительно можно взять планки для фиксации вдоль рабочей столешницы.
Ванна для резки с подачей охлаждающей жидкости в зону реза является очень полезным приспособлением, особенно когда работа ведется с акриловым камнем или дюралем.
Когда нужна цилиндрическая обработка детали, необходимо использование дополнительной поворотной оси. Также она может использоваться в качестве механизма для вращения заготовки на 90 или 180 градусов. Деталь может быть в постоянном движении или же находиться в зафиксированном состоянии. Все зависит от цели обработки. Небольшие заготовки закрепляются прямо в патроне четвертой оси. Длинные изделия не могут жестко держаться в патроне, поэтому дополнительно применяется задняя бабка, которая поддерживает противоположный конец.
Стол и накладка из оргстекла позволяют сделать идеальную поверхность для гравировки на деталях.
Для подсветки рабочей зоны применяются светодиодные ленты. Подключаются они к блоку питания контроллера.
Есть много дополнительных приспособлений, облегчающих и ускоряющих работу на станке с ЧПУ. К заводским механизмам предъявляются особые требования. Но также многие мастера самостоятельно совершенствуют свое оборудование, исходя из текущих потребностей.
16 ноября 2020
746
Получите консультацию специалиста
Приспособления и оснастка для ЧПУ станков
Приспособления и оснастка являются наиважнейшим компонентом успешной работы на ЧПУ станках.
Оснастка — это общий термин для любого устройства, которое используется для надежной фиксации заготовки во время обработки.
«Приспособления» — это решения для крепления деталей, которые изготавливаются на заказ для конкретной детали или ситуации.
Удержание рабочего места состоит из двух компонентов:
Собственно зажимное приспособление, такое как фрезерные тиски.
Метод размещения и закрепления этого зажимного приспособления на вашем станке. Это включает в себя вездесущие Т-образные пазы, модульные крепежные пластины, решения для 4-й оси и многое другое.
Мы рассмотрим различные методы определения местоположения удерживающих устройств, а затем дадим описание выбора для удерживающих устройств.
Но сначала давайте поговорим о том, почему так важны оснастка и приспособления, и как узнать, когда вам нужно сделать специальный крепеж.
Оснастка и приспособления: типы и виды
На западе среди фрезеровщиков есть такая поговорка: «fixtures are where you make your money», что переводиться примерно как: «Крепеж это то, на чем вы зарабатываете деньги». Если вы умеете делать приспособления, которые экономят время, вы получите большую прибыль.
Т-образные пазы
Т-образные пазы — это наиболее распространенный метод позиционирования и удержания вашего рабочего крепления. Они просты, надежны и работают. Чтобы прикрепить что-либо к столу с Т-образным пазом, используйте гайки с Т-образным пазом и подходящие шпильки или другие крепежные детали, подходящие к гайкам.
Гайки для Т-образного паза
Хотя они распространены, у них есть некоторые недостатки по сравнению с другими решениями. Помимо того факта, что Т-образные пазы могут собирать стружку и другой мусор, их самым большим недостатком является то, что вам трудно вернуть ваши тиски или другое приспособление для крепления на стол в точно таком же месте и в той же ориентации. Это может привести к дополнительной работе каждый раз, когда машина должна быть настроена с новой рабочей оснасткой для новой работы. Со временем цена такой неэффективности может быть довольно высокой.
Только представьте, что, если бы вместо устройства смены инструмента и таблицы инструментов вам приходилось набирать каждый инструмент каждый раз, когда он использовался? Разве это не было бы огромным препятствием для повышения производительности вашего рабочего процесса обработки? Что ж, время настройки также может быть большим препятствием для производительности, и Т-образные пазы здесь не помогают.
Есть несколько решений, которые пытались сделать их немного лучше:
Исправление пазов
Мы можем проверить Т-образные пазы станка, чтобы убедиться, что они параллельны движению оси. Проверить их можно индикатором тестирования набора (DTI). Многие люди ненавидят идею намеренного фрезерования своего стола, но если Т-образные пазы не параллельны то они вам нужны. Но есть выбор, использовать чего-то другого, кроме Т-образных пазов.
Тиски и приспособления с ключом
Если ваши Т-образные пазы соответствуют требованиям, вы можете установить ключи на дно тисков или крепежных пластин, которые совпадают с Т-образными пазами. Вы также можете установить ключи в Т-образные пазы, которые совпадают с краем пластины или основания тисков. Это может сэкономить вам довольно много времени на вытаскивание тисков и тому подобное, и это несложно, так что об этом определенно стоит подумать.
Проблема в том, что такие решения помогут с одним измерением (обычно короткий размер стола — это ось Y и она перпендикулярна прорезям), но у нас все еще есть проблема с позиционированием вдоль оси Т-образного паза. .
К счастью, есть лучший способ — это вспомогательные пластины для крепления (также называемые пластинами для крепления).
Монтажные плиты, инструментальные плиты и модульное крепление
Вспомогательные пластины для приспособлений (также называемые пластинами для приспособлений или инструментальными пластинами) — это пластины, которые устанавливаются поверх стола с Т-образными пазами, чтобы обеспечить новый способ позиционирования и закрепления оснастки. Типичная пластина для инструментов выглядит так:
Типичная крепежная пластина
В инструментальных пластинах обычно используется сетка отверстий, которые чередуются между отверстиями для точных установочных штифтов и отверстиями с резьбой для крепежных деталей. Если эта сетка позиционируется точно (или даже если это не так и положения точно известны), у вас есть очень повторяемый способ установки оснастки на пластину. Установочные штифты обеспечивают точное позиционирование с точностью до 0,01. Представьте себе возможность установить тиски, на отдельную крепежную пластину с установочными штифтами и отверстиями для крепежа, повторяемость это операции будет около 0,01. Если все ваши приспособления могут встать на пластину для инструментов, вы действительно можете очень быстро переключить станок на новую конфигурацию оснастки. Экономия времени позволяет очень быстро окупить стоимость такой системы.
Тиски можно установить на одну из этих пластин в течение одной или двух минут. Станок с ЧПУ можно перенастроить за 5 или 10 минут для совершенно другой работы. К тому же навыки, требуемые от операторов станков, а также вероятность ошибок значительно снижаются, если не нужно каждый раз тщательно настраивать приспособления. Есть преимущества и для создания модульного G-кода, потому что он может полагаться на сетку позиционирования.
Если требуется точность более 0,01, часто лучше использовать зондирование вместе с выбранной параметризацией g-кода, чтобы исправить оставшуюся ошибку. Вы можете попытаться более точно настроить параметры вручную, но решение для зондирования может полагаться на то, что все почти верно, чтобы определить последнюю небольшую часть исправления ошибок, которая должна быть применена в самом g-коде. Например, можно очень точно применить вращение к g-коду на основе результатов датчиков (выравнивание объектов по движению оси).
Инструментальные пластины обычно изготавливаются из чугуна или алюминия, хотя есть и стальные. Их можно купить или изготовить с нуля. Чтобы получить полное руководство, обязательно посетите нашу страницу о крепжных пластинах.
Модульное крепление
Еще одна вещь, которую помогают облегчить жизнь — это модульное крепление. Когда у нас есть фиксированная сетка, на которую можно положиться, мы можем купить готовые компоненты крепления, которые будут соответствовать сетке. Это может сэкономить довольно много средств по сравнению с необходимостью изготовления всего по индивидуальному заказу.
Шаровые замки и другие решения для быстрой смены инструментальных пластин
Сейчас я надеюсь, что вы видите, сколько времени на настройку можно сэкономить, используя инструментальные пластины. Что может быть лучше? Есть как минимум два разных способа еще упростить установку приспособлений и оснастки: быстросменные пластины для инструментов и поддоны.
Благодаря системе Quick Change время, необходимое для работы с установочными штифтами и крепежными деталями, сокращается за счет какого-то интегрированного решения, которое позволяет точно позиционировать и очень быстро фиксировать. Одна из них — система шарового замка:
Система шарового замка
Шаровые замки — это система быстрого извлечение и установки инструментальных пластин. Эта система обеспечивает точное позиционирование и надежное удержание с помощью 4-х шаровых замков. Просто совместите пластину с дополнительной пластиной (которая имеет втулки приемника и установлена на столе), опустите хвостовики шарового фиксатора в отверстие, закрутите болт наверху хвостовика шарового фиксатора, и все готово. Закрутить четыре болта и не возиться с установочными штифтами или дополнительными креплениями действительно быстро и легко. Речь идет о 30-секундном времени смены приспособлений, что действительно очень быстро.
Поддоны
Следующий шаг — поддоны. Это как автоматические инструментальные плиты, в то время как все остальное, было ручным. Типичная машина с поддонами позволяет вам настраивать его, пока машина работает над другим. Смена поддона происходит за счет снятия старого поддона за пределами зоны фрезерования станка и установки нового. Это сводит к минимуму время, в течение которого станок должен находиться в простое, и позволяет выполнять настройку параллельно с обработкой.
Некоторые машины имеют так называемые «пулы поддонов», которые позволяют заранее настроить несколько поддонов и запланировать их запуск. Пул поддонов может позволить машине работать без присмотра в течение довольно долгого времени и может быть полезной частью для полной автоматизации.
Поддоны обычно можно увидеть только на горизонтальных обрабатывающих центрах и некоторых высокопроизводительных вертикальных обрабатывающих центрах. Это полноценная производственная функция, которая довольно дорога, поэтому стоимость должна быть оправдана.
4-я ось, цапфы и инструментальные колонны
Иногда полезно иметь возможность применить к нашему мышлению другое измерение — в данном случае 4-ю Ось. В ЧПУ 4-я ось обычно представляет собой ось вращения. Она выровнена для вращения вдоль оси, параллельной одной из трех других осей станка. На вертикальных станках 4-я ось часто параллельна X или Y и проложена вниз. На горизонтальных 4-я ось также параллельна X или Y, но она стоит вертикально.
С точки зрения рабочего места, 4-я ось может использоваться для введения новых ориентаций для двух целей:
1. Она обеспечивает доступ к большему количеству сторон детали, поэтому обработка может продолжаться без необходимости переворачивать детали вручную.
2. Это позволяет получить доступ к большему количеству частей, которые могут быть расположены вокруг 4-й оси.
Чтобы узнать больше об этих применениях, ознакомьтесь с нашей превосходной серией статей «Основы 4-й оси».
Приспособления и оснастка. Рабочие решения
Разобравшись, как мы собираемся разместить и прикрепить нашу оснастку для крепления к фрезерному станку, давайте посмотрим, какие типы крепления есть впринципе.
Фрезерные тиски
Пара фрезерных тисковOLYMPUS DIGITAL CAMERA
На сегодняшний день, самым популярным решением для фиксации заготовок являются тиски. Существует множество производителей таких тисков, ярким примером является Курт, выпустивший первые тиски в 1950-х годах.
Более подробное описание тисков машиниста можно найти в нашем Полном руководстве по тискам. Там полно нужной информации.
Зажимы, оснастка и приспособления для пластин
Какими бы полезными ни были тиски, у них есть свой недостаток. Им сложно работать с действительно большими пластинами, хотя, как уже упоминалось, вы можете переместить губки в крайнее положение для пластин среднего размера. И они также могут быть неоптимальными для очень мелких деталей. Конечно, вы можете разместить несколько деталей в массиве, но это часто не удобно.
Трудно добиться такой плотной установки мелких деталей с помощью тисков, но приспособление для пластин облегчает эту задачу. Здесь используются зажимы Mitee Bite Pit Bull. Эффект мало чем отличается от крошечных фрезерных тисков, которые идеально подходят для каждой детали.
Когда приходит время обрабатывать большие листы или большое количество мелких деталей, обычно пора снимать тиски со стола и использовать зажимы.
Ступенчатые зажимы
Наиболее распространенный тип зажимов называется ступенчатыми зажимами, потому что на них выточены маленькие ступеньки. Они обычно используются с Т-образными пазами, хотя вы также можете крепить их болтами в инструментальной пластине. Вот несколько типичных ступенчатых зажимов:
Прижимная пластина ступенчатого зажима, конец зажима, поддерживающий ступенчатый блок, и болт проходят через гайку с Т-образным пазомНабор ступенчатых зажимов
На фото показан типичный набор ступенчатых зажимов. Может быть удобно запастись дополнительным набором, чтобы у вас было больше зажимных деталей для работы. Устанавливая ступенчатые блоки друг на друга и используя более длинные болты, вы можете зажимать довольно высокие заготовки. При использовании ступенчатых зажимов держите болт ближе к заготовке, а не к ступенчатому блоку. Может быть полезно наклонить зажим на детали, подняв его на шаг или два от уровня. Еще можете поместить прокладку из мягкого материала между зажимом и заготовкой, чтобы заготовка не повредилась.
Зажимные блоки
Ступенчатые зажимы захватывают верхнюю часть заготовки, что иногда неудобно, поскольку вам может потребоваться обработать захваченную область. Зажимы с носком захватывают боковую часть заготовки, обеспечивая полный доступ к верхней части заготовки. Доступно множество различных типов:
Этот зажим с носком перемещает зажим вниз по пандусу, когда он затягивается, чтобы прижать к заготовкеЭти зажимы Mitee Bite Edge имеют эксцентричную головку болта, которая прижимает шестигранник к заготовке, когда вы ее затягиваете.
Двусторонняя лента, клей, воск и сплавы с низкой температурой плавления
Некоторые заготовки очень трудно удерживать, потому что они тонкие или из-за их формы. Как правило, их просто невозможно зажать. Решения для таких ситуаций — это двусторонняя лента, клей, воск и сплавы с низкой температурой плавления.
Клей должен быть чем-то, что высвобождается при необходимости. Например, Super Glue выделяется при определенной температуре, как и LocTite. Пары от него токсичны, поэтому старайтесь отводить их с помощью хорошей вентиляции. Двусторонний скотч отлично подойдет, особенно для очень тонких материалов.
Воск и сплавы с низкой температурой плавления (обычно сплавы висмута). Их можно использовать для нарашивания заготовки и создания зоны захвата. Когда обработка закончена, воск или сплав можно расплавить и сохранить для повторного использования.
Вакуумные приспособления
Нужно приложить равномерное давление, чтобы удерживать деталь? Он может создать значительную удерживающую силу при наличии достаточной площади поверхности. И она не зависит от формы или от того, насколько тонкий материал. У нас есть хорошая статья о том, как создать свои собственные вакуумные приспособления.
Возможно, самым большим недостатком вакуумных приспособлений является то, что его сила прижима ограничена площадью поверхности. Из-за этого небольшие детали могут относительно легко отрываться. Когда силы резания превышают силу прижима, которую может дать вакуумный стол, деталь выскакивает и портится. Это обычная проблема для пользователей вакуумных столов. Особенно актуально для небольших деталей, не имеющих большой площади поверхности.
Патроны и цанги: для круглых деталей
Обычно круглые детали обрабатываются на токарных станках, хотя во многих случаях может потребоваться и фрезерование. Если у вас есть токарно-фрезерный станок, возможно, нет необходимости ставить его на фрезерный станок. Но если вам просто нужно поработать на фрезере с некоторыми круглыми деталями, вы можете использовать тот же крепеж что и для токарных станков. Просто прикрутите их болтами или прижмите к столу мельницы. Например, используйте трехкулачковый патрон или набор цанговых патронов.
Токарные патроны особенно распространены на 4-х осях, потому что мы часто начинаем с круглой заготовки.
Время от времени мы ставим на стол круглые детали, потому что это намного быстрее. Рассмотрим эту установку для обработки круглых деталей:
4-осевая установка
Я никогда бы не подумал, но многие специалисты говорит, что эта 4-осевая установка очень эффективна. Она была способна обрабатывать алюминиевые прутки до нужной длины, обеспечивать квадратные грани, а также просверливать и нарезать отверстия быстрее, чем токарный станок.
Расширительные оправки, оправки и шпильки
Мы можем использовать расширительные оправки, оправки или шпильки. Суть в том, чтобы поместить расширяющийся цилиндр в отверстие на нижней стороне заготовки. Это позволит зафиксировать заготовку на месте. Так, вы можете получить доступ к заготовке со всех сторон, кроме нижней части. При этом, вы не столкнетесь с обрабатываемой опорой (нужно помнить, где находятся оправки, чтобы у вас не было одной в середине кармана!).
Вот приспособление, использующее расширяющиеся шпильки :
Поворот болта раздвигает шпильку, чтобы можно было зажать заготовку
Существует множество подобных приспособлений, подходящих для ваших нужд. Они особенно распространены для токарных станков, но, как мы уже упоминали, вы можете использовать токарный инструмент в работе, если найдете способ закрепить его на столе.
Приспособления для 5-осевого зажима
Пятиосевая фиксация, как и большинство других пятиосевых станков, — это совершенно другой мир. Я не буду здесь вдаваться в подробности, кроме как сказать, что вам нужны различные виды фиксации, когда вы можете получить доступ к детали практически с любого направления. При таком способе фиксации заготовки становится все труднее, не мешать фрезерованию детали.
Полное руководство по изучению приспособлений с ЧПУ
Обработка с ЧПУ включает в себя множество инструментов, используемых с различными возможностями. Без надлежащего понимания может быть трудно понять, как пользоваться инструментами. Примером таких инструментов является приспособление с ЧПУ, также известное как зажимное приспособление с ЧПУ.
Эта статья расскажет о зажимных приспособлениях с ЧПУ в три этапа. Он покажет их функции и приложения. Это даст достоверную информацию о типах зажимных приспособлений с ЧПУ. Наконец, он предоставит вам дополнительную информацию о том, что нужно сделать, чтобы получить лучший дизайн приспособления с ЧПУ или использовать специальное приспособление с ЧПУ.
Что такое приспособление с ЧПУ?
Лучшее определение приспособления с ЧПУ состоит в том, что оно является фактором стабильности и позиционирования. Это удерживающее устройство с широким применением, направленное на фиксацию, поддержку или правильную установку заготовки на станке с ЧПУ.
Приспособление с ЧПУ является важным инструментом, который обеспечивает соответствие и взаимозаменяемость в процессе производства. Другими словами, это способствует бесперебойной работе производства.
Вы также можете сказать, что приспособления с ЧПУ уменьшают количество усилий, прилагаемых человеком в производственном процессе. При этом многие сравнят их с джигами. Однако они разные. Кондуктор работает, чтобы направлять движение резака. Однако зажимные приспособления с ЧПУ не направляют фрезы. Они только закрепляют, поддерживают и стабилизируют заготовку в процессе производства.
Кроме того, с зажимными приспособлениями с ЧПУ инструмент перемещается вместе с заготовкой. При использовании приспособлений инструмент всегда неподвижен.
Применение приспособления с ЧПУ
Приспособление с ЧПУ имеет широкое применение в обрабатывающей промышленности везде, где применяется обработка с ЧПУ. Его функции интегрированы с типами операций ЧПУ, используемых в производственном процессе.
Используется при фрезеровании с ЧПУ, точении с ЧПУ, планировании с ЧПУ, фрезеровании пазов с ЧПУ и шлифовании с ЧПУ. Это также приведет к типам приспособлений с ЧПУ, которые мы демистифицируем ниже.
Как правило, конструкция приспособления с ЧПУ отвечает за его применение:
Позиционирование
Крепежные приспособления с ЧПУ обеспечивают правильную фиксацию заготовки на станке относительно станков. Это также необходимо для того, чтобы убедиться, что поверхности машины соответствуют требованиям.
Зажим
После позиционирования приспособление с ЧПУ прикладывает усилие к заготовке, чтобы прочно зажать ее во время любого производственного процесса.
Зажимные приспособления с ЧПУ используют эти два свойства в своих функциях. Например, позиционирование и фиксация играют важную роль в производстве в автомобильной промышленности. Там они закрепляют и направляют транспортные средства в процессе сварки и сборки.
Типы приспособлений с ЧПУ
Классификация зажимных приспособлений с ЧПУ — это то, чего не понимает большинство людей, знакомых с этим инструментом. Да, это не так просто. Поскольку это не просто, новичкам сложно понять идею инструмента. Однако с этим окончательным руководством вам нечего бояться. Этот раздел познакомит вас с типами приспособлений для ЧПУ с другой точки зрения.
На основе операции обработки с ЧПУ s
При классификации на основе операций с ЧПУ существует пять типов приспособлений с ЧПУ. Ниже приведено небольшое введение в приспособления для ЧПУ.
Токарные приспособления
Токарная обработка с ЧПУ — это операция механической обработки с ЧПУ, при которой части заготовки удаляются при вращении вокруг одной оси. Токарные приспособления — это приспособления с ЧПУ, которые используются во время этого процесса.
Фрезерные приспособления
Фрезерование с ЧПУ — это просто процесс резки с ЧПУ. В этом процессе компьютер направляет резак, чтобы отрезать необходимую часть заготовки. Фрезерные приспособления — это приспособления с ЧПУ, используемые в этом процессе.
Приспособления для сверления
Сверление является популярным процессом в производственном процессе, и он более популярен при обработке с ЧПУ. Это просто означает сделать отверстие в заготовке. Приспособления с ЧПУ, используемые при сверлении с ЧПУ, называются приспособлениями для сверления с ЧПУ.
Расточные приспособления
Растачивание с ЧПУ — это процесс обработки с ЧПУ, в котором инструмент используется для увеличения отверстий, уже просверленных с помощью сверления с ЧПУ. Приспособления, используемые в этом процессе, представляют собой расточные приспособления с ЧПУ.
Шлифовальные приспособления
Шлифовка с ЧПУ включает удаление части заготовки с помощью шлифовального станка. Это еще один популярный процесс обработки с ЧПУ, используемый при фрезеровании с ЧПУ. Шлифовальные приспособления — это приспособления, применимые в процессах шлифования с ЧПУ.
Как правило, вы можете сделать ценный вывод о приспособлениях с ЧПУ на основе операций обработки с ЧПУ. Каждая операция обработки с ЧПУ, для которой требуется приспособление, имеет название операции. Поэтому у вас могут быть другие приспособления, такие как приспособления для хонингования с ЧПУ и приспособления для притирки с ЧПУ.
В зависимости от их использования
Вы можете классифицировать зажимные приспособления с ЧПУ в зависимости от их использования. Приспособления с ЧПУ в этой категории бывают пяти типов. Ниже небольшое введение в пятёрку.
Универсальные приспособления
Универсальные приспособления с ЧПУ можно использовать на любой заготовке, легко регулируя их. Каждая часть приспособления регулируется и заменяется, чтобы соответствовать любой заготовке. Как и его название, универсальные светильники имеют очень широкую область применения.
Специальные приспособления
Специальное приспособление — это приспособление с ЧПУ, идеально подходящее для конкретной заготовки. При использовании с этой конкретной заготовкой они дают массу преимуществ с точки зрения стабильности. Также есть более быстрая работа и удобство во время использования.
Приспособления в сборе
Приспособления с ЧПУ в сборе могут возникнуть только после рассмотрения заготовки. Приспособления согласно требованию такой workpiece. Сборка осуществляется специальным методом. В зависимости от необходимости вы можете удалить или повторно использовать их, когда это необходимо.
Модульные приспособления
Модульное приспособление легко реконструируется и перенастраивается для соответствия любой заготовке. Они состоят из взаимозаменяемых компонентов и идеально подходят для работы со многими заготовками. Вы также можете демонтировать приспособление после завершения процесса. Модульные приспособления обеспечивают лучший и более гибкий производственный процесс.
Комбинированные светильники
Комбинированные светильники бывают разных размеров и форм. Они идеально подходят для обработки множества заготовок разного размера и формы на станках.
В зависимости от источника питания
Это последний процесс классификации, основанный на источнике питания приспособления ЧПУ. Ниже приведены шесть типов приспособлений с ЧПУ в зависимости от источника питания.
Ручной фиксатор.
Пневматическое приспособление.
Гидравлическое приспособление.
Электрический светильник.
Магнитный фиксатор.
Вакуумное приспособление.
Что нужно знать, если вы хотите спроектировать или использовать приспособление с ЧПУ
Использование приспособления с ЧПУ или знакомство с правильной конструкцией приспособления с ЧПУ требует понимания многих вещей. Ниже приведены некоторые вещи, которые нужно знать, если у вас уже есть приспособление с ЧПУ или вам нужно специальное приспособление с ЧПУ.
Повышает уровень допуска
Зажимные приспособления с ЧПУ повышают точность производственных операций. Поэтому важно убедиться, что его настройка повышает точность.
Знайте, когда следует зажимать
Способ зажима оказывает огромное влияние на качество продукции. Хотя вы можете подумать, что лучше всего хорошо зажать заготовку, не делайте этого.
Справочник по важным поверхностям
Вам может понадобиться указать важную заготовку на инструменте, если вы цените меньшее время работы. Однако не следует ссылаться на множество поверхностей, чтобы избежать путаницы.
Будьте экономичны
Еще один важный момент, на который следует обратить внимание при разработке специального приспособления с ЧПУ, — это экономичность. Вам нужно знать количество деталей, которые вы делаете, и количество необходимых приспособлений.
Получите свое специальное приспособление с ЧПУ в Rapid Direct
Использование станков с ЧПУ требует понимания операций и используемых инструментов. С точки зрения получения конструкции приспособления с ЧПУ или простого приспособления с ЧПУ по индивидуальному заказу, в Rapid Direct вам гарантировано лучшее.
Мы являемся производственной компанией с правильным опытом, видением и способностью создавать лучшее. Именно на это мы ориентируемся при изготовлении или проектировании приспособлений с ЧПУ для наших клиентов.
У нас есть сертификат (ISO 9001:2015), который показывает, насколько мы заботимся о желаниях наших клиентов. В нашем учреждении работают квалифицированные инженеры с авторитетным образованием и опытом, которые ответят и дадут вам предложения. Короче говоря, с нами вы можете наслаждаться лучшим дизайном приспособлений с ЧПУ или всем, что связано с обработкой с ЧПУ, по низкой цене.
Получить мгновенное предложение
Заключение
Приспособления с ЧПУ — важный инструмент, окруженный пеленой тайны. Однако эта статья демистифицирует этот инструмент с точки зрения его типов и функций. Пройдя его, вы поймете процесс и мелочи, необходимые для более бесперебойной работы, между тем, когда вы думаете о бесперебойной работе и высоком качестве по низкой цене, подумайте о Rapid Direct.
Что такое приспособление с ЧПУ?
Приспособление с ЧПУ — это удерживающее устройство, широко используемое для закрепления, поддержки или правильной установки заготовки на станке с ЧПУ. Это важный инструмент, поскольку он обеспечивает соответствие и взаимозаменяемость в процессе производства.
В чем разница между шаблоном и приспособлением
Их основное различие заключается в их основных функциях, где шаблон работает для направления движения фрезы. Однако приспособление с ЧПУ не направляет резак. Он только защищает, поддерживает и стабилизирует заготовку во время производственного процесса. Когда используется приспособление ЧПУ, инструмент также должен двигаться вместе с заготовкой. При использовании приспособлений инструмент всегда неподвижен.
Какие бывают приспособления с ЧПУ?
Существует множество типов приспособлений с ЧПУ, которые можно разделить на три категории. Просмотрите статью о типах приспособлений с ЧПУ в каждой категории.
Полное руководство по зажимным приспособлениям, приспособлениям и решениям для станков с ЧПУ
Введение
Закрепление — это общий термин для любого устройства, используемого для прочного удержания заготовки во время ее обработки.
Тесно связанными терминами являются «приспособления» и «крепления».
Приспособление удерживает заготовку во время ее резки. Кондуктор удерживает заготовку, а также направляет фрезу. Учитывая ЧПУ, нет необходимости в приспособлениях, поскольку G-код направляет фрезу, поэтому этот термин в значительной степени связан с ручной обработкой.
«Крепления» — это в просторечии решения для закрепления деталей, которые изготавливаются на заказ для конкретной детали или ситуации.
Зажимное приспособление состоит из двух компонентов:
– Само закрепительное устройство, например, фрезерные тиски.
– Метод обнаружения и крепления этого зажимного приспособления к вашей машине. Это включает в себя вездесущие Т-образные пазы, а также модульные крепежные пластины, решения для 4-х осей и многое другое.
Мы рассмотрим различные методы поиска удерживающих устройств, а затем опишем ваш выбор удерживающих устройств.
Но сначала давайте поговорим о том, почему приспособления и приспособления важны и как узнать, когда вам нужно сделать специальное приспособление или приспособление.
Среди машинистов есть старая поговорка: на приспособлениях зарабатывают деньги. Если вы умеете делать приспособления, которые экономят время, вы получите большую прибыль. Или так говорится.
Но правда ли это? Всегда ли это так? Выиграет ли каждая работа от причудливых приспособлений?
Я составил бесплатный калькулятор приспособлений, который позволяет легко определить, подходит ли приспособление для вашей работы или нет. Он даже рассчитает, какой будет экономия (ROI), если вы создадите приспособление, сравнив два разных варианта крепления.
Бесплатный калькулятор приспособлений позволяет легко сравнивать сценарии, и он даже имеет опции в один клик, так что вы можете учитывать:
Повторные запуски: Какова экономия после того, как приспособление будет изготовлено, а клиент повторно закажет еще один запуск?
Модульное крепление
: экономится время на настройку, поскольку вы можете просто установить приспособление на штифты с помощью модульной крепежной пластины и запустить.
Устройство смены поддонов
: Возможно, лучшим является устройство смены поддонов, которое позволяет загружать/выгружать поддон, пока машина работает с другим поддоном.
Я также снял видео, в котором рассказывается о возможной экономии за счет использования приспособлений и демонстраций о том, как использовать бесплатный калькулятор приспособлений, чтобы определить, какой может быть экономия в конкретных сценариях:
Я хочу особо поблагодарить Дэйва Бишопа из MiteeBite. Дэйв и команда MiteeBite забыли о креплении больше, чем большинство из нас когда-либо узнает, и он дал мне несколько отличных предложений по улучшению калькулятора креплений. Кроме того, если вы проводите оценку стоимости работы, обязательно ознакомьтесь с нашим программным обеспечением G-Wizard Estimator. Калькулятор креплений появился там, и в программе есть много других полезных калькуляторов и функций, помогающих в оценке стоимости работ.
Теперь, когда у вас есть возможность увидеть, как приспособления и приспособления могут помочь в вашей работе, давайте углубимся в детали того, как это делается!
Позиционирование для удерживающих устройств
Т-образные пазы
Т-образные пазы являются наиболее распространенным методом позиционирования и удерживания вашего решения для крепления…
Т-образные пазы являются наиболее распространенным способом позиционирования и удержания Рабочий раствор. Они простые, надежные и работают. Чтобы прикрепить что-либо к столу с Т-образными пазами, используйте гайки с Т-образными пазами и подходящие шпильки или другие крепежные детали, подходящие к гайкам:
Гайки с Т-образным пазом…
Несмотря на то, что они распространены, они имеют некоторые недостатки по сравнению с другими решениями. Помимо того, что Т-образные пазы могут собирать стружку и другой мусор, их самым большим недостатком является то, что трудно вернуть тиски или другое приспособление на стол в том же месте и в том же положении. Это может привести к дополнительной работе каждый раз, когда необходимо настроить машину с новым зажимом для новой работы. Со временем цена этой неэффективности может быть довольно большой.
Только представьте, что если бы вместо устройства смены инструмента и таблицы инструментов вам приходилось каждый раз настраивать каждый инструмент при его использовании? Разве это не будет огромным блоком производительности в вашем рабочем процессе обработки? Что ж, время настройки также может быть большим блоком производительности, и Т-образные слоты не помогают в этом.
Есть некоторые решения, которые пытались сделать их немного лучше:
Исправление пазов
Мы можем проверить Т-образные пазы машины, чтобы убедиться, что они проходят параллельно оси движения, проведя по ним Индикатор циферблатного теста (DTI). Если нет, мы можем их перемолоть. Многие люди ненавидят идею намеренного фрезерования своего стола, но если Т-образные пазы не соответствуют действительности, а вам нужно, чтобы они были таковыми, трудно понять, какой у вас есть выбор. Но есть выбор, который предполагает использование чего-то другого, кроме T-Slots, как мы вскоре увидим.
Тиски и приспособления с ключом
Если ваши Т-образные пазы соответствуют действительности, вы можете установить ключи на нижнюю часть тисков или крепежных пластин, которые совпадают с Т-образными пазами. Вы также можете установить ключи в Т-образные пазы, которые выровняют край пластины или основания тисков. Это может сэкономить вам довольно много времени на перетаскивание тисков и тому подобного, и это несложно сделать, поэтому об этом определенно стоит подумать.
Проблема в том, что такие решения помогут с одним измерением (обычно короткое измерение стола является измерением Y и выровнено перпендикулярно пазам), но у нас все еще есть проблема позиционирования по оси T -Слот.
К счастью, есть лучший способ в виде вспомогательных пластин для крепления (также называемых инструментальными пластинами).
Промежуточные пластины крепления, инструментальные плиты и модульные крепления
Промежуточные пластины крепления (также называемые крепежными пластинами или инструментальными пластинами) — это пластины, которые устанавливаются поверх стола с Т-образным пазом, чтобы обеспечить новый способ позиционирования и фиксации Работа. Типичная инструментальная пластина выглядит следующим образом:
Типичная инструментальная пластина…
Инструментальные пластины обычно имеют сетку отверстий, которые чередуются между отверстиями для прецизионных штифтов для позиционирования и резьбовыми отверстиями для крепежа. Если эта сетка точно позиционирует (или даже если это не так и позиции точно известны), у вас есть очень повторяемый способ установки Workholding на пластину. Установочные штифты обеспечивают точное расположение с точностью до полутысячной. Представьте, что вы можете поместить тиски, установленные на собственной крепежной пластине с установочными штифтами и отверстиями для крепежа, на инструментальную пластину и добиться повторяемости с точностью до полутысячной. Если все ваши приспособления могут падать на инструментальную плиту, вы действительно можете очень быстро переключить станок на новую конфигурацию крепления. Экономия времени позволяет очень быстро окупить стоимость такой системы.
Имея в руке пневматический храповик, тиски можно установить на одну из этих пластин в течение минуты или двух. Станок с ЧПУ можно перенастроить за 5–10 минут для совершенно другой работы. И навыки, требуемые от операторов станков, а также вероятность ошибок значительно снижаются, если приспособления не нужно каждый раз тщательно подбирать. Есть преимущества и в создании модульного g-кода, поскольку он может опираться на сетку позиционирования инструментальной плиты.
Если требуется точность более полутысячных, часто лучше использовать зондирование вместе с выбранной параметризацией g-кода для исправления оставшейся ошибки. Вы можете попробовать более точно ввести данные вручную, но зондирующее решение может полагаться на то, что все будет почти правильно, чтобы определить последнюю небольшую часть исправления ошибок, которая должна быть применена в самом g-коде. Например, можно применить вращение к g-коду на основе результатов датчиков для траектории (то есть выравнивания вещей по оси движения) очень точно, почти в правильной ситуации.
Инструментальные пластины обычно изготавливаются из чугуна или алюминия, хотя доступны и стальные пластины. Их можно купить или сделать с нуля. Чтобы получить полное руководство, обязательно посетите нашу страницу с крепежными пластинами.
Модульное крепление
Еще одна вещь, которую помогают инструментальные пластины, — это модульное крепление. Когда у нас есть фиксированная сетка, на которую можно положиться, мы можем приобрести готовые крепежные компоненты, которые будут соответствовать сетке. Это может сэкономить довольно много средств по сравнению с необходимостью изготовления всего по индивидуальному заказу.
Шариковые замки и другие быстросменные решения для инструментальных плит
Надеюсь, вы уже поняли, сколько времени на настройку можно сэкономить, используя инструментальные плиты. Что может быть лучше? Почему есть как минимум два разных способа улучшить тему: быстросменные инструментальные пластины и поддоны.
При использовании системы быстрой смены время, необходимое для работы с установочными штифтами и крепежными элементами, сокращается за счет интегрированного решения, которое обеспечивает точное позиционирование и очень быструю фиксацию. Одной из таких является система Jergens Ball Lock:
Шариковые замки — это быстроразъемная система для инструментальных плит…
С помощью этой системы вы получаете точное позиционирование и надежную фиксацию с помощью 4 шариковых замков. Просто совместите пластину с вспомогательной пластиной (которая имеет втулки ресивера и прикреплена к столу), вставьте хвостовики с шаровым фиксатором в отверстие, поверните болт сверху хвостовика с шаровым фиксатором, и все готово. Скрутить четыре болта и не возиться со штифтами или дополнительными крепежными элементами — это действительно быстро и просто. Джергенс говорит о 30-секундном времени смены приспособлений, что действительно очень быстро.
Поддоны
Следующим шагом являются поддоны. Думайте о них как об инструментальных плитах с механическим приводом, тогда как все остальное, о чем мы говорили, управляется вручную. Типичная машина с поддонами позволяет вам устанавливать один или несколько поддонов, пока машина работает с другим. Операция смены поддона циклически перемещает старый поддон за пределы зоны фрезерования станка и вводит новый. Это сводит к минимуму время простоя станка и позволяет выполнять настройку параллельно с обработкой.
Некоторые машины имеют так называемые «пулы поддонов», которые позволяют заранее настроить несколько поддонов и запланировать их запуск. Пул поддонов может позволить машине работать без присмотра в течение достаточно долгого времени и может быть полезным строительным блоком для полной автоматизации.
Поддоны обычно можно увидеть только на горизонтальных обрабатывающих центрах и некоторых высококлассных вертикальных обрабатывающих центрах. Они определенно представляют собой полноценную производственную функцию, которая довольно дорогая, поэтому стоимость должна быть оправдана необходимостью постоянного штампования деталей машинами.
4-я ось, цапфовые приспособления, надгробия и колонны инструментов
Иногда полезно иметь возможность применить к нашему мышлению другое измерение — в данном случае 4-ю ось. В ЧПУ 4-я ось обычно представляет собой ось вращения, которая выровнена для вращения вдоль оси, параллельной одной из трех других осей станка. На вертикальных фрезерных станках 4-я ось часто параллельна X или Y и направлена вниз. На горизонтальном фрезерном станке 4-я ось также параллельна X или Y, но она направлена вверх. Оба метода прекрасно работают, но 4-я ось горизонтального фрезерного станка часто имеет больший зазор, поскольку заготовка никогда не оказывается зажатой между столом и осью.
С точки зрения заготовки, 4-ю ось можно использовать для введения новых ориентаций в двух целях:
1. Она обеспечивает доступ к большему количеству сторон детали, поэтому обработка может продолжаться без необходимости переворачивать детали вручную.
2. Это позволяет получить доступ к большему количеству частей, которые могут быть расположены вокруг 4-й оси.
Чтобы узнать больше об этих способах крепления, ознакомьтесь с нашей замечательной серией статей по основам 4th Axis.
Является ли ручная обработка быстрее, чем ЧПУ для простых деталей?
Зажимные приспособления
Увидев, как мы собираемся расположить и прикрепить наши Зажимные приспособления к нашему фрезерному станку, давайте углубимся в то, какие типы зажимных приспособлений доступны.
Фрезерные тиски
Пара фрезерных тисков расположена рядом на столе станка…
Не будет преувеличением сказать, что на сегодняшний день самым популярным решением для закрепления являются фрезерные тиски. В то время как есть много производителей таких тисков, детище с плаката — Курт, который поставил свои первые «Курт Тиски» в 1919 году.50-е годы.
Более подробное описание машинных тисков см. в нашем Полном руководстве по машинным тискам. Он полон отличной информации.
Пластины, приспособления для пластин и зажимы
Какими бы полезными ни были тиски, они подходят для размеров деталей. Им трудно работать с действительно большими тарелками, хотя, как уже упоминалось, вы можете перемещать челюсти наружу для тарелок среднего размера. И они также могут быть меньше оптимальных для очень мелких деталей. Конечно, вы можете поместить несколько деталей в набор мягких губок, но пространство между соседними тисками и пространство, необходимое для механизма тисков, затрудняет полное заполнение стола таким количеством мелких деталей, которое вы могли бы в противном случае.
Трудно добиться такой плотной упаковки мелких деталей с помощью тисков, но с помощью пластины это легко сделать. В этом используются зажимы Mitee Bite Pit Bull. Эффект мало чем отличается от крошечных фрезерных тисков, разработанных для идеальной подгонки каждой детали.
Когда приходит время обрабатывать большие пластины или большое количество мелких деталей, обычно приходит время снять тиски со стола и использовать решение для крепления на основе зажимов.
Ступенчатые зажимы
Наиболее распространенный тип зажимов называется ступенчатыми зажимами, потому что на них выточены небольшие ступеньки. Они обычно используются с Т-образными пазами, хотя вы также можете прикрутить их к инструментальной плите. Вот некоторые типичные ступенчатые зажимы:
Ступенчатый зажим, удерживающий пластину, ступенчатый блок, поддерживающий конец зажима, и болт, проходящий через гайку с Т-образным пазом…
Типовой набор ступенчатых зажимов…
На фото стандартный набор ступенчатых зажимов. Может быть удобно запастись дополнительным набором, чтобы у вас было больше зажимных деталей для работы. Укладывая ступенчатые блоки друг на друга и используя более длинные болты, вы можете зажимать довольно высокие заготовки. При использовании ступенчатых зажимов держите болт ближе к заготовке, а не к ступенчатому блоку. Кроме того, может быть полезно наклонить зажим вниз к детали, подняв ее на ступень или две выше уровня. Вы также можете поместить прокладку из мягкого материала между зажимом и заготовкой, если хотите не повредить заготовку. Для этой цели отлично подойдет банка из-под газировки, если вы отрежете ножницами несколько полосок.
Носочные зажимы
Ступенчатые зажимы захватывают верхнюю часть заготовки, что иногда неудобно, поскольку может потребоваться обработка захватываемой области. Пальцевые зажимы захватывают боковую часть заготовки, обеспечивая полный доступ к верхней части заготовки. Доступно большое разнообразие различных стилей:
Этот зажим для носка перемещает зажим вниз по уклону при затягивании, чтобы прижать его к заготовке…
Эти зажимы Mitee Bite Edge имеют заготовку по мере ее затягивания…
Опоры вкладок: закрепление с помощью программного обеспечения CAM
Что, если бы ваше программное обеспечение CAM могло решить за вас некоторые серьезные проблемы с закреплением, разве это не было бы здорово?
Оказывается, некоторые CAM-программы могут значительно помочь с заготовкой, автоматически создавая вкладки. Вот видео о возможностях MeshCAM для создания опор с выступами, чтобы помочь в обработке детали, которая должна быть обработана с 2 сторон и которую неудобно держать иначе:
Использование MeshCAM для добавления опор с выступами, чтобы вы могли обрабатывать деталь с двух сторон…
Мы предлагаем MeshCAM в CNCCookbook, потому что это один из самых простых в использовании пакетов CAM.
Двусторонняя лента, клей, воск и сплавы с низкой температурой плавления
Некоторые детали очень трудно удерживать, потому что они слишком тонкие или их форма не позволяет их зажать. Некоторые решения для этих ситуаций представлены в виде двусторонней ленты, клея, воска и сплавов с низкой температурой плавления.
Клей должен выделяться при необходимости. Например, Super Glue высвобождается при определенной температуре, как и LocTite. Испарения от него токсичны, поэтому позаботьтесь о выпуске с хорошей вентиляцией. Двусторонний скотч может отлично работать, особенно для очень тонких материалов.
Воск и сплавы с низкой температурой плавления (обычно сплавы висмута) могут использоваться для заливки заготовки и создания области захвата. Когда механическая обработка завершена, можно расплавить воск или сплав и сохранить для повторного использования.
Вакуумные приспособления
Нужно приложить равномерное давление, чтобы прижать деталь? Возможно, вакуумное приспособление является ответом. Атмосферное давление на уровне моря составляет 14,7 фунта на квадратный дюйм. Вакуумное приспособление создает вакуум под деталью, так что воздух давит на каждый квадратный дюйм верхней части с давлением 14,7 фунта. Это может создать значительную удерживающую силу, если имеется достаточная площадь поверхности, независимо от формы верха или толщины материала. У нас есть хорошая статья о том, как создать свои собственные вакуумные приспособления, которая очень популярна. Для получения более подробной информации о вакуумном держателе посетите нашу страницу вакуумного стола и нашу страницу вакуумного стола DIY.
Возможно, самым большим недостатком вакуумных приспособлений является то, что их сила прижима ограничена площадью поверхности, а это означает, что мелкие детали могут легко отделиться. Когда силы резания превышают силу прижима вакуумного стола, деталь выскакивает и, как правило, разрушается. Это обычная проблема для пользователей вакуумных столов, особенно для небольших деталей с небольшой площадью поверхности. До сих пор проблема решалась методом проб и ошибок, но наше программное обеспечение G-Wizard Calculator теперь имеет возможность ограничивать силы резания до тех значений, которые может выдержать ваш вакуумный стол. Для получения дополнительной информации ознакомьтесь с нашей статьей об этой специальной функции.
Патроны и цанговые патроны: для круглых деталей
Хотя мы обычно думаем об обработке круглых деталей на токарных станках, во многих случаях вам может потребоваться их фрезерование. Если у вас есть токарно-фрезерный станок, возможно, нет необходимости ставить их на фрезерный станок, но если у вас его нет или вам просто нужно обработать некоторые круглые детали на фрезерном станке, вы можете использовать тот же workholding решения Использование токарных станков. Просто привинтите или закрепите их к столу фрезерного станка. Например, используйте 3-х кулачковый патрон или набор цанговых патронов.
Токарные патроны особенно распространены на 4-х осях, потому что мы часто начинаем с круглого материала.
Время от времени мы помещаем круглые детали на мельницу, потому что это намного быстрее. Рассмотрим эту установку для обработки круглых деталей:
Я бы никогда не догадался об этом, но Геоф из CNCZone говорит, что следующая установка 4-осевого фрезерного станка смогла обработать эти алюминиевые стержни по длине, гарантировать, что поверхности были квадратными, а просверлить и нарезать отверстие быстрее, чем он мог бы сделать это на токарном станке. Вы можете представить, что каждая из этих круглых деталей представляет собой цангу 5C, и внезапно вы установите еще несколько деталей на свою 4-ю ось. Вероятно, на такой установке можно сделать их по всем 4 сторонам света.
Разжимные оправки, оправки и шпильки
Прижимные хомуты — это одно из решений, позволяющих удерживать заготовку вдали от фрезерования, но мы можем сделать еще лучше, используя разжимные оправки, оправки или шпильки. Идея состоит в том, чтобы поместить расширительный цилиндр в отверстие на нижней стороне заготовки и расширить его, чтобы зафиксировать заготовку на месте. Как только это будет сделано, вы можете получить доступ к заготовке со всех сторон, кроме нижней, не сталкиваясь с заготовкой (помните, где находятся оправки, чтобы у вас не было ни одной в середине кармана, ожидающей удара!).
Вот приспособление, использующее распорные шпильки:
Поверните болт, чтобы открыть распорную шпильку и зажать заготовку…
Существует большое разнообразие таких приспособлений для ваших нужд. Они особенно распространены для токарных станков, но, как мы уже упоминали, вы можете использовать станок в течение всего дня, если вы найдете способ установить его на свой стол.
5-осевой зажим
5-осевой зажим, как и большинство 5-осевых инструментов, представляет собой совершенно другой мир. Я не буду здесь вдаваться в подробности, за исключением того, что вам нужны различные виды крепления, когда вы можете получить доступ к детали практически с любого направления.
Рукав сварочный для полуавтомата: какую горелку лучше взять
Сварочный рукав полуавтомата предназначен для передачи защитного газа, проволоки и электрического тока, замыкающего дугу. По мере эксплуатации резиновая оболочка трескается и газ начинает просачиваться наружу. Возможны порезы об острые края или оплавление расплавленным металлом. Кабель-канал для подачи проволоки забивается мусором, из-за чего проволока подается рывками, с задержками. В таком случае необходима замена сварочного рукава для полуавтомата. Здесь мы рассмотрим разновидности комплектующих, советы по выбору и эксплуатации.
В этой статье:
Устройство сварочного рукава полуавтомата
Советы по выбору сварочного рукава ПА
Советы по эксплуатации и хранению
Сводная таблица соотношения режима сварки к материалу
Устройство сварочного рукава полуавтомата
В продаже сложно найти отдельные рукава для полуавтомата. Чаще всего они продаются в комплекте с горелкой и разъемом подключения, представляя собой одно целое. Сам рукав состоит из:
Горелка MIG в разборе
Состав:
№
Описание
1
Сопло газовое
2
Токосъемник медный
3
Диффузор медный
4
Спираль
5
Гусак (Головная часть горелки)
6
Пластиковая насадка
7
Наклейка
8
Кнопка
9
Винт
10
Ручка горелки
11
Пластиковая насадка
12
Пружинная насадка
13
Коаксиальный кабель
14
Пружинная насадка
15
Задняя ручка
16
Винт
17
Пластиковая наса
18
Евро разъем
19
Гайка
20
Ключ
21
Канал металлический
В некоторых моделях применяется дополнительное жидкостное охлаждение. На одном конце рукава находится разъем, подключающий подачу силового тока, газа, проволоки от барабана. От разъема отходит фишка для отдельного запитывания низковольтных кнопок управления.
Горелка фиксируется с другой стороны. В ней имеется мундштук для передачи напряжения на проволоку, сопло, направляющее защитный газ, термоизолирующая рукоятка, кнопка управления. Все это является расходным материалом полуавтомата, изнашиваясь по мере эксплуатации.
Советы по выбору сварочного рукава ПА
Если механически повредился только один элемент (канал, силовой провод, шланг), его можно заменить отдельно. При естественном износе всех элементов целесообразно сразу заменить всю горелку с рукавом или шлейфом. Изделия продаются с кратким описанием характеристик, ГОСТов и параметров, которые мы сейчас рассмотрим. Коды товаров и артикулы поставщиков (дополнительная маркировка) не важны для выбора, а пригодятся при ремонте, чтобы подобрать комплектующие.
Максимальный ток
СкрытьПодробнее
Максимальная сила тока — один из наиболее важных параметров при выборе сварочного рукава с горелкой для полуавтомата. Характеристика варьируется от 150 до 550 А. Чем выше показатель, тем толще получится проварить металл, при условии, что полуавтомат способен выдать такой ток.
Если предельная сила тока горелки 200 А, а сварку вести на 300 А, сварочный рукав быстро перегреется, может оплавиться защитная оболочка, изделие станет непригодным. Когда предстоит часто сваривать толстый металл, выбирайте товар с показателем 350-450 А, как например горелка для полуавтомата (Mig MAXI 450 Euro TW)
Для сварки кузовного металла полуавтоматом достаточно рукава с горелкой до 180 А. Хороший вариант — БАРСВЕЛД MIG-15 (180 А, 4 м)
Длина рукава
СкрытьПодробнее
Встречается размер от 3 до 5 м. Влияет на маневренность сварщика, чтобы передвигаться вокруг объемной конструкции без перетаскивания полуавтомата. Если часто варите фермы, крупные емкости, каркасы — понадобится сварочный рукав 5 м. Когда работы ведутся преимущественно за сварочным столом, достаточно короткой горелки 3 м.
Соединение горелки с рукавом
СкрытьПодробнее
В бюджетных версиях рукав заходит внутрь горелки путем жесткого закрепления. Чтобы избежать перелома, производитель предусматривает небольшую пружину, предупреждающую загиб. В более крутых вариантах, как у горелка для MIG сварки, есть шарнирное соединение. Рукав крутится, но не выкручивает горелку. Это удобнее для накладки аккуратных швов.
Диаметр канала
СкрытьПодробнее
Канал, по которому движется сварочная проволока, выполнен в виде жесткой плотной спирали. Он может быть рассчитан на диаметр от 0.6 до 2.0 мм. Когда часто приходится работать с металлами разной толщины, большой диаметр канала будет плюсом. Вы сможете чередовать установку катушек с тонкой и толстой проволокой, минимально теряя время. Но если требуется сваривать полуавтоматом только тонкий металл (1.0-2.0 мм), ищите рукав с каналом 0.8-1.0 мм. В нем проволока будет меньше болтаться и подача заметно ровнее.
Морозостойкость
СкрытьПодробнее
Параметр прописывается по ГОСТ 15150-69, указывая в каком микроклимате допустима эксплуатация. Большинство товаров выпускается с индексом «У», подразумевающим умеренный климат. Если работы ведутся на улице в зиму, выбирайте рукава для полуавтоматов с индексом «УХЛ». При сварке на нефтяных морских платформах используют горелки с маркировкой «М», устойчивые к холоду, влаге и солям в воздухе.
Разъем
СкрытьПодробнее
Бывает Евро или обычный штыревой. Не влияет на качество сварки, а лишь определяет способ подключения к полуавтомату. Разъемы не взаимозаменяемы, поэтому посмотрите в инструкции по эксплуатации, какой тип у вашего сварочного аппарата.
Эргономика
СкрытьПодробнее
Хороший пример эргономики
Совсем простенькие горелки имеют прямую рукоятку и ровную прямоугольную кнопку. Они подойдут для непродолжительной сварки от случая к случаю. Когда предстоит варить полуавтоматом каждый день по 4-8 часов, удобнее горелки с эргономичными вырезами под пальцы и изогнутой кнопкой. Чтобы удерживать горелку, требуется меньше усилий и от нее меньше устает рука.
Гибкость
СкрытьПодробнее
При работе с полуавтоматом важна гибкость сварочного рукава. Этот параметр нигде не прописывается, поэтому пробовать нужно вручную при покупке в магазине. Возьмите горелку в руку и поднимите с согнутым локтем до уровня головы. Если рукав не образует вертикальный свес от изгиба, а торчит дальше по косой — это жесткий вариант. Он подойдет только для настольной сварки, а подлазить под крупные изделия или внутрь емкостей с ним будет неудобно.
Тип охлаждения
СкрытьПодробнее
Охлаждение бывает воздушным и водяным. В первом случае тепло отводится естественным путем — уходит от разогретого сопла и мундштука в воздух. Вариант подойдет для сварки тонких металлов, а также непродолжительной сварки толстых сталей 10-20 мм.
Для жидкостного охлаждения в сварочном рукаве полуавтомата предусматривают две дополнительные герметичные трубки. Они доходят до самой горелки, а на обратной стороне подключаются к расширительному баку. По системе циркулирует этиленгликоль, смешанный с дистиллированной водой. В схеме есть насос, радиатор охлаждения и вентилятор. Все очень похоже по принципу работы на систему охлаждения двигателя в автомобиле.
Когда горелка и рукав нагреваются от сварки, запускается циркуляция, лишнее тепло забирает жидкость и уносит в радиатор. Это позволяет работать долго на повышенных токах 400-500 А без перегрева и простоя. Покупка сварочного рукава с водяным охлаждением оправдана в случае присутствия такой функции в самом аппарате. Если в нем нет блока, то его можно докупить отдельно. Практичный и надежный вариант подобной горелки — Abicor Binzel RB 610 D WZ-2
Особая конфигурация
СкрытьПодробнее
Большинство горелок выполняются максимально тонкими, чтобы не перегружать руку сварщика. Но если регулярно приходится варить в потолочном положении, расплавленный металл, окалины падают на руку. Даже в крагах это неприятно, нитки швов быстро перегорают, появляются дыры. В таком случае выбирайте сварочный рукав с горелкой, оснащенной дополнительной защитой от брызг, как например у горелки А-1231-5Г3
Советы по эксплуатации и хранению
Чтобы сварочный рукав прослужил дольше, при эксплуатации важно соблюдать ряд простых правил:
Не допускайте сильных перегибов. Во время сварки это усложнит подачу проволоки от барабана, скажется на качестве шва. При загибах можно окончательно повредить канал подачи, переломить шланг с газом. Без защитного газа шов станет пористым, непрочным. Допустимы сгибы рукава с радиусом 30 см и более. Лучше всего размещать шланг-пакет под прямым углом.
Старайтесь не цепляться рукавом за острые углы, выступы. Они способны порезать защитную оболочку, газовый шланг, изоляцию силового провода.
Если сварочный рукав полуавтомата попал в машинное масло, топливо, — сразу вытрите его сухой тряпкой. Эти вещества могут разъесть кожух.
Не бросайте рукав под ногами. Другие сотрудники могут легко споткнуться об шланг-пакет, наступить, проехать по нему тележкой, уронить сверху тяжелый предмет.
Хранить сварочный рукав лучше всего на аппарате, подвесив на специальные крючки, предусмотренные на тележке.
Когда варите в потолочном или вертикальном положении шва, обращайте внимание, чтобы окалины и жидкий металл не стекал на рукав. При необходимости закройте рукав листом металла.
Сводная таблица соотношения режима сварки к материалу
Чтобы понять, какой сварочный рукав нужен для работы с определенными сварочными токами, рассмотрим их соотношение в таблице.
Толщина пластины,мм
Сила тока,А
Диаметр проволоки,мм
1.0-1.5
60-115
0. 8-1.0
2.0-3.0
130-170
1.2
4.0-5.0
200-300
1.2-1.4
6.0 и выше
300-400
1.6
При этом настраивается расход газа в пределах 6-11 литров в минуту, чтобы шов ложился без пор. Скорость подачи проволоки каждый сварщик устанавливает индивидуально в пределах 30-45 м/мин. Слишком большая скорость приведет к уменьшению электрической дуги, проволока будет как бы прокалывать сварочную ванну. Низкая скорость приведет к тому, что проволока будет плавиться далеко от места стыковки и сильно разбрызгиваться.
Хороший выбор сварочных рукавов для полуавтоматов рекомендуем посмотреть в каталоге горелок для полуавтоматов сварочных (MIG-MAG). В каталоге есть горелки с шланг-пакетами любых характеристик, описанных в статье. Но ходовые модели, популярные у сварщиков, быстро разбирают. Успейте купить ту, которая подойдет вам для конкретных задач.
Ответы на вопросы: как выбрать сварочный рукав для полуавтомата?
Можно ли удлинить сварочный рукав, если его длины не хватает?
СкрытьПодробнее
Соединить два участка канала для подачи проволоки нельзя. Обжимное соединение (доращивание) кабеля питания в горелке создаст дополнительное сопротивление. Поэтому удлинить существующую горелку нельзя. Под «удлинить» подразумевается замена горелки с рукавом на новую, более длинную. Максимальный размер шланг-пакета для полуавтомата составляет 5 м., но можно увеличить длину установив дополнительный механизм подачи и к нему подключить сварочную горелку.
С каким разъемом лучше купить горелку?
СкрытьПодробнее
Разъем подбирается под конкретную модель полуавтомата. Выбирая аппарат для MIG сварки, изначально лучше отдавать предпочтение моделям с Euro разъемом. Когда сварочный рукав повредится, износится, подобрать под него горелку будет легче.
Можно ли установить в корпус полуавтомата Евроразъем, чтобы подключить соответствующую горелку?
СкрытьПодробнее
Да, можно. Только это влечет за собой переделку аппарата, такую работу может осуществить специализированный центр Потребуется извлечь существующий разъем, отсоединить от него все коммуникации и встроить Euro. Такую работу можно выполнить самостоятельно или заказать в сервисном центре. Но изменение конструкции влечет потерю гарантии на полуавтомат, поэтому, если оборудование еще на гарантии, рекомендуем дождаться окончания гарантийного периода.
Будет ли греть в руку горелка с жидкостным охлаждением при сварке током 300-400 А?
СкрытьПодробнее
Нет, не будет. В ней кабель, по которому течет рабочий ток, размещен внутри герметичного шланга с антифризом. Тепло забирается жидкостью непосредственно от кабеля и уносится в расширительный бак через радиатор. Руке комфортно, поскольку нагревается только сопло.
Что будет, если повредить канал с жидкостным охлаждением?
СкрытьПодробнее
Такое бывает, когда на сварочный рукав роняют тяжелые металлические предметы с острыми гранями. Если оболочка канала разрезана, охлаждающая жидкость вытечет. В таком случае отключите циркуляцию антифриза, чтобы насос не нагнетал давление. Заменить трубку на герметичную можно без замены всего рукава (потребуется разборка шланг-пакета).
Почему в рукаве полуавтомата застревает проволока?
СкрытьПодробнее
Не соответствует кабель канал, токосъемник диаметру проволоки. А так-же возможно попадание в кабель канал ….. Порой такое случается при забивании канала грязью. Для этого периодически нужно прочищать канал проволокой большего диаметра, чем той, что варят. Если это не помогло, канал меняют на новый (продается отдельно).
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Евро рукав для полуавтомата в категории «Промышленное оборудование и станки»
Сварочный евро рукав (горелка) 5метров MIG MB-24KD для полуавтомата KZ-2
Доставка по Украине
2 500 грн
Купить
СВАРТОРГ
Адаптер-гнездо для евро рукава KZ-2 (мама)
Доставка по Украине
650 грн
Купить
Велдмастер
Сварочный полуавтомат Самурай SSVA — mini — P 180A( цена без рукава)
Доставка из г. Харьков
9 990 грн
Купить
ТЕХТОЧКА
Полуавтомат сварочный инверторного типа MIG/MAG/MMA для алюминия, дома, гаража Сталь Multi Mig-300
На складе в г. Кропивницкий
Доставка по Украине
6 950 — 6 999 грн
от 2 продавцов
7 900 грн
6 999 грн
Купить
«УКРинструмент» — интернет-магазин строительных инструментов и садовой техники
Сварочный рукав (горелка) в сборе ИСКРА 200А 2,5 метра от 0.8 до 1 мм
На складе
Доставка по Украине
865 грн
Купить
TRENDMARK
Сварочный рукав (горелка) в сборе поворот гусак ИСКРА 250А 3 метра от 0. 8 до 1.2 мм
На складе
Доставка по Украине
1 045 грн
Купить
TRENDMARK
Сварочный рукав (горелка) в сборе ИСКРА ,с поворотным наконечником, для полуавтомата (180А L=2,5м )
Доставка из г. Харьков
1 030 грн
Купить
Интернет-магазин Ассорти Инструмент
Сварочный горелка, рукав для полуавтомата MB-24KD (3 метра)
Доставка по Украине
по 1 720 грн
от 2 продавцов
1 720 грн
Купить
Deltaprofi
Сварочный горелка, рукав для полуавтомата MB-24KD (5 метра)
Доставка по Украине
по 2 400 грн
от 3 продавцов
2 400 грн
Купить
Deltaprofi
MIG/MAG сварочная горелка для полуавтомата Искра 150А, 2,5м, Евро
На складе
Доставка по Украине
935 грн
Купить
«Сварочник»
Рукав для полуавтомата RF 36LC GRIP / 5м / евроразъем
На складе в г. Киев
Доставка по Украине
6 709 грн
6 239 грн
Купить
ЕВРОСВАРКА
Рукав для полуавтомата MB EVO PRO 36 KD / 3м / KZ-2 / Германия
На складе в г. Киев
Доставка по Украине
6 641 грн
6 176 грн
Купить
ЕВРОСВАРКА
Сварочная горелка ABIMIG A 355 LW / Германия
На складе в г. Ивано-Франковск
Доставка по Украине
7 877 грн
7 325 грн
Купить
ЕВРОСВАРКА
Рукав для полуавтомата в сборе Sturm AWB-1530, 3м.
Доставка по Украине
1 272 грн
Купить
Tehnotools
Сварочный рукав (горелка) в сборе ИСКРА 150А 2.5 метра от 0.6 до 1 мм
На складе
Доставка по Украине
785 грн
Купить
TRENDMARK
Рукав 150А 3.0м
Доставка по Украине
750 грн
Купить
Инструмент и сварка
Рукава для полуавтомата Искра 2.5 метра
Доставка по Украине
по 1 100 грн
от 2 продавцов
1 100 грн
Купить
Интернет-магазин InstrumentPro.com.ua
Разница между автоматическим и полуавтоматическим оружием
Полиция заявила, что в номере убийцы в Лас-Вегасе было 23 единицы огнестрельного оружия, но еще не описала в деталях, какое оружие использовалось при стрельбе 1 октября 2017 года.
В PolitiFact мы не будем спекулировать и будем обновлять этот пост по мере того, как узнаем больше.
Но стрельба, в результате которой погибло более 50 человек и более 500 получили ранения, вновь выявила различие в огнестрельном оружии, которое важно знать: разницу между автоматическими и полуавтоматическими винтовками.
Какая разница?
Проще говоря, «полуавтоматический» относится к любому огнестрельному оружию, предназначенному для выстрела одной пулей одним нажатием на спусковой крючок, затем автоматически перезаряжает патронник из магазина и снова готов к стрельбе.
Этот термин относится ко всему спектру современного огнестрельного оружия, от охотничьих и целевых винтовок до так называемых черных винтовок, которые выглядят как солдатские. Аргументы о контроле над оружием часто сосредоточены на черных винтовках, но различия между ними и любой другой полуавтоматической винтовкой часто носят косметический характер. Все полуавтоматические ружья в основном работают одинаково.
Автоматическое оружие, которое часто называют пулеметами, отличается тем, что однократное нажатие на спусковой крючок стреляет патронами до тех пор, пока стрелок не отпустит его.
В то время как полуавтоматические винтовки широко доступны, полностью автоматическое оружие недоступно. Вы все еще можете купить автоматическое оружие, но его продажа и владение строго регламентированы и исключительно дороги.
Продажи автоматического оружия были ограничены в США с 1934 Национальный закон об огнестрельном оружии был принят. Правила, введенные в действие в 1986 году, значительно усложнили гражданским покупателям получение автоматического оружия.
Вы все еще можете купить автоматическое оружие, потому что существующее оружие, произведенное до 19 мая 1986 года, было устаревшим. Это составляет около 300 000 зарегистрированных автоматических ружей, которые могут стоить тысячи долларов за штуку из-за их ограниченной доступности.
Вообще говоря, с тех пор производителям не разрешалось создавать новые автоматические винтовки для продажи населению.
Чтобы купить полностью автоматическую винтовку, предполагаемый владелец должен заплатить Бюро по алкоголю, табаку и огнестрельному оружию 200 долларов и пройти федеральную проверку биографических данных, которая не покажет никаких сведений о насилии в семье или осуждении за уголовные преступления. Процесс может занять месяцы.
Некоторые штаты, такие как Калифорния, Айова и Канзас, запрещают частное владение автоматическим оружием при любых обстоятельствах. Но многие штаты, в том числе Невада, разрешают это, если владелец соблюдает федеральные правила.
«Большинство людей могут купить автоматы во многих штатах», — сказал PolitiFact юрист и эксперт по огнестрельному оружию из Мичигана Стивен Ховард. «Но, и это одно из тех классических больших «но», они должны пройти проверку биографических данных ФБР, которая настолько тщательна, как если бы вы получали допуск, чтобы стать федеральным агентом».
С 1994 по 2004 год действовал федеральный закон, запрещавший продажу некоторых видов нового полуавтоматического оружия, в том числе некоторых типов полуавтоматических винтовок. Он также установил ограничение на магазины большой емкости. Закон был принят сроком на 10 лет и не был продлен Конгрессом по истечении срока его действия.
Полуавтоматические переделки
Мы пока не знаем, использовал ли автомат или приобрел ли он на законных основаниях автоматическую винтовку. Но, похоже, у стрелка был доступ к другому варианту.
Полиция заявила, что он модифицировал 12 единиц оружия с помощью устройства, называемого «отбойным прикладом», которое позволяло полуавтоматическому оружию вести огонь со скоростью, аналогичной автоматическому. Власти не предоставили более подробной информации о 23 единицах оружия в номере отеля, в том числе о том, сколько винтовок или пистолетов, а также о том, что это за оружие.
Хотя модификация механики полуавтоматического ружья, позволяющая вести автоматический огонь, является незаконной, ударные или затворные приклады не противоречат закону. Вместо того, чтобы изменять внутренние механизмы оружия, они используют отдачу оружия, чтобы заставить палец пользователя неоднократно нажимать на спусковой крючок, посылая огонь в быстром темпе.
Интервью с модным экспертом из Санкт-Петербурга Германом Стариковым
О тенденциях мужской моды, о том, как им следовать и о том, что модно – не значит дорого
Расскажите о Вашей работе. Почему именно мужская мода является для Вас приоритетным направлением?
Моя работа – это постоянный анализ модных тенденций. Как в женском, так и мужском сегменте. Сейчас мужчины тоже стали заинтересованы в моде. Цель своей работы я вижу в том, чтобы донести современные модные тенденции до людей, научить их ими пользоваться, применять в повседневной жизни. Модная мужская или модная женская одежда это не только подиумы. Многое из того, что мы видим на различных показах по всему миру от Милана до Москвы не пригодно для жизни. Сфера моего интереса – это модна применимая, живая, мода для людей. Это то, что позволяет человеку быть в тренде каждый день – на работе, на встречах с друзьями, на каких-то важных мероприятиях. К вопросу о мужском сегменте моды – сейчас это направление актуально как никогда. Мужчины в наше время требовательны к своему внешнему не менее, чем женщины. Мужская одежда, модная мужская одежда и ее актуальность – это интересно.
Что Вы подразумеваете, говоря «модная мужская одежда»? Как в Вашем понимании должен выглядеть мужчина, следующий моде?
Модная мужская одежда, модная женская одежда – это, прежде всего, гармония. Совершенно, казалось бы, несовместимые элементы гардероба могут смотреться органично в одном ансамбле. Так тоже бывает. Я постоянно посещаю модные показы, анализирую тренды, направления моды. Новые концепции вдохновляют. Так и должно быть! Но это совершенно не значит, что увиденное на подиуме необходимо перенести в свой гардероб. Здесь ценна идея.
У Вас есть конкретные примеры Брендов или дизайнеров модной мужской одежды, которые для Вас источник такого вдохновения?
Мы продолжаем говорить исключительно о мужской одежде? Возвращаясь к этой теме, хотелось бы повториться – мужчины сейчас уделяют много времени своему внешнему виду. В большинстве своем мужчины научились создавать яркие и индивидуальные образы. Тут возникает еще важный вопрос – сколько финансовых вложений требует, так называемый, модный гардероб. Сейчас большое количество брендов сумели найти компромисс цена – качество. Модная мужская одежда, стильная мужская одежда – совершенно не значит, что дорогая. В этом смысле очень люблю приводить в качестве примера компанию H&M. Когда я вижу как мужчины и женщины носят их коллекции – могу с уверенностью сказать, что они добились успеха. Коллекции мужской одежды H&M всегда соответствуют и будущим и нынешним тенденциям мужской моды. У них потрясающая концепция, что мода – это доступно каждому. При этом вещи, представленные в магазинах и на официальном сайте h&m, как бы взаимосвязаны и легко сочетаются друг с другом. Вот мы с Вами говорим о понятиях мужская мода и мужская одежда. Именно мужская одежда h7m позволяет мужчине, даже не сильно сведущему в вопросах трендов и последних модных тенденций, выглядеть в полном с ними соответствии.
То есть Вас можно назвать поклонником бренда H&M?
Почему бы и нет. Если концепция их подхода к моде совпадает с моей, то конечно. Эйчэндэм предлагает мужскую одежду (как, впрочем, и женскую, и детскую) высокого качества и по доступной цене. Загляните на официальный сайт h and m и убедитесь, что выбор мужской одежды там действительно велик. Модели от базовых до самых модных. Несмотря на то, что в H&M существует определенная градация – DIVIDED, базовые вещи, Premium Quality – все они прекрасно сочетаются между собой. Кстати, на мне сейчас мужская рубашка из хлопка H&M. Я знаю, что говорю.
Расскажите о будущих тенденциях мужской моды. И раз вы такой поклонник H&M, найдут ли эти тенденции отражение в их коллекциях?
В целом, основой мужского гардероба останутся маст-хэвы такие как классические модели мужской одежды. Сюда относится и классическое мужское пальто, и куртка-бомбер, обязательно белая мужская рубашка, мужской костюм – черный или темно-синий. Актуальным останется бежевый свитер с круглым вырезом и старые добрые джинсы. Раз вы спросили про H&M, могу сказать, что мужская одежда, представленная в эйч энд эм интернет-магазине, полностью отвечает этим запросам.
Вы считаете, что интерес мужчин к моде будет только расти?
Мужчины не любители ходить по магазинам в поисках модной и качественной одежды. Сейчас все эти проблемы решают магазины онлайн. Мужчины с удовольствием заказывают вещи, экспериментируют со своим стилем, самовыражаются. Это здорово!
Home — Товары для дома и интерьера | HMonline.ru
H&M HOME
ПРЕДМЕТЫ ИНТЕРЬЕРА И АКСЕССУАРЫ H&M HOME
Если мой дом – моя крепость, то интерьер это душа дома и отражение индивидуальности его хозяев. H&M – это бесконечный источник для оформления пространства как жилого, так и рабочего. H&M Home вдохновляет людей на создание уюта с глубоким ощущением стиля. Даже для далекого от дизайнерских концепций человека дизайн спальни, дизайн кухни, дизайн детской комнаты или дизайн ванной становится приятным направлением в жизни вместе с H&M Home.
СПАЛЬНЯ. ДИЗАЙН СПАЛЬНИ И АКСЕССУАРЫ ДЛЯ СПАЛЬНИ H&M HOME
Спальня – одно из самых важных мест в доме. От того на сколько это место уютно и удобно зависит сон и отдых. Спальня от h7m – это не просто удобство, но и красота, которая радует глаз. Хлопковое постельное белье h&m сдержанных оттенков дарит приятную прохладу летом и уютное тепло зимой. H7m каталог дает возможность выбрать полутороспальный комплект постельного белья или двуспальный комплект для широкой кровати. Если Вы хотите просто ненадолго прилечь в спальне, чтобы почитать книгу или подремать, магазин h&m предлагает мягкие пледы, в которые можно закутаться и расслабиться. Для любителей подольше поспать эйч энд эм создал коллекцию плотных штор со слаб-структурой, которые не пропускают яркий солнечный свет. Когда Вы возвращаетесь после тяжелого трудового дня, стоит просто укутаться в мягкий халат из смесового кашемира, зажечь ароматическую свечу h&m home, положить голову на эргономичную подушку H&M из белого утиного пера – и Ваше тело погрузится в мягкие волны релаксации.
ГОСТИНАЯ. ДИЗАЙН ГОСТИНОЙ И АКСЕССУАРЫ ДЛЯ ГОСТИНОЙ H&M HOME
Гостиная – это сердце каждого дома. Здесь мы встречаем гостей, устраиваем праздники и вечеринки, проводим тихие семейные вечера. Именно поэтому дизайнерское решение гостиной очень важно. H&M предлагает идеи для оригинального решения этой проблемы. Аксессуары для интерьера h7m home смогут до неузнаваемости изменить уже привычный вид гостиной. Все, что нужно – зайти в онлайн h&m каталог товаров Home. Небольшой хлопковый коврик рядом с диваном может выгодно подчеркнуть и освежит цвет его обивки. Мягкие диванные подушки сделают вечерне семейные просмотры кино действительно уютными и заставят интерьер заиграть новыми красками. H&M каталог товаров предлагает широкий выбор разноцветных чехлов для подушек. Это позволяет без труда и серьезных затрат изменять интерьерное решение гостиной несколько раз в сезон.
ВАННАЯ. ДИЗАЙН ВАННОЙ КОМНАТЫ И АКСЕССУАРЫ ДЛЯ ВАННОЙ H&M HOME
Ванная – это место, где начинается и заканчивается наш день. Принять ванную – самый легкий и доступный способ снять стресс после трудового дня и расслабиться. Именно поэтому интерьер ванной комнаты важен. Все должно быть удобно и под рукой. H&M home предлагает стильные и простые дизайнерские решения. Если заглянуть в h&m каталог home, можно подобрать мягкие полотенца эйчэндэм из натуральных материалов – как банные полотенца, так и полотенца для рук. Мягкий жаккардовый коврик с оригинальным рисунком в скандинавском стиле не позволит вам поскользнуться на мокром полу в ванной. А как приятно после утреннего душа закутаться в уютный халат из стираного льна. Удачно в интерьер ванной вписываются текстильные корзины для белья, которые вместительны и не занимают много места. Шторки для душа с яркими принтами, представленные в h&m каталоге помогут кардинально и в лучшую сторону стилистическое решение ванной комнаты.
КУХНЯ. ДИЗАЙН КУХНИ И АКСЕССУАРЫ ДЛЯ КУХНИ H&M HOME
Кухня в доме – особенное место. Семейные обеды и ужины, подготовка праздничного стола и место рождения семейных кулинарных шедевров. Красота и удобство там должны присутствовать в равных долях. Эйчэндэм предлагает Вам большой выбор аксессуаров для кухни. Хлопковые скатерти и скатерти из льна h&m home не только красивы, но и очень практичны. Скатерти легко стираются и прослужат долгое время на семейных праздниках и повседневных обедах и ужинах.
ДЕТСКАЯ. ДИЗАЙН ДЕТСКОЙ КОМНАТЫ И АКСЕССУАРЫ ДЛЯ ДЕТСКОЙ КОМНАТЫ H&M HOME
Ребенок – самый важный человек в доме. Детская комната должна быть не только красивой и уютной, но и безопасной. Эйч энд эм официальный сайт поможет приобрести все необходимые предметы и аксессуары для детской комнаты, не выходя из дома. Время дневного и ночного сна – важное время для правильного роста и развития ребенка. Детское постельное белье H&M Home абсолютно безопасно и создано из экологичных материалов – льна и хлопка. Когда настает время игр, малыш может расположиться вместе с игрушками на ярком хлопковом коврике с принтом. Коврики для детей из h&m каталога легко стираются в машине и поддаются отчистке паром.
ИДЕИ ДЛЯ БИЗНЕСА ОТ H&M HOME
Дизайнерские идеи h7m идеально подходят не только для интерьерных решений квартир и частных домов, но и с легкостью придадут самобытность и оригинальность обстановке любого кафе, ресторана, небольшой гостиницы и офиса. Простой и выдержанный скандинавский стиль аксессуаров для интерьера является универсальным. Если Вы хозяин или менеджер кафе, паба или ресторана, но в конце очередного сезона не хотите тратить большие средства на обновление интерьера заведения – h&m каталог Home – идеальное решение. Несколько новых чехлов для диванных подушек ярких цветов, необычных стеклянных ваз h7m разнообразного геометрического исполнения и другие аксессуары — и привычный интерьер выглядит совершенно по-новому. Предложите своим гостям морозным зимним днем чашку ароматного кофе и теплый плед из коллекции h&m home и эти гости будут возвращаться к вам снова и снова. Эйчндэм предлагает уютные и практичные решения для интерьера! Пусть Вас окружает красота вместе с H&M Home.
9484 С САРАТОВСКИЙ ПУТЬ, Куна, ID 83634 Продажа | MLS# 98861666
Не пропустите этот «лучше, чем новый» одноэтажный дом в прекрасном районе, наполненном обновлениями! На кухне есть модернизированный комплект бытовой техники (Kitchen Aid) со встроенной духовкой и микроволновой/конвекционной печью. Он также имеет красивые гранитные столешницы, барную стойку, переднюю раковину с фартуком, газовую варочную панель с вытяжкой из нержавеющей стали и изготовленные на заказ шкафы со стеклянными дверцами и подсветкой в верхней и нижней части. Великолепная плитка в большой комнате, кухне, прихожей и ванных комнатах. В основном люксе есть как глубокая ванна, так и душевая кабина, двойная раковина и мраморная столешница. В офисе отличное освещение и вид на парк. Этот дом был моделью выставочного зала и под ключ! Бонусная комната ОГРОМНА (более 400 квадратных футов). В прачечной есть место для мытья собак. Наслаждайтесь вечерами в крытой террасе из штампованного бетона на заднем дворе, выходящем на восток, без соседей сзади и видов! . Районный парк находится через дорогу. Другие замечательные функции включают объемный звук в большой комнате,
* Предложение компенсации листинговым брокером делается только участникам MLS, где листинг подан.
Годовая сумма налога
$2 597,00
Налоговый год
2021
Цена за квадратный метр и сутки на сайте не указаны и рассчитываются компанией RE/MAX.
Листинговое бюро Руководители RE/MAX — Нампа, 208-466-0002
МЛС# 98861666
Обновлено 16:18 — 20 декабря 2022 г.
Информация IDX предоставляется потребителям исключительно для личного, некоммерческого использования, и ее нельзя использовать ни для каких целей, кроме как для определения потенциальных свойств, которые потребители могут заинтересовать в покупке. IMLS не несет никакой ответственности за отсутствующие или неточные данные. Все списки MLS отмечены значком IDX для Intermountain MLS (IMLS). Информация, предоставленная IMLS, считается надежной, но не гарантируется.
Александр Морозевич выиграл Кубок губернатора Саратовской области в России с результатом 8½/11.
Морозевич доминировал в одиночном круговом турнире с участием 12 игроков, и его впечатляющее выступление подняло его на 9-е место в неофициальном мировом рейтинге живых игроков.
Заполните все поля и наш менеджер перезвонить Вам в удобное для Вас время. Звонок абсолютно бесплатный.
Представьтесь, пожалуйста
Номер телефона
Когда Вам будет удобно, что бы мы позвонили
→
Обновить капчу (CAPTCHA)
Нажимая кнопку «Отправить», Вы принимаете условия Пользовательского соглашения и даете своё согласие на обработку Ваших персональных данных, в соответствии с Федеральным законом от 27.07.2006 года №152-ФЗ «О персональных данных», на условиях и для целей, определенных Политикой конфиденциальности.
Заполните все поля и наш менеджер перезвонить Вам в удобное для Вас время. Звонок абсолютно бесплатный.
Представьтесь, пожалуйста
Номер телефона
Когда Вам будет удобно, что бы мы позвонили
Нажимая кнопку «Отправить», Вы принимаете условия Пользовательского соглашения и даете своё согласие на обработку Ваших персональных данных, в соответствии с Федеральным законом от 27. 07.2006 года №152-ФЗ «О персональных данных», на условиях и для целей, определенных Политикой конфиденциальности.
→
Обновить капчу (CAPTCHA)
Верстаки производства компании KRONVUZ предназначены для слесарных и ремонтных работ. Они применяются в гаражах, на станциях технического обслуживания, в автомобильных и шиномонтажных сервисах, на производствах.
Верстак изготавливается из прочной стали, которая покрывается полимерно-порошковой краской. Покрытие защищает металл от коррозии, сколов, царапин и других повреждений. Цвет изделия можно выбрать в каталоге RAL. Комплектация включает в себя: перфорированный экран, предназначенный для навесных полок; тумб для хранения инструментов и оборудования; освещение и блок розеток. Столешница покрывается фанерой, резиновым ковриком или гетинаксом и выдерживает вес до 1500 килограммов.
Любой верстак можно оснастить колесами. Передвижной экономит пространство – его легко перемещать с одного места на другое. Колеса оборудованы стопперами, чтобы фиксировать каркас во время работы. Передвижные верстаки нашего производства с колесами удобны в использовании и имеют высокие эргономичные показатели.
17 лет компания KRONVUZ производит производственную металлическую мебель. Чтобы купить верстак слесарные с колесами в Москве, необходимо связаться со специалистами компании по номеру телефона или отправить заявку на электронную почту. Менеджеры проконсультируют и ответят на все важные вопросы. На сайте можно воспользоваться интерактивным подбором и собрать свой оригинальный верстак.
Грузоподъемность 1100 фунтов с роликами 5 х 2 дюйма, двумя замками и поворотными механизмами
Подробнее о характеристиках
Обзор продукта
Этот мобильный верстак шириной 41 дюйм с 7 ящиками изготовлен из стали с двойными стенками, обеспечивающей прочность и долговечность. Он имеет толстую рабочую поверхность из цельного дерева, грузоподъемность семь 85 фунтов, шарикоподшипниковые направляющие полного выдвижения и внутреннюю систему блокировки с ключом для защиты инструментов. Его грузоподъемность составляет 1100 фунтов. с четырьмя 5-дюймовыми x 2-дюймовыми роликами, два из которых фиксируются и поворачиваются. Не ищите ничего, кроме нашей линейки хранения металлических инструментов серии 300 для хранения инструментов в гараже. Выбирайте из различных размеров верхние и средние ящики для инструментов, передвижные шкафы для инструментов и мобильные верстаки, все из которых изготовлены из стали калибра 18-22 с алюминиевыми накладками ящиков. Они помогут держать вас в порядке и подойдут к нашим наборам механических инструментов, а также другим ручным инструментам и аксессуарам.
Дополнительные характеристики
Внутренний замок с ключом для защиты инструментов
Толстая рабочая поверхность из цельного дерева обеспечивает прочную и просторную рабочую зону
Полноразмерный верхний ящик и глубокие нижние ящики для хранения очень длинных и громоздких инструментов
Полный захват трубчатая боковая рукоятка обеспечивает мобильность
Объем хранения 12 073 кубических дюйма
Включает
(1) Мобильный верстак
(1) Рабочая поверхность
(2) Ключи
(1) Комплект роликов
(1) Руководство пользователя
Технические характеристики
Количество ящиков
7
Поддержка
Ограниченная гарантия на 3 года
Мы уверены в качестве нашей продукции и бесплатно устраним любые дефекты, вызванные некачественными материалами или качеством изготовления, в рамках указанной гарантии.
Подробнее
Сервис
Мы принимаем все возможные меры для обеспечения того, чтобы вся наша продукция производилась в соответствии с самыми высокими стандартами, но в тех редких случаях, когда вам нужна наша помощь и поддержка, мы вас обеспечим.
Узнать больше
Руководство по поддержке
РЕГИСТРАЦИЯ ПО ЭЛЕКТРОННОЙ ПОЧТЕ
Все поля являются обязательными, если не указано иное.
Зарегистрируйтесь, чтобы получать полную и короткую информацию. Самая последняя информация о продуктах STANLEY, специальные предложения и многое другое у вас под рукой.
Мобильный верстак «Сделай сам» — Angela Marie Made
Узнайте, как построить симпатичный и функциональный мобильный верстак «Сделай сам», который к тому же еще и недорогой!
Я так рада рассказать о нашем новом верстаке «Сделай сам»! Как я поделился в наших как покрасить виниловый сайдинг пост, мы превратили наше заднее крыльцо в симпатичную мастерскую!
Каждой мастерской нужен верстак, чтобы облегчить работу по дереву!
Из-за ограниченного пространства нам нужно было создать самодельный прокатный верстак, который мог бы подойти для небольшой мастерской, но при этом был бы достаточно большим для проектов!
Кроме того, мне не хотелось иметь совершенно незаконченный, грубо выглядящий верстак, хотя я знаю, что со временем они изнашиваются из-за деревообработки. Итак, у меня получился одновременно красивый и функциональный верстак на колесах своими руками!
Более того, я спроектировал этот передвижной верстак своими руками так, чтобы он был еще и экономичным! Это обходится мне в 185 долларов за деревянные и самоустанавливающиеся колеса (которые, на удивление, недешевы для тяжелых).
Обратите внимание: я использовал первоклассную фанеру и ролики (ссылки ниже), чтобы сделать его еще дешевле.
Я также спроектировал этот верстак таким образом, чтобы перед фартуками была верхняя часть высотой 2 3/4″ для облегчения зажима во время работы!
Вы также можете получить распечатанные чертежи верстака DIY для легкой сборки ниже!
Кроме того, как уже отмечали многие из вас, его также можно использовать в качестве кухонного острова на колесиках своими руками!
КОНЕЧНЫЕ РАЗМЕРЫ ВЕРСТКА: 72″ в длину x 24″ в ширину x 34″ в высоту или более короткая рабочая поверхность.
Обратите внимание, этот пост содержит несколько партнерских ссылок. Для получения дополнительной информации см. мои раскрытия здесь.
Как собрать мобильный верстак своими руками:
Материалы
(1) Фанера 4 фута x 8 футов @ 3/4″ толщиной *
(2) 4×4 @ 8 футов ( необработанная )
13
(2) 8 футов 1920 2) 1×4 @ 8 футов
(4) 2×4 @ 8 футов
(2) 2×2 @ 8 футов (обрешетка)
1 1/4″ шурупы или саморезы для дерева
2 1/2 ″ шурупы или саморезы по дереву
1 1/4″ гвозди
1 1/4″ и 2 1/2″ винты Kreg
толстые деревянные прокладки 1/2″ или малярные палочки или обрезки древесины
Wood Glue
Краска и грунтовка или древесного пятна (необязательно)
Полиуретан (опционально)
SPACKLE или Stainable Wood Filler (We Optional)
. с тормозами и два без )
Инструменты
KREG JIG ( Доступно здесь )
MIRT0014
Brad Nailer
Dlill
Зажимы
ПРАВО КРЕГОВЫЙ КАМПЕР (опционально)
РАРКА
* ISERE 9011 1-й. Учебник:
Подпишитесь на мой канал YouTube здесь !
1.
Сделайте первоначальные распилы пиломатериалов для верстака
Нажмите здесь, чтобы распечатать чертежи верстака «Сделай сам» , который включает в себя список вырезов и пошаговые инструкции по сборке с понятными схемами!
Начните с первоначальных распилов пиломатериалов.
Используйте настольную пилу или циркулярную пилу и линейку, чтобы сделать пропилы в фанере.
Сделайте следующий вырез из фанеры 4 фута x 8 футов :
(1) деталь @ 22 1/2″ x 70 1/2″ (для столешницы верстака)
Используйте торцовочную пилу и сделайте следующее вырезы из 2×2s :
(2) 2×2 @ 15 1/2″ (для нижних опор полок)
(2) 2×2 @ 60″ (для нижних опор полок)
Сделайте следующие вырезы из 1×2s :
Наконечник: Сделайте один разрез 72″ и один разрез 22 1/2″ из одной доски 1×2 @ 8 футов и повторите для второй доски 8 футов
(2) 1×2 @ 22 1 /2″ (для верхней обшивки верстака)
(2) 1×2 @ 72″ (для верхней обшивки верстака)
Сделайте следующие вырезы из 1×4s :
Совет: Сделайте один разрез 70 1/2″ и один отрез 15 1/2″ из одной доски 1×4 @ 8 футов и повторите для второй доски 8 футов
(2) 1×4 @ 15 1/2″ (для столешницы под верстаком)
(2) 1×4 @ 70 1/2″ (для столешницы под верстаком)
Сделайте следующие вырезы из 2×4 :
(4) 2×4 @ 63 1/2″ (для передней и задней рам)
(5) 2×4 @ 15 1/2″ (для боковых рам и средней опоры)
Сделайте следующие вырезы из 4×4 :
(4) 4×4 @ 29″ (для ножек верстака) ***
*** хотите более высокую / более низкую высоту верстака. Общая высота этого верстака составляет 34″: 29″ (4 × 4 ножки) + 3,5″ ролики + 1,5″ верхняя часть.
2. Добавьте карманные отверстия в доски
Убедитесь, что приспособление Kreg Jig настроено на древесину толщиной 1 1/2″.
Добавьте карманные отверстия на каждом конце всех девяти досок 2×4.
Для трех досок 2×4 @ 63 1/2″ добавьте еще два карманных отверстия вдоль одной стороны досок, как показано ниже.
И для двух досок 2×4 @ 15 1/2″ также добавьте два карманных отверстия вдоль одной стороны досок. Эти отверстия предназначены для крепления верхней части верстака к нижней раме.
Затем добавьте карманные отверстия в большую фанерную доску (22 1/2″ x 70 1/2″) для столешницы верстака.
Убедитесь, что приспособление Kreg Jig настроено на древесину толщиной 3/4″ для фанеры.
3. Соберите боковые рамы верстака «Сделай сам»
Соедините две ножки 4×4 вместе с одной из 2×4 @ 15 1/2″ в верхней части досок 4×4, чтобы сформировать верхнюю часть боковой рамы.
Убедитесь, что верхние краевые карманные отверстия на доске 15 1/2″ обращены вверх.
Используйте зажимы и немного обрезков дерева 2×4 и дерева толщиной 1/2″ или деревянных прокладок, подложенных под обе стороны 2×4 для облегчения крепления.
Используйте столярный клей и винты Kreg 2 1/2″, чтобы соединить доски вместе.
Затем отметьте 3″ вверх от нижней части 4x4s.
Поместите еще 2×4 @ 15 1/2″ по этим отметкам и прикрепите так же, как верхние 2×4.
Затем добавьте один из 2×2 @ 15 1/2″ поверх нижних 2×4, 3/4″ вниз от края. Прикрепите с помощью столярного клея и 2 1/2 ″ шурупов и зажимов. Это необходимо для создания опоры для нижней полки из фанеры толщиной 3/4 дюйма.
Повторите описанные выше шаги еще раз, чтобы создать вторую боковую рамку.
4. Соберите заднюю и переднюю часть мобильного верстака DIY с боковыми рамами
Соедините две боковые рамы вместе и создайте заднюю часть верстака, прикрепив один 2×4 @ 63 1/2″ снизу, выровняв его с боковыми 2×4, на 3″ вверх от днища 4×4.
Прикрепите столярным клеем и шурупами Kreg 2 1/2″. Вы можете увидеть все это в действии в нашем видеоуроке «Сделай сам верстак »!
Примечание: Мы допустили ошибку и прикрепили 2×4 с карманными отверстиями вдоль верхнего края на дне, когда это должно быть для верхней задней рамы (упс)! Так что постарайтесь этого не делать!
Добавьте один из 2×2 @ 60″ поверх нижних 2×4, 3/4″ вниз от края снова. Прикрепите с помощью столярного клея и 2 1/2 ″ шурупов.
Мы намеренно сделали эту опору полки для задней панели 2×2 короче, чтобы ее можно было легко поместить между боковыми рамами.
Затем прикрепите верхнюю доску 2×4 (ту, что с двумя карманными отверстиями вдоль одного края) к боковым рамам. Убедитесь, что карманные отверстия по краю обращены вверх!
Переверните раму верстака и повторите описанные выше шаги еще раз, чтобы создать переднюю сторону рамы верстака.
5. Прикрепите верхнюю среднюю опорную доску к раме верстака
Отметьте среднюю точку (31 3/4″) в верхней части передней и задней рамы 2×4. Прикрепите последнюю доску 2 × 4 на расстоянии 15 1/2 дюйма с помощью винтов Kreg в этой средней точке, чтобы создать среднюю опору.
6. Прикрепите нижнюю полку к раме верстака
Измерьте отверстие между нижней рамой 2×4 для нижней полки передвижного верстака «Сделай сам».
Обрежьте оставшуюся фанеру до нужного размера. Обратите внимание, размер полки должен быть 15 1/2″ x 63 1/2″, но мы работаем с пиломатериалами для каркаса, поэтому он может немного отличаться!
Поместите фанерную полку поверх опор 2×2 между нижней рамой 2×4, чтобы создать полку верстака. Прикрепите его к 2×2 с помощью столярного клея и 1 1/4 ″ гвоздей.
7. Соберите верхнюю часть верстака
Прикрепите 1×2 к сторонам фанеры с помощью столярного клея и 1 1/4″ шурупов Kreg. Мы использовали наш прямоугольный зажим Kreg и обычные зажимы, чтобы помочь.
После крепления винтами Kreg мы добавили несколько 1 1/4-дюймовых гвоздей через концы 1 × 2, чтобы обеспечить их ровное выравнивание.
Затем прикрепите два более длинных 1×4 вдоль переднего и заднего краев большей фанерной панели с помощью столярного клея и 1 1/4″ шурупов, немного утопленных под поверхностью дерева.
Затем добавьте два более коротких 1×4 на концах, чтобы закончить внутреннюю часть 1×2.
Кроме того, от разрезов 1×4 должен остаться 10-дюймовый лом. Прикрепите его посередине верхней части верстака (на расстоянии 3 фута от края).
Эта доска устанавливается поверх средней опорной доски рамы. Я не хотел покупать совершенно новую плату для этой части, поэтому 10-дюймовая плата работает!
В идеале я бы использовал для этого верстака столешницу мясного блока толщиной 1 1/2″. Но поскольку я хотел построить его с ограниченным бюджетом, мне пришлось создать вид толстого блока мясника по низкой цене, поэтому я обрамил его таким образом.
Переверните верхнюю часть, и ваш самодельный верстак готов! Возможно, вам придется немного отшлифовать верхние края верстака, чтобы 1×2 и фанера были идеально ровными там, где они соприкасаются.
8. Окрасьте или покрасьте верстак «Сделай сам» (по желанию)
На этом этапе вы можете оставить свой верстак незаконченным, запачкать или покрасить его.
Мы решили покрасить каркас верстака в белый цвет и нанести на его поверхность один слой морилки. Я использовал , этот цвет морилки . Кроме того, мы грунтовали раму перед покраской.
Верх покрыт двумя слоями полиуретана на водной основе .
9. Прикрепите самоустанавливающиеся колеса к верстаку
Прикрепите усиленные самоустанавливающиеся колеса к полноприводным автомобилям с помощью шурупов. Мы использовали саморезы для дерева для этой детали для легкой установки и без предварительного сверления!
Мы использовали два ролика с b r akes и два без тормозов .
10. Прикрепите верхнюю часть к раме верстака «Сделай сам»
Поместите верхнюю часть на раму верстака так, чтобы на 4×4 выступали 3/4″ по бокам, спереди и сзади.
Смазка редуктора триммера хускварна в Южно-Сахалинске: 40-товаров: бесплатная доставка [перейти]
Партнерская программаПомощь
Южно-Сахалинск
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Сельское хозяйство
Сельское хозяйство
Мебель и интерьер
Мебель и интерьер
Промышленность
Промышленность
Все категории
ВходИзбранное
Смазка редуктора триммера хускварна
Смазкаредуктора травокосилки/кустореза для триммера Husqvarna 326 C, s/n 20041000001-20061400000
ПОДРОБНЕЕЕще цены и похожие товары
Смазкаредуктора травокосилки/кустореза для триммера Husqvarna 323 C, s/n 20051800001-20051800000
ПОДРОБНЕЕЕще цены и похожие товары
Универсальная смазкаредуктора для триммера Husqvarna 225 LD, s/n 19942300001-19951000000
ПОДРОБНЕЕЕще цены и похожие товары
Смазкаредуктора для бензокосы (триммера) HUSQVARNA 227R
ПОДРОБНЕЕЕще цены и похожие товары
Смазкаредуктора травокосилки/кустореза для триммера Husqvarna 326 L, s/n 20010900001-20020500000
ПОДРОБНЕЕЕще цены и похожие товары
Смазкаредуктора травокосилки/кустореза для триммера Husqvarna 325 L, s/n 20020100001-20190500000
ПОДРОБНЕЕЕще цены и похожие товары
Смазкаредуктора для бензокосы (триммера) HUSQVARNA 324RX
ПОДРОБНЕЕЕще цены и похожие товары
Смазкаредуктора травокосилки/кустореза для триммера Husqvarna 326 C, s/n 20020500001-20023100000
ПОДРОБНЕЕЕще цены и похожие товары
Смазкаредуктора травокосилки/кустореза для триммера Husqvarna 326 L, s/n 20020500001-20023100000
ПОДРОБНЕЕЕще цены и похожие товары
Универсальная смазкаредуктора для триммера Husqvarna 225 L, s/n 19970500001-20004000000
ПОДРОБНЕЕЕще цены и похожие товары
Универсальная смазкаредуктора для бензокосы (триммера) HUSQVARNA 225R
ПОДРОБНЕЕЕще цены и похожие товары
Универсальная смазкаредуктора для триммера Husqvarna 232 L, s/n 20001400001-20023500000
ПОДРОБНЕЕЕще цены и похожие товары
Универсальная смазкаредуктора для триммера Husqvarna 322 L, s/n 20000100001-20020100000
ПОДРОБНЕЕЕще цены и похожие товары
Универсальная смазкаредуктора для триммера Husqvarna 325 E X-SERIES, s/n 19994000001-20010100000
ПОДРОБНЕЕЕще цены и похожие товары
Смазкаредуктора травокосилки/кустореза для триммера Husqvarna 326 C, s/n 20010900001-20020500000
ПОДРОБНЕЕЕще цены и похожие товары
Универсальная смазкаредуктора для триммера Husqvarna 227 LD, s/n 20004000001~
ПОДРОБНЕЕЕще цены и похожие товары
Смазкаредуктора травокосилки/кустореза для триммера Husqvarna 323 C, s/n 20051800001-20080900000
ПОДРОБНЕЕЕще цены и похожие товары
Универсальная смазкаредуктора для триммера Husqvarna 225 LD, s/n 20004000001~
ПОДРОБНЕЕЕще цены и похожие товары
Универсальная смазкаредуктора для триммера Husqvarna 232 L, s/n 19980100001-20001400000
ПОДРОБНЕЕЕще цены и похожие товары
Смазкаредуктора для бензокосы (триммера) HUSQVARNA 241RJ
ПОДРОБНЕЕЕще цены и похожие товары
Универсальная смазкаредуктора для триммера Husqvarna 225 LD, s/n 19970500001-20004000000
ПОДРОБНЕЕЕще цены и похожие товары
Смазкаредуктора для бензокосы (триммера) HUSQVARNA 555FRM
ПОДРОБНЕЕЕще цены и похожие товары
Смазкаредуктора для бензокосы (триммера) HUSQVARNA 545RX
ПОДРОБНЕЕЕще цены и похожие товары
Смазкаредуктора для бензокосы (триммера) HUSQVARNA 553RS
ПОДРОБНЕЕЕще цены и похожие товары
Смазкаредуктора для бензокосы (триммера) HUSQVARNA 525RX
ПОДРОБНЕЕЕще цены и похожие товары
Смазкаредуктора для бензокосы (триммера) HUSQVARNA 525ECS
ПОДРОБНЕЕЕще цены и похожие товары
Смазкаредуктора для бензокосы (триммера) HUSQVARNA 223R
ПОДРОБНЕЕЕще цены и похожие товары
Смазкаредуктора для бензокосы (триммера) HUSQVARNA 545F
ПОДРОБНЕЕЕще цены и похожие товары
Смазка для редуктора триммера: выбор и применение
Проблема быстрого и качественного скашивания травы и мелкого кустарника волнует многих владельцев дачных и приусадебных участков. Такая же задача стоит и перед городскими службами, занимающимися вопросами благоустройства территории.
Для решения этой задачи приобретаются триммеры. По типу энергии, применяемой для привода, эти устройства делятся на бензиновые и электрические.
Чтобы бензо- или электрокоса прослужила как можно больше, за ней необходимо ухаживать. Одним из необходимых действий по такому уходу является обслуживание редуктора триммера.
Обслуживание заключается в проверке и при необходимости в смазывании этого узла.
Какая используется смазка для редуктора триммера? Когда и как необходимо его смазывать?
Постараемся разобраться с этими вопросами в данной статье.
Явным сигналом о необходимости смазывания редуктора привода является его быстрое нагревание в процессе работы или появление посторонних шумов. В этом случае смазывание обязательно.
Необходимо также следовать рекомендациям производителя бензо- или электротриммера. Периодичность смазывания он указывает в инструкции по эксплуатации устройства.
Однако даже производитель не может учесть все нюансы и особенности режимов эксплуатации этих механизмов, поэтому среди мастеров по обслуживанию электро- или мотокос есть справедливое мнение, что обслуживание редуктора следует производить, не дожидаясь проявления признаков неисправности. Смазку редуктора триммера рекомендуется проводить через каждые 10-15 моточасов (то есть часов работы).
Можно встретить советы производить смазывание в конце сезона при консервации на зимнее хранение. Однако лучше заложить в редуктор новую смазку перед началом сезонных работ.
К случаям, когда нужно производить смазывание, можно отнести ремонт узла и любую его разборку.
Смазка редуктора необходима также в случае приобретения бывшего в употреблении триммера.
Для того, чтобы лучше понять, какая смазка необходима для вашего триммера, надо разобраться, как устроен редуктор, из каких узлов он состоит и проанализировать условия работы этих узлов.
Редуктор триммера обычно расположен на нижнем конце приводного вала и служит для двух основных задач:
Передачи вращательного движения этого вала бобине с леской либо фрезе
Повышения крутящего момента мотокосы путем снижения числа оборотов
Обычно редуктор состоит из собственно корпуса, валов, нескольких подшипников, одной или нескольких цилиндрических и конических шестерен, уплотнений (см. фото).
Приводной вал с большой скоростью вращает ведущий вал вместе с ведущей шестерней. Ведомая шестерня имеет большее количество зубьев и поэтому ведомый вал вращается медленнее. Зато крутящий момент на нем возрастает. Каждый вал установлен в корпусе на двух подшипниках.
При работе триммера на редуктор передаются вибрации и толчки, связанные с изменением сопротивления вращению от взаимодействия режущего узла с травой, кустарником. Налипшая на ножи трава или грязь также при большой постоянно изменяющейся скорости вращения способствуют возникновению динамических колебаний и вибраций.
В целом можно сказать, что узлы редуктора работают при большой скорости вращения и динамических нагрузках. При этом на зубьях шестерен возникают высокие контактные напряжения, подшипники испытывают поперечные вибрации.
Температурные режимы – средние, так как инструмент предназначен для скашивания травы, а эту работу обычно выполняют летом, при положительных температурах. В результате трения узлы редуктора нагреваются, но излишнее тепло отводится смазкой и охлаждением корпуса редуктора атмосферным воздухом.
Сильный нагрев – нехарактерное для редуктора явление и свидетельствует о необходимости ремонта узла или его смазывания.
Все эти нюансы и особенности обслуживания и смазывания устройства уже были учтены производителем — в инструкции по эксплуатации даны рекомендации, какой именно материал можно применять для обслуживания. Чаще всего там обозначена не конкретная марка смазки, а те общепринятые стандарты, которым она должна соответствовать.
Если нет возможности приобрести рекомендованный производителем материал, или он не указан в инструкции, то выбор смазочного материала производится самостоятельно.
Смазка в обязательном порядке должна учитывать все перечисленные выше факторы — температурный режим, высокие скорости вращения, динамические нагрузки и вибрации.
Важным требованием для смазочного материала является также его способность оставаться в зоне трения, не сбрасываться под действием центробежных сил при вращении и не выдавливаться под нагрузкой.
Смазка для редуктора должна обладать хорошими антикоррозионными свойствами и надежно защищать узлы от образования ржавчины в результате воздействия атмосферной влаги.
Исходя из этих требований осуществляется подбор смазочного материала.
Можно не ломать себе голову, а приобрести специализированное средство для обслуживания электро- или бензокос. Такие материалы сейчас в большом количестве предлагаются как производителями мото- и электрокос, а также другими компаниями.
Чтобы облегчить жизнь пользователя, известные производители иногда предлагают универсальные смазки, которые пригодны для обслуживания всей садовой техники данного бренда. Можно использовать и такие материалы.
Производить обслуживание редуктора можно смазками общепромышленного назначения. Главное — чтобы они максимально соответствовали условиям эксплуатации и содержали противоизносные присадки и наполнитель в виде твердых смазочных материалов (желательно дисульфид молибдена).
Это средство американской компании NAC было разработано для смазки угловых редукторов мотокос. Производится из минерального масла, загущенного литиевым комплексом и специального набора присадок.
Смазка обладает влагостойкостью, отличными антиокислительными и антикоррозионными свойствами.
Поставляется в тюбиках объемом 200 мл.
Это универсальная литиевая смазка с консистенцией 0 по системе NLGI предназначена для редукторных передач, работающих в условиях высоких механических нагрузок.
Смазка обеспечивает долговременное смазывание, предотвращает появление коррозии, защищает от износа образования задиров и эффективно снижает потери на трение.
Выпускается смазка в тюбиках объемом 50, 120 и 250 мл.
Эта специальная полужидкая смазка для зубчатых редукторов электро- и бензоинструмента с антиокислительными, противозадирными (EP) и противоизносными присадками обеспечивает надежную работу инструмента в течение длительного времени.
Смазка хорошо проникает в зону трения и обладает отличными смазочными и теплоотводящими свойствами, предотвращая перегрев узла.
Смазка доступна в тюбиках по 200 мл.
Многие пользователи для смазки триммера успешно применяют даже обычные дешевые смазки, например ШРУС-4 или Литол-24.
Это минеральная литиевая смазка с добавлением дисульфида молибдена и присадок. Наличие твердосмазочного наполнителя обеспечивает ей высокую несущую способность.
ШРУС 4 имеет также отличные антизадирные характеристики, хорошие антикоррозионные свойства. Она максимально снижает трение и минимизирует износ поверхностей трения.
Значительным преимуществом этого материала является его невысокая стоимость.
Производится смазка множеством российских производителей и доступна в самых различных вариантах фасовок.
Смазка ЛИТОЛ 24, как и предыдущая, была разработана еще в СССР и завоевала большую популярность из-за универсальности применения и доступности.
Это чисто литиевая минеральная смазка без добавления каких-либо наполнителей и присадок.
В настоящее время существует большое количество более совершенных смазок.
Она обладает невысоким уровнем эксплуатационных характеристик, однако в течение непродолжительного времени все же способна выполнять защитные и противоизносные функции.
Невероятно низкая стоимость делает ее все еще привлекательной для многих владельцев садовых инструментов.
Смазывание редуктора производится путем закладки смазки в специальное технологическое отверстие без демонтажа узла.
Итак, для того, чтобы смазать триммер, необходимо выполнить ряд простых действий:
Перед началом работ отключаем электроинструмент от сети. В бензиновых устройствах во избежание утечек желательно слить бензин (или при проведении работ следить, чтобы устройство не переворачивалось)
С помощью инструмента, входящего в комплект поставки триммера, необходимо вывернуть пробку в корпусе редуктора
Если меняем смазку полностью, то промываем редуктор. Для этого заливаем в корпус какой-либо очиститель (уайт-спирит, бензин и пр.), ополаскиваем редуктор и сливаем. Процедура повторяется несколько раз до полной очистки
Закладываем в редуктор новую смазку. Для этого в отверстие вставляем носик тюбика или шприца и выдавливаем туда 2…5 мл смазки
Заворачиваем пробку
Проворачиваем несколько раз вал вручную, затем включаем мотокосу на короткое время на малых оборотах без нагрузки, чтобы смазка равномерно распределилась по поверхностям трения
Quality lubricants, fuel & filling equipment
CameroonCȏte d’lovioreEgyptEquatorial GuineaGambiaGhanaGuinea BissauIsraelKenyaKuwaitLebanonLiberiaMozambiqueOmanQatarSaudi ArabiaSenegalSeychellesSouth AfricaTanzaniaTunisiaTurkeyUgandaUnited Arab EmiratesZambiaZimbabwe
AustraliaAzerbaijanMainland ChinaFijiFrench PolynesiaHong KongIndiaIndonesiaJapanKazakhstanMalaysiaNew CaledoniaNew ZealandPapua New GuineaThe PhilippinesSingaporeSouth KoreaTaiwanThailandTurkmenistanUzbekistanVanuatuVietnam
ArgentinaBoliviaBrazilChileColombiaCosta RicaDominican RepublicEcuadorGuatemalaMexicoNicaraguaRepublic of ПанамаПарагвайПеруУругвай
Канада (en)Канада (fr)МексикаСША
Ассортимент топлива, масел и смазочных материалов Husqvarna разработан для оптимизации работы вашего наружного энергетического оборудования, улучшения работы и продления срока его службы.
Что на этой странице?
Made to Performance
Husqvarna VEF
Масло для 2-тактных двигателей
Топливо и масло для 4-тактных двигателей
Предварительно смешанное топливо и масло XP+
0018
Топливо и масло для 4-тактных двигателей
Made to Performance
Husqvarna VEF
Масло для 2-тактных двигателей
Топливо и масло для 4-тактных двигателей
Топливо и масло для 2-тактных двигателей
Топливо и масло для 4-тактных двигателей
Создан для исполнения. Проверено до совершенства.
Ассортимент качественного топлива, смазочных материалов и заправочного оборудования Husqvarna был разработан, испытан в лаборатории и проверен на качество инженерами Husqvarna для обеспечения оптимальной работы двигателя. Широкий выбор доступен для удовлетворения ваших потребностей.
Husqvarna VEF (Проверенная формула двигателя)
Ищите значок Husqvarna VEF (Проверенная формула двигателя) на наших маслах, чтобы быть уверенным в том, что вы используете одобренный инженерами смазочный материал, предназначенный для поддержания вашего энергетического оборудования, работающего вне помещений, как нового.
HP 2-Stroke Oil
Масло Husqvarna HP (High Performance) представляет собой полусинтетическую смесь, разработанную для снижения риска отказа двигателя или плохих рабочих характеристик, вызванных недостаточным смазыванием, которое имеет:
Сертификация VEF (Verified Engine Formula) в качестве смазочного материала, одобренного инженерами.
Низкая рабочая температура для облегчения запуска и увеличения срока службы двигателя.
Отличные моющие свойства для уменьшения отложений и очистки деталей, что продлевает срок службы двигателя за счет снижения риска заедания колец.
Oil Guard
Масло Oil Guard от Husqvarna представляет собой синтетическую смесь, предназначенную для моторезов и других двухтактных инструментов, используемых в самых тяжелых и самых грязных условиях. Уникальный желтый цвет указывает на нашу запатентованную систему Oil Guard в некоторых моделях бензорезов, где масло предотвращает поломки поршней и цилиндров, вызванные недостатком смазки. Наши масла Oil Guard обладают теми же преимуществами, что и наша смесь масел HP.
Топливо и масло для двухтактных двигателей
Топливо для 4-тактных двигателей
Не содержащее этанола высокооктановое топливо премиум-класса Husqvarna содержит стабилизаторы, обеспечивающие оптимальную работу стандартных 4-тактных двигателей. Наше топливо для 4-тактных двигателей не разлагается и не окисляется, как топливо для заправочных станций, и остается свежим в течение многих лет, а также:
Решает проблемы длительного хранения
Обеспечивает более легкий и надежный запуск
Защита топливных систем и отказ от дорогостоящих ремонты и простои
Масло для 4-тактных двигателей
Полностью синтетическое моторное масло Husqvarna 10W-30 для 4-тактных двигателей — это смесь масел премиум-класса, предназначенная для тяжелых коммерческих условий эксплуатации. Это масло для газонокосилок идеально подходит для тракторов, коммерческих косилок с нулевым поворотом и коммерческих мотокос. Разработанное для большинства 4-тактных двигателей с воздушным охлаждением, это масло обеспечивает превосходную защиту при высоких температурах, а также снижает износ и задиры двигателя.
Прочие консистентные смазки и масла
Топливные присадки и смазочные материалы Husqvarna премиум-класса состоят из лучших составов для повышения производительности и долговечности вашего первоклассного силового оборудования Husqvarna для использования вне помещений.
XP+ Предварительно смешанное топливо и масло для 2-тактных двигателей
XP+ от Husqvarna представляет собой смесь топлива и масла премиум-класса в соотношении 50:1. Обладая высоким октановым числом, не содержащим этанола, XP+ разработан для полной оптимизации вашего двухтактного силового оборудования для использования вне помещений. XP+ предлагает:
Устойчивость к разложению и окислению типичного топлива для насосов АЗС. XP+ остается свежим в течение многих лет, удовлетворяя потребности в долгосрочном хранении.
Более легкий и надежный запуск. XP+ защищает топливные системы и экономит карбюраторы, избегая дорогостоящих ремонтов и простоев.
Удобное и готовое к использованию средство, не требующее смешивания.
Сертификация JASO-FD как смесь синтетических масел премиум-класса.
Масло XP+ для 2-тактных двигателей
В дополнение к нашей предварительно смешанной топливно-масляной смеси 50:1, Husqvarna предлагает масло для 2-тактных двигателей XP+, полусинтетическое масло, разработанное специально для тяжелых условий эксплуатации и обладающее следующими характеристиками:
Сертификация VEF (Verified Engine Formula) в качестве смазочного материала, одобренного инженерами.
Низкая рабочая температура для облегчения запуска и увеличения срока службы двигателя.
Отличные моющие свойства для уменьшения отложений и очистки деталей, что продлевает срок службы двигателя за счет снижения риска заедания колец.
Сертификация JASO-FD как смесь синтетических масел премиум-класса.
Почему этанол вреден для вашего оборудования
X-Guard
Масло премиум-класса для шин и цепей Husqvarna X-Guard (изготавливается из первичного масла, а не из регенерированных масел) оптимизирует эффективность пиления вашей бензопилы за счет снижения нагрева и трения. X-Guard предлагает премиальную смесь базовых масел и присадок, повышающих клейкость, которые уменьшают выброс масла на высоких скоростях.
В дополнение к стандартному X-Guard мы предлагаем несколько специальных смесей, в том числе:
Биоразлагаемая формула X-Guard, которая обеспечивает превосходную защиту режущего оборудования, предлагая формулу на растительной основе, которая биоразлагается в течение 28 дней, обеспечивая отсутствие длительного действия. воздействия на окружающую среду.
X-Guard Premium Dielectric Bar & Chain Oil, предназначенное для использования в инструментах, которые прошли испытания на соответствие требованиям OSHA 1910. 269. В состав этого масла входят присадки, препятствующие электропроводности и сохраняющие диэлектрическую прочность до 36 кВ в случае подачи на него тока или напряжения.
Формула X-Guard Low Temp, разработанная для длительного использования бензопилы в более холодных условиях. Этот состав обеспечивает превосходную защиту режущего оборудования при работе с цепной пилой при температурах до 15⁰ F.
Масло для шин и цепей цепей
Повышенная производительность
Дайте своему изделию Husqvarna то, что ему нужно. Наш выбор горюче-смазочных материалов всегда соответствует высоким требованиям, которые вы предъявляете к своему продукту.
Удобная начинка
Заправочные канистры Husqvarna с инновационным дизайном рукояток и носиков, одобренные в соответствии с рекомендациями ООН, позволяют быстро заправляться без эффекта разбрызгивания или отходов.
Топливо и масло для 2-тактных двигателей
(4)
Посмотреть все Топливо и масло для 2-тактных двигателей
Топливо и масло для 4-тактных двигателей
(2)
Посмотреть все Топливо и масло для 4-тактных двигателей
Практические советы и руководства
Как заменить масло в газонокосилках
Предложения
Каталоги продукции Husqvarna
Рекомендации по покупке
Правильный выбор цепи для цепной пилы: несколько советов
Практические советы и руководства
Что такое газ, не содержащий этанол, и почему этанол вреден для вашего малогабаритного силового оборудования для наружной установки?
Истории и вдохновение
Откройте для себя 330-летнюю историю Husqvarna
Аренда газонокосилки-робота
О нас
Как Husqvarna взаимодействует с людьми, сообществами и окружающей средой
Инструкции и руководства
Таблица времени работы аккумулятора Husqvarna
Решения
Husqvarna Advantage
Консультации по покупке
Селектор бензопилы Husqvarna
Показано {current} из {03}
Хускварна Эко.
Смазка для конических зубчатых колес 100 г 503976401
Husqvarna Eco. Смазка для конической шестерни 100 г 503976401 — Mower Express
Поиск
Найди мою часть
Марка Марка
Категория Категория
Модель Модель
Уровень 4 КНП/год
Хускварна
(пока отзывов нет)
Написать обзор
Husqvarna
Husqvarna Eco.
Смазка для конических зубчатых колес 100 г 503976401
Рейтинг Обязательно
Выберите рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Обязательно
Тема отзыва Обязательно
Комментарии Обязательно
Артикул:
503976401
Состояние:
Новый
Наличие:
Обычно отправляется в течение 2–10 рабочих дней
15,95 долларов США
Описание
Описание
Хорошо зарекомендовавшая себя смазка для конических зубчатых передач для смазывания трансмиссии и поглощения осевых усилий.
Вы можете очень быстро сравнить цены листогибочного пресса бу и подобрать оптимальные варианты из более чем 18615 предложений
Электромеханический листогибочный пресс
Состояние: Б/У Год выпуска: 2008
Предлагается к продаже нижеследующие оборудование:
Электромеханический листогибочный пресс с ЧПУ SAFAN E 150-3100, оборудование в работоспособном состоянии.
28.05.2013
Назарово (Россия)
3 000 000
Листогибочный пресс Bystronic
Состояние: Б/У
Купим листогибочный пресс «Bystronic» б/у в рабочем состоянии.Организация купит листогибочный пресс Bystronic (рассмотрим все модели) б/у в рабочем состоянии для собственных нужд.
Продам листогиб / листогибочный пресс гидравлический ИА1430 87 г.в., Нелидовский завод гидравлических прессов. Станок в хорошем техническом состоянии, комплектный, подключен, с проверкой. Погрузка…
15.07.2015
Ярославль (Россия)
410 000
Гидравлический листогибочный пресс BAYKAL APH 2606 х 90
Состояние: Б/У Производитель: Турция
Гидравлический листогибочный пресс BAYKAL APH 2606 х 90.Гидравлический листогибочный пресс BAYKAL APH 2606 х 90.Характеристика:Усилие – 90 тРабочая длина гиба – 2600 ммРабочий ход – 190…
15.12.2015
Екатеринбург (Россия)
Станки новые в наличии: Гидравлический листогибочный пресс с УЦИ — 12 270 дол
Состояние: Новый Производитель: Китай
Станки новые в наличии: Гидравлический листогибочный пресс с УЦИ — 12 270 дол. Поставляем напрямую станки из Китая и Тайваня под заказ.
10.05.2018
Рыбинск (Россия)
12 270
Гидравлический листогибочный пресс WC67Y-100/2500
Состояние: Б/У Год выпуска: 2014 Производитель: ООО Компания по производству крупных машин Цзянсу Цзювэй (Китай)
Гидравлический листогибочный пресс серии WC67Y имеет стальную сварную конструкцию, прошедшую обработку для вибрационного снижения остаточных напряжений, таком образом, она характеризуется высокой…
09.11.2016
Новосибирск (Россия)
листогибочный пресс
Состояние: Б/У
куплю листогибочный пресс. длина гибки от 2500 мм до 4000 мм усилие от 170 т. в хорошем состоянии
23.11.2016
Петрозаводск (Россия)
листогибочный пресс
Состояние: Б/У
куплю листогибочный пресс. длина гибки от 2500 мм до 4000 мм мощность от 170 т. в хорошем состоянии
23.11.2016
Санкт-Петербург (Россия)
Листогибочный пресс модель PHSY 10030
Состояние: Новый Производитель: VIMERCATI (Италия)
В наличии
Листогибочный пресс VIMERCATI усилие 100 тонн/полезная длинна гиба 3000 мм. Технико-коммерческое предложение готовы предоставить по запросу.
Состояние: Б/У Год выпуска: 2006 Производитель: FINN-POWER (Франция)
Год выпуска – 2006г.
Наработка после приобретения – 10200 ч.
Система ЧПУ Siemens Sinumerik 840D. Гидравлический листогибочный пресс с ЧПУ X100-3200 Описание Спецификация Габаритные…
30.08.2016
Нижний Новгород (Россия)
Листогибочный пресс
Состояние: Новый
В наличии
Листогибочные пресса производятся на мировом уровне и для мирового рынка.Конструкция Листогибочных прессов высокой прочности при которой обеспечивается точность гиба.Работа станка предотвращает…
05.12.2022
Санкт-Петербург (Россия)
листогибочный пресс
Состояние: Б/У
листогибочный пресс гидравлический , ширина стола 800-1250мм,ход пуансона 28мм,гнуть изделия из металла толщиной 3мм
16.02.2017
Орел (Россия)
Листогибочный пресс WC67Y 63*2500 с УЦИ
Состояние: Новый Производитель: Китай
В наличии
Листогибочный пресс WC67Y 63*2500 с УЦИ новый по доступным ценам
10. 05.2018
Рыбинск (Россия)
12 270
Листогибочный пресс WC67Y 80*2500 с УЦИ
Состояние: Новый Производитель: Китай
В наличии
Листогибочный пресс WC67Y 80*2500 с УЦИ в наличии по доступным ценам
10.05.2018
Рыбинск (Россия)
14 100
Гидравлический листогибочный пресс с ЧПУ
Состояние: Б/У Год выпуска: 2012 Производитель: ABAMET (Россия)
Гидравлический листогибочный пресс с ЧПУ. Модель — АМВ -6020 Система ЧПУ DELEM-DA 52 фирма производитель -OOO “ ABAMET” Страна производитель -Россия год выпуска -2012 Серийный номер -PR-12291P…
05.04.2017
Заречный (Пензенская обл. ) (Россия)
1 200 000
Листогибочный Пресс Серии PPEB
Состояние: Новый Производитель: HUBEI XINWEI MACHINE TOOL CO., LTD. (Китай)
В наличии
ОписаниеОснащенная гидравлическим и электронным блоком, листогибочная машина серии PPEB имеет многоосевые конфигурации, которые отвечают требованиям производства крупных деталей. Все наши…
21.11.2022
Благовещенск (Амурская обл.) (Россия)
Листогибочный пресс модель FOG 80/2500 (W67Y 80/2500)
Состояние: Б/У Год выпуска: 2012 Производитель: Китай
Продам Б/У листогибочный пресс модель FOG 80/2500 (W67Y 80/2500) в отличном рабочем состоянии.
31.08.2017
Красноярск (Россия)
899 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по листогибочному прессу бу почти как на Авито и TIU
Видео листогибочного пресса бу
Листогибочный пресс amada б у в категории «Промышленное оборудование и станки»
Листогибочный пресс гидравлический| кромкогиб | листогиб бу Colly 2000x50t
ДИАКРО ГИДРОМЕХАНИЧЕСКИЙ ГИДРОМАССАЖНЫЙ ТОРМОЗ Б/У, модель 14-48-2, 17 тонн x 4 фута, артикул 9750
Запросить цену
Добавлено в список запросов
Запрос отправлен 05. 12.22
Сравнить
Мичиган, США
Листогибочный пресс
DENER DDS 40-13
Листогибочный пресс
DENER МОДЕЛЬ DDS 40-13 Шарико-винтовой электрический листогибочный пресс 44 тонны США x 51,2″ Электрические листогибочные прессы с шарико-винтовой передачей Dener с ЧПУ — это негидравлические, гибкие, надежные и передовые гибочные машины. Следующее поколение…
Запросить цену
Добавлено в список запросов
Запрос отправлен 05.12.22
Сравнить
Иллинойс, США
Пресс-тормоза
Wysong H-2052
Пресс-тормоза
Wysong H-2052 Гидравлический пресс-тормоз
Запрос a Цитата
Добавлено в список запросов
запрос. Представленный 12/22.
202 Иллинойс, США
Листогибочный пресс
WYSONG H-2052
Листогибочный пресс
20 TON X 52″ Wysong Листогибочный пресс МОДЕЛЬ H-2052 (#20017)
BAYKAL ЭЛЕКТРИЧЕСКИЙ ГИБОЧНЫЙ ТОРМОЗ С ЧПУ 88 тонн x 8 футов с держателями Delem 66T Color Graphics X & R BG AM/Eorp с ЧПУ коронкой. Ручная система безопасности AKAS, узкая кровать и задние защитные ограждения с блокировкой. Starter…
Запросить цену
Добавлено в список запросов
Запрос отправлен 05.12.22
Сравнить
Иллинойс, США
Листогибочные прессы POWER P20 P20 P20 PRIMA
3
09
Листогибочный пресс
2012 Prima Power (Adira) 4′ 24-тонный листогибочный пресс P-0212
Номер модели: P-0212
Год: 2012
Длина изгиба: 1200 мм (47,2 дюйма)
Тоннаж: 24 тонны США
Ход: 200 мм (7,84 дюйма)
Скорость быстрого подхода:…
9 485 € — 47 422 €
Запросить дополнительную информацию
Добавлено в список запросов
Запрос отправлен 05. 12.22
Сравнить
Висконсин, США
3
3
30002 Листогибочные прессы
ACCURPRESS 7254
Листогибочные прессы
Гидравлический листогибочный пресс с ЧПУ 25 тонн x 4 фута с Accurpress ETS 3000 3-осевой контроллер ЧПУ, 3-осевой задний упор с возможностью программирования Y, X и R, ножная педаль или подставка для ладони Эксплуатация, держатели штампов и…
Запросить цену
Добавлено в список запросов
Заявка отправлена 05.12.22
Сравнить
США
Листогибочные прессы 9DA 5-RG
3
0009
Пресс-тормоза
25 тонн x 48 «AMADA RG25 Гидравлический пресс-тормоз
€ 11 855,49 EUR
Запрос.
Листогибочный пресс
AMADA RG-25
Листогибочный пресс
Гибочный пресс Amada Модель Rg 25 EX
Запросить цену
Добавлено в список запросов
0003
Сравнить
США
Листогибочный пресс
CHICAGO DREIS & KRUMP 265
Листогибочный пресс
D & K Chicago модель 265 Листогибочный пресс, 7 дюймов, широкая станина 25 тонн, 25 тонн Ход 2″, Регулировка рамы 3″, Пространство матрицы 9″, Между стойками 62″, Ширина 72 дюйма, спереди назад 36 дюймов, высота 92 дюйма, вес 4500 фунтов. Гибка…
4 030,87 € EUR
Запросить дополнительную информацию
Добавлено в список запросов
Запрос отправлен 05.12.22
Compare
Мичиган, США
Пресс -тормоза
Chicago Dreis & Krump SBA -104
Пресс -тормоза
25 тонн x 10 ‘Dries & Krump SBA -104 Brake
Запрос atote
Добавлено в список запросов
Запрос отправлен 05.12.22
Сравнить
США
Листогибочные прессы
CHICAGO DREIS & KRUMP 285
Листогибочные прессы0003
25 тонна 96 «Bed Dreis & Krump 285 Press Brake
€ 4 694,77 EUR
Запрос Дополнительную информацию
Добавлено в список запросов
Запрос, представленные 12/5/22
Compare
Michigan, Соединенные штаты
. Нажмите на пресс. Тормоза
Premier 425-2R-LC
Пресс-тормоза
25 тонна 48 дюйма Premier 425-2R-LC. 5/22
Compare
Нью-Джерси, США
Пресс-тормоза
Premier 425.2
Пресс-тормоза
25 тонн x 4 ‘1997 Premier Model 425-2 CNC Hydraulic Press Brake
Запрос A aquote
Добавлена к добавлению к добавлению к CNC. Список запросов
Запрос отправлен 05.12.22
Сравнить
США
Листогибочный пресс
PROMECAM 25 TON
Листогибочный пресс
25 Ton x 4′, Promecam Press83
Запрос a Цитата
Добавлено в список запросов
Запрос, представленная 5/5/22
Сравнение
Соединенные Штаты
Пресс -тормоза
Wysong 2596
Brakes
25 TON Wysong Mechanal Mechanical Mechanical Brake Brake Brake 2596
25 тон Тонг. 8-дюймовая кровать 6´6″ МЕЖДУ КОРПУСАМИ 2-ДЮЙМОВЫЙ ХОД 10 ¼ ВЫСОТА В ОТКРЫТОМ ВИДЕ 3-ДЮЙМОВАЯ РУЧНАЯ РЕГУЛИРОВКА ПАМЯТИ ЦИФРОВАЯ 24-ДЮЙМОВЫЙ ЦИФРОВОЙ РУЧНОЙ ОПОРТ НОЖНАЯ ПЕДАЛЬ СЕГМЕНТИРОВАННЫЕ ДЕРЖАТЕЛИ МАТРИЦ…
Запросить цену
Добавлено в список запросов
Запрос отправлен 22/05/12
Сравнить
США
Листогибочный пресс
DI-ACRO CNC
Листогибочный пресс
27,5-тонный гидравлический пресс с ЧПУ X 4 фута B-действующий Держатель штампа, удлиненные зажимы для пуансона и дистанционное управление ножным переключателем.
9 436,97 € EUR
Запросить дополнительную информацию
Добавлено в список запросов
Запрос отправлен 05.12.22
Сравнить
США
Листогибочный пресс
WARCOM LOGICA 850-25
Листогибочный пресс
WARCOM LOGICA 850-25 Электрический листогибочный пресс LOGICA — это современный электрический листогибочный пресс с усилием до 130 тонн. тяги. Его революционная система прямой передачи между двигателем и сек…
28 тонн x 30″ Листогибочный пресс Toyokoki APB-286 с ЧПУ
Запрос цитаты
Добавлено в список запросов
Запрос, поданный 5/5/22
Сравнение
Соединенные Штаты
Пресс-тормоза
Trumpf Trubend Cell 5000
Brakes
Trumpf TC-500/ Револьверный пуансон с ЧПУ 1300, 28 тонн, горловина 50 дюймов, ход 50 x 50 дюймов, 20 станций револьверной головки, система ЧПУ Bosch, разные держатели инструментов/картриджи
Запросить цену
Добавлено в список запросов
22
Compare
California, United States
Press Brakes
ADIRA QH-3015
Press Brakes
35 Ton 60″ Bed Adira QH-3015 PRESS BRAKE, Automech CNC 1000 Autogauge
35 Тон. 6-футовый гидравлический листогибочный пресс с двухосным задним упором Hurco Autobend 6 Control, секционными плунжерными зажимами (10 универсальных адаптеров для матриц), кнопками для запуска и остановки, переключателем с ключом для включения…
18 494,56 €
Запрос Дополнительная информация
Добавлено в список запросов
Запрос, представленная 5/5/22
Сравнение
Соединенные Штаты
Пресс -тормоза
Baykal Aphs
Пресс -тормоза
39 тонна x 4. Baykal Aph 1254 Гибочный пресс с ЧПУ Compact, 2007
Запросить цену
Добавлено в список запросов
Заявка отправлена 05.12.22
Сравнить
США
Листогибочные прессы
0008 CHICAGO DREIS & KRUMP 6A8
Листогибочные прессы
8´ x 14 GA. CHICAGO DRIES & KRUMP MECH ГИДРАВЛИЧЕСКИЙ ТОРМОЗ лей № 6А8 Серийный номер L-8653 5 футов х 11 га. мягкая сталь 35 тонн у дна ОСНАЩЕН: Механическая муфта с пневматическим приводом Кнопки для старт-стоп Die рельс …
35 Ton, WYSONG, № H-3552, 52″ OA, 38″ BH, 2,5″ ход поршня, 5 л. с., 1984
Запросить цену
Добавлено в список запросов
Запрос отправлен 05.12.22
Сравнить
Флорида, США Штаты
Листогибочный пресс
TRUMPF TRUBEND 7036
Листогибочный пресс
36 TON X 40″ ГИБОЧНЫЙ ТОРМОЗ TRUMPF TRUBEND CNC MFG: 2013
Запрос a QUOTE
Добавлен в список запросов
Запрос, представленная 5/5/22
Сравнение
Нью -Йорк, Соединенные Штаты
. Гидравлический листогибочный пресс с ЧПУ 5 футов с системой управления Autogauge CNC 1000 и усиленным задним упором Autogauge G24
€ 21 339,88 EUR
Запрос Дополнительная информация
Добавлено в список запросов
Запрос. Представлен 5/5/22
Сравнение
Соединенные Штаты
Пресс-тормоза
AMADA RG-35S
. ГИДРАВЛИЧЕСКИЙ ГИБОЧНЫЙ ТОРМОЗ AMADA RG35S 38,5 ТОНН X 4 ФУТА С NC9EXII 3-ОСИ ЧПУ УПРАВЛЕНИЕ MFG: 1991
Запрос коммерческого предложения
Добавлен в список запросов
Запрос отправлен 05.12.22
Сравнить
США
Листогибочный пресс
AMADA RG-35S
Листогибочный пресс
Грузоподъемность: 38 тонн x 4 фута Тоннаж: 38 Длина кровати: 47,3″ Расстояние между корпусами: 40,2″ Возврат: …
Запросить цену
Добавлено в список запросов
Запрос отправлен 05.12.22
Сравнить
Вашингтон, США
Листогибочный пресс
CHICAGO DREIS & KRUMP HPB 4015
Листогибочный пресс
CHICAGO DREIS & KRUMP Модель HPB 4015 Гидравлический листогибочный пресс с 10-дюймовым сенсорным экраном За простоту, эффективность, экономичность при гидравлическом изгибе. Dreis & Krump предлагает гидравлический листогибочный пресс,…
Запросить цену
Добавлено в список запросов
Запрос отправлен 05.12.22
Сравнить
США
Press Brakes
Premier 540
Пресс -тормоза
Запрос a Цитата
Добавлено в список запросов
Запрос. Представлен 5/5/22
Compare
Wisconsin, Соединенные Штаты
Press Brakes
. VERDE 1250-40
Листогибочные прессы
STR Verde 1250-40 Electric, 40 тонн, 49,21″ OA, 41,33″ BH, 6-Axis ESA S500 PC CNC, 4-Axis BG, 2010 #32220
 Объемная печать развивается быстрыми темпами, из области фантастики она стала привычным производственным процессом, осуществить который можно различными методами. Заказать 3d печать в Нижнем Новгороде можно для одной модели или партии продукции достаточно позвонить в ООО «Про Пласт-НН» по телефонам, указанным на сайте. Заказчик получит объемную деталь из пластика, выполненную с высокой степенью точности по чертежам или на основе реального аналога. Возможен малосерийный выпуск продукции методом 3d печати и прототипирования.
Объемная печать развивается быстрыми темпами, из области фантастики она стала привычным производственным процессом, осуществить который можно различными методами. Заказать 3d печать в Нижнем Новгороде можно для одной модели или партии продукции достаточно позвонить в ООО «Про Пласт-НН» по телефонам, указанным на сайте. Заказчик получит объемную деталь из пластика, выполненную с высокой степенью точности по чертежам или на основе реального аналога. Возможен малосерийный выпуск продукции методом 3d печати и прототипирования. Модели нашли применение во многих областях, поэтому делают 3d печать на заказ компании разных специализаций:
Модели нашли применение во многих областях, поэтому делают 3d печать на заказ компании разных специализаций:
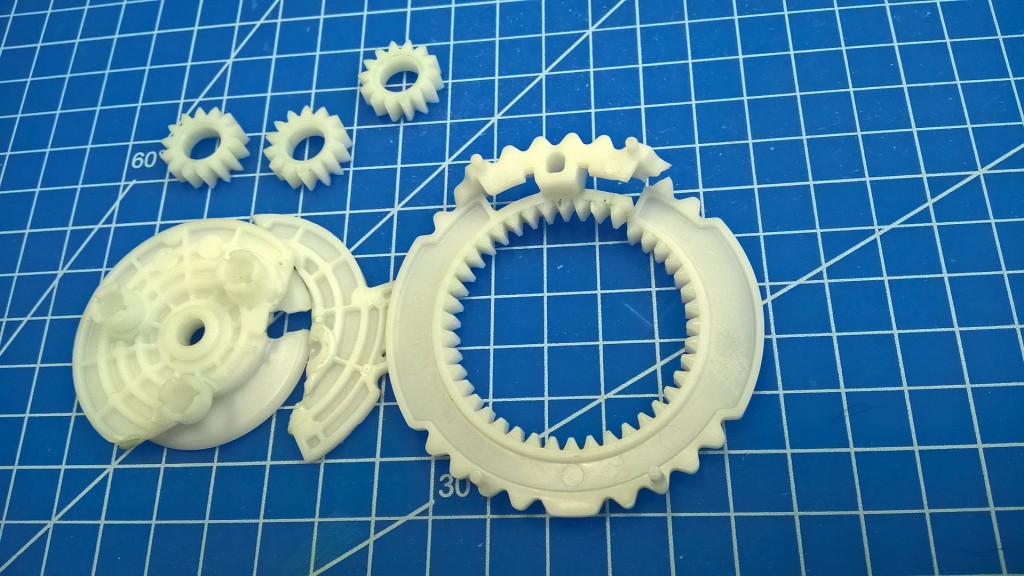
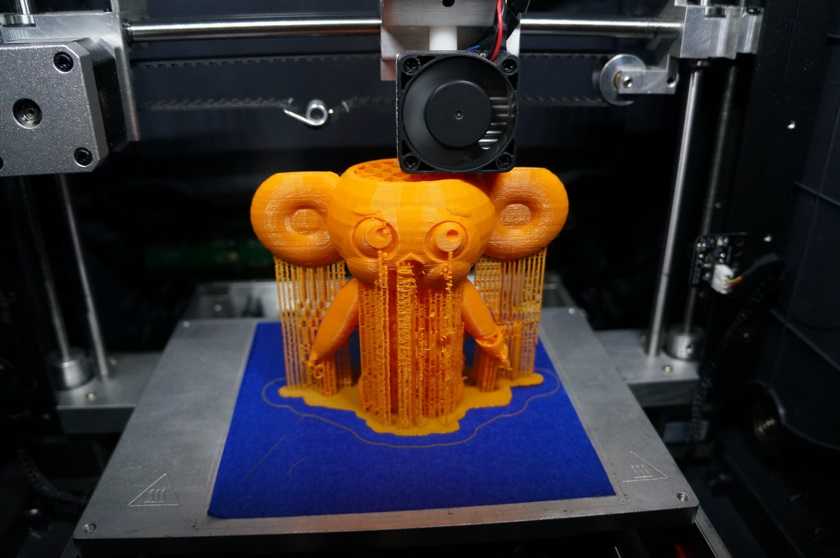
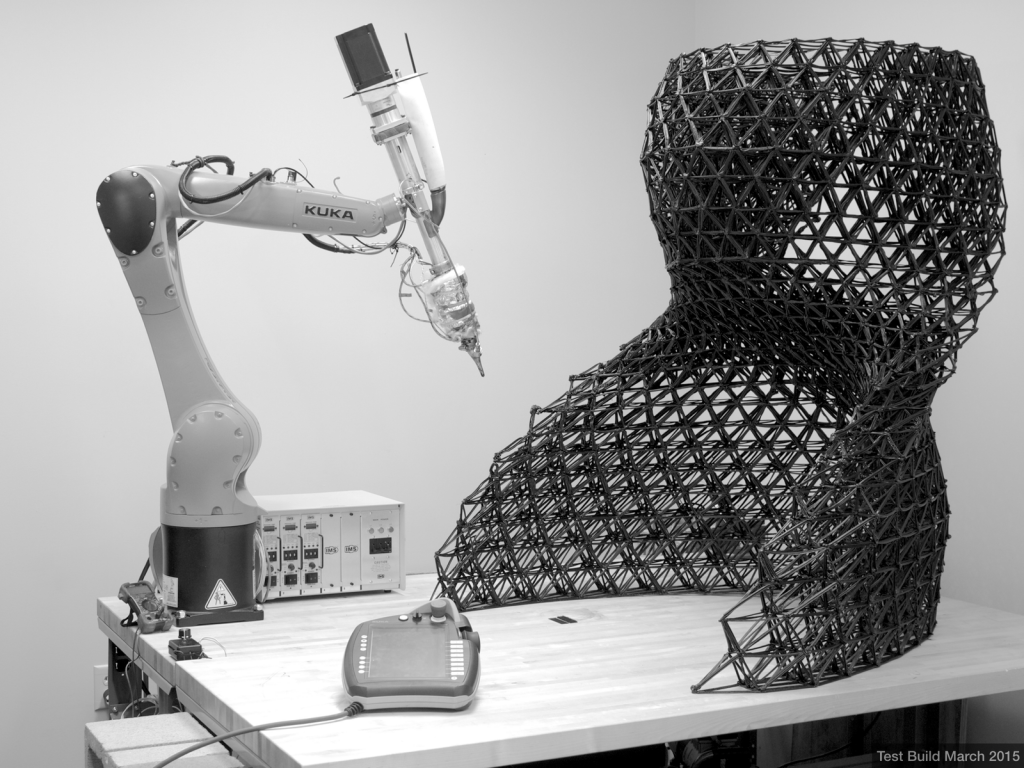

