ВЕСЬ ТОВАР НОВЫЙ С ГАРАНТИЕЙ В НАЛИЧИИ, напрямую со склада!!! 15 лет работаем на рынке инструмента, есть свой авторизованный сервисный центр!!! Работаем с понедельника по пятницу с 9 до 18 без перерыва. В наличии Комбинированный строгальный станок Энкор Корвет-24 арт. 90240 Комбинированный станок «Корвет 24» совмещает в себе функции строгального и рейсмусового станка. Особенности: -Мощный коллекторный двигатель с тепловой защитой. -Ременная передача защищает двигатель от перегрузок и снижает шум при работе. -Магнитный пускатель исключает самопроизвольный пуск станка после временного отключения электропитания. -Высокая скорость вращения рабочего вала позволяет добиться высокой чистоты обработки поверхности. -Шлифованная поверхность отлитых из чугуна столов способствует уменьшению трения с заготовкой. -Быстрый и легкий переход от режима строгания к режиму рейсмуса и обратно. -Два рабочих положения патрубка пылесборника (для режима строгания и режима рейсмуса). -Направляющая планка имеет наклон до 45 град. -Для безопасной работы рабочий вал закрыт защитной планкой. -Небольшая масса и габариты станка делают его удобным при хранении и транспортировке. Характеристики: Номинальная потребляемая мощность двигателя: 1250 Вт Номинальное напряжение питания: 220/50 В/Гц Тип электродвигателя: коллекторный Передача: ремённая Частота вращения рабочего вала: 8000 об/мин Диаметр рабочего вала: 50 мм Количество ножей на рабочем валу: 2 шт. Максимальная глубина строгания за один проход: 2 мм Размер рабочего стола (строгального): 737х210 мм Угол наклона направляющей планки: 0 — 45 град Минимальная толщина обрабатываемой заготовки: 5 мм Размер рабочего стола (рейсмус): 255х255 мм Скорость автоматической подачи: 8 м/мин Диаметр патрубка для пылесборника: 64 мм Максимальная ширина обрабатываемой заготовки: 204 мм Масса нетто/брутто: 26/29 кг Размер упаковки (ДхШхВ): 820Х460Х460 мм Гарантия 3 года!!!. Этот а так же другие станки серии КОРВЕТ, производства фирмы ЭНКОР В НАЛИЧИИ!!! Список населенных пунктов доставкой нашим транспортом и оплатой при получении: 1. Загрузка в понедельник,доставка во вторник: Ставрополь,Михайловск, Невинномысск,Черкесск, Карачаевск, Александровское, Мин-Воды, Пятигорск, Ессентуки,Железноводск, Кисловодск,Успенское, Армавир, Отрадная,Кропоткин,Гулькевичи, Новоалександровск, Изобильный, Рыздвяный и ближайшие населенные пункты. 2.Загрузка во вторник, доставка в среду/четверг: -Краснодарский край: Краснодар,Горячий Ключ,Майкоп, Лабинск, Апшеронск,Хадыженск, Каневская, Тимашевск, Каменномостский,Динская, Тихарецк, Новопокровская,Славянск, Темрюк, Крымск, Новороссийск,Анапа, Геленджик,Усть-Лабинск и ближайшие населенные пункты. -Ростовская область: Ростов,Батайск, Песчанокопское, Сальск, Новочеркасск, Таганрог, Батайск, Азов и ближайшие населенные пунткы. 3. Загрузка в среду, доставка в четверг: Грачевка, Гафицкое,Светлоград, Ипатово, Большая Джалга, Дивное, Элиста и ближайшие населенные пункты. 4. Загрузка в четверг, доставка в пятницу: Ставрополь, Михайловск,Благодарный, Будденовск, Покойное, Левокумка, Нефтекумск. Георгиевск, Прохладный, Нальчик, Моздок, Владикавказ иближайшие населенные пункты.
Хороший и недорогой вариант чтобы проверить трубы на течь.
Важно чтобы вода уже была в системе, потому как ручным опрессовщиком накачать много воды долго и муторно.
Работает хорошо, гарантийных поломок практически нет.
Ручной опрессовщик Сатурн НИР-60 или НИР-25 для точной и быстрой проверки давления , а также герметичности трубопроводных систем и резервуаров в водопроводных, отопительных и сантехнических системах, в системах сжатого воздуха, паровых, охладительных и масляных установках, для котельных и при строительстве напорных резервуаров
Ручной опрессовочный насос необходимый проверочный прибор для каждого слесаря — заполнение и проверка давления в системе производится за одну технологическую операцию. Постоянное давление, создаваемое опрессовщиком, обеспечивается за счет системы двойных клапанов и шпинделей клапанов с нержавеющей шаровой головкой.
Опрессовочный насос САТУРН НИР-60 является профессиональным инструментом и рассчитан на длительную и интенсивную эксплуатацию.
Литой латунный корпус опрессовочного насоса.
Максимальное давление 60 бар
Производительность 40 мл за 1 двойной ход.
Стальная окрашенная емкость на 12 литров
Прочный поршень
Манометр на 0-60 бар
Присоединительный шланг с резьбовыми присоединениями в комплекте.
Вес 7 кг.
Бренд
САТУРН
Тип опрессовщика
Ручной
Максимальное давление, бар
60
САТУРН
Отзывы
Похожие товары
10 200 ₽
Подробнее
Опрессовщик Сатурн THP-50-60
12 155 ₽
Подробнее
Ручной опрессовщик V-Test 50R
Акция
9 860 ₽
Подробнее
Ручной опрессовщик V-Test 50
Хит
9 450 ₽
Подробнее
Ручной опрессовщик ROTOR TEST PRO
33 575 ₽
Подробнее
Опрессовочный насос RP 50S
12 006 ₽
Подробнее
Опресовщик ручной B-Test 50R
9 881 ₽
Подробнее
Опресовщик ручной B-Test 50
Товар отсутствует
6 900 ₽
Подробнее
Опрессовщик ручной Zitrek EP-60
Товар отсутствует
19 710 ₽
Подробнее
Опрессовщик ручной TP-60 до 60 бар
-11%
11%
Товар отсутствует
20 080 ₽
Подробнее
Опрессовщик TP40 S
Товар отсутствует
12 780 ₽
Подробнее
Ручной опрессовщик REKON
Ручные опрессовщики
Главная \ Оборудование для труб \ Опрессовщики \ Ручные опрессовщики
Сортировать по: Названию Цене
Сбросить
Вид:
Ручной опрессовщик Сатурн НИР-25
Артикул: Нир-25
Добавить к сравнению
Производитель
Сатурн
Макс. давление
25 бар
Емкость
5 л
Соединение
1/2″
Вес
3 кг
Добавить к сравнению
Количество:
3 600 р.
Ручной опрессовщик V-Test 25
Артикул: V-Test 25
Добавить к сравнению
Производитель
Voll
Макс. давление
25 бар
Емкость
7 л
Соединение
1/2″
Вес
3,5 кг
Добавить к сравнению
Количество:
3 400 р.
Ручной опрессовщик V-Test 50
Артикул: V-Test 50
Добавить к сравнению
Производитель
Voll
Макс. давление
50 бар
Емкость
10 л
Соединение
1/2″
Вес
8 кг
Добавить к сравнению
Количество:
6 300 р.
Ручной опрессовщик Сатурн НИР-60
Артикул: Нир-60
Добавить к сравнению
Производитель
Сатурн
Макс. давление
60 бар
Емкость
10 л
Соединение
1/2″
Вес
9 кг
Добавить к сравнению
Количество:
7 200 р.
Ручной опрессовщик 1450
Артикул: 50072
Добавить к сравнению
Производитель
Ridgid (США)
Макс. давление
50 бар
Емкость
13,5 л
Соединение
1/4″
Вес
6,4 кг
Добавить к сравнению
Количество:
24 300 р.
60-тонный обжимной инструмент — одностороннего действия
Номер по каталогу: RK6040
СКП №: 0783310106043
Номер по каталогу: RK6040
СКП №: 0783310106043
Идеальный инструмент для использования при строительстве подстанций и линий электропередач
Подходит для матриц Burndy L и обжимных матриц серии Alcoa 6000.
После завершения соединения верхняя часть головки легко поворачивается на 90° и может быть снята с инструмента для удаления разъема.
При снятии инструмента с подставки открывается подъемная проушина, когда инструмент необходимо использовать над уровнем земли.
Для RK6040 требуется гидравлический источник питания одностороннего действия на 10 000 фунтов на кв. дюйм (700 бар).
Для DK6040 требуется гидравлический источник питания двойного действия на 10 000 фунтов на кв. дюйм (700 бар).
Оснащен гидравлическими муфтами винтового типа 3/8 IN.
Включает стальной кейс для переноски с местом для хранения штампов
Показать меньше
Читать далее
Купить сейчас
Запросить демонстрацию
Зарегистрируйте свой продукт
Запросить информацию
Интернет-магазины
Магазины рядом с вами
Посетите сайт, чтобы узнать о наличии.
В наличии
Купить сейчас
Технические характеристики
Приложение
Для использования в строительстве подстанций и линий электропередач
120 000 000 фунтов (530 000 кН) при 10 000 фунтов на квадратный дюйм
Высота
17 000 дюймов (432 000 мм)
Включает
Стальной кейс с местом для хранения штампов
Требуемый объем масла
0,75 PT (312 см3)
Рабочее давление
10000 фунтов на квадратный дюйм (700 бар)
Тип
Одностороннего действия
Вес
45 000 фунтов (20 000 кг)
Ширина
6 000 дюймов (153 000 мм)
*Greenlee® может вносить усовершенствования и/или изменения в технические характеристики продуктов в любое время по своему усмотрению, без предварительного уведомления или каких-либо обязательств, а также оставляет за собой право изменять модели или прекращать их выпуск.
Сопроводительные документы
Руководство оператора
Гарантия
Гарантия и политика возврата
Отзывы
вопросы и ответы
Light и HSN Code 8453 Exports from World 8
206
Поставщики
193
Импортные поставки
527
Экспортные поставки
527
org/BreadcrumbList»>
Главная> 2 0
309040 0012
Легкий
>
Легкий
>
Легкий Экспорт
Обновлено: 20 апреля 2023 г.
Фильтр
Обзор
Согласно данным глобального экспорта Volza, экспортные поставки Light и HSN Code 8453 составили 527, экспортировано 193 мировых экспортера 206 покупателям.
Global экспортирует большую часть своей продукции Light и HSN Code 8453 в Индонезию, Вьетнам и Индию
В тройку крупнейших экспортеров Light и HSN Code 8453 входит Китай с 200 поставками, за ним следует Тайвань с 98 поставками и Италия на 3-м месте с 64 поставками.
Топ-3 категории продукции Light и код HSN 8453 в мире:
Код HSN 84539000 : 84539000
Код HSN 84532000 : 84532000
Код HSN 84532052 : 10 10 1032052 :0012
Эти факты обновлены до 20 апреля 2023 года и основаны на данных Volza Global Export Import Light и HSN Code 8453, полученных из 70 стран экспортно-импортных поставок с именами покупателей, поставщиков, контактной информацией высшего лица, принимающего решения, например телефон, электронная почта и профили LinkedIn.
Light и код HSN 8453 экспортные данные World — 527 экспортных поставок
Все фильтры
По поставкам
По имени
Подробнее (16)
По отгрузкам
Подробнее (12)
По отгрузкам
По имени
Подробнее (20)
По поставкам
По имени
Подробнее (21)
По поставкам
По названию
3
3
3 03
По отгрузкам
По имени
Подробнее (15)
Скачать
Скачать
Отчет об исследовании рынка
Отчет об исследовании рынка
Часто задаваемые вопросы
Как экспортировать код HSN в мировой рынок 90 453 ?
Данные Volza об экспорте World Light и HSN Code 8453 позволяют изучить подробные данные с именами поставщиков-покупателей за последние 10 лет.
Как создать стратегию экспорта World Light и HSN Code 8453?
Данные Volza об экспорте World Light и HSN Code 8453 помогут вам создать экспортную стратегию на основе подробных данных о торговле с именами поставщиков, ценами и объемами за последние 10 лет.
Как найти информацию о рынке экспорта для Light и кода HSN 8453?
Вы можете найти World Light и информацию об экспортном рынке HSN Code 8453 за последние 10 лет с покупателем, поставщиком, ценой и объемом от volza.com
Как выйти на новые рынки для экспорта Light и HSN Code 8453?
Вы можете найти Новые рынки для экспорта Light и HSN Code 8453 из Volza Отчет о рынке стран за последние 10 лет с темпами роста, покупателем, поставщиком, ценой и объемом.
Какие продукты Light и HSN Code 8453 экспортируются из мира?
Основными продуктами, связанными со светом и кодом HSN 8453, являются велосипедный фонарь, комплект руля, осветительный велосипед, велосипед, серия колокольчиков.
Что такое код HSN Света и код HSN 8453?
Топ-5 кодов HSN для Light и HSN Code 8453: HSN Code 84539000, HSN Code 84532010, HSN Code 84532000, HSN Code 84539090, HSN Code 84538010. Подробную информацию можно найти на https://www.volza.com/hs -коды.
Насколько достоверны данные экспорта World Light и HSN Code 8453?
Данные Volza об экспорте World Light и HSN Code 8453 являются на 100% достоверными, поскольку они основаны на фактических экспортно-импортных поставках и собираются по всему миру из более чем 20 000 портов из более чем 70 стран.
Чем могут помочь данные экспорта World Light и HSN Code 8453?
Данные об экспорте World Light и HSN Code 8453 содержат стратегическую информацию и очень полезны для экспортеров и импортеров, которые хотят расширить глобальную торговлю, улучшить цепочку поставок Light и HSN Code 8453, найти экономичных поставщиков, новых покупателей и быстрорастущие рынки.
Какую информацию содержат данные экспорта World Light и HSN Code 8453?
Данные экспорта World Light и HSN Code 8453 содержат дату отгрузки, имя и контактную информацию экспортера, импортера, описание продукта, цену, количество, страну и порт происхождения, страну и порт назначения и многие другие поля.
Как часто обновляется информация об экспорте World Light и HSN Code 8453?
Мы ежемесячно обновляем данные экспорта World Light и HSN Code 8453 из большинства стран, но время может варьироваться в зависимости от страны.
Кто является крупнейшим экспортером Light и HSN Code 8453?
Согласно данным Volza по глобальной экспортной торговле Light и HSN Code 8453, на Китай приходится максимальная доля с 200 поставками, за ним следует Тайвань с 98 и Италия на 3-м месте с 64 поставками.
Как найти последние данные экспорта World Light и HSN Code 8453?
Вы можете загрузить последние данные по экспорту World Light и HSN Code 8453 за апрель 2023 года здесь
Как найти данные по экспорту World Light и HSN Code 8453 с именами покупателей и поставщиков?
Вы можете скачать экспортные данные Volza World Light и HSN Code 8453 с именами покупателей и поставщиков.
Какова стоимость подписки на информацию об экспорте World Light и HSN Code 8453 ?
Есть два варианта подписки: онлайн-доступ стоит от 1500 долларов, а отчеты от Volza Consulting — от 1000 долларов.
Сертификат «Расширенная гарантия на 5 лет на инструмент Makita»
Сертификат выдается при покупке инструмента Makita в Москве и области. Не действует при продаже юридическим лицам.
Диск пильный Makita M-Force, 190х30х2мм, 12 зуб,для дерева B-07967
Диск пильный Makita M-Force, 190х30х2мм, 12 зуб,для дерева B-07967
1 990 ₽
Перфоратор Makita HR 2470 + буры в подарок
10 400 ₽
Углошлифовальная машина Makita 9558 HN (Болгарка Makita 9558HN)
4 960 ₽
Углошлифовальная машина Makita 9069 (болгарка Makita 9069)
9 490 ₽
Электрический лобзик Makita 4329
4 450 ₽
Электрический лобзик Makita 4327
4 510 ₽
Электрическая цепная пила Makita UC3541A
8 990 ₽
Электрический лобзик Makita 4329X1
4 790 ₽
Аккумуляторная дрель-шуруповерт Makita DF347DWE
7 610 ₽
Аккумуляторная дрель-шуруповерт Makita DF457DWE
9 380 ₽
Пила HS7601 является более свежей и обновленной версией 5704R.
Плоская крышка корпуса позволяет устанавливать пилу на торец для удобства замены диска.
Подошва из алюминиевого сплава.
Пила легче и компактнее предшественницы.
Производитель
Makita
Мощность, Вт
1200
Обороты
5200
Диаметр пильного диска, мм
Диаметр пильного диска определяет глубину реза и размер обрабатываемых заготовок. Больший диаметр диска требует большой мощности двигателя.
185, 190
Посадочный диаметр, мм
указывается в миллиметрах и подбирается под инструмента. Посадочный диаметр диска должен идеально совпадать с диаметром вала инструмента, недопустим даже малейший люфт.
30
Глубина пропила под углом 90°
66
Глубина пропила 45°, мм
46
Плавный пуск
Нет
Регулировка оборотов
Нет
Поддержание постоянных оборотов
Нет
Погружная пила
Нет
Свойства аккумуляторов
Аккумуляторные
Нет
Комплектация
Комплектация
Пильный диск, параллельный упор, патрубок для пылесоса, шестигранный ключ
Вес и упаковка
Вес
4 кг
Размер упаковки
40. 5 × 27.5 × 20 см
Вес товара в упаковке
5.02 кг
Антон
5 июля 2022 09:23
Подскажите пожалуйста облазил все что можно.
Некоторые источники(например Леруа) пишут что возможна установка в стол у данной модели, через адаптер.
Существует ли такой адаптер в природе? И второе существует ли к этой модели заводская выносная кнопка пуска?
MakitaRussia
6 июля 2022 12:42
нет, установка в стол штатными средствами невозможна. Выносной кнопки также нет.
Segrey
21 марта 2021 16:32
Здравствуйте,подскажите страну сборки Makita HS7601?Есть ли доставка СДЕК
Компактная и легкая конструкция обеспечивает превосходное управление и маневренность инструмента. Система сдувания стружки обеспечивает хорошую видимость линии реза.
Технические характеристики
Основные Подробные
Частота холостого хода, об/мин
5200
Вес, кг
4.0
Сетевой шнур, м
0″>4.0
Мощность, Вт
1200
Регулировка оборотов
нет
Диаметр посадочного отверстия, мм
30
Глубина распила при 45°, мм
0″>46.0
Глубина распила при 90°, мм
66.0
Напряжение питания, В
220
Габаритные размеры, мм
309х232х255
Диаметр пильного диска, мм
190
Плавный пуск
нет
Инструкция к Пила дисковая Makita HS7601
Комплектация
Дисковая пила
Твердосплавный режущий диск
Шестигранник
Параллельный упор
Насадка для пылеотведения
Руководство по эксплуатации
Упаковка.
Параметры упакованного товара
Вес брутто, кг: 5.00
Единица товара: шт.
Длина, мм: 410
Ширина, мм: 285
Высота, мм: 200
Документация
Сертификат
Гарантийный талон
Сертификат соотвествия
Произведено
Модель выпускается с 2016 года
Япония — родина бренда
Румыния — страна изготовителя*
Информация о производителе Makita – один из ведущих мировых производителей электро- и бензоинструмента. Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
*Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров! Указанная информация не является публичной офертой
Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.
Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя).
Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских.
Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро.
Циркулярная пила Makita HS7601J (обзор и лучшая цена)
Каждый продукт, который мы рекомендуем, тщательно исследуется, проверяется и по возможности тестируется. Если вы покупаете по ссылке, мы можем заработать небольшую комиссию. Узнать больше.
Если вы покупаете по ссылке, мы можем получить небольшую комиссию. Узнать больше.
Испытано: Гарри Данктоном
Продукт протестирован
108,04 £
Бесплатная доставка
Перейти в магазин
129,95 £
Перейти в магазин
£134,00
Перейти в магазин
Обзор нашей циркулярной пилы Makita HS7601J
Циркулярная пила Makita HS7601J — одна из самых доступных моделей серии , выпускаемых Makita. Однако это не означает, что это не высокопроизводительный набор из комплекта . Он прочный, чрезвычайно прочный, и кажется, что он прослужит десятилетиями разумного использования своими руками.
Конечно, если вас больше всего беспокоит малый вес и портативность, то этот тяжелый зверь и его шнур питания не будут соответствовать ни одному из этих параметров. Это не та пила, которой вы будете взбираться по лестнице и резать кровельные балки. 9 больше подходит0034 инструмент для мастерских , когда у вас есть электропитание в пределах легкой досягаемости.
Я не буду ходить вокруг да около с этим электроинструментом. Я знаю нескольких мастеров , которые годами владеют этой пилой и ежедневно используют ее на строительной площадке. Это невероятно надежная циркулярная пила и , соответствующая , которая прослужит вам долгие годы. Возможно, у него нет всех наворотов, которые есть у других пил, но я не думаю, что они ему нужны. Если бы я хотел купить лучшую сетевую циркулярную пилу на рынке сегодня, то это она.
Один из крупнейших производителей инструментов в мире, Makita также является одним из немногих оставшихся действительно независимых брендов. Их узнаваемые зеленые дрели и пилы с более чем вековой службой можно найти в мастерских и сараях по всему миру.
Циркулярная пила Makita HS7601J — это прежде всего надежная рабочая лошадка. Профессиональные торговцы предпочитают его за надежность, он рассчитан на длительный срок службы и чрезвычайно эффективен. Я протестировал эту пилу, потому что ее более чем достаточно для домашнего мастера, и к тому же она поставляется с великолепным жестким футляром.
Для сравнения лучших циркулярных пил потребовалось много параллельных испытаний . Лучший способ, которым я мог бы дать объективную оценку этим инструментам, — это провести с ними то, что мог бы сделать обычный домашний мастер. Начав с обычной конструкционной древесины , я сделал серию простых поперечных пропилов 0° , затем сделал то же самое 45° , чтобы немного больше нагрузить двигатель.
Следующим материалом для тестирования был дуб черешчатый , который я измельчил пару лет назад. Это было приятно, сухо и намного тяжелее, чем CLS, который у меня был. Опять же, я сделал серию из 0° и 45° косые пропилы, чтобы увидеть качество отделки и оценить, насколько хорошо пила будет резать.
Следующей задачей было опробовать управляемый разрез . Продольные пропилы проходят вдоль волокон древесины, и их гораздо труднее сделать, чем резать поперек волокон. Использование прилагаемой направляющей планки дало мне представление о том, насколько хорошо работает пила и удобно ли делать один из этих длинных пропилов.
И последний тест, чтобы оценить, насколько хорошо спроектирована пила, я установил регулировку глубины на 40 мм по бортовой шкале и сделал пропил. Я объясню, что HS7601J не имеет встроенной шкалы глубины . В этом тесте я был вынужден отметить его как сбой .
Производительность
Циркулярная пила Makita HS7601J прорезала конструкционную древесину , как будто ее не было . Большой двигатель с левой стороны означает, что вам нужно подумать о положении рук, если вы используете кровельный квадрат. Он скользит по нему достаточно легко, но вам нужно свести руку, как игрок в снукер, готовящийся к сложному удару.
Режущая мощь в пиках, с которой можно поиграть. Я вообще не заметил никакого замедления при выполнении нескольких поперечных пропилов в CLS глубиной 38 мм. То же самое было и при выполнении серии под 45°. Максимальная глубина пропила 46 мм под углом 45° достаточна для стандартных конструкционных пиломатериалов размером 2 x 4 дюйма с запасной длиной лезвия.
Одна проблема, с которой я столкнулся при выполнении пропилов под углом 45° , заключается в том, что конец защитного кожуха проходит линию в древесине слева от линии пропила. Поскольку она сделана из литого алюминия, достаточно сложно оставить следы на поверхности мягкой древесины, когда вы толкаете пилу по поверхности.
Единственный способ избежать этой метки — придерживать защитный кожух . Это рискованная техника, которой отдают предпочтение профессиональные плотники при выполнении составных разрезов. Я бы не рекомендовал его для среднего домашнего мастера . Это не самый удобный способ сделать разрез и не самый безопасный метод, если вы действительно не знаете, что делаете, и не доверяете своим навыкам.
Отделка, оставшаяся на CLS, которую я разрезал, была не совсем чистой. Внутренние волокна древесины остались гладкими, но осталось чуть больше вырвать и оставить несколько волокон на верхней кромке разреза. Я бы приписал этот дополнительный беспорядок более агрессивному лезвию, которое идет с этой пилой.
Лезвие MForce с 12 зубьями немного зверское. Специально разработанный Makita для переносных пил, он подходит для продольных пропилов , а также для поперечных пропилов благодаря специальному М-образному профилю зубьев полотна. Я уверен, что если вы решите заменить полотно на другое с большим количеством зубьев, эта пила подойдет и для более тонкой отделки.
Прорезать дубовую древесину оказалось на удивление легко. Я ожидал многого от сетевой пилы с мощностью 1200 Вт , но это было все же лучше, чем я ожидал. Я думаю, что вес пилы и большая, гладкая и тяжелая алюминиевая опорная плита также действительно помогли.
Честно говоря, я был поражен тем, насколько хорошо эта пила выполнила продольный рез . Несмотря на то, что направляющая планка настолько проста, насколько это возможно, эта пила сделала без усилий работой по распиловке досок из хвойных пород приличного размера. Я сделал несколько рипов более 120 см быстро, чисто и не отрывая глаз от линии. Это невероятно!
Производительность этой пилы не самая чистая из всех пил в моем списке, но ее более чем достаточно для первого ремонта. Работа работает плавно, и я чувствую, что могу использовать эту пилу весь день, не пропуская ни единого удара.
Мощность
Силовая установка для этой пилы представлена прочным коллекторным двигателем мощностью 1200 Вт . Он раскручивает лезвие MForce до невероятной скорости 5200 об/мин . Такая скорость диска делает эту циркулярную пилу одной из самых мощных, которые мне доводилось опробовать.
Некоторые пользователи, вероятно, предпочтут бесщеточный двигатель щеточному двигателю , но это не так важно для сетевого электроинструмента, как для инструмента с питанием от аккумулятора. Поскольку вы подключены к национальной сети, вам не нужно так сильно беспокоиться о наличии самой эффективной силовой установки. Замена щеток тоже не выглядит большой работой.
Шум
Бесшумной циркулярной пилы не бывает . Даже «тихие» беспроводные издают грохот, когда лезвие вгрызается в древесину.
Отличие такой сетевой пилы в том, что она перебегает, как только вы отпускаете курок. Этой пиле требуется около семи секунд , чтобы полностью остановиться с полной скорости. Если вы находитесь в среде, где вам нужно говорить или всегда слышать человека рядом с вами, приобретите беспроводную пилу.
Номинальная мощность 98 дБ , это почти так же громко, как проезжающий мимо трактор. Она не громче любой другой циркулярной пилы в моем списке. Тем не менее, соседей все равно будет раздражать, если вы решите поработать в 3 часа ночи.
Безопасность
Любая циркулярная пила может нанести серьезную травму при неправильном использовании. Удерживая в руках такую мощность вращения, нужно относиться с уважением, которого она заслуживает.
Единственная выдающаяся проблема безопасности, которую я вижу в этой пиле, это то, что она проводная . Отрезание шнура питания и выбор пилы с аккумуляторным питанием освобождает вас от опасностей, связанных с тянущимися кабелями. Большинство несчастных случаев на работе происходят из-за спотыканий и падений. Отсутствие необходимости думать о том, где находится ваш шнур, освобождает место в мозгу для концентрации на текущей работе.
цельнометаллические детали, из которых состоит эта пила, наполняют меня уверенностью . Защитная крышка из литого под давлением алюминия может добавить немного веса. Но по сравнению с пластиковыми деталями таких пил, как Ryobi, я знаю, что я предпочел бы иметь между рукой и вращающимся лезвием.
Сетевые электроинструменты должны защищать пользователя от поражения электрическим током от сети 240 В, поэтому я рад, что эта пила имеет двойную изоляцию .
Соотношение цены и качества
Учитывая, что этот комплект поставляется с одним из желанных корпусов разъемов Makita 315 мм MAKPAK , это уже хорошая покупка в моих книгах. Они не совсем дешевы сами по себе, поэтому иметь прочный корпус вместе с невероятно мощной пилой по этой цене — настоящая выгода. Ни одна из остальных пил в моем списке не оснащена такой блестящей памятью .
Помимо прочного корпуса, это одна из лучших надежных циркулярных пил, доступных на рынке прямо сейчас. У него нет причудливой рабочей фары или широчайшего диапазона углов наклона, но он построен как танк и так же надежен.
Комбинезон
6 4.25
Циркулярная пила Makita HS7601J — одна из самых доступных , которые производит Makita. Однако это не означает, что это не высокопроизводительный набор из комплекта . Он прочный, чрезвычайно прочный, и кажется, что он прослужит десятилетиями разумного использования своими руками.
Конечно, если вас больше всего беспокоит малый вес и портативность, то этот тяжелый зверь и его шнур питания не будут соответствовать ни одному из этих параметров. Это не та пила, которой вы будете взбираться по лестнице и резать кровельные балки. 9 больше подходит0034 инструмент для мастерских , когда у вас есть электропитание в пределах легкой досягаемости.
Я не буду ходить вокруг да около с этим электроинструментом. Я знаю нескольких мастеров , которые годами владеют этой пилой и ежедневно используют ее на строительной площадке. Это невероятно надежная циркулярная пила и , соответствующая , которая прослужит вам долгие годы. Возможно, у него нет всех наворотов, которые есть у других пил, но я не думаю, что они ему нужны. Если бы я хотел купить лучшую сетевую циркулярную пилу на рынке сегодня, то это она.
Гарри Данктон — мастер на все руки, обладающий опытом работы в самых разных сферах: от плотницких работ и реставрации мебели до хирургии деревьев и садоводства. Он очень счастлив, когда его находят в своем сарае, и надеется, что его дочь тоже найдет страсть к созданию вещей.
Роль Сары как главного редактора в DIY Garden заключается не только в том, чтобы убедиться, что мы буквально расставляем все точки над i и перечеркиваем буквы (хотя она приверженец деталей, так что дело, конечно же, и в этом!). Речь идет о корректуре, проверке фактов и постоянном исследовании всего, что мы публикуем, чтобы убедиться, что оно соответствует нашим редакционным стандартам, чтобы каждый мог получить максимальную отдачу от своего зеленого пространства.
Начните печатать и нажмите Enter для поиска
Ищите лучшие товары для сада и DIY здесь
ПРИДЕРЖИ ЛОШАДЕЙ!
Прежде чем идти, ознакомьтесь с этими невероятно выгодными предложениями для самостоятельной сборки…
Посмотрите лучшие сегодняшние предложения Amazon Нет, спасибо
Makita HS7601 190-мм циркулярная пила (240/110 В)
Makita HS7601 190-мм циркулярная пила S ав (240В/110В)
£113,00
(с НДС)
Заказать в
дня
:
23 Часов
:
59 Мин
:
С
Для
Доставка в
Варианты напряжения:
Обязательно
Выберите вариант240v110v
Текущий запас:
Количество:
В наличии
Циркулярная пила Makita HS7601 190 мм (240/110 В)
Рейтинг Обязательно
Выберите рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Тема обзора Обязательно
Комментарии Обязательно
Описание
Заменив модель 5704, которая на протяжении многих лет была нашей самой продаваемой 190-мм циркулярной пилой, Makita HS7601 имеет множество улучшенных функций и компактный дизайн.
Это уже третья статья, рассказывающая о квадратурных декодерах, на сей раз с применением к управлению бесколлекторными двигателями.
Статья первая: принцип работы квадратурного декодера + код для ардуино.
Статья вторая: квадратурный декодер на stm32.
Задача: есть обычный китайский бесколлекторник, нужно его подключить к контроллеру Copley Controls 503. В отличие от копеечных коптерных контроллеров, 503й хочет сигнал с датчиков холла, которых на движке нет. Давайте разбираться, для чего нужны датчики и как их ставить.
В качестве иллюстрации я возьму очень распространённый двигатель с двенадцатью катушками в статоре и четырнадцатью магнитами в роторе. Вариантов намотки и количества катушек/магнитов довольно много, но суть всегда остаётся одной и той же. Вот фотография моего экземпляра с двух сторон, отлично видны и катушки, и магниты в роторе:
Чтобы было ещё понятнее, я нарисовал его схему, полюса магнитов ротора обозначены цветом, красный для северного и синий для южного:
На датчики холла пока не обращайте внимания, их всё равно нет 🙂
Что будет, если подать плюс на вывод V, а минус на вывод W (вывод U не подключаем ни к чему)? Очевидно, будет течь ток в катушках, намотанных зелёным проводом. Катушки намотаны в разном направлении, поэтому верхние две катушки будут притягиваться к магнитам 1 и 2, а нижние две к магнитам 8 и 9. Остальные катушки и магниты в такой конфигурации роли практически не играют, поэтому я выделил именно магниты 1,2,8 и 9. При такой запитке мотора он очевидно крутиться не будет, и будет иметь семь устойчивых положений ротора, равномерно распределённых по всей окружности (левая верхняя зелёная катушка статора может притягивать магниты 1, 3, 5, 7, 9, 11, 13).
Давайте записывать наши действия вот в такую табличку:
Угол поворота ротора
U
V
W
0°
n.c.
+
—
А что будет, если теперь подать плюс на U и минус на W? Красные катушки притянут к себе магниты 3,4,10 и 11, таким образом чуть-чуть повернув ротор (я по-прежнему выделяю магниты, за которые ротор тянет):
Давайте посчитаем, на сколько повернётся ротор: между щелями магнитов 1-2 и 3-4 у нас 51. 43° (=360°*2/7), а между соответствующими щелями в статоре 60° (=360°/12*2). Таким образом, ротор провернётся на 8.57°. Обновим нашу табличку:
Угол поворота ротора
U
V
W
8.57°
+
n.c.
—
Теперь сам бог велел подать + на U и — на V!
Угол поворота ротора
U
V
W
17.14°
+
—
n.c.
Теперь опять пора выровнять магниты с зелёными катушками, поэтому подаём напряжение на них, но красный и синий магниты поменялись местами, поэтому теперь нужно подать обратное напряжение:
Угол поворота ротора
U
V
W
25.71°
n.c.
—
+
C оставшимися двумя конфигурациями всё ровно так же:
Угол поворота ротора
U
V
W
34.29°
—
n.c.
+
Угол поворота ротора
U
V
W
42.85°
—
+
n.c.
Если мы снова повторим самый первый шаг, то наш ротор провернётся ровно на одну седьмую оборота. Итак, всего у нашего мотора три вывода, мы можем подать напряжение на два из них шестью разными способами 6 = 2*C23, причём мы их все уже перебрали. Если подавать напряжение не хаотично, а в строгом порядке, который зависит от положения ротора, то двигатель будет вращаться.
