Лазерная указка — полезный предмет, предназначение которого зависит от мощности. Если она не очень велика, то луч можно наводить на удаленные предметы. В этом случае указка может играть роль игрушки и использоваться для развлечения. Она же может нести и практическую пользу, помогая человеку показывать на тот объект, о котором он говорит. Используя подручные предметы, можно изготовить лазер своими руками.
Кратко об устройстве
Принцип действия лазерной указки
Подготовка к изготовлению
Самостоятельная сборка лазера
Кратко об устройстве
Лазер был изобретен в результате проверки теоретических предположений ученых, занимающихся еще только начавшей тогда зарождаться квантовой физикой. Принцип, положенный в основу лазерной указки, был предсказан Эйнштейном еще вначале XX в. Недаром это приспособление так называется — «указка».
Более мощные лазеры используются для выжигания. Указка дает возможность реализовать творческий потенциал, например, с их помощью можно выгравировать на дереве или на оргстекле красивый качественный узор. Самые мощные лазеры могут разрезать металл, поэтому они применяются в строительных и ремонтных работах.
Принцип действия лазерной указки
По принципу действия лазер представляет собой генератор фотонов. Суть явления, которое лежит в его основе, состоит в том, что на атом оказывает воздействие энергия в виде фотона. В результате этот атом излучает следующий фотон, который движется в том же направлении, что и предыдущий. Эти фотоны имеют одну и ту же фазу и поляризацию. Разумеется, излучаемый свет в этом случае усиливается. Такое явление может произойти только в отсутствии термодинамического равновесия. Чтобы создать индуцированное излучение, применяют разные способы: химические, электрические, газовые и другие.
Само слово «лазер» возникло не на пустом месте. Оно образовалось в результате сокращения слов, описывающих суть процесса. На английском полное название этого процесса звучит так: «light amplification by stimulated emission of radiation», что на русский переводится как «усиление света посредством вынужденного излучения». Если говорить по-научному, то лазерная указка — это оптический квантовый генератор.
Подготовка к изготовлению
Как говорилось выше, можно сделать лазер своими руками в домашних условиях. Для этого следует подготовить следующие инструменты, а также простые предметы, которые практически всегда имеются в домашнем обиходе:
отвертку;
нож;
паяльник;
напильник;
вышедший из строя DVD-привод с исправным лазерным диодом;
маломощную лазерную указку;
2 резистора на 1 Ом;
3 аккумулятора типа AAA;
конденсаторы на 100 мкФ и на 0,1 мкФ.
Этих материалов хватит, чтобы выполнить все работы по изготовлению как простого, так и мощного лазера своими руками.
Самостоятельная сборка лазера
Потребуется найти дисковод. Главное, чтобы его лазерный диод был исправен. Конечно, дома такого предмета может и не быть. В этом случае его можно приобрести у тех, у кого он есть. Зачастую люди выбрасывают оптические приводы, даже если их лазерный диод еще работает или продают их.
Выбирая привод для изготовления лазерного устройства, нужно обращать внимание на фирму, в которой он был выпущен. Главное, чтобы этой фирмой не была Samsung: приводы от этого производителя оснащены диодами, которые не имеют защиту от наружного воздействия. Следовательно, такие диоды быстро загрязняются и подвергаются тепловым нагрузкам. Они могут быть повреждены даже в результате легкого прикосновения.
Лучше всего для изготовления лазера подходят приводы от компании LG: каждая их модель оснащается мощным кристаллом.
Важно, чтобы привод при использовании по прямому назначению мог не только считывать, но и записывать информацию на диск. В записывающих принтерах есть инфракрасный излучатель, необходимый для сборки лазерного устройства.
Работа заключена в следующих действиях:
Разборка DVD-привода. Это нужно делать максимально осторожно, так как находящиеся внутри детали очень хрупкие.
После разборки корпуса без труда можно заметить нужный компонент. Он представляет собой маленькое стеклышко, находящееся в передвижной каретке. В нем находятся пара диодов и линза. Луч способен навредить зрению, поэтому ни в коем случае нельзя направлять его в глаза, даже если он находится на расстоянии 100 м.
Как только кристалл будет извлечен, нужно сразу же перевязать его концы проводами без изоляции. В результате образуются два выхода напряжения. К одному из них необходимо с помощью паяльника присоединить малый конденсатор, имеющий полярность «-«. К другому выходу также с помощью паяльника прикрепляется второй из заготовленных ранее конденсаторов. Его полярность «+».
Питаться лазерная установка должна током напряжением 3 В и силой около 300 мА. Можно использовать три простых пальчиковых батарейки или аккумулятор мобильного телефона. Если скорость записи разобранного привода была небольшой, то и сила тока тоже может быть небольшой, например, всего 200 мА. Если же скорость была больше, то и силу тока следует увеличить.
Коллиматор можно изготовить из оптической линзы. Ее можно взять из простейшей лазерной указки китайского производства.
Готовая лазерная указка, сделанная своими руками, может с легкостью разрезать целлофановые пакеты и моментально взрывать воздушные шары. Если же навести этот самодельный прибор на деревянную поверхность, то луч сию же минуту прожжет ее. При использовании необходимо соблюдать меры осторожности.
Как сделать лазер? Простой лазер своими руками
Администратор
13.07.2018
2 Читается за 1 минуту
Кто в детстве не мечтал о лазере? Некоторые мужчины мечтают до сих пор. Обычные лазерные указки с маленькой мощностью уже давно не актуальны, так как их мощность оставляет желать лучшего. Остается 2 пути: купить дорогостоящий лазер или сделать его в домашних условиях из подручных средств.
[adsp-pro-1]
Существуют следующие способы изготовления лазера своими руками:
Из старого или сломанного DVD привода
Из компьютерной мыши и фонарика
Из комплекта деталей, купленных в магазине электроники
Как сделать лазер в домашних условиях из старого DVD привода
Найдите нерабочий или ненужный DVD привод, имеющий функцию записи со скоростью записи выше 16x, которые выдают мощность более 160 мВт. Почему нельзя взять пишущий CD, спросите вы. Дело в том, что его диод излучает инфракрасный свет, не видимый человеческим глазом.
Извлеките лазерную головку из привода. Для доступа к “внутренностям” открутите винты, находящиеся на нижней части привода и извлеките лазерную головку, которая также удерживается с помощью винтов. Она может находиться в оболочке или под прозрачным окошком, а может и вовсе снаружи. Самое сложное – извлечь из нее сам диод. Внимание: диод очень чувствителен к статическому электричеству.
Добудьте линзу, без которой использование диода будет невозможно. Можно использовать обычное увеличительное стекло, но тогда каждый раз его придется крутить и настраивать. Или можно приобрести другой диод в комплекте с линзой, а потом заменить его на диод, извлеченный из привода.
Дальше придется купить или собрать схему для питания диода и собрать конструкцию воедино. В диоде DVD привода в качестве отрицательного вывода выступает центральный контакт.
Подключите подходящий источник питания и сфокусируйте линзу. Осталось только найти подходящий контейнер для лазера. Можно для этих целей использовать металлический фонарик, подходящий по размеру.
Рекомендуем посмотреть этот ролик, где все показано очень подробно:
Как сделать лазер из компьютерной мыши
[adsp-pro-2] [reklama]
Мощность лазера, сделанного из компьютерной мышки будет намного меньше, чем мощность лазера, изготовленного предыдущим способом. Процедура изготовления не сильно различается.
Первым делом найдите старую или ненужную мышь с видимым лазером любого цвета. Мышки с невидимым свечением не подойдут по понятным причинам.
Далее аккуратно разберите ее. Внутри заметите лазер, который придется отпаивать с помощью паяльника
Теперь повторите пункты 3-5 из вышеописанной инструкции. Различие таких лазеров, повторимся, только в мощности.
[reklama2]
Похожие записи
оптика — Как провести линию лазерной указкой
Задавать вопрос
спросил
Изменено 1 год, 10 месяцев назад
Просмотрено 1к раз
$\begingroup$
Итак, я совершал извилистое «путешествие мысли» и думал о стойкости человеческого зрения. Это можно продемонстрировать, быстро перемещая лазерную указку вперед и назад, что обманывает человеческий мозг, заставляя его видеть сплошную линию. Это работает, поскольку «точка» лазера на самом деле представляет собой декартову точку, а окружность с измеримой шириной. Тогда я подумал, что есть реальные способы провести линию с помощью лазерной указки. Вот те, которые я могу вспомнить:
Держите конец лазерной указки на краю листа бумаги (под небольшим углом), и ширина луча образует линию вдоль бумаги
Изгиб бумаги и ширина луча образуют линию относительно угла луча и изгиба бумаги
Отразите лазерную указку от прямой или изогнутой поверхности, и она создаст линию на бумаге (технически это сработает, но кажется просто альтернативным способом выполнения 1 и 2)
Используйте призму, чтобы разбить лазер на отдельные длины волн (я предполагаю, что технически это будет работать, но не будет видно)
Есть ли другие способы провести линию с помощью лазерной указки?
— Надеюсь, это не по теме. Но это казалось наиболее вероятным местом на StackExchange для получения правильного ответа.
оптика
видимый свет
лазер
геометрия
$\endgroup$
9
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя электронную почту и пароль
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
.
Как создать лазерный луч
Используя силу света с помощью лазеров, вы можете использовать лазеры для различных целей и лучше понять их, изучая лежащую в основе физику и химию, которые заставляют их работать.
Как правило, лазер изготавливается из лазерного материала, твердого, жидкого или газообразного, испускающего излучение в виде света. Как аббревиатура от «усиление света за счет вынужденного излучения», метод вынужденного излучения показывает, чем лазеры отличаются от других источников электромагнитного излучения. Знание того, как возникают эти частоты света, может позволить вам использовать их потенциал для различных целей.
Определение лазера
Лазеры можно определить как устройства, активирующие электроны для испускания электромагнитного излучения. Это определение лазера означает, что излучение может принимать любую форму электромагнитного спектра, от радиоволн до гамма-лучей.
Обычно свет лазеров распространяется по узкому пути, но возможны и лазеры с широким диапазоном излучаемых волн. Благодаря этим представлениям о лазерах вы можете думать о них как о волнах, подобных океанским волнам на берегу моря.
Ученые описали лазеры с точки зрения их когерентности, функции, которая описывает, находится ли разность фаз между двумя сигналами в шаге, и они имеют одинаковую частоту и форму волны. Если вы представляете лазеры как волны с пиками, впадинами и впадинами, разность фаз будет определять, насколько одна волна не совсем синхронизирована с другой или насколько далеки две волны от перекрытия.
Частота света — это количество волновых пиков, проходящих через данную точку за секунду, а длина волны — это полная длина одной волны от впадины до впадины или от пика до пика.
Фотоны, отдельные квантовые частицы энергии, составляют электромагнитное излучение лазера. Эти квантованные пакеты означают, что свет лазера всегда имеет энергию, кратную энергии одиночного фотона, и что он приходит в виде этих квантовых «пакетов». Именно это делает электромагнитные волны частицеподобными.
Как делают лазерные лучи
Многие типы устройств излучают лазеры, например оптические резонаторы. Это камеры, которые отражают свет от материала, излучающего электромагнитное излучение, обратно к себе. Обычно они сделаны из двух зеркал, по одному на каждом конце материала, так что, когда они отражают свет, лучи света становятся сильнее. Эти усиленные сигналы выходят через прозрачную линзу на конце резонатора лазера.
При наличии источника энергии, такого как внешняя батарея, подающая ток, материал, излучающий электромагнитное излучение, излучает свет лазера в различных энергетических состояниях. Эти уровни энергии или квантовые уровни зависят от самого исходного материала. Более высокие энергетические состояния электронов в материале, скорее всего, будут нестабильными или находятся в возбужденных состояниях, и лазер будет излучать их через свой свет.
В отличие от других источников света, таких как свет фонарика, лазеры излучают свет периодическими ступенями. Это означает, что гребень и впадина каждой волны лазера совпадают с волнами, которые идут до и после, что делает их свет когерентным.
Лазеры сконструированы таким образом, что излучают свет определенных частот электромагнитного спектра. Во многих случаях этот свет принимает форму узких дискретных лучей, которые лазеры излучают на точных частотах, но некоторые лазеры излучают широкий непрерывный диапазон света.
Инверсия населенностей
Одной из особенностей лазера, работающего от внешнего источника энергии, является инверсия населенностей. Это форма вынужденного излучения, и это происходит, когда количество частиц в возбужденном состоянии превышает количество частиц в состоянии с более низким уровнем энергии.
Когда лазер достигает инверсии населённостей, количество стимулированного излучения, которое может создать свет, будет больше, чем количество поглощения от зеркал. Это создает оптический усилитель, и, если вы поместите его в резонансный оптический резонатор, вы создадите лазерный генератор.
Принцип работы лазера
Эти методы возбуждения и испускания электронов составляют основу лазеров, являющихся источником энергии, принцип работы которых используется во многих областях. Квантованные уровни, которые могут занимать электроны, варьируются от уровней с низкой энергией, которые не требуют много энергии для высвобождения, до частиц с высокой энергией, которые остаются близко и плотно к ядру. Когда электрон высвобождается из-за столкновения атомов друг с другом в правильной ориентации и на правильном энергетическом уровне, это спонтанное излучение.
Когда происходит спонтанное излучение, фотон, испускаемый атомом, имеет случайную фазу и направление. Это связано с тем, что принцип неопределенности не позволяет ученым точно знать положение и импульс частицы. Чем больше вы знаете о положении частицы, тем меньше вы знаете о ее импульсе, и наоборот.
Вы можете рассчитать энергию этих выбросов, используя уравнение Планка
H=h\nu
для энергии E в джоулях, частота ν электрона в с -1 и постоянная Планка ч = 6,63 × 10 -34 м 2 кг/с. Энергия фотона при испускании из атома также может быть рассчитана как изменение энергии. Чтобы найти частоту, связанную с этим изменением энергии, рассчитайте ν , используя значения энергии этого излучения.
Классификация типов лазеров
Учитывая широкий спектр применения лазеров, лазеры можно классифицировать по назначению, типу света или даже материалам самих лазеров. Придумывая способ их классификации, необходимо учитывать все эти размеры лазеров. Один из способов их группировки — по длине волны света, который они используют.
Длина волны электромагнитного излучения лазера определяет частоту и мощность энергии, которую они используют. Большая длина волны коррелирует с меньшим количеством энергии и меньшей частотой. Напротив, более высокая частота луча света означает, что у него больше энергии.
Вы также можете сгруппировать лазеры по характеру лазерного материала. В твердотельных лазерах используется твердая матрица атомов, таких как неодим, используемый в кристалле иттрий-алюминиевого граната, в котором находятся ионы неодима для этих типов лазеров. Газовые лазеры используют смесь газов в трубке, таких как гелий и неон, которые создают красный цвет. Лазеры на красителях создаются органическими красителями в жидких растворах или суспензиях
Лазеры на красителях используют лазерную среду, которая обычно представляет собой сложный органический краситель в жидком растворе или суспензии. Полупроводниковые лазеры используют два слоя полупроводникового материала, которые могут быть объединены в массивы большего размера. Полупроводники — это материалы, которые проводят электричество, используя силу между силой изолятора и проводника, в котором используются небольшие количества примесей или химических веществ, введенных из-за введенных химических веществ или изменений температуры.
Компоненты лазеров
Для различных целей все лазеры используют эти два компонента источника света в форме твердого тела, жидкости или газа, которые испускают электроны, и что-то, что стимулирует этот источник. Это может быть другой лазер или спонтанное излучение самого лазерного материала.
В некоторых лазерах используются системы накачки, методы увеличения энергии частиц в лазерной среде, которые позволяют им переходить в возбужденное состояние для инверсии населённостей. Газовую лампу-вспышку можно использовать для оптической накачки, передающей энергию лазерному материалу. В тех случаях, когда энергия лазерного материала зависит от столкновений атомов внутри материала, такая система называется накачкой столкновениями.
Компоненты лазерного луча также различаются по времени, которое требуется для доставки энергии. Лазеры непрерывного действия используют стабильную среднюю мощность луча. В системах с более высокой мощностью вы обычно можете регулировать мощность, но в газовых лазерах с меньшей мощностью, таких как гелий-неоновые лазеры, уровень мощности фиксируется в зависимости от содержания газа.
Гелий-неоновый лазер
Гелий-неоновый лазер был первой системой непрерывного излучения, излучающей красный свет. Исторически они использовали радиочастотные сигналы для возбуждения своего материала, но в настоящее время они используют небольшой разряд постоянного тока между электродами в трубке лазера.
Когда электроны в гелии возбуждаются, они отдают энергию атомам неона в результате столкновений, которые создают инверсию населенностей среди атомов неона. Гелий-неоновый лазер также может стабильно работать на высоких частотах. Он используется при выравнивании трубопроводов, геодезии и рентгенографии.
Аргоновый, криптоновый и ксеноновый ионные лазеры
Три инертных газа, аргон, криптон и ксенон, нашли применение в лазерах на десятках лазерных частот, от ультрафиолетового до инфракрасного. Вы также можете смешивать эти три газа друг с другом для получения определенных частот и излучений. Эти газы в своей ионной форме позволяют своим электронам возбуждаться, сталкиваясь друг с другом, пока они не достигнут инверсии населённостей.
Многие конструкции таких лазеров позволяют выбрать определенную длину волны для излучения резонатора для достижения желаемых частот. Манипулирование парой зеркал внутри резонатора также позволяет изолировать отдельные частоты света. Три газа, аргон, криптон и ксенон, позволяют выбирать из множества комбинаций световых частот.
Эти лазеры производят очень стабильный свет и не выделяют много тепла. Эти лазеры показывают те же химические и физические принципы, которые используются в маяках, а также в ярких электрических лампах, таких как стробоскопы.
Углекислотные лазеры
Углекислотные лазеры являются наиболее эффективными и эффективными лазерами непрерывного действия. Они функционируют, используя электрический ток в плазменной трубке с углекислым газом. Столкновения электронов возбуждают эти молекулы газа, которые затем выделяют энергию. Вы также можете добавить азот, гелий, ксенон, углекислый газ и воду для получения различных частот лазера.
Глядя на типы лазеров, которые могут использоваться в различных областях, вы можете определить, какие из них могут создавать большое количество энергии, потому что они имеют высокий коэффициент полезного действия, так что они используют значительную часть энергии, переданной им без пускать многое впустую. В то время как гелий-неоновые лазеры имеют коэффициент полезного действия менее 0,1%, показатель эффективности лазеров на углекислом газе составляет около 30 процентов, что в 300 раз выше, чем у гелий-неоновых лазеров. Несмотря на это, лазеры на углекислом газе нуждаются в специальном покрытии, в отличие от гелий-неоновых лазеров, для отражения или передачи их соответствующих частот.
Эксимерные лазеры
Эксимерные лазеры используют ультрафиолетовый (УФ) свет, который впервые был изобретен в 1975 году для создания сфокусированного лазерного луча для прецизионной микрохирургии и промышленной микролитографии. Их название происходит от термина «возбужденный димер», в котором димер представляет собой продукт комбинаций газов, электрически возбужденных с конфигурацией энергетических уровней, которая создает определенные частоты света в УФ-диапазоне электромагнитного спектра.
Ни одно стандартное расширение Cura не ставит данный принтер на паузу и смену филамента. Если просто задавать вручную M25 — принтер уходит на вечную паузу. Наконец то я нашел решение и хочу им поделиться.
Надо скачать скрипт и установить его в C:\Users\ИмяПользователя\AppData\Roaming\cura\4.8\scripts. Что бы долго не рыскать по диску, можно из Cura выбрать каталог и затем зайти в scripts
Далее перегружаем Cura и теперь можно ставить скрипт с паузой для Tronxy
Дойдя до нужного слоя принтер станет на паузу и на экране это покажет
Меняем филамент.
Затем снимаем принтер с паузы. Принтер выдавит указанное в скрипте количество пластика и продолжит печать.
Очень рекомендую, рядом с основной моделью печатать какую нибудь башеньку, проверив в слайсере, что печать начинается с нее, а не с основной детали. Тогда, после смены филамента, сначала начнет печатать на ней, убирая последствия смены, и уже потом на основной детали.
Ну и собственно печать после смены цвета:
Комментарии к статье
Еще больше интересных статей
6
Подпишитесь на автора
Подписаться
Не хочу
Всегда терроризирую продавцов и производителей материалов на предмет получения более подробных сведе…
Читать дальше
dtx
Загрузка
03. 11.2022
471
4
Подпишитесь на автора
Подписаться
Не хочу
Шикарное видео на тему артефактов от бмг экструдеров. Смотрим через яндекс браузер с переводом…
Читать дальше
DrProg
Загрузка
24.03.2019
15684
79
Подпишитесь на автора
Подписаться
Не хочу
— Как же так, больной? Я ведь вам отчетливо рекомендовал не посещать подобных заведений хотя бы пару…
Читать дальше
Цветная печать на 3Д принтере с одним экструдером
Top sellers
Подшипник 604UU U604ZZ
U-образный подшипник U604ZZ 604UU 4*13*4
35,00 грн.
Термоковрик для 3D печати 200 х 200 мм
Термоковрик для 3D печати
150,00 грн.
Купить 3Д принтер epo3d+
Epo3d+ Украинский FDM 3D принтер на рельсах HIWIN. Благодаря надежной…
35 000,00 грн.
ABS гранулы
ABS гранулы для экструзии
400,00 грн.
PLA
PLA экологический пластик от компании Plexiwire. 100% предоплата….
375,00 грн.
Купить ABS пластик (АБС)
ABS пластик от компании Plexiwire. 100% предоплата. Бесплатная доставка…
220,00 грн.
Мини мротор-редуктор 12в 100 об/мин
мини електродвигатель с высоким крутящим моментом. Его размер…
150,00 грн.
Сопло для 3D-принтера 1.75 мм, для хотэндов E3D и MK8
Сопло для 3D-принтера 1.75 мм 0,2/0,3/0,4/0,5
35,00 грн.
Пластик PETG для 3D принтера
PETG пластик от компании Plexiwire. 100% предоплата. Бесплатная…
360,00 грн.
SHF-20 опора вала
SHF-20 опора вала применяется для ЧПУ
60,00 грн.
A4988 драйвер шагового двигателя
35,00 грн.
Купить 3D принтер epo3d
Украинский 3D принтер epo3d построенный на базе современной кинематики…
18 000,00 грн.
All best sellers
Categories
Информация
Цветная печать на 3Д принтере с одним экструдером
Еще недавно 3D-принтеы с возможностью разноцветной печати, это были прнтеры высокого класса, стоимость которых была недоступна для среднего потребителя. Теперь же есть различные варианты для создания красочных 3D-моделей. Давайте рассмотрим прямую цветную 3D-печать, где цвет получается из разноцветных нитей, используемых в FDM-принтере с одним соплом. В этой статье пойдет речь о цветной печати с помощью одного экструдера, путем назначения несколько задач для программного обеспечения. Полученный G-код будет давать задачи для принтера, начинать с одной цветной нити, а затем делать паузу на определенной высоте слоя. В этот момент новая нить заменяется, и задание на печать возобновляется. Этот метод позволяет любому пользователю со стандартным принтером с одним экструдером создавать многоцветный объект. Если замена филамента во время печати кажется утомительной, можно установить внешнее устройство Mosiac Manufacturing, Prusa MMU 2.0 или устройство с большой печатающей головкой стоящей на Micro, Crane Quad.
Но если у вас нет таких многоцветных устройств, но нужно выполнить поставленную задачу придется прибегнуть к ручной замене цвета. 3Д-печать с послойным нанесением определенного цвета на определенной высоте можно применить в производстве: логотипов, настольных игр, нашивок, значков, брелоков и т.д.
Как же установить паузы при печати в Gcode для замены нити в Simplify3D и CURA Это краткое руководство поможет пользователю не зная Gcode с легкостью вставить паузы в код с помощью штатных слайсеров.
Simplify3D
этот кусочек кода будет тем, кто сотворит всю магию:
G91; Установит в относительное положение G1 Z20 F5000; Поднимите сопло (опустит стол) на 20 мм вдоль оси Z со скоростью 5000 мм / мин. G90; Вернется в абсолютное положение М0; Пауза и ожидание ввода пользователя, чтобы продолжить печать
В этот момент меняем нить с другим цветом.
В Simplify3D мы будем использовать настройку Process> Scripts> Post-Processing, чтобы ввести вышеуказанный Gcode (без комментариев) примерно так:
{REPLACE «; слой 3, Z =» » nG91 nG1 Z20 F5000 nG90 nM0 n; слой 3, Z =»}
Конечно, вам нужно будет выбрать номер слоя для паузы (подробнее об этом чуть позже). Также обратите внимание, что части кода « n » просто создают новую строку в GCode.
Переключение на предварительный просмотр вашей модели в слайсере облегчит эту часть. В Simplify3D это вопрос перетаскивания ползунка внизу экрана предварительного просмотра (или ввода номера слоя).
CURA
Эти настройки помогут вам полностью контролировать приостановку печати: • Pause Height / Layer: высота или номер слоя, на котором вы хотите приостановить печать. • Парковочная печатающая головка X и Y: перемещение сопла в указанные координаты, когда печать приостановлена. • Перемещение головки Z : подымает сопло (опускает стол) во время паузы, доводя его до указанного значения. • Retraction: параметры ретракции в период паузы. • Количество и скорость выдавливания : количество материала, подлежащего вытягиванию при перезагрузке новой нити. • Повторить слои: Вы можете повторить все ранее завершенные слои, чтобы увеличить адгезию. • Температура в режиме ожидания: температура сопла в режиме паузы.
Slic3r
Найдите раздел « Custom G-code» на вкладке «Настройки принтера». Прокрутите вниз до заголовка After layer change G-code и вставьте следующий код: ; LAYER: [layer_num], Z HEIGHT: [layer_z] {if layer_num == 45}M600 ; Color change {endif} Если вы хотите сделать больше перестановок накала, просто продублируйте последнюю строку следующим образом: {if layer_num == 45}M600 ; Color change 1 {endif} {if layer_num == 65}M600 ; Color change 2 {endif} {if layer_num == 85}M600 ; Color change 3 {endif}
Редактирования Gcode
Если немного ориентируетесь в G-коде, и вам это интересно – то тогда этот способ для вас. Выбираем нужный сохраненный файл с расширением *.gcode. Открываем с помощью простого текстового редактора – например Блокнот (Notepad) и начнем редактировать. Для этого определяемся на каких слоях планируется замена цвета или материала. Нажимаем Ctrl-F (поиск по тексту) и вписываем в поисковом окне “layer 10” где например цифра 10 это тот слой где происходит замена и нажимаем “Найти”. После строки “layer 10” вставляем заранее скопированный текст с кодом.
G91; Поставить в относительный режим G1 Z10; Опустить стол (поднять печатающую головку) на 10 мм G90; Вернуть в абсолютный режим G1 X0 Y0; Переход в ноль (дом) по осям X & Y M0 Нажмите, чтобы перезагрузить; Пауза и ожидание G91; Поставить в относительный режим G1 Z-10; Возвращаемся назад на 10 мм G90; Вернуть в абсолютный режим
После выполнения 3D-принтером этих команд происходит возврат к последнему месту, в котором он был при сохранении печати.
Команда М600
Этот метод, как и предыдущий, позволяет в ручную вставить в G-код команду М600. Преимущество перед вышеизложенным в том, что вы вставляете в код только одну строку с командой М600, и принтер сам производит откат головки в безопасное место, выбрасывает нить а потом ее загружает, и продолжает печать с прерванного места. Если в вашем принтере при прошивке не активировали эту команду, то устройство ее проигнорирует.
Смена пластика
Самый простой но трудоемкий способ, это ручная смена цвета на 3Д принтере. Вы должны находится возле принтера и пристально наблюдать за процессом печати. Чтобы в нужный момент успеть сменить пластик. В большинстве 3д принтеров такая функция по смене филамента предусмотрена. Выбираете в меню сменить пластик, а дальше следуйте инструкциям показанным на дисплее.
И так мы показали как можно модернизировать 3Д принтер и сделать его цветным. Конечно это потребует некоторых усилий и денежных затрат, но все же это дешевле чем покупать новый принтер с двойным экструдером. Дальнейшим расширением этой техники будет добавление нескольких пауз, чтобы сделать еще больше возможностей для смены цвета, но мы оставим это для ваших экспериментов! Желаем вам удачи и красочных 3Д-моделей
Замена нити Cura | Скрипт и G-код
Автор
Последние сообщения
Мартин
Мартин имеет степень магистра наук. по физике и имеет многолетний опыт работы в промышленности в качестве руководителя лаборатории и менеджера по обеспечению качества. Сейчас он протестировал десятки 3D-принтеров и с радостью делится накопленным опытом в каждой новой статье.
Последние сообщения Мартина (посмотреть все)
Раскрытие информации: Ссылки, отмеченные *, являются партнерскими ссылками. Я зарабатываю на квалификационных покупках, если вы решите совершить покупку по этим ссылкам — без каких-либо дополнительных затрат для вас!
В дополнение к « Пауза на высоте сценария », Cura также позволяет использовать « Сценарий смены нити » для смены нити во время печати.
Скрипт смены нити Cura позволяет менять нить на определенном слое во время печати. Это позволяет создавать многоцветные 3D-принты без двойного экструдера. В скрипте можно настроить слой, втягивание и вывод нити.
Как это сделать подробно, какие ошибки могут возникнуть и как их решить, вы узнаете в этой пошаговой инструкции.
Содержание:
1 Шаг 1: Найдите слой для изменения в предварительном просмотре
2 Шаг 2: Расширения > Постобработка > Изменить G-код
3 Шаг 3: Добавьте скрипт изменения нити
4 Шаг 4. Настройте параметры сценария
5 Шаг 5. Разрежьте объект еще раз
6 Шаг 6. Начните печать
7 Шаг 7. Замените нить и продолжите печать
8 Устранение неполадок — замена нити Cura
: найти слой для изменения в предварительном просмотре
Вероятно, у вас есть точное представление о том, где на вашем объекте должно произойти изменение цвета. Высота для этого указана в скрипте смены филамента по слоям.
Чтобы найти правильный слой, вам сначала нужно разрезать объект без скрипта, а затем искать правильный слой в предварительном просмотре.
Вы можете вручную переключаться между слоями, используя ползунок справа.
Выбранный слой будет напечатан новой нитью после замены нити.
Шаг 2: Расширения > Постобработка > Изменить G-код
Настройки для скриптов находятся не в обычных настройках печати, а в строке меню Cura.
Расширения > Постобработка > Изменить G-код
Различие между настройками печати и сценариями делает очевидным, что сценарии следует создавать после фактических параметров печати. Они вставляют специальные события в печать и не изменяют фактические настройки печати.
Шаг 3: Добавьте сценарий смены нити
В открывшемся окне вы можете добавить различные сценарии. Сценарий замены нити также можно найти в раскрывающемся меню.
С помощью этого меню вы также можете вставлять несколько скриптов один за другим. Также возможно реализовать несколько смен нитей за один отпечаток. Вставьте сценарий смены нити для каждой смены нити. Единственная настройка, которую вы должны изменить, это номер слоя.
Шаг 4. Настройте параметры сценария
На этом шаге вы должны настроить скрипт. Наиболее важной настройкой, конечно же, является количество слоев, при котором должна быть напечатана новая нить.
Слой: Здесь вы определяете слой, на котором будет использоваться новая нить. После предыдущего слоя вставляется пауза и меняется нить. Также можно вставить несколько изменений филамента через один и тот же скрипт. Вы можете перечислить различные номера слоев один за другим через запятую. Затем тот же сценарий будет повторен для этих номеров слоев.
Использовать конфигурацию прошивки: Некоторые 3D-принтеры оснащены прошивкой, которая позволяет менять нить во время печати через меню. Этот флажок позволяет вам использовать эту встроенную замену нити и выполнять ее на определенном слое. Если вы активируете флажок, настройки для « Начальное отведение », « Последующее расстояние отвода » и для X- и Y-позиций исчезают. Затем эти настройки контролируются прошивкой.
Начальное втягивание: Здесь указывается длина втягивания нити в миллиметрах. Время этого втягивания наступает сразу после последнего слоя перед тем, как печатающая головка переместится к месту смены нити. Это предотвратит появление лишней нити на конце последнего слоя.
Расстояние позднего втягивания: С помощью этой настройки вы указываете, насколько экструдер должен втягивать нить. Это значение зависит от того, какой 3D-принтер вы используете. Если вы хотите полностью вытолкнуть нить, это значение должно быть не меньше длины между кончиком сопла и входным отверстием экструдера.
Позиция X/Y: Здесь вы можете установить координаты XY для печатающей головки. Как только начинается пауза для смены нити, печатающая головка перемещается в это положение для смены нити. В большинстве случаев используется нулевое положение по умолчанию. Однако для некоторых принтеров другое положение может быть более полезным для более удобной замены нити.
Позиция Z (относительная): Как и в случае с координатами XY, вы также можете указать координату Z, при которой должна происходить смена нити. Имейте в виду, однако, что это значение рассчитывается относительно. Если вы введете 0 мм, печатающая головка не переместится на Z = 0 мм, а останется на той высоте, на которой она была. Если вы введете 1 мм, он сдвинется на один миллиметр вверх и так далее.
Шаг 5. Разрежьте объект еще раз
После того, как вы запрограммировали сценарий, вы можете закрыть окно. Теперь вам нужно снова разрезать объект, чтобы применить изменения.
После того, как вы запрограммировали скрипт, вы увидите уведомление об этом в правом нижнем углу интерфейса Cura.
Как и в случае с настройками печати, сценарии сохраняются при выходе из программы и сохраняются при ее запуске. Чтобы вы случайно не воспользовались скриптом снова, эта подсказка хорошо видна.
Шаг 6: Начните печать
После того, как вы нарезали объект и отправили его на свой 3D-принтер, вы можете начать печать.
Однако не стоит слишком долго упускать из виду 3D-принтер, чтобы не пропустить замену филамента. Если 3D-принтер будет ждать вас слишком долго, уже напечатанный материал может слишком сильно остыть. Однако с PLA это обычно не проблема.
Шаг 7. Замените нить и продолжите печать
После запуска сценария и извлечения нити из 3D-принтера вы можете установить новую нить и продолжить печать.
Если вы все сделали правильно, изменение цвета или материала должно быть плавным. Если нет, есть несколько способов оптимизации.
Устранение неполадок — замена нити Cura
Хотя настройки скрипта замены нити в Cura довольно просты, они часто могут приводить к осложнениям. После того, как вы нашли правильные настройки для своего принтера, может потребоваться от 1 до 3 тестовых отпечатков.
Обязательно потренируйтесь менять нить на небольших тестовых объектах. Небольшие тестовые объекты, которые занимают всего несколько минут и несколько граммов нити, не дадут вам испортить более крупный отпечаток.
Прошивка не распознает сценарий: Возможно, на старых 3D-принтерах встроенная прошивка не распознает команду сценария M600. Тогда принтер просто проигнорирует скрипт и продолжит печать без остановки. Чтобы проверить, знает ли прошивка вашего 3D-принтера команду, вы можете открыть файл конфигурации и найти команду M600. Если он появится, он будет реагировать на сценарий. Если вы его не найдете, принтер просто продолжит печатать, как будто сценарий не был запрограммирован. Если его нет, обновите прошивку. Более новые версии обычно совместимы.
Капли, прыщики и избыток материала в точке перехода: Одной из наиболее распространенных ошибок при замене нити является избыток материала в точке перехода. Основной причиной этой ошибки является избыточное давление в форсунке, которое не было должным образом сброшено. Лучший способ сбросить это давление — извлечь нить из сопла. Есть два момента времени, в которые может появиться капля: в начале и в конце паузы. Для начала паузы есть настройка «Первоначальное втягивание» в сценарии. Если капля возникает в начале, здесь следует установить значение немного выше, чтобы нить втягивалась дальше и не могла непроизвольно вырваться. Если клякса появляется в конце паузы, вы должны убедиться, что после замены нити нить не выйдет из сопла, прежде чем принтер снова заработает.
Деформация или плохая адгезия печатной платформы: Обычно температура печатной платформы во время выполнения сценария должна быть постоянной. Однако были случаи, когда по какой-либо причине температура была установлена на 0°C, что приводило к значительному охлаждению печатной платформы во время замены нити. Когда это происходит, это может быстро привести к деформации или полному отделению объекта от печатной формы. Если это произойдет с вами, вам следует обновить прошивку, так как этого не должно произойти. В противном случае вы можете использовать сценарий «Пауза на высоте» вместо сценария смены нити. Там вы можете задать температуру вручную.
Сдвиг слоя (сдвиг в направлении X/Y): Эта проблема сильно зависит от используемого 3D-принтера. На некоторых принтерах при смене нити во время печати вы можете столкнуться с большим смещением слоев, чем на других. Все зависит от того, насколько легко перемещать шаговые двигатели вручную во время работы. Если вы случайно измените положение печатающей головки по осям XY при замене нити, это напрямую повлияет на 3D-объект. 3D-принтер не заметит смещения и продолжит печатать, как ни в чем не бывало. В результате все слои, которые печатаются после смены филамента, смещаются именно на это смещение. Поэтому вы должны следить за тем, чтобы печатающая головка не двигалась при замене нити.
Сдвиг по высоте (сдвиг в направлении Z): Эта ошибка в основном такая же, как смещение слоя, только в направлении Z. Однако проявляется он совсем по-разному и иногда его трудно идентифицировать. Если вы случайно сместили печатную платформу или ось X с печатающей головкой в направлении Z во время паузы, после паузы печать начнется слишком высоко или слишком низко. В крайних случаях объект может быть отделен от печатной платформы соплом, потому что сопло запускается слишком низко и сталкивается с ним. С другой стороны, также может случиться так, что сопло внезапно снова начнет печатать в воздухе, когда произошло смещение в положительном направлении Z. Тогда либо между слоями остается небольшой зазор, либо вы получаете знаменитые спагетти из нити, и вам все равно придется начинать все сначала.
Плохая адгезия слоев: Плохая адгезия между отдельными слоями до и после паузы может быть вызвана не только случайным смещением оси Z. Во время смены филамента последний напечатанный слой остывает. Поэтому новый слой приходится печатать на холодном материале. Это может привести к плохой адгезии с некоторыми материалами. Затем вы можете попытаться повысить температуру для нового слоя на несколько градусов. Плохая адгезия до и после паузы также распространена при смене материала, а не только цвета. Существуют комбинации материалов, которые плохо сцепляются друг с другом. В любом случае убедитесь, что вы снова начинаете печатать при правильной температуре для новой нити.
Раскрытие информации: Этот веб-сайт является собственностью Мартина Люткемейера и управляется Мартином Люткемейером. Мартин Люткемейер является участником Amazon Services LLC и других партнерских программ. Это партнерские рекламные программы, предназначенные для того, чтобы веб-сайты могли получать доход от рекламы за счет рекламы и ссылок на Amazon.com и другие. Ссылки, отмеченные *, являются партнерскими ссылками.
Как использовать сценарии постобработки Cura — Замена нити и многое другое — 3D Printerly
В Cura есть много полезных функций, одна из которых — постобработка скриптов. Один из них позволяет вам менять нить во время печати и многое другое.
Вам следует продолжить чтение, чтобы узнать, как использовать эти сценарии постобработки.
Какие существуют сценарии постобработки Cura?
Сценарии постобработки Cura — это скомпилированные инструкции, созданные пользователями, которые вы можете использовать для выполнения уникальных задач, выполняемых в файле G-кода вашей модели.
Вот список некоторых доступных сценариев постобработки Cura:
Изменение на Z
Смесь цветов
Создать миниатюру
Отображение имени файла и слоя на ЖК-дисплее
Отображение прогресса на ЖК-дисплее
Замена нити
Вставка при смене слоя
Пауза на высоте
Убрать Продолжить
Поиск и продолжение
Промежуток времени
Использовать предыдущие измерения датчика
Чтобы получить к ним доступ, щелкните меню Extensions на верхней панели инструментов. Далее перейдите к Постобработка > Изменить G-код.
В появившемся меню выберите Добавить скрипт.
С помощью этих сценариев вы можете изменить G-код вашей 3D-модели для выполнения определенной задачи во время печати. Например, сценарий Change at Z изменяет настройки печати, когда она достигает определенной высоты.
Пауза на высоте также останавливает модель на определенной высоте, ожидая возобновления действия пользователя.
Кроме того, у вас есть сценарии, которые можно использовать для изменения свойств материала вашей модели. Примером может служить вариант Color Mix , который работает с установками с одним соплом Dual Extruder.
С его помощью можно смешивать нити разных цветов для получения другого цвета. Опция Filament Change также позволяет менять цвет нити во время печати.
Наконец, у вас также есть сценарии, которые позволяют отслеживать ход печати. Скрипты типа Отображение хода выполнения на ЖК-дисплее и Отображение имени файла и слоя на ЖК-дисплее являются примерами этого.
Если у вас есть знания в области программирования, вы также можете изменить эти сценарии. Например, этот пользователь изменил сценарий «Отображение хода выполнения на ЖК-дисплее», чтобы отображалось время, оставшееся до печати.
Я добавил этот скрипт постобработки в Cura, чтобы добавить расчетное оставшееся время и номер слоя, это невероятно полезно для 3D-печати
Вы даже можете создать свой собственный скрипт и добавить его в Cura, если у вас есть технические знания.
Вот классный пример пользователя, который создал свой собственный скрипт под названием 3DPrintColorizer, который использует несколько маркеров на 3D-принтере, чтобы раскрасить его во время печати.
Как использовать сценарии постобработки
В Cura встроено несколько сценариев постобработки, которые вы можете использовать в своих 3D-отпечатках. Я рассмотрю некоторые из наиболее часто используемых более подробно:
Change At Z
Отображение имени файла и слоя на ЖК-дисплее
Замена нити
Вставить при смене слоя
Пауза на высоте
Втягивающая башня
Башня скорости
Промежуток времени
Как использовать сценарий «Изменение в Z»
Сценарий «Изменение в Z» позволяет изменять различные параметры печати после того, как печать достигает определенного слоя или высоты. Например, этот пользователь использовал сценарий для изменения температуры своего отпечатка в нескольких точках отпечатка.
Вы можете запустить несколько экземпляров этого скрипта, чтобы изменить настройки принтера на разной высоте.
Чтобы использовать его, щелкните его, чтобы добавить в список сценариев. После добавления вам придется изменить его настройки. Вот некоторые из них.
Включить
Это поможет вам включить или отключить определенные сценарии Change at Z. Это полезно, если вы просто хотите отключить этот конкретный скрипт, не удаляя и не стирая его.
Триггер
Параметр «Триггер» позволяет выбрать единицу измерения высоты отпечатка. Вы можете выбрать высоту (мм) или номер слоя.
Изменить высоту/слой
Параметр «Изменить высоту/слой» задает высоту или номер слоя, на котором будут происходить изменения, заданные вами в сценарии. В зависимости от параметра, который вы выбрали в настройке «Триггер», слайсер будет отображать «Изменить высоту» или «Изменить слой».
Параметр «Изменить высоту» указывается в миллиметрах, а параметр «Изменить слой» использует номера слоев.
Применить к
Параметр «Применить к» определяет, будут ли выбранные вами изменения применяться к одному слою или к нескольким слоям. У него есть два варианта; Только целевые слои и целевой слой + последующие слои.
Вывод на дисплей
В параметрах «Вывод на дисплей» отображаются изменения, которые вы вносите в G-код на ЖК-интерфейсе вашего 3D-принтера.
Изменить*
Настройки Изменить * — это различные параметры печати, которые можно изменить с помощью скриптов изменения в Z. Вы можете изменить скорость печати, скорость вентилятора, температуру стола и т. д.
Например, если вы хотите изменить температуру стола на определенной высоте. Сначала вы щелкаете поле «Изменить температуру кровати».
Далее появится другое меню, где вы можете ввести новую температуру, которую вы хотите.
Примечание: Вы можете изменить несколько параметров печати с помощью ОДНОГО сценария. Но менять их можно только на одной высоте.
Вам потребуется использовать более одного скрипта для изменения более чем одной Z-высоты.
Кроме того, как сказал один разработчик Cura, изменения в сценариях накладываются друг на друга. Например, допустим, вы печатаете со скоростью 30 мм/с и уменьшаете скорость на 50% до 15 мм/с.
Новая стандартная скорость 15 мм/с. Итак, если вы хотите вернуть скорость 30 мм/с в будущем слое, вам нужно будет ввести 200% в поле, а не 100%, так как 100% от 15 мм/с все равно останется равным 15 мм/с.
Как использовать сценарий отображения имени файла и слоя на ЖК-дисплее
Сценарий отображения имени файла и слоя отображает имя файла 3D-модели и номер слоя, который принтер в данный момент печатает на ЖК-дисплее.
ЧЭП на ютубе сделал крутое видео как можно использовать этот скрипт.
Вы можете изменить это, используя следующие дополнительные поднастройки:
Текст для отображения
Параметр Текст для отображения позволяет изменить текст, который принтер будет отображать на ЖК-дисплее. Имя по умолчанию — это имя файла 3D-модели. Тем не менее, размещение чего-либо в поле «Текст для отображения» автоматически переопределит имя файла 3D-модели и отобразит введенный текст.
Начальный слой
Опция Начальный слой позволяет вам выбрать способ нумерации слоев. Если вы выберете опцию 0, нумерация слоев начнется с слоя 0. И наоборот, если вы выберете слой 1, нумерация начнется с слоя 1.
Показать максимальный слой
Параметр display max layer отображает общее количество слоев в отпечатке.
Замена нити
Сценарий замены нити приостанавливает печать, чтобы вы могли заменить нить во время печати. Это очень удобно, когда вы хотите создавать многоцветные отпечатки, а у вас есть только один экструдер и сопло.
Вот некоторые из его настроек:
Слой
В настройках слоя вы указываете номер слоя, на котором вы хотите приостановить печать, чтобы вы могли заменить нить. Вы можете указать несколько номеров слоев для паузы.
Только убедитесь, что вы разделяете их запятой.
Примечание: Смена слоя начинается до слоя, который вы помещаете в поле. Если вы хотите изменить слои в конце слоя 20, вы должны поставить 21 в поле.
Использовать конфигурацию микропрограммы
Принтер использует параметры конфигурации микропрограммы для управления парковкой сопла после паузы. Он также контролирует, как принтер вытягивает нить из сопла, когда пришло время ее заменить.
Вы можете установить этот флажок, если для этого предусмотрены настройки микропрограммы вашего принтера. Если это не так, вы можете указать свои пользовательские настройки.
Относительное Z-положение
Относительное Z-положение позволяет перемещать печатающую головку вверх, когда принтер останавливается для замены нити. Просто укажите высоту в мм в поле.
Примечание: Это относительное значение, поэтому принтер измеряет высоту от места остановки сопла, а не от платформы.
Как использовать сценарий «Вставка при смене слоя»
Сценарий «Вставка при смене слоя» позволяет поместить команду G-кода, которая выполняется каждый раз, когда принтер меняет слои. Например, вы можете добавить команду M240, которая запускает камеру, чтобы делать снимок отпечатка после каждого слоя.
Вот его настройки:
Когда вставлять
Сообщает принтеру, когда вставлять G-код. Вы можете вставить его после или до того, как насадка изменит слои.
G-код для вставки
Этот параметр принимает G-код, который вы хотите вставить в конце каждого слоя печати.
Как использовать сценарий «Пауза на высоте»
«Пауза на высоте» — это сценарий, который можно использовать для приостановки печати на заданной высоте. Это полезно, если вы хотите приостановить и добавить оборудование, такое как магниты, гайки и т. д., к печати и возобновить ее.
Например, этот ютубер использовал сценарий для паузы в нескольких местах печати, чтобы остановить и изменить цвет нити.
В результате получилась потрясающая многоцветная 3D-модель. Вот некоторые настройки, которые вы можете использовать для изменения сценария:
Пауза на
Параметр Пауза на позволяет вам выбрать единицу измерения, которую вы хотите использовать для высоты. Вы можете выбрать номер слоя или высоту в мм.
Высота паузы
Параметр «Высота паузы» позволяет указать, где вы хотите приостановить печать. Вы можете установить его в миллиметрах или использовать номер слоя в зависимости от того, что вы выбрали в опции «Пауза в».
Метод
Параметр Метод позволяет выбрать команду G-кода, которую вы хотите использовать для приостановки печати. Команда G-кода для паузы различается для разных принтеров и прошивок.
Итак, вы должны выбрать вариант прошивки вашего принтера из выпадающего меню скрипта.
Тайм-аут снятия с охраны
Параметр Тайм-аут снятия с охраны выключает шаговый двигатель по истечении периода времени (секунд), указанного в поле ввода. Если вы оставите его равным нулю по умолчанию, двигатели останутся включенными, пока печать приостановлена.
Парковка печати
Параметр Парковка печати позволяет переместить печатающую головку в безопасное место после приостановки печати, если установлен соответствующий флажок. Вы можете указать координаты для этого местоположения, используя настройки Park X, Y и Z.
Примечание. Если ваш принтер автоматически обрабатывает парковку, вы можете не устанавливать этот флажок.
Отвод и скорость отвода
Настройка отвода определяет, сколько нити в мм принтер втягивает обратно в сопло после паузы. Это предотвращает утечку нити из сопла, когда оно припарковано.
Параметр «Скорость отвода» определяет, насколько быстро экструдер втягивает нить обратно.
Объем выдавливания и скорость вытягивания
Параметр «Величина выдавливания» устанавливает количество нити, которое принтер выдавливает после паузы. Это может помочь очистить сопло от старого материала и нагреть его для возобновления печати.
Скорость выдавливания определяет, насколько быстро принтер выдавливает материал после паузы.
Повторить слой
Параметр «Повторить слой» печатает последний слой перед паузой, чтобы помочь восстановить поток нити.
Температура в режиме ожидания
Температура в режиме ожидания контролирует температуру сопла во время паузы печати. Если вы оставите его на нуле, температура останется неизменной.
Текст на дисплее
Текст на дисплее содержит текст, который будет отображаться на ЖК-дисплее, пока печать приостановлена.
G-код перед паузой/ G-код после паузы
G-код перед паузой запускает команду G-кода перед паузой принтера. G-код после паузы запускает команду после возобновления работы принтера.
Как использовать сценарий втягивания башни
Втягивание башни позволяет настроить параметры втягивания с помощью башни. Башня меняет значения отвода поэтапно, поэтому вы можете увидеть, какое из них лучше для вас.
YouTuber CHEP снял отличное видео, чтобы показать, как вы можете успешно откалибровать настройки вашего принтера с помощью этой башни.
Чтобы использовать это, вы должны установить плагин форм Cura Calibration. Чтобы установить его, нажмите Marketplace в правом верхнем углу экрана.
В появившемся меню прокрутите вниз, пока не увидите плагин Calibration Shapes .
Нажмите «Установить» и примите соглашение. После установки плагина перезапустите Cura.
Снова откройте Cura и нажмите Расширения > Детали для калибровки > Добавить тест втягивания . Это поместит выдвижную башню на вашу сборочную плиту.
Теперь вы можете изменить настройки башни, используя скрипт Retract Tower из меню Add a Script.
Вот некоторые из его дополнительных настроек.
Команда
Параметр Команда позволяет вам выбрать, какое значение отвода вы хотите протестировать. Вы можете выбрать между скоростью и расстоянием.
Начальное значение
Начальное значение — это скорость отвода или расстояние, на котором башня начинается снизу.
Приращение значения
Приращение значения — это увеличение скорости отвода или расстояния между последующими секциями башни на отпечатке. Он может быть отрицательным или положительным.
Изменить слой
Параметр «Изменить слой» устанавливает, сколько слоев должно быть напечатано в конкретном блоке перед применением увеличения значения.
Изменить смещение слоя
Изменить смещение слоя — это количество базовых слоев, которые не являются частью первого блока. Принтер учитывает это при расчете слоев перед изменением первой секции.
Как использовать сценарий Speed Tower
Speed Tower — это калибровочный тест, который можно использовать для определения оптимальной скорости печати. Он печатает башню с разной скоростью для каждой секции, чтобы вы могли выбрать лучшую.
Вот как вы можете его использовать:
Во-первых, убедитесь, что вы установили плагин шагов калибровки из предыдущего раздела
Затем нажмите Extensions > Детали для калибровки > Add Tower Acceleration Tower . Это поместит башню ускорения на вашу сборочную плиту.
Теперь вы можете изменить его с помощью сценария башни скорости. Поднастройки в сценарии Speed Tower почти такие же, как и в сценарии Retract Tower.
Единственным заметным отличием являются параметры в настройках команды.
Команда
Параметр «Команда» позволяет вам выбрать, какое значение вы хотите откалибровать. Вы можете выбрать между ускорением, рывком, скоростью и т. д.
Как использовать сценарий интервальной съемки
Настройка интервальной съемки управляет камерой, которая делает снимок отпечатка через различные промежутки времени. Вы можете использовать это, чтобы создать интересное видео о ходе печати.
Вот некоторые его настройки:
Длина паузы
Определяет время ожидания печати после срабатывания камеры.
Парковка печатающей головки
Парковка печатающей головки перемещает печатающую головку в другое место после срабатывания команды M240. Вы можете управлять местом, в которое она перемещается, с помощью команд парковки печатающей головки X и Y.
Вы также можете управлять скоростью с помощью команды Park Feed Rate.
Втягивание
Расстояние втягивания определяет, насколько далеко сопло втягивает нить при движении в парк для съемки камерой. Это помогает уменьшить просачивание сопел и дефекты печати, такие как натяжение.
Отличный пример просачивания сопел во время печати можно увидеть в этом посте на Reddit.
Помогите устранить просачивание сопла при 3D-печати
Чтобы помочь в борьбе с этим, другой пользователь предложил печатать при более низкой температуре, уменьшив время снимка и немного увеличив втягивание.
Высота прыжка по оси Z при парковке
Высота прыжка по оси Z при парковке поднимает сопло отпечатка во время парковки, чтобы он не ударялся о отпечаток. Вы можете установить высоту прыжка в поле.
Как изменить цвет нити во время печати — сценарий изменения
Вы можете изменить цвет нити с помощью сценария смены нити. Все, что вам нужно сделать, это настроить параметры печати в сценарии и подготовить альтернативную нить для загрузки в принтер.
Один пользователь сказал, что изменение скрипта филамента отлично сработало на его Ender 3 V1 со стандартной 8-битной платой. Он остановился, припарковался, издал звуковой сигнал, и они смогли выгрузить и снова загрузить нить, чтобы возобновить черно-белую печать.
Позвольте мне показать вам процесс с моей вазой. Я хочу напечатать нижнюю и верхнюю часть, используя разные цветные нити.
Посмотрим, как ты сможешь это сделать.
Шаг 1: Импорт модели в Cura
Вы можете импортировать модель в Cura, перетащив ее в приложение или нажав сочетание клавиш CTRL + O.
Шаг 2: Обработка и нарезка модели
После импорта модели в Cura вы можете оптимизировать параметры печати, такие как поддержка или высота слоя, как вам угодно.
Когда вы закончите с этими настройками, нажмите кнопку среза, чтобы разрезать модель.
Шаг 3 : Предварительный просмотр и расчет высоты слоя
После нарезки щелкните вкладку предварительного просмотра.
Используя инструмент просмотра слоев, просмотрите свою модель слой за слоем.
Выберите слой, на котором вы хотите начать изменение цвета, и запишите его.
В данном случае я хочу, чтобы новый цвет начинался со слоя 416.
Если вам нужно несколько цветов, вы должны отметить слой, где вы хотите, чтобы каждое изменение цвета начиналось вниз.
Шаг 4: Добавьте сценарии
На верхней панели инструментов нажмите Расширения > Сценарии постобработки > Изменить G-код.
Нажмите Добавить скрипт
В списке скриптов прокрутите вниз и нажмите Замена нити.
Шаг 5: Поместите параметр в сценарии.
После нажатия на скрипт вы увидите список настроек, которые вы можете изменить.
В поле Слой введите номер слоя, который вы только что отметили. Например, я поставлю 416 в свой.
Если вы указываете несколько номеров слоев, разделяйте их запятыми.
Вы можете поставить галочку Use Firmware Configuration , если микропрограмма вашего принтера обрабатывает парковку и втягивание сопла после паузы.
Для Retract Method , выберите вариант прошивки вашего принтера. Большинство принтеров Ender используют прошивку Marlin или ее вариант
.
Шаг 6: Повторно нарежьте модель.
Чтобы сделать изменения постоянными, вам нужно повторно разрезать модель.
Итак, еще раз нажмите на кнопку Slice.
Шаг 7: Сохраните и распечатайте модель.
Затем сохраните G-код модели и отправьте его на принтер для печати.
Как только принтер достигнет указанной высоты слоя, он прекратит печать и попросит заменить нити.
После загрузки нового филамента он снова нагреет сопло и очистит его от старого филамента.
После этого вы можете продолжить печать нитью нового цвета.
Сценарии постобработки Cura — это удобные и универсальные инструменты, которые можно использовать для изменения G-кода на лету. Немного практики с ними, и вы должны создавать довольно уникальные отпечатки в кратчайшие сроки.
Sign up for our newsletter from XXdate to XXdate to receive a XX
discount code.
Plus 2-month
Viveport Infinity
membership.
79,990 ₽
*Шлем VIVE Pro 2 не включает контроллеры, базовые станции или беспроводной адаптер VIVE.
Графика нового уровня и Hi-Res звук для захватывающего опыта компьютерного VR. Продуманная эргономика обеспечивает плавное и комфортное погружение.
Представляем VIVE Pro 2 HMD. Обновите шлем виртуальной реальности с помощью долгожданного продолжения отмеченной наградами серии VIVE Pro.
Лучший в своем классе дисплей, теперь обновлённый
Испытайте исключительный комфорт
Сертифицированный звук Hi-Res
Свободные и точные движения
Визуализация с чёткостью
5K
.
Погрузитесь в творчество с головой. Смотрите, делитесь и исследуйте идеи с невероятной ясностью. Выявите мельчайшие детали в играх VR. Разрешение 5K превращает всё, что есть в VR, в визуальный праздник.
* Поддержка разрешения 5k может зависеть от обработки сигнала.
Расширьте свой горизонт.
Большой угол обзора 120 ° расширяет возможности просмотра VR. Увеличенный угол лучше совпадает с человеческим глазом, позволяя вам видеть происходящее более естественно и комфортно.
Быстрая, плавная, непревзойдённая графика в виртуальной реальности.
Наслаждайтесь исключительной чёткостью изображения с частотой обновления 120 Гц. Испытайте приложения и игры с насыщенной графикой так, как задумали их создатели.
Сведите к минимуму утомляемость глаз.
Регулируемое межзрачковое расстояние (IPD) для оптимального комфорта просмотра. Благодаря удобному и плавному регулятору вы легко настроите шлем под индивидуальные особенности ваших глаз.
* IPD — расстояние в мм между центрами зрачков глаз.
Эргономичный дизайн для баланса и комфорта.
Сбалансированная конструкция и подстройка под индивидуальные особенности. Удобная посадка шлема на голове для сеансов виртуальной реальности любой продолжительности и цели. Подходит для любого размера головы и типа зрения, даже для очков.
Погрузитесь в качественный звук.
Слушайте звучание окружающего виртуального мира так, как оно должно быть услышано. Благодаря встроенному трёхмерному пространственному звуку и мощному усилителю сертифицированные Hi-Res наушники обеспечивают захватывающие звуковые ландшафты, которые изменят ваш мир.
VIVE Pro 2 HMD
Save £60 with promo code ‘SAVE60’ *
* Pre-order offer available 11th to 31st of May 2021.
Plus 2-month
Viveport Infinity
membership.
*Шлем VIVE Pro 2 не включает контроллеры, базовые станции или беспроводной адаптер VIVE.
Точность и универсальность для работы и развлечений.
VIVE Трекер (3.0) —
Не ограничивайтесь контроллерами.
Легче, меньше и мощнее, чем его предшественник. Перенесите объекты реального мира в виртуальную реальность или используйте в качестве датчиков тела. Получите новый уровень реалистичности и контроля в виртуальной реальности.
Узнать больше о Трекере (3.0)
VIVE Трекер лица — Выражайте в VR больше, чем просто слова.
Передавайте реалистичные выражения лица и движения рта для захватывающего взаимодействия.
Узнать больше о VIVE Трекере лица
Беспроводной адаптер VIVE — компьютерный VR без кабелей.
Уберите кабели и двигайтесь беспрепятственно. Создайте беспроводную многопользовательскую сессию виртуальной реальности с помощью легкого и простого в настройке беспроводного адаптера VIVE.
*Беспроводной адаптер VIVE поддерживает разрешение до 3264 x 1632 и частоту обновления 90 Гц при использовании с VIVE Pro 2.
Узнать больше о беспроводном адаптере VIVE
Cosmos
Cosmos Elite
Cosmos Elite Headset
Cosmos
Cosmos Elite
Cosmos Elite Headset
Начните разработку для VIVE.
Независимо от того, занимаетесь вы только разработкой контента или его дистрибуцией через магазин Viveport, у нас есть для вас необходимые инструменты SDK.
Узнать больше
Получите максимум удовольствия от виртуальной реальности с INFINITY. Наслаждайтесь неограниченным доступом к сотням VR-игр, приложений и видео.
Перейти в Viveport
Представлена информация о комплекте VIVE Pro HMD (шлем). В Россию будет поставляться только полный комплект VIVE PRO 2 FullKit (полная система виртуальной реальности). Следите за нашими новостями и обновлениями.
Полный комплект VIVE Pro 2
Полный комплект VIVE Pro 2.
Чёткий. Точный. Захватывающий.
* Включена подписка Viveport Infinity на 2 месяца.
Базовые станции, контроллеры и многое другое. И всё это в одном комплекте.
Откройте для себя захватывающие возможности виртуальной реальности с помощью точного лазерного отслеживания в масштабе комнаты и графики нового уровня.
Визуализируйте с точностью 5K.
Исследуйте контент VR с великолепной чёткостью и замечайте мельчайшие детали с комбинированным разрешением 4896 x 2448 пиксел.
Смотрите шире.
Широкое горизонтальное поле обзора (FOV) 120 ° делает богаче ваш визуальный опыт и лучше совпадает с человеческим глазом, позволяя вам видеть более естественно.
Оцените плавные визуальные эффекты.
Оцените исключительную чёткость изображения с частотой обновления 120 Гц. Испытайте приложения с интенсивным использованием графики так, как задумано их создателями.
Сведите к минимуму утомляемость глаз.
Отрегулируйте межзрачковое расстояние (IPD) для оптимального комфорта просмотра. Легко найдите удобные для себя настройки, вращая регулятор.
* IPD — расстояние в мм между центрами зрачков глаз.
Точное отслеживание в масштабе помещения.
Будьте в курсе событий с точным отслеживанием SteamVR ™, которое обеспечивает 360-градусное покрытие вашего движения с точностью до миллиметра. Используйте VIVE Pro 2 сидя, стоя или в большом пространстве для многопользовательских сессий.
Погрузитесь в качественный звук.
Услышьте звуки в виртуальной реальности так, как они должны быть услышаны. Благодаря интеграции трехмерного пространственного звука и мощному усилителю Hi-Res сертифицированные наушники обеспечивают захватывающие звуковые ландшафты, которые изменят ваш мир.
Эргономичный дизайн для баланса и комфорта.
Сбалансированная конструкция и индивидуальные настройки на высшем уровне. Удобно подходит для сеансов виртуальной реальности любой продолжительности и цели. Подходит для любого размера головы и типа зрения, даже для использования с очками.
Узнать больше о VR-шлеме VIVE Pro 2
Ознакомьтесь с полными характеристиками VIVE Pro 2
VIVE Трекер (3.0)
Не ограничивайтесь контроллерами. Перенесите объекты реального мира в виртуальную реальность или используйте отслеживание всего тела, чтобы добавить новое измерение в свою игру. Будь то пробежка или танцы с друзьями в VRChat.
Узнать больше о VIVE Трекере (3.0)
VIVE Трекер лица
Выражайте себя не только словами в виртуальной реальности. Запечатлейте реалистичные выражения лица и реалистичные движения рта для полного погружения.
Узнать больше о VIVE Трекере лица
Беспроводной адаптер VIVE
Свободно перемещайтесь, расширяйте своё виртуальное пространство и превращайте многопользовательскую виртуальную реальность в действительность.
* Беспроводной адаптер VIVE поддерживает разрешение до 3264 x 1632 и частоту обновления 90 Гц при использовании с VIVE Pro 2.
Узнать больше о беспроводном адаптере VIVE
Получите сотни любимых фанатами VR-игр и приложений, таких как AfterLife, Hyper Dash, Swords of Gurrah и другие!
Посетите Viveport
Аксессуары для HTC Vive Pro | Виртуальная реальность | VR360eshop.com
Все аксессуары для HTC Vive Pro! Сменная пена, защита, беспроводная система… Самый широкий выбор аксессуаров для виртуальной реальности в Европе!
Аксессуары для HTC Vive Pro
HTC Vive Pro — это гарнитура с высоким разрешением, высокопроизводительными наушниками и улучшенным комфортом. Комплектация состоит из гарнитуры, двух контроллеров HTC Vive и двух базовых станций Steam VR 2.0. Но это оборудование можно дополнить аксессуарами, способными значительно улучшить эргономику, впечатления от погружения и производительность HTC Vive Pro.
Защита каски и ее аксессуаров
Чтобы увеличить срок службы вашего снаряжения, необходимо обеспечить эффективную и полную защиту. Защитите свое оборудование от ударов и царапин благодаря нашему выбору аксессуаров, предназначенных для защиты наушников и контроллеров. Найдите аксессуары, такие как чехлы, чемоданы и защитные чехлы из подходящих материалов (пластик, силикон, ткань и т. д.).
Принадлежности для поддержания гигиены
Для защиты шлема и пользователя от таких загрязнений, как пот, волосы и отпечатки пальцев, были разработаны гигиенические аксессуары. Они настоятельно рекомендуются при длительном использовании шлема и в присутствии публики. В этой категории доступны, в частности, пенопластовые и гигиенические средства защиты из искусственной кожи, ткани или бумаги, которые предотвращают прямой контакт лица со шлемом. Последние впитывают грязь и являются либо одноразовыми, либо легко очищаемыми. Другие принадлежности используются для обслуживания оборудования и призваны помочь вам поддерживать превосходный уровень чистоты. Действительно, для этой цели предусмотрены салфетки, спреи и инструменты, разработанные таким образом, чтобы их использование было эффективным без повреждения оборудования.
Основные аксессуары
Для использования HTC Vive pro необходимы некоторые аксессуары, такие как контроллеры, различные кабели и базовые станции. Другие аксессуары менее важны, но настоятельно рекомендуются для улучшения опыта виртуальной реальности, например, датчики трекера Vive, их крепления и опоры, а также беспроводные системы.
Все аксессуары для HTC Vive Pro! Сменная пена, защита, беспроводная система… Самый широкий выбор аксессуаров для виртуальной реальности в Европе!
Аксессуары для HTC Vive Pro
HTC Vive Pro — это гарнитура с высоким разрешением, высокопроизводительными наушниками и улучшенным комфортом. Комплектация состоит из гарнитуры, двух контроллеров HTC Vive и двух базовых станций Steam VR 2.0. Но это оборудование можно дополнить аксессуарами, способными значительно улучшить эргономику, впечатления от погружения и производительность HTC Vive Pro.
Защита каски и ее принадлежностей
Чтобы повысить долговечность вашего снаряжения, необходимо обеспечить эффективную и полную защиту. Защитите свое оборудование от ударов и царапин благодаря нашему выбору аксессуаров, предназначенных для защиты наушников и контроллеров. Найдите аксессуары, такие как чехлы, чемоданы и защитные чехлы из подходящих материалов (пластик, силикон, ткань и т. д.).
Аксессуары для поддержания гигиены
Для защиты шлема и пользователя от грязи, такой как пот, волосы и отпечатки пальцев, были разработаны гигиенические аксессуары. Они настоятельно рекомендуются при длительном использовании шлема и в присутствии публики. В этой категории доступны, в частности, пенопластовые и гигиенические средства защиты из искусственной кожи, ткани или бумаги, которые предотвращают прямой контакт лица со шлемом. Последние впитывают грязь и являются либо одноразовыми, либо легко очищаемыми. Другие принадлежности используются для обслуживания оборудования и призваны помочь вам поддерживать превосходный уровень чистоты. Действительно, для этой цели предусмотрены салфетки, спреи и инструменты, разработанные таким образом, чтобы их использование было эффективным без повреждения оборудования.
Основные аксессуары
Для использования HTC Vive pro необходимы некоторые аксессуары, такие как контроллеры, различные кабели и базовые станции. Другие аксессуары менее важны, но настоятельно рекомендуются для улучшения опыта виртуальной реальности, например, датчики трекера Vive, их крепления и опоры, а также беспроводные системы.
VIVE Pro 2 — лучшая VR-гарнитура в метавселенной
Гарнитура VIVE Pro 2
Острый. Точный. Иммерсивный.
** Включено 2-месячное членство в Viveport Infinity.
*** В комплект гарнитуры VIVE Pro 2 не входят контроллеры, базовые станции или беспроводной адаптер VIVE.
Графика и звук следующего уровня для клепки PC-VR. Целенаправленная и прагматичная эргономика обеспечивает плавное и комфортное погружение.
Представляем VIVE Pro 2. Обновите свою гарнитуру с долгожданным продолжением отмеченной наградами серии VIVE Pro.
Лучший в своем классе дисплей, обновленный
Испытайте исключительный комфорт
Сертифицированный звук Hi-Res
Двигайтесь со свободой и точностью
Tech Spurt
«… несомненно, самый премиальный PC-VR…»
ETR VR
«…самый чистый опыт виртуальной реальности на ПК…»
abydos
«… Изображение очень четкое, лучшая гарнитура, которая у меня когда-либо была на голове…»
Визуализация с четкостью 5K.
Погрузитесь в творческие глубины. Смотрите, делитесь и исследуйте идеи с блестящей четкостью. Раскройте мельчайшие детали в VR-играх. Разрешение 5K превращает все в VR в визуальное пиршество.
*Разрешение 5k может зависеть от совместимости обработки.
Расширьте свой кругозор.
Широкое горизонтальное поле зрения (FOV) 120° расширяет возможности просмотра в виртуальной реальности. Увеличенный угол лучше согласуется с человеческими глазами, позволяя вам видеть более естественно и комфортно.
Быстрый, плавный, непревзойденный в VR-графике.
Наслаждайтесь исключительной плавностью изображения благодаря частоте обновления 120 Гц. Испытайте приложения и игры с интенсивной графикой так, как задумали создатели.
Свести к минимуму усталость глаз.
Регулируемое межзрачковое расстояние (IPD) для оптимального комфорта просмотра. Легко найдите свое любимое место с дизайном циферблата при ношении гарнитуры.
*IPD — расстояние, измеренное в мм между центрами зрачков глаз.
Эргономичный дизайн для баланса и комфорта.
Сбалансированная конструкция и регулируемость, определяющие отрасль. Удобная посадка для сеансов виртуальной реальности любой продолжительности и цели. Подходит для широкого диапазона размеров головы и типов зрения, даже для очков.
Погрузитесь в высококачественный звук.
Услышьте виртуальную среду так, как она должна быть услышана. Благодаря интеграции трехмерного пространственного звука и мощному усилителю наушники с сертификацией Hi-Res создают захватывающие звуковые ландшафты, которые изменят ваш мир.
MRTV
«… Виртуальные миры с Pro 2 выглядят просто фантастически».
Оазис виртуальной реальности
«… одно из лучших визуальных впечатлений, которое вы можете получить…»
Ben Plays VR
«- это выглядит фантастически».
ВИВ Про 2
** Включено 2-месячное членство в Viveport Infinity.
Оставайтесь совместимыми с вашими текущими настройками и будущими совместимость. Гарнитура VIVE Pro 2 обеспечивает универсальность совместимость с базовыми станциями VIVE 1.0 и SteamVR™ Base Stations 2.0, а также оригинальные контроллеры VIVE и VIVE. (2018).
Базовые станции и контроллеры для гарнитуры VIVE Pro 2 продаются отдельно.
Точность и универсальность для продуктивной работы и игр.
VIVE Tracker (3.0) — Не ограничивайтесь контроллерами.
Легче, меньше и мощнее своего предшественника. Перенесите объекты реального мира в виртуальную реальность или используйте их в качестве датчиков тела. Вдохновите новый уровень реализма и контроля над захватывающим опытом.
Узнать больше о Трекере (3.0)
VIVE Facial Tracker — Выразите больше, чем просто слова, в виртуальной реальности.
Снимайте реалистичные выражения лица и реалистичные движения рта для захватывающего взаимодействия.
Асинхронный электродвигатель – это электрический агрегат с вращающимся ротором. Скорость вращения ротора отличается от скорости, с которой вращается магнитное поле статора. Это – одна из важных особенностей работы агрегата, так как если скорости выровняются, то магнитное поле не будет наводить в роторе ток и действие силы на роторную часть прекратится. Именно поэтому двигатель называется асинхронным (у синхронного показатели скоростного вращения совпадают).
В данной статье мы сфокусируемся на том, что представляет собой схема работы такого двигателя и – самое главное, насколько она эффективна при его эксплуатации.
Устройство и принцип действия
Ток в обмотках статора создает вращающееся магнитное поле. Это поле наводит в роторе ток, который начинает взаимодействовать с магнитным полем таким образом, что ротор начинает вращаться в ту же сторону, что и магнитное поле.
Относительная разность скоростей вращения ротора и частоты переменного магнитного поля называется скольжением. В установившемся режиме скольжение невелико: 1-8% в зависимости от мощности.
Асинхронный двигатель
Подробнее о принципах работы асинхронного электродвигателя – в частности, на примере агрегата трехфазного тока, вы можете прочесть здесь, на сайте, в одном из наших материалов. Далее же мы разберем, какие бывают разновидности асинхронных электрических машин.
Виды асинхронных двигателей
Можно выделить 3 базовых типа асинхронных электродвигателей:
Схема устройства асинхронного двигателя с короткозамкнутым ротором
То есть, двигатели классифицируются по количеству фаз (1 и 3) и по типу ротора – с короткозамкнутым и с фазным. При этом число фаз с установленным типом ротора никак не взаимосвязано.
Ещё одна разновидность – асинхронный двигатель с массивным ротором. Ротор сделан целиком из ферромагнитного материала и фактически представляет собой стальной цилиндр, играющий роль как магнитопровода, так и проводника (вместо обмотки). Такой вид двигателя очень прочный и обладает высоким пусковым моментом, однако в роторе могут возникать большие потери энергии, а сам он может сильно нагреваться.
Какой ротор лучше, фазный или короткозамкнутый?
Преимущества короткозамкнутого:
Недостатки:
Преимущества фазного:
Недостатки:
Какой двигатель лучше выбрать?
Асинхронный или коллекторный? Синхронный или асинхронный? Сказать однозначно, что определенный тип двигателя лучше, точно нельзя. В пользу асинхронных моделей говорят их следующие преимущества.
Тем не менее, у асинхроников есть недостатки. А именно:
Тем не менее, все перечисленные недостатки можно устранить, если питать асинхронный двигатель от статического частотного преобразователя. Кроме того, если соблюдать правила эксплуатации и не перегружать агрегаты, то они исправно прослужат длительный срок.
Но даже несмотря на то, что синхронные машины обладают довольно конкурентными преимуществами, большинство двигателей сегодня – именно асинхронные. Промышленность, сельское хозяйство, ЖКХ и многие другие отрасли используют именно их за счет высокого КПД. Но коэффициент полезного действия может значительно снижаться за счет таких параметров, как:
Другими факторами, от которых зависит КПД асинхронного электродвигателя, являются:
Как избежать снижения КПД?
Для этого используются:
Итак, асинхронный двигатель имеет довольно широкую область использования и применяется во многих хозяйственных и производственных сферах деятельности. У нас, в компании РУСЭЛТ, представлен широкий выбор электродвигателей данного типа, приобрести который вы можете по ценам, которые ощутимо выгоднее, чем у конкурентов.
Асинхронный двигатель — принцип работы и устройство
Асинхронный двигатель
8 марта 1889 года величайший русский учёный и инженер Михаил Осипович Доливо-Добровольский изобрёл трёхфазный асинхронный двигатель с короткозамкнутым ротором.
Современные трёхфазные асинхронные двигатели являются преобразователями электрической энергии в механическую. Благодаря своей простоте, низкой стоимости и высокой надёжности асинхронные двигатели получили широкое применение. Они присутствуют повсюду, это самый распространённый тип двигателей, их выпускается 90% от общего числа двигателей в мире. Асинхронный электродвигатель поистине совершил технический переворот во всей мировой промышленности.
Огромная популярность асинхронных двигателей связана с простотой их эксплуатации, дешивизной и надежностью.
Асинхронный двигатель — это асинхронная машина, предназначенная для преобразования электрической энергии переменного тока в механическую энергию. Само слово “асинхронный” означает не одновременный. При этом имеется ввиду, что у асинхронных двигателей частота вращения магнитного поля статора всегда больше частоты вращения ротора. Работают асинхронные двигатели, как понятно из определения, от сети переменного тока.
Основными частями асинхронного двигателя являются статор (10) и ротор (9).
Статор имеет цилиндрическую форму, и собирается из листов стали. В пазах сердечника статора уложены обмотки статора, которые выполнены из обмоточного провода. Оси обмоток сдвинуты в пространстве относительно друг друга на угол 120°. В зависимости от подаваемого напряжения концы обмоток соединяются треугольником или звездой.
Роторы асинхронного двигателя бывают двух видов: короткозамкнутый и фазный ротор.
Короткозамкнутый ротор представляет собой сердечник, набранный из листов стали. В пазы этого сердечника заливается расплавленный алюминий, в результате чего образуются стержни, которые замыкаются накоротко торцевыми кольцами. Эта конструкция называется «беличьей клеткой«. В двигателях большой мощности вместо алюминия может применяться медь. Беличья клетка представляет собой короткозамкнутую обмотку ротора, откуда собственно название.
Фазный ротор имеет трёхфазную обмотку, которая практически не отличается от обмотки статора. В большинстве случаев концы обмоток фазного ротора соединяются в звезду, а свободные концы подводятся к контактным кольцам. С помощью щёток, которые подключены к кольцам, в цепь обмотки ротора можно вводить добавочный резистор. Это нужно для того, чтобы можно было изменять активное сопротивление в цепи ротора, потому что это способствует уменьшению больших пусковых токов. Подробнее о фазном роторе можно прочитать в статье — асинхронный двигатель с фазным ротором.
Принцип работы
При подаче к обмотке статора напряжения, в каждой фазе создаётся магнитный поток, который изменяется с частотой подаваемого напряжения. Эти магнитные потоки сдвинуты относительно друг друга на 120°, как во времени, так и в пространстве. Результирующий магнитный поток оказывается при этом вращающимся.
Результирующий магнитный поток статора вращается и тем самым создаёт в проводниках ротора ЭДС. Так как обмотка ротора, имеет замкнутую электрическую цепь, в ней возникает ток, который в свою очередь взаимодействуя с магнитным потоком статора, создаёт пусковой момент двигателя, стремящийся повернуть ротор в направлении вращения магнитного поля статора. Когда он достигает значения, тормозного момента ротора, а затем превышает его, ротор начинает вращаться. При этом возникает так называемое скольжение.
Скольжение s — это величина, которая показывает, насколько синхронная частота n1 магнитного поля статора больше, чем частота вращения ротора n2, в процентном соотношении.
Скольжение это крайне важная величина. В начальный момент времени она равна единице, но по мере возрастания частоты вращения n2 ротора относительная разность частот n1-n2 становится меньше, вследствие чего уменьшаются ЭДС и ток в проводниках ротора, что влечёт за собой уменьшение вращающего момента. В режиме холостого хода, когда двигатель работает без нагрузки на валу, скольжение минимально, но с увеличением статического момента, оно возрастает до величины sкр — критического скольжения. Если двигатель превысит это значение, то может произойти так называемое опрокидывание двигателя, и привести в последствии к его нестабильной работе. Значения скольжения лежит в диапазоне от 0 до 1, для асинхронных двигателей общего назначения оно составляет в номинальном режиме — 1 — 8 %.
Как только наступит равновесие между электромагнитным моментом, вызывающим вращение ротора и тормозным моментом создаваемым нагрузкой на валу двигателя процессы изменения величин прекратятся.
Выходит, что принцип работы асинхронного двигателя заключается во взаимодействии вращающегося магнитного поля статора и токов, которые наводятся этим магнитным полем в роторе. Причём вращающий момент может возникнуть только в том случае, если существует разность частот вращения магнитных полей.
Рекомендуем к прочтению — однофазный асинхронный двигатель.
Просмотров: 110635
В чем разница между асинхронными и синхронными двигателями?
Загрузите эту статью в формате .PDF
Растущее значение энергоэффективности побудило производителей электродвигателей продвигать различные схемы, улучшающие характеристики двигателя. К сожалению, терминология, связанная с моторными технологиями, может сбивать с толку, отчасти потому, что несколько терминов иногда могут использоваться взаимозаменяемо для обозначения одной и той же базовой конфигурации мотора. Среди классических примеров этого явления — асинхронные и асинхронные двигатели.
Все асинхронные двигатели являются асинхронными. Асинхронный характер работы асинхронного двигателя возникает из-за скольжения между скоростью вращения поля статора и несколько более низкой скоростью вращения ротора. Более конкретное объяснение того, как возникает это скольжение, касается деталей внутреннего устройства двигателя.
Большинство современных асинхронных двигателей содержат вращающийся элемент (ротор), называемый беличьей клеткой. Цилиндрическая беличья клетка состоит из тяжелых медных, алюминиевых или латунных стержней, вставленных в канавки и соединенных с обоих концов проводящими кольцами, которые электрически закорачивают стержни друг с другом. Сплошной сердечник ротора состоит из пакетов пластин из электротехнической стали. В роторе меньше пазов, чем в статоре. Количество пазов ротора также должно быть нецелым кратным пазам статора, чтобы предотвратить магнитную блокировку зубьев ротора и статора при запуске двигателя.
Также можно найти асинхронные двигатели, роторы которых состоят из обмоток, а не из беличьей клетки. Суть этой конфигурации с фазным ротором состоит в том, чтобы обеспечить средства снижения тока ротора, когда двигатель впервые начинает вращаться. Обычно это достигается путем последовательного соединения каждой обмотки ротора с резистором. Обмотки получают ток через какое-то контактное кольцо. Как только ротор достигает конечной скорости, полюса ротора переключаются на короткое замыкание, таким образом, электрически он становится таким же, как ротор с короткозамкнутым ротором.
Неподвижная часть обмоток двигателя называется якорем или статором. Обмотки статора подключаются к сети переменного тока. Приложение напряжения к статору вызывает протекание тока в обмотках статора. Протекание тока индуцирует магнитное поле, которое воздействует на ротор, создавая напряжение и ток в элементах ротора.
Северный полюс статора индуцирует южный полюс ротора. Но полюс статора вращается при изменении амплитуды и полярности переменного напряжения. Индуцированный полюс пытается следовать за вращающимся полюсом статора. Однако закон Фарадея гласит, что электродвижущая сила возникает, когда петля провода перемещается из области с низкой напряженностью магнитного поля в область с высокой напряженностью магнитного поля и наоборот. Если бы ротор точно следовал за движущимся полюсом статора, напряженность магнитного поля не изменилась бы. Таким образом, ротор всегда отстает от вращения поля статора. Поле ротора всегда отстает от поля статора на некоторую величину, поэтому оно вращается со скоростью, несколько меньшей, чем скорость статора. Разница между ними называется скольжением.
Величина скольжения может варьироваться. Это зависит в основном от нагрузки, которую приводит двигатель, но также зависит от сопротивления цепи ротора и силы поля, которое индуцирует поток статора.
Несколько простых уравнений проясняют основные взаимосвязи.
Когда переменный ток изначально подается на статор, ротор неподвижен. Напряжение, индуцируемое в роторе, имеет ту же частоту, что и в статоре. Когда ротор начинает вращаться, частота наведенного в нем напряжения f r , капли. Если f — частота напряжения статора, то скольжение, с, связывает два через f r = с f . Здесь s выражается в виде десятичной дроби.
Когда ротор стоит на месте, ротор и статор эффективно образуют трансформатор. Таким образом, напряжение E , индуцируемое в роторе, определяется уравнением трансформатора0022 м
где N = количество проводников под одним полюсом статора (обычно небольшое для двигателя с короткозамкнутым ротором) и Ñ„ м = максимальный магнитный поток, Webers. Thus, the voltage E r induced while the rotor spins depends on the slip:
E r = 4.44 s f N Ñ„ m = s E
Описание синхронных двигателей
Синхронный двигатель имеет специальную конструкцию ротора, которая позволяет ему вращаться с той же скоростью, то есть синхронно, с полем статора. Одним из примеров синхронного двигателя является шаговый двигатель, широко используемый в приложениях, связанных с управлением положением. Однако недавние достижения в области схем управления мощностью привели к появлению конструкций синхронных двигателей, оптимизированных для использования в таких ситуациях с более высокой мощностью, как вентиляторы, воздуходувки и ведущие мосты во внедорожных транспортных средствах.
В основном существует два типа синхронных двигателей:
• С самовозбуждением — Принципы аналогичны асинхронным двигателям, и
• С прямым возбуждением — обычно с постоянными магнитами, но не всегда
Синхронный двигатель с самовозбуждением , также называемый вентильным реактивным двигателем, содержит стальной литой ротор с прорезями или зубьями, получившими название явно выраженных полюсов. Именно выемки позволяют ротору зафиксироваться и работать с той же скоростью, что и вращающееся магнитное поле.
Чтобы переместить ротор из одного положения в другое, схема должна последовательно переключать питание на последовательные обмотки/фазы статора аналогично шаговому двигателю. Синхронный двигатель с прямым возбуждением может называться по-разному. Обычные названия включают ECPM (постоянный магнит с электронной коммутацией), BLDC (бесщеточный двигатель постоянного тока) или просто бесщеточный двигатель с постоянными магнитами. В этой конструкции используется ротор с постоянными магнитами. Магниты могут устанавливаться на поверхности ротора или вставляться в узел ротора (в этом случае двигатель называется двигателем с внутренними постоянными магнитами).
Постоянные магниты являются выступающими полюсами этой конструкции и предотвращают скольжение. Микропроцессор управляет последовательным переключением питания на обмотках статора в нужное время с помощью полупроводниковых переключателей, сводя к минимуму пульсации крутящего момента. Принцип работы всех этих типов синхронных двигателей в основном одинаков. Энергия подается на катушки, намотанные на зубья статора, которые создают значительный магнитный поток, пересекающий воздушный зазор между ротором и статором. Поток течет перпендикулярно воздушному зазору. Если выступающий полюс ротора идеально совмещен с зубцом статора, крутящий момент не возникает. Если зубец ротора находится под некоторым углом к зубу статора, по крайней мере часть потока пересекает зазор под углом, не перпендикулярным поверхностям зубьев. Результатом является крутящий момент на роторе. Таким образом, переключение питания на обмотки статора в нужное время вызывает картину потока, которая приводит к движению по часовой стрелке или против часовой стрелки.
Еще один тип синхронного двигателя называется вентильным реактивным двигателем (SR).
Его ротор состоит из стальных пластин с набором зубьев. Зубцы магнитопроницаемы, а окружающие их участки слабопроницаемы в силу прорезанных в них пазов. Таким образом, ротору не нужны обмотки, редкоземельные материалы или магниты.
В отличие от асинхронных двигателей, в роторе отсутствуют стержни ротора и, следовательно, в роторе не протекает ток, создающий крутящий момент. Отсутствие проводника какой-либо формы на роторе SR означает, что общие потери в роторе значительно ниже, чем в других двигателях с роторами, несущими проводники. Крутящий момент, создаваемый двигателем SR, регулируется путем регулировки величины тока в электромагнитах статора. Затем скорость регулируется путем модуляции крутящего момента (посредством тока обмотки). Этот метод аналогичен тому, как скорость регулируется током якоря в традиционном щеточном двигателе постоянного тока.
Двигатель SR создает крутящий момент, пропорциональный величине тока, подаваемого на его обмотки. Производство крутящего момента не зависит от скорости двигателя. Это отличается от асинхронных двигателей переменного тока, где при высоких скоростях вращения в области ослабления поля ток ротора все больше отстает от вращающегося поля по мере увеличения оборотов двигателя.
Основное различие между синхронным и асинхронным двигателем
Электрические двигатели представляют собой машины, преобразующие электрическую энергию в механическую для выполнения механических операций. Эти двигатели могут быть рассчитаны на работу с переменным током (AC) или постоянным током (DC). Двигатели переменного тока делятся на два типа; Синхронные двигатели и асинхронные двигатели. Оба они имеют некоторое сходство, например, в своей конструкции, но они совершенно разные в работе и своих характеристиках.
Прежде чем перейти к списку различий между синхронным двигателем и асинхронным двигателем, мы собираемся обсудить их основы и принцип их работы. Для ясного объяснения вы можете знать разницу между однофазным и трехфазным источником питания, связанную с работой однофазных и трехфазных двигателей переменного тока.
Связанная запись: Разница между однофазным и трехфазным асинхронным двигателем
Как работает двигатель переменного тока?
Как мы знаем из нашей предыдущей статьи «Различия между двигателями переменного и постоянного тока», двигатели постоянного тока работают по принципу действия магнитного поля на проводник с током, который испытывает механическую силу. Где статор создает статическое магнитное поле, а ротор, состоящий из нескольких обмоток, несет входной постоянный ток.
В двигателях переменного тока используется идея RMF вращательного магнитного поля. Статор состоит из нескольких обмоток, которые создают переменное магнитное поле при подаче на вход переменного тока. Это магнитное поле вращается вокруг ротора.
Ротор, состоящий из обмоток или проводников с замкнутым контуром, пропускает ток через индукцию или внешний источник тока, генерирующий собственное магнитное поле. Магнитное поле, создаваемое ротором, взаимодействует с вращающимся магнитным полем и начинает вращаться в его направлении.
Относительная разница между полем вращения статора и скоростью вращения ротора называется скольжением. если скольжение двигателя равно нулю или ротор имеет ту же скорость вращения, что и поле вращения статора, двигатель называется синхронным двигателем переменного тока. если двигатель переменного тока имеет скольжение или существует разница между скоростью вращения поля статора и ротора, двигатель называется асинхронным двигателем. Чтобы узнать больше о различных типах двигателей, обратитесь к предыдущим сообщениям о двигателе BLDC (бесщеточный двигатель постоянного тока), шаговых двигателях и серводвигателях.
Похожие сообщения:
Разница между двигателями переменного и постоянного тока
Разница между генератором переменного и постоянного тока
Синхронный двигатель
Как следует из названия, ротор синхронного двигателя предназначен для вращения с той же скоростью, что и его магнитное поле, вращающееся в статоре, называемое синхронной скоростью .
Статор создает вращающееся магнитное поле при подаче переменного тока. Ротор может быть спроектирован так, чтобы генерировать собственное магнитное поле с помощью внешний источник постоянного тока через токосъемные кольца или постоянный магнит .
Ротор предназначен для создания магнитных полюсов, равных или кратных полюсам статора. Когда статор и ротор находятся под напряжением, магнитное поле ротора блокируется вращательным магнитным полем статора, и он вращается с точной скоростью поля статора.
Из-за инерции синхронный двигатель не сразу запускается на синхронной скорости (вращательное магнитное поле). Поэтому дополнительная обмотка под названием « Демпферная обмотка ” служит для обеспечения пускового момента. Он действует как асинхронный двигатель во время запуска. Таким образом, это говорит о том, что синхронные двигатели не являются самозапускающимися , им нужен дополнительный пусковой механизм.
Это может быть двигатель с отдельным возбуждением или без него, т. е. первый требует отдельного источника постоянного тока, питает обмотки ротора и создает магнитное поле, а второй описывает синхронный двигатель, ротор которого предназначен для намагничивания вращающимся магнитным полем статора и вращается вместе с ним.
Ротор синхронного двигателя вращается с синхронной скоростью, которая зависит от частоты сети и полюсов обмоток статора. Следовательно, скорость двигателя не зависит от нагрузки. Чтобы изменить скорость синхронного двигателя, необходимо изменить частоту питания. Это достигается с помощью VFD (частотно-регулируемый привод).
Похожие сообщения:
Однофазный асинхронный двигатель – конструкция, работа, типы и применение
Трехфазный асинхронный двигатель – конструкция, работа, типы и применение
Асинхронный двигатель
Название асинхронного двигателя предполагает, что скорость вращения ротора асинхронна со скоростью вращения магнитного поля статора. Точнее, ротор асинхронного двигателя вращается с относительно меньшей скоростью, чем статор RMF. Это связано с наличием проскальзывания между скоростью вращения его статора и ротора.
Ротор асинхронного двигателя представляет собой либо короткозамкнутый ротор с обмоткой. Ротор с короткозамкнутым ротором состоит из тяжелых медных стержней, соединенных на концах с помощью проводящего кольца, которое электрически замыкает их друг на друга. Ротор витого типа состоит из нескольких обмоток поверх стального многослойного сердечника.
Вращающееся магнитное поле статора вызывает индуцированный ток в роторе. Этот индуцированный ток течет внутри ротора, создавая собственное магнитное поле. Согласно закону Ленца, это поле ротора противодействует причине, которая его создает, и пытается устранить ее, догоняя скорость RMF статора (синхронная скорость). При этом ротор вращается в направлении RMF статора. Поскольку он работает по принципу индукции, поэтому асинхронный двигатель также известен как асинхронный двигатель 9. 0054 .
Асинхронный двигатель никогда не может работать на синхронной скорости, он всегда медленнее синхронной скорости и зависит от скольжения двигателя. Причина в том, что индуцированный ток в роторе генерируется из-за разницы между полем статора и ротора. если, в случае, если он работает на синхронной скорости, это означает, что ротор магнитно заблокирован, и между статором и полем ротора нет разницы. Следовательно, не было бы магнитного потока, индуцирующего ток в роторе. Магнитный поток необходим для асинхронного двигателя, поэтому он должен работать на более низкой скорости, чем его синхронная скорость.
Ротор с короткозамкнутым ротором имеет более простую конструкцию и позволяет индуцированному току протекать через медные стержни. В то время как ротор с обмоткой позволяет пользователю изменять ток ротора во время его запуска, как это используется в «Моторном пускателе». Смысл в том, чтобы безопасно запустить двигатель, уменьшив огромный пусковой ток, потребляемый асинхронным двигателем. Обычно это делается путем последовательного включения переменного резистора с обмотками ротора через токосъемные кольца.
Скорость асинхронного двигателя зависит от скольжения двигателя, которое зависит от нагрузки и сопротивления ротора. Другими словами, скорость асинхронного двигателя может изменяться в зависимости от нагрузки или за счет изменения сопротивления ротора.
Связанный пост:
Разница между трансформатором и асинхронным двигателем
Разница между генератором переменного тока и генератором
Различия между синхронным двигателем и асинхронным двигателем
В следующей таблице показаны основные различия между синхронным двигателем и асинхронным (асинхронным) двигателем.
Синхронный двигатель
Асинхронный двигатель
Синхронный двигатель представляет собой тип двигателя переменного тока, который работает с синхронной скоростью.
Асинхронный двигатель — это двигатель переменного тока, который работает на скорости ниже синхронной.
Работает по принципу магнитной блокировки между полем ротора и статора.
Работает по принципу электромагнитной индукции между статором и ротором.
Скольжения нет, т.е. скольжение синхронного двигателя равно 0.
В асинхронном двигателе имеется скольжение, и оно всегда больше 0.
Скорость двигателя зависит от частоты сети и количества полюсов статора.
N с = 120 f / P
Скорость двигателя зависит от нагрузки, сопротивления ротора и скольжения, с. она всегда меньше синхронной скорости.
N = N с (1-с)
Н < Н с
Скорость не меняется при изменении нагрузки, подключенной к двигателю.
Скорость меняется в зависимости от нагрузки двигателя.
Это не самозапуск и требует дополнительных обмоток для запуска двигателя.
Асинхронные двигатели самозапускающиеся и не требуют дополнительного механизма.
Для ротора требуется дополнительный источник тока.
Ротор асинхронного двигателя не требует дополнительного питания.
Синхронный двигатель с независимым возбуждением требует дополнительного источника постоянного тока для питания обмотки ротора.
Не требует дополнительного источника.
Также необходимы контактные кольца и щетки для подачи постоянного тока на обмотки ротора.
Не требует токосъемных колец, однако в витом типе можно использовать токосъемные кольца для контроля скорости.
Скорость двигателя регулируется только путем изменения частоты питания через ЧРП.
Скорость двигателя можно регулировать с помощью переменного сопротивления ротора, а также устройств ЧРП.
Подача входного напряжения не влияет на скорость или крутящий момент синхронного двигателя.
Источник входного напряжения может использоваться для изменения крутящего момента и скорости двигателя.
Колебания сетевого напряжения не влияют на работу синхронного двигателя.
Колебания сетевого напряжения влияют на его скорость и работу.
Первоначальная стоимость выше, чем у асинхронного двигателя.
Асинхронные двигатели дешевле.
Это операция сложная.
Это операция проста и удобна для пользователя.
If обеспечивает высокую эффективность и точность.
Они не так эффективны, как синхронный двигатель.
Может легко работать на очень низкой скорости с помощью ЧРП.
Довольно сложно работать на низкой скорости.
Лучше всего работает при низкой скорости, обычно ниже 300 об/мин.
Лучше всего подходит для работы на скорости выше 600 об/мин.
Он может работать с отстающим, опережающим или единичным коэффициентом мощности путем регулировки возбуждения.
Асинхронный или асинхронный двигатель всегда работает с отстающим коэффициентом мощности.
Он также может одновременно использоваться для коррекции коэффициента мощности, используя его в опережающем коэффициенте мощности.
Его нельзя использовать для коррекции коэффициента мощности, а только для управления механическими нагрузками.
Поскольку он работает с постоянной скоростью, внезапные изменения нагрузки вызовут колебания потребляемого тока.
В асинхронном двигателе такого явления нет.
Вывод этой статьи состоит в том, что синхронные двигатели эффективны, но дороже и используются для приложений со сверхнизкими оборотами, предлагая функцию коррекции коэффициента мощности. С другой стороны, асинхронные двигатели используются для высоких оборотов с переменной скоростью, они недороги и просты в эксплуатации.
Связанный пост об электрических двигателях.
Машина постоянного тока – конструкция, работа, типы и применение
Управление скоростью двигателя постоянного тока – методы управления напряжением, реостатом и магнитным потоком
Развлечения для людей с мазохистскими наклонностями и прорвой свободного времени.
585 просмотров
Как-то давно я узнал, что некоторые люди проходят Души персонажем минимально возможного уровня. «Как? Зачем?» — думал я. Но однажды настал момент, когда я сам залез в этот омут с головой. И вот, после некоторых достижений в этой области, решил рассказать, что же я там на дне нащупал.
В случае Bloodborne аналогом Soul Level 1 является Blood Level 4, а в ER — Rune Level 1. Но для удобства я буду пользоваться обозначением SL1. Теперь можно ответить на вопросы выше.
Начну с вопроса «Зачем?». Для кого-то игра себя исчерпала, и нужен какой-то новый способ её пройти. Кто-то намеренно ищет способ максимально усложнить геймплей, потому что нормальное прохождение уже кажется слишком лёгким. В таком случае SL1 это способ вернуть те самые ощущения, когда ты впервые проходил свой первый Souls. В целом любой ответ так или иначе придёт к одному концепту: challenge, испытание своих умений и познаний об игре.
А вот «Как?» — уже более сложный вопрос. Проходить SL1 можно по-разному. Первый вариант: использовать все доступные средства упростить себе жизнь, включая использование глитчей. Второй: то же самое, но без использования ошибок игрового кода, то есть играя по правилам. И третий: наоборот, предельно усложняя себе жизнь. Например, намеренно не пользуясь броней и сражаясь только каким-нибудь самым слабым оружием, тем самым максимизируя возможность ваншотов и минимизируя собственный урон.
Стоит сказать, что существует масса вариаций усложнения игры. Например, к SL1 может подмешаться запрет на прокачку оружия или запрет на его использование вовсе.
Ещё одним фактором можно считать мультиплеер. Хотя призванный фантом игрока будет обладать урезанными до уровня хоста характеристиками, в некоторых случаях он может упросить прохождение.
Лично я запретил себе повышать уровень, пользоваться глитчами и призывом помощников (за исключением ER). Такие условия кажутся мне наиболее честными и интересными. Сутью SL1-прохождения я вижу не только вызов как таковой, но и проверку игр на наличие в них лазеек, с помощью которых даже не прокачанный персонаж сможет её пройти. Проще говоря, SL1 позволяет глубже копнуть в игру и увидеть те вещи, которые ты раньше не видел.
Далее я опишу мои SL1-прохождения, расскажу, что мне помогло и оценю каждую игру на, так сказать, злобность по отношению к SL1-персонажам.
Demon’s Souls
Ключ к прохождению — использование системы тенденций в свою пользу. Это значит, что вам ни в коем случае нельзя умирать в живой форме где-то за пределами Нексуса. Да, придётся мириться с потерей половины или трети здоровья, но это куда лучше, чем чистая чёрная тенденция. Каждый раз после победы над боссом нужно будет совершать роскомнадзор в Нексусе посредством падения с высоты.
Из оружия я пользовался Коротким мечом, заточенным на огонь и магическим фальшионом из 4-1. Прокачивайте оба и меняйте в зависимости от резистов врагов. Баклер (единственный щит, которым можно пользоваться) оказался весьма способными на блоки, если его своевременно прокачивать. Щит может сильно упростить прохождение Стального паука. Прокачанный лук тоже не помешает. Из колец: Кольцо предела для повышения HP, а второй слот по ситуации.
Настоятельно рекомендую не игнорировать магию (не лопаем души боссов не глядя). При наличии определённых предметов можно пользоваться Мощным барьером и очень полезным заклинанием Второй шанс (для этого нужно будет спасти Урбейна и пройти квест Селены Винланд ради кольца на увеличение ячеек чудес).
В целом, DeS оказалась самой лёгкой игрой для SL1.
Dark Souls
Здесь в большинстве случаев можно обойтись щитом и какой-нибудь колотушкой. Я пользовался Балдерским щитом и Боевым топором на молнию, также очень хороша Шипастая дубина. Если очень нужно больше урона с руки, можно убить Кузнеца-гиганта ради его молотка. В начале игры не стоит игнорировать обмазки, метательные ножи и огненные бомбы.
Лотрека лучше убить сразу на месте, чтобы получить Кольцо защиты и поддержки, которое исключит некоторые ваншоты и в целом сделает вас сильнее. Но стоит помнить, что надев его, снять получится только навсегда потеряв. То есть у нас останется один слот кольца на сменку. Лично мне в DLC всё-таки пришлось снять его ради кольца для слотов заклинаний.
Кстати о них. SL1-персонаж в DS1 является самым сильным, у него все статы аж по 12. Он начинает игру в одном из лучших в игре сетов (его можно даже не снимать, разве что надеть Маску матери для чутка большего HP), но самое главное — он пиромант. У нас по умолчанию есть два слота заклинаний и пиромантическое пламя. Поэтому да, SL1 в DS1 это во многом прохождение за пироманта. Пиромантия может протащить вас через самых сложны боссов. Даже Каламит вполне охотно принимает огненный урон, как ни странно. А ведь есть ещё пиромантия хаоса, чей урон можно увеличить человечностью (предел — 15).
Если кто не понимает, в чём прикол — в DS1 пиромантия не требует характеристик и не скейлится от них. Урон зависит только от степени прокачки пламени, поэтому даже персонаж первого уровня может выдавать урон, как у прокачанного мага. Правда, и зарядов заклинаний у пиромантии меньше.
Поэтому гуглим, как не профукать Лаврентия и Квилану, а также собираем все предметы, которые хороши для мага.
В целом, если прибегать к пиромантии, то DS1 будет немногим сложнее DeS. А прибегать к ней я рекомендую, потому что лейт-гейм боссов ковырять топором или дубиной очень долго и тяжело.
Кстати, некоторые преимущества SL1-прохождения: душ всегда навалом для покупки всевозможных вещей, а слегка прокачанный эстус лечит на фул одним зарядом.
Dark Souls 2
А вот её я без прокачки не проходил. Просто потому что она сама по себе мне не интересна. Но знаю, что рапира и светлячки творят чудеса.
Bloodborne
Тут можно затронуть тему о том, когда считать SL1-прохождение завершённым. Формально, если вы добрались до титров — игра пройдена, и дело в шляпе. Но есть опциональные боссы, которых можно убить, а можно проигнорировать.
С ВВ у меня всё пошло не очень гладко. Я убил всех опциональных боссов основной игры, убил Кормилицу Мерго и фактически я прошёл игру, потому что мог позволить Герману себя убить. Но я этого не сделал, и вот Герман мне уже не дался. Слишком быстрый и слишком больно бьёт. Попытка пройти DLC также не увенчалась успехом, Людвиг это просто какой-то кошмар, ненавижу его.
Беда в том, что ВВ почти не обладает лазейками для упрощения жизни, это самая сложная игра для SL1. Уже на Кровоглоте вы можете решить, что вы тратите свою жизнь на какую-то херню.
Во-первых, вспомните, что я говорил про эстус (и траву). Виалы лечат не фиксированное количество HP, а в процентах. То есть на каждый пропущенный удар придётся расходовать по две виалы, чтобы следующий удар не стал последним. Это и не удобно, и открывает вас для атаки, и быстро расходует запасы, которые потом придётся восполнять (благо, что можно просто покупать виалы на те кучи бабла, которые нам не нужны).
Во-вторых, «втанчиться» тут не получится. Броня должна быть, но вот какая уже без разницы. Руны на повышение здоровья могут спасти от некоторых ваншотов, но не более того. Многие атаки боссов стаггерят на два удара, второй из которых скорее всего будет смертельным независимо ни от чего (например, у Людвига).
В-третьих, сражаться издалека не получится. Урон расходников быстро тонет, а магии и пистолетам нужна прокачка уровня.
Единственная лазейка поможет только тем, кто уже настолько хорош, что может убивать боссов, не получая урона — это Таблетки из крови зверя. За их счёт можно значительно повысить урон и ускорить убийство боссов. Опять же, при условии, если вы сами не будете умирать. К тому же таблетки ресурс довольно ограниченный.
Можно было бы достать лучшие руны и самоцветы в подземельях, но там я упёрся в непреодолимую стену в лице огненной собаки в проклятой чаше четвёртого уровня. HP и так нет, а там его ещё меньше. Да и дамага тоже нет. В общем, всё тлен.
Dark Souls 3
Уголь очень помогает, но его следует беречь на самый крайний случай, а я бы вообще рекомендовал использовать его только на лейт-гейм боссах.
Из моих экспериментов с оружием я пришёл к следующим вариантам:
1. Самый простой и надёжный — Палаш. Советую менять его закалку в зависимости от ситуации. В большинстве случаев это грубая закалка. На Понтифика и Танцовщицу — тьма, на Олдрика — огонь (и всё в таком духе, смотрим на вики резисты боссов). В контексте SL1 сила Палаша в том, что у него самый удобный мувсет и он не требует колец для использования.
2. Многие рекомендуют Полукруглый топор драконоборца, но вместо него я бы рекомендовал Милвудский топор. Во-первых, его проще достать (сразу по приходу в Храм Глубин против убийства Крейтона в Иритилле). Во-вторых, для его использования нужно всего лишь одно кольцо или вообще ни одного, если использовать двуручный хват. В-третьих, при надетом Кольце рыцаря, закалке на силу и двуручном хвате он выдает большой чистый физический урон, (не тестил, но в теории должен перебивать урон топора Крейтона). Именно им я убил Мидира.
3. А уж если и использовать два кольца, то лучше заточить Скимитары наёмника на ловкость (используя Кольцо охотника и Молочное кольцо Картуса) и бить с двух рук. DPS получается вполне достойный.
Фишкой SL1 в DS3 является то, что можно вполне неплохо втанчиться. Кольцо щита Ллойда, Кольцо защиты и поддержки +3, Цепь заключённого, Кольцо стальной защиты (или Кольцо с синим слёзным камнем), броня до загрузки под 70%, да ещё и уголь — и вот можно выдержать до трёх ударов Гаэля.
Разные кольца очень помогают в DS3, я бы советовал использовать пару из колец Ллойда в качестве основы. Кольцо из души Гундира будет мощным павер-апом. Можно бустить элементальный урон соответствующими кольцами. Для смельчаков есть Кольцо с красным слёзным камнем (то же касается и DS1). С кольцом на ячейки заклинаний и добавку к вере можно пользоваться Слезами отрицания.
В целом, SL1 в DS3 я считаю самым сбалансированным и лучшим. Здесь не получится абьюзить тенденции или пиромантию, придётся реально хорошо играть, но это и не хардкор, как в ВВ, потому что можно втанчиться или использовать Слёзы.
Sekiro
Вообще, она не то чтобы часть серии, но её тоже проходят с ограничениями. Аналог SL1 в Sekiro — прохождение без прокачки здоровья и стойки, то есть просто не нужно использовать бусы. Однако, я не пробовал, и навряд ли буду.
Elden Ring
Вот где настоящая свобода. SL1 в ER поражает возможностями. Сразу в начале игры стоит скакать в Драконий курган, чтобы всеми правдами и неправдами раздобыть Печать Радагона от боли. Это сразу бустанёт вас по здоровью и позволит пользоваться очень обширным арсеналом оружия. При этом даже не обязательно отдавать предпочтение образцам с наибольшим уроном, потому что ER немножко не про это. Он скорее про абьюз тех или иных механик. И в этом плане тут существует множество тактик даже для персонажа первого уровня. Расскажу, чем я пользовался.
В базе я имел всё тот же Палаш, на котором регулярно менял Пеплы в зависимости от ситуации. Вот самые, на мой взгляд, лучшие:
1. Пламя Рыжегривых — чуть ли не пиромантия из DS1. Большой урон и самое крутое — мощный урон по стойке. Боссы садятся на задницу за три каста. Все деревья с кувалдами и деревья-глисты сразу идут в одно место. Можно достать в начале игры. Короче, имба.
2. Удар грома — урон молнией, попасть очень легко, приличная дальность действия. Минус — можно достать только в Лейнделле.
3. Грозовой клинок — чисто способ наносить физический урон слегка издалека. Помогает на боссах, к которым сложно подойти. Аналог пепла выше, если молниевый урон не канает. При помощи данного пепла я убил Астеля.
4. Хотелось бы сказать Морозный топот, но после нерфа он не так впечатляет. Но пригодиться всё равно может.
5. Буревестник — лично мне пригодится в драке с NPC-инвейдерами и просто в драках со скоплениями врагов с нулевым пойзом. Его хорошо ставить на какую-нибудь алебарду или копьё. А ещё он просто круто выглядит.
6. Коготь льва — огромный физический урон в одну цель. Если у цели не сильная стойка, то это сразу стан.
7. Поступь ищейки — контрит дебильные атаки боссов. Правда, придётся заморочиться и убить ночного всадника высокого уровня в Драконьем кургане. В качестве более слабой (но местами более уместной) альтернативы можно пользоваться Отшагом.
8. Гравитас — с этой штукой вы легчайшим образом сможете ловить невидимых скоростных скарабеев, которые содержат в себе другие пеплы войны (встаешь на траектории их движения и включаешь примерно когда они подбегают). Добывается сразу в начале игры, нужно только убить опасного чела с мечом, что легко сделать на коне.
Прикол пеплов также состоит в том, что их сила не зависит от оружия. То есть, например, Пламя Рыжегривых наносит одинаковый урон что на кинжале, что на цвайхендере. Этим можно пользоваться и иметь при себе прокачанные кинжалы с нужным пеплом в пару к основному оружию.
Кстати о нём. Тут полнейший разгуляй в плане того, чем можно пользоваться. Важно лишь учитывать наличие у вас кузнечных камней. Лучше всего будет иметь при себе одно основное оружие, которые вы прокачиваете в приоритете, а оставшуюся руду использовать для экспериментов. Мой арсенал был таков:
1. Палаш. Прямые мечи никогда не в проигрыше.
Его я использовал в связке со щитом, не помню как называется, такой синий с жёлтым крестом. Его можно носить с талисманом Радагона, с прокачкой его стабильности хватает для того, чтобы, например, блокировать удары Радана.
2. Для всяких кристаллийцев, рудокопов и прочих неплохо бы немного прокачивать Булаву. В Лейнделле я сменил её на Молот.
3. Алебарда рыцаря-изгнанника. Лучшее оружие против NPC-инвейдеров и врагов по типу самого игрока. Лучше будет не фармить её с рыцарей, а пройти квест Ирины из Замка Морн, чтобы потом полутать с её отца уже прокачанную на +8 алебарду.
4. Когти. Сначала хотел заточить два кинжала, чтобы вешать на них блид и фрост, но решил, что Когти лучше. У них уже вшита боевая стойка, и прокачивать придётся только одно оружие. Урон побольше и накладывать статус-эффекты ими проще.
Вообще, связка «боевая стойка + блид/фрост/всё вместе + сильные атаки в прыжке» является самой просторной и ходовой для аннигиляции боссов.
5. Цвайхендер. Внезапно. Очень полезная штука, потому что длинный, уничтожает пойз и стойку врага, имеет внушительный урон. Как раз на него я вешал Коготь льва. Лучшее оружие, чтобы подкрадываться сзади к особо опасным врагам и убивать их за комбо (держим два раза R2 — после такого обычно любой враг уходит в стан, далее можно либо рипост, либо снова R2, либо Когтем льва).
6. Клинок смерти. Заточил чисто ради эксперимента, в итоге использовал редко. Ради рипостов есть варианты получше, а вепонарт наносит не так много здоровья, как я ожидал. К тому же под него придётся одевать много предметов.
7. Я лично не пользовался, но даже без прокачки можно взять в руки Клык ищейки. По силе это как Алебарда чёрного рыцаря из DS1, только с блидом и имбовым вепонартом.
Так, а что по выживаемости? А примерно то же самое, что и в DS3. Но есть одно но: игра длиннее, и прогрессия у врагов тоже. А это значит, что наши и урон и выживаемость в лейт-гейме просядут до уровня ВВ. Добавим сюда дизайн местных боссов и можем прийти к тому, что очередной босс просто никак не даётся.
И здесь на помощь приходят две вещи. Духи и фляжка с особым зельем. Вернее, их комбинация. Увы, но у меня не получилось пройти SL1 без духов. Фляжку мы используем для пузыря (танчит один удар) и бесконечной маны (для призыва тех духов, которые нам не по мане). Далее просто перечислю тех духов, которыми я пользовался.
1. Три волка — кошмар для любого врага с нулевым пойзом.
2. Две марионетки с луками — примерно то же самое, адовый буллет-шторм, а ещё ломают к чёрту ИИшник NPC по типу игрока: он начинает бесконечно кувыркаться.
3. Два солдата Лейнделла. Эти мужики ваще тащат. За счёт больших щитов у них большая выживаемость. Но в лейт-гейме они тонут и не вывозят кучу АОЕ с элементальным уроном от боссов.
Хотя лучше пользоваться Лутелью безголовой, она тоже самое, но круче. Но я тогда ещё не знал, что можно жрать зелье на бесконечную ману и призывать кого угодно.
4. Чёрный нож Тихея. Самый сильный дух в нашем случае, потому что Слеза-мимик зависит от наших параметров (как я понял) и быстро отлетает. У Тихеи много здоровья, ввиду особенностей её мувсета она часто уворачивается от атак, наносит большой урон. После её получения все вышеназванные духи теряют смысл. Единственный минус — для её получения придётся убить Чёрный нож Алекто в конце по квесту Ранни. В соло. Это не просто, но оно того стоит. Если бы не Тихея, то я бы, наверное, и не закончил это прохождение.
Я убил всех боссов, кроме редких недобитков в подземельях, Малении и Пласидусакса. К последнему я клал болт каждый раз бегать по три километра, а Маления пусть просто идёт лесом. Я не собираюсь учиться по гайдам как уворачиваться от одной дебильной атаки, а потом всё равно уповать на рандом, потому что все зависит именно от него.
По итогу, мне бы хотелось назвать SL1 в ER лучшим, но особенности баланса и дизайн боссов не дают этого сделать. Хотя это однозначно было очень интересно. Ну, на пару с фрустрацией.
Что это и как его открыть?
Автор: Jay Geater | Последнее обновление: August 21, 2022
Резюме файла SL1
Согласно нашим записям, существуют ноль тип(ы) файлов, связанных с расширением SL1, самый популярный из которых отформатирован в качестве Binary Data. Самое распространенное связанное приложение — Binary Data, выпущенное Unknown Developer. Кроме того, ноль различные программы позволяют вам просматривать эти файлы.
The primary SL1 file type has a Popularity Rating of «High», meaning these files are often found on your typical desktop or mobile device.
Однако следует учитывать, что существует намного больше информации, которую следует знать о файлах SL1; далее представлены лишь савые важные детали в отношении этих типов файлов. Если у вас возникли проблемы с открытием этих файлов, или вы хотите получить более подробную информацию, ознакомьтесь с подробной информацией, представленной ниже.
Популярность типов файлов
Ранг Файла
/ 11690
Активность
Статус файла
21
August
2022
Страница Последнее обновление
Откройте файлы в %%os%% с помощью средства для просмотра файлов FileViewPro
Продукт Solvusoft
Скачать бесплатно
Установить необязательные продукты — FileViewPro (Solvusoft) | Лицензия | Политика защиты личных сведений | Условия | Удаление
Типы файлов SL1
Ассоциация основного файла SL1
.SL1
Формат файла:
.sl1
Тип файла:
Binary Data
Создатель:
Unknown Developer
Категория файла:
Необычные файлы
Ключ реестра:
HKEY_CLASSES_ROOT\. sl1
Программные обеспечения, открывающие Binary Data:
Binary Data, разработчик — Unknown Developer
Windows
Установить необязательные продукты — FileViewPro (Solvusoft) | Лицензия | Политика защиты личных сведений | Условия | Удаление
Поиск типов файлов
Популярность файла SL1
Лучшие операционные системы Windows
7
(45.73%)
10
(44.56%)
8.1
(5.41%)
XP
(2.79%)
8
(0.97%)
Устранение неполадок при открытии файлов SL1
Общие проблемы с открытием файлов SL1
Binary Data не установлен
При двойном щелчке SL1-файла может появиться диалоговое окно операционной системы с сообщением о том, что он «Не удается открыть этот тип файла». Если это так, это обычно связано с тем, что у вас нет Binary Data для %%os%%, установленного на вашем компьютере. Поскольку ваша операционная система не знает, что делать с этим файлом, вы не сможете открыть его двойным щелчком мыши.
Совет: Если вам извстна другая программа, которая может открыть файл SL1, вы можете попробовать открыть данный файл, выбрав это приложение из списка возможных программ.
Установлена неправильная версия Binary Data
В некоторых случаях может быть более новая (или более старая) версия файла Binary Data, которая не поддерживается установленной версией приложения. Если у вас нет правильной версии Binary Data (или любой из других программ, перечисленных выше), вам может потребоваться попробовать загрузить другую версию или одно из других программных приложений, перечисленных выше. Эта проблема чаще всего встречается, когда у вас есть более старая версия программного приложения, и ваш файл был создан более новой версией, которую он не может распознать.
Совет: Иногда вы можете получить подсказку о версии SL1-файла, который у вас есть, щелкнув правой кнопкой мыши на файле, а затем нажав на «Свойства» (Windows) или «Получить информацию» (Mac OSX).
Резюме: В любом случае, большинство проблем, возникающих во время открытия файлов SL1, связаны с отсутствием на вашем компьютере установленного правильного прикладного программного средства.
Другие причины проблем с открытием файлов SL1
Хотя на вашем компьютере уже может быть установлено Binary Data или другое программное обеспечение, связанное с SL1, вы по-прежнему можете столкнуться с проблемами при открытии файлов Binary Data. Если у вас по-прежнему возникают проблемы с открытием SL1-файлов, могут возникнуть другие проблемы, препятствующие открытию этих файлов. Эти другие проблемы включают (перечислены в порядке от наиболее до наименее распространенных):
Неверные ссылки на файлы SL1 в реестре Windows («телефонная книга» операционной системы Windows)
Случайное удаление описания файла SL1 в реестре Windows
Неполная или неправильная установка прикладного программного средства, связанного с форматом SL1
Повреждение файла SL1 (проблемы с самим файлом Binary Data )
Заражение SL1 вредоносным ПО
Повреждены или устарелидрайверы устройств оборудования, связанного с файлом SL1
Отсутствие на компьютере достаточных системных ресурсов для открытия формата Binary Data
Викторина: Какое расширение файла создано компанием Adobe Corporation в 1992 году?
DOC PDF PPT RTF XLT
Как исправить проблемы с открытием файлов SL1
Установить необязательные продукты — FileViewPro (Solvusoft) | Лицензия | Политика защиты личных сведений | Условия | Удаление
Расширение файла # A B C D E F G H I J K L M N O P Q R S T U V W X Y Z
Как вязать 1 п.
с.
Итак, вы только начали вязать, может быть, даже закончили свою первую маленькую прихватку или шарфик, и теперь ваш следующий узор требует вязания «1 п.с.». Ну, как вы увидите через секунду, техника удивительно проста. Тем не менее, в этом учебнике особое внимание будет уделено вариациям, приложениям и вещам, о которых нужно знать .
Термин вязания sl1 означает «слип один». Означает перенос петли с левой спицы на правую, не провязывая ее . Это можно сделать без скручивания стежка или добавления скручивания. Также рабочая нить может быть как спереди, так и сзади.
Это часто используется в кромочных стежках , в специальных узорах вязания (например, двойная лицевая гладь или бриошь), для укрепления пятки носка, а также в некоторых техниках работы с цветом (например, мозаичное вязание или стежок «боббл») .
Давайте рассмотрим подробнее и покажем, как его вязать.
Примечание. Я получаю небольшую комиссию за покупки, сделанные по ссылкам в этой статье.
Активное время 1 минута
Общее время 1 минута
Материалы
Подойдет любая пряжа. В этом уроке я использую Schachenmayr Catania Grande
.
Инструменты
Любой тип иглы. Я использую Knitter’s Pride Dreamz здесь
Инструкции
Отведите рабочую нить назад.
Введите правую спицу в первую петлю на левой спице справа налево (как бы изнаночную).
Перенесите петлю на правую спицу, подняв ее (или вытянув левую спицу).
Продолжайте вязать как обычно/по схеме.
Примечания
В зависимости от вашего узора вы можете захотеть стянуть после того, как вы провязали следующую петлю. Вы создадите небольшой поплавок на задней стороне. Плотно затянув, вы сделаете этот поплавок как можно короче (например, для пятки носка или двойного вязания).
Обратите внимание, что для некоторых рисунков и техник вам, возможно, придется сделать прямо противоположное и растянуть петли на правой спице, чтобы маленький поплавок не стягивал ткань (как при мозаичном вязании).
Небольшой поплавок, который вы создаете, сняв одну петлю, как показано на изнаночной стороне
Как сделать 1 петлю лицевой
Теперь некоторые узоры также требуют снять одну петлю лицевой. Как правило, когда больше ничего не упоминается, дизайнер хочет, чтобы вы пропустили одну изнаночную петлю. Только если там конкретно написано , надо будет сделать так.
Шаг 1: Перенесите нить на изнаночную сторону.
Шаг 2: Введите правую спицу в первую петлю на левой спице, как при лицевой. Итак, слева направо.
Шаг 3: Вытяните левую спицу и перекиньте петлю на правую спицу (или поднимите ее).
Это скрутит стежок. Видите, как он установлен неправильно? Вязание уменьшается, как SSK использует этот эффект, а также несколько методов кромки.
Как вязать Sl1 wyif
Теперь, к моему личному большому неудовольствию, на многих узорах не указано, где держать пряжу . Как правило, безопаснее носить пряжу так, как вы это делали для предыдущих стежков. Итак, если это лицевой ряд, то вы держите его сзади, а если это изнаночный ряд, вы держите его спереди.
Но это верно не для всех шаблонов. В некоторых формах двойного вязания, например, и для множества кромочных петель вам нужно переносить нить впереди, независимо от того, где вы находитесь. В любом случае, вот как сделать 1 пн (с накидом впереди) изнаночной.
Шаг 1: Вытяните нить вперед (в некоторых уроках это также называется «пряжей вперед»).
Шаг 2: Введите правую спицу в первую петлю левой спицы слева направо.
Шаг 3: Поднимите петлю на правую спицу и продолжайте вязать по рисунку.
Очень редко вы будете читать инструкции sl1 wyib. Большинство дизайнеров считают это вашим значением по умолчанию. К сожалению, может немного сбивать с толку , и если вы не уверены, не стесняйтесь спросить кого-нибудь в сообществе вязальщиков или погуглите схему вязания и посмотрите, найдете ли вы инструкции, где это немного более понятно, или есть доступное видео.
Снять один витой стежок/через изнаночную петлю
Очень редко схемы или техники предписывают вам снять один скрученный стежок или через заднюю петлю. Я лично знаю только пару интересных изнаночных убавок, которые делают это таким образом. Но я думаю, что с этим справится любая опытная вязальщица.
Итак, удерживая нить сзади (или спереди), вы просто вставляете правую спицу в заднюю петлю первого стежка левой спицы.
T он закрутит петлю в другую сторону . Если вы снимаете лицевую, это добавит поворот против часовой стрелки, а если вы соскользнете через заднюю петлю, это добавит поворот по часовой стрелке. Если вы вяжете ССК, вы фактически используете этот самый эффект, чтобы сбалансировать последний стежок.
Во всяком случае, это как sl1 в вязании. Комментарий ниже, если у вас есть дополнительные вопросы.
Платформа ScienceLogic SL1 AIOps — ScienceLogic
Что делает платформу ScienceLogic SL1 уникальной
Монитор
Автоматизируйте и синхронизируйте
AIOps
Мониторинг гибридного облака
Видеть
Бизнес Служба видимости
Контекстуализировать
Рабочий процесс ITSM Автоматизация
Рабочий процесс ИТ Автоматизация
Act
Платформа ScienceLogic SL1
Hyperscale
Multi-Tenant
Безопасность
Модели развертывания
Монитор
Автоматизируйте и синхронизируйте
AIOps
Независимо от того, где вы находитесь на пути к AIOps, SL1 предлагает вам возможности для постепенно улучшайте видимость услуг и автоматизируйте свои ИТ-процессы, чтобы продемонстрировать воздействие на бизнес.
См.
Контекстуализировать
Закон
Видеть
Мониторинг гибридного облака
Контекстуализировать
Видимость бизнес-услуг
Действовать
Рабочий процесс ITSM Автоматизация
Действовать
Автоматизация рабочих процессов ИТ
Платформа ScienceLogic SL1
SL1 предлагает надежную, масштабируемую и безопасную основу, позволяющую легко расширять ваши операционные возможности ИТ по мере роста и преобразования вашего бизнеса.
Hyperscale
Простое масштабирование в соответствии с растущими потребностями вашего бизнеса с помощью современного SL1 контейнерная архитектура на основе микросервисов.
Multi-Tenant
Быстрая поддержка модели «общих служб». SL1 изначально поддерживает несколько отдельные клиентские организации на единой платформе. Данные полностью разделенный и безопасно. Применение конфигураций ко всем или к одному пользователю или организации, за согласованность и эффективность масштаба.
Безопасный
ScienceLogic поддерживает уровень безопасности, который регулярно проверяется на соответствие стандартным технологиям и процедурам безопасности для защиты данных клиентов. SL1 указан в списке одобренных продуктов (APL) информационной сети Министерства обороны США (DoDIN) за соответствие их стандартам безопасности и совместимости для платформ мониторинга.
Модели развертывания
Развертывание SL1 на территории клиента, в общедоступных облаках, управляемых клиентом, или в SaaS под управлением ScienceLogic.
Подключенная экосистема
Интеллектуальная автоматизация опирается на бесперебойный поток нормализованных данных в ИТ-среде. SL1 объединяет ваше имущество для автоматизации разнонаправленных потоков данных и рабочих процессов.
Монитор широкого спектра устаревших и современных технологий, включая основные облака (AWS, Azure, Google), бессерверные технологии и технологии на основе микросервисов, решения для виртуализации (например, VMware), программно определяемые сети, серверы, хранилище, унифицированные коммуникации и многое другое.
SL1 принимает различные точки данных, такие как доступность, производительность, события и настройка через SNMP, API, SSH, Syslog, с использованием агентных и безагентных технологий для создания единого оперативного озера данных.
Используйте более 400 готовых пакетов мониторинга PowerPack и легко расширяйте возможности мониторинга для поддержки ваших уникальных бизнес-потребностей.
Не можете найти то, что вам нужно? Погрузитесь в наш SDK с низким кодом, чтобы создавать собственные интеграции используя SSH/CLI, REST, JMX и многое другое. Разрушьте разрозненные хранилища данных, чтобы получить сквозное решение видимость вашего ИТ-ресурса.
Агентский и безагентный сбор данных
Events
Опрос
Streams
Forensics OS
Custom
Агенты
+
Центр обработки данных
СТАРИТЬ, Compute, Converged, VMWare
NETTION Приложения
Компоненты приложений, APM, взаимодействие с пользователем
Подключите SL1 к своей гибридной ИТ-инфраструктуре и получите поток данных, точность CMDB и автоматизируйте рабочие процессы в нескольких системах и инструментах.
Пуско-зарядное устройство Fubag Force 140 :: пусковые зарядные устройства :: Пуско-зарядные устройства FUBAG
Артикул PPR0385
Напряжение сети 220 В.
Напряжение зарядки и пуска 12-24 В.
Ток зарядки 12-20 A.
Ток пуска 120 A.
Емкость заряжаемых аккумуляторов 20-400 А/ч.
9 500 р. / шт.
сопутствующие товары
Заказать
Нет в наличии
В избранное
Сравнить
Купить в 1 клик
О товаре
Характеристики
Файлы 2
Компактное и простое в эксплуатации пуско-зарядное устройство Force 140 в большей степени подойдет для индивидуального использования: достаточно мощное, быстро запустит двигатель при полностью разряженном аккумуляторе, что особенно актуально зимой.
Наличие защиты от перегрузки и короткого замыкания делает его безопасным и надежным в использовании.
Характеристика пуско-зарядного устройства
Тип ПЗУ
Пуско-зарядное устройство
Напряжение питания (В)
220
Напряжение зарядки (В)
12-24
Мин. емкость заряжаемых аккумуляторов (А*ч)
20
Макс. емкость заряжаемых аккумуляторов (А*ч)
400
Число ступеней регулировки тока зарядки
2
Мин. ток зарядки (А)
12
Макс. ток зарядки (А)
20
Макс. ток пуска (А)
120
Габариты и вес
Инструкция (445. 7 Кб)
Сертификат соответствия (1.1 Мб)
Пуско-зарядные устройства для автомобиля Fubag в Москве
Пуско-зарядные устройства для автомобиля Fubag в Москве — цена, купить оборудование для автосервиса и гаража в интернет-магазине «ГАРО»
Это очень важный параметр, так как портативное пусковое устройство, в отличие от сетевого, не может обеспечить бесконечную мощность. Ограничения есть у всех, и связаны они с объемом двигателя, который нужно провернуть. Если вы возьмете небольшой бустер с расчетом на 1,5-литровый двигатель, а в вашей машине стоит агрегат на 3 литра, устройство просто не сможет провернуть это. Конечно, если батарея еще дышит, это поможет, но расчет делается на полностью севшую батарею.
Также следует понимать, что есть разница между бензиновыми и дизельными агрегатами. В среднем для запуска дизеля требуется более мощное устройство. А чтобы не запутаться и выяснить, какое пусковое устройство из рассматриваемых нами является лучшим, приведем их параметры в таблице:
Модель
Объем бензинового двигателя (куб. см)
Объем дизельного двигателя (см3/см)
jump starter
3000
2500
Autostart
3500
2500
BERKUT
2500
3000
Artway
6200
5500
9 00210 9 00210 Фу0024
6000
5500
Специалист
3500
3000
9
. Это продолжение номинации напряжения заряда. Гаджеты рассчитаны на более мощные аккумуляторы, и соответственно они на больших машинах. Если в вашем автомобиле двигатель объемом 6 литров, вам придется выбирать только из двух вариантов.
Что касается остальных участников, то на вторую позицию мы отправим Беркут, Автостарт и Спец. Их производительность выше, чем у Xiaomi, но если обратиться к обзорам, то становится понятно, что именно Xiaomi дает нам самую честную, а то и заниженную информацию. То есть на практике Jump Starter способен провернуть более крупный двигатель, тогда как другие модели имеют критическое значение и в идеале не нагружают устройство до него. Но как бы то ни было, наше сравнение касается сухих цифр, а места распределили именно так.
собственный аккумулятор и возможность запуска двигателей объемом более 6 литров. Очень мощный агрегат с предохранительными и вспомогательными функциями, а также собственным дисплеем.
Аккумулятор какого размера установлен в устройстве?
Рейтинги Jump Starter: 5.0, Artway: 5.0, Fubag: 5.0, BERKUT: 4.0, Autostart: 4.0, SPEC: 4.0 аккумулятор на борту емкостью 18 000 ед. Он может запускать массивный двигатель и заряжать различные сторонние устройства благодаря большому количеству разъемов.
Участник рейтинга: 10 лучших автостартеров
6. Дополнительные разъемы
Какие разъемы есть на гаджетах?
Рейтинги Fubag: 5. 0Jump Starter: 5.0, Artway: 4.0, SPEC: 4.0, BERKUT: 3.0, Autostart: 3.0 количество функций и самый простой в эксплуатации. Подходит для автомобилистов, мало разбирающихся в устройстве автомобилей и способах зарядки аккумулятора или осуществления автономного запуска.
Участник рейтинга: 10 лучших повербанков для автомобиля
Самый информативный и функциональный гаджет, имеющий опции запуска без аккумулятора и прогрева двигателя. Идеально подходит для владельцев дизельных автомобилей.
Участник рейтинга: 10 лучших стартеров для автомобилей
Рейтинги Автозапуск: 5.0, Artway: 4.0, SPEC: 4.0Jump Starter: 3.0, BERKUT: 3.0, Fubag: 3.0 и зарядите аккумулятор. Гаджет без звезд с неба, но недорогой и компактный. Со своими задачами справляется и может работать как повербанк.
11. Результаты сравнения
Лучший начинающий игрок по среднему баллу по всем критериям сравнения
СПЭК УПЗУ-10000
Лучшее соотношение цены и качества
Полноценное пуско-зарядное устройство, предназначенное для пуска двигателей автомобилей при различных температурах, в том числе без аккумуляторной батареи. Он имеет несколько разъемов для зарядки и позволяет полностью контролировать процесс. Полупрофессиональный гаджет.
к содержимому
Обратите внимание! Результаты сравнений являются разработками автора материала, носят ознакомительный характер и не должны служить руководством к покупке. За консультацией следует обращаться к специалистам!
Samsung Galaxy Note II Samsung Galaxy S II Samsung Galaxy S5 Зарядное устройство, Samsung, мобильные телефоны, аккумулятор мобильного телефона png 600x589px 348,14 КБ
org/ImageObject»>
Зарядное устройство Адаптер переменного тока Телефон Аксессуары для мобильных телефонов, Зарядное устройство USB, электроника, адаптер png 542x542px 222,95 КБ
Зарядное устройство для мобильных телефонов, мобильное зарядное устройство, электроника, адаптер png 600x524px 114,71 КБ
Электрическая батарея Power Inverters Car Водяная батарея Centro de Servicio LTH, батарея PNG 945x1004px 822,78 КБ
черно-серый автомобильный аккумулятор Bosch, Автомобильный аккумулятор Ford Explorer Toyota Corolla, Автомобильный аккумулятор, автомобиль, продукт png 1400x1400px 322,3 КБ
Зарядное устройство Car Qi USB iPhone, автомобиль, электроника, автомобиль png 600x769px 72,67 КБ
org/ImageObject»>
Электрический аккумулятор Exide Car Fulmen Batteries Автомобильный аккумулятор, автомобиль, грузовик, автомобиль png 874x600px 479,77 КБ
Первый 3D принтер был представлен свету три десятка лет тому назад, в далёком 1984 году. Автором этой чудо-техники был ЧакХалл, являющийся основателем одной из крупнейших в мире компаний «3-D Systems», лидером в области создания 3D принтеров. С тех лет технологии претерпели кардинального изменения, что привело к увеличению возможностей аппаратов. На сегодня 3D принтеры печатают любые объекты из необходимого материала. Размер создаваемого объекта ограничивается только рабочей поверхностью самого принтера. Детали больших проектов необходимо соединять при помощи специального суперклея.
Общие сведения о 3D принтере
3D печать – это технология создания объёмного физического объекта при помощи цифровой 3D модели, полученной в результате сканирования или работы в 3D программах.
3D принтер – это устройство для послойного создания макета посредством использования компьютерной 3D модели.
Преимущества 3D печати:
— воссоздание точной копии желаемого объекта.
— быстрая скорость печати (1,2 см/сек)
— экономный расход материалов
— возможность создавать необходимое количество одинаковых объектов
— длительное и удобное хранение используемых материалов
— большой ассортимент используемых материалов
— автономный процесс создания объёмного объекта.
Технологии печати.
Подключение принтера происходит непосредственно к компьютеру, содержащему в себе заданный 3D объект, подготовленный заранее в специализированной программе. Работа принтера начинается непосредственно после подачи команды «печать». Процесс воссоздания объекта происходит с высоким разрешением используя практически полную цветовую палитру.
На сегодняшний день, существует множество исходных материалов для объёмной печати, которые могут быть представлены в виде песка, металла, бумаги, шоколада, воска и так далее.
Наибольшее распространение в применении получило всего 5 технологий, которые и рассмотрим более подробно.
SLA технология — лазерная стереолитография.
Принцип работы этой технологии заключается в воздействии лазера, УФ или ИК на фотополимер (жидкость). В результате чего, жидкость преобразуется в достаточно твёрдый пластик.
Сверху в полимер зануривается на заданной платформе, далее луч проходит по слою жидкости под платформой, что приводит к затвердению и прилипанию его к платформе, таким образом, происходит создание одного слоя. В результате повторения такой процедуры множество раз образуется необходимый макет.
К основным достоинствам такой печати относятся:
-точность
— скорость печати
— минимальный процент возникновения технических сбоёв, таких как перегрев, отслаивание, сбой работы головки, отлипание, отслаивание углов.
Технологический процесс образования модели очень близок по принципу работы с предыдущим. Основным различием является отсутствие возможного самостоятельного распределения порошка. Поэтому данную задачу выполняет специальный валик, который равномерно распределяет порошок по поверхности объекта.
Основной принцип работы заключается в распылении разноцветного отвердителя на тонкий слой мелкодисперсного порошка в заданные участки. Такая процедура повторяется множество раз, и в результате образуется необходимый элемент. Следует заметить, что слои настолько тонкие, что под ними видны предыдущие. В результате увеличения количества слоёв дно ёмкости постепенно опускается вниз. Время получения готового изделия напрямую зависит от сложности исполнения самого объекта.
По окончании рабочего процесса, готовую модель аккуратно извлекают из композита и перемещают в кабинку для очистки от порошка посредством щёток и воздушного потока из компрессора. По окончании очистки необходимо произвести пропитку предмета специальным суперклеем. Следует заметить, что остаточный порошок будет повторно использован для создания последующей модели. В результате чего можно сделать выводы о безотходном производстве материала.
MJM — метод наплавления
В этом методе светоотверждение полимера осуществляется посредством влияния ультрафиолетовой вспышки. Расплавленный акриловый фотополимер (пластик) наносится на печатающую платформу при помощи головки. На этой платформе пластик поддаётся засвечиванию галогеновой лампой, в результате чего происходит затвердение материала. Процедура повторяется множество раз для достижения необходимого результата. Важной деталью является поддержание выступающих или нависающих частей, которое осуществляется при помощи бытового воска. Этот материал наноситься одновременно с полимером и удаляется в результате нагревания в печи, при этом, не оставляя следов.
DLP —технология наплавления
DLP достаточно похожа по своему технологическому процессу на MJM . Явным отличием является воздействие проектора обычным световым потоком на модель для получения отверждения полимера.Фотополимер доливается в кювету по мере его расходования. Во время процесса печати аппарат закрывается, во избежание засветки модели.
Выступающие части также поддерживаются при помощи использования воска. Технология удаления которого — такая же.
FDM — послойная укладка полимера.
FDM — это творение струйных технологий. При использовании этой технологии работа принтера происходит непосредственно от пластиковых катушек, заправленных в экструдер. Основным принципом работы является расплавление пластикового прута, формирование из него капли и нанесение её на движущуюся платформу в заданном месте.
Подобные принтеры были давно известны и в результате этого претерпели некоторых изменений в отношении расширения цветовой палитры. На сегодня существует 3 вида принтеров: CubeX, CubeXDuo, CubeXTrio.
Образцы моделей по этой технологии являются достаточно прочными, не подвергающимися деформации от физического воздействия человека.
Основные достоинства:
— доступность расходных материалов (пластик, скотч)
— достойный ассортимент цветовой палитры
— понятные технологические процессы
Виды пластиков
Наибольшую популярность получили 2 вида пластика — ABS и PLA.
ABS — беспросветный ударопрочный термопластичный материал, используемый для печати простых прототипов. Свою популярность приобрёл благодаря низкой температуре стеклования. Одновременно с этим данная модель имеет высокий порог нагрева при использовании в бытовых условиях. Этот материал легко поддаётся постобработке, отлично полируется парами ацетона. Главным недостатком является термоусадка.
PLA — органический пластик, имеющий низкую температуру плавления и высокие технические характеристики относительно удержания формы модели в процессе печати. Отличительными характеристиками является короткий срок эксплуатации, невозможность осуществления полировки ацетоном.
На сегодняшний день, существуют принтеры с множеством печатающих головок, подключённых к ёмкостям с различными материалами для изготовления одного макета (пластик, резина, песок и так далее). Непосредственно в процессе печати происходит нанесение полимера на макет с последующей его мгновенной засветкой.
Расходные материалы для 3d печати можете найти на сайте компании REC.
В заключение следует отметить, что с каждым днём технологии 3D печати усовершенствуются и становятся более доступными для использования в средней и малой промышленности, таким образом, обеспечивая экономию времени и средств на изготовление макетов новой продукции. 3d модели для печати на 3d принтере.
Краткий экскурс в методы 3D-печати / Хабр
Мои предыдущие посты по теме: Первое мероприятие по 3D-печати в Нидерландах Мероприятие по 3D-печати (окончание) Новый бюджетный 3D-принтер
Чтобы ответить на часто задаваемые вопросы я опишу тут популярные технологии 3D-печати — печать расплавленным пластиком, порошком, фотополимером, лазерное спекание. Разумеется эта информация не является истиной в последней инстанции. Это картина, которая сложилась у меня на сегодня в голове из разных источников.
Это наиболее популярный метод среди любительских аппаратов. Суть его проста. Представляете себе как работает клеевой пистолет? С одного конца пистолета толкается пластиковый пруток, а на другом конце он разогревается до текучего состояния и выдавливается в место склейки.
Принтер представляет из себя станок с 3мя осями. Печатающая головка закреплена на координатной системе станка. Когда она передвигается по координатам X/Y расплавленный пластик выдавливается из тонкого (0.3-0.5мм) сопла и застывает. Напечатав один слой, принтер изменяет координату Z (опускает платформу/поднимает головку) и печатает следующий слой.
Разница между принтерами
Основная разница между принтерами заключается в том, как реализовано передвижение по 3-м осям, как подается материал, подогревается столик или нет, поддерживается ли печать 2мя материалами.
Большинство принтеров семейства RepRap передвигает головку только по оси X. Платформа с объектом перемещается по Y. По оси Z перемещается конструкция из печатающей головки и привод по оси X. Из-за перемещения такой массы страдает точность и скорость печати.
В Ultimaker и последней версии Makerbot засвеченной с большой помпой на CES 2012 печатающая голова передвигается по двум осям(X/Y) вверху аппарата, а платформа с изделием опускается постепенно вниз (по Z). Благодаря этому достигается высокое качество и скорость печати, которая может быть до 10 раз выше чем у Менделя.
Кроме классических схем унаследованных от CNC станков есть эксперименты с дельта-роботами.
Пластик
Для печати используют разные пластики. Самые популярные это ABS, из которого сделаны большинство игрушек, и PLA — биоразлагаемый пластик, из которого делается упаковка и одноразовая посуда. Кроме того используются специальные виды, которые растворяются в воде (PVA) или специальном растворителе. Таким пластиком можно печатать вспомогательные структуры, которые по окончании удаляются. Черный пластик на следующем фото — это такой вспомогательный материал.
Для печати двумя цветами или одним цветом со вспомогательным материалом используется принтер с двойным экструдером. На сегодня эта технология в любительских принтерах еще не отработана. STL формат, избранный в качестве стандартного среди любителей, не поддерживает несколько цветов. Но аппараты уже доступны, так что эти проблемы уже в процессе решения.
Пластик для печати продается бухтами в виде прутка различного диаметра ценой порядка 40-60$ за кг, водорастворимый стоит дороже(90$). У разных видов пластика (и других материалов, например шоколад) — разный диапазон рабочих температур. Для поддержания оптимальной температуры используется термодатчик.
Чтобы обеспечить точность печати деталь не должна двигаться с места, поэтому делают так, чтобы она прилипала к поверхности платформы.
Так как пластиковая деталь печатается долго, то и остывает она неравномерно. Слои напечатанные раньше — остывают раньше. Поэтому деталь стремится деформироваться — изогнуться. С одной стороны прилипание должно быть достаточно сильно, чтобы не дать оторваться детали от платформы при остывании, с другой — достаточно слабо, чтобы можно было оторвать ее руками по окончании процесса не повредив.
Именно для этого платформа для работы с пластиком ABS делается подогреваемой и на платформу клеят термоскотч(каптоновую ленту), а для работы с пластиком PLA на платформу наклеивается малярный скотч(синий на картинке выше). В профессиональных принтерах процесс вообще происходит в закрытом боксе, где поддерживается высокая температура обеспечивая медленное остывание и лучшее прилипание пластика. Так что скотч — это еще один расходный материал при 3D-печати.
Печать порошком
Эта технология используется в профессиональных принтерах компании ZCorp. Она позволяет печатать с высоким разрешением несколькими цветами одновременно. Суть простая — насыпается мелкодисперсный порошок тонким слоем, выравнивается, потом идет головка и как в струйном принтере поливает порошок окрашенным в нужный цвет связующим. Далее всё повторяется — слой порошка, выравнивание, связующее. По окончании остатки порошка выдувают и все готово. Дополнительный материал, чтобы поддерживать свисающие элементы, здесь не требуется — его роль играет порошок, который равномерно заполняет емкость и служит в качестве подпорки для последующих слоев. Принтеры стоят от 15k$ (монохромный ZPrinter 150), цветной ZPrinter 250 — от 25k$.
Кроме пластикового наполнителя счастливые обладатели играются и с другими материалами. Я слышал про использование керамики и металла. После отжига получаются соответственно керамическое или металлическое изделие.
Лазерное спекание
Практически ничем не отличается от печати порошком. Только вместо печатающей головки используется лазер спекающий порошок вместо связующего. Спекли слой, насыпали новый, спекли — насыпали и т.д.
Бристольское отделение знаменитой аэрокосмической и оборонной компании EADS по этой технологии «испекло» велосипед.
Эти ажурные объекты также изготовлены по этой технологии.
Таким же образом можно делать изделия из тугоплавких материалов. Только лазер надо помощнее.
В прошлом 2011 году Маркус Кайсер нашумел со своим проектом солнечного 3D-принтера. Вместо спекаемого порошка он использовал песок, который набирал тут же в пустыне. Вместо лазерных лучей использовал большую линзу Френеля, которая концентрировала солнце в точку и плавила песок. В качестве насыпающего и выравнивающего устройства выступал сам автор проекта 🙂 Координатная система принтера и компьютер работали от солнечных батарей. В результате получилась такая вот чаша:
Весь процесс запечатлен на видео:
Печать фотополимером
Принцип работы прост — проецируем на смолу срез модели, она застывает там, где была освещена. Поднимаем модель и добавляем смолы, засвечиваем следующий срез и т.д.
Этот метод печати также встречается среди любителей и в лабораториях благодаря простоте устройства и точности получаемого результата. Вот схема устройства:
Есть кювета с фотополимером и стеклянным дном. На это дно проектор снизу проецирует изображение. Софт переключает картинки на проекторе(срезы объекта) и постепенно поднимает стеклянную платформу на которой растет объект. По мере расходования фотополимер доливается в кювету. Сверху аппарат обычно закрывается колпаком не пропускающим определенный спектр, чтобы избежать паразитной засветки.
Вот работа такого принтера, созданного в домашних условиях:
Пример объекта напечатанного на таком принтере:
Есть много разных фотополимеров. Они по-разному стоят, реагируют на разную длину волны света, имеют разное время активации. Поэтому при создании принтера надо подбирать материал и лампу для засветки. Вместо проектора можно использовать лазер(фонарь с узким лучом) и систему развертки. Тогда срез надо будет рисовать лазером как и при лазерном спекании. Если не ошибаюсь, то расходный материал для верхнего принтера стоит порядка 300$ за литр. Но сообщество интересующихся строительством таких принтеров нашло и дешевый вариант — около 20$ за литр. Сообщество, разную информацию по фотополимерам, устройству проектора, принтера и пр. можно найти тут — 3dprinter.wikidot.com
nano-cemms.illinois.edu — тут, при помощи серии видео-роликов, показан процесс 3D-печати в лаборатории собранный буквально на коленке. Полимер налит в стакан и обычный проектор засвечивает полимер сверху через зеркало. Платформа на которой выращивается объект прикреплена к маленькому штативу и опущена в стакан. Вручную на проекторе меняются картинки срезов и постепенно опускается платформа. По окончании процесса объект получается погружен в смолу. Далее он извлекается, промывается и обсушивается. Конечно реальный процесс занимает многие часы. Печать происходит со скоростью несколько миллиметров в час. Так что автоматизация тут совсем не лишняя.
Добавлено позже:
Промышленные принтеры семейства Objet Connex построенные по этой технологии могут использовать несколько разных видов фотополимеров в одном изделии. Фактически, это большой струйный принтер, с десятками сопел подключенным к емкостям с разными материалами. В процессе печати полимер наносится на изделие и тут же засвечивается.
Вот примеры объектов напечатанные на таком принтере за один раз:
Процесс печати:
Во многих изданиях отмечается, что 3D-печать это текущий тренд. Так что ждем ускоренного прогресса в этой области, новых принтеров и материалов.
обновление 2:
Шоколадный 3D-принтер из ЛЕГО
обновление 3:
Самодельный принтер для печати фотополимером на instructables.com
10 Различные методы 3D-моделирования
Я сидел с пустой сценой, открытой в Blender, и думал о своем следующем проекте. Затем меня поразило, насколько обширной стала область 3D-моделирования, и большинство людей даже не представляют, сколько 3D-контента они видят каждый день. На сегодняшний день существует множество видов 3D-моделирования. Все, от моделирования коробок до фотограмметрии.
В этой статье я перечислю 10 различных типов 3D-моделирования. Возможно, вы сможете получить представление о том, куда пойдет ваш следующий проект, или, может быть, вы будете так же поражены, как и я, тем, насколько много 3D используется в качестве инструмента для визуализации во многих отношениях. Вот типы моделирования, которые мы обсудим и изучим:
Box modeling
Polygon modeling
Nurbs and curve modeling
Digital 3D sculpting
Photogrammetry
Simulation
Procedural modeling
Boolean modeling
Сборка комплектов
Модульное моделирование
Можно утверждать, что существует столько же видов моделирования, сколько и инструментов. Тем не менее, я решил ограничиться методами, которые признаны немного более широкой аудиторией, чем я сам. Есть методы, которые я нашел, которые, кажется, общеприняты как методы или типы 3D-моделирования.
Все они так или иначе жизнеспособны. Это просто зависит от того, какую форму и детали вы хотите создать. Большинство из этих типов можно использовать в Blender. Но это не эксклюзивная статья о Blender, даже если это мой любимый инструмент. Вместо этого я хочу поощрять более широкий взгляд и видеть, что каждый тип моделирования приносит с собой.
Здесь я перечислю некоторые области, в которых мы могли бы захотеть использовать эти типы моделирования, просто чтобы дать вам общий обзор.
Дизайн продукта и предварительная вида
Маркетинговые и рекламные ролики
VR и AR
Архитектурная визуализация
3D Printing
Игры и приложения в реальном времени
Анимация и фильмы
VFX, Visual Effect
Скорее всего, мы обнаружим, что некоторые типы моделирования используются гораздо чаще в одних из этих областей, чем в других. Давайте углубимся в типы моделирования, с которыми мы можем столкнуться.
Моделирование коробок
Начнем с моделирования коробок. Что делает блочное моделирование самостоятельным типом, так это то, что мы начинаем с некоторого примитивного объекта, такого как куб или сфера, и используем классические инструменты моделирования, чтобы создать из него форму.
Связанное содержимое: Объяснение более 30 инструментов моделирования Blender
У нас есть отправная точка, и мы работаем с низкополигональными формами для создания нашего объекта. Это распространенный способ моделирования, который является довольно механическим, поскольку мы контролируем отдельные грани, ребра и вершины. При блочном моделировании мы делаем упор на одновременное управление целыми формами и большими частями объекта.
Большую часть времени мы работаем с гранями, имеющими четыре стороны, мы называем их четырехугольниками. С ними легко работать, поскольку большинство инструментов моделирования предназначены для работы с четырехугольниками. Но прежде чем мы используем модель, она часто подвергается триангуляции либо пользователем заранее, либо автоматически скрытым программным обеспечением.
Этот тип моделирования лучше всего работает с объектами с твердой поверхностью, такими как архитектурная визуализация и искусственные объекты или продукты.
Мы используем такие инструменты, как выдавливание, создание петель и снятие фаски. Коробчатое моделирование часто используется вместе с поверхностью подразделения.
Поверхность подразделения — это метод, который добавляет дополнительную геометрию между ребрами, вершинами и гранями, которыми мы манипулируем с помощью традиционных инструментов моделирования. Геометрия, которой мы управляем, становится похожей на клетку, которую мы использовали для формирования разделенной версии нашего объекта.
Подразделенный низкополигональный объект становится более округлым в соответствии с алгоритмом Кэтмулла-Кларка. Это может показаться техническим, но по сути мы просто добавляем геометрию, которая закругляет поверхность нашего объекта.
Существуют разные школы использования поверхности подразделения. Поскольку это своего рода слой, который добавляется поверх нашей исходной геометрии, некоторые люди говорят, что вы никогда не должны моделировать с видимой поверхностью подразделения только потому, что исходная сетка может стать непригодной для использования без добавления поверхности подразделения. Ограничение использования оригинальной сетки.
Другие утверждают, что гораздо легче увидеть, что вы делаете, и в любом случае намерение состоит в том, чтобы использовать объект с поверхностью подразделения.
Полигональное моделирование
Полигональное моделирование — это тип 3D-моделирования, очень похожий на блочное моделирование. Разница здесь в том, что мы обычно начинаем с одной вершины или простой формы без нее и глубины. Затем мы строим нашу модель по частям. Мы часто используем те же инструменты, что и при блочном моделировании, но используем их в некотором роде для детализации.
Особое внимание здесь уделяется работе с ребрами и вершинами. Объекты, которые мы создаем с помощью этой техники, все еще довольно часто имеют твердую поверхность, но имеют более органичные формы.
Полигональное моделирование, как и блочное моделирование, часто делает упор на использование четырехугольников в топологии. Это связано с тем, что многие инструменты предназначены для работы с четырехъядерной топологией.
То, что мы создаем с помощью полигонального моделирования, может попасть в категорию жестких поверхностей. Но часто модели, которые мы создаем, обладают некоторыми органическими характеристиками. Например, это может быть статуя или строительные украшения.
Но это также может быть какой-то аксессуар, инструмент или другое снаряжение, которое мы создаем с помощью этой техники.
Поверхность подразделения также часто используется здесь, чтобы сгладить геометрию объекта.
По сути, инструменты, используемые в блочном и полигональном моделировании, одинаковы, мы просто используем их по-разному.
Нурб и моделирование кривых
Нурб означает неравномерный рациональный b-сплайн. Неудивительно, что у нас есть аббревиатура. При таком моделировании мы переходим на совершенно другой вид моделирования. Мы создаем изогнутые поверхности, которыми мы управляем на основе контрольных точек. Мы можем использовать его для создания очень гладких изогнутых поверхностей.
Мы можем интерпретировать точки одной и той же кривой, а также создавать мосты между несколькими кривыми. Мы можем настроить сеть кривых, которые действуют как края объекта, а затем заполнить геометрию между ними, чтобы создать объект.
Этот тип моделирования в основном используется в разработке и программном обеспечении САПР. Не так много, когда речь идет о визуальных эффектах и художественной стороне 3D.
Представьте, что у вас есть объект, который вы хотите распечатать в 3D. В этом случае, если у вас есть полигональная модель, которую мы создали с помощью блочного или полигонального моделирования, и вы масштабируете ее. Все эти грани и треугольники станут видны, как если бы вы увеличили растровое изображение.
С другой стороны, с помощью nurbs мы можем масштабировать модель вверх и вниз, а кривые останутся плавными. Можно сказать, что это эквивалент векторной графики в 2D-графике.
Так как мы больше не работаем с вершинами, гранями или ребрами и вместо этого используем кривые. Это означает, что инструменты очень разные.
У нас могут быть инструменты, которые открывают или закрывают кривую или создают новую кривую, интерпретирующую между двумя другими кривыми. Но у нас также есть очень похожие инструменты, такие как перемещение контрольных точек, масштабирование и вращение.
Цифровая 3D-скульптура
Скульптура возвращает нас от инженерной части 3D-моделирования к более художественной стороне. В скульптинге используются вершины, грани и ребра, точно так же, как в блочном и полигональном моделировании. Мы используем лепку, чтобы отделить процесс формирования от более технических деталей, связанных с заботой об отдельных элементах. Вместо манипуляций на основе выбора у нас есть кисти. Кисть имеет область влияния и более органично изменяет геометрию в зависимости от типа кисти и настроек.
Скульптура обычно используется для создания персонажей, животных или существ. Но его также можно использовать для создания деталей, которые было бы трудно создать с помощью традиционного блочного и полигонального моделирования.
Существуют разные виды лепки. Мы можем скульптить сетку как есть, и это будет перемещать вершины, ребра и грани, придавая им форму в соответствии с кистью. Используя этот метод, нам нужно иметь очень много геометрии с самого начала, иначе мы скоро достигнем предела того, сколько деталей может содержать наша геометрия.
Следующую технологию мы называем множественным разрешением. Это похоже на Subdivision Surface, разница в том, что мы можем хранить скульпт между каждым уровнем multires. Как только мы достигаем предела детализации нашей геометрии, мы увеличиваем уровень мультиразрешения. Таким образом, мы получаем больше геометрии по мере необходимости и можем хранить скульпт на нескольких уровнях детализации.
Следующая итерация технологии называется динамической топологией. По крайней мере в Блендере. Эта функция динамически разделяет сетку на треугольники по мере того, как мы рисуем, в зависимости от уровня масштабирования или предопределенного абсолютного уровня. Таким образом, мы просто продолжаем лепить, и геометрия будет адаптироваться.
Когда мы закончим скульптинг, нам нужно снова сделать сетку пригодной для использования. После сеанса скульптинга сетка часто находится в очень плохом состоянии с точки зрения производительности и работоспособности.
Иногда мы можем автоматически создать более качественную сетку с помощью различных алгоритмов пересоздания сетки, которые могут обрабатывать поверхность объекта и накладывать новую сетку поверх нее. Много раз думали, что нам нужно пройти через процесс, называемый ретопологией, и вручную воссоздать сетку поверх скульптурного объекта.
Фотограмметрия
Фотограмметрия — это еще один совершенно другой способ создания 3D-моделей. С помощью этой техники мы используем камеру и фотографируем объект несколько раз со всех сторон при максимально ровном освещении. Затем мы загружаем эти изображения в программу, которая интерпретирует их и создает трехмерное представление объекта.
Здесь есть очевидные преимущества и недостатки. Мы получаем данные реального мира, а это означает, что все, что мы создаем, должно быть близко к реализму. Много раз мы получаем текстуры и UV-карты, созданные в процессе, поэтому нам не нужно тратить столько времени на эти области.
Однако, как и при скульптинге, сетку необходимо переработать либо путем пересоздания, либо с помощью ретопологии. Это означает, что нам также может понадобиться воссоздать UV-карту.
Также предстоит большая работа по очистке, так как камера будет захватывать не только рассматриваемый объект, но и окрестности.
Другим недостатком является то, что нам нужно иметь доступ к объекту, чтобы сфотографировать его, и нам нужно положить его на поверхность, что означает, что часть объекта будет для нас недоступна. Например, камень должен лежать, когда мы его фотографируем, а его нижняя сторона недоступна во время одной фотосессии. Это приведет к дырам в нашей сетке, с которыми нам придется каким-то образом справиться.
Фотограмметрия — относительно новое изобретение, получившее в последнее время большое внимание. Мы не можем фотографировать только маленькие объекты. Мы также можем использовать дрон, чтобы сфотографировать всю территорию и воссоздать более крупные структуры.
Хорошая новость для сохранения старых построек или для более быстрого изучения местности.
Существуют также сканеры, которые можно использовать для сканирования объекта или области, подобно работе гидролокатора. Затем данные можно передать через программное обеспечение для воссоздания 3D-карты.
Моделирование
Существует множество видов цифровых симуляций. Здесь я перечислю несколько.
Физика
Ткань
Мягкое тело
Жидкость
Огонь и дым
Океан
Частицы
Каждый из них имеет свое назначение. Большинство из них также имеют несколько целей, как вы, вероятно, можете себе представить. Когда мы что-то моделируем, мы создаем установку с различными объектами и параметрами, которые со временем будут взаимодействовать друг с другом. Компьютер рассчитывает, как все будет двигаться и что произойдет для каждого кадра, для которого мы запускаем симуляцию.
Затем мы можем использовать результат для создания анимации, а также для создания сцены или объектов на основе моделирования, а не необработанного ручного ввода с помощью других методов моделирования. Представьте, если бы вы создали волну, плещущуюся о камень. Вы можете смоделировать или использовать фотограмметрию для создания камня, но с волной сложнее. Вы можете вылепить его, но было бы гораздо удобнее запустить симуляцию и заставить его плескаться о камень самостоятельно, создавая форму на основе таких параметров, как угол, под которым волна ударяется о камень, размер и скорость. волна и так далее.
Точно так же мы могли бы использовать симуляцию физики в сочетании с объектом мягкого тела, чтобы создать автомобильную аварию. Вместо того, чтобы моделировать каждый кадр вручную.
Другим примером может служить имитация ткани. Вы можете вылепить подушки для своей следующей сцены архитектурной визуализации или использовать симуляцию ткани, чтобы создать ее со всеми складками.
Симуляторы гораздо больше склоняются к визуальным эффектам, чем, например, nurbs. Но мы все еще можем считать это методом моделирования, поскольку с его помощью мы создаем или деформируем объекты.
Моделирование — это гораздо более технический тип 3D-моделирования. Поскольку мы в основном настраиваем и настраиваем параметры, а не фокусируемся непосредственно на форме.
Процедурное моделирование бывает разных форм и размеров. Я разделю это на два разных типа моделирования. Первый основан на инструментах. Мы или кто-то другой создали инструмент, предназначенный для процедурной генерации кучи однотипных объектов. Например, у нас может быть строительный генератор. Затем мы могли бы ввести множество параметров, таких как количество этажей, высота потолка и форма крыши. Затем мы запускаем программу несколько раз, и каждый раз выдается новая модель, соответствующая нашим критериям.
Существует множество таких инструментов для определенных типов моделей, и мы также можем создавать собственные генераторы моделей и выставлять определенные параметры, которые соответствуют типу модели, которую мы хотим, чтобы инструмент выдавал.
Следующий вид процедурного моделирования тесно связан с затенением. Шейдер может иметь вывод смещения, и через это смещение мы берем простой примитив, такой как сфера или плоскость, и используем математические формулы для деформации поверхности, чтобы она стала сложным объектом или поверхностью.
Эта тенденция усилилась по мере того, как стали доступны все более совершенные инструменты для смещения геометрии посредством затенения. Доступно как традиционное смещение, работающее по одной оси вверх и вниз, так и векторное смещение. Смещение вектора может смещать геометрию во всех направлениях, создавая сложные объекты из простой геометрии.
При логическом моделировании мы начинаем с модели и вырезаем или добавляем к ней другой объект, чтобы создать новую форму. Это тесно связано с блочным моделированием, и мы часто используем эти два метода вместе.
Обычно мы моделируем базовые формы с помощью блочного моделирования, а затем комбинируем различные формы с помощью логических операций. Операции, с которыми нам приходится работать:
Разность
Объединение
Пересечение
Оператор разности является наиболее распространенным. Это оператор, который отсекает форму и объем одного объекта от другого.
Объединение объединит два объекта вместе, а пересечение сохранит только общую геометрию двух объектов.
Логические значения могут помочь нам создавать формы, для имитации которых в противном случае потребовалось бы много времени с помощью других методов моделирования. Мы можем комбинировать круглые или изогнутые формы с квадратными формами с твердой поверхностью и вырезать или складывать их вместе.
Это еще один тип моделирования, при котором мы начинаем с набора объектов, которые мы объединяем в более детализированные объекты. Или мы можем использовать кит-бэшинг для детализации объекта, который был создан с помощью какого-то другого типа моделирования.
Разбивание набора также очень распространено при создании объектов с твердой поверхностью. Это позволяет нам исследовать, как различные части могут сочетаться друг с другом, не нуждаясь в полной картине того, как будет выглядеть окончательная часть.
Избиение комплекта отлично подходит для детализации сцены. При использовании кит-бэшинга следует помнить о соотношении высокочастотной детализации, среднечастотной и низкочастотной детализации. Кадры с хорошей композицией обычно имеют хорошее сочетание и расположение между различными распределениями деталей.
Это верно как для моделирования твердых поверхностей, так и для моделирования органических материалов. Например, у вымышленного робота может быть больше деталей относительно того, что должно восприниматься как голова или точка фокусировки, в то время как в лесу может быть различное распределение растений, деревьев и грибов в зависимости от того, где каждая специя будет расти наиболее эффективно. Некоторые из них равномерно распределены по всей сцене, в то время как другие сгруппированы вместе или сосредоточены в определенной области сцены.
На самом деле это не техника моделирования, а хорошая практика. При создании 3D-ресурсов рекомендуется помнить о модульности. Возможно, мы создаем городской пейзаж. Возможно, нам потребуется смоделировать несколько зданий, которые выглядят одинаково. В этом случае мы должны подумать о модульности, чтобы мы могли повторно использовать определенные части одного здания в другом.
Мы даже можем моделировать различные секции здания, которые мы можем переставлять по-разному, создавая вариации.
Решая, какой тип моделирования использовать, мы должны думать о том, к какому конечному результату мы стремимся. Но в большинстве случаев это будет комбинация. Особенно, если мы создаем сцену. В этих случаях у нас могут быть некоторые объекты, требующие одних методов, в то время как другие объекты потребуют других.
Если вы начинающий художник, я бы посоветовал начать с блочного моделирования и полигонального моделирования, просто потому, что используются одни и те же инструменты, и эти методы лежат в основе всего моделирования. Но если вы хотите, например, заняться 3D-печатью, вам следует начать с nurb-моделирования.
Надеюсь, этот контент был вам полезен. Пожалуйста, помогите мне поделиться этим. Это очень помогает.
Спасибо за ваше время.
3D-моделирование и анимация; процесс и методы + видео
Содержание
3.3 3 голоса
Рейтинг статьи
Время чтения: 7 минут
Предварительная подготовка
Производство
Постобработка
3
3
3 После создания 3D-макета мы приступаем к 3D-моделированию персонажей, реквизита и окружения. Почему? Потому что все, что появится в 3D-анимации, должно быть создано или «смоделировано». 3D-модель — это поверхностное представление объекта, созданное в 3D-среде, такой как 3D-программное обеспечение.
Создание 3D-модели, вероятно, является отправной точкой для большинства художников-аниматоров и важной частью процесса производства 3D-анимации. Моделирование требует тщательного наблюдения, обработки и исправления трехмерных объектов с помощью различных атрибутов программного обеспечения. Освоение этого навыка требует практики в различных предметных областях, таких как анатомия.
Кроме того, работа с программным обеспечением для 3D-моделирования иногда может вызывать разочарование; потому что то, что пользователь испытывает в большинстве из них, не похоже ни на какой предыдущий реальный опыт или другое обычное программное обеспечение, которое люди используют в своей повседневной жизни.
Теперь давайте подробнее рассмотрим 3D-моделирование, но перед этим посмотрите следующее видео, чтобы увидеть, как работает 3D-моделирование в эффектах и симуляции:
Ваш браузер не поддерживает тег видео.
Что такое процесс 3D-моделирования?
Каждый 3D-объект, отображаемый в 3D-анимации, состоит из 3D-сетки, которую можно создать с помощью широкого спектра методов. Проще говоря, процесс создания сетчатых объектов в 3D-программах называется 3D-моделированием. Эти объекты создаются на основе предыдущих проектов или реальных наблюдений и будут использоваться в качестве элементов трехмерной среды, которую мы пытаемся создать.
Процесс 3D-моделирования начинается с материала, подготовленного в компоненте дизайна конвейера анимации; в котором форма каждого объекта изображается в деталях. Данные дизайна состоят в основном из рисунков, а иногда и из скульптур. Работа художника по моделированию заключается в воссоздании геометрии этих объектов в среде 3D-моделирования.
Для использования в 3D-анимационном видео 3D-модели должны хорошо выглядеть. Они также должны быть функциональными и должным образом вписываться в трубопровод; это означает, что их создание должно быть осуществимо с имеющимися ресурсами.
Анимация основана на движениях, и для изображения этих движений потребуются деформации объектов. В отличие от 2D-анимации, в 3D-анимации это может быть довольно сложно. На самом деле 3D-модели должны быть оптимизированы для широкого спектра деформаций, вызванных движением; в противном случае они выглядели бы крайне странно.
Моделирование мультфильмов в профессиональном масштабе по сравнению с личными проектами
Процесс моделирования персонажей мультфильмов в профессиональном производстве отличается от того, когда он делается для личного проекта. Как правило, вы должны знать, как создавать модели в соответствии с помещениями художественного отдела и подготавливать их, чтобы они могли стать частью отличного анимационного производства. Кроме того, вам обычно требуется пересматривать свою работу в соответствии с отзывами, которые вы получаете от старших или, в некоторых случаях, от клиента.
@ Copyright Domestika
6 наиболее распространенных методов 3D-моделирования в анимационной индустрии
Как правило, специалисты по 3D-моделированию начинают с топологии с низким разрешением, а затем добавляют в 3D-модель больше деталей. Но СУЩЕСТВУЮТ разные подходы к созданию 3D-модели в зависимости от типа объекта, конечного назначения объекта и возможностей или предпочтений художника или анимационной студии. Эти стили приведут вас к почти одинаковым результатам с помощью разных методов.
Некоторые из наиболее популярных методов, используемых для 3D-моделирования, включают:
1. Цифровая лепка
Цифровая лепка — это довольно новый подход к моделированию, основанный на процессе, похожем на лепку из глины в реальном мире. С момента своего появления он изменил рабочий процесс для огромного числа разработчиков 3D-моделей; позволяя им перейти к созданию искусства, а не зацикливаться на технических ограничениях 3D-моделирования. Модели с высоким разрешением, созданные этим методом, нельзя использовать непосредственно в 3D-анимации; необходимо создать модель ретопологии с низким разрешением.
2. Булево моделирование
Булево моделирование не является популярным подходом в индустрии развлечений. В этом подходе геометрия объекта создается путем взятия двух объектов и создания из них нового; либо вырезая одно из другого, комбинируя их, либо используя негативное пространство пересечения в качестве нового объекта.
3. Лазерное сканирование
С развитием технологии лазерного сканирования был представлен новый метод трехмерного моделирования. В этой технике реальный объект сканируется лазером, чтобы создать его цифровое представление. Процесс сканирования обычно быстрый и простой, но созданная геометрия должна быть очищена перед использованием.
4. Моделирование коробок
Моделирование коробок — популярный подход к моделированию персонажей. Это быстрый метод создания базовых фигур. Все начинается с куба в Box Modeling. Затем художник начинает выдавливать физические черты персонажа, такие как руки, ноги, пальцы и т. д. 3D-модель будет усовершенствована путем добавления деталей ко всей форме.
5. Моделирование SubD
Моделирование Subdivision, вероятно, самый популярный способ создания формы в 3D-среде. Он используется для создания моделей с масштабируемой детализацией, которые по-прежнему хорошо выглядят при визуализации. В этой технике основное внимание часто уделяется сначала определению формы, затем ее подразделению и добавлению дополнительных деталей с помощью дополнительных полигонов. Это в некотором роде похоже на использование сначала больших мазков кисти, а затем добавление большего количества деталей в обычном рисовании.
6. NURBS-моделирование
NURBS-геометрия (неоднородный рациональный B-сплайн) — это тип математической модели, в котором используются направляющие столбы с плавными кривыми, которые охватывают поверхность между ними. NURBS-модели отлично подходят для представления гладких округлых форм, но имеют ограничения, которые делают их более сложными в использовании, чем полигоны. NURBS-моделирование более популярно в сферах визуализации продуктов и архитектуры.
Чем занимается специалист по 3D-моделированию в студии 3D-анимации?
Специалист по 3D-моделированию — это человек, ответственный за создание геометрии 3D-модели или очистку уже созданных 3D-моделей. Специалисты по моделированию 3D-анимации — это цифровые эквиваленты классических скульпторов. Основные обязанности специалиста по 3D-моделированию в студии 3D-анимации включают:
Интерпретацию концепт-арта и/или эскизов
Создание 3D-моделей на основе предоставленных спецификаций
Следование рекомендациям по проектированию и другим техническим ограничениям
Уточнение, оптимизация или исправление 3D-моделей
Управление цифровыми активами
Сотрудничество с другими 3D-художниками
Чтобы начать карьеру в области 3D-моделирования, требуется обширная подготовка в области 3D-моделирования и анимации. Глубокое понимание последних отраслевых концепций и технологий будет большим подспорьем. Большинство студий 3D-анимации формируют специализированные команды для различных компонентов конвейера анимации, поэтому навыки межличностного общения и общения необходимы.
Работа 3D-моделлером в студии 3D-анимации означает ежедневное использование своего творчества и воображения.
Что-то, что вы должны знать, прежде чем приступить к 3D-моделированию, — это знать все тонкости языка форм символов. Посетите наш блог, если вам интересно.
Что такое рабочий процесс 3D-моделирования?
У каждого 3D-художника или студии есть свой рабочий процесс для 3D-моделирования. Различные объекты в одном проекте также могут потребовать различных подходов. Однако есть общий пошаговый путь к получению окончательной 3D-модели; независимо от техники или стиля:
Ссылки: Каждый процесс 3D-моделирования начинается с эталона, такого как предварительные концепт-арты реальных изображений или даже объектов.
Планирование: здесь вам нужно составить план того, как вы собираетесь создавать свою модель. Каждая модель может быть разбита на отдельные простые примитивы.
Исполнение: цель состоит в том, чтобы создать примитивную форму 3D-модели на основе плана и убедиться в правильности пропорций.
Уточнение: После создания примитивной модели вам необходимо добавить дополнительные детали в вашу 3D-модель, чтобы она выглядела лучше.
Ретопология: Когда 3D-модель готова, вам нужно построить низкополигональную модель из высокополигональной с помощью инструментов ретопологии.
Какая программа для анимации 3D-моделей самая лучшая?
3D-моделирование используется в различных отраслях промышленности для разных целей. За прошедшие годы были разработаны различные типы программного обеспечения для моделирования с особым вниманием. Основные области использования и их наиболее предпочтительные программные пакеты включают в себя:
Лучшее программное обеспечение для 3D-моделирования в индустрии развлечений
В индустрии развлечений (включая 3D-анимацию) обычно используются такие программные пакеты, как ZBrush, Mudbox, 3Ds Max, Maya, или Blender . Удобство использования этих программных пакетов не ограничивается 3D-моделированием; их также можно использовать для выполнения некоторых других задач, включая анимацию, физическое динамическое моделирование, текстурирование, освещение, рендеринг и композитинг.
ZBrush, например, , представляет собой инструмент для цифровой скульптуры, подходящий для создания 3D-моделей с высоким разрешением, используемых в фильмах или 3D-анимации. В отличие от более традиционного программного обеспечения для 3D-моделирования, этот пакет больше похож на традиционную лепку.
Mudbox — еще одно программное обеспечение, в основном используемое для создания цифровых скульптур с высоким разрешением, рисования текстур, смещения и создания карт нормалей. Он предлагает высокопроизводительную среду и инструменты профессионального качества, помогающие создавать высокореалистичных 3D-персонажей, окружение и реквизит за меньшее время.
3Ds Max, , ранее известная как 3D studio, обладает мощными возможностями моделирования для 3D-моделирования и очень похожа на AutoCAD . Разработчики видеоигр, студии телевизионной рекламы и студии архитектурной визуализации часто используют это программное обеспечение.
Maya в наши дни является отраслевым стандартом в 3D-анимации. Независимо от того, являетесь ли вы 3D-художником-любителем или профессиональной анимационной студией, Maya определенно является одним из основных пакетов программного обеспечения, с которым вам нужно серьезно подумать о работе.
Как бесплатная программа 3D-моделирования и анимации с открытым исходным кодом, Blender поставляется с мощным набором инструментов, способных создавать профессиональные высококачественные ресурсы и анимацию. Тем не менее, изучение Blender не так просто, и это считается нестандартным в отрасли.
При этом существует множество программ для 3D-моделирования. Каждый 3D-художник или студия 3D-анимации может выбрать другой пакет программного обеспечения в зависимости от спецификаций проекта и собственных требований.
Лучшее программное обеспечение для 3D-моделирования в архитектуре и визуализации продуктов
AutoCAD , Rhinoceros , SolidWorks, и , наиболее популярные среди программ для архитектуры и визуализации.
Они не предоставляют конкретных списков функций, предоставляемых программными пакетами, используемыми в индустрии развлечений, но очень точны, когда речь идет о моделировании продукта с использованием методов параметрического твердотельного моделирования.
SketchUp , например, популярный инструмент с удобным интерфейсом; что делает его идеальным для начинающих, заинтересованных в 3D-моделировании для архитектурных работ.
Юриспруденция и медицина
Практически любой из вышеперечисленных программных пакетов может использоваться в юриспруденции и медицине.
Подведение итогов
В 3D-анимации все должно быть создано или «смоделировано»; таким образом, 3D-моделирование персонажей, реквизита и окружающей среды является важной частью конвейера каждой студии 3D-анимации. 3D-модели — это поверхностные представления объектов, созданные в 3D-среде, такой как 3D-программное обеспечение.
Утвержденные 3D-модели могут вернуться в конвейер отсюда.
Данный станок предназначен для обработки древесины и продуктов ее переработки.
Описание
Станок предназначен для индивидуальной эксплуатации и совмещает в себе две самые востребованные функции: фугование и рейсмусование.
На верхнем столе производят фугование или строгание под углом с использованием параллельного упора, который регулируется в диапазоне от 0 до 45°. Максимальная величина съема материала 3 мм. Для рейсмусования (калибрования деталей по толщине) предназначен нижний стол и устройство автоподачи заготовок. В данном случае максимальная глубина строгания за один проход составляет 2 мм.
Преимущества
Система отключения при перегрузке.
Jet JPT-10B комплектуется мощным и «тяговитым» коллекторным двигателем, который обеспечивает высокую производительность. Моторы этого типа требовательны к соблюдению температурного режима, поэтому станок оснащен датчиком перегрева, отключающим питание, когда нужен перерыв на охлаждение.
Мобильность.
Обладая широкой функциональностью и высокой производительностью, станок весит немногим более 30 кг и остается мобильным: его можно взять на стройку или в одиночку перемещать по мастерской. Предусмотрена установка на пол (открытая подставка входит в стандартную комплектацию) или на верстак.
Пылеудаление.
При эксплуатации станка следует учитывать, что точная и безотказная работа возможна только при качественном стружкоудалении, например, с помощью вытяжных установок Jet.
Фугование
Регулировка глубины фугования
Регулируемый фуговальный упор
Регулируемое ограждение ножевого вала
Фуговальные столы из алюминиевого литья
Фуговальный упор из алюминиевого профиля
Рейсмусование
Технические характеристики
Потребляемая мощность, кВт 1,5
Напряжение, В 230
Частота вращения строгального вала 9000 об/мин
Диаметр строгального вала 50 мм
Размер ножей (ДхШхТ) 261 х 16,5 х 1,5 мм
Количество ножей 2
Скорость подачи заготовки 6 м/мин
Максимальная ширина заготовки, мм 254
Максимальная высота заготовки, мм 120
Максимальная глубина строгания за один проход 2,0 мм
Максимально допустимая глубина строгания за один проход по всей ширине 1,0 мм
Минимальная длина заготовки, мм 160
Длина рейсмусового стола (с удлинителями) 305 (500) мм
Глубина строгания за один проход 0-3,0 мм
Размеры фуговального стола (ДхШ) 945 х 262 мм
Размеры фуговального упора (ДхВ) 635 х 125 мм
Угол наклона фуговального упора 0–45°
Диаметр вытяжного штуцера, мм 100
Длина, мм 980
Ширина, мм 470
Высота, мм 1120
Масса, кг 34
Длина в упаковке, см 104,5
Ширина в упаковке, см 44,5
Высота в упаковке, см 53,5
Масса в упаковке, кг 41,4
Комплектация:
Комплект ножей (установлен на валу)
Фуговальный упор
Ограждение ножевого вала
Комплект опорных ног для напольной установки
Производство Jet (Швейцария/Тайвань). Гарантия 2 года.
Jet — это широкий ассортимент станков для работы с деревом и металлом. Большинство моделей адресовано профессионалам и предназначено для эксплуатации в условиях небольших мастерских и промышленных предприятий. Но есть и отдельная серия начального уровня для хобби.
Рекомендация «Арсенал Мастера РУ»
Pекомендуем JET купить jpt 10B, доставим по всей России.
Видео:
Отзывы о Фуговально-рейсмусовый станок 230 В 1,5 кВт JET JPT-10B 707410M
Отзывов пока не было. Вы можете оставить его первым
⛽️ Фуговально-рейсмусовый станок JET JPT-10B 230 В 707410M-AV54 с доставкой по России. Цены и характеристики.
Оборудование для дерева — Строгальные станки — Рейсмусно-фуговальные станки — Фуговально-рейсмусовый станок JET JPT-10B 230 В 707410M-AV54
PRO-AZS — Гипермаркет оборудования.
Фуговально-рейсмусовый станок JET JPT-10B 230 В 707410M-AV54 выполняет фугование и рейсмусование деревянных заготовок.
Станок оснащен мощным коллекторным двигателем, который характеризуется высокой производительностью.
Предусмотрен датчик перегрева, который останавливает работу агрегата, если требуется перерыв на охлаждение.
Параллельный упор регулируется в диапазоне от 0 до 45 градусов. Максимальная глубина строгания материала 3 мм.
Нижний стол используется для рейсмусования, устройство автоматической подачи обеспечивает движение заготовки в зону реза. При этом максимальная глубина строгания составляет 2 мм.
Станок не доставляет сложностей в транспортировке, его вес составляет всего 34 кг, такую установку можно в одиночку перемещать по рабочей площадке.
Предусмотрен штуцер для подключения вытяжного устройства, удаляющего стружку из рабочей зоны.
Технические характеристики фуговально-рейсмусового станка JET JPT-10B
org/PropertyValue»> Тип станка рейсмусно-фуговальный
Напряжение, В 220
Потребляемая мощность, Вт 1500
Частота вращения строгального вала, об/мин 9000
Диаметр строгального вала, мм 50
Количество ножей, шт 2
Размер ножей, мм 261х16.5х1.5
Вес нетто, кг 34
org/PropertyValue»> Скорость движения детали (рейсмус), м/мин 6
Регулировка высоты строгания вращающейся рукояткой
Гарантия производителя 2 года на товары JET
Доставка по Москве и Московской Области
Доставка осуществляется в любой день по желанию клиента .
Стоимость доставки уточняйте у менеджеров по телефону +7 (495)127-70-05 или 8 (800) 511-88-23
Время доставки: В любой день недели в любое удобное для вас время
Доставка по Роcсии
Для отправки по России необходима предоплата. Отправка через транспортные компании: «Деловые линии», «ПЭК», «Желдорэкспедиция» и «КИТ». Доставка до других тк оплачивается отдельно и зависит от суммы заказа и расположения транспортной компании.
Отгрузка осуществляется в течении 3-5 рабочих дней с момента поступления денег на наш р/с. Стоимость доставки от Москвы до вашего города вы оплачиваете напрямую транспортной компании при получении товара у себя в городе.
При оформлении заказа просим вас указывать способ отправки груза. Стоимость доставки от Москвы до вашего города вы можете уточнить в транспортных компаниях. Для беспрепятственного получения товара в своем городе, просим вас указывать работающие телефоны.
Внимание частных лиц!
Для получения товара в транспортной компании у вас в городе просим вас указывать ваши паспортные данные для внесения их в транспортные документы.
Наличный расчет при самовывозе или курьерской доставке.
Безналичный расчет. Вы можете заказать счет на юридическое или физическое лицо.
Для выписки счета вам необходимо прислать реквизиты вашей организации или ФИО на [email protected]
При оплате по безналичному расчету мы предоставляем следующие финансовые документы: счет, накладную, счет-фактуру. Так же мы можем заключить договор на поставку. Цены при заказе по безналичному расчету указаны с НДС.
Фуговально-рейсмусовый станок JET JPT-10B 230 В 707410M-AV54
Запрос успешно отправлен менеджеру магазина! Скоро вам перезвонят.
Обзор фуговально-фуговального станка
JET — JPT-10B
Если вы ищете недорогой фуговально-фуговальный станок, занимающий минимум места в вашей мастерской, фуговально-фуговальный станок Jet 10″ JPT-10B идеально подходит под это описание.
При поиске этого фуганка я не нашел буквально никакой информации в Интернете, только несколько видео на Youtube, которые были в основном о 8-дюймовой версии.
На собственном веб-сайте JET нет никаких подробностей о JPT-10B. Однако, кажется, есть модель под названием JJP-10BTOS, которая также является 10-дюймовой моделью. Единственное отличие, которое я вижу от версии, которая у меня есть, это крышка фуганка. Компании довольно часто имеют разные названия моделей с вариациями для разных рынков.
Вот технические характеристики JPT10B:
Потребляемая мощность 230 В: 1,5 кВт
Скорость ножевого вала: 9000 об/мин
Диаметр режущего вала: 45 мм
Макс. Удаление Строгание: 3 мм
Макс. Удаление Толщина: 2 мм
Макс. Ширина обработки: 254 мм
Толщина заготовки: 5-120 мм
Длина стола: 498 мм
Выходное отверстие для удаления пыли: 57 и 100 мм
Размеры (ДхШхВ): 980 x 470 x 1120 мм
Вес: 34 кг
Комбинированный фуганок Jet JPT-10B
Я заказал комбинированный строгальный станок Jet онлайн, и он прибыл быстро, учитывая период полублокировки к COVID.
Машина была хорошо упакована в пенопласт, и ее было достаточно легко достать из коробки.
Jet JPT-10B поставлялся с желобом для сбора пыли, переходником для пылесборника на 4 дюйма, подставкой и двумя пластиковыми нажимными блоками.
Руководство пользователя было хорошо написано с точными инструкциями и списком деталей. Все винты и ручки были в комплекте, но лишних почти не было. На самом деле, я помню, что после установки всего у меня была одна лишняя стопорная шайба.
JET включает в себя простой шаблон для измерения высоты отвала. По сути, это алюминиевый блок, и он понадобится вам при замене ножей.
Сборка и установка Jet JPT-10B
Когда дело доходит до сборки, вы должны начать с прилагаемой подставки. В инструкциях было очень понятно, как это сделать, и я смог собрать подставку/основание за короткое время.
Четыре комплекта гаек и болтов крепят фуганок к стойке.
Кабель питания аккуратно обмотан сзади, и, как видите, я использую европейскую вилку, рассчитанную на 220 В . Возможно, это также объясняет различия в названиях моделей линейки фуганков Jet.
Ограничитель фуганка, изготовленный из алюминия, удерживается на месте несколькими винтами с шестигранной головкой. Быстросъемный рычаг позволяет установить упор в любом месте между 45 и 9°.0 градусов.
Фуганковый стол обработан очень хорошо, но его можно немного очистить денатурированным спиртом. подающий и разгрузочный столы кажутся совмещенными друг с другом, но есть одна загвоздка.
Чтобы отрегулировать высоту стола, необходимо ослабить два зажимных винта сзади, а затем использовать регулировочный винт на конце нижнего стола. Проблема в том, что есть совсем немного провисания при настройке.
Когда вы затяните два зажимных винта, станина может сместиться и больше не будет находиться в одной плоскости. Чтобы решить эту проблему, я дважды проверяю линейкой каждый раз, когда регулирую высоту кровати.
Это может показаться хлопотным, но на самом деле я установил регулировку высоты на , срезал 0,5 мм при каждом проходе и практически оставил эту настройку.
На левой стороне рубанка есть индикатор толщины и четыре ходовых винта, которые контролируют движение станины рубанка.
Пылеуловитель Jet JPT10B
Входящий в комплект пылесборник — самая разочаровывающая часть строгального станка Jet. Он сделан из дешевого пластика с очень заметными линиями швов.
Однако пылесборник является ключевым компонентом при использовании этой машины. Без правильно установленного пылесборника станок не включится ни в режиме фуганка, ни в режиме рубанка.
Это связано с маленькими штифтами, которые разблокируют предохранительный механизм на головке рубанка. Чтобы переключиться между фуганком и рубанком, вам нужно переместить пылесборник до тех пор, пока штифты не сработают с предохранителем сверху или снизу.
Пылесборник неплохо справляется с удалением стружки, но эффективность зависит от того, насколько мощная система вакуума или сбора пыли в вашем магазине. В моем случае пылесборник удаляет только около 70% стружки.
Вы также заметите, что я использую узкий переходник для выхода пыли вместо прилагаемого. Это потому, что я использую одну и ту же систему циклонного пылеуловителя, катающуюся на тележке, для всех своих электроинструментов.
Этот универсальный адаптер подходит ко всем из них, включая рубанок Jet. Если у вас есть специальная циклонная система, это было бы идеально, и вы можете использовать 4-дюймовый шланг большего размера.
Использование узкого адаптера, как у меня, может привести к засорению, и я сталкивался с этим несколько раз, выполняя тяжелые проходы при строгании или расшивке.
Проблемы с фуганком для фуганка
Помнится, я где-то читал, что все строгальные станки, независимо от их стоимости, имеют проблемы с бекасом. Единственный способ уменьшить бекас — это точно настроить высоту и угол наклона удлинителя рубанка.
Мне пришлось немало порезаться, используя Jet JPT10B в режиме фуганка и рубанка. Когда я начал регулировать столы рубанка и станину фуганка, мне удалось значительно уменьшить количество бекасов.
На удлинительном столе рубанка есть два регулировочных винта , которые регулируют угол или шаг. Когда вы их затяните, вы заметите, что удлинитель рубанка поднимается.
Для уменьшения бекаса, приставной стол должен быть немного выше основной кровати . Вы действительно должны продолжать настраивать и тестировать, пока не добьетесь нужного результата.
При этом этот строгальный станок способен обрабатывать только древесину средней длины, по моему мнению, не более 4 футов.
Чем длиннее древесина, тем большее давление она оказывает на удлинительную станину при выходе из рубанка, толкая ее вниз и увеличивая вероятность бекаса.
Мой обзор строгального станка Jet
Я пользуюсь этим строгальным станком уже более шести месяцев, используя его как для хвойных пород, таких как сосна, так и для твердых пород, таких как клен. Вот что я искренне думаю об этом.
Jet JPT-10B Плюсы:
Отличное соотношение цены и качества – Получить хорошего фуганка в этой части мира может быть непросто, особенно небольшой настольный фуганок. За ту цену, которую я заплатил, я получил две машины и занял очень мало места в моей маленькой мастерской.
Хорошее качество сборки — За исключением пылесборника, я чувствую, что получил свои деньги. Машина была крепкой и хорошо собранной. Большая часть не. По этой цене вы должны ожидать этого.
Достаточно точно — Если вы убедитесь, что датчики правильные, когда вы настраиваете машину, она даст достаточно точные результаты. Машинист может счесть допуски неприемлемыми, но при работе с деревом я обнаружил, что вы всегда можете отрегулировать позже.
Занимает мало места – В моей мастерской мало места. Тот факт, что у меня есть место для фуганка и рубанка в одном маленьком уголке, является хорошей новостью.
10″ соединение — Большинство настольных фуганков могут сделать максимум 6 футов.
Jet JPT-10B Минусы:
Переключение режимов утомительно – Для переключения между режимами фуганка и рубанка вам просто нужно изменить положение пылесборника, пока штифты не войдут в предохранитель. Хотя это правда, вам также придется каждый раз снимать защитный кожух фуганка и ручку регулировки рубанка.
Строгальный станок 10 футов – Другие специализированные настольные строгальные станки и рейсмусовые станки могут обрабатывать до 12 дюймов.
Низкокачественный пылесборник — Честно говоря, я думаю, что они должны были сделать его намного лучшего качества, так как это ключ к тому, чтобы машина работала.
Запасные ножи трудно найти – По какой-то причине Jet JPT-10B не так популярен, как специализированные рубанки Makita и Dewalt. После интенсивных поисков я нашел поставщиков в Китае и заказал пять сменных комплектов на будущее.
В целом я на 100% доволен фуговально-строгальным станком JET JPT-10B. Это помогло мне сократить время, необходимое для определения размеров дерева. Теперь я могу сосредоточиться на своем настоящем ремесле, например, на изготовлении шкатулок для драгоценностей или деревянных шкатулок для часов.
Поскольку я обычно не работаю над большими проектами, ограничение в 10 дюймов на рубанке меня не беспокоит. Я исследовал эту машину в течение нескольких месяцев, прежде чем решил ее приобрести, и я рад, что сделал это.
JET Tools JPT 10-дюймовый / 254 мм (1,5 кВт) рейсмусовый станок и фуганок
Товар
Описание
Что в коробке
Описание
Выделять
**Характеристики** . Сочетание настольного фуганка и рубанка представляет собой машину 2-в-1, позволяющую максимально увеличить рабочее пространство .Компактная настольная конструкция удобно подходит для небольших магазинов .Мощный двигатель мощностью 1500 Вт для различных операций резки .2 ножа из быстрорежущей стали для ровных резов .Огромные эргономичные ручки обеспечивают простоту использования и максимальный контроль .Большой алюминиевый экструдированный забор .Замок строгальных и стыковочных столов .Прецизионно обработанная столешница обеспечивает гладкий и прямой срез .Гарантия 6 месяцев
**Технические характеристики** Бренд JET Tools Модель JPT-10B Код № 707410М Напряжение 230В 50Гц Мощность двигателя 1,5кВт Рейтинг DIY/любитель Скорость режущего блока 9000 об/мин Режущий блок диаметром 45 мм Ножи 2шт HSS перезатачиваемые Скорость подачи 6 м/мин Максимум. удаление строгания 3 мм Максимум. удаление толщины 2 мм Максимум. ширина наплавки 254 мм Толщина заготовки 5-120 мм Длина стола 498 мм Патрубок для удаления пыли 57 и 100 мм Размеры Д980 x Ш470 x В2120 мм Вес 34 кг Гарантия 6 месяцев
JET Tools JPT 10-дюймовый / 254 мм (1,5 кВт) рейсмусовый станок. Модель JPT-10B (707410M)
Габаритные размеры и конструкция обеспечивают универсальное использование и удобство транспортировки. JET Tools JPT-10B отличается прочной и стабильной конструкцией, точными строгальными столами и длинным рейсмусовым столом. Благодаря вытяжной крышке, другим защитным крышкам и предохранителю на двигателе он идеально подходит как для деревообрабатывающей мастерской, так и для строительной площадки. Еще одной хорошей особенностью станка является устойчивая подставка с резиновыми ножками.
**Характеристики**
.Сочетание настольного фуганка и рубанка представляет собой машину 2-в-1, позволяющую максимально увеличить рабочее пространство . Компактная настольная конструкция удобно подходит для небольших магазинов .Мощный двигатель мощностью 1500 Вт для различных операций резки .2 ножа из быстрорежущей стали для ровных резов .Огромные эргономичные ручки обеспечивают простоту использования и максимальный контроль .Большой алюминиевый экструдированный забор .строгальный и стыковочный замок .Прецизионно обработанная столешница обеспечивает гладкий и прямой срез .Гарантия 6 месяцев
**Технические характеристики**
Бренд JET Tools Модель JPT-10B Код № 707410М Напряжение 230В 50Гц Мощность двигателя 1,5кВт Рейтинг DIY/любитель Скорость режущего блока 9000 об/мин Режущий блок диаметром 45 мм Ножи 2шт HSS перезатачиваемые Скорость подачи 6 м/мин Максимум. удаление строгания 3 мм Максимум. удаление толщины 2 мм Максимум. ширина наплавки 254 мм Толщина заготовки 5-120 мм Длина стола 498 мм Патрубок для удаления пыли 57 и 100 мм Размеры Д980 x Ш470 x В2120 мм Вес 34 кг Гарантия 6 месяцев
Отзывы о триммере бензиновом HUTER GGT-1000T от реальных покупателей
Всего отзывов: 39
Оставить отзыв
Средний рейтинг
5
23 отзыва
4
13 отзывов
3
3 отзыва
2
0 отзывов
1
0 отзывов
Александр
Оценка/рейтинг:
2019-09-16
Достоинства
— надежность — небольшой вес — заводится с первого чиха, не ожидал такого от китайца
Недостатки
— в моем комплекте не было метизов для крепления защитного кожуха — ремень не очень удобный
Общее впечатление
В покупке не разочарован — косит как надо, боялся что мощность будет маловата — но ее вполне достаточно, по крайней мере для травы вдоль дороги возле участка. Диск надежный, попал на арматурину — а на нем даже коцки нет, покупкой доволен
Константин
Оценка/рейтинг:
2019-08-21
Достоинства
Мощный, надежный, недорогой.
Недостатки
Слабовата катушка, для лески.
Общее впечатление
Покупал для дачи, со своими обязанностями справляется очень хорошо, маленкий расход бензина, быстро заводиться. Вообщем рекомендую данный триммер
Ирина
Оценка/рейтинг:
2019-07-23
Достоинства
Чисто срезает, экономичный, удобный
Недостатки
нет
Общее впечатление
Классный триммер. Работать им очень удобно даже девушке. Сразу разобралась что к чему. Срезает траву очень хорошо, под самый корень. Защита надежная, по сторонам и в лицо ничего не вылетает. Очень это порадовало. Есть и леска и диск. Бензина кушает очень мало. Вообщем все круто. Рекомендую.
Evgeniy Rusanov
Оценка/рейтинг:
2019-07-08
Достоинства
работает
Недостатки
хлипкая катушка, хватило на 15 соток. Поэтому покупая триммер имейте ввиду что это расходник который умирает раньше лески
Общее впечатление
В целом, косит, своих денег стоит, заводится с пол пинка
Скобеев
Оценка/рейтинг:
2019-06-20
Достоинства
По началу мне она казалась очень тяжелой и огромной, но очень быстро привык и понравилась.
Хлипкий и ненадёжный карабин крепления ремня к корпусу триммера. Узкий защитный кожух, хотелось бы побольше защиту от летящей травы.
Общее впечатление
На даче электричества пока нет, так что такой бензотриммер — незаменимый помощник на участке. Аппарат — не тяжелый, для мужчины в самый раз. Ручки управления — с удобным хватом и кнопками в нужном месте под…
OlkaTarasova
Оценка/рейтинг:
2019-05-12
Достоинства
Цена, качество, удобно, экономично, мощный.
Недостатки
Пока не нашли.
Общее впечатление
У нас свой дачный участок 12 соток. Все таки покупали дачу не из-за картошки-морковки, а чтобы отдохнуть от города. Поэтому из 12 соток сотки 3 занимают грядки (укроп-салат и цветочки), остальное засеяно газонной травой. Но…
Илья 123
Оценка/рейтинг:
2019-02-05
Достоинства
Установлен надежный и неприхотливый двухтактный двигатель с воздушным охлаждением. Экономное потребление топлива. Благодаря удобной рукоятке, достигается комфортное и легкое управление штангой триммера.
Недостатки
не обнаружено
Общее впечатление
Приобрел себе на дачу такой бензиновый триммер, чтобы косить траву на приусадебном участке, потому что доступ мототехники на участок был ограничен. Хоть и в первый раз в жизни использовал такой триммер для покоса травы, за…
basab
Оценка/рейтинг:
2018-11-29
Достоинства
Достоинства: цена и немецкая лицензия на сборку
Недостатки
нет
Общее впечатление
Как и в электронике, по качеству сборки можно сказать многое. В отношении бензинового триммера Huter GGT-1000T можно выделить следующие моменты: 1. Чувствуется, что контроль на заводах ведется 2. Все равно по некоторым элементам видно традиционное…
SergeySmirnoff91
Оценка/рейтинг:
2018-11-13
Достоинства
работает исправно
Недостатки
не нашел
Общее впечатление
Бензиновый триммер Huter GGT-1000T был куплен только по двум причинам 1) ничего другого не было 2) низкая цена при такой мощности. Я не любил этот бренд еще когда он был полностью немецким, а сейчас…
Обзор кустореза Husqvarna 545FR — Обзоры профессиональных инструментов
Кусторез Husqvarna 545FR — это инструмент, который вы вызываете, когда струнный триммер , буквально , не справляется. Более того: эта чудовищно мощная машина — , а не — кроссовер или гибрид — она из другого класса, которая быстро справляется со всем, от высокой травы до деревьев диаметром в несколько дюймов. Это также дает вашему бизнесу возможность предложить еще одну услугу клиентам с некоторой нетронутой собственностью. Я расчистил более полуакра зарослей на своей территории, и это не заставило меня попотеть.
Pros
Исключительно мощный
Запуск одним нажатием и отсутствие необходимости использовать кнопку декомпрессии
Невероятно эффективная уборка избыточной растительности благодаря трем включенным насадкам: триммер, нож для травы и пильный диск
Удобная привязь проста в использовании надевание и снятие
Легко регулируемые рули с виброгасителями на валу легко ложатся на тело при длительном использовании
Минусы
Дополнительный универсальный защитный кожух зацепился за высокую траву и кусты
Рекомендация
Этот невероятно мощный кусторез настолько прочный и эффективный, насколько это возможно. Я очистил более полуакра от зарослей на своем участке — область, которая включала 3-дюймовые саженцы и много густых зарослей, — и Husqvarna не вспотела. На самом деле, я почти все время был на пол-газа. С тремя триммерными головками в комплекте, удобным ремнем безопасности, легким запуском и гашением вибраций он с легкостью укрощает непослушную землю.
Обуздайте силу
Я живу на нескольких акрах возле ручья, который часто затапливает часть моей земли в сезон дождей. Это плодородная почва, которую природа покрыла всевозможной густой травой, саженцами и обычным кустарником, — отличный полигон для испытаний кустореза Husqvarna 545FR.
Этот кусторез не является каким-то гибридом или кроссовером со сменным лезвием и дополнительным плечевым ремнем, к которому вы обращаетесь, когда трава становится слишком высокой. Нет, этот 45,7-кубовый двигатель мощностью 2,8 л.с. может справиться с гораздо более тяжелыми задачами, как вы увидите. Он прочно сконструирован и не прогибается в валу. а ты нужно будет надеть страховочную привязь.
Хотя поначалу это выглядит немного устрашающе, привязь легко надевается и снимается и хорошо распределяет вес инструмента. У него даже есть механизм аварийного выхода и регулируемый крюк. Вместе с регулируемыми рукоятками кустореза Husqvarna 545FR и системой гашения вибраций ремни безопасности делают инструмент очень маневренным продолжением вашего тела. Я также нашел элементы управления простыми в использовании.
Используйте свои головки
Кусторез Husqvarna 545FR включает триммерную головку, трехлезвийный нож для травы и пильный диск.
В большинстве случаев я использовал травинку и обнаружил, что с ее помощью можно без особых усилий пробить 1-дюймовые саженцы. Когда я столкнулся с саженцами около 2 дюймов и выше, я переключился на пильное полотно.
Головки легко заменяются, но требуется несколько деталей. Например, есть шлицевая шайба, которая перемещается в разные места в зависимости от того, какую головку вы используете. Советую сначала держать инструкцию под рукой.
Как и следовало ожидать от инструмента коммерческого класса, в головке есть исправная коническая шестерня, и Husqvarna даже дает вам немного смазки.
Моя единственная претензия к кусторезу Husqvarna 545FR небольшая: опциональный универсальный защитный кожух цепляется за щетку с трехконечным лезвием для травы. Однако с триммерной головкой он работал нормально.
Это важно для бизнеса
Кусторез Husqvarna 545FR каждый раз запускался с первого раза, и мне ни разу не пришлось использовать кнопку декомпрессии.
После запуска мощность инструмента была просто поразительной. Он никогда не вязал, и большую часть времени я работал на пол-газа! Конечно, это означало, что я также использовал подходящую головку для работы — до 3-дюймовых саженцев дуба.
Поскольку 545FR может работать не только с триммером, а кусторез есть лишь у немногих бригад по уходу за газонами, у специалистов по ландшафтному дизайну есть потенциал продавать услуги, выходящие за рамки традиционных услуг по стрижке, сдуванию и работе.
Цена
Кусторез Husqvarna 545FR стоимостью 850 долларов находится в верхней части широкого ценового диапазона. Вот посмотрите на конкурс.
Husqvarna 545FR (проверенная модель) – 850 долл. США
Echo SRM-410U – 600 долл. США
Stihl FS 460 C-EM – ~760 долл. США
Husqvarna 525RX – 400 долл. США
Husqvarna 336FR – 600 долл. США
Итоги
Чрезвычайно мощный кусторез Husqvarna 545FR не является гибридным или кроссоверным инструментом. Используйте его всего несколько минут, и вы поймете, что достигли высокого уровня профессионального уровня. Благодаря трем вариантам режущих головок, отличному ремню безопасности, гашению вибраций и надежному старту с первого рывка вы скоро сможете убирать все, от густой травы до саженцев диаметром несколько дюймов.
Одноцилиндровый 2 такта С принудительным воздушным охлаждением Бензиновый двигатель Рабочий объем 30,5 см3 Максимальная мощность 0,81 кВт/6000 об/мин Карбюратор поплавкового типа Твердотельная система зажигания объем 1,2 л Система привода Автоматическая центробежная муфта, гибкий вал и спиральная коническая шестерня Гарантия на ремонт 6 месяцев
Доступность: В наличии
Количество
HUNTER Кусторез
Купить сейчас
Артикул: 316 Категория: Сельскохозяйственная техника Теги: Кусторез, HUNTER
Описание
Дополнительная информация
Отзывы (0)
Рассрочка
Технические характеристики: Одноцилиндровый 2 цикла С принудительным воздушным охлаждением Бензиновый двигатель Рабочий объем 30,5 куб. см Максимальная мощность 0,81 кВт/6000 об/мин 1,2 л Система привода Автоматическая центробежная муфта, гибкий вал и спиральный конический редуктор Аксессуары в комплекте: однолезвие, лезвие с 80 зубьями, катушка и защитные очки Гарантия на ремонт 6 месяцев
вариант оплаты на кассе. Общая сумма корзины должна быть в пределах лимита покупки, указанного ниже
Цикл сверления – это макропрограмма, внесенная в систему ЧПУ и вызываемая как функция с передачей параметров обработки. Появление циклов сверления уходит своими корнями в те времена, когда программист вручную писал управляющую программу для выполнения работы, а система ЧПУ не имела достаточного объема памяти для хранения этой программы. В рассматриваемой системе кодирования ряд перемещений инструментов могут задаваться постоянными циклами, задающими общие параметры обработки. К таким циклам относятся, прежде всего, циклы процедур сверления. Циклы задаются функциями G81…G86, G76 и некоторыми другими. В циклах задаются следующие перемещения инструмента: быстрый подвод к детали, рабочие перемещения вдоль оси Z, быстрый отвод от детали, быстрое перемещение между отверстиями. Осуществление цикла начинается с той точки, к которой инструмент подведен к детали по предшествующей команде. Цикл действует в кадре, в котором записана соответствующая команда, а также во всех последующих кадрах, в которых указываются изменения параметров цикла сверления, например, координат выполняемых отверстий. Отмена цикла производится функцией G80. Представленный в качестве примера фрагмент управляющей программы задает сверление отверстий с координатами: (Х=20, Y=0), (Х=60, Y=0), (Х=100, Y=0) с высоты Z=2 мм на глубину Z=-5 мм (в абсолютной системе отсчета).
Перемещение инструментов между отверстиями, возможно, задавать:
на высоте исходной точки управляющей программы, либо иной точки подвода инструмента к обрабатываемым отверстиям функцией G98;
на высоте точки начала сверления R функцией G99.
Графическая интерпретация основных циклов сверления приведена на рис. 1: перемещения на рабочей подаче обозначены сплошными линиями, ускоренные перемещения — пунктирными линиями. Цикл короткого сверления по функции G81 (а) включает в себя команды на подачу инструмента в материал с высоты R на рабочей подаче F до точки окончания сверления Z и далее его быстрое возвращение на высоту R. Циклы по функциям G85 и G86 (расточка отверстия разверткой), а также по G84 (нарезание резьбы метчиком) имеют запись в кадре, абсолютно идентичную записи по G81, при этом каждая из команд задает свои, отличные от других, параметры движения инструмента. Цикл движения развертки по G85 (б) задает вход и выход в отверстие инструмента, вращающегося в одном направлении, с рабочей подачей F. Цикл сверления по G86 (в) задает другой тип движения развертки: инструмент входит в материал с рабочей скоростью, затем происходит остановка вращения и далее быстрый выход из отверстия.
Цикл по G83 (д) задает многозаходное (ступенчатое) сверление глубоких отверстий, которое невозможно выполнить за 1 проход. По сравнению с другими циклами здесь появляется дополнительный параметр, обозначенный Q, задающий шаг подачи инструмента, т.е. величину его последовательных углублений до конечной точки сверления.
Цикл по G84 (г) задает нарезание резьбы метчиком, когда рабочая подача F и частота вращения инструмента n жестко связаны между собой: их отношение (F/n) соответствует шагу резьбы. При выходе метчика из отверстия обеспечивается реверсивное вращение шпинделя. Отметим, что при нарезании резьбы метчик следует крепить в специальный патрон с компенсатором. R Z R Z X X Z Z G81 G98 (G99) R… Z-… F…; G85 G98 (G99) R… Z-… F…; а) б) R Z R Z X X Z Z G86 G98 (G99) R… Z-… F…; G84 G98 (G99) R… Z-… F…; в) г) R Z X Q Z Q Q G83 G98 (G99) R… Z-… Q… F…; д)
1.2.29 G81: Цикл сверления отверстия
Форма команды:
G81 X YZ RF K;
X или Y: координаты отверстия (используется абсолютная/относитеная координаты)
Z : дистанция от точки R до отверстия (направленность)
R : дистанция с начальной точки до точки R (направленность)
F : скорость рабочей подачи
K : количество повторов (повтор перемещения и сверление отверстия, вводится приращение G91)
P : временная остановка на дне отверстия (сек)
X,Y,Z,R абсолютная координата или координата приращения устанавливается G90/G91
Схема:
Пояснение:
Начиная обработку, резак сначала перемещается до установленных G00 точек (X, Y)
G00 опускает до установленной точки R
G01 опускает до точки Z низа отверстия
G00 поднимает до начальной точки (G98) или до точки R формулы (G99)
Комментарий:
Перед выполнением команды G81, сначала необходимо кодом М запустить сверло
Если код М и G81 установлены в одном Block, то код М может только один раз выполнится в данном Block
Если установлено количество раз К, то код М тоже может быть выполнен только при первом сверлении отверстия, остальные отверстия не выполняются.
Ограничение:
1. Перед тем как ось сверления отверстия будем изменена, сначала необходимо отменить Canned Cycle.
2. Если в Block не содержится команды о перемещении по любой из осей (X, Y, Z), то сверление отверстия не выполняется.
3. Установленная в Blocks R может выполнить только одно сверление, если в Block сверление не проводится, то оно не может быть установлено.
4. Группа 01 кода G и G81 не могут быть установлены в одном Block, в противном случае G81 Canned Cycle произведет отмену.
5. В Canned Cycle, дополнения и исправления к радиусу резака (G41/G42/G40) игнорируются.
Пример формулы:
F1000. S500;
G90;
G00 X0. Y0. Z10.; // перемещение начальной точки
G17;
G90 G99;
// установка точки R, точки Z и координаты отверстия 1
G81 X5. Y5. Z-10. R-5.;
X15.; // отверстие 2
Y15.; // отверстие 3
G98 X5.; // отверстие 4, установлен возврат к начальной точке
X10. Y10. Z-20.; // отверстие 5, установлена новая точка Z для -20
G80;
M02;
Форма команды:
G82 XYZ RP FK ;
X или Y: координаты отверстия (используется абсолютная/относитеная координаты)
Z : дистанция от точки R до дна отверстия (направление)
R : дистанция с начальной точки до точки R (направление)
P : временная остановка на дне отверстия (сек)
F : скорость рабочей подачи
K : количество повторов (повтор перемещения и сверление отверстия, вводится приращение G91)
X,Y,Z,R абсолютная координата или координата приращения устанавливается G90/G91
Схема:
Пояснение:
Начиная обработку, резак сначала перемещается до установленных G00 точек (X, Y)
G00 опускает до установленной точки R
G01 опускает до точки Z низа отверстия
Временная остановка Р сек.
G00 поднимает до начальной точки (G98) или до точки R формулы (G99)
Комментарий:
Перед выполнением команды G82, сначала необходимо кодом М запустить сверло
Если код М и G82 установлены в одном Block, то код М может только один раз выполнится в данном Block
Если установлено количество раз К, то код М тоже может быть выполнен только при первом сверлении отверстия, остальные отверстия не выполняются.
Ограничение:
1. Перед тем как ось сверления отверстия будем изменена, сначала необходимо отменить Canned Cycle.
2. Если в Block не содержится команды о перемещении по любой из осей (X, Y, Z), то сверление отверстия не выполняется.
3. R может быть установлена в Block только при выполнении сверления, если в Block сверление не проводится, то оно не может быть установлено.
4. Группа 01 кода G и G82 не могут быть установлены в одном Block, в противном случае G82 Canned Cycle произведет отмену.
5. В Canned Cycle, дополнения и исправления к радиусу резака (G41/G42/G40) игнорируются.
Пример формулы:
F1000. S500;
G90;
G00 X0. Y0. Z10.; // перемещение начальной точки
G17;
M03; // запуск положительного вращения сверла
G90 G99;
// Установка точки R, точки Z и координаты отверстия 1, время временной остановки 2 сек.
G82 X5. Y5. Z-10. R-5. P2.;
X15.; // отверстие 2
Y15.; // отверстие 3
G98 X5.; // отверстие 4, установлено возвращение к начальной точке
G80;
M05; // остановка сверла
M02;
G81 Цикл сверления G83 Сверление с центральным сверлением G98 Пример программы G99
Полная программа обработки деталей с ЧПУ, которая показывает, как G98 и G99 (уровень возврата постоянного цикла) работают с циклом сверления G81 и циклом сверления с периодическим сверлением G83 для сверления компонента, который имеет разные высоты.
Содержание
G98 G99 РЕЗЮМЕ
Программа ЧПУ
Объяснение
Коды G & M
G98 G99 РЕЗЮМЕ
G98 и G99 — модальные команды, которые изменяют кансированные циклы (G81, G83 и G99 — модальные команды, которые изменяют кансированные циклы (G81, G83 и G99 и G99 — это модальные команды, которые изменяют кансированные циклы (G81, G83 и G99 и G99, которые изменяют кансированные циклы (G81, G83 и G99 и G99. работать. Когда G98 активен, ось Z вернется в исходное положение (исходную плоскость), когда завершит одну операцию. Когда G99 активен, ось Z будет возвращена в точку R (плоскость), когда постоянный цикл завершает одно отверстие. Затем машина пойдет к следующей лунке.
Рабочий цикл сверления G81 – уровень возврата G98 G99
Программа обработки деталей ЧПУ
G81 Цикл сверления с кодом G98 G99 Пример программы
N20- Ускоренный ход на X10 Y30 Z12, шпиндель запущен по часовой стрелке (M03) с 1000 об/мин (S1000).
N30- Сверление начинается (G81) в точке X10 Y30 с рабочей подачей (F75) сверло отводится в плоскость R после операции сверления.
N40- Следующая позиция сверления Y10 (поскольку G99 является модальным G-кодом, сверло будет продолжать отводиться в плоскость R до G98 дано).
N50- Следующее сверло на X30.
N60- Сверление на Y30
N70- Сверление на X90 и отвод в начальную плоскость.
N80- Просверлите на Y10 и отведите в плоскость R.
N90- Просверлить в точке X110
N100- Просверлить в точке Y30 и отвести в исходную плоскость.
N110- Цикл сверления отменен (G80), возврат в референтную точку (G28) для смены инструмента, остановка шпинделя (M05).
N120- Смена инструмента (M06) на инструмент номер 2.
N130- Ускоренный подвод к X60 Y28 Z12, запуск шпинделя со скоростью 750 об/мин (S750) по часовой стрелке (M03).
N140- G83 Сверление с центральным сверлением начинается с X60 Y28, глубина сверления Z-17 и шаг сверления Q6, подача сверления F60
N150- Следующее глубокое сверление с Y12 (возврат в исходную точку).
N160- G83 Цикл сверления с центральным выводом отменен с помощью G80, инструмент возвращен в референтную точку (G28), шпиндель остановлен (M05).
N170- Конец программы обработки с возвратом к началу программы (M30)
Коды G и M
Код
Описание
T
№ инструмента использовал.
M06
Команда смены инструмента.
G90
Absolute programming
G00
Rapid traverse
S
Cutter speed
M03
Cutter rotation Clockwise
M08
Coolant on.
G81
Цикл сверления Fanuc.
G83
Цикл сверления Fanuc.
G98
Возврат в исходную точку в постоянном цикле.
G99
Возврат к точке R в постоянном цикле.
F
Режущая подача.
G80
Отмена стандартного цикла.
M09
СОЖ выкл.
G28
Возврат в исходное положение.
G91
Инкрементальное программирование.
M05
Останов вращения фрезы.
M30
Конец программы обработки ЧПУ с возвратом к началу программы.
G83 Объяснение простое – сделайте из металла
Постоянный цикл фрезерования G83 является одним из наиболее распространенных циклов сверления. В этой быстрой статье я собираюсь показать вам, что он делает, как его программировать и когда его использовать.
Содержание
Что делает G83
G83 — это цикл сверления глубоких отверстий. Основной причиной использования G83 является хорошая эвакуация стружки.
В каждом отверстии сверло будет подниматься и выходить из отверстия с заданным интервалом, вытягивая стружку из зоны резания. Это также позволяет охлаждающей жидкости попадать к кончику инструмента, если вы не используете охлаждающую жидкость через шпиндель.
Вот видео, показывающее это точное движение:
(увеличьте громкость, чтобы получить максимальную отдачу от видео)
Команды G83
Вот команды, которые вам необходимо знать, чтобы правильно использовать постоянный цикл G83 :
X
Положение отверстия по оси X
Y
Положение отверстия по оси Y
Z
Глубина конечного отверстия Z 90. Это относится к источнику программы при использовании абсолютного программирования
R
Быстрая точка. Инструмент будет быстро опускаться до этой высоты Z, а затем подавать до конечной глубины отверстия Z. В режиме G98 инструмент отводится в исходное положение Z перед сверлением. В G99 инструмент отводится в эту плоскость R.
Q
Глубина выреза. Это то, насколько глубоко инструмент опустится перед тем, как вытащить его из отверстия, быстро вернуться вниз и продолжить бурение.
P
Совершенно необязательно, и я редко им пользуюсь. Это заставит машину остановиться в конце отверстия. P1000 соответствует задержке в 1 секунду.
F
Скорость подачи. Предполагая, что вы фрезеруете в G95, ввод осуществляется в дюймах в минуту.
Пример программы G83
Давайте составим программу для резки детали ниже:
Материал — холоднокатаная сталь (CRS). пробить эти отверстия. Сверло не имеет сквозного подвода СОЖ. Имейте в виду, что твердосплавные сверла, как правило, не нужно замечать, если они входят в чистую плоскую поверхность. Поскольку 2″ — это довольно глубоко для сверла 1/4″, G83 — идеальный постоянный цикл для этого применения.
Наша исходная точка будет в верхнем левом углу заготовки, а Z будет в верхней части заготовки.
Вот программа, которую мы могли бы использовать:
O1000 (Block_Drilling) G00 G17 G40 G90 G20 (это линия безопасности) N10 (Операция: Pripling) 9019 N10 . ТВЕРДОСПЛАВНОЕ СВЕРЛО) (эта строка называется сменой инструмента) G00 G54 X1.2 Y-1. S6112 M03 (вызывает рабочее смещение G54 и перемещает инструмент над первым отверстием, а также включает шпиндель на 6112 об/мин) G43 Z.125 H01 (выбирает смещение высоты инструмента и опускает сверло на 0,125 выше заготовка) M08 (подача СОЖ) G83 Z-2.1518 R0.1 F18.3 Q.125 (сверлит первое отверстие, глубина сверления 0,125, плоскость отвода на 0,1 дюйма выше заготовки, мы режем на 18,3 дюйма в минуту и пройдя немного дальше нижней части ложи, чтобы убедиться, что сверло пробило) X2,4 (сверлит второе отверстие) X3,6 (третье отверстие) X4,8 (четвертый) G80 (отменяет постоянный цикл, чтобы при вызове новой позиции XY больше не сверлились отверстия) G00 G91 G28 Z0.0 (в исходное положение ось Z, чтобы убрать инструмент с пути) G00 G91 G28 Y0. 0 (в исходное положение ось Y, чтобы выдвинуть стол вперед, чтобы вы могли проверить свою работу) G90 (возвращает станок в режим абсолютного позиционирования) M30 (конец программы)
Как выбрать глубину шага
Это обычно самая большая дискуссия вокруг G83. Какое значение Q мы должны использовать?
Вот некоторые из факторов, влияющих на выбор значения Q:
Диаметр сверла
Покрытие сверла
Геометрия сверла
Обрабатываемость материала
Глубина отверстия
Подача и скорость
Подача охлаждающей жидкости На любой глубине, превышающей 4xD, вы, как правило, не хотите превышать 0,5xD.
Это означает, что для отверстия диаметром 1/2″ и глубиной 3″ глубина сверления 0,25″ — это самое большее, что вам может понадобиться. Чтобы не рисковать, я бы начал со значения Q 0,2.
Однако, если вы обрабатываете что-то липкое или иное сложное, лучше всего уменьшить это значение до 0,15 дюйма или даже 0,1 дюйма.
На что следует обратить внимание
Если вы делаете очень глубокое отверстие, важно убедиться, что ваши канавки достаточно длинные, чтобы стружка могла выйти. Если стружка не скользит легко вверх по канавкам и из отверстия, вам придется либо существенно уменьшить глубину сверления, либо рассмотреть другие решения, такие как подача СОЖ через шпиндель.
Имейте в виду, что чем меньше глубина сверления, тем больше времени потребуется, чтобы просверлить отверстие. Это означает, что при мелкосерийном производстве вы можете не возражать против нескольких дополнительных секунд на отверстие, чтобы не рисковать, но если вы делаете тысячи отверстий…
Накопление тепла — еще одна причина, по которой вы можете захотеть уменьшить значение Q. Если у вас есть массивное, довольно острое буровое сверло из быстрорежущей стали, в котором нет утонченной перемычки, вы можете получить действительно горячую насадку. Однако в этот момент вы, возможно, захотите переосмыслить свои причины выбора инструмента. Сверла Big Jobber HSS — довольно старая школа в CNCland.
Дополнительные функции G83
Некоторые машины имеют дополнительные параметры, которые можно настроить для повышения эффективности цикла G83.
Например, станки Haas могут использовать команды I,J и K для указания глубины сверления вместо значения Q. Проверьте свое руководство по программированию, чтобы узнать, доступно ли оно на вашем компьютере. Вот что означают эти команды:
I
Глубина начального шага
J
Величина уменьшения шага при каждом втягивании
K
Минимальная глубина сверления
Это удобно, потому что позволяет избежать нескольких ненужных сверлений при погружении инструмента в заготовку.
Например, у вас не должно возникнуть серьезных проблем с просверливанием отверстия диаметром 1/2″ в мягкой стали на глубину 0,5″ без просверливания. Однако при добротности 0,25″ машина проклевывает один раз при сверлении на такую глубину.
 Самые мощные лазеры могут разрезать металл, поэтому они применяются в строительных и ремонтных работах.
Самые мощные лазеры могут разрезать металл, поэтому они применяются в строительных и ремонтных работах. Если говорить по-научному, то лазерная указка — это оптический квантовый генератор.
Если говорить по-научному, то лазерная указка — это оптический квантовый генератор. Конечно, дома такого предмета может и не быть. В этом случае его можно приобрести у тех, у кого он есть. Зачастую люди выбрасывают оптические приводы, даже если их лазерный диод еще работает или продают их.
Конечно, дома такого предмета может и не быть. В этом случае его можно приобрести у тех, у кого он есть. Зачастую люди выбрасывают оптические приводы, даже если их лазерный диод еще работает или продают их.
 Если скорость записи разобранного привода была небольшой, то и сила тока тоже может быть небольшой, например, всего 200 мА. Если же скорость была больше, то и силу тока следует увеличить.
Если скорость записи разобранного привода была небольшой, то и сила тока тоже может быть небольшой, например, всего 200 мА. Если же скорость была больше, то и силу тока следует увеличить. Если скорость записи разобранного привода была небольшой, то и сила тока тоже может быть небольшой, например, всего 200 мА. Если же скорость была больше, то и силу тока следует увеличить.
Если скорость записи разобранного привода была небольшой, то и сила тока тоже может быть небольшой, например, всего 200 мА. Если же скорость была больше, то и силу тока следует увеличить.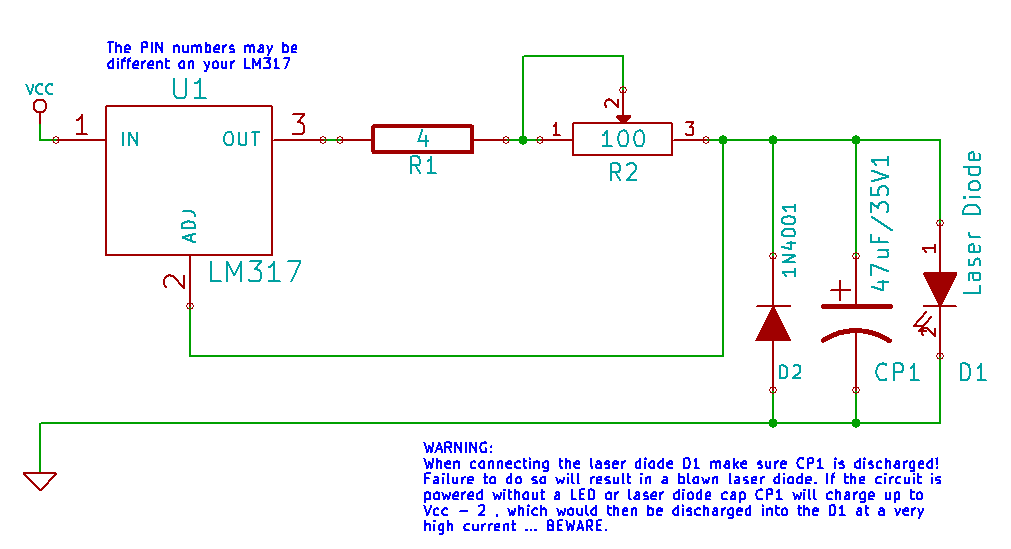 Обычные лазерные указки с маленькой мощностью уже давно не актуальны, так как их мощность оставляет желать лучшего. Остается 2 пути: купить дорогостоящий лазер или сделать его в домашних условиях из подручных средств.
Обычные лазерные указки с маленькой мощностью уже давно не актуальны, так как их мощность оставляет желать лучшего. Остается 2 пути: купить дорогостоящий лазер или сделать его в домашних условиях из подручных средств. Она может находиться в оболочке или под прозрачным окошком, а может и вовсе снаружи. Самое сложное – извлечь из нее сам диод. Внимание: диод очень чувствителен к статическому электричеству.
Она может находиться в оболочке или под прозрачным окошком, а может и вовсе снаружи. Самое сложное – извлечь из нее сам диод. Внимание: диод очень чувствителен к статическому электричеству.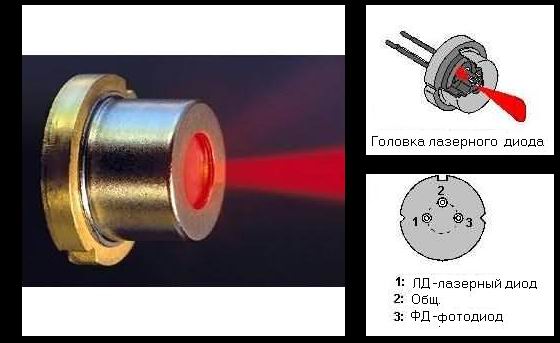 Процедура изготовления не сильно различается.
Процедура изготовления не сильно различается.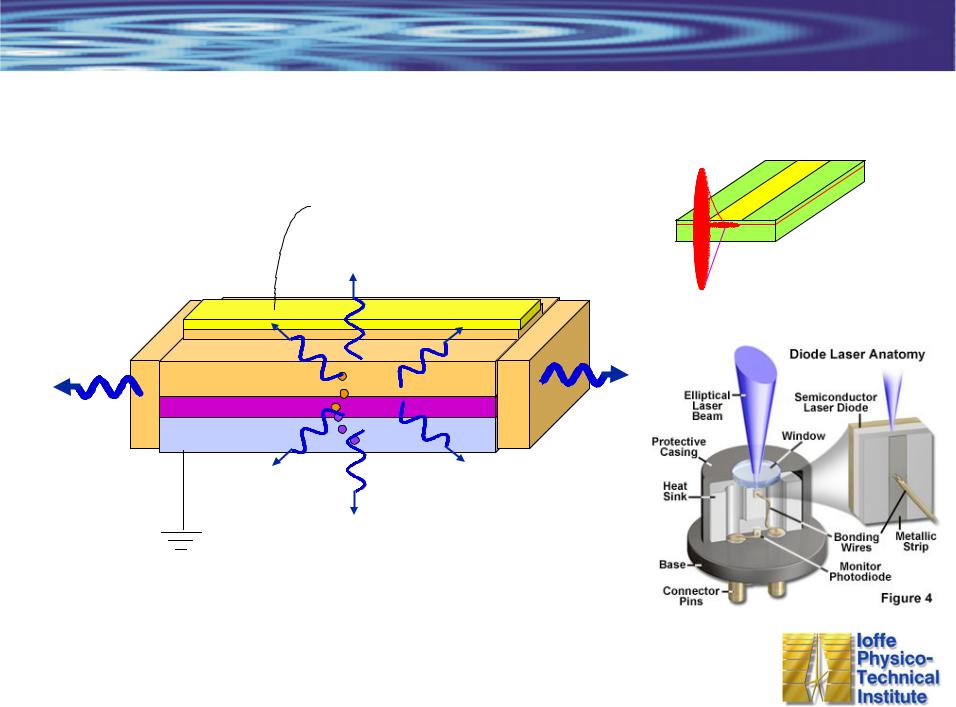 Это можно продемонстрировать, быстро перемещая лазерную указку вперед и назад, что обманывает человеческий мозг, заставляя его видеть сплошную линию. Это работает, поскольку «точка» лазера на самом деле представляет собой декартову точку, а окружность с измеримой шириной. Тогда я подумал, что есть реальные способы провести линию с помощью лазерной указки. Вот те, которые я могу вспомнить:
Это можно продемонстрировать, быстро перемещая лазерную указку вперед и назад, что обманывает человеческий мозг, заставляя его видеть сплошную линию. Это работает, поскольку «точка» лазера на самом деле представляет собой декартову точку, а окружность с измеримой шириной. Тогда я подумал, что есть реальные способы провести линию с помощью лазерной указки. Вот те, которые я могу вспомнить: Но это казалось наиболее вероятным местом на StackExchange для получения правильного ответа.
Но это казалось наиболее вероятным местом на StackExchange для получения правильного ответа.

