Что такое 3д печать: Что такое 3D-печать: просто о сложном
Что такое 3D-печать
Ускоряем разработку продукта, сокращаем затраты с помощью цифровой производственной платформы.
Получить мгновенную оценку
Загрузка в производство за 5 мин.
3D-печать — быстрое воспроизведение объектов на основе цифровой модели с низкими затратами и уникальными материалами. Полная противоположность традиционному производству.
Определение и общие принципы
3D-печать, также известная как аддитивное производство (от англ. Add — добавлять), является полной противоположностью субтрактивным технологиям (от англ. Subtract — вычитать) таким как обработка с ЧПУ, или формовочным способам изготовления изделий — литью под давлением.
Вместо механической обработки или вычитания материала для формирования объекта, в процессе печати происходит постепенное добавление слой за слоем.
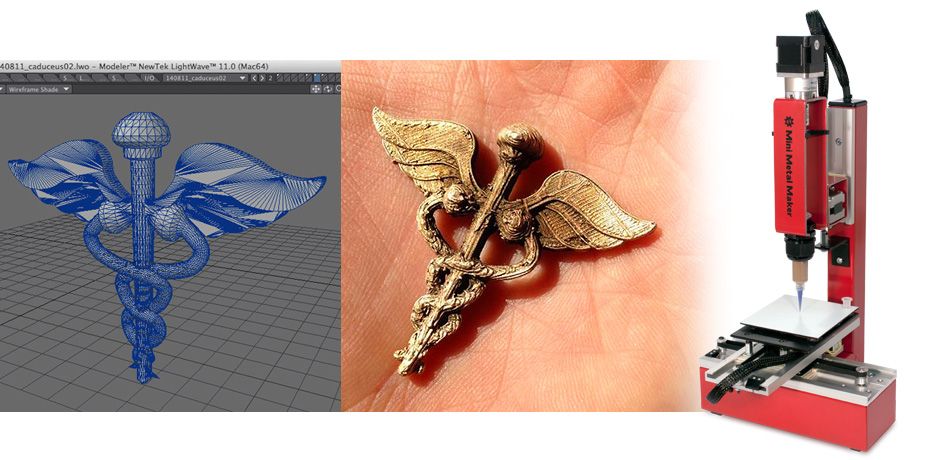
1. Процесс всегда начинается с цифровой трёхмерной модели — проекта физического объекта в виде CAD-файла в формате STL.
2. Модель загружается в 3Д-принтер и размещается на платформе оператором.
3. Программное обеспечением принтера «нарезает» модель на тонкие двумерные слои и превращается в набор инструкций для принтера на машинном языке (G-код).
4. Дальнейшая работа 3D-принтера зависит от технологии печати, которая лежит в его основе. Например, настольные FDM-принтеры расплавляют пластиковые нити и укладывают их на платформу для печати через сопло. Крупные промышленные машины SLS используют лазер для плавления (или спекания) тонких слоев металлических или пластиковых порошков.
3D-печать не требует никаких специальных инструментов или оснастки. Деталь изготавливается непосредственно на платформе в камере принтера. Используемые материалы напрямую зависят от процесса печати. Наиболее часто используемыми являются термопласты, но также применяются фотополимеры, эпоксидные смолы и металлы.
Производимые детали могут также иметь специфические свойства, формируя от оптически прозрачных до резиноподобных объектов.
В зависимости от размера детали и типа принтера печать обычно занимает от 4 до 30 часов. Однако детали, напечатанные на 3D-принтере, редко готовы к использованию сразу после печати. Они часто требуют последующей обработки для достижения желаемого уровня чистоты поверхности.
Краткая история 3D-печати
Автор научной фантастики, Артур Кларк, был первым, кто в 1964 году описал основные функции 3D-принтера. Первый 3D-принтер был выпущен в 1987 году компанией 3D Systems, Чаком Халлом, и в нем использовался процесс «стереолитографии» (SLA). В 90-х и 00-х годах были разработаны выпущены другие технологии 3D-печати, в том числе FDM от Stratasys.
В 1989 году фирмой DTM Corporation был запатентован метод печати SLS, разработанный группой студентов во главе с доктором Карлом Декартом в Университете Остина, штат Техас. DTM Corporation позже, в 2001 году, была куплена компанией 3D Systems.
В 2009 году комитет ASTM F42 опубликовал документ, содержащий стандарты по терминологии аддитивного производства.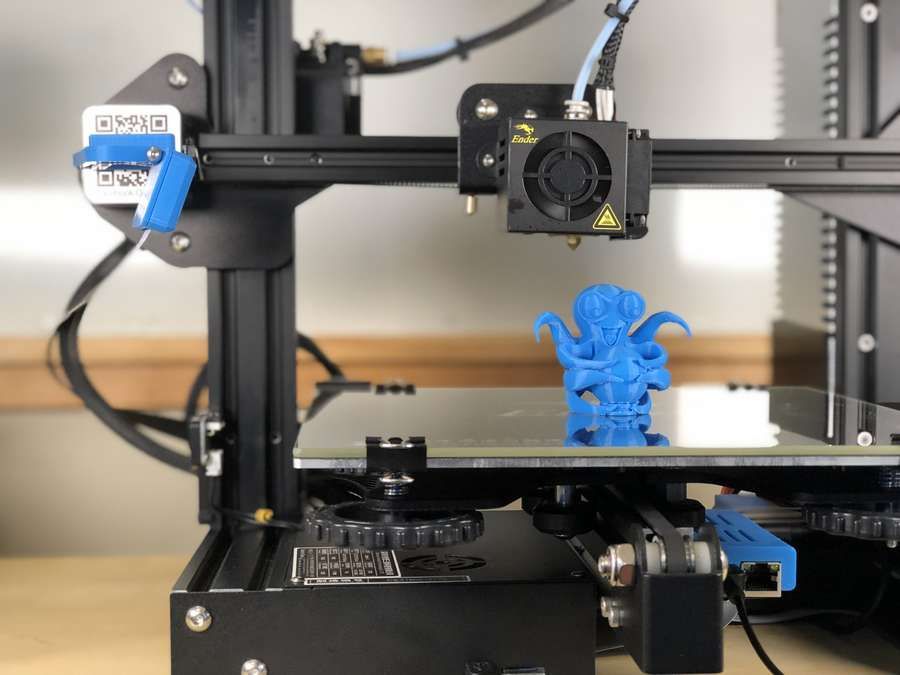 Это позволило 3D-печати встать в один ряд с традиционными промышленными технологиями производства. В том же году истёк срок действия патентов на FDM, и в результате проекта RepRap появились первые недорогие настольные 3D-принтеры. Это в значительной степени повлияло на развитие рынка. Появились доступные принтеры менее чем за 2000 долларов.
Это позволило 3D-печати встать в один ряд с традиционными промышленными технологиями производства. В том же году истёк срок действия патентов на FDM, и в результате проекта RepRap появились первые недорогие настольные 3D-принтеры. Это в значительной степени повлияло на развитие рынка. Появились доступные принтеры менее чем за 2000 долларов.
В 2016 HP запустила свою первую систему 3D-печати и уже к 2017 году стала одним из самых популярных промышленных принтеров. В период с 2015 по 2017 год в мире было продано более 1 миллиона настольных 3D-принтеров, а продажи промышленных металлических принтеров в 2017 году почти удвоились по сравнению с предыдущим годом.
Ажиотаж прошлых лет был основан на идее широкого применения потребителями новой технологии. Это было и остается вводящим в заблуждение мнением того, в каких областях применение 3Д-печати действительно добавляет ценность продукту. Несмотря на это технология сегодня заняла свою нишу в мире производства и широко распространена как у профессионалов, так и любителей.
3D-печать является развивающейся технологией. Каждый год выпускаются новые 3D-принтеры, которые могут оказать существенное влияние на отрасль.
Преимущества
3D-печать активно развивающаяся технология и имеет ряд принципиальных отличий и преимуществ в сравнении с традиционными способами производства.
+ Сложная геометрия изделий без дополнительных затрат
3D-печать позволяет легко изготавливать сложные формы, многие из которых не могут быть получены традиционными способами. Аддитивный принцип технологии позволяет усложнять геометрию изделия, не меняя стоимость производства. Детали со сложной структурой, оптимизированные для 3D-печати, стоят столько же сколько и более простые детали, разработанные для традиционного производства (а иногда даже дешевле, поскольку используется меньше материала).
+ Низкие затраты на изготовление одного изделия
При отливке детали обязательно требуется изготовление уникальной дорогостоящей литьевой формы. Для того чтобы окупить эти затраты, необходимо произвести большое количество изделий.
Для того чтобы окупить эти затраты, необходимо произвести большое количество изделий.
3D-печать не требует изготовления специального инструмента или оснастки, поэтому затраты на запуск значительно меньше. Стоимость напечатанной детали зависит только от количества использованного материала, времени, которое потребовалось машине для его печати, и последующей обработки, если она требуется.
+ Позволяет легко вносить изменения в изделие
Поскольку затраты на запуск достаточно низкие, чтобы создать уникальное изделие, нужно просто изменить 3D-модель.Каждый элемент может быть изменен в соответствии с потребностями покупателя, не приводя к росту затрат на производство.
+ Прототипирование
Прототипирование на сегодняшний день одна из основных областей применения 3D-печати. Производство прототипа становится недорогим и быстрым этапом разработки изделия и подготовки серийного производства благодаря новой технологии. Детали, напечатанные на простейшем 3D-принтере, как правило, будут готовы в течение нескольких часов, на профессиональном промышленном оборудовании — через 5-7 рабочих дней.
Скорость прототипирования значительно ускоряет цикл проектирования. Продукты, которые потребовались бы месяцы разработки, теперь могут быть готовы всего за несколько недель.
+ Большой выбор материалов
Самыми распространенными материалами для 3D-печати, используемыми сегодня, являются пластмассы, но и 3D-печать металлами находит все большее число промышленных применений. Такие детали сегодня могут иметь высокую термостойкость, прочность или жёсткость и быть биосовместимыми. Композитные материалы, используемые для 3Д-печати, могут содержать металлические, керамические, деревянные или углеродные частицы.
Узнайте больше о 3D-печати:
3D-печать или обработка с ЧПУ
Технологии 3D-печати
Руководство по SLS
Области применения 3D-печати
3D-печать: возможности аддитивных технологий
Аддитивные технологии или 3D-печать — процесс создания объекта, в точности соответствующего трехмерной модели, методом послойного нанесения материала.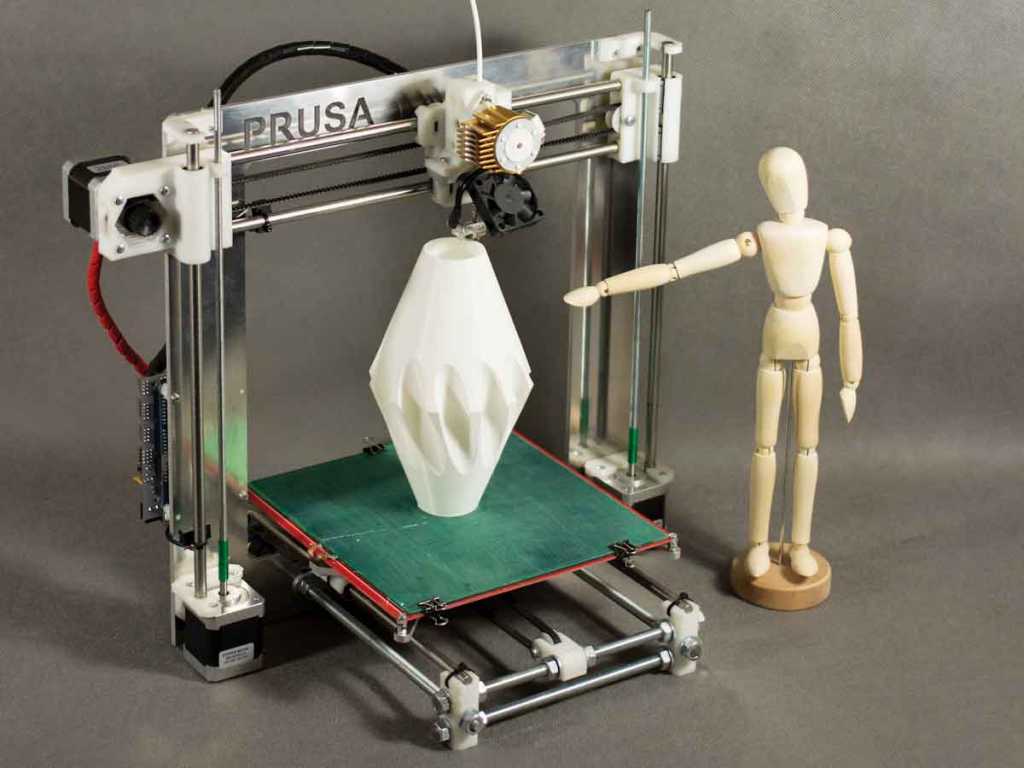 Эта инновация стала мировым трендом. Главное достоинство технологии — ресурсосбережение. Потери полезного вещества стремятся к нулю.
Эта инновация стала мировым трендом. Главное достоинство технологии — ресурсосбережение. Потери полезного вещества стремятся к нулю.
Сфера использования
3D-принтеры пока еще не проникли в каждый дом, но во всех ключевых сферах жизнедеятельности человека они уже присутствуют. 3D-печать востребована в автомобилестроении, энергетике, медицине, пищевой промышленности, строительстве/дизайне, фешен-индустрии.
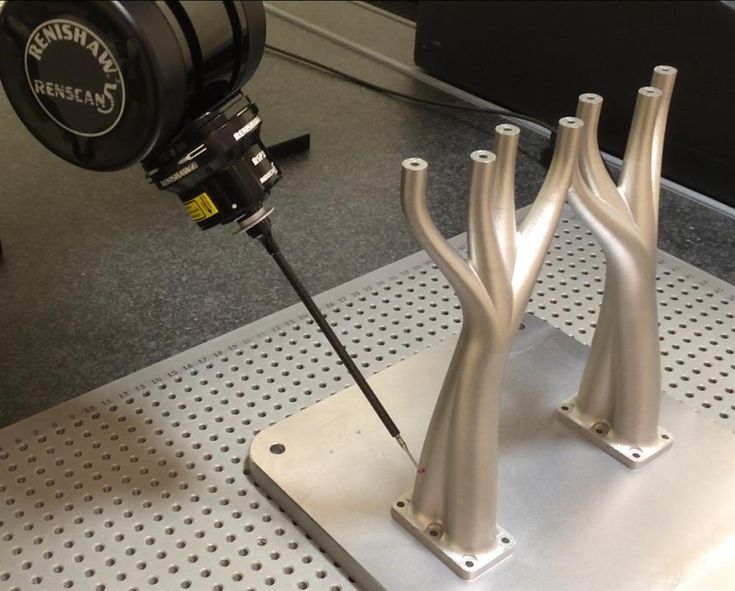
В ресурсо- и трудоемких отраслях на разработку прототипа изделия уходят большие суммы. При использовании традиционных технологий литья или механической обработки для этого требуются недели, месяцы. Используя возможности объемной печати, работу выполняют в разы, а порой и десятки раз, оперативнее. При этом совершенно не страдает качество и параметры изделия остаются предельно точными. Кстати, прочность прототипа более чем на 20 % превышает аналогичную при классическом производстве.
В медицине возможности 3D-печати используют при проектировании зубных протезов, скелетов и даже внутренних органов. Аддитивные технологии позволяют создавать медицинский инструмент с определенными параметрами под конкретных пациентов с патологиями, анатомическими особенностями. Это позволяет сделать огромный шаг вперед в обучении и подготовке к операциям.
Аддитивные технологии позволяют создавать медицинский инструмент с определенными параметрами под конкретных пациентов с патологиями, анатомическими особенностями. Это позволяет сделать огромный шаг вперед в обучении и подготовке к операциям.
В 2011 году на трехмерном принтере «нарисовали» почку. Ученые создали экзоскелет для поддержки атрофированных мышц. Есть даже специальные «ручки», которыми «рисуют» живые клетки на травмированных участках кожи.
На 3Д-принтерах создают модели помещений с наглядной проработкой интерьеров, зданий и целых жилых кварталов с детализацией домов, инженерных коммуникаций, объектов инфраструктуры.
В сфере науки и образования польза от 3D-печати выражается в создании наглядных пособий, с которыми процесс обучения становится проще и эффективнее.
3D-печать востребована в мире моды. На принтере можно создать обувь, одежду, флаконы для парфюмерии. Пока этот процесс дорогостоящий, поэтому в массовом производстве не используется.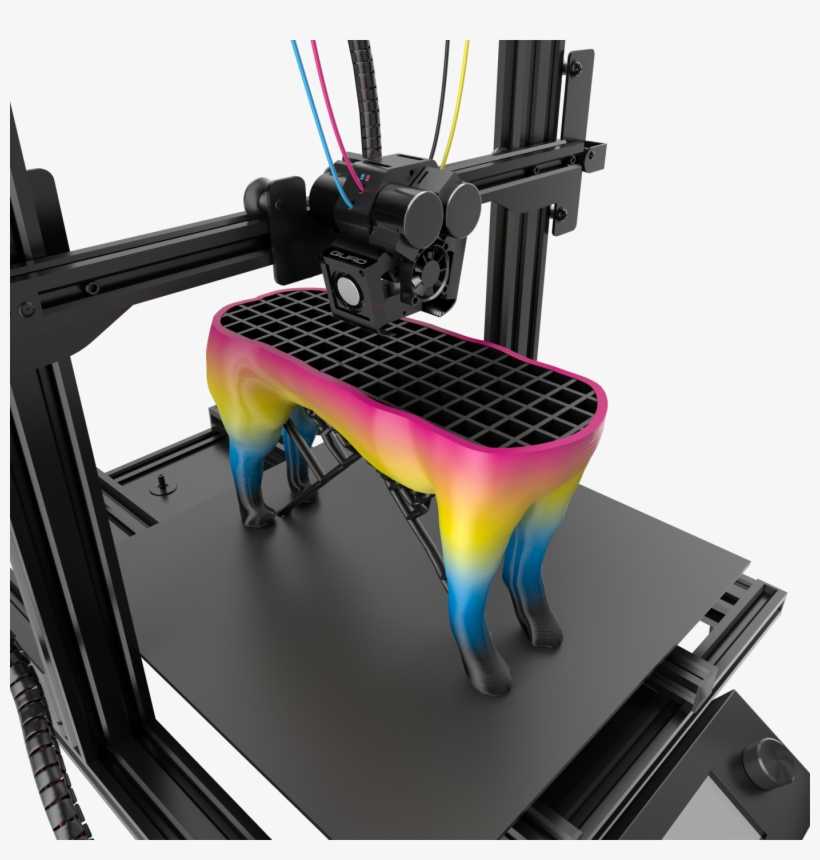 Однако на подиумах штучные изделия, изготовленные на 3Д-принтерах, уже представлены.
Однако на подиумах штучные изделия, изготовленные на 3Д-принтерах, уже представлены.
Креативные босоножки, напечатанные на 3D-принтере
Преимущество внедрения AF-технологий в сферу легкой промышленности — возможность создавать изделия под конкретное телосложение/форму стопы. Это особенно актуально для спортсменов, людей с отклонениями анатомического строения. Например, дизайнер Росс Бербер представил миру обувь, напечатанную на 3Д-машине. Его коллекция насчитывает 5 пар.
3D-печать позволяет сделать прорыв в инновационной деятельности. Прежде чем наладить массовое производство изделия, прототип необходимо испытать, многократно протестировать. Это делают на трехмерных моделях. Создать их можно за считаные минуты.
Трехмерные технологии используются в ювелирном деле, при создании карт местности, изготовлении сувениров, кастомизации готовых изделий (нанесении узора, логотипа).
Как устроен 3D-принтер?
Классический трехмерный принтер — устройство для 3Д-печати, работающее по принципу FDM (моделирование послойным наплавлением). На трехмерном оборудовании можно создать объект практически любой формы, с изгибами, рельефной поверхностью. Изделие «увеличивается» одновременно в горизонтальном и вертикальном направлении.
На трехмерном оборудовании можно создать объект практически любой формы, с изгибами, рельефной поверхностью. Изделие «увеличивается» одновременно в горизонтальном и вертикальном направлении.
Принтеры работают с различными материалами: пластиком, металлом и так далее. С их помощью можно создавать детали, выдерживающие существенную нагрузку.Чтобы принтер мог печатать объемные фигуры, его оснащают:
- экструдером — для разогрева и продавливания пластика через печатающие головки;
- моторами (чаще линейными) — приводят в движение механизмы;
- рабочими поверхностями — платформами, на которых все происходит;
- датчиками фиксации подвижных узлов;
- картезинскими роботами — устройствами, движущимися по трем осям.
Принтеры работают по-разному, но классическую последовательность действий можно описать единым алгоритмом. Сначала создается 3D-изображение. Для этого нужно специализированное ПО.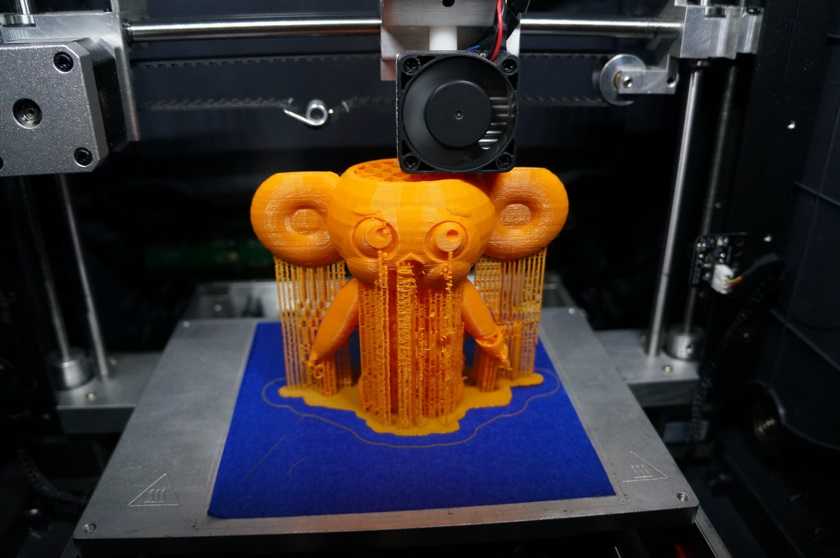 После этого модель «разрезают» на горизонтальные слои. Для этого также предусмотрена специальная программа (генератор G-кодов). Компьютер преобразуют коды в информацию, которую может распознать принтер для 3D-печати. На следующем этапе воссоздается модель.
После этого модель «разрезают» на горизонтальные слои. Для этого также предусмотрена специальная программа (генератор G-кодов). Компьютер преобразуют коды в информацию, которую может распознать принтер для 3D-печати. На следующем этапе воссоздается модель.
3D-принтер Smartprint HB-8
Технологии объемной печати
Существует монохромная и цветная 3D-печать — технологий более десятка (плюс их модификации). В числе наиболее распространенных:
- SLA — стереолитографическая лазерная печать. Технология обеспечивает создание моделей с высокой детализацией. Ее суть — послойное нанесение фотополимерного материала. Он отвердевает под воздействие лазера. Затем рабочая платформа опускается. В качестве фотополимера используют полупрозрачный состав: его легко обрабатывать, окрашивать, склеивать.
- SLS — технология подходит для работы с пластиками и металлами. Реагент спекается под лазерным лучом. Изделия получаются очень прочными.
- HPM — принтеры работают с термопластиком, вспомогательными растворимыми материалами. Последние используют при создании сложных многоуровневых моделей с полостями, функциональными отверстиями. Готовые изделия могут иметь разную форму. Они прочны, устойчивы к нагрузкам, механическому и химическому воздействию.
- DLP — относительно новая технология 3D-моделирования. Поддерживающие ее принтеры печатают фотополимерной смолой. Материал застывает под воздействием света.
Самыми прогрессивными считаются технологии EBM и SLM. Первая предполагает воздействие на материал электронным лучом, а не лазером, вторая работает с металлами.
Оборудование для 3D-печати выпускают компании из США, стран Европы, Азии. В числе известных — Photocentric, 3D systems, Makerbot, Azuma Engineering Machinery Inc. и другие.
3Д-модель корабля поражает реалистичностью
Преимущества аддитивных технологий
К достоинствам 3Д-печати относят:
- Ресурсоэффективность.
 Изделия «выращивают» с нуля, то есть производство полностью безотходное. Для сравнения: при создании заготовки традиционными методами, потери материала порой доходят до 85 %.
Изделия «выращивают» с нуля, то есть производство полностью безотходное. Для сравнения: при создании заготовки традиционными методами, потери материала порой доходят до 85 %. - Оперативность. Время от момента разработки макета до получения изделия можно сократить в разы, а то и в десятки раз без ущерба для качества.
- Мобильность. Оборудование компактное, передача макетов возможна в онлайн-режиме.
- Точность. Послойный синтез обеспечивает абсолютное соответствие заданным техническим параметрам.
- Прочность. Показатель на 25―30 % выше, чем у изделий, полученных традиционными способами (ковка, литье).
- Вес. Это важное преимущество для промышленности, авиа- и машиностроения. Масса отдельных изделий снижается на 40―50 % без потери прочности.
В России успешно печатают сувениры и игрушки по технологии 3D-печати
3Д-печать используется и в рекламной полиграфии.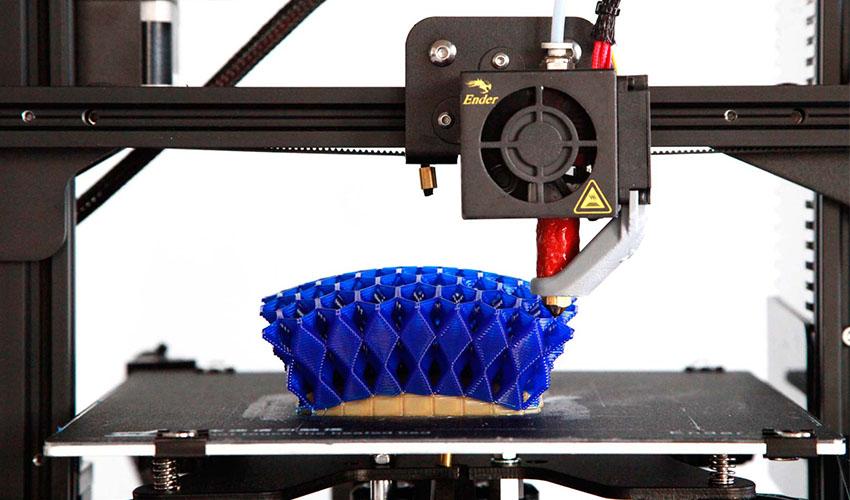 Например, для производства сувенирной продукции. Рекламные агентства, занимающиеся кроссмаркетингом, охотно заказывают комплекс услуг, в который входит как традиционное
Например, для производства сувенирной продукции. Рекламные агентства, занимающиеся кроссмаркетингом, охотно заказывают комплекс услуг, в который входит как традиционное
изготовление визиток или рекламных листовок, так и инновационные решения.
Обзор 5 современных 3Д-принтеров, которые появились на рынке в 2017 году, смотрите на видео:
Итоги
- 3Д-печать востребована практически во всех сферах (промышленность, медицина, образование, энергетика).
- В некоторых отраслях аддитивные технологии уже активно используются, в других — только внедряются.
- Технология способствует развитию бизнеса, дает конкурентные преимущества — макет изготавливается в считаные минуты, оптимизируется расходование ресурсов.
- Производители постоянно совершенствуют оборудование для трехмерной печати, разрабатывают новые технологии.
Что такое 3D-печать?
Дэвид Роберсон3 Май 2021 г.
Руководство
3D-печать — это производственный процесс, при котором физический объект создается из файла цифровой модели. Технология работает путем добавления материала слой за слоем для создания законченного объекта.
Введение в 3D-печать
Процесс 3D-печати был разработан в 1980-х годах и первоначально назывался «быстрое прототипирование». Это позволило компаниям разрабатывать прототипы быстрее и точнее, чем с помощью других методов. После более чем 30 лет инноваций его использование сегодня гораздо более разнообразно.
Производители, инженеры, дизайнеры, преподаватели, медики и любители используют эту технологию для самых разных целей.
3D-печать — это «аддитивный» производственный процесс, при котором объект создается слоями
3D-печатная деталь, используемая в автомобильной промышленности
Разработка более компактных «настольных» 3D-принтеров и их доступная стоимость также сделали технология становится все более доступной с течением времени.
Как работает 3D-печать?
Как мы видели ранее, процесс 3D-печати включает в себя наращивание слоя за слоем расплавленного пластика для создания объекта. По мере того, как каждый слой устанавливается, следующий слой печатается сверху, и объект создается.
Чтобы сделать 3D-печать, необходим цифровой файл, который сообщает 3D-принтеру, где печатать материал. Наиболее распространенным форматом файлов для этого являются файлы G-кода. Этот файл по существу содержит «координаты» для управления движениями принтера как по горизонтали, так и по вертикали, также известными как оси X, Y и Z.