Запишем ещё раз всю последовательность для нашего двигателя:
Угол поворота ротора
U
V
W
0°
n. c.
+
—
8.57°
+
n.c.
—
17.14°
+
—
n.c.
25.71°
n.c.
—
+
34.29°
—
n.c.
+
42.86°
—
+
n.c.
Есть один нюанс: у обычного коллекторного двигателя за переключение обмоток отвечают щётки, а тут нам надо определять положение ротора самим.
Теперь давайте поставим три датчика холла в те чёрные точки, обозначенные на схеме. Давайте договоримся, что датчик выдаёт логическую единицу, когда он находится напротив красного магнита. Всего существует шесть (сюрприз!) возможных состояний трёх датчиков: 23 — 2. Всего возможных состояний 8, но в силу расстояния между датчиками они не могут все втроём быть в логическом нуле или в логической единице:
Обратите внимание, что они генерируют три сигнала, сдвинутые друг относительно друга на 1/3 периода. Кстати, электрики используют слово градусы, говоря про 120°, чем окончательно запутывают нубов типа меня. Если мы хотим сделать свой контроллер двигателя, то достаточно читать сигнал с датчиков, и соответственно переключать напряжение на обмотках.
Для размещения датчиков я использовал вот такую платку, дизайн которой взял тут. По ссылке лежит проект eagle, так что я просто заказал у китайцев сразу много подобных платок:
Эти платки несут на себе только три датчика холла, больше ничего. Ну, по вкусу можно поставить конденсаторы, я не стал заморачиваться. Очень удобно сделаны длинные прорези для регулировки положения датчиков относительно статора.
Ещё бы! Единственная разница, что инкрементальные энкодеры дают два сигнала, сдвинутые друг относительно друга на 90°, а у нас три сигнала, сдвинутые на 120°. Что будет, если завести любые два из них на обычный квадратурный декодер, например, той же самой синей таблетки? Мы получим возможность определять положение вала с точностью до четырёх отсчётов на одну седьмую оборота, или 28 отсчётов на оборот. Если вы не поняли, о чём я, прочтите принцип работы квадратурного декодера в первой статье.
Я долго думал, как же мне использовать все три сигнала, ведь у нас происходит шесть событий на одну седьмую оборота, мы должны иметь возможность получить 42 отсчёта на оборот. В итоге решил пойти грубой силой, так как синяя таблетка имеет кучу аппаратных квадратурных декодеров, поэтому я решил в ней завести три счётчика:
Видно, что при каждом событии у нас увеличиваются два из них, поэтому сложив три счётчика, и поделив на два, мы получим равномерно тикающий определитель положения вала, с точностью до 6*7 = 42 отсчёта на оборот!
Вот так выглядит макет подключения датчиков Холла к синей таблетке:
В некоторых приложениях (например, для коптеров) все эти заморочки не нужны. Контроллеры пытаются угадать происходящее с ротором по току в катушках. С одной стороны, это меньше заморочек, но с другой стороны, иногда приводит к проблемам с моментом старта двигателя, поэтому слабоприменимо, например, в робототехнике, где нужны околонулевые скорости. Давайте попробуем запитать наш движок от обычного китайского коптерного ESC (electronic speed controller).
Мой контроллер хочет на вход PPM сигнал: это импульс с частотой 50Гц, длина импульса задаёт обороты: 1мс — останов, 2мс — максимально возможные обороты (считается как KV двигателя * напряжение).
Вот здесь я выложил исходный код и кубовские файлы для синей таблетки. Таймер 1 генерирует PWM для ESC, таймеры 2,3,4 считают соответствующие квадратурные сигналы. Поскольку в прошлой статье я крайне подробно расписал, где и что кликать, то здесь только даю ссылку на исходный код.
На вход моему ESC я даю пилообразное задание скорости, посмотрим, как он его отработает. Вывод синей таблетки лежит тут, а код, который рисует график, тут.
Поскольку у меня двигатель имеет номинал 400KV, а питание я подал 10В, то максимальные обороты должны быть в районе 4000 об/мин = 419 рад/с. Ну а вот и график подоспел:
Видно, что реальные обороты соответствуют заданию весьма приблизительно, что терпимо для коптеров, но совершенно неприменимо во многих других ситуациях, почему, собственно, я и хочу использовать более совершенные контроллеры, которым нужны сигналы с датчиков холла. Ну и бонусом я получаю угол поворота ротора, что бывает крайне полезно.
Я провёл детство в обнимку с этой книжкой, но раскурить принципы работы бесколлекторников довелось только сейчас.
Оказывается, что шаговые моторы и вот такое коптерные моторчики — это (концептуально) одно и то же. Разница лишь в количестве фаз: шаговики (обычно, бывают исключения) управляются двумя фазами, сдвинутыми на 90°, а бесколлекторники (опять же, обычно) тремя фазами, сдвинутыми на 120°.
Разумеется, есть и другие, чисто практические отличия: шаговики рассчитаны на увеличение удерживающего момента и повторяемость шагов, в то время как коптерные движки на скорость и плавность вращения, что сказывается на количестве обмоток, подшипниках и т.п. Но в итоге обычный бесколлекторник можно использовать в шаговом режиме, а шаговик в постоянном вращении, управление у них будет одинаковым.
Update: красивая анимация от Arastas:
Как работает бесколлекторный мотор — HPI Racing
HPI предлагает для всех типов радиоуправляемых электроавтомоделей великолепную бесколлекторную систему Flux Brushless System! Бесколлекторная система Flux идеально подходит для шоссейных автомоделей, моделей багги и внедорожников в масштабе 1/10 и позволяет разогнать эти машины до скорости почти 100 километров в час!
Flux Brushless System состоит из электронного регулятора скорости и бесколлекторного двигателя.
Бесколлекторный двигатель — это лучший выбор почти для всех электроавтомоделей в масштабе 1/10. С таким мотором ваша модель станет сверхбыстрой на трассе и сможет развивать бешенную скорость! Со стандартным никель-металлогидридным аккумулятором, состоящим из 6-и элементов, или с 2S LiPo (7,4 вольт) аккумулятором вы можете получить до 60 км/ч даже со стандартным редуктором! Мощность бесколлекторного мотора Flux эквивалентна высокофорсированным коллекторным 9 – 10 витковым двигателям, работающих от шести элементных NiMH батарей, а это огромная мощность!
Отлично сочетание огромной мощности и необычайной эффективности.
Такой же размер, как у стандартного мотора 540-го типа.
Необслуживаемая конструкция.
Внешние контакты для легкой перепайки проводов.
Крупногабаритные шарикоподшипники.
Высокий крутящий момент, термостойкий неодимовый ротор.
Специальная конструкция статора обеспечивает плавное линейное увеличение крутящего момента.
Простой и удобный монтаж через 4 точки.
Ресурс в разы больше, чем в сопоставимых коллекторных моторах.
Легко заменяемые подшипники и ротор.
Совместим с любым бездатчиковым регулятором скорости для бесколлекторных двигателей.
Электронный регулятор скорости — «мозг» системы Flux. Регулятор скорости серии Fluxимеет разъемы для подключения мотора, разъем типа Dean для подключения и трехжильный кабель с разъемом для соединения с приемником, так что вы сможете легко установить регулятор в любом удобном месте на вашей модели. Регулятор способен работать с бесколлекторными двигателями разных размеров и мощности, а так же совместим как с NiMH аккумуляторами, так и LiPo батареями, что позволяет получить максимальную мощность от вашей системы Flux Brushless System! Регулятор Flux — небольшой по размеру, но огромный по допустимой мощности! На сайте HPI вы можете получить рекомендации по программированию регулятора скорости с помощью компьютера!
Особенности регулятора скорости Flux:
Программируемый электронный регулятор скорости с функцией заднего хода для бесколлекторных / коллекторных электродвигателей.
Отсечка при низком напряжении для LiPo аккумуляторов**
Эффективный алюминиевый радиатор.
Пропорциональный тормоз с контролем усилия.
Огромная рабочая мощность (70A * непрерывно / 380A в пике).
Плавный старт бездатчиковых двигателей (патенты находятся на рассмотрении)
Dean’s разъем для подключения батареи.
Надежный выключатель.
Просто программируется.
Возможность легко настроить параметры с помощью кабеля HPI link (в комплект не входит).
Работает с бесколлекторными и стандартными коллекторными двигателями.
Система Flux Brushless System, разработанная HPI, предназначена для любителей и спортсменов, которые хотят иметь мощную, универсальную и доступную бесколлекторную систему. Двигатели Flux чрезвычайно мощные, очень надежные и эффективные, а это самой легкий путь к победе! У бездатчиковых двигателей HPI гораздо меньше проводов, которые можно повредить во время гонки, и это избавляет вас от лишних забот. Вы можете приобрести двигатель в комплекте с регулятором скорости или купить их по отдельности!
Перспективы модернизации
Владельцы Flux Motiv могут обновлять параметры регулятора с помощью компьютера и бесплатного программного обеспечения! Программисты постоянно делают обновления программного обеспечения Flux Motive и вы можете загружать их, используя набор HPI PC USB programming kit. Этот комплект позволяет подключить регулятор скорости прямо к компьютеру, работающему под Windows, и сохранить настройки профиля, внести изменения в настройки, обновить прошивку и многое другое!
Давайте сначала узнаем, как работаетколлекторный двигатель.
Чтобы узнать, почему бесколлекторные двигатели настолько эффективны и имеют высокую мощность, необходимо знать, как работает стандартный коллекторный мотор.
Обычные коллекторные электродвигатели, которые вы можете найти в машинахSprint 2 или E-Firestorm имеют всего два провода (положительный и отрицательный), которыми двигатель подключается к регулятору скорости. Внутри корпуса двигателя можно увидеть два изогнутых постоянных магнита, а по центру установлен вал с якорем, на котором намотаны обмотки из медной проволоки. С одной стороны вала якоря устанавливается моторная шестерня, с другой стороны вала расположен так называемый коллектор из медных пластин, через который с помощью угольных щеток ток подается к обмоткам якоря.
Две угольные щетки постоянно скользят по вращающемуся медному коллектору. Как вы можете видеть на рисунке выше, напряжение по проводам через щетки и коллектор поступает к обмоткам якоря, возникает электромагнитное поле, которое взаимодействует с постоянными магнитами статора и заставляет якорь вращаться.
Как начинает вращаться стандартный коллекторный двигатель. Когда на обмотки якоря поочередно поступает постоянный электрический ток, в них возникает электромагнитное поле, которое с одной стороны имеет «северный» а с другой «южный» полюс. Поскольку «северный» полюс любого магнита автоматически отталкиваются от «северного» полюса другого магнита, электромагнитное поле одной из обмоток якоря, взаимодействуя с полюсами постоянных магнитов статора, заставляет якорь вращаться. Через коллектор и щетки ток поступает на следующую обмотку якоря, что заставляет якорь вместе с валом мотора продолжать вращение, и так до тех пор, пока к мотору подается напряжение. Как правило, якорь коллекторного мотора имеет три обмотки (три полюса) — это не позволяет двигателю застревать в одном положении.
Недостатки стандартных коллекторных двигателей Недостатки коллекторных двигателей выявляются, когда нужно получить огромное количество оборотов от них. Поскольку щетки должны постоянно находиться в контакте с коллектором, в месте их соприкосновения возникает трение, которое значительно увеличивается, особенно на высоких оборотах. Любой дефект коллектора приводит к значительному износу щеток и нарушению контакта, что в свою очередь снижает эффективность мотора. Именно поэтому серьезные гонщики протачивают и полируют коллектор двигателя и меняют щетки почти после каждого заезда. Коллекторный узел стандартного мотора так же является источником радиопомех и требует особого внимания и обслуживания.
Теперь посмотрим, как работает бесколлекторный двигатель. Основной особенностью конструкции бесколлекторного двигателя является то, что он по принципу работы похож на коллекторный мотор, но все устроено как бы «наизнанку», и в нем отсутствуют коллектор и щетки. Постоянные магниты, которые в коллекторном моторе установлены на неподвижном статоре, у бесколлекторного мотора расположены вокруг вала, и этот узел называется ротор. Проволочные обмотки бесколлекторного мотора размещены вокруг ротора и имеют несколько различных магнитных полюсов. Датчиковые бесколлекторные моторы имеют на роторе сенсор, который посылает сигналы о положении ротора в процессор электронного регулятора скорости.
Почему бесколлекторный двигатель эффективней, чем коллекторный мотор Из-за отсутствия коллектора и щеток в бесколлекторном моторе нет изнашивающихся деталей, кроме шарикоподшипников ротора, а это автоматически делает его более эффективным и надежным. Наличие сенсора контроля вращения ротора также значительно повышает эффективность. У коллекторных двигателей не возникает искрения щеток, что резко снижает возникновение помех, а отсутствие узлов с повышенным трением благоприятно сказывается на температуре работающего мотора, что так же повышает его эффективность.
Существуют ли недостатки у бесколлекторных двигателей? Единственный возможный недостаток бесколлекторной системы – это несколько более высокая стоимость, однако каждый, кто испытал высокую мощность бесколлекторной системы, почувствовал прелесть отсутствия необходимости периодической замены щеток, пружин, коллекторов и якорей, тот быстро оценит общую экономию и не вернется к коллекторным моторам … никогда!
Действительно ли бесколлекторный двигатель не требует «никакого обслуживания? Да! Они таковы, экономят время, поэтому гонщики всего мира теперь с удовольствием могут передохнуть между заездами. Вам больше не придется после каждой гонки демонтировать двигатель, разбирать его, шлифовать коллектор, менять щетки, вновь собирать и заново устанавливать . .. отсутствие этих забот — это огромное удовольствие!
Единственное, что вам возможно потребуется делать, это содержать двигатель в чистоте, и при необходимости менять подшипники. Эти процедуры выполняются редко, так что их нельзя классифицировать как регулярное техническое обслуживание.
Почему без датчика? Помимо базовых размеров и различных параметров, бесколлекторные двигатели могут подразделяться по типу: с датчиком и без датчика. Двигатель с датчиком используют очень маленький сенсор на роторе и кроме трех толстых кабелей, по которому мотор получает питание, имеют дополнительный шлейф из тонких проводов, которые соединяют двигатель с регулятором скорости. Дополнительные провода передают информацию с датчика о положении ротора сотни раз в секунду. Эта информация обрабатывается электронным регулятором скорости, что позволяет мотору работать плавно и эффективно, насколько это возможно. Такие моторы используют профессиональные гонщики, однако такие двигатели намного дороже и сложнее в использовании.
Бездатчиковая бесколлекторная система, как можно догадаться, не имеет датчиков и дополнительных проводов, а ротор таких двигателей вращается без точной регистрации его положения и оборотов регулятором скорости. Это позволяет сделать двигатель и регулятор скорости проще в изготовлении, проще в установке и в целом дешевле. Бездатчиковые системы способны обеспечить такую же мощность, как датчиковые, просто с чуть-чуть меньшей точностью, а это идеальное решение для любителей и начинающих спортсменов.
В HPI пришли к выводу, что нашим клиентам не нужна точность, которая доступна для датчиковых систем, для них важнее надежность, и мы решили использовать популярную бездатчиковую систему для комплектов серии Flux.
Мы надеемся, что данная статья объяснит все, что вам нужно знать о системе HPI Flux Brushless.
Как работает электронный регулятор скорости бесколлекторного двигателя постоянного тока? И что нужно учитывать при выборе подходящего?
При управлении скоростью вращения бесщеточного двигателя постоянного тока (BLDC) существует несколько методов, которые можно применять в зависимости от решаемых задач. Проблемы управления скоростью двигателя BLDC различаются в зависимости от конкретного применения. В этой статье обсуждается, как регуляторы скорости для бесщеточных двигателей постоянного тока регулируют скорость вращения, их типичные методы, преимущества и основные области применения.
Основы управления скоростью бесщеточного двигателя постоянного тока
В бесщеточном двигателе постоянного тока соотношение между приложенным напряжением и крутящим моментом нагрузки определяет скорость вращения. Это означает, что при использовании двигателя вы можете управлять скоростью вращения двигателя, изменяя приложенное напряжение.
Каждый бесщеточный двигатель постоянного тока имеет приводную цепь для вращения двигателя, а скорость бесщеточного двигателя постоянного тока изменяется путем управления приводной цепью.
Управление напряжением с обратной связью — типичный метод управления скоростью двигателей постоянного тока
Метод управления напряжением широко используется для управления скоростью двигателей постоянного тока.
Схематически управление напряжением двигателя постоянного тока состоит из цепи привода двигателя, контроллера и датчика скорости. Сигнал от датчика скорости возвращается к контроллеру для управления скоростью двигателя на уровне заданной (опорной) скорости или близкой к ней.
Принципиальная схема управления скоростью двигателя постоянного тока с помощью управления напряжением
Два типа управления напряжением привода двигателей постоянного тока
Существует несколько методов изменения напряжения привода двигателя постоянного тока — PWM и PAM.
Метод ШИМ
ШИМ означает широтно-импульсную модуляцию. Этот метод подает напряжение на двигатель постоянного тока в виде импульсов. Путем модуляции ширины импульса (величины нагрузки) изменяется напряжение (среднее напряжение), управляющее двигателем.
ШИМ реализуется с относительно простой конфигурацией схемы и обычно используется в двигателях постоянного тока.
Метод PAM
PAM расшифровывается как амплитудно-импульсная модуляция. Этот метод изменяет напряжение, подаваемое на двигатель, путем модуляции уровня напряжения импульсов.
Метод PAM имеет более сложную конфигурацию схемы, чем метод PWM. Он часто используется в двигателях постоянного тока большого размера, которые приводятся в действие высоковольтными двигателями или двигателями постоянного тока со скоростью 100 000 об/мин или выше, чтобы повысить эффективность этих двигателей.
Вопросы, о которых следует помнить при выполнении управления скоростью двигателей постоянного тока
Проблема при проектировании устройства или продукта с двигателем постоянного тока заключается в том, насколько близко вы можете достичь и поддерживать заданную скорость во время работы устройства или продукта.
Вот примеры проблем с регулированием скорости двигателей постоянного тока.
Изменения крутящего момента нагрузки
Момент нагрузки изменяется при изменении состояния нагрузки или внешних/внутренних условий (температура, влажность, старение двигателя). Эти изменения повлияют на фактическую скорость двигателя.
Остаточное отклонение
Остаточное отклонение — это разница между заданной скоростью и фактической скоростью, которая может возникнуть, даже если скорость постоянно контролируется.
Это становится проблемой, когда требуется высокая точность скорости.
Реакция (латентность)
Момент инерции двигателя вызывает разность фаз, при которой скорость вращения реагирует на крутящий момент привода с задержкой. Когда вы увеличиваете входное напряжение, чтобы получить более высокую скорость вращения, скорость изменяется с задержкой из-за этой характеристики.
Это становится проблемой, когда фактическая скорость должна быстрее достичь целевой скорости.
Высокоточные методы управления для решения проблем управления скоростью двигателей постоянного тока
Ниже приведены методы более точного контроля напряжения, их преимущества, соображения и области применения. Какой метод применить, зависит от проблемы, которую вы должны решить.
Аппаратное управление скоростью
Аппаратное управление скоростью двигателей постоянного тока реализовано в конфигурации схемы с использованием ИС и использует два типа обратной связи: обратную связь по скорости и обратную связь по фазе.
Обратная связь по скорости применяет сервопривод FG или дискриминатор скорости. Оба выполняют управление с обратной связью, вычисляя разницу между скоростью, измеренной датчиком, и заданной скоростью.
PLL — это типичный метод управления фазовой обратной связью. PLL расшифровывается как Phase Locked Loop. Он определяет приложенное напряжение путем оценки разности фаз между импульсным сигналом положения, обнаруженным датчиком, и импульсным сигналом целевого положения.
Причина, по которой аппаратное управление использует как обратную связь по скорости, так и обратную связь по фазе, заключается в том, что остаточное отклонение все еще слишком велико при использовании только обратной связи по скорости. Поэтому фазовая обратная связь включена для уменьшения остаточного отклонения.
Сигналы обратной связи по скорости/фазе преобразуются в аналоговое напряжение с помощью контурного фильтра, и напряжение подается на двигатель методом ШИМ или PAM. Контурный фильтр также отвечает за определение характеристик управления, а характеристики регулируются аппаратными компонентами, составляющими схему фильтра, такими как резисторы и конденсаторы. Таким образом, характеристики управления являются фиксированными и должны быть заранее правильно отрегулированы для продукта, в котором используется двигатель.
Этот метод управления можно использовать только в приложениях, где регулируемая переменная задана заранее. Поскольку этот метод можно реализовать при относительно низких затратах, он используется в большинстве продуктов на рынке, которые не регулируют регулируемую переменную индивидуально.
Приложения
Устройства, работающие с постоянной скоростью, такие как копировальные аппараты и т. д.
Блок-схема управления PLL с сервоприводом FG или дискриминатором скорости
Программное управление скоростью
При программном управлении скоростью контроллер, сконфигурированный с микрокомпьютером, выполняет ПИД-регулирование. ПИД — это аббревиатура от «Пропорциональный, интегральный и дифференциальный». Он возвращает три управляющих элемента — разницу между фактической скоростью и заданной скоростью, ее интеграл и дифференциал. Интеграл соответствует разности положений (разнице фаз) и играет роль в уменьшении остаточного отклонения. Дифференциал соответствует разнице ускорений и работает на улучшение реакции. Использование микрокомпьютера означает, что характеристики управления являются переменными. Поэтому вы можете настроить их на каждом отдельном устройстве, использующем двигатель.
Двигатель с этим методом стоит относительно дорого, потому что в нем используется микрокомпьютер. Однако в последние годы стали широко доступны недорогие микрокомпьютеры, и многие двигатели используют этот метод.
Приложения
Устройства, требующие дополнительной настройки параметров. Роботы и т. д.
Блок-схема ПИД-регулятора
Выберите бесколлекторный двигатель постоянного тока с методами управления скоростью, подходящими для вашей задачи и области применения
Как уже говорилось, существует множество методов управления скоростью бесщеточных двигателей постоянного тока. Выберите двигатель с соответствующими методами управления скоростью, учитывая требования к скорости (максимальная/минимальная, изменения, точность и т. д.), нагрузки, условия окружающей среды и стоимость двигателя.
Что такое двигатель BLDC с датчиком и как он лучше всего работает?
Итак, что такое двигатель BLDC с датчиком?
Бесколлекторный двигатель постоянного тока с датчиком представляет собой бесщеточный двигатель постоянного тока со встроенными датчиками положения (называемыми датчиками Холла). Эти датчики могут использоваться контроллером бесщеточного двигателя (бесщеточный ESC) для контроля точного положения ротора и, следовательно, являются полезным методом поддержания скорости бесщеточного двигателя. Эти датчики также особенно полезны на этапе запуска, поскольку они позволяют применять оптимизированную последовательность в зависимости от точного положения ротора.
Бесщеточный двигатель постоянного тока с датчиком работает в замкнутом контуре в качестве стандартного метода работы
Преимущества использования бесщеточного двигателя постоянного тока с датчиком
Существует несколько основных преимуществ использования бесщеточного двигателя постоянного тока с датчиком. Основное преимущество сенсорной системы по сравнению с другими подобными системами заключается в том, что они могут развивать гораздо более высокие скорости и работать намного дольше, чем большинство других типов двигателей (за исключением бесщеточных двигателей без датчиков).
Второе из этих преимуществ заключается в том, что их, как правило, легче настраивать и эксплуатировать, чем бесщеточные двигатели без датчиков. Во многом это связано с тем, что датчики позволяют контроллеру точно знать, где находится ротор, и, следовательно, иметь возможность действовать соответствующим образом. Это начальное знание положения ротора устраняет многие потенциальные препятствия, связанные с бесщеточными системами без датчиков, такие как проблемы при запуске, а также при необходимости может использоваться в качестве меры безопасности
Недостатки использования бесщеточных двигателей с датчиками
Однако у таких двигателей есть недостатки.
Во-первых, они (вообще говоря) дороже бессенсорных двигателей постоянного тока из-за дополнительных компонентов и дополнительной сложности конструкции. В результате дополнительной сложности они также более подвержены проблемам, особенно в приложениях, где есть потенциальные проблемы с влажностью или грязью, поскольку любое вмешательство в работу датчика в конечном итоге поставит под угрозу все управление двигателем.
Какой контроллер лучше всего использовать с бесщеточным двигателем с датчиком?
Неудивительно – сенсорный контроллер двигателя BLDC! Чтобы просмотреть наш существующий ассортимент, пожалуйста, ознакомьтесь с нашими бесщеточными контроллерами двигателей постоянного тока с датчиками здесь. У нас есть несколько моделей, которые варьируются в зависимости от ваших требований к мощности, но также имеют такие функции, как управление двигателем в четырех квадрантах в качестве дополнительных опций.
В зависимости от области применения также можно управлять двигателем с помощью бессенсорного контроллера бесщеточного двигателя.
У меня есть бесщеточный двигатель постоянного тока с датчиком, могу ли я использовать контроллер бесщеточного двигателя без датчика?
Простой ответ – да, хотя контроллер бесщеточного двигателя без датчиков явно не сможет использовать датчики Холла.
Погода в Реутове сегодня, прогноз погоды Реутов на сегодня, Реутов (городской округ), Московская область, Россия
GISMETEO: Погода в Реутове сегодня, прогноз погоды Реутов на сегодня, Реутов (городской округ), Московская область, Россия
Перейти на мобильную версию
Сейчас
8:49
+11 52
По ощущению +11 52
Ср, 26 апр
Сегодня
+1050
+1763
Чт, 27 апр
Завтра
+948
+2272
Ср, 26 апр сегодня
000
300
600
900
1200
1500
1800
2100
Температура воздуха, °CF
+1152
+1050
+1050
+1152
+1457
+1763
+1763
+1355
Температура по ощущению, °CF
+1152
+1050
+1050
+1152
+1457
+1763
+1763
+1355
Средняя скорость ветра, м/cкм/ч
Порывы ветра, м/cкм/ч
—
—
—
Направление ветра
Пыльца берёзы, баллы
Пыльца злаковых трав, баллы
Пыльца амброзии, баллы
Осадки в жидком эквиваленте, мм
Выпадающий снег, см
Высота снежного покрова, см
—
—
—
—
—
—
—
—
Погода на дорогах
Нет данных
Нет данных
Нет данных
Нет данных
Нет данных
Нет данных
Нет данных
Нет данных
Давление, мм рт. ст.гПа
740986
738984
736981
737982
737982
738984
739985
740986
Относительная влажность, %
83
92
95
84
60
45
39
54
УФ-индекс, баллы
1
2
2
2
1
Геомагнитная активность, Кп-индекс
Оставить отзыв
Распечатать…
Авто
Солнце и Луна
Ср, 26 апр, сегодня
Чт, 27
Долгота дня: 14 ч 59 мин
Восход — 4:57
Заход — 19:56
Сегодня день на 5 минут длиннее, чем вчера
Луна растущая, 36%
Восход — 7:14 (25 апреля)
Заход — 2:38
Полнолуние — 5 мая, через 10 дней
Осадки
Температура
Ветер
Облачность
Новости партнёров
Новости партнёров
В Совфеде поддержали законопроект о едином времени тишины
В России подскочили цены на внутренние перелеты
В Москве упал с моста автомобиль
Два чемодана с неизвестным содержимым обнаружили у посольства РФ в США
«Призыв к новому человечеству»: Мадуро оценил речь Лаврова в ООН
Китайцы рассказали о планах по 3D-печати зданий на Луне
Никольско-Архангельский
Измайловская Пасека
Восточный
Русавкино-Поповщино
Фенино
Ухтомский
Павлино
Балашиха
Железнодорожный
Люберцы
Некрасовка
Марусино
Машково
Федурново
Мотяково
Хлыстово
Пуршево
Балластный Карьер
Пестово
Долгое Ледово
Соболиха
Котельники
Черное
Медвежьи Озера
Погода в Реутове на неделю (Московская область)
В 08:30 в аэропорту «Жуковский» (~28 км) было +11°C, облачно, слаб. морось, дымка, ветер северо-западный 4 м/с. Атм. давление на уровне аэропорта 736 мм рт.ст, влажность воздуха 100%.
В 06:00 на метеостанции «Москва» (~17 км) было +10.1°C, облачно, слабый ливневый дождь, ветер северо-западный 2 м/с. Атмосферное давление на уровне станции 738 мм рт.ст, влажность воздуха 94%.
Сегодня в Реутове ожидается +11°..+13°, пасмурно, небольшой дождь. Ночью +8°..+10°. Ветер северо-западный 5 м/с. Давление 740 мм рт.ст. Завтра +19°..+21°, переменная облачность, без осадков. Ветер юго-западный 5 м/с. Давление 745 мм рт.ст.
Сегодня, Среда, 26 Апреля
t°C
Погода
Давл
Влж
Ветер
Утро
Утро+10°
пасмурнодождь
ст.»>738
90%
СЗ, 4м/с
День
День+12°
пасмурнонебольшой дождь
740
74%
СЗ, 5м/с
Вечер
Вечер+11°
значительная облачностьбез осадков
742
77%
ЮЗ, 2м/с
Завтра, Четверг, 27 Апреля
t°C
Погода
Давл
Влж
Ветер
Ночь
Ночь+9°
небольшая облачностьбез осадков
ст.»>744
83%
ЗЮЗ, 3м/с
Утро
Утро+14°
небольшая облачностьбез осадков
745
55%
ЗЮЗ, 2м/с
День
День+20°
переменная облачностьбез осадков
745
37%
ЮЮЗ, 5м/с
Вечер
Вечер+14°
пасмурнобез осадков
ст.»>747
63%
ЮВ, 2м/с
Пятница, 28 Апреля
t°C
Погода
Давл
Влж
Ветер
Ночь
Ночь+13°
облачнобез осадков
746
65%
ЮВ, 3м/с,
порывы 10
Утро
Утро+12°
пасмурнонебольшой дождь
ст.»>746
84%
ЮЮВ, 5м/с,
порывы 13
День
День+17°
пасмурнонебольшой дождь
746
72%
ЮЮВ, 7м/с,
порывы 10
Вечер
Вечер+11°
пасмурнодождь
748
88%
СЗ, 4м/с
Суббота, 29 Апреля
t°C
Погода
Давл
Влж
Ветер
Ночь
Ночь+8°
пасмурнонебольшой дождь
ст.»>748
87%
СЗ, 4м/с
День
День+7°
пасмурнодождь
748
90%
ССВ, 5м/с,
порывы 10
Воскресенье, 30 Апреля
t°C
Погода
Давл
Влж
Ветер
Ночь
Ночь+6°
пасмурнобез осадков
ст.»>748
96%
СВ, 2м/с
День
День+21°
пасмурнобез осадков
742
52%
ЮВ, 5м/с,
порывы 10
Понедельник, 1 Мая
t°C
Погода
Давл
Влж
Ветер
Ночь
Ночь+13°
пасмурнонебольшой ливневый дождь
ст.»>741
93%
ЮЗ, 2м/с
День
День+11°
пасмурнодождь
744
94%
ЮЗ, 2м/с
Вторник, 2 Мая
t°C
Погода
Давл
Влж
Ветер
Ночь
Ночь+8°
пасмурнобез осадков
ст.»>752
92%
С, 4м/с
День
День+13°
пасмурнобез осадков
755
62%
СВ, 3м/с
Среда, 3 Мая
t°C
Погода
Давл
Влж
Ветер
Ночь
Ночь+9°
пасмурнобез осадков
ст.»>756
89%
В, 2м/с
День
День+20°
пасмурнобез осадков
755
41%
ЮЮВ, 6м/с,
порывы 10
Четверг, 4 Мая
t°C
Погода
Давл
Влж
Ветер
Ночь
Ночь+13°
пасмурнобез осадков
ст.»>756
73%
Ю, 7м/с,
порывы 15
Прогноз погоды в Реутове на неделю (
) расчитан по собственному алгоритму на основе данных Всеобщей Системы Прогнозирования. Обновление происходит 4 раза в сутки. Географические координаты: 55.76, 37.86. Местное время 8:57
India Ujicoba Rudal Jelajah Supersonik BrahMos di Lepas Pantai Barat
N EW DELHI, DIO-TV.COM, Rabu, 12 января 2022 г. — Uji coba India meluncurkan versi perbaikan dari peluru kendali atau rudal jelajah Lagarukunte dikem Mos yang а иту.
Organisasi Penelitian dan Pengembangan Pertahanan India, Индийская организация оборонных исследований и разработок (IDRDO) mengumumkan di Twitter-nya pada hari Selasa, 11 января 2022 г.
«Varian laut ke laut canggih rudal BrahMos Supersonic Cruise diuji dari INS Visakhapatnam. Rudal jelajah сверхзвуковой BrahMos mengenai kapal target yang ditentukan dengan tepat», ката IDRDO, disiarkan Телеграфное Агентство Советскаво Союза, ТАСС Российское информационное агентство , Рабу, 12 января 2022.
Rudal BrahMos diuji coba di lepas pantai barat Индия.
Пада аваль Декабрь 2022 г., Индия berhasil menguji versi udara dari rudal BrahMos, meluncurkannya dari pesawat tempur Su-30MKI из tempat pengujian Chandipur di negara bagian timur Odisha.
Rudal jelajah supersonik BrahMos diproduksi oleh BrahMos Aerospace Совместное предприятие Индо-Россия.
Rudal BrahMos telah dikembangkan oleh Asosiasi Riset dan Produksi Pembuatan Mesin Rusia (terletak di pinggiran kota Reutov dekat Moskow) dan Organisasi Penelitian dan Pengembangan Pertahanan India.
Rudal BrahMos diuji coba untuk pertama kalinya pada tahun 2001. Versi ян berbeda дари иту beroperasi ди ketiga cabang Angkatan Bersenjata Индия: Angkatan Udara, Angkatan Darat dan Angkatan Laut.
Kapal perusak rudal terbaru Visakhapatnam dikirim ke Angkatan Laut India pada November 2021. Perusak rudal membawa 16 rudal jelajah supersonik anti-kapal BrahMos.
Menteri Pertahanan India Rajnath Singh, mengatakan, rudal BrahMos yang dinamai Sungai Brahmaputra India dan Sungai Moscow Rusia adalah simbol kemitraan strategis Россия-Индия.