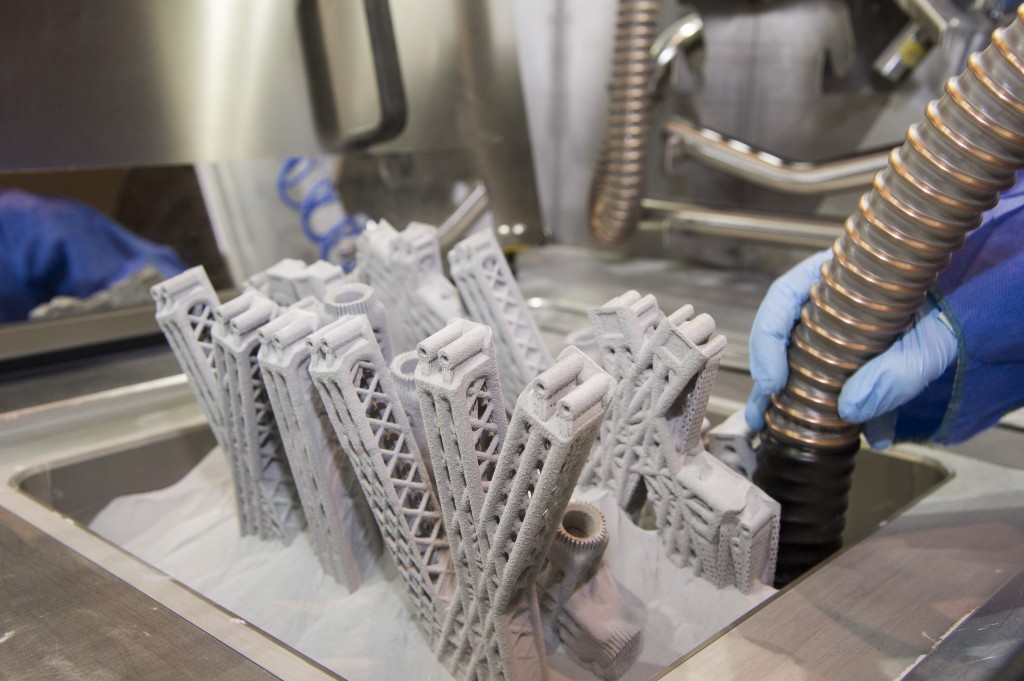 Оправданное соотношение цены и качества.
Оправданное соотношение цены и качества.