3D-принтеры могут печатать эти слои разной толщины, известной как высота слоя. Немного похоже на пиксели на экране, чем больше слоев в отпечатке, тем выше «разрешение». Результат будет лучше, но печать займет больше времени.
3D-печать или аддитивное производство?
Это сложение слоев дало 3D-печати альтернативное название — «аддитивное производство».
Вы часто будете видеть термины, используемые для обозначения одного и того же производственного процесса. Аддитивное производство является противоположностью «вычитающих» процессов, когда материал удаляется (или вычитается) из более крупного блока для создания конечного объекта, например, при обработке с ЧПУ.
Аддитивное производство является противоположностью «вычитающих» процессов, когда материал удаляется (или вычитается) из более крупного блока для создания конечного объекта, например, при обработке с ЧПУ.
FDM против FFF 3D-печати — объяснение
Еще одна вещь, которая может сбить с толку новичков в 3D-печати, — это упоминание процессов FDM (моделирование наплавленным напылением) и FFF (изготовление плавленых нитей). Опять же, это по сути разные названия одного и того же, поскольку оба они относятся к определенному типу 3D-принтера.
Существуют разные типы 3D-принтеров? Да! Но не нужно путать — мы кратко рассмотрим их далее.
Какие существуют технологии 3D-печати?
Пластмасса является универсальным материалом, поэтому существует множество способов ее производства. 3D-печать не является исключением, поэтому давайте рассмотрим различные методы.
Наиболее широко используемыми технологиями являются 3D-печать FFF, SLA (стереолитография) и SLS (селективное лазерное спекание).
Что такое 3D-печать FFF?
Принтер FFF выдавливает толстую нить материала, обычно называемую нитью, через нагретое сопло. Сопло установлено на системе движения, которая перемещает его по зоне сборки, где расплавленная нить наносится на рабочую пластину. По мере того как материал остывает и затвердевает, рабочая пластина перемещается вниз на долю миллиметра слой за слоем, пока объект не будет завершен.
Процесс 3D-печати FFF
Что такое SLA 3D-печать?
SLA 3D-печать использует УФ-отверждаемую смолу в качестве сырья. Смола заливается в контейнер со стеклянным дном, в который погружается платформа для сборки. Лазер освещает смолу УФ-светом, чтобы выборочно затвердеть поперечное сечение необходимой формы. Платформа постепенно поднимается из контейнера, создавая отпечаток.
Что такое 3D-печать SLS?
SLS 3D-печать использует порошкообразный сырьевой материал, обычно полимер. Порошок находится в контейнере, где лезвие распределяет тонкий слой материала по области сборки. Лазер сплавляет мелкие частицы материала вместе, чтобы сформировать единый горизонтальный слой детали, затем контейнер перемещается на долю миллиметра, чтобы начать новый слой, и лезвие проводит по области сборки, чтобы нанести новый слой сырья. материал. Этот процесс повторяется для создания готового объекта.
Лазер сплавляет мелкие частицы материала вместе, чтобы сформировать единый горизонтальный слой детали, затем контейнер перемещается на долю миллиметра, чтобы начать новый слой, и лезвие проводит по области сборки, чтобы нанести новый слой сырья. материал. Этот процесс повторяется для создания готового объекта.
Модель, напечатанная смолой на принтере SLA
Удаление готовой 3D-печатной детали SLS
Это далеко не полный список, вы также можете встретить следующее:
DLP (прямая световая обработка) ) – Процесс на основе смолы, аналогичный SLA. Вместо лазерного отверждения отдельных точек смолы, DLP использует свет для проецирования изображения всего слоя на смолу.0070 — процесс на основе порошка, аналогичный SLS, за исключением того, что порошок сплавляется с помощью связующего, а не лазера
струйная обработка материала — разновидность струйной двухмерной печати, при которой можно создавать трехмерные детали путем нанесения воска или пластиковый материал с последующим отверждением УФ-светом
SLM (селективное лазерное плавление) — один из нескольких похожих вариантов технологии SLS для 3D-печати металлом
Хотите понять плюсы и минусы каждой технологии? Прочтите наше подробное руководство по сравнению процессов 3D-печати.
Какие материалы используются в 3D-печати?
Пластмассовые полимеры являются наиболее распространенным материалом, используемым в 3D-печати. Возможно использование других материалов. Например, существуют специализированные 3D-принтеры по металлу, но они занимают нишу по сравнению с полимерными принтерами. А сверхразмерные машины, основанные на технологии 3D-печати, начинают разрабатываться для таких строительных материалов, как бетон.
Основные типы 3D-принтеров, такие как FFF и SLS, могут печатать смеси полимеров и других материалов (таких как металл, стекло или дерево). Они известны как композиты и обладают некоторыми свойствами смешанного материала.
В контексте 3D-печати FFF термины «материал для 3D-печати» и «нить для 3D-печати» могут использоваться взаимозаменяемо. Это потому, что сырье поставляется на катушках тонкой нити.
В следующих разделах мы более подробно рассмотрим некоторые нити для 3D-печати по категориям.
Начальные материалы для 3D-печати
PLA
Произведенный из органических, возобновляемых ресурсов и простой в печати, PLA — это нить для начинающих. PLA также обладает отличными визуальными свойствами. Но его низкая термостойкость и тот факт, что механические свойства со временем могут ухудшаться, означают, что PLA часто упускают из виду для функциональных и механических применений.
PLA также обладает отличными визуальными свойствами. Но его низкая термостойкость и тот факт, что механические свойства со временем могут ухудшаться, означают, что PLA часто упускают из виду для функциональных и механических применений.
PETG
Хорошо сбалансированное сочетание свойств позволило PETG стать одним из наиболее широко используемых материалов для 3D-печати. Его можно легко отнести к «инженерным материалам», но он также является хорошим вариантом для начинающих благодаря хорошей пригодности для печати. Сочетая в себе ударопрочность и химическую стойкость с хорошими тепловыми свойствами, а также будучи дешевле, чем многие другие конструкционные материалы, эта нить подходит для инженерных приложений для многих пользователей.
Инженерные материалы для 3D-печати
Нейлон
Обладая химической стойкостью и способностью выдерживать значительные механические нагрузки, нейлон является универсальным вариантом для изготовления деталей конечного назначения.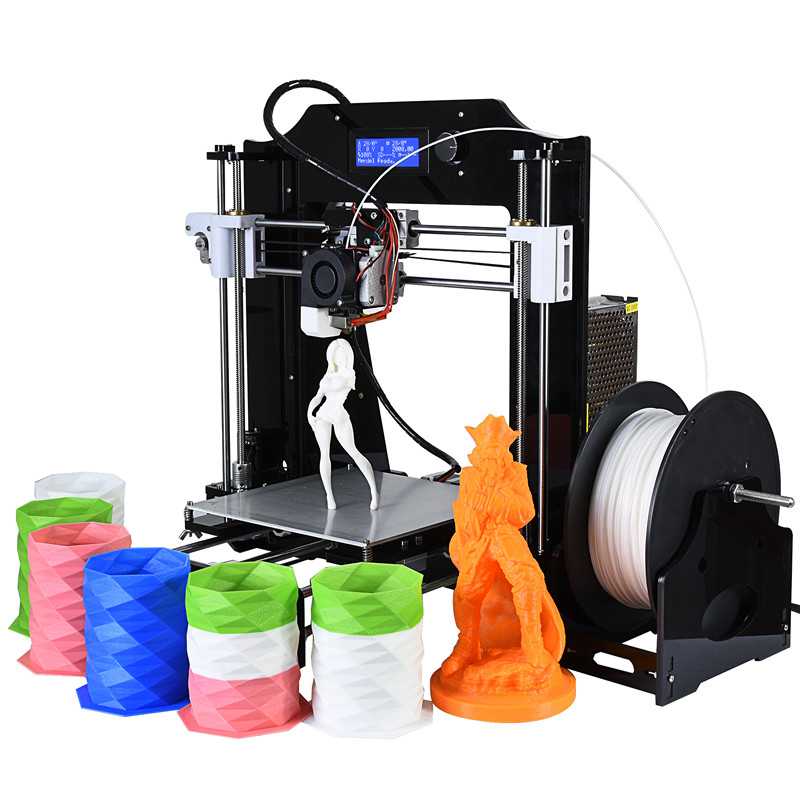
АБС-пластик
Предлагая превосходные механические и термостойкие свойства по сравнению с PLA, АБС-пластик является материалом для более требовательных применений. Однако печать может быть затруднена, особенно на более дешевом 3D-принтере с открытой рамой. Закрытая камера сборки и контролируемая температура обеспечивают гораздо более надежную работу.
Визуальные прототипы должны иметь хорошие эстетические и тактильные характеристики
Детали конечного использования должны обладать свойствами материала, подходящими для их применения, такими как износостойкость или огнестойкость
Гибкие материалы для 3D-печати
ТПУ ТПУ можно скручивать, растягивать и без проблем выдерживать удары.
PP
Полугибкий и устойчивый к усталости полипропилен (или полипропилен, как вы его знаете) идеально подходит для приложений, требующих некоторой гибкости, таких как петли или контейнеры для жидкостей.
Специальные материалы для 3D-печати
Композитные материалы
Эти нити объединяют полимер с волокнами другого материала для придания улучшенных свойств. Есть две основные категории. Инженерные композиты, включая стеклянные, углеродные или металлические волокна, обладают улучшенными механическими свойствами, такими как прочность и жесткость. А для уникальных визуальных свойств существуют композитные варианты, такие как керамические или деревянные нити для 3D-печати или даже светящиеся в темноте. (Примечание: волокна композитных нитей могут вызывать истирание, поэтому перед использованием убедитесь, что ваш принтер совместим).
Есть две основные категории. Инженерные композиты, включая стеклянные, углеродные или металлические волокна, обладают улучшенными механическими свойствами, такими как прочность и жесткость. А для уникальных визуальных свойств существуют композитные варианты, такие как керамические или деревянные нити для 3D-печати или даже светящиеся в темноте. (Примечание: волокна композитных нитей могут вызывать истирание, поэтому перед использованием убедитесь, что ваш принтер совместим).
Хотя они иногда пересекаются с категориями выше, на рынке можно обнаружить гораздо больше специализированных нитей для 3D-печати, таких как материалы с защитой от электростатического разряда или огнестойкие материалы.
Вспомогательные материалы
Во-первых, давайте быстро объясним, что это такое.
Каждый новый слой 3D-печати требует, чтобы нижний слой поддерживал его. Проблемы возникают, когда дизайн печати требует выступа или элемента, подвешенного в воздухе. Таким образом, эти материалы буквально «поддерживают» его в процессе печати и удаляются после.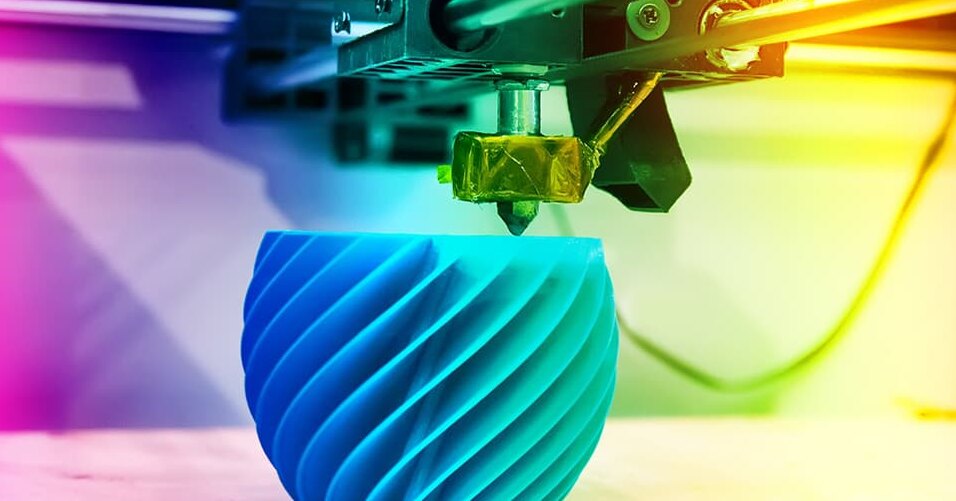 Поддержки могут быть напечатаны из того же материала, что и остальная часть отпечатка, но их удаление может повлиять на качество поверхности и точность размеров. Чтобы избежать этого, были разработаны специализированные вспомогательные материалы.
Поддержки могут быть напечатаны из того же материала, что и остальная часть отпечатка, но их удаление может повлиять на качество поверхности и точность размеров. Чтобы избежать этого, были разработаны специализированные вспомогательные материалы.
Растворимый вспомогательный материал
Растворимый вспомогательный материал является растворимым, поэтому нет риска повредить деталь при ручном удалении. Поддерживающий материал PVA растворяется в воде, тогда как для HIPS требуется растворитель d-лимонен.
Breakaway
Где-то между упомянутыми выше вариантами такой материал, как Ultimaker Breakaway, представляет собой отдельный вспомогательный материал, который удаляется вручную. Это делает процесс более быстрым, чем ожидание его растворения, сохраняя при этом точность размеров детали.
3D-печатная деталь с опорным материалом (слева) и после удаления опорного материала (справа)
Хотите узнать больше?
Изучите тему 3D-печати с помощью блогов, которые отвечают на следующие вопросы:
Что можно сделать с помощью 3D-принтера?
Как пользоваться 3D-принтером?
Сколько стоит 3D-печать?
Что такое 3D-печать? — CNET
Проведите любое время на онлайн-рынке ремесел, таком как Etsy, и вы заметите, что многие продукты там напечатаны на 3D-принтере или включают детали, напечатанные на 3D-принтере.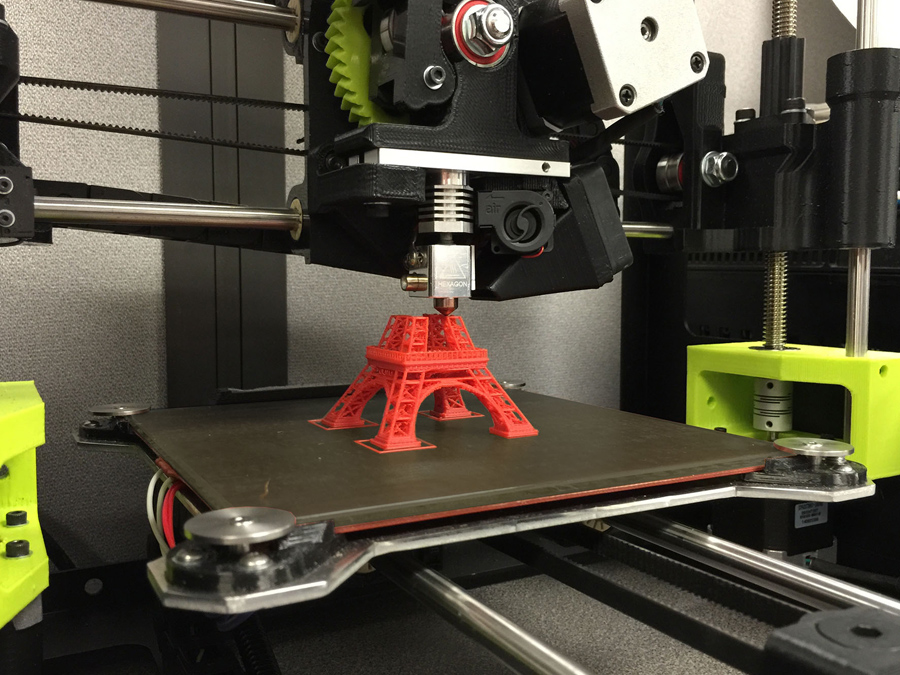 Но что мы на самом деле подразумеваем под этим, и насколько легко начать 3D-печать ваших собственных предметов?
Но что мы на самом деле подразумеваем под этим, и насколько легко начать 3D-печать ваших собственных предметов?
Ответ не так прост, как можно было бы надеяться, но и не так сложен, как можно опасаться.
Как работает 3D-принтер?
3D-печать — это тип аддитивного производства, в котором используется материал для построения слоев в 3D-объекты. По сути, он печатает, добавляя материал (обычно это форма пластика) по одной капле за раз. 3D-принтер рисует форму на плоской поверхности, а затем рисует поверх нее другую, пока модель не будет завершена.
Существует множество различных материалов, используемых для создания этих слоев, но любители, скорее всего, будут использовать расплавленный пластик и ультрафиолетовую смолу. Какой тип вы используете, будет зависеть от результата, которого вы хотите достичь. Лучшие 3D-принтеры автоматизируют большую часть процесса, но все еще предстоит много проб и ошибок, чтобы сделать все правильно.
На этом рисунке показан один из плюсов владения 3D-принтером. Моему коллеге Дэну Акерману понадобилось крепление для iPhone, чтобы прикрепить его к MacBook. Через несколько часов и около 0,15 доллара материала он уже запустил его. Приятно решать такие проблемы почти сразу.
Моему коллеге Дэну Акерману понадобилось крепление для iPhone, чтобы прикрепить его к MacBook. Через несколько часов и около 0,15 доллара материала он уже запустил его. Приятно решать такие проблемы почти сразу.
Изготовление 3D-печатных деталей экономит ваше время и деньги
Дэн Акерман/CNET
Какие бывают типы 3D-принтеров?
Принтеры бывают разных форм и размеров и могут быть настроены по-разному в зависимости от ваших конечных целей, но большинство из тех, которые будут использоваться любителями или малым бизнесом, можно разделить на два разных типа: FDM и полимер.
Моделирование методом наплавления
Это наиболее распространенный тип принтера, наиболее широко используемый предприятиями и любителями. 3D-принтер FDM — это просто устройство для рисования. Он проталкивает пластиковую нить через горячее сопло, чтобы вдавливать слои в поверхность печати в виде рисунка.
Существует множество различных материалов, которые можно использовать с FDM-принтером. Я не буду вдаваться в подробности — если вам нужна дополнительная информация, ознакомьтесь с нашим списком лучших нитей для 3D-принтеров, — но проще всего использовать PLA. Это тип нетоксичного пластика на растительной основе, который печатает при довольно низких температурах.
Вам следует купить 3D-принтер FDM, если вы хотите печатать на 3D-принтере практичные предметы, декоративные модели среднего размера и доспехи для косплея.
SLA (стереолитография) или полимерная 3D-печать
SLA-печать, более известная как полимерная печать, почти противоположна FDM-печати. Вместо плавления пластика в жидкость используется жидкость, реагирующая на УФ-излучение, которая затвердевает под действием света. Каждый слой «отверждается» с помощью светодиодной матрицы, которая излучает свет по заданной схеме.
Полимерная печать дает гораздо более детализированные модели, но с ней намного сложнее работать.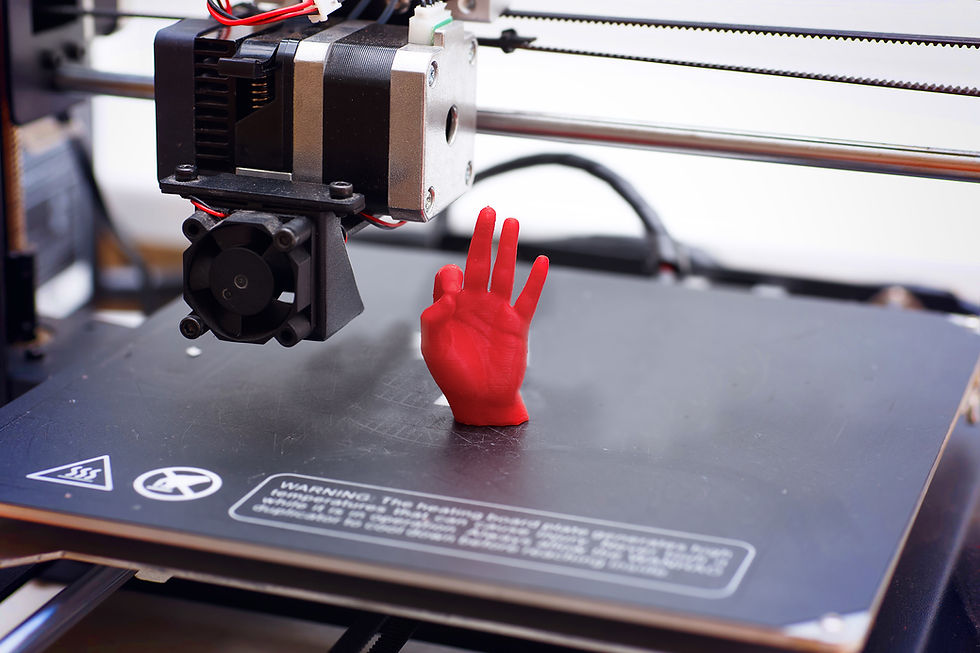 Существует множество отличных смол, которые вы можете попробовать, но вам нужна станция промывки и отверждения, чтобы убедиться, что с ними безопасно обращаться после того, как вы их напечатаете.
Существует множество отличных смол, которые вы можете попробовать, но вам нужна станция промывки и отверждения, чтобы убедиться, что с ними безопасно обращаться после того, как вы их напечатаете.
Вам следует купить 3D-принтер из смолы SLA, если вы хотите печатать высокодетализированные модели, такие как ювелирные миниатюры Dungeons and Dragons или даже стоматологию (при условии, что вы стоматолог).
Существует еще один процесс 3D-печати: при спекании используется лазер для придания порошку формы. Это дорого и дает потрясающие результаты, но для этого требуются большие машины и много места. Это, конечно, не очень хорошо для использования в вашем гараже.
Несмотря на очень небольшую стоимость, этот принтер каждый раз обеспечивает превосходное качество.
Джеймс Брикнелл/CNET
Сколько стоит 3D-принтер?
Цены на 3D-принтеры сильно различаются в зависимости от того, что вы хотите с ними делать, насколько велик принтер и насколько детализированы модели, которые вы хотите получить на принтере. У нас есть список лучших бюджетных 3D-принтеров на сайте, если вы ищете что-то менее 500 долларов. Или мы можем порекомендовать лучшие 3D-принтеры в целом, если у вас есть немного больше денег. Есть даже полупрофессиональные установки, которые могут стоить несколько тысяч долларов.
У нас есть список лучших бюджетных 3D-принтеров на сайте, если вы ищете что-то менее 500 долларов. Или мы можем порекомендовать лучшие 3D-принтеры в целом, если у вас есть немного больше денег. Есть даже полупрофессиональные установки, которые могут стоить несколько тысяч долларов.
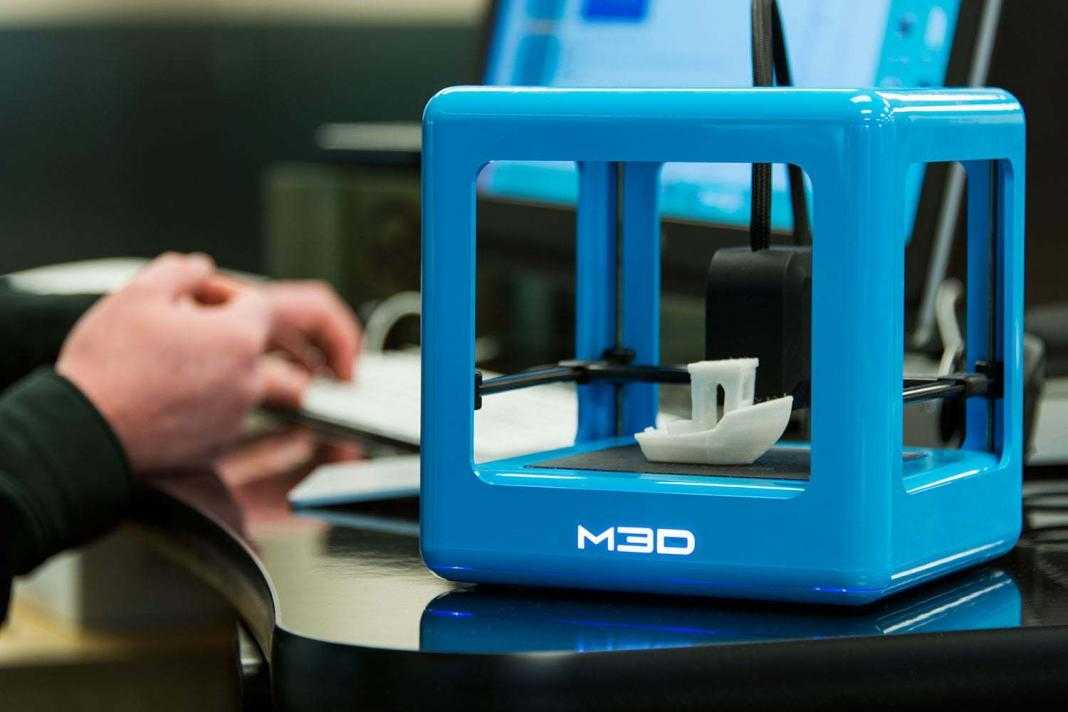
«Нептун-2» — хорошая отправная точка для начинающих. Его легко настроить и использовать, и обычно он стоит менее 200 долларов. Хотя он не будет печатать самые подробные модели, он даст вам хорошее представление обо всем, что влечет за собой 3D-печать. Самое главное, что это дешево, что делает его доступным.
Если деньги не имеют значения и вы хотите получать потрясающие впечатления от 3D-печати дома, то Prusa Mk3S Plus — лучший выбор. Он поставляется как в виде комплекта, так и в предварительно собранном виде, но если вы хотите узнать больше о 3D-печати, вам следует купить комплект. Это отличное введение в то, как работает весь процесс, и это сэкономит вам деньги.
При стоимости 799 долларов плюс доставка это не самый дешевый 3D-принтер, но это лучший готовый опыт 3D-печати, который можно купить за деньги. Это инвестиции, когда вы только начинаете, но они могут сэкономить вам деньги в долгосрочной перспективе: некоторые более дешевые 3D-принтеры требуют обновлений послепродажного обслуживания и запасных частей, чтобы они действительно работали.
Это инвестиции, когда вы только начинаете, но они могут сэкономить вам деньги в долгосрочной перспективе: некоторые более дешевые 3D-принтеры требуют обновлений послепродажного обслуживания и запасных частей, чтобы они действительно работали.
За четыре года владения им это был мой самый стабильный 3D-принтер с точки зрения надежности и качества печати.
3D-принтеры Resin стоят так же, как и их аналоги FDM, хотя разница в цене больше связана со скоростью и размером, чем с качеством. Бюджетный полимерный принтер, такой как Anycubic M3, может стоить всего 270 долларов, но уровень детализации, который он может захватывать, так же хорош, как у принтеров в пять раз дороже. Что удерживает цену дешевой, так это размер области сборки. Проще говоря; чем больше места вы хотите, тем больше вы будете платить.
Сейчас хорошее время для покупки 3D-принтера?
В настоящее время 3D-печать переживает золотой век. В отличие от прошлых дней, когда для использования 3D-принтера требовалось инженерное образование, сегодня вы можете настроить и начать работу с большинством принтеров менее чем за 15 минут.