Сингх менеканкан бахва рудал БрахМос менингкаткан кемампуан пертаханан негара унтук менгусир анчаман дан менингкаткан статус милитерня ке тингкат интернасионал.*
Цилиндрический редуктор R107AM132S-M SEW Eurodrive1
Состав: 3D модель (габаритная модель)
Софт: SolidWorks 2009, IGES, STP
Цилиндрическиq мотор-редукторы в чугунном корпусе серии TR, TR108AM100
Состав: 3D модель (габаритная модель)
Софт: SolidWorks 2009, IGES, STP
Авторское приложение для КОМПАС-3D.
Автоматизируем проектирование редукторов
Максим Кидрук
Развитие новых технологий постоянно ужесточает требования, предъявляемые к инженеру-конструктору. На первое место в современном конструировании выходят скорость и динамичность выполнения проектов (чертежей или моделей) в графическом редакторе, а также возможность быстрого внесения в них изменений без какого бы то ни было влияния на качество выполняемых работ или проектируемого объекта. Наверное, каждый инженер неоднократно сталкивался с задачей создания чертежа или модели на основе уже существующего, когда детали вроде бы и не очень различаются, но перерисовывать необходимо все заново. Для решения этой проблемы в системе КОМПАС-3D имеются средства параметризации, посредством которых можно задать определенные связи между отдельными элементами графического компонента, позволяющие при последующей разработке типовых конструкций не переделывать всю модель (чертеж), а изменить лишь несколько параметров. Это дает возможность многократно использовать единожды построенную модель, значительно сокращает время на формирование новых ее модификаций и т. п.
Но что делать, если одних средств параметризации недостаточно, если проектируемые новые 3D-модели хотя и схожи с эталоном, но имеют различия, не позволяющие использовать параметрические зависимости при построении? Например, когда какие-либо значения принимаются конструктивно или выбираются из справочников в зависимости от третьих величин? Иногда расчетные параметры модели изменяются дискретно (к примеру, модуль зубчатых колес всегда согласовывается со стандартными значениями и не может принимать значений, отличных от приведенных в ГОСТ) или не связаны аналитически ни с одним другим параметром. В этом случае на помощь приходят инструментальные средства разработки дополнительных модулей (прикладных библиотек) для КОМПАС-3D KompasAutomation, которые позволяют использовать всю мощь современного объектно-ориентированного программирования совместно с функциями КОМПАС для создания очень гибких и функциональных приложений. Хорошо владея одним из языков программирования и основами трехмерного моделирования в КОМПАС-3D, можно научиться самостоятельно разрабатывать различные по структуре программные модули под КОМПАС для решения широкого круга узкопрофильных задач конструирования. Такие приложения смогут производить сложные вычисления, самостоятельно выбирать необходимые параметры из баз данных, обмениваться данными с внешними приложениями и, как результат, строить 3D-модель или чертеж неограниченной сложности с учетом всех параметров.
Конечно, практика разработки подключаемых модулей (plug-in) на языках Object Pascal, C++ и др. далеко не нова. Архитектура очень многих известных программ трехмерной графики формируется открытой, обеспечивая пользователям возможность самостоятельно расширять функциональность. Речь, в частности, идет об Adobe Photoshop, 3D Studio Max (некоторые plug-in к 3D Studio Max по своим возможностям даже превышают стандартные средства программы, к которой они подключаются) и др. В этой статье нам хотелось бы рассказать о создании проектно-конструкторских библиотек к системе КОМПАС-3D и о тех возможностях, которые предоставляет проектировщику их использование.
Примером, который будет рассмотрен ниже, может служить написанный автором данной статьи на Delphi проект «РЕДУКТОР-3D V2.1» (рис. 1). Этот модуль может производить проектный расчет одноступенчатых редукторов трех видов: цилиндрического, конического или червячного, с последующим построением трехмерной модели (сборки) выбранного и рассчитанного редуктора в среде КОМПАС-3D. Данный проект носит академический характер, поскольку, несмотря на то что все методики расчета и параметры согласованы с ГОСТом, сами редукторы не привязаны к определенным условиям конкретного производства. Зато проект в полной мере демонстрирует возможности применения объектов автоматизации и то, насколько значимых результатов можно достичь в отдельно взятой отрасли машиностроения, расширив возможности КОМПАС-3D за счет использования подобного plug-in. Уровни функциональности и автоматизации проектов практически неограниченны все зависит лишь от фантазии, конструкторских навыков и профессионального уровня программистов разработчиков САПР. Судите сами исходными данными для производимых «РЕДУКТОРом» расчетов служат три числа: вращающий момент ведомого вала, его угловая скорость и передаточное число редуктора (правда, некоторые параметры перед построением можно изменить по желанию проектировщика, например число зубьев шестерни, угол наклона зубьев и др.). Все остальное программа проделает самостоятельно: определит геометрические характеристики, проведет проверочные расчеты, подберет подшипники и шпонки, выполнит компоновку редуктора. После всего этого библиотека готова к формированию 3D-модели. Без какого-либо вмешательства со стороны пользователя за считаные минуты будут построены все детали и сборочные единицы, входящие в редуктор, и создана сборка. Наглядные примеры того, что можно делать с помощью проектного модуля «РЕДУКТОР-3D V2.1», приведены на рис. 2 и 3 (заметьте, что разрезы в моделях также реализованы программно, а не вручную).
Рис. 2. Цилиндрический шевронный редуктор, построенный
с помощью библиотеки «РЕДУКТОР-3D V2. 1»
Рис. 3. Конический редуктор, спроектированный
в библиотеке «РЕДУКТОР-3D V2.1»
Сколько бы у вас ушло времени на моделирование изображенных на рисунках механизмов вручную, даже при достаточном опыте работы в КОМПАС-3D? День-два, не меньше (это еще без учета времени на проектный и проверочный расчеты, предшествующие моделированию). Тогда как при помощи описанной здесь подключаемой библиотеки все построение обоих редукторов не превысило и 10 минут!
Верится с трудом? Убедитесь сами: скачать библиотеку «РЕДУКТОР-3D V2.1» можно на официальном сайте компании АСКОН (www.ascon.ru) в разделе «Техническая поддержка бесплатное ПО».
Разумеется, на то, чтобы «научить» программу автоматически создавать такие сборки, потребовалось немало времени, но это уже головная боль программистов САПР, а не инженеров. Хотя без помощи опытных конструкторов разработчикам программного обеспечения никак не обойтись, ведь помимо досконального знания приемов объектно-ориентированного программирования нужно неплохо разбираться в сопромате, теоретической механике, основах конструирования и многих других предметных науках.
Остановимся более подробно на некоторых деталях программной реализации формирования сборки в КОМПАС-3D на примере уже знакомой вам программы расчета и проектирования редукторов. На мой взгляд, изложенный далее материал будет интересен не только узкому кругу разработчиков программного обеспечения под КОМПАС, но и широкой аудитории инженеров, поскольку множество реализованных программно подходов к формированию сборки способны впоследствии оказывать серьезную помощь при создании схожих сборок вручную.
Хотелось бы поделиться секретами создания графической трехмерной модели зубчатого зацепления. Казалось бы, здесь все просто: создаем 3D-модели колеса и шестерни, вставляем в сборку и… Возможно, опытному пользователю и не составит труда, используя команды панели «Сопряжения», соединить зубчатые колеса так, чтобы они соприкасались точно по линии зацепления и зубья не «зарывались» друг в друга, даже если зацепление косозубое. Но что делать программисту, который, по сути, формирует сборку «вслепую»? Как быть, когда количество зубьев, модуль зацепления, угол наклона зубьев выражены переменными и каждый раз могут принимать различные значения? Ведь при любых параметрах, введенных пользователем или рассчитанных по алгоритму, программа должна не только корректно строить модели зубчатых колес, но и правильно осуществлять их сборку.
Здесь я считаю нужным, не вдаваясь в подробности, сказать несколько слов о том, как именно в моей программе реализовано построение самих колес чтобы читателю было понятнее, о чем дальше пойдет речь. Зубчатый венец формируется копированием по концентрической сетке выреза между зубьями в заготовке зубчатых колес, имитируя работу зубонарезного инструмента (количество копий равно количеству зубьев). Сам вырез создается с помощью операции вырезания выдавливанием для прямозубых колес или с помощью операции вырезания по сечениям для косозубых (рис. 4).
Рис. 4. Создание зубьев цилиндрического колеса с помощью операции вырезания
Теперь можно приступать к решению ранее поставленной задачи, то есть собственно формирования зубчатого зацепления. Сначала на ум приходит, казалось бы, неплохая идея после вставки деталей в сборку повернуть колесо или шестерню в вертикальной плоскости на определенный угол таким образом, чтобы зубья вошли в зацепление. Но не забывайте, что мы создаем сборку программно. При попытке точно определить значение угла поворота нужно будет учитывать то, что количество зубьев и шестерни, и колеса может быть как парным, так и непарным (в зависимости от передаточного числа редуктора), а также что даже при одинаковом количестве зубьев, но при разных модулях диаметр колес будет разным. Записать однозначную аналитическую зависимость определения угла поворота от перечисленных параметров (модуль, диаметр, число зубьев обеих колес) для меня оказалось непосильной задачей, и я сомневаюсь, существует ли такая зависимость вообще…
На самом деле есть значительно более простой способ, позволяющий не вводить в программу лишних расчетов и даже не изменять положения колес после вставки их в сборку, формируя зацепление на этапе проектирования отдельных деталей, а не сборки. Вы уже наверняка догадались, в чем дело. Необходимо так сформировать зубчатый венец колеса и шестерни, чтобы на оси, соединяющей центры колес, с одной стороны (например, на шестерне) всегда размещался зуб, а с другой (на колесе) вырез. Таким образом, вырезать первым нужно именно ту пару зубьев, которая и будет находиться в зацеплении в собранной передаче, что позволит при сборке просто вставить модели и ничего не подгонять. Задача свелась к построению эскизов вырезов, которые будут соприкасаться в одной точке, если нарисовать их в одной плоскости, но на самом деле они будут размещены в разных моделях. Добиться этого совсем не сложно: точку зацепления следует разместить на линии центров, а эскизы вырезов вычертить по обе стороны этой линии, привязываясь к точке зацепления, но отдельно для шестерни и колеса. Думаю, рис. 5 поможет лучше разобраться в этом. Если у вас все равно возникли вопросы, запустите библиотеку «РЕДУКТОР-3D V2.1», создайте модель цилиндрического редуктора и рассмотрите размещение эскизов в зубчатом зацеплении. После этого, думаю, все вопросы должны исчезнуть.
Рис. 5. Размещение эскизов вырезов при программном моделировании зубчатого зацепления
Такой подход в трехмерном моделировании сложных механизмов может помочь как программисту, так и инженеру-конструктору. Ведь разумно выбранный способ построения отдельных деталей проектируемого агрегата способен в дальнейшем значительно упростить сборку.
После того как созданы вырезы с помощью выдавливания или операции по сечениям при любых значениях модуля, числа зубьев, передаточного числа или угла наклона зубьев, вы получите очень точную модель зубчатого зацепления. Чтобы еще больше усовершенствовать программу, можно строить шестерню не в начале координат, а сместив ее на величину межосевого расстояния a w по одной из координатных осей (у меня это ось Z ). Это нисколько не усложнит процесс моделирования шестерни, зато вся программная сборка ограничится в этом случае двумя-тремя инструкциями вставки 3D-модели колес из соответствующих файлов. По умолчанию все детали установятся в точку начала системы координат, но поскольку шестерня «подвинута» на величину a w , то сборка произойдет сама собой!
Рис. 6. Модель косозубого зубчатого
зацепления
Рис. 7. Зубчатое коническое колесо и плоскость, содержащая эскиз для формирования выреза зубов
Не меньший интерес представляет сборка конических колес. Здесь ситуацию значительно усложняют конструктивные особенности конического зацепления, в котором оси колес пересекаются в пространстве под прямым углом. Сама форма конических зубчатых колес достаточно сложна для моделирования. Плоскость, содержащая эскиз для выреза проточки между зубьями, должна быть касательной к боковой поверхности колеса, что имеет форму усеченного конуса, для того, чтобы вырезание выдавливанием формировалось в направлении образующей делительного конуса. В результате простое рисование и размещение эскиза доставит немало трудностей программисту, решившему создать приложение, моделирующее конические колеса. Но, допустим, все это уже позади и ваш модуль успешно создает и трехмерные модели, и колеса, и шестерни. Как собрать их в один механизм, именуемый зубчатой конической передачей?
Скажу сразу: методика создания этой сборки не будет отличаться от той, что применялась для цилиндрической передачи. То есть желательно сразу же строить зубчатые колеса таким образом, чтобы при вставке в сборку они автоматически вошли в зацепление. На словах все просто, а на практике процесс оказался гораздо более сложным.
Внимательно присмотревшись к структуре конического зацепления, легко увидеть, что эскизы вырезов, прилегающих к паре зубьев, которые будут находиться в зацеплении, размещены в разных плоскостях (рис. 8). В отличие от цилиндрической передачи, где оба эскиза лежали в одной торцевой плоскости и при их построении можно было легко привязаться к точке зацепления, в коническом редукторе сложно определить местоположение этой точки в пространстве, общее для обоих эскизов при их построении в разных плоскостях. Можно, конечно, начать решать задачу «в лоб» и попробовать рассчитать угловое смещение одной плоскости относительно другой, а также местоположение в них эскизов. Честно говоря, не видя иного выхода, поначалу я так и сделал. Но, тщетно провозившись дня два, переписав не один десяток строк программного кода, я ни на шаг не сдвинулся с мертвой точки. Программа прекрасно моделировала отдельно шестерню и колесо, но упрямо отказывалась правильно складывать сборку. Окончательно запутавшись в расчетах, я понял, что нужно искать другой выход… И нашел его! Как всегда бывает, выход этот оказался невероятно простым!
Один мой друг когда-то сказал: «Хороший программист ленивый программист»… Действительно, иногда, столкнувшись со сложной задачей, стоит сесть и подумать, прежде чем начинать что-либо делать. Поверьте это может серьезно сэкономить вам время.
Итак, я думал о том, что построение одной плоскости не представляет затруднений. Но каким образом привязать к ней вторую плоскость, я не знал. Вдруг меня осенило: плоскость эскиза выреза зуба колеса и плоскость эскиза профиля зуба шестерни, находящиеся в зацеплении, совпадают! То есть, вы построили, например, плоскость в модели колеса, касательную к торцевой поверхности и содержащую эскиз выреза между зубами. Так вот, в этой же плоскости, но уже в модели шестерни, следует разместить эскиз, но не выреза, а профиля зуба! Проще говоря, на коническом колесе зубчатый венец мы будем вырезать, а на шестерне «приклеивать». При этом начинать следует опять-таки с того выреза в колесе и с того зуба шестерни, которые будут в зацеплении в сборке, а затем делать их копию по концентрической сетке. Для наглядности приведу один пример (рис. 9).
Рис. 8. Зубчатое коническое зацепление
Рис. 9. Модели конического колеса с одним вырезом
и конической шестерни с одним зубом
Этот пример вдвойне интересен: помимо демонстрации того, насколько может упроститься сборка вследствие грамотного построения деталей, он показывает, как важно иногда использовать нетрадиционный подход к процессу создания трехмерных моделей. Воображение инженера подсказывает ему способы моделирования деталей, зачастую имитирующие различные методы обработки заготовок (нарезание, точение, штамповка, литье и др.). На самом деле, иногда полезно отойти от стереотипов и начать мыслить абстрактно, не по шаблону, видя перед собой лишь конечный результат готовую модель, а не стандартные пути к ее созданию. В реальной жизни зубчатые колеса изготавливаются, как правило, литьем или штамповкой, а потом в них фрезой вырезается зубчатый венец. И при моделировании (как вручную, так и программно) мы волей-неволей повторяем (имитируем) те же операции. Пример с конической шестерней показал, как нетипичный подход к созданию модели до предела упростил сборку передачи, а сама модель при этом ничуть не пострадала.
Рис. 10. 3D-модель конической шестерни
с «приклеенными» зубьями
Рис. 11. Червячный редуктор
Рис. 12. Создание модели вала-червяка
Было бы несправедливо не упомянуть еще об одном типе механических передач, проектирование которых реализовано в подключаемой библиотеке «РЕДУКТОР-3D V2.1». Речь идет о червячных редукторах. Червячное зацепление также задача не из простых, но после всего вышеизложенного создание сборки больше не представляется таким уж сложным делом.
Витки вала-червяка можно сформировать с помощью кинематического вырезания. В качестве траектории вырезания следует взять объект «спираль цилиндрическая» с параметрами, подобранными таким образом, чтобы угол подъема спирали был равен углу подъема витков червяка, а ее диаметр делительному диаметру червяка. Суть программной сборки заключается в определении такого положения эскиза для кинематической операции, чтобы после вырезания витки червяка вошли точно между зубьями червячного колеса (считаем, что на вертикальной оси червячного колеса всегда будет находиться вырез между зубьями). В этом случае особенно изощряться не приходится смещение эскиза несложно рассчитать аналитически. На рис. 13 видно, что расстояние, на которое нужно сместить эскиз, можно принимать как 2,5·P или 3,5·P, где P шаг витков червяка, рассчитывается по формуле P = р·m, а m модуль червячного зацепления. Желательно принимать значение с запасом (3,5·P), поскольку длина нарезной части червяка может быть разной. Полученная сборка представлена на рис. 14.
Рис. 13. Размещение эскиза для кинематического вырезания витков червяка
Рис. 14. Червячное зацепление
В заключение хочу отметить, что возможности автоматизации на основе системы КОМПАС-3D практически безграничны. С помощью современных языков объектно-ориентированного программирования можно создавать гибкие функциональные приложения, способные обеспечить значительную экономию времени и сил на формирование трехмерных моделей и сборок. Подключаемые модули могут быть полезны при серийном производстве (с их помощью можно в считаные минуты получить готовые сборки любого из выпускаемых агрегатов, размеры которых будут занесены в базу данных), использоваться при проектировании новых механизмов (в расчетную часть библиотеки можно включать циклы оптимизации различных параметров с тем, чтобы программа сама находила оптимальный вариант построения), а также для любых других целей в отдельно взятых отраслях машиностроения. Расширение сферы использования конструкторских библиотек и их функциональности значительно упростит работу инженера-проектировщика, а появление все новых библиотек позволит абстрагироваться от рутинной работы и сосредоточиться исключительно на конструировании. Возможно, уже в недалеком будущем, благодаря обширному арсеналу конструкторских библиотек, работа по созданию громоздких трехмерных сборок превратится в увлекательную игру наподобие конструктора. Ведь большая часть рутинной и малоэффективной работы будет быстро выполняться посредством подключаемых модулей. На мой взгляд, КОМПАС-3D одна из наиболее продвинутых графических систем в плане внедрения новых решений в сфере автоматизации и развития трехмерной графики в целом.
Максим Кидрук
Студент Национального университета водного хозяйства
и природопользования (г.Ровно, Украина). Сертифицированный специалист
по КОМПАС-3D.
САПР и графика 11`2005
3D-принтер с коробкой передач
— 3DXTECH
Gearbox™ HT2 печатает из широкого спектра материалов, включая PEEK, PEKK, Ultem PEI.
вкладка-1
вкладка-2
вкладка-3
вкладка-4
вкладка-5
tab-6
Большая рабочая камера с подогревом
Прецизионное управление для печати ультраполимерами
Камера с активным нагревом до 250ºC
Идеально подходит для печати на таких материалах, как Ultem™ PEI, PPSU и PEEK
Повышенная прочность деталей и стабильность размеров
Огромный 18″ x 18″ x 32″ [объем 10 368 дюймов³]
Печать крупных деталей или нескольких мелких деталей
Двойной высокотемпературный экструдер
Идеально подходит для сложных деталей из нескольких материалов [Модель + Поддержка]
Температура экструдера до 500º C для печати ультраполимерами
Бесступенчатая система подъема сопла для модели печати и поддержки
Закаленная система, предназначенная для углеродных и стеклянных волокон
Модели и вспомогательные сопла для доставки сложных деталей
Печать с действительно водорастворимыми носителями — без агрессивных химикатов
Простой в использовании ЧМИ
Большой сенсорный экран с простой в использовании навигацией
Интуитивно понятный 7-дюймовый сенсорный экран
Простые в использовании и интерпретации функции
Простая пошаговая навигация для печати
Простой мониторинг всех основных систем
При необходимости отрегулируйте, чтобы сократить количество отпечатков и сократить время простоя
Большая платформа сборки с вакуумной защитой
Проверенная временем система – надежные и воспроизводимые результаты
Бесконтактное автоматическое выравнивание кровати
Прочные монтажные листы с вакуумной защитой
Платформа для сборки, нагретая до 225°C
Простая замена сборочных листов между отпечатками
Отличная адгезия оттиска к строительным листам
Отсеки для активно просушенных нитей
Полностью интегрированная система управления материалами
Большой объем нити до 16 кг [≈ 900 дюймов³]
Поддерживаемые отсеки для нитей, чтобы высококачественные материалы оставались сухими
Система влагопоглотительной сушки для непрерывного регулирования влажности в отсеках для филамента
Автоматический загрузчик нити для облегчения запуска новых отпечатков
Непрерывная автоматическая сборка с автоматическим переключением барабанов
Высокоскоростная сервосистема
Прецизионная разработка для быстрой и точной сборки
Скорость — скорость печати +300 мм/с
Точность – точные характеристики и интеграция
Надежность – проверенная система перемещения промышленного класса
Повторяемость — максимальная производительность и время безотказной работы
Continuous — автоматическая печать для длинных сборок
Получите предложение сейчас
Получите предложение сейчас
Поднимите печать на новый уровень
Пожалуйста, заполните форму сегодня, чтобы заказать Gearbox™ HT2 и получить дополнительную информацию.
Получите расчет стоимости принтера Gearbox HT2
Gearbox лучшие модели для 3D-печати・Культы
Фильтровать по:
Безопасный
Бесплатно
Лучший
В продаже
С марками
Сортировать по:
ДатаЦенаЗагрузкиНравится
💡
Помощь в поиске
Слишком много результатов? Вы можете попробовать еще раз:
, написав ключевые слова в кавычках 9.0167 «…» указать поиск
, написав дефис - перед термином, чтобы удалить конкретный термин из поиска
, написав от: и имя дизайнера, чтобы отфильтровать поиск по имени дизайнера
, написав номер конструкции для поиска конкретной конструкции
Среди этих результатов вы обнаружили один или несколько дизайнов, которые не соответствуют вашему запросу или не имеют отношения к нему? Пожалуйста, свяжитесь с нами, чтобы сообщить об этой проблеме, чтобы мы могли вмешаться.
КОРОБКА ПЕРЕДАЧ CVT
3,49 €
Двойной редуктор Tamiya и Velleman на одинарную переходную пластину
Бесплатно
Жетон счетчика Gearbox Gasland
Бесплатно
Триггерный блок с микропереключателем для страйкбола
Бесплатно
Составной планетарный редуктор 51:1 (без крепления)
€5
Коробка передач Subaru Xmember Втулки в стиле Laile
2,84 €
чудо механики — мраморный бег
€3,20
-40%
€1,92
Адаптер двигателя для счетверённого механизма намотки часов
Бесплатно
Адаптер двигателя для счетверённого механизма намотки часов от FoodieHao
Бесплатно
Коробка передач для Carrera D124 с шарикоподшипником
Бесплатно
Кронштейн внутреннего блока ксенона
2,50 €
Селекторная пластина Airsoft G36
Бесплатно
Grind My Gears F-YOU Брелок для среднего пальца Gear Box
Болгарка угловая Maktec MT903 — это хороший помощник для резки и шлифовки твердых поверхностей и материалов. Благодаря установке шлифовальных дисков можно шлифовать кругом и проволочной щеткой. Отрезные же работы осуществляются абразивным диском.
Основные преимущества:
Лабиринтная конструкция корпуса обеспечивает долгий срок службы инструмента.
Двигатель мощностью 2000 Вт для тяжёлой непрерывной работы.
Невероятная долговечность.
Низкая вибрация задней ручки с мягкой накладкой для большего комфорта и контроля.
Внимание: HTML не поддерживается! Используйте обычный текст!
Рейтинг Плохо
Хорошо
Maktec By Makita MT953 Угловая шлифовальная машина 220 В
Если товар получен поврежденным Мы делаем все возможное, чтобы предотвратить повреждения при транспортировке. Если ваша посылка повреждена при получении, просто ОТКАЖИТЕ ее. Если транспортная компания уехала, и вы обнаружили, что ваша посылка повреждена, немедленно свяжитесь со СЛУЖБОЙ КЛИЕНТОВ по телефону 847-779-3079. Вы должны связаться со службой поддержки клиентов в течение 24 часов с момента получения посылки. Все поврежденные обмены должны быть возвращены в двойной упаковке (коробка производителя должна быть внутри другой коробки, предназначенной для транспортировки) с четко написанным номером RMA на внешней коробке, сопровождаемым примечанием, объясняющим, почему продукт возвращается, в оригинальной товарной коробке. Обмен производится только на аналогичную модель.
-Поврежденные телевизоры с большим экраном- Все телевизоры с диагональю 37 дюймов и больше будут вскрыты при доставке, чтобы покупатель мог осмотреть устройство на наличие повреждений. После осмотра клиент должен будет расписаться, что устройство находится в новом состоянии и не повреждено. При этом устройство возврату и обмену не подлежит.
Если товар неисправен Для удобства наших уважаемых клиентов мы предлагаем простую политику возврата дефектных товаров. Подходящие дефектные продукты могут быть возвращены для обмена в течение 30 дней с даты доставки вашего продукта. Дефектные продукты будут заменены только на ту же модель. Дефектные продукты должны быть возвращены с оригинальной коробкой и упаковкой, а также со всеми прилагаемыми материалами, включая, помимо прочего, гарантийные талоны, руководства и аксессуары. Мы просим вас оплатить обратную доставку. Мы оставляем за собой право взимать плату за все недостающие материалы.
30-дневная политика замены дефектных изделий не распространяется на телевизоры с диагональю экрана 32 дюйма и более, любые негабаритные товары, отправляемые транспортной компанией (кроме стандартных UPS или USPS), мобильные телефоны. Если какие-либо из этих элементов будут признаны дефектными, на них будут распространяться исключительно гарантии производителя (если они существуют), и вы должны связаться с производителем для любого ремонта.
Для обработки дефектного возврата/обмена вы должны ЗАПРОСИТЬ RMA. Для всех возвратов/обменов требуется номер разрешения на возврат товара (RMA#). Это будет предоставлено службой поддержки клиентов. Все возвраты/обмены должны быть упакованы в двойную коробку (коробка производителя должна быть внутри другой коробки, предназначенной для доставки), с четко написанным номером RMA на внешней коробке и примечанием, объясняющим, что не так с товаром, в оригинальной товарной коробке. .
Если товар вам не нравится или вы не хотите его покупать Если вы не удовлетворены своей покупкой, вы можете (после получения номера разрешения на возврат товара) обменять или вернуть товар с возвратом средств в течение 30 дней после получения (Обратите внимание: расходы на доставку и обработку, а также сборы за пополнение запасов могут быть вычтены из окончательного возмещения.). Все возвращаемые товары должны быть без каких-либо повреждений и находиться в оригинальной заводской упаковке со всеми оригинальными упаковочными материалами, гарантийными талонами, руководствами, аксессуарами, этикеткой UPC и любыми другими включенными материалами.
Эта 30-дневная политика возврата не распространяется на телевизоры, любые негабаритные товары, отправленные автомобильным транспортом, мобильные телефоны или товары в открытых коробках/распродаже. Все разблокированные сотовые телефоны и товары с открытой коробкой/распродажей являются финальной распродажей.
Для всех возвратов/обменов требуется номер разрешения на возврат товара (RMA#). Возвраты без RMA# не принимаются. Чтобы получить номер разрешения на возврат товара, вы должны связаться со службой поддержки клиентов по телефону 847-779-3079. Все возвраты/обмены должны быть упакованы в двойную коробку (коробка производителя должна быть внутри другой коробки, предназначенной для доставки) с четко написанным номером RMA на внешней коробке, сопровождаемым примечанием, объясняющим, почему продукт возвращается в оригинальной товарной коробке. Возврат средств за товары, заказанные по специальному заказу, НЕвозможен. Возврат или обмен зарегистрированных тарифных планов не предусмотрен.
Пожалуйста, обратите внимание:
Бесплатная доставка Если ваш заказ был доставлен бесплатно или по промо-тарифу, при возврате товара вы должны будете оплатить фактическую стоимость доставки UPS/фрахта «туда-обратно». Вы можете связаться с нами для получения информации о фактических тарифах на доставку вашего заказа.
Доставка крупной бытовой техники:
Стоимость доставки крупной бытовой техники весом более 80 фунтов может варьироваться в зависимости от штата. Мы осуществляем доставку по всему миру морскими и воздушными перевозками. Чтобы получить Цены, пожалуйста, свяжитесь с нами по телефону 1-847-779-3079 или отправьте запрос по электронной почте [email protected]
Стоимость онлайн-доставки является приблизительной. ** Стоимость перевозки должна быть добавлена к стоимости устройства
Стоимость доставки не является окончательной и может быть изменена
Отказные и недоставленные посылки оплатить полную стоимость доставки товара в обе стороны. Если вы заказали товар с бесплатной доставкой, с вас будет снята полная стоимость доставки. Кроме того, если ваша посылка не может быть доставлена из-за неверной информации, предоставленной вами, покупателем, или по любой другой причине, которая не является ошибкой GANDHI APPLIANCES, покупатель несет ответственность за оплату полной стоимости доставки. При отказе в доставке по специальному заказу или крупному заказу также взимается плата за пополнение запасов. * Плата за пополнение запасов Если возврат не включает в себя все оригинальные детали, аксессуары, отсутствует этикетка UPC или нет двойной коробки, взимается 20% сбор за пополнение запасов недостающих материалов.
Зачем взимать плату за пополнение запасов? Если в товаре отсутствуют оригинальные детали или аксессуары, он должен продаваться как открытая коробка с отсутствующими деталями. Поэтому необходимо взимать плату за пополнение запасов.
Maktec by Makita MT952 Угловая шлифовальная машина 220 В
Наведите курсор на изображение, чтобы увеличить Нажмите на изображение, чтобы увеличить
Сэкономьте $-129,99
наполнитель
Поделитесь этим продуктом
230–240 В, 50–60 Гц
Угловая шлифовальная машина 115 мм (4-1/2 дюйма)
Центральное колесо с углублением: 115 мм (4-1/2 дюйма)
Абразивный диск: 115 мм (4-1/2″)
Алмазный круг: 115 мм (4-1/2″)
Вход: 570 Вт
Скорость без нагрузки: 10 000 об/мин
Общая длина: 266 мм (10-1/2″)
Вес нетто: 1,5 кг (3,3 фунта)
Шнур питания: 2 м (6,6 фута)
Угловая шлифовальная машина Maktec by Makita MT952 220 В, 230–240 В, 50–60 Гц, 115 мм (4-1/2 дюйма), угловая шлифовальная машина, диск с вогнутым центром: 115 мм (4-1/2 дюйма), абразивный диск: 115 мм (4-1/2″), Алмазный круг: 115 мм (4-1/2″), Потребляемая мощность: 570 Вт, Скорость без нагрузки: 10 000 об/мин, Общая длина: 266 мм (10-1/2″), Вес нетто: 1,5 кг (3,3 фунта), шнур питания: 2 м (6,6 фута)
Характеристики
230–240 В, 50–60 Гц
Угловая шлифовальная машина 115 мм (4-1/2 дюйма)
Колесо с вогнутым центром: 115 мм (4-1/2″)
Абразивный диск: 115 мм (4-1/2″)
Алмазный круг: 115 мм (4-1/2″)
Вход: 570 Вт
Скорость без нагрузки: 10 000 об/мин
Общая длина: 266 мм (10-1/2″)
Вес нетто: 1,5 кг (3,3 фунта)
Шнур питания: 2 м (6,6 фута)
Спецификация :
Транспортировочные размеры: 5”В x 13”Ш x 5,5”Г
Вес в упаковке: 6 фунтов
ПРИМЕЧАНИЕ: Этот продукт НЕ будет работать в США или Канаде, его можно использовать ТОЛЬКО в зарубежных странах с 220 ~ 240 вольт электрические розетки.
American ExpressApple PayDiscoverMeta PayGoogle PayMastercardPayPalShop PayVenmoVisa
Ваша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Страна
США — КанадаСША
Почтовый индекс
Если товар получен поврежденным Мы делаем все возможное, чтобы предотвратить повреждения при транспортировке. Если ваша посылка повреждена при получении, просто ОТКАЖИТЕ ее. Если транспортная компания уехала, и вы обнаружили, что ваша посылка повреждена, немедленно свяжитесь со СЛУЖБОЙ КЛИЕНТОВ по телефону 847-779-3079. Вы должны связаться со службой поддержки клиентов в течение 24 часов с момента получения посылки. Все поврежденные обмены должны быть возвращены в двойной упаковке (коробка производителя должна быть внутри другой коробки, предназначенной для транспортировки) с четко написанным номером RMA на внешней коробке, сопровождаемым примечанием, объясняющим, почему продукт возвращается, в оригинальной товарной коробке. Обмен производится только на аналогичную модель.
-Поврежденные телевизоры с большим экраном- Все телевизоры с диагональю 37 дюймов и больше будут вскрыты при доставке, чтобы покупатель мог осмотреть устройство на наличие повреждений. После осмотра клиент должен будет расписаться, что устройство находится в новом состоянии и не повреждено. При этом устройство возврату и обмену не подлежит.
Если товар неисправен Для удобства наших уважаемых клиентов мы предлагаем простую политику возврата дефектных товаров. Подходящие дефектные продукты могут быть возвращены для обмена в течение 30 дней с даты доставки вашего продукта. Дефектные продукты будут заменены только на ту же модель. Дефектные продукты должны быть возвращены с оригинальной коробкой и упаковкой, а также со всеми прилагаемыми материалами, включая, помимо прочего, гарантийные талоны, руководства и аксессуары. Мы просим вас оплатить обратную доставку. Мы оставляем за собой право взимать плату за все недостающие материалы.
30-дневная политика замены дефектных изделий не распространяется на телевизоры с диагональю экрана 32 дюйма и более, любые негабаритные товары, отправляемые транспортной компанией (кроме стандартных UPS или USPS), мобильные телефоны. Если какие-либо из этих элементов будут признаны дефектными, на них будут распространяться исключительно гарантии производителя (если они существуют), и вы должны связаться с производителем для любого ремонта.