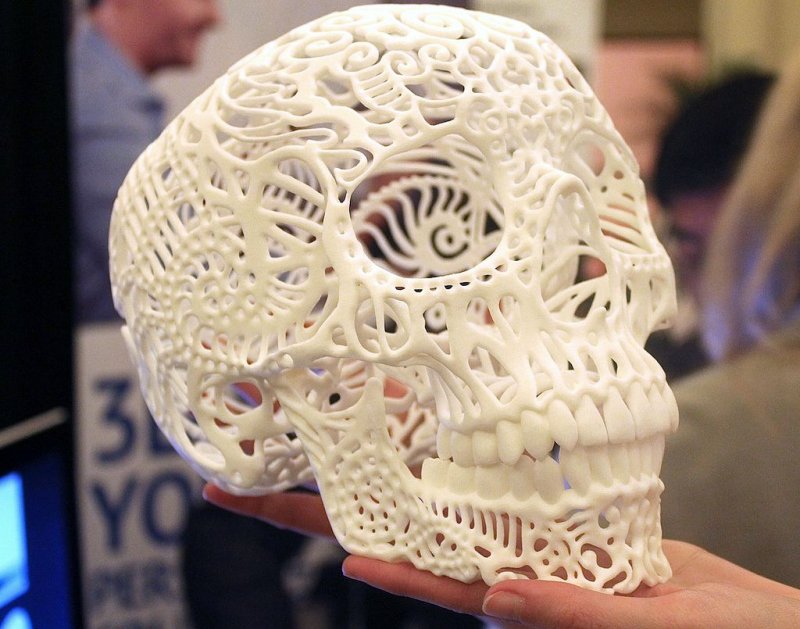
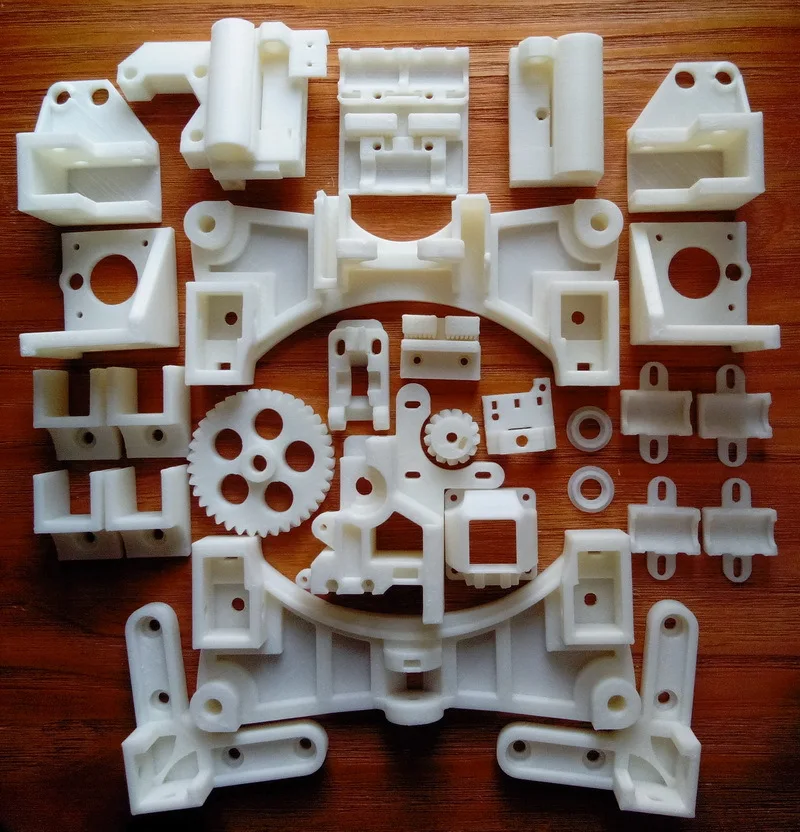

