Международная выставка мебели, материалов, комплектующих и оборудования для деревообрабатывающего и мебельного производства
25-я Международная выставка мебели, предметов интерьера, материалов, комплектующих и оборудования для деревообрабатывающего и мебельного производства
5 — 8 апреля 2023
Краснодар, ВКК «Экспоград Юг»
Получить билет на выставку Забронировать стенд
320 участников
13 634 посетителя
из 72 регионов России
50+ спикеров
в рамках деловой программы
UMIDS – одна из крупнейших, эффективных и посещаемых выставок России по тематике мебели, предметов интерьера, материалов, комплектующих и оборудования для деревообрабатывающего и мебельного производства
320 компаний выбрали UMIDS-2022, чтобы представить на выставке свою продукцию и найти клиентов среди 13 634 посетителей из 72 регионов России и ряда зарубежных стран. 67% посетителей UMIDS не посещают другие выставки схожей тематики, 85% принимают или влияют на принятие решений о закупках. Уникальная профессиональная посетительская аудитория UMIDS обеспечивает высокую коммерческую эффективность участия в выставке.
UMIDS-2022 в фотографиях
Новости
27 октября 2022
Открыта регистрация посетителей на выставку UMIDS-2023!
Читать новость
11 июня 2022
Поздравляем с Днём мебельщика!
Читать новость
01 июня 2022
1 июня — Всемирный день выставок!
Читать новость
Смотреть все новости
Спикеры
Юрий Емельянов
Региональный директор по России компании Pohjanmaan
Наталья Баршева
Эксперт-практик по стратегическому маркетингу, брендингу и развитию бизнеса, основатель и руководитель маркетингового агентства REKANA, автор курса для предпринимателей Brand Sistema
Радмила Кирьякова
Мебельный маркетолог, эксперт-практик по лидогенерации (привлечению трафика) с социальных сетей в мебельную розницу. Совладелец компании «МИР (Мебель Инвестиции Ритейл)»
Инна Романова
Категорийный менеджер, эксперт с 17-летним опытом в консалтинге и сопровождении фабрик и розничных компаний в управлении ассортиментом для роста продаж и прибыли. Автор курса «Архитектура ассортимента
Ксения Бороздина
издатель интерьерного журнала IN home
Денис Педань
Интерьерный фотограф
Федор Смолин
основатель бренда FEDOR SMOLIN DESIGN
Александр Ильин
Соучредитель и директор по развитию компании ELARBIS-Vision (разработка инструментов для мебельных продаж в офлайн и онлайн – 3D-конфигураторы и визуализаторы, AR и VR-решения)
Сергей Швецов
Ведущий интернет-маркетолог агентства Solutions Factory (SF. RU) со специализацией в мебельном e-commerce. В digital с 2014 года, проекты – мебельные интернет-магазины и e-com
Надежда Бардакова
Руководитель отдела маркетинга и продаж фабрики мягкой мебели «ЕЛЕНА»
Юлия Осмачко
Руководитель отдела маркетинга фабрики детской мебели «38 попугаев», бренд «Робин WOOD»
Александр Есипов
Руководитель отдела инструмента и комплектующих компании LIGA Machinery
Сергей Конончик
Руководитель учебного центра Praktika компании LIGA Machinery
Жанна Рафальская
Дизайнер-декоратор, специалист по декорированию коммерческих и жилых пространств
Наталия Перец
Peretz Consulting
Иван Залесов
Коммерческий директор компании «Любимый дом»
Александр Кудряшов
Бренд-менеджер Отдела продуктового маркетинга АО «ТПК «МАГАМАКС»
Юлия Балыкина
Президент Российской ассоциации мебельщиков, генеральный директор компании MSCONSULTING
Кирилл Иртюга
Генеральный директор УК “РосинвестОтель”. Специалист по вопросам создания и развития гостиничных проектов, реновации и реконструкции отелей, внедрению гостиничных технологий и сетевых стандартов
Юлия Голавская
дизайнер, декоратор, основательница бюро «Golavskaya Interiors&Arts»
Ольга Прохорова
Директор по развитию сети отелей Alean Collection. Консультант в гостиничном бизнесе с опытом в регионах России, на ближнем Востоке и в Европе
Виктория Лахтина
Дизайнер интерьера, учредитель студии LAHTINA.DESIGN. Официальный дилер и собственник салона мебели Pohjanmaan
Присоединяйтесь к нашему списку подписчиков, чтобы получать последние новости выставки и специальные предложения.
UMIDS 2023 — международная выставка мебели, материалов, комплектующих и оборудования для деревообрабатывающего и мебельного производства на Expomap.ru
получать анонсЫ
Наши услуги
Онлайн-событияКонференции
Новости событий
RUPLASTICA 2023 усилит экспозицию сегмента RECYCLING SOLUTIONS13 декабря 2022
В эти выходные на ВДНХ состоится выставка-ярмарка цветных камней и украшений Самоцветный развал09 декабря 2022
На EFEA 2023 определят лучшие плакаты мероприятий08 декабря 2022
Все новости
Главная страницаВыставкиРоссияКраснодарUMIDS 2023
17628421
Я планирую посетитьВ расписание
Напомнить о событии
Мебель, интерьер, декор (306)
Мебель,
Кухни,
Комплектующие и фурнитура,
Офисное оборудование,
Деревообрабатывающее оборудование
УчаствоватьНайти отель
Масштаб выставки:
Участники:
421
Посетители:
17628
Также рекомендуем:
Выставка UMIDS 2023 проводится c 5 по 8 апреля в городе Краснодар, Россия.
Экспонируемые продукты и разделы выставки Вы можете посмотреть ниже, в блоке «Дополнительная информация». Полный список участников UMIDS 2023 размещается на официальном сайте выставки и постоянно обновляется. Там же вы сможете найти экспонентов предыдущего года. Деловая программа UMIDS 2023 обычно публикуется ближе к началу события.
Ваш личный календарь
Добавьте выставку UMIDS 2023 в календарь, чтобы не потерять важное событие. Создавайте свое расписание мероприятий.
Планируете самостоятельную поездку на UMIDS 2023?
Как добраться до выставочного центра ВКК «Экспоград Юг» можно посмотреть в каталоге мест или на официальном сайте площадки. Пользуйтесь также картами Google Maps, которая позволяет строить маршруты с использованием общественного транспорта. Не забудьте проверить место и даты выставки на официальном сайте и в календаре выставочного комплекса. Событие могут перенести, отменить, объединить с проектом схожей тематики. Обращаем ваше внимание на то, что Expomap не является организатором события и не несет ответственности за неточности предоставляемой информации.
Дополнительная информация и сервисы:
Найти отель
Экспонируемые продукты:
Оборудование и инструмент для производства мебели
Оборудование и инструмент для деревообработки
Оборудование и инструмент для обработки камня
Программы автоматизации мебельных предприятий
Комплектующие и фурнитура для мебели
Лаки, клеи, краски и др.
Механизмы трансформации
Обивочные материалы (ткани, кожа), наполнители
Плиты, щиты
Шпон, пленки, пластики, кромка
Мебель корпусная
Мебель мягкая
Садово-парковая мебель
Бытовая техника и аксессуары для кухни
Матрасы
Мебель для отелей, гостиниц, кафе
Мебель для офиса
Эксклюзивная мебель
Электрокамины
Светильники
Декоративные, интерьерные, кухонные аксессуары
Организатор:
MVK — Международная Выставочная Компания
Веб-сайт:
перейти на сайт выставки
История проведения:
2022
2021
2020
2019
2018
2017
2016
2015
2014
Планируют быть на UMIDS 2023
Юлия Крутая
Павел Мирошников
Пока никто не отметился на событии.
Все посетители
Я планирую посетить
Отели рядом с событием от Ostrovok.ru
Другие выставки, которые могут быть вам интересны:
Смотрите также:
Выставки в КраснодареВыставки в РоссииВыставки по тематике «Мебель, интерьер, декор» в РоссииВыставки по тематике «Мебель, интерьер, декор» в Краснодаре
УМИДС 2023
Экспоград Юг , ул. Конгрессная 1 Краснодар (RU)
Выставочные стенды в UMIDS Хостесс в UMIDS
УМИДС: выставка
MIDS — ведущая выставка мебели, материалов, комплектующих и оборудования для мебельного производства и деревообработки на Юге России.
УМИДС — эффективный инструмент продвижения продукции на рынке Юга России. Участники выставки UMIDS занимаются оптовой или розничной торговлей, производством мебели, оборудования, комплектующих и материалов для мебельного производства и деревообработки.
УМИДС – эффективная площадка для демонстрации продукции и услуг огромному количеству профессионалов отрасли, работающих на рынке мебели и деревообработки, и конечным потребителям. Посетители UMIDS имеют возможность ознакомиться с широким спектром новинок рынка, представленных экспонентами, и выбрать товары и услуги, необходимые для решения их бизнес-задач. Согласно опросу, проведенному организатором, 56% посетителей выставки являются распорядителями бюджета в своих компаниях и принимают окончательные решения о покупке. Еще 36% имеют влияние на решения о покупке.
Профиль события UMIDS
Отрасли: деревообработка, мебель, отделка дерева
Частота: ручная
Область применения: Международный
Следующее издание UMIDS
С по
Место проведения: Экспоград Юг
Город: Краснодар
Страна: Россия
Подробнее: umids. ru
Издания UMIDS
УМИДС 2023
Из –
Экспоград Юг
УМИДС 2022
С по
Экспоград Юг
УМИДС 2021
С по
Экспоград Юг
УМИДС 2020
С по
Экспоград Юг
Выставка UMIDS 2023
Выставка UMIDS 2023
OfflineEventAttendanceMode
25 -я международная выставка мебели, предметов интерьера, материалов, комплектующих и оборудования для мебельного производства и деревообработки
с 5 по 8 апреля
Краснодар, Россия» data-image=»russia. png» данные-excenterId=»22″ data-exId=»44″>Экспоград Юг посмотреть карту
| Краснодар, Россия
УМИДС 2023
До открытия осталось менее 4 месяцев
30000 м 2 Выставочное пространство!
11794 Целевые посетители!
UMIDS – ведущая выставка мебели, материалов, комплектующих и оборудования для мебельного производства и деревообработки на Юге России.
«УМИДС» — эффективный инструмент продвижения продукции на рынке Юга России. Экспоненты «UMIDS» занимаются оптовой или розничной торговлей, производством мебели, оборудования, комплектующих и материалов для мебельного производства и деревообработки.
«УМИДС» — эффективная площадка для демонстрации продукции и услуг огромному количеству профессионалов отрасли, работающих на рынке мебели и деревообработки, и конечным потребителям. Посетители «UMIDS» имеют возможность ознакомиться с широким спектром новинок рынка, представленных экспонентами, и выбрать товары и услуги, необходимые для решения их бизнес-задач.
9 Страны-участницы выставки!
За сколько дней до выставки напомнить? Сделанный!
Нажимая на кнопку «Напомнить», вы соглашаетесь с политикой конфиденциальности и правилами обработки персональных данных.
3 способа исправить код ошибки 264 в Roblox [Windows, iPad]
Макс Шапп | 2022/06/17
Facebook
Twitter
Roblox — популярная игровая онлайн-платформа для песочницы для Windows и Apple iOS. Однако некоторые игроки сообщают о проблеме с кодом ошибки 264 для Roblox. Это сообщение об ошибке говорит:
Отключено… Игра запущена с той же учетной записи с другого устройства. Повторно подключитесь, если вы предпочитаете использовать это устройство. (Код ошибки: 264).
В результате игроки не могут играть в Roblox всякий раз, когда возникает эта проблема. Вам нужно исправить тот самый код ошибки Roblox? Если это так, попробуйте применить возможные исправления с кодом ошибки 264 ниже.
Что означает код 264?
Сообщение об ошибке с кодом 264 указывает на распространенную причину проблемы. Эта ошибка возникает у игроков, которые пытаются играть (запускать) Roblox с одной и той же учетной записи на разных устройствах.
Однако некоторые игроки сообщали об этой ошибке даже при игре в Roblox только на одном устройстве. В этом случае поврежденные данные кеша для игры являются еще одной возможной причиной для кода ошибки 264.
Как исправить код ошибки 264?
1. Выйдите из всех учетных записей Roblox.
Убедитесь, что вы вышли из всех учетных записей Roblox на всех устройствах, на которых вы играете в игру. Например, выберите «Настройки» в правом верхнем углу Roblox, чтобы выйти из системы на ПК с Windows, и нажмите «Выйти».
Когда вы вышли из всех своих учетных записей Roblox, попробуйте снова войти только на ПК с Windows. Вы можете снова войти в систему с этой веб-страницы входа в Roblox.
2. Очистите файлы кеша Roblox.
Нажмите Windows+ X, чтобы выбрать опцию «Выполнить» в меню «Опытный пользователь».
Введите этот текст в «Выполнить»: %temp%\Roblox
Нажмите OK, чтобы открыть папку данных Roblox.
Нажмите комбинацию клавиш Ctrl + A , чтобы выбрать все.
Затем нажмите Shiftгорячую клавишу + Удалить, чтобы полностью удалить выбранные данные.
Нажмите «Да» в окне «Удалить несколько файлов».
Наконец, выйдите и вернитесь в свою учетную запись Roblox.
Для более простого плана действий вы можете использовать CCleaner, который поможет вам быстро очистить кэшированные файлы. Кроме того, он предоставит вам простой в использовании отчет обо всех данных, которые вы можете безопасно удалить.
⇒ Получить CCleaner
3. Очистите кеш DNS
Пожалуйста, откройте инструмент поиска файлов в Windows (щелкните увеличительное стекло на панели задач, чтобы просмотреть его).
Затем введите cmd в поле «Введите здесь для поиска».
Выберите «Запуск от имени администратора» в правой части инструмента поиска, чтобы запустить командную строку.
Введите эту команду очистки DNS и нажмите Return: ipconfig /flushdns
Как исправить код ошибки Roblox 264 для iPad
Попробуйте применить метод, указанный выше, чтобы исправить код ошибки 264 для игры в Roblox на iPad. Кроме того, вы можете выйти из приложения Roblox для iPad, нажав его кнопку … и выбрав «Выход» в нижней части меню.
Если этого недостаточно, мы рекомендуем очистить данные приложения Roblox, переустановив его. Вы можете переустановить приложение Roblox для iPad, выполнив следующие действия:
Сначала коснитесь приложения «Настройки» на iPad.
Выберите «Общие» и «Хранилище iPhone» в настройках.
Затем выберите оттуда приложение Roblox.
Затем коснитесь параметра «Удалить приложение» для Roblox.
Наконец, нажмите «Получить» на странице Apple Store, чтобы Roblox переустановил приложение.
Существует не так много подтвержденных потенциальных решений для исправления проблемы с кодом ошибки Roblox 264. Однако, возможно, стоит попробовать сбросить настройки браузера Windows и переключиться на альтернативный DNS-сервер.
Если вам все еще нужно исправить код ошибки 264 после применения указанных выше решений, вы можете обратиться в службу поддержки Roblox. Для этого заполните форму на этой странице «Контакты».
Вы можете рассказать о коде ошибки Roblox 264, введя комментарии ниже. Вы нашли другой способ исправить код ошибки 264? Если это так, сообщите нам об этом ниже.
Help support our project
что значат error и как исправить все коды
Иногда в Роблоксе могут возникнуть разного рода ошибки, которые всячески портят игровой процесс. Но не волнуйтесь, эта статья расскажет вам о всех возможных ошибках и об их решениях.
Условно все ошибки можно разбить на три категории: ошибки сайта, ошибки игры и ошибки с кодами.
Ошибки на сайте
Ошибки на сайте бывают разными: в основном из-за вашего интернет-соединения или из-за ошибок со стороны сайта. См. подробности ниже.
Down For Maintenence
Down For Maintenence: этот неполадок выдается когда сайт закрыт на технические работы. С этим вы ничего сделать не можете, остается только подождать, пока разработчики поправят сайт и зайти потом. Точное время, когда закончатся работы, можно посмотреть прямо на странице.
ERR_TOO_MANY_REDIRECTS
ERR_TOO_MANY_REDIRECTS: это в большинстве случаев ошибка вашего браузера. Иногда помогает чистка куки-файлов и остановка всяких плагинов и расширений, мешающих работе сайта (например, адблок). Если и это не помогает, попробуйте зайти на сайт с режима инкогнито.
400: еще одна ошибка, которая возможно вызвана работами на сервере. Опять же, надо только подождать и зайти через некоторое время.
403: эта ошибка значит, что для вас доступ на страницу закрыт. Проверьте еще раз ссылку на которую хотите зайти, возможно вы ввели ее неправильно.
404: эта ошибка возникает тогда, когда вы пытаетесь зайти на несуществующую страницу. Проверьте ссылку на правильность.
500: это ошибка сервера. Так же стоит подождать пока разработчики не исправят неполадки.
504: ошибка 504 может быть вызвана проблемами на сервере или проблемамы с вашим интернет-соединением, проверьте его. Если с ним все нормально, остается только подождать.
805: скорее всего небольшие неполадки, просто перезагрузите страницу.
Ошибки клиента игры
Ошибки клиента уже более разнообразные. Помимо вашего соединения и неполадок сервера, причинами ошибок могут быть так же ваш компьютер, сам клиент игры или другие программы. См. подробности ниже.
client crash
Client Crash: аварийное выключения клиента. Возможно клиенту не хватает ресурсов вашего ПК (он слишком слабый) или другие программы съедают слишком много ресурсов. Советуем почистить компьютер от мусора, закрыть ненужные программы и перезагрузить комп.
6: ошибка с соединением или антивирусом. Возможно что антивирус воспринимает клиент как опасность и блокирует ему доступ в сеть. Достаточно добавить клиент в исключения антивируса или вообще отключить антивирус.
17: повторите попытку позже.
142: сервер на который вы пытаетесь подключиться, устарел, или изменился его адрес. Попробуйте другой.
146: вы пытаетесь телепортироваться в недоступное место. Проверьте еще раз координаты.
148: перезагрузите или переустановите клиент.
256, 273, 274, 277: вы не можете подключиться к серверу. Он либо выключен, либо у вас плохое соединение, либо вы просто забанены. Попробуйте другой сервер или связаться с админами сервера.
Ошибка 277, примерно то же что ошибки 256, 273, 274
260: неустойчивость со стороны сервера. Подождите, пока соединение станет более стабильным.
261, 262: подождите несколько минут и подключитесь еще раз.
264: означает, что один и тот же аккаунт запущен сразу на нескольких устройствах. Выйдите со всех других устройств и оставьте только тот, с которого вы хотите играть.
267, 267, 271, 272: вы кикнуты с сервера (возможно из-за читов, не рекомендуем играть с читами!).
275: техобслуживание на сервере, остается подождать.
278: подождите 20 минут и подключитесь заново.
279: вы либо отключились (до этого была ошибка 17), либо телепортировались в неположенное место (до этого была ошибка 146).
280: обновите или перезагрузите Роблокс.
Коды от 301 до 800. 301-800 codes
Ниже показаны ошибки с кодами 301-800.
517: сервер временно недоступен или вы отключились. Попробуйте заново, проверив соединение.
522: этот пользователь покинул игру.
523: сервер отключен. Вернитесь позже, когда он заново включится.
524: для подключения к этому серверу вам нужно приглашение. Его можно получить от игроков, которые уже подключились к нему. Иначе никак.
529: возможные проблемы с вашим интернетом или с сервером Роблокса.
610
610: этот код возникает в случаях, когда вы хотите войти в VIP-сервер. Получите доступ VIP или подключитесь к другому серверу.
769: неизвестная проблема, возникшая из-за телепорта. Точной причины ей нет, попробуйте еще раз.
770: возникает при подключении к игре, которой не существует. Проверьте правильность введенных данных.
771: а этот код уже при подключении к серверу, которого не существует. Опять же стоит проверить адрес сервера на правильность.
772: сервер переполнен. Подождите пока кто-нибудь выйдет из него.
773: вы пытаетесь зайти в приватный сервер или игру. Попросите доступ у владельца.
Команды Cocoapods не выполняются из-за «Нет такого файла или каталога @ dir_initialize — /Users//.cocoapods/repos (Errno::ENOENT)»
спросил
Изменено 2 года, 6 месяцев назад
Просмотрено 56 тысяч раз
Может ли кто-нибудь помочь мне устранить ошибку в трассировке стека ниже? Это происходит, когда я запускаю любые 9Команда 0011 под . Я удалил и переустановил драгоценный камень без везения.
00:44:05-David~/dev/farecast-app (мастер)$ установка модуля
Настройка основного репозитория CocoaPods
/usr/local/rvm/rubies/ruby-2.1.0/lib/ruby/2.1.0/pathname.rb:422:in `open': Нет такого файла или каталога @ dir_initialize - /Users/David/. cocoapods/ репозитории (Errno::ENOENT)
из /usr/local/rvm/rubies/ruby-2.1.0/lib/ruby/2.1.0/pathname.rb:422:in `foreach'
из /usr/local/rvm/rubies/ruby-2.1.0/lib/ruby/2.1.0/pathname.rb:422:в «детях»
из /usr/local/rvm/gems/ruby-2.1.0/gems/cocoapods-0.34.4/lib/cocoapods/sources_manager.rb:63:in `all'
из /usr/local/rvm/gems/ruby-2.1.0/gems/cocoapods-0.34.4/lib/cocoapods/user_interface/error_report.rb:127:in `repo_information'
из /usr/local/rvm/gems/ruby-2.1.0/gems/cocoapods-0.34.4/lib/cocoapods/user_interface/error_report.rb:34:in `отчет'
из /usr/local/rvm/gems/ruby-2.1.0/gems/cocoapods-0.34.4/lib/cocoapods/command.rb:63:in `report_error'
из /usr/local/rvm/gems/ruby-2.1.0@global/gems/claide-0.7.0/lib/claide/command.rb:300:in `handle_exception'
из /usr/local/rvm/gems/ruby-2.1.0@global/gems/claide-0.7.0/lib/claide/command.rb:274:in `спасение в бегах'
из /usr/local/rvm/gems/ruby-2.1.0@global/gems/claide-0.7.0/lib/claide/command.rb:264:in `run'
из /usr/local/rvm/gems/ruby-2. 1.0/gems/cocoapods-0.34.4/lib/cocoapods/command.rb:50:in `run'
из /usr/local/rvm/gems/ruby-2.1.0/gems/cocoapods-0.34.4/bin/pod:33:in `'
из /usr/local/rvm/gems/ruby-2.1.0/bin/pod:23:в `load'
из /usr/local/rvm/gems/ruby-2.1.0/bin/pod:23:in `'
из /usr/local/rvm/gems/ruby-2.1.0/bin/ruby_executable_hooks:15:in `eval'
из /usr/local/rvm/gems/ruby-2.1.0/bin/ruby_executable_hooks:15:in `'
ОБНОВЛЕНИЕ : исправлено по предложению @KeithSmiley.
какао-бобы
5
Если в сообщении говорится, что у вас отсутствует библиотека:
У меня возникла та же проблема, и она была исправлена после запуска pod setup , а затем pod install
Если отсутствующий каталог — это каталог ruby, вы можете сделать :
Возможно, вы недавно обновили свой osx или ruby gem, и его PATH все еще ссылается на старую версию ruby. Исправить с:
sudo gem install -n /usr/local/bin ruby
sudo gem install -n /usr/local/bin Cocopods
Как сказал @rendel
4
У Cocoapods была проблема, из-за которой их репозиторий github был поврежден, и это вынуждало пользователей очищать свои локальные репозитории вручную.
Цитата из сообщения в блоге Cocoapods с подробным описанием ошибки:
К сожалению, мы столкнулись с ошибкой в libgit2, и мы собираемся должны принудительно нажать в репозиторий Specs. (также известный как репозиторий «основной» спецификации.)
Что это значит для вас? Ну, в основном ваша установка CocoaPods собирается сломаться. Вам придется вручную удалить все локальные копии репозитория Specs и повторно клонировать новую версию Репозиторий спецификаций. Вы можете сделать это с помощью следующих команд:
Решение:
$ sudo rm -fr ~/. cocoapods/repos/master
$ установка пакета
Простой запуск приведенных выше команд удалит поврежденный репозиторий и повторно инициализирует его с использованием чистого репозитория. Смотрите сообщение в блоге, упомянутое выше, для получения дополнительной информации.
Надеюсь, это поможет!
1
У меня была похожая проблема. Я удалил папку Pods и снова запустил установку pod. Проблема решена.
1
У меня ничего не работало, мне пришлось sudo gem установить Cocopods , и это сотворило чудо.
1
Перепробовал кучу всего, и единственное исправление для меня было сказать
варить установить кокосовые капсулы
, а затем
brew link -- перезаписать Cocopods
Теперь все работает нормально.
1
Иногда это происходит при использовании неправильного символа апострофа в Podfile или в Podspec
Эти апострофы используются по умолчанию при использовании стандартного приложения TextEdit в OS X. Я предпочитаю Sublime Text, чтобы избежать таких ошибок
1
БЫСТРОЕ РЕШЕНИЕ
хороший способ решить эту проблему зайти в указанную папку и проверить на наличие отсутствующего файла (иногда он есть, но в редком формате) и удалить файл. Удалите также Podfile.lock файл
Затем выполните pod install и все должно быть хорошо 🙂 вам не нужно удалять все репозитории, загруженные Cocoapods.
Готово!
1
К вашему сведению. Я столкнулся с этой проблемой при новой установке Cocopods. Похоже, это ошибка, исправленная в версии 0.36
. Я получил аналогичную ошибку. И я попробовал «настроить pod», не работает. Затем я создаю поддельный файл, который, как мне сказали, отсутствует, а затем работает «обновление модуля».
У меня возникла та же проблема, но мне пришлось удалить весь каталог ./Pods/ в моем проекте, чтобы иметь возможность продолжить (каталог содержал символические ссылки на файлы из другой ветки, которые не были удалены при переключении веток)
Я знаю, что это старый пост, но я столкнулся с этой проблемой при перемещении или удалении файла .h в локальном модуле. Оказывается, это была проблема с v0.38, и решение заключалось в обновлении.
См. обсуждение проблемы Github здесь.
перейдите в каталог проекта и введите команду export PATH=$PATH:$HOME/Software/ruby/bin
Зарегистрируйтесь или войдите
Зарегистрироваться через Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя электронную почту и пароль
Опубликовать как гость
Электронная почта
Обязательно, но не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
[HCPUB-3786] Проблемы с Hipchat в Ubuntu 17.
10
Подробности
Тип: Предложение
Статус:
Закрыто
Разрешение:
Не буду делать
Исправить версии/ы:
Нет
Составные части:
Сбой/зависание
Ярлыки:
Нет
Я использую установку HipChat в Ubuntu уже несколько дней на новой установке Ubuntu 17. 10, и время от времени клиент HipChat зависает во время его использования, например, когда я выбираю текст в окне чата или переключиться на другое окно чата и т. д.
Последняя ошибка, которую я вижу в системном журнале, выглядит следующим образом:
18 января 11:25:31 OnlineStatus::platformSpecificHasInternetConnectivity():38] Интерфейс org.freedesktop.NetworkManager действителен 18 января 11:25:31 rb-exerp hipchat4.desktop[13687]: [10:25:31][void AbstractOnlineStatus::checkOnlineStatus():196] онлайн-состояние платформы = true 18 января, 11:25:31. 18 января 11:25:31 rb-exerp hipchat4.desktop[13687]: [10:25:31][void AbstractOnlineStatus::doSecondaryCheck(bool):218] облачный путь 18 января, 11:25:31. v2/проверка работоспособности" 18 января, 11:25:31. 18 января 11:25:31 rb-exerp hipchat4.desktop[13687]: [10:25:31][void AbstractOnlineStatus::handleOnlineStatusResult(bool):179] handleOnlineStatusResult без изменений: true 18 января, 11:25:45. хост: ocsp.digicert.com 18 января, 11:25:45.
Что такое листогибочный пресс: Руководство по часто задаваемым вопросам
Что такое листогибочный пресс?
Листогибочный пресс листогибочный пресс — это инструмент механической обработки, который в основном используется для гибки и формовки листового металла.
Верхний инструмент обычно называют пуансоном, а нижний — матрицей.
Листогибочные прессы используют соответствующие верхние и нижние штампы для обработки плоских листов, обычно металлических, в заготовки различных форм и углов с помощью различных генераторов давления.
В процессе гибки верхний штамп закрепляется горизонтально между боковыми стойками с помощью зажимов, а нижний штамп устанавливается на рабочий стол.
Заготовка фиксируется на нижнем штампе, а затем пуансон приводится в движение прессовым генератором для сгибания листового металла.
Формы имеют различные формы, а углы изгиба могут быть заданы заранее. Таким образом, можно массово производить металлические листы различных форм и углов.
Что такое листогибочный пресс с ЧПУ?
Листогибочные станки с ЧПУ являются ранними традиционными гибочными станками.
В листогибочных прессах NC торсионная балка используется для соединения осей Y с обеих сторон плунжера (левая Y1 и правая Y2) и для привода гидравлических цилиндров на стойках.
Затем плунжер может синхронно двигаться вверх и вниз для сгибания металлических листов.
Листогибочный пресс с ЧПУ очень хорошо подходит для недорогой, простой в эксплуатации гибки заготовок, но не для высокоточного и крупносерийного производства
Поскольку листогибочный пресс с ЧПУ синхронизирован механически, он не может обеспечить обратную связь в реальном времени об ошибке гибки и автоматически скорректировать ее.
Это приведет к низкой точности сгибания.
Кроме того, листогибочный пресс с ЧПУ приводит в движение цилиндры вверх и вниз через торсионный вал, и длительная нагрузка приведет к деформации торсионного вала.
Что такое листогибочный пресс с ЧПУ?
CNC — это аббревиатура от Computer Numerical Control.
Листогибочные прессы с ЧПУ — это, по сути, механические инструменты, объединяющие систему числового программного управления с гидравлическими листогибочными прессами.
Как правило, листогибочный пресс с ЧПУ приводится в действие гидравлической или электрической системой.
После оснащения компьютерной системой числового управления листогибочный пресс способен эффективно и точно сгибать металлические материалы в различные желаемые профили.
Гидравлические листогибочные прессы занимают подавляющее большинство доли использования гибочного оборудования. Это наиболее широко используемое гибочное оборудование в гибочной промышленности.
Гидравлический листогибочный пресс приводится в действие гидравлической системой. Масляные цилиндры управления осями Y1 и Y2 непосредственно приводят плунжер в синхронное движение.
Гидравлический листогибочный пресс имеет долгую историю использования и зрелую технологическую разработку.
Во время гибки он стабилен и надежен и очень подходит для обработки заготовок большого объема и тяжелого тоннажа.
Чисто электрический листогибочный пресс с ЧПУ приводится в действие электродвигателем и не использует гидравлические устройства или масляные цилиндры, поэтому нет проблем с утечкой масла.
Кроме того, двигатель включается только при необходимости сгибания и автоматически отключается, когда не используется.
Это позволит снизить потребление энергии и затраты на изгиб.
Электрический листогибочный пресс может обеспечить точную и быструю гибку.
Однако электрический листогибочный пресс больше подходит для работы с небольшим тоннажем.
Листогибочный пресс с ЧПУ можно разделить на два типа в зависимости от движения верхних инструментов (пуансон) и нижних инструментов (матрица).
Движение вниз:
Он включает в себя фиксированный рабочий стол (снизу), который фиксирует нижние инструменты (штампы) на столе.
На верхний инструмент (пуансон) действует направленное вниз усилие, а верхний и нижний штампы совместно воздействуют на листовой металл для завершения процесса гибки.
Вверх по движению:
Этот тип листогибочного пресса имеет те же детали, что и первый тип гибочной машины.
Однако в этом типе верхняя часть является неподвижной, а нижняя — подвижной.
Время подготовки к гибке на листогибочном прессе с ЧПУ очень быстрое, поскольку имеется система ЧПУ, которая точно рассчитывает положение ползуна и заднего калибра.
Листогибочный пресс с ЧПУ также может проверять ошибки в процессе гибки, переключаясь между различными режимами гибки, позиционируя желаемые углы гибки и длину.
Кроме того, система ЧПУ способна рассчитать правильную последовательность гибки, повторяя действия гибки несколько раз, пока листовой металл не превратится в профиль.
В целом, листогибочный пресс с ЧПУ программируется на весь процесс гибки и способен обеспечить высокоточную гибку по индивидуальному заказу.
Какие существуют типы листогибочных прессов?
В соответствии с различными методами приложения силы, листогибочные прессы можно разделить на механические, гидравлические, пневматические и сервоприводы.
Хотя различные типы листогибочных прессов отличаются по характеристикам, главное различие заключается в мощности, приводящей в действие машину.
Механический листогибочный пресс:
Основные части механических листогибочных прессов включают в себя рабочий стол, плунжер, электродвигатель, маховик, сцепление и тормоза.
Маховик приводится в движение электродвигателем.
Кроме того, маховик через сцепление соединяется с валом редуктора и затем поддерживает движение плунжера.
Тормоза останавливают движение зубчатого вала, как только приводной вал отсоединяется от маховика.
Механические листогибочные прессы имеют относительно простые компоненты, поэтому они относительно просты в обслуживании и эксплуатации.
Кроме того, механический листогибочный пресс способен работать с большим тоннажем, даже в два-три раза превышающим номинальное значение.
В то время как механические листогибочные прессы не очень точны. Потому что когда начинается операция гибки, плунжер должен завершить весь цикл.
Скорость плунжера также нельзя контролировать. Это может быть опасно для оператора и может повлиять на точность гибки и привести к отходам заготовок.
Гидравлический листогибочный пресс:
Гидравлический листогибочный пресс приводит в движение плунжер с помощью двух синхронизированных гидравлических масляных цилиндров.
Благодаря высокой точности и безопасности гидравлических листогибочных прессов, они имеют долгую историю и широко используются в промышленном производстве.
Устройство безопасности гидравлического листогибочного пресса — световая завеса позволяет остановить движение плунжера в любой момент, а также реверсировать рабочий ход и контролировать скорость.
Гидравлические листогибочные прессы с системой ЧПУ могут интеллектуально справляться с гибкой различных материалов, включая толщину, длину, тоннаж, угол и т.д.
Гидравлические листогибочные прессы также подразделяются на листогибочные прессы с торсионным валом, механические гидравлические листогибочные прессы и электрогидравлические листогибочные прессы.
Недостатком гидравлического листогибочного пресса является то, что гибка не может превышать диапазон тоннажа номинального значения.
Пневматический листогибочный пресс:
Источником энергии пневматического листогибочного пресса является, в основном, сжатый воздух или газ. Давление воздуха, создаваемое газом, используется для подачи тоннажа на плунжер для гибки.
Машина подает сжатый воздух в цилиндр или трубу, соединенную с нажимным механизмом. При заполнении газом давление приводит в движение оснастку вниз.
По окончании движения газ выпускается через выпускной клапан, а тормоза возвращаются в исходное положение.
Мощность, обеспечиваемая пневматическим листогибочным прессом, не может сравниться с гидравлическим листогибочным прессом.
Но пневматический листогибочный пресс очень быстр и чист во время работы.
Сервоприводной листогибочный пресс:
Мощность сервоприводного листогибочного пресса в основном поступает от двух синхронных серводвигателей.
Серводвигатели обеспечивают энергию через ремни и шкивы. Гибкость сервоприводного листогибочного пресса очень высока.
Ход и скорость плунжера точно контролируются серводвигателями. Обычно листогибочный пресс с сервоприводом подходит для гибки небольшого количества заготовок по индивидуальному заказу.
Кроме того, тоннаж, который может выдерживать сервоприводной листогибочный пресс, также относительно невелик.
Однако звук работы сервоприводного листогибочного пресса очень низкий и не производит шума во время работы.
Когда начинается гибка, серводвигатели приходят в движение, в противном случае серводвигатели будут закрыты. Это позволяет экономить электроэнергию и снижать производственные затраты.
Кроме того, сервоприводной листогибочный пресс не оснащен масляными цилиндрами, поэтому проблемы утечки и очистки масла не требуют рассмотрения.
Что такое листогибочный пресс?
Листогибочный пресс пальцевой листогибочный пресс также называют коробчатым и сковородным. Обычно он используется для гибки заготовок специальной формы или заготовок, которые уже являются полуфабрикатами.
Как видно из названия, коробчатые и сковородные тормоза используются для изготовления сковородок, коробок и других изделий.
Пальцевый листогибочный пресс в основном содержит зажим с большим количеством деталей (пальцев) различных размеров.
При необходимости изготовления заготовок различной формы достаточно снять или заменить эти пальцы в соответствии с потребностями гибки.
Перед выполнением гибки убедитесь, что детали на зажиме удерживаются на месте винтами.
При гибке куска листового металла можно добиться гибки различной ширины и формы, просто регулируя размер верхнего штампа.
После сгибания сформированные детали также необходимо зафиксировать винтами, заклепками или сваркой. После длительного использования пальцевый листогибочный пресс легко изнашивается.
Необходима регулярная смазка и техническое обслуживание.
Что такое горизонтальные листогибочные прессы?
Горизонтальный листогибочный пресс подходит для высокоточной гибки, правки, пробивки и резки.
Он может не только сгибать, сгибать, пробивать и делать надрезы на листовом металле, прутке и трубе, но также может выпрямлять дефектные профили, срезать и пробивать металлические пластины и трубы.
Кроме того, с помощью листогибочного пресса можно изготавливать полностью закрытые детали.
Горизонтальные листогибочные прессы способны сгибать трубы под разными углами и в разные формы. Эти детали и части могут быть использованы для производства мебели, автомобилей, металлических контейнеров, перил и т.д.
Горизонтальный листогибочный пресс может резать листовой металл даже быстрее, чем ножницы.
Горизонтальный листогибочный пресс может также пробивать и сверлить отверстия для труб, металлических листов или профилей.
Обрезка, расширение и сужение концов труб, затем соединение труб разного размера и использование их для производства мебели, водопровода, автомобилей и так далее.
Горизонтальный листогибочный пресс имеет широкий спектр функций и может выполнять различные виды гибки.
Соответственно, существует множество видов оснастки, соответствующей специальным функциям горизонтального листогибочного пресса.
Как работает листогибочный пресс?
Основной принцип работы листогибочного пресса заключается в приведении в движение плунжера посредством различных механизмов силовых устройств.
Под заданным углом гибки верхняя и нижняя оснастка могут сгибать листовой металл в различные профили.
В основном, основными частями листогибочного пресса являются: рабочий стол, плунжер, верхний штамп называется пуансон, нижний инструмент называется штамп
Приводной механизм: маховик или электродвигатель, сцепление и тормоза.
Источниками силы, приводящей в движение плунжер, являются механический, гидравлический, пневматический пресс и серводвигатель. Независимо от того, какова система питания тормоза, основной принцип сгибания одинаков.
Только сила разная, то есть тоннаж разный.
Чем больше тоннаж, тем толще сгибаемый материал.
Оператору гибочного станка необходимо поместить лист металла на нижний штамп и запустить программу гибки для гибки.
Возьмем в качестве примера механический листогибочный пресс.
После того как плунжер и рабочий стол оснащены соответствующими пуансонами и штампами, станок можно запускать. Электродвигатель приводит во вращение маховик.
Затем маховик соединяется с приводным валом через сцепление.
После этого приводной вал соединяет вращающийся маховик с плунжером и приводит его в движение, совершая движения вверх и вниз.
В это время заготовка подается на нижний штамп.
После того как верхний и нижний штампы совместно прессуют металлический лист, образуется заготовка.
Гидравлический листогибочный пресс в основном приводит плунжер в синхронное движение через два масляных цилиндра на боковых стойках.
Гидравлический листогибочный пресс может останавливаться и регулировать ход и тоннаж во время процесса гибки.
Однако, в отличие от гидравлического листового пресса, механический листовой пресс должен завершить весь ход после начала хода.
Даже инсульт может приостановиться. но его нельзя повернуть вспять.
Что такое листогибочный пресс?
Штампы для листогибочных прессов очень важны для гибки листового металла.
Штампы листогибочного пресса включают верхний штамп (пуансон) и нижний штамп (матрицу).
В процессе гибки только совместная работа подобранных пуансонов и штампов на металлическом листе позволяет получить окончательный профиль.
В процессе гибки между штампом и металлическим листом происходит выдавливание и трение. Длительная гибка приводит к износу штампа.
Поскольку когда штампы сгибают металлическую пластину, огромное давление делает температуру контактной поверхности очень высокой.
Это приведет к повреждению штампов.
Листогибочная оснастка не может работать с металлическими пластинами с высокой твердостью и толщиной, особенно с цилиндрическими заготовками.
Из чего изготавливаются штампы для листогибочных прессов?
Поэтому при выборе материала штампа листогибочного пресса следует обращать внимание на твердость, теплостойкость и износостойкость материала штампа.
Также следует учитывать твердость, толщину, длину и пластичность металлических пластин.
Для штампов следует выбирать соответствующие материалы пластин.
Как правило, нижний штамп используется в соответствии со стандартом 5 ~ 6T, а его длина больше, чем у металлической пластины.
Если материал более твердый и толщина больше, следует использовать штампы с более широкими канавками.
При выборе пуансонов следует определить угол наклона заготовки в соответствии с формой изделия, чтобы выбрать соответствующие пуансоны.
Существует множество видов материалов для изготовления пуансонов и штампов листогибочного пресса.
В настоящее время сталь является предпочтительным материалом для изготовления штампов листогибочного пресса.
Например, углеродистая инструментальная сталь, низколегированная инструментальная сталь, высокоуглеродистая высокохромистая или среднехромистая инструментальная сталь, среднеуглеродистая легированная сталь, быстрорежущая сталь, матричная сталь, цементированный карбид, цементированный карбид на стальной связке и т. д.
Эти высококачественные стали, изготовленные путем специальной термической обработки, обладают высокой твердостью, нелегко изнашиваются и выдерживают большие нагрузки. Но она не должна превышать ограниченное давление, которое могут выдержать штампы во время гибки.
Типы пуансонов и штампов для листогибочного пресса:
штампы 90 градусов, штампы с острым углом, гибочные штампы, штампы для формирования коробов, штампы для формирования швеллеров, гофрирующие штампы, гибочные штампы, четырехсторонние блоки штампов, штампы с выемкой, штампы для подшивки, штампы для многократных изгибов, радиусные штампы, штампы с коромыслами, ротационные гибочные штампы, ротационные гибочные штампы, шовные штампы, штампы для формирования труб и трубопроводов, штампы для у-изгибов и V-образные штампы.
Для чего используются листогибочные прессы?
Листогибочный пресс в основном используется для гибки и формовки металлических листов. В прошлом рабочие могли сгибать металлические листы только вручную.
С непрерывным развитием науки и техники на рынок один за другим вышли механические листогибочные прессы, гидравлические листогибочные прессы и электрические листогибочные прессы.
В настоящее время листогибочные прессы широко используются в различных областях обработки и производства для повышения эффективности производства.
Листогибочные прессы в основном используются для обработки и производства металла в аэрокосмической, автомобильной, морской промышленности, сельском хозяйстве, энергетике, военной промышленности, транспорте и других областях.
Почему его называют листогибочным прессом?
В древнеанглийском языке «brecan», «break», «brake» и «breach» являются однокоренными словами. В среднеанглийском языке «break» — это «breken», что означает «разрушать, ломать, раздроблять и сгибать».
В то время как слово «тормоз» происходит от слов «breken» и «ломать». Поэтому их значение также очень похоже.
В средние века словом «тормоз» называли инструмент, используемый для колочения и дробления зерна. Позже слово «тормоз» постепенно стало синонимом слова «машина».
Поэтому люди называют машину, используемую для прессования, «листогибочным прессом».
«Press» в средневековом английском языке означает «нажимать, ударять, бить, колотить».
Позже люди использовали слово «пресс» для обозначения машины, используемой для отжима одежды или сока.
Таким образом, «пресс» означает инструмент, который может прикладывать силу к объекту.
«Листогибочный пресс» в современном машиностроении означает машину, которая прикладывает усилие для сгибания металлических пластин.
Заключение
В настоящее время технология листогибочного пресса развилась до листогибочного пресса с ЧПУ и роботизированной гибочной камеры.
Наиболее распространенные листогибочные прессы включают гидравлические листогибочные прессы с ЧПУ, электрические листогибочные прессы с сервоприводом и т.д.
Листогибочный пресс с ЧПУ с соответствующим тоннажем и длиной может быть выбран в соответствии с толщиной и длиной сгибаемой заготовки.
Наши листогибочные прессы оснащены самыми современными и гарантированными фирменными компонентами в мире.
Вы можете проконсультируйтесь с экспертами по продукции ADH, которые предоставят вам наилучший план и подберут наиболее подходящий листогибочный пресс.
Гидравлические листогибочные прессы используются для гибки и сгибания металла путем вдавливания его в матрицу. Они предназначены как для углубленной обработки листового металла, так и для непрерывного производства. При холодной штамповке металлических листов или полос в нужные детали используется оснастка для листогибочных прессов. Эти станки с ЧПУ, используются в таких областях, как автомобилестроение, машиностроение, металлургия, судостроение, авиация и в многих других.
Зачем нужные гидравлические листогибы?
Гидравлические листогибочные прессы используются для гибки алюминия, нержавеющей стали и стали с нанесёнными на них покрытиями. Каждый тип обычного или изготовленного на заказ листогибочного пресса обладает определенным набором сильных сторон и характеристик, которые делают их более предпочтительными для различных промышленных применений. В цеху гидравлические прессы преимущественно находят применение с:
С лазерными станками для резки металла;
С гидравлическими гильотинными ножницами;
Комбинированными станками по металлу.
Каждый гидравлический листогибочный пресс состоит из: электродвигателя, индивидуальной насосной станции с безаккумуляторным маслоприводом, автоматического дистрибутора, рабочих цилиндров прямого и возвратного хода пресса, плунжера в блоке с высокоточными направляющими, ползуна, жесткого стола и сварной станины. Конструкция предусматривает минимальные прогибы и оптимальную жесткость. Сверхпрочная трубка крутящего момента, приваренная к рычагам, синхронизирует пару гидроцилиндров, обеспечивая полный параллелизм между ними и рабочими поверхностями стенда. Метод производственной инженерии, гарантирует непревзойденную точность и надежность в течение многих лет безаварийной работы. Датчики линейных перемещений следят за продвижением балки, поддерживая равномерность скорости и синхронизацию движения.
Режимы гидравлических листогибочных прессов:
Скорость перемещения траверсы гидравлических листогибов обычно изменяется для трёх следующих режимов работы пресса:
Режим ускоренного холостого хода, когда траверса с подвижной частью инструментального бока двигается от крайнего верхнего положения;
Режим замедленного рабочего хода, при котором происходит гибка с последующей выдержкой заготовки под давлением;
Режим ускоренного возвратного хода.
Примеры профилей, изготовление которых возможно на листогибочных прессах.
Схема листогибочного гидравлического пресса:
Как работает гидравлический листогибочный пресс?
Принцип работы листогибочного пресса заключается в том, что его рабочему органу, в качестве которого выступает траверса, сообщают требуемое направление перемещения и уровень усилия, с которым она воздействует на обрабатываемую заготовку. Траверса – это жесткая балка, изготовленная из стали. Именно на ней фиксируют рабочие приспособления, при помощи которых выполняется формирование изделия с заданными геометрическими параметрами. За точность перемещения траверсы, от которой напрямую зависит точность и качество выполняемой обработки, отвечают два линейных датчика, один из которых следит за правой стороной рабочего органа, а второй – за левой. Для того чтобы на листогибочных гидравлических станках можно было формировать отгибаемую кромку с требуемыми геометрическими параметрами, большинство моделей оснащается задним программируемым упором.
Гибка стали на гидравлическом листогибе во время пусконаладки станка:
Про процесс пусконаладки гидравлического листогибочного пресса вы можете прочитать в нашем блоге по ссылке. Ранее в блоге мы публиковали статью, как сделать гидравлический листогиб своими руками.
Как выбрать гидравлический листогиб ?
Не знаете, какой гидравлический листогибочный пресс подойдет под ваши задачи? Проконсультируйтесь, с нашими специалистами по металлообрабатывающему оборудованию:
Альберт Шайхуллин: +7 995 888-07-13
Ильнур Сафин: +7 995 888-07-15
Динар Гатауллин: +7 995 888-07-38
На нашем сайте вы найдете большой выбор гидравлических листогибочных прессов:
Что такое листогибочный пресс (и почему он так называется)?
Если вы читаете термин «гибочный пресс» впервые, я полагаю, что большинство из вас не знает, что именно это означает.
Холодная сварка
Пожалуйста, включите JavaScript
Холодная сварка
Вы никогда не свяжете этот термин с одним станком для гибки листового металла.
Теперь давайте начнем с определения листогибочного пресса.
Давайте сначала проверим определение:
Листогибочный пресс представляет собой станок для гибки листового и толстолистового материала, чаще всего листового металла.
Формирует заданные изгибы, зажимая заготовку между соответствующим пуансоном и матрицей.
Видео ниже поможет вам понять, как работает листогибочный пресс.
Посмотрев вышеприведенное видео, я думаю, вы уже знаете, для чего используется листогибочный пресс?
Почему он называется листогибочным прессом?
Теперь мы уже знаем значение листогибочного пресса, у нас есть новый вопрос:
Почему это называется «гибочный пресс»? Почему бы прямо не назвать его «гибочным станком»?
Давайте углубимся в это.
В настоящее время, когда люди говорят о листогибочном прессе, они в основном имеют в виду гидравлический гибочный станок для гибки листового металла.
Однако знаете ли вы, почему такой листогибочный станок называют «гибочным прессом»?
Этот вопрос меня тоже долгое время ставил в тупик.
Иногда я даже задаюсь вопросом, действительно ли этот термин подходит для определения гидравлического гибочного станка.