 64 р.
64 р.
 1х25,4 Standard for Metal
1х25,4 Standard for Metal Тернополь
Тернополь //Bosch
//Bosch 5*22 (125х2.5х22) » Bosch»
5*22 (125х2.5х22) » Bosch» 5 Expert for Metal
5 Expert for Metal GST)
GST) STER 9008 9008
STER 9008 9008 23mm
23mm
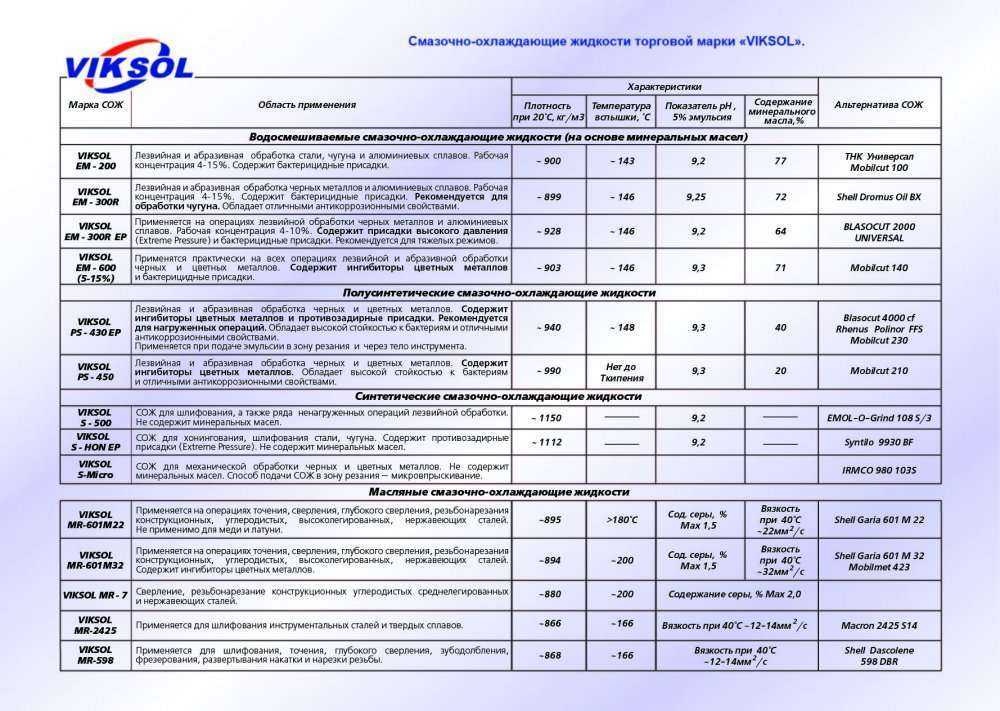
 От правильного выбора СОЖ зависят качественные параметры металлообработки и продление эксплуатационного ресурса рабочего инструмента.
От правильного выбора СОЖ зависят качественные параметры металлообработки и продление эксплуатационного ресурса рабочего инструмента.
 Такие СОЖ покупают металлообрабатывающие и машиностроительные предприятия. Продукция TECHLUBE GMBH соответствует строгим требованиям TRGS900.
Такие СОЖ покупают металлообрабатывающие и машиностроительные предприятия. Продукция TECHLUBE GMBH соответствует строгим требованиям TRGS900. Средства применяются при финишной обработке зубчатых колес, шестерен, канавок и т.д.;
Средства применяются при финишной обработке зубчатых колес, шестерен, канавок и т.д.; Отсутствие взвешенных капель гарантирует хорошую видимость и снижает риск возгорания в рабочей зоне.
Отсутствие взвешенных капель гарантирует хорошую видимость и снижает риск возгорания в рабочей зоне. Наша компания организовывает доставку материала по всей территории России. Для получения подробной консультации по применению смазочных материалов, способных эффективно смазывать, охлаждать и очищать детали при проведении определенных работ, позвоните нам по одному из указанных номеров телефона.
Наша компания организовывает доставку материала по всей территории России. Для получения подробной консультации по применению смазочных материалов, способных эффективно смазывать, охлаждать и очищать детали при проведении определенных работ, позвоните нам по одному из указанных номеров телефона. Смазочно-охлаждающие жидкости используются для поддержания стабильной температуры окружающей среды вокруг заготовки. Смазочно-охлаждающие жидкости могут включать чистое масло (жидкость, состоящую в основном из минеральных или растительных масел), растворимое масло (эмульгируемое масло, состоящее из 30-85 процентов очищенного базового масла и эмульгаторов), полусинтетические жидкости (жидкости, содержащие меньшее количество глубоко очищенного базового масла). ) и полностью синтетические жидкости (составы, не содержащие нефти).
Смазочно-охлаждающие жидкости используются для поддержания стабильной температуры окружающей среды вокруг заготовки. Смазочно-охлаждающие жидкости могут включать чистое масло (жидкость, состоящую в основном из минеральных или растительных масел), растворимое масло (эмульгируемое масло, состоящее из 30-85 процентов очищенного базового масла и эмульгаторов), полусинтетические жидкости (жидкости, содержащие меньшее количество глубоко очищенного базового масла). ) и полностью синтетические жидкости (составы, не содержащие нефти).