 Приложения. Нейлон можно стерилизовать в автоклаве, поэтому он часто используется для медицинских деталей, таких как ручки инструментов и корпуса устройств, но он также «гигроскопичен» (впитывает воду) и слегка пористый, что делает его менее применимым в очень влажных условиях.
Приложения. Нейлон можно стерилизовать в автоклаве, поэтому он часто используется для медицинских деталей, таких как ручки инструментов и корпуса устройств, но он также «гигроскопичен» (впитывает воду) и слегка пористый, что делает его менее применимым в очень влажных условиях.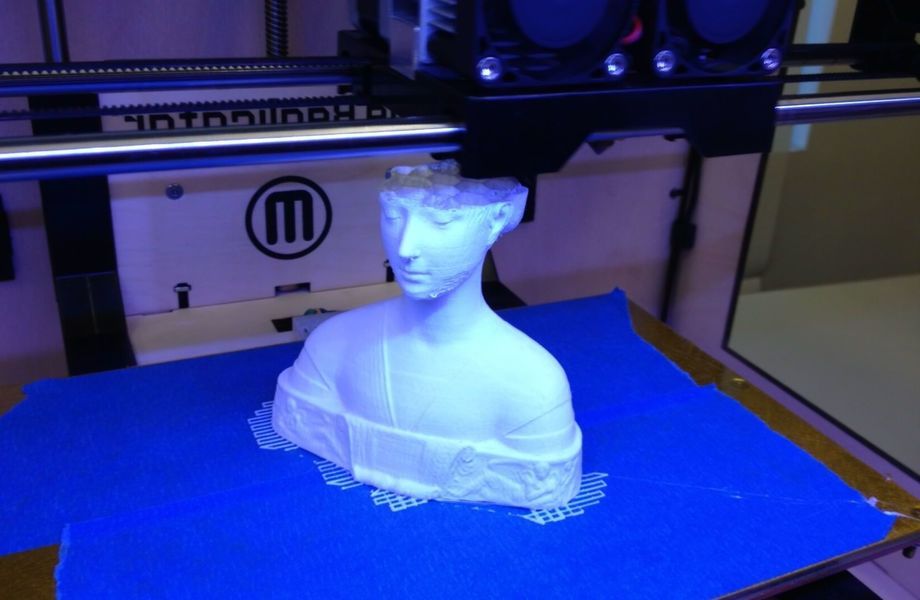
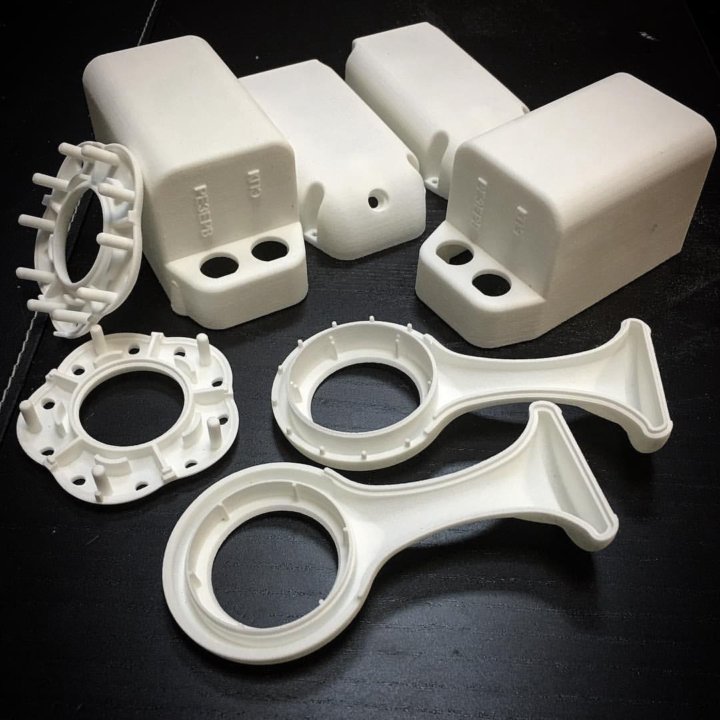