 Именно это делает электромагнитные волны частицеподобными.
Именно это делает электромагнитные волны частицеподобными. Это означает, что гребень и впадина каждой волны лазера совпадают с волнами, которые идут до и после, что делает их свет когерентным.
Это означает, что гребень и впадина каждой волны лазера совпадают с волнами, которые идут до и после, что делает их свет когерентным.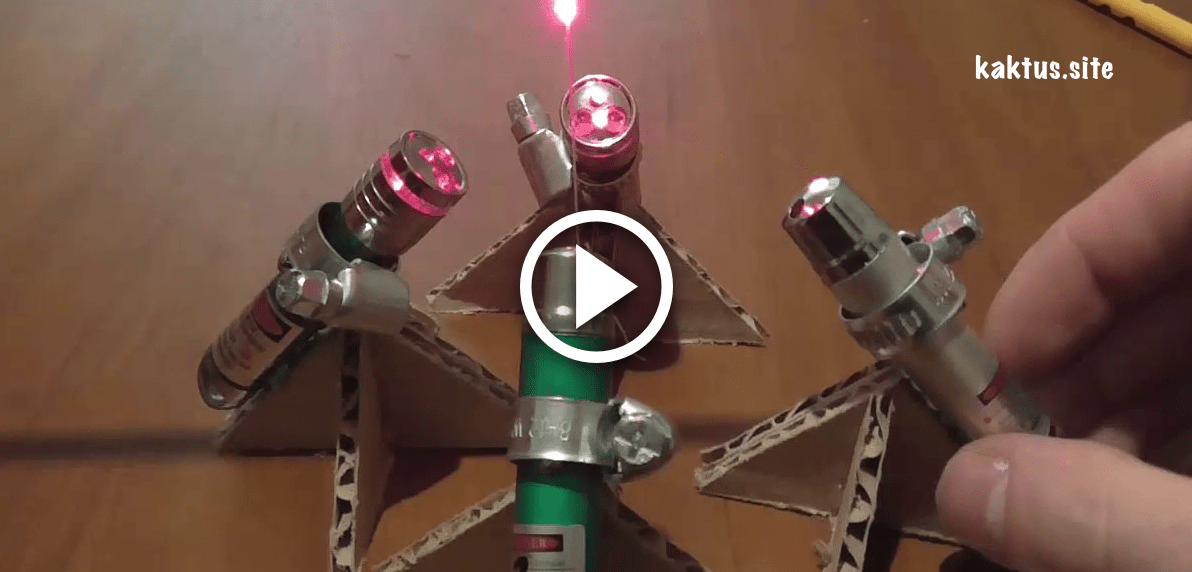
 Энергия фотона при испускании из атома также может быть рассчитана как изменение энергии. Чтобы найти частоту, связанную с этим изменением энергии, рассчитайте ν , используя значения энергии этого излучения.
Энергия фотона при испускании из атома также может быть рассчитана как изменение энергии. Чтобы найти частоту, связанную с этим изменением энергии, рассчитайте ν , используя значения энергии этого излучения. Газовые лазеры используют смесь газов в трубке, таких как гелий и неон, которые создают красный цвет. Лазеры на красителях создаются органическими красителями в жидких растворах или суспензиях
Газовые лазеры используют смесь газов в трубке, таких как гелий и неон, которые создают красный цвет. Лазеры на красителях создаются органическими красителями в жидких растворах или суспензиях Это может быть другой лазер или спонтанное излучение самого лазерного материала.
Это может быть другой лазер или спонтанное излучение самого лазерного материала. Исторически они использовали радиочастотные сигналы для возбуждения своего материала, но в настоящее время они используют небольшой разряд постоянного тока между электродами в трубке лазера.
Исторически они использовали радиочастотные сигналы для возбуждения своего материала, но в настоящее время они используют небольшой разряд постоянного тока между электродами в трубке лазера.