 ..
.. Применение MWF также помогает улучшить качество заготовки за счет непрерывного удаления мелких частиц, стружки и стружки с используемого инструмента и поверхности заготовки. (Стружка — это небольшие кусочки металла, удаляемые с заготовки режущим инструментом.)
Применение MWF также помогает улучшить качество заготовки за счет непрерывного удаления мелких частиц, стружки и стружки с используемого инструмента и поверхности заготовки. (Стружка — это небольшие кусочки металла, удаляемые с заготовки режущим инструментом.)

 Бактерии могут разлагать эмульсии и изменять свойства MWF. Хотя биоциды добавляют для уменьшения роста микробов, сами биоцидные продукты обладают опасными свойствами.
Бактерии могут разлагать эмульсии и изменять свойства MWF. Хотя биоциды добавляют для уменьшения роста микробов, сами биоцидные продукты обладают опасными свойствами.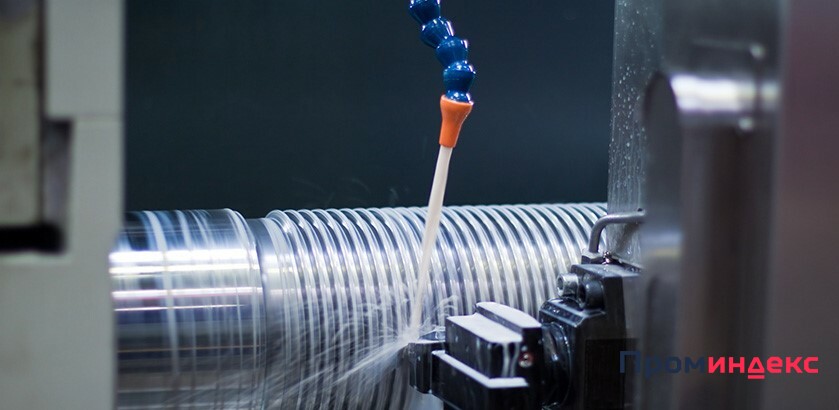