После небольшой домашней работы я наконец-то понял, почему это называется «гибочный пресс».
Обратите внимание, что термин «пресс-брейк» совершенно неверен, потому что ничего не сломано и не разбито.
Давайте углубимся в это.
«Нажать тормоз» Развитие
Все мы знаем, что слово «тормоз» означает замедление или остановку, будучи тормозами в текущем времени. Знаете ли вы, что это значит в 15 -м -м веке.
Собственно, в то время он определялся как «орудие для дробления или растирания».
Со временем термин «тормоз» стал синонимом слова «машина», которая используется для дробления зерна.
Поэтому, когда люди хотят выразить «пресс-машину», они всегда используют самый простой термин «гибочный пресс».
В то время эти два термина стали иметь одно и то же значение.
В староанглийском глагол «тормозить» был брекан, а в среднеанглийском — сломан.
Позднее слово «брекан» эволюционировало в слово «сломать», что означает насильственное разделение твердых объектов на части или разрушение.
Вот почему два термина «тормоз» и «разрыв» тесно связаны.
Среднеанглийский глагол «сломать» или «сломать», используемый при современной гибке листового металла, означает изгиб, изменение направления или отклонение.
Даже луч света можно «преломить» с помощью зеркала.
Теперь мы знаем, что глагол «тормозить» относится к машине, которая сгибает .
Когда вы читаете здесь, вы, должно быть, задаетесь вопросом, почему слово «пресс» используется в термине «гибочный пресс».
Примерно в 13 веке слово «presse» использовалось как существительное, означающее «давить или теснить».
К концу 14 века «пресс» означает «устройство для отжима одежды или для выжимания сока из винограда и оливок».
А позже слово «пресс» превратилось в «машину, которая применяет силу путем сжатия».
Для производителей листового металла они всегда называют пуансоны и штампы, которые прикладывают силу к листовому металлу, чтобы заставить его сгибаться, как «прессы».
Отсюда и появился термин «гибочный пресс».
В зависимости от мощности, которая приводит в действие станок, используются различные инструменты для реализации действия изгиба, различные типы изгибов, производимых станком, вы можете получить множество различных названий для станка для гибки листового металла.
Тормоз створки использует для сгибания створку, поднимающуюся вверх.
Тормоз коробок (тарельчатый тормоз или пальцевой тормоз) для формирования коробок или лотков путем формования листового металла вокруг сегментированных пальцев, прикрепленных к верхней челюсти машины.
Листогибочный пресс выполняет гибку пуансонами и матрицами.
См. также:
Листогибочные прессы (инструменты): полное руководство и электрогибочный пресс.
Как бы он ни назывался, «гибочный пресс» по-прежнему относится к станку для гибки .
Как показано на видео ниже.
Заключение
Наконец-то мы узнали, что такое листогибочный пресс и почему он так называется.
Более подробную информацию о листогибочных прессах, таких как типы, принцип работы, инструменты, применение, обучение, программирование, советы и т. д., вы можете прочитать в окончательном руководстве по листогибочным прессам.
Хотите узнать цену? Любые вопросы?
Отправьте нам сообщение, чтобы сообщить нам ваши подробные требования.
Все, что вам нужно знать о листогибочных прессах
Листогибочный пресс, известный также как тормозной пресс, существует уже более ста лет. На самом деле, знаете ли вы, что первый тормоз был запатентован в 1882 году?
Известная как карнизный тормоз, эта машина девятнадцатого века была сделана из изготовленных на заказ чугунных деталей, прикрепленных к готовым кускам дуба, и использовала створку с ручным управлением, которая заставляла зажатый кусок листового металла сгибаться по прямой линии. какая-то неотложная работа! Вы можете узнать больше о происхождении листогибочного пресса здесь.
Перенесемся в сегодняшний день, и листогибочные прессы превратились в высокотехнологичные машины, оснащенные гидравлическими системами и компьютерными технологиями. Эти современные тормоза эффективно и с легкостью гнут листовой и листовой металл, снабжая различные отрасли промышленности простыми и сложными деталями.
Гибочный пресс
Листогибочные прессы работают, используя пуансон и матрицу, которые устанавливаются под заданными углами, чтобы сгибать или резать металл в различные формы и формы.
Посмотрите видео выше, чтобы увидеть наш 230-тонный тормоз Cincinnati Proform в действии!
Основной принцип формирования тормозов основан на силе, также известной как тоннаж. Это определяет общее количество давления, которое может быть приложено пуансоном во время изгиба. Чем больше тоннаж, тем толще материалы, которые можно согнуть, и наоборот.
Вместе с тоннажем идет длина изгиба, которая представляет собой максимальную длину листового металла, который можно согнуть. Например, если у вас есть машина с длиной гибки 14 футов, любой листовой металл больше 14 футов будет слишком длинным для обработки на этой машине.
В зависимости от области применения и размера/толщины материала для правильного изготовления требуются разные машины с разной грузоподъемностью и длиной гибки. На самом деле, эти факторы важны, потому что они помогают определить предельную нагрузку листогибочного пресса — предел, исчисляемый в тоннах на дюйм.
Важно знать предельную нагрузку и мощность пресса каждой машины, потому что использование неправильного тоннажа или длины может повредить или испортить оборудование. Прочтите эту полезную статью, чтобы узнать больше о Пределы тоннажа листогибочного пресса .
Нужен ремонт тормозов? Получите предложение от Boyd Metals!
Типы листогибочных прессов
Современные листогибочные прессы намного безопаснее и не требуют таких больших усилий, как более ранние модели. Фактически, современные тормоза увеличили скорость, качество и эффективность гибки металлов. Что касается этих современных тормозов, существует три распространенных типа: ручные, гидравлические и с ЧПУ.
1. Ручные листогибочные прессы: , также известные как листовые прессы, являются наиболее распространенным типом тормозов. Прессы с ручным тормозом требуют, чтобы вы вручную регулировали размеры и угол изгиба при каждом резе, и их лучше всего использовать для массового производства с заданными размерами и углами изгиба.
2. Гидравлические листогибочные прессы Эти тормозные прессы используют два гидравлических цилиндра, что обеспечивает больший контроль и равномерный ход. Их часто классифицируют по их движению, восходящему или нисходящему действию, причем каждый стиль имеет свои преимущества. Узнайте больше об их различиях здесь!
3. Листогибочные прессы с ЧПУ: эти типы тормозов обладают высочайшей точностью и возможностями настройки, используя компьютерные технологии для контроля точности и повышения эффективности. При использовании тормозных прессов с ЧПУ обученный оператор вводит такие данные, как угол гибки, толщина листа, ширина и сортность, а тормоз легко справляется с остальными. Узнайте больше о листогибочных прессах Boyd Metals!
Зачем использовать листогибочные прессы?
Когда дело доходит до гибки листового и толстолистового металла на заданную длину и угол, нет другого станка, который мог бы сравниться с листогибочным прессом.
Будучи одним из многих важных элементов оборудования в металлургической промышленности, листогибочный пресс помогает доставлять нестандартные детали в широкий спектр отраслей, включая автомобильную, авиационную, сельскохозяйственную, энергетическую, военную, транспортную и многие другие!
Хотя производственные потребности и материалы будут определять тип тормоза, необходимого для правильной формовки, хороший сервисный центр всегда поможет определить, какая машина лучше всего подходит для работы, и предложит решение для нужд гибки.
Посмотреть больше моделей этого типаПосмотреть больше моделей этой марки
Модель
MX5
Бренд
ANCA
Тип
Инструмент и Заточные станки
Контроль
Связаться с отделом продаж респ
Связаться с отделом продаж респ
Новая — Проверить наличие
Требуются1
Модель Брошюра
Модель
MX5
Бренд
ANCA
Тип
Инструмент и Заточные станки
Контроль
Связаться с отделом продаж респ
Связаться с отделом продаж респ
Спекуляция
Преобразование спецификаций в Imperial
№ оси
6
Наибольшая амплитуда колибаний
200.15 mm
Центры
304.8 mm
Мощность
26.1 kW
Диаметр шлифовального круга.
203.2 mm
Допустимое вращение
10,000 RPM
Контроль
ЧПУ (ANCA)
Вес
12125 (LBS)
Обзор продукта
We’ve included the most important features from the MX series — while still designing a more affordable machine!
Designed with volume producers in mind, the MX5 also has the flexibility to easily handle small and mixed batches of tools.
The recently launched MX5 is the dream machine of affordable tool grinders. It is positioned in the middle of the ANCA range, between the entry level FastGrind and the larger TX series.
The stability and power has been included to cater to endmill manufacturers and a wide range of other tool grinding requirements. However, costs have been reduced compared to the premium MX7 by altering features not required by all users. These include the reduction of the number of wheel packs from 6 down to 2. This has meant the creation of a precise, flexible machine that is affordable to more customers.
The new MX5 has all the rigidity, stability and accuracy characteristics of the proven MX7, in a machine that is affordable to more customers.
Модель Брошюра (2.87 MB)
О компании
offers a range of cnc tool and cutter grinders to meet large scale manufacturing and entry level production requirements. your production demands are met by the flexibility of anca’s tool design software. this enables you to produce a wide variety of complex tools such as end mills, profile cutters, burrs and punches with anca’s cnc machines.
Pozowice 155 PL 32-051 Welekie Drogi Welekie Drogi Польша
ALBA Precision s.r.o
ALBA Precision s.r.o Robotnícka 6 974 01 Banská Bystrica, Banska Bystrica Словакия
Ravema AS
Nye Vakåsvei 64 1395 Hvalstad Норвегия
BATEX Ltd.
Timiryazevskaya Str. 2 01014 Kiev Украина
Rosmark-Stal, ZAO
per. Chelieva 13, Biznes-tsentr MakTaujer Saint Petersburg, Saint Petersburg City 193230 РФ
SMS Machine Tools Limited
4200 Sére Street St. Laurent, Quebec h5T 1A6 Канада
Worth Manufacturing Associates
1871 Valley Drive Indianapolis, Indiana 46280 США
Modern Tools, Inc.
24 Parkway Road Stoneham, Massachusetts 02180 США
Smith Industrial Machine Sales
340 North Creek Crossing Rochester, New York 14412 США
Alta Enterprises INC.
2600 E. Saucon Valley Rd. Center Valley, Pennsylvania 18034 США
Innovative Machine Solutions
227 North Ave Watertown, Wisconsin 53098 США
Metalworking Technologies, Ltd.
2015 South Arlington Heights Road Arlington Heights, Illinois 60005-2132 США
Focus Technology, Inc
124 Poplar Pointe Dr., Suite 101 Morresville, North Carolina 28117 США
Productivity Inc — Machine Tool Supplier
15150 25th Ave. N. Plymouth, Minnesota 55447 США
Productivity, Inc.
9440 Atlantic Drive SW Cedar Rapids, Iowa 52404 США
Productivity, Inc.
8402 South 117th Street Omaha, Nebraska 68128 США
Machine Tool Marketing, Inc.
21083 South 103rd East Ave. Bixby, Oklahoma 74008 США
Machines & Methods, Inc
13400 NE 20th Street Suite 15 Bellevue, Washington 98005 США
Smith Machinery Co., Inc.
41 Guest Avenue Salt Lake City, Utah 84115 США
Magnum Precision Machines, Inc.
8448 Washington Pl. N.E. Albuquerque, New Mexico 87113 США
SH International Corporation
#203, Techcenter, SKnTechnopark,190-1, Sangdaewon-Dong Jungwon-Gu, Seongnam-Si Seongnam-Si, Kyonggi-do Корея, Республика
Magnum Precision Machines Inc
12025 Rojas Drive, Suite A El Paso, Texas 79936 США
Magnum Precision Machines
3614 E. Southern Avenue #1 Phoenix, Arizona США
Etznab SA de CV
Miguel Dominguez 2217 Col Talleres ETZ0702146L8 Monterrey, Nuevo Leon 64440 Мексика
Grinding Solutions S. C.
Rio Pesqueria #173 -2A, Col. del Valle San Pedro Garza Monterrey, Nuevo Leon 66220 Мексика
Sahamit Machinery Public Company Ltd
42, 48 Rama 3 Road SOI 53 Yannawa Bangkok Таиланд
North South Machinery
1400 Pioneer St Brea, California 92821 США
Jaya Metal Teknik
East Jakarta Industrial Park (EJIP) Plot 5B-1 Cikarang, Bekasi, Jawa Barat Индонезия
Офисы по продажам4
ANCA GmbH
Alois Senefelder Strasse 4 Mannheim 68167 Германия
ANCA (UK) Ltd.
2 Eastwood Business Village Harry Weston Road Coventry CV3 2UB Соединенное Королевство
ANCA, Inc.
31129 Century Drive Wixom, Michigan 48393 США
ANCA Machine Tool (Shanghai) Co. Ltd
Suite B, Ground Floor Building South, 168 Meisheng Road Shanghai, Shanghai КНДР
Обслуживание и ремонт Магазины2
Precision Spindle & Accessories, Inc.
PO Box 269 Otterville, Ontario N0J 1R0 Канада
Productivity Inc — Machine Tool Supplier
15150 25th Ave. N. Plymouth, Minnesota 55447 США
Сообщите о неверной информации
Страна
Пожалуйста, выберите однуСШААфганистанАландские островаАлбанияАлжирАмериканское СамоаАндорраАнгильяАнголаАнтарктидаАнтигуа и БарбудаАргентинаАрменияАрубаАвстралияАвстрияАзиатско-Тихоокеанский регионАзербайджанБагамские ОстроваБахрейнБангладешБарбадосБельгияБеларусьБелизБенинБермудские островаБолгарияБоливияБосния и ГерцеговинаБотсванаБразилияБританская территория в Индийском океанеБруней-ДаруссаламБуркина-ФасоБурундиБутанЧадЧерногорияЧешская РеспубликаЧилиCôte d’Ivoire ДанияДоминикаДоминиканская РеспубликаДжибутиДжерсиЭфиопияЭквадорЭкваториальная ГвинеяЭритреяЭстонияФарерские островаФиджиФилиппиныФинляндияФолклендские (Мальвинские) островаФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские южные территорииФранцузские южные территорииГайанаГаитиГамбияГанаГибралтарГерманияГернсиГондурасГонконгГренадаГренландияГрецияГрузияГуамГваделупаГватемалаГвинеяГвинея-БисауЯмайкаЯпонияЕгипетЙеменИндияИндонезияИорданияИракИран, Исламская РеспубликаИрландияИсландияИспанияИталияЮАРЮжная Георгия и Южные Сандвичевы островаИзраильКНДРКНДРКабо-ВердеКаймановы островаКамбоджаКамерунКанадаКатарКазахстанХорватияКенияКипрКирибатиКокосовые острова (Килинг)КолумбияКоморские островаКонгоКонго, Демократическая РеспубликаКорея, РеспубликаКосовоКоста-РикаКубаКувейтКыргызстанЛатвияЛиберияЛесотоЛихтенштейнЛитваЛюксембургЛиванЛивийская Арабская ДжамахирияМьянмыМадагаскарМайоттаМакаоМакедонияМальдивыМальтаМалайзияМалавиМалиМалые Удалённые Острова СШАМароккоМаршалловы островаМартиникаМаврикийМавританияМексикаМикронезия, Федеративные ШтатыМолдоваМонакоМонголияМонтсерратМозамбикНамибияНародная Демократическая Республика ЛаосНауруНидерландские Антильские островаНидерландыНепалНигерНигерияНикарагуаНиуэНорвегияНовая КаледонияНовая ЗеландияОАЭОманОстров БувеОстров Херд и острова МакДональдОстров МэнОстров НорфолкОстров РождестваОстров Святой ЕленыОстрова КукаОстрова Теркс и КайкосПакистанПалауПалестинская территорияПанамаПапуа-Новая ГвинеяПарагвайПеруПиткэрнПольшаПортугалияРФРеюньонРуандеРумынияСьерра-ЛеонеСальвадорСамоаСан-МариноСан-Томе и ПринсипиСаудовская АравияШпицберген и Ян-МайенШри-ЛанкаШвейцарияШвецияСейшельские островаСен-МартенСен-Пьер и МикелонСенегалСент-Китс и НевисСент-ЛюсияСент-Винсент и ГренадиныСербияСеверные Марианские островаСингапурСирийская Арабская РеспубликаСловакияСловенияСоединенное КоролевствоСоломоновы ОстроваСомалиСуданСуринамСвазилендСвятейший Престол (Государство Ватикан)ТаджикистанТаиландТайваньТанзания, Объединенная РеспубликаТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоЦентрально-африканская РеспубликаТунисТуркменистанТурцияТувалуУгандаУкраинаУоллис и ФутунаУругвайУзбекистанВьетнамВануатуВенгрияВенесуэлаВиргинские острова, БританияВиргинские острова, СШАЗамбияЗападная СахараЗимбабве
Штат / провинция
Не УказаноBaden-WürttembergBayernBerlinBrandenburgBremenHamburgHessenMecklenburg-VorpommernNiedersachsenNordrhein-WestfalenRheinland-PfalzSaarlandSachsenSachsen-AnhaltSchleswig-HolsteinThuringen
Vollmer WSM Шлифовальный станок Б/у оборудование
Описание
Детальная информация
Об этом продавце
Производитель Vollmer Модель WSM 2015 год Диаметр пилы для горячей керамики от 360 мм до 2200 мм Диаметр отверстий от 40 до 480 мм. Шаг зубьев с переключающим устройством до 125 мм Шаг зубьев без переключающего устройства от 8 до 90 мм. Высота зуба до 35 мм Толщина клинка до 12 мм. Диаметр шлифовального круга 250 мм Рабочая скорость (бесступенчатая) от 15 до 50 зубцов / мин. Подключенная нагрузка прибл. 2,3 кВт (400 В / 50 Гц) Вес около 445 кг Цвет серый
Подходит для шлифования горячих дисковых пил всех типов.
Оборудование: Защитный капюшон автоматическая доставка встроенное всасывание Машинный свет
Данное описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
Тип ЧПУ
Диаметр диска
250 mm
Мощность шпинделя
2. 3 kW
——————-
Вес
445 kg
Часы наработки
Часы включения
Состояние
в хорошем состоянии
Маркировка CE
———
Статус
Тип клиента
Перекупщик
Активный с
2011
Предложения онлайн
10
Последняя активность
15 декабря 2022 г.
Описание
Производитель Vollmer Модель WSM 2015 год Диаметр пилы для горячей керамики от 360 мм до 2200 мм Диаметр отверстий от 40 до 480 мм. Шаг зубьев с переключающим устройством до 125 мм Шаг зубьев без переключающего устройства от 8 до 90 мм. Высота зуба до 35 мм Толщина клинка до 12 мм. Диаметр шлифовального круга 250 мм Рабочая скорость (бесступенчатая) от 15 до 50 зубцов / мин. Подключенная нагрузка прибл. 2,3 кВт (400 В / 50 Гц) Вес около 445 кг Цвет серый
Подходит для шлифования горячих дисковых пил всех типов.
Оборудование: Защитный капюшон автоматическая доставка встроенное всасывание Машинный свет
Данное описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
Детальная информация
Тип ЧПУ
Диаметр диска
250 mm
Мощность шпинделя
2.3 kW
——————-
Вес
445 kg
Часы наработки
Часы включения
Состояние
в хорошем состоянии
Маркировка CE
———
Статус
Об этом продавце
Тип клиента
Перекупщик
Активный с
2011
Предложения онлайн
10
Последняя активность
15 декабря 2022 г.
ToolRoom — ANCA — Станки с ЧПУ
Элементы управления с сенсорным экраном
позволяют полностью манипулировать моделями на станке
Настройка
с помощью сценариев — уникальная функция программного обеспечения ANCA
Встроенная 3D-графика любое изменение параметра обеспечивает мгновенную визуальную обратную связь
Ведущее в отрасли программное обеспечение для шлифования
Программное обеспечение ANCA ToolRoom обеспечивает известную в отрасли гибкость проектирования инструментов, от самых простых до самых сложных задач. Благодаря более чем 40-летнему опыту шлифования ToolRoom гарантирует, что ваш шлифовальный станок ANCA эффективно справится с любой задачей производства или переточки. Гибкость дополнительно повышается за счет того, что ANCA самостоятельно разрабатывает все аспекты станка — от системы управления ЧПУ и прикладного программного обеспечения до станка и его принадлежностей. Это позволяет разрабатывать специальное программное обеспечение для удовлетворения ваших уникальных потребностей.
Скачать PDF
Запросить цену
Инструментальная комната RN34
Новый ToolRoom RN34 от ANCA представляет собой специально разработанный программный пакет для аэрокосмической промышленности, производства пресс-форм, общей механической обработки и производства электроэнергии.
Получите
повышенную производительность за счет интуитивно понятного создания сложная геометрия концевых фрез .
Сведите к минимуму вибрацию благодаря простой конструкции высокопроизводительных сложных инструментов .
Балансировка инструмента увеличивает
срок службы инструмента , объем резания , качество и точность заготовок.
Захватывающие новые функции в RN34
НОВЫЕ ТИПЫ ИНСТРУМЕНТОВ
Двойной угловой радиус
Двойной угловой радиус позволяет создавать инструменты бочкообразной или линзообразной формы с радиусом от большего к меньшему или от меньшего к большему от конца инструмента. Вибрация и отклонение уменьшаются благодаря такой геометрии, а образующаяся более тонкая стружка обеспечивает более длительный срок службы инструмента и повышенную производительность.
Бочкообразная форма – от большого радиуса к маленькому ближе к концу инструмента.
Форма линзы – радиус от малого до большего к торцу.
Изогнутая торцевая поверхность.
Черновая операция для инструментов с угловым радиусом.
Узнайте больше об этой функции, посмотрев наше видео на Youtube
Нож для леденцов
В мастере концевых фрез доступен новый тип инструмента для изготовления фрез для леденцов. Эти резаки широко используются в аэрокосмической и штамповочной промышленности.
Высокие углы наклона спирали для лучшего качества поверхности и удаления стружки.
Леденец на ножницах для удаления заусенцев.
Стружколомы для легких работ и медицинской промышленности.
Использование iView и LaserPlus для измерения и компенсации.
Узнайте больше об этой функции, посмотрев наше видео на Youtube
Зенковка
Для инструментов зенковки добавлен новый стиль мастера ToolType для поддержки стандартного стиля канавки и веерной канавки. Новая операция зенковки может определять специальные формы канавки, необходимые для этого применения.
Поддержка комбинаций RR, LL, RL, LR.
Затылочное шлифование с использованием секций редактора шагов.
Поддерживает ненулевой сдвиг и до 6 зубьев.
Автоматическая пустая форма CIM3D.
Узнайте больше об этой функции, посмотрев наше видео на Youtube
НОВЫЕ ОПЕРАЦИИ
Резьбовая фреза
Производство различных резьбовых фрез теперь возможно с добавлением двух новых операций в список операций. Операции по шлифованию и нарезанию гребней на резьбовых фрезах поддерживаются формованными и стандартными операциями по обработке канавок.
Опора для резьбофрезы, прямой наружный диаметр, конический наружный диаметр и все комбинации.
Можно шлифовать резьбовые фрезы со вставками или с одним ребром.
Поддержка LaserPlus для крупносерийного производства.
Узнайте больше об этой функции, посмотрев наше видео на Youtube
Шлифование карманов
Программное обеспечение для шлифования карманов позволяет пользователю быстро и легко определить геометрию кармана PCD. Это требуется для инструментов с ПКА, используемых в основном в деревообрабатывающей и аэрокосмической промышленности для обработки композиционных и цветных материалов.
Возможность указания геометрии кармана как общей, так и для отдельных канавок.
Положение карманов может быть фиксированным или чередоваться в зависимости от количества канавок.
Поддерживается с помощью оборудования для увеличения скорости вращения шпинделя на всех платформах для установленных шлицевых колес.
Узнайте больше об этой функции, посмотрев наше видео на Youtube. Поддержка обратной подачи при использовании больших углов тарелки на квадратных концевых фрезах, где мы можем управлять износом круга с помощью количества проходов.
Возможность выбора между прямой и обратной подачей.
ВСТРОЕННЫЕ ФАЙЛЫ ТОМА
Это добавляет дополнительную функциональность, позволяя встраивать один файл TOM в другой файл TOM.
Пример: Угловой радиус с многократным пазом.
Аналогично операции iPunch в iGrind и KHP.
Существуют некоторые ограничения, такие как использование сегментов инструментов.
СПИРАЛЬНЫЕ РЕЗЧИКИ ДЛЯ ЕЛЕЙ
Поддержка широкого спектра фрез с постоянной спиралью, постоянным шагом и ножниц, широко используемых в аэрокосмической и энергетической промышленности. Все вышеперечисленное поддерживается для безлюдного производства с поддержкой встроенного полностью автоматизированного LaserPlus.
Опора для фрез с постоянной спиралью.
Спиральная канавка с крюком, образующая плоскую поверхность канавки.
Поддержка iView и LaserPlus.
Узнайте больше об этой функции, посмотрев наше видео на Youtube
БАЛАНСИРОВКА ИНСТРУМЕНТА
Обеспечьте правильный баланс с помощью автоматической балансировки
Балансировка инструмента выполняется на инструментах с переменной спиралью и шагом или на инструментах с одной канавкой, чтобы свести к минимуму эксцентричное распределение веса при использовании высокоскоростной обработки. Преимущества включают снижение шума и вибраций, увеличение срока службы подшипников машины и улучшение чистоты поверхности.
Различные методы балансировки:
Удлинитель канавки
Паз хвостовика
Узнайте больше об этой функции, посмотрев наше видео на Youtube. Новые сферические циклы позволяют конечным пользователям изготавливать ряд сферических инструментов, пригодных для чистовой и черновой обработки. Новая дизайнерская кромка может иметь высокую спираль на шарообразной режущей кромке для лучшей устойчивости к излому и снижения вибрации из-за неправильной формы.
Сферический наконечник с дизайнерской режущей кромкой.
Новый метод заточки долотом.
Curvature gash – криволинейная поверхность паза.
Канавка – изогнутая канавка и канавка за одно движение.
Фасонный разрез с периферией колес 1А1 или 1В1.
Инструменты типа Bullet и Bullnose.
Методы шлифования кругов
11V5 для увеличения срока службы кругов.
Циклы черновой обработки от квадратной до сферической заготовки.
Различные другие способы шлифования наружного диаметра кругами 11М2.
Узнайте больше об этой функции, посмотрев наше видео на Youtube. Новые циклы канавки предназначены для изготовления инструментов с переменным шагом спирали и шагом, чтобы устранить гармоники, возникающие при высокоскоростной обработке, за счет изменения временных интервалов между контактом канавки с заготовкой.
Поддержка следующих комбинаций опций:
Переменная спираль с крючком NAS
Крюк NAS с радиальной площадкой
Переменная спираль и шаг с радиальной площадкой
Опции программирования для каждой канавки для индивидуального управления длиной канавки, глубиной канавки, конусностью сердцевины и т. д.
Поддержка инструментов с одной канавкой, чтобы глубина была равна или больше радиуса инструмента.
КОНЦЕВЫЕ ФРЕЗЫ — СТРУЖКОЛОМЫ
Новая операция в циклах концевой фрезы для добавления стружколомов наружного диаметра.
Автоматический или ручной режимы.
Применяется ко всем прямым профилям наружного диаметра в дополнение к угловым радиусным, сферическим, боковым и торцевым фрезам и торцевым операциям. Пользователю доступна библиотека всех цанговых адаптеров и цанг, поставляемых ANCA.
СВЕРЛА С ДВУМЯ ПОЛЯМИ, ФИКСИРОВАННЫЕ ИЛИ ПЛАВАЮЩИЕ
Добавлена новая функция в операцию канавки по наружному диаметру/выступающей кромке для сверл, чтобы можно было получить второй запас по направлению к задней кромке инструмента.
Двойная кромка может быть изготовлена как с отступом OD, так и с выступающим.
Второе поле также может перемещаться под углом, смещенным от режущей кромки инструмента.
Эта функция доступна для сверл и ступенчатых инструментов.
ДРУГИЕ НОВЫЕ ВОЗМОЖНОСТИ TOOLROOM RN34
Дополнительная вспомогательная опора для концевых фрез и сверл для изготовления различных концевых фрез и сверл.
Измерение наружного диаметра с помощью измерительного щупа при круглом шлифовании – используйте верхнее и нижнее измерения для измерения наружного диаметра для компенсации.
Отображение радиуса шара LaserPlus вместо ошибок для регистрации и компенсации шара.
Эксцентриковая оцифровка для обжимных фрез для изготовления при наличии выбега из заготовок.
Оцифровка плоских поверхностей в iGrind для точного позиционирования плоских поверхностей относительно торца.
Скорость подачи на элемент в разделе шага профиля, чтобы помочь и управлять различиями в съеме припуска.
Операция прокатного профиля, которая позволяет шлифовать червячные инструменты путем введения «шага резьбы», используемого для добавления шага к форме профиля. Операция позволяет шлифовать червячные инструменты без использования формованного шлифовального круга.
Возможность копировать ступенчатую секцию заданное количество раз с пошаговым смещением, применяемым к геометрии каждой секции.
Новая операция для оцифровки задней поверхности и установки конечной позиции инструмента.
Операция плоского шлифования в iPunch, которая выполняет взаимное шлифование, как плоскошлифовальный станок.
Новая панель запуска, которую можно активировать из iGrind.
Добавлена компенсация профиля для ступенчатых секций катаного профиля. Компенсация может применяться вручную или через iView.
Новая функция защиты файла TOM, которая позволяет пользователям:
Создать новый безопасный файл TOM
Преобразование существующего файла TOM в защищенный файл TOM
Укажите определенные критерии доступа к файлу с паролем и ограничением, к которому машина может получить доступ.
Доступ к защищенным файлам TOM в Loadermate, Tool Library или Scripting.
Особенности редактора профилей:
Координаты диаметра синхронизированы с координатой Y.
Новый режим определения линии – начало, угол, конец X/Y.
Разделить элемент для кругов – вводится начальный угол.
Опора скругления для сплайнов и эллипсов.
Обрезать до сплайнов и эллипсов.
Поддержка компенсации профиля для шлицев.
Узнайте больше об этой функции, посмотрев наше видео на Youtube
Бочковидная концевая фреза со сферическим концом
Последнее обновление ANCA для ToolRoom RN34 включает в себя два новых типа инструментов — бочкообразные и линзовидные (переработанный двойной угловой радиус), конические и овальные концевые фрезы (BSB).
FX3 Linear
FX7 Linear
MX5 Linear
MX7 Linear
TX7 Linear
TXcell Linear
Запрос продукта
Новые и подержанные ANCA — MachineTools.
com
См. также:Новые модели (15)
Заточные станки для инструментов и фрез
ANCA FASTGRIND
Заточные станки, инструменты и фрезы
Tool & Cutter Grinders
Купил новый 2010 год … до 300 часов
Запрос a Quote
Добавлено в список запросов
Запрос. Станки для заточки инструментов и фрез
ANCA FASTGRIND
Станки для заточки инструментов и фрез
Станки для заточки инструментов и фрез
2012 7-осевой станок для заточки инструментов и фрез с ЧПУ Anco «Fastgrind» серийный номер 750431 с компьютерным управлением Ancaol : Программное обеспечение Grind», конический шпиндель CAT-50, 10-10 000 об/мин, две шлифовальные головки, датчик касания…
ANCA RGX 5-AXIS CNCIS CNCIS CNCIS CNCIS CNCIS CNCIS CNCIS CNCIS CNCIS CNCIS CNCIS CNCIS CNCAX Станок для заточки инструментов и фрез с системой управления Anca System 3L на базе ПК, программным обеспечением iGrind, двумя шлифовальными головками (в одной плоскости), зондом, рабочей головкой с конусом 50, сборщиком тумана, противопожарной.
Есть все необходимое в комплекте для выполнения сварочных работ
PRO ARC 200 работает от однофазной питающей сети 220 В
Работа в широком диапазоне сетевого напряжения обеспечивает качественную сварку от просаженной сети, что является преимуществом для проведения работ в условиях гаражных и дачных хозяйств
Инвертор может работать от автономных электростанций, генераторов, необорудованных цифровыми инверторами. Подключение возможно через удлинитель большой длины, с правильно подобранным сечением кабеля— чтобы исключить потерю мощности
Благодаря увеличенному разъему ОКС 35-50 мм силовые выходы при работе не нагреваются
Компактный и легкий аппарат весом 5.2 кг
PRO ARC 200— это легкие, надежные, долговечные и ударопрочные инструменты для сварочных мастерских и работы на объектах.
Аппарат имеет компактные размеры, прочный металлический корпус и удобную ручку для переноски. При необходимости можно прикрепить плечевой ремень.
Производительная система вентиляции
Система охлаждения сварочного аппарата обеспечивает максимальный обдув греющихся компонентов, что обеспечивает бесперебойную устойчивую работу при температуре 25° без отключения по перегреву
Аппарат PRO ARC 200 имеет удобную систему управления и дисплей для отображения параметров сварки:
Показатели силы сварочного тока отражаются на цифровом дисплее
При включении аппарата загорается индикатор сети
Индикатор перегрева загорается в случае перегрева аппарата
Регулировка силы тока осуществляется бесступенчато с помощью удобного прорезиненного регулятора
Форсаж дуги для MMA сварки бесступенчато регулируется прорезиненным регулятором
Выбор способа сварки ММА DC или TIG Lift DC осуществляется при помощи кнопки
Комплект поставки:
Электрододержатель 200 А в сборе с кабелем 3 м, разъемы ОКС 35-50— 1 шт.
Клемма заземления 200 А в сборе с кабелем 3 м— 1 шт.
Паспорт и Руководство по эксплуатации— 1 шт.
SMT-технология
SMT — Surface mount technology. Эта технология позволяет выпускать массовые изделия с высоким качеством паяных соединений. Платы, изготовленные с использованием этой технологии, обеспечивают более быстрый способ монтажа компонентов. SMT-технология обеспечивает прочные соединения, идеально подходящие для компонентов, находящихся под нагрузкой.
Платы оборудования Сварог произведены на автоматизированной линии с использованием SMT-технологии, что обеспечивает высочайшее качество и повторяемость изделий.
Современные компоненты
Температура и влажность воздуха в зависимости от времени суток, года и месторасположения изменяются в широком диапазоне. Увеличение влажности, а в предельных случаях и конденсация влаги, приводят к ухудшению диэлектрических свойств изоляционных материалов печатных плат. Печатные платы оборудования значительно подвержены влиянию окружающей среды, таких как пыль, грязь, влага. Это может стать причиной различных отказов в работе оборудования.
При производстве оборудования ТМ Сварог применяется монтаж электронных компонентов с технологией покрытия печатных плат специальным лаком, защищающим их от пыли и повышенной влажности. Это позволяет оборудованию безотказно работать в тяжелых условиях.
Неизменное качество
При производстве сварочного оборудования Сварог используются конвейеры поточной механизированной и автоматической линий сборки.
Аппараты имеют минимальную, практически невозможную вероятность брака, их качество постоянно, а зависимость от человеческого фактора минимизирована.
Сварочное оборудование Сварог, сертифицированное НАКС, может быть использовано для сварки ответственных конструкций с особыми требованиями к сварному шву
Сварог в реестре аттестованного сварочного оборудования ссылка>>
На сегодняшний день Сварог № 1 по количеству аттестованного сварочного оборудования в сравнении с брендами-конкурентами
Аппараты НАКС КСМ (Конструкции Стальных Мостов)
Более 30 моделей сварочных инверторов Сварог аттестовано НАКС
Сварог более 15 лет на российском рынке. За это время зарекомендовала себя как производитель надежной техники, которой доверят
Сварог занимает второе место по узнаваемости бренда среди российских торговых марок. Согласно независимым исследованиям «Модель выбора сварочного оборудования» 2021 г.
В течение 5 лет гарантийного периода покупатель может бесплатно устранять дефекты оборудования путем его ремонта или замены дефектных частей на новые при условии, что дефект возник по вине Производителя.
Сварог облает самой широкой сервисной сетью среди российских брендов и насчитывает более 300 авторизированных сервисных центров, что значительно сокращает сроки сервисного обслуживания сварочной техники Сварог по всей России.
Ручная дуговая сварка MMA
Сварочный инвертор Сварог PRO ARC 200 (Z209S) за 20 420 руб. с НДС.
PRO ARC 200 (Z209S)— инверторный сварочный аппарат для ручной дуговой сварки покрытым электродом (MMA) на прямой и обратной полярности, а также аргонодуговой сварки (TIG).
Отличительными особенностями аппарата являются:
Расширенные настройки процесса сварки
Высокая производительность— ПН 60% при 40°С
Функция контактного зажигания для сварки TIG
Уверенная сварка электродом до 5 мм
Есть все необходимое в комплекте для выполнения сварочных работ
PRO ARC 200 работает от однофазной питающей сети 220 В
Работа в широком диапазоне сетевого напряжения обеспечивает качественную сварку от просаженной сети, что является преимуществом для проведения работ в условиях гаражных и дачных хозяйств
Инвертор может работать от автономных электростанций, генераторов, необорудованных цифровыми инверторами. Подключение возможно через удлинитель большой длины, с правильно подобранным сечением кабеля— чтобы исключить потерю мощности
Благодаря увеличенному разъему ОКС 35-50 мм силовые выходы при работе не нагреваются
Компактный и легкий аппарат весом 5.
2 кг
PRO ARC 200— это легкие, надежные, долговечные и ударопрочные инструменты для сварочных мастерских и работы на объектах.
Аппарат имеет компактные размеры, прочный металлический корпус и удобную ручку для переноски. При необходимости можно прикрепить плечевой ремень.
Производительная система вентиляции
Система охлаждения сварочного аппарата обеспечивает максимальный обдув греющихся компонентов, что обеспечивает бесперебойную устойчивую работу при температуре 25° без отключения по перегреву
Аппарат PRO ARC 200 имеет удобную систему управления и дисплей для отображения параметров сварки:
Показатели силы сварочного тока отражаются на цифровом дисплее
При включении аппарата загорается индикатор сети
Индикатор перегрева загорается в случае перегрева аппарата
Регулировка силы тока осуществляется бесступенчато с помощью удобного прорезиненного регулятора
Форсаж дуги для MMA сварки бесступенчато регулируется прорезиненным регулятором
Выбор способа сварки ММА DC или TIG Lift DC осуществляется при помощи кнопки
Производитель
Сварог
Режимы сварки
MMA, TIG
Тип питания
Инвертор
Напряжение питающей сети
220 В
Частота питающей сети
50 Гц
Сварочный ток MMA
10 — 200 А
Сварочный ток TIG
10 — 200 А
Способ возбуждения дуги
Lift
Минимальное напряжение
187 В
ПН
60 %
Сварочный ток MMA при ПН 100%
160 А
Сварочный ток TIG при ПН 100%
160 А
Потребляемая мощность
6. 6 KW
Потребляемая мощность ММА
6.6 KW
Потребляемая мощность TIG
4.2 KW
Напряжение холостого хода
63 В
Напряжение холостого хода MMA
63 В
Напряжение холостого хода TIG
12 В
Диаметр электрода MMA
1. 6 мм, 2 мм, 2.5 мм, 3 мм, 3.2 мм, 4 мм, 5 мм
Потребляемый ток
43 А
Рабочее напряжение
20.4 — 28 В
Рабочее напряжение ММА
20. 4 — 28 В
Рабочее напряжение TIG
10.4 — 18 В
Antistick
Да
Hot Start
Да
Форсаж дуги
Да
Возможность приобретения с НАКС
Да
Класс изоляции
F
Класс защиты
21
Коэффициент мощности
0. 7
КПД
85 %
Габариты
351 × 130 × 250 мм
Вес
5.2 кг
Гарантия
5 лет
Электрододержатель 200 А в сборе с кабелем 3 м, разъемы ОКС 35-50— 1 шт.
Организация склада запасных частей на предприятии: проблемы, требования, решения
Склад запасных частей – одна из ключевых составляющих работы производителей и дилеров, автосалонов и автосервисов, транспортных компаний и автопарков. Склады этого типа имеют ряд характерных особенностей, которые определяют требования к организации хранения, принципам управления складской логистикой и подходам к автоматизации процессов.
Что нужно учесть при организации работы склада запчастей, чтобы избежать возможных проблем и обеспечить эффективность работы предприятия?
Особенности и проблемы организации склада запасных частей на предприятии
Ключевая особенность склада запчастей – широкий ассортимент и многообразие параметров номенклатуры. Товарные позиции различаются по характеристикам, размеру, весу, форме. Многие из них:
Жестко привязаны к одной модели автомобиля. Только некоторые запчасти подходят к разным моделям и маркам автотранспорта;
Имеют нестандартную форму, очень маленькие либо очень большие габариты и вес;
Нуждаются в соблюдении особых условий хранения;
Требуют контроля серийных номеров и сроков хранения;
Имеют сезонный спрос (шины, автохимия, некоторые запчасти).
Чтобы эффективно работать с таким ассортиментом – нужна хорошо отлаженная система управления складом, которая позволяет:
Четко идентифицировать единицы номенклатуры;
Оперативно принимать и размещать товар в местах хранения;
Быстро подбирать аналоги и находить нужные позиции на складе;
Контролировать серийные номера и сроки хранения отдельных товаров;
Гибко адаптировать систему хранения под требования сезона.
Ошибки при организации склада запасных частей приводят к неточностям в учете, возникновению недостач и пересортицы, большим затратам времени на отбор запчастей в местах хранения, сложностям в управлении ассортиментом, в планировании закупок и отгрузок.
УЗНАЙТЕ КАК ПРАВИЛЬНО ОРГАНИЗОВАТЬ СКЛАД!
Требования к организации хранения на складе запасных частей
Организация хранения на складе запасных частей напрямую связана с особенностями групп товара. Например:
Запчасти нужно хранить в отапливаемых и хорошо вентилируемых помещениях;
Хранение аккумуляторов происходит в отдельном помещении с кислотоустойчивым покрытием полов. Аккумуляторы необходимо хранить в чистом, сухом, прохладном, закрытом помещении, не допуская атмосферных осадков и относительной влажности более 90%. Необходимо обеспечить хранение в устойчивом положении, исключая вероятность смещения, падения и действий, способных разгерметизировать батареи. Хранение в вертикальном положении предохранительными клапанами вверх и исключая их штабелирование. Для представленной группы нужно исключить воздействие на аккумуляторы прямых солнечных лучей, отопительных приборов или других источников тепла, а также температуры, превышающей 30°С;
Хранение шин, покрышек и камер должно быть организовано в закрытых складских помещениях. При хранении шин допускаются колебания температуры воздуха от минус 30 до плюс 35 °С и относительной влажности воздуха 50-80%. Складские помещения должны быть свободными от посторонних предметов, затемненными, и соответствовать требованиям пожарной безопасности. При хранении резиновых изделий, на них не должны воздействовать: кислород, озон, свет, тепло, органические растворители, минеральные масла, смазочные материалы, топливо, кислоты, щелочи.
Легковоспламеняющиеся и горючие жидкости (автохимию, нефтепродукты, масла, лаки, аэрозоли, очистители) допустимо хранить в отдельных закрытых помещениях, вдали от солнечных лучей, открытого огня и источников тепла с соблюдением особых норм и правил, принятых на территории РФ. Данную группу товаров, веществ и материалов необходимо хранить с учетом их пожароопасных физико-химических свойств (способность к окислению, самонагреванию и воспламенению при попадании влаги, соприкосновении с воздухом и т. п.), признаков совместимости и однородности огнетушащих веществ).
Помещения для хранения каждого типа товара должны быть зонированы и оборудованы в соответствии с этими требованиями.
Организация склада запчастей на предприятии: проектирование, оборудование, автоматизация
Рациональная организация склада запасных частей на предприятии помогает снизить затраты на хранение, ускорить процессы приемки и отгрузки запчастей, повысить оборачиваемость запасов. Для этого необходимо правильно спроектировать склад, выбрать оптимальный способ размещения и хранения номенклатуры, установить оборудование и программное обеспечение.
Проектирование складских площадей
Каждый склад включает зону приемки, хранения и выдачи товара. Помещения для хранения, чаще всего, организуются по номенклатурным группам: шины, кузовные детали, крупногабаритные и нестандартные запчасти, вспомогательные элементы, стекла, масла и т.п.
В зависимости от специфики склада, его назначения и оборотов могут использоваться дополнительные помещения или зоны, которые обеспечивают:
Маркировку и штрихкодирование запчастей;
Фасовку и упаковку;
Приемку и обработку возвратов;
Хранение недельного или месячного запаса наиболее востребованных деталей;
Пополнение зон хранения;
Ремонт или переработку неисправных деталей и агрегатов.
При организации склада запчастей для каждой из функциональных зон подбирается специализированое оборудование.
Адресное хранение запчастей
На складе запчастей наиболее актуально адресное хранение. При такой организации склада запчастей места хранения и товар штрихкодируют и маркируют, каждая единица номенклатуры, поступая на склад, приобретает соответствующую «прописку» — адрес этажа, ряда, ячейки. Это помогает оперативно контролировать перемещения запчастей, ускоряет сборку и отгрузку заказов, упрощает инвентаризацию остатков, исключает пересортицу и недостачи.
Чаще всего используется динамическое адресное хранение, когда отдельные виды запчастей не привязаны к конкретной ячейке, а распределяются на выбранные оператором или системой свободные места хранения в заданном помещении. Это позволяет использовать площади максимально эффективно.
Стеллажи для организации склада запчастей
Для организации хранения на складе запасных частей используются различные виды стеллажей:
Мелкоштучные запчасти (метизы, заглушки, лампочки и т.п.) проще всего хранить на универсальных полочных стеллажах с маркированными контейнерами. При широком ассортименте подобных товаров обычно используются мезонинное хранение;
Для хранения среднегабаритных упакованных изделий подойдут полочные стеллажи с подходящей величиной ячеек, которые могут быть расположены как в мезонине, так и на первых уровнях фронтальных стеллажей;
Для крупногабаритных и нестандартных деталей (бамперы, двигатели и т. п.) используются усиленные и глубокие стеллажи с разделителями;
Стекла хранят на глубоких стеллажах – вертикально в заводских коробках или вертикально с использованием дополнительных прорезиненных разделителей, в случае отсутствия упаковки;
Глушители и другие элементы выхлопной системы можно разместить на фронтальных и консольных стеллажах с дополнительной укладкой в металлические клети;
Шины и диски хранят вертикально на фронтальных стеллажах с узкой рамой, а диски в коробках, чаще всего, горизонтально на глубоких стеллажах;
Автохимия и нефтепродукты распределяются по зонам хранения в зависимости от их характеристик и хрупкости. Масло в бочках и фасовке удобно размещать на фронтальных стеллажах. Иногда могут быть использованы металлические колосниковые решётки. Баллоны и емкости с закручивающимися колпаками хранятся горизонтально в темном, сухом месте;
Для хранения недельного или месячного запаса наиболее востребованных запчастей удобны стеллажи с регулируемыми ячейками. При этом верхняя полка на каждой секции используется для хранения глубокого запаса и пополнения запаса непосредственно в месте хранения.
Для организации склада запасных частей на предприятии с большим объемом товародвижения используются автоматические системы хранения вертикального карусельного типа:
Автоматические карусельные стеллажи оснащены механизмом, который перемещает поддоны, закрепленные на его ленте, к рабочему месту сотрудника склада. Такие системы можно использовать как одноуровневые или многоэтажные решения с окнами раздачи на разной высоте стеллажа. Наиболее эффективны карусельные стеллажи для хранения мелкоштучных запчастей;
Для низко оборачиваемых категорий товара с большим товарным запасом возможно использование фронтальных стеллажей на мобильных основаниях:
Стеллажи на мобильных основаниях представляют собой систему стеллажей на рельсах. Мобильное основание – это сборная конструкция, состоящая из электродвигателей, колесных пар и стяжек, на которую интегрируется стеллажи.
Использование автоматических стеллажей позволяет экономить площадь склада, ускоряет доступ к товару и сборку набора заказов. Кроме того, некоторые их них защищают товары от воздействия влаги, пыли и прямого солнечного света.
Дополнительное оборудование и техника для организации склада запасных частей
Для эффективной организации склада запчастей на предприятии необходимо специализированное оборудование, которое позволяет:
точно идентифицировать единицы товара на складе;
поддерживать особые условия хранения для отдельных категорий запчастей;
оперативно перемещать товары по территории.
Для этого необходимы сканеры штрихкодов или терминалы сбора данных, WI-FI покрытие всего склада, принтеры этикеток, системы отопления и вентиляции, датчики температуры и влажности, грузоподъемная техника.
Кроме того, нужна система автоматизации, которая обеспечит хранение и обработку данных, поможет рационально управлять логистикой, планировать и контролировать работу склада.
Система автоматизации для организации склада запчастей
Управлять складом автозапчастей невозможно без подготовленной Системы управления складом (WMS). Она позволит организовать адресное хранение, оперативно управлять приемкой, размещением, перемещением и отгрузкой товаров. Поможет оптимизировать планирование работы персонала и складской техники.
Для реализации в такой системе специфических задач могут потребоваться дополнительные настройки и доработки. Поэтому многим компаниям для организации склада запчастей проще и выгоднее использовать готовые отраслевые решения, которые уже содержат функционал, позволяющий:
Визуализировать запчасть с ее характистиками и подбирать аналоги в номенклатурном справочнике;
Находить в базе запчасти по нескольким параметрам: название детали, марка и модель автомобиля, маркировка кузова или двигателя и т.п.;
Вести базу клиентов с информацией об их автомобилях;
Интегрировать систему с базами поставщиков запчастей для оперативного поиска аналогов, получения информации об остатках, ценах и сроках поставки;
Рассчитывать оптимальный остаток для каждой позиции номенклатуры.
При выборе системы важно учитывать специфику склада, объем товарооборота, особенности бизнес-процессов предприятия.
УЗНАЙТЕ КАК ПРАВИЛЬНО ОРГАНИЗОВАТЬ СКЛАД!
Этапы проекта организации склада запасных частей
Организация склада запчастей на предприятии включает несколько основных этапов:
Определение концепции склада и его целевой аудитории;
Моделирование процессов движения запчастей и комплектующих;
Построение логистической модели склада;
Формирование ресурсно-финансовой модели;
Организация зон хранения;
Подбор, закупку и установку оборудования и программного обеспечения;
Тестирование и оптимизацию системы управления складом.
Все эти этапы вы можете пройти самостоятельно или с помощью Logistic Sistems Consulting. Мы более 15 лет занимаемся проектированием, запуском новых складов и оптимизацией работы существующих, а так же созданием 3PL бизнесов.Позвоните, мы ответим на все вопросы и предложим оптимальное решение для развития вашего бизнеса.
Техническое оснащение складов запасных частей | Организация ремонта и технического обслуживания оборудования | Архивы
эксплуатация
ремонт
оборудование
Содержание материала
Организация ремонта и технического обслуживания оборудования
Контроль качества ремонтных работ
Контроль качества изготовления деталей для ремонта
Контроль качества слесарных работ