 Металлы хорошо подходят для производственных применений, потому что они обладают механическими свойствами, аналогичными деталям, изготовленным с помощью обычных процессов, с возможностью получения сложной геометрии в одной сборке жидкости.
Металлы хорошо подходят для производственных применений, потому что они обладают механическими свойствами, аналогичными деталям, изготовленным с помощью обычных процессов, с возможностью получения сложной геометрии в одной сборке жидкости. Материал обладает сверхнизкими свойствами газовыделения и имеет самую высокую химическую стойкость, доступную для технологии FDM. Antero 800NA идеально подходит для быстрой доставки деталей на рынок, особенно когда существует неопределенность спроса, срока службы продукта или когда проектирование находится на ранней стадии и необходимы изменения.
Материал обладает сверхнизкими свойствами газовыделения и имеет самую высокую химическую стойкость, доступную для технологии FDM. Antero 800NA идеально подходит для быстрой доставки деталей на рынок, особенно когда существует неопределенность спроса, срока службы продукта или когда проектирование находится на ранней стадии и необходимы изменения.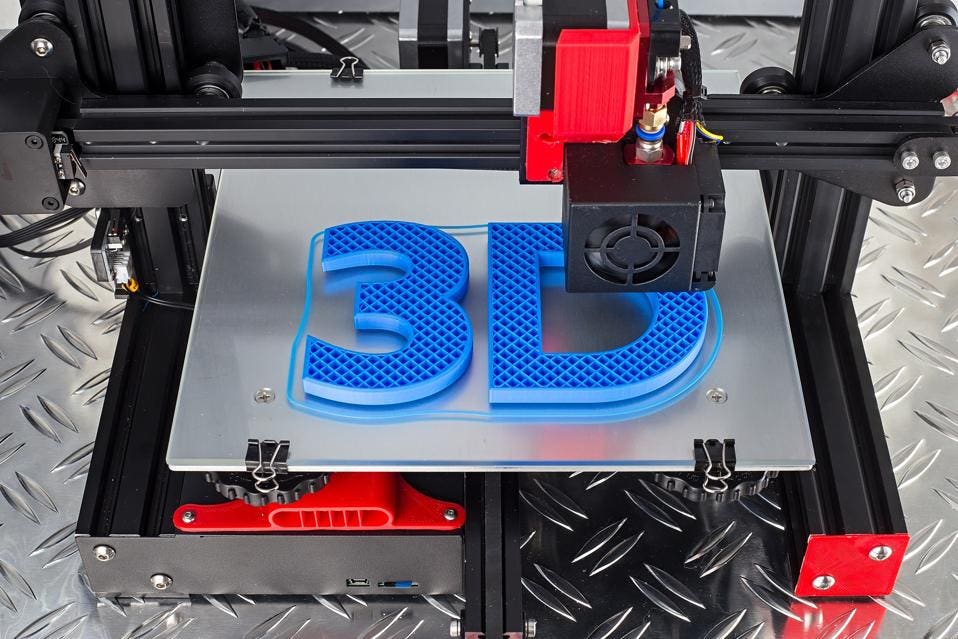 Stratasys Direct разработала процесс производства добавки C18150 и внедрила контролируемые процессы термообработки для оптимизации механических свойств и свойств материала. Добавка меди может быть использована для интегрированного регенеративного охлаждения ракетных двигателей с внутренними конформными каналами внутри сопла ракеты или изогнутых и наклонных тепловых труб, используемых в дальней космонавтике и малых спутниках.
Stratasys Direct разработала процесс производства добавки C18150 и внедрила контролируемые процессы термообработки для оптимизации механических свойств и свойств материала. Добавка меди может быть использована для интегрированного регенеративного охлаждения ракетных двигателей с внутренними конформными каналами внутри сопла ракеты или изогнутых и наклонных тепловых труб, используемых в дальней космонавтике и малых спутниках.
 org/ListItem» data-v-e272a100=»» data-v-5466daea=»»>Ножовки по дереву
org/ListItem» data-v-e272a100=»» data-v-5466daea=»»>Ножовки по дереву
 org/Brand»> Митутойо
org/Brand»> Митутойо
 Сам держатель можно установить на те же болты, которые использовались для крепления экструдера. В результате получается такая вот симпатичная конструкция:
Сам держатель можно установить на те же болты, которые использовались для крепления экструдера. В результате получается такая вот симпатичная конструкция: Отдельную папку под плагин создавать НЕ НУЖНО. Когда все эти скучные пункты завершены, смело запускайте программу.
Отдельную папку под плагин создавать НЕ НУЖНО. Когда все эти скучные пункты завершены, смело запускайте программу. Заходим в Path->Trace Bitmap.
Заходим в Path->Trace Bitmap. gcode. Иначе ‘кина не будет’.
gcode. Иначе ‘кина не будет’. Если потребуется, отдельным постом или комментарием покажу и расскажу подробнее.
Если потребуется, отдельным постом или комментарием покажу и расскажу подробнее. Сегодня мы будем рисовать вот такие 3d кубики.
Сегодня мы будем рисовать вот такие 3d кубики.