 11.2022
11.2022
 Его размер…
Его размер…
 Теперь же есть различные варианты для создания красочных 3D-моделей.
Теперь же есть различные варианты для создания красочных 3D-моделей. 
 Также обратите внимание, что части кода « n » просто создают новую строку в GCode.
Также обратите внимание, что части кода « n » просто создают новую строку в GCode.
 Нажимаем Ctrl-F (поиск по тексту) и вписываем в поисковом окне “layer 10” где например цифра 10 это тот слой где происходит замена и нажимаем “Найти”. После строки “layer 10” вставляем заранее скопированный текст с кодом.
Нажимаем Ctrl-F (поиск по тексту) и вписываем в поисковом окне “layer 10” где например цифра 10 это тот слой где происходит замена и нажимаем “Найти”. После строки “layer 10” вставляем заранее скопированный текст с кодом. 
 по физике и имеет многолетний опыт работы в промышленности в качестве руководителя лаборатории и менеджера по обеспечению качества. Сейчас он протестировал десятки 3D-принтеров и с радостью делится накопленным опытом в каждой новой статье.
по физике и имеет многолетний опыт работы в промышленности в качестве руководителя лаборатории и менеджера по обеспечению качества. Сейчас он протестировал десятки 3D-принтеров и с радостью делится накопленным опытом в каждой новой статье.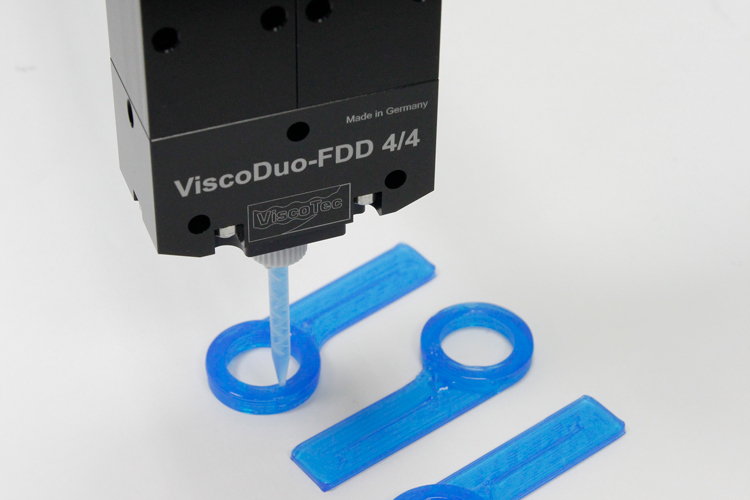