Оформление приемки отремонтированного оборудования
Средства контроля и организация пункта ОТК по ремонту
Организация аппарата технического контроля ремонтных работ
Сменные детали и запчасти
Номенклатура запчастей, нормы хранения
Нормирование оборотных средств на запчасти
Организация хранения и планирование изготовления запасных частей
Организация учета и выдачи запасных частей
Контроль за состоянием парка запасных частей
Техническое оснащение складов запасных частей
Основные направления и виды модернизации оборудования
Распределение обязанностей по модернизации, подготовка документации
Управление ремонтной службой
Задачи и организация ремонтной службы
Организация работы отдела главного механика
Работа отдела главного механика в условиях АСУП
Оценка эффективности ремонтных мероприятий
Основные направления снижения расходов на ремонтные работы
Участие ремонтной службы в ускорении оборачиваемости оборотных средств
Технико-экономический анализ работы ремонтной службы
Центральный склад запасных частей наиболее целесообразно размещать на территории ремонтно-механического цеха или в помещении, непосредственно примыкающем к нему. Это удобно для персонала цеховых ремонтных служб, пользующихся услугами как ремонтно-механического цеха, так и склада запасных частей. Кроме того, такое местоположение склада исключает транспортировку запасных частей, изготовленных ремонтно-механическим цехом, при сдаче их на склад через двор завода и связанное с этим вредное воздействие на них атмосферных условий (последнее гарантирует лучшую сохранность запасных частей от коррозии, что имеет особенно большое значение для точных шлифованных деталей). Коррозия представляет наибольшую опасность для запасных частей. Она может вызываться не только водой, попавшей на обработанные металлические поверхности деталей, но и конденсацией влаги воздуха, чему особенно способствуют резкие колебания температуры. Поэтому склады запасных частей необходимо размещать в сухих, отапливаемых и вентилируемых помещениях.
Опасность коррозии увеличивается при наличии в воздухе пыли, ибо, оседая на поверхности деталей, она впитывает влагу. Поэтому нельзя располагать склады вблизи установок, выделяющих значительное количество пыли. По этой же причине склады запасных частей должны иметь не выделяющие пыли полы: деревянные, покрытые пластиком или линолеумом, асфальтовые (но не бетонные или земляные) . Склад запасных частей не должен находиться поблизости от установок, загрязняющих воздух парами кислоты, газами, дымом; в нем нельзя держать кислоты, щелочи, соли и т. п. Основным оборудованием склада являются стеллажи. От их конструкции и размещения зависят эффективность использования площади и объема складского помещения, а также условия и производительность труда работников склада. При выборе конструкции стеллажей и средств механизации решающим является величина парка запасных частей и объем выполняемых складских операций. Следовательно, конструкция стеллажей, применяющихся на складе, и уровень его механизации должны отвечать масштабу и типу производства завода.
Рис. 55. Стандартные сборно-разборные стеллажи: а — с настилом; б — с консольным опорами
На небольших заводах центральный склад запасных частей обычно оборудуют простейшими стеллажами лестничного типа. Такие стеллажи чаще всего изготовляются из металла, но иногда делаются и из дерева. Металлические стеллажи могут быть изготовлены сварными из проката или сборными. Последние выполняются из труб, проката, специальных гнутых профилей и перфорированных деталей. Сварные стеллажи менее трудоемки в изготовлении, но их недостатком является невозможность изменять размеры ячеек. На рис. 55 показаны стандартные сборно-разборные стеллажи общего назначения, которые могут применяться для всех складов запасных частей. Для соединения элементов стеллажей служат специальные замковые устройства (рис. 56). Они могут соединяться также с помощью конусных крюков, которые входят в отверстия в стойках.
Сборно-разборные стеллажи с настилом (рис. 55, а) предназначены для хранения деталей и изделий непосредственно на настиле или на поддонах. Стеллажи можно обслуживать как вручную, так и вильчатыми погрузочными механизмами (погрузчиками и штабелерами), поэтому они применяются и в немеханизированных, и в механизированных складах. Стеллажи с консольными опорами (рис. 55, б) применяются при складировании деталей и изделий на поддонах. Такие стеллажи рассчитаны на обслуживание вильчатыми погрузочными механизмами и используются в механизированных складах.
Площадь, занятая стеллажами, обычно составляет немногим более 30% общей площади складского помещения. Большая ее часть используется на проходы и проезды. При ручном складировании ширина проходов между стеллажами составляет около 0,9 м. Поэтому немеханизированные склады, если допускает высота помещения, следует оборудовать двух-трехъярусными стеллажами (рис. 57), что позволяет резко повысить эффективность использования объема помещения склада. Значительно увеличить коэффициент использования площади склада дает возможность применение передвижных стеллажей (рис. 58). В этом случае отпадает необходимость иметь постоянные проходы у всех стеллажей. Для выдачи запасных частей или их складировании доступ к необходимому стеллажу открывается при перемещении других стеллажей. Для этого они снабжены роликами, на которых могут передвигаться по направляющим при помощи механической цепной или канатной тяги или вручную. В результате число оперативных проходов между стеллажами сокращается до одного. Для перемещения подвижные стеллажи соединяют крюками, образуя «поезд» из нескольких стеллажей. Двигает такой поезд приводной стеллаж, имеющийся в каждой секции. Распространению передвижных стеллажей препятствует относительная сложность оборудования ими складов (устройство путей передвижения и приводов, достаточно сложная электросхема, предусматривающая блокировку). На крупных заводах при большом парке запасных частей центральные склады должны быть механизированными. Это не только улучшает условия труда работников склада и повышает оперативность выполнения складских операций, но и обеспечивает лучшее использование помещений за счет увеличения высоты стеллажей.
Рис. 56. Замковое устройство для соединения элементов сборно-разборных стеллажей из гнутых профилей
Рис. 58. Передвижные стеллажи
Рис. 57. Трехъярусные стеллажи склада запасных частей
Одним из способов механизации складских операций является применение на складе вилочных погрузчиков, использование которых позволяет увеличить высоту стеллажей до 6 м. Но ширина проездов между стеллажами при применении обычных погрузчиков должна быть около 3 м. Иногда для уменьшения ширины проездов при использовании на складе вилочных погрузчиков применяют стеллажи, которые могут поворачиваться вокруг вертикальной оси, закрепленной в полу и в перекрытии. Стеллажи можно разворачивать при работе погрузчика на 45°, вследствие чего ширина проездов между такими стеллажами может быть уменьшена до 1,9 м. Уменьшение ширины проездов достигается также при использовании высокоманевренных трехколесных электропогрузчиков. Применение таких электропогрузчиков позволяет сократить необходимую ширину проезда между стеллажами до 1,3 м. На крупных заводах в центральных складах запасных частей наиболее эффективно применять стеллажные штабелеры. По сравнению с вилочными погрузчиками штабелеры позволяют увеличить используемую емкость склада более чем в 1,5 раза, а краны-штабелеры — в 2,5 раза. Это достигается за счет увеличения высоты стеллажей, которая может быть до 8—15 м, и уменьшения расстояния между стеллажами.
На складах используют подвесные и опорные краны-штабелеры. Подвесные перемещаются по подкрановым путям, подвешенным к фермам покрытия или балками междуэтажного перекрытия, а опорные — по подкрановым балкам, уложенным на кронштейны колонн или непосредственно на стеллажи. При грузоподъемности до 0,8 т и пролете до 12 м подкрановые пути кранов- штабелеров обычно укладывают на стеллажи. При высоте штабелирования до 5 м управление кранами-штабелерами осуществляется с пола, свыше 5 м — из кабины. Центральные склады запасных частей, оснащенные кранами- штабелерами, созданы на ряде крупных машиностроительных заводов. Эффективность такого способа механизации складских операций дает основание ожидать в ближайшем будущем дальнейшего расширения его применения в центральных складах запасных· частей на машиностроительных заводах такого масштаба.
На рис. 59 приведен поперечный разрез склада запасных частей, оборудованного стеллажным краном-штабелером. Применение кранов-штабелеров дает наибольший эффект при значительной протяженности склада. Если размер склада в продольном направлении невелик, то его целесообразно оборудовать вертикальными механизированными стеллажами элеваторного типа. В таких стеллажах на кронштейнах, закрепленных на пластинчатых цепях, шарнирно подвешены полки люлечного типа. Нужная полка вызывается к окну выдачи нажимом на соответствующую кнопку пульта управления. Один из таких элеваторных стеллажей показан на рис. 60. Он имеет 23 полки размером 320×1800 мм. Грузоподъемность этого стеллажа 11 500 кг, мощность приводного электродвигателя 4,5 кВт.
Механизированные элеваторные стеллажи, разрабатывавшиеся рядом проектных организаций (Оргстанкинпром, ЦПКТБ-НОТ и др.), аналогичны по принципу работы описанному выше и отличаются друг от друга конструктивным оформлением и размерами. По технико-экономическим показателям склады, оборудованные стеллажами элеваторного типа, уступают складам, оборудованным кранами-штабелерами. Но в указанных выше условиях
Рис. 59. Склад запасных частей, оборудованный краном-штабелером:
Рис. 60. Механизированный стеллаж элеваторного типа
применение их целесообразно, так как позволяет максимально использовать высоту помещения, улучшать условия труда, повышать культуру работы складов и ускорять выдачу запасных частей. Кроме стеллажей общего назначения на складах запасных частей применяют специализированные стеллажи, предназначенные для складирования определенных деталей — ходовых винтов и валов, штоков молотов, крупногабаритных тяжелых деталей кузнечно-прессового оборудования и др. Ходовые винты и валы хранят в подвешенном состоянии для предупреждения деформации под влиянием собственной массы. Для штоков молотов применяют стеллажи елочного типа, имеющие консоли, облицованные эластичным материалом (резина, фетр) во избежание повреждения шлифованной поверхности штоков. Запасные бабы, подштамповые подушки, направляющие и цилиндры молотов размещают на стеллажах ступенчатого типа.
Стеллажи для штоков, баб и других тяжелых деталей молотов часто располагают прямо в кузнечном цехе. В этом случае они обслуживаются мостовыми кранами цеха, с помощью которого детали могут быть не только сняты со стеллажа, но и поданы к ремонтируемому молоту. Для хранения на центральном складе запасных частей покупных изделий (подшипников качения, приводных цепей, станочной арматуры и т. п.) наиболее удобны стеллажи ящичного типа. Такие стеллажи могут быть стационарными и вращающимися вокруг вертикальной оси.
1 — высотный стеллаж; 2 — каретка-оператор; 3 — несущий высотный стеллаж; 4 — стеллаж ручной укладки; 5 — полки для подшипников качения; 6 — поворотные шкафы для чертежей и технологических карт; 7 — контрольная плита; 8 — полка для инструмента; 9 — стол заведующею складом; 10 — поворотные стеллажи для мелких покупных деталей; 11 — поворотные шкафы для картотеки; 12 — стол контролера; 13 — шкаф материалов для консервации деталей; 14 — верстак для консервации деталей; 15 — стеллажи для изношенных деталей, подлежащих восстановлению
К вспомогательному оборудованию складов запасных частей относятся шкафы или стеллажи для хранения карточек учета запасных частей, чертежей и технологических карт на их изготовление. В некоторых случаях наиболее целесообразно создание комбинированных складов, оборудованных высотными стеллажами, обслуживаемыми краном-штабелером, и немеханизированных стеллажей общего и специального назначения с ручным складированием. Схема планировки такого комбинированного склада для среднего завода представлена на рис. 61. Кроме основных стеллажей на складе имеются вращающиеся стеллажи для подшипников качения и стеллажи с поворотными полками для технической документации. Планировка склада предусматривает место для консервации деталей, оборудованное специальным столом-верстаком и шкафом для хранения материалов, используемых при консервации.
Прогрессивным направлением в совершенствовании организации парка запасных частей являются создание на крупных заводах автоматизированных центральных складов и применение для управления складскими запасами деталей ЭВМ.
Назад
Вперед
Назад
Вперед
org/BreadcrumbList»>
Вы здесь:
Главная
Книги
Архивы
Пусконаладочные работы при монтаже электроустановок
Читать также:
Обслуживание и ремонт электрооборудования подстанций и распределительных устройств
Правила организации технического обслуживания и ремонта оборудования
Монтаж, эксплуатация и ремонт сельскохозяйственного электрооборудования
Инструкция по ремонту и техобслуживанию оборудования маслоаппаратной
HPL 550B2 руководство по эксплуатации выключателей
Организация склада запасных частей — Mecalux.com
21 апр 2022
Для многих промышленных компаний организация запасных частей является важным сегментом их политики технического обслуживания. Независимо от того, являются ли они малыми или средними или принадлежат производителям, которые поставляют эти детали, общая организационная задача, которую необходимо решить при установке запасных частей, состоит в том, чтобы знать, что у вас есть, где это хранится и как обеспечить оптимальные уровни запасов .
Склады запасных частей относятся к складским установкам для мелких деталей, хотя они имеют определенные характеристики, которые отличают их друг от друга.
Управление складами запасных частей и достижение целей
Из-за характера продуктов, которые они размещают, установки запасных частей подвергаются дополнительному давлению, которое требует от них:
Классифицируйте и управляйте огромным количеством SKU : они, как правило, очень маленькие, хотя нередко можно найти широкий диапазон размеров. Различия между отдельными деталями могут быть минимальными, поэтому информация о запасах и отсутствие ошибок в ее регистрации необходимы для обеспечения хорошего обслуживания.
Достижение очень высокой производительности : запасные части обычно пользуются большим спросом из-за неотложной потребности. Поэтому эти склады должны реагировать в очень короткие сроки.
В установках запасных частей можно использовать стеллажи для комплектования и конвейеры для товарных позиций с очень высокой оборачиваемостью
Итак, как добиться комплексного управления запасами и оперативных операций с таким количеством товарных позиций? И как все это сделать, обеспечивая при этом должный уровень сервиса? Однозначного ответа нет, но очень полезно иметь следующее:
Система управления складом, которая собирает воедино всю доступную информацию о запасах и записывает точный исторический журнал запасов. Это позволяет назначать параметры оборачиваемости запасов, тем самым контролируя предложение и избегая пагубных дефицитов.
Обученный персонал , который с комфортом ориентируется в областях как промышленных поставок, так и складских помещений. Типичной проблемой для небольших установок является несколько неорганизованный инвентарь. Чтобы этого не произошло, желательно назначить менеджера, ограничить доступ на склад и тщательно фиксировать изменения в инвентаре.
Стратегии организации склада запасных частей
При организации установки запасных частей необходимо найти компромисс между оперативной и складской емкостью. Наиболее широко используемые варианты можно классифицировать по способу подготовки заказа:
— Отбор товаров от человека к продукту: решения для складов запасных частей
Когда ваши запасы обширны и имеют разнообразные характеристики , преимущество индивидуальной комплектации заключается в том, что она позволяет вам одновременно готовить большой объем заказов . Для этого многие установки запасных частей организованы по методу волнового комплектования.
Наиболее распространены следующие стратегии:
Разделение склада на один или несколько этажей: при ручной комплектации стеллажи обычно не очень высокие, чтобы облегчить маневрирование. Добавляя этажи, вы увеличиваете емкость хранилища, сохраняя при этом доступность SKU.
Встроенные конвейеры для ящиков: их можно установить для соединения складских помещений и даже антресольных этажей с зонами консолидации и отгрузки. Это экономит много времени, затрачиваемого на перемещения, и операторы могут сосредоточиться на оставшихся задачах комплектования, таким образом, готовя больше заказов в час.
Использование оперативного хранилища для комплектования в сочетании с системой Pick-To-Light: это решение особенно рекомендуется для товарных позиций с очень высокой оборачиваемостью и большим количеством единиц продукции в одной товарной позиции.
— Отбор товара на руки
На складах запасных частей решения для индивидуальной комплектации включают в себя минигрузы или краны-штабелеры для ящиков , которые отличаются сочетанием скорости, точности и вместимости.
По сравнению с методом «человек-продукт» основное преимущество этой системы заключается в том, что она максимально увеличивает доступное пространство и позволяет сконцентрировать большое количество SKU в ограниченном пространстве. Однако это будет происходить за счет количества заказов, которые можно приготовить одновременно.
Miniloads — это установки высокой плотности для легких нагрузок . Существуют различные типы, в зависимости от пропускной способности склада: средняя (150 коробок в час в комбинированных циклах), высокая (от 150 до 180) и очень высокая (более 250).
Склад запасных частей: как организовать свой?
Для организации установки запасных частей очень важно изучить характеристики своего склада и провести сравнительный анализ систем и методов . Вы должны принять во внимание: общие инвестиционные затраты, затраты на обработку, эксплуатационные мощности и использование площади. С этими данными будет проще реализовать наилучшее решение.
В Mecalux мы имеем большой опыт в области промышленных поставок всех видов комплектующих и запасных частей. Смело обращайтесь к нам — мы поможем вам успешно организовать склад запасных частей.
Похожие статьи
Как организовать склад сырья
Каковы последние тенденции в управлении складом?
Электрические грузовики и их влияние на логистику
Специалист по инвентаризации: должностная инструкция
Циклический запас и его значение для управления запасами
Управление складом запасных частей
Цель работы склада:
• Цель работы склада — удовлетворить потребности и требования клиентов, эффективно используя пространство, оборудование и рабочую силу.
• Товары должны быть легко доступны и защищены.
Важность правильного управления складом:
1. Сокращение времени цикла заказа [получение-доставка заказа].
2. Повысить точность системных и физических запасов, а также общую точность инвентаризации.
3. Быстро и точно удовлетворяйте потребности клиентов, что повышает их удовлетворенность.
4. Помогают эффективно формировать спрос
5. Минимальный/существующий персонал может получать и собирать больше товаров за меньшее время с меньшим количеством ошибок.
6. Обновленные данные о товарах в режиме реального времени можно получить из системы
7. Снижение общих затрат на эксплуатацию склада.
Ненадлежащее управление складом Недостатки, противоположные вышеуказанным пунктам.
В этой статье будет подробно описано, как обеспечить правильное управление складом, с кратким обсуждением входящих и исходящих операций.
Склад Основная деятельность:
A ] Входящие: 1. Получение-разгрузка купленных деталей/товаров 2. Мультяшный подсчет в соответствии с упаковочным листом 3. Подсчет и проверка упаковочного листа 4. Доля отчета о подсчете 5 , Упаковка деталей 6. Маркировка/штрих-кодирование 7. Создание местоположения деталей 8. Маркировка местоположения 9. Расположение мудрых частей.
B] Исходящие действия: 1. Получение заказа 2. Список комплектования с указанием местонахождения системы 3. Предоставление сборщику распечатанного списка комплектования 4. Комплектование точных деталей и количества. 5. Отмечайте продажу как потерянное количество и правильно ведите учет. 6. Сканирование штрих-кода 7. Выставление счетов-фактур 8. Пересчет деталей по счетам-фактурам перед окончательной упаковкой. 9. отправка/передача перевозчику.
6 ключевых складских процессов
Получение: Организуйте ASN [Предварительное уведомление об отгрузке] в вашей системе для автоматического получения и размещения. В идеале используйте радиочастотное оборудование для сканирования и обновления систем управления.
Размещение : Используйте систему, которая может направлять размещение на свободные места в соответствии со спросом на товары.
Комплектование: Комплектование требует большого количества ресурсов и может включать около 60% или более складского персонала. Интеллектуальные системы комплектования и WMS необходимы для все более сложных предприятий.
Упаковка : Упаковка является продолжением процесса комплектования и должна управляться системой и обрабатываться с осторожностью, чтобы гарантировать, что заказы будут полными и точными.
Отправка: Избегайте косяков и задержек доставки, планируя волны комплектования так, чтобы они соответствовали времени получения перевозчиком.
Возврат: Возврат — сложная часть любого бизнеса. Должен существовать определенный процесс, который точно и надежно регистрирует всю транзакцию и кредитный процесс.
ПОЧЕМУ НУЖНО РАСПОЛОЖЕНИЕ ЧАСТЕЙ?
Код местоположения деталей должен быть создан таким образом, чтобы для подбора и складирования любых предметов требовались минимальные усилия. Код местоположения в основном «адрес» конкретной детали для легкого доступа и « контроль» t запасные части также.
Преимущества определенного расположения деталей:
1. Части можно легко отследить по коду местоположения/адреса из системы.
2. Не путать детали
3. Оперативное обслуживание клиентов.
4. Легкий контроль наличия на складе. Возможна простая инвентаризация.
Как создать код местоположения детали:
A. Если ваш стеллаж имеет отдельные шины и отдельный контейнер: Расположение деталей = Стеллаж-сырые-шины-контейнер 02
B. Если ваш стеллаж оснащен шинами и отдельным контейнером, каждый контейнер [02= 02A, 02B, 02C] имеет дополнительный контейнер для хранения мелких деталей и деталей, показанных выше, 02B
Расположение деталей = стеллаж- Raw-Tire-SubBin= A1-02-01-02B
Как распределять детали?
I. Максимальное использование единственного места для предмета
II. Быстро движущиеся детали должны располагаться ближе к упаковке
III. Быстро движущиеся части должны находиться на доступном уровне.
IV. Медленно движущиеся детали можно поместить в контейнер для слияния.
V. Каждая часть должна храниться по месту.
VI. Если медленно движущиеся части занимают много мест, соберите их, поместите все в одну корзину и храните в одном месте.
VII. Если одна часть лежит во многих местах в небольшом количестве, пожалуйста, соберите и утилизируйте в одном месте.
Факторы Учитывать перед распределением
I. Местонахождение каждой детали следует определять на основе размера, движения, группового срока годности и хрупкости.
II. При распределении складских помещений следует учитывать максимальный уровень запасов
III. В складских помещениях должно быть обеспечено достаточное освещение и вентиляция.
IV. Каждая деталь должна иметь наклейку MRP с такой информацией, как номер детали, описание, количество, дата/месяц изготовления и т. д.
Как управлять мертвым запасом?
1- Менеджер по запчастям должен извлечь список деталей из системы на основе следующих категорий и следовать процедурам
а. Медленно движущиеся детали – не проданные в течение последних 6 месяцев на непрерывной основе.
б. неподвижные детали — не проданные в течение последних 12 месяцев на непрерывной основе
2. Запас таких деталей должен быть удален из действующих мест и перемещен к прилавку выдачи, чтобы принять решение о принятии мер
a. Выбытие путем продажи через сервисную продажу
б. Выбытие путем продажи на открытом рынке
c. Утилизация путем списания.
Занятия по планированию инвентаризации
Ежедневная
. И их текущее покрытие доступными запасами
§Расследования упущенных продаж за предыдущий день
§ Собирает все другие потребности внешних и внутренних клиентов.
2. ЕЖЕНЕДЕЛЬНО
§Анализ срочных заказов, размещенных за предыдущую неделю, для выявления пробелов в покрытии доступных запасов и политике.
§ Проверяет покрытие быстроходных автомобилей
§ Проверяет покрытие и тенденцию спроса на определенные детали для запуска новых моделей в предыдущие шесть месяцев
§ Согласовывает с менеджером по обслуживанию для подготовки к графику планового обслуживания на следующей неделе.
3. Ежемесячно
Проверяет критерии охвата, определенные для быстро-, средне- и медленно движущихся частей.
4. Ежеквартально
Пересматривает и утверждает политику хранения и критерии управления
§ Пересматривает структуру спроса и последующую классификацию быстрых, м, с частей
§ Пересматривает порядок получения времени выполнения заказа и соответствующим образом корректирует параметры планирования
§ Идентифицирует избыточные запасы для упаковки в рамках кампании по техническому обслуживанию для предотвращения устаревания.
§ Проверяет выпуск новых моделей на следующий календарный квартал, чтобы соответствующим образом планировать готовность запасов.
ИНДИВИДУАЛЬНЫЕ ОБЯЗАННОСТИ
• Проведение аудитов • Мониторинг складских запасов по месяцам
• Мониторинг оборотов запасов • Анализ мертвых запасов
• Инвентаризация и управление набором необходимых деталей[ABC AND FMS]
• Управление порядком анализа тенденций потребления • части
•Организация склада • Анализ продаж
•Регистрация упущенной продажи • ИСУ
ЗАТРАТЫ, СВЯЗАННЫЕ С ЗАПАСАМИ
Существует множество факторов, которые связаны с доступной стоимостью запасов:
• Капитальные затраты или процентные расходы • Стоимость хранения • Помещения, здания • Техническое обслуживание, ремонт
• Электричество • Износ и устаревание •Стоимость страхования
Инвентаризация помогает поддерживать системный и физический запасы на одном уровне, что необходимо для получения фактической информации о запасах при каждом анализе данных инвентаризации. Кроме того, это помогает выяснить фактическую причину отклонения запаса.
Информация о номенклатуре должна поддерживаться должным образом. Инвентаризация имеющихся запасных частей должна проводиться один раз в год. В это время создайте инвентарную ведомость и сравните количество, указанное в списке запасов, с фактическим количеством на складе.
Описание метода:
1. Обеспечить выставление счетов за все типы доставленных товаров в системе.
2. Экспортировать текущий список запасов с количеством из системы и правильно сохранить файл.
3. Затем удалите столбец количества системных запасов, добавьте столбец количества физических запасов и распечатайте.
4. Подсчитайте фактическое количество каждой позиции на складе и запишите на распечатке.
5. Кроме того, вы можете использовать Excel и точно обновлять физический запас на листе.
6. Затем сравните системный запас и физически найденный запас.
7. Исправьте системный запас в соответствии с физическим запасом, если есть какие-либо расхождения в обоих запасах, получив одобрение руководства.
Оборудование для производства деревянных поддонов: выбор и техника производства
11 Октября, 2018
Производство
***мирослава***
Практически на каждом промышленном производстве используется тара для хранения и транспортировки готовой продукции. Самыми востребованными являются деревянные поддоны: они довольно просты в изготовлении и стоят не дорого, что еще больше повышает спрос на продукцию. Паллеты также делают из металла и пластика, однако для потребителя они дорогие, а на таможне товар, упакованный на таких поддонах, проходит сложный фитосанитарный контроль при экспорте.
Производство паллетов может быть очень выгодным бизнесом благодаря огромному спросу. Как правило, в их изготовлении используется дерево. Траты на древесину не многочисленны, технологии и оборудование для производства деревянных поддонов не требует высокой квалификации рабочего персонала.
Процесс изготовления
При наличии современного автоматического оборудования весь процесс сборки паллета выполняется на машинке под надзором двух-трех работников. Конструкция поддона:
Лыжи – доски, на которые поддон ставится на пол.
Кубики – крепление нижних и верхних досок.
Настил – поперечные доски, на которые ставится груз.
Для выпуска продукции понадобится договориться о поставке сырья: древесины, цельных брусков, гвоздей. Себестоимость готового поддона зависит от таких факторов, как траты на сырье, покупка оборудования, заработная плата работников, электричество и так далее.
Оборудование производственного цеха
Производителей оборудования довольно много. Какой же станок для производства поддонов лучше? Можно выбрать полностью автоматическую линию: несмотря на высокую стоимость, оборудование окупает себя высокой производительностью, и нет затрат на рабочий персонал.
Полуавтоматические линии стоят дешевле. Производительность – 2 паллета в минуту, и требуется несколько работников цеха. Кроме этого, потребуется закупить дополнительное оборудование:
фрезеровочную машину;
резак;
гидравлический транспортер для снятия готового изделия с линии.
Для начинающих предпринимателей это неплохой вариант для старта.
Какие еще есть варианты?
Существует еще несколько видов линий по производству поддонов:
Вращающиеся кондукторы. В комплектации находится станина, которая вращает 4 кондуктора. Оборудование не требует подключения к электричеству или пневматики. Достаточно двух работников. Регулируется по размерам, есть в наличии механический кран для извлечения готовой продукции. Отдельно приобретаются гвоздезабивные инструменты. Производительность – минимум 450 паллетов за 8 часов работы.
Пневматические инструменты для ручной сборки поддонов: поршневой компрессор и гвоздезабивные инструменты. Легкий, до 2,5 килограммов инструмент для пневматической забивки гвоздей, от 65 до 90 сантиметров длиной. Минимальная стоимость обслуживания. Компрессор обеспечивает непрерывную работу до шести гвоздезабивных инструментов одновременно.
Станок для обрезки заготовок доски. Регулируемая подача доски и бруса для распиловки. Минимум отходов, высокая точность пила.
Станок для обрезки углов. Регулируется угол и высота пропила, ножная педаль, защитный кожух безопасности. На столе сколачиваются нижние доски и загибаются гвозди.
Такое оборудование для производства деревянных поддонов ниже по стоимости, с минимальными затратами на электроэнергию, штат рабочих — максимум 4 человека, не требует квалификации и занимает небольшую площадь в цеху.
Автоматическая линия
Автоматизированное оборудование для производства деревянных поддонов выполняет полный цикл работ — от регулировки размеров, до укладки паллетов в стопки. Также выполняется маркировка, фрезеровка и срезка углов. Чаще всего такие линии используют на больших широкомасштабных предприятиях для производства поддонов разных типов и стандартов.
Процесс сборки состоит из двух операций. На автоматическом оборудовании для производства деревянных поддонов эти два процесса выполняются последовательно: сверху прибиваются собранные продольные доски к блокам, а снизу — лаги. Это позволяет снизить скорость до 13 секунд, в то время как на параллельном оборудовании этот промежуток в три раза больше.
Работа станка
Давайте посмотрим, как работает оборудование для изготовления поддонов в автоматическом режиме:
К началу линии подают три штабеля досок и блоки.
Четыре работника по разным сторонам двигающейся линии укладывают по местам блоки, лаги, поперечные и настильные доски. Это обеспечивает непрерывную подачу сырья на станок.
Автоматически забиваются гвозди в места крепления по шаблону. Так получается верхняя часть паллета.
По транспортеру заготовка переворачивается, на нее укладываются нижние лаги.
Второй станок забивает гвозди в заготовку.
Поддон проходит по маркировочной линии, где заранее была установлена эмблема «Евро» или другого выбранного стандарта.
Паллета проходит через фрезеровочную машину и специальным механизмом в перевернутом поперек виде отправляется на складирование.
Предварительно срезаются углы, и поддоны укладываются способом один в один.
Собранные в стопку поддоны транспортируют в склад.
Заработок на производстве паллетов
Современный потребитель нуждается в поддонах, главное, чтобы они были качественные и недорогие. Конкурентность рынка заставляет производителей снижать себестоимость продукции до минимума, но это может сказаться на качестве товара. Особенно если производитель не имеет возможности экономически вложиться в производство.
Использование новых технологий и автоматическое оборудование для производства деревянных поддонов, как на фото выше, может снизить себестоимость продукции, что повлечет за собой больший спрос потребителей.
Похожие статьи
Производство
Бизнес на козьем сыре: рентабельность и отзывы
Производство
Как вырастить лен: описание, посев, особенности ухода, выращивание и виды льна
Производство
Съедобная посуда как бизнес: технология производства, оборудование
Производство
Из чего делают мел: меловые отложения, добыча, состав и применение
Производство
Как сделать печать в домашних условиях: советы и рекомендации
Производство
Оборудование для производства металлочерепицы: обзор, описание, характеристики
Линия для производства деревянных поддонов
новинка
Артикул: 812
290050 USD
Купить в 1 клик
Линия для производства деревянных поддонов
Линия для производства деревянных поддонов
Описание
Линия по производству поддонов включает ручную загрузку (подачу) материала, автоматическую систему забивки гвоздей, подъемное устройство поддонов, автоматический станок для поддонов в стопки, маркировочную машину и станок для обрезки углов.
Высокий уровень автоматизации, плавный процесс обработки, процессы полного цикла: забивка гвоздей, маркировка, резка и укладка поддонов.
Линия оснащена автоматической системой управления, программируемым контролером, сенсорным дисплеем, функция точной забивки гвоздей с высокой производительностью.
Линия имеет гибкие настройки на протяжении всего производственного цикла, прессформы и башня охлаждения не требуются.
Особенности
Программное обеспечение
Линия оснащена сенсорным программируемым дисплеем, механизмом загрузки, а также рычажным механизмом с несколькими степенями подвижности, что обеспечивает эффективный процесс забивки гвоздей. Также линия имеет функцию выбора различных программ для изготовления нестандартных поддонов. Размер поддонов настраивается согласно потребности заказчика.
Автоматическая укладка поддонов
После гвоздезабивочной машины поддон отправляется на станок для обрезки углов, далее на маркировочную машину и в конце на станок для укладки поддонов. Такая технологическая схема позволяет экономить время производства.
Общее описание линии
Размеры производимых поддонов: 800*1200 мм, 1000*1200 мм. (размеры регулируются)
Типы паллет: EUR, FIN
Производительность линии: 80 -100 шт/ч
Время перехода с одного размеры паллета на другой размер: 30 мин
Необходимое количество персонала: 6 человек
Размеры производственного цеха: 20*10*4 м
Типы производимых поддонов
Перечень оборудования линии
Гвоздезабивочная машина – 90 700 USD
Гвоздезабивочная машина включает три станка:
Станок для сборки нижней части поддона
Станок для сборки верхней части поддона
Станок для сборки первой и второй части в единую конструкцию
Нижняя часть поддона
Верхняя часть поддона
Технические характеристики
Напряжение: 380 В, 50 Гц, 3 фазы
Мощность: 2 кВт*3
Режим работы: ручная загрузка материала, автоматическая система забивки гвоздей, подъемное устройство поддонов.
Маркировочная машина c поворотным механизмом – 21 800 USD
Технические характеристики
Напряжение: 380 В, 50 Гц, 3 фазы
Мощность: 1.5 кВт
Размеры: 2200*2100*1200 мм
Вес: 500 кг
Количество оттисков: 4 шт
Производительность: 3 шт/мин
Конфигурация: количество и размеры оттисков изготавливаются согласно требованиям заказчика
Поворотный механизм
Напряжение: 380 В, 50 Гц, 3 фазы
Мощность: 0. 75 кВт
Угол поворота поддона: 90°
Размеры: 2530*2200*1650 мм
Вес: 500 кг
Устройство для переворачивания поддонов – 19 650 USD
Технические характеристики
Мощность: 1.5 кВт
Производительность: 2-3 шт/мин
Размеры: 3330*2000*1200 мм
Вес: 450 кг
Станок для укладки поддонов – 26 200 USD
Технические характеристики
Напряжение: 380 В, 50 Гц, 3 фазы
Мощность: 1.5 кВт
Производительность: 3 шт/мин
Размеры: 3500*2000*1600 мм
Вес: 800 кг
Конвейер – 25 500 USD
Технические характеристики
Напряжение: 380 В, 50 Гц, 3 фазы
Мощность: 3 кВт
Размеры: 4500*2000*1200 мм
Вес: 600 кг
Оборудование для распила и обработки древесины
Пила для продольного распила бревен – 32 700 USD
Технические характеристики
Максимальная высота резки: 20 см
Максимальная ширина резки: 25 см
Минимальная высота резки: 8 см
Максимальная длина заготовки для распила: 4 м
Минимальная длина заготовки для распила: 80 см
Скорость подачи заготовки: 4-7 м/мин (регулируется)
Общая мощность: 50 кВт
Тип охлаждения: воздух/вода
Размеры: 4200*1600*1500 мм
Вес: 1800 кг
Пила для распила древесины – 23 800 USD
Технические характеристики
Максимальная высота пила: 16 см
Минимальная высота пила: 1. 5 см
Максимальная ширина пила: 28 см
Минимальная ширина пила: не ограничена
Общая мощность: 54 кВт
Скорость загрузки материала: 6-12 м/мин
Тип загрузки: автоматический
Регулируемая скорость загрузки
Количество отрезных дисков: 20 шт (10 нижних, 10 верхних)
Тип корпуса: полностью закрытый
Тип охлаждения: водяное охлаждение
Размеры: 1900*1500*1700 мм
Вес: 1600 кг
Станок для нарезки брусков – 15 200 USD
Технические характеристики
Напряжение: 220В/380 В
Мощность: 5.5 кВт
Размеры: 1600*1100*1200 мм
Вес: 500 кг
Диаметр пилы: 400 мм
Скорость вращения: 2800 об/мин
Рейсмусовый станок – 8 200 USD
Технические характеристики
Максимальная ширина обработки: 450 мм
Максимальная толщина обработки: 200 мм
Максимальная длина обработки: 200 мм
Минимальная толщина обработки: 5 мм
Скорость подачи: 10 м/мин
Скорость вращения фрезы: 5500 об/мин
Мощность двигателя: 5. 5 кВт
Размеры: 1250*760*830 мм
Вес: 400 кг
Установка холодной сушки воздуха (после компрессора) – 4 300 USD
Технические характеристики
Производительность: 2.5 м³/мин
Номинальное давление: 1 МПа
Рабочее давление: 0.6-1 МПа
Потери давления:
Номинальная температура воздуха на входе: ≤40℃
Максимальная температура воздуха на входе: ≤65℃
Максимальная рабочая температура: ≤40℃
Мощность: 2.21 кВт
Система охлаждения: воздушная
Напряжение: 220 В, 50 Гц, 3 фазы
Уровень шума: ≤60дБ
Номинальный диаметр впускного и выпускного патрубков: DN 1-1/2
Межцентровое расстояние между входящим и выходящим патрубками: 400 мм
Вес: 100 кг
Размеры: 700*420*810 мм
Схема технологического процесса производства поддонов
Схема технологического процесса распила
Список быстроизнашиваемых частей
Отрезные диски на станок для продольного распила бревен – 1420 USD/комплект (20 шт)
Отрезные диски на станок для распила древесины — 1380 USD/комплект (20 шт)
Вал для установки отрезных дисков (Пила для продольного распила бревен) – 530 USD/шт
Вал для установки отрезных дисков (Пила для распила древесины) — 500 USD/шт
Ножи для рейсмусового станка – 252 USD/комплект (4 шт)
Отрезные диски для нарезки брусков – 205 USD/шт
Фотодатчик – 62 USD/шт
Реле — 40 USD/шт
Переключатель — 40 USD/шт
Гвозди для пневмопистолета — 53 USD/шт
Воздушный цилиндр — 485 USD/шт
Нагревательныйэлемент — 40 USD/шт
Отрезные диски на станок для обрезки углов — 78 USD/шт
KЛЮЧЕВЫЕ МОМЕНТЫ
ДОСТАВКА – 25 ДНЕЙ СРОК ИЗГОТОВЛЕНИЯ – 110 РАБОЧИХ ДНЕЙ
ОПЛАТА ОСУЩЕСТВЛЯЕТСЯ ТРЕМЯ ТРАНШАМИ:
50% — ПРЕДОПЛАТА
30% — ПЕРЕД ОТПРАВКОЙ ОБОРУДОВАНИЯ С ЗАВОДА ИЗГОТОВИТЕЛЯ
20% — ПОСЛЕ ТАМОЖЕННОЙ ОЧИСТКИ В РОССИИ (ПЕРЕД ОТПРАВКОЙ КЛИЕНТУ).
ГАРАНТИЯ – 1 ГОД
ЦЕНА УКАЗАНА БЕЗ УЧЕТА УСТАНОВКИ, НАСТРОЙКИ И ПУСКО-НАЛАДОЧНЫХ РАБОТ
ЦЕНА ВКЛЮЧАЕТ ДОСТАВКУ ИЗ КИТАЯ В НОВОСИБИРСК И ПОЛНУЮ ТАМОЖЕННУЮ ОЧИСТКУ
ДОСТАВКА ИЗ НОВОСИБИРСКА В ДРУГИЕ ГОРОДА — ЗА СЧЁТ ПОКУПАТЕЛЯ
Линия подготовки поддонов.
На производство поступают поддоны размерами 800*1200 и 1000*1200 (Фото 1), поддоны доставляются на фурах. Далее погрузчиком пачки поддонов перевозятся к линии подготовки поддонов.
Фото №1
Особенность в том, что для перевозки большего количества поддонов, поддоны складываются друг в друга Фото №2. Что требует, разобрать пачки, и собрать в пачки как на фото №3. для подачи на производственные линии.
Фото№2
Для работы производственных линий завода, требуется, чтобы поддоны были собраны в пачки с правильно стоящими поддонами. Фото№3.
Фото№3.
В данном ТЗ будут использованы не стандартное описание некоторых моментов в работе линии
—Правильно стоящий поддон – поддон, который установлен на основание своей нижней частью как на Рис. №1. Рабочей поверхностью сверху.
Рис. №1.
—Не правильно стоящий поддон — поддон, который установлен рабочей поверхностью в низ к основанию. Рис. №2.
Рис. №2.
В связи с этим необходимо построить автоматическую линию.
В данной блок схеме требуется изготовить блоки под номерами 1-2-3-4-5-6. Для точного размещения линии в цеху и позиционирования с существующей линией прошу дать размеры линии ширина, длина, высота.
Блок схема №1
Для построения данной линии требуется следующее оборудование:
Конвейер загрузки пачек поддонов.
На данный конвейер погрузчиком будут устанавливаться пачки поддонов как на фото №2 для дальнейшей подачи в автоматическом режиме на станок для разбора пачки.
Станок для разборки пачки поддонов.
На данном этапе требуется отделять по одному поддону снизу от пачки и подавать в автоматическом режиме на конвейер для переворачивания поддонов.
Конвейер с механизмом переворачивания поддона на 180 градусов.
Данный конвейер работает в автоматическом режиме и должен распознавать, какой поддон нужно пропустить на следующий этап (правильно стоящий поддон как на Рис. №1) или перевернуть поддон, если он не в правильном положении как на Рис. №2.
Далее поддон в автоматическом режиме подается на следующий этап.
Станок для сборки поддонов в пачку.
На данном станке поддоны собираются в пачки Фото №3 и далее подаются на комбинированный конвейер вывода пачки.
Комбинированный конвейер.
Данный конвейер состоит из двух частей, цепного конвейера и роликового конвейера.
Часть цепного конвейера встроена в роликовый конвейер и перемещается верх и вниз,
(Например, при помощи пневматической системы)
Принцип работы:
В нормальном положении цепной конвейер всегда должен быть опущен ниже уровня
верхней точки роликового конвейера для того, чтобы, если загрузка поддонов
будет осуществлятся погрузчиком на конвейер №6, то цепной конвейер не мешал бы
перемещению поддонов от конвейера №6 по конвейеру №5 к конвейеру №7.
Перед тем как пачка поддонов из станка сборки поддонов №4 поступает на цепной
комбинированный конвейер №5, он поднимается.
Пачка поддонов перемещается по цепному конвейеру над роликовым до совмещения
центра поддонов и центра роликового конвейера. По сигналу встроенного оптического
датчика положения пачки поддонов, цепной конвейер останавливается и опускается,
далее с задержкой 5-10 секунд включается привод роликового конвейера №5 и пачка
перемещается на конвейер №7.
Роликовый конвейер размерами для установки одной пачки поддонов по ширине, то есть,
сторонами, которые имеют размеры 800мм и 1000мм по направлению работы линии.
По всей проектируемой линии поддоны перемещаются по длине, то есть, стороной 1200мм по направлению работы линии. При таком прохождении поддона не потребуется конвейер с поворотной частью на 90 градусов и не потребуется перенастраивать станок №4 под разные типы поддонов из-за разной ширины, евро стандарт — ширина 800мм, паллет FIN – имеет ширину 1000мм. Фото № 1.
Согласно Блок – схемы №1 видно, что комбинированный конвейер №5 установлен к существующей линии перемещения поддонов. При проектировании необходимо учитывать
высоту уже установленных конвейеров линии подачи поддонов.
Высота установленных роликовых конвейеров линии подачи поддонов составляет 630мм.
В случае если высота конвейеров проектируемой линии будет выше, чем 630мм, то необходимо перемещением (вверх, вниз) цепной части комбинированного конвейера № 5, скомпенсировать разность высоты конвейеров проектируемой линии и роликовой частью комбинированного конвейера №5.
По алгоритму работы проектируемой линии требуется предусмотреть такие случаи как:
В случае, когда на конвейере № 7 блок – схемы №1, уже есть пачка поддонов, то выгрузив
пачку поддонов с проектируемой линии на роликовую часть комбинированного
конвейера № 5, она (пачка поддонов) не перемещалась на конвейер №7.
Так же и в случае, когда пачка поддонов стоит на роликовой части комбинированного
Конвейера № 5 то цепная его часть не срабатывает до момента, когда пачка поддонов не
переместится далее и не освободится роликовая часть конвейера.
Соответственно, чтобы не допустить сбоев работы каждый узел линии должен (понимать) что следующий узел занят или свободен.
Комплектация. В стандартную комплектацию робота входят: 1. Рука робота-манипулятора. 2. Контроллер управления. 3. Пульт программирования. 4. Комплект соединительных кабелей.
Технические характеристики
Количество осей: 6 Грузоподъемность: 165 кг Повторяемость позиции: ±0.04 мм Досягаемость: 2900 мм Потребляемая мощность: 10 кВА Масса робота: 1800 кг Класс защиты: IP67
Стоимость оборудования.
1 Робот в комплекте.
2 Универсальный захват.
3 Дополнительное оборудование (оборудование места
для установки новой пачки, светосигнальное
оборудование и т.п.)
4 Системы безопасности (как дополнительная опция).
5 ПНР и интеграция с периферией.
Итого 173 400 USD С НДС
Описание техпроцесса
Согласно полученному ТЗ, роботизированная ячейка должна разбирать стопки поддонов из их транспортировочного состояния и складывать поддоны на конвейер в определенном положении.
Основные компоненты роботизированной ячейки:
Робот
Универсальный захват.
Вспомогательные устройства.
Системы безопасности.
Робот– описание приведено выше.
Универсальный захват. Позволяет определить высоту, на которой находится верхний поддон в стопке и положение, в котором находится поддон («нормальное» или «перевернутое»). Так же он оснащен двумя группами клэмпов, которые позволяют взять поддон из любого положения.
Определение высоты и положения поддона определяется двумя группами датчиков,
расположенных в определенных частях захвата. Захват позиционируется роботом на
определенной высоте над стопкой поддонов и далее опускается вертикально вниз до касания
верхнего поддона.
Если поддон сориентирован в «нормальном» положении, то срабатывает условно первая группа датчиков касания. Если поддон сориентирован в «перевернутом» положении, то срабатывает условно вторая группа датчиков касания. В зависимости от того, какие датчики сработали автоматически применяется алгоритм для захвата поддона.
К вспомогательным устройствам относятся металлоконструкции, позволяющие устанавливать новую пачку поддонов в определенное место, тумба для установки робота, а также прочие конструктивные элементы комплекса.
Система безопасности строится на световых барьерах. Обеспечивает остановку робота в том
случае, когда в опасной зоне оказывается человек.
Алгоритм работы комплекса кратко можно описать следующим образом.
Оператор погрузчика устанавливает пачку поддонов в зону работы роботизированной ячейки. При этом, высота этой пачки может быть не всегда одинаковая, верхний поддон может находиться в любом положении в «нормальном» или в «перевернутом», в самой пачке могут быть «ошибки» в последовательности укладки поддонов. Это не повлияет на работу, так как применяемый алгоритм адаптивный.
Далее оператор комплекса запускает робота (условно, нажимает зеленую кнопку на выносном пульте оператора). Робот определяет высоту и положение поддона, захватывает поддон, переворачивает (в случае необходимости) и ставит на конвейер. Процесс повторяется до последнего поддона в пачке. После чего робот останавливается в парковочном положении и информирует оператора (по средствам светосигнальной колонны) о готовности к установке следующей пачки.
В данном предварительном предложении содержится описание самого простейшего уровня
автоматизации, так как исходное ТЗ не содержит конкретный требований. Более глубокая
автоматизация возможна, если таковые требования будут формализованы в более детальном ТЗ.
Машина хороша проста. Но тут пара вопросов. Это машина но она опять же берет по одному подданный собирает в пачку. Понятно что основная часть смещается на разные расстояния за программирование для того чтобы он собирался один влево вправо где то 150 200 миллиметров разница. Передвижение рамы по рельсам понятно но вот производители могут гарантировать нормальный запас каждого подданного из пачки уже. Мы же будем разбирать вот эту пачку а соответственно средние каблуки всегда рядом и когда за цепь вот этого красного цвета закрывается для захвата подданных не будет ли он цеплять у нас соседний каблук посередине как раз то что я отметил кубики. То есть нужно например взять нам правый подданный а на зажим попадет еще и каблук левого. И он будет у нас брать два поддона например один из за того что плохо взялся отважится. Но такие моменты нужно как то. Уточнить плюс нужно обязательно чтобы программирование панель именно по смещению мы чтобы могли перемещение основной работы по этим рельсам задавать сами панели управления. То есть например это стандартный подан он ездит на такую длину а на европу до него уже перемещение будет намного меньше. То есть например нам нужно будет забить метров 200 300 меньше. Ну короче полное управление позиционирование должно быть с панели управления перемещением по высоте по рельсам всей конструкции которые приезжают. И самое главное могут ли они что то сказать по этому поводу чтобы мы дали по одному подданным спячки. Соответственно придется запускать в станок почти всегда одинаково сложные. То есть например чтобы он понимал что как на картинке и отметил что первым нужно будет например убрать потом с каблуком справа а потом уже пойдет каблук камень слева.