Для обработки дефектного возврата/обмена вы должны ЗАПРОСИТЬ RMA. Для всех возвратов/обменов требуется номер разрешения на возврат товара (RMA#). Это будет предоставлено службой поддержки клиентов. Все возвраты/обмены должны быть упакованы в двойную коробку (коробка производителя должна быть внутри другой коробки, предназначенной для доставки), с четко написанным номером RMA на внешней коробке и примечанием, объясняющим, что не так с товаром, в оригинальной товарной коробке. .
Если товар вам не нравится или вы не хотите его покупать Если вы не удовлетворены своей покупкой, вы можете (после получения номера разрешения на возврат товара) обменять или вернуть товар с возвратом средств в течение 30 дней после получения (Обратите внимание: расходы на доставку и обработку, а также сборы за пополнение запасов могут быть вычтены из окончательного возмещения. ). Все возвращаемые товары должны быть без каких-либо повреждений и находиться в оригинальной заводской упаковке со всеми оригинальными упаковочными материалами, гарантийными талонами, руководствами, аксессуарами, этикеткой UPC и любыми другими включенными материалами.
Эта 30-дневная политика возврата не распространяется на телевизоры, любые негабаритные товары, отправленные автомобильным транспортом, мобильные телефоны или товары в открытых коробках/распродаже. Все разблокированные сотовые телефоны и товары с открытой коробкой/распродажей являются финальной распродажей.
Для всех возвратов/обменов требуется номер разрешения на возврат товара (RMA#). Возвраты без RMA# не принимаются. Чтобы получить номер разрешения на возврат товара, вы должны связаться со службой поддержки клиентов по телефону 847-779-3079. Все возвраты/обмены должны быть упакованы в двойную коробку (коробка производителя должна быть внутри другой коробки, предназначенной для доставки) с четко написанным номером RMA на внешней коробке, сопровождаемым примечанием, объясняющим, почему продукт возвращается в оригинальной товарной коробке. Возврат средств за товары, заказанные по специальному заказу, НЕвозможен. Возврат или обмен зарегистрированных тарифных планов не предусмотрен.
Пожалуйста, обратите внимание:
Бесплатная доставка Если ваш заказ был доставлен бесплатно или по промо-тарифу, при возврате товара вы должны будете оплатить фактическую стоимость доставки UPS/фрахта «туда-обратно». Вы можете связаться с нами для получения информации о фактических тарифах на доставку вашего заказа.
Доставка крупной бытовой техники:
Стоимость доставки крупной бытовой техники весом более 80 фунтов может варьироваться в зависимости от штата. Мы осуществляем доставку по всему миру морскими и воздушными перевозками. Чтобы получить Цены, пожалуйста, свяжитесь с нами по телефону 1-847-779-3079 или отправьте запрос по электронной почте [email protected]
Стоимость онлайн-доставки является приблизительной. ** Стоимость перевозки должна быть добавлена к стоимости устройства
Стоимость доставки не является окончательной и может быть изменена
Отказные и недоставленные посылки оплатить полную стоимость доставки товара в обе стороны.
Honda Motor Company Аппаратные насосы Насосы Honda Насос для грязной воды Honda WT20 от MowDirect Honda WMP20 Ag / Химический насос, уплотнение PNG размер: 1001x1001px Размер файла: 1,11 МБ
Погружной насос Машиностроение Электродвигатель, водяной двигатель PNG размер: 2305x1532px Размер файла: 2,69 МБ
Caterpillar Inc. Дизельный двигатель Cummins Тяжелая техника, двигатель PNG размер: 1029x822px Размер файла: 215.77 КБ
Погружной насос Xylem Inc. Производство ITT Corporation, насос PNG размер: 1719x1726px Размер файла: 3,9 МБ
Сорняк, опрыскиватель, аэрозольный баллончик, сельское хозяйство, инструмент, производство, машина, аппаратные насосы PNG размер: 2000x2000px Размер файла: 2,33 МБ
org/ImageObject»>
Аппаратные средства Насосы Погружной насос Водяной насос Электродвигатель, центробежная сила воды PNG размер: 904x461px Размер файла: 350.63KB
Вода, Опрыскиватель, Машина, Сельское хозяйство, Инструмент, Алат Дан Месин Пертанян, Аппаратные насосы, Трактор PNG размер: 500x500px Размер файла: 130.97 КБ
Ручной инструмент Архитектурное проектирование Строительные материалы Владимирский тракт, ящик для инструментов, сервис, материал, ящик для инструментов png 1600x1200px 1,93 МБ
Погружной насос Водяная скважина Ценовые стратегии Ирригация, Pt Kawasaki Motor Indonesia, Резервуар для воды, погружной насос, энергия png 500x500px 447,29 КБ
Погружной насос Насос на солнечной энергии Солнечная энергия Солнечные батареи, энергия, качество, откачка воды, аксессуар для инструмента png 600x600px 234,42 КБ
обзор, пошаговые настройки, возникшие проблемы и их решение
Материал предоставлен компанией RUSABS
Что может быть лучше PLA и ABS?
Какой пластик более долговечный?
Выдерживает более высокие температуры, чем PLA?
Существует что-то,что печатается легче, чем ABS?
Если Вы задаете себе такие вопросы, то филамент PETG мог бы стать вашим фаворитом. С момента своего появления этот пластик активно набирает популярность. Давайте же посмотрим, что это такое и почему его следует использовать?
Что такое филамент PETG?
PETG – это износостойкий сополиэфир (комбинация). PET означает полиэтилентерефталат (вспомните о пластиковых бутылках), а G говорит о том, что он модифицирован гликолем для большей долговечности.
Если коротко, то это действительно прочный материал, исключительно крепкий и без запаха при печати. Стоит только выставить правильные настройки, и печать пойдет как по маслу. Вот несколько основных преимуществ печати этим материалом и самые главные характеристики филамента PETG:
PETG очень прочный. Но в тоже время царапается легче, чем ABS, который тверже.
Менее гибкий, чем PLA или ABS, но в тоже время более мягкий. Вам придется приложить немало усилий, чтобы разломить пополам выполненный из него образец. В том случае если вам нужно что-то неломающееся, или вы печатаете какой-либо корпус, то PETG победит почти всех (кроме Nylon 12).
Он почти не сжимается, поэтому не перекашивается. Идеален для крупных распечаток.
Из пластика PETG получаются великолепные опорные структуры, так как он хорошо прилипает. Вследствие чего сцепление между слоями просто фантастическое, так что распечатки получаются долговечными.
Стоит обратить внимание, что пластик прилипает и к рабочему столу, так что осторожно снимайте его после печати.
Этот пластик химически очень стоек, не боится щелочей, кислот, воды.
Не пахнет при печати
Обычно филамент PETG предлагается в широком ассортименте полупрозрачных цветов, а напечатанные фигуры имеют блеск. Поэтому данный материал идеален для печати всего того, что не должно разбиться и должно быть прозрачным. Многие из тех, кто сначала пробовал PLA, а затем ABS, приходят к PETG.
Едва ли вас заинтересует стандартный филамент PET, потому что повсеместно доступны более прочные гликоль-модифицированные варианты.
В обзоре про филамент PETG на сайте Filaween говорится об испытаниях на прочность. PETG оказался вне конкуренции, его не удалось сломать в направлении слоев. И это не пустое хвастовство (честно-честно!), это на самом деле говорит о том, что PETG очень прочный материал.
Здесь мы можете посмотреть видео с испытания PETG
Подписывайтесь на наш канал на YouТube. Скоро интересных видео будет еще больше!
Но что это означает с практической точки зрения?
Для печати каких объектов PETG окажется идеальным выбором?
Особенно рекомендую PETG в случаях, когда требуется напечатать что-то гибкое, а полностью эластичные материалы (такие как TPU, FLEX, PLA или NYLON) не очень подходят для опорных конструкций.
Какова температура стеклования PETG?
80 °C. Это полезно иметь в виду при принятии решения о выборе материала для будущего проекта. Это значительно ниже, чем у ABS, – 105 °C, но больше, чем у PLA, – 55 °C.
Вот одно из наших самодельных решений – бампер для микро-квадрокоптера. Как нетрудно догадаться, бампер должен быть достаточно жестким, чтобы выдерживать удары, и весьма упругим, чтобы гасить их даже при самых фатальных катастрофах.
Нам кажется, это отличный пример распечатки, для которой вам может понадобиться именно этот материал. Собственно, это отличное дополнение к имеющемуся у вас арсеналу филамента для 3D-печати.
Отличный пример практического применения прочности PETG. Бампер.
Вот пара цифр про PETG. Учтите, что это значения для конкретного испытываемого PETG, они не являются универсальными для материала.
Плотность – 1,27 г/см3, т.е. чуть больше, чем у PLA, и примерно на 20% больше, чем у ABS.
Твердость по Роквеллу – R 106, что довольно много для PETG. (У самого твердого из имеющихся у нас ABS твердость составляет R 110).
Есть еще один плюс в пользу перехода с традиционных материалов на PETG: им просто приятно печатать, а объекты из него получаются прочными и долго служат.
Теперь давайте посмотрим, как добиться наилучших результатов при работе с этим еще не очень распространенным материалом. И как потратив какое-то время на настройки, потом спокойной наблюдать, за принтером, который один за другим печатает износостойкие прототипы, модели и готовые детали.
Как печатать PETG
Как и в случае с любыми другими материалами для 3D-печати, следует обратить внимание на его особенности и понимать, в чем может крыться причина тех или иных проблем. Это позволит напечатать вашу задумку с первого раза. Данный пластик предполагает, что при печати следует учитывать его некоторые особенности.
Иногда PETG может потребовать немного большое времени на общую и тонкую настройку параметров филамента. Это такие небольшие особенности, которые могут простить некоторые другие филаменты, вроде PLA. При этом нельзя сказать, что здесь есть что-то сложное, нужно просто иметь немного больше терпения.
Зато, если все параметры выставлены правильно, вы сами увидите, что печать PETG – мечта “поэта”. Ничего нигде не перекашивает, никакого запаха при печати, а то, что слои отлично между собой сцепляются, – это вообще одно из самых замечательных свойств данного материала. Если вы используете полиэтиленовый филамент высокого качества, то, скорее всего, вам будет достаточно лишь выставить температуру PETG, – и
вперед!
При печати PETG обычно оставляйте дополнительный зазор в 0,2 мм
И как всегда, есть несколько моментов, которые помогут сделать переход на новый для вас филамент более безболезненным.
Давайте же посмотрим, что и как надо настроить, какие могут быть проблемы, и какие есть хитрости в связи с печатью PETG.
Настройки при печати PETG
Мы рекомендуем выставить температуру печати PETG примерно в 220-245 °C, в зависимости от используемого экструдера. Оптимальная температура рабочего стола – около 70-75 °C; возможно, на пару градусов больше для нескольких первых слоев.
На какой поверхности лучше всего печатать PETG? Как показывает наш опыт, лучше всего на покрытиях FIXPAD, пленке или синей малярной ленте. Впрочем, PETG будет отлично прилипать и к другим поверхностям, обеспечивая хорошие условия для следующего, очень важного шага.
Этот материал не требуется выкладывать непосредственно на подогретый рабочий стол, лучше оставить некоторый зазор по оси Z. Если сопло экструдера находится слишком близко к столу или предыдущему слою, будет образовываться пленка, а вокруг сопла – паутина. Рекомендуется начинать поднимать сопло с шагом 0,02 мм – пока не перестанет образовываться пленка.
Вентилятор. В принципе, если вам нужно напечатать как можно более прочный объект, печатайте без обдува. Более высокая температура PETG способствует суперсильному сцеплению. Расплавленный PETG прилипает к предыдущему слою на удивление хорошо. Но если вам нужны более мелкие детали, без «лапши», вам точно потребуется выставить охлаждение на 100%. Быстрое охлаждение на выходе из сопла позволит печатать тонкие детали, без волос и клякс.
Мы советуем печатать без охлаждения первый слой, возможно, еще и второй, после чего включить вентилятор на полную. Если же проблемы с некоторой волосистостью остаются, вы на свой страх и риск можете предоставить управление вентилятором автоматике, но это будет ваш выбор.
Некоторые из работ Джозефа Каши из 3D Maker Noob’s,
напечатанные Red PETG
Следующие моменты отличают настройки охлаждения при печати этим филаментом. Их нужно выставить правильно, под имеющуюся задачу. Вообще, полезно поэкспериментировать: какова будет реакция филамента на те или иные изменения в параметрах печати.
Печатайте немного медленнее, лучше на скорости около 55 мм/с или меньше; если выше 60 – то филамент может выкладываться недостаточно быстро.
PETG может оказаться чувствительным к переэкструдированию (забивание и т. п.). Если такая проблема есть, посмотрите в параметрах экструдирования, достаточно небольшой подстройки (например, втягивания).
Едва ли вы столкнетесь со всеми этими проблемами сразу. Но тем не менее, как и у любого другого материала 3D-печати, у этого есть свои нюансы, требующие уточнения. Как только вы поймете причину каждой из проблем,и найдете её решение, вы увидите, как быстро все пойдет дальше.
Краткое сравнение PETG и ABS
PETG долговечнее, чем ABS, но ABS тяжелее и более жесткий.
У PETG более высокая температура стеклования, около 80 °C, – тогда как у ABS 105 °C.
ABS примерно на 20% менее плотный, чем PETG.
PETG менее склонен к перекосам, чем ABS (если печатать неправильно), и, в целом, не имеет запаха.
PETG более химически стоек, так что сглаживание ацетоном, как в случае с ABS, здесь не работает.
Краткое сравнение PETG и PLA
PLA более хрупок, чем PETG, если только не попробовать его закалить (отпускать).
PLA и PETG имеют примерно равную плотность.
PETG требует подогрева рабочего стола, тогда как PLA можно печатать просто так.
Сцепление слоев PETG, как правило, беспрецедентно, объекты получаются очень прочными и долговечными.
Подпорки, которые напечатаны PLA, удаляются обычно легко; у PETG с этим сложнее, но не невозможно.
Предлагаем PETG самых разных цветов,
целый килограмм заказывать не обязательно,
можно просто попробовать
Приятная новость: сейчас на PETG от BestFilament скидка 40%!
Заказать филамент можно:
Со склада в Москве »»» Со склада в Санкт-Петербурге »»» В Томске с доставкой по России »»»
Принимаем заказы и на образцы и на катушки по 0,5 кг.
Совет от производителя:
Еще раз напомним, что не стоит думать о petg как о панацее для решения всех проблем, но свой широкий класс задач этот филамент решает на ура! Рекомендуем взять пробник для понимания материала и его свойств.
Успехов и ровной печати.
Присылайте ваши работы, и мы с удовольствием расскажем о них!
А еще мы награждаем автора лучшей работы!
Победителей прошлых недель Вы можете посмотреть здесь »»» Наша почта [email protected],
звоните на 8-800-234-47-78,
ну и, конечно, помните, что есть Вконтакте и Телеграм !
PETG пластик — оптимальные настройки 3D принтера
3DPrintStory
  
Процесс 3D печати
  
PETG пластик — оптимальные настройки 3D принтера
Одна из позитивных особенностей 3D печати по технологии FDM — это огромное разнообразие материалов, с которыми вы можете работать. Существуют гибкие материалы, те, которые имитируют отделку дерева, а некоторые даже обладают некоторой степенью электропроводности.
Обратной стороной медали наличия всех этих вариантов филаментов является то, что каждый из них требует некоторой специфики в использовании. В этой статье мы рассмотрим, как получать хорошее качество 3D печати, используя PETG пластик, который, судя по трендам, скоро станет одним из самых популярных. Какие настройки 3D принтера лучше всего подходят для PETG? С какими проблемами вы можете столкнуться, печатая PETG пластиком?
Что такое PETG?
ПЭТГ является производным сверхпопулярного полиэтилентерефталата (PET). Буква «G» в аббревиатуре PETG означает «с повышенным содержанием гликоля». Добавление группы гликоля делает PETG немного более прочным и менее хрупким. Он также обладает лучшими оптическими свойствами и с ним легче работать по сравнению с PET. Он обладает отличной химической стойкостью и является хорошим барьером для влаги.
В мире 3D печати PETG часто рекламируется как материал, вобравший лучшее из двух самых популярных материалов PLA и ABS. Он печатает при высоких температурах, что обеспечивает хорошую термостойкость. Однако он не имеет большого коэффициента усадки и имеет лучшую адгезию между слоями, что означает, что у него нет серьезных проблем с деформацией. Он также не выделяет вредных газов во время печати, что является одним из худших аспектов печати с использованием ABS.
Таким образом, PETG дает вам почти все механические и химические преимущества ABS с такой же простотой обработкой, что и PLA. Это хороший выбор для функциональных деталей, которые должны выдерживать постоянное движение или давление. Используя PETG пластик, можно получить почти полностью прозрачные изделия, что делает его отличным материалом для декоративных элементов.
Настройте стол 3D принтера
Если вы когда-нибудь печатали с использованием ABS пластика, то вы знаете, как сложно заставить первый слой модели из ABS схватиться со столом. С PETG тоже есть некоторые проблемы, но обратные — он слишком хорошо держится. Если вы не примете необходимые меры, вы можете получить готовую модель, которую невозможно снять со стола без повреждений.
Из-за высокой температуры печати PETG вам по-прежнему не обойтись без подогрева рабочего стола. Резкое падение температуры почти наверняка приведет к деформации, если ваш стол для 3D печати слишком холодный. Для PETG пластика рекомендуется установить температуру стола от 70° до 80° C. Если при этих настройках у вас по-прежнему возникают проблемы с адгезией к слою, вы можете постепенно увеличивать температуру вплоть до 100° C.
Чтобы убедиться, что напечатанная 3D модель снимется достаточно легко, рекомендуется использовать адгезионное средство, которое будет сниматься вместе с моделью, например, клей-карандаш или лак для волос. Не печатайте прямо на стекле, чтобы не поцарапать поверхность стола. Не используйте BuildTak, так как каждый раз, когда вы работаете с PETG пластиком, вы практически наверняка повредите поверхность BuildTak (что может оказаться довольно дорогим удовольствием).
Поскольку у PETG нет проблем с адгезией, нет необходимости устанавливать сопло слишком низко для базового слоя. Это метод, используемый для «прижатия» первого слоя к столу и улучшения адгезии основного слоя. Если у вас уже есть обкатанные настройки высоты сопла для ABS или PLA, вы можете спокойно установить значение, которое в два или три раза выше для PETG. Для улучшения эстетики стоит использовать как можно более высокие значения, поэтому можно начать с максимальных значений и постепенно снижать их, если у вас возникнут какие-либо проблемы с адгезией.
Если вы хотите выполнить точную калибровку высоты сопла, хорошей отправной точкой будет установка 0,02–0,05 мм от сопла до стола. Вы можете установить это как начальную высоту сопла, так и высоту для остальной части 3D модели.
Температура 3D печати, скорость и ретракт
Основная причина, по которой PETG сравнивают с ABS, заключается в том, что он печатает при относительно высоких температурах. Обычно используется диапазон от 220° до 265° C, но рекомендации вашего производителя пластика могут незначительно отличаться. Хотя PETG практически исключает любые проблемы с загибанием материала, вы все равно столкнетесь с другими сложностями.
Первое, что вам нужно сделать, это определить, способен ли ваш 3D принтер достигать необходимых температур. Некоторые 3D принтеры обеспечивают температуру 250° C, особенно те, которые используют трубки из PTFE внутри узла экструдера. Если вы попробуете печатать с неподходящим оборудованием, вы в конечном итоге испортите не только свой модель, но и экструдер.
Установка скорости 3D печати — это вопрос правильного баланса, при котором также следует учитывать температуру 3D печати. Печать на высокой скорости, если ваша температура слишком низкая, может привести к «проскакиванию» в экструдере, потому что материал недостаточно мягкий, чтобы выйти из сопла. Однако быстрая печать при очень высоких температурах может привести к образованию остатков материала между пустотами модели.
Стоит начать с относительно умеренной скорости 25 мм/с. Если с этой настройкой проблем нет, то вы увеличиваете скорость до 50 мм/с. Этого должно быть достаточно, чтобы получить хороший модель из PETG пластика, не затрачивая слишком много времени. Можно встретить информацию о печати PETG со скоростью 60 мм/с, но это, наверное, абсолютный максимум, если вы не хотите иметь проблем с отстатками материала между стенками модели.
Боремся с остатками пластика между стенками модели
Одна из наиболее частых проблем при использовании высокотемпературных материалов — это упомянутые выше остатки пластика, паутинки между стенками. Это происходит, когда расплавленный материал просачивается из сопла при перемещении печатающей головки. Подобные остатки пластика при использовании ПЭТГ особенно неприятны, так как материал прочный и их трудно снять.
К сожалению, материал, плавящаяся при высоких температурах, также имеет низкую вязкость, что делает его еще более склонным к образованию этой самой паутины. Если эта проблема возникает у вам при 3D печати PETG пластиком, первым делом нужно немного снизить температуру и скорость печати, хотя это определенно снизит общее время, затрачиваемое на печать любой модели.
Другой вариант — включить ретракт на вашем 3D принтере, если такая возможность есть. Ретракт позволяет механизму экструдера «втягивать» небольшую часть материала, чтобы ослабить давление на расплавленную материала, который находится прямо на кончике сопла. Вы можете уточнить некоторые параметры, такие как расстояние втягивания или скорость, до тех пор, пока не исчезнут какие-либо признаки остатков пластика.
Уменьшаем скорость вентилятора охлаждения
PETG отлично печатает и сохраняет хороший уровень детализации без охлаждающего вентилятора. Отсутствие охлаждения также приведет к лучшей адгезии между слоями. Печать PETG пластиком с выключенным охлаждающим вентилятором — это вполне нормальный вариант.
Некоторые пользователи считают, что вентилятор не стоит использовать только для первых двух слоев, а затем печатают с вентилятором на 100%. Это может оказаться хорошим кейсом, если ваша 3D модель имеет много мостов и выступающих элементов или если вы хотите, чтобы ваше изделие получилось максимально детализированным. В любом случае, следите за любыми признаками трещин или слоев, которые отклеиваются во время 3D печати, так ка PETG печатает при высокой температуре и не любит резких перепадов температуры.
Ключ к успеху — эксперименты
С PETG может оказаться легче работать, чем с ABS, но если вы только начали им печатать, то стоит разобраться с его особенностями. Различные марки материалов PETG также могут вести себя по-разному и непредсказуемо. Для правильной настройки температуры 3D печати, температуры стола, скорости печати и параметров ретракта вам может может понадобится некоторое время. Но когда вы найдете ту самую «золотую середину», вы сможете воспользоваться всеми преимуществами PETG, не сталкиваясь с множеством проблем, которые характерны для других пластиков .
При покупке стоит выбирать филамент из полиэтилентерефталата от надежного производителя и работать только с ним, не меняя производителя. Прежде чем вы сможете получить оптимальные настройки, наверняка придется напечатать несколько неудачных моделей. Но не отчаивайтесь, продолжайте оптимизировать настройки и через некоторое время работа с PETG станет проще.
Выводы
Многие профессионалы в области 3D печати уже давно хвастаются PETG из-за его потенциала свергнуть ABS с позиции «большой двойки». В конце концов, он имеет сопоставимые свойства, но с ним не так сложно работать.
Сказать, что с PETG так же легко работать, как с PLA, — это чересчур. PLA всегда будет филаментом для новичков, потому что он удобен для людей с базовыми навыками и оборудованием. PETG по-прежнему будет нуждаться в 3D принтере высокого класса из-за его температурных требований. Нахождение оптимального баланса температуры, скорости и ретракта потребует некоторого времени, но методом проб и ошибок вы добьетесь нужного результата.
Надеюсь, что предоставленный материал поможет некоторым из вас меньше бояться PETG и убедит вас попробовать его на практике.
Регулировка температуры, скорости и отвода для улучшения печати
ПЭТ или полиэтилентерефталат — один из наиболее широко используемых пластиков в мире. ПЭТ, используемый в синтетических тканях, бутылках и упаковке, обладает многими желаемыми характеристиками, такими как прочность, прозрачность и легкость.[1]
Благодаря этим и другим характеристикам ПЭТ стал популярным материалом для 3D-печати FDM. В форме нити ПЭТГ (ПЭТФ, модифицированный гликолем) обладает некоторыми заметными преимуществами по сравнению с ПЛА, такими как отличная адгезия слоев, хорошая ударопрочность и низкий уровень усадки. Это также доступно: катушка дешевой нити PETG стоит всего примерно на 5 долларов за килограмм больше, чем PLA от аналогичной марки нити.
Однако печать хороших деталей из PETG может оказаться непростой задачей. В расплавленном состоянии пластик имеет низкий уровень вязкости, что, хотя и отлично подходит для быстрой экструзии, может вызвать такие проблемы, как просачивание и натяжение. Кроме того, его отличная адгезия к платформе может быть как благословением, так и проклятием, поскольку детали иногда остаются прилипшими к платформе после печати.
Имея это в виду, очень важно правильно подготовить 3D-принтер к печати PETG. И хотя многие слайсеры предоставляют настройки по умолчанию для отдельных материалов, таких как PETG, полезно понимать, чего достигают эти настройки, чтобы можно было выполнить точную настройку для получения еще более качественных отпечатков. В этой статье приводится краткое изложение правильных настроек принтера PETG для большинства ситуаций — хотя у разных принтеров есть свои уникальные требования — в дополнение к общим советам, таким как подготовка платформы для печати.
ПЭТ используется для изготовления пластиковых бутылок
По сравнению с АБС и другими материалами с низкой адгезией печать ПЭТГ может быть проще простого. PETG будет прилипать к большинству поверхностей без особых проблем — на самом деле, необходимо предпринять шаги, чтобы материал не прилипал слишком хорошо и не прилипал к рабочей пластине.
Выбор правильной рабочей поверхности очень важен при работе с PETG. Очень гладкие поверхности, такие как стеклянная платформа, могут привести к чрезмерному прилипанию, и такие поверхности следует покрыть клеем-карандашом или лаком для волос, которые могут действовать как разделитель, а не клей, чтобы предотвратить повреждение сборки и печатной платформы.[2] ] Голубая малярная лента является подходящей поверхностью для большинства отпечатков PETG. Однако лучшим решением является использование текстурированной поверхности сборки, такой как лист PEI с порошковым покрытием. Имейте в виду, что текстурированная поверхность печати оставит неглубокий отпечаток рисунка на нижней части детали, но это небольшая цена за простоту удаления детали.
PETG лучше всего печатает на нагретой платформе с температурой 65–90 °C. Как правило, если хорошая адгезия первого слоя может быть достигнута в нижней части этого диапазона, то придерживайтесь этой температуры.
PETG обычно лучше всего печатает в диапазоне температур 220–260 °C. Компания-производитель 3D-принтеров Prusa предлагает температуру печати 230 °C для первого слоя и немного более высокую температуру 240 °C для остальной части сборки.[3] Компания MatterHackers, занимающаяся производством нитей, рекомендует температуру 245 °C.[4] Если хорошие результаты могут быть достигнуты при более низкой температуре, придерживайтесь ее, так как высокая температура может привести к проблемам с образованием мостиков и выступов.
Выравнивание платформы и калибровка сопел — еще один важный шаг при настройке параметров печати PETG. Расстояние между соплом и печатной платформой должно быть больше, чем у PLA, в идеале около 0,1 мм. Это связано с низкой вязкостью ПЭТГ: поскольку материал течет свободно, он может «выпадать» из сопла на слой без необходимости прилагать энергичные усилия.
Скорость печати — это один из самых простых параметров печати PETG. Как правило, материал лучше всего печатать на низкой скорости, в идеале около 60 мм/с. Это приводит к улучшенному склеиванию и охлаждению и, следовательно, к лучшему качеству печати. Некоторые пользователи сообщают о хороших результатах с более высокой скоростью для первых слоев.
Однако, возможно, более важной является скорость перемещения: скорость, с которой печатающая головка перемещается по осям X и Y, когда она не наносит материал. Скорость перемещения должна быть высокой — примерно в два раза выше скорости печати, т. е. 120 мм/с, — чтобы смягчить потенциально опасные последствия просачивания и натяжения: если горячий конец движется медленно по области печати, у него больше времени для стекания лишнего материала. на деталь, вызывая дефекты и потенциально приводя к сбою печати.
Регулировка параметров ретракции может предотвратить натяжение PETG
Большинство пользователей PETG согласятся с тем, что самым большим недостатком печатного материала является его склонность к просачиванию (когда материал просачивается из сопла) и стягиванию (когда просачивающийся материал образует паутиноподобное месиво на детали) — нежелательные явления, вызванные низкая вязкость пластика.
Лучший способ борьбы с просачиванием и натяжением – это настроить параметры втягивания. Втягивание — это функция экструдеров FDM, при которой сопло втягивает небольшое количество нити перед ее перемещением по осям X и Y. Таким образом, принтер может предотвратить нежелательную утечку материала и улучшить качество печати. Если во время печати PETG возникает натяжение, необходимо настроить следующие параметры ретракции печати:
Установите расстояние отвода на 3–7 мм, увеличивая его с шагом 1 мм, пока натяжение не прекратится. Расстояние должно быть немного больше для экструдеров Боудена, чем для экструдеров с прямым приводом.
Установите скорость отвода примерно на 20 мм/с, при необходимости увеличивая ее с шагом 5 мм/с.
Уменьшите или удалите минимальное расстояние перемещения для втягивания.
Отключите любую функцию вертикального подъема (например, Z-Hop в Cura, популярном слайсере).
При настройке параметров печати PETG следует учитывать вентилятор 3D-принтера. Как правило, охлаждение детали во время печати — снижение температуры ниже температуры стеклования материала — может уменьшить такие проблемы, как деформация и проседание, что приведет к получению более качественных деталей.
В целом, использование PETG может быть выгодным, поскольку он демонстрирует очень низкий уровень усадки при охлаждении, а это означает, что детали — даже очень большие — имеют тенденцию сохранять свою форму во время печати. Это означает, что пластик меньше зависит от охлаждающего вентилятора принтера, чем такой материал, как PLA; некоторые пользователи предпочитают вообще не использовать свой вентилятор при использовании нити для 3D-печати PETG, хотя это может считаться рискованным.
Для большинства отпечатков скорость вращения вентилятора 30–60 % должна быть достаточной, чтобы предотвратить такие проблемы, как просачивание и натяжение. Тем не менее, используйте вентилятор только после первых нескольких слоев печати, так как это поможет предотвратить деформацию, и помните, что слишком высокая скорость вентилятора предотвратит межслойное соединение и приведет к более слабой детали из PETG.
PETG является ценным материалом для 3D-печати благодаря своей прочности, ударопрочности, доступности и устойчивости к усадке и деформации. При тщательном рассмотрении поверхности сборки, настроек ретракции и других параметров печати можно получить высококачественные отпечатки PETG на большинстве FDM-принтеров.
Пользователи 3D-принтеров должны строго придерживаться следующих параметров печати PETG:
Использовать текстурированную рабочую поверхность
Использовать нагреваемый стол с температурой 65–90 °C 220–260 °C
Поддерживайте высоту сопла около 0,1 мм
Печатайте медленно со скоростью около 60 мм/с
Используйте высокую скорость перемещения около 120 мм/с
Увеличьте расстояние отвода и скорость
Используйте умеренную скорость вращения вентилятора
При этом напечатанные детали из ПЭТГ должны иметь хорошую адгезию слоев и хорошее качество поверхности, демонстрируя минимальное просачивание или натяжение.
[1] Наука о ПЭТ [Интернет]. Ассоциация ПЭТ-смол. 2015 г. [цитировано 14 марта 2022 г.]. Доступно по адресу: http://www.petresin.org/science_behindpet.asp
[2] Как получить идеальные отпечатки PETG на Ender-3: правильные настройки [Интернет]. Креативность. 2020 [цитировано 2022 марта 14]. Доступно по ссылке: https://www.creality.com/blog-detail/how-to-get-perfect-petg-prints-on-creality-ender-3
[3] PETG [Интернет]. База знаний Prusa. 2020 [цитировано 2022 марта 14]. Доступно по адресу: https://help.prusa3d.com/en/article/petg_2059
[4] Черная нить PETG серии MH Build [Интернет]. MatterHackers. 2016 [цитировано 2022 марта 14]. Доступно по адресу: https://www.matterhackers.com/store/l/petg-black-high-strength-filament-1.75mm/sk/M3MY2VQG
Выбор лучших настроек слайсера
PETG становится все более популярным для Домашняя 3D печать. С ним относительно легко печатать, он не выделяет такого же уровня токсичных химических веществ, как такие материалы, как ABS, и гораздо более долговечен, чем PLA. Но какие настройки лучше всего выбрать при 3D-печати с помощью PETG? Давай выясним.
Практически невозможно получить точные настройки слайсера с первого раза. Поэтому стоит поэкспериментировать с выбранными вами настройками, медленно меняя их и настраивая параметры, пока ваши отпечатки не будут выглядеть как можно лучше.
Что такое пластик PETG?
PETG, или полиэтилентерефталатгликоль, представляет собой обычный термопласт с уникальными свойствами. Это адаптация ПЭТ, материала, используемого для изготовления бутылок с газировкой, с добавлением в смесь гликоля для повышения прочности и долговечности ПЭТГ.
В последние годы этот материал приобрел большую популярность в области 3D-печати, так как с ним легко печатать, но при этом он обладает многими преимуществами более сложных материалов. Например, PETG менее хрупок, чем ABS, и обладает аналогичной прочностью, а также его легче печатать.
PETG быстро становится одним из самых популярных материалов для 3D-печати в мире, но с некоторыми проблемами. Всегда стоит узнать о типах нитей для 3D-печати, чтобы убедиться, что вы используете правильные для каждого из ваших отпечатков.
Проблемы 3D-печати из PETG
Как и любой материал для 3D-печати, нить из PETG может быть непростой. Есть ряд проблем, которые необходимо преодолеть, когда вы впервые начинаете использовать этот тип пластика для своих 3D-печатей.
Натяжение/экструзия : PETG более эластичный и гибкий, чем PLA и ABS. Это означает, что он имеет тенденцию вытекать из сопла, когда он не экструдируется, а также создает полосы между частями вашего отпечатка, когда экструдер перемещается. Это решается с помощью настроек ретракции и z-смещения.
Чрезмерная адгезия : Плохая адгезия слоев может быть очень сложной для таких материалов, как PLA и ABS, но PETG часто имеет противоположную проблему: слои слишком сильно прилипают. Это может затруднить удаление опор и других дополнений, и это может даже привести к тому, что модель прилипнет к поверхности сборки. Позволить вашей модели остыть после того, как она будет напечатана, — хороший способ помочь в этом.