 Это было гораздо проще , чем я изначально ожидал. В этом посте блога вы узнаете, как сделать принтер своими руками.
Это было гораздо проще , чем я изначально ожидал. В этом посте блога вы узнаете, как сделать принтер своими руками. Я начал с проектирования небольшой части этой цели. Он крепится к головке принтера, и я использую небольшой винт M3, чтобы прикрепить к нему перо:
Я начал с проектирования небольшой части этой цели. Он крепится к головке принтера, и я использую небольшой винт M3, чтобы прикрепить к нему перо: Я рекомендую для этого использовать Repetier Host (сначала я начал с Cura, но Repetier Host сделал все намного проще, поэтому я буду использовать его в этом уроке).
Я рекомендую для этого использовать Repetier Host (сначала я начал с Cura, но Repetier Host сделал все намного проще, поэтому я буду использовать его в этом уроке).
 Выделите все объекты (Ctrl+A), а затем удалите заливку и примените черный цвет для обводки (Ctrl+Shift+F):
Выделите все объекты (Ctrl+A), а затем удалите заливку и примените черный цвет для обводки (Ctrl+Shift+F):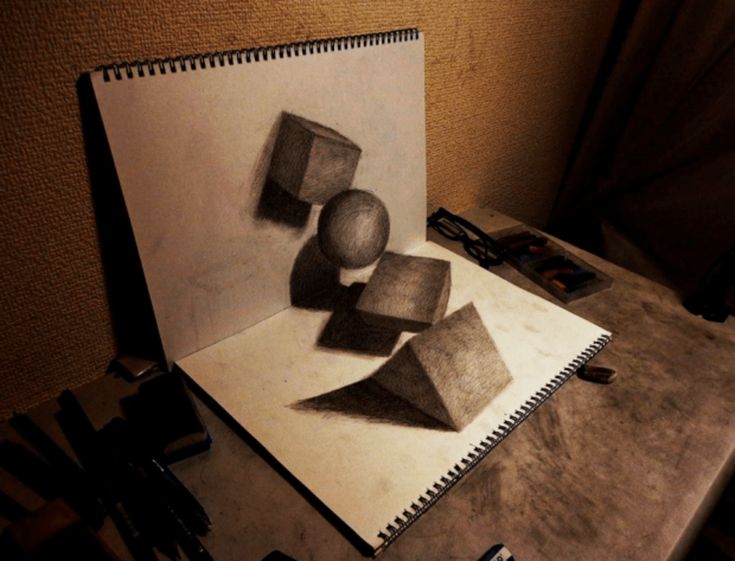
 Я использую 4500 для всех из них (единица измерения — мм/мин, поэтому это значение соответствует 75 мм/сек).
Я использую 4500 для всех из них (единица измерения — мм/мин, поэтому это значение соответствует 75 мм/сек). Вы должны увидеть новый слой поверх вашего рисунка, показывающий движения печатающей головки в сгенерированном файле Gcode:
Вы должны увидеть новый слой поверх вашего рисунка, показывающий движения печатающей головки в сгенерированном файле Gcode:
 Степень фиброза обусловлена соотношением синтеза и распада коллагена. Обратимость процесса зависит от состояния макрофагов и химической природы основного вещества.
Степень фиброза обусловлена соотношением синтеза и распада коллагена. Обратимость процесса зависит от состояния макрофагов и химической природы основного вещества.
 Работа с препаратами в форме раствора зачастую осложнена неконтролируемым распределением, так в практике клинических обращений все чаще встречаются пациенты с осложнениями в виде различных атрофических изменений в следствии работы растворами с паталогической соединительной тканью. Важно еще одно понимание врача, что работа с традиционной сепарацией в условиях современного пациента приобретает дополнительный риск, поскольку у «постпроцедурного» пациента сепарация проводится в месте в котором уже сформирован фиброз и дополнительная травматизация может привести к активизации синтеза соединительной ткани и внутреннему рубцеванию.
Работа с препаратами в форме раствора зачастую осложнена неконтролируемым распределением, так в практике клинических обращений все чаще встречаются пациенты с осложнениями в виде различных атрофических изменений в следствии работы растворами с паталогической соединительной тканью. Важно еще одно понимание врача, что работа с традиционной сепарацией в условиях современного пациента приобретает дополнительный риск, поскольку у «постпроцедурного» пациента сепарация проводится в месте в котором уже сформирован фиброз и дополнительная травматизация может привести к активизации синтеза соединительной ткани и внутреннему рубцеванию.
 Принцип работы заключается в том, что в качестве проводника радиоволны является электрод-канюля или игла. Работа осуществляется инвазивно, путем погружения проводника на глубину залегания фиброза, как на дермальном так и гиподермальном уровнях.
Принцип работы заключается в том, что в качестве проводника радиоволны является электрод-канюля или игла. Работа осуществляется инвазивно, путем погружения проводника на глубину залегания фиброза, как на дермальном так и гиподермальном уровнях. Данная структура состоит из волокон и пучков волокон, которые в процессе переплетения образуют соединительную ткань. Формирование тройной спирали идет под контролем белка теплового шока HSP47 (шаперон).
Данная структура состоит из волокон и пучков волокон, которые в процессе переплетения образуют соединительную ткань. Формирование тройной спирали идет под контролем белка теплового шока HSP47 (шаперон). Данный инструмент позволяет работать, как с повседневными задачами (сепарация дермальных заломов со спайками в области носогубных складок, кисетных)
Данный инструмент позволяет работать, как с повседневными задачами (сепарация дермальных заломов со спайками в области носогубных складок, кисетных)
 Инвазивное RF-воздействие для коррекции возрастных изменений
Инвазивное RF-воздействие для коррекции возрастных изменений Уже сегодня, в нашей клинике преобладает группа пациентов, для которых новая косметологическая услуга должна в обязательном порядке сопровождаться не только обычными методами подготовки, но и специальной подготовительной терапией по видоизменению/разрушению или усилению эффекта уже существующего, изменённого состояния тканей.
Уже сегодня, в нашей клинике преобладает группа пациентов, для которых новая косметологическая услуга должна в обязательном порядке сопровождаться не только обычными методами подготовки, но и специальной подготовительной терапией по видоизменению/разрушению или усилению эффекта уже существующего, изменённого состояния тканей. Работа с препаратами в форме раствора зачастую осложнена неконтролируемым распределением. Так в практике клинических обращений все чаще встречаются пациенты с осложнениями в виде различных атрофических изменений в следствии работы растворами с паталогической соединительной тканью. Кроме того, работа с традиционной сепарацией в условиях современного пациента приобретает дополнительный риск, поскольку у «постпроцедурного» пациента сепарация проводится в месте в котором уже сформирован фиброз и дополнительная травматизация может привести к активизации синтеза соединительной ткани и внутреннему рубцеванию.
Работа с препаратами в форме раствора зачастую осложнена неконтролируемым распределением. Так в практике клинических обращений все чаще встречаются пациенты с осложнениями в виде различных атрофических изменений в следствии работы растворами с паталогической соединительной тканью. Кроме того, работа с традиционной сепарацией в условиях современного пациента приобретает дополнительный риск, поскольку у «постпроцедурного» пациента сепарация проводится в месте в котором уже сформирован фиброз и дополнительная травматизация может привести к активизации синтеза соединительной ткани и внутреннему рубцеванию. Принцип работы заключается в том, что в качестве проводника радиоволны является электрод-канюля или игла. Работа осуществляется инвазивно, путем погружения проводника на глубину залегания фиброза, как на дермальном, так и гиподермальном уровнях.
Принцип работы заключается в том, что в качестве проводника радиоволны является электрод-канюля или игла. Работа осуществляется инвазивно, путем погружения проводника на глубину залегания фиброза, как на дермальном, так и гиподермальном уровнях. После курса процедур, происходит сокращение кожного лоскута в пределах 0.3-0.5 см уменьшается отёчность вокруг глаз, кожа в медиальном углу глаз становится светлее кожа.
После курса процедур, происходит сокращение кожного лоскута в пределах 0.3-0.5 см уменьшается отёчность вокруг глаз, кожа в медиальном углу глаз становится светлее кожа.