Ну и хотелось бы посмотреть на коммерческое предложение стоимости этой машины. Ну и также хотелось бы в обязательном порядке ознакомиться с программным обеспечением будет ли там русский хотя он нужен обязательно русский язык на панели управления. Также хотелось бы знать какие используются. Элементы для работы то есть цепи звезды какие моторы докторе стоят какие частоты преобразовать не стоят. Ну то есть такого плана. То есть сразу же чтобы например собрать денег для того чтобы были запасные части. Ну и принцип работы. И еще самое главное хотел спросить по панели управления можем ли мы в панели управления задать две программы например скажем и например как я вижу оператор подходит нажимает в центр для механического кнопку например стандартный полет машина полностью сразу переходит в режим работы для стандартных подданных то есть там уже забито смещение основной рамы высота подъема то есть сколько полет в пачке у нас здесь на видео показаны раз в 2 3 4 5. Но у нас пачки будут минимум лет 10 это минимум 10 12 а то и 15. То есть соответственно и количество подданных в пачке должно тоже программирование. И другой случай когда после евро подданный оператор подходит нажимает кнопочку опять же с механической евро подданные. Лучше бы это механическая была кнопка если такое есть вообще и все машины опять же переходят на программу евро под дом где опять же уже все забито и расстояний смещение смещение прироста при передвижении рамы опять же высота подонков ну то есть количество пачек поданных в пачки ну и так далее. Хорошо было если бы программа была на русском языке обязательно и соответственно максимум. Сегодня например инженерный режим для настройки этой машины и так же для простого управления оператором просто такие как будто мы две программы создали а он подошел и просто включал евро и стандарт и машину ему уже автоматом перестраиваться.
То есть я понимаю это все возможно но позиционирование на рельсах вот этой основной рамы при перемещении должно быть настолько четко позиционирования и перемещаться должно безошибочно. То есть у нас каблук например состоит сейчас смотрю так у стандартного подана ширина каблук 100 миллиметров. Соответственно мы можем ему перемещение рамы задавать. Ну к примеру например 2100 миллиметров и перевернуть и потом будем брать например 2 тысячи то есть плюс минус 100 миллиметров он будет ездить каждый раз. Вот тогда если четкое позиционирование перемещение при перемещении рамы основной по рельсам настолько четко позиционируется что там шаговой двигатель стоит. Если синхронные то думаю это сложно сделать. Скорее всего наверное стоит пошагово двигателем с частотой преобразовать или датчиками которые подсчитывают скорее всего нужное расстояние для перемещения. А с евро подданным например у него у евро подданного средний каблук 145 миллиметров. Соответственно расстояние позиционирования при захвате евро подданным будет уже совершенно разные 145 минус 5.
Машины для забивания поддонов
Свяжитесь с нами!
Откройте для себя инновационные и удобные в использовании машины для забивания поддонов для вашей компании в компании Pallet Chief Manufacturing. Уделяя особое внимание созданию полезной машины, мы разработали гвоздезабиватели для деревянных поддонов, которые способствуют более эффективному и прибыльному производственному процессу. Ниже вы найдете модели автоматических гвоздезабивателей для поддонов от компании Pallet Chief Manufacturing, которые удовлетворят любые потребности производителей поддонов. От первоначального клиента до более крупной компании по производству поддонов, которая хочет достичь более высокой производительности с минимальным обслуживанием и меньшим количеством человеко-часов, у нас есть машины для забивания поддонов для компаний различных размеров. Взгляните на гвоздильные машины для продажи ниже. Если у вас есть вопросы, свяжитесь с нашей командой в Алабаме.
Паллетный штабелер I — идеальная паллетная машина начального уровня, представленная на рынке с 1991 года.
Эта паллетная машина использует только сжатый воздух. Нажмите на ссылку ниже, чтобы увидеть фотографии и видео о нем в действии.
Подробнее
Pallet Chief II — надежная рабочая лошадка, идеально подходящая для магазинов паллет любого размера.
Практически не требует технического обслуживания и является одной из самых простых в эксплуатации машин для поддонов в отрасли.
Наш продавец № 1 и его легче всего рекомендовать из-за его простоты, универсальности и непревзойденной цены.
Подробнее
Pallet Chief III — это автоматическая система сборки поддонов, обеспечивающая минимальную усталость оператора.
Универсален, как и Pallet Chief II, может использоваться на любом объекте. Использует 110 вольт и сжатый воздух.
Подробнее
Простота всей линейки паллетного оборудования распространяется на Pallet Chief IV. Он предназначен для увеличения объемов производства без ущерба для качества.
Включая две станции забивания гвоздей, переворачиватель поддонов и укладчик Deluxe — это самая автоматизированная система в нашей стандартной линейке.
Подробнее
Идеально подходит для дерновых ферм или любых операций, требующих салазок или односторонних поддонов.
Автоматическое размещение настила и гвоздей обеспечивает постоянное качество и скорость производства салазок, на которые вы можете рассчитывать.
Подробнее
Доступно финансирование!
Узнайте о нашем плане отсрочки платежа на 6 месяцев.
(ACG осуществляет вытягивание с льготным кредитом)
Система Pallet Chief Deck-Mat System изготавливает палубные маты или верхние компоненты блочного поддона.
Эта машина прибивает верхние доски настила и плоские стрингеры вместе в шахматном порядке.
Просмотреть больше
Гвоздезабивной станок для захвата поддонов — отличный выбор для любого предприятия, которому необходимо изготавливать поддоны из блоков.
Стандартная модель имеет размер 48×48 дюймов, но мы можем изменить ее на любой размер, соответствующий вашим потребностям.
Подробнее
Компания Pallet Chief Mfg. представляет новую систему блочных поддонов в линейке оборудования для сборки поддонов.
Стандартная модель может собирать блочные поддоны размером от 36″ X 30″ до 48″ X 48″. Доступны другие размеры.
Просмотр Подробнее
2022 Брошюра продаж
(2 страницы)
Нажмите здесь, чтобы просмотреть/загрузить брошюру
Feem Pallet II
One-Man Pallet Pallet Eshifice.
Финансирование доступно
Пользовательские размеры доступны
Стандартные функции
300-400 поддоны на 8 часов
Операция 9000-400.0003
ПРЕДОЕТИТЕЛЬНАЯ ПЛАД НАЖМЕТА
Простая операция и быстрое настройка
4-rater-informability Flure
. Использование Collsed Nails или большие Coils
.
Предлагает постоянную скорость и качество
Отправьте нам сообщение
Задайте вопрос ниже!
Pallet Chief II — это машина для обработки поддонов, которую может выполнять один человек. Это идеальный выбор для операций любого масштаба. Этот забивной гвоздезабивной станок — рабочая лошадка, которая справится со своей задачей — от только что открывшихся магазинов поддонов до устоявшихся компаний, желающих наладить производство поддонов собственными силами. Кроме того, наш Pallet Chief II, выставленный на продажу, практически не требует технического обслуживания и является одним из самых простых в эксплуатации паллетных машин в отрасли. Он использует 110 вольт и сжатый воздух.
Машина для забивания деревянных поддонов Pallet Chief II остается нашим лидером продаж благодаря своей простоте, универсальности и непревзойденной цене. Свяжитесь с нами, чтобы получить заказ и пакет финансирования.
Посмотрите это в действии на видео ниже.
PC II со стандартным укладчиком
PC II со стандартным укладчиком
PC II Отзыв
50 % переработанной древесины. Нам нравится Pallet Chief II, потому что вы можете использовать новую древесину в один день и переработанную древесину на следующий день без каких-либо изменений в машине. Используя переработанную древесину, один оператор может изготовить от 300 до 400 качественных поддонов за 8-часовую смену на Pallet Chief II. Нам нравится, что оператор может видеть доски, когда он тянет портал, и следить за тем, чтобы доски оставались на месте и не двигались. Мы хорошо заботимся о наших машинах и за четыре года у меня не было проблем с техническим обслуживанием. Я не знаю другой машины, которая могла бы производить однородные качественные поддоны из переработанной древесины так же хорошо, как Pallet Chief II».
Джо Чесни | Chesney Enterprises
Вильямсбург, Пенсильвания
Финансирование доступно!
Узнайте о нашем плане отсрочки платежа на 6 месяцев.
Должен иметь одобренный кредит.
Chris Pfriem
Член, директор по национальной счете
Телефон 440-579-0404 Cell 440-479-3981 Fax 440-579-0447
Главная ЭЛЕКТРОИНСТРУМЕНТ Реноваторы Сетевой многофункциональный резак PATRIOT MF 295 110303295
Сетевой многофункциональный резак PATRIOT MF 295 110303295 удобен при эксплуатации в труднодоступных местах. Изготовлен из качественных деталей, что гарантирует надежность и долговечность инструмента. Комплектуется насадками, которые позволяют выполнять вырезку пазов, распиловку заготовок из дерева, пластика и мягких цветных металлов, разрезание пластиковых труб, шлифовку, шабрение, очистку поверхности керамической плитки и других материалов. Имеет кабель длиной 2 метра. Возможно использовать оснастку других производителей: Dremel, Bosch и Makita.
Технические характеристики
Электр. регулировка оборотов нет
Количество насадок в наборе, шт 7
org/PropertyValue»>Габариты, мм 320х105х80
Тип соединения OQIS
Мощность (Вт) 330
Длина кабеля, м 2
Вес, кг 1.3
Частота колебаний, кол/мин 20000
Угол колебаний, град 3.2
Размер хода платформы, мм 3
Возможность подключения к пылесосу нет
org/PropertyValue»>Плавный пуск нет
Поддержание постоянных оборотов под нагрузкой нет
Комплектация коробка
Комплектация
Сетевой многофункциональный резак;
Рабочие инструменты:
— шлифовальная плитка для шкурок (80х80х80) — 1 шт.;
Цена указана при покупке за наличный расчёт. Предложение не являются публичной офертой.
Характеристики
EAN код
6934097701110
Основные характеристики
Тип
Многофункциональный инструмент
Мощность
220 Вт
Регулировка частоты вращений
ДА
Угол колебания влево / вправо
3.2 °
Максимальная частота колебаний
20000 колебаний/мин
Питание
Тип электропитания
от электросети
Корпус
Вес
1300 грамм
Цвет
рыжий
Особенности
Рукоятка с мягкой накладкой
ДА
Внимание! Внешний вид товара, комплектация и характеристики могут изменяться производителем без предварительных уведомлений.
Проверяйте заявленные характеристики на официальных сайтах производителей.
ищет информацию о турбовентиляторном двигателе General Electric MF-295
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Автор темы Пионер
Дата начала
Пионер
Найти и сблизиться с врагом
#1
Добрый день
Я ищу информацию о несуществующем турбовентиляторном двигателе General Electric MF-295, который был претендентом на установку USAF/USN TFX/F-111. Я никогда не обращал внимания на это раньше, в отношении программы TFX/F-111, до настоящего момента :-[
«MF-295 находился на ранней стадии разработки, но обещал значительные преимущества в размере, весе и производительности. Во всех предложениях [для TFX], кроме предложения General Dynamics, использовался MF-29.5 двигатель…..»
Нажмите, чтобы развернуть…
(источник: Boon Seh Choo et al, 2003 г. Пример использования F-111
Есть ли на этом форуме что-либо, касающееся GE MF-295?
С уважением Pioneer
GeorgeA
ДОСТУП: Совершенно секретно
#2
Я мало что нашел. Во внутренней книге GE «Восемь десятилетий прогресса» есть странная картина и небольшая рецензия — просто то, что MF-295 опоздал в первом раунде конкурса TFX, был «меньше, легче и мощнее», чем TF30. и был предпочтительным вариантом Боинга. Он должен был опоздать примерно на два года по сравнению с TF30 просто потому, что GE опоздала с ним.
sferrin
ДОСТУП: USAP
#3
«Макнамара представил свои доводы в пользу предложения General Dynamics/Grumman и убедил своих противников, сославшись на лучшую усталостную долговечность , более высокую максимальную скорость, более низкую 9Радиолокационная сигнатура 0052 и превосходные возможности электронного противодействия . Макнамара признал, что предложение Boeing , по-видимому, имело превосходную дальность полета , возможность бездельничать и управляемость на низкой скорости — по крайней мере, на бумаге, — но ему удалось убедить слушателей в том, что затраты Boeing были нереалистично оптимистичными. Это изменило ситуацию в пользу его первоначального выбора. Взгляд в прошлое, как правило, подтверждает мнение Макнамары . Предлагаемая Боингом силовая установка ТРДД General Electric MF-295, существовал только как набор спецификаций в то время, когда и не были готовы к полету до 1967 года, , в то время как Pratt & Whitney TF30 General Dynamics находился на продвинутой стадии проектирования. .»
От AeroAustralia относительно F-111B.
Dynoman
ДОСТУП: Совершенно секретно
#4
Еще одна пара проблем с MF-295 заключалась в том, что Boeing планировал, что TFX будет иметь реверсирование тяги в полете для замедления вместо воздушного тормоза, как предлагала General Dynamics. Обеспокоенность по поводу попадания выхлопных газов на поверхности управления полетом и то, что это не было реализовано в истребителях того времени, беспокоила Министерство обороны. Конструкция Boeing также включала установленный на спине воздухозаборник с дозвуковой диффузорной системой, которая, по мнению Министерства обороны, могла вызвать искажение потока в двигателях на больших углах атаки. М-295 были меньше и обладали более высокими технологиями (я полагаю, что в двигателе было больше титана, а также в шарнирной коробке крыла), но, как упоминалось ранее, это было просто предложение, и связанный с ним риск развития был слишком велик для Министерства обороны. рассмотреть против более традиционной конструкции двигателя GD. ВВС понравились двигатели меньшего размера, поскольку они уменьшают диаметр фюзеляжа, тем самым уменьшая сопротивление и увеличивая дальность полета. Предполагалось, что MF-295 GD будет использовать компоненты двигателей J-79 и J-93, чтобы сделать его менее «рисковым» для планировщиков Министерства обороны. Дизайн GE считался настолько хорошей концепцией, что Lockheed, North American Aviation и McDonnell Douglas также рассматривали MF-29.5 в их конструкции.
GeorgeA
ДОСТУП: Совершенно секретно
#5
Из восьми десятилетий прогресса:
. . после первоначального представления J79 и отсутствия выбора его ни одной из конкурирующих компаний по производству планеров General Electric сразу же предложила новую конструкцию — MF29.5, двухроторная силовая установка с передним вентилятором.
В статье Fortune говорилось: «… MF295 был на несколько сотен фунтов легче, чем двигатель Allison или Pratt & Whitney, и был меньше по длине и диаметру. узкий фюзеляж, столь важный для сверхзвуковых требований ВВС». . . .
Нажмите, чтобы развернуть…
Боинг. . . решил перейти на MF295 . . . другие подрядчики, по-видимому, разделяли взгляды Боинга в отношении North American, McDonnell, Douglas, Lockheed, . . . в итоге перешел на MF295.
Компания GE предложила модель MF295 вопреки решительным возражениям ряда инженеров-ветеранов и некоторых руководителей компании. В конструкции представлены две концепции — сдвоенный ротор. . . как способ достижения повышенной степени сжатия компрессора и переднего вентилятора — оба отличались от принципов проектирования GE того времени.
Нажмите, чтобы развернуть…
Пионер
Найти и сблизиться с врагом
#6
Спасибо, господа, за ваши отзывы и участие!
Конструкция Боинга также включала установленный на спине воздухозаборник с дозвуковой диффузорной системой, которая, по мнению Министерства обороны, могла вызвать искажение потока в двигателях на больших углах атаки.
Нажмите, чтобы развернуть…
Принимая во внимание искаженный поток к двигателям, проблемы General Dynamics F-111, которые потребовали обширных исследований и разработок, которые привели к исправлению Triple Plough , можно задаться вопросом, были ли опасения Министерства обороны чрезмерно консервативными, учитывая технологический прогресс TFX. программа — точка!
С уважением Пионер
Дайноман
ДОСТУП: Совершенно секретно
#7
Верно, воздухозаборники F-111 могли быть спроектированы лучше на этапе предварительного проектирования, и инженерам приходилось перемещать воздухозаборники дальше от граничного слоя фюзеляжа и дальше от перчаток крыла по мере продолжения разработки. Верхние воздухозаборники Boeing 818, вероятно, были спроектированы с учетом первоначальной задачи по предотвращению ударов, а не по конструкции истребителя с маневренностью в качестве водителя. Воздухозаборники наверху, установленные далеко за наградой, предназначены для устранения радиолокационных отражений от нижней части самолета. Тщательная конструкция удлинителей передней кромки может помочь повторно активировать поток воздуха к спинным воздухозаборникам при увеличении угла атаки, чтобы контролировать восстановление давления и динамические искажения, позволяя конструкции достигать углов, сравнимых с истребителями. Однако в начале 19В 60-х годах было слишком мало практических конструкций боевых самолетов, чтобы можно было сравнить предложение Boeing с верхним воздухозаборником, что привело к общему отклонению его воздухозаборника.
Пионер
Найти и сблизиться с врагом
#8
Дайноман сказал:
Верно, что воздухозаборники F-111 могли быть спроектированы лучше на этапе предварительного проектирования, и инженерам пришлось перемещать воздухозаборники дальше от граничного слоя фюзеляжа и дальше от перчаток крыла по мере продолжения разработки. Верхние воздухозаборники Boeing 818, вероятно, были спроектированы с учетом первоначальной задачи по предотвращению ударов, а не по конструкции истребителя с маневренностью в качестве водителя. Воздухозаборники наверху, установленные далеко за наградой, предназначены для устранения радиолокационных отражений от нижней части самолета. Тщательная конструкция удлинителей передней кромки может помочь повторно активировать поток воздуха к спинным воздухозаборникам при увеличении угла атаки, чтобы контролировать восстановление давления и динамические искажения, позволяя конструкции достигать углов, сравнимых с истребителями. Однако в начале 19В 60-х годах было слишком мало практических конструкций боевых самолетов, чтобы можно было сравнить предложение Boeing с верхним воздухозаборником, что привело к общему отклонению его воздухозаборника.
Нажмите, чтобы развернуть…
Интересно Dynoman
Спасибо за ваш вклад.
С уважением Пионер
Делиться:
Фейсбук
Твиттер
Реддит
Пинтерест
Тамблер
WhatsApp
Эл. адрес
Делиться
Ссылка на сайт
ПЕРЕМЕЩЕНО: ищу информацию о турбовентиляторном двигателе General Electric MF-295
Автор: flateric
Ответов: 0
Бар
Газотурбинные двигатели General Electric
Создано компанией Meteorit
Ответов: 4
Системы обозначений
Есть ли информация о двигателе кормового вентилятора General Electric MF239 C-3?
Начато предварительным планом флота
Ответов: 2
Г
Рассматриваемые двигатели для ранних Sabre II/Super-7!!
Автор Дейно
Ответов: 21
Г
С
Замена Pratt & Whitney J57 на General Electric J79?
Автор Кристофер Ван
Ответов: 21
Альтернативная история и предположения о будущем
Верх
Тратор 295 | +100 объявлений на OLX Brasil
Procurar pelo título do anúncio
Тоды как категории
Tratores e maquinas agrícolas Peças para tratores e maquinas Сиклисмо Peças e acessórios (Caminhões) Produção Rural Máquinas pesadas para construção Трейлеры и коммерческие перевозки Хобби и колледжи Внешние животные и аксессуары Peças e acessórios (Carros, vans e utilitários) Аудио, ТВ, видео и фотография CD, DVD и т.
Кресло/стул складной туристический Green Days для природы/рыбалки, подстаканник, до 100 кг, серый, Порядок
ПОДРОБНЕЕЕще цены и похожие товары
2 страница из 18
Складной походный стул — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(577 релевантных результатов)
Лучшие кемпинговые кресла для жилых автофургонов и грузовиков
Тридцать семь читателей TCM рассказывают о своих любимых кемпинговых креслах, и одно место трудно превзойти. По поддержке спины, комфорту и общему качеству сборки победителем стал…
Удобство кресла для кемпинга очень субъективно, но одна конкретная марка и модель получила больше одобрений, чем любая другая.
ЛУЧШИЙ: Strongback Elite
Кресло для кемпинга Strongback Elite со знаменитой поясничной опорой получило наибольшее количество голосов за лучшее кресло для кемпинга.
Хотя сами мы не владеем креслами Strongback Elite, мы можем подтвердить, что они обеспечивают превосходную поддержку спины и спины и рассчитаны на длительный срок службы. Мы постоянно видим стулья Strongback Elite на собраниях и митингах дальнобойщиков, и их владельцы восхищаются ими год за годом.
Strongback завоевал титул, но четыре других кемпинговых стула заслужили почти столько же одобрений; YETI Trailhead, Nemo Stargaze, складное директорское кресло Timber Ridge и GCI Outdoor Freestyle Rocker.
Анджела давно выбрала рокер для фристайла GCI Outdoor, и это фантастика. Если вам нужен портативный стул для кемпинга, который качается, этот трудно превзойти, и он прекрасно держится уже более пяти лет. Я думаю, что она лично уговорила 27 человек приобрести себе такой.
YETI Trailhead выглядит серьезным и прямым конкурентом Strongback Elite. Мы любим все остальное, что делает YETI, так почему бы не стулья? Обратите внимание на качество сборки YETI, представленное в приведенных ниже результатах. Дозорный Стронгбэк. У тебя на хвосте йети.
Вот результаты:
«Нам очень нравятся наши кресла Strongback Elite. Стулья Strongback очень удобны, не провисают и имеют отличную поддержку спины. Они очень хорошо сложены и очень устойчивы, когда вы сидите в них. Они дорогие и немного больше и тяжелее, чем многие другие стулья, но они определенно того стоят.
У нас также есть пара стульев Helinox. Стулья Helinox отлично подходят, если вы хотите взять стул с собой, когда вам нужно перенести его на некоторое расстояние. Они очень маленькие, легкие и на удивление удобные для сидения. Они также предоставляют нам пару дополнительных кресел для тех случаев, когда у нас есть компания в дороге». – Селина и Бретт Биннс, Ford F-550 2022 г., Arctic Fox 2014 г. 1150
«Возможно, я немного проповедник или, возможно, одержим своим креслом для кемпинга. У многих людей есть любимый складной стул, но мой любимый стул, и точка. Я использую его везде.
Чтобы найти этот стул, я просмотрел три бренда в розничных магазинах (два вернулись), четыре онлайн (все четыре вернулись), прежде чем, наконец, нашел святой Грааль стульев. Слишком поэтично? Я так не думаю.
HGoC (Святой Грааль стульев) — кресло для побега в альпинистском лагере ALPS.
Квест не требуется. Драконы по желанию.
Мне нравится отдыхать в кресле, поэтому я хочу кресло. Я пробовал вещи с невесомостью, но они заставляют меня чувствовать, что мой ноутбук вот-вот запустится. Из тех, что с подножками на молнии, выбраться невозможно. Мне нужно было что-то устойчивое, прочное и при этом занимающее минимум места (не так ли?), и этот стул отвечает всем требованиям.
У него один изъян. Имейте в виду, что этот сбой произошел после целого года ежедневного интенсивного использования, поэтому я не собираюсь жаловаться. Алюминиевый штифт под подставкой для ног слишком хрупкий, но его можно легко заменить 1/4-дюймовым болтом, как только вы его высверлите. Кроме этого, ткань и швы по-прежнему идеальны.
Совершенно потрясающий стул. Это достойно того, чтобы любой рыцарь или девица передохнули во время своего похода». – Джон Джонсон, Ford F-250 2000 г., Caribou 1992 г.
«Мне нравится походное кресло YETI Trailhead. Это дорого, но вы получаете то, за что платите.
Думаю, очень удобно. Мой рост 6 футов 4 дюйма и вес 280 фунтов, и он мне подходит. Это очень хорошо сложенный стул. Вы передадите это будущим поколениям». — Гэри Своуп, Toyota Tundra 2008 года выпуска, еще нет кемпера
«У нас есть кресло OZ Tent King Kokoda и кресло Helinox Savannah.
Будучи двумя совершенно разными типами телосложения, 6 футов 5 дюймов и 5 футов 5 дюймов, у нас одинаково разные вкусы в стульях. Дэйв предпочитает стул OZ Tent King Kokoda из-за его прочной конструкции, которая поддерживает внушительный каркас в течение девяти лет. Подлокотники кресла находятся на подходящей высоте для высокого мужчины, плюс у него есть регулируемая поясничная опора для принцесс группы.
Мне нравится кресло Helinox Savannah, которое практически ничего не складывается и идеально подходит для моего тела. У стула есть крылья, которые по сути являются подлокотниками. Они рядом, когда они вам нужны, но не мешают, когда они вам не нужны. Благодаря тому, что он хорошо складывается и быстро сохнет, его также можно брать с собой на пляж. Журнальный столик — это две коробки для стиральных машин (игра «Восточное побережье»), соединенные засовами». – Энди Деккер, Ford F-350 2019 г., Hallmark Guanella 2020 г. .
Это, безусловно, самое удобное и смехотворно дорогое портативное кресло, которое мы когда-либо покупали. Розничная цена составляла 210 долларов, когда мы изначально купили нашу, и за последние несколько лет эта цена выросла до более чем 300 долларов.
Как это могло стоить столько, спросите вы? Он прочный, хорошо спроектированный и имеет множество замечательных функций, в том числе возможность наклона спинки (отсюда и название Stargaze). У него подвижный подголовник, карманы для напитков и телефона, и он очень устойчивый.
Нам потребовалась минута, чтобы найти лучший способ входа и выхода из Stargaze, но после того, как вы освоите его, это будет очень просто. Сборка также изначально была не очень интуитивной, и даже сотрудник REI не мог в ней разобраться. Складные металлические опоры для спинки потребовали немало усилий, чтобы установить их в точки крепления, но теперь это легко». — Деб Херлбут, Ford F-250 2017 года, Northern Lite 9-6SE
«У нас есть складные стулья Woods Siesta с откидной спинкой. Приобрели эти кресла после долгих поисков. Нам нравились наши старые стулья, но они становились неловкими. Новые удобные, с хорошей подкладкой, хорошо сложены и просты в настройке. У них есть подстаканники, и они откидываются. По 75 долларов за стул они казались хорошей ценой». — Карл Данэм, 2005 г. Chevrolet Silverado 2500HD, 2010 г. выпуска, Hallmark K2
«Я купил кресло Strongback несколько лет назад, и оно до сих пор в хорошем состоянии. Я не знаю модель той, что у меня есть, но имеющаяся модель Elite очень близка к той, что у меня есть. Вы можете приобрести их с трехлетней гарантией непосредственно у Strongback или с двухлетней гарантией у Amazon.
Это дорогое кресло, но это, безусловно, самое удобное кресло для кемпинга, в котором я когда-либо сидел. У него отличная поддержка спины по сравнению с другими стульями, которые у меня были, и это становится тем заметнее, чем дольше я в нем сижу. Качество сборки и материалов отличное. Он также поставляется с очень хорошей сумкой для переноски, которую относительно легко снять и вернуть в кресло». – Элдон Роудс, Chevy 3500 HD 2008 г., Lance 2011 г. 1050
«У меня есть складное директорское кресло Timber Ridge. Они доступны в магазине Costco в виде одного стула и в виде упаковки из двух предметов в Интернете.
Timber Ridge удобный, легкий и хорошо сделанный. Легкая алюминиевая рама прочна и проста в установке, а прочная полиэфирная ткань обеспечивает удобное сиденье, которое прослужит долго. На маленьком столике есть подставка для напитков и слот для телефона, планшета или чего-то еще. Их также легко складывать и раскладывать». – Донна Грейн, 2018 г. Ram Laramie 3500, 2002 г. Citation 10’9″
«Мы решили обновить наши стулья после того, как я устал чинить ножки и сломанные пресс-фитинги. Наши стулья определенно изжили себя. Мы потратили время и протестировали кучу разных моделей и стилей. Наконец, мы выбрали кресло-качалку GCI Outdoor Kickback.
Это удобно. Качалка позволяет нам откинуться назад и посмотреть на некоторые звезды. Подстаканник подходит для большинства напитков, а держатель для телефона удобнее, чем я мог себе представить. Эти стулья сидят немного ниже земли, но нам это подходит. Мы используем их второй сезон, и у нас не было никаких проблем или дефектов». — Джефф Ноулз, Ford F-350 2013 г., Lance 2019 г. 975
«У меня есть GCI Easy Rider. Это рокер на любой почве, он хорошо сложен и имеет пожизненную гарантию». – Bob Vandenburgh
«Мне нравится функция качания кресла GCI Outdoor Freestyle Rocker. Это прочный легкий стул, который держит мою 200-фунтовую задницу без малейшего скрипа. Мне никогда не приходилось беспокоиться о переворачивании, что всегда является плюсом.
Компактный. Два стула надежно крепятся к нашей задней лестничной подвеске. Он легко складывается и достаточно легкий, чтобы его можно было легко отнести к кострищу соседа». — Кеннет Бил, Chevrolet 2500HD 2008 г., Adventurer 2018 г. 89RBS
«У нас есть складное кресло-качалка GCI Outdoor Pod Rocker.
Мы любим их, потому что они качаются, имеют высокую спинку и легко складываются в сумку». – Марсия Хоппер, Ram 3500 2016 г., Arctic Fox 2016 г. 992
«У меня есть классический складной стул REI. Он легкий, складывается ровно, удобен и долговечен. Он очень устойчив на неровной поверхности, даже если вы весите более 200 фунтов. Не тонет в мягком грунте. Легко смывается и быстро сохнет.
Этот стул легко пристегнуть или перебросить. Лучше всего то, что у него есть простые маленькие лямки, так что вы можете закинуть его на спину и взять с собой на прогулку. Его можно легко отремонтировать или восстановить после многих лет тяжелой эксплуатации. Он прочный, и его не нужно выбрасывать, как многие нейлоновые стулья, когда ткань стареет». — Скотт Рунде, 2020 GMC 3500, Arctic Fox 990 2020
«Мои стулья имеют марку Gander Mountain, но похожие стулья продаются под другими названиями. Важными особенностями являются высокая спинка, поясничная подушка и то, что это кресла-качалки. Они прочные и удобные и немного тяжелее дешевых стульев. Я купил их во время распродажи «два по цене одного». – Филип Трон, Chevy 3500 2009 г., Lance 2012 г. 1050
«У меня есть портативное складное кресло для кемпинга Timber Ridge с мягкой подкладкой. У него есть сумка для переноски и высокая спинка, а легкая алюминиевая рама выдерживает до 300 фунтов.
На протяжении многих лет мы пробовали разные стулья для кемпинга, и определенно Timber Ridge — лучший. Нам нравятся набивка и высокие спинки, и они очень устойчивые. Мы также ценим то, что они поставляются с красивой сумкой для переноски, и когда мы не в лагере или когда идет дождь, они прекрасно помещаются на двойных колесах, невидимые и сухие.
Мы храним их в кемпере во время путешествий. У нас также есть второй комплект, который мы используем на лодке во время рыбалки». — Дэйв Риддл, Chevrolet 3500 HD 2015 г., Host Mammoth 2017 г.
«У меня есть походное кресло ALPS Mountaineering, которое также продается под маркой Browning.
Из больших мужских кресел этот действительно выдерживает ваш вес. Плохая новость в том, что он громоздкий и тяжелый. Набивка на подлокотниках плохая, а подстаканник находится в неудобном месте.
Хорошая новость в том, что он очень прочный. На самом деле я использовал его как кресло для рыбалки на лодке, и он отлично выдержал мой вес». – Роберт Кастл, Ford F-550 2021 г., Arctic Fox 2021 г. 990
«Нам нравится наше кресло Kelty Low Loveseat (№ 61510719). Он прочный, удобный и идеально подходит для отдыха у костра с мужем рядом со мной. В нем есть подстаканники с двумя отделениями для больших и маленьких напитков и очень красивая сумка-переноска с плечевым ремнем. Он также хорошо подходит для футбольных и бейсбольных игр.
Мы так любим своих, что подарили два. Получатели тоже любят свои. У нас более старая модель в бежево-красном цвете, но теперь она предлагается в трех цветах.
Фотография выше сделана из государственного парка Палисейдс-Келплер в Айове. Kelty Low Loveseat также идеально подходит для «Кровавой Мэри» во время приготовления завтрака». – Dawn Roll, Chevrolet 3500HD Z71 2018 г., Palomino SS-550 2016 г.
«У нас есть стулья Strongback. У них есть поддержка нижней части спины и прочная конструкция». – Филип Рид, GMC SIERRA 2500HD 2016 г., четырехколесный кемпер Grandby 2016 г.
«У меня есть кемпинговое кресло Strongback Elite. Это немного дорого, но к тому времени, когда вы подойдете к этому стулу после того, как выбросите другие, он окупит себя.
Strongback — самое удобное кресло для сидения с отличной поддержкой и отсутствием провисания. Из него легко подняться, и он бывает разных цветов. Я пользуюсь этим креслом уже шесть лет, и ничего не сломалось и не истерлось». — Дэррил Хайсон, Ford F-350 2018 г., Adventurer 810WS 2004 г.
«У нас есть кресла Cabela Zero Recliners; один широкий и один чуть уже. У нас также есть двухместное кресло Cabela Zero Recliner. Креслу пятнадцать лет, и проблем с ним не было. Он был доступен только в течение двух лет и остается в нашем игрушечном грузовике.
Кресла Zero Recliner откидываются назад и поддерживают наши ступни и ноги после целого дня походов. У них также есть регулируемая подушка для шеи и очень важный «жидкий» держатель для регидратации». – Seigurd Van Der Wall, 2020 Ram 3500, 2017 Wolf Creek 850
«Нам нравятся всесезонные складные стулья Ozark Trail. Когда-то у нас было 16 стульев! С тех пор мы сократили их количество на все случаи жизни.
Для теплой погоды на спине есть тесьма. Для более прохладной погоды есть отдельные утепленные чехлы, которые надеваются на всю часть стула с утепленными карманами для рук. В них комфортно круглый год. Единственное, что мы хотели бы изменить, это сделать спинку немного выше, чтобы защитить от холодного ветра». — Боб Перри, Ford F-350 2002 г., Northern Lite 10-2 EX CDLE 2021 г.
«Я рекомендую походное кресло YETI Trailhead для простой установки и разборки, а также для людей с проблемами спины. Высота сиденья идеальна. Он был только серый, когда мы его купили. Наличие одного кармана для подстаканника, подходящего как для напитков, так и для мобильного телефона и ключей, является его единственным недостатком. Они действительно должны сделать доступную настройку, чтобы добавить вторую.
Я также рекомендую кресло Nemo Luxury Stargaze для тех, кто любит качаться, смотреть на звезды или сидеть немного по-другому. Они почти настолько удобны, что если вам есть куда поставить ноги, вы можете спать в них.
Недостаток — разобрать и снова собрать. Если вы не будете следовать отмеченным указаниям, где держать его, когда садитесь или встаете, вы можете упасть на спину. Мы с подростком любим эти стулья и месяцами сидели в них, когда переезжали и избавлялись от мебели». – Сара Пикеринг, 2014 г. Рэм Ларами 1500
«У нас есть два больших кресла Coastrail. Они легко складываются и легко помещаются в задний отсек для хранения нашего Lance 1172. При весе 12 фунтов каждый они не такие тяжелые, как некоторые другие, и явно очень хорошо сложены.
Кресла Coastrail также удобные, большие, с мягкой спинкой и сиденьем с поясничной опорой, что мы очень ценим в конце дня. Кроме того, у них есть небольшой кулер на подлокотнике, боковой карман и подстаканник, который пригодится. По 54,99 доллара за штуку за серый/синий — это выгодная сделка». — Ларри Форд, GMC 3500HD 2015 г., Лэнс 2018 г. 1172
«У меня есть кресло Timber Ridge из Bass Pro Shop. У него отличная вертикальная поддержка. Он легкий, прочный, имеет откидной боковой столик, который остается в вертикальном положении, имеет подстаканник для кофе и держатель для мобильного телефона. Нам они так нравятся, что у нас есть два в нашем кемпере и два дома». — Курт Грининг, Chevrolet 2500HD 2001 г., 1993 г. 115 Colman Ranger с боковой дверью
«У меня есть PHI VILLA Oversize XL, мягкое кресло для отдыха с невесомостью, широким подлокотником, регулируемым креслом, подстаканником и Вместимость 400 фунтов.
Это очень удобно, и приятно поднять ноги. Этот стул занимает мало места, и в нем приятно вздремнуть». – Феликс Григорцевич, Ford F-350 2021 г., Northern Lite 9.4 2021 г.
«Кажется, кресло YETI, которое у меня есть, имеет лучшую поддержку спины и хорошо сложено. Это дорого, но оно того стоит». — Линн Кливленд, Chevy, Silverado 3500, 2014 Adventure 86SBS
«Красно-серый на вашей картинке — это тот тип, который нам нравится. Нам нравится этот стул за комфорт, легкость вставания с него и тот факт, что его легко хранить. У нас есть три разных набора из двух. В групповом лагере наши стулья всегда заполняются первыми». — Рон Уильямс, Ford F-250 1997 г., Lance 2003 г. 1010
Примечание редактора: Красно-серое кресло на рисунке — это GCI Outdoor Freestyle Rocker.
«У нас есть стулья Kijaro Dual-Lock. Эти стулья у нас уже пять или шесть лет. Это определенно самые качественные и прочные стулья, которые у нас когда-либо были. А еще они очень удобные и прочные. Вы можете получить его на kijaro.com, Cabela’s или Amazon.
Руки настолько сильны, что вы можете использовать их, чтобы подняться со стула. После настройки все становится на свои места. Нажмите кнопку, и кресло разблокируется, чтобы сложить.
Есть два подстаканника разного размера (один достаточно большой для банки в кузи) и боковой карман на молнии для телефонов, фотоаппаратов и т. д. Мне также нравится вентилируемая спинка.
Они поставляются с сумками для хранения и складываются достаточно компактно для удобного хранения. Они бывают двенадцати цветов. Первоначально мы видели их в Cabela’s, но нам не понравились их цвета, поэтому мы заказали два на веб-сайте Kijaro. Возможно, это последние стулья, которые нам нужно купить». – Ли Нельсон, Ford F-350 2015 г., Lance 2015 г. 1052
«У нас есть складной походный стул Harbour Freight. У него брезентовое сиденье, а спинка более прохладная. На правой стороне есть складной поднос, который идеально подходит для хранения обеденной тарелки. С левой стороны есть карманы для всего, что вам нужно. — Ким Песко, 2017 Ram 1500, 2019 Palomino 1240
«У меня есть алюминиевое кресло для кемпинга River Trail с боковым столиком и холодильником. У него высокая спинка, прочное сиденье, приставной столик и встроенный холодильник для тех теплых дней, когда можно расслабиться и расслабиться». — Горд Джоплинг, Ram 2500HD 2015 г., Palomino Bronco 2006 г. 1250
«Когда шесть лет назад мы вернулись к походам на грузовиках, мы взяли с собой стулья для кемпинга, которые складывались примерно до семи дюймов в диаметре и 40 дюймов в длину. Мы быстро поняли, что они просто занимают слишком много места в нашем обычном пикапе или в подвале нашего кемпера. Пространство было слишком большой премией. Мне нужен был удобный, легкий, прочный стул с высотой сиденья не менее 16 дюймов.
Кресло Joey Travel Chair соответствовало всем моим критериям. Он весит 2,5 фунта, удобен, рассчитан на 300 фунтов и имеет высоту сиденья 16 дюймов. Он также имеет широкие ножки для мягких поверхностей. Мы без проблем можем хранить три из них в боковом отделении нашего Northern Lite 10.2 EXCD.
Мы сейчас на Кейп-Коде и провели там несколько часов, ожидая и наблюдая за фантастическим фейерверком на пляже в Фалмуте. После пяти лет использования они все еще в отличном состоянии и не нуждаются в ремонте.
Не забудьте присмотреться. Цены варьируются от 45 до 70 долларов. Они не дешевые, но того стоят. За последние шесть лет мы проехали 90 000 миль в кемпинге на грузовиках». – Марк Харрисон, Dodge Ram 3500 2005 г., Northern Lite 10.2 EXCD 2017 г.
«У меня два кресла ARB Directors, потому что я предпочитаю сидеть прямо. Я не люблю кресла с откидной спинкой или сутулые стулья. Вот почему мне нравится столовая в моем трейлере. Просто нужны более жесткие подушки. Вы можете получить это кресло на Amazon.
У меня есть пара кресел с невесомостью марки Raptor. В наши дни невесомость кажется общим маркетинговым термином. Они удобные, но очень тяжелые и громоздкие, даже в сложенном виде. Это не материал для кемперов, но для пикапа с крышей Leer и прицепом сойдет». – Чарльз Ханна, 2003 RAM 2500, прицеп Bigfoot 21RB
«У меня есть складные стулья марки E-Z UP. Я люблю их, потому что они складываются и хранятся в собственных сумках. Они также очень прочные и стабильные. В них очень удобно сидеть, есть выдвижной поднос для напитков и телефона.» – Марк Робедо, Chevy 3500HD 2002 г., Arctic Fox 2021 г. 811
«У меня есть кресло CLIQ. Небольшой размер упаковки — это хорошо, но мне это не нравится». — Гэри Блюменталь, Ford F-150 2019 г., палатка Sportz Truck Tent 2020 г.
«У меня есть кресло Strongback. Удобнее всего с поясничной поддержкой». – Даниэль Остерхаут, Ram 2015
«Мой любимый стул – это стул Rio Sling. Мне это нравится, потому что это кресло-качалка и слинг-стул. Степень наклона спинки регулируется. У него высокая спинка, поэтому я могу откинуть голову назад. Он идеально подходит как для использования в кемпинге, так и для наблюдения за звездами. Вы можете отрегулировать лямки, чтобы откинуться назад. Он также состоит из двух частей, поэтому его легко хранить.
Что мне не нравится, так это то, что у него нет подстаканника, но недавно я видел в Costco версию этого стула, в которой он есть. Мне не нравится мягкий карманный стиль держателя, потому что я не могу положить в него кофейную кружку. Поэтому я сделал аксессуар из ПВХ-трубы, который скользит по опорной стойке, и теперь у меня есть отличный подстаканник, и я могу держать тарелку и/или мобильный телефон.
Держатель для чашки/тарелки/телефона — это то, что я нашел на Amazon для стульев для кемпинга, но я модифицировал его и приспособил к моему аксессуару из ПВХ-трубы.
Установка подстаканника занимает около пяти дополнительных секунд, и подстаканник нужно снять и хранить отдельно, когда я разбиваю лагерь, но стул с подставкой для напитков/тарелки/телефона того стоит. . Я сконструировал его таким образом, чтобы я мог перемещать держатель по обеим сторонам стула и имел некоторую возможность отрегулировать его, чтобы он был ровным». — Стив Осберн, Ford F-350 2019 г., Lance 2020 г. 1172
«У меня есть Nemo Stargaze. Этот стул позволяет пользователям сидеть вертикально или полулежать. Он очень удобен в походе и занимает минимум места в упакованном виде. Недостатком является то, что изначально цена и настройка кажутся сложными, но с повторением становится легко». – Джон Бейли, Ram 3500 2017 г., Arctic Fox 2017 г. 1140
«У наших стульев есть своя история. Когда мы навестили наших друзей в Плант-Сити, штат Флорида, он упомянул, что зимой посещал несколько дворовых распродаж и покупал старые садовые стулья с хорошими подлокотниками и не очень хорошей лямкой. Помните лямки диаметром 1,5/2″, которые со временем изнашивались? Он снимал ее и покупал пряжу Макамара (полиэстер). Следуя различным схемам плетения, он снова наполнил сиденье и спинку рамы и перепродал их.
Описание Видео обзоры (3) Характеристики (25) Сравнить цены (7) Яндекс.Маркет Отзывы (2)
Видео Обзоры (3)
ДРЕВО. HD. Обзор фрезерного станка КОРВЕТ- 84.
Фрезер «Корвет». Обзор
Где дешевле цена на станок фрезерный по дереву ЭНКОР Корвет 82
Сравнить цены (7)
Последняя известная цена от 466 р. до 947 р. в 7 магазинах
В данный момент у нас нет информации о наличии данного товара в магазинах. Вы можете поискать его на других площадках:
Магазин
Цена
Наличие
Imarket BY
1014 р. (-7%) Рассрочка до 5 мес.Халва,Карта покупок до 12 мес. Кэшбэк в Imarket BY до 5.4%
Наличие уточняйте 30.09.2022
21vek BY
Быстрая доставка. Мы доставляем товар по всей Беларуси в удобное для вас время
СберМегаМаркет
Промокод: skgid500 на скидку 500р. при покупке от 2500р для всех клиентов, до 31.12.2022
AliExpress
AliExpress – один из крупнейших мировых маркетплейсов, предлагающий клиентам самые низкие цены
Яндекс.Маркет
Купить в кредит (0)
Компания
Предложение
Описание
Рабочий стол отлит из чугуна. , 2 удлинителя стола, Регулировка скорости вращения фрезы, Регулируемый фронтальный упор, Угловой упор в комплекте, Цанги 6 мм, 8 мм, 12 мм в комплекте, Удобная регулировка подъема фрезы, Предусмотрено подключение пылесоса для сбора стружки
Характеристики (25)
Параметр
Значение
Тип
фрезерный
Напряжение
220
Использование
настольный
Мощность
1500
Назначение
по дереву
Обороты
24000
Вертикальный ход
40
Цанга
6-8-12
Размер площадки
610х360
Вес нетто
30.000
ЭНКОР Корвет-82 — фрезерный станок начального уровня. Предназначен для обработки древесины в неинтенсивном режиме (домашняя/частная мастерская). Оснащен электродвигателем на 1500 Вт и регулятором скорости. Высокая частота вращения (до 24 тыс. об/мин) позволяет справиться с задачами быстро и эффективно. Благодаря небольшому размеру и весу (30 кг) станок можно установить в условиях стесненного пространства.
Размер рабочего стола
610х360; с удлинителями 1030х360
Вертикальный ход фрезы
40
Диаметр аспирационного отверстия
100
Материал обработки
дерево
Ход шпинделя по оси Y
40
Max диаметр инструмента
40.000
Max частота вращения шпинделя
24000.000
Диаметр цанги 1
6.000
Диаметр цанги 2
8.000
Диаметр цанги 3
12.000
Мощность (Вт)
1500.000
Класс товара
Бытовой
Устройство цифровой индикации (УЦИ)
нет
Тип электродвигателя
коллекторный
Отзывы (2)
Все отзывы (2)
Зарегистрируйтесь и получайте бонусы за покупки!
Пожалуйста подождите. .
{{message}}
Ошибка! Повторите попытку позднее.
Подписаться на новинки, скидки и интересные предложения
Нажимая кнопку «Готово», я даю своё согласие cmp24.by на обработку моих персональных данных, в соответствии с Федеральным законом от 27.07.2006 года №152-ФЗ «О персональных данных», для целей регистрации на сайте, а также для целей и на условиях представленных в политике конфиденциальности.
Фрезерный станок по дереву Энкор Корвет-82 — цена, отзывы, характеристики с фото, инструкция, видео
Фрезерный станок по дереву Корвет-82: сфера применения и функциональные возможности
Фрезерный станок по дереву Корвет-82; отличает высокая производительность и надежность, он идеально подходит для частного, то есть непромышленного использования. Этот агрегат целесообразно применять для качественной обработки деталей, выполненных из древесины. С его помощью можно осуществлять следующие технологические операции:
выборка пазов, шпунтов, а также гребней;
вырезание поверхностей, которые имеют неправильную геометрическую или криволинейную форму;
строгание в поперечном направлении.
Особенности эксплуатации станка
Благодаря своим функциональным возможностям данный агрегат востребован в маленьких столярных мастерских, а также при решении бытовых задач. Несомненным достоинством является и то, что устройство имеет первый класс защиты от удара электрическим током, что гарантирует безопасность его эксплуатации.
При желании на этот фрезерный станок Корвет; можно установить механизм, который обеспечивает автоматическую подачу заготовок. Целесообразно оснастить ей агрегат в ситуации, когда необходимо выполнить обработку изделий, имеющих значительную длину. Помимо этого возможно оснащение специальной кареткой, которая имеет упор. С ее помощью можно осуществлять обработку под разнообразными углами.
Ключевые достоинства агрегата и комплектация
Отличительные особенности данной модификации:
рабочая поверхность выполнена из чугуна;
возможен монтаж агрегата на верстак, так как в конструкции присутствует полка основания;
есть несколько прижимных, а также направляющих планок;
в конструкции есть патрубок, который применяется для подключения промышленного пылесоса;
наличие регулятора, с помощью которого можно настраивать темп с которым вращается шпиндель;
тепловая кнопка, то есть регулятор реле защиты, а также пускатель магнитного типа.
Станок этой модификации комплектуется мотором на 1500 Ватт, двигатель имеет коллекторный тип. Несомненное достоинство агрегата — сравнительно небольшая масса в собранном виде, вес составляет всего лишь тридцать килограммов. При этом размер его рабочего стола равен 36х61 см, а использование специальных удлинителей позволяет увеличить его до 36х82 см.
В комплекте поставки есть:
три цанги на 6, 8 и 12 миллиметров;
два удлинителя рабочего стола;
угловой упор.
Характеристика
Значение
Номинальная потребляемая мощность двигателя, Вт
1500
Номинальное напряжение питания, В/Гц
220/50
Тип электродвигателя
коллекторный
Передача
прямая
Частота вращения шпинделя на холостом ходу, об/мин
 67% посетителей UMIDS не посещают другие выставки схожей тематики, 85% принимают или влияют на принятие решений о закупках. Уникальная профессиональная посетительская аудитория UMIDS обеспечивает высокую коммерческую эффективность участия в выставке.
67% посетителей UMIDS не посещают другие выставки схожей тематики, 85% принимают или влияют на принятие решений о закупках. Уникальная профессиональная посетительская аудитория UMIDS обеспечивает высокую коммерческую эффективность участия в выставке. Совладелец компании «МИР (Мебель Инвестиции Ритейл)»
Совладелец компании «МИР (Мебель Инвестиции Ритейл)» RU) со специализацией в мебельном e-commerce. В digital с 2014 года, проекты – мебельные интернет-магазины и e-com
RU) со специализацией в мебельном e-commerce. В digital с 2014 года, проекты – мебельные интернет-магазины и e-com Специалист по вопросам создания и развития гостиничных проектов, реновации и реконструкции отелей, внедрению гостиничных технологий и сетевых стандартов
Специалист по вопросам создания и развития гостиничных проектов, реновации и реконструкции отелей, внедрению гостиничных технологий и сетевых стандартов