 Симптомы включают жжение, зуд и волдыри на коже. Вдыхание паров может вызвать астму и раздражение легких (гиперчувствительный пневмонит), хронический бронхит и нарушение функции легких.
Симптомы включают жжение, зуд и волдыри на коже. Вдыхание паров может вызвать астму и раздражение легких (гиперчувствительный пневмонит), хронический бронхит и нарушение функции легких.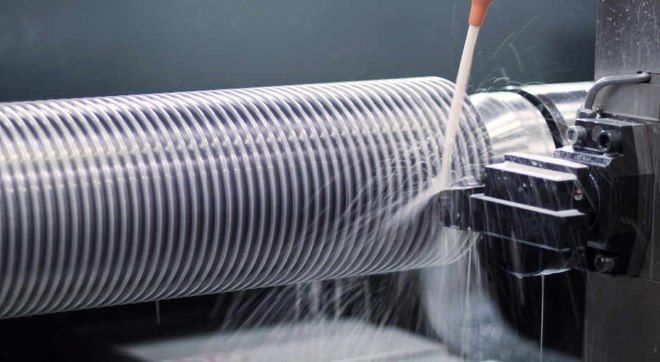



 Эта неопределенность, вероятно, связана с большим разнообразием типов MWF и загрязняющих веществ, а также с отсутствием подробной информации о воздействии.
Эта неопределенность, вероятно, связана с большим разнообразием типов MWF и загрязняющих веществ, а также с отсутствием подробной информации о воздействии. Известно, что некоторые нитрозамины, такие как N-нитрозодиэтаноламины (NDELA), вызывают рак.
Известно, что некоторые нитрозамины, такие как N-нитрозодиэтаноламины (NDELA), вызывают рак.
 Чтобы свести к минимуму количество образующегося тумана, важно выбирать системы подачи жидкости, которые выпускают минимальное количество тумана.
Чтобы свести к минимуму количество образующегося тумана, важно выбирать системы подачи жидкости, которые выпускают минимальное количество тумана.
 com/watch?v=ZHMnBZ_Ds5M
com/watch?v=ZHMnBZ_Ds5M Ровно
Ровно NS-6
NS-6 98 грн
98 грн Харьков
Харьков Включает установочный файл PlanetCNC TNG и профили устройств TNG. Инструкции по установке программного обеспечения в формате PDF прилагаются к файлам ниже.
Включает установочный файл PlanetCNC TNG и профили устройств TNG. Инструкции по установке программного обеспечения в формате PDF прилагаются к файлам ниже.

 Инструкции по сбросу настроек драйвера: Нажмите здесь.
Инструкции по сбросу настроек драйвера: Нажмите здесь.



 Поэтому прочность печатных изделий не вызывает сомнений, но давайте посмотрим подробнее.
Поэтому прочность печатных изделий не вызывает сомнений, но давайте посмотрим подробнее.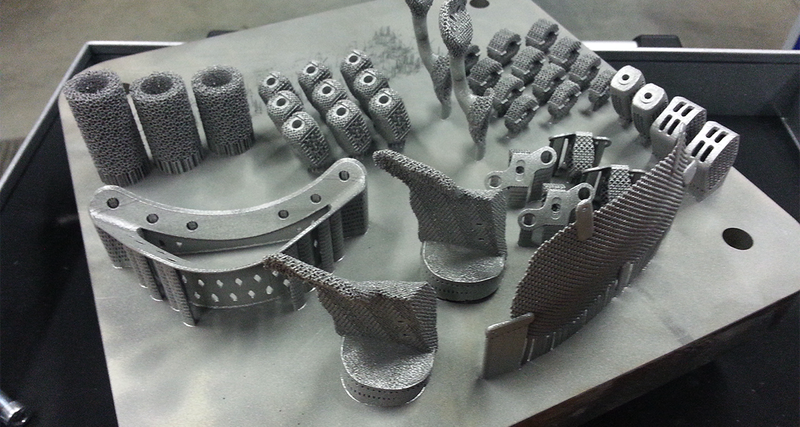 Однако сравнение деталей по принципу «лоб в лоб» — это только часть общей картины.
Однако сравнение деталей по принципу «лоб в лоб» — это только часть общей картины.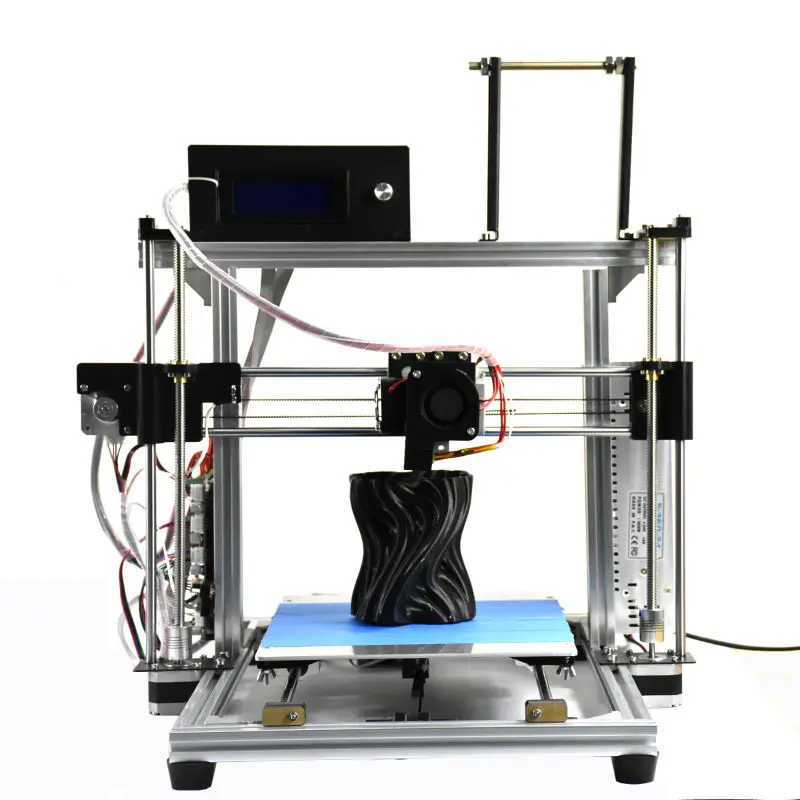 При аддитивном производстве вы используете только тот материал, который необходим для получения готового изделия.
При аддитивном производстве вы используете только тот материал, который необходим для получения готового изделия.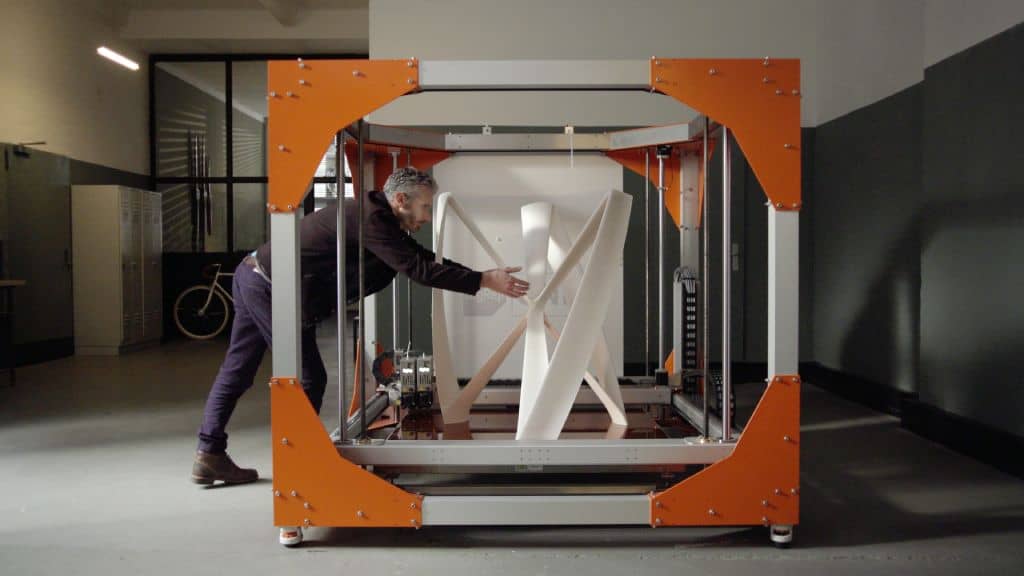 д.), то все эти параметры можно заложить в изделии на этапе производства.
д.), то все эти параметры можно заложить в изделии на этапе производства. 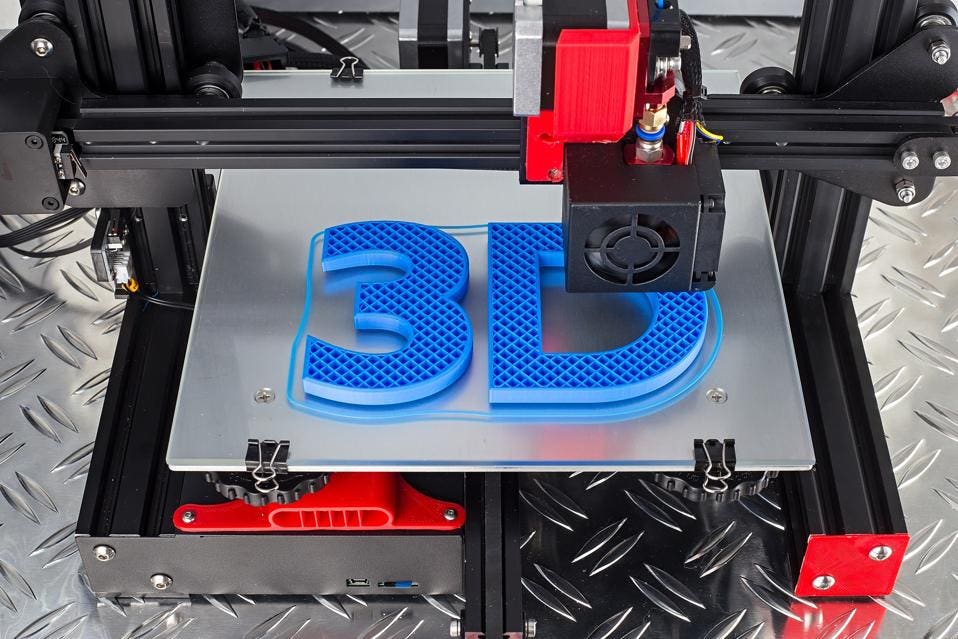

 Этот метод, по-прежнему, гораздо более популярен для печати пластиками, но с помощью новых пластиковых нитей, наполненных порошком из нержавеющей стали, можно получать прочные металлические детали.
Этот метод, по-прежнему, гораздо более популярен для печати пластиками, но с помощью новых пластиковых нитей, наполненных порошком из нержавеющей стали, можно получать прочные металлические детали.
 Как и в FDM, требуется последующая обработка для удаления связующего вещества и термическая обработка в печи для окончательного спекания.
Как и в FDM, требуется последующая обработка для удаления связующего вещества и термическая обработка в печи для окончательного спекания.