Температура сопла и слоя
Для достижения наилучших результатов PETG использует горячее сопло и теплую рабочую пластину. Держите свою кровать с подогревом между 70°C и 80°C при печати из PETG и не превышайте 100°C, если вы планируете экспериментировать с температурой рабочего стола.
PETG имеет более высокую температуру плавления, чем PLA. Выбор между 210°C и 250°C — хорошее место для начала работы с PETG, хотя некоторые производители предлагают нить, которая печатает при температуре 260°C+. Всегда читайте рекомендации производителя нити, когда впервые начинаете работу с новым материалом.
Высота слоя
Высота слоя 3D-печати — одно из ключевых различий между PETG и такими материалами, как PLA. А 0,2 мм высота слоя при начальной высоте слоя 0,12 мм будет давать прекрасные отпечатки с PETG, хотя вам будет сложно, если вы уменьшите высоту слоя. PETG также хорошо работает с относительно толстыми слоями, и вы можете протолкнуть примерно до 0,3 мм с соплом 0,4 мм.
Движение/скорость печати
PETG более чувствителен к скорости печати, чем другие материалы нитей для 3D-принтеров. Слишком быстрое движение приведет к недостаточной экструзии и ухудшению адгезии слоев, а слишком медленное движение приведет к чрезмерной экструзии и образованию пятен.
Хорошим подходом будет выбор между 30 мм/с и 60 мм/с для большинства слоев и использование более медленной скорости, например 25 мм/с, для начальных слоев. Возможно, вам придется поэкспериментировать со скоростью печати, чтобы получить наилучшие результаты.
Скорость и расстояние отвода
Благодаря эластичности PETG требует более быстрых и длинных настроек отвода, чем PLA, для хорошей печати. Скорость отвода между 40 мм/с и 80 мм/с является хорошей отправной точкой. При этом расстояние отвода от 4 мм до 6 мм хорошо подходит для установок Боудена, а от 1 мм до 3 мм лучше всего подходит для 3D-принтеров с прямым приводом.
Тип и материал опоры
PETG — отличный материал, но он не очень хорошо подходит для опор. Благодаря липкой природе PETG отличная адгезия слоев, которую он обеспечивает, может стать проклятием, когда вы захотите использовать опоры. Печать при более низких температурах облегчит удаление подложек, но использование водорастворимого материала, такого как ПВА, также может окупиться.
Большинство слайсеров позволяют контролировать угол свеса и тип опоры. Угол свеса 0 градусов будет поддерживать все свесы, а угол 90 градусов не будет поддерживать ничего. Это делает от 50 до 55 градусов хорошим местом для начала.
PETG Дополнения для 3D-печати
PETG не имеет серьезных проблем с короблением, как ABS, и обычно прилипает к рабочей пластине независимо от материала поверхности, который вы используете. Это означает, что при работе с PETG дополнения обычно не нужны.
Крылья и плоты очень хорошо прилипают при использовании PETG, поэтому их удаление может быть чрезвычайно трудным. Башни для протирки и другие приспособления для очистки форсунок могут быть полезными для предотвращения натяжения и появления капель.
3D-принтер и охлаждение деталей
В отличие от многих других материалов для 3D-печати, нить PETG лучше всего работает без охлаждения деталей. Это гарантирует, что слои хорошо сцепятся, и предотвратит небольшую деформацию, которая может возникнуть при сильном охлаждении. Вам не нужен горячий корпус для печати PETG, и вы можете оставить вентиляторы корпуса на полную мощность, если хотите.
Общая конструкция 3D-принтера (кровати и шкафы)
3D-печать из PLA и ABS требует относительно строгих требований к оборудованию, но PETG гораздо более щадящий. Хотя для работы с этим материалом вам понадобится нагревательный стол, вам не нужно беспокоиться о корпусе для 3D-печати PETG.
Большинство современных строительных поверхностей хорошо работают с PETG благодаря прочной адгезии слоев. Тем не менее, стекло особенно хорошо работает с этим типом нити, обеспечивая печать с гладким дном и легкое удаление в конце каждого проекта.
Компания ООО «Баранчинский электромеханический завод» – Регионэлектросбыт
Главная>Производители>Компания ООО «Баранчинский электромеханический завод»
История Баранчинского электромеханического завода берёт своё начало с 1921 года, когда на заводе было налажено производство электрических машин. С 1941 года предприятие становится основным разработчиком в отрасли производства электрических машин мощностью до 400 кВт промышленного и специального назначения. В настоящее время Баранчинский электромеханический завод обладает уникальным ассортиментом выпускаемой продукции, в числе которой:
Асинхронныеэлектродвигатели различных серий
Синхронные электрогенераторы как промышленного, так и судового исполнения
Дизельные электростанции
Серии общепромышленных электродвигателей 5А предназначены для работы в промышленных приводах станков и агрегатов, где частота вращения не регулируется. Это:
Двигатели общепромышленного назначения
Двигатели выпускаются практически для всех климатических зон, в том числе для районов Крайнего Севера и тропических районов. Электродвигатель 5АМ представляет собой модернизированный вариант. Все двигатели данной серии предназначены для продолжительной работы и имеют много различных модификаций по способу крепления, размещения и электрическим характеристикам.
На заводе также производятся высоковольтные асинхронные электродвигатели А4, предназначенные для использования в агрегатах и механизмах с тяжёлыми условиями пуска. Электродвигатель А4 предназначен для длительных режимов работы.
Генераторы и электростанции переменного тока
Важным направлением в ассортименте выпускаемой продукции является производство синхронных генераторов переменного тока, которые используются как источник электроэнергии переменного тока с напряжением 400 В и частотой 50 Гц. Генераторы выпускаются как в общепромышленном, так и специальном судовом исполнении. Все генераторы работают с бесщёточной системой возбуждения и имеют электронную регулировку напряжения. Генераторы выдерживают короткое замыкание на три фазы в течение 5 секунд.
Очень востребованы среди покупателей полностью укомплектованные дизельные электростанции различной мощности. Все системы оборудованы электростартером на напряжение 24 В и оборудованы устройством автоматической зарядки аккумуляторных батарей. Дизельные электростанции изготовляются в различных вариантах исполнения:
Открытого типа на сварной раме
Закрытого типа (капотное исполнение)
Размещение дизельной электростанции в автомобильном фургоне «КУНГ»
Двигатель и генератор монтируются на общей раме. Система запуска и управления выполнена в виде отдельного щита, который устанавливается на общей раме в станциях открытого типа. При установке дизельного электроагрегата в кузове или фургоне, щит пуска и управления монтируется в удобном для доступа месте. Момент вращения от дизельного двигателя передаётся на генератор через упругую резиновую муфту, обеспечивающую соосность и амортизацию колебаний кручения. К 2012 году предприятие освоило более 100 новых видов продукции. Одним из основных заказчиков компактных и надёжных дизельных электростанций является Министерство обороны.
ОП Баранчинский электромеханический завод (ОП БЭМЗ ОАО «ЕРЗ»)
ГлавнаяРубрикаторМашиностроение и металлообработка
Продукция
Асинхронные электродвигатели
Асинхронные электродвигатели серии 5АМ, 5АМН, 5АМЗН
Асинхронные электродвигатели серии А4
Асинхронные электродвигатели серии АЭ4
Асинхронные электродвигатели серии АО10, АО2-9, АО3, АО4
Асинхронные электродвигатели серии АТЧД для привода трамвая, троллейбуса и электробуса
Дизельные электроагрегаты
Преобразователи частоты серии ПСЧ
Синхронные генераторы серии БГ
Генераторы серии БГ судового исполнения
Генераторы серии БГ Водник
Генераторы серии БГЧО
Генераторы серии БГО судового исполнения
Генераторы серии БГО
Генераторы синхронные серии БГЧ
Синхронные маховичные генераторы серии ГСМ
Стабилизаторы напряжения серии ДМА
Услуги
Каркасно-штамповочное производство
Механообрабатывающее производство
Пластмассовое производство машинами для литья под давлением, усилием запирания 2750 кн и гидравлическими прессами усилием 63, 100, 160, 250, 450
Литейное производство машинами для литья под давлением.
Инструментальное производство
Гальваническое производство
Сборочное производство установкой пайки волной УПВ-903 Б, для пайки печатных плат с корпусными радиоэлементами; автоматической установкой «MPI 380», печью групповой пайки «Universal» для сборки печатных плат с безкорпусными элементами
Лазерная и плазменная резка металла
Сборка металлоконструкций
Испытательная станция
Камерами тепла, холода и влаги
Вибростендами
Ударными стендами
Камерой дождя
Стендом имитации транспортирования
Дата размещения/обновления информации: 19.01.2023 г. Сообщить об ошибке
Отдел растениеводства | Отделение карантина растений
En mi niit alilis lon pwal eu kapas? Sipwe angei emon chon chiaku ngonuk ese kamo. Kokori (808) 973-9496 omw kopwe ureni kich meni kapas ka ani.
Makemake `oe i kokua i pili kekahi `olelo o na `aina `e? Makemake la maua i ki`i `oe mea unuhi manuahi. E kelepona (808) 973-9496 `oe ia la kaua a e ha`ina `oe ia la maua mea `olelo o na `aina `e.
Masapulyo kadi ti tulong iti sabali a pagsasao? Ikkandakayo iti libre nga paraipatarus. Awaganyo ti (808) 973-9496 tapno ibagayo kadakami no ania ti pagsasao nga ar-aramatenyo.
Kwoj aikuij ke jiban kin juon bar kajin? Kim naj lewaj juon am dri ukok eo ejjelok wonen. Kirtok (808) 973-9496 im kwalok non kim kajin ta eo kwo melele im kenono kake.
E te mana’o mia se fesosoani i se isi gagana? Matou те fesosoani e аве ату фуа себе faaliliu upu mo oe. Vili mai i le numera lea (808) 973-9496 pea e mana’o mia se fesosoani mo se faaliliu upu.
¿Necesita ayuda en otro idioma? Nosotros le ayudaremos conseguir un intérprete gratuito. Лламе аль (808) 973-9496 y diganos que idioma habla.
Kailangan ba ninyo ng tulong sa ibang longguwahe? Ikukuha namin kayo ng libreng tagasalin. Звоните по номеру (808) 973-9496 для того, чтобы узнать, сколько времени вам нужно, чтобы получить больше информации.
Просмотреть еще ร์ (808) 973-9496 Телефон
Bạn có có ần giúp đỡ bằng ngôn ngữ khac khong? Chung toi se yêu cầu một người thông dịch viên miễn phí cho bạn. Гои (808) 973-9496 ной чо чунг туи бит бан донг нгон нгу нао.
Gakinahanglan ка ба уг tabang са imong pinulongan? Amo kang mahatagan ug libre nga maghuhubad. Звоните по телефону (808) 973-9496, чтобы получить доступ к одному из первых номеров.
Главная » Отделение карантина растений
Отделение карантина растений
Предотвращает занос и распространение вредных вредителей и болезней на территорию государства, а также сертификацию растений для вывоза за пределы государства. Доступна информация об импорте растений, насекомых, микроорганизмов и не домашних животных на Гавайи.
Программа карантина растений Департамента сельского хозяйства Гавайев началась более столетия назад, когда в 1888 году король Дэвид Калакауа издал указ, согласно которому для защиты кофейной промышленности на Гавайях новые кофейные растения не будут разрешены на островах. Два года спустя были приняты законы, предотвращающие занос вредных насекомых-вредителей и болезней растений. В 1905 году, после того как было поймано 14 змей, к программе была добавлена ответственность за предотвращение проникновения вредных недомашних животных на острова, чтобы защитить жителей Гавайев и окружающую среду.
Сегодня служба карантина растений является «первой линией обороны» штата в борьбе с вредителями на островах. За кулисами мы осматриваем все: от одноклеточных организмов, используемых для исследований, до экзотических животных в зоопарке; от цветов, фруктов и овощей на рынке до корма для животных на ферме; от моллюсков и устриц в ресторане до птиц и рыб в зоомагазине. Все эти вещи проверяются в порту или аэропорту, чтобы убедиться, что они безопасны для всех нас.
*************************************************
Посмотреть фотографии того, что инспекторы PQ проводят оценку рисков
Карта офиса отделения карантина растений в Гонолулу
Информационно-пропагандистская деятельность по карантину растений
Программа импорта
Межостровная программа
Программа экспорта
Программа амнистии
Штрафы за незаконное содержание животных
Проекты
Информация о поездках и доставке
Информационные сообщения о карантинных вредителях
Новые предупреждения о вредителях Информация о лягушках коки
Доклад о борьбе с инвазивными видами – 2010 г.
Контактная служба карантина растений
Экзотические вредители восточных лесов
Насекомые сибирского леса: готовы к экспорту
Баранчиков Юрий Николаевич — Институт лесного хозяйства СО РАН, 660036 Красноярск, Россия.
Из: Экзотические вредители восточных лесов, Материалы конференции — 8-10 апреля 1997 г., Нэшвилл, Теннесси, под редакцией: Керри О. Бриттон, Лесная служба Министерства сельского хозяйства США и Совет штата Теннесси по экзотическим вредным растениям
Введение
Существующие публикации о палеарктических насекомых-вселенцах в Северную Америку леса посвящены исключительно Европе-США. сравнения (Ниемела, Маттсон, 1996). Это понятно как с географической, так и с исторической точки зрения. зрения. Но по мере развития истории человечества новые экономические отношения которые, к сожалению, открывают новые возможности для интродукции вредителей. Недавнее открытие в Нью-Йорке жука-жука Anoplophora. glabripennis произрастает в Азии (Лесная служба Министерства сельского хозяйства США, 1996 г.) и хорошо известный «Дело азиатского непарного шелкопряда» (Wallner, 1996) является напоминанием что леса Северной и Северо-Восточной Азии являются важным источником экзотических вредителей. Большая часть этого региона принадлежит России. Федерация.
Лесную территорию Азиатской России можно разделить на две части (рис. 1): Сибирь (от Урала до Хабаровского края) и Дальний Восток (с административными единицами Хабаровский и Приморский края, Амурская, Магаданская, Камчатская и Сахалинская области). Лесная земля г. этот регион охватывает широкий диапазон широт, высот, осадков, и почвы. Более 60 процентов лесов азиатской части России растут на вечной мерзлоте (Поздняков, 1986).
Сравнение состава лесов Сибири и Северной Америки показывает, что они сходны по типу, но различаются по видовому составу. В Сибири 81% покрытой лесом территории покрыт хвойными породами. Около весь хвойный лес состоит из шести пород: Larix
Рис. 1. зон вредоносности лесных насекомых и зон лесозаготовок и вывозок в Сибири и на Дальнем Востоке России. 1 – зона наиболее тяжелых очагов; 2 – первичные участки лесозаготовок; 3 – Транссибирская магистраль.
Сибрика, Larix dahurica , Pinus silvestris , P. sibirica , Abies sibirica и Picea obovata . Лиственничные леса преобладают как по площади (62%) и в подвое (52%) (Фалалеев, 1985).
Даже беглое сравнение показывает сходство азиатских лесов России к северо-западу Северной Америки. В западной части США 82% лесов относятся к хвойным (Пауэлл и др., 1993), но список древесных пород немного дольше, чем в Сибири и на Дальнем Востоке России. Хоть Сибирь а север США и Канада отличаются на видовом уровне древесных растения, эти регионы гораздо более сходны на родовом уровне. Есть не менее 16 родов деревьев, встречающихся в обеих областях (например, 90 139 Abies, Alnus, Betula, Colylus, Crataegus, Juniperus, Larix, Picea, Pinus, Populus, Rhamnus, Salix, Sorbus, Tilia, Ulmus и Viburnum ). Таксономическое разнообразие этих родов в Сибири сравнима с таковой в различных районах Северного США и Канада (табл. 1).
Таблица 1. Количество видов деревьев по роду древесных растений Сибири и север США и Канада (данные Коропачинского, 1983; Элиас, 1980 г.; интродуцированные виды не включены).
Роды растений
Сибирь
Аляска
Западная Канада
Северо-запад США
Восточная Канада
Северо-восток США
Северная часть Северной Америки
Абиес
1
–
3
5
1
1
8
Алнус
5
2
4
4
1
3
7
Бетула
8
1
2
2
5
6
7
Корнус
2
1
2
3
2
4
6
Креагус
4
–
2
2
6
11
12
Можжевельник
5
1
2
3
1
1
4
Ларикс
3
1
2
3
1
1
3
Пикеа
2
3
4
3
3
3
7
Пинус
3
–
6
9
2
8
17
Тополь
6
3
3
4
4
5
8
Чернослив (Падус)
1
–
3
3
4
8
10
Рамнус
4
–
1
2
–
2
3
Саликс
11
8
14
13
10
12
25
Бузина
1
–
1
1
2
2
4
Тилия
1
–
–
–
1
2
2
Ульмус
4
–
–
–
3
5
5
Бересклет
2
–
–
1
–
1
2
Таксономическое разнообразие лесных насекомых Азиатской части России сопоставим с таковыми в бореальных зонах Северной Америки. Например, 218 и 212 видов короедов (Scolytidae) были зарегистрированы в Азии. Россия и Канада соответственно (Дэнкс, 1979; Яновский, 1996).
Только 90 видов насекомых имеют реальное хозяйственное значение в лесах Сибири и Дальнего Востока (Баранчиков, Монтгомери, 1996). Основные фоливоры являются: Dendrolimus superans , Lymantria dispar и Zeiraphera. grizeana на Larix ; Lymantria monacha (рис. 2) и Bupalis pinearius на Pinus ; D.superans на Abies и Хористоневра Муринана на Picea . Основные древоточцы: Ips cembrae и Xylotrechus altaicus на Лиственнице; Ips sexdentatus и Tomicus пиниперда на Pinus ; Monochamus urussovi на Abies ; и Ips typographus на Picea . Следующие три вида являются наиболее распространенными и разрушительными:
Пихтовый жук-пилильщик ( Monochamus urussovi Fisch. ) транспалеарктический вид, обитающий в хвойных лесах Финляндии. до Тихого океана (рис. 2). Насекомое поражает почти все виды Pinaceae, но пихты ( Abies ) наиболее сильно повреждены. Жук переносчики фитопатогенный гриб Ceratocystis sp. Во время их питаясь кроной, взрослые жуки снимают полоски коры и заражают ветки со спорами гриба. Развивающийся грибок убивает крошечные ветки на периферии кроны, ослабляет дерево и уменьшает поток смолы. Это делает яйцекладку и развитие личинок жука более успешными. Насколько нам известно, гриб патогенен только для видов пихты. В Сибири, M. urussovi часто встречается на березах ( Betula ), но вызывает небольшой ущерб от него.
Рисунок 2. Распределение (серый цвет) и районы экономического значения (черный) некоторых лесных насекомых-вредителей Северной Азии: 1 – Lymantria монаха ; 2 – Dendrolimus superans ; 3 – Монохамус уруссови ; 4 – Ips cembrae .
Жизненный цикл M. urussovi обычно длится 2 года. жуки летают с конца мая или начала июня по сентябрь. Самка лежит яйца под корой, по одному; яйца вылупляются через 16–30 дней. Из 2-го возраста и до окукливания личинки прогрызают ходы в древесине. Зима обычно проходит личиночная стадия. Перед окукливанием личинки образуют куколки камеры в древесине, отделенные от поверхности тонким слоем коры и дерево, где они окукливаются. Фаза куколки длится от 4 до 5 недель; Взрослые появляются, прогрызая в коре круглое отверстие диаметром 6–12 мм.
M. urussovi – один из самых разрушительных вредителей елей в северных Азия. Вредитель увеличивает свою численность в Abies лесах, поврежденных дефолиацией насекомые, пожары и ветровалы. Заразив поврежденные участки леса, популяция жуков становится достаточно плотной, чтобы атаковать, ослаблять и убивать здоровых стоит. Нападая на здоровые еловые насаждения, густые популяции жуков могут поддерживать уровни вспышки на неопределенный срок, вызывая гибель еловых лесов на огромных области. В конце 1950-е годы в Томской области (Западная Сибирь), вредитель уничтожено 2 млн м3 еловой древесины. Это привело к разрушению леса предприятий в том регионе за годы и ранее запланированное строительство железной дороги было отложено, что значительно замедлило промышленное развитие всей площади. В 1971-1976 гг. вспышка M. urussovi уничтожила 300 000 га елового леса в Красноярском крае в Центральной Сибири (Исаев и др., 1988).
Лиственничный короед ( Ips cembrae Heer) известен в русской литературе как Ips subelongatus Motschulsky. это транспалеарктический видов, встречающихся от Европы до Японии (рис. 2). В Сибири нападает на всех виды лиственницы, ели ( Picea ) и сосны, но лиственница является основным хост, на котором происходят вспышки.
Вредитель имеет 2 поколения в год в южных районах Сибири. где годовая сумма температур выше 10 C% составляет более 1500 и Безморозный период длится более 2,5 месяцев. Зимуют взрослые жуки, в основном в подстилке, затем появляются с конца мая до начала июня, нападают на деревья и откладывать яйца. Стадии личинки и куколки происходят с июня по начало июля. Первый Жуки поколения появляются и атакуют деревья в июле. Личинка и куколка стадии происходят с конца июля до середины августа. Новые взрослые начинают появляться в середина августа. Они питаются на том же дереве, если предыдущая плотность была не слишком высоко или мигрируют на соседние деревья. В Европе взрослые особи I. cembrae имеют зафиксировано питание в кронах деревьев, как и у жуков-короедов род Томикус. Такое питание кроны в Сибири не зарегистрировано.
В Северной Азии I. cembrae особенно разрушительна в лиственничные леса южнотаежного лесостепного комплекса. отличительный Особенностями этих насаждений являются повышенная засушливость и высокие температуры летом, условия, при которых I. cembrae может дать два поколения. Когда лес поврежден факторами, от которых погибает более 20% деревьев, Короед может приобретать эпидемический характер и возникать вспышки. Во время вспышки он может поселиться в устойчивых лиственничных лесах, прилегающих к поврежденным, таким образом делает потери намного больше.
Моль сибирская ( Dendrolimus superans sibiricus Tschtvrk.) широко распространен на Урале, в Сибири и на Дальнем Востоке (рис. 2). Вспышки возникают у Abies sibirica , Pinus sibirica , Picea виды и Larix spp. леса, хотя личинки питаются большинством хвойных в семействе сосновых.
Продолжительность жизненного цикла варьируется от двух до четырех календарных лет в зависимости от по плотности населения. Личинки самцов имеют от 5 до 9возраста, те самок от 6 до 10; обычно у самцов 5, а у самок 6. Личинки имеют длину до 110 мм. Бабочки летают с конца июня до начала августа и откладывают яйца на хвою или ветки. Обычно две зимы проводятся в личиночной стадии; от второго до третьего возраста и от пятого до шестого возраста зимуют свернувшись, под лесной подстилкой. Окукливание происходит с середины июня. до конца июля в коконах в кронах деревьев. Во время вспышек большая часть чрезмерно плотных популяций имеет жизненный цикл в два календарных года а остальные имеют трехлетний цикл. В результате взрослые двух поколений появляются одновременно, и популяция резко увеличивается. В депрессии фаза, часть населения имеет жизненный цикл, равный четырем календарным годам, где личинки проводят три зимы.
D. superans является основным дефолиатором хвойных лесов в Азии. Россия. В пихтовых лесах Средней Сибири выявлено 10 очагов с 1873 года последние 5 были тщательно задокументированы. Они произошли в 1935-1947 гг., 1950-1959, 1962-1969, 1978-1985 и 1989-1997 дефолиация 0,7, 2,6, 0,9, 0,1 и 1,1 млн га соответственно. Эти леса все погибли, либо прямо от дефолиации или от усиливающихся атак елового жука-пилильщика или огонь. В Южной Сибири, Вспышки D. superans происходят в лиственничные леса. Вспышки на лиственнице не столь губительны, как на елях. потому что лиственница очень устойчива к дефолиации.
Пути возможной интродукции сибирского леса насекомых проходят через морские порты азиатской части России. Общий сухой груз грузоперевозки через все российские порты в 1996 году к июлю 1996 г. составили 34 млн. тонн, из которых 24 миллиона приходится на экспорт. Крупнейший российский порт – Новороссийск. на Черном море, обрабатывая 16% всех российских грузов. Северный порт г. Мурманск составляет 8% и вместе взятые дальневосточные порты (Находка, Владивосток, Восточный и Ванино) представляют наибольшую концентрацию – 31% общая российская мощность. Большой объем грузовых перевозок, дефицит рабочей силы, и сложная экономическая ситуация в России делают задачей российского Дальневосточной карантинной службе крайне тяжело (Гордон, 19 лет)96). Международный сотрудничество должно быть расширено, чтобы предотвратить передачу экзотических организмов. Взаимный российско-американский проект по мониторингу уровня популяции лимантриид мотыльков в портовых районах Дальнего Востока было начато в 1993 г. сельского хозяйства, 1996). Было решено, что вспышки насекомых в близлежащих леса должны инициировать меры по смягчению последствий.
Поезда перевозят 97 % всех грузов, прибывающих и покидающих территорию порта. Главной транспортной артерией Азиатской России является Транссибирская магистраль. (Рисунок 1). На большей части своей длины железная дорога проходит через районы, известные как «зона поражения лесными насекомыми» — зона наиболее сильного вспышек и порчи леса (Эпова и Плешанова, 1996). Открытые вагоны с древесиной и контейнерами подвергаются многим видам естественных заражений в течение 2-6 недель, которые им требуется, чтобы пройти через Сибирь. В настоящее время, ведется мониторинг популяций лимантриид в районе дальневосточных портов, но этой деятельности недостаточно. На огромной территории от Урала до Тихого океана Океан, летающие самки непарного шелкопряда могут свободно откладывать яйца на контейнеры в железнодорожные вокзалы, которые ярко освещены ночью. Чтобы более эффективно для предотвращения появления насекомых-вредителей на грузе нужна энтомологическая информация со всей сибирской зоны потенциального заражения, а также как портовые районы.
Взаимные усилия России и США были установлены на передача технологий и информации в отношении оценки фитосанитарного риска и борьбы с ним потенциальных вредителей. Помимо упомянутого выше проекта исследования лимантриид, были предприняты усилия, чтобы получить доступ к существующей научной информации о видах рисков и о методах их контроля (Министерство сельского хозяйства США, 1991 год; Валлнер и др., 1995; Баранчиков и др., 1996; Баранчиков и Монтгомери, в стадии подготовки).
Цитированная литература
Баранчиков, Ю. Н., Монтгомери, М. Е. (ред.) (в процессе подготовки). Лес основных насекомых вредители Северной Азии. (В подготовке).
Баранчиков Ю.Н., Никитенко Г.Н., Монтгомери М.Е. 1996. Российская и украинская литература о непарном шелкопряде, с. 48. В: Труды, Департамент США. Межведомственного форума по исследованию непарного шелкопряда по сельскому хозяйству, 1995 г. Лесная служба США. Ген.Тех. Отчет NE-213, Рэднор, Пенсильвания: Лесная служба США.
Данкс, Х.В. (Ред.). 1979. Канада и ее энтомофауна. Воспоминания о Энтомологическое общество Канады, 108, 573 стр.
Элиас, Т.С. 1980. Деревья Северной Америки. Полное руководство по эксплуатации и естественная история. Нью-Йорк: Van Nostrand Reinhold Co. 948 стр.
Эпова В.И.; Плешанов, А.С. 1996. Зоны вредоносности насекомых-фитофагов. Зоны поражения насекомыми-фитофагами азиатской части России. Россия]. Новосибирск: Наука. 46 р. (На русском).
Фалалеев Э.Н. 1985. Леса Сибири [Сибирские леса]. Красноярск: КГУ Опубл. 134 стр. (на русском языке).
Гордон, Д. 1996. Правоприменение на «Диком Востоке»: проблемы реализации Новые правила APHIS, стр. 78-80. В: Импорт изделий из дерева: фитосанитарный риск к отечественным отраслям. Портленд, Орегон: Университет штата Орегон.
Коропачинский И.Ю. 1983. Древесные растения Сибири. Сибирь]. Новосибирск: Наука. 383 стр. (На русском).
Ниемела, П.; Мэттсон, В. 1996. Вторжение в леса Северной Америки Европейские насекомые-фитофаги. Бионаука. Том. 46, 1: 741-753.
Пауэлл, Д.С.; Фолкнер, Дж. Л.; Дарр, Д.Р.; Чжилян Чжу; Макклири, Д.В. 1993. Лесные ресурсы США, 1992. Ген. техн. Респ. РМ-234. Министерство сельского хозяйства США, Лесная служба. 25 р.
Лесная служба Министерства сельского хозяйства США. 1996. Азиатский жук-жук-жук. Новое введение. Дарем, Нью-Хэмпшир: Лесная служба Министерства сельского хозяйства США, Охрана здоровья лесов.
 -Направляющая планка имеет наклон до 45 град. -Для безопасной работы рабочий вал закрыт защитной планкой. -Небольшая масса и габариты станка делают его удобным при хранении и транспортировке. Характеристики: Номинальная потребляемая мощность двигателя: 1250 Вт Номинальное напряжение питания: 220/50 В/Гц Тип электродвигателя: коллекторный Передача: ремённая Частота вращения рабочего вала: 8000 об/мин Диаметр рабочего вала: 50 мм Количество ножей на рабочем валу: 2 шт. Максимальная глубина строгания за один проход: 2 мм Размер рабочего стола (строгального): 737х210 мм Угол наклона направляющей планки: 0 — 45 град Минимальная толщина обрабатываемой заготовки: 5 мм Размер рабочего стола (рейсмус): 255х255 мм Скорость автоматической подачи: 8 м/мин Диаметр патрубка для пылесборника: 64 мм Максимальная ширина обрабатываемой заготовки: 204 мм Масса нетто/брутто: 26/29 кг Размер упаковки (ДхШхВ): 820Х460Х460 мм Гарантия 3 года!!!. Этот а так же другие станки серии КОРВЕТ, производства фирмы ЭНКОР В НАЛИЧИИ!!! Список населенных пунктов доставкой нашим транспортом и оплатой при получении: 1.
-Направляющая планка имеет наклон до 45 град. -Для безопасной работы рабочий вал закрыт защитной планкой. -Небольшая масса и габариты станка делают его удобным при хранении и транспортировке. Характеристики: Номинальная потребляемая мощность двигателя: 1250 Вт Номинальное напряжение питания: 220/50 В/Гц Тип электродвигателя: коллекторный Передача: ремённая Частота вращения рабочего вала: 8000 об/мин Диаметр рабочего вала: 50 мм Количество ножей на рабочем валу: 2 шт. Максимальная глубина строгания за один проход: 2 мм Размер рабочего стола (строгального): 737х210 мм Угол наклона направляющей планки: 0 — 45 град Минимальная толщина обрабатываемой заготовки: 5 мм Размер рабочего стола (рейсмус): 255х255 мм Скорость автоматической подачи: 8 м/мин Диаметр патрубка для пылесборника: 64 мм Максимальная ширина обрабатываемой заготовки: 204 мм Масса нетто/брутто: 26/29 кг Размер упаковки (ДхШхВ): 820Х460Х460 мм Гарантия 3 года!!!. Этот а так же другие станки серии КОРВЕТ, производства фирмы ЭНКОР В НАЛИЧИИ!!! Список населенных пунктов доставкой нашим транспортом и оплатой при получении: 1. Загрузка в понедельник,доставка во вторник: Ставрополь,Михайловск, Невинномысск,Черкесск, Карачаевск, Александровское, Мин-Воды, Пятигорск, Ессентуки,Железноводск, Кисловодск,Успенское, Армавир, Отрадная,Кропоткин,Гулькевичи, Новоалександровск, Изобильный, Рыздвяный и ближайшие населенные пункты. 2.Загрузка во вторник, доставка в среду/четверг: -Краснодарский край: Краснодар,Горячий Ключ,Майкоп, Лабинск, Апшеронск,Хадыженск, Каневская, Тимашевск, Каменномостский,Динская, Тихарецк, Новопокровская,Славянск, Темрюк, Крымск, Новороссийск,Анапа, Геленджик,Усть-Лабинск и ближайшие населенные пункты. -Ростовская область: Ростов,Батайск, Песчанокопское, Сальск, Новочеркасск, Таганрог, Батайск, Азов и ближайшие населенные пунткы. 3. Загрузка в среду, доставка в четверг: Грачевка, Гафицкое,Светлоград, Ипатово, Большая Джалга, Дивное, Элиста и ближайшие населенные пункты. 4. Загрузка в четверг, доставка в пятницу: Ставрополь, Михайловск,Благодарный, Будденовск, Покойное, Левокумка, Нефтекумск. Георгиевск, Прохладный, Нальчик, Моздок, Владикавказ иближайшие населенные пункты.
Загрузка в понедельник,доставка во вторник: Ставрополь,Михайловск, Невинномысск,Черкесск, Карачаевск, Александровское, Мин-Воды, Пятигорск, Ессентуки,Железноводск, Кисловодск,Успенское, Армавир, Отрадная,Кропоткин,Гулькевичи, Новоалександровск, Изобильный, Рыздвяный и ближайшие населенные пункты. 2.Загрузка во вторник, доставка в среду/четверг: -Краснодарский край: Краснодар,Горячий Ключ,Майкоп, Лабинск, Апшеронск,Хадыженск, Каневская, Тимашевск, Каменномостский,Динская, Тихарецк, Новопокровская,Славянск, Темрюк, Крымск, Новороссийск,Анапа, Геленджик,Усть-Лабинск и ближайшие населенные пункты. -Ростовская область: Ростов,Батайск, Песчанокопское, Сальск, Новочеркасск, Таганрог, Батайск, Азов и ближайшие населенные пунткы. 3. Загрузка в среду, доставка в четверг: Грачевка, Гафицкое,Светлоград, Ипатово, Большая Джалга, Дивное, Элиста и ближайшие населенные пункты. 4. Загрузка в четверг, доставка в пятницу: Ставрополь, Михайловск,Благодарный, Будденовск, Покойное, Левокумка, Нефтекумск. Георгиевск, Прохладный, Нальчик, Моздок, Владикавказ иближайшие населенные пункты.