 Участники выставки UMIDS занимаются оптовой или розничной торговлей, производством мебели, оборудования, комплектующих и материалов для мебельного производства и деревообработки.
Участники выставки UMIDS занимаются оптовой или розничной торговлей, производством мебели, оборудования, комплектующих и материалов для мебельного производства и деревообработки. ru
ru ru
ru png»
png»


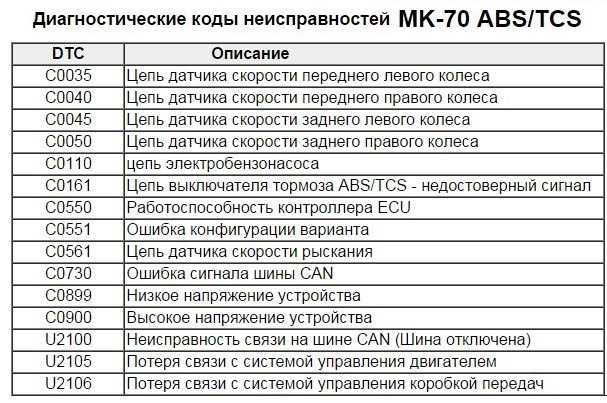
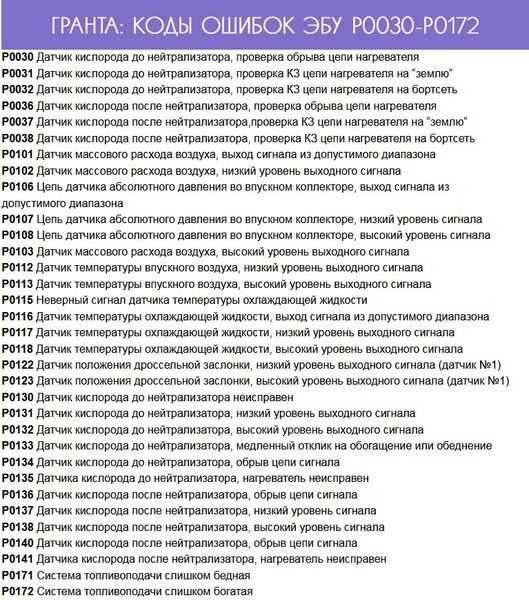
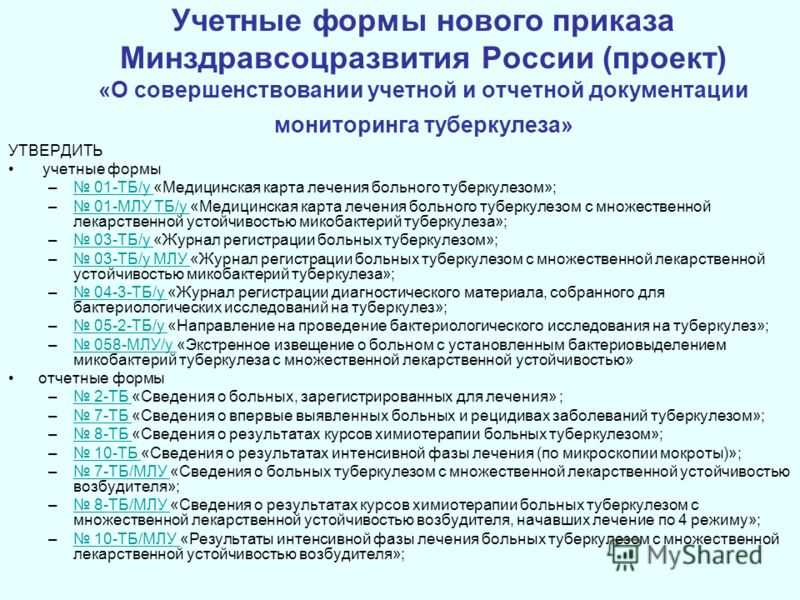
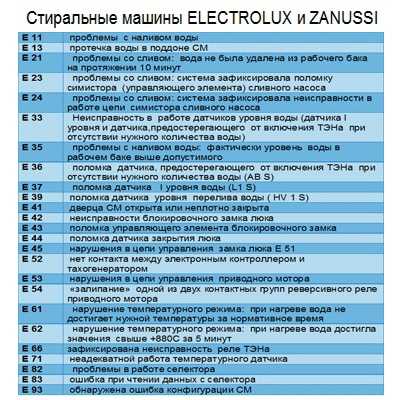
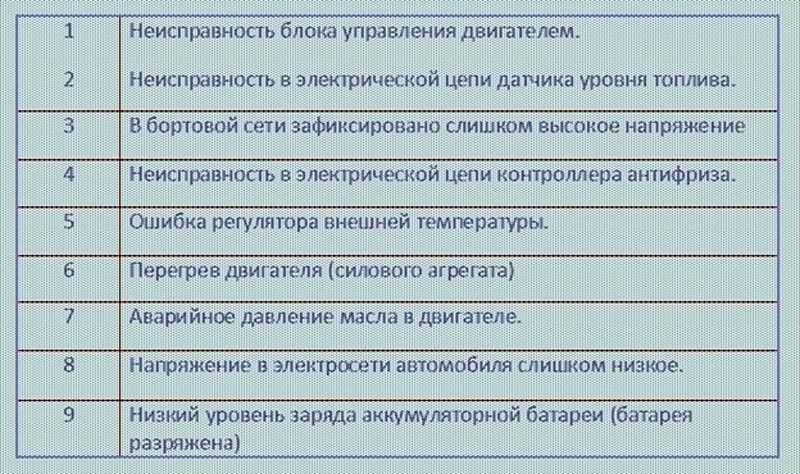 Проверьте еще раз ссылку на которую хотите зайти, возможно вы ввели ее неправильно.
Проверьте еще раз ссылку на которую хотите зайти, возможно вы ввели ее неправильно.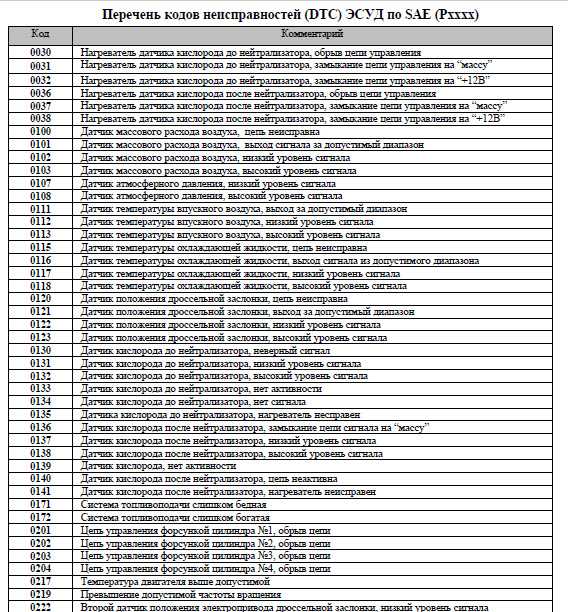 Советуем почистить компьютер от мусора, закрыть ненужные программы и перезагрузить комп.
Советуем почистить компьютер от мусора, закрыть ненужные программы и перезагрузить комп.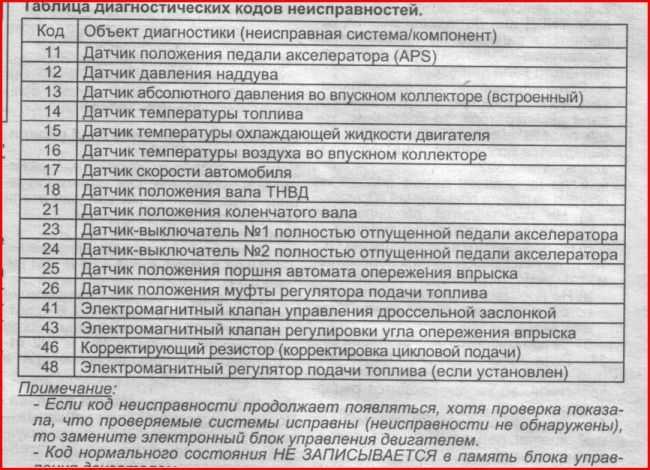 Подождите, пока соединение станет более стабильным.
Подождите, пока соединение станет более стабильным.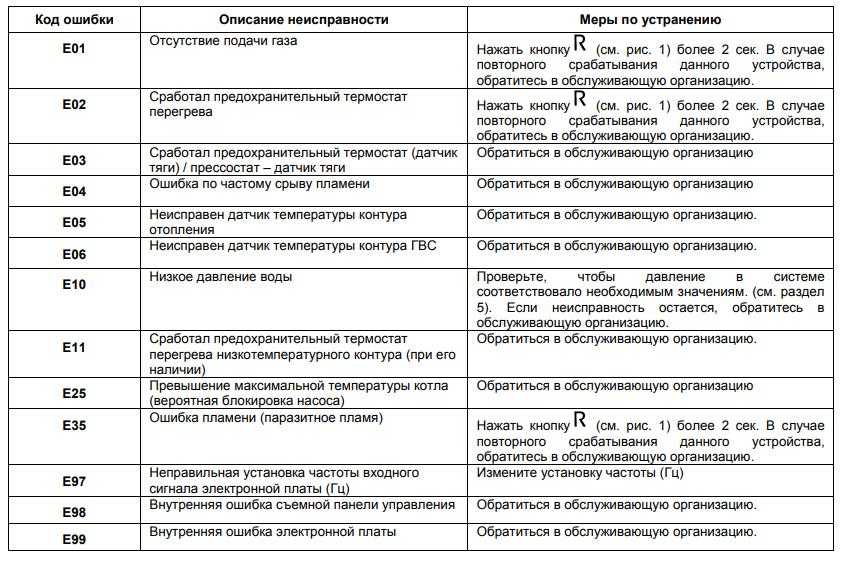
 cocoapods/ репозитории (Errno::ENOENT)
из /usr/local/rvm/rubies/ruby-2.1.0/lib/ruby/2.1.0/pathname.rb:422:in `foreach'
из /usr/local/rvm/rubies/ruby-2.1.0/lib/ruby/2.1.0/pathname.rb:422:в «детях»
из /usr/local/rvm/gems/ruby-2.1.0/gems/cocoapods-0.34.4/lib/cocoapods/sources_manager.rb:63:in `all'
из /usr/local/rvm/gems/ruby-2.1.0/gems/cocoapods-0.34.4/lib/cocoapods/user_interface/error_report.rb:127:in `repo_information'
из /usr/local/rvm/gems/ruby-2.1.0/gems/cocoapods-0.34.4/lib/cocoapods/user_interface/error_report.rb:34:in `отчет'
из /usr/local/rvm/gems/ruby-2.1.0/gems/cocoapods-0.34.4/lib/cocoapods/command.rb:63:in `report_error'
из /usr/local/rvm/gems/ruby-2.1.0@global/gems/claide-0.7.0/lib/claide/command.rb:300:in `handle_exception'
из /usr/local/rvm/gems/ruby-2.1.0@global/gems/claide-0.7.0/lib/claide/command.rb:274:in `спасение в бегах'
из /usr/local/rvm/gems/ruby-2.1.0@global/gems/claide-0.7.0/lib/claide/command.rb:264:in `run'
из /usr/local/rvm/gems/ruby-2.
cocoapods/ репозитории (Errno::ENOENT)
из /usr/local/rvm/rubies/ruby-2.1.0/lib/ruby/2.1.0/pathname.rb:422:in `foreach'
из /usr/local/rvm/rubies/ruby-2.1.0/lib/ruby/2.1.0/pathname.rb:422:в «детях»
из /usr/local/rvm/gems/ruby-2.1.0/gems/cocoapods-0.34.4/lib/cocoapods/sources_manager.rb:63:in `all'
из /usr/local/rvm/gems/ruby-2.1.0/gems/cocoapods-0.34.4/lib/cocoapods/user_interface/error_report.rb:127:in `repo_information'
из /usr/local/rvm/gems/ruby-2.1.0/gems/cocoapods-0.34.4/lib/cocoapods/user_interface/error_report.rb:34:in `отчет'
из /usr/local/rvm/gems/ruby-2.1.0/gems/cocoapods-0.34.4/lib/cocoapods/command.rb:63:in `report_error'
из /usr/local/rvm/gems/ruby-2.1.0@global/gems/claide-0.7.0/lib/claide/command.rb:300:in `handle_exception'
из /usr/local/rvm/gems/ruby-2.1.0@global/gems/claide-0.7.0/lib/claide/command.rb:274:in `спасение в бегах'
из /usr/local/rvm/gems/ruby-2.1.0@global/gems/claide-0.7.0/lib/claide/command.rb:264:in `run'
из /usr/local/rvm/gems/ruby-2. 1.0/gems/cocoapods-0.34.4/lib/cocoapods/command.rb:50:in `run'
из /usr/local/rvm/gems/ruby-2.1.0/gems/cocoapods-0.34.4/bin/pod:33:in `
1.0/gems/cocoapods-0.34.4/lib/cocoapods/command.rb:50:in `run'
из /usr/local/rvm/gems/ruby-2.1.0/gems/cocoapods-0.34.4/bin/pod:33:in ` Исправить с:
Исправить с: cocoapods/repos/master
$ установка пакета
cocoapods/repos/master
$ установка пакета