 Процесс называется «холодным», потому что металлические частицы не плавятся, а ударяются о металлическую подложку и прилипают к ее поверхности в ходе так называемой пластической деформации.
Процесс называется «холодным», потому что металлические частицы не плавятся, а ударяются о металлическую подложку и прилипают к ее поверхности в ходе так называемой пластической деформации. Создается область расплава, которая наносится на подложку. DED — это новый процесс, напоминающий старую строительную технологию, известную как «облицовка», при которой на основу наносится покрытие, часто для теплоизоляции или устойчивости к атмосферным воздействиям. DED полезен для изготовления крупных объектов целиком, а также для сложных геометрических форм, требующих обширной механической обработки. DED может получить такие детали гораздо более близкими к состоянию готовности, чем традиционная механическая обработка с ЧПУ.
Создается область расплава, которая наносится на подложку. DED — это новый процесс, напоминающий старую строительную технологию, известную как «облицовка», при которой на основу наносится покрытие, часто для теплоизоляции или устойчивости к атмосферным воздействиям. DED полезен для изготовления крупных объектов целиком, а также для сложных геометрических форм, требующих обширной механической обработки. DED может получить такие детали гораздо более близкими к состоянию готовности, чем традиционная механическая обработка с ЧПУ.
 И это вполне естественно: каждый материал предлагает уникальное сочетание практических и эстетических качеств, может подходить для широкого круга изделий, прототипов, миниатюр, украшений, функциональных деталей и даже кухонной утвари. Причина, по которой 3D–печать металлом стала столь популярной, заключается в том, что напечатанные объекты можно выпускать серийно.
И это вполне естественно: каждый материал предлагает уникальное сочетание практических и эстетических качеств, может подходить для широкого круга изделий, прототипов, миниатюр, украшений, функциональных деталей и даже кухонной утвари. Причина, по которой 3D–печать металлом стала столь популярной, заключается в том, что напечатанные объекты можно выпускать серийно. Итак, что же нам надо знать про 3D–печать металлами?
Итак, что же нам надо знать про 3D–печать металлами?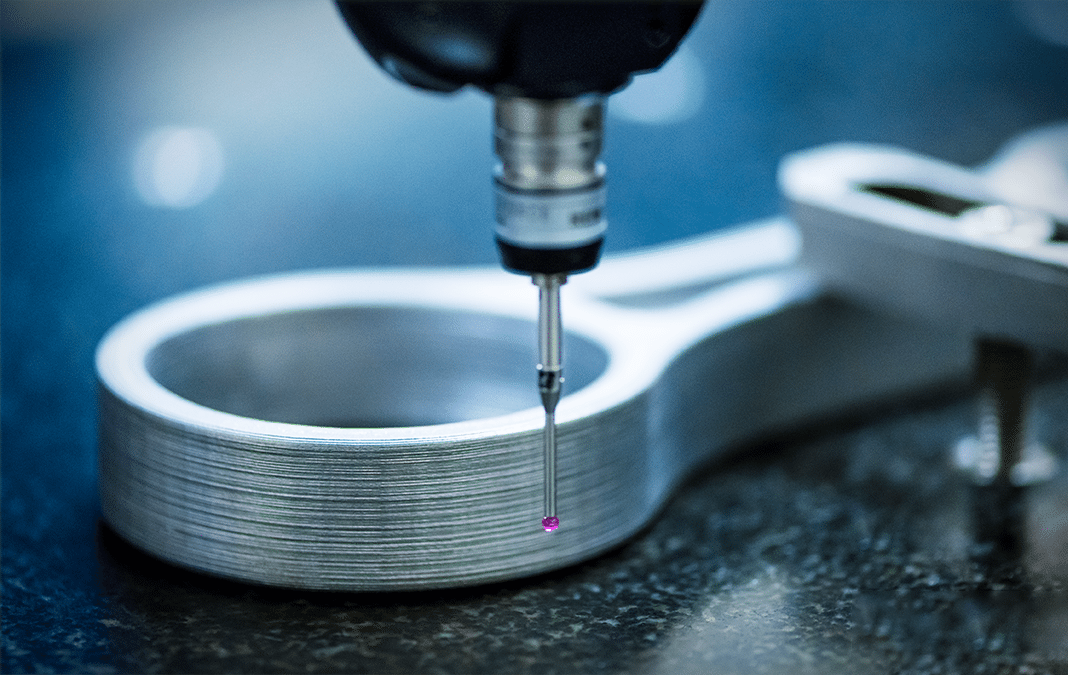
:quality(80)/images.vogel.de/vogelonline/bdb/727300/727312/original.jpg) Эти филаменты называются MetalFil Ancient Bronze и Metalfil Classic Copper. Ими можно печатать даже при «умеренных» температурах от 190 до 200 градусов Цельсия.
Эти филаменты называются MetalFil Ancient Bronze и Metalfil Classic Copper. Ими можно печатать даже при «умеренных» температурах от 190 до 200 градусов Цельсия. Металлический филамент быстро его изнашивает. Существуют износостойкие хот-энды (например, E3D V6), которые сами сделаны из металла. Они могут противостоять высоким температурам и подходят к большинству принтеров. Будьте готовы к тому, что сопла придется заменять часто, потому что металлический филамент очень абразивен.
Металлический филамент быстро его изнашивает. Существуют износостойкие хот-энды (например, E3D V6), которые сами сделаны из металла. Они могут противостоять высоким температурам и подходят к большинству принтеров. Будьте готовы к тому, что сопла придется заменять часто, потому что металлический филамент очень абразивен. 99 за 500 граммов
99 за 500 граммов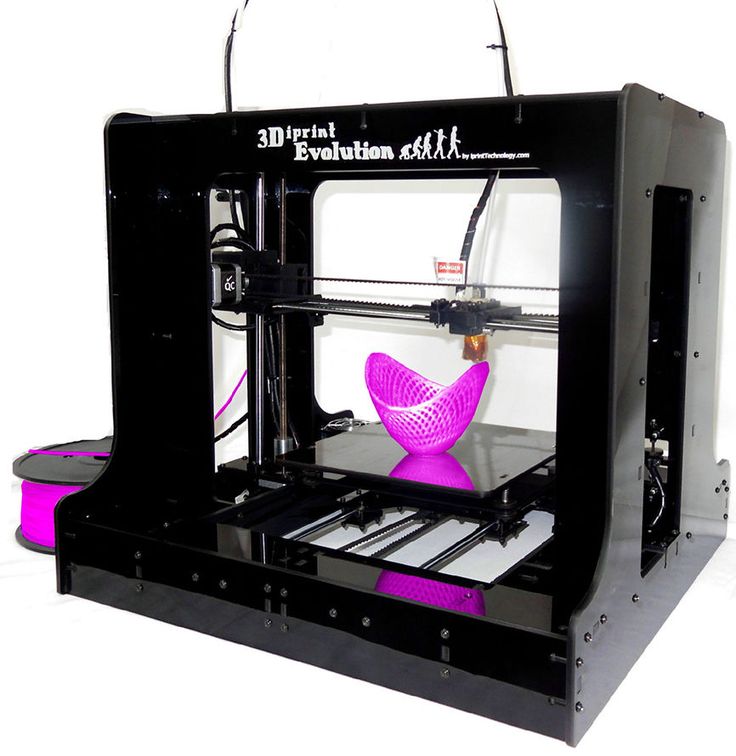 Сервисы 3D–печати, подобные Shapeways, Sculpteo и iMaterialise, предлагают прямую печать металлом. В настоящее время при 3D–печати они работают со следующими металлическими материалами:
Сервисы 3D–печати, подобные Shapeways, Sculpteo и iMaterialise, предлагают прямую печать металлом. В настоящее время при 3D–печати они работают со следующими металлическими материалами: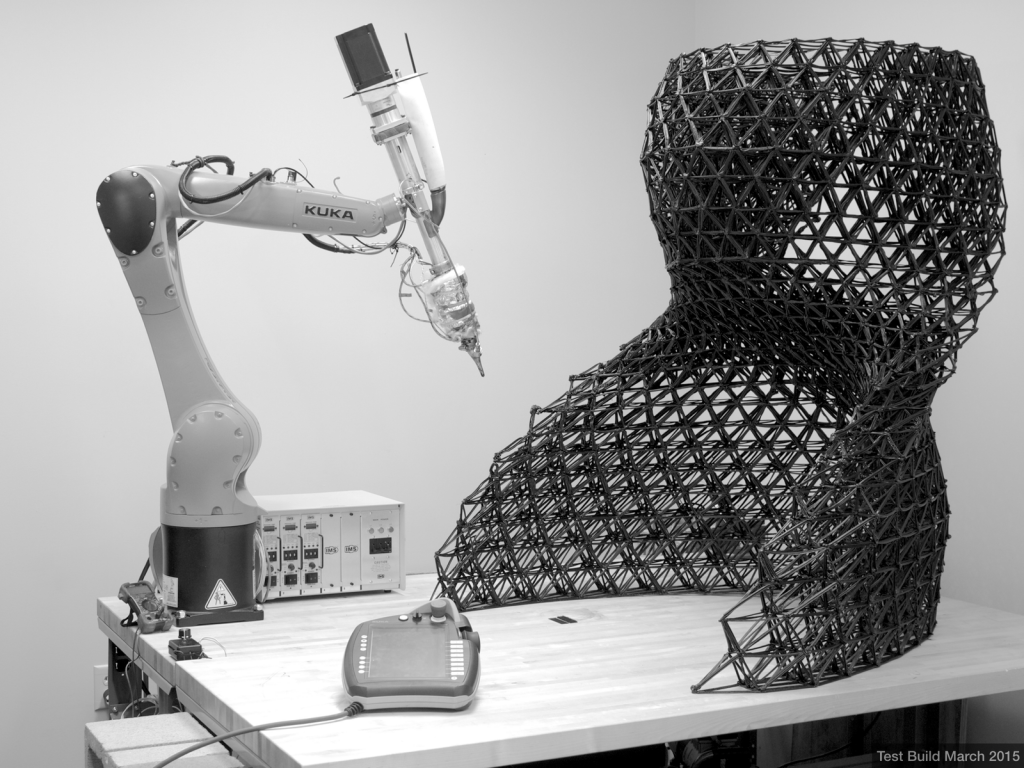 Это означает, что появляется возможность точно выделять исходные материалы и делать компоненты толще лишь в том случае, если они должны выдерживать большие нагрузки. В целом масса деталей существенным образом уменьшается, а их структурная целостность при этом сохраняется. И это не единственное преимущество данной технологии. В некоторых случаях продукт получается существенно дешевле и доступным по цене практически всем.
Это означает, что появляется возможность точно выделять исходные материалы и делать компоненты толще лишь в том случае, если они должны выдерживать большие нагрузки. В целом масса деталей существенным образом уменьшается, а их структурная целостность при этом сохраняется. И это не единственное преимущество данной технологии. В некоторых случаях продукт получается существенно дешевле и доступным по цене практически всем.