 После предыдущего слоя вставляется пауза и меняется нить.
После предыдущего слоя вставляется пауза и меняется нить. 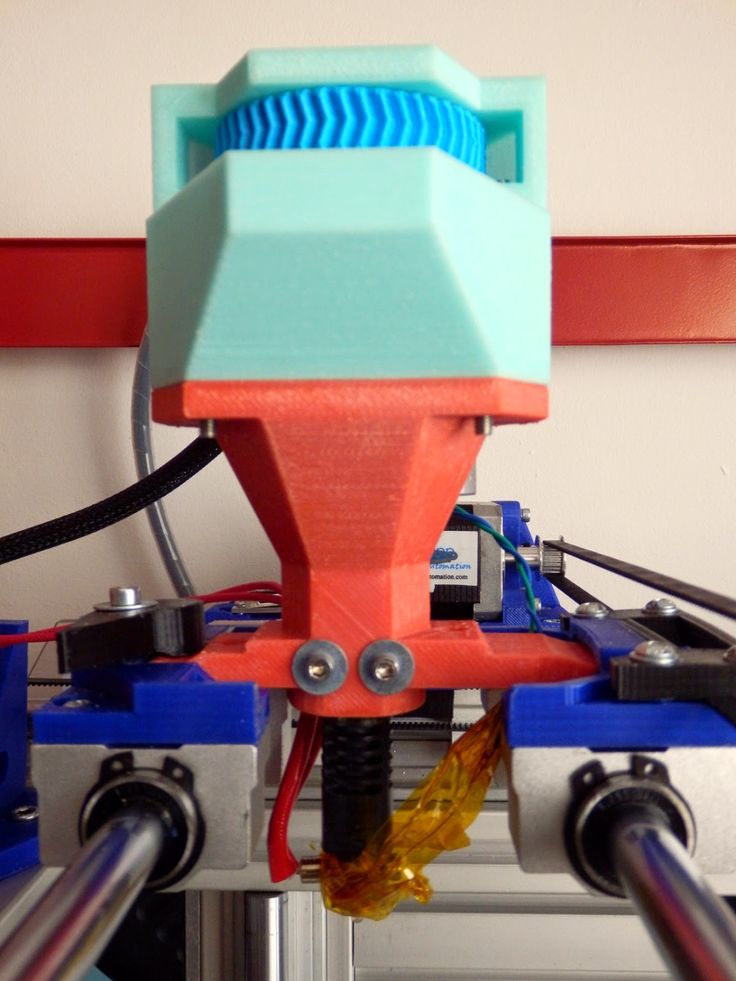
 Если вы введете 1 мм, он сдвинется на один миллиметр вверх и так далее.
Если вы введете 1 мм, он сдвинется на один миллиметр вверх и так далее.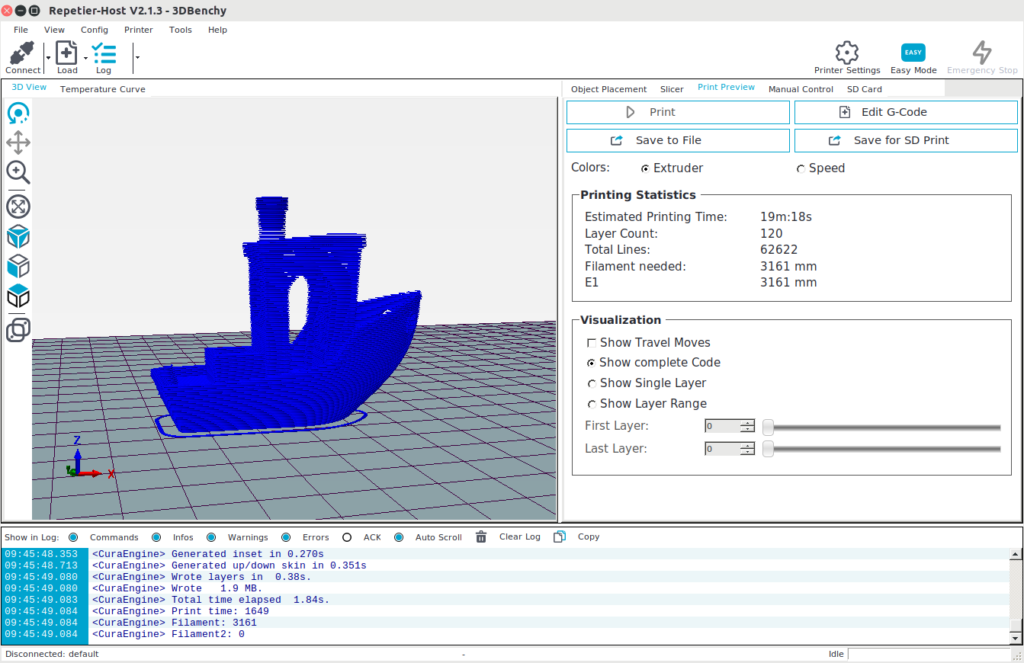
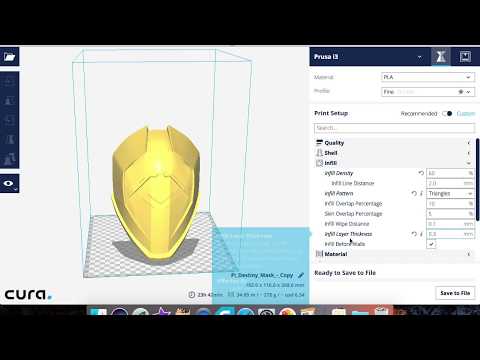 Если он появится, он будет реагировать на сценарий. Если вы его не найдете, принтер просто продолжит печатать, как будто сценарий не был запрограммирован.
Если он появится, он будет реагировать на сценарий. Если вы его не найдете, принтер просто продолжит печатать, как будто сценарий не был запрограммирован. 
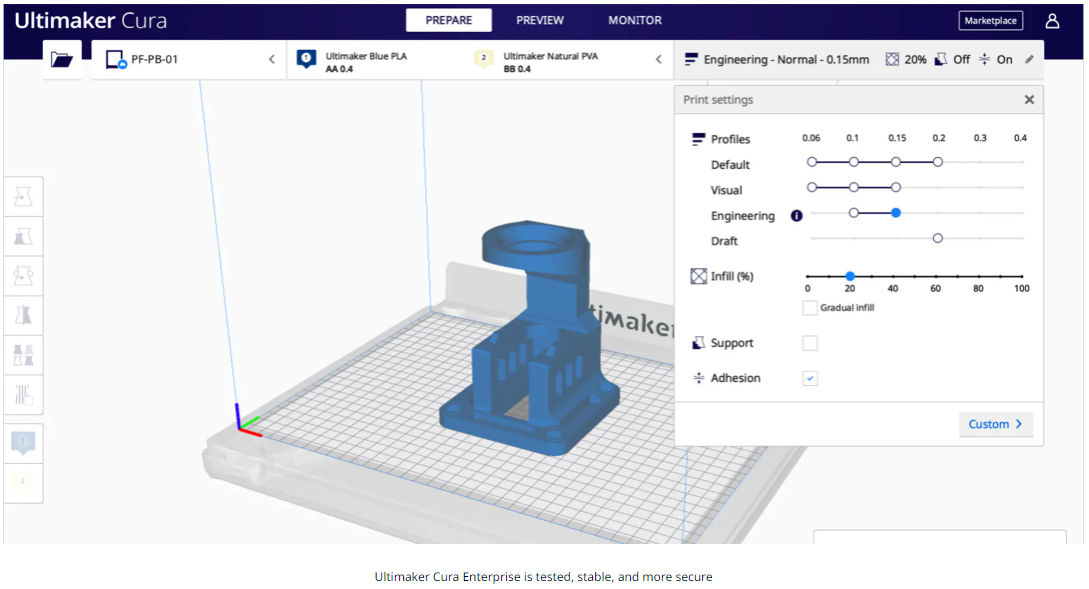 Тогда либо между слоями остается небольшой зазор, либо вы получаете знаменитые спагетти из нити, и вам все равно придется начинать все сначала.
Тогда либо между слоями остается небольшой зазор, либо вы получаете знаменитые спагетти из нити, и вам все равно придется начинать все сначала.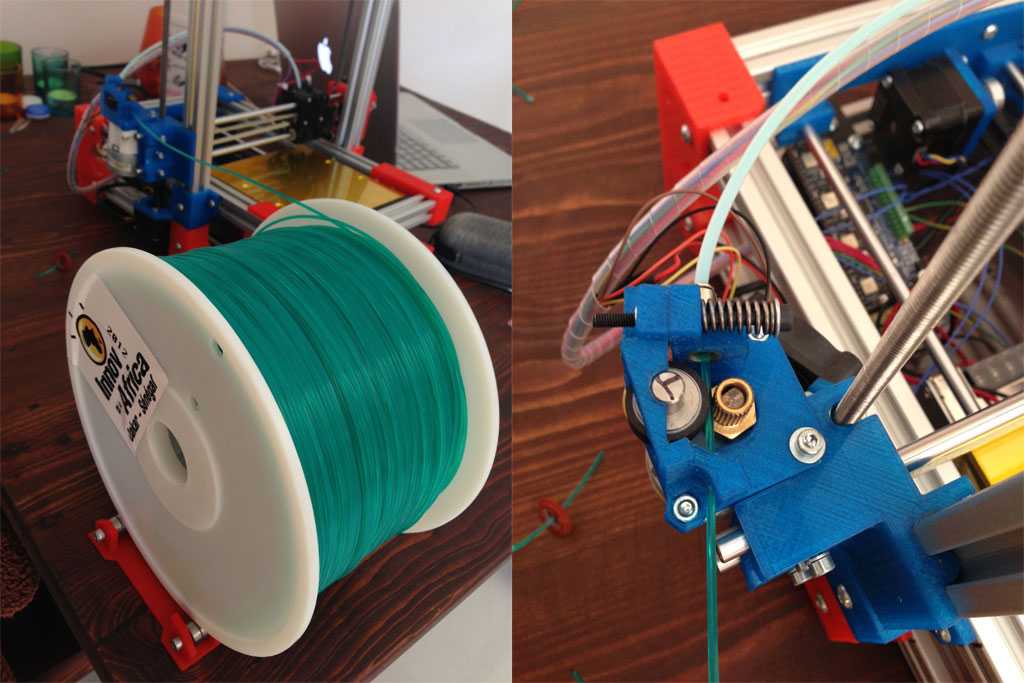 Мартин Люткемейер является участником Amazon Services LLC и других партнерских программ. Это партнерские рекламные программы, предназначенные для того, чтобы веб-сайты могли получать доход от рекламы за счет рекламы и ссылок на Amazon.com и другие. Ссылки, отмеченные *, являются партнерскими ссылками.
Мартин Люткемейер является участником Amazon Services LLC и других партнерских программ. Это партнерские рекламные программы, предназначенные для того, чтобы веб-сайты могли получать доход от рекламы за счет рекламы и ссылок на Amazon.com и другие. Ссылки, отмеченные *, являются партнерскими ссылками.  Далее перейдите к Постобработка > Изменить G-код.
Далее перейдите к Постобработка > Изменить G-код.  Скрипты типа Отображение хода выполнения на ЖК-дисплее и Отображение имени файла и слоя на ЖК-дисплее являются примерами этого.
Скрипты типа Отображение хода выполнения на ЖК-дисплее и Отображение имени файла и слоя на ЖК-дисплее являются примерами этого.

 В зависимости от параметра, который вы выбрали в настройке «Триггер», слайсер будет отображать «Изменить высоту» или «Изменить слой».
В зависимости от параметра, который вы выбрали в настройке «Триггер», слайсер будет отображать «Изменить высоту» или «Изменить слой».
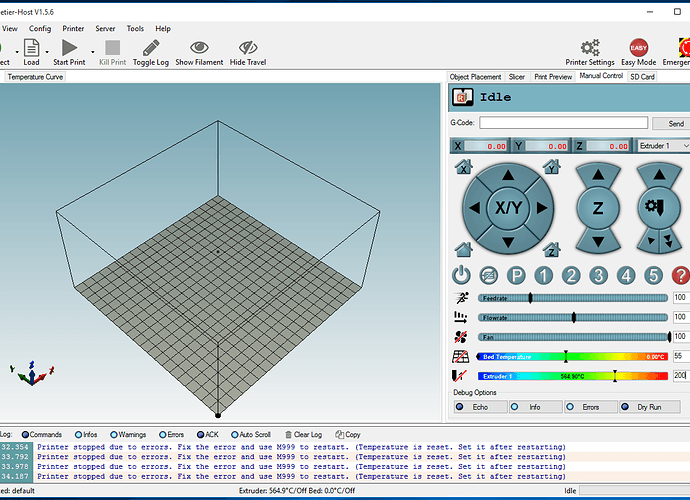
 Если это не так, вы можете указать свои пользовательские настройки.
Если это не так, вы можете указать свои пользовательские настройки.
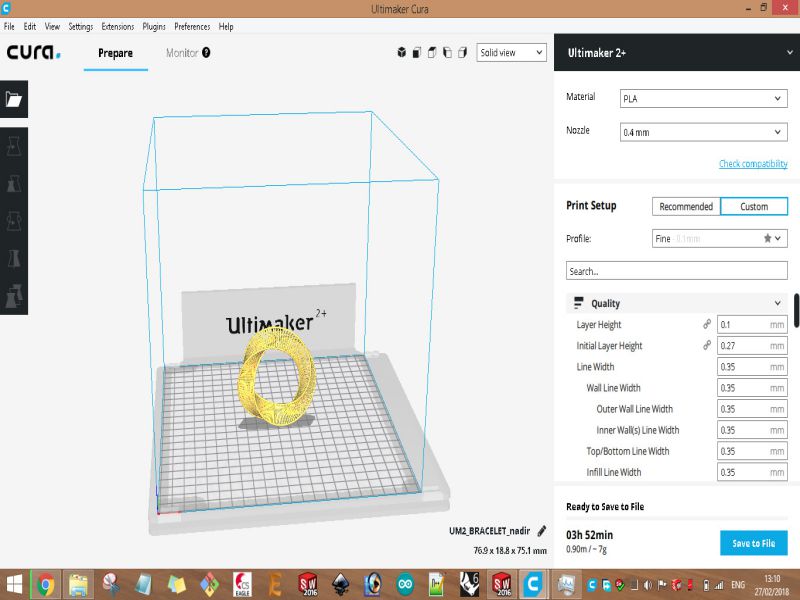 Вы можете выбрать номер слоя или высоту в мм.
Вы можете выбрать номер слоя или высоту в мм. Вы можете указать координаты для этого местоположения, используя настройки Park X, Y и Z.
Вы можете указать координаты для этого местоположения, используя настройки Park X, Y и Z.
 youtube.com/embed/6LjbCIGCmd0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/6LjbCIGCmd0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> 
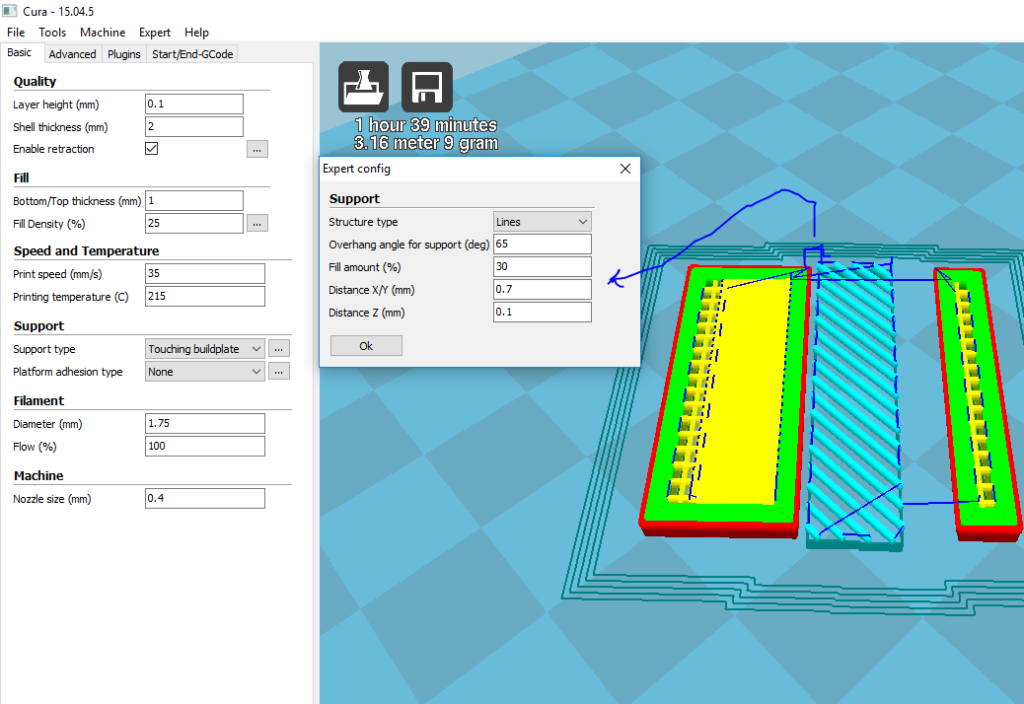 Он печатает башню с разной скоростью для каждой секции, чтобы вы могли выбрать лучшую.
Он печатает башню с разной скоростью для каждой секции, чтобы вы могли выбрать лучшую. Вы можете использовать это, чтобы создать интересное видео о ходе печати.
Вы можете использовать это, чтобы создать интересное видео о ходе печати.