 10
10 10, и время от времени клиент HipChat зависает во время его использования, например, когда я выбираю текст в окне чата или переключиться на другое окно чата и т. д.
10, и время от времени клиент HipChat зависает во время его использования, например, когда я выбираю текст в окне чата или переключиться на другое окно чата и т. д. 







 Обычно он используется для гибки заготовок специальной формы или заготовок, которые уже являются полуфабрикатами.
Обычно он используется для гибки заготовок специальной формы или заготовок, которые уже являются полуфабрикатами.




 д.
д.
 Позже слово «тормоз» постепенно стало синонимом слова «машина».
Позже слово «тормоз» постепенно стало синонимом слова «машина».
 Каждый тип обычного или изготовленного на заказ листогибочного пресса обладает определенным набором сильных сторон и характеристик, которые делают их более предпочтительными для различных промышленных применений. В цеху гидравлические прессы преимущественно находят применение с:
Каждый тип обычного или изготовленного на заказ листогибочного пресса обладает определенным набором сильных сторон и характеристик, которые делают их более предпочтительными для различных промышленных применений. В цеху гидравлические прессы преимущественно находят применение с: Метод производственной инженерии, гарантирует непревзойденную точность и надежность в течение многих лет безаварийной работы. Датчики линейных перемещений следят за продвижением балки, поддерживая равномерность скорости и синхронизацию движения.
Метод производственной инженерии, гарантирует непревзойденную точность и надежность в течение многих лет безаварийной работы. Датчики линейных перемещений следят за продвижением балки, поддерживая равномерность скорости и синхронизацию движения. Траверса – это жесткая балка, изготовленная из стали. Именно на ней фиксируют рабочие приспособления, при помощи которых выполняется формирование изделия с заданными геометрическими параметрами.
Траверса – это жесткая балка, изготовленная из стали. Именно на ней фиксируют рабочие приспособления, при помощи которых выполняется формирование изделия с заданными геометрическими параметрами.