 Его также называют Теория многоступенчатого потока или Теория распространения инноваций .
Его также называют Теория многоступенчатого потока или Теория распространения инноваций . По словам Мура, самый трудный шаг — это переход между ранними последователями (провидцами) и ранним большинством (прагматиками). Это пропасть, о которой он говорит.
По словам Мура, самый трудный шаг — это переход между ранними последователями (провидцами) и ранним большинством (прагматиками). Это пропасть, о которой он говорит. Об их поисках сообщают источники как за пределами, так и внутри сообщества.
Об их поисках сообщают источники как за пределами, так и внутри сообщества. Голоса сообщества очень важны на данном этапе. Суть здесь в том, что ваш истинный пользователь начинает рекомендовать ваш продукт/услугу.
Голоса сообщества очень важны на данном этапе. Суть здесь в том, что ваш истинный пользователь начинает рекомендовать ваш продукт/услугу.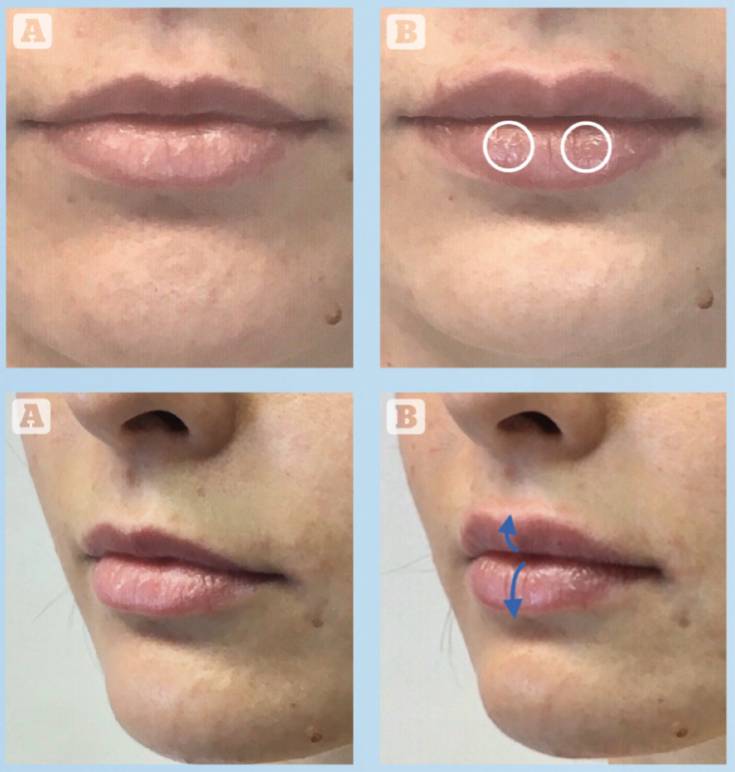 Однако с точки зрения роста и непрерывности стартап хочет понимать своего первого настоящего клиента, а не «кукушку в гнезде». Это трудная задача для начинающих маркетологов. Начинающим маркетологам необходимо подобраться поближе к этой первоначальной группе и определить настоящего новатора, посла и лоялиста. Единственный способ идентифицировать этих людей — часто активно связываться с ними и прислушиваться к их личному опыту использования вашего продукта или услуги. Слушать и исследовать — вот два основных навыка, а не навязывать свое решение. Улучшение вашего продукта может быть лучше, чем просто обеспечение продаж. А сообщество истинных новаторов станет для вас источником информации, которая поможет улучшить работу с вашей прорывной технологией.
Однако с точки зрения роста и непрерывности стартап хочет понимать своего первого настоящего клиента, а не «кукушку в гнезде». Это трудная задача для начинающих маркетологов. Начинающим маркетологам необходимо подобраться поближе к этой первоначальной группе и определить настоящего новатора, посла и лоялиста. Единственный способ идентифицировать этих людей — часто активно связываться с ними и прислушиваться к их личному опыту использования вашего продукта или услуги. Слушать и исследовать — вот два основных навыка, а не навязывать свое решение. Улучшение вашего продукта может быть лучше, чем просто обеспечение продаж. А сообщество истинных новаторов станет для вас источником информации, которая поможет улучшить работу с вашей прорывной технологией. Как говорится в одной из строк на их веб-сайте: « С 1997 года Dynamism предоставляет технологии нового поколения и роскошные услуги клиентам по всему миру ». Этот и многие другие сайты предлагают новейшие технологии людям, которые могут позволить себе премиальные цены. И сам факт их присутствия говорит о том, что это прибыльная ниша рынка.
Как говорится в одной из строк на их веб-сайте: « С 1997 года Dynamism предоставляет технологии нового поколения и роскошные услуги клиентам по всему миру ». Этот и многие другие сайты предлагают новейшие технологии людям, которые могут позволить себе премиальные цены. И сам факт их присутствия говорит о том, что это прибыльная ниша рынка.



 Все зависит от цели обработки. Небольшие заготовки закрепляются прямо в патроне четвертой оси. Длинные изделия не могут жестко держаться в патроне, поэтому дополнительно применяется задняя бабка, которая поддерживает противоположный конец.
Все зависит от цели обработки. Небольшие заготовки закрепляются прямо в патроне четвертой оси. Длинные изделия не могут жестко держаться в патроне, поэтому дополнительно применяется задняя бабка, которая поддерживает противоположный конец.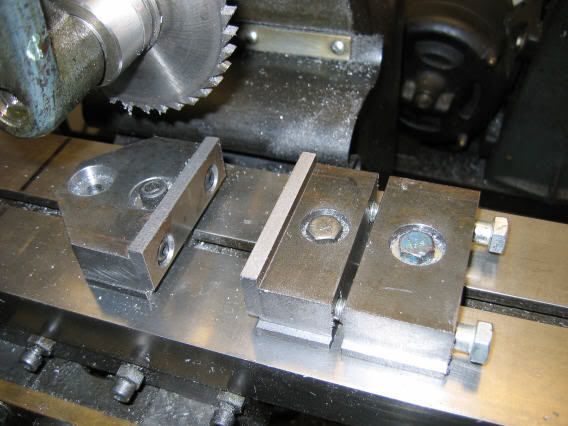
 Если вы умеете делать приспособления, которые экономят время, вы получите большую прибыль.
Если вы умеете делать приспособления, которые экономят время, вы получите большую прибыль.
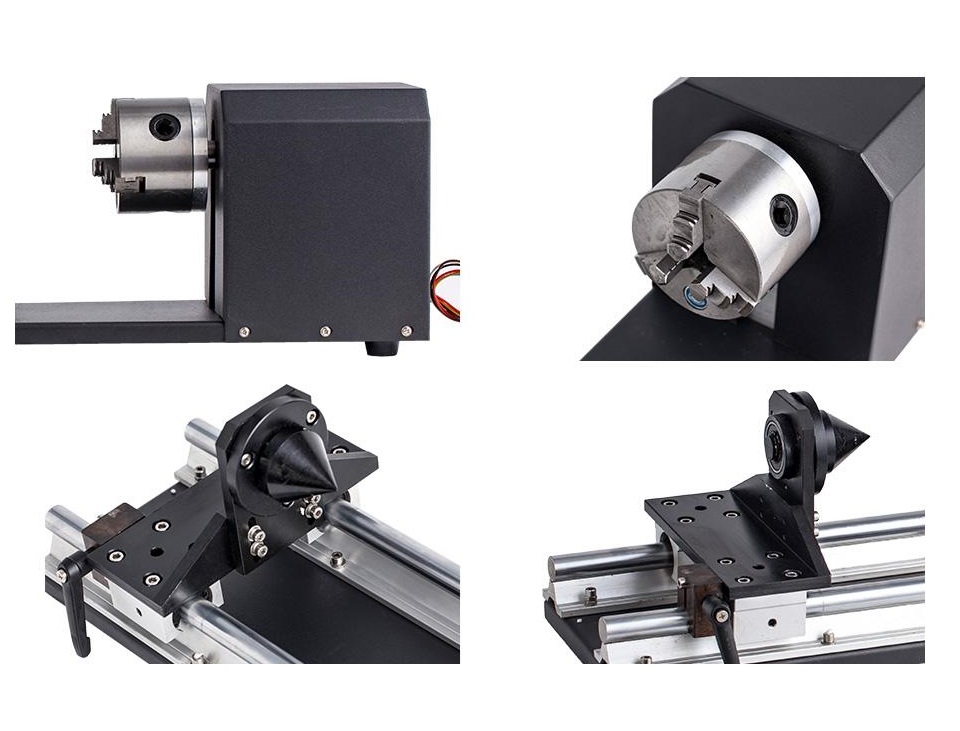 .
. Если все ваши приспособления могут встать на пластину для инструментов, вы действительно можете очень быстро переключить станок на новую конфигурацию оснастки. Экономия времени позволяет очень быстро окупить стоимость такой системы.
Если все ваши приспособления могут встать на пластину для инструментов, вы действительно можете очень быстро переключить станок на новую конфигурацию оснастки. Экономия времени позволяет очень быстро окупить стоимость такой системы. Например, можно очень точно применить вращение к g-коду на основе результатов датчиков (выравнивание объектов по движению оси).
Например, можно очень точно применить вращение к g-коду на основе результатов датчиков (выравнивание объектов по движению оси).
 Типичная машина с поддонами позволяет вам настраивать его, пока машина работает над другим. Смена поддона происходит за счет снятия старого поддона за пределами зоны фрезерования станка и установки нового. Это сводит к минимуму время, в течение которого станок должен находиться в простое, и позволяет выполнять настройку параллельно с обработкой.
Типичная машина с поддонами позволяет вам настраивать его, пока машина работает над другим. Смена поддона происходит за счет снятия старого поддона за пределами зоны фрезерования станка и установки нового. Это сводит к минимуму время, в течение которого станок должен находиться в простое, и позволяет выполнять настройку параллельно с обработкой. В ЧПУ 4-я ось обычно представляет собой ось вращения. Она выровнена для вращения вдоль оси, параллельной одной из трех других осей станка. На вертикальных станках 4-я ось часто параллельна X или Y и проложена вниз. На горизонтальных 4-я ось также параллельна X или Y, но она стоит вертикально.
В ЧПУ 4-я ось обычно представляет собой ось вращения. Она выровнена для вращения вдоль оси, параллельной одной из трех других осей станка. На вертикальных станках 4-я ось часто параллельна X или Y и проложена вниз. На горизонтальных 4-я ось также параллельна X или Y, но она стоит вертикально.

 При использовании ступенчатых зажимов держите болт ближе к заготовке, а не к ступенчатому блоку. Может быть полезно наклонить зажим на детали, подняв его на шаг или два от уровня. Еще можете поместить прокладку из мягкого материала между зажимом и заготовкой, чтобы заготовка не повредилась.
При использовании ступенчатых зажимов держите болт ближе к заготовке, а не к ступенчатому блоку. Может быть полезно наклонить зажим на детали, подняв его на шаг или два от уровня. Еще можете поместить прокладку из мягкого материала между зажимом и заготовкой, чтобы заготовка не повредилась. Как правило, их просто невозможно зажать. Решения для таких ситуаций — это двусторонняя лента, клей, воск и сплавы с низкой температурой плавления.
Как правило, их просто невозможно зажать. Решения для таких ситуаций — это двусторонняя лента, клей, воск и сплавы с низкой температурой плавления.

 Они особенно распространены для токарных станков, но, как мы уже упоминали, вы можете использовать токарный инструмент в работе, если найдете способ закрепить его на столе.
Они особенно распространены для токарных станков, но, как мы уже упоминали, вы можете использовать токарный инструмент в работе, если найдете способ закрепить его на столе. Он покажет их функции и приложения. Это даст достоверную информацию о типах зажимных приспособлений с ЧПУ. Наконец, он предоставит вам дополнительную информацию о том, что нужно сделать, чтобы получить лучший дизайн приспособления с ЧПУ или использовать специальное приспособление с ЧПУ.
Он покажет их функции и приложения. Это даст достоверную информацию о типах зажимных приспособлений с ЧПУ. Наконец, он предоставит вам дополнительную информацию о том, что нужно сделать, чтобы получить лучший дизайн приспособления с ЧПУ или использовать специальное приспособление с ЧПУ. Кондуктор работает, чтобы направлять движение резака. Однако зажимные приспособления с ЧПУ не направляют фрезы. Они только закрепляют, поддерживают и стабилизируют заготовку в процессе производства.
Кондуктор работает, чтобы направлять движение резака. Однако зажимные приспособления с ЧПУ не направляют фрезы. Они только закрепляют, поддерживают и стабилизируют заготовку в процессе производства. Это также необходимо для того, чтобы убедиться, что поверхности машины соответствуют требованиям.
Это также необходимо для того, чтобы убедиться, что поверхности машины соответствуют требованиям.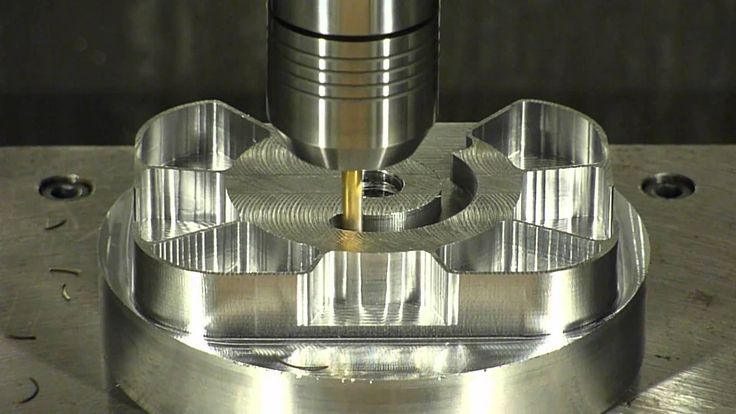 Ниже приведено небольшое введение в приспособления для ЧПУ.
Ниже приведено небольшое введение в приспособления для ЧПУ.

 Приспособления согласно требованию такой workpiece. Сборка осуществляется специальным методом. В зависимости от необходимости вы можете удалить или повторно использовать их, когда это необходимо.
Приспособления согласно требованию такой workpiece. Сборка осуществляется специальным методом. В зависимости от необходимости вы можете удалить или повторно использовать их, когда это необходимо.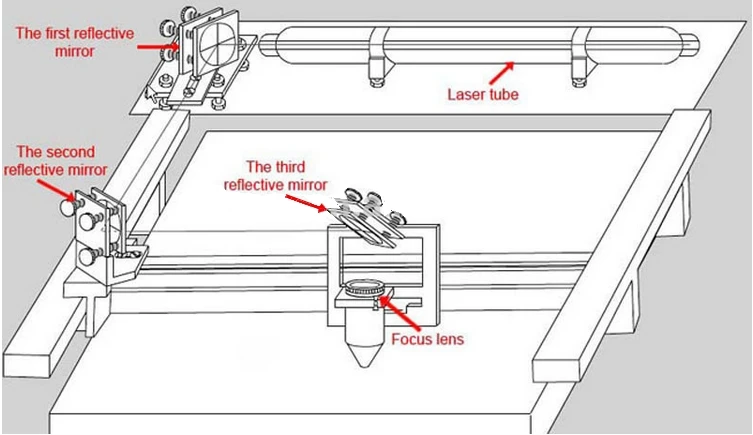 Ниже приведены шесть типов приспособлений с ЧПУ в зависимости от источника питания.
Ниже приведены шесть типов приспособлений с ЧПУ в зависимости от источника питания.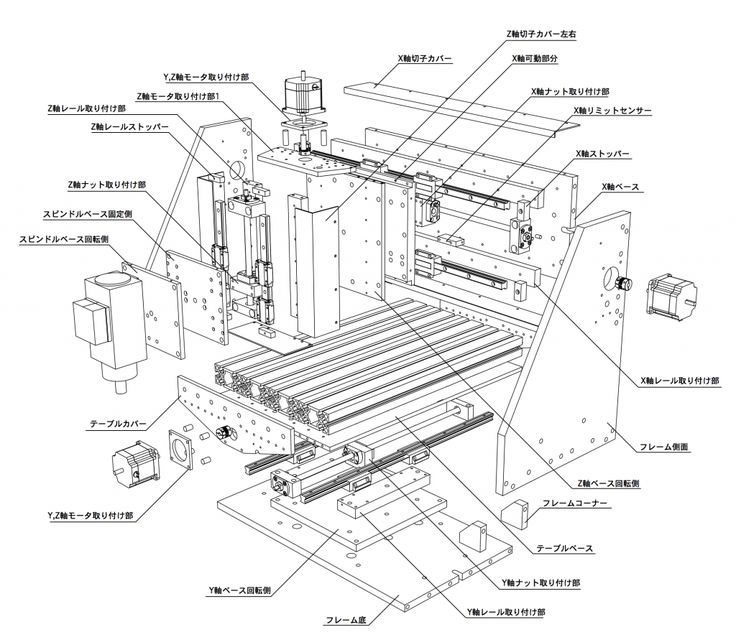 Хотя вы можете подумать, что лучше всего хорошо зажать заготовку, не делайте этого.
Хотя вы можете подумать, что лучше всего хорошо зажать заготовку, не делайте этого. Именно на это мы ориентируемся при изготовлении или проектировании приспособлений с ЧПУ для наших клиентов.
Именно на это мы ориентируемся при изготовлении или проектировании приспособлений с ЧПУ для наших клиентов. Это важный инструмент, поскольку он обеспечивает соответствие и взаимозаменяемость в процессе производства.
Это важный инструмент, поскольку он обеспечивает соответствие и взаимозаменяемость в процессе производства.


 Они простые, надежные и работают. Чтобы прикрепить что-либо к столу с Т-образными пазами, используйте гайки с Т-образными пазами и подходящие шпильки или другие крепежные детали, подходящие к гайкам:
Они простые, надежные и работают. Чтобы прикрепить что-либо к столу с Т-образными пазами, используйте гайки с Т-образными пазами и подходящие шпильки или другие крепежные детали, подходящие к гайкам: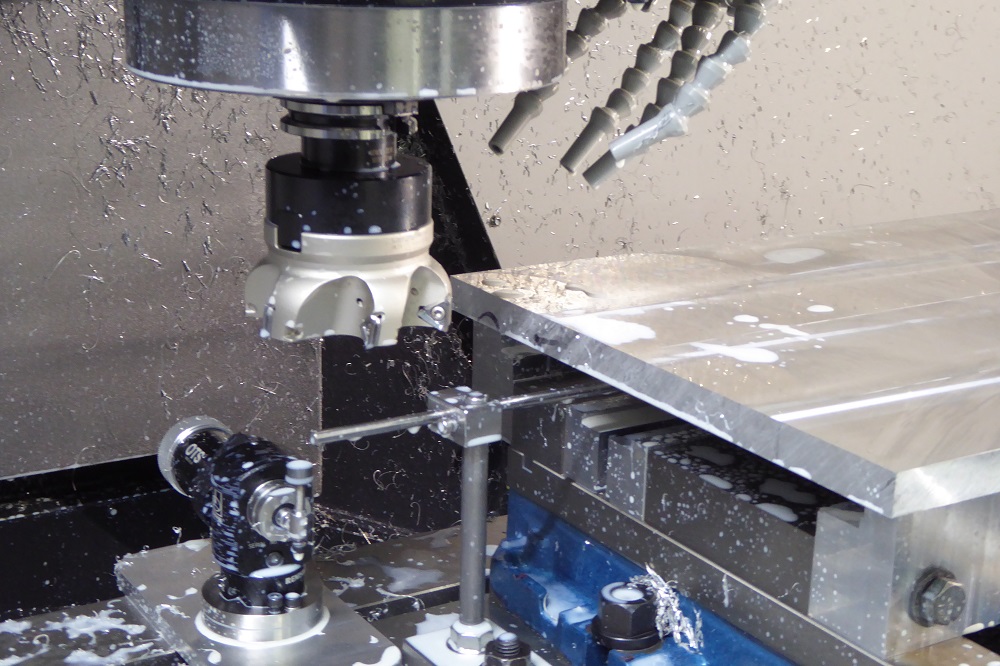
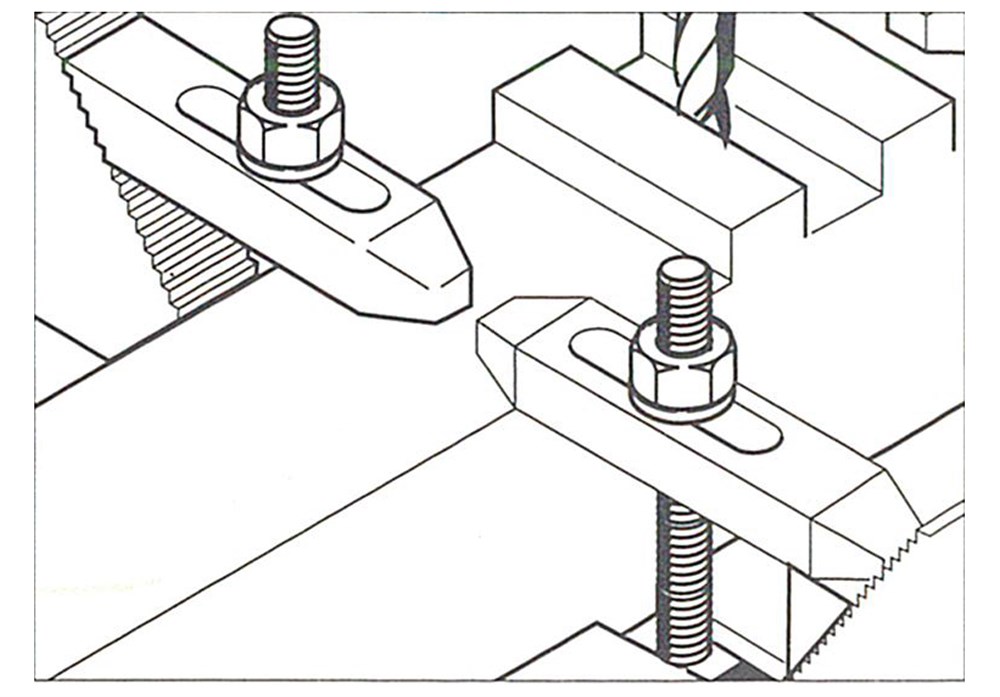 Это может сэкономить вам довольно много времени на перетаскивание тисков и тому подобного, и это несложно сделать, поэтому об этом определенно стоит подумать.
Это может сэкономить вам довольно много времени на перетаскивание тисков и тому подобного, и это несложно сделать, поэтому об этом определенно стоит подумать. Если эта сетка точно позиционирует (или даже если это не так и позиции точно известны), у вас есть очень повторяемый способ установки Workholding на пластину. Установочные штифты обеспечивают точное расположение с точностью до полутысячной. Представьте, что вы можете поместить тиски, установленные на собственной крепежной пластине с установочными штифтами и отверстиями для крепежа, на инструментальную пластину и добиться повторяемости с точностью до полутысячной. Если все ваши приспособления могут падать на инструментальную плиту, вы действительно можете очень быстро переключить станок на новую конфигурацию крепления. Экономия времени позволяет очень быстро окупить стоимость такой системы.
Если эта сетка точно позиционирует (или даже если это не так и позиции точно известны), у вас есть очень повторяемый способ установки Workholding на пластину. Установочные штифты обеспечивают точное расположение с точностью до полутысячной. Представьте, что вы можете поместить тиски, установленные на собственной крепежной пластине с установочными штифтами и отверстиями для крепежа, на инструментальную пластину и добиться повторяемости с точностью до полутысячной. Если все ваши приспособления могут падать на инструментальную плиту, вы действительно можете очень быстро переключить станок на новую конфигурацию крепления. Экономия времени позволяет очень быстро окупить стоимость такой системы. Есть преимущества и в создании модульного g-кода, поскольку он может опираться на сетку позиционирования инструментальной плиты.
Есть преимущества и в создании модульного g-кода, поскольку он может опираться на сетку позиционирования инструментальной плиты. Когда у нас есть фиксированная сетка, на которую можно положиться, мы можем приобрести готовые крепежные компоненты, которые будут соответствовать сетке. Это может сэкономить довольно много средств по сравнению с необходимостью изготовления всего по индивидуальному заказу.
Когда у нас есть фиксированная сетка, на которую можно положиться, мы можем приобрести готовые крепежные компоненты, которые будут соответствовать сетке. Это может сэкономить довольно много средств по сравнению с необходимостью изготовления всего по индивидуальному заказу. Просто совместите пластину с вспомогательной пластиной (которая имеет втулки ресивера и прикреплена к столу), вставьте хвостовики с шаровым фиксатором в отверстие, поверните болт сверху хвостовика с шаровым фиксатором, и все готово. Скрутить четыре болта и не возиться со штифтами или дополнительными крепежными элементами — это действительно быстро и просто. Джергенс говорит о 30-секундном времени смены приспособлений, что действительно очень быстро.
Просто совместите пластину с вспомогательной пластиной (которая имеет втулки ресивера и прикреплена к столу), вставьте хвостовики с шаровым фиксатором в отверстие, поверните болт сверху хвостовика с шаровым фиксатором, и все готово. Скрутить четыре болта и не возиться со штифтами или дополнительными крепежными элементами — это действительно быстро и просто. Джергенс говорит о 30-секундном времени смены приспособлений, что действительно очень быстро.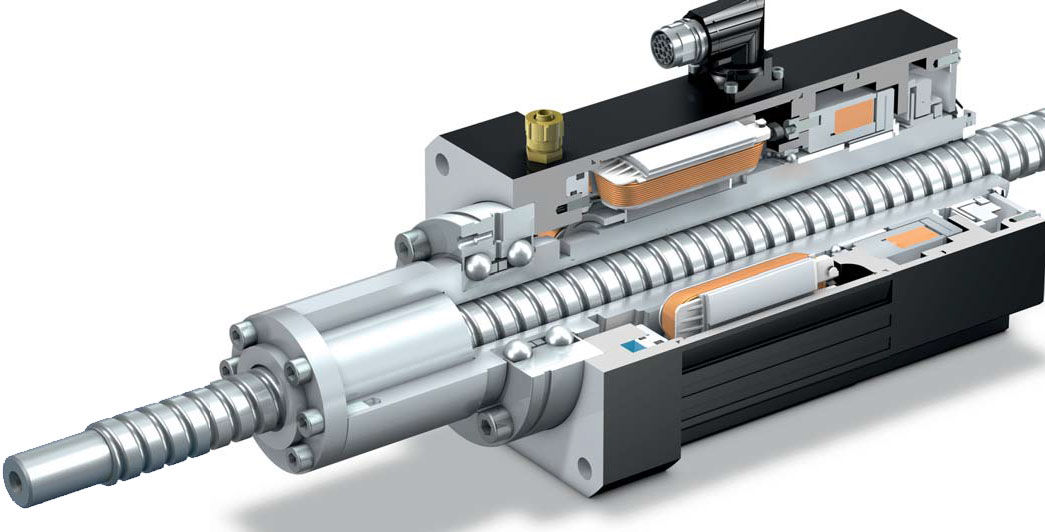 Пул поддонов может позволить машине работать без присмотра в течение достаточно долгого времени и может быть полезным строительным блоком для полной автоматизации.
Пул поддонов может позволить машине работать без присмотра в течение достаточно долгого времени и может быть полезным строительным блоком для полной автоматизации. Оба метода прекрасно работают, но 4-я ось горизонтального фрезерного станка часто имеет больший зазор, поскольку заготовка никогда не оказывается зажатой между столом и осью.
Оба метода прекрасно работают, но 4-я ось горизонтального фрезерного станка часто имеет больший зазор, поскольку заготовка никогда не оказывается зажатой между столом и осью.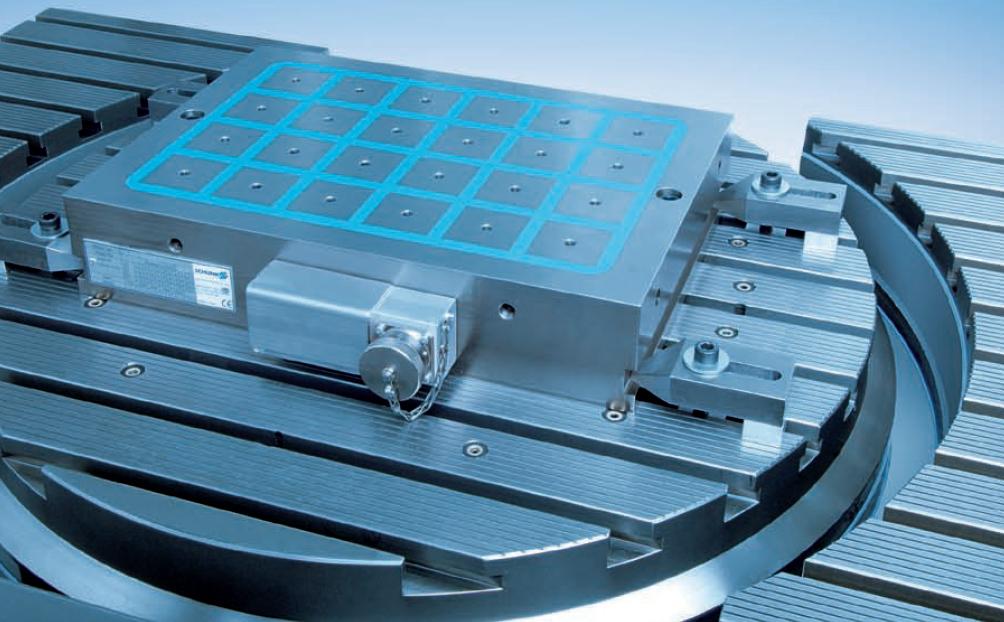
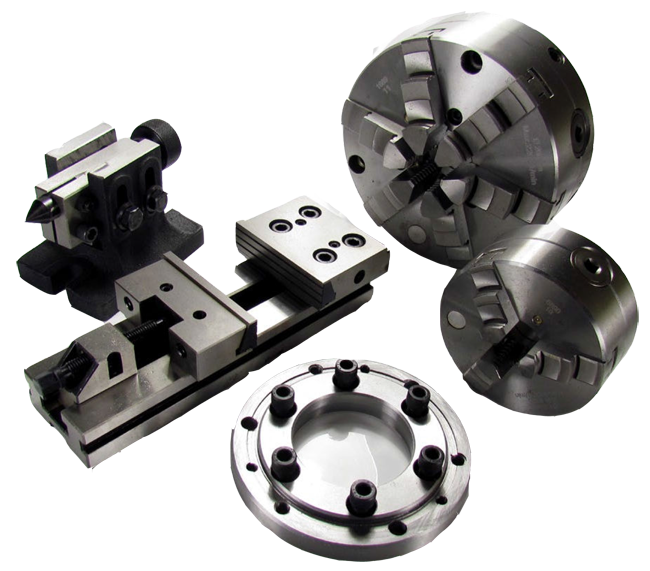
 Может быть удобно запастись дополнительным набором, чтобы у вас было больше зажимных деталей для работы. Укладывая ступенчатые блоки друг на друга и используя более длинные болты, вы можете зажимать довольно высокие заготовки. При использовании ступенчатых зажимов держите болт ближе к заготовке, а не к ступенчатому блоку. Кроме того, может быть полезно наклонить зажим вниз к детали, подняв ее на ступень или две выше уровня. Вы также можете поместить прокладку из мягкого материала между зажимом и заготовкой, если хотите не повредить заготовку. Для этой цели отлично подойдет банка из-под газировки, если вы отрежете ножницами несколько полосок.
Может быть удобно запастись дополнительным набором, чтобы у вас было больше зажимных деталей для работы. Укладывая ступенчатые блоки друг на друга и используя более длинные болты, вы можете зажимать довольно высокие заготовки. При использовании ступенчатых зажимов держите болт ближе к заготовке, а не к ступенчатому блоку. Кроме того, может быть полезно наклонить зажим вниз к детали, подняв ее на ступень или две выше уровня. Вы также можете поместить прокладку из мягкого материала между зажимом и заготовкой, если хотите не повредить заготовку. Для этой цели отлично подойдет банка из-под газировки, если вы отрежете ножницами несколько полосок. Вот видео о возможностях MeshCAM для создания опор с выступами, чтобы помочь в обработке детали, которая должна быть обработана с 2 сторон и которую неудобно держать иначе:
Вот видео о возможностях MeshCAM для создания опор с выступами, чтобы помочь в обработке детали, которая должна быть обработана с 2 сторон и которую неудобно держать иначе:
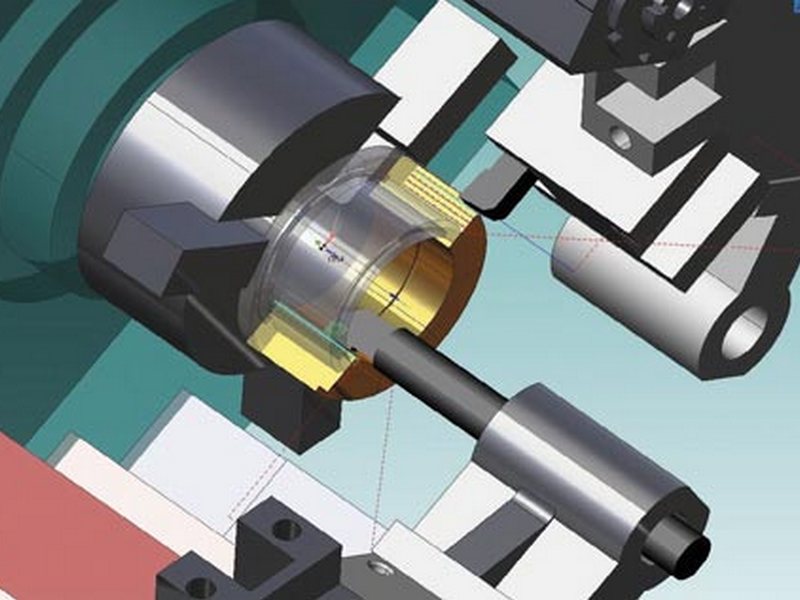
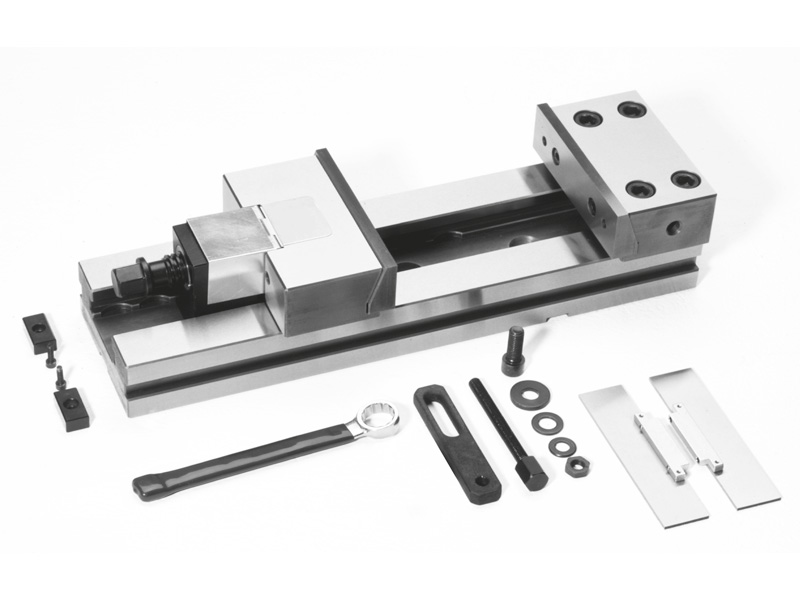 Просто привинтите или закрепите их к столу фрезерного станка. Например, используйте 3-х кулачковый патрон или набор цанговых патронов.
Просто привинтите или закрепите их к столу фрезерного станка. Например, используйте 3-х кулачковый патрон или набор цанговых патронов.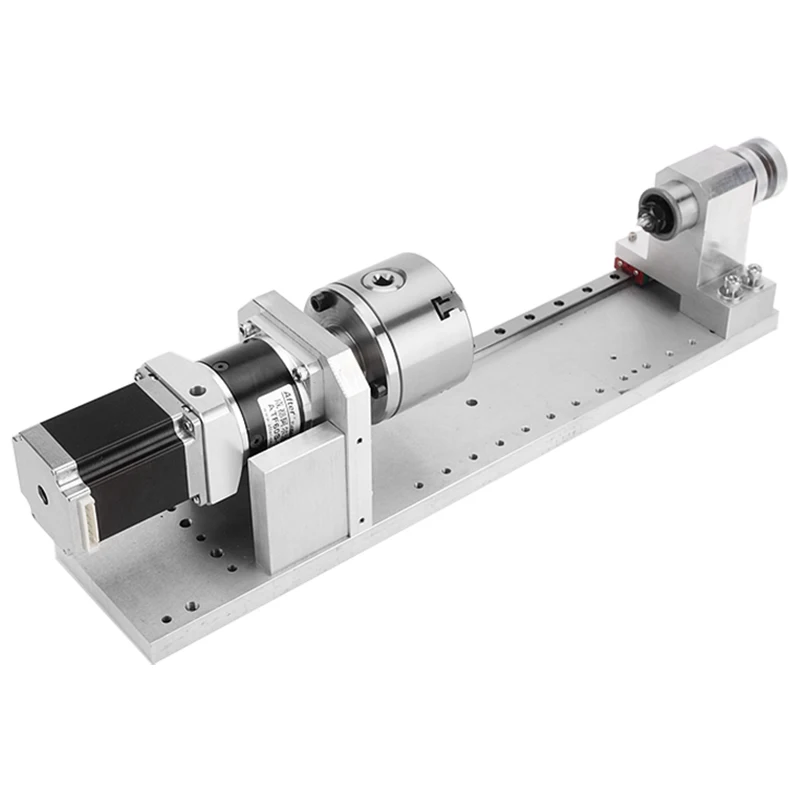 Идея состоит в том, чтобы поместить расширительный цилиндр в отверстие на нижней стороне заготовки и расширить его, чтобы зафиксировать заготовку на месте. Как только это будет сделано, вы можете получить доступ к заготовке со всех сторон, кроме нижней, не сталкиваясь с заготовкой (помните, где находятся оправки, чтобы у вас не было ни одной в середине кармана, ожидающей удара!).
Идея состоит в том, чтобы поместить расширительный цилиндр в отверстие на нижней стороне заготовки и расширить его, чтобы зафиксировать заготовку на месте. Как только это будет сделано, вы можете получить доступ к заготовке со всех сторон, кроме нижней, не сталкиваясь с заготовкой (помните, где находятся оправки, чтобы у вас не было ни одной в середине кармана, ожидающей удара!).
 На одном конце рукава находится разъем, подключающий подачу силового тока, газа, проволоки от барабана. От разъема отходит фишка для отдельного запитывания низковольтных кнопок управления.
На одном конце рукава находится разъем, подключающий подачу силового тока, газа, проволоки от барабана. От разъема отходит фишка для отдельного запитывания низковольтных кнопок управления.