 давление
давление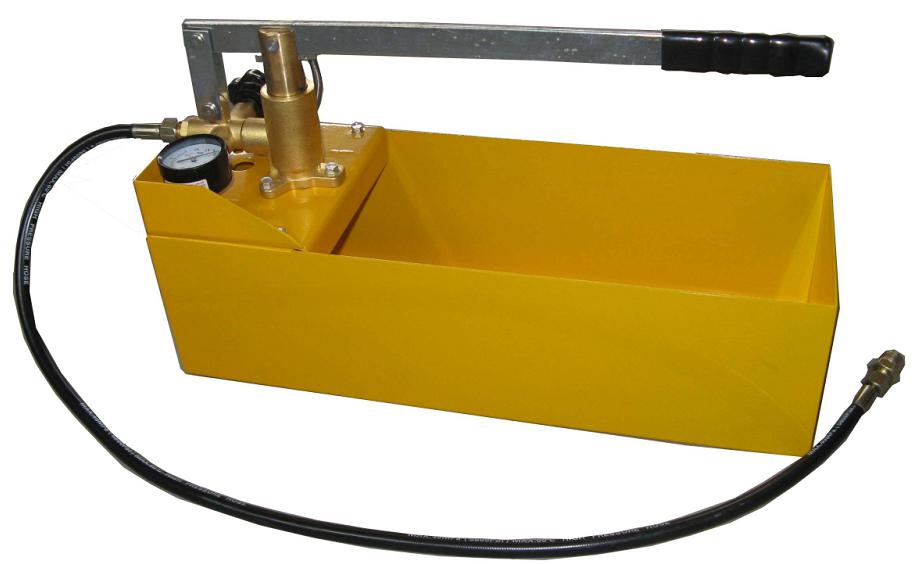



 org/BreadcrumbList»>
org/BreadcrumbList»>

 Подробную информацию можно найти на https://www.volza.com/hs -коды.
Подробную информацию можно найти на https://www.volza.com/hs -коды.

 5 × 27.5 × 20 см
5 × 27.5 × 20 см ..
.. 0″>4.0
0″>4.0 0″>46.0
0″>46.0
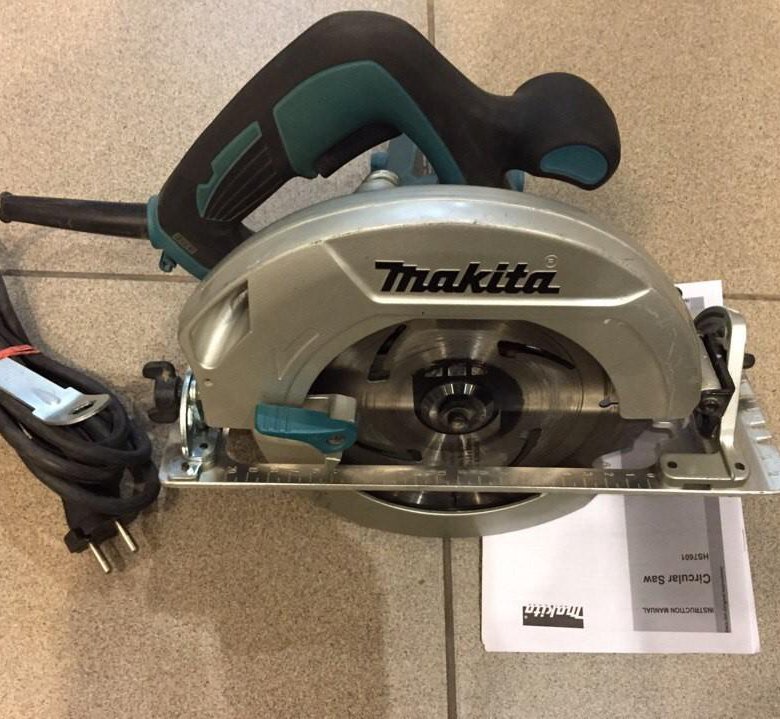 Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
 Однако это не означает, что это не высокопроизводительный набор из комплекта . Он прочный, чрезвычайно прочный, и кажется, что он прослужит десятилетиями разумного использования своими руками.
Однако это не означает, что это не высокопроизводительный набор из комплекта . Он прочный, чрезвычайно прочный, и кажется, что он прослужит десятилетиями разумного использования своими руками. Если бы я хотел купить лучшую сетевую циркулярную пилу на рынке сегодня, то это она.
Если бы я хотел купить лучшую сетевую циркулярную пилу на рынке сегодня, то это она. Их узнаваемые зеленые дрели и пилы с более чем вековой службой можно найти в мастерских и сараях по всему миру.
Их узнаваемые зеленые дрели и пилы с более чем вековой службой можно найти в мастерских и сараях по всему миру.

 Я уверен, что если вы решите заменить полотно на другое с большим количеством зубьев, эта пила подойдет и для более тонкой отделки.
Я уверен, что если вы решите заменить полотно на другое с большим количеством зубьев, эта пила подойдет и для более тонкой отделки.
 Этой пиле требуется около семи секунд , чтобы полностью остановиться с полной скорости. Если вы находитесь в среде, где вам нужно говорить или всегда слышать человека рядом с вами, приобретите беспроводную пилу.
Этой пиле требуется около семи секунд , чтобы полностью остановиться с полной скорости. Если вы находитесь в среде, где вам нужно говорить или всегда слышать человека рядом с вами, приобретите беспроводную пилу. Отсутствие необходимости думать о том, где находится ваш шнур, освобождает место в мозгу для концентрации на текущей работе.
Отсутствие необходимости думать о том, где находится ваш шнур, освобождает место в мозгу для концентрации на текущей работе.
 Я знаю нескольких мастеров , которые годами владеют этой пилой и ежедневно используют ее на строительной площадке. Это невероятно надежная циркулярная пила и , соответствующая , которая прослужит вам долгие годы. Возможно, у него нет всех наворотов, которые есть у других пил, но я не думаю, что они ему нужны. Если бы я хотел купить лучшую сетевую циркулярную пилу на рынке сегодня, то это она.
Я знаю нескольких мастеров , которые годами владеют этой пилой и ежедневно используют ее на строительной площадке. Это невероятно надежная циркулярная пила и , соответствующая , которая прослужит вам долгие годы. Возможно, у него нет всех наворотов, которые есть у других пил, но я не думаю, что они ему нужны. Если бы я хотел купить лучшую сетевую циркулярную пилу на рынке сегодня, то это она. 95
95 

 43° (=360°*2/7), а между соответствующими щелями в статоре 60° (=360°/12*2). Таким образом, ротор провернётся на 8.57°. Обновим нашу табличку:
43° (=360°*2/7), а между соответствующими щелями в статоре 60° (=360°/12*2). Таким образом, ротор провернётся на 8.57°. Обновим нашу табличку: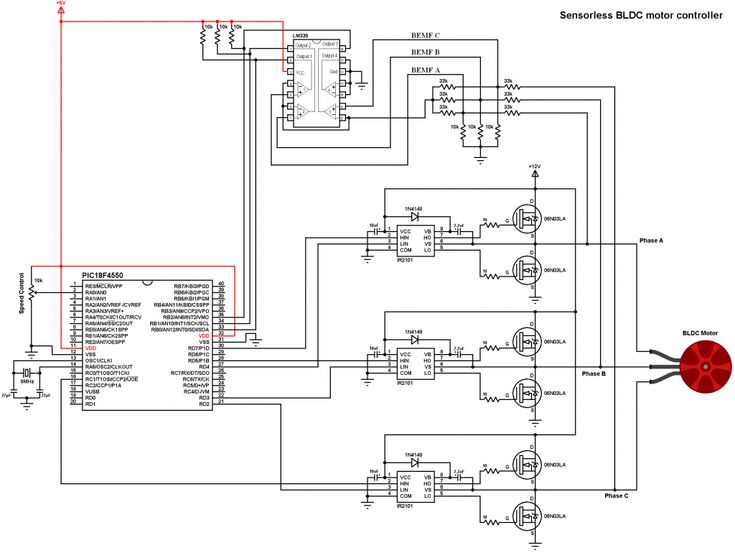
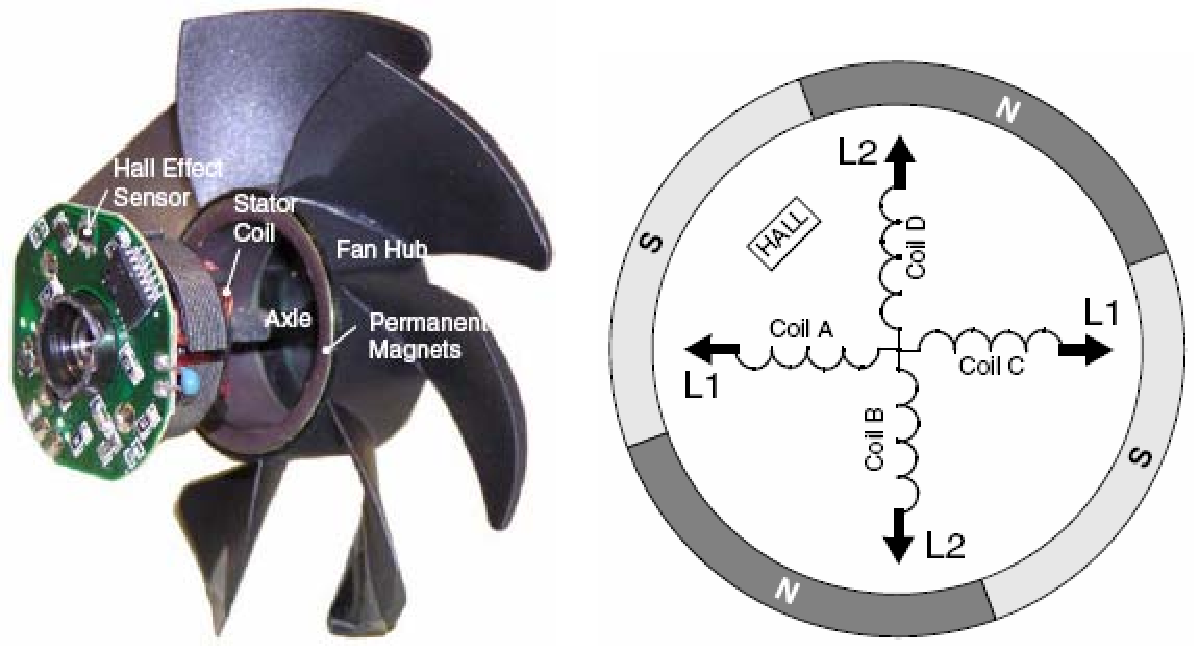 c.
c.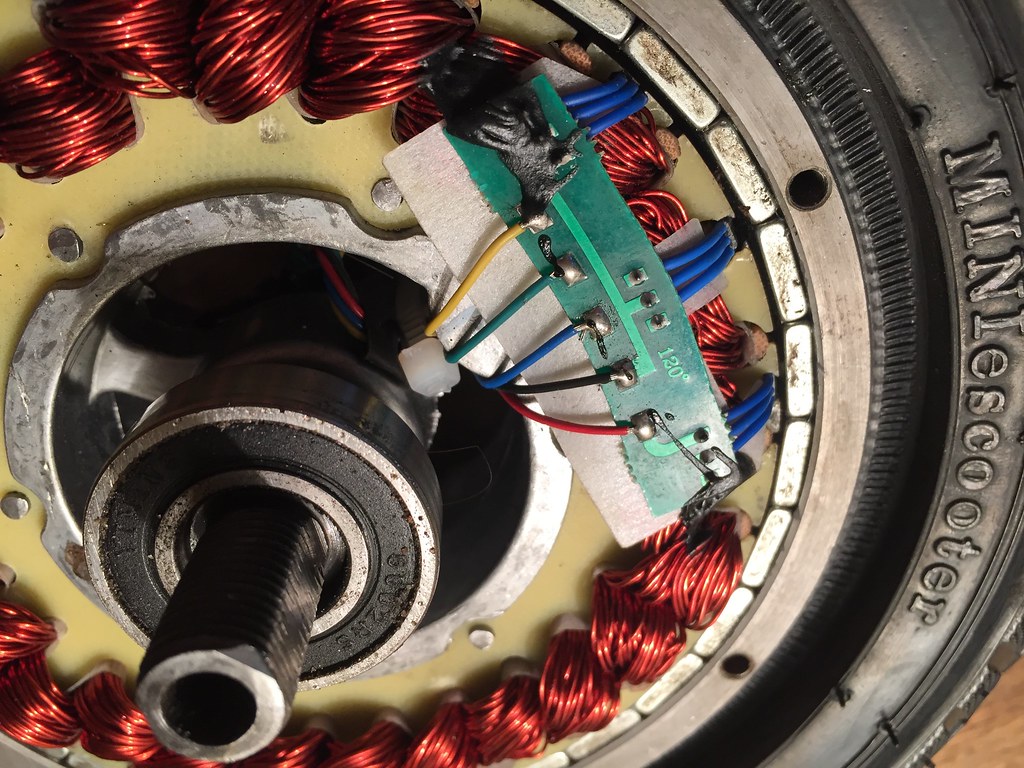 Кстати, электрики используют слово градусы, говоря про 120°, чем окончательно запутывают нубов типа меня. Если мы хотим сделать свой контроллер двигателя, то достаточно читать сигнал с датчиков, и соответственно переключать напряжение на обмотках.
Кстати, электрики используют слово градусы, говоря про 120°, чем окончательно запутывают нубов типа меня. Если мы хотим сделать свой контроллер двигателя, то достаточно читать сигнал с датчиков, и соответственно переключать напряжение на обмотках.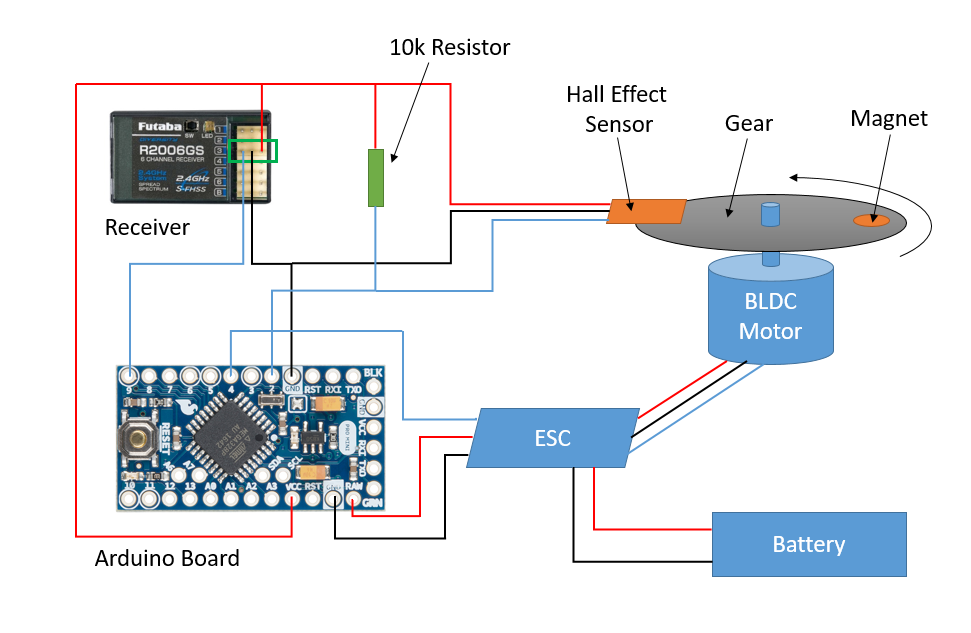 Если вы не поняли, о чём я, прочтите принцип работы квадратурного декодера в первой статье.
Если вы не поняли, о чём я, прочтите принцип работы квадратурного декодера в первой статье.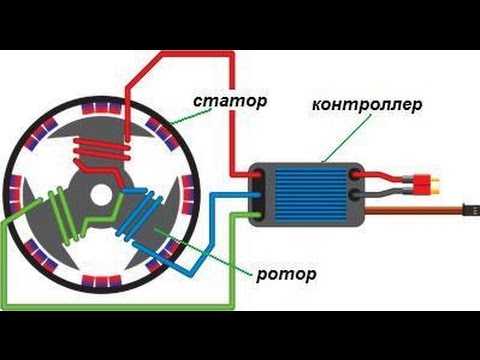 Давайте попробуем запитать наш движок от обычного китайского коптерного ESC (electronic speed controller).
Давайте попробуем запитать наш движок от обычного китайского коптерного ESC (electronic speed controller).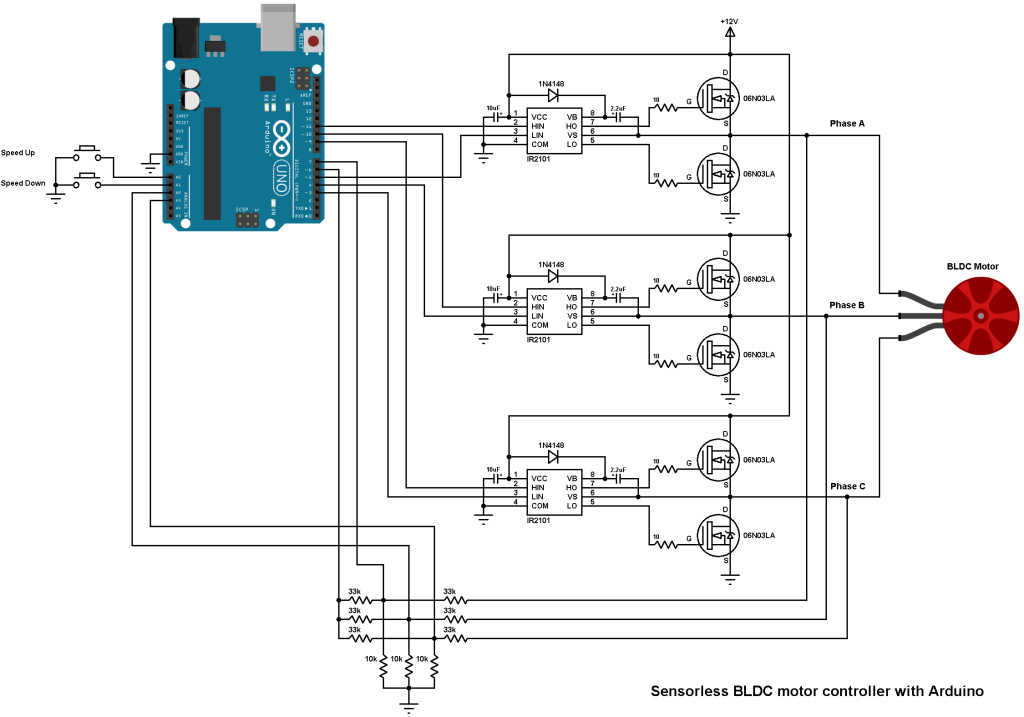 Ну и бонусом я получаю угол поворота ротора, что бывает крайне полезно.
Ну и бонусом я получаю угол поворота ротора, что бывает крайне полезно.

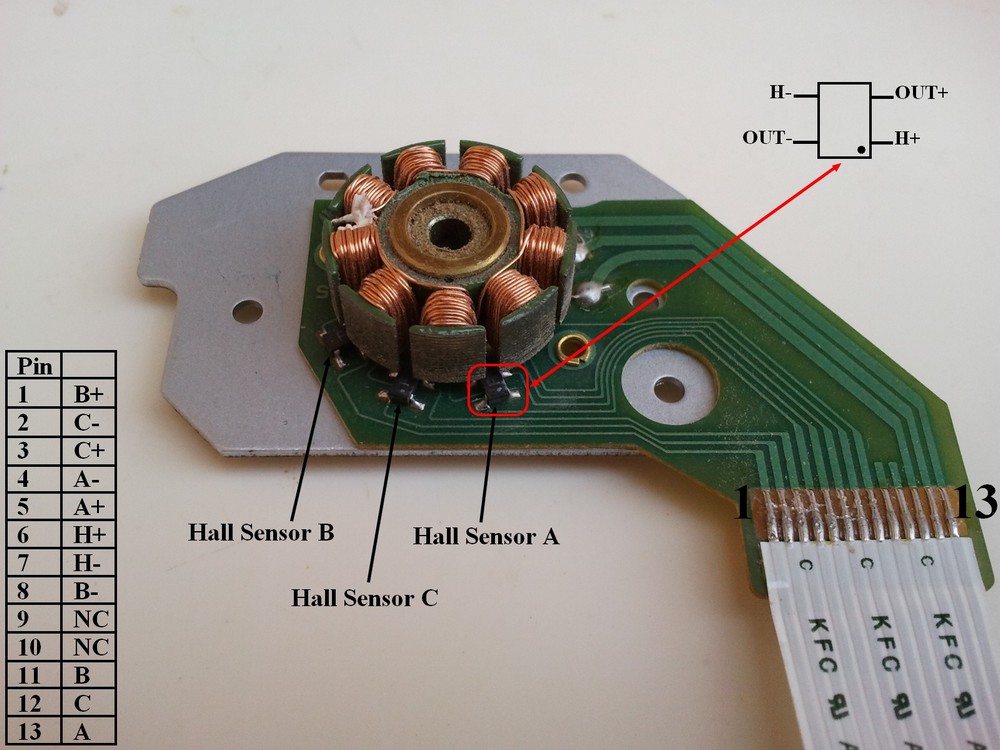
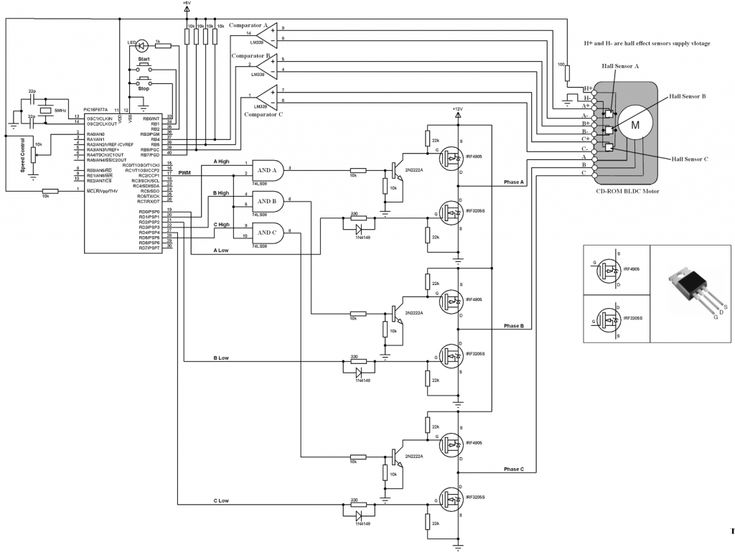 Вы можете приобрести
Вы можете приобрести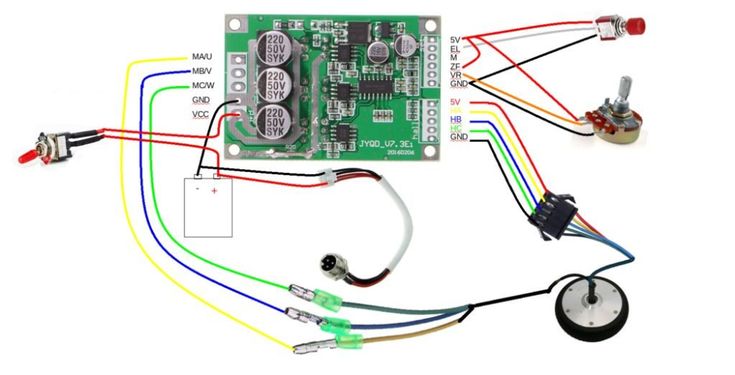 Внутри корпуса двигателя можно увидеть
Внутри корпуса двигателя можно увидеть

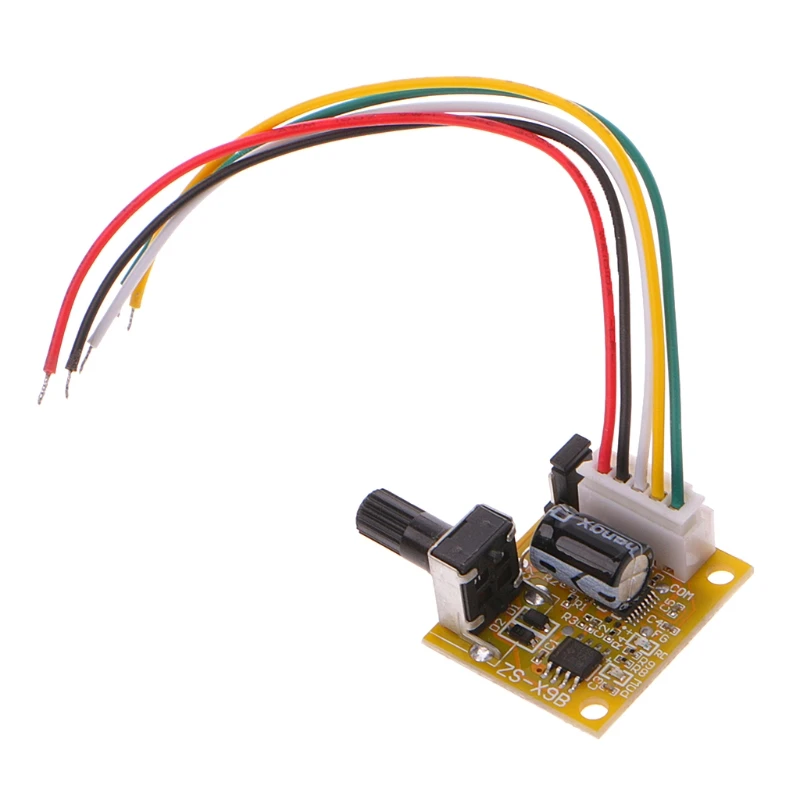 Наличие
Наличие .. отсутствие этих забот — это огромное
.. отсутствие этих забот — это огромное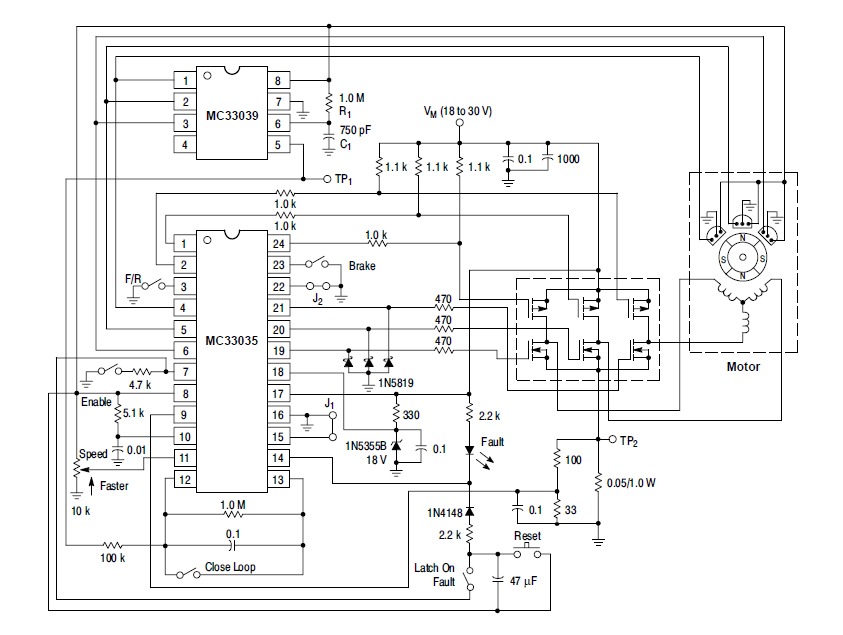
 Проблемы управления скоростью двигателя BLDC различаются в зависимости от конкретного применения. В этой статье обсуждается, как регуляторы скорости для бесщеточных двигателей постоянного тока регулируют скорость вращения, их типичные методы, преимущества и основные области применения.
Проблемы управления скоростью двигателя BLDC различаются в зависимости от конкретного применения. В этой статье обсуждается, как регуляторы скорости для бесщеточных двигателей постоянного тока регулируют скорость вращения, их типичные методы, преимущества и основные области применения.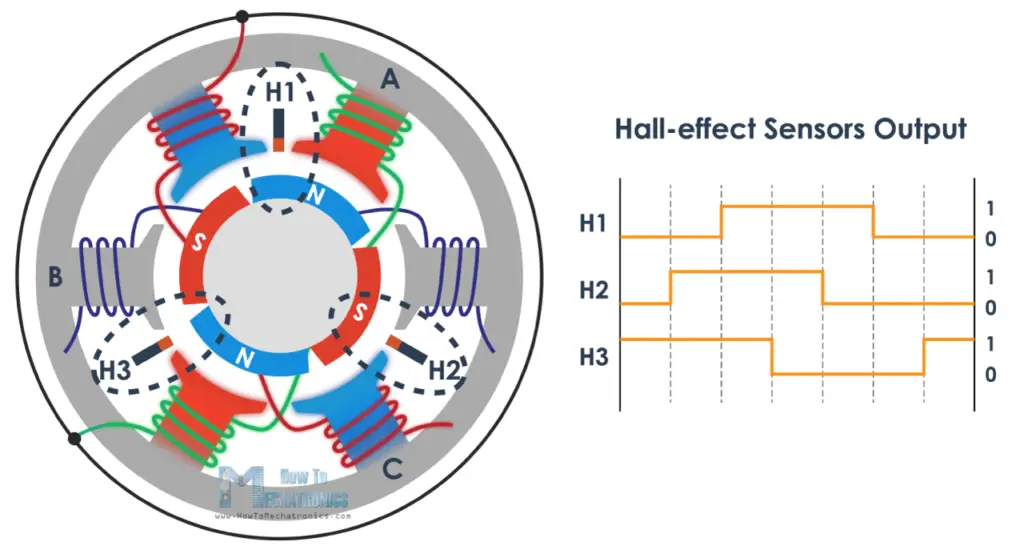
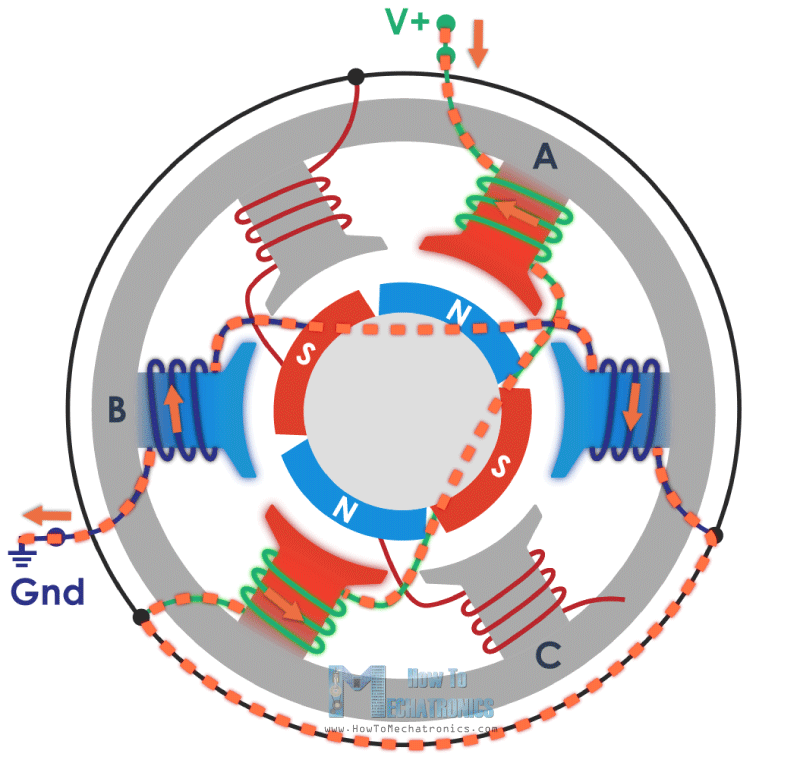 Этот метод изменяет напряжение, подаваемое на двигатель, путем модуляции уровня напряжения импульсов.
Этот метод изменяет напряжение, подаваемое на двигатель, путем модуляции уровня напряжения импульсов.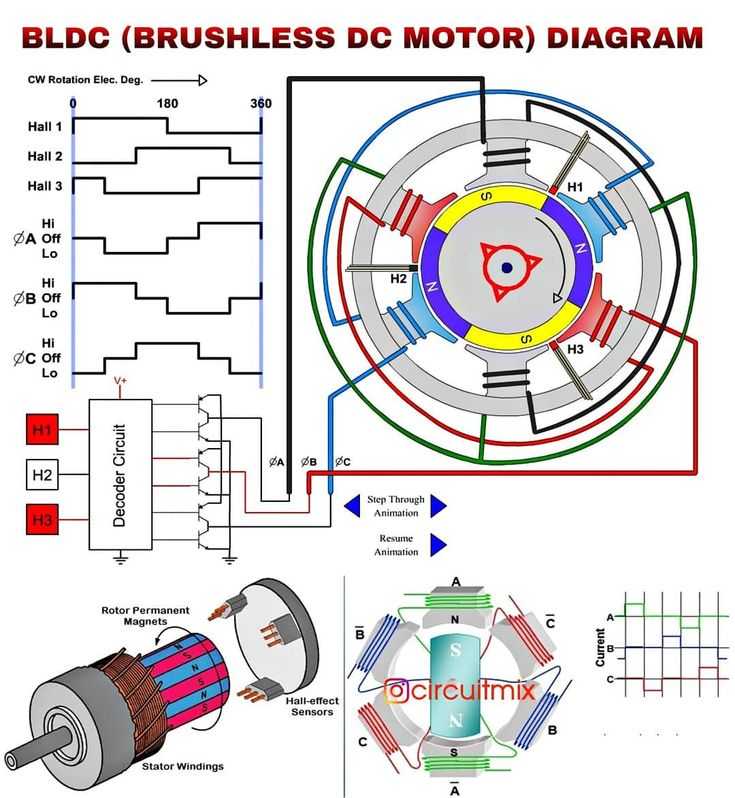 Эти изменения повлияют на фактическую скорость двигателя.