 какая-то неотложная работа! Вы можете узнать больше о происхождении листогибочного пресса здесь.
какая-то неотложная работа! Вы можете узнать больше о происхождении листогибочного пресса здесь.
 Фактически, современные тормоза увеличили скорость, качество и эффективность гибки металлов. Что касается этих современных тормозов, существует три распространенных типа: ручные, гидравлические и с ЧПУ.
Фактически, современные тормоза увеличили скорость, качество и эффективность гибки металлов. Что касается этих современных тормозов, существует три распространенных типа: ручные, гидравлические и с ЧПУ.  При использовании тормозных прессов с ЧПУ обученный оператор вводит такие данные, как угол гибки, толщина листа, ширина и сортность, а тормоз легко справляется с остальными. Узнайте больше о листогибочных прессах Boyd Metals!
При использовании тормозных прессов с ЧПУ обученный оператор вводит такие данные, как угол гибки, толщина листа, ширина и сортность, а тормоз легко справляется с остальными. Узнайте больше о листогибочных прессах Boyd Metals!
 this enables you to produce a wide variety of complex tools such as end mills, profile cutters, burrs and punches with anca’s cnc machines.
this enables you to produce a wide variety of complex tools such as end mills, profile cutters, burrs and punches with anca’s cnc machines. s.r.o.
s.r.o.