 Влияет на маневренность сварщика, чтобы передвигаться вокруг объемной конструкции без перетаскивания полуавтомата. Если часто варите фермы, крупные емкости, каркасы — понадобится сварочный рукав 5 м. Когда работы ведутся преимущественно за сварочным столом, достаточно короткой горелки 3 м.
Влияет на маневренность сварщика, чтобы передвигаться вокруг объемной конструкции без перетаскивания полуавтомата. Если часто варите фермы, крупные емкости, каркасы — понадобится сварочный рукав 5 м. Когда работы ведутся преимущественно за сварочным столом, достаточно короткой горелки 3 м.
 Он может быть рассчитан на диаметр от 0.6 до 2.0 мм. Когда часто приходится работать с металлами разной толщины, большой диаметр канала будет плюсом. Вы сможете чередовать установку катушек с тонкой и толстой проволокой, минимально теряя время. Но если требуется сваривать полуавтоматом только тонкий металл (1.0-2.0 мм), ищите рукав с каналом 0.8-1.0 мм. В нем проволока будет меньше болтаться и подача заметно ровнее.
Он может быть рассчитан на диаметр от 0.6 до 2.0 мм. Когда часто приходится работать с металлами разной толщины, большой диаметр канала будет плюсом. Вы сможете чередовать установку катушек с тонкой и толстой проволокой, минимально теряя время. Но если требуется сваривать полуавтоматом только тонкий металл (1.0-2.0 мм), ищите рукав с каналом 0.8-1.0 мм. В нем проволока будет меньше болтаться и подача заметно ровнее.
 Не влияет на качество сварки, а лишь определяет способ подключения к полуавтомату. Разъемы не взаимозаменяемы, поэтому посмотрите в инструкции по эксплуатации, какой тип у вашего сварочного аппарата.
Не влияет на качество сварки, а лишь определяет способ подключения к полуавтомату. Разъемы не взаимозаменяемы, поэтому посмотрите в инструкции по эксплуатации, какой тип у вашего сварочного аппарата.
 Возьмите горелку в руку и поднимите с согнутым локтем до уровня головы. Если рукав не образует вертикальный свес от изгиба, а торчит дальше по косой — это жесткий вариант. Он подойдет только для настольной сварки, а подлазить под крупные изделия или внутрь емкостей с ним будет неудобно.
Возьмите горелку в руку и поднимите с согнутым локтем до уровня головы. Если рукав не образует вертикальный свес от изгиба, а торчит дальше по косой — это жесткий вариант. Он подойдет только для настольной сварки, а подлазить под крупные изделия или внутрь емкостей с ним будет неудобно.
 В схеме есть насос, радиатор охлаждения и вентилятор. Все очень похоже по принципу работы на систему охлаждения двигателя в автомобиле.
В схеме есть насос, радиатор охлаждения и вентилятор. Все очень похоже по принципу работы на систему охлаждения двигателя в автомобиле.
 В таком случае выбирайте сварочный рукав с горелкой, оснащенной дополнительной защитой от брызг, как например у горелки А-1231-5Г3
В таком случае выбирайте сварочный рукав с горелкой, оснащенной дополнительной защитой от брызг, как например у горелки А-1231-5Г3
 Другие сотрудники могут легко споткнуться об шланг-пакет, наступить, проехать по нему тележкой, уронить сверху тяжелый предмет.
Другие сотрудники могут легко споткнуться об шланг-пакет, наступить, проехать по нему тележкой, уронить сверху тяжелый предмет. 8-1.0
8-1.0
 В каталоге есть горелки с шланг-пакетами любых характеристик, описанных в статье. Но ходовые модели, популярные у сварщиков, быстро разбирают. Успейте купить ту, которая подойдет вам для конкретных задач.
В каталоге есть горелки с шланг-пакетами любых характеристик, описанных в статье. Но ходовые модели, популярные у сварщиков, быстро разбирают. Успейте купить ту, которая подойдет вам для конкретных задач.
 Выбирая аппарат для MIG сварки, изначально лучше отдавать предпочтение моделям с Euro разъемом. Когда сварочный рукав повредится, износится, подобрать под него горелку будет легче.
Выбирая аппарат для MIG сварки, изначально лучше отдавать предпочтение моделям с Euro разъемом. Когда сварочный рукав повредится, износится, подобрать под него горелку будет легче.
 В ней кабель, по которому течет рабочий ток, размещен внутри герметичного шланга с антифризом. Тепло забирается жидкостью непосредственно от кабеля и уносится в расширительный бак через радиатор. Руке комфортно, поскольку нагревается только сопло.
В ней кабель, по которому течет рабочий ток, размещен внутри герметичного шланга с антифризом. Тепло забирается жидкостью непосредственно от кабеля и уносится в расширительный бак через радиатор. Руке комфортно, поскольку нагревается только сопло.
 А так-же возможно попадание в кабель канал ….. Порой такое случается при забивании канала грязью. Для этого периодически нужно прочищать канал проволокой большего диаметра, чем той, что варят. Если это не помогло, канал меняют на новый (продается отдельно).
А так-же возможно попадание в кабель канал ….. Порой такое случается при забивании канала грязью. Для этого периодически нужно прочищать канал проволокой большего диаметра, чем той, что варят. Если это не помогло, канал меняют на новый (продается отдельно).
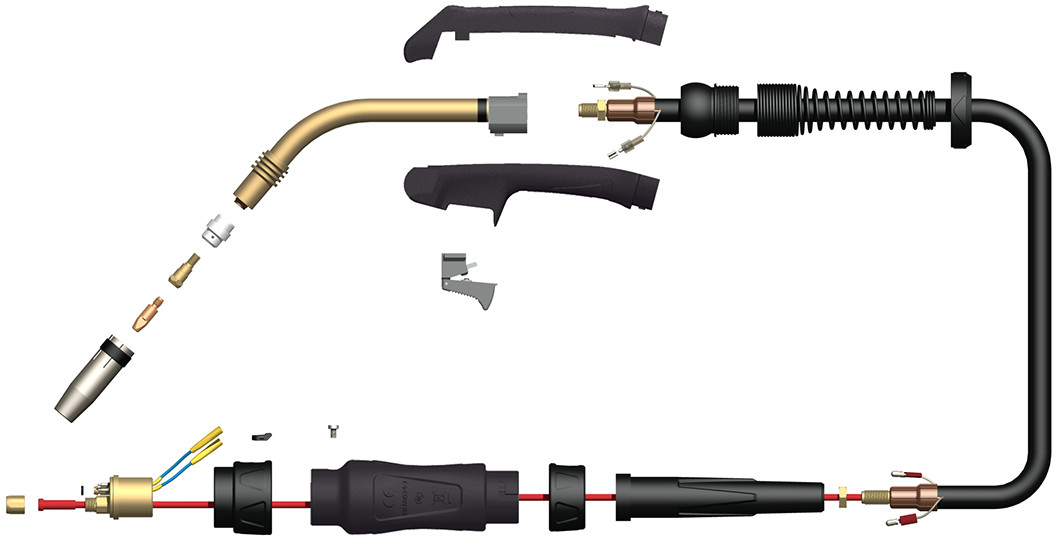 Кропивницкий
Кропивницкий Днепр
Днепр 8 до 1.2 мм
8 до 1.2 мм Киев
Киев


 Он также установил ограничение на магазины большой емкости. Закон был принят сроком на 10 лет и не был продлен Конгрессом по истечении срока его действия.
Он также установил ограничение на магазины большой емкости. Закон был принят сроком на 10 лет и не был продлен Конгрессом по истечении срока его действия.
 В большинстве своем мужчины научились создавать яркие и индивидуальные образы. Тут возникает еще важный вопрос – сколько финансовых вложений требует, так называемый, модный гардероб. Сейчас большое количество брендов сумели найти компромисс цена – качество. Модная мужская одежда, стильная мужская одежда – совершенно не значит, что дорогая. В этом смысле очень люблю приводить в качестве примера компанию H&M. Когда я вижу как мужчины и женщины носят их коллекции – могу с уверенностью сказать, что они добились успеха. Коллекции мужской одежды H&M всегда соответствуют и будущим и нынешним тенденциям мужской моды. У них потрясающая концепция, что мода – это доступно каждому. При этом вещи, представленные в магазинах и на официальном сайте h&m, как бы взаимосвязаны и легко сочетаются друг с другом. Вот мы с Вами говорим о понятиях мужская мода и мужская одежда. Именно мужская одежда h7m позволяет мужчине, даже не сильно сведущему в вопросах трендов и последних модных тенденций, выглядеть в полном с ними соответствии.
В большинстве своем мужчины научились создавать яркие и индивидуальные образы. Тут возникает еще важный вопрос – сколько финансовых вложений требует, так называемый, модный гардероб. Сейчас большое количество брендов сумели найти компромисс цена – качество. Модная мужская одежда, стильная мужская одежда – совершенно не значит, что дорогая. В этом смысле очень люблю приводить в качестве примера компанию H&M. Когда я вижу как мужчины и женщины носят их коллекции – могу с уверенностью сказать, что они добились успеха. Коллекции мужской одежды H&M всегда соответствуют и будущим и нынешним тенденциям мужской моды. У них потрясающая концепция, что мода – это доступно каждому. При этом вещи, представленные в магазинах и на официальном сайте h&m, как бы взаимосвязаны и легко сочетаются друг с другом. Вот мы с Вами говорим о понятиях мужская мода и мужская одежда. Именно мужская одежда h7m позволяет мужчине, даже не сильно сведущему в вопросах трендов и последних модных тенденций, выглядеть в полном с ними соответствии.
 Актуальным останется бежевый свитер с круглым вырезом и старые добрые джинсы. Раз вы спросили про H&M, могу сказать, что мужская одежда, представленная в эйч энд эм интернет-магазине, полностью отвечает этим запросам.
Актуальным останется бежевый свитер с круглым вырезом и старые добрые джинсы. Раз вы спросили про H&M, могу сказать, что мужская одежда, представленная в эйч энд эм интернет-магазине, полностью отвечает этим запросам. Даже для далекого от дизайнерских концепций человека дизайн спальни, дизайн кухни, дизайн детской комнаты или дизайн ванной становится приятным направлением в жизни вместе с H&M Home.
Даже для далекого от дизайнерских концепций человека дизайн спальни, дизайн кухни, дизайн детской комнаты или дизайн ванной становится приятным направлением в жизни вместе с H&M Home. H&M каталог товаров предлагает широкий выбор разноцветных чехлов для подушек. Это позволяет без труда и серьезных затрат изменять интерьерное решение гостиной несколько раз в сезон.
H&M каталог товаров предлагает широкий выбор разноцветных чехлов для подушек. Это позволяет без труда и серьезных затрат изменять интерьерное решение гостиной несколько раз в сезон. Шторки для душа с яркими принтами, представленные в h&m каталоге помогут кардинально и в лучшую сторону стилистическое решение ванной комнаты.
Шторки для душа с яркими принтами, представленные в h&m каталоге помогут кардинально и в лучшую сторону стилистическое решение ванной комнаты. Время дневного и ночного сна – важное время для правильного роста и развития ребенка. Детское постельное белье H&M Home абсолютно безопасно и создано из экологичных материалов – льна и хлопка. Когда настает время игр, малыш может расположиться вместе с игрушками на ярком хлопковом коврике с принтом. Коврики для детей из h&m каталога легко стираются в машине и поддаются отчистке паром.
Время дневного и ночного сна – важное время для правильного роста и развития ребенка. Детское постельное белье H&M Home абсолютно безопасно и создано из экологичных материалов – льна и хлопка. Когда настает время игр, малыш может расположиться вместе с игрушками на ярком хлопковом коврике с принтом. Коврики для детей из h&m каталога легко стираются в машине и поддаются отчистке паром. Предложите своим гостям морозным зимним днем чашку ароматного кофе и теплый плед из коллекции h&m home и эти гости будут возвращаться к вам снова и снова. Эйчндэм предлагает уютные и практичные решения для интерьера! Пусть Вас окружает красота вместе с H&M Home.
Предложите своим гостям морозным зимним днем чашку ароматного кофе и теплый плед из коллекции h&m home и эти гости будут возвращаться к вам снова и снова. Эйчндэм предлагает уютные и практичные решения для интерьера! Пусть Вас окружает красота вместе с H&M Home. В офисе отличное освещение и вид на парк. Этот дом был моделью выставочного зала и под ключ! Бонусная комната ОГРОМНА (более 400 квадратных футов). В прачечной есть место для мытья собак. Наслаждайтесь вечерами в крытой террасе из штампованного бетона на заднем дворе, выходящем на восток, без соседей сзади и видов! . Районный парк находится через дорогу. Другие замечательные функции включают объемный звук в большой комнате,
В офисе отличное освещение и вид на парк. Этот дом был моделью выставочного зала и под ключ! Бонусная комната ОГРОМНА (более 400 квадратных футов). В прачечной есть место для мытья собак. Наслаждайтесь вечерами в крытой террасе из штампованного бетона на заднем дворе, выходящем на восток, без соседей сзади и видов! . Районный парк находится через дорогу. Другие замечательные функции включают объемный звук в большой комнате,
 Информация, предоставленная IMLS, считается надежной, но не гарантируется.
Информация, предоставленная IMLS, считается надежной, но не гарантируется.
 Колеса оборудованы стопперами, чтобы фиксировать каркас во время работы. Передвижные верстаки нашего производства с колесами удобны в использовании и имеют высокие эргономичные показатели.
Колеса оборудованы стопперами, чтобы фиксировать каркас во время работы. Передвижные верстаки нашего производства с колесами удобны в использовании и имеют высокие эргономичные показатели.

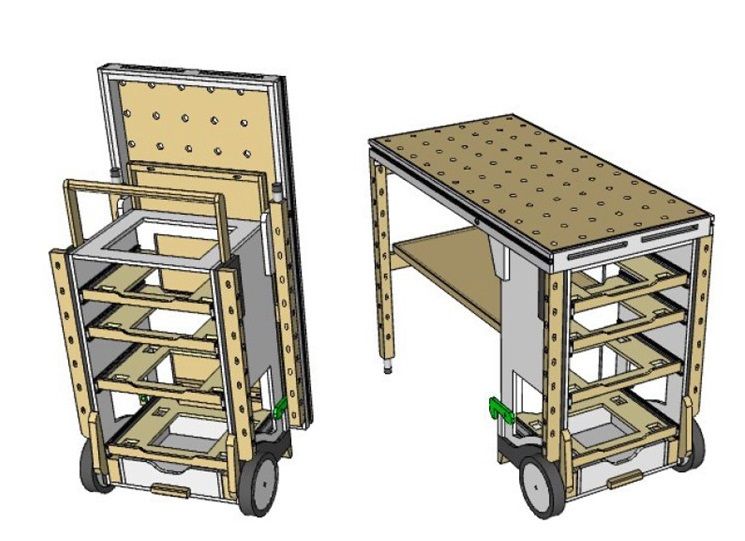 , в лотках из…
, в лотках из… ..
.. Он имеет толстую рабочую поверхность из цельного дерева, грузоподъемность семь 85 фунтов, шарикоподшипниковые направляющие полного выдвижения и внутреннюю систему блокировки с ключом для защиты инструментов. Его грузоподъемность составляет 1100 фунтов. с четырьмя 5-дюймовыми x 2-дюймовыми роликами, два из которых фиксируются и поворачиваются. Не ищите ничего, кроме нашей линейки хранения металлических инструментов серии 300 для хранения инструментов в гараже. Выбирайте из различных размеров верхние и средние ящики для инструментов, передвижные шкафы для инструментов и мобильные верстаки, все из которых изготовлены из стали калибра 18-22 с алюминиевыми накладками ящиков. Они помогут держать вас в порядке и подойдут к нашим наборам механических инструментов, а также другим ручным инструментам и аксессуарам.
Он имеет толстую рабочую поверхность из цельного дерева, грузоподъемность семь 85 фунтов, шарикоподшипниковые направляющие полного выдвижения и внутреннюю систему блокировки с ключом для защиты инструментов. Его грузоподъемность составляет 1100 фунтов. с четырьмя 5-дюймовыми x 2-дюймовыми роликами, два из которых фиксируются и поворачиваются. Не ищите ничего, кроме нашей линейки хранения металлических инструментов серии 300 для хранения инструментов в гараже. Выбирайте из различных размеров верхние и средние ящики для инструментов, передвижные шкафы для инструментов и мобильные верстаки, все из которых изготовлены из стали калибра 18-22 с алюминиевыми накладками ящиков. Они помогут держать вас в порядке и подойдут к нашим наборам механических инструментов, а также другим ручным инструментам и аксессуарам.
 Итак, у меня получился одновременно красивый и функциональный верстак на колесах своими руками!
Итак, у меня получился одновременно красивый и функциональный верстак на колесах своими руками! Для получения дополнительной информации см. мои раскрытия здесь.
Для получения дополнительной информации см. мои раскрытия здесь.  Учебник:
Учебник: Общая высота этого верстака составляет 34″: 29″ (4 × 4 ножки) + 3,5″ ролики + 1,5″ верхняя часть.
Общая высота этого верстака составляет 34″: 29″ (4 × 4 ножки) + 3,5″ ролики + 1,5″ верхняя часть.

 Прикрепите последнюю доску 2 × 4 на расстоянии 15 1/2 дюйма с помощью винтов Kreg в этой средней точке, чтобы создать среднюю опору.
Прикрепите последнюю доску 2 × 4 на расстоянии 15 1/2 дюйма с помощью винтов Kreg в этой средней точке, чтобы создать среднюю опору.


 Периодичность смазывания он указывает в инструкции по эксплуатации устройства.
Периодичность смазывания он указывает в инструкции по эксплуатации устройства.



 Такие материалы сейчас в большом количестве предлагаются как производителями мото- и электрокос, а также другими компаниями.
Такие материалы сейчас в большом количестве предлагаются как производителями мото- и электрокос, а также другими компаниями.



 Для этого в отверстие вставляем носик тюбика или шприца и выдавливаем туда 2…5 мл смазки
Для этого в отверстие вставляем носик тюбика или шприца и выдавливаем туда 2…5 мл смазки

 Наши масла Oil Guard обладают теми же преимуществами, что и наша смесь масел HP.
Наши масла Oil Guard обладают теми же преимуществами, что и наша смесь масел HP. Разработанное для большинства 4-тактных двигателей с воздушным охлаждением, это масло обеспечивает превосходную защиту при высоких температурах, а также снижает износ и задиры двигателя.
Разработанное для большинства 4-тактных двигателей с воздушным охлаждением, это масло обеспечивает превосходную защиту при высоких температурах, а также снижает износ и задиры двигателя.

 269. В состав этого масла входят присадки, препятствующие электропроводности и сохраняющие диэлектрическую прочность до 36 кВ в случае подачи на него тока или напряжения.
269. В состав этого масла входят присадки, препятствующие электропроводности и сохраняющие диэлектрическую прочность до 36 кВ в случае подачи на него тока или напряжения. Смазка для конических зубчатых колес 100 г 503976401
Смазка для конических зубчатых колес 100 г 503976401 Смазка для конических зубчатых колес 100 г 503976401
Смазка для конических зубчатых колес 100 г 503976401