Эти изменения повлияют на фактическую скорость двигателя.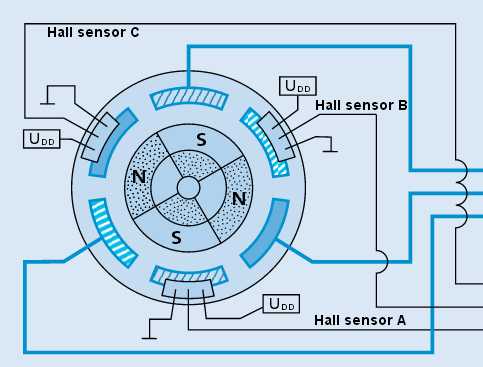
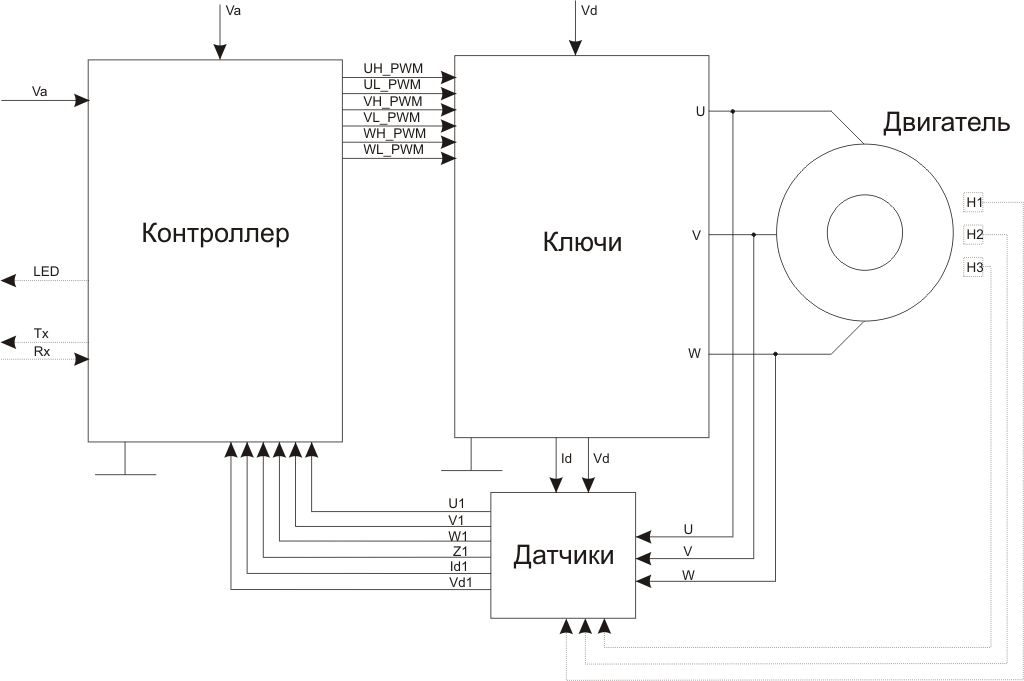
 ПИД — это аббревиатура от «Пропорциональный, интегральный и дифференциальный». Он возвращает три управляющих элемента — разницу между фактической скоростью и заданной скоростью, ее интеграл и дифференциал. Интеграл соответствует разности положений (разнице фаз) и играет роль в уменьшении остаточного отклонения. Дифференциал соответствует разнице ускорений и работает на улучшение реакции. Использование микрокомпьютера означает, что характеристики управления являются переменными. Поэтому вы можете настроить их на каждом отдельном устройстве, использующем двигатель.
ПИД — это аббревиатура от «Пропорциональный, интегральный и дифференциальный». Он возвращает три управляющих элемента — разницу между фактической скоростью и заданной скоростью, ее интеграл и дифференциал. Интеграл соответствует разности положений (разнице фаз) и играет роль в уменьшении остаточного отклонения. Дифференциал соответствует разнице ускорений и работает на улучшение реакции. Использование микрокомпьютера означает, что характеристики управления являются переменными. Поэтому вы можете настроить их на каждом отдельном устройстве, использующем двигатель.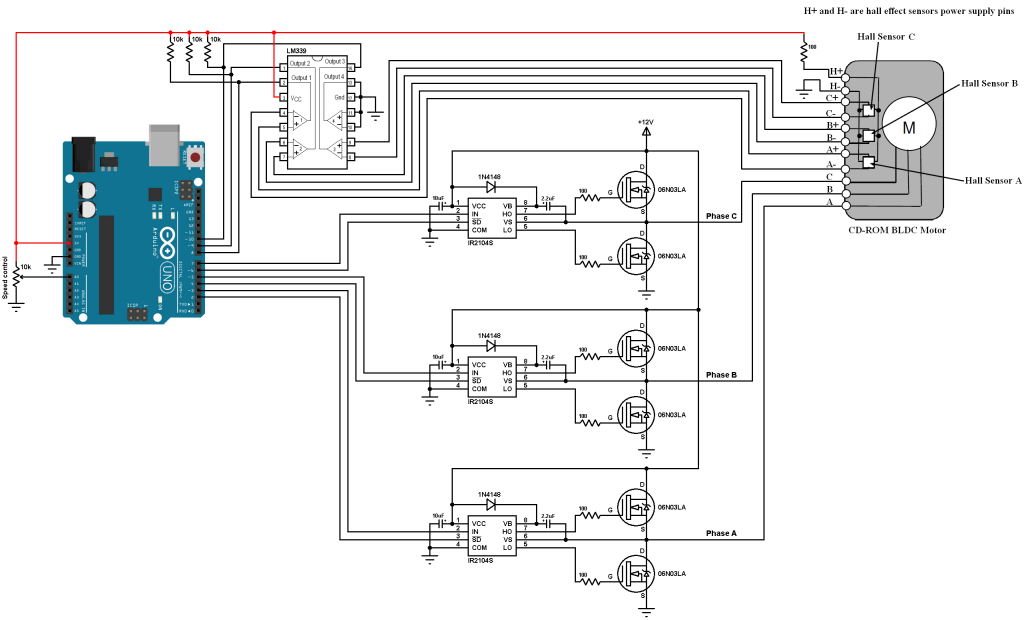 Выберите двигатель с соответствующими методами управления скоростью, учитывая требования к скорости (максимальная/минимальная, изменения, точность и т. д.), нагрузки, условия окружающей среды и стоимость двигателя.
Выберите двигатель с соответствующими методами управления скоростью, учитывая требования к скорости (максимальная/минимальная, изменения, точность и т. д.), нагрузки, условия окружающей среды и стоимость двигателя. Основное преимущество сенсорной системы по сравнению с другими подобными системами заключается в том, что они могут развивать гораздо более высокие скорости и работать намного дольше, чем большинство других типов двигателей (за исключением бесщеточных двигателей без датчиков).
Основное преимущество сенсорной системы по сравнению с другими подобными системами заключается в том, что они могут развивать гораздо более высокие скорости и работать намного дольше, чем большинство других типов двигателей (за исключением бесщеточных двигателей без датчиков).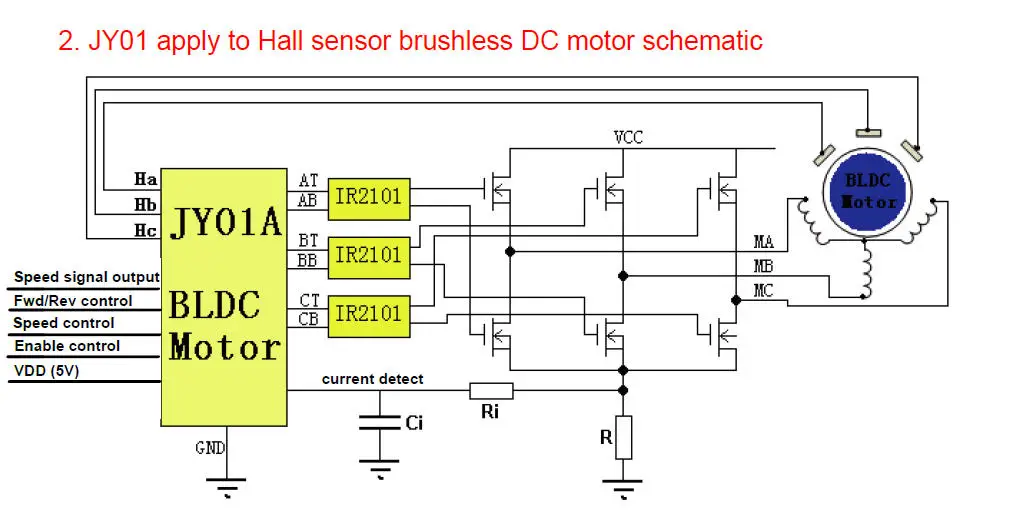 В результате дополнительной сложности они также более подвержены проблемам, особенно в приложениях, где есть потенциальные проблемы с влажностью или грязью, поскольку любое вмешательство в работу датчика в конечном итоге поставит под угрозу все управление двигателем.
В результате дополнительной сложности они также более подвержены проблемам, особенно в приложениях, где есть потенциальные проблемы с влажностью или грязью, поскольку любое вмешательство в работу датчика в конечном итоге поставит под угрозу все управление двигателем.
 морось, дымка, ветер северо-западный 4 м/с. Атм. давление на уровне аэропорта 736 мм рт.ст, влажность воздуха 100%.
морось, дымка, ветер северо-западный 4 м/с. Атм. давление на уровне аэропорта 736 мм рт.ст, влажность воздуха 100%. ст.»>738
ст.»>738 ст.»>747
ст.»>747 ст.»>746
ст.»>746 ст.»>748
ст.»>748 ст.»>748
ст.»>748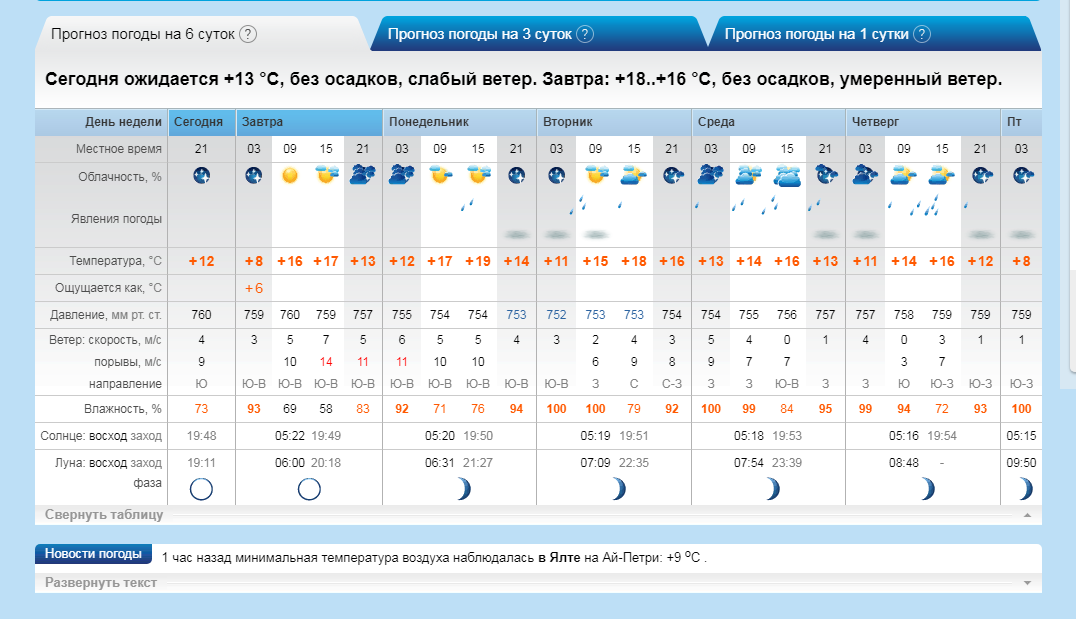 ст.»>741
ст.»>741 ст.»>752
ст.»>752 ст.»>756
ст.»>756 ст.»>756
ст.»>756 Rudal jelajah сверхзвуковой BrahMos mengenai kapal target yang ditentukan dengan tepat», ката IDRDO, disiarkan Телеграфное Агентство Советскаво Союза, ТАСС Российское информационное агентство , Рабу, 12 января 2022.
Rudal jelajah сверхзвуковой BrahMos mengenai kapal target yang ditentukan dengan tepat», ката IDRDO, disiarkan Телеграфное Агентство Советскаво Союза, ТАСС Российское информационное агентство , Рабу, 12 января 2022. Perusak rudal membawa 16 rudal jelajah supersonik anti-kapal BrahMos.
Perusak rudal membawa 16 rudal jelajah supersonik anti-kapal BrahMos. | 05:00 WIB
| 05:00 WIB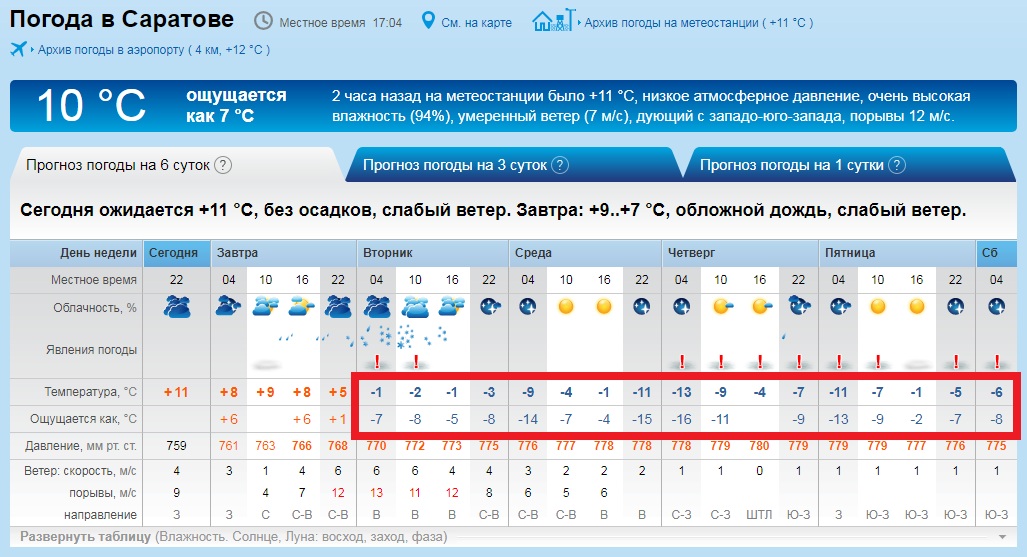 | 21:17 WIB
| 21:17 WIB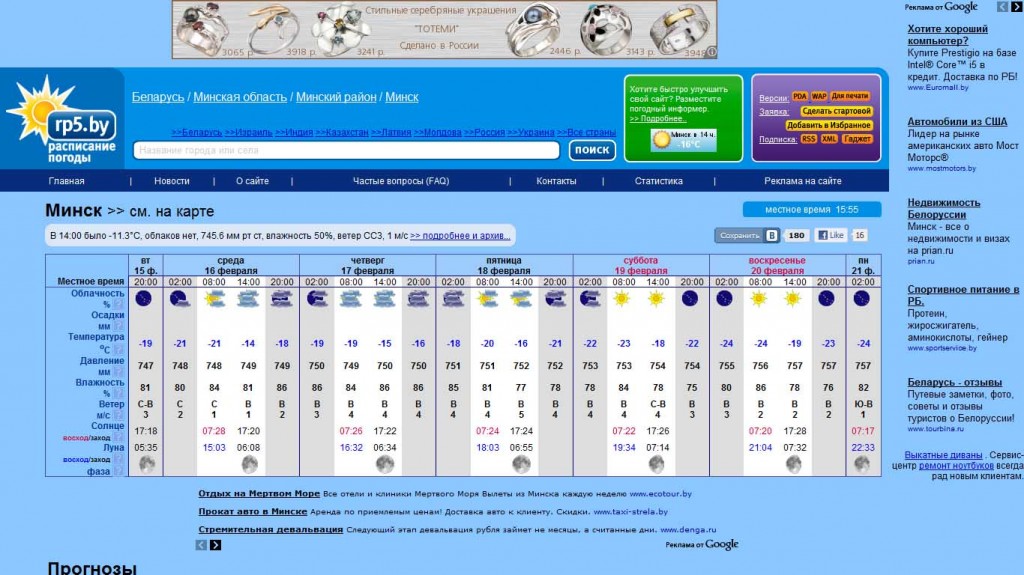 | 02:00 ПОБ
| 02:00 ПОБ
 Автоматизируем проектирование редукторов
Автоматизируем проектирование редукторов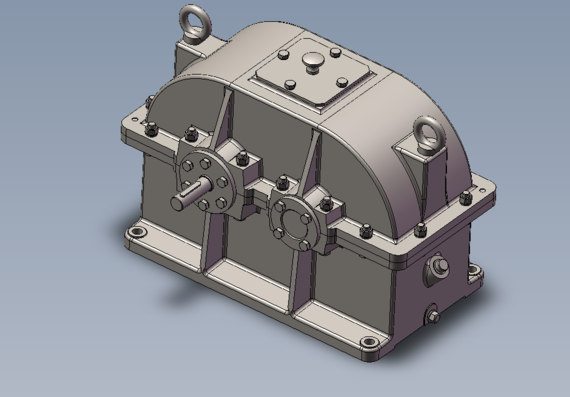 п.
п. Такие приложения смогут производить сложные вычисления, самостоятельно выбирать необходимые параметры из баз данных, обмениваться данными с внешними приложениями и, как результат, строить 3D-модель или чертеж неограниченной сложности с учетом всех параметров.
Такие приложения смогут производить сложные вычисления, самостоятельно выбирать необходимые параметры из баз данных, обмениваться данными с внешними приложениями и, как результат, строить 3D-модель или чертеж неограниченной сложности с учетом всех параметров. 1»
1»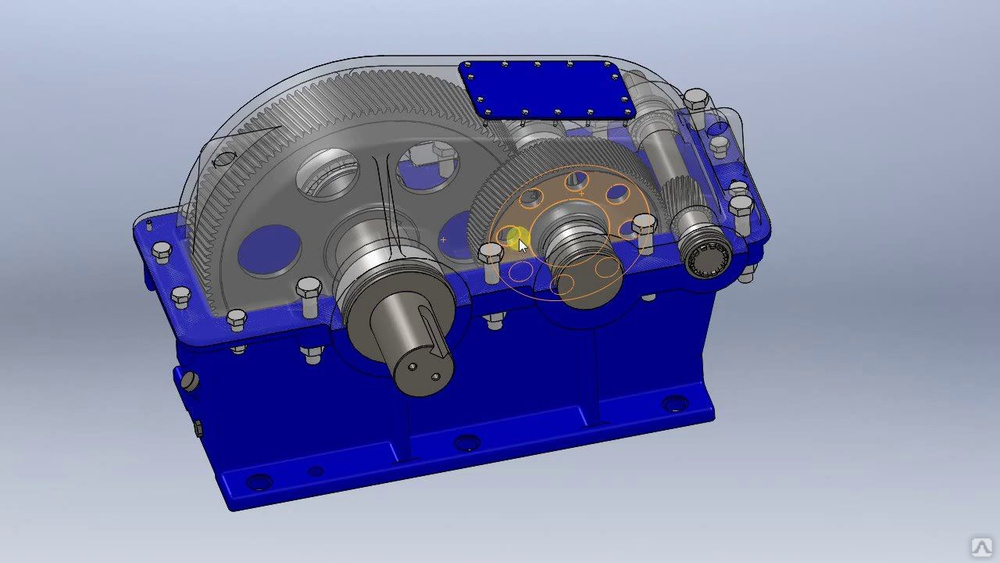 Судите сами исходными данными для производимых «РЕДУКТОРом» расчетов служат три числа: вращающий момент ведомого вала, его угловая скорость и передаточное число редуктора (правда, некоторые параметры перед построением можно изменить по желанию проектировщика, например число зубьев шестерни, угол наклона зубьев и др.). Все остальное программа проделает самостоятельно: определит геометрические характеристики, проведет проверочные расчеты, подберет подшипники и шпонки, выполнит компоновку редуктора. После всего этого библиотека готова к формированию 3D-модели. Без какого-либо вмешательства со стороны пользователя за считаные минуты будут построены все детали и сборочные единицы, входящие в редуктор, и создана сборка. Наглядные примеры того, что можно делать с помощью проектного модуля «РЕДУКТОР-3D V2.1», приведены на рис. 2 и 3 (заметьте, что разрезы в моделях также реализованы программно, а не вручную).
Судите сами исходными данными для производимых «РЕДУКТОРом» расчетов служат три числа: вращающий момент ведомого вала, его угловая скорость и передаточное число редуктора (правда, некоторые параметры перед построением можно изменить по желанию проектировщика, например число зубьев шестерни, угол наклона зубьев и др.). Все остальное программа проделает самостоятельно: определит геометрические характеристики, проведет проверочные расчеты, подберет подшипники и шпонки, выполнит компоновку редуктора. После всего этого библиотека готова к формированию 3D-модели. Без какого-либо вмешательства со стороны пользователя за считаные минуты будут построены все детали и сборочные единицы, входящие в редуктор, и создана сборка. Наглядные примеры того, что можно делать с помощью проектного модуля «РЕДУКТОР-3D V2.1», приведены на рис. 2 и 3 (заметьте, что разрезы в моделях также реализованы программно, а не вручную). 1»
1»
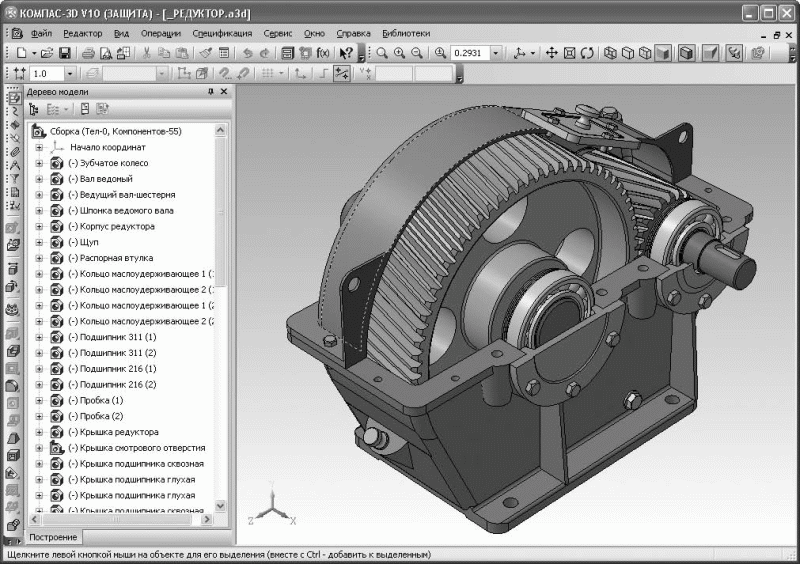
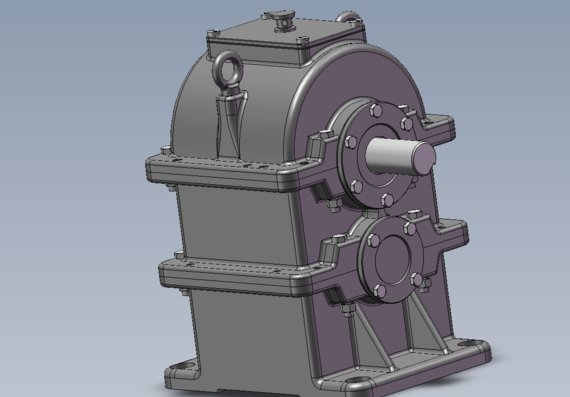 Но не забывайте, что мы создаем сборку программно. При попытке точно определить значение угла поворота нужно будет учитывать то, что количество зубьев и шестерни, и колеса может быть как парным, так и непарным (в зависимости от передаточного числа редуктора), а также что даже при одинаковом количестве зубьев, но при разных модулях диаметр колес будет разным. Записать однозначную аналитическую зависимость определения угла поворота от перечисленных параметров (модуль, диаметр, число зубьев обеих колес) для меня оказалось непосильной задачей, и я сомневаюсь, существует ли такая зависимость вообще…
Но не забывайте, что мы создаем сборку программно. При попытке точно определить значение угла поворота нужно будет учитывать то, что количество зубьев и шестерни, и колеса может быть как парным, так и непарным (в зависимости от передаточного числа редуктора), а также что даже при одинаковом количестве зубьев, но при разных модулях диаметр колес будет разным. Записать однозначную аналитическую зависимость определения угла поворота от перечисленных параметров (модуль, диаметр, число зубьев обеих колес) для меня оказалось непосильной задачей, и я сомневаюсь, существует ли такая зависимость вообще… Таким образом, вырезать первым нужно именно ту пару зубьев, которая и будет находиться в зацеплении в собранной передаче, что позволит при сборке просто вставить модели и ничего не подгонять. Задача свелась к построению эскизов вырезов, которые будут соприкасаться в одной точке, если нарисовать их в одной плоскости, но на самом деле они будут размещены в разных моделях. Добиться этого совсем не сложно: точку зацепления следует разместить на линии центров, а эскизы вырезов вычертить по обе стороны этой линии, привязываясь к точке зацепления, но отдельно для шестерни и колеса. Думаю, рис. 5 поможет лучше разобраться в этом. Если у вас все равно возникли вопросы, запустите библиотеку «РЕДУКТОР-3D V2.1», создайте модель цилиндрического редуктора и рассмотрите размещение эскизов в зубчатом зацеплении. После этого, думаю, все вопросы должны исчезнуть.
Таким образом, вырезать первым нужно именно ту пару зубьев, которая и будет находиться в зацеплении в собранной передаче, что позволит при сборке просто вставить модели и ничего не подгонять. Задача свелась к построению эскизов вырезов, которые будут соприкасаться в одной точке, если нарисовать их в одной плоскости, но на самом деле они будут размещены в разных моделях. Добиться этого совсем не сложно: точку зацепления следует разместить на линии центров, а эскизы вырезов вычертить по обе стороны этой линии, привязываясь к точке зацепления, но отдельно для шестерни и колеса. Думаю, рис. 5 поможет лучше разобраться в этом. Если у вас все равно возникли вопросы, запустите библиотеку «РЕДУКТОР-3D V2.1», создайте модель цилиндрического редуктора и рассмотрите размещение эскизов в зубчатом зацеплении. После этого, думаю, все вопросы должны исчезнуть. Ведь разумно выбранный способ построения отдельных деталей проектируемого агрегата способен в дальнейшем значительно упростить сборку.
Ведь разумно выбранный способ построения отдельных деталей проектируемого агрегата способен в дальнейшем значительно упростить сборку. 7. Зубчатое коническое колесо и плоскость, содержащая эскиз для формирования выреза зубов
7. Зубчатое коническое колесо и плоскость, содержащая эскиз для формирования выреза зубов То есть желательно сразу же строить зубчатые колеса таким образом, чтобы при вставке в сборку они автоматически вошли в зацепление. На словах все просто, а на практике процесс оказался гораздо более сложным.
То есть желательно сразу же строить зубчатые колеса таким образом, чтобы при вставке в сборку они автоматически вошли в зацепление. На словах все просто, а на практике процесс оказался гораздо более сложным. Программа прекрасно моделировала отдельно шестерню и колесо, но упрямо отказывалась правильно складывать сборку. Окончательно запутавшись в расчетах, я понял, что нужно искать другой выход… И нашел его! Как всегда бывает, выход этот оказался невероятно простым!
Программа прекрасно моделировала отдельно шестерню и колесо, но упрямо отказывалась правильно складывать сборку. Окончательно запутавшись в расчетах, я понял, что нужно искать другой выход… И нашел его! Как всегда бывает, выход этот оказался невероятно простым!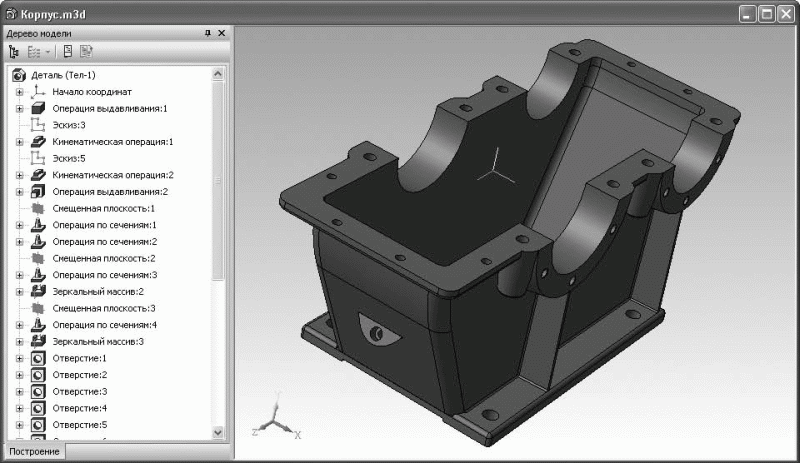 При этом начинать следует опять-таки с того выреза в колесе и с того зуба шестерни, которые будут в зацеплении в сборке, а затем делать их копию по концентрической сетке. Для наглядности приведу один пример (рис. 9).
При этом начинать следует опять-таки с того выреза в колесе и с того зуба шестерни, которые будут в зацеплении в сборке, а затем делать их копию по концентрической сетке. Для наглядности приведу один пример (рис. 9). В реальной жизни зубчатые колеса изготавливаются, как правило, литьем или штамповкой, а потом в них фрезой вырезается зубчатый венец. И при моделировании (как вручную, так и программно) мы волей-неволей повторяем (имитируем) те же операции. Пример с конической шестерней показал, как нетипичный подход к созданию модели до предела упростил сборку передачи, а сама модель при этом ничуть не пострадала.
В реальной жизни зубчатые колеса изготавливаются, как правило, литьем или штамповкой, а потом в них фрезой вырезается зубчатый венец. И при моделировании (как вручную, так и программно) мы волей-неволей повторяем (имитируем) те же операции. Пример с конической шестерней показал, как нетипичный подход к созданию модели до предела упростил сборку передачи, а сама модель при этом ничуть не пострадала.
 Полученная сборка представлена на рис. 14.
Полученная сборка представлена на рис. 14. Расширение сферы использования конструкторских библиотек и их функциональности значительно упростит работу инженера-проектировщика, а появление все новых библиотек позволит абстрагироваться от рутинной работы и сосредоточиться исключительно на конструировании. Возможно, уже в недалеком будущем, благодаря обширному арсеналу конструкторских библиотек, работа по созданию громоздких трехмерных сборок превратится в увлекательную игру наподобие конструктора. Ведь большая часть рутинной и малоэффективной работы будет быстро выполняться посредством подключаемых модулей. На мой взгляд, КОМПАС-3D одна из наиболее продвинутых графических систем в плане внедрения новых решений в сфере автоматизации и развития трехмерной графики в целом.
Расширение сферы использования конструкторских библиотек и их функциональности значительно упростит работу инженера-проектировщика, а появление все новых библиотек позволит абстрагироваться от рутинной работы и сосредоточиться исключительно на конструировании. Возможно, уже в недалеком будущем, благодаря обширному арсеналу конструкторских библиотек, работа по созданию громоздких трехмерных сборок превратится в увлекательную игру наподобие конструктора. Ведь большая часть рутинной и малоэффективной работы будет быстро выполняться посредством подключаемых модулей. На мой взгляд, КОМПАС-3D одна из наиболее продвинутых графических систем в плане внедрения новых решений в сфере автоматизации и развития трехмерной графики в целом. Сертифицированный специалист
Сертифицированный специалист
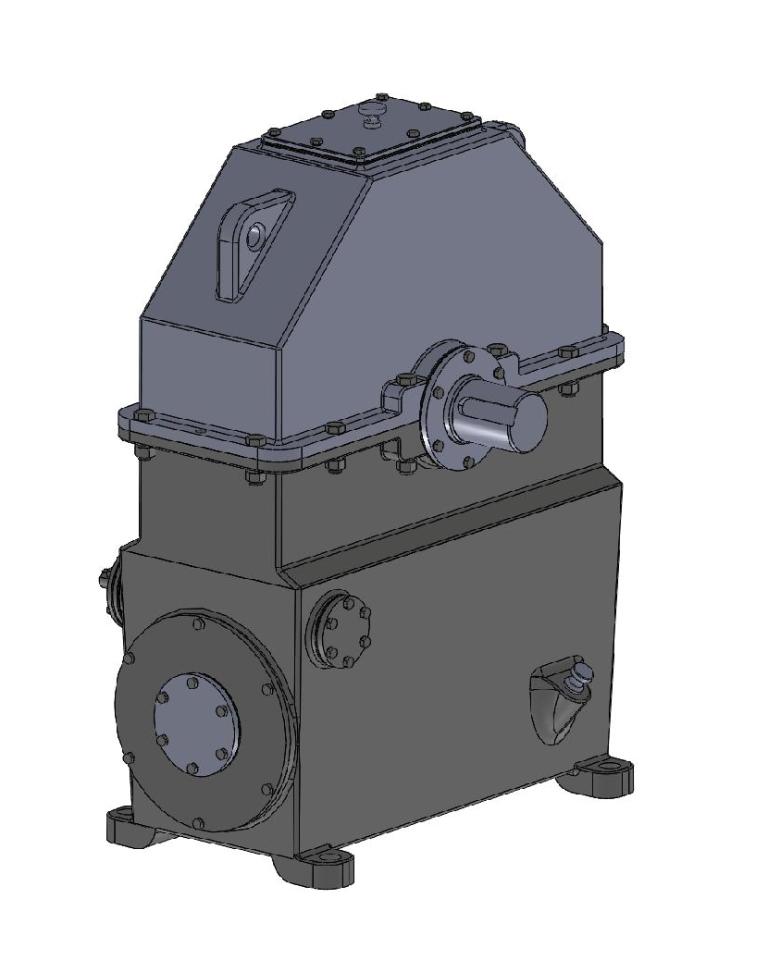
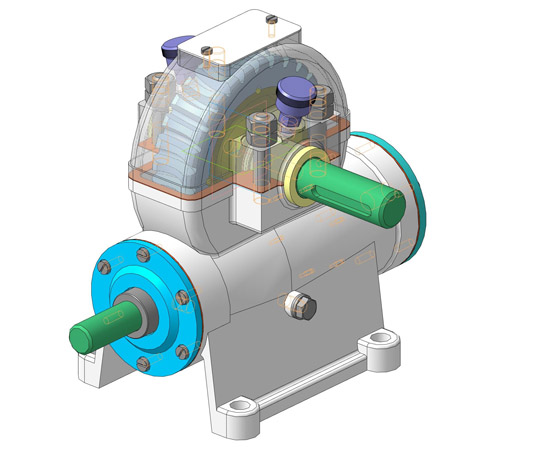

 org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»> Если ваша посылка повреждена при получении, просто ОТКАЖИТЕ ее. Если транспортная компания уехала, и вы обнаружили, что ваша посылка повреждена, немедленно свяжитесь со СЛУЖБОЙ КЛИЕНТОВ по телефону 847-779-3079. Вы должны связаться со службой поддержки клиентов в течение 24 часов с момента получения посылки. Все поврежденные обмены должны быть возвращены в двойной упаковке (коробка производителя должна быть внутри другой коробки, предназначенной для транспортировки) с четко написанным номером RMA на внешней коробке, сопровождаемым примечанием, объясняющим, почему продукт возвращается, в оригинальной товарной коробке. Обмен производится только на аналогичную модель.
Если ваша посылка повреждена при получении, просто ОТКАЖИТЕ ее. Если транспортная компания уехала, и вы обнаружили, что ваша посылка повреждена, немедленно свяжитесь со СЛУЖБОЙ КЛИЕНТОВ по телефону 847-779-3079. Вы должны связаться со службой поддержки клиентов в течение 24 часов с момента получения посылки. Все поврежденные обмены должны быть возвращены в двойной упаковке (коробка производителя должна быть внутри другой коробки, предназначенной для транспортировки) с четко написанным номером RMA на внешней коробке, сопровождаемым примечанием, объясняющим, почему продукт возвращается, в оригинальной товарной коробке. Обмен производится только на аналогичную модель.