 Это название указывает на то, что некий источник энергии (лазер или другой энергетический пучок) расплавляет «атомизированный» порошок (т.е. такой металлический порошок, который тщательно измельчен на сферические частицы), в результате чего получаются слои печатаемого объекта.
Это название указывает на то, что некий источник энергии (лазер или другой энергетический пучок) расплавляет «атомизированный» порошок (т.е. такой металлический порошок, который тщательно измельчен на сферические частицы), в результате чего получаются слои печатаемого объекта. В этом случае слои формируются за счет склеивания металлических частиц и дальнейшего их спекания (или сплавления) в высокотемпературном горне — точно так же, как это делается с керамикой.
В этом случае слои формируются за счет склеивания металлических частиц и дальнейшего их спекания (или сплавления) в высокотемпературном горне — точно так же, как это делается с керамикой. Однако очень крупные металлургические компании это могут. И делают. Есть два варианта работы при «наплавлении металла».
Однако очень крупные металлургические компании это могут. И делают. Есть два варианта работы при «наплавлении металла».
 Используемый тип стального сплава содержит также кобальт и никель, его очень трудно сломать, при этом он обладает очень высокой эластичностью. Нержавеющая сталь используется почти исключительно в промышленности.
Используемый тип стального сплава содержит также кобальт и никель, его очень трудно сломать, при этом он обладает очень высокой эластичностью. Нержавеющая сталь используется почти исключительно в промышленности.
 3D–печать благородными металлами требуется для ювелирного дела, медицинских приложений и электроники.
3D–печать благородными металлами требуется для ювелирного дела, медицинских приложений и электроники. Трехметрового размера титановая деталь для самолета печатается на нем за 48 часов, при этом расход материала составляет около 7 кг в час. Вообще, кованные детали, на которые обычно уходит 6-12 месяцев, на этом 3D–принтере могут быть сделаны за 2 дня.
Трехметрового размера титановая деталь для самолета печатается на нем за 48 часов, при этом расход материала составляет около 7 кг в час. Вообще, кованные детали, на которые обычно уходит 6-12 месяцев, на этом 3D–принтере могут быть сделаны за 2 дня.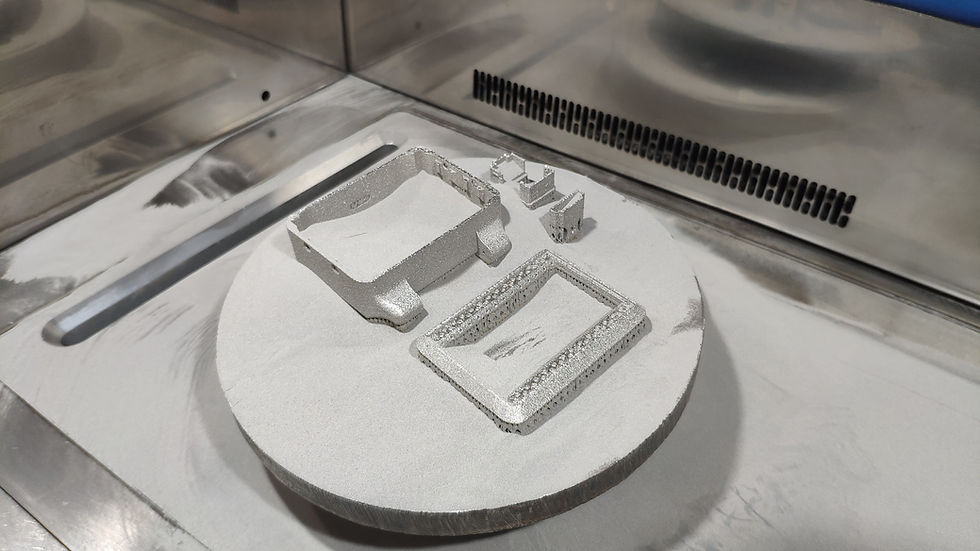
 Днепр
Днепр 32 грн
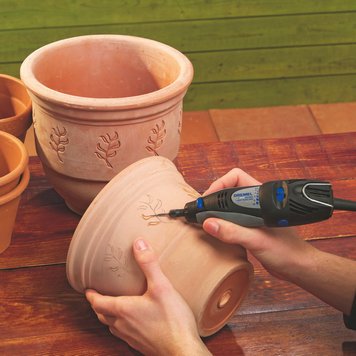
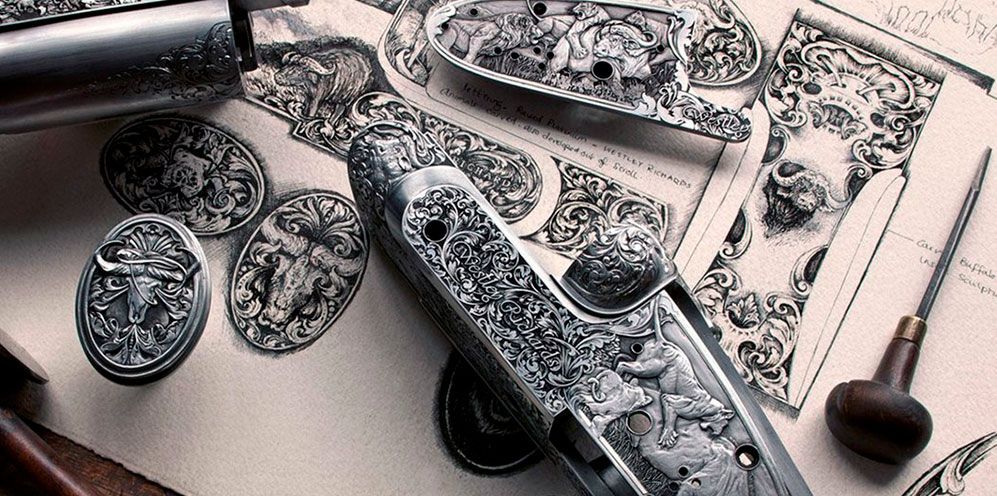
32 грн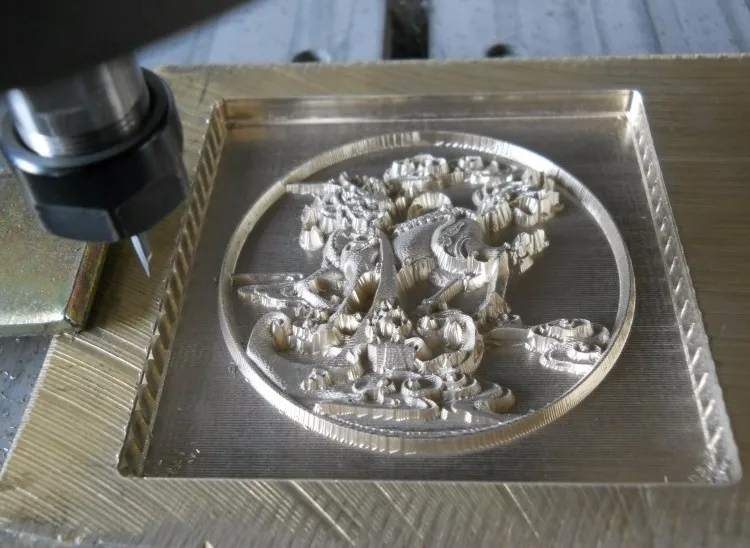 Они отличаются по видам выполняемых работ, для которых применяются, а также по используемым инструментам и оборудованию. Это обуславливает особенности каждого из этих способов и гравировки по камню в целом.
Они отличаются по видам выполняемых работ, для которых применяются, а также по используемым инструментам и оборудованию. Это обуславливает особенности каждого из этих способов и гравировки по камню в целом. При этом, различные элементы рисунка могут не иметь четких границ и для их выделения требуется выполнение более или менее плавных переходов.
При этом, различные элементы рисунка могут не иметь четких границ и для их выделения требуется выполнение более или менее плавных переходов. А это значит, что конечный результат закладывается еще на этапе разметки и во многом зависит от тщательности ее выполнения.
А это значит, что конечный результат закладывается еще на этапе разметки и во многом зависит от тщательности ее выполнения. Это дает возможность менять текстуру пробиваемых участков и улучшать общий вид портрета.
Это дает возможность менять текстуру пробиваемых участков и улучшать общий вид портрета. Бо́льшая часть гравировальных станков оснащена блоками ЧПУ (числового программного управления/компьютерами) и способна работать со сканированными цифровыми исходниками, прошедшими предварительное редактирование, увеличение и т.п. При этом разные типы станков кардинально отличаются друг от друга по способу воздействия на поверхность камня.
Бо́льшая часть гравировальных станков оснащена блоками ЧПУ (числового программного управления/компьютерами) и способна работать со сканированными цифровыми исходниками, прошедшими предварительное редактирование, увеличение и т.п. При этом разные типы станков кардинально отличаются друг от друга по способу воздействия на поверхность камня. к. при прожиге в них образуются лишние миниатюрные сколы, ухудшающие качество портрета.
к. при прожиге в них образуются лишние миниатюрные сколы, ухудшающие качество портрета. Качество выполняемой гравировки в этом случае также во многом зависит от того, насколько ровной является поверхность камня. Но относительная простота конструкции станка позволяет его модернизировать, делая менее требовательным к параметрам плоскости плиты.
Качество выполняемой гравировки в этом случае также во многом зависит от того, насколько ровной является поверхность камня. Но относительная простота конструкции станка позволяет его модернизировать, делая менее требовательным к параметрам плоскости плиты.







 Это высококачественный процесс, результаты которого воспроизводятся, единообразны и точны.
Это высококачественный процесс, результаты которого воспроизводятся, единообразны и точны.
 Различные фотографические процессы уже давно заменили его в коммерческих приложениях и, отчасти из-за его сложности, гораздо реже используются в гравюре и в значительной степени были заменены травлением и другими методами. Однако гравировка по-прежнему распространена в других отраслях.
Различные фотографические процессы уже давно заменили его в коммерческих приложениях и, отчасти из-за его сложности, гораздо реже используются в гравюре и в значительной степени были заменены травлением и другими методами. Однако гравировка по-прежнему распространена в других отраслях. Инструмент для гравировки протаскивают через металлическую деталь, оставляя отпечаток. Diamond-drag создает качественную и точную гравировку, сравнимую с ручной гравировкой. Ширина штриха постоянна и не меняется по глубине. Алмазная шлифовка рекомендуется для мягких металлов и идеальна для гравировки ювелирных изделий и трофеев.
Инструмент для гравировки протаскивают через металлическую деталь, оставляя отпечаток. Diamond-drag создает качественную и точную гравировку, сравнимую с ручной гравировкой. Ширина штриха постоянна и не меняется по глубине. Алмазная шлифовка рекомендуется для мягких металлов и идеальна для гравировки ювелирных изделий и трофеев.