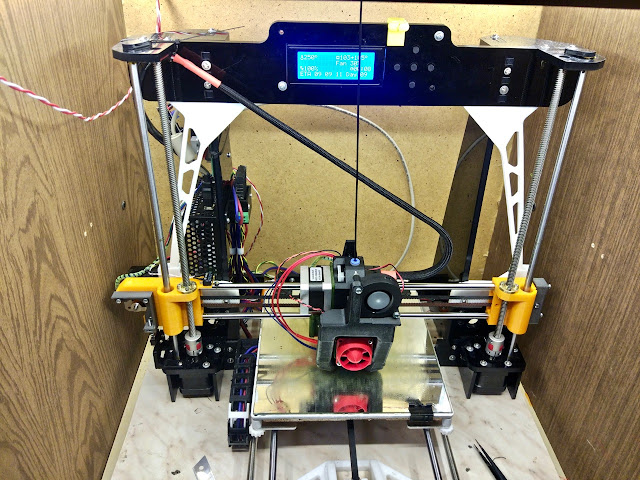




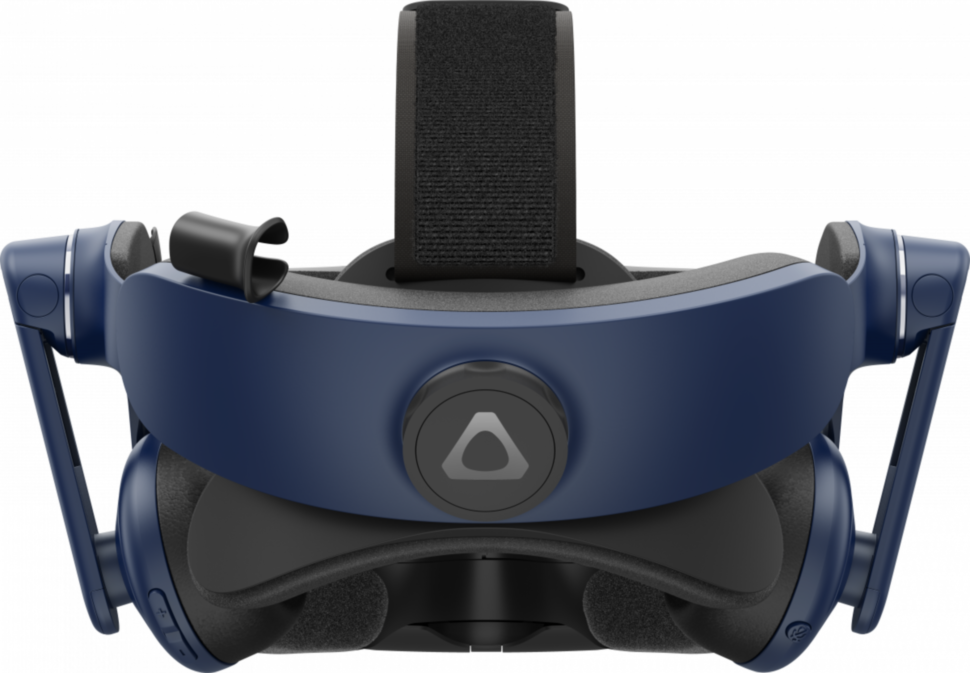 Следите за нашими новостями и обновлениями.
Следите за нашими новостями и обновлениями.
 Подходит для любого размера головы и типа зрения, даже для использования с очками.
Подходит для любого размера головы и типа зрения, даже для использования с очками.