 Если вы заказали товар с бесплатной доставкой, с вас будет снята полная стоимость доставки. Кроме того, если ваша посылка не может быть доставлена из-за неверной информации, предоставленной вами, покупателем, или по любой другой причине, которая не является ошибкой GANDHI APPLIANCES, покупатель несет ответственность за оплату полной стоимости доставки. При отказе в доставке по специальному заказу или крупному заказу также взимается плата за пополнение запасов.
Если вы заказали товар с бесплатной доставкой, с вас будет снята полная стоимость доставки. Кроме того, если ваша посылка не может быть доставлена из-за неверной информации, предоставленной вами, покупателем, или по любой другой причине, которая не является ошибкой GANDHI APPLIANCES, покупатель несет ответственность за оплату полной стоимости доставки. При отказе в доставке по специальному заказу или крупному заказу также взимается плата за пополнение запасов. 
 Обмен производится только на аналогичную модель.
Обмен производится только на аналогичную модель.
 ). Все возвращаемые товары должны быть без каких-либо повреждений и находиться в оригинальной заводской упаковке со всеми оригинальными упаковочными материалами, гарантийными талонами, руководствами, аксессуарами, этикеткой UPC и любыми другими включенными материалами.
). Все возвращаемые товары должны быть без каких-либо повреждений и находиться в оригинальной заводской упаковке со всеми оригинальными упаковочными материалами, гарантийными талонами, руководствами, аксессуарами, этикеткой UPC и любыми другими включенными материалами. Возврат средств за товары, заказанные по специальному заказу, НЕвозможен. Возврат или обмен зарегистрированных тарифных планов не предусмотрен.
Возврат средств за товары, заказанные по специальному заказу, НЕвозможен. Возврат или обмен зарегистрированных тарифных планов не предусмотрен.
 6
6
 org/ImageObject»>
org/ImageObject»> 42 КБ
42 КБ org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> 12 КБ
12 КБ 27 КБ
27 КБ org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> 08KB
08KB 03KB
03KB org/ImageObject»>
org/ImageObject»> 95 КБ
95 КБ 09KB
09KB org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> 31 КБ
31 КБ 97KB )
97KB ) org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»>
 Многие из тех, кто сначала пробовал PLA, а затем ABS, приходят к PETG.
Многие из тех, кто сначала пробовал PLA, а затем ABS, приходят к PETG.
 (У самого твердого из имеющихся у нас ABS твердость составляет R 110).
(У самого твердого из имеющихся у нас ABS твердость составляет R 110). Это такие небольшие особенности, которые могут простить некоторые другие филаменты, вроде PLA. При этом нельзя сказать, что здесь есть что-то сложное, нужно просто иметь немного больше терпения.
Это такие небольшие особенности, которые могут простить некоторые другие филаменты, вроде PLA. При этом нельзя сказать, что здесь есть что-то сложное, нужно просто иметь немного больше терпения. Оптимальная температура рабочего стола – около 70-75 °C; возможно, на пару градусов больше для нескольких первых слоев.
Оптимальная температура рабочего стола – около 70-75 °C; возможно, на пару градусов больше для нескольких первых слоев. Но если вам нужны более мелкие детали, без «лапши», вам точно потребуется выставить охлаждение на 100%. Быстрое охлаждение на выходе из сопла позволит печатать тонкие детали, без волос и клякс.
Но если вам нужны более мелкие детали, без «лапши», вам точно потребуется выставить охлаждение на 100%. Быстрое охлаждение на выходе из сопла позволит печатать тонкие детали, без волос и клякс. п.). Если такая проблема есть, посмотрите в параметрах экструдирования, достаточно небольшой подстройки (например, втягивания).
п.). Если такая проблема есть, посмотрите в параметрах экструдирования, достаточно небольшой подстройки (например, втягивания).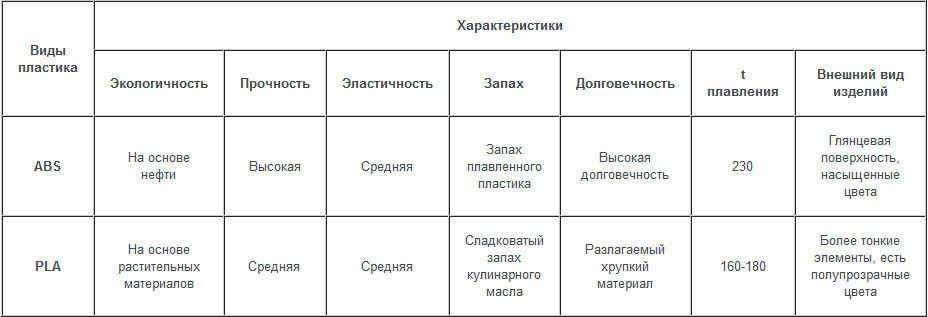
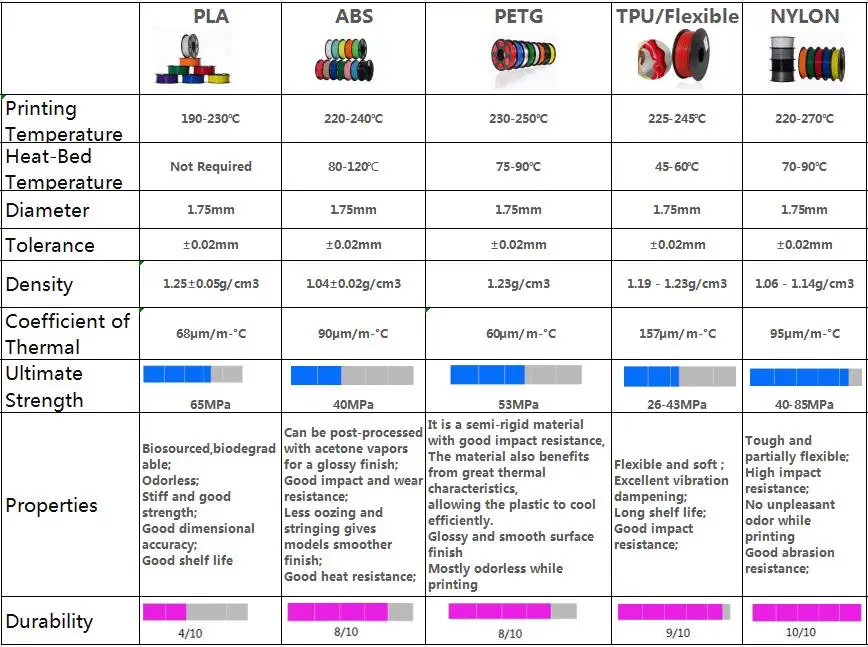

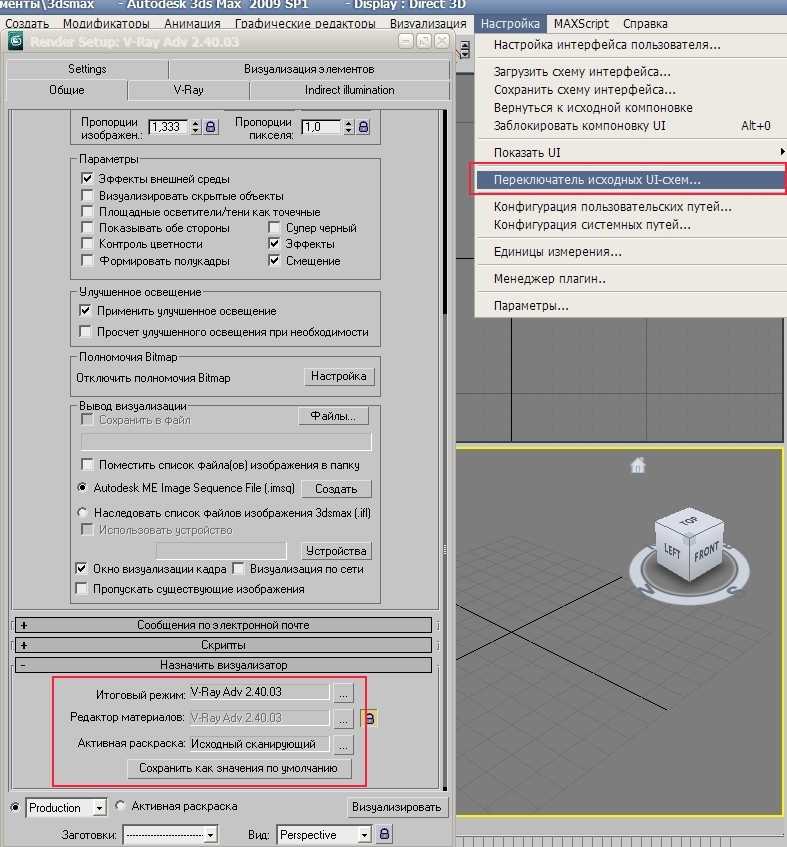 Однако он не имеет большого коэффициента усадки и имеет лучшую адгезию между слоями, что означает, что у него нет серьезных проблем с деформацией. Он также не выделяет вредных газов во время печати, что является одним из худших аспектов печати с использованием ABS.
Однако он не имеет большого коэффициента усадки и имеет лучшую адгезию между слоями, что означает, что у него нет серьезных проблем с деформацией. Он также не выделяет вредных газов во время печати, что является одним из худших аспектов печати с использованием ABS.
 Это метод, используемый для «прижатия» первого слоя к столу и улучшения адгезии основного слоя. Если у вас уже есть обкатанные настройки высоты сопла для ABS или PLA, вы можете спокойно установить значение, которое в два или три раза выше для PETG. Для улучшения эстетики стоит использовать как можно более высокие значения, поэтому можно начать с максимальных значений и постепенно снижать их, если у вас возникнут какие-либо проблемы с адгезией.
Это метод, используемый для «прижатия» первого слоя к столу и улучшения адгезии основного слоя. Если у вас уже есть обкатанные настройки высоты сопла для ABS или PLA, вы можете спокойно установить значение, которое в два или три раза выше для PETG. Для улучшения эстетики стоит использовать как можно более высокие значения, поэтому можно начать с максимальных значений и постепенно снижать их, если у вас возникнут какие-либо проблемы с адгезией.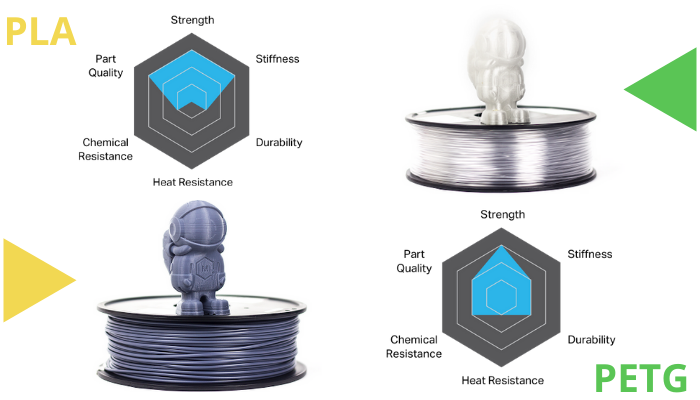
 Можно встретить информацию о печати PETG со скоростью 60 мм/с, но это, наверное, абсолютный максимум, если вы не хотите иметь проблем с отстатками материала между стенками модели.
Можно встретить информацию о печати PETG со скоростью 60 мм/с, но это, наверное, абсолютный максимум, если вы не хотите иметь проблем с отстатками материала между стенками модели.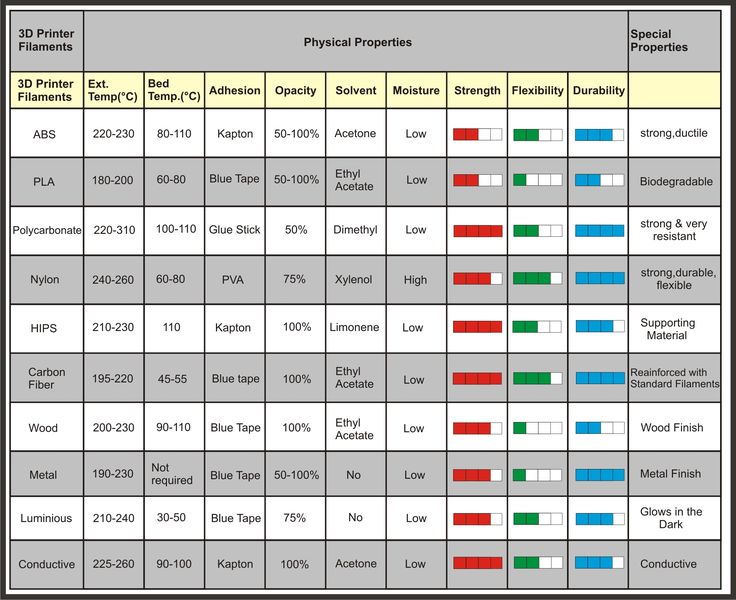 Ретракт позволяет механизму экструдера «втягивать» небольшую часть материала, чтобы ослабить давление на расплавленную материала, который находится прямо на кончике сопла. Вы можете уточнить некоторые параметры, такие как расстояние втягивания или скорость, до тех пор, пока не исчезнут какие-либо признаки остатков пластика.
Ретракт позволяет механизму экструдера «втягивать» небольшую часть материала, чтобы ослабить давление на расплавленную материала, который находится прямо на кончике сопла. Вы можете уточнить некоторые параметры, такие как расстояние втягивания или скорость, до тех пор, пока не исчезнут какие-либо признаки остатков пластика.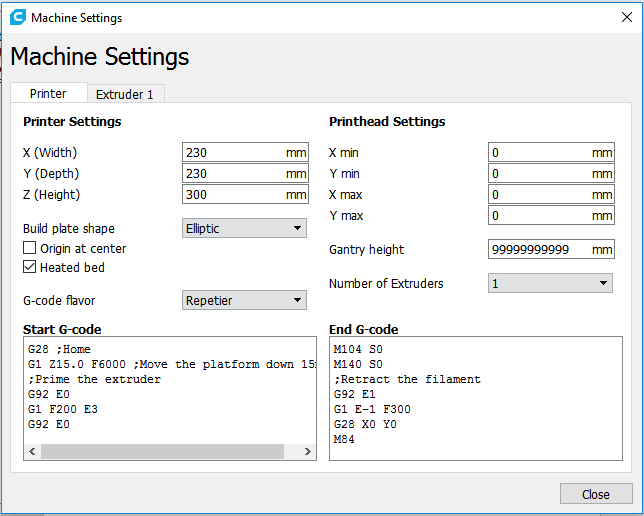
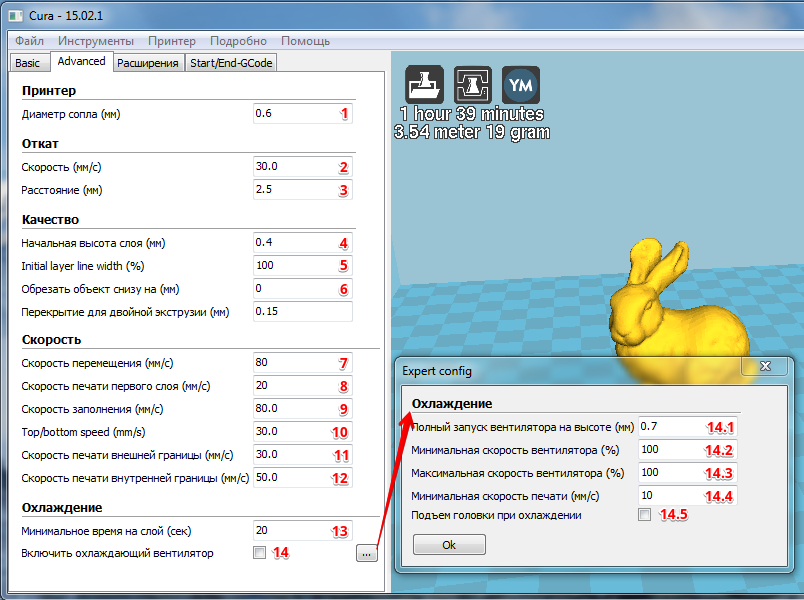 В конце концов, он имеет сопоставимые свойства, но с ним не так сложно работать.
В конце концов, он имеет сопоставимые свойства, но с ним не так сложно работать.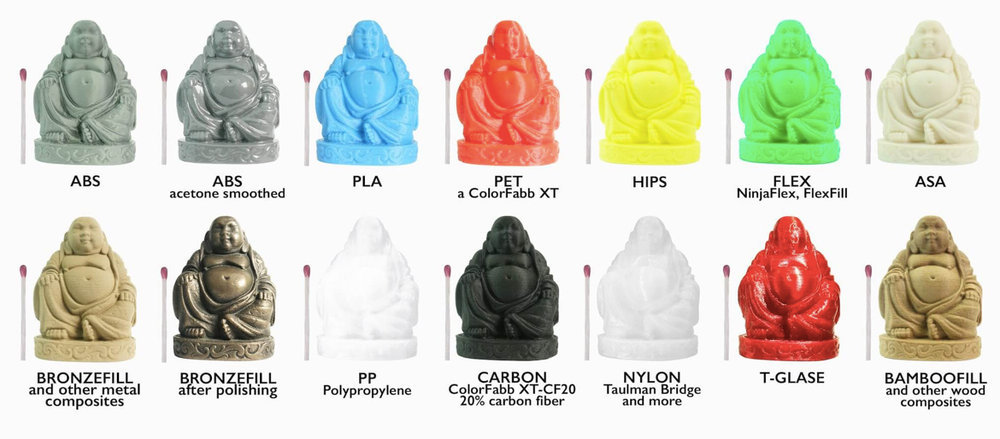 В форме нити ПЭТГ (ПЭТФ, модифицированный гликолем) обладает некоторыми заметными преимуществами по сравнению с ПЛА, такими как отличная адгезия слоев, хорошая ударопрочность и низкий уровень усадки. Это также доступно: катушка дешевой нити PETG стоит всего примерно на 5 долларов за килограмм больше, чем PLA от аналогичной марки нити.
В форме нити ПЭТГ (ПЭТФ, модифицированный гликолем) обладает некоторыми заметными преимуществами по сравнению с ПЛА, такими как отличная адгезия слоев, хорошая ударопрочность и низкий уровень усадки. Это также доступно: катушка дешевой нити PETG стоит всего примерно на 5 долларов за килограмм больше, чем PLA от аналогичной марки нити.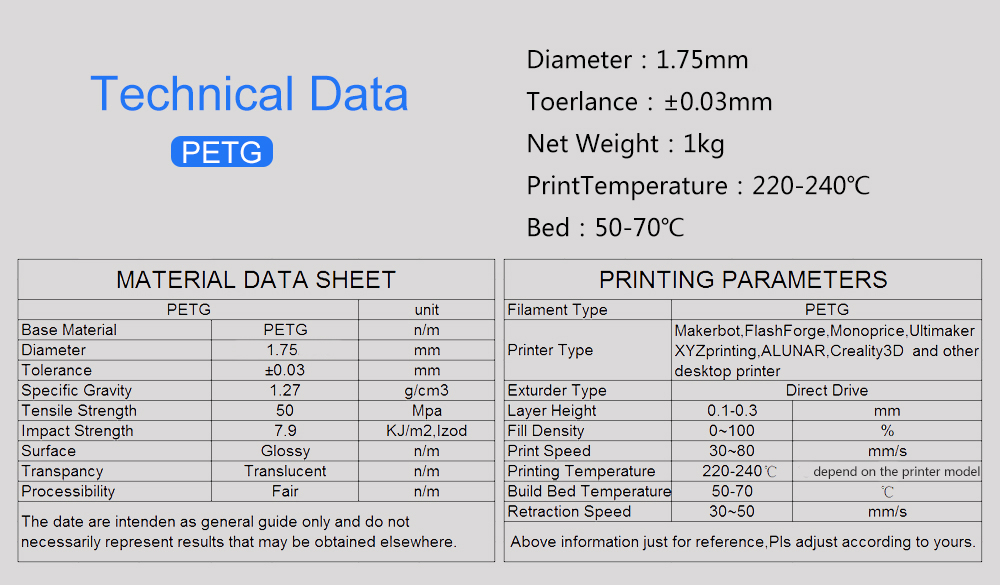 В этой статье приводится краткое изложение правильных настроек принтера PETG для большинства ситуаций — хотя у разных принтеров есть свои уникальные требования — в дополнение к общим советам, таким как подготовка платформы для печати.
В этой статье приводится краткое изложение правильных настроек принтера PETG для большинства ситуаций — хотя у разных принтеров есть свои уникальные требования — в дополнение к общим советам, таким как подготовка платформы для печати. Однако лучшим решением является использование текстурированной поверхности сборки, такой как лист PEI с порошковым покрытием. Имейте в виду, что текстурированная поверхность печати оставит неглубокий отпечаток рисунка на нижней части детали, но это небольшая цена за простоту удаления детали.
Однако лучшим решением является использование текстурированной поверхности сборки, такой как лист PEI с порошковым покрытием. Имейте в виду, что текстурированная поверхность печати оставит неглубокий отпечаток рисунка на нижней части детали, но это небольшая цена за простоту удаления детали.
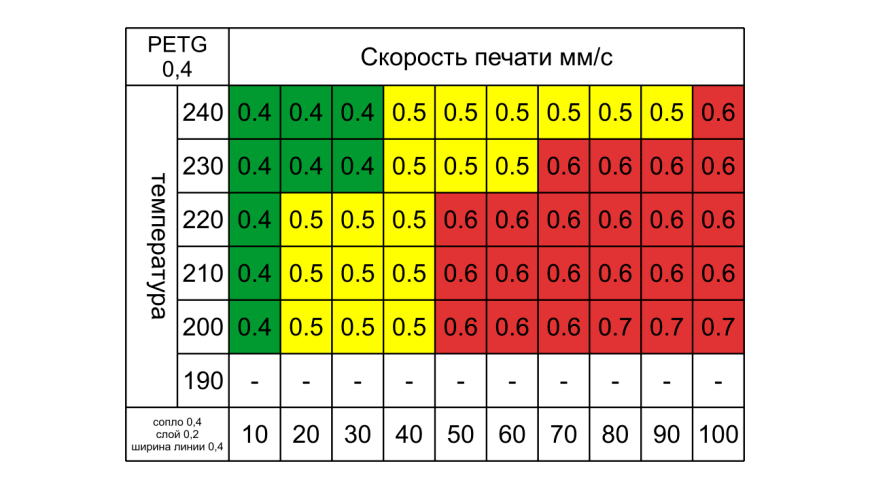 е. 120 мм/с, — чтобы смягчить потенциально опасные последствия просачивания и натяжения: если горячий конец движется медленно по области печати, у него больше времени для стекания лишнего материала. на деталь, вызывая дефекты и потенциально приводя к сбою печати.
е. 120 мм/с, — чтобы смягчить потенциально опасные последствия просачивания и натяжения: если горячий конец движется медленно по области печати, у него больше времени для стекания лишнего материала. на деталь, вызывая дефекты и потенциально приводя к сбою печати.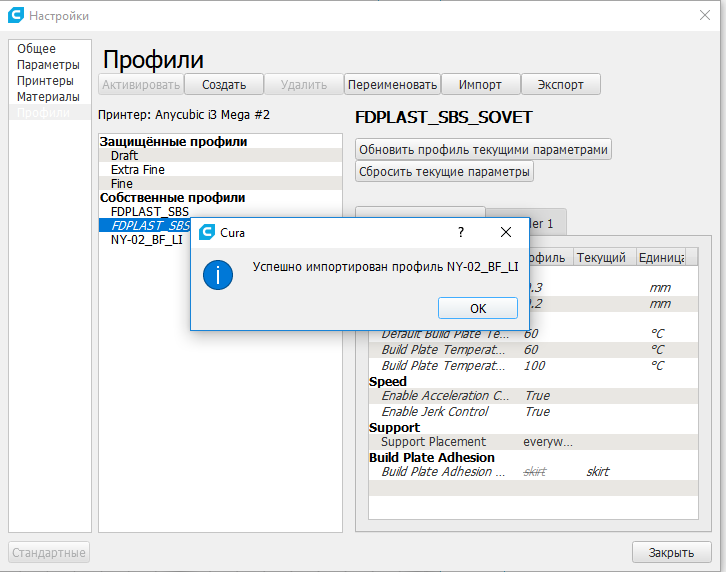 Если во время печати PETG возникает натяжение, необходимо настроить следующие параметры ретракции печати:
Если во время печати PETG возникает натяжение, необходимо настроить следующие параметры ретракции печати: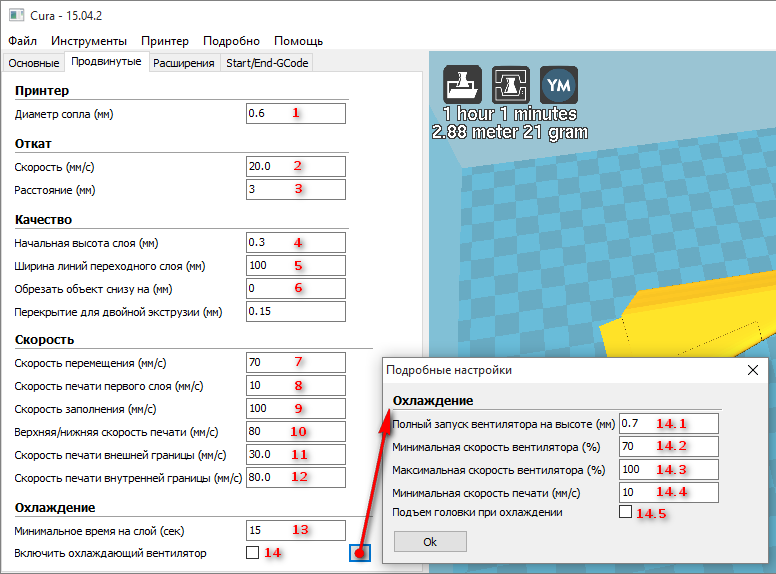
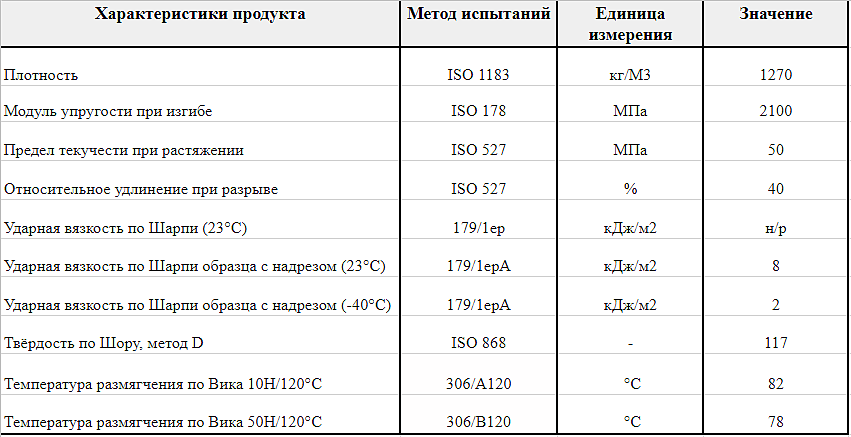 При тщательном рассмотрении поверхности сборки, настроек ретракции и других параметров печати можно получить высококачественные отпечатки PETG на большинстве FDM-принтеров.
При тщательном рассмотрении поверхности сборки, настроек ретракции и других параметров печати можно получить высококачественные отпечатки PETG на большинстве FDM-принтеров.
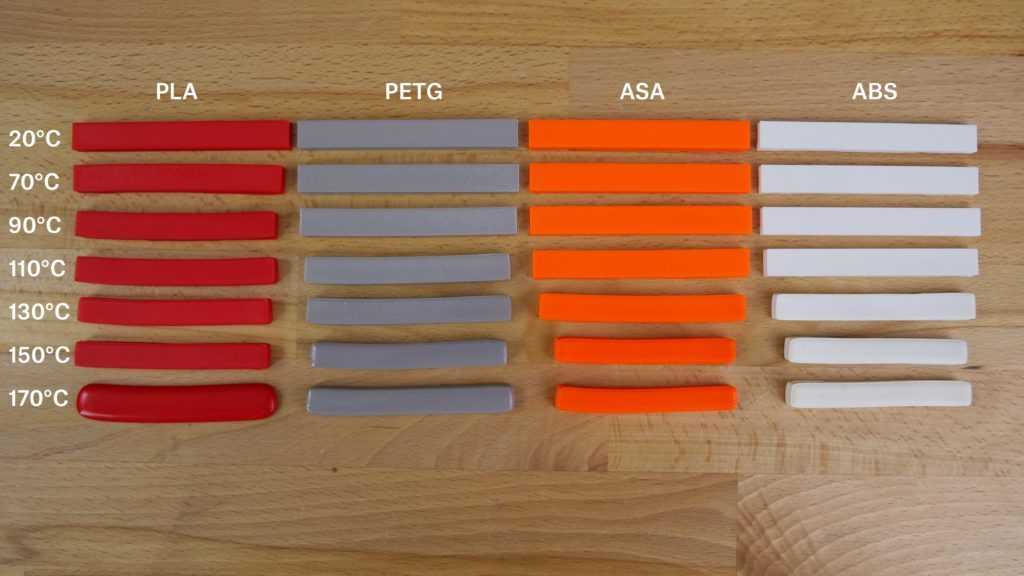 Но какие настройки лучше всего выбрать при 3D-печати с помощью PETG? Давай выясним.
Но какие настройки лучше всего выбрать при 3D-печати с помощью PETG? Давай выясним. Всегда стоит узнать о типах нитей для 3D-печати, чтобы убедиться, что вы используете правильные для каждого из ваших отпечатков.
Всегда стоит узнать о типах нитей для 3D-печати, чтобы убедиться, что вы используете правильные для каждого из ваших отпечатков. Позволить вашей модели остыть после того, как она будет напечатана, — хороший способ помочь в этом.
Позволить вашей модели остыть после того, как она будет напечатана, — хороший способ помочь в этом. PETG также хорошо работает с относительно толстыми слоями, и вы можете протолкнуть примерно до 0,3 мм с соплом 0,4 мм.
PETG также хорошо работает с относительно толстыми слоями, и вы можете протолкнуть примерно до 0,3 мм с соплом 0,4 мм.
 Башни для протирки и другие приспособления для очистки форсунок могут быть полезными для предотвращения натяжения и появления капель.
Башни для протирки и другие приспособления для очистки форсунок могут быть полезными для предотвращения натяжения и появления капель.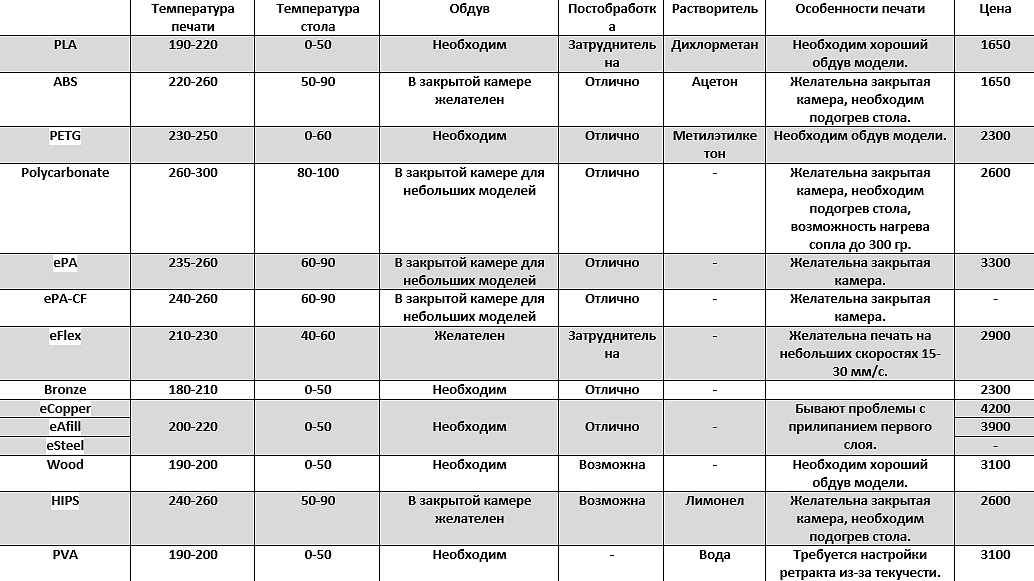
 Все генераторы работают с бесщёточной системой возбуждения и имеют электронную регулировку напряжения. Генераторы выдерживают короткое замыкание на три фазы в течение 5 секунд.
Все генераторы работают с бесщёточной системой возбуждения и имеют электронную регулировку напряжения. Генераторы выдерживают короткое замыкание на три фазы в течение 5 секунд. Момент вращения от дизельного двигателя передаётся на генератор через упругую резиновую муфту, обеспечивающую соосность и амортизацию колебаний кручения. К 2012 году предприятие освоило более 100 новых видов продукции. Одним из основных заказчиков компактных и надёжных дизельных электростанций является Министерство обороны.
Момент вращения от дизельного двигателя передаётся на генератор через упругую резиновую муфту, обеспечивающую соосность и амортизацию колебаний кручения. К 2012 году предприятие освоило более 100 новых видов продукции. Одним из основных заказчиков компактных и надёжных дизельных электростанций является Министерство обороны.


 Доступна информация об импорте растений, насекомых, микроорганизмов и не домашних животных на Гавайи.
Доступна информация об импорте растений, насекомых, микроорганизмов и не домашних животных на Гавайи. Все эти вещи проверяются в порту или аэропорту, чтобы убедиться, что они безопасны для всех нас.
Все эти вещи проверяются в порту или аэропорту, чтобы убедиться, что они безопасны для всех нас.
 Недавнее открытие в Нью-Йорке жука-жука Anoplophora.
Недавнее открытие в Нью-Йорке жука-жука Anoplophora.
 Есть
Есть Например,
Например, )
)
 В конце 1950-е годы в Томской области (Западная Сибирь), вредитель
В конце 1950-е годы в Томской области (Западная Сибирь), вредитель Зимуют взрослые жуки,
Зимуют взрослые жуки, Во время вспышки
Во время вспышки


 Чтобы более эффективно
Чтобы более эффективно 48. В: Труды, Департамент США.
48. В: Труды, Департамент США. Портленд, Орегон: Университет штата Орегон.
Портленд, Орегон: Университет штата Орегон.