 Они хорошо подходят для изготовления подарочных изделий в большинстве случаев гравировки, таких как персонализация ювелирных изделий, а гравировка с помощью алмазного перетаскивания является предпочтительным методом. Эти материалы можно легко глубоко резать теми же режущими инструментами, что и латунь. В большинстве случаев смазочно-охлаждающие жидкости не требуются.
Они хорошо подходят для изготовления подарочных изделий в большинстве случаев гравировки, таких как персонализация ювелирных изделий, а гравировка с помощью алмазного перетаскивания является предпочтительным методом. Эти материалы можно легко глубоко резать теми же режущими инструментами, что и латунь. В большинстве случаев смазочно-охлаждающие жидкости не требуются.
 Мы надеемся, что это руководство помогло вам лучше понять существующие методы гравировки по металлу и различные материалы, к которым эти методы применяются.
Мы надеемся, что это руководство помогло вам лучше понять существующие методы гравировки по металлу и различные материалы, к которым эти методы применяются. Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации. 
 С помощью этой техники менеджеры проектов и владельцы бизнеса могут брендировать свои продукты. Тексты, серийные номера, логотипы, коды и другие элементы могут быть выгравированы на различных металлических материалах с использованием различных методов гравировки.
С помощью этой техники менеджеры проектов и владельцы бизнеса могут брендировать свои продукты. Тексты, серийные номера, логотипы, коды и другие элементы могут быть выгравированы на различных металлических материалах с использованием различных методов гравировки. Однако важно отметить, что каждый металл обладает уникальными свойствами, которые делают его пригодным для определенных применений. В то время как алюминий является популярным металлом, на который обычно наносят гравировку, производители также выполняют гравировку на многих других металлах. Ниже приведены наиболее часто используемые металлы для гравировки:
Однако важно отметить, что каждый металл обладает уникальными свойствами, которые делают его пригодным для определенных применений. В то время как алюминий является популярным металлом, на который обычно наносят гравировку, производители также выполняют гравировку на многих других металлах. Ниже приведены наиболее часто используемые металлы для гравировки: Кроме того, алюминиевые детали с лазерной гравировкой устойчивы к высоким температурам и другим видам обработки поверхности, таким как дробеструйная обработка.
Кроме того, алюминиевые детали с лазерной гравировкой устойчивы к высоким температурам и другим видам обработки поверхности, таким как дробеструйная обработка. Поэтому производители используют лазерный отжиг как идеальную замену.
Поэтому производители используют лазерный отжиг как идеальную замену. Наиболее подходящий термин для использования здесь — сублимация — процесс, при котором металлы (в твердом состоянии) превращаются в газы, не переходя в жидкое состояние.
Наиболее подходящий термин для использования здесь — сублимация — процесс, при котором металлы (в твердом состоянии) превращаются в газы, не переходя в жидкое состояние.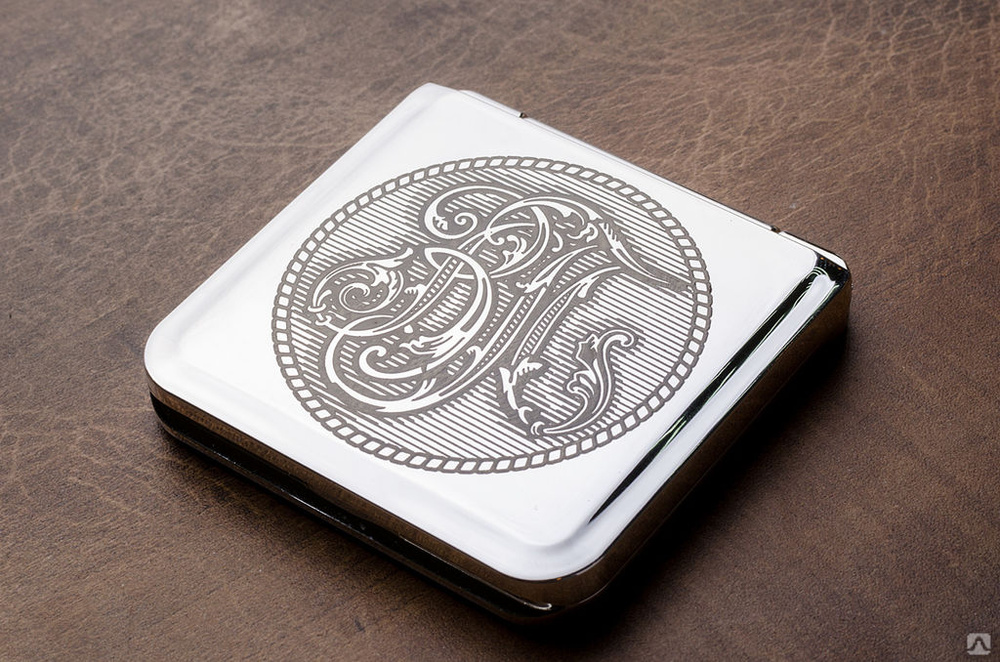 Для лазерной гравировки подходят несколько металлов, наиболее идеальным из которых является алюминий. Однако нержавеющая сталь, состоящая из нескольких сплавов, также отлично работает с этой техникой. Фактически, гравировка на нержавеющей стали является одной из стандартных услуг гравировки для многих отраслей промышленности.
Для лазерной гравировки подходят несколько металлов, наиболее идеальным из которых является алюминий. Однако нержавеющая сталь, состоящая из нескольких сплавов, также отлично работает с этой техникой. Фактически, гравировка на нержавеющей стали является одной из стандартных услуг гравировки для многих отраслей промышленности. д.
д. Узоры, допускаемые травлением, часто имеют глубину 0,001 дюйма или меньше.
Узоры, допускаемые травлением, часто имеют глубину 0,001 дюйма или меньше. Ширина штриха позволяет легко гравировать маленькие буквы. Однако ограниченная ширина штриха в некоторых случаях делает процесс неэффективным.
Ширина штриха позволяет легко гравировать маленькие буквы. Однако ограниченная ширина штриха в некоторых случаях делает процесс неэффективным. Это создает более глубокий вырез или полный вырез нужной буквы или объекта. Настройки микрометра шпинделя помогают контролировать глубину реза в большинстве случаев.
Это создает более глубокий вырез или полный вырез нужной буквы или объекта. Настройки микрометра шпинделя помогают контролировать глубину реза в большинстве случаев. Делая это, техника создает устойчивые высококонтрастные метки, которые легко идентифицировать. Напротив, лазерная маркировка использует концентрированный лазерный луч для изменения поверхности заготовки. Четыре распространенных метода лазерной маркировки включают вспенивание, окрашивание, миграцию углерода и отжиг.
Делая это, техника создает устойчивые высококонтрастные метки, которые легко идентифицировать. Напротив, лазерная маркировка использует концентрированный лазерный луч для изменения поверхности заготовки. Четыре распространенных метода лазерной маркировки включают вспенивание, окрашивание, миграцию углерода и отжиг. Также можно почистить металл аккуратной тряпкой и денатуратом. Гравировка грязного металла с большей вероятностью приведет к ошибкам.
Также можно почистить металл аккуратной тряпкой и денатуратом. Гравировка грязного металла с большей вероятностью приведет к ошибкам. Из-за растущего спроса большинство дизайнеров и производителей теперь обращаются к лазерной гравировке металла. Поэтому он универсален в промышленных операциях, маркировке коммерческих продуктов и во многих других областях.
Из-за растущего спроса большинство дизайнеров и производителей теперь обращаются к лазерной гравировке металла. Поэтому он универсален в промышленных операциях, маркировке коммерческих продуктов и во многих других областях.
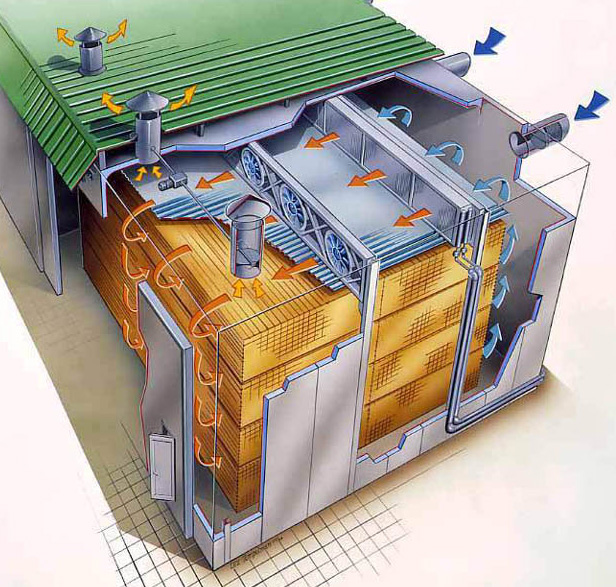
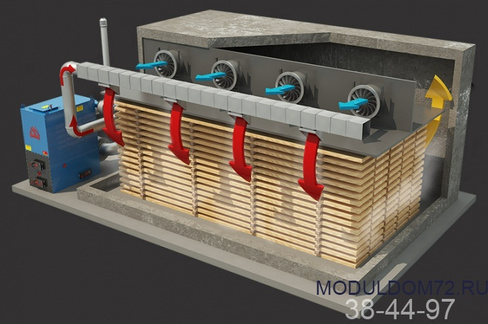
 Камеры потребляют в качестве источника тепла горячий пар или электричество. Процесс, как правило, компьютеризирован.
Камеры потребляют в качестве источника тепла горячий пар или электричество. Процесс, как правило, компьютеризирован.
 При дальнейшей сушке поверхностные напряжения натяжения увеличиваются и могут превысить предел прочности древесины. В этом случае происходит образование поверхностных трещин, что является дефектом сушки и допускать этого нельзя.
При дальнейшей сушке поверхностные напряжения натяжения увеличиваются и могут превысить предел прочности древесины. В этом случае происходит образование поверхностных трещин, что является дефектом сушки и допускать этого нельзя.
 Кроме того, увеличиваются тепловые и эксплуатационные затраты при эксплуатации сушильной камеры. Это повышает стоимость сушки древесины.
Кроме того, увеличиваются тепловые и эксплуатационные затраты при эксплуатации сушильной камеры. Это повышает стоимость сушки древесины.
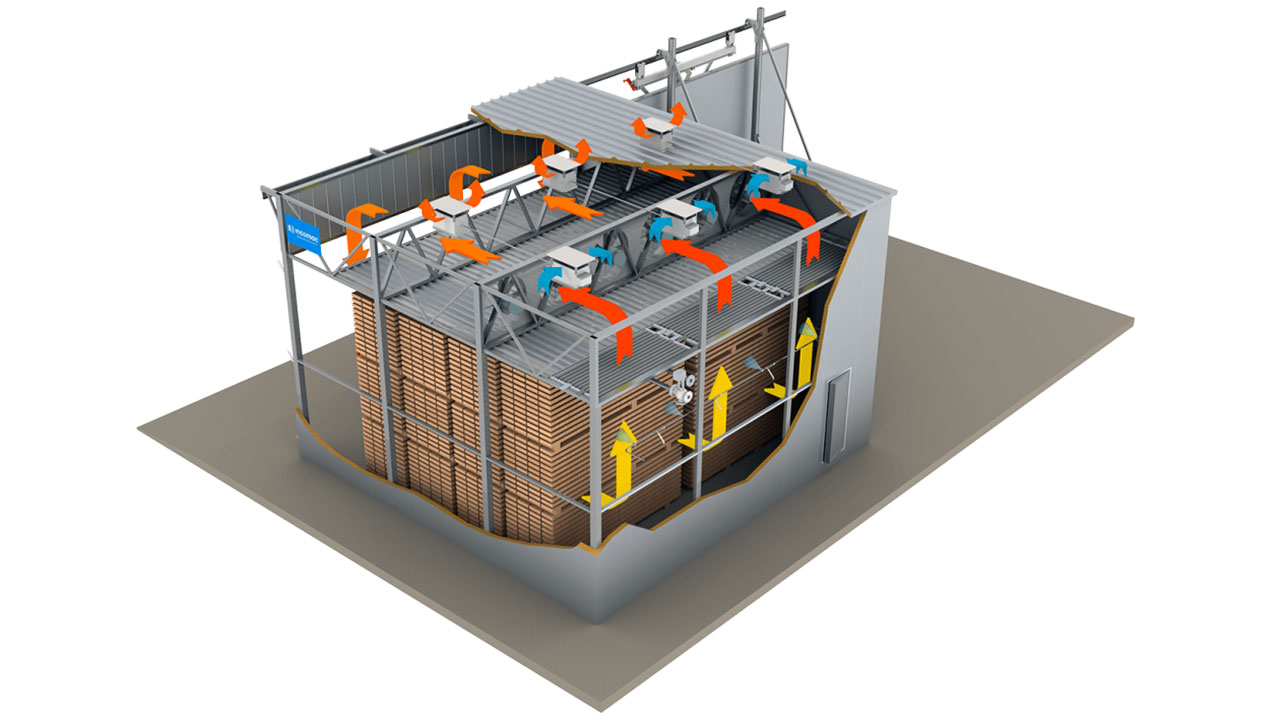
 При этом реверсивный вентилятор имеет более низкий коэффициент полезного действия, чем нереверсивный. Осуществление реверса вентиляторов усложняет устройство управления и повышает стоимость сушильной камеры. Все это дополнительно повышает стоимость сушки. Кроме того, имеются публикации результатов исследований, которые свидетельствуют не только о пользе реверса, но и его вреде качеству сушки.
При этом реверсивный вентилятор имеет более низкий коэффициент полезного действия, чем нереверсивный. Осуществление реверса вентиляторов усложняет устройство управления и повышает стоимость сушильной камеры. Все это дополнительно повышает стоимость сушки. Кроме того, имеются публикации результатов исследований, которые свидетельствуют не только о пользе реверса, но и его вреде качеству сушки.
 Продолжительность цикла составляет 1 … 6 часов. После достижения требуемой влажности производится охлаждение древесины внутри сушильной камеры до температуры воздуха 20 … 40 °С. Увлажняющие устройства и реверс вентиляторов не требуются.
Продолжительность цикла составляет 1 … 6 часов. После достижения требуемой влажности производится охлаждение древесины внутри сушильной камеры до температуры воздуха 20 … 40 °С. Увлажняющие устройства и реверс вентиляторов не требуются.
 Она может быть использована практически на любой сушильной камере.
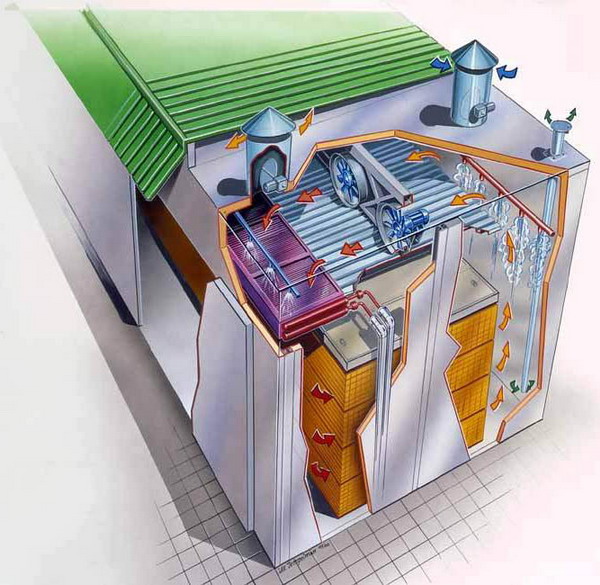
Она может быть использована практически на любой сушильной камере. С другой стороны, этап сушки древесины является быстрым и удаляет влагу по мере необходимости. Вакуумная сушильная машина только отводит влагу от древесины, поэтому требуется больше времени для сушки и удаления влаги по мере необходимости. На этапе сушки также используется вакуумная сушильная машина. В вакууме процесс сушки происходит быстро, а затем занимает больше времени и удаляет влагу из влаги. С другой стороны, вакуумная сушилка только забирает влагу из древесины и доводит ее до полной влажности.
С другой стороны, этап сушки древесины является быстрым и удаляет влагу по мере необходимости. Вакуумная сушильная машина только отводит влагу от древесины, поэтому требуется больше времени для сушки и удаления влаги по мере необходимости. На этапе сушки также используется вакуумная сушильная машина. В вакууме процесс сушки происходит быстро, а затем занимает больше времени и удаляет влагу из влаги. С другой стороны, вакуумная сушилка только забирает влагу из древесины и доводит ее до полной влажности.
 Сами сушилки используются по-разному, которые могут очищать разные породы древесины для процесса сушки. Основное отличие заключается в том, что сушилки для древесины используются по-разному и отличаются способом сушки древесины.
Сами сушилки используются по-разному, которые могут очищать разные породы древесины для процесса сушки. Основное отличие заключается в том, что сушилки для древесины используются по-разному и отличаются способом сушки древесины.
 фут/мин)
фут/мин) футов). Блоки могут быть установлены по отдельности или по несколько, чтобы обеспечить производительность сушки в соответствии с любыми потребностями.
футов). Блоки могут быть установлены по отдельности или по несколько, чтобы обеспечить производительность сушки в соответствии с любыми потребностями..png) Таким образом, эксплуатационные расходы низки, что повышает вашу рентабельность за счет снижения затрат.
Таким образом, эксплуатационные расходы низки, что повышает вашу рентабельность за счет снижения затрат.

 Идеальным вариантом считается графический файл, содержащий выбранный узор, текст. Если эскиз создан собственноручно, найден в рекламном проспекте, журнале, следует оцифровать образец посредством графического редактора.
Идеальным вариантом считается графический файл, содержащий выбранный узор, текст. Если эскиз создан собственноручно, найден в рекламном проспекте, журнале, следует оцифровать образец посредством графического редактора. Сам я недавно начал этим заниматься. Думал что все дело в предварительном нанесении текста на изделие, но последний опыт показал что не в этом дело. Просто смотря и сравнивая ваши работы с тем что выходит у меня начинаю сомневаться в своих способностях, «небо и земля»!!! Заранее благодарен за помощь!
Сам я недавно начал этим заниматься. Думал что все дело в предварительном нанесении текста на изделие, но последний опыт показал что не в этом дело. Просто смотря и сравнивая ваши работы с тем что выходит у меня начинаю сомневаться в своих способностях, «небо и земля»!!! Заранее благодарен за помощь! И приступаем делать наметку бором.
И приступаем делать наметку бором. Из за эффекта, о котором только, что упомянула, делаем последние штрихи! Штрихи насадкой по местам утолщения в одном направлении и под одним углом. Это необходимо для целостности композиции.
Из за эффекта, о котором только, что упомянула, делаем последние штрихи! Штрихи насадкой по местам утолщения в одном направлении и под одним углом. Это необходимо для целостности композиции. Чем больше я провожу живых выступлений по гравировке, тем с большим разнообразием металлов я сталкиваюсь. Некоторые покрыты. Некоторые из поддельных металлов, которые на самом деле пластиковые. Некоторые из них гравировать легче, чем другие. Недавно мне поручили очень сентиментальный проект гравировки на маленьком компасе, который требовал очень тщательного процесса.
Чем больше я провожу живых выступлений по гравировке, тем с большим разнообразием металлов я сталкиваюсь. Некоторые покрыты. Некоторые из поддельных металлов, которые на самом деле пластиковые. Некоторые из них гравировать легче, чем другие. Недавно мне поручили очень сентиментальный проект гравировки на маленьком компасе, который требовал очень тщательного процесса. Я использовала механический карандаш Sakura 0.5. Легче рисовать, когда это тонкая точка.
Я использовала механический карандаш Sakura 0.5. Легче рисовать, когда это тонкая точка. Подождите, вы сказали старый? Да… об этом позже. Продолжай читать!
Подождите, вы сказали старый? Да… об этом позже. Продолжай читать!

 Когда я выхожу на максимум, становится скользко, и мне становится все труднее контролировать стропы… это особенно сложно на таком маленьком покрытии, как эта.
Когда я выхожу на максимум, становится скользко, и мне становится все труднее контролировать стропы… это особенно сложно на таком маленьком покрытии, как эта. Или, может быть, у вас есть место для большего количества цветов. Как только вы будете счастливы, сделайте снимок!
Или, может быть, у вас есть место для большего количества цветов. Как только вы будете счастливы, сделайте снимок! 0007
0007 sriram sriram
sriram sriram Злоупотребление отчетами
Злоупотребление отчетами 0007
0007

 Power-Bend Pro, объединяющий дизайн и технологию, станет экономичным и постоянным решением для вашего бизнеса при узких, широких, сложных и точных гибках, при массовом производстве, требующем одинарной или высокой скорости.
Power-Bend Pro, объединяющий дизайн и технологию, станет экономичным и постоянным решением для вашего бизнеса при узких, широких, сложных и точных гибках, при массовом производстве, требующем одинарной или высокой скорости.