 Действительно, для этой цели предусмотрены салфетки, спреи и инструменты, разработанные таким образом, чтобы их использование было эффективным без повреждения оборудования.
Действительно, для этой цели предусмотрены салфетки, спреи и инструменты, разработанные таким образом, чтобы их использование было эффективным без повреждения оборудования.
 Действительно, для этой цели предусмотрены салфетки, спреи и инструменты, разработанные таким образом, чтобы их использование было эффективным без повреждения оборудования.
Действительно, для этой цели предусмотрены салфетки, спреи и инструменты, разработанные таким образом, чтобы их использование было эффективным без повреждения оборудования. Целенаправленная и прагматичная эргономика обеспечивает плавное и комфортное погружение.
Целенаправленная и прагматичная эргономика обеспечивает плавное и комфортное погружение.

 Гарнитура VIVE Pro 2 обеспечивает универсальность
Гарнитура VIVE Pro 2 обеспечивает универсальность
 Такой вид двигателя очень прочный и обладает высоким пусковым моментом, однако в роторе могут возникать большие потери энергии, а сам он может сильно нагреваться.
Такой вид двигателя очень прочный и обладает высоким пусковым моментом, однако в роторе могут возникать большие потери энергии, а сам он может сильно нагреваться.
 Промышленность, сельское хозяйство, ЖКХ и многие другие отрасли используют именно их за счет высокого КПД. Но коэффициент полезного действия может значительно снижаться за счет таких параметров, как:
Промышленность, сельское хозяйство, ЖКХ и многие другие отрасли используют именно их за счет высокого КПД. Но коэффициент полезного действия может значительно снижаться за счет таких параметров, как:

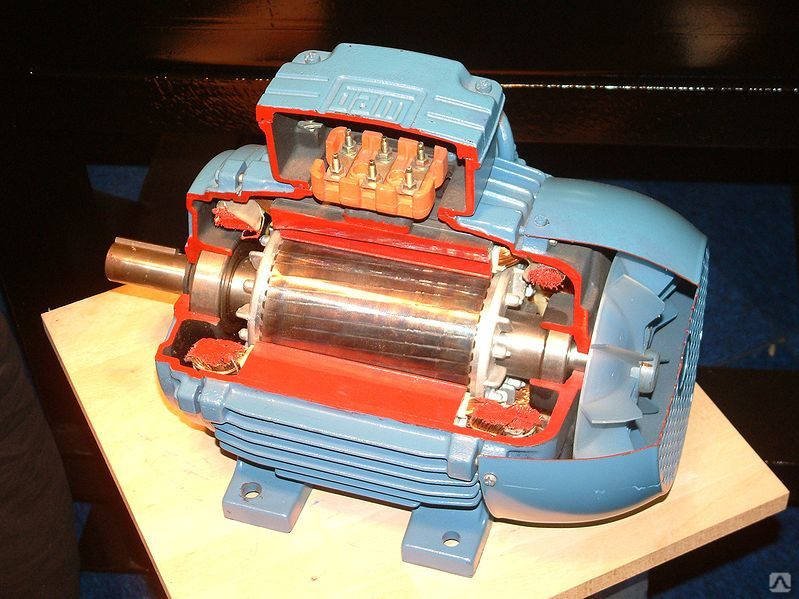
 Эта конструкция называется «беличьей клеткой«. В двигателях большой мощности вместо алюминия может применяться медь. Беличья клетка представляет собой короткозамкнутую обмотку ротора, откуда собственно название.
Эта конструкция называется «беличьей клеткой«. В двигателях большой мощности вместо алюминия может применяться медь. Беличья клетка представляет собой короткозамкнутую обмотку ротора, откуда собственно название. Эти магнитные потоки сдвинуты относительно друг друга на 120°, как во времени, так и в пространстве. Результирующий магнитный поток оказывается при этом вращающимся.
Эти магнитные потоки сдвинуты относительно друг друга на 120°, как во времени, так и в пространстве. Результирующий магнитный поток оказывается при этом вращающимся. В режиме холостого хода, когда двигатель работает без нагрузки на валу, скольжение минимально, но с увеличением статического момента, оно возрастает до величины sкр — критического скольжения. Если двигатель превысит это значение, то может произойти так называемое опрокидывание двигателя, и привести в последствии к его нестабильной работе. Значения скольжения лежит в диапазоне от 0 до 1, для асинхронных двигателей общего назначения оно составляет в номинальном режиме — 1 — 8 %.
В режиме холостого хода, когда двигатель работает без нагрузки на валу, скольжение минимально, но с увеличением статического момента, оно возрастает до величины sкр — критического скольжения. Если двигатель превысит это значение, то может произойти так называемое опрокидывание двигателя, и привести в последствии к его нестабильной работе. Значения скольжения лежит в диапазоне от 0 до 1, для асинхронных двигателей общего назначения оно составляет в номинальном режиме — 1 — 8 %.
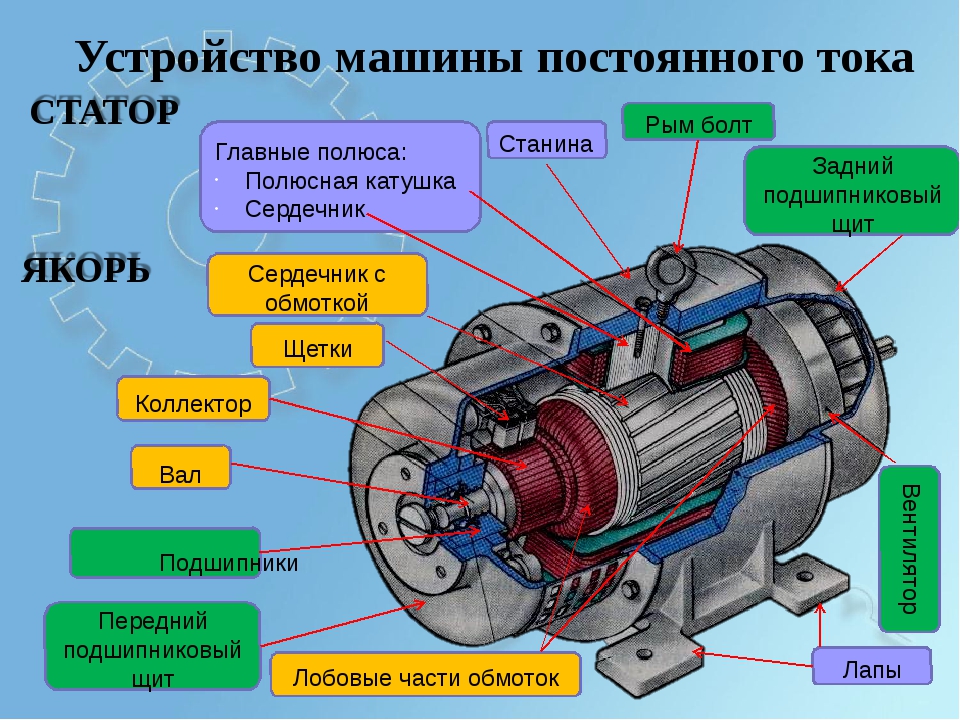
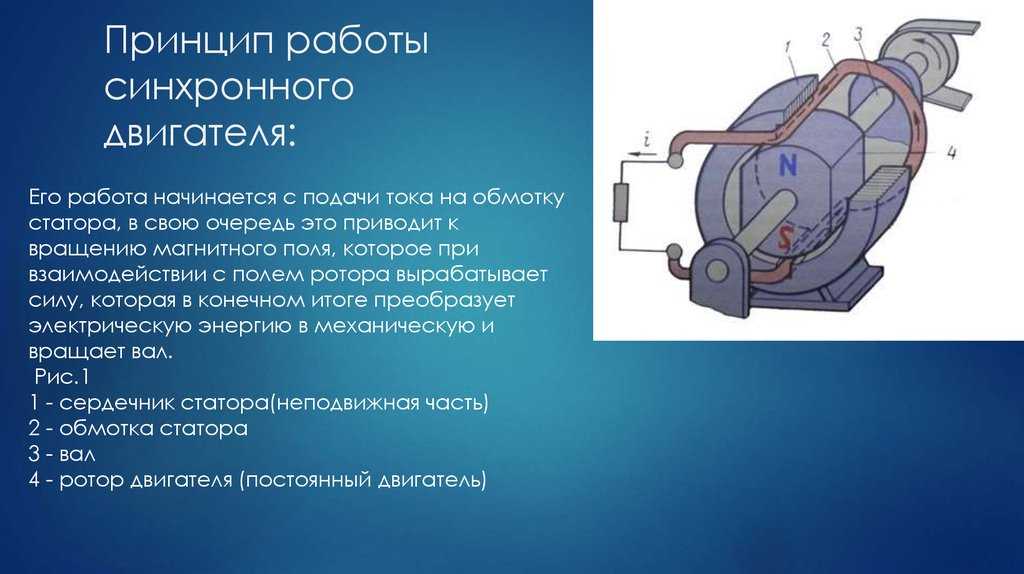 Как только ротор достигает конечной скорости, полюса ротора переключаются на короткое замыкание, таким образом, электрически он становится таким же, как ротор с короткозамкнутым ротором.
Как только ротор достигает конечной скорости, полюса ротора переключаются на короткое замыкание, таким образом, электрически он становится таким же, как ротор с короткозамкнутым ротором. Таким образом, ротор всегда отстает от вращения поля статора. Поле ротора всегда отстает от поля статора на некоторую величину, поэтому оно вращается со скоростью, несколько меньшей, чем скорость статора. Разница между ними называется скольжением.
Таким образом, ротор всегда отстает от вращения поля статора. Поле ротора всегда отстает от поля статора на некоторую величину, поэтому оно вращается со скоростью, несколько меньшей, чем скорость статора. Разница между ними называется скольжением.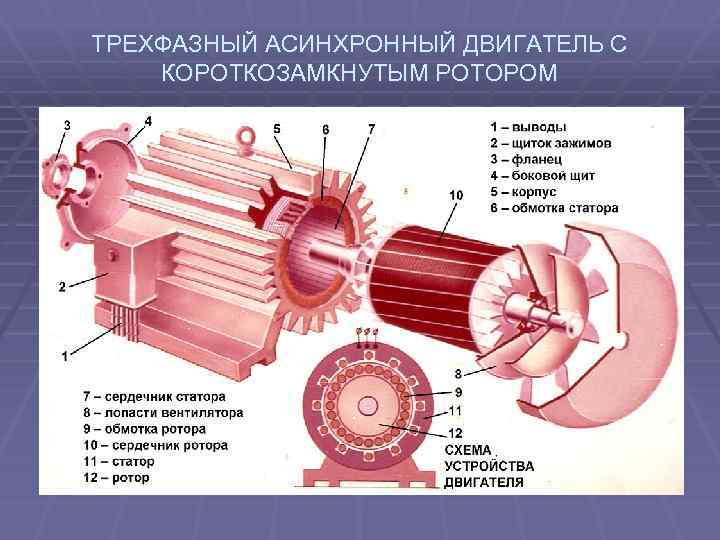 Таким образом, напряжение E , индуцируемое в роторе, определяется уравнением трансформатора0022 м
Таким образом, напряжение E , индуцируемое в роторе, определяется уравнением трансформатора0022 м 
 Магниты могут устанавливаться на поверхности ротора или вставляться в узел ротора (в этом случае двигатель называется двигателем с внутренними постоянными магнитами).
Магниты могут устанавливаться на поверхности ротора или вставляться в узел ротора (в этом случае двигатель называется двигателем с внутренними постоянными магнитами). Таким образом, переключение питания на обмотки статора в нужное время вызывает картину потока, которая приводит к движению по часовой стрелке или против часовой стрелки.
Таким образом, переключение питания на обмотки статора в нужное время вызывает картину потока, которая приводит к движению по часовой стрелке или против часовой стрелки.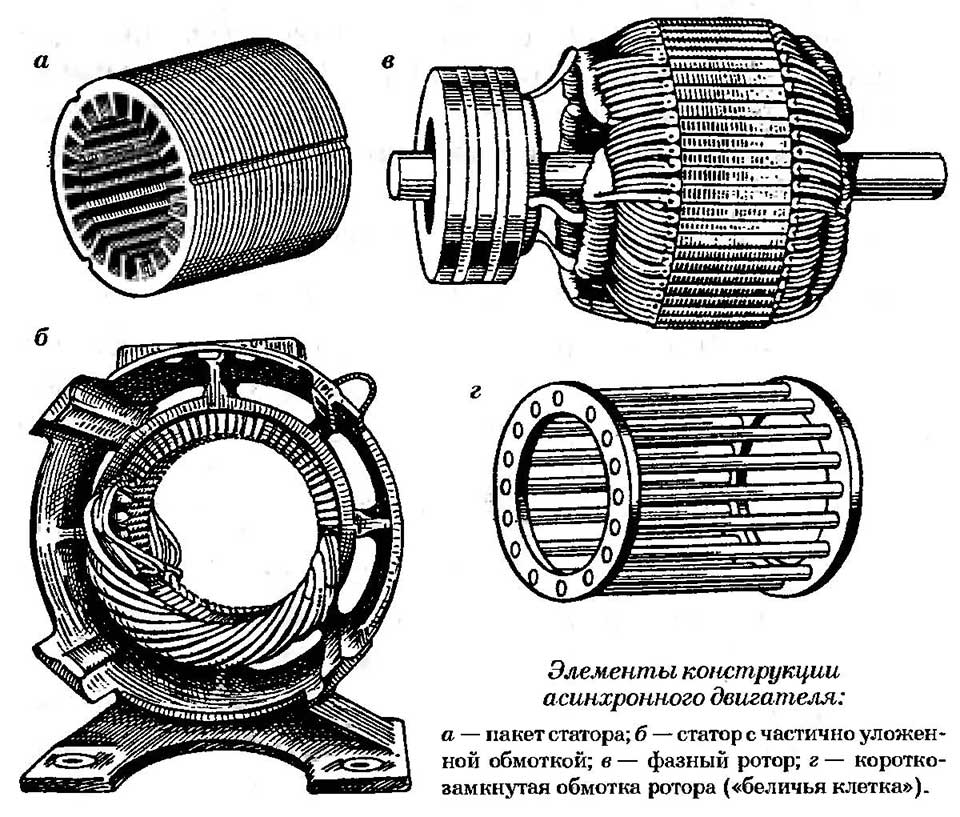 Этот метод аналогичен тому, как скорость регулируется током якоря в традиционном щеточном двигателе постоянного тока.
Этот метод аналогичен тому, как скорость регулируется током якоря в традиционном щеточном двигателе постоянного тока.
 Это магнитное поле вращается вокруг ротора.
Это магнитное поле вращается вокруг ротора.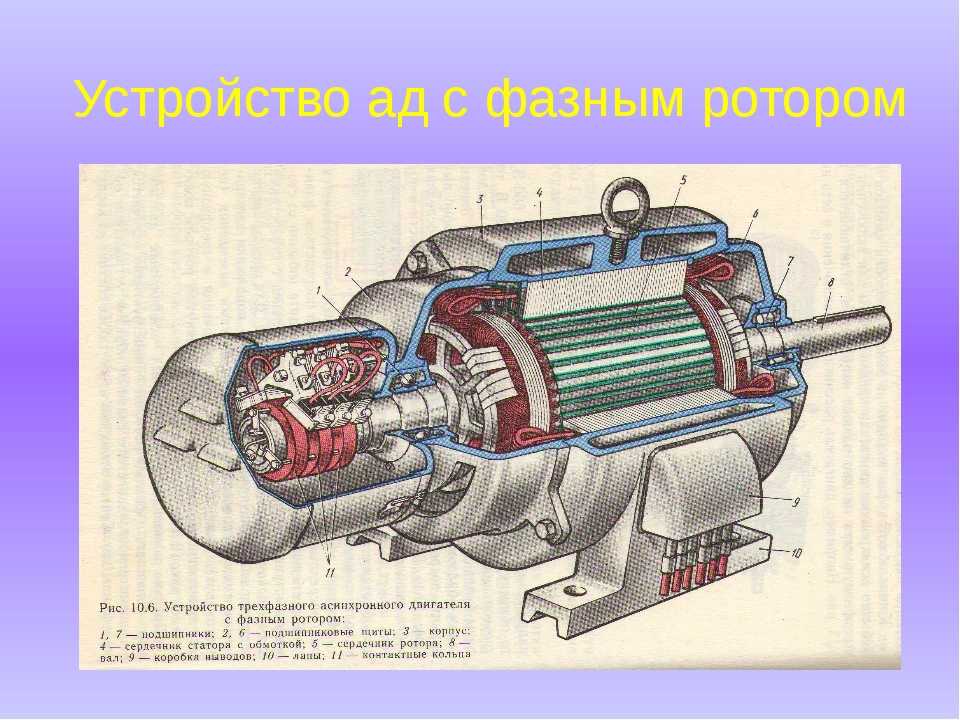

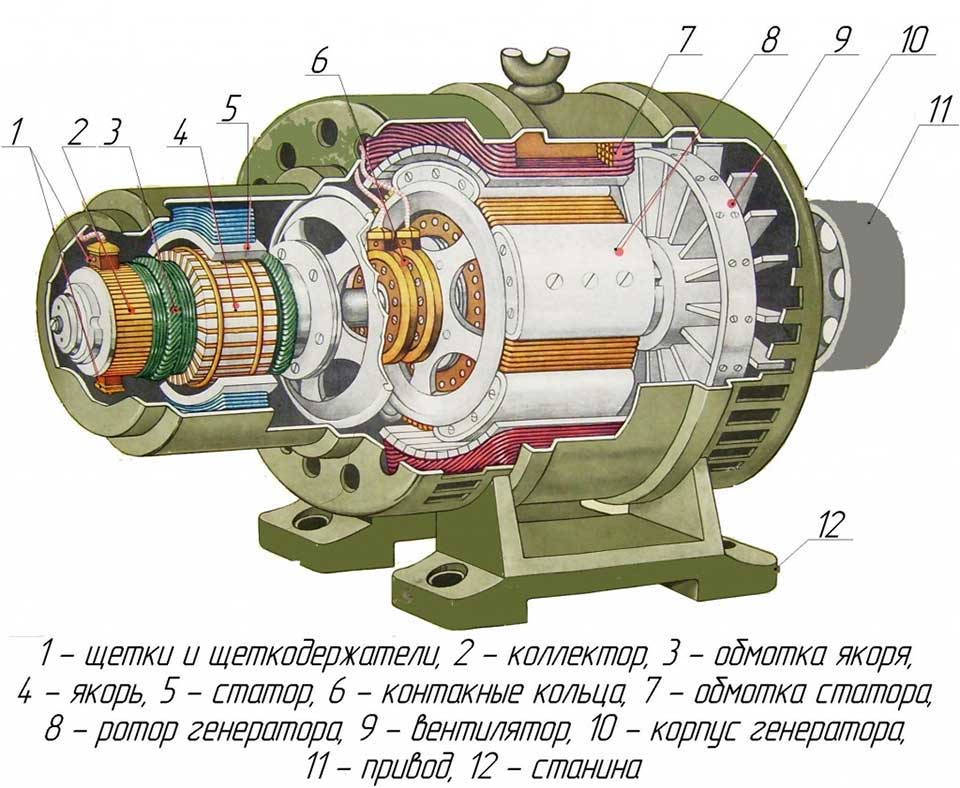 Точнее, ротор асинхронного двигателя вращается с относительно меньшей скоростью, чем статор RMF. Это связано с наличием проскальзывания между скоростью вращения его статора и ротора.
Точнее, ротор асинхронного двигателя вращается с относительно меньшей скоростью, чем статор RMF. Это связано с наличием проскальзывания между скоростью вращения его статора и ротора. 0054 .
0054 .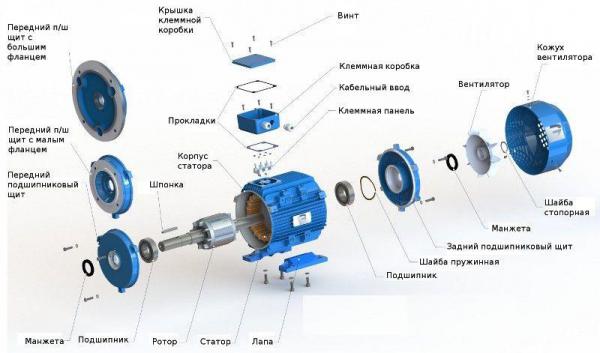 Обычно это делается путем последовательного включения переменного резистора с обмотками ротора через токосъемные кольца.
Обычно это делается путем последовательного включения переменного резистора с обмотками ротора через токосъемные кольца.


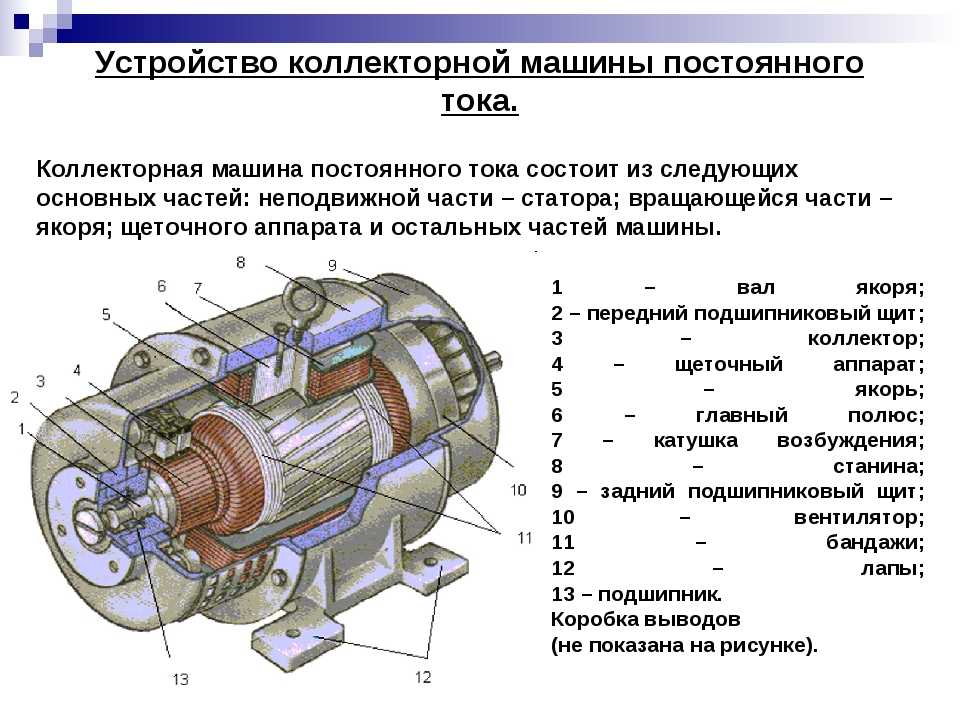
 Сутью SL1-прохождения я вижу не только вызов как таковой, но и проверку игр на наличие в них лазеек, с помощью которых даже не прокачанный персонаж сможет её пройти. Проще говоря, SL1 позволяет глубже копнуть в игру и увидеть те вещи, которые ты раньше не видел.
Сутью SL1-прохождения я вижу не только вызов как таковой, но и проверку игр на наличие в них лазеек, с помощью которых даже не прокачанный персонаж сможет её пройти. Проще говоря, SL1 позволяет глубже копнуть в игру и увидеть те вещи, которые ты раньше не видел. Щит может сильно упростить прохождение Стального паука. Прокачанный лук тоже не помешает. Из колец: Кольцо предела для повышения HP, а второй слот по ситуации.
Щит может сильно упростить прохождение Стального паука. Прокачанный лук тоже не помешает. Из колец: Кольцо предела для повышения HP, а второй слот по ситуации. Но стоит помнить, что надев его, снять получится только навсегда потеряв. То есть у нас останется один слот кольца на сменку. Лично мне в DLC всё-таки пришлось снять его ради кольца для слотов заклинаний.
Но стоит помнить, что надев его, снять получится только навсегда потеряв. То есть у нас останется один слот кольца на сменку. Лично мне в DLC всё-таки пришлось снять его ради кольца для слотов заклинаний. Правда, и зарядов заклинаний у пиромантии меньше.
Правда, и зарядов заклинаний у пиромантии меньше. Я убил всех опциональных боссов основной игры, убил Кормилицу Мерго и фактически я прошёл игру, потому что мог позволить Герману себя убить. Но я этого не сделал, и вот Герман мне уже не дался. Слишком быстрый и слишком больно бьёт. Попытка пройти DLC также не увенчалась успехом, Людвиг это просто какой-то кошмар, ненавижу его.
Я убил всех опциональных боссов основной игры, убил Кормилицу Мерго и фактически я прошёл игру, потому что мог позволить Герману себя убить. Но я этого не сделал, и вот Герман мне уже не дался. Слишком быстрый и слишком больно бьёт. Попытка пройти DLC также не увенчалась успехом, Людвиг это просто какой-то кошмар, ненавижу его. Руны на повышение здоровья могут спасти от некоторых ваншотов, но не более того. Многие атаки боссов стаггерят на два удара, второй из которых скорее всего будет смертельным независимо ни от чего (например, у Людвига).
Руны на повышение здоровья могут спасти от некоторых ваншотов, но не более того. Многие атаки боссов стаггерят на два удара, второй из которых скорее всего будет смертельным независимо ни от чего (например, у Людвига).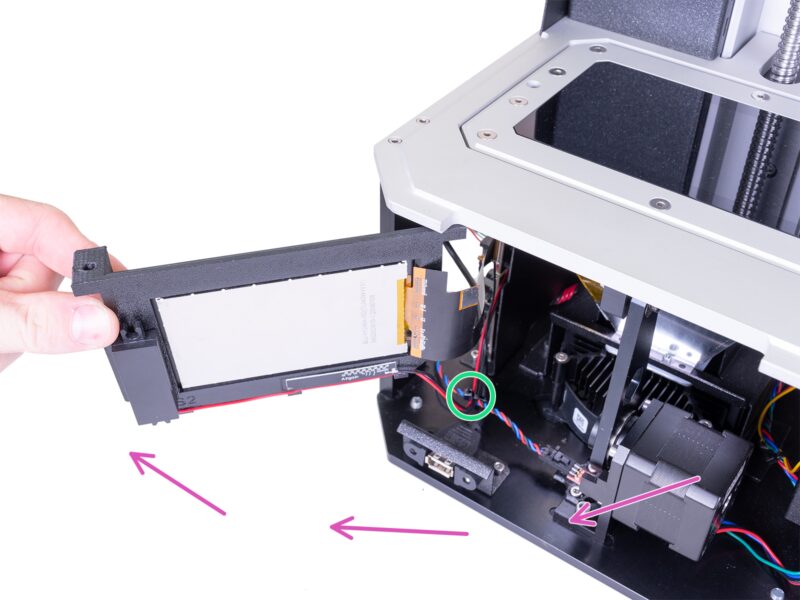
 DPS получается вполне достойный.
DPS получается вполне достойный. Аналог SL1 в Sekiro — прохождение без прокачки здоровья и стойки, то есть просто не нужно использовать бусы. Однако, я не пробовал, и навряд ли буду.
Аналог SL1 в Sekiro — прохождение без прокачки здоровья и стойки, то есть просто не нужно использовать бусы. Однако, я не пробовал, и навряд ли буду. Все деревья с кувалдами и деревья-глисты сразу идут в одно место. Можно достать в начале игры. Короче, имба.
Все деревья с кувалдами и деревья-глисты сразу идут в одно место. Можно достать в начале игры. Короче, имба. В качестве более слабой (но местами более уместной) альтернативы можно пользоваться Отшагом.
В качестве более слабой (но местами более уместной) альтернативы можно пользоваться Отшагом. Палаш. Прямые мечи никогда не в проигрыше.
Палаш. Прямые мечи никогда не в проигрыше.
 Добавим сюда дизайн местных боссов и можем прийти к тому, что очередной босс просто никак не даётся.
Добавим сюда дизайн местных боссов и можем прийти к тому, что очередной босс просто никак не даётся.
 Ну, на пару с фрустрацией.
Ну, на пару с фрустрацией. Если у вас возникли проблемы с открытием этих файлов, или вы хотите получить более подробную информацию, ознакомьтесь с подробной информацией, представленной ниже.
Если у вас возникли проблемы с открытием этих файлов, или вы хотите получить более подробную информацию, ознакомьтесь с подробной информацией, представленной ниже. sl1
sl1 Если это так, это обычно связано с тем, что у вас нет Binary Data для %%os%%, установленного на вашем компьютере. Поскольку ваша операционная система не знает, что делать с этим файлом, вы не сможете открыть его двойным щелчком мыши.
Если это так, это обычно связано с тем, что у вас нет Binary Data для %%os%%, установленного на вашем компьютере. Поскольку ваша операционная система не знает, что делать с этим файлом, вы не сможете открыть его двойным щелчком мыши.
 с.
с.

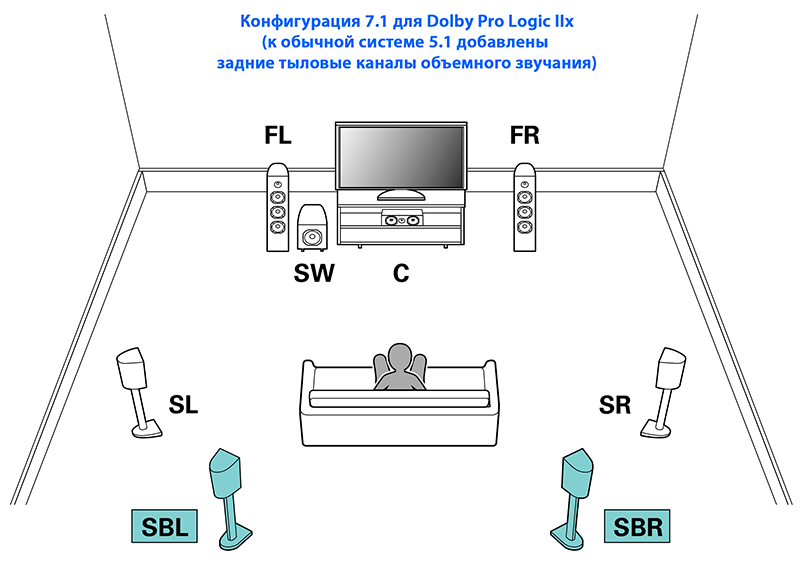

 емкость заряжаемых аккумуляторов (А*ч)
емкость заряжаемых аккумуляторов (А*ч) ток зарядки (А)
ток зарядки (А) 7 Кб)
7 Кб) ток заряда ЗУ
ток заряда ЗУ
 Напряжение заряда
Напряжение заряда см)
см) Если в вашем автомобиле двигатель объемом 6 литров, вам придется выбирать только из двух вариантов.
Если в вашем автомобиле двигатель объемом 6 литров, вам придется выбирать только из двух вариантов.
 0Jump Starter: 5.0, Artway: 4.0, SPEC: 4.0, BERKUT: 3.0, Autostart: 3.0 количество функций и самый простой в эксплуатации. Подходит для автомобилистов, мало разбирающихся в устройстве автомобилей и способах зарядки аккумулятора или осуществления автономного запуска.
0Jump Starter: 5.0, Artway: 4.0, SPEC: 4.0, BERKUT: 3.0, Autostart: 3.0 количество функций и самый простой в эксплуатации. Подходит для автомобилистов, мало разбирающихся в устройстве автомобилей и способах зарядки аккумулятора или осуществления автономного запуска. Размер и вес
Размер и вес За консультацией следует обращаться к специалистам!
За консультацией следует обращаться к специалистам! 3MB )
3MB ) org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»> org/ImageObject»>
org/ImageObject»>
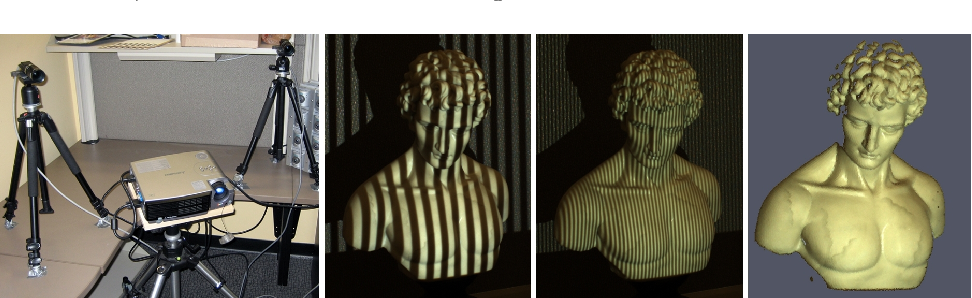
 По окончании очистки необходимо произвести пропитку предмета специальным суперклеем. Следует заметить, что остаточный порошок будет повторно использован для создания последующей модели. В результате чего можно сделать выводы о безотходном производстве материала.
По окончании очистки необходимо произвести пропитку предмета специальным суперклеем. Следует заметить, что остаточный порошок будет повторно использован для создания последующей модели. В результате чего можно сделать выводы о безотходном производстве материала. Явным отличием является воздействие проектора обычным световым потоком на модель для получения отверждения полимера.Фотополимер доливается в кювету по мере его расходования. Во время процесса печати аппарат закрывается, во избежание засветки модели.
Явным отличием является воздействие проектора обычным световым потоком на модель для получения отверждения полимера.Фотополимер доливается в кювету по мере его расходования. Во время процесса печати аппарат закрывается, во избежание засветки модели.
 Непосредственно в процессе печати происходит нанесение полимера на макет с последующей его мгновенной засветкой.
Непосредственно в процессе печати происходит нанесение полимера на макет с последующей его мгновенной засветкой. Это картина, которая сложилась у меня на сегодня в голове из разных источников.
Это картина, которая сложилась у меня на сегодня в голове из разных источников.
 Таким пластиком можно печатать вспомогательные структуры, которые по окончании удаляются. Черный пластик на следующем фото — это такой вспомогательный материал.
Таким пластиком можно печатать вспомогательные структуры, которые по окончании удаляются. Черный пластик на следующем фото — это такой вспомогательный материал. Слои напечатанные раньше — остывают раньше. Поэтому деталь стремится деформироваться — изогнуться. С одной стороны прилипание должно быть достаточно сильно, чтобы не дать оторваться детали от платформы при остывании, с другой — достаточно слабо, чтобы можно было оторвать ее руками по окончании процесса не повредив.
Слои напечатанные раньше — остывают раньше. Поэтому деталь стремится деформироваться — изогнуться. С одной стороны прилипание должно быть достаточно сильно, чтобы не дать оторваться детали от платформы при остывании, с другой — достаточно слабо, чтобы можно было оторвать ее руками по окончании процесса не повредив. Суть простая — насыпается мелкодисперсный порошок тонким слоем, выравнивается, потом идет головка и как в струйном принтере поливает порошок окрашенным в нужный цвет связующим. Далее всё повторяется — слой порошка, выравнивание, связующее. По окончании остатки порошка выдувают и все готово. Дополнительный материал, чтобы поддерживать свисающие элементы, здесь не требуется — его роль играет порошок, который равномерно заполняет емкость и служит в качестве подпорки для последующих слоев. Принтеры стоят от 15k$ (монохромный ZPrinter 150), цветной ZPrinter 250 — от 25k$.
Суть простая — насыпается мелкодисперсный порошок тонким слоем, выравнивается, потом идет головка и как в струйном принтере поливает порошок окрашенным в нужный цвет связующим. Далее всё повторяется — слой порошка, выравнивание, связующее. По окончании остатки порошка выдувают и все готово. Дополнительный материал, чтобы поддерживать свисающие элементы, здесь не требуется — его роль играет порошок, который равномерно заполняет емкость и служит в качестве подпорки для последующих слоев. Принтеры стоят от 15k$ (монохромный ZPrinter 150), цветной ZPrinter 250 — от 25k$. Спекли слой, насыпали новый, спекли — насыпали и т.д.
Спекли слой, насыпали новый, спекли — насыпали и т.д.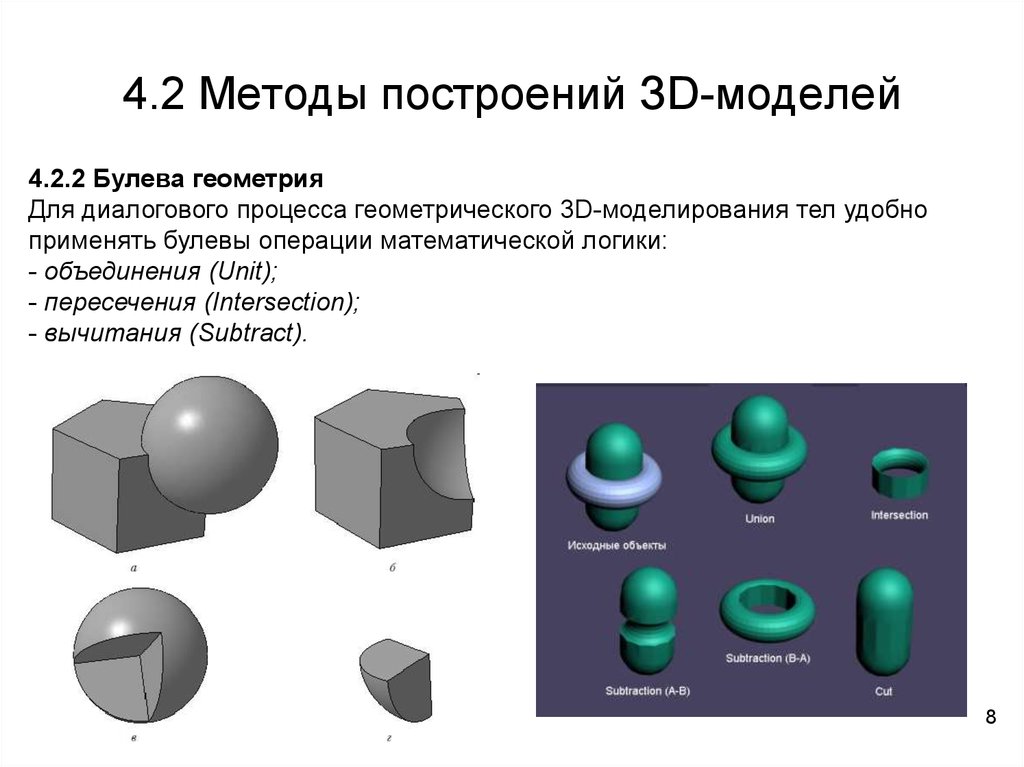 Поднимаем модель и добавляем смолы, засвечиваем следующий срез и т.д.
Поднимаем модель и добавляем смолы, засвечиваем следующий срез и т.д.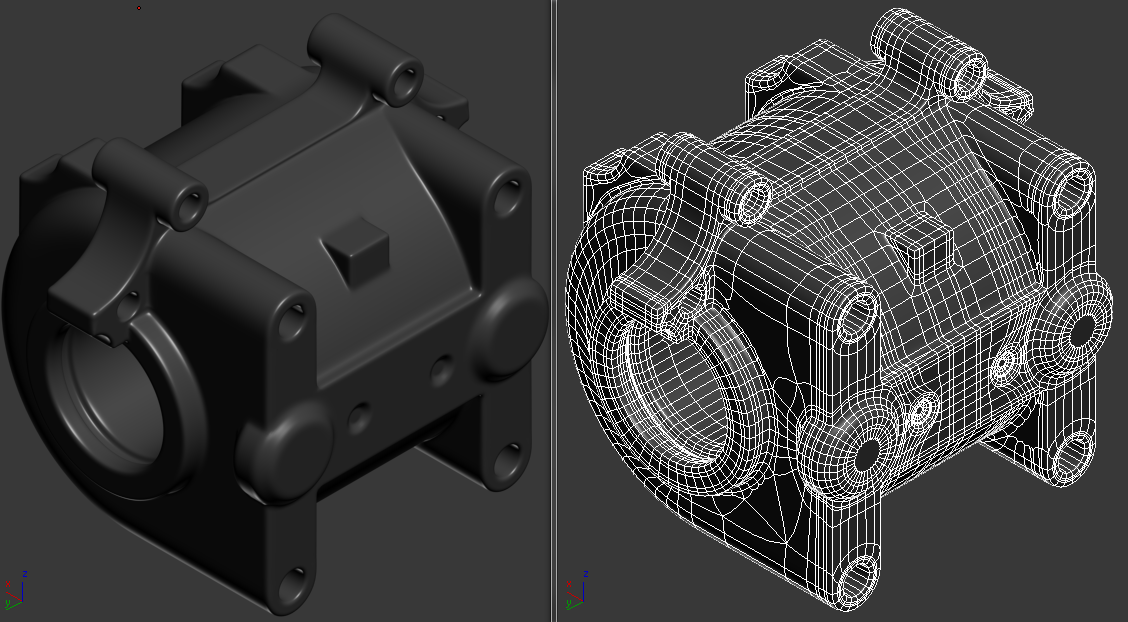 Тогда срез надо будет рисовать лазером как и при лазерном спекании. Если не ошибаюсь, то расходный материал для верхнего принтера стоит порядка 300$ за литр. Но сообщество интересующихся строительством таких принтеров нашло и дешевый вариант — около 20$ за литр. Сообщество, разную информацию по фотополимерам, устройству проектора, принтера и пр. можно найти тут — 3dprinter.wikidot.com
Тогда срез надо будет рисовать лазером как и при лазерном спекании. Если не ошибаюсь, то расходный материал для верхнего принтера стоит порядка 300$ за литр. Но сообщество интересующихся строительством таких принтеров нашло и дешевый вариант — около 20$ за литр. Сообщество, разную информацию по фотополимерам, устройству проектора, принтера и пр. можно найти тут — 3dprinter.wikidot.com Так что автоматизация тут совсем не лишняя.
Так что автоматизация тут совсем не лишняя.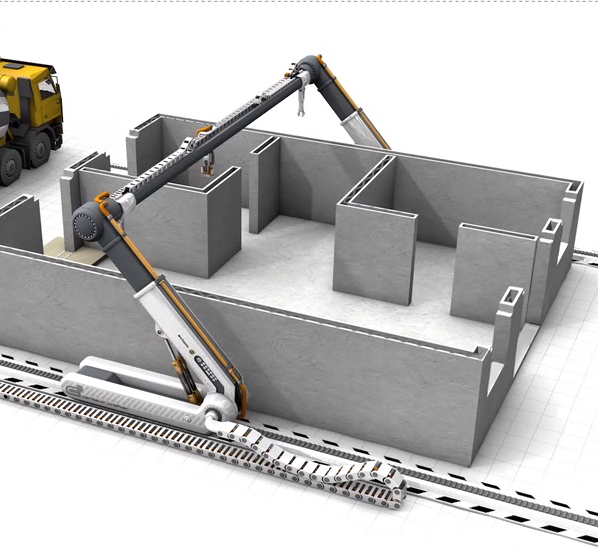 На сегодняшний день существует множество видов 3D-моделирования. Все, от моделирования коробок до фотограмметрии.
На сегодняшний день существует множество видов 3D-моделирования. Все, от моделирования коробок до фотограмметрии. Тем не менее, я решил ограничиться методами, которые признаны немного более широкой аудиторией, чем я сам. Есть методы, которые я нашел, которые, кажется, общеприняты как методы или типы 3D-моделирования.
Тем не менее, я решил ограничиться методами, которые признаны немного более широкой аудиторией, чем я сам. Есть методы, которые я нашел, которые, кажется, общеприняты как методы или типы 3D-моделирования. Давайте углубимся в типы моделирования, с которыми мы можем столкнуться.
Давайте углубимся в типы моделирования, с которыми мы можем столкнуться.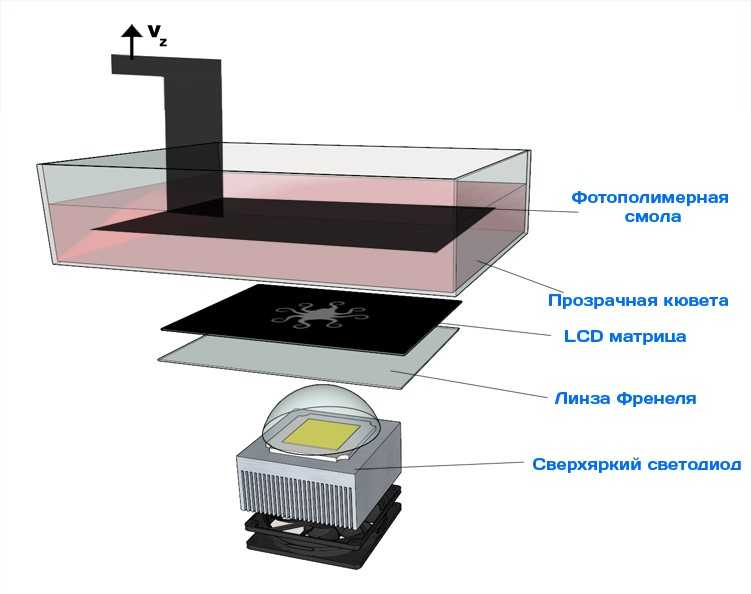 Но прежде чем мы используем модель, она часто подвергается триангуляции либо пользователем заранее, либо автоматически скрытым программным обеспечением.
Но прежде чем мы используем модель, она часто подвергается триангуляции либо пользователем заранее, либо автоматически скрытым программным обеспечением.
 Объекты, которые мы создаем с помощью этой техники, все еще довольно часто имеют твердую поверхность, но имеют более органичные формы.
Объекты, которые мы создаем с помощью этой техники, все еще довольно часто имеют твердую поверхность, но имеют более органичные формы.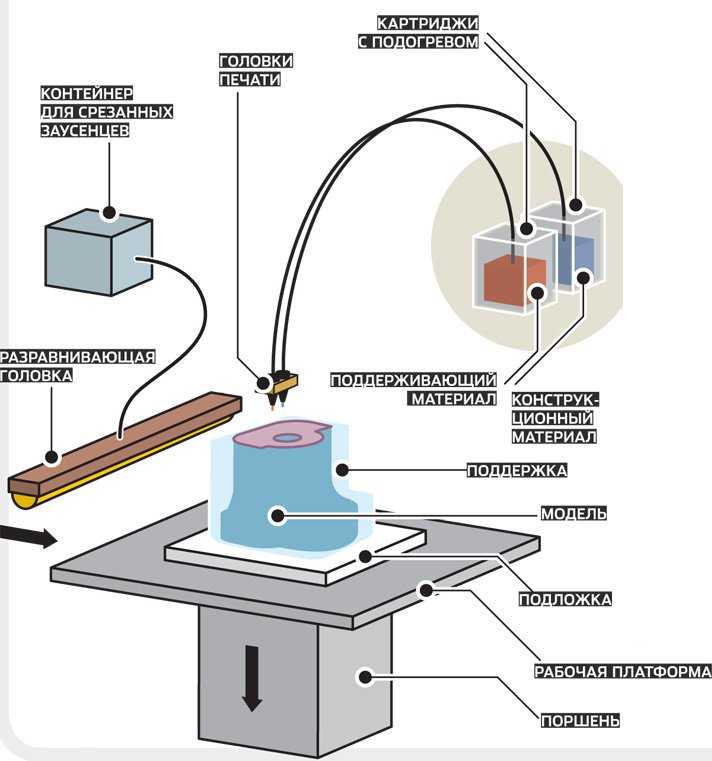 Неудивительно, что у нас есть аббревиатура. При таком моделировании мы переходим на совершенно другой вид моделирования. Мы создаем изогнутые поверхности, которыми мы управляем на основе контрольных точек. Мы можем использовать его для создания очень гладких изогнутых поверхностей.
Неудивительно, что у нас есть аббревиатура. При таком моделировании мы переходим на совершенно другой вид моделирования. Мы создаем изогнутые поверхности, которыми мы управляем на основе контрольных точек. Мы можем использовать его для создания очень гладких изогнутых поверхностей.
 Кисть имеет область влияния и более органично изменяет геометрию в зависимости от типа кисти и настроек.
Кисть имеет область влияния и более органично изменяет геометрию в зависимости от типа кисти и настроек.
 С помощью этой техники мы используем камеру и фотографируем объект несколько раз со всех сторон при максимально ровном освещении. Затем мы загружаем эти изображения в программу, которая интерпретирует их и создает трехмерное представление объекта.
С помощью этой техники мы используем камеру и фотографируем объект несколько раз со всех сторон при максимально ровном освещении. Затем мы загружаем эти изображения в программу, которая интерпретирует их и создает трехмерное представление объекта. Например, камень должен лежать, когда мы его фотографируем, а его нижняя сторона недоступна во время одной фотосессии. Это приведет к дырам в нашей сетке, с которыми нам придется каким-то образом справиться.
Например, камень должен лежать, когда мы его фотографируем, а его нижняя сторона недоступна во время одной фотосессии. Это приведет к дырам в нашей сетке, с которыми нам придется каким-то образом справиться. Большинство из них также имеют несколько целей, как вы, вероятно, можете себе представить. Когда мы что-то моделируем, мы создаем установку с различными объектами и параметрами, которые со временем будут взаимодействовать друг с другом. Компьютер рассчитывает, как все будет двигаться и что произойдет для каждого кадра, для которого мы запускаем симуляцию.
Большинство из них также имеют несколько целей, как вы, вероятно, можете себе представить. Когда мы что-то моделируем, мы создаем установку с различными объектами и параметрами, которые со временем будут взаимодействовать друг с другом. Компьютер рассчитывает, как все будет двигаться и что произойдет для каждого кадра, для которого мы запускаем симуляцию.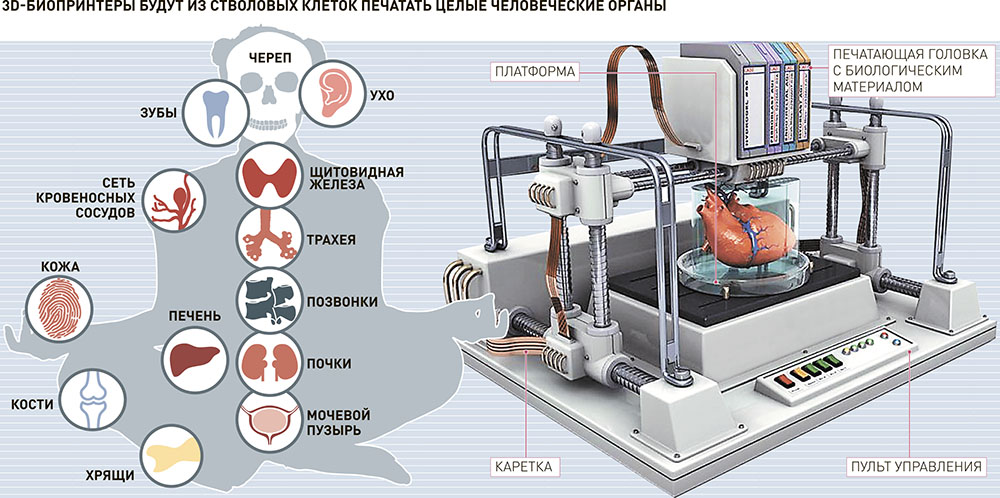 Вместо того, чтобы моделировать каждый кадр вручную.
Вместо того, чтобы моделировать каждый кадр вручную.
 Некоторые из них равномерно распределены по всей сцене, в то время как другие сгруппированы вместе или сосредоточены в определенной области сцены.
Некоторые из них равномерно распределены по всей сцене, в то время как другие сгруппированы вместе или сосредоточены в определенной области сцены. Но если вы хотите, например, заняться 3D-печатью, вам следует начать с nurb-моделирования.
Но если вы хотите, например, заняться 3D-печатью, вам следует начать с nurb-моделирования. Моделирование требует тщательного наблюдения, обработки и исправления трехмерных объектов с помощью различных атрибутов программного обеспечения. Освоение этого навыка требует практики в различных предметных областях, таких как анатомия.
Моделирование требует тщательного наблюдения, обработки и исправления трехмерных объектов с помощью различных атрибутов программного обеспечения. Освоение этого навыка требует практики в различных предметных областях, таких как анатомия.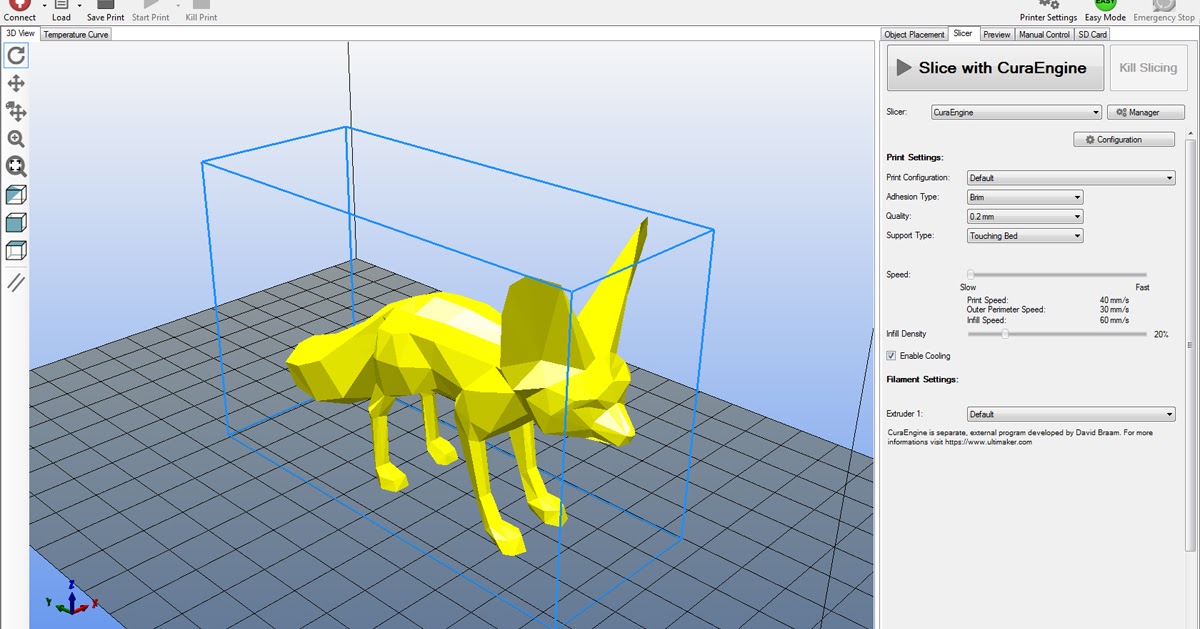 Эти объекты создаются на основе предыдущих проектов или реальных наблюдений и будут использоваться в качестве элементов трехмерной среды, которую мы пытаемся создать.
Эти объекты создаются на основе предыдущих проектов или реальных наблюдений и будут использоваться в качестве элементов трехмерной среды, которую мы пытаемся создать.
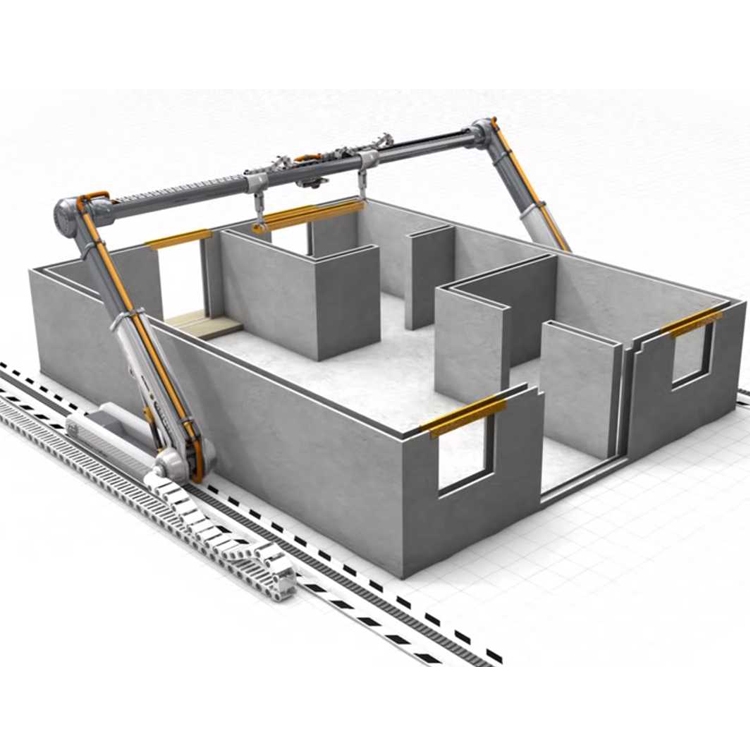 Эти стили приведут вас к почти одинаковым результатам с помощью разных методов.
Эти стили приведут вас к почти одинаковым результатам с помощью разных методов.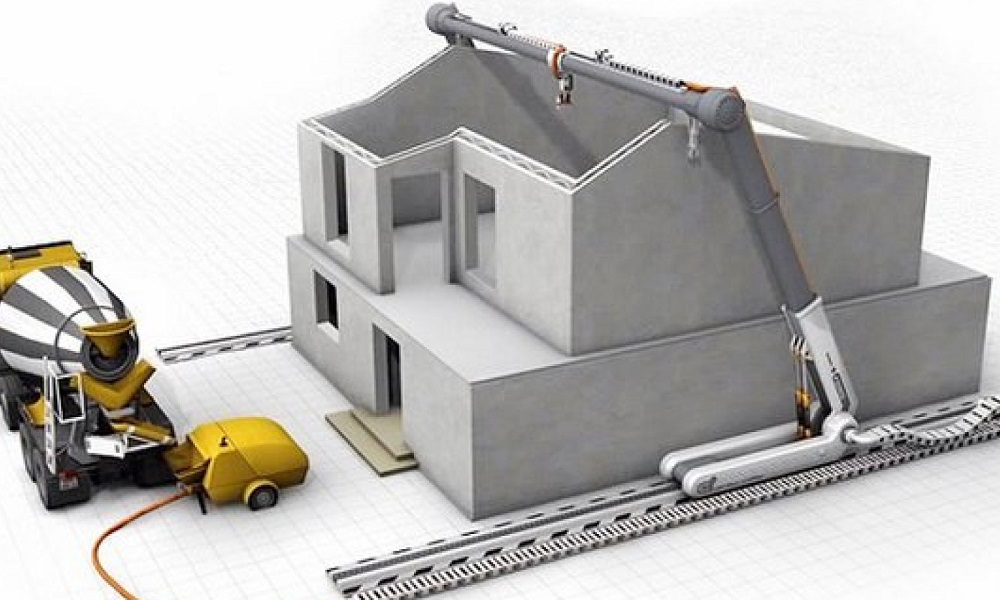
 В этой технике основное внимание часто уделяется сначала определению формы, затем ее подразделению и добавлению дополнительных деталей с помощью дополнительных полигонов. Это в некотором роде похоже на использование сначала больших мазков кисти, а затем добавление большего количества деталей в обычном рисовании.
В этой технике основное внимание часто уделяется сначала определению формы, затем ее подразделению и добавлению дополнительных деталей с помощью дополнительных полигонов. Это в некотором роде похоже на использование сначала больших мазков кисти, а затем добавление большего количества деталей в обычном рисовании.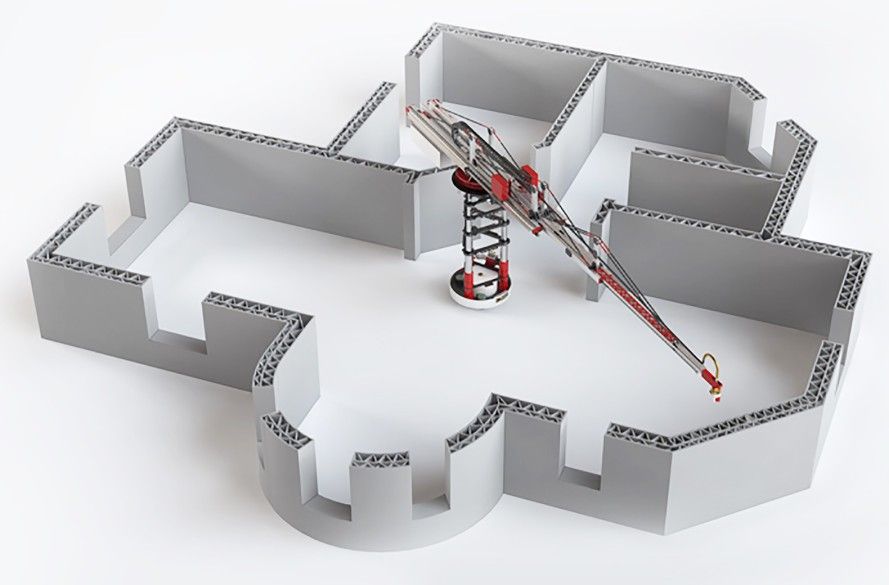 Специалисты по моделированию 3D-анимации — это цифровые эквиваленты классических скульпторов. Основные обязанности специалиста по 3D-моделированию в студии 3D-анимации включают:
Специалисты по моделированию 3D-анимации — это цифровые эквиваленты классических скульпторов. Основные обязанности специалиста по 3D-моделированию в студии 3D-анимации включают: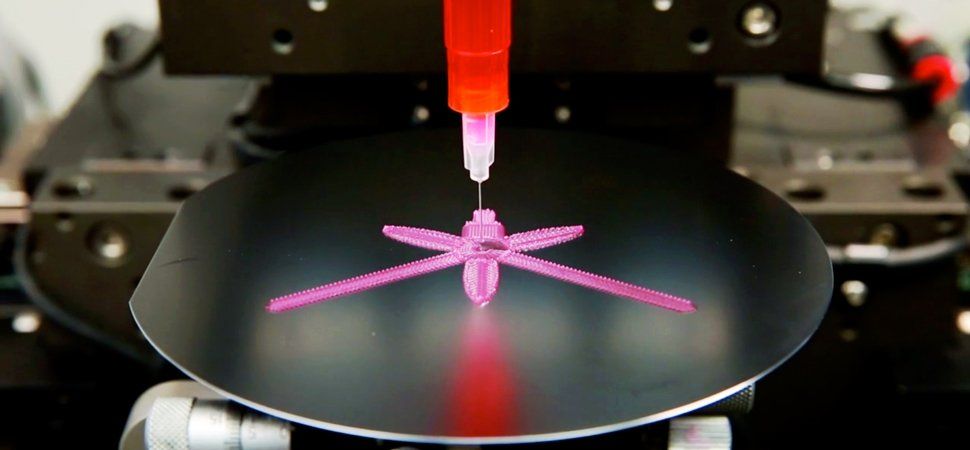
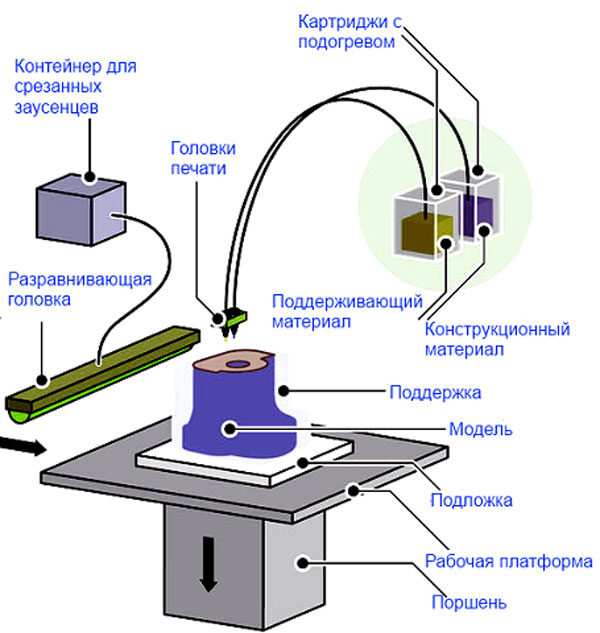
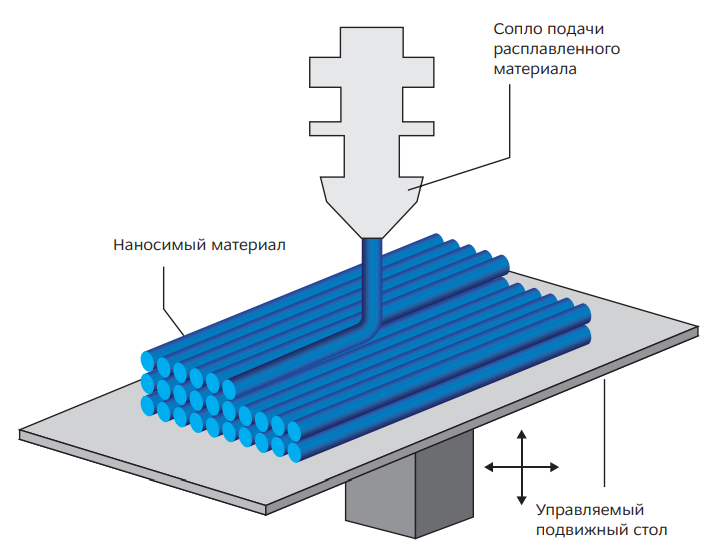

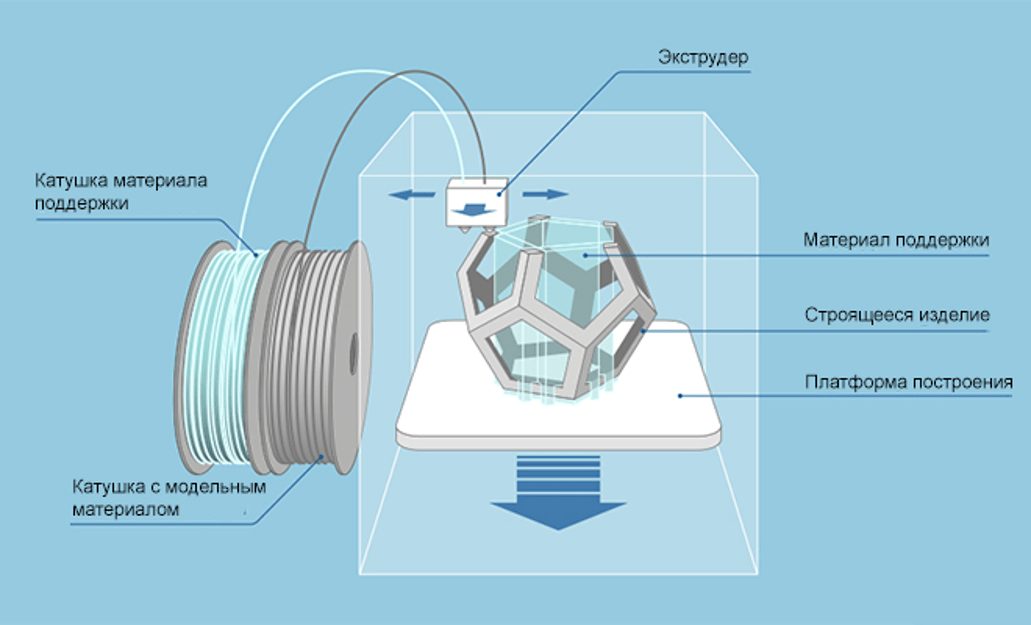
 Гарантия 2 года.
Гарантия 2 года.
 org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»>




 Чтобы решить эту проблему, я дважды проверяю линейкой каждый раз, когда регулирую высоту кровати.
Чтобы решить эту проблему, я дважды проверяю линейкой каждый раз, когда регулирую высоту кровати.
 Единственный способ уменьшить бекас — это точно настроить высоту и угол наклона удлинителя рубанка.
Единственный способ уменьшить бекас — это точно настроить высоту и угол наклона удлинителя рубанка.

 Сочетание настольного фуганка и рубанка представляет собой машину 2-в-1, позволяющую максимально увеличить рабочее пространство
Сочетание настольного фуганка и рубанка представляет собой машину 2-в-1, позволяющую максимально увеличить рабочее пространство  удаление толщины 2 мм
удаление толщины 2 мм  Компактная настольная конструкция удобно подходит для небольших магазинов
Компактная настольная конструкция удобно подходит для небольших магазинов 
 ..
.. Экономное потребление топлива. Благодаря удобной рукоятке, достигается комфортное и легкое управление штангой триммера.
Экономное потребление топлива. Благодаря удобной рукоятке, достигается комфортное и легкое управление штангой триммера. Я не любил этот бренд еще когда он был полностью немецким, а сейчас…
Я не любил этот бренд еще когда он был полностью немецким, а сейчас… Я очистил более полуакра от зарослей на своем участке — область, которая включала 3-дюймовые саженцы и много густых зарослей, — и Husqvarna не вспотела. На самом деле, я почти все время был на пол-газа. С тремя триммерными головками в комплекте, удобным ремнем безопасности, легким запуском и гашением вибраций он с легкостью укрощает непослушную землю.
Я очистил более полуакра от зарослей на своем участке — область, которая включала 3-дюймовые саженцы и много густых зарослей, — и Husqvarna не вспотела. На самом деле, я почти все время был на пол-газа. С тремя триммерными головками в комплекте, удобным ремнем безопасности, легким запуском и гашением вибраций он с легкостью укрощает непослушную землю. а ты нужно будет надеть страховочную привязь.
а ты нужно будет надеть страховочную привязь. Советую сначала держать инструкцию под рукой.
Советую сначала держать инструкцию под рукой.
 см
см  10 015,54
10 015,54 : රු,1 000 000
: රු,1 000 000 2488,41
2488,41
 Циклы по функциям G85 и G86 (расточка отверстия разверткой), а также по G84 (нарезание резьбы метчиком) имеют запись в кадре, абсолютно идентичную записи по G81, при этом каждая из команд задает свои, отличные от других, параметры движения инструмента. Цикл движения развертки по G85 (б) задает вход и выход в отверстие инструмента, вращающегося в одном направлении, с рабочей подачей F. Цикл сверления по G86 (в) задает другой тип движения развертки: инструмент входит в материал с рабочей скоростью, затем происходит остановка вращения и далее быстрый выход из отверстия.
Циклы по функциям G85 и G86 (расточка отверстия разверткой), а также по G84 (нарезание резьбы метчиком) имеют запись в кадре, абсолютно идентичную записи по G81, при этом каждая из команд задает свои, отличные от других, параметры движения инструмента. Цикл движения развертки по G85 (б) задает вход и выход в отверстие инструмента, вращающегося в одном направлении, с рабочей подачей F. Цикл сверления по G86 (в) задает другой тип движения развертки: инструмент входит в материал с рабочей скоростью, затем происходит остановка вращения и далее быстрый выход из отверстия. При выходе метчика из отверстия обеспечивается реверсивное вращение шпинделя. Отметим, что при нарезании резьбы метчик следует крепить в специальный патрон с компенсатором. R Z R Z X X Z Z G81 G98 (G99) R… Z-… F…; G85 G98 (G99) R… Z-… F…; а) б) R Z R Z X X Z Z G86 G98 (G99) R… Z-… F…; G84 G98 (G99) R… Z-… F…; в) г) R Z X Q Z Q Q G83 G98 (G99) R… Z-… Q… F…; д)
При выходе метчика из отверстия обеспечивается реверсивное вращение шпинделя. Отметим, что при нарезании резьбы метчик следует крепить в специальный патрон с компенсатором. R Z R Z X X Z Z G81 G98 (G99) R… Z-… F…; G85 G98 (G99) R… Z-… F…; а) б) R Z R Z X X Z Z G86 G98 (G99) R… Z-… F…; G84 G98 (G99) R… Z-… F…; в) г) R Z X Q Z Q Q G83 G98 (G99) R… Z-… Q… F…; д)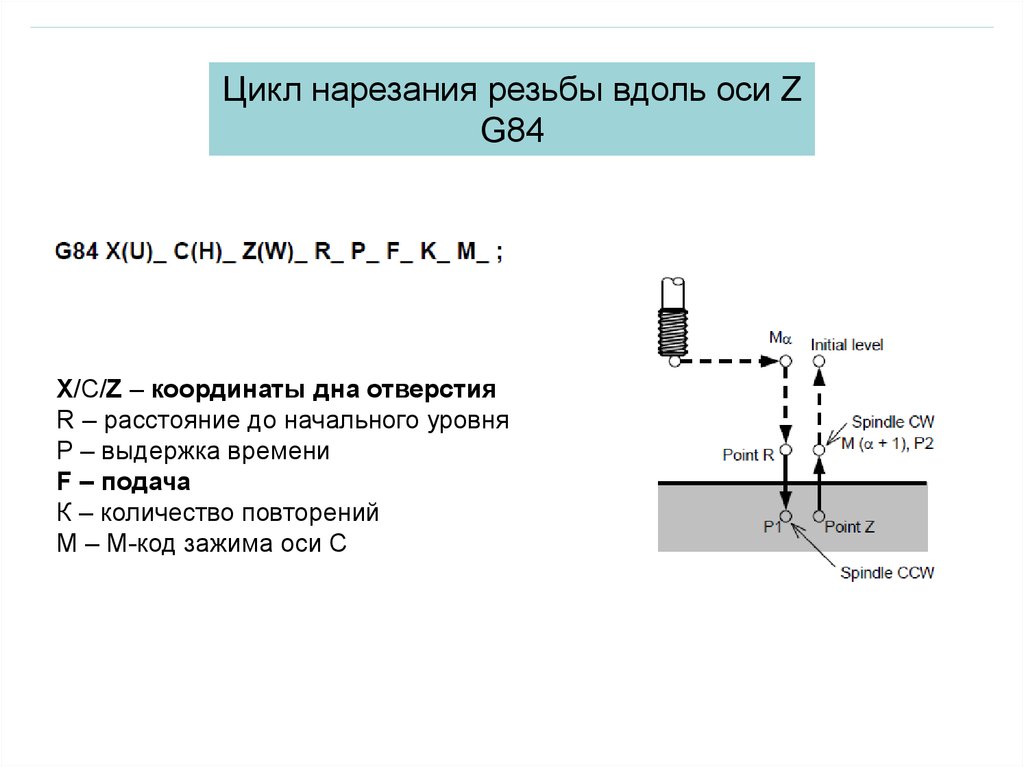

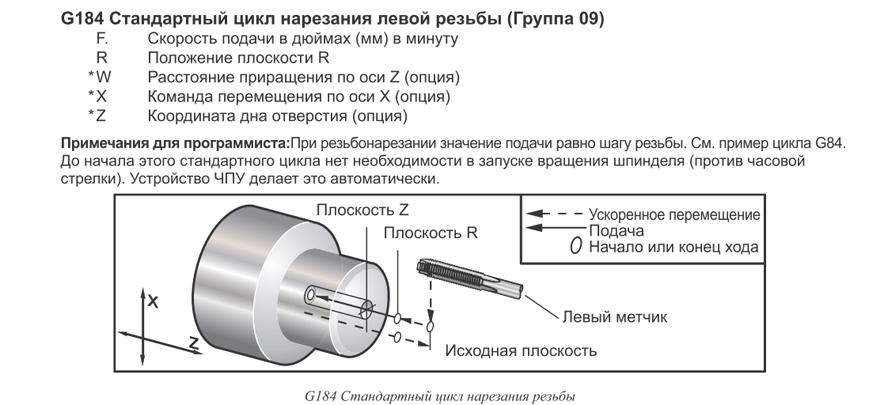
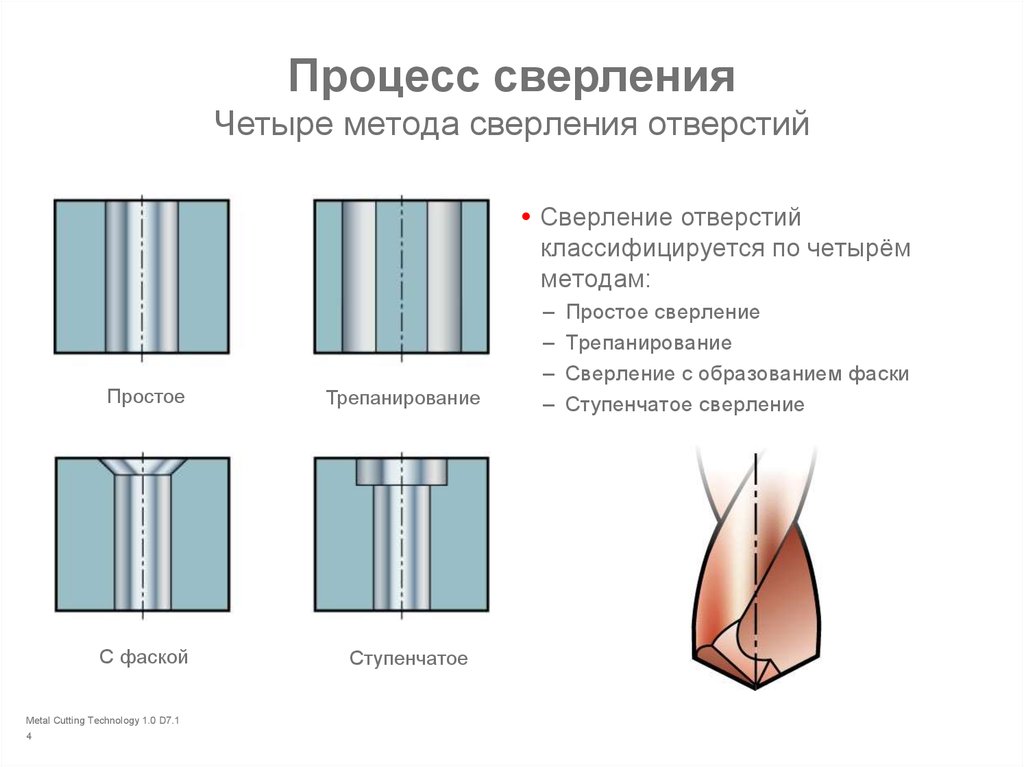
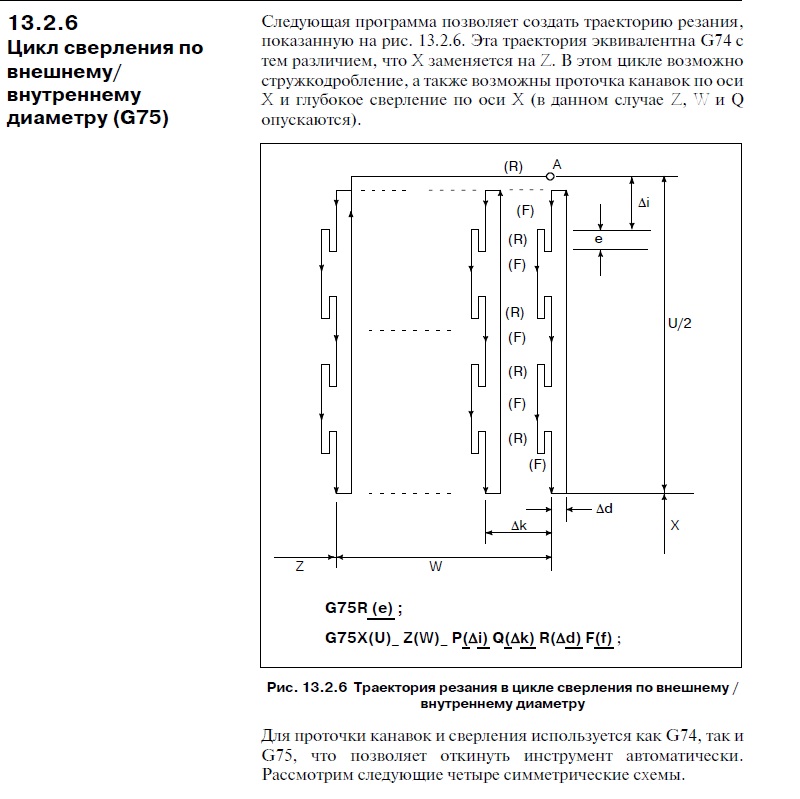 работать.
работать. 

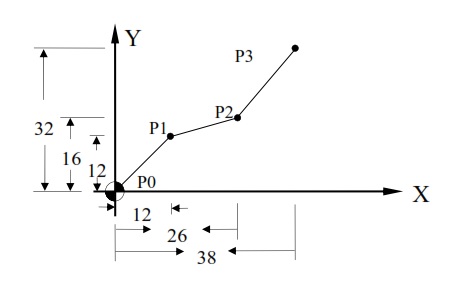
 Это также позволяет охлаждающей жидкости попадать к кончику инструмента, если вы не используете охлаждающую жидкость через шпиндель.
Это также позволяет охлаждающей жидкости попадать к кончику инструмента, если вы не используете охлаждающую жидкость через шпиндель. Это то, насколько глубоко инструмент опустится перед тем, как вытащить его из отверстия, быстро вернуться вниз и продолжить бурение.
Это то, насколько глубоко инструмент опустится перед тем, как вытащить его из отверстия, быстро вернуться вниз и продолжить бурение. ТВЕРДОСПЛАВНОЕ СВЕРЛО) (эта строка называется сменой инструмента)
ТВЕРДОСПЛАВНОЕ СВЕРЛО) (эта строка называется сменой инструмента)  0 (в исходное положение ось Y, чтобы выдвинуть стол вперед, чтобы вы могли проверить свою работу)
0 (в исходное положение ось Y, чтобы выдвинуть стол вперед, чтобы вы могли проверить свою работу) 
 Сверла Big Jobber HSS — довольно старая школа в CNCland.
Сверла Big Jobber HSS — довольно старая школа в CNCland.