 C.
C.

 3 kW
3 kW
 Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
 Это позволяет разрабатывать специальное программное обеспечение для удовлетворения ваших уникальных потребностей.
Это позволяет разрабатывать специальное программное обеспечение для удовлетворения ваших уникальных потребностей.
 Эти резаки широко используются в аэрокосмической и штамповочной промышленности.
Эти резаки широко используются в аэрокосмической и штамповочной промышленности.
 Это требуется для инструментов с ПКА, используемых в основном в деревообрабатывающей и аэрокосмической промышленности для обработки композиционных и цветных материалов.
Это требуется для инструментов с ПКА, используемых в основном в деревообрабатывающей и аэрокосмической промышленности для обработки композиционных и цветных материалов.
 Преимущества включают снижение шума и вибраций, увеличение срока службы подшипников машины и улучшение чистоты поверхности.
Преимущества включают снижение шума и вибраций, увеличение срока службы подшипников машины и улучшение чистоты поверхности.
 д.
д.
 Операция позволяет шлифовать червячные инструменты без использования формованного шлифовального круга.
Операция позволяет шлифовать червячные инструменты без использования формованного шлифовального круга.
 com
com


 Это может стать причиной различных отказов в работе оборудования.
Это может стать причиной различных отказов в работе оборудования.  За это время зарекомендовала себя как производитель надежной техники, которой доверят
За это время зарекомендовала себя как производитель надежной техники, которой доверят
 2 кг
2 кг 6 KW
6 KW 6 мм, 2 мм, 2.5 мм, 3 мм, 3.2 мм, 4 мм, 5 мм
6 мм, 2 мм, 2.5 мм, 3 мм, 3.2 мм, 4 мм, 5 мм 4 — 28 В
4 — 28 В 7
7
 Аккумуляторы необходимо хранить в чистом, сухом, прохладном, закрытом помещении, не допуская атмосферных осадков и относительной влажности более 90%. Необходимо обеспечить хранение в устойчивом положении, исключая вероятность смещения, падения и действий, способных разгерметизировать батареи. Хранение в вертикальном положении предохранительными клапанами вверх и исключая их штабелирование. Для представленной группы нужно исключить воздействие на аккумуляторы прямых солнечных лучей, отопительных приборов или других источников тепла, а также температуры, превышающей 30°С;
Аккумуляторы необходимо хранить в чистом, сухом, прохладном, закрытом помещении, не допуская атмосферных осадков и относительной влажности более 90%. Необходимо обеспечить хранение в устойчивом положении, исключая вероятность смещения, падения и действий, способных разгерметизировать батареи. Хранение в вертикальном положении предохранительными клапанами вверх и исключая их штабелирование. Для представленной группы нужно исключить воздействие на аккумуляторы прямых солнечных лучей, отопительных приборов или других источников тепла, а также температуры, превышающей 30°С;

 Это помогает оперативно контролировать перемещения запчастей, ускоряет сборку и отгрузку заказов, упрощает инвентаризацию остатков, исключает пересортицу и недостачи.
Это помогает оперативно контролировать перемещения запчастей, ускоряет сборку и отгрузку заказов, упрощает инвентаризацию остатков, исключает пересортицу и недостачи. п.) используются усиленные и глубокие стеллажи с разделителями;
п.) используются усиленные и глубокие стеллажи с разделителями; При этом верхняя полка на каждой секции используется для хранения глубокого запаса и пополнения запаса непосредственно в месте хранения.
При этом верхняя полка на каждой секции используется для хранения глубокого запаса и пополнения запаса непосредственно в месте хранения.

 Позвоните, мы ответим на все вопросы и предложим оптимальное решение для развития вашего бизнеса.
Позвоните, мы ответим на все вопросы и предложим оптимальное решение для развития вашего бизнеса. Это удобно для персонала цеховых ремонтных служб, пользующихся услугами как ремонтно-механического цеха, так и склада запасных частей. Кроме того, такое местоположение склада исключает транспортировку запасных частей, изготовленных ремонтно-механическим цехом, при сдаче их на склад через двор завода и связанное с этим вредное воздействие на них атмосферных условий (последнее гарантирует лучшую сохранность запасных частей от коррозии, что имеет особенно большое значение для точных шлифованных деталей).
Это удобно для персонала цеховых ремонтных служб, пользующихся услугами как ремонтно-механического цеха, так и склада запасных частей. Кроме того, такое местоположение склада исключает транспортировку запасных частей, изготовленных ремонтно-механическим цехом, при сдаче их на склад через двор завода и связанное с этим вредное воздействие на них атмосферных условий (последнее гарантирует лучшую сохранность запасных частей от коррозии, что имеет особенно большое значение для точных шлифованных деталей). По этой же причине склады запасных частей должны иметь не выделяющие пыли полы: деревянные, покрытые пластиком или линолеумом, асфальтовые (но не бетонные или земляные) . Склад запасных частей не должен находиться поблизости от установок, загрязняющих воздух парами кислоты, газами, дымом; в нем нельзя держать кислоты, щелочи, соли и т. п.
По этой же причине склады запасных частей должны иметь не выделяющие пыли полы: деревянные, покрытые пластиком или линолеумом, асфальтовые (но не бетонные или земляные) . Склад запасных частей не должен находиться поблизости от установок, загрязняющих воздух парами кислоты, газами, дымом; в нем нельзя держать кислоты, щелочи, соли и т. п. Такие стеллажи чаще всего изготовляются из металла, но иногда делаются и из дерева. Металлические стеллажи могут быть изготовлены сварными из проката или сборными. Последние выполняются из труб, проката, специальных гнутых профилей и перфорированных деталей. Сварные стеллажи менее трудоемки в изготовлении, но их недостатком является невозможность изменять размеры ячеек.
Такие стеллажи чаще всего изготовляются из металла, но иногда делаются и из дерева. Металлические стеллажи могут быть изготовлены сварными из проката или сборными. Последние выполняются из труб, проката, специальных гнутых профилей и перфорированных деталей. Сварные стеллажи менее трудоемки в изготовлении, но их недостатком является невозможность изменять размеры ячеек. Стеллажи с консольными опорами (рис. 55, б) применяются при складировании деталей и изделий на поддонах. Такие стеллажи рассчитаны на обслуживание вильчатыми погрузочными механизмами и используются в механизированных складах.
Стеллажи с консольными опорами (рис. 55, б) применяются при складировании деталей и изделий на поддонах. Такие стеллажи рассчитаны на обслуживание вильчатыми погрузочными механизмами и используются в механизированных складах. Для этого они снабжены роликами, на которых могут передвигаться по направляющим при помощи механической цепной или канатной тяги или вручную. В результате число оперативных проходов между стеллажами сокращается до одного. Для перемещения подвижные стеллажи соединяют крюками, образуя «поезд» из нескольких стеллажей. Двигает такой поезд приводной стеллаж, имеющийся в каждой секции. Распространению передвижных стеллажей препятствует относительная сложность оборудования ими складов (устройство путей передвижения и приводов, достаточно сложная электросхема, предусматривающая блокировку).
Для этого они снабжены роликами, на которых могут передвигаться по направляющим при помощи механической цепной или канатной тяги или вручную. В результате число оперативных проходов между стеллажами сокращается до одного. Для перемещения подвижные стеллажи соединяют крюками, образуя «поезд» из нескольких стеллажей. Двигает такой поезд приводной стеллаж, имеющийся в каждой секции. Распространению передвижных стеллажей препятствует относительная сложность оборудования ими складов (устройство путей передвижения и приводов, достаточно сложная электросхема, предусматривающая блокировку). 58. Передвижные стеллажи
58. Передвижные стеллажи По сравнению с вилочными погрузчиками штабелеры позволяют увеличить используемую емкость склада более чем в 1,5 раза, а краны-штабелеры — в 2,5 раза. Это достигается за счет увеличения высоты стеллажей, которая может быть до 8—15 м, и уменьшения расстояния между стеллажами.
По сравнению с вилочными погрузчиками штабелеры позволяют увеличить используемую емкость склада более чем в 1,5 раза, а краны-штабелеры — в 2,5 раза. Это достигается за счет увеличения высоты стеллажей, которая может быть до 8—15 м, и уменьшения расстояния между стеллажами.
 Но в указанных выше условиях
Но в указанных выше условиях

 org/BreadcrumbList»>
org/BreadcrumbList»> Независимо от того, являются ли они малыми или средними или принадлежат производителям, которые поставляют эти детали, общая организационная задача, которую необходимо решить при установке запасных частей, состоит в том, чтобы знать, что у вас есть, где это хранится и как обеспечить оптимальные уровни запасов .
Независимо от того, являются ли они малыми или средними или принадлежат производителям, которые поставляют эти детали, общая организационная задача, которую необходимо решить при установке запасных частей, состоит в том, чтобы знать, что у вас есть, где это хранится и как обеспечить оптимальные уровни запасов .
 Типичной проблемой для небольших установок является несколько неорганизованный инвентарь. Чтобы этого не произошло, желательно назначить менеджера, ограничить доступ на склад и тщательно фиксировать изменения в инвентаре.
Типичной проблемой для небольших установок является несколько неорганизованный инвентарь. Чтобы этого не произошло, желательно назначить менеджера, ограничить доступ на склад и тщательно фиксировать изменения в инвентаре. Добавляя этажи, вы увеличиваете емкость хранилища, сохраняя при этом доступность SKU.
Добавляя этажи, вы увеличиваете емкость хранилища, сохраняя при этом доступность SKU. Однако это будет происходить за счет количества заказов, которые можно приготовить одновременно.
Однако это будет происходить за счет количества заказов, которые можно приготовить одновременно.

 Создание местоположения деталей 8. Маркировка местоположения 9. Расположение мудрых частей.
Создание местоположения деталей 8. Маркировка местоположения 9. Расположение мудрых частей.
 Код местоположения в основном «адрес» конкретной детали для легкого доступа и « контроль» t запасные части также.
Код местоположения в основном «адрес» конкретной детали для легкого доступа и « контроль» t запасные части также. Максимальное использование единственного места для предмета
Максимальное использование единственного места для предмета Каждая деталь должна иметь наклейку MRP с такой информацией, как номер детали, описание, количество, дата/месяц изготовления и т. д.
Каждая деталь должна иметь наклейку MRP с такой информацией, как номер детали, описание, количество, дата/месяц изготовления и т. д.
 Кроме того, это помогает выяснить фактическую причину отклонения запаса.
Кроме того, это помогает выяснить фактическую причину отклонения запаса.
 Производительность – 2 паллета в минуту, и требуется несколько работников цеха. Кроме этого, потребуется закупить дополнительное оборудование:
Производительность – 2 паллета в минуту, и требуется несколько работников цеха. Кроме этого, потребуется закупить дополнительное оборудование: Минимальная стоимость обслуживания. Компрессор обеспечивает непрерывную работу до шести гвоздезабивных инструментов одновременно.
Минимальная стоимость обслуживания. Компрессор обеспечивает непрерывную работу до шести гвоздезабивных инструментов одновременно.


 Такая технологическая схема позволяет экономить время производства.
Такая технологическая схема позволяет экономить время производства.
 75 кВт
75 кВт 5 см
5 см 5 кВт
5 кВт
 Фото№3.
Фото№3.

 Фото № 1.
Фото № 1.

 В зависимости от того, какие датчики сработали автоматически применяется алгоритм для захвата поддона.
В зависимости от того, какие датчики сработали автоматически применяется алгоритм для захвата поддона.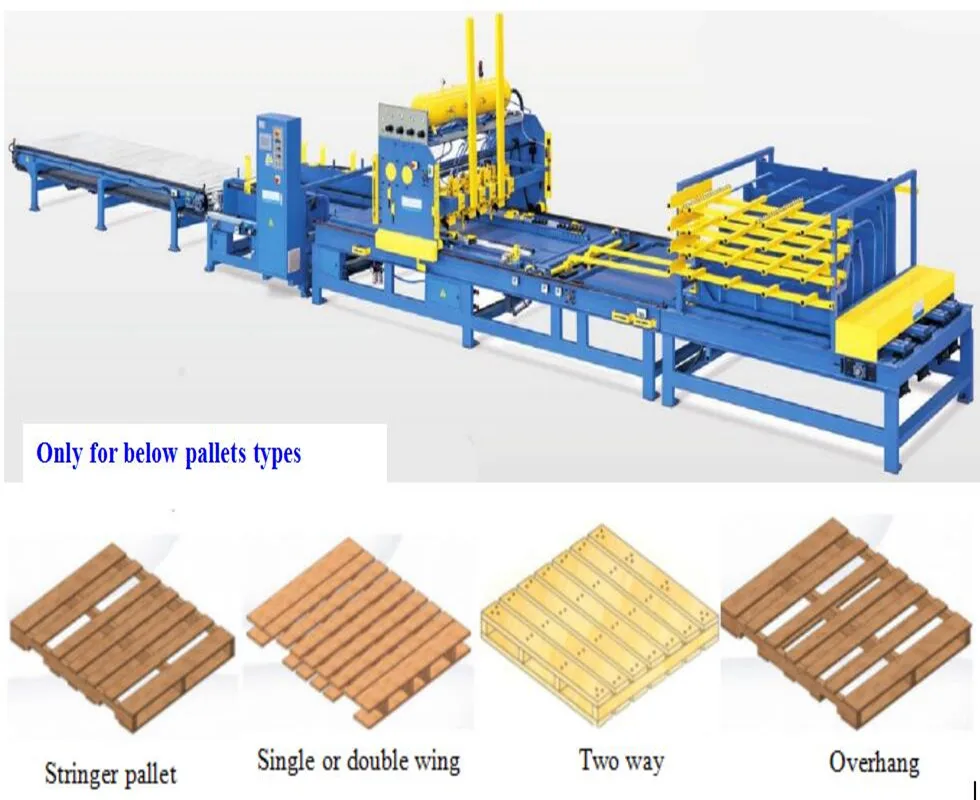 Робот определяет высоту и положение поддона, захватывает поддон, переворачивает (в случае необходимости) и ставит на конвейер. Процесс повторяется до последнего поддона в пачке. После чего робот останавливается в парковочном положении и информирует оператора (по средствам светосигнальной колонны) о готовности к установке следующей пачки.
Робот определяет высоту и положение поддона, захватывает поддон, переворачивает (в случае необходимости) и ставит на конвейер. Процесс повторяется до последнего поддона в пачке. После чего робот останавливается в парковочном положении и информирует оператора (по средствам светосигнальной колонны) о готовности к установке следующей пачки. Мы же будем разбирать вот эту пачку а соответственно средние каблуки всегда рядом и когда за цепь вот этого красного цвета закрывается для захвата подданных не будет ли он цеплять у нас соседний каблук посередине как раз то что я отметил кубики. То есть нужно например взять нам правый подданный а на зажим попадет еще и каблук левого. И он будет у нас брать два поддона например один из за того что плохо взялся отважится. Но такие моменты нужно как то. Уточнить плюс нужно обязательно чтобы программирование панель именно по смещению мы чтобы могли перемещение основной работы по этим рельсам задавать сами панели управления. То есть например это стандартный подан он ездит на такую длину а на европу до него уже перемещение будет намного меньше. То есть например нам нужно будет забить метров 200 300 меньше. Ну короче полное управление позиционирование должно быть с панели управления перемещением по высоте по рельсам всей конструкции которые приезжают. И самое главное могут ли они что то сказать по этому поводу чтобы мы дали по одному подданным спячки.
Мы же будем разбирать вот эту пачку а соответственно средние каблуки всегда рядом и когда за цепь вот этого красного цвета закрывается для захвата подданных не будет ли он цеплять у нас соседний каблук посередине как раз то что я отметил кубики. То есть нужно например взять нам правый подданный а на зажим попадет еще и каблук левого. И он будет у нас брать два поддона например один из за того что плохо взялся отважится. Но такие моменты нужно как то. Уточнить плюс нужно обязательно чтобы программирование панель именно по смещению мы чтобы могли перемещение основной работы по этим рельсам задавать сами панели управления. То есть например это стандартный подан он ездит на такую длину а на европу до него уже перемещение будет намного меньше. То есть например нам нужно будет забить метров 200 300 меньше. Ну короче полное управление позиционирование должно быть с панели управления перемещением по высоте по рельсам всей конструкции которые приезжают. И самое главное могут ли они что то сказать по этому поводу чтобы мы дали по одному подданным спячки. Соответственно придется запускать в станок почти всегда одинаково сложные. То есть например чтобы он понимал что как на картинке и отметил что первым нужно будет например убрать потом с каблуком справа а потом уже пойдет каблук камень слева.
Соответственно придется запускать в станок почти всегда одинаково сложные. То есть например чтобы он понимал что как на картинке и отметил что первым нужно будет например убрать потом с каблуком справа а потом уже пойдет каблук камень слева. Но у нас пачки будут минимум лет 10 это минимум 10 12 а то и 15. То есть соответственно и количество подданных в пачке должно тоже программирование. И другой случай когда после евро подданный оператор подходит нажимает кнопочку опять же с механической евро подданные. Лучше бы это механическая была кнопка если такое есть вообще и все машины опять же переходят на программу евро под дом где опять же уже все забито и расстояний смещение смещение прироста при передвижении рамы опять же высота подонков ну то есть количество пачек поданных в пачки ну и так далее. Хорошо было если бы программа была на русском языке обязательно и соответственно максимум. Сегодня например инженерный режим для настройки этой машины и так же для простого управления оператором просто такие как будто мы две программы создали а он подошел и просто включал евро и стандарт и машину ему уже автоматом перестраиваться.
Но у нас пачки будут минимум лет 10 это минимум 10 12 а то и 15. То есть соответственно и количество подданных в пачке должно тоже программирование. И другой случай когда после евро подданный оператор подходит нажимает кнопочку опять же с механической евро подданные. Лучше бы это механическая была кнопка если такое есть вообще и все машины опять же переходят на программу евро под дом где опять же уже все забито и расстояний смещение смещение прироста при передвижении рамы опять же высота подонков ну то есть количество пачек поданных в пачки ну и так далее. Хорошо было если бы программа была на русском языке обязательно и соответственно максимум. Сегодня например инженерный режим для настройки этой машины и так же для простого управления оператором просто такие как будто мы две программы создали а он подошел и просто включал евро и стандарт и машину ему уже автоматом перестраиваться. То есть у нас каблук например состоит сейчас смотрю так у стандартного подана ширина каблук 100 миллиметров. Соответственно мы можем ему перемещение рамы задавать. Ну к примеру например 2100 миллиметров и перевернуть и потом будем брать например 2 тысячи то есть плюс минус 100 миллиметров он будет ездить каждый раз. Вот тогда если четкое позиционирование перемещение при перемещении рамы основной по рельсам настолько четко позиционируется что там шаговой двигатель стоит. Если синхронные то думаю это сложно сделать. Скорее всего наверное стоит пошагово двигателем с частотой преобразовать или датчиками которые подсчитывают скорее всего нужное расстояние для перемещения. А с евро подданным например у него у евро подданного средний каблук 145 миллиметров. Соответственно расстояние позиционирования при захвате евро подданным будет уже совершенно разные 145 минус 5.
То есть у нас каблук например состоит сейчас смотрю так у стандартного подана ширина каблук 100 миллиметров. Соответственно мы можем ему перемещение рамы задавать. Ну к примеру например 2100 миллиметров и перевернуть и потом будем брать например 2 тысячи то есть плюс минус 100 миллиметров он будет ездить каждый раз. Вот тогда если четкое позиционирование перемещение при перемещении рамы основной по рельсам настолько четко позиционируется что там шаговой двигатель стоит. Если синхронные то думаю это сложно сделать. Скорее всего наверное стоит пошагово двигателем с частотой преобразовать или датчиками которые подсчитывают скорее всего нужное расстояние для перемещения. А с евро подданным например у него у евро подданного средний каблук 145 миллиметров. Соответственно расстояние позиционирования при захвате евро подданным будет уже совершенно разные 145 минус 5. Уделяя особое внимание созданию полезной машины, мы разработали гвоздезабиватели для деревянных поддонов, которые способствуют более эффективному и прибыльному производственному процессу. Ниже вы найдете модели автоматических гвоздезабивателей для поддонов от компании Pallet Chief Manufacturing, которые удовлетворят любые потребности производителей поддонов. От первоначального клиента до более крупной компании по производству поддонов, которая хочет достичь более высокой производительности с минимальным обслуживанием и меньшим количеством человеко-часов, у нас есть машины для забивания поддонов для компаний различных размеров. Взгляните на гвоздильные машины для продажи ниже. Если у вас есть вопросы, свяжитесь с нашей командой в Алабаме.
Уделяя особое внимание созданию полезной машины, мы разработали гвоздезабиватели для деревянных поддонов, которые способствуют более эффективному и прибыльному производственному процессу. Ниже вы найдете модели автоматических гвоздезабивателей для поддонов от компании Pallet Chief Manufacturing, которые удовлетворят любые потребности производителей поддонов. От первоначального клиента до более крупной компании по производству поддонов, которая хочет достичь более высокой производительности с минимальным обслуживанием и меньшим количеством человеко-часов, у нас есть машины для забивания поддонов для компаний различных размеров. Взгляните на гвоздильные машины для продажи ниже. Если у вас есть вопросы, свяжитесь с нашей командой в Алабаме.


 Это идеальный выбор для операций любого масштаба. Этот забивной гвоздезабивной станок — рабочая лошадка, которая справится со своей задачей — от только что открывшихся магазинов поддонов до устоявшихся компаний, желающих наладить производство поддонов собственными силами. Кроме того, наш Pallet Chief II, выставленный на продажу, практически не требует технического обслуживания и является одним из самых простых в эксплуатации паллетных машин в отрасли. Он использует 110 вольт и сжатый воздух.
Это идеальный выбор для операций любого масштаба. Этот забивной гвоздезабивной станок — рабочая лошадка, которая справится со своей задачей — от только что открывшихся магазинов поддонов до устоявшихся компаний, желающих наладить производство поддонов собственными силами. Кроме того, наш Pallet Chief II, выставленный на продажу, практически не требует технического обслуживания и является одним из самых простых в эксплуатации паллетных машин в отрасли. Он использует 110 вольт и сжатый воздух. Нам нравится Pallet Chief II, потому что вы можете использовать новую древесину в один день и переработанную древесину на следующий день без каких-либо изменений в машине. Используя переработанную древесину, один оператор может изготовить от 300 до 400 качественных поддонов за 8-часовую смену на Pallet Chief II. Нам нравится, что оператор может видеть доски, когда он тянет портал, и следить за тем, чтобы доски оставались на месте и не двигались. Мы хорошо заботимся о наших машинах и за четыре года у меня не было проблем с техническим обслуживанием. Я не знаю другой машины, которая могла бы производить однородные качественные поддоны из переработанной древесины так же хорошо, как Pallet Chief II».
Нам нравится Pallet Chief II, потому что вы можете использовать новую древесину в один день и переработанную древесину на следующий день без каких-либо изменений в машине. Используя переработанную древесину, один оператор может изготовить от 300 до 400 качественных поддонов за 8-часовую смену на Pallet Chief II. Нам нравится, что оператор может видеть доски, когда он тянет портал, и следить за тем, чтобы доски оставались на месте и не двигались. Мы хорошо заботимся о наших машинах и за четыре года у меня не было проблем с техническим обслуживанием. Я не знаю другой машины, которая могла бы производить однородные качественные поддоны из переработанной древесины так же хорошо, как Pallet Chief II». 

 org/PropertyValue»>Плавный пуск нет
org/PropertyValue»>Плавный пуск нет



 5 х 109 cм Camping Palisad Тип: кресло,
5 х 109 cм Camping Palisad Тип: кресло, 69606
69606 5 х 109 cм Camping Palisad Тип: кресло, Цвет:
5 х 109 cм Camping Palisad Тип: кресло, Цвет: По поддержке спины, комфорту и общему качеству сборки победителем стал…
По поддержке спины, комфорту и общему качеству сборки победителем стал…
 Они очень маленькие, легкие и на удивление удобные для сидения. Они также предоставляют нам пару дополнительных кресел для тех случаев, когда у нас есть компания в дороге». – Селина и Бретт Биннс, Ford F-550 2022 г., Arctic Fox 2014 г. 1150
Они очень маленькие, легкие и на удивление удобные для сидения. Они также предоставляют нам пару дополнительных кресел для тех случаев, когда у нас есть компания в дороге». – Селина и Бретт Биннс, Ford F-550 2022 г., Arctic Fox 2014 г. 1150  Мне нужно было что-то устойчивое, прочное и при этом занимающее минимум места (не так ли?), и этот стул отвечает всем требованиям.
Мне нужно было что-то устойчивое, прочное и при этом занимающее минимум места (не так ли?), и этот стул отвечает всем требованиям.
 Розничная цена составляла 210 долларов, когда мы изначально купили нашу, и за последние несколько лет эта цена выросла до более чем 300 долларов.
Розничная цена составляла 210 долларов, когда мы изначально купили нашу, и за последние несколько лет эта цена выросла до более чем 300 долларов. Нам нравились наши старые стулья, но они становились неловкими. Новые удобные, с хорошей подкладкой, хорошо сложены и просты в настройке. У них есть подстаканники, и они откидываются. По 75 долларов за стул они казались хорошей ценой». — Карл Данэм, 2005 г. Chevrolet Silverado 2500HD, 2010 г. выпуска, Hallmark K2
Нам нравились наши старые стулья, но они становились неловкими. Новые удобные, с хорошей подкладкой, хорошо сложены и просты в настройке. У них есть подстаканники, и они откидываются. По 75 долларов за стул они казались хорошей ценой». — Карл Данэм, 2005 г. Chevrolet Silverado 2500HD, 2010 г. выпуска, Hallmark K2  – Элдон Роудс, Chevy 3500 HD 2008 г., Lance 2011 г. 1050
– Элдон Роудс, Chevy 3500 HD 2008 г., Lance 2011 г. 1050  Подстаканник подходит для большинства напитков, а держатель для телефона удобнее, чем я мог себе представить. Эти стулья сидят немного ниже земли, но нам это подходит. Мы используем их второй сезон, и у нас не было никаких проблем или дефектов». — Джефф Ноулз, Ford F-350 2013 г., Lance 2019 г. 975
Подстаканник подходит для большинства напитков, а держатель для телефона удобнее, чем я мог себе представить. Эти стулья сидят немного ниже земли, но нам это подходит. Мы используем их второй сезон, и у нас не было никаких проблем или дефектов». — Джефф Ноулз, Ford F-350 2013 г., Lance 2019 г. 975 
 Они прочные и удобные и немного тяжелее дешевых стульев. Я купил их во время распродажи «два по цене одного». – Филип Трон, Chevy 3500 2009 г., Lance 2012 г. 1050
Они прочные и удобные и немного тяжелее дешевых стульев. Я купил их во время распродажи «два по цене одного». – Филип Трон, Chevy 3500 2009 г., Lance 2012 г. 1050 
 Kelty Low Loveseat также идеально подходит для «Кровавой Мэри» во время приготовления завтрака». – Dawn Roll, Chevrolet 3500HD Z71 2018 г., Palomino SS-550 2016 г.
Kelty Low Loveseat также идеально подходит для «Кровавой Мэри» во время приготовления завтрака». – Dawn Roll, Chevrolet 3500HD Z71 2018 г., Palomino SS-550 2016 г.  Креслу пятнадцать лет, и проблем с ним не было. Он был доступен только в течение двух лет и остается в нашем игрушечном грузовике.
Креслу пятнадцать лет, и проблем с ним не было. Он был доступен только в течение двух лет и остается в нашем игрушечном грузовике. Высота сиденья идеальна. Он был только серый, когда мы его купили. Наличие одного кармана для подстаканника, подходящего как для напитков, так и для мобильного телефона и ключей, является его единственным недостатком. Они действительно должны сделать доступную настройку, чтобы добавить вторую.
Высота сиденья идеальна. Он был только серый, когда мы его купили. Наличие одного кармана для подстаканника, подходящего как для напитков, так и для мобильного телефона и ключей, является его единственным недостатком. Они действительно должны сделать доступную настройку, чтобы добавить вторую. При весе 12 фунтов каждый они не такие тяжелые, как некоторые другие, и явно очень хорошо сложены.
При весе 12 фунтов каждый они не такие тяжелые, как некоторые другие, и явно очень хорошо сложены.
 А еще они очень удобные и прочные. Вы можете получить его на kijaro.com, Cabela’s или Amazon.
А еще они очень удобные и прочные. Вы можете получить его на kijaro.com, Cabela’s или Amazon. С левой стороны есть карманы для всего, что вам нужно. — Ким Песко, 2017 Ram 1500, 2019 Palomino 1240
С левой стороны есть карманы для всего, что вам нужно. — Ким Песко, 2017 Ram 1500, 2019 Palomino 1240  Он также имеет широкие ножки для мягких поверхностей. Мы без проблем можем хранить три из них в боковом отделении нашего Northern Lite 10.2 EXCD.
Он также имеет широкие ножки для мягких поверхностей. Мы без проблем можем хранить три из них в боковом отделении нашего Northern Lite 10.2 EXCD. Они удобные, но очень тяжелые и громоздкие, даже в сложенном виде. Это не материал для кемперов, но для пикапа с крышей Leer и прицепом сойдет». – Чарльз Ханна, 2003 RAM 2500, прицеп Bigfoot 21RB
Они удобные, но очень тяжелые и громоздкие, даже в сложенном виде. Это не материал для кемперов, но для пикапа с крышей Leer и прицепом сойдет». – Чарльз Ханна, 2003 RAM 2500, прицеп Bigfoot 21RB  У него высокая спинка, поэтому я могу откинуть голову назад. Он идеально подходит как для использования в кемпинге, так и для наблюдения за звездами. Вы можете отрегулировать лямки, чтобы откинуться назад. Он также состоит из двух частей, поэтому его легко хранить.
У него высокая спинка, поэтому я могу откинуть голову назад. Он идеально подходит как для использования в кемпинге, так и для наблюдения за звездами. Вы можете отрегулировать лямки, чтобы откинуться назад. Он также состоит из двух частей, поэтому его легко хранить. . Я сконструировал его таким образом, чтобы я мог перемещать держатель по обеим сторонам стула и имел некоторую возможность отрегулировать его, чтобы он был ровным». — Стив Осберн, Ford F-350 2019 г., Lance 2020 г. 1172
. Я сконструировал его таким образом, чтобы я мог перемещать держатель по обеим сторонам стула и имел некоторую возможность отрегулировать его, чтобы он был ровным». — Стив Осберн, Ford F-350 2019 г., Lance 2020 г. 1172 
 , 2 удлинителя стола, Регулировка скорости вращения фрезы, Регулируемый фронтальный упор, Угловой упор в комплекте, Цанги 6 мм, 8 мм, 12 мм в комплекте, Удобная регулировка подъема фрезы, Предусмотрено подключение пылесоса для сбора стружки
, 2 удлинителя стола, Регулировка скорости вращения фрезы, Регулируемый фронтальный упор, Угловой упор в комплекте, Цанги 6 мм, 8 мм, 12 мм в комплекте, Удобная регулировка подъема фрезы, Предусмотрено подключение пылесоса для сбора стружки об/мин) позволяет справиться с задачами быстро и эффективно. Благодаря небольшому размеру и весу (30 кг) станок можно установить в условиях стесненного пространства.
об/мин) позволяет справиться с задачами быстро и эффективно. Благодаря небольшому размеру и весу (30 кг) станок можно установить в условиях стесненного пространства. .
. С его помощью можно осуществлять следующие технологические операции:
С его помощью можно осуществлять следующие технологические операции:

