Стоматология Мастер Класс на улице Карла Маркса отзывы, фото, цены, телефон и адрес — Медицинские центры — Нижний Новгород
+7 (831) 247-72-… — показать
/
2 отзыва
Откроется в понедельник в 08:00
Вы владелец?
Описание
В стоматологическом кабинете «Мастер Класс» вы навсегда избавитесь от страха перед лечением зубов, а также приобретете надежных союзников и помощников в лице дантистов клиники. Эффективная анестезия, аккуратность и бережное отношение врачей, быстрота и точность операций превратят процесс лечения в комфортную и приятную процедуру, а цены на весь перечень услуг сделают посещение стоматологии «Мастер Класс» доступной для всех.
Телефон
+7 (831) 247-72-… — показать
до м. Стрелка — 1.4 км
Проложить маршрут
На машине, пешком или на общественном транспорте… — показать как добраться
Время работы
Пн-пт: 08:00—20:00 по предварительной записи: пн-пт
Компания в сети
stomat-mk. ru
Сертификаты и документы
Вы владелец?
Получить доступ
Получить виджет
Сообщить об ошибке
Похожие медицинские центры
Все отзывы подряд 2
Сортировать:
по дате по оценке по популярности
С фото
Часто задаваемые вопросы о Стоматологии Мастер Класс
📍 По какому адресу располагается Стоматология Мастер Класс?
Данное заведение располагается по адресу Россия, Нижний Новгород, Канавинский район, жилой район Мещерское Озеро, улица Карла Маркса, 20.
org/Question»>
☎️ Доступен ли номер телефона Стоматологии Мастер Класс?
Можно позвонить по номеру +7 (831) 247-72-22.
🕖 С каким графиком работает это заведение?
Двери организации открыты: Пн-пт: 08:00 — 20:00; по предварительной записи: пн-пт.
⭐ Как посетители сайта Zoon.ru оценивают Стоматологию Мастер Класс?
Средняя оценка заведения от пользователей Zoon.ru – 3.2. Вы можете написать свой отзыв о Стоматологии Мастер Класс!
org/Question»>
🧾 Можно ли посмотреть список цен и услуг в данном заведении?
Такая информация есть в разделе с услугами и ценами Стоматологии Мастер Класс.
📷 Сколько фото и изображений в анкете Стоматологии Мастер Класс на Zoon.ru?
В анкете этого места вы можете найти фото официальных документов (всего в анкете 5 изображений ).
✔️ Насколько точна информация на данной странице?
Zoon.ru делает всё возможное, чтобы размещать максимально точные и свежие данные о заведениях. Если вы нашли ошибку и/или являетесь владельцем данного заведения, то, пожалуйста, воспользуйтесь формой обратной связи.
Информация, предназначена для ознакомления и не заменяет квалифицированную медицинскую помощь. Проконсультируйтесь с врачом!
Средняя оценка — 3,2 на основании 2 отзывов и 46 оценок
Записаться на приём в стоматологию Мастер Класс на улице Карла Маркса по телефону: +7 (831) 247-72-22.
Рекомендуем также
Стоматология Мастер Класс в Нижнем Новгороде: телефон, адрес
Нижний Новгород, микрорайон Мещерское Озеро, улица Карла Маркса, 20, оф. 7
Официальный сайт:
http://stomat-mk. ru
Телефон:
+7 (831) 247-72-22
График работы:
пн-пт 8:00–20:00; сб 9:00–15:00
Откроемся через 9 часов.
Обратите внимание на другие клиники города
Яна
Статус
Кристалл-Дент на ш. Московское
Возможно, Вас заинтересуют:
Рождественская сyперакция по протезированию
Подробнее…
Рождественская сyперакция
Подробнее…
Онлайн консультация на сайте
Удобная онлайн-консультация из любой точки мира с нашими докторами.
Подробнее…
Публикуем рейтинг врачей и стоматологий за прошлый год
На нашем сайте появился новый раздел, посвященный лучшим специалистам в области лечения зубов.
Подробнее…
Тренинг по конометрическим решениям. 13 сентября — 14…
для цемента и винта бесплатно
реставрация кресла
с запатентованным подъемом
…
Подробнее…
Конгресс ЕАО с TRATE 26 сентября — 28 сентября…
Построить «Мост в будущее» имплантологии,
принять участие в динамических и интерактивных…
Подробнее…
Ведущий хирург имплантолог МЦДИ Рутт Вознюк Владимир…
Вознюк Владимир Александрович — ведущий стоматолог хирург-имплантолог был приглашен в прямой эфир на…
Подробнее…
Уникальный сенсор в помощь врачу-стоматологу — теперь…
Эффективная и корректная диагностика прикуса (или окклюзии), является исключительно важной для зубов,…
Подробнее…
Если не нашли ответа
Наши консультанты и авторы статей
Анри Генри Дидерих
Президент Open Dental Community
Михалев Александр Владимирович
Нестеренко Алексей Павлович
хирург-имплантолог
Кустов Никита Игоревич
стоматолог-ортопед
Мильев Семен Константинович
Стоматолог–терапевт
Максименко Елена Геннадьевна
стоматолог-ортодонт
Большакова Евгения Владимировна
гигиенист
Широков Иван Юрьевич
стоматолог-ортопед
Копылова Любовь Ивановна
хирург-имплантолог, стоматолог –терапевт
Алекперов Роман Борисович
Cтоматолог-ортопед
Попков Сергей Юрьевич
стоматолог-ортопед
Пак Роман Владимирович
стоматолог-ортопед
Палкин Дмитрий Алексеевич
хирург-имплантолог
Малиновский Игорь Юрьевич
челюстно-лицевой хирург-имплантолог
Сачеев Нанда
Президент международного открытого сообщества стоматологов (ODC) Индии
Альваро Бастида
Почетный член и международный спикер ODC
Эль Мохэб Мохамад
Член международного Открытого Сообщества стоматологов (ODC)
Вознюк Владимир Александрович
челюстно-лицевой хирург-имплантолог высшей категории
Омерэлли Эмир Романович
челюстно-лицевой хирург-имплантолог и кандидат медицинских наук
Сапронов Дмитрий Олегович
стоматолог-ортопед
Новости
Рождественская сyперакция по протезированию
Подробнее. ..
Рождественская сyперакция
Подробнее…
Онлайн консультация на сайте
Подробнее…
Популярное на сайте
Что такое световая пломба?
Подробнее…
Депульпирование зуба
Подробнее…
Зубной камень — что это и как с ним бороться.
Подробнее…
Онлайн-мастер-класс по стоматологии — качественные онлайн-курсы для стоматологов
Примите участие в полностью профессиональном, социальном, увлекательном и интерактивном онлайн-мастер-классе. Получите опыт обучения, которого вы заслуживаете.
2000+ учащихся с 21 февраля!
Прямой эфир в Гонконге: 1-2 апреля 2023 г. Освоение имплантатов в эстетической зоне!
От непосредственности до GBR и двухэтапных аугментаций поднимите свою практику на новый уровень! С живой хирургией и практическими занятиями!
Наши курсы ориентированы на основные клинические компетенции. Теория, стратегии и методы, непосредственно применимые к вашей повседневной практике.
На основе фактических данных
Наши преподаватели выбираются таким образом, чтобы сочетать клиническое мастерство с исследовательским опытом мирового уровня. Учитесь непосредственно у тех, кто создает знания в первую очередь
Компетентность
Наши курсы разработаны для развития основных клинических навыков, повышения способности решать проблемы и повышения эффективности и успеха на практике. Присоединяйтесь к динамичному сообществу учащихся, делитесь информацией и получайте поддержку во время, но в основном после курса
Сейчас в Мастер-классе:
Имплантаты в эстетической зоне – в прямом эфире в Гонконге
Передний отдел верхней челюсти является одним из самых сложных мест для установки имплантатов, поскольку локальная анатомия чаще всего подвергается риску. В то же время высокие требования к естественной эстетике создают серьезные проблемы для оператора, который должен «начинать с конца», тщательно выбирать подходящий путь лечения и разрабатывать наилучшее вмешательство для каждого пациента. В ходе курса шаг за шагом будут обсуждаться наиболее распространенные протоколы установки имплантатов и реставрации в эстетической зоне, от немедленной установки имплантатов до сохранения альвеолярного гребня и ранней установки с помощью направленной костной регенерации. Он также продемонстрирует процедуры с живой хирургией и позволит участникам попрактиковаться в наиболее важных методах увеличения твердых и мягких тканей на моделях, изготовленных по индивидуальному заказу!
Nikos Mattheos
Имплантаты в эстетической зоне Live в Гонконге — теория + хирургия
Передний отдел верхней челюсти является одним из самых сложных мест для установки имплантатов, так как местная анатомия чаще всего подвергается риску. В то же время высокие требования к естественной эстетике создают серьезные проблемы для оператора, который должен «начинать с конца», тщательно выбирать подходящий путь лечения и разрабатывать наилучшее вмешательство для каждого пациента. В ходе курса шаг за шагом будут обсуждаться наиболее распространенные протоколы установки имплантатов и реставрации в эстетической зоне, от немедленной установки имплантатов до сохранения альвеолярного гребня и ранней установки с помощью направленной костной регенерации. Он также продемонстрирует процедуры с живой хирургией и позволит участникам попрактиковаться в наиболее важных методах увеличения твердых и мягких тканей на моделях, изготовленных по индивидуальному заказу!
Свободный модуль 1!
Освоение осложнений при имплантации
Узнайте, как найти истинные причины неудач и шаг за шагом освойте правильные стратегии лечения осложнений при имплантации!
Никос Маттеос — Мартин Янда
Достигайте собственных целей!
Обучение — это путешествие, имеющее одну цель: мастерство в оказании оптимальной помощи!
Мы поможем вам определить свое положение, составить план действий и всегда оставаться на правильном пути!
Блиц-вебинары, мастер-репетиторы, живые операции, интерактивное планирование лечения, практическое обучение, пошаговые контрольные списки, поддержка сообщества . .. В вашем распоряжении L4C есть все инструменты, которые помогут вам достичь своей цели!
Получите скидку 20% на все наши онлайн-курсы ! Чтобы узнать больше , нажмите здесь или посетите Академию ITI
отзыва от фактически завершивших курс!
Наши онлайн-студенты сказали о наших курсах:
«Я прошел сотни часов различных курсов, но этот пока что один из лучших. Не могу поверить, что нашел его случайно, и никто мне его не рекомендовал. Мне он нравится. Спасибо!»
Перетащите, чтобы изменить размер
DR. АЛЕКСАНДР СРОКОШ, BDS (с отличием) MPharm СТОМАТОЛОГ-КОСМЕТИК UK
«ЭТОТ ОНЛАЙН-КУРС С НАЧАЛА БЫЛ УДОБНЫМ ДЛЯ ПОЛЬЗОВАТЕЛЯ И ЛЕГКИМ В УПРАВЛЕНИИ. КУРС ХОРОШО СТРУКТУРИРОВАН, ИНФОРМАТИВНЫЙ И ОБРАЗОВАТЕЛЬНЫЙ. ПОМИМО ЛЕКЦИЙ, ЕСТЬ ДЕМОНСТРАЦИОННЫЕ ВИДЕО И КОНТЕНТ ДЛЯ ЧТЕНИЯ, ВЫ МОЖЕТЕ ОБРАЩАЙТЕСЬ В ЛЮБОЕ ВРЕМЯ! ВЫ ТАКЖЕ МОЖЕТЕ ОБРАТИТЬСЯ К ЛЮБОМУ РАЗДЕЛУ КУРСА И ПОЛНЫЙ КУРС В ВАШЕ ВРЕМЯ. МНЕ ОСОБЕННО ПОНРАВИЛИСЬ ЛЕКЦИИ НИКОСА МАТТЕОСА. ПЕРИОД СОДЕРЖАНИЕ БЫЛО ИНТЕРЕСНО И ОБРАЗОВАТЕЛЬНЫЕ С ПРОТЕЗИРОВАННОЙ ПЕРСПЕКТИВОЙ. ЛЕКЦИИ ХОРОШО ПРЕДСТАВЛЕНЫ, ВЫСОКОГО КАЧЕСТВА И ДОКАЗАТЕЛЬНО ОСНОВАННЫХ».
ДР. DEON FERREIRA, СТОНТОДОНТ ЮЖНАЯ АФРИКА
Курс очень интересный, обновленный и хорошо иллюстрированный. Он очень нравится и надеюсь, что будет больше модулей для просмотра!
Перетащите, чтобы изменить размер
DR. АХМЕД СЕХАДА, ЕГИПЕТ
«Этот курс должен быть обязательным для тех из нас, кто принимает пациентов с имплантами, что мы все делаем в настоящее время. 😊 Впечатляет — все, что вам нужно знать об имплантации, выполнено в поучительной и педагогической форме. Мне очень понравились подлинные истории болезни пациентов с вопросами и возможностью отправить вам вопросы. Поскольку сеансы очень короткие, легко делать главу, когда есть время. Очень хороший курс, который улучшит методы лечения в моей повседневной практике».
Перетащите, чтобы изменить размер
DR. Michaela von Geijer Частная практика, Швеция
Присоединяйтесь к сообществу
Будьте в курсе. Подпишитесь на нашу рассылку.
Я хочу получать новости, советы и рекомендации, а также другие рекламные материалы
Спасибо!
Курсы имплантологии, обучение стоматологов Онлайн Мастер-класс
Каталог курсов
Найдите то, что лучше всего соответствует вашим потребностям! От онлайн-курсов до практических занятий и мастер-классов по хирургии!
1600 долларов: теория + хирургия
1900 долларов: + практические занятия
Имплантаты в эстетической зоне
! May ’23 в Гонконге
Овладейте навыками принятия решений и методиками для успешного и длительного лечения имплантатов в эстетической зоне! Шаг за шагом от теории к практике! От экстренной помощи, сохранения гребня до наращивания костей и мягких тканей и НКР!
Живая хирургия! Практическое обучение
Доктор Никос Маттеос
Напишите здесь свой замечательный ярлык.
Напишите здесь свою классную этикетку.
Освоение осложнений имплантации!
Узнайте, как найти истинные причины отказа имплантатов и шаг за шагом освойте правильные стратегии лечения биологических и технических осложнений имплантатов!
Наполненный клинически значимой информацией и демонстрационными видеороликами, открывающий глаза мастер-класс для каждого имплантолога!
Присоединяйтесь Бесплатно Модуль 1!
$ 380
Д-р Никос Маттеос
Д-р Мартин Янда
Освоение хирургии периимплантита!
Клинически ориентированное практическое обновление, направленное на развитие хирургических навыков!
Узнайте, как диагностировать, выявлять различные типы дефектов и разрабатывать наиболее эффективные индивидуальные хирургические вмешательства! Пошаговый клинически ориентированный курс по методам, устройствам и протоколам и тому, как их использовать!
Доктор Никос Маттеос
Присоединяйтесь к бесплатному модулю 1!
320 $
Имплантаты в эстетической зоне
!
Овладейте навыками принятия решений и методиками для успешной и надежной имплантации в эстетической зоне! От цифрового планирования лечения до выбора имплантатов и дизайна протезов, наращивания костей и мягких тканей, немедленности, шаг за шагом изучите пути и инструменты для достижения успеха в сложной анатомии!
Одним из приоритетных и востребованных направлений деятельности компании «Технолес» является производство гнутых деталей под заказ преимущественно из березового шпона.
Выделяют следующие его этапы производства гнутоклееных деталей:
калибровка бревен под заданные параметры для получения пластин шпона максимально возможного размера с меньшим количеством дефектов;
размягчение древесины влажностью и высокой температурой для того, чтобы волокна стали податливыми;
радиальное срезание на лущильном станке тонких (0,3-5 мм) слоев древесины с вращающегося бревна;
просушка полученного шпона и дальнейшая обрезка по определенным размерам;
подборка и склеивание фрагментов для дефектных участков;
проклеивание заданного количество слоев шпона, в которых соответствующим образом укладываются листы с продольным и поперечным расположением волокон;
уплотнение древесно-слоистой плиты в горячем прессе заданной конфигурации с одновременным просушиванием;
обрезка и доводка заготовок.
Мы изготавливаем гнутые детали из фанеры за счет использования термоактивного клея и горячей опрессовки.
Подготовленные листы шпона, обработанные клеем, укладываются между раздвижными фигурными элементами пресс формы. Опускаясь, верхняя часть пресса продавливает будущую фанеру, которая приобретает точные очертания самого пресса.
Нагревательный элемент прессовального станка делает данную процедуру довольно быстро. В зависимости от используемой техники и породы дерева изгибать шпон можно в разных направлениях древесных волокон. Тонкие слои мягкой древесины легко прогибаются, при этом не трескаясь.
Детали, у которых нет возможности выйти за рамки прессовального оборудования, четко вырисовываются по контурам. Под действием высокой температуры клей моментально затвердевает, создавая монолитное целое с листами шпона.
Вернув прессовальный станок в исходное положение, оператор вынимает готовую деталь фанеры, которая не просто в точности повторяет очертания пресса, но и уже имеет жесткую форму.
В наших широтах гнутоклееные детали из фанеры предпочтительнее изготавливать из березы.
Чем обусловлен выбор в качестве древесины для шпонирования березы, так это:
равномерное расположение годичных колец, влекущее за собой возможность срезать аккуратные слои шпона большей площади;
пониженная степень сучковатости и как следствие меньшая площадь дефектных участков;
мягкость и небольшая плотность древесины, позволяющая скручивать детали сильнее, то есть меньшим радиусом.
ПРИМЕНЕНИЕ:
Где же используется гнутая фанера?
Наверняка вы встречали массу изделий из нее, но не всегда задумывались о том, каким способом изготавливаются гнутые элементы для интерьера и мебели. Теперь, зная об особенностях производства, легко отличите данный вид деревянной мебели от прочих разновидностей.
Гнутые фасады мебельных стенок, угловых шкафов и кухонных гарнитуров, а также гнутые спинки кресел и стульев с прорисовывающимися на торцах слоями шпона красноречиво заявляют о своем происхождении знающему человеку. Многообразие форм и эффектность деталей, прочность наряду с декоративностью внешнего вида, высокое качество и функциональность, соседствующая с уникальной оригинальностью каждого изделия.
Таковы характеристики ГКД. Ведь такой привычный предмет мебели, как стул, гнутая спинка которого повторяет плавные очертания изгибов вашего позвоночника, никак не отнесешь к категории заурядных. Декоративные изогнутые элементы из дерева встречается в детской мебели, делая ее безопасной.
Видео: Изготовление гнутых изделий из древесины. Гнутоклееные изделия. Изгибание древесины методом отпаривания
Биржа ProСтанки
Добавлено: 07.04.2013 в 14:15 Продолжительность: 01:00:27
Как изгибается древесина. Как сделать гнутые элементы из дерева.
Для получения из массивной древесины криволинейных деталей применяют в основном два способа: выпиливание по шаблону на ленточнопильных станках и гнутье предварительно распаренной древесины вручную с помощью шаблона или на гнутарных станках. При первом способе происходит перерезание волокон и ослабление прочности деталей. На криволинейных поверхностях получаются полуторцовые и торцовые поверхности срезов, что затрудняет их чистовую обработку и отделку. Кроме того, полезный выход заготовок очень низок. При гнутье обеспечиваются высокий полезный выход деталей и прочность, высокое качество отделки, возможность различной механической обработки деталей — формирования шипов и проушин, профилирования и др.
Способность древесины к гнутью определяется ее пластичностью и зависит прежде всего от породы. Наибольшей пластичностью обладают такие породы, как бук, дуб, береза, ель, сосна. Пластичность древесины можно значительно повысить путем ее гидротермической обработки. При влажности 25—30% и температуре около 100°С часть веществ, входящих в состав клеток древесины, переходит в состояние геля. Вследствие этого стенки клеток, а следовательно, и волокна древесины становятся мягкими, эластичными и древесина легко поддается гнутью. Если согнутый брусок высушить, то коллоидные вещества затвердеют и сохранят приданную ему форму.
Комментарии
4
Оставить комментарий
Интересные статьи партнеров
Получение информации о производственных мощностях с помощью планирования и составления графиков
Запуск лазерно-гравировальной машины с ЧПУ LM 9060 PRO в Липецке
Запуск оптоволоконного лазерного станка по металлу XTC-1530H/1500 Вт Raycus в Белорецке
Настольный футбол “Кикер” своими руками
Поступление оптоволоконных лазерных станков на наш склад в Казани
Шедевры из проволоки и коряг от художника Ивана Ловатта
Скульптуры из нержавеющей стали от Джила Брювеля
Как выглядели станки для деревообработки в 19 веке
12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
Похожее видео
Curved Wood — Etsy.
de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(более 1000 релевантных результатов)
Autumn House — Производитель гнутой фанеры
НАШИ УСЛУГИ
4s»> Отличная поддержка клиентов
Здесь нет сложных телефонных деревьев. Когда вы звоните в Autumn House, вы можете поговорить с реальным человеком. Мы гордимся тем, что можем сделать процесс максимально незаметным. Чтобы убедиться, что мы удовлетворяем ваши потребности, президент Autumn House будет посещать ваше место каждые полгода.
Проектирование и проектирование
От идеи до материальной части, мы можем помочь вам достичь этого. Если у вас нет чертежа, мы можем помочь. Наша инженерная группа использует современное программное обеспечение CAD/CAM и 3D-моделирования для производства продукции самого высокого уровня качества. Если у вас уже есть модель, мы можем принять практически любой формат (Parasolid, Solidworks, Solid-Edge или STL).
Шпон и ламинаты высочайшего качества
Наши поставщики шпона предлагают множество вариантов, таких как сочетание книг и накладок, причудливые лица и даже фигурки пчелиных крыльев.
Если вы предпочитаете ламинат, мы работаем с Wilsonart, Nevamar и Formica. Варианты сорта и цвета, которые могут предоставить эти поставщики, не ограничены для вашего применения.
ИНТЕРЕСНЫЕ ФАКТЫ
Несколько фактов об Autumn House, которые отличают нас от других производителей гнутоклееной фанеры.
155 лет
Опыт управления
11+ лет
Средний стаж работы
98%
Своевременная доставка клиенту
22 нажатия
Все индукционные/радиочастотные
Продукты
ПРИСОЕДИНЯЙТЕСЬ К ТВОРЧЕСТВУ
Мы предлагаем большой выбор ламината и шпона. Предоставляя вам почти безграничный выбор на выбор.
Возможности продукта
Вот несколько продуктов, которые демонстрируют наши возможности.
Гладкие кривые
Этот элемент имеет кривые качения и полностью обработан, с отверстиями для оборудования, на одном из наших 5-осевых фрезерных станков с ЧПУ.
Большой выбор материалов
Мы предлагаем широкий выбор цветов шпона и ламината.
Многонаправленные изгибы
Этот стул изготовлен из цельного куска и имеет изгибы в нескольких направлениях.
Преимущество осеннего дома
Наша управленческая команда имеет более чем 155-летний опыт производства мебели
и гнутой фанеры.
Владелец большинства ветеранов
100% удовлетворенность клиентов
Подтверждение заказа в течение 24 часов и планируемая дата доставки
Стандартная поставка 98% ВОВРЕМЯ
Открытое общение с клиентами во время производственного процесса
Нашими телефонами в рабочее время управляет человек, а не машина
50 лучших работников в производстве гнутоклееной фанеры (средний стаж работы 11 лет)
Ручное финишное шлифование, не имеющее аналогов ни у какой другой компании
4-5-осевые фрезерные станки | Один — 3-осевой фрезерный станок
22 пресса для гнутой фанеры (тепловая индукция/радиочастота)
Полугодовые визиты президента Autumn House на сайт наших клиентов
Металлические урны для мусора могут быть уличными и офисными. Они различаются по назначению, весу, внешнему виду и объёму. По назначению урны бывают
1. Уличными урнами.
2. Офисными урнами.
Вес мусорных урн может различаться в зависимости от толщины металла и количества функциональных элементов и украшений. По внешнему виду урны могут быть вкапываемыми и наземными. Если вкапываемые урны обязательно надо прикопать в землю, чтобы они не упали, то наземные урны достаточно поставить на землю. Однако, поскольку такие мусорные маки легко специально или случайно опрокинуть, лучше их прикрепить анкерным креплением к асфальту, плитам или другому виду покрытия.
По объёму урны могут быть от семилитровых офисных до тридцатилитровых уличных. В дальнейшем в статье вы узнаете более подробно о каждом виде урн и познакомитесь с некоторыми самыми популярными моделями.
Особенности урн уличных металлических
Урны для улиц разрабатывались с учётом влияния негативных погодных явлений. Уличные урны должны стоять под дождём, снегом, под всеми ветрами. Подвыпившие или сердитые люди могут случайно или специально пнуть урны, и они должны выстоять. Одним словом, при разработке урны для мусора главный критерий – износоустойчивость и прочность. Металл достаточно прочен, но подвержен коррозии. Чтобы урны не стали ржаветь, их покрывают специальной полимерно-порошковой краской. Покрытие устойчиво к механическим повреждениям.
По конструкции уличные урны могут быть с крышками или без оных. Крышки защищают содержимое урны от капель дождя и от снега.
По форме уличные урны могут быть круглыми и прямоугольными. Если вы будете использовать мусорные мешки, то выгоднее купить круглую урну. Края прямоугольной урны могут рвать мешки для мусора, а для круглой урны достаточно мешок закрепить скотчем или верёвкой.
При всём вышеперечисленном урны уличные ещё должны быть красивыми. Для этого есть два решения. Самое распространённое – урну любой конструкции и вида окрасить в яркий цвет – зелёный, синий, красный. Второе – при производстве добавить ей кованых элементов и украшений.
Характеристики урны уличной металлической «Эконом» с зонтиком
Возьмём типичный пример урны для мусора. Урна «Эконом» с зонтиком относится к категории бюджетных урн, а потому пользуется заслуженным спросом среди наших покупателей. Урна сделана из металла толщиной 1 – 1,5 мм. Сверху она окрашена полимерной порошковой краской. Она оборудована качающимся напольным контейнером, за счёт чего из урны легко вытряхивать мусор. Габариты урны «Эконом» с зонтиком – 85*25*25 см, весит она 6 кг, а рассчитана она на 25 литров. Крышка урны закрывает её содержимое от дождя и снега. Она имеет металлические опоры, которые можно прикрепить анкерным креплением к земле.
Характеристики урны металлической Уралочка 2 синей вкапываемой
Для примера рассмотрим ещё одну популярную позицию – урну Уралочка 2 вкапываемую. Её, в отличие от предыдущей урны, нужно вкапывать в землю. Уралочка 2 имеет качающийся контейнер – из неё также легко вытряхивать мелкий бытовой мусор. Каркас урны Уралочки 2 сделан из профильной квадратной трубы 20*20 мм и покрыт полимерной порошковой краской. Ёмкость для мусора выполнена из стали толщиной 0,6 мм и также окрашена полимерно-порошковой краской в яркий синий цвет. Её размеры – 84*31*27 см обеспечивают вместимость урны – 24 литра. В отличие от предыдущей модели, у урны Уралочки 2 нет крышки. Она проще по виду, но такая же функциональная.
Особенности офисных металлических урн
В отличие от уличных урн, офисные имеют усложнённую конструкцию. Они всегда оснащены небольшой педалью, которая открывает крышку. По форме офисные урны всегда круглые, по вместимости могут быть от 7 до 50 литров. По цвету урны для офисов не столь разнообразны, как уличные – они могут быть только чёрными или светлыми хромированными. В качестве образца можно рассматривать любую модель урны, поскольку друг от друга они отличаются незначительно.
Характеристики металлической офисной урны УМП-10 чёрный
У обычной офисной урны, как правило, небольшой объём – в данном случае это 10 литров. Круглая урна УМП-10 имеет размеры 31*20 см, весит она 1,54 кг. В такую урну легко выбрасывать мусор и легко вытаскивать мусорный мешок из неё. Урна будет легка как для сотрудников компании, так и для уборщицы.
Вам нравится статья?
Интересно
Не уверен
Скучно
Урна «Город» от производителя — АльфаГород
хит
Артикул товара: У-0001
Цвет дерева:
Цвет металла:
Артикул товара
У-0001
Длина
400 мм
Ширина
370 мм
Высота
700 мм
Материал
Дерево
лиственница, покрытая защитным маслом
Металл
сталь, окрашенная порошковой краской.
20 500₽
Добавить в корзину
В наличии
Описание
Характеристики
Урна «Город»
Урна «Город» идеально дополняет городское пространство благодаря современному дизайну, вместимости, закрытого верха. Урна идеально впишется в архитектуру жилого комплекса, офисного центра или парка.
Урна сделана из качественных материалов. Уличная урна выполнена из стали, окрашенной порошковой краской с добавлением цинкогрунта, что обеспечивает её долговечность. Сорт древесины — лиственница, обладающая повышенными износостойкими характеристиками.
В комплекте идет внутренняя емкость, которая наполняется мусором.
Тонировка дерева выбирается согласно пожеланиям заказчика. Цвет металла можно выбрать по палитре цветов RAL. В урне присутствуют закладные под анкерное крепление
Урна «Город» по привлекательной цене в Москве и по всей России. Спешите купить парковую мебель у нас! Отправка, доставка товара Урна «Город» во все регионы России. Скидки при комплексном заказе. Индивидуальный подход к каждому Заказчику.
Характеристики
Артикул товара
У-0001
Длина
400 мм
Ширина
370 мм
Высота
700 мм
Материал
Дерево
лиственница, покрытая защитным маслом
Металл
сталь, окрашенная порошковой краской.
max. obj Скачать
5 особенностей, которые делают урну для кремации высококачественной
от J. Malec
Стебли травы Керамическая урна для кремации художника Мишель Кайзерсат
что вы, потребитель, требуете. Но это также начинается с материалов и производства, а также внимания к деталям на каждом этапе пути, пока он не попадет в ваши руки.
Исходя из нашего опыта, пять наиболее распространенных факторов, влияющих на воспринимаемую ценность урны для кремации, сочетают производство урны с потребностями потребителей. Вот эти пять характеристик:
Мастерство
Контроль качества
Материалы
Функциональность
Надежно содержит содержимое
1.
Урны для кремации, резонирующие с мастерством изготовления
При покупке подходящей урны для кремации, которая так же уникальна, как и жизнь, которую она призвана представлять, высокое качество часто является синонимом ручной работы. При поиске доступны урны, начиная от урн для кремации ручной работы из мрамора с простым дизайном и заканчивая ремесленными урнами. Урна ручной работы отражает совершенство благодаря преднамеренному использованию материала, текстуры, цвета, гравировки или травления и дизайна.
Преимущества покупки урны для кремации ручной работы включают в себя:
удовлетворение, которое приходит от того, что вы почтили своего любимого исключительным предметом, отражающим вашу уникальную любовь и отношения
внимание к деталям, заметным с отделкой и травлением, может отличить высококачественного производителя от более низкого
уникальных рисунков, цветов, вариаций гравировки для бордюров и рисунков
поддержка ремесленников и ремесленников
владеть красивой вещью, которой будут восхищаться десятилетиями
2.
Контроль качества: хранитель пятизвездочных урн для кремации
Продавец урн для кремации должен быть в состоянии подтвердить, что каждая урна была тщательно отобрана на основе исключительного качества. Каждая деталь должна быть проверена перед тем, как покинуть производственную площадку.
Розничный продавец должен вручную осмотреть каждую урну, когда она прибывает на предприятие продавца, и еще раз, когда урна упаковывается для отправки.
3. Материалы: высокие стандарты позволяют создавать исключительные урны для кремации
Существует широкий выбор материалов при выборе высококачественной урны для кремации. Вы можете поговорить с представителем розничного продавца об историческом использовании и послужном списке материала, который может указывать на его качество.
Чтобы ознакомиться с наиболее часто используемыми материалами для урн для кремации, ознакомьтесь с нашим руководством по планированию, чтобы выбрать материал, который наилучшим образом соответствует вашим потребностям.
Подумайте, какую функцию будет выполнять урна, прежде чем выбрать наиболее подходящий для вас материал. Вы спросите:
Будет ли урна использована для развеивания праха?
Будет ли урна зарыта?
Вы хотите, чтобы урна находилась в нише? или на дому?
Вы хотите, чтобы урна была сделана из прочного материала, такого как дерево или латунь?
Или вы хотите, чтобы урна была биоразлагаемой?
Ответив на приведенные выше вопросы, вы найдете наиболее подходящий материал.
Если вы собираетесь хранить урну для кремации в колумбарии или выставлять дома, вам следует подумать о долговечности выбранного вами материала. Дерево, камень, металл и стекло — отличный выбор для урн.
В дополнение к выбору урны соответствующего стиля и размера, подумайте, насколько легко за урной ухаживать. Потребуется ли чистка от пыли или полировка? Если это так, убедитесь, что любое украшение поверхности выдержит испытание временем и регулярной чисткой при необходимости.
4. Функциональность: служит ли кремационная урна своему прямому назначению?
Другим очень важным аспектом является функциональность изделия.
Плотно и надежно ли закрывается крышка?
Удовлетворяют ли обещанные свойства продукта предполагаемому использованию (например, для разбрасывания, демонстрации или разложения)?
Соответствует ли описание продукта фактическому состоянию товара после его получения?
Не стесняйтесь обращаться к продавцу, если вы обнаружите, что получили не то, что ожидали. Хорошие продавцы всегда будут готовы работать со своими клиентами для своевременного и деликатного решения проблем.
5. Надежно удерживает содержимое
Каждая урна для кремации снабжена описанием того, как в ней хранится пепел кремации. Некоторые крышки надежны, но не приклеены надолго: крышка плотно завинчивается; или панель, которая завинчивается и отвинчивается. Другие крышки просто опираются на горлышко урны, и для их надежной фиксации может потребоваться клей. Урны для разбрасывания должны защищать содержимое, а также плавно открываться, чтобы содержимое могло быть разбросано по назначению.
Прежде чем выбрать урну, решите, какая степень закрытия соответствует вашим потребностям. После того, как вы получите урну, убедитесь, что крышка надежно удерживает прах в соответствии с вашим удовлетворением и предполагаемым использованием.
В поисках качественной урны для погребения
Сегодня на рынке доступно много тысяч урн для кремации, особенно если вы ищете в Интернете. Низкая стоимость не всегда означает низкое качество. Иногда производитель урны закупоривает то, что больше не нужно дистрибьюторам, но нужно публике. Интернет-магазины часто получают эти драгоценные камни по удивительным ценам. Так что, если вы видите что-то, что бросается в глаза, проверьте это. 5 особенностей, упомянутых выше, дадут вам хорошую мерку, чтобы определить, нашли ли вы только что фантастическую сделку или сосуд, в котором вы не хотели бы, чтобы останки вашего любимого отдыхали. 0005
Щелкните здесь, чтобы просмотреть полный список урн для кремации и сувениров, созданных мастерами OneWorld Memorials.
Дж. Малек — художник и писатель, чьи работы часто касаются тем, связанных с потерей и исцелением. Она живет в Миннеаполисе и большую часть времени занимается пермакультурой в городе.
Свойства рандомизации урн в клинических исследованиях
Сохранить цитату в файл
Формат:
Резюме (текст)PubMedPMIDAbstract (текст)CSV
Добавить в коллекции
Создать новую коллекцию
Добавить в существующую коллекцию
Назовите свою коллекцию:
Имя должно содержать менее 100 символов
Выберите коллекцию:
Не удалось загрузить вашу коллекцию из-за ошибки Повторите попытку
Добавить в мою библиографию
Моя библиография
Не удалось загрузить делегатов из-за ошибки Повторите попытку
Ваш сохраненный поиск
Название сохраненного поиска:
Условия поиска:
Тестовые условия поиска
Эл. адрес:
(изменить)
Который день?
Первое воскресеньеПервый понедельникПервый вторникПервая средаПервый четвергПервая пятницаПервая субботаПервый деньПервый будний день
Создайте файл для внешнего программного обеспечения для управления цитированием
. 1988 декабрь; 9 (4): 345-64.
doi: 10.1016/0197-2456(88)
-7.
Л Дж Вэй 1 , Лачин Ж.М.
принадлежность
1 Кафедра биостатистики, Школа общественного здравоохранения, Мичиганский университет, Анн-Арбор.
PMID:
3203525
DOI:
10.1016/0197-2456(88)
-7
Бесплатная статья
Л. Дж. Вей и соавт.
Контрольные клинические испытания.
1988 Декабрь
Бесплатная статья
. 1988 декабрь; 9 (4): 345-64.
doi: 10.1016/0197-2456(88)
-7.
Авторы
Л Дж Вэй 1 , Лачин Ж.М.
принадлежность
1 Кафедра биостатистики, Школа общественного здравоохранения, Мичиганский университет, Анн-Арбор.
PMID:
3203525
DOI:
10.1016/0197-2456(88)
-7
Абстрактный
В этой статье мы рассматриваем важные статистические свойства урновой рандомизации (дизайна) для распределения пациентов по группам лечения в клиническом испытании. Дизайн урны является наиболее широко изученным членом семейства адаптивных дизайнов монет со смещением. Такие планы представляют собой компромисс между планами, которые обеспечивают идеальный баланс в назначении лечения, и полной рандомизацией, которая устраняет экспериментальную погрешность. Дизайн урн вынуждает уравновешивать небольшое испытание, но приближается к полной рандомизации по мере увеличения размера испытания (n). Таким образом, конструкция урн не так уязвима для экспериментальной погрешности, как другие ограниченные процедуры рандомизации. В клиническом испытании может быть трудно постулировать, что субъекты исследования составляют случайную выборку из четко определенной однородной совокупности. В этом случае модель рандомизации обеспечивает предпочтительную основу для статистического вывода. Мы описываем перестановочные нулевые распределения большой выборки линейной ранговой статистики для проверки равенства групп лечения на основе дизайна урны. В целом, эти перестановочные тесты могут отличаться от тестов, основанных на популяционной модели, что эквивалентно предположению о полной рандомизации. Постстратифицированный анализ подгрупп также может быть выполнен на основе пермутационного распределения дизайна урны. Это обеспечивает основу для анализа подмножества пациентов с наблюдаемыми ответами, когда можно предположить, что ответы некоторых пациентов отсутствовали случайным образом. Для нескольких взаимоисключающих страт эти тесты коррелируют. Для этого случая описан комбинированный критерий эффективности лечения с поправкой на ковариацию. Наконец, мы показываем, как обобщить дизайн урн для проспективно стратифицированного исследования с довольно большим количеством страт.
Похожие статьи
Статистические свойства рандомизации в клинических исследованиях.
Поведенческая терапия с усилением принятия при трихотилломании у взрослых: рандомизированное клиническое исследование.
Вудс Д.В., Эли Л.Дж., Бауэр К.С., Тухиг М.П., Сондерс С. М., Комптон С.Н., Эспил Ф.М., Нил-Барнетт А., Александр Дж.Р., Вальтер М.Р., Кэхилл С.П., Декерсбах Т., Франклин М.Э. Вудс Д.У. и др. Behav Res Ther. 2022 ноябрь;158:104187. doi: 10.1016/j.brat.2022.104187. Epub 2022 6 сентября. Behav Res Ther. 2022.
PMID: 36099688
Клиническое испытание.
Влияние графических предупреждающих надписей на поведение курильщиков по сокрытию сигаретных пачек: рандомизированное клиническое исследование CASA.
Пирс Дж.П., Кили С., Лиас Э.К., Пулверс К., Стоун М.Д., Оратовски Дж., Брайтон Э., Вилласеньор А., Стронг Д.Р. Пирс Дж. П. и др. JAMA Сеть открыта. 2022 1 июня; 5 (6): e2214242. doi: 10.1001/jamanetworkopen.2022.14242. JAMA Сеть открыта. 2022.
PMID: 35653155 Бесплатная статья ЧВК.
Клиническое испытание.
Нахождение на работе снижает стресс, тягу и настроение у людей с расстройством, связанным с употреблением опиоидов: экологическая мгновенная оценка во время рандомизированного испытания экспериментальной занятости на терапевтическом рабочем месте, основанном на управлении непредвиденными обстоятельствами.
Берц Дж.В., Панлилио Л.В., Стулл С.В., Смит К.Е., Ример Д., Холтин А.Ф., Тогель Ф., Ковальчик В.Дж., Филлипс К.А., Эпштейн Д.Х., Сильверман К., Престон К.Л. Берц Дж. В. и соавт. Behav Res Ther. 2022 Май; 152:104071. doi: 10.1016/j.brat.2022.104071. Epub 2022 12 марта. Behav Res Ther. 2022.
PMID: 35390535
Клиническое испытание.
Влияние минимально достаточного баланса, минимизации и стратифицированных перестановочных блоков на систематическую ошибку и мощность при оценке эффекта лечения в последовательных клинических испытаниях с бинарной конечной точкой.
Лаузон С.Д., Чжао В., Нитерт П.Дж., Чиолино Д.Д., Хилл М.Д., Рамакришнан В. Лаузон С.Д. и соавт. Статистические методы Med Res. 2022 янв; 31(1):184-204. дои: 10.1177/09622802211055856. Epub 2021 Ноябрь 29. Статистические методы Med Res. 2022.
PMID: 34841963
Эффекты видеороликов по предотвращению самоубийств, разработанных подростками и ориентированных на подростков: рандомизированное контролируемое исследование.
Разница крестообразного профиля отверток и бит для них, появилась еще в 60-х годах прошлого века. Но к большому удивлению, знают об этом далеко не все.
Многие до сих пор считают, что жало отвертки может быть только двух видов:
шлицевой — Ps
В народе именуемой как «минус» — плоской.
Само понятие шлиц (schlitz) переводится с немецкого как паз или прорезь.
крестообразной
Причем как считают некоторые, отличаются они между собой только размерами (ширина и толщина жала), либо диаметром.
На самом деле значительную роль играет еще и форма крестообразного профиля.
Причем и сам «крест» появился гораздо позже шлица. В связи с массовым внедрением шуруповертов, использовать прямой шлиц с данными девайсами стало не совсем удобно.
Поэтому постепенно и перешли на крестообразную форму. Она лучше центрируется и работать с ней гораздо проще.
Профиль отвертки Ph
Привычный нам крестообразный шлиц был изобретен в далеких 30-х годах. Через несколько лет патент на данное изобретение выкупил предприимчивый Генри Филлипс.
патент Г.Филлипса на профиль Ph
В его то честь и назвали данный профиль — Ph = Phillips. Только не путайте компанию Philips из Нидерландов (с одной L), с компанией Phillips Screw Company, основанной в США.
Первую мы хорошо знаем по телевизорам, кассетам, качественным приборам освещения и т.п. А вот вторая и дала нам разнообразие в резьбовых крепежных изделиях.
На первый взгляд Ph — это простой крест, зауженный к основанию и ничего более. Казалось бы чего здесь изобретать и патентовать?
Но это вовсе не так. Профиль Ph выполнен строго под определенным углом в 55 градусов и с наклоном боковой поверхности каждой грани.
Благодаря этому, если вы начнете затягивать шурупы или винты со сверхусилием, рискуя их перетянуть, бита или жало просто выскочат из головки самореза или винта, не испортив сам крепеж.
Сделали это как понимаете не случайно. Таким способом был достигнут определенный момент затяжки при использовании инструмента на потоковых сборках автопрома и самолетостроения в США.
В последствии, с изобретением динамометрических трещеток, отверток и шуруповертов, а также с возросшими требованиями к точности соблюдения момента затяжки, это стало работать во вред.
С практической точки зрения это означает, что не нужно уродовать биту Ph, если она начала выскакивать из крепежа. Получается, что предел закручивающей способности винта достигнут и более крутить не нужно.
Профиль Pz — главные отличия
В 1966 году та же самая компания Филлипс, модернизировало свое раннее изобретение и миру представили шлиц позидрайв — Pz (Pozidriv).
Его отличительной особенностью является:
1Дополнительная грань расположенная в четвертях шлица.
Бита получается как бы 8-ми шлицевая. Четыре основных грани, четыре дополнительных.
При этом головки саморезов и шурупов получили аналогичные насечки. Все это позволило еще лучше центровать жало.
2Кромки рабочей поверхности в Pz в отличие от Ph, выполнены параллельно друг другу, а не под углом на сужение.
У Ph эта конусность сделана специально для того, чтобы в конце операции закручивания, бита выскакивала из головки. Так называемый эффект самовыталкивания.
Когда же придумали Pz, от этого отказались, переложив обязанности ограничения усилия на сам шуруповерт или динамометрический инструмент.
3У бит и отверток Ph немного другой угол заточки — 50 градусов.
Благодаря все этим модификациям, шлиц стал садиться значительно глубже в посадочное отверстие крепежа. Что привело к усилению затяжки саморезов и шурупов.
Простыми словами можно сказать, что Pz — это усиленный крестообразный шлиц.
Особенности, размеры и где применяется
Применяется Pz в основном при сборке мебели и в строительстве.
В машинном производстве или металлообработке он не так распространен. Объясняется это тем, что из-за большей глубины, крепеж для позидрайва должен иметь и чуть-чуть большие головки. Иначе уменьшается их прочность и они отламываются.
Ну а больший размер, это всегда больший вес, что зачастую неприемлемо в некоторых ответственных производствах.
При этом оба шлица имеют 5 основных размеров, жестко привязанных к диаметру крепежа.
Наиболее часто встречаемые номера — это 1, 2 и 3. Как Ph, так и Pz.
Самый ходовой из них — это Pz2. Не зря в наборах бит, данный размер обычно вкладывают по 2 штуки. Он больше всего применяется и как следствие, чаще всего изнашивается.
Заходя в строительный магазин, знающий покупатель сразу говорит продавцам консультантам: «Мне, пожалуйста, набор бит позидрайв два.»
Дилетанты и не профессионалы обычно их называют «двойной плюсик»! Будьте грамотны в таких казалось бы мелких, но важных вопросах.
Однако правильное название еще не залог успеха. Имея одни и те же наименования, биты разных производителей могут отличаться.
Самые качественные марки это Wiha (Виха), Wera (Вера), Milwaukee(Милуоки).
Если с Ph профилем все еще более-менее ровно и накосячить получается не у всех, то с профилем Pz случается настоящая беда. Китайские производители бит просто не соблюдают размеры и стандарты.
Вот и выходит, что одни биты толще, другие тоньше. То же самое касается и крепежа. Недобитые насечки в головке шурупа или самореза, дело совершенно обыденное. Как правило, это наблюдается у самых мелких размеров до 20мм под биты Pz1, Pz2 и Ph2.
В таком крепеже кончик биты уже упирается в насечку, а края биты еще нет. В итоге шуруп начинает болтаться как метроном. Поэтому при оптовой закупке в магазине, желательно сразу же примерять биту с головкой крепежа.
Как выбрать хорошую биту и саморез
Как отличить правильную биту и крепеж под нее?
Очень просто. Достаточно вставить шуруп в тот самый профиль на весу. И если они подходят друг для друга, то шуруп или саморез будут держать как влитые, не пытаясь никуда выпасть.
Отвертка электрика для автоматов
Что касается электриков, то для грамотных специалистов, давно работающих в этой области, не является секретом наличие у шинок, кросс модулей, автоматов, реле и другого оборудования, специальных винтовых зажимов Pz +/- или Ph +/-
Причем именно для электриков производители начали выпускать и специальные отвертки с профилем Pz/fl или Pz/s — для автоматов.
А также Ph/fl или Ph/s — для шинок, пускателей, реле и т.д.
Обозначение у данного шлица (Fl или S) разные, потому что до недавнего времени, он не был стандартизирован. Вот его и называли кому как удобнее. Хотя суть и форма была одна и та же.
В настоящее время он стандартизирован только во Франции и США как Pz/sl и Ph/sl.
Для розеток и выключателей света, в 90% случаев нужен первый номер, а для модульных автоматов требуется уже №2.
Винтовые зажимы таких аппаратов имеют не только привычный крест с насечками характерными для Pz, но еще и широкую прорезь под плоскую отвертку.
С одной стороны их такими делают, чтобы даже те, у кого нет соответствующего инструмента, могли все закрутить обычной плоской отверткой. Либо когда рабочий шлиц уже «убит», можно было хотя бы открутить винт в последний раз, после чего вытащить провод и заменить автомат.
Но с другой стороны, если их крутить простой крестовой Pz или обычной шлицевой, то бита все равно будет проскальзывать в последний момент, не затягивая контакт с требуемым усилием.
А универсальная комбинированная отвертка Pz/Fl или Pz/Sl — самое оно! Правда с выбором производителей будьте внимательны. В сети очень много отрицательных отзывов на такие профиля.
В них в первую очередь откалывается уголок плоского шлица. Особенно в первом номере.
Использование отверток и бит с неправильно выбранным крепежом, приводит к износу как самой отвертки, так и головки винта или самореза.
При этом хуже всего получается, когда отверткой Pz пытаются закрутить Ph профиль. Соприкосновение граней в этом случае самое минимальное.
Вы гарантировано с первых оборотов, как только начнется существенная нагрузка, разобьете не только крепеж, но и испортите грани самой биты.
Как открутить сорванный шуруп или саморез — 3 способа
А что делать, если шлицы уже слизаны и испорчены, а выкрутить шуруп или саморез все равно нужно? Обычные биты и отвертки здесь уже будут бессильны.
Выкручивать такие проблемные элементы крепежа советуют при помощи специального экстрактора. Он вгрызается своими скошенными гранями в то место, где когда-то были шлицы.
Но такие специфичные вещи обычно имеют только профессионалы. И если у вас таких экстракторов нет, то можете воспользоваться давно проверенными народными способами.
При этом методы выкручивания при помощи кусочка кожи или резинки не всегда помогают.
Так же как и нагревание головки утюгом или паяльником.
Все здесь будет зависеть от плотности материала. Но есть способы, которые действительно работают.
Первый из них — берете старую шлицевую отвертку и прорубаете с ее помощью паз в шляпке.
Зубило в этом деле лучше не использовать, так как у него не тот угол заточки. При достаточной глубине паза, крепеж легко выкручивается прямой шлицевой битой.
Такой способ хорошо подходит для шурупов, но не помогает с саморезами. Сталь в них более твердая.
Что же делать в этом случае? Обрабатываете головку самореза паяльной кислотой.
Далее капаете в разбитое отверстие немного твердого припоя и прогреваете это дело.
Затем тут же втыкаете туда биту и даете время припою остыть.
После этого все выкручивается на ура.
Еще один способ — прорезание паза маленьким отрезным диском от дремеля.
Далее следует привычное выкручивание обычной шлицевой битой.
Чтобы не сталкиваться с подобными проблемами, под определенный крепеж всегда подбирайте правильную биту, с правильным номером. Ознакомившись с вышеизложенной информацией, постарайтесь отныне не портить свой инструмент, и всегда работайте правильно и качественно.
//youtu.be/AZKPFJqt3x0
Чем отличается бита PZ от PH – отвертка электрика
Самым распространённым способом крепления является использование винтов и шурупов с крестообразным шлицем. Для закручивания этих крепежей необходимы соответствующая отвёртка или биты для шуруповёрта. Эти биты есть двух видов — PZ (позидрив) и PH (филлипс). На первый взгляд они ничем не отличаются друг от друга и в этом вопросе не всегда разбираются даже продавцы в специализированных магазинах.
Использование инструмента, не соответствующего типу прорези в головке шурупа приводит к износу инструмента. Есть так же опасность «сорвать» болт. Чтобы избежать этих проблем, необходимо знать, чем отличается бита PZ от PH.
Чем отличаются отвертки с битой PH и PZ
Большинство мастеров знают, что шурупы отличаются по величине головки и для каждого размера необходима отдельная отвёртка, но не все понимают отличие биты PH от PZ и поэтому не могут выбрать необходимый инструмент.
Есть два типа профиля наконечников крестовых отвёрток и бит для шуруповёрта. Самое главное, чем отличается бита PZ от PH — это профилем граней наконечника отвёртки:
Phillips (сокращенно PH). Это первый вид такого инструмента. В головке винта имеются два паза, перпендикулярных друг другу. Из-за особенностей конструкции площадь контакта отвёртки и шурупа небольшая, что повышает опасность повреждения прорези и инструмента.
Pozidriv (сокращенно PZ). Бита «позидрив» имеет дополнительные насечки на гранях и изменённый угол заточки жала. Профиль «Pozidriv» является усовершенствованным профилем «Philips» и требует меньших усилий для удержания отвёртки в головке самореза.
В какой-то степени эти инструменты являются взаимозаменяемыми и битой PZ можно открутить шуруп PH и наоборот, но у такого подхода к выбору отвёртки есть один недостаток. Бита несоответствующего типа входит в шлиц болта неплотно, что повышает опасность повреждения крепежей и инструмента. Уменьшаются так же производительность труда и усилие закручивания.
Поэтому важно, чтобы профиль наконечника отвёртки соответствовал профилю шлица шурупа. Отличить их можно по внешнему виду:
PH — на головке винта есть только две прорези, расположенные перпендикулярно. На битах имеются буквы РН.
PZ — кроме основных шлицев на головке шурупа имеются дополнительные насечки. На бите имеются буквы PZ, дополнительные насечки и другой угол заточки наконечника.
Маркировка на отвёртках наносится на стержне и (или) рукоятке. Например, надпись PZ1x80mm указывает на следующие параметры:
PZ — профиль наконечника «позидрив»;
1 — размер наконечника первый;
80 mm — длина стержня 80мм.
Для использования в домашних условиях обычно достаточно иметь биты PZ и PH «1» и «2» размера, всего 4 штуки. При изготовлении мебели к ним можно добавить шестигранную биту НЕХ 4мм.
Информация! Некоторые «специалисты» для закручивания болтов с крестовым шлицем используют плоскую отвёртку. Такой подход почти наверняка приведёт к срыву шлица и порче наконечника.
Главные отличия шлица PZ
Профиль РН был единственным крестообразным профилем, пока в1966 году компания Phillips не усовершенствовала его, создав шлицы и наконечники Pz (Pozidriv).
Он имеет ряд отличий от профиля РН:
В углах, образованных пересечением прорезей шлица, имеются ещё 4 небольших прорези, соответствующие аналогичным граням биты. Это необходимо для лучшей центровки отвёртки в головке шурупа.
В РН отдельные грани не одинаковой толщины по длине и становятся тоньше к концу биты. Это сделано для того, что бы при слишком большом усилии затягивания наконечник «выскакивал» из шлицов и не обрывал головку самореза. В битах PZ грани параллельны по всей длине, что делает фиксацию отвёртки в шурупе более надёжной, а усилие закручивания должно ограничиваться регулятору крутящего момента патроном шуруповёрта.
Биты РН имеют угол заточки 55°, в отличие от немного более острых PZ, заточенных под углом 50°.
Фактически, главное, чем отличается бита PZ от PH — это усилие зажима. Головка шурупа PZ имеет бОльшие размеры и позволяет затягивать соответствующей битой с бОльшим усилием, что является достоинством при изготовлении мебели. Поэтому этот профиль используется, в основном, в мебельном производстве.
При сборке металлоконструкциях чаще применяются винты РН, с меньшим размером головок и усилием затягивания. Для увеличения площади прижатия дополнительно используются шайбы, а при необходимости увеличить усилие прижатия винты и отвёртки заменяются болтами и ключами.
Отвертка со шлицом PZ/S и PZ/FL для автоматов
Практикующие электромонтёры знают, что подключение проводов к электроприборам малой и средней мощности производится при помощи винтов Pz +/- или Ph +/-. Эти элементы имеют двойной шлиц — крестовый и плоский.
В связи с появлением этих винтов производители инструмента начали выпуск отверток электрика, имеющих наконечники Pz/fl или Pz/s для автоматических выключателей и Ph/fl или Ph/s для пускателей, клеммников и другой аппаратуры.
Информация! Раньше этот профиль не был стандартизирован, поэтому производился под разными названиями — Fl и S.
Размер биты зависит от аппаратуры:
подключение проводов к розеткам и выключателям производится при помощи первого номера;
клеммы модульных автоматов и некоторых типов пускателей зажимаются вторым номером.
Винты в этих устройствах допускается зажимать не только крестовой, но и плоской отвёрткой. Это позволяет открутить крепление даже при сорванном шлице. Но максимальное усилие зажима подключаемых проводов достигается при использовании комбинированной отвертки Pz/Fl или Pz/Sl.
Такие отвёртки необходимо выбирать только известных производителей. У инструмента плохого качества может отколоться край наконечника, который входит в плоскую прорезь шлица и если плоский наконечник можно заточить заново, то крестовую отвёртку придётся выбросить.
При закручивании винтов и шурупов инструментом с неправильным профилем приводит к ускоренному износу наконечника. Причём, если использование отвёртки PH с болтами PZ является условно-допустимым, то попытки открутить винт PH битой PZ гарантированно приведёт к негативному результату.
Это связано с тем, что дополнительные грани не дадут наконечнику войти в шлиц полностью и зацепление будет происходить только концом инструмента.
Похожие материалы на сайте:
Какие бывают типы отверток
Перевод ампер в ватты — таблица
Как померить напряжение мультиметром
Pozidriv vs Phillips: в чем разница?
Похоже, в вашем браузере отключен JavaScript. Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
БЕСПЛАТНАЯ доставка по Великобритании при заказе на сумму более 50 фунтов стерлингов
Доступно более 35 000 продуктов
Создан более 10 лет
Вы когда-нибудь пытались использовать крестообразную отвертку для винта с крестообразным шлицем и обнаруживали, что, к вашему разочарованию, отвертка проскальзывает?
Причина может заключаться в том, что существует два разных типа винтов с крестообразным шлицем, которые выглядят одинаково, но на самом деле различны. Два типа — Pozidriv и Phillips.
Так какая между ними разница?
Разница между головками винтов Phillips и Pozidriv
На этом изображении показана небольшая разница между головками винтов Phillips и Pozidriv.
Головки винтов Phillips сконструированы таким образом, что отвертка Phillips будет выскальзывать (выскальзывать) при приложении слишком большого крутящего момента (мощности). Причина в том, что это предотвращает риск скручивания головки винта электроинструментом. Это может быть полезно, потому что, если головка сломается, винт будет очень трудно сдвинуть.
Винты Pozidriv, с другой стороны, специально разработаны таким образом, чтобы головка отвертки не выпадала.
Отвертки Phillips подходят к винтам Pozidriv и могут их поворачивать. Однако они склонны к проскальзыванию и могут повредить винт.
Отвертки Pozidriv , с другой стороны, не подходят для головок Phillips. Если вы попытаетесь, вы, вероятно, потерпите неудачу и, вероятно, повредите свой винт.
Как мгновенно отличить головку винта Phillips от Pozidriv
Самый простой способ узнать, является ли винт Phillips или Pozidriv, заключается в том, что все винты Pozidriv имеют линии, выгравированные на головке винта между четырьмя плечами креста. Это наглядное пособие означает, что вы можете мгновенно распознать, является ли винт Pozidriv или нет. Вы также можете увидеть разницу между отверткой Phillips и Pozidriv, так как последняя имеет выступы.
Заключение
Во избежание соскальзывания и повреждения винтов следует использовать только отвертку с головкой Phillips для винтов с головкой Phillips и только отвертку Pozidriv для винтов Pozidriv.
Просмотрите наш огромный ассортимент шурупов для всех ваших строительных нужд и нужд DIY в Shop4Fasteners.
Свяжитесь с нами
Звоните: 0114 263 4422
sales@shop4fasteners. co.uk
Сбор заказов возможен только по предварительной договоренности.
Shop4Fasteners Unit 3 Farfield Industrial Estate 96 Hoyland Road Sheffield S3 8AB UK
Номер плательщика НДС: GB 772 7816 92
Блог
Наши условия
Отдел обслуживания клиентов
Понедельник: 09:00-17:30
Вторник: 09:00-17:30
Среда: 09:00-17:30
Четверг: 09:00-17:30
Пятница: 09:00-17:30
Суббота: выходной
Воскресенье: выходной
Цены
Обратите внимание: Все цены указаны без учета НДС. НДС, который добавляется при оформлении заказа
О нас
В Shop4Fasteners мы полностью посвящены вашему полному удовлетворению. Если у вас есть какие-либо предложения или комментарии, пожалуйста, свяжитесь с нами, используя наши контактные данные.
Если вы ищете что-то, чего нет на нашем веб-сайте, позвоните нам или отправьте электронное письмо, и мы сделаем все возможное, чтобы выяснить, сможем ли мы поставить вам этот продукт.
Способы оплаты
Варианты поставки
Защищенный сайт
Винты с крестообразным шлицем Phillips и Pozidriv – объяснение простым языком – PB Swiss Tools
31.05.2011 |
Советы и хитрости
В первой половине двадцатого века винты со шлицем становились все более проблематичными. Индустриализация привела к появлению все большего количества отверток с механическим приводом. Выравнивание отвертки по прорези в винте занимало слишком много времени, а боковое соскальзывание винта приводило к повреждению заготовок.
Чтобы устранить эти недостатки, Дж. П. Томпсон в 1933 г. запатентовал винт с крестообразным шлицем. Он продал патент компании Phillips Screw Company. Он улучшил профиль и представил винт на рынке в 1936/37 году.
Боковые поверхности винтов с крестообразным шлицем сужаются к кончику. Коническая форма облегчает введение наконечника отвертки в механические отвертки. Кроме того, при затягивании создается осевая сила, которая выталкивает отвертку из винта. Первоначально этот эффект намеренно использовался для разграничения крутящего момента. Но со временем это оказалось недостатком винтов Phillips.
Символ винта Phillips и наконечник отвертки с коническими боковыми сторонами
Компании Phillips Screw Company и American Screw Company запатентовали винт с крестообразным шлицем и параллельными боковыми сторонами, который предотвращает усилие выталкивания при затягивании или ослаблении. Название Pozidriv является аббревиатурой или аббревиатурой от «positive drive».
Символ винта Pozidriv и наконечник отвертки с параллельными сторонами
В соответствии со стандартом ISO два типа крестовых отверток обозначаются как PH для винтов Phillips и PZ для винтов Pozidriv.
Каковы различия в их применении?
Преимущество Pozidriv — Недостаток Phillips
При приложении высоких крутящих моментов коническая форма Phillips создает силу выталкивания, которая выталкивает отвертку из винта. Параллельная форма Pozidriv предотвращает эту силу.
Преимущество Phillips – Недостаток Pozidriv
Отвертки Phillips можно использовать для винтов Pozidriv, но они имеют некоторый люфт. С другой стороны, отвертки Pozidriv нельзя использовать для винтов Phillips.
Изображение слева: Крестообразная отвертка в винте Phillips Коническая форма приводит к усилию выталкивания
Изображение справа: Крестообразная отвертка в винте Pozidriv Коническая отвертка показывает люфт в параллельном винте.
Изображение слева: Отвертка Pozidriv в винте Pozidriv Параллельная форма предотвращает выталкивание.
Изображение справа: Отвертка Pozidriv в винте Phillips Параллельный наконечник не может войти в конический винт.
Аналоги 3DF Zephyr Pro — 7 похожих программ и сервисов для замены
Аналоги 3DF Zephyr Pro — 7 похожих программ и сервисов для замены
23
123D
Autodesk 123D — это набор инструментов CAD для любителей от Autodesk.
Бесплатная
Windows
iPhone
Mac OS
Наряду с более простыми возможностями рисования и моделирования он также имеет поддержку сборки и экспорт STL. Доступна библиотека готовых блоков и объектов.
15
Agisoft Photoscan
Agisoft Metashape — автономный программный продукт, который выполняет фотограмметрическую обработку.
Платная
Windows
Mac OS
Agisoft Metashape — это автономный программный продукт, который выполняет фотограмметрическую обработку цифровых изображений и генерирует трехмерные пространственные данные для использования в приложениях ГИС, документирования культурного наследия и создания визуальных эффектов, а также для косвенных измерений объектов различного масштаба.
14
VisualSfM
VisualSFM — это приложение с графическим интерфейсом для трехмерной реконструкции с использованием структуры из движения (SFM).
Бесплатная
Windows
Mac OS
VisualSFM может работать очень быстро, используя многоядерный параллелизм в обнаружении функций, сопоставлении функций и настройке пакета. Кроме того, VisualSFM (64-разрядная версия) предоставляет интерфейсы для запуска инструмента PMVS/CMVS от Yasutaka Furukawa и для подготовки данных для CMP-MVS Михала Янкосека. Это программное обеспечение также поставляется с двумя исследовательскими проектами: реконструкция поверхности схемы и анализ повторения в одном виде.
9
Regard3D
Regard3D — это бесплатное мультиплатформенное приложение с открытым исходным кодом, которое создает 3D модели объектов, основываясь на фотографиях с разных точек зрения.
Бесплатная
Windows
Mac OS
Regard3D может создавать 3D-модели из объектов, используя серию фотографий, снятых с разных точек зрения.
7
RealityCapture
RealityCapture — это современное программное решение для фотограмметрии.
Платная
Windows
RealityCapture — это программное решение, которое автоматически создает 3D-модели с высоким разрешением по фотографиям или лазерным сканам. RealityCapture может обрабатывать тысячи изображений и сканирований в течение нескольких минут и может создавать очень подробные 3D-модели, подходящие для широкого спектра применений — культурного наследия, визуальных эффектов, компьютерных игр, ГИС, 3D-карт, промышленности, содержимого 3D-печати, измерений и анализа.
6
XYZmaker
XYZmaker — это программное обеспечение для 3D-моделирования, предназначенное для начинающих в 3D-печати.
Бесплатная
Windows
XYZmaker — это программное обеспечение для 3D-моделирования, предназначенное для начинающих в 3D-печати. Он предоставляет библиотеку моделей и несколько инструментов для легкого создания различных форм и объектов.
5
Neitra 3D Pro
Neitra 3D Pro — это программное обеспечение для реконструкции 3D-моделей.
Условно бесплатная
Windows
Создавайте подробные реалистичные 3D-модели за считанные минуты (предварительные знания по проектированию 3D-моделей не требуются) с помощью Neitra 3D Pro.
Учебники по 3DF Zephyr
Мы разработали 3DF Zephyr как удобный и простой в использовании мощный инструмент. Вы можете приступить к работе за несколько минут и создать свою первую 3D-реконструкцию несколькими щелчками мыши.
У нас есть обширная документация, которая может ответить почти на все вопросы, а также форум, где вы можете напрямую обратиться к разработчикам за помощью или оставить отзыв.
Продолжая разработку 3DF Zephyr, мы также публикуем учебные пособия с советами и рекомендациями. Не стесняйтесь оставлять нам отзывы о том, какой учебник вы хотели бы видеть следующим!
Мы приветствуем вопросы и обсуждения: не стесняйтесь задавать вопросы на наших форумах или в нашей группе Facebook Академии 3Dflow
Бесплатное руководство по 3DF Zephyr (электронная книга в формате pdf) скачать
· Базовые учебные пособия ·
Посмотреть учебное пособие
4
№01. Начало работы Первые шаги с Zephyr
Просмотреть руководство
#02. Ограничительная рамка Использование и управление
Просмотреть руководство
#03. Маскирование Использование 3DF Masquerade
Просмотреть руководство
#04. Несколько объектов Управление объектами рабочей области
Просмотреть учебник
#05. Очистка облака точек Очистка облака точек
Просмотреть руководство
#06. Анимационные видео Создание и сохранение анимации
Просмотреть учебник
#07. Видеофайлы Использование видеофайлов в качестве входных данных
Посмотреть инструкцию
#08. Развертка текстуры Использование блендера
Просмотреть учебник
#09. Расширенные параметры Настройка, советы и рекомендации
Просмотреть руководство
#10. Фильтры и фотосогласованность Советы и рекомендации
Просмотреть руководство
#11. Понимание плотности Количество полигонов и качество
Просмотреть руководство
#12. Расширенное маскирование Советы по использованию проигрывателя
· Расширенные учебные пособия (не бесплатные или облегченные) ·
Просмотреть учебное пособие
#A01. Контрольные точки и расстояния Управление и выравнивание мира
Просмотреть учебник
#A02. Ортофото и ортофотоплан Создание и дополнительные параметры
Просмотреть руководство
#A03. Объединение рабочей области Объединение нескольких проектов
Посмотреть инструкцию
#A04. Уверенность Понимание уверенности
Просмотреть учебник
#A05. Генерация матрицы высот Профиль высот и высот
Просмотреть руководство
#A06. Цель Автоматическое обнаружение
Просмотреть учебник
#A07. Работа с лазерным сканированием Импорт и раскрашивание
Просмотреть руководство
#A08. Разрезы и контурные линии Сечение, сечение пути и построение горизонталей
Просмотреть учебник
#A09. Форма из силуэта Создание плотного облака из силуэта
Просмотреть учебник
#A10. Корректировка комплекта Различия и использование
Посмотреть инструкцию
#A11. Стационарная установка Стационарная установка
Рабочий процесс
#A12. Многоспектральный Многоспектральный (с калибровкой) рабочий процесс
Просмотреть руководство
#A13. Обработка данных RTK Обработка данных RTK
Просмотр руководства
#A14. Orthophoto Editor Tool Edit the orthophotos
· Additional resources ·
· Troubleshooting ·
3DF Zephyr Pricing, Alternatives & More 2022
by 3Dflow
TOP FEATURES
REVIEWS
COMPARE ALTERNATIVES
ПОПУЛЯРНЫЕ СРАВНЕНИЯ
PRICING
ABOUT
Top Features
3DF Zephyr
by 3Dflow
2D Drawing
Animation
Annotations
Bill of Materials Management
Collaboration Tools
Compare Alternatives
3DF Zephyr
Просмотреть профиль
Просмотреть профиль
Просмотреть профиль
Начиная с:
$167,35/Единовременно
Модель ценообразования:
за функцию
, начиная с:
, не предоставленная поставщиком
Модель ценообразования:
на основе использования
, начиная с
Не предоставлен поставщиком
Общий рейтинг:
. Простой.
Особенности
Соотношение цены и качества
Общий рейтинг:
Простота использования
Обслуживание клиентов
Особенности
Соотношение цены и качества
Core Features
Popular Comparisons
3DF Zephyr vs AutoCAD
3DF Zephyr vs SketchUp
3DF Zephyr vs Rhino 7
3DF Zephyr vs SolidWorks Premium
3DF Zephyr против 3D CAD
3DF Zephyr против MicroStation
3DF Zephyr против InnoPlanner
3DF Zephyr против Solid Edge
3DF Zephyr vs ZW3D
3DF Zephyr vs Canvas X Pro
3DF Zephyr Pricing
Starting From:
$
167. 35 one-time
Pricing Model: Per Feature
Yes, has бесплатная пробная версия
Да, есть бесплатная версия
Что такое 3DF Zephyr?
3DF Zephyr — это комплексное решение для фотограмметрии от 3Dflow, предназначенное для решения любых задач 3D-реконструкции и сканирования, независимо от того, какой сенсор камеры, дрон или лазерный сканер вы используете. Автоматически реконструируйте свои 3D-модели из фотографий и видео и используйте наш полный модуль лазерного сканирования. Выйдите за рамки 3D-модели с помощью наших продвинутых инструментов: измеряйте что угодно, извлекайте ортофотоснимки и ЦМР, выполняйте чертежи в САПР и создавайте сечения, траектории и контурные линии.
Подходит для
Широко используется геодезистами, инженерами, разработчиками 3D-моделей, государственными учреждениями и научно-исследовательскими институтами во всех сферах деятельности.
БСК – Уровень электронный ADA ProDigit Mini цифровой,точность±0.02град,автоматическая калибровка,магниты,ч
4 990₽ 4 381₽*
Нет в наличии, закажите, чтобы мы сообщили вам когда будет или подобрали аналог *Цена актуальна на 22 сентября 2020
СКИДКА 5% на любой аналог по промо коду WELCOME
Бренд:
ADA
ADA – мультинациональный бренд измерительного инструмента и силового оборудования. Разрабатывается и выпускается продукция в Европе, США и Азии. Производитель уверен в качестве и надежности товаров, поэтому дает на них 2 года гарантии!
Способы оплаты:
Наличные Наличными курьеру или в пункте выдачи товаров в Санкт-Петербурге
Банковской картой Visa/MasterCard Банковской картой на сайте до 250 000a
Счет для юридических лиц Достаточно на этапе оформления ввести ИНН, это гораздо быстрее факса или электронного письма с реквизитами
Оплата из кошелька в Яндекс. Деньгах Для идентифицированного кошелька — максимум 250 000a за один раз, для анонимного — 15 000a
Наличными через кассы и терминалы Более 185 тысяч пунктов оплаты в России и других странах. Максимум 15 000a за один раз.
Кошелек в системе WebMoney Максимум 60 000a
Сбербанк: оплата по SMS или Сбербанк Онлайн Минимум 10a. Максимум в сутки: 10 000a через мобильный банк и 100 000a через интернет-банк.
Альфа-Клик Максимум 60 000a за один раз.
MasterPass Максимум 250 000a за один раз.
Промсвязьбанк Максимум 60 000a за один раз.
QIWI Wallet Максимум 15 000a за один раз.
Все товары
Дом и дача
Строительство и ремонт
Инструменты
Измерительный инструмент
Измерение расстояний, длин и углов наклона
Уровни пузырьковые и отвесы
Уровень электронный ADA ProDigit Mini цифровой,точность±0.02град,автоматическая калибровка,магниты,ч
Характеристики
Описание
Похожие товары
Тип: уклономер, Тип угломера: электронный, Длина (мм): 25, Диапазон: 4-90, Погрешность измерения: 0.05, Источники питания: AAA
Тип: уклономер, Тип угломера: электронный, Длина (мм): 25, Диапазон: 4-90, Погрешность измерения: 0.05, Источники питания: AAA
‹
›
Отвес маркшейдерский RGK OM-500, арт. 751476
3 690₽
‹
›
Отвес маркшейдерский RGK OM-630, арт. 778039
3 990₽
‹
›
Уровень STANLEY Stanley Classicl STHT1-43117 2000мм 0.5мм/м 2 глазка магнит, арт. STHT1-43117
6 486₽ 4 225₽
4 990₽ 4 381₽*
Нет в наличии, закажите, чтобы мы сообщили вам когда будет или подобрали аналог *Цена актуальна на 22 сентября 2020
СКИДКА 5% на любой аналог по промо коду WELCOME
Бренд:
ADA
ADA – мультинациональный бренд измерительного инструмента и силового оборудования. Разрабатывается и выпускается продукция в Европе, США и Азии. Производитель уверен в качестве и надежности товаров, поэтому дает на них 2 года гарантии!
Способы оплаты:
Наличные Наличными курьеру или в пункте выдачи товаров в Санкт-Петербурге
Банковской картой Visa/MasterCard Банковской картой на сайте до 250 000a
Счет для юридических лиц Достаточно на этапе оформления ввести ИНН, это гораздо быстрее факса или электронного письма с реквизитами
Оплата из кошелька в Яндекс.Деньгах Для идентифицированного кошелька — максимум 250 000a за один раз, для анонимного — 15 000a
Наличными через кассы и терминалы Более 185 тысяч пунктов оплаты в России и других странах. Максимум 15 000a за один раз.
Кошелек в системе WebMoney Максимум 60 000a
Сбербанк: оплата по SMS или Сбербанк Онлайн Минимум 10a. Максимум в сутки: 10 000a через мобильный банк и 100 000a через интернет-банк.
Альфа-Клик Максимум 60 000a за один раз.
MasterPass Максимум 250 000a за один раз.
Промсвязьбанк Максимум 60 000a за один раз.
QIWI Wallet Максимум 15 000a за один раз.
‹
›
Уровень электронный ADA ProDigit Mini цифровой,точность±0. 02град,автоматическая калибровка,магниты,ч
Уровень электронный ADA ProDigit Mini цифровой,точность±0.02град,автоматическая калибровка,магниты,ч
арт. А00378
4 990₽ 4 381₽*
*Нет в наличии, закажите, и мы сообщим когда будет или предложим аналог. Цена актуальна на 22 сентября 2020
Уровень электронный ADA ProDigit Mini цифровой,точность±0.02град,автоматическая калибровка,магниты,ч, арт. А00378
4 990₽ 4 381₽*
*Нет в наличии, закажите, и мы сообщим когда будет или предложим аналог. Цена актуальна на 22 сентября 2020
Запомнить меня
Регистрация
Восстановить пароль
Бензопила HUSQVARNA 460-15
арт. 9650311-15
17 300a
Количество
ADA Pro Digit Mini Digital Protractor Электронный уклономер, измерение в градусах, мм/м, %, дюйм/фут
Перейти к навигацииПерейти к содержанию
Корзина
австралийских долларов
долларов США
9 канадских долларов0003
евро
новозеландских доллара
фунтов стерлингов
иен
9 индийских рупий0003
гонконгских долларов
ILS
Применение: монтаж металлоконструкций, монтаж канализационных и водопроводных систем, столярные и отделочные работы, в производстве.
Измерение в градусах, мм/м, %, дюйм/фут. Прибор подает звуковой сигнал при приближении результатов к 0 и 90°.
Автоматическая калибровка. Прибор подает звуковой сигнал, когда результаты приближаются к 0 и 90°.
ЖК-дисплей с подсветкой. Используйте этот режим для удержания результатов на дисплее и функции подсветки.
Магниты снизу. Встроенные сильные магниты позволяют размещать электронный уровень на металлических поверхностях.
Нет в наличии
Возможна международная экспресс-доставка
Возврат в течение 30 дней
Гарантированная безопасная касса
Описание
Дополнительная информация
Описание
Цифровой нивелир ADA ProDigit Mini — это небольшой и очень удобный электронный инклинометр. Он оснащен сильным магнитом. Металлический корпус защищает электронный уровень. Встроенные сильные магниты позволяют размещать электронный уровень на металлических поверхностях. Автоматическая калибровка для точной работы. Данные отображаются в градусах, мм/м, %, дюйм/фут. Результаты отображаются с точностью до двух знаков после запятой. Для удобства работы есть режим «HOLD». Используйте этот режим для удержания результатов на дисплее и функции подсветки. Прибор подает звуковой сигнал, когда результаты приближаются к 0 и 90°. Применение: монтаж металлоконструкций, монтаж канализационных и сантехнических систем, столярные и отделочные работы, на производстве.
дешевая аккумуляторная угловая шлифовальная машина Bosch GWS 12V-76 12 В с 2 батареями по 2,0 Ач, € 288,60 Скорость холостого хода (мин-1): 19500 — Регулируемая скорость: Нет — Бесщеточный двигатель: Да
— Диаметр шлифовального круга (мм): 76 x 10 — Резьба шлифовального шпинделя: M 5 — Плавный пуск: Нет —
Блокировка перезапуска: Нет — Вес (кг): 0,9 — Комплект поставки — 3 отрезных диска (по керамике, дереву, дереву с гвоздями, нержавеющей стали)
— 1 шлифовальный диск (нержавеющая сталь)
— Сумка для инструментов: Да
Номинальное напряжение [В]:
12
Аккумулятор [Ач]:
2 x 2,0 мит Ladegerät
Емкость аккумулятора [Ач]:
2 — 6
С зарядным устройством::
Джа
Количество батарей в комплекте::
2
Скорость холостого хода [1/мин]::
19. 500
Вес изделия:
1,90 кг
LieferantenartikelNummer:
80 062 73
Напишите первый отзыв об этом товаре и помогите другим принять решение о покупке!
Отзывов пока нет.
Контактные данные
Фамилия
Эл. адрес
Вопрос о товаре
Ваш вопрос
Я прочитал политику конфиденциальности и согласен с ее действительностью.
Bosch GWS 12V-76, 2x GBA 12V 3.0 Аккумуляторная угловая шлифовальная машина Bosch
235,19 евро
(1 кг = 335,99 евро)
вкл. НДС Доставка: Бесплатно*
Аппаратное/электронное оборудование Bosch
Стоимость доставки сведена к минимуму.
Доставка в Германию:
1-4 рабочих дня (осталось всего 3 шт.)
Стиль:
Инструменты
Артикул №:
2098611774
Рейтинг продаж:
1242
Напряжение:
220-240 В
Описание:
Bosch GWS 12V-76 Professional — Угловая шлифовальная машина — 76 мм — 2 батареи — 12 В Группа Производитель электроинструментов Производитель Bosch Артикул № 06019F200B Модель GWS 12V-76 Professional EAN/UPC Описание продукта: Bosch GWS 12V-76 Professional Угловая шлифовальная машина Тип продукта Угловая шлифовальная машина — 76 мм Скорость 19500 об/мин Аккумулятор 2 x 12 В Подробности: Общие Тип продукта Угловая шлифовальная машина — 76 мм скорость 19500 об/мин Оправка размер 10 мм Особенности Блокировка шпинделя, бесщеточный двигатель, резьба шпинделя M5 Аккумулятор в комплекте 2 шт. Прилагается 12 В Емкость 3 Ач Сумка для переноски Тип L-BOXX 102 Различные аксессуары Защитный кожух, вставка L-BOXX (половина размера), вкладыш L-BOXX для инструмента /зарядное устройство (размер 1/2), зарядное устройство для аккумуляторов, твердосплавный отрезной диск, 2 отрезных диска для стального шума и вибрационного звукового давления — 75 дБ (A) — погрешность K: звуковая мощность 3 дБ — 86 м/с² — погрешность K: Вибрация 3 дБ — черновая обработка — 13,5 м/с² — неопределенность синий/черный, L-BOXX, 2 литий-ионных аккумулятора 3,0 Ач 76 мм -M 5 -Для резки, резки и шлифования -Работа от аккумулятора, 12 В № производителя: 06019F200B
Сравнить с аналогичными товарами
Artikel
Akku-Winkelschleifer GWS 12V-76 Professional, 12V
KNIPEX Cobra — Nut-und-Feder-Zange — Extra Small (100 мм) 070 0 2808
Строп петлевой текстильный TOR СТП 6т 6м*180мм 11656444
Главная
Крепеж и метизы
Такелаж
Стропы
20 990 ₸
Описание
Обзор
Характеристики
Гарантия
Запасные части
Строп петлевой текстильный TOR СТП 6т 6м*180мм 11656444 — применяется для погрузо-разгрузочных работ с использованием подъемных механизмов. Текстильные стропы не имеют металлических элементов, поэтому максимально безопасны в использовании и удобны в транспортировке.
Тип
петлевой
Длина, м
6
Грузоподъемность, кг
6000
Ширина, мм
180
Цвет
коричневый
Вес нетто, кг
3. 05
Заводская гарантия
Гарантия покрывает дефекты в изделиях, поставляемых компанией ТССП Казахстан, причиненные дефектным материалом или исполнением. Гарантия покрывает только дефекты, выявленные в пределах гарантийного периода определенного Договором, но не более 12 (двенадцати) месяцев с даты поставки. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
Гарантия покрывает исправление квалифицированным обслуживающим персоналом, уполномоченным ТССП Казахстан, любого попадающего под гарантию завода-изготовителя дефекта. Гарантия также покрывает затраты на запасные части и непосредственно труд, необходимый для замены или ремонта дефектного изделия.
Специальные гарантийные условия, исключения и ограничения
На ряд типов и моделей оборудования действуют специальные гарантийные условия от заводов-изготовителей или от компании ТССП Казахстан.
Уточните перед покупкой, действуют ли специальные условия, исключения или ограничения на выбранный вами продукт.
Кредо нашего сервиса крайне простое и емкое: «Техника должна работать».
В Астане, Алмате, Шымкенте, Атырау и в Усть-каменогорске находятся сервисные центры с мастерами для проведения ремонтных работ в мастерской и на выезде. Разделение по специализации, позволяет нам растить и развивать профильных сервисных специалистов, способных оперативно решать вопросы по ремонту и обслуживанию техники.
При подготовке к продвижению линейки оборудования, мы проводим предварительную работу по подбору и формированию склада запасных частей для технического обслуживания и ремонта. На складах ТССП Казахстан хранится более 5000 наименований запчастей и мы неустанно работаем над повышением качества склада и обеспечением постоянного наличия критичных позиций для бесперебойной работы наших клиентов.
Строп СТП-6,0, ширина 180 мм, (коричневый /Грузоподъемность 6т)
/ Строительные ограждения / Текстильные cтропы от «Мергуд Групп» с доставкой по РФ / Текстильная ленточная стропа от «Мергуд Групп» с доставкой по России / Текстильный петлевой строп СТП с доставкой по РФ
/ Строп СТП-6,0, ширина 180 мм, (коричневый /Грузоподъемность 6т)
от 1 671 ₽
Модификации
Строп СТП-6,0, ширина 180 мм, длина 2м
Показатели
Тип/маркировка гр-ть(т)
СТП-6,0
Цвет
коричневый
Грузоподъемность (тонн)
6
Ширина (мм)
180
Длина (мм)
2,0м
1 671 ₽
В корзину
Строп СТП-6,0, ширина 180 мм, длина 3м
Показатели
Тип/маркировка гр-ть(т)
СТП-6,0
Цвет
коричневый
Грузоподъемность (тонн)
6
Ширина (мм)
180
Длина (мм)
3,0м
2 460 ₽
В корзину
Строп СТП-6,0, ширина 180 мм, длина 4м
Показатели
Тип/маркировка гр-ть(т)
СТП-6,0
Цвет
коричневый
Грузоподъемность (тонн)
6
Ширина (мм)
180
Длина (мм)
4,0м
3 114 ₽
В корзину
Строп СТП-6,0, ширина 180 мм, длина 5м
Показатели
Тип/маркировка гр-ть(т)
СТП-6,0
Цвет
коричневый
Грузоподъемность (тонн)
6
Ширина (мм)
180
Длина (мм)
5,0м
3 770 ₽
В корзину
Строп СТП-6,0, ширина 180 мм, длина 6м
Показатели
Тип/маркировка гр-ть(т)
СТП-6,0
Цвет
коричневый
Грузоподъемность (тонн)
6
Ширина (мм)
180
Длина (мм)
6,0м
4 427 ₽
В корзину
Строп СТП-6,0, ширина 180 мм, длина 7м
Показатели
Тип/маркировка гр-ть(т)
СТП-6,0
Цвет
коричневый
Грузоподъемность (тонн)
6
Ширина (мм)
180
Длина (мм)
7,0м
5 482 ₽
В корзину
Строп СТП-6,0, ширина 180 мм, длина 8м
Показатели
Тип/маркировка гр-ть(т)
СТП-6,0
Цвет
коричневый
Грузоподъемность (тонн)
6
Ширина (мм)
180
Длина (мм)
8,0м
5 738 ₽
В корзину
предыдущий Строп СТП-5,0, ширина 150 мм, (красный /Грузоподъемность 5т)
следующий Строп СТП-8,0, ширина 240 мм, (синий /Грузоподъемность 8т)
Кабель
Cat.
6 STP | Nippon Seisen
MISUMI Главная>
Компоненты проводки>
Кабели для локальных и промышленных сетей>
LAN/сетевой кабель>
Кабель STP категории 6
Nippon Seisen
Nippon Seisen
Промышленный коммуникационный кабель Ethernet, состоящий из 4 витых пар проводов с отличной устойчивостью к помехам.
[Характеристики] ・Стандарт кабеля CAT6 со скоростью передачи 1 Гбит/с. ・ Одинарная экранирующая оплетка (STP или F/UTP), помогающая уменьшить электромагнитные помехи (EMI). ・Голубой, оболочка кабеля из ПВХ. ・Поставляется в катушках по 100 метров. ・Соответствует RoHS 10.
Номер детали
НСГДТ6-С-0,5-4П-СБ-300
Номер детали
Скидка за объем
Количество дней до отгрузки
RoHS
6
6
6 дней
10
Загрузка …
Основная информация
977
333333333333939
333333333
КАТ6
Структура щита
Экранированный・STP
Щит
Однослойный экран
Стандарт сети FA
Нет стандарта
Кабельный проводник
Многожильный провод
Размер проводника
AWG20 (0,50 кв. м)
Количество ядер
4 пары (4P)
Внешний диаметр кабеля (мм)
от 6,0 до 6,9
Цвет
Бледно-голубой / Светло-голубой
Длина (м)
100 или больше
Материал оболочки
ПВХ
Тип
Гигабитный Ethernet
Система передачи
1000BASE-T (ТИА/ЭИА-854)
Скорость передачи
1 Гбит/с
Логарифм
4
Материал оболочки
ПВХ
Щит
Экранирующая лента
Земля
Провод заземления
Наружный диаметр(деталь)(мм)
6,9
Длина(деталь)(м)
300
Тип кабеля
Стандарт
Примечания к продукту: Пожалуйста, проверьте спецификацию продукта для номера детали NSGDT6-S-0. 5-4P-SB-300 на кабеле Cat.6 STP. NSGDT6-S-0.5-4P-SB-300 включен в наши предложения для LAN/сетевых кабелей Nippon Seisen и в нашу полную линейку продуктов Nippon Seisen.
Настроить здесь
Дополнительные продукты в этой категории
Клиенты, которые просматривали этот товар, также просматривали
Погружной турбинный насос Red Jacket® Maxxum (STP)
Red Jacket® Maxxum® STP
Погружной турбинный насос Red Jacket® Maxxum (STP) предназначен для 6-дюймовых приложений с высоким расходом и обеспечивает самые высокие в отрасли значения расхода. Серия Maxxum может похвастаться лучшими характеристиками удобства обслуживания и безопасности. С двигателем мощностью 3 или 5 л.с. он специально разработан для высокопроизводительных приложений, таких как стоянки грузовиков, где экстремальный спрос, несколько точек заправки и длинные трубопроводы сокращают подачу топлива к форсунке.
Описание продукта
STP Maxxum (ранее Big Flo) и унифицированные насосы (UMP) обеспечивают самые высокие скорости потока в отрасли за счет уменьшения количества ограничений на пути потока. Эффективная конструкция также приводит к меньшему энергопотреблению, что способствует снижению эксплуатационных расходов в течение всего срока службы. Легкий доступ к клапанам и портам обеспечивает надежную диагностику и быстрое обслуживание.
Уменьшенный износ — усовершенствованная конструкция обеспечивает более тихую работу и меньший износ
Улучшенный рейтинг изоляции — более высокая температура изоляции обеспечивает более длительный срок службы
Повышенная защита – дополнительные компоненты из нержавеющей стали обеспечивают лучшую защиту при использовании с топливными смесями
Обратная совместимость — Maxxum UMP совместимы с предыдущими 3 и 5 HP Maxxum STP
Explosion Proof — улучшенная конструкция обеспечивает повышенный уровень безопасности; сертифицированный UL/cUL/IECEx/ATEX Взрывозащищенный двигатель.
Постоянные улучшения безопасности — усовершенствования конструкции в соответствии с новыми международными стандартами огнестойкости.
Red Jacket 3 и 5 л.с. Maxxum Performance в дизельном исполнении
Форма изделия
Модели STP 60 Гц
Номер детали
Номер модели
Напряжение
410763-006
MXP300J4-2HB с сифоном
410763-001
МХП300ДЖ4-2ХБ
410763-008
MXP500J4-2K с сифоном
410763-003
МХП500ДЖ4-2К
410763-009
MXP500J6-2K с сифоном
410763-004
МХП500ДЖ6-2К
Основные характеристики
Обеспечивает более чем на 20 % больший расход по сравнению с альтернативными насосами высокой производительности. Производительность по расходу превосходит все другие погружные турбинные насосы размером 6 дюймов.
Разработан в соответствии с требованиями по охране окружающей среды. Совместим с детектором напорной линии Veeder-Root (PLLD), приводным портом насоса улавливания паров и стойкой преобразователя для электронного обнаружения утечек (ELLD).
Простое и безопасное отсоединение электрического хомута, заделка проводки насоса в распределительной коробке.
Быстрое снятие съемной головки насоса и быстрый доступ к обратному клапану.
Технические характеристики
Совместимость с топливом
100% дизельное топливо, мазут, авиационный газ, реактивное топливо или керосин.
100% Бензин
Все смеси автомобильного и аналогичного жидкого топлива, включая спиртовые смеси с содержанием этанола от 0 до 20 %, метанола от 0 до 20 %, 20 % МТБЭ, ЭТБЭ или ТАМЭ с 80 % бензина
Вы можете легко создавать шаблоны для 3D-принтера: все, что для этого нужно — это CAD-программа и приложение Slic3r.
Прежде всего, вам понадобится программа для 3D-моделирования, в которой можно создать модель необходимого объекта для печати.
Среди бесплатных вариантов — Solid Edge от Siemens или Solid Work. Обе можно скачать с официальных сайтов разработчиков, не заплатив за пробный период. Кроме того, также удобно использовать 3D-Builder от Microsoft.
При создании 3D-модели можно либо создать двумерный чертеж, а затем «выдавливать» его, либо рисовать непосредственно сразу в 3D. Важно отметить, что при этом у вас не должно быть переопределенных и недоопределенных ребер. Это означает, что форма не только должна быть завершена полностью на вашем чертеже, то есть не иметь «пробелов», но также и то, что форма не должна иметь линий, нарисованных несколько раз.
Типичный 3D-принтер
После рисования экспортируйте 3D-модель в виде файла STL. После этого вы сможете использовать программное обеспечение Slic3r для преобразования модели в G-код, который может считывать принтер. Это открытое ПО, которое может бесплатно скачать любой пользователь.
Используя Slic3r, импортируйте 3D-модель и нажмите «Slice with Slic3r». Некоторые 3D-принтеры уже поставляются с программным обеспечением, в которое встроен Slic3r. Например, вы также можете преобразовать 3D-модель для печати непосредственно в Repetier Host. При нарезке модель превращается в G-код, то есть в код, который «говорит» 3D-принтеру, какие позиции он должен проходить.
В настройках Slic3r на вкладке «Support Material» обязательно установите галочку напротив пункта «Generate Support Material». Тогда вы сможете печатать фигуры с избыточной высотой.
Читайте также:
Как превратить обычную фотографию в 3D-модель
Топ-5: бесплатные программы для дизайна и 3D-моделирования
Теги
3d-принтеры
Автор
Ольга Дмитриева
Была ли статья интересна?
Поделиться ссылкой
Нажимая на кнопку «Подписаться», Вы даете согласие на обработку персональных данных
Рекомендуем
Реклама на CHIP Контакты
создание фигур, моделей, как сделать эскизы файл stl, нарисовать деталь
Перед созданием любого изделия на 3D-принтере потребуется сначала выполнить его цифровой эскиз. Для этого следует разработать модель или макет изделия в специализированной программе. Рассмотрим, какие 3D-модели наиболее популярны для послойной печати, нюансы и пошаговую инструкцию их создания.
Что такое эскизы для 3D-принтера и зачем они нужны?
Эскизы (также имеют название модели, макеты, заготовки) для 3D-принтера — это цифровые файлы, выполненные в STL-формате при помощи специализированных программ. Они схематически описывают геометрию поверхности трехмерного объекта, не учитывая его текстуру и цвет.
Для печати STL-эскиза потребуется составленный слайсером код управления 3D-принтером. Если сказать простым языком — модель нужно будет предварительно нарезать в программе-слайсере на слои, которые будут последовательно печататься принтером. Обычно такой файл имеет расширение gcode.
Какие макеты пользуются спросом?
3D-печать — это универсальный инструмент, который может использоваться для печати большого разнообразия изделий. Наиболее часто для создания различных видов изделий применяются десять видов макетов:
Детали автомобилей — пластмассовые форсунки омывателя, защелки, заглушки, крепления, коллекторы и другие дорогие или дефицитные детали.
Средства индивидуальной защиты — защитный щиток для лица из пластика, зажим для одноразовой маски, приспособление для открывания двери без участия рук.
Учебные и рекламные макеты для наглядного показа.
Хирургические и стоматологические модели костей, органов, зубов, протезов.
Рыбацкие изделия — мотовильца, кивки различной толщины и жесткости, пайетки для вязания мушек.
Держатели для телефонов, чашек, камер и других предметов на велосипеды или в салон авто.
Фурнитура и элементы декора для одежды.
Детали для бытовой техники — ручки для стиральных машин, плит микроволновок и различной кухонной утвари, пластиковые кнопки управления, мелкие детали от блендеров, кофеварок и чайников из пластика.
Музыкальные инструменты (гитары, флейты, скрипки, барабаны, пианино, банджо) и детали для них.
Как сделать чертеж самостоятельно?
Чертеж для создания 3D-изделия на принтере сначала должен быть выполнен схематически, а затем перенесен в виде трехмерной модели в специальную программу для 3D-моделирования. Схематический чертеж предмета с отображением всех размеров и пространственного расположения выполняется на листе бумаги при помощи измерительных инструментов (линейка, циркуль, штангенциркуль).
Какие программы нужны, чтобы создать модель?
Создать трехмерную модель можно, используя полнофункциональный редактор для 3D-моделирования. Приведем краткий список наиболее удобных программ для работы:
Для удобства работы в любой из программ для 3D-моделирования пользователю рекомендуется сначала настроить рабочую среду под макеты для 3D-принтеров.
Затем в блоке настроек единиц измерения следует установить метрическую систему измерений и задать масштаб. После этого можно приступать к созданию объекта.
Создание трехмерного объекта
Этапы непосредственного создания 3D-макета будут зависеть от функционала используемой программы. Если рассматривать процесс в общем, не привязываясь к конкретному редактору, то создание объекта будет выполняться в следующем порядке:
Выбор параметров внешнего вида модели. На этом этапе за основу можно взять один из шаблонов, предустановленных в программе.
После добавления фигуры на рабочее пространство можно использовать рычаги и различные модификаторы (вытеснения, округления, вдавливания), которые придадут модели уникальность.
Параллельно с созданием модели следует регулировать ее размеры и габариты отдельных деталей.
На последнем этапе выбираются цвета и текстуры для фигуры.
Проверка проекта на соблюдение общих рекомендаций
Перед окончанием создания трехмерного объекта следует учесть самые важные аспекты, которые повлияют на качество готового изделия, и оптимизировать проект. Для корректной печати модели на 3D-принтере рекомендуется, чтобы поверхности фигуры в проекте не накладывались друг на друга. Этого нельзя допускать, так как во время печати может произойти сбой, который повлечет за собой проблемы с качеством самой фигуры. Поэтому все поверхности трехмерного объекта должны лишь соприкасаться, образуя единую модель.
Экспорт проекта
Экспорт готового проекта в STL-формате — это завершающий этап подготовки трехмерной модели для печати. Он осуществляется в следующем порядке:
В меню вкладки «Файл» выбирается пункт «Экспорт», «Сохранить как…» или «Сохранить проект»
Затем в меню сохранения выбирается необходимый формат файла (stl) и место его хранения на локальном или съемном носителе.
После сохранения проекта его переносят на флешку или SD-карту, которую можно вставить в принтер, или распечатывают прямо с компьютера, если он подключен к 3D-принтеру.
Что учитывать, чтобы создать 3D-модель без ошибок?
Предотвратить печать бракованных деталей или элементов худшего качества при создании 3D-модели можно. Для этого стоит учитывать самые распространенные ошибки пользователей в процессе создания макета, такие как:
Отсутствие опоры.
Создание слишком тонких элементов.
Добавление поддержки
При создании сложного трехмерного объекта с несколькими переходами следует обязательно предусмотреть в проекте опоры (поддержки), которые будут поддерживать висящие в воздухе участки модели. Опоры печатаются вместе с моделью и легко удаляются после завершения печати.
Толщина стенок и диаметр отверстий
Линии, создаваемые в проекте, не должны быть слишком тонкими. Так как совсем крохотные по толщине элементы могут получиться очень хрупкими или не напечататься из-за особенностей сопла экструдера.
Совет. При использовании для печати FDM-принтера моделировать стенки объектов рекомендуется толщиной, которая равна не менее двум диаметрам сопла экструдера принтера. При печати на фотополимерном 3D-принтере толщина самой тонкой детали не должна превышать 0,5 мм.
Поэтому при наличии тонких деталей от них стоит избавиться. А если это невозможно, то следует их либо увеличить, либо добавить опору.
Создание трехмерного эскиза, чертежа или модели для печати на 3D-принтере — это несложный процесс, который можно освоить самостоятельно. Для печати несложных объектов потребуется изучить азы 3D-моделирования, которые будет легко отразить на конкретном принтере. А вот для создания более сложных моделей потребуются более глубокие знания, обучающие материалы и видеоуроки, которые можно легко найти в интернете в свободном доступе.
07 марта 2021
3676
Получите консультацию специалиста
Новый 3D-принтер? Вот как создавать свои собственные печатные формы
Недавно у меня была возможность провести некоторое время с 3D-принтером Micro, моим первым набегом на мир превращения катушки пластиковой нити во что угодно.
Мне было очень весело загружать существующие проекты с таких сайтов, как Pinshape и Thingiverse, но в конце концов я захотел создавать свои собственные объекты. К сожалению, у меня нет степени в области САПР или доступа к каким-либо программам для 3D-дизайна.
Хорошие новости: оказывается, вам не нужен ни тот, ни другой. Autodesk Tinkercad — это бесплатный веб-инструмент для проектирования, который позволяет создавать 3D-объекты, а затем загружать эти творения в удобном для печати формате. Вот как начать.
Шаг 1: Зайдите в Tinkercad и создайте бесплатную учетную запись, используя Facebook, Twitter или адрес электронной почты.
Шаг 2: Служба немедленно проведет вас через урок, который поможет вам освоить базовую навигацию, а затем еще один урок, посвященный управлению камерой и так далее. Это хорошая идея, чтобы пройти через все это, просто чтобы ознакомиться с окружающей средой.
Увеличить изображение Скриншот Рика Бройды/CNET
Шаг 3: Когда вы будете готовы создать свой собственный объект, вернитесь на панель инструментов Tinkercad, затем нажмите «Создать новый дизайн». Инструмент немедленно отправит вас на страницу дизайна со случайно назначенным (и часто забавным, например, Tremendous Snaget-Fulffy) именем для вашего проекта. Вы можете изменить имя, нажав Дизайн > Свойства , хотя это может произойти в любой момент.
Шаг 4: Теперь пришло время начать сборку вашего объекта. Панель инструментов с правой стороны содержит широкий ассортимент сборных форм, которые можно перетаскивать на рабочую плоскость и изменять по мере необходимости. (Вы также можете импортировать существующие фигуры SVG (2D) или STL (3D), если они у вас есть.) Для целей нашего руководства щелкните Geometric , затем перетащите шестиугольную призму на рабочую плоскость.
Увеличить изображение Скриншот Рика Бройды/CNET
Шаг 5: Обратите внимание, что фигура имеет пять белых «ручек»: по одной в каждом углу и одну в центре вверху. Когда вы наведете курсор мыши на любой из них, вы увидите соответствующие измерения. Нажмите и перетащите любой из углов, чтобы изменить размер призмы в этом направлении; щелкните и перетащите и отцентрируйте один, чтобы отрегулировать высоту. (То, что выглядит как черная капля над центральной ручкой, используется для подъема и опускания объекта относительно рабочей плоскости.)
Увеличить изображение Скриншот Рика Бройды/CNET
Шаг 6: Когда вы добавляете и изменяете новые объекты, помните размер печатной платформы вашего 3D-принтера и стройте соответственно. Когда вы закончите, нажмите Дизайн > Загрузить для 3D-печати , и вы сразу же получите файл STL, который можно загрузить в принтер. (Как вы увидите, в Tinkercad также есть опции для версий Minecraft, заказа 3D-печати и загрузки в Thingiverse.)
И это все, что нужно сделать. Это отличное место, чтобы начать создавать 3D-объекты для печати.
Прежде чем вернуться к этому, вот несколько быстрых советов для начинающих Tinkercad:
Используйте колесо мыши для быстрого увеличения и уменьшения масштаба.
Нажмите и удерживайте правую кнопку мыши, затем переместите мышь, чтобы изменить угол обзора.
После выбора параметра вы увидите окно инспектора. Щелкните параметр «Отверстие», чтобы эта фигура «проходила сквозь» любую твердую фигуру. Вот как вы могли бы, например, создать цилиндрическое отверстие в центре вашей призмы.
Чтобы выполнить более точную настройку размещения объектов, щелкните раскрывающееся меню Snap grid и выберите число, меньшее значения по умолчанию, равного 1,0.
Нашли еще один хороший инструмент для создания макетов, готовых к 3D-печати? Назовите его в комментариях!
Как создавать и создавать файлы STL для 3D-печати — Простое руководство — 3D Printerly
Когда вы занимаетесь 3D-печатью, вам необходимо выполнить определенные шаги, чтобы иметь возможность 3D-печати ваших объектов. Многие шаги выполняются за вас, но создание файлов для 3D-принтера является одним из самых важных.
Эта статья покажет вам, как именно создаются файлы для 3D-принтеров, так что читайте дальше, если хотите знать.
Файлы для 3D-принтеров изготавливаются с использованием программного обеспечения для автоматизированного моделирования (САПР), которое позволяет вам создавать то, как будет выглядеть ваша модель. После того, как ваша модель будет завершена, вам нужно «нарезать» файл САПР в программе-слайсере, наиболее популярной из которых является Cura. После того, как ваша модель будет нарезана, она будет готова к 3D-печати.
Как только вы поймете этапы этого процесса и сделаете его для себя, все станет очень просто и понятно. Я сделаю все возможное, чтобы подробно описать пошаговый процесс создания файлов для 3D-принтеров новичками.
Создание моделей для 3D-печати и обучение созданию собственной 3D-модели — это отличный навык, поэтому давайте приступим к делу.
Выберите и откройте программу CAD
Создайте дизайн или модель с помощью инструментов выбранной вами программы
Сохраните и экспортируйте готовый дизайн на свой компьютер (файл STL)
Выберите программу слайсера — Cura для начинающих
Откройте и «нарежьте» ваш файл с нужными настройками в файл G-кода
Если вам нужны готовые файлы, которые можно распечатать в 3D, ознакомьтесь с моей статьей 7 лучших мест для бесплатных файлов STL (модели для 3D-печати).
Выберите и откройте программу САПР
Существует множество программ САПР, которые можно использовать для создания вашей модели, но некоторые из них определенно более ориентированы на новичков, на чем я сосредоточусь в этой статье.
Кроме того, многие программы более высокого уровня на самом деле необходимо покупать, поэтому вы будете рады узнать, что все, что я рекомендую, будет совершенно бесплатным.
Лучшие программы САПР для начинающих:
TinkerCAD — щелкните и создайте собственную учетную запись
Блендер
Фьюжн 360
Набросок вверх
FreeCAD
Оншейп
Ознакомьтесь с моей статьей Лучшее бесплатное программное обеспечение для 3D-печати — САПР, слайсеры и многое другое.
Я сосредоточусь и рекомендую TinkerCAD для начинающих, потому что он определенно был разработан для вас, ребята. Новичкам не нужна сложная программа САПР, к которой нужно привыкнуть, они хотят иметь возможность собрать что-то вместе за первые 5 минут и увидеть ее возможности.
Одной из замечательных особенностей TinkerCAD является тот факт, что он основан на браузере, поэтому вам не нужно устанавливать какой-то огромный программный файл, чтобы начать работу. Просто зайдите в TinkerCAD, создайте учетную запись, пройдите краткое руководство по платформе и приступайте к моделированию.
Как только вы освоите одну программу САПР и освоите проектирование модели, вы можете перейти к другим программам, но сначала просто придерживайтесь одной простой программы.
TinkerCAD обладает достаточными возможностями, чтобы моделировать в нем как минимум несколько месяцев, прежде чем вы подумаете о переходе на программное обеспечение с более широкими возможностями. На данный момент это будет творить чудеса!
Создайте проект с помощью инструментов выбранной вами программы
TinkerCAD специализируется на простоте использования, так как вы соединяете блоки и формы, постепенно создавая более сложную структуру, которой вы можете гордиться. Видео ниже покажет вам краткое руководство о том, как именно это выглядит и как это делается.
При обучении созданию дизайнов всегда лучше следовать видеоинструкциям, одновременно делая то же самое в программе самостоятельно.
Чтение какого-либо руководства полезно, когда вы понимаете программу и ищете способы делать классные, новые вещи, но когда вы только начинаете, получайте опыт за плечами.
После того, как вы создали несколько собственных моделей, следуя руководству, можно перейти к следующему шагу — поиграть в программе и проявить творческий подход. Одна вещь, которую я решил сделать, это найти несколько предметов домашнего обихода и попытаться смоделировать их как можно лучше.
Это варьировалось от чашек, бутылок, маленьких коробочек, контейнеров для витаминов, чего угодно. Если вы хотите быть действительно точным, вы можете получить прекрасную пару суппортов на Amazon.
Если вам нужен быстрый, дешевый, но надежный набор, я бы порекомендовал цифровой штангенциркуль Sangabery.
Он имеет четыре режима измерения, два преобразования единиц измерения и функцию установки нуля. Вы можете получить очень точные показания с помощью этого устройства, поэтому я рекомендую вам приобрести его, если вы еще этого не сделали. В комплекте две запасные батарейки!
Если вам нужен штангенциркуль более высокого качества, выберите цифровой штангенциркуль Rexbeti из нержавеющей стали. Это более премиальный вариант с полированной отделкой и чехлом для хранения устройства. Он поставляется с защитой от воды и пыли IP54, имеет точность 0,02 мм и отлично подходит для длительного использования.
Как только вы попрактикуетесь в создании различных предметов, вы будете намного лучше подготовлены к созданию полезных и сложных файлов для 3D-принтера.
Сначала кажется, что все эти простые формы и отверстия многого не сделают. Это то, о чем я подумал сначала, прежде чем увидел, что люди действительно могут создать в этом программном обеспечении.
Следующее было сделано в TinkerCAD компанией Delta666, найденной на MyMiniFactory. Было бы трудно описать это как простой дизайн, который просто показывает вам потенциал, который вы могли бы иметь при разработке собственных файлов для 3D-принтера.
Сохраните и экспортируйте готовый проект на свой компьютер (файл STL)
Преимущество TinkerCAD в том, что он создан для простоты использования. Это также включает в себя сохранение и экспорт файлов STL прямо на ваш компьютер.
В отличие от некоторых загружаемых программ САПР, эта программа автоматически сохраняет вашу работу при каждом вносимом вами изменении, поэтому вам не нужно беспокоиться о потере результатов.
Пока вы назвали свою работу в верхнем левом углу, она должна продолжать сохраняться. Вы увидите небольшое сообщение «Все изменения сохранены», чтобы вы знали, работает ли оно.
Как вы можете видеть на рисунке, экспорт файлов САПР в загружаемый файл STL не составляет труда. Просто нажмите кнопку «Экспорт» в правом верхнем углу страницы TinkerCAD, и появится окно с несколькими вариантами.
Когда дело доходит до файлов для 3D-печати, наиболее распространенными являются файлы .STL. Есть несколько вещей, от которых люди говорят, что это сокращено, например, стереолитография, стандартный язык треугольников и стандартный язык тесселяции. В любом случае, мы просто знаем, что это работает очень хорошо!
Сложность файлов STL заключается в том, что они состоят из нескольких крошечных треугольников, а более подробные части состоят из большего количества треугольников. Причина этого в том, что 3D-принтеры могут лучше понять эту информацию с помощью этой простой геометрической формы.
Ниже приведена четкая иллюстрация этих треугольников, составляющих модель.
Выберите программу для слайсеров — Cura для начинающих
Если вы работаете в области 3D-печати, вы либо сталкивались с Cura от Ultimaker, либо уже хорошо разбираетесь в программе. Cura — это самое популярное кроссплатформенное программное обеспечение для нарезки, которое любители 3D-принтеров используют для подготовки своих файлов к 3D-печати.
Нет особого смысла пытаться использовать другой слайсер, потому что этот работает так хорошо и делает именно то, что вам нужно. Он очень удобен для начинающих и не требует много времени, чтобы освоить его.
Существуют и другие программы-слайсеры, такие как PrusaSlicer или SuperSlicer. Все они, по сути, делают одно и то же, но я рекомендую Cura.
Ознакомьтесь с моей статьей «Лучший слайсер для Ender 3 (Pro/V2/S1)», которая также подходит для других 3D-принтеров.
Откройте и «нарежьте» ваш файл с нужными настройками в файл G-кода
Термин «нарезать» ваш файл широко используется в области 3D-печати, что означает подготовку модели САПР и преобразование ее в файл G-кода, который могут использовать 3D-принтеры.
G-код — это, по сути, серия команд, которые сообщают вашему 3D-принтеру, что делать, от движения до температуры и скорости вращения вентилятора.
Когда вы нарезаете свой файл, есть определенная функция, с помощью которой вы можете предварительно просмотреть свою модель в форме 3D-печати. Здесь вы просматриваете каждый слой вашей 3D-печати снизу вверх, и вы даже можете увидеть направление, в котором будет двигаться ваша печатающая головка в процессе печати.
На самом деле это не так сложно, как кажется. Все, что действительно нужно, это просмотреть настройки и нажать синюю кнопку «Нарезка» в правом нижнем углу программы. Поле в правом верхнем углу показывает упрощенный способ изменения настроек, не вдаваясь во все конкретные настройки.
Если вам интересно, это подставка для специй!
В вашем слайсере есть множество настроек, которыми вы можете управлять, например:
Скорость печати
Температура сопла
Температура кровати
Настройки отвода
Приоритизация заказа на печать
Настройки вентилятора охлаждения
Процент заполнения
Шаблон заполнения
То, что начать несложно, не означает, что оно не может быть таким сложным, как вам хотелось бы. Я уверен, что есть настройки, о которых эксперты Cura никогда не задумывались.
Это действительно краткий список, когда вы видели, сколько существует настроек, но, к счастью, вам не нужно беспокоиться о большинстве настроек. Cura имеет «профили» по умолчанию, которые дают вам список уже сделанных для вас настроек, которые вы можете ввести.
Этот профиль обычно отлично работает сам по себе, но может потребоваться небольшая настройка температуры сопла и платформы, прежде чем вы получите отличные отпечатки.
Существует классное меню, которое позволяет пользователям выбирать пользовательские настройки для начинающих и мастеров, вплоть до пользовательских, поэтому функциональность и простота использования великолепны.
После выполнения всех этих шагов вы создадите файл для 3D-принтера, который ваш принтер сможет понять. После того, как я нарезал модель, я просто беру свой USB-накопитель и карту micro SD, которые прилагались к моему Ender 3, подключаю их к своему ноутбуку, нажимаю кнопку «Сохранить на съемном устройстве» и вуаля!
Я надеюсь, что эти шаги были просты для выполнения и помогут вам начать создавать собственные файлы для 3D-принтера.
Способность создавать свои собственные объекты от начала до конца — это удивительный навык, так что старайтесь изо всех сил придерживаться этого и стать экспертом в будущем.
При работе на большинстве станков с ЧПУ наилучшим вариантом создания высококачественной наружной резьбы за один проход является метод накатывания, исключающий образование стружки.
На протяжении десятилетий накатывание резьбы производилось на многошпиндельных, токарно-винторезных и специализированных резьбонакатных станках. Новым направлением является накатывание резьбы на станках, не специализированных под производство определенных деталей/операций. Он дает определенные преимущества при использовании на станках с ЧПУ, поскольку такой метод исключает дорогостоящие многократные проходы, обязательные при нарезании резьбы резцом. Накатывание резьбы за один проход экономит до 90% времени!
Современные станки с ЧПУ универсальны и отличаются оперативностью переналадки, отвечая требованиям производства «точно в срок». Еще более важным преимуществом станков с ЧПУ является быстрота и эффективность, с которой они обрабатывают детали. Смена инструментов на них происходит быстрее, а операции по наладке можно выполнять во время работы станка.
Так же как использование станка с ЧПУ, нарезание резьбы резцом является универсальным методом. Современный процесс нарезания резьбы в основном происходит с применением инструментов со сменными пластинами и является частью процесса высокоскоростной программируемой обработки. Обрабатываемая деталь, как правило, проходит через стандартные циклы программы и множество разнообразных механизмов станка. Этот способ может быть очень экономичным при изготовлении небольшого количества деталей.
Однако при обработке большого количества деталей нарезание резьбы резцом дает меньше преимуществ. Это обусловлено тем, что для увеличения срока эффективной работы инструмента сменные пластины производятся с ограниченной глубиной резания, и для достижения требуемой глубины резьбы необходимо несколько проходов. Это замедляет процесс производства. Дополнительные проходы также могут потребоваться для снятия заусенцев с резьбы. Несмотря на то, что ЧПУ сокращает общее время обработки за счет повышения эффективности нерабочего хода, эта экономия сводится на нет временем, необходимым на дополнительную обработку. С другой стороны, при накатывании резьбы за один проход сокращается дорогостоящее время работы станка с ЧПУ. Кроме того, использование резьбонакатной головки на станке ЧПУ позволяет обрабатывать детали с одного установа, исключая тем самым необходимость в дополнительной обработке на специальном резьбонакатном станке.
Бесстружечная холодная формовка
Технические преимущества
В дополнение к тому, что метод накатки резьбы позволяет выполнять больший объем работ за меньшее время на одном станке, он также имеет целый ряд технических преимуществ перед методом нарезания. Вместо резания материала в процессе накатки формируется необходимый профиль. В ходе этого процесса обрабатываемый материал испытывает напряжение, превышающее его предел текучести, и подвергается пластической, а значит, постоянной деформации. Усиленный накатный ролик, изготовленный из инструментальной или быстрорежущей стали, смещает материал по контуру резьбы, подвергая его пластической деформации и придавая ему окончательную форму. На материал заготовки действует напряжение, превышающее его предел текучести, вследствие чего он деформируется, принимая зеркально отраженную форму накатного ролика (см. рисунок).
Увеличение прочности
Линии зерен подвергшегося накатке материала непрерывны в отличие от линий при нарезании: они спрессованы и направлены перпендикулярно осевой линии заготовки, что увеличивает прочность резьбы на 10-30% по сравнению с процессом нарезания. Это важно при воздействии на резьбу растягивающего усилия, направленного вдоль осевой линии заготовки. Такое увеличение прочности дает наибольшие преимущества при обработке цилиндров, штоков поршней, рулевых тяг и т.п.
Чистота поверхности
Сжатие материала во время операции накатки приводит к деформационному упрочнению поверхности резьбы, особенно на впадинах и боковых сторонах ее профиля, что приводит к повышению ее износостойкости. Сжатие материала накатным роликом дает более точный профиль с более высоким качеством обработки, чем можно достичь при помощи шлифовки. При резании материала получается более грубая поверхность, чем при сжатии, когда поверхность приобретает большую гладкость и прочность, а значит, повышенную стойкость к износу, коррозии и истиранию. Данное качество особенно важно для штоков клапанов и других деталей, подверженных воздействию агрессивной, коррозионно-активной среды. Гладкая поверхность резьбы также необходима для гаек, которые должны обеспечивать свободное движение на большие расстояния в загрязненной атмосфере.
Повышенная износостойкость
Накатанная резьба также на 70% больше устойчива к усталости металла, чем нарезанная. Благодаря тому, что процесс накатывания проходит без образования стружки, на профиле не образуются шероховатости, следы вибрации и острые точки выхода, наиболее подверженные напряжению. При накатке обеспечивается гладкая, начисто обработанная поверхность резьбы, с минимальными неровностями в местах концентрации напряжений, что предотвращает образование усталостных дефектов. Это особенно важно в месте сбега и на участках неполной или неиспользуемой резьбы. Резьба особенно подвержена усталости на конце, в месте концентрации нагрузки. Детали, постоянно находящиеся под действием нагрузки, выигрывают от метода накатки, поскольку он обеспечивает округлую форму сбега резьбы, гладкость и повышенную прочность.
Точность профиля
При накатывании качество резьбы более постоянно, чем в случае нарезания резцом. Даже при самой лучшей шлифовке контакт резца с материалом приводит к его износу. Чем длиннее резьба, тем больше отклоняющее напряжение и вибрация, сокращающие срок службы инструмента. Однако накатные ролики также претерпевают изменения в процессе эксплуатации, в частности, в плане размеров. С каждым оборотом действующее на ролик напряжение возрастает. Это напряжение концентрируется в точке наибольшей усталости материала, в результате чего от гребня, который активнее всего задействован в процессе, откалываются небольшие частицы. До этого момента форма профиля сохраняется неизменной. На протяжении срока своей службы (обычно десятки тысяч обработанных деталей) накатные ролики не требуют практически никакой корректировки.
Экономические преимущества
Экономия материала
Поскольку при накатывании материал скорее смещается, чем удаляется, это позволяет экономить на инструментах по сравнению с нарезанием. Если в процессе нарезания заготовка уменьшается, то при накатывании ее диаметр увеличивается до наружного диаметра резьбы. Поэтому диаметр круглой заготовки при накатке отличается от диаметра при нарезании, где он совпадает с наружным диаметром резьбы, но при этом является ее средним диаметром. При большом количестве обрабатываемых заготовок это означает значительную экономию материала, в особенности, если при достижении среднего диаметра резьба уже готова к использованию. Кроме того, накатывание позволяет избежать многих трудностей, связанных с образованием стружки при работе с такими материалами, как нержавеющая сталь 304, Инконель и титан.
Чрезвычайно малое время обработки
Скорость накатывания резьбы варьируется от 20 до 90 м/мин и значительно превышает скорость нарезания. При нарезании резьбы гребенкой скорость редко превышает 10 м/мин. Поэтому в процессе накатки чистое время обработки никогда не является решающим фактором.
Пример:
Время нарезания резьбы M16, 19 мм на одной шейке вала из литой стали составляет 4,8 секунды. При этом время накатывания данной резьбы составляет лишь 0,8 секунды с использованием аксиальной (осевой) резьбонакатной головки, и 0,2 секунды – с использованием радиальной головки.
Длительный срок службы инструментов
Использование для накатывания резьбы роликов и головок LMT FETTE с длительным сроком службы гарантирует максимальное снижение затрат на инструмент. Примеры приведены в таблице:
Резьба
Длина резьбы
Материал
Система
Срок службы одного комплекта роликов
M5 x 0,8
15 мм
AISI 1117
Осевая
120 000 заготовок
Tr. 30 x 6
600 мм
AISI 1020
Осевая
35 000 заготовок
M16 x 1,5
22 мм
AISI 5140
Осевая
30 000 заготовок
M20 x 1,5
16 мм
AISI 1213
Радиальная
250 000 заготовок
Полное использование возможностей станка
Разработанные LMT FETTEрезьбонакатные головки представляют собой компактные устройства, которые для правильной работы должны испытывать вращательное движение. Удовлетворить эти требования способен обычный токарный станок. Тем не менее, данные головки можно также использовать на токарно-револьверных станках, токарных автоматах и токарных станках с ЧПУ для накатывания резьбы на любых подходящих для этих станков заготовках при минимальных временных затратах.
Форма резьбы
Метод накатки применим как ко многим стандартным, так и особым типам резьбы. Помимо стандартных профилей 60°, этим методом изготавливается параллельная и коническая треугольная резьба, трапецеидальная резьба ACME, круговая и в некоторых случаях трапецеидальная трубная резьба. Однако необходимо заметить, что если угол профиля резьбы больше 10°, практически любая резьба, имеющая особую форму, может накатываться от 1,4 мм примерно до 230 мм. При этом в зависимости от назначения можно уменьшать диаметр труб, обжимать их концы, выполнять кольцевые профили, ставить фирменные знаки, символы и номера.
Материал заготовки
Накатывание резьбы можно производить практически на любой заготовке, удовлетворяющей определенным физическим параметрам. Это может быть конструкционная сталь, цементируемая сталь, нержавеющая сталь, улучшаемая сталь, алюминий и сплавы никеля, такие как Инконель 718.
Возможность накатывания резьбы определяется тремя основными параметрами:
Коэффициент удлинения
Поскольку под давлением материал деформируется, коэффициент его удлинения должен быть минимум 5-7%. Материалы, имеющие меньший коэффициент удлинения, такие как чугун, чистая бронза, твердые латунные сплавы и другие упрочненные материалы, слишком хрупки для накатки.
Твердость и предел прочности
В общем случае твердость не должна превышать Rc 40, а предел прочности материала должен быть не более 1700 Н/мм2. Имеет значение и химический состав. Для обеспечения нормальной обработки материал заготовки не должен содержать более 1% свинцовых добавок. Кроме того, возможность накатывания резьбы на материале зависит от типа профиля и количества вытесняемого материала.
Материал заготовки определяет выбор резьбонакатной головки и роликов, типа обработки поверхности ролика и системы накатывания резьбы. Существует три основные системы: осевая, тангенциальная и радиальная.
Осевая
Осевая система предусматривает процесс обработки от переднего конца детали вдоль осевой линии – см. рисунок 6. Если в других системах накатки длина резьбы ограничена шириной роликов, то осевая не предполагает никаких ограничений. Профиль резьбы на осевых роликах представляет собой ряд кольцевых канавок, выполненных с шагом накатываемой резьбы. Ролики расположены в головке под углом, примерно соответствующим углу подъема резьбы, и совершают поступательное движение, в результате чего заготовка движется самостоятельно.
Если первое кольцо осевого ролика имеет полный профиль, основную работу выполняет именно оно. Поэтому, как в случае с метчиком, ролики оснащаются заборной частью для захвата заготовки и обеспечения длительного срока службы. Наличие большего числа колец на заборной части ролика способствует повышению стойкости инструмента при большей длине профиля.
Для накатывания резьбы ближе к буртику можно уменьшить размеры заборной части, однако это сократит срок службы роликов. Наименьшее расстояние между резьбой и буртиком составляет примерно 1,5 шага резьбы. Если резьба должна находиться еще ближе, лучше воспользоваться тангенциальной или радиальной системой накатки.
Хотя осевая система и не позволяет накатывать резьбу так близко к буртику, как две другие, она обеспечивает уникальную возможность обработки больших диаметров. Поскольку осевые ролики за один цикл могут накатывать только одну резьбу, их устройство проще. Это позволяет обрабатывать больший диапазон диаметров. В настоящее время осевые системы FETTE способны накатывать резьбу диаметром до 230 мм.
Тангенциальная
В тангенциальной системе один ролик расположен сверху, а другой – снизу заготовки. Подача роликов осуществляется сбоку (ось X), их давление увеличивается с каждым оборотом заготовки. При совпадении оси роликов с осью заготовки для завершения процесса обычно требуется от 15 до 30 оборотов, см. рис. 7. Ни заготовка, ни ролики не движутся по оси. Таким образом, длина накатываемой резьбы зависит от ширины роликов.
Все фотографии предоставлены LMT India Pvt Ltd
В тангенциальной системе используется ролик с винтовой нарезкой, установленный на шпинделе неподвижной головки. Угол подъема резьбы, нанесенной на ролики, соответствует углу подъема накатываемой резьбы, другими словами, форма роликов представляет собой зеркальное отражение резьбы. Таким образом, ролик с левой резьбой используется для накатывания левой резьбы, а правый – для правой. При этом на каждую головку можно устанавливать оба типа ролика.
На обоих концах ролики имеют скошенную кромку, что способствует продлению срока их службы. Длина скоса соответствует сбегу резьбы, или участку неиспользуемой или неполной резьбы до буртика, что составляет примерно от ½ до 1 шага резьбы. Поэтому резьба может быть максимально приближена к буртику.
Тангенциальную систему можно устанавливать на поперечном суппорте токарно-винторезных станов, токарных автоматов и токарных станков с ЧПУ.
Время обработки
Все системы обеспечивают накатывание резьбы за ОДИН проход, что исключает затраты на дополнительные проходы, неизбежные при нарезании резьбы резцом, и сокращает время обработки на 90%.
Поскольку только осевая система предусматривает обработку одной резьбы за один цикл, время обработки в этом случае определяется длиной резьбы. В качестве примера рассчитаем время накатывания резьбы М20 х 1,5 длиной 40 мм. При использовании осевой системы время накатывания будет следующим:
Экономия времени обработки, которую дает метод накатки по сравнению с нарезанием резьбы, полностью оправдывает вложения в резьбонакатную систему.
Затраты на инструмент, время обработки, количество деталей за смену
Поскольку цикл накатывания резьбы занимает очень мало времени, это положительно сказывается на общем времени обработки и коэффициенте использования станка. Более того, использование метода накатки позволяет снизить затраты на инструмент и сократить непроизводительное время. Срок службы роликов в большинстве случаев достаточно велик, что гарантирует меньшее время простоя. Применение метода накатки также значительно увеличивает количество обрабатываемых за смену деталей по сравнению с методом нарезания резьбы.
Характеристики станка
Так как накатывание резьбы происходит за один проход, этот процесс требует большей мощности, чем при нарезании. Однако эти требования к мощности, как правило, вполне удовлетворяются современными станками.
При накатке резьбы происходит выделение невероятно большого количества тепла за короткое время. Поскольку в процессе обработки давлением поверхность резьбы постоянно меняется, это тепло свободно рассеивается в воздухе вокруг вращающейся заготовки или резьбонакатной головки – отсюда термин «холодная формовка». Использование водоэмульсионной СОЖ также помогает рассеивать тепло, продлевая срок службы ролика.
Резьбонакатные головки и ролики FETTE можно использовать практически на любых станках, включая токарные автоматы с ЧПУ, обычные токарно-винторезные станки, роторные автоматические линии и обрабатывающие центры.
При правильном расположении головки и заготовки процесс накатывания не имеет практически никаких ограничений. Однако из-за того что современные станки с ЧПУ имеют небольшие размеры, при выборе следует обращать внимание на зазор резьбонакатной головки.
Первоначальная стоимость
Для потенциальных покупателей первоначальная стоимость резьбонакатной системы может стать серьезным препятствием, так как она значительно превышает стоимость системы нарезания резьбы.
Однако при более высокой первоначальной стоимости описанных резьбонакатных систем они имеют более низкую долгосрочную стоимость благодаря долговечности инструмента и существенному сокращению времени обработки. И хотя экономия при покупке может быть более ощутима, покупателям следует подумать о технических и экономических преимуществах, которые накатывание резьбы предоставляет в долгосрочной перспективе.
Источник материала: перевод статьи Thread Rolling on CNC? Mfgtechupdate.com
LMT India Pvt Ltd
Нарезка резьбы на токарном станке: методы, инструмент
Главная » Обработка металла » Резьба » Как провести нарезку резьбы на токарном станке?
На чтение 4 мин
Содержание
Методы получения резьб
Классификация резьб
Инструмент для нарезания резьб
Техника нарезания резьбы
При массовом производстве метизов используется накатка нити на автоматах. Изготовление единичных деталей выполняют нарезкой резьбы на токарных станках. Шаг выдерживается специально установленным ходовым винтом. Настройка выполняется по таблицам. Резьбы диаметров до 40 мм выполняются метчиками и плашками, независимо от типа рельефа выступа. На больших деталях, весом от 500 кг, с диаметром, превышающим длину детали, нарезка может производиться на токарно-карусельных станках, имеющих в своей конструкции гитару.
Нарезка резьбы на токарном станке
Методы получения резьб
Резьбы на токарном танке нарезают разными способами в зависимости от типа соединения и размера детали:
накаткой роликом;
с применением плашек и метчиков;
резцами.
При накатывании профильный твердый ролик выдавливает в теле метиза канавку, приподнимая металл выступа. Способ отличается высокой производительностью. Сама нить прочная за счет образующегося на поверхности наклепа. Таким способом можно изготавливать метизы из низкоуглеродистых пластичных сталей на автоматических линиях. Для накатки при изготовлении малых партий деталей, профильный ролик может устанавливаться на токарный станок. Диаметр ограничен 24–30 мм.
Нарезание резьбы на токарных станках осуществляется специальным инструментом: метчиками и плашками. Метод высокопроизводительный. Не зависимо от типа резьбы и количества заходов, она изготавливается за один проход. Повышение прочности и точности достигается использованием на диаметрах более 14 мм пары инструментов: чернового и чистового.
Резцом выполняются резьбы любого профиля. Диаметр и вес детали ограничивается техническими характеристиками станка.
Для точения конических резьб на конусе резьбового соединения применяется специальный инструмент и резец. Станок должен иметь все узлы, необходимые для настройки нарезки конических резьб. По таблицам, расположенным на передней бабке или верхней панели коробки передач, выставляется шаг резьбы. Деталь стачивается на конус по наружному размеру резьбы. Угол заточки 120⁰. Глубина резания регулируется салазками. После касания резца выставляется по лимбу.
Коническая резьба измеряется и обозначается в дюймах. Шаг определяется количеством нитей в 1⁰ параллельно оси трубы. Работать необходимо по таблицам. Проверять резьбы шаблонами и калибрами. Прямое измерение дает большие погрешности.
В отдельных конически соединениях применяется нарезка метрической резьбы по конусу. Ход резца параллельно обрабатываемой поверхности выставляется поворотом салазок.
Классификация резьб
Деление резьб по типу поверхности:
конические;
цилиндрические.
По направлению витка:
левая;
правая.
Без указания направленности, нарезается нить с левым направлением. Она считается стандартной. Инструмент применяется одинаковый. Изменяется на обратное вращение, и режущая кромка переворачивается на 180⁰ — суппорт подводится с противоположной стороны.
Профиль зуба в разрезе имеет разные формы. Используемые виды резьб, изготавливаемых на токарных станках:
метрические;
метрические-конические;
трубные цилиндрические;
трубные конические;
дюймовые;
трапецеидальные;
упорные;
круглые.
Для использования метчиков и плашек, деталь крепится в патроне. Резьбовой режущий инструмент поджимается центром задней бабки. При нарезке резцом, длинная деталь поджимается задней бабкой, короткая грибом. Инструмент устанавливается на суппорте и выставляется в оси детали.
Плашки и метчики для нарезки
Инструмент для нарезания резьб
Производительность работы увеличивается за счет применения резьбонарезных головок. Они имеют 4 сегмента с резцами. Нарезав до конца, устройство раскрывается, освобождая деталь. Инструмент не надо скручивать. Резьба нарезается быстро, как метчиком. Могут обрабатываться диаметры до 100 мм.
Резьбонарезные головки имеют сложную конструкцию и применяются при массовом производстве деталей.
Заточка резца производится по плоскому шаблону, независимо от типа резьбы. Угол должен точно соответствовать впадине, повторяя ее контуры. После нарезки вершины ниток следует зачистить и слегка притупить. В трапецеидальных профилях углы вершин и впадин закругляются до R 0,3–0,5 мм. В противном случае резьба будет плохо закручиваться и упираться вершинами. С зачищенными верхушками при закручивании резьбы скользят по боковой поверхности, создавая прочное соединение. Величина максимальной нагрузки и герметичность соединения увеличивается.
Наибольшую производительность при обработке отверстий дает метчик для нарезки внутренних резьб. Выставленные в оси детали, он прорезает все витки, не зависимо от количества заходов.
Техника нарезания резьбы
Нарезать резьбу на токарном станке можно разными способами. Деталь проходит предварительную обработку и подготовку. Под накатку наружный диаметр делается меньше. Металл не срезается, а вжимается роликом. Лишний материал поднимается, образуя гребни. Размер проточки указан в специальных технологических таблицах.
Нарезка метчиками и плашками требует незначительного занижения размера, на 2–5% высоты резьбы. Под резец диаметр делается с плюсовым припуском. В процессе работы все лишнее срезается.
Деталь крепится в патроне. Длинная поджимается задней бабкой. Резец подводится до касания. Затем выставляется глубина реза. В конце нарезки резец резко отводится назад.
При использовании метчика, он поджимается задней бабкой. Плашка и резьбонарезная головка могут крепиться в патроне. Метиз подводится к ним вторым патроном или суппортом.
( Пока оценок нет )
Поделиться
Обработка с ЧПУ | Накручивание резьбы??? | Практик-механик
грубый чувак
Пластик
#1
У кого-нибудь есть опыт накатки резьбы на токарном станке с ЧПУ. Каковы плюсы и минусы накатывания резьбы по сравнению с обычным нарезанием резьбы резьбонарезным инструментом. Резьба, которую мы нарезаем, не больше 2 дюймов, так что ничего особенного. Просто ищу информацию, так как у меня нет опыта с накаткой нити, но я слышал, что это намного быстрее и дает более прочную нить.
Гэри Э
Алмаз
#2
грубиян сказал:
У кого-нибудь есть опыт накатки резьбы на токарном станке с ЧПУ. Каковы плюсы и минусы накатывания резьбы по сравнению с обычным нарезанием резьбы резьбонарезным инструментом. Резьба, которую мы нарезаем, не больше 2 дюймов, так что ничего особенного. Просто ищу информацию, так как у меня нет опыта с накаткой нити, но я слышал, что это намного быстрее и дает более прочную нить.
Нажмите, чтобы развернуть…
Вы когда-нибудь накатывали на токарном станке с ЧПУ ?? если у вас есть, вы знаете, какое давление для этого требуется… Теперь представьте себе давление, необходимое для скручивания нити?
Вы когда-нибудь видели резьбонакатную машину?… Помните маленькую старушку, которая спросила.. ГДЕ ГОВЯДИНА???? ГОВЯДИНА находится в резьбонарезном станке. Теперь посмотрите на свой легкий токарный станок с ЧПУ и спросите себя… ГДЕ говядина?
Конрад Хоффман
Титан
#3
Есть несколько замечательных накатных станков для мелких деталей, но я не думаю, что они подходят до 2 дюймов! Чтобы получить представление о том, насколько мощной является резьбонакатная машина, вот ссылка — Kinefac.
масоме
Горячекатаный
#4
Я накатал только резьбу размером менее 1/2 дюйма, а головка этого ролика составляет около 2,5 дюйма или около того. Я не могу себе представить, насколько велика будет головка для 2-дюймовой резьбы, не говоря уже о требуемой мощности.
Я довольно успешно работал с нержавеющей сталью и титаном, но я не использовал его для других материалов.
706Джим
Нержавеющая сталь
#5
Гэри Э сказал:
Вы когда-нибудь делали накатку на токарном станке с ЧПУ?? если у вас есть вы знаете, какое давление это требует ….
Нажмите, чтобы развернуть…
Будь то ручной станок или токарный станок с ЧПУ, я думаю, что этого устаревшего процесса следует избегать, когда это возможно. В нашей школе мы просто разработали его из студенческих проектов и заменили фрезерованными канавками, которые выглядят красивее и их гораздо легче повторить.
Как и вы, я бы не хотел применять необходимое давление для накатки или прокатки из-за отсутствия «чувства» на ЧПУ.
3t3d
Алмаз
#6
Я думаю, что ОП может рассматривать систему накатывания резьбы, которая не оказывает ВСЕ боковое давление на деталь, а скорее окружает деталь тремя роликами в держателе. Небольшое боковое давление на ось X, если оно вообще есть. Всегда нужно узнавать что-то новое. Где Бык?
шон9с
Горячекатаный
#7
Немного не по делу, но мне всегда нравилась возможность посылать детали на резьбонарезной станок, они шлифуют до нужного размера и наматывают нить невероятно дешево. Всегда проще, чем одиночное наведение, и с точки зрения времени дешевле. Также лучше нить.
АРБ
Титан
#8
Этот тип не передает нагрузку на машину и не отклоняет деталь в сторону.
Где вообще OX?
тос шлифовальный станок
Пластик
#9
Накатка резьбы выполняется быстро, поскольку выполняется за 1 проход. Превосходная отделка резьбы, и они закалены. Я накатал тысячи витков резьбы от 1/4-20 до 1 1/5-6 и из мягкой освинцованной стали до нержавеющей стали и твердой хромиевой стали. Станки с ЧПУ обычно этого не чувствуют.
грубый чувак
Пластик
#10
Хорошо, спасибо за отзыв, я не был уверен, что это будет хорошо работать и на токарном станке с ЧПУ. Вероятно, слишком громоздко для установки на револьверную головку, особенно если использовалась задняя бабка. Что вы имеете в виду, ребята, где OX?
Пиксман
Алмаз
#11
Я много раз накатывал резьбу малого диаметра на токарных станках швейцарского типа с ЧПУ. Никаких проблем, пока приводные шпиндели и сервоприводы осей имеют крутящий момент. Самым большим, что я сделал лично, был M12 x 1.0 из ударной стали S-7 с головкой Fette, очень похожей на ту, что на фото. Для резьбы менее 5 мм (0,200 дюйма) я использовал вращающиеся головки Habbeger, доступные в США от Allouette Tool из Нью-Йорка. Отличный материал и хорошая прочная нить.
Что касается накатки, мне приходилось делать это так же часто, как и резьбу. Я не понимаю, почему что-то столь фундаментальное было удалено из учебного плана профессионального училища. Многие детали, которые мы производим, имеют накатку, и это никогда не изменится в пользу «прикольно выглядящих маленьких канавок». Оболванивать наших студентов, так и быть.
Адама
Алмаз
#12
Да, накатка все еще жива и здорова, насколько я знаю! Попробуйте что-нибудь обычное, например, mag light praphs? Конечно, другие бренды доступны, но эти рощи не работают так же!
by thebookbob
Алюминий
№13
Накатка резьбы
Как сказал Пиксман, накатка резьбы позволяет получить отличную резьбу. Мы использовали головку Fette для резьбы до 1/2 на наших токарных станках Okuma. У меня не было проблем с чрезмерным крутящим моментом, скорее с настройкой самого инструмента. Припуск должен быть обточен меньше размера, и если длина резьбы большая, это может создать проблему, если это делается на станке, отличном от швейцарского, из-за отклонения детали. Фетте предоставил нам формулы для начального диаметра и скорости для различных материалов. Мы успешно накатали резьбу на меди, никеле, низкоуглеродистой стали и нержавеющей стали серии 300. Самой большой проблемой для нас была регулировка накатной головки, чтобы обеспечить правильную калибровку резьбы. Если вы что-то сделаете не так, ваша деталь может увеличиться в длину, нить будет слишком ослаблена или даже оборвется. Если вы сделаете все правильно, вы получите идеальную прочную нить за один очень быстрый проход. Обычно мы используем головку только для больших объемов работ. Я тоже не могу себе представить намотку нити длиной в два дюйма, по крайней мере, не с нашим оборудованием.
БТББ
706Джим
Нержавеющая сталь
№14
Пиксмен сказал:
Что касается накатки, то мне приходилось делать это так же часто, как и резьбу. Я не понимаю, почему что-то столь фундаментальное было удалено из учебного плана профессионального училища. Многие детали, которые мы производим, имеют накатку, и это никогда не изменится в пользу «прикольно выглядящих маленьких канавок». Оболванивать наших студентов, так и быть.
Нажмите, чтобы развернуть…
Хорошо, вот в чем дело:
Предположим, у вас есть 50 часов работы с этими студентами в течение года. Какие навыки должны быть приоритетными в эти скромные сроки?
Накатка создает огромные боковые нагрузки на центр задней бабки и приводит к тому, что заготовка попадает в патрон, что может привести к тому, что центр перестанет поддерживать заготовку.
Инструменты для накатки в школе обычно ТУПЫЕ, как и напильники.
Инструменты для накатки должны быть синхронизированы с диаметром, иначе рисунок будет некачественным.
В конце семестра студент с лучшей накаткой, вероятно, является одним из худших машинистов, так как накатку сделал преподаватель.
Таким образом, в профессиональном училище со значительно большим количеством рабочих часов накатке все еще можно было бы обучать, но только после того, как будут освоены более базовые навыки, такие как точение точного диаметра, нарезание канавок, установка расточной оправки и нарезание одноточечной резьбы.
Для меня все эти навыки важнее накатки.
Пиксман
Алмаз
№15
Угадайте, где я научился не торопиться, чтобы понять, почему накатка не выходит правильно? Где я узнал о предельных значениях давления инструмента на токарном станке South Bend с ременным приводом, когда пытался накатывать сталь, работающую на мертвых точках с некарбидными наконечниками, с тупыми накатками и дрянным материалом мусоросборника?
Профессиональное училище. И я ОЧЕНЬ благодарна за эту возможность. На самом деле, я закончил эту школу в 1977 году. Один из моих самых мотивирующих учителей редко давал мне ответы, но задавал мне МНОГО вопросов, которые обычно начинались со слов «Почему ты думаешь, что. ..»
Я пошел в посетить его только вчера, чтобы еще раз поблагодарить его за то, что он вдохновил меня на стремление к совершенству. Он вышел на пенсию 21 год назад. Учите как можно больше, заставляя студентов думать, и решайте проблемы, понимая механику обработки.
грубый чувак
Пластик
№16
Насколько близко вы сможете накрутить резьбу к уступу с помощью накатывания резьбы? И можете ли вы иметь какой-либо тип прерывистого «разреза», например, поперечное отверстие, предварительно просверленное на поверхности для нарезания резьбы. Кроме того, если бы у вас был штифт диаметром 1,25 дюйма с резьбой 3/4 дюйма на одном конце, мог бы диаметр 1,25 дюйма на самом деле увеличиться рядом с резьбой?
Бык
Алмаз
# 17
Боже мой, ребята …. Я работал, а?
У меня закончились апрельские часы в первую неделю, и каждый день я храню еще больше ГОРЯЧИХ вещей!
В любом случае — Да — я наматываю на токарном станке несколько нитей толщиной чуть более 1 дюйма — а это БОЛЬШАЯ головка для того, чтобы швырять ее по револьверной головке!
Для меньших резьб 3/4 и особенно 5/8 и меньше было бы намного удобнее. Я полагаю, что Fette производит крестообразные инструменты специально для токарных станков с ЧПУ. (Кажется, я видел их на выставке, когда они были полностью заряжены. (IMTS?) Может быть, 6-8 лет назад?)
Я бы также рекомендовал устройства Reed. (B10, B13) Вы можете спроектировать/изготовить свой собственный держатель? Я не знаю, разработали ли они что-нибудь для токарных станков или нет.
Я почти никогда не видел роликов, рекламируемых для станков с ЧПУ. Кроме специализированных юнитов от Landis, которые они выпустили вместе с компаньоном несколько лет назад. (никогда не пользовался)
Конечно, концевые узлы просты и хорошо работают для небольших размеров.
Любой, кто думает, что это устаревший процесс, производит резьбу нестандартного качества или что-то не так с машиной, очевидно, не имеет никакого опыта в этом вопросе.
————-
Подумай о снеге Эх! Бык
Бык
Алмаз
# 18
грубиян сказал:
Насколько близко вы сможете накрутить резьбу к уступу с помощью накатывания резьбы? И можете ли вы иметь какой-либо тип прерывистого «разреза», например, поперечное отверстие, предварительно просверленное на поверхности для нарезания резьбы. Кроме того, если бы у вас был штифт диаметром 1,25 дюйма с резьбой 3/4 дюйма на одном конце, мог бы диаметр 1,25 дюйма на самом деле увеличиться рядом с резьбой?
Нажмите, чтобы развернуть…
Рулоны обычно имеют шаг 1+ chmfr. Насколько близко вы хотите попытаться дотянуться до плеча, это ваше дело.
Ширли никогда не пробовала перекатиться через поперечную яму. Я ожидаю, что инструмент не повредится, отверстие будет частично заполнено, а соседние гребни будут кавитированы.
BTW — 3-х валковые головки чрезвычайно просты в установке/эксплуатации.
2-х валковая поперечная установка может привести к повреждению головного мозга в некоторые дни.
—————
Подумай о снеге Эх! Бык
Металлический мутант
Алюминий
# 19
Осевые головки Fette — это то, что нужно. Мы используем F1 в нашем Miyano BNC34 при каждом удобном случае. Эта головка будет иметь диаметр до 7/16 дюйма и имеет тот же размер, что и 9-дюймовая./ 16-дюймовая головка для нарезки резьбы. Чертовски лучше, чем однонаправленная. Они очень просты в настройке, но требуют предварительных вложений. Вам лучше иметь некоторый объем, чтобы оправдать покупку.
gcodeguy
Горячекатаный
#20
Мы занимаемся накаткой резьбы в течение многих лет с головкой Fette, показанной ARB. Резьба от 10-32 до 1/2-20 UNJF-3A. Это кусок металла хорошего размера. Не могу себе представить, чтобы кто-то делал 2-дюймовую резьбу на любом из наших токарных станков.
Первоначально мы отправили их на накатку резьбы. Компания, занимающаяся этим, запросила более чистую отделку, чтобы выдержать допуски на внешний диаметр. (Обычно мы держим 63 или лучше UOS. Они хотели лучшего.) Я никогда не пробовал делать более грубую отделку, когда мы начали накатывать резьбу самостоятельно. У меня F.002 со вставкой 1/64R. Помимо хорошей отделки, вам нужно будет придерживаться постоянного размера. Несколько десятых могут иметь большое значение. При первом накатывании резьбы потребуется немного поиграть с наружным диаметром и регулировкой накатывания резьбы, чтобы найти правильную комбинацию допусков на шаг и основной диаметр.
Обработайте угол 30 градусов до 45 градусов. Я программирую 45 градусов, чтобы немного меньше диаметра корня, где я изменяю его на 30 градусов. Передняя фаска должна быть больше, чем обычно, иначе она будет чашеобразной. С некоторыми я все равно сталкиваюсь повторно в качестве меры предосторожности.
Бык уже прикрыл, что он сделает с уже просверленным в резьбе отверстием. Нам нужно обработать внутренний диаметр с допуском 0,0015 на некоторых шпильках. Все сверление/расточка выполняется после накатки резьбы. Также любое поперечное сверление резьбы выполняется после накатки резьбы.
На формирование нити уходит около полсекунды. Я не инженер и никогда не интересовался этим, но я предполагаю, что нить будет прочнее, чем разрезанная.
РЕДАКТИРОВАТЬ: я должен упомянуть, что вы не будете наматывать длинные нити. Не помню точную длину, но витки резьбы имеют длину от 5/8 до 3/4 дюйма с нашим Fette.
Обработка с ЧПУ | Резьбонакатной станок с ЧПУ | Практик Машинист
Рик Финста
Нержавеющая сталь
#1
Мое внимание привлекла насадка Kennametal/Erickson с резьбовым валиком. На этой неделе мне поручили кое-какие работы с валом, и мне пришлось обработать конус 0,007 дюйма от начала резьбы до конца резьбы на обоих концах. Я знаю, что эту часть можно было бы сделать гораздо экономичнее в месте с резьбонакатными станками, но это краткосрочный материал, так что кто знает.0007
Деталь представляла собой круглый стержень из нержавеющей стали длиной 8,5 дюйма и наружным диаметром 0,500 дюйма неизвестной марки, но разрез больше напоминал 316, чем 304, и был немагнитным, поэтому я сомневаюсь, что это был 416. На каждом конце была резьба длиной 2,25 дюйма, одна сторона 1/2 дюйма x 13. и другой 1/2 «x 20. У меня не было времени переключить загрузчик, поэтому мы вырезали заготовки и вручную подавали их к упору револьверной головки, нарезали резьбу на одном конце, а затем перевернули на другую сторону.
Есть ли какие-либо инструменты который войдет в держатель расточной оправки на токарно-револьверном станке и позволит накатывать подобную резьбу, а не нарезать?Если бы это был 304, я уверен, что я бы постоянно гнался за числом отклонения.Или что-то вроде геометрического инструмента для нарезания резьбы позаботится Я тоже никогда не пользовался ни одним из них.0007
Ванкбайкер
Алмаз
#2
Еще в 70-х, когда я начал работать в механическом цехе, у нас было несколько токарно-револьверных станков W&S, каждый с парой резьбонакатных головок Landis и головками для нарезки резьбы с геометрической резьбой. Ваша работа звучит идеально для любого из этих инструментов.
Мы изготовили множество шпилек с катаной резьбой из стержня HT 4140. 2″ длиной 1″-12 витков на каждом конце с около 3″ затылком в середине. Вытащите заготовку и отрежьте затыльник, затем снова подайте до нужной длины и врежьте фаску. катите следующий. Когда ролики достигли фаски, ролик снялся и открылся. Отведите револьвер назад и отделите готовый шип
Сделайте пару сотен таких в день, и вы отправитесь домой изрядно уставшим молодым человеком.
Чтобы сделать ваши детали подобным образом, потребуются две головы.
Рик Финста
Нержавеющая сталь
#3
Спасибо, раньше они делали подобные вещи на Warner-Swasey (правописание?), но в настоящее время они посвящены одному продукту. Мы избавились от всех наших других винтовых станков и токарно-револьверных станков, когда мы перенесли всю устаревшую работу с них на швейцарский станок с ЧПУ. Я покопаюсь и посмотрю, отправили ли мы все инструменты с геометрической резьбой в мусоровоз.
Бык
Алмаз
#4
При первом прочтении я понял, что вы намеренно сделали конус 0,007 на своей резьбе. Вроде предполагалось затянуть в ответную часть.
Но, может быть, вы не это имели в виду?
У меня нет опыта работы с продуктами Landis, и я знаю их в основном как автономные машины. Не так много вложений. Я бы не искал этот бренд в 2019 году. Я бы вообще не хотел пытаться резать 304 с помощью Geometric! (или NAMCO)
Хорошо подойдет модель Fette или NAMCO с 1 или 2 торцевыми рабочими головками. Нужно проверить, какая спираль будет делать тот или иной шаг. Одна головка может запускать или не запускать оба этих потока.
Одна загвоздка с ними заключается в том, что вам обычно нужно сбрасывать их вручную в каждом цикле, если только вы не приобретете устройство автоматического типа, в котором для открытия/закрытия используется бронзовая скоба. Это требует долгой настройки и не намного лучше подходит для токарного станка с ЧПУ с одним шпинделем.
Закрывающие блоки Мануэля можно заставить закрываться по индексу, если вы установите преклир UHMW или что-то подобное где-то на надстройке машины и индексируете его таким образом, чтобы закрыть головку. Он будет издавать некоторый шум, но….
Если вы ХОТИТЕ надеть конус .007, вы вообще НЕ хотите использовать концевую головку, и тогда вам нужно зайти с поперечного суппорта с совершенно другим вложение.
————————
Подумай о снеге Эх! Бык
ДДуг
Алмаз
#5
Дом Лэндис — Лэндис
Бык
Алмаз
#6
копатель Дуг сказал:
Landis Home — Landis
Нажмите, чтобы развернуть. ..
Да, они рекламировали этот EZ-Roller, когда он только вышел. Это избавит вас от необходимости покупать целую головку для одной нити, но кроме этого они не выглядят такими уж экономичными. ???
Нужно проверить наверняка.
Я никогда не слышал ни от кого, кто использовал их до сих пор.
——————
Подумай о снеге Эх! Бык
ДДуг
Алмаз
#7
Бык сказал:
Да, они рекламировали этот EZ-Roller, когда он только вышел. Это избавит вас от необходимости покупать целую головку для одной нити, но кроме этого они не выглядят такими уж экономичными. ???
Нужно проверить наверняка.
Я никогда не слышал ни от кого, кто использовал их до сих пор.
——————
Подумай о снеге Эх! Бык
Нажмите, чтобы развернуть…
Хм ? Я только что скинул ссылку на компанию, у них тоже есть самооткрыватели.
Ванкбайкер
Алмаз
#8
копатель Дуг сказал:
А? Я только что скинул ссылку на компанию, у них тоже есть самооткрыватели.
Нажмите, чтобы развернуть…
Те, которые я использовал, были самораскрывающимися. Они вполне могли быть датированы Второй мировой войной, поскольку это был винтаж машин, на которых они использовались. Те, что по ссылке от digger doug, выглядят точно так же, как я помню, как выглядели те, которые я использовал.
Никогда не использовал Geometric на нержавеющей стали. Нарезал много резьбы для шпинделей колес сельскохозяйственного оборудования, которые были предварительно закалены 4140 или 4340, и они работали нормально. Дым от смазочно-охлаждающей жидкости, вероятно, срезал мне несколько лет жизни, хотя..
Рик Финста
Нержавеющая сталь
#9
Ox, отклонение в результате большого вылета приводило к тому, что резьба нарезалась в виде конуса, поэтому я нарезал противоположный и равный конус в программе, чтобы не было чистого конуса.
Само по себе это было бы не так уж плохо, но если бы нам пришлось делать их в большом количестве, время цикла было бы ужасным из-за небольшой глубины резания, чтобы избежать еще большего отклонения. Более 0,005 дюйма за проход, и я получал видимые следы вибрации в потоках, и мне приходилось запускать пружинный проход после каждого изменения в X, иначе болтовня проявлялась.
 ru
ru org/Question»>
org/Question»> org/Question»>
org/Question»>
 ru
ru 13 сентября — 14…
13 сентября — 14… ..
.. Теория, стратегии и методы, непосредственно применимые к вашей повседневной практике.
Теория, стратегии и методы, непосредственно применимые к вашей повседневной практике. В то же время высокие требования к естественной эстетике создают серьезные проблемы для оператора, который должен «начинать с конца», тщательно выбирать подходящий путь лечения и разрабатывать наилучшее вмешательство для каждого пациента. В ходе курса шаг за шагом будут обсуждаться наиболее распространенные протоколы установки имплантатов и реставрации в эстетической зоне, от немедленной установки имплантатов до сохранения альвеолярного гребня и ранней установки с помощью направленной костной регенерации. Он также продемонстрирует процедуры с живой хирургией и позволит участникам попрактиковаться в наиболее важных методах увеличения твердых и мягких тканей на моделях, изготовленных по индивидуальному заказу!
В то же время высокие требования к естественной эстетике создают серьезные проблемы для оператора, который должен «начинать с конца», тщательно выбирать подходящий путь лечения и разрабатывать наилучшее вмешательство для каждого пациента. В ходе курса шаг за шагом будут обсуждаться наиболее распространенные протоколы установки имплантатов и реставрации в эстетической зоне, от немедленной установки имплантатов до сохранения альвеолярного гребня и ранней установки с помощью направленной костной регенерации. Он также продемонстрирует процедуры с живой хирургией и позволит участникам попрактиковаться в наиболее важных методах увеличения твердых и мягких тканей на моделях, изготовленных по индивидуальному заказу! В ходе курса шаг за шагом будут обсуждаться наиболее распространенные протоколы установки имплантатов и реставрации в эстетической зоне, от немедленной установки имплантатов до сохранения альвеолярного гребня и ранней установки с помощью направленной костной регенерации. Он также продемонстрирует процедуры с живой хирургией и позволит участникам попрактиковаться в наиболее важных методах увеличения твердых и мягких тканей на моделях, изготовленных по индивидуальному заказу!
В ходе курса шаг за шагом будут обсуждаться наиболее распространенные протоколы установки имплантатов и реставрации в эстетической зоне, от немедленной установки имплантатов до сохранения альвеолярного гребня и ранней установки с помощью направленной костной регенерации. Он также продемонстрирует процедуры с живой хирургией и позволит участникам попрактиковаться в наиболее важных методах увеличения твердых и мягких тканей на моделях, изготовленных по индивидуальному заказу! .. В вашем распоряжении L4C есть все инструменты, которые помогут вам достичь своей цели!
.. В вашем распоряжении L4C есть все инструменты, которые помогут вам достичь своей цели!
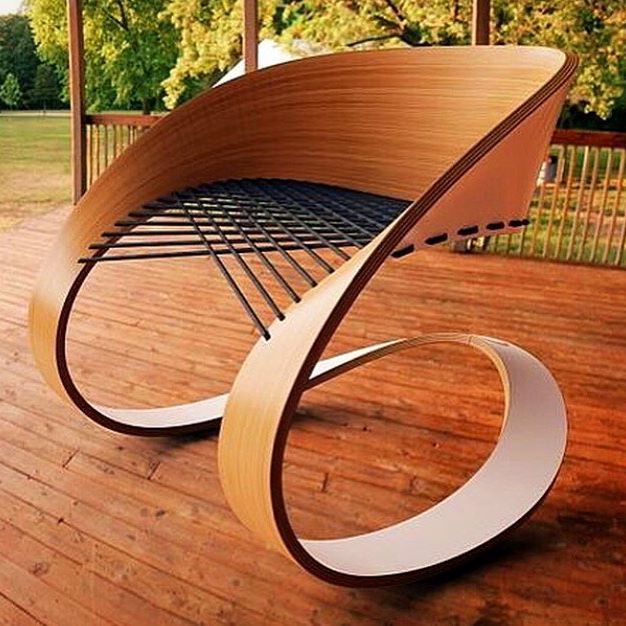
 Многообразие форм и эффектность деталей, прочность наряду с декоративностью внешнего вида, высокое качество и функциональность, соседствующая с уникальной оригинальностью каждого изделия.
Многообразие форм и эффектность деталей, прочность наряду с декоративностью внешнего вида, высокое качество и функциональность, соседствующая с уникальной оригинальностью каждого изделия. При первом способе происходит перерезание волокон и ослабление прочности деталей. На криволинейных поверхностях получаются полуторцовые и торцовые поверхности срезов, что затрудняет их чистовую обработку и отделку. Кроме того, полезный выход заготовок очень низок. При гнутье обеспечиваются высокий полезный выход деталей и прочность, высокое качество отделки, возможность различной механической обработки деталей — формирования шипов и проушин, профилирования и др.
При первом способе происходит перерезание волокон и ослабление прочности деталей. На криволинейных поверхностях получаются полуторцовые и торцовые поверхности срезов, что затрудняет их чистовую обработку и отделку. Кроме того, полезный выход заготовок очень низок. При гнутье обеспечиваются высокий полезный выход деталей и прочность, высокое качество отделки, возможность различной механической обработки деталей — формирования шипов и проушин, профилирования и др. Если согнутый брусок высушить, то коллоидные вещества затвердеют и сохранят приданную ему форму.
Если согнутый брусок высушить, то коллоидные вещества затвердеют и сохранят приданную ему форму. de
de 4s»> Отличная поддержка клиентов
4s»> Отличная поддержка клиентов


 Края прямоугольной урны могут рвать мешки для мусора, а для круглой урны достаточно мешок закрепить скотчем или верёвкой.
Края прямоугольной урны могут рвать мешки для мусора, а для круглой урны достаточно мешок закрепить скотчем или верёвкой.
 Она имеет металлические опоры, которые можно прикрепить анкерным креплением к земле.
Она имеет металлические опоры, которые можно прикрепить анкерным креплением к земле.
 По форме офисные урны всегда круглые, по вместимости могут быть от 7 до 50 литров. По цвету урны для офисов не столь разнообразны, как уличные – они могут быть только чёрными или светлыми хромированными. В качестве образца можно рассматривать любую модель урны, поскольку друг от друга они отличаются незначительно.
По форме офисные урны всегда круглые, по вместимости могут быть от 7 до 50 литров. По цвету урны для офисов не столь разнообразны, как уличные – они могут быть только чёрными или светлыми хромированными. В качестве образца можно рассматривать любую модель урны, поскольку друг от друга они отличаются незначительно.

 В урне присутствуют закладные под анкерное крепление
В урне присутствуют закладные под анкерное крепление
 Урны для кремации, резонирующие с мастерством изготовления
Урны для кремации, резонирующие с мастерством изготовления Контроль качества: хранитель пятизвездочных урн для кремации
Контроль качества: хранитель пятизвездочных урн для кремации

 Урны для разбрасывания должны защищать содержимое, а также плавно открываться, чтобы содержимое могло быть разбросано по назначению.
Урны для разбрасывания должны защищать содержимое, а также плавно открываться, чтобы содержимое могло быть разбросано по назначению. 0005
0005 адрес:
адрес:
 1988 декабрь; 9 (4): 345-64.
1988 декабрь; 9 (4): 345-64. Дизайн урны является наиболее широко изученным членом семейства адаптивных дизайнов монет со смещением. Такие планы представляют собой компромисс между планами, которые обеспечивают идеальный баланс в назначении лечения, и полной рандомизацией, которая устраняет экспериментальную погрешность. Дизайн урн вынуждает уравновешивать небольшое испытание, но приближается к полной рандомизации по мере увеличения размера испытания (n). Таким образом, конструкция урн не так уязвима для экспериментальной погрешности, как другие ограниченные процедуры рандомизации. В клиническом испытании может быть трудно постулировать, что субъекты исследования составляют случайную выборку из четко определенной однородной совокупности. В этом случае модель рандомизации обеспечивает предпочтительную основу для статистического вывода. Мы описываем перестановочные нулевые распределения большой выборки линейной ранговой статистики для проверки равенства групп лечения на основе дизайна урны. В целом, эти перестановочные тесты могут отличаться от тестов, основанных на популяционной модели, что эквивалентно предположению о полной рандомизации.
Дизайн урны является наиболее широко изученным членом семейства адаптивных дизайнов монет со смещением. Такие планы представляют собой компромисс между планами, которые обеспечивают идеальный баланс в назначении лечения, и полной рандомизацией, которая устраняет экспериментальную погрешность. Дизайн урн вынуждает уравновешивать небольшое испытание, но приближается к полной рандомизации по мере увеличения размера испытания (n). Таким образом, конструкция урн не так уязвима для экспериментальной погрешности, как другие ограниченные процедуры рандомизации. В клиническом испытании может быть трудно постулировать, что субъекты исследования составляют случайную выборку из четко определенной однородной совокупности. В этом случае модель рандомизации обеспечивает предпочтительную основу для статистического вывода. Мы описываем перестановочные нулевые распределения большой выборки линейной ранговой статистики для проверки равенства групп лечения на основе дизайна урны. В целом, эти перестановочные тесты могут отличаться от тестов, основанных на популяционной модели, что эквивалентно предположению о полной рандомизации. Постстратифицированный анализ подгрупп также может быть выполнен на основе пермутационного распределения дизайна урны. Это обеспечивает основу для анализа подмножества пациентов с наблюдаемыми ответами, когда можно предположить, что ответы некоторых пациентов отсутствовали случайным образом. Для нескольких взаимоисключающих страт эти тесты коррелируют. Для этого случая описан комбинированный критерий эффективности лечения с поправкой на ковариацию. Наконец, мы показываем, как обобщить дизайн урн для проспективно стратифицированного исследования с довольно большим количеством страт.
Постстратифицированный анализ подгрупп также может быть выполнен на основе пермутационного распределения дизайна урны. Это обеспечивает основу для анализа подмножества пациентов с наблюдаемыми ответами, когда можно предположить, что ответы некоторых пациентов отсутствовали случайным образом. Для нескольких взаимоисключающих страт эти тесты коррелируют. Для этого случая описан комбинированный критерий эффективности лечения с поправкой на ковариацию. Наконец, мы показываем, как обобщить дизайн урн для проспективно стратифицированного исследования с довольно большим количеством страт.

 М., Комптон С.Н., Эспил Ф.М., Нил-Барнетт А., Александр Дж.Р., Вальтер М.Р., Кэхилл С.П., Декерсбах Т., Франклин М.Э.
М., Комптон С.Н., Эспил Ф.М., Нил-Барнетт А., Александр Дж.Р., Вальтер М.Р., Кэхилл С.П., Декерсбах Т., Франклин М.Э.



 Объясняется это тем, что из-за большей глубины, крепеж для позидрайва должен иметь и чуть-чуть большие головки. Иначе уменьшается их прочность и они отламываются.
Объясняется это тем, что из-за большей глубины, крепеж для позидрайва должен иметь и чуть-чуть большие головки. Иначе уменьшается их прочность и они отламываются.


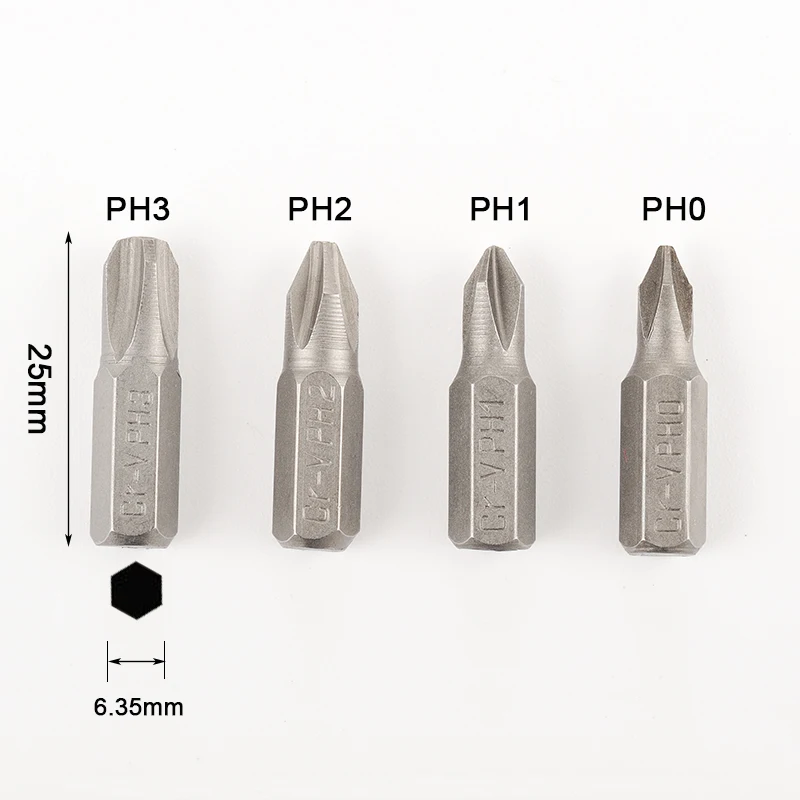


 Уменьшаются так же производительность труда и усилие закручивания.
Уменьшаются так же производительность труда и усилие закручивания.


 Причём, если использование отвёртки PH с болтами PZ является условно-допустимым, то попытки открутить винт PH битой PZ гарантированно приведёт к негативному результату.
Причём, если использование отвёртки PH с болтами PZ является условно-допустимым, то попытки открутить винт PH битой PZ гарантированно приведёт к негативному результату. Два типа — Pozidriv и Phillips.
Два типа — Pozidriv и Phillips. Если вы попытаетесь, вы, вероятно, потерпите неудачу и, вероятно, повредите свой винт.
Если вы попытаетесь, вы, вероятно, потерпите неудачу и, вероятно, повредите свой винт.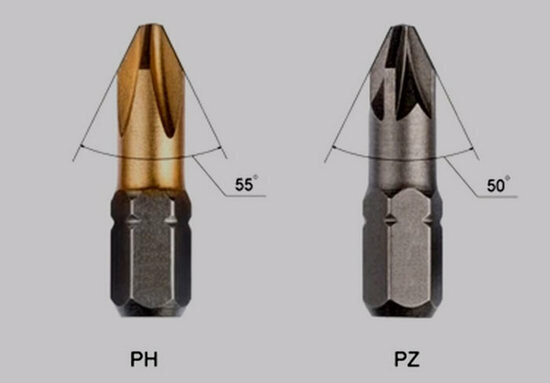 co.uk
co.uk

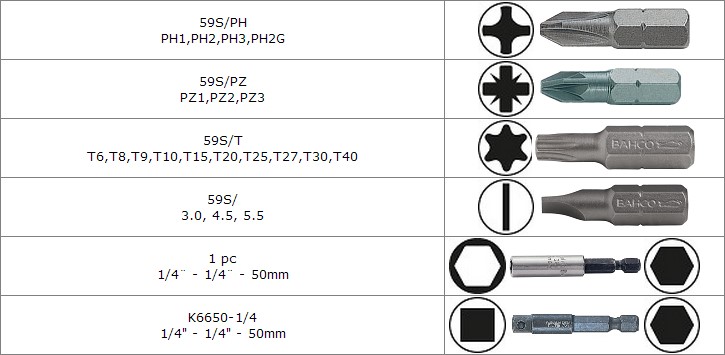

 Кроме того, VisualSFM (64-разрядная версия) предоставляет интерфейсы для запуска инструмента PMVS/CMVS от Yasutaka Furukawa и для подготовки данных для CMP-MVS Михала Янкосека. Это программное обеспечение также поставляется с двумя исследовательскими проектами: реконструкция поверхности схемы и анализ повторения в одном виде.
Кроме того, VisualSFM (64-разрядная версия) предоставляет интерфейсы для запуска инструмента PMVS/CMVS от Yasutaka Furukawa и для подготовки данных для CMP-MVS Михала Янкосека. Это программное обеспечение также поставляется с двумя исследовательскими проектами: реконструкция поверхности схемы и анализ повторения в одном виде.
 Он предоставляет библиотеку моделей и несколько инструментов для легкого создания различных форм и объектов.
Он предоставляет библиотеку моделей и несколько инструментов для легкого создания различных форм и объектов.
 Маскирование
Маскирование  Расширенное маскирование
Расширенное маскирование  Разрезы и контурные линии
Разрезы и контурные линии 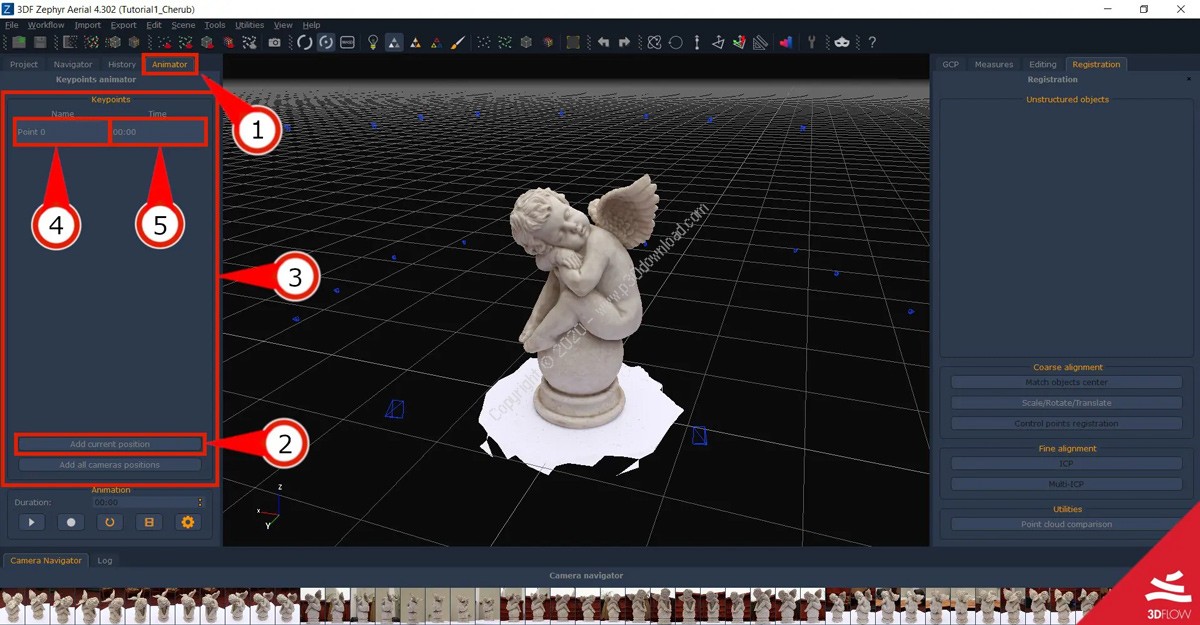 Простой.
Простой. 35 one-time
35 one-time
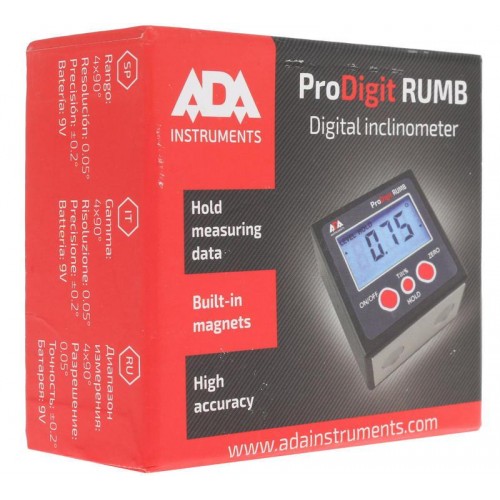
 751476
751476 Разрабатывается и выпускается продукция в Европе, США и Азии. Производитель уверен в качестве и надежности товаров, поэтому дает на них 2 года гарантии!
Разрабатывается и выпускается продукция в Европе, США и Азии. Производитель уверен в качестве и надежности товаров, поэтому дает на них 2 года гарантии! Максимум 15 000a за один раз.
Максимум 15 000a за один раз. 02град,автоматическая калибровка,магниты,ч
02град,автоматическая калибровка,магниты,ч 9650311-15
9650311-15
 Металлический корпус защищает электронный уровень. Встроенные сильные магниты позволяют размещать электронный уровень на металлических поверхностях. Автоматическая калибровка для точной работы. Данные отображаются в градусах, мм/м, %, дюйм/фут. Результаты отображаются с точностью до двух знаков после запятой. Для удобства работы есть режим «HOLD». Используйте этот режим для удержания результатов на дисплее и функции подсветки. Прибор подает звуковой сигнал, когда результаты приближаются к 0 и 90°. Применение: монтаж металлоконструкций, монтаж канализационных и сантехнических систем, столярные и отделочные работы, на производстве.
Металлический корпус защищает электронный уровень. Встроенные сильные магниты позволяют размещать электронный уровень на металлических поверхностях. Автоматическая калибровка для точной работы. Данные отображаются в градусах, мм/м, %, дюйм/фут. Результаты отображаются с точностью до двух знаков после запятой. Для удобства работы есть режим «HOLD». Используйте этот режим для удержания результатов на дисплее и функции подсветки. Прибор подает звуковой сигнал, когда результаты приближаются к 0 и 90°. Применение: монтаж металлоконструкций, монтаж канализационных и сантехнических систем, столярные и отделочные работы, на производстве. 00
00
 Некоторые 3D-принтеры уже поставляются с программным обеспечением, в которое встроен Slic3r. Например, вы также можете преобразовать 3D-модель для печати непосредственно в Repetier Host. При нарезке модель превращается в G-код, то есть в код, который «говорит» 3D-принтеру, какие позиции он должен проходить.
Некоторые 3D-принтеры уже поставляются с программным обеспечением, в которое встроен Slic3r. Например, вы также можете преобразовать 3D-модель для печати непосредственно в Repetier Host. При нарезке модель превращается в G-код, то есть в код, который «говорит» 3D-принтеру, какие позиции он должен проходить. Для этого следует разработать модель или макет изделия в специализированной программе. Рассмотрим, какие 3D-модели наиболее популярны для послойной печати, нюансы и пошаговую инструкцию их создания.
Для этого следует разработать модель или макет изделия в специализированной программе. Рассмотрим, какие 3D-модели наиболее популярны для послойной печати, нюансы и пошаговую инструкцию их создания.

 Для корректной печати модели на 3D-принтере рекомендуется, чтобы поверхности фигуры в проекте не накладывались друг на друга. Этого нельзя допускать, так как во время печати может произойти сбой, который повлечет за собой проблемы с качеством самой фигуры. Поэтому все поверхности трехмерного объекта должны лишь соприкасаться, образуя единую модель.
Для корректной печати модели на 3D-принтере рекомендуется, чтобы поверхности фигуры в проекте не накладывались друг на друга. Этого нельзя допускать, так как во время печати может произойти сбой, который повлечет за собой проблемы с качеством самой фигуры. Поэтому все поверхности трехмерного объекта должны лишь соприкасаться, образуя единую модель. Для этого стоит учитывать самые распространенные ошибки пользователей в процессе создания макета, такие как:
Для этого стоит учитывать самые распространенные ошибки пользователей в процессе создания макета, такие как:
 К сожалению, у меня нет степени в области САПР или доступа к каким-либо программам для 3D-дизайна.
К сожалению, у меня нет степени в области САПР или доступа к каким-либо программам для 3D-дизайна. Инструмент немедленно отправит вас на страницу дизайна со случайно назначенным (и часто забавным, например, Tremendous Snaget-Fulffy) именем для вашего проекта. Вы можете изменить имя, нажав Дизайн > Свойства , хотя это может произойти в любой момент.
Инструмент немедленно отправит вас на страницу дизайна со случайно назначенным (и часто забавным, например, Tremendous Snaget-Fulffy) именем для вашего проекта. Вы можете изменить имя, нажав Дизайн > Свойства , хотя это может произойти в любой момент. Когда вы наведете курсор мыши на любой из них, вы увидите соответствующие измерения. Нажмите и перетащите любой из углов, чтобы изменить размер призмы в этом направлении; щелкните и перетащите и отцентрируйте один, чтобы отрегулировать высоту. (То, что выглядит как черная капля над центральной ручкой, используется для подъема и опускания объекта относительно рабочей плоскости.)
Когда вы наведете курсор мыши на любой из них, вы увидите соответствующие измерения. Нажмите и перетащите любой из углов, чтобы изменить размер призмы в этом направлении; щелкните и перетащите и отцентрируйте один, чтобы отрегулировать высоту. (То, что выглядит как черная капля над центральной ручкой, используется для подъема и опускания объекта относительно рабочей плоскости.)
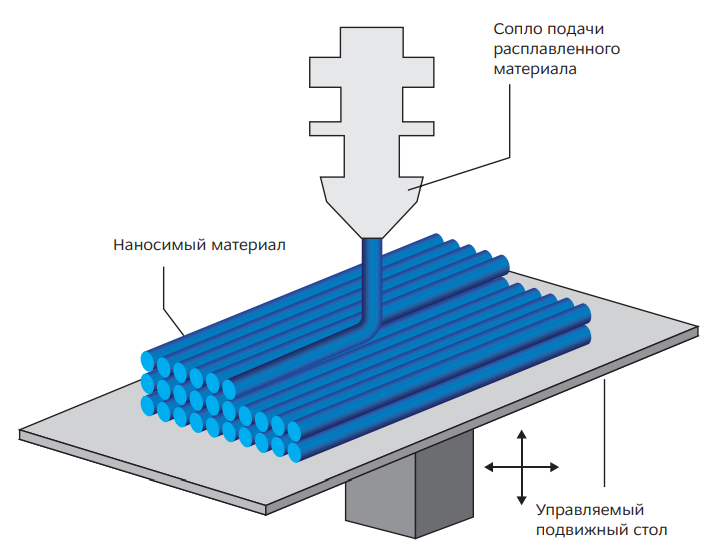 Многие шаги выполняются за вас, но создание файлов для 3D-принтера является одним из самых важных.
Многие шаги выполняются за вас, но создание файлов для 3D-принтера является одним из самых важных.

 В комплекте две запасные батарейки!
В комплекте две запасные батарейки!
 В любом случае, мы просто знаем, что это работает очень хорошо!
В любом случае, мы просто знаем, что это работает очень хорошо!

 Cura имеет «профили» по умолчанию, которые дают вам список уже сделанных для вас настроек, которые вы можете ввести.
Cura имеет «профили» по умолчанию, которые дают вам список уже сделанных для вас настроек, которые вы можете ввести.
 Несмотря на то, что ЧПУ сокращает общее время обработки за счет повышения эффективности нерабочего хода, эта экономия сводится на нет временем, необходимым на дополнительную обработку. С другой стороны, при накатывании резьбы за один проход сокращается дорогостоящее время работы станка с ЧПУ. Кроме того, использование резьбонакатной головки на станке ЧПУ позволяет обрабатывать детали с одного установа, исключая тем самым необходимость в дополнительной обработке на специальном резьбонакатном станке.
Несмотря на то, что ЧПУ сокращает общее время обработки за счет повышения эффективности нерабочего хода, эта экономия сводится на нет временем, необходимым на дополнительную обработку. С другой стороны, при накатывании резьбы за один проход сокращается дорогостоящее время работы станка с ЧПУ. Кроме того, использование резьбонакатной головки на станке ЧПУ позволяет обрабатывать детали с одного установа, исключая тем самым необходимость в дополнительной обработке на специальном резьбонакатном станке. Усиленный накатный ролик, изготовленный из инструментальной или быстрорежущей стали, смещает материал по контуру резьбы, подвергая его пластической деформации и придавая ему окончательную форму. На материал заготовки действует напряжение, превышающее его предел текучести, вследствие чего он деформируется, принимая зеркально отраженную форму накатного ролика (см. рисунок).
Усиленный накатный ролик, изготовленный из инструментальной или быстрорежущей стали, смещает материал по контуру резьбы, подвергая его пластической деформации и придавая ему окончательную форму. На материал заготовки действует напряжение, превышающее его предел текучести, вследствие чего он деформируется, принимая зеркально отраженную форму накатного ролика (см. рисунок). Сжатие материала накатным роликом дает более точный профиль с более высоким качеством обработки, чем можно достичь при помощи шлифовки. При резании материала получается более грубая поверхность, чем при сжатии, когда поверхность приобретает большую гладкость и прочность, а значит, повышенную стойкость к износу, коррозии и истиранию. Данное качество особенно важно для штоков клапанов и других деталей, подверженных воздействию агрессивной, коррозионно-активной среды. Гладкая поверхность резьбы также необходима для гаек, которые должны обеспечивать свободное движение на большие расстояния в загрязненной атмосфере.
Сжатие материала накатным роликом дает более точный профиль с более высоким качеством обработки, чем можно достичь при помощи шлифовки. При резании материала получается более грубая поверхность, чем при сжатии, когда поверхность приобретает большую гладкость и прочность, а значит, повышенную стойкость к износу, коррозии и истиранию. Данное качество особенно важно для штоков клапанов и других деталей, подверженных воздействию агрессивной, коррозионно-активной среды. Гладкая поверхность резьбы также необходима для гаек, которые должны обеспечивать свободное движение на большие расстояния в загрязненной атмосфере.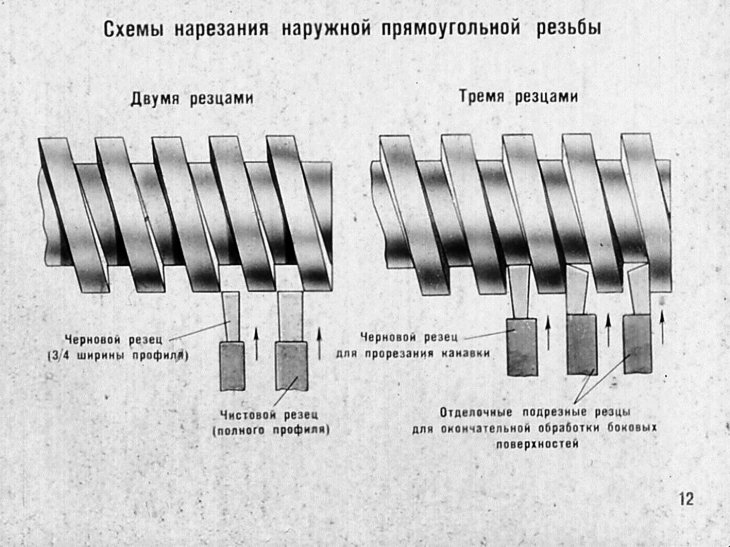 Это особенно важно в месте сбега и на участках неполной или неиспользуемой резьбы. Резьба особенно подвержена усталости на конце, в месте концентрации нагрузки. Детали, постоянно находящиеся под действием нагрузки, выигрывают от метода накатки, поскольку он обеспечивает округлую форму сбега резьбы, гладкость и повышенную прочность.
Это особенно важно в месте сбега и на участках неполной или неиспользуемой резьбы. Резьба особенно подвержена усталости на конце, в месте концентрации нагрузки. Детали, постоянно находящиеся под действием нагрузки, выигрывают от метода накатки, поскольку он обеспечивает округлую форму сбега резьбы, гладкость и повышенную прочность. До этого момента форма профиля сохраняется неизменной. На протяжении срока своей службы (обычно десятки тысяч обработанных деталей) накатные ролики не требуют практически никакой корректировки.
До этого момента форма профиля сохраняется неизменной. На протяжении срока своей службы (обычно десятки тысяч обработанных деталей) накатные ролики не требуют практически никакой корректировки.
 30 x 6
30 x 6 Однако необходимо заметить, что если угол профиля резьбы больше 10°, практически любая резьба, имеющая особую форму, может накатываться от 1,4 мм примерно до 230 мм. При этом в зависимости от назначения можно уменьшать диаметр труб, обжимать их концы, выполнять кольцевые профили, ставить фирменные знаки, символы и номера.
Однако необходимо заметить, что если угол профиля резьбы больше 10°, практически любая резьба, имеющая особую форму, может накатываться от 1,4 мм примерно до 230 мм. При этом в зависимости от назначения можно уменьшать диаметр труб, обжимать их концы, выполнять кольцевые профили, ставить фирменные знаки, символы и номера.
 Ролики расположены в головке под углом, примерно соответствующим углу подъема резьбы, и совершают поступательное движение, в результате чего заготовка движется самостоятельно.
Ролики расположены в головке под углом, примерно соответствующим углу подъема резьбы, и совершают поступательное движение, в результате чего заготовка движется самостоятельно. Поскольку осевые ролики за один цикл могут накатывать только одну резьбу, их устройство проще. Это позволяет обрабатывать больший диапазон диаметров. В настоящее время осевые системы FETTE способны накатывать резьбу диаметром до 230 мм.
Поскольку осевые ролики за один цикл могут накатывать только одну резьбу, их устройство проще. Это позволяет обрабатывать больший диапазон диаметров. В настоящее время осевые системы FETTE способны накатывать резьбу диаметром до 230 мм. Таким образом, ролик с левой резьбой используется для накатывания левой резьбы, а правый – для правой. При этом на каждую головку можно устанавливать оба типа ролика.
Таким образом, ролик с левой резьбой используется для накатывания левой резьбы, а правый – для правой. При этом на каждую головку можно устанавливать оба типа ролика. При использовании осевой системы время накатывания будет следующим:
При использовании осевой системы время накатывания будет следующим:

 Шаг выдерживается специально установленным ходовым винтом. Настройка выполняется по таблицам. Резьбы диаметров до 40 мм выполняются метчиками и плашками, независимо от типа рельефа выступа. На больших деталях, весом от 500 кг, с диаметром, превышающим длину детали, нарезка может производиться на токарно-карусельных станках, имеющих в своей конструкции гитару.
Шаг выдерживается специально установленным ходовым винтом. Настройка выполняется по таблицам. Резьбы диаметров до 40 мм выполняются метчиками и плашками, независимо от типа рельефа выступа. На больших деталях, весом от 500 кг, с диаметром, превышающим длину детали, нарезка может производиться на токарно-карусельных станках, имеющих в своей конструкции гитару. Диаметр ограничен 24–30 мм.
Диаметр ограничен 24–30 мм. Шаг определяется количеством нитей в 1⁰ параллельно оси трубы. Работать необходимо по таблицам. Проверять резьбы шаблонами и калибрами. Прямое измерение дает большие погрешности.
Шаг определяется количеством нитей в 1⁰ параллельно оси трубы. Работать необходимо по таблицам. Проверять резьбы шаблонами и калибрами. Прямое измерение дает большие погрешности.
 В противном случае резьба будет плохо закручиваться и упираться вершинами. С зачищенными верхушками при закручивании резьбы скользят по боковой поверхности, создавая прочное соединение. Величина максимальной нагрузки и герметичность соединения увеличивается.
В противном случае резьба будет плохо закручиваться и упираться вершинами. С зачищенными верхушками при закручивании резьбы скользят по боковой поверхности, создавая прочное соединение. Величина максимальной нагрузки и герметичность соединения увеличивается.
 Каковы плюсы и минусы накатывания резьбы по сравнению с обычным нарезанием резьбы резьбонарезным инструментом. Резьба, которую мы нарезаем, не больше 2 дюймов, так что ничего особенного. Просто ищу информацию, так как у меня нет опыта с накаткой нити, но я слышал, что это намного быстрее и дает более прочную нить.
Каковы плюсы и минусы накатывания резьбы по сравнению с обычным нарезанием резьбы резьбонарезным инструментом. Резьба, которую мы нарезаем, не больше 2 дюймов, так что ничего особенного. Просто ищу информацию, так как у меня нет опыта с накаткой нити, но я слышал, что это намного быстрее и дает более прочную нить.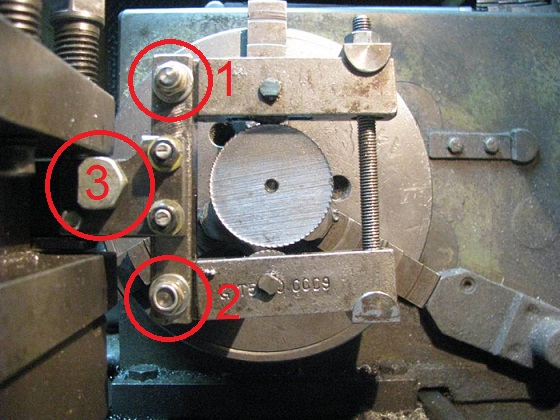 Резьба, которую мы нарезаем, не больше 2 дюймов, так что ничего особенного. Просто ищу информацию, так как у меня нет опыта с накаткой нити, но я слышал, что это намного быстрее и дает более прочную нить.
Резьба, которую мы нарезаем, не больше 2 дюймов, так что ничего особенного. Просто ищу информацию, так как у меня нет опыта с накаткой нити, но я слышал, что это намного быстрее и дает более прочную нить.
 В нашей школе мы просто разработали его из студенческих проектов и заменили фрезерованными канавками, которые выглядят красивее и их гораздо легче повторить.
В нашей школе мы просто разработали его из студенческих проектов и заменили фрезерованными канавками, которые выглядят красивее и их гораздо легче повторить.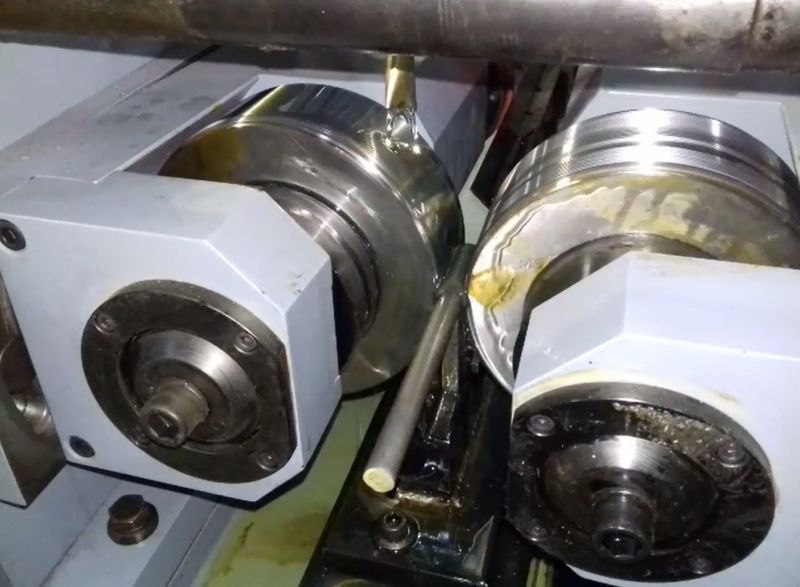 Что вы имеете в виду, ребята, где OX?
Что вы имеете в виду, ребята, где OX? Я не понимаю, почему что-то столь фундаментальное было удалено из учебного плана профессионального училища. Многие детали, которые мы производим, имеют накатку, и это никогда не изменится в пользу «прикольно выглядящих маленьких канавок». Оболванивать наших студентов, так и быть.
Я не понимаю, почему что-то столь фундаментальное было удалено из учебного плана профессионального училища. Многие детали, которые мы производим, имеют накатку, и это никогда не изменится в пользу «прикольно выглядящих маленьких канавок». Оболванивать наших студентов, так и быть. Если вы сделаете все правильно, вы получите идеальную прочную нить за один очень быстрый проход. Обычно мы используем головку только для больших объемов работ. Я тоже не могу себе представить намотку нити длиной в два дюйма, по крайней мере, не с нашим оборудованием.
Если вы сделаете все правильно, вы получите идеальную прочную нить за один очень быстрый проход. Обычно мы используем головку только для больших объемов работ. Я тоже не могу себе представить намотку нити длиной в два дюйма, по крайней мере, не с нашим оборудованием. Многие детали, которые мы производим, имеют накатку, и это никогда не изменится в пользу «прикольно выглядящих маленьких канавок». Оболванивать наших студентов, так и быть.
Многие детали, которые мы производим, имеют накатку, и это никогда не изменится в пользу «прикольно выглядящих маленьких канавок». Оболванивать наших студентов, так и быть.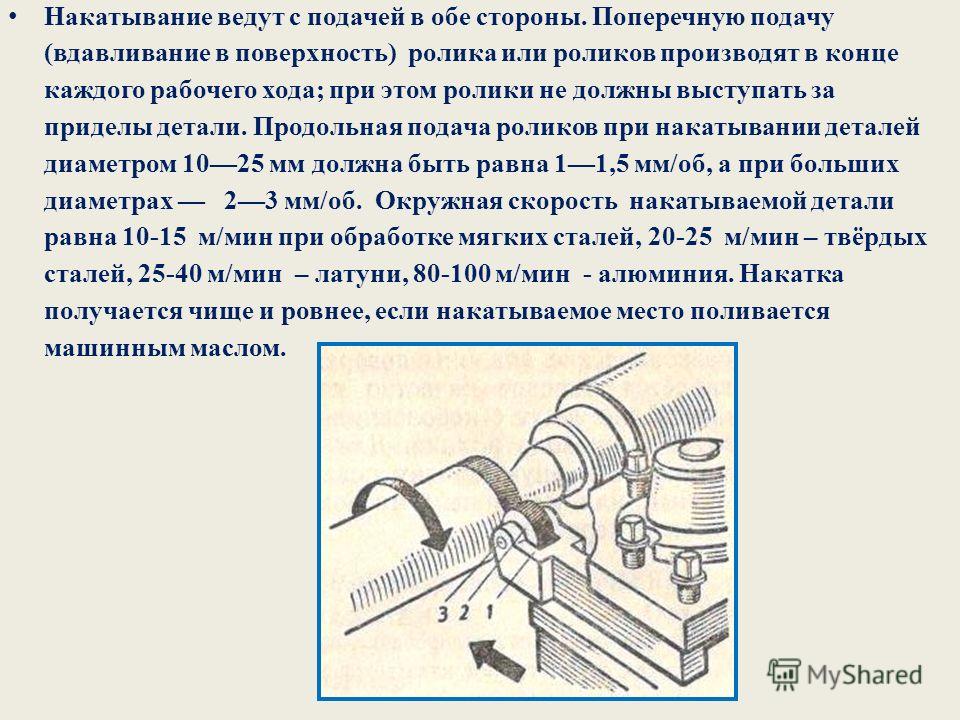
 ..»
..» Кроме специализированных юнитов от Landis, которые они выпустили вместе с компаньоном несколько лет назад. (никогда не пользовался)
Кроме специализированных юнитов от Landis, которые они выпустили вместе с компаньоном несколько лет назад. (никогда не пользовался) Кроме того, если бы у вас был штифт диаметром 1,25 дюйма с резьбой 3/4 дюйма на одном конце, мог бы диаметр 1,25 дюйма на самом деле увеличиться рядом с резьбой?
Кроме того, если бы у вас был штифт диаметром 1,25 дюйма с резьбой 3/4 дюйма на одном конце, мог бы диаметр 1,25 дюйма на самом деле увеличиться рядом с резьбой? Резьба от 10-32 до 1/2-20 UNJF-3A. Это кусок металла хорошего размера. Не могу себе представить, чтобы кто-то делал 2-дюймовую резьбу на любом из наших токарных станков.
Резьба от 10-32 до 1/2-20 UNJF-3A. Это кусок металла хорошего размера. Не могу себе представить, чтобы кто-то делал 2-дюймовую резьбу на любом из наших токарных станков. С некоторыми я все равно сталкиваюсь повторно в качестве меры предосторожности.
С некоторыми я все равно сталкиваюсь повторно в качестве меры предосторожности.
 Ваша работа звучит идеально для любого из этих инструментов.
Ваша работа звучит идеально для любого из этих инструментов. Мы избавились от всех наших других винтовых станков и токарно-револьверных станков, когда мы перенесли всю устаревшую работу с них на швейцарский станок с ЧПУ. Я покопаюсь и посмотрю, отправили ли мы все инструменты с геометрической резьбой в мусоровоз.
Мы избавились от всех наших других винтовых станков и токарно-револьверных станков, когда мы перенесли всю устаревшую работу с них на швейцарский станок с ЧПУ. Я покопаюсь и посмотрю, отправили ли мы все инструменты с геометрической резьбой в мусоровоз.

 ..